


Plasmaschneidanlage
mit Handbrenner
Betriebsanleitung
800871 – Revision 16
MAX200
®
EN50199
EN60974-1
Deutsch / German

1
4.18 - 4.39 Teilenummer 120667 wurde in 220021 geändert. Zu den entsprechenden Tabellen für
das Schneiden hinzugefügte maximale Lochstechempfehlung.
4.18 Aktualisiertes Verschleißteil-Verzeichnis, zur Widerspiegelung der untenstehenden
Änderung der Teilenummern.
4.26,33 Elektroden-Teilenummer geändert in 120547 (100 A Luft/Luft)
5.7 Überarbeitete Teilenummern der Positionen 8 und 10
5.9 Überarbeitete Teilenummer der Position 2
5.13 Überarbeitete Teilenummer der Position 14
5-15 Teilenummer 029618 wurde 129618 korrigiert
5.18-29 Teilenummer 120667 wurde in 220021 geändert.
5.18 Elektroden-Teilenummer geändert in 120547 (100 A Luft/Luft)
5.20,22 Teilenummer 002228 wurde in 001217 geändert.
d.2 & 3 Teilenummer 120667 wurde in 220021 geändert. Elektroden-Teilenummer geändert in
120547 (100 A Luft/Luft)
d.4 Teilenummer 002228 wurde in 001217 geändert.
Pilotlicht aus der Stromquelle entfernt
Geänderte Seite Beschreibung IM087 Überarbeitung von 14 auf 15 09/01
3-2 Hinzugefügte -Vorinstallation" zu den Klempner-/Elektriker-Regeln
3-3 Hinzugefügte Angabe zur Hartinstallation
3-4 Überarbeitete Kühlmittelmischung
5-14/15 Neuer Kühlmitteltank
Geänderte Seite Beschreibung IM087 Überarbeitung von 13 auf 14 18/01/99
6.20 Brennergriff-Austauschsatz 128904 hinzufügen und Teileliste umstellen.
6.21 Zahlen hinzufügen, um aufzuzeigen, welche Teile im Austauschsatz 128904 enthalten sind.
6.22 Brennergriff-Austauschsatz 128905 hinzufügen und Teileliste umstellen.
6.23 Zahlen hinzufügen, um aufzuzeigen, welche Teile im Austauschsatz 128905 enthalten sind.
Geänderte Seite Beschreibung IM087 Überarbeitung von 15 auf 16 20/06/04

MAX200
Plasmaschneidanlage mit Handbrenner
Betriebsanleitung
IM-87
Deutsch / German
Revision 16 – Juni, 2004
© Copyright 2004 Hypertherm, Inc.
Alle Rechte vorbehalten
Hypertherm und MAX sind Markenzeichen der Hypertherm, Inc.,
die in den Vereinigten Staaten und/oder anderen Ländern registriert sein können.
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
Hypertherm Automation, LLC
5 Technology Drive, Suite 300
West Lebanon, NH 03755 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Plasmatechnik, GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
No. 19 Kaki Bukit Road 2
K.B. Warehouse Complex
Singapore 417847, Republic of Singapore
65 6 841 2489 Tel
65 6 841 2490 Fax
65 6 841 2489 (Technical Service)
Hypertherm (Shanghai) Consulting Co., Ltd.
Suite 305, CIMIC Towers
1090 Century Boulevard, Pudong
Shanghai 200120
P.R. China
86-21-5835-5362 /3 Tel
86-21-5835 5220 Fax
86-21-5835-5362 /3 (Technical Service)
Hypertherm UK, Ltd.
9 Berkeley Court, Manor Park
Runcorn, Cheshire, England WA7 1TQ
44 1928 579 074 Tel
44 1928 579 604 Fax
France
15 Impasse des Rosiers
95610 Eragny, France
00 800 3324 9737 Tel
00 800 4973 7329 Fax
Hypertherm S.r.l.
Via Torino 2
20123 Milano, Italia
39 02 725 46 312 Tel
39 02 725 46 400 Fax
39 02 725 46 314 (Technical Service)
Hypertherm Europe B.V.
Vaartveld 9
4704 SE Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (ETSO – Technical Service)
00 800 49 73 7843 Tel (ETSO – Technical Service
toll-free in Europe)
Japan
1952-14 Yata-Natsumegi
Mishima City, Shizuoka Pref.
411-0801 Japan
81 0 559 75 7387 Tel
81 0 559 75 7376 Fax
Hypertherm Brasil Ltda.
Rua Visconde de Santa Isabel, 20 – Sala 611
Vila Isabel, RJ
Brasil CEP 20560-120
55 21 2278 6162 Tel
55 21 2578 0947 Fax
5/19/04

ELEKTROMAGNETISCHE KOMPATIBILITÄT
HYPERTHERM Plasmaschneidsysteme i
5/29/00
EINLEITUNG
Die von Hypertherm mit CE-Kennzeichnung versehenen
Ausrüstungen wurden gemäß der Norm EN50199 hergestellt. Um
sicherzustellen, daß die Anlage auf kompatible Weise mit anderen
Radio(frequenz)- und elektronischen Anlagen zusammenarbeitet,
sollte sie entsprechend den nachfolgend aufgeführten
Informationen installiert und eingesetzt werden, um
elektromagnetische Kompatibilität zu erreichen.
Die in der EN50199 verlangten Limits könnten ungenügend sein,
die Interferenz auszuschließen, wenn sich die betroffene Anlage in
geringer Entfernung befindet oder in hohem Maße empfindlich ist.
In solchen Fällen kann es erforderlich sein, andere Maßnahmen zu
ergreifen, um die Interferenz zu verringern.
Diese Plasmaanlage sollte nur im gewerblichen Bereich eingesetzt
werden. Es könnte sich schwierig gestalten, im Privatbereich
elektromagnetische Kompatibilität sicherzustellen.
INSTALLATION UND EINSATZ
Der Bediener ist für die Installation und den Einsatz der
Plasmaanlage gemäß den Anweisungen des Herstellers
verantwortlich. Sollten elektromagnetische Störungen festgestellt
werden, liegt es in der Verantwortlichkeit des Bedieners, die
Situation mit der technischen Unterstützung des Herstellers zu
lösen.
In einigen Fällen kann die Abhilfe einfach in der Erdung des
Schneidschaltkreises liegen, siehe hierzu Erdung des
Werkstückes. In anderen Fällen kann die Konstruktion einer
elektromagnetischen Abschirmung in Form eines Gehäuses für
Stromquelle und Tisch, komplett mit den dazugehörigen
Eingangsfiltern, erforderlich sein. In allen Fällen müssen die
elektromagnetischen Störungen auf einen Grad gebracht werden,
bei dem sie sich nicht länger störend auswirken.
EINSCHÄTZUNG DES BEREICHES
Vor Installation der Anlage ist vom Bediener eine Einschätzung
möglicher elektromagnetischer Probleme im Umgebungsbereich
vorzunehmen. Folgende Punkte sind dabei zu berücksichtigen:
a. Andere Versorgungskabel, Steuerkabel, Signal- und
Telefonkabel: über, unter und in der Nähe der Schneidanlage.
b. Radio- und TV-Sende- und Empfangsgeräte.
c. Computer und andere Steuerungsanlagen.
d. Sicherheitskritische Anlagen: zum Beispiel Schutz- und
Industrieanlagen.
e. Gesundheit der Personen in der Nähe: zum Beispiel
Herzschrittmacher und Hörgeräte.
f. Kalibrier- oder Meßgeräte
g. Störsicherheit anderer Geräte in der Umgebung. Der Bediener
hat sicherzustellen, daß andere im Einsatz befindliche Geräte
kompatibel sind. Hierfür können zusätzliche Schutzmaßnahmen
erforderlich sein.
h. Tageszeit, zu der Schneid- oder andere Tätigkeiten auszuführen
sind.
Die zu berücksichtigende Größe des Umgebungsbereiches ist
abhängig von der Gebäudestruktur und andere Tätigkeiten, die
vorgenommen werden. Der Umgebungsbereich kann
möglicherweise die Geländegrenzen überschreiten.
METHODEN ZUR EMISSIONSREDUZIERUNG
Hauptstromanschluß
Die Schneidanlage sollte entsprechend den
Herstellerempfehlungen angeschlossen werden. Sollten
Funkstörungen auftreten, kann es notwendig sein, zusätzliche
Vorsichtsmaßnahmen zu ergreifen, wie die Filtrierung des
Hauptstromanschlusses. Das Stromkabel den fest installierten
Schneidanlage sollte zur Abschirmung in einem Metallkanal oder
ähnlichern verlegt sein. Die elektrische Abschirmung sollte
komplett auf der ganzen Länge erfolgen. Die Abschirmung sollte
an die Schneid-Hauptversorgung angeschlossen werden, damit
ein guter elektrischer Kontakt zwischen dem Kanal und der
Schneidstromzufuhr-Ummantelung aufrechterhalten wird.
Wartung der Schneidanlage
Die Schneidanlage sollte routinemäßig entsprechend den
Herstellerempfehlungen gewartet werden. Alle Zugangs- und
Wartungstüren und -abdeckungen müssen geschlossen und
ordnungsgemäß befestigt sein, wenn die Anlage in Betrieb ist. Die
Schneidanlage sollte in keiner Weise verändert werden, mit
Ausnahme der Änderungen und Anpassungen, die in den
Herstelleranweisungen enthalten sind. Insbesondere sind die
Funkenstrecken und Lichtbogenauftreff- und
stabilisierungseinrichtungen entsprechend den
Herstellerempfehlungen anzupassen und zu warten.
Schneidtische
Die Schneidtische sind so kurz wie möglich auszurichten und
sollten nahe beieinander aufgestellt werden und auf Bodenhöhe
oder nahe Bodenhöhe zu betreiben.
Potentialausgleich
Der Ausgleich aller Metallkomponenten der Schneidausrüstung
selbst und in deren Nähe ist in Betracht zu ziehen. Jedoch
erhöhen Metallkomponenten mit Potentialausgleich am Werkstück
für den Bediener die Gefahr des elektrischen Schlages, wenn
diese Metallkomponenten und die Elektrode gleichzeitig berührt
werden. Der Bediener muß von all diesen ausgeglichenen
Metallkomponenten isoliert sein.
Erdung des Werkstückes
In Fällen, in denen das Werkstück aus Gründen der elektrischen
Sicherheit nicht mit der Erdung verbunden ist, oder wegen seiner
Größe oder Position nicht an der Erdung angeschlossen ist, z. B.
bei Schiffsrümpfen oder Gebäude-Stahlkonstruktionen, kann der
Anschluß des Werkstücks an die Erdung in einigen, jedoch nicht in
allen Fällen die Emissionen verringern. Man muß Sorgfalt walten
lassen, um vorzubeugen, daß die Erdung des Werkstücks das
Verletzungsrisiko für die Bediener oder Beschädigung der anderen
elektrischen Anlagen erhöht. Wo erforderlich, ist der Anschluß des
Werkstücks an die Erdung in Form eines direkten Anschlusses des
Werkstücks vorzunehmen, jedoch ist die Verbindung in einigen
Ländern, in denen direkte Anschlüsse nicht erlaubt sind, zu
erreichen, indem passende Kapazitäten gemäß den nationalen
Bestimmungen gewählt werden.
Anmerkung: Der Schneidschaltkreis kann aus Sicherheitsgründen
geerdet oder nicht geerdet werden. Die Veränderung der
Erdungsanordnungen darf nur genehmigt werden von Personen
mit entsprechender Kompetenz für den Zugriff und dem
Einschätzungsvermögen, ob Änderungen die Verletzungsgefahr
erhöhen, zum Beispiel, durch die Erlaubnis von parallelen
Schneidstrom-Rückführpfaden, die die Erdungsschaltkreise
anderer elektrischer Anlagen beschädigen können. Weitere
Richtschnuren sind in IEC TC26 (Abschn.) 94 und IEC
TC26/10BA/CD Lichtbogenschweißanlagen-Installation und Betrieb enthalten.
Entstörung und Abschirmung
Ausgewählte Entstörung und Abschirmung anderer Kabel und
Anlagen im Umgebungsbereich können Interferenzprobleme
mildern. Die Entstörung der gesamten Plasmaschneidanlage ist
bei bestimmten Einsätzen in Betracht zu ziehen.

ii HYPERTHERM Plasmaschneidsysteme
01/04
GARANTIE
ACHTUNG
Hypertherm empfiehlt, für Ihr Hypertherm-System nur OriginalErsatzteile zu verwenden. Bei Schäden, die dadurch entstanden
sind, dass keine Original-Ersatzteile verwendet wurden, prüft
Hypertherm, ob Garantie gewährt werden kann oder nicht.
ACHTUNG
Sie sind für die ordnungsgemäße Nutzung des Produkts selbst
verantwortlich. Hypertherm übernimmt keine Gewähr für die
ordnungsgemäße Nutzung des Produkts in Ihrer Umgebung und
kann dafür auch keine Garantie gewähren.
ALLGEMEIN
Hypertherm, Inc. garantiert, dass seine Produkte keine Materialund Verarbeitungsfehler aufweisen, vorausgesetzt, Hypertherm
wird (i) innerhalb eines Zeitraumes von zwei (2) Jahren ab dem
Liefertag an Sie über einen Defekt an der Stromquelle informiert,
ausgenommen sind Stromquellen der Powermax-Serie, für
welche ein Zeitraum von drei (3) Jahren ab Lieferdatum an
Sie gilt, und (ii) bezüglich eines Defekts am Brenner und
Schlauchpaket innerhalb eines Zeitraumes von einem (1) Jahr ab
Lieferdatum an Sie informiert. Von der Garantie ausgeschlossen
sing Produkte, die fehlerhaft installiert, modifiziert oder auf
sonstige Weise beschädigt wurden.
Sämtliche durch diese Garantie abgedeckten defekten Produkte
werden von Hypertherm nach seiner eigenen Wahl unentgeltlich
repariert, ersetzt oder angepasst. Voraussetzung hierzu ist die
Rücksendung der Ware an die Geschäftsadresse von
Hypertherm in Hanover, New Hampshire, oder an eine von
Hypertherm autorisierte Reparaturwerkstatt. Rücksendungen
werden nur angenommen, wenn sie vorher von Hypertherm
autorisiert wurden – dies geschieht im Normalfall rasch und
unbürokratisch – und wenn die Ware angemessen verpackt ist.
Versicherungs- und Frachtkosten sowie alle sonstigen bei der
Rücksendung anfallenden Kosten trägt der Absender.
Hypertherm haftet außerdem nicht für Reparaturen, den Ersatz
oder Neujustierungen von Produkten, die von dieser Garantie
abgedeckt werden, außer für diese, die gemäß diesem Absatz
angesprochen wurden oder für die Hypertherm zuvor eine
schriftliche Einverständniserklärung abgegeben hat. Die obigen
Garantie-Bestimmungen sind verbindlich und gelten anstelle
von allen anderen Garantie-Bestimmungen, seien sie
ausdrücklich festgelegt, impliziert, gesetzlich festgelegt
oder auf andere Weise in Bezug zu den Produkten oder den
Resultaten, die sich aus der Nutzung dieser Produkte
ergeben, ausgedrückt; sie gelten auch anstelle von allen
implizierten Garantien oder Qualitäts-Bedingungen oder
Aussagen zur Markt-Tauglichkeit oder zur Eignung für einen
bestimmten Zweck oder bei Rechtsverletzungen. Das vorher
Gesagte gilt einzig und allein als Rechtsmittel für alle
Garantie-Verletzungen, die sich Hypertherm zuschulden
kommen lässt. Großhändler und Wiederverkäufer mögen
andere oder zusätzliche Garantien anbieten, aber Großhändler
und Wiederverkäufer sind nicht autorisiert, Ihnen zusätzlichen
Garantieschutz zu gewähren oder Aussagen zu treffen, von
denen behauptet wird, sie seien für Hypertherm verbindlich.
PATENTSCHUTZ
Außer in Fällen von Produkten, die nicht von Hypertherm
hergestellt wurden oder die von einer (im juristischen Sinne)
anderen Person als Hypertherm hergestellt wurden, die sich
nicht strikt an die Spezifikationen von Hypertherm hielt, wird
Hypertherm auf eigene Kosten Prozesse oder Verfahren führen
oder beilegen, die gegen Sie mit der Begründung eingeleitet
werden, dass die Verwendung eines Hypertherm-Produkts –
und zwar die alleinige Verwendung dieses Produkts und nicht
in Verbindung mit irgendeinem anderen Produkt, das nicht von
Hypertherm geliefert wurde – ein Patent einer dritten Partei
verletzt; dasselbe gilt auch bei Verletzungen in Fällen von
Design-, Verarbeitungs- und Formelvorgaben oder von
Kombinationen aus all diesem, die nicht von Hypertherm
entwickelt wurden oder von denen behauptet wird, dass sie von
Hypertherm entwickelt wurden. Verständigen Sie Hypertherm
unverzüglich, sobald Sie erfahren, dass eine Klage gegen Sie
angestrengt wird oder wenn Ihnen mit einer Klage in Verbindung
mit einer solchen angeblichen Patentverletzung gedroht wird;
Hypertherms Verpflichtung, Schadensersatz zu leisten, ist
abhängig von Hypertherms alleiniger Kontrolle bei der
Verteidigung des Anspruchs und der Kooperation und
Unterstützung der beklagten Partei.
HAFTUNGS-BESCHRÄNKUNG
Hypertherm ist in keinem Fall Personen oder Körperschaften
für zufällig verursachte Schäden, Folgeschäden, indirekte
Schäden oder Schäden, die aus Strafen resultieren (inbegriffen
– aber nicht darauf beschränkt – sind Gewinneinbrüche)
haftbar. Dabei kommt es nicht darauf an, ob die Haftpflicht
auf einem Vertragsbruch, einem Delikt, Erfolgshaftung,
Garantie-Verletzungen, einem Versagen des eigentlichen
Zweckes oder anderem basiert. Selbst wenn auf die
Möglichkeit solcher Schäden hingewiesen wurde, ist
Hypertherm nicht haftbar.
HAFTUNGS-OBERGRENZE
In keinem Fall wird Hypertherms Haftpflicht-Leistung für
eine Forderung, eine Klage, einen Prozess oder ein
Verfahren, die aufgrund der Verwendung des Produktes oder
daraus resultierender Folgen gemacht wird bzw. erhoben
wird bzw. anstehen, im Ganzen die Summe übersteigen, die
für die Produkte bezahlt wurde, die den Anlass für solche
Forderungen geben. Dabei spielt es keine Rolle, ob die
Haftpflicht auf einem Vertragsbruch, einem Delikt,
Erfolgshaftung, Garantie-Verletzungen, einem Versagen des
eigentlichen Zweckes oder anderem basiert.
VERSICHERUNG
Sie sind dazu verpflichtet, Versicherungen in solchen Mengen
und Arten abzuschließen bzw. jederzeit beizubehalten, und Sie
sind weiter dazu verpflichtet, die Deckungssumme für
Schadensansprüche genügend hoch und angemessen zu
gestalten, dass Hypertherm, sollte es in Zusammenhang mit
seinen Produkten zu Klagen kommen, so wenig wie möglich
belastet wird.
NATIONALE UND LOKALE NUTZUNGSBESTIMMUNGEN
Die Nutzungsbestimmungen für nationale und lokale
Wasserleitungs- oder elektrische Leitungssysteme haben
Vorrang vor den Anweisungen, die dieses Handbuch enthält.
Hypertherm wird in keinem Fall für Personen- oder
Sachschäden haften, die von einer unsachgemäßen Nutzung
dieser Systeme stammen oder die von unzulänglichen
Arbeitspraktiken herrühren.
ÜBERTRAGUNG VON RECHTEN
Sie können etwaig verbliebene Rechte, die Sie hierunter noch
haben, nur in Verbindung mit dem Verkauf all oder wesentlich all
Ihrer Aktiva und all oder wesentlich all Ihres Aktienkapitals an
einen interessierten Nachfolger übertragen. Dieser muss sich
außerdem bereit erklären, alle Bedingungen und Auflagen dieses
Garantie-Vertrages als verbindlich anzuerkennen.

INHALT
MAX200 (Handbrenner) Betriebsanleitung iii
15
Elektromagnetische Kompatibilität ...........................................................................................................................i
Garantie.......................................................................................................................................................................ii
Abschnitt 1 SICHERHEIT
Sicherheitsrelevante Informationen ..........................................................................................................................1-2
Sicherheitsvorschriften einhalten..............................................................................................................................1-2
Gefahr Warnung Vorsicht ...................................................................................................................................1-2
Plasmaschneiden kann Brände und Explosionen verursachen................................................................................1-2
Brandverhütung, Explosionsverhütung ............................................................................................................1-2
Explosionsgefahr Argon-Wasserstoff und Methan ..........................................................................................1-2
Wasserstoff-Verpuffung beim Aluminium-Schneiden.......................................................................................1-2
Elektrische Schläge sind lebensgefährlich ...............................................................................................................1-3
Verhütung von elektrischen Schlägen..............................................................................................................1-3
Plasmaschneiden kann toxischen Schneidrauch erzeugen .....................................................................................1-3
Ein Plasmalichtbogen kann Verletzungen und Verbrennungen verursachen...........................................................1-4
Kontaktstartbrenner..........................................................................................................................................1-4
Lichtbogenstrahlen können Augen und Haut verbrennen ........................................................................................1-4
Augenschutz, Hautschutz, Schneidbereich......................................................................................................1-4
Sichere Erdung .........................................................................................................................................................1-4
Werkstückkabel, Arbeitstisch , Netzeingang ....................................................................................................1-4
Sicherheit beim Umgang mit Gasdruckausrüstungen ..............................................................................................1-5
Beschädigte Gasflaschen können explodieren.........................................................................................................1-5
Lärm kann zu Gehörschäden führen ........................................................................................................................1-5
Störung von Herzschrittmachern und Hörgeräten ....................................................................................................1-5
Der Plasmalichtbogen kann gefrorene Rohre beschädigen .....................................................................................1-5
Abschnitt 2 SPEZIFIKATIONEN
Allgemeines ..............................................................................................................................................................2-2
Produktspezifikationen..............................................................................................................................................2-3
MAX200 Stromquellen .....................................................................................................................................2-3
CE Stromquellen ..............................................................................................................................................2-4
PAC200T (90°) Schneidbrenner ......................................................................................................................2-5
PAX200E (65°) Fugenhobel-Wippentaster ......................................................................................................2-6
Abschnitt 3 INBETRIEBNAHME
Bei Erhalt ..................................................................................................................................................................3-2
Schadenersatzansprüche .........................................................................................................................................3-2
Standort der Stromquelle..........................................................................................................................................3-2
Luft- und Gasversorgungsanforderungen.................................................................................................................3-3
Luftversorgung .................................................................................................................................................3-3
Anpassung des Filter-/Druckreglers.................................................................................................................3-3
Zusätzliche Luftfiltrierung .................................................................................................................................3-3
Gasversorgung.................................................................................................................................................3-4
Anforderungen an das Brenner-Kühlmittel ...............................................................................................................3-4

INHALT
iv MAX200 (Handbrenner) Betriebsanleitung
15
Auffüllen des Systems......................................................................................................................................3-5
Netzstrom-Anforderungen ........................................................................................................................................3-6
Netz-Trenn-Schalter.........................................................................................................................................3-6
Netzkabel .........................................................................................................................................................3-6
240/480 V Klemmbrett-Konfigurationen ...........................................................................................................3-7
Konfigurationen für Transformator T1 und T2 – 220/380/415 V ......................................................................3-8
Strom-, Gas-, Brennerschlauch- und Brenneranschlüsse ......................................................................................3-10
Netzkabelanschluß.........................................................................................................................................3-10
Anschluß der Luft- und Gasschläuche...........................................................................................................3-11
Brennerschlauchpaket-Anschluß ...................................................................................................................3-14
Anschluß des Werkstückkabels .....................................................................................................................3-14
Anschluß des Brenners an die Brennerschläuche.........................................................................................3-16
Erdung ....................................................................................................................................................................3-18
Werkstückerdklemme.....................................................................................................................................3-18
Anpassen des Plasmagases ..................................................................................................................................3-19
Abschnitt 4 BEDIENUNG
Regler an der Vorderseite.........................................................................................................................................4-2
Strom................................................................................................................................................................4-2
Status ..............................................................................................................................................................4-2
Statusanzeigen vor dem Anfahren...................................................................................................................4-3
Gas ..................................................................................................................................................................4-3
Vor der Bedienung....................................................................................................................................................4-4
Bedienung.................................................................................................................................................................4-4
Betriebshinweise.......................................................................................................................................................4-6
Auswechseln der Verschleißteile .....................................................................................................................4-6
Austausch des Wasserrohrs ............................................................................................................................4-8
PAC200T/E Sicherheitswippentaster-Bedienung.............................................................................................4-9
Schneiden ......................................................................................................................................................4-10
Fugenhobeln ..................................................................................................................................................4-11
Lochstechen...................................................................................................................................................4-15
Häufige Schneidfehler....................................................................................................................................4-16
Einschaltdauer ...............................................................................................................................................4-16
Reklamationen und technische Fragen ..................................................................................................................4-17
Tabellen für das Schneiden ....................................................................................................................................4-17
Schneidtabelle und Verschleißteilindex ..................................................................................................................4-18
Abschnitt 5 WARTUNG
Routinemäßige Wartung...........................................................................................................................................5-2
Fehlerbehebung........................................................................................................................................................5-3
Entfernung und Austausch des Brenners .................................................................................................................5-6
Entfernung........................................................................................................................................................5-6
Austauschen ....................................................................................................................................................5-6

INHALT
MAX200 (Handbrenner) Betriebsanleitung v
15
Entfernung und Austausch des Brenner-Schlauchpakets ........................................................................................5-8
Entfernung........................................................................................................................................................5-8
Austauschen ....................................................................................................................................................5-8
Verlängerung oder Reduzierung der Brennerschlauchlänge....................................................................................5-9
Anpassung des Plasmagases........................................................................................................................5-12
Abschnitt 6 STANDARD-KOMPONENTEN
MAX200 Stromquelle................................................................................................................................................6-2
Abbildungen/Teileliste ......................................................................................................................................6-2
Empfohlene Ersatzteile...........................................................................................................................................6-16
Stromquelle ....................................................................................................................................................6-16
Handbrenner und Brennerschläuche .............................................................................................................6-16
Handbrennersysteme .............................................................................................................................................6-17
MAX200T (90°) Handbrennerschneidgeräte..................................................................................................6-17
MAX200E (65°) Handbrenner-Fugenhobelgeräte..........................................................................................6-17
PAC200T/E Verschleißteile, Brenner komplett & Brennerschläuche .....................................................................6-18
PAC200T/E Wippentaster-Verschleißteile .....................................................................................................6-18
PAC200T (90°) Schneidbrenner komplett......................................................................................................6-20
PAC200T (90°) Schneidbrenner komplett mit 7,5 m-Leitung.........................................................................6-20
PAC200T Verschleißteilsatz 02875 für den Schneidbrenner.........................................................................6-20
PAC200E (65°) Brenner komplett für das Fugenhobeln ................................................................................6-22
PAC200E (65°) Brenner komplett für das Fugenhobeln mit 7,5 m-Leitung ...................................................6-22
Verschleißteilsatz 028751 für den PAC200E Fugenhobelbrenner.................................................................6-24
Wippentaster 7,5 m Schlauchpaket (Brenner zur Stromquelle) .....................................................................6-24
Verlängerungsschläuche ........................................................................................................................................6-25
Wippenschalter 7,5 m Schlauchpaket (Brenner zum Verlängerungskasten).................................................6-26
MAX200 Rev 1-Handbrenner-Baugruppe ......................................................................................................6-29
MAX200 Rev 1-Handbrenner-Leitungs-Baugruppenteile...............................................................................6-30
MAX200 Rev 1-Handbrenner-Leitungsverlängerungen.................................................................................6-31
Abschnitt 7 VERDRAHTUNGSDIAGRAMME
MAX200 elektrisches Schaltbild, alle Spannungen (013-2-179) ......................................................................9 Blätter
Schema und Diagramm des Kühlmittelsystems ..................................................................................................1 Blatt
Anhang A ELEKTROMAGNETISCHE KOMPATIBILITÄT (EMC)
Einleitung ..................................................................................................................................................................a-2
Allgemeines ..............................................................................................................................................................a-3
Netzkabel..................................................................................................................................................................a-3
Anschluß des Netzkabels .........................................................................................................................................a-3
Stromquelle ......................................................................................................................................................a-3
Haupt-Unterbrecher-Schalter ...........................................................................................................................a-5
Elektromagnetischer Interferenz-Filter Teileliste ......................................................................................................a-6

INHALT
vi MAX200 (Handbrenner) Betriebsanleitung
15
Anhang B PAC200T (65°) SCHNEIDBRENNER
PAC200T (65°) Schneidbrenner-Verschleißteile, Brenner komplett & Brennerschläuche .......................................b-2
Verschleißteile..................................................................................................................................................b-2
Verschleißteilsatz .............................................................................................................................................b-3
Brenner komplett mit Brennerschlauch, 7,5 Meter...........................................................................................b-4
Brennerschlauch-Paket, 7,5 Meter (Brenner zur Stromquelle) ........................................................................b-6
Verlängerungsschläuche ..........................................................................................................................................b-7
Brennerschlauch-Paket, 7,5 Meter (Brenner zum Verlängerungskasten)........................................................b-8
Anhänge: Luftsprudel-Verteiler
Luftfilterung
Brennerkühlmittel – Datenblatt zur Materialsicherheit

HYPERTHERM Plasmasysteme 1-1
9/17/01
Abschnitt 1
SICHERHEIT
Inhalt:
Sicherheitsrelevante Informationen..........................................................................................................................1-2
Sicherheitsvorschriften einhalten .............................................................................................................................1-2
Gefahr Warnung Vorsicht ...................................................................................................................................1-2
Plasmaschneiden kann Brände und Explosionen verursachen ...............................................................................1-2
Brandverhütung, Explosionsverhütung............................................................................................................1-2
Explosionsgefahr Argon-Wasserstoff und Methan .........................................................................................1-2
Wasserstoff-Verpuffung beim Aluminium-Schneiden......................................................................................1-2
Elektrische Schläge sind lebensgefährlich...............................................................................................................1-3
Verhütung von elektrischen Schlägen..............................................................................................................1-3
Plasmaschneiden kann toxischen Schneidrauch erzeugen.....................................................................................1-3
Ein Plasmalichtbogen kann Verletzungen und Verbrennungen verursachen...........................................................1-4
Kontaktstartbrenner.........................................................................................................................................1-4
Lichtbogenstrahlen können Augen und Haut verbrennen........................................................................................1-4
Augenschutz, Hautschutz, Schneidbereich.....................................................................................................1-4
Sichere Erdung.........................................................................................................................................................1-4
Werkstückkabel, Arbeitstisch , Netzeingang ...................................................................................................1-4
Sicherheit beim Umgang mit Gasdruckausrüstungen .............................................................................................1-5
Beschädigte Gasflaschen können explodieren........................................................................................................1-5
Lärm kann zu Gehörschäden führen ........................................................................................................................1-5
Störung von Herzschrittmachern und Hörgeräten ...................................................................................................1-5
Der Plasmalichtbogen kann gefrorene Rohre beschädigen.....................................................................................1-5

SICHERHEIT
1-2 HYPERTHERM Plasmasysteme
12/15/99
SICHERHEITSRELEVANTE
INFORMATIONEN
Die Symbole in diesem Abschnitt dienen zur Identifizierung
von potentiellen Gefahren. Wenn ein Sicherheitssymbol in
diesem Handbuch erscheint oder eine Maschine damit
gekennzeichnet ist, die angegebenen Anweisungen strikt
einhalten, um potentielle Verletzungsgefahren zu
vermeiden.
SICHERHEITSVORSCHRIFTEN
EINHALTEN
Alle Sicherheitshinweise in diesem Handbuch und die
Warnschilder auf der Maschine durchlesen.
• Die Warnschilder auf der Maschine in gutem Zustand
halten. Fehlende oder beschädigte Schilder sofort
ersetzen.
• Die Bedienung der Maschine und die richtige
Verwendung der Bedienungselemente erlernen. Die
Maschine nicht von ungeschultem Personal bedienen
lassen.
• Die Maschine stets in funktionstüchtigem Zustand
halten. Unzulässige Modifikationen der Maschine können
die Sicherheit und Nutzungsdauer der Maschine
beeinträchtigen.
GEFAHR WARNUNG VORSICHT
Die Signalworte GEFAHR bzw. WARNUNG werden
zusammen mit einem Sicherheitssymbol verwendet.
GEFAHR identifiziert die größte Gefahr.
• Die Warnschilder GEFAHR bzw. WARNUNG an der
Maschine befinden sich stets in der Nähe der jeweiligen
Gefahrenstelle.
• Der Sicherheitshinweis WARNUNG ist den
entsprechenden Anweisungen in diesem Handbuch
vorangestellt, die bei Nichteinhaltung zu schweren oder
tödlichen Verletzungen führen können.
• Der Sicherheitshinweis VORSICHT ist den
entsprechenden Anweisungen in diesem Handbuch
vorangestellt, die bei Nichteinhaltung zu
Maschinenschäden führen können.
Brandverhütung
• Sicherstellen, daß im Arbeitsbereich sicher geschnitten
werden kann. Einen Feuerlöscher in unmittelbarer
Umgebung verfügbar halten.
• Alles brennbare Material im Umkreis von 10 m aus dem
Schneidbereich entfernen.
• Heiße Metallteile abschrecken oder abkühlen lassen,
bevor sie weiterverarbeitet werden oder mit brennbaren
Materialien in Berührung kommen.
• Keine Behälter schneiden, die möglicherweise brennbare
Materialien enthalten – sie müssen zuerst entleert und
gründlich gereinigt werden.
• Vor dem Plasmaschneiden möglicherweise
feuergefährliche Bereiche entlüften.
• Beim Schneiden mit Sauerstoff als Plasmagas ist eine
Belüftungsanlage erforderlich.
Explosionsverhütung
• Die Plasmaschneidanlage nicht in Betrieb nehmen, wenn
die Umgebungsluft explosiven Staub oder Gase enthält.
• Keine unter Druck stehenden Zylinder, Rohre oder
geschlossene Behälter schneiden.
• Keine Behälter schneiden, in denen brennbare Materialien
aufbewahrt wurden.
PLASMASCHNEIDEN KANN BRÄNDE UND EXPLOSIONEN VERURSACHEN
WARNUNG
Explosionsgefahr
Argon-Wasserstoff und Methan
Wasserstoff und Methan sind feuergefährliche Gase, die
eine Explosionsgefahr darstellen. Flammen von Behältern
und Schläuchen fernhalten, die Methan- oder WasserstoffMischungen enthalten. Ebenso Flammen und Funken vom
Brenner fernhalten, wenn Methan oder Argon-Wasserstoff
als Plasmagas verwendet wird.
WARNUNG
Wasserstoff-Verpuffung beim
Aluminium-Schneiden
• Beim Unterwasserschneiden von Aluminium oder bei
Wasserberührung der Aluminiumunterseite kann sich
freies Wasserstoffgas unter dem Werkstück sammeln
und während des Plasmaschneidbetriebes verpuffen.
• Einen Belüftungsverteiler am Boden des Wassertisches
installieren, um die Gefahr einer Wasserstoff-Verpuffung
zu beseitigen. Siehe Abschnitt „Anhang“ dieses
Handbuches bezüglich Einzelheiten zum
Belüftungsverteiler.

SICHERHEIT
HYPERTHERM Plasmasysteme 1-3
2/12/01
Das Berühren stromführender Teile kann tödliche
elektrische Schläge oder schwere Verbrennungen
verursachen.
• Der Betrieb der Plasmaanlage schließt einen elektrischen
Schaltkreis zwischen Brenner und Werkstück. Das
Werkstück und jegliche Teile, die mit dem Werkstück
Kontakt haben, sind Bestandteil des elektrischen
Schaltkreises.
• Brennerkörper, Werkstück oder Wasser im Wassertisch
während des Betriebs der Plasmaanlage nicht berühren.
Verhütung von elektrischen Schlägen
Bei allen Hypertherm-Plasmaanlagen wird im Schneidprozeß Hochspannung eingesetzt (200 bis 400 Volt
Gleichstrom sind üblich). um den Plasmalichtbogen zu
zünden. Folgende Sicherheitsmaßregeln beim Betrieb der
Schneidanlage beachten:
• Isolier-Handschuhe und -Schuhe tragen und Körper und
Kleidung trocken halten.
• Während der Bedienung der Plasmaanlage muß darauf
geachtet werden, daß keine nassen Flächen – auf welche
Weise auch immer – berührt werden.
• Die Isolierung vom Werkstück und Boden mit trockenen
Isoliermatten oder -abdeckungen gewährleisten; diese
müssen groß genug sein, um jeglichen Kontakt mit
Werkstück oder Boden zu verhindern. Äußerst vorsichtig
sein, wenn in einer Umgebung mit hohem
Feuchtigkeitsanteil gearbeitet werden muß.
• Es ist ein Trennschalter mit ausreichend dimensionierten
Sicherungen in der Nähe der Stromquelle anzubringen.
Mit diesem Schalter kann die Anlage im Notfall von der
Bedienperson schnell ausgeschaltet werden.
• Beim Schneiden am Wassertisch ist sicherzustellen, daß
der Schutzleiter korrekt angeschlossen ist.
ELEKTRISCHE SCHLÄGE SIND LEBENSGEFÄHRLICH
• Diese Anlage entsprechend den Anweisungen der
Betriebsanleitung und den nationalen und regionalen
Vorschriften installieren und erden.
• Das Eingangsnetzkabel der Anlage häufig auf eventuelle
Beschädigungen der Isolierung untersuchen.
Beschädigte Kabel sofort ersetzen. Blanke Drähte sind
lebensgefährlich.
• Das Brenner-Schlauchpaket untersuchen und
verschlissene oder beschädigte Kabel austauschen.
• Während des Schneidens dürfen das Werkstück und
sich lösender Schneidabfall nicht aufgehoben werden.
Während des Schneidvorgangs das Werkstück mit
angeschlossenem Werkstückkabel am Platz oder auf
der Werkbank lassen.
• Vor dem Prüfen, Reinigen oder Auswechseln von
Brennerverschleißteilen den Hauptschalter ausschalten
oder den Netzstecker der Stromquelle ziehen.
• Den Sicherheitsschalter am Gerät niemals umgehen
oder außer Kraft setzen.
• Vor dem Abnehmen von Abdeckungen der Stromquelle
oder der Anlage die Eingangsnetzspannung unterbrechen.
Nach dem Unterbrechen der Netzspannung 5 Minuten
lang warten, damit sich die Kondensatoren entladen.
• Die Plasmaanlage niemals mit abgenommener
Stromquellen-Abdeckung in Betrieb nehmen.
Ungeschützte Stromquellenanschlüsse stellen eine
ernsthafte elektrische Gefahr dar.
• Bei der Installation von Netzeingangsanschlüssen zuerst
den Schutzleiter anschließen.
• Hypertherm-Plasmaschneidanlagen dürfen nur mit den
jeweiligen Hypertherm-Brennern verwendet werden.
Keine anderen Brenner verwenden, da diese überhitzen
können und eine Sicherheitsgefahr darstellen.
Plasmaschneiden kann toxische Dämpfe und Gase
erzeugen, die zum Verbrauch von Sauerstoff führen und
schwere oder tödliche Verletzungen verursachen können.
• Den Schneidbereich gut belüften oder ein zugelassenes
Atmungsgerät mit Luftzufuhr verwenden.
• Nicht in der Nähe von Entfettungs-, Reinigungs- oder
Sprüharbeiten schneiden. Die Dämpfe bestimmter
chlorhaltiger Lösungsmittel zerfallen beim Kontakt mit
UV-Strahlen und bilden Phosgengas.
• Metall, das mit toxischem Material beschichtet ist oder
toxisches Material, wie z. B. Zink (bzw. Verzinkungen
jeder Art), Blei, Cadmium oder Beryllium enthält, darf nur
geschnitten werden, wenn der Schneidbereich gut
PLASMASCHNEIDEN KANN TOXISCHEN SCHNEIDRAUCH ERZEUGEN
belüftet ist oder die Bedienperson ein zugelassenes
Atmungsgerät mit Luftzufuhr trägt. Diese
Beschichtungen und andere Metalle, die diese
chemischen Elemente enthalten, können beim Schneiden
toxischen Schneidrauch erzeugen.
• Keine Behälter schneiden, die möglicherweise toxisches
Material enthalten oder enthalten haben – sie müssen
zuerst entleert und gründlich gereinigt werden.
• Dieses Produkt erzeugt beim Schweißen oder Schneiden
Dämpfe bzw. Gase, die Chemikalien enthalten, welche im
Staate Kalifornien dafür bekannt sind, Geburtsschäden
und in einigen Fällen Krebs zu verursachen.

SICHERHEIT
1-4 HYPERTHERM Plasmasysteme
05/02
Sofortstartbrenner
Der Plasmalichtbogen wird sofort gezündet, nachdem der
Brennerschalter betätigt wird.
EIN PLASMALICHTBOGEN KANN VERLETZUNGEN UND
VERBRENNUNGEN VERURSACHEN
Der Plasmalichtbogen kann Handschuhe und Haut schnell
verbrennen.
• Von der Brennerspitze fernhalten.
• Metall aus dem Schneidbereich fernhalten.
• Den Brenner niemals auf Personen richten.
Augenschutz Die Strahlung des Plasmalichtbogens
erzeugt starke sichtbare und unsichtbare (ultraviolette und
infrarote) Strahlen, die Augen und Haut verbrennen können.
• Augenschutz entsprechend den zutreffenden nationalen
und regionalen Vorschriften verwenden.
• Augenschutz (Sicherheitsbrillen mit Seitenschutz und ein
Schweißschutzschild) mit entsprechend getönter
Schweißglas-Stufe verwenden, um die Augen vor den
Ultraviolett- und Infrarotstrahlen des Lichtbogens zu
schützen.
Schweißglas-Stufe
Brennerstrom WS (USA) ISO 4850
Bis 100 A Nr. 8 Nr. 11
100-200 A Nr. 10 Nr. 11-12
200-400 A Nr. 12 Nr. 13
Über 400 A Nr. 14 Nr. 14
Hautschutz Schutzkleidung tragen, um die Haut vor UVStrahlung, Funkenflug und heißem Metall zu schützen.
LICHTBOGENSTRAHLEN KÖNNEN AUGEN UND HAUT VERBRENNEN
• Schutzhandschuhe, Sicherheitsschuhe und
Kopfbedeckung tragen.
• Flammverzögerte Kleidung tragen, die eine vollständige
Abdeckung bietet.
• Hosen ohne Umschläge tragen, so daß sich keine
Funken oder Schlacken fangen können.
• Vor dem Schneiden jegliche Brennstoffe, wie z. B.
Feuerzeuge oder Streichhölzer, aus den Taschen
entfernen.
Schneidbereich Den Schneidbereich so gestalten, daß
die Reflektion und Übertragung von ultraviolettem Licht
reduziert wird:
• Wände und andere Oberflächen dunkel anstreichen, um
die Reflektion zu verringern.
• Schutzabschirmungen und Sicherheitstrennwände
installieren, um andere Personen vor grellen
Schneidfunken und Blendlicht zu schützen.
• Andere Personen warnen, nicht in den Lichtbogen zu
schauen. Plakate oder Schilder verwenden.
Werkstückkabel Das Werkstückkabel sicher am Werkstück
oder Arbeitstisch anbringen, indem ein guter Metall-zuMetall-Kontakt hergestellt wird. Das Kabel nicht an Teilen
befestigen, die nach dem Schnitt abfallen.
Arbeitstisch Den Arbeitstisch gemäß den entsprechenden
nationalen oder regionalen Erdungsrichtlinien an einen
Schutzleiter anschließen.
SICHERE ERDUNG
Netzeingang
• Sicherstellen, daß das Schutzleiter des Netzkabels an
den Schutzleiter im Verteilerkasten bzw. im Stecher
angeschlossen ist.
• Ist bei der Installation der Plasmaanlage der Anschluß
des Netzkabels an die Stromquelle erforderlich,
sicherstellen, daß der Schutzleiter des Netzkabels den
Vorschriften entsprechend angeschlossen ist.
• Den Schutzleiter des Netzkabels am Bolzen anbringen.
Die Sicherungsmutter fest anziehen.
• Alle elektrischen Anschlüsse fest anziehen, um
übermäßige Erhitzung zu vermeiden.

SICHERHEIT
HYPERTHERM Plasmasysteme 1-5
2/12/01
• Gasflaschenventile oder Druckregler nicht mit Öl oder
Fett schmieren.
• Nur funktionstüchtige Gasflaschen, Druckregler,
Schläuche und Anschlußstücke verwenden, die für die
jeweilige Anwendung zugelassen sind.
• Alle Gasdruckbehälter und Zubehörteile in
funktionstüchtigem Zustand halten.
• Alle Gasschläuche mit Beschilderungen und
Farbcodierungen versehen, damit der Gastyp in jedem
Schlauch eindeutig identifiziert werden kann. Dabei die
entsprechenden nationalen und regionalen Codierungen
zu Rate ziehen.
BESCHÄDIGTE GASFLASCHEN
KÖNNEN EXPLODIEREN
SICHERHEIT BEIM UMGANG MIT
GASDRUCKAUSRÜSTUNGEN
Gasflaschen enthalten unter hohem Druck stehendes Gas.
Beschädigte Gasflaschen können explodieren.
• Gasdruckbehälter gemäß den entsprechenden
nationalen und regionalen Sicherheitsbestimmungen
einsetzen.
• Gasflaschen müssen immer aufrecht stehen und gegen
Umfallen gesichert sein.
• Den Schutzventildeckel nur entfernen, wenn die
Gasflasche eingesetzt oder vor dem Einsatz
angeschlossen wird.
• Zwischen Gasflaschen und Plasmaanlage darf kein
elektrischer Kontakt bestehen.
• Gasflaschen vor übermäßiger Hitze, Funken, Schlacke
oder offenem Feuer schützen.
• Ein festgeklemmtes Gasventil niemals mit einem
Hammer, einer Zange oder anderen Werkzeugen öffnen.
Der Geräuschpegel beim Schneiden oder Fugenhobeln
kann über längere Zeit zu Gehörschäden führen.
• Bei Verwendung der Plasmaanlage stets einen
angemessenen Gehörschutz tragen.
• Andere Personen vor der Lärmgefahr warnen.
LÄRM KANN ZU
GEHÖRSCHÄDEN FÜHREN
Die Funktion von Herzschrittmachern und Hörgeräten kann
durch die Magnetfelder hoher Ströme gestört werden.
Personen, die Herzschrittmacher oder Hörgeräte tragen,
sollten sich vor Arbeiten in der Nähe von Plasmaschneidanlagen, die Schneid- und Fugenhobelarbeiten ausführen,
von ihrem Arzt beraten lassen.
Zur Minimierung von Gefahren durch Magnetfelder:
• Brenner-Schlauchpaket und Werkstückkabel auf einer
Seite verlegen und vom Körper entfernt halten.
• Das Brenner-Schlauchpaket so nahe wie möglich am
Werkstückkabel verlegen.
• Brenner-Schlauchpaket oder Werkstückkabel nicht um
den Körper legen.
• So weit wie möglich von der Stromquelle entfernt bleiben.
STÖRUNG VON
HERZSCHRITTMACHERN UND
HÖRGERÄTEN
Gefrorene Rohre können bei dem Versuch, diese mit
einem Plasmabrenner aufzutauen, beschädigt werden
oder bersten.
DER PLASMALICHTBOGEN
KANN GEFRORENE ROHRE
BESCHÄDIGEN

MAX200 (Handbrenner) Betriebsanleitung 2-1
5/12/98
Abschnitt 2
SPEZIFIKATIONEN
Inhalt:
Allgemeines ..............................................................................................................................................................2-2
Produktspezifikationen..............................................................................................................................................2-3
MAX200 Stromquellen .....................................................................................................................................2-3
CE Stromquellen ..............................................................................................................................................2-4
PAC200T (90°) Schneidbrenner.......................................................................................................................2-5
PAX200E (65°) Fugenhobel-Handbrenner mit Wippentaster...........................................................................2-6

3/8/99
SPEZIFIKATIONEN
2-2 MAX200 (Handbrenner) Betriebsanleitung
Allgemeines
Die MAX 200 werden normalerweise von der Fabrik versandt (konfiguriert für das Schneiden von unlegiertem
Stahl), wobei Luft von einem einzigen Druck-/Filterregler an die Plasma- und Sekundärgaseingänge geleitet wird.
Der Regler stellt sicher, daß der richtige Luftdruck in der erforderlichen Qualität an die Anlage geleitet wird.
Für eine bessere Schneidfähigkeit von rostfreiem Stahl, Aluminium und anderen Nicht-Eisenmetallen, kann als
Plasmagas N2oder Argon/Wasserstoff verwendet werden (Hypertherm empfiehlt eine Mischung aus 35 %
Wasserstoff und 65 % Argon). Beim Schneiden von unlegiertem Stahl kann Sauerstoff als Plasmagas benutzt
werden. Stickstoff, Luft und Kohlendioxid sind Sekundärgase.
Hypertherm bietet zwei Handbrenner für das Schneiden von Plasma an: der PAC200T (90°) Schneidwippentaster
und als Option der PAC200T (65°) Schneidwippentaster (siehe Anhang D.) Die MAX200 kann außer zum
Schneiden auch als Plasmalichtbogen-Fugenhobelgerät verwendet werden, wenn sie zusammen mit der PAC200E
(65°) Fugenhobel-Wippentaste eingesetzt wird.
Der elektromagnetische Interferenzfilter, welcher bei allen 400V CE Stromquellen (073200 and 073213) Standard
ist, entspricht den CE-Richtlinien zur Filtrierung des Netzstroms. Siehe Anhang A bezüglich des
Netzstromanschlusses an den Filter sowie der jeweiligen Teilenummern für die CE Stromquellen.
Produktspezifikationen
MAX200 Stromquellen
Die MAX200 ist eine sekundär getaktete Konstantchopperstromquelle mit stufenloser Stromeinstellung im Bereich
zwischen 40 und 200 A, die folgende technische Daten aufweist:
Max. OCV (U0) .....................................................280 VDC
Ausgangsstrom (I2) ..............................................40-200 A
Ausgangsspannung (U2) ......................................150 VDC
Einschaltdauer (X)................................................100% bis zu 30 kW
Raumtemperatur/Einschaltdauer .........................Betrieb der Stromquellen zwischen -10° und + 40°C. Bei
Betrieb der Stromquellen bei einer Raumtemperatur über
30°C kann die Einschaltdauer reduziert werden).

3/8/99
SPEZIFIKATIONEN
MAX200 (Handbrenner) Betriebsanleitung 2-3
Netzstrom (Netzspannung (U1) x Netzstrom (I1)):
#073002 ...............................................................240/480 VAC, 3Ø, 60 Hz, 90/45 A
#073003 ...............................................................600 VAC, 3Ø, 60 Hz, 36 A
#073004 ...............................................................208 VAC, 3Ø, 60Hz, 104 A
#073005 ...............................................................220/380/415 VAC, 3Ø, 50 hz, 98/57/52 A
#073026 ...............................................................200 VAC, 3Ø, 50Hz, 108 A
#073036 ...............................................................500 VAC, 3Ø, 50Hz, 43 A
Abmessungen:
Breite....................................................................71 cm
Höhe.....................................................................90 cm ohne Vorderräder
109 cm mit Vorderräder
Tiefe .....................................................................104 cm ohne Griff
127 cm mit Griff
Gewicht ................................................................351 kg
Kühlung ................................................................Umwälzluft (Klasse F)
Gasanforderungen:
Gasart/Qualität .....................................................Luft (Druck)/ sauber, trocken, ölfrei
Sauerstoff (flüssig)/99,5 %
Stickstoff (flüssig)/99,95 %
Kohlendioxid (komprimiert/flüssig)/99,5 %

4/2/97
SPEZIFIKATIONEN
2-4 MAX200 (Handbrenner) Betriebsanleitung
Plasmagase .........................................................Luft, Sauerstoff (02), Stickstoff (N2), Argon/Wasserstoff
(H35 = 35 % Wasserstoff/
65 % Argon)
Sekundärgase ......................................................Luft, Kohlendioxid (CO2), Stickstoff (N2)
Plasmagasdurchfluß ............................................31 l/min (Luft), 28 (N2), 33 (H35), 34 (O2)
Sekundärgasdurchfluß .........................................103 l/m (CO2), 132 (Luft), 136 (N2)
Plasmagaseingangsdruck ....................................6,2/8,3 Bar dynamisch (fließend)
Sekundärgaseingangsdruck.................................6,2 Bar dynamisch (fließend)
Plasmagasdruck (Test/Run).................................0.9/3.3,1.5/3.3 (Luft); 0.9/3.0,1.0/3.3 (02); 1.0/2.4,1.2/2.6
(N2); 1.6/3.9 (H35)
Sekundärgasdruck ...............................................4.8 Bar
Brennerkühlmitteltankkapazität........................11 Liter; siehe Abschnitt 3, Brennerkühlmittelsystem, für
Kühlmittelspezifikationen, Warnung und
Vorsichtsmaßnahmen
CE Stromquellen
Die für die 400V CE, 3 Ph, 50 Hz Stromquellen (073200 und 073213) geltenden Spezifikationen sind nachstehend
aufgeführt. Diese CE Stromquellen entsprechen allen anderen oben aufgeführten Nicht-CE-Stromquellenspezifikationen. Siehe Anhang A für die EMC Anforderungen, Stromkabelanschlüsse und die für die MAX200 CE
Stromquellen geltenden Teileinformationen.
Netzstrom (Netzspannung (U1) x Netzstrom (I1)):
#073200 (ohne THC)............................................400 VAC, 3Ø, 50 Hz, 56 A
#073213 (mit THC)...............................................400 VAC, 3Ø, 50 Hz, 56 A
Abmessungen:
Höhe.....................................................................104 cm ohne Vorderräder
122cm mit Vorderrädern
Gewicht ................................................................363 Kg

4/2/97
SPEZIFIKATIONEN
MAX200 (Handbrenner) Betriebsanleitung 2-5
PAC200T (90°) Schneidbrenner – #073190*
Spezifikationen:
Maximale Blechdicke ........................................................50 mm
Maximale Leistung bei 100 %iger Einschaltdauer ............200 A
Plasmagasdurchfluß bei 200 A .........................................Luft: 31l/min
N2: 28
H35: 33
02: 34
Sekundärgasdurchfluß bei 200 A......................................Co2: 103
Luft: 132
N2: 136
Kühlmittel-Durchflußmenge...............................................3l/mn
Gewicht (ohne Schläuche)................................................1.1 kg
* Anmerkung: Diese Zahl bezieht sich nur auf den Brenner (ohne Schläuche). Siehe Abschnitt Teileliste für den
Brenner komplett mit Schläuchen.
29 mm
37 mm
37 mm
43 mm
125 mm
67 mm
64 mm
41 mm
319 mm
339 mm
44 mm

5/12/98
SPEZIFIKATIONEN
2-6 MAX200 (Handbrenner) Betriebsanleitung
PAX200E (65°) Fugenhobel-Wippentaster – #073188*
349 mm
Metall Fugenhobeltechnik** Metallabnahmemenge***
Unlegierter Stahl Gerades Fugenhobeln 21 kg/Std.
Seitliches Fugenhobeln 19 kg/Std.
Seitliches Webfugenhobeln 29 kg/Std.
Gerades Webfugenhobeln 30 kg/Std.
Rostfreier Stahl Gerades Fugenhobeln 37 kg/Std.
Seitliches Fugenhobeln 35 kg/Std.
Seitliches Webfugenhobeln 40 kg/Std.
Gerades Webfugenhobeln 39 kg/Std.
Aluminium Gerades Fugenhobeln 16 kg/Std.
Seitliches Fugenhobeln 19 kg/Std.
Seitliches Webfugenhobeln 23 kg/Std.
Gerades Webfugenhobeln 18 kg/Std.
* Anmerkung: Diese Zahl bezieht sich nur auf den Brenner (ohne Schläuche). Siehe Abschnitt Teileliste für den
Brenner komplett mit Schläuchen.
** Siehe Fugenhobeln in Abschnitt 4 für Beispiele der Fugenhobeltechniken.
*** Wenn Argon-Wasserstoff als Plasmagas verwendet wird.
Spezifikationen und Metallabnahmemenge:
Plasmagasarten ...................................................Luft, H35
Sekundärgasarten................................................Luft, N
2
Kühlmitteldurchflußmenge ...................................3l/min
Gewicht (ohne Schläuche) ...................................1,1 kg
29 mm
37 mm
44 mm
37 mm
43 mm
319 mm
147 mm
90 mm
64 mm
41 mm
MAX200 Instruction Manual 3-1
3/18/99
Abschnitt 3
INBETRIEBNAHME
Inhalt:
Bei Erhalt ..................................................................................................................................................................3-2
Schadenersatzansprüche .........................................................................................................................................3-2
Standort der Stromquelle..........................................................................................................................................3-2
Luft- und Gasversorgungsanforderungen.................................................................................................................3-3
Luftversorgung .................................................................................................................................................3-3
Anpassung des Filter-/Druckreglers.................................................................................................................3-3
Zusätzliche Luftfiltrierung .................................................................................................................................3-3
Gasversorgung.................................................................................................................................................3-4
Anforderungen an das Brenner-Kühlmittel ...............................................................................................................3-4
Auffüllen des Systems......................................................................................................................................3-5
Netzstrom-Anforderungen ........................................................................................................................................3-6
Netz-Trenn-Schalter.........................................................................................................................................3-6
Netzkabel .........................................................................................................................................................3-6
240/480 V Klemmbrett-Konfigurationen ...........................................................................................................3-7
Konfigurationen für Transformator T1 und T2 – 220/380/415 V.......................................................................3-8
Strom-, Gas-, Brennerschlauch- und Brenneranschlüsse ......................................................................................3-10
Netzkabelanschluß.........................................................................................................................................3-10
Anschluß der Luft- und Gasschläuche ...........................................................................................................3-11
Brennerschlauchpaket-Anschluß ...................................................................................................................3-14
Anschluß des Werkstückkabels .....................................................................................................................3-14
Anschluß des Brenners an die Brennerschläuche.........................................................................................3-16
Erdung ....................................................................................................................................................................3-18
Werkstückerdklemme.....................................................................................................................................3-18
Anpassen des Plasmagases ..................................................................................................................................3-19

3-2 MAX200 Instruction Manual
12/10/99
INBETRIEBNAHME
Bei Erhalt
Die MAX200 Stromquelle wird zum Versand auf einer Transportpalette befestigt und durch eine feste
Kartonabdeckung geschützt. Vor Auspacken des Gerätes sollte der Karton auf etwaige Transportschäden
untersucht werden.
1. Sämtliches Verpackungsmaterial vom Gerät entfernen und beseitigen und die Stromquelle von der
Transportpalette nehmen.
2. Sicherstellen, daß die unten aufgelisteten Teile und die MAX200 Brenner-Standardkonfigurations-Gegenstände
geliefert wurden. Sollten Gegenstände oder Teile fehlen, setzen Sie bitte Ihren Lieferanten davon in Kenntnis.
Alle Informationen im Zusammenhang mit diesem Gerät müssen die Modell- und Seriennummer enthalten
(befindet sich auf der Rückseite des MAX200).
MAX200 System – Handbrennerkonfiguration
• MAX200 Stromquelle
• PAC200T oder PAC200E Handbrenner- und Brennerschlauchpaket
• 7.5 m Werkstückkabel mit Erdklemme
• Verschleißteilsatz
• Brennerkühlmittel – ≈4 Liter
• Betriebsanleitung
Schadenersatzansprüche
Wenn das Gerät während des Transports beschädigt wurde, muß ein Versicherungsanspruch beim
Transportunternehmen geltend gemacht werden. Hypertherm stellt Ihnen auf Anforderung eine Kopie der
Versandpapiere zur Verfügung.
Pre-Installation
Installation und Wartung der Elektro- und Klempner-Installationen müssen unter Befolgung der nationalen
bzw. örtlichen Regeln für Klempner- und Elektroinstallation vorgenommen werden. Diese Arbeiten dürfen
nur von qualifiziertem, lizensiertem Personal durchgeführt werden.
Standort der Stromquelle
• Die Stromquelle in einem Bereich aufstellen, der von übermäßiger Feuchtigkeit frei, gut belüftet und relativ
sauber ist.
• Die Stromquelle so aufstellen, daß der Luftstrom auf keine Weise blockiert wird. (Kühlluft wird durch den
Gitterrost an der Vorderseite angesaugt und über ein Kühlgebläse an der Rückseite ausgestoßen.)
• Es dürfen keine Filtervorrichtungen über den Lufteinlaßschlitzen angebracht werden. Die Kühlleistung wird
sonst beeinträchtigt, und DIE GARANTIE WIRD AUFGEHOBEN.

MAX200 Instruction Manual 3-3
12/10/99
INBETRIEBNAHME
Luft- und Gasversorgungsanforderungen
Bei der Anfertigung von Festinstallationsanschlüssen ist die Verwendung von Stahlrohren zu vermeiden. Niemals
Teflonband verwenden oder jegliche Verbindungsbearbeitungen vornehmen. Nach der Installation ist das gesamte
System unter Druck zu setzen und auf Undichtigkeiten zu überprüfen.
Luftversorgung
Für den MAX200 kann Zylinderdruckluft oder Werkstattdruckluft als Versorgungsquelle verwendet werden. Für den
Anschluß der Luftversorgung an den Netzanschluß auf dem Filter-/Druckregler, der hinten an der Stromquelle
befestigt ist, ist ein Inert-Gasschlauch zu verwenden.
WARNUNG
Bei Verwendung von Zylinder- oder Werkstattdruckluft nicht 10.3 Bar zum Filter- und
Druckregler überschreiten. Wenn dieser Druck überschritten wird, kann die Plastikfilterschale
explodieren und ernsthafte Verletzungen verursachen. Siehe Warnklebeetikett auf der
Filterschale für weitere Sicherheitshinweise.
Zylinderdruckluft
Die Zylinderluftversorgung muß sauber, trocken und ölfrei sein. Es muß ein Hochdruckregler auf dem Zylinder
verwendet werden, der in der Lage ist, Luft mit einem Druck von 7.6 und 9.0 Bar an den Filter-/Druckregler auf der
Stromquelle zu liefern. Der Filter-/Druckregler muß auf 6.2 Bar an der Stromquelle eingestellt sein (siehe
nachstehendes Verfahren). Siehe Schneidtabellen in Abschnitt 4 für detaillierte Informationen.
Werkstattdruckluft
Die Werkstattdruckluft muß trocken, sauber und ölfrei sein. Die Werkstattluft muß in der Lage sein, Luft mit einem
Druck zwischen 7.6 und 9.0 Bar an den Filter-/Druckregler an der Stromquelle zu liefern. Der Filter-/Druckregler
muß für 6.2 Bar an der Stromquelle eingestellt sein (siehe nachstehendes Verfahren). Siehe Schneidtabellen in
Abschnitt 4 für detaillierte Informationen.
Anpassung des Filter-/Druckreglers
Der Filter-/Druckregler wird wie folgt dem erforderlichen Luftdruck an der Stromquelle angepaßt:
1. Den Schließknopf, der den Stellknopf sichert, in Uhrzeigersinn drehen.
2. Den Stellknopf einstellen, bis das Manometer 6.2 Bar anzeigt.
3. Den Schließknopf in Uhrzeigersinn drehen, um den Stellknopf zu sichern.
Zusätzliche Luftfiltrierung
Sollten durch die Bedingungen vor Ort Feuchtigkeit, Öl oder andere Schmutzpartikel in die Druckluftleitung
gelangen, ist eine zusätzliche Luftfiltrierung erforderlich. Siehe Anhang für Filterkomponenten und Reihenfolge der
Montage.

3-4 MAX200 Instruction Manual
12/10/99
INBETRIEBNAHME
Anforderungen an das Brenner-Kühlmittel
Die Stromquelle wird dem Kunden ohne jegliches Kühlmittel im Tank ausgeliefert. Hypertherm empfiehlt eine
Standardmischung aus 30 % Propylen-Glykol, 69,9 % vollentsalztes Wasser und 0,1 % Benzotriazol. Diese
Mischung ist gefrierbeständig bis -12°C und enthält einen Korrosionshemmer (Benzotriazol) zum Schutz der
Kupferoberflächen im Kühlmittel-Kreislauf. Diese Mischung ist unter der Bestellnummer 028872 in Behältern von
einer Gallone verfügbar. 100 % Propylen-Glykol steht unter der Bestellnummer 028873 zur Verfügung.
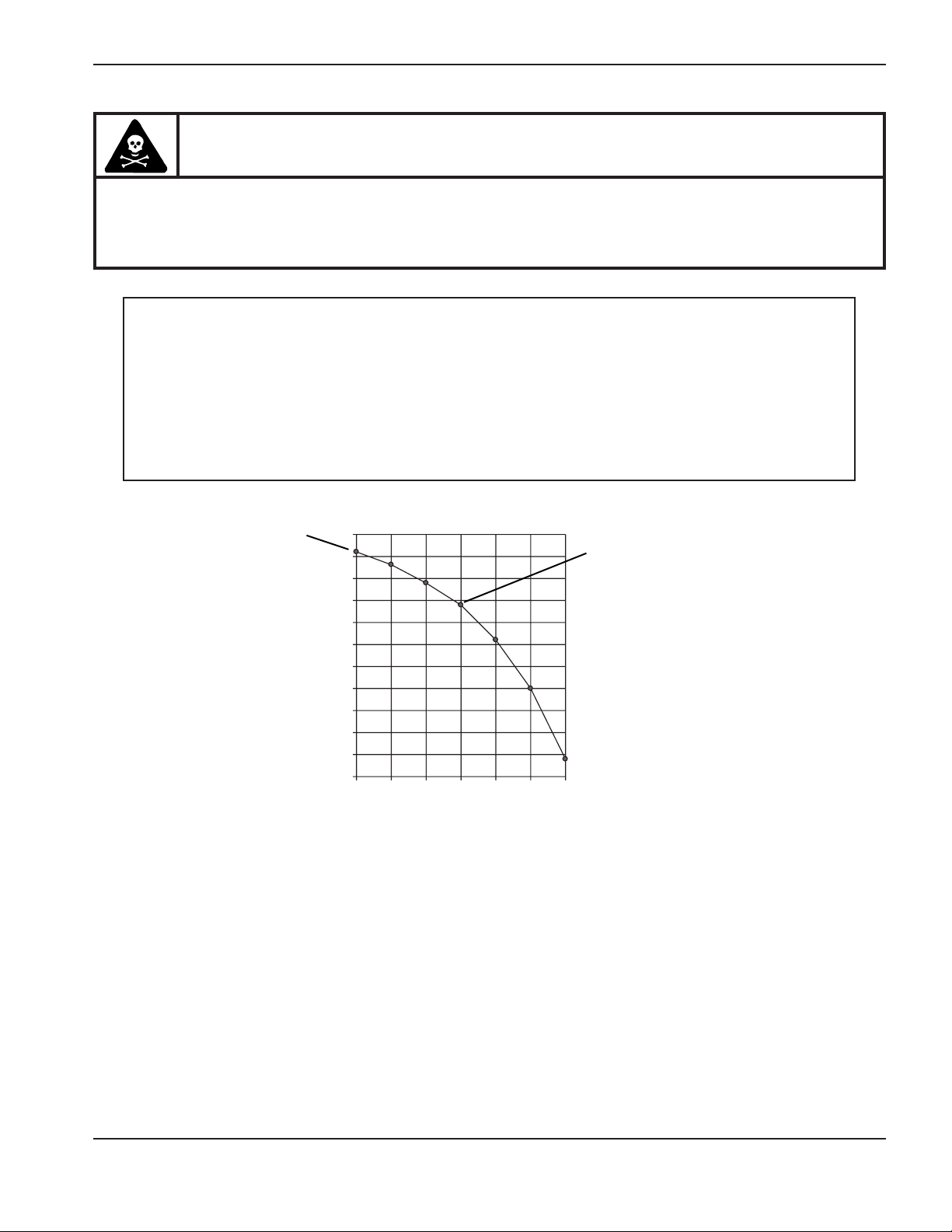
Bei Betriebstemperaturen, die unter der oben angegebenen Temperatur liegen, muß der Prozentsatz an PropylenGlykol erhöht werden. Siehe Grafik auf der folgenden Seite. Falls dies nicht geschieht, könnte dies zu Rissen im
Brennerkopf, den Schläuchen oder sonstiger Beschädigung des Brennerkühlmittelsystems durch das Gefrieren
des Kühlmittels führen.
Nachstehende Warnhinweise beachten. Siehe die Materialsicherheitsdatenblätter in dem Anhang für Daten
über Sicherheit, Handhabung und Lagerung von Propylen-Glykol und Benzotriazol.
Gasversorgung
Inert-Gasschläuche benutzen, um die Plasma- und Sekundärgasversorgungen an die Gas-Netzanschlüsse hinten
an der Stromquelle anzuschließen.
Plasmagas
Wenn flüssiger Stickstoff, flüssiger Sauerstoff oder Argon/Wasserstoff als Plasmagas verwendet wird, muß es der
MAX200 in folgenden Reinheitsgraden zugeführt werden: Stickstoff 99,995 % und Sauerstoff 99,5 %. Das Gas
kann aus Druckflaschen oder Flüssigkeitsbehältern stammen. Die Gaszufuhrquelle muß in der Lage sein, das
erforderliche Gas mit einem Lieferdruck von 8.2 Bar der Stromquelle zuzuführen. Siehe Abschnitt 4,
Schneidtabellen für detaillierte Informationen. Wenn der Reinheitsgrad des Gases zu niedrig ist oder wenn die
Versorgungsschläuche oder Anschlüsse lecken:
• können die Schneidgeschwindigkeiten abnehmen
• kann die Schneidqualität sich verschlechtern
• kann die Fähigkeit, tief zu schneiden, abnehmen
• kann sich die Lebensdauer der Teile verkürzen
Sekundärgas
Bei der Verwendung von flüssigem Stickstoff oder Kohlendioxid (flüssig oder komprimiert) als Sekundärgas
muß das Gas der MAX200 in folgenden Reinheitsgraden zugeführt werden: Stickstoff 99,995 % und Kohlendioxid
99,5 %. Das Gas kann aus Druckflaschen oder Flüssigkeitsbehältern stammen. Die Gaszufuhrquelle muß in
der Lage sein, das erforderliche Gas mit einem Lieferdruck von 6.2 Bar der Stromquelle zuzuführen. Siehe
Abschnitt 4, Schneidtabellen für detaillierte Informationen.
MAX200 Instruction Manual 3-5
3/18/99
INBETRIEBNAHME
WARNUNG
Propylen-Glykol und Benzotriazol reizt Haut und Augen und das Einnehmen ist
gesundheitsschädlich oder gar tödlich. Nach Kontakt Haut oder Augen mit Wasser spülen. Nach
dem Einnehmen Wasser trinken und sofort ärztliche Hilfe holen. Nicht künstlich Erbrechen
verursachen.
Vorsicht: Für die Kühlmittel-Mischung nur Propylen-Glykol verwenden. Nicht ersatzweise
Kraftfahrzeug-Frostschutzmittel verwenden, da diese Korrosionshemmer enthalten,
die das Brenner-Kühlsystem beschädigen würden.
Für die Kühlmittelmischung ist immer gereinigtes Wasser zu verwenden, um
Korrosion im Brenner-Kühlsystem vorzubeugen. Der Härtegrad des gereinigten
Wassers sollte zwischen 0.206 und 8,5 ppm liegen. Bei Verwendung eines
Leitfähigkeitsmessers zur Messung der Wasserreinheit liegt der empfohlene
Bereich zwischen 0,5 und 18 µSiemens/cm bei 25°C.
-70
-60
-50
-40
-30
-20
-10
0
10
20
30
40
0 102030405060
0 °C
-12°C (Mischung hält
dem Gefrieren bei
dieser Temperatur
stand)
Propylen-Glykol (%)
Temperatur °F
Auffüllen des Systems
Um den Brennerkühltank vor der ersten Startphase zu füllen:
1. Sicherstellen, daß der Brennerschlauch angeschlossen ist. Siehe Seite 3-14 Anschluß des Brenner-Schlauch-
Paketes.
Anmerkung: Das Kühlmittel immer zufügen, wenn die MAX200-Anlage abgeschaltet ist.
2. Den Tank mit Kühlmittel bis zum unteren Halsansatz füllen, ca. 11 Liter.

3-6 MAX200 Instruction Manual
3/18/99
INBETRIEBNAHME
Netzstrom-Anforderungen
Alle Schalter, träge Sicherungen und Stromkabel sind vom Kunden beizustellen und müssen entsprechend
den in den nationalen oder örtlichen Richtlinien für Elektrizität gemachten Angaben ausgewählt werden.
Die Installationen sind von qualifiziertem Personal auszuführen.
Netz-Trenn-Schalter
• Zu jeder Stromquelle sollte ein Haupttrennschalter verwendet werden. Er ermöglicht die sofortige
Unterbrechung der Stromzufuhr in einer Notfallsituation. Der Trennschalter sollte sich an der Wand in der
Nähe der Stromquelle befinden und für den Bediener leicht zugänglich sein. Die Kontaktbelastbarkeit des
Schalters muß dem Nennstrom der Sicherungen entsprechen oder diesen überschreiten. Der
Netztrennschalter sollte folgenden Anforderungen entsprechen:
Nenn-Eingangsstrom bei Empfohlene träge
Eingangsspannung Phase 30 kW Ausgangsleistung Sicherungsgröße
200 VAC 3 108 A 150 A
208 VAC 3 104 A 150 A
220 VAC 3 98 A 150 A
380 VAC 3 57 A 80 A
400 VAC 3 56 A 80 A
415 VAC 3 52 A 70 A
480 VAC 3 45 A 60 A
600 VAC 3 36 A 50 A
Netzkabel
• Verwenden Sie AWG Kabelgrößen wie sie in den entsprechenden örtlichen elektrischen Standardten
festgelegt sind. Die Kabelgrößen können je nach Abstand der Steckdose vom Hauptverteiler variieren.
• Verwenden Sie ein 4-adriges Eingangsnetzkabel der Art SO mit einer Leiternenntemperatur von 60°C
entsprechend den folgenden Anforderungen:
Eingangsspannung Kabelgröße Nennstrom
200 VAC 1/4 107 A
208 VAC 1/4 107 A
220 VAC 1/4 107 A
380 VAC 4/4 69 A
400 VAC 4/4 69 A
415 VAC 4/4 69 A
480 VAC 6/4 52 A
600 VAC 8/4 39 A

MAX200 Instruction Manual 3-7
3/18/99
INBETRIEBNAHME
240/480 V Klemmbrett-Konfigurationen
• Hypertherm verschickt die 240/480 V Einheit von der Fabrik für 480-Volt Betrieb. Die Verbindungen müssen
bei 240 V-Betrieb umgelegt werden. Es ist sicherzustellen, daß das Klemmbrett für die entsprechende
Spannungsleitung korrekt konfiguriert ist (siehe Abb. 3-1).
• Wenn die Spannung für den 240 Volt Betrieb geändert wird, müssen die Netzsicherungen F1 und F2
ebenfalls von 7,5 A zu 20 A geändert werden. Die Alternativsicherungen befinden sich am Boden der
Stromquelle.
WARNUNG
GEFAHR: HOHE SPANNUNG. Leitungsspannung kann auf dem Klemmbrett bestehen. Vor der
Wartung muß der Eingangsstrom abgestellt werden.
Abbildung 3-1 240/480 V-Zweifachspannungs-Klemmbrett-Konfigurationen
240 Volt Konfiguration 480 Volt Konfiguration

3-8 MAX200 Instruction Manual
3/18/99
INBETRIEBNAHME
Konfigurationen für Transformator T1 und T2 – 220/380/415 V
• Die Stromquelle mit 220/380/415 V, 3 Phasen, 50 Hz wird im Normalfall fabrikseits auf 380-V-Betrieb
eingestellt, wenn nicht anders angegeben. Um die Stromquelle auf eine andere Spannung (d. h. 220 oder
415 V) umzustellen, muß der Steuer-Transformator T1 und der 30 kW-Transformator T2 neu konfiguriert
werden (siehe Abb. 3-2).
WARNUNG
GEFAHR: HOHE SPANNUNG. Immer die Netzversorgung am Netz-Trenn-Schalter unterbrechen.
T2
T1
220
380
T1
T2
* Ein langes #6 Kabel wird mit jeder Einheit mitgeschickt.
Abbildung 3-2 Konfigurationen für Transformator T1 und T2 – 220/380/400/415 V
Wenn die Spannung für den 220 Volt Betrieb
geändert wird, müssen die Netzsicherungen F1 und
F2 ebenfalls von 7,5 A zu 20 A geändert werden. Die
Alternativsicherungen befinden sich am Boden der
Stromquelle.
# 6 AWG 600 Voltkabel
# 6 AWG 600 Voltkabel

MAX200 Instruction Manual 3-9
3/18/99
INBETRIEBNAHME
400
T1
T2
415 T2
T1
Abbildung 3-2 Konfigurationen für Transformator T1 und T2 – 220/380/400/415 (Fortsetzung)
# 6 AWG 600 Voltkabel
# 6 AWG 600 Voltkabel

3-10 MAX200 Instruction Manual
3/18/99
INBETRIEBNAHME
Strom-, Gas-, Brennerschlauch- und Brenneranschlüsse
Netzkabelanschluß
Zum Anschluß des Netzkabels an die 400V CE Stromquellen (073200 und 073213) siehe
EMC Anhang. Bei anderen Spannungen der Stromquelle ist das nachfolgend beschriebene
Verfahren zu verwenden.
Zum Anschluß des Netzkabels an MAX200 wie folgt verfahren (siehe Abb. 3-3):
1. Das Netzkabel durch die Zugentlastung an der Rückwand der MAX200 Stromquelle einführen. Die
Netzversorgungskabel an TB1 an die rückwärtige mittlere Schalttafel der rechten Seite anschließen.
2. Die Netzversorgungskabel und die Anschlußklemmen L1, L2 und L3 von TB1 anschließen.
3. Erdungskabel an der gelben/grünen Polklemme von TB1 anschließen.
L1
L2
L3
TB1
PRIMARY, 3 PHASE,
AC POWER CABLE
Abbildung 3-3 Netzkabelanschlüsse
Primäres 3-Phasen-
Wechselstrom-
Netzversorgungskabel
Gelb/grüne Polklemme
(Erdung)

MAX200 Instruction Manual 3-11
3/18/99
INBETRIEBNAHME
Anschluß der Luft- und Gasschläuche
Beim Anschluß der Rohrleitungs-Druckluft- oder der Druckgaszylinder Inert-Gasschläuche für die Plasma- und
Sekundärgasanschlüsse an die MAX200 verwenden.
Plasma (Luft) und Sekundär-(Luft) Schläuche
MAX200 Anlagen werden normalerweise fabrikseits so konfiguriert und verschickt, daß Luft von einem einzigen
Filter-/Druckregler sowohl an die Plasma- und Sekundärgaseingänge geliefert wird. Der Filter wird benutzt, um
einen hohen Luftreinheitsgrad aufrecht zu halten. Die gesamte Feuchtigkeit, Öl und andere Verunreinigungen
müssen entfernt werden. Wenn die Luftschläuche wieder angeschlossen werden müssen, wie folgt verfahren
(siehe Abb. 3-4):
1. Den Plasmaluftschlauch vom Regler zum PLASMA-Gaseingang anschließen.
2. Den Sekundärgasschlauch vom Regler zum SEKUNDÄR-Gaseingang anschließen.
3. Den Druckluft- oder Zylinderluftschlauch an den Eingang des Filter-/Druckreglers anschließen.
Abbildung 3-4 Plasmaluft- und Sekundärluftanschlüsse
Plasma-Luftschlauch
Sekundärluftschlauch
Filter-/Druckregler
DruckluftZuleitungsschlauch

3-12 MAX200 Instruction Manual
3/18/99
INBETRIEBNAHME
Abbildung 3-5 Plasmagas- und Sekundärdruckluftanschlüsse
Plasma- (Gas) und Sekundär- (Druckluft) Schläuche
Wenn das erforderliche Plasmagas nicht Luft ist, und Luft als Sekundärgas benötigt wird, müssen die Schläuche
wie folgt angeschlossen werden (siehe Abb. 3-5):
1. Den Plasmagasversorgungsschlauch an den PLASMA-Gaseingang anschließen.
2. Den Sekundärluftschlauch von dem Regler an den SEKUNDÄR-Gaseingang anschließen.
Anmerkung: Bei dieser Konfiguration muß der Plasmaluftschlauch von dem Regler abgetrennt
werden und durch eine mitgelieferte #6 JIC Kappe ersetzt werden. Die Kappe ist
erforderlich, um das Ausströmen von Luft von dem Plasmaausgang des Reglers zu
verhindern und dadurch den Sekundärluftdruck innerhalb der Spezifikation zu
halten.
3. Den mit Druckluft- oder vom Zylinder versorgten Luftschlauch an den Filterdruckregler-Eingang anschließen.
Plasmagasversorgungsschlauch
Sekundärluftschlauch
DruckluftZuleitungsschlauch
Filter-/Druckregler
#6 JIC
Kappe

MAX200 Instruction Manual 3-13
3/18/99
INBETRIEBNAHME
Abbildung 3-6 Plasmagas- und Sekundärgasanschlüsse
Plasma- (Gas) und Sekundär- (Gas) Schläuche
Wenn andere Gase, abgesehen von Druckluft verwendet werden, muß der Benutzer die Flüssig- oder
Druckgasflaschen wie folgt an die MAX200 anschließen (siehe Abb. 3-6):
1. Den Plasmagaszuleitungsschlauch an den PLASMA-Gaseingang anschließen.
2. Den Sekundärgaszuleitungsschlauch an den SEKUNDÄR-Gaseingang anschließen.
Plasmagaszuleitungsschlauch
Sekundärgaszuleitungsschlauch

3-14 MAX200 Instruction Manual
3/18/99
INBETRIEBNAHME
Brennerschlauchpaket-Anschluß
Anschluß des Werkstückkabels
Das Werkstückkabel (schwarz) an die Zwischenwand anschließen (siehe Abb. 3-7)
WARNUNG
Den AUS (O) Druckknopfschalter an der Stromquelle drücken und vor dem Arbeiten an dem
Brenner oder den Brennerschläuchen den an der Wand montierten Trennschalter des
Verteilerkasten auf AUS stellen.
Das PAC200T/E Brennerschlauchpaket wird folgendermaßen an die MAX200 angeschlossen (siehe Abb. 3-7):
1. Den Brenner-Kühlmittelrückführschlauch (rot mit rotem Ring für 7,5 m Schläuche; blau mit rotem Ring für
Verlängerungsschläuche) an den Zwischenwandadapter anschließen.
2. Den Brenner-Kühlmittelversorgungsschlauch (blau mit grünem Ring) an den Zwischenwandadapter
anschließen.
3. Den Sekundärgasschlauch (grau mit blauem Ring für 7,5 m; blau für Verlängerungsschläuche) an die
Hochfrequenzkonsole anschließen.
4. Den Plasmagasschlauch (rot) an Adapter 2 anschließen. Dieser Anschluß hat ein Linksgewinde; es zieht sich
gegen den Uhrzeigersinn fest.
5. Den Sensor Brennerkappenschlauch (grau) an den Adapter 1 anschließen.
6. Die Sekundärplasma-Anschaltschläuche (rot und schwarz) an den Klemmenblock TB2 anschließen.
Anmerkung: Die 90° Handbrennerschlauchpakete können nicht mit dem PAC200T/E
Schlauchpaket ausgetauscht werden.
Das Verfahren beim Anschließen des Brennerschlauchpakets wird bei der
Entfernung der 90° Handbrennerschläuche von der Stromquelle umgekehrt.
Abgesehen davon sind die Anschlußstellen und die Beschreibungen zu jedem
Schlauch mit den PAC200T/E Schläuchen identisch.
Anmerkung: Für das Ändern der Brennerschlauchlängen siehe Zunahme oder Abnahme der
Brennerschlauchlänge auf Seite 5-9.

MAX200 Instruction Manual 3-15
3/18/99
INBETRIEBNAHME
Abbildung 3-7 PAC200T/E Brennerschlauchanschlüsse an MAX200
Plasmaanschaltschläuche
Hochfrequenzspule
Adapter 2
Sensor Brennerkappe
grau
Adapter 1
Plasmagas
rot
Kühlmittelversorgung
blau mit grünem Ring
Kühlmittelrückführung
rot mit rotem Ring (7,5 m Schläuche)
blau mit rotem Ring
(Verlängerungsschlauch)
Zwischenwand
Werkstückkabel
TB2
Sekundärgas
grau mit blauem Ring (7,5 m Schläuche)
blau = (Verlängerungsschläuche)
Zwischenwandadapter

3-16 MAX200 Instruction Manual
3/18/99
INBETRIEBNAHME
Anschluß des Brenners an die Brennerschläuche
WARNUNG
Vor dem Arbeiten an dem Brenner oder den Brennerschläuchen den AUS (O) Tastenschalter an
der Stromquelle drücken und den an der Wand montierten Netztrennschalter auf AUS stellen!
1. Die 6 SCHRAUBEN, die die zwei GRIFF-Hälften sichern, entfernen und zerlegen.
2. Den Brennerschalter und Wippe vom Griff entfernen. Darauf achten, daß die Wippenfeder nicht gelöst wird.
3. Bei den zwei größten Schläuchen einen 10 mm Gabelschlüssel zum Festhalten der Brennerkörpergewinden
benutzen und einen 13 mm Gabelschlüssel, um die Brennerschlauchgewinde zu drehen.
Bei den zwei nächst kleineren Schläuchen einen 8 mm Gabelschlüssel zum Halten der Brennerkörpergewinde
benutzen und einen 11 mm Gabelschlüssel, um die Brennerschlauchgewinde zu drehen. Darauf achten, daß
das rote Schlauchgewinde umgekehrt ist und zum Lösen in die umgekehrte Richtung (Uhrzeigersinn) gedreht
werden muß.
Bei dem kleinsten Schlauch (grau) einen 8 mm Gabelschlüssel zum Lösen verwenden.
4. Den HAUPTBRENNERKÖRPER entfernen.
5. Die Brennerschläuche an den Hauptbrennerkörper anschließen. Die Hauptbrennerkörpergewinde und die
Brennerschlauchgewinde im Uhrzeigersinn zusammenschrauben. Die oben aufgeführten
Gabelschlüsselgrößen verwenden. Darauf achten, daß das rote Schlauchgewinde in umgekehrter Richtung
gedreht werden muß.
6. Sicherstellen, daß der Schlauchisolator oberhalb des Sekundärgasschlauchgewindes positioniert ist
(grau mit blauem Ring).
7. Den Hauptbrennerkörper in eine der Griffhälften einfügen und dann den Körper und die Griffschlitze
ausrichten.
8. Den Brennerschalter und die Wippe in die Griffhälfte einfügen, von dem sie entfernt wurden.
9. Die obere Rippe des KNICKSCHUTZES in den Griff genau oberhalb der Schraubenlöcher einfügen.
10. Beide Griffhälften ausrichten, zusammendrücken und mit den sechs (6) Schrauben sichern.
11. Das Brennerkühlmittel dem Gerät zugeben. Siehe Füllen des Gerätes auf Seite 3-5.

MAX200 Instruction Manual 3-17
3/18/99
INBETRIEBNAHME
Schrauben
Schläuche
Schalter
Griff
Griff
Schlauchisolator
Feder
Hauptbrennerkörper
Knickschutz
Wippe
Abbildung 3-8 PAC200 T (90°) Schneidwippenbrenner-Paket

3-18 MAX200 Instruction Manual
3/18/99
INBETRIEBNAHME
Abbildung 3-9 Richtiger Werkstückerdklemmenanschluß
Abfallender Abschnitt
Erdung
Um eine ordnungsgemäße Bedienung sicherzustellen, aus Gründen der persönlichen Sicherheit und zur
Verminderung elektrischer Störstrahlung muß die MAX 200 ordnungsgemäß gewartet werden:
Werkstückerdklemme
1. Die Werkstückerdklemme an das Werkstück befestigen. Sicherstellen, daß die Werkstückerdklemme und das
Werkstück guten Metallkontakt haben.
2. Die Werkstückerdklemme nicht an den Abschnitt des Werkstückes befestigen, der abfallen wird (siehe
Abb. 3-9).
3. Für weitere Informationen siehe Nationale Richtlinien für die Elektrizität, Artikel 250, Abschnitt H,
Elektrodenerdungssystem oder sonstige geltenden Regeln.

MAX200 Instruction Manual 3-19
3/18/99
INBETRIEBNAHME
Anpassen des Plasmagases
Wenn Ihre Brennerschläuche länger als 15 m sind, muß das Plasmagas angepaßt werden.
1. Die PLASMA-Gasventilbetätigung an der MAX200 Stromquellen-Vorderwand im TEST-Modus durch die
Erhöhung des TEST-Druckes um ungefähr 0.34 Bar pro 15 m Schlauchlänge (mehr als 16,5 m) als in den
Schneidtabellen angegeben, anpassen.
Siehe Anmerkung auf Seite 4-17.
2. Wenn der RUN-Druck des Plasmagases nicht den in den Schneidtabellen nach der Bogenübertragung
angegebenen Wert erreicht, muß möglicherweise PS4 angepaßt werden. Die rechte Seitenplatte der
Stromquelle entfernen. Den Druckwächter PS4 unter Bezugnahme auf Abbildung 3-10 am Boden der
Stromquelle positionieren und durch Drehen der PS4 Justierschraube gegen den Uhrzeigersinn einstellen.
WARNUNG
Äußerste Vorsicht ist erforderlich beim Durchführen der folgenden Anpassung:
Abbildung 3-10 Druckwächter PS4 and Einstellposition
Ansicht von rechts
PS4 (von innen)
PS4
PS4
Anpassung
Ansicht von oben

MAX200 (Handbrenner) Betriebsanleitung 4-1
5/19/97
Abschnitt 4
BEDIENUNG
Inhalt:
Regler an der Vorderseite.........................................................................................................................................4-2
Strom................................................................................................................................................................4-2
Status ..............................................................................................................................................................4-2
Statusanzeigen vor dem Anfahren...................................................................................................................4-3
Gas ..................................................................................................................................................................4-3
Vor der Bedienung....................................................................................................................................................4-4
Bedienung.................................................................................................................................................................4-4
Betriebshinweise.......................................................................................................................................................4-6
Auswechseln der Verschleißteile .....................................................................................................................4-6
Austausch des Wasserrohrs ............................................................................................................................4-8
PAC200T/E Sicherheitswippentaster-Bedienung .............................................................................................4-9
Schneiden ......................................................................................................................................................4-10
Fugenhobeln ..................................................................................................................................................4-11
Lochstechen...................................................................................................................................................4-15
Häufige Schneidfehler....................................................................................................................................4-16
Einschaltdauer ...............................................................................................................................................4-16
Reklamationen und technische Fragen ..................................................................................................................4-17
Tabellen für das Schneiden ....................................................................................................................................4-17
Schneidtabelle und Verschleißteilindex ..................................................................................................................4-18

4/2/97
BEDIENUNG
4-2 MAX200 (Handbrenner) Betriebsanleitung
Regler an der Vorderseite
Strom
• EIN (I) Druckknopf/Anzeige-Schalter
Aktiviert die Stromquelle und deren Regelkreise.
• AUS (O) Druckknopfschalter
Schaltet die Stromquelle ab.
• DC EIN LED
Sie leuchtet, wenn der Hauptschütz schließt und zeigt damit an, daß Gleichstrom zum Brenner fließt.
• AMPS Ziffernradschalter (an Einheiten ohne THC)
Stellt den Ausgangsstrom ein.
• Maschinenverzögerungsskalenscheibe
Die Maschinenbewegungsverzögerung wird von 0.1 Sekunden auf 6.0 Sekunden eingestellt.
Status
Alle STATUS Anzeigen sind bei normalem Betrieb ausgeschaltet.
• Verriegelungs-LED (Ersatzverriegelung für den zukünftigen Gebrauch)
Wenn sie leuchtet, zeigt dies an, daß die Verriegelungsdrahtbrücke auf TB4-34 & 35 entfernt worden ist.
Siehe Reklamationen und technische Fragen weiter hinten in diesem Abschnitt für Hilfe bei der
Reinstallation dieses Drahtes.
• Transformator-LED
Wenn sie leuchtet, zeigt dies an, daß der Haupttransformator oder einer der Chopper überhitzt ist.
• Kühlmittelstand-LED
Wenn sie leuchtet, zeigt dies an, daß der Kühlmittelstand zu niedrig ist.
• Sekundärgas/Kappe-LED
Wenn sie leuchtet, zeigt dies an, daß der Sekundärgasdruck zu niedrig ist oder daß die Brennerkappe nicht
richtig auf dem Brenner installiert ist.
• Plasmagas-LED
Wenn sie leuchtet, zeigt dies an, daß der Plasmagasdruck zu niedrig ist.
• Kühlmitteltemperatur-LED
Wenn sie leuchtet, zeigt dies an, daß die Brennerkühlmitteltemperatur zu hoch ist (über 70 °C)
• Kühlmittel-Durchfluß-LED
Wenn sie leuchtet, zeigt dies an, daß der Kühlmitteldurchfluß von dem Brenner nicht ausreichend ist.

5/12/98
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-3
Statusanzeigen vor dem Anfahren
Wenn Strom von dem Netztrennschalter angelegt ist, bevor der STROM EIN (I) Drucktaster gedrückt ist, leuchtet
die KÜHLMITTEL-DURCHFLUß-LED. Wenn der STROM EIN Drucktaster einmal gedrückt ist, geht diese LED aus,
wenn das Gerät sich in einem ordnungsgemäßen Arbeitszustand befindet.
Weitere Fehlerbedingungen können angezeigt werden, wenn der Netzstrom angeschaltet ist. Vor dem drücken der
STROM AN (I) Drucktaste diese Fehlerbedingungen korrigieren.
Gas
• TEST/RUN Schalter
Stellt den dynamischen Gasdurchfluß ein.
• PLASMA/Plasmagasnadelventil und Manometer
Paßt den Plasmagasdurchflußdruck an und zeigt ihn an.
• Sekundär/Sekundärgasnadelventil und Manometer
Paßt den Sekundärgasdurchflußdruck an und zeigt ihn an.
Abbildung 4-1 Regler an der Vorderseite
I
ON
0
OFF
POWER
DC ON
AMPS
STATUS
RUN
TEST
GAS
PLASMA SHIELD
- VERRIEGELUNG
- TRANSFORMATOR
- KÜHLMITTELSTAND
- SEKUNDÄRGAS/KAPPE
- PLASMAGAS
- KÜHLMITTELTEMPERATUR
- KÜHLMITTELDURCHFLUß
MACHINE DELAY
Vor der Bedienung
1. Lesen Sie bitte den Abschnitt Sicherheit sorgfältig durch, bevor Sie versuchen, dieses Gerät zu
bedienen!! Es ist sicherzustellen, dass die Schneidumgebung und die Bekleidung den im Abschnitt
Sicherheit beschriebenen Erfordernissen entspricht.
2. Siehe Schneidtabellen (Seite 4-19 bis 4-42) für die Art und Dicke des Materials, das Sie vorhaben zu schneiden
und wählen Sie die Gaskombination aus, die die gewünschten Ergebnisse bringt.
• Prüfen, um zu sehen, daß das Gas der Stromquelle mit dem richtigen Druck zugeführt wird und daß die
Menge für Ihre Schneidbedürfnisse ausreicht.
Vorsicht: Gasdrücke unter 4.1 Bar (Plasma) und 4.8 Bar (Sekundär) veranlassen, daß das
Sicherheitsverriegelungsnetz die Stromquelle abschaltet. Wenn die
Niedrigdruckverriegelungen aus irgendeinem Grund umgangen werden und
Niedriggasdrücke auftreten, können die Verschleißteile und der Brenner
beschädigt werden.
3. Die richtigen Verschleißteile aus den Schneidtabellen auswählen.
• Die Teile in dem Brenner installieren (Siehe Auswechseln der Verschleißteile).
4. Die MAX200 Werkstückklemme an das Werkstück befestigen.
• Die Werkstückklemme nicht an dem Werkstückabschnitt befestigen, das abfällt.
• Die Werkstückklemme nicht an dem Werkstücktisch befestigen.
• Sicherstellen, daß zwischen der Werkstückklemme und dem Werkstück ein guter Metallkontakt besteht.
5. Die MAX200 Stromquelle über den Wandtrennschalter mit Strom versorgen. Siehe Statusanzeigen vor dem
Anfahren weiter vorne in diesem Abschnitt.
5/19/97
BEDIENUNG
4-4 MAX200 (Handbrenner) Betriebsanleitung
Bedienung
1. Die grüne EIN Stromdrucktaste drücken, bis sie leuchtet (ungefähr 5 Sekunden).
2. Den RUN/TEST-Schalter zur TEST-Position bewegen.
3. Die PLASMA- und SEKUNDÄR-Gasdurchflußdrücke anpassen und anzeigen. Siehe Schneidtabellen zur
Bestimmung der richtigen Gasdrücke. Siehe obigen Warnhinweis.
4. Den RUN/TEST Schalter auf die RUN Position bewegen.
5. Den digitalen AMP Vorwählschalter auf die richtige Amperezahl einstellen.
• Siehe Schneidtabellen für die Bestimmung der richtigen Amperezahl.

5/11/98
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-5
6. Den Brenner an die Werkstückkante stellen, wo der Schnitt beginnt. Wenn Sie vorhaben, lochzustechen oder
fugenzuhobeln siehe Bedienungstips für die richtigen Techniken.
7. Den Brennerwippenschalter zusammendrücken. Vor dem Zünden des Lichtbogens gibt es einen 2 Sekunden
langen Gasdurchfluß.
8. Nach dem Zünden des Pilotlichtbogens den Brenner zum Schneidweg bewegen. Wenn der Brenner nahe
genug ist, um den Pilotlichtbogen zu übertragen (der Lichtbogen intensiviert sich), warten, bis der
Schneidbogen voll unter Strom steht.
Anmerkung: Sicherstellen, daß der Plasmagasdruck ordnungsgemäß eingestellt ist – er kann ein
wenig von der Originaleinstellung abgewichen sein. Bei Bedarf neueinstellen.
9. Den Brenner am Schneidweg entlang bewegen, bis der Schnitt durchgeführt ist.
10. Wenn der gesamte Schneidvorgang abgeschlossen ist, den roten AUS Knopf drücken, bis der grüne AN Knopf
ausgeht.
11. Alle Gasversorgungen abstellen.
5/11/98
BEDIENUNG
4-6 MAX200 (Handbrenner) Betriebsanleitung
Die Verschleißteile müssen in regelmäßigen Abständen auf Abnutzungserscheinungen untersucht werden. Die
generelle Regelung sieht vor, die Teile nach 150 Zündungen zu überprüfen.
Verschleißteile werden wie folgt entfernt:
1. Die Brennerkappe abschrauben und entfernen.
2. Das Schutzschild auf äußere Abnutzungserscheinungen untersuchen. Das Schutzschild sollte sauber und frei
von Metallablagerungen sein. Die Gasbohrungen am Schutzschildrand dürfen nicht blockiert sein. Die
Mittelbohrung sollte keine Kerbungen, Rillen und Anzeichen von Lichtbogenaktivität aufweisen.
3. Das Schutzschild von der Brennerkappe abschrauben und entfernen. Die Gasbohrungen von innen
untersuchen. Die Gasbohrungen sollten frei von Metall und anderen Ablagerungen sein, die Lichtbogenaktivität
verursachen können. Wenn die Abschirmung immer noch brauchbar ist, die Brennerkappe wieder aufschrauben
und festziehen. Wenn sie beschädigt ist, muß sie gegen eine neue ausgetauscht werden.
4. Die 2 O-Ringe am Brenner untersuchen. Wenn sie trocken sind, sollten sie leicht mit einem sehr dünnen
Schmiermittelfilm, der sich in dem Verschleißteilesatz befindet, geschmiert werden. Wenn sie beschädigt sind,
sollten sie ausgetauscht werden.
5. Die Düse unter Verwendung des 3/4 Zoll Düsenschraubenschlüsselendes entfernen. Die Düse auf
Beschädigung oder Abnutzungserscheinungen hin untersuchen. Die Innenseite der Düse sollte sauber und
glänzend sein und keine Elektrodenablagerungen aufweisen. Wenn Sie die Innenseite der Düse mit Stahlwolle
reinigen, sollten hinterher jegliche Stahlwollteile entfernt werden. Die Düsenbohrung sollte nicht abgenutzt oder
oval sein.
6. Die Elektrode unter Verwendung der 3/8 Zoll Mittelbohrung in dem Düsenschlüssel entfernen. Weist die Mitte
der Elektrode eine Vertiefung von mehr als 2 mm auf, sollte sie ausgetauscht werden. Ist die Elektrode noch
brauchbar, den O-Ring überprüfen. Ist er trocken, sollte er mit einer sehr dünnen Schicht des in der
Verschleißteileausstattung mitgelieferten Schmiermittels geschmiert werden. Den beschädigten O-Ring
austauschen.
7. Den Wirbelring von der Elektrode entfernen und untersuchen. Er sollte sauber sein, und die Bohrungen entlang
der Innenseite sollten nicht verstopft sein. Wenn der Wirbelring immer noch brauchbar ist, den O-Ring
untersuchen. Ist er trocken, den O-Ring leicht mit einer sehr dünnen Schicht des in der
Verschleißteileausstattung mitgelieferten Schmiermittels schmieren. Den beschädigten Wirbelring austauschen.
8. Die Innenseite des Brennerkörpers unter Verwendung eines Spiegels oder durch sorgfältiges Ansehen der
Innenseite untersuchen. Die Innenseite des Brennerkörpers muß sauber und unbeschädigt sein. Siehe
Austauschen des Wasserrohrs , wenn das Wasserrohr beschädigt oder geknickt ist.
Betriebshinweise
Auswechseln der Verschleißteile
WARNUNG
Vor Untersuchung oder Austausch von Brennerteilen immer zuerst den Netzstecker abziehen.

5/12/98
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-7
9. Die Elektrode austauschen und mit dem Schraubenschlüssel festziehen. Nicht zu festziehen.
10. Den Wirbelring so installieren, daß der untere O-Ring gegenüber von der Brennerinnenseite liegt. Der O-Ring
wird nicht richtig passen, wenn er in der falschen Richtung installiert wird. In die richtige Position schieben.
11. Die Düse installieren und mit dem Schraubenschlüssel festziehen. Nicht zu stark anziehen.
12. Die Brennerkappe austauschen. Sicherstellen, daß sie gut festgezogen ist. Wenn die Brennerkappe zu lose
ist, kann dies den Sekundärgasdurchfluß beeinflussen.
Abbildung 4-2 Austausch der Verschleißteile
Schutzschild DüseBrennerkappe ElektrodeWirbelring

4/2/97
BEDIENUNG
4-8 MAX200 (Handbrenner) Betriebsanleitung
Changing the Water Tube
Austausch des Wasserrohrs
Ein defektes oder nicht ordnungsgemäß installiertes Wasserrohr kann folgende Probleme verursachen:
• Kurze Standzeit der Elektrode: Wasserrohr ist nicht fest genug geschraubt.
• Strömungsschalterverriegelung stellt das Gerät ab: Wasserdurchfluß ist aufgrund eines losen Wasserrohrs
behindert.
• Brummendes oder klapperndes Geräusch, das von dem Brenner kommt: Wasserrohr ist lose oder
verbogen.
• Elektrode läßt sich nicht in den Brenner schrauben: Ein Fugenhobel-Wasserrohr wird in einen
Schneidbrenner installiert.
Wenn Sie ein Problem bei dem Wasserrohr vermuten, muß es ausgetauscht werden.
1. Die Verbindung zur Stromquelle unterbrechen.
2. Alle Verschleißteile vom Brenner entfernen (siehe Austauschen der Verschleißteile)
3. Überprüfen, daß das richtige Wasserrohr installiert ist: Schneidwasserrohr (020963) oder
Fugenhobelwasserrohr (020913). Die Teilenummern sind mit Laser auf den Wasserrohren eingraviert.
4. Das Wasserrohr auf Beschädigung oder Verbiegungen untersuchen.
5. Das Wasserrohr unter Verwendung des Wasserrohrschraubenschlüssels entfernen und austauschen (Abb. 4-3).
Beim Installieren des Wasserrohrs nicht zu fest ziehen! Nur bis zu 35 kg-cm fest ziehen.
Betriebshinweise (Fortsetzung)
Abbildung 4-3 Austausch des Wasserrohrs
WARNUNG
Vor Untersuchung oder Austausch
von Brennerteilen immer zuerst
den Netzstecker abziehen.

4/2/97
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-9
PAC200T/E Sicherheitswippentaster-Bedienung
Der PAC200 T/E ermöglicht den Bedienern, den Brenner sicher vor und nach den Schneidvorgängen zu
handhaben und reduziert die Möglichkeit, den Brenner versehentlich zu zünden. Der Sicherheitswippentaster ist
einfach zu bedienen. Die folgenden Schritte beachten:
Abbildung 4-4 PAC200T/E Brennersicherheitswippentaster-Bedienung
Sicherheit Ein Position. In dieser
Position kann der Wippentaster nicht
zurückgezogen werden, so daß der
Brenner nicht versehentlich gezündet
werden kann.
Sicherheit Aus Position. In dieser
Position kann der Wippentaster
zurückgezogen werden, so daß der
Brenner gezündet werden kann.
Den Sicherheitstaster langsam
vorwärts schieben. Den Wippentaster
jetzt nicht zurückziehen; warten, bis
der Sicherheitstaster die Sicherheit
Aus Position wie in Stufe 3
dargestellt erreicht.
Die Sicherheitstaste loslassen und
auf die Sicherheit Ein Position wie in
Stufe 1 dargestellt zurückstellen.
123
4

5/12/98
BEDIENUNG
4-10 MAX200 (Handbrenner) Betriebsanleitung
Schneiden
Vorsicht: Den Pilotlichtbogen nicht unnötig in der Luft starten, da dies die Standzeiten von
Düse und Elektrode erheblich verkürzt.
1. Von der Werkstückkante (Abb. 4-5) anfangen zu schneiden, es sei denn, es müssen Löcher gestochen werden.
Für Hinweise zum Lochstechen, siehe Seite 4-15.
Anmerkung: Beim Schneiden sicherstellen, daß die Funken unten aus dem Werkstück austreten.
Falls auf dem Werkstück Funkensprühung entsteht, wird entweder der Brenner zu
schnell bewegt oder die Stromstärke ist zum vollständigen Durchdringen des
Werkstückes nicht ausreichend.
2. Den Brenner leicht auf das Metall aufsetzen oder direkt darüber halten. Den Brenner-Werkstück-Abstand in den
Schneidtabellen überprüfen und den Brenner über das Metall ziehen. Der Lichtbogen wird übernommen, sobald
der Brenner sich innerhalb eines Abstands von 6 mm zum Werkstück befindet.
3. Den Brenner zum Schneiden ziehen, da er sich leichter ziehen als schieben läßt.
4. Die Brennerdüse (Spitze) in senkrechter Position halten und den Lichtbogen beim Schneiden entlang der
Linie beobachten (Abb. 4-6). Durch leichtes Aufsetzen und Ziehen der Düse über das Werkstück kann ein
gleichmäßiger Schnitt erzielt werden. Zum Schneiden von geraden Linien eine gerade Kante zur Hilfe nehmen.
Abbildung 4-5 Schnittbeginn

4/2/97
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-11
Abbildung 4-6 Ziehen des Brenners
Fugenhobeln
Der MAX200 kann unter Verwendung des PAC200 E Fugenhobelbrenners mit Verschleißteilen zum Fugenhobeln
von unlegiertem Stahl, rostfreiem Stahl und Aluminium verwendet werden. Die folgenden Richtlinien als Hilfe beim
Fugenhobelverfahren beachten:
1. Während des Fugenhobelns sollte der Bediener stets vollständige Schutzkleidung tragen: einen Schweißhelm,
der mit mindestens einem Nr. 12 Schweißglas ausgestattet ist; Schweißhandschuhe und eine Schweißjacke.
Der Lichtbogen ist beim Fugenhobeln nicht abgeschirmt, und die Lichtstrahlung kann auf unbedeckter Haut
schwere Verbrennungen verursachen. Hypertherm bietet eine Hitzeabschirmung zum Schutz der Hände des
Bedieners an.
2. Die Fugenhobeldüse so installieren, wie Sie eine normale Schneiddüse installieren würden. Siehe Austausch
der Verschleißteile.
3. Den Plasmadruck und den Abschirmdruck in Übereinstimmung mit den Fugenhobeltabellen auf Seite 4-39 bis
4-42 anpassen. Darauf achten, daß der Gasdruck zum Fugenhobeln niedriger ist als zum Schneiden.

5/12/98
BEDIENUNG
4-12 MAX200 (Handbrenner) Betriebsanleitung
4. Den Brenner im Winkel von ca. 40° von der Fläche halten, die fugengehobelt werden soll und entlang der zu
hobelnden Fuge führen (Abb. 4-7). Die gerade Fugenhobeltechnik (90°) oder die seitliche Fugenhobeltechnik
(45°) benutzen (siehe Abb. 4-8 und 4-9). Bei breiteren oder tieferen Abschnitten können unter Umständen
mehrere Durchgänge oder „Webvorgänge“ erforderlich sein (siehe Abb. 4-8 für gerades Weben und Abb. 4-9 für
seitliches Weben).
5. Beim Fugenhobeln von unlegiertem Stahl, rostfreiem Stahl oder Aluminium ist die ungefähre
Metallentfernungsgeschwindigkeit wie folgt:
Metall Fugenhobeltechnik Metallabnahmegeschwindigkeit*
Unlegierter Stahl Gerades Fugenhobeln 21 kg/Std.
Gerades Webfugenhobeln 30 kg/Std.
Seitliches Fugenhobeln 19 kg/Std.
Seitliches Webfugenhobeln 29 kg/Std.
Rostfreier Stahl Gerades Fugenhobeln 37 kg/Std.
Gerades Webfugenhobeln 39 kg/Std.
Seitliches Fugenhobeln 35 kg/Std.
Seitliches Webfugenhobeln 40 kg/Std.
Aluminium Gerades Fugenhobeln 16 kg/Std.
Gerades Webfugenhobeln 18 kg/Std.
Seitliches Fugenhobeln 19 kg/Std.
Seitliches Webfugenhobeln 23 kg/Std.
* Wenn Argon-Wasserstoff als Plasmagas verwendet wird.
Abbildung 4-7 Führen entlang der zu hobelnden Fuge

4/2/97
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-13
Abbildung 4-8 Gerade Fugenhobel-Techniken
Fugenhobeln in Webform
Gerades Fugenhobeln

4/2/97
BEDIENUNG
4-14 MAX200 (Handbrenner) Betriebsanleitung
Gewebtes Fugenhobeln
Abbildung 4-9 Seitliche Fugenhobeltechniken
Seitliches Fugenhobeln

4/2/97
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-15
Lochstechen
1. Den Brenner so halten, daß die Düse ungefähr 2 mm vom Werkstück entfernt ist, bevor der Brennerschalter
betätigt wird. Diese Methode verlängert die Standzeit der Düse (siehe Abb. 4-10).
2. Den Brenner in einem Winkel zum Werkstück von sich selbst weg halten und ihn dann langsam in eine
senkrechte Position rollen. (Dies ist besonders wichtig beim Schneiden von dickerem Material). Sicherstellen,
daß der Brenner von Ihnen und den Leuten um sie herum weg zeigt, um Gefahr durch Funken und heißem
Metall zu vermeiden.
3. Es ist besser, den Schnitt im Winkel zu beginnen als in einer aufrechten Position. Dadurch kann das heiße
Metall zu einer Seite entweichen und spritzt nicht gegen die Düse, so daß der Bediener von Funken geschützt
ist und die Standzeit der Brennerdüse länger ist.
4. Wenn das Lochstechen beendet ist, mit dem Schneiden fortfahren.
1. Den Brenner schräg halten
und den Brennerschalter
betätigen.
2. Den Brenner in
aufrechter Position
drehen.
Abbildung 4-10 Lochstechen

5/19/97
BEDIENUNG
4-16 MAX200 (Handbrenner) Betriebsanleitung
Häufige Schneidfehler
• Das Werkstück wurde nicht vollständig durchgeschnitten. Mögliche Ursachen:
– Der Strom ist zu niedrig.
– Die Schneidgeschwindigkeit ist zu hoch.
– Die Brennerteile sind abgenutzt.
– Das zu schneidende Metall ist zu dick.
• An der Schnittunterkante bildet sich ein Schlackenbart. Mögliche Ursachen:
– Die Schneidgeschwindigkeit ist zu langsam oder zu schnell.
– Die Brennerteile sind abgenutzt.
Einschaltdauer
Die Einschaltdauer wird unter folgenden Umständen verringert:
• Die Eingangsspannung liegt wegen langer Stromkabel, schlechter Stromversorgung usw. unter dem
geforderten Wert.
• Metalle werden dicker als 50 mm zugeschnitten.
• Die Werkstückklemme hat wegen Farbe, Rost usw. keinen guten elektrischen Kontakt mit dem Werkstück.
• Die Lichtbogenspannung ist größer als 150 Volt (bei 200 Ampere).

4/2/97
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-17
Tabellen für das Schneiden
Die folgenden Schneidtabellen liefern dem Bediener die notwendigen Informationen für das Schneiden oder
Fugenhobeln mit dem MAX200 Gerät.
Bei der Verwendung von Schläuchen, die länger sind als 15 m, die Plasmagasdruck-TEST-Einstellung um
0.34 Bar pro zusätzlicher Brennerschlauchlänge erhöhen.
Wenn man zum Beispiel Kohlenstoffstahl bei 200 A mit Luft/Luft schneidet, zeigt die Tabelle für das Schneiden als
TEST-Druck 3,0 - 3,3 Bar an (siehe Seite 4-19). Wenn man mit Leitungen von 30,5 m Länge arbeitet, ist dieser
TEST-Druck auf 3,4 - 3,7 Bar zu erhöhen.
Der Index auf der nachstehenden Seite liefert dem Bediener eine schnelle Nachschlagmöglichkeit für die
Schneidtabellen und alle Verschleißteile, die für Schneid- und Fugenhobelanwendungen mit dem PAC200T (90°)
Schneidbrenner verwendet werden.
Reklamationen und technische Fragen
Reklamationen bezüglich fehlerhafter Ware – Alle Einheiten, die zum Versand gebracht werden, durchlaufen
eine strenge Qualitätskontroll-Überprüfung. Sollte Ihr Gerät jedoch nicht einwandfrei funktionieren, beachten Sie
bitte folgende Punkte:
1. Möglicherweise ist das Problem einfach zu beheben, wie zum Beispiel bei einem losen Anschluß.
2. Wenn Sie nicht in der Lage sind, das Problem zu lösen, kontaktieren Sie Ihren Händler oder das nächste vorne
in diesem Handbuch aufgeführte Hypertherm Büro.

15
BEDIENUNG
4-18 MAX200 (Handbrenner) Betriebsanleitung
Schneidtabelle und Verschleißteilindex
Ampere Plasmagas/ Schutz-
Metall (A) Sekundärgas schild Brennerkappe Düse Wirbelring Elektrode Seite
Unlegierter 200 Luft / Luft 020918 020915 020608 020607 220021 4-19
Stahl 100 Luft / Luft 020919 020915 020611 020607 120547 4-20
40 Luft / Luft 020917 020915 020689 020613 220021 4-21
200 O
2
/ Luft 020918 020915 020605 020604 220021 4-22
100 O
2
/ Luft 020919 020915 020616 020617 120547 4-23
200 N
2
/ CO
2
020918 020915 020608 020607 020415 4-24
Rostfreier 200 Luft / Luft 020918 020915 020608 020607 220021 4-25
Stahl 100 Luft / Luft 020919 020915 020611 020607 120547 4-26
40 Luft / Luft 020917 020915 020689 020613 220021 4-27
200 N
2
/ Luft 020918 020915 020608 020607 020415 4-28
200 N
2
/ CO
2
020918 020915 020608 020607 020415 4-29
200 H35 / N
2
020920 020915 020608 020607 020415 4-30
100 H35 / N
2
020919 020915 020611 020607 020415 4-31
Aluminium 200 Luft / Luft 020918 020915 020608 020607 220021 4-32
100 Luft / Luft 020919 020915 020611 020607 120547 4-33
40 Luft / Luft 020917 020915 020689 020613 220021 4-34
200 N
2
/ Luft 020918 020915 020608 020607 020415 4-35
200 N
2
/ CO
2
020918 020915 020608 020607 020415 4-36
200 H35 / N
2
020918 020915 020608 020607 020415 4-37
100 H35 / N
2
020919 020915 020611 020607 020415 4-38
Unlegierter 200 Luft / Luft 020891 020882 020615 020607 220021 4-39
Stahl 200 H35/Luft 020891 020882 020934 020607 020933 4-40
Rostfreier 200 H35 / N
2
020891 020882 020934 020607 020933 4-41
Stahl
Aluminium 200 H35 / N
2
020891 020882 020934 020607 020933 4-42
SCHNEIDEN
FUGENHOBELN

15
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-19
PAC200T/PAC200E Handbrenner
Unlegierter Stahl
200 Ampere – Luft Plasma / Luft Sekundär
Diese Gaskombination ermöglicht eine gute Schneide-Geschwindigkeit, wenig Bartbildung und ist sehr
wirtschaftlich. Es kann etwas Oberflächennitrierung auftreten.
Produktionsschneiden bei einer Dicke von mehr als 25 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020918
Schutzschild
020608
Düse
020915
Brennerkappe
220021
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
1⁄4" 6 Luft Test 44-48* / 3,0-3,3 Luft 70/4,8 3 200 130 3400 0,5 90/6,2 90/6,2
Run 58-62 / 4,0-4,3
0,315" 8 (66 SCFH / (280 SCFH / 3 135 2900 0,5
3⁄8" 10 31 l/min) 132 l/min) 3 135 2540 1,0
1⁄2" 13 3 140 2030 2,0
5⁄8" 15 4 145 1520 2,0
3⁄4" 20 5 150 1140 2,5
7⁄8" 22 6 155 760 2,5
1" 25 6 160 635 2,5
1-1⁄4" 32 6 165 380
1-1⁄2" 38 6 170 250
1-3⁄4" 44 8 180 180
2" 50 8 185 130
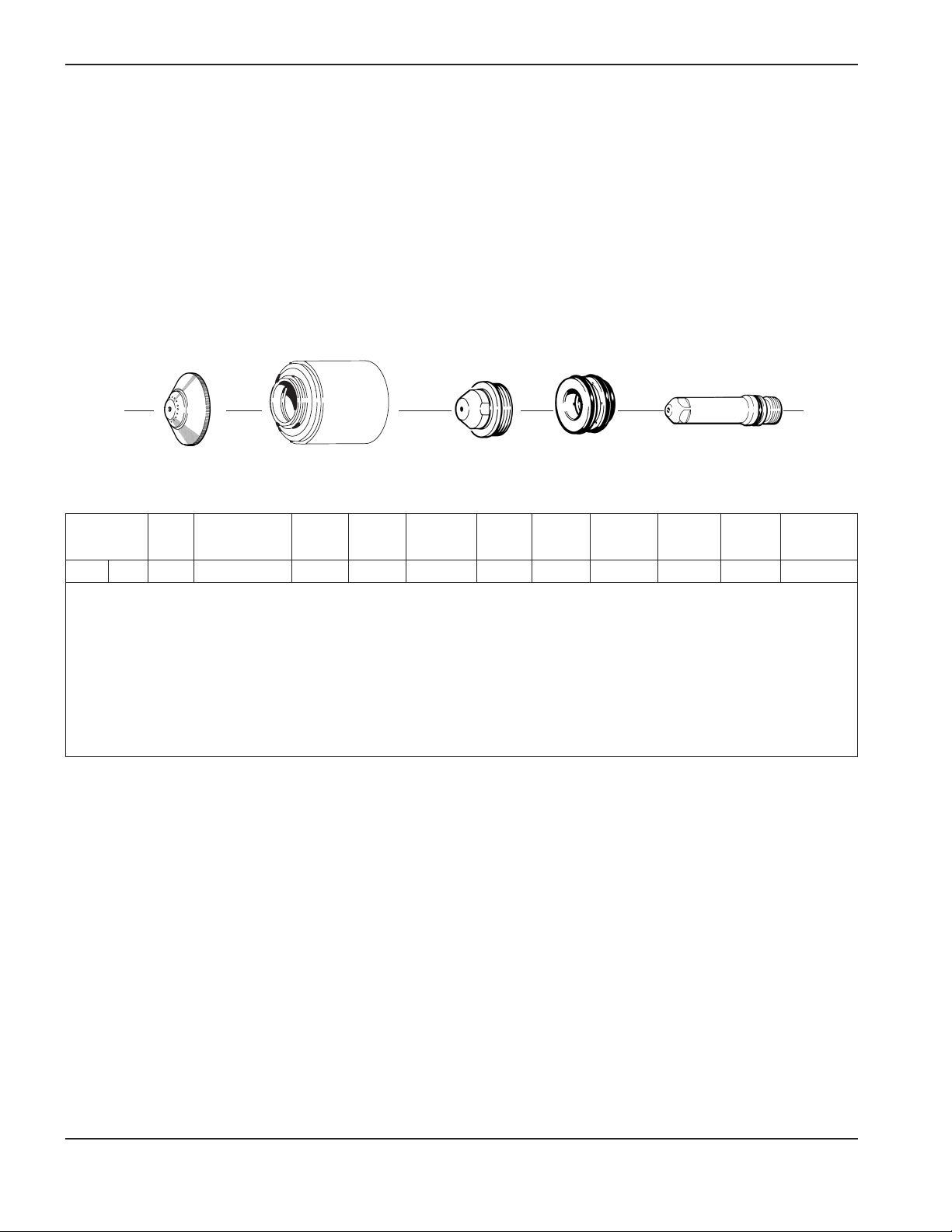
3/8/99
BEDIENUNG
4-20 MAX200 (Handbrenner) Betriebsanleitung
PAC200T/PAC200E Handbrenner
Unlegierter Stahl
100 Ampere – Luft Plasma / Luft Sekundär
Diese Gaskombination ermöglicht eine gute Schneide-Geschwindigkeit, wenig Bartbildung und ist sehr
wirtschatlich. Es kann etwas Oberflächennitrierung auftreten. Obwohl dieses Verfahren bei dickeren
Blechen verwendet werden kann, liegt der empfohlene Optimalbereich bei <10 mm.
Produktionsschneiden bei einer Dicke von mehr als 15 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020919
Schutzschild
020611
Düse
020915
Brennerkappe
120547
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
0,075" 2 Luft Test 22-26* / 1,5-1,8 Luft 60/4,0 2 80 120 6050 90/6,2 90/6,2
Run 48-52 / 3,3-3,6
1⁄8" 3 Test 22-26* / 1,5-1,8 60/4,0 2 100 130 3050 0,5
Run 54-58 / 3,7-4,0
3⁄16" 5 (37 SCFH / (270 SCFH / 3 130 2540 0,5
1⁄4" 6 17 l/min) 127 l/min) 3 135 2030 0,5
3⁄8" 10 3 140 1270 1,0
1⁄2" 12 3 140 890 1,5
5⁄8" 15 4 145 635 2,0
3⁄4" 20 5 150 510

15
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-21
PAC200T/PAC200E Handbrenner
Unlegierter Stahl
40 Ampere – Luft Plasma / Luft Sekundär
Diese Gaskombination ermöglicht gute Schneide-Geschwindigkeiten, wenig Bartbildung und ist sehr
wirtschaftlich. Es kann etwas Oberflächennitrierung auftreten.
Produktionsschneiden bei einer Dicke von mehr als 3 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020917
Schutzschild
020689
Düse
020915
Brennerkappe
220021
Elektrode
020613
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
0,156" 28GA Luft Test 16-20* / 1,1-1,4 Luft 60/4,0 1,5 40 110 8650 90/6,2 90/6,2
Run 56-60 / 3,9-4,1
0,188" 26GA (25 SCFH / (275 SCFH / 1,5 100 8150
0,25" 24GA 12 l/min) 129 l/min) 1,5 105 7250
0,35" 1 1,5 110 5950
0,50" 18GA 1,5 110 4950
1⁄16" 1,5 1,5 115 4300 0,50
0,75" 2 1,5 115 3700 0,50
1⁄8" 3 1,5 115 2550 1,00
0,158" 4 2 125 1750
0,197" 5 2 130 1150
1⁄4" 6 2 135 750
3⁄8" 10 2 140 300

15
BEDIENUNG
4-22 MAX200 (Handbrenner) Betriebsanleitung
PAC200T/PAC200E Handbrenner
Unlegierter Stahl
200 Ampere – O
2
Plasma / Luft Sekundär
Diese Gaskombination ermöglicht ausgezeichnete Schneide-Geschwindigkeit, minimale Bartbildung,
minimale Oberflächennitrierung und ausgezeichnete Schweißbarkeit.
Produktionsschneiden bei einer Dicke von mehr als 25 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020918
Schutzschild
020605
Düse
020915
Brennerkappe
220021
Elektrode
020604
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
1⁄4" 6 O2Test 48-52* / 3,3-3,6 Luft 70/4,8 3 200 120 4060 0,5 120/8,3 90/6,2
Run 64-68 / 4,4-4,7
0,315" 8 (72 SCFH / (280 SCFH / 3 125 3000 0,5
3⁄8" 10 34 l/min) 132 l/min) 3 125 2540 1,0
1⁄2" 13 3 125 2030 2,0
5⁄8" 15 4 130 1780 2,0
3⁄4" 20 5 135 1400 2,5
7⁄8" 22 6 135 1140 2,5
1" 25 6 140 890 2,5
1-1⁄4" 32 6 150 560
1-1⁄2" 38 6 155 380
1-3⁄4" 44 8 165 250
2" 50 8 170 180

3/8/99
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-23
PAC200T/PAC200E Handbrenner
Unlegierter Stahl
100 Ampere – O
2
Plasma / Luft Sekundär
Diese Gaskombination ermöglicht gute Schneide-Geschwindigkeit, wenig Bartbildung und ist sehr
wirtschaftlich. Es kann etwas Oberflächennitrierung auftreten. Obwohl dieses Verfahren bei dickeren
Blechen verwendet werden kann, liegt der empfohlene Optimalbereich bei <10 mm.
Produktionsschneiden bei einer Dicke von mehr als 10 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020919
Schutzschild
020616
Düse
020915
Brennerkappe
120547
Elektrode
020617
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
1⁄8" 3 O2Test 20-24* / 1,4-1,6 Luft 60/4,0 2 100 110 5330 120/8,3 90/6,2
Run 60-64 / 4,1-4,4
3⁄16" 5 (40 SCFH / (270 SCFH / 3 115 3300
1⁄4" 6 19 l/min) 127 l/min) 3 115 2540 0,5
3⁄8" 10 3 120 1900 0,5
1⁄2" 12 3 120 1575
5⁄8" 15 4 130 1150
3⁄4" 20 5 135 760

3/8/99
BEDIENUNG
4-24 MAX200 (Handbrenner) Betriebsanleitung
PAC200T/PAC200E Handbrenner
Unlegierter Stahl
200 Ampere – N
2
Plasma / CO2Sekundär
Diese Gaskombination wird gewählt, wenn die Qualität der Schnittkante und eine Oberflächennitrierung
nicht so wichtig ist. Elektroden-Lebensdauer ist bei Verwendung dieser Kombination länger.
Produktionsschneiden bei einer Dicke von mehr als 25 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020918
Schutzschild
020608
Düse
020915
Brennerkappe
020415
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
3⁄16" 5 N2Test 36-40* / 2,5-2,8 CO
2
70/4,8 3 200 120 3300 0,5 120/8,3 90/6,2
Run 52-56 / 3,6-3,9
1⁄4" 6 (60 SCFH / (220 SCFH / 3 125 2800 1,0
3⁄8" 10 28 l/min) 103 l/min) 3 130 2160 1,5
1⁄2" 12 3 130 1400 2,0
5⁄8" 15 4 135 1140 2,0
3⁄4" 20 5 145 635 2,5
7⁄8" 22 6 150 510 3,0
1" 25 6 160 380 3,0
1-1⁄4" 32 6 165 250
1-1⁄2" 38 6 175 130

15
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-25
PAC200T/PAC200E Handbrenner
Rostfreier Stahl
200 Ampere – Luft Plasma / Luft Sekundär
Diese Gaskombination ermöglicht gute Schneide-Geschwindigkeit, wenig Bartbildung und ist sehr
wirtschaftlich. Es kann etwas Oberflächennitrierung und Oberflächenoxidation der Legierungselemente
auftreten.
Produktionsschneiden bei einer Dicke von mehr als 22 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020918
Schutzschild
020608
Düse
020915
Brennerkappe
220021
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
3⁄16" 5 Luft Test 44-48* / 3,0-3,3 Luft 70/4,8 3 200 125 5600 90/6,2 90/6,2
Run 58-62 / 4,0-4,3
1⁄4" 6 (66 SCFH / (280 SCFH / 3 130 5000 0,5
3⁄8" 10 31 l/min) 132 l/min) 3 130 3700 1,0
1⁄2" 12 3 135 2700 2,0
5⁄8" 15 4 140 1900 2,0
3⁄4" 20 5 140 1400 2,5
7⁄8" 22 6 145 1000 3,0
1" 25 6 150 760
1-1⁄4" 32 6 160 380
1-1⁄2" 38 6 170 250

14
BEDIENUNG
4-26 MAX200 (Handbrenner) Betriebsanleitung
PAC200T/PAC200E Handbrenner
Rostfreier Stahl
100 Ampere – Luft Plasma / Luft Sekundär
Diese Gaskombination ermöglicht gute Schneide-Geschwindigkeit, wenig Bartbildung und ist sehr
wirtschaftlich. Es kann etwas Oberflächennitrierung und Oberflächenoxidation der Legierungselemente
auftreten.
Produktionsschneiden bei einer Dicke von mehr als 10 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020919
Schutzschild
020611
Düse
020915
Brennerkappe
120547
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
1⁄8" 3 Luft Test 22-26* / 1,5-1,8 Luft 60/4,0 2 100 125 3560 90/6,2 90/6,2
Run 54-58 / 3,7-4,0
3⁄16" 5 (37 SCFH / (270 SCFH / 3 130 2800 0,5
1⁄4" 6 17 l/min) 127 l/min) 3 130 2030 0,5
3⁄8" 10 3 135 1400 0,5
1⁄2" 12 3 140 890
5⁄8" 15 4 145 635
3⁄4" 20 5 150 510

15
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-27
PAC200T/PAC200E Handbrenner
Rostfreier Stahl
40 Ampere – Luft Plasma / Luft Sekundär
Diese Gaskombination ermöglicht gute Schneide-Geschwindigkeit, wenig Bartbildung und ist sehr
wirtschaftlich. Es kann etwas Oberflächennitrierung und Oberflächenoxidation der Legierungselemente
auftreten.
Produktionsschneiden bei einer Dicke von mehr als 3 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020917
Schutzschild
020689
Düse
020915
Brennerkappe
220021
Elektrode
020613
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
0,156" 28GA Luft Test 16-20* / 1,1-1,4 Luft 60/4,0 2 40 110 7100 90/6,2 90/6,2
Run 56-60 / 3,9-4,1
0,188" 26GA (25 SCFH / (275 SCFH / 2 110 6100
0,25" 24GA 12 l/min) 129 l/min) 2 115 5550
1⁄32" 2 115 5050 0,5
0,50" 18GA 2 120 3700 0,5
1⁄16" 1,5 2 120 3050 1,0
1⁄8" 3 3 125 1900 1,5
1⁄4" 6 3 135 750
3⁄8" 10 3 140 300

3/8/99
BEDIENUNG
4-28 MAX200 (Handbrenner) Betriebsanleitung
PAC200T/PAC200E Handbrenner
Rostfreier Stahl
200 Ampere – N
2
Plasma / Luft Sekundär
Diese Gaskombination wird gewählt, wenn die Schneidkantenqualität, Oberflächennitrierung und
Oberflächenoxidation der Legierungselemente weniger wichtig sind. Elektrodenstandzeit ist bei dieser
Kombination länger.
Produktionsschneiden bei einer Dicke von mehr als 22 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020918
Schutzschild
020608
Düse
020915
Brennerkappe
020415
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
3⁄16" 5 N2Test 34-38* / 2,3-2,6 Luft 70/4,8 3 200 125 3430 120/8,3 90/6,2
Run 50-54 / 3,5-3,7
1⁄4" 6 (60 SCFH / (280 SCFH / 3 130 3050 0,5
3⁄8" 10 28 l/min) 132 l/min) 3 130 2540 1,0
1⁄2" 12 3 135 1900 2,0
5⁄8" 15 4 140 1520 2,0
3⁄4" 20 5 140 1140 2,5
7⁄8" 22 6 145 890 2,5
1" 25 6 150 510
1-1⁄4" 32 6 160 380
1-1⁄2" 38 6 160 250

3/8/99
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-29
PAC200T/PAC200E Handbrenner
Rostfreier Stahl
200 Ampere – N
2
Plasma / CO2Sekundär
Diese Gaskombination wird gewählt, wenn die Oberflächennitrierung und Oberflächenoxidation der
Legierungselemente weniger wichtig sind. Elektrodenstandzeit ist bei dieser Gaskombination länger.
Produktionsschneiden bei einer Dicke von mehr als 22 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020918
Schutzschild
020608
Düse
020915
Brennerkappe
020415
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
3⁄16" 5 N2Test 36-40* / 2,5-2,8 CO
2
70/4,8 3 200 125 4800 0,5 120/8,3 90/6,2
Run 52-56 / 3,6-3,9
1⁄4" 6 (60 SCFH / (220 SCFH / 3 130 4300 1,0
3⁄8" 10 28 l/min) 103 l/min) 3 130 3200 1,5
1⁄2" 12 3 135 2400 2,0
5⁄8" 15 4 140 1800 2,0
3⁄4" 20 5 140 1250 2,5
7⁄8" 22 6 145 1000 3,0
1" 25 6 150 760
1-1⁄4" 32 6 160 380
1-1⁄2" 38 6 170 250

3/8/99
BEDIENUNG
4-30 MAX200 (Handbrenner) Betriebsanleitung
PAC200T/PAC200E Handbrenner
Rostfreier Stahl
200 Ampere – H35 Plasma / N
2
Sekundär
Diese Gaskombination (Hypertherm empfiehlt eine Mischung von 35 % Wasserstoff und 65 % Argon für das
Plasmagas) ermöglicht die maximale Schneiddickenqualität, wenig Bartbildung, wenig
Oberflächenverschmutzung, ausgezeichnete Schweißbarkeit und ausgezeichnete Schneidqualität.
Elektrodenstandzeit ist bei dieser Gaskombination länger.
Produktionsschneiden bei einer Dicke von mehr als 22 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020920
Schutzschild
020608
Düse
020915
Brennerkappe
020415
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
1⁄4" 6 H35 Test 36-40* / 2,5-2,8 N
2
70/4,8 5 200 135 1600 1,0 120/8,3 90/6,2
Run 62-66 / 4,3-4,5
3⁄8" 10 (70 SCFH / (290 SCFH / 5 140 1300 1,0
1⁄2" 12 33 l/min) 136 l/min) 5 140 1100 2,0
5⁄8" 15 6 145 940 2,0
3⁄4" 20 6 150 810 2,5
7⁄8" 22 8 155 690 2,5
1" 25 8 155 560
1-1⁄4" 32 8 165 400
1-1⁄2" 38 8 170 280
1-3⁄4" 44 8 180 200
2" 50 8 185 150

3/8/99
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-31
Produktionsschneiden bei einer Dicke von mehr als 10 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
PAC200T/PAC200E Handbrenner
Rostfreier Stahl
100 Ampere – H35 Plasma / N
2
Sekundär
Diese Gaskombination ermöglicht gute Schneide-Geschwindigkeit, wenig Bartbildung und ist sehr
wirtschaftlich. Es kann etwas Oberflächennitrierung und Oberflächenoxidation der Legierungselemente
auftreten.
020919
Schutzschild
020611
Düse
020915
Brennerkappe
020415
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
1⁄8" 3 H35 Test 32-36* / 2,2-2,5 N
2
60/4,0 2 100 130 1260 120/8,3 90/6,2
Run 56-60 / 3,9-4,1
3⁄16" 5 (20 SCFH / (270 SCFH / 3 135 1060 0,5
1⁄4" 6 9 l/min) 127 l/min) 3 140 890 0,5
3⁄8" 10 3 140 750 0,5
1⁄2" 13 3 145 630

15
BEDIENUNG
4-32 MAX200 (Handbrenner) Betriebsanleitung
PAC200T/PAC200E Handbrenner
Aluminium
200 Ampere – Luft Plasma / Luft Sekundär
Diese Gaskombination ermöglicht gute Schneide-Geschwindigkeit, wenig Bartbildung und ist sehr
wirtschaftlich.
Produktionsschneiden bei einer Dicke von mehr als 22 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020918
Schutzschild
020608
Düse
020915
Brennerkappe
220021
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
3⁄16" 5 Luft Test 44-48* / 3,0-3,3 Luft 70/4,8 3 200 130 5600 0,5 90/6,2 90/6,2
Run 58-62 / 4,0-4,3
1⁄4" 6 (66 SCFH / (280 SCFH / 3 140 4800 1,0
3⁄8" 10 31 l/min) 132 l/min) 3 140 3700 2,0
1⁄2" 12 3 145 2800 2,5
5⁄8" 15 4 150 2200 2,5
3⁄4" 20 5 155 1650 2,5
7⁄8" 22 6 160 1300 2,5
1" 25 6 165 900
1-1⁄4" 32 6 170 500
1-1⁄2" 38 6 175 300
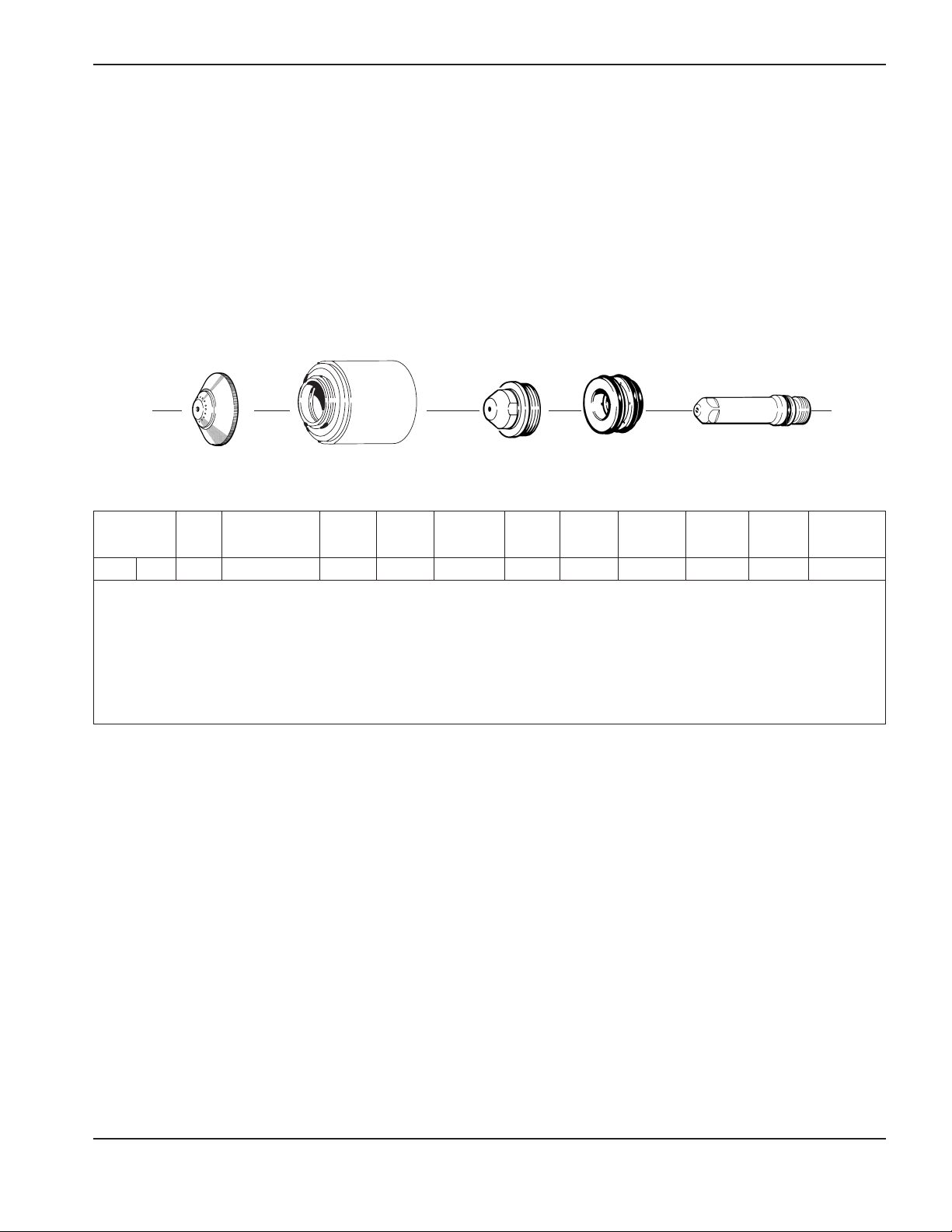
14
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-33
PAC200T/PAC200E Handbrenner
Aluminium
100 Ampere – Luft Plasma / Luft Sekundär
Diese Gaskombination ermöglicht gute Schneide-Geschwindigkeit, wenig Bartbildung und ist sehr
wirtschaftlich.
Produktionsschneiden bei einer Dicke von mehr als 10 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020919
Schutzschild
020611
Düse
020915
Brennerkappe
120547
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
1⁄8" 3 Luft Test 22-26* / 1,5-1,8 Luft 60/4,0 2 100 135 2800 90/6,2 90/6,2
Run 54-58 / 3,7-4,0
3⁄16" 5 (37 SCFH / (270 SCFH / 3 140 2290 0,5
1⁄4" 6 17 l/min) 127 l/min) 3 145 1780 0,5
3⁄8" 10 3 145 1270 0,5
1⁄2" 12 3 150 1010
5⁄8" 15 4 155 760
3⁄4" 20 5 160 635

15
BEDIENUNG
4-34 MAX200 (Handbrenner) Betriebsanleitung
PAC200T/PAC200E Handbrenner
Aluminium
40 Ampere – Luft Plasma / Luft Sekundär
Diese Gaskombination ermöglicht gute Schneide-Geschwindigkeit, wenig Bartbildung und ist sehr
wirtschaftlich.
Produktionsschneiden bei einer Dicke von mehr als 3 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020917
Schutzschild
020689
Düse
020915
Brennerkappe
220021
Elektrode
020613
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
1⁄32" Luft Test 16-20* / 1,1-1,4 Luft 60/4,0 2 40 100 6100 ,50 90/6,2 90/6,2
Run 56-60 / 3,9-4,1
1⁄16" 1,5 (25 SCFH / (275 SCFH / 2 110 4300 ,75
3⁄32" 2,5 12 l/min) 129 l/min) 2 120 3550 1,00
1⁄8" 3 2 130 2550 1,00
1⁄4" 6 3 140 900
3⁄8" 10 3 150 350

3/8/99
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-35
PAC200T/PAC200E Handbrenner
Aluminium
200 Ampere – N
2
Plasma / Luft Sekundär
Diese Gaskombination wird gewählt, wenn die Schneidkantenqualität weniger wichtig ist.
Elektrodenstandzeit ist bei dieser Kombination länger.
Produktionsschneiden bei einer Dicke von mehr als 22 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020918
Schutzschild
020608
Düse
020915
Brennerkappe
020415
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
3⁄16" 5 N2Test 34-38* / 2,3-2,5 Luft 70/4,8 3 200 130 4570 0,5 120/8,3 90/6,2
Run 54-54 / 3,7-3,7
1⁄4" 6 (60 SCFH / (280 SCFH / 3 135 4060 1,0
3⁄8" 10 28 l/min) 132 l/min) 3 135 3050 1,5
1⁄2" 12 3 140 2030 2,0
5⁄8" 15 4 140 1780 2,0
3⁄4" 20 5 150 1270 2,5
7⁄8" 22 6 160 890 2,5
1" 25 6 165 635
1-1⁄4" 32 6 175 510
1-1⁄2" 38 6 185 250

3/8/99
BEDIENUNG
4-36 MAX200 (Handbrenner) Betriebsanleitung
PAC200T/PAC200E Handbrenner
Aluminium
200 Ampere – N
2
Plasma / CO2Sekundär
Diese Gaskombination wird gewählt, wenn die Schneidkantenqualität weniger wichtig ist.
Elektrodenstandzeit ist bei dieser Kombination länger.
Produktionsschneiden bei einer Dicke von mehr als 22 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020918
Schutzschild
020608
Düse
020915
Brennerkappe
020415
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
3⁄16" 5 N2Test 36-40* / 2,5-2,8 CO
2
70/4,8 3 200 130 4700 0,5 120/8,3 90/6,2
Run 52-56 / 3,6-3,9
1⁄4" 6 (60 SCFH / (220 SCFH / 3 135 4050 1,0
3⁄8" 10 28 l/min) 103 l/min) 3 135 3050 2,0
1⁄2" 12 3 140 2400 2,5
5⁄8" 15 4 140 1800 2,5
3⁄4" 20 5 150 1400 3,0
7⁄8" 22 6 160 1050 3,0
1" 25 6 165 840
1-1⁄4" 32 6 175 510
1-1⁄2" 38 6 185 280

3/8/99
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-37
Produktionsschneiden bei einer Dicke von mehr als 22 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
PAC200T/PAC200E Handbrenner
Aluminium
200 Ampere – H35 Plasma / N
2
Sekundär
Diese Gaskombination (Hypertherm empfiehlt eine Mischung aus 35 % Wasserstoff und 65 % Argon für das
Plasmagas) ermöglicht maximale Schneiddickenfähigkeit, ausgezeichnete Schneidqualität und
ausgezeichnete Schweißbarkeit. Elektrodenstandzeit ist bei dieser Kombination länger.
020918
Schutzschild
020608
Düse
020915
Brennerkappe
020415
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
3⁄16" 5 H35 Test 36-40* / 2,5-2,8 N
2
70/4,8 5 200 130 4300 0,5 120/8,3 90/6,2
Run 62-66 / 4,3-4,5
1⁄4" 6 (70 SCFH / (290 SCFH / 5 130 4000 1,0
3⁄8" 10 33 l/min) 136 l/min) 6 135 3000 2,0
1⁄2" 12 6 140 2550 2,0
5⁄8" 15 6 145 2000 2,5
3⁄4" 20 8 150 1500 2,5
7⁄8" 22 8 155 1250 2,5
1" 25 8 155 1000
1-1⁄4" 32 8 165 660
1-1⁄2" 38 6 170 460
1-3⁄4" 44 8 180 300
2" 50 8 185 180

3/8/99
BEDIENUNG
4-38 MAX200 (Handbrenner) Betriebsanleitung
Produktionsschneiden bei einer Dicke von mehr als 10 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
PAC200T/PAC200E Handbrenner
Aluminium
100 Ampere – H35 Plasma / N
2
Sekundär
Diese Gaskombination ermöglicht gute Schneide-Geschwindigkeit, wenig Bartbildung und ist sehr
wirtschaftlich.
020919
Schutzschild
020611
Düse
020915
Brennerkappe
020415
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogenspannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungsverzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll) (mm)
(psi/bar) (psi/bar) (mm) (A) (V) (mm/min) (Sek.) (psi/bar) (psi/bar)
1⁄8" 3 H35 Test 32-36* / 2,2-2,5 N
2
60/4,0 2 100 135 2440 120/8,3 90/6,2
Run 56-60 / 3,9-4,1
3⁄16" 5 (20 SCFH / (270 SCFH / 3 140 2200 0,5
1⁄4" 6 9 l/min) 127 l/min) 3 145 1980 0,5
3⁄8" 10 3 145 1530 0,5
1⁄2" 12 3 150 1280

15
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-39
PAC200E Handbrenner
Fugenhobeln von unlegiertem Stahl
200 Ampere – Luft Plasma / Luft Sekundär
1 bar = 6.895 KPa
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020891
Schutzschild
020615
Düse
020882
Brennerkappe
220021
Elektrode
020607
Wirbelring
Plasmagasart
Plasmagasdruck
TEST/RUN
Sekundärgasart Sekundärgasdruck
Lichtbogen-
stromeinstellung
PlasmagasEinlaßdruck
Sekundärgas-
Einlaßdruck
(psi/bar) (psi/bar) (A) (psi/bar) (psi/bar)
Luft Test 49-51* / 3,4-3,6 Luft 50/3,4 200 90/6,2 90/6,2
Run 50-52 / 3,5-3,6

3/8/99
BEDIENUNG
4-40 MAX200 (Handbrenner) Betriebsanleitung
PAC200E Handbrenner
Fugenhobeln von unlegiertem Stahl
200 Ampere – H35 Plasma / Luft Sekundär
Hypertherm empfiehlt eine Mischung von 35 % Wasserstoff und 65 % Argon für das Plasmagas.
020891
Schutzschild
020934
Düse
020882
Brennerkappe
020933
Elektrode
020607
Wirbelring
1 bar = 6.895 KPa
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
Plasmagasart
Plasmagasdruck
TEST/RUN
Sekundärgasart Sekundärgasdruck
Lichtbogen-
stromeinstellung
PlasmagasEinlaßdruck
Sekundärgas-
Einlaßdruck
(psi/bar) (psi/bar) (A) (psi/bar) (psi/bar)
H35 Test 60* / 4,1 Luft 60/4,1 200 120/8,3 120/8,3
Run 62 / 4,3

3/8/99
BEDIENUNG
MAX200 (Handbrenner) Betriebsanleitung 4-41
PAC200E Handbrenner
Fugenhobeln von rostfreiem Stahl
200 Ampere – H35 Plasma / N
2
Sekundär
Hypertherm empfiehlt eine Mischung aus 35 % Wasserstoff und 65 % Argon für das Plasmagas.
1 bar = 6.895 KPa
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020891
Schutzschild
020934
Düse
020882
Brennerkappe
020933
Elektrode
020607
Wirbelring
Plasmagasart
Plasmagasdruck
TEST/RUN
Sekundärgasart Sekundärgasdruck
Lichtbogen-
stromeinstellung
PlasmagasEinlaßdruck
Sekundärgas-
Einlaßdruck
(psi/bar) (psi/bar) (A) (psi/bar) (psi/bar)
H35 Test 49-51* / 3,4-3,6 N
2
50/3,5 200 120/8,3 120/8,3
Run 50-52 / 3,5-3,6

3/8/99
BEDIENUNG
4-42 MAX200 (Handbrenner) Betriebsanleitung
PAC200E Handbrenner
Fugenhobeln von Aluminium
200 Ampere – H35 Plasma / N
2
Sekundär
Hypertherm empfiehlt eine Mischung aus 35 % Wasserstoff und 65 % Argon für das Plasmagas.
1 bar = 6.895 KPa
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020891
Schutzschild
020934
Düse
020882
Brennerkappe
020933
Elektrode
020607
Wirbelring
Plasmagasart
Plasmagasdruck
TEST/RUN
Sekundärgasart Sekundärgasdruck
Lichtbogen-
stromeinstellung
PlasmagasEinlaßdruck
Sekundärgas-
Einlaßdruck
(psi/bar) (psi/bar) (A) (psi/bar) (psi/bar)
H35 Test 49-51* / 3,4-3,6 N
2
50/3,5 200 120/8,3 120/8,3
Run 50-52 / 3,5-3,6

MAX200 (Handbrenner) Betriebsanleitung 5-1
5/12/98
Abschnitt 5
WARTUNG
Inhalt:
Routinemäßige Wartung...........................................................................................................................................5-2
Fehlerbehebung........................................................................................................................................................5-3
Entfernung und Austausch des Brenners .................................................................................................................5-6
Entfernung........................................................................................................................................................5-6
Austauschen ....................................................................................................................................................5-6
Entfernung und Austausch des Brenner-Schlauchpakets ........................................................................................5-8
Entfernung........................................................................................................................................................5-8
Austauschen ....................................................................................................................................................5-8
Verlängerung oder Reduzierung der Brennerschlauchlänge....................................................................................5-9
Anpassung des Plasmagases........................................................................................................................5-12

4/2/97
WARTUNG
5-2 MAX200 (Handbrenner) Betriebsanleitung
WARNUNG
ELEKTRISCHER SCHLAG: Der/die großen Elektrolytkondensatoren speichern große Energiemengen
in Form elektrischer Spannung. Auch bei ausgeschaltetem Strom bestehen an den KondensatorDurchführungen, auf dem Chopper und den Dioden-Abstrahlblechen gefährliche Spannungen.
Entladen Sie den Kondensator niemals mit einem Schraubenschlüssel oder anderem
Werkzeug…Explosion, Materialschäden und/oder Körperverletzung wären die Folge. Warten Sie
mindestens noch fünf Minuten nach Abschalten der Stromquelle, bevor der Chopper oder der/die
Kondensatoren berührt wird/werden.
Routinemäßige Wartung
Das MAX200 Gerät ist so konstruiert, daß es bei normalem Einsatz wenig reguläre Wartung benötigt. Siehe
MAX200 Servicehandbuch, IM-162 wegen der routinemäßigen Wartung des Brenners, der Brennerschläuche,
Brennerkühlmittel und der Stromquelle, damit Ihre Anlage in bestem Betriebszustand bleibt.

4/2/97
WARTUNG
MAX200 (Handbrenner) Betriebsanleitung 5-3
Fehlerbehebung
Sich mit dem Inhalt dieses Handbuchs vertraut zu machen, wird bei Bedarf bei der sicheren Fehlerbehebung der
MAX200 Stromquelle und des Brenners helfen. Die nachstehenden Verfahren zeigen dem Bediener, wie die
üblichsten Probleme behoben werden können. Bei der Durchführung dieser Verfahren für die Fehlerbehebung wird
Ihnen Abschnitt 6, Standardkomponenten helfen, die Komponenten zu lokalisieren.
Problem: Der grüne Druckschalter PB1 STROM AN wird gedrückt, aber die Ventilatoren arbeiten
nicht und die grüne STROM AN Anzeige leuchtet nicht auf.
Ursache: Die Stromquelle wird nicht mit Netzstrom versorgt
Lösung: Den Strom an dem Hauptstrompult oder an dem Netztrennschalterkasten anstellen.
Ursache: Die Sicherungen innerhalb des Netztrennschalterkastens sind ausgelöst.
Lösung: Nachprüfen, ob die Sicherungen die richtige Größe haben. Die Sicherungen austauschen.
Ursache: Sicherung F1 oder F2 ist ausgelöst.
Lösung: Nachprüfen, ob die Sicherungen die richtige Größe haben. Die Sicherungen austauschen.
Ursache: Der Regeltransformator T1 ist defekt.
Lösung: Den Transformator T1 austauschen.
Ursache: Der grüne Druckschalter PB1 STROM AN, der rote Druckschalter PB2 STROM AUS oder die
zugehörige Schalterverdrahtung stellen keinen guten Kontakt her oder sind defekt.
Lösung: Den fehlerhaften Schalter austauschen oder korrigieren oder die Schalterverdrahtung bei
Bedarf austauschen.
Problem: Der grüne Druckschalter PB1 STROM AN wird gedrückt, die Ventilatoren arbeiten, aber
die grüne STROM AN Anzeige leuchtet nicht.
Ursache: Der Druckschalter PB1 wurde nicht lange genug gedrückt gehalten.
Lösung: PB1 mindestens fünf Sekunden lang drücken und halten.
Ursache: Eine oder mehrere der grünen STATUS Verriegelungs-Leuchtdioden leuchten nicht, was auf
einen fehlerhaften Zustand hinweist.
Lösung: Siehe Abschnitt 4, Bedienung, Regler an der Vorderseite für Beschreibungen der
Verriegelungsanzeige und Statusanzeigen vor dem Anfahren.
Ursache: Die Sicherung auf der Verteilertafel PCB6 ist ausgelöst.
Lösung: Sicherung F1 austauschen.
Ursache: Das Relais CR1 auf der Verteilertafel PCB6 ist defekt.
Lösung: Das Relais CR1 austauschen.

5/19/97
WARTUNG
5-4 MAX200 (Handbrenner) Betriebsanleitung
Problem: Der grüne Druckschalter PB1 STROM AN wird gedrückt, die grüne STROM AN Anzeige
leuchtet, aber die Ventilatoren arbeiten nicht.
Ursache: Die Sicherung F2 auf der Verteilertafel PCB6 ist ausgelöst.
Lösung: Die Sicherung F2 austauschen.
Ursache: Das Relais CR2 auf der Verteilertafel ist defekt.
Lösung: Das Relais CR2 austauschen.
Problem: Die Ventilatoren arbeiten, die grüne Anzeige STROM AN leuchtet, der Brennerschalter ist
gedrückt, aber die DC EIN Anzeige leuchtet nicht.
Ursache: Der Brennerschalter oder die Schalterverbindungen sind defekt.
Lösung: Die Brennerschalterverbindungen auf dem TB2 auf lose oder zerbrochene Verdrahtung hin
überprüfen. Den Brennerzündschalter austauschen.
Ursache: Der Hauptschütz CON1 ist defekt.
Lösung: Den Hauptschütz CON1 austauschen.
Ursache: Die Bedienungselemente PCB7 sind defekt.
Lösung: Die Bedienungselemente PCB7 austauschen.
Problem: Die grüne STROM EIN Anzeige leuchtet, der Brennerschalter ist gedrückt, und die DC EIN
Anzeige leuchtet, aber Hochfrequenz und Pilotlichtbogen sind nicht vorhanden.
Ursache: Zwischen den Elektrodenabständen gibt es keinen Funken.
Lösung: Die Elektroden bei Bedarf (mit einem Schmirgelleinen-Lappen) reinigen, ausrichten bzw. den
Abstand neu einstellen (.020 Zoll pro Abstand). Sicherstellen, daß die Elektrodenflächen
zwischen den Abständen flach sind. Wenn sie abgerundet sind, austauschen und den Abstand
neu einstellen. Die zwei Außenelektroden-Pakete sind #004061. Das Innenelektroden-Paket
ist #004089.
Lösung: Den Hochspannungstransformator T5 auf leckendes Öl oder Überhitzung überprüfen. Wenn
eine dieser Bedingungen zutrifft, T5 austauschen.
Lösung: Die elektrischen Anschlüsse an den Anschaltern PL26/REC26 (T5), TB3-60 und 61 und die
Stifte 3 und 4 an den Anschaltern PL6/REC2 (PCB7) überprüfen. Fehlerhafte Anschalter oder
Drähte austauschen oder reparieren.
Lösung: Die PL26/REC26 Steckverbindungen abtrennen und eine externe 120 VAC Stromquelle an die
REC26 Anschlußstifte anschließen. Wenn ein Funke an den Funkabständen festgestellt wird,
die Bedienungselemente PCB7 austauschen. Wenn ein schwacher Funke an den
Elektrodenabständen festgestellt wird, T5 austauschen und die Kondensatoren neu
anschließen. Wenn kein Funke beobachtet wird, C7 und C8 austauschen. (Die Kondensatoren
immer in Paaren austauschen).

5/12/98
WARTUNG
MAX200 (Handbrenner) Betriebsanleitung 5-5
Problem: Die grüne STROM AN Anzeige leuchtet auf, der Brennerschalter ist gedrückt und die
DC EIN Anzeige leuchtet, aber Hochfrequenz und Pilotlichtbogen sind nicht vorhanden.
Ursache: Am Brenner ist keine Hochfrequenz vorhanden.
Lösung: Nachsehen, ob der Brenner durchgebrannt ist, die Pilotlichtbogenleitung beschädigt ist oder
lose Kabelverbindungen vorhanden sind. Die Brenner- oder Pilotlichtbogenleitung auswechseln
oder die Leitungsanschlüsse anziehen.
Ursache: Das Pilotlichtbogenrelais CR1 ist defekt.
Lösung: Das Relais CR1 austauschen.
Ursache: Das Bedienpult PCB7 ist defekt.
Lösung: Das Bedienpult PCB7 austauschen.
Problem: Das Gerät stellt sich selbst ab, nachdem es angestellt worden ist.
Ursache: Das Gerät ist überhitzt.
Lösung: Warten, bis das Gerät abkühlt.
Ursache: Der Luft- oder Gasdruck ist nicht ausreichend.
Lösung: Das Manometer auf der Rückseite überprüfen. Den Luft- oder Gasdruck zum Gerät erhöhen.
Ursache: Die Zusatzschalter auf dem Sicherheits-Hauptschütz sind lose.
Lösung: Schalter festziehen.
Problem: Das Gerät schneidet nicht gut.
Ursache: Die Werkstückklemme ist nicht angeschlossen oder ist zerbrochen.
Lösung: Die Werkstückklemme anschließen oder reparieren.
Ursache: Der Brenner hat einen Riß.
Lösung: Den Brenner austauschen.
Ursache: Das Pilotlichtbogenrelais CR1 ist defekt. Auf Kontakte hin überprüfen, die zusammengeschweißt
sind.
Lösung: Das Relais CR1 austauschen.

5/19/97
WARTUNG
5-6 MAX200 (Handbrenner) Betriebsanleitung
Entfernung und Austausch des Brenners
Entfernung
1. Die sechs Schrauben, die die zwei Griffhälften sichern, entfernen und auseinandernehmen.
2. Den Brenner-Schalter und den Sicherheitswippentaster von dem Griff entfernen. Darauf achten, daß die
Wippenfeder nicht gelöst wird.
3. Bei den zwei größten Schläuchen einen 10 mm Gabelschlüssel zum Festhalten der Brennerkörpergewinden
benutzen und einen 13 mm Gabelschlüssel, um die Brennerschlauchgewinde zu drehen.
Bei den zwei nächst kleineren Schläuchen einen 8 mm Gabelschlüssel zum Halten der Brennerkörpergewinde
benutzen und einen 11 mm Gabelschlüssel, um die Brennerschlauchgewinde zu drehen. Darauf achten, daß
das rote Schlauchgewinde zum Lösen in die umgekehrte Richtung (Uhrzeigersinn) gedreht werden muß.
Bei dem kleinsten Schlauch (grau) einen 8 mm Schraubenschlüssel zum Lösen verwenden.
4. Den Hauptbrennerkörper entfernen.
Austauschen
1. Die Brennerschläuche an den Austausch-Hauptbrennerkörper anschließen. Die Brennerhauptkörpergewinde
und die Brennerschlauchgewinde im Uhrzeigersinn zusammenschrauben. Die oben in dem
Entfernungsverfahren aufgeführten Schraubenschlüsselgrößen verwenden. Darauf achten, daß das rote
Schlauchgewinde in umgekehrter Richtung gedreht werden muß.
2. Sicherstellen, daß der Schlauchisolator oberhalb des Sekundärgasschlauchgewindes positioniert ist (grau mit
blauem Band).
3. Den Hauptbrennerkörper in eine der Griffhälften einsetzen und dann den Körper und die Griffschlitze ausrichten.
4. Den Brennerschalter, Sicherheitswippentaster und die Wippenfeder in die Griffhälfte einsetzen, von der sie
entfernt worden waren.
5. Die obere Rippe des Knickschutzes in den Griff oberhalb der Schraubenlöcher einsetzen.
6. Beide Griffhälften ausrichten, zusammendrücken und mit sechs (6) Schrauben sichern.
WARNUNG
Vor dem Arbeiten an dem Brenner oder den Brennerschläuchen den AUS (O) Druckschalter an
der Stromquelle drücken und den an der Wand montierten Trennkastenschalter auf AUS stellen!

5/19/97
WARTUNG
MAX200 (Handbrenner) Betriebsanleitung 5-7
Griff
Hauptbrennerkörper
Schalter
Griff
Schrauben
Abbildung 5-1 PAC200T (90°) Brenner komplett
Schläuche
Knickschutz
Schlauchisolator
Sicherheitswippenschalter
Wippenfeder

4/2/97
WARTUNG
5-8 MAX200 (Handbrenner) Betriebsanleitung
Entfernung und Austausch des Brenner-Schlauchpakets
Anmerkung: Um die Länge der Brennerschlauchpakete zu ändern, siehe Verlängern oder
Reduzierung der Brennerschlauchlänge auf Seite 5-9.
Das folgende Verfahren bei der Entfernung und dem Austausch der gesamten
Schlauchpakete durchführen..
Entfernung
1. Das Brenner-Schlauchpaket von der Stromquelle abtrennen, indem das Brenner-SchlauchPaketanschlußverfahren auf Seite 3-14 umgekehrt wird.
2. Den Brenner von dem Brennerschlauchpaket abtrennen, so wie es in dem Entfernungs- und
Austauschverfahren des Brenners auf Seite 5-6 beschrieben ist.
Austausch
1. Das Brenner-Schlauchpaket an die Stromquelle unter Bezugnahme auf das BrennerschlauchpaketAnschlußverfahren auf Seite 3-14 anschließen.
2. Das Brenner-Schlauchpaket an den Brenner unter Bezugnahme auf das Brennerentfernungs- und
Austauschverfahren auf Seite 5-6 anschließen.

WARTUNG
MAX200 (Handbrenner) Betriebsanleitung 5-9
Verlängerung oder Reduzierung der Brennerschlauchlänge
Um festzustellen, welche Schläuche Sie benötigen, siehe Brennerschlauch-Teilenummern auf 6-25, damit die
Brennerschlauchlänge zwischen 15 und 45 m in 7,5 m Schritten erhöht oder reduziert werden kann. Die mittleren
Schlauchabschnitte (029593) und die Brenner-Verteilerkasten-Verlängerungsschläuche (029866) werden
zusammen mit den Außenadaptern (015036, 015049 und 015208) geliefert, die erforderlich sind, um die Schläuche
an den nächsten Abschnitt anzupassen – siehe Abbildung 5-3 auf Seite 5-11. Nach der Bestellung der richtigen
Schläuche die nachstehenden allgemeinen Verfahren befolgen und Abbildung 5-2 auf Seite 5-10 beachten.
Anmerkung: Wenn Sie PAC200T/E 25 Fuß Schläuche (029865) haben, die zusammen mit dem
25 Fuß MAX200 System geliefert werden, und Sie möchten die Schläuche
verlängern, können Sie diese 7,5 m Schläuche nicht mit irgendeinem
Verlängerungsschlauchsatz benutzen. Sie müssen die 029866 7,5 m Schläuche
benutzen. Siehe Seite 6-25.
1. Die acht (8) Schrauben von den Verlängerungskastenhälften entfernen und zerlegen.
2. Die drei Schlauchisolatoren von dem Pilot-/Sekundärschlauch und den zwei Kühlmittelschlauchverbindungen
abziehen.
3. Die Anschlüsse bei den Kühlmittelschlauchanschlüssen mit 1/2 Zoll Schraubenschlüsseln lösen und bei allen
anderen Anschlüssen durch 7/16 Zoll Schraubenschlüssel.
4. Nach Bedarf Schlauchabschnitte hinzufügen oder entfernen. Beim Anschließen farbkodierte Schläuche
zusammenbringen. Darauf achten, daß die roten Plasmagasschläuche alle linksdrehende Gewinde haben.
5. Nach Herstellung der Verbindungen die Schlauchisolatoren über die Anschlußverbindungen schieben.
6. Die zwei Kühlmittelschläuche durch die Verwendung von Kabelbindern aneinander sichern. Die anderen
Schläuche und Brennerschalterkabel ebenfalls aneinander sichern. Dies muß an beiden Anschlußseiten
erfolgen.
7. Die Kühlmittelschläuche und die anderen Schläuche in eine der Kastenhälften verlegen. Die zwei
Kühlmittelschläuche kommen an die schmalere Untersetzerseite. Die anderen Schläuche kommen an die
breitere Seite.
8. Den Knickschutz so in die Kastenhälfte legen, daß die obere Rippe über den Ausguß gerade oberhalb der
Schraublöcher paßt.
9. Beide Kastenhälften ausrichten, zusammendrücken und mit acht (8) Schrauben sichern.
10. Die Brennerschläuche vor dem Anschließen an den Brenner und an die Stromquelle verlegen.
11. Die Verlängerungsschläuche an die Stromquelle anschließen. Siehe Seite 3-14.
12. Die Schläuche an den Brenner anschließen. Siehe Seite 5-6.
(Fortsetzung auf Seite 5-11)

4/2/97
WARTUNG
5-10 MAX200 (Handbrenner) Betriebsanleitung
Abbildung 5-2 Verlängerungsbrennerschlauch-Verbindungen
Kasten: Brennerschlauchverlängerung
#001313
Mittlererschlauchpaket
#029593 (50')
Schläuche:
Verlängerungskasten an
Stromquelle
#0029867 (7,5 m) oder
#029594 (15 m)
Schlauchisolator
11/16Zoll (2) #024365
Schlauchisolator
11/16Zoll (2) #024365
Mittlerer Schlauchabschnitt
Schlauchisolator 9/16Zoll (1)
#046065
Verlängerungskast
enanschlüsse
siehe Abbildung 5
Verlängerungskasten-
anschlüsse s.
Abbildung 5-3
Stromquellenende – s.
Abbildung 3-7
Brennerende s.
Abbildung 5-1
Kasten: Brenner-
schlauchverlängerung
#001313
Mittlerer
Schlauchabschnitt
Schlauchisolator
9/16Zoll (1) #046065
Knickschutz (typ.)
#002178
Schläuche: PAC200T/E
Brenner an den
Verlängerungskasten
#029866 (25')

5/12/98
WARTUNG
MAX200 (Handbrenner) Betriebsanleitung 5-11
Abbildung 5-3 Verlängerungsstecker
015036
Anschluß: Rechts
Außenadapter Messing
015049
Anschluß: Links
Außenadapter Messing
015208
Anschuß: #5 Außen X #5
Außenadapter Messing
13. Nach der Installation des Brenners an die Brennerschläuche den Kühlmittelstand in dem Tank vor dem
Anfahren überprüfen. Möglicherweise ist mehr Kühlmittel erforderlich, wenn die Schläuche verlängert worden
sind. Siehe Seite 3-5 für Zufuhr des Brennerkühlmittels.
14. Siehe Anpassung des Plasmagases auf Seite 5-12, wenn Sie die Brennerschlauchlänge von 15 m oder
weniger auf 22,5 m oder mehr erhöht haben.

5/12/98
WARTUNG
5-12 MAX200 (Handbrenner) Betriebsanleitung
Anpassung des Plasmagases
Wenn Sie die Brennerschlauchlänge von 16,5 Meter oder weniger auf 24,75 Meter oder darüber verlängert haben,
muß der Plasmagasdruck neu angepaßt werden, um die zusätzliche Brennerschlauchlänge zu berücksichtigen:
1. Die PLASMA-Gasventilbetätigung an der Vorderseite der MAX200 Stromquelle im TEST Modus durch die
Erhöhung des TEST-Drucks um ungefähr 0.34 Bar pro 16,5 Meter Schlauchlänge (über 16,5 Meter hinaus)
über den Angaben in den Schneidtabellen anpassen. Siehe Hinweis auf Seite 4-17.
Abbildung 5-4 Druckwächter PS4 und Einstellungsstandort
Ansicht von rechts
PS4 (Innenseite)
PS4
PS4
Anpassung
Ansicht von oben
2. Wenn der Plasmagas RUN-Druck nicht schnell den in den Schneidtabellen nach der Lichtbogenübertragung
angegebenen Wert erreichen, muß möglicherweise PS4 angepaßt werden. Die rechte Seite der Stromquelle
entfernen. Den Druckwächter PS4 unter Berücksichtigung von Abbildung 5-4 auf den Stromquellenboden
positionieren und durch das Drehen der PS4 Einstellungsschraube in Uhrzeigersinn anpassen.
WARNUNG
Die nachstehende Anpassung mit äußerster Vorsicht durchführen.

MAX200 (Handbrenner) Betriebsanleitung 6-1
3/8/99
Abschnitt 6
STANDARD-KOMPONENTEN
Inhalt:
MAX200 Stromquelle................................................................................................................................................6-2
Abbildungen/Teileliste ......................................................................................................................................6-2
Empfohlene Ersatzteile...........................................................................................................................................6-16
Stromquelle ....................................................................................................................................................6-16
Handbrenner und Brennerschläuche .............................................................................................................6-16
Handbrennersysteme .............................................................................................................................................6-17
MAX200T (90°) Handbrennerschneidgeräte..................................................................................................6-17
MAX200E (65°) Handbrenner-Fugenhobelgeräte..........................................................................................6-17
PAC200T/E Verschleißteile, Brenner komplett & Brennerschläuche......................................................................6-18
PAC200T/E Wippentaster-Verschleißteile......................................................................................................6-18
PAC200T (90°) Schneidbrenner komplett ......................................................................................................6-20
PAC200T (90°) Schneidbrenner komplett mit 7,5 m-Leitung .........................................................................6-20
PAC200T Verschleißteilsatz 02875 für den Schneidbrenner .........................................................................6-20
PAC200E (65°) Brenner komplett für das Fugenhobeln ................................................................................6-22
PAC200E (65°) Brenner komplett für das Fugenhobeln mit 7,5 m-Leitung....................................................6-22
Verschleißteilsatz 028751 für den PAC200E Fugenhobelbrenner .................................................................6-24
Wippentaster 7,5 m Schlauchpaket (Brenner zur Stromquelle) .....................................................................6-24
Verlängerungsschläuche ........................................................................................................................................6-25
Wippenschalter 7,5 m Schlauchpaket (Brenner zum Verlängerungskasten).................................................6-26
MAX200 Rev 1-Handbrenner-Baugruppe ......................................................................................................6-29
MAX200 Rev 1-Handbrenner-Leitungs-Baugruppenteile...............................................................................6-30
MAX200 Rev 1-Handbrenner-Leitungsverlängerungen.................................................................................6-31

4/2/97
STANDARD-KOMPONENTEN
6-2 MAX200 (Handbrenner) Betriebsanleitung
Abbildung 6-1 Stromquelle – Bedienungselemente SA, Vorderseite
1 23
4
56
7
10
119
8
12
13
14
15
AMPS
200
MACHINE DELAY
0
3
6 SEC

1-99
STANDARD-KOMPONENTEN
MAX200 (Handbrenner) Betriebsanleitung 6-3
Teile-
Position
nummer Beschreibung Kennzeichnung Menge
029319 Panel, Control SA
1 041536 PCB, interlock display SA 1
009063 Diode, LED, amber LED 1-7 7
2 005041 Switch, toggle DPDT S1 1
3 022008 Gauge, pressure 0-100 psi PG1 1
4 022008 Gauge, pressure 0-100 psi PG2 1
5 006038 Valve, needle .188 orifice V6 1
6 006027 Valve, needle .125 orifice V5 1
7 001222 Panel, control 1
8 005121 Pushbutton, green, illmn. PB1 1
9 005122 Pushbutton, red, extended PB2 1
10 005088 Holder, lamp 1
005168 Bulb, 28VDC 1
005089 Lens, white for 005088 1
11 - Not applicable to hand torch system.
12 - Not applicable to hand torch system.
13 029360 Panel, thumbwheel/machine delay SA 1
14 005123 Thumbwheel S3 1
15 009604 Resistor, variable, 100 K, 1 turn R9 1

4/2/97
STANDARD-KOMPONENTEN
6-4 MAX200 (Handbrenner) Betriebsanleitung
Abbildung 6-2 Stromquelle – Vorderansicht
1
2
3
4
5
6
7
8
5

3/8/99
STANDARD-KOMPONENTEN
MAX200 (Handbrenner) Betriebsanleitung 6-5
Teile-
Position
nummer Beschreibung Kennzeichnung Menge
029315 P/O Shield Gas Supply SA
1 006032 Valve, solenoid, shield gas V2 1
P/O Power Supply Assy
2 027080 Fan, 225 CFM, 120 VAC, 50/60 Hz M2 1
3 027079 Fan, 450-550 CFM, 120 VAC, 50/60 Hz M4 1
4 027080 Fan, 225 CFM, 120 VAC, 50/60 Hz M3 1
5 - Not applicable to hand torch system.
6 - Not applicable to hand torch system.
7 - Not applicable to hand torch system.
8 041143 PCB, control PCB7 1
001566* Panel, MAX200 front filter 1
001567* Cover, MAX200 front filter panel 1
027441* Filter, 24 X 24 X 2 fiberglass air 1
* Position nicht in Abbildung 6-2 dargestellt. Siehe MAX200 Servicehandbuch IM-162, um den Filter zu überprüfen
und auszutauschen.

4/2/97
STANDARD-KOMPONENTEN
6-6 MAX200 (Handbrenner) Betriebsanleitung
Abbildung 6-3 Stromquelle – rechte Seite, Vorderansicht
12
1
11
10
2
3
9
7
6
8
5
4
 Loading...
Loading...