


Sistema di taglio ad arco
plasma consolle del gas
automatico
Manuale dell’operatore
802184 – Revisione 18
HyDefinition
®
HD3070
™
Italiano / Italian
1
iii, iv Aggiornato l’indice principale per comprendere le seguenti modifiche.
2-1 Aggiornato l’indice
2-17 a 2-20 Inserita la versione aggiornata del paragrafo “Come migliorare la qualità di taglio.”
Pagine modificate Descrizione IM217 Versione da 15 a 18 7/25/02
2-14 Rivisti i consumabili per includere quelli per il taglio a 100 A dell’alluminio
2-21 Aggiunto il taglio a 100 A dell’alluminio
2-32 Rivista la tabella di taglio a 70 A dell’alluminio per eliminare lo spessore 1/2” (12.7 mm)
2-36 Aggiunta la tabella di taglio a 100 A per l’alluminio
Pagine modificate Descrizione IM218 Versione da 14 a 15

HyDefinition
HD3070
Manuale dell’operatore
IM-218
Italiano / Italian
Revisione 18 – Luglio, 2002
© Copyright 2002 Hypertherm, Inc.
Tutti i diritti riservati
Hypertherm e HyDefinition sono marchi di fabbrica della Hypertherm, Inc.
e possono essere registrati negli Stati Uniti e/o in altri paese.
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
800-643-9878 Tel (Technical Service)
800-737-2978 Tel (Customer Service)
Hypertherm Automation
5 Technology Drive
West Lebanon, NH 03755 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm Singapore Pte Ltd
No. 19 Kaki Bukit Road 2
K.B. Warehouse Complex
Singapore 417847, Republic of Singapore
65 6 841 2489 Tel
65 6 841 2490 Fax
65 6 841 2489 (Technical Service)
Japan
1952-14 Yata-Natsumegi
Mishima City, Shizuoka Pref.
411-0801 Japan
81 0 559 75 7387 Tel
81 0 559 75 7376 Fax
Hypertherm UK Ltd
9 Berkeley Court, Manor Park
Runcorn, Cheshire, England WA7 1TQ
44 1928 579 074 Tel
44 1928 579 604 Fax
France
15 Impasse des Rosiers
95610 Eragny, France
00 800 3324 9737 Tel
00 800 4973 7329 Fax
Hypertherm S.r.L.
Via Torino 2
20123 Milano, Italia
39 02 725 46 312 Tel
39 02 725 46 400 Fax
39 02 725 46 314 (Technical Service)
Hypertherm Europe B.V.
Vaartveld 9
4704 SE Roosendaal, Nederland
31 165 596908 Tel
31 165 596901 Fax
Hypertherm B.V. (ETSO)
Vaartveld 9
4704 SE Roosendaal, Nederland
00 800 49 73 7843 – toll-free in Europe
31 165 596900 Tel
31 165 596901 Fax
Hypertherm Brasil Ltda.
Rua Visconde de Santa Isabel, 20 – Sala 611
Vila Isabel, RJ
Brasil CEP 20560-120
55 21 2278 6162 Tel
55 21 2578 0947 Fax
2/12/03

COMPATIBILITÀ ELETTROMAGNETICA (EMC)
INTRODUZIONE ALLA COMPATIBILITÀ
ELETTROMAGNETICA (EMC)
Le attrezzature Hypertherm con marchio CE sono conformi allo
standard EN50199. Per assicurarne il funzionamento in maniera
compatibile con altri sistemi radio ed elettrici essa va installata
ed adoperata attenendosi alle informazioni riportate di seguito,
al fine di ottenere la compatibilità elettromagnetica.
I limiti fissati dallo standard EN50199 potrebbero essere
insufficienti per eliminare completamente le interferenze quando
l’apparecchiatura che subisce le interferenze è molto vicina alla
macchina oppure è particolarmente sensibile. In questi casi
potrebbe essere necessario adottare altri accorgimenti per
ridurre ulteriormente le interferenze.
Quest’apparecchiatura al plasma deve essere usata soltanto in
un ambiente industriale. Potrebbe essere difficile assicurare la
compatibilità elettromagnetica in un ambiente domestico.
INSTALLAZIONE ED USO
L’utente è tenuto ad installare ed usare l’apparecchiatura al
plasma secondo le istruzioni del fabbricante. Se viene rilevata la
presenza di disturbi elettromagnetici, sarà compito dell’utente
risolvere la situazione, con l’assistenza tecnica del fabbricante.
In alcuni casi la soluzione potrebbe essere semplicemente quella
di collegare a terra il circuito di taglio (consultare il capitolo
Messa a terra della lamiera). In altri casi potrebbe comportare la
costruzione di uno schermo elettromagnetico in cui racchiudere
l’alimentatore, la torcia e la lamiera da tagliare, unitamente ai
relativi filtri di ingresso. . In tutti i casi, le interferenze
elettromagnetiche devono essere ridotte fino a che non
costituiscono più un disturbo.
VALUTAZIONE DELL’AREA
Prima di installare l’apparecchiatura, l’utente deve esaminare i
problemi di natura elettromagnetica che potrebbero insorgere
nell’area circostante l’apparecchiatura. Bisogna tenere conto dei
seguenti fattori:
a. Altri cavi di alimentazione, cavi di controllo, cavi telefonici o di
segnali ubicato al di sopra, al di sotto od accanto
all’apparecchiatura di taglio.
b. Trasmettitori e ricevitori radio e televisivi.
c. Computer ed altre apparecchiature di controllo.
d. Apparecchiature importanti per la sicurezza, ad esempio per
la sorveglianza di impianti industriali.
e. Incolumità fisica delle persone presenti, ad esempio portatori
di pace-maker e protesi auricolari.
f. Apparecchiature usate per la misurazione o la calibrazione.
g. Immunità di altre apparecchiature presenti. È compito
dell’utente accertarsi che le altre apparecchiature utilizzate in
loco siano compatibili. Ciò potrebbe richiedere l’adozione di
ulteriori misure di protezione.
h. Ora in cui le attività di taglio od altro devono essere condotte.
Le dimensioni dell’area circostante la macchina da esaminare
dipendono dalla struttura dell’edificio e dalle altre attività svolte
intorno. L’area circostante potrebbe estendersi oltre i limiti dei
locali.
METODI PER RIDURRE LE EMISSIONI
Alimentazione elettrica di rete
L’apparecchiatura di taglio deve essere collegata
all’alimentazione elettrica di rete attenendosi alle istruzioni del
fabbricante. Se si registrano delle interferenze, potrebbe essere
necessario adottare ulteriori precauzioni come il filtraggio
dell’alimentazione di rete. Va considerata l’opportunità di
schermare il cavo di alimentazione dell’apparecchiatura di taglio
installata permanentemente in una condotta metallica od
equivalente. La schermatura dovrebbe presentare continuità
elettrica su tutta la sua lunghezza. Essa deve essere collegata
all’alimentazione di rete della macchina di taglio in modo che
venga mantenuto un buon contatto elettrico tra di essa e
l’involucro dell’alimentatore della macchina di taglio.
Manutenzione dell’apparecchiatura di taglio
L’apparecchiatura di taglio dovrebbe essere sottoposta ad una
regolare manutenzione secondo le istruzioni del fabbricante.
Tutti gli sportelli di accesso e di servizio ed i pannelli di controllo
devono essere chiusi e correttamente bloccati quando
l’apparecchiatura di taglio è in funzione. L’apparecchiatura di
taglio non deve essere modificata in alcun modo, fatta
eccezione per le modifiche e regolazioni descritte nelle istruzioni
del fabbricante. In particolare la distanza tra gli elettrodi dove
scocca l’arco ed i dispositivi stabilizzatori devono essere regolati
e manutenuti seguendo le raccomandazioni del fabbricante.
Cavi di taglio
I cavi di taglio dovrebbero essere più corti possibile, raggruppati
assieme e disposti il più vicino possibile al livello del pavimento.
Collegamento equipotenziale
Va considerata l’opportunità di stabilire un collegamento
equipotenziale tra tutti i componenti metallici dell’installazione di
taglio e quelli adiacenti. Tuttavia, la presenza di componenti
metallici collegati in maniera equipotenziale alla lamiera
aumenterà il rischio che l’operatore, nel caso in cui tocchi uno di
questi componenti e l’elettrodo contemporaneamente.
L’operatore deve essere isolato da tutti questi componenti
metallici uniti da collegamento equipotenziale.
Messa a terra della lamiera
Nei casi in cui la lamiera non è collegata a massa per motivi di
sicurezza elettrica, né collegata a terra a causa delle sue
dimensioni e posizione, ad esempio se è la chiglia di una nave o
la struttura in acciaio di un edificio, un collegamento
equipotenziale a massa della lamiera può ridurre le emissioni in
diversi casi, sia pure non in tutti. Bisogna fare attenzione onde
evitare che la messa a terra della lamiera comporti un maggiore
rischio di infortuni per gli utenti o di danni alle altre
apparecchiature elettriche. Laddove necessario, la messa a terra
della lamiera dovrebbe essere realizzata collegando direttamente
quest’ultima; in alcuni paesi dove non è consentito il
collegamento diretto, la messa a terra deve essere realizzata
mediante adeguati condensatori, selezionati attenendosi alle
norme nazionali.
Nota: il circuito di taglio può essere o meno collegato a terra per
motivi di sicurezza. La modifica dei collegamenti di messa a
terra dovrebbe essere autorizzata esclusivamente da una
persona avente la competenza necessaria a valutare se
eventuali modifiche determinerebbero un aumento del rischio di
infortunio; queste potrebbero infatti causare la formazione di
percorsi di ritorno paralleli della corrente di taglio che potrebbero
danneggiare i circuiti di messa a terra od altre apparecchiature.
Ulteriori informazioni in proposito sono contenute nelle istruzioni
di Installazione ed uso delle apparecchiature di saldatura ad
arco IEC TC26 (sez.) 94 e IEC TC26/108A/CD.
Schermatura e protezione
La schermatura e la protezione selettiva degli altri cavi e delle
altre apparecchiature presenti nell’area circostante possono far
diminuire i problemi di interferenza. Per alcune applicazioni
speciali potrebbe essere opportuno schermare l’intera
installazione di taglio plasma.
HYPERTHERM Sistemi plasma i
10/13/99

GARANZIA
AVVERTENZA
Le parti originali Hypertherm sono i consumabili di
ricambio raccomandate dalla ditta per il suo sistema
Hypertherm. Eventuali danni causati dall’uso di parti
diverse da quelle Hypertherm originali non sono
coperti dalla garanzia Hypertherm.
AVVERTENZA
L’utente è responsabile per l’uso sicuro del prodotto.
Hypertherm non fornisce e non è in grado di fornire
alcuna garanzia in merito all’uso sicuro del prodotto
nell’ambiente in cui viene usato.
INFORMAZIONI GENERALI
Hypertherm, Inc. garantisce i propri prodotti privi di
difetti nei materiali e nella manifattura; per usufruire
della garanzia è necessario informare Hypertherm:
(i) di eventuali difetti relativi all'alimentatore entro un
periodo di due (2) anni dalla data della consegna
all'utente, tranne che per gli alimentatori della Serie
G3, per i quali la notifica ad Hypertherm deve avvenire
entro un periodo di tre (3) anni dalla data di consegna
all'utente, e (ii) di eventuali difetti relativi alla torcia e ai
cavi, entro un periododi un (1) anno dalla data di
consegna all'utente. Questa garanzia non è applicabile
a prodotti installati in maniera errata, modificati o
danneggiati in altro modo.
Hypertherm, a propria discrezione, riparerà, sostituirà
o regolerà, senza alcun addebito, eventuali prodotti
difettosi coperti da questa garanzia che siano restituiti
alla sede di Hypertherm ad Hanover, New Hampshire
(USA), o ad un laboratorio per riparazioni autorizzato
da Hypertherm, previa autorizzazione di Hypertherm
(che non sarà negata senza ragione), debitamente
imballati e con tutti i costi, assicurazione e trasporto
prepagati. La Hypertherm non potrà essere ritenuta
responsabile di qualsiasi riparazione, sostituzione o
regolazione dei Prodotti coperti dalla presente
garanzia, fatta eccezione per quelle effettuate in
ottemperanza alle disposizioni del presente paragrafo
oppure con il consenso scritto della Hypertherm. La
garanzia di cui sopra è esclusiva e sostituisce tutte
le altre garanzie, espresse, tacite, statutarie o di
altro tipo in relazione ai prodotti o ai risultati che
ne potrebbero derivare, e tutte le garanzie tacite
o condizioni di qualità, commerciabilità, idoneità
per scopi specifici o violazione. Quanto dichiarato
in precedenza costituirà l’unica azione da parte di
Hypertherm contro eventuali violazioni della
garanzia. I distributori e i loro clienti possono offrire
garanzie differenti o aggiuntive, ma non sono
autorizzati a fornire protezioni aggiuntive della garanzia
implicando vincoli da parte di Hypertherm.
INDENNITÀ BREVETTI
Fatta eccezione solo per i prodotti non fabbricati
da Hypertherm o fabbricati da altri che non siano
Hypertherm, non in stretta conformità con le specifiche
tecniche della Hypertherm, e nei casi di progetti,
processi, formule o combinazioni non sviluppate da
Hypertherm o dati ad intendere come sviluppati da
Hypertherm, quest’ultima, sosterrà le spese di
eventuali azioni o processi legali intentati nei confronti
dell’utente, con l’accusa infondata che l’uso del
prodotto Hypertherm individualmente e non in
combinazione con altri prodotti non forniti da
Hypertherm, sia causa di violazione di un qualsiasi
brevetto di proprietà di terze parti. L’utente dovrà
immediatamente informare Hypertherm nel momento
in cui dovesse venire a conoscenza di qualsiasi azione
legale intrapresa o intentata in connessione con
qualsiasi presunta violazione, e ogni parte ha la facoltà
di designare un proprio rappresentante legale per
qualsiasi azione legale qualora dovesse aver luogo.
LIMITAZIONE DI RESPONSABILITÀ
Hypertherm non si riterrà responsabile, in alcuna
circostanza, nei confronti di individui o entità, per
eventuali danni incidentali, consequenziali, indiretti
o punitivi (comprese, tra l’altro, eventuali perdite di
profitti) a prescindere che tale responsabilità si basi
su violazione contrattuale, torto, responsabilità
incondizionata, violazione di garanzie, mancata
ottemperanza dello scopo fondamentale o altro e
anche nel caso in cui sia essa stata informata della
possibilità di tali danni.
LIMITE MASSIMO DI RESPONSABILITÀ
In nessuna circostanza la responsabilità di Hyper-
therm, a prescindere che tale responsabilità si basi
su violazione contrattuale, torto, responsabilità
incondizionata, violazione di garanzie, mancata
ottemperanza dello scopo fondamentale o altro,
per eventuali azioni o processi legali intentati per
reclami derivanti o associati all’uso dei Prodotti
supererà in totale l’importo pagato per i prodotti
che hanno generato tali reclami.
ASSICURAZIONE
L’utente dovrà sempre disporre di una valida
assicurazione, con copertura sufficiente ed appropriata
a tutelare e preservare la sicurezza dell’uso dei prodotti
Hypertherm in caso di azioni legali derivanti dall’uso
dei prodotti.
NORMATIVE NAZIONALI E LOCALI
Le normative nazionali e locali applicabili agli impianti
idraulici ed elettrici devono avere precedenza sulle
istruzioni contenute in questo manuale. In nessun
caso Hypertherm sarà responsabile per lesioni alla
persona o danni alla proprietà a causa di violazione
delle normative o errate procedure di lavoro.
TRASFERIMENTO DI DIRITTI
L’utente può trasferire eventuali altri diritti spettanti in
virtù del presente atto solo in concomitanza con la
vendita di tutti o di quasi tutti i suoi beni o azioni
sociali ad un successore negli interessi, che acconsenta a rispettare tutti i termini di questa garanzia.
ii HYPERTHERM Sistemi plasma
9/26/01

INDICE
17
HD3070 (consolle del gas automatica) Manuale di istruzioni iii
Compatibilità Elettromagnetica (EMC)......................................................................................................................i
Garanzia ......................................................................................................................................................................ii
Sezione 1 SICUREZZA
Riconoscere le informazioni sulla sicurezza .............................................................................................................1-2
Seguire le istruzioni per la sicurezza ........................................................................................................................1-2
Pericolo Avvertenza Attenzione ..............................................................................................................................1-2
Le operazioni di taglio possono causare incendi o esplosioni ..................................................................................1-2
Prevenzione degli incendi, Prevenzione delle esplosioni.................................................................................1-2
Rischio di esplosione Argon-idrogeno e metano..............................................................................................1-2
Detonazioni dell’idrogeno con il taglio dell’alluminio ........................................................................................1-2
Le scosse elettriche possono essere letali ...............................................................................................................1-3
Prevenzione delle scosse elettriche.................................................................................................................1-3
Le operazioni di taglio possono produrre esalazioni tossiche ..................................................................................1-3
L’arco plasma può provocare lesioni e ustioni..........................................................................................................1-4
Torce ad accensione istantanea.......................................................................................................................1-4
I raggi dell’arco sono nocivi per gli occhi e la pelle...................................................................................................1-4
Protezione degli occhi, Protezione della pelle, Area di taglio...........................................................................1-4
Sicurezza della messa a terra ..................................................................................................................................1-4
Cavo di massa, Tavolo di lavoro, Potenza assorbita........................................................................................1-4
Sicurezza delle apparecchiature a gas compresso ..................................................................................................1-5
Le bombole di gas danneggiate possono esplodere ................................................................................................1-5
Il rumore può danneggiare l’udito .............................................................................................................................1-5
Pace-maker e apparecchi acustici............................................................................................................................1-5
Un arco plasma può danneggiare i tubi congelati.....................................................................................................1-5
Etichetta di avvertimento ..........................................................................................................................................1-6
Sezione 2 USO
Comandi ed indicatori ...............................................................................................................................................2-2
Quadro di comando dell’alimentatore ..............................................................................................................2-2
Pannello anteriore della consolle del gas automatica......................................................................................2-4
Messaggi di errore sul display LCD .............................................................................................................2-7
Sistema di alimentazione (PS-ERR) ........................................................................................................2-7
Sistema del gas (GS-ERR) ......................................................................................................................2-8
Pannello posteriore della consolle del gas automatica ....................................................................................2-9
Procedura di funzionamento giornaliero .................................................................................................................2-10
Modo Local.....................................................................................................................................................2-10
Modo Remote.................................................................................................................................................2-11
Sostituzione dei ricambi torcia ................................................................................................................................2-12
Rimozione ed ispezione .................................................................................................................................2-12
Montaggio ......................................................................................................................................................2-13
Spurgo dei flessibili del refrigerante........................................................................................................................2-16
Come ottimizzare la qualità di taglio .......................................................................................................................2-17
Suggerimenti per la tavola portapezzo e la torcia ..........................................................................................2-17
Suggerimenti per la messa a punto del plasma .............................................................................................2-17
Come massimizzare la durata delle parti consumabili ...................................................................................2-17

INDICE
17
iv HD3070 (consolle del gas automatica) Manuale di istruzioni
Altri fattori che influenzano la qualità di taglio ................................................................................................2-18
Miglioramenti ulteriori .....................................................................................................................................2-19
Domande tecniche..................................................................................................................................................2-20
Tabelle di taglio .......................................................................................................................................................2-21
Appendice A COMPATIBILITÀ ELETTROMAGNETICA (EMC)
Introduzione EMC .....................................................................................................................................................a-2
Informazioni generali ................................................................................................................................................a-3
Cavo di alimentazione ..............................................................................................................................................a-3
Collegamento del cavo di alimentazione elettrica.....................................................................................................a-3
Elenco parti filtro EMI................................................................................................................................................a-5
Appendice B TIMER-CONTATORE
Installazione..............................................................................................................................................................b-2
Funzionamento .........................................................................................................................................................b-2
Cablaggio interno del timer-contatore.......................................................................................................................b-4
Elenco parti...............................................................................................................................................................b-5
Appendice C CONTROLLO CORRENTE REMOTO
Installazione ..............................................................................................................................................................c-2
Cablaggio da 1X2 del controllo corrente remoto al selettore ...................................................................................c-3
Funzionamento .........................................................................................................................................................c-3
Elenco parti ...............................................................................................................................................................c-4
Appendice D MESSA A TERRA DEL SISTEMA
Folio dei dati di sicurezza della sostanza (MSDS) – Refrigerante per torcia

HYPERTHERM Sistemi Plasma 1-1
2/12/01
Sezione 1
SICUREZZA
In questa sezione:
Riconoscere le informazioni sulla sicurezza.............................................................................................................1-2
Seguire le istruzioni per la sicurezza ........................................................................................................................1-2
Pericolo Avvertenza Attenzione..............................................................................................................................1-2
Le operazioni di taglio possono causare incendi o esplosioni.................................................................................1-2
Prevenzione degli incendi, Prevenzione delle esplosioni.................................................................................1-2
Rischio di esplosione Argon-idrogeno e metano.............................................................................................1-2
Detonazioni dell’idrogeno con il taglio dell’alluminio.......................................................................................1-2
Le scosse elettriche possono essere letali...............................................................................................................1-3
Prevenzione delle scosse elettriche.................................................................................................................1-3
Le operazioni di taglio possono produrre esalazioni tossiche .................................................................................1-3
L’arco plasma può provocare lesioni e ustioni .........................................................................................................1-4
Torce ad accensione istantanea ......................................................................................................................1-4
I raggi dell’arco sono nocivi per gli occhi e la pelle..................................................................................................1-4
Protezione degli occhi, Protezione della pelle, Area di taglio..........................................................................1-4
Sicurezza della messa a terra...................................................................................................................................1-4
Cavo di massa, Tavolo di lavoro, Potenza assorbita .......................................................................................1-4
Sicurezza delle apparecchiature a gas compresso ..................................................................................................1-5
Le bombole di gas danneggiate possono esplodere...............................................................................................1-5
Il rumore può danneggiare l’udito ............................................................................................................................1-5
Pace-maker e apparecchi acustici...........................................................................................................................1-5
Un arco plasma può danneggiare i tubi congelati....................................................................................................1-5
Etichetta di avvertimento..........................................................................................................................................1-6

SICUREZZA
1-2 HYPERTHERM Sistemi Plasma
2/12/01
RICONOSCERE LE INFORMAZIONI
SULLA SICUREZZA
I simboli mostrati in questa sezione vengono utilizzati per
segnalare potenziali pericoli. Ogni volta che si nota la
presenza di un simbolo di sicurezza, durante la lettura del
presente manuale o l’utilizzo della macchina, è necessario
comprendere il potenziale pericolo di lesioni personali
segnalato dal simbolo stesso, e seguire attentamente le
istruzioni per evitarlo.
SEGUIRE LE ISTRUZIONI PER LA
SICUREZZA
Leggere attentamente tutti i messaggi sulla sicurezza
riportati nel presente manuale e le etichette sulla sicurezza
applicate alla macchina.
• Mantenere in buono stato le etichette sulla sicurezza
applicate sulla macchina. Sostituire immediatamente le
etichette mancanti o rovinate.
• È necessario imparare ad utilizzare la macchina ed i suoi
comandi in maniera corretta. Impedire l’uso della
macchina a chiunque non sia a conoscenza delle
istruzioni di funzionamento.
• Mantenere la macchina in condizioni di lavoro efficienti.
Le modifiche non autorizzate della macchina potrebbero
influire sulla sua sicurezza e durata.
PERICOLO AVVERTENZA ATTENZIONE
Le diciture “PERICOLO” o “AVVERTENZA” accompagnano
i simboli relativi alla sicurezza. La dicitura “PERICOLO”
segnala le situazioni di maggiore rischio.
• Le etichette sulla sicurezza “PERICOLO” e
“AVVERTENZA” sono applicate sulla macchina in
prossimità di pericoli specifici.
• Nel presente manuale, i messaggi “AVVERTENZA”
segnalano quelle situazioni in cui la mancata osservanza
delle istruzioni per la sicurezza può avere conseguenze
anche mortali.
• Nel presente manuale, i messaggi “ATTENZIONE”
segnalano quelle situazioni in cui la mancata osservanza
delle istruzioni per la sicurezza può avere conseguenze
dannose per l’apparecchiatura.
Prevenzione degli incendi
• Prima di procedere con le operazioni di taglio, assicurarsi
che l’area circostante sia sicura e che sia provvista di un
estintore facilmente accessibile.
• Rimuovere tutti i materiali infiammabili in un raggio di 10 m
attorno all’area di taglio.
• Bagnare il metallo bollente o attendere che si raffreddi
prima di permetterne il contatto con materiali combustibili.
• Non tagliare mai i contenitori di materiale potenzialmente
infiammabile – prima di procedere al taglio, questi
contenitori dovranno venire svuotati e debitamente puliti.
• Ventilare gli ambienti a rischio di combustione prima di
procedere al taglio.
• Se si utilizza l’ossigeno come gas di plasma per il taglio, è
obbligatorio disporre di un sistema di aspirazione di
scarico.
Prevenzione delle esplosioni
• Non utilizzare il sistema plasma in ambienti contenenti
vapori o polveri esplosivi.
• Non tagliare bombole, tubi, o contenitori chiusi
pressurizzati.
• Non tagliare contenitori utilizzati per materiali combustibili.
LE OPERAZIONI DI TAGLIO POSSONO CAUSARE INCENDI O ESPLOSIONI
AVVERTENZA
Rischio di esplosione
Argon-idrogeno e metano
Idrogeno e metano sono gas infiammabili ad alto rischio di
esplosione. Tenere le fiamme lontane da bombole o tubi
contenenti miscele di metano o idrogeno. Tenere fiamme e
scintille lontane dalla torcia quando si usa plasma di
metano o argon-idrogeno.
AVVERTENZA
Detonazioni dell’idrogeno con il taglio
dell’alluminio
• Durante il taglio in acqua dell’alluminio, o nel caso in cui
anche solo il lato inferiore dell’alluminio sia a contatto
con l’acqua, l’eventuale idrogeno libero accumulatosi
sotto la lamiera potrebbe detonare durante il taglio.
• L’installazione di un collettore di areazione sul pianale del
tavolo ad acqua è un sistema efficace per eliminare il
rischio di detonazione dell’idrogeno. Per informazioni sul
collettore di areazione, consultare l’appendice del
presente manuale.
SICUREZZA
HYPERTHERM Sistemi Plasma 1-3
2/12/01
Il contatto con parti elettriche sotto tensione può essere
letale o provocare gravi ustioni.
• Quando il sistema plasma è in funzione, si chiude il
circuito elettrico tra la torcia e la lamiera. Quest’ultima,
così come qualsiasi elemento a contatto con essa, fa
parte del circuito elettrico.
• Durante il taglio su tavolo ad acqua non toccare mai il
corpo torcia, la lamiera o l’acqua.
Prevenzione delle scosse elettriche
Tutti i sistemi al plasma Hypertherm fanno uso di alta
tensione (fino a 300 V C.C.) per attivare l’arco plasma.
Adottare le seguenti precauzioni durante l’azionamento del
sistema di taglio plasma:
• Indossare stivali e guanti isolanti e mantenere il corpo e
gli indumenti asciutti.
• Non sostare, sedere, stendersi su – o toccare – alcuna
superficie bagnata durante l’uso del sistema di taglio
plasma.
• Per l’isolamento dalla lamiera e da terra occorre utilizzare
stuoie di isolamento asciutte o coperte, sufficientemente
grandi da impedire qualsiasi contatto fisico con il pezzo
in lavorazione o il suolo. Se è necessario lavorare
all’interno o nelle vicinanze di un’area umida, esercitare
la massima attenzione.
• Provvedere all’installazione vicino all’alimentatore di un
interruttore di linea montato a parete, munito di fusibili
opportunamente dimensionati. Questo interruttore
consentirà all’operatore di disinserire rapidamente
l’alimentazione elettrica in caso di emergenza.
• Prima di utilizzare un tavolo ad acqua, controllare che sia
stato messo a terra correttamente.
LE SCOSSE ELETTRICHE POSSONO ESSERE LETALI
• Installare e mettere a terra l’apparecchiatura in
conformità alle indicazioni del manuale d’istruzione e alle
normative locali e nazionali vigenti in materia.
• Controllare di frequente che il rivestimento del cavo di
alimentazione sia integro. Sostituire immediatamente i
cavi di alimentazione danneggiati. Un cavo non integro
può essere letale.
• Controllare i cavi torcia e sostituire immediatamente
quelli usurati o danneggiati.
• Non sollevare mai la lamiera, inclusi i ritagli di scarto,
durante le operazioni di taglio. Lasciare la lamiera in
posizione o sul banco di lavoro con il cavo di massa
collegato fino alla fine delle operazioni di taglio.
• Prima di controllare, pulire o sostituire un ricambio torcia,
disconnettere l’alimentazione elettrica principale o scollegare il cavo di alimentazione dalla presa di corrente.
• Non eliminare o portare in cortocircuito gli interruttori
di sicurezza.
• Prima di togliere le coperture dell’alimentatore elettrico
o del sistema, disinserire l’alimentazione di rete ed
attendere 5 minuti, affinché i condensatori abbiano il
tempo di scaricarsi.
• Non azionare mai il sistema plasma se le coperture
dell’alimentatore non sono in posizione. I collegamenti
scoperti dell’alimentatore elettrico costituiscono un
elevato rischio di scossa elettrica.
• Quando si eseguono collegamenti in ingresso, collegare
prima il conduttore di terra.
• I sistemi al plasma Hypertherm sono stati concepiti
esclusivamente per l’uso con le torce Hypertherm
specificate. Non utilizzare altre torce, perché potrebbero
surriscaldarsi e mettere a repentaglio la sicurezza.
meno che l’area non sia adeguatamente ventilata e
l’operatore indossi un respiratore ad ossigeno. I
rivestimenti ed i metalli contenenti questi elementi
possono produrre esalazioni tossiche durante il taglio.
• Non tagliare mai i contenitori utilizzati per materiale
potenzialmente tossico. Prima di procedere al taglio, i
contenitori dovranno venire svuotati e debitamente puliti.
• Questo prodotto, quando utilizzato per la saldatura od il
taglio, produce fumi o gas che contengono sostanze
chimichenote nello Stato della California per essere
causa di malformazioni alla nascita ed, in alcuni casi, di
cancro.
Le esalazioni ed i gas tossici prodotti a volte dalle
operazioni di taglio possono consumare l’ossigeno, con
conseguenze nocive e anche letali.
• Mantenere l’area di taglio ben ventilata o utilizzare un
respiratore ad ossigeno di tipo omologato.
• Non tagliare in aree in cui siano in corso lavori di
nebulizzazione, pulizia o sgrassaggio. I vapori sprigionati
da alcuni solventi clorurati si decompongono quando
vengono esposti alle radiazioni ultraviolette, sprigionando
gas di fosgene.
• Non tagliare metalli rivestiti con materiali tossici, quali
zinco (metalli galvanizzati), piombo, cadmio o berillio, a
LE OPERAZIONI DI TAGLIO POSSONO PRODURRE ESALAZIONI TOSSICHE

SICUREZZA
1-4 HYPERTHERM Sistemi Plasma
05/02
Torce ad accensione istantanea
L’arco plasma viene prodotto immediatamente dopo
l’azione dell’interruttore.
L’arco plasma può tagliare i guanti di protezione e la pelle
con estrema rapidità.
L’ARCO PLASMA PUÒ PROVOCARE LESIONI E USTIONI
• Mantenersi fuori dal raggio d’azione della punta
della torcia.
• Non tenere il metallo in prossimità del percorso di taglio.
• Non puntare mai la torcia verso se stessi né verso
gli altri.
Protezione degli occhi I raggi dell’arco plasma
producono intense radiazioni visibili ed invisibili
(ultraviolette e infrarosse), che possono bruciare gli occhi
ed ustionare la pelle.
• Proteggere gli occhi in modo conforme alle normative
locali e nazionali vigenti in materia.
• Proteggere gli occhi (occhiali di sicurezza o mascherina
con protezioni laterali e maschera a casco) con lenti
scure specifiche per la protezione dai raggi infrarossi ed
ultravioletti dell’arco plasma.
Gradazione delle lenti
Corrente d’arco AWS (USA) ISO 4850
Fino a 100 A N° 8 N° 11
100-200 A N° 10 N° 11-12
200-400 A N° 12 N° 13
Oltre 400 A N° 14 N° 14
I RAGGI DELL’ARCO SONO NOCIVI PER GLI OCCHI E LA PELLE
Protezione della pelle Indossare indumenti protettivi per
proteggere la pelle dalle ustioni provocate dalla luce
ultravioletta, dalle scintille e dal metallo rovente.
• Guanti lunghi protettivi, elmetto e calzature di sicurezza.
• Indumenti ignifughi a protezione di tutte le aree esposte.
• Pantaloni senza risvolti, per impedire la penetrazione a
scintille o scorie.
• Prima del taglio, togliere dalle tasche accendini e
fiammiferi.
Area di taglio Preparare l’area di taglio in modo tale da
ridurre il riflesso e la trasmissione dei raggi ultravioletti:
• Tinteggiare le pareti e le altre superfici in una tonalità
scura per ridurre il riflesso.
• Utilizzare schermi o barriere di protezione per
salvaguardare chi è attorno da lampi o abbagliamenti.
• Avvertire chi è attorno di non guardare l’arco. Segnalare il
pericolo con appositi o cartelli.
Cavo di massa Fissare saldamente il cavo di massa alla
lamiera o al tavolo di lavoro, stabilendo un buon contatto
tra i metalli. Non collegare il cavo di massa al pezzo che si
staccherà una volta completato il taglio.
Tavolo di lavoro Collegare a terra il tavolo di lavoro, in
conformità ai codici elettrici locali o nazionali.
SICUREZZA DELLA MESSA A
TERRA
Potenza assorbita
• Assicurarsi che il filo di messa a terra del cavo di
alimentazione sia collegato alla messa a terra nella
scatola di alimentazione.
• Se l’installazione del sistema plasma richiede il
collegamento del cavo di alimentazione all’alimentatore,
accertarsi che il filo di messa a terra del cavo di
alimentazione sia collegato correttamente.
• Per prima cosa fissare il filo di terra del cavo di
alimentazione al picchetto di terra, quindi fissare gli altri
fili di terra sopra alla terra del cavo di alimentazione.
Serrare a fondo il dado di ritenzione.
• Serrare tutti i collegamenti elettrici per evitare l’eccessivo
riscaldamento.

SICUREZZA
HYPERTHERM Sistemi Plasma 1-5
2/12/01
• Non lubrificare con olio o grasso i regolatori o le valvole
delle bombole di gas.
• Usare solo bombole, regolatori, tubi e raccordi studiati
per l’applicazione specifica.
• Mantenere tutti i componenti dell’apparecchiatura a gas
compresso in condizioni ottimali.
• Applicare etichette e codici colore ai tubi del gas, per
identificare il tipo di gas contenuto in ciascuno di essi.
Fare riferimento alle normative locali o nazionali vigenti
in materia.
LE BOMBOLE DI GAS
DANNEGGIATE POSSONO
ESPLODERE
SICUREZZA DELLE APPARECCHIATURE A
GAS COMPRESSO
Le bombole contengono gas fortemente compresso e, se
danneggiate, possono esplodere.
• Maneggiare ed utilizzare le bombole di gas compresso in
conformità alle norme locali e nazionali vigenti in materia.
• Non usare mai una bombola che non sia in posizione
stabile e verticale.
• Quando la bombola non è utilizzata né collegata per
l’uso, chiudere sempre la valvola con l’apposito
cappuccio di protezione.
• Evitare qualsiasi contatto elettrico tra l’arco plasma e la
bombola.
• Proteggere le bombole da calore eccessivo, scintille,
scorie o fiamme libere.
• Non utilizzare mai martelli, chiavi o altri utensili per aprire
una valvola bloccata.
L’esposizione prolungata al rumore prodotto dal taglio o
dalla cianfrinatura può danneggiare l’udito.
• Adottare sempre le protezioni approvate quando si
utilizza un sistema plasma.
• Avvisare chi sta intorno del pericolo rappresentato
dall’esposizione al rumore.
Il RUMORE PUÒ DANNEGGIARE
L’UDITO
Il funzionamento dei pace-maker e degli apparecchi
acustici può venire influenzato dai campi magnetici
provocati dall’alta tensione. I portatori di pace-maker e di
apparecchi acustici dovranno richiedere il parere di un
medico prima di avvicinarsi ad aree in cui siano in corso
operazioni di taglio o di cianfrinatura con arco plasma.
Per ridurre il rischio prodotto dai campi magnetici:
• Tenere il cavo di lavoro e il cavo della torcia sullo stesso
lato, lontano dal corpo.
• Fare passare i cavi torcia il più vicino possibile al cavo
di lavoro.
• Non avvolgersi il cavo torcia o il cavo di lavoro intorno
al corpo.
• Tenersi il più lontano possibile dall’alimentatore.
PACE-MAKER E
APPARECCHI ACUSTICI
I tubi congelati possono essere danneggiati o possono
scoppiare se si tenta di disgelarli con una torcia plasma.
UN ARCO PLASMA
PUÒ DANNEGGIARE
I TUBI CONGELATI

SICUREZZA
1-6 HYPERTHERM Sistemi Plasma
2/12/01
Etichetta di avvertimento
Questa etichetta di avvertimento è applicata sull’alimentatore. È
importante che l’operatore e il tecnico addetto alla manutenzione
comprendano a fondo il significato dei simboli di avvertimento. Il
testo numerato corrisponde alle caselle numerate dell’etichetta.
1. Le scintille provocate dal taglio possono
causare esplosione o incendio.
1.1 Tenere i materiali infiammabili lontano
dall’area di taglio.
1.2 Tenere un estintore nelle immediate
vicinanze, e far sì che una persona resti
pronta ad utilizzarlo.
1.3 Non tagliare mai contenitori chiusi.
2. L’arco plasma può provocare lesioni
ed ustioni.
2.1 Spegnere l’alimentazione elettrica prima di
smontare la torcia.
2.2 Non tenere il materiale in prossimità del
percorso di taglio.
2.3 Indossare una protezione completa per
il corpo.
3. Le scosse elettriche provocate dalla torcia
o dal cavo possono essere letali.
Proteggersi adeguatamente dal pericolo di
scosse elettriche.
3.1 Indossare guanti isolanti. Non indossare
guanti umidi o danneggiati.
3.2 Isolarsi dal lavoro e dal suolo.
3.3 Scollegare la spina del cavo di
alimentazione prima di lavorare sulla
macchina.
4. Inalare le esalazioni prodotti durante il
taglio può essere nocivo alla salute.
4.1 Tenere la testa lontana dalle esalazioni.
4.2 Utilizzare un impianto di ventilazione
forzata o di scarico locale per eliminare le
esalazioni.
4.3 Utilizzare una ventola di aspirazione per
eliminare le esalazioni.
5. I raggi dell’arco possono bruciare gli occhi
e ustionare la pelle.
5.1 Indossare elmetto e guanti di sicurezza.
Utilizzare adeguate protezioni per le
orecchie e camicie con il colletto
abbottonato. Utilizzare maschere a casco
con filtri della corretta gradazione.
Indossare una protezione completa per
il corpo.
6. Addestrarsi all’uso e leggere le istruzioni
prima di utilizzare la macchina o lavorare
su di essa.
7. Non rimuovere né coprire le etichette di
avvertenza.
18
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-1
Sezione 2
USO
In questa sezione:
Comandi ed indicatori ...............................................................................................................................................2-2
Quadro di comando dell’alimentatore ..............................................................................................................2-2
Pannello anteriore della consolle del gas automatica......................................................................................2-4
Messaggi di errore sul display LCD .............................................................................................................2-7
Sistema di alimentazione (PS-ERR) ........................................................................................................2-7
Sistema del gas (GS-ERR) ......................................................................................................................2-8
Pannello posteriore della consolle del gas automatica ....................................................................................2-9
Procedura di funzionamento giornaliero .................................................................................................................2-10
Modo Local.....................................................................................................................................................2-10
Modo Remote.................................................................................................................................................2-11
Sostituzione dei ricambi torcia ................................................................................................................................2-12
Rimozione ed ispezione .................................................................................................................................2-12
Montaggio ......................................................................................................................................................2-13
Spurgo dei flessibili del refrigerante........................................................................................................................2-16
Come ottimizzare la qualità di taglio .......................................................................................................................2-17
Suggerimenti per la tavola portapezzo e la torcia ..........................................................................................2-17
Suggerimenti per la messa a punto del plasma .............................................................................................2-17
Come massimizzare la durata delle parti consumabili ...................................................................................2-17
Altri fattori che influenzano la qualità di taglio ................................................................................................2-18
Miglioramenti ulteriori .....................................................................................................................................2-19
Domande tecniche..................................................................................................................................................2-20
Tabelle di taglio .......................................................................................................................................................2-21

USO
7/10/98
2-2 HD3070 (consolle del gas automatica) Manuale di istruzioni
Comandi ed indicatori
Quadro di comando dell’alimentatore (fig. 2-1)
ALIMENTAZIONE ELETTRICA
• Interruttore a pulsante e indicatore ON (I) (PB1/LT1).
Attiva l’alimentatore ed i suoi circuiti di controllo. L’indicatore si illumina al termine della sequenza di
inserimento dell’alimentazione.
• Interruttore a pulsante OFF (0)(PB2).
Spegne l’alimentatore.
• Indicatore DC ON (LT2)
Si illumina quando si chiude il contattore principale, indicando che alla torcia viene erogata alimentazione
elettrica a C.C.
STATO*
• LED INTERRUTTORE SICUREZZA ALTA FREQUENZA REMOTA (LT3)
Si illumina quando lo sportello della consolle RHF è chiuso. È spento quando lo sportello è aperto.
• LED TRASFORMATORE (LT4)
È illuminato quando il trasformatore dell’alimentazione di rete funziona entro i limiti previsti. È spento
quando il trasformatore è surriscaldato.
• LED INTERRUTTORE SICUREZZA EST. (LT5) – Non assegnato (definito dal cliente)
Si illumina quando si chiude un interruttore di sicurezza su un’altra macchina del cliente. Si spegne quando
l’interruttore di sicurezza si apre. Se non viene utilizzato l’interruttore di sicurezza di una macchina del
cliente, l’operatore deve bipassare l’interruttore di sicurezza con un collegamento a ponticello (connettore
1X1, piedini 16 e 17), onde consentire il funzionamento del sistema plasma.
• LED SISTEMA GAS (LT6)
Si illumina quando è in funzione il sistema gas. Si spegne durante qualsiasi situazione di errore del sistema
gas.
• LED PRESSIONE GAS (LT7)
Si illumina quando le pressioni del gas di plasma e del gas di protezione superano il limite minimo di
105 psi (7,2 bar). Rimane spento quando solo il gas di plasma od il gas di protezione è ad una pressione
inferiore al limite minimo.
• LED TEMP. REFRIGERANTE (LT8)
Si illumina quando la temperatura del refrigerante è normale. Si spegne quando la temperatura è
eccessiva.

USO
12/10/99
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-3
• LED FLUSSO REFRIGERANTE (LT9)
Si illumina quando il flusso di refrigerante verso gli elettrodi è adeguato. Si spegne quando il flusso di
refrigerante è insufficiente.
* Un LED di STATO viene spento quando si verifica la condizione di guasto associata. La maggior parte delle
condizioni di guasto provocheranno lo spegnimento del sistema, facendo spegnere tutti i LED di STATO. In
questi casi, l’operatore deve premere e mantenere premuto l’interruttore POWER ON (I). Il primo LED di STATO
che non si illumina indica la condizione di guasto.
Selettore numerico AMPS (S1)
Per selezionare e visualizzare la corrente di taglio.
Potenziometro PIERCE DELAY (RITARDO SFONDAMENTO) (P1)
Per impostare il numero di secondi di ritardo durante lo sfondamento, prima che la corrente aumenti
progressivamente per il taglio.
Figura 2-1 Indicatori e comandi del quadro di comando dell’alimentatore HD3070
RHF INTERLOCK
OVER TEMP
EXT INTERLOCK
GAS SYSTEM
GAS PRESSURE
COOLANT TEMP
COOLANT FLOW
STATUS
3070STAT.0 8
INTERRUTTORE DI SICUREZZA RHF
TRASFORMATORE
INTERRUTTORE DI SICUREZZA EST
SISTEMA GAS
PRESSIONE GAS
TEMP. REFRIGERANTE
FLUSSO REFRIGERANTE
LED DI STATO

USO
12/3/98
2-4 HD3070 (consolle del gas automatica) Manuale di istruzioni
Pannello anteriore della consolle del gas automatica (Fig. 2-2)
I comandi del pannello anteriore sono sotto il controllo manuale soltanto quando l’interruttore a ginocchiera
REMOTE/LOCAL (AUTOMATICO/MANUALE), posto sul pannello posteriore, è impostato nella posizione LOCAL.
Va notato che il display LCD è attivo in entrambi i modi.
• SCELTA DEL GAS DI PLASMA - Selettore O2/ARIA/H35 E N
2
Imposta l'utilizzo di ossigeno (O2), ARIA oppure di una miscela di argo-idrogeno ed azoto (H35 e N2) come
gas di taglio plasma.
Si noti che la modifica della posizione del selettore produce lo spurgo per 40 secondi dei tubi del gas
(preflusso per 20 secondi e gas di taglio per 20 secondi) che viene indicato sul display LCD.
• Selettore Prova preflusso/Avvio/Prova flusso di taglio
Le portate vengono impostate sia manualmente nel comando LOCALE sia da CNC nel comando A
DISTANZA. Le portate vengono espresse come percentuale del valore massimo (100%).
Test Preflow (Preflusso di prova) – Questa posizione viene usata per testare ed impostare i valori di
portata del gas di preflusso sul display LCD usando i potenziometri PREFLOW Shield/Plasma
(PREFLUSSO Protezione/Plasma) (1) e (2). I valori di portata di preflusso per la prova sono indicati nelle
Tabelle di taglio in questa stessa sezione. In questa posizione di prova, non è possibile sprigionare un arco.
Test Cut Flow (Flusso prova di taglio) – Questa posizione viene usata per testare ed impostare i valori di
portata del gas di plasma visualizzati sul display LCD usando i potenziometri SHIELD Cut Flow (Flusso di
taglio PROTEZIONE) (3) e (4) ed il potenziometro PLASMA Cut Flow (Flusso di taglio PLASMA) (5) e
(6). Il potenziometro 6 ed il campo corrispondente del display LCD funzionano solo quando viene
selezionato H35. Le impostazioni di controllo della portata per la prova di taglio sono indicati nelle Tabelle
di taglio in questa sezione. In questa posizione di prova, non è possibile sprigionare un arco.
Run – Questo è la pozione normale, che permette l’ignizione del’arco.
• Display LCD
Il display LCD è suddiviso in 8 campi funzionali. Quando si lavora sia nel modo automatico che nel modo
manuale, vengono visualizzati i seguenti dati, come mostrato nella fig. 2-3.

USO
7/10/98
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-5
Figura 2-2 Comandi ed indicatori del pannello anteriore della consolle automatica del gas

USO
11/23/98
2-6 HD3070 (consolle del gas automatica) Manuale di istruzioni
Figura 2-3 Display LCD del pannello frontale della consolle automatica del gas
Indica la pressione
del gas plasma in
ingresso in psi o bar
(120 psi/8,28 bar)
Indica la posizione
delle indicazioni di
pressione e portata
del gas di preflusso
Indica il funzionamento
del sistema con
controllo locale o a
distanza
Indicata la posizione
delle indicazioni di
pressione e portata del
gas di protezione
Indica la posizione
delle indicazioni di
pressione e portata
del gas plasma
Indica la pressione del
gas di protezione in
ingresso in psi o bar
(120 psi / 8,28 bar)
Indica la
pressione in
uscita del gas
di protezione
Indica le portate
del preflusso
Indica le portate del
gas di protezione
Zeigt die SekundärBetriebsdurchflußraten an
Indica la pressione di
uscita del gas plasma
Indica le portate del
plasma di taglio
Il potenziometro 6 ed
il relativo campo sul
display LCD sono
operativi solo quando
viene selezionato H35.
INGRESSO
PREFLUSSO
XXX PSI/BAR
LOCALE O A DISTANZA
PROTEZIONE
XXX PSI/BAR
INGRESSO
PLASMA
XXX PSI/BAR
00 % 00 % 00 % 00 % 00 % 00 %
Indica PS-ERR (errore di
sistema sull'alimentazione).
Fare riferimento alla lista degli
errori di sistema
sull'alimentazione.
Indica GS-ERR (errore di sistema
sul gas). Fare riferimento alla lista
degli errori si sistema sul gas.
Indica le modalità prova, calibrazione e spurgo: PROVA
PREFLUSSO o PROVA FLUSSO DI TAGLIO; CAL ZERO
o CAL INT; oppure PREFLUSSO DI SPURGO o FLUSSO
DI TAGLIO DI SPURGO automatici per 20 secondi
ciascuno.
INGRESSO
PS-ERR
XXX PSI/BAR
LOCALE O A DISTANZA
GS-ERR
XXX PSI/BAR
INGRESSO
TEST-, KALIBRIER- ODER DURCHBLASMODUS
XXX PSI/BAR
00 % 00 % 00 % 00 % 00 % 00 %

USO
11/13/98
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-7
Messaggi di errore sul display LCD
Sistema di alimentazione (PS-ERR)
Messaggio di errore Codice di errore Descrizione
NO ERROR 0
LOW COOLANT LEVEL 1 Questo segnale di errore viene visualizzato per segnalare al
CNC che il serbatoio del refrigerante ha bisogno di un
rabbocco di refrigerante.
INTERLOCK ERR 2 Questo segnale di errore viene emesso durante il
funzionamento, quando uno dei pressostati o dei termostati
collegati alla scheda a circuiti stampati della distribuzione
dell’alimentazione elettrica viene aperto. Controllare i LED di
STATO sull’alimentatore.
HOLD TIMEOUT ERR 3 Questo segnale di errore viene emesso se il segnale HOLD
INPUT non viene rilasciato entro 10 secondi dalla fine del
preflusso.
NO PILOT TIMEOUT ERR 4 Questo segnale di errore viene emesso quando l’alta
frequenza non riesce ad accendere l’arco pilota entro 1
secondo.
PIERCE DELAY ERR 5 Questo segnale di errore viene emesso quando non viene
ricevuto il segnale PIERCE COMPLETE (SFONDAMENTO
COMPLETO) entro 4 secondi dal segnale di trasferimento.
TRANSFER TIMEOUT ERR 6 Questo segnale di errore viene emesso quando il
trasferimento della corrente alla lamiera non viene rilevato
entro 2 secondi dall’accensione della torcia.
RAMPUP BLOWOUT ERR* 7 Questo segnale di errore viene emesso quando l’arco si
spegne dopo il trasferimento della corrente alla lamiera, ma
prima che venga raggiunta condizione stabile di
funzionamento.
RUNNING ARC BLOWOUT ERR* 8 Questo segnale di errore viene emesso quando l’arco si
spegne durante una condizione di funzionamento stabile.
ARC OVER VOLTAGE ERR* 9 Questo segnale di errore viene emesso durante una
condizione di funzionamento stabile, quando la tensione
d’arco misurata supera la tensione d’arco massima
tollerabile programmata (200 V).
RAMPDWN ARC BLOWOUT ERR* 10 Questo segnale di errore viene emesso quando l’arco si
spegne durante la riduzione graduale della corrente, ma
prima che sia trascorso il tempo di riduzione graduale
programmato.

USO
7/7/99
2-8 HD3070 (consolle del gas automatica) Manuale di istruzioni
Sistema di alimentazione (PS-ERR) – continuazione
Messaggio di errore Codice di errore Descrizione
Sistema del gas (GS-ERR)
Messaggio di errore Codice di errore Descrizione
WRONG STATE ERR 12 Questo segnale di errore indica che il software contiene un
errore grave per cui esso ha trasferito il controllo ad uno
stato di programma non definito. È molto importante
annotare quali erano le esatte condizioni di funzionamento
immediatamente precedenti l’errore.
PHASE LOSS ERR 13 Questo segnale di errore si manifesta quando il circuito di
protezione contro le perdite di fase spegne il sistema a
causa della perdita di fase della tensione, oppure
dell'abbassamento della tensione di ingresso al di sotto
dell'80% del suo valore nominale.
* Questi errori provocheranno anche un incremento del segnale di output del contatore di errori diretto al CNC.
NO ERROR 0
LOW PLASMA GAS ERR 1 Questo segnale di errore viene emesso se la pressione di
entrata del gas di plasma è inferiore a 105 psig (7,2 bar).
(P1 sul display).
LOW SHIELD GAS ERR 2 Questo segnale di errore viene emesso se la pressione di
entrata del gas di protezione è inferiore a 105 psig (7,2 bar).
(P2 sul display).
HIGH PLASMA GAS ERR 3 Questo segnale di errore viene emesso se la pressione di
entrata del gas di plasma è superiore a 135 psig (9,3 bar).
(P1 sul display).
HIGH SHIELD GAS ERR 4 Questo segnale di errore viene emesso se la pressione di
entrata del gas di protezione è superiore a 135 psig (9,3 bar).
(P2 sul display).
MV1 ERR* 5 Questo segnale di errore viene emesso quando
l’elettrovalvola MV1 non si muove in risposta al comando.
Quando si verifica questo errore, è necessaria una
riparazione.
MV2 ERR* 6 Questo segnale di errore viene emesso quando
l’elettrovalvola MV2 non si muove in risposta al comando.
Quando si verifica questo errore, è necessaria una
riparazione.
MV3 ERR* 7 Questo segnale di errore viene emesso quando
l’elettrovalvola MV3 non si muove in risposta al comando.
Quando si verifica questo errore, è necessaria una
riparazione.

USO
11/13/98
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-9
Sistema del gas (GS-ERR) – continuazione
Messaggio di errore Codice di errore Descrizione
MV4 ERR* 8 Questo segnale di errore viene emesso quando
l’elettrovalvola MV4 non si muove in risposta al comando.
Quando si verifica questo errore, è necessaria una
riparazione.
MV5 ERR* 9 Questo segnale di errore viene emesso quando
l’elettrovalvola MV5 non si muove in risposta al comando.
Quando si verifica questo errore, è necessaria una
riparazione.
MV6 ERR* 10 Questo segnale di errore viene emesso quando
l’elettrovalvola MV6 non si muove in risposta al comando.
Quando si verifica questo errore, è necessaria una
riparazione.
* Per cancellare un messaggio di errore elettrovalvola spegnere e riaccendere il sistema del plasma.
Pannello posteriore della consolle del gas automatica (fig. 2-4)
I comandi del pannello posteriore sono i seguenti:
• Interruttore a ginocchiera INTERFACCIA CNC-REMOTE/LOCAL (A nell’illustrazione)
Seleziona il controllo automatico o manuale della consolle del gas HD3070. Nel modo REMOTE
(AUTOMATICO) la consolle del gas è sotto il completo controllo del controllore della macchina CNC. Nel
modo LOCAL (MANUALE), i valori di portata dei gas vengono impostati manualmente sul pannello
anteriore.
Figura 2-4 Comandi del pannello posteriore della consolle del gas automatica

USO
12/3/98
2-10 HD3070 (consolle del gas automatica) Manuale di istruzioni
Procedura di funzionamento giornaliero
Il sistema HD3070 può essere azionato sia in modo automatico che manuale. Prima dell’azionamento, assicurarsi
che l’ambiente di lavoro e gli indumenti dell’operatore siano conformi ai requisiti di sicurezza indicati nella sezione
Sicurezza del presente manuale. Se si verificano dei problemi durante l’avviamento, consultare la Sezione 3,
Installazione (inglese) e controllare i dati dell’installazione.
Modo Local (manuale)
Per avviare il sistema HD3070 giornalmente, nel modo manuale, procedere come segue:
1. Selezionare i ricambi torcia in base al materiale da tagliare, consultare le Tabelle di taglio. Se i ricambi torcia
devono essere riutilizzati, controllare che non presentino danni o segni di usura. Consultare Sostituzione dei
ricambi torcia in questa stessa sezione.
2. Assicurarsi che la torcia sia perpendicolare alla lamiera (0° e 90°) in modo da ottenere un taglio netto e
verticale. Usare una squadra per allineare la torcia.
3. Imposta l'utilizzo di ossigeno (O2), ARIA oppure di una miscela di argo-idrogeno ed azoto (H35 e N2) come gas
di taglio plasma. Usare il selettore SCELTA DEL GAS DI PLASMA.
4. Inserire l’alimentazione elettrica portando l’interruttore generale dell’alimentazione nella posizione di accensione
On ed accendendo l’alimentatore, nel modo seguente:
• Premere l’interruttore di accensione POWER ON (I) (PB1) fino a che il LED STATUS-COOLANT FLOW
(STATO-FLUSSO REFRIGERANTE) si illumina.
• Assicurarsi che l’indicatore verde POWER ON (LT1) rimanga illuminato. Altrimenti, controllare i LED di
STATUS sull’alimentatore e controllare che il display LCD della consolle del gas non visualizza messaggi di
errore del sistema del gas e del sistema del plasma. Consultare la fig. 2-3 e la lista Messaggi di errore.
Nota: se il LED COOLANT FLOW (FLUSSO REFRIGERANTE) non si illumina, svitare il tappo di
sfiato/rifornimento del serbatoio del refrigerante. Aggiungere 1,9 litri di refrigerante.
5. Inoltre, durante l’avviamento iniziale, le tubazioni dei gas verranno spurgate automaticamente per un totale di
40 secondi. Il display LCD della consolle del gas, fig. 2-3 campo E, indicherà PURGE – PREFLOW (SPURGO –
PREFLUSSO) per 20 secondi, seguito da PURGE – CUT FLOW (SPURGO – FLUSSO DI TAGLIO) per altri 20
secondi.
6. Assicurarsi che entrambe le mandate selezionate come gas di plasma e come gas di protezione siano
disponibili ad una pressione dinamica di entrata di 120 psi (8,2 bar), nei campi P1 (plasma) e P2 (protezione)
del display LCD della consolle del gas. (Consultare la fig. 2-3.)
7. Impostare le percentuali di portata dei gas di prova preflusso e prova di taglio. A tale scopo, procedere nel modo
seguente:
• Impostare i valori di portata di preflusso (1) e (2) per la prova come specificato nella Tabella di Taglio.
• Impostare i valori di portata (3) e (4) del gas di protezione per la prova di taglio ed il valore di portata
(5) e (6) del gas di plasma per la prova di taglio come indicato nella Tabella di Taglio.

USO
12/3/98
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-11
• Impostare l’interruttore Test Preflow/Run/Test Cut Flow (S2) a Run (Funzionamento).
• A livello del controllore CNC, impostare la corrente di taglio, la tensione d’arco la velocità di corsa, l’altezza
iniziale di sfondamento ed il ritardo di sfondamento come indicato nelle tabelle di taglio.
• A questo punto, il sistema è pronto per il taglio.
Nota: se il sistema è rimasto in tensione ma non utilizzato per qualche tempo, spurgare le
tubazioni dei gas portando l’interruttore Test Preflow/Run/Test Cut Flow (S2) nella
posizione Test Cut Flow (Flusso di taglio di prova) per 5 secondi e poi nella posizione
Test Preflow (Preflusso di prova) per 5 secondi. Dopo aver spurgato le tubazioni dei gas,
impostare l’interruttore nella posizione Run (Funzionamento). Il mancato spurgo delle
tubazioni potrebbe ridurre la durata dei ricambi torcia per effetto della
contaminazione causata dai residui di acqua presenti nella torcia.
Modo Remote (automatico)
Per avviare la HD3070 giornalmente, nel modo automatico, procedere come segue:
1. Selezionare i ricambi torcia in base al materiale da tagliare. Se i ricambi torcia devono essere riutilizzati,
controllare che non presentino segni di usura o danni. Consultare Sostituzione dei ricambi torcia in questa
stessa sezione.
2. Dopo aver controllato i ricambi torcia, assicurarsi che la torcia sia perpendicolare alla lamiera (0° e 90°) per
ottenere un taglio netto e verticale. Usare una squadra per allineare la torcia.
3. Inserire l’alimentazione al sistema impostando l’interruttore generale dell’alimentazione nella posizione di
accensione ON.
4. Inizializzare il segnale di controllo accensione dall’interfaccia CNC per accendere l’alimentatore. Questo
segnale dovrebbe essere attivato per 15 secondi o fino a quando il segnale POWER INTERLOCKS OK
(INTERRUTTORI DI SICUREZZA ALIMENTAZIONE OK) viene rimandato al controllore CNC.
5. Assicurarsi che il segnale POWER INTERLOCKS OK (INTERRUTTORI DI SICUREZZA ALIMENTAZIONE OK)
venga rimandato al controllore CNC. In caso contrario, controllare i LED di STATUS sull’alimentatore e
controllare che non vi siano messaggi di errore dei sistemi del gas e del plasma visualizzati sul display LCD
della consolle del gas. Consultare la fig. 2-3 e l’elenco dei Messaggi di errore.
Nota: se il LED COOLANT FLOW (FLUSSO REFRIGERANTE) non si illumina, svitare il tappo di
sfiato/rifornimento del serbatoio del refrigerante. Aggiungere 1,9 litri di refrigerante.
6. Inoltre, durante l’avviamento iniziale, le tubazioni dei gas verranno spurgate automaticamente per un totale di
40 secondi. Il display LCD della consolle del gas, fig. 2-3 campo E, indicherà PURGE – PREFLOW (SPURGO –
PREFLUSSO) per 20 secondi, seguito da PURGE – CUT FLOW (SPURGO – FLUSSO DI TAGLIO) per altri 20
secondi.
7. Inizializzare i segnali di controllo dall’interfaccia CNC per selezionare i richiesti gas di protezione e di plasma in
entrata alla console del gas.
Imposta l'utilizzo di ossigeno (O2), ARIA oppure di una miscela di argo-idrogeno ed azoto (H35 e N2) come gas
di taglio plasma.

USO
12/3/98
2-12 HD3070 (consolle del gas automatica) Manuale di istruzioni
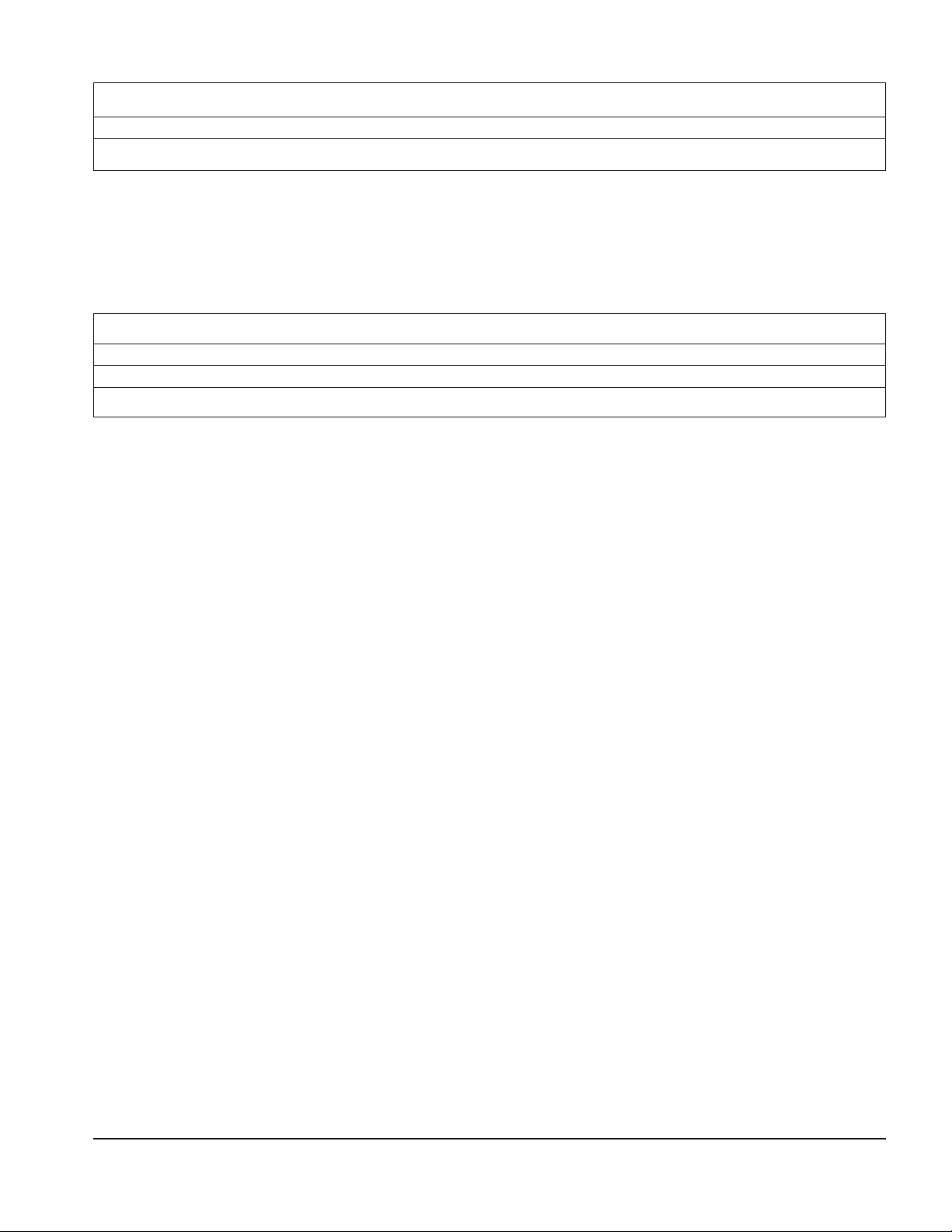
Sostituzione dei ricambi torcia
Prima di praticare il taglio, bisogna ispezionare i ricambi torcia presenti in quest’ultima onde accertarsi che non
siano usurati o danneggiati e sostituirli se necessario. I kit ricambi torcia PAC184 e PAC186 contengono i seguenti
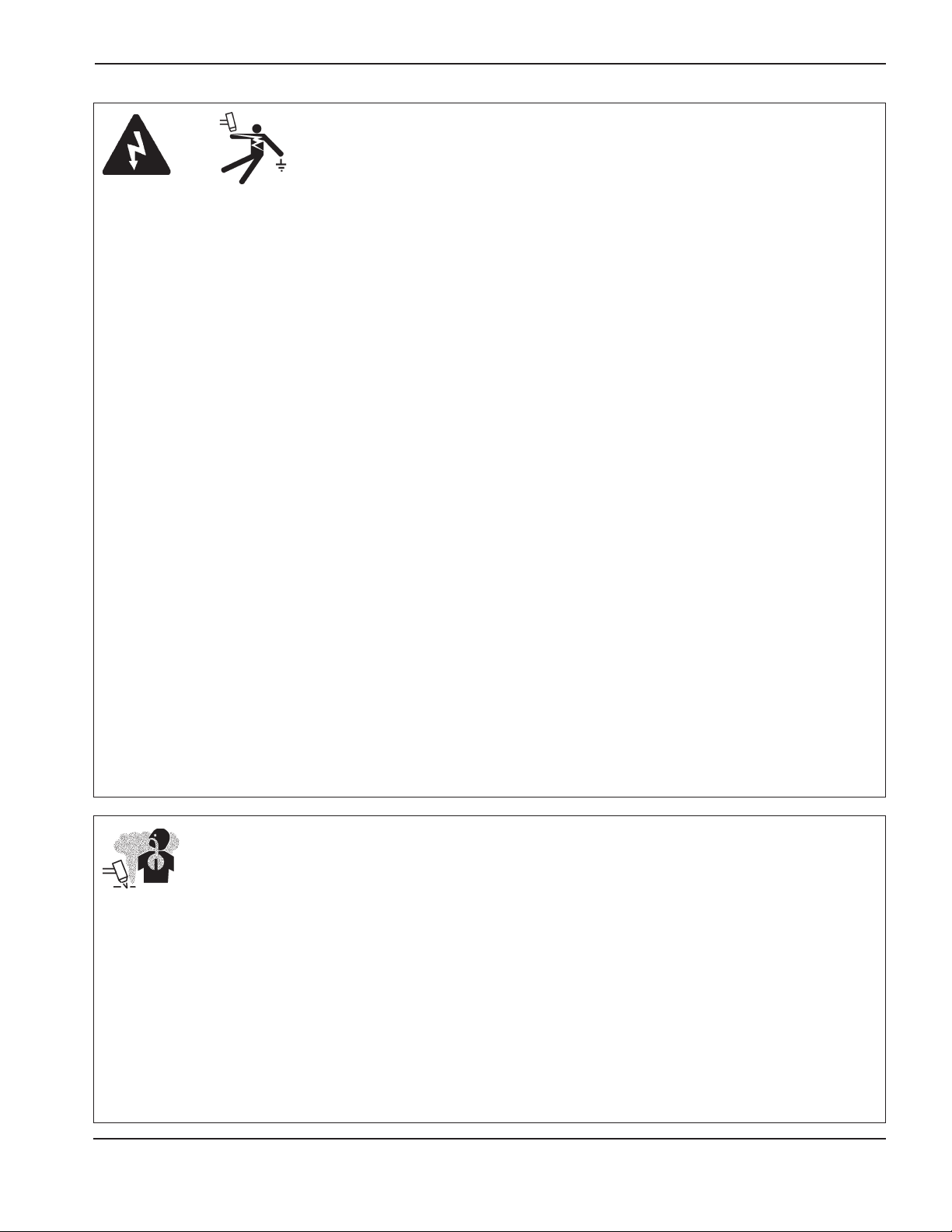
attrezzi per smontare ed ispezionare i ricambi torcia (Fig. 2-5 — 2-8):
Rimozione ed ispezione
1. Togliere il cappuccio schermato ed ispezionare la protezione per verificare che non vi siano danni o fori intasati.
Per togliere la protezione premerla fino a sganciarla. Controllare che l’o-ring non sia consumato o danneggiato.
2. Togliere il cappuccio interno e controllare che non vi siano danni o fori intasati.
AVVERTENZA
Staccare sempre l’alimentazione diretta all’alimentatore prima di ispezionare o sostituire i ricambi
torcia.
8. Impostare le percentuali di portata dei gas tramite le valvole di dosaggio della consolle del gas, dall’interfaccia
CNC usando i punti di settaggio BCD. Il controllore CNC dovrebbe eseguire la sequenza qui indicata per
impostare le valvole di dosaggio del gas:
• Seleziona il codice BCD per il numero della valvola (1 – r) da impostare sulle quattro linee VALVE SELECT
(SELEZIONE VALVOLA). Questi segnali devono essere impostati a basso (comune) per attivarli.
• Seleziona il codice BCD per il punto di settaggio (0 – 100%) da impostare sulle nove linee GAS FLOW SET
(IMPOSTAZIONE FLUSSO GAS). Questi segnali devono essere impostati a basso (comune) per attivarli.
• Imposta a basso (comune) la linea WRITE (SCRITTURA) ed attende il ritorno di un segnale READ
COMPLETE (LETTURA COMPLETATA).
Questo processo dovrebbe svolgersi in meno di 100 millisecondi. A questo punto, il controllore CNC dovrebbe
rilasciare il segnale WRITE (SCRITTURA). Il processo suddetto dovrebbe essere portato a termine per le rimanenti
4 valvole.
Nota: il microprocessore della consolle del gas memorizza i dati del flusso di gas per ciascuna valvola di
dosaggio, nel corso del normale funzionamento. Se per qualsiasi motivo, viene interrotta
l’alimentazione elettrica della consolle del gas, sarà necessario ritrasmettere i dati del flusso di gas
dall’interfaccia CNC.
9. Il controllore CNC dovrebbe ora assicurarsi che non vi sia un segnale ERROR OUTPUT (OUTPUT ERRORE)
proveniente dalla consolle del gas e che il segnale POWER INTERLOCKS OK (INTERRUTTORI DI
SICUREZZA ALIMENTAZIONE OK) sia ancora attivo da parte dell’alimentatore.
10. Il sistema è ora pronto a tagliare.
Nota: iniziare i segnali di controllo della prova taglio e prova preflusso dall’interfaccia CNC per spurgare le
tubazioni dei gas, se il sistema è rimasto acceso ma inutilizzato per qualche tempo. Mantenere
l’interruttore in ciascuna posizione per 5 secondi.

USO
12/13/99
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-13
3. Togliere l’ugello con l’attrezzo apposito. Controllare che non sia consumato e non provochi archi elettrici.
Controllare inoltre che i suoi o-ring non siano consumati o danneggiati.
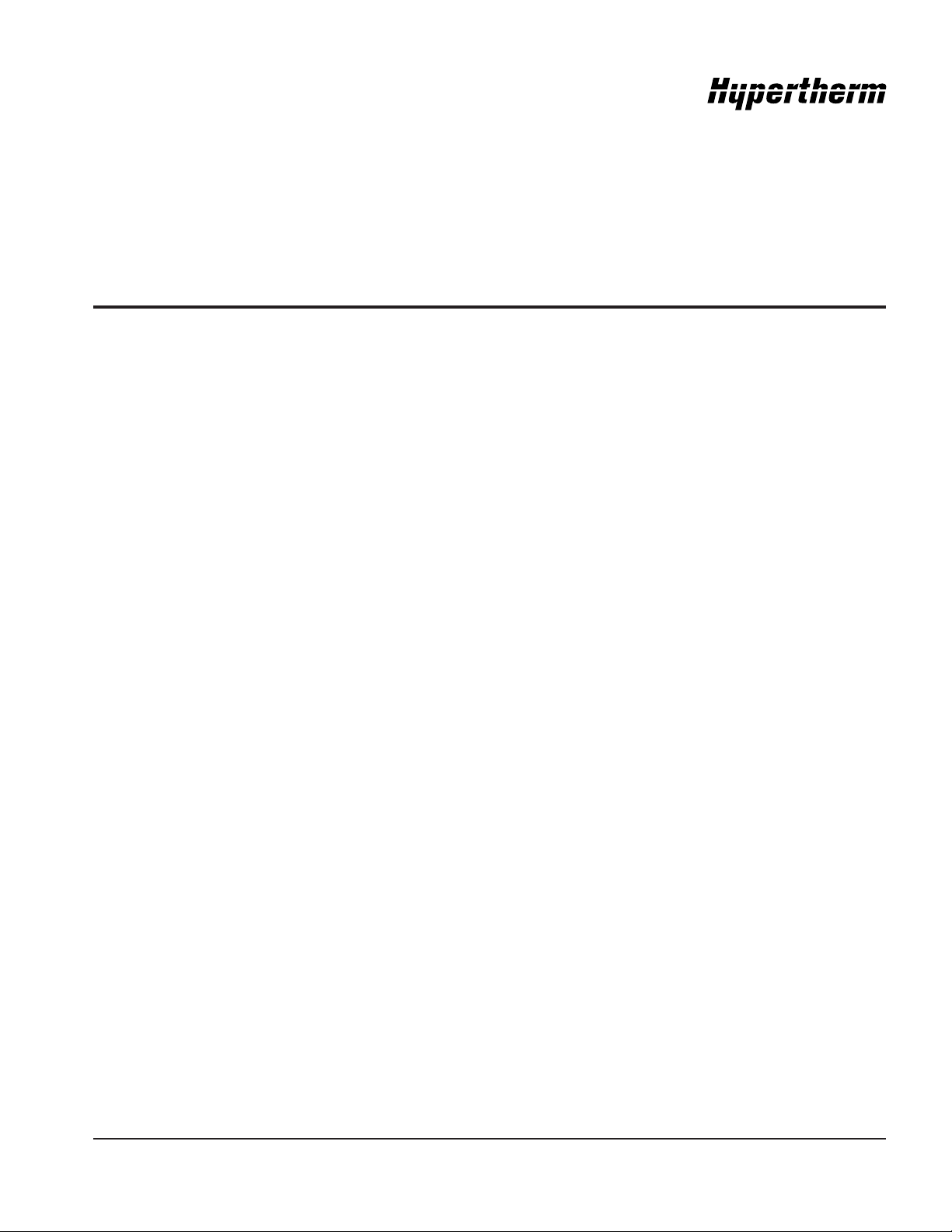
4. Togliere l’elettrodo usando l’apposito attrezzo. L’elettrodo dovrebbe essere ispezionato e sostituito se presenta
un’alveolatura profonda 1 mm. Consultare la fig. 2-8. Controllare che l’o-ring non sia consumato o danneggiato.
5. Controllare che l’anello diffusore non sia danneggiato od abbia fori intasati. Controllare che gli o-ring non siano
consumati o danneggiati.
Montaggio
Non applicare troppo grasso al silicone su nessuno degli o-ring. Le porte ed i fori dei ricambi torcia
possono essere facilmente intasati dal grasso in eccesso, provocando un flusso di gas inadeguato
durante il funzionamento. Applicare solo un leggero strato di grasso al silicone.
Evitare di toccare la punta dell’elettrodo durante l’installazione, in quanto il grasso o lo sporco potrebbero
comprometterne l’affidabilità in fase di avviamento. Controllare la punta dell’elettrodo e pulirla, se
necessario.
1. Applicare un leggero strato di grasso al silicone all’o-ring dell’elettrodo, nonché ai due o-ring dell’anello
diffusore.
2. Inserire l’elettrodo nell’estremità di piccolo diametro dell’anello diffusore, quindi inserire l’anello diffusore
(estremità di grande diametro) nell’ugello. Applicare un leggero strato di olio al silicone agli o-ring dell’ugello,
quindi inserire l’ugello nella torcia e spingerlo in posizione.
3. Ispezionare la filettatura sul corpo principale della torcia e pulirla, se necessario. Applicare un leggero strato di
grasso al silicone agli o-ring del corpo principale della torcia.
4. Installare il cappuccio interno sul corpo principale della torcia. Serrare manualmente il cappuccio interno fino
a che sia ben stretto, per assicurare un buon contatto elettrico. Non serrarlo eccessivamente.
5. Installare il cappuccio schermato, con la protezione in posizione, sul corpo principale della torcia. Se la
protezione non è in posizione, applicare del grasso al silicone all’O-ring ed inserire la protezione nel cappuccio
schermato e premerla in posizione. Serrare bene il cappuccio schermato manualmente. Se non si serra
per bene il cappuccio schermato, il contatto elettrico potrebbe essere imperfetto e potrebbero verificarsi
perdite di gas e di acqua che comprometterebbero la qualità di taglio.

USO
12/13/99
2-14 HD3070 (consolle del gas automatica) Manuale di istruzioni
Figura 2-5 Ricambi torcia PAC186
020633
120111
020644
020670
120113
020940
020941
120112
020646
020671
30A
Acciaio al
carbonio
120112
020647
Torcia PAC186
120349
020634/
020687
Cappuccio
schermato
020789
Protezione
Ugello
Cappuccio
di tenuta
Anello
diffusore
020637
Elettrodo
120111
020671
020645
020937
020938
020637
020633
020949
020948
020947
120113
020795
020796
120273
120266 120272 020637
120410
15A
Acciaio al
carbonio
30A
Acciaio inox
50A
Acciaio al
carbonio
50A
Acciaio inox
o rame
70A
Acciaio al
carbonio, acciaio
inox, alluminio o
rame
100A
Acciaio al
carbonio
120594
120592
120591
120590
120589
100A
Acciaio inox,
alluminio
120623
(ccw)
120626
(ccw)
120622 (ccw) 120626 (ccw)
120623 (ccw)
120626 (ccw)
120617 (ccw) 120624 (ccw)
120237 (ccw)120238 (ccw)
120626 (ccw)
120621 (ccw)
120616 (ccw)
Sono disponibili dei consumabili antiorari (CCW) per il taglio speculare.
USO
11/13/98
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-15
Ugello
Elettrodo
Elettrodo
120209
Cappuccio schermato
120221/120543
Protezione
120222
Cappuccio
di tenuta
120219
Ugello
120277
15 A
Anello
diffusore
120212
120218
30 A
Torcia PAC184
120208
Figura 2-6 Ricambi torcia a 15 e 30 ampere per la torcia PAC184
Figura 2-7 Attrezzi per lo smontaggio dei ricambi torcia
Attrezzo per PAC184 (004670)
Tutti gli
elettrodi
ed ugello da
100 ampere
Ugelli per Acciaio al
carbonio a 15, 30 e 50
ampere e per acciaio
inox a 30 ampere
Attrezzo per PAC186 (004555)
Protezioni e ugello
per acciaio inox a 50
ampere e 70 ampere
Attrezzo per anello diffusore PAC186
(004745)
Figura 2-8 Profondimetro per l’alveolatura dell’elettrodo (004630)
Vite di
fermo
Punta (004629)
Per sollevare ed
abbassare la punta
Elettrodo
Comparatore a quadrante
Manopola di regolazione
dell’altezza
Questo attrezzo viene usato per controllare la profondità
dell’alveolatura dell’elettrodo. Per usarlo, procedere nel
modo seguente:
1. Allentare la manopola di regolazione dell’altezza ed
inserire l’elettrodo come mostrato. Serrare la manopola
di regolazione dell’altezza.
2. Assicurarsi che la punta tocchi la superficie piatta
accanto all’alveolatura.
3. Allentare la vite di bloccaggio del comparatore a
quadrante, azzerare il comparatore e serrare
nuovamente la vite di bloccaggio.
4. Abbassare la punta nell’alveolatura e leggere sul
comparatore il valore di profondità registrato.
5. Sostituire l’elettrodo se la profondità dell’alveolatura
indicata dal comparatore e superiore a 1,0 mm. Nota: il
comparatore in figura mostra una profondità di poco
superiore a 0,5 mm.

USO
12/3/98
2-16 HD3070 (consolle del gas automatica) Manuale di istruzioni
Spurgo dei flessibili del refrigerante
Prima di togliere la torcia PAC184 o PAC186, l’operatore potrebbe voler spurgare il refrigerante torcia contenuto nei
flessibili, facendolo rifluire nel serbatoio, onde ridurre al minimo le perdite di refrigerante quando si stacca la torcia
dal gruppo di sgancio rapido. Dopo aver ricollegato la torcia, i flessibili vanno riempiti di refrigerante. Consultare le
procedure sottoelencate.
Valvola a solenoide
di spurgo
Presa a
120V C.A.
Entrata
aria
Gruppo valvoleintercettazione
Figura 2-9 Impostazione per lo
spurgo del refrigerante
Spurgare i flessibili del refrigerante
1. Spegnere l’alimentatore dal quadro di comando o dal CNC.
2. A livello del gruppo valvole-intercettazione (fig. 2-9),
collegare un flessibile aria da 1/4 di pollice all’entrata aria.
3. Collegare il cavo di alimentazione elettrica a 120V C.A.
proveniente dal CNC o da un’altra fonte di corrente alla
presa a 120 V C.A. della valvola a solenoide di spurgo.
4. Applicare aria a circa 1,4 bar all’entrata aria. L’aria
dovrebbe essere pulita, asciutta e senza olio onde evitare
di contaminare il refrigerante.
5. Applicare un segnale a 120V C.A. per circa 3 secondi onde
far aprire la valvola a solenoide per spurgare il refrigerante
dai flessibili. Non è necessario spurgare per oltre 3
secondi.
6. Dopo aver spurgato i flessibili del refrigerante, staccare la
torcia dal gruppo di sgancio rapido
Riempire i flessibili del refrigerante
1. Ricollegare la torcia al gruppo di sgancio rapido.
2. Inserire l’alimentazione elettrica all’alimentatore tramite il quadro di comando od il CNC.
Se si agisce sull’alimentatore, premere e mantenere premuto il pulsante POWER ON fino a che si illumina il LED
COOLANT FLOW. Se si agisce sul CNC, mantenere attivato il segnale Power On fino a che si illumina il LED
COOLANT FLOW.
Quando si illumina LED COOLANT FLOW, lasciar andare il pulsante POWER ON sull’alimentatore, oppure
disattivare il segnale Power On sul CNC. L’indicatore verde POWER ON dovrebbe rimanere illuminato, indicando
che il sistema sta funzionando normalmente.
(Il LED COOLANT FLOW rimarrà spento fino a quando il refrigerante non avrà espulso tutta l’aria dai flessibili di
raffreddamento della torcia e sarà ritornato nel serbatoio. Tuttavia, i flessibili di raffreddamento con troppe curve
possono contenere delle sacche d’aria anche se il LED COOLANT FLOW si illumina ed il sistema sembra pronto
al funzionamento. L’aria intrappolata potrebbe provocare delle temporanee interruzioni del raffreddamento
della torcia, che possono danneggiare quest’ultima.)
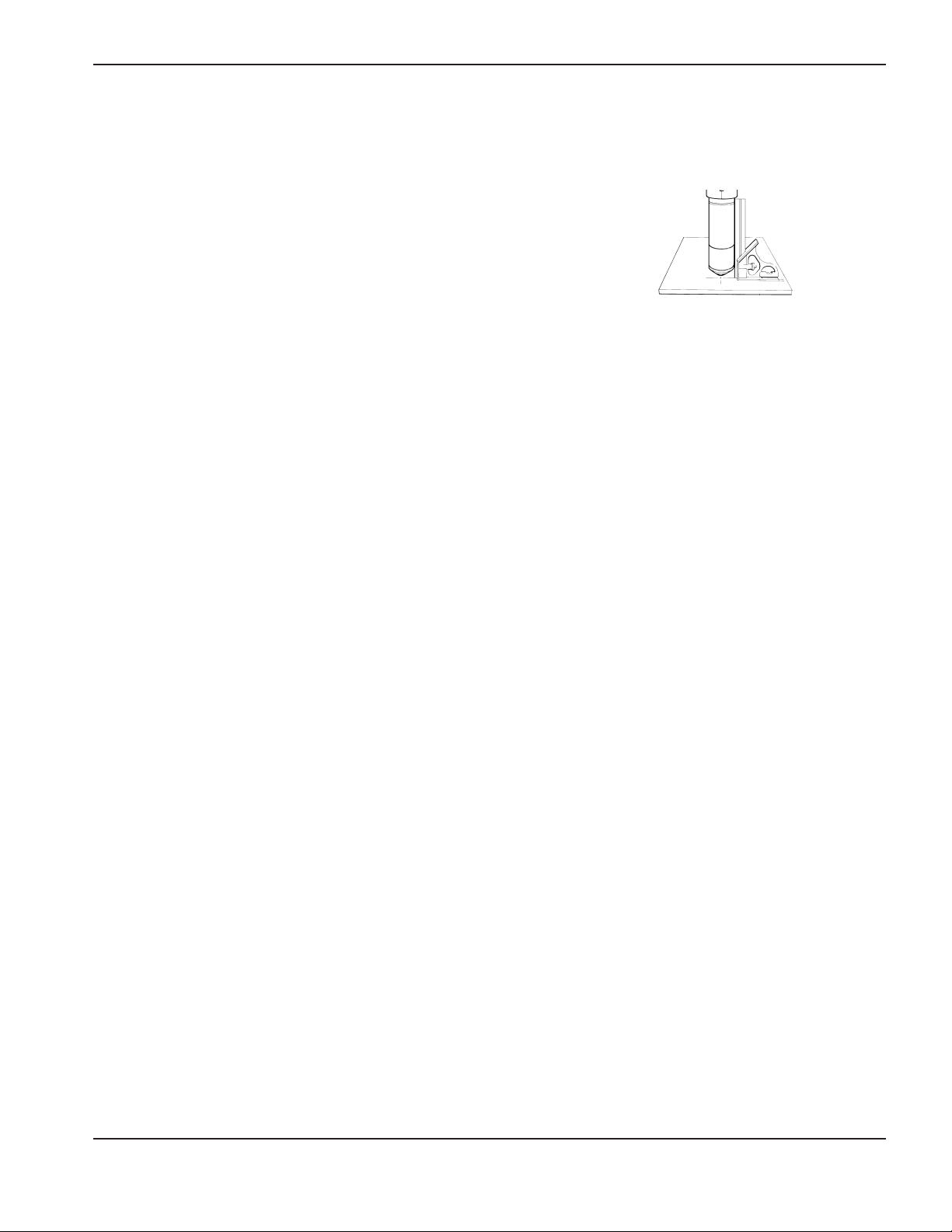
USO
18
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-17
Come ottimizzare la qualità di taglio
I suggerimenti e le procedure che seguono possono essere utili per realizzare tagli perpendicolari, piani, lisci e
senza bava.
Suggerimenti per la tavola portapezzo e la torcia
• Usare una squadra per posizionare la torcia ad angolo retto rispetto
alla superficie della lamiera.
• La torcia si muove più dolcemente se si puliscono, si controllano e si registrano le guide ed gruppo di
azionamento sulla tavola di taglio. Se la macchina si muove a scatti, il bordo di taglio avrà una superficie
ondulata.
• La torcia non deve toccare la lamiera durante il taglio. Il contatto può danneggiare lo schermo e l’ugello e
compromettere la qualità delle superfici di taglio.
Suggerimenti per la messa a punto del plasma
Seguire attentamente tutti i punti della procedura di avviamento giornaliera descritta più indietro in questa sezione.
Spurgare il circuito del gas prima di iniziare a tagliare.
Come massimizzare la durata delle parti consumabili
Il processo LongLife®di Hypertherm ha lo scopo di aumentare progressivamente e in modo automatico i flussi del
gas e della corrente all’inizio del taglio e di ridurli progressivamente alla fine, in modo da minimizzare l’erosione
della superficie centrale dell’elettrodo. Il processo LongLife richiede anche che i tagli inizino e terminino sulla
lamiera.
• La torcia non deve mai accendersi in aria.
– Si può iniziare il taglio sul bordo della lamiera se l’arco non viene innescato in aria.
–
Per iniziare il taglio con uno sfondamento, usare un’altezza di sfondamento compresa tra 1.5 e 2 volte la
distanza torcia-lamiera. Vedere le tabelle di taglio.
• Ciascun taglio deve terminare sulla lamiera, per evitare spegnimenti dell’arco (errori di chiusura graduale).
– Quando si tagliano parti destinate a cadere (piccoli pezzi che si staccano dalla lamiera dopo essere stati
tagliati), controllare che l’arco resti attaccato al bordo della lamiera, in modo che la chiusura graduale
possa avvenire correttamente.
• Se si verificano spegnimenti dell’arco, si possono provare i seguenti rimedi:
– Ridurre la velocità di taglio durante la parte finale del taglio.
– Interrompere l’arco prima che il pezzo sia tagliato completamente, per consentire la chiusura graduale
durante il completamento del taglio.
– Programmare il percorso della torcia in modo da far avvenire la chiusura graduale su una superficie di
scarto.
Nota: Usare, se possibile, un “taglio concatenato”, in modo che il percorso della torcia preveda il passaggio
da un pezzo da tagliare all’altro, senza interruzioni dell’arco. Tuttavia, evitare che il percorso
impostato preveda un’uscita e un nuovo ingresso sulla lamiera e tenere presente che un taglio
concatenato di durata elevata usura precocemente l’elettrodo.
Nota: In alcune condizioni può essere difficile ottenere tutti i vantaggi offerti dal processo LongLife.

USO
18
2-18 HD3070 (consolle del gas automatica) Manuale di istruzioni
Altri fattori che influenzano la qualità di taglio
Angolo di taglio
È da considerarsi accettabile un pezzo tagliato i cui 4 bordi hanno un angolo di taglio medio inferiore a 4°.
Nota: La superficie di taglio più ortogonale si ha sul lato destro
, con riferimento al moto di
avanzamento della torcia.
Nota: Per stabilire se gli angoli di taglio eccessivi sono causati dal sistema plasma o dal gruppo
di azionamento, eseguire un taglio di prova e misurare l’angolo su ciascun bordo.
Successivamente, ruotare la torcia di 90° sul portatorcia e ripetere la prova. Se si
ottengono gli stessi angoli in entrambe le prove, il problema risiede nel gruppo di
azionamento.
Se, dopo che sono state eliminate le “cause meccaniche” (Vedere Suggerimenti per la tavola portapezzo e la
torcia, alla pagina precedente), gli angoli di taglio non sono ancora corretti, controllare la distanza tra torcia e
pezzo, specialmente se gli angoli sono tutti positivi o tutti negativi.
• Si ha un angolo di taglio positivo quando viene asportato più materiale dalla parte superiore del taglio
rispetto alla parte inferiore.
• Si ha un angolo di taglio negativo quando viene asportato più materiale dalla parte inferiore del taglio.
Bava
La bava di bassa velocità si forma quando la velocità di taglio della torcia è troppo bassa e l’arco è in anticipo.
Si tratta di un deposito pesante pieno di bolle che si forma nella parte inferiore del taglio e può essere facilmente
rimosso. Per ridurre questo tipo di bava occorre aumentare la velocità di taglio.
La bava di alta velocità si forma quando la velocità di taglio è eccessiva e l’arco è in ritardo. È costituita da un
cordone sottile e lineare di metallo duro attaccato molto vicino al bordo di taglio. Tale bava è saldata alla parte
inferiore del taglio ed è difficile da rimuovere. Per ridurre la formazione di bava di alta velocità occorre:
• Ridurre la velocità di taglio.
• Ridurre la tensione dell’arco, per ridurre la distanza tra torcia e pezzo.
• Aumentare la percentuale di O
2
nel gas di protezione per aumentare la gamma di velocità di taglio possibile
in assenza di bava. (Solo i sistemi HyDefinition e HT4400 possono adattare la miscela dei gas di
protezione).
Notas: La bava si forma più facilmente sul metallo tiepido o caldo che sul metallo freddo. Questo
significa che, per esempio, il primo di una serie di tagli produce meno bava. Quando poi
la lamiera si scalda, c’è più probabilità che si formi una quantità maggiore di bava con i
tagli successivi.
La bava si forma più facilmente sull’acciaio dolce che sull’acciaio inox o sull’alluminio.
I consumabili usurati o danneggiati possono produrre una bava intermittente.
Causa
La torcia è troppo bassa.
La torcia è troppo alta.
Taglio perpendicolare
\
Soluzione
Aumentare la tensione dell’arco per sollevare la torcia.
Ridurre la tensione dell’arco per abbassare la torcia.
Angolo di taglio positivo
Angolo di taglio negativo
Problema

USO
18
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-19
Planarità della superficie di taglio
La conformazione tipica di una superficie di taglio plasma è leggermente concava.
La superficie di taglio può diventare ancora più concava oppure convessa. Per mantenere la superficie
di taglio più piana possibile è necessario usare un’altezza della torcia corretta.
Una superficie di taglio fortemente concava si ottiene quando la distanza torcia-lamiera è troppo piccola.
Per aumentare la distanza torcia-lamiera e raddrizzare la superficie del taglio occorre aumentare la
tensione dell’arco.
Una superficie di taglio convessa si ottiene quando la distanza torcia-lamiera è troppo grande oppure
quando la corrente di taglio è troppo elevata. In questo caso occorre, per prima cosa, ridurre la tensione
dell’arco; quindi ridurre la corrente di taglio. Se sono possibili più correnti di taglio per un dato spessore,
provare ad usare i consumabili progettati per la corrente di taglio più bassa.
Miglioramenti ulteriori
Alcuni di questi miglioramenti richiedono dei compromessi, come descritto.
Levigatezza della superficie di taglio (finitura superficiale)
• (Solo HyDefinition e HT4400) Sull’acciaio dolce, una maggiore concentrazione di N2nella miscela O2-N2di
protezione può produrre una superficie di taglio più levigata.
Compromesso: Si può produrre più bava.
• (Solo HyDefinition e HT4400) Sull’acciaio dolce, una maggiore concentrazione di O2nella miscela O2-N2di
protezione può consentire un aumento della velocità di taglio e una riduzione della quantità di bava.
Compromesso: Si può produrre una superficie di taglio più rugosa.
Sfondamento
• Il ritardo di sfondamento deve essere sufficientemente lungo in modo che l’arco possa sfondare il materiale
prima che la torcia inizi a muoversi, ma non troppo lungo da rendere l’arco instabile; infatti se il foro di
sfondamento è troppo grande, l’arco diviene instabile perché passa da un bordo all’altro del foro.
• Un maggiore preflusso del gas di protezione può aiutare a soffiare via il metallo fuso durante lo
sfondamento.
Compromesso: Questo può ridurre l’affidabilità di innesco.
Nota: Quando si esegue uno sfondamento sullo spessore massimo, l’anello di bava che si forma
può essere sufficientemente alto da toccare la torcia quando essa inizia a muoversi dopo il
completamento dello sfondamento. Per eliminare la vibrazione della torcia conseguente al
contatto tra la torcia e l’anello di bava, si può effettuare lo sfondamento mentre la torcia si
muove.
Come aumentare la velocità di taglio
• Diminuire la distanza tra torcia e lamiera.
Compromesso: Si ha un aumento dell’angolo di taglio negativo.
Nota: La torcia non deve toccare la lamiera durante lo sfondamento o il taglio.

USO
18
2-20 HD3070 (consolle del gas automatica) Manuale di istruzioni
Domande tecniche
Tutti i sistemi plasma prodotti dalla Hypertherm vengono sottoposti a rigorosi test di controllo della qualità. Se il
sistema non funziona correttamente:
1. Controllare che siano stati soddisfatti tutti i requisiti di pre-installazione, installazione e post-installazione e
controllare tutti i collegamenti.
2. Se non si riesce a risolvere il problema, rivolgersi al proprio distributore autorizzato Hypertherm, che sarà in
grado di fornire la propria assistenza o potrà indirizzare il cliente ad un centro assistenza tecnica autorizzato
Hypertherm.
3. Se avete bisogno di assistenza, contattate l’Assistenza Clienti oppure l’Assistenza Tecnica i cui recapiti sono
riportati sulla copertina del presente manuale.

Tabelle di taglio
Le Tabelle di taglio riportate nelle pagine seguenti sono ottimizzate per dare il miglior angolo di taglio, la minore
formazione di bava e la migliore rifinitura della superficie di taglio. Va ricordato che la funzione delle tabelle di taglio
è quella di fornire un buon punto di partenza e che i parametri ottimali di taglio devono essere regolati sul campo,
in funzione dell'applicazione e del materiale. L'aumento della velocità di corsa, la riduzione della distanza tra torcia
e lamiera, l'utilizzo di ricambi torcia per correnti più elevate su metalli più sottili o l'aumento della percentuale di O
2
nella miscela del gas di protezione, ad esempio, presentano sia vantaggi sia svantaggi, come spiegato nel
paragrafo Come migliorare la qualità del taglio, in questa stessa sezione. È compito dell'operatore determinare
quali sono i compromessi accettabili, a seconda del tipo di taglio da eseguire.
La tabella di taglio fornisce anche i codici e le illustrazioni dei consumabili necessari per tagliare con una data
corrente. Per informazioni più dettagliate, fare riferimento alla descrizione dei comandi e degli indicatori sulla
consolle del gas ed alla procedura di funzionamento quotidiano, riportate all'inizio di questa sezione.
USO
6/14/99
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-21
Materiale Corrente Gas di plasma Gas di protezione Pagina
Torcia PAC184
Acciaio al carbonio 15 Amp O
2
O2ed N
2
2-22
30 Amp O
2
O2ed N
2
2-23
Torcia PAC186
Acciaio al carbonio 15 Amp O
2
O2ed N
2
2-24
30 Amp O
2
O2ed N
2
2-25
50 Amp O
2
O2ed N
2
2-27
70 Amp O
2
O2ed N
2
2-30
100 Amp O
2
O2ed N
2
2-34
Acciaio inox 30 Amp Aria Aria 2-26
50 Amp Aria Aria 2-28
70 Amp Aria Aria ed CH
4
2-31
100 Amp H35 ed N
2
N
2
2-35
Alluminio 70 Amp Aria CH
4
2-32
100 Amp H35 ed N
2
N
2
2-36
Rame 50 Amp O
2
O2ed N
2
2-29
70 Amp O
2
O2ed N
2
2-33
Indice delle tabelle di taglio

USO
11/23/98
2-22 HD3070 (consolle del gas automatica) Manuale di istruzioni
PAC184
Acciaio al carbonio
O
2
Gas plasma / O2ed N2Protezione
15 A Taglio
Protezione
120222
Ugello
120277
Elettrodo
120209
Cappuccio interno
120219
Anello
diffusore
120212
Torcia PAC184
120208
Cappuccio schermato
120221/120543
Le pressione in entrata dei gas O2 (P1)# ed N2(P2)# devono essere comprese tra 105 e 135 psi (7,2 e 9,2 bar) per
tutti gli spessori di materiale.
#
Consultare la fig. 2-3 per individuare i display LCD.
* Aumentando leggermente i valori di portata di O2ed N2per la prova di preflusso è possibile aumentare la
capacità di sfondamento sui materiali più spessi elencati qui sopra. Tuttavia, aumentando eccessivamente i
valori di portata per il preflusso, si rischia di compromettere l’affidabilità di avviamento del plasma (mancate
accensioni).
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC, il
margine di errore è di ± 1 volt.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Valori di portata* Valori di portata
prova preflusso % prova taglio % Distanza Altezza
Spessore Preflusso Protezione Plasma Tensione torcia Velocità iniziale di Ritardo di
del materiale O2&N2O2N2O
2
d’arco lamiera** di corsa sfondamento sfondamento
(GA) (Pòll) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (V) (mm) (m/min.) (mm) (quadr.) (sec.)
26 0,018 0,5 5 75 30 10 40 — 134 0,5 3,68 1,0 0 0,05
24 0.024 0,6 135 0,5 3,28 1,0 0 0,05
22 0,030 0,8 136 0,5 2,92 1,0 0 0,05
20 0,036 0,9 136 0,5 2,54 1,0 0 0,05
18 0,048 1,3 137 0,5 2,16 1,0 0,5 0,16
16 0,060 1,5 142 0,8 1,65 1,0 1 0,27
14 0,075 1,9 144 1,0 1,14 1,5 1,5 0,37
12 0,105 2,7 148 1,0 0,90 1,5 2 0,50
10 0,135 3,4 151 1,0 0,64 1,5 2,5 0,60

USO
11/23/98
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-23
PAC184
Acciaio al carbonio
O
2
Gas plasma / O2ed N2Protezione
30 A Taglio
Protezione
120222
Ugello
120218
Elettrodo
120209
Cappuccio interno
120219
Anello
diffusore
120212
Torcia PAC184
120208
Cappuccio schermato
120221/120543
Le pressione in entrata dei gas O2(P1)# ed N2(P2)# devono essere comprese tra 105 e 135 psi (7,2 e 9,2 bar) per
tutti gli spessori di materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
* Aumentando leggermente i valori di portata di O2ed N2per la prova di preflusso è possibile aumentare la
capacità di sfondamento sui materiali più spessi elencati qui sopra. Tuttavia, aumentando eccessivamente i
valori di portata per il preflusso, si rischia di compromettere l’affidabilità di avviamento del plasma (mancate
accensioni).
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC, il
margine di errore è di ± 1 volt.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Valori di portata* Valori di portata
prova preflusso % prova taglio % Distanza Altezza
Spessore Preflusso Protezione Plasma Tensione torcia Velocità iniziale di Ritardo di
del materiale O2&N2O2N2O
2
d’arco lamiera** di corsa sfondamento sfondamento
(GA) (Pòll) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (V) (mm) (m/min.) (mm) (quadr.) (sec.)
24 0,024 0,6 5 75 15 5 46 — 117 0,8 5,08 1,5 0 0,05
22 0.030 0.8 15 5 — 121 0,8 4,32 1,5 0 0,05
20 0,036 0,9 15 5 — 125 1,0 3,56 2,0 0 0,05
18 0,048 1,3 15 5 — 128 1,0 2,80 2,0 0 0,05
16 0,060 1,5 15 5 — 128 1,0 2,03 2,0 0 0,05
14 0,075 1,9 15 5 — 128 1,0 1,52 2,0 0,5 0,16
12 0,105 2,7 15 5 — 135 1,5 1,27 2,5 1 0,27
10 0,135 3,4 15 5 — 135 1,5 0,90 2,5 1,5 0,37
3⁄16 4,8 15 5 — 135 1,5 0,81 2,5 2 0,50
1⁄4 6,4 30 10 — 136 1,0 0,64 2,5 2,5 0,60

USO
11/23/98
2-24 HD3070 (consolle del gas automatica) Manuale di istruzioni
PAC186
Acciaio al carbonio
O2Gas plasma / O2ed N2Protezione
15 A Taglio
Protezione
020670
Ugello
020644
Elettrodo
120111
Cappuccio interno
020633
Anello
diffusore
020637
Torcia PAC186
120349
Cappuccio schermato
020634/020687
Le pressione in entrata dei gas O2(P1)# ed N2(P2)# devono essere comprese tra 105 e 135 psi (7,2 e 9,2 bar) per
tutti gli spessori di materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
* Aumentando leggermente i valori di portata di O2ed N2per la prova di preflusso è possibile aumentare la
capacità di sfondamento sui materiali più spessi elencati qui sopra. Tuttavia, aumentando eccessivamente i
valori di portata per il preflusso, si rischia di compromettere l’affidabilità di avviamento del plasma (mancate
accensioni).
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC,
il margine di errore è di ± 1 volt.
*** Per mantenere costante la distanza di 0,020 pollici (0,5 mm) tra la torcia e la lamiera, mano a mano che
l’elettrodo si consuma, potrebbe essere necessario aumentare la tensione dell’arco onde evitare che la torcia
scenda troppo sulla lamiera.
Sono disponibili dei consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Valori di portata* Valori di portata
prova preflusso % prova taglio % Distanza Altezza
Spessore Preflusso Protezione Plasma Tensione torcia Velocità iniziale di Ritardo di
del materiale O2&N2O2N2O
2
d’arco*** lamiera**,*** di corsa sfondamento sfondamento
(GA) (Pòll) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (V) (mm) (m/min.) (mm) (quadr.) (sec.)
20 0,036 0,9 5 75 30 10 40 — 120 0,5 2,54 1,0 0 0,1
18 0,048 1,3 121 0,5 2,16 1,0 0 0,1
16 0,060 1,5 124 0,8 1,65 1,0 ,5 0,2
14 0,075 1,9 130 1,0 1,14 1,5 1 0,3
12 0,150 2,7 132 1,0 0,90 1,5 1,5 0,4
10 0,135 3,4 134 1,0 0,64 1,5 2 0,50
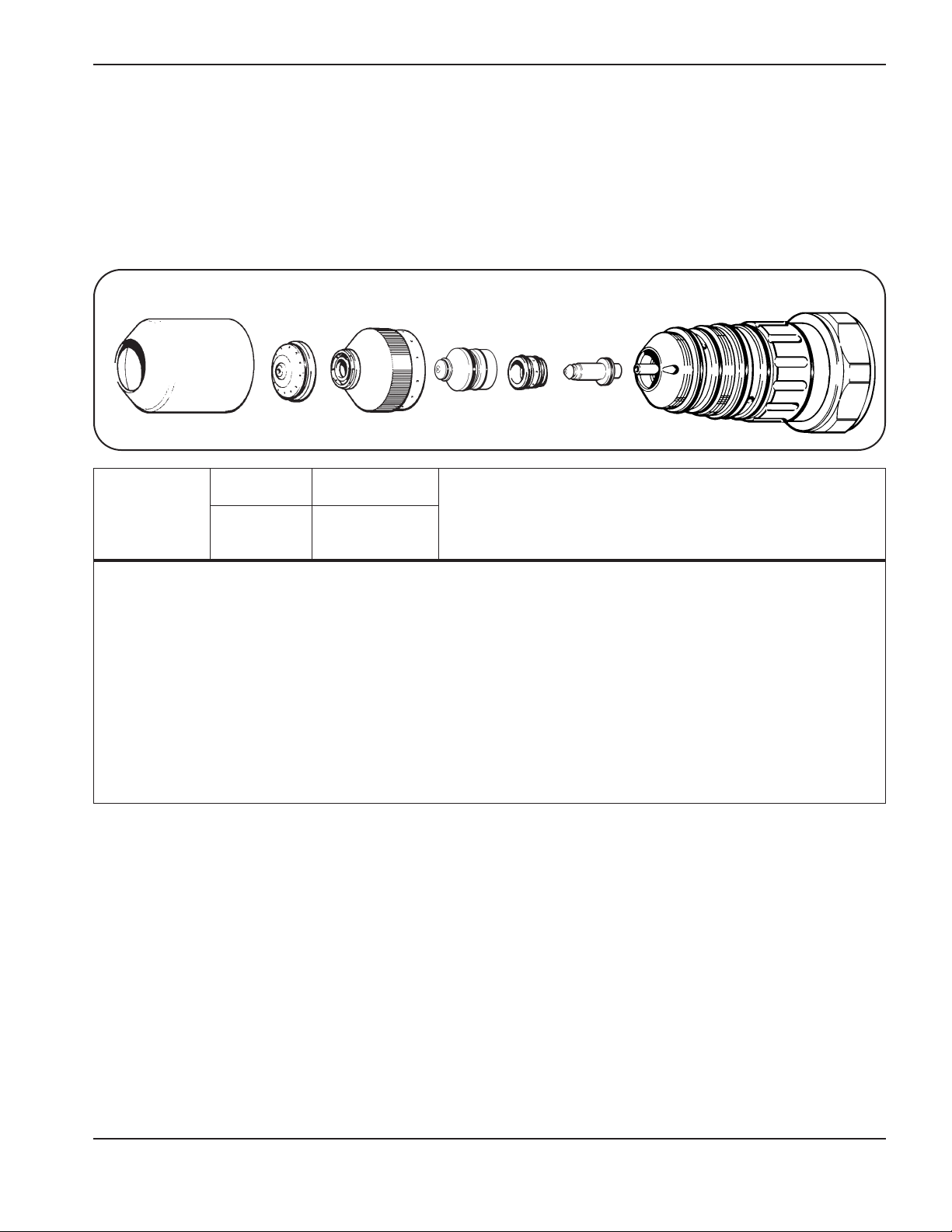
USO
11/23/98
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-25
PAC186
Acciaio al carbonio
O2Gas plasma / O2ed N2Protezione
30 A Taglio
Le pressione in entrata dei gas O2(P1)# ed N2(P2)# devono essere comprese tra 105 e 135 psi (7,2 e 9,2 bar) per
tutti gli spessori di materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
* Aumentando leggermente i valori di portata di O2ed N2per la prova di preflusso è possibile aumentare la
capacità di sfondamento sui materiali più spessi elencati qui sopra. Tuttavia, aumentando eccessivamente i
valori di portata per il preflusso, si rischia di compromettere l’affidabilità di avviamento del plasma (mancate
accensioni).
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC, il
margine di errore è di ± 1 volt.
Sono disponibili dei consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Protezione
020671
Ugello
020645
Elettrodo
120111
Cappuccio interno
020633
Anello
diffusore
020637
Torcia PAC186
120349
Cappuccio schermato
020634/020687
Valori di portata* Valori di portata
prova preflusso % prova taglio % Distanza Altezza
Spessore Preflusso Protezione Plasma Tensione torcia Velocità iniziale di Ritardo di
del materiale O2&N2O2N2O
2
d’arco lamiera** di corsa sfondamento sfondamento
(GA) (Pòll) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (V) (mm) (m/min.) (mm) (quadr.) (sec.)
24 0,024 0,6 5 75 15 5 46 — 103 0,8 5,08 1,0 0 0
22 0.030 0.8 15 5 108 0,8 4,32 1,0 0 0
20 0,036 0,9 15 5 110 1,0 3,56 1,5 0 0
18 0,048 1,3 15 5 112 1,0 2,80 1,5 0 0
16 0,060 1,5 15 5 115 1,0 2,03 1,5 0 0,1
14 0,075 1,9 15 5 118 1,0 1,52 1,5 0 0,1
12 0,105 2,7 15 5 121 1,5 1,27 2,0 ,5 0,2
10 0,135 3,4 15 5 124 1,5 0,90 2,0 1 0,3
3⁄16 4,8 15 5 125 1,5 0,81 2,0 1,5 0,4
1⁄4 6,4 30 10 124 1,0 0,64 2,0 2 0,5

USO
11/23/98
2-26 HD3070 (consolle del gas automatica) Manuale di istruzioni
PAC186
Acciaio inox##
Aria Gas plasma / Aria Protezione
30 A Taglio
Protezione
020941
Ugello
020938
Elettrodo
120113
Cappuccio interno
020940
Anello
diffusore
020937
Torcia PAC186
120349
Cappuccio schermato
020634/020687
Le pressioni di ingresso dei gas aria (P1)# e (P2)# devono essere comprese tra 105 – 135 psi (7,2 – 9,2 bar) per
tutti gli spessori del materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
## La lamiera di acciaio inox talvolta è protetta da una pellicola di plastica. Asportare tale pellicola prima di
eseguire il taglio.
* Aumentando leggermente i valori di portata di Aria per la prova di preflusso è possibile aumentare la capacità
di sfondamento sui materiali più spessi elencati qui sopra. Tuttavia, aumentando eccessivamente i valori di
portata per il preflusso, si rischia di compromettere l’affidabilità di avviamento del plasma (mancate
accensioni).
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC,
il margine di errore è di ± 1 volt.
*** Per mantenere costante la distanza di 0,020 pollici (0,5 mm) tra la torcia e la lamiera, mano a mano che
l’elettrodo si consuma, potrebbe essere necessario aumentare la tensione dell’arco onde evitare che la torcia
scenda troppo sulla lamiera.
Sono disponibili dei consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Valori di portata* Valori di portata
prova preflusso % prova taglio % Distanza Altezza
Spessore Preflusso Protezione Plasma Tensione torcia Velocità iniziale di Ritardo di
del materiale Aria Aria Aria d’arco*** lamiera**,*** di corsa sfondamento sfondamento
(GA) (Pòll) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (V) (mm) (m/min.) (mm) (quadr.) (sec.)
27 0,016 0,4 75 0 30 0 60 — 70-75 0,5 6,35 1,0 0 0
24 0,024 0,6 70-75 0,5 5,59 1,0 0 0
22 0,030 0,8 70-75 0,5 5,08 1,0 0 0,1
20 0,036 0,9 70-75 0,5 4,57 1,0 0 0,1
18 0,048 1,3 73-78 0,5 3,81 1,5 ,5 0,2
16 0,060 1,5 73-78 0,5 3,05 1,5 ,5 0,2
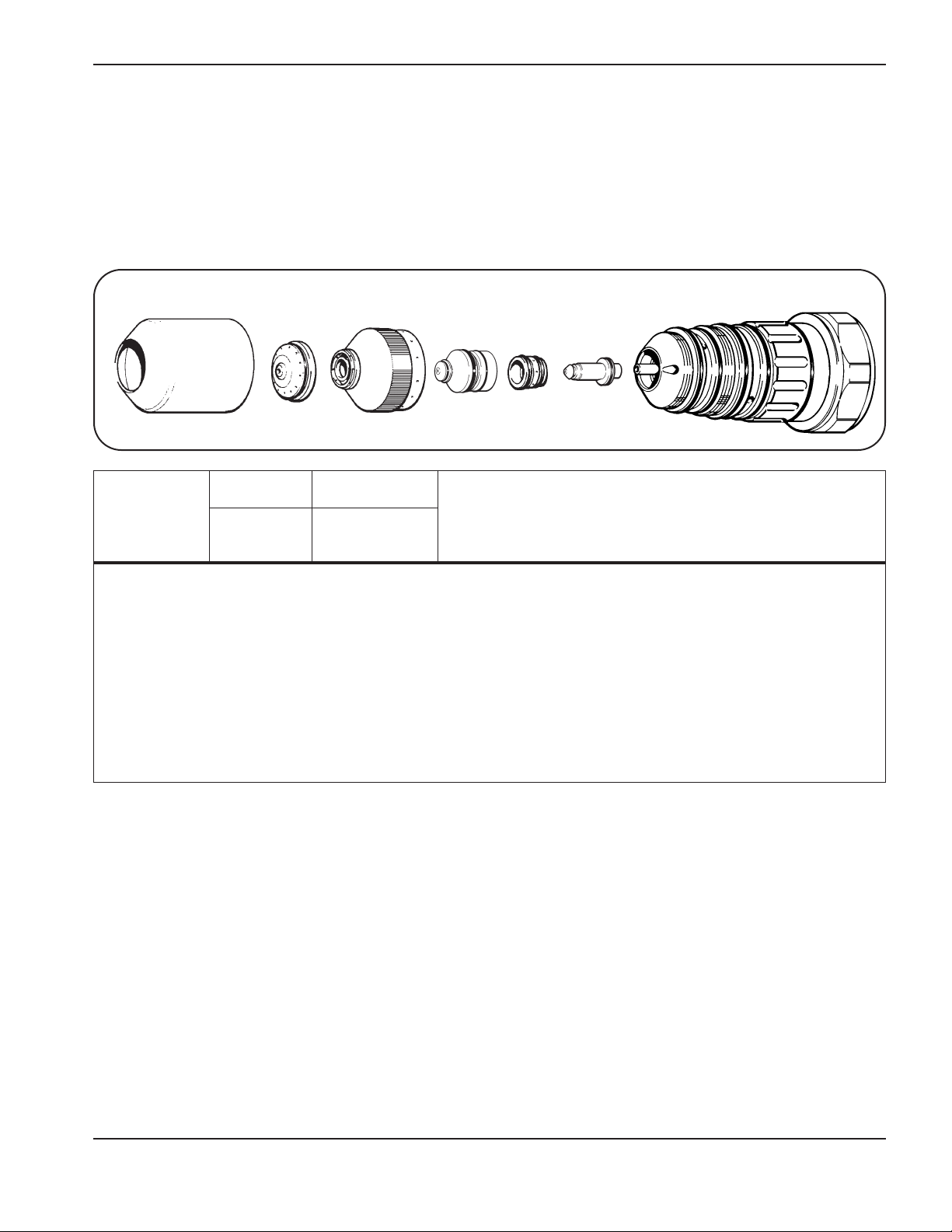
USO
11/23/98
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-27
PAC186
Acciaio al carbonio
O2Gas plasma / O2ed N2Protezione
50 A Taglio
Le pressione in entrata dei gas O2(P1)# ed N2(P2)# devono essere comprese tra 105 e 135 psi (7,2 e 9,2 bar) per
tutti gli spessori di materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
* Aumentando leggermente i valori di portata di O2ed N2per la prova di preflusso è possibile aumentare la
capacità di sfondamento sui materiali più spessi elencati qui sopra. Tuttavia, aumentando eccessivamente i
valori di portata per il preflusso, si rischia di compromettere l’affidabilità di avviamento del plasma (mancate
accensioni).
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC, il
margine di errore è di ± 1 volt.
Sono disponibili dei consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Protezione
020671
Ugello
020646
Elettrodo
120112
Cappuccio interno
020633
Anello
diffusore
020637
Torcia PAC186
120349
Cappuccio schermato
020634/020687
Valori di portata* Valori di portata
prova preflusso % prova taglio % Distanza Altezza
Spessore Preflusso Protezione Plasma Tensione torcia Velocità iniziale di Ritardo di
del materiale O2&N2O2N2O
2
d’arco lamiera** di corsa sfondamento sfondamento
(GA) (Pòll) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (V) (mm) (m/min.) (mm) (quadr.) (sec.)
22 0,030 0,8 5 75 40 0 40 — 103 1,0 6,86 1,5 0 0
20 0,036 0,9 40 40 103 1,0 5,33 1,5 0 0
18 0,048 1,3 40 40 104 1,0 4,06 1,5 0 0
16 0,060 1,5 40 40 109 1,3 3,05 2,0 0 0
14 0,075 1,9 40 40 113 1,3 2,54 2,0 0 0
12 0,105 2,7 40 40 119 1,3 1,91 2,5 0 0,1
10 0,135 3,4 40 40 122 1,5 1,40 2,5 ,5 0,2
3⁄16 4,8 40 40 124 1,5 1,14 2,5 1 0,3
1⁄4 6,4 60 60 127 2,0 0,90 3,0 2 0,5
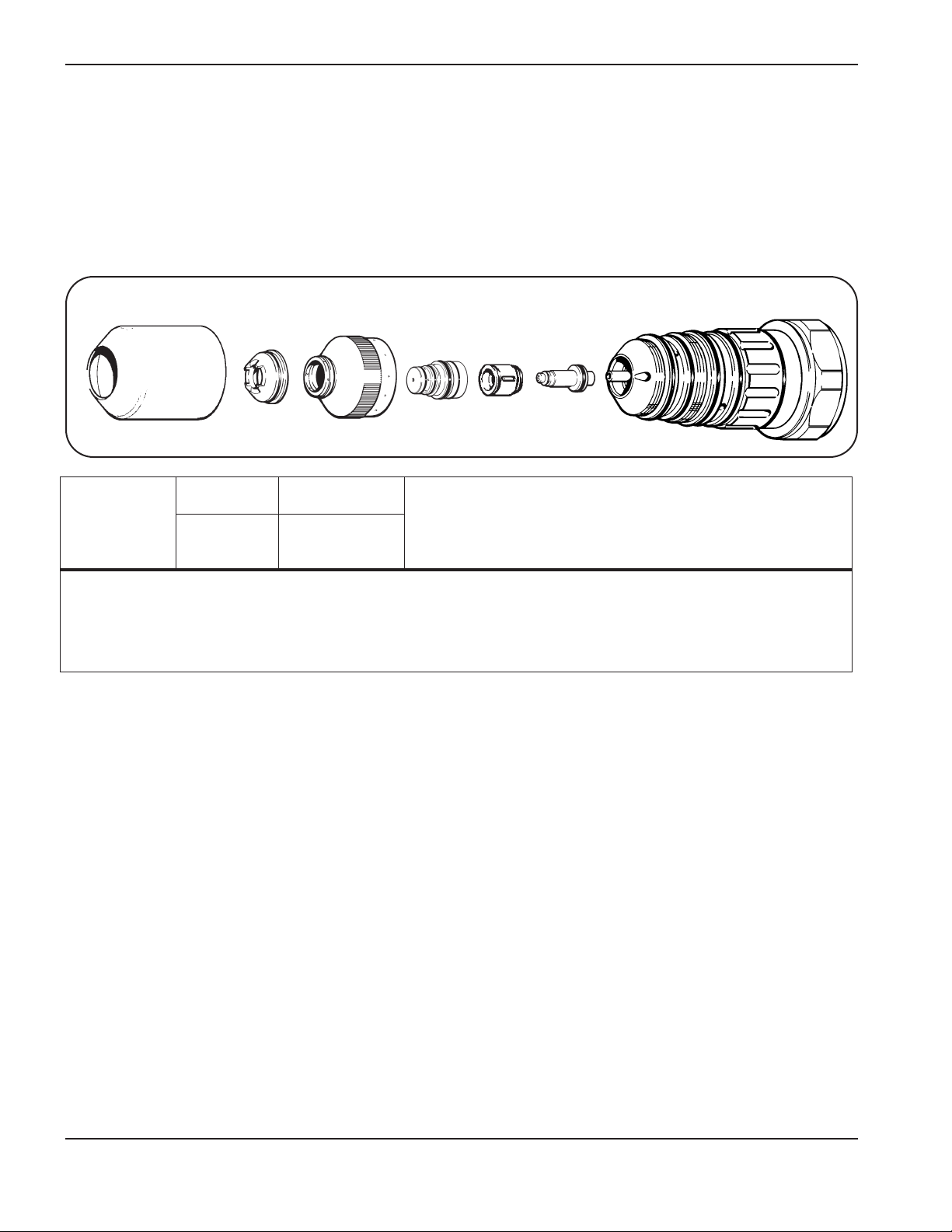
USO
11/23/98
2-28 HD3070 (consolle del gas automatica) Manuale di istruzioni
PAC186
Acciaio inox##
Aria Gas plasma / Aria Protezione
50 A Taglio
Protezione
020949
Ugello
020948
Elettrodo
120113
Cappuccio interno
020795
Anello
diffusore
020947
Torcia PAC186
120349
Cappuccio schermato
020634/020687
Le pressioni di ingresso dei gas aria (P1)# e (P2)# devono essere comprese tra 105 – 135 psi (7,2 – 9,2 bar) per
tutti gli spessori del materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
## La lamiera di acciaio inox talvolta è protetta da una pellicola di plastica. Asportare tale pellicola prima di
eseguire il taglio.
* Aumentando leggermente i valori di portata di Aria per la prova di preflusso è possibile aumentare la capacità
di sfondamento sui materiali più spessi elencati qui sopra. Tuttavia, aumentando eccessivamente i valori di
portata per il preflusso, si rischia di compromettere l’affidabilità di avviamento del plasma (mancate
accensioni).
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC,
il margine di errore è di ± 1 volt.
*** Misurata dalle punte dell’adattatore di protezione 020949.
Sono disponibili dei consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Valori di portata* Valori di portata
prova preflusso % prova taglio % Distanza Altezza***
Spessore Preflusso Protezione Plasma Tensione torcia Velocità iniziale di Ritardo di
del materiale Aria Aria Aria d’arco lamiera** di corsa sfondamento sfondamento
(GA) (Pòll) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (V) (mm) (m/min.) (mm) (quadr.) (sec.)
14 0,075 1,9 60 0 80 0 40 — 100 1,0 3,05 3,0 1 0,3
12 0,105 2,7 60 100 1,0 2,03 3,0 1,5 0,4
10 0,135 3,4 60 110 1,5 1,40 3,0 1,5 0,4
3⁄16 4,8 50 115 2,0 1,02 4,0 2,0 0,5
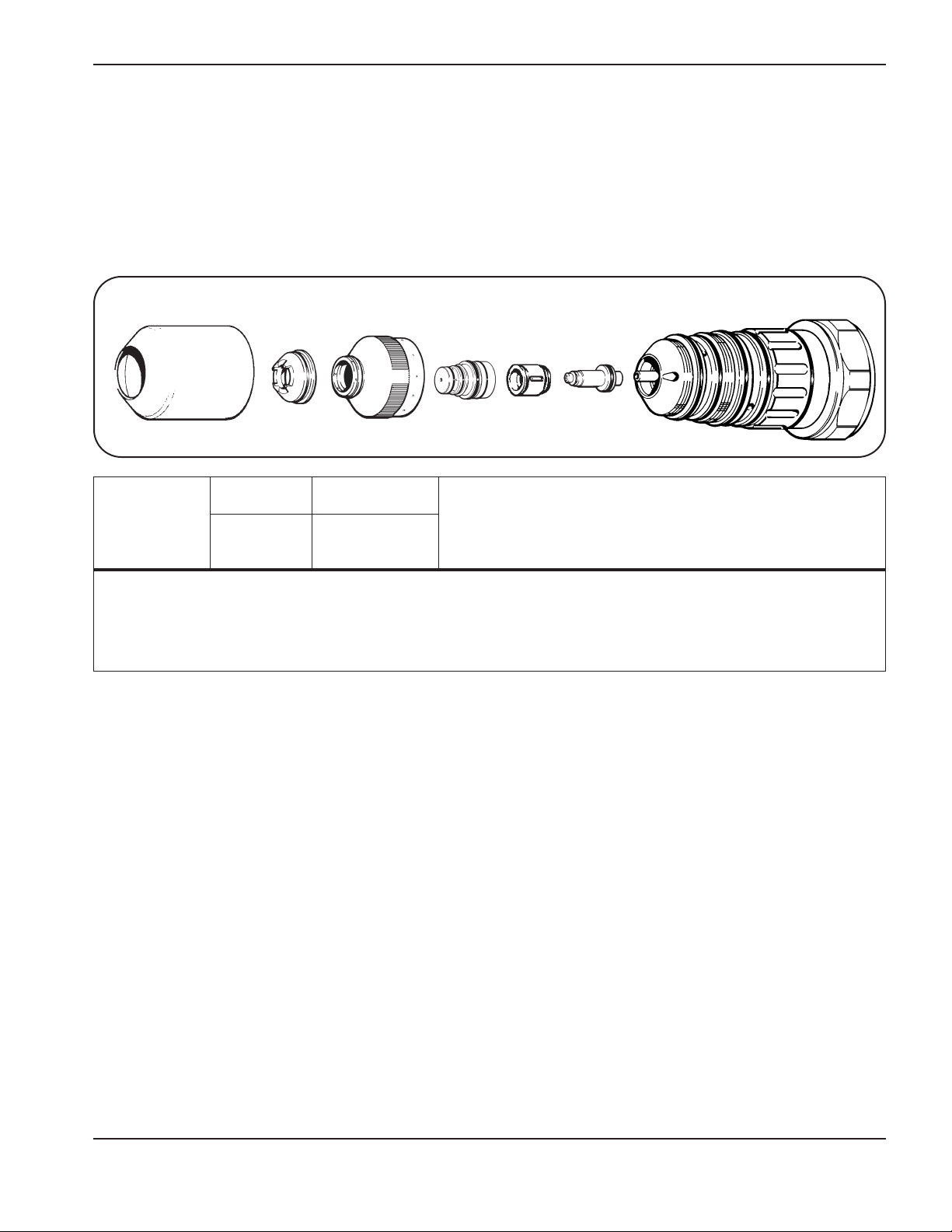
USO
11/23/98
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-29
PAC186
Rame##
O2Gas plasma / O2ed N2Protezione
50 A Taglio
Protezione
020949
Ugello
020948
Elettrodo
120113
Cappuccio interno
020795
Anello
diffusore
020947
Torcia PAC186
120349
Cappuccio schermato
020634/020687
Le pressione in entrata dei gas O2(P1)# ed N2(P2)# devono essere comprese tra 105 e 135 psi (7,2 e 9,2 bar) per
tutti gli spessori di materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
## La lamiera di rame talvolta è protetta da una pellicola di plastica. Asportare tale pellicola prima di eseguire il
taglio.
* Aumentando leggermente i valori di portata di O2ed N2per la prova di preflusso è possibile aumentare la
capacità di sfondamento sui materiali più spessi elencati qui sopra. Tuttavia, aumentando eccessivamente i
valori di portata per il preflusso, si rischia di compromettere l’affidabilità di avviamento del plasma (mancate
accensioni).
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC,
il margine di errore è di ± 1 volt.
*** Misurata dalle punte dell’adattatore di protezione 020949.
Sono disponibili dei consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Valori di portata* Valori di portata
prova preflusso % prova taglio % Distanza Altezza***
Spessore Preflusso Protezione Plasma Tensione torcia Velocità iniziale di Ritardo di
del materiale O2&N2O2N2O
2
d’arco lamiera** di corsa sfondamento sfondamento
(GA) (Pòll) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (V) (mm) (m/min.) (mm) (quadr.) (sec.)
16 0,060 1,5 35 40 20 10 40 — 92 2,0 1,78 2,5 4 1,0
14 0,075 1,9 92 2,0 1,78 2,5 4 1,0
12 0,105 2,7 94 2,0 1,65 2,5 7 1,5
10 0,135 3,4 94 2,0 1,65 2,5 9 2,0

USO
11/23/98
2-30 HD3070 (consolle del gas automatica) Manuale di istruzioni
PAC186
Acciaio al carbonio
O2Gas plasma / O2ed N2Protezione
70 A Taglio
Le pressione in entrata dei gas O2(P1)# ed N2(P2)# devono essere comprese tra 105 e 135 psi (7,2 e 9,2 bar) per
tutti gli spessori di materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
* Aumentando leggermente i valori di portata di O2ed N2per la prova di preflusso è possibile aumentare la
capacità di sfondamento sui materiali più spessi elencati qui sopra. Tuttavia, aumentando eccessivamente i
valori di portata per il preflusso, si rischia di compromettere l’affidabilità di avviamento del plasma (mancate
accensioni).
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC,
il margine di errore è di ± 1 volt.
*** Misurata dalle punte dell’adattatore di protezione 020949.
Sono disponibili dei consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Protezione
020796
Ugello
020647
Elettrodo
120112
Cappuccio interno
020795
Anello
diffusore
020789
Torcia PAC186
120349
Cappuccio schermato
020634/020687
Valori di portata* Valori di portata
prova preflusso % prova taglio % Distanza Altezza***
Spessore Preflusso Protezione Plasma Tensione torcia Velocità iniziale di Ritardo di
del materiale O2&N2O2N2O
2
d’arco lamiera** di corsa sfondamento sfondamento
(GA) (Pòll) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (V) (mm) (m/min.) (mm) (quadr.) (sec.)
16 0,060 1,5 5 75 0 100 25 — 107 1,5 7,11 2,5 0 0,1
14 0,075 1,9 25 107 1,5 5,84 2,5 0 0,1
12 0,105 2,7 25 109 2,0 4,70 3,0 0 0,1
10 0,135 3,4 25 114 2,0 3,81 3,0 ,5 0,2
3⁄16 4,8 25 119 2,0 3,05 3,0 1 0,3
1⁄4 6,4 40 129 2,0 2,54 3,0 2 0,5
3⁄8 9,5 40 135 2,5 1,65 4,0 4 1,0

USO
11/23/98
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-31
PAC186
Acciaio inox##
Aria Gas plasma / Aria ed CH4Protezione
70 A Taglio
Protezione
020796
Ugello
020647
Elettrodo
120112
Cappuccio interno
020795
Anello
diffusore
020789
Torcia PAC186
120349
Cappuccio schermato
020634/020687
Le pressioni di ingresso dei gas aria (P1)# e CH4(P2)# devono essere comprese tra 105 – 135 psi (7,2 – 9,2 bar)
per tutti gli spessori del materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
## La lamiera di acciaio inox talvolta è protetta da una pellicola di plastica. Asportare tale pellicola prima di
eseguire il taglio.
* Aumentando leggermente i valori di portata di Aria per la prova di preflusso è possibile aumentare la capacità
di sfondamento sui materiali più spessi elencati qui sopra. Tuttavia, aumentando eccessivamente i valori di
portata per il preflusso, si rischia di compromettere l’affidabilità di avviamento del plasma (mancate
accensioni).
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC,
il margine di errore è di ± 1 volt.
*** Misurata dalle punte dell’adattatore di protezione 020949.
**** Lo sfondamento dell’acciaio inox con spessore di 12,7 mm non raccomandato, poichè questa operazione
riduce la durata dei consumabili. Si consiglia pertanto di iniziare a tagliare dai bordi.
Sono disponibili dei consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Valori di portata* Valori di portata
prova preflusso % prova taglio % Distanza Altezza***
Spessore Preflusso Protezione Plasma Tensione torcia Velocità iniziale di Ritardo di
del materiale Aria & CH4Aria CH4Aria d’arco lamiera** di corsa sfondamento sfondamento
(GA) (Pòll) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (V) (mm) (m/min.) (mm) (quadr.) (sec.)
10 0,135 3,4 75 0 100 0 35 — 134 1,5 2,54 3,5 1 0,3
3⁄16 4,8 60 3 35 139 2,0 2,00 3,5 1,5 0,4
1⁄4 6,4 30 10 35 149 3,5 1,40 4,5 2 0,5
3⁄8 9,5 30 10 35 164 3,5 0,76 5,0 2 0,5
1⁄2 12,7 40 20 50 189 6,3 0,64 **** ****

USO
6/14/99
2-32 HD3070 (consolle del gas automatica) Manuale di istruzioni
PAC186
Alluminio##
Aria Gas plasma / CH4Protezione
70 A Taglio
Protezione
020796
Ugello
020647
Elettrodo
120112
Cappuccio interno
020795
Anello
diffusore
020789
Torcia PAC186
120349
Cappuccio schermato
020634/020687
Le pressione in entrata dei gas Aria (P1)# e CH4(P2)# devono essere comprese tra 105 e 135 psi (7,2 e 9,2 bar)
per tutti gli spessori di materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
## La lamiera di alluminio talvolta è protetta da una pellicola di plastica. Asportare tale pellicola prima di eseguire il
taglio.
* Aumentando leggermente i valori di portata di Aria per la prova di preflusso è possibile aumentare la capacità
di sfondamento sui materiali più spessi elencati qui sopra. Tuttavia, aumentando eccessivamente i valori di
portata per il preflusso, si rischia di compromettere l’affidabilità di avviamento del plasma (mancate
accensioni).
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC,
il margine di errore è di ± 1 volt.
*** Misurata dalle punte dell’adattatore di protezione 020949.
Sono disponibili dei consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Valori di portata* Valori di portata
prova preflusso % prova taglio % Distanza Altezza***
Spessore Preflusso Protezione Plasma Tensione torcia Velocità iniziale di Ritardo di
del materiale Aria & CH4Aria CH4Aria d’arco lamiera** di corsa sfondamento sfondamento
(GA) (Pòll) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (V) (mm) (m/min.) (mm) (quadr.) (sec.)
18 0,048 1,3 75 0 0 40 45 — 159 2,5 3,81 4,0 0 0,1
16 0,060 1,5 159 2,5 3,18 4,0 0 0,1
14 0,075 1,9 159 2,5 2,54 4,0 0 0,1
12 0,105 2,7 159 2,5 2,16 4,0 ,5 0,2
1⁄8 3,2 179 4,5 1,78 5,0 ,5 0,2
10 0,135 3,4 179 4,5 1,65 5,0 ,5 0,2
1⁄4 6,4 179 4,5 1,14 5,0 1 0,3
3⁄8 9,5 179 4,5 0,76 5,0 1 0,3

USO
11/23/98
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-33
Protezione
020796
Ugello
020647
Elettrodo
120112
Cappuccio interno
020795
Anello
diffusore
020789
Torcia PAC186
120349
Cappuccio schermato
020634/020687
PAC186
Rame##
O2Gas plasma / O2ed N2Protezione
70 A Taglio
Le pressione in entrata dei gas O2(P1)# ed N2(P2)# devono essere comprese tra 105 e 135 psi (7,2 e 9,2 bar) per
tutti gli spessori di materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
## La lamiera di rame talvolta è protetta da una pellicola di plastica. Asportare tale pellicola prima di eseguire il
taglio.
* Aumentando leggermente i valori di portata di O2ed N2per la prova di preflusso è possibile aumentare la
capacità di sfondamento sui materiali più spessi elencati qui sopra. Tuttavia, aumentando eccessivamente i
valori di portata per il preflusso, si rischia di compromettere l’affidabilità di avviamento del plasma (mancate
accensioni).
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC,
il margine di errore è di ± 1 volt.
*** Misurata dalle punte dell’adattatore di protezione 020949.
Sono disponibili dei consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Valori di portata* Valori di portata
prova preflusso % prova taglio % Distanza Altezza***
Spessore Preflusso Protezione Plasma Tensione torcia Velocità iniziale di Ritardo di
del materiale O2&N2O2N2O
2
d’arco lamiera** di corsa sfondamento sfondamento
(GA) (Pòll) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (V) (mm) (m/min.) (mm) (quadr.) (sec.)
10 0,135 3,4 5 75 75 50 50 — 133 3,0 1,52 4,0 9 2,0
3⁄16 4,8 119 3,0 1,40 4,0 — 2,5
1⁄4 6,4 124 3,0 1,27 4,0 — 3,0
3⁄8 9,5 129 3,0 0,64 4,0 — 5,0

USO
11/23/98
2-34 HD3070 (consolle del gas automatica) Manuale di istruzioni
Protezione
120273
Ugello
120272
Elettrodo
120410
Cappuccio interno
120266
Anello
diffusore
020637
Torcia PAC186
120349
Cappuccio schermato
020634/020687
PAC186
Acciaio al carbonio
O2Gas plasma / O2ed N2Protezione
100 A Taglio
Le pressione in entrata dei gas O2(P1)# ed N2(P2)# devono essere comprese tra 105 e 135 psi (7,2 e 9,2 bar) per
tutti gli spessori di materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
* Aumentando leggermente i valori di portata di O2ed N2per la prova di preflusso è possibile aumentare la
capacità di sfondamento sui materiali più spessi elencati qui sopra. Tuttavia, aumentando eccessivamente i
valori di portata per il preflusso, si rischia di compromettere l’affidabilità di avviamento del plasma (mancate
accensioni).
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC, il
margine di errore è di ± 1 volt.
Sono disponibili dei consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Valori di portata* Valori di portata
prova preflusso % prova taglio % Distanza Altezza
Spessore Preflusso Protezione Plasma Tensione torcia Velocità iniziale di Ritardo di
del materiale O2&N2O2N2O
2
d’arco lamiera** di corsa sfondamento sfondamento
(GA) (Pòll) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (V) (mm) (m/min.) (mm) (quadr.) (sec.)
1⁄8 3,2 35 10 100 35 90 60 — 137 3,2 7,0 4,6 0,0 0,00
1⁄4 6,4 141 3,2 3,43 7,6 0,4 0,22
3⁄8 9,5 155 3,2 2,41 7,6 0,7 0,27
1⁄2 12,7 147 3,2 1,62 7,6 1,0 0,37

USO
12/3/98
HD3070 (consolle del gas automatica) Manuale di istruzioni 2-35
Protezione
120594
Ugello
120591
Elettrodo
120589
Cappuccio interno
120592
Anello
diffusore
020590
Torcia PAC186
120349
Cappuccio schermato
020634/020687
PAC186
Acciaio inox
H35 ed N2Gas plasma / N2Protezione
100 A Taglio
Le pressione in entrata dei gas H35 (P1)# ed N2(P2)# devono essere comprese tra 105 e 135 psi (7,2 e 9,2 bar)
per tutti gli spessori di materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC, il
margine di errore è di ± 1 volt.
Se il pezzo non è completamente staccato dallo scarto, provare a modificare il percorso di uscita della torcia.
Arrestare il taglio 1,3 mm prima della fine del pezzo per materiali da 6,4 e 9,5 mm e 2,5 mm per materiali da
12,7 mm. La diminuzione finale della corrente di taglio e dei flussi di gas completano il taglio. Se il programma non
può essere modificato, ridurre la velocità di taglio e non utilizzare la procedura di uscita.
Sono disponibili dei consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Valori di portata* Valori di portata
prova preflusso % prova taglio % Distanza Altezza
Spessore Preflusso Protezione Plasma Tensione torcia Velocità iniziale di Ritardo di
del materiale N2&N2N2N2N2H35 d’arco lamiera** di corsa sfondamento sfondamento
(GA) (Pòll) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (V) (mm) (m/min.) (mm) (quadr.) (sec.)
1⁄4 6,4 45 45 60 60 30 30 134 3,0 1,9 5,1 0 0,1
3⁄8 9,5 30 30 144 3,8 1,6 5,1 0,5 0,2
1⁄2 12,7 50 40 160 6,4 1,1 7,6 1 0,3

USO
7/7/99
2-36 HD3070 (consolle del gas automatica) Manuale di istruzioni
Protezione
120594
Ugello
120591
Elettrodo
120589
Cappuccio interno
120592
Anello
diffusore
020590
Torcia PAC186
120349
Cappuccio schermato
020634/020687
PAC186
Alluminio
H35 ed N2Gas plasma / N2Protezione
100 A Taglio
Le pressione in entrata dei gas H35 (P1)# ed N2(P2)# devono essere comprese tra 105 e 135 psi (7,2 e 9,2 bar)
per tutti gli spessori di materiale.
La portata massima di H35 deve essere di 2407 l/h.
* Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC, il
margine di errore è di ± 1 volt.
Sono disponibili consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione, Controlli Contropressione Sistema Gas.
Valori di portata* Valori di portata
prova preflusso % prova taglio % Distanza Altezza
Spessore Preflusso Protezione Plasma Tensione torcia Velocità iniziale di Ritardo di
del materiale H35 & N
2
N2N2H35 N
2
d’arco lamiera* di corsa sfondamento sfondamento
(GA) (Pòll) (mm) (1)# (2)# (3)# (4)# (5)# (6)# (V) (mm) (m/min.) (mm) (quadr.) (sec.)
1⁄4 6,4 45 45 60 60 30 30 145 4,0 2,5 6,0 0 0,1
3⁄8 9,5 149 4,0 1,8 6,0 0,5 0,2
1⁄2 12,7 155 4,0 1,1 6,0 1 0,3

HD3070 (consolle del gas automatica) Manuale di istruzioni a-1
7/10/98
Appendice A
COMPATIBILITÀ ELETTROMAGNETICA (EMC)
In quest’appendice:
Introduzione EMC .....................................................................................................................................................a-2
Informazioni generali ................................................................................................................................................a-3
Cavo di alimentazione ..............................................................................................................................................a-3
Collegamento del cavo di alimentazione elettrica.....................................................................................................a-3
Elenco parti filtro EMI................................................................................................................................................a-5

7/10/98
APPENDICE A
a-2 HD3070 (consolle del gas automatica) Manuale di istruzioni
INTRODUZIONE ALLA COMPATIBILITÀ
ELETTROMAGNETICA
Quest’apparecchiatura di taglio plasma è
stata costruita in conformità con lo
standard EN50199. Per assicurarne il
funzionamento in maniera compatibile con
altri sistemi radio ed elettrici essa va
installata ed adoperata attenendosi alle
informazioni riportate di seguito, al fine di
ottenere la compatibilità elettromagnetica.
I limiti richiesti dallo standard EN50199
potrebbero non essere sufficienti per
eliminare completamente le interferenze
quando l’apparecchiatura che le subisce è
ubicata molto vicino al sistema oppure è
particolarmente sensibile. In questi casi
potrebbe essere necessario adottare altri
accorgimenti per ridurre ulteriormente le
interferenze.
Quest’apparecchiatura plasma dovrebbe
essere utilizzata esclusivamente in
ambienti industriali. Potrebbe essere
difficile assicurare la compatibilità
elettromagnetica in un ambiente
domestico.
INSTALLAZIONE ED USO
È responsabilità dell’utente installare ed
utilizzare l’apparecchiatura plasma in
conformità con le istruzioni del fabbricante.
Se vengono rilevati disturbi
elettromagnetici, sarà responsabilità
dell’utente risolvere la situazione
avvalendosi dell’assistenza tecnica del
fabbricante. In alcuni casi la soluzione
potrebbe essere semplicemente quella di
collegare a terra il circuito di taglio
(consultare il capitolo Messa a terra della
lamiera). In altri casi potrebbe comportare
la costruzione di uno schermo
elettromagnetico in cui racchiudere
l’alimentatore, la torcia e la lamiera da
tagliare, unitamente ai relativi filtri di
ingresso. In tutti i casi, i disturbi
elettromagnetici devono essere ridotti fino
ad essere trascurabili.
VALUTAZIONE DELL’AREA
Prima di installare l’apparecchiatura,
l’utente dovrà eseguire una valutazione dei
potenziali problemi elettromagnetici
nell’area circostante. Si dovrà tenere conto
dei seguenti fattori:
a. Altri cavi di alimentazione, cavi di
controllo, cavi di segnalazione e
telefonici; sovrastanti, sottostanti ed
adiacenti l’apparecchiatura di taglio.
b. Trasmettitori e ricevitori radio e
televisivi.
c. Computer ed altre apparecchiature di
controllo.
d. Apparecchiature di sicurezza
essenziali, ad esempio per la
protezione di impianti industriali.
e. La salute delle persone circostanti, ad
esempio portatori di pace-maker e
protesi acustiche.
f. Apparecchiature usate per la
calibrazione o la misurazione.
g. Immunità di altre apparecchiature
presenti. L’utente dovrà assicurarsi che
le altre apparecchiature in uso nello
stesso ambiente siano compatibili. Ciò
potrebbe richiedere ulteriori misure di
protezione.
h. Le fasce orarie in cui verranno eseguiti
tagli od altre attività.
Le dimensioni dell’area circostante da
valutare dipenderanno dalla struttura
dell’edificio e dalla presenza di altre attività
in corso. L’area circostante potrebbe
estendersi oltre i confini dell’edificio.
METODO DI RIDUZIONE DELLE
EMISSIONI
Alimentazione elettrica di rete
L’apparecchiatura di taglio dovrebbe
essere collegata all’alimentazione di rete
attenendosi alle istruzioni del fabbricante.
Potrebbe essere necessario adottare
ulteriori precauzioni come filtrare
l’alimentazione di rete. È opportuno
valutare l’ipotesi di schermare il cavo di
alimentazione di un’apparecchiatura di
taglio installata in maniera permanente
utilizzando una condotta metallica od un
metodo equivalente. La schermatura
dovrebbe essere elettricamente continua
per tutta la sua lunghezza. Essa essere
collegata all’alimentazione di rete
dell’apparecchiatura di taglio in modo da
mantenere un buon contatto elettrico tra la
condotta e l’involucro dell’alimentatore.
Manutenzione dell’apparecchiatura
di taglio
L’apparecchiatura di taglio dovrebbe
essere sottoposta ad una regolare
manutenzione secondo le istruzioni del
fabbricante. Tutti gli sportelli di accesso e
di servizio ed i pannelli di controllo devono
essere chiusi e correttamente bloccati
quando l’apparecchiatura di taglio è in
funzione. L’apparecchiatura di taglio non
deve essere modificata in alcun modo,
fatta eccezione per le modifiche e
regolazioni descritte nelle istruzioni del
fabbricante. In particolare la distanza tra gli
elettrodi dove scocca l’arco ed i dispositivi
stabilizzatori devono essere regolati e
manutenuti seguendo le raccomandazioni
del fabbricante.
Cavi di taglio
I cavi di taglio dovrebbero essere più corti
possibile, raggruppati assieme e disposti il
più vicino possibile al livello del pavimento.
Collegamento equipotenziale
Andrebbe considerata l’opportunità di
stabilire collegamenti equipotenziali tra tutti
i componenti metallici dell’installazione di
taglio e quelli adiacenti. Tuttavia i
componenti metallici collegati alla lamiera
aumenteranno il rischio di scossa elettrica
per l’operatore, nel caso in cui tocchi uno
di questi componenti e l’elettrodo
contemporaneamente. L’operatore
dovrebbe essere isolato da tutti questi
componenti metallici collegati.
Messa a terra della lamiera
Se la lamiera non viene munita di un
collegamento equipotenziale per motivi di
sicurezza elettrica, né collegata a terra a
causa delle sue dimensioni e posizioni, ad
esempio la chiglia di una nave od una
struttura edile in acciaio, un collegamento
equipotenziale a terra della lamiera
potrebbe ridurre le emissioni in alcuni casi,
ma non in tutti. Bisogna fare attenzione ad
evitare che la messa a terra della lamiera
faccia aumentare il rischio di infortunio per
gli utenti o di danni alle altre
apparecchiature elettriche. Laddove
necessario, la messa a terra della lamiera
dovrebbe essere realizzata collegando
direttamente quest’ultima; in alcuni paesi
dove non è consentito il collegamento
diretto, la messa a terra deve essere
realizzata mediante adeguati
condensatori, selezionati attenendosi alle
norme nazionali.
Nota: il circuito di taglio potrebbe essere o
non essere collegato a terra per motivi di
sicurezza. La modifica dei collegamenti di
messa a terra dovrebbe essere autorizzata
esclusivamente da una persona avente la
competenza necessaria a valutare se
eventuali modifiche determinerebbero un
aumento del rischio di infortunio,
consentendo, ad esempio la formazione di
percorsi di ritorno paralleli della corrente di
taglio che potrebbero danneggiare i circuiti
di messa a terra od altre apparecchiature.
Ulteriori istruzioni sono contenute nel
manuale di installazione ed uso delle
apparecchiature per saldatura ad arco IEC
TC26 (sec)94 ed IEC TC26/108A/CD.
Schermatura e protezione
La schermatura e la protezione selettiva
degli altri cavi e delle altre apparecchiature
presenti nell’area circostante possono far
diminuire i problemi di interferenza. Per
alcune applicazioni speciali si potrebbe
considerare la schermatura dell’intera
installazione di taglio plasma.

7/10/98
APPENDICE A
HD3070 (consolle del gas automatica) Manuale di istruzioni a-3
Informazioni generali
Quest’appendice consentirà ad un elettricista qualificato di installare il cavo di alimentazione per il filtro EMI su tutti
gli alimentatori CE 220/280/415 volt (078074).
Cavo di alimentazione
Il cavo di alimentazione viene fornito dal cliente. Consultare Cavi di alimentazione alla pagina 3-4 (versión
inglese) per le informazioni in merito ai cavi. La specifica finale e l’installazione del cavo di alimentazione
dovrebbero essere eseguiti da un elettricista autorizzato, che si attenga alle norme vigenti a livello locale e
nazionale. Inoltre, consultare Alimentazione di rete, a pagina a-2 per ulteriori consigli relativi alla schermatura dei
cavi elettrici.
Installazione del terminali ad anello sui conduttori del cavo di alimentazione
1. Reperire quattro terminali ad anello che possano essere aggraffati sui conduttori del cavo di alimentazione. Le
specifiche dei terminali sono le seguenti:
• Diametro interno dell’anello 7,143 mm
• Amperaggio corrente di 60 ampere o superiore.
2. Aggraffare i terminali ad anello sui conduttori.
Collegamento del cavo di alimentazione elettrica
Collegare il cavo dell’alimentazione elettrica prima al filtro EMI e poi all’interruttore generale.
Alimentatore
1. Individuare il filtro EMI nell’angolo inferiore destro dell’alimentatore (vedi figura a-1).
2. Togliere le due viti per rimuovere il coperchio ed accedere ai perni di collegamento della tensione in entrata.
3. Togliere i dadi e le rondelle superiori dai perni.
4. Inserire il cavo di alimentazione attraverso il pressacavo.
5. Collegare il cavi ai perni U, V e W e fissarli usando i dadi e le rondelle. Assicurarsi che tutti i collegamenti
elettrici siano serrati bene per evitare un eccessivo surriscaldamento.
6. Collegare il conduttore di terra al perno situato direttamente davanti al simbolo di terra.
AVVERTENZA
Alta Tensione!
Assicurarsi che i terminali ad anello siano saldamente aggraffati sui conduttori,
per ridurre il rischio di archi elettrici e corto circuito.

7/10/98
APPENDICE A
a-4 HD3070 (consolle del gas automatica) Manuale di istruzioni
Interruttore generale
Il collegamento del cavo di alimentazione all’interruttore generale deve essere conforme alle norme elettriche locali
e nazionali. Questo lavoro deve essere eseguito esclusivamente da personale qualificato ed autorizzato.
Cavo di
alimentazione
Figura a-1 Collegamenti del cavo di alimentazione al filtro EMI
U
V
W
Messa a terra (PE)
Non collegare a
questo perno.
Coperchio
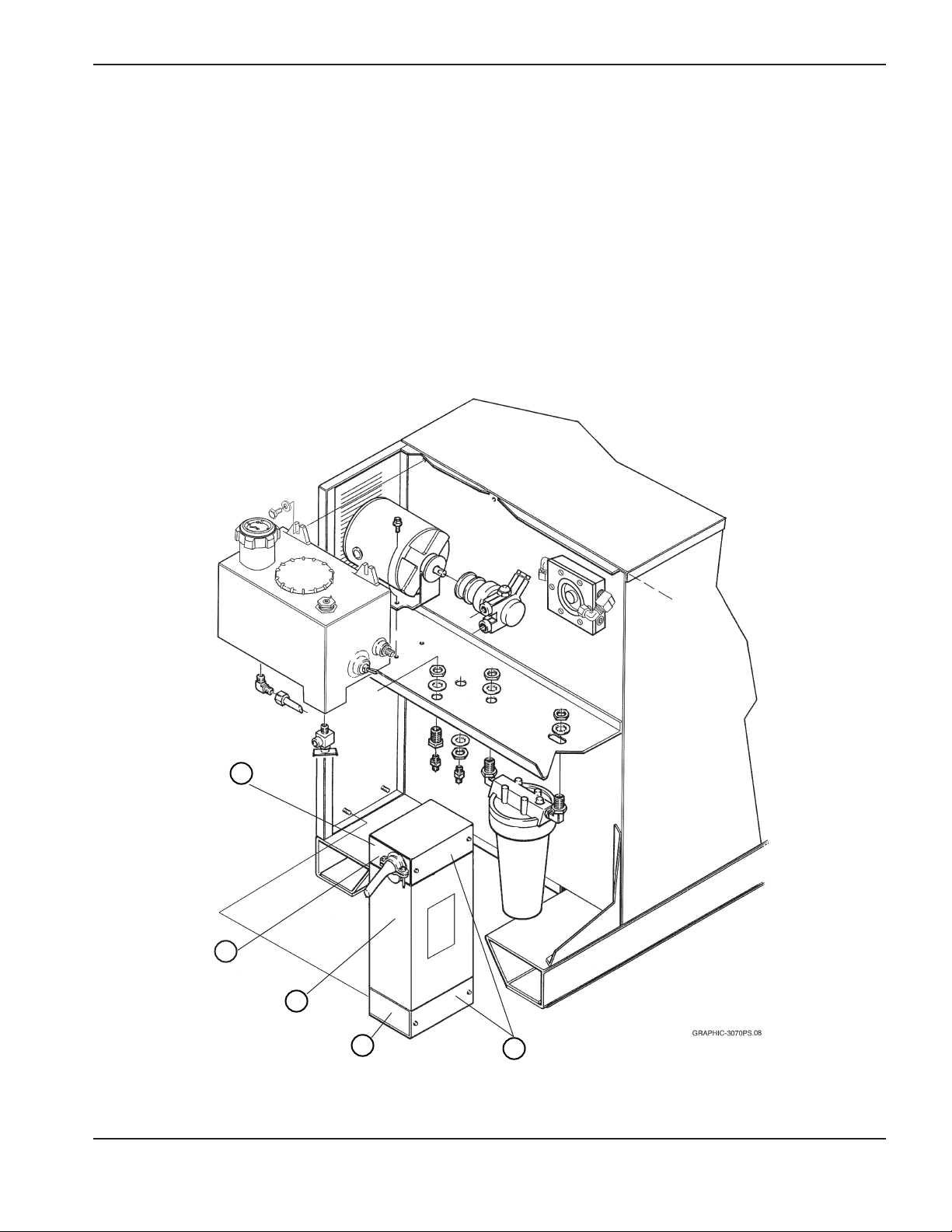
7/10/98
APPENDICE A
HD3070 (consolle del gas automatica) Manuale di istruzioni a-5
Elenco parti filtro EMI
Codice
Articolo pezzo Descrizione Codice Q.tà
1 109036 Filter, 60A 2-stage AYT6C Elek 1
2 001526 Cap, end 2
3 001554 Cover, end cap 2
4 008318 Relief, strain 1
Figura a-2 Ubicazione del filtro EMI
1
2
234

HD3070 (consolle del gas automatica) Manuale di istruzioni b-1
10/15/98
Appendice B
TIMER-CONTATORE
In quest’appendice:
Introduzione ..............................................................................................................................................................b-2
Installazione..............................................................................................................................................................b-2
Funzionamento .........................................................................................................................................................b-2
Cablaggio interno del timer-contatore.......................................................................................................................b-4
Elenco parti...............................................................................................................................................................b-5

APPENDICE B
10/15/98
b-2 HD3070 (consolle del gas automatica) Manuale di istruzioni
Introduzione
Questa appendice consente al tecnico di installare il timer/contatore opzionale sul sistema di taglio plasma
HD3070. Il timer/contatore comprende il gruppo timer/contatore e il cavo di controllo.
AVVERTENZA
ALTA TENSIONE!
L’alimentatore deve
essere staccato prima dell’installazione.
Installazione
1. Montare il timer/contatore in modo che sia facilmente raggiungibile; fare riferimento alla Figura b-1 per le
dimensioni. Per un montaggio fisso del timer/contatore, sono presenti quattro fori nella parte inferiore.
2. Interfacciare il timer/contatore con l’alimentatore tramite il cavo di setpoint della corrente, facendo riferimento
alla Sezione 3, Installazione, pagina 3-23, alla Figura 3-19, alle lunghezze del cavo di setpoint della corrente e
all’elenco delle funzioni dei fili, riportati in Figura 3-20.
Funzionamento
Comandi ed indicatori (fig. b-2)
Ciascuna unità LCD è alimentata autonomamente da una batteria al litio a 3 volt. Quando la batteria inizia a
scaricarsi (dopo 3-5 anni), l’unità comincia a funzionare in maniera irregolare. Sostituire l’unità LCD difettosa.
• Contatore LCD STARTS (con ripristino)
Indica il numero di avviamenti dell’arco.
• Contatore tempo trascorso LCD ARC TIME
Indica il totale delle ore di accensione dell’arco.
• Contatore LCD ERRORS (con azzeramento)
Indica il numero di errori d’arco verificatisi. Uno qualsiasi dei 4 seguenti codici di errore provocherà un
aumento del conteggio segnato dal contatore errori. Consultare la sezione 5, per ulteriori informazioni sui
codici di errore.
Corrente trasferita perduta durante l’apertura graduale
L’arco si è spento dopo il trasferimento della corrente sulla lamiera, ma prima del funzionamento a regime.
Corrente trasferita perduta
L’arco si è spento durante il funzionamento a regime.
Sovratensione durante il funzionamento a regime
Durante il funzionamento in stato costante, la tensione d’arco misurata ha superato la tensione d’arco
massima consentita e programmata per la corrente selezionata.
Corrente perduta durante la chiusura graduale
L’arco si è spento durante la chiusura graduale della corrente, ma prima dello scadere del tempo previsto
per la chiusura graduale.
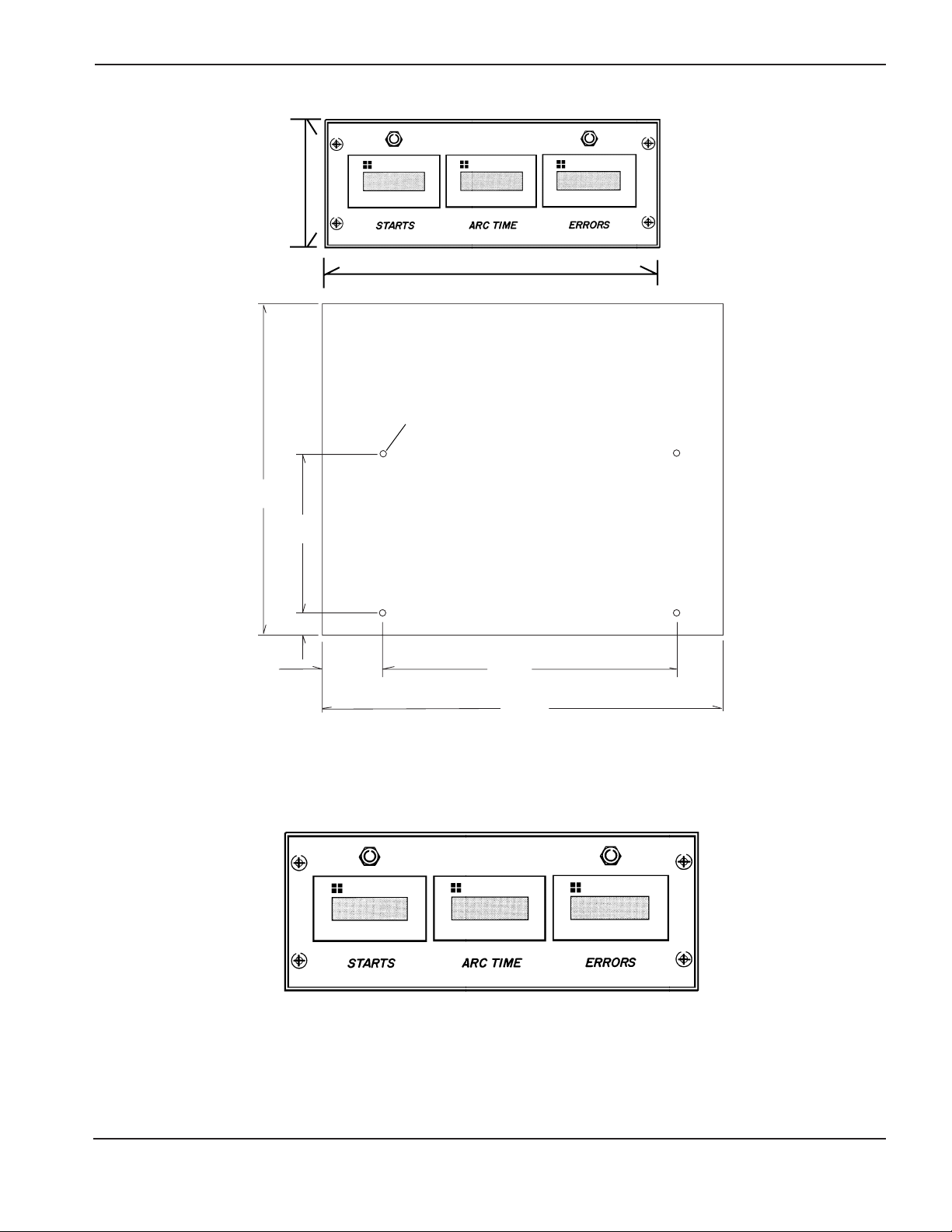
APPENDICE B
10/15/98
HD3070 (consolle del gas automatica) Manuale di istruzioni b-3
2.5 in.
(64 mm)
6.5 in. (165 mm)
6.5 in.
(165 mm)
3.38 in.
(86 mm)
.5 in.
(13 mm)
fori dal
diam. 4 mm
1.17 in.
(30 mm)
6.25 in.
(159 mm)
8.5 in.
(216 mm)
Figura b-2 Comandi ed indicatori del timer-contatore
Figura b-1 Dimensioni del timer-contatore e fori di montaggio
Reset
Reset
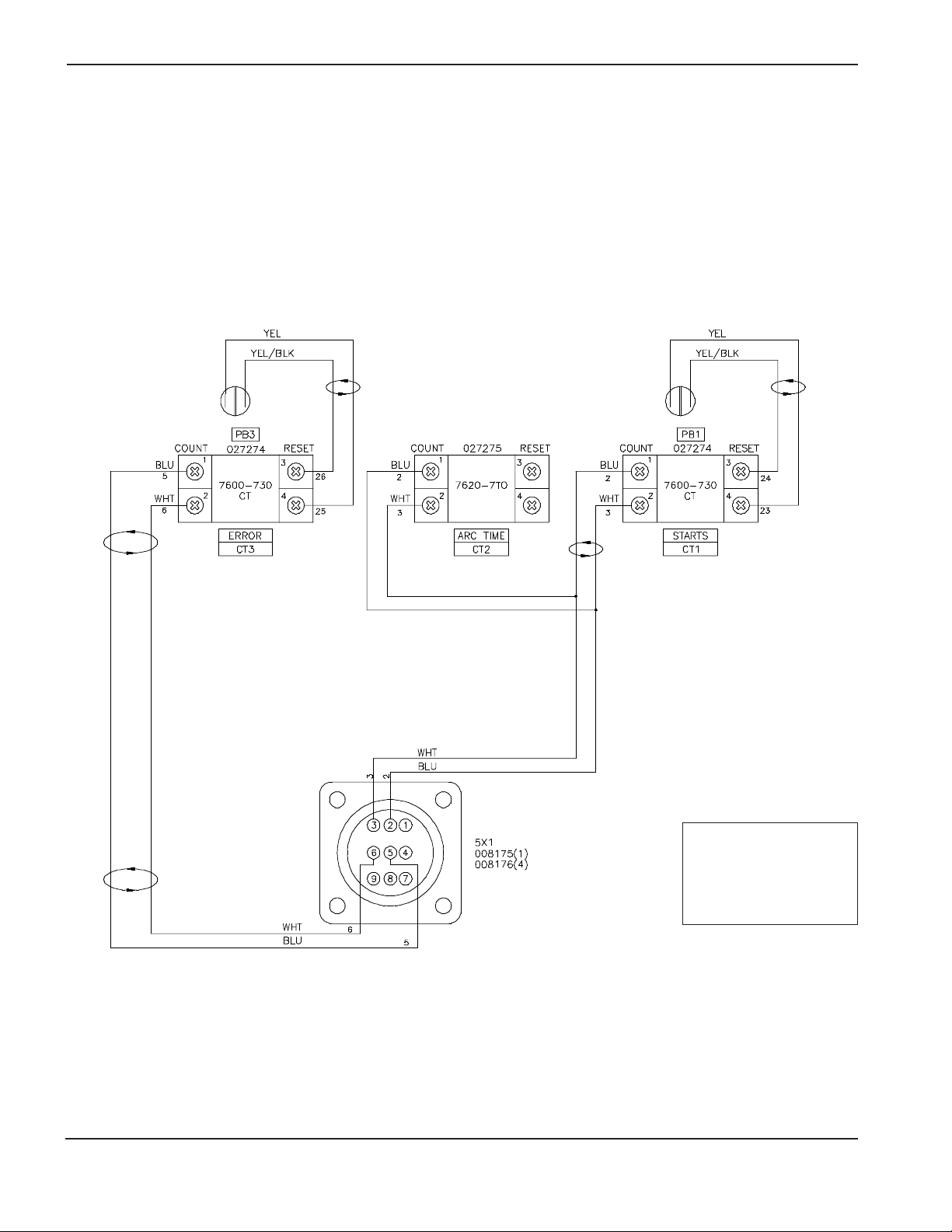
APPENDICE B
10/15/98
b-4 HD3070 (consolle del gas automatica) Manuale di istruzioni
Cablaggio interno del timer-contatore
Consultare la figura b-3 per il cablaggio del timer-contatore tra la presa 5X1 ed il contatore degli errori ERRORS, il
contatore del tempo trascorso ARC TIME ed il contatore degli avviamenti STARTS.
Figura b-3 Cablaggio interno timer-contatore
YEL = GIALLO
BLK = NERO
BLU = BLU
WHT = BIANCO
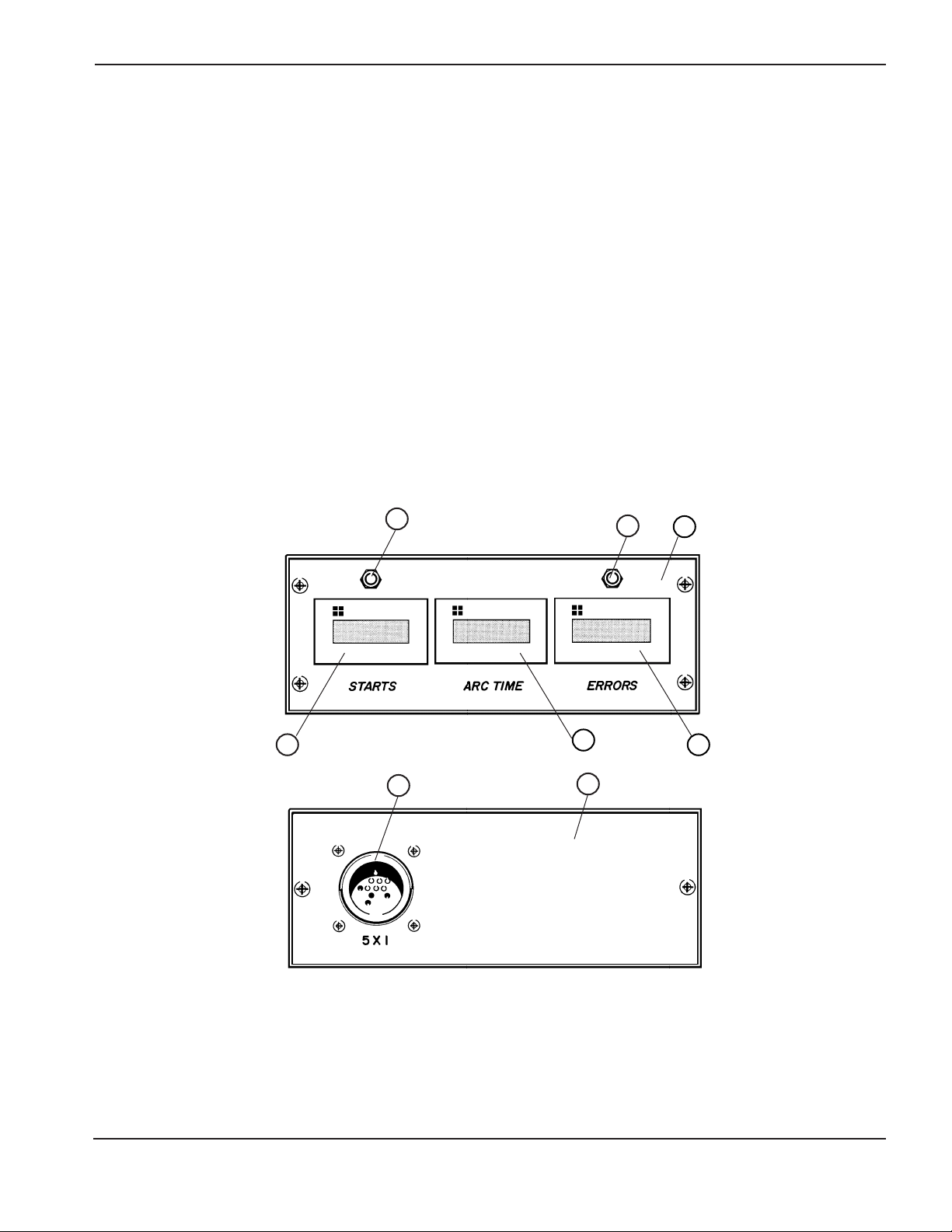
APPENDICE B
10/15/98
HD3070 (consolle del gas automatica) Manuale di istruzioni b-5
Elenco parti
Parte
Articolo numero Descrizione Codice Q.tà
078049 Assembly, timer-counter 1
1 001391 Panel, front 1
2 027274 Counter, self powered LCD CT3 1
3 027275 Meter, elapsed time, self powered LCD CT2 1
4 027274 Counter, self powered LCD CT1 1
5 005161 Switch, pushbutton, SPDT PB3 1
6 005161 Switch, pushbutton, SPDT PB1 1
7 001513 Panel, rear 1
8 008175 Receptacle, CPC 13-9 standard sex 5X1 1
8 008176 Pin, 24-20 AWG TYPE III + CRP 4
001068 Enclosure, timer-counter (not shown) 1
Figura b-4 Ubicazioni dei componenti del timer-contatore
5
4
8
6
3
1
2
7

HD3070 (consolle del gas automatica) Manuale di istruzioni c-1
10/15/98
Appendice C
CONTROLLO CORRENTE REMOTO
In quest’appendice:
Introduzione ..............................................................................................................................................................c-2
Installazione ..............................................................................................................................................................c-2
Cablaggio da 1X2 del controllo corrente remoto al selettore numerico ....................................................................c-3
Funzionamento .........................................................................................................................................................c-3
Elenco parti ...............................................................................................................................................................c-4
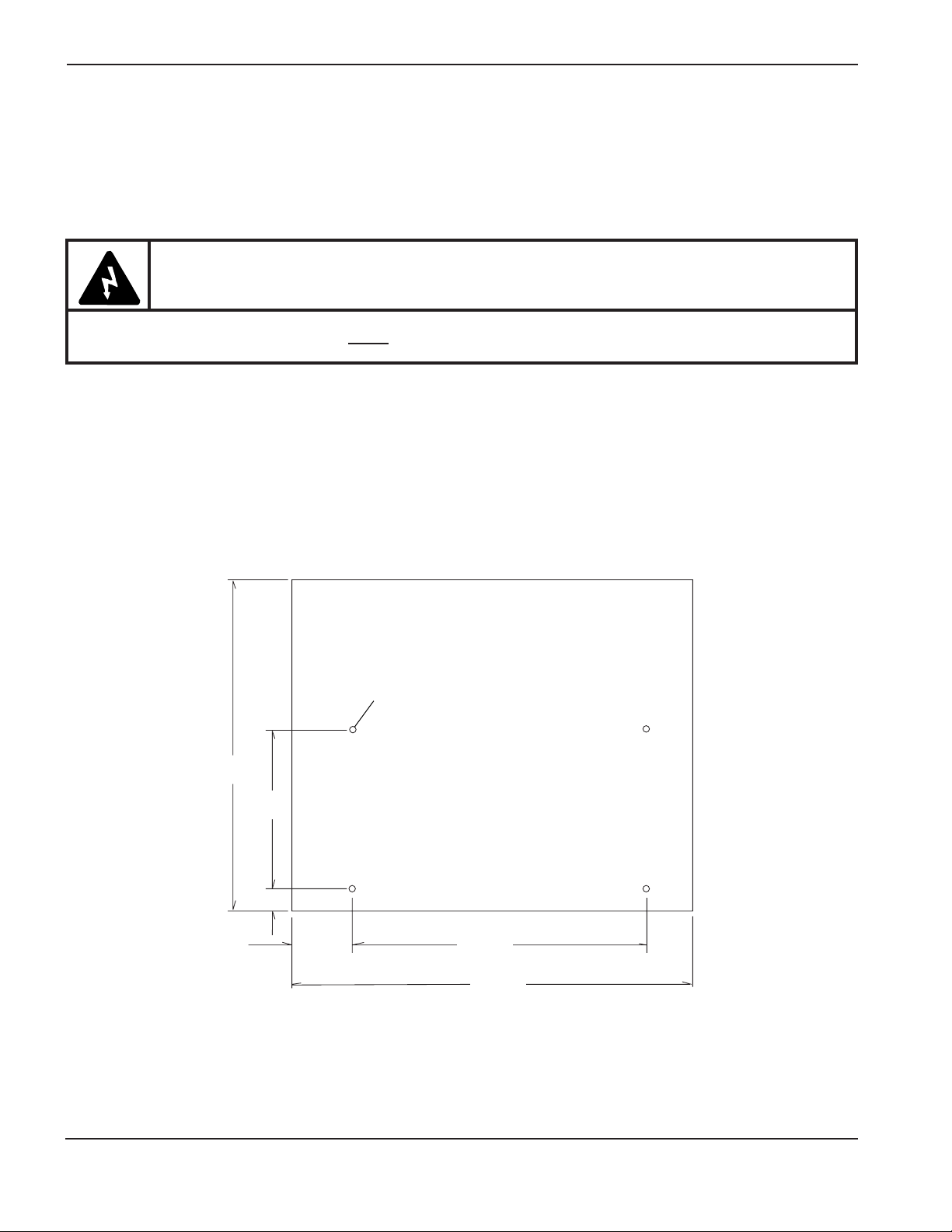
APPENDICE C
10/15/98
c-2 HD3070 (consolle del gas automatica) Manuale di istruzioni
6-1/2 in.
8-1/2 in.
6-1/4 in.
3.38 in.
Fori diam.
4 mm
1-11/64 in.
.5 in.
Figura c-1 Dimensioni di montaggio del Controllo Corrente Remoto
Introduzione
Questa appendice consente ad un tecnico di installare il controllo corrente remoto (RCC) opzionale sul sistema di
taglio plasma HD3070. L'RCC è composto da due elementi: la scatola del controllo corrente remoto (078050) ed il
cavo di setpoint della corrente. L'RCC si interfaccia con l'alimentatore tramite il cavo di setpoint della corrente.
Installazione
1. Montare il controllo corrente remoto in modo che sia facilmente accessibile. Consultare la figura c-1.
2. Interfacciare il RCC con l’alimentatore tramite il cavo del setpoint di corrente, facendo riferimento alla Sezione 3,
Installazione, pagina 3-23, alla Figura 3-19, alle lunghezze dei cavi di setpoint della corrente e all’elenco delle
funzioni dei fili riportati in Figura 3-22.
AVVERTENZA
ALTA TENSIONE!
L’alimentatore deve
essere staccato prima dell’installazione.

APPENDICE C
10/15/98
HD3070 (consolle del gas automatica) Manuale di istruzioni c-3
Cablaggio da 1X2 del controllo corrente remoto al selettore numerico
Funzionamento
Impostare la corrente desiderata mediante l’interruttore a rotellina del Controllo Corrente Remoto. Consultare le
Tabelle di Taglio per i settaggi della corrente per i vari tipi e i vari spessori di materiali da tagliare.
Dal piedino
1x2 di RCC Colore Rotellina
8 Giallo N. 1-4
7 Arancione N. 1-2
6 Blu N. 1-1
5 Marrone N. 2-8
4 Verde N. 2-4
3 Rosso N. 2-2
2 Bianco N. 2-1
11 Nero N. 2-comune
12 Grigio N. 2-8
13 Viola N. 3-1
Controllo Corrente Remoto
Rotellina
Figura c-2 Cablaggio da 1X2 del Controllo Corrente Remoto all’interruttore a rotellina

APPENDICE C
10/15/98
c-4 HD3070 (consolle del gas automatica) Manuale di istruzioni
Figura c-3 Ubicazioni dei componenti del Controllo Corrente Remoto
Elenco parti
Codice
Articolo pezzo Descrizione Codice Q.tà
078050 Remote Current Control, HD3070 1
1 001514 Panel, RCC Front 1
2 005182 Switch, thumbwheel, 3-position BCD 1
3 001515 Panel, RCC Rear 1
4 008186 Socket, 24-20 AWG Type III + CRP 9
4 008208 Recptacle shell, CPC 23-37 reverse sex 1
001068 Enclosure, RCC (not shown) 1
1
234

HYPERTHERM Sistemi di taglio plasma d-1
9/17/98
Esigenze di messa a terra del sistema
Il sistema plasma deve essere collegato a terra per motivi di sicurezza e per ridurre le interferenze ad alta
frequenza:
• Sicurezza L’intero sistema – alimentatore, alloggiamenti degli accessori e tavolo di lavoro – devono essere
collegati a terra per proteggere sia gli elementi stessi del sistema sia l’operatore da un guasto di terra.
I collegamenti a terra devono essere effettuati da un elettricista autorizzato e devono essere conformi alle
normative nazionali o locali.
• Attenuazione delle interferenze ad alta frequenza Se consentito dalle normative nazionali o locali, il circuito
di terra può anche essere utilizzato per attenuare le interferenze di tipo elettromagnetico. Viene di seguito
riportata una guida alla configurazione del sistema plasma che minimizza tali interferenze. Per ulteriori
informazioni, consultare Compatibilità elettromagnetica in questo manuale.
Installazione suggerita del cavo di terra
Alimentatore
Collegare l’alimentatore al terminale di terra PE utilizzando un conduttore di dimensioni e colore appropriati.
Questo terminale di terra PE è collegato con il cavo di terra di servizio attraverso l’interruttore di linea. Vedere la
sezione Installazione per ulteriori informazioni sui cavi di alimentazione e sugli interruttori di linea.
Messa a terra dell’equipaggiamento
Tutti i moduli accessori che ricevono potenza dall’alimentatore plasma devono utilizzare la terra dell’alimentatore –
mediante collegamento al terminale PE dell’alimentatore oppure per connessione diretta al conduttore di terra
dell’equipaggiamento. Ciascun modulo deve avere solo un collegamento a terra per evitare la formazione di spire
chiuse. Se viene collegato un telaio metallico al cavo di lavoro, quest’ultimo deve essere collegato alla terra
dell’alimentatore.
L’efficacia della messa a terra per la riduzione delle interferenze elettromagnetiche dipende molto dal tipo di
installazione. Nelle Figure d-1 e d-2 sono illustrate due configurazioni accettabili.
La consolle alta frequenza remota RHF deve essere installata vicino al tavolo di lavoro e messa a terra
direttamente tramite quest’ultimo. Gli altri moduli devono essere installati vicino all’alimentatore e collegati a terra
direttamente tramite quest’ultimo (Figura d-1).
Appendice D
MESSA A TERRA DEL SISTEMA

APPENDICE D – MESSA A TERRA DEL SISTEMA
9/17/98
d-2 HYPERTHERM Sistemi di taglio plasma
Tutti i moduli possono anche essere installati vicino al tavolo di lavoro, e collegati a terra direttamente tramite
quest’ultimo (Figura d-2). Non collegare a terra la consolle RHF tramite l’alimentatore.
Il cliente deve fornire tutti i conduttori necessari per la messa a terra delle attrezzature. I conduttori per la messa a
terra possono essere acquistati presso la Hypertherm in qualsiasi lunghezza specificata dal cliente (Codice pezzo
047058). Il cavo di terra può anche essere acquistato sul posto, a patto che abbia sezione di almeno 8 AWG e che
sia di tipo UL MTW (specifiche USA) o che soddisfi i requisiti minimi previsti dalle normative nazionali o locali.
Consultare le indicazioni del costruttore per il collegamento a terra i componenti che non ricevono potenza
dall’alimentatore.
Collegamento a terra dal tavolo di lavoro
Se viene installata un picchetto supplementare di terra vicino al tavolo di lavoro per ridurre le interferenze
elettromagnetiche, questo deve essere collegato direttamente alla terra della struttura dell’edificio, collegata alla
terra di servizio; oppure piantato in terra, a patto che la resistenza tra il picchetto di terra e la terra di servizio
soddisfi le normative nazionali o locali. Porre il picchetto di terra supplementare entro 6 m dal tavolo di lavoro
secondo le normative nazionali o locali.
Se un modulo è collegato al tavolo di lavoro, quest’ultimo deve essere collegato a terra tramite l’alimentatore,
oppure deve essere cambiata la configurazione per soddisfare le normative elettriche nazionali o locali.
Può essere messa sul conduttore tra il picchetto di terra del tavolo di lavoro e la terra PE una nucleo di ferrite, con
un numero di spire avvolte sufficiente per isolare la terra di sicurezza (a 60 Hz) dalle interferenze di tipo
elettromagnetico (frequenze superiori a 150 Hz). Maggiore è il numero di spire, maggiore è l’isolamento. Una
bobina adatta allo scopo può essere realizzata avvolgendo 10 o più spire del cavo di lavoro su materiali come
Magnetics (codice pezzo 77109-A7), Fair-Rite (codice pezzo 59-77011101), o altri materiali equivalenti.
Posizionare la bobina il più vicino possibile all’alimentatore plasma.

APPENDICE D – MESSA A TERRA DEL SISTEMA
9/17/98
HYPERTHERM Sistemi di taglio plasma d-3
Figura d-1 Configurazione raccomandata del collegamento di terra
Nota: La configurazione può variare per ciascuna installazione e può richiedere uno schema di
terra differente.
Alimentatore plasma
(PE)
(PE)
(PE)
(PE)
Cavo di terra
Bobina di ferrite
Asta di terra
supplementare
Consolle del gas
Altri componenti
che ricevono potenza
dall’alimentatore
plasma
Consolle RHF
Tavolo di lavoro

APPENDICE D – MESSA A TERRA DEL SISTEMA
9/17/98
d-4 HYPERTHERM Sistemi di taglio plasma
Figura d-2 Configurazione alternativa del collegamento di terra
La disposizione migliore del cavo è quella indicata, ma è accettabile anche un collegamento a stella delle terre
della consolle del gas, e degli altri componenti, alla consolle RHF. Quest’ultima NON deve essere collegata a stella
tramite altri componenti al tavolo di lavoro.
Alimentatore plasma
(PE)
(PE)
Cavo di terra
Bobina di ferrite
Asta di terra
supplementare
Consolle del gas
Altri componenti
che ricevono potenza
dall’alimentatore
plasma
Consolle RHF
Tavolo di lavoro
(PE)
(PE)

Potenziali effetti sulla salute
Esame delle
emergenze
FOGLIO DEI DATI DI SICUREZZA DELLA SOSTANZA (MSDS)
SEZIONE 1 – IDENTIFICAZIONE DEL PRODOTTO CHIMICO E DELL’AZIENDA
SEZIONE 2 – COMPOSIZIONE / INFORMAZIONE SUI COMPONENTI
SEZIONE 3 – IDENTIFICAZIONE DEI PERICOLI
Nome del prodotto: Refrigerante per torcia Hypertherm
Data: 2 Aprile 1996
Numeri di telefono di emergenza:
Produttore: Hypertherm, Inc.
P.O. Box 5010
Hanover, NH 03755 États-Unis
Emergenze di rovesciamento, perdita o trasporto
(703) 527-3887 oppure (800) 424-9300 (USA)
Informazioni sul prodotto:
(603) 643-3441
Componenti pericolosi
Nessuno
Può causare irritazioni degli occhi e della pelle.
Nocivo se ingerito.
Ingestione.............................
Inalazione..............................
Contatto con gli occhi .........
Contatto con la pelle ...........
Può causare irritazione, nausea, mal di stomaco, vomito e diarrea.
Può causare lievi irritazioni del naso, della gola e dell’apparato
respiratorio.
Può causare irritazione degli occhi.
Un contatto prolungato e ripetuto può causare irritazione della pelle
3/28/97
Italiano / Italian

SEZIONE 4 – MISURE DI PRONTO SOCCORSO
MSDS
Pagina 2 di 4
Prodotto: Refrigerante per torcia Hypertherm
Ingestione
Dare da bere uno o due bicchieri d’acqua e consultare un medico. Non indurre il vomito.
Non è necessario nessun trattamento specifico, dal momento che il liquido non sembra
essere nocivo se inalato.
Sciacquare immediatamente gli occhi con acqua corrente fredda per 15 minuti. Se
l’irritazione persiste, consultare un medico.
Lavarsi con acqua e sapone. Se l’irritazione si estende o persiste, consultare un medico.
Inalazione
Contatto con gli
occhi
Contatto con la
pelle
SEZIONE 5 – MISURE ANTINCENDIO
SEZIONE 6 – MISURE CONTRO LA PERDITA ACCIDENTALE
SEZIONE 7 – MANIPOLAZIONE ED IMMAGAZZINAMENTO
Punto di infiammabilità
Nessuno
Limiti di
infiammabilità
Non infiammabile o
combustibile
Se presente all’interno di un incendio, utilizzare estintori a schiuma, ad anidride carbonica
od a polvere chimica. L’utilizzo di acqua può causare la formazione di schiuma.
Nessuno
Nessuno
Mezzi di estinzione
Speciali procedure
antincendio
Rischi di incendio ed
esplosione
Contromisure al
rovesciamento
Piccoli rovesciamenti: Gettare nelle fognature. Asciugare il residuo e risciacquare abbondantemente
la zona con acqua. Grandi rovesciamenti: contenere od arginare il rovesciamento. Pompare il
liquido all’interno di recipienti od assorbire con un assorbente inerte e disporre in un contenitore
coperto per l’eliminazione dei rifiuti.
Precauzioni nella
manipolazione
Mantenere sempre il contenitore in posizione verticale.
Precauzioni di
immagazzinamento
Immagazzinare in un luogo fresco ed asciutto. Proteggere dal gelo.
2/3/97
Italiano / Italian

MSDS
Pagina 3 di 4
Prodotto: Refrigerante per torcia Hypertherm
SEZIONE 8 - CONTROLLI DELL’ESPOSIZIONE/PROTEZIONE PERSONALE
SEZIONE 9 – PROPRIETÁ FISICHE E CHIMICHE
SEZIONE 10 – STABILITÁ E REATTIVITÁ
SEZIONE 11 – INFORMAZIONI TOSSICOLOGICHE
Precauzioni di carattere
igienico
Controlli tecnici
Seguire le normali pratiche per una buona igiene.
Una buona ventilazione generale dovrebbe essere sufficiente per controllare le concentrazioni
nell’aria. Gli impianti che utilizzano questo prodotto dovrebbero essere equipaggiati con una
stazione per il lavaggio degli occhi.
Equipaggiamento per la protezione personale
X
Respiratore
X
Occhialoni o protezioni per
il viso
Grembiule
X
Guanti
Stivali
Raccomandato per l’impiego prolungato in aree chiuse con scarsa ventilazione.
Raccomandati; gli occhialoni devono essere in grado di proteggere contro gli spruzzi di
agenti chimici.
Non necessario
Raccomandati; possono essere utilizzati guanti in PVC, Neoprene o Nitrile.
Non necessario
Aspetto
Liquido trasparente
Punto di ebollizione
71 °C
Inodore
Punto di congelamento
Non stabilito
4.6-5.0 (concentrato al 100%)
Tensione di vapore
Non applicabile
1.0
Densità del vapore
Non applicabile
Complèta
Velocità di evaporazione
Non determinata
Odore
pH
Peso specifico
Solubilità in acqua
Stabilità chimica
Condizioni da evitare
Nessuna precauzione particolare oltre le normali pratiche per la sicurezza industriale.
Evitare il contatto con forti acidi minerali e forti ossidanti, inclusi i candeggianti al cloro.
Durante la combustione può formarsi dell’ossido di carbonio.
Non si verifica X Può verificarsi
Incompatibilità
Prodotti della
scomposizione nocivi
Polimerizzazione
Condizioni da evitare
Stabile Instabile
X
Sostanze cancerogene
Questo prodotto contiene un cancerogeno conosciuto o sospetto.
X
Questo prodotto non contiene alcun cancerogeno conosciuto o sospetto, in accordo con i criteri del rapporto
annuale sulle sostanze cancerogene dell’U.S. National Toxicological Program e con OSHA 29 CFR 1910, Z (USA).
Altri effetti
Acuti
Cronici
non determinati
non determinati
2/3/97
Italiano / Italian

MSDS
Pagina 4 di 4
Prodotto: Refrigerante per torcia Hypertherm
SEZIONE 12 – INFORMAZIONI ECOLOGICHE
SEZIONE 13 – CONSIDERAZIONI SULLO SMALTIMENTO
SEZIONE 14 – INFORMAZIONI SUL TRASPORTO
SEZIONE 15 – INFORMAZIONI SULLA REGOLAMENTAZIONE
SEZIONE 16 – ALTRE INFORMAZIONI
Biodegradabilità
Le informazioni contenute in questi foglio si riferiscono solo alla particolare sostanza descritta e non hanno nulla a che vedere con altri
processi od impieghi che coinvolgono altre sostanze. Queste informazioni sono basate su dati ritenuti affidabili e sottintendono l’utilizzo del
Prodotto in modo consueto e ragionevolmente prevedibile. Dal momento che utilizzo e manipolazione effettivi avvengono al di fuori del nostro
controllo diretto, non viene fatta alcuna garanzia, diretta o sottintesa, e la Hypertherm non si assume alcuna responsabilità sull’utilizzo di
queste informazioni.
Considerato biodegradabile Non biodegradabileX
Metodi di smaltimento dei
rifiuti
Riciclaggio dei contenitori
SÌ NoCodice 2 - HDPEX
La sostanza che non può essere utilizzata nel modo per cui è stata prevista, deve essere smaltita
come un rifiuto tossico presso una stazione approvata per lo smaltimento dei rifiuti tossici. I
contenitori vuoti possono essere lavati tre volte, quindi offerti per il riciclaggio o il
ricondizionamento; oppure possono essere forati e disposti in una discarica controllata.
Classificazione del
Dipartimento dei
Trasporti degli
Stati Uniti
Nocivo Non nocivo X
Classificazione Corpo Nazionale dei Vigili del Fuoco degli Stati Uniti
Non applicabile
Classificazione del corpo nazionale dei vigili del fuoco degli Stati Uniti.
1 Blu Nocivo per la salute
1 Rosso Infiammabile
0 Giallo Reattivo
— Bianco Pericolo speciale
3/28/97
Italiano / Italian
 Loading...
Loading...