


Betriebsanleitung
804901 – Revision 1
HyPerformance
HD4070
®
®

HHyyPPeerrffoorrmmaannccee HHDD44007700
Betriebsanleitung
804901
Deutsch / German
Revision 1 – November, 2006
© Copyright 2006 Hypertherm, Inc.
Alle Rechte vorbehalten
Hypertherm, HyDefinition und Command THC sind Markenzeichen der Hypertherm, Inc.,
die in den Vereinigten Staaten und/oder anderen Ländern registriert sein können.
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
Hypertherm Automation
5 Technology Drive, Suite 300
West Lebanon, NH 03784 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Plasmatechnik, GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
No. 19 Kaki Bukit Road 2
K.B. Warehouse Complex
Singapore 417847, Republic of Singapore
65 6 841 2489 Tel
65 6 841 2490 Fax
65 6 841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit 1308-09, Careri Building
432 West Huai Hai Road
Shanghai, 200052
PR China
86-21 5258 3330/1 Tel
86-21 5258 3332 Fax
France (Representative office)
15 Impasse des Rosiers
95610 Eragny, France
00 800 3324 9737 Tel
00 800 4973 7329 Fax
Hypertherm S.r.l.
Via Torino 2
20123 Milano, Italia
39 02 725 46 312 Tel
39 02 725 46 400 Fax
39 02 725 46 314 (Technical Service)
Hypertherm Europe B.V.
Vaartveld 9
4704 SE Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 49 73 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
801 Samty Will Building
2-40 Miyahara 1-Chome,
Yodogawa-ku, Osaka
532-0003, Japan
81 6 6170 2020 Tel
81 6 6170 2015 Fax
HYPERTHERM BRASIL LTDA.
Avenida Doutor Renato de
Andrade Maia 350
Parque Renato Maia
CEP 07114-000
Guarulhos, SP Brasil
55 11 6409 2636 Tel
55 11 6408 0462 Fax
Hypertherm
Branch of Hypertherm, UK, UC
PO Box 244
Wigan, Lancashire, England WN8 7WU
00 800 3324 9737 Tel
00 800 4973 7329 Fax
00 800 4973 7843 (Technical Service)
11/21/06

ELEKTROMAGNETISCHE KOMPATIBILITÄT
Einleitung
Die von Hypertherm mit CE-Kennzeichnung
versehenen Ausrüstungen wurden gemäß der
Norm EN60974-10 hergestellt. Um sicherzustellen,
daß die Anlage auf kompatible Weise mit anderen
Radio(frequenz)- und elektronischen Anlagen
zusammenarbeitet, sollte sie entsprechend den
nachfolgend aufgeführten Informationen installiert
und eingesetzt werden, um elektromagnetische
Kompatibilität zu erreichen.
Die in der EN60974-10 verlangten Limits könnten
ungenügend sein, die Interferenz auszuschließen,
wenn sich die betroffene Anlage in geringer Entfernung
befindet oder in hohem Maße empfindlich ist. In
solchen Fällen kann es erforderlich sein, andere
Maßnahmen zu ergreifen, um die Interferenz zu
verringern.
Diese Plasmaanlage sollte nur im gewerblichen
Bereich eingesetzt werden. Es könnte sich schwierig
gestalten, im Privatbereich elektromagnetische
Kompatibilität sicherzustellen.
Installation und Einsatz
Der Bediener ist für die Installation und den Einsatz der
Plasmaanlage gemäß den Anweisungen des
Herstellers verantwortlich. Sollten elektromagnetische
Störungen festgestellt werden, liegt es in der
Verantwortlichkeit des Bedieners, die Situation mit der
technischen Unterstützung des Herstellers zu lösen.
In einigen Fällen kann die Abhilfe einfach in der Erdung
des Schneidschaltkreises liegen, siehe hierzu Erdung
des Werkstückes. In anderen Fällen kann die
Konstruktion einer elektromagnetischen Abschirmung
in Form eines Gehäuses für Stromquelle und Tisch,
komplett mit den dazugehörigen Eingangsfiltern,
erforderlich sein. In allen Fällen müssen die
elektromagnetischen Störungen auf einen Grad
gebracht werden, bei dem sie sich nicht länger
störend auswirken.
Einschätzung des Bereiches
Vor Installation der Anlage ist vom Bediener eine
Einschätzung möglicher elektromagnetischer Probleme
im Umgebungsbereich vorzunehmen. Folgende Punkte
sind dabei zu berücksichtigen:
a. Andere Versorgungskabel, Steuerkabel, Signal- und
Telefonkabel: über, unter und in der Nähe der
Schneidanlage.
b. Radio- und TV-Sende- und Empfangsgeräte.
c. Computer und andere Steuerungsanlagen.
d. Sicherheitskritische Anlagen: zum Beispiel Schutz-
und Industrieanlagen.
e. Gesundheit der Personen in der Nähe: zum Beispiel
Herzschrittmacher und Hörgeräte.
f. Kalibrier- oder Meßgeräte
g. Störsicherheit anderer Geräte in der Umgebung. Der
Bediener hat sicherzustellen, daß andere im Einsatz
befindliche Geräte kompatibel sind. Hierfür können
zusätzliche Schutzmaßnahmen erforderlich sein.
h. Tageszeit, zu der Schneid- oder andere Tätigkeiten
auszuführen sind.
Die zu berücksichtigende Größe des
Umgebungsbereiches ist abhängig von der
Gebäudestruktur und andere Tätigkeiten, die
vorgenommen werden. Der Umgebungsbereich kann
möglicherweise die Geländegrenzen überschreiten.
Methoden zur Emissionsreduzierung
Hauptstromanschluß
Die Schneidanlage sollte entsprechend den
Herstellerempfehlungen angeschlossen werden.
Sollten Funkstörungen auftreten, kann es notwendig
sein, zusätzliche Vorsichtsmaßnahmen zu ergreifen,
wie die Filtrierung des Hauptstromanschlusses.
Das Stromkabel den fest installierten Schneidanlage
sollte zur Abschirmung in einem Metallkanal oder
ähnlichern verlegt sein. Die elektrische Abschirmung
sollte komplett auf der ganzen Länge erfolgen.
Die Abschirmung sollte an die SchneidHauptversorgung angeschlossen werden, damit
ein guter elektrischer Kontakt zwischen dem
Kanal und der Schneidstromzufuhr-Ummantelung
aufrechterhalten wird.
Wartung der Schneidanlage
Die Schneidanlage sollte routinemäßig entsprechend
den Herstellerempfehlungen gewartet werden. Alle
Zugangs- und Wartungstüren und -abdeckungen
müssen geschlossen und ordnungsgemäß befestigt
sein, wenn die Anlage in Betrieb ist. Die Schneidanlage
sollte in keiner Weise verändert werden, mit Ausnahme
der Änderungen und Anpassungen, die in den
Herstelleranweisungen enthalten sind. Insbesondere
sind die Funkenstrecken und Lichtbogenauftreff- und
stabilisierungseinrichtungen entsprechend den
Herstellerempfehlungen anzupassen und zu warten.
Hypertherm Plasmaschneidsysteme i
8-06

ELEKTROMAGNETISCHE KOMPATIBILITÄT
Schneidtische
Die Schneidtische sind so kurz wie möglich
auszurichten und sollten nahe beieinander aufgestellt
werden und auf Bodenhöhe oder nahe Bodenhöhe zu
betreiben.
Potentialausgleich
Der Ausgleich aller Metallkomponenten der
Schneidausrüstung selbst und in deren Nähe ist in
Betracht zu ziehen. Jedoch erhöhen
Metallkomponenten mit Potentialausgleich am
Werkstück für den Bediener die Gefahr des
elektrischen Schlages, wenn diese Metallkomponenten
und die Elektrode gleichzeitig berührt werden. Der
Bediener muß von all diesen ausgeglichenen
Metallkomponenten isoliert sein.
Erdung des Werkstückes
In Fällen, in denen das Werkstück aus Gründen der
elektrischen Sicherheit nicht mit der Erdung verbunden
ist, oder wegen seiner Größe oder Position nicht an der
Erdung angeschlossen ist, z. B. bei Schiffsrümpfen
oder Gebäude-Stahlkonstruktionen, kann der Anschluß
des Werkstücks an die Erdung in einigen, jedoch nicht
in allen Fällen die Emissionen verringern. Man muß
Sorgfalt walten lassen, um vorzubeugen, daß die
Erdung des Werkstücks das Verletzungsrisiko für die
Bediener oder Beschädigung der anderen elektrischen
Anlagen erhöht. Wo erforderlich, ist der Anschluß des
Werkstücks an die Erdung in Form eines direkten
Anschlusses des Werkstücks vorzunehmen, jedoch ist
die Verbindung in einigen Ländern, in denen direkte
Anschlüsse nicht erlaubt sind, zu erreichen, indem
passende Kapazitäten gemäß den nationalen
Bestimmungen gewählt werden.
Entstörung und Abschirmung
Ausgewählte Entstörung und Abschirmung anderer
Kabel und Anlagen im Umgebungsbereich können
Interferenzprobleme mildern. Die Entstörung der
gesamten Plasmaschneidanlage ist bei bestimmten
Einsätzen in Betracht zu ziehen.
Anmerkung: Der Schneidschaltkreis kann aus
Sicherheitsgründen geerdet oder nicht geerdet werden.
Die Veränderung der Erdungsanordnungen darf nur
genehmigt werden von Personen mit entsprechender
Kompetenz für den Zugriff und dem
Einschätzungsvermögen, ob Änderungen die
Verletzungsgefahr erhöhen, zum Beispiel, durch die
Erlaubnis von parallelen SchneidstromRückführpfaden, die die Erdungsschaltkreise anderer
elektrischer Anlagen beschädigen können. Weitere
Richtschnuren sind in IEC/TS 62081
Lichtbogenschweißanlagen-Installation und -Betrieb
enthalten.
ii Hypertherm Plasmaschneidsysteme
8-06

GARANTIE
Achtung
Hypertherm empfiehlt, für Ihr Hypertherm-System nur
Original-Ersatzteile zu verwenden. Bei Schäden, die
dadurch entstanden sind, dass keine Original-Ersatzteile
verwendet wurden, prüft Hypertherm, ob Garantie
gewährt werden kann oder nicht.
Achtung
Sie sind für die ordnungsgemäße Nutzung des Produkts
selbst verantwortlich. Hypertherm übernimmt keine
Gewähr für die ordnungsgemäße Nutzung des Produkts
in Ihrer Umgebung und kann dafür auch keine Garantie
gewähren.
Allgemein
Hypertherm, Inc. garantiert, dass seine Produkte keine
Material- und Verarbeitungsfehler aufweisen,
vorausgesetzt, Hypertherm wird (i) innerhalb eines
Zeitraumes von zwei (2) Jahren ab dem Liefertag an Sie
über einen Defekt an der Stromquelle informiert,
ausgenommen sind Stromquellen der Powermax-Serie,
für welche ein Zeitraum von drei (3) Jahren ab
Lieferdatum an Sie gilt, und (ii) bezüglich eines Defekts
am Brenner und Schlauchpaket innerhalb eines
Zeitraumes von einem (1) Jahr ab Lieferdatum an Sie
informiert. Von der Garantie ausgeschlossen sing
Produkte, die fehlerhaft installiert, modifiziert oder auf
sonstige Weise beschädigt wurden.
Sämtliche durch diese Garantie abgedeckten defekten
Produkte werden von Hypertherm nach seiner eigenen
Wahl unentgeltlich repariert, ersetzt oder angepasst.
Voraussetzung hierzu ist die Rücksendung der Ware an
die Geschäftsadresse von Hypertherm in Hanover, New
Hampshire, oder an eine von Hypertherm autorisierte
Reparaturwerkstatt. Rücksendungen werden nur
angenommen, wenn sie vorher von Hypertherm
autorisiert wurden – dies geschieht im Normalfall rasch
und unbürokratisch – und wenn die Ware angemessen
verpackt ist. Versicherungs- und Frachtkosten sowie alle
sonstigen bei der Rücksendung anfallenden Kosten trägt
der Absender. Hypertherm haftet außerdem nicht für
Reparaturen, den Ersatz oder Neujustierungen von
Produkten, die von dieser Garantie abgedeckt werden,
außer für diese, die gemäß diesem Absatz
angesprochen wurden oder für die Hypertherm zuvor
eine schriftliche Einverständniserklärung abgegeben hat.
Die obigen Garantie-Bestimmungen sind verbindlich
und gelten anstelle von allen anderen GarantieBestimmungen, seien sie ausdrücklich festgelegt,
impliziert, gesetzlich festgelegt oder auf andere
Weise in Bezug zu den Produkten oder den
Resultaten, die sich aus der Nutzung dieser
Produkte ergeben, ausgedrückt; sie gelten auch
anstelle von allen implizierten Garantien oder
Qualitäts-Bedingungen oder Aussagen zur MarktTauglichkeit oder zur Eignung für einen bestimmten
Zweck oder bei Rechtsverletzungen. Das vorher
Gesagte gilt einzig und allein als Rechtsmittel für
alle Garantie-Verletzungen, die sich Hypertherm
zuschulden kommen lässt. Großhändler und
Wiederverkäufer mögen andere oder zusätzliche
Garantien anbieten, aber Großhändler und
Wiederverkäufer sind nicht autorisiert, Ihnen
zusätzlichen Garantieschutz zu gewähren oder
Aussagen zu treffen, von denen behauptet wird, sie
seien für Hypertherm verbindlich.
Zertifizierungsprüfzeichen
Zertifizierte Produkte erkennt man an einem oder
mehreren Zertifizierungsprüfzeichen von zugelassenen
Prüflabors. Die Zertifizierungsprüfzeichen befinden sich
auf dem Typenschild oder in dessen Nähe. Jedes
Zertifizierungsprüfzeichen bedeutet, dass das Produkt
und dessen sicherheitsrelevante Komponenten den
maßgeblichen nationalen Sicherheitsstandards
entsprechen, wie sie von diesem Prüflabor nachgeprüft
wurden. Hypertherm bringt Zertifizierungsprüfzeichen
erst dann an seinen Produkten an, wenn das Produkt mit
sicherheitsrelevanten Komponenten von dem
zugelassenen Prüflabor genehmigt wurde.
Hat das Produkt das Werk von Hypertherm verlassen,
werden die Zertifizierungsprüfzeichen ungültig, sobald
eines der folgenden Dinge geschieht:
• Das Produkt wird auf eine Weise so erheblich
verändert, dass es eine Gefahr oder
Nichtübereinstimmung erzeugt.
• Sicherheitsrelevante Komponenten werden durch
ungenehmigte Ersatzteile ersetzt.
• Jeglicher ungenehmigte Zusammenbau oder jegliches
Hinzufügen von Zubehör, das gefährliche Spannung
einsetzt oder erzeugt.
• Jegliche Manipulation an einem Sicherheitsschaltkreis
oder einer sonstigen Einrichtung, die als Teil der
Zertifizierung in das Produkt konstruiert wurde.
Das CE-Zeichen stellt eine Konformitätserklärung des
Herstellers nach den gültigen Europäischen Richtlinien
und Normen dar. Nur die Versionen der HyperthermProdukte mit CE-Zeichen auf dem Typenschild oder in
dessen Nähe wurden auf Einhaltung der Europäischen
Richtlinie für Niederspannung und der Europäischen
EMV-Richtlinie geprüft. EMV-Filter, die erforderlich sind,
um der Europäischen EMV-Richtlinie zu entsprechen,
sind in den Stromquellenversionen mit CE-Zeichen
eingebaut.
Hypertherm Plasmaschneidsysteme iii
8-06

GARANTIE
Patentschutz
Außer in Fällen von Produkten, die nicht von Hypertherm
hergestellt wurden oder die von einer (im juristischen
Sinne) anderen Person als Hypertherm hergestellt
wurden, die sich nicht strikt an die Spezifikationen von
Hypertherm hielt, wird Hypertherm auf eigene Kosten
Prozesse oder Verfahren führen oder beilegen, die
gegen Sie mit der Begründung eingeleitet werden, dass
die Verwendung eines Hypertherm-Produkts – und zwar
die alleinige Verwendung dieses Produkts und nicht in
Verbindung mit irgendeinem anderen Produkt, das nicht
von Hypertherm geliefert wurde – ein Patent einer dritten
Partei verletzt; dasselbe gilt auch bei Verletzungen in
Fällen von Design-, Verarbeitungs- und Formelvorgaben
oder von Kombinationen aus all diesem, die nicht von
Hypertherm entwickelt wurden oder von denen
behauptet wird, dass sie von Hypertherm entwickelt
wurden. Verständigen Sie Hypertherm unverzüglich,
sobald Sie erfahren, dass eine Klage gegen Sie
angestrengt wird oder wenn Ihnen mit einer Klage in
Verbindung mit einer solchen angeblichen
Patentverletzung gedroht wird; Hypertherms
Verpflichtung, Schadensersatz zu leisten, ist abhängig
von Hypertherms alleiniger Kontrolle bei der
Verteidigung des Anspruchs und der Kooperation und
Unterstützung der beklagten Partei.
Haftungs-beschränkung
Hypertherm ist in keinem Fall Personen oder
Körperschaften für zufällig verursachte Schäden,
Folgeschäden, indirekte Schäden oder Schäden, die
aus Strafen resultieren (inbegriffen – aber nicht
darauf beschränkt – sind Gewinneinbrüche) haftbar.
Dabei kommt es nicht darauf an, ob die Haftpflicht
auf einem Vertragsbruch, einem Delikt,
Erfolgshaftung, Garantie-Verletzungen, einem
Versagen des eigentlichen Zweckes oder anderem
basiert. Selbst wenn auf die Möglichkeit solcher
Schäden hingewiesen wurde, ist Hypertherm nicht
haftbar.
Versicherung
Sie sind dazu verpflichtet, Versicherungen in solchen
Mengen und Arten abzuschließen bzw. jederzeit
beizubehalten, und Sie sind weiter dazu verpflichtet, die
Deckungssumme für Schadensansprüche genügend
hoch und angemessen zu gestalten, dass Hypertherm,
sollte es in Zusammenhang mit seinen Produkten zu
Klagen kommen, so wenig wie möglich belastet wird.
Nationale und lokale
Nutzungsbestimmungen
Die Nutzungsbestimmungen für nationale und lokale
Wasserleitungs- oder elektrische Leitungssysteme
haben Vorrang vor den Anweisungen, die dieses
Handbuch enthält. Hypertherm wird in keinem Fall für
Personen- oder Sachschäden haften, die von einer
unsachgemäßen Nutzung dieser Systeme stammen
oder die von unzulänglichen Arbeitspraktiken herrühren.
Übertragung von Rechten
Sie können etwaig verbliebene Rechte, die Sie hierunter
noch haben, nur in Verbindung mit dem Verkauf all oder
wesentlich all Ihrer Aktiva und all oder wesentlich all
Ihres Aktienkapitals an einen interessierten Nachfolger
übertragen. Dieser muss sich außerdem bereit erklären,
alle Bedingungen und Auflagen dieses GarantieVertrages als verbindlich anzuerkennen.
Ordnungsgemäße Entsorgung von
Hypertherm-Produkten
Wie alle elektronischen Produkte, können HyperthermPlasmaschneidanlagen Materialien oder Komponenten,
z. B. Leiterplatten, enthalten, die nicht in den
gewöhnlichen Abfall geworfen werden können. Es liegt
in Ihrer Verantwortung, jegliche Produkte oder
Bauelemente von Hypertherm in umweltgerechter Weise
entsprechend den nationalen und regionalen
Vorschriften zu entsorgen.
Haftungs-obergrenze
In keinem Fall wird Hypertherms Haftpflicht-Leistung
für eine Forderung, eine Klage, einen Prozess oder
ein Verfahren, die aufgrund der Verwendung des
Produktes oder daraus resultierender Folgen
gemacht wird bzw. erhoben wird bzw. anstehen, im
Ganzen die Summe übersteigen, die für die Produkte
bezahlt wurde, die den Anlass für solche
Forderungen geben. Dabei spielt es keine Rolle, ob
die Haftpflicht auf einem Vertragsbruch, einem
Delikt, Erfolgshaftung, Garantie-Verletzungen, einem
Versagen des eigentlichen Zweckes oder anderem
basiert.
• In den USA sind alle Bundes-, Landes- und regionalen
Gesetze zu prüfen.
• In der Europäischen Gemeinschaft sind die EURichtlinien, die nationalen und regionalen Gesetze zu
prüfen.
• In anderen Ländern sind die nationalen und regionalen
Gesetze zu prüfen.
Registrieren Sie Ihr Produkt online bei:
www.hypertherm.com/warranty.htm
iv Hypertherm Plasmaschneidsysteme
8-06

INHALT
HyPerformance HD4070 Betriebsanleitung v
1
Elektromagnetische Kompatibilität...........................................................................................................................i
Garantie ......................................................................................................................................................................ii
Abschnitt 1 SICHERHEIT
Sicherheitsrelevante Informationen ..........................................................................................................................1-2
Sicherheitsvorschriften einhalten..............................................................................................................................1-2
Plasmaschneiden kann Brände und Explosionen verursachen................................................................................1-2
Elektrische Schläge sind lebensgefährlich ...............................................................................................................1-3
Statische elektrizität kann platinen Beschädigen......................................................................................................1-3
Giftige Dämpfe können zu Verletzungen oder tod führen.........................................................................................1-4
Ein Plasmalichtbogen kann Verletzungen und Verbrennungen verursachen ...........................................................1-5
Lichtbogenstrahlen können Augen und Haut verbrennen.........................................................................................1-5
Sichere Erdung .........................................................................................................................................................1-5
Sicherheit beim Umgang mit Gasdruckausrüstungen ..............................................................................................1-6
Beschädigte Gasflaschen können explodieren.........................................................................................................1-6
Lärm kann zu Gehörschäden führen ........................................................................................................................1-6
Störung von Herzschrittmachern und Hörgeräten ....................................................................................................1-6
Der Plasmalichtbogen kann gefrorene Rohre beschädigen .....................................................................................1-6
Warnschilder.............................................................................................................................................................1-7
Abschnitt 2 SPEZIFIKATIONEN
Anlagenbeschreibung ...............................................................................................................................................2-2
Allgemeines......................................................................................................................................................2-2
Stromquelle ......................................................................................................................................................2-2
Maschinenbrenner ...........................................................................................................................................2-2
Abschalt-Ventil-Baugruppe...............................................................................................................................2-3
Gaskonsole ......................................................................................................................................................2-3
Zündkonsole.....................................................................................................................................................2-3
Optionen...........................................................................................................................................................2-3
Spezifikationen .........................................................................................................................................................2-5
Gaserfordernisse für die Anlage.......................................................................................................................2-5
Stromquelle ......................................................................................................................................................2-6
Gaskonsolen-Baugruppe – 078085 .................................................................................................................2-8
Zündkonsolen-Baugruppe – 078088................................................................................................................2-9
Abschaltventil-Baugruppe – 129563 ..............................................................................................................2-10
Brennerspezifikationen – 228048...................................................................................................................2-11
Höhenverstellung für X-Y Maschinen – 128606.............................................................................................2-12
X-Y-Abschaltdose – 128281...........................................................................................................................2-13
Abschnitt 3 INBETRIEBNAHME
Nach erhalt ...............................................................................................................................................................3-2
Reklamationen..........................................................................................................................................................3-2
Anforderungen der inbetriebnahme ..........................................................................................................................3-2
Gasanforderungen....................................................................................................................................................3-2
Anforderungen an das Brenner-Kühlmittel ...............................................................................................................3-3
Erfordernisse zur Wasserreinheit für die Kühlmittelmischung ..................................................................................3-4

INHALT
vi HyPerformance HD4070 Betriebsanleitung
1
Lärmpegel.................................................................................................................................................................3-4
Brenner-Höhenverstellungs-Anforderungen .............................................................................................................3-4
Aufstellung der Anlagenkomponenten......................................................................................................................3-5
HD4070-Installation – Grundlegende Erfordernisse .................................................................................................3-6
Aufstellen der Anlagenkomponenten ...............................................................................................................3-7
Vom Kunden beigestellte Kabel und Schläuche ..............................................................................................3-7
Installation der Kabel und Schläuche...............................................................................................................3-7
Option Entferntes Display ................................................................................................................................3-7
Aufstellung der Stromquelle .............................................................................................................................3-8
Aufstellung der Gaskonsolen-Baugruppe ........................................................................................................3-9
Montage der Zündkonsolen-Baugruppe.........................................................................................................3-10
Installation der Abschaltventil-Baugruppe ......................................................................................................3-11
Erdungs-Anforderungen .........................................................................................................................................3-12
Gaszuleitungen.......................................................................................................................................................3-13
Verbindung der Zufuhrgase............................................................................................................................3-13
Netzstrom-Anforderungen ......................................................................................................................................3-14
Allgemeines....................................................................................................................................................3-14
Netz-Trenn-Schalter.......................................................................................................................................3-14
Netzkabel .......................................................................................................................................................3-14
Netzversorgungsanschluß .............................................................................................................................3-15
Installation der Stromquelle an die Gaskonsole und die CNC-Kabel .....................................................................3-16
Signalkabel – von der Stromquelle zur Gaskonsole ......................................................................................3-17
Netzkabel – von der Stromquelle zur Gaskonsole .........................................................................................3-17
CNC-Interface-Kabel – von der Stromquelle zur CNC...................................................................................3-18
Installation des Kabels für das entfernte Display....................................................................................................3-20
Entferntes Display ..........................................................................................................................................3-20
Signalkabel – von der Stromquelle zum entfernten Display...........................................................................3-20
Schutzleiter ....................................................................................................................................................3-20
Display-Montageabmessungen......................................................................................................................3-21
Abschnitt 3A 1-BRENNER-INSTALLATION
HD4070 1-Brenner-Installation...............................................................................................................................3A-2
Anlagenkomponenten ............................................................................................................................................3A-3
Kabel und Schläuche .............................................................................................................................................3A-3
Installation der Kühlmittelschläuche ..............................................................................................................3A-4
Kühlmittelschlauch-Baugruppe – grüne Zufuhr .............................................................................................3A-5
Kühlmittelschlauch-Baugruppe – roter Rücklauf............................................................................................3A-5
Stromquelle an die Zündkonsolenkabel und das Werkstückkabel anschließen ............................................3A-6
Pilot-Lichtbogen-Leitung ................................................................................................................................3A-7
Negativleitung ................................................................................................................................................3A-7
Werkstückkabel .............................................................................................................................................3A-7
Installation der Gaskonsole an das Zündkonsolenkabel ...............................................................................3A-8
Kabel – von der Gaskonsole zur Zündkonsole ..............................................................................................3A-9
Installation der Zündkonsole an das Abschaltventil-Kabel und die
Gasschlauch-Baugruppe ...........................................................................................................................3A-10

INHALT
HyPerformance HD4070 Betriebsanleitung vii
1
Schläuche – von der Gaskonsole zum Abschaltventil .................................................................................3A-11
Kabel – von der Zündkonsole zum Abschaltventil .......................................................................................3A-11
Kabel – Abschaltventil..................................................................................................................................3A-11
THC und Brenner-Installation...............................................................................................................................3A-12
Höhenverstellung für X-Y Maschinen ..........................................................................................................3A-12
Brennerbefestigungsblock-Bausatz .............................................................................................................3A-13
Brennerfreigabe-Bausatz (wahlweise).........................................................................................................3A-14
Installation des Brenners (ohne die Brennerabknickvorrichtung) ................................................................3A-16
Installation des Brenners (mit der Brennerabknickvorrichtung) ...................................................................3A-17
Option integrierte Command-Brennerhöhensteuerung – Kabelinstallation ..........................................................3A-18
Kabel – Höhenverstellungs-Interface...........................................................................................................3A-19
Kabel – Motorantrieb ...................................................................................................................................3A-19
Ohmscher Kontaktdraht...............................................................................................................................3A-19
Kabelsignale des Höhenverstellungs-Interface ...........................................................................................3A-20
Kabelsignale des Motorantriebs ..................................................................................................................3A-20
Brenneranschlüsse...............................................................................................................................................3A-21
Anschluss des Brenners an das Brennerschlauchpaket .............................................................................3A-21
Anschluss des Brenners an die Schnellkupplung........................................................................................3A-23
Brennermontage und Ausrichtung........................................................................................................................3A-24
Montage des Brenners ................................................................................................................................3A-24
Brennerausrichtung .....................................................................................................................................3A-24
Erfordernisse für die Brennerhöhenverstellung....................................................................................................3A-24
Installation von Brenner und Schlauchpaket ........................................................................................................3A-25
Befüllung der Stromquelle mit Kühlmittel .............................................................................................................3A-26
Abschnitt 3B 2-BRENNER-INSTALLATION
HD4070 2-Brenner-Installation...............................................................................................................................3B-2
Anlagenkomponenten ............................................................................................................................................3B-3
Kabel und Schläuche .............................................................................................................................................3B-3
Installation der Kühlmittelschläuche ..............................................................................................................3B-4
Kühlmittelschlauch-Baugruppe – grüne Zufuhr .............................................................................................3B-5
Kühlmittelschlauch-Baugruppe – roter Rücklauf............................................................................................3B-5
Installation der Pilotlichtbogen-Kabel.............................................................................................................3B-6
Pilot-Lichtbogen-Leitung ................................................................................................................................3B-7
Installation der Negativ- und Werkstückkabel................................................................................................3B-8
Negativleitung ................................................................................................................................................3B-9
Werkstückkabel .............................................................................................................................................3B-9
Installation der Gaskonsole an das Zündkonsolenkabel .............................................................................3B-10
Kabel – von der Gaskonsole zur Zündkonsole ............................................................................................3B-11
Installation der Gasschlauch-Baugruppe.....................................................................................................3B-12
Schläuche – von der Gaskonsole zum Abschaltventil .................................................................................3B-13
Installation der Zündkonsole an die Abschaltventil-Kabel............................................................................3B-14
Kabel – von der Zündkonsole zum Abschaltventil .......................................................................................3B-15
Kabel – Abschaltventil..................................................................................................................................3B-15
Installation der Option integrierte Command-Brennerhöhensteuerung................................................................3B-16

INHALT
viii HyPerformance HD4070 Betriebsanleitung
1
Kabel – Höhenverstellungs-Interface...........................................................................................................3B-17
Kabel – Motorantrieb ...................................................................................................................................3B-17
Ohmscher Kontaktdraht...............................................................................................................................3B-17
Kabelsignale des Höhenverstellungs-Interface ...........................................................................................3B-18
Kabelsignale des Motorantriebs ..................................................................................................................3B-18
Brenneranschlüsse...............................................................................................................................................3B-19
Anschluss des Brenners an das Brennerschlauchpaket .............................................................................3B-19
Anschluss des Brenners an die Schnellkupplung........................................................................................3B-21
Brennermontage und Ausrichtung........................................................................................................................3B-22
Montage des Brenners ................................................................................................................................3B-22
Brennerausrichtung .....................................................................................................................................3B-22
Erfordernisse für die Brennerhöhenverstellung....................................................................................................3B-22
Installation von Brenner und Schlauchpaket ........................................................................................................3B-23
Befüllung der Stromquelle mit Kühlmittel .............................................................................................................3B-24
Abschnitt 4 BEDIENUNG
Regler und Anzeigen der Stromquelle .....................................................................................................................4-2
Allgemeines .....................................................................................................................................................4-2
Stromschalter ...................................................................................................................................................4-2
Stromanzeigen .................................................................................................................................................4-2
Anzeigebildschirm der Stromquelle .................................................................................................................4-3
Anlagen-Installations-Bildschirme – Navigation........................................................................................................4-4
Anlagen-Bedienung-Bildschirme – Navigation .........................................................................................................4-6
Tägliche Inbetriebnahme der Anlage........................................................................................................................4-7
Prüfung von Brenner ........................................................................................................................................4-7
Stromquelle EINSCHALTEN ............................................................................................................................4-8
Anlagen-Installations-Bildschirme ....................................................................................................................4-8
Anlagen-Bedienung-Bildschirme ....................................................................................................................4-11
Verschleissteilauswahl............................................................................................................................................4-14
Einbau von Verschleißteilen ...................................................................................................................................4-16
Tabellen für das Schneiden ...................................................................................................................................4-17
Geschätzte Schnittfugen-Breitenkompensation .............................................................................................4-17
Auswechseln von Verschleißteilen .........................................................................................................................4-30
Ausbau von Verschleißteilen .........................................................................................................................4-30
Prüfung von Verschleißteilen .........................................................................................................................4-31
Prüfung des Brenners ....................................................................................................................................4-32
Prüfung der Einkerbungstiefe von Elektroden................................................................................................4-33
Auswechseln des Brenner-Wasserrohrs.................................................................................................................4-34
Störungen beim Schneiden ...................................................................................................................................4-35
Wie man die Schnittqualität optimiert .....................................................................................................................4-36
Tipps für Schneidtisch und Brenner ...............................................................................................................4-36
Tipps für die Plasma-Einrichtung ...................................................................................................................4-36
Maximierung der Verschleißteil-Standzeit......................................................................................................4-36
Zusätzliche Faktoren für die Schnittqualität ...................................................................................................4-37
Zusätzliche Verbesserungen..........................................................................................................................4-38

INHALT
HyPerformance HD4070 Betriebsanleitung ix
1
Abschnitt 5 WARTUNG
Einführung ................................................................................................................................................................5-2
Routinemäßige Wartung...........................................................................................................................................5-2
HD4070-Anlagenbeschreibung.................................................................................................................................5-3
Steuer- und Signalkabel...................................................................................................................................5-3
Wartung des Stromquellen-Kühlmittel-Systems .......................................................................................................5-4
Ablassen des Brennerkühlmittels .............................................................................................................................5-6
Entleeren des Stromquellekühlers............................................................................................................................5-6
Filter des Kühlmittel-Systems ...................................................................................................................................5-7
Testverfahren für den Kühlmittel-Durchfluss.............................................................................................................5-8
HD4070-Prozess-Reihenfolge ..................................................................................................................................5-9
Prüfungen vor der Fehlersuche...............................................................................................................................5-11
Messung des Stroms ..............................................................................................................................................5-12
Wartungs-Display-Bildschirme................................................................................................................................5-13
Fehlercodes ............................................................................................................................................................5-14
Elektrische Baukarten und Stromquellen................................................................................................................5-19
PC-104-Testverfahren ....................................................................................................................................5-20
Statusanzeigen auf der Plasma-Interface-Baukarte PCB5 ............................................................................5-22
Statusanzeigen auf der Verteiler-Baukarte PCB6..........................................................................................5-23
Statusanzeigen auf der Steuer-Baukarte PCB3.............................................................................................5-27
Statusanzeigen auf der Stromverteiler-Baukarte PCB4.................................................................................5-28
Startschaltkreis-Baukarte PCB2.....................................................................................................................5-29
Pilotlichtbogen-Strompegel ............................................................................................................................5-29
Startkreis-Schaltplan ......................................................................................................................................5-30
Startkreis-Fehlerbeseitigung ..........................................................................................................................5-30
Gaskonsolen-Relais-Baukarte PCB1 und PCB3 – Listen zur LED-Beschreibung.........................................5-31
PCB1 und PCB3 Reihenfolge der LEDs – O2-Schneiden .............................................................................5-32
PCB1 und PCB3 Reihenfolge der LEDs – H35/N2-Schneiden......................................................................5-33
PCB1 und PCB3 Reihenfolge der LEDs – H5/N2-Markiere...........................................................................5-34
PCB1 und PCB3 Reihenfolge der LEDs – N2/N2-Markiere...........................................................................5-35
Gaskonsolen-Steuer-Baukarte PCB2 .....................................................................................................................5-36
Leckage-Testverfahren ...........................................................................................................................................5-37
Einstellung des Reglerdrucks .................................................................................................................................5-37
Choppermodul-Testverfahren .................................................................................................................................5-38
Statusanzeigen und Betrieb der Netzphasen-Kontroll-Baukarte PCB1..................................................................5-40
Routinewartung der Brennerhöhensteuerung.........................................................................................................5-41
Auswechseln des Dichtungsbands an der höhenverstellung für X-Y-Maschinen ..........................................5-41
Motorantriebs-Baukarte der Brennerhöhensteuerung ............................................................................................5-45
Stromquelle der Brennerhöhensteuerung...............................................................................................................5-46
Steuer-Baukarte der Brennerhöhensteuerung........................................................................................................5-47
Vorbeugende Wartung ............................................................................................................................................5-49
Abschnitt 6 ERSATZTEILELISTE
Stromquelle...............................................................................................................................................................6-2
Äußere Frontplatte ...........................................................................................................................................6-2
Linke Seite innen..............................................................................................................................................6-3
Rechte Seite innen...........................................................................................................................................6-4

INHALT
x HyPerformance HD4070 Betriebsanleitung
1
Baukarten und Verriegelungs-Schalter ............................................................................................................6-5
Eingangs-Ausgangs-Tafel ................................................................................................................................6-6
Steuerkasten: Ist mit Teilen für die 2-Brenner-Option abgebildet.....................................................................6-7
Kühlungssystem...............................................................................................................................................6-8
Zündkonsole ............................................................................................................................................................6-9
Gaskonsole – 1 von 2 .............................................................................................................................................6-10
Gaskonsole – 2 von 2 .............................................................................................................................................6-11
HyPerformance-Brenner.........................................................................................................................................6-12
Kompletter Brenner ........................................................................................................................................6-12
Brenner-Schlauchpakete................................................................................................................................6-12
Verschleißteilsatz....................................................................................................................................................6-13
Abschaltventil-Baugruppe.......................................................................................................................................6-14
Empfohlene Verschleißteile ....................................................................................................................................6-14
Stromquelle ....................................................................................................................................................6-14
Zündkonsole...................................................................................................................................................6-14
Gaskonsole ....................................................................................................................................................6-15
Kühlungssystem.............................................................................................................................................6-15
Integrierte Command-Brennerhöhensteuerung ......................................................................................................6-16
Höhenverstellung für X-Y-Maschinen.............................................................................................................6-16
Brennerbefestigungsblock-BausÄtze für eie Höhenverstellung für
X-Y-Maschinen ...........................................................................................................................................6-17
Abschaltdose für die Höhenverstellung – option............................................................................................6-18
Ohmscher Kontaktdraht .................................................................................................................................6-19
Mindesteinheiten zum Austausch ...........................................................................................................................6-20
Abschnitt 7 VERDRAHTUNGS-DIAGRAMME ....................................................................................................7-1
Anhang A ANLAGENERDUNG
Anlagenerdungs-Anforderungen...............................................................................................................................a-1
Empfohlene Erdungskabelverlegung........................................................................................................................a-1
Stromquelle ......................................................................................................................................................a-1
Ausrüstungserdung ..........................................................................................................................................a-1
Arbeitstischerdung ...........................................................................................................................................a-2
Anhang B BRENNERKÜHLMITTEL – DATENBLATT ZUR MATERIALSICHERHEIT ........................................b1
Abschnitt 1 Identifizierung von Chemischen Erzeugnissen und Herstellernachweis...........................................b-2
Abschnitt 2 Zusammensetzung/Information über Inhaltsstoffe............................................................................b-2
Abschnitt 3 Gefahren Identifikation......................................................................................................................b-2
Abschnitt 4 Massnahmen zur Ersten Hilfe...........................................................................................................b-3
Abschnitt 5 Massnahmen zur Feuerbekämpfung ................................................................................................b-3
Abschnitt 6 Massnahmen bei Versehentlichem Freiwerden................................................................................b-3
Abschnitt 7 Behandlung und Lagerung................................................................................................................b-3
Abschnitt 8 Kontrollen zum Freiwerden/Personenschutz ....................................................................................b-4
Abschnitt 9 Physikalische und Chemische Wirkung ............................................................................................b-4
Abschnitt 10 Stabilität und Reaktivität ...................................................................................................................b-4
Abschnitt 11 Toxikologische Information ................................................................................................................b-4
Abschnitt 12 Ökologische Information ...................................................................................................................b-5

INHALT
HyPerformance HD4070 Betriebsanleitung xi
1
Abschnitt 13 Entsorgungshinweise........................................................................................................................b-5
Abschnitt 14 Transport Informationen....................................................................................................................b-5
Abschnitt 15 Behördliche Informationen ................................................................................................................b-5
Abschnitt 16 Andere Informationen .......................................................................................................................b-5
Gefrierpunkt der Propylen-Glykol-Lösung ................................................................................................................b-6
Anhang C GASDRUCKREGLER .........................................................................................................................c-1
Anhang D SERVICE-BILDSCHIRM (NR. 18) STATUSTABELLE .......................................................................d-1
Anhang E COMMAND-BRENNERHÖHENSTEUERUNG UND CNC-SOFTWARE – ERGÄNZENDE
INFORMATIONEN ...............................................................................................................................e-1
Command- Brennerhöhensteuerung - Serielles Protokoll ........................................................................................e-2
Serielles CNC-Interface ............................................................................................................................................e-4
Anhang F PC-104-STAPELEINSCHUB: JUMPER-POSITIONEN .......................................................................f-1

HYPERTHERM Plasmasysteme 1-1
8/06
Abschnitt 1
SICHERHEIT
Inhalt:
Sicherheitsrelevante Informationen ..........................................................................................................................1-2
Sicherheitsvorschriften einhalten..............................................................................................................................1-2
Plasmaschneiden kann Brände und Explosionen verursachen................................................................................1-2
Elektrische Schläge sind lebensgefährlich ...............................................................................................................1-3
Statische elektrizität kann platinen Beschädigen......................................................................................................1-3
Giftige Dämpfe können zu Verletzungen oder tod führen.........................................................................................1-4
Ein Plasmalichtbogen kann Verletzungen und Verbrennungen verursachen ...........................................................1-5
Lichtbogenstrahlen können Augen und Haut verbrennen.........................................................................................1-5
Sichere Erdung .........................................................................................................................................................1-5
Sicherheit beim Umgang mit Gasdruckausrüstungen ..............................................................................................1-6
Beschädigte Gasflaschen können explodieren.........................................................................................................1-6
Lärm kann zu Gehörschäden führen ........................................................................................................................1-6
Störung von Herzschrittmachern und Hörgeräten ....................................................................................................1-6
Der Plasmalichtbogen kann gefrorene Rohre beschädigen .....................................................................................1-6
Warnschilder.............................................................................................................................................................1-7

SICHERHEIT
1-2 HYPERTHERM Plasmasysteme
12/15/99
SICHERHEITSRELEVANTE INFORMATIONEN
Die Symbole in diesem Abschnitt dienen zur Identifizierung
von potentiellen Gefahren. Wenn ein Sicherheitssymbol in
diesem Handbuch erscheint oder eine Maschine damit
gekennzeichnet ist, die angegebenen Anweisungen strikt
einhalten, um potentielle Verletzungsgefahren zu
vermeiden.
SICHERHEITSVORSCHRIFTEN EINHALTEN
Alle Sicherheitshinweise in diesem Handbuch und die
Warnschilder auf der Maschine durchlesen.
• Die Warnschilder auf der Maschine in gutem Zustand
halten. Fehlende oder beschädigte Schilder sofort
ersetzen.
• Die Bedienung der Maschine und die richtige Verwendung
der Bedienungselemente erlernen. Die Maschine nicht
von ungeschultem Personal bedienen lassen.
• Die Maschine stets in funktionstüchtigem Zustand halten.
Unzulässige Modifikationen der Maschine können die
Sicherheit und Nutzungsdauer der Maschine
beeinträchtigen.
GEFAHR WARNUNG VORSICHT
Die Signalworte GEFAHR bzw. WARNUNG werden
zusammen mit einem Sicherheitssymbol verwendet.
GEFAHR identifiziert die größte Gefahr.
• Die Warnschilder GEFAHR bzw. WARNUNG an der
Maschine befinden sich stets in der Nähe der jeweiligen
Gefahrenstelle.
• Der Sicherheitshinweis WARNUNG ist den
entsprechenden Anweisungen in diesem Handbuch
vorangestellt, die bei Nichteinhaltung zu schweren oder
tödlichen Verletzungen führen können.
• Der Sicherheitshinweis VORSICHT ist den
entsprechenden Anweisungen in diesem Handbuch
vorangestellt, die bei Nichteinhaltung zu
Maschinenschäden führen können.
Brandverhütung
• Sicherstellen, daß im Arbeitsbereich sicher geschnitten
werden kann. Einen Feuerlöscher in unmittelbarer
Umgebung verfügbar halten.
• Alles brennbare Material im Umkreis von 10 m aus dem
Schneidbereich entfernen.
• Heiße Metallteile abschrecken oder abkühlen lassen,
bevor sie weiterverarbeitet werden oder mit brennbaren
Materialien in Berührung kommen.
• Keine Behälter schneiden, die möglicherweise brennbare
Materialien enthalten – sie müssen zuerst entleert und
gründlich gereinigt werden.
• Vor dem Plasmaschneiden möglicherweise
feuergefährliche Bereiche entlüften.
• Beim Schneiden mit Sauerstoff als Plasmagas ist eine
Belüftungsanlage erforderlich.
Explosionsverhütung
• Die Plasmaschneidanlage nicht in Betrieb nehmen, wenn
die Umgebungsluft explosiven Staub oder Gase enthält.
• Keine unter Druck stehenden Zylinder, Rohre oder
geschlossene Behälter schneiden.
• Keine Behälter schneiden, in denen brennbare Materialien
aufbewahrt wurden.
PLASMASCHNEIDEN KANN BRÄNDE UND EXPLOSIONEN VERURSACHEN
WARNUNG
Explosionsgefahr
Argon-Wasserstoff und Methan
Wasserstoff und Methan sind feuergefährliche Gase, die
eine Explosionsgefahr darstellen. Flammen von Behältern
und Schläuchen fernhalten, die Methan- oder WasserstoffMischungen enthalten. Ebenso Flammen und Funken vom
Brenner fernhalten, wenn Methan oder Argon-Wasserstoff
als Plasmagas verwendet wird.
WARNUNG
Wasserstoff-Verpuffung beim
Aluminium-Schneiden
• Beim Unterwasserschneiden von Aluminium oder bei
Wasserberührung der Aluminiumunterseite kann sich
freies Wasserstoffgas unter dem Werkstück sammeln und
während des Plasmaschneidbetriebes verpuffen.
• Einen Belüftungsverteiler am Boden des Wassertisches
installieren, um die Gefahr einer Wasserstoff-Verpuffung
zu beseitigen. Siehe Abschnitt „Anhang“ dieses
Handbuches bezüglich Einzelheiten zum
Belüftungsverteiler.

SICHERHEIT
HYPERTHERM Plasmasysteme 1-3
8/06
Das Berühren stromführender Teile kann tödliche
elektrische Schläge oder schwere Verbrennungen
verursachen.
• Der Betrieb der Plasmaanlage schließt einen elektrischen
Schaltkreis zwischen Brenner und Werkstück. Das
Werkstück und jegliche Teile, die mit dem Werkstück
Kontakt haben, sind Bestandteil des elektrischen
Schaltkreises.
• Brennerkörper, Werkstück oder Wasser im Wassertisch
während des Betriebs der Plasmaanlage nicht berühren.
Verhütung von elektrischen Schlägen
Bei allen Hypertherm-Plasmaanlagen wird im Schneidprozeß Hochspannung eingesetzt (200 bis 400 Volt
Gleichstrom sind üblich). um den Plasmalichtbogen zu
zünden. Folgende Sicherheitsmaßregeln beim Betrieb der
Schneidanlage beachten:
• Isolier-Handschuhe und -Schuhe tragen und Körper und
Kleidung trocken halten.
• Während der Bedienung der Plasmaanlage muß darauf
geachtet werden, daß keine nassen Flächen – auf welche
Weise auch immer – berührt werden.
• Die Isolierung vom Werkstück und Boden mit trockenen
Isoliermatten oder -abdeckungen gewährleisten; diese
müssen groß genug sein, um jeglichen Kontakt mit
Werkstück oder Boden zu verhindern. Äußerst vorsichtig
sein, wenn in einer Umgebung mit hohem
Feuchtigkeitsanteil gearbeitet werden muß.
• Es ist ein Trennschalter mit ausreichend dimensionierten
Sicherungen in der Nähe der Stromquelle anzubringen.
Mit diesem Schalter kann die Anlage im Notfall von der
Bedienperson schnell ausgeschaltet werden.
• Beim Schneiden am Wassertisch ist sicherzustellen, daß
der Schutzleiter korrekt angeschlossen ist.
ELEKTRISCHE SCHLÄGE SIND LEBENSGEFÄHRLICH
• Diese Anlage entsprechend den Anweisungen der
Betriebsanleitung und den nationalen und regionalen
Vorschriften installieren und erden.
• Das Eingangsnetzkabel der Anlage häufig auf eventuelle
Beschädigungen der Isolierung untersuchen. Beschädigte
Kabel sofort ersetzen. Blanke Drähte sind
lebensgefährlich.
• Das Brenner-Schlauchpaket untersuchen und
verschlissene oder beschädigte Kabel austauschen.
• Während des Schneidens dürfen das Werkstück und
sich lösender Schneidabfall nicht aufgehoben werden.
Während des Schneidvorgangs das Werkstück mit
angeschlossenem Werkstückkabel am Platz oder auf
der Werkbank lassen.
• Vor dem Prüfen, Reinigen oder Auswechseln von
Brennerverschleißteilen den Hauptschalter ausschalten
oder den Netzstecker der Stromquelle ziehen.
• Den Sicherheitsschalter am Gerät niemals umgehen
oder außer Kraft setzen.
• Vor dem Abnehmen von Abdeckungen der Stromquelle
oder der Anlage die Eingangsnetzspannung unterbrechen.
Nach dem Unterbrechen der Netzspannung 5 Minuten
lang warten, damit sich die Kondensatoren entladen.
• Die Plasmaanlage niemals mit abgenommener
Stromquellen-Abdeckung in Betrieb nehmen.
Ungeschützte Stromquellenanschlüsse stellen eine
ernsthafte elektrische Gefahr dar.
• Bei der Installation von Netzeingangsanschlüssen zuerst
den Schutzleiter anschließen.
• Hypertherm-Plasmaschneidanlagen dürfen nur mit den
jeweiligen Hypertherm-Brennern verwendet werden.
Keine anderen Brenner verwenden, da diese überhitzen
können und eine Sicherheitsgefahr darstellen.
Beim Umgang mit Leiterplatten sind angemessene
Vorsichtsmaßnahmen zu treffen.
STATISCHE ELEKTRIZITÄT KANN PLATINEN BESCHÄDIGEN
•
Leiterplatten in antistatischen Behältern aufbewahren.
•
Beim Umgang mit Leiterplatten sind geerdete
Gelenkbänder zu tragen.

SICHERHEIT
1-4 HYPERTHERM Plasmasysteme
8/06
Der Plasmalichtbogen selbst ist die beim Schneiden
eingesetzte Wärmequelle. Entsprechend kann das Material,
das geschnitten wird, eine Quelle giftiger Dämpfe oder
Gase darstellen, die Sauerstoff verringern, auch wenn der
Plasmalichtbogen nicht als Quelle giftiger Dämpfe ermittelt
wurde.
Die erzeugten Dämpfe variieren abhängig von dem Metall,
das geschnitten wird. Zu den Metallen, die giftige Dämpfe
freisetzen können, auf die dies aber ist nicht beschränkt ist,
gehören rostfreier Stahl, unlegierter Stahl, Zink (verzinkt)
und Kupfer.
In manchen Fällen kann das Metall mit einer Substanz
beschichtet sein, die giftige Dämpfe freisetzen könnte. Zu
den giftigen Beschichtungen gehören Blei (in manchen
Farben), Kadmium (in manchen Farben und Füllstoffen) und
Beryllium, es ist jedoch nicht auf diese beschränkt.
Die beim Plasmaschneiden erzeugten Gase variieren je
nach dem zu schneidenden Material und dem
Schneidverfahren, dies kann jedoch Ozon, Stickoxide,
sechswertiges Chrom, Wasserstoff und sonstige
Substanzen umfassen, wenn diese im geschnittenen
Material enthalten sind oder von diesem freigesetzt werden.
Es sind Vorsichtsmaßnahmen zu treffen, um bei jeglichen
Betriebsabläufen eine Belastung durch diese Dämpfe zu
minimieren. Abhängig von der chemischen
Zusammensetzung und der Konzentration der Dämpfe
(sowie anderen Faktoren, z. B. Be- und Entlüftung) kann ein
Risiko für körperliche Erkrankungen, z. B. Geburtsfehler
oder Krebs, bestehen.
Es ist die Verantwortung des Ausrüstungs- und
Betriebseigentümers, die Luftqualität des Bereichs, in dem
die Ausrüstung eingesetzt wird, zu überprüfen und
sicherzustellen, dass die Luftqualität am Arbeitsplatz den
regionalen und nationalen Normen und Vorschriften
entspricht.
Das Niveau der Luftqualität an jedem betroffenen
Arbeitsplatz ist abhängig von betriebsspezifischen
Variablen, z. B.:
• Tischkonstruktion (nass, trocken, Unterwasser).
GIFTIGE DÄMPFE KÖNNEN ZU VERLETZUNGEN ODER TOD FÜHREN
• Materialzusammensetzung, Oberflächenbeschaffenheit
und Zusammensetzung der Beschichtungen.
• Menge des zu entfernenden Materials.
• Dauer des Schneidens bzw. Fugenhobelns.
• Größe, Luftvolumen, Be- und Entlüftung und Filtrierung
des Arbeitsbereiches.
• Personenschutzausrüstung.
• Anzahl der sich in Betrieb befindlichen Schweiß- und
Schneidanlagen.
• Sonstige Betriebsabläufe, die Dämpfe erzeugen können.
Muss der Arbeitsplatz nationalen oder regionalen
Vorschriften entsprechen, kann nur durch im Betrieb
vorgenommene Überwachung und Prüfung ermittelt
werden, ob der Betrieb oberhalb oder unterhalb des
zulässigen Niveaus liegt.
Zur Verringerung des Risikos der Belastung durch Dämpfe:
• Vor dem Schneiden alle Beschichtungen und Lösemittel
vom Metall entfernen.
• Vor Ort eine Entlüftung vornehmen, um Dämpfe aus der
Luft zu entfernen.
• Dämpfe nicht einatmen. Beim Schneiden von Metall, das
mit giftigen Elementen beschichtet ist, das solche enthält
oder bei dem der Verdacht besteht, dass es giftige
Elemente enthält, Atemschutzmaske mit Luftzufuhr
tragen.
• Es ist sicherzustellen, dass diejenigen, die Schweiß- oder
Schneidausrüstungen bedienen und
Atemschutzvorrichtungen mit Luftzufuhr einsetzen, für
den ordnungsgemäßen Einsatz solcher Ausrüstungen
qualifiziert und ausgebildet sind.
• Niemals Behälter schneiden, in deren Innerem sich
möglicherweise giftige Materialien befinden. Die Behälter
sind vorher ordnungsgemäß zu entleeren und zu reinigen.
• Die Luftqualität erforderlichenfalls überwachen und
überprüfen.
• Den örtlichen Experten für die Umsetzung eines
Lageplanes zur Gewährleistung einer sicheren
Luftqualität zu Rate ziehen.

SICHERHEIT
HYPERTHERM Plasmasysteme 1-5
05/02
Sofortstartbrenner
Der Plasmalichtbogen wird sofort gezündet, nachdem der
Brennerschalter betätigt wird.
EIN PLASMALICHTBOGEN KANN VERLETZUNGEN UND
VERBRENNUNGEN VERURSACHEN
Der Plasmalichtbogen kann Handschuhe und Haut schnell
verbrennen.
• Von der Brennerspitze fernhalten.
• Metall aus dem Schneidbereich fernhalten.
• Den Brenner niemals auf Personen richten.
Augenschutz Die Strahlung des Plasmalichtbogens
erzeugt starke sichtbare und unsichtbare (ultraviolette und
infrarote) Strahlen, die Augen und Haut verbrennen können.
• Augenschutz entsprechend den zutreffenden nationalen
und regionalen Vorschriften verwenden.
• Augenschutz (Sicherheitsbrillen mit Seitenschutz und ein
Schweißschutzschild) mit entsprechend getönter
Schweißglas-Stufe verwenden, um die Augen vor den
Ultraviolett- und Infrarotstrahlen des Lichtbogens zu
schützen.
Schweißglas-Stufe
Brennerstrom WS (USA) ISO 4850
Bis 100 A Nr. 8 Nr. 11
100-200 A Nr. 10 Nr. 11-12
200-400 A Nr. 12 Nr. 13
Über 400 A Nr. 14 Nr. 14
Hautschutz Schutzkleidung tragen, um die Haut vor UVStrahlung, Funkenflug und heißem Metall zu schützen.
LICHTBOGENSTRAHLEN KÖNNEN AUGEN UND HAUT VERBRENNEN
• Schutzhandschuhe, Sicherheitsschuhe und
Kopfbedeckung tragen.
• Flammverzögerte Kleidung tragen, die eine vollständige
Abdeckung bietet.
• Hosen ohne Umschläge tragen, so daß sich keine Funken
oder Schlacken fangen können.
• Vor dem Schneiden jegliche Brennstoffe, wie z. B.
Feuerzeuge oder Streichhölzer, aus den Taschen
entfernen.
Schneidbereich Den Schneidbereich so gestalten, daß
die Reflektion und Übertragung von ultraviolettem Licht
reduziert wird:
• Wände und andere Oberflächen dunkel anstreichen, um
die Reflektion zu verringern.
• Schutzabschirmungen und Sicherheitstrennwände
installieren, um andere Personen vor grellen
Schneidfunken und Blendlicht zu schützen.
• Andere Personen warnen, nicht in den Lichtbogen zu
schauen. Plakate oder Schilder verwenden.
Werkstückkabel Das Werkstückkabel sicher am Werkstück
oder Arbeitstisch anbringen, indem ein guter Metall-zuMetall-Kontakt hergestellt wird. Das Kabel nicht an Teilen
befestigen, die nach dem Schnitt abfallen.
Arbeitstisch Den Arbeitstisch gemäß den entsprechenden
nationalen oder regionalen Erdungsrichtlinien an einen
Schutzleiter anschließen.
SICHERE ERDUNG
Netzeingang
• Sicherstellen, daß das Schutzleiter des Netzkabels an
den Schutzleiter im Verteilerkasten bzw. im Stecker
angeschlossen ist.
• Ist bei der Installation der Plasmaanlage der Anschluß
des Netzkabels an die Stromquelle erforderlich,
sicherstellen, daß der Schutzleiter des Netzkabels den
Vorschriften entsprechend angeschlossen ist.
• Den Schutzleiter des Netzkabels am Bolzen anbringen.
Die Sicherungsmutter fest anziehen.
• Alle elektrischen Anschlüsse fest anziehen, um
übermäßige Erhitzung zu vermeiden.

SICHERHEIT
1-6 HYPERTHERM Plasmasysteme
2/12/01
• Gasflaschenventile oder Druckregler nicht mit Öl oder Fett
schmieren.
• Nur funktionstüchtige Gasflaschen, Druckregler,
Schläuche und Anschlußstücke verwenden, die für die
jeweilige Anwendung zugelassen sind.
• Alle Gasdruckbehälter und Zubehörteile in
funktionstüchtigem Zustand halten.
• Alle Gasschläuche mit Beschilderungen und
Farbcodierungen versehen, damit der Gastyp in jedem
Schlauch eindeutig identifiziert werden kann. Dabei die
entsprechenden nationalen und regionalen Codierungen
zu Rate ziehen.
BESCHÄDIGTE GASFLASCHEN KÖNNEN EXPLODIEREN
SICHERHEIT BEIM UMGANG MIT GASDRUCKAUSRÜSTUNGEN
Gasflaschen enthalten unter hohem Druck stehendes Gas.
Beschädigte Gasflaschen können explodieren.
• Gasdruckbehälter gemäß den entsprechenden nationalen
und regionalen Sicherheitsbestimmungen einsetzen.
• Gasflaschen müssen immer aufrecht stehen und gegen
Umfallen gesichert sein.
• Den Schutzventildeckel nur entfernen, wenn die
Gasflasche eingesetzt oder vor dem Einsatz
angeschlossen wird.
• Zwischen Gasflaschen und Plasmaanlage darf kein
elektrischer Kontakt bestehen.
• Gasflaschen vor übermäßiger Hitze, Funken, Schlacke
oder offenem Feuer schützen.
• Ein festgeklemmtes Gasventil niemals mit einem
Hammer, einer Zange oder anderen Werkzeugen öffnen.
Der Geräuschpegel beim Schneiden oder Fugenhobeln
kann über längere Zeit zu Gehörschäden führen.
• Bei Verwendung der Plasmaanlage stets einen
angemessenen Gehörschutz tragen.
• Andere Personen vor der Lärmgefahr warnen.
LÄRM KANN ZU GEHÖRSCHÄDEN FÜHREN
Die Funktion von Herzschrittmachern und Hörgeräten kann
durch die Magnetfelder hoher Ströme gestört werden.
Personen, die Herzschrittmacher oder Hörgeräte tragen,
sollten sich vor Arbeiten in der Nähe von Plasmaschneidanlagen, die Schneid- und Fugenhobelarbeiten ausführen,
von ihrem Arzt beraten lassen.
Zur Minimierung von Gefahren durch Magnetfelder:
• Brenner-Schlauchpaket und Werkstückkabel auf einer
Seite verlegen und vom Körper entfernt halten.
• Das Brenner-Schlauchpaket so nahe wie möglich am
Werkstückkabel verlegen.
• Brenner-Schlauchpaket oder Werkstückkabel nicht um
den Körper legen.
• So weit wie möglich von der Stromquelle entfernt bleiben.
STÖRUNG VON HERZSCHRITTMACHERN UND HÖRGERÄTEN
Gefrorene Rohre können bei dem Versuch, diese mit einem
Plasmabrenner aufzutauen, beschädigt werden oder
bersten.
DER PLASMALICHTBOGEN KANN GEFRORENE ROHRE BESCHÄDIGEN

SICHERHEIT
HYPERTHERM Plasmasysteme 1-7
2/12/01
Warnschild
Dieses Warnschild ist an der Stromquelle angebracht. Es ist sehr
wichtig, daß der Bediener und Wartungsmechaniker die Bedeutung
der beschriebenen Warnsymbole kennt. Die Numerierung der
Beschreibung entspricht den Ziffern auf dem Schild.

SICHERHEIT
1-8 HYPERTHERM Plasmasysteme
10/6/98
Warnschild
Dieses Warnschild ist an der Stromquelle angebracht. Es ist sehr
wichtig, daß der Bediener und Wartungsmechaniker die Bedeutung
der beschriebenen Warnsymbole kennt. Die Numerierung der
Beschreibung entspricht den Ziffern auf dem Schild.
1. Schneidfunken können Explosionen oder
Brände verursachen.
1.1 Brennbares Material beim Schneiden
fernhalten.
1.2 Einen Feuerlöscher verfügbar halten und
eine zweite Person mit der Bedienung
beauftragen.
1.3 Keine geschlossenen Behälter schneiden.
2. Der Plasmalichtbogen kann Verletzungen
und Verbrennungen verursachen.
2.1 Vor dem Öffnen des Brenners die
Stromzufuhr ausschalten.
2.2 Das Material nicht im Schneidbereich
festhalten.
2.3 Komplette Schutzkleidung tragen.
3. Elektrischer Schlag durch schadhaften
oder unsachgemäß verwendeten Brenner
– oder blanker Verkabelung ist lebensgefärlich. Vor elektrischem Schlag schützen.
3.1 Isolier-Handschuhe tragen. Keine feuchten
oder beschädigten Handschuhe tragen.
3.2 Isolierung vom Werkstück und Boden
gewährleisten.
3.3 Vor Arbeiten an der Anlage das Netzkabel
abziehen oder den Trennschalter
ausschalten.
4. Einatmen von Schneidrauch ist
gesundheitsschädlich.
4.1 Kopf von Dämpfen fernhalten.
4.2 Dämpfe durch Entlüftungs- oder
Absaugsysteme entfernen.
4.3 Dämpfe durch einen Ventilator entfernen.
5. Lichtbogenstrahlen können die Augen
verbrennen und Haut verletzen.
5.1 Kopfbedeckung und Schutzbrille tragen.
Gehörschutz tragen und Kragenknopf
schließen. Schweißschutzschild mit
entsprechend getönter Schweißglas-Stufe
verwenden. Komplette Schutzkleidung
tragen.
6. Vor Arbeiten an der Anlage oder vor
Schneidarbeiten die Bedienung der Anlage
erlernen und die Betriebsanleitung lesen.
7. Die Warnschilder nicht entfernen, lackieren
oder anderweitig abdecken.

HyPerformance HD4070 Betriebsanleitung 2-1
Abschnitt 2
SPEZIFIKATIONEN
Inhalt:
Anlagenbeschreibung ...............................................................................................................................................2-2
Allgemeines......................................................................................................................................................2-2
Stromquelle ......................................................................................................................................................2-2
Maschinenbrenner ...........................................................................................................................................2-2
Abschalt-Ventil-Baugruppe...............................................................................................................................2-3
Gaskonsole ......................................................................................................................................................2-3
Zündkonsole.....................................................................................................................................................2-3
Optionen...........................................................................................................................................................2-3
Spezifikationen .........................................................................................................................................................2-5
Gaserfordernisse für die Anlage.......................................................................................................................2-5
Stromquelle ......................................................................................................................................................2-6
Gaskonsolen-Baugruppe – 078085 .................................................................................................................2-8
Zündkonsolen-Baugruppe – 078088................................................................................................................2-9
Abschaltventil-Baugruppe – 129563 ..............................................................................................................2-10
Brennerspezifikationen – 228048...................................................................................................................2-11
Höhenverstellung für X-Y Maschinen – 128606.............................................................................................2-12
X-Y-Abschaltdose – 128281...........................................................................................................................2-13

SPEZIFIKATIONEN
2-2 HyPerformance HD4070 Betriebsanleitung
Anlagenbeschreibung
Allgemeines
Die HD4070 ist eine vollautomatische 200-Ampere-Plasmaschneidanlage, die vom Bediener minimale Eingaben
und Regelung erfordert. Der Bediener verwendet den HD4070-Berührungsbildschirm (oder die CNC) zur Eingabe
des zu schneidenden Materials und der Dicke. Die HD4070-Anlage wählt und reguliert automatisch den
erforderlichen Strom sowie das Gas zur Schnittoptimierung, einschließlich Amperezahl, Gas und Gasdurchflussrate.
Stromquelle
In der Stromquelle sind zwei 100-Ampere-, 15 kHz-Chopper untergebracht, die bis zu 200 A konstante
Gleichstrom-Ausgangsleistung erzeugen. Die HD4070-Stromquelle liefert die Energie zum Schneiden von 12 mm
dickem, unlegiertem Stahl bei bis zu 3125 mm/min.
Maschinenbrenner
Der Maschinenbrenner kann 12 mm dicken, unlegierten Stahl bei 3125 mm/min. schneiden. Die maximale
Produktionsschneidekapazität des Brenners beträgt 19 mm bei HyDefinition- und 25 mm bei konventionellem
Schneiden. Alle Schnitte müssen auf der Plattenoberfläche beginnen und enden, um die extra-lange Standzeit von
Verschleißteilen zu gewährleisten.
4070.97

SPEZIFIKATIONEN
HyPerformance HD4070 Betriebsanleitung 2-3
Abschalt-Ventil-Baugruppe
Die Abschalt-Ventil-Baugruppe besteht aus 5 Magnetventilen, einem Verteilerblock und einem VerdrahtungsKabelbaum mit Anschlussklemme. Die Baugruppe hat ein Interface zum Maschinenbrenner, zur Zündkonsole und
zur Gaskonsole.
Gaskonsole
Die Gaskonsole bearbeitet alle eingehenden Gase hinsichtlich Auswahl und Durchflussmenge und wird von der
HD4070-Stromquelle gesteuert. Die Gaskonsole enthält Motorventile, Magnetventile, Absperrventile und
Druckgeber, welche alle auf eine einzige Verteiler-Baugruppe montiert sind. Der Verteiler verringert Gasleckagen
wesentlich, weil der Einsatz von flexiblem Schlauchmaterial ausscheidet. In der Gaskonsole sind außerdem
2 Relais-Baukarten und eine Steuer-Baukarte untergebracht.
Zündkonsole
Die Zündkonsole erzeugt ein Hochspannungs-, Hochfrequenz-Signal und verbindet es mit dem Kathoden-Kabel
und dem Pilotlichtbogen-Kabel. Die Zündkonsole ist vollelektronisch, wodurch der Einsatz einer FunkenstreckenBaugruppe ausscheidet.
Optionen
• 2-Brenner-Option – Die HD4070-Plasmaschneidanlage kann zwei Brenner von einer einzigen Stromquelle
und Gaskonsole aus unterstützen. Wenn ein Brenner zum Schneiden ausgewählt wurde, befindet sich der
zweite Brenner im abgeschalteten Zustand. Dies erlaubt es dem Bediener, die Anlage für 2 verschiedene
Prozesse zu konfigurieren (d. h. 100-Ampere-Verschleißteile sind an einem Brenner installiert und
200-Ampere-Verschleißteile am zweiten Brenner), und er kann somit den einen oder anderen Brenner am
HD4070-Display (oder an der CNC) auswählen.
Anmerkung: Es muss ein Brenner-Aufnahmestecker verwendet werden, wenn ein Zweibrennersystem im
Einbrennermodus betrieben werden soll. Ein Einbrennermodus liegt vor, wenn ein Tisch mit
Plattenmaterial beladen wird und das gesamte Schneiden und Markieren von nur einem
Brenner durchgeführt wird. Ein Zweibrennermodus liegt vor, wenn der eine Brenner den einen
Vorgang ausführt und der zweite Brenner einen weiteren Vorgang auf demselben
Plattenmaterial ausführt.
• Option der integrierten Command-Brennerhöhensteuerung – Die integrierte Command-Brennerhöhen-
steuerung bietet alle Vorteile der automatisierten Leistungen der HD4070. Wenn der Bediener das zu
schneidende Material und die Dicke auf dem HD4070-Berührungsbildschirm (oder der CNC) eingibt, passt
die integrierte Command-Brennerhöhensteuerung die für den spezifischen Prozess erforderlichen
Brennereinstellungen automatisch an, einschließlich der Lichtbogenspannungen, des Abstandes zwischen
Brenner und Werkstück, der Anfangslochstechhöhe und der Lochstechverzögerungszeit, wobei während
des Schneidens die Plasma-Lichtbogen-Spannung zur Steuerung des Abstandes zwischen Brenner und
Werkstück verwendet wird. Der Anfangshöhensensorbetrieb wird durch Ohmsche Kontaktabtastung oder
durch Kraftbeschränker-Blockiererkennung erreicht. Die HD4070-Stromquellen, die mit der Option einer
integrierten Command-Brennerhöhensteuerung ausgerüstet sind, enthalten eine BrennerhöhensteuerungsMotorantriebs-Baukarte, die Brennerhöhensteuerungs-Steuer-Baukarte und die BrennerhöhensteuerungsStromquelle, die für den Betrieb und die Steuerung der Brennerhöhenverstellung erforderlich ist.
• Höhenverstellung für X-Y-Maschinen (seite 2-12). Die Brennerhöhenverstellung positioniert einen
Brennerkopf mit Hilfe des THC-Steuermoduls vertikal über dem Werkstück. Der maximale Hub der
Station zwischen der oberen Endlage und den unteren Endschaltern beträgt 200 mm. Die
Höhenverstellung wird von einem Schrittmotor angetrieben, der an einer Leitspindel angebracht ist. Ein
Codierer dient zur IHS-Werkstückerkennung und zur Erkennung schwerer Fehler beim Normalbetrieb.
Ein unterer Endschalter erfaßt die maximale Bewegung nach unten. Ein Endlagenschalter erfaßt, wenn

SPEZIFIKATIONEN
2-4 HyPerformance HD4070 Betriebsanleitung
sich der Heber in der höchsten Position befindet. Nach dem Einschaltvorgang wird eine bremse aktiviert,
die die Bewegungssteuerung des Brenners ermöglicht. Im „Wartungsmodus“ ist diese Bremse
deaktiviert, um das unbeabsichtigte Bewegen des Brenners zu verhindern. Ein wahlweise erhältlicher
Brennerfreigabe-Bausatz ist ebenfalls verfügbar.
• Kollisionschutz (optional seite 2-13). Der Kollisionschutz dient zum Schutz von Brenner, Heber und
X-Y-Arbeitstisch. Der Brenner wird durch Druckluft an der z-Achse verriegelt. Diese Druckluft kann
eingestellt werden, um die zur Auslösung der Freigabefunktion erforderliche Kraft zu verändern. Nach
einem seitlichen Zusammenstoß wird die Verriegelung deaktiviert und der Brenner kann sich frei
bewegen. Siehe seite 2-12 bezüglich der Abmessungen für die Brennermontage mit und ohne FreigabeOption.
• Option Berührungsbildschirm – Das HD4070-Display besteht aus einem Berührungsbildschirm, der
alle Anlagensteuerungs-Funktionen und Plasmaprozess-Informationen an einer einzigen Stelle
bereitstellt. Die für den gewählten Prozess erforderlichen Brennerverschleißteile werden ebenso
aufgelistet. Die Stromquelle kann in drei verschiedenen Konfigurationen bestellt werden:
• ohne Display
• in der Stromquelle installiertes Display
• Display zur Installation an entfernter Stelle
Optionen (fortz.)
Vorsicht: Die HD4070-Anlage kann nur einen Berührungsbildschirm unterstützen,
entweder vor Ort oder entfernt. Die Installation von Displays an beiden Orten
an einer einzigen Anlage kann zu Fehlfunktionen oder Beschädigung führen.

SPEZIFIKATIONEN
1
Spezifikationen
Gaserfordernisse für die Anlage
unlegierter Stahl rostfreier Stahl Aluminium
Gasarten Plasma Sekundär Plasma Sekundär Plasma Sekundär
Markierung N
2
N
2
H5 N
2
H5 N
2
30 A / 45 A Schneiden O
2
O
2
F5 N
2
Luft Luft
80 A Schneiden O
2
O2und N
2
F5 N
2
——
100 A bis 200 A Schneiden O
2
O2und N
2
H35 und N
2
N
2
H35 und N
2
N
2
HyPerformance HD4070 Betriebsanleitung 2-5
Anforderungen hinsichtlich Gasqualität und Gasdruck
Qualität Grad* Druck + 10 %
Durchflussmenge
Sauerstoff O
2
99.5 % rein G 827 kPa / 8,3 bar 3780 l/h
Sauber, trocken, ölfrei
Stickstoff N
2
99.99 % rein E 827 kPa / 8,3 bar 4020 l/h
Sauber, trocken, ölfrei
Luft Sauber, trocken, ölfrei K 827 kPa / 8,3 bar 3960 l/h
Argon/ 99.995 % rein Ar = A 827 kPa / 8,3 bar 4140 l/h
Wasserstoff H35 (H35 = 65 % Argon, 35 % Wasserstoff) H2= A
Stickstoff- 99.98% pure N2= E 827 kPa / 8,3 bar 4250 l/h
Wasserstoff F5 (F5 = 95 % Stickstoff, 5 % Wasserstoff) H2= A
Argon/ 99,995% rein Ar = A 8,3 bar / 827 kPa 3420 l/h
Wasserstoff H5 (H5=5% Wasserstoff, 95% Argon) H2= A
* Diese Information kann im
Handbuch für Druckgase,
3. Ausgabe, Verband für Druckgase, Van Nostrand
Reinhold, gefunden werden.

SPEZIFIKATIONEN
2-6 HyPerformance HD4070 Betriebsanleitung
Stromquelle
Allgemeines
Maximale Leerlaufspannung (U0) 311 V Gleichstrom
Maximaler Ausgangsstrom (I2) 200 A
Ausgangsspannung (U2) 85-200 V Gleichstrom
Einschaltdauer (X) 100 % bei 40 kVa, 40° C
Umgebungstemperaturen/Enschaltdauer Die Stromquellen arbeiten zwischen -10°C und +40°C
Stromfaktor (cosϕ) 0,98 bei 200 A DC-Ausgangsstrom
Kühlung Gebläseluft (Klasse F)
Netzleistung (Netzspannung (U1) X Netzstrom (I1X 1.73)
200 V Wechselspannung, 3 Phasen, 50-60 Hz, 125 A
220 V Wechselspannung, 3 Phasen, 50-60 Hz, 113 A
240 V Wechselspannung, 3 Phasen, 60 Hz, 103 A
400 V Wechselspannung CE, 3 Phasen, 50-60 Hz, 62 A
440 V Wechselspannung, 3 Phasen, 50-60 Hz, 56 A
480 V Wechselspannung, 3 Phasen, 60 Hz, 52 A
600 V Wechselspannung, 3 Phasen, 60 Hz, 41 A
4070.42
1001 mm
396 mm
127 mm
484,9 kg
886 mm
616 mm
874 mm
1283 mm

SPEZIFIKATIONEN
HyPerformance HD4070 Betriebsanleitung 2-7
Spannung Optionen
Stromquelle
480 V 240 V 400 V 200 V 440 V 220 V 600 V Display 1 THC 2 THC
Teilenummer 60 HZ 60 HZ 50-60 HZ 50-60 HZ 50-60 HZ 50-60 HZ 60 HZ
078087 X – – – – – – n n n
078101 X – – – – – – n X n
078102 X – – – – – – n n X
078103 X – – – – – – X n n
078104 X – – – – – – X X n
078105 X – – – – – – X n X
078134 – X – – – – – n n n
078147 – X – – – – – n X n
078148 – X – – – – – n n X
078149 – X – – – – – X n n
078150 – X – – – – – X X n
078151 – X – – – – – X n X
078089 – – X – – – – n n n
078090 – – X – – – – n X n
078091 – – X – – – – n n X
078092 – – X – – – – X n n
078093 – – X – – – – X X n
078094 – – X – – – – X n X
078135 – – – X – – – n n n
078136 – – – X – – – n X n
078137 – – – X – – – n n X
078138 – – – X – – – X n n
078139 – – – X – – – X X n
078140 – – – X – – – X n X
078095 – – – – X – – n n n
078096 – – – – X – – n X n
078097 – – – – X – – n n X
078098 – – – – X – – X n n
078099 – – – – X – – X X n
078100 – – – – X – – X n X
078141 – – – – – X – n n n
078142 – – – – – X – n X n
078143 – – – – – X – n n X
078144 – – – – – X – X n n
078145 – – – – – X – X X n
078146 – – – – – X – X n X
078106 – – – – – – X n n n
078107 – – – – – – X n X n
078108 – – – – – – X n n X
078109 – – – – – – X X n n
078110 – – – – – – X X X n
078111 – – – – – – X X n X

SPEZIFIKATIONEN
2-8 HyPerformance HD4070 Betriebsanleitung
Gaskonsolen-Baugruppe – 078085
• Die Gaskonsole ist in der Nähe des Schneidtisches aufzustellen. Es sollte genügend Raum zur Öffnung des
Deckels für Servicezwecke gelassen werden.
• Entlüftungsluft wird durch die Lüfter auf beiden Seiten eingezogen und durch die Vorderseite der Einheit
ausgelassen.
• Der maximale Abstand zur Stromquelle sollte 46 m nicht überschreiten.
• Der maximale Abstand zur Abschaltventil-Baugruppe sollte 30,5 m nicht überschreiten.
4070.20A
42,7 kg
476 mm
578 mm
432 mm
295 mm
1/4-20
629 mm
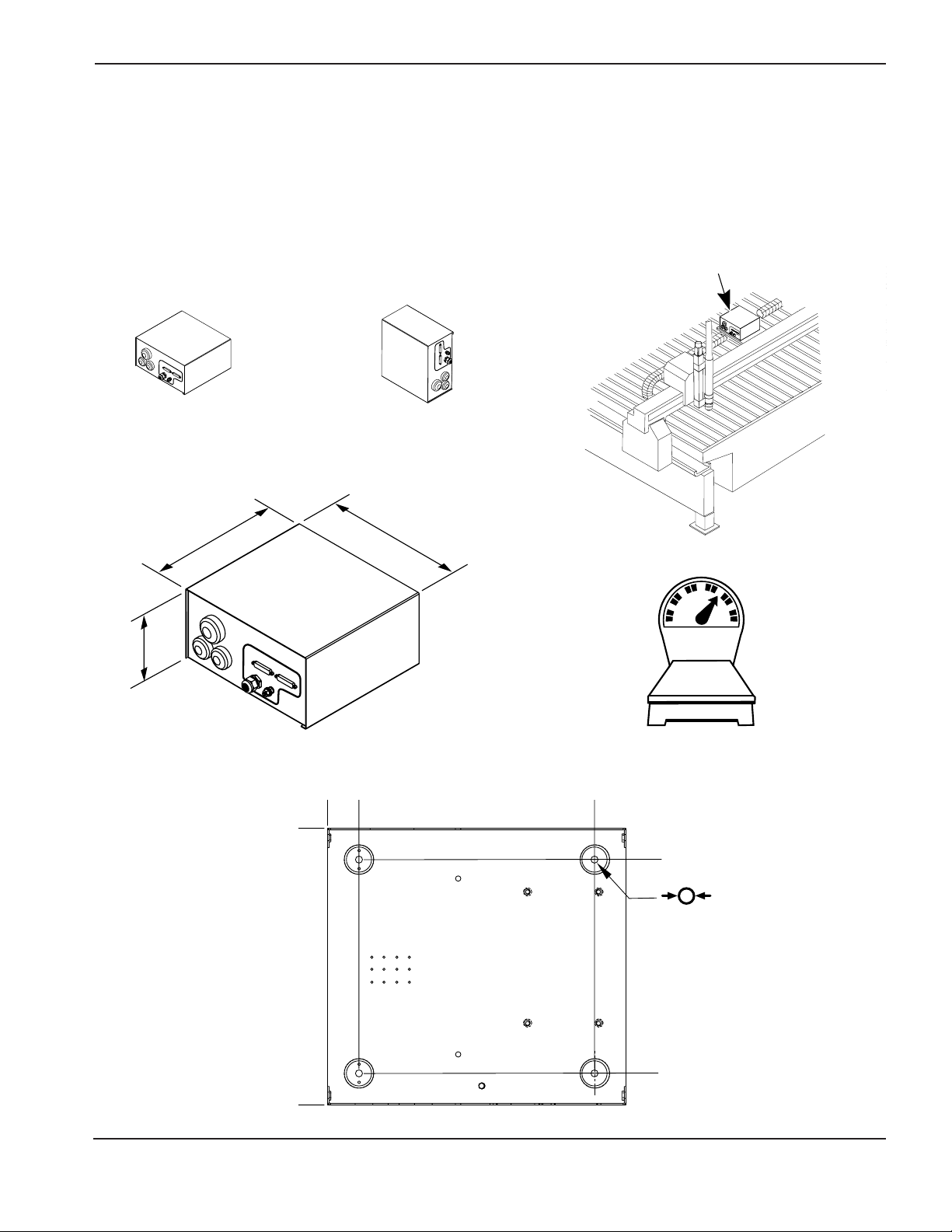
Zündkonsolen-Baugruppe – 078088
• Die Zündkonsole in einer Entfernung von bis zu 4,5 m zur Brennerhöhenverstellungsstation zu montieren.
Es ist genügend Raum zur Abnahme des Oberteils zu Servicezwecken zu berücksichtigen.
• Die Zündkonsole darf in horizontaler oder vertikaler Stellung montiert werden, wie unten gezeigt.
SPEZIFIKATIONEN
HyPerformance HD4070 Betriebsanleitung 2-9
4070.19A
0
0
4070.21
9,3 kg
286 mm
305 mm
159 mm
32 mm 270 mm
32 mm
248 mm
279 mm
7 mm
Horizontale Installation Vertikale Installation

SPEZIFIKATIONEN
2-10 HyPerformance HD4070 Betriebsanleitung
Abschaltventil-Baugruppe – 129563
• Die Abschaltventil-Baugruppe ist in einer Entfernung von bis zu 1,5 m zur Brennerhöhenverstellungsstation
zu montieren.
4070.18A
A
A
A - A
1,1 kg
70 mm
157 mm
30 mm
4,7 mm
165 mm
76 mm
19 mm

SPEZIFIKATIONEN
HyPerformance HD4070 Betriebsanleitung 2-11
Brennerspezifikationen – 228048
• Der Außendurchmesser der Brenner-Montagemuffe beträgt 50,8 mm.
1,8 m
2,11 kg
268 mm
27 mm
116 mm
51 mm
48 mm
107 mm
50,8 mm 57 mm
410 mm

SPEZIFIKATIONEN
2-12 HyPerformance HD4070 Betriebsanleitung
Höhenverstellung für X-Y Maschinen
Elektrische Anforderungen
Motor..............................................................................................+ 2,48 VDC, zweiphasig (3,3 A per Phase)
Endschalter ....................................................................................+ 24 VDC
Höhenverstellung-Steuerfunktionen
Motor..............................................................................................Schritt
Motorantrieb...................................................................................Schritt, konstanter Abkippstrom
Höhenverstellungs-Rückkopplung .................................................Codiereinrichtung
Höhenverstellung-Endschalter.......................................................keiner, Hochziehposition über Menü eingestellt
Max. Z-Achsen-Geschwindigkeit....................................................508 cm/min
Max. Z-Achsen-Hub .......................................................................203 mm
Brennermontage-Abmessungen
Ohne
Abknickvorrichtung
Mit
Abknickvorrichtung
554 mm
71 mm
127 mm
8,2 kg
119 mm
164 mm
Anmerkung: Die Klammer sollte so tief wie möglich am Brennerschaft sitzen, ohne jedoch die
Schnellkupplung zu berühren, um die Vibration an der Brennerspitze zu minimieren.

SPEZIFIKATIONEN
HyPerformance HD4070 Betriebsanleitung 2-13
Höhenverstellung für X-Y-Maschinen-Option
X-Y-Abschaltdose
Elektrische Anforderungen
Druckwächter..........................................................................................CNC-Notschalter-Betriebsspannung
Abschaltdose-Steuerfunktion
Druckluft..................................................................................................max. 6,9 bar
Größe
Abschaltdosebreite .................................................................................97 mm
Abschaltdosehöhe (Dicke)......................................................................57 mm
Luftfilter / Höhe Druckregler....................................................................179 mm
Luftfilter / Breite Druckregler ...................................................................40 mm
Luftfilter / Tiefe Druckregler (vom Manometer bis nach hinten)..............79 mm
Gewicht
Abschaltdoseeinheit................................................................................0,86 kg
Luftfilter / regler.......................................................................................0,45 kg
Druckwächter
Abschaltdose
Drucklufteinlaß
Luftfilter/-regler

HyPerformance HD4070 Betriebsanleitung 3-1
Abschnitt 3
INBETRIEBNAHME
Inhalt:
Nach erhalt ...............................................................................................................................................................3-2
Reklamationen..........................................................................................................................................................3-2
Anforderungen der inbetriebnahme ..........................................................................................................................3-2
Gasanforderungen....................................................................................................................................................3-2
Anforderungen an das Brenner-Kühlmittel ...............................................................................................................3-3
Erfordernisse zur Wasserreinheit für die Kühlmittelmischung ..................................................................................3-4
Lärmpegel.................................................................................................................................................................3-4
Brenner-Höhenverstellungs-Anforderungen .............................................................................................................3-4
Aufstellung der Anlagenkomponenten......................................................................................................................3-5
HD4070-Installation – Grundlegende Erfordernisse .................................................................................................3-6
Aufstellen der Anlagenkomponenten ...............................................................................................................3-7
Vom Kunden beigestellte Kabel und Schläuche ..............................................................................................3-7
Installation der Kabel und Schläuche...............................................................................................................3-7
Option Entferntes Display ................................................................................................................................3-7
Aufstellung der Stromquelle .............................................................................................................................3-8
Aufstellung der Gaskonsolen-Baugruppe ........................................................................................................3-9
Montage der Zündkonsolen-Baugruppe.........................................................................................................3-10
Installation der Abschaltventil-Baugruppe ......................................................................................................3-11
Erdungs-Anforderungen .........................................................................................................................................3-12
Gaszuleitungen.......................................................................................................................................................3-13
Verbindung der Zufuhrgase............................................................................................................................3-13
Netzstrom-Anforderungen ......................................................................................................................................3-14
Allgemeines....................................................................................................................................................3-14
Netz-Trenn-Schalter.......................................................................................................................................3-14
Netzkabel .......................................................................................................................................................3-14
Netzversorgungsanschluß .............................................................................................................................3-15
Installation der Stromquelle an die Gaskonsole und die CNC-Kabel .....................................................................3-16
Signalkabel – von der Stromquelle zur Gaskonsole ......................................................................................3-17
Netzkabel – von der Stromquelle zur Gaskonsole .........................................................................................3-17
CNC-Interface-Kabel – von der Stromquelle zur CNC...................................................................................3-18
Installation des Kabels für das entfernte Display....................................................................................................3-20
Entferntes Display ..........................................................................................................................................3-20
Signalkabel – von der Stromquelle zum entfernten Display...........................................................................3-20
Schutzleiter ....................................................................................................................................................3-20
Display-Montageabmessungen......................................................................................................................3-21

INBETRIEBNAHME
3-2 HyPerformance HD4070 Betriebsanleitung
Nach Erhalt
• Überprüfen Sie, ob Sie alle Anlagenkomponenten zu Ihrem Auftrag erhalten haben. Setzen Sie sich mit
Ihrem Lieferanten in Verbindung, wenn Positionen fehlen.
• Untersuchen Sie die Anlagenkomponenten auf physikalische Schäden, die während des Transportes
entstanden sein können. Wenn es den Nachweis für einen Schaden gibt, siehe
Beanstandungen
. Bei allen
Kommunikationen bezüglich Beanstandungen muss die Modellnummer und die Seriennummer, die sich auf
der Rückseite der Stromquelle befinden, angegeben werden.
Reklamationen
Schadenersatzansprüche für Transportschäden – Wenn das Gerät während des Transports beschädigt wurde,
müssen Sie einen Schadenersatzantrag bei der Speditionsfirma einreichen. Auf Anforderung sendet Ihnen
Hypertherm eine Kopie des Frachtbriefes zu. Wenn Sie weitere Unterstützung benötigen, rufen Sie bitte unseren
Kundendienst an (die Telefonnummer finden Sie vorne in dieser Betriebsanleitung), oder wenden Sie sich an Ihren
Hypertherm-Händler.
Schadenersatzansprüche für defekte oder fehlende Waren – Sollte eine Ware defekt oder nicht im
Lieferumfang enthalten sein, wenden Sie sich an Ihren Hypertherm-Händler. Wenn Sie weitere Unterstützung
benötigen, rufen Sie bitte unseren Kundendienst an (die Telefonnummer finden Sie vorne in dieser
Betriebsanleitung), oder wenden Sie sich an Ihren Hypertherm-Händler.
Anforderungen der inbetriebnahme
Alle Installations- und Wartungsarbeiten an Elektro- und Leitungssystemen müssen unter Einhaltung der
nationalen und örtlichen Vorschriften erfolgen. Diese Arbeiten dürfen nur von qualifiziertem Fach Personal
durchgeführt werden.
Bei technischen Problemen mit dieser Plasmaschneidanlage wenden Sie sich bitte an Ihren HyperthermVertragshändler oder an den Hypertherm-Service, Europäische Technische Zentrale, Telefonnummer
+00 800 49 73 7843 (Gebührenfrei in Europa), oder +31 186 659494.
Gasanforderungen
Alle Gase und Gasversorgungsregler für die Anlage sind vom Kunden zu stellen. Einen hochwertigen zweistufigen
Druckregler innerhalb von 3 m zur Gaskonsole installieren. Siehe Anhang C bzgl. Empfehlungen für
Gasdruckregler. Spezifikationen für Gas und Durchfluss sind in Abschnitt 2 enthalten.
Vorsicht: Gaszufuhrdrücke, die nicht innerhalb der in Abschnitt 2 dargelegten Parameter liegen,
können schlechte Schnittqualität, kurze Haltbarkeit der Verschleißteile und Schwierigkeiten
beim Betrieb verursachen.
Wenn das Reinheitsniveau des Gases zu niedrig ist oder die Zufuhrschläuche oder anschlüsse undicht sind:
• kann die Standzeit der Verschleißteile verkürzt werden
• können sich die Schneidgeschwindigkeiten verringern
• kann sich die Schneidqualität verschlechtern
• kann sich die Fähigkeit zum Schneiden bestimmter Dicken verringern

INBETRIEBNAHME
HyPerformance HD4070 Betriebsanleitung 3-3
Anforderungen an das Brenner-Kühlmittel
Der Wasserkühler wird ohne Kühlmittel im Tank geliefert. Hypertherm empfiehlt eine Mischung aus 30 % PropylenGlykol, 69,9 % vollentsalztes Wasser und 0,1 % Benzotriazol. Diese Mischung ist gefrierbeständig bis -12 °C und
enthält einen Korrosionshemmer (Benzotriazol) zum Schutz der Kupferoberflächen im Kühlmittel-Kreislauf. Diese
Mischung ist im 3,8 Liter Kanister unter 028872 erhältlich. 100% iges Propylenglykol ist unter Bestellnummer
028873 erhältlich.
WARNUNG
KÜHLMITTEL REIZT HAUT UND AUGEN UND KANN BEI EINNAHME
GESUNDHEITSSCHÄDLICH ODER TÖDLICH SEIN
Propylenglykol und Benzotriazole reizt Haut und Augen und das Einnehmen ist gesundheitsschädlich oder gar tödlich. Nach Kontakt Haut oder Augen mit Wasser spülen. Nach Einnahme
Wasser trinken und sofort Arzt rufen. Kein Erbrechen herbeiführen.
Siehe Anhang B, um zu bestimmen, ob für Ihre Anwendung eine stärkere Lösung aus Propylenglykol:reinem
Wasser erforderlich ist.
Es sind die nachfolgenden Warnungen und Vorsichtshinweise zu beachten. Siehe Anhang bezüglich
Sicherheitsdaten, Behandlung und Lagerung von Propylenglykol und Benzotriazol.
Vorsicht: Bei Betriebstemperaturen, die niedriger als -10 °C liegen, ist der
Prozentsatz des Propylenglykols zu erhöhen. Nichtbeachtung kann zu
gerissenem Brennerkopf, geplatzten Schläuchen oder anderen Schäden
am Brenner-Kühlungssystem durch gefrorenes Kühlmittel führen.
Vorsicht: Für die Kühlmittel-Mischung nur Propylenglykol verwenden. Kein
Kraftfahrzeug-Frostschutzmittel anstelle von Propylenglykol verwenden
um Schaden im Brenner-Kühlsystem zu verhindern.
Für die Kühlmittelmischung ist immer entsalztes Wasser zu
verwenden, um Korrosion im Brenner-Kühlsystem vorzubeugen.
Siehe
Wasserreinheitsanforderungen.
Vorsicht: Hypertherm-Kühlmittel (028872) verwenden, um das Risiko einer
Beschädigung durch Gefrieren zu verringern und um Korrosion langfristig
vorzubeugen.

INBETRIEBNAHME
3-4 HyPerformance HD4070 Betriebsanleitung
Erfordernisse zur Wasserreinheit für die Kühlmittelmischung
Die Aufrechterhaltung eines niedrigen Kalziumkarbonatniveaus ist für die ordnungsgemäße Leistung von Brenner
und den Komponenten im Kühlkreislauf entscheidend. Die Wasserreinheit sollte den in der nachfolgenden Tabelle
definierten Erfordernissen entsprechen, wenn man Hypertherm-Kühlmittel (Teilenummer 028873 – 100 %
Propylenglykol) mit Wasser mischt, um eine entsprechende Kühlmittelmischung zu erzeugen.
Anmerkung: Wenn die Wasserreinheit die Maximalwerte übersteigt, können Mineralienablagerungen im
gesamten Kreislauf auftreten.
Liegt dieWasserreinheit unterhalb der Minimalwerte, könnten wasserlösliche Stoffe in das Kühlmittel
eingeschwemmt werden.
Lärmpegel
Diese Plasmaanlage kann einen Lärmpegel verursachen, der für den Bediener und Personen in der Nähe des
Schneidtisches schädlich ist. Siehe
Lärmschutz
im Abschnitt Sicherheit.
Wasserreinheits-Meßmethoden
Elektrische Elektrischer Grad
Wasserhärte
Wasserreinheit Leitfähigkeit Widerstand Gelöste Stoffe (pro Gallone)
μS/cm bei 25 °C MOhm/cm bei 25 °C (ppm von NaCl) (gpg von CaCO2)
Reines Wasser
(nur für Referenz) 0,055 18,3 0 0
Maximale Reinheit 0,5 2 0,206 0,010
Mindestreinheit 18 0,054 8,5 0,43
Max. Trinkwasser
(nur für Referenz) 1000 0,001 495 25
Brenner-Höhenverstellungs-Anforderungen
Die HD4070-Anlage erfordert eine qualitative hochwertige, motorisierte Brennerhöhenverstellung mit genügend
Vorschub, um alle Erfordernisse hinsichtlich der Schneiddicke erfüllen zu können. Die Brennerhöhenverstellung
muss einen vertikalen Vorschub von 203 mm bieten. Die Einheit sollte dazu in der Lage sein, eine konstante
Geschwindigkeit von bis zu 5080 mm/min mit Direktbremsung aufrecht zu erhalten. Eine Einheit, die durch den
Stoppunkt hindurch abdriftet, ist nicht akzeptabel.

INBETRIEBNAHME
HyPerformance HD4070 Betriebsanleitung 3-5
Aufstellung der Anlagenkomponenten
• Alle Anlagenkomponenten sind vor der Herstellung der elektrischen, Gas- und Interface-Verbindungen in
ihrer Position aufzustellen. Hierfür ist das Diagramm auf der nachfolgenden Seite mit einer Leitschnur zur
Platzierung der Komponenten zu verwenden.
• Alle Anlagenkomponenten sind an Erde zu legen. Für Einzelheiten siehe
Erdungserfordernisse
in diesem
Abschnitt.
• Zur Vermeidung von Leckagen in der Anlage sind alle Gas- und Wasseranschlüsse gemäß den folgenden
Spezifikationen anzuziehen:
Drehkraftspezifikation
Gas- bzw.
Wasserschlauchgröße lbf-in lbf-ft N-m
bis zu 10 mm 75-85 6,25-7 8,6-9,8
12 mm 360-480 30-40 41,5-55
2WRENCHES

INBETRIEBNAHME
3-6 HyPerformance HD4070 Betriebsanleitung
HD4070-Installation – Grundlegende Erfordernisse
7
1
3
5
4
8
9
5
5
2
6
A1
11
5
10
4070.99B

INBETRIEBNAHME
HyPerformance HD4070 Betriebsanleitung 3-7
Aufstellen der Anlagenkomponenten:
Stromquelle; siehe Seite 3-8.
Gaskonsole; siehe Seite 3-9.
Zündkonsole; siehe Seite 3-10.
Abschalt-Ventil-Baugruppe; siehe Seite 3-11.
Vom Kunden beigestellte Kabel und Schläuche:
Schutzleiterkabel; siehe Seite 3-12.
Installationen der Gaszufuhr; siehe Seite 3-13.
Netzkabel; siehe Seite 3-14/15.
Installation der Kabel und Schläuche:
Gaskonsolen-Signalkabel; siehe Seite 3-16.
Gaskonsolen-Netzkabel; siehe Seite 3-16.
CNC-Interface-Kabel; siehe Seite 3-16.
Option Entferntes Display:
Entferntes Display; siehe Seite 3-20.
Kabel des entfernten Displays; siehe Seite 3-20.
Schutzleiterdraht; siehe Seite 3-20.
Montageabmessungen des entfernten Displays; siehe Seite 3-21.
ANMERKUNG: Die Anleitung zur Installation des Brenners und der verbleibenden Leitungen und
Schläuche wird in den nachfolgend aufgelisteten Abschnitten gegeben.
• 1-Brennersysteme – Abschnitt 3A
• 2-Brennersysteme – Abschnitt 3B
11
10
987
65432
1
A3
A1
A2
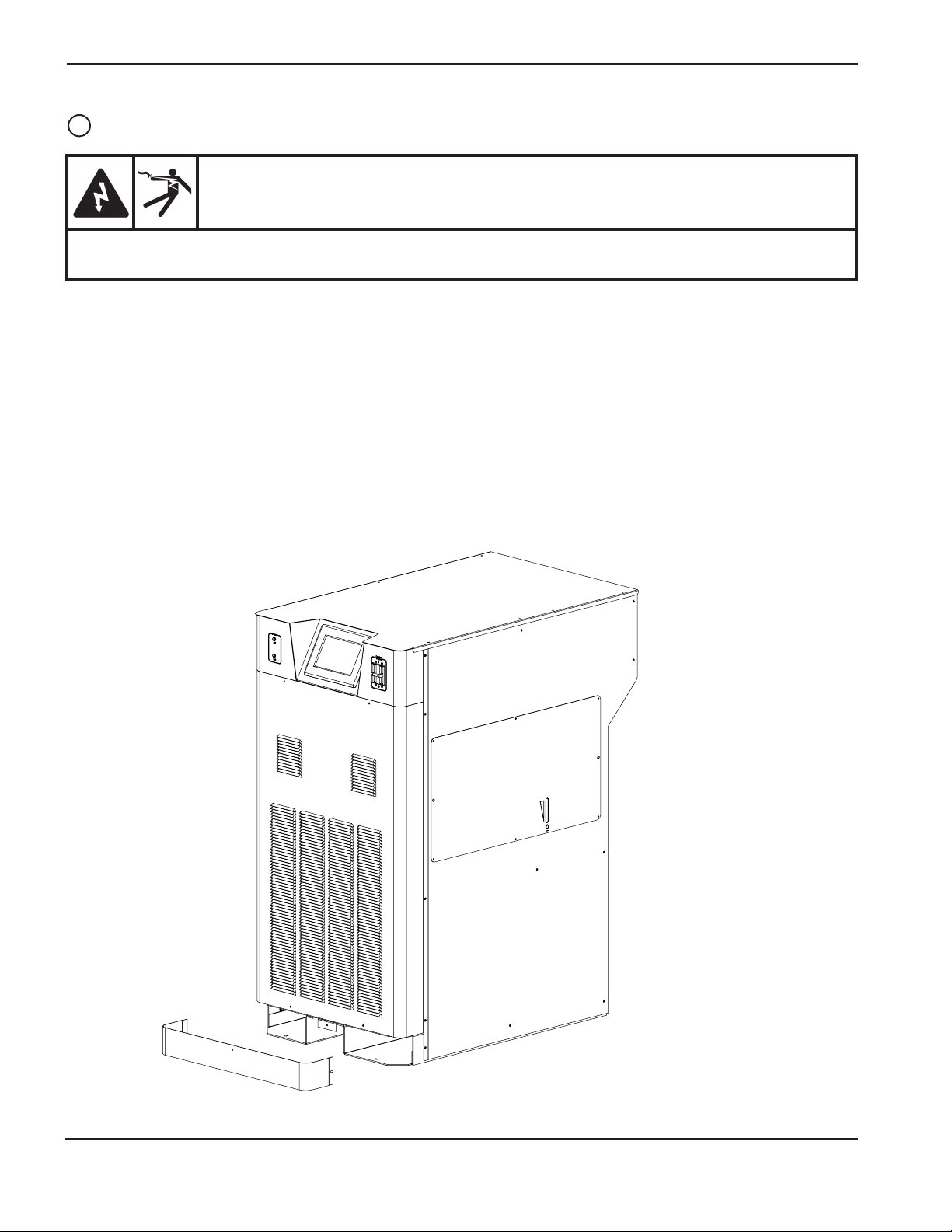
INBETRIEBNAHME
3-8 HyPerformance HD4070 Betriebsanleitung
Aufstellung der Stromquelle
1
WARNUNG
STROMSCHLAG IST LEBENSGEFÄHRLICH
Vor dem Transportieren oder Positionieren der Stromquellen sind alle elektrischen Anschlüsse zu
entfernen, um Personen- und Sachschaden zu vermeiden.
Die Stromquelle kann per Gabelstapler transportiert werden, jedoch müssen die Gabeln genügend lang sein, dass
sie sich über Gesamtlänge ihrer Grundfläche ausdehnen. Beim Anheben mit den Gabeln ist Vorsicht geboten, um
die Unterseite der Stromquelle nicht zu beschädigen.
• Plazieren Sie die Stromquellen in einem Bereich, der frei von übermäßiger Feuchtigkeit ist, eine gute
Belüftung hat und relativ sauber ist. Genügend Raum an den Seiten und an der Rückseite der Stromquelle
zu Servicezwecken freilassen.
• Kühlluft wird von einem Lüfter durch das Gitter an der Vorderseite der Stromquelle angesaugt und an der
Rückseite ausgestoßen. Es dürfen außer dem Filter an der Stromquellen Vorderwand keine weiteren
Filtriereinrichtungen auf den Lufteinzugsstellen angebracht werden. Dies würde die Kühlwirksamkeit
reduzieren und die GARANTIEANSPRÜCHE UNGÜLTIG MACHEN.
4070.25
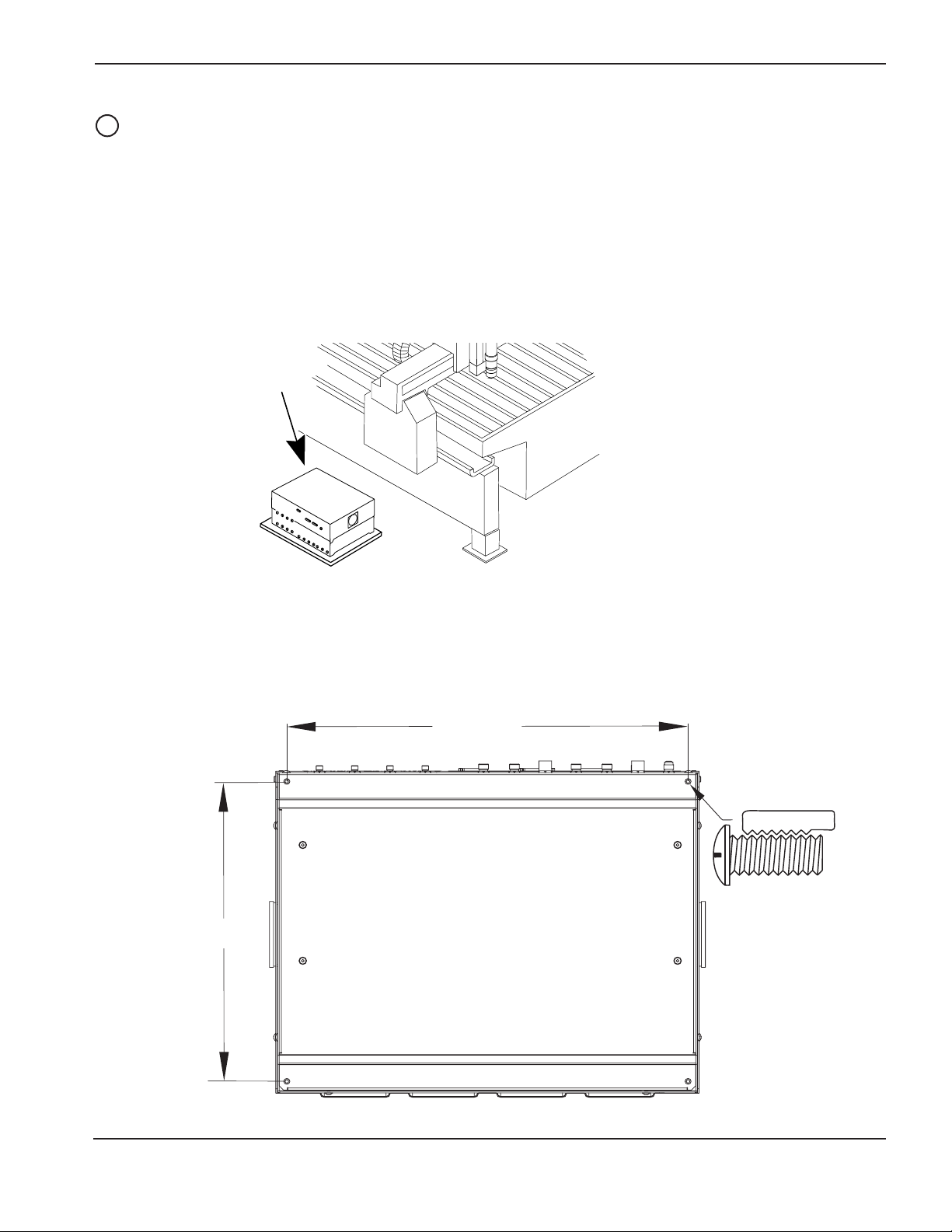
INBETRIEBNAHME
HyPerformance HD4070 Betriebsanleitung 3-9
Aufstellung der Gaskonsolen-Baugruppe
• Gaskonsole in der Nähe des Schneidtisches aufstellen. Genügend Raum zur Öffnung des aufklappbaren
Oberteils zu Servicezwecken freilassen. Die bevorzugte Ausrichtung wird in der Abbildung unten gezeigt.
Die maximale Kabellänge zwischen Stromquelle und Gaskonsole beträgt 45 m. Die maximale Kabel- und
Schlauchlänge zwischen Gaskonsole und Zündkonsole sowie Abschaltventil-Baugruppe beträgt 30 m.
• Die Luft für die Belüftung wird durch die Lüfter auf beiden Seiten eingezogen und an der Vorderseite der
Einheit herausgelassen. Die Lüfter kühlen die Konsole und blasen jegliche Gasansammlungen aus dem
Gehäuse.
2
4070.20
Bevorzugte Ausrichtung
der Gaskonsole
578 mm
1/4-20
432 mm
4070.22

INBETRIEBNAHME
3-10 HyPerformance HD4070 Betriebsanleitung
Montage der Zündkonsolen-Baugruppe
• Zündkonsole auf dem Portal (Brücke) montieren. Genügend Raum zum Abnehmen des Oberteils zu
Servicezwecken freilassen. Die maximale Leitungslänge zwischen Zündkonsole und Brenner beträgt 4,5 m.
• Zündkonsole horizontal montieren, oder wie unten gezeigt in vertikaler Stellung.
• 2-Brenner-Systeme: Für die 2-Brenner-Anlage sind 2 Zündkonsolen erforderlich.
3
Vertikale Installation
Horizontale Installation
4070.19
32 mm 270 mm
32 mm
248 mm
279 mm
7 mm
0
0
4070.21

INBETRIEBNAHME
HyPerformance HD4070 Betriebsanleitung 3-11
Installation der Abschaltventil-Baugruppe
• Die Abschaltventil-Baugruppe ist in der Nähe der Brennerhöhenverstellungsstation zu montieren. Die
maximale Länge der Gasschläuche zwischen Abschaltventil-Baugruppe und Brenner beträgt 1,8 m.
• 2-Brenner-Systeme: Für die 2-Brenner-Anlage sind 2 Abschaltventil-Baugruppen erforderlich.
4
4070.18
A
A
A-A
157 mm
30 mm
4,7 mm
19 mm
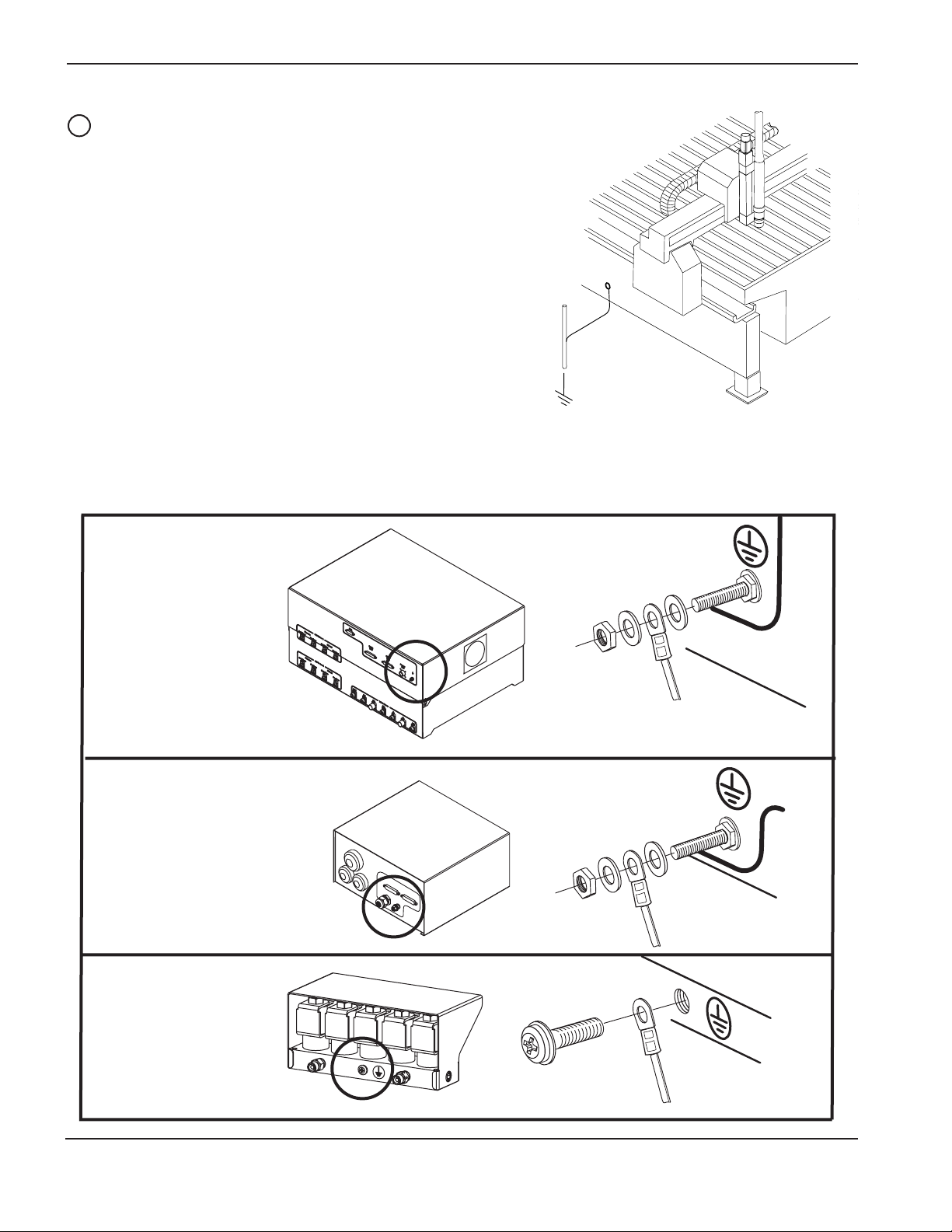
INBETRIEBNAHME
3-12 HyPerformance HD4070 Betriebsanleitung
Erdungs-Anforderungen
Die richtige Erdung ist für die Sicherheit von Personen und zum
Verhindern von Hochfrequenz-Störungsemissionen äußerst
wichtig. Siehe
Erdungssicherheit
in Abschnitt 1 und Anhang A
bezüglich der Anlagen-Erdungserfordernisse.
Arbeitstisch an einen qualitativ hochwertigen Schutzleiter
anschließen, der nicht weiter als 6 m vom Tisch entfernt ist. Eine
geeignete Schutzleitung besteht aus einer Vollkupferstange von
mindestens 13 mm Durchmesser, die bis zu einer Tiefe von
mindestens 2,5 m, unterhalb des permantenten
Feuchtigkeitsspiegels, in die Erde getrieben wird. Es ist
sicherzustellen, dass jegliche Schutzleiterverbindungen fest sind,
um ein übermäßiges Aufheizen zu vermeiden. Es sind die
nationalen und örtlichen Elektrizitätsrichtlinien hinsichtlich deren
Einhaltung und für zusätzliche Informationen zu Rate zu ziehen.
Alle HD4070-Anlagenkomponenten an Erde legen. Es ist mindestens ein Draht von 8 AWG (10 mm2) zu
verwenden, der von jeder Komponente aus an die Arbeitstischerdung anzuschließen ist.
5
Gaskonsole
Zündkonsole
Abschalt-Ventil
4070.51
4070.14

INBETRIEBNAHME
HyPerformance HD4070 Betriebsanleitung 3-13
Gaszuleitungen
Eine feste Kupferinstallation oder geeigneter flexibler Schlauch darf für sämtliche Gaszufuhren verwendet werden.
Es darf kein Stahl- oder Aluminiumrohr eingesetzt werden.
Nach der Installation ist die gesamte Anlage unter Druck zu setzen und auf Undichtigkeiten zu überprüfen.
Die empfohlenen Schlauchdurchmesser sind 9,5 mm für Längen unter 23 m und 12,5 mm für über 23 m.
Für Systeme mit flexiblen Schläuchen einen Schlauchtyp auswählen, der für inerte Gase (Luft, Stickstoff oder
Argon-Wasserstoff) geeignet ist.
6
Verbindung der Zufuhrgase
Zufuhrgase mit der HD4070-Gaskonsole verbinden. Die Brennerleitungen müssen bei Gaswechsel entleert
werden.
WARNUNG
BEIM SCHNEIDEN MIT SAUERSTOFF BESTEHT BRAND- UND EXPLOSIONSGEFAHR
Beim Schneiden mit Sauerstoff als Plasmagas kann durch die Sauerstoff-angereicherte Atmosphäre,
die hierbei entsteht, erhöhte Brandgefahr verursacht werden. Als Vorsichtsmaßnahme empfiehlt
Hypertherm beim Schneiden mit Sauerstoff die Installation eines Abluftsystems.
Anschluss Größe
H35, H5 9/16 – 18 Linksgewinde,
und F5 (Brenngas) „B”
O
2
9/16 – 18, Rechtsgewinde,
(Sauerstoff) „B”
N
2
5/8 – 18, Rechtsgewinde,
innen (Inertgas) „B”
Luft 9/16 – 18 #6
CO
2
Inlet Gases
H35 AIRH5 F5/CH
4
O
2
N
2
4070.12
2
6
Anmerkung: Beim Schneiden mit Sauerstoff als Plasmagas muß Stickstoff ebenfalls an der
Gaskonsole angeschlossen sein, um bei den Vorströmungs- und BetriebsDurchflußbedingungen korrekte Sauerstoff/Stickstoff-Mischungen zu erreichen.
Vorsicht: Bei der Konfiguration von Gaskonsole und Zufuhrgasen ist sicherzustellen,
dass alle Schläuche, Schlauchverbindungen und Anschlüsse für den Einsatz
mit Sauerstoff, Argon-Wasserstoff und Methan akzeptiert werden können. Die
Installation hat gemäß den örtlichen und nationalen Regeln zu erfolgen.

INBETRIEBNAHME
Netz-Trenn-Schalter
Der Netz-Trenn-Schalter dient der Unterbrechung (Isolierung) der Netzversorgung.
Der Schalter ist für den Bediener leicht erreichbar an einer Wand in der Nähe der
Stromquelle anzubringen. Der Netz-Trenn-Schalter ist von qualifiziertem Personal
entsprechend den nationalen und örtlichen Richtlinien zu installieren.
Der Schalter muß:
• in „AUS”-Stellung die elektrische Anlage isolieren und alle stromführenden Teile von der
Netzversorgung trennen,
• eine eindeutige Markierung der „AUS”- und „EIN”-Stellung haben, und zwar mit
„O” (AUS) und „I” (EIN),
• einen externen Bedienergriff haben, der in „AUS”-Stellung abgeschlossen werden kann,
• einen strombetriebenen Mechanismus enthalten, der als Notstop fungiert,
• mit trägen Schmelzsicherungen installiert sein, um einen korrekten Unterbrechungsgrad (siehe obige Tabelle) zu
gewährleisten.
Empfohlene
Netz- Netzstrom träge Schmelz-
spannung Phase bei 40 kVA Ausgang Sicherung Kabelstärke (AWG)
200 VAC 3 125 A 150 A (*Siehe Anmerkung unten)
220 VAC 3 113 A 150 A 2 AWG
240 VAC 3 103 A 125 A 4 AWG
400 VAC 3 62 A 80 A 6 AWG
440 VAC 3 56 A 70 A 6 AWG
480 VAC 3 52 A 70 A 6 AWG
600 VAC 3 41 A 50 A 8 AWG
Netzstrom-Anforderungen
Allgemeines
Alle Schalter, trägen Sicherungen und Stromkabel sind vom Kunden beizustellen
und müssen entsprechend den in den nationalen oder örtlichen Richtlinien für
Elektrizität gemachten Angaben ausgewählt werden. Die Installation muss von
einem lizenzierten Elektriker vorgenommen werden. Es ist ein separater PrimärHauptschalter für die Stromquelle zu verwenden.
Anmerkung: Die Hauptversorgungsschutzeinrichtung (Trennschalter oder Sicherung) muss so dimensioniert
sein, dass sie alle Zweigversorgungslasten, sowohl bei Stoßstrom als auch Beharrungsstrom,
verarbeiten kann. Die Stromquelle muss innerhalb eines der Zweigversorgungsschaltkreise
verdrahtet sein. Der Beharrungsstrom der Stromquelle ist in der nachfolgenden Tabelle
aufgelistet und der Stoßstrom hierzu beträgt das Zehnfache des Nenneingangsstroms und
dauert bis zu 0,2 Sekunden bzw. 10 Netztaktungen.
7
Netzkabel
Die Kabelstärken sind vom Abstand zwischen Steckdose und Hauptschalttafel abhängig. Die empfohlenen
Kabelstärken in der obigen Tabelle wurden dem 1990er Handbuch für U.S. National Electric Code (USElektroinstallationsvorschriften), Tabelle 310.16 entnommen. Ein 4-Leiter-Netzkabel (3 Leiter mit Schutzleiter) mit
einem Leitertemperaturbereich von 60° C verwenden. Die Installationen sind von qualifiziertem Personal auszuführen.
FUSE
1
3-14 HyPerformance HD4070 Betriebsanleitung
*Anmerkung: Es ist ein auf 90 °C ausgelegter Draht vom Typ 2 AWG zu verwenden, statt eines gleichwertigen
Kabels (1 AWG) mit größerem Durchmesser, das auf 60 °C ausgelegt ist.
SWITCH BOX

INBETRIEBNAHME
HyPerformance HD4070 Betriebsanleitung 3-15
Netzversorgungsanschluß
Anmerkung: Zur einfachen Installation das Haupt-Netzkabel erst dann installieren, wenn die
Brennerhöhensteuerungs-Kabel installiert worden sind.
1. Das Netzkabel durch die Zugentlastung an der Rückseite der Stromquelle einführen.
2. Schutzleiter-Kabel (PE) wie unten gezeigt an die GND-Klemme von TB1 anschließen.
3. Netzkabel wie unten gezeigt an die Klemmen von TB1 anschließen.
4. Nachprüfen, ob der Hauptschalter in AUS-Stellung ist und für die verbleibende Installationsdauer der
HD4070-Anlage auch in AUS-Stellung bleibt.
5. Die Netzleiter entsprechend den nationalen und örtlichen Vorschriften an den Netztrennschalter anschließen.
L1 = Schwarz
L2 = Weiß
L3 = Rot
GND = Grün/Schutzleiter-Abschirmung
WARNUNG
STROMSCHLAG IST LEBENSGEFÄHRLICH
Der Hauptnetzschalter muß in AUS-Stellung sein, bevor Netzkabelanschlüsse vorgenommen werden.
In den USA ist ein Verriegelungs- und Kennzeichnungsverfahren zu verwenden, bis die Installation
abgeschlossen ist. In anderen Ländern sind die entsprechenden nationalen bzw. örtlichen
Sicherheitsverfahren zu befolgen.
Haupt-
schalter
Netzkabel
TB1
L1
L2
L3
GND
4070.02

INBETRIEBNAHME
3-16 HyPerformance HD4070 Betriebsanleitung
Installation der Stromquelle an die Gaskonsole und die CNC-Kabel
Installationshinweise
Alle Enden der Kabel mit
der Identifizierungsnummer
markieren.
Steckerverbindung
(Stifte)
An die CNC anschließen
1
1X5
Gas Console
4070.08
Slave
1X1
Gas Console
1X2
CNC Interface
1X3
Display
1X4
2
8
Signal
3X2
9
IGN CSL 2
3X4
8
IGN CSL 1
3X3
10
9
10
Input Power
3X1
4070.09

INBETRIEBNAHME
HyPerformance HD4070 Betriebsanleitung 3-17
Signalkabel – von der Stromquelle zur Gaskonsole
8
Netzkabel – von der Stromquelle zur Gaskonsole
9
Teile-Nr. Länge
123428 3 m (10 ft)
123429 6 m (20 ft)
123430 7.5 m (25 ft)
123431 9 m (30 ft)
123432 12 m (40 ft)
Teile-Nr. Länge
123433 15 m (50 ft)
123434 23 m (75 ft)
123435 30.5 m (100 ft)
123436 46 m (150 ft)
Teile-Nr. Länge
123419 3 m (10 ft)
123420 6 m (20 ft)
123421 7.5 m (25 ft)
123422 9 m (30 ft)
123423 12 m (40 ft)
Teile-Nr. Länge
123424 15 m (50 ft)
123425 23 m (75 ft)
123426 30.5 m (100 ft)
123427 46 m (150 ft)
KABELBELEGUNG – Signalkabel von der Stromquelle zur Gaskonsole
Signalbezeichnung 1X2 Farbe 3X2 Funktion Eingang/Ausgang
NC Weiß NC Nicht angeschlossen
TX + 8 Rot 8 RS-422 serieller Messwertgeber Ausgang
Sender - 15 Orange 15 RS-422 serieller Messwertgeber Ausgang
RX - 7 Schwarz 7 RS-422 serieller Empfänger Eingang
Empfänger + 14 Braun 14 RS-422 serieller Empfänger Eingang
6 Schwarz 6
13 Gelb 13
Error - 5 Schwarz 5 Gibt an, dass ein Fehler aufgetreten ist Ausgang
Fehler + 12 Blau 12 Ausgang
4 Schwarz 4
S3 11 Grün 11 Wird zur Anwahl von Status 3 verwendet Eingang
3 Schwarz 3 Eingang
S2 10 Weiß 10 Wird zur Anwahl von Status 2 verwendet Eingang
2 Schwarz 2 Eingang
S1 9 Rot 9 Wird zur Anwahl von Status 1 verwendet Eingang
1 Schwarz 1 Eingang
KABELBELEGUNG – Konsolen-Netzkabel von der
Stromquelle zur Gaskonsole
Signal 1X5 Farbe 3X1
120 VAC spannungsführend 1 Schwarz 1
120 VAC Rückstrom- 2 Weiß 2
PE (Schutzleiter) 3 Grün 3
(positive Abschirmung) 4 nicht zutreffend 4
1X2 3X2
1X5 3X1

INBETRIEBNAHME
3-18 HyPerformance HD4070 Betriebsanleitung
CNC-Interface-Kabel – von der Stromquelle zur CNC
10
Teile-Nr. Länge
123437 3 m (10 ft)
123438 6 m (20 ft)
123439 7.5 m (25 ft)
123440 9 m (30 ft)
123441 12 m (40 ft)
Teile-Nr. Länge
123442 15 m (50 ft)
123443 23 m (75 ft)
123444 30.5 m (100 ft)
123445 46 m (150 ft)
*Siehe Anmerkungen auf der nächsten Seite
Strom-
quellen- CNC- Eingang/ Anmer-
Signalbezeichnung Anschluss Farbe Anschluss Funktion Ausgang kungen
NC Blau NC Nicht angeschlossen *
CNC-Verriegelung - 19 Weiß 19
Ermöglicht die Installation eines Nothaltschalters (Ruhestromkontakt). Wenn keine CNC- Verriegelung
Eingang
CNC-Verriegelung + 37 Schwarz 37
verwendet wird, ist eine Drahtbrücke zum Schließen zu installieren.
Eingang
CNC-Bewegung 18 Weiß 18
Überprüft mit der CNC, ob eine Lochstechverzögerung abgeschlossen ist, und meldet der CNC, dass sie
Ausgang 1
CNC-Bewegung 36 Orange 36
die Schneidmaschine in Bewegung setzen kann. Bei mehreren Plasmaanlagen an der gleichen Schneid-
Ausgang
maschinesollte das Signal von allen angeschlossenen Plasmaanlagen einen logischen „UND“-Befehl erhalten.
CNC-Übertragung 17 Grün 17 Meldet der CNC, dass eine erfolgreiche Lichtbogenübertragung stattgefunden hat. Dieses Signal ist der Ausgang 1
CNC-Übertragung 35 Braun 35 Bewegung ähnlich, enthält jedoch nicht die einprogrammierte Lochstechverzögerungszeit. Ausgang
Abschirmung- 16 Grün 16
Abschirmung- 34 Gelb 34
Abschirmung 15 Grün 15
CNC-Maschinenkabel installiert + 33 Blau 33 Überprüft, ob das CNC-Maschinenkabel installiert worden ist. Eingang 3
CNC-Maschinenkabel installiert - 14 Grün 14 Eingang
CNC-Anlagenfehler + 32 Weiß 32 Meldet den CNC-Bewegungssteuerungen, dass ein Plasmaanlagenfehler aufgetreten ist. Der eigentliche Ausgang 2
CNC-Anlagenfehler - 13 Grün 13 Fehler kann vom seriellen Interface abgefragt werden. Ausgang
CNC-Reserveausgang 1 + 31 Orange 31 Reserveausgang Ausgang 2
CNC-Reserveausgang 1 - 12 Rot 12 Ausgang
CNC-Reserveeingang 1 + 30 Braun 30 Reserveeingang Eingang 3
CNC-Reserveeingang 1 - 11 Rot 11 Eingang
CNC-Reserveeingang 2 + 29 Gelb 29 Reserveeingang Eingang 3
CNC-Reserveeingang 2 - 10 Rot 10 Eingang
CNC-Einfahren abgeschlossen + 28 Blau 28 Überprüft mit der CNC, ob der Brenner eingefahren ist. Ausgang 2
CNC-Einfahren abgeschlossen - 9 Rot 9 Ausgang
CNC-Reserveausgang 2 + 27 Grün 27 Reserveausgang Ausgang 2
CNC-Reserveausgang 2 - 8 Rot 8 Ausgang
CNC-Reserveausgang 3 + 26 Weiß 26 Reserveausgang Ausgang 2
CNC-Reserveausgang 3 - 7 Rot 7 Ausgang
CNC-Zündbereit + 25 Orange 25 Dieses Signal wird bei Mehrfach-Plasmaanlagen verwendet. Es meldet der CNC, dass die Brennerhöhen- Ausgang 2
CNC-Zündbereit - 6 Schwarz 6 steuerung den Zyklus des induktiven Zündhöhensensors und die Vorströmung abgeschlossen hat, Ausgang
womit angezeigt wird, dass der Brenner zum Zünden bereit ist. Dieses Signal und das CNC-PlasmaSynchronisierungs-Signal werden zusammen eingesetzt. Bei Mehrfach-Plasmaanlagen an der gleichen
Schneidmaschine sollte dieses Signal einen logischen „UND“-Befehl erhalten, um anzuzeigen, dass alle
Maschinen bereit sind.
CNC-Plasma-Synchronisierung + 24 Braun 24 Dieses Signal wird bei Mehrfach-Plasmaanlagen verwendet. Es verzögert die Brennerzündung, aber gibt den Eingang 3
CNC-Plasma-Synchronisierung - 5 Schwarz 5 Durchfluss der Vorströmungsgase frei. Dieses Signal und das Signal „Zündbereit“ werden zusammen Eingang
verwendet. Bei mehreren Plasmaanlagen auf der gleichen Schneidmaschine sollte dieses Signal simultan
von allen angeschlossenen Plasmaanlagen entfernt werden, damit alle Brenner simultan zünden.
CNC-Höhenhaltung an Ecken + 23 Gelb 23 O Bei Anlagen mit installierter Command-Brennerhöhensteuerung: Wenn das Signal aktiv ist, ist es der Eingang 3
CNC-Höhenhaltung an Ecken - 4 Schwarz 4 Lichtbogenspannungssteuerung übergeordnet und hält die Brennerhöhe konstant. Eingang
CNC-Anlagenstart + 22 Blau 22 Leitet den Start eines programmierten Plasmaanlagen-Schneidzyklus ein. Das Signal muss für die Dauer Eingang 3
CNC-Anlagenstart - 3 Schwarz 3 des Schnittes aufrechterhalten werden. Bei mehreren Plasmaanlagen auf der gleichen Schneidmaschine s Eingang
ollte das Signal simultan an allen Maschinen aktiviert werden.
CNC – TX (Übertragung) + 21 Grün 21 RS – 422 serieller Messwertgeber. Überträgt Daten von der CNC zur Plasmaanlage. Wird verwendet, um Eingang 3
CNC – TX (Übertragung) - 2 Schwarz 2 Plasmaprozess-Informationen einzurichten und um Plasmastatus-Informationen abzufragen. Zur Eingang
vollständigen Beschreibung siehe Liste der seriellen Befehle.
CNC – RX (Empfang) + 20 Rot 20 RS – 422 serieller Empfänger. Empfängt Daten von der Plasmaanlage zu den CNC-Steuerungen. Wird Ausgang
CNC – RX (Empfang) - 1 Schwarz 1 verwendet, um auf die Befehle von der CNC-Steuerung hin den Plasmaanlagenstatus und Fehler- Ausgang
informationen zu melden. Zur vollständigen Beschreibung siehe Liste der seriellen Befehle.
Verdrillte Drahtpaare
1X3

INBETRIEBNAHME
HyPerformance HD4070 Betriebsanleitung 3-19
Anmerkungen: zur CNC-Interface-Kabel-Datendurchlaufliste
Anmerkung 1. Bewegungs- und
Übertragungsausgaben.
Relais-Kontaktschluss.
Anmerkung 2. HD4070-Ausgaben sind optisch
gekoppelte Transistoren mit
maximalen Nennwerten von 24
VDC und 10 mA.
Anmerkung 3. HD4070-Eingaben sind optisch
isolierte 12 VDC-Signale. Die
Signale werden aktiviert durch
Senkung um 3 mA pro Eingabe.
Anmerkung 4. Not-Verriegelungs-
Kontaktschluss.
+
-
Machine Interface
Receptacle
Relais
Relais
+ 24 VDC
10 mA
24 V Rückstrom
Ausgang
Ausgang
Eingang
Externe Not-Verriegelung
RuhekontaktSchalter oder
Drahtbrücke
installieren
HD4070-Steuerkasten – Gehäuse
Maschinen-
Interface-Steckdose
12 V Rückstrom
12 VDC
4,7 K
max. 24 VDC
max. 10 mA
Stift 37
Stift 19
∗ Normalerweise geschlossen

INBETRIEBNAHME
3-20 HyPerformance HD4070 Betriebsanleitung
Installation des Kabels für das entfernte Display
Installationshinweise
Enden des Kabels mit
der Identifizierungsnummer
markieren.
Entferntes Display
Teile-Nr. Länge
123476 2 m (6 ft)
123481 3 m (10 ft)
123482 6 m (20 ft)
123018 7.5 m (25 ft)
123484 9 m (30 ft)
Teile-Nr. Länge
123485 12 m (40 ft)
123019 15 m (50 ft)
123487 23 m (75 ft)
123488 30.5 m (100 ft)
123489 46 m (150 ft)
KABELBELEGUNG – von der Stromquelle zum Kabel für
das entfernte Display
1X4 Farbe Display
5 Schwarz 1
9 Rot 2
8 Nicht angeschlossen 1
7 Nicht angeschlossen 1
4 Nicht angeschlossen 2
3 Weiß 1
6 Schwarz 2
2 Grün 3
1 Schwarz 4
1X4
Steckverbindung
(Buchse)
A1
Signalkabel – von der Stromquelle zum entfernten Display
A2
Schutzleiter
A3
Schutzleiter an Gehäuse
Steckerverbindung
(Buchse)
Vorsicht: Die Anlage HD4070 kann nur einen
Berührungsbildschirm unterstützen, entweder
vor Ort oder entfernt. Die Installation von
Anzeigen an beiden Standorten an einer
Anlage verursacht Fehlfunktionen oder
Beschädigung.
4070.52
Display
1X4
A1
A3
Ground to Chassis
A2

INBETRIEBNAHME
HyPerformance HD4070 Betriebsanleitung 3-21
Display-Montageabmessungen
11
Montagetafel
(vom Kunden beizustellen)
Ausschneiden
199 mm
145 mm
43 mm
Mounting Panel
(Customer Supplied)
1.7"/43 mm
7.835"/199 mm
5.71"/145 mm
4070.55

HyPerformance HD4070 Betriebsanleitung 3A-1
Abschnitt 3A
1-BRENNER-INSTALLATION
Inhalt:
HD4070 1-Brenner-Installation...............................................................................................................................3A-2
Anlagenkomponenten ............................................................................................................................................3A-3
Kabel und Schläuche .............................................................................................................................................3A-3
Installation der Kühlmittelschläuche ..............................................................................................................3A-4
Kühlmittelschlauch-Baugruppe – grüne Zufuhr .............................................................................................3A-5
Kühlmittelschlauch-Baugruppe – roter Rücklauf............................................................................................3A-5
Stromquelle an die Zündkonsolenkabel und das Werkstückkabel anschließen ............................................3A-6
Pilot-Lichtbogen-Leitung ................................................................................................................................3A-7
Negativleitung ................................................................................................................................................3A-7
Werkstückkabel .............................................................................................................................................3A-7
Installation der Gaskonsole an das Zündkonsolenkabel ...............................................................................3A-8
Kabel – von der Gaskonsole zur Zündkonsole ..............................................................................................3A-9
Installation der Zündkonsole an das Abschaltventil-Kabel und die
Gasschlauch-Baugruppe ...........................................................................................................................3A-10
Schläuche – von der Gaskonsole zum Abschaltventil .................................................................................3A-11
Kabel – von der Zündkonsole zum Abschaltventil .......................................................................................3A-11
Kabel – Abschaltventil..................................................................................................................................3A-11
THC und Brenner-Installation...............................................................................................................................3A-12
Höhenverstellung für X-Y Maschinen ..........................................................................................................3A-12
Brennerbefestigungsblock-Bausatz .............................................................................................................3A-13
Brennerfreigabe-Bausatz (wahlweise).........................................................................................................3A-14
Installation des Brenners (ohne die Brennerabknickvorrichtung) ................................................................3A-16
Installation des Brenners (mit der Brennerabknickvorrichtung) ...................................................................3A-17
Option integrierte Command-Brennerhöhensteuerung – Kabelinstallation ..........................................................3A-18
Kabel – Höhenverstellungs-Interface...........................................................................................................3A-19
Kabel – Motorantrieb ...................................................................................................................................3A-19
Ohmscher Kontaktdraht...............................................................................................................................3A-19
Kabelsignale des Höhenverstellungs-Interface ...........................................................................................3A-20
Kabelsignale des Motorantriebs ..................................................................................................................3A-20
Brenneranschlüsse...............................................................................................................................................3A-21
Anschluss des Brenners an das Brennerschlauchpaket .............................................................................3A-21
Anschluss des Brenners an die Schnellkupplung........................................................................................3A-23
Brennermontage und Ausrichtung........................................................................................................................3A-24
Montage des Brenners ................................................................................................................................3A-24
Brennerausrichtung .....................................................................................................................................3A-24
Erfordernisse für die Brennerhöhenverstellung....................................................................................................3A-24
Installation von Brenner und Schlauchpaket ........................................................................................................3A-25
Befüllung der Stromquelle mit Kühlmittel .............................................................................................................3A-26

1-BRENNER-INSTALLATION
3A-2 HyPerformance HD4070 Betriebsanleitung
HD4070 1-Brenner-Installation
1
3
13
14
12
11
18
19
4
16
17
2
15
24
20
25
4070.99C

1-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3A-3
Anlagenkomponenten
Für Installationsdetails siehe Abschnitt 3.
Stromquelle
Gaskonsole
Zündkonsole
Abschalt-Ventil-Baugruppe
4
321
Kabel und Schläuche
Kühlmittelschlauch-Baugruppe; siehe Seite 3A-4.
Kühlmittelschlauch-Baugruppe; siehe Seite 3A-4.
Pilotlichtbogenleitung; siehe Seite 3A-6.
Negativleitung; siehe Seite 3A-6.
Werkstückkabel; siehe Seite 3A-6.
Gaskonsolenkabel; siehe Seite 3A-8.
Gasschlauch-Baugruppe; siehe Seite 3A-10.
Zündkonsolenkabel; siehe Seite 3A-10.
Abschaltventil-Baugruppen-Kabel; siehe Seite 3A-10.
- Option: integrierte Command-
Brennerhöhensteuerung; siehe
Seite 3A-18.
Leitungsbaugruppen; siehe Seite 3A-21.
Kompletter Brenner; siehe Seite 3A-23.
23
19
18
17
1615141312
11
20
24
25

1-BRENNER-INSTALLATION
3A-4 HyPerformance HD4070 Betriebsanleitung
Installation der Kühlmittelschläuche
Wichtig: Ein Überbrückungsschlauch wird in Stromquellen installiert, die für 1 Brenner konfiguriert sind, und dieser
muss an Ort und Stelle bleiben, wenn die Anlage mit einem Brenner betrieben wird. Das Kühlmittel fließt heraus,
wenn der Überbrückungsschlauch nicht an seinem Platz ist.
Überbrückung
Rot Grün
Grün Rot
121112
11
In Out
4070.04A

1-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3A-5
Kühlmittelschlauch-Baugruppe – grüne Zufuhr
11
Teile-Nr. Länge
024563 3 m (10 ft)
024564 6 m (20 ft)
024291 7.5 m (25 ft)
024503 9 m (30 ft)
024565 12 m (40 ft)
Teile-Nr. Länge
024263 15 m (50 ft)
024264 23 m (75 ft)
024265 30.5 m (100 ft)
024459 46 m (150 ft)
Kühlmittelschlauch-Baugruppe – roter Rücklauf
Teile-Nr. Länge
024566 3 m (10 ft)
024567 6 m (20 ft)
024267 7.5 m (25 ft)
024504 9 m (30 ft)
024568 12 m (40 ft)
Teile-Nr. Länge
024268 15 m (50 ft)
024269 23 m (75 ft)
024270 30.5 m (100 ft)
024460 46 m (150 ft)
12

1-BRENNER-INSTALLATION
3A-6 HyPerformance HD4070 Betriebsanleitung
Stromquelle an die Zündkonsolenkabel und das Werkstückkabel anschließen
Unterer Rahmen des Arbeitstisches (typisch).
4070.03
CNC Interface
1X3
Display
1X4
14
15
13
4070.05
15

1-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3A-7
(−)
(+)
(+)
Pilot-Lichtbogen-Leitung
13
Negativleitung
14
Werkstückkabel
15
Teile-Nr. Länge
123409 3 m (10 ft)
123410 6 m (20 ft)
123411 7.5 m (25 ft)
123412 9 m (30 ft)
123413 12 m (40 ft)
Teile-Nr. Länge
123414 15 m (50 ft)
123415 23 m (75 ft)
123416 30.5 m (100 ft)
123417 46 m (150 ft)
Teile-Nr. Länge
123418 3 m (10 ft)
023136 6 m (20 ft)
023078 7.5 m (25 ft)
023101 9 m (30 ft)
023135 12 m (40 ft)
Part no. Length
023079 15 m (50 ft)
023124 23 m (75 ft)
023080 30.5 m (100 ft)
023081 46 m (150 ft)
Teile-Nr. Länge
123418 3 m (10 ft)
023136 6 m (20 ft)
023078 7.5 m (25 ft)
023101 9 m (30 ft)
023135 12 m (40 ft)
Part no. Length
023079 15 m (50 ft)
023124 23 m (75 ft)
023080 30.5 m (100 ft)
023081 46 m (150 ft)
2X1
(−)
4070.06
In Out

1-BRENNER-INSTALLATION
3A-8 HyPerformance HD4070 Betriebsanleitung
Installation der Gaskonsole an das Zündkonsolenkabel
Installationshinweise
Enden des Kabels mit der
Identifizierungsnummer
markieren.
2X1
2X2
4070.10A
2
16
3
IGN CSL 2
3X4
IGN CSL 1
3X3
Input Power
3X1
Signal
3X2
Steckerverbindung
(Stifte)
Steckerverbindung
(Buchse)

1-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3A-9
Kabel – von der Gaskonsole zur Zündkonsole
16
KABELVERLAUFSLISTE
Eingang/
Signalbezeichnung 2X1 Farbe 3X3 Funktion Ausgang
Nicht verwendet 13 Grau 13
Nicht verwendet 25 Braun 25
Nicht verwendet 12 Rot 12
Nicht verwendet 24 Gelb 24
Nicht verwendet 11 Rot 11
Nicht verwendet 23 Blau 23
Nicht verwendet 10 Rot 10
Nicht verwendet 22 Grün 22
Nicht verwendet 9 Rot 9
Nicht verwendet 21 Weiß 21
Nicht verwendet 8 Red 8
Nicht verwendet 20 Orange 20
Nicht verwendet 7 Schwarz 7
Lüftung-120 VAC Rückstrom 19 Braun 19 versorgt das Lüftungs-Solenoid mit Strom Ausgang
Lüftung-120 VAC 6 Schwarz 6 Ausgang
Plasma-Betriebsdurchfluss-120 VAC Rückstrom 18 Gelb 18 versorgt das Plasma-Betriebsdurchfluss- Ausgang
Plasma-Betriebsdurchfluss-120 VAC 5 Schwarz 5 Solenoid mit Strom Ausgang
Plasma-Vorströmung-120 VAC Rückstrom 17 Blau 17 versorgt das Plasma-Vorströmungs-Solenoid Ausgang
Plasma-Vorströmung-120 VAC 4 Schwarz 4 mit Strom Ausgang
Sekundär-Betriebsdurchfluss-120 VAC Rückstrom 16 Grün 16 versorgt das Sekundär-Betriebsdurchfluss-m Ausgang
Sekundär-Betriebsdurchfluss-120 VAC 3 Schwarz 3 Solenoid mit Strom Ausgang
Sekundär-Vorströmung-120 VAC Rückstrom 15 Weiß 15 versorgt das Sekundär-Vorströmungs-Solenoid Ausgang
Sekundär-Vorströmung-120 VAC 2 Schwarz 2 mit Strom Ausgang
Zündvorrichtung-120 VAC Rückstrom 14 Rot 14 versorgt die Zündvorrichtung mit Strom Ausgang
Zündvorrichtung-120 VAC 1 Schwarz 1 Ausgang
2X1 3X3
Teile-Nr. Länge
123446 3 m (10 ft)
123447 6 m (20 ft)
123448 7.5 m (25 ft)
123449 9 m (30 ft)
123450 12 m (40 ft)
Teile-Nr. Länge
123512 15m (50 ft)
123559 18m (60 ft)
123513 23m (75 ft)
123514 30.5m (100 ft)

1-BRENNER-INSTALLATION
3A-10 HyPerformance HD4070 Betriebsanleitung
Installation der Zündkonsole an das AbschaltventilKabel und die Gasschlauch-Baugruppe
Installationshinweise
Enden des Kabels Nr. 18
mit der Identifizierungsnummer markieren.
Sicherstellen, dass es keine
Undichtigkeiten an den Verbindungen gibt.
2X1
18
2X2
3
4070.10B
19
4
17
Off-Valve 1
Plasma
Cut Flow Preflow
Shield
Cut Flow Preflow
2

1-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3A-11
Schläuche – von der Gaskonsole zum Abschaltventil
17
KABELVERLAUFSLISTE
FUNKTION 2X2 FARBE 4X1
SEKUNDÄR 2 Rot 1
VORSTRÖMUNG 15 Weiß 2
SEKUNDÄR 3 Grün 3
BETRIEBSDURCHFLUSS 16 Weiß 4
PLASMA 4 Orange 5
VORSTRÖMUNG 17 Weiß 6
PLASMA 5 Leer 7
BETRIEBSDURCHFLUSS 18 Weiß 8
LÜFTUNG 6 Gelb 9
19 Weiß 10
KABELVERLAUFSLISTE
FUNKTION ENDE B FARBE ENDE A
SEKUNDÄR
S Rot/Schwarz 1
VORSTRÖMUNG
P Rot 2
SEKUNDÄR
S Rot/Schwarz 3
BETRIEBSDURCHFLUSS
C Rot 4
PLASMA
P Rot/Schwarz 5
VORSTRÖMUNG
P Rot 6
PLASMA
P Rot/Schwarz 7
BETRIEBSDURCHFLUSS
C Rot 8
LÜFTUNG
V Rot/Schwarz 9
V Rot 10
Kabel – Abschaltventil
19
Ende B Ende A
Kabel – von der Zündkonsole zum Abschaltventil
18
9
6
5
3
7
1
8
4
2X2
4X1
Teile-Nr. Länge
128445 4.6 m (15 ft)
128446 6 m (20 ft)
128447 7.5 m (25 ft)
128448 9 m (30 ft)
128449 10.5 m (35 ft)
Teile-Nr. Länge
128450 12 m (40 ft)
128558 15 m (50 ft)
128559 18 m (60 ft)
128550 23 m (75 ft)
128551 30.5 m (100 ft)
Teile-Nr. Länge
123451 1.8 m (6 ft)
123452 3 m (10 ft)
Teile-Nr. Länge
123453 4.6 m (15 ft)
Teile-Nr. Länge
123540 0.5 m (1.5 ft)
Teile-Nr. Länge
223
1
6
5
7
4
10109
8
2 3
1
547
9
8
6
10

1-BRENNER-INSTALLATION
3A-12 HyPerformance HD4070 Betriebsanleitung
THC und Brenner-Installation
Höhenverstellung für X-Y Maschinen
• Die Höhenverstellung für X-Y Maschinen auf dem Schneidtisch befestigen.
Koordinaten-Lifter-Baugruppen-Montage
570 mm
89 mm
89 mm
89 mm
57 mm
32 mm
54 mm
36 mm
44.5 mm
71 mm
203 mm
82.6 mm
127 mm
114 mm
36 mm
6 mm
22.4"
(570 mm)
3.5"
(89 mm)
1/4" (6 mm)
1.26"
(32 mm)
(89 mm)
(89 mm)
2.25"
(57 mm)
THC.68
3.5"
3.5"
1.41"
(36 mm)
(114 mm)
(127 mm)
4.5"
5.0"
2.12"
(54 mm)
1.75"
(44.5 mm)
1.42"
(36 mm)
(203 mm)
(82.6 mm)
1/4-20
8.0"
3.25"
2.8"
(71 mm)

1-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3A-13
Brennerbefestigungsblocks an der Höhenverstellung
Sechskantschrauben (4)
Distanzstück
Block
Sechskantschrauben (2)
Brennerbefestigungsblock-Bausatz
• Den Brennerbefestigungsblock-Bausatz am Heber für X-Y-Maschinen befestigen. Siehe Abschnitt 6,
Teileliste
, für eine vollständige Liste verfügbarer Bausätze.

1-BRENNER-INSTALLATION
3A-14 HyPerformance HD4070 Betriebsanleitung
Brennerfreigabe-Bausatz (wahlweise)
Wenn kein Kollisionsschutz-(Abschaltdosen)-Bausatz installiert wird, weiter mit Seite 3A-16.
Den Brennerfreigabe-Bausatz wie folgt installieren. Siehe Abbildung auf der nächsten Seite.
1. Die Glasfaserhalterung mit den 4 Sechskantschrauben an der Höhenverstellung für X-Y-Maschinen befestigen.
2. Die Freigabeeinheit mit den 6 Schrauben an der Glasfaserhalterung befestigen.
3. Den Brennerbefestigungsblock mit dem Kragen und den beiden Schrauben an der Abschaltdose anbringen.
4. Elektrischen Ausgang des Kollisionsschutzes (Abschaltdose) an den Not-Halt-Schaltkreis an der CNC
anschließen.
5. Den Filter/Regler befestigen.
6. Die Schläuche zwischen dem Regler und der Abschaltdose anschließen.
7. Die Luftzufuhr an den Reglereinlaß mit 6,9 bar anschließen (empfohlener Höchstdruck).
8. Den Regler am Manometer auf 2 bar einstellen (empfohlener Anfangsdruck).
9. Die Abschaltdose mit der Hand auslösen, um eine Kollision zu simulieren und danach manuell wieder in die
Verriegelungsposition zurückführen.
10. Die Druckluft einstellen, bis die gewünschte Auslösekraft erreicht wird.
11. Den Notschalter-Unterbrechungsschaltkreis an der CNC nach der Installation der Freigabeeinheit aktivieren.
Anmerkungen:
• Die Installation des Brennerfreigabe-Bausatzes am Heber für X-Y-Maschinen erfordert ebenfalls die
Verwendung von Teilen des Brennerbefestigungsblock-Bausatzes mit dem richtigen Durchmesser.
Einzelheiten sind in Abschnitt 6,
Ersatzteileliste,
zu finden.
• Der maximale Einlaßdruck des Druckreglers beträgt 10,2 bar. In der Regel sollte der maximale Einlaßdruck
auf 6,9 bar eingestellt werden.
• Die Verlegung der Kabel, Drehmoment-Begrenzung, IHS-Geschwindigkeit (induktiver Zündhöhensensor)
und Beschleunigung/Verzögerung können die für den zuverlässigen Betrieb erforderliche Druckeinstellung
beeinflussen.
• Wenn die Druckluft entfernt wird (z.B. über Nacht), muß die Abschaltdose bei erneuter Luftzufuhr neu
positioniert werden. Die Abschaltdose bleibt sonst nicht in ihrer Position, wenn die Druckluft reduziert wird.

1-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3A-15
Abbildung 3-5 Wahlweise Brennerfreigabe für die Heber-Baugruppe
Glasfaserhalterung
Abschaltdose
Höhenverstellung
Sechskantschrauben (4)
*Sechskantschrauben (2)
Draht zum NotschalterUnterbrechungsschaltkreis
Schläuche
6 Schrauben
Kragen
Kragen
Block
Braun
Filter/Regler
33,34 mm
Manometer
Abschaltdose
FreigabeDruckwächter,
Arbeitskontakt
Feuchtigkeitsablaß
Einlaß 1/4 in. NPTF
6,9 bar
Vom Kunden gestellte
Sechskantschrauben (2)
4 mm x 40 mm oder
8-32 x 1 1/2 in.
Blau
(nicht angeschlossen)
Schwarz
Schlauchanschluß
Distanzstück und 4 Sechskantschrauben
werden nicht verwendet, wenn die
Freigabeeinheit installiert wird.
10
1
1
2
3
3
6
4
5
5
7
8
108
3
2
NC
NO
C

1-BRENNER-INSTALLATION
3A-16 HyPerformance HD4070 Betriebsanleitung
Installation des Brenners (ohne die Brennerabknickvorrichtung)
Brenner mittels Montageblock und 2 Schrauben an die Höhenverstellung montieren. Siehe Abbildung
unten.
Das Schutzschild mit 4 Schrauben an den Montageblock anbringen.
2
1
Installation des Brenners ohne die Option Brennerabknickvorrichtung

1-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3A-17
Installation des Brenners (mit der Brennerabknickvorrichtung)
Schutzschild mit 4 Schrauben am Montageblock anbringen. Siehe Abbildung unten.
Brenner mit Montageblock und 2 Schrauben an die Höhenverstellung anbringen.
2
1
Brenner installiert mit der optionalen Brennerabknickvorrichtung

1-BRENNER-INSTALLATION
3A-18 HyPerformance HD4070 Betriebsanleitung
Option integrierte Command-Brennerhöhensteuerung – Kabelinstallation
Installationshinweise
Enden eines jeden
Kabels mit der
Identifizierungsnummer
markieren.
Brenner
Steckerverbindung
(Buchse)
Steckerverbindung
(Stifte)
20
Lifter I/O (1) 1X6 Motor (1) 1X7
Lifter I/O (2) 1X8 Motor (2) 1X9
21
THC
22
23
4070.26B

1-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3A-19
Kabel – Höhenverstellungs-Interface
Signalinformationen siehe nächste Seite.
Kabel – Motorantrieb
Signalinformationen siehe nächste Seite.
Ohmscher Kontaktdraht
23
Steckerverbindung
(Buchse)
Steckerverbindung
(Stifte)
1X6
1X7
Teile-Nr. Länge
123209 1.5 m (5 ft.)
123210 3 m (10 ft.)
123211 4.6 m (15 ft.)
123212 6.1 m (20 ft.)
123022 7.6 m (25 ft.)
123213 9.1 m (30 ft.)
123214 10.6 m (35 ft.)
Teile-Nr. Länge
123215 12.2 m (40 ft.)
123216 13.7 m (45 ft.)
123023 15.2 m (50 ft.)
123217 23 m (75 ft.)
123218 30.5 m (100 ft.)
123219 38 m (125 ft.)
123220 45.6 m (150 ft.)
Teile-Nr. Länge
123197 1.5 m (5 ft.)
123198 3 m (10 ft.)
123199 4.6 m (15 ft.)
123200 6.1 m (20 ft.)
123020 7.6 m (25 ft.)
123201 9.1 m (30 ft.)
123202 10.6 m (35 ft.)
Teile-Nr. Länge
123203 12.2 m (40 ft.)
123204 13.7 m (45 ft.)
123021 15.2 m (50 ft.)
123205 23 m (75 ft.)
123206 30.5 m (100 ft.)
123207 38 m (125 ft.)
123208 45.6 m (150 ft)
Teile-Nr. Länge
123542 3 m (10 ft.)
123543 6.1 m (20 ft.)
123544 7.6 m (25 ft.)
123545 9.1 m (30 ft.)
Teile-Nr. Länge
123546 12.2 m (40 ft.)
123547 15.2 m (50 ft.)
123548 23 m (75 ft.)
123549 30.5 m (100 ft.)
123550 45.6 m (150 ft)
23
21
22
4070.26C

1-BRENNER-INSTALLATION
3A-20 HyPerformance HD4070 Betriebsanleitung
Kabelsignale des Höhenverstellungs-Interface
StromquellenStiftnr. Signalbezeichnung Drahtfarbe Funktion
1 Eingang Encoder Power - Schwarz Codierer, Strom
20 Codiererleistung (5 V) + Rot
2 Eingang Encoder B - Schwarz A-Quad-B-Positionssignal
21 Codierer B + Grün
3 Eingang Encoder A - Schwarz A-Quad-B-Positionssignal
17 Codierer A + Blau
5 Eingang Drive ID2 - Schwarz Heberkennung-MSB (Binär 3)
24 Antriebskennung 2 + Braun
6 Eingang Drive ID1 - Schwarz Heberkennung (Binär 2)
25 Antriebskennung 1 + Orange
7 Eingang Drive ID0 - Rot Heberkennung-LSB (Binär 1) Überbrückungsanschluß Heberkennung
26 Antriebskennung 0 + Weiß
8 Ausgang Lifter Up - Rot Aktiv, wenn Heber nach oben fährt.
27 Heber aufwärts + Grün
9 Eingang Lower Limit Switch Com Rot Endschalter, gemeinsam
Unterer Endschalter gemein Ein Schließkontakt am Eingang weist darauf hin, daß sich der Brenner am unteren
28 Eingang Lower Limit Switch Blau Hubpunkt oder der Nullhubposition befindet.
Unterer Endschalter
10 Ausgang Lower Limit Switch 24 V Rot Endschalter, Strom
Unterer Endschalter 24 V
11 Ausgang Home Switch Rot Ein Schließkontakt am Eingang weist darauf hin, daß sich der Brenner am oberen
Endlagenschalter Hubpunkt oder der höchsten Position befindet.
29 Ausgang Home Switch Common Gelb Endlagenschalter, gemeinsam
Endlagenschalter gemein
30 Ausgang Home Switch 24 V Braun Endlagenschalter, Strom
Endlagenschalter 24 V
16 Ausgang Lifter Down - Grün Aktiv, wenn Heber nach unten fährt.
35 Heber abwärts + Braun
17 Ausgang Lifter Brake Out - Grün Antrieb der elektromechanischen Bremse am Heber.
36 Heberbremse Aus + Orange
4 Eingang Lifter Spare In 5 - Endschalter, Strom Reserve
23 Heberreserve Ein 5
+ Gelb
12 Ausgang Crash Detect - Rot Reserve
31 Kollisionserkennung + Orange
13 Ausgang Lifter Spare 3 - Grün Reserve
32 Heberreserve 3 + Weiß
14 Ausgang Reserved Grün Reserve
33 Reserviert Blau
15 Ausgang Lifter Spare 1 - Grün Reserve
34 Heberreserve 1 + Gelb
18 Ausgang 24 VDC Common Weiß Verfügbar 24 VDC, max. 500 mA.
24 VDC gemein
37 24 VDC+ Blau
19 Reserved — Reserve
Reserviert
StromquellenStiftnr. Signalbezeichnung Drahtfarbe Funktion
5 Ausgang Motor Phase A + Rot Antrieb des Hebermotors, Phase A +.
9 Motorphase A + Rot
4 Ausgang Motor Phase A - Schwarz Antrieb des Hebermotors, Phase A -.
8 Motorphase A - Schwarz
3 Nicht angeschlossen
7 Ausgang Motor Phase B + Rot Antrieb des Hebermotors, Phase B +.
2 Motorphase B + Rot
6 Ausgang Motor Phase B - Schwarz Antrieb des Hebermotors, Phase B -.
1 Motorphase B - Schwarz
Kabelsignale des Motorantriebs

1-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3A-21
Brenneranschlüsse
Anschluss des Brenners an das Brennerschlauchpaket
1. Die ersten 2 Meter der Leitungen auf einer flachen Oberfläche abrollen.
2. Brenner mit dem Schraubenschlüssel (104269) festhalten und Montagemuffe vom Brenner abnehmen.
*Anmerkung: Das Kunststoff-Isolierstück muss richtig sitzen, um internen Kurzschlüssen vorzubeugen.
3. Geflochtene Ummantelung zurückschieben und die Manschette über die Kabel streifen. Brenner mit den
Schläuchen im Schlauchpaket ausrichten. Die Schläuche können nicht verdreht werden. Sie sind mit Klebeband
zusammengebunden, um einer Verdrehung vorzubeugen.
4. Schlauch ‚Kühlmittel EIN’ an den Brenner anschließen.
5. Pilotlichtbogenleitung anschließen. Nur von Hand festziehen.
Geflochtene
Ummantelung
Manschette
Kunststoff-Isoliermaterial
Schlauch ‚Kühlmittel EIN’
2WRENCHES

1-BRENNER-INSTALLATION
3A-22 HyPerformance HD4070 Betriebsanleitung
6. Plasmalüftungsschlauch anschließen.
7. Kühlmittel-Rücklauf-Schlauch (rot) anschließen.
8. Plasmagasschlauch anschließen.
9. Sekundärgasschlauch anschließen.
10. Kunststoff-Isoliermaterial so anbringen, dass es den Schlauchanschluss ‚Kühlmittel EIN’ (grün) abdeckt. Das
Schlauchpaket ist mit Isolierband zu umwickeln, um einem Verschieben des Isoliermaterials vorzubeugen.
Brennermanschette über die Anschlüsse streifen und an den Brennerkörper schrauben. *Anmerkung: Das
Kunststoff-Isolierstück muss richtig sitzen, um internen Kurzschlüssen vorzubeugen.
11. Geflecht nach oben zum Brennerschaft schieben. Sicherstellen, dass die Plasma-, Sekundär- und
Entlüftungsschläuche durch die Öffnung im Geflecht geführt werden. Schlauchschelle am Geflecht lösen,
Geflecht und Schelle über den Schaft schieben und Schelle befestigen..

1-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3A-23
Installationshinweise
Den Brennerkörper mit dem Schlauchpaket ausrichten und mit
den Schrauben befestigen. Sicherstellen, dass zwischen dem
Brennerkörper und dem O-Ring am Brenner-Schlauchpaket kein
Abstand vorhanden ist. Siehe auch
Zündkonsolenanschlüsse
weiter vorn in diesem Abschnitt bzgl. des Anschlusses des
Brenner-Schlauchpakets an der Zündkonsole.
Anschluss des Brenners an die Schnellkupplung
Einen dünnen Film Silikonschmiermittel
auf jeden O-Ring aufbringen.
Brennerkörper
220162
Brenner-Schnellkupplungsaufnahme
220163
Zur einfachen Brennerinstallation einen dünnen Schmiermittelfilm auf
die Gewinde der Schnellkupplung aufbringen.

1-BRENNER-INSTALLATION
3A-24 HyPerformance HD4070 Betriebsanleitung
Montage des Brenners
Brennerausrichtung
Um den Brenner rechtwinklig zum Werkstück auszurichten, ist ein Winkel zu verwenden. Siehe Abbildung oben.
Siehe auch
Wechsel von Verschleißteilen
in Abschnitt 4 hinsichtlich der Installation von Verschleißteilen im
Brenner.
Installationsanmerkung
1. Brenner (mit angebrachtem
Brennerschlauchpaket) in der Brennerhalterung
installieren.
2. Brenner unter die Montageklammer bringen, so
dass die Klammer den unteren Teil des
Brennerschafts umschließt, die Schnellkupplung
des Brenners aber nicht berührt.
3. Sicherungsschrauben festziehen.
Anmerkung: Die Klammer sollte so weit unten
wie möglich am Brennerschaft
angebracht sein, um die
Vibration an der Brennerspitze
minimal zu halten.
Erfordernisse für die Brennerhöhenverstellung
Die Anlage erfordert eine qualitative hochwertige, motorisierte Brennerhöhenverstellung mit genügend Vorschub,
um alle Erfordernisse hinsichtlich der Schneiddicke erfüllen zu können. Die Brennerhöhenverstellung muss einen
vertikalen Vorschub von 203 mm bieten. Die Einheit sollte dazu in der Lage sein, eine konstante Geschwindigkeit
von bis zu 5080 mm/min mit Direktbremsung aufrecht zu erhalten. Eine Einheit, die durch den Stoppunkt hindurch
abdriftet, ist nicht akzeptabel.
Unterer Brennerschaft
Brennermontageklammer
(vom Kunden beigestellt)
Oberer Brennerschaft
SchnellkupplungsSteckdose
Brennermontage und Ausrichtung

1-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3A-25
Installation von Brenner und Schlauchpaket
4070.11
To r ch
24
Leitungsbaugruppen
Teile-Nr. Länge
128890 1.8 m (6 ft)
128891 3.0 m (10 ft)
128892 4.5 m (15 ft)
Plasmagas-Lüftung
Kompletter Brenner – 228048
Vorsicht: Das ungeschützte Ende des Plasmagas-Entlüftungsschlauches so verlegen,
dass es den durch das Lochstechen entstehenden Funken nicht ausgesetzt
ist, um eine Entzündung und mögliche Beschädigung des
Brennerschlauchpakets zu vermeiden.
24
25

1-BRENNER-INSTALLATION
3A-26 HyPerformance HD4070 Betriebsanleitung
Befüllung der Stromquelle mit Kühlmittel
Überprüfen, ob das Entleerungsventil
geschlossen ist.
1
Kühlmittel in die Stromquelle einfüllen,
bis der Kontrollmesser „voll” anzeigt.
2
Einfüllverschluss wieder aufsetzen.
3
Vorsicht: Hypertherm-Kühlmittel (028872) verwenden, um das Risiko einer
Beschädigung durch Gefrieren zu verringern und um Korrosion
langfristig vorzubeugen.
4070.40A

1-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3A-27
3
EINRICH–
TUNG
NEUER
PROZESS
LETZTEN
PROZESS
WIEDER–
HOLEN
4
3
E
INR
IC
H
–
T
UN
G
LETZT
EN
P
RO
ZE
SS
W
IE
DE
R–
H
O
LEN
N
EU
ER
P
R
OZ
ES
S
5
CNC
AUS
PUMP /
LUEFTER
AUS
DONE
ZWEIT –
FUNKTION
AUS
DATEN LOG–
BUCH
AUS
PILOTLICHTB.
0.3 S
ESPANOL
ITALIANO
ENGLISH
SPRACHE
INCH/PSI
METRISCH/
BAR
EINHEITEN
WEI–
TER
ER–
LE–
DIGT
FRANCAIS
DEUTSCH
PUMPE/
LUEFTER
EIN
BRENNER 1
INSTALLIERT
BRENNER 2
INSTALLIERT
Stromquelle auf EIN stellen.
4
Zu Einstell-Bildschirm 5 navigieren.
5
Anmerkung: Brenner 2 muss beim
Einbrennersystem
abgeschaltet
(nicht installiert) sein.
Stromquelle auf AUS stellen.
Alle Kühlmittelschlauchverbindungen auf
Undichtigkeiten überprüfen.
Kühlmittel einfüllen, bis der Kontrollmesser
„voll” anzeigt.
10
9
8
Den Knopf PUMP FAN (Pumpenventilator)
drücken, um die Kühlmittelpumpe
einzuschalten.
Es erscheint auf dem Knopf PUMP FAN
(Pumpenventilator) ein Sternchen, wenn
die Stromquelle einen Kühlmittelfluss
feststellt.
Man sollte die Pumpe 5 Minuten arbeiten
lassen und dann den Knopf PUMP FAN
(Pumpenventilator) drücken, um die
Kühlmittelpumpe abzuschalten.
7
6

HyPerformance HD4070 Betriebsanleitung 3B-1
Abschnitt 3B
2-BRENNER-INSTALLATION
Inhalt:
HD4070 2-Brenner-Installation...............................................................................................................................3B-2
Anlagenkomponenten ............................................................................................................................................3B-3
Kabel und Schläuche .............................................................................................................................................3B-3
Installation der Kühlmittelschläuche ..............................................................................................................3B-4
Kühlmittelschlauch-Baugruppe – grüne Zufuhr .............................................................................................3B-5
Kühlmittelschlauch-Baugruppe – roter Rücklauf............................................................................................3B-5
Installation der Pilotlichtbogen-Kabel.............................................................................................................3B-6
Pilot-Lichtbogen-Leitung ................................................................................................................................3B-7
Installation der Negativ- und Werkstückkabel................................................................................................3B-8
Negativleitung ................................................................................................................................................3B-9
Werkstückkabel .............................................................................................................................................3B-9
Installation der Gaskonsole an das Zündkonsolenkabel .............................................................................3B-10
Kabel – von der Gaskonsole zur Zündkonsole ............................................................................................3B-11
Installation der Gasschlauch-Baugruppe.....................................................................................................3B-12
Schläuche – von der Gaskonsole zum Abschaltventil .................................................................................3B-13
Installation der Zündkonsole an die Abschaltventil-Kabel............................................................................3B-14
Kabel – von der Zündkonsole zum Abschaltventil .......................................................................................3B-15
Kabel – Abschaltventil..................................................................................................................................3B-15
Installation der Option integrierte Command-Brennerhöhensteuerung................................................................3B-16
Kabel – Höhenverstellungs-Interface...........................................................................................................3B-17
Kabel – Motorantrieb ...................................................................................................................................3B-17
Ohmscher Kontaktdraht...............................................................................................................................3B-17
Kabelsignale des Höhenverstellungs-Interface ...........................................................................................3B-18
Kabelsignale des Motorantriebs ..................................................................................................................3B-18
Brenneranschlüsse...............................................................................................................................................3B-19
Anschluss des Brenners an das Brennerschlauchpaket .............................................................................3B-19
Anschluss des Brenners an die Schnellkupplung........................................................................................3B-21
Brennermontage und Ausrichtung........................................................................................................................3B-22
Montage des Brenners ................................................................................................................................3B-22
Brennerausrichtung .....................................................................................................................................3B-22
Erfordernisse für die Brennerhöhenverstellung....................................................................................................3B-22
Installation von Brenner und Schlauchpaket ........................................................................................................3B-23
Befüllung der Stromquelle mit Kühlmittel .............................................................................................................3B-24

2-BRENNER-INSTALLATION
3B-2 HyPerformance HD4070 Betriebsanleitung
HD4070 2-Brenner-Installation
#2
3
14
13
12
11
18
#1
3
1
14
13
16
16
2
17
17
12
11
18
19
19
4
#1
4
#2
#1
#2
24
24
26
20
25
20
25
15
4070.99D

2-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3B-3
Anlagenkomponenten
Für Installationsdetails siehe Abschnitt 3.
Stromquelle
Gaskonsole
Zündkonsole
Abschalt-Ventil-Baugruppe
4
321
Kabel und Schläuche
Kühlmittelschlauch-Baugruppe; siehe Seite 3B-4.
Kühlmittelschlauch-Baugruppe; siehe Seite 3B-4.
Pilotlichtbogenleitung; siehe Seite 3B-6.
Negativleitung; siehe Seite 3B-8.
Werkstückkabel; siehe Seite 3B-8.
Gaskonsolenkabel; siehe Seite 3B-10.
Gasschlauch-Baugruppe; siehe Seite 3B-12.
Zündkonsolenkabel; siehe Seite 3B-14.
Abschaltventil-Baugruppen-Kabel; siehe Seite 3B-14.
- Option: integrierte Command-
Brennerhöhensteuerung; siehe
Seite 3B-16.
Leitungsbaugruppen; siehe Seite 3B-23.
Kompletter Brenner; siehe Seite 3B-23.
Brenneraufnahmestecker: Dieser wird verwendet,
wenn ein Zweibrennersystem im Einbrennermodus
betrieben wird. Siehe Seite 3B-23.
19
18
17
1615141312
11
2320
24
25
26

2-BRENNER-INSTALLATION
3B-4 HyPerformance HD4070 Betriebsanleitung
Installation der Kühlmittelschläuche
Brenner Nr. 1 Brenner Nr. 2
Rot Grün
Grün Rot Grün Rot
GrünRot
WARNUNG
Über Kreuz verlaufende Rücklaufschläuche können katastrophales
Brennerversagen verursachen.
Installationshinweise
Schläuche und Zündkonsolen für
Brenner Nummer 1 und Brenner
Nummer 2 markieren.
Wichtig: Ein Überbrückungsschlauch muss an Ort und Stelle bleiben, wenn die Anlage mit einem Brenner
betrieben wird. Das Kühlmittel fließt heraus, wenn der Überbrückungsschlauch nicht an seinem Platz ist. Siehe
Seite 3A-4 bezüglich der Position des Überbrückungsschlauches.
IGN
CSL 1
4070.04B
12a
IGN
CSL 2
IGN
CSL 1
11a
IGN
CSL 2
IGN
CSL 1
IGN
CSL 2
IGN
CSL 1
12a
IGN
CSL 2
11a
In Out
In Out
11a
12a
11a
12a

2-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3B-5
Kühlmittelschlauch-Baugruppe – grüne Zufuhr
11
Kühlmittelschlauch-Baugruppe – roter Rücklauf
Teile-Nr. Länge
024563 3 m (10 ft)
024564 6 m (20 ft)
024291 7.5 m (25 ft)
024503 9 m (30 ft)
024565 12 m (40 ft)
Teile-Nr. Länge
024263 15 m (50 ft)
024264 23 m (75 ft)
024265 30.5 m (100 ft)
024459 46 m (150 ft)
Teile-Nr. Länge
024566 3 m (10 ft)
024567 6 m (20 ft)
024267 7.5 m (25 ft)
024504 9 m (30 ft)
024568 12 m (40 ft)
Teile-Nr. Länge
024268 15 m (50 ft)
024269 23 m (75 ft)
024270 30.5 m (100 ft)
024460 46 m (150 ft)
12

2-BRENNER-INSTALLATION
3B-6 HyPerformance HD4070 Betriebsanleitung
Installation der Pilotlichtbogen-Kabel
Installationshinweise
Pilotlichtbogen-Kabel für Brenner
Nummer 1 und Brenner Nummer 2
markieren.
CNC Interface
1X3
13 b
Display
1X4
13 a
13 b
13 a
4070.05C

2-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3B-7
2X1
2X1
(+)
(+)
13 a
13 b
4070.05D
Pilot-Lichtbogen-Leitung
13
Teile-Nr. Länge
123409 3 m (10 ft)
123410 6 m (20 ft)
123411 7.5 m (25 ft)
123412 9 m (30 ft)
123413 12 m (40 ft)
Teile-Nr. Länge
123414 15 m (50 ft)
123415 23 m (75 ft)
123416 30.5 m (100 ft)
123417 46 m (150 ft)

2-BRENNER-INSTALLATION
3B-8 HyPerformance HD4070 Betriebsanleitung
Installation der Negativ- und Werkstückkabel
Installationshinweise
Negativ- und Werkstückkabel für
Brenner Nummer 1 und Brenner
Nummer 2 markieren.
CNC Interface
1X3
Display
1X4
14 a
15
14 b
14 a
15
14 b
4070.05B

(-)
(-)
2-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3B-9
Negativleitung
14
Werkstückkabel
15
Unterer Rahmen des Arbeitstisches (typisch).
Teile-Nr. Länge
123418 3 m (10 ft)
023136 6 m (20 ft)
023078 7.5 m (25 ft)
023101 9 m (30 ft)
023135 12 m (40 ft)
Teile-Nr. Länge
023079 15 m (50 ft)
023124 23 m (75 ft)
023080 30.5 m (100 ft)
023081 46 m (150 ft)
Teile-Nr. Länge
123418 3 m (10 ft)
023136 6 m (20 ft)
023078 7.5 m (25 ft)
023101 9 m (30 ft)
023135 12 m (40 ft)
Teile-Nr. Länge
023079 15 m (50 ft)
023124 23 m (75 ft)
023080 30.5 m (100 ft)
023081 46 m (150 ft)
(-)
In Out
14 b
(-)
In Out
14 a
4070.05E
15

2-BRENNER-INSTALLATION
3B-10 HyPerformance HD4070 Betriebsanleitung
Installation der Gaskonsole an das Zündkonsolenkabel
Installationshinweise
Die Enden eines jeden Kabels mit der
Kabel-Identifizierungsnummer und der
Brennernummer markieren.
2X1
Pilot Arc
2X1
Pilot Arc
4070.10C
2
3
IGN CSL 2
3X4
IGN CSL 1
3X3
Input Power
3X1
Signal
3X2
16 a
16 b
Steckerverbindung
(Stifte)
Steckerverbindung
(Buchse)

2-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3B-11
Kabel – von der Gaskonsole zur Zündkonsole
16
KABELVERLAUFSLISTE
Eingang/
Signalbezeichnung 2X1 Farbe 3X3/4 Funktion Ausgang
Nicht verwendet 13 Grau 13
Nicht verwendet 25 Braun 25
Nicht verwendet 12 Rot 12
Nicht verwendet 24 Gelb 24
Nicht verwendet 11 Rot 11
Nicht verwendet 23 Blau 23
Nicht verwendet 10 Rot 10
Nicht verwendet 22 Grün 22
Nicht verwendet 9 Rot 9
Nicht verwendet 21 Weiß 21
Nicht verwendet 8 Red 8
Nicht verwendet 20 Orange 20
Nicht verwendet 7 Schwarz 7
Lüftung-120 VAC Rückstrom 19 Braun 19 versorgt das Lüftungs-Solenoid mit Strom Ausgang
Lüftung-120 VAC 6 Schwarz 6 Ausgang
Plasma-Betriebsdurchfluss-120 VAC Rückstrom 18 Gelb 18 versorgt das Plasma-Betriebsdurchfluss- Ausgang
Plasma-Betriebsdurchfluss-120 VAC 5 Schwarz 5 Solenoid mit Strom Ausgang
Plasma-Vorströmung-120 VAC Rückstrom 17 Blau 17 versorgt das Plasma-Vorströmungs-Solenoid Ausgang
Plasma-Vorströmung-120 VAC 4 Schwarz 4 mit Strom Ausgang
Sekundär-Betriebsdurchfluss-120 VAC Rückstrom 16 Grün 16 versorgt das Sekundär-Betriebsdurchfluss-m Ausgang
Sekundär-Betriebsdurchfluss-120 VAC 3 Schwarz 3 Solenoid mit Stro Ausgang
Sekundär-Vorströmung-120 VAC Rückstrom 15 Weiß 15 versorgt das Sekundär-Vorströmungs-Solenoid Ausgang
Sekundär-Vorströmung-120 VAC 2 Schwarz 2 mit Strom Ausgang
Zündvorrichtung-120 VAC Rückstrom 14 Rot 14 versorgt die Zündvorrichtung mit Strom Ausgang
Zündvorrichtung-120 VAC 1 Schwarz 1 Ausgang
2X1 3X3/4
Teile-Nr. Länge
123446 3 m (10 ft)
123447 6 m (20 ft)
123448 7.5 m (25 ft)
123449 9 m (30 ft)
123450 12 m (40 ft)
Teile-Nr. Länge
123512 15 m (50 ft)
123559 18 m (60 ft)
123513 23 m (75 ft)
123514 30.5 m (100 ft)

2-BRENNER-INSTALLATION
3B-12 HyPerformance HD4070 Betriebsanleitung
Installation der Gasschlauch-Baugruppe
Installationshinweise
Die Brennernummer an den Enden
einer jeden Gasschlauch-Baugruppe
markieren.
Sicherstellen, dass es an den
Verbindungen keine Undichtigkeiten gibt.
17 a
17 b
Off-Valve 1
Plasma
Cut Flow Preflow
Plasma
Cut Flow Preflow
Cut Flow Preflow
Off-Valve 2
Cut Flow Preflow
Shield
2
Shield
4070.10E

2-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3B-13
Schläuche – von der Gaskonsole zum Abschaltventil
17
Teile-Nr. Länge
128445 4.6 m (15 ft)
128446 6 m (20 ft)
128447 7.5 m (25 ft)
128448 9 m (30 ft)
128449 10.5 m (35 ft)
Teile-Nr. Länge
128450 12 m (40 ft)
128558 15 m (50 ft)
128559 18 m (60 ft)
128550 23 m (75 ft)
128551 30.5 m (100 ft)

2-BRENNER-INSTALLATION
3B-14 HyPerformance HD4070 Betriebsanleitung
Installation der Zündkonsole an die Abschaltventil-Kabel
Installationshinweise
Die Enden eines jeden Kabels mit der
Kabel-Identifizierungsnummer und der
Brennernummer markieren.
Pilot Arc
2X1
2X2
18 b
Pilot Arc
2X1
2X2
18 a
19 b
4070.10D
19 a

2-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3B-15
Kabel – von der Zündkonsole zum Abschaltventil
18
KABELVERLAUFSLISTE
FUNKTION 2X2 FARBE 4X1
SEKUNDÄR 2 Rot 1
VORSTRÖMUNG 15 Weiß 2
SEKUNDÄR 3 Grün 3
BETRIEBSDURCHFLUSS 16 Weiß 4
PLASMA 4 Orange 5
VORSTRÖMUNG 17 Weiß 6
PLASMA 5 Leer 7
BETRIEBSDURCHFLUSS 18 Weiß 8
LÜFTUNG 6 Gelb 9
19 Weiß 10
KABELVERLAUFSLISTE
FUNKTION ENDE B FARBE ENDE A
SEKUNDÄR
S Rot/Schwarz 1
VORSTRÖMUNG
P Rot 2
SEKUNDÄR
S Rot/Schwarz 3
BETRIEBSDURCHFLUSS
C Rot 4
PLASMA
P Rot/Schwarz 5
VORSTRÖMUNG
P Rot 6
PLASMA
P Rot/Schwarz 7
BETRIEBSDURCHFLUSS
C Rot 8
LÜFTUNG
V Rot/Schwarz 9
V Rot 10
Kabel – Abschaltventil
19
Ende B Ende A
9
6
5
3
7
1
8
4
2X2
4X1
Teile-Nr. Länge
123451 1.8 m (6 ft)
123452 3 m (10 ft)
Teile-Nr. Länge
123453 4.6 m (15 ft)
Teile-Nr. Länge
123540 0.5 m (1.5 ft)
223
1
6
5
7
4
10109
8
2 3
1
547
9
8
6
10

2-BRENNER-INSTALLATION
3B-16 HyPerformance HD4070 Betriebsanleitung
Installation der Option integrierte CommandBrennerhöhensteuerung
Siehe Abschnitt 3A bezüglich der Anleitungen für die
Montage der Optionen Höhenverstellung für X-Y
Maschinen, Brennerbefestigungsblock und BrennerKollisionsschutz (Abschaltdose).
Installationshinweise
Die Enden eines jeden Kabels mit der
Identifizierungsnummer und der
Brennernummer markieren.
Brenner Nr. 2
Brenner Nr. 1
Lifter I/O (1) 1X6 Motor (1) 1X7
Lifter I/O (2) 1X8 Motor (2) 1X9
THC
20a
4070.26D
21a
22a
23a
20b
21b
22b
23b

2-BRENNER-INSTALLATION
HyPerformance HD4070 Betriebsanleitung 3B-17
23a
Kabel – Höhenverstellungs-Interface
Signalinformationen siehe nächste Seite.
1X6 /1X8
1X7 /1X9
Kabel – Motorantrieb
Signalinformationen siehe nächste Seite.
Ohmscher Kontaktdraht
Steckerverbindung
(Buchse)
Steckerverbindung
(Stifte)
Teile-Nr. Länge
123209 1.5 m (5 ft.)
123210 3 m (10 ft.)
123211 4.6 m (15 ft.)
123212 6.1 m (20 ft.)
123022 7.6 m (25 ft.)
123213 9.1 m (30 ft.)
123214 10.6 m (35 ft.)
Teile-Nr. Länge
123215 12.2 m (40 ft.)
123216 13.7 m (45 ft.)
123023 15.2 m (50 ft.)
123217 23 m (75 ft.)
123218 30.5 m (100 ft.)
123219 38 m (125 ft.)
123220 45.6 m (150 ft.)
Teile-Nr. Länge
123197 1.5 m (5 ft.)
123198 3 m (10 ft.)
123199 4.6 m (15 ft.)
123200 6.1 m (20 ft.)
123020 7.6 m (25 ft.)
123201 9.1 m (30 ft.)
123202 10.6 m (35 ft.)
Teile-Nr. Länge
123203 12.2 m (40 ft.)
123204 13.7 m (45 ft.)
123021 15.2 m (50 ft.)
123205 23 m (75 ft.)
123206 30.5 m (100 ft.)
123207 38 m (125 ft.)
123208 45.6 m (150 ft.)
Teile-Nr. Länge
123542 3 m (10 ft.)
123543 6.1 m (20 ft.)
123544 7.6 m (25 ft.)
123545 9.1 m (30 ft.)
Teile-Nr. Länge
123546 12.2 m (40 ft.)
123547 15.2 m (50 ft.)
123548 23 m (75 ft.)
123549 30.5 m (100 ft.)
123550 45.6 m (150 ft.)
23b
4070.26E
21
22
23
 Loading...
Loading...