


Hypertherm Automation
5 Technology Drive, Suite 300
W. Lebanon, NH 03784 USA
Phone: 603-298-7970
Fax: 603-298-7977
Automation
SENSOR DE ALT U R A D E PLASMA
PHC SENSOR™ HYPERTHERM
GUIA DE OPERAÇÃO E INSTALAÇÃO
Tornando pessoas e máquinas mais produtivas através da Automação de processos

DECLARAÇÃO DE ISENÇÃO As informações constantes neste documento estão sujeitas a alterações
DE RESPONSABILIDADE sem prévio aviso e não devem ser interpretadas como um compromisso da
Hypertherm Automation
®
. A Hypertherm Automation®não assume qualquer
responsabilidade por quaisquer erros que sejam cometidos.
MARCAS REGISTRADAS A Hypertherm Automation é uma subsidiária integral da Hypertherm®, Inc.
Sensor™ é uma marca registrada da Hypertherm Automation.
Plasma HyDefinition
®
é uma marca registrada da Hypertherm®, Inc.
Plasma HyPerformance™ é uma marca registrada da Hypertherm
Automation.
Outras marcas registradas são de propriedade de seus respectivos
detentores.
DIREITOS AUTORAIS 2008 pela Hypertherm Automation. Todos os direitos reservados.
(COPYRIGHT)
Impresso nos EUA

iii
Índice
SEGURANÇA............................................................................................................................................................1
SEÇÃO 1: VISÃO GERAL.......................................................................................................................................9
Módulo de controle PHC...................................................................................................................................................9
Conjunto de interface plasma...........................................................................................................................................9
Conjunto de suporte motorizado......................................................................................................................................9
Modelos de Sensor PHC...................................................................................................................................................9
Características...................................................................................................................................................................10
Características..............................................................................................................................................................10
Opções...........................................................................................................................................................................10
Especificações do sistema *...........................................................................................................................................11
Conexões ............................................................................................................................................................................12
Sinais do PHC para o CNC......................................................................................................................................13
Sinais do PHC para o sistema plasma ...................................................................................................................13
Sinais do PHC para o suporte motorizado ............................................................................................................13
Conexões de Alimentação do PHC para o suporte motorizado.......................................................................13
Indicadores do painel frontal do Sensor™ PHC ...................................................................................................14
Controles do painel frontal do Sensor™ PHC.......................................................................................................14
Módulo de controle...........................................................................................................................................................15
Conjunto de interface plasma.........................................................................................................................................16
Conjunto do suporte motorizado padrão.....................................................................................................................17
SEÇÃO 2: INSTALAÇÃO E CONFIGURAÇÃO ................................................................................................18
Componentes padrão ......................................................................................................................................................18
Módulo de controle PHC ...........................................................................................................................................18
Componentes opcionais..................................................................................................................................................18
Reclamações......................................................................................................................................................................18
Reclamações por danos durante o transporte......................................................................................................18
Reclamação de defeito ou produto não enviado..................................................................................................18
Requisitos de alimentação..............................................................................................................................................19
Montagem da unidade de controle ...............................................................................................................................20
Montagem da unidade de controle iniciando por trás.........................................................................................20
Montagem frontal da unidade de controle ............................................................................................................21
Montagem do conjunto da interface plasma...............................................................................................................22
Montagem do conjunto do suporte motorizado.........................................................................................................23
Conjunto do sensor de colisão da tocha.....................................................................................................................24
Kit do bloco de montagem da tocha ............................................................................................................................25
Cabos do sistema .............................................................................................................................................................26
Requisitos de aterramento ..............................................................................................................................................27
Sinais da interface PHC ..................................................................................................................................................28
Sinais de interface CNC..................................................................................................................................................29
Descrições dos sinais do CNC .....................................................................................................................................29
Partida do ciclo.............................................................................................................................................................29
Desativação automática / Desabilitação no canto ...............................................................................................29
Sincronização do IHS .................................................................................................................................................30
IHS concluído ...............................................................................................................................................................30
Movimento .....................................................................................................................................................................30
Retração concluída......................................................................................................................................................30
Erro..................................................................................................................................................................................30
Trava ................................................................................................................................................................................30
Sinais da interface plasma ..............................................................................................................................................32
Partida do plasma........................................................................................................................................................36
Impedir ignição .............................................................................................................................................................36
Transferência .................................................................................................................................................................36

iv
Sinais de interface do suporte motorizado..................................................................................................................37
Interruptor de limite mínimo........................................................................................................................................37
Interruptor de limite máximo.......................................................................................................................................37
Sensor de colisão da tocha.......................................................................................................................................37
Conexões do suporte motorizado .................................................................................................................................38
Potência do motor .......................................................................................................................................................38
Freio do suporte motorizado .....................................................................................................................................38
Instalação do interruptor DIP .........................................................................................................................................39
Configurações de interruptor....................................................................................................................................39
Ajuste do potenciômetro de calibração.......................................................................................................................43
ARCO – Calibração da tensão de arco .................................................................................................................43
KERF – Nível de detecção automática do kerf.....................................................................................................43
TORQUE – Nível de sensoriamento de torque durante o IHS.........................................................................43
SEÇÃO 3: OPERAÇÃO.........................................................................................................................................44
Operação automática.......................................................................................................................................................45
Operação manual..............................................................................................................................................................46
SEÇÃO 4: LOCALIZAÇÃO DE DEFEITOS .......................................................................................................47
Códigos de erros...............................................................................................................................................................47
E.01 PARTIDA DE CICLO no Erro de partida ......................................................................................................47
E.02 Contato com a placa no erro de retorno ......................................................................................................47
E.03 Erro de tempo esgotado do suporte motorizado........................................................................................48
E.04 Limite Alcançado durante a Operação Automática ...................................................................................48
E.05 Tempo esgotado pare sincronização do IHS .............................................................................................48
E.06 Erro de tempo esgotado para transferência................................................................................................48
E.07 Erro de arco plasma perdido...........................................................................................................................48
E.08 Erro do sensor de colisão da tocha...............................................................................................................48
E.09 Erro de baixa tensão de entrada.....................................................................................................................49
E.10 Erro de alta tensão de entrada........................................................................................................................49
E.11 Erro de sobretemperatura................................................................................................................................49
E.12 Erro de ativação da trava..................................................................................................................................49
E.13 Erro de excesso de contato com a placa.....................................................................................................49
E.99 Erro de software interno...................................................................................................................................49
Guia de solução de problemas......................................................................................................................................50
Peças e kits.........................................................................................................................................................................53
Manutenção recomendada da corrediça do THC.....................................................................................................53
Intervalo..........................................................................................................................................................................53
Lubrificante....................................................................................................................................................................54
ANEXO A: INTERFACEAMENTO DE UM SUPORTE MOTORIZADO ......................................................56
Requisitos ...........................................................................................................................................................................56

v
Tabela de Figuras
Figura 1: Conexões................................................................................................................................................................12
Figura 2: Módulo de controle ..............................................................................................................................................15
Figura 3: Interface plasma (tampa removida)...................................................................................................................16
Figura 4: Conjunto do suporte motorizado.......................................................................................................................17
Figura 5: Conexão da alimentação e fusível.....................................................................................................................19
Figura 6: Montagem traseira da unidade de controle....................................................................................................20
Figura 7: Montagem frontal da unidade de controle......................................................................................................21
Figura 8: Montagem da interface plasma .........................................................................................................................22
Figura 9: Montagem do suporte motorizado....................................................................................................................23
Figura 10: Sensor de colisão da tocha .............................................................................................................................24
Figura 11: Grampo de montagem da tocha.....................................................................................................................25
Figura 12: Cabos do sistema ..............................................................................................................................................26
Figura 13: Aterramento do sistema....................................................................................................................................27
Figura 14: Exemplos de interfaceamento geral...............................................................................................................28
Figura 15: Interface CNC básica........................................................................................................................................31
Figura 16: Conexão Powermax usando a unidade de interface plasma....................................................................33
Figura 17: Interface plasma..................................................................................................................................................34
Figura 18: Conexões da interface plasma........................................................................................................................35
Figura 19: Para conectar em sistemas plasma mais antigos (MAX100 ou MAX200)...........................................36
Figura 20: Instalação dos interruptores DIP....................................................................................................................39
Figura 21: Indicações de erro..............................................................................................................................................47

Segurança 1
Segurança
Leia este Manual
Leia e entenda ente manual, os manuais de máquina de corte e as práticas de segurança de seus
funcionários.
Nota: Este produto não foi projetado para manutenção em campo. Envie este produto para um centro de
reparos autorizado para qualquer manutenção.
Lista de segurança para o Sensor PHC
Nota: Este produto foi projetado e fabricado de acordo com as Normas de Segurança CE e UL.
A UL testou este produto com sucesso e o listou de acordo com as Normas de Segurança do Canadá e dos
EUA. Número de arquivo E307226.
Comentários adicionais:
1) Use somente fio de cobre de, no mínimo, 75ºC.
2) Use somente condutores de cobre.
3) Ideal para uso em um circuito capaz de fornecer não mais que 5000 rms amperes simétricos,
230 V no máximo.
4) A proteção contra sobrecarga em motor de estado sólido não acompanha este dispositivo.
5) A proteção integral contra curto-circuito sólido não oferece proteção contra circuito de derivação.
A proteção contra circuito de derivação é fornecida por todos os fusíveis de proteção contra
circuito de derivação listados.

Seção 1: Visão Geral 9
Seção 1: Visão Geral
O Sensor™ PHC da Hypertherm (228214) é um sistema plasma de sensoriamento de altura de corte e de
sensoriamento de altura inicial (THC-IHS) projetado para aplicações convencionais de corte plasma em
mesa de corte X-Y. O sistema usa a tensão de arco plasma para controlar a distância da tocha à obra
durante o corte. O sensoriamento de altura inicial (IHS) é obtido pelo sensoriamento por contato ôhmico
ou pelo método de detecção de torque. O Sensor™ PHC vem sendo otimizado para corte plasma a 200A
ou menos.
Nota: O Sensor™ PHC não é recomendado para sistema HyDefinition®ou HyPerformance™ ou para
aplicações de maior potência. O sistema também não é recomendado para uso em mesa de água.
Um sistema completo de Sensor™ PHC inclui os seguintes componentes:
Módulo de controle PHC
O modulo de controle PHC (228116) incorpora um microcontrole, um painel de controle do operador
e um acionador do motor para o suporte motorizado. Este módulo possibilita o sensoriamento de altura inicial
e o controle de tensão de arco. O módulo de controle PHC faz interface com o suporte motorizado da tocha,
com a máquina CNC e com a fonte plasma por meio de interfaces I/O padrão e distintas. A interface do
operador inclui um monitor de LEDs para tensão de arco ajustada, tensão de arco real e códigos de erro.
As principais funções do módulo de controle são: controle da tensão do arco ou modo de posição manual,
retração de fim de corte, teste de IHS, altura da perfuração, altura de corte controlado pela tensão, retardo
de perfuração e acesso aos ajustes de instalação e calibração. Ver figura 2 na página 15.
Conjunto de interface plasma
A interface plasma (228256) oferece uma conexão limpa e padronizada entre o módulo de controle PHC
e a fonte plasma. O conjunto pode ser montado tanto atrás como dentro da fonte plasma. O divisor de
tensão oferece um sinal de baixa tensão filtrado, que é derivado da tensão de arco de corte. A interface
também inclui um bloco terminal para fácil conexão nos sinais da interface. Ver figura 3 na página 16.
Conjunto de suporte motorizado
A estação do suporte motorizado da tocha (228117) posiciona a cabeça da tocha verticalmente, acima da
peça de trabalho, e é controlada pelo módulo de controle PHC. Seu curso máximo padrão é de 152 mm,
entre a posição de retorno e o limite mínimo. É acionada por um motor CC ligado a um fuso. O módulo de
controle faz interface com um interruptor de limite mínimo opcional para detectar o máximo corte
descendente. O módulo de controle também faz interface com uma chave de retorno opcional para detectar
quando o suporte motorizado está na posição mais alta. O suporte motorizado padrão não usa interruptores
de limite, mas foi projetado para permitir a detecção de limite de parada positiva. Um disjuntor desativa
o movimento da tocha. O sensor de colisão da tocha é parte integrante do suporte motorizado e proporciona
proteção adicional à tocha, ao suporte motorizado e à mesa X-Y. Mediante impacto, o sensor de colisão se
solta da posição travada e deixa a tocha flutuar. A chave do sensor de colisão detecta quando essa proteção
foi ativada e sinaliza tanto para o controle PHC como para a máquina CNC. Ver figura 4 na página 17.
Modelos de Sensor PHC
Número do kit Descrição
228214 Sensor PHC com módulo de controle, suporte motorizado e cabos de 15 m
228123 Sensor PHC (com 123896) para pacote Powermax
228242 Sensor PHC sem estação de suporte motorizado
228243 Sensor PHC sem suporte motorizado ou 123895
228244 Sensor PHC sem módulo de controle
228245 Sensor PHC sem interface plasma

10 Sensor™ PHC: Guia de Operação e Instalação
Características
O Sensor™ PHC é um sistema de controle de altura automático para aplicações de corte. Este produto
usa tecnologia de microprocessador para a detecção automática da placa e ajuste automático da
posição da tocha em um ponto de regulagem da tensão de arco, durante as operações de corte. Isto
reduz a necessidade de interferência do operador, aumenta a precisão e a produtividade. O projeto
do Sensor™ PHC foi otimizado para operações de plasma convencionais com baixa alimentação.
Características
◊ O Sensor™ PHC pode ser usado com qualquer CNC
◊ Fácil instalação e operação
◊ Modos automático e manual
◊ Controle de microprocessador para maior sensibilidade e controle
◊ Altas velocidades de posicionamento com corrente contínua de até 6A e ajuste linear
em toda a linha
◊ Sensor contra colisão da tocha integrado
◊ Funções integradas de diagnóstico e detecção de falhas
◊ Retração automática após contato com a placa
◊ LED de 7 dígitos para tensão de arco real/ajustada e monitores de erro
◊ Indicador de partida
◊ Indicadores de limites máximo e mínimo
◊ Indicador de posição correta da tocha
◊ Indicador de atenção / erro
◊ Indicador de manter posição da tocha
◊ Indicador de contato com a placa
Opções
◊ Cabos de interface
◊ Grampos para montagem da tocha – disponíveis com diâmetros de 35 mm (1 3/8 pol.),
44 mm (1 3/4 pol.) e 51 mm (2 pol.).

Seção 1: Visão Geral 11
Especificações do sistema *
Motores compatíveis: CC PM 24 VCC, 2A a 6A
Saída máxima de potência: 150W
Alcance do suporte
motorizado padrão: Linear, 152 mm
Saída do motor: Modulação por largura de pulso (PWM) da ponte H completa
com sensor de corrente e tensão
Precisão: 0,25 mm ou 0,5 V **
Faixa de controle de tensão: 50 VCC a 210 VCC
Faixa do IHS: 1,2 mm a 12 mm **
Controles do operador: Tensão de arco, altura do IHS e botões de controle de retardo
de perfuração
Chaves do operador: Teste de IHS, automático/manual e acima/abaixo manual
Monitor do operador: Monitor com 3 dígitos e 7 segmentos para tensão ajustada,
tensão real e erro
Ajustes de calibração: Tensão de arco, torque, nível detecção automática do kerf
Instalação de interruptores DIP: Corrente máxima do motor, resposta da tensão de arco,
velocidade de IHS, retardo automático, retardo de perfuração
por sinal interno/externo, altura de retração de fim de corte,
pré-fluxo durante o IHS, interruptores de limite, sensor de
colisão, calibração de tensão de arco
Tecnologia de medição: Realimentação de tensão e sensoriamento de contato ôhmico
Entradas/Saídas de interface: 8 saídas e 6 entradas opticamente isoladas nos conectores “D”
Dimensões do controle: 157 mm L x 1,9 mm P x 264 mm A
Peso do controle: 4 Kg
Potência do controle:: 115 VCA ou 230 VCA +/- 10% 50/60 Hz –selecionável
Dimensões do suporte
motorizado padrão: 152 mm L x 80 mm P x 546 mm A **
Peso do suporte motorizado padrão: 9 Kg **
Ambiente operacional: 0 a 50°C; 95% de umidade relativa (sem condensação)
* Informações sujeitas a alterações sem prévio aviso.
** Com suporte motorizado padrão

12 Sensor™ PHC: Guia de Operação e Instalação
Conexões
Todas as conexões do Sensor™ PHC são feitas através de 4 conectores instalados na base da unidade de
controle. Ver Figura 1.
ADVERTÊNCIA!
Para uma operação segura e adequada, esta unidade deve estar conectada no aterramento em
estrela da mesa de trabalho.
Conexões do sinal do
suporte motorizado
Seletor de fusível
e tensão com interruptor
Motor do suporte motorizado
e potência do freio
Alimentação
de entrada
115/230 VCA
I/O do sistema
plasma
Aterramento
I/O do controlador
do computador
Figura 1: Conexões

Seção 1: Visão Geral 13
Sinais do PHC para o CNC
Todos os sinais para o CNC são conectados através de conector D-sub de 25 pinos na unidade de
controle. Para informações detalhadas sobre interfaces, ver Sinais de Interface do PHC e Sinais de Interface
do CNC na página 29.
Saídas para o CNC:
Saída digital de IHS concluído
Saída digital de movimento
Saída digital de retração concluída
Saída digital de erro/colisão da tocha
Entradas do CNC:
Entrada de início de ciclo
Entrada digital de desabilitação no canto
Entrada digital de sincronização do IHS
Trava
Sinais do PHC para o sistema plasma
Todos os sinais para a unidade de interface do sistema plasma são conectados através de conectores
D-sub de 15 pinos, na unidade de controle. Esses sinais são facilmente conectados através da unidade
de interface do sistema plasma ou diretamente a uma fonte plasma Powermax®G3, usando um cabo
de interface G3. Para informações mais detalhadas, ver Conjunto de Interface Plasma, na página 16.
Saídas para o sistema plasma:
Saída digital de partida de plasma
Saída digital para impedir a ignição
Entradas do sistema plasma:
Entrada digital de transferência
Tensão de arco análoga e atenuada
Sinais do PHC para o suporte motorizado
Todos os sinais para o suporte motorizado são conectados através do conector D-sub de 9 pinos na
unidade de controle. Para informações mais detalhadas, ver Conjunto do Suporte Motorizado Padrão
na página 17.
Entradas do suporte motorizado:
Interruptor digital de limite máximo
Interruptor digital de limite mínimo
Interruptor digital do sensor de colisão
Sensor análogo sensível a pontas
Conexões de alimentação do PHC para o suporte motorizado
Todas as conexões de alimentação para o suporte motorizado são feitas através de conectores circulares
de 7 pinos na unidade de controle. Para informações mais detalhadas, ver Conjunto do Suporte Motorizado
Padrão na página 17.
Saídas para o suporte motorizado:
Acionamento do motor de 24 V, modulação por largura de pulso (PWM)
Freio de inércia de 24 VCC

14 Sensor™ PHC: Guia de Operação e Instalação
Indicadores do painel frontal do Sensor™ PHC
Verde Ligar
Amarelo Limite máximo
Verde Posição correta
Amarelo Limite mínimo
Red Atenção / Código de erro
Amarelo Desabilitação no canto / kerf
Vermelho Contato com a placa
3 dígitos vermelhos Ajustar / tensão real do arco – número de erro – ajustar altura
e retardo da perfuração
Controles do painel frontal do Sensor™ PHC
Potenciômetro rotativo multivoltas Ajuste da tensão do arco
Potenciômetro rotativo Retração de altura de perfuração
Potenciômetro rotativo Tempo de retardo da perfuração
Interruptor contínuo Teste de IHS
Interruptor contínuo Automático / Manual
Interruptor contínuo de 3 posições Acima / Abaixo manual

Seção 1: Visão Geral 15
Módulo de controle
Elétrico
Alimentação de entrada
(selecionada por chave, dupla escala)........................................115 VCA ou 230 VCA, monofásico, 50/60 Hz
I/O digital paralela ...........................................................................+12 VCC
Tensão de saída do acionamento do motor...............................24 VCC
Corrente de saída do acionamento do motor ...........................2 A, 3 A, 4 A, 6 A máx., selecionável por interruptor DIP
Saída do freio do motor..................................................................+24 VCC, 0,5 A
As características do modulo de controle estão destacadas na Figura 2.
Figura 2: Módulo de controle
Potência
Limite máximo
Tensão sob
controle
Limite mínimo
Erro
Ajuste da
altura de IHS
Teste de IHS
Manual ou
automático
Controle da
posição da tocha
Mostra a tensão
de arco real ou
ajustada e erros
LED de contato
com a placa
Tensão de arco
ajustada
Tempo de retardo
de perfuração
ajustado
Acima/abaixo
manual para a tocha
Calibração
e instalação

16 Sensor™ PHC: Guia de Operação e Instalação
Se você estiver usando um Sensor PHC 228245 com um HSD130, selecione o conjunto de interface plasma
228247 (cabo de 7,5 m) ou 228248 (cabo de 15 m). Consulte o Boletim de Serviço de Campo 805740 para
informações sobre instalação.
Conjunto de Interface Plasma
O modulo de interface plasma é mostrado na Figura 3.
Elétrico
I/O digital paralela ...........................................................................+12 VCC até +24 VCC
Sinais da interface ...........................................................................Início do plasma, impedir ignição, transferir
Função do divisor de tensão.........................................................Tensão de arco (atenuada e filtrada)
Figura 3: Interface Plasma (tampa removida)
Sinais da interface
plasma
Tensão do eletrodo
(negativa)
Conexão para aterramento
no ponto estrela da mesa
de corte

Seção 1: Visão Geral 17
Conjunto do suporte motorizado padrão
Elétrico
Motor...................................................................................................+24 VCC, 3 A
Freio do motor ..................................................................................+24 VCC, 0,5 A
Interruptores de limite .....................................................................Não usado – detecção de limite de parada
positiva
Chave do sensor de colisão..........................................................Proximidade +12 VCC
Função do controle do suporte motorizado
Acionamento do motor ...................................................................Ponte completa CC, fonte chaveada com
tecnologia PWM
Informação sobre de velocidade do suporte motorizado .......Tensão do motor
Velocidade máxima do suporte motorizado...............................508 cm por minuto
Curso máximo do suporte motorizado ........................................152 mm
Carga máxima do suporte motorizado ........................................4,5 Kg
Figura 4: Conjunto do suporte motorizado
Todas as conexões de
cabo saem pela tampa
superior
Sensor de colisão
da tocha magnético
Todos os componentes do
suporte motorizado, incluindo
motor e freio, estão totalmente
incluídos

18 Sensor™ PHC: Guia de Operação e Instalação
Seção 2: Instalação e Configuração
O sistema PHC padrão inclui os seguintes componentes:
Componentes padrão
Módulo de controle PHC
Cabo de alimentação – 2 m
Conjunto do suporte motorizado com sensor de colisão da tocha
Conjunto de interface plasma
Cabos de interface
• Cabo do acionamento do suporte motorizado
• Cabo da interface do suporte motorizado
• Cabo da interface plasma
• Fio de contato ôhmico
• Cabo da interface CNC
Manual de instrução do Sensor™ PHC
Além disso, os seguintes componentes opcionais podem ser adquiridos:
Componentes opcionais
Cabos de interface
Grampos de montagem da tocha – disponíveis em diâmetros de 35 mm (1 3/8 pol.), 44 mm (1 3/4 pol.)
e 51 mm (2 pol.).
Reclamações
Reclamações por danos durante o transporte
Se sua unidade for danificada durante o transporte, faça uma reclamação à empresa transportadora.
A Hypertherm fornecerá uma cópia do conhecimento de embarque se solicitado. Caso precise de
suporte, adicional, entre em contato com o Serviço de Atendimento ao Cliente da Hypertherm.
Reclamação de defeito ou produto não enviado
Se qualquer produto estiver com defeito ou faltando, ligue para o distribuidor autorizado perto de você. Caso
precise de suporte adicional, entre em contato com o Serviço de Atendimento ao Cliente da Hypertherm.

Seção 2: Instalação e Configuração 19
Requisitos de alimentação
O PHC pode ser conectado a 115 VCA ou 230 VCA 50/60 Hz. Dependendo da tensão de saída, devem
ser instalados fusíveis de abertura lenta do tamanho apropriado. Para 115 VCA, instale um fusível de 2 A
e para 230 VCA, use um fusível de 1A. A potência de entrada é selecionada instalando-se um bloco de
fusíveis no módulo de potência de entrada de modo que a tensão de corrente seja exibida na janela do
módulo da potência de entrada. Ver a Figura 5 para seleção de potência de entrada.
Se o plugue do cabo de alimentação for removido e a unidade for diretamente conectada, então as
conexões devem ser feitas conforme abaixo:
• Fio azul CA neutro
• Fio marrom CA quente
• Fio verde Aterramento no chassi
Figura 5: Conexão da alimentação e fusível
ADVERTÊNCIA!
Configure na tensão
de entrada correta. Na
janela deverá ser exibido
115 V ou 230 V.

20 Sensor™ PHC: Guia de Operação e Instalação
Montagem da unidade de controle
Antes de interconectar o sistema PHC, monte as unidades conforme necessário, usando dispositivos
fornecidos pelo cliente. Não deixe as unidades soltas sobre armários ou pisos. As unidades podem ser
montadas iniciando por trás ou pela frente, conforme mostrado nas Figuras 6 e 7.
Montagem da unidade de controle iniciando por trás
Monte o controle PHC perto do console do operador da máquina. A unidade deve ser montada de modo
a oferecer fácil acesso e visibilidade aos controles e monitor do PHC. São 4 furos de montagem para
elementos de fixação #10-32 ou M4.
Nota: Para uma operação confiável, o aterramento deve ser conectado.
Figura 6: Montagem traseira da unidade de controle
PORCA AUTO-TRAVANTE
#10-32 (4)
ESQUEMA DE MONTAGEM
TRASEIRA
PORCA AUTO-TRAVANTE
M4 (4)
114,3 mm
80 mm
200 mm
1778 mm

Seção 2: Instalação e Configuração 21
Figura 7: Montagem frontal da unidade de controle
Montagem frontal da unidade de controle
Monte a unidade de controle PHC perto do console do operador da máquina. A unidade deve ser montada
de modo a oferecer fácil acesso e visibilidade aos controles e monitor do PHC. São 6 furos de montagem
disponíveis. Ver figura 7.
Nota: Para uma operação confiável, o aterramento deve ser conectado.
ADVERTÊNCIA!
Conecte o aterramento aqui
ø0,2
6 LUGARES
ESQUEMA DE MONTAGEM
FRONTAL
109,6 mm
264,2 mm
101,6 mm
254 mm
157,5 mm

128,9 mm
35,6 mm
32,8 mm
140,2 mm
FURO PARA
PARAFUSOS #6 OU M3
22 Sensor™ PHC: Guia de Operação e Instalação
Montagem do conjunto da interface plasma
Monte o conjunto da interface plasma perto da fonte plasma para uma fácil conexão da tensão de arco e dos
fios de sinal entre as unidades. A unidade pode ser montada em qualquer posição e diretamente atrás ou
dentro da fonte plasma. Os furos de montagem são para elementos de fixação #6 ou M3. Ver figura 8.
Nota: Os terminais de aterramento da interface plasma devem ser conectados no terra positivo da
fonte plasma para oferecer informação de medição para a tensão de arco. Esta informação é fundamental
para um perfeito desempenho de corte.
Figura 8: Montagem da interface plasma
ADVERTÊNCIA!
Conecte no aterramento
tipo estrela da mesa de
trabalho.

ESCAREADO PARA PARAFUSOS
DE CABEÇA CILÍNDRICA COM
SEXTAVADO INTERNO DE 6 MM
PINO DE ATERRAMENTO
546 mm
89 mm
89 mm
89 mm
25 mm
114 mm
152 mm
143 mm
Seção 2: Instalação e Configuração 23
Montagem do conjunto do suporte motorizado
Monte o conjunto do suporte motorizado na mesa de corte para extrair máximo proveito da variação da
velocidade de corte vertical. Normalmente, a base do suporte motorizado deve estar de 15 a 20 cm acima
da mesa de corte.
Nota: O terminal de aterramento do suporte motorizado deve ser conectado no terra da mesa de
corte para permitir informação de medição para sensoriamento por toque. Esta informação é fundamental
para um perfeito desempenho de corte. Ver figura 9.
Figura 9: montagem do suporte motorizado
ADVERTÊNCIA!
Conecte no aterramento
tipo estrela da mesa de
trabalho.

24 Sensor™ PHC: Guia de Operação e Instalação
Conjunto do sensor de colisão da tocha
O sensor de colisão da tocha (229164) deve ser montado no suporte motorizado, conforme mostrado na
Figura 10.
CUIDADO: O sensor de colisão usa imãs extremamente potentes para manter as
2 metades do sensor unidas. Tenha muito cuidado ao alinhar as 2 metades do sensor.
Segure o sensor de colisão a 45º, vire angularmente para a placa de montagem e cuidadosamente
posicione o pino de alinhamento inferior na respectiva depressão, na placa traseira do sensor de colisão.
Cuidado para não prender os dedos entre as 2 metades. Depois da instalação, é quase impossível separar
as 2 metades sem levantar o bloco de montagem e a tocha.
Figura 10: Sensor de colisão da tocha
ADVERTÊNCIA!
Perigo de acidente:
Cuidado com os dedos
ao unir as 2 metades
do conjunto de sensor
de colisão da tocha.

Seção 2: Instalação e Configuração 25
Kit do bloco de montagem da tocha
Monte o kit do bloco de montagem da tocha no conjunto do sensor de colisão da tocha. Ver Figura 11.
Os blocos de montagem estão disponíveis nos tamanhos listados.
• 128279 Bloco de montagem da tocha de 45 mm (1 3/4 pol.) de diâmetro
• 128278 Bloco de montagem da tocha de 51 mm (2 pol.) de diâmetro
• 128277 Bloco de montagem da tocha de 35,5 mm (1 3/8 pol.) de diâmetro
Figura 11: Grampo de montagem da tocha
Placa de montagem
do sensor de colisão
Placa de montagem
do sensor de colisão
Sensor de colisão da tocha
Grampo de montagem
da tocha

26 Sensor™ PHC: Guia de Operação e Instalação
Cabos do sistema
Instale os cabos do sistema conforme mostrado na Figura 12. Todos os cabos devem ser devidamente
protegidos com conexões blindadas, nas duas extremidades. Se possível, faça o roteamento de todos os
cabos do PHC longe dos cabos de plasma de alta potência. Se os cabos de plasma de alta potência e os
cabos do PHC tiverem que ser roteados pela mesma esteira, recomenda-se que eles fiquem afastados o
máximo possível dentro da esteira de cabos. Para uma operação confiável, todos os aterramentos devem ser
conectados nos aterramentos da máquina o mais diretamente possível.
Nota: Se você estiver usando um sistema Powermax com um divisor de tensão integrado, use a o cabo de
interface Powermax 123896.
Figura 12: Cabos do sistema
Cabo de alta tensão
para o sensor de toque
Cabo de sinal
para o suporte
motorizado
Código = 123897
Cabos de alta tensão,
fornecidos pelo usuário
Cabo de alimentação do
suporte motorizado
Código = 123898
Cabo de sinal plasma,
fornecido pelo usuário
Ver figura 16
Cabo de interface
plasma
Código = 228249
Cabos de interface do
CNC Código = 123895
Ver figura 15

Seção 2: Instalação e Configuração 27
Requisitos de aterramento
ADVERTÊNCIA!
Para garantir segurança individual e reduzir a EMI (interferência eletromagnética), o sistema
PHC deve ser adequadamente aterrado.
Nota: Para uma operação confiável, os terminais terra do suporte motorizado devem ser
conectados no aterramento da mesa de corte para permitir informação de medição para o sensor de toque.
Os terminais terra da interface plasma devem ser conectados no terra positivo da fonte plasma para garantir
informação de medição para a tensão de arco. Os dois tipos de informação são essenciais para um
excelente desempenho de corte.
Aterramento do cabo de alimentação
O módulo de controle PHC deve ser adequadamente aterrado pelo cabo de alimentação, de acordo com os
códigos elétricos locais e nacionais.
Conexão terra de proteção
Install protective earth (PE) grounding cables to the three PHC components (control unit, lifter, and plasma
interface), as shoInstale os condutores-terra de proteção (PE) nos três componentes do PHC (unidade de
controle, suporte motorizado e interface plasma), conforme mostrado na Figura 13. O aterramento deve estar
em conformidade com os requisitos elétricos locais e nacionais.
Nota: Os condutores PE devem ser fornecidos pelo cliente.
Figura 13: Aterramento do sistema
Conecte o conjunto do
suporte motorizado no
aterramento estrela da
mesa de trabalho.
Conecte a unidade de
controle no aterramento
estrela da mesa de trabalho.
Conecte a interface
plasma no aterramento
estrela da mesa de
trabalho.

28 Sensor™ PHC: Guia de Operação e Instalação
Sinais da interface PHC
A maioria dos sinais da interface PHC é feita através de opto-isoladores. A Figura 14 mostra os detalhes da
conexão I/O nas chaves externas, relés, transistores e outros circuitos. A figura mostra exemplos usando-se
tanto a fonte de +12 V internamente disponível como uma fonte de tensão externa. Não use uma tensão
externa maior que +24 V com entradas, sem adicionar outra resistência em série.
Nota: A saída do plasma até a fonte é um relé com fechamento de contato seco.
ADVERTÊNCIA!
Não exceda 24 V ou 30mA dentro ou fora de qualquer opto-isolador. Verifique a correta
polaridade do sinal para evitar danos.
Figura 14: Exemplos de interfaceamento geral
Entradas de exemplo
Circuitos externos
Circuito interno do Sensor PHC
Entradas Saídas
Saídas de exemplo
Circuito externo
Use fonte PHC interna de +12 V
Use fonte PHC interna de +12 V
Use fonte PHC externa de +24 V
Use fonte PHC externa de +24 V
Use fonte PHC externa de +24 V
Use fonte PHC externa de +24 V
CHAVE
Campo +12 V
Campo +12 V
OPTO-ISOLADOR
24V
Aterramento externo
RELÉ
RESISTOR
OPTO-ISOLADOR
RESISTOR
LED
24V
24V
24V
RELÉ
Aterramento externo
Aterramento externo
Aterramento externo
+ENTRADA
–ENTRADA
+ENTRADA
–ENTRADA
+ENTRADA
–ENTRADA
+SAÍDA
–SAÍDA
+SAÍDA
–SAÍDA
+SAÍDA
–SAÍDA
DIODE

Seção 2: Instalação e Configuração 29
Sinais de interface CNC
Ver Figura 14 na página 28 para ilustração.
Nota: Todos os sinais necessários são mostrados em negrito. Os demais sinais são opcionais para
operação com múltiplas tochas, melhor desempenho ou redução dos tempos de ciclo.
ADVERTÊNCIA:
Verifique as polaridades do sinal do opto-isolador para evitar danos na unidade de controle.
Descrições dos sinais do CNC
Use um conector D-Sub de 25 pinos (fornecido pelo cliente) ou corte o conector não usado e conecte
diretamente no respectivo sinal.
Partida do ciclo
Este sinal é uma saída do CNC e uma entrada do PHC. O CNC ativa este sinal para iniciar o IHS e dar
partida no corte plasma.
Desativação automática / Desabilitação no canto
Esta saída do CNC é ativada para desligar o controle de tensão automática e paralisar a posição da tocha.
Este sinal é opcional, mas melhora o desempenho e normalmente é usado para evitar mergulhos nos cantos.
Este sinal é necessário se o retardo da perfuração do PHC foi desativado e o CNC está controlando
o tempo de retardo da perfuração. Neste caso, a “Desativação Automática” é ativada durante o “Tempo de
Retardo da Perfuração” para permitir que o movimento da máquina alcance uma velocidade de corte estável.
D-Sub de 25 pinos para sinais de interface CNC
Nome Par ~ números de pino (cor do fio) Tipo de sinal
Partida do ciclo
Entrada + 11 (vermelho) ~ Entrada – 23 (azul) Entrada do isolador
Desativação automática /
Desabilitação no canto
Entrada + 10 (vermelho) ~ Entrada – 22 (verde) Entrada do isolador
Sincronização do IHS Entrada + 9 (vermelho) ~ Entrada – 21 (branco) Entrada do isolador
IHS concluído Saída + 18 (preto) ~ Saída – 5 (amarelo) Saída do isolador
Movimento
Saída + 17 (preto) ~ Saída – 4 (azul) Saída do isolador
Retração concluída Saída +16 (preto) ~ Saída – 3 (verde) Saída do isolador
Erro ou colisão da tocha
(Interruptor Dip selecionável)
Saída + 15 (preto) ~ Saída – 2 (branco) Saída do isolador
Saída do isolador
14 (preto) ~ 1 (vermelho)
requer fechamento de contato
Isolador e bobina
de relé
Campo +12 V
12 (vermelho), 24 (amarelo), 13 (amarelo),
25 (marrom)
Saída do campo
de força
Campo de força comum 6 (marrom), 19 (preto), 8 (preto), 20 (laranja)
Campo de força
comum

30 Sensor™ PHC: Guia de Operação e Instalação
Sincronização do IHS
Esta saída opcional do CNC é usada para sincronizar as tochas em uma instalação de várias tochas.
O CNC emite este sinal para atrasar a ignição da tocha, até que todas as tochas tenham concluído sua
seqüência de IHS e estejam em posição e prontas para disparar. Quando o CNC libera (desativa) este sinal,
a tocha plasma acende e começa a perfurar.
Para instalações com uma única tocha, este sinal não é necessário e pode ser deixado desconectado.
IHS concluído
Este sinal opcional é uma saída do PHC e uma entrada do CNC. Este sinal é usado para indicar que
o sensoriamento de altura inicial foi concluído e que a tocha está em posição e pronta para disparar. Para
instalações com diversas tochas, o CNC espera que todas as tochas indiquem IHS CONCLUÍDO antes de
liberar simultaneamente todos os sinais de SINCRONIZAÇÃO DO IHS para permitir a ignição das tochas.
Para instalações com uma única tocha, este sinal não é necessário.
Movimento
Este sinal é uma saída do PHC e uma entrada do CNC. O sinal é emitido depois da ignição da tocha e do
tempo de retardo de perfuração ajustado do PHC. Ele indica ao CNC que o retardo de perfuração foi
concluído e que o movimento de corte deve ser iniciado. Se o CNC executar todos os tempos de retardo de
perfuração, o interruptor Dip de RETARDO DE PERFURAÇÃO no PHC deve ser ligado, forçando o retardo
de perfuração a ser zero e desativa o controle de retardo de perfuração do painel frontal. Se o CNC estiver
controlando o retardo de perfuração, o CNC usa o sinal DESABILITAÇÃO AUTOMÁTICA / IMPEDIR
MOVIMENTO para retardar o controle de tensão do arco até que os tempos de perfuração e de aceleração
tenham decorrido.
Retração concluída
Este sinal é uma saída do PHC que é ativado quando um corte foi concluído e a tocha foi retraída até
a altura selecionada. O CNC pode usar este sinal para retardar um trânsito rápido para o próximo corte,
até que a tocha tenha sido levantada e qualquer ponta, removida. O uso deste sinal é opcional.
Erro
Este sinal é uma saída do PHC para erros. O número real do erro é exibido no monitor de LEDs do painel
frontal do PHC.
Trava
Isto normalmente é um fechamento de contato fechado fornecido pelo CNC para permitir o movimento
do PHC. Se este contato estiver aberto, o acionamento motorizado do PHC não recebe potência.
Nota: Este sinal é necessário para a operação do PHC. Se este sinal não for usado como uma
trava externa, use um jumper para satisfazer a entrada.

Seção 2: Instalação e Configuração 31
Figura 15: Interface CNC básica
I/O do CNC
I/O do Sensor PHC
RELÉ
Saída de partida
Entrada de movimento
OPTO
RELÉ
Saída da trava
Jumper, se não
for usado
Entrada de partida
Entrada de movimento
Trava
OPTO
3300
+12 V
+24 V
RELÉ
+Saída
+Saída
–Saída
–Saída
D-Sub de 25 pinos
Comum

32 Sensor™ PHC: Guia de Operação e Instalação
Sinais da interface plasma
Os sistemas Powermax Hypertherm são equipados com um divisor de tensão interno, padrão de fábrica,
projetado para ser conectado com segurança sem ferramentas à interface plasma do Sensor™ PHC. Use
o cabo padrão PHC para sistemas Powermax fornecido pela Hypertherm.
A interface plasma (228246) inclui o divisor de tensão de arco para conexão nos sistemas Hypertherm que
não são equipados com um divisor de tensão interno padrão de fábrica. As conexões do circuito de corte
plasma até a interface plasma devem ser embutidas ou protegidas para operação e uso seguros. A potência
nominal de saída do circuito de corte plasma está impressa na placa de informações e varia por fabricante
e modelo até 500 VCC e 400 ADC, sendo que o contato com peças metálicas energizadas dessa conexão,
sob condições normais de operação e de falha, pode causar queimaduras ou até a morte.
Para fazer conexões entre o circuito de corte plasma e a interface plasma:
– Use somente os serviços de pessoal qualificado.
– Desligue e desconecte toda a alimentação.
– Monte a interface plasma o mais perto possível do ponto de entrada para a fonte plasma.
Recomenda-se uma conexão permanente.
– Se for conectado por cabo, use cabos com capa, apropriados para o ambiente.
◊ Verifique se a capa externa de todos os cabos de interconexão está protegida contra danos no
ponto de entrada para a fonte plasma. Recomenda-se um prensa-cabo.
◊ Verifique se o diâmetro externo do cabo de interconexão se encaixa no prensa-cabo que
acompanha a interface plasma:
• Partida do plasma, fixação para transferência: diâmetro de 3 a 6 mm
• Fixação da interface plasma: diâmetro de 1,5 a 5 mm
◊ Remova a capa externa e o isolamento do condutor individual, se necessário.
◊ Insira o cabo da capa externa através do prensa-cabo e faça as conexões conforme mostrado na
Figura 16 na página 33.
◊ Verifique se a capa externa está, no mínimo, 2,54 cm dentro do 228256 e aperte o prensa-cabo.
– Antes de operar o equipamento, verifique se as conexões estão corretas, se todas as peças
energizadas estão embutidas e se todas as capas e isolamentos do condutor estão protegidos
contra danos.
ADEVERTÊNCIA: TENSÃO E ALIMENTAÇÃO PERIGOSAS Os sinais da interface
plasma, originados do equipamento de corte plasma, sem um divisor de tensão
interno, são diretamente ligados à saída do circuito de corte plasma. Para prevenir
riscos de choques elétricos e energia, as conexões do circuito de corte plasma da
fonte plasma até a interface plasma (228256) devem ser embutidas e protegidas.

Seção 2: Instalação e Configuração 33
Sinais da interface plasma
Nome
Números dos conectores
D-sub de 15 pinos
Interface plasma Tipo de sinal
Partida do plasma 2, 10
J1-1, J1-2
(contato seco)
Saída de contato de relé
Impedir ignição Positivo 3 Negativo 11 J1-4 (+), J1-5 (-) Saída do isolador
Transferência Saída + 4 Saída - 12 J3-1 (+), J3-2 (-) Entrada do isolador
Tensão do arco Saída + 8 Saída – 15
Pino de aterramento
(+), Terminal (-)
Analógica filtrada e atenuada
Campo +12 V 1, 9 J1-3 Saída do campo de força
Saída do campo
de força
5, 6, 7, 13, 14 J3-3 Campo de força comum
Figura 16: Conexão Powermax usando a Unidade de Interface Plasma
Para o diagrama de circuitos da interface plasma, ver a figura 18 na página 35.
Partida-
Partida+
D-sub de 15 pinos
TransferênciaTransferência+
Branco
Vermelho
Amarelo
Preto
+24 VCC
Comum
Terra positivo
Tensão do arco (negativa)
Interface plasma do
Sensor PHC
PowerMax
G3 Series
Obra (terra positivo)
Eletrodo (negativo)

34 Sensor™ PHC: Guia de Operação e Instalação
Figura 17: Interface Plasma
Saída de partida
(fechamento de contato)
Comum para
saída de 12 V
Sinais entram
aqui
Alta tensão
entra aqui
Entrada de
transferência -
Entrada de
transferência +
Conexão no
aterramento estrela
da mesa de trabalho
Conectar a tensão
negativa do eletrodo
aqui
Saída + de interrupção do movimento
Saída - de interrupção do movimento
Saída + 12 V
máx 50 mA

Seção 2: Instalação e Configuração 35
Figura 18: Conexões da interface plasma
ADVERTÊNCIA!
Para uma operação correta e segura, esta unidade deve ser conectada no terra positivo.
ADVERTÊNCIA!
Observe as polaridades do sinal ao conectar nos opto-isoladores. Não exceda 24 VCC em
nenhuma das linhas de sinal. Não exceda 30mA de corrente de nenhuma entrada ou saída.
Não exceda 50mA de corrente extraída do suprimento do campo de força interno de +12 V
do sensor. A não observância destes avisos pode causar danos à unidade.
I/O da Interface Plasma
do Sensor PHC
RELÉ
Suprimento Externo de Plasma
(usando +24 V externo)
RELÉ
Aterramento externo
+24V Externo
OPTP
OPTP
PARTIDA DE PLASMA (+24 V)
IMPEDIR
IGNIÇÃO
Aterramento externo
Bobina de RELÉ 24 V
TRANSFERIR
Trabalho
Terra Positivo
DIODE
Eletrodo (negativo)
+24 V Campo

36 Sensor™ PHC: Guia de Operação e Instalação
Partida do plasma
Este sinal é uma saída de contato de relé do PHC e uma entrada para a fonte plasma. O PHC ativa este
sinal fechando o contato para iniciar a fonte plasma.
ADVERTÊNCIA!
Para sistemas mais antigos como o MAX100 ou MAX200, deve ser instalada uma interface
com relé fornecido pelo próprio cliente (ver figura 19). Os sistemas plasma mais antigos
consomem altos níveis de corrente através da entrada de PARTIDA PLASMA, que excedem
muito a capacidade de saída de PARTIDA DO PHC.
Impedir ignição
Esta saída do PHC e entrada para a fonte plasma deve ser ativada para retardar a ignição de alta freqüência
das tochas mecanizadas. Este sinal normalmente é emitido para sincronizar a ignição de múltiplas tochas.
Este sinal também pode ser usado para reduzir o tempo de ciclo, realizando o pré-fluxo durante o IHS.
O uso deste sinal é opcional, mas melhora o desempenho dos sistemas plasma que podem usá-lo. Este
sinal não é usado em tochas de partida por contato instaladas nas unidades plasma Powermax®.
Transferência
Este sinal é uma saída da fonte plasma e uma entrada para o PHC. A fonte plasma ativa esta saída para
indicar que ocorreu transferência de arco.
Figura 19: Para conectar em sistemas plasma mais antigos (MAX100 ou MAX200)
Partida do plasma
Movimento da máquina
Relé fornecido pelo cliente
Relé fornecido pelo cliente: bobina de 12 VCC, especificação máxima da bobina 30 mA, especificação do contato 10 A.
Simboliza par trançado
Simboliza cabo protegido (fornecido pelo cliente)
Painel da interface plasma do Sensor PHC
Partida+
Partida+12VCC

Seção 2: Instalação e Configuração 37
Sinais de interface do suporte motorizado
Estes sinais podem ser diretamente conectados em um suporte motorizado padrão do Sensor™ PHC,
usando-se o cabo fornecido pela Hypertherm.
* O suporte motorizado padrão do PHC não inclui interruptores de limite e o PHC detecta os limites de
parada positiva através do monitoramento da velocidade do motor.
Interruptor de limite mínimo
Este sinal é uma saída do suporte motorizado e uma entrada para o PHC. O suporte motorizado pode ativar
este sinal para indicar que ele atingiu o limite mínimo de movimento. O sentido normalmente aberto/fechado
deste sinal pode ser alterado através da instalação do interruptor DIP SW14. O uso de um interruptor de
limite é opcional.
Interruptor de limite máximo
Este sinal é uma saída do suporte motorizado e uma entrada para o PHC. O suporte motorizado pode ativar
este sinal para indicar que ele atingiu o limite máximo de movimento. O sentido normalmente aberto/fechado
deste sinal pode ser alterado através da instalação do interruptor DIP SW14. O uso de um interruptor de
limite é opcional.
Sensor de colisão da tocha
Este sinal é uma saída do suporte motorizado e uma entrada para o PHC. O suporte motorizado pode ativar
este sinal para indicar que o sensor da tocha mecanizada foi ativado. O sentido normalmente aberto/fechado
deste sinal pode ser alterado através da instalação do interruptor DIP SW145 O uso de um interruptor de
limite é opcional.
Sinais da Interface do Suporte Motorizado D-sub de 9 pinos
Nome Números de pino Tipo de sinal
Interruptor de limite mínimo * 6 – Comuta para comum Entrada do isolador
Interruptor de limite máximo * 2 – Comuta para comum Entrada do isolador
Sensor de colisão da tocha 7 – Comuta para comum Entrada do isolador
Sensor de toque da tocha 4, 5, 9 Análoga filtrada atenuada
Campo +12 V 1 Saída do campo de força
Campo de força comum 3, 8 Campo de força comum

38 Sensor™ PHC: Guia de Operação e Instalação
Conexões do suporte motorizado
Essas conexões podem ser feitas diretamente em um suporte motorizado padrão do Sensor™ PHC, usando
o cabo fornecido.
Potência do motor
Este sinal é uma saída do PHC. É uma saída de um acionamento de motor do tipo ponte “H” com controle
de modulação por largura de pulso (PWM). O nível máximo de corrente pode ser definido usando
interruptores DIP SW1 e SW2. Esta saída tem o objetivo de acionar um motor de magneto permanente
de 24 VCC.
Freio do suporte motorizado
Esta saída do PHC é um sinal de 24 VCC para um freio eletromagnético. Quando este sinal é ativado,
o freio é liberado para permitir o movimento do suporte motorizado.
Conexões do suporte motorizado Conector circular de 7 pinos
Nome Números do pino Tipo de sinal
Potência do motor – sentido
ascendente
Positivo 1 Negativo 2
Saída da ponte H com
controle de modulação por
largura de pulso (PWM)
Freio do suporte motorizado Positivo 4 Negativo 5 Saída de +24 VCC
Aterramento do chassis 6

Seção 2: Instalação e Configuração 39
Instalação do interruptor DIP
SW1
SW9
Calibração
da tensão
de arco
SW8
Nível de
detecção
automática
do kerf
Nível de
detecção
de torque
SW9
Ligado
Desligado
Configurações de interruptor
As configurações dos interruptores para operação e instalação do módulo de controle estão descritas
abaixo. Nota *: As configurações padrão de interruptores estão indicadas em negrito.
Conforme mostrado na figura acima, a configuração dos interruptores está dividida em 2 grupos de
8 interruptores. O grupo superior de interruptores está numerado de SW1 a SW8 e o inferior, de SW9
a SW16.
SW1 SW2 Máxima corrente / Potência do motor
Ligado Ligado Corrente máxima = 2 A, 50 W
Ligado Desligado Corrente máxima = 3 A, 75 W *
Desligado Ligado Corrente máxima = 4 A, 100 W
Desligado Desligado Corrente máxima = 6 A, 150 W
Ajuste os interruptores DIP SW1 e SW2 no valor nominal adequado para o motor do suporte. Esta
é a corrente máxima aplicada e está diretamente relacionada ao valor nominal da potência do motor.
Este ajuste também é usado para determinar a corrente mínima aplicada no sensoriamento de torque
e calcular a velocidade do motor com base na tensão medida do motor.
Nota: Para um excelente desempenho, é importante que esses interruptores sejam ajustados
corretamente. Para o suporte motorizado padrão, esses interruptores devem ser ajustados para 3 A.
Figura 20: Instalação dos interruptores DIP

40 Sensor™ PHC: Guia de Operação e Instalação
SW3 SW4 Resposta / Ganho do controle de tensão
Ligado Ligado Ganho = Baixo = faixa de “posição correta” de +/- 4 V
Ligado Desligado Ganho = Médio Baixo = faixa de “posição correta” de +/- 2 V *
Desligado Ligado Ganho = Médio Alto = faixa de “posição correta” de +/- 1 V
Desligado Desligado Ganho = Alto = faixa de “posição correta” de +/- 0,5 V
Ajuste os interruptores DIP SW3 e SW4 para selecionar a resposta de controle de tensão de circuito
fechado. Os interruptores DIP devem ser ajustados para o maior ganho possível que permita uma resposta
de controle aceitável. Uma resposta aceitável deve ser estável e ter um pico mínimo. Esses ajustes são uma
função da combinação do suporte motorizado com o motor. Para suportes motorizados mais rápidos, use
um ajuste de ganho mais baixo. Ajustes mais rápidos podem requerer o uso do sinal de “Desabilitação no
Canto” do CNC, para evitar mergulhos nos cantos. Este ajuste afeta o controle.
SW5 Aproximação lenta do sensor de altura de corte / Velocidade de retração
Ligado Velocidade = Baixa = 15% da Velocidade Máxima *
Desligado Velocidade = Alta = 30% da Velocidade Máxima
O ajuste do SW5 afeta a velocidade da tocha quando ela se aproxima da placa durante o ciclo de IHS.
Esta velocidade também é usada quando a tocha se retrai do contato com a placa até a altura de perfuração
e durante os primeiros segundos de movimento manual em baixa velocidade. Ajuste a velocidade mais alta
possível e que ainda ofereça a faixa de IHS requerida e uma boa precisão de movimento manual.
SW6 Seleção de erro do CNC
Ligado Normal – Saída de erros em todos os erros *
Desligado Saída de erro somente no sensor de colisão da tocha
O SW6 permite que o usuário selecione lógica para condições de erro. Selecione “ligado” para obter uma
saída para todos os erros. Selecione “desligado” para obter uma saída somente quando a entrada do sensor
de colisão da tocha estiver ativa.
SW7 Retardo de aceleração do controle de tensão automática
Ligado Baixa – Possibilita o controle de tensão 0,5 segundo depois do retardo
de perfuração *
Desligado Alta – Possibilita o controle de tensão 2,5 segundos depois do retardo de perfuração
O ajuste de retardo do SW7 é usado para permitir que a mesa de corte tipo pórtico acelere a uma
velocidade constante antes de iniciar o controle de tensão em circuito fechado da altura da tocha. O menor
retardo deve ser usado na maioria das máquinas. Para sistemas muito grandes, use um retardo maior para
evitar mergulhos na placa, durante a aceleração da máquina.
SW8 Retardo de perfuração externa
Ligado O CNC controla o retardo de perfuração – O retardo de perfuração do painel frontal
está desativado
Desligado Normal – Retardo de perfuração interna *
O SW8 deve ser ligado se o CNC controlar o tempo de retardo da perfuração. Quando este interruptor
estiver na posição ‘ligado’, o controle do painel frontal do tempo de perfuração está desativado e o PHC
usa um tempo de perfuração zero, O CNC emite o comando AUTOMÁTICO / DESABILITAÇÃO NO
CANTO, espera o sinal de MOVIMENTO e começa a contar o tempo de perfuração. Depois de decorrido
o tempo de perfuração, o CNC pode começar o real movimento da máquina de corte e iniciar a contagem
do tempo de retardo de aceleração. Depois de decorrido o tempo de retardo de aceleração, o CNC pode
desabilitar o comando AUTOMÁTICO / DESABILITAÇÃO NO CANTO e deixar o PHC controlar a altura
de corte.

Seção 2: Instalação e Configuração 41
SW9 SW10 Tempo de retração de fim de corte
Ligado Ligado Retração = Baixa = 0,25 seg à velocidade máxima (suporte motorizado
padrão de 20 mm)
Ligado Desligado Retração = Média Baixa = 0,5 seg (suporte motorizado
à velocidade máxima padrão de 40,5 mm)*
Desligado Ligado Retração = Média Alta = 1,0 seg (suporte motorizado
à velocidade máxima padrão de 84 mm)
Desligado Desligado Retração = Alta = 1,5 seg à velocidade máxima (suporte motorizado
padrão de 127 mm)
O SW9 e o SW10 controlam a retração de fim de corte. Este ajuste deve ser posicionado o mais baixo
possível para se obter melhores tempos de ciclo e ainda remover as pontas mais difíceis.
SW11 Detecção automática do kerf
Ligado Normal – o PHC detecta cruzamentos de kerf e INTERROMPE O MOVIMENTO
automaticamente
Desligado Detecção automática do kerf está desativada *
Para que a detecção automática do kerf funcione adequadamente, o potenciômetro de ganho do kerf
deve ser ajustado no nível correto. O nível correto é baixo o bastante para ativar a detecção do kerf ao
cruzar um kerf , porém alto o suficiente que evite as ativações desnecessárias durante o corte normal.
Este potenciômetro deve ser ajustado quando acender o LED amarelo “desabilitação no canto / kerf”,
durante um corte de teste.
SW12 Pré-fluxo durante o IHS
Ligado Partida e pré-fluxo de plasma durante o IHS com sistemas plasma potentes
Desligado Normal - Partida e pré-fluxo de plasma depois do IHS – Tocha de partida
por contato *
Nota: Esta função deve ser desativada para as tochas de partida por contato do Powermax®.
Esta função somente é usada com tochas mecanizadas de partida por alta freqüência. Com tochas
mecanizadas, esta função pode reduzir o tempo de ciclo realizando o IHS e o pré-fluxo da tocha
simultaneamente. Quando o comando “Pré-fluxo durante o Sensoriamento de Altura de Corte” está ativo,
os sinais de saída “Partida” e “Impedir a Ignição” são aplicados nos sistema plasma durante o processo
de sensoriamento de altura inicial. Isto permite que o sistema plasma inicie o pré-fluxo de gás enquanto
o suporte motorizado do PHC está posicionando a tocha na altura correta de perfuração. Depois de
o suporte motorizado do PHC ter sido posicionado na altura correta de perfuração, a saída “Impedir
Ignição” é removida para permitir que a tocha dê partida e o processo de corte comece.
SW13 Reservado
Ligado Normal
Desligado Operação especial
SW14 Interruptores de limite do suporte motorizado
Ligado (Sw NC) Abre no limite – Usa entradas do suporte motorizado normalmente fechadas
Desligado (Sw NO) Fecha no limite – ou interruptores não usados, paradas positivas do
suporte motorizado *
Os interruptores de limite não são usados no suporte motorizado padrão. O PHC percebe os limites máximo
e mínimo do suporte motorizado sentindo quando o suporte faz uma parada positiva nos limites de corte.

42 Sensor™ PHC: Guia de Operação e Instalação
SW15 Sensor de colisão da tocha
Ligado (Sw NO) Abre no sensor de colisão – Usa entrada de interruptor
normalmente aberto *
Desligado (Sw NC) Fecha no sensor de colisão – ou interruptor não usado
O sensor de colisão da tocha usa um interruptor de proximidade normalmente fechado no suporte
motorizado padrão. Quando o sensor de colisão é instalado, o interruptor fecha. Quando o sensor
de colisão é ativado, o interruptor abre novamente.
SW16
Modo de calibração da tensão do arco
Ligado Exibe a real tensão de arco durante o estado inativo para calibração.
Desligado Normal – Mostra a tensão de arco ajustada durante o estado inativo *
Para uma operação normal, este interruptor deve ser colocado na posição ‘desligado’.
Este interruptor é usado para exibir a real tensão de arco no monitor do PHC. Isso permite que a tensão
de arco seja calibrada pela regulagem do potenciômetro de ajuste da Tensão de Arco. Quando o modo de
calibração estiver ativo, o PHC exibe “XXX” onde os Xs indicam a tensão de arco medida e todos os pontos
decimais acesos para indicar o modo de calibração.
Quando o modo de calibração estiver ativo, o monitor pode ser ativado manualmente, ajustando-se o nível
de detecção do kerf ou o torque. Se você ajustar a detecção do kerf ou o torque, um nível de referência de
0 a 10 é exibido temporariamente. Depois de um segundo de inatividade, o monitor retorna para a tensão
de arco medida.
Nota: O procedimento de calibração da tensão de arco deve ser executado em todas as
instalações porque a precisão da real tensão de arco medida é uma combinação da interface plasma
individual e das unidades de controle.

Seção 2: Instalação e Configuração 43
Ajuste do potenciômetro de calibração
ARCO – Calibração da tensão de arco
Este potenciômetro é usado para calibrar a real tensão de arco usada para obter informação de controle da
tensão do arco. Para calibrar a tensão de arco, coloque o PHC no modo de calibração da tensão de arco
ligando o interruptor DIP SW16. Isto faz com que a real tensão de arco seja exibida na tela de 3 dígitos.
O usuário pode realizar um corte de teste com um medidor conectado na saída do suprimento de plasma ou
conectar uma tensão conhecida (máximo de 250 VCC) nos terminais de tensão de arco da interface plasma
(eletrodo negativo e terra positivo). Ajuste o potenciômetro de tensão de arco até que a tela exiba o mesmo
valor que a tensão aplicada no medidor.
Nota: Para uma operação precisa, este procedimento deve ser realizado em todas as novas
instalações, visto que a precisão de tensão de arco medida é uma combinação da interface plasma
específica e as unidades de controle.
KERF – Nível de detecção automática do kerf
O potenciômetro de ajuste regula o nível de detecção automática do kerf. Essa função deve ser ativada
ligando o interruptor DIP de detecção automática do kerf SW11. Quando este potenciômetro é ajustado
com o PHC no modo de calibração, a tela exibe temporariamente um display de nível de referência de
0 a 10. A detecção automática do kerf funciona procurando uma rápida mudança na tensão de arco.
Quando o potenciômetro é ajustado nos valores em baixos, o PHC procura mudanças de tensão menores
e a detecção do kerf é mais sensível. Nos valores mais altos, a detecção do kerf é menos sensível.
O potenciômetro deve estar sensível o bastante para detectar com precisão os cruzamentos de kerf, porém
não tão sensível para permitir a ocorrência das ativações falsas desnecessárias e degradar o desempenho
de controle de altura. A operação de detecção automática do kerf pode ser verificada pelo monitoramento
do LED amarelo ‘Interromper Movimento’, no painel frontal do PHC, durante um corte plasma. Se o limiar for
adequadamente ajustado, o LED amarelo “Interromper Movimento” acende sempre que um kerf é cruzado.
Observe que este LED também acende quando uma entrada Automático/Canto ativa está presente na
interface CNC ou quando a unidade é ajustada para operação manual.
TORQUE – Nível de sensoriamento de torque durante o IHS
Este ajuste é usado para definir o nível de sensoriamento de torque durante o IHS. Quando este
potenciômetro é ajustado com o PHC no modo de calibração, o monitor exibe temporariamente uma tela
de nível de referência de 0 a 10. O torque sempre é usado como uma alternativa ao sensoriamento por
contato ôhmico no modo automático. Quando ele é ajustado em valores mais baixos (sentido anti-horário),
a força máxima aplicada é menor durante o IHS. Os valores mais altos (sentido horário) aumentam a força
máxima aplicada. Se o ajuste for muito alto, a tocha ou o consumível pode ser danificado ou sair fora da
peça de trabalho ou ativar o sensor de colisão da tocha. Posicione este ajuste o mais baixo possível, porém
alto o bastante para que as falsas detecções na placa não ocorram em pleno ar. O ajuste pode ser verificado
pela execução de um teste de IHS com o cabo ôhmico do bico desconectado.
44 Sensor™ PHC: Guia de Operação e Instalação
Seção 3: Operação
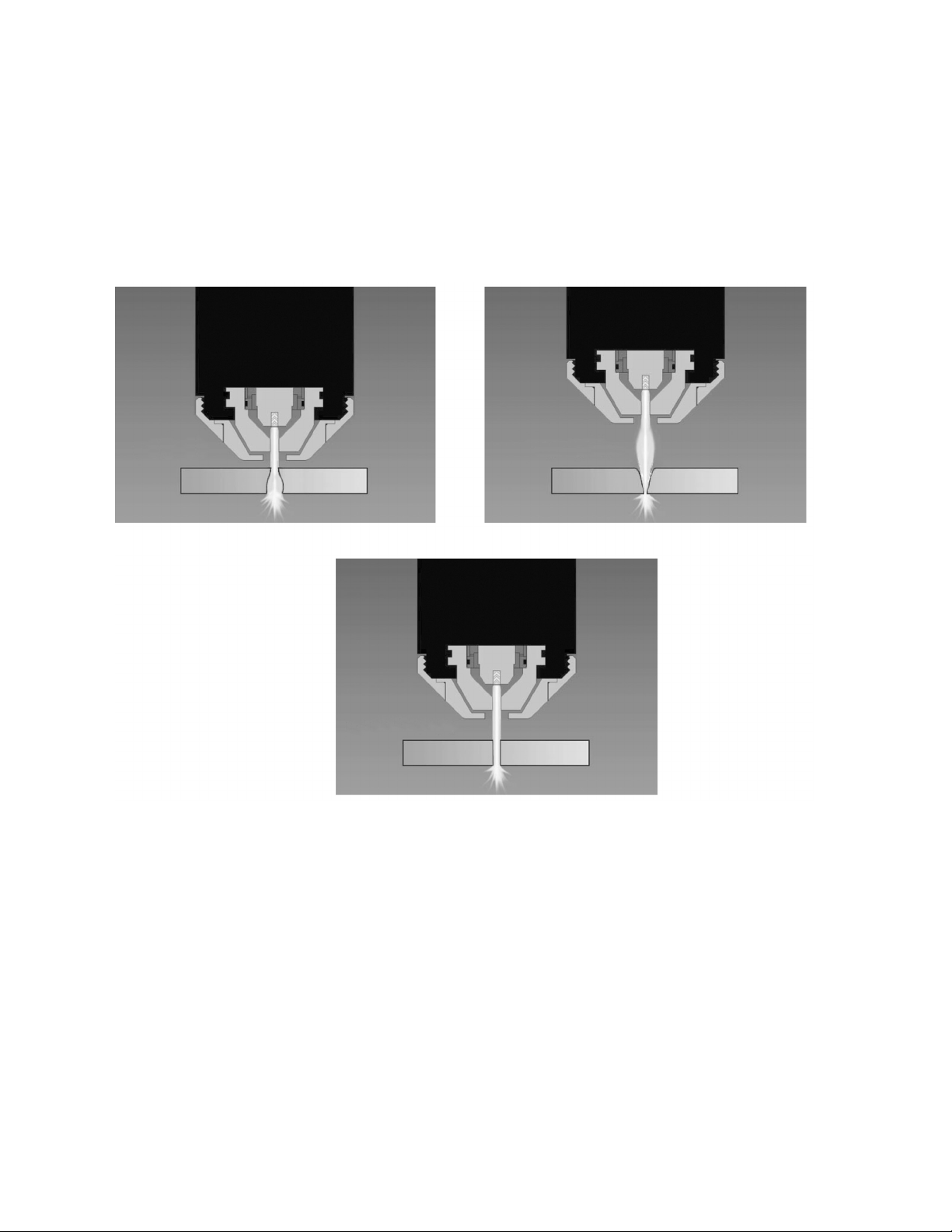
Um sistema de controle de altura de corte automático (THC), usado em corte de plasma mecanizado,
oferece uma altura ideal para cada processo de corte de metal. Uma adequada distância da tocha à obra
é fundamental para o processo plasma, para transferir o arco para a peça de trabalho, para perfurar e cortar
e para uma excelente qualidade de corte (ângulo de chanfro, etc).
No processo de plasma existe uma relação direta entre a tensão de corte e a altura de corte (distância entre
a superfície da peça de metal e o eletrodo da tocha). Usando o controle automático para monitorar a tensão
de arco, ele pode então controlar o THC para manter um ponto de regulagem de tensão específico.
Altura de corte
muito baixa
Altura de corte
muito alta
Altura correta

Seção 3: Operação 45
Operação automática
A operação de controle de tensão automática é selecionada colocando o interruptor contínuo na posição
automática mais alta. Neste modo, a unidade realiza automaticamente o IHS para ajustar a altura de
perfuração, dá partida na tocha, espera a tocha perfurar a placa e começa o movimento da mesa de corte
tipo pórtico.
A instalação básica de operação automática do Sensor™ PHC consiste de três passos:
1. Ajustar a tensão de arco
Use o ajuste multivoltas maior para ajustar a tensão de arco na tela. O ponto de partida para esta
tensão deve ser incluído nas tabelas de corte que acompanham o seu sistema plasma. É importante
lembrar que esta tensão é apenas um ponto de partida, visto que a tensão de arco real depende do
desgaste do consumível, comprimento dos condutores da tocha, faixas de vazão de gás e movimento
da máquina. Para uma excelente qualidade de corte, é necessário fazer pequenos ajustes na tensão
nominal do arco, que está especificada nas tabelas de corte. Um item importante que deve ser
controlado é a distância da tocha à obra durante um corte. A tensão de arco é apenas um método
indireto de controlar esta altura.
2. Ajuste a retração de IHS ou a altura de perfuração
Use o controle rotativo inferior esquerdo para ajustar a altura de retração do IHS. Conforme este
controle é ajustado, a tela passa a ser temporariamente operada de modo manual, com um nível
de referência de 0 a 10. Isso representa a altura de perfuração desejada. A altura real deve estar
disponível nas tabelas de corte que acompanham o sistema plasma. Este ajuste é aproximado, pois
isso depende de se a unidade pode ‘sentir’ a placa usando contato ôhmico ou deve recorrer ao
sensoriamento de torque alternativo.
Verifique este ajuste realizando um teste de IHS e verifique se a altura de perfuração está correta.
Sempre que a chave de teste de IHS inferior esquerdo for pressionada, a tocha alterna entre a altura
de IHS ajustada e a altura de retração de fim de corte. Continue testando e ajustando precisamente
essa função, até a altura de IHS desejada ser atingida.
Se o interruptor DIP de velocidade de IHS (SW5) tiver sido ajustado na posição normal de baixa
velocidade, então a faixa de ajuste de retração do IHS deve estar entre 0,127 e 13 mm. Se a velocidade
de ISH tiver sido ajustada na posição alta, então a faixa de ajuste de retração deve estar entre 2,5
e 25 mm.
3. Ajuste o tempo de retardo de perfuração
Use o controle rotativo inferior direito para ajustar o tempo de retardo de perfuração. Conforme este
controle é ajustado, a tela passa a ser temporariamente operada de modo manual, com um tempo
de retardo de 0 a 40 segundos. Esse é o retardo de tempo entre a ignição da tocha e o início do
movimento de corte. O retardo de perfuração é o tempo requerido para a tocha, primeiramente,
atravessar a placa. Esse retardo de tempo deve ser incluído nas tabelas de corte que acompanham
seu sistema plasma. Para proporcionar mais precisão para os ajustes de retardo curtos, este controle
rotativo é dividido em duas faixas. A primeira cobre a primeira metade da rotação do controle e oferece
um retardo linear entre 0 e 1 segundo. A segunda metade da rotação oferece um retardo linear entre
1 e 4 segundos.

46 Sensor™ PHC: Guia de Operação e Instalação
Operação manual
A operação manual do suporte motorizado é selecionada colocando o interruptor contínuo do centro inferior
na posição manual inferior. Nesse modo, a unidade avança (jog) ou se movimenta lenta ou rapidamente na
direção desejada. Se um corte for iniciado no modo manual, a tocha se movimenta somente em resposta aos
comandos de movimento manual do painel frontal. As funções de IHS, controle de tensão e retração de fim
de corte são todas desativadas durante o modo manual.
Use a sua tabela de corte e siga os seguintes passos para configurar as operações no modo manual:
1. Selecione o modo manual com o interruptor contínuo.
2. Ajuste a altura de corte com o interruptor contínuo acima/abaixo.
Os três tipos de movimento manual são jog, lento e rápido. Observe que os movimentos manuais lento
e rápido são baseados no tempo.
Jog manual
O movimento de jog (avanço) manual é útil para o ajuste preciso da altura da tocha no modo manual.
Quando a chave de movimento manual inferior direita é momentaneamente comutada para cima ou para
baixo, a tocha avança (jog) cerca de 0,005 mm na direção desejada. Repita a pressão momentânea da
chave para cima ou para baixo para criar uma série de movimentos intermitentes na direção desejada.
Estes movimentos são úteis para o ajuste preciso da altura da tocha no modo manual.
Movimento manual lento
Continue a segurar a chave de movimento manual por cerca de 0,5 segundo, depois de terminar
o movimento de jog, para criar um movimento manual lento na direção desejada. Esse movimento
deve estar na velocidade do IHS, conforme determinado pelo interruptor DIP SW5.
Movimento Manual Rápido
Segure a chave de movimento manual por cerca de 1 segundo, depois do inicio do movimento manual lento,
para criar um movimento manual rápido. O movimento manual rápido durará o mesmo tempo que a chave
estiver pressionada.

Seção 4: Localização de defeitos 47
Seção 4: Localização de defeitos
Códigos de erros
O LED de erro vermelho indica condições anormais. O código de erro é exibido na tela de LEDs de 3 dígitos
do PHC como E.XX onde XX representa o número de erro. Os significados estão listados abaixo. A maioria
dos erros é apagada removendo a condição anormal ou com a aplicação da próxima “Partida de Ciclo”
do CNC.
E.01 PARTIDA DE CICLO no Erro de partida
Razão: A entrada de PARTIDA DE CICLO do CNC estava ativa quando o PHC foi ligado.
Solução: Desative a entrada de PARTIDA DE CICLO na interface do CNC para apagar o erro.
E.02 Contato com a placa no erro de retorno
Razão: O contator ôhmico sentiu a peça de trabalho quando a tocha estava na posição de retração máxima.
Possíveis causas:
• Um curto circuito no cabo de conexão do bico ou dos consumíveis da tocha.
• Um vazamento do líquido refrigerante na tocha com líquido refrigerado.
Solução: Este erro é apagado na próxima PARTIDA DE CICLO.
Figura 21: Indicações de erro
LED de erro
vermelho
Código de erro
é exibido aqui

48 Sensor™ PHC: Guia de Operação e Instalação
E.03 Erro de tempo esgotado do suporte motorizado
Razão: O movimento do suporte motorizado foi comandado, mas o destino do suporte motorizado não foi
sentido dentro do período de tempo esgotado.
Possíveis causas:
• um problema mecânico no suporte motorizado como o desprendimento do acoplamento do motor da
mecânica do suporte motorizado.
• O conjunto de condutores da tocha está comprimido e limitando o movimento do suporte motorizado.
• Um problema com a conexão do motor, acionamento do motor ou com o próprio motor.
Solução: O erro é apagado na próxima PARTIDA DE CICLO.
E.04 Limite Alcançado durante a Operação Automática
Razão: The lifter reaches a travel limit during arc voltage controlled operation.
Possíveis causas:
• The lifter does not have the range of travel to accommodate the thickness of the material being cut.
• Improper operation of either the limit switches or the limit switch wiring.
Solução: ajuste o suporte motorizado ou a montagem da tocha para fazer um uso mais efetivo da faixa de
corte do suporte motorizado.
Este erro é apagado na próxima PARTIDA DE CICLO.
E.05 Tempo esgotado pare sincronização do IHS
Razão: A tocha atinge a altura de perfuração do IHS e está esperando a entrada de SINCRONIZAÇÃO
DO IHS do CNC para ser liberada.
Solução: Verifique a conexão da entrada de SINCRONIZAÇÃO DO IHS e a programação CNC para
este sinal. Este erro é apagado na próxima PARTIDA DE CICLO.
O sinal de SINCRONIZAÇÃO DO IHS normalmente é usado somente para instalações com
múltiplas tochas.
E.06 Erro de tempo esgotado para transferência
Razão: a tocha foi disparada, mas o sinal de TRANSFERÊNCIA não foi recebido no prazo de 5 segundos.
Possíveis causas:
• Uma seqüência de IHS incorreta que resultou em uma altura de perfuração inadequadamente alta.
• Falha na transferência devido a consumíveis ruins.
• Ajustes incorretos de gás plasma.
• Aterramento inadequado da peça de trabalho.
• Está faltando o sinal de TRANSFERÊNCIA na interface da fonte plasma ou ele está inadequadamente
conectado na interface plasma do PHC.
Solução: A próxima PARTIDA DE CICLO apaga este erro.
E.07 Erro de arco plasma perdido
Razão: A tocha perdeu a transferência durante a operação, antes que a PARTIDA DE CICLO fosse
removida.
Possíveis causas:
• O corte saiu fora da borda da placa.
• Consumíveis ruins.
• Ajustes de controle de altura incorretos.
Solução: A próxima PARTIDA DE CICLO apaga este erro.
E.08 Erro do sensor de colisão da tocha
Razão: O sensor de colisão da tocha foi ativado.
Possíveis causas:
• A tocha colidiu com a peça de trabalho devido a pontas ou ajuste incorreto da altura da tocha.
Solução: Se um sensor de colisão da tocha não estiver instalado, desligue o interruptor DIP SW15 no PHC
para ignorar esta entrada.
Se o sensor de colisão da tocha estiver instalado, veja o erro de sensor de colisão da tocha para um
procedimento de solução de problema na página 51.

Seção 4: Localização de defeitos 49
E.09 Erro de baixa tensão de entrada
Razão: A tensão de entrada do PHC está 20% abaixo da tensão nominal.
Solução: Aumente a tensão de entrada até ela ficar dentro da faixa operacional nominal.
E.10 Erro de alta tensão de entrada
Razão: A tensão de entrada do PHC está 16% acima da tensão nominal.
Solução: Reduza a tensão de entrada até ela ficar dentro da faixa operacional nominal.
E.11 Erro de sobretemperatura
Razão: O circuito do acionamento do motor desligou devido à sobretemperatura.
Solução: Deixe a unidade resfriar.
E.12 Erro de ativação da trava
Razão: A trava externa foi ativada.
Solução: Verifique se há um fechamento de contato ao longo da entrada da Trava Externa, no conector da
interface do CNC.
E.13 Erro de excesso de contato com a placa
Razão: a ponta da tocha entrou em contato excessivo com a placa, durante um curto espaço de tempo.
• O ponto de regulagem da tensão está muito baixo.
• Os consumíveis estão consumidos e o ponto de regulagem da tensão precisa ser aumentado.
Solução: A próxima PARTIDA DE CICLO apaga este erro.
E.99 Erro de software interno
Razão: Uma condição anormal e inesperada ocorreu no software.
Solução: Desligue e, a seguir, ligue novamente o sistema PHC.

50 Sensor™ PHC: Guia de Operação e Instalação
Guia de solução de problemas
Problema Solução
O LED de erro e o código
de erro são exibidos
◊ Anote o número do código de erro e consulte a lista detalhada de
indicações de erros na página 47.
Sem resposta para Entrada
PARTIDA DE CICLO
◊ Verifique o botão liga-desliga do PHC.
◊ Verifique as conexões de alimntação.
◊ Verifique o fusível no módulo de entrada de alimentação.
◊ Verifique a conexão de partida de ciclo.
A tocha acende antes que
o IHS seja concluído
◊ Verifique se o pré-fluxo está desativado durante o IHS –
interruptor DIP SW12 desligado.
◊ Verifique a entrada de Desabilitação no Canto do plasma se
estiver sendo usada.
Sem movimento de IHS
◊ Verifique se o PHC está no modo automático.
◊ Verifique se o conjunto de condutores da tocha não está
comprimido.
◊ Verifique se o torque não está com ajuste muito baixo – aumente
a regulagem de torque.
IHS impreciso usando
contato ôhmico
◊ Verifique se o PHC está no modo automático.
◊ Verifique se o cabo do contato ôhmico está conectado.
◊ Verifique se a capa da tocha está ajustada.
◊ Verifique se há água sobre a placa. Se houver presença de água,
desconecte o cabo ôhmico e use somente torque.
◊ Verifique se há óleo ou tinta na placa. Em caso positivo, use
somente torque.
◊ Verifique o bico, o bocal ou os dois e limpe-os ou os substitua.
◊ Verifique a conexão da peça de trabalho.
IHS impreciso usando torque
◊ Para desativar o sensoriamento ôhmico, desconecte o cabo do
bocal na tocha.
◊ Verifique se o torque está ajustado corretamente.
◊ Verifique se há deflexão excessiva na placa.
◊ Verifique o suporte da placa.
◊ Aumente o ajuste do IHS para compensar a deflexão da placa.
A tocha não acende
◊ Verifique se o plasma está ligado e operando.
◊ Verifique se altura do IHS está adequada.
◊ Verifique se a entrada de SINCRONIZAÇÃO DO IHS do CNC
não está ativa.
◊ Verifique os consumíveis da tocha.
A tocha não transfere
◊ Verifique se a altura de perfuração não está muito alta.
◊ Verifique a conexão da peça de trabalho.
◊ Verifique os consumíveis da tocha.
◊ Verifique a faixa de vazão de gás de pré-fluxo.

Seção 4: Localização de defeitos 51
Problema Solução
O arco se extingue depois da
transferência com um grande
furo de perfuração
◊ Verifique se o retardo de perfuração não está muito longo.
◊ Verifique se a saída do movimento da máquina está ativa
e conectada no CNC.
◊ Verifique se o CNC está ativo e se a adequada velocidade
da máquina está ajustada.
A tocha começa a cortar antes
que a perfuração esteja
concluída
◊ Verifique se o retardo de perfuração não está muito curto.
A tocha mergulha na placa
assim que o controle de
tensão começa
◊ Aumente o valor da Tensão do Arco Ajustada.
◊ Aumente o Retardo de Aceleração da Máquina – interruptor
DIP SW7 desligado.
◊ Verifique a calibração da tensão de arco.
A tocha retrai da placa
assim que o controle
de tensão começa.
◊ Reduza o valor da Tensão de Arco Ajustada.
◊ Aumente o valor da Altura de Perfuração Ajustada.
◊ Verifique a calibração da tensão de arco.
Controle de tensão errático
◊ Verifique todas as conexões terra do sistema.
◊ Verifique se há vazamentos de líquido refrigerante na tocha.
Falha na retração de fim de
corte
◊ Verifique os ajustes de retração de fim de corte – interruptores
DIP SW9 e SW10.
◊ Verifique se há compressão ou obstrução na tocha e no conjunto
de condutores.
Erro no sensor de colisão
da tocha
Se o sensor de colisão da tocha não foi ativado, verifique as conexões
do suporte motorizado até o PHC:
1. Para testar o interruptor, toque uma peça de metal no alvo do sensor
magnético, no topo do sensor de colisão. O LED, no meio do sensor,
acenderá se o interruptor estiver funcionando.
2. Verifique a conectividade do aterramento do painel da interface do
suporte motorizado até o aterramento estrela na mesa de trabalho.
Ver figura 13 na página 12.
3. Verifique se o cabo do sensor magnético está conectado no painel
da interface do suporte motorizado.
Alvo
LED
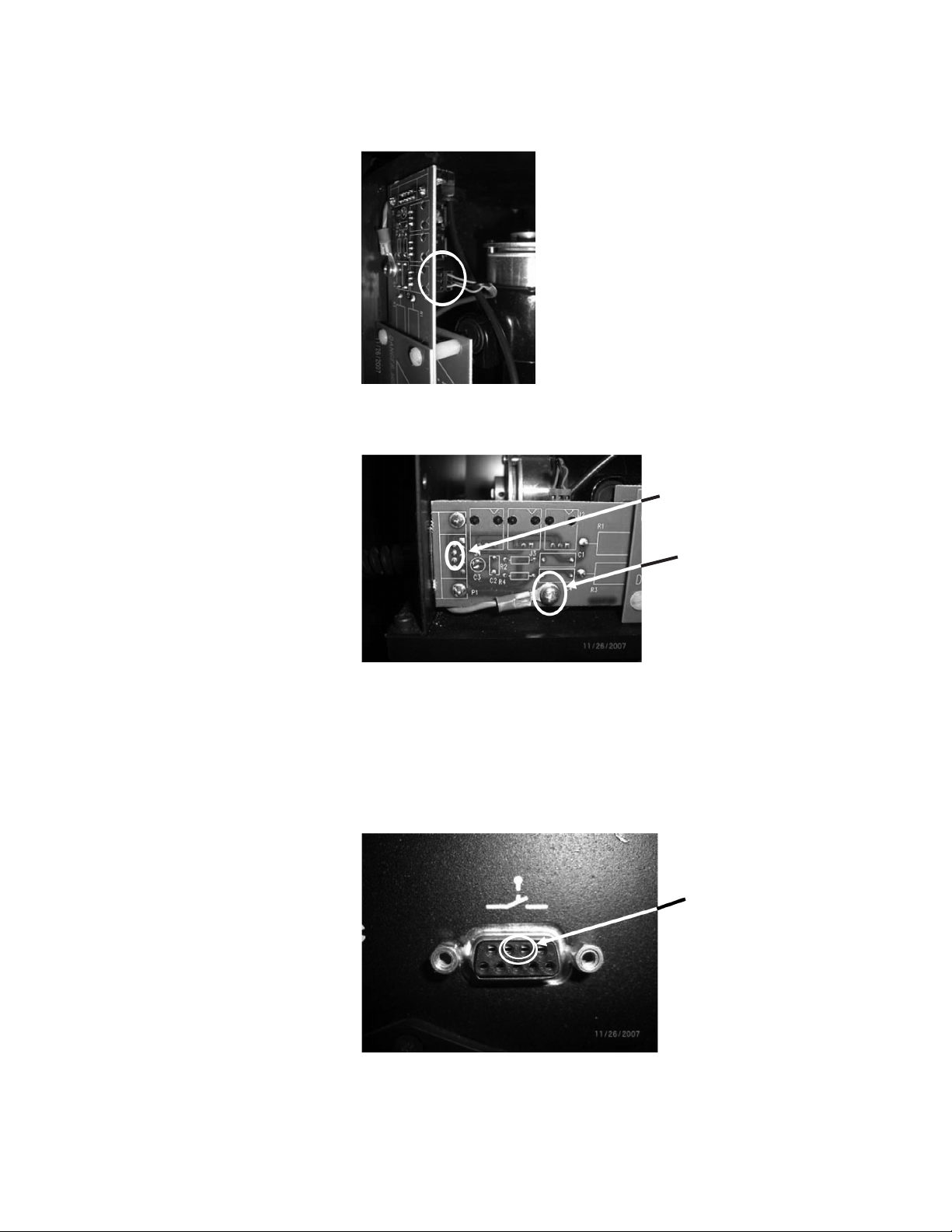
52 Sensor™ PHC: Guia de Operação e Instalação
4. Teste a conexão encaixando um jumper entre os pinos 7 e 8, no
D-sub de 9 pinos. Este conector é o terceiro de cima para baixo
do painel.
Se o erro E.08 desaparecer, repare a conexão entre o sensor
magnético e o painel da interface do suporte motorizado.
5. ISe a mensagem de erro persistir, teste o cabo e o conector da
interface do suporte motorizado do PHC:
a. Para testar o cabo, verifique a continuidade de cada cabo que
conecta o suporte motorizado no PHC.
b. Para testar o conector no PHC, coloque um jumper entre os
pinos 7 e 8 do D-sub de 9 pinos.
Se o erro E.08 desaparecer do console, a falha está no cabo.
Se o erro persistir, a falha está no PHC. Entre em contato com
o Suporte Técnico.
Pinos 7 e 8
Pinos 7 e 8
Conexão terra

Seção 4: Localização de defeitos 53
Peças e kits
Número do kit Descrição
Kits do PHC configurados
228214 Sensor PHC com módulo de controle, suporte motorizado e cabo de 15 m
228242 Sensor PHC sem estação de suporte motorizado
228243 Sensor PHC sem suporte motorizado ou 123895
228244 Sensor PHC sem modulo de controle
228245 Sensor PHC sem interface plasma
Peças de reposição do PHC
228199 Conjunto de módulo de controle PHC, completo
228200 Conjunto de placa de circuito impresso, processador do PHC
228201 Conjunto de placa de circuito impresso, acionador do motor do PHC
228202 Kit de cabos, proteções do Sensor PHC (filtro de linha, chicote do CPC,
potenciômetro interligado)
228203 Bisel com lentes vermelhas para módulo de controle do PHC
228204 Fusível de abertura lenta de 1,6 A, 6 mm x 32 mm (são necessários 2)
Peças de reposição do suporte motorizado do PHC
228205 Estação do suporte motorizado da tocha, curso de 152 mm, sensor de colisão,
PHC, completo
228206 Motor, suporte motorizado do PHC (24 V, com freios e terminais)
228207 Acoplamento, suporte motorizado do PHC
228191 Cabo, contator ôhmico, suporte motorizado do PHC ou do Ti
228192 Conjunto de placa de circuito impresso, interface do suporte motorizado do PHC
ou do Ti
228193 Conjunto de sensor magnético de colisão da tocha, PHC/Edge Ti
228194 Sensor de colisão da tocha/cabo com prendedor e com terminal
228195 Tampa superior de chapa metálica para Ti ou PHC com prendedores
228196 Tampa inferior de chapa metálica para Ti ou PHC com prendedores
228197 Prendedor e fim de curso de silicone do suporte motorizado para Ti ou PHC
228208 Fuso de esfera, 2mm de passo com porca e rolamento
Manutenção recomendada da corrediça do THC
A manutenção de um fuso de esfera normalmente significa limpeza e re-lubrificação. O fuso de esfera
deve ser limpo cuidadosamente, removendo toda a graxa antiga, poeira e sujeira com um pano limpo
e seco. Se possível, gire a porca várias vezes por toda a rosca para garantir que o máximo de graxa antiga
seja removida da porca. Não use nenhum detergente ou outros líquidos de limpeza, como tricloroetileno,
álcool ou acetona.
Nota: Não remova ou desmonte o fuso de esfera ou a porca. Depois de limpar, aplique uma fina camada
de graxa nova sobre toda a superfície do fuso. Depois da re-lubrificação, o conjunto deve ser operado
através de seu curso, várias vezes, a velocidades baixas e baixas cargas para garantir que todas as
superfícies de contato da porca e esferas e fuso sejam revestidos com um filme de graxa.
Intervalo
Semestral

54 Sensor™ PHC: Guia de Operação e Instalação
Lubrificante
Para o carro e fuso de esfera do rolamento linear, o fabricante do rolamento sugere graxa com as seguintes
características:
1. Graxa à base de sabão de lítio
2. Grau NLGI 2
3. NGraxa sem partículas metálicas
Exemplos de lubrificantes compatíveis:
• Graxa sintética Mobil-1, à venda na maioria das lojas de autopeças.
• Mobilith SHC220 é outro exemplo que deve estar disponível como suprimento industrial, na McMaster-Carr.
O carro do rolamento linear usa uma engraxadeira e o lubrificante do fuso de esfera é aplicado no próprio fuso:
Para lubrificar a corrediça do THC:
1. Posicione o suporte motorizado quase no topo do curso.
2. Pressione a parada de emergência do Ti (ou desligue o PHC).
3. Remova a tampa inferior do suporte motorizado.
4. Limpe a porção visível do fuso de esfera e os trilhos do rolamento com um pano limpo e seco.
5. Ative o Ti (ou PHC).
6. Movimente lentamente para a parte inferior do curso.
7. Pressione a parada de emergência do Ti (ou desligue o PHC).
8. Limpe a porção visível do fuso de esfera e os trilhos do rolamento com um pano limpo e seco.
9. Repita várias vezes (movimentando para frente e para trás para distribuir e remover a graxa/detritos).
10. Engraxe a porta de graxa do rolamento com uma pistola injetora de graxa.
11. Aplique uma fina camada de graxa nas roscas do fuso de esfera.
12. Movimente lentamente para frente e para trás para distribuir a graxa enquanto verifica se há algum
emperramento ou movimento errático.
13. Recoloque a tampa.
Fuso de esfera,
aplique a graxa
diretamente
Porta de graxa do
rolamento linear
Remova os parafusos Tampa removida

56 Sensor™ PHC: Guia de Operação e Instalação
Anexo A: Interfaceamento de um suporte motorizado
O desempenho do Sensor™ PHC está estreitamente ligado às características do suporte motorizado
e do motor. O Sensor™ PHC foi projetado como um controle de altura de plasma convencional e o suporte
motorizado não inclui qualquer informação de posição. Todos os movimentos do suporte são sincronizados
com velocidades reguladas. O microprocessador do Sensor™ PHC usa tanto tensão retro-gerada pelo
motor CC quanto o componente ôhmico do motor CC para calcular a velocidade de informação do motor.
O passo do fuso do suporte motorizado afeta a velocidade linear do suporte e o ganho do sistema de
controle ao operar com tensão de arco. O passo do fuso também afeta o sensoriamento de torque. O atrito
do suporte motorizado e o peso máximo da tocha afetam o ponto no qual o suporte requer um freio para
manter a posição. Por essas razões, as características do motor e do suporte motorizado são fundamentais
e devem ser rigidamente controladas.
Requisitos
The following is a partial list of lifter and motor characteristics that are compatible with this controller.
• Passo do fuso de esfera do suporte motorizado = 2 mm/rev
• Suporte motorizado com interruptores de limite ou suporte motorizado com fim de curso mecânico suave
• Capacidade do suporte motorizado: 5080 mm/min
• O suporte motorizado tem baixo retrocesso e pouca folga mecânica
• Se as funções forem necessárias, o suporte motorizado pode incluir uma interface elétrica com
interruptores de limite, sensores de colisão da tocha e sensor da ponta da tocha. Entre em contato com a
Engenharia da Hypertherm Automation para obter informações sobre a interface de sinais do suporte
motorizado.
• O motor deve ser de magneto permanente de 24 VCC.
• A rotação do motor deve ser 2500 rpm a 24 VCC. Por outro lado, a rotação do motor a 24 VCC deve ser
compatível com o passo do fuso de esfera / redução da engrenagem / redução da polia do suporte
motorizado, de modo que a combinação resulte em uma velocidade linear de 5080 mm/min.
• O motor deve ter uma potência nominal de corrente de 2 A, 3 A, 4 A ou 6 A.
• A resistência do motor deve ser 20% da escala total. Por exemplo, um motor com potência nominal de
3A deve ter uma resistência ôhmica de aproximadamente = 24 / 3 * 20% = 1,6 Ohms
• Dependendo do peso da tocha e do atrito do suporte motorizado, você poderá precisar de um freio para
manter a posição.
ADVERTÊNCIA:
O desempenho do Sensor™ PHC está estreitamente ligado às características do suporte motorizado e do
motor. Para garantir uma operação adequada, um suporte motorizado fora do padrão e desenvolvido pelo
cliente, deve ser totalmente testado com este controlador sob todas as condições operacionais previstas.
 Loading...
Loading...