

Page 1
Automation
Hypertherm Automation
5 Technology Drive, Suite 300
W. Lebanon, NH 03784 USA
Phone: 603-298-7970
Fax: 603-298-7977
YPERTHERM SHAPE CUTTING CONTROL
H
MACHINE INTERFACE MANUAL
February 2009
Page 2

D
ISCLAIMER The information in this document is subject to change without notice and should not be
construed as a commitment by Hypertherm Automation. Hypertherm Automation
assumes no responsibility for any errors that appear.
T
RADEMARKS Hypertherm Automation is a wholly owned subsidiary of Hypertherm, Inc.
Command, HT 4400, HD3070 HyDefinition Plasma and HD4070 HyDefinition Plasma
are registered trademarks of Hypertherm, Inc.
FASTLaser is a trademark of Hypertherm, Inc.
EDGE, HyperCAD, HyperNet, HyperNest, Phoenix, and ShapeWizard are registered
trademarks of Hypertherm Automation.
Align, APC, CutPro, Gemini, HPR130, HPR260 HyPerformance Plasma, Mariner,
Nester, Remote Help, Sensor, and Voyager are trademarks of Hypertherm Automation.
HASP is a registered trademark of Aladdin Knowledge Systems Ltd.
Indramat is a trademark of Bosch Rexroth.
Pacific Scientific is a trademark of Danaher Motion.
Pentium and Celeron are registered trademarks of Intel Corporation.
Virus Scan is a registered trademark of McAfee Associates, Inc.
Microsoft, the Microsoft logo, and Windows are registered trademarks of Microsoft
Corporation.
NJWIN is a registered trademark of NJStar Software Corporation.
SERCOS Interface is a trademark of SERCOS North America.
Norton AntiVirus and Norton Ghost are trademarks of Symantec Corporation.
Other trademarks are the property of their respective holders.
C
OPYRIGHT 2009 by Hypertherm Automation. All rights Reserved
Printed in USA
ii
Page 3

Contents
Safety ....................................................................................................................... 1
MicroEdge .................................................................................................................... 9
Overview ............................................................................................................. 9
Keyboard Layout ............................................................................................... 10
System Requirements ....................................................................................... 10
Monitor Requirements (CRT or LCD) ................................................................ 10
Keyboard Requirements ................................................................................... 10
Optional Mouse Requirements .......................................................................... 10
THC, Joystick & Speedpots ............................................................................... 11
Machine Interface .............................................................................................. 11
Serial Port ......................................................................................................... 12
I/O Configuration ............................................................................................... 12
I/O Connector .................................................................................................... 12
I/O Interface ...................................................................................................... 13
Single Ended I/O Pinout .................................................................................... 15
Drive/Encoder Connector .................................................................................. 16
Axes Assignments ............................................................................................. 16
Drive/Encoder Pinout ........................................................................................ 17
Drive/Encoder Pinout (For 3 and 4 Axes units) ................................................. 17
THC and Joystick Interface ............................................................................... 18
Series 1 PCI Analog Card ................................................................................. 18
THC 1 ................................................................................................................ 18
THC 2 ................................................................................................................ 18
Joystick ............................................................................................................. 19
THC and Joystick Cable Grounding .................................................................. 19
Sensor THC ...................................................................................................... 20
Voltage Divider Card Pinout (Series 3) ............................................................. 20
Control & Cable Pinout for Sensor THC ............................................................ 21
I/O Configuration Type “P” ................................................................................ 21
Calibration ......................................................................................................... 22
Series 1 Analog Card ........................................................................................ 22
Edge Ti ..................................................................................................................... 23
Overview ........................................................................................................... 23
Touch Screen .................................................................................................... 23
THC, Joystick & Speedpots ............................................................................... 23
Machine Interface .............................................................................................. 24
AC Input ............................................................................................................ 24
Serial Port ......................................................................................................... 25
I/O Configuration ............................................................................................... 25
Input Mode ........................................................................................................ 26
I/O Interface ...................................................................................................... 26
I/O Pinout .......................................................................................................... 27
I/O Setup Screen ............................................................................................... 28
Lifter Interface ................................................................................................... 29
iii
Page 4

Lifter Pinout (9 Pin Dsub) .................................................................................. 29
Plasma Interface ............................................................................................... 30
External Interlock .............................................................................................. 31
Motor Encoder Connections .............................................................................. 31
Axes Assignments ............................................................................................. 32
Optional Motor Information ................................................................................ 35
Optional Lifter Assembly Information ................................................................ 36
Plasma Interface Assembly Mountings ............................................................. 37
Optional Lifter Assembly ................................................................................... 38
Lifter Assembly Mounting .................................................................................. 38
Torch Breakaway Assembly .............................................................................. 40
Torch Mounting Block Kit .................................................................................. 41
Grounding Requirements .................................................................................. 42
Voyager III ................................................................................................................... 43
Overview ........................................................................................................... 43
Touch Screen .................................................................................................... 43
THC, Joystick & Speedpots ............................................................................... 43
Setups ............................................................................................................... 45
Drive Type ......................................................................................................... 45
Update Rate ...................................................................................................... 45
Baud Rate ......................................................................................................... 45
Light Level ......................................................................................................... 45
Drive I/O ............................................................................................................ 46
RECO I/O at Address 50 ................................................................................... 46
HTA I/O at Address 70 ...................................................................................... 46
Common Status Messages ............................................................................... 46
Machine Interface .............................................................................................. 47
I/O Configuration Type “V” ( Positive Logic Single Ended I/O ) ......................... 47
Single Ended I/O Pinout .................................................................................... 48
I/O Connector .................................................................................................... 48
Mating Connector .............................................................................................. 49
Drive/ Encoder Pinout ....................................................................................... 49
Drive/ Encoder Input Mating Connector ............................................................ 50
Analog Connection Pinout ................................................................................. 50
Analog 1 ............................................................................................................ 50
Mating Connector .............................................................................................. 51
Sensor THC Interface ....................................................................................... 51
Mating Connector .............................................................................................. 51
Voltage Divider Card Pinout ( Series 3 ) ........................................................... 51
Mating Connector .............................................................................................. 51
Mating Connector .............................................................................................. 52
SERCOS to Analog Conversion Card ............................................................... 52
Decimal Read Out ............................................................................................. 52
Address Rotary Hex Switches ( for I/O only ) .................................................... 53
Programming Port ............................................................................................. 53
Dip Switch Settings ........................................................................................... 53
iv
Page 5
Fiber Optic Light Level: ..................................................................................... 53
Baud Rate: ........................................................................................................ 53
Error Codes: ...................................................................................................... 54
Mariner ..................................................................................................................... 55
Overview ........................................................................................................... 55
Touch Screen .................................................................................................... 55
THC, Joystick and Speedpots ........................................................................... 55
AC Input Pinout ................................................................................................. 56
E-Stop ............................................................................................................... 56
Diagram Location Din-02 .................................................................................. 56
SERCOS Motion and I/O................................................................................... 57
v
Page 6

vi
Page 7
Safety
Read This Manual
Read and understand this instructional manual, the cutting machine manuals, and your
employer’s safety practices.
Note: This product is not designed to be field serviceable. Please return to an authorized repair
center for any required service.
Product Listings
MicroEdge and Voyager III
Note: This product has been designed and manufactured in accordance with CE and UL Safety
Standards.
Edge TI
Note: This product has been designed and manufactured in accordance with CE and UL Safety
Standards.
Please contact Hypertherm Automation for further safety listing information.
1
Page 8
2 Safety
RECOGNIZE SAFETY INFORMATION
The symbols shown in this section are used to
identify potential hazards. When you see a safety
symbol in this manual or on your machine, understand
the potential for personal injury, and follow the related
instructions to avoid the hazard.
FOLLOW SAFETY INSTRUCTIONS
Read carefully all safety messages in this manual and
safety labels on your machine.
• Keep the safety labels on your machine in good
condition. Replace missing or damaged labels
immediately.
• Learn how to operate the machine and how to use
the controls properly. Do not let anyone operate it
without instruction.
• Keep your machine in proper working condition.
Unauthorized modifications to the machine may
affect safety and machine service life.
DANGER WARNING CAUTION
A signal word DANGER or WARNING is used with a
safety symbol. DANGER identifies the most serious
hazards.
• DANGER and WARNING safety labels are located
on your machine near specific hazards.
• WARNING safety messages precede related
instruc tions in this manual that may result in injury
or death if not followed correctly.
• CAUTION safety messages precede related
instructions in this manual that may result in
damage to equipment if not followed correctly.
Fire Prevention
• Be sure the area is safe before doing any cutting.
Keep a fire extinguisher nearby.
• Remove all flammables within 35 feet (10 m) of the
cutting area.
• Quench hot metal or allow it to cool before handling
or before letting it touch combustible materials.
• Never cut containers with potentially flammable
materials inside – they must be emptied and
properly cleaned first.
• Ventilate potentially flammable atmospheres before
cutting.
• When cutting with oxygen as the plasma gas, an
exhaust ventilation system is required.
Explosion Prevention
• Do not use the plasma system if explosive dust or
vapors may be present.
• Do not cut pressurized cylinders, pipes, or any
closed container.
• Do not cut containers that have held combustible
materials.
CUTTING CAN CAUSE FIRE OR EXPLOSION
WARNING
Explosion Hazard
Argon-Hydrogen and Methane
Hydrogen and methane are flammable gases that
present an explosion hazard. Keep flames away from
cylinders and hoses that contain methane or hydrogen
mixtures. Keep flames and sparks away from the torch
when using methane or argon-hydrogen plasma.
WARNING
Hydrogen Detonation with Aluminum Cutting
• When cutting aluminum underwater, or with the
water touching the underside of the aluminum, free
hydrogen gas may collect under the workpiece and
detonate during plasma cutting operations.
• Install an aeration manifold on the floor of the water
table to eliminate the possibility of hydrogen
detonation. Refer to the Appendix section of this
manual for aeration manifold details.
Page 9
Safety 3
Touching live electrical parts can cause a fatal shock
or severe burn.
• Operating the plasma system completes an
electrical circuit between the torch and the
workpiece. The workpiece and anything touching
the workpiece are part of the electrical circuit.
• Never touch the torch body, workpiece or the water
in a water table when the plasma system is
operating.
Electric Shock Prevention
All Hypertherm plasma systems use high voltage
in the cutting process (200 to 400 VDC are
common). Take the following precautions when
operating this system:
• Wear insulated gloves and boots, and keep your
body and clothing dry.
• Do not stand, sit or lie on – or touch – any wet
surface when using the plasma system.
• Insulate yourself from work and ground using dry
insulating mats or covers big enough to prevent any
physical contact with the work or ground. If you must
work in or near a damp area, use extreme caution.
• Provide a disconnect switch close to the power
supply with properly sized fuses. This switch allows
the operator to turn off the power supply quickly in
an emergency situation.
• When using a water table, be sure that it is correctly
connected to earth ground.
ELECTRIC SHOCK CAN KILL
• Install and ground this equipment according to the
instruction manual and in accordance with national
and local codes.
• Inspect the input power cord frequently for damage
or cracking of the cover. Replace a damaged power
cord immediately. Bare wiring can kill.
• Inspect and replace any worn or damaged torch
leads.
• Do not pick up the workpiece, including the waste
cutoff, while you cut. Leave the workpiece in place
or on the workbench with the work cable attached
during the cutting process.
• Before checking, cleaning or changing torch parts,
disconnect the main power or unplug the power
supply.
• Never bypass or shortcut the safety interlocks.
• Before removing any power supply or system
enclosure cover, disconnect electrical input power.
Wait 5 minutes after disconnecting the main power
to allow capacitors to discharge.
• Never operate the plasma system unless the power
supply covers are in place. Exposed power supply
connections present a severe electrical hazard.
• When making input connections, attach proper
grounding conductor first.
• Each Hypertherm plasma system is designed to be
used only with specific Hypertherm torches. Do not
substitute other torches which could overheat and
present a safety hazard.
Use proper precautions when handling printed
circuit boards.
STATIC ELECTRICITY CAN DAMAGE CIRCUIT BOARDS
• Store PC boards in anti-static containers.
• Wear a grounded wrist strap when handling
PC boards.
Page 10

4 Safety
The plasma arc by itself is the heat source used for
cutting. Accordingly, although the plasma arc has not
been identified as a source of toxic fumes, the
material being cut can be a source of toxic fumes or
gases that deplete oxygen.
Fumes produced vary depending on the metal that is
cut. Metals that may release toxic fumes include, but
are not limited to, stainless steel, carbon steel, zinc
(galvanized), and copper.
In some cases, the metal may be coated with a
substance that could release toxic fumes. Toxic
coatings include, but are not limited to, lead (in some
paints), cadmium (in some paints and fillers), and
beryllium.
Gases produced by plasma cutting vary based on the
material to be cut and the method of cutting, but may
include ozone, oxides of nitrogen, hexavalent
chromium, hydrogen, and other substances if such
are contained in or released by the material being cut.
Caution should be taken to minimize exposure to
fumes produced by any industrial process. Depending
upon the chemical composition and concentration of
the fumes (as well as other factors, such as
ventilation), there may be a risk of physical illness,
such as birth defects or cancer.
It is the responsibility of the equipment and site owner
to test the air quality in the area where the equipment
is used and to ensure that the air quality in the
workplace meets all local and national standards
and regulations.
TOXIC FUMES CAN CAUSE INJURY OR DEATH
The air quality level in any relevant workplace
depends on site-specific variables such as:
• Table design (wet, dry, underwater).
• Material composition, surface finish, and
composition of coatings.
• Volume of material removed.
• Duration of cutting or gouging.
• Size, air volume, ventilation and filtration of the
work area.
• Personal protective equipment.
• Number of welding and cutting systems in
operation.
• Other site processes that may produce fumes.
If the workplace must conform to national or local
regulations, only monitoring or testing done at the site
can determine whether the site is above or below
allowable levels.
To reduce the risk of exposure to fumes:
• Remove all coatings and solvents from the metal
before cutting.
• Use local exhaust ventilation to remove fumes from
the air.
• Do not inhale fumes. Wear an air-supplied
respirator when cutting any metal coated with,
containing, or suspected to contain toxic elements.
• Assure that those using welding or cutting
equipment, as well as air-supplied respiration
devices, are qualified and trained in the proper use
of such equipment.
• Never cut containers with potentially toxic materials
inside. Empty and properly clean the container first.
• Monitor or test the air quality at the site as needed.
• Consult with a local expert to implement a site plan
to ensure safe air quality.
Page 11
Safety 5
Instant-On Torches
Plasma arc comes on immediately when the torch
switch is activated.
A PLASMA ARC CAN CAUSE INJURY AND BURNS
The plasma arc will cut quickly through gloves and
skin.
• Keep away from the torch tip.
• Do not hold metal near the cutting path.
• Never point the torch toward yourself or others.
Eye Protection Plasma arc rays produce intense
visible and invisible (ultraviolet and infrared) rays that
can burn eyes and skin.
• Use eye protection in accordance with applicable
national or local codes.
• Wear eye protection (safety glasses or goggles with
side shields, and a welding helmet) with appropriate
lens shading to protect your eyes from the arcʼs
ultraviolet and infrared rays.
Lens Shade
Arc Current AWS (USA) ISO 4850
Up to 100 A No. 8 No. 11
100-200 A No. 10 No. 11-12
200-400 A No. 12 No. 13
Over 400 A No. 14 No. 14
ARC RAYS CAN BURN EYES AND SKIN
Skin Protection Wear protective clothing to protect
against burns caused by ultraviolet light, sparks and
hot metal.
• Gauntlet gloves, safety shoes and hat.
• Flame-retardant clothing to cover all exposed areas.
• Cuffless trousers to prevent entry of sparks and
slag.
• Remove any combustibles, such as a butane lighter
or matches, from your pockets before cutting.
Cutting Area Prepare the cutting area to reduce
reflection and transmission of ultraviolet light:
• Paint walls and other surfaces with dark colors to
reduce reflection.
• Use protective screens or barriers to protect others
from flash and glare.
• Warn others not to watch the arc. Use placards or
signs.
Work Cable Attach the work cable securely to the
workpiece or the work table with good metal-to-metal
contact. Do not connect it to the piece that will fall
away when the cut is complete.
Work Table Connect the work table to an earth
ground, in accordance with appropriate national or
local electrical codes.
GROUNDING SAFETY
Input Power
• Be sure to connect the power cord ground wire to
the ground in the disconnect box.
• If installation of the plasma system involves
connecting the power cord to the power supply, be
sure to connect the power cord ground wire
properly.
• Place the power cord's ground wire on the stud first,
then place any other ground wires on top of the
power cord ground. Fasten the retaining nut tightly.
• Tighten all electrical connections to avoid excessive
heating.
Page 12
6 Safety
ADDITIONAL SAFETY INFORMATION
1. ANSI Standard Z49.1,
Safety in Welding and Cutting,
American
Welding Society, 550 LeJeune Road
P.O. Box 351020, Miami, FL 33135
2. ANSI Standard Z49.2,
Fire Prevention in the Use of Cutting and
Welding Processes,
American National Standards Institute
1430 Broadway, New York, NY 10018
3. ANSI Standard Z87.1,
Safe Practices for Occupation and
Educational Eye and Face Protection,
American National
Standards Institute, 1430 Broadway, New York, NY 10018
4. AWS F4.1,
Recommended Safe Practices for the Preparation for
Welding and Cutting of Containers and Piping That Have Held
Hazardous Substances,
American Welding Society
550 LeJeune Road, P.O. Box 351040, Miami, FL 33135
5. AWS F5.2,
Recommended Safe Practices for Plasma Arc
Cutting,
American Welding Society
550 LeJeune Road, P.O. Box 351040, Miami, FL 33135
6. CGA Pamphlet P-1,
Safe Handling of Compressed Gases in
Cylinders,
Compressed Gas Association
1235 Jefferson Davis Highway, Arlington, VA 22202
7. CSA Standard W117.2,
Code for Safety in Welding and Cutting,
Canadian Standards Association Standard Sales
178 Rexdale Boulevard, Rexdale, Ontario M9W 1R3, Canada
8. NFPA Standard 51B,
Cutting and Welding Processes,
National
Fire Protection Association
470 Atlantic Avenue, Boston, MA 02210
9. NFPA Standard 70–1978,
National Electrical Code,
National Fire
Protection Association, 470 Atlantic Avenue, Boston, MA 02210
10. OSHA,
Safety and Health Standards,
29FR 1910
U.S. Government Printing Office, Washington, D.C. 20402
• Never lubricate cylinder valves or regulators with oil
or grease.
• Use only correct gas cylinders, regulators, hoses
and fittings designed for the specific application.
• Maintain all compressed gas equipment and
associated parts in good condition.
• Label and color-code all gas hoses to identify the
type of gas in each hose. Consult applicable
national or local codes.
GAS CYLINDERS CAN
EXPLODE IF DAMAGED
COMPRESSED GAS EQUIPMENT SAFETY
Gas cylinders contain gas under high pressure. If
damaged, a cylinder can explode.
• Handle and use compressed gas cylinders in
accordance with applicable national or local codes.
• Never use a cylinder that is not upright and secured
in place.
• Keep the protective cap in place over valve except
when the cylinder is in use or connected for use.
• Never allow electrical contact between the plasma
arc and a cylinder.
• Never expose cylinders to excessive heat, sparks,
slag or open flame.
• Never use a hammer, wrench or other tool to open
a stuck cylinder valve.
Prolonged exposure to noise from cutting or gouging
can damage hearing.
• Use approved ear protection when using plasma
system.
• Warn others nearby about the noise hazard.
NOISE CAN DAMAGE HEARING
Pacemaker and hearing aid operation can be affected
by magnetic fields from high currents.
Pacemaker and hearing aid wearers should consult a
doctor before going near any plasma arc cutting and
gouging operations.
To reduce magnetic field hazards:
• Keep both the work cable and the torch lead to one
side, away from your body.
• Route the torch leads as close as possible to the
work cable.
• Do not wrap or drape the torch lead or work cable
around your body.
• Keep as far away from the power supply as
possible.
PACEMAKER AND HEARING
AID OPERATION
A PLASMA ARC CAN
DAMAGE FROZEN PIPES
Frozen pipes may be damaged or can burst if you
attempt to thaw them with a plasma torch.
Page 13
Safety 7
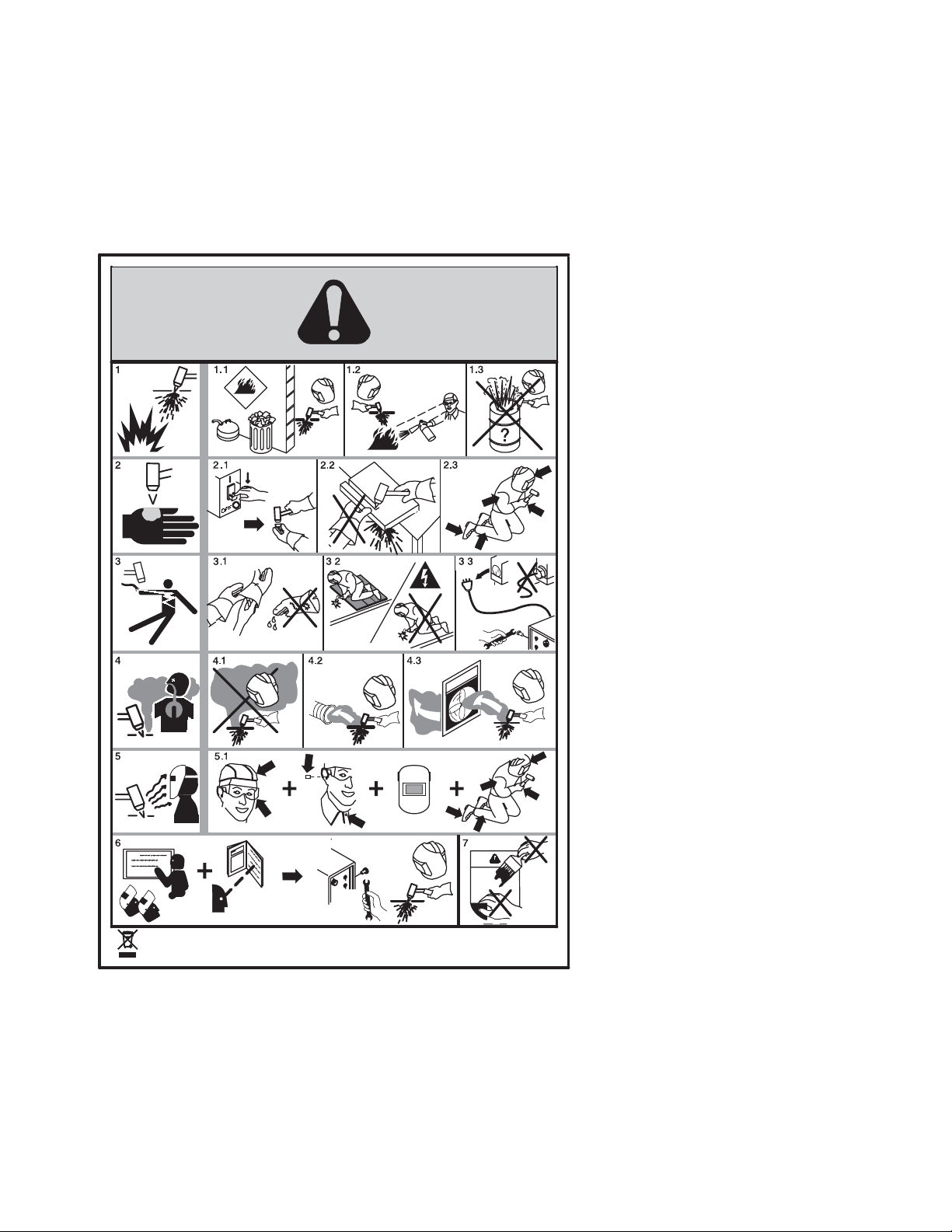
WARNING LABEL
This warning label is affixed to some power supplies. It is
important that the operator and maintenance technician
understand the intent of these warning symbols as described.
The numbered text corresponds to the numbered boxes on
the label.
1. Cutting sparks can cause explosion or fire.
1.1 Keep flammables away from cutting.
1.2 Keep a fire extinguisher nearby, and have
a watchperson ready to use it.
1.3 Do not cut on any closed containers.
2. The plasma arc can cause injury and
burns.
2.1 Turn off power before disassembling torch.
2.2 Do not hold the material near cutting path.
2.3 Wear complete body protection.
3. Electric shock from torch or wiring can kill.
Protect yourself from electric shock.
3.1 Wear insulating gloves. Do not wear wet or
damaged gloves.
3.2 Insulate yourself from work and ground.
3.3 Disconnect input plug or power before
working on machine.
4. Breathing cutting fumes can be hazardous
to your health.
4.1 Keep your head out of the fumes.
4.2 Use forced ventilation or local exhaust to
remove the fumes.
4.3 Use ventilating fan to remove the fumes.
5. Arc rays can burn eyes and injure skin.
5.1 Wear hat and safety glasses. Use ear
protection and button shirt collar. Use
welding helmet with correct shade of filter.
Wear complete body protection.
6. Become trained and read the instructions
before working on the machine or cutting.
7. Do not remove or paint over (cover)
warning labels.
www.hypertherm.com/weee
110647 Rev. A
Page 14

8 Safety
Page 15
MicroEdge
Overview
The MicroEDGE™ PC based motion
control from Hypertherm Automation
is specifically for the metal cutting
industry. This control package
provides a unique combination of
flexible table configurations,
expandable features and an
unparalleled ease of use.
MicroEDGE utilizes our proprietary
Graphical User Interface (GUI) and
SoftMotion Technology with motion
control operation of up to four axes
with 24 I/O signals.
This product offers a unique
approach to the motion control
market by allowing custom
configuration the final package by
adding a PC style Monitor, Keyboard
and Mouse.
Additional features such as Joystick,
Speed Pots, Integrated Sensor THC,
networking, CAD/CAM Software,
Nesting Software provide unlimited
combinations of options for
increased productivity.
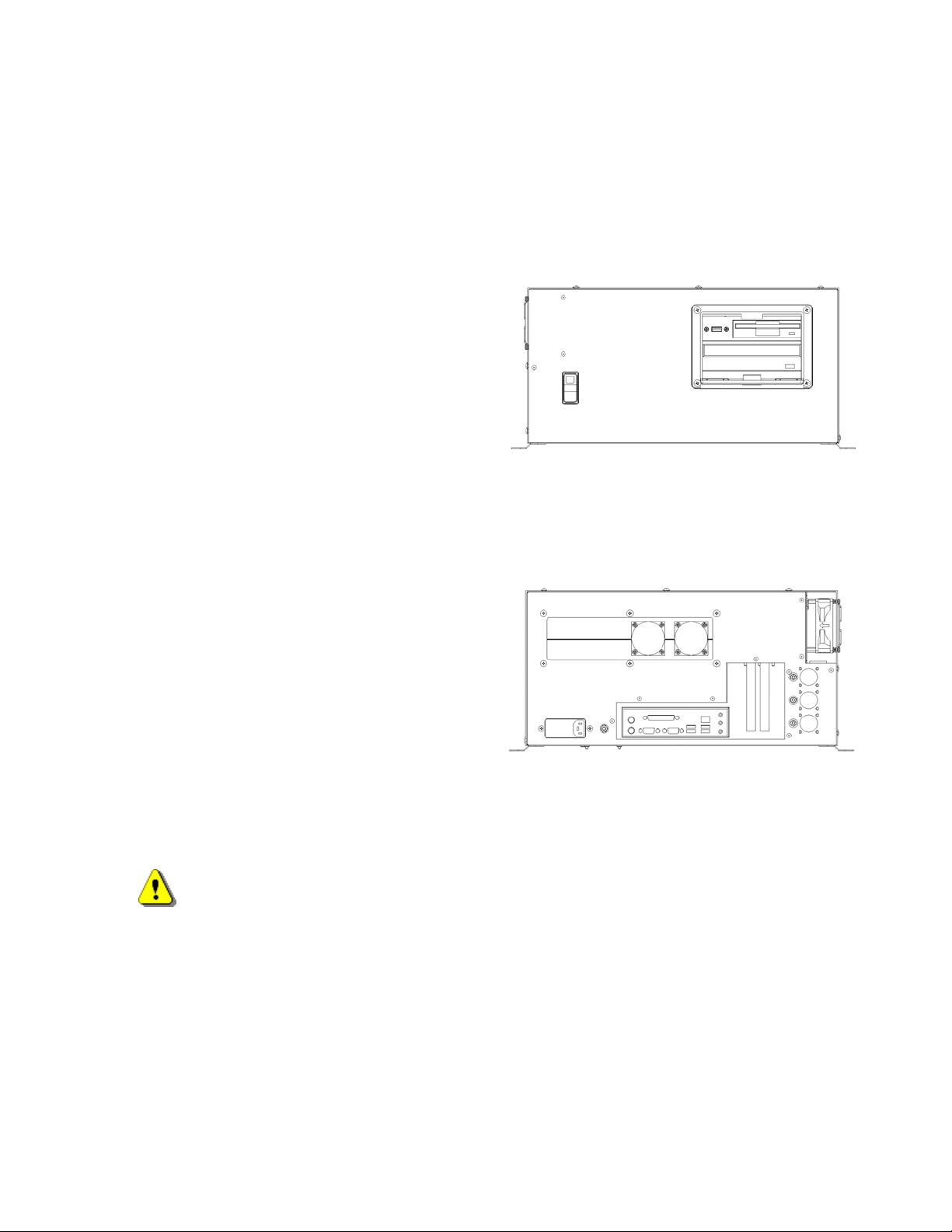
MicroEDGE™
Rear View
Operation and maintenance of
automated equipment involves
potential hazards. Personnel should
take precautions to avoid injury. This
equipment should only be opened by
trained service personnel.
9
Page 16
MicroEdge
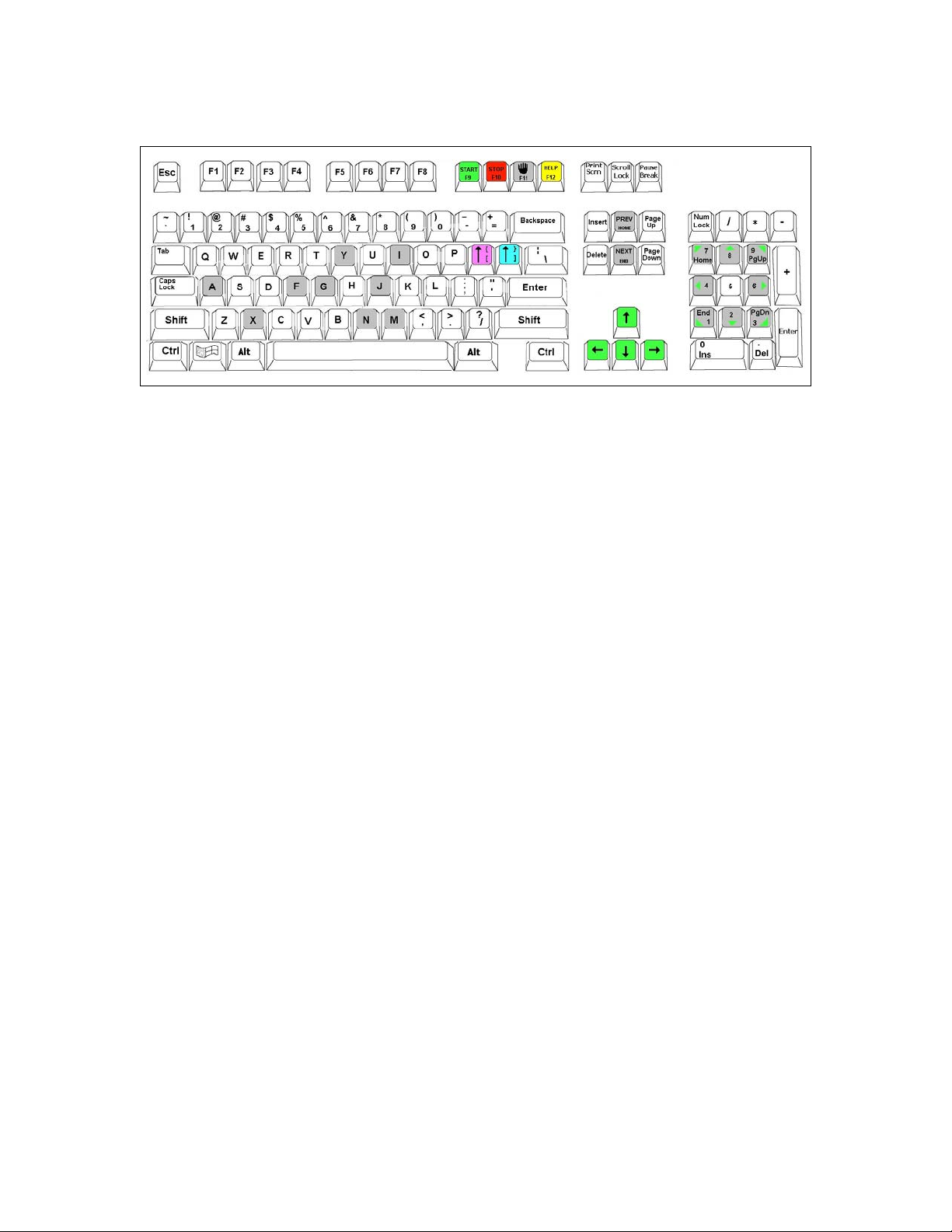
Keyboard Layout
Typical Keyboard Layout
Keyboard Functions
Function Keys F1-F8 are equivalent to the soft keys on the display screen.
Function Key F9 is equivalent to the START key.
Function Key F10 and Pause Key are equivalent to the STOP key.
Function Key F11 is equivalent to the MANUAL MODE key.
Function Key F12 is equivalent to the HELP key.
Arrow direction keys are used for manual motion.
The HOME key is equivalent to the PREV field key.
The END key is equivalent to the NEXT field key.
The [ key is equivalent to the purple arrow shift key.
The ] key is equivalent to the blue arrow shift key.
The Esc key is equivalent to the CANCEL key.
To exit the control software press Alt F4.
To switch between applications press Alt Tab.
A color coded key cap sticker set is provided to allow easy reference to the keys
used by the control software.
System Requirements
Monitor Requirements (CRT or LCD)
Standard VGA capable 1240 x780 analog monitors or better with 15 pin High
Density D-sub connector. Touch screen displays are also supported.
Keyboard Requirements
Standard 101/ 104 Key PS/2 or USB Compatible Keyboard
Optional Mouse Requirements
PS/2 or USB Compatible Mouse
10
Page 17

MicroEdge
THC, Joystick & Speedpots
Optional features for two Sensor THC, one Joystick and two Speedpots are
offered.
Note: Use of some monitors and other devices may require loading of a device
driver for operation. Many standard device drivers are located in the C:\CABS or
C:\CABS\I386 folders.
Machine Interface
The MicroEDGE shape cutting control is an extremely versatile product offering
up to four configurable axes of motion, configurable I/O locations and a
convenient table interface for ease of installation. The control features may also
be expanded through use of optional analog and network interface cards.
The rear panel of the control has several cable connectors to connect the control
to power, I/O and communication ports. These connectors are clearly labeled as
to their function.
11
Page 18

MicroEdge
AC Input
The AC power cable is inserted into the AC power connector and plugged into a
standard 3-way 110 or 220 volt outlet. The control has a universal AC input
power module that allows the user to plug into either voltage without changing
additional jumpers. In addition, the AC Power connector contains an integral
fuse receptacle and line filter.
A remote communications link can be connected to one of the two serial ports
and an external ground (PE) lug for earth grounding of the unit is also provided.
Serial Port
Please refer to the Ports Information section of the Installation Guide for
additional information on configuration of Serial ports for communication. Note:
Serial ports for the MicroEDGE are not optically isolated. Appropriate grounding
or after market port isolator or protocol converter to add optical isolation is
recommended.
I/O Configuration
The cables that connect the control to the cutting machine are attached to the I/O
(Input/Output), and the DRIVE/ENCODER connectors. For the purposes of this
guide Single Ended I/O is referred to as Type “P” configuration.
The information provided here is the basic information for connection of the
shape cutting control to the cutting table. Each machine interface will vary
slightly based on the cutting table configuration and features. Additionally, I/O
pinout information may vary slightly based on the configuration of the selected
I/O and their locations. Changes to the I/O configuration may be made in the
password protected I/O screen. All controls are shipped with the default
selection of Inputs and interface locations for the selected control Interface (I/O)
configuration. Installation and service should only be performed by a qualified
service technician.
I/O Connector
The I/O connector is a standard sex circular CPC connector from AMP. This
connector was specifically chosen for its rugged industrial design and its metal
insulation characteristics for EMI/RFI noise immunity.
In the single ended I/O scheme, a ground is provided on the I/O pin. The
advantage to single ended I/O is that it takes one pin for each point versus two
for the double-ended I/O scheme, thus increasing the total number of I/O points
available to the user.
12
Page 19

I/O Mating Connector
Connector AMP #208470-1
Backshell AMP #208945-8
Sockets (16-18 ga) AMP #66101-3
Sockets (20-24 ga) AMP #66105-3
MicroEdge
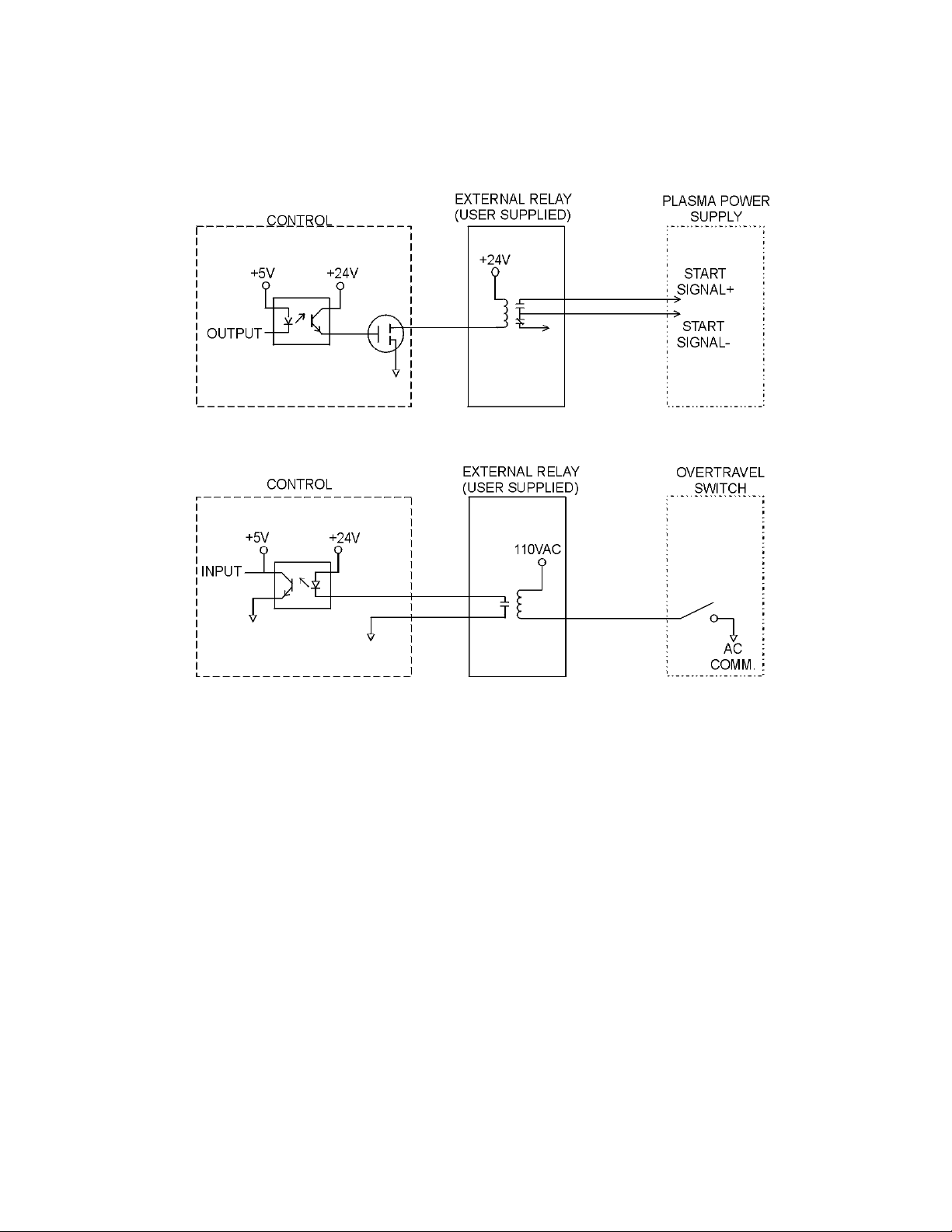
I/O Interface
Connecting single ended I/O to the control. These examples assume a +24V
power supply has been connected across pins 34 and 36 of the control, or that
the optional internal +24V power supply has been installed.
Output tied to external Cut On Input tied to Cut Sense Relay
13
Page 20
MicroEdge
Examples of possible circuits
Output
Input
14
Page 21

MicroEdge
Single Ended I/O Pinout
The Single Ended I/O offers 12 outputs which are rated at 24VDC for up to 1amp loads and 12 inputs rated for 24VDC.
Pin I/O Description
1 Input 1 Torch Up Sense
2 Input 2 Torch Down Sense
3 Input 3 Preheat Sense or X -Overtravel Switch
4 Input 4 Cut Sense
5 Input 5 Tracer on Path or Z Home Switch
6 Input 6 Spare or Y -Overtravel Switch
7 Input 7 Spare
8 Input 8 Spare or Remote Pause
9 Input 9 X Home Switch
10 Input 10 X Overtravel Switch or X +Overtravel Switch
11 Input 11 Y Home Switch
12 Input 12 Y Overtravel Switch or Y +Overtravel Switch
13 N/C No Connection
14 +24 VDC + I/O Power Supply
15 +24 VDC + I/O Power Supply
16 N/C No Connection
17 24V Common I/O Power Supply Common
18 24V Common I/O Power Supply Common
19 N/C No Connection
20 N/C No Connection
21 Output 1 Torch Up
22 Output 2 Torch Down
23 Output 3 Ignition Control
24 Output 4 Torch Height Disable/Dual Grid Control
25 Output 5 CNC/Tracer
26 Output 6 Marker Enable
27 Output 7 Cut Control
28 Output 8 Spare
29 Output 9 Spare or Low Preheat
30 Output 10 Preheat Control
31 Output 11 Key Press Indicator or Motion Indicator
32 Output 12 Spare or Plasma Select
33 I/O Shield Chassis Ground
34 +24 VDC +I/O Power Supply
35 +24 VDC +I/O Power Supply
36 24 V Common I/O Power Supply Common
37 24 V Common I/O Power Supply Common
15
Page 22

MicroEdge
Drive/Encoder Connector
The Drive/Encoder connector is a reverse sex circular CPC connector from AMP.
This connector was specifically chosen for its rugged industrial design and its
metal insulation characteristics for EMI/RFI noise immunity.
NOTE: For optimum noise immunity, cable shields may be tied externally to the
control enclosure or to the metal AMP connectors.
Drive/Encoder Mating Connector and Cable
Connector AMP #208472-1
Backshell AMP #208945-8
Pins (16-18 ga) AMP #66099-3
Pins (20-24 ga) AMP #66103-3
Cabling: Use Belden # 9504 or equivalent for encoder signals
Cabling: Use Belden # 9501 or equivalent for drive signals
Axes Assignments
Axes Axes Assignment
1 (X) Transverse or Rail
2 (Y) Transverse or Rail
3 (Z) Dual Gantry, CBH, Rotate or THC
4 (W) CBH, Tilt or THC
16
Page 23

Drive/Encoder Pinout
Pin Description
2 Encoder Power Supply Input (+5V)
3 Encoder Power Supply Common
4 Encoder Power Supply Shield
8
X Axis Y Axis Description
4 1 Encoder Power Output
8 6 Encoder Power Common
9 5 Encoder Channel A input
14 11 Encoder Channel /A Input
15 10 Encoder Channel B Input
21 17 Encoder Channel /B Input
22 16 Encoder Channel Z Input
28 23 Encoder Channel /Z Input
13 12 Encoder Shields
24 26 Drive Enable In (relay contact)
25 27 Drive Enable Out (relay contact)
37 34 Drive Power Input (+12 or +15)
33 29 Servo Output (± 10V)
32 30 Drive Power Common
36 35 Drive Power Input (-12 or –15)
20 18 Servo Output Common
19 31 Drive/Servo Shield
Drive/Encoder Pinout (For 3 and 4 Axes units)
Pin Description
2 Encoder Power Supply Input (+5V or +12V)
3 Encoder Power Supply Common
7 Encoder Power Supply Shield
Z Axis W Axis Description
4 1 Encoder Power Output
8 6 Encoder Power Common
9 5 Encoder Channel A input
14 11 Encoder Channel /A Input
15 10 Encoder Channel B Input
21 17 Encoder Channel /B Input
22 16 Encoder Channel Z Input
28 23 Encoder Channel /Z Input
13 12 Encoder Shields
24 26 Drive Enable In (relay contact)
MicroEdge
17
Page 24

MicroEdge
25 27 Drive Enable Out (relay contact)
37 34 Drive Power Input (+12 or +15)
33 29 Servo Output (± 10V)
32 30 Drive Power Common
36 35 Drive Power Input (-12 or –15)
20 18 Servo Output Common
19 31 Drive/Servo Shield
THC and Joystick Interface
MicroEdge has dedicated connectors for THC 1, THC and Joystick / Speedpots.
Series 1 PCI Analog Card
Note: The Analog Card will be designated as PCI-AIC Rev A in the Control
Information Diagnostic screen.
Board Marking PCI Analog 1 Part # PCBS-0074
THC 1
Pin # Designation Description
1 Common Common
2 Input 5 Nozzle Contact Sense – ( Relay Contact
3 Input 5 – Nozzle Contact Sense - ( Relay Contact )
4 Output 1 + Nozzle Contact Enable + ( Relay Contact )
5 Output 1 – Nozzle Contact Enable - ( Relay Contact )
6 Analog Input 1 + THC +
7 Analog Input 1 – THC –
8 Output 2 + Hold Ignition ( Relay Contact )
9 Output 2 – Hold Ignition ( Relay Contact )
Ground Stud Shield
Mating Connector
Connector AMP #206708-1
Backshell AMP #206966-1
Sockets (20-24 ga) AMP #66105-3
Cabling: Use Belden # 9504 or equivalent
THC 2
Pin # Designation Description
1 Common Common
2 Input 6 + Nozzle Contact Sense + ( Relay Contact )
3 Input 6 – Nozzle Contact Sense – ( Relay Contact )
4 Output 3 + Nozzle Contact Enable + ( Relay Contact )
5 Output 3 – Nozzle Contact Enable – ( Relay Contact )
6 Analog Input 2 + THC +
7 Analog Input 2 – THC –
18
Page 25

MicroEdge
8 Output 4 + Hold Ignition ( Relay Contact )
9 Output 4 – Hold Ignition ( Relay Contact )
Ground Stud Shield
Mating Connector
Connector AMP #206708-1
Backshell AMP #206966-1
Sockets (20-24 ga) AMP #66105-3
Cabling: Use Belden # 9504 or equivalent
Joystick
Pin # Designation Description
1 Input 1 Joystick UP
2 Input 2 Joystick DWN
3 Input 3 Joystick LT
4 Input 4 Joystick RT
5 Common Common
6 Analog Input 3 + Speed Pot 1
7 Analog Input 3 – Speed Pot 1
8 Analog Input 4 + Speed Pot 2
9 Analog Input 4 – Speed Pot 2
Ground Stud Shield
Note: Joystick inputs are activated by passing the Common signal ( pin 5 ) to the
desired input.
Analog inputs for the speedpots are rated at 0 - +10VDC
Mating Connector
Connector AMP #206708-1
Backshell AMP #206966-1
Sockets (20-24 ga) AMP #66105-3
Cabling: Use Belden # 9504 or equivalent
THC and Joystick Cable Grounding
Cable shields should be tied to the external PE studs for optimum noise
immunity.
19
Page 26

MicroEdge
Sensor THC
This section refers to following hardware configuration. Note: The Analog Card
will be designated as Rev 0 in the Control Information Diagnostic screen.
Series 1 PCI Analog Card Part # PCBS-0074
(Board Marking PCBS-0073)
Series 3 Voltage Divider Card Part # PCBS-0061
Instructions
If the voltage divider card has not been installed in the plasma power supply,
mount the card in an accessible location away from high electrical noise areas.
Wire the VDC to the appropriate signal inside the power supply as outlined in the
following pinout information
Voltage Divider Card Pinout (Series 3)
Divider PCB - 2C Connector J1
Pin # Description
1 85 -265 VAC Power Input (47-63Hz)
2 285 -265 VAC Neutral Input
Mating Connector
2C Phoenix Connector – Phoenix Part # 1840366
Divider PCB - 8C Connector J2 To Control
Pin # Description
1 +24 VDC Common
2 +24 VDC
3 Nozzle Contact Sense
4 Nozzle Contact Enable
5 +24 VDC Common
6 Analog Out +
7 Analog Out –
8 E Ground
Mating Connector
8C Phoenix Connector – Phoenix Part # 1803633
Divider PCB - 5C Connector J3 to Power Supply / Table
Pin # Description
1 Ground (Chassis Ground)
2 Electrode (Plasma DC –)
3 Work (Plasma DC +)
4 NC
5 Shield (Nozzle Contact)
20
Page 27

MicroEdge
Mating Connector
Terminal Connections
Control & Cable Pinout for Sensor THC
I/O Configuration Type “P”
Note: A 9C Amp connector is provided on the back of the control (I/O Type “P”)
for interfacing.
Control 9C Divider J2
Analog Pin # Description Pin #
1 24V Common 1
2 Nozzle Contact Sense + 2
3 Nozzle Contact Sense – 3
4 Nozzle Contact Enable + 4
5 Nozzle Contact Enable – 5
6 Analog + 6
7 Analog – 7
8 Hold Ignition + N/A (direct to power supply)*
9 Hold Ignition – N/A (direct to power supply)*
Ground Stud Shield No Connection
Analog Mating Connector
Connector AMP # 206708-1
Backshell AMP #206966-1
Sockets #66105-3 (20-24 ga)
VDC Mating Connector
8C Phoenix Connector – Phoenix Part # 1803633
Cable
Belden #9505 or equivalent
* Note: It is recommended that the Hold Ignition input be wired to the Power
Supply through an external relay for noise immunity. Please refer to Instructions
from the supply manufacturer for details on connection to the Hold Ignition Input.
21
Page 28

MicroEdge
Calibration
Series 1 Analog Card
Note: The Series 1 Analog Card will be designated as Rev 0 in the Control
Information Diagnostic screen.
Board Marking PC-012-1098 Rev. B Part # PCBS-0010-B
After the voltage divider card and control cabling have been connected, the
system is ready to be calibrated for use.
Analog Offset: To adjust the Analog Offset, place a jumper on the Analog In
signals on the Analog input card or at the 9C connection for the Analog Input
Card located at the back of the control. The analog input voltage would then be
viewed at the I/O Diagnostics screen to read any incoming voltage for the THC. If
any voltage is displayed at the diagnostic screen, an Offset Voltage equal to the
incoming voltage being read can be entered at the Password protected Analog
I/O screen to correct for any imbalance and “zero” the incoming voltage
Example: If an incoming Analog Input Voltage is reading .1 volts, simply enter .1
at the Analog Offset and correct the imbalance.
22
Page 29

Edge Ti
Overview
The Edge Ti shape cutting control is an
extremely versatile product offering up to four
configurable axes of motion, built-in Servo
Amplifiers and configurable I/O. Use of built in
relay contacts for I/O increases interface
options and minimizes external interface
components.
Hypertherm Automation PC based CNC
controls for the shape cutting industry utilize our
proprietary Graphical User Interface (GUI), and
SoftMotion Technology to increase productivity,
reduce operational costs while providing
unsurpassed operational flexibility. The control
features may be further expanded through use
of integrated Sensor™ THC interface and
networking
Touch Screen
The 15” display used in the Edge Ti is a
patented IntelliTouch Surface Wave technology
which provides precise drift free touch accuracy
and unsurpassed clarity. Pure glass
construction with tiny transducers on the back
of the touch screen preserves color purity and
works even if scratched. There is no known
wear out mechanism as there are no layers,
coatings or moving parts. IntelliTouch
technology has been tested by the supplier for
more than 50 million touches in one location
without failure.
THC, Joystick & Speedpots
Features for Joystick and Speedpots are
offered as standard. Optional features for
integrated Sensor THC are available.
Note: Use of some devices such as USB
memory devices may require loading of a
device driver for operation. Many standard
device drivers are located in the C:\CABS or
D:\CABS\I386 folders.
Edge Ti™
Rear View
23
Page 30

Edge Ti
Operation and maintenance of automated equipment involves potential hazards.
Personnel should take precautions to avoid injury. This equipment should only be
opened by trained service personnel.
Machine Interface
The information provided here is the basic information for connection of the
shape cutting control to the cutting table. Each machine interface will vary slightly
based on the cutting table configuration and features. Additionally, I/O pinout
information may vary slightly based on the configuration of the selected I/O and
their locations. Changes to the I/O configuration may be made in the password
protected I/O screen. All controls are shipped with a default selection of Inputs
and interface locations for the selected control Interface (I/O) configuration.
Installation and service should only be performed by a qualified service
technician.
The rear panel of the control has several cable connectors to connect the control
to power, I/O and communication ports. These connectors are clearly labeled as
to their function.
AC Input
The AC power cable is inserted into the AC power connector and plugged into a
standard 3-way 115 or 230 volt outlet. The AC Power connector contains an
integral fuse module and line filter. AC input power can be selected by the user
by changing position of the fuse module so that the selected voltage is displayed.
WARNING! Ensure proper orientation of fuse module for input power
before applying power to the CNC. Component damage could occur with
incorrect voltage setting.
24
Page 31

Edge Ti
Recommended AC Fuses
Different fuse ratings are recommended based on incoming voltage selected.
Voltage Input: 120Vac uses 8 amp (slow blow) Littlefuse part #313008
Voltage Input: 220Vac uses 5 amp (slow blow) Littlefuse part #313005
Size: ¼” x 1¼” or 5mm x 20MM fuse can be used
Serial Port
Please refer to the Ports Information section of the Installation Guide for
additional information on configuration of Serial ports for communication.
A remote communications link can be connected to one of the two serial ports
and an external ground (PE) lug for earth grounding of the unit is also provided.
I/O Configuration
The Edge – Ti provides several options for I/O interfacing with built in circuitry
providing interface flexibility and reducing the need for external components.
Inputs are through optoisolators and outputs are through relays. Contacts for
both normally closed and normally open outputs are available for use.
25
Page 32

Edge Ti
Input Mode
Note that the inputs have two different modes that are selectable using DIP
switch SW1-3. When this switch is OFF the inputs are in the sourced input mode
and an external voltage source of between 12V and 24V is required to activate
each input.
When DIP switch SW1-3 is ON, the inputs are all in the dry contact mode and
require an external switch to common to activate the inputs. The logic states
sensed by the CNC are reversed between the two input modes.
In a sourced input circuit, an inactive input will produce a logic low and an active
input will produce logic high. In dry contact mode these logic levels are reversed
with an inactive input producing logic high and an active input producing a logic
low.
Switch SW1-3
I/O Interface
The following illustration shows the details of connecting the I/O to common
circuitry. All outputs are relay contacts rated at 1 AMP 250VAC maximum
Example Inputs
External Circuitry
Dry Contact Inputs
Note: Logic Level Reversal
SWITCH
Normal Sourced Inputs
Use External +12V Supply
OPTO ISOLATOR
Normal Sourced Inputs
Use External +24V Supply
+
24V
GND_External
+
RELAY
12V
GND_Extern al
Edge-Ti Internal Circuitry
Inputs
Dry Contact Inputs
DIP Sw 1-C Closed
3900
GND
Normal Sourced Inputs
DIP Sw 1-C Open
3900
GND
Normal Sourced Inputs
DIP Sw 1-C Open
3900
GND
+24V Field
3900
Open
3900
Open
3900
Outputs
COM
NC
NO
RELAY SPD T
COM
NC
NO
RELAY SPD T
COM
NC
NO
RELAY SPD T
Example Outputs
External Circuitry
Use External +12V Supply
& normally Closed Contact
RESISTOR
Use External +5V Supply
& normally Open Contact
RESISTOR
Use External 120 Vac
& normally open contact
RELAY
LED
GND_External
OPTO ISOLATOR
+
GND_External
GND_External
120 Vac
12V
+
5V
26
Page 33

Edge Ti
WARNING! Do not exceed 24Vdc or 10mA into any optoisolator input. Use
care to observe the correct signal polarities or damage may occur! Do not
exceed 250 Vac or 1 Amp through any relay output.
I/O Pinout
Three inputs and three outputs are provided per connector
Connector I/O 1-3 Connector I/O 4-6
Pin# Signal Pin# Signal
1 OUT1 Common 1 OUT4 Common
2 OUT1 Normally Closed 2 OUT4 Normally Closed
3 OUT1 Normally Open 3 OUT4 Normally Open
4 OUT2 Common 4 OUT5 Common
5 OUT2 Normally Closed 5 OUT5 Normally Closed
6 OUT2 Normally Open 6 OUT5 Normally Open
7 OUT3 Common 7 OUT6 Common
8 OUT3 Normally Closed 8 OUT6 Normally Closed
9 OUT3 Normally Open 9 OUT6 Normally Open
10 IN1 10 IN4
11 IN1 Common 11 IN4 Common
12 IN2 12 IN5
13 IN2 Common 13 IN5 Common
14 IN3 14 IN6
15 IN3 Common 15 IN6 Common
16 Cable Shield 16 Cable Shield
Connector I/O 7-9 Connector I/O 10-12
Pin# Signal Pin# Signal
1 OUT7 Common 1 OUT10 Common
2 OUT7 Normally Closed 2 OUT10 Normally Closed
3 OUT7 Normally Open 3 OUT10 Normally Open
4 OUT8 Common 4 OUT11 Common
5 OUT8 Normally Closed 5 OUT11 Normally Closed
6 OUT8 Normally Open 6 OUT11 Normally Open
7 OUT9 Common 7 OUT12 Common
8 OUT9 Normally Closed 8 OUT12 Normally Closed
9 OUT9 Normally Open 9 OUT12 Normally Open
10 IN7 10 IN10
11 IN7 Common 11 IN10 Common
12 IN8 12 IN11 (shared w/ lifter Lower
limit input)
13 IN8 Common 13 IN11 Common
14 IN9 14 IN12 (shared w/ lifter Upper
limit input)
15 IN9 Common 15 IN12 Common
16 Cable Shield 16 Cable Shield
27
Page 34

Edge Ti
Shared Inputs
Note that general inputs #11 and #12 are shared with the Lifter Interface Limit
Switch inputs. These inputs can only be used as general purpose inputs if they
are NOT used by the Lifter limit switches.
If you are using the Lifter Interface and limit switches are connected to these
inputs you must set DIP switches SW1-1 and SW1-2 to ON and you should not
connect to inputs #11 and #12. Note that the standard Hypertherm Lifter does not
use limit switches and the DIP switches SW1-1 & SW1-2 should be OFF so that
inputs #11 and #12 can be used.
Switch SW1-1 and SW1-2
I/O Mating Connector
The I/O connector is a standard sex circular CPC connector from AMP
Connector AMP 16C #206037-1
Backshell AMP #206070-1
Sockets 20-24AWG AMP #66105-3
I/O Setup Screen
The I/O setup screen is used to define inputs, outputs and their logic state.
28
Page 35

Edge Ti
Note: The input logic for the first twelve I/O would need to be inverted for Dry
Contact Mode Inputs so that logic state is shown correctly for operational mode.
An Inputs Inverted parameter has been provided for this purpose.
Front Panel I/O
Edge TI has dedicated I/O for operation of front panel switches. NOTE: For
proper operation, these inputs should not be reassigned.
Input # Description
24 Front Panel Start
25 Front Panel Stop
26 Front Panel Forward on Path
27 Front Panel Forward on Path
28 Raise Torch 1
29 Lower Torch 1
30 Front Panel Manual
31 Front Panel E-Stop
Lifter Interface
Edge Ti offers the option of an integrated Torch Height Control. The lifter
interface connector is provided for this use. Lower Limit, Upper Limit and
Breakaway inputs are sinking inputs to Field Common. Please refer to Sensor™
PHC manual for additional information.
Lifter Pinout (9 Pin Dsub)
Pin# Description
1 Field +12VDC
2 Lower Limit (shared w/ general input 11)
3 Upper Limit (shared w/ general input 12)
4 Breakaway (Torch Collision)
5 Field Common
6 Field Common
7 Plate Contact -12Vdc
8 Plate Contact Sense
9 Plate Contact Common
Shared Inputs
Note that general inputs #11 and #12 are shared with the Lifter Interface Limit
Switch inputs. These inputs can only be used as general purpose inputs if they
are NOT used by the Lifter limit switches.
If you are using the Lifter Interface and limit switches are connected to these
inputs you must, close DIP switches SW1-1 and SW1-2 and you should not
connect to inputs #11 and #12. Note that the standard Hypertherm Lifter does not
29
Page 36

Edge Ti
use limit switches and that the DIP switches SW1-1 & SW1-2 should be left open
so that inputs #11 and #12 can be used.
Switch SW1-1 and SW1-2
Mating Connector
Use Hypertherm cable CABL-0207 or recommended 9 Pin Dsub (or equivalent)
Connector AMP #205204-3
Backshell Northern Technology #C88000209
Pins AMP #1-66506-0
Cabling: Use Belden # 9540 or equivalent
Plasma Interface
A plasma interface is provided as standard for Edge TI. This feature is used in
conjunction with a Plasma Interface Module to provide connections at the Plasma
Supply. Inputs and outputs are dry contact mode. Arc voltage is assigned to
Analog Input 5. Please refer to Sensor™ PHC manual for additional information.
Plasma Interface Pinout (15 Pin Dsub)
Pin# Description
1 Field +12VDC
9 Field +12VDC
2 Plasma Start Output (Cut Control)
10 Plasma Start Output (Cut Control)
3 Hold Ignition Output +
11 Hold Ignition Output 4 Transfer Input + (Cut Sense)
12 Transfer Input - (Cut Sense)
5 Field Common
6 Field Common
7 Field Common
13 Field Common
14 Field Common
15 Electrode Arc Voltage (–)
8 Work Arc Voltage (+)
30
Page 37

Edge Ti
Mating Connector
Use Hypertherm cable CABL-0208 or recommended 15 Pin Dsub (or equivalent).
Connector AMP #205206-1
Backshell Northern Technology #C88000207
Pins AMP #1-66506-0
Cabling: Use Belden # 9541
External Interlock
An external interlock is provided to remotely disable servo power.
Interlock Pinout
Pin# Description
1 Interlock Relay Coil (24VDC)
2 GND
3 GND
4 +24VDC (50 milliamps maximum)
Additional Notes:
1. For Servo Drive Amplifiers to operate, Pin 1 must be connected to GND
Pin 2, typically through a remote mushroom type switch. If no remote
switch is to be used, connect pin 1 to pin 2 with a jumper or the servo
drives will not power on.
2. 24VDC is provided for use to activate the digital inputs only in the case
where sourced inputs are selected, it must not be used for any other
auxiliary purpose.
Mating Connector
Connector AMP #206060-1
Backshell AMP #206062-3
Sockets 20-24AWG AMP #66105-3
Motor Encoder Connections
Edge Ti supports DC brush and brushless motors. Switch SW1 on the drive
interface can be used to select motor type being used. Please note the location
and setting in the following illustration.
Drive Type selection on Axes Setup screen must be set to CURRENT mode.
31
Page 38

Edge Ti
Motor Requirements
250 Watts (each amplifier, 1,000 watts total)
70 VDC Bus
4 Amps Continuous, 6 Amps Peak (for 2 seconds)
+5VDC differential encoders
Brushless motors also require Hall Effect sensors phased at 120 degrees
Axes Assignments
Axes Axes Assignment
1 (X) Transverse or Rail
2 (Y) Transverse or Rail
3 (Z) Dual Gantry, CBH, or THC
4 (W) CBH, or THC
32
Page 39

Edge Ti
Motor Power Pinout
Pin# Description
1 Brushless Motor-A or Brush +
2 Brushless Motor-B or Brush 3 Brushless Motor-C
4 Brake + (24VDC, 250ma max)
5 Brake 6 Cable Shield
7 No Connect
Additional Notes:
1. Brake output is limited to 250ma total. This output is only used on the THC
vertical axis.
Drive Motor Mating Connector
Connector AMP #211399-1
Backshell AMP #206966-1
Sockets 16-18AWG AMP #66101-3
Cabling: Use Belden # 9552 or equivalent for brushed motor signals
Cabling: Use Belden # 9553 or equivalent for brushless motor signals
Encoder Pinout:
1 Encoder +5V
2 Encoder GND
3 Encoder Channel A
4 Encoder Channel A/
5 Encoder Channel B
6 Encoder Channel B/
7 Encoder Channel Z
8 Encoder Channel Z/
9 +V Hall Out (6V @ 30MA max)
10 Hall GND
11 Hall - A
12 Hall - B
13 Hall - C
14 Cable Shield
33
Page 40

Edge Ti
Additional Notes:
1. Only 5 Volt encoders are supported.
2. Hall Sensors are used with Brushless motors only.
3. Inside the Edge Ti, dipswitches are used to select Brush or Brushless
mode, 2 switches per axis. Can mix Brushed and Brushless if switches are
set properly.
4. For optimum noise immunity, cable shields may be tied externally to the
control enclosure.
Encoder Mating Connector
Connector AMP #206044-1
Backshell AMP #206070-1
Pins (20-14AWG) AMP #66103-3
Cabling: Use Belden # 9504 or equivalent for brushed motor signals
Cabling: Use Belden # 9507 or equivalent for brushless motor signals
Reminder: Drive Type selection on Axes Setup screen must be set to
CURRENT mode.
34
Page 41

Optional Motor Information
Edge Ti
35
Page 42

Edge Ti
Optional Lifter Assembly Information
Plasma Interface
Start Output
(contact
closure)
+12V
Output
Hold Output +
Hold Output -
Common for
12V Output
Signals
Enter Here
High
Voltage
Enter Here
-Transfer Input
+Transfer Input
Work
Connection
(positive
ground)
Connect
Negative
Electrode
Voltage Here
36
Page 43

Edge Ti
Plasma Interface Assembly Mounting
Mount the plasma interface assembly close to the plasma power supply for easy
connection of arc voltage and signal wires between the units. The unit can be
mounted in any position and can be mounted directly to the back or inside of the
power supply. The mounting holes are sized for #6 or M3 fasteners. See Below
NOTE: For reliable operation the ground terminal must be connected to the
plasma power supply positive ground. This connection provides the grounded
positive arc voltage sense point.
WARNING!
Connect to WORK
(positive) ground.
37
Page 44

Edge Ti
Optional Lifter Assembly
All Cable
Connections exit top
Torch Magnetic
Breakaway
All Lifter components,
including Motor and
Brake, are fully enclosed
Lifter Assembly Mounting
Mount the lifter assembly on the cutting table. The lifter should be mounted to
take the maximum advantage of the vertical travel range. Typically the bottom of
the lifter should be between 6 and 8 inches above the cutting table. If required
the torch breakaway gap set-screw can be adjusted to change the clamping
force. For normal operation this adjustment is preset at the factory.
NOTE: For reliable operation the ground must be connected.
38
Page 45

Edge Ti
WARNING!
Connect Ground
Here
39
Page 46

Edge Ti
Torch Breakaway Assembly
The torch breakaway (MECO-0234) should be mounted to the lifter as shown in
figure below.
CAUTION: The breakaway uses extremely strong magnets to clamp the
two halves of the breakaway unit together. Extra care should be used when
mating the two halves of the breakaway.
Hold the breakaway at a 45 degree angle to the mounting plate and carefully
place the lower alignment pin into the mating depression on the breakaway back
plate. Slowly angle the breakaway toward the back plate, being careful not to get
your fingers pinched between the two halves. Once installed, it will be nearly
impossible to separate the two halves without the leverage provided by the
mounting block and torch.
40
WARNING!
Pinch Point: Use
Caution when
mating two halves
of Torch
Breakaway
Assembly.
Page 47

Edge Ti
Torch Mounting Block Kit
Mount the torch mounting block kit to the lifter torch breakaway assembly. See
below.
The mounting blocks are available in three sizes as listed.
• PN = MECO-0108 Torch Mounting Block 1 3/4” diameter
• PN = MECO-0109 Torch Mounting Block 2” diameter
• PN = MECO-0130 Torch Mounting Block 1 3/8” diameter
Breakaway
Mounting Plate
Torch Breakaway
Torch Mounting
Clamp
41
Page 48

Edge Ti
Grounding Requirements
WARNING! To ensure personal safety, proper operation and to reduce
electromagnetic interference (EMI), the PHC system must be properly grounded.
Power cord grounding
The PHC control module must be properly grounded through the power cord
according to national or local electrical codes.
Protective earth ground
Install protective earth (PE) grounding cables to the PHC components as shown
below. Grounding must comply with national or local electrical requirements.
Note: The PE (Ground) cables must be supplied by the customer.
Ground Lifter
Assembly
WORK
Connection
42
Page 49

Voyager III
Overview
The Voyager III™ PC based CNC
control for the metal cutting industry
utilizes our proprietary Graphical User
Interface (GUI) and SoftMotion
Technology. Voyager III provides the
user with increased performance and
greater operational flexibility utilizing a
15” touch screen display, 2.4Ghz Intel
processor, proprietary operational
software and a unique SERCOS/Analog
machine interface. Common
applications for Voyager class controls
include: bevel head systems, multiple
Sensor Torch Height Controls and other
advanced systems requiring more than
four axes for machine interfacing.
Touch Screen
The 15” display used in the Voyager III
is a patented IntelliTouch Surface Wave
technology which provides precise drift
free touch accuracy and unsurpassed
clarity. Pure glass construction with tiny
transducers on the back of the touch
screen preserves color purity and works
even if scratched. There is no known
wear out mechanism as there are no
layers, coatings or moving parts.
IntelliTouch technology has been tested
by the supplier for more than 50 million
touches in one location without failure.
THC, Joystick & Speedpots
Optional features for Sensor THC,
Joystick and Speedpots are offered.
Note: Use of some devices such as
USB memory devices may require
loading of a device driver for operation.
Voyager III™
Rear View
43
Page 50

Voyager III
Voyager III incorporates a unique machine interface designed by Hypertherm
Automation to convert SERCOS (Serial Real Time Communication) to a
traditional analog interface. For those not familiar with SERCOS, it is a fiber
optic communication ring for commanding motion and controlling I/O that is
available from many drive suppliers.
This new interface approach allows Voyager III to offer three styles of machine
interface, increasing system flexibility for wiring and features.
Interface options:
1) The standard configuration of Voyager III uses SERCOS internally but
provides a traditional and familiar analog machine interface on the back of the
CNC.
2) Standard SERCOS interface with a fiber optic cable connected to SERCOS
amplifiers and I/O.
3) The new SERCOS to Analog conversion card (part # ASSY-0191) is mounted
externally using fiber optic communications to the card. The card then
provides a traditional analog interface output to motion amplifiers and I/O.
Each interface card offers two axes of motion, thirty-two (16/16) 24VDC positive
logic inputs and outputs, plus two analog inputs for Speedpot and Sensor THCs.
The information contained in this section is intended to provide the basic
information for connection of the Voyager III™ Shape Cutting Control to the
cutting table. Each machine interface will vary slightly based on the cutting table
configuration and features. Additionally, I/O pinout information may vary slightly
based on the configuration of the selected I/O and their locations. Changes to
the I/O configuration may be made in the password protected I/O screen. All
controls are shipped with the default selection of Inputs and interface locations
for the selected control Interface (I/O) configuration. Installation and service
should only be performed by a qualified service technician. For more information
regarding the I/O process definitions, please refer to the Setups section of this
guide.
44
Page 51

Setups
Voyager III
Drive Type
The manufacturer of the SERCOS style drive being used would be selected.
This allows proper operation and tuning parameters to be available. SMCC is
the default setting for Voyager III.
Update Rate
The update rate for the ring may be selected for motion and I/O. One millisecond
is the default setting for Voyager III.
Baud Rate
Communication rate for the ring may be selected. 16 Mbaud is the default
setting for Voyager III.
Light Level
The user has the ability to adjust the intensity of the light pulses used on the fiber
optic ring. This feature is used to compensate for diminished signal due to
issues such as ring distance. Low is the default setting for Voyager III
45
Page 52

Voyager III
Drive I/O
The user may select to use I/O options directly supported on the Drive Amplifier.
Options are None, Overtravel and Home Switches only or All I/O. Note: The
Drive I/O will populate the general purpose I/O (both analog and digital) in order
from the lowest SERCOS drive axis to the highest SERCOS drive axis. All I/O is
the default setting for SMCC / Voyager III interface.
RECO I/O at Address 50
This parameter is set to Yes if the Indramat RECO I/O module is being used to
expand the total number of I/O being used on the standard fiber optic ring. Note:
The RECO I/O will populate the general purpose I/O (both analog and digital)
following all drive I/O. The default setting for Voyager III is NO.
HTA I/O at Address 70
This parameter is set to Yes if one of the SERCOS to Analog cards is set to be
used for I/O expansion.
Common Status Messages
Starting Up Drives on SERCOS Ring. Phase 1 -4
This is a status message to indicate the SERCOS ring power up and will
advance through phases 1-4. Failure to reach phase 4 indicates a problem with
power up. Cycle power to initiate SERCOS phase up again. If the system
repeatedly fails to enable the SERCOS ring, contact your vendor for assistance.
SERCOS Ring not Running. Restart Ring?
This status message indicates the SERCOS ring is currently not running. You
may see this when a command such as a motion command is requested but the
RING was not enabled. Restart of the ring is recommended.
Updating SMCC software.....
After a control software update, the SERCOS to Analog card software may also
be updated at restart of SERCOS ring. It is important not to interrupt this update
sequence.
SERCOS Ring Not Running. Please Check Power, Status of LEDs on
Drives and I/O Modules, Fiber Optic Ring Connections and SERCOS Baud
Rate.
This status message indicates the SERCOS ring is not running after power up. It
is recommended to check hardware and parameters then restart the ring by
power cycle.
46
Page 53

Voyager III
New Setups May Require Restarting SERCOS Ring to Take Effect. Restart
SERCOS Ring?
When changes are made to system configuration that affect the SERCOS ring
operation, you may be prompted to restart the ring. Restart of the ring is
recommended.
SERCOS Drives Not Enabled and Ready. Please Check Drive are Enabled
and Ready with No Errors.
This status message indicates the SERCOS ring is not running due to a missing
enable signal. First check that the Control Enable Disabled softkey is correct.
The softkey should read DISABLE CONTROL. Then check status of ring
hardware or external drives to ensure there are no errors displayed.
Machine Interface
I/O Configuration Type “V” ( Positive Logic Single Ended I/O )
Connecting single ended I/O to the control. The control provides +24V power on
pins 22, 23 & 24 (+24 VDC) and pins 9, 10, 11 &12 (24 VDC Common) on the I/O
connector.
Output tied to external Cut On Input tied to Cut Sense Relay
47
Page 54

Voyager III
Examples of possible circuits
Output
24 VDC
Com
Input
Single Ended I/O Pinout
The Single Ended I/O offers up to 48 outputs which are rated at 24VDC for up to
1-amp loads and 32 inputs rated for 24VDC as standard
I/O Connector
Pin Description
1 Output 1
2 Output 2
3 Output 3
4 Output 4
5 Output 5
6 Output 6
7 Output 7
8 Output 8
9 +24 VDC Common
10 +24 VDC Common
48
Page 55

Voyager III
11 +24 VDC Common
12 +24 VDC Common
13 Watchdog Contact
14 Input 1
15 Input 2
16 Input 3
17 Input 4
18 Input 5
19 Input 6
20 Input 7
21 Input 8
22 +24 VDC
23 +24 VDC
24 +24 VDC
25 Watchdog Contact
Note: Wiring pattern continues incrementally for I/O 9-16, 17- 24, 25-32, 33-40,
41-48
Mating Connector
Connector: 25C D-Sub Amp # 207464-2 or equivalent
Backshell: Amp #748676-3 or equivalent
Pins: Amp #5-66506-9 ( 20-24 AWG ) or equivalent
Axes Connector Location* Axes Assignment
1 Axis 0 X- Transverse or Rail
2 Axis 1 Y- Transverse or Rail
3 Axis 2 Dual Gantry, CBH, Rotate or THC
4 Axis 3 CBH, Tilt or THC
5 Axis 4 Rotate or THC
6 Axis 5 Tilt or THC
Note: Markings on backdoor machine interface for Axes are zero based.
Drive/ Encoder Pinout
Pin Description
1 Channel A Input
2 Channel B Input
3 Channel Z Input
4 Encoder Power Output ( 5 VDC supplied as standard )
5 Field Common
6 Servo Output ( ± 10V)
7 Drive Enable In ( relay contact )
8 Field Common
9 Channel /A Input
10 Channel /B Input
49
Page 56

Voyager III
11 Channel /Z Input
12 Field Common
13 Field Common
14 Servo Output Common
15 Drive Enable Out ( relay contact )
Note: Cable Shields should be connected to chassis ground.
Drive/ Encoder Input Mating Connector
Connector: 15C D-Sub Amp # 25206-3 or equivalent
Backshell: Amp #748676-2 or equivalent
Pins: Amp #5-66506-9 ( 20-24 AWG ) or equivalent
Note: Wiring pattern continues for additional Axes
Analog Connection Pinout
Note on analog connector: For opertional flexibility, inputs and outputs have a
shared logic and are provided in both positive logic (+24VDC) and negative logic
(24VDC common).
In this application shared I/O means that a single I/O assignment is offered at
three locations.
Example: Output 15 could be assigned as the I/O connector a Nozzle Contact
Enable. Once assigned in software, this output signal would be available as:
- A positive logic output on second I/O connector Pin 20
- A positive logic output on analog connector Pin 7
- A negative logic output on analog connector Pin 8
Analog 1
Pin # Designation Description
1 Analog 1 + Analog Input ( 0-10VDC)
2 Analog 1 - Analog Common
3 +24VDC
4 Duplicate Input 15 Positive logic shared input 15
5 Field Common
6 Alternate Input 15 Negative logic shared input 15
7 Duplicate Output 15 Positive logic shared output 15
8 Alternate Output 15 Negative logic shared output 15
9 Field Common
Note: Wiring pattern continues for Analog 2-6
Assignable shared I/O locations are 15, 16, 31, 32, 47, 48
50
Page 57

Voyager III
Mating Connector
Connector: 9C D-Sub Amp # 205204-4 or equivalent
Backshell: Amp #748676-1 or equivalent
Pins: Amp #5-66506-9 ( 20-24 AWG ) or equivalent
Sensor THC Interface
Analog 9C Divider J2
Pin # Description Pin #
5 24V Common 1
6 Nozzle Contact Sense 3
8 Nozzle Contact Enable 4
1 Analog In+ 6
2 Analog In– 7
Chassis Shield No Connection
Mating Connector
Connector: 9C D-Sub Amp # 205204-4 or equivalent
Backshell: Amp #748676-1 or equivalent
Pins: Amp #5-66506-9 ( 20-24 AWG ) or equivalent
Cable Belden #9505 or equivalent
Note: Wiring pattern continues for Analog 2-6
The Hold Ignition Input should be wired to the Power Supply through an external
relay from the I/O connector. Refer to instructions from supply manufacturer for
details on connection to the Hold Ignition Input.
Voltage Divider Card Pinout ( Series 3 )
Part # PBS-0061
Divider PCB - 2C Connector J1
Pin # Description
1 85 -265 VAC Power Input ( 47-63Hz )
2 85 -265 VAC Neutral Input
Mating Connector
2C Phoenix Connector – Phoenix Part # 1840366
Divider PCB - 8C Connector J2 to Control Analog Connector
Pin # Description
1 +24 VDC Common
3 Nozzle Contact Sense
4 Nozzle Contact Enable
6 Analog Out +
7 Analog Out –
8 E Ground
51
Page 58

Voyager III
Mating Connector
8C Phoenix Connector – Phoenix Part # 1803633
Divider PCB - 5C Connector J3 to Plasma Supply / Table
Pin # Description
1 Ground ( Chassis Ground )
2 Electrode ( Plasma DC – )
3 Work ( Plasma DC + )
4 NC
5 Shield ( Nozzle Contact )
SERCOS to Analog Conversion Card
I/O
indicator
Status Indicator
Lights
Programming
Port
`
Decimal Read Out
The 7 segment display indicates SERCOS ring phases status 1-4. Additionally,
the 2 decimal points in the 7 segment display indicate phase condition for the
SERCOS ring and are on immediately after CNC boot up and reset. They
remain on until the ring is successfully phased up to phase 4. After that the
decimal points remain off even if the ring drops from phase 4. With this
approach, if the SERCOS ring is not running, you can determine if the ring has
52
Page 59

Voyager III
ever made it to phase 4 during that power on cycle. This assumes the card has
not been reset or lost power.
Status Indicator Lights
A Red and Green light are provided to indicate status of the SERCOS ring. Red
indicates a Fault and Green indicates a RUN status.
Drive Address Rotary Hex Switches
Factory settings are as follows:
For Axes 1 and 2: SW1 = 0, SW2 = 1
For Axes 3 and 4: SW1 = 0, SW2 = 3
For Axes 5 and 6: SW1 = 0, SW2 = 5
For Axes 7 and 8: SW1 = 0, SW2 = 7
For Axes 9 and 10: SW1 = 0, SW2 = 9
For Axes 11 and 12: SW1 = 0, SW2 = B
Note: Markings on backdoor machine interface for Axes are zero based.
Address Rotary Hex Switches ( for I/O only )
For I/O Expansion Interface ( no Axes being used ): SW1 = 7, SW2 = 0
Programming Port
This is for factory use only.
Dip Switch Settings
Fiber Optic Light Level:
Location SW3
Low Level (0-15 meters): 1 = OFF, 2 = OFF ( Default setting )
Medium Level (15-30 meters): 1 = OFF, 2 = ON
High Level (30-45 meters): 1 = ON, 2 = OFF
Highest Level (>45 meters): 1 = ON, 2 = ON
Baud Rate:
Location SW3
16 MBAUD 3 = ON, 4 = ON (Default setting)
8 MBAUD 3 = ON, 4 = OFF
4 MBAUD 3 = OFF, 4 = ON
2 MBAUD 3 = OFF, 4 = OFF
Reserved:
Location SW3
5 = OFF, 6 = OFF, 7 = OFF, 8 = OFF
53
Page 60

Voyager III
Flash Write Jumpers:
Location SW4
1 = ON, 2 = ON
Reset Button:
SW5 – Press to reset card
Error Codes:
E1 Display Code = "Voltage or Temperature Error Detected!"
Displayed if voltage or temperature sensors on Field Interface board indicate an
error. Please check power supply, wiring and connections.
E2 Display Code = "Bad Checksum for SMCC Software!"
Displayed if checksum for SERCOS Slave Flash Program is not correct.
Program needs to be reloaded using the Serial Port connection.
E3 Display Code = "Wrong Interface Board Detected for Selected SERCOS
Address!"
Displayed if the selected SERCOS Slave Address/SERCOS Slave mode does
not match the Field Interface functionality. For example, using an HPR Field
Interface with a SERCOS Slave card set to Drive Address 1-12 is not possible,
since these are axes SERCOS addresses only, not peripheral I/O SERCOS
addresses.
54
Page 61

Mariner
y
Overview
Mariner ™ offers motion control operation of up to
12 axes with 1024 I/O signals with SERCOS
Interface, providing a high degree of flexibility in
operation and table configurations. This control
system supports Multiple Sensor Torch Height
Controls, Tilt/Rotate, Dual Tilt/Rotate and Dual
Transverse motion axes along with direct
communication to Hypertherm’s HD3070
HyDefinition Autogas Console, HD4070
HyDefinition and HPR Plasma systems. A unique
Laser process screen directly integrates to
Hypertherm’s FASTLaser head. This product
uses type “V” software.
Touch Screen
The 15” display used in the Mariner control is a
patented IntelliTouch Surface Wave technology
which provides precise drift free touch accuracy
and unsurpassed clarity. Pure glass construction
with tiny transducers on the back of the touch
screen preserves color purity and works even if
scratched. There is no known wear out
mechanism as there are no layers, coatings or
moving parts. IntelliTouch technology has been
tested by the supplier for more than 50 million
touches in one location without failure.
Mariner™
THC, Joystick and Speedpots
Features for Sensor THC, Joystick and Speedpots
are provided as standard. Connection and
operation information is provided in the Operators
and Installation Guide provided with this product.
Note: Use of some devices such as USB memory
devices may require loading of a device driver for
operation. Many standard device drivers are
located in the C:\CABS or D:\CABS\I386 folders.
Operation and maintenance of automated equipment involves potential hazards.
Personnel should take precautions to avoid injury. This equipment should only be
opened b
trained service personnel.
55
Page 62

Mariner
The Mariner Shape Cutting Control is designed with all machine interface
connections passing through the pedestal mount at the base of the enclosure.
Motion and I/O are supported via the fiber optic communication ring of the
SERCOS Interface.
The information contained in this section is intended to provide the basic
information for connection of the Mariner Shape Cutting Control to the cutting
table. Each machine interface will vary slightly based on the cutting table
configuration and features.
AC Input Pinout
TB connector Description
101 110VAC or 220VAC Input (Hot)
102 110VAC or 220VAC Input (Neutral)
AC Power Ground
Recommended Wire
14 AWG or greater
E-Stop
The E-stop Switch provides normally open contacts rated at 20VAC/500mA
minimum to 250VAC/6A maximum.
TB connector Description
103 Contact Closure
104 Contact Closure
Diagram Location Din-02
56
Page 63

Mariner
SERCOS Motion and I/O
As noted previously, Motion and I/O are supported via the fiber optic
communication ring of the SERCOS Interface. Digital and Analog I/O are
supported.
Motion is controlled through address assignments for the axes. Inputs and
Outputs work on a similar assignment in SERCOS and may be mapped at the
I/O configuration screen.
Details for wiring the motion and /O are specific to the specific SERCOS
hardware being used. Please refer to the appropriate supplier for interfacing
information.
57
Page 64

Mariner
58
Page 65

Page 66

PrintedintheUSA
806290‐000
 Loading...
Loading...