


Hypertherm Automation
5 Technology Drive, Suite 300
W. Lebanon, NH 03784 USA
Phone: 603-298-7970
Fax: 603-298-7977
Automation
SENSOR™PHC HYPERTHERM
(COMMANDE DE HAUTEUR DU PLASMA)
FONCTIONNEMENT ET GUIDE DE PRÉPARATION
Plus grande productivité des personnes et des machines grâce à L’automatisation des procédés

RENONCIATION Les renseignements de ce document sont susceptibles d’être modifiés sans
préavis et ne doivent pas être interprétés comme un engagement
d’Hypertherm Automation
®
. Hypertherm Automation n’assume aucune
responsabilité quant aux erreurs éventuelles.
MARQUES DE COMMERCE Hypertherm Automation est une filiale en toute propriété d’Hypertherm®, Inc.
Sensor™ est une marque de commerce d’Hypertherm Automation.
HyDefinition
®
Plasma est une marque de commerce enregistrée
d’Hypertherm®, Inc.
HyPerformance™ Plasma est une marque de commerce d’Hypertherm
Automation.
D’autres marques de commerce appartiennent à leurs propriétaires respectifs.
COPYRIGHT 2008 par Hypertherm Automation. Tous droits réservés
Imprimé aux États-unis

iii
Table des matières
SÉCURITÉ..................................................................................................................................................................1
SECTION 1 : VUE D’ENSEMBLE .........................................................................................................................9
Module de commande PHC .............................................................................................................................................9
Interface plasma...................................................................................................................................................................9
Lève-torche............................................................................................................................................................................9
Modèles Sensor PHC.........................................................................................................................................................9
Caractéristiques ................................................................................................................................................................10
Caractéristiques ...........................................................................................................................................................10
Options...........................................................................................................................................................................10
Spécifications du système *............................................................................................................................................11
Connexions.........................................................................................................................................................................12
PHC aux signaux CNC...............................................................................................................................................13
PHC aux signaux plasma............................................................................................................................................13
PHC aux signaux du lève-torche ..............................................................................................................................13
PHC aux connexions du lève-torche........................................................................................................................13
Indicateurs du panneau avant du Sensor™ PHC .................................................................................................14
Commandes du panneau avant du Sensor™ PHC ..............................................................................................14
Module de commande......................................................................................................................................................15
Ensemble d’interface plasma..........................................................................................................................................16
Dispositif lève-torche standard.......................................................................................................................................17
SECTION 2 : INSTALLATION ET PRÉPARATION ...........................................................................................18
Composants standards ...................................................................................................................................................18
Module de commande PHC......................................................................................................................................18
Composants en option.....................................................................................................................................................18
Demandes d’indemnités ..................................................................................................................................................18
Demande pour avaries................................................................................................................................................18
Demande pour marchandise défectueuse ou manquante..................................................................................18
Exigences relatives à l’alimentation électrique............................................................................................................19
Montage du dispositif de commande ...........................................................................................................................20
Montage du dispositif de commande depuis l’arrière .........................................................................................20
Montage du dispositif de commande depuis l’avant ...........................................................................................21
Montage de l’interface plasma .......................................................................................................................................22
Montage du lève-torche...................................................................................................................................................23
Dispositif de décrochage de la torche .........................................................................................................................24
Kit bloc de montage de la torche ..................................................................................................................................25
Câbles du système ...........................................................................................................................................................26
Exigences relatives à la mise à la terre.........................................................................................................................27
Signaux d’interface PHC .................................................................................................................................................28
Signaux d’interface CNC.................................................................................................................................................29
Descriptions du signal CNC...........................................................................................................................................29
Amorçage du cycle......................................................................................................................................................29
Invalidation auto / maintien d’angle..........................................................................................................................29
Sync IHS........................................................................................................................................................................30
IHS terminé ...................................................................................................................................................................30
Mouvement....................................................................................................................................................................30
Retrait terminé...............................................................................................................................................................30
Erreur ..............................................................................................................................................................................30
Interverrouillage ............................................................................................................................................................30
Signaux d’interface plasma .............................................................................................................................................32
Amorçage plasma........................................................................................................................................................36
Maintien..........................................................................................................................................................................36
Transfert..........................................................................................................................................................................36

iv
Signaux d’interface du lève-torche ................................................................................................................................37
Contacteur de fin de course inférieur......................................................................................................................37
Contacteur de fin de course supérieur ...................................................................................................................37
Interrupteur de décrochage.......................................................................................................................................37
Connexions d’alimentation du lève-torche...................................................................................................................38
Puissance du moteur ..................................................................................................................................................38
Frein du lève-torche.....................................................................................................................................................38
Préparation du commutateur DIP..................................................................................................................................39
Réglages des commutateurs ....................................................................................................................................39
Préparation du potentiomètre d’étalonnage................................................................................................................43
ARC – Étalonnage de la tension d’arc....................................................................................................................43
SAIGNÉE – Niveau de détection automatique de la saignée...........................................................................43
BLOCAGE – Niveau de détection de blocage de l’IHS ...................................................................................43
SECTION 3 : FONCTIONNEMENT ....................................................................................................................44
Fonctionnement automatique.........................................................................................................................................45
Fonctionnement manuel...................................................................................................................................................46
SECTION 4 : DÉPANNAGE ..................................................................................................................................47
Codes d’erreur...................................................................................................................................................................47
E.01 CYCLE_START à l’erreur mise sous tension ...............................................................................................47
E.02 Contact de la tôle à erreur Home...................................................................................................................47
E.03 Erreur d’expiration du lève-torche...................................................................................................................48
E.04 Limite atteinte au cours du fonctionnement auto........................................................................................48
E.05 Expiration IHS SYNC........................................................................................................................................48
E.06 Erreur d’expiration du transfert........................................................................................................................48
E.07 Erreur de perte du plasma................................................................................................................................48
E.08 Erreur de décrochage de la torche................................................................................................................48
E.09 Erreur de faible puissance d’entrée...............................................................................................................49
E.10 Erreur de haute tension d’entrée....................................................................................................................49
E.11 Erreur de surchauffe..........................................................................................................................................49
E.12 Erreur de déclenchement de l’interverrouillage...........................................................................................49
E.13 Erreur de contact excédentaire avec la tôle ................................................................................................49
E.99 Erreur de logiciel interne ..................................................................................................................................49
Guide de dépannage........................................................................................................................................................50
Pièces et kits ......................................................................................................................................................................53
Entretien recommandé de la glissière du THC ..........................................................................................................53
Intervalle .........................................................................................................................................................................53
Lubrifiant.........................................................................................................................................................................54
ANNEXE A : INTERFACE AVEC UN LÈVE-TORCHE PERSONNALISÉ ...................................................56
Exigences............................................................................................................................................................................56

v
Table des Figures
Figure 1 : Connexions ...........................................................................................................................................................12
Figure 2 : Module de commande........................................................................................................................................15
Figure 3 : Interface plasma (couvercle déposé)..............................................................................................................16
Figure 4 : Lève-torche............................................................................................................................................................17
Figure 5 : Connexion d’alimentation et fusible.................................................................................................................19
Figure 6 : Montage du dispositif de commande depuis l’arrière .................................................................................20
Figure 7 : Montage à l’avant du dispositif de commande .............................................................................................21
Figure 8 : Montage de l’interface plasma..........................................................................................................................22
Figure 9 : Montage du lève-torche .....................................................................................................................................23
Figure 10 : Décrochage de la torche.................................................................................................................................24
Figure 11 : Collier de montage de la torche ....................................................................................................................25
Figure 12 : Câbles du système ...........................................................................................................................................26
Figure 13 : Mise à la terre du système ..............................................................................................................................27
Figure 14 : Exemples d’interfaces générales...................................................................................................................28
Figure 15 : Interface CNC de base....................................................................................................................................31
Figure 16 : Connexions de la Powermax en utilisant l’appareil d’interface plasma.................................................33
Figure 17 : Interface plasma ................................................................................................................................................34
Figure 18 : Connexions d’interface plasma......................................................................................................................35
Figure 19 : Pour se connecter aux anciens systèmes plasma (MAX100 ou MAX200).........................................36
Figure 20 : Préparation des commutateurs DIP ............................................................................................................39
Figure 21 : Indicateurs d’erreur...........................................................................................................................................47

Sécurité 1
Sécurité
Lire ce manuel
Veuillez prendre connaissance de ce manuel, des manuels de la machine de coupage ainsi que des
pratiques de sécurité de votre employeur.
Note : Ce produit n’est pas conçu pour être entretenu sur le terrain. Le retourner à un centre de réparation
autorisé pour l’entretien.
Liste de sécurité du Sensor PHC
Note : Ce produit a été conçu et fabriqué conformément aux normes de sécurité CE et UL.
UL a mis à l’essai et répertorié ce produit conformément aux normes de sécurité américaines et canadiennes
applicables. Numéro de fichier E307226.
Marquages supplémentaires :
1) N’utiliser que du fil de cuivre d’au minimum 75 °C.
2) N’utiliser que des conducteurs en cuivre.
3) Peut être utilisé sur un circuit capable de fournir au plus 5 000 ampères symétriques rms,
maximum 230 V.
4) La protection de surcharge du moteur à l’état solide n’est pas prévue sur ce dispositif.
5) La protection intégrale contre les courts-circuits à l’état solide n’assure pas la protection du circuit
de dérivation. Protection du circuit de dérivation assurée par un fusible de protection du circuit de
dérivation RÉPERTORIÉ intégral.

Section 1 : Vue d’ensemble 9
Section 1 : Vue d’ensemble
Le Sensor™ PHC d’Hypertherm (228214) est un système de commande de hauteur de la torche plasma et
de détection de hauteur initiale (THC-IHS) conçu pour les applications de coupage plasma sur une table
de coupage X-Y. Le système utilise la tension d’arc du plasma pour commander l’écartement torche-pièce.
La détection de hauteur initiale (IHS) est obtenue par la détection du contact ohmique ou par la méthode
de détection de la force de blocage. Ce Sensor™ PHC a été optimisé pour le plasma classique à 200 A ou
au-dessous.
Note : Le Sensor™ PHC n’est pas recommandé pour le coupage HyDefinition ou HyPerformance ni pour les
applications de puissance supérieure. Le système n’est pas recommandé pour être utilisé sur une table à eau.
Un Sensor™ PHC complet comprend les composants suivants :
Module de commande PHC
Le module de commande PHC (228116) reçoit un microcontrôleur, un panneau de commande de
l’opérateur et un entraînement moteur pour le lève-torche. Ce module assure la détection de hauteur initiale
et une commande de tension d’arc. Le module de commande PHC assure l’interface avec le lève-torche, la
machine CNC et la source de courant par l’intermédiaire d’interfaces E/S discrètes standard. Les interfaces
de l’opérateur comprennent un afficheur DEL pour la tension d’arc établie, la tension d’arc réelle et les codes
d’erreur. Les fonctions principales du module de commande sont : commande de tension d’arc ou mode
de position manuelle, remontée à la fin de la coupe, essai IHS, hauteur de perçage, hauteur de coupe
recommandée par la tension, délai de perçage et accès aux réglages de préparation et d’étalonnage.
Voir Figure 2 à la page 15.
Interface plasma
L’interface plasma (228256) assure une connexion propre et normalisée entre le module de commande
PHC et la source de courant. L’ensemble peut être monté soit à l’arrière ou à l’intérieur de la source de
courant. Le diviseur de tension assure un signal filtré à basse tension qui est dérivé de la tension d’arc de
coupage. L’interface fournit également un bornier fermé qui permet de connecter facilement aux signaux
d’interface. Voir Figure 3 à la page 16.
Lève-torche
La station du lève-torche (228117) positionne une tête de torche à la verticale au-dessus de la pièce et est
commandée par le module de commande PHC. Sa course standard maximale est de 152 mm entre le point
de départ et la limite inférieure. Elle est entraînée par un moteur c.c. fixé à un écrou de positionnement. Le
module de commande assure l’interface avec un contacteur de fin de course inférieure pour détecter la
course maximale vers le bas. Le module de commande assure également l’interface avec un contacteur de
position initiale pour détecter quand le lève-torche est en position supérieure. Le lève-torche standard
n’utilise pas des contacteurs de fin de course, mais a été conçu pour permettre de détecter la limite d’arrêt
immédiat. Un dispositif de décrochage de la torche fait partie intégrante du lève-torche et assure un niveau
de protection pour la torche, le lève-torche et la table X-Y. Au choc, le dispositif de décrochage est
déverrouillé et permet à la torche de flotter. Un interrupteur de décrochage détecte quand cette protection
a été déclenchée et signale l’état de la commande PHC et la machine CNC. Voir Figure 4 à la page 17.
Modèles Sensor PHC
Numéro de kit Description
228214 Sensor PHC avec module de commande, lève-torche et câbles de 15 m
228123 Sensor PHC (avec 123896) pour le faisceau Powermax
228242 Sensor PHC sans station du lève-torche
228243 Sensor PHC sans lève-torche ou 123895
228244 Sensor PHC sans module de commande
228245 Sensor PHC sans interface plasma

10 Sensor™ PHC : Fonctionnement et Guide de Préparation
Caractéristiques
Le Sensor™ PHC est un système de commande de hauteur automatisé pour les applications de coupage.
Il utilise la technologie des microprocesseurs pour détecter automatiquement la tôle et régler la position
de la torche à un point de consigne de tension d’arc au cours des travaux de coupage. Ceci réduit la part
de l’opérateur, améliore la précision et augmente la productivité. La conception du Sensor™ PHC a été
optimisée pour les travaux de coupage plasma classiques à plus faible puissance.
Caractéristiques
◊ On peut utiliser le Sensor™ PHC avec n’importe quelle CNC
◊ Préparation et fonctionnement faciles
◊ Deux modes de fonctionnement manuels et automatisés
◊ Commande à microprocesseur pour augmenter la sensibilité et la commande
◊ Grandes vitesses de positionnement possibles avec courant continu allant jusqu’à 6 A
et réglage linéaire sur toute la plage
◊ Protection du dispositif de décrochage de la torche intégrée
◊ Diagnostic intégré et caractéristiques de détection des anomalies
◊ Retrait automatique après contact avec la tôle
◊ Afficheur DEL de 7 segments pour la tension établie et réelle et la tension d’arc et
affichages d’erreur
◊ Indicateur mise sous tension (ON)
◊ Indicateurs de limite supérieure et inférieure
◊ Indicateur en position
◊ Attention / indicateur d’erreur
◊ Indicateur de maintien de la position de la torche
◊ Indicateur de contact de la tôle
Options
◊ Câbles d’interface
◊ Pinces de montage de la torche – existant en diamètres de 35 mm (1 3/8 po), 45 mm (1 3/4 po)
et 51 mm (2 po).

Section 1 : Vue d’ensemble 11
Spécifications du système *
Moteurs compatibles : c.c. à aimant permanent 24 V c.c., 2 A à 6 A
Sortie maximale : 150 W
Plage du lève-torche standard : Linéaire 152 mm
Puissance du moteur : Modulation de largeur d’impulsion « H » intégrale avec
détection du courant et de la tension
Précision : 0,25 mm ou 0,5 V **
Plage de commande de tension : 50 V c.c. à 210 V c.c.
Plage IHS : 1,2 mm à 12 mm **
Commandes de l’opérateur : Boutons de commande tension d’arc, hauteur IHS et délai
de perçage
Sélecteurs de l’opérateur : Essai IHS, auto / manuel et manuel en montant / en
descendant
Affichage opérateur : 3 chiffres, afficheur 7 segments pour la tension établie,
la tension réelle et l’erreur
Réglages de l’étalonnage : Tension d’arc, force de blocage, niveau de détection
automatique de la saignée
Préparation des commutateurs DIP : Courant maximum du moteur, réponse de tension d’arc,
vitesse IHS, délai auto, délai de perçage interne/externe,
hauteur de retrait de fin de coupe, détection de la saignée
auto, prégaz au cours de l’IHS, contacteurs de fin de
course, interrupteur de décrochage et étalonnage de la
tension d’arc
Technologie de mesure : Rétroaction de tension d’arc et détection du contact
ohmique
Entrées/sorties d’interface : 8 sorties et 6 entrées isolées optiquement sur les
connecteurs « D »
Dimensions de la commande : 157 mm L x 1,9 mm P x 264 mm H
Poids de la commande : 4 kg
Puissance de la commande : 115 V c.a. ou 230 V c.a. +/- 10 % 50/60 Hz au choix
Dimensions standard du lève-torche : 152 mm L x 80 mm P x 546 mm **
Poids standard du lève-torche : 9 kg **
Milieu de fonctionnement : 0 à 50 °C; humidité relative 95 % (sans condensation)
* Renseignements sujets à changement sans préavis.
** Avec mécanique du lève-torche fournie standard

12 Sensor™ PHC : Fonctionnement et Guide de Préparation
Connexions
Toutes les connexions au Sensor™ PHC sont effectuées par les 4 connecteurs au fond du dispositif de
commande. Voir Figure 1.
AVERTISSEMENT
Par mesure de sécurité et pour assurer un bon fonctionnement, ce dispositif doit être connecté
au point de connexion à la terre commune sur la table de travail.
Connexions du signal
du lève-torche
Fusible et sélecteur de
tension avec interrupteur
Moteur du lève-torche et
puissance de freinage
Puissance d’entrée
115/230 V c.a.
E/S système
plasma
Terre
E/S contrôleur
ordinateur
Figure 1 : Connexions

Section 1 : Vue d’ensemble 13
PHC aux signaux CNC
Tous les signaux à la CNC sont connectés par l’intermédiaire du connecteur Sub-D à 25 contacts sur le
dispositif de commande. Pour obtenir des détails sur l’interface, voir les signaux d’interface de la PHC et les
signaux d’interface de la CNC à la page 28 et 29.
Sorties à la CNC :
Sortie IHS complète numérique
Sortie à mouvement numérique
Sortie complète à retrait numérique
Collision entrée/sortie erreur numérique
Entrées de la CNC :
Entrée d’amorçage cyclique numérique
Entrée de maintien d’angle numérique
Entrée IHS-sync numérique
Interverrouillage
PHC aux signaux plasma
Tous les signaux à l’interface plasma sont connectés par des connecteurs Sub-D à 15 contacts à l’avant de
l’unité de commande. Ces signaux sont facilement connectés par unité d’interface plasma ou directement par
G3 Powermax®G3 d’alimentation en utilisant un câble d’interface G3. Pour de plus amples renseignements,
voir le dispositif d’interface plasma à la page 16.
Sorties au plasma :
Sortie d’amorçage du plasma numérique
Sortie d’amorçage de maintien numérique
Entrées du plasma :
Entrée de transfert numérique
Transfert d’arc atténué analogique
PHC aux signaux du lève-torche
Tous les signaux au lève-torche sont connectés par le connecteur Sub-D à 9 contacts sur le dispositif de
commande. Pour plus de renseignements, voir Lève-torche standard à la page 17.
Entrées du lève-torche :
Contacteur de fin de course supérieure numérique
Contacteur de fin de course inférieure numérique
Interrupteur de décrochage numérique
Détection analogique de contact en saillie
PHC aux connexions du lève-torche
Toutes les connexions de puissance au lève-torche sont couplées par l’intermédiaire du connecteur circulaire
à 7 contacts sur le dispositif de commande. Pour plus d’informations détaillées, voir Lève-torche standard
à la page 17.
Sorties vers le lève-torche :
Entraînement moteur 24 V PWM
Puissance hors frein 24 V c.c.

14 Sensor™ PHC : Fonctionnement et Guide de Préparation
Indicateurs du panneau avant du Sensor™ PHC
Vert Alimentation
Jaune Limite supérieure
Vert En position
Jaune Limite inférieure
Rouge Attention / code d’erreur
Jaune Angle / maintien saignée
Rouge Contact tôle
3 chiffres rouges Tension d’arc réglée / réelle – numéro d’erreur – règle la
hauteur et le délai de perçage
Commandes du panneau avant du Sensor™ PHC
Potentiomètre rotatif multitours Régler tension d’arc
Potentiomètre rotatif Retrait hauteur de perçage
Potentiomètre rotatif Délai de perçage
Sélecteur à levier momentané Essai IHS
Sélecteur à levier Auto / manuel
Sélecteur à levier 3 positions momentanées Manuel haut / bas

Section 1 : Vue d’ensemble 15
Module de commande
Électricité
Courant d’entrée (plage double choisie par sélecteur)...........115 V c.a. ou 230 V c.a., monophasé, 50/60 Hz
E/S numérique parallèle .................................................................+12 V c.c.
Tension de sortie du moteur .........................................................24 V c.c.
Courant de sortie du moteur .........................................................2 A, 3 A, 4 A, 6 A max, choisis par
commutateur DIP
Sortie du frein moteur .....................................................................+24 V c.c. 0,5 A
Les caractéristiques du module de commande sont surlignées à la Figure 2.
Figure 2 : Module de commande
Alimentation
Limite supérieure
Tension de
commande
Limite inférieure
Erreur
Hauteur
réglée IHS
Essai IHS
Manuel ou auto
Maintien position torche
Afficher la tension
d’arc réelle ou
établie et les erreurs
DEL contact tôle
Tension d’arc réglée
Durée du délai de
perçage établie
Manuel haut ou
bas pour la torche
Étalonnage et
préparation

16 Sensor™ PHC : Fonctionnement et Guide de Préparation
Si vous utilisez un Sensor PHC 228245 avec un HSD130, choisir l’interface plasma 228247 (câble 7,5 m)
ou 228248 (câble 15 m). Voir le Bulletin de service sur le terrain 805740 pour les instructions d’installation.
Ensemble d’interface plasma
Le module d’interface plasma est illustré à la Figure 3.
Électricité
E/S numérique parallèle .................................................................+12 V c.c. à +24 V c.c.
Signaux d’interface ..........................................................................Amorçage plasma, maintien d’amorçage, transfert
Fonction du dévideur de tension..................................................Tension d’arc (atténuée et filtrée)
Figure 3 : Interface plasma (couvercle déposé)
Signaux d’interface
plasma
Tension d’électrode
(négative)
Connexion à la terre
commune sur la
table de travail
Section 1 : Vue d’ensemble 17
Dispositif lève-torche standard
Électricité
Moteur ................................................................................................+24 V c.c., 3 A
Frein moteur ......................................................................................+24 V c.c., 0,5 A
Contacteurs de fin de course .......................................................pas utilisé, contacteur de fin de course dur
Interrupteur de décrochage...........................................................+12 V c.c. proximité
Fonction de commande du lève-torche
Moteur ................................................................................................Pont intégral c.c., source de courant
hachée PWM
Rétroaction vitesse lève-torche.....................................................Tension moteur
Vitesse maximale lève-torche.........................................................508 cm par minute
Course maximale du lève-torche ..................................................152 mm
Charge lève-torche maximale........................................................4,5 kg
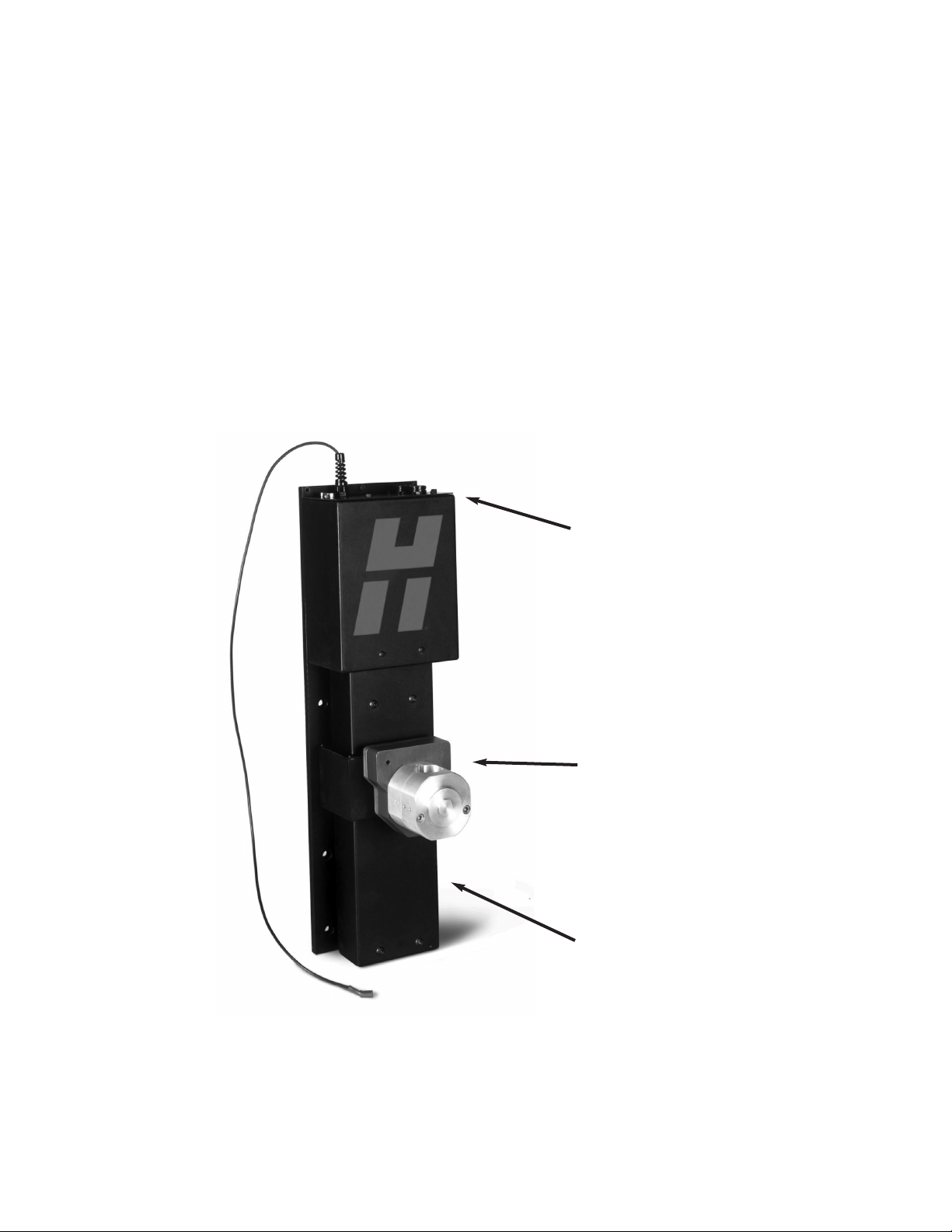
Figure 4 : Lève-torche
Toutes les connexions
de câbles sortent par
le couvercle supérieur
Décrochage
magnétique
de la torche
Tous les composants du lèvetorche, y compris le moteur et
le frein, sont entièrement fermés

18 Sensor™ PHC : Fonctionnement et Guide de Préparation
Section 2 : Installation et Préparation
Le système PHC standard comprend les composants ci-après :
Composants standard
Module de commande PHC
Cordon d’alimentation – 2 m
Lève-torche avec dispositif de décrochage de la torche
Interface plasma
Câbles d’interface
• Câble d’entraînement du moteur du lève-torche
• Câble d’interface du lève-torche
• Câble d’interface plasma
• Fil de contact ohmique
• Câble d’interface de la CNC
Manuel d’instructions du système Sensor™ PHC
En plus, on peut commander les composants en option suivants :
Composants en option
Câbles d’interface
Colliers de montage de la torche, existent en diamètres de 35 mm (1 3/8 po), 45 mm (1 3/4 po)
et 51 mm (2 po).
Demandes d’indemnités
Demande pour avaries
Si votre dispositif est endommagé au cours du transport, vous devez présenter une demande de
remboursement auprès du transporteur. Hypertherm vous fournira un exemplaire de la lettre de transport sur
demande. Si vous avez besoin d’aide supplémentaire, veuillez communiquer avec votre agent de service à la
clientèle Hypertherm.
Demande pour marchandise défectueuse ou manquante
Si n’importe quelle marchandise est défectueuse ou manquante, veuillez communiquer avec votre distributeur
Hypertherm autorisé. Si vous avez besoin d’aide supplémentaire, veuillez communiquer avec votre agent de
service à la clientèle Hypertherm.

Section 2 : Installation et Préparation 19
Exigences relatives à l’alimentation électrique
La PHC peut être connectée soit en 115 V c.a. ou en 230 V c.a. 50/60 Hz. Selon la tension d’entrée, on doit
utiliser des fusibles à fusion temporisée ayant le bon pouvoir de coupure. Pour 115 V c.a., placer un fusible
de 2 A et pour 230 V c.a., un fusible de 1 A. On choisit la tension d’entrée de puissance en plaçant le portefusibles à l’intérieur du module d’entrée de puissance de façon que la bonne tension soit affichée dans la
fenêtre du module d’entrée de puissance. Voir la Figure 5 pour le choix de la tension d’entrée.
Si l’on enlève la fiche du cordon secteur et que le dispositif est câblé directement, on doit alors effectuer les
connexions comme suit :
• Fil bleu Neutre c.a.
• Fil brun Fil sous tension c.a.
• Fil vert Masse
Figure 5 : Connexion d’alimentation et fusible
AVERTISSEMENT
Le système doit être configuré
pour la bonne tension d’entrée.
Une tension de 115 V ou 230 V
doit être affichée à la fenêtre.

20 Sensor™ PHC : Fonctionnement et Guide de Préparation
Montage du dispositif de commande
Avant d’interconnecter le système PHC, monter les dispositifs comme on le prescrit en utilisant les pièces
fournies par le client. Ne pas laisser les dispositifs sur les armoires ou sur le plancher sans protection. On
peut monter les dispositifs de commande soit depuis l’arrière ou depuis l’avant comme on l’indique aux
Figures 6 et 7.
Montage du dispositif de commande depuis l’arrière
Monter le dispositif de commande PHC près de l’opérateur de la machine. On doit monter le dispositif de
façon que les commandes et l’affichage de la PHC soient facilement accessibles et visibles. 4 trous de
montage sont prévus pour les éléments de fixation no 10-32 po ou M4 mm.
Note : Pour assurer un fonctionnement fiable, on doit connecter le dispositif à la terre.
Figure 6 : Montage du dispositif de commande depuis l’arrière
PLACER UN ÉCROU No
10-32 A 4 ENDROITS
MODES DE MONTAGE
À L’ARRIÈRE
PLACER UN ÉCROU M4
À 4 ENDROITS
114,3 mm
80 mm
200 mm
1 778 mm

Section 2 : Installation et Préparation 21
Figure 7 : Montage à l’avant du dispositif de commande
Montage du dispositif de commande depuis l’avant
Monter le dispositif de commande PHC près de la console de l’opérateur de la machine. On doit monter
le dispositif de façon que les commandes et l’affichage de la PHC soient facilement accessibles et visibles.
6 trous de montage sont prévus. Voir Figure 7.
Note : Pour assurer un fonctionnement fiable, on doit connecter la terre.
AVERTISSEMENT
Connecter la terre ici
ø0,2
6 ENDROITS
MODE DE MONTAGE À L’AVANT
109,6 mm
264,2 mm
101,6 mm
254 mm
157,5 mm

128,9 mm
35,6 mm
32,8 mm
140,2 mm
FENTE POUR VIS
No 6 OU M3
22 Sensor™ PHC : Fonctionnement et Guide de Préparation
Montage de l’interface plasma
Monter l’interface plasma près de la source de courant pour connecter facilement les fils de tension de l’arc
de signalisation entre les dispositifs. On peut monter le dispositif dans n’importe quelle position et on peut le
monter directement à l’arrière ou à l’intérieur de la source de courant. Les trous de montages sont
dimensionnés pour les éléments de fixation no 6 ou M3. Voir Figure 8.
Note : On doit connecter la terre de l’interface plasma à la terre positive de la source de courant
pour assurer la rétroaction de mesure pour la tension d’arc. Cette rétroaction est essentielle pour obtenir un
coupage optimal.
Figure 8 : Montage de l’interface plasma
AVERTISSEMENT
Connecter à la terre
commune sur la table
de travail.

SURALÉSAGE POUR LES VIS
À TÊTE CREUSE 1/4 -20
BORNE DE TERRE
546 mm
89 mm
89 mm
89 mm
25 mm
114 mm
152 mm
143 mm
Section 2 : Installation et Préparation 23
Montage du lève-torche
Monter le lève-torche sur la table de coupage pour bénéficier au maximum de la plage de déplacement
vertical. En général, le fond du lève-torche doit se situer entre 15 – 20 cm au-dessus de la table
de coupage.
Note : La terre du lève-torche doit être connectée à la terre de la table de coupage pour assurer
la rétroaction de mesure et pour la détection des saillies. La rétroaction est essentielle pour obtenir des
performances de coupage optimales. Voir Figure 9.
Figure 9 : Montage du lève-torche
AVERTISSEMENT
Connecter à la terre
commune sur la table
de travail.

24 Sensor™ PHC : Fonctionnement et Guide de Préparation
Dispositif de décrochage de la torche
On doit monter le dispositif de décrochage de la torche (229164) sur le lève-torche comme on l’indique à la
Figure 10.
ATTENTION : Le dispositif de décrochage utilise des aimants très puissants pour
serrer ses 2 moitiés. Exercer la plus grande prudence quand on remet en place les 2 moitiés.
Maintenir le dispositif de décrochage à 45° par rapport à la tôle de montage et placer délicatement l’axe
d’alignement inférieur dans la dépression correspondante pour la tôle arrière du dispositif de décrochage.
Incliner lentement le dispositif de décrochage vers la tôle arrière. Agir avec la plus grande prudence pour
éviter de se pincer les doigts entre les 2 moitiés. Après le montage, il est presque impossible de séparer les
2 moitiés sans faire levier avec le bloc de montage et la torche.
Figure 10 : Décrochage de la torche
AVERTISSEMENT
Danger de pincement :
Prendre garde en assemblant
les 2 moitiés du dispositif de
décrochage de la torche.

Section 2 : Installation et Préparation 25
Kit bloc de montage de la torche
Monter le kit du bloc de torche sur le dispositif de décrochage du lève-torche. Voir Figure 11.
Les blocs de montage se font en trois dimensions comme on le voit ci-après.
• 128279 Diamètre du bloc de montage de la torche 45 mm (1 3/4 po)
• 128278 Diamètre du bloc de montage de la torche 51 mm (2 po)
• 128277 Diamètre du bloc de montage de la torche 35 mm (1 3/8 po)
Figure 11 : Collier de montage de la torche
Plaque de montage du
dispositif de décrochage
Plaque de montage
du dispositif de
décrochage
Dispositif de décrochage
de la torche
Collier de montage
de la torche

26 Sensor™ PHC : Fonctionnement et Guide de Préparation
Câbles du système
Aligner les câbles du système comme on le voit à la Figure 12. Tous les câbles doivent être bien protégés
avec connexions de protection aux deux extrémités des câbles. Dans la mesure du possible, acheminer tous
les câbles PHC en les éloignant des câbles plasma à grande puissance. Si les câbles plasma à grande
puissance et les câbles PHC doivent partager un chemin de câbles, on recommande de les séparer le plus
possible dans le chemin de câble. Pour obtenir un fonctionnement fiable, on doit connecter toutes les terres
le plus directement possible à la machine.
Note : Si vous utilisez un Powermax avec diviseur de tension intégré, utiliser le câble d’interface
Powermax 123896.
Figure 12 : Câbles du système
Câble à haute tension de
détection d’extrémité
Câble du signal du lève-torche
Numéro de référence = 123897
Câblage haute tension
fourni par l’utilisateur
Câble d’alimentation
du lève-torche
Numéro de référence
= 123898
Câblage du signal plasma
fourni par l’utilisateur
Voir Figure 16
Câble d’interface
plasma
Numéro de référence
= 228249
Câble d’interface de la CNC
Numéro de référence = 123895
Voir Figure 15

Section 2 : Installation et Préparation 27
Exigences relatives à la mise à la terre
AVERTISSEMENT
Pour assurer la sécurité du personnel et réduire les risques d’interférence électromagnétique
(IEM), on doit bien mettre à la terre le système PHC.
Note : Pour assurer un fonctionnement fiable, on doit connecter la terre du lève-torche à la terre de
la table de coupage pour assurer la rétroaction de mesure pour la détection. La terre d’interface plasma doit
être connectée à la terre positive de la source de courant pour assurer la rétroaction de mesure pour la
tension d’arc. Les deux types de retour d’information sont essentiels pour assurer des performances de
coupage optimales.
Mise à la terre du cordon d’alimentation
Le module de commande PHC doit être bien mis à la terre dans le cordon d’alimentation conformément aux
codes d’électricité nationaux ou locaux.
Mise à la terre de protection
Passer les câbles de mise à la terre de protection pour les trois composants PHC (dispositif de commande,
lève-torche et interface plasma,) comme on l’indique à la Figure 13. La mise à la terre doit être conforme aux
exigences électriques nationales ou locales.
Note : Les câbles de terre doivent être fournis par le client.
Figure 13 : Mise à la terre du système
Connecter le lève-torche
à la terre commune sur
la table de travail.
Connecter le dispositif de
commande à la terre commune
sur la table de travail.
Connecter l’interface
plasma à la terre commune
sur la table de travail.

28 Sensor™ PHC : Fonctionnement et Guide de Préparation
Signaux d’interface PHC
La plupart des signaux d’interface PHC sont effectués par les photocoupleurs. La Figure 14 donne les
détails des connexions E/S pour commutateurs extérieurs, relais, transistors et autres circuits. La figure
montre des exemples utilisant à la fois la source interne +12 V source et la tension externe. Ne pas utiliser
une tension externe supérieur à 24 V avec entrées sans ajouter la résistance série supplémentaire.
Note : La sortie d’amorçage plasma à la source de courant est un relais avec fermeture à contact sec.
AVERTISSEMENT
Ne pas dépasser 24 V ou 30 mA à l’intérieur ou à l’extérieur de tout photocoupleur. Observer la
bonne polarité du signal pour empêcher des dommages.
Figure 14 : Exemples d’interfaces générales
Entrées exemple
Circuit externe
Circuit interne Sensor PHC
Entrées Sorties
Exemples de sorties
Circuit extérieur
Utiliser une source interne PHC +12 V
Utiliser une source interne PHC +12 V
Utiliser l’alimentation externe +24 V
Utiliser l’alimentation externe +24 V
Utiliser l’alimentation externe +24 V
Utiliser l’alimentation externe +24 V
INTERRUPTEUR
Champ +12 V
Champ +12 V
PHOTOCOUPLEUR
24 V
GND_External
RELAIS
RÉSISTANCE
PHOTOCOUPLEUR
RÉSISTANCE
DEL
24 V
24 V
24 V
RELAIS
GND_External
GND_External
GND_External
+ENTRÉE
–ENTRÉE
+ENTRÉE
–ENTRÉE
+ENTRÉE
–ENTRÉE
+SORTIE
–SORTIE
+SORTIE
–SORTIE
+SORTIE
–SORTIE
DIODE

Section 2 : Installation et Préparation 29
Signaux d’interface CNC
Voir Figure 14 à la page 28 pour illustration.
Note : Tous les signaux prescrits sont en caractères gras. Tous les autres signaux sont en option pour le
fonctionnement à torches multiples, les performances améliorées ou la réduction de la durée du cycle.
AVERTISSEMENT
Observer les polarités du signal du photocoupleur pour empêcher les dommages au dispositif
de commande.
Descriptions du signal CNC
Utiliser un connecteur Sub-D à 25 contacts fourni par le client ou couper le connecteur non utilisé et câbler
directement aux signaux appropriés.
Amorçage du cycle
Ce signal est une sortie de la CNC et une entrée à la PHC. La CNC active ce signal pour commencer la
détection de hauteur initiale et démarrer le coupage plasma.
Invalidation auto / maintien d’angle
Cette sortie de la CNC est activée pour couper en mode de tension automatique et bloquer la position de
la torche. Ce signal est en option mais il améliore le rendement et on l’utilise généralement pour empêcher la
plongée dans les angles. Ce signal est prescrit si le délai de perçage de la PHC a été invalidé et que la CNC
commande le délai de perçage. Dans ce cas, la fonction (« Auto Disable ») d’invalidation automatique est
activée au cours de la durée du délai de perçage ainsi que « Accel Delay » pour permettre au mouvement
de la machine d’atteindre une vitesse de coupe régulière.
Signaux d’interface CNC sous Connecteur D à 25 contacts
Nom
Paire ~ Nombre de contacts
(couleur du fil)
Type de signal
Amorçage du cycle
Entrée + 11 (rouge) ~ entrée – 23 (bleu) Entrée isolateur
Invalidation auto / maintien d’angle Entrée + 10 (rouge) ~ entrée – 22 (vert) Entrée isolateur
Sync IHS Entrée + 9 (rouge) ~ entrée – 21 (blanc) Entrée isolateur
IHS terminé Sortie + 18 (noir) ~ sortie – 5 (jaune) Sortie isolateur
Mouvement
Sortie + 17 (noir) ~ sortie – 4 (bleu) Sortie isolateur
Retrait terminé Sortie + 16 (noir) ~ sortie – 3 (vert) Sortie isolateur
Erreur ou décrochage
(commutateur DIP choisi)
ortie + 15 (noir) ~ sortie – 2 (blanc) Sortie isolateur
Interverrouillage
14 (noir) ~ 1 (rouge)
fermeture du contact prescrite
Isolateur et bobine
de relais
Champ +12 V 12 (rouge), 24 (jaune), 13 (jaune), 25 (brun)
Sortie d’alimentation
de champ
Champ neutre 6 (brun), 19 (noir), 8 (noir), 20 (orange)
Neutre de
puissance de champ
30 Sensor™ PHC : Fonctionnement et Guide de Préparation
Sync IHS
Cette sortie CNC en option est utilisée pour synchroniser les torches dans les installations à torches
multiples. La CNC émet ce signal pour retarder jusqu’à ce que toutes les torches dans une configuration
à torches multiples aient terminé leur séquence IHS et soient en position et prêtes à s’allumer. Quand la
CNC désactive ce signal, la torche plasma s’allume et commence à percer.
Dans le cas d’installations de torche simple, ce signal n’est pas prescrit et on peut le laisser déconnecté.
IHS terminé
Ce signal en option est une sortie de la PHC et une entrée à la CNC. On utilise ce signal pour indiquer que
la détection de hauteur initiale de la torche est terminée et qu’une torche est en position et prête à s’allumer.
Dans le cas des installations à torches multiples, la CNC attend que toutes les torches actives indiquent IHS
TERMINÉ avant de désactiver simultanément tous les signaux IHS SYNC pour permettre aux torches de
s’allumer.
Dans le cas des installations à une seule torche, ce signal n’est pas prescrit.
Mouvement
Ce signal est une sortie de la PHC et une entrée à la CNC. Ce signal est émis après l’amorçage de la torche et
le délai de perçage PHC. Il indique à la CNC que le délai de perçage est terminé et que le mouvement de coupe
doit commencer. Si la CNC exécute tous les délais de perçage, le commutateur EXT_PIERCE_DELAY –
commutateur DIP sur la PHC doit être sur ON, qui ramène le délai de perçage PHC à zéro et invalide le délai
de perçage du panneau avant. Si la CNC commande le délai de perçage, elle utilise le signal AUTO_DISABLE /
HOLD pour retarder la commande de tension d’arc jusqu'à ce que la durée de perçage et d’accélération soit
écoulée.
Retrait terminé
Ce signal est une sortie de la PHC qui est active quand une coupe a été effectuée et que la torche est
remontée à la hauteur de retrait choisie. La CNC peut utiliser ce signal pour retarder un transit rapide à la
coupe suivante jusqu’à ce que la torche ait été remontée et ait annulé les saillies (tip-ups). L’utilisation de ce
signal est en option.
Erreur
Ce signal est la sortie de la PHC pour les erreurs. Le numéro d’erreur réelle apparaît sur l’afficheur DEL du
panneau avant de la PHC.
Interverrouillage
Ceci est une fermeture de contact normalement fermée fournie par CNC pour permettre le mouvement de la
PHC. Si ce contact est ouvert, le moteur de la PHC ne reçoit pas d’alimentation.
Note : Ce signal est prescrit pour le fonctionnement de la PHC. S’il n’est pas utilisé comme
interverrouillage externe, utiliser un cavalier pour l’entrée.

Section 2 : Installation et Préparation 31
Figure 15 : Interface CNC de base
E/S CNC
E/S Sensor PHC
RELAIS
Sortie d’amorçage
Entrée de mouvement
OPTO
RELAIS
Sortie interverrouillage
Cavalier si le signal
n’est pas utilisé
Entrée d’amorçage
Sortie mouvement
Interverrouillage
OPTO
3300
+12 V
+24 V
RELAIS
+Sortie
+Sortie
–Sortie
–Sortie
Connecteur Sub-D à 25 contacts
Commun
OPTO

32 Sensor™ PHC : Fonctionnement et Guide de Préparation
Signaux d’interface plasma
Les systèmes Hypertherm Powermax sont équipés d’un diviseur de tension interne monté en usine qui est
conçu pour être connecté en toute sécurité sans outil à l’interface plasma du Sensor™ PHC. Utiliser la PHC
standard au câble Powermax fourni par Hypertherm.
L’interface plasma (228256) comprend le diviseur de tension de l’arc pour la connexion aux systèmes
Hypertherm qui ne sont pas équipés d’un diviseur de tension interne monté en usine. Le câblage du circuit
de coupage plasma à l’interface plasma doit être enfermé ou protégé pour assurer un fonctionnement et une
utilisation sûrs. Les valeurs nominales de sortie du circuit de coupage plasma sont imprimées sur la plaque
signalétique et varient selon le fabricant et le modèle jusqu’à 500 V c.c. et 400 A c.c., de sorte que le
contact avec les pièces métalliques sous tension de cette connexion dans des conditions normales et de
défaut peut se traduire par la mort ou des brûlures.
Pour effectuer des connexions entre le circuit de coupage plasma et l’interface plasma :
– N’utiliser que le personnel de service qualifié.
– Couper (OFF) et déconnecter toute alimentation électrique.
– Monter l’interface plasma le plus près possible du point d’entrée à la source de courant.
Une connexion permanente est recommandée.
– Si le dispositif est connecté par un cordon d’alimentation, utiliser des câbles gainés convenables
pour l’environnement.
◊ Vérifier que la gaine de sortie de chaque câble d’interconnexion est protégée contre les dommages
au point d’entrée de la source de courant. Un serre-câble est recommandé.
◊ Vérifier que le diamètre extérieur du câble d’interconnexion convient au serre-câble fourni avec
l’interface plasma :
• Amorçage plasma, poignée de transfert : 3 mm – 6 mm de diamètre
• Poignée d’interface plasma : 1,5 mm – 5 mm de diamètre
◊ Dénuder la gaine extérieure et chaque conducteur selon les besoins.
◊ Entrer le câble de la gaine extérieure dans le serre-câble et faire les connexions comme on l’indique
à la Figure 16 à la page 33.
◊ Vérifier que la gaine extérieure est entrée d’au moins 2,54 cm dans le 228256 et serrer le ou les
serre-câbles.
– Avant de faire fonctionner le matériel, vérifier que les connexions sont bonnes, que toute pièce sous
tension est protégée et que toute gaine et isolation du conducteur est protégée contre les dommages.
AVERTISSEMENT : TENSION ET ÉNERGIE DANGEREUSES. Les signaux
d’interface plasma de l’équipement de coupage plasma sans diviseur de tension
interne sont directement connectés à la sortie du circuit de coupage plasma.
Pour empêcher les chocs et les dangers dus à l’énergie, on doit enfermer ou
protéger le câblage du circuit de coupage plasma de la source de courant
à l’interface plasma (228256).

Section 2 : Installation et Préparation 33
Signaux d’interface plasma
Nom
Connecteurs Sub-D
à 15 contacts
Interface plasma Type de signal
Amorçage plasma 2, 10
J1-1, J1-2
(contact sec)
Sortie du contact du relais
Maintien
d’amorçage
Pos 3 Nég 11 J1-4 (+), J1-5 (-) Sortie isolateur
Transfert Sortie + 4 Sortie – 12 J3-1 (+), J3-2 (-) Entrée isolateur
Tension d’arc Sortie + 8 Sortie – 15
Borne de terre (+),
Term (-)
Analogique filtré atténué
Champ +12 V 1, 9 J1-3 Sortie de puissance chantier
Neutre chantier 5, 6, 7, 13, 14 J3-3
Commun d’alimentation
chantier
Figure 16 : Connexions de la Powermax en utilisant l’appareil d’interface plasma
Pour un schéma des circuits de l’interface plasma, voir Figure 18 à la page 35.
Amorçage-
Amorçage+
Sub-D 15
Transfert-
Transfert+
Blanc
Rouge
Jaune
Noir
+24 V c.c.
Commun
Terre positive
Tension d’arc (négative)
Interface plasma
Sensor PHC
Powermax
G3 Series
Pièce (terre positive)
Électrode (négative)

34 Sensor™ PHC : Fonctionnement et Guide de Préparation
Figure 17 : Interface plasma
Sortie amorçage
(fermeture du contact)
Neutre pour
sortie 12 V
Les signaux
entrent ici
La haute tension
entre ici
-Entrée transfert
+Entrée transfert
Connexion à la terre
commune sur la
table de travail
Connecter
l’électrode négative
à la tension ici
Sortie maintien+
Sortie maintien-
Sortie +12 V
50 mA max

Section 2 : Installation et Préparation 35
Figure 18 : Connexions d’interface plasma
AVERTISSEMENT
Pour assurer un fonctionnement sûr et adéquat, ce dispositif doit être connecté à la terre positive.
AVERTISSEMENT
Observer les polarités du signal quand on se connecte aux photocoupleurs. Ne pas dépasser
24 V c.c. sur toute ligne de signal. Ne pas dépasser un courant de 30 mA provenant de n’importe
quelle entrée ou sortie. Ne pas dépasser un courant total de 50 mA provenant de l’alimentation
du chantier +12 V interne. Si l’on n’observe pas ces avertissements, l’appareil peut être
endommagé.
E/S d’interface plasma
du Sensor PHC
RELEVADOR
Alimentation du plasma extérieur
(en utilisant +24 V externe)
RELAIS
GND_External
+24 V externe
OPTP
OPTP
AMORÇAGE PLASMA (+24 V)
MAINTIEN
D’AMORÇAGE
GND_External
RELAIS bobinage 24 V
TRANSFERT
Pièce
Terre positive
DIODE
Électrode (négative)
Champ +24 V
Électrode (négative)

36 Sensor™ PHC : Fonctionnement et Guide de Préparation
Amorçage plasma
Ce signal est une sortie de contact de relais de la PHC avec une entrée à la source de courant. La PHC
active ce signal en fermant le contact pour mettre sous tension la source de courant.
AVERTISSEMENT
On doit utiliser une interface aux systèmes plasma plus anciens comme le MAX100 ou le
MAX200 avec un relais fourni par le client (voir Figure 19). Les systèmes plasma plus anciens
demandent de grandes quantités de courant par l’entrée d’AMORÇAGE PLASMA. Leur capacité
dépasse de beaucoup celle du Sensor PHC.
Maintien
Cette sortie de la PHC et l’entrée à la source de courant doivent être activées pour retarder l’amorçage de
haute fréquence des torches mécanisées. Ce signal est généralement émis pour synchroniser l’amorçage
des torches multiples. Ce signal ne peut être également utilisé pour synchroniser le temps du cycle en
effectuant un prégaz au cours de l’IHS. L’utilisation de ce signal est en option mais améliore les
performances sur les systèmes plasma qui peuvent l’utiliser. Ce signal n’est pas utilisé pour les torches
d’amorçage au contact montées sur les appareils plasma Powermax.
Transfert
Ce signal est une sortie de la source de courant et une entrée à la PHC. La source de courant active cette
sortie pour indiquer que l’arc a bien été transféré.
Figure 19 : Pour se connecter aux anciens systèmes plasma (MAX100 ou MAX200)
Amorçage plasma
Mouvement machine
Relais fourni par le client
Relais fourni par le client : bobinage 12 V c.c., évaluation du bobinage maximum 30 ma, évaluation du contact 10 A.
Indique une paire torsadée
Indique le câble blindé (fourni par le client)
CI d’interface plasma du Sensor PHC
Amorçage+
Amorçage+12 V c.c.

Section 2 : Installation et Préparation 37
Signaux d’interface du lève-torche
Ces signaux peuvent être connectés directement à un lève-torche standard du Sensor™ PHC en utilisant le
câble fourni par Hypertherm.
* Le lève-torche PHC standard ne comprend pas de contacteurs de fin de course et détecte les arrêts
immédiats en surveillant la vitesse du moteur.
Contacteur de fin de course inférieur
Ce signal est une sortie du lève-torche et une entrée à la PHC. Le lève-torche peut activer ce signal
pour indiquer qu’il a atteint la plage inférieure de mouvement. On peut modifier la fonction normalement
ouverte/fermée de ce signal par le biais d’un commutateur DIP SW14. L’utilisation d’un contacteur de fin
de course est en option.
Contacteur de fin de course supérieur
Ce signal est une sortie du lève-torche et une entrée à la PHC. Le lève-torche peut activer ce signal
pour indiquer qu’il a atteint la plage supérieure de mouvement. On peut modifier la fonction normalement
ouverte/fermée de ce signal par le biais d’un commutateur DIP SW14. L’utilisation d’un contacteur de fin
de course est en option.
Interrupteur de décrochage
Ce signal est une sortie du lève-torche et une entrée à la PHC. Le lève-torche peut activer ce signal pour
indiquer que la torche mécanique est déclenchée. On peut modifier la fonction normalement ouverte/fermée
de ce signal par le biais d’un commutateur DIP SW15. L’utilisation d’un contacteur de fin de course est
en option.
Signaux d’interface du lève-torche Connecteur Sub-D à 9 contacts
Nom Nombre de contacts Type de signal
Contacteur de fin de course
inférieur *
6 – Passage au neutre Entrée isolateur
Contacteur de fin de course
supérieur *
2 – Passage au neutre Entrée isolateur
Interrupteur de décrochage de la
torche
7 – Passage au neutre Entrée isolateur
Capteur toucher extrémité torche 4, 5, 9 Analogique filtré atténué
Champ +12 V 1 Sortie alimentation champ
Neutre champ 3, 8 Neutre alimentation champ

38 Sensor™ PHC : Fonctionnement et Guide de Préparation
Connexions d’alimentation du lève-torche
Ces connections peuvent être faites directement à un lève-torche standard de Sensor PHC en utilisant le
câble fourni.
Puissance du moteur
Ce signal est une sortie de la PHC. C’est la sortie d’un entraînement de moteur de type pont H commandé
par PWM. On peut régler le niveau de courant maximum en utilisant les commutateurs DIP SW1 et SW2.
Cette sortie est prévue pour entraîner un moteur à aimant permanent 24 V c.c.
Frein du lève-torche
Cette sortie de la PHC est un signal 24 V c.c. à un frein électromagnétique. Quand ce signal est mis sous
tension, le frein est desserré pour permettre le mouvement du lève-torche.
Connexions d’alimentation du lève-torche Connecteur circulaire à 7 contacts
Nom Nombre de contacts Type de signal
Puissance du moteur – en
montant
Positif 1 Négatif 2 Sortie pont PWM H
Frein du lève-torche Positif 4 Négatif 5 Sortie +24 V c.c.
Masse 6
Section 2 : Installation et Préparation 39
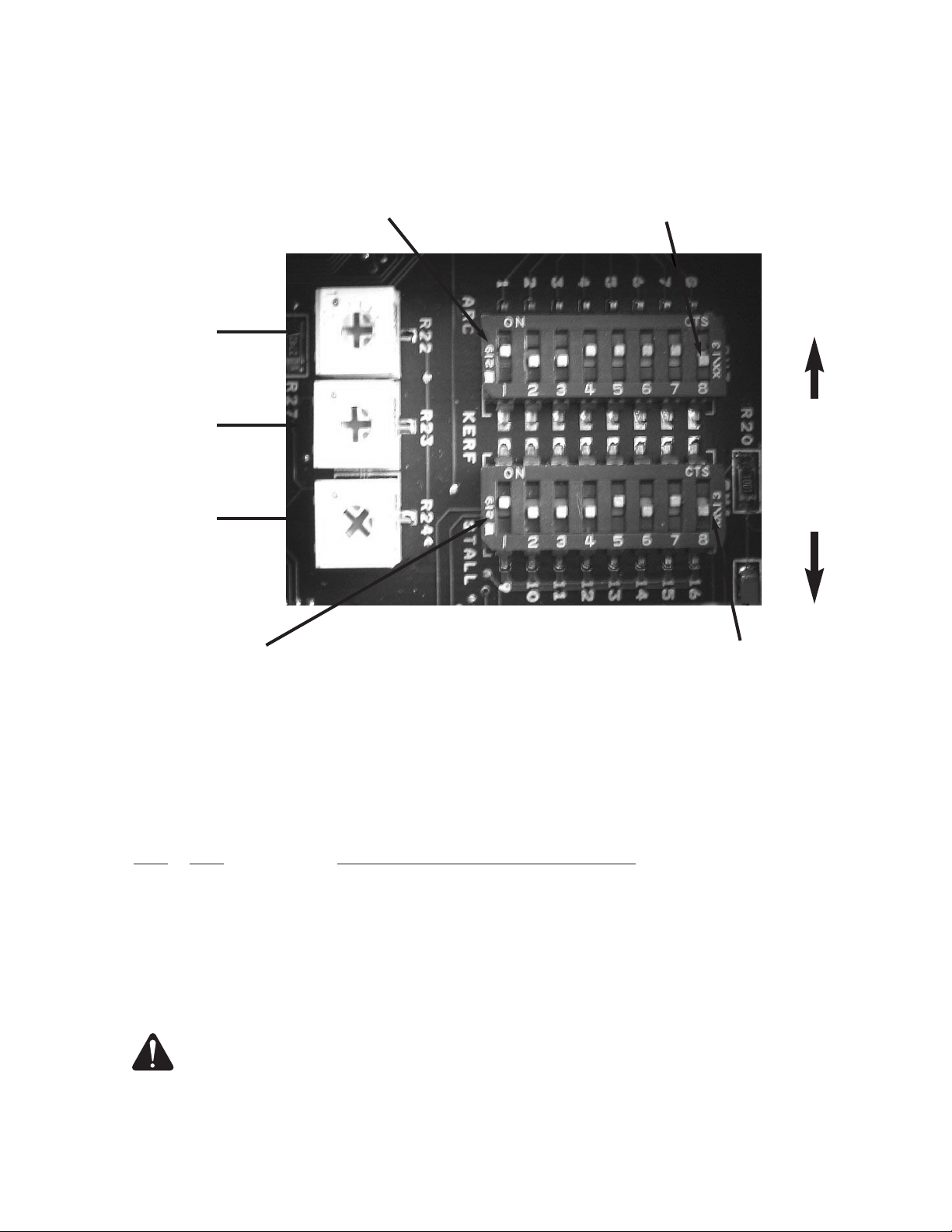
Préparation du commutateur DIP
SW1
SW9
Étalonnage de
la tension d’arc
SW8
Niveau de détection
de saignée
Niveau de la force
de décrochage
SW9
Commutate
ur sur ON
Commutate
ur sur OFF
Réglages des commutateurs
Le réglage des commutateurs pour le fonctionnement du module de commande et la préparation sont décrits
ci-après. Note* : Les réglages des commutateurs par défaut sont indiqués en caractères GRAS.
Comme on le voit sur la figure ci-avant, les commutateurs DIP sont divisés en 2 groupes de 8 commutateurs.
L’ensemble supérieur de commutateurs est numéroté de SW1 à SW8 et l’ensemble inférieur de
commutateurs est numéroté de SW9 à SW16.
SW1
SW2 Courant/puissance maximale du moteur
on on Courant max = 2 A, 50 W
on off Courant max = 3 A, 75 W *
off on Courant max = 4 A, 100 W
off off Courant max = 6 A, 150 W
Régler les commutateurs DIP SW1 et SW2 à la valeur nominale du courant du moteur du lève-torche.
Il s’agit du courant maximum appliqué et il est directement associé à l’évaluation de puissance du moteur.
Ce réglage est également utilisé pour déterminer le courant appliqué minimum pour toute détection de
blocage et pour calculer la vitesse du moteur fondée sur la tension mesurée du moteur.
Note : Pour obtenir un fonctionnement optimal, il est important que ces commutateurs soient réglés
correctement. Dans le cas du lève-torche standard, ces commutateurs doivent être réglés pour 3 A.
Figure 20 : Préparation des commutateurs DIP

40 Sensor™ PHC : Fonctionnement et Guide de Préparation
SW3 SW4 Réponse/gain de la commande de tension
on on Gain = bas = +/- 4 V plage en position
on off Gain = bas moyen = +/- 2 V plage en position *
off on Gain = haut moyen = +/- 1 V plage en position
off off Gain = haut = +/- 0,5 V plage en position
Régler les commutateurs DIP SW3 et SW4 pour choisir la réponse de commande de tension en boucle
fermée. Les commutateurs DIP doivent être réglés en fonction du gain le plus haut possible qui assure une
réponse de commande acceptable. Une réponse acceptable devrait être stable et doit avoir un dépassement
minimum. Ces réglages sont une fonction de l’ensemble lève-torche et moteur. Dans le cas des lève-torches
plus rapides, utiliser un réglage du gain inférieur. Les réglages plus rapides peuvent prescrire l’utilisation d’un
signal « Maintien d’angle » de la CNC pour empêcher de plonger dans les angles. Ce réglage influe sur la
commande.
SW5 Approche lente/vitesse de retrait de l’IHS
on Vitesse = faible = 15 % de la vitesse max *
off Vitesse = élevée = 30 % de la vitesse max
Le réglage de SW5 influe sur la vitesse de la torche quand elle se rapproche de la tôle au cours d’un cycle
IHS. Cette vitesse est également utilisée quand la torche se dégage du contact de la tôle à la hauteur de
perçage et au cours des premières secondes du mouvement manuel à faible vitesse. Ce réglage est un
compromis entre la précision de positionnement et le temps du cycle. Régler la vitesse la plus rapide
possible et qui offre encore la plage IHS prescrite et une bonne précision du mouvement manuel.
SW6 Choix d’erreurs CNC
on Normale – Sortie d’erreur sur toutes les erreurs *
off Sortie d’erreur sortie sur le décrochage de la torche uniquement
Le SW6 permet à l’utilisateur de choisir la logique pour les conditions d’erreur. Choisir On pour fournir une
sortie pour toutes les erreurs. Choisir Off pour assurer une sortie uniquement quand l’entrée de décrochage
de la torche est active.
SW7 Délai d’accélération de la commande de tension auto
on Faible – Commande de tension 0,5 s après le délai de perçage *
off Haute – Valide la commande de tension 2,5 s après le délai de perçage
Le réglage de délai SW7 est utilisé pour permettre au portique d’accélérer à un régime permanent avant de
commander la tension à boucle fermée de la hauteur de torche. Le délai le plus court doit être utilisé pour la
plupart des machines. Dans le cas des systèmes plus volumineux, utiliser un délai plus long pour éviter de
plonger dans la tôle au cours de l’accélération de la machine.
SW8 Délai de perçage extérieur
on La CNC commande le délai de perçage – le délai de perçage du panneau avant
est invalidé
off Normal – Délai de perçage interne *
On doit placer SW8 sur ON si la CNC commande le délai de perçage. Quand ce commutateur est sur
ON, la commande du panneau avant pour la durée de perçage est invalidée et la PHC utilise une durée
de perçage de zéro. La CNC émet la commande AUTO / MAINTIEN D’ANGLE, attend le signal de
MOUVEMENT et commence à minuter le délai de perçage. Une fois que le temps de perçage s’est écoulé,
la CNC peut commencer le mouvement de la machine de coupage réel et commencer à calculer le délai
d’accélération. Une fois que le délai d’accélération s’est écoulé, la CNC peut annuler la fonction AUTO /
MAINTIEN D’ANGLE et permettre à la PHC de commander la hauteur de la torche.

Section 2 : Installation et Préparation 41
SW9 SW10 Temps de retrait de fin de coupe
on on Retrait = bas = 0,25 s à la vitesse maximale (lève-torche standard 20 mm)
on off Retrait = moyen bas = 0,5 s à la
vitesse maximale (lève-torche standard 40,5 mm)*
off on Retrait = moyen haut = 1 s à la vitesse maximale (lève-torche standard 84 mm)
off off Retrait = haut = 1,5 s à la vitesse maximale (lève-torche standard 127 mm)
SW9 et SW10 commandent le retrait de fin de coupe. Ce réglage doit être le plus bas possible pour obtenir
des durées de cycle optimales et éliminer les pires saillies. Le retrait de fin de coupe se déplace à la vitesse
maximale du lève-torche.
SW11 Détection automatique de la saignée
on Normal – La PHC détecte les traversées de saignée et le maintien (HOLD)
off La détection automatique de la saignée est invalidée *
Pour que la détection automatique de la saignée fonctionne correctement, le potentiomètre de seuil de
saignée doit être réglé au niveau convenable. Ce niveau est suffisamment bas pour déclencher la détection
de la saignée quand on traverse une saignée, mais suffisamment élevé de sorte que les déclenchements
intempestifs sont évités au cours du coupage normal. Ce potentiomètre doit être réglé en observant la DEL
jaune « angle/maintien saignée » au cours de l’essai de coupage.
SW12
Prégaz au cours de l’IHS
on Amorçage plasma et prégaz au cours de l’IHS avec bons systèmes plasma
off Normal – Amorçage plasma et prégaz après IHS – Torche à amorçage au contact *
Note : Cette fonction doit être invalidée pour les torches d’amorçage au contact Powermax®.
Cette fonction n’est utilisée qu’avec les torches mécanisées à amorçage à haute fréquence. Dans le cas des
torches mécanisées, cette fonction peut permettre d’économiser du temps de cycle en effectuant l’IHS et un
prégaz de torche au cours de la même période. Quand « Preflow During IHS » (« Prégaz au cours de l’IHS »)
est actif, les signaux de sortie « Amorçage » et « Maintien d’amorçage » sont appliqués au système plasma au
cours du processus IHS. Ceci permet au système plasma d’entreprendre le prégaz tandis que le lève-torche
PHC est en place sur la torche à la hauteur de perçage convenable. Une fois que le lève-torche PHC a été
positionné à la bonne hauteur de perçage, la sortie de maintien d’amorçage est éliminée pour permettre à la
torche de s’amorcer et au processus de coupage de commencer.
SW13 Réservé
on Normal
off Fonction spéciale
SW14 Contacteurs de fin de course du lève-torche
on (Sw NC) ouvert sur limite – Utiliser des entrées de lève-torche normalement fermées.
off (Sw NO) fermé sur limite – ou contacteurs de fin de course ou contacteurs pas
utilisés, arrêts brusques du lève-torche *
Dans le cas du lève-torche standard, on n’utilise pas des contacteurs de fin de courses. La PHC détecte les
limites supérieures et inférieures du lève-torche en détectant des arrêts brusques du lève-torche aux limites
de déplacement.

42 Sensor™ PHC : Fonctionnement et Guide de Préparation
SW15 Interrupteur de décrochage de la torche
on (Sw NO) ouvert au décrochage – Utiliser l’entrée de l’interrupteur
normalement ouvert *
off (Sw NC) fermé au décrochage – ou interrupteur pas utilisé
Dans le cas du lève-torche standard, le dispositif de décrochage de la torche utilise un contacteur de
proximité normalement ouvert. Quand on monte le dispositif de décrochage, le contacteur se ferme.
Quand le dispositif de décrochage est déclenché, le contacteur s’ouvre à nouveau.
SW16
Mode d’étalonnage de la tension d’arc
on Affichage de la tension d’arc réelle au cours du ralenti pour l’étalonnage
off Normal – Affichage de la tension d’arc établi au cours du ralenti *
Pour un fonctionnement normal, on doit régler ce commutateur sur OFF.
Ce commutateur est utilisé pour afficher la tension d’arc réelle sur l’afficheur PHC. Cela permet d’étalonner
la tension d’arc en réglant le potentiomètre de réglage de tension. Quand le mode d’étalonnage est actif,
la PHC affiche « X.X.X. », X indiquant la tension d’arc mesurée et tous les points décimaux pour indiquer
le mode d’étalonnage.
Quand le mode d’étalonnage est actif, l’affichage peut être annulé temporairement en réglant soit le niveau
de détection de la saignée ou la force de blocage. Si l’on règle soit la détection de la saignée ou la force
de blocage, un niveau de référence de 0 à 10 s’affiche temporairement. Après une seconde d’inactivité,
l’affichage retourne à la tension d’arc mesurée.
Note : On doit utiliser la méthode d’étalonnage de la tension d’arc pour toutes les installations
neuves parce que la précision de la tension d’arc mesurée réelle est un ensemble des dispositifs d’interface
plasma individuels et de commande.

Section 2 : Installation et Préparation 43
Préparation du potentiomètre d’étalonnage
ARC – Étalonnage de la tension d’arc
Ce potentiomètre est utilisé pour étalonner la tension d’arc réelle destinée à la commande de tension d’arc.
Pour étalonner la tension d’arc, placer la PHC en mode d’étalonnage de tension en tournant le commutateur
DIP sur ON SW16. Ceci permet à la tension d’arc réelle d’apparaître sur l’afficheur DEL à 3 chiffres.
L’utilisateur peut soit effectuer une coupe d’essai avec un compteur connecté à la sortie plasma ou se
connecter à une tension connue (250 V c.c. max.) aux bornes de tension d’arc de l’interface plasma
(électrode négative et terre positive). Régler le potentiomètre de tension d’arc jusqu’à ce que l’affichage
soit égal à la tension appliquée sur le compteur.
Note : Pour obtenir un fonctionnement précis, cette méthode doit être appliquée à toutes les
nouvelles installations du fait que la précision de tension d’arc mesurée comprend l’interface plasma
particulière et les appareils de commande.
SAIGNÉE – Niveau de détection automatique de la saignée
Ce potentiomètre de réglage établit le niveau de détection de la saignée. On doit valider la fonction de
la saignée automatique en tournant le commutateur DIP de détection automatique de la saignée sur ON
SW11. Quand on règle ce potentiomètre, la PHC en mode d’étalonnage, l’afficheur indique temporairement
un niveau de référence allant de 0 à 10. Le dispositif de détection automatique de la saignée fonctionne
en cherchant un changement rapide de la tension d’arc. Quand le potentiomètre est réglé pour les réglages
inférieurs, la PHC recherche les changements de tension plus faibles et la détection de la saignée est plus
sensible. À des réglages supérieurs, la détection de la saignée est moins sensible. Le potentiomètre doit
être réglé de façon à être suffisamment sensible pour détecter avec fiabilité la traversée de la saignée mais
pas au point que des déclenchements intempestifs se produisent et dégradent les performances de
commande de hauteur. Le fonctionnement du dispositif de saignée auto peut être vérifié en contrôlant la
DEL Hold (maintien) jaune sur le panneau avant de la PHC au cours d’une coupe plasma. Si le seuil est bien
établi, la DEL Hold jaune s’allume chaque fois que l’on traverse une saignée. Noter que cette DEL s’allume
également quand une entrée auto/angle active est présente sur l’interface CNC ou quand l’appareil est réglé
pour fonctionnement manuel.
BLOCAGE – Niveau de détection de blocage de l’IHS
Ce réglage est utilisé pour établir le niveau de détection de la force de blocage au cours de la détection de
hauteur initiale (IHS). Quand ce potentiomètre est réglé, la PHC en mode d’étalonnage, l’afficheur indique
temporairement le niveau de référence entre 0 et 10. La force de blocage est toujours utilisée comme
auxiliaire dans la détection du contact ohmique en mode automatique. Quand il est établi sur les réglages
inférieurs (en tournant vers la gauche), la force maximale appliquée est inférieure au cours de cet IHS.
Les réglages supérieurs (vers la droite) augmentent la force appliquée maximale. Si ce réglage est trop haut,
la torche ou les consommables peuvent être endommagés ou peuvent faire dévier la pièce ou déclencher
le dispositif de décrochage de la torche. Établir ce réglage le plus bas possible mais suffisamment haut de
sorte que les fausses détections de la tôle ne se produisent pas à mi-hauteur. Le réglage peut être vérifié en
exécutant un essai IHS, le fil ohmique de la buse étant déconnecté.

44 Sensor™ PHC : Fonctionnement et Guide de Préparation
Section 3 : Fonctionnement
Un dispositif de réglage en hauteur de la torche (THC) automatisé utilisé dans le coupage mécanisé et
plasma permet d’obtenir la hauteur optimale pour chaque procédé de coupage du métal. L’écartement
approprié torche-pièce est crucial pour le processus plasma afin de transférer l’arc à la pièce pour le
perçage et le coupage et pour une qualité de coupe optimale (angle de chanfrein, etc.).
Avec le procédé plasma, il y a une relation directe entre la tension de coupage et la hauteur de torche
(écartement entre la surface de la pièce métallique et l’électrode de la torche). En utilisant la commande
automatisée pour contrôler le moniteur de la tension d’arc de service, il peut alors contrôler la THC pour
maintenir une tension particulière à un point de consigne.
Hauteur de
coupe trop basse
Hauteur de
coupe trop haute
Bonne hauteur

Section 3 : Fonctionnement 45
Fonctionnement automatique
Le fonctionnement de la commande de tension automatique est choisi en plaçant le sélecteur à levier du
centre inférieur en position automatique supérieure. Dans ce mode, le dispositif utilise automatiquement
l’IHS à la hauteur de perçage établie, enflamme la torche, attend que la torche commence à percer la tôle
et commence le mouvement de portique.
La préparation de fonctionnement automatique du Sensor™ PHC comporte trois étapes :
1. Réglage de la tension d’arc
Tourner le réglage multitours sur ON pour régler la tension d’arc sur l’afficheur. Le point de départ de
cette tension doit être inclus dans les tableaux de coupe fournis avec votre système plasma. Il est
important de se rappeler que cette tension n’est qu’un point de départ, étant donné que la tension d’arc
réelle dépend de l’usure des consommables, de la longueur du faisceau de la torche, des débits de gaz
et du mouvement de la machine. Pour obtenir une qualité de coupe optimale, on doit apporter de petits
réglages à la tension d’arc nominale spécifiée dans les tableaux de coupe. Le point important à contrôler
est la hauteur torche-pièce au cours d’une coupe. La tension d’arc n’est qu’une méthode indirecte pour
contrôler cette hauteur.
2. Régler le retrait de l’IHS ou la hauteur de perçage
Utiliser la commande rotative gauche inférieure pour régler la hauteur de retrait de l’IHS. Quand on règle
cette commande, l’affichage est temporairement dépassé avec un niveau de référence de 0 à 10. Ceci
représente la hauteur de perçage prescrite. La hauteur réelle doit être disponible dans les tableaux de
coupe fournis avec le système plasma. Ce réglage est approximatif parce qu’il dépend de la capacité
du dispositif à capter la tôle en utilisant le contact ohmique ou doit dépendre de la détection de la force
de blocage d’appui.
Vérifier ce réglage en effectuant un essai IHS et vérifier la bonne hauteur de perçage. Chaque fois
que l’on appuie sur le contacteur d’essai IHS gauche inférieur, la torche alterne entre la hauteur IHS
et le retrait de fin de coupe et la hauteur de retrait de fin de coupe. Continuer à tester et à effectuer
les réglages fins jusqu’à ce qu’on atteigne la hauteur IHS prescrite.
Si le commutateur DIP (SW5) de vitesse IHS a été réglé à la basse vitesse normale, alors le réglage
de retrait IHS doit se situer entre 0,005 et 0,5 po. Si la vitesse IHS a été réglée à grande vitesse, alors
le réglage de retrait IHS doit se situer entre 0,1 et 1 po.
3. Réglage du délai de perçage
Utiliser la commande rotative droite inférieure pour régler le délai de perçage. Quand on règle cette
commande, l’affichage est remplacé temporairement par un délai de 0 à 4 s. C’est la temporisation entre
l’amorçage de la torche et le début du mouvement de coupe. Le délai de perçage est le temps prescrit
pour que la torche coupe initialement dans la tôle. Ce délai doit être inclus dans les tableaux de coupe
fournis avec votre système plasma. Pour obtenir plus de précisions dans le cas des réglages de délai
court, cette commande rotative est divisée en 2 plages. La première correspond à la première demirotation de la commande et fournit un délai linéaire entre 0 et 1 seconde. La deuxième demi-rotation
fournit un délai linéaire entre 1 et 4 secondes.

46 Sensor™ PHC : Fonctionnement et Guide de Préparation
Fonctionnement manuel
On choisit le fonctionnement manuel du lève-torche en plaçant le sélecteur à levier du centre inférieur en
position manuelle inférieure. Dans ce mode, le dispositif commence par à-coups manuellement ou tourne
rapidement dans la direction prescrite. Si une coupe est amorcée en mode manuel, la torche ne bouge que
pour répondre aux commandes de mouvement manuelles du panneau avant. Les fonctions IHS, commande
de tension et retrait de fin de coupe sont toutes invalidées au cours du mode manuel.
Utilisez votre tableau de coupe et les étapes suivantes pour établir les opérations en mode manuel :
1. Choisir le mode manuel avec le sélecteur à levier.
2. Régler la hauteur de coupe avec le sélecteur à levier haut/bas.
Les trois types de mouvement manuel sont par à-coups, lent et rapide. Noter que les types lent et rapide de
mouvement manuel sont fondés sur le temps.
Fonctionnement par à-coups manuel
Le mouvement d’à-coups manuel est utilisé pour le réglage fin de la hauteur de torche en mode manuel.
Quand on règle l’interrupteur de mouvement manuel inférieur droit momentanément dans la position haut
ou bas, la torche fonctionne par à-coups d’approximativement 0,0002 po dans la direction prescrite. Appuyer
à nouveau sur l’interrupteur vers le haut ou vers le bas pour créer une série de mouvements par à-coups
discrets dans le sens prescrit. Ceci est utile pour le réglage fin de la hauteur de torche en mode manuel.
Mouvement manuel lent
Continuer à maintenir l’interrupteur de mouvement manuel pendant environ 0,5 s après que le mouvement
par à–coups ait été effectué et un mouvement manuel lent dans la direction prescrite. Ce mouvement doit
être à la vitesse IHS comme le détermine le commutateur DIP SW5.
Mouvement manuel rapide
Maintenir l’interrupteur de mouvement manuel enfoncé pendant environ une seconde après le début du
mouvement manuel pour créer un mouvement manuel rapide. Le mouvement manuel rapide continue tant
que l’on appuie sur l’interrupteur de mouvement.

Section 4 : Dépannage 47
Section 4 : Dépannage
Codes d’erreur
La DEL ERREUR rouge indique des conditions anormales. Le code d’erreur s’affiche dans l’afficheur DEL à
3 chiffres PHC 3 comme E.XX où XX représente le numéro d’erreur. Les significations sont énumérées ciaprès. La plupart des erreurs sont annulées soit en éliminant la condition anormale ou en appliquant le cycle
d’amorçage de la CNC.
E.01 CYCLE_START à l’erreur mise sous tension
Reason: L’entrée CNC CYCLE_START était active quand la PHC a été mise sous tension.
Solution: Désactiver l’entrée CYCLE_START sur l’interface CNC pour annuler l’erreur.
E.02 Contact de la tôle à erreur Home
Raison : Le contact ohmique a détecté la pièce quand la torche était en position de retrait maximum.
Causes possibles :
• Un court-circuit dans le fil de connexion de la buse ou les consommables de la torche.
• Une fuite de liquide de refroidissement sur une torche refroidie par liquide.
Solution : Cette erreur est annulée au CYCLE_START suivant.
Figure 21 : Indicateurs d’erreur
DEL d’erreur
rouge
Le code d’erreur
s’affiche ici

48 Sensor™ PHC : Fonctionnement et Guide de Préparation
E.03 Erreur d’expiration du lève-torche
Raison : Le mouvement du lève-torche a été commandé mais sa destination n’a pas été détectée dans la
période de temporisation.
Causes possibles :
• Un problème mécanique dans le lève-torche comme le couplage du moteur au lève-torche à la
mécanique du moteur est desserré.
• Le faisceau de la torche est coincé et limite le mouvement du lève-torche.
• Un problème avec le câblage du moteur, l’entraînement du moteur ou avec le moteur lui-même.
Solution : L’erreur est annulée au CYCLE_START suivant.
E.04 Limite atteinte au cours du fonctionnement auto
Raison : Le lève-torche atteint une limite d’avancement au cours du fonctionnement de l’arc contrôlé
par la tension.
Causes possibles :
• Le lève-torche n’a pas la plage de déplacement pour tenir compte de l’épaisseur du matériau coupé.
• Mauvais fonctionnement des contacteurs de fin de course ou de leur câblage.
Solution : Régler le montage du lève-torche ou de la torche pour utiliser plus efficacement la plage
de déplacement du lève-torche.
Cette erreur est annulée au CYCLE_START suivant.
E.05 Expiration IHS SYNC
Raison : La torche atteint la hauteur de perçage IHS et attend que l’entrée IHS_SYNC soit libérée
de la CNC.
Solution : Vérifier le câblage de l’entrée IHS_SYNC et la programmation de la CNC pour ce signal.
Cette erreur est annulée au CYCLE_START suivant.
On utilise généralement le signal IHS_SYNC uniquement pour les installations à torches multiples.
E.06 Erreur d’expiration du transfert
Raison : La torche a été allumée mais le signal de TRANSFERT n’a pas été reçu dans les 5 secondes.
Causes possibles :
• Une séquence IHS défectueuse traduite par une hauteur de perçage élevée incorrectement.
• Défaillance du transfert en raison des consommables de mauvaise qualité.
• Mauvais réglages du gaz plasma.
• Mauvaise mise à la terre de la pièce.
• Le signal de TRANSFERT sur l’interface de la source de courant est manquant ou mal connecté
à l’interface plasma PHC.
Solution : La fonction suivante CYCLE_START annule cette erreur.
E.07 Erreur de perte du plasma
Raison : La torche a perdu le transfert au cours du fonctionnement avant que CYCLE_START ait été éliminé.
Causes possibles :
• Coupage hors de l’arête de la tôle.
• Mauvais consommables.
• Mauvais réglages de commande de hauteur.
Solution : La fonction suivante CYCLE_START annule cette erreur.
E.08 Erreur de décrochage de la torche
Raison : Le dispositif de décrochage de la torche s’est déclenché.
Causes possibles :
• La torche est entrée en collision avec la pièce en raison de détection de saillies ou de mauvais réglage
de la commande de hauteur.
Solution : Si un dispositif de décrochage de la torche n’est pas installé, tourner le commutateur DIP SW15
sur la PHC sur OFF (bas) pour ne pas tenir compte de cette entrée.
Si un dispositif de décrochage de la torche est installé, voir l’erreur de décrochage de la torche pour un
mode opératoire de dépannage à la page 51.

Section 4 : Dépannage 49
E.09 Erreur de faible puissance d’entrée
Raison : La puissance d’entrée de la PHC est inférieure de 20 % à la tension nominale.
Solution : Augmenter la tension d’entrée à l’intérieur de la plage nominale.
E.10 Erreur de haute tension d’entrée
Raison : L’entrée PHC est de 15 % au-dessus de la tension nominale.
Solution : Diminuer la tension d’entrée au-dessous de la plage de fonctionnement normal.
E.11 Erreur de surchauffe
Raison : Le circuit d’entraînement du moteur a eu un arrêt de surchauffe.
Solution : Laisser refroidir le dispositif.
E.12 Erreur de déclenchement de l’interverrouillage
Raison : L’interverrouillage externe a été déclenché.
Solution : Vérifier qu’il y a une fermeture de contact sur l’entrée d’interverrouillage externe sur le connecteur
d’interface CNC.
E.13 Erreur de contact excédentaire avec la tôle
Raison : La buse de la torche est restée trop en contact avec la tôle pendant une courte durée.
• Le point de consigne de la tension est trop bas.
• Les consommables sont usés et le point de réglage de la tension doit être augmenté.
Solution : La fonction suivante CYCLE_START annule cette erreur.
E.99 Erreur de logiciel interne
Raison : Une anomalie imprévue s’est produite dans le logiciel.
Solution : Effectuer la remise à zéro de mise sous tension à la PHC.

50 Sensor™ PHC : Fonctionnement et Guide de Préparation
Guide de Dépannage
Problème Solution
La DEL d’erreur et le code
d’erreur sont affichés.
◊ Noter le numéro de code d’erreur et se reporter à la liste détaillée
des indications d’erreurs à la page 47.
Aucune réponse
à l’entrée CYCLE START
◊ Vérifier l’interrupteur d’alimentation sur la PHC.
◊ Vérifier les connexions de puissance.
◊ Vérifier le fusible dans le module d’entrée d’alimentation.
◊ Vérifier la connexion d’amorçage du cycle.
La torche s’allume avant
que l’IHS soit terminé
◊ Vérifier que le prégaz au cours de l’IHS est invalidé –
commutateur DIP SW12 Off (coupé).
◊ Vérifier l’entrée de maintien d’angle plasma s’il est utilisé.
Pas de mouvement IHS
◊ Vérifier que la PHC est en mode auto.
◊ Vérifier que le faisceau de la torche n’est pas coincé.
◊ Vérifier que la force de blocage n’est pas réglée trop bas –
augmenter le réglage de la force de blocage.
IHS imprécis utilisant
le contact ohmique
◊ Vérifier que la PHC est en mode auto.
◊ Vérifier que le fil de contact ohmique est connecté.
◊ Vérifier que le couvercle de retenue de la torche est bien en place.
◊ Vérifier la présence d’eau sur la tôle. S’il y en a, déconnecter le fil
ohmique et n’utiliser que la force de blocage.
◊ Vérifier la présence d’huile ou de peinture sur la tôle. S’il y en
a, utiliser la force de blocage uniquement.
◊ Vérifier la buse, le protecteur ou les deux et les nettoyer ou les
remplacer.
◊ Vérifier la connexion de la pièce.
IHS imprécis utilisant
la force de blocage
◊ Pour invalider la détection ohmique, déconnecter le fil du
protecteur sur la torche.
◊ Vérifier que la force de blocage est bien réglée.
◊ Vérifier la déflexion excessive de la tôle.
◊ Vérifier le support de la tôle.
◊ Augmenter le réglage IHS pour compenser la déflexion de la tôle.
La torche ne s’allume pas
◊ Vérifier que le plasma est sous tension et prêt à fonctionner.
◊ Vérifier la bonne hauteur de l’IHS.
◊ Vérifier que l’entrée IHS SYNC provenant de la CNC n’est
pas active.
◊ Vérifier les consommables de la torche.
La torche ne parvient pas
à effectuer le transfert
◊ Vérifier que la hauteur de perçage n’est pas trop élevée.
◊ Vérifier la connexion de la pièce.
◊ Vérifier les consommables de la torche.
◊ Vérifier le débit du prégaz.

Section 4 : Dépannage 51
Problème Solution
L’arc s’éteint après le transfert
avec un gros trou de perçage
◊ Vérifier que le délai de perçage n’est pas trop long.
◊ Vérifier que la sortie de mouvement de la machine est active et
connectée à la CNC.
◊ Vérifier que la CNC est active et que la vitesse de la machine
appropriée est réglée.
La torche commence à couper
avant que le perçage ne soit
terminé
◊ Vérifier que le délai de perçage n’est pas réglé trop court.
La torche plonge vers la tôle
immédiatement après que la
commande de tension
commence
◊ Augmenter la tension d’arc réglée.
◊ Augmenter le délai d’accélération de la machine – commutateur
DIP SW7 Off.
◊ Check the arc voltage calibration.
La torche s’écarte de la tôle
dès que le réglage de la
tension commence
◊ Diminuer la valeur établie de la tension d’arc.
◊ Augmenter la valeur de la hauteur de perçage.
◊ Vérifier l’étalonnage de la tension d’arc.
Commande de tension
irrégulière
◊ Vérifier toutes les points de connexion à la terre du système.
◊ Vérifier la torche à la recherche de fuites d’eau.
La torche ne remonte pas
à la fin de la coupe
◊ Vérifier les réglages de remontée de fin de course –
commutateurs DIP SW9 et SW10.
◊ Vérifier si l’ensemble torche et faisceau est coincé ou obstrué.
Erreur de décrochage de la
torche
Si le dispositif de décrochage de la torche ne s’est pas déclenché, vérifier
les raccordements entre le lève-torche et la PHC :
1. Pour mettre à l’essai le commutateur, toucher une pièce métallique
à la cible sur le capteur magnétique à la partie supérieure du
dispositif de décrochage. La DEL au milieu du capteur s’allume
si le commutateur fonctionne.
2. Vérifier la connectivité de la terre du CI d’interface du lève-torche
au point de connexion à la terre commune sur la table de travail.
Voir Figure 13 à la page 12.
3. Vérifier que le câble du capteur magnétique est connecté au
CI d’interface du lève-torche.
Cible
DEL

52 Sensor™ PHC : Fonctionnement et Guide de Préparation
4. Mettre à l’essai la connexion en plaçant un cavalier entre les contacts
7 et 8 sur le connecteur Sub-D à 9 contacts. Ce connecteur est le
troisième à partir du haut du CI.
Si l’erreur E.08 disparaît, réparer la connexion entre le capteur
magnétique et le CI d’interface du lève-torche.
5. Si le message d’erreur demeure, mettre à l’essai le câble et le
connecteur d’interface du lève-torche sur la PHC :
a. Pour mettre à l’essai le câble, vérifier la continuité de chaque fil
qui connecte le lève-torche à la PHC.
b. Pour mettre à l’essai le connecteur sur la PHC, placer un cavalier
entre les contacts 7 et 8 sur le connecteur Sub-D à 9 contacts.
Si l’erreur E.08 disparaît de la console, l’anomalie se trouve dans le
câble. Si l’erreur persiste, l’anomalie est dans la PHC. Communiquer
avec le soutien technique.
Contacts 7 et 8
Contacts 7 et 8
Terre

Section 4 : Dépannage 53
Pièces et kits
Numéro du kit Description
Kits PHC configurés
228214 Sensor PHC avec module de commande, lève-torche et câble de 15 m
228242 Sensor PHC sans station du lève-torche
228243 Sensor PHC sans lève-torche ou 123895
228244 Sensor PHC sans module de commande
228245 Sensor PHC sans interface plasma
Pièces de rechange de la PHC
228199 Module de commande PHC, complet
228200 CI, processeur PHC
228201 CI, entraînement du moteur PHC
228202 Kit de câble, boîtier Sensor PHC (filtre en ligne, harnais CPC, potentiomètre câblé)
228203 Cadran avec lentille rouge pour module de commande PHC
228204 Fusible à fusion lente 1,6 A, 6 mm x 32 mm (2 prescrits)
Pièces de rechange du lève-torche PHC
228205 Station du lève-torche, course 152 mm, décrochage, PHC, complet
228206 Moteur, lève-torche PHC (24 V, avec frein, fils de connexion)
228207 Coupleur, lève-torche PHC
228191 Fil, contact ohmique, lève-torche Ti ou PHC
228192 CI, interface lève-torche Ti ou PHC
228193 Décrochage magnétique, PHC/Edge Ti
228194 Capteur de décrochage/câble avec élément de fixation, fils de connexion
228195 Couvercle supérieur Ti ou PHC en tôle avec éléments de fixation
228196 Couvercle inférieur Ti ou PHC en tôle avec éléments de fixation
228197 Arrêt d’extrémité et éléments de fixation au silicone du lève-torche Ti ou PHC
228208 Vis à bille, pas de 2 mm avec écrou et roulement
Entretien recommandé de la glissière du THC
L’entretien d’une vis à bille consiste généralement à la nettoyer et à la relubrifier. La vis à bille doit être
nettoyée minutieusement en frottant toute graisse, poussière et impureté avec un chiffon propre et sec.
Dans la mesure du possible, déplacer l’écrou plusieurs fois sur la course intégrale pour s’assurer qu’autant
de vieille graisse que possible sort de l’écrou. Ne pas utiliser de détergent ou autre liquide nettoyant comme
le trichloréthylène, l’alcool ou l’acétone.
Note : Ne pas démonter ni enlever la vis à bille ou l’écrou de la vis à bille. Après le nettoyage, passer une
fine couche de graisse fraîche sur toute la surface de la vis. Après avoir effectué une nouvelle lubrification,
l’ensemble doit fonctionner sur sa course plusieurs fois à basse vitesse et à faible charge pour s’assurer
que toute surface de contact de l’écrou et des billes et des vis est recouverte d’une pellicule de graisse.
Intervalle
Tous les six mois

54 Sensor™ PHC : Fonctionnement et Guide de Préparation
Lubrifiant
Dans le cas du chariot de roulement linéaire et de la vis à bille, le fabricant recommande de passer de la
graisse présentant les caractéristiques suivantes :
1. Graisse à base de savon au lithium
2. NLGI nuance 2
3. Aucune particule métallique dans la graisse
Exemples de lubrifiants compatibles :
• Graisse synthétique Mobil-1 en vente dans la plupart des magasins de pièces d’auto.
• Mobilith SHC220 est un autre exemple qui doit être disponible chez un marchand industriel comme
McMaster-Carr.
Le chariot du roulement linéaire utilise un raccord graisseur et le lubrifiant de la vis à bille est appliqué à la vis
elle-même :
Pour lubrifier la glissière du THC :
1. Placer le lève-torche approximativement à la partie supérieure de la course.
2. Appuyer sur l’arrêt E sur le Ti (ou couper l’alimentation de la PHC).
3. Déposer le couvercle inférieur du lève-torche.
4. Nettoyer la partie visible de la vis à bille et les rails de roulement avec un chiffon propre et sec.
5. Valider le Ti (ou PHC).
6. Faire tourner jusqu’au fond de la course.
7. Appuyer sur l’arrêt d’urgence ou sur le Ti (ou couper l’alimentation de la PHC).
8. Nettoyer la partie visible de la vis à bille et les rails de roulement avec un chiffon propre et sec.
9. Répéter plusieurs fois (faire tourner d’arrière en avant pour répartir et enlever la graisse ou les débris).
10. Graisser l’orifice de graissage du roulement avec un pistolet graisseur à aiguille.
11. Passer une fine couche de graisse sur les filets de la vis à bille.
12. Faire pivoter vers l’arrière et vers l’avant pour répartir la graisse tout en vérifiant s’il y a un grippage ou
un mouvement irrégulier.
13. Replacer le couvercle.
Vis à bille, appliquer la
graisse directement
Orifice de graissage
du roulement linéaire
Dévisser les vis Déposer le
couvercle

56 Sensor™ PHC : Fonctionnement et Guide de Préparation
Annexe A : Interface avec un lève-torche personnalisé
Les performances du Sensor™ PHC sont liées de près aux caractéristiques du lève-torche et du moteur. Le
Sensor PHC a été conçu comme commande de hauteur plasma classique et le lève-torche ne comprend pas
le retour de position. Tous les déplacements du lève-torche sont des déplacements enregistrés à vitesses
réglées. Le microprocesseur du Sensor™ PHC utilise à la fois la tension produite par le moteur c.c. et le
composant ohmique du moteur c.c. pour calculer la vitesse de rétroaction du moteur. Le pas de vis du lèvetorche influe également sur la vitesse linéaire du lève-torche et le gain de la boucle de commande quand il
fonctionne avec tension d’arc. Le pas de vis influe également sur la détection de la force de décrochage. Le
frottement du lève-torche et le poids maximum de la torche influent sur le point auquel le lève-torche prescrit
un frein pour maintenir la position. Pour ces raisons, les caractéristiques du moteur et du lève-torche sont
cruciales et doivent être contrôlées de près.
Exigences
On donne ci-après une liste partielle des caractéristiques du lève-torche et du moteur compatibles avec ce
contrôleur.
• Pas de la vis à bille du lève-torche = 2 mm/rev
• Lève-torche avec contacteurs de fin de course ou avec arrêts d’extrémité mécaniques mous
• Lève-torche capable d’effectuer 5 080 mm/min
• Le lève-torche doit avoir un faible jeu et un faible débattement mécanique
• Si les fonctions sont prescrites, le lève-torche doit assurer l’interface électrique pour les contacteurs de
fin de course, les interrupteurs de décrochage et la détection d’extrémité de la torche. Communiquer avec
Hypertherm Automation Engineering pour obtenir des renseignements sur l’interface du signal du lèvetorche.
• Le moteur doit être de type à aimant permanent 24 V c.c.
• Le moteur doit avoir un régime de 2 500 tr/min à 24 V c.c. En même temps le régime (tr/min) du moteur
à 24 V c.c. doit être associé au pas de vis à bille/à la réduction des engrenages du lève-torche à une
vitesse linéaire de 5 080 mm/min.
• Le moteur doit avoir un courant nominal max de 2 A, 3 A, 4 A ou 6 A.
• La résistance du moteur doit correspondre à environ 20 % de la valeur d’échelle intégrale. Par exemple, un
moteur à intensité nominale de 3 A doit avoir une résistance ohmique d’environ 24/3 * 20 % = 1,6 ohm
• Selon le poids de la torche et le frottement du lève-torche, vous pouvez avoir besoin d’un frein pour
maintenir la position.
AVERTISSEMENT
Les performances du Sensor™ PHC sont étroitement liées aux caractéristiques du lève-torche et du moteur.
Pour assurer un bon fonctionnement, un lève-torche non standard conçu par le client doit faire l’objet d’un
essai complet avec ce contrôleur dans toutes les conditions de fonctionnement prévues.
 Loading...
Loading...