


Sistema de corte
por plasma consola
automática de gases
Manual del operador
802183 – Revisión 18
HyDefinition
®
HD3070
™
Español / Spanish

1
2-1 Se revisaron los consmibles para incluir aluminio 100A
2-21 Se añadió corte de aluminio 100A
2-32 Se revisó la table ce dorte para aluminio 70A para quitarse 1/2”
2-36 Se añadió corte de aluminio 100A
Página con Descripción IM218 Rev. 14 a 15
iii, iv Se actualizó la Tabla Principal del Contenido para mostrar los cambios abajo.
2-1 TOC Actualizada
2-13 to 2-16 Introduzca la versión actualizada de “Cómo conseguir una mejor calidad de corte.”
Página con Descripción IM217 Rev 15 a 18 7/25/02

HyDefinition
HD3070
Manual del operador
IM-218
Español / Spanish
Revisión 18 – Julio, 2002
© Copyright 2002 Hypertherm, Inc.
Todos los derechos reservados
Hypertherm y HyDefinition son marcas registradas de Hypertherm, Inc.
y pueden estar registradas en Estados Unidos y/o en otros países.
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
800-643-9878 Tel (Technical Service)
800-737-2978 Tel (Customer Service)
Hypertherm Automation
5 Technology Drive
West Lebanon, NH 03755 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm Singapore Pte Ltd
No. 19 Kaki Bukit Road 2
K.B. Warehouse Complex
Singapore 417847, Republic of Singapore
65 6 841 2489 Tel
65 6 841 2490 Fax
65 6 841 2489 (Technical Service)
Japan
1952-14 Yata-Natsumegi
Mishima City, Shizuoka Pref.
411-0801 Japan
81 0 559 75 7387 Tel
81 0 559 75 7376 Fax
Hypertherm UK Ltd
9 Berkeley Court, Manor Park
Runcorn, Cheshire, England WA7 1TQ
44 1928 579 074 Tel
44 1928 579 604 Fax
France
15 Impasse des Rosiers
95610 Eragny, France
00 800 3324 9737 Tel
00 800 4973 7329 Fax
Hypertherm S.r.L.
Via Torino 2
20123 Milano, Italia
39 02 725 46 312 Tel
39 02 725 46 400 Fax
39 02 725 46 314 (Technical Service)
Hypertherm Europe B.V.
Vaartveld 9
4704 SE Roosendaal, Nederland
31 165 596908 Tel
31 165 596901 Fax
Hypertherm B.V. (ETSO)
Vaartveld 9
4704 SE Roosendaal, Nederland
00 800 49 73 7843 – toll-free in Europe
31 165 596900 Tel
31 165 596901 Fax
Hypertherm Brasil Ltda.
Rua Visconde de Santa Isabel, 20 – Sala 611
Vila Isabel, RJ
Brasil CEP 20560-120
55 21 2278 6162 Tel
55 21 2578 0947 Fax
2/12/03

COMPATIBILIDAD ELECTROMAGNÉTICA (EMC)
HYPERTHERM Sistemas de Corte por Plasma i
9/28/99
INTRODUCCIÓN: EMC
El equipo marcado como CE por Hypertherm está construido
cumpliendo con el estándar EN50199. Para asegurar que el
equipo funciona de modo compatible con otros sistemas de
radio y electrónicos, el equipo debe ser instalado y utilizado de
acuerdo a la información que sigue para alcanzar compatibilidad
electromagnética.
Los requisitos del standard EN50199 pueden no ser suficientes
para eliminar completamente la interferencia cuando el equipo
afectado se encuentra a gran proximidad o tiene un alto grado
de sensitividad. En tales casos puede ser necesario usar otras
medidas para reducir más la interferencia.
Este equipo de plasma debe ser utilizado sólo en un ambiente
industrial.
INSTALACIÓN Y USO
El operario es responsable de la instalación y uso del equipo
de plasma de acuerdo a las instruccions del fabricante. Si se
detectan disturbios electromagnéticos, será la responsabilidad
del operario resolver la situación con el apoyo técnico del
fabricante.
En algunos casos la acción para remediar puede ser tan sencilla
como dar tierra al circuito de corte, ver Toma a tierra de la pieza
de trabajo. En otros casos puede consistir en la construcción de
una pantalla electromagnética para proteger tanto la fuente de
energía como el trabajo, incluyendo filtros de entrada. En todos
los casos los disturbios electromagnéticos deben reducirse a un
nivel en que ya no sean problemáticos.
EXAMEN DEL AREA DE TRABAJO
Antes de instalar el equipo el usuario deberá evaluar los posibles
problemas electromagnéticos en el área de trabajo. Deberá
tomar en cuenta los siguientes factores:
a. Otros cables de abastecimiento, cables de control, de
señalización, o de teléfonos que se encuentren sobre, debajo
o adyacentes al equipo de corte.
b. Transmisores y receptores de radio y televisión.
c. Computadoras y otro equipo de control.
d. Equipo de seguridad crítica: por ejemplo, protección del
equipo industrial.
e. Salud del personal alrededor: por ejemplo, quienes usan
marcapasos o aparatos para el oído.
f. Equipo utilizado para calibrar o medir.
g. Inmunidad de otros equipos circundantes. El usuario debe
asegurarse de que otros equipos que se usan a proximidad
sean compatibles. Esto puede requerir medidas adicionales
de protección.
h. Hora del día en que se van a realizar el corte y otras
actividades.
El tamaño del área que debe examinarse dependerá de la
estructura del edificio y de las otras actividades que se llevan a
cabo. Esta área puede extenderse más allá del perímetro del
lugar de trabajo.
METODOS PARA REDUCIR EMISIONES
Alimentación de electricidad
El equipo de corte debe conectarse a la alimentación de
electricidad de acuerdo a las instrucciones del fabricante. Si hay
interferencia, deben tomarse otras precauciones como el filtrado
de la alimentación principal. Considere dar blindaje de conducto
metálico o equivalente al cable de alimentación del equipo de
corte permanentemente instalado. Este blindaje debe ser
eléctricamente contínuo a todo lo largo del cable. El blindaje
debe estar conectado a la alimentación principal para que exista
buen contacto eléctrico entre el conducto y la cubierta o
gabinete de la fuente de alimentación.
Mantenimiento del equipo de corte
Debe darse mantenimiento de rutina al equipo de corte de
acuerdo con las recomendaciones del fabricante. Todas las
cubiertas y paneles de acceso deben estar cerradas y
correctamente ajustadas durante la operación de corte. No debe
modificarse el equipo de corte de ninguna manera excepto en
los cambios y ajustes especificados en el manual de
instrucciones. En especial, el intervalo de chispa del encendido
del arco y los dispositivos estabilizadores deben ajustarse y
mantenerse de acuerdo a las recomendaciones del fabricante.
Cables de corte
Los cables de corte deben ser tan cortos como sea posible y
deben posicionarse a proximidad unos de otros, y correr a nivel
del piso o muy cerca de éste.
Enlace equipotencial
Debe considerarse el enlace de todos los componentes
metálicos de la instalación de corte y adyacente a ella. Sin
embargo, los componentes metálicos enlazados a la pieza de
trabajo aumentan el riesgo de electrochoque para el operario si
llega a tocar estos componentes y el electrodo al mismo tiempo.
El operario debe estar adecuadamente protegido de tales
componentes metálicos.
Toma a tierra de la pieza de trabajo
En el caso en que la pieza de trabajo no está conectada a tierra
por razón de seguridad, o no tiene toma a tierra a causa de su
tamaño y posición, por ejemplo, el casco de un barco o la
estructura de acero de un edificio, una conexión que enlaza la
pieza de trabajo a tierra puede reducir emisiones en algunos
casos, pero no en todos. Se deberá proceder con precaución
para evitar que la toma a tierra de la pieza de trabajo aumente el
riesgo de daño físico al operario, o daño a otro equipo eléctrico.
Donde fuere necesario, la conexión de la pieza de trabajo a
tierra debe hacerse por conexión directa a la pieza, pero en
algunos países donde no se permite la conexión directa, el
enlace debe realizarse mediante capacitancias adecuadas,
seleccionadas de acuerdo a reglamentos nacionales.
Nota: El circuito de corte puede tener o no tener toma a tierra
por razones de seguridad. El cambio de dispositivos de toma a
tierra deberá realizarse únicamente por personal autorizado y
competente, capaz de evaluar si los cambios aumentarán el
riesgo de daño, por ejemplo al permitir circuitos de retorno de la
corriente paralela de corte que pueden dañar los circuitos de
tierra de otros equipos. Para mayor información ver IEC TC26
(sec)94 y IEC TC26/108A/CD: Equipo, instalación y uso de
soldadura de arco.
Pantallas y blindaje
El uso de pantallas y blindaje selectivo de otros cables y equipo
en el área circundante puede disminuir problemas de
interferencia. Para aplicaciones especiales, podrá considerarse
el aislamiento por pantalla de la instalación completa del equipo
de corte por plasma.

GARANTIA
ii HYPERTHERM Sistemas de corte por plasma
9/12/01
ADVERTENCIA
Las partes auténticas Hypertherm son las piezas de
repuesto recomendadas por la fábrica para su sistema
Hypertherm. Cualquier daño causado por el uso de
piezas que no sean partes auténticas Hypertherm
puede no estar cubierto por la garantía Hypertherm.
ADVERTENCIA
Ud. tiene la responsabilidad de utilizar el Producto de
un modo seguro. Hypertherm no puede ofrecer ni
ofrece garantía alguna con respecto al uso seguro del
Producto en entornos ajenos.
GENERALIDADES
Hypertherm, Inc. garantiza sus Productos contra
defectos de materiales y de fabricación si se notifica a
Hypertherm de un defecto (i) con respecto a la fuente
de energía antes de transcurrido un período de dos (2)
años desde la fecha de su entrega, con la excepción de
las fuentes de energía de la serie G3 Series, la cual será
dentro de un periodo de tres (3) años desde la fecha de
su entrega, y (ii) con respecto a la antorcha y a los
conductores antes de transcurrido un período de un (1)
año desde la fecha de su entrega. Esta garantía no se
aplicará a ningún Producto que haya sido instalado de
manera incorrecta, modificado o dañado.
Hypertherm deberá, a su discreción, reparar, reemplazar
o corregir, sin cargo, todo Producto defectuoso cubierto
por esta garantía, el cual deberá ser devuelto, debidamente embalado, a las instalaciones de Hypertherm en
Hanover, New Hampshire o a un establecimiento de
reparaciones autorizado por Hypertherm, con todos los
costos, el seguro y el flete previamente pagados y con
la autorización previa de Hypertherm (que no se negará
a otorgarla de manera irrazonable). Hypertherm no será
responsable de la realización de reparaciones,
reemplazos o correcciones en Productos cubiertos por
esta garantía, a excepción de aquellos realizados de
conformidad con este párrafo o con el consentimiento
previo de Hypertherm por escrito. La garantía
precedente es exclusiva y se ofrece en lugar de toda
otra garantía expresa, implícita, estatutaria o de otra
índole con respecto a los Productos o en relación a
los resultados que de ellos pueden obtenerse, y de
toda otra garantía o condición implícita de calidad o
de comerciabilidad o adecuación para un propósito
particular o contra infracciones. Lo que precede
constituirá el recurso único y exclusivo en caso de
contravención de la garantía por parte de
Hypertherm. Los distribuidores y los fabricantes de
equipos originales (OEM) podrán ofrecer garantías
adicionales o diferentes, pero no están autorizados a
brindarle protección adicional mediante garantía ni a
dar indicación alguna a Ud. que suponga una
obligación por parte de Hypertherm.
INDEMNIDAD DE LA PATENTE
A excepción de los casos de productos no fabricados
por Hypertherm o fabricados por una persona que no
sea Hypertherm sin cumplir estrictamente las
especificaciones de Hypertherm y en casos de diseños,
procesos, fórmulas o combinaciones no desarrollados o
supuestamente desarrollados por Hypertherm,
Hypertherm, a su costo, pondrá fin a, o asumirá la
defensa de, toda querella o procedimiento presentado
contra Ud. que alegue que el uso de un Producto
Hypertherm, solo y no en combinación con ningún otro
producto no proporcionado por Hypertherm, infringe la
patente de terceros. Ud. deberá notificar a Hypertherm
inmediatamente después de enterarse de la existencia
de una acción legal o de una amenaza de acción legal
relacionada con el alegato de una infracción de esta
índole, y la obligación de indemnización de Hypertherm
estará condicionada al control exclusivo de la defensa
de la demanda por parte de Hypertherm, con la
cooperación y la asistencia de la parte indemnizada.
LIMITACIÓN DE RESPONSABILIDAD
En ningún caso se hará responsable a Hypertherm
ante persona o entidad alguna por daños
incidentales, de consecuencia, indirectos o
punitivos (inclusive, de manera enunciativa pero no
limitativa, el lucro cesante), sin considerarse si
dicha responsabilidad se basa en el incumplimiento
de un contrato, un acto ilícito, responsabilidad
objetiva, incumplimiento de garantías, falla del
propósito esencial u otro aspecto y aun cuando se
haya advertido sobre la posibilidad de tales daños.
LÍMITE DE RESPONSABILIDAD
La responsabilidad de Hypertherm, sea que se base
en el incumplimiento de un contrato, un acto ilícito,
responsabilidad objetiva, incumplimiento de
garantías, falla del propósito esencial u otro
aspecto, y en relación con cualquier acción o
procedimiento de demanda que surja de o se
relacione con el uso de los Productos, en ningún
caso excederá la suma del monto pagado por los
Productos que dieron lugar a dicha demanda.
SEGURO
Ud., en todo momento, tendrá y mantendrá vigente un
seguro de tipo, cantidad y cobertura suficientes y
adecuados para defender y dejar libre de daños a
Hypertherm en caso de cualquier causa de demanda
que surja del uso de los Productos.
REGLAMENTOS NACIONALES Y LOCALES
Los reglamentos nacionales y locales que rijan la
instalaciósn de plomería y electricidad tendrán prioridad
sobre las instrucciones contenidas en este manual. En
ningún caso se hará responsable a Hypertherm por
lesiones personales o daños a la propiedad surgidos de
la infracción de reglamentos o de prácticas de trabajo
deficientes.
TRANSFERENCIA DE DERECHOS
Ud. sólo podrá transferir todo derecho remanente que
posea según el presente en caso de venta de todos o
prácticamente todos sus bienes o su capital social a un
sucesor de interés que acuerde quedar sujeto a todos
los términos y las condiciones de esta Garantía.

CONTENIDO
18
HD3070 (con consola automática de gases) Manual del operador iii
Compatibilidad electromagnetica (EMC) ..................................................................................................................i
Garantía ......................................................................................................................................................................ii
Sección 1 SEGURIDAD
Reconocimiento de información de seguridad..........................................................................................................1-2
Siga las instrucciones de seguridad .........................................................................................................................1-2
Peligro…Advertencia…Precaución ..........................................................................................................................1-2
Los cortes pueden provocar incendios o explosiones ..............................................................................................1-2
Prevención ante el fuego, Prevención ante explosiones .................................................................................1-2
Peligro de explosión argón-hidrógeno y metano..............................................................................................1-2
Detonación de hidrógeno con el corte de aluminio..........................................................................................1-2
El choque eléctrico puede provocar la muerte .........................................................................................................1-3
Prevención ante el electrochoque....................................................................................................................1-3
Los cortes pueden producir humos tóxicos ..............................................................................................................1-3
El arco de plasma puede causar lesiones y quemaduras ........................................................................................1-4
Antorchas de encendido instantáneo...............................................................................................................1-4
Los rayos del arco pueden producir quemaduras en los ojos y en la piel ................................................................1-4
Protección para los ojos, Protección para la piel, Área de corte......................................................................1-4
Seguridad de toma a tierra .......................................................................................................................................1-4
Cable de trabajo, Mesa de trabajo, Potencia primaria de entrada...................................................................1-4
Seguridad de los equipos de gas comprimido..........................................................................................................1-5
Los cilindros de gas pueden explotar si están dañados ...........................................................................................1-5
El ruido puede deteriorar la audición ........................................................................................................................1-5
Operación de marcapasos y de audífonos ...............................................................................................................1-5
Un arco plasma puede dañar tubos congelados ......................................................................................................1-5
Etiqueta de advertencia ............................................................................................................................................1-6
Sección 2 OPERACIÓN
Controles e indicadores ............................................................................................................................................2-2
Panel de control de la fuente de energía .........................................................................................................2-2
Panel frontal de la consola automática de gases.............................................................................................2-4
Mensajes de error visualizados en la pantalla de cristal líquido ......................................................................2-7
Sistema de la fuente de energía (PS-ERR) .................................................................................................2-7
Sistema de gas (GS-ERR) ...........................................................................................................................2-8
Panel posterior de la consola automática de gases.........................................................................................2-9
Procedimiento diario de puesta en funcionamiento................................................................................................2-10
Modo Local.....................................................................................................................................................2-10
Modo Remoto.................................................................................................................................................2-11
Cambio de piezas consumibles ..............................................................................................................................2-12
Extracción e inspección .................................................................................................................................2-12
Reemplazo .....................................................................................................................................................2-13
Purga de las mangueras del refrigerante ...............................................................................................................2-16
Cómo rellenar las mangueras con líquido refrigerante ..................................................................................2-16
Cómo optimizar la calidad del corte........................................................................................................................2-17
Consejos para la mesa y la antorcha.............................................................................................................2-17
Consejos para la fijación del plasma..............................................................................................................2-17
Cómo extender la vida útil de las piezas consumibles...................................................................................2-17

CONTENIDO
18
iv HD3070 (con consola automática de gases) Manual del operador
Factores adicionales de calidad de corte.......................................................................................................2-18
Mejoras adicionales .......................................................................................................................................2-19
Preguntas técnicas .................................................................................................................................................2-20
Tablas de corte .......................................................................................................................................................2-21
Appéndice A: HOJA DE DATOS DE SEGURIDAD (MSDS)
Appéndice B: CRONOMEDIDOR / CONTADOR
Introducción ..............................................................................................................................................................b-2
Instalación.................................................................................................................................................................b-2
Modo de operar ........................................................................................................................................................b-2
Alambrado Interno del Medidor de Tiempo/Contador...............................................................................................b-4
Lista de piezas componentes ...................................................................................................................................b-5

HYPERTHERM Sistemas plasma 1-1
2/12/01
Seccíon 1
SEGURIDAD
En esta sección:
Reconocimiento de información de seguridad ........................................................................................................1-2
Siga las instrucciones de seguridad.........................................................................................................................1-2
Peligro…Advertencia…Precaución ..........................................................................................................................1-2
Los cortes pueden provocar incendios o explosiones.............................................................................................1-2
Prevención ante el fuego, Prevención ante explosiones.................................................................................1-2
Peligro de explosión argón-hidrógeno y metano.............................................................................................1-2
Detonación de hidrógeno con el corte de aluminio.........................................................................................1-2
El choque eléctrico puede provocar la muerte ........................................................................................................1-3
Prevención ante el electrochoque ...................................................................................................................1-3
Los cortes pueden producir humos tóxicos.............................................................................................................1-3
El arco de plasma puede causar lesiones y quemaduras........................................................................................1-4
Antorchas de encendido instantáneo..............................................................................................................1-4
Los rayos del arco pueden producir quemaduras en los ojos y en la piel...............................................................1-4
Protección para los ojos, Protección para la piel, Área de corte.....................................................................1-4
Seguridad de toma a tierra.......................................................................................................................................1-4
Cable de trabajo, Mesa de trabajo, Potencia primaria de entrada..................................................................1-4
Seguridad de los equipos de gas comprimido ........................................................................................................1-5
Los cilindros de gas pueden explotar si están dañados..........................................................................................1-5
El ruido puede deteriorar la audición .......................................................................................................................1-5
Operación de marcapasos y de audífonos ..............................................................................................................1-5
Un arco plasma puede dañar tubos congelados .....................................................................................................1-5
Etiqueta de advertencia............................................................................................................................................1-6

SEGURIDAD
1-2 HYPERTHERM Sistemas plasma
2/12/01
RECONOCIMIENTO DE
INFORMACIÓN DE SEGURIDAD
Los símbolos que se muestran en esta sección se utilizan
para identificar los posibles peligros. Cuando vea un
símbolo de seguridad en este manual o en su máquina,
recuerde que existe la posibilidad de que se produzcan
lesiones personales y siga las instrucciones
correspondientes para evitar el peligro.
SIGA LAS INSTRUCCIONES DE
SEGURIDAD
Lea atentamente todos los mensajes de seguridad de este
manual y las etiquetas de seguridad en su máquina.
• Mantenga las etiquetas de seguridad de su máquina en
buen estado. Reemplace las etiquetas que se pierdan o
se dañen inmediatamente.
• Aprenda a utilizar la máquina y a utilizar los controles de
la manera correcta. No permita que sea utilizada por
alguien que no conozca su funcionamiento.
• Mantenga su máquina en buenas condiciones de
funcionamiento. La realización de modificaciones no
autorizadas a la máquina puede comprometer la
seguridad y la vida útil de la máquina.
PELIGRO ADVERTENCIA PRECAUCIÓN
Las palabras PELIGRO y ADVERTENCIA se utilizan
conjuntamente con un símbolo de seguridad. La palabra
PELIGRO se utiliza para identificar los mayores peligros.
• Encontrará etiquetas de seguridad con las inscripciones
PELIGRO y ADVERTENCIA en su máquina, junto a
peligros específicos.
• En este manual, la palabra ADVERTENCIA va seguida de
instrucciones que, si no se siguen correctamente,
pueden provocar lesiones e inclusive la muerte.
• En este manual, la palabra PRECAUCIÓN va seguida de
instrucciones que, si no se siguen correctamente,
pueden provocar daños en el equipo.
Prevención ante el fuego
• Asegúrese de que el área sea segura antes de proceder
a cortar. Tenga a mano un extinguidor de incendios.
• Retire todos los materiales inflamables, colocándolos a
por lo menos 10 metros del área de corte.
• Remoje los metales calientes o permita que se enfríen
antes de que entren en contacto con materiales
combustibles.
• Nunca corte depósitos que contengan materiales
inflamables – primero es necesario vaciarlos y limpiarlos
debidamente.
• Antes de realizar cortes en atmósferas potencialmente
inflamables, asegúrese de ventilar bien.
• Al realizar cortes utilizando oxígeno como gas plasma, se
requiere tener un sistema de ventilación de escape.
Prevención ante explosiones
• No corte en atmósferas que contengan polvo o vapores
explosivos.
• No corte depósitos o tubos a presión ni cualquier
depósito cerrado.
• No corte depósitos que hayan contenido materiales
combustibles.
LOS CORTES PUEDEN PROVOCAR INCENDIOS O EXPLOSIONES
ADVERTENCIA
Peligro de explosión
Argón-Hidrógeno y metano
El hidrógeno y el metano son gases inflamables que
suponen un peligro de explosión. Mantenga el fuego lejos
de los cilindros y las mangueras que contengan mezclas de
hidrógeno o metano. Mantenga la llama y las chispas lejos
de la antorcha al utilizar metano o argón-hidrógeno como
plasma.
ADVERTENCIA
Detonación de hidrógeno con
el corte de aluminio
• Al cortar aluminio bajo agua o con agua en contacto con
el lado inferior del aluminio, puede acumularse gas
hidrógeno bajo la pieza a cortar y detonar durante la
operación de corte por plasma.
• Instale un múltiple de aireación en el fondo de la mesa
de agua para eliminar la posibilidad de la detonación del
hidrógeno. Consulte la sección del apéndice de este
manual para conocer detalles acerca del múltiple de
aireación.

SEGURIDAD
HYPERTHERM Sistemas plasma 1-3
2/12/01
El contacto directo con piezas eléctricas conectadas puede
provocar un electrochoque fatal o quemaduras graves.
• Al hacer funcionar el sistema de plasma, se completa un
circuito eléctrico entre la antorcha y la pieza a cortar. La
pieza a cortar es una parte del circuito eléctrico, como
también cualquier cosa que se encuentre en contacto
con ella.
• Nunca toque el cuerpo de la antorcha, la pieza a cortar o
el agua en una mesa de agua cuando el sistema de
plasma se encuentre en funcionamiento.
Prevención ante el electrochoque
Todos los sistemas por plasma de Hypertherm usan alto
voltaje en el proceso de corte (son comunes los voltajes
CD de 200 a 400). Tome las siguientes precauciones
cuando se utiliza el equipo de plasma:
• Use guantes y botas aislantes y mantenga el cuerpo y la
ropa secos.
• No se siente, se pare o se ponga sobre cualquier superficie húmeda cuando esté trabajando con el equipo.
• Aíslese eléctricamente de la pieza a cortar y de la tierra
utilizando alfombrillas o cubiertas de aislamiento secas
lo suficientemente grandes como para impedir todo
contacto físico con la pieza a cortar o con la tierra. Si su
única opción es trabajar en una área húmeda o cerca de
ella, sea muy cauteloso.
• Instale un interruptor de corriente adecuado en cuanto a
fusibles, en una pared cercana a la fuente de energía.
Este interruptor permitirá al operador desconectar
rápidamente la fuente de energía en caso de
emergencia.
• Al utilizar una mesa de agua, asegúrese de que ésta se
encuentre correctamente conectada a la toma a tierra.
EL CHOQUE ELÉCTRICO PUEDE PROVOCAR LA MUERTE
• Instale este equipo y conéctelo a tierra según el manual
de instrucciones y de conformidad con los códigos
locales y nacionales.
• Inspeccione el cable de potencia primaria con frecuencia
para asegurarse de que no esté dañado ni agrietado. Si
el cable de potencia primaria está dañado, reemplácelo
inmediatamente. Un cable pelado puede provocar la
muerte.
• Inspeccione las mangueras del soplete y reemplácelas
cuando se encuentren dañadas.
• No toque la pieza ni los recortes cuando se está
cortando. Deje la pieza en su lugar o sobre la mesa de
trabajo con el cable de trabajo conectado en todo
momento.
• Antes de inspeccionar, limpiar o cambiar las piezas de la
antorcha, desconecte la potencia primaria o desenchufe
la fuente de energía.
• Nunca evite o descuide los bloqueos de seguridad.
• Antes de retirar la cubierta de una fuente de energía o
del gabinete de un sistema, desconecte la potencia
primaria de entrada. Espere 5 minutos después de
desconectar la potencia primaria para permitir la
descarga de los condensadores.
• Nunca opere el sistema de plasma sin que las tapas de
la fuente de energía estén en su lugar. Las conexiones
expuestas de la fuente de energía presentan un serio
riesgo eléctrico.
• Al hacer conexiones de entrada, conecte el conductor de
conexión a tierra en primer lugar.
• Cada sistema de plasma Hypertherm está diseñado para
ser utilizado sólo con antorchas Hypertherm específicas.
No utilice antorchas diferentes, que podrían recalentarse
y ser peligrosas.
Los cortes pueden producir gases y humos tóxicos que
agotan el oxígeno y causan lesiones o inclusive la muerte.
• Mantenga el área de corte bien ventilada o utilice un
respirador con suministro de aire aprobado.
• No realice sus cortes en sitios que se hallen cerca de
operaciones de desengrasado, limpieza o aplicación de
aerosoles. Los vapores de ciertos solventes clorados se
descomponen y forman gas fosgeno al quedar
expuestos a la radiación ultravioleta.
• No corte metales que contengan materiales tóxicos o
que estén recubiertos con ellos, tales como el cinc
(galvanizado), el plomo, el cadmio o el berilio, a menos
LOS CORTES PUEDEN PRODUCIR HUMOS TÓXICOS
que el área se halle bien ventilada y el operador lleve
puesto un respirador con suministro de aire. Los
recubrimientos y todo metal que contenga estos
elementos pueden producir gases o humos tóxicos al ser
cortados.
• Nunca corte depósitos con materiales potencialmente
tóxicos en su interior – primero es necesario vaciarlos y
limpiarlos debidamente.
• Este producto, cuando se lo usa para soldar o cortar,
produce humo y gases que se conocen en el estado de
California como causantes de defectos de nacimiento, y
en algunos casos, cáncer.

SEGURIDAD
1-4 HYPERTHERM Sistemas plasma
05/02
Antorchas de encendido instantáneo
El arco de plasma se enciende inmediatamente después de
activarse el interruptor de la antorcha.
EL ARCO DE PLASMA PUEDE CAUSAR LESIONES Y QUEMADURAS
El arco de plasma puede cortar a través de guantes y de la
piel con rapidez.
• Manténgase alejado de la punta de la antorcha.
• No sostenga el metal junto al trayecto de corte.
• Nunca apunte la antorcha hacia Ud. mismo o hacia otras
personas.
Protección para los ojos Los rayos del arco de plasma
producen rayos intensos visibles e invisibles (ultravioleta e
infrarrojo) que pueden quemar los ojos y la piel.
• Utilice protección para los ojos de conformidad con los
códigos locales o nacionales aplicables.
• Colóquese protectores para los ojos (gafas o anteojos
protectores con protectores laterales, y bien un casco de
soldar) con lentes con sombreado adecuado para
proteger sus ojos de los rayos ultravioleta e infrarrojos
del arco.
Número del cristal
Corriente del arco AWS (EE.UU.) ISO 4850
Hasta 100A No. 8 No. 11
100-200 A No. 10 No. 11-12
200-400 A No. 12 No. 13
Más de 400 A No. 14 No. 14
LOS RAYOS DEL ARCO PUEDEN PRODUCIR QUEMADURAS
EN LOS OJOS Y EN LA PIEL
Protección para la piel Vista ropa de protección para
proteger la piel contra quemaduras causadas por la
radiación ultravioleta de alta intensidad, por las chispas y
por el metal caliente:
• Guantes largos, zapatos de seguridad y gorro.
• Roipa de combustión retardada y que cubra todas las
partes expuestas.
• Pantalones sin dobladillos para impedir que recojan
chispas y escorias.
• Retire todo material combustible de los bolsillos, como
encendedores a butano e inclusive cerillas, antes de
comenzar a cortar.
Área de corte Prepare el área de corte para reducir la
reflexión y la transmisión de la luz ultravioleta:
• Pinte las paredes y demás superficies con colores
oscuros para reducir la reflexión.
• Utilice pantallas o barreras protectoras para proteger a
los demás de los destellos.
• Advierta a los demás que no debe mirarse el arco. Utilice
carteles o letreros.
Cable de trabajo La pinza del cable de trabajo debe
estar bien sujetada a la pieza y hacer un buen contacto de
metal a metal con ella o bien con la mesa de trabajo. No
conecte el cable con la parte que va a quedar separada por
el corte.
Mesa de trabajo Conecte la mesa de trabajo a una
buena toma de tierra, de conformidad con los códigos
eléctricos nacionales o locales apropiados.
SEGURIDAD DE TOMA A TIERRA
Potencia primaria de entrada
• Asegúrese de que el alambre de toma a tierra del cable
de alimentación está conectado al terminal de tierra en la
caja del interruptor de corriente.
• Si la instalación del sistema de plasma supone la
conexión del cable de potencia primaria a la fuente de
energía, asegúrese de conectar correctamente el
alambre de toma a tierra del cable de potencia primaria.
• Coloque en primer lugar el alambre de toma a tierra del
cable de potencia primaria en el espárrago luego
coloque cualquier otro alambre de tierra sobre el
conductor de tierra del cable. Ajuste firmemente la
tuerca de retención.
• Asegúrese de que todas las conexiones eléctricas están
firmemente realizadas para evitar sobrecalentamientos.

SEGURIDAD
HYPERTHERM Sistemas plasma 1-5
2/12/01
• Nunca lubrique reguladores o válvulas de cilindros con
aceite o grasa.
• Utilice solamente cilindros, reguladores, mangueras y
conectores de gas correctos que hayan sido diseñados
para la aplicación específica.
• Mantenga todo el equipo de gas comprimido y las piezas
relacionadas en buen estado.
• Coloque etiquetas y códigos de color en todas las
mangueras de gas para identificar el tipo de gas que
conduce cada una. Consulte los códigos locales o
nacionales aplicables.
LOS CILINDROS DE GAS PUEDEN
EXPLOTAR SI ESTÁN DAÑADOS
SEGURIDAD DE LOS EQUIPOS DE GAS
COMPRIMIDO
Los cilindros de gas contienen gas bajo alta presión. Un
cilindro dañado puede explotar.
• Manipule y utilice los cilindros de gas comprimido de
acuerdo con los códigos locales o nacionales aplicables.
• No use nunca un cilindro que no esté de pie y bien
sujeto.
• Mantenga la tapa de protección en su lugar encima de la
válvula, excepto cuando el cilindro se encuentre en uso o
conectado para ser utilizado.
• No permita nunca el contacto eléctrico entre el arco de
plasma y un cilindro.
• No exponga nunca los cilindros a calor excesivo,
chispas, escorias o llamas.
• No emplee nunca martillos, llaves u otro tipo de
herramientas para abrir de golpe la válvula del cilindro.
La exposición prolongada al ruido propio de las
operaciones de corte y ranurado puede dañar la audición.
• Utilice un método de protección de los oídos aprobado
al utilizar el sistema de plasma.
• Advierta a las demás personas que se encuentren en las
cercanías acerca del peligro que supone el ruido
excesivo.
EL RUIDO PUEDE DETERIORAR LA
AUDICIÓN
Los campos magnéticos producidos por las elevadas
corrientes pueden afectar la operación de marcapasos y de
audífonos. Las personas que lleven marcapasos y
audífonos deberán consultar a un médico antes de
acercarse a sitios donde se realizan operaciones de corte y
ranurado por plasma.
Para reducir los peligros de los campos magnéticos:
• Mantenga el cable de trabajo y la manguera de la
antorcha a un lado, lejos del cuerpo.
• Dirija la manguera antorcha lo más cerca posible del
cable de trabajo.
• No envuelva el cable de trabajo ni la manguera de la
antorcha en su cuerpo.
• Manténgase tan lejos de la fuente de energía como sea
posible.
OPERACIÓN DE MARCAPASOS Y
DE AUDÍFONOS
Se puede hacer daño a los tubos congelados, o se
los puede reventar, si uno trata de descongelarlos
con una antorcha por plasma.
UN ARCO PLASMA
PUEDE DAÑAR TUBOS
CONGELADOS
SEGURIDAD
1-6 HYPERTHERM Sistemas plasma
2/12/01
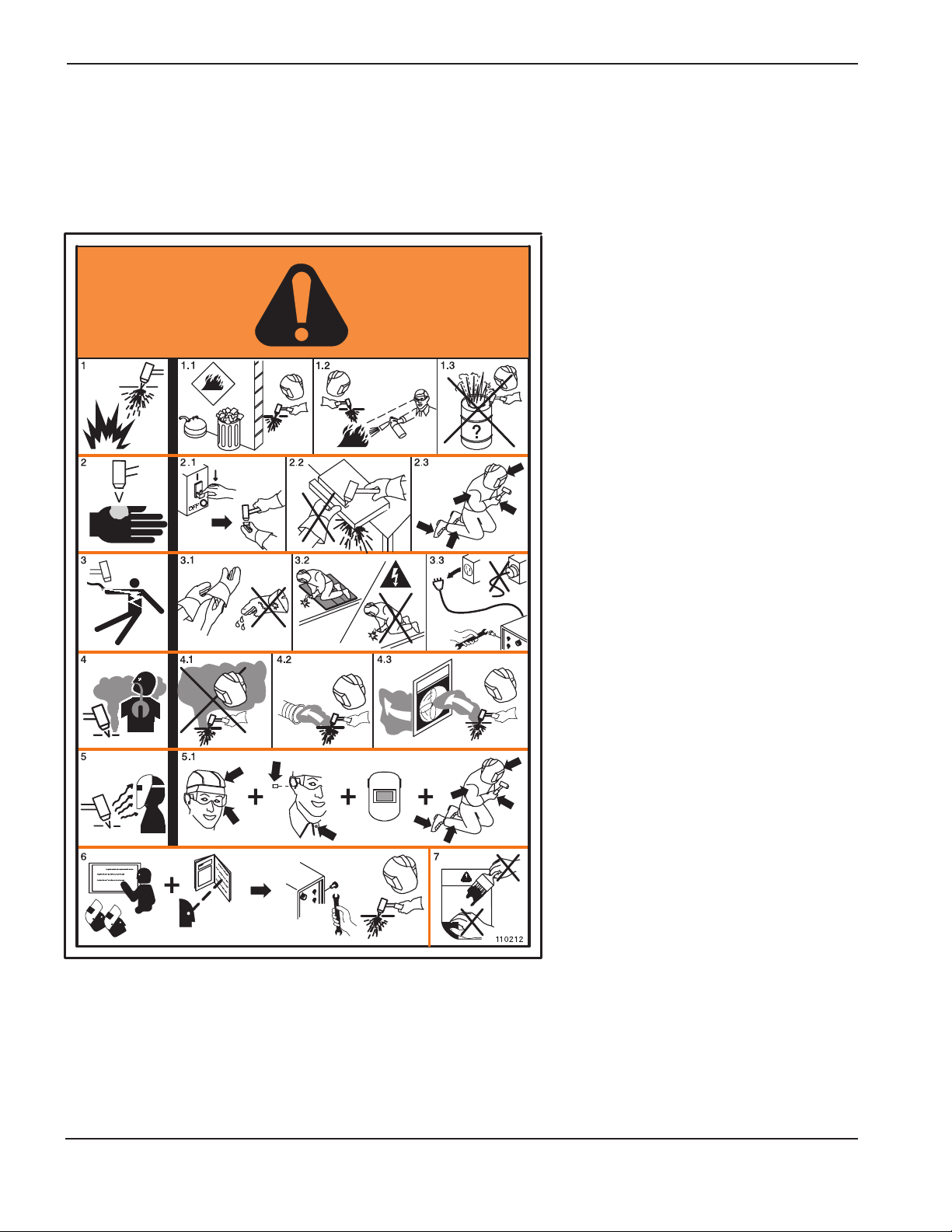
Etiqueta de advertencia
Esta etiqueta de advertencia se encuentra adherida a la fuente de energía.
Es importante que el operador y el técnico de mantenimiento comprendan
el sentido de estos símbolos de advertencia según se describen. El texto
numerado corresponde a los cuadros numerados de la etiqueta.
1. Las chispas producidas por el corte
pueden causar explosiones o incendios.
1.1 Mantenga los materiales inflamables lejos
del lugar de corte.
1.2 Tenga a mano un extinguidor de incendios
y asegúrese de que alguien esté
preparado para utilizarlo.
1.3 No corte depósitos cerrados.
2. El arco de plasma puede causar
quemaduras y lesiones.
2.1 Apague la fuente de energía antes de
desarmar la antorcha.
2.2 No sostenga el material junto al trayecto
de corte.
2.3 Proteja su cuerpo completamente.
3. Los electrochoques provocados por la
antorcha o el cableado pueden ser fatales.
Protéjase del electrochoque.
3.1 Colóquese guantes aislantes. No utilice
guantes dañados o mojados.
3.2 Aíslese de la pieza de trabajo y de la tierra.
3.3 Antes de trabajar en una máquina,
desconecte el enchufe de entrada o la
potencia primaria.
4. La inhalación de los humos provenientes
del área de corte puede ser nociva para la
salud.
4.1 Mantenga la cabeza fuera de los gases
tóxicos.
4.2 Utilice ventilación forzada o un sistema
local de escape para eliminar los humos.
4.3 Utilice un ventilador para eliminar los
humos.
5. Los rayos del arco pueden producir
quemaduras en los ojos y en la piel.
5.1 Utilice un sombrero y gafas de seguridad.
Utilice protección para los oídos y
abróchese el botón del cuello de la
camisa. Utilice un casco de soldar con el
filtro de sombreado adecuado. Proteja su
cuerpo completamente.
6. Antes de trabajar en la máquina o de
proceder a cortar, capacítese y lea las
instrucciones completamente.
7. No retire las etiquetas de advertencia ni las
cubra con pintura.

HD3070 (con consola automática de gases) Manual del operador 2-1
18
Sección 2
OPERACIÓN
En esta sección:
Controles e indicadores ............................................................................................................................................2-2
Panel de control de la fuente de energía .........................................................................................................2-2
Panel frontal de la consola automática de gases.............................................................................................2-4
Mensajes de error visualizados en la pantalla de cristal líquido ......................................................................2-7
Sistema de la fuente de energía (PS-ERR) .................................................................................................2-7
Sistema de gas (GS-ERR) ...........................................................................................................................2-8
Panel posterior de la consola automática de gases.........................................................................................2-9
Procedimiento diario de puesta en funcionamiento................................................................................................2-10
Modo Local.....................................................................................................................................................2-10
Modo Remoto.................................................................................................................................................2-11
Cambio de piezas consumibles ..............................................................................................................................2-12
Extracción e inspección .................................................................................................................................2-12
Reemplazo .....................................................................................................................................................2-13
Purga de las mangueras del refrigerante ...............................................................................................................2-16
Cómo rellenar las mangueras con líquido refrigerante ..................................................................................2-16
Cómo optimizar la calidad del corte........................................................................................................................2-17
Consejos para la mesa y la antorcha.............................................................................................................2-17
Consejos para la fijación del plasma..............................................................................................................2-17
Cómo extender la vida útil de las piezas consumibles...................................................................................2-17
Factores adicionales de calidad de corte.......................................................................................................2-18
Mejoras adicionales .......................................................................................................................................2-19
Preguntas técnicas .................................................................................................................................................2-20
Tablas de corte .......................................................................................................................................................2-21

OPERACIÓN
2-2 HD3070 (con consola automática de gases) Manual del operador
11/23/98
Controles e indicadores
Panel de control de la fuente de energía (fig. 2-1)
POWER (energía eléctrica)
• Interruptor de botón/indicador ON-I (encendido) PB1/LT1
Enciende la fuente de energía y sus circuitos de control. El indicador se enciende al finalizar el arranque.
• Interruptor de botón OFF-O (apagado) PB2
Apaga la fuente de energía.
• Indicador DC POWER ON (encendido de CC) LT2
Está iluminado cuando se cierra el contactor principal e indica que se está suministrando corriente continua
a la antorcha.
STATUS (ESTADO)*
• Indicador luminoso RHF INTERLOCK (bloqueo RHF) LT3
Está iluminado cuando está cerrada la puerta de la consola RHF y apagado cuando está abierta.
• Indicador luminoso OVERTEMP (sobretemperatura) LT4
Está iluminado cuando el transformador principal de la fuente de energía o chopper está sobrecalentado.
Permanece apagado cuando el transformador y chopper funcionan dentro de los límites de temperatura.
• Indicador luminoso EXT INTERLOCK (bloqueo externo) LT5
Está iluminado cuando está cerrado el bloqueo de la máquina del cliente (opcional) y apagado, cuando el
bloqueo está abierto. Cuando no se utiliza, se debe instalar un puente en la opción de bloqueo externo
(conector 1x1, patillas 16 y 17) para permitir el funcionamiento del sistema de plasma.
• Indicador luminoso GAS SYSTEM (sistema de gas) LT6
Está iluminado mientras funciona el sistema de gas y permanece apagado cuando se detecta un error en el
sistema de gas.
• Indicador luminoso GAS PRESSURE (presión del gas) LT7
Está iluminado cuando las presiones del gas plasma y de protección son superiores al límite inferior de 7,2
bar. Cuando la presión del gas plasma o de protección son inferiores a este límite, el indicador permanece
apagado.
• Indicador luminoso COOLANT TEMP (temperatura del refrigerante) LT8
Está iluminado cuando la temperatura del refrigerante es normal y apagado cuando es demasiado alta.
• Indicador luminoso COOLANT FLOW (caudal del refrigerante) LT9
Está iluminado cuando el caudal del refrigerante es adecuado y apagado, cuando no lo es.

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-3
12/13/99
* Cuando se detectan condiciones de fallos relacionados con los indicadores luminosos, todos los indicadores
luminosos de estado se apagan excepto el de OVERTEMP, que se ilumina. En la mayoría de las condiciones de
fallo, el sistema se apaga y junto con él, se apagan también todos los indicadores luminosos de estado (excepto
el de OVERTEMP, que se ilumina). En esos casos, el operador debe mantener pulsado el interruptor de botón
POWER ON (1). El primer indicador luminoso que no se encienda, (con excepción de OVERTEMP que estará
iluminado) indicará el origen de la condición de fallo.
Ruedecillas numéricas AMPS (amperios) S1
Permiten seleccionar la corriente.
Potenciómetro PIERCE DELAY (demora de perforado) P1
Permite demorar el inicio suave de la corriente de corte.
Figura 2-1 Controles e indicadores de la fuente de energía del sistema HD3070
RHF INTERLOCK
OVER TEMP
EXT INTERLOCK
GAS SYSTEM
GAS PRESSURE
COOLANT TEMP
COOLANT FLOW
STATUS
3070STAT.0 8
Bloqueo RHF
Sobretemperatura
Bloqueo externo
Sistema de gas
Presión de gas
Temperature de refrigerante
Caudal de refrigerante
INDICADORES

OPERACIÓN
2-4 HD3070 (con consola automática de gases) Manual del operador
12/2/98
Panel frontal de la consola automática de gases (fig. 2-2)
Los controles del panel frontal funcionan en forma manual sólo cuando el interruptor conmutable
REMOTE/LOCAL (remoto/local) situado en el panel posterior se encuentra en la posición LOCAL. Tenga
en cuenta que la pantalla de cristal líquido está activa en cualquiera de los dos modos.
• Interruptor conmutable del plasma: O2/AIR/H35 y N
2
Selecciona el uso de ya sea oxígeno (O2) AIRE o una mezcla de argón-hidrógeno y nitrógeno (H35 y N2)
como el gas plasma de corte.
Note que al cambiar las posiciones de los interruptores causará que las líneas de gas en el conjunto de la
manguera de la antorcha se purguen por 40 segundos (20 segundos con preflujo y 20 segundos con gases
para corte).
• Interruptor conmutable Test Preflow/Run/Test Cut Flow
Al caudal se lo fija, ya sea manualmente en LOCAL o desde el CNC en REMOTE (remoto). Al caudal se lo
expresa como un porcentaje de la gama completa (100%).
Test Preflow (probar preflujo) – Esta posición se utiliza para probar y establecer los caudales del gas de
preflujo en la pantalla de cristal líquido mediante los potenciómetros PREFLOW Shield/Plasma (1) y (2).
Los caudales de la prueba de preflujo se especifican en las Tablas de corte, en esta sección. En esta
posición de prueba no se puede encender el arco.
Test Cut Flow (probar flujo de corte) – Esta posición se utiliza para probar y establecer los caudales de
gas para corte en la pantalla de cristal líquido, mediante los potenciómetros del flujo de corte SHIELD
(3) y (4) y el potenciómetros de flujo de corte PLASMA (5) y (6). El potenciómetro 6 y el campo de la
pantalla LCD asociado, operan solamente cuando se ha seleccionado H35. Los caudales de la prueba
flujo de corte se especifican en las Tablas de corte, en esta sección.
Run (en funcionamiento) – Ésta es la posición normal de funcionamiento y en ella es posible encender
el arco.
• Pantalla de cristal líquido
La pantalla de cristal líquido está dividida en campos funcionales. Cuando se utilizan los modos local o
remoto, se visualizará la siguiente información, ilustrada en la figura 2-3.

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-5
11/23/98
Figura 2-2 Controles e indicadores del panel frontal de la consola automática de gases

OPERACIÓN
2-6 HD3070 (con consola automática de gases) Manual del operador
12/4/98
Figura 2-3 Pantalla LCD del panel frontal de la consola automática de gas
Indica el gas
plasma de entrada
en psi ó bares
(120 psi/8,28 bares)
Indica la ubicación de
la presión del preflujo
de gas y los campos
del caudal
Indica que la
operación de control
del sistema es local
o remota
Indica ubicación de
la presión del gas
protector y los
campos del caudal
Indica ubicación de
la presión del gas
plasma y los
campos del caudal
Indica el gas
protector de entrada
en psi ó bares
(120 psi/8,28 bares)
Indica la presión
del gas de
preflujo de
salida
Indica el caudal de preflujo
Indica la presión
del gas protector
de salida
Indica el caudal del gas
protector de corte
Indica la presión
del gas plasma
de salida
Indica el caudal del gas
plasma de corte
El potenciómetro 6 y
el campo de la pantalla
del LCD asociado,
operan sólo cuando se
ha seleccionado H35.
GAS DE ENTRADA
PREFLUJO
XXX BAR
REMOTO y LOCAL
AISLADOR
XXX BAR
GAS DE ENTRADA
PLASMA
XXX BAR
00 % 00 % 00 % 00 % 00 % 00 %
Indica PS-ERR (error en
el sistema de la fuente de
energía). Refiérase a la lista
de errores del Sistema de la
Fuente de Energía.
Indica GS-ERR (error en el
sistema de gas). Refiérase
a la lista de errores en el
Sistema de Gas.
Indica modos de ya sea, prueba del sistema, calibración, o
purga: TEST PREFLOW (preflujo de prueba) ó TEST
CUTFLOW (flujo de corte de prueba); CAL ZERO
(calibración a cero) ó CAL SPAN (gama de calibración);
ó PURGE PREFLOW (preflujo de purga) automático
ó PURGE CUTFLOW (flujo de purga del corte) por
20 segundos cada uno.
GAS DE ENTRADA
PS-ERR
XXX BAR
REMOTO y LOCAL
GS-ERR
XXX BAR
GAS DE ENTRADA
TEST-, CALIBRATE or PURGE MODE
XXX BAR
00 % 00 % 00 % 00 % 00 % 00 %

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-7
11/23/98
Mensajes de error visualizados en la pantalla de cristal líquido
Sistema de la fuente de energía (PS-ERR)
Mensaje de error Código Descripción
NO ERROR 0
(ningún error)
LOW COOLANT LEVEL 1 Este señal de error se visualiza como advertencia al CNC
(nivel bajo de refrigerante) para indicar que es necesario añadir refrigerante en el
depósito del refrigerante.
INTERLOCK ERR 2 Este error se visualiza durante el funcionamiento, cuando
(error de bloqueo) se abre uno de los interruptores de presión o temperatura
conectado a la placa de circuitos de distribución de energía.
Revise los indicadores luminosos de estado en la fuente de
energía.
HOLD TIMEOUT ERR 3 Este error se visualiza cuando la señal de HOLD INPUT
(se sobrepasó el tiempo de espera (detener entrada) no es emitida durante los 10 segundos
de la señal de detención) posteriores a la finalización del preflujo.
NO PILOT TIMEOUT ERR 4 Este error se visualiza cuando la alta frecuencia no enciende
(se sobrepasó el tiempo de el arco-piloto dentro de 1 segundo.
espera del arco-piloto)
PIERCE DELAY ERR 5 Este error se visualiza cuando no se recibe la señal PIERCE
(error de demora en el perforado) COMPLETE (finalización del perforado) dentro de los 2
segundos posteriores a la señal de transferencia.
TRANSFER TIMEOUT ERR 6 Este error se visualiza cuando no se detecta transferencia
(se sobrepasó el tiempo de de corriente a la pieza dentro de los 4 segundos posteriores
espera de la transferencia) al encendido de la antorcha.
RAMPUP BLOWOUT ERR* 7 Este error se visualiza cuando se extingue el arco después
(error de extinción del arco de transferir corriente a la pieza pero antes del
durante el inicio suave) funcionamiento en estado estacionario.
RUNNING ARC BLOWOUT ERR* 8 Este error se visualiza cuando se pierde el arco duranteel
(error de extinción del arco estado estacionario.
durante el funcionamiento)
ARC OVER VOLTAGE ERR* 9 Este error se visualiza durante el estado estacionario,
(error de sobrevoltaje del arco) cuando el voltajemedido del arco es superior al máximo
voltaje de arco permitido y programado (200 voltios).
RAMPDWN ARC BLOWOUT ERR* 10 Este error se visualiza cuando se pierde el arco durante la
(error de extinción del arco durante disminución progresiva de la corriente pero antes de que
la disminución progresiva) transcurra el tiempo dedisminución progresiva programado.

OPERACIÓN
2-8 HD3070 (con consola automática de gases) Manual del operador
12/2/98
Sistema de la fuente de energía (PS-ERR) – continuación
Mensaje de error Código Descripción
Sistema de gas (GS-ERR)
Mensaje de error Código Descripción
WRONG STATE ERR 12 Este error no debería visualizarse nunca e indica que un
(estado incorrecto) error grave del software ha transferido el control a un estado
indefinido del programa. Es muy importante anotar con
detalle las condiciones operativas previas a la visualización
de este error.
PHASE LOSS ERR 13 Esta señal de error se emite cuando el circuito de protección
(error de pérdida de fase) de la fase ha apagado el sistema debido a que el voltaje de
pérdida de fase, o el voltaje de entrada han caído debajo de
80% de lo normal.
* Estos errores aumentarán la señal de salida al contador de errores enviada al CNC.
NO ERROR 0
(ningún error)
LOW PLASMA GAS ERR 1 Este error se visualiza cuando la presión de entrada del
(la presión de entrada del gas gas plasma es inferior a 7,2 bar (P1 en la pantalla).
plasma es baja)
LOW SHIELD GAS ERR 2 Este error se visualiza cuando la presión de entrada de la
(la presión de entrada de la protección es inferior a 7,2 bar (P2 en la pantalla).
protección es baja)
HIGH PLASMA GAS ERR 3 Este error se visualiza cuando la presión de entrada del gas
(la entrada del gas plasma es alta) plasma es superior a 9,3 bar (P1 en la pantalla).
HIGH SHIELD GAS ERR 4 Este error se visualiza cuando la presión de entrada de la
(la presión de entrada de la protección es superior a 9,3 bar (P2 en la pantalla).
protección es alta)
MV1 ERR* 5 Este error se visualiza cuando la válvula a motor MV1 no se
(error del motor MV1) mueve cuando debiera.
MV2 ERR* 6 Este error se visualiza cuando la válvula a motor MV2 no se
(error MV2) mueve cuando debiera. Cuando se detecta este error es
necesario solicitar servicio técnico.
MV3 ERR* 7 Este error se visualiza cuando la válvula a motor MV3 no se
(error MV3) mueve cuando debiera. Cuando se detecta este error es
necesario solicitar servicio técnico.

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-9
12/2/98
Sistema de gas (GS-ERR) – continuación
Mensaje de error Código Descripción
MV4 ERR* 8 Este error se visualiza cuando la válvula a motor MV4 no se
(error MV4) mueve cuando debiera. Cuando se detecta este error es
necesario solicitar servicio técnico.
MV5 ERR* 9 Este error se visualiza cuando la válvula a motor MV5 no se
(error MV5) mueve cuando debiera. Cuando se detecta este error es
necesario solicitar servicio técnico.
MV6 ERR* 10 Este error se visualiza cuando la válvula a motor MV6 no se
(error MV6) mueve cuando debiera. Cuando se detecta este error es
necesario solicitar servicio técnico.
* Cuando visualice cualquiera de los errores de las válvulas a motor apague y luego, vuelva a encender el sistema
plasma.
Panel posterior de la consola automática de gases (fig. 2-4)
Los controles del panel posterior son los siguientes:
• Interfase del CNC-remoto/Interruptor de palanca local
Permite seleccionar el control remoto o local de la consola de gases HD3070. Cuando se coloca en la
posición REMOTE, el controlador CNC controla totalmente la consola de gases. Cuando se coloca en la
posición LOCAL, los caudales de gas se establecen manualmente desde el panel frontal.
Figura 2-4 Controles del panel posterior de la consola automática de gases

OPERACIÓN
2-10 HD3070 (con consola automática de gases) Manual del operador
12/2/98
Procedimiento diario de puesta en funcionamiento
El sistema HD3070 puede funcionar en modo local o remoto. Antes de ponerlo en funcionamiento, compruebe que
el lugar en donde realizará los cortes y que su vestimenta cumplan los requisitos de seguridad descritos en la
sección Seguridad de este manual.
Modo Local
Siga el procedimiento descrito a continuación para arrancar diariamente el sistema HD3070 en modo local:
1. Seleccione las piezas consumibles de acuerdo al material que desea cortar. Si las piezas consumibles son
reutilizables, compruebe que no estén dañadas o gastadas. Consulte Cambio de piezas consumibles, en esta
sección.
2. Compruebe que la antorcha se encuentre en ángulo recto con la pieza a cortar (0° y 90°) para obtener un corte
limpio y vertical. Use una escuadra para alinear la antorcha.
3. Seleccione ya sea oxígeno (O2) AIRE o una mezcla de argón-hidrógeno y nitrógeno (H35 y N2) como el gas
plasma de corte usando el interruptor de palanca PLASMA GAS SELECTION (selección del gas plasma).
4. Para suministrar energía al sistema, coloque el interruptor principal de corriente de la fuente de energía en la
posición On (encendido) y encienda la fuente de energía siguiendo los pasos descritos a continuación:
• Pulse el interruptor POWER ON (1) PB1 hasta que se encienda el indicador luminoso STATUS-COOLANT
FLOW (estado - caudal del refrigerante).
• Compruebe que el indicador verde POWER ON (LT1) permanezca encendido. Si no está encendido,
consulte los indicadores luminosos de estado de la fuente de energía y compruebe que no haya mensajes
de error en la fuente de energía o el sistema de gas en la pantalla de la consola de gases. Consulte la
figura 2-3 y la lista de mensajes de error.
Nota: Si el indicador luminoso COOLANT FLOW no se enciende, desatornille el capuchón de
llenado/ventilación del depósito del refrigerante. Añada 1,9 litros de líquido refrigerante.
5. Durante el arranque inicial se purgarán automáticamente las líneas de gas durante un total de 40 segundos. En
el campo E de la pantalla de la consola de gases, ilustrado en la figura 2-3, se visualizará PURGE- PRELFOW
(purgar - preflujo) durante 20 segundos y luego, PURGE-CUT FLOW (purgar - flujo de corte) durante 20
segundos.
6. Verifique que el suministro del gas de entrada tanto del gas plasma como del gas de protección tenga una
presión dinámica de 8,2 bar en los campos P1 (plasma) y P2 (protección) de la pantalla de la consola de gases.
(Consulte la fig. 2-3.)
7. Establezca los porcentajes del caudal de gas para la prueba del preflujo y de corte. Para ello, siga los pasos
descritos a continuación:
• Establezca los caudales de la prueba de preflujo (1) y (2) tal como se especifica en las Tablas de corte.
• Establezca los caudales del gas de protección para la prueba de corte (3) y (4) y el caudal del gas plasma
para la prueba de corte (5) y (6) tal como se especifica en las Tablas de corte.

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-11
12/2/98
• Coloque el interruptor Test Preflow/Run/Test Cut Flow (S2) en la posición Run (en funcionamiento).
• Establezca la corriente de corte, el voltaje del arco, la velocidad de desplazamiento, la altura inicial de
perforado y la duración de la demora de perforado desde el controlador CNC y en la forma indicada en las
Tablas de corte.
• El sistema está listo para comenzar a cortar.
Nota: Si el sistema permaneció encendido pero no fue utilizado durante un tiempo, coloque el
interruptor Test Preflow/Run/Test Cut Flow (S2) en la posición Test Cut Flow durante
5 segundos y luego en Test Preflow durante 5 segundos para purgar las líneas de gas.
Una vez purgadas las líneas de gas, coloque el interruptor en la posición Run. Si no
purga las líneas de gas reducirá la vida útil de las piezas consumibles debido a la
contaminación de residuos de agua en la antorcha.
Modo Remoto
Siga el procedimiento descrito a continuación para arrancar diariamente el sistema HD3070 en modo remoto:
1. Seleccione las piezas consumibles de acuerdo al material que desea cortar. Si las piezas consumibles son
reutilizables, compruebe que no estén dañadas o gastadas. Consulte Cambio de piezas consumibles en esta
sección.
2. Una vez inspeccionadas las piezas consumibles, compruebe que la antorcha se encuentre en ángulo recto con
la pieza a cortar (0° y 90°) para obtener un corte limpio y vertical. Use una escuadra para alinear la antorcha.
3. Para suministrar energía al sistema, coloque el interruptor principal de corriente de la fuente de energía en la
posición On (encendido).
4. Para encender la fuente de energía, envíe la señal de control de encendido desde la interfaz del CNC. Esta
señal debe permanecer activada durante 15 segundos o hasta que se reciba la señal POWER INTERLOCKS
OK (bloqueos de corriente ok) desde el controlador CNC.
5. Compruebe que se reciba la señal de POWER INTERLOCKS OK desde el controlador CNC. Si no se recibe
esta señal, revise los indicadores luminosos de la fuente de energía y compruebe que no haya mensajes de
error en el sistema de plasma y de gas en la pantalla de la consola de gases. Consulte la figura 2-3 y la lista de
mensajes de error.
Nota: Si el indicador luminoso COOLANT FLOW no se enciende, desatornille el capuchón de
llenado/ventilación del depósito del refrigerante. Añada 1,9 litros de líquido refrigerante.
6. Durante el arranque inicial, se purgarán automáticamente las líneas de gas durante un total de 40 segundos.
En el campo E de la pantalla de la consola de gases, ilustrado en la figura 2-3, se visualizará PURGEPRELFOW (purgar - preflujo) durante 20 segundos y luego, PURGE-CUT FLOW (purgar - flujo de corte)
durante 20 segundos.
7. Inicie las señales de control desde la interfaz del CNC para seleccionar la entrada necesaria de los gases de
protección y del plasma desde la consola de gases.
Seleccione ya sea oxígeno (O2), AIRE o una mezcla de argón-hidrógeno y nitrógeno (H35 y N2) como el gas
plasma de corte
8. Utilice los dígitos decimales codificados en binario para establecer los porcentajes del flujo de gas en las
válvulas medidoras desde la interfaz del CNC. El controlador CNC debe pasar por la siguiente secuencia para
preparar las válvulas medidoras de gas:

OPERACIÓN
2-12 HD3070 (con consola automática de gases) Manual del operador
11/23/98
Cambio de piezas consumibles
Inspeccione las piezas consumibles de la antorcha antes de cortar para comprobar que no estén gastadas o
dañadas y reemplácelas cuando sea necesario. Los juegos de piezas consumibles PAC184 y PAC186 contienen
herramientas para extraer e inspeccionar las piezas consumibles. A continuación hallará las instrucciones para
inspeccionar, extraer y reemplazar las piezas consumibles. Consulte las figuras 2-5 - 2-8.
Extracción e inspección
1. Extraiga el capuchón aislador e inspeccione el aislador para comprobar que no esté dañado y que no contenga
orificios taponados. Para extraer el aislador, presione sobre él hasta que se suelte. Inspeccione
la junta tórica para comprobar que no esté gastada o rota.
2. Extraiga el capuchón interior de retención y compruebe que no tenga orificios taponados y que no esté roto.
ADVERTENCIA
Antes de inspeccionar o cambiar las piezas de la antorcha, desconecte siempre la fuente de energía
de la fuente principal de energía.
• Selección del dígito decimal codificado en binario para el número de válvula (1 - 6) a activar en las cuatro
líneas VALVE SELECT (seleccionar válvula). Para activar estas señales es necesario establecerlas en cero
(común).
• Selección del dígito decimal codificado en binario para el valor (0 - 100%) a establecer en las nueve líneas
GAS FLOW SET (establecer flujo de gas). Para activar estas señales es necesario establecerlas en cero
(común).
• Establecimiento de la línea WRITE en cero (común) y espera hasta recibir la señal READ COMPLETE
(lectura finalizada).
Este proceso debe durar menos de 100 milisegundos. En este momento, el controlador CNC debe enviar la
señal WRITE (escritura). El proceso anterior debe llevarse a cabo para las cuatro válvulas restantes.
Nota: Durante el funcionamiento normal, se almacenan los datos del flujo de gas de cada válvula
medidora en el microprocesador de la consola de gases. Si por cualquier razón se
interrumpe el suministro de energía de la consola de gases, será necesario volver a enviar
los datos del flujo de gas desde la interfaz del CNC.
9. El controlador CNC debe comprobar entonces que la consola de gases no haya enviado una señal de
ERROR OUTPUT (error de salida) y que la señal de POWER INTERLOCKS OK de la fuente de energía
permanezca activada.
10. El sistema está listo para comenzar a cortar.
Nota: Si desea purgar las líneas de gas y el sistema ha permanecido encendido pero no se ha
utilizado durante un tiempo, inicie las señales de control de prueba de preflujo y prueba de
corte desde la interfaz de CNC. Mantenga cada posición durante 5 segundos.

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-13
12/13/99
3. Extraiga la boquilla con la herramienta correspondiente. Compruebe que no esté gastada o que haya sufrido
arcos. Inspeccione también las juntas tóricas para comprobar que no estén gastadas o rotas.
4. Extraiga el electrodo con la herramienta correspondiente. Inspeccione el electrodo y reemplácelo si halla una
picadura de 1 mm de profundidad. Para determinar la profundidad de la picadura, consulte la figura 2-8.
Inspeccione la junta tórica para determinar que no esté gastada o rota.
5. Extraiga el difusor con la herramienta correspondiente. Introduzca la herramienta en el difusor hasta que quede
trabada en el reborde y luego, tire hacia atrás para extraer el difusor. Compruebe que el difusor no esté roto o
con orificios taponados. Compruebe que las juntas tóricas no estén rotas o gastadas.
Reemplazo
No aplique una cantidad excesiva de grasa de silicón a ninguna de las juntas tóricas de los consumibles.
El exceso de grasa de silicón puede obturar los puertos y orificios e impedir que el gas fluya
adecuadamente durante el funcionamiento. Aplique únicamente una capa delgada de grasa de silicón.
Evite tocar la punta del electrodo durante la instalación ya que la grasa o la suciedad pueden afectar el
arranque. Inspeccione la punta del electrodo y límpiela si es necesario.
1. Aplique silicón en la junta tórica del electrodo y en las dos juntas tóricas del difusor.
2. Introduzca el electrodo dentro del extremo del difusor cuyo diámetro es menor e introduzca luego el difusor (por
el extremo de mayor diámetro) dentro de la boquilla. Aplique silicón en las juntas tóricas de la boquilla,
introduzca luego la boquilla en la antorcha y ejerza presión hasta que quede trabada en la posición correcta.
3. Inspeccione las roscas en el cuerpo principal de la antorcha y límpielas si fuera necesario. Aplique silicón en las
juntas tóricas del cuerpo principal de la antorcha.
4. Instale el capuchón interior en el cuerpo principal de la antorcha. Ajuste bien con la mano el capuchón
interior para asegurar un buen contacto eléctrico. No lo ajuste más de lo necesario.
5. Instale el capuchón aislador con el aislador colocado en el cuerpo principal de la antorcha. Si el aislador no
está colocado, aplique silicón en la junta tórica, introduzca el aislador dentro del capuchón aislador y presione
hasta que quede colocado en la posición correcta. Ajuste bien con la mano el capuchón aislador. Si no lo
hace, puede no establecer un buen contacto eléctrico y producir fugas de agua y gas que perjudiquen
la calidad del corte.

OPERACIÓN
2-14 HD3070 (con consola automática de gases) Manual del operador
12/13/99
Figura 2-5 Piezas consumibles para la antorcha PAC186
020633
120111
020644
020670
120113
020940
020941
120112
020646
020671
30A
Acero al carbono
120112
020647
Antorcha PAC186
120349
020634/
020687
Capuchón
aislador
020789
Aislador
Boquilla
Capuchón
de retención
Difusor
020637
Electrodo
120111
020671
020645
020937
020938
020637
020633
020949
020948
020947
120113
020795
020796
120273
120266 120272 020637
120410
15A
Acero al carbono
30A
Acero inoxidable
50A
Acero al carbono
50A
Acero inoxidable/
Cobre
70A
Acero al carbono/
Acero inoxidable/
Aluminio/
Cobre
100A
Acero al carbono
120594
120592
120591
120590
120589
100A
Acero inoxidable/
Aluminio
120623
(ccw)
120626
(ccw)
120622 (ccw) 120626 (ccw)
120623 (ccw)
120626 (ccw)
120617 (ccw) 120624 (ccw)
120237 (ccw)120238 (ccw)
120626 (ccw)
120621 (ccw)
120616 (ccw)
Consumibles (contra antihorarios) CCW están disponibles para cortes de imagen de espejo.

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-15
11/23/98
Esta herramienta se utiliza para determinar la profundidad
de la picadura del electrodo. Para emplearla, siga los
pasos descritos a continuación:
1. Afloje la perilla de la altura e introduzca el electrodo en
laforma ilustrada. Ajuste la perilla de la altura.
2. Compruebe que el punto esté en contacto con la
superficie plana adyacente a la picadura.
3. Afloje el tornillo de fijación del dial, coloque el indicador
en cero y vuelva a ajustar el tornillo de fijación.
4. Baje el punto hasta colocarlo dentro de la picadura y lea
el indicador para determinar la profundidad de la
picadura.
5. Reemplace los electrodos cuyas picaduras tengan
profundidades mayores que 1.0 mm. Nota: El
manómetro ilustrado indica aproximadamente un poco
más de 0,5 mm (0,022 pulgadas).
Boquilla
Electrodo
Electrodo
120209
Capuchón aislador
120221/120543
Aislador
120222
Capuchón
de retención
120219
Boquilla
120277
15 A
Difusor
120212
120218
30 A
Antorcha PAC184
120208
Figura 2-6 Piezas consumibles de acero al carbono para la antorcha PAC184, de 15 y 30 amperios
Figura 2-7 Herramientas para extracción de piezas consumibles
Herramienta del PAC184
Para todos
los electrodos
y boquillas de
100 amperios
Boquillas de acero al carbono de
15, 30 y 50 amperios y de acero
inoxidable, de 30 amperios
Herramienta del PAC186 (004555)
Boquilla y aisladores de
70 amperios y de 50 amperios
de acero inoxidable
Herramienta para el difusor PAC186
(004745)
Figura 2-8 Manómetro para medir la profundidad de la picadura del electrodo (004630)
Tornillo de fijación
Punto (004629)
Punto de elevación
y descenso
Electrodo
Indicador del dial
Perilla para ajuste de
la altura

OPERACIÓN
2-16 HD3070 (con consola automática de gases) Manual del operador
12/3/98
Purga de las mangueras del refrigerante
Antes de extraer la antorcha PAC184 o PAC186, es aconsejable que el operador purgue el líquido refrigerante de
las mangueras y lo envíe al tanque del refrigerante para minimizar el goteo cuando desconecte la antorcha del
conector rápido. Cuando vuelva a colocar la antorcha, deberá volver a llenar las mangueras con refrigerante. Lea
los procedimientos descritos a continuación.
válvula solenoide
para purga
entrada
de aire
enchufe de
120 VCA
conjunto de la válvula
para control de gases
Figura 2-9 Purga del refrigerante
Purga de las mangueras de refrigerante
1. Apague la fuente de energía desde el panel de control o por
control numérico.
2. Conecte una manguera de aire de 6,35 mm a la entrada de aire en
el conjunto de la válvula que controla el flujo de gases (fig. 2-7).
3. Conecte un cable de alimentación de 120 VCA al enchufe de 120
VCA de la válvula solenoide para purga desde el control numérico
o desde otra fuente.
4. Introduzca aire por la entrada de aire a aproximadamente 1,4 bar.
El aire alimentado debe estar limpio, seco y sin aceite ya que
de lo contrario, puede contaminar el refrigerante.
5. Aplique una señal de 120 VCA durante más o menos
3 segundos para abrir la válvula solenoide y purgar el refrigerante
de las mangueras. No es necesario purgar el refrigerante
durante más de 3 segundos.
6. Una vez purgadas las mangueras del refrigerante, desconecte la
antorcha del conector rápido.
Cómo rellenar las mangueras con líquido refrigerante
1. Vuelva a conectar la antorcha al conector rápido.
2. Encienda la fuente de energía desde el panel de control o el control numérico.
Desde la fuente de energía, mantenga pulsado el interruptor de botón POWER ON hasta que se encienda el
indicador luminoso COOLANT FLOW (caudal del refrigerante). Desde el control numérico, mantenga la señal de
encendido (Power On) hasta que se encienda el indicador luminoso COOLANT FLOW.
Cuando se encienda este indicador luminoso, deje de pulsar el interruptor de botón POWER ON en la fuente de
energía o la señal de encendido en el control numérico. Cuando el sistema funciona normalmente, el indicador
verde POWER ON permanece encendido.
(El indicador luminoso COOLANT FLOW permanecerá apagado hasta que el refrigerante haya expulsado todo el
aire de las mangueras del refrigerante y éste se encuentre en el tanque. Sin embargo, las mangueras de
refrigerante con demasiados dobleces pueden tener bolsillos de aire en su interior aún cuando se enciendan las
luces del indicador luminoso COOLANT FLOW y el sistema parezca estar listo para funcionar. El aire atrapado
puede causar una pérdida momentánea de refrigerante y dañar la antorcha.)

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-17
18
Cómo optimizar la calidad del corte
Los siguientes consejos y procedimientos ayudarán a producir cortes en ángulo recto, derechos, suaves y sin
escoria.
Consejos para la mesa y la antorcha
• Use una escuadra para alinear la antorcha a un ángulo recto con la
pieza de trabajo.
• La antorcha puede avanzar más suavemente si usted limpia, chequea y "afina" las rieles de guía y el
sistema de impulsar de la mesa de corte. El movimiento no suave de la máquina puede causar un patrón
ondeado regular en la superficie de corte.
• La antorcha no debe tocar la pieza de trabajo durante el corte. El contacto puede dañar el aislador y la
boquilla, y afectar la superficie de corte.
Consejos para la fijación del plasma
Siga cuidadosamente cada paso del procedimiento para la fijación diaria descrita anteriormente en esta sección.
Purgue las líneas de gas antes de cortar.
Cómo extender la vida útil de las piezas consumibles
El proceso LongLife®de Hypertherm automáticamente “incrementa paulatinamente” el gas y el flujo de la corriente
al comienzo y los disminuye paulatinamente al fin de cada corte, para hacer mínima a la erosión de la superficie
central del electrodo. El proceso LongLife también requiere que los cortes comiencen y se detengan sobre la pieza
de trabajo.
• El antorcha nunca debe “disparar” mientras está en el aire.
– El comenzar a cortar al borde de la pieza de trabajo es aceptable siempre que no se encienda el arco en
el aire.
–
Para comenzar con una perforación, use una altura de perforación que sea 1,5 a 2 veces la distancia de
la antorcha al trabajo. Véase las tablas de cortar.
• Cada corte debería terminar con el arco todavía sobre la pieza de trabajo, para evitar apagones (errores de
disminución paulatina).
– Cuando se cortan piezas que se separan y caen (pequeñas piezas que se separan y caen después de
que se las ha cortado y separado de la pieza de trabajo) verifique que el arco esté todavía sujetado al
filo de la pieza de trabajo para que haya la disminución paulatina apropiada.
• Si ocurre un apagón del arco, trate una o más de las siguientes acciones:
– Reduzca la velocidad de corte durante la parte final del corte.
– Detenga el arco antes de que se haya cortado la pieza completamente, para permitir que el arco se
complete durante la disminución paulatina.
– Programe la ruta de la antorcha dentro de un trozo de chatarra para la hacer la disminución paulatina.
Nota: Use un “corte de cadena” si es posible, de manera que el camino de avance de la
antorcha pueda ir directamente de una parte a otra, que está cortándose, sin detener y
volver a arrancar el arco. Sin embargo, no permita que este camino se salga de la pieza
de trabajo y vuelva a regresarse a ella, y recuerde que un corte de cadena de larga
duración, causará desgaste del electrodo.
Nota: Tal vez sea dificultoso conseguir todos los beneficios del proceso LongLife en algunas
condiciones.

OPERACIÓN
2-18 HD3070 (con consola automática de gases) Manual del operador
18
Factores adicionales de calidad de corte
Ángulo de corte
Una pieza cortada cuyos 4 lados tienen un promedio de menos de 4º de ángulo de corte se considera aceptable.
Nota: El ángulo recto de corte estará al lado derecho
con respecto al movimiento hacia adelante de
la antorcha.
Nota: Para determinar si un problema de ángulo de corte está causado por el sistema plasma o
el sistema de impulsar, haga un corte de prueba y mida el ángulo de cada lado. Luego, dé
vuelta 90º a la antorcha dentro de su sostenedor, y repita el proceso. Si los ángulos son
los mismos en ambas pruebas, el problema está en el sistema de impulsar.
Si el problema del ángulo de corte persiste después de que se hayan eliminado las “causas mecánicas” (véase
consejos para la mesa y antorcha, página anterior), verifique la distancia entre la antorcha y el trabajo,
especialmente si los ángulos de corte son todos positivos, o todos negativos.
• Un ángulo de corte positivo resulta cuando se quita más material de la parte de arriba del corte que de la
parte de abajo.
• Un ángulo de corte negativo resulta cuando se quita más material de la parte de abajo del corte.
Escoria
Escoria de baja velocidad se forma cuando la velocidad de la antorcha es demasiado lenta y el arco se adelanta.
Se forma como un deposito pesado, burbujeante en la parte de abajo del corte y se lo puede quitar con facilidad.
Incremente la velocidad para reducir la escoria.
Escoria de alta velocidad se forma cuando la velocidad de corte es demasiado rápida y el arco se retrasa. Se
forma como un cordón delgado y linear de metal sólido, que se queda muy cerca del corte. Está soldado a la parte
de abajo del corte y es dificultoso de quitar. Para reducir la escoria de alta velocidad:
• Disminuya la velocidad de corte.
• Disminuya el voltaje de arco, para disminuir la distancia de la antorcha al trabajo.
• Incremente el 0
2
en el gas de protección para incrementar la gama de velocidades de corte que no tengan
escoria. (Solamente los sistemas HyDefinition y HT4400 pueden aceptar gases protectores de gas
mezclado).
Notas: La escoria más probablemente se formará en metal tibio o caliente que en un metal frío.
Por ejemplo, el primer corte en una serie de cortes más probablemente producirá la
menor escoria. Cuando la pieza comienza a calentarse, formará más escoria en los
cortes subsecuentes.
La escoria más probablemente se formará en acero al carbono que en acero inoxidable o
aluminio.
Consumibles que sean desgastados o dañados producirán escoria intermitente.
Causa
La antorcha está
demasiado baja.
La antorcha está
demasiado alta.
Corte de ángulo recto
\
Solución
Incremente el voltaje de arco para levantar antorcha.
Disminuya el voltaje de arco para bajar la antorcha.
Ángulo de corte positivo
Ángulo de corte negativo
Problema

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-19
18
Rectitud de la superficie de corte
Una superficie típica de corte de plasma es ligeramente cóncava.
La superficie de corte puede volverse más cóncava, o convexa. Se requiere tener correcta la altura de
la antorcha para que la superficie esté lo más recta posible.
Una superficie de corte profundamente cóncava ocurre cuando la distancia de la antorcha al trabajo es
demasiado corta. Incremente el voltaje de arco para incrementar la distancia de la antorcha al trabajo y
haga más recta a la superficie de corte.
Una superficie de corte convexa ocurre cuando la distancia de la antorcha al trabajo es demasiado
larga o la corriente de corte es demasiado alta. Primero, reduzca el voltaje de arco, entonces reduzca la
corriente de corte. Si hay un traslapado entre las diferentes corrientes de corte para ese espesor,
experimente con los consumibles que son diseñados para una corriente más baja.
Mejoras adicionales
Algunas de estas mejoras incluyen el renunciar algo a cambio de otra cosa, como se describe.
Suavidad de las superficies de corte, (acabado de la superficie)
• (HyDefinition y HT4400 solamente) En acero al carbono, una concentración más alta de N2en la mezcla
protectiva de O2-N2puede producir una superficie de corte más suave.
Renunciar algo a cambio de otra cosa: Esto puede producir más escoria.
• (HyDefinition y HT4400 solamente) En acero al carbono, una concentración más alta de O2en la mezcla
protectiva de O2-N2puede incrementar la velocidad de corte y producir menos escoria.
Renunciar algo a cambio de otra cosa: Esto tal vez produzca una superficie de corte un poco más áspera.
Perforación
• La demora de perforación debe ser lo suficientemente larga de manera que el arco pueda perforar el
material antes de que la antorcha se mueva, pero no tan larga que el arco comience a “distraerse” mientras
está tratando de encontrar el filo de un hueco más grande.
• Un preflujo más alto del gas protector puede ayudar a soplar el metal derretido alejándolo durante la
perforación.
Renunciar algo a cambio de otra cosa: Esto tal vez reduzca la confiabilidad del arranque.
Nota: Cuando está perforándose al espesor máximo, el anillo de escoria que se forma durante la
perforación puede ser lo suficientemente alto para ponerse en contacto con la antorcha
cuando la antorcha comienza a moverse después de que haya completado la perforación.
Una “perforación a la carrera” que hace la perforación mientras la antorcha está
moviéndose, tal vez eliminara la vibración de la antorcha que sigue después del contacto
de la antorcha y el anillo de escoria.
Cómo incrementar la velocidad de corte
• Disminuya la distancia de la antorcha al trabajo.
Renunciar algo a cambio de otra cosa: Esto incrementará el ángulo negativo del corte.
Nota: La antorcha no debe tocar la pieza de trabajo mientras se esté perforando o cortando.

OPERACIÓN
2-20 HD3070 (con consola automática de gases) Manual del operador
18
Preguntas técnicas
Reclamos por productos defectuosos – Todas las unidades entregadas por Hypertherm son sometidas a
rigurosas pruebas de control de calidad. Sin embargo, si su sistema no funciona correctamente:
1. Vuelva a controlar todos los requisitos y conexiones previos a la instalación, de la instalación y posteriores a la
instalación.
2. Si no puede resolver el problema, llame al distribuidor. Él podrá ayudarlo o informarle acerca de las
instalaciones de reparación autorizadas por Hypertherm.
3. Si necesita ayuda, llame al departamento de atención al cliente o al departamento de Servicio Técnico (en
EE.UU), enlistado en la parte frontal de este manual.

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-21
6/15/99
Tablas de corte
Las Tablas de corte que hallará en las páginas siguientes han sido optimizadas para proporcionar el mejor ángulo de
corte, la menor cantidad de escoria y la superficie de corte mejor terminada. Recuerde que estas tablas son sólo un
punto de partida y que el corte óptimo debe ajustarse para el uso y los materiales propios de cada instalación. Por
ejemplo, tenga en cuenta que el aumento de la velocidad de corte, la reducción de la distancia antorcha-pieza, el
uso de piezas consumibles de corriente más alta en los metales más delgados y el aumento de la proporción de
oxígeno en la mezcla del gas de protección tienen desventajas ya descritas en Cómo obtener un corte de mejor
calidad. El operador deberá determinar si las desventajas son aceptables teniendo en cuenta el tipo de corte.
En las tablas de corte hallará también los números de pieza y las ilustraciones de las piezas consumibles necesarias
para cortar con cada amperaje. Si necesita información más detallada, consulte las descripciones de los controles e
indicadores de la consola de gases y el procedimiento diario de arranque, al comienzo de esta sección.
Material Corriente Gas plasma Protección Página
Antorcha PAC184
Acero al carbono 15 Amperios O
2
O2y N
2
2-22
30 Amperios O
2
O2y N
2
2-23
Antorcha PAC186
Acero al carbono 15 Amperios O
2
O2y N
2
2-24
30 Amperios O
2
O2y N
2
2-25
50 Amperios O
2
O2y N
2
2-27
70 Amperios O
2
O2y N
2
2-30
100 Amperios O
2
O2y N
2
2-34
Acero inoxidable 30 Amperios Aire Aire 2-26
50 Amperios Aire Aire 2-28
70 Amperios Aire Aire y CH
4
2-31
100 Amperios H35 y N
2
N
2
2-35
Aluminio 70 Amperios Aire CH
4
2-32
100 Amperios H35 y N
2
N
2
2-36
Cobre 50 Amperios O
2
O2y N
2
2-29
70 Amperios O
2
O2y N
2
2-33
Índice de las tablas de corte

OPERACIÓN
2-22 HD3070 (con consola automática de gases) Manual del operador
Aislador
120222
Boquilla
120277
Electrodo
120209
Capuchón de retención
120219
Difusor
120212
Antorcha PAC184
120208
Capuchón aislador
120221/120543
Tablas de datos operativos (de corte) antorcha PAC184
Acero al carbono – Corte de 15 amperios
Plasma de O
2
/Protección de O2y N
2
Caudales de la Caudales de la
preuba de preflujo* % prueba de corte % Distancia Altura
Espesor Preflujo Protección Plasma Voltaje antorcha- Velocidad de inicial de Demora de
del material O
2
N
2
O2N2O
2
del arco pieza** desplazamiento perforación perforado
(GA) (Pulg) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (voltios) (mm) (m/min.) (mm) (potenc.) (seg)
26 0,018 0,5 5 75 30 10 40 — 134 0,5 3,68 1,0 0 0,05
24 0.024 0,6 135 0,5 3,28 1,0 0 0,05
22 0,030 0,8 136 0,5 2,92 1,0 0 0,05
20 0,036 0,9 136 0,5 2,54 1,0 0 0,05
18 0,048 1,3 137 0,5 2,16 1,0 0,5 0,16
16 0,060 1,5 142 0,8 1,65 1,0 1 0,27
14 0,075 1,9 144 1,0 1,14 1,5 1,5 0,37
12 0,105 2,7 148 1,0 0,90 1,5 2 0,50
10 0,135 3,4 151 1,0 0,64 1,5 2,5 0,60
12/2/98
Las presiones de entrada del gas de O2y N2deben ser entre 7,2 y 9,2 bar para todos los espesores de material.
# En la figura 2-3 hallará las distintas pantallas visualizadas en la pantalla de cristal líquido.
* Un aumento leve en los caudales de O2y N2en la prueba de preflujo puede aumentar la capacidad de
perforado en los materiales de mayor espesor indicados anteriormente. Sin embargo, si aumenta demasiado
los caudales de preflujo puede afectar la fiabilidad de encendido del plasma (fallos de encendido).
** La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-23
Aislador
120222
Boquilla
120218
Electrodo
120209
Capuchón de retención
120219
Difusor
120212
Antorcha PAC184
120208
Capuchón aislador
120221/120543
12/2/98
Tablas de datos operativos (de corte) antorcha PAC184
Acero al carbono – Corte de 30 amperios
Plasma de O
2
/Protección de O2y N
2
Caudales de la Caudales de la
prueba de preflujo* % prueba de corte % Distancia Altura
Espesor Preflujo Protección Plasma Voltaje antorcha- Velocidad de inicial de Demora de
del material O
2
N
2
O2N2O
2
del arco pieza** desplazamiento perforación perforado
(GA) (Pulg) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (voltios) (mm) (m/min.) (mm) (potenc.) (seg)
24 0,024 0,6 5 75 15 5 46 — 117 0,8 5,08 1,5 0 0,05
22 0.030 0.8 15 5 — 121 0,8 4,32 1,5 0 0,05
20 0,036 0,9 15 5 — 125 1,0 3,56 2,0 0 0,05
18 0,048 1,3 15 5 — 128 1,0 2,80 2,0 0 0,05
16 0,060 1,5 15 5 — 128 1,0 2,03 2,0 0 0,05
14 0,075 1,9 15 5 — 128 1,0 1,52 2,0 0,5 0,16
12 0,105 2,7 15 5 — 135 1,5 1,27 2,5 1 0,27
10 0,135 3,4 15 5 — 135 1,5 0,90 2,5 1,5 0,37
3⁄16 4,8 15 5 — 135 1,5 0,81 2,5 2 0,50
1⁄4 6,4 30 10 — 136 1,0 0,64 2,5 2,5 0,60
Las presiones de entrada del gas de O2y N2deben ser entre 7,2 y 9,2 bar para todos los espesores de material.
# En la figura 2-3 hallará las distintas pantallas visualizadas en la pantalla de cristal líquido.
* Un aumento leve en los caudales de O2y N2en la prueba de preflujo puede aumentar la capacidad de
perforado en los materiales de mayor espesor indicados anteriormente. Sin embargo, si aumenta demasiado
los caudales de preflujo puede afectar la fiabilidad de encendido del plasma (fallos de encendido).
** La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.

OPERACIÓN
2-24 HD3070 (con consola automática de gases) Manual del operador
Aislador
020670
Boquilla
020644
Electrodo
120111
Capuchón de retención
020633
Difusor
020637
Antorcha PAC186
120349
Capuchón aislador
020634/020687
12/2/98
Tablas de datos operativos (de corte) antorcha PAC186
Acero al carbono – Corte de 15 amperios
Plasma de O
2
/Protección de O2y N
2
Caudales de la Caudales de la Distancia
prueba de preflujo* % prueba de corte % Voltaje antorcha- Altura
Espesor Preflujo Protección Plasma del arco pieza Velocidad de inicial de Demora de
del material O
2
N
2
O2N2O
2
*** **,*** desplazamiento perforación perforado
(GA) (Pulg) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (voltios) (mm) (m/min.) (mm) (potenc.) (seg)
20 0,036 0,9 5 75 30 10 40 — 120 0,5 2,54 1,0 0 0,1
18 0,048 1,3 121 0,5 2,16 1,0 0 0,1
16 0,060 1,5 124 0,8 1,65 1,0 ,5 0,2
14 0,075 1,9 130 1,0 1,14 1,5 1 0,3
12 0,150 2,7 132 1,0 0,90 1,5 1,5 0,4
10 0,135 3,4 134 1,0 0,64 1,5 2 0,50
Las presiones de entrada del gas de O2y N2deben ser entre 7,2 y 9,2 bar para todos los espesores de material.
# En la figura 2-3 hallará las distintas pantallas visualizadas en la pantalla de cristal líquido.
* Un aumento leve en los caudales de O2y N2en la prueba de preflujo puede aumentar la capacidad de
perforado en los materiales de mayor espesor indicados anteriormente. Sin embargo, si aumenta demasiado
los caudales de preflujo puede afectar la fiabilidad de encendido del plasma (fallos de encendido).
** La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
*** Para mantener la distancia antorcha-pieza de 0,5 mm cuando se gasta el electrodo, puede ser necesario
aumentar el voltaje del arco para evitar que el antorcha se desplace dentro de la placa.
Consumibles contra-antihorarios están disponibles para corte de imagen de espejo.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-25
Aislador
020671
Boquilla
020645
Electrodo
120111
Capuchón de retención
020633
Difusor
020637
Antorcha PAC186
120349
Capuchón aislador
020634/020687
12/2/98
Tablas de datos operativos (de corte) antorcha PAC186
Acero al carbono – Corte de 30 amperios
Plasma de O
2
/Protección de O2y N
2
Caudales de la Caudales de la
prueba de preflujo* % prueba de corte % Distancia Altura
Espesor Preflujo Protección Plasma Voltaje antorcha- Velocidad de inicial de Demora de
del material O
2
N
2
O2N2O
2
del arco pieza** desplazamiento perforación perforado
(GA) (Pulg) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (voltios) (mm) (m/min.) (mm) (potenc.) (seg)
24 0,024 0,6 5 75 15 5 46 — 103 0,8 5,08 1,0 0 0
22 0.030 0.8 15 5 108 0,8 4,32 1,0 0 0
20 0,036 0,9 15 5 110 1,0 3,56 1,5 0 0
18 0,048 1,3 15 5 112 1,0 2,80 1,5 0 0
16 0,060 1,5 15 5 115 1,0 2,03 1,5 0 0,1
14 0,075 1,9 15 5 118 1,0 1,52 1,5 0 0,1
12 0,105 2,7 15 5 121 1,5 1,27 2,0 ,5 0,2
10 0,135 3,4 15 5 124 1,5 0,90 2,0 1 0,3
3⁄16 4,8 15 5 125 1,5 0,81 2,0 1,5 0,4
1⁄4 6,4 30 10 124 1,0 0,64 2,0 2 0,5
Las presiones de entrada del gas de O2y N2deben ser entre 7,2 y 9,2 bar para todos los espesores de material.
# En la figura 2-3 hallará las distintas pantallas visualizadas en la pantalla de cristal líquido.
* Un aumento leve en los caudales de O2y N2en la prueba de preflujo puede aumentar la capacidad de
perforado en los materiales de mayor espesor indicados anteriormente. Sin embargo, si aumenta demasiado
los caudales de preflujo puede afectar la fiabilidad de encendido del plasma (fallos de encendido).
** La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
Consumibles contra-antihorarios están disponibles para corte de imagen de espejo.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.

OPERACIÓN
2-26 HD3070 (con consola automática de gases) Manual del operador
Aislador
020941
Boquilla
020938
Electrodo
120113
Capuchón de retención
020940
Difusor
020937
Antorcha PAC186
120349
Capuchón aislador
020634/020687
12/2/98
Tablas de datos operativos (de corte) antorcha PAC186
Acero inoxidable
##
– Corte de 30 amperios
Plasma de aire/Protección de aire
Caudales de la Caudales de la Distancia
prueba de preflujo* % prueba de corte % Voltaje antorcha- Altura
Espesor Preflujo Protección Plasma del arco pieza Velocidad de inicial de Demora de
del material Aire Aire Aire *** **,*** desplazamiento perforación perforado
(GA) (Pulg) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (voltios) (mm) (m/min.) (mm) (potenc.) (seg)
27 0,016 0,4 75 0 30 0 60 — 70-75 0,5 6,35 1,0 0 0
24 0,024 0,6 70-75 0,5 5,59 1,0 0 0
22 0,030 0,8 70-75 0,5 5,08 1,0 0 0,1
20 0,036 0,9 70-75 0,5 4,57 1,0 0 0,1
18 0,048 1,3 73-78 0,5 3,81 1,5 ,5 0,2
16 0,060 1,5 73-78 0,5 3,05 1,5 ,5 0,2
Las presiones de entrada del aire deben ser de 7,2 - 9,2 bar para todos los espesores de material.
# En la figura 2-3 hallará las distintas pantallas visualizadas en la pantalla de cristal líquido.
## La placa de acero inoxidable se entrega a veces con una película protectora de plástico. Quite la película de
plástico antes de cortar.
* Un aumento leve en los caudales de aire en la prueba de preflujo puede aumentar la capacidad de perforado
en los materiales de mayor espesor indicados anteriormente. Sin embargo, si aumenta demasiado los
caudales de preflujo puede afectar la fiabilidad de encendido del plasma (fallos de encendido).
** La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
*** Para mantener la distancia antorcha-pieza de 0,5 mm cuando se gasta el electrodo, puede ser necesario
aumentar el voltaje del arco para evitar que el antorcha se desplace dentro de la placa.
Consumibles contra-antihorarios están disponibles para corte de imagen de espejo.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-27
Aislador
020671
Boquilla
020646
Electrodo
120112
Capuchón de retención
020633
Difusor
020637
Antorcha PAC186
120349
Capuchón aislador
020634/020687
12/2/98
Tablas de datos operativos (de corte) antorcha PAC186
Acero al carbono – Corte de 50 amperios
Plasma de O
2
/Protección de O2y N
2
Caudales de la Caudales de la
prueba de preflujo* % prueba de corte % Distancia Altura
Espesor Preflujo Protección Plasma Voltaje antorcha- Velocidad de inicial de Demora de
del material O
2
N
2
O2N2O
2
del arco pieza** desplazamiento perforación perforado
(GA) (Pulg) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (voltios) (mm) (m/min.) (mm) (potenc.) (seg)
22 0,030 0,8 5 75 40 0 40 — 103 1,0 6,86 1,5 0 0
20 0,036 0,9 40 40 103 1,0 5,33 1,5 0 0
18 0,048 1,3 40 40 104 1,0 4,06 1,5 0 0
16 0,060 1,5 40 40 109 1,3 3,05 2,0 0 0
14 0,075 1,9 40 40 113 1,3 2,54 2,0 0 0
12 0,105 2,7 40 40 119 1,3 1,91 2,5 0 0,1
10 0,135 3,4 40 40 122 1,5 1,40 2,5 ,5 0,2
3⁄16 4,8 40 40 124 1,5 1,14 2,5 1 0,3
1⁄4 6,4 60 60 127 2,0 0,90 3,0 2 0,5
Las presiones de entrada del gas de O2y N2deben ser entre 7,2 y 9,2 bar para todos los espesores de material.
# En la figura 2-3 hallará las distintas pantallas visualizadas en la pantalla de cristal líquido.
* Un aumento leve en los caudales de O2y N2en la prueba de preflujo puede aumentar la capacidad de
perforado en los materiales de mayor espesor indicados anteriormente. Sin embargo, si aumenta demasiado
los caudales de preflujo puede afectar la fiabilidad de encendido del plasma (fallos de encendido).
** La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
Consumibles contra-antihorarios están disponibles para corte de imagen de espejo.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.

OPERACIÓN
2-28 HD3070 (con consola automática de gases) Manual del operador
Aislador
020949
Boquilla
020948
Electrodo
120113
Capuchón de retención
020795
Difusor
020947
Antorcha PAC186
120349
Capuchón aislador
020634/020687
12/2/98
Tablas de datos operativos (de corte) antorcha PAC186
Acero inoxidable
##
– Corte de 50 amperios
Plasma de aire/Protección de aire
Caudales de la Caudales de la Distancia
prueba de preflujo* % prueba de corte % Voltaje antorcha- Altura
Espesor Preflujo Protección Plasma del arco pieza Velocidad de inicial de Demora de
del material Aire Aire Aire *** **,*** desplazamiento perforación perforado
(GA) (Pulg) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (voltios) (mm) (m/min.) (mm) (potenc.) (seg)
14 0,075 1,9 60 0 80 0 40 — 100 1,0 3,05 3,0 1 0,3
12 0,105 2,7 60 100 1,0 2,03 3,0 1,5 0,4
10 0,135 3,4 60 110 1,5 1,40 3,0 1,5 0,4
3⁄16 4,8 50 115 2,0 1,02 4,0 2,0 0,5
Las presiones de entrada del aire deben ser de 7,2 - 9,2 bar para todos los espesores de material.
# En la figura 2-3 hallará las distintas pantallas visualizadas en la pantalla de cristal líquido.
## La placa de acero inoxidable se entrega a veces con una película protectora de plástico. Quite la película de
plástico antes de cortar.
* Un aumento leve en los caudales de aire en la prueba de preflujo puede aumentar la capacidad de perforado
en los materiales de mayor espesor indicados anteriormente. Sin embargo, si aumenta demasiado los
caudales de preflujo puede afectar la fiabilidad de encendido del plasma (fallos de encendido).
** La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
*** Medida desde las puntas del adaptador de aislador 020949.
Consumibles contra-antihorarios están disponibles para corte de imagen de espejo.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-29
Aislador
020949
Boquilla
020948
Electrodo
120113
Capuchón de retención
020795
Difusor
020947
Antorcha PAC186
120349
Capuchón aislador
020634/020687
12/2/98
Tablas de datos operativos (de corte) antorcha PAC186
Cobre
##
– Corte de 50 amperios
Plasma de O
2
/Protección de O2y N
2
Caudales de la Caudales de la
prueba de preflujo* % prueba de corte % Distancia Altura
Espesor Preflujo Protección Plasma Voltaje antorcha- Velocidad de inicial de Demora de
del material O
2
N
2
O2N2O
2
del arco pieza** desplazamiento perforación perforado
(GA) (Pulg) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (voltios) (mm) (m/min.) (mm) (potenc.) (seg)
16 0,060 1,5 35 40 20 10 40 — 92 2,0 1,78 2,5 4 1,0
14 0,075 1,9 92 2,0 1,78 2,5 4 1,0
12 0,105 2,7 94 2,0 1,65 2,5 7 1,5
10 0,135 3,4 94 2,0 1,65 2,5 9 2,0
Las presiones de entrada del gas de O2y N2deben ser entre 7,2 y 9,2 bar para todos los espesores de material.
# En la figura 2-3 hallará las distintas pantallas visualizadas en la pantalla de cristal líquido.
## La placa de cobre se entrega a veces con una película protectora de plástico. Quite la película de plástico
antes de cortar.
* Un aumento leve en los caudales de O2y N2en la prueba de preflujo puede aumentar la capacidad de
perforado en los materiales de mayor espesor indicados anteriormente. Sin embargo, si aumenta demasiado
los caudales de preflujo puede afectar la fiabilidad de encendido del plasma (fallos de encendido).
** La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
*** Medida desde las puntas del adaptador de aislador 020949.
Consumibles contra-antihorarios están disponibles para corte de imagen de espejo.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.

OPERACIÓN
2-30 HD3070 (con consola automática de gases) Manual del operador
Aislador
020796
Boquilla
020647
Electrodo
120112
Capuchón de retención
020795
Difusor
020789
Antorcha PAC186
120349
Capuchón aislador
020634/020687
12/2/98
Tablas de datos operativos (de corte) antorcha PAC186
Acero al carbono – Corte de 70 amperios
Plasma de O
2
/Protección de O2y N
2
Caudales de la Caudales de la Altura
prueba de preflujo* % prueba de corte % Distancia inicial de
Espesor Preflujo Protección Plasma Voltaje antorcha- Velocidad de perforación Demora de
del material O
2
N
2
O2N2O
2
del arco pieza** desplazamiento *** perforado
(GA) (Pulg) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (voltios) (mm) (m/min.) (mm) (potenc.) (seg)
16 0,060 1,5 5 75 0 100 25 — 107 1,5 7,11 2,5 0 0,1
14 0,075 1,9 25 107 1,5 5,84 2,5 0 0,1
12 0,105 2,7 25 109 2,0 4,70 3,0 0 0,1
10 0,135 3,4 25 114 2,0 3,81 3,0 ,5 0,2
3⁄16 4,8 25 119 2,0 3,05 3,0 1 0,3
1⁄4 6,4 40 129 2,0 2,54 3,0 2 0,5
3⁄8 9,5 40 135 2,5 1,65 4,0 4 1,0
Las presiones de entrada del gas de O2y N2deben ser entre 7,2 y 9,2 bar para todos los espesores de material.
# En la figura 2-3 hallará las distintas pantallas visualizadas en la pantalla de cristal líquido.
* Un aumento leve en los caudales de O2y N2en la prueba de preflujo puede aumentar la capacidad de
perforado en los materiales de mayor espesor indicados anteriormente. Sin embargo, si aumenta demasiado
los caudales de preflujo puede afectar la fiabilidad de encendido del plasma (fallos de encendido).
** La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
*** Medida desde las puntas del adaptador de aislador 020796.
Consumibles contra-antihorarios están disponibles para corte de imagen de espejo.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-31
Aislador
020796
Boquilla
020647
Electrodo
120112
Capuchón de retención
020795
Difusor
020789
Antorcha PAC186
120349
Capuchón aislador
020634/020687
12/2/98
Tablas de datos operativos (de corte) antorcha PAC186
Acero inoxidable
##
– Corte de 70 amperios
Plasma de aire/Protección de aire y CH
4
Caudales de la Caudales de la Altura
prueba de preflujo* % prueba de corte % Distancia inicial de
Espesor Preflujo Protección Plasma Voltaje antorcha- Velocidad de perforación Demora de
del material Aire CH
4
Aire CH4Aire del arco pieza** desplazamiento *** perforado
(GA) (Pulg) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (voltios) (mm) (m/min.) (mm) (potenc.) (seg)
10 0,135 3,4 75 0 100 0 35 — 134 1,5 2,54 3,5 1 0,3
3⁄16 4,8 60 3 35 139 2,0 2,00 3,5 1,5 0,4
1⁄4 6,4 30 10 35 149 3,5 1,40 4,5 2 0,5
3⁄8 9,5 30 10 35 164 3,5 0,76 5,0 2 0,5
1⁄2 12,7 40 20 50 189 6,3 0,64 **** ****
Las presiones de entrada del aire y del gas de CH4deben ser de 7,2 a 9,2 bar para todos los espesores de
material.
# En la figura 2-3 hallará las distintas pantallas visualizadas en la pantalla de cristal líquido.
## La placa de acero inoxidable se entrega a veces con una película protectora de plástico. Quite la película de
plástico antes de cortar.
* Un aumento leve en los caudales de aire en la prueba de preflujo puede aumentar la capacidad de perforado
en los materiales de mayor espesor indicados anteriormente. Sin embargo, si aumenta demasiado los
caudales de preflujo puede afectar la fiabilidad de encendido del plasma (fallos de encendido).
** La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
*** Medida desde las puntas del adaptador de aislador 020796.
**** No se recomienda la perforación de acero inoxidable de 12,7 mm.; acortará la vida útil de los consumibles.
Se recomienda comenzar el corte al borde del metal.
Consumibles contra-antihorarios están disponibles para corte de imagen de espejo.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.

OPERACIÓN
2-32 HD3070 (con consola automática de gases) Manual del operador
Aislador
020796
Boquilla
020647
Electrodo
120112
Capuchón de retención
020795
Difusor
020789
Antorcha PAC186
120349
Capuchón aislador
020634/020687
6/15/99
Tablas de datos operativos (de corte) antorcha PAC186
Aluminio
##
– Corte de 70 amperios
Plasma de Aire/Protección de CH
4
Caudales de la Caudales de la Altura
prueba de preflujo* % prueba de corte % Distancia inicial de
Espesor Preflujo Protección Plasma Voltaje antorcha- Velocidad de perforación Demora de
del material Aire CH
4
Aire CH4Aire del arco pieza** desplazamiento *** perforado
(GA) (Pulg) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (voltios) (mm) (m/min.) (mm) (potenc.) (seg)
18 0,048 1,3 75 0 0 40 45 — 159 2,5 3,81 4,0 0 0,1
16 0,060 1,5 159 2,5 3,18 4,0 0 0,1
14 0,075 1,9 159 2,5 2,54 4,0 0 0,1
12 0,105 2,7 159 2,5 2,16 4,0 ,5 0,2
1⁄8 3,2 179 4,5 1,78 5,0 ,5 0,2
10 0,135 3,4 179 4,5 1,65 5,0 ,5 0,2
1⁄4 6,4 179 4,5 1,14 5,0 1 0,3
3⁄8 9,5 179 4,5 0,76 5,0 1 0,3
Las presiones de entrada del aire y del gas de CH4deben ser de 7,2 a 9,2 bar para todos los espesores de
material.
# En la figura 2-3 hallará las distintas pantallas visualizadas en la pantalla de cristal líquido.
## La placa de aluminio se entrega a veces con una película protectora de plástico. Quite la película de plástico
antes de cortar.
* Un aumento leve en los caudales de aire en la prueba de preflujo puede aumentar la capacidad de perforado
en los materiales de mayor espesor indicados anteriormente. Sin embargo, si aumenta demasiado los
caudales de preflujo puede afectar la fiabilidad de encendido del plasma (fallos de encendido).
** La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
*** Medida desde las puntas del adaptador de aislador 020796.
Consumibles contra-antihorarios están disponibles para corte de imagen de espejo.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-33
Aislador
020796
Boquilla
020647
Electrodo
120112
Capuchón de retención
020795
Difusor
020789
Antorcha PAC186
120349
Capuchón aislador
020634/020687
2/28/99
Tablas de datos operativos (de corte) antorcha PAC186
Cobre
##
– Corte de 70 amperios
Plasma de O
2
/Protección de O2y N
2
Caudales de la Caudales de la Altura
prueba de preflujo* % prueba de corte % Distancia inicial de
Espesor Preflujo Protección Plasma Voltaje antorcha- Velocidad de perforación Demora de
del material O
2
N
2
O2N2O
2
del arco pieza** desplazamiento *** perforado
(GA) (Pulg) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (voltios) (mm) (m/min.) (mm) (potenc.) (seg)
10 0,135 3,4 5 75 75 50 50 — 133 3,0 1,52 4,0 9 2,0
3⁄16 4,8 119 3,0 1,40 4,0 — 2,5
1⁄4 6,4 124 3,0 1,40 4,0 — 3,0
3⁄8 9,5 129 3,0 0,64 4,0 — 5,0
Las presiones de entrada del gas de O2y N2deben ser entre 7,2 y 9,2 bar para todos los espesores de material.
# En la figura 2-3 hallará las distintas pantallas visualizadas en la pantalla de cristal líquido.
## La placa de cobre se entrega a veces con una película protectora de plástico. Quite la película de plástico
antes de cortar.
* Un aumento leve en los caudales de O2y N2en la prueba de preflujo puede aumentar la capacidad de
perforado en los materiales de mayor espesor indicados anteriormente. Sin embargo, si aumenta demasiado
los caudales de preflujo puede afectar la fiabilidad de encendido del plasma (fallos de encendido).
** La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
*** Medida desde las puntas del adaptador de aislador 020796.
Consumibles contra-antihorarios están disponibles para corte de imagen de espejo.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.

OPERACIÓN
2-34 HD3070 (con consola automática de gases) Manual del operador
Aislador
120273
Boquilla
120272
Electrodo
120410
Capuchón de retención
120266
Difusor
020637
Antorcha PAC186
120349
Capuchón aislador
020634/020687
12/2/98
Tablas de datos operativos (de corte) antorcha PAC186
Acero al carbono - Corte de 100 amperios
Plasma de O
2
/Protección de O2y N
2
Caudales de la Caudales de la
prueba de preflujo* % prueba de corte % Distancia Altura
Espesor Preflujo Protección Plasma Voltaje antorcha- Velocidad de inicial de Demora de
del material O
2
N
2
O2N2O
2
del arco pieza** desplazamiento perforación perforado
(GA) (Pulg) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (voltios) (mm) (m/min.) (mm) (potenc.) (seg)
1⁄8 3,2 35 10 100 35 90 60 — 137 3,2 7,0 4,6 0,0 0,00
1⁄4 6,4 141 3,2 3,43 7,6 0,4 0,22
3⁄8 9,5 155 3,2 2,41 7,6 0,7 0,27
1⁄2 12,7 147 3,2 1,62 7,6 1,0 0,37
Las presiones de entrada del gas de O2y N2deben ser entre 7,2 y 9,2 bar para todos los espesores de material.
# En la figura 2-3 hallará las distintas pantallas visualizadas en la pantalla de cristal líquido.
* Un aumento leve en los caudales de O2y N2en la prueba de preflujo puede aumentar la capacidad de
perforado en los materiales de mayor espesor indicados anteriormente. Sin embargo, si aumenta demasiado
los caudales de preflujo puede afectar la fiabilidad de encendido del plasma (fallos de encendido).
** La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
Consumibles contra-antihorarios están disponibles para corte de imagen de espejo.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.

OPERACIÓN
HD3070 (con consola automática de gases) Manual del operador 2-35
Aislador
120594
Boquilla
120591
Electrodo
120589
Capuchón de retención
120592
Difusor
020590
Antorcha PAC186
120349
Capuchón aislador
020634/020687
12/2/98
Tablas de datos operativos (de corte) antorcha PAC186
Acero inoxidable – Corte de 100 amperios
Plasma de H35 y N
2
/Protección de N
2
Caudales de la Caudales de la
prueba de preflujo* % prueba de corte % Distancia Altura
Espesor Preflujo Protección Plasma Voltaje antorcha- Velocidad de inicial de Demora de
del material N
2
N
2
N2N2N2H35 del arco pieza** desplazamiento perforación perforado
(GA) (Pulg) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (voltios) (mm) (m/min.) (mm) (potenc.) (seg)
1⁄4 6,4 45 45 60 60 30 30 134 3,0 1,9 5,1 0 0,1
3⁄8 9,5 30 30 144 3,8 1,6 5,1 0,5 0,2
1⁄2 12,7 50 40 160 6,4 1,1 7,6 1 0,3
Las presiones de entrada del gas de H35 y N2deben ser entre 7,2 y 9,2 bar para todos los espesores de material.
# En la figura 2-3 hallará las distintas pantallas visualizadas en la pantalla de cristal líquido.
** La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
Si la pieza no se separa completamente de la chatarra, trate de modificar la rampa de arranque del corte. Detenga
el corte 1,3 mm. antes del fin de la parte para material de 6,4 y 9,4 mm. y 2,5 mm. para material de 12,7 mm.
La disminución progresiva del la corriente y los gases completarán el corte. Si no puede modificar su programa,
reduzca la velocidad del corte y no use rampa de arranque.
Consumibles contra-antihorarios están disponibles para corte de imagen de espejo.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.

OPERACIÓN
2-36 HD3070 (con consola automática de gases) Manual del operador
Aislador
120594
Boquilla
120591
Electrodo
120589
Capuchón de retención
120592
Difusor
020590
Antorcha PAC186
120349
Capuchón aislador
020634/020687
7/7/99
Tablas de datos operativos (de corte) antorcha PAC186
Acero inoxidable – Corte de 100 amperios
Plasma de H35 y N
2
/Protección de N
2
Caudales de la Caudales de la
prueba de preflujo* % prueba de corte % Distancia Altura
Espesor Preflujo Protección Plasma Voltaje antorcha- Velocidad de inicial de Demora de
del material N
2
N
2
N2N2N2H35 del arco pieza* desplazamiento perforación perforado
(GA) (Pulg) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (voltios) (mm) (m/min.) (mm) (potenc.) (seg)
1⁄4 6,4 45 45 60 60 30 30 145 4,0 2,5 6,0 0 0,1
3⁄8 9,5 149 4,0 1,8 6,0 0,5 0,2
1⁄2 12,7 155 4,0 1,1 6,0 1 0,3
Las presiones de entrada del gas de H35 y N2deben ser entre 7,2 y 9,2 bar para todos los espesores de material.
El caudal del H35 debe ser de 2407 litros por hora a la escala completa.
* La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es de
± 1 voltio.
Consumibles contra-antihorarios están disponibles para corte de imagen de espejo.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.

SECCIÓN 2 – COMPOSICIÓN / INFORMACIÓN SOBRE LOS COMPONENTES
Emergencia.
Generalidades.
HOJA DE DATOS DE SEGURIDAD (MSDS)
SECCIÓN 1 – IDENTIFICACIÓN DE PRODUCTOS QUÍMICOS Y DE LA COMPAÑÍA
SECCIÓN 3 – IDENTIFICACIÓN DE LOS PELIGROS
Nombre del producto: Refrigerante para la antorcha Hypertherm
Fecha: 2 de abril de 1999
Teléfonos de emer
gencia:
Fabricante: Hypertherm, Inc.
P.O. Box 5010
Hanover, NH 03755 USA
Derrames, fugas o emergencias durante el
transporte: (703) 527-3887 ó (800) 424-9300 (USA)
Información sobre el producto: (603) 643-3441
Puede causar irritación en los ojos y en la piel.
Su ingestión es peligrosa.
Ingestión
Inhalación
Contacto con los ojos
Contacto con la piel
Puede causar irritación, náusea, dolor de estómago, vómitos o diarrea.
Puede causar una leve irritación en la nariz, la garganta y el aparato respiratorio.
Causa irritación.
Contactos prolongados o repetidos pueden causar irritación en la piel.
3/3/01
Español / Spanish
Efectos potenciales para la salud
LIMITES DE EXPOSICIÓN
Componentes peligrosos N° CAS* % por peso LEP* OSHA* VLU* ACGIH* LER* NIOSH*
Glicol Propilénico 0057-55-6 < 50
No ha sido
establecido
No ha sido
establecido
No ha sido
establecido
*Los significados de las abreviaciones siguen:
CAS = Chemical Abstract Service (Servicio de abstractos químicos)
LEP = Límite de exposición permitido
OSHA = Administración de seguridad y salud ocupacional (EE.UU.)
VLU = Valor límite del umbral
ACGIH = Conferencia americana de seguridad y salud ocupacional (EE.UU.)
LER = Límite de exposición recomendado
NIOSH = Instituto nacional de seguridad y salud ocupacional (EE.UU.)

SECCIÓN 4 – PRIMEROS AUXILIOS
MSDS
Página 2 de 4Producto: Refrigerante para la antorcha Hypertherm
Ingestión
Administre uno o dos vasos de agua y llame al médico. No provoque el vómito.
No es necesario ningún tratamiento específico, ya que no suele ser peligrosa la inhalación de
este producto.
Limpie los ojos inmediatamente con agua fresca durante 15 minutos. Si la irritación persiste,
llame al médico.
Limpie con agua y jabón. Si la irritación persiste o aumenta, llame al médico.
Inhalación
Contacto con
los ojos
Contacto con
la piel
SECCIÓN 5 – MEDIDAS CONTRA EL FUEGO
SECCIÓN 6 – MEDIDAS CONTRA FUGAS ACCIDENTALES
SECCIÓN 7 – MANEJO Y ALMACENAMIENTO
Límites de inflamación
No inflamable o combustible
Punto de inflamación
Ninguno
Si el producto participa en un fuego, utilice espuma, dióxido de carbono o un
extintor químico en seco. El agua puede causar espuma.
Ninguno
Ninguno
Medio de extinción
Procedimientos especiales
contra el fuego
Peligro de fuego o
explosión
Actuación ante
producto
derramado
Producto derramado de pequeña cantidad: Arroje en una alcantarilla. Seque el residuo y aclare el área completamente con agua. Producto derramado en grandes cantidades: Tape o tapone el producto derramado. Bombee en
depósitos o embeba con un absorbente inerte y sitúelo en un contenedor de desechos con tapadera.
Precauciones en su
manejo
Mantenga el recipiente en posición vertical.
Precauciones para su
almacenamiento
Almacene en un lugar frío y seco. Proteja contra heladas.
4/14/98
Español / Spanish

MSDS
Página 3 de 4Producto: Refrigerante para la antorcha Hypertherm
SECCIÓN 8 – CONTROL DE LA EXPOSICIÓN / PROTECCIÓN PERSONAL
SECCIÓN 9 – PROPIEDADES FÍSICAS Y QUÍMICAS
SECCIÓN 10 – ESTABILIDAD Y REACTIVIDAD
SECCIÓN 11 – INFORMACIÓN TOXICOLÓGICA
Prácticas higiénicas
Control de ingeniería
Use procedimientos normales para una buena higiene.
Una buena ventilación generalizada debería ser suficiente para controlar los niveles transportados
por el aire. Los lugares donde se utilice este producto deben estar equipados con estaciones de
lavado de ojos.
Equipo de protección personal
X
Careta antigás
X
Gafas o careta de
protección
Mandil
X
Guantes
Botas
Se recomienda para uso prolongado en áreas confinadas con mala ventilación.
Se recomienda: las gafas deben proteger contra salpicaduras de los productos
químicos.
No es necesario.
Recomendados; PVC, Neopreno o nitrilo son aceptables.
No son necesarias.
Apariencia
Líquido transparente
Punto de ebullición
71ºC (160ºF)
No apreciable
Punto de congelación
No establecido
4,6-5,0 (100% concentración)
Presión de vapor
No aplicable
1,0
Densidad de vapor
No aplicable
Completa
Tasa de evaporación
No determinada
Olor
pH
Peso específico
Solubilidad en agua
Estabilidad química
Condiciones a evitar
No se requiere precauciones especiales más allá de las prácticas industriales de seguridad.
Evítese contacto con ácidos minerales fuertes y oxidantes fuertes, incluyendo
blanqueantes a base de cloro.
Se puede formar monóxido de carbono durante la combustión.
No se produce X Puede ocurrir
No aplicable
Incompatibilidad
Productos de
descomposición peligrosos
Polimerización
Condiciones a evitar
Estable Inestable
X
Producción de cáncer
Este producto contiene un conocido o posible cancerígeno.
X
Este producto no contiene ningún cancerígeno conocido o previsto, de acuerdo con el criterio del Informe anual
sobre cancerígenos del programa nacional estadounidense de toxicología y OSHA 29 CFR 1910, Z (EE.UU.).
Otros efectos
Agudos
Crónicos
No determinados
No determinados
4/14/98
Español / Spanish

MSDS
Página 4 de 4Producto: Refrigerante para la antorcha Hypertherm
SECCIÓN 12 – INFORMACIÓN ECOLÓGICA
SECCIÓN 13 – CONSIDERACIONES SOBRE LOS RESIDUOS
SECCIÓN 14 – INFORMACIÓN PARA EL TRANSPORTE
SECCIÓN 15 – INFORMACIÓN SOBRE LA REGULACIÓN
SECCIÓN 16 – OTROS DATOS
Biodegradabilidad
La información contenida en estas hojas se refiere solamente al material designado específicamente y no está relacionado con ningún
proceso o uso que implique otros materiales. Esta información está basada en datos considerados fiables y el producto está indicado para su
uso normal y de forma razonadamente previsible. Como el uso y manejo real está fuera de nuestro control, Hypertherm no da ninguna
garantía directa o implícita y no asume ninguna responsabilidad referente al uso de esta información.
Considerado biodegradable No biodegradableX
Tratamiento de residuos
Depósito reciclable
Sí
No
Código 2-HDPEX
Los productos que no puedan utilizarse según la etiqueta deben desecharse como residuos
peligrosos a un centro aprobado de tratamiento de residuos. Los recipientes vacíos después de
haberse aclarado tres veces se podrán entregar para su reciclado o reacondicionamiento; en caso
contrario, pínchese y entréguelo a un vertedero.
Clasificación del
Departamento
Estadounidense de
Transporte
Peligroso No peligroso X
Situación reguladora en EE.UU.
No aplicable
Clasificación de la Agencia Nacional Estadounidense sobre la Protección contra el Fuego
1 Azul Peligroso para la salud
1 Rojo Inflamable
0 Amarillo Reactividad
— Blanco Peligro especial
4/14/98
Español / Spanish

18
HD3070 (con consola automática de gases) Manual del operador b-1
Apéndice B
MEDIDOR DE TIEMPO/CONTADOR
En esta sección:
Introducción ..............................................................................................................................................................b-2
Instalación.................................................................................................................................................................b-2
Modo de operar ........................................................................................................................................................b-2
Alambrado Interno del Medidor de Tiempo/Contador...............................................................................................b-4
Lista de piezas componentes ...................................................................................................................................b-5

18
APÉNDICE B
b-2 HD3070 (con consola automática de gases) Manual del operador
Introducción
Este apéndice le permitirá al técnico instalar el Medidor de Tiempo/Contador opcional al sistema de corte por
plasma HD3070. El Medidor de Tiempo/Contador consiste del Medidor de Tiempo/Contador y cable de control.
Instalación
1. Haga montar el Medidor de Tiempo/Contador para acceso fácil, refiriéndose a la Figura b-1 para las
dimensiones. Para montaje fijo del Medidor de Tiempo/Contador, existen cuatro huecos de montaje localizados
en el fondo.
2. Haga interfase del Medidor del Tiempo/Contador a la fuente de energía con el cable de fijación de punto de
corriente refiriéndose a la Sección 3, Instalación (inglés solamente) página 3-23 y Figura 3-19 y las longitudes
del cable de punto de fijación de corriente y la lista de la carrera de los alambres en Figura 3-20.
Modo de operar
Controles e indicadores (Figura b-2)
Cada unidad LCD (indicadora luminosa) tiene su propia potencia integral de una pila de litio de tres voltios.
Cuando la pila se debilite (de tres a cinco años), la unidad comenzará a operar erráticamente. Reemplace la
unidad LCD que tenga fallas.
• LCD de dar MARCHA. Contador (con refijador)
Indica el número de arranques del arco.
• LCD de “ARC TIME” (tiempo de arco) Medidor del Tiempo ya Pasado
Indica el tiempo cumulativo que el arco está encendido en horas.
• LCD de ERRORES, Contador, (con refijador)
Indica el número de errores de arco que han ocurrido. Cualquiera de los siguientes códigos de error que
siguen causará que el contador de errores incremente. Refiérase a la Sección 3, de Mantenimiento para
más información sobre los códigos de error.
Corriente de Transferencia Perdida Durante el Incremento Paulatino.
El arco estaba extinguido después de que la corriente se transfirió a la pieza de trabajo, pero antes de
llegar a la operación de estado constante.
Pérdida de la Corriente Transferida Fijada.
Se perdió el arco durante la operación de estado constante.
Sobre Voltaje Durante la Operación de Estado Constante
Durante la operación de estado constante, el voltaje de arco medido excedió el voltaje de arco máximo
permitido programado para la corriente fijada.
Corriente Perdida Durante la Disminución Paulatina
Se perdió el arco durante la disminución paulatina de la corriente, pero antes que haya pasado el tiempo
programado de disminución paulatina.
ADVERTENCIA
¡Alto Voltaje!
Se debe desconectar la alimentación de energía antes de instalar.

18
APÉNDICE B
HD3070 (con consola automática de gases) Manual del operador b-3
2.5 in.
(64 mm)
6.5 in. (165 mm)
6.5 in.
(165 mm)
3.38 in.
(86 mm)
.5 in.
(13 mm)
5/32 in.
(4mm)
dia.(4)
1.17 in.
(30 mm)
6.25 in.
(159 mm)
8.5 in.
(216 mm)
Figura b-2 Controles e indicadores del Medidor de Tiempo–Contador
Figura b-1 Dimensiones del Medidor de Tiempo-Contador con los huecos para montar
Reset
Reset

18
APÉNDICE B
b-4 HD3070 (con consola automática de gases) Manual del operador
Alambrado Interno del Medidor de Tiempo/Contador
Refiérase a la Figura b-3 para que el alambrado del Medidor de Tiempo/Contador entre el receptáculo 5X1 y el
contador de “ERROR” (errores), “ARC TIME” (el medidor del tiempo pasado de arco), y el contador “STARTS”
(arranques.)
Figura b-3 Alambrado Interno del Medidor de Tiempo/Contador

18
APÉNDICE B
HD3070 (con consola automática de gases) Manual del operador b-5
Lista de piezas componentes
Núm. de Núm. de
índice pieza Descripción Designador Cantidad
078049 Assembly, timer-counter 1
1 001391 Panel, front 1
2 027274 Counter, self powered LCD CT3 1
3 027275 Meter, elapsed time, self powered LCD CT2 1
4 027274 Counter, self powered LCD CT1 1
5 005161 Switch, pushbutton, SPDT PB3 1
6 005161 Switch, pushbutton, SPDT PB1 1
7 001513 Panel, rear 1
8 008175 Receptacle, CPC 13-9 standard sex 5X1 1
8 008176 Pin, 24-20 AWG TYPE III + CRP 4
001068 Enclosure, timer-counter (not shown) 1
Figura b-4 Ubicación de los Componentes del Medidor de Tiempo/Contador
5
4
8
6
3
1
2
7
 Loading...
Loading...