


Hypertherm Automation
5 Technology Drive, Suite 300
W. Lebanon, NH 03784 USA
Phone: 603-298-7970
Fax: 603-298-7977
Automation
HYPERTHERM SENSOR™
PHC-PLASMA-HÖHENSTEUERUNG
HANDBUCH FÜR AUFBAU UND BETRIEB
Produktivere Menschen und Maschinen durch Prozessautomatisierung

HAFTUNGSAUSSCHLUSSKLAUSEL Die Informationen in dieser Dokumentation können sich ohne
Vorankündigung verändern und sind nicht als Verpflichtung von
Hypertherm Automation
®
zu deuten. Hypertherm Automation
übernimmt keine Verantwortung für jegliche auftretenden Fehler.
WARENZEICHEN Hypertherm Automation ist eine hundertprozentige
Tochtergesellschaft von Hypertherm
®
, Inc.
Sensor™ ist ein Warenzeichen von Hypertherm Automation.
HyDefinition®Plasma ist ein eingetragenes Warenzeichen von
Hypertherm®, Inc.
HyPerformance™ Plasma ist ein Warenzeichen von Hypertherm
Automation.
Sonstige Warenzeichen sind im Besitz der jeweiligen Eigentümer.
COPYRIGHT 2008 von Hypertherm Automation. Alle Rechte vorbehalten.
Gedruckt in den USA

iii
Inhaltsverzeichnis
SICHERHEIT.............................................................................................................................................................1
ABSCHNITT 1: ÜBERSICHT.................................................................................................................................9
PHC-Steuermodul ...............................................................................................................................................................9
Plasma-Schnittstellen-Baugruppe....................................................................................................................................9
Höhenverstellungs-Baugruppe.........................................................................................................................................9
Sensor-PHC-Modelle .......................................................................................................................................................10
Funktionen...........................................................................................................................................................................10
Funktionen .....................................................................................................................................................................10
Optionen ........................................................................................................................................................................10
Anlagenspezifikationen *..................................................................................................................................................11
Anschlüsse..........................................................................................................................................................................12
Signale von PHC an CNC.........................................................................................................................................13
Signale von PHC an Plasma .....................................................................................................................................13
Signale von PHC an Höhenverstellung ..................................................................................................................13
Netzanschlüsse von der PHC zur Höhenverstellung...........................................................................................13
Sensor™-PHC-Fronttafel-Anzeigen..........................................................................................................................14
Sensor™-PHC-Fronttafel-Bedieneinrichtungen.....................................................................................................14
Steuermodul .......................................................................................................................................................................15
Plasma-Schnittstellen-Baugruppe.................................................................................................................................16
Standard-Höhenverstellungs-Baugruppe ....................................................................................................................17
ABSCHNITT 2: INSTALLATION UND AUFBAU...............................................................................................18
Standard-Komponenten...................................................................................................................................................18
PHC-Steuermodul .......................................................................................................................................................18
Optionale Komponenten..................................................................................................................................................18
Ansprüche...........................................................................................................................................................................18
Ansprüche bei Transportschäden.............................................................................................................................18
Ansprüche wegen fehlerhafter oder fehlender Ware...........................................................................................18
Netzstromerfordernisse....................................................................................................................................................19
Montage der Steuereinheit .............................................................................................................................................20
Montage der Steuereinheit von der Rückseite aus ..............................................................................................20
Montage der Steuereinheit von vorne .....................................................................................................................21
Montage der Plasma-Schnittstellen-Baugruppe ........................................................................................................22
Montage der Höhenverstellungs-Baugruppe..............................................................................................................23
Brenner-Abschaltdosen-Baugruppe.............................................................................................................................24
Brenner-Montageblock-Bausatz ....................................................................................................................................25
Anlagenkabel......................................................................................................................................................................26
Erdungserfordernisse .......................................................................................................................................................27
PHC-Schnittstellen-Signale............................................................................................................................................28
CNC-Schnittstellen-Signale............................................................................................................................................29
CNC-Signal-Beschreibungen.........................................................................................................................................29
Start des Arbeitsganges.............................................................................................................................................29
Auto-Deaktivierung/Kantenhalt ................................................................................................................................29
IHS-Synchronisation ..................................................................................................................................................30
IHS abgeschlossen .....................................................................................................................................................30
Vorschub ........................................................................................................................................................................30
Einfahren abgeschlossen...........................................................................................................................................30
Fehler..............................................................................................................................................................................30
Verriegelung ..................................................................................................................................................................30
Plasma-Schnittstellen-Signale .......................................................................................................................................32
Plasmastart....................................................................................................................................................................36
Zündung halten.............................................................................................................................................................36
Übertragung ..................................................................................................................................................................36

iv
Höhenverstellungs-Schnittstellen-Signale...................................................................................................................37
Untergrenzschalter.......................................................................................................................................................37
Obergrenzschalter........................................................................................................................................................37
Abschaltdosen-Schalter..............................................................................................................................................37
Netzanschlüsse der Höhenverstellung.........................................................................................................................38
Motorleistung ................................................................................................................................................................38
Höhenverstellungsbremse .........................................................................................................................................38
DIP-Schalter-Einstellung..................................................................................................................................................39
Schalter-Stellungen.....................................................................................................................................................39
Einrichtung des Potentiometers für die Kalibrierung.................................................................................................43
LICHTBOGEN – Kalibrierung der Lichtbogenspannung...................................................................................43
SCHNITTFUGE – Automatischer Schnittfugenerkennungsgrad.....................................................................43
DROSSELUNG – IHS-Drossel-Abtastniveau......................................................................................................43
ABSCHNITT 3: BETRIEB.....................................................................................................................................44
Automatik-Betrieb..............................................................................................................................................................45
Manueller Betrieb..............................................................................................................................................................46
ABSCHNITT 4: FEHLERBESEITIGUNG..........................................................................................................47
Fehlercodes ........................................................................................................................................................................47
E.01 Fehler CYCLE_START (Start des Arbeitsgangs) beim Einschalten .......................................................47
E.02 Fehler Plattenkontakt in Ausgangsstellung ..................................................................................................47
E.03 Fehler Höhenverstellungs-Zeitüberschreitung.............................................................................................48
E.04 Beschränkung während des Automatik-Betriebs erreicht........................................................................48
E.05 IHS SYNC (IHS-Synchronisation) Zeitablauf..............................................................................................48
E.06 Fehler Übertragungs-Zeitüberschreitung......................................................................................................48
E.07 Fehler Verlorener Plasma-Lichtbogen............................................................................................................48
E.08 Abschaltdosen-Fehler .......................................................................................................................................48
E.09 Fehler Niedriger Eingangsstrom.....................................................................................................................49
E.10 Fehler Hohe Eingangsspannung ....................................................................................................................49
E.11 Fehler Übertemperatur......................................................................................................................................49
E.12 Fehler Verriegelung ausgelöst.........................................................................................................................49
E.13 Fehler Übermäßiger Plattenkontakt ..............................................................................................................49
E.99 Fehler Interne Software ....................................................................................................................................49
Richtschnur zur Fehlerbehebung...................................................................................................................................50
Ersatzteile und Bausätze .................................................................................................................................................53
Empfohlene THC Schraubring-Wartung......................................................................................................................53
Intervall............................................................................................................................................................................53
Schmiermittel ................................................................................................................................................................54
ANHANG A: ANSCHLUSS AN EINE KUNDENSPEZIFISCHE HÖHENVERSTELLUNG....................56
Erfordernisse ......................................................................................................................................................................56

v
Verzeichnis der Abbildungen
Abbildung 1: Anschlüsse......................................................................................................................................................12
Abbildung 2: Steuermodul ...................................................................................................................................................15
Abbildung 3: Plasma-Schnittstelle (bei abgenommener Abdeckung)........................................................................16
Abbildung 4: Höhenverstellungs-Baugruppe...................................................................................................................17
Abbildung 5: Stromanschluss und Sicherung.................................................................................................................19
Abbildung 6: Rückseitige Montage der Steuereinheit...................................................................................................20
Abbildung 7: Frontmontage der Steuereinheit ................................................................................................................21
Abbildung 8: Montage der Plasma-Schnittstelle.............................................................................................................22
Abbildung 9: Montage der Höhenverstellung..................................................................................................................23
Abbildung 10: Brenner-Abschaltdose...............................................................................................................................24
Abbildung 11: Brenner-Montageklemme .........................................................................................................................25
Abbildung 12: Anlagenkabel................................................................................................................................................26
Abbildung 13: Anlagenerdung ............................................................................................................................................27
Abbildung 14: Allgemeine Anschluss-Beispiele..............................................................................................................28
Abbildung 15: Basis-CNC-Schnittstelle ...........................................................................................................................31
Abbildung 16: Powermax-Anschlüsse unter Einsatz der Plasma-Schnittstellen-Einheit........................................33
Abbildung 17: Plasma-Schnittstelle...................................................................................................................................34
Abbildung 18: Plasma-Schnittstellen-Anschlüsse..........................................................................................................35
Abbildung 19: Zum Anschluss an ältere Plasmaanlagen (MAX100 oder MAX200)..............................................36
Abbildung 20: DIP-Schalter-Einstellung ...........................................................................................................................39
Abbildung 21: Fehleranzeigen.............................................................................................................................................47

Sicherheit 1
Sicherheit
Lesen Sie dieses Handbuch
Lesen und verstehen Sie dieses Handbuch, die Schneidmaschinen-Handbücher und die Sicherheitsverfahren
Ihres Unternehmens.
Anmerkung: Dieses Produkt ist nicht für die Instandsetzung im Außendienst konstruiert. Dieses Produkt
ist zur Wartung zu einem autorisierten Reparaturzentrum zurückzuschicken.
Sensor-PHC-Sicherheitsauflistung
Anmerkung: Dieses Produkt wurde entsprechend den CE- und UL-Sicherheitsnormen konstruiert und
hergestellt.
UL hat dieses Produkt entsprechend den geltenden Sicherheitsnormen von USA und Kanada erfolgreich
getestet und gelistet. Aktenzeichen E307226.
Zusätzliche Kennzeichen:
1) Es ist ausschließlich mindestens 75 °C Kupferdraht zu verwenden.
2) Es sind ausschließlich Kupferleitungen zu verwenden.
3) Geeignet für den Einsatz in einem Schaltkreis mit einer Leistung von nicht mehr als 5000 RMS
symmetrischen Ampere, maximal 230 V.
4) Ein Festkörper-Motor-Überlastschutz wird bei diesem Gerät nicht mitgeliefert.
5) Ein fest eingebauter Festkörper-Kurzschlussschutz bietet keinen Abzweigleitungsschutz.
Ein Abzweigleitungsschutz wird durch fest eingebauten, gelisteten (getesteten)
Abzweigleitungsschutz bereitgestellt.

Abschnitt 1: Übersicht 9
Abschnitt 1: Übersicht
Die Sensor™-PHC (228214) von Hypertherm ist eine Plasmabrenner-Höhensteuerung und AnfangshöhenAbtastanlage (THC-IHS), die für konventionelle Plasmaschneideinsätze am X-Y-Schneidtisch konstruiert
wurde. Die Anlage nutzt die Lichtbogenspannung des Plasmas zur Steuerung des Abstandes zwischen
Brenner und Werkstück beim Schneiden. Die Anfangshöhen-Abtastung (IHS) wird durch ohmsche
Kontaktabtastung oder durch eine Methode der Drosselkraft-Erkennung erreicht. Die Sensor™-PHC wurde
für konventionelles Plasma bei 200 Ampere oder darunter optimiert.
Anmerkung: Die Sensor™-PHC wird nicht empfohlen für HyDefinition®- oder HyPerformance™-
Schneiden oder für Einsätze mit höherer Stromleistung. Die Anlage wird nicht für den Einsatz auf dem
Wassertisch empfohlen.
Eine vollständige Sensor™-PHC-Anlage besteht aus folgenden Komponenten:
PHC-Steuermodul
Im PHC-Steuermodul (228116) ist ein Mikrocontroller, eine Bedienungstafel und ein Motorantrieb für die
Höhenverstellung untergebracht. Dieses Modul sorgt für die Anfangshöhen-Abtastung und die Steuerung
der Lichtbogenspannung. Das PHC-Steuermodul ist mit Brenner-Höhenverstellung, CNC-Maschine
und Stromquelle durch standardmäßige, diskrete Eingangs-/Ausgangs-Schnittstellen verbunden. Die
Bedieneroberfläche umfasst eine LED-Anzeige für die eingestellte Lichtbogenspannung, die tatsächliche
Lichtbogenspannung und Fehlercodes. Hauptfunktionen des Steuermoduls: Lichtbogenspannungssteuerung
oder manueller Positioniermodus, Einfahren bei Schnittende, IHS-Test, Lochstechhöhe, spannungsgesteuerte
Schneidhöhe, Lochstechverzögerung und Zugriff auf Einrichtungs- und Kalibrieranpassungen. Siehe
Abbildung 2 auf Seite 15.
Plasma-Schnittstellen-Baugruppe
Die Plasma-Schnittstelle (228256) bietet eine fehlerfreie, genormte Verbindung zwischen dem PHCSteuermodul und der Stromquelle. Die Baugruppe kann entweder an die Rückseite der Stromquelle oder in
sie hinein montiert werden. Der Spannungsteiler sorgt für ein gefiltertes Niederspannungssignal, das von der
Lichtbogenspannung beim Schneiden abgeleitet ist. An der Schnittstelle ist außerdem eine Anschlussleiste
für den einfachen Anschluss an die Schnittstellen-Signale angebracht. Siehe Abbildung 3 auf Seite 16.
Höhenverstellungs-Baugruppe
Die Brenner-Höhenverstellungsstation (228117) positioniert einen Brennerkopf vertikal über dem Werkstück
und wird vom PHC-Steuermodul gesteuert. Ihr maximaler Standardhub beträgt 152 mm zwischen
Ausgangsstellung und Untergrenze. Sie wird von einem Gleichstrommotor angetrieben, der an einer
Gewindespindel angebracht ist. Das Steuermodul ist mit einem optionalen Untergrenzschalter zur Erkennung
des maximalen Abwärtshubs verbunden. Das Steuermodul ist außerdem mit einem optionalen Schalter für
die Ausgangsstellung verbunden, um zu erkennen, wenn die Höhenverstellung in der höchsten Position ist.
Bei der Standard-Höhenverstellung werden keine Grenzschalter eingesetzt, sie wurde jedoch so konstruiert,
dass eine Hartstopp-Grenzerkennung möglich ist. Eine Abschaltbremse deaktiviert die Brennerbewegung.
Eine Brenner-Abschaltdose ist ein in der Höhenverstellung eingebautes Teil, das ein Schutzniveau für
Brenner, Höhenverstellung und X-Y-Tisch bietet. Aufgrund von Aufprall löst die Abschaltdose die eingerastete
Stellung und ermöglicht dadurch, dass der Brenner gleitet. Ein Abschaltdosen-Schalter erkennt, wenn dieser
Schutz entriegelt wurde, und signalisiert dies sowohl der PHC-Steuerung als auch der CNC-Maschine.
Siehe Abbildung 4 auf Seite 17.

10 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Sensor-PHC-Modelle
Bausatznummer Beschreibung
228214 Sensor-PHC mit Steuermodul, Höhenverstellung und 15 m Kabeln
228123 Sensor-PHC (mit 123896) für das Powermax-Paket
228242 Sensor-PHC ohne Höhenverstellungsstation
228243 Sensor-PHC ohne Höhenverstellung oder 123895
228244 Sensor-PHC ohne Steuermodul
228245 Sensor-PHC ohne Plasma-Schnittstelle
Funktionen
Die Sensor™-PHC ist eine automatisierte Höhensteuerungsanlage für Schneideinsätze. In diesem Produkt
wird Mikroprozessor-Technologie für die automatische Erkennung der Platte und zur Anpassung der
Brennerposition an einen Lichtbogenspannungs-Sollwert während der Schneidarbeiten eingesetzt. Dies
reduziert die Eingaben durch den Bediener, verbessert die Genauigkeit und erhöht die Produktivität. Die
Konstruktion der Sensor™-PHC wurde für konventionelle Plasmaarbeiten im Kleinleistungsbereich optimiert.
Funktionen
◊ Die Sensor™-PHC kann zusammen mit jeder CNC eingesetzt werden
◊ Einfacher Aufbau und Betrieb
◊ Sowohl manueller als auch automatischer Betrieb
◊ Mikroprozessorsteuerung für höhere Empfindlichkeit und genauere Steuerung
◊ Hohe Einstellgeschwindigkeiten sind mit bis zu 6 A Gleichstrom und linearer Einstellung über den
gesamten Bereich möglich
◊ Eingebauter Brenner-Abschaltschutz
◊ Eingebaute Diagnose- und Fehlererkennungsfunktionen
◊ Automatisches Einfahren nach Kontakt mit der Platte
◊ 7-Segment-LED-Anzeige für eingestellte/tatsächliche Lichtbogenspannung und Fehleranzeigen
◊ Strom EIN-Anzeige
◊ Anzeigen für Ober- und Untergrenzen
◊ In-Position-Anzeige
◊ Wartungs-/Fehler-Anzeige
◊ Anzeige zum Halten der Brennerposition
◊ Plattenkontakt-Anzeige
Optionen
◊ Schnittstellenkabel
◊ Brennermontagekammern – erhältlich in einem Durchmesser von 35 mm (1 3/8 Zoll),
45 mm (1 3/4 Zoll) und 51 mm (2 Zoll).

Abschnitt 1: Übersicht 11
Anlagenspezifikationen *
Kompatible Motoren: DC PM 24 VDC, 2 A bis 6 A
Max. Ausgangsleistung: 150W
Standard-Höhenverstellungsbereich: Linear, 152 mm
Motorleistung: Volle H-Brücken-PWM mit Strom- und Spannungsabtastung
Genauigkeit: 0,25 mm oder 0,5 V **
Spannungssteuerungsbereich: 50 VDC bis 210 VDC
IHS-Bereich: 1,2 mm bis 12 mm **
Bedieneinrichtungen: Einstellknöpfe für Lichtbogenspannung, IHS-Höhe und
Lochstechverzögerung
Bedienschalter: IHS-Test, Automatik/Manuell und manueller Aufwärts-
/Abwärtshub
Bedienanzeige: 3-Ziffern-, 7-Segment-Anzeige für eingestellte Voltzahl,
tatsächliche Voltzahl und Fehler
Kalibrieranpassungen: Lichtbogenspannung, Drosselkraft, automatischer
Schnittfugen-Erkennungsgrad
Einstellung der DIP-Schalter: Max. Motorstrom, Rückmeldung der Lichtbogenspannung,
IHS-Geschwindigkeit, Auto-Verzögerung, interne/externe
Lochstechverzögerung, Einfahrhöhe bei Schnittende,
automatische Schnittfugenerkennung, Vorströmung während
IHS, Grenzschalter, Abschaltdosen-Schalter,
Lichtbogenspannungskalibrierung
Messtechnik: Rückmeldung der Lichtbogenspannung und ohmsche
Kontaktabtastung
Schnittstellen-Eingaben/-Ausgaben: 8 Ausgaben und 6 Eingaben, optisch isoliert auf
D-Anschlüssen
Abmessungen der Steuerung: 157 mm B x 1,9 mm T x 264 mm H
Gewicht der Steuerung: 4 kg
Leistung der Steuerung: 115 VAC oder 230 VAC ± 10 % 50/60 Hz – wählbar
Abmessungen der
Standard-Höhenverstellung: 152 mm B x 80 mm T x 546 mm H **
Gewicht der
Standard-Höhenverstellung: 9 kg **
Betriebsumgebung: 0 bis 50 °C; 95 % relative Luftfeuchtigkeit
(nicht kondensierend)
* Die Informationen können sich ohne Vorankündigung ändern.
** Mit der Standard-Version ausgelieferte Höhenverstellungsmechaniken

12 Sensor™ PHC: Handbuch für Aufbau und Betrieb
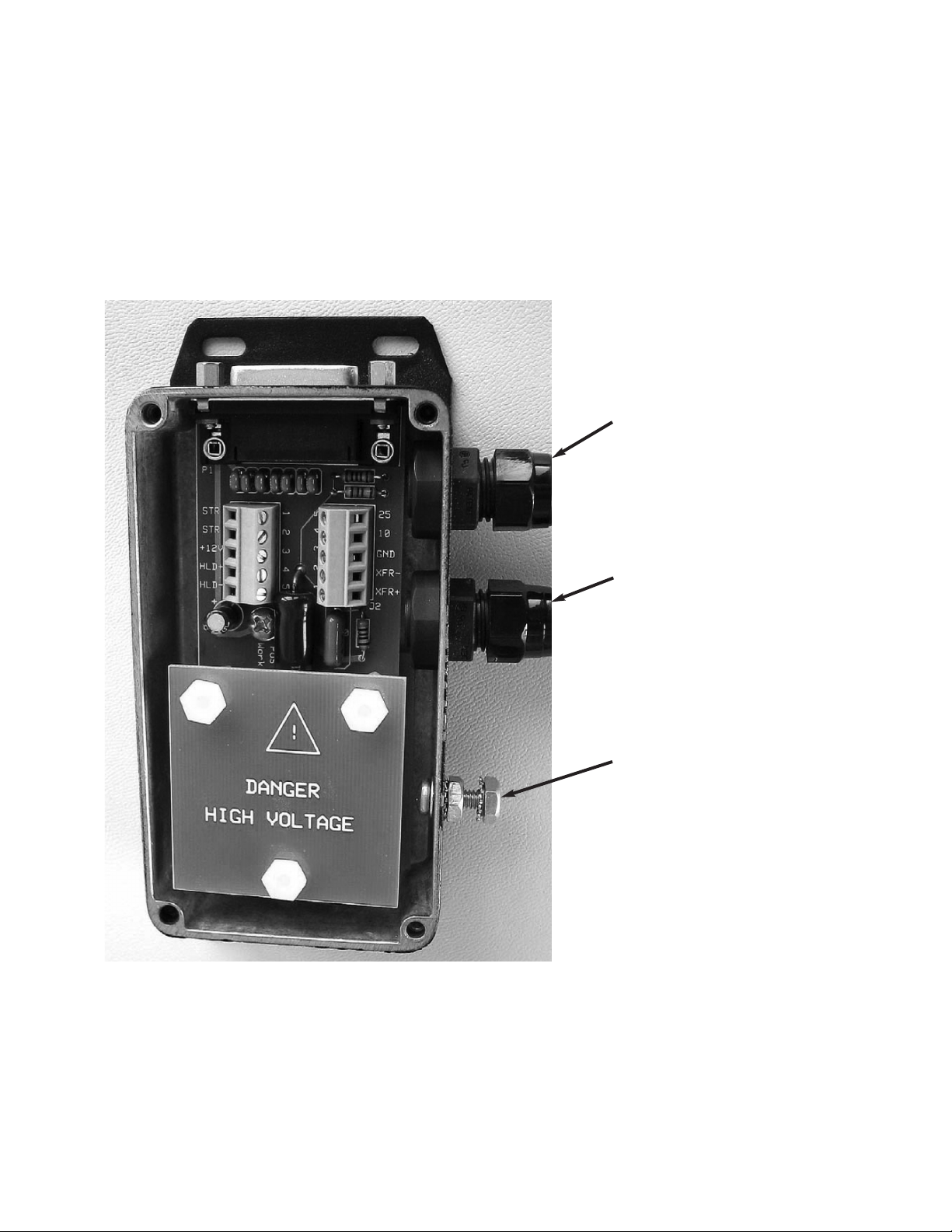
Anschlüsse
Alle Anschlüsse an die Sensor™-PHC können über 4 Anschlussbuchsen am Boden der Steuereinheit
vorgenommen werden. Siehe Abbildung 1.
WARNUNG!
Zur Sicherheit und für den ordnungsgemäßen Betrieb muss diese Einheit an die sternförmig
angeordnete Erdung am Arbeitstisch angeschlossen werden.
Signal-Anschlüsse
der Höhenverstellung
Sicherung und
Spannungswähler
mit Schalter
Motor und Bremsleistung
der Höhenverstellung
Netzstrom
115/230 VAC
Plasmaanlage
E/A
Erdung
Computerste
uerung E/A
Abbildung 1: Anschlüsse

Abschnitt 1: Übersicht 13
Signale von PHC an CNC
Alle Signale zur CNC sind durch einen 25-Stift-D-Sub-Anschluss mit der Steuereinheit verbunden. Bezüglich
detaillierter Verbindungsdaten siehe PHC-Schnittstellen-Signale und CNC-Schnittstellen-Signale auf Seite
28 und 29.
Ausgaben an die CNC:
Digitale Ausgabe „IHS abgeschlossen“
Digitale Vorschub-Ausgabe
Digitale Ausgabe „Einfahren abgeschlossen“
Digitale Fehlerausgabe/Brennerkollision
Eingaben von der CNC:
Digitale Eingabe für den Start des Arbeitsgangs
Digitale Eingabe für Kantenhalt
Digitale Eingabe für IHS-Synchronisation
Verriegelung
Signale von PHC an Plasma
Alle Signale zur Plasma-Schnittstelleneinheit sind über einen 15-Stift-D-Sub-Anschluss an der Steuereinheit
angeschlossen. Diese Signale lassen sich einfach über die Plasma-Schnittstelleneinheit oder mittels G3Schnittstellenkabel direkt mit einer Powermax®G3 Stromquelle verbinden. Bezüglich detaillierter
Informationen siehe Plasma-Schnittstellen-Baugruppe auf Seite 16.
Ausgaben an Plasma:
Digitale Ausgabe „Plasmastart“
Digitale Ausgabe „Zündung halten“
Eingaben vom Plasma:
Digitale Eingabe „Übertragung“
Analog gedämpfte Lichtbogenspannung
Signale von PHC an Höhenverstellung
Alle Signale zur Höhenverstellung sind über den 9-Stift-D-Sub-Anschluss an der Steuereinheit
angeschlossen. Bezüglich detaillierterer Informationen siehe Standard-Höhenverstellungs-Baugruppe auf
Seite 17.
Eingaben von der Höhenverstellung:
Digitaler Obergrenzschalter
Digitaler Untergrenzschalter
Digitaler Abschaltdosen-Schalter
Analoge Abtastung von Spitzen
Netzanschlüsse von der PHC zur Höhenverstellung
Alle Netzanschlüsse zur Höhenverstellung sind über einen 7-Stift-Rundstecker mit der Steuereinheit verbunden.
Bezüglich detaillierterer Informationen siehe Standard-Höhenverstellungs-Baugruppe auf Seite 17.
Ausgänge zur Höhenverstellung:
Motorantrieb 24 V PWM
Stromabschaltbremse 24 VDC

14 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Sensor™-PHC-Fronttafel-Anzeigen
Grün Strom
Gelb Obergrenze
Grün In Position
Gelb Untergrenze
Rot Wartungs-/Fehlercode
Gelb Kanten-/Schnittfugenhalt
Rot Plattenkontakt
3 rote Ziffern Eingestellte/tatsächliche Lichtbogenspannung – Fehlernummer –
eingestellte Lochstechhöhe und Lochstechverzögerung
Sensor™-PHC-Fronttafel-Bedieneinrichtungen
Mehrgang-Rotations-Potentiometer Eingestellte Lichtbogenspannung
Rotations-Potentiometer Einfahren auf Lochstechhöhe
Rotations-Potentiometer Lochstechverzögerungszeit
Federnder Kipphebelschalter IHS-Test
Kipphebelschalter Auto/Manuell
Federnder Kipphebelschalter
mit 3 Stellungen Manueller Aufwärts-/Abwärtshub

Abschnitt 1: Übersicht 15
Steuermodul
Elektrisch
Netzstrom (schaltergesteuert, zwei Bereiche)...........................115 VAC oder 230 VAC, 1-phasig, 50/60 Hz
Parallele Digital-E/A.........................................................................+12 VDC
Ausgangsspannung des Motorantriebs......................................24 VDC
Ausgangsstrom des Motorantriebs..............................................2 A, 3 A, 4 A, 6 A max., wählbar durch
DIP-Schalter
Leistung der Motorbremse.............................................................+24 VDC 0,5 A
Die Funktionen des Steuermoduls sind in Abbildung 2 hervorgehoben.
Abbildung 2: Steuermodul
Strom
Obergrenze
Spannung
unter
Kontrolle
Untergrenze
Fehler
Eingestellte
IHS-Höhe
IHS-Test
Manuell oder
automatisch
Anzeige der
tatsächlichen oder
der eingestellten
Lichtbogenspannung
sowie von Fehlern
PlattenkontaktLED
Eingestellte
Lichtbogenspannung
Eingestellte
Lochstechverzögerungszeit
Manueller Aufwärts/Abwärtshub für den
Brenner
Kalibrierung
und Aufbau
Brennerpositionshalt
16 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Wird eine Sensor-PHC 228245 zusammen mit einer HSD130 eingesetzt, ist die Plasma-SchnittstellenBaugruppe 228247 (7,5 m Kabel) oder 228248 (15 m Kabel) zu wählen. Siehe Außenmontage-Mitteilung
805740 bezüglich der Informationen zur Installation.
Plasma-Schnittstellen-Baugruppe
Das Plasma-Schnittstellen-Modul wird in Abbildung 3 gezeigt.
Elektrisch
Paralleler Digital-E/A .......................................................................+12 VDC bis +24 VDC
Schnittstellen-Signale .....................................................................Plasmastart, Zündung halten, Übertragung
Spannungsteiler-Funktion ..............................................................Lichtbogenspannung (gedämpft und gefiltert)
Abbildung 3: Plasma-Schnittstelle (bei abgenommener Abdeckung)
Plasma-SchnittstellenSignale
Elektrodenspannung
(negativ)
Anschluss zur Erdung an die
sternförmig angeordnete
Erdung am Arbeitstisch

Abschnitt 1: Übersicht 17
Standard-Höhenverstellungs-Baugruppe
Elektrisch
Motor...................................................................................................+24 VDC, 3 A
Motorbremse.....................................................................................+24 VDC, 0,5 A
Grenzschalter....................................................................................wird nicht verwendet – Hartstopp-
Grenzerkennung
Abschaltdosen-Schalter.................................................................+12 VDC Näherung
Höhenverstellungs-Steuerfunktion
Motorantrieb......................................................................................Gleichstrom-Vollbrücke, PWM-unterbrochene
Stromversorgung
Rückmeldung der Höhenverstellungsgeschwindigkeit ...........Motorspannung
Maximale Höhenverstellungsgeschwindigkeit...........................508 cm pro Minute
Maximaler Höhenverstellungshub.................................................152 mm
Maximale Höhenverstellungslast ..................................................4,5 kg
Abbildung 4: Höhenverstellungs-Baugruppe
Alle Kabelanschlüsse
führen aus der oberen
Abdeckung heraus
Magnetische
Abschaltdose
des Brenners
Alle Komponenten der
Höhenverstellung, einschließlich
Motor und Bremse, sind
vollständig gekapselt

18 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Abschnitt 2: Installation und Aufbau
Die Standard-PHC-Anlage umfasst folgende Komponenten:
Standard-Komponenten
PHC-Steuermodul
Netzkabel – 2 m
Höhenverstellungs-Baugruppe mit Brenner-Abschaltdose
Plasma-Schnittstellen-Baugruppe
Schnittstellenkabel
• Kabel für den Motorantrieb der Höhenverstellung
• Höhenverstellungs-Schnittstellenkabel
• Plasma-Schnittstellenkabel
• Ohmscher Kontakt-Draht
• CNC-Schnittstellenkabel
Betriebsanleitung für Sensor™-PHC-Anlage
Zusätzlich können die folgenden optionalen Komponenten bestellt werden:
Optionale Komponenten
Schnittstellenkabel
Brennermontagekammern – erhältlich mit einem Durchmesser von 35 mm (1 3/8 Zoll), 44 mm (1 3/4 Zoll)
und 51 mm (2 Zoll).
Ansprüche
Ansprüche bei Transportschäden
Sollte Ihre Einheit während des Transports beschädigt worden sind, müssen Sie den Schaden beim
Spediteur melden. Hypertherm stellt Ihnen auf Wunsch eine Kopie des Frachtbriefes zur Verfügung. Sollten
Sie weitere Unterstützung benötigen, setzen Sie sich bitte mit Ihrem Hypertherm-Kundendienst-Beauftragten
in Verbindung.
Ansprüche wegen fehlerhafter oder fehlender Ware
Sollte Ware fehlerhaft sein oder ganz fehlen, rufen Sie bitte Ihren autorisierten Hypertherm-Händler an.
Sollten Sie weitere Unterstützung benötigen, setzen Sie sich bitte mit Ihrem Hypertherm-KundendienstBeauftragten in Verbindung.

Abschnitt 2: Installation und Aufbau 19
Netzstromerfordernisse
Die PHC kann entweder an 115 VAC oder 230 VAC 50/60 Hz angeschlossen werden. Abhängig von
der Netzspannung sollten korrekt dimensionierte träge Sicherungen installiert werden. Bei 115 VAC ist
eine 2-A-Sicherung zu installieren, und bei 230 VAC sollte eine1-A-Sicherung verwendet werden. Die
Netzspannung wird gewählt, indem der Sicherungsblock in das Netzstrommodul installiert wird, so dass
die korrekte Spannung über das Netzstrommodulfenster angezeigt wird. Siehe Abbildung 5 bezüglich der
Wahl der Netzspannung.
Wird der Stecker am Netzkabel entfernt und die Einheit direkt verdrahtet, dann sollten die Anschlüsse wie
folgt vorgenommen werden:
• Blauer Draht Wechselstrom neutral
• Brauner Draht Wechselstrom spannungsführend
• Grüner Draht Masseanschluss
Abbildung 5: Stromanschluss und Sicherung
WARNUNG!
Konfigurierung für die
korrekte Netzspannung.
Im Fenster sollten 115 V
oder 230 V angezeigt
werden.

20 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Montage der Steuereinheit
Vor dem Verbinden der PHC-Anlage sind die Einheiten wie erforderlich unter Verwendung der kundenseitig
beizustellenden Beschläge zu montieren. Es darf nicht zugelassen werden, dass die Einheiten ungesichert
auf den Gehäusen oder auf dem Boden herumliegen. Die Steuereinheiten können entweder von der
Rückseite oder von der Vorderseite aus montiert werden, wie in Abbildung 6 und Abbildung 7 gezeigt.
Montage der Steuereinheit von der Rückseite aus
PHC-Steuereinheit in die Nähe des Maschinenbedienpults montieren. Die Einheit sollte so montiert werden,
dass man einfachen Zugriff auf die PHC-Bedienelemente und Anzeigen hat und sie gut sichtbar sind. Es sind
4 Montagebohrungen für #10-32 Zoll bzw. M4 mm Befestigungselemente vorhanden.
Anmerkung: Für den zuverlässigen Betrieb muss die Erdung angeschlossen sein.
Abbildung 6: Rückseitige Montage der Steuereinheit
#10-32 GEWINDEBUCHSE
4 PLÄTZE
RÜCKWÄRTIGE
MONTAGESCHABLONEN
M4 GEWINDEBUCHSE
4 PLÄTZE
114,3 mm
80 mm
200 mm
1778 mm

Abschnitt 2: Installation und Aufbau 21
Abbildung 7: Frontmontage der Steuereinheit
Montage der Steuereinheit von vorne
PHC-Steuereinheit in die Nähe des Maschinenbedienpults montieren. Die Einheit sollte so montiert werden,
dass man einfachen Zugriff auf die PHC-Bedienelemente und Anzeigen hat und sie gut sichtbar sind. Es sind
6 Montagebohrungen verfügbar. Siehe Abbildung 7.
Anmerkung: Für den zuverlässigen Betrieb muss die Erdung angeschlossen sein.
WARNUNG!
Erdung hier anschließen
ø0,2
6 PLÄTZE
SCHABLONE FÜR
FRONTMONTAGE
109,6 mm
264,2 mm
101,6 mm
254 mm
157,5 mm

128,9 mm
35,6 mm
32,8 mm
140,2 mm
SCHLITZ FÜR #6 ODER
M3 SCHRAUBEN
22 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Montage der Plasma-Schnittstellen-Baugruppe
Plasma-Schnittstellen-Baugruppe in der Nähe der Stromquelle für den einfachen Anschluss der
Lichtbogenspannungs- und Signaldrähte zwischen den Einheiten montieren. Die Einheit kann in jeder Stellung
montiert werden, sie kann auch direkt an die Rückseite der Stromquelle oder in sie hinein montiert werden.
Die Montagebohrungen sind dimensioniert für #6 oder M3 Befestigungselemente. Siehe Abbildung 8.
Anmerkung: Die Erdungskontakte der Plasma-Schnittstelle müssen an die positive Erdung der
Stromquelle angeschlossen werden, um die Messungs-Rückmeldung für die Lichtbogenspannung zu
gewähren. Diese Rückmeldung ist für optimale Schneidleistung unentbehrlich.
Abbildung 8: Montage der Plasma-Schnittstelle
WARNUNG!
An die sternförmig
angeordnete Erdung am
Arbeitstisch anschließen.

ANGESENKT FÜR 1/4–20
INNENSECHSKANTSCHRAUBEN
ERDUNGSBOLZEN
546 mm
89 mm
89 mm
89 mm
25 mm
114 mm
152 mm
143 mm
Abschnitt 2: Installation und Aufbau 23
Montage der Höhenverstellungs-Baugruppe
Höhenverstellungs-Baugruppe auf dem Schneidtisch montieren, um maximalen Nutzen aus dem vertikalen
Hubbereich zu ziehen. Typischerweise sollte sich die Unterkante der Höhenverstellung 15 – 20 cm über dem
Schneidtisch befinden.
Anmerkung: Der Erdungskontakt der Höhenverstellung muss an die Erdung des Schneidtisches
angeschlossen sein, damit eine Messungs-Rückmeldung für die Abtastung von Spitzen gegeben ist. Diese
Rückmeldung ist für optimale Schneidleistung unentbehrlich. Siehe Abbildung 9.
Abbildung 9: Montage der Höhenverstellung
WARNUNG!
An die sternförmig
angeordnete Erdung
am Arbeitstisch
anschließen.

24 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Brenner-Abschaltdosen-Baugruppe
Die Brenner-Abschaltdose (229164) sollte wie in Abbildung 10 gezeigt an die Höhenverstellung
montiert werden.
VORSICHT: Die Abschaltdose verfügt über extrem starke Magnete, um die beiden
Hälften der Abschaltdoseneinheit zusammenzuklemmen. Beim Anpassen der beiden Hälften
der Abschaltdose muss man besondere Sorgfalt walten lassen.
Abschaltdose mit einem 45-Grad-Winkel an die Montageplatte halten und den unteren Ausrichtungsstift
sorgfältig in die zugehörige Vertiefung an der rückwärtigen Platte der Abschaltdose positionieren.
Abschaltdose langsam in Richtung der rückwärtigen Platte anwinkeln. Man muss vorsichtig vorgehen, um zu
vermeiden, dass die Finger in den beiden Hälften eingeklemmt werden. Nach der Installation ist es nahezu
unmöglich, die beiden Hälften ohne die Hebelwirkung des Montageblocks und des Brenners zu trennen.
Abbildung 10: Brenner-Abschaltdose
WARNUNG!
Klemmgefahr: Man muss
beim Anpassen der
beiden Hälften der
Brenner-AbschaltdosenBaugruppe vorsichtig
vorgehen.

Abschnitt 2: Installation und Aufbau 25
Brenner-Montageblock-Bausatz
Brenner-Montageblock-Bausatz an die Brenner-Abschaltdosen-Baugruppe der Höhenverstellung montieren.
Siehe Abbildung 11.
Die Montageblöcke sind wie aufgelistet in drei Größen erhältlich.
• 128279 Brenner-Montageblock mit einem Durchmesser von 44 mm
• 128278 Brenner-Montageblock mit einem Durchmesser von 51 mm
• 128277 Brenner-Montageblock mit einem Durchmesser von 35 mm
Abbildung 11: Brenner-Montageklemme
AbschaltdosenMontageplatte
AbschaltdosenMontageplatte
Brenner-Abschaltdose
Brenner-Montageklemme

26 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Anlagenkabel
Anlagenkabel installieren, wie in Abbildung 12 gezeigt. Alle Kabel sollten ordnungsgemäß mit
Abschirmungsanschlüssen an beiden Enden der Kabel abgeschirmt sein. Wenn möglich, sind alle PHC-Kabel
abseits der Starkstrom-Plasmakabel zu verlegen. Wenn sich sowohl die Starkstrom-Plasmakabel als auch die
PHC-Kabel eine Kabelführungsschiene teilen müssen, wird empfohlen, sie innerhalb der Kabelführungsschiene
so gut wie möglich voneinander zu trennen. Für zuverlässigen Betrieb müssen alle Erdungen so direkt wie
möglich an die Maschinenerdungen angeschlossen sein.
Anmerkung: Wird eine Powermax mit eingebautem Spannungsteiler eingesetzt, ist PowermaxSchnittstellenkabel 123896 zu verwenden.
Abbildung 12: Anlagenkabel
Hochspannungskabel zur
Abtastung von Spitzen
Höhenverstellungs-Signalkabel
Teilenummer = 123897
Hochspannungs-Verdrahtung,
wird kundenseitig beigestellt
Höhenverstellungs
-Netzkabel
Teilenummer =
123898
Plasma-Signalverdrahtung,
wird kundenseitig
beigestellt
Siehe Abbildung 16
PlasmaSchnittstellenkabel
Teilenummer =
228249
CNC-Schnittstellenkabel
Teilenummer = 123895
Siehe Abbildung 15

Abschnitt 2: Installation und Aufbau 27
Erdungserfordernisse
WARNUNG!
Zur Gewährleistung der persönlichen Sicherheit und zur Reduzierung von elektromagnetischer
Beeinflussung (EMB) muss die PHC-Anlage ordnungsgemäß geerdet werden.
Anmerkung: Für zuverlässigen Betrieb müssen die Erdungskontakte der Höhenverstellung an
die Erdung des Schneidtisches angeschlossen sein, damit eine Messungs-Rückmeldung für die Abtastung
von Spitzen gegeben ist. Die Erdungskontakte der Plasma-Schnittstelle müssen an die positive Erdung der
Stromquelle angeschlossen werden, um die Messungs-Rückmeldung für die Lichtbogenspannung zu
gewähren. Beide Rückmeldungsarten sind für eine optimale Schneidleistung unentbehrlich.
Netzkabelerdung
Das PHC-Steuermodul muss über das Netzkabel gemäß den nationalen oder örtlichen Elektro-Vorschriften
ordnungsgemäß geerdet sein.
Schutzerdung
Schutzerdungskabel (PE) an den drei PHC-Komponenten (Steuereinheit, Höhenverstellung und PlasmaSchnittstelle) installieren, wie in Abbildung 13 gezeigt. Die Erdung muss den nationalen oder örtlichen ElektroVorschriften entsprechen.
Anmerkung: Die PE (Erdungs-)-Kabel müssen kundenseitig beigestellt werden.
Abbildung 13: Anlagenerdung
Höhenverstellungs-Baugruppe
an die sternförmig angeordnete
Erdung am Arbeitstisch
anschließen.
Steuereinheit an die sternförmig
angeordnete Erdung am
Arbeitstisch anschließen.
Plasma-Schnittstelle an die
sternförmig angeordnete
Erdung am Arbeitstisch
anschließen.

28 Sensor™ PHC: Handbuch für Aufbau und Betrieb
PHC-Schnittstellen-Signale
Die meisten PHC-Schnittstellen-Signale erfolgen über Optoisolatoren. Abbildung 14 zeigt die Details zum
Anschluss der E/A an externe Schalter, Relais, Transistoren und andere Schaltungen. Die Abbildung zeigt
Beispiele, bei denen sowohl die intern verfügbare isolierte +12 V-Versorgung als auch eine externe
Spannungsversorgung verwendet wird. Es darf keine externe Spannung verwendet werden, die höher als
+24 V ist, ohne dass ein zusätzlicher Serienwiderstand hinzugefügt wird.
Anmerkung: Der Plasmastart-Ausgang zur Stromquelle ist ein Relais mit potenzialfreiem Kontaktschluss.
WARNUNG!
24 V oder 30 mA einwärts oder auswärts dürfen bei keinem Optoisolator überschritten werden.
Korrekte Signalpolarität beachten, um Schäden vorzubeugen.
Abbildung 14: Allgemeine Anschluss-Beispiele
Beispiel-Eingänge
Externe Schaltungen
Interne Sensor-PHC-Schaltungen
Eingänge Ausgänge
Beispiel-Ausgänge
Externe Schaltungen
Interne PHC +12 V Zufuhr verwenden
Interne PHC +12 V Zufuhr verwenden
Externe +24 V Zufuhr verwenden
Externe +24 V Zufuhr verwenden
Externe +24 V Zufuhr verwenden
Externe +24 V Zufuhr verwenden
SCHALTER
+12 V Feld
+12 V Feld
OPTOISOLATOR
24 V
GND_External
(externe Erdung)
RELAIS
WIDERSTAND
OPTOISOLATOR
WIDERSTAND
LED
24 V
24 V
24 V
RELAIS
GND_External
(externe Erdung)
GND_External
(externe Erdung)
GND_External
(externe Erdung)
+EIN
–EIN
+EIN
–EIN
+EIN
–EIN
+AUS
–AUS
+AUS
–AUS
+AUS
–AUS
DIODE

Abschnitt 2: Installation und Aufbau 29
CNC-Schnittstellen-Signale
Siehe Abbildung 14 auf Seite 28 bezüglich einer bildlichen Darstellung.
Anmerkung: Alle erforderlichen Signale sind in Fettdruck angegeben. Alle anderen Signale sind
optional für Mehrfach-Brenner-Betrieb, verbesserte Leistung oder Verkürzung der Zykluszeiten.
WARNUNG:
Optoisolator-Signal-Polaritäten beachten, um Schäden an der Steuereinheit vorzubeugen.
CNC-Signal-Beschreibungen
Es ist ein kundenseitig beizustellender 25-Stift-D-SUB-Steckverbinder zu verwenden, oder es sind nicht
verwendete Steckverbinder und Drähte direkt zu den entsprechenden Signalen abzuschneiden.
Start des Arbeitsganges
Dieses Signal ist eine Ausgabe von der CNC und eine Eingabe an die PHC. Die CNC aktiviert dieses Signal,
um die Anfangshöhen-Abtastung zu beginnen und einen Plasmaschnitt zu starten.
Auto-Deaktivierung/Kantenhalt
Diese Ausgabe von der CNC wird aktiviert, um die automatische Spannungssteuerung abzuschalten und
die Brennerposition zu fixieren. Dieses Signal ist optional, jedoch verbessert es die Leistung und wird
gewöhnlich verwendet, um einem Abtauchen an den Ecken vorzubeugen. Dieses Signal ist erforderlich,
wenn die PHC-Lochstechverzögerung deaktiviert wurde und die CNC die Lochstechverzögerungszeit
steuert. In diesem Fall ist „Automatische Deaktivierung“ während der „Lochstechverzögerungszeit“ sowie
bei der anschließenden „Beschleunigungsverzögerung“ aktiviert, um den Maschinenvorschub zu ermöglichen,
damit eine gleichmäßige Schneidgeschwindigkeit erreicht wird.
CNC-Schnittstellen-Signale 25-Stift-D-SUB-Steckverbinder
Bezeichnung Paar ~ Stiftnummern (Drahtfarbe) Signaltyp
Start des Arbeitsganges
Ein + 11 (rot) ~ Ein – 23 (blau) Isolator-Eingabe
Auto-Deaktivierung/Kantenhalt Ein + 10 (rot) ~ Ein – 22 (grün) Isolator-Eingabe
IHS-Synchronisation Ein + 9 (rot) ~ Ein – 21 (weiß) Isolator-Eingabe
IHS abgeschlossen Aus + 18 (schwarz) ~ Aus – 5 (gelb) Isolator-Ausgabe
Vorschub
Aus + 17 (schwarz) ~ Aus – 4 (blau) Isolator-Ausgabe
Einfahren abgeschlossen Aus + 16 (schwarz) ~ Aus – 3 (grün) Isolator-Ausgabe
Fehler oder Abschaltdose
(DIP-Schalter wählbar)
Aus + 15 (schwarz) ~ Aus – 2 (weiß) Isolator-Ausgabe
Verriegelung
14 (schwarz) ~ 1 (rot)
Kontaktschluss erforderlich
Isolator und
Relaisspule
Feld +12 V 12 (rot), 24 (gelb), 13 (gelb), 25 (braun) Feldausgangsleistung
Feld gemeinsam 6 (braun), 19 (schwarz), 8 (schwarz), 20 (orange)
Feldstrom
gemeinsam

30 Sensor™ PHC: Handbuch für Aufbau und Betrieb
IHS-Synchronisation
Diese optionale CNC-Ausgabe wird verwendet, um bei einer Mehrfach-Brenner-Installation die Brenner zu
synchronisieren. Die CNC gibt dieses Signal aus, um die Brennerzündung zu verzögern, bis alle Brenner
einer Mehrfach-Brenner-Konfiguration ihren IHS-Vorgang abgeschlossen haben und in Position und bereit
zum Zünden sind. Wenn die CNC dieses Signal freigibt (deaktiviert), zündet der Plasmabrenner und beginnt
mit dem Lochstechen.
Bei Einzelbrenner-Installationen ist dieses Signal nicht erforderlich und kann unangeschlossen bleiben.
IHS abgeschlossen
Dieses optionale Signal ist eine Ausgabe von der PHC und eine Eingabe an die CNC. Dieses Signal wird
verwendet, um anzuzeigen, dass die Anfangshöhen-Abtastung abgeschlossen ist und dass ein Brenner in
Position und bereit zum Zünden ist. Bei Mehrfach-Brenner-Installationen wartet die CNC darauf, dass alle
aktiven Brenner IHS ABGESCHLOSSEN anzeigen, bevor sie simultan alle Signale zur IHSSYNCHRONISATION freigibt und damit den Brennern das Zünden ermöglicht.
Bei Einzel-Brenner-Installationen ist dieses Signal nicht erforderlich.
Vorschub
Dieses Signal ist eine Ausgabe von der PHC und eine Eingabe an die CNC. Das Signal wird nach der
Brennerzündung und der an der PHC eingestellten Lochstech-Verzögerungszeit ausgegeben. Es zeigt
der CNC an, dass die Lochstechverzögerung abgeschlossen ist und der Schneidvorschub beginnen sollte.
Führt die CNC die gesamte Lochstechverzögerungs-Zeitmessung durch, dann sollte der DIP-Schalter
„Externe Lochstechverzögerung“ an der PHC auf EIN gestellt werden, wodurch erzwungen wird, dass die
PHC-Lochstechverzögerung null und die Lochstechverzögerungs-Steuerung der Fronttafel deaktiviert ist.
Steuert die CNC die Lochstechverzögerung, dann verwendet die CNC das Signal „Automatische
Deaktivierung/Halt“, um die Lichtbogenspannungs-Steuerung zu verzögern bis Lochstech- und
Beschleunigungszeiten abgelaufen sind.
Einfahren abgeschlossen
Dieses Signal ist eine Ausgabe von der PHC, die aktiv ist, wenn ein Schnitt abgeschlossen worden ist und
der Brenner auf die gewählte Rückzugshöhe eingefahren wurde. Die CNC kann dieses Signal verwenden,
um einen schnellen Übergang zum nächsten Schnitt zu verzögern, bis der Brenner angehoben wurde und
jegliche hochragenden Spitzen beseitigt wurden. Die Verwendung dieses Signals ist optional.
Fehler
Dieses Signal wird von der PHC für Fehler ausgegeben. Die vorliegende Fehlernummer wird auf der PHCFronttafel-LED-Anzeige angezeigt.
Verriegelung
Dies ist ein Ruhekontaktschluss, der von der CNC abgegeben wird, um den PHC-Vorschub zu ermöglichen.
Wenn dieser Kontakt geöffnet wird, erhält der PHC-Motorantrieb keinen Strom.
Anmerkung: Dieses Signal ist für den Betrieb der PHC erforderlich. Wird dieses Signal nicht als
externe Verriegelung verwendet, ist eine Drahtbrücke zu einzusetzen, um dieser Eingabe nachzukommen.

Abschnitt 2: Installation und Aufbau 31
Abbildung 15: Basis-CNC-Schnittstelle
CNC E/A
E/A Sensor-PHC
RELAIS
Ausgabe Start
Eingabe Vorschub
OPTO
RELAIS
Ausgabe Verriegelung
Drahtbrücke, wenn
nicht verwendet
Eingabe Start
Ausgabe Vorschub
Verriegelung
OPTO
3300
+12 V
+24 V
RELAIS
+Aus
+Aus
–Aus
–Aus
25-Stift-D-SUB
Gemeinsam

32 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Plasma-Schnittstellen-Signale
Hypertherm-Powermax-Anlagen sind mit einem eingebauten, werkseitig installierten Spannungsteiler
ausgerüstet, der so konstruiert ist, dass er ohne Werkzeuge sicher an die Sensor™-PHC-Plasma-Schnittstelle
angeschlossen werden kann. Es ist das von Hypertherm beigestellte, standardmäßige Kabel zwischen PHC
und Powermax zu verwenden.
Die Plasma-Schnittstelle (228256) enthält den Lichtbogen-Spannungsteiler für den Anschluss an
Hypertherm-Anlagen, die nicht mit einem werkseitig installierten, eingebauten Spannungsteiler ausgerüstet
sind. Die Verdrahtung von dem Plasma-Schneid-Schaltkreis zur Plasma-Schnittstelle muss für sicheren
Betrieb und Einsatz umhüllt oder geschützt sein. Die Ausgangsleistungen des Plasma-Schneid-Schaltkreises
sind auf dem Typenschild aufgedruckt und variieren je nach Hersteller und Modell bis zu 500 VDC und 400
ADC, so dass ein Kontakt mit geladenen Metallteilen dieses Anschlusses unter normalen Betriebs- und
Fehlerbedingungen zu Tod oder Verbrennungen führen kann.
Herstellung von Verbindungen zwischen Plasma-Schneid-Schaltkreis und Plasma-Schnittstelle:
– Hierfür ist nur qualifiziertes Wartungspersonal einzusetzen.
– Auf AUS schalten und jegliche Stromzufuhr unterbrechen.
– Plasma-Schnittstelle so nah wie zweckmäßig zum Eingangspunkt der Stromquelle montieren.
Es wird ein permanenter Anschluss empfohlen.
– Wird der Anschluss per Kabel vorgenommen, sind ummantelte Kabel zu verwenden, die für die
Umgebung geeignet sind.
◊ Es ist sicherzustellen, dass die äußere Ummantelung eines jeden Verbindungskabels am
Eingangspunkt zur Stromquelle vor Beschädigung geschützt ist. Es wird eine Zugentlastung
empfohlen.
◊ Es ist sicherzustellen, dass der Außendurchmesser des Verbindungskabels zur Zugentlastung
passt, die mit der Plasma-Schnittstelle mitgeliefert wird:
• Plasmastart, Übertragungs-Halter: 3 – 6 mm Durchmesser
• Plasma-Schnittstellen-Halter: 1,5 – 5 mm Durchmesser
◊ Äußere Ummantelung und die Isolierung der einzelnen elektrischen Leiter nach Bedarf
zurückstreifen.
◊ Kabel der äußerem Ummantelung durch die Zugentlastung hindurchführen und Anschlüsse wie in
Abbildung 16 gezeigt vornehmen auf Seite 33.
◊ Überprüfen, ob die äußere Ummantelung mindestens 2,54 cm in 228256 hineinführt und
Zugentlastung(en) befestigen.
– Vor dem Betrieb der Ausrüstung ist zu überprüfen, ob die Anschlüsse korrekt sind, dass alle
stromführenden Teile eingeschlossen sind und dass alle Ummantelungen und Isolierungen der
elektrischen Leiter vor Beschädigung geschützt sind.
WARNUNG: GEFÄHRLICHE SPANNUNG UND ENERGIE Die PlasmaSchnittstellen-Signale von der Plasmaschneidausrüstung ohne eingebauten
Spannungsteiler sind direkt an den Plasmaschneid-Schaltkreis-Ausgang
angeschlossen. Um elektrischem Schlag und Gefahr durch Energie vorzubeugen,
muss die Verdrahtung vom Plasmaschneid-Schaltkreis der Stromquelle zur
Plasma-Schnittstelle (228256) umhüllt oder geschützt sein.

Abschnitt 2: Installation und Aufbau 33
Plasma-Schnittstellen-Signale
Bezeichnung
15-Stift-D-SUBSteckverbinderStiftnummern
Plasma-Schnittstelle Signaltyp
Plasmastart 2, 10
J1-1, J1-2
(potenzialfreier Kontakt)
Relais-Kontakt-Ausgang
Zündung halten Pos 3 Neg 11 J1-4 (+), J1-5 (-) Isolator-Ausgabe
Übertragung Ausgabe + 4 Ausgabe - 12 J3-1 (+), J3-2 (-) Isolator-Eingabe
Lichtbogenspannung Ausgabe + 8 Ausgabe - 15
Erdungsbolzen (+),
Anschluss (-)
Gedämpft, gefiltert, analog
Feld +12 V 1, 9 J1-3 Feldausgangsleistung
Feld gemeinsam 5, 6, 7, 13, 14 J3-3 Feldstrom gemeinsam
Abbildung 16: Powermax-Anschlüsse unter Einsatz der Plasma-Schnittstellen-Einheit
Ein Diagramm der Schaltungen an der Plasma-Schnittstelle befindet sich in Abbildung 18 auf Seite 35.
Start-
Start+
15-Stift-D-SUB
ÜbertragungÜbertragung+
Weiß
Rot
Gelb
Schwarz
+24 VDC
Gemeinsam
Positive Erdung
Lichtbogenspannung (negativ)
ISensor-PHC PlasmaSchnittstelle
PowerMax
G3 Series
Werkstück (positive Erdung)
Elektrode (negativ)

34 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Abbildung 17: Plasma-Schnittstelle
Start-Ausgabe
(Kontaktschluss)
Gemeinsam für
12 V Ausgabe
Signale kommen
hier herein
Hochspannung
kommt hier herein
-Eingabe für Übertragung
+Eingabe für Übertragung
Anschluss an
die sternförmig
angeordnete Erdung
am Arbeitstisch
Negative
Elektrodenspannung
hier anschließen
Ausgabe Halten +
Ausgabe Halten -
+12V Ausgabe
max 50 mA

Abschnitt 2: Installation und Aufbau 35
Abbildung 18: Plasma-Schnittstellen-Anschlüsse
WARNUNG!
Zur Sicherheit und für den ordnungsgemäßen Betrieb muss diese Einheit an positive Erdung
angeschlossen werden.
WARNUNG!
Beim Anschluss an Optoisolatoren Signalpolaritäten beachten. 24 VDC dürfen bei keiner
Signalleitung überschritten werden. 30 mA Strom darf bei keiner Eingabe oder Ausgabe
überschritten werden. 50 mA Gesamtstrom, der von der eingebauten Sensor +12 V Feldzufuhr
entnommen wird, darf nicht überschritten werden. Nichtbeachtung dieser Warnungen kann zur
Beschädigung der Einheit führen.
Sensor-PHC Plasma-
Schnittstellen-E/A
RELAIS
Externe Plasma-Zufuhr
(unter Einsatz von +24 V extern)
RELAIS
GND_External (externe Erdung)
Externe +24V
OPTP
OPTP
PLASMASTART (+24 V)
ZÜNDUNG
HALTEN
GND_External (externe Erdung)
RELAIS 24 V Spule
ÜBERTRAGUNG
Werkstück
Positive Erdung
DIODE
Elektrode (negativ)
+24 V Feld

36 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Plasmastart
Dieses Signal ist eine Relais-Kontakt-Ausgabe von der PHC und eine Eingabe an die Stromquelle. Die PHC
aktiviert dieses Signal durch Schließen des Kontaktes, um die Stromquelle zu starten.
WARNUNG!
Eine Schnittstelle zu älteren Plasmaanlagen, zum Beispiel MAX100 oder MAX200, muss mit
einem vom Kunden beizustellenden Relais bestückt werden (siehe Abbildung 18). Ältere
Plasmaanlagen ziehen große Strommengen durch die PLASMASTART-Eingabe, die das
Leistungsvermögen der Sensor-PHC-START-Ausgabe bei weitem übersteigen.
Zündung halten
Diese Ausgabe von der PHC und Eingabe an die Stromquelle sollte aktiviert werden, um die
Hochfrequenzzündung von Maschinenbrennern zu verzögern. Dieses Signal wird gewöhnlich ausgegeben,
um die Zündung von Mehrfach-Brennern zu synchronisieren. Dieses Signal kann auch dazu verwendet
werden, um Zykluszeit zu sparen, indem die Vorströmung während der IHS durchgeführt wird. Die
Verwendung dieses Signals geschieht wahlweise, sie verbessert jedoch die Leistung bei Plasmaanlagen, die
es verarbeiten können. Dieses Signal wird nicht bei Kontaktstart-Brennern verwendet, die an Powermax®Plasmaeinheiten installiert sind.
Übertragung
Dieses Signal ist eine Ausgabe von der Stromquelle und eine Eingabe an die PHC. Die Stromquelle aktiviert
diese Ausgabe, um anzuzeigen, dass Lichtbogenübertragung stattgefunden hat.
Abbildung 19: Zum Anschluss an ältere Plasmaanlagen (MAX100 oder MAX200)
Plasmastart
Maschinenvorschub
Vom Kunden beigestelltes Relais
Vom Kunden beigestelltes Relais: 12 VDC Spule, 30 mA maximale Spulenleistung, 10 A Kontaktleistung.
Bedeutet verdrillte Leitung
Bedeutet abgeschirmtes Kabel (vom Kunden beizustellen)
Sensor-PHC Plasma-Schnittstellen-Baukarte
Start+
Start+12 VDC

Abschnitt 2: Installation und Aufbau 37
Höhenverstellungs-Schnittstellen-Signale
Diese Signale können direkt mit dem von Hypertherm mitgelieferten Kabel an eine Sensor™-PHC-StandardHöhenverstellung angeschlossen werden.
* Die PHC Standard-Höhenverstellung verfügt über keine Grenzschalter, und die PHC erkennt die
Hartstopp-Begrenzungen durch Überwachung der Motorgeschwindigkeit.
Untergrenzschalter
Dieses Signal ist eine Ausgabe von der Höhenverstellung und eine Eingabe an die PHC. Die
Höhenverstellung kann dieses Signal aktivieren, um anzuzeigen, dass die Höhenverstellung den unteren
Bewegungsbereich erreicht hat. Die normalerweise offene/geschlossene Abtastung dieses Signals kann
durch die Einstellung von DIP-Schalter SW14 geändert werden. Der Einsatz eines Grenzschalters ist
optional.
Obergrenzschalter
Dieses Signal ist eine Ausgabe von der Höhenverstellung und eine Eingabe an die PHC. Die
Höhenverstellung kann dieses Signal aktivieren, um anzuzeigen, dass die Höhenverstellung den oberen
Bewegungsbereich erreicht hat. Die normalerweise offene/geschlossene Abtastung dieses Signals kann
durch die Einstellung von DIP-Schalter SW14 geändert werden. Der Einsatz eines Grenzschalters ist
optional.
Abschaltdosen-Schalter
Dieses Signal ist eine Ausgabe von der Höhenverstellung und eine Eingabe an die PHC. Die
Höhenverstellung kann dieses Signal aktivieren, um anzuzeigen, dass die mechanische BrennerAbschaltdose ausgelöst worden ist. Die normalerweise offene/geschlossene Abtastung dieses Signals kann
durch die Einstellung von DIP-Schalter SW15 geändert werden. Der Einsatz eines Brenner-AbschaltdosenSchalters ist optional.
Höhenverstellungs-Schnittstellen-Signale 9-Stift-D-SUB-Steckverbinder
Bezeichnung Stiftnummern Signaltyp
Untergrenzschalter * 6 – Schalter an gemeinsam Isolator-Eingabe
Obergrenzschalter * 2 – Schalter an gemeinsam Isolator-Eingabe
Brenner-Abschaltdosen-Schalter 7 – Schalter an gemeinsam Isolator-Eingabe
Brenner-Sensor zur Abtastung
von Spitzen
4, 5, 9 Gedämpft, gefiltert, analog
Feld +12 V 1 Feldausgangsleistung
Feld gemeinsam 3, 8 Feldstrom gemeinsam

38 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Netzanschlüsse der Höhenverstellung
Diese Verbindungen zur Sensor™-PHC Standard-Höhenverstellung können direkt mit dem mitgelieferten
Kabel hergestellt werden.
Motorleistung
Dieses Signal ist eine Ausgabe von der PHC. Es ist eine Ausgabe vom PWM-gesteuerten Motorantrieb des
H-Brücken-Typs. Die maximale Stromleistung kann mit den DIP-Schaltern SW1 und SW2 eingestellt werden.
Diese Ausgabe ist für den Antrieb eines 24 VDC Permanentmagnetmotors vorgesehen.
Höhenverstellungsbremse
Diese Ausgabe von der PHC ist ein 24 VDC Signal an eine elektromagnetische Bremse. Wenn dieses
Signal betätigt wird, wird die Bremse gelöst, um die Bewegung der Höhenverstellung zu ermöglichen.
Netzanschlüsse der Höhenverstellung mit 7-Stift-Rundstecker
Bezeichnung Stiftnummern Signaltyp
Motorantrieb – Aufwärtsrichtung Positiv 1 Negativ 2 PWM-H-Brücken-Ausgabe
Höhenverstellungsbremse Positiv 4 Negativ 5 +24 VDC Ausgabe
Masseanschluss 6

Abschnitt 2: Installation und Aufbau 39
DIP-Schalter-Einstellung
SW1
SW9
Kalibrieren der
Lichtbogenspannung
SW8
Automatischer
SchnittfugenErkennungsgrad
Drosselkraft
niveau
SW9
Einschalten
Ausschalten
Schalter-Stellungen
Die Schalter-Stellungen für Steuermodulbetrieb und Einrichtung sind nachfolgend dargelegt.
Anmerkung*: Die voreingestellten Schalter-Stellungen sind in FETT gedrucktem Text angegeben.
Wie in der Abbildung oben gezeigt, sind die DIP-Schalter-Einrichtungen in 2 Gruppen von 8 Schaltern
aufgeteilt. Der oberste Satz Schalter ist nummeriert von SW1 bis SW8 und der unterste Satz Schalter ist
nummeriert von SW9 bis SW16.
SW1 SW2 Maximaler Motorstrom/Leistung
Ein Ein Maximaler Strom = 2 A, 50 W
Ein Aus Maximaler Strom = 3 A, 75 W *
Aus Ein Maximaler Strom = 4 A, 100 W
Aus Aus Maximaler Strom = 6 A, 150 W
DIP-Schalter SW1 und SW2 entsprechend der Nennleistung für den Strom des Höhenverstellungsmotors
einstellen. Dies ist der maximale Strom, der zugeführt wird und der in direkter Beziehung zu der
Motornennleistung steht. Diese Einstellung wird auch dazu verwendet, den zugeführten Mindeststrom für
die Drosselabtastung zu bestimmen und die Geschwindigkeit des Motors basierend auf der gemessenen
Spannung des Motors zu berechnen.
Anmerkung: Für optimale Leistung ist es wichtig, dass diese Schalter korrekt eingestellt sind.
Für die Standard-Höhenverstellung sollten diese Schalter für 3 A eingestellt werden.
Abbildung 20: DIP-Schalter-Einstellung

40 Sensor™ PHC: Handbuch für Aufbau und Betrieb
SW3 SW4 Spannungssteuerung Reaktion/Anstieg
Ein Ein Anstieg = niedrig = ±4 V In-Position-Bereich
Ein Aus Anstieg = mittelniedrig = ±2 V In-Position-Bereich *
Aus Ein Anstieg = mittelhoch = ±1 V In-Position-Bereich
Aus Aus Anstieg = hoch = ±0,5 V In-Position-Bereich
Die DIP-Schalter SW3 und SW4 einstellen, um die Reaktion der geschlossenen Spannungssteuerung zu
wählen. Die DIP-Schalter sollten auf den höchstmöglichen Anstieg eingestellt werden, der eine akzeptable
Steuerreaktion erbringt. Eine akzeptable Reaktion sollte stabil sein und eine minimale Überschwingweite
haben. Diese Einstellungen sind eine Funktion aus der Kombination von Höhenverstellung und Motor. Bei
schnelleren Höhenverstellungen ist eine niedrigere Einstellung des Anstiegs zu verwenden. Bei schnelleren
Einstellungen kann die Verwendung des Signals „Kantenstopp" von der CNC erforderlich sein, um einem
Abtauchen an den Ecken vorzubeugen. Diese Einstellung hat eine Auswirkung auf die Steuerung.
SW5 IHS niedrige Näherungs-/Einfahrgeschwindigkeit
Ein Geschwindigkeit = langsam = 15 % der max. Geschwindigkeit *
Aus Geschwindigkeit = hoch = 30 % der max. Geschwindigkeit
Die Einstellung von SW5 hat Einfluss auf die Geschwindigkeit des Brenners, wenn dieser sich während
eines IHS-Zyklus der Platte nähert. Diese Geschwindigkeit wird auch verwendet, wenn der Brenner vom
Plattenkontakt zur Lochstechhöhe einfährt, sowie während der ersten Sekunden des manuellen Vorschubs
bei niedriger Geschwindigkeit. Diese Einstellung ist ein Kompromiss aus der Positioniergenauigkeit und der
Zykluszeit. Es ist eine Geschwindigkeit einzustellen, die so hoch wie möglich ist und dennoch den
erforderlichen IHS-Bereich und die feinabgestimmte manuelle Vorschubgenauigkeit bietet.
SW6 CNC-Fehler wählen
Ein Normal – Fehler-Ausgabe bei allen Fehlern *
Aus Fehler-Ausgabe nur durch Brenner-Abschaltdose
SW6 ermöglicht es dem Bediener, die Logik für Fehler-Zustände zu wählen. EIN wählen, um eine Ausgabe
für alle Fehler zu erhalten. AUS wählen, um eine Ausgabe nur dann zu erhalten, wenn die Eingabe der
Brenner-Abschaltdose aktiv ist.
SW7 Beschleunigungsverzögerung der automatischen Spannungssteuerung
Ein Niedrig – Aktivierung der Spannungssteuerung 0,5 Sekunden nach der
Lochstechverzögerung *
Aus Hoch – Aktivierung der Spannungssteuerung 2,5 Sekunden nach der
Lochstechverzögerung
Die Einstellung der Verzögerung mit SW7 wird dazu verwendet, um es dem Hubgestell zu ermöglichen,
vor Beginn der geschlossenen Spannungssteuerung der Brennerhöhe auf Dauergeschwindigkeit zu
beschleunigen. Die kürzere Verzögerung sollte für die meisten Maschinen verwendet werden. Bei sehr
großen Anlagen ist eine längere Verzögerung zu verwenden, um während der Maschinenbeschleunigung
ein Abtauchen auf die Platte zu vermeiden.

Abschnitt 2: Installation und Aufbau 41
SW8 Externe Lochstechverzögerung
Ein Die CNC steuert die Lochstechverzögerung – die Fronttafel-Lochstechverzögerung
ist deaktiviert.
Aus Normal – eingebaute Lochstechverzögerung *
SW8 sollte auf EIN geschaltet sein, wenn die CNC die Zeit für die Lochstechverzögerung steuert. Wenn
dieser Schalter auf EIN steht, ist das Fronttafel-Bedienelement für die Lochstechzeit deaktiviert, und die PHC
verwendet null als Lochstechzeit. Die CNC gibt den Befehl AUTO/KANTENHALT aus, wartet auf das Signal
für BEWEGUNG und beginnt die Zeitsteuerung für die Lochstechverzögerung. Nachdem die Lochstechzeit
abgelaufen ist, kann die CNC mit dem eigentlichen Schneidmaschinenvorschub beginnen und die
Zeitsteuerung für die Beschleunigungsverzögerung starten. Nachdem die Beschleunigungsverzögerungszeit
abgelaufen ist, kann die CNC den AUTO/KANTENHALT entfernen und der PHC damit ermöglichen, die
Brennerhöhe zu steuern.
SW9 SW10 Einfahrzeit am Ende des Schnittes
Ein Ein Einfahren = niedrig = 0,25 Sekunden
bei maximaler Geschwindigkeit (20 mm Standard-Höhenverstellung)
Ein Aus Einfahren = mittelniedrig = 0,5 Sekunden
bei maximaler Geschwindigkeit (40,5 mm Standard-Höhenverstellung)*
Aus Ein Einfahren = mittelhoch = 1,0 Sekunde
bei maximaler Geschwindigkeit (84 mm Standard-Höhenverstellun)
Aus Aus Einfahren = hoch = 1,5 Sekunden
bei maximaler Geschwindigkeit (127 mm Standard-Höhenverstellun)
SW9 und SW10 steuern das Einfahren bei Schnittende. Diese Einstellung sollte so niedrig wie möglich
vorgenommen werden, um optimale Zykluszeiten zu erreichen und dennoch die am stärksten aufragenden
Spitzen zu beseitigen. Das Einfahren bei Schnittende erfolgt mit maximaler Geschwindigkeit der
Höhenverstellung.
SW11 Automatische Schnittfugenerkennung
Ein Normal – die PHC erkennt Schnittfugen-Überquerungen und automatischen HALT.
Aus Automatische Schnittfugenerkennung ist deaktiviert *
Damit die automatische Schnittfugenerkennung ordnungsgemäß arbeitet, muss das SchnittfugenPotentiometer auf den korrekten Schwellwert eingeregelt werden. Der korrekte Schwellwert ist niedrig
genug, um die Schnittfugenerkennung auszulösen, wenn eine Schnittfuge überquert wird, aber genügend
hoch, dass Auslösungen wegen Beeinträchtigungen während des normalen Schneidens vermieden werden.
Dieses Potentiometer sollte einregelt werden, indem man die gelbe „Kanten-/Schnittfugenhalt“-LED während
eines Testschnitts beobachtet.
SW12 Vorströmung während IHS
Ein Plasmastart und Vorströmung während IHS mit geeigneten Plasmaanlagen
Aus Normal – Plasmastart und Vorstörmung nach IHS – Kontaktstart-Brenner *
Anmerkung: Diese Funktion muss bei Powermax®-Kontaktstart-Brennern deaktiviert werden.
Diese Funktion wird nur bei Hochfrequenzstart-Maschinenbrennern verwendet. Bei Maschinenbrennern kann
diese Funktion Zykluszeit einsparen, indem IHS und Brenner-Vorströmung während des gleichen Zeitraums
vorgenommen wird. Wenn „Vorströmung während IHS" aktiv ist, werden die Ausgabe-Signale „Start“ und
„Zündung halten“ während des IHS-Prozesses an die Plasmaanlage gegeben. Dies ermöglicht es der
Plasmaanlage, die Gasvorströmung zu beginnen, während die PHC-Höhenverstellung den Brenner in die
korrekte Lochstechhöhe positioniert. Nachdem die PHC-Höhenverstellung in der korrekten Lochstechhöhe
positioniert wurde, wird das Ausgabesignal „Zündung halten“ entfernt, um dem Brenner den Start zu
ermöglichen und den Schneidprozess zu beginnen.

42 Sensor™ PHC: Handbuch für Aufbau und Betrieb
SW13 Reserviert
Ein Normal
Aus Sonderbetrieb
SW14 Höhenverstellungs-Grenzschalter
Ein (Normalerweise geschlossener Schalter) Offen an der Grenze – Normalerweise
geschlossene Höhenverstellungs-Eingaben verwenden.
Aus (Normalerweise offener Schalter) Geschlossen an der Grenze – oder die
Schalter werden nicht verwendet, Höhenverstellung nimmt Hartstopp vor. *
Bei der Standard-Höhenverstellung werden keine Grenzschalter verwendet. Die PHC ertastet die Ober- und
Untergrenze der Höhenverstellung durch Abtasten, wenn die Höhenverstellung an den Hubgrenzen einen
Hartstopp vornimmt.
SW15 Brenner-Abschaltdosen-Schalter
Ein (Normalerweise offener Schalter) Offen bei Abschaltdose – Normalerweise
offene Schalter-Eingabe verwenden. *
Aus (Normalerweise geschlossener Schalter) Geschlossen bei Abschaltdose – sonst wird
der Schalter nicht benutzt.
Bei der Standard-Höhenverstellung verwendet die Brenner-Abschaltdose einen normalerweise offenen
Näherungsschalter. Wenn die Abschaltdose installiert ist, schließt der Schalter. Wenn die Abschaltdose
ausgelöst ist, öffnet der Schalter wieder.
SW16 Kalibriermodus für die Lichtbogenspannung
Ein Anzeige der tatsächlichen Lichtbogenspannung während des Ruhezustands
zur Kalibrierung
Aus Normal – Anzeige der eingestellten Lichtbogenspannung während des
Ruhezustands *
For den Normalbetrieb sollte dieser Schalter auf AUS gestellt sein.
Dieser Schalter wird verwendet, um die tatsächliche Lichtbogenspannung an der PHC-Anzeige anzuzeigen.
Dies ermöglicht es, die Lichtbogenspannung zu kalibriert, indem das Potentiometer zur Regelung der
Lichtbogenspannung eingestellt wird. Ist der Kalibriermodus aktiv, zeigt die PHC „X.X.X.“ an, wobei die Xe
die gemessene Lichtbogenspannung angeben, und alle eingeschalteten Dezimalpunkte zeigen den
Kalibriermodus an.
Wenn der Kalibriermodus aktiv ist, kann die Anzeige vorübergehend außer Kraft gesetzt werden, wenn
entweder die Schnittfugen-Erkennungsschwelle oder die Drosselkraft reguliert wird. Wenn man entweder die
Schnittfugen-Erkennung oder die Drosselkraft reguliert, zeigt sich vorübergehend eine Bezugsebene von 0
bis 10. Nach einer Sekunde des Inaktivseins kehrt die Anzeige zur gemessenen Lichtbogenspannung zurück.
Anmerkung: Die Maßnahme zum Kalibrieren der Lichtbogenspannung sollte bei allen neuen
Installationen durchgeführt werden, weil die tatsächlich gemessene Genauigkeit der Lichtbogenspannung
eine Kombination aus der individuellen Plasma-Schnittstelle und den Steuereinheiten ist.

Abschnitt 2: Installation und Aufbau 43
Einrichtung des Potentiometers für die Kalibrierung
LICHTBOGEN – Kalibrierung der Lichtbogenspannung
Dieses Potentiometer wird eingesetzt, um die tatsächliche Lichtbogenspannung zu kalibrieren, die für
die Steuerungs-Rückmeldung der Lichtbogenspannung verwendet wird. Um die Lichtbogenspannung
zu kalibrieren, ist die PHC in den Kalibriermodus für die Lichtbogenspannung zu bringen, indem der
DIP-Schalter SW16 auf EIN geschaltet wird. Hierdurch wird verursacht, dass die tatsächliche
Lichtbogenspannung an der 3-Ziffern-LED-Anzeige angezeigt wird. Der Bediener kann entweder
einen Testschnitt mit einem am Plasmazufuhr-Ausgang angeschlossenen Messgerät vornehmen oder
eine bekannte Spannung (max. 250 VDC) an die Lichtbogenspannungs-Anschlussklemmen der
Plasma-Schnittstelle (negative Elektrode und positive Erdung) anschließen. Das Potentiometer für
die Plasmaspannung ist so lange zu regulieren, bis die Anzeige der verwendeten Spannung am
Messgerät entspricht.
Anmerkung: Für den exakten Betrieb sollte diese Maßnahme bei allen neuen Installationen
getroffen werden, da die gemessene Genauigkeit der Lichtbogenspannung einer Kombination aus der
spezifischen Plasma-Schnittstelle und den Steuereinheiten entspricht.
SCHNITTFUGE – Automatischer Schnittfugenerkennungsgrad
Dieses Einstell-Potentiometer justiert den automatischen Schnittfugenerkennungsgrad. Die automatische
Schnittfugen-Funktion muss aktiviert werden, indem der DIP-Schalter SW11 für die automatische
Schnittfugenerkennung auf EIN geschaltet wird. Wenn dieses Potentiometer im Kalibriermodus der PHC
reguliert wird, zeigt die Anzeige vorübergehend eine Bezugsebene von 0 bis 10 an. Die automatische
Schnittfugenerkennung funktioniert, indem nach einem schnellen Wechsel der Lichtbogenspannung gesucht
wird. Wenn das Potentiometer auf niedrigere Einstellungen reguliert wird, sucht die PHC nach kleineren
Spannungsänderungen und die Schnittfugenerkennung ist somit empfindlicher. Bei höheren Einstellungen
ist die Schnittfugenerkennung weniger empfindlich. Das Potentiometer sollte empfindlich genug eingestellt
werden, um die Schnittfugen-Überquerungen zuverlässig zu erkennen, jedoch nicht so empfindlich, dass
störende Fehlauslösungen auftreten und die Leistung der Höhensteuerung herabsetzen. Der Betrieb der
Schnittfugenerkennung kann überprüft werden, indem während des Plasmaschneidens die gelbe Halte-LED
an der PHC-Vorderabdeckung überwacht wird. Ist die Schwelle korrekt eingestellt, leuchtet die gelbe HalteLED immer dann, wenn eine Schnittfuge überquert wird. Es ist zu beachten, dass diese LED auch leuchtet,
wenn eine aktive Auto/Kanten-Eingabe an der CNC-Schnittstelle vorhanden ist oder wenn die Einheit auf
Handbetrieb eingestellt ist.
DROSSELUNG – IHS-Drossel-Abtastniveau
Diese Regulierung wird verwendet, um das Drosselkraft-Abtastniveau während der Anfangshöhen-Abtastung
(IHS) einzustellen. Wenn dieses Potentiometer im Kalibriermodus der PHC reguliert wird, zeigt die Anzeige
vorübergehend eine Bezugsebene von 0 bis 10 an. Die Drosselkraft wird immer als Reserve für die ohmsche
Kontakt-Abtastung im Automatikmodus verwendet. Wenn sie auf niedrigere Einstellungen eingestellt ist
(entgegen dem Uhrzeigersinn drehen), ist die maximal aufgewendete Kraft während der IHS niedriger.
Höhere Einstellungen (im Uhrzeigersinn drehen) erhöhen die maximal aufgewendete Kraft. Ist diese
Einstellung zu hoch, können Brenner oder Verschleißteile beschädigt werden, oder sie können das
Werkstück verbiegen bzw. die Brenner-Abschaltdose auslösen. Diese Regulierung sollte so niedrig
wie möglich eingestellt werden, jedoch sollte sie hoch genug sein, so dass nicht unvermittelt PlattenFehlerkennungen auftreten. Die Regulierung kann überprüft werden, indem ein IHS-Test ausgeführt wird,
bei dem der ohmsche Draht der Düse unterbrochen wird.

44 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Abschnitt 3: Betrieb
Automatisierte Brenner-Höhenverstellungsanlagen (THC) werden beim Maschinen-Plasmaschneiden
eingesetzt, um die optimale Höhe für den gewünschten Metallschneideprozess zu gewährleisten. Die richtige
Schneidhöhe ist beim Plasmaprozess entscheidend, um den Lichtbogen zum Lochstechen/Schneiden auf
das Werkstück übertragen zu können und für eine optimale Schnittqualität (Fasenwinkel etc.).
Beim Plasma-Prozess gibt es eine direkte Beziehung zwischen der Schneidspannung und der Brennerhöhe
(Abstand zwischen der Oberfläche des Metall-Werkstücks und der Brenner-Elektrode). Durch den Einsatz
der automatischen Steuerung zur Überwachung der Arbeits-Lichtbogenspannung kann dann diese dann die
Brenner-Höhenverstellung steuern, um einen bestimmten Spannungs-Sollwert aufrechtzuerhalten.
Schneidhöhe
zu niedrig
Schneidhöhe
zu hoch
Korrekte Höhe

Section 3: Operation 45
Automatik-Betrieb
Der Automatik-Betrieb der Spannungssteuerung wird gewählt, indem der untere mittlere Kippschalter in die
obere Automatik-Stellung gebracht wird. In dieser Betriebsart führt die Einheit automatisch die IHS auf die
eingestellte Lochstechhöhe durch, zündet den Brenner, wartet, bis der Brenner die Platte durchstochen hat
und beginnt mit dem Vorschub des Hubgestells.
Der grundlegende Sensor™-PHC Aufbau für den Automatik-Betrieb besteht aus drei Stufen:
1. Lichtbogenspannung einstellen.
Verwendung der großen Mehrgang-Regulierung, um die Lichtbogen-Spannung an der Anzeige
einzustellen. Der Anfangspunkt für diese Spannung sollte in den Tabellen für das Schneiden enthalten
sein, die mit der Plasmaanlage mitgeliefert wurden. Es ist wichtig zu bedenken, dass diese Spannung
nur einen Ausgangspunkt darstellt, denn die tatsächliche Lichtbogenspannung hängt von der
Verschleißteilabnutzung, der Länge des Brennerschlauchpakets, den Gasdurchflussmengen und dem
Maschinenvorschub ab. Für optimale Schnittqualität müssen kleine Anpassungen gegenüber der in
den Tabellen für das Schneiden angegebenen Nominal-Lichtbogenspannung vorgenommen werden.
Der wichtige Punkt bei der Steuerung während eines Schnittes ist der Abstand zwischen Brenner und
Werkstück. Die Lichtbogenspannung ist einfach eine indirekte Methode zur Steuerung dieser Höhe.
2. IHS-Rückzug oder Lochstechhöhe einstellen
Den unteren linken Drehregler zur Einstellung der IHS-Rückzugshöhe verwenden. Wenn dieser Regler
eingestellt wird, wird die Anzeige vorübergehend durch eine Bezugsebene von 0 bis 10 außer Kraft
gesetzt. Diese stellt die gewünschte Lochstechhöhe dar. Die tatsächliche Höhe sollte in den Tabellen für
das Schneiden, die mit der Plasmaanlage mitgeliefert wurden, verfügbar sein. Diese Einstellung ist ein
ungefährer Wert, der davon abhängt, ob die Einheit die Platte mittels ohmschem Kontakt abtasten kann,
oder ob sie sich auf die Reserve-Drosselkraft-Abtastung verlassen muss.
Diese Einstellung ist zu überprüfen, indem ein IHS-Test vorgenommen wird und indem geprüft wird, ob
die Lochstechhöhe korrekt ist. Immer wenn der untere linke IHS-Test-Schalter gedrückt wird, wechselt
der Brenner zwischen der eingestellten IHS-Höhe und der Rückzugshöhe bei Schnittende. Test
fortsetzen und Feinabstimmung dieser Einstellung vornehmen, bis die gewünschte IHS-Höhe erreicht ist.
Wenn der DIP-Schalter (SW5) für die IHS-Geschwindigkeit auf die normale NiedergeschwindigkeitsEinstellung eingestellt worden ist, sollte der IHS-Rückzugs-Regulierungsbereich zwischen 0,13 – 13 mm
liegen. Wenn der DIP-Schalter (SW5) für die Hochgeschwindigkeits-Einstellung eingestellt worden ist, sollte
der IHS-Rückzugs-Regulierungsbereich zwischen 2,5 – 25 mm liegen.
3. Lochstechverzögerungszeit einstellen
Unteren rechten Drehregler zur Einstellung der Lochstechverzögerung verwenden. Wenn dieser
Regler justiert wird, ist die Anzeige vorübergehend durch eine Bezugsebene von 0 bis 4.0 als zweite
Verzögerungszeit außer Kraft gesetzt. Dies ist die Zeitverzögerung zwischen der Zündung des Brenners
und dem Beginn des Schneidvorschubs. Die Lochstechverzögerung ist die vom Brenner benötigte
Zeit, um zu Beginn die Platte zu durchschneiden. Diese Zeitverzögerung sollte in den Tabellen für das
Schneiden enthalten sein, die mit der Plasmaanlage zur Verfügung gestellt werden. Um eine höhere
Genauigkeit für die kurzen Verzögerungseinstellungen zu gewähren, ist dieser Drehregler in 2 Bereiche
aufgeteilt. Der erste Bereich umfasst die erste Hälfte der Reglerumdrehung und sorgt für eine lineare
Verzögerung von 0 bis 1 Sekunde. Die zweite Hälfte der Umdrehung umfast eine lineare Verzögerung
von 1 bis 4 Sekunden.

46 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Manueller Betrieb
Der Handbetrieb der Höhenverstellung wird gewählt, indem der untere mittlere Kippschalter in die untere
Manuell-Stellung gebracht wird. In dieser Betriebsart springt oder schwenkt die Einheit manuell langsam
oder schnell in die gewünschte Richtung. Wenn ein Schnitt im manuellen Modus begonnen wird,
bewegt sich der Brenner nur aufgrund der manuellen Vorschubbefehle der Fronttafel. Die IHS-,
Spannungssteuerungs- und Einfahrfunktionen bei Schnittende sind während des manuellen Modus
allesamt deaktiviert.
Die Tabelle für das Schneiden und die folgenden Schritte sind zu verwenden, um die Arbeitsgänge im
manuellen Modus einzurichten:
1. Manuelle Betriebsart mit dem Kippschalter wählen.
2. Schneidhöhe mit dem Aufwärts-/Abwärts-Kippschalter wählen.
Die drei Arten des manuellen Vorschubs sind schrittweiser Vorschub, langsam und schnell. Es ist zu
beachten, dass der langsame und schnelle Typ des manuellen Vorschubs auf Zeit basiert.
Manueller schrittweiser Vorschub
Die manuelle schrittweise Vorschubbewegung ist für die Feinabstimmung der Brennerhöhe im manuellen
Modus nützlich. Wenn der untere rechte manuelle Vorschubschalter für einen Moment entweder in die
Aufwärts- oder Abwärts-Stellung gebracht wird, springt der Brenner um etwa 0,005 mm in die gewünschte
Richtung. Wird der Schalter wiederholt vorübergehend aufwärts oder abwärts gedrückt, wird eine Reihe von
einzelnen Sprüngen in die gewünschte Richtung erzeugt. Dies ist für die Feinabstimmung der Brennerhöhe
im manuellen Modus nützlich.
Langsamer manueller Vorschub
Manuellen Vorschubschalter etwa 0,5 Sekunden lang weiter halten, nachdem der Sprung vollzogen wurde,
um einen langsamen manuellen Vorschub in die gewünschte Richtung zu erzeugen. Dieser Vorschub sollte
mit der IHS-Geschwindigkeit erfolgen, die mit dem DIP-Schalter SW5 festgelegt wurde.
Schneller manueller Vorschub
Manuellen Vorschubschalter etwa eine Sekunde lang weiter halten, nachdem der langsame manuelle
Vorschub begonnen hat, um einen schnellen manuellen Vorschub zu erzeugen. Der schnelle manuelle
Vorschub setzt sich so lange fort, wie der manuelle Vorschubschalter gedrückt wird.

Abschnitt 4: Fehlerbeseitigung 47
Abschnitt 4: Fehlerbeseitigung
Fehlercodes
Die rote FEHLER-LED zeigt fehlerhafte Betriebszustände an. Der Fehlercode wird auf der PHC 3-ZiffernLED-Anzeige als E.XX angezeigt, wobei XX die Fehlernummer darstellt. Die Bedeutungen sind nachfolgend
aufgelistet. Die meisten Fehler werden beseitigt, indem entweder der fehlerhafte Betriebszustand beseitigt
wird oder durch Verwendung des nächsten „Start des Arbeitsgangs“ von der CNC.
E.01 Fehler CYCLE_START (Start des Arbeitsgangs) beim Einschalten
Grund: Die CNC-Eingabe CYCLE_START (Start des Arbeitsgangs) war aktiv, als die PHC
eingeschaltet wurde.
Lösung: Eingabe CYCLE_START (Start des Arbeitsgangs) an der CNC-Schnittstelle deaktivieren,
um den Fehler zu beseitigen.
E.02 Fehler Plattenkontakt in Ausgangsstellung
Grund: Der ohmsche Kontakt ertastete das Werkstück als sich der Brenner in der maximalen
Rückzugsstellung befand.
Mögliche Ursachen:
• Ein Kurzschluss entweder im Düsenanschlussdraht oder bei den Brenner-Verschleißteilen.
• Eine Kühlmittel-Undichtigkeit bei einem flüssigkeitsgekühlten Brenner.
Lösung: Dieser Fehler wird beim nächsten CYCLE_START (Start des Arbeitsgangs) zurückgesetzt.
Abbildung 21: Fehleranzeigen
Rote
Fehler-LED
Fehlercode wird
hier angezeigt

48 Sensor™ PHC: Handbuch für Aufbau und Betrieb
E.03 Fehler Höhenverstellungs-Zeitüberschreitung
Grund: Der Befehl für den Vorschub der Höhenverstellung wurde gegeben, jedoch wurde innerhalb der
Zeitbeschränkung das Ziel für die Höhenverstellung nicht ertastet.
Mögliche Ursachen:
• Ein mechanisches Problem an der Höhenverstellung, zum Beispiel, dass sich die Motorkupplung zur
Höhenverstellungs-Mechanik gelockert hat.
• Das Brenner-Schlauchpaket hält den Vorschub der Höhenverstellung auf und beschränkt ihn.
• Ein Problem mit der Motorverdrahtung, dem Motorantrieb oder dem Motor selbst.
Lösung: Der Fehler wird beim nächsten CYCLE_START (Start des Arbeitsgangs) zurückgesetzt.
E.04 Beschränkung während des Automatik-Betriebs erreicht.
Grund: Die Höhenverstellung erreicht eine Hubbegrenzung während des durch Lichtbogenspannung
gesteuerten Betriebs.
Mögliche Ursachen:
• Die Höhenverstellung hat nicht den Hubbereich, um die zu schneidende Materialstärke aufzunehmen.
• Unvorschriftsmäßiger Betrieb entweder der Begrenzungsschalter oder der Verdrahtung der
Begrenzungsschalter.
Lösung: Höhenverstellung oder Brennerhalterung justieren, um eine effektivere Nutzung des
Höhenverstellungs-Hubbereiches zu bewirken.
Dieser Fehler wird beim nächsten CYCLE_START (Start des Arbeitsgangs) zurückgesetzt.
E.05 IHS SYNC (IHS-Synchronisation) Zeitablauf
Grund: Der Brenner erreicht die IHS-Lochstechhöhe und wartet darauf, dass die IHS_SYNC (IHS-
Synchronisation) Eingabe von der CNC freigegeben wird.
Lösung: Verdrahtung der IHS_SYNC (IHS-Synchronisation) Eingabe und CNC-Programmierung für dieses
Signal überprüfen. Dieser Fehler wird beim nächsten CYCLE_START (Start des Arbeitsgangs) zurückgesetzt.
Das Signal IHS_SYNC (IHS-Synchronisation) wird gewöhnlich nur bei Mehrfach-Brenner-Installationen
verwendet.
E.06 Fehler Übertragungs-Zeitüberschreitung
Grund: Der Brenner wurde gezündet, aber das Übertragungs-Signal wurde nicht innerhalb von
5 Sekunden erhalten.
Mögliche Ursachen:
• Ein fehlerhafter IHS-Ablauf, der zu einer inkorrekten Lochstechhöhe führte.
• Wegen schlechter Verschleißteile gescheiterte Übertragung.
• Inkorrekte Plasmagas-Einstellungen.
• Schlechte Erdung des Werkstücks.
• Das Übertragungs-Signal an der Stromquellen-Schnittstelle fehlt oder ist inkorrekt an der PHC PlasmaSchnittstelle angeschlossen.
Lösung: Dieser Fehler wird vom nächsten CYCLE_START (Start des Arbeitsgangs) zurückgesetzt.
E.07 Fehler Verlorener Plasma-Lichtbogen
Grund: Der Brenner verlor während des Betriebs die Übertragung, bevor CYCLE_START (Start des
Arbeitsgangs) entfernt wurde.
Mögliche Ursachen:
• Schneiden über die Plattenkante hinaus.
• Schlechte Verschleißteile.
• Inkorrekte Einstellungen der Höhenverstellung.
Lösung: Dieser Fehler wird vom nächsten CYCLE_START (Start des Arbeitsgangs) zurückgesetzt.

Abschnitt 4: Fehlerbeseitigung 49
E.08 Abschaltdosen-Fehler
Grund: Die Brenner-Abschaltdose wurde ausgelöst.
Mögliche Ursachen:
• Der Brenner ist wegen hochragender Spitzen oder inkorrekter Einrichtung der Höhenverstellung auf das
Werkstück gestoßen.
Lösung: Wenn keine Brenner-Abschaltdose installiert ist, Einrichtungs-DIP-Schalter SW15 an der PHC auf
AUS (abwärts) schalten, um diese Eingabe zu ignorieren.
Ist eine Brenner-Abschaltdose installiert, siehe Brenner-Abschaltdosen-Fehler bezüglich des Verfahrens für
die Fehlerbeseitigung.
E.09 Fehler Niedriger Eingangsstrom
Reason: Der PHC-Eingangsstrom liegt 20 % unter der Nennspannung.
Lösung: Eingangsspannung auf einen Bereich erhöhen, der im Nenneinsatzbereich liegt.
E.10 Fehler Hohe Eingangsspannung
Grund: Der PHC-Netzstrom liegt 15 % über der Nennspannung.
Lösung: Eingangsspannung auf einen Bereich verringern, der im Nenneinsatzbereich liegt.
E.11 Fehler Übertemperatur
Grund: Der Motorantriebs-Schaltkreis hat eine Übertemperatur-Abschaltung erfahren.
Lösung: Einheit abkühlen lassen.
E.12 Fehler Verriegelung ausgelöst
Grund: Die externe Verriegelung wurde ausgelöst.
Lösung: Überprüfen, ob es einen Kontaktschluss über der Eingabe „externe Verriegelung“ am CNC-
Schnittstellen-Stecker gibt.
E.13 Fehler Übermäßiger Plattenkontakt
Grund: Die Brennerspitze hatte während eines kurzen Zeitraumes übermäßigen Kontakt mit der Platte.
• Der Spannungs-Sollwert ist zu niedrig.
• Die Verschleißteile sind abgenutzt und der Spannungs-Sollwert muss erhöht werden.
Lösung: Dieser Fehler wird vom nächsten CYCLE_START (Start des Arbeitsgangs) zurückgesetzt.
E.99 Fehler Interne Software
Grund: Ein fehlerhafter, unerwarteter Zustand ist bei der Software aufgetreten.
Lösung: Einschalt-Rücksetzung der PHC vornehmen.

50 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Richtschnur zur Fehlerbehebung
Problem Lösung
Fehler-LED und Fehlercode
wird angezeigt
◊ Fehlercodenummer beachten und in der ausführlichen Liste der
Fehleranzeigen nachsehen auf Seite 47.
Keine Rückmeldung zu
Eingabe CYCLE_START
(Start des Arbeitsgangs)
◊ Netzschalter an der PHC überprüfen.
◊ Netzanschlüsse überprüfen.
◊ Sicherung im Stromeintrittsmodul überprüfen.
◊ Anschluss für den Start des Arbeitsgangs überprüfen.
Brenner zündet, bevor IHS
abgeschlossen ist.
◊ Überprüfen, ob die Vorströmung während der IHS deaktiviert ist –
DIP-Schalter SW12 ist ausgeschaltet.
◊ Plasma-Kantenhalt-Eingabe überprüfen, sofern diese
verwendet wird.
Keine IHS-Bewegung
◊ Überprüfen, ob PHC im Automatik-Betrieb ist.
◊ Überprüfen, ob das Brenner-Schauchpaket nicht aufhält.
◊ Überprüfen, ob die Drosselkraft nicht zu niedrig eingestellt ist –
Drosselkraft-Einstellungsregler erhöhen.
Ungenaue IHS mittels
ohmschem Kontakt
◊ Überprüfen, ob PHC im Automatik-Betrieb ist.
◊ Überprüfen, ob der Draht des ohmschen Kontakts angeschlossen ist.
◊ Überprüfen, ob die Brennerkappe richtig sitzt.
◊ Überprüfen, ob Wasser auf der Platte ist. Ist Wasser vorhanden,
ohmschen Draht unterbrechen und nur Drosselkraft verwenden.
◊ Überprüfen, ob Öl oder eine Farbschicht auf der Platte ist. Sind
diese vorhanden, nur Drosselkraft verwenden.
◊ Düse, Schutzschild oder beides überprüfen und reinigen bzw.
austauschen.
◊ Werkstück-Anschluss überprüfen.
Ungenaue IHS beim Einsatz
von Drosselkraft
◊ Um die ohmsche Abtastung zu deaktivieren, Draht von der
Schutzkappe am Brenner unterbrechen.
◊ Überprüfen, ob die Drosselkraft korrekt eingestellt ist.
◊ Auf übermäßige Durchbiegung der Platte überprüfen.
◊ Auflageplatte überprüfen.
◊ IHS-Einstellung erhöhen, um Plattendurchbiegungen
auszugleichen.
Brenner zündet nicht
◊ Überprüfen, ob Plasma eingeschaltet und funktionsfähig ist.
◊ Überprüfen, ob die IHS-Höhe korrekt ist.
◊ Überprüfen, ob die IHS SYNC (IHS-Synchronisation)
Eingabe von der CNC nicht aktiv ist.
◊ Brenner-Verschleißteile überprüfen.
Brenner überträgt nicht
◊ Überprüfen, ob die Lochstechhöhe nicht zu groß ist.
◊ Werkstück-Anschluss überprüfen.
◊ Brenner-Verschleißteile überprüfen.
◊ Vorströmungs-Gasdurchflussmenge überprüfen.

Abschnitt 4: Fehlerbeseitigung 51
Problem Lösung
Der Lichtbogen erlischt nach
Übertragung mit einem
großen Loch bei der
Lochstechung
◊ Überprüfen, ob die Lochstechverzögerung nicht zu lang ist.
◊ Überprüfen, ob die Maschinenvorschub-Ausgabe aktiv und an die
CNC angeschlossen ist.
◊ Überprüfen, ob die CNC aktiv ist und die entsprechende
Maschinengeschwindigkeit eingestellt ist.
Der Brenner beginnt zu
schneiden, bevor das
Lochstechen abgeschlossen ist.
◊ Überprüfen, ob die Lochstechverzögerung nicht zu kurz
eingestellt ist.
Der Brenner taucht sofort,
nachdem die
Spannungssteuerung beginnt,
in Richtung Platte ab
◊ Eingestellten Lichtbogenspannungswert erhöhen.
◊ Maschinen-Beschleunigungs-Verzögerung erhöhen – DIP-Schalter
SW7 ausschalten.
◊ Kalibrierung der Lichtbogenspannung überprüfen.
Der Brenner zieht sich sofort,
nachdem die
Spannungssteuerung beginnt,
von der Platte zurück
◊ Eingestellten Lichtbogenspannungswert verringern.
◊ Eingestellten Wert für die Lochstechhöhe erhöhen.
◊ Kalibrierung der Lichtbogenspannung überprüfen.
Ungleichmäßige
Spannungssteuerung
◊ Alle Anlagen-Erdungs-Anschlüsse überprüfen.
◊ Brenner auf Kühlwasser-Undichtigkeiten überprüfen.
Kein Rückzug bei Schnittende
◊ Einstellungen für den Rückzug bei Schnittende überprüfen – DIP-
Schalter SW9 und SW10.
◊ Überprüfen, ob Brenner und Schlauchpaket eingeschränkt oder
blockiert sind.
Brenner-AbschaltdosenFehler
Wenn die Brenner-Abschaltdose nicht ausgelöst ist, Anschlüsse von der
Höhenverstellung zur PHC überprüfen:
1. TUm den Schalter zu testen, ein Stück Metall mit dem Zielbereich am
magnetischen Sensor oben an der Abschaltdose in Berührung
bringen. Die LED in der Mitte des Sensors leuchtet auf, wenn der
Schalter funktioniert.
2. Verbindungsfähigkeit der Erdung von der HöhenverstellungsSchnittstellen-Baukarte zur sternförmig angeordneten Erdung am
Arbeitstisch nachprüfen. Siehe Abbildung 13 auf Seite 12.
3. Nachprüfen, ob das Magnetsensorkabel an der HöhenverstellungsSchnittstellen-Baukarte angeschlossen ist.
Zielbereich
LED

52 Sensor™ PHC: Handbuch für Aufbau und Betrieb
4. Durch Anbringen einer Drahtbrücke zwischen den Stiften 7 und 8 auf
dem 9-Stift-D-SUB-Steckverbinder die Verbindung testen. Dieser
Steckverbinder ist der dritte von oben auf der Baukarte.
Wenn der Fehler E.08 wegfällt, Anschluss zwischen Magnetsensor
und Höhenverstellungs-Schnittstellen-Baukarte reparieren.
5. Bleibt die Fehlermeldung bestehen, Kabel und HöhenverstellungsSchnittstellen-Steckverbinder testen:
a. Um das Kabel zu testen, ist der Durchgang eines jeden Drahtes
nachzuprüfen, der die Höhenverstellung mit der PHC verbindet.
b. Um den Steckverbinder an der PHC zu testen, ist eine
Drahtbrücke zwischen den Stiften 7 und 8 auf dem 9-Stift-DSUB-Steckverbinder anzubringen.
Wenn Fehler E.08 vom Bedienungselement wegfällt, liegt der Fehler
beim Kabel. Bleibt der Fehler bestehen, gibt es eine Fehlfunktion in
der PHC. Technischen Support kontaktieren.
Stifte 7 und 8
Stifte 7 und 8
Erdungsanschluss

Abschnitt 4: Fehlerbeseitigung 53
Ersatzteile und Bausätze
Bausatznummer Beschreibung
Konfigurierte PHC-Bausätze
228214 Sensor-PHC mit Steuermodul, Höhenverstellung und 15 m Kabel
228242 Sensor-PHC ohne Höhenverstellungs-Station
228243 Sensor-PHC ohne Höhenverstellung oder 123895
228244 Sensor-PHC ohne Steuermodul
228245 Sensor-PHC ohne Plasma-Schnittstelle
PHC-Ersatzteile
228199 PHC-Steuermodul-Baugruppe, komplett
228200 Baukarten-Baugruppe, PHC-Prozessor
228201 Baukarten-Baugruppe, PHC-Motorantrieb
228202 Kabel-Bausatz, Sensor-PHC Zubehör (Leitungsfilter, CPC-Kabelbaum, verdrahtetes
Potentiometer)
228203 Blende mit roter Linse, für PHC-Steuermodul
228204 Sicherung, 1,6 A träge, 6 mm x 32 mm (2 erforderlich)
PHC Höhenverstellungs-Ersatzteile
228205 Brenner-Höhenverstellungs-Station, 152 mm Hub, Abschaltdose, PHC, komplett
228206 Motor, PHC Höhenverstellung (24 V, mit Bremse, mit Anschlussklemmen versehen)
228207 Kupplung, PHC Höhenverstellung
228191 Draht, ohmscher Kontakt, Ti oder PHC Höhenverstellung
228192 Baukarten-Baugruppe, Ti oder PHC Höhenverstellungs-Schnittstelle
228193 Magnetische Abschaltdosen-Baugruppe, PHC/Kanten-Ti
228194 Abschaltdosen-Sensor/Kabel mit Befestigung, abgeschlossen
228195 Ti oder PHC obere Blechabdeckung mit Befestigungen
228196 Ti oder PHC untere Blechabdeckung mit Befestigungen
228197 Ti oder PHC Höhenverstellungs-Silikon-Anschlag und Befestigung
228208 Kugelumlaufspindel, 2 mm Gewindesteigung, mit Mutter und Führungsschiene
Empfohlene THC Schraubring-Wartung
Die Wartung einer Kugelumlaufspindel besteht generell aus Reinigung und Neuschmierung. Die
Kugelumlaufspindel sollte sorgfältig gereinigt werden, indem jegliches verbrauchte Schmiermittel, Staub
und Schmutz mit einem sauberen, trockenen Tuch abgewischt wird. Soweit möglich, ist die Mutter mehrmals
über den vollen Hub zu bewegen, um sicherzustellen dass so viel altes Schmiermittel wie möglich aus der
Mutter austritt. Es dürfen keine Reinigungsmittel oder sonstigen Reinigungsflüssigkeiten, wie zum Beispiel
Trichlorethylen, Alkohol oder Azeton, verwendet werden.
Anmerkung: Kugelumlaufspindel oder Kugelumlaufspindelmutter nicht ausbauen oder zerlegen.
Nach dem Reinigen eine dünne Schicht frisches Schmiermittel auf der gesamten Oberfläche der Spindel
auftragen. Nach der Neuschmierung sollte die Baugruppe mehrere Male bei niedriger Geschwindigkeit
und niedriger Belastung über ihren Hub betätigt werden, um sicherzustellen, dass alle Kontaktoberflächen
der Mutter und der Kugeln und Spindel mit einem Schmiermittelfilm überzogen sind.
Interval
Alle sechs Monate

54 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Schmiermittel
Für den linearen Verfahrschlitten der Führungsschiene und die Kugelumlaufspindel empfiehlt der Hersteller
der Führungsschiene ein Schmiermittel mit folgenden Eigenschaften:
1. Lithiumseifenfett
2. NLGI Klasse 2
3. Ohne Metallpartikel im Schmiermittel
Beispiele für kompatible Schmiermittel:
• Mobil-1 Synthetisches Schmiermittel, das in den meisten Geschäften für Autoteile erhältlich ist.
• Mobilith SHC220 ist ein weiteres Beispiel, welches bei gewerblichen Zulieferern, z. B. McMaster-Carr,
erhältlich sein sollte.
Beim linearen Verfahrschlitten der Führungsschiene wird ein Schmiernippel verwendet, und das Schmiermittel
für die Kugelumlaufspindel wird direkt auf die Spindel aufgebracht:
Zum Schmieren des THC-Schraubrings:
1. Höhenverstellung etwa an der Oberseite des Hubs positionieren
2. Nothalt auf der Ti drücken (oder PHC abschalten).
3. Untere Abdeckung der Höhenverstellung entfernen.
4. Sichtbaren Teil der Kugelumlaufspindel und die Auflageschienen mit einem sauberen, trockenen
Tuch reinigen.
5. Ti (oder PHC) aktivieren.
6. Zum unteren Ende des Hubs drehen.
7. Nothalt auf der Ti drücken (oder PHC abschalten).
8. Sichtbaren Teil der Kugelumlaufspindel und die Auflageschienen mit einem sauberen, trockenen
Tuch reinigen.
9. Mehrmals wiederholen (vor- und zurückdrehen, um Schmiermittel zu verteilen bzw. Schmutz
zu entfernen).
Kugelumlaufspindel,
Schmiermittel direkt
auftragen
Schmieröffnung
der linearen
Führungsschiene
Schrauben entfernen. Abgenommene Abdeckung

Abschnitt 4: Fehlerbeseitigung 55
10. Schmieröffnung der Führungsschiene mit einer Fettpresse mit Nadelspitzmundstück schmieren.
11. Einen dünnen Film Schmiermittel auf die Kugelumlaufspindelgewinde auftragen.
12. Vor- und zurückdrehen, um das Schmiermittel zu verteilen, während zu überprüfen ist, ob der Gang
klemmt oder unregelmäßig ist.
13. Abdeckung wieder anbringen.

56 Sensor™ PHC: Handbuch für Aufbau und Betrieb
Anhang A: Anschluss an eine kundenspezifische Höhenverstellung
Die Leistungsfähigkeit der Sensor™-PHC ist eng mit den Eigenschaften von Höhenverstellung und Motor
verbunden. Die Sensor™-PHC wurde als konventionelle Plasmahöhensteuerung konstruiert, und die
Höhenverstellung verfügt über keine Positions-Rückmeldung. Alle Bewegungen der Höhenverstellung sind
zeitlich festgelegte Bewegungen mit geregelten Geschwindigkeiten. Der Sensor™-PHC Mikroprozessor
nutzt sowohl die rückerzeugte Spannung des Gleichstrommotors als auch die ohmsche Komponente des
Gleichstrommotors, um die Rückkopplungsgeschwindigkeit des Motors zu berechnen. Der Gewindegang der
Höhenverstellung beeinflusst die lineare Geschwindigkeit der Höhenverstellung und die Regelkreiszunahme,
wenn mit Lichtbogenspannung gearbeitet wird. Der Gewindegang beeinflusst außerdem die DrosselkraftAbtastung. Die Reibung der Höhenverstellung und das maximale Brennergewicht beeinflussen den Punkt,
an dem die Höhenverstellung eine Bremse benötigt, um die Position zu halten. Aus diesen Gründen sind die
Eigenschaften von Motor und Höhenverstellung entscheidend und müssen streng überwacht werden.
Erfordernisse
Nachfolgend befindet sich eine unvollständige Liste der Eigenschaften von Höhenverstellung und Motor,
die mit dieser Steuerung kompatibel sind.
• Höhenverstellungs-Kugelumlaufspindelsteigung = 2 mm/Umdr
• Höhenverstellung mit Grenzschaltern oder Höhenverstellung mit weichen mechanischen Anschlägen
• Leistung der Höhenverstellung 5080 mm/min.
• Die Höhenverstellung sollte einen niedrigen Totgang und wenig mechanisches Spiel haben.
• Wenn die Funktionen verlangt werden, sollte die Höhenverstellung über eine elektrische Schnittstelle zu
den Grenzschaltern, Abschaltdosen-Schaltern und zur Brennerspitzen-Abtastung verfügen. Bitte setzen
Sie sich mit Hypertherm Automation Engineering in Verbindung, um Informationen bezüglich der SignalSchnittstelle der Höhenverstellung zu erhalten.
• Bei dem Motor sollte es sich um einen 24 VDC Permanentmagnet-Motor handeln.
• Der Motor sollte eine Drehzahl von 2500 U/min. bei 24 VDC haben. Alternativ sollte die Motordrehzahl
bei 24 VDC mit der Höhenverstellungs-Kugelumlaufspindelsteigung/Untersetzung/Rollendrosselung
abgestimmt werden, so dass die Kombination zu einer linearen Geschwindigkeit der Höhenverstellung
von 5080 mm/min führt.
• Der Motor sollte einen maximalen Nennstrom von 2 A, 3 A, 4 A oder 6 A haben.
• Der elektrische Widerstand des Motors sollte etwa 20 % des vollen Nennwertes betragen. Zum Beispiel
sollte ein Motor mit einem Nennwert von 3 A einen ohmschen Widerstand von etwa 24 / 3 * 20 % = 1,6
Ω haben.
• Abhängig vom Gewicht des Brenners und der Reibung der Höhenverstellung kann eine Bremse
erforderlich sein, um die Position zu halten.
WARNUNG:
Die Leistungsfähigkeit der Sensor™-PHC ist eng mit den Eigenschaften von Höhenverstellung und Motor
verbunden. Um einen ordnungsgemäßen Betrieb zu gewährleisten, sollte eine nicht standardisierte, vom
Kunden konstruierte Höhenverstellung mit dieser Steuerung unter allen voraussichtlichen Betriebszuständen
vollständig getestet werden.
 Loading...
Loading...