


EN50199
EN60974-1
Command
®
THC
THC-System
für X–Y Tisch
Betriebsanleitung
802781 – Revision 10
Deutsch / German

Command THC (X-Y) Betriebsanleitung
Deckblatt Überarbeitung geändert von 6 auf 7. Die Abbildung auf dem Deckblatt wurde aktualisiert
und zeigt das neue Codierwerk.
3a.6, 3b.6, 3c.6, J5 und J6 wurden geändert zu J4 bzw. J3.
3d.6, 3f.6
3d.6 Der vierte Kasten unterhalb der Signalbezeichnung wurde von Lichtbogenspannung auf
Nothalt abgeändert.
Die Drahtfarbe wurde geändert, aus gelb wurde grün"
2.6, 3.5, 3.6, 3.9-11, Die Abbildungen der Höhenverstellung wurden aktualisiert und zeigen das neue
3.13, 5.3, 5.5 Codierwerk.
6.5 Die Abbildung wurde aktualisiert und zeigt das neue Codierwerk. Es wurden die
Bausatznummern 128726 und 128727 für das Codierwerk und Motor/Codierwerk als
Ersatz hinzugefügt. Die einzelnen Teilenummern wurden entfernt.
Geänderte Seite Beschreibung Rev 6 auf 7 9/4/02
Alle betroffenen RS-422-Schnittstelle von der Plasma-Schnittstellen-Baugruppe entfernt. Grafik
Seiten aktualisiert, um die Änderung widerzuspiegeln.
3.4, 3.12 und 6.4 „HPR130” wurde zur Installationsanmerkung hinzugefügt.
3.9 Hinzugefügtes Diagramm, um die Stiftnummern (1, 3 und 4) auf dem AbschaltdosenDruckschalter-Kabel zu zeigen. Die Stiftnummern wurden zu den Drahtfarben auf dem
Abschaltdosen-Druckschalter-Diagramm hinzugefügt.
3.17 Änderung des Diagramms der Dippschalter-EIN/AUS-Stellungen, auf dem die Schalter 1
– 3 in EIN-Stellung gezeigt werden.
3a-6 Die für „Lochstechen abgeschlossen”, „Brennerzündung aus” und „Übertragung aus”
gezeigten Polaritäten haben sich geändert.
Abschnitt 3i Hinzugefügter Installationsabschnitt für HPR130.
Appendix a
und Abschnitt 3 Anhang A entfernt und zu Abschnitt 3, Seiten 3-16 und 3-17 hinzugefügte Information.
Geänderte Seite Beschreibung Rev 7 auf 9 20/3/04
2.3 Hinzugefügte Anmerkung zur Plasmaschnittstellen-Baugruppe mit Spannungsteiler großer Punkt.
3.17 Zu den DIP-Schalter-Einstellungen hinzugefügte Information über HD4070 - Tabelle.
3.16, 5.12 und 6.3 Von 041509 in 229070 geänderte Teilenummer in der Stromquellengrafik.
6.2 Von 041509 in 229070 geänderte Teilenummer für Position Nr. 5 (Stromzufuhr, 130 W).
Geänderte Seite Beschreibung Rev 9 auf 10 31/1/05

Command THC
THC-System
für X–Y Tisch
Betriebsanleitung
IM-278
Deutsch / German
Revision 10 – Januar 2005
© Copyright 2005 Hypertherm, Inc.
Alle Rechte vorbehalten
Hypertherm und Command THC sind Markenzeichen der Hypertherm, Inc.,
die in den Vereinigten Staaten und/oder anderen Ländern registriert sein können.
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
Hypertherm Automation, LLC
5 Technology Drive, Suite 300
West Lebanon, NH 03755 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Plasmatechnik, GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
No. 19 Kaki Bukit Road 2
K.B. Warehouse Complex
Singapore 417847, Republic of Singapore
65 6 841 2489 Tel
65 6 841 2490 Fax
65 6 841 2489 (Technical Service)
Hypertherm (Shanghai) Consulting Co., Ltd.
Suite 305, CIMIC Towers
1090 Century Boulevard, Pudong
Shanghai 200120
P.R. China
86-21-5835-5362 /3 Tel
86-21-5835 5220 Fax
86-21-5835-5362 /3 (Technical Service)
France
15 Impasse des Rosiers
95610 Eragny, France
00 800 3324 9737 Tel
00 800 4973 7329 Fax
Hypertherm S.r.l.
Via Torino 2
20123 Milano, Italia
39 02 725 46 312 Tel
39 02 725 46 400 Fax
39 02 725 46 314 (Technical Service)
Hypertherm Europe B.V.
Vaartveld 9
4704 SE Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 49 73 7843 Tel (Technical Service)
Japan
1952-14 Yata-Natsumegi
Mishima City, Shizuoka Pref.
411-0801 Japan
81 0 559 75 7387 Tel
81 0 559 75 7376 Fax
HYPERTHERM BRASIL LTDA.
Rua Jati, 33
CEP 07180-350 Cumbica
Guarulhos, SP - Brasil
55 11 6482 1087 Tel
55 11 6482 0591 Fax
Hypertherm
Branch of Hypertherm, UK, UC
PO Box 244
Wigan, Lancashire, England WN8 7WU
00 800 3324 9737 Tel
00 800 4973 7329 Fax
00 800 4973 7843 (Technical Service)
11/30/04

ELEKTROMAGNETISCHE KOMPATIBILITÄT
EINLEITUNG
Die von Hypertherm mit CE-Kennzeichnung versehenen
Ausrüstungen wurden gemäß der Norm EN50199 hergestellt. Um
sicherzustellen, daß die Anlage auf kompatible Weise mit anderen
Radio(frequenz)- und elektronischen Anlagen zusammenarbeitet,
sollte sie entsprechend den nachfolgend aufgeführten
Informationen installiert und eingesetzt werden, um
elektromagnetische Kompatibilität zu erreichen.
Die in der EN50199 verlangten Limits könnten ungenügend sein,
die Interferenz auszuschließen, wenn sich die betroffene Anlage in
geringer Entfernung befindet oder in hohem Maße empfindlich ist.
In solchen Fällen kann es erforderlich sein, andere Maßnahmen zu
ergreifen, um die Interferenz zu verringern.
Diese Plasmaanlage sollte nur im gewerblichen Bereich eingesetzt
werden. Es könnte sich schwierig gestalten, im Privatbereich
elektromagnetische Kompatibilität sicherzustellen.
INSTALLATION UND EINSATZ
Der Bediener ist für die Installation und den Einsatz der
Plasmaanlage gemäß den Anweisungen des Herstellers
verantwortlich. Sollten elektromagnetische Störungen festgestellt
werden, liegt es in der Verantwortlichkeit des Bedieners, die
Situation mit der technischen Unterstützung des Herstellers zu
lösen.
In einigen Fällen kann die Abhilfe einfach in der Erdung des
Schneidschaltkreises liegen, siehe hierzu Erdung des
Werkstückes. In anderen Fällen kann die Konstruktion einer
elektromagnetischen Abschirmung in Form eines Gehäuses für
Stromquelle und Tisch, komplett mit den dazugehörigen
Eingangsfiltern, erforderlich sein. In allen Fällen müssen die
elektromagnetischen Störungen auf einen Grad gebracht werden,
bei dem sie sich nicht länger störend auswirken.
EINSCHÄTZUNG DES BEREICHES
Vor Installation der Anlage ist vom Bediener eine Einschätzung
möglicher elektromagnetischer Probleme im Umgebungsbereich
vorzunehmen. Folgende Punkte sind dabei zu berücksichtigen:
a. Andere Versorgungskabel, Steuerkabel, Signal- und
Telefonkabel: über, unter und in der Nähe der Schneidanlage.
b. Radio- und TV-Sende- und Empfangsgeräte.
c. Computer und andere Steuerungsanlagen.
d. Sicherheitskritische Anlagen: zum Beispiel Schutz- und
Industrieanlagen.
e. Gesundheit der Personen in der Nähe: zum Beispiel
Herzschrittmacher und Hörgeräte.
f. Kalibrier- oder Meßgeräte
g. Störsicherheit anderer Geräte in der Umgebung. Der Bediener
hat sicherzustellen, daß andere im Einsatz befindliche Geräte
kompatibel sind. Hierfür können zusätzliche Schutzmaßnahmen
erforderlich sein.
h. Tageszeit, zu der Schneid- oder andere Tätigkeiten auszuführen
sind.
Die zu berücksichtigende Größe des Umgebungsbereiches ist
abhängig von der Gebäudestruktur und andere Tätigkeiten, die
vorgenommen werden. Der Umgebungsbereich kann
möglicherweise die Geländegrenzen überschreiten.
METHODEN ZUR EMISSIONSREDUZIERUNG
Hauptstromanschluß
Die Schneidanlage sollte entsprechend den
Herstellerempfehlungen angeschlossen werden. Sollten
Funkstörungen auftreten, kann es notwendig sein, zusätzliche
Vorsichtsmaßnahmen zu ergreifen, wie die Filtrierung des
Hauptstromanschlusses. Das Stromkabel den fest installierten
Schneidanlage sollte zur Abschirmung in einem Metallkanal oder
ähnlichern verlegt sein. Die elektrische Abschirmung sollte
komplett auf der ganzen Länge erfolgen. Die Abschirmung sollte
an die Schneid-Hauptversorgung angeschlossen werden, damit
ein guter elektrischer Kontakt zwischen dem Kanal und der
Schneidstromzufuhr-Ummantelung aufrechterhalten wird.
Wartung der Schneidanlage
Die Schneidanlage sollte routinemäßig entsprechend den
Herstellerempfehlungen gewartet werden. Alle Zugangs- und
Wartungstüren und -abdeckungen müssen geschlossen und
ordnungsgemäß befestigt sein, wenn die Anlage in Betrieb ist. Die
Schneidanlage sollte in keiner Weise verändert werden, mit
Ausnahme der Änderungen und Anpassungen, die in den
Herstelleranweisungen enthalten sind. Insbesondere sind die
Funkenstrecken und Lichtbogenauftreff- und
stabilisierungseinrichtungen entsprechend den
Herstellerempfehlungen anzupassen und zu warten.
Schneidtische
Die Schneidtische sind so kurz wie möglich auszurichten und
sollten nahe beieinander aufgestellt werden und auf Bodenhöhe
oder nahe Bodenhöhe zu betreiben.
Potentialausgleich
Der Ausgleich aller Metallkomponenten der Schneidausrüstung
selbst und in deren Nähe ist in Betracht zu ziehen. Jedoch
erhöhen Metallkomponenten mit Potentialausgleich am Werkstück
für den Bediener die Gefahr des elektrischen Schlages, wenn
diese Metallkomponenten und die Elektrode gleichzeitig berührt
werden. Der Bediener muß von all diesen ausgeglichenen
Metallkomponenten isoliert sein.
Erdung des Werkstückes
In Fällen, in denen das Werkstück aus Gründen der elektrischen
Sicherheit nicht mit der Erdung verbunden ist, oder wegen seiner
Größe oder Position nicht an der Erdung angeschlossen ist, z. B.
bei Schiffsrümpfen oder Gebäude-Stahlkonstruktionen, kann der
Anschluß des Werkstücks an die Erdung in einigen, jedoch nicht in
allen Fällen die Emissionen verringern. Man muß Sorgfalt walten
lassen, um vorzubeugen, daß die Erdung des Werkstücks das
Verletzungsrisiko für die Bediener oder Beschädigung der anderen
elektrischen Anlagen erhöht. Wo erforderlich, ist der Anschluß des
Werkstücks an die Erdung in Form eines direkten Anschlusses des
Werkstücks vorzunehmen, jedoch ist die Verbindung in einigen
Ländern, in denen direkte Anschlüsse nicht erlaubt sind, zu
erreichen, indem passende Kapazitäten gemäß den nationalen
Bestimmungen gewählt werden.
Anmerkung: Der Schneidschaltkreis kann aus Sicherheitsgründen
geerdet oder nicht geerdet werden. Die Veränderung der
Erdungsanordnungen darf nur genehmigt werden von Personen
mit entsprechender Kompetenz für den Zugriff und dem
Einschätzungsvermögen, ob Änderungen die Verletzungsgefahr
erhöhen, zum Beispiel, durch die Erlaubnis von parallelen
Schneidstrom-Rückführpfaden, die die Erdungsschaltkreise
anderer elektrischer Anlagen beschädigen können. Weitere
Richtschnuren sind in IEC/TS 62081 LichtbogenschweißanlagenInstallation und -Betrieb enthalten.
Entstörung und Abschirmung
Ausgewählte Entstörung und Abschirmung anderer Kabel und
Anlagen im Umgebungsbereich können Interferenzprobleme
mildern. Die Entstörung der gesamten Plasmaschneidanlage ist
bei bestimmten Einsätzen in Betracht zu ziehen.
HYPERTHERM Plasmaschneidsysteme i
1/25/05

GARANTIE
ACHTUNG
Hypertherm empfiehlt, für Ihr Hypertherm-System nur OriginalErsatzteile zu verwenden. Bei Schäden, die dadurch entstanden
sind, dass keine Original-Ersatzteile verwendet wurden, prüft
Hypertherm, ob Garantie gewährt werden kann oder nicht.
ACHTUNG
Sie sind für die ordnungsgemäße Nutzung des Produkts selbst
verantwortlich. Hypertherm übernimmt keine Gewähr für die
ordnungsgemäße Nutzung des Produkts in Ihrer Umgebung und
kann dafür auch keine Garantie gewähren.
ALLGEMEIN
Hypertherm, Inc. garantiert, dass seine Produkte keine Materialund Verarbeitungsfehler aufweisen, vorausgesetzt, Hypertherm
wird (i) innerhalb eines Zeitraumes von zwei (2) Jahren ab dem
Liefertag an Sie über einen Defekt an der Stromquelle informiert,
ausgenommen sind Stromquellen der Powermax-Serie, für
welche ein Zeitraum von drei (3) Jahren ab Lieferdatum an
Sie gilt, und (ii) bezüglich eines Defekts am Brenner und
Schlauchpaket innerhalb eines Zeitraumes von einem (1) Jahr ab
Lieferdatum an Sie informiert. Von der Garantie ausgeschlossen
sing Produkte, die fehlerhaft installiert, modifiziert oder auf
sonstige Weise beschädigt wurden.
Sämtliche durch diese Garantie abgedeckten defekten Produkte
werden von Hypertherm nach seiner eigenen Wahl unentgeltlich
repariert, ersetzt oder angepasst. Voraussetzung hierzu ist die
Rücksendung der Ware an die Geschäftsadresse von
Hypertherm in Hanover, New Hampshire, oder an eine von
Hypertherm autorisierte Reparaturwerkstatt. Rücksendungen
werden nur angenommen, wenn sie vorher von Hypertherm
autorisiert wurden – dies geschieht im Normalfall rasch und
unbürokratisch – und wenn die Ware angemessen verpackt ist.
Versicherungs- und Frachtkosten sowie alle sonstigen bei der
Rücksendung anfallenden Kosten trägt der Absender.
Hypertherm haftet außerdem nicht für Reparaturen, den Ersatz
oder Neujustierungen von Produkten, die von dieser Garantie
abgedeckt werden, außer für diese, die gemäß diesem Absatz
angesprochen wurden oder für die Hypertherm zuvor eine
schriftliche Einverständniserklärung abgegeben hat. Die obigen
Garantie-Bestimmungen sind verbindlich und gelten anstelle
von allen anderen Garantie-Bestimmungen, seien sie
ausdrücklich festgelegt, impliziert, gesetzlich festgelegt
oder auf andere Weise in Bezug zu den Produkten oder den
Resultaten, die sich aus der Nutzung dieser Produkte
ergeben, ausgedrückt; sie gelten auch anstelle von allen
implizierten Garantien oder Qualitäts-Bedingungen oder
Aussagen zur Markt-Tauglichkeit oder zur Eignung für einen
bestimmten Zweck oder bei Rechtsverletzungen. Das vorher
Gesagte gilt einzig und allein als Rechtsmittel für alle
Garantie-Verletzungen, die sich Hypertherm zuschulden
kommen lässt. Großhändler und Wiederverkäufer mögen
andere oder zusätzliche Garantien anbieten, aber Großhändler
und Wiederverkäufer sind nicht autorisiert, Ihnen zusätzlichen
Garantieschutz zu gewähren oder Aussagen zu treffen, von
denen behauptet wird, sie seien für Hypertherm verbindlich.
PATENTSCHUTZ
Außer in Fällen von Produkten, die nicht von Hypertherm
hergestellt wurden oder die von einer (im juristischen Sinne)
anderen Person als Hypertherm hergestellt wurden, die sich
nicht strikt an die Spezifikationen von Hypertherm hielt, wird
Hypertherm auf eigene Kosten Prozesse oder Verfahren führen
oder beilegen, die gegen Sie mit der Begründung eingeleitet
werden, dass die Verwendung eines Hypertherm-Produkts –
und zwar die alleinige Verwendung dieses Produkts und nicht
in Verbindung mit irgendeinem anderen Produkt, das nicht von
Hypertherm geliefert wurde – ein Patent einer dritten Partei
verletzt; dasselbe gilt auch bei Verletzungen in Fällen von
Design-, Verarbeitungs- und Formelvorgaben oder von
Kombinationen aus all diesem, die nicht von Hypertherm
entwickelt wurden oder von denen behauptet wird, dass sie von
Hypertherm entwickelt wurden. Verständigen Sie Hypertherm
unverzüglich, sobald Sie erfahren, dass eine Klage gegen Sie
angestrengt wird oder wenn Ihnen mit einer Klage in Verbindung
mit einer solchen angeblichen Patentverletzung gedroht wird;
Hypertherms Verpflichtung, Schadensersatz zu leisten, ist
abhängig von Hypertherms alleiniger Kontrolle bei der
Verteidigung des Anspruchs und der Kooperation und
Unterstützung der beklagten Partei.
HAFTUNGS-BESCHRÄNKUNG
Hypertherm ist in keinem Fall Personen oder Körperschaften
für zufällig verursachte Schäden, Folgeschäden, indirekte
Schäden oder Schäden, die aus Strafen resultieren (inbegriffen
– aber nicht darauf beschränkt – sind Gewinneinbrüche)
haftbar. Dabei kommt es nicht darauf an, ob die Haftpflicht
auf einem Vertragsbruch, einem Delikt, Erfolgshaftung,
Garantie-Verletzungen, einem Versagen des eigentlichen
Zweckes oder anderem basiert. Selbst wenn auf die
Möglichkeit solcher Schäden hingewiesen wurde, ist
Hypertherm nicht haftbar.
HAFTUNGS-OBERGRENZE
In keinem Fall wird Hypertherms Haftpflicht-Leistung für
eine Forderung, eine Klage, einen Prozess oder ein
Verfahren, die aufgrund der Verwendung des Produktes oder
daraus resultierender Folgen gemacht wird bzw. erhoben
wird bzw. anstehen, im Ganzen die Summe übersteigen, die
für die Produkte bezahlt wurde, die den Anlass für solche
Forderungen geben. Dabei spielt es keine Rolle, ob die
Haftpflicht auf einem Vertragsbruch, einem Delikt,
Erfolgshaftung, Garantie-Verletzungen, einem Versagen des
eigentlichen Zweckes oder anderem basiert.
VERSICHERUNG
Sie sind dazu verpflichtet, Versicherungen in solchen Mengen
und Arten abzuschließen bzw. jederzeit beizubehalten, und Sie
sind weiter dazu verpflichtet, die Deckungssumme für
Schadensansprüche genügend hoch und angemessen zu
gestalten, dass Hypertherm, sollte es in Zusammenhang mit
seinen Produkten zu Klagen kommen, so wenig wie möglich
belastet wird.
NATIONALE UND LOKALE NUTZUNGSBESTIMMUNGEN
Die Nutzungsbestimmungen für nationale und lokale
Wasserleitungs- oder elektrische Leitungssysteme haben
Vorrang vor den Anweisungen, die dieses Handbuch enthält.
Hypertherm wird in keinem Fall für Personen- oder
Sachschäden haften, die von einer unsachgemäßen Nutzung
dieser Systeme stammen oder die von unzulänglichen
Arbeitspraktiken herrühren.
ÜBERTRAGUNG VON RECHTEN
Sie können etwaig verbliebene Rechte, die Sie hierunter noch
haben, nur in Verbindung mit dem Verkauf all oder wesentlich all
Ihrer Aktiva und all oder wesentlich all Ihres Aktienkapitals an
einen interessierten Nachfolger übertragen. Dieser muss sich
außerdem bereit erklären, alle Bedingungen und Auflagen dieses
Garantie-Vertrages als verbindlich anzuerkennen.
ii HYPERTHERM Plasmaschneidsysteme
01/04

INHALT
7
Command THC (X-Y) Betriebsanleitung iii
ELEKTROMAGNETISCHE KOMPATIBILITÄT ...........................................................................................................i
Garantie ......................................................................................................................................................................ii
Abschnitt 1 SICHERHEIT
Sicherheitsrelevante Informationen ..........................................................................................................................1-2
Sicherheitsvorschriften einhalten..............................................................................................................................1-2
Gefahr Warnung Vorsicht....................................................................................................................................1-2
Plasmaschneiden kann Brände und Explosionen verursachen................................................................................1-2
Brandverhütung, Explosionsverhütung ............................................................................................................1-2
Explosionsgefahr Argon-Wasserstoff und Methan ..........................................................................................1-2
Wasserstoff-Verpuffung beim Aluminium-Schneiden .......................................................................................1-2
Elektrische Schläge sind lebensgefährlich ...............................................................................................................1-3
Verhütung von elektrischen Schlägen..............................................................................................................1-3
Plasmaschneiden kann toxischen Schneidrauch erzeugen .....................................................................................1-3
Ein Plasmalichtbogen kann Verletzungen und Verbrennungen verursachen ...........................................................1-4
Kontaktstartbrenner..........................................................................................................................................1-4
Lichtbogenstrahlen können Augen und Haut verbrennen.........................................................................................1-4
Augenschutz, Hautschutz, Schneidbereich......................................................................................................1-4
Sichere Erdung .........................................................................................................................................................1-4
Werkstückkabel, Arbeitstisch , Netzeingang ....................................................................................................1-4
Sicherheit beim Umgang mit Gasdruckausrüstungen ..............................................................................................1-5
Beschädigte Gasflaschen können explodieren.........................................................................................................1-5
Lärm kann zu Gehörschäden führen ........................................................................................................................1-5
Störung von Herzschrittmachern und Hörgeräten ....................................................................................................1-5
Der Plasmalichtbogen kann gefrorene Rohre beschädigen .....................................................................................1-5
Warnschild ................................................................................................................................................................1-6
Abschnitt 2 SPEZIFIKATIONEN
Allgemeines ..............................................................................................................................................................2-3
Spezifikationen .........................................................................................................................................................2-4
THC-Steuermodul ............................................................................................................................................2-4
Plasma-Interface-Baugruppe ...........................................................................................................................2-5
Höhenverstellung für X-Y Maschinen...............................................................................................................2-6
Fernbedienung.................................................................................................................................................2-7
THC-Abschaltdose ...........................................................................................................................................2-8
Abschnitt 3 INBETRIEBNAHME
Nach Erhalt ...............................................................................................................................................................3-2
Standardmäßige Bauelemente ........................................................................................................................3-2
Wahlweise erhältliche Komponenten ...............................................................................................................3-2
Schadenersatzansprüche .........................................................................................................................................3-2
Leistungsbedarf ........................................................................................................................................................3-2
Befestigung der Systemeinheiten .............................................................................................................................3-3
THC-Steuermodul ............................................................................................................................................3-3
Plasma-Interface-Baugruppe ...........................................................................................................................3-4
Höhenverstellung für X-Y Maschinen...............................................................................................................3-5

INHALT
7
iv Command THC (X-Y) Betriebsanleitung
Brennerbefestigungsblock-Bausatz .................................................................................................................3-6
Brennerfreigabe-Bausatz (wahlweise) .............................................................................................................3-8
Installation des Brenners (ohne die optionale Brennerabknickvorrichtung) ...................................................3-10
Installation des Brenners (mit der optionalen Brennerabknickvorrichtung) ....................................................3-11
Systemanschlüsse..................................................................................................................................................3-12
Brennerhöhensteuerungs-Anlagenkabel........................................................................................................3-12
Maschinen-Interface-Kabel ............................................................................................................................3-14
Einstellung des Ansprechverhaltens mit dem THC-Steuermodul (DIP-Schalter) ...................................................3-16
DIP-Schalterpositionen ..................................................................................................................................3-17
Serielles Protokoll der Command THC...................................................................................................................3-18
Erdungsanforderungen ...........................................................................................................................................3-20
Erdung des Netzkabels..................................................................................................................................3-20
Schutzleiter ....................................................................................................................................................3-20
HD3070-Anlagenverbindungen ..............................................................................................................................3-a1
HD2000-Anlagenverbindungen ..............................................................................................................................3-b1
HD2000LHF-Anlagenverbindungen........................................................................................................................3-c1
HD4001-Anlagenverbindungen ..............................................................................................................................3-d1
MAX100-Anlagenverbindungen..............................................................................................................................3-e1
MAX200-Anlagenverbindungen...............................................................................................................................3-f1
POWERMAX-Anlagenverbindungen .......................................................................................................................3g1
HT4400-Anlagenverbindungen...............................................................................................................................3-h1
HPR-Anlagenverbindungen .....................................................................................................................................3-i1
HD4070-Anlagen .................................................................................................................................Siehe IM803760
Abschnitt 4 BEDIENUNG
Bedienungselemente ................................................................................................................................................4-2
THC-Steuermodul ............................................................................................................................................4-2
Fernbedienung.................................................................................................................................................4-2
Anzeigefenster der Fernbedienung..................................................................................................................4-4
Programmierbare Felder der Fernbedienung...................................................................................................4-6
Fenster- „Automatikbetrieb“ .........................................................................................................................4-6
Fenster- „Manueller Betrieb“........................................................................................................................4-8
Fenster- „Einstellung A“ ...............................................................................................................................4-9
Festlegung des Lochstechhöhenfaktors .................................................................................................................4-11
Typischer Lochstechhöhenfaktor....................................................................................................................4-11
Lochstechhöhenfaktor für dickere Materialien ...............................................................................................4-12
THC-Betriebszyklus – Zeitlicher Ablauf ..................................................................................................................4-14
Automatikmodus – Zeitlicher Ablauf...............................................................................................................4-15
Problem und Lösung......................................................................................................................................4-16
Manueller Modus – Zeitlicher Ablauf..............................................................................................................4-18
Einstellung des Ansprechverhaltens mit dem THC-Steuermodul.............................Siehe Abschnitt 3 Inbetriebnahme

INHALT
7
Command THC (X-Y) Betriebsanleitung v
Abschnitt 5 WARTUNG
Routinemässige Wartung..........................................................................................................................................5-2
Höhenverstellung für X-Y-Maschinen – Entfernen und Wiederanbringen des Dichtungsbands...............................5-2
Fehlerbeseitigung .....................................................................................................................................................5-6
Diagnosefenster B............................................................................................................................................5-6
Fehlermeldungen .............................................................................................................................................5-6
Wechselspannungsverteilung ........................................................................................................................5-10
Statusleuchten der Motor-Antriebskarte während des normalen Einschaltens..............................................5-11
Gleichspannungsverteilung............................................................................................................................5-12
Baukarten-Statusanzeigen beim normalen Einschaltvorgang .......................................................................5-14
Statusanzeigen der Interfacekarte beim normalen Einschaltvorgang............................................................5-16
Abschnitt 6 ERSATZTEILELISTE
THC-Steuermodul.....................................................................................................................................................6-2
Plasma-Interface-Baugruppe....................................................................................................................................6-4
2 Baugruppe Schienen-X-Y-Höhenverstellung .........................................................................................................6-5
Brennerbefestigungsblock-Bausätze für die Höhenverstellung ................................................................................6-6
Abschaltdose für die Höhenverstellung ....................................................................................................................6-7
Fernbedienung..........................................................................................................................................................6-8
Ohmscher Kontaktdraht............................................................................................................................................6-9
Netzkabel..................................................................................................................................................................6-9
Empfohlene Ersatzteile...........................................................................................................................................6-10
Interface-Kabel .......................................................................................................................Siehe Abschnitt 3a bis 3i
Anhang A 1 Teileliste Schienen-Höhenverstellung ..........................................................................................a-1

HYPERTHERM Plasmasysteme 1-1
9/17/01
Abschnitt 1
SICHERHEIT
Inhalt:
Sicherheitsrelevante Informationen..........................................................................................................................1-2
Sicherheitsvorschriften einhalten .............................................................................................................................1-2
Gefahr Warnung Vorsicht ...................................................................................................................................1-2
Plasmaschneiden kann Brände und Explosionen verursachen ...............................................................................1-2
Brandverhütung, Explosionsverhütung............................................................................................................1-2
Explosionsgefahr Argon-Wasserstoff und Methan .........................................................................................1-2
Wasserstoff-Verpuffung beim Aluminium-Schneiden ......................................................................................1-2
Elektrische Schläge sind lebensgefährlich...............................................................................................................1-3
Verhütung von elektrischen Schlägen..............................................................................................................1-3
Plasmaschneiden kann toxischen Schneidrauch erzeugen.....................................................................................1-3
Ein Plasmalichtbogen kann Verletzungen und Verbrennungen verursachen ...........................................................1-4
Kontaktstartbrenner.........................................................................................................................................1-4
Lichtbogenstrahlen können Augen und Haut verbrennen........................................................................................1-4
Augenschutz, Hautschutz, Schneidbereich.....................................................................................................1-4
Sichere Erdung.........................................................................................................................................................1-4
Werkstückkabel, Arbeitstisch , Netzeingang ...................................................................................................1-4
Sicherheit beim Umgang mit Gasdruckausrüstungen .............................................................................................1-5
Beschädigte Gasflaschen können explodieren........................................................................................................1-5
Lärm kann zu Gehörschäden führen ........................................................................................................................1-5
Störung von Herzschrittmachern und Hörgeräten ...................................................................................................1-5
Der Plasmalichtbogen kann gefrorene Rohre beschädigen.....................................................................................1-5
Warnschild................................................................................................................................................................1-6

SICHERHEIT
1-2 HYPERTHERM Plasmasysteme
12/15/99
SICHERHEITSRELEVANTE
INFORMATIONEN
Die Symbole in diesem Abschnitt dienen zur Identifizierung
von potentiellen Gefahren. Wenn ein Sicherheitssymbol in
diesem Handbuch erscheint oder eine Maschine damit
gekennzeichnet ist, die angegebenen Anweisungen strikt
einhalten, um potentielle Verletzungsgefahren zu
vermeiden.
SICHERHEITSVORSCHRIFTEN
EINHALTEN
Alle Sicherheitshinweise in diesem Handbuch und die
Warnschilder auf der Maschine durchlesen.
• Die Warnschilder auf der Maschine in gutem Zustand
halten. Fehlende oder beschädigte Schilder sofort
ersetzen.
• Die Bedienung der Maschine und die richtige
Verwendung der Bedienungselemente erlernen. Die
Maschine nicht von ungeschultem Personal bedienen
lassen.
• Die Maschine stets in funktionstüchtigem Zustand
halten. Unzulässige Modifikationen der Maschine können
die Sicherheit und Nutzungsdauer der Maschine
beeinträchtigen.
GEFAHR WARNUNG VORSICHT
Die Signalworte GEFAHR bzw. WARNUNG werden
zusammen mit einem Sicherheitssymbol verwendet.
GEFAHR identifiziert die größte Gefahr.
• Die Warnschilder GEFAHR bzw. WARNUNG an der
Maschine befinden sich stets in der Nähe der jeweiligen
Gefahrenstelle.
• Der Sicherheitshinweis WARNUNG ist den
entsprechenden Anweisungen in diesem Handbuch
vorangestellt, die bei Nichteinhaltung zu schweren oder
tödlichen Verletzungen führen können.
• Der Sicherheitshinweis VORSICHT ist den
entsprechenden Anweisungen in diesem Handbuch
vorangestellt, die bei Nichteinhaltung zu
Maschinenschäden führen können.
Brandverhütung
• Sicherstellen, daß im Arbeitsbereich sicher geschnitten
werden kann. Einen Feuerlöscher in unmittelbarer
Umgebung verfügbar halten.
• Alles brennbare Material im Umkreis von 10 m aus dem
Schneidbereich entfernen.
• Heiße Metallteile abschrecken oder abkühlen lassen,
bevor sie weiterverarbeitet werden oder mit brennbaren
Materialien in Berührung kommen.
• Keine Behälter schneiden, die möglicherweise brennbare
Materialien enthalten – sie müssen zuerst entleert und
gründlich gereinigt werden.
• Vor dem Plasmaschneiden möglicherweise
feuergefährliche Bereiche entlüften.
• Beim Schneiden mit Sauerstoff als Plasmagas ist eine
Belüftungsanlage erforderlich.
Explosionsverhütung
• Die Plasmaschneidanlage nicht in Betrieb nehmen, wenn
die Umgebungsluft explosiven Staub oder Gase enthält.
• Keine unter Druck stehenden Zylinder, Rohre oder
geschlossene Behälter schneiden.
• Keine Behälter schneiden, in denen brennbare Materialien
aufbewahrt wurden.
PLASMASCHNEIDEN KANN BRÄNDE UND EXPLOSIONEN VERURSACHEN
WARNUNG
Explosionsgefahr
Argon-Wasserstoff und Methan
Wasserstoff und Methan sind feuergefährliche Gase, die
eine Explosionsgefahr darstellen. Flammen von Behältern
und Schläuchen fernhalten, die Methan- oder WasserstoffMischungen enthalten. Ebenso Flammen und Funken vom
Brenner fernhalten, wenn Methan oder Argon-Wasserstoff
als Plasmagas verwendet wird.
WARNUNG
Wasserstoff-Verpuffung beim
Aluminium-Schneiden
• Beim Unterwasserschneiden von Aluminium oder bei
Wasserberührung der Aluminiumunterseite kann sich
freies Wasserstoffgas unter dem Werkstück sammeln
und während des Plasmaschneidbetriebes verpuffen.
• Einen Belüftungsverteiler am Boden des Wassertisches
installieren, um die Gefahr einer Wasserstoff-Verpuffung
zu beseitigen. Siehe Abschnitt „Anhang“ dieses
Handbuches bezüglich Einzelheiten zum
Belüftungsverteiler.

SICHERHEIT
HYPERTHERM Plasmasysteme 1-3
2/12/01
Das Berühren stromführender Teile kann tödliche
elektrische Schläge oder schwere Verbrennungen
verursachen.
• Der Betrieb der Plasmaanlage schließt einen elektrischen
Schaltkreis zwischen Brenner und Werkstück. Das
Werkstück und jegliche Teile, die mit dem Werkstück
Kontakt haben, sind Bestandteil des elektrischen
Schaltkreises.
• Brennerkörper, Werkstück oder Wasser im Wassertisch
während des Betriebs der Plasmaanlage nicht berühren.
Verhütung von elektrischen Schlägen
Bei allen Hypertherm-Plasmaanlagen wird im Schneidprozeß Hochspannung eingesetzt (200 bis 400 Volt
Gleichstrom sind üblich). um den Plasmalichtbogen zu
zünden. Folgende Sicherheitsmaßregeln beim Betrieb der
Schneidanlage beachten:
• Isolier-Handschuhe und -Schuhe tragen und Körper und
Kleidung trocken halten.
• Während der Bedienung der Plasmaanlage muß darauf
geachtet werden, daß keine nassen Flächen – auf welche
Weise auch immer – berührt werden.
• Die Isolierung vom Werkstück und Boden mit trockenen
Isoliermatten oder -abdeckungen gewährleisten; diese
müssen groß genug sein, um jeglichen Kontakt mit
Werkstück oder Boden zu verhindern. Äußerst vorsichtig
sein, wenn in einer Umgebung mit hohem
Feuchtigkeitsanteil gearbeitet werden muß.
• Es ist ein Trennschalter mit ausreichend dimensionierten
Sicherungen in der Nähe der Stromquelle anzubringen.
Mit diesem Schalter kann die Anlage im Notfall von der
Bedienperson schnell ausgeschaltet werden.
• Beim Schneiden am Wassertisch ist sicherzustellen, daß
der Schutzleiter korrekt angeschlossen ist.
ELEKTRISCHE SCHLÄGE SIND LEBENSGEFÄHRLICH
• Diese Anlage entsprechend den Anweisungen der
Betriebsanleitung und den nationalen und regionalen
Vorschriften installieren und erden.
• Das Eingangsnetzkabel der Anlage häufig auf eventuelle
Beschädigungen der Isolierung untersuchen.
Beschädigte Kabel sofort ersetzen. Blanke Drähte sind
lebensgefährlich.
• Das Brenner-Schlauchpaket untersuchen und
verschlissene oder beschädigte Kabel austauschen.
• Während des Schneidens dürfen das Werkstück und
sich lösender Schneidabfall nicht aufgehoben werden.
Während des Schneidvorgangs das Werkstück mit
angeschlossenem Werkstückkabel am Platz oder auf
der Werkbank lassen.
• Vor dem Prüfen, Reinigen oder Auswechseln von
Brennerverschleißteilen den Hauptschalter ausschalten
oder den Netzstecker der Stromquelle ziehen.
• Den Sicherheitsschalter am Gerät niemals umgehen
oder außer Kraft setzen.
• Vor dem Abnehmen von Abdeckungen der Stromquelle
oder der Anlage die Eingangsnetzspannung unterbrechen.
Nach dem Unterbrechen der Netzspannung 5 Minuten
lang warten, damit sich die Kondensatoren entladen.
• Die Plasmaanlage niemals mit abgenommener
Stromquellen-Abdeckung in Betrieb nehmen.
Ungeschützte Stromquellenanschlüsse stellen eine
ernsthafte elektrische Gefahr dar.
• Bei der Installation von Netzeingangsanschlüssen zuerst
den Schutzleiter anschließen.
• Hypertherm-Plasmaschneidanlagen dürfen nur mit den
jeweiligen Hypertherm-Brennern verwendet werden.
Keine anderen Brenner verwenden, da diese überhitzen
können und eine Sicherheitsgefahr darstellen.
Plasmaschneiden kann toxische Dämpfe und Gase
erzeugen, die zum Verbrauch von Sauerstoff führen und
schwere oder tödliche Verletzungen verursachen können.
• Den Schneidbereich gut belüften oder ein zugelassenes
Atmungsgerät mit Luftzufuhr verwenden.
• Nicht in der Nähe von Entfettungs-, Reinigungs- oder
Sprüharbeiten schneiden. Die Dämpfe bestimmter
chlorhaltiger Lösungsmittel zerfallen beim Kontakt mit
UV-Strahlen und bilden Phosgengas.
• Metall, das mit toxischem Material beschichtet ist oder
toxisches Material, wie z. B. Zink (bzw. Verzinkungen
jeder Art), Blei, Cadmium oder Beryllium enthält, darf nur
geschnitten werden, wenn der Schneidbereich gut
PLASMASCHNEIDEN KANN TOXISCHEN SCHNEIDRAUCH ERZEUGEN
belüftet ist oder die Bedienperson ein zugelassenes
Atmungsgerät mit Luftzufuhr trägt. Diese
Beschichtungen und andere Metalle, die diese
chemischen Elemente enthalten, können beim Schneiden
toxischen Schneidrauch erzeugen.
• Keine Behälter schneiden, die möglicherweise toxisches
Material enthalten oder enthalten haben – sie müssen
zuerst entleert und gründlich gereinigt werden.
• Dieses Produkt erzeugt beim Schweißen oder Schneiden
Dämpfe bzw. Gase, die Chemikalien enthalten, welche im
Staate Kalifornien dafür bekannt sind, Geburtsschäden
und in einigen Fällen Krebs zu verursachen.

SICHERHEIT
1-4 HYPERTHERM Plasmasysteme
05/02
Sofortstartbrenner
Der Plasmalichtbogen wird sofort gezündet, nachdem der
Brennerschalter betätigt wird.
EIN PLASMALICHTBOGEN KANN VERLETZUNGEN UND
VERBRENNUNGEN VERURSACHEN
Der Plasmalichtbogen kann Handschuhe und Haut schnell
verbrennen.
• Von der Brennerspitze fernhalten.
• Metall aus dem Schneidbereich fernhalten.
• Den Brenner niemals auf Personen richten.
Augenschutz Die Strahlung des Plasmalichtbogens
erzeugt starke sichtbare und unsichtbare (ultraviolette und
infrarote) Strahlen, die Augen und Haut verbrennen können.
• Augenschutz entsprechend den zutreffenden nationalen
und regionalen Vorschriften verwenden.
• Augenschutz (Sicherheitsbrillen mit Seitenschutz und ein
Schweißschutzschild) mit entsprechend getönter
Schweißglas-Stufe verwenden, um die Augen vor den
Ultraviolett- und Infrarotstrahlen des Lichtbogens zu
schützen.
Schweißglas-Stufe
Brennerstrom WS (USA) ISO 4850
Bis 100 A Nr. 8 Nr. 11
100-200 A Nr. 10 Nr. 11-12
200-400 A Nr. 12 Nr. 13
Über 400 A Nr. 14 Nr. 14
Hautschutz Schutzkleidung tragen, um die Haut vor UVStrahlung, Funkenflug und heißem Metall zu schützen.
LICHTBOGENSTRAHLEN KÖNNEN AUGEN UND HAUT VERBRENNEN
• Schutzhandschuhe, Sicherheitsschuhe und
Kopfbedeckung tragen.
• Flammverzögerte Kleidung tragen, die eine vollständige
Abdeckung bietet.
• Hosen ohne Umschläge tragen, so daß sich keine
Funken oder Schlacken fangen können.
• Vor dem Schneiden jegliche Brennstoffe, wie z. B.
Feuerzeuge oder Streichhölzer, aus den Taschen
entfernen.
Schneidbereich Den Schneidbereich so gestalten, daß
die Reflektion und Übertragung von ultraviolettem Licht
reduziert wird:
• Wände und andere Oberflächen dunkel anstreichen, um
die Reflektion zu verringern.
• Schutzabschirmungen und Sicherheitstrennwände
installieren, um andere Personen vor grellen
Schneidfunken und Blendlicht zu schützen.
• Andere Personen warnen, nicht in den Lichtbogen zu
schauen. Plakate oder Schilder verwenden.
Werkstückkabel Das Werkstückkabel sicher am Werkstück
oder Arbeitstisch anbringen, indem ein guter Metall-zuMetall-Kontakt hergestellt wird. Das Kabel nicht an Teilen
befestigen, die nach dem Schnitt abfallen.
Arbeitstisch Den Arbeitstisch gemäß den entsprechenden
nationalen oder regionalen Erdungsrichtlinien an einen
Schutzleiter anschließen.
SICHERE ERDUNG
Netzeingang
• Sicherstellen, daß das Schutzleiter des Netzkabels an
den Schutzleiter im Verteilerkasten bzw. im Stecher
angeschlossen ist.
• Ist bei der Installation der Plasmaanlage der Anschluß
des Netzkabels an die Stromquelle erforderlich,
sicherstellen, daß der Schutzleiter des Netzkabels den
Vorschriften entsprechend angeschlossen ist.
• Den Schutzleiter des Netzkabels am Bolzen anbringen.
Die Sicherungsmutter fest anziehen.
• Alle elektrischen Anschlüsse fest anziehen, um
übermäßige Erhitzung zu vermeiden.
SICHERHEIT
HYPERTHERM Plasmasysteme 1-5
2/12/01
• Gasflaschenventile oder Druckregler nicht mit Öl oder
Fett schmieren.
• Nur funktionstüchtige Gasflaschen, Druckregler,
Schläuche und Anschlußstücke verwenden, die für die
jeweilige Anwendung zugelassen sind.
• Alle Gasdruckbehälter und Zubehörteile in
funktionstüchtigem Zustand halten.
• Alle Gasschläuche mit Beschilderungen und
Farbcodierungen versehen, damit der Gastyp in jedem
Schlauch eindeutig identifiziert werden kann. Dabei die
entsprechenden nationalen und regionalen Codierungen
zu Rate ziehen.
BESCHÄDIGTE GASFLASCHEN
KÖNNEN EXPLODIEREN
SICHERHEIT BEIM UMGANG MIT
GASDRUCKAUSRÜSTUNGEN
Gasflaschen enthalten unter hohem Druck stehendes Gas.
Beschädigte Gasflaschen können explodieren.
• Gasdruckbehälter gemäß den entsprechenden
nationalen und regionalen Sicherheitsbestimmungen
einsetzen.
• Gasflaschen müssen immer aufrecht stehen und gegen
Umfallen gesichert sein.
• Den Schutzventildeckel nur entfernen, wenn die
Gasflasche eingesetzt oder vor dem Einsatz
angeschlossen wird.
• Zwischen Gasflaschen und Plasmaanlage darf kein
elektrischer Kontakt bestehen.
• Gasflaschen vor übermäßiger Hitze, Funken, Schlacke
oder offenem Feuer schützen.
• Ein festgeklemmtes Gasventil niemals mit einem
Hammer, einer Zange oder anderen Werkzeugen öffnen.
Der Geräuschpegel beim Schneiden oder Fugenhobeln
kann über längere Zeit zu Gehörschäden führen.
• Bei Verwendung der Plasmaanlage stets einen
angemessenen Gehörschutz tragen.
• Andere Personen vor der Lärmgefahr warnen.
LÄRM KANN ZU
GEHÖRSCHÄDEN FÜHREN
Die Funktion von Herzschrittmachern und Hörgeräten kann
durch die Magnetfelder hoher Ströme gestört werden.
Personen, die Herzschrittmacher oder Hörgeräte tragen,
sollten sich vor Arbeiten in der Nähe von Plasmaschneidanlagen, die Schneid- und Fugenhobelarbeiten ausführen,
von ihrem Arzt beraten lassen.
Zur Minimierung von Gefahren durch Magnetfelder:
• Brenner-Schlauchpaket und Werkstückkabel auf einer
Seite verlegen und vom Körper entfernt halten.
• Das Brenner-Schlauchpaket so nahe wie möglich am
Werkstückkabel verlegen.
• Brenner-Schlauchpaket oder Werkstückkabel nicht um
den Körper legen.
• So weit wie möglich von der Stromquelle entfernt bleiben.
STÖRUNG VON
HERZSCHRITTMACHERN UND
HÖRGERÄTEN
Gefrorene Rohre können bei dem Versuch, diese mit
einem Plasmabrenner aufzutauen, beschädigt werden
oder bersten.
DER PLASMALICHTBOGEN
KANN GEFRORENE ROHRE
BESCHÄDIGEN

SICHERHEIT
1-6 HYPERTHERM Plasmasysteme
2/12/01
Warnschild
Dieses Warnschild ist an der Stromquelle angebracht. Es ist sehr
wichtig, daß der Bediener und Wartungsmechaniker die Bedeutung
der beschriebenen Warnsymbole kennt. Die Numerierung der
Beschreibung entspricht den Ziffern auf dem Schild.
1. Schneidfunken können Explosionen oder
Brände verursachen.
1.1 Brennbares Material beim Schneiden
fernhalten.
1.2 Einen Feuerlöscher verfügbar halten und
eine zweite Person mit der Bedienung
beauftragen.
1.3 Keine geschlossenen Behälter schneiden.
2. Der Plasmalichtbogen kann Verletzungen
und Verbrennungen verursachen.
2.1 Vor dem Öffnen des Brenners die
Stromzufuhr ausschalten.
2.2 Das Material nicht im Schneidbereich
festhalten.
2.3 Komplette Schutzkleidung tragen.
3. Elektrischer Schlag durch schadhaften
oder unsuchgemäß verwendeten Brenner –
oder blanker Verkabelung ist lebensgefärlich. Vor elektrischem Schlag schützen.
3.1 Isolier-Handschuhe tragen. Keine feuchten
oder beschädigten Handschuhe tragen.
3.2 Isolierung vom Werkstück und Boden
gewährleisten.
3.3 Vor Arbeiten an der Anlage das Netzkabel
abziehen oder den Trennschalter
ausschalten.
4. Einatmen von Schneidrauch ist
gesundheitsschädlich.
4.1 Kopf von Dämpfen fernhalten.
4.2 Dämpfe durch Entlüftungs- oder
Absaugsysteme entfernen.
4.3 Dämpfe durch einen Ventilator entfernen.
5. Lichtbogenstrahlen können die Augen
verbrennen und Haut verletzen.
5.1 Kopfbedeckung und Schutzbrille tragen.
Gehörschutz tragen und Kragenknopf
schließen. Schweißschutzschild mit
entsprechend getönter Schweißglas-Stufe
verwenden. Komplette Schutzkleidung
tragen.
6. Vor Arbeiten an der Anlage oder vor
Schneidarbeiten die Bedienung der Anlage
erlernen und die Betriebsanleitung lesen.
7. Die Warnschilder nicht entfernen, lackieren
oder anderweitig abdecken.

6
Command THC (X-Y) Betriebsanleitung 2-1
Abschnitt 2
SPEZIFIKATIONEN
Inhalt:
Allgemeines ..............................................................................................................................................................2-3
Spezifikationen .........................................................................................................................................................2-4
THC-Steuermodul ............................................................................................................................................2-4
Plasma-Interface-Baugruppe ...........................................................................................................................2-5
Höhenverstellung für X-Y Maschinen...............................................................................................................2-6
Fernbedienung.................................................................................................................................................2-7
THC-Abschaltdose ...........................................................................................................................................2-8

SPEZIFIKATIONEN
2-2 Command THC (X-Y) Betriebsanleitung
6/9/00
THC.47
Abbildung 2-1 Anschluß des Command THC-Systems für X-Y-Maschinen an Plasmaschneidgerät
und CNC-Steuereinheit
Höhenverstellung für
X-Y Maschinen
Plasma-Interfacemodul
THCSteuermodul
Fernbedienung

SPEZIFIKATIONEN
Command THC (X-Y) Betriebsanleitung 2-3
10
Allgemeines
Das Command THC-System für X-Y-Maschinen von Hypertherm ist ein System mit Brennerhöhensteuerung/
induktivem Zündhöhensensor (THC/IHS) für Plasmaschneidanwendungen auf einem X-Y-Schneidtisch
(Abb. 2-1). Das System verwendet die Lichtbogen-Spannung zur Steuerung des physischen Schneidabstands
zwischen Brenner und Werkstück beim Plasmalichtbogen-Schneidvorgang. Der induktive Zündhöhensensor
verwendet einen ohmschen Kontakt oder eine Methode zur Werkstückerkennung über Drehmoment-Begrenzung.
Das System umfaßt die folgenden Baugruppen:
• THC-Steuermodul (Abb. 2-2). Das THC-Steuermodul umfaßt zwei Mikroprozessor-Steuereinheiten: eine
Echtzeit-Steuereinheit und eine Interface-Steuereinheit. Das Gerät ermöglicht die zundhöheneinstellung
und Lichtbogen-Spannungsregelung. Es ist mit der Brennerhöhenverstellung, der CNC-Steuereinheit, der
Fernbedienung und der Plasma-Stromquelle über I/O-Standard-Interfaces und wahlweise erweiterte serielle
RS-422-Interfaces verbunden.
• Plasma-Interface-modul mit Spannungsteiler (Abb. 2-3). Das Plasma-Interface enthält eine InterfaceBaukarte für die Kommunikation zwischen dem THC-Steuermodul und der Plasma-Stromquelle. Der
Spannungsteiler liefert ein 41:1-Signal, das von der Lichtbogenspannung abgeleitet wird. Wenn die
Lichtbogenspannung zum Beispiel 150 V beträgt, wird das resultierende 3,66-V-Ausgangssignal zur
Steuerung des Schneidabstands zwischen Brenner und Werkstück beim Plasmaschneiden verwendet.
Anmerkung: HyPerformance (HPR) Plasmaanlagen haben keine Schnittstellen-Baugruppe.
HPR-Anlagen haben eine Schnittstellenkarte, welche in der Stromquelle
eingebaut ist.
• Höhenverstellung für X-Y-Maschinen (Abb. 2-4). Die Brennerhöhenverstellung positioniert einen
Brennerkopf mit Hilfe des THC-Steuermoduls vertikal über dem Werkstück. Der maximale Hub der Station
zwischen der oberen Endlage und den unteren Endschaltern beträgt 200 mm. Die Höhenverstellung wird
von einem Schrittmotor angetrieben, der an einer Leitspindel angebracht ist. Ein Codierer dient zur
IHS-Werkstückerkennung und zur Erkennung schwerer Fehler beim Normalbetrieb. Ein unterer Endschalter
erfaßt die maximale Bewegung nach unten. Ein Endlagenschalter erfaßt, wenn sich der Heber in der
höchsten Position befindet. Nach dem Einschaltvorgang wird eine bremse aktiviert, die die
Bewegungssteuerung des Brenners ermöglicht. Im „Wartungsmodus“ ist diese Bremse deaktiviert, um das
unbeabsichtigte Bewegen des Brenners zu verhindern. Ein wahlweise erhältlicher Brennerfreigabe-Bausatz
ist ebenfalls verfügbar.
• Fernbedienung (wahlweise) (Abb. 2-5). Die Fernbedienung mit LCD-Anzeige und Tastenfeld dient zur
Einrichtung und Steuerung des THC-Systems (Parametereingabe und Menüauswahl). Zu den
Hauptfunktionen gehören: Wartungsmodus, Lichtbogenspannungs-Steuerung/manueller Positioniermodus,
volle/mittlere Rückfahrhöhe, IHS-Test/-Betrieb, Einstellung der Sollwerte für Spannung, Schneidabstand
und Lochstechverzögerung sowie Zugriff auf Einrichtungsund Diagnosebildschirme.
• Kollisionschutz (optional) (Abb. 2-6). Der Kollisionschutz dient zum Schutz von Brenner, Heber und
X-Y-Arbeitstisch. Der Brenner wird durch Druckluft an der z-Achse verriegelt. Diese Druckluft kann
eingestellt werden, um die zur Auslösung der Freigabefunktion erforderliche Kraft zu verändern. Nach
einem seitlichen Zusammenstoß wird die Verriegelung deaktiviert und der Brenner kann sich frei bewegen.
Siehe Abbildung 2-7 bezüglich der Abmessungen für die Brennermontage mit und ohne Freigabe-Option.

SPEZIFIKATIONEN
2-4 Command THC (X-Y) Betriebsanleitung
6/9/00
Spezifikationen
THC-Steuermodul
Elektrische Anforderungen
Netzspannung (automatische Auswahl)............................115 oder 230 VAC, einphasig, 50/60 Hz
Paralleler Digital-Ein-/Ausgang .........................................+ 12 VDC
Serieller Digital-Ein-/Ausgang (RS-422)............................+ 5 VDC (Fernbedienung), CNC
Abbildung 2-2 THC-Steuermoduls
5.6"
(142 mm)
14"
(355 mm)
(457 mm)
24 lb
(11 kg)
18"
THC.89

SPEZIFIKATIONEN
Command THC (X-Y) Betriebsanleitung 2-5
9
Abbildung 2-3 Plasma-Interface-Baugruppe
Plasma-Interface-Baugruppe
Elektrische Anforderungen
Netzspannung...................................................................+ 24 VDC
Paralleler Digital-I/O..........................................................+ 12 VDC
Serieller Digital-I/O (RS-422) ............................................+ 5 VDC
Spannungsteilerfunktion................................................41:1 Lichtbogenspannung (isoliert)
Installation von HT4400 und HPR130
Anmerkung Die Instruktionen zur Installation der Plasmaschnittstellen-Baukarte in der HT4400-Stromquelle
sind in Abschnitt 3h enthalten.
Die Instruktionen zur Installation der Plasmaschnittstellen-Baukarte in der HPR130-Stromquelle
sind in Abschnitt 3i enthalten.
Das Gehäuse des Plasma-Interface wird bei der Installation in der HT4400 nicht verwendet.
3.1"
(78 mm)
10.7"
(271 mm)
2.2"
(56 mm)
THC.90
4.6 lb
(2 kg)
6.6"
(168 mm)

Höhenverstellung für X-Y Maschinen
Elektrische Anforderungen
Motor.................................................................................+ 2,48 VDC, zweiphasig (3,3 A per Phase)
Endschalter .......................................................................+ 24 VDC
Höhenverstellung-Steuerfunktionen
Motor.................................................................................Schritt
Motorantrieb......................................................................Schritt, konstanter Abkippstrom
Höhenverstellung-Rückführung.........................................Codiereinrichtung
Höhenverstellung-Endschalter..........................................Endlagenschalter und unterer Endschalter
Max. Z-Achsen-Geschwindigkeit.......................................508 cm/min
Max. Z-Achsen-Hub ..........................................................203 mm
SPEZIFIKATIONEN
2-6 Command THC (X-Y) Betriebsanleitung
7
Abbildung 2-4 Höhenverstellung für X-Y Maschinen
Brennermontage-Abmessungen
Ohne
Abknickvorrichtung
Mit Abknickvorrichtung
21.8"
(554 mm)
2.8"
(71 mm)
THC.66a
18 lb
(8.2 kg)
5"
(127 mm)
4.67"
119 mm
5.78"
164 mm

SPEZIFIKATIONEN
Command THC (X-Y) Betriebsanleitung 2-7
6/9/00
Abbildung 2-5 Fernbedienung
Fernbedienung
Elektrische Anforderungen
Netzspannung...................................................................+ 12 VDC
Serieller Digital-Ein-/Ausgang (RS-422)............................+ 5 VDC
THC.69
7 oz
(0.2 kg)
25'
(7.6 m)
8.25"
(210 mm)
4.1"
(104 mm)
1.1"
(28 mm)

SPEZIFIKATIONEN
2-8 Command THC (X-Y) Betriebsanleitung
6/9/00
Abbildung 2-6 THC-Abschaltdose-Option
THC-Abschaltdose
Elektrische Anforderungen
Druckwächter ....................................................................CNC-Notschalter-Betriebsspannung
Abschaltdose-Steuerfunktion
Druckluft............................................................................max. 6,9 bar
Größe
Abschaltdosebreite............................................................97 mm
Abschaltdosehöhe (Dicke) ................................................57 mm
Höhe Druckregler..............................................................179 mm
Breite Druckregler .............................................................40 mm
Tiefe Druckregler
(vom Manometer bis nach hinten).....................................79 mm
Gewicht
Abschaltdoseeinheit..........................................................0,86 kg
Luftfilter/-regler..................................................................0,45 kg
Druckwächter
Abschaltdose
Drucklufteinlaß
Luftfilter/-regler

Command THC (X-Y) Betriebsanleitung 3-1
9
Abschnitt 3
INBETRIEBNAHME
Inhalt:
Nach Erhalt ...............................................................................................................................................................3-2
Standardmäßige Bauelemente ........................................................................................................................3-2
Wahlweise erhältliche Komponenten ...............................................................................................................3-2
Schadenersatzansprüche .........................................................................................................................................3-2
Leistungsbedarf ........................................................................................................................................................3-2
Befestigung der Systemeinheiten .............................................................................................................................3-3
THC-Steuermodul ............................................................................................................................................3-3
Plasma-Interface-Baugruppe ...........................................................................................................................3-4
Höhenverstellung für X-Y Maschinen...............................................................................................................3-5
Brennerbefestigungsblock-Bausatz .................................................................................................................3-6
Brennerfreigabe-Bausatz (wahlweise) .............................................................................................................3-8
Installation des Brenners (ohne die optionale Brennerabknickvorrichtung) ...................................................3-10
Installation des Brenners (mit der optionalen Brennerabknickvorrichtung) ....................................................3-11
Systemanschlüsse..................................................................................................................................................3-12
Brennerhöhensteuerungs-Anlagenkabel........................................................................................................3-12
Maschinen-Interface-Kabel ............................................................................................................................3-14
Einstellung des Ansprechverhaltens mit dem THC-Steuermodul (DIP-Schalter) ...................................................3-16
DIP-Schalterpositionen ..................................................................................................................................3-17
Serielles Protokoll der Command THC...................................................................................................................3-18
Erdungsanforderungen ...........................................................................................................................................3-20
Erdung des Netzkabels..................................................................................................................................3-20
Schutzleiter ....................................................................................................................................................3-20
HD3070-Anlagenverbindungen ..............................................................................................................................3-a1
HD2000-Anlagenverbindungen ..............................................................................................................................3-b1
HD2000LHF-Anlagenverbindungen........................................................................................................................3-c1
HD4001-Anlagenverbindungen ..............................................................................................................................3-d1
MAX100-Anlagenverbindungen..............................................................................................................................3-e1
MAX200-Anlagenverbindungen...............................................................................................................................3-f1
POWERMAX-Anlagenverbindungen .......................................................................................................................3g1
HT4400-Anlagenverbindungen...............................................................................................................................3-h1
HPR-Anlagenverbindungen .....................................................................................................................................3-i1
HD4070-Anlagen .................................................................................................................................Siehe IM803760

INBETRIEBNAHME
6/9/00
3-2 Command THC (X-Y) Betriebsanleitung
Nach Erhalt
Standardmäßige Bauelemente
• THC-Steuermodul
• 2 Netzkabel 2 m (6,5 ft.) lang
• Plasma-Interface-Baugruppe
• Höhenverstellung für X-Y-Maschinen
• Interface-Kabel
– Kabel des Höhenverstellungs-Motorantriebs (9-polig)
– 3 Interface-Kabel (37-polig)
– Ohmscher Kontaktdraht
– Stromquellen-Interface-Kabel (nur für Stromquellen von Hypertherm)
• Betriebsanleitung für das Command THC-System für X-Y-Maschinen
Wahlweise erhältliche Komponenten
• Fernbedienung mit 7,5 m (25 ft.) langem Kabel
• Fernbedienungs-Verlängerungskabel (9-polig)
• Brennerbefestigungsblock
• Brennerfreigabe-Bausatz
Schadenersatzansprüche
Schadenersatzansprüche für Transportschäden – Wenn das Gerät während des Transports beschädigt
wurde, müssen Sie einen Schadenersatzantrag bei der Speditionsfirma einreichen. Auf Anforderung sendet
Ihnen Hypertherm eine Kopie des Frachtbriefes zu. Wenn Sie weitere Unterstützung benötigen, rufen Sie
bitte unseren Kundendienst an (die Telefonnummer finden Sie vorne in dieser Betriebsanleitung), oder
wenden Sie sich an Ihren Hypertherm-Händler.
Schadenersatzansprüche für defekte oder fehlende Waren – Sollte eine Ware defekt oder nicht im
Lieferumfang enthalten sein, wenden Sie sich an Ihren Hypertherm-Händler. Wenn Sie weitere Unterstützung
benötigen, rufen Sie bitte unseren Kundendienst an (die Telefonnummer finden Sie vorne in dieser
Betriebsanleitung), oder wenden Sie sich an Ihren Hypertherm-Händler.
Leistungsbedarf
Siehe Brennerhöhensteuerungs-Steuermodul in Abschnitt 2.

INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3-3
Befestigung der Systemeinheiten
Vor Anschluß des THC-Systems sind die Einheiten wie vorgeschrieben mit den vom Kunden bereitgestellten
Befestigungselementen zu befestigen. Die Systemeinheiten dürfen nicht ungesichert auf Schrankoberflächen
oder auf dem Boden liegen. Informationen zu den einzelnen Abmessungen sind in Abschnitt 2, Spezifikationen,
zu finden.
THC-Steuermodul
• Das THC-Steuermodul sollte in der Nähe der CNC-Steuereinheit befestigt werden, damit leicht auf die
THC-Systemspannung zugegriffen werden kann und die Verbindungskabel einfach verlegt und
angeschlossen werden können. Das Gerät kann in jeder beliebigen Position (mit Ausnahme der Position,
in der das Netzteil mit Wechselstromsteckdose und Schalter nach oben zeigt) befestigt werden. Vier
Befestigungsbohrungen sind für 6 mm (1/4 in.) Schrauben vorhanden. Siehe Abbildung 3-1.
Abbildung 3-1 THC-Steuermodul-Montage
12 in.
(305 mm)
17.25 in.
(438 mm)
THC.70

INBETRIEBNAHME
9
3-4 Command THC (X-Y) Betriebsanleitung
Plasma-Interface-Baugruppe
Abbildung 3-2 Brennerhöhensteuerungs-Plasma-Interface-Baugruppen-Montage
THC.99
0.25"
(6 mm)
7.0"
(178 mm)
4.6"
(117 mm)
9.5"
(241 mm)
1.25"
(32 mm)
• Die Plasma-Interface-Baugruppe sollte in der Nähe der Plasma-Stromquelle befestigt werden, damit die
Steuer- und Prozeßsignalkabel zwischen den Geräten einfach angeschlossen werden können. Das Gerät
kann in jeder beliebigen Position angebracht werden. Für die Befestigungsbohrungen sind Schrauben
Nr. 8 (4 mm) erforderlich. Siehe Abbildung 3-2.
Installation von HT4400 und HPR130
Anmerkung Die Instruktionen zur Installation der Plasmaschnittstellen-Baukarte in der HT4400-Stromquelle
sind in Abschnitt 3h enthalten.
Die Instruktionen zur Installation der Plasmaschnittstellen-Baukarte in der HPR130-Stromquelle
sind in Abschnitt 3i enthalten.
Das Gehäuse des Plasma-Interface wird bei der Installation in der HT4400 nicht verwendet.

INBETRIEBNAHME
7
Command THC (X-Y) Betriebsanleitung 3-5
Höhenverstellung für X-Y Maschinen
• Die Höhenverstellung für X-Y Maschinen auf dem Schneidtisch befestigen. Siehe Abbildung 3-3.
Abbildung 3-3 Koordinaten-Lifter-Baugruppen-Montage
1/4" (6 mm)
22.4"
(570 mm)
3.5"
(89 mm)
1.26"
(32 mm)
3.5"
(89 mm)
3.5"
(89 mm)
2.25"
(57 mm)
1.41"
(36 mm)
(114 mm)
(127 mm)
4.5"
5.0"
2.12"
(54 mm)
1.75"
(44.5 mm)
1.42"
(36 mm)
1/4-20
(203 mm)
8.0"
2.8"
(71 mm)
3.25"
(82.6 mm)
THC.68

INBETRIEBNAHME
7
3-6 Command THC (X-Y) Betriebsanleitung
Brennerbefestigungsblock-Bausatz
• Den Brennerbefestigungsblock-Bausatz am Heber für X-Y-Maschinen befestigen. Siehe Abbildung 3-4. Eine
vollständige Liste der verfügbaren Bausätze und ihrer Bestandteile ist in Abschnitt 6, Ersatzteileliste,
zu finden.
Abbildung 3-4 Brennerbefestigungsblocks an der Höhenverstellung
Sechskantschrauben (4)
Distanzstück
Block
Sechskantschrauben (2)
Spacer
Hex screws (4)
THC.44
Hex screws (2)
Block

INBETRIEBNAHME
6/9/00
3-8 Command THC (X-Y) Betriebsanleitung
Brennerfreigabe-Bausatz (wahlweise)
Den Brennerfreigabe-Bausatz wie folgt installieren. Siehe auch Abbildung 3-5.
1. Die Glasfaserhalterung mit den 4 Sechskantschrauben an der Höhenverstellung für X-Y-Maschinen
befestigen.
2. Die Freigabeeinheit mit den 6 Schrauben an der Glasfaserhalterung befestigen.
3. Den Brennerbefestigungsblock mit dem Kragen und den beiden Schrauben an der Abschaltdose
anbringen.
4. Den elektrischen Ausgang der Abschaltdose mit dem Notschalterkreis an der CNC verdrahten.
5. Den Filter/Regler befestigen.
6. Die Schläuche zwischen dem Regler und der Abschaltdose anschließen.
7. Die Luftzufuhr an den Reglereinlaß mit 6,9 bar anschließen (empfohlener Höchstdruck).
8. Den Regler am Manometer auf 2 bar einstellen (empfohlener Anfangsdruck).
9. Die Abschaltdose mit der Hand auslösen, um eine Kollision zu simulieren und danach manuell wieder in
die Verriegelungsposition zurückführen.
10. Die Druckluft einstellen, bis die gewünschte Auslösekraft erreicht wird.
11. Den Notschalter-Unterbrechungsschaltkreis an der CNC nach der Installation der Freigabeeinheit
aktivieren.
Anmerkungen:
• Die Installation des Brennerfreigabe-Bausatzes am Heber für X-Y-Maschinen erfordert ebenfalls die
Verwendung von Teilen des Brennerbefestigungsblock-Bausatzes mit dem richtigen Durchmesser.
Einzelheiten sind in Abschnitt 6, Ersatzteileliste, zu finden.
• Der maximale Einlaßdruck des Druckreglers beträgt 10,2 bar. In der Regel sollte der maximale Einlaßdruck
auf 6,9 bar eingestellt werden.
• Die Verlegung der Kabel, Drehmoment-Begrenzung, IHS-Geschwindigkeit (induktiver Zündhöhensensor)
und Beschleunigung/Verzögerung können die für den zuverlässigen Betrieb erforderliche Druckeinstellung
beeinflussen.
• Wenn die Druckluft entfernt wird (z.B. über Nacht), muß die Abschaltdose bei erneuter Luftzufuhr neu
positioniert werden. Die Abschaltdose bleibt sonst nicht in ihrer Position, wenn die Druckluft reduziert wird.

Abbildung 3-5 Wahlweise Brennerfreigabe für die Heber-Baugruppe
Glasfaserhalterung
Abschaltdose
Höhenverstellung
Sechskantschrauben (4)
*Sechskantschrauben (2)
Draht zum NotschalterUnterbrechungsschaltkreis
Schläuche
6 Schrauben
Kragen
Kragen
Block
Braun = 4
Filter/Regler
Manometer
Abschaltdose
Freigabe-
Druckwächter,
Arbeitskontakt
Feuchtigkeitsablaß
Einlaß 1/4 in. NPTF
6,9 bar
Vom Kunden gestellte
Sechskantschrauben (2)
4 mm x 40 mm oder
8-32 x 1 1/2 in.
Blau = 3
(nicht angeschlossen)
Schwarz = 1
Schlauchanschluß
Distanzstück und 4 Sechskantschrauben
werden nicht verwendet, wenn die
Freigabeeinheit installiert wird.
10
1
1
2
3
3
6
4
5
5
7
8
108
3
2
INBETRIEBNAHME
9
Command THC (X-Y) Betriebsanleitung 3-9
Stift 4
Stift 3
Stift 1

INBETRIEBNAHME
7
3-10 Command THC (X-Y) Betriebsanleitung
Installation des Brenners (ohne die optionale Brennerabknickvorrichtung)
(1) Brenner mittels Montageblock und 2 Schrauben an die Höhenverstellung montieren. Siehe Abbildung 3-6.
(2) Das Schutzschild mit 4 Schrauben an den Montageblock anbringen.
Abbildung 3-6 Installation des Brenners ohne die Option Brennerabknickvorrichtung
1
2
THC.57

INBETRIEBNAHME
7
Command THC (X-Y) Betriebsanleitung 3-11
Installation des Brenners (mit der optionalen Brennerabknickvorrichtung)
(1) Schutzschild mit 4 Schrauben am Montageblock anbringen. Siehe Abbildung 3-7.
(2) Brenner mit Montageblock und 2 Schrauben an die Höhenverstellung anbringen.
Abbildung 3-7 Brenner installiert mit der optionalen Brennerabknickvorrichtung
2
1
THC.56

INBETRIEBNAHME
9
3-12 Command THC (X-Y) Betriebsanleitung
Systemanschlüsse
Kabel-Teilenummern und Signallisten sind in den Abbildungen 3-14 bis 3-18 angegeben.
Brennerhöhensteuerungs-Anlagenkabel
Vorsicht: Das Kabel der Fernbedienung nicht parallel zum oder in der Nähe des
Brennerkopfes verlegen. Andernfalls können elektrische Interferenzen den
Betrieb der Fernbedienung stören oder das Gerät selbst beschädigen.
Anlagenkabel gemäß Abbildung 3-8 installieren.
Installation von HT4400 und HPR130
Anmerkung Die Instruktionen zur Installation der Plasmaschnittstellen-Baukarte in der HT4400-Stromquelle
sind in Abschnitt 3h enthalten.
Die Instruktionen zur Installation der Plasmaschnittstellen-Baukarte in der HPR130-Stromquelle
sind in Abschnitt 3i enthalten.
Das Gehäuse des Plasma-Interface wird bei der Installation in der HT4400 nicht verwendet.

INBETRIEBNAHME
9
Command THC (X-Y) Betriebsanleitung 3-13
Abbildung 3-8 Brennerhöhensteuerungs-Anlagenkabel
Höhenverstellung fur
X-Y Maschinen
THC-Steuermodul
HöhenverstellungI/O-Interface-Kabel
Motorantriebskabel
IHS Ohmscher
Kontaktdraht
Elektrode und
Werkstückkabel
Stromquelle-InterfaceKabel
Plasma-InterfaceBaugruppe
Stromquelle
PlasmaInterfaceKabel
Maschinen-InterfaceKabel
HT4400:
Siehe ANMERKUNG
auf Seite 3-12.
Wahlweises Fernbedienungs
mit Kabel Wahlweises
Verlängerungskabel für
Fernsteuerungsschalter

INBETRIEBNAHME
6
3-14 Command THC (X-Y) Betriebsanleitung
Maschinen-Interface-Kabel
1. Signal „Kabel installiert“ – siehe Abbildung 3-9.
Das Maschinen-Interface-Kabel gibt ein Signal ab, um nachzuprüfen, ob das Kabel ordnungsgemäß installiert
ist. Kontinuität muß durch die Stifte 3 und 22 gewährt sein, damit das Signal nicht unterbrochen wird.
Eine Drahtbrücke in der CNC installieren, damit Kontinuität zwischen den Stiften 3 und 22 vorhanden ist,
wenn das Maschinen-Interface-Kabel an der CNC-Steckdose angeschlossen ist.
2. „Not-Aus“-Signal – siehe Abbildung 3-10.
Das Maschinen-Interface-Kabel gibt ein Signal für „Not-Aus“ ab. Die Kontinuität muß zwischen den Stiften 16
und 35 gegeben sein, damit das Signal nicht unterbrochen wird.
Ruhekontakt-Schalter in der CNC installieren, damit Kontinuität zwischen den Stiften 16 und 35 gegeben ist,
wenn das Maschinen-Interface-Kabel an der CNC-Steckdose angeschlossen ist.
2
1
2
3
20
2122
1
3
THC.86
Abbildung 3-9 CNC-Signal „Kabel installiert“
(1) Maschinen-Interface-
Kabel
(2) CNC-Steckdose
(3) Drahtbrücke,
vom Kunden
beizustellen
16
17
18
35
3637
19
3
2
1
THC.85
Abbildung 3-10 CNC- „Not-Aus“-Signal
(1) Maschinen-Interface-
Kabel
(2) CNC-Steckdose
(3) Stopp-Schalter,
vom Kunden
beizustellen

2
1
THC.87
1
INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3-15
3. Maschinen-Interface-Kabel gemäß Abbildung 3-11 installieren.
Abbildung 3-11 Maschinen-Interface-Kabel
(1) Maschinen-Interface-
Kabel
(2) Nicht verwendet
SHIELD GROUND
Abbildung 3-12 Maschinen-Interface-
Kabelerdung
CNC
4. Wenn die Installation den ausbau einer
Kabelanschlußklemme erfordert, sind alle Drähte –
einschließlich der Abschirmung – ordnungsgemäß
abzuklemmen, sonst könnten Anlagenprobleme
auftreten. Siehe Abb. 3-12.

INBETRIEBNAHME
10
3-16 Command THC (X-Y) Betriebsanleitung
Einstellung des Ansprechverhaltens mit dem THC-Steuermodul
(DIP-Schalter)
Mit dem DIP-Schalter auf der Motorantrieb-Baukarte kann das Lichtbogenspannungs-Steuerungsverhalten
eingestellt werden.
DIP-Schalter
Die Abdeckung des THC-Steuermoduls entfernen,
um Zugang zum DIP-Schalter auf der MotorantriebBaukarte zu erhalten.
WARNUNG
STROMSCHLAG IST LEBENSGEFÄHRLICH
Vor dem Abnehmen der Stromquellenabdeckung ist jeglicher elektrische Strom
abzuschalten. Druckschalter an der Stromquelle auf OFF (AUS) (0) drücken und
Hauptschalter auf OFF (AUS) stellen. In den USA ist ein Aussperr- und Hinweisverfahren
zu befolgen, bis der Service bzw. die Wartung abgeschlossen ist. In anderen Ländern
sind die entsprechenden örtlichen bzw. nationalen Sicherheitsverfahren zu befolgen.
Anmerkung: Die DIP-Schalterpositionen werden von Hypertherm jeweils auf ON gestellt (Standardeinstellung).

INBETRIEBNAHME
9
Command THC (X-Y) Betriebsanleitung 3-17
*DIP-Schalterpositionen
4
1 2 3 HPR
Plasma- Langsames/schnelles Herkömmliche/ Begrenzte Lochstechen
schneidgeräte Ansprechverhalten HyDefinition Auflösung Senkgeschwindigkeit abgeschlossen
HD3070 OFF OFF OFF OFF
HT2000 OFF ON ON OFF
HT2000LHF OFF ON ON OFF
MAX100 ON ON ON OFF
MAX200 OFF ON ON OFF
HT4001 ON ON ON OFF
HT4400 ON ON ON OFF
Powermax ON ON ON ON
HPR ON ON ON ON
DIP-Schalterpositionen
1 Langsames/schnelles Ansprechverhalten
• ON verlangsamt die Ansprechgeschwindigkeit der Höhenverstellung für die Senk- und
Hubgeschwindigkeit um etwa die Hälfte.
• OFF aktiviert die „normale“ oder schnelle Geschwindigkeit.
2 Herkömmliche/HyDefinition Auflösung
• Bei Stellung auf ON spricht das THC-System auf größere Fehlerspannungsänderungen an.
• Bei Stellung auf OFF spricht das THC-System auf geringere Fehlerspannungsänderungen an.
3 Begrenzte Senkgeschwindigkeit
• Bei Stellung auf ON erfolgt die Hubbewegung der Höhenverstellung mit der normalen Geschwindigkeit,
die Senkbewegung hingegen langsamer. Diese Funktion kann bei Anwendungen hilfreich sein, wo
Kanten ein Problem darstellen.
• Bei Stellung auf OFF erfolgt die Hub- und Senkbewegung der Höhenverstellung mit der normalen
Geschwindigkeit.
4 HPR Lochstechen abgeschlossen
* Hierbei handelt es sich um empfohlene Schalterpositionen. Diese Positionen können beliebig kombiniert
werden, um die gewünschten Ergebnisse für die jeweilige Schneidanwendung zu erzielen.
1 2 3 4
wie geliefert
ON/OFF-Positionen der DIP-Schalter
OFF

INBETRIEBNAHME
6
3-18 Command THC (X-Y) Betriebsanleitung
Serielles Protokoll der Command THC
Die Befehle können über eine serielle Verbindung gesendet werden, um die Funktion der Brennerhöhensteuerung
zu regulieren. Bei der Schnittstelle handelt es sich um eine 4-Draht-RS422 im MASCHINEN-INTERFACE-KABEL
(Stifte (1) RX-, (20) RX+, (2) TX-, (21) TX+). Das serielle System arbeitet mit 19200 Baud, 8 Datenbits, 1 Stoppbit
und ohne Parität. Alle Bytes einer seriellen Meldung bestehen aus ASCII-Zeichen. Eine Meldung besteht aus
einem Zeichen für den Meldungsbeginn (>, 0x3E), 2 Byte Meldungskennung (alle Meldungskennungen sollten groß
geschrieben werden), variablen Längendaten, 2 Bytes Kontrollsumme und einem Zeichen für das Meldungsende
(<, 0x3C). Beispiel für die Einstellung der Brennerhöhensteuerung auf Fernsteuerungsmodus: >RM1D0<. ‚RM’ ist
die Meldungskennung, ‚1’ ist das Datenfeld und 0xD0 ist die Kontrollsumme (2 Sedezimalziffern werden als 2
ASCII-Zeichen gesendet). Die Rückmeldung für einen anerkannten Befehl ist (^, 0x5E) und die Rückmeldung für
einen ungültigen Befehl ist (#, 0x23).
Manche Befehle können unter Verwendung von (?, 0x3F) als Daten abgefragt werden. Um zum Beispiel die
tatsächliche Lichtbogenspannung abzufragen: >AV?D6<. Die Rückmeldung auf diese Abfrage wäre >AV100058<,
was einer tatsächlichen Lichtbogenspannung von 100,0 Volt bei einer Kontrollsumme von 0x58 entspricht.
Fehler können über eine serielle Verbindung abgerufen werden. Es gibt am Maschinen-Interfacekabel einen
eigenständigen Ausgang (THC-Fehler-Stifte 14, 33), der angibt, dass ein Fehler aufgetreten ist. Mit dem Befehl
>CL8F< können Fehler gelöscht und abgerufen werden. Eine typische Rückmeldung könnte sein: >ERRMotorstromfehler 46< bzw. es wird (^, 0x5E) rückgemeldet, wenn es keinen Fehler gibt.
Auflistung der Befehle:
Befehl Kennung Daten Abfrage Bemerkungen
Lochstechverzögerung PD 0 – 9000 (0 to 9.000 Sek.) Ja Verzögerung vor der Bewegungsausgabe
Lochstechhöhenfaktor PH 50 – 300 (50 % to 300 %) Ja Wird zur Einstellung der Lochstechhöhe verwendet
Vorströmung während IHS PF 0,1 (0 = off, 1 = on) Ja Verbessert die Zeit des Arbeitsgangs
IHS-Begrenzungsstrom SC 1 – 10 (1 = am wenigsten Kraft) Ja Wird zur Einstellung der Kraftbegrenzung verwendet
IHS-Geschwindigkeit IV 1 – 10 (1= am langsamsten) Ja Wird zur Einstellung der Geschwindigkeit des
induktiven Zündhöhensensors verwendet
IHS-Test IH 0,1 (0 = run, 1 = test) Nein Durchführung der induktiven Zündhöhensensorprüfung
Düsenkontakt aktiv NC 0,1 (0 = off, 1 = on) Ja Düsenkontakt am induktiven Zündhöhensensor aktiviert
Maschinenbeschleunigung MA 0 – 9000 (0 to 9.000 Sek.) Ja Verzögerung der Spannungssteuerung
Wartungsmodus MT Keine Daten Nein Wartungsmodus
Autom. Schnittfuge AK 0,1 (0 = off, 1 = on) Ja Spannungssteuerung in der Schnittfuge ausschalten
Tatsächliche
Lichtbogenspannung AV ? (nur Abfrage) Ja Der zurückgemeldete Wert beträgt 1/10 Volt
Automatische
Spannungssteuerung AA 0,1 (0 = manuell, 1 = auto) Ja Spannungssteuerung oder manuell
Hochziehen RE 0,1 (0 = voll, 1 = teilweise) Ja Vollständiges oder teilweises Einfahren
Hochziehabstand RH 0 – 8000 (0 to 8.000 zoll) Ja Muss auf teilweisem Einfahren stehen
Fernsteuerungsmodus RM 0,1 (0 = off, 1 = on) Ja Muss bei Verwendung einer seriellen Verbindung auf
EIN stehen
IO Revision RI ? (nur Abfrage) Ja IO Revision
Echtzeit Revision RR ? (nur Abfrage) Ja Echtzeit-Überarbeitung
Hubgeschwindigkeit zur
oberen Endlage HS 1 – 10 (1 = am langsamsten) Ja Hubgeschwindigkeit zur oberen Endlage
Umrechnung der Einheiten UN 0,1 (0 = zoll, 1 = metrisches) Ja Einheiten
Hebertest LT Keine Daten Nein Höhenverstellungsprüfung durchführen
Schneidabstand CH 0 – 1000 (0 to 1.000 zoll) Ja Wird zur Einstellung der Schneidhöhe verwendet
Lichtbogenspannung – Sollwert VS 500 – 3000 (50.0 to 300.0 V) Ja Wird zur Einstellung der Spannungssteuerung
verwendet
Stufe Auf S+ Keine Daten Nein Aufwärtsbewegung um festgelegte Stufe
Stufe Ab S- Keine Daten Nein Abwärtsbewegung um festgelegte Stufe
Stoss Auf J+ Keine Daten Nein Kontinuierliche Aufwärtsbewegung
Stoss Ab J- Keine Daten Nein Kontinuierliche Abwärtsbewegung
Fehler löschen CL Keine Daten Nein Fehler löschen, Fehler-Zeichenfolge senden
Flushpuffer FL Keine Daten Nein RX- und TX-Puffer zurückstellen
Fehlercode EC ? (nur Abfrage) Ja Fehlercodenummer senden

INBETRIEBNAHME
6
Command THC (X-Y) Betriebsanleitung 3-19
Anmerkungen zum Einsatz:
1. Um die manuellen Einzelschritt-Bewegungen nach oben und unten sowie Schritt-Bewegungen nach oben und
unten vornehmen zu können, muss die Brennerhöhensteuerung auf manuellen Betrieb eingestellt sein
(automatische Spannungssteuerung = 0).
2. Wenn die Brennerhöhensteuerung den Befehl für einen Einzelschritt nach oben oder unten erhält, bewegt sie
den Brenner 50 Millisekunden lang nach oben bzw. unten. Wird nach dieser Zeit kein neuer Befehl gegeben,
wird die Bewegung gestoppt. Um eine kontinuierliche Bewegung zu erlangen, muss der Einzelschritt-Befehl
immer wieder schneller als einmal alle 50 Millisekunden gesendet werden.
3. Der Fehlercode-Befehl ruft Fehlercodes NUR ab, er löscht keine Fehler. Um einen Fehler zu löschen, muss der
Befehl CL (engl. clear error = Fehler löschen) gesendet werden.
4. Die Überarbeitungsbefehle (RR und RI) melden die dezimalen Darstellungen der Überarbeitungen, die im
Festprogramm gespeichert sind (als ASCII-Zeichen), zurück.
5. Die Einstellung des Einfahrabstandes (RH) trifft nur zu, wenn die Brennerhöhensteuerung teilweise eingefahren
ist (Einfahren = 1).
6. Um die Höhenverstellungsstation dazu zu bringen, in die obere Endlage zu gehen, ist die folgende Befehlsreihe
zu senden: RE1, RE0 (teilweises Einfahren, dann vollständiges Einfahren, dies erzwingt eine Sequenz für die
obere Endlage).
Fehlercodes:
Code Error String (English) Fehler-Zeichenfolge (Deutsch)
0 Torch is in LOWER LIMIT Brenner ist an der UNTERGRENZE
1 Torch is in HOME LIMIT Brenner ist an der OBERGRENZE (OBERE ENDLAGE)
2 EEPROM checksum Error EEPROM Kontrollsummen-Fehler
3 Lifter NOT Installed Höhenverstellung NICHT installiert
4 Motion FAIL Bewegung VERSAGT
5 Watch Dog Timeout FAIL Überwachungs-Zeitsperre VERSAGT
6 InterProcessor Comm Fail Inter-Prozessor-Kommunikation versagt
7 Nozzle Contact at Home Düsenkontakt in oberer Endlage
8 Cycle Start ON at INIT Zyklusstart auf EIN bei INIT
9 Motor Current Fault Motorstrom-Fehler
10 Machine Cable Missing Maschinenkabel fehlt
11 Plasma Cable Missing Plasmakabel fehlt
12 Robotic Limit FAIL Roboterlimit VERSAGT
13 DIAG FAIL REPOWER THC DIAGNOSE-VERSAGEN BRENNERHÖHENSTEUERUNG
ERNEUT EINSCHALTEN
14 IOP CHECKSUM FAIL EINGABE-AUSGABE-PROZESSOR KONTROLLSUMMEN-
VERSAGEN
15 RTP CHECKSUM FAIL ECHTZEIT-PROZESSOR KONTROLLSUMMEN-VERSAGEN
16 NO ERROR KEIN FEHLER
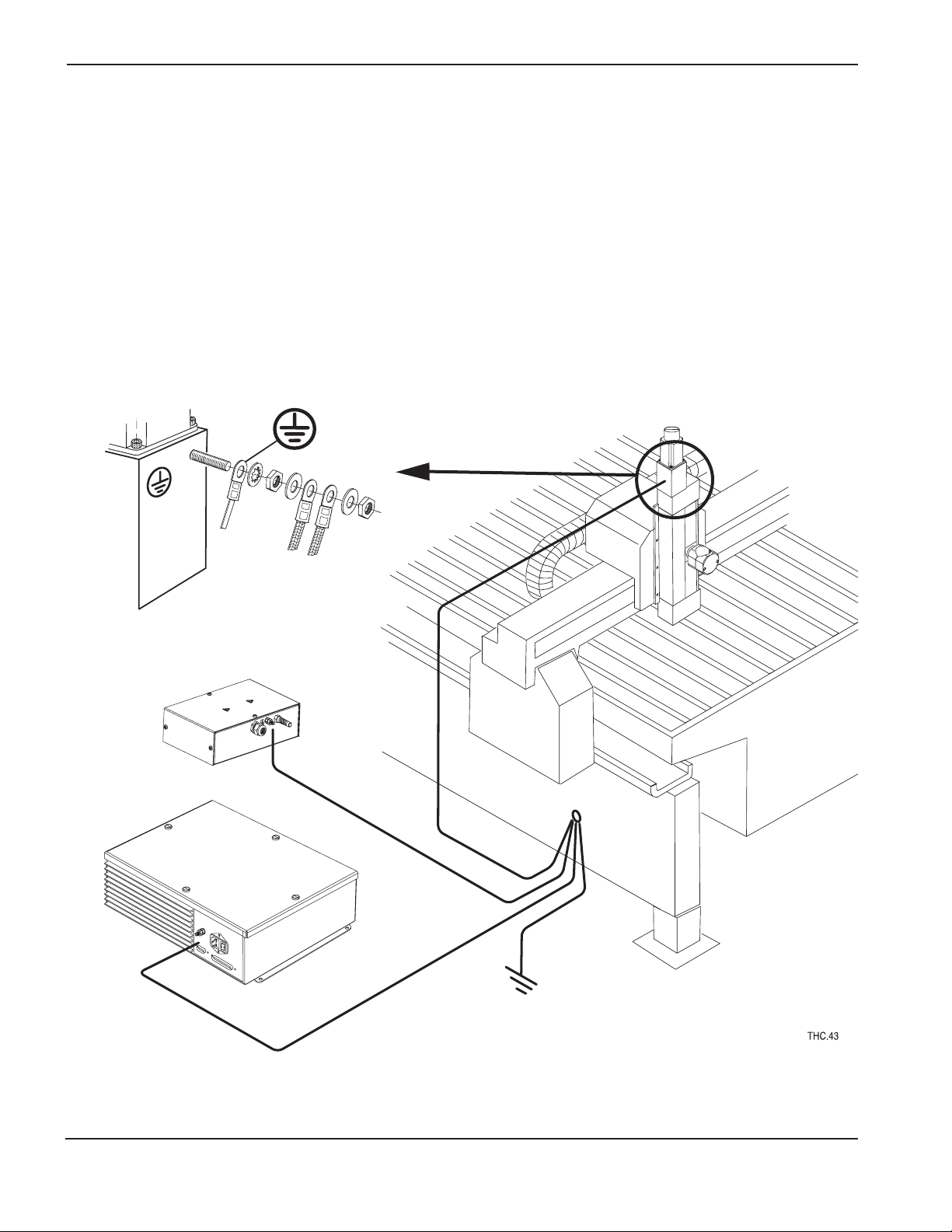
INBETRIEBNAHME
7
3-20 Command THC (X-Y) Betriebsanleitung
Erdungsanforderungen
Das THC-System muß ordnungsgemäß geerdet werden, um die persönliche Sicherheit und den
ordnungsgemäßen Betrieb des Systems zu gewährleisten und elektromagnetische Störungen zu reduzieren.
Erdung des Netzkabels
Das THC-Steuermodul muß entsprechend den nationalen oder örtlichen Elektroinstallationsvorschriften über
das Netzkabel geerdet werden.
Schutzleiter
• Die Erdungskabel (PE) an die 3 Brennerhöhensteuerungs-Komponenten gemäß Abbildung 3-13
installieren. Die Erdung muß den nationalen oder örtlichen Elektroinstallationsvorschriften entsprechen.
• Die Erdungskabel sind vom Kunden zu stellen.
Abbildung 3-13 Brennerhöhensteuerungs-Komponenten-Schutzerdung
THC-Steuermodul
Plasma-Interface-Baugruppe
*HT4400: Siehe ANMERKUNG auf Seite 3-12.

INBETRIEBNAHME
6
Command THC (X-Y) Betriebsanleitung 3-21
T
eil-Nr. Länge
123209 5 ft./1.5 m
123210 10 ft./3 m
123211 15 ft./4.6 m
123212 20 ft./6.1 m
123022 25 ft./7.6 m
123213 30 ft./9.1 m
123214 35 ft./10.6 m
T
eil-Nr. Länge
123215 40 ft./12.2 m
123216 45 ft./13.7 m
123023 50 ft./15.2 m
123217 75 ft./23 m
123218 100 ft./30.5 m
123219 125 ft./38 m
123220 150 ft./45.6 m
THC.84
Typischer Anschlußstecker
Stiftnr. Farbe Signalbezeichnung Funktion Stiftnr.
1 Eingang Schwarz Encoder Power - Codierer, Strom 1 Ausgang
20 Rot Codiererleistung (5 V) + 20
2 Eingang Schwarz Encoder B - A-Quad-B-Positionssignal 2 Ausgang
21 Grün Codierer B + 21
3 Eingang Schwarz Encoder A - A-Quad-B-Positionssignal 3 Ausgang
17 Blau Codierer A + 22
5 Eingang Schwarz Drive ID2 - Heberkennung-MSB (Binär 3) 5 Ausgang
24 Braun Antriebskennung 2 + 24
6 Eingang Schwarz Drive ID1 - Heberkennung (Binär 2) 6 Ausgang
25 Orange Antriebskennung 1 + 25
7 Eingang Rot Drive ID0 - Heberkennung-LSB (Binär 1) Überbrückungsanschluß Heberkennung 7 Ausgang
26 Weiß Antriebskennung 0 + 26
8 Ausgang Rot Lifter Up - Aktiv, wenn Heber nach oben fährt. 8 Eingang
27 Grün Heber aufwärts + 27
9 Eingang Rot Lower Limit Sw Com Endschalter, gemeinsam 9 Ausgang
Unterer Endschalter gemein
28 Eingang Blau Lower Limit Switch Logisches Tief zwischen Signal und gemeinsam. 28 Ausgang
Unterer Endschalter
10 Ausgang Rot Lower Limit Switch 24 V Endschalter, Strom 10 Eingang
Unterer Endschalter 24 V
11 Ausgang Rot Home Switch Logisches Tief zwischen Signal und gemeinsam. 11 Eingang
Endlagenschalter
29 Ausgang Gelb Home Switch Common Endlagenschalter, gemeinsam 29 Eingang
Endlagenschalter gemein
30 Ausgang Braun Home Switch 24 V Endlagenschalter, Strom 30 Eingang
Endlagenschalter 24 V
16 Ausgang Grün Lifter Down - Aktiv, wenn Heber nach unten fährt. 16 Eingang
35 Braun Heber abwärts + 35
17 Ausgang Grün Lifter Brake Out - Antrieb der elektromechanischen Bremse am Heber. 17 Eingang
36 Orange Heberbremse Aus + 36
4 Eingang Schwarz Lifter Spare In 5 - Reserve 4 Ausgang
23 Gelb Heberreserve Ein 5 + 23
12 Ausgang Rot Crash Detect - Reserve 12 Eingang
31 Orange Kollisionserkennung + 31
13 Ausgang Grün Lifter Spare 3 - Reserve 13 Eingang
32 Weiß Heberreserve 3 + 32
14 Ausgang Grün Reserved Reserve 14 Eingang
33 Blau Reserviert 33
15 Ausgang Grün Lifter Spare 1 - Reserve 15 Eingang
34 Gelb Heberreserve 1 + 34
18 Ausgang Weiß 24 VDC Common Verfügbar 24 VDC, max. 500 mA. 18 Eingang
24 VDC gemein
37 Schwarz 24 VDC+ 37
19 Reserved Nicht angeschlossen 19
Reserviert
THC-Steuermodul Höhenverstellung
Abbildung 3-14 Höhenverstellung-I/O-Kabel – Teilenummern und Signalliste

INBETRIEBNAHME
6
3-22 Command THC (X-Y) Betriebsanleitung
T
eil-Nr. Länge
123209 5 ft./1.5 m
123210 10 ft./3 m
123211 15 ft./4.6 m
123212 20 ft./6.1 m
123022 25 ft./7.6 m
123213 30 ft./9.1 m
123214 35 ft./10.6 m
T
eil-Nr. Länge
123215 40 ft./12.2 m
123216 45 ft./13.7 m
123023 50 ft./15.2 m
123217 75 ft./23 m
123218 100 ft./30.5 m
123219 125 ft./38 m
123220 150 ft./45.6 m
THC.84
Typischer Anschlußstecker
Stiftnr. Farbe Signalbezeichnung Funktion Signalbezeichnung Stiftnr.
1 Eingang Schwarz RX - RS-422 seriell invertierender Empfänger. TX - 1 Ausgang
20 Rot Empfänger + RS-422 seriell nicht-invertierender Empfänger. Sender + 20
2 Ausgang Schwarz TX - RS-422 seriell invertierender Sender. RX - 2 Eingang
21 Grün Sender + RS-422 seriell nicht-invertierender Sender. Empfänger + 21
3 Eingang Schwarz Plasma Cable - Plasmakabel-Erkennung für die automatische Erkennung 3 Ausgang
17 Grün Plasmakabel + der Plasma-Interface-Baukarte. 17
7 Eingang Rot Nozzle Contact - Düsenkontakt ist aktiv, wenn Düse oder Schutzschild durch 7 Ausgang
26 Weiß Düsenkontakt + ohmschen Kontakt mit dem Werkstück in Verbindung steht. 26
8 Eingang Rot Pilot Arc In - Pilotlichtbogen-Eingang bestätigt die erfolgreiche Zündung eines Pilotlichtbogens. 8 Ausgang
27 Grün Pilotlichtbogen Ein + 27
9 Eingang Rot Transfer In - Transfer-Eingang bestätigt einen Transfer. 9 Ausgang
28 Blau Transfer Ein + 28
10 Ausgang Rot Nozzle H.V. Relay - Relais während der Lichtbogenzündung aktiv, damit die THC-Interface- 10 Eingang
29 Gelb Düse Hochspannungs-Relais + Baukarte von der Hochspannung isoliert ist. 29
13 Eingang Grün Pierce Complete - Lochstechen beendet-Ausgang bestätigt den Ablau des entsprechenden 13 Ausgang
32 Weiß Lochstechen beendet + internen THC-Zeitgebers. 32
14 Ausgang Grün Hold Ignition - Zündung halten-Ausgang verhindert die Zündung des Brenners und 14 Eingang
33 Blau Zündung halten + ermöglicht die Gas-Vorströmung. 33
15 Ausgang Grün Plasma Start - Plasmastart-Signal zündet den Lichtbogen. 15 Eingang
34 Gelb Plasmastart + 34
16 Eingang Grün Arc Volts - Lichtbogenspannung ist die zwischen der Elektrode und dem Werkstück 16 Ausgang
35 Braun Lichtbogenspannung + gemessene Spannung dividiert durch 41. 35
18 Ausgang Weiß 24 VDC Common Verfügbar sind 24 VDC, max. 500 mA. 18 Eingang
24 VDC gemein
37 Schwarz 24 VDC + 37
36 Ausgang Orange 24 VDC Common Verfügbar sind 24 VDC, max. 500 mA. 36 Eingang
4 Eingang Schwarz Torch 2 Select - Reserve 4 Ausgang
23 Gelb Brennerauswahl 2 + 23
5 Eingang Schwarz Torch 1 Select - Reserve 5 Ausgang
24 Braun Brennerauswahl 1 + 24
6 Eingang Schwarz Spare 1 - Reserve 6 Ausgang
25 Orange Reserve 1 + 25
11 Ausgang Rot Plasma Spare 2 - Reserve 11 Eingang
30 Braun Plasmareserve 2 + 30
12 Ausgang Rot Plasma Spare 1 - Reserve 12 Eingang
31 Orange Plasmareserve 1 + 31
19 Nicht angeschlossen 19
22 Nicht verwendet 22
THC-Steuermodul Plasma-Interface-Baugruppe
Abbildung 3-15 Plasma-Interface-Baugruppe – Teilenummern und Signalliste

INBETRIEBNAHME
6
Command THC (X-Y) Betriebsanleitung 3-23
T
eil-Nr. Länge
123209 5 ft./1.5 m
123210 10 ft./3 m
123211 15 ft./4.6 m
123212 20 ft./6.1 m
123022 25 ft./7.6 m
123213 30 ft./9.1 m
123214 35 ft./10.6 m
T
eil-Nr. Länge
123215 40 ft./12.2 m
123216 45 ft./13.7 m
123023 50 ft./15.2 m
123217 75 ft./23 m
123218 100 ft./30.5 m
123219 125 ft./38 m
123220 150 ft./45.6 m
THC.84
Typischer Anschlußstecker
Signal- Anmerkungen
Stiftnr. Farbe Signalbezeichnung Funktion bezeichnung Stiftnr. Seite 3-22
1 Eingang Schwarz RX - RS-422 seriell invertierender Empfänger. TX - 1 Ausgang
20 Rot Empfänger + RS-422 seriell nicht-invertierender Empfänger. Sender + 20
2 Ausgang Schwarz TX - RS-422 seriell invertierender Sender. RX - 2 Eingang
21 Grün Sender + RS-422 seriell nicht-invertierender Sender. Empfänger + 21
*
3 Eingang Schwarz Machine Cable - Maschinenkabel-Erkennung für die Erkennung de Installation 3 Ausgang 3
22 Blau Maschinenkabel + des Maschineninterface-Kabels an der CNC. 22
5 Eingang Schwarz IHS Sync - IHS-Synchronisierung verhindert die Zündung des Brenners und 5 Ausgang 2
24 Braun IHS-Synchronisierung + ermöglicht die Gas-Vorströmung. 24
*
8 Eingang Rot Auto Height On/Off - Dieser Eingang (de-)aktiviert die automatische Höheneinstellung. 8 Ausgang 2
27 Grün Automatische Automatische Höheneinstellung ist deaktiviert, wenn Eingang aktiv ist. 27
Höheneinstellung I/O +
*
9 Eingang Rot Cycle Start - Zyklusstart (Plasmastart) beginnt den programmierten Zyklus. 9 Ausgang 2
28 Blau Zyklusstart + CNC muß Schließkontakt liefern, um diesen Eingang zu aktivieren. 28
10 Ausgang Rot IHS Complete - IHS beendet-Ausgang an CNC zur Synchronisierung von Anwendungen mit mehreren 10 Eingang 1
29 Gelb IHS beendet + Brennern. Wenn alle angeschlossenen Brenner positioniert sind, wird das 29
IHS-Synch.-Eingangssignal deaktiviert, damit die Brennerzündung fortgesetzt werden kann.
12 Ausgang Rot Retract Complete - Hochziehen beendet-Ausgang bestätigt der CNC, daß der Brenner hochgezogen 12 Eingang 1
31 Orange Einfahrt beendet + wurde und sicher zur nächsten Startposition bewegt werden kann. 31
13 Eingang Grün Pilot Arc - Pilotlichtbogen-Ausgang bestätigt der CNC die erfolgreiche Zündung . 13 Ausgang 1
32 Weiß Pilotlichtbogen + eines Pilotlichtbogens 32
14 Ausgang Grün THC Error - THC-Fehler-Ausgang meldet der CNC eine aufgetretenen Fehler. 14 Eingang 1
33 Blau THC-Fehler + 33
*
15 Ausgang Grün Machine Motion - Maschinenbewegung-Ausgang bestätigt der CNC, daß die Lochstechverzögerung 15 Eingang 1
34 Gelb Maschinenbewegung + abgeschlossen ist und daß die CNC die Bewegung der Schneidmaschine starten kann. 34
*
16 Eingang Grün Ext Emergency Interlock - Ermöglicht die Installation eines Notausschalters (Ruhekontakt). 16 Ausgang 4
35 Braun Ext. Notverriegelung + 35
18 Ausgang Weiß 24 VDC Common Verfügbar sind 24 VDC, max. 500 mA. 18 Eingang 1
24 VDC gemein
37 Schwarz 24 VDC + 37
36 Ausgang Orange 24 VDC Common Verfügbar sind 24 VDC, max. 500 mA. 36 Eingang 1
4 Eingang Schwarz Spare 3 - Reserve 4 Ausgang
23 Gelb Reserve 3 + 23
6 Eingang Schwarz Spare 2 - Reserve 6 Ausgang
25 Orange Reserve 2 + 24
7 Eingang Rot Spare 1 - Reserve 7 Ausgang
26 Weiß Reserve 1 + 26
11 Ausgang Rot Spare 1 - Reserve 11 Eingang
30 Braun Reserve 1 + 30
17 Grün Nicht verwendet 17
19 Nicht angeschlossen 19
*
Mindestanschlüsse, die für den ordnungsgemäßen Betrieb der Command THC benötigt werden
THC-Steuermodul CNC
Abbildung 3-16 Maschinen-Interface-Kabel – Teilenummern und Signalliste
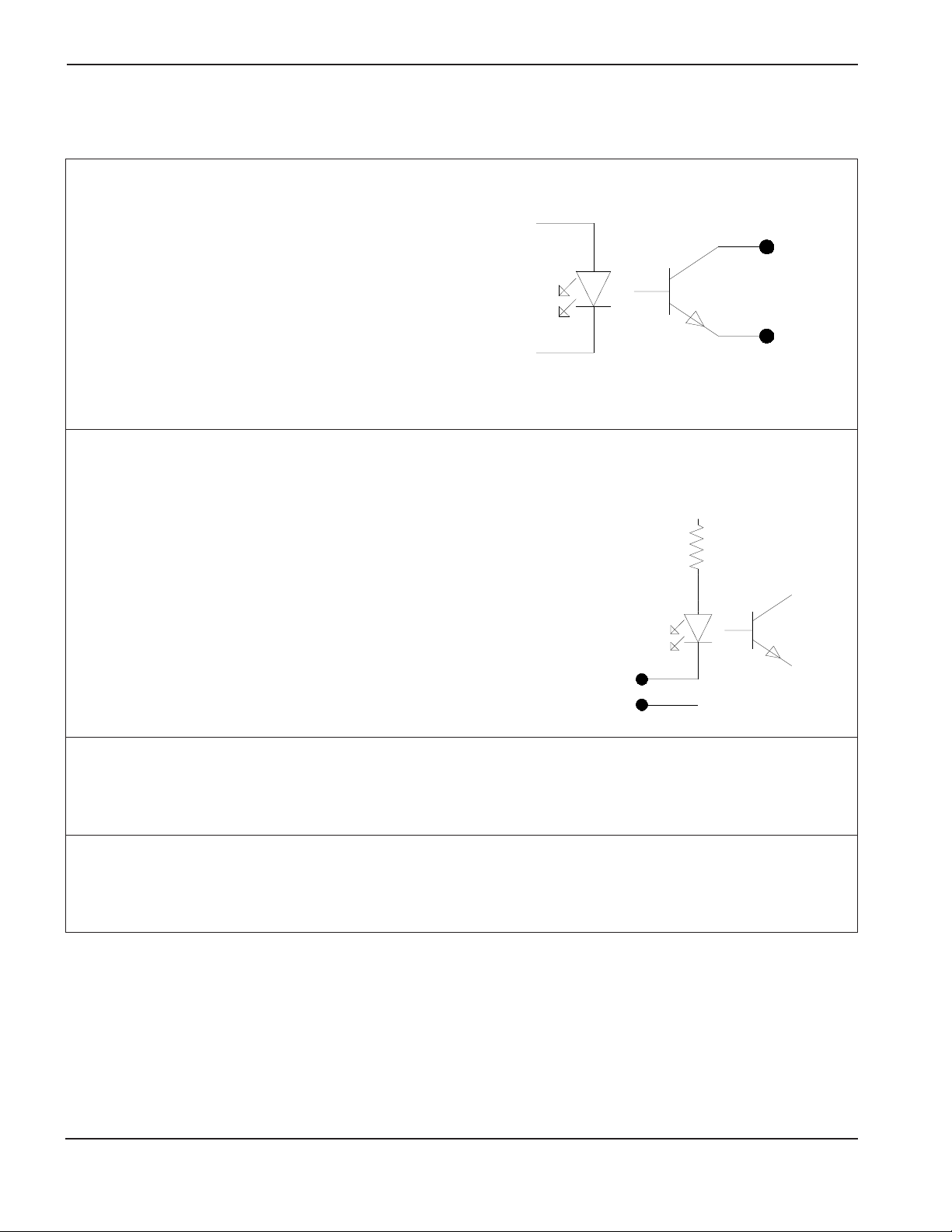
INBETRIEBNAHME
6/9/00
3-24 Command THC (X-Y) Betriebsanleitung
Anmerkungen zu Abbildung 3-16
Anmerkung 1. Alle THC-Ausgänge sind optisch
gekoppelte Transistoren mit max.
Nennwerten von 24 VDC und 10 mA.
Anmerkung 2. Alle THC-Eingänge sind optisch isolierte
12 VDC-Signale. Signale werden durch
Abfallen von 3 mA je Eingang aktiviert.
Anmerkung 3. In der CNC ist eine Drahtbrücke erforderlich. Siehe Anleitungen auf Seite 3-14.
Anmerkung 4. In der CNC ist ein Stopp-Schalter erforderlich. Siehe Anleitungen auf Seite 3-14.
12 VDC
3,3 K
12 V Drain-Anschluß
Eingang
+
-
THC-Eingang
THC-Ausgang
max. 24 VDC
max. 10 mA
Ausgang
+
-

INBETRIEBNAHME
6
Command THC (X-Y) Betriebsanleitung 3-25
T
eil-Nr. Länge
123018 25 ft./7.6 m
123019 50 ft./15.2 m
THC.83
Typischer Anschlußstecker
Stiftnr. Farbe Signalbezeichnung Funktion Signalbezeichnung Stiftnr.
1 Eingang Schwarz RX - RS-422 seriell invertierender Empfänger. TX - 1 Ausgang
2Grün Empfänger + RS-422 seriell nicht-invertierender Empfänger. Sender + 2
6 Ausgang Schwarz TX - RS-422 seriell invertierender Sender. RX - 6 Eingang
3Weiß Sender + RS-422 seriell nicht-invertierender Sender. Empfänger + 3
5 Ausgang Schwarz 24 VDC Common Verfügbar sind 24 VDC, max. 500 mA. 5 Eingang
24 VDC gemein
9 Rot 24 VDC + 9
4,7,8 Nicht angeschlossen 4,7,8
THC-Steuermodul Fernbedienung
Abbildung 3-17 Fernbedienungs-Interface-Kabel – Teilenummern und Signalliste

INBETRIEBNAHME
6
3-26 Command THC (X-Y) Betriebsanleitung
T
eil-Nr. Länge
123197 5 ft./1.5 m
123198 10 ft./3 m
123199 15 ft./4.6 m
123200 20 ft./6.1 m
123020 25 ft./7.6 m
123201 30 ft./9.1 m
123202 35 ft./10.6 m
T
eil-Nr. Länge
123203 40 ft./12.2 m
123204 45 ft./13.7 m
123021 50 ft./15.2 m
123205 75 ft./23 m
123206 100 ft./30.5 m
123207 125 ft./38 m
123208 150 ft./45.6 m
THC.83
Typischer Anschlußstecker
Stiftnr. Farbe Signalbezeichnung Funktion Stiftnr.
5 Ausgang Rot Motor Phase A + Antrieb des Hebermotors, Phase A+. 5 Eingang
4 Schwarz Motorphase A + 4
9 Ausgang Rot Motor Phase A - Antrieb des Hebermotors, Phase A -. 9 Eingang
8 Schwarz Motorphase A - 8
3 Nicht angeschlossen
7 Ausgang Rot Motor Phase B + Antrieb des Hebermotors, Phase B +. 7 Eingang
6 Schwarz Motorphase B + 6
2 Ausgang Rot Motor Phase B - Antrieb des Hebermotors, Phase B -. 2 Eingang
1 Schwarz Motorphase B - 1
THC-Steuermodul Brennerhöhensteuerungs-Lifter-Motor
Abbildung 3-18 Motorantriebskabel – Teilenummern und Signalliste

HD3070 INBETRIEBNAHME
5/5/99
Command THC (X-Y) Betriebsanleitung 3a-1
Abschnitt 3a
HD3070-ANLAGENVERBINDUNGEN

HD3070 INBETRIEBNAHME
6/9/00
3a-2 Command THC (X-Y) Betriebsanleitung
WARNUNG
STROMSCHLAG IST LEBENSGEFÄHRLICH
Vor dem Abnehmen der Stromquellenabdeckung ist jeglicher elektrische Strom
abzuschalten. Druckschalter an der Stromquelle auf OFF (AUS) (0) drücken und
Hauptschalter auf OFF (AUS) stellen. In den USA ist ein Aussperr- und Hinweisverfahren
zu befolgen, bis der Service bzw. die Wartung abgeschlossen ist. In anderen Ländern
sind die entsprechenden örtlichen bzw. nationalen Sicherheitsverfahren zu befolgen.
Siehe Abbildung 3a-1.
1. Für den Zugriff erforderliche Abdeckungen wie erforderlich von der Stromquelle abnehmen.
2. 1XPCB1-Baukarte in der Stromquelle auffinden.
3. Abtastdrähte installieren:
Abtastdrähte wie folgt herstellen:
• Ungeschirmte Einzelkabel der Größe AWG Nr. 18 (≈0,9 mm2), für 600 V oder mehr verwenden.
• Drahtlänge: von der Stromquelle zur Plasma-Interface-Baugruppe, wie erforderlich.
• Nach Installation der Drähte von der Stromquelle zur Plasma-Interface-Baugruppe sind die
entsprechenden gegabelten bzw. geschlossenen Kabelschuhe an den Drahtenden anzubringen.
Einen der Abtastdrähte auf der 1XPCB1-Baukarte dort anschließen, wo Draht-Nr. 126
angeschlossen ist. Draht mit der Markierung Positiv (+) versehen.
Den anderen Abtastdraht auf der 1XPCB1-Baukarte dort anschließen, wo Draht-Nr. 140
angeschlossen ist. Draht mit der Markierung Negativ (-) versehen.
An der Plasma-Interface-Baugruppe den Negativ (-)-Draht an J5-2-Anschlußklemme mit der
Markierung ELECTRODE (ELEKTRODE) anschließen. Den Positiv (+)-Draht an die J5-3Anschlußklemme mit der Markierung WORK (WERKSTÜCK) anschließen.
D
C
B
A
Elektroden- und Werkstückkabel-Abtastdrähte
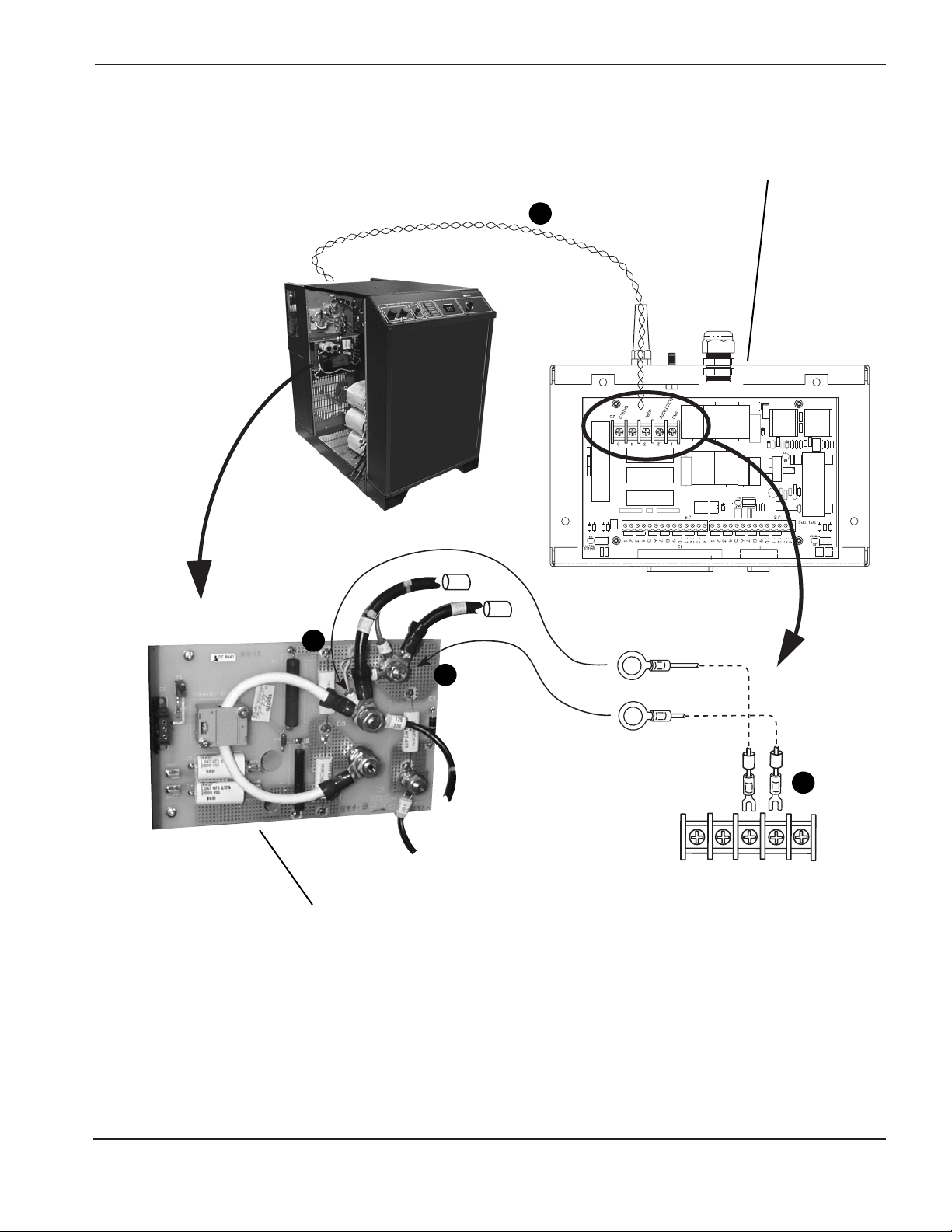
HD3070 INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3a-3
A
B
126
140
+
-
2
3
1
4
5
J5
D
+
-
C
THC.80
Plasma-Interface-Baugruppe
1XPCB1-Baukarte
Abbildung 3a-1 HD3070-Elektroden- und Werkstückkabel-Abtastdraht-Anschluß

Stromquellen-Interface-Kabel
Die Stromquelle HD3070 ist mit einem Potentiometer zur Regelung der
Lochstechverzögerungszeit ausgerüstet. Das Potentiometer für
Lochstechverzögerung in der Stromquelle wird gemäß Abschnitt 3 der HD3070Bedienungsanleitung deaktiviert.
Siehe Abbildung 3a-2.
Interface-Kabelstecker an 1x1-Steckdose an der Rückseite der Stromquelle anschließen.
Den anderen Stecker des Interface-Kabels an die CNC anschließen.
Die 5 Drahtpaare des Interface-Kabels an der Plasma-Interface-Baugruppe gemäß Abbildung 3a-2
installieren.
Draht mit gegabeltem Kabelschuh an der Plasma-Interface-Baugruppe gemäß Abbildung 3a-2
anschließen.
Siehe Abbildung 3a-3 bezüglich der Interface-Kabel-Teilenummern und der Signalliste.
D
C
B
A
HD3070 INBETRIEBNAHME
6/9/00
3a-4 Command THC (X-Y) Betriebsanleitung
LOCHSTECH
VERZÖGERUNG
PIERCE DELAY
4
3
2
1
0
THC.48
5
6
7
8
9

Pierce Complete+
Pierce Complete-
Hold Ignition-
Hold Ignition+
Plasma Start
Plasma Start
24V -
24V +
8
7
6
5
4
3
2
1
J4
A
B
C
C
THC.64
4
3
2
1
J3
Pilot Arc-
Pilot Arc+
Transfer IN-
Transfer IN+
D
HD3070 INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3a-5
Abbildung 3a-2 HD3070-Stromquellen-Interface-Kabelanschlüsse
Plasma-Interface-Baugruppe
Plasma-Interface-Baugruppe
Stromquelle
CNC
Pilotlichtbogen -
Pilotlichtbogen +
Transfer Ein -
Transfer Ein +
Lochstechen beendet -
Lochstechen beendet +
Zündung halten -
Zündung halten +
Plasmastart -
Plasmastart +
24V -
24V +
Grüner Draht
Schwarzer Draht
Oranger Draht
Blauer Draht
Schwarzer Draht
Weißer Draht
Schwarzer Draht
Roter Draht
Schwarzer Draht
Gelber Draht

HD3070 INBETRIEBNAHME
9
3a-6 Command THC (X-Y) Betriebsanleitung
PlasmaSignal- Stromquellen- CNC- Interfacebezeichnung Farbe Ende (1X1) Ende Ende Funktion
Hold I/O - Schwarz 1 Nicht J4-6 (Wahlweise) I/O-Signal „Zündung halten“ für
Halten + Rot 5 angeschlossen J4-5 Vorströmung während IHS. Ebenfalls
Drain-Anschluß Drain- 10 verwendet vom Antrieb zur Synchronisierung
Anschluß des Betriebs von Anwendungen mit mehreren
Brennern.
Pierce Complete + Schwarz 2 Nicht J4-8 (Wahlweise) Signal „Lochstechen
Lochstechen beendet - Weiß 6 angeschlossen J4-7 beendet“ für die Stromquelle zur
Drain-Anschluß Drain- 11 Zeitmessung des Übergangs von
Anschluß Lochstechgasfluß zu Schneidgasfluß.
Benutzer gibt diese Zeitverzögerung in das
THC-System ein.
Pilot Arc Out + Schwarz 3 Nicht J3-4 (Wahlweise) Signal „Pilotlichtbogen Aus“.
Pilotlichtbogen Aus - Grün 7 angeschlossen J3-3 Beibehaltung bei Pilotlichtbogen.
Drain-Anschluß Drain- 12 Kontaktschluß nach Pilotlichtbogen.
Anschluß Trockenschließkontakt.
Plasma Start - Schwarz 9 Nicht J4-4 Plasmastartsignal während des
Plasmastart + Gelb 15 angeschlossen J4-3 Plasmaschnitts aufrechterhalten. Bei
Drain-Anschluß Drain- 14 Signalverlust muß das System neu gestartet
Anschluß werden.
Transfer Out + Schwarz 37 Nicht J3-2 Lichtbogentransfersignal. Kontakt schließt
Transfer Aus - Orange 32 angeschlossen J3-1 nach Lichtbogentransfer und
Drain-Anschluß Drain- 26 Lochstechverzögerung (Einstellung auf
Anschluß Vorderseite der Stromquelle).
Trockenschließkontakt.
Power Off Schwarz 4 4 Nicht
Netz Aus Blau 8 8 angeschlossen
Drain-Anschluß Drain- 13 13
Anschluß
External Interlock Rot 16 16 Nicht
Ext. Verriegelung Blau 17 17 angeschlossen
Drain-Anschluß Drain- 18 18
Anschluß
Power On Input Schwarz 29 29 Nicht Diese Signale stehen mit der CNC in
Netz Ein Eingang Braun 34 34 angeschlossen Verbindung. Signalinformationen sind in der
Drain-Anschluß Drain- 23 23 HT2000-Betriebsanleitung zu finden.
Anschluß
Power Interlocks Rot 35 35 Nicht
Strom Verriegelungen Weiß 30 30 angeschlossen
Drain-Anschluß Drain- 24 24
Anschluß
1/50 AC Volts Rot 33 33 Nicht
1/50 AC Volt Grün 28 28 angeschlossen
Drain-Anschluß Drain- 37 37
Anschluß
Schattierter Bereich weist auf die Anschlüsse der Plasma-Interface-Baugruppe hin.
Sonstige J3- und J4-Anschlußpunkte der Plasma-Interface-Baugruppe:
• J3-5 (+) und J3-6 (-) – Alternativer Düsenkontakt. Ein optisch isoliertes Signal, das darauf hinweist, daß die Düse im ohmschen Kontakt
mit dem Werkstück steht. Ohmscher Kontakt wird durch eine logische 1 dargestellt.
• J3-7 bis J3-12 – Für zukünftige Verwendung vorgesehen.
• J3-13 bis J3-14 – Schutzleiter.
• J4-1 (+) und J4-2 (-) – Verfügbar sind 24 VDC, max. 500 mA.
• J4-9 bis J4-14. Für zukünftige Verwendung vorgesehen.
[]
[]
[]
[]
[]
[]
[]
[]
[]
[]
Abbildung 3a-3 HD3070-Interface-Kabel – Teilenummern und Signalliste
T
eil-Nr. Beschreibung Länge
123270 HD3070 Power Supply Interface Cable 6 ft./1.8 m
1X1
1X1

HD3070 INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3a-7
Stromübergangsdraht
Stromübergangsdraht durch die Zugentlastung der Plasma-Interface-Baugruppe hindurch
installieren.
Gegabelten Kabelschuh in passender Größe an das Drahtende anbringen, und den Draht an der
Anschlussklemme J5-5 mit der Bezeichnung SHIELD (Abschirmung) anbringen.
Das andere Ende des Stromübergangsdrahtes an den Flachstecker des induktiven Höhensensors
an der Brennerkappe installieren.
C
B
A
C
A
THC.76
B
SHIELD
2
3
1
4
5
J5
Plasma-Interface-Baugruppe
Brennerkappe mit Flachstecker des induktiven Höhensensors
PAC184 Teile Nr. 120543
PAC186 Teile Nr. 020687
Stromübergangsdraht
Abbildung 3a-4 HD3070 Stromübergangsdraht-Anschluß

HT2000 INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3b-1
Abschnitt 3b
HT2000-ANLAGENVERBINDUNGEN

HT2000 INBETRIEBNAHME
6/9/00
3b-2 Command THC (X-Y) Betriebsanleitung
WARNUNG
STROMSCHLAG IST LEBENSGEFÄHRLICH
Vor dem Abnehmen der Stromquellenabdeckung ist jeglicher elektrische Strom
abzuschalten. Druckschalter an der Stromquelle auf OFF (AUS) (0) drücken und
Hauptschalter auf OFF (AUS) stellen. In den USA ist ein Aussperr- und Hinweisverfahren
zu befolgen, bis der Service bzw. die Wartung abgeschlossen ist. In anderen Ländern
sind die entsprechenden örtlichen bzw. nationalen Sicherheitsverfahren zu befolgen.
Siehe Abbildung 3b-1.
1. Für den Zugriff erforderliche Abdeckungen wie erforderlich von der Stromquelle abnehmen.
2. Eingangs-/Ausgangstafel an der Rückseite der Stromquelle auffinden.
3. Abtastdrähte installieren:
Abtastdrähte wie folgt herstellen:
• Ungeschirmte Einzelkabel der Größe AWG Nr. 18 (≈0,9 mm2), für 600 V oder mehr verwenden.
• Drahtlänge: von der Stromquelle zur Plasma-Interface-Baugruppe, wie erforderlich.
• Nach Installation der Drähte von der Stromquelle zur Plasma-Interface-Baugruppe sind die
entsprechenden gegabelten bzw. geschlossenen Kabelschuhe an den Drahtenden anzubringen.
Einen der Abtastdrähte an den WERKSTÜCKKABEL (+)-Anschluß der Eingangs-/Ausgangstafel
anschließen. Diesen Draht mit der Markierung Positiv (+) versehen.
Den anderen Abtastdraht an den NEGATIVKABEL (-)-Anschluß der Eingangs-/Ausgangstafel
anschließen. Diesen Draht mit der Markierung Negativ (-) versehen.
An der Plasma-Interface-Baugruppe den Negativ (-)-Draht an J5-2-Anschlußklemme mit der
Markierung ELECTRODE (ELEKTRODE) anschließen. Den Positiv (+)-Draht an die J5-3Anschlußklemme mit der Markierung WORK (WERKSTÜCK) anschließen.
D
C
B
A
Elektroden- und Werkstückkabel-Abtastdrähte
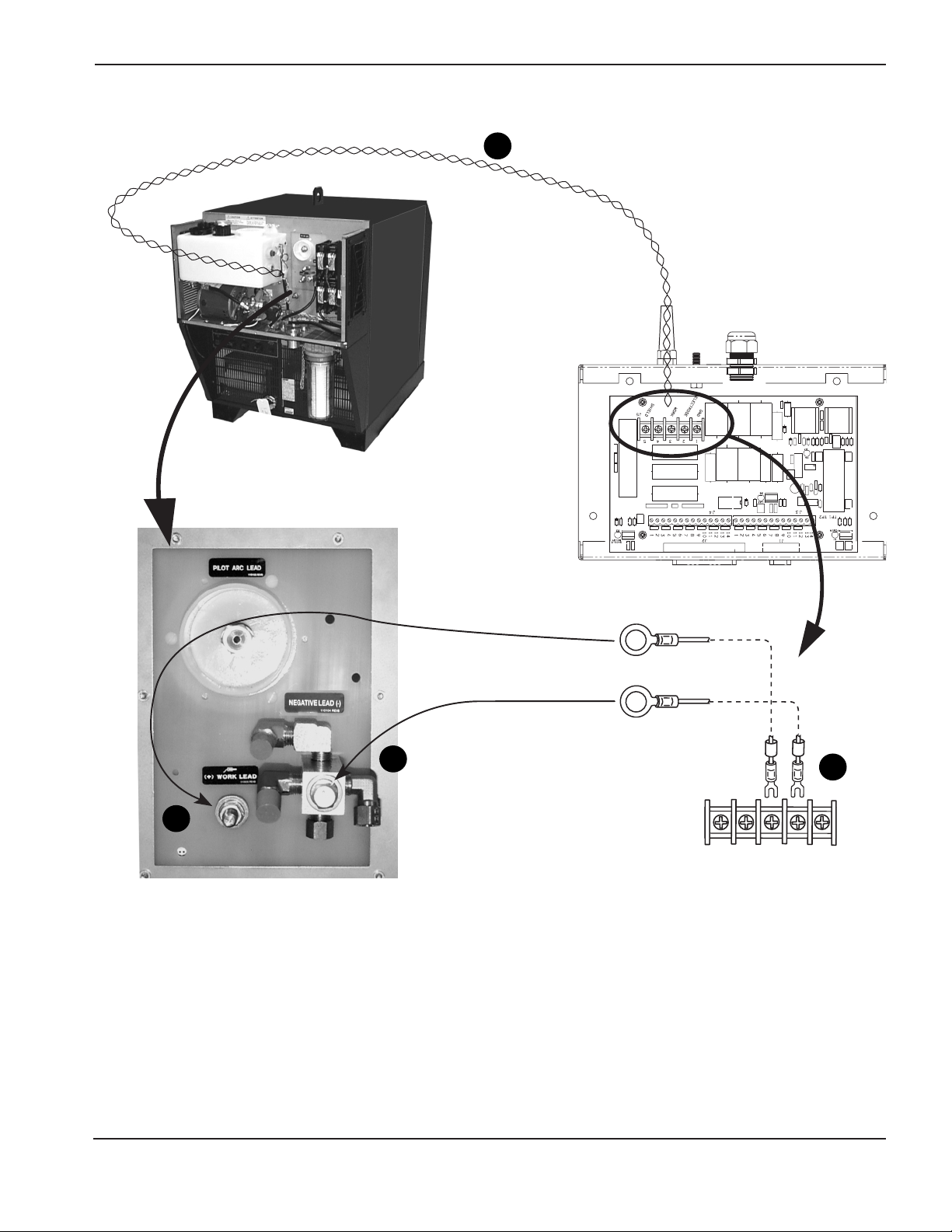
HT2000 INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3b-3
2
3
1
4
5
J5
+
-
THC.75
A
B
C
D
Plasma-Interface-Baugruppe
Eingangs-/Ausgangstafel
Abbildung 3b-1 HT2000-Elektroden- und Werkstückkabel-Abtastdraht-Anschluß

HT2000 INBETRIEBNAHME
5/5/99
3b-4 Command THC (X-Y) Betriebsanleitung
Stromquellen-Interface-Kabel
Siehe Abbildung 3b-2.
Interface-Kabelstecker an 1x6-Steckdose an der Rückseite der Stromquelle anschließen.
Den anderen Stecker des Interface-Kabels an die CNC anschließen.
Die 3 Drahtpaare des Interface-Kabels an der Plasma-Interface-Baugruppe gemäß Abbildung 3b-2
installieren.
Siehe Abbildung 3b-3 bezüglich der Interface-Kabel-Teilenummern und der Signalliste.
C
B
A

HT2000 INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3b-5
Pierce Complete+
Pierce Complete-
Hold Ignition-
Hold Ignition+
Plasma Start
Plasma Start
24V -
24V +
8
7
6
5
4
3
2
1
J4
A
B
C
C
THC.79
4
3
2
1
J3
Pilot Arc-
Pilot Arc+
Transfer IN-
Transfer IN+
Abbildung 3b-2 HT2000-Stromquellen-Interface-Kabelanschlüsse
Plasma-Interface-Baugruppe
Plasma-Interface-Baugruppe
Stromquelle
CNC
Roter Draht
Schwarzer Draht
Schwarzer Draht
Weißer Draht
Schwarzer Draht
Blauer Draht
Pilotlichtbogen -
Pilotlichtbogen +
Transfer Ein -
Transfer Ein +
Lochstechen beendet -
Lochstechen beendet +
Zündung halten -
Zündung halten +
Plasmastart -
Plasmastart +
24V -
24V +
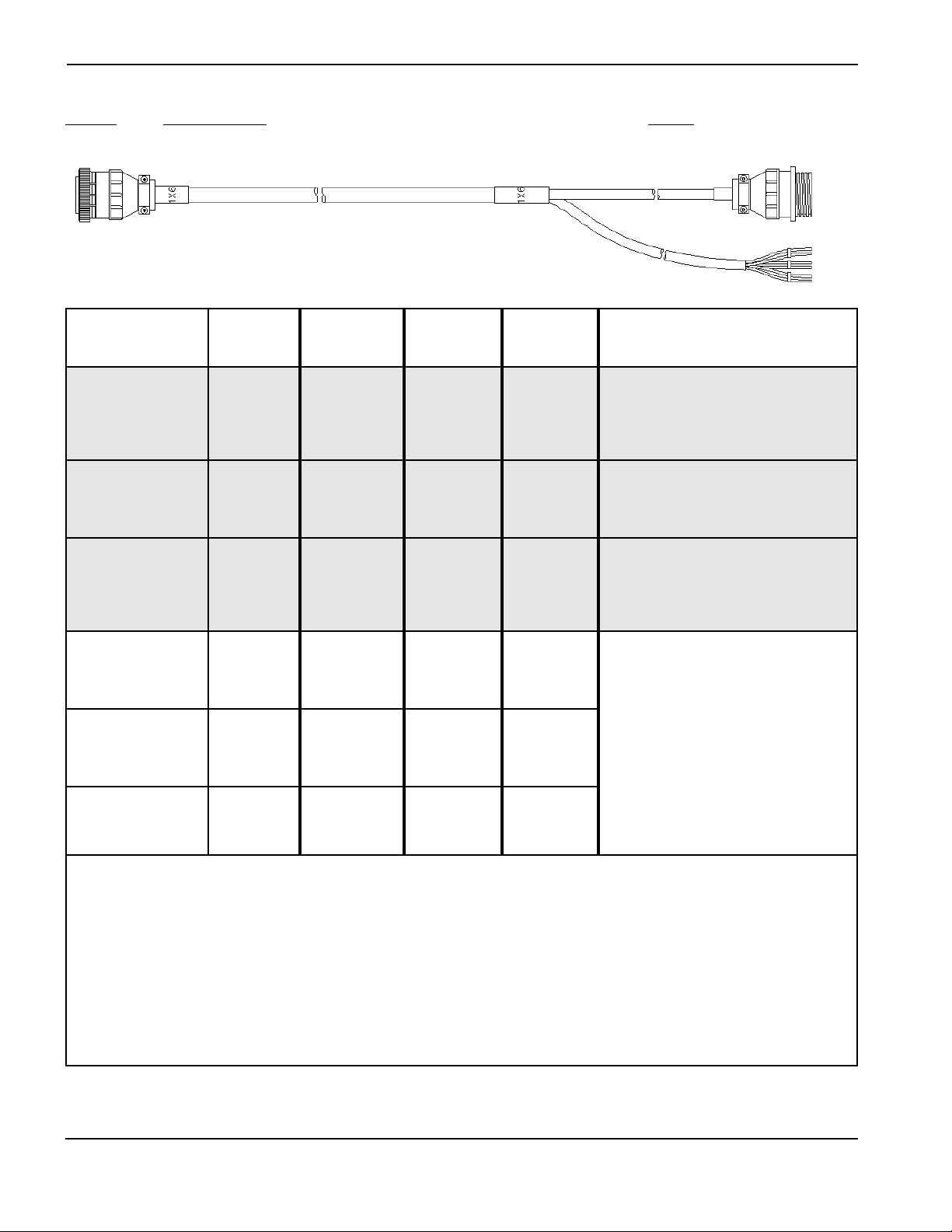
HT2000 INBETRIEBNAHME
6
3b-6 Command THC (X-Y) Betriebsanleitung
Abbildung 3b-3 HT2000-Interface-Kabel – Teilenummern und Signalliste
Teil-Nr. Beschreibung Länge
123329 HT2000 Power Supply Interface Cable 6 ft./1.8 m
PlasmaSignal- Stromquellen- CNC- Interfacebezeichnung Farbe Ende (1X6) Ende Ende Funktion
Hold - Schwarz 5 Nicht J4-6
(
Wahlweise) I/O-Signal „Zündung halten“ für
Halten + Weiß 1 angeschlossen J4-5 Vorströmung während IHS. Ebenfalls
Drain-Anschluß Drain- 10 verwendet vom Antrieb zur Synchronisierung
Anschluß des Betriebs von Anwendungen mit mehreren
Brennern.
Plasma Start - Schwarz 9 Nicht J4-4 Plasmastartsignal während des Plasmaschnitts
Plasma Start + Blau 15 angeschlossen J4-3 aufrechterhalten. Bei Signalverlust muß das
Drain-Anschluß Drain- 14 System neu gestartet werden.
Anschluß
Arc Transfer - Schwarz 32 Nicht J3-2 Lichtbogentransfersignal. Kontakt schließt
Lichtbogentransfer + Rot 37 angeschlossen J3-1 nach Lichtbogentransfer und
Drain-Anschluß Drain- 26 Lochstechverzögerung (Einstellung auf
Anschluß Vorderseite der Stromquelle).
Trockenschließkontakt.
Arc Voltage Schwarz 28 28 Nicht
Lichtbogenspannung Gelb 33 33 angeschlossen
Drain-Anschluß Drain- 27 27
Anschluß
Not Used Schwarz 7 7 Nicht Diese Signale stehen mit der CNC in
Nicht verwendet Braun 3 3 angeschlossen Verbindung. Signalinformationen sind in der
Drain-Anschluß Drain- 12 12 HT2000-Betriebsanleitung zu finden.
Anschluß
Not Used Schwarz 16 16 Nicht
Nicht verwendet Grün 17 17 angeschlossen
Drain-Anschluß Drain- 18 18
Anschluß
Schattierter Bereich weist auf die Anschlüsse der Plasma-Interface-Baugruppe hin.
Sonstige J3- und J4-Anschlußpunkte der Plasma-Interface-Baugruppe:
• J3-5 (+) und J3-6 (-) – Alternativer Düsenkontakt. Ein optisch isoliertes Signal, das darauf hinweist, daß die Düse im
ohmschen Kontakt mit dem Werkstück steht. Ohmscher Kontakt wird durch eine logische 1 dargestellt.
• J3-7 bis J3-12 – Für zukünftige Verwendung vorgesehen.
• J3-13 bis J3-14 – Schutzleiter.
• J4-1 (+) und J4-2 (-) – Verfügbar sind 24 VDC, max. 500 mA.
• J4-7 und J4-8 – Signal „Lochstechen beendet“ für die Stromquelle zur Zeitmessung des Übergangs von Lochstechgasfluß
zu Schneidgasfluß. Benutzer gibt diese Zeitverzögerung in das THC-System ein. Ausgangssignal.
• J4-9 bis J4-14. Für zukünftige Verwendung vorgesehen.
[]
[]
[]
[]
[]
[]

HT2000 INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3b-7
C
A
THC.71
B
SHIELD
2
3
1
4
5
J5
Stromübergangsdraht
Siehe Abbildung 3b-4.
Stromübergangsdraht durch die Zugentlastung der Plasma-Interface-Baugruppe hindurch
installieren.
Gegabelten Kabelschuh in passender Größe an das Drahtende anbringen, und den Draht an der
Anschlussklemme J5-5 mit der Bezeichnung SHIELD (Abschirmung) anbringen.
Das andere Ende des Stromübergangsdrahtes an den Flachstecker des induktiven Höhensensors
an der Brennerkappe installieren.
C
B
A
Plasma-Interface-Baugruppe
Stromübergangsdraht
Brennerkappe mit Flachstecker des
induktiven Höhensensors
Teile Nr. 120837
Abbildung 3b-4 HT2000 Stromübergangsdraht-Anschluß

HT2000LHF INBETRIEBNAHME
5/5/99
Command THC (X-Y) Betriebsanleitung 3c-1
Abschnitt 3c
HT2000LHF-ANLAGENVERBINDUNGEN

HT2000LHF INBETRIEBNAHME
6/9/00
3c-2 Command THC (X-Y) Betriebsanleitung
WARNUNG
STROMSCHLAG IST LEBENSGEFÄHRLICH
Vor dem Abnehmen der Stromquellenabdeckung ist jeglicher elektrische Strom
abzuschalten. Druckschalter an der Stromquelle auf OFF (AUS) (0) drücken und
Hauptschalter auf OFF (AUS) stellen. In den USA ist ein Aussperr- und Hinweisverfahren
zu befolgen, bis der Service bzw. die Wartung abgeschlossen ist. In anderen Ländern
sind die entsprechenden örtlichen bzw. nationalen Sicherheitsverfahren zu befolgen.
Siehe Abbildung 3c-1.
1. Für den Zugriff erforderliche Abdeckungen wie erforderlich von der Stromquelle abnehmen.
2. Eingangs-/Ausgangstafel an der Rückseite der Stromquelle auffinden.
3. Abtastdrähte installieren:
Abtastdrähte wie folgt herstellen:
• Ungeschirmte Einzelkabel der Größe AWG Nr. 18 (≈0,9 mm2), für 600 V oder mehr verwenden.
• Drahtlänge: von der Stromquelle zur Plasma-Interface-Baugruppe, wie erforderlich.
• Nach Installation der Drähte von der Stromquelle zur Plasma-Interface-Baugruppe sind die
entsprechenden gegabelten bzw. geschlossenen Kabelschuhe an den Drahtenden anzubringen.
Einen der Abtastdrähte an den WERKSTÜCKKABEL (+)-Anschluß der Eingangs-/Ausgangstafel
anschließen. Diesen Draht mit der Markierung Positiv (+) versehen.
Den anderen Abtastdraht an den NEGATIVKABEL (-)-Anschluß der Eingangs-/Ausgangstafel
anschließen. Diesen Draht mit der Markierung Negativ (-) versehen.
An der Plasma-Interface-Baugruppe den Negativ (-)-Draht an J5-2-Anschlußklemme mit der
Markierung ELECTRODE (ELEKTRODE) anschließen. Den Positiv (+)-Draht an die J5-3Anschlußklemme mit der Markierung WORK (WERKSTÜCK) anschließen.
D
C
B
A
Elektroden- und Werkstückkabel-Abtastdrähte

HT2000LHF INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3c-3
2
314
5
J5
+
-
THC.75
A
B
C
D
Plasma-Interface-Baugruppe
Eingangs-/Ausgangstafel
Abbildung 3c-1 HT2000LHF-Elektroden- und Werkstückkabel-Abtastdraht-Anschluß

HT2000LHF INBETRIEBNAHME
5/5/99
3c-4 Command THC (X-Y) Betriebsanleitung
Stromquellen-Interface-Kabel
Siehe Abbildung 3c-2.
Interface-Kabelstecker an 1x6-Steckdose an der Rückseite der Stromquelle anschließen.
Den anderen Stecker des Interface-Kabels an die CNC anschließen.
Die 3 Drahtpaare des Interface-Kabels an der Plasma-Interface-Baugruppe gemäß Abbildung 3c-2
installieren.
Siehe Abbildung 3c-3 bezüglich der Interface-Kabel-Teilenummern und der Signalliste.
C
B
A

HT2000LHF INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3c-5
Pierce Complete+
Pierce Complete-
Hold Ignition-
Hold Ignition+
Plasma Start
Plasma Start
24V -
24V +
8
7
6
5
4
3
2
1
J4
A
B
C
C
THC.79
4
3
2
1
J3
Pilot Arc-
Pilot Arc+
Transfer IN-
Transfer IN+
Abbildung 3c-2 HT2000LHF-Stromquellen-Interface-Kabelanschlüsse
Plasma-Interface-Baugruppe
Plasma-Interface-Baugruppe
Stromquelle
CNC
Roter Draht
Schwarzer Draht
Schwarzer Draht
Weißer Draht
Schwarzer Draht
Blauer Draht
Pilotlichtbogen -
Pilotlichtbogen +
Transfer Ein -
Transfer Ein +
Lochstechen beendet -
Lochstechen beendet +
Zündung halten -
Zündung halten +
Plasmastart -
Plasmastart +
24V -
24V +

HT2000LHF INBETRIEBNAHME
7
3c-6 Command THC (X-Y) Betriebsanleitung
Abbildung 3c-3 HT2000LHF-Interface-Kabel – Teilenummern und Signalliste
Teil-Nr. Beschreibung Länge
123329 HT2000LHF Power Supply Interface Cable 6 ft./1.8 m
PlasmaSignal- Stromquellen- CNC- Interfacebezeichnung Farbe Ende (1X6) Ende Ende Funktion
Hold - Schwarz 5 Nicht J4-6
(
Wahlweise) I/O-Signal „Zündung halten“ für
Halten + Weiß 1 angeschlossen J4-5 Vorströmung während IHS. Ebenfalls
Drain-Anschluß Drain- 10 verwendet vom Antrieb zur Synchronisierung
Anschluß des Betriebs von Anwendungen mit mehreren
Brennern.
Plasma Start - Schwarz 9 Nicht J4-4 Plasmastartsignal während des Plasmaschnitts
Plasma Start + Blau 15 angeschlossen J4-3 aufrechterhalten. Bei Signalverlust muß das
Drain-Anschluß Drain- 14 System neu gestartet werden.
Anschluß
Arc Transfer - Schwarz 32 Nicht J3-2 Lichtbogentransfersignal. Kontakt schließt
Lichtbogentransfer + Rot 37 angeschlossen J3-1 nach Lichtbogentransfer und
Drain-Anschluß Drain- 26 Lochstechverzögerung (Einstellung auf
Anschluß Vorderseite der Stromquelle).
Trockenschließkontakt.
Ramp Down Error Schwarz 7 7 Nicht
Stromabsenkungs-
fehler Braun 3 3 angeschlossen
Drain-Anschluß Drain- 12 12
Anschluß
Not Used Schwarz 28 28 Nicht Diese Signale stehen mit der CNC in
Nicht verwendet Gelb 33 33 angeschlossen Verbindung. Signalinformationen sind in der
Drain-Anschluß Drain- 27 27 HT2000LHF-Betriebsanleitung zu finden.
Anschluß
Not Used Schwarz 16 16 Nicht
Nicht verwendet Grün 17 17 angeschlossen
Drain-Anschluß Drain- 18 18
Anschluß
Schattierter Bereich weist auf die Anschlüsse der Plasma-Interface-Baugruppe hin.
Sonstige J3- und J4-Anschlußpunkte der Plasma-Interface-Baugruppe:
• J3-5 (+) und J3-6 (-) – Alternativer Düsenkontakt. Ein optisch isoliertes Signal, das darauf hinweist, daß die Düse im
ohmschen Kontakt mit dem Werkstück steht. Ohmscher Kontakt wird durch eine logische 1 dargestellt.
• J3-7 bis J3-12 – Für zukünftige Verwendung vorgesehen.
• J3-13 bis J3-14 – Schutzleiter.
• J4-1 (+) und J4-2 (-) – Verfügbar sind 24 VDC, max. 500 mA.
• J4-7 und J4-8 – Signal „Lochstechen beendet“ für die Stromquelle zur Zeitmessung des Übergangs von Lochstechgasfluß
zu Schneidgasfluß. Benutzer gibt diese Zeitverzögerung in das THC-System ein. Ausgangssignal.
• J4-9 bis J4-14. Für zukünftige Verwendung vorgesehen.
[]
[]
[]
[]
[]
[]

HT2000LHF INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3c-7
C
A
THC.71
B
SHIELD
2
3
1
4
5
J5
Stromübergangsdraht
Siehe Abbildung 3c-4.
Stromübergangsdraht durch die Zugentlastung der Plasma-Interface-Baugruppe hindurch
installieren.
Gegabelten Kabelschuh in passender Größe an das Drahtende anbringen, und den Draht an der
Anschlussklemme J5-5 mit der Bezeichnung SHIELD (Abschirmung) anbringen.
Das andere Ende des Stromübergangsdrahtes an den Flachstecker des induktiven Höhensensors
an der Brennerkappe installieren.
C
B
A
Plasma-Interface-Baugruppe
Stromübergangsdraht
Brennerkappe mit Flachstecker des
induktiven Höhensensors
Teile Nr. 120837
Abbildung 3c-4 HT2000LHF Stromübergangsdraht-Anschluß

HT4001 INBETRIEBNAHME
5/5/99
Command THC (X-Y) Betriebsanleitung 3d-1
Abschnitt 3d
HT4001-ANLAGENVERBINDUNGEN

HT4001 INBETRIEBNAHME
6/9/00
3d-2 Command THC (X-Y) Betriebsanleitung
WARNUNG
STROMSCHLAG IST LEBENSGEFÄHRLICH
Vor dem Abnehmen der Stromquellenabdeckung ist jeglicher elektrische Strom
abzuschalten. Druckschalter an der Stromquelle auf OFF (AUS) (0) drücken und
Hauptschalter auf OFF (AUS) stellen. In den USA ist ein Aussperr- und Hinweisverfahren
zu befolgen, bis der Service bzw. die Wartung abgeschlossen ist. In anderen Ländern
sind die entsprechenden örtlichen bzw. nationalen Sicherheitsverfahren zu befolgen.
Siehe Abbildung 3d-1.
1. Für den Zugriff erforderliche Abdeckungen wie erforderlich von der Stromquelle abnehmen.
2. Strom-Eingangs-/Ausgangs-Sammelschienen im Inneren der Stromquelle auffinden.
3. Abtastdrähte installieren:
Abtastdrähte wie folgt herstellen:
• Ungeschirmte Einzelkabel der Größe AWG Nr. 18 (≈0,9 mm2), für 600 V oder mehr verwenden.
• Drahtlänge: von der Stromquelle zur Plasma-Interface-Baugruppe, wie erforderlich.
• Nach Installation der Drähte von der Stromquelle zur Plasma-Interface-Baugruppe sind die
entsprechenden gegabelten bzw. geschlossenen Kabelschuhe an den Drahtenden anzubringen.
Einen der Abtastdrähte an die obere Sammelschiene (+) anschließen, an der Draht Nr. 42
angeschlossen ist. Diesen Draht mit der Markierung Positiv (+) versehen.
Den anderen Abtastdraht an die untere Sammelschiene (-), an der Draht Nr. 45 angeschlossen ist,
anschließen. Diesen Draht mit der Markierung Negativ (-) versehen.
An der Plasma-Interface-Baugruppe den Negativ (-)-Draht an J5-2-Anschlußklemme mit der
Markierung ELECTRODE (ELEKTRODE) anschließen. Den Positiv (+)-Draht an die J5-3Anschlußklemme mit der Markierung WORK (WERKSTÜCK) anschließen.
D
C
B
A
Elektroden- und Werkstückkabel-Abtastdrähte

HT4001 INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3d-3
Abbildung 3d-1 HT4001-Elektroden- und Werkstückkabel-Abtastdraht-Anschluß
2
3
1
4
5
J5
+
-
THC.74
42
45
A
+
-
B
C
D
Plasma-InterfaceBaugruppe

HT4001 INBETRIEBNAHME
5/5/99
3d-4 Command THC (X-Y) Betriebsanleitung
Stromquellen-Interface-Kabel
Siehe Abbildung 3d-2.
Interface-Kabelstecker an 1x6-Steckdose an der Rückseite der Stromquelle anschließen.
Den anderen Stecker des Interface-Kabels an die CNC anschließen.
Die 3 Drahtpaare des Interface-Kabels an der Plasma-Interface-Baugruppe gemäß Abbildung 3d-2
installieren.
Siehe Abbildung 3d-3 bezüglich der Interface-Kabel-Teilenummern und der Signalliste.
C
B
A

HT4001 INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3d-5
Pierce Complete+
Pierce Complete-
Hold Ignition-
Hold Ignition+
Plasma Start
Plasma Start
24V -
24V +
8
7
6
5
4
3
2
1
J4
A
B
C
C
THC.79
4
3
2
1
J3
Pilot Arc-
Pilot Arc+
Transfer IN-
Transfer IN+
Abbildung 3d-2 HT4001-Stromquellen-Interface-Kabelanschlüsse
Plasma-Interface-Baugruppe
Plasma-Interface-Baugruppe
Stromquelle
CNC
Roter Draht
Schwarzer Draht
Schwarzer Draht
Weißer Draht
Schwarzer Draht
Blauer Draht
Pilotlichtbogen -
Pilotlichtbogen +
Transfer Ein -
Transfer Ein +
Lochstechen beendet -
Lochstechen beendet +
Zündung halten -
Zündung halten +
Plasmastart -
Plasmastart +
24V -
24V +

HT4001 INBETRIEBNAHME
7
3d-6 Command THC (X-Y) Betriebsanleitung
Abbildung 3d-3 HT4001-Interface-Kabel – Teilenummern und Signalliste
Teil-Nr. Beschreibung Länge
123330 HT4001 Power Supply Interface Cable 6 ft./1.8 m
PlasmaSignal- Stromquellen- CNC- Interfacebezeichnung Farbe Ende (1X6) Ende Ende Funktion
Hold - Schwarz 5 Nicht J4-6
(
Wahlweise) I/O-Signal „Zündung halten“ für
Halten + Weiß 1 angeschlossen J4-5 Vorströmung während IHS. Ebenfalls
Drain-Anschluß Drain- 10 verwendet vom Antrieb zur Synchronisierung
Anschluß des Betriebs von Anwendungen mit mehreren
Brennern.
Plasma Start - Schwarz 9 Nicht J4-4 Plasmastartsignal während des Plasmaschnitts
Plasma Start + Blau 15 angeschlossen J4-3 aufrechterhalten. Bei Signalverlust muß das
Drain-Anschluß Drain- 14 System neu gestartet werden.
Anschluß
Arc Transfer - Schwarz 31 Nicht J3-2 Lichtbogentransfersignal. Kontakt schließt
Lichtbogentransfer + Rot 36 angeschlossen J3-1 nach Lichtbogentransfer und
Drain-Anschluß Drain- 25 Lochstechverzögerung (Einstellung auf
Anschluß Vorderseite der Stromquelle).
Trockenschließkontakt.
Emergency Stop Schwarz 28 28 Nicht
Notschalter Grün 33 33 angeschlossen
Drain-Anschluß Drain- 27 27
Anschluß
Arc Voltage Schwarz 32 32 Nicht Diese Signale stehen mit der CNC in
Lichtbogenspannung Gelb 37 37 angeschlossen Verbindung. Signalinformationen sind in der
Drain-Anschluß Drain- 26 26 HT4001-Betriebsanleitung zu finden.
Anschluß
Spare Schwarz 4 4 Nicht
Reserve Braun 8 8 angeschlossen
Drain-Anschluß Drain- 13 13
Anschluß
Schattierter Bereich weist auf die Anschlüsse der Plasma-Interface-Baugruppe hin.
Sonstige J3- und J4-Anschlußpunkte der Plasma-Interface-Baugruppe:
• J3-5 (+) und J3-6 (-) – Alternativer Düsenkontakt. Ein optisch isoliertes Signal, das darauf hinweist, daß die Düse im
ohmschen Kontakt mit dem Werkstück steht. Ohmscher Kontakt wird durch eine logische 1 dargestellt.
• J3-7 bis J3-12 – Für zukünftige Verwendung vorgesehen.
• J3-13 bis J3-14 – Schutzleiter.
• J4-1 (+) und J4-2 (-) – Verfügbar sind 24 VDC, max. 500 mA.
• J4-7 und J4-8 – Signal „Lochstechen beendet“ für die Stromquelle zur Zeitmessung des Übergangs von Lochstechgasfluß
zu Schneidgasfluß. Benutzer gibt diese Zeitverzögerung in das THC-System ein. Ausgangssignal.
• J4-9 bis J4-14. Für zukünftige Verwendung vorgesehen.
[]
[]
[]
[]
[]
[]

MAX100 INBETRIEBNAHME
5/5/99
Command THC (X-Y) Betriebsanleitung 3e-1
Abschnitt 3e
MAX100-ANLAGENVERBINDUNGEN
MAX100 INBETRIEBNAHME
6/9/00
3e-2 Command THC (X-Y) Betriebsanleitung
WARNUNG
STROMSCHLAG IST LEBENSGEFÄHRLICH
Vor dem Abnehmen der Stromquellenabdeckung ist jeglicher elektrische Strom
abzuschalten. Druckschalter an der Stromquelle auf OFF (AUS) (0) drücken und
Hauptschalter auf OFF (AUS) stellen. In den USA ist ein Aussperr- und Hinweisverfahren
zu befolgen, bis der Service bzw. die Wartung abgeschlossen ist. In anderen Ländern
sind die entsprechenden örtlichen bzw. nationalen Sicherheitsverfahren zu befolgen.
Siehe Abbildung 3e-1.
1. Für den Zugriff erforderliche Abdeckungen wie erforderlich von der Stromquelle abnehmen.
2. 1XPCB1-Baukarte in der Stromquelle auffinden.
3. Abtastdrähte installieren:
Abtastdrähte wie folgt herstellen:
• Ungeschirmte Einzelkabel der Größe AWG Nr. 18 (≈0,9 mm2), für 600 V oder mehr verwenden.
• Drahtlänge: von der Stromquelle zur Plasma-Interface-Baugruppe, wie erforderlich.
• Nach Installation der Drähte von der Stromquelle zur Plasma-Interface-Baugruppe sind die
entsprechenden gegabelten bzw. geschlossenen Kabelschuhe an den Drahtenden anzubringen.
Einen der Abtastdrähte auf der 1XPCB1-Baukarte dort anschließen, wo Draht-Nr. 126
angeschlossen ist. Draht mit der Markierung Positiv (+) versehen.
Den anderen Abtastdraht auf der 1XPCB1-Baukarte dort anschließen, wo Draht-Nr. 140
angeschlossen ist. Draht mit der Markierung Negativ (-) versehen.
An der Plasma-Interface-Baugruppe den Negativ (-)-Draht an J5-2-Anschlußklemme mit der
Markierung ELECTRODE (ELEKTRODE) anschließen. Den Positiv (+)-Draht an die J5-3Anschlußklemme mit der Markierung WORK (WERKSTÜCK) anschließen.
D
C
B
A
Elektroden- und Werkstückkabel-Abtastdrähte

2
314
5
J5
+
-
THC.73
A
B
42
39
+
-
C
D
MAX100 INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3e-3
Plasma-InterfaceBaugruppe
1XPCB1-Baukarte
Abbildung 3e-1 MAX100-Elektroden- und Werkstückkabel-Abtastdraht-Anschluß

MAX100 INBETRIEBNAHME
6/9/00
3e-4 Command THC (X-Y) Betriebsanleitung
Stromquellen-Interface-Kabel
Siehe Abbildung 3e-1.
1. Für den Zugriff erforderliche Abdeckungen wie erforderlich von der Stromquelle abnehmen.
2. TB1 innerhalb der Stromquelle auffinden.
3. Interface-Kabel installieren:
Interface-Kabel wie folgt herstellen:
• Abgeschirmtes Kabel der Größe AWG Nr. 18 (≈ 0,9 mm2), doppelpaarig, für Nennwert 600 V oder
höher verwenden.
• Drahtlänge: von der Stromquelle zur Plasma-Interface-Baugruppe, wie erforderlich.
• Nach Installation der Drähte in der Stromquelle sind gegabelte Kabelschuhe von entsprechender
Größe an den 4 Drahtenden anzubringen.
Die 4 Drähte sind an TB1 dort anzuschließen, wo die Drähte Nr. 33, 34, 35 und 36 angeschlossen
sind.
Diese Drähte mit der Markierung Nr. 33, 34, 35 und 36 versehen.
Die andere Seite der 4 Drähte an die Anschlussklemmen J3 und J4 der Plasma-InterfaceBaugruppe gemäß Abbildung 3e-2 anschließen.
C
B
A

MAX100 INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3e-5
Abbildung 3e-2 MAX100-Stromquellen-Interface-Kabelanschlüsse
A
B
Plasma Start
Plasma Start
24V -
24V +
5
4
3
2
1
J4
TB1
35
36
33
34
C
34
33
35
36
C
C
4
3
2
1
J3
Pilot Arc-
Pilot Arc+
Transfer IN-
Transfer IN+
THC.77
Plasma-Interface-Baugruppe
Plasmastart -
Plasmastart +
24V -
24V +
Pilotlichtbogen -
Pilotlichtbogen +
Transfer Ein -
Transfer Ein +

MAX200 INBETRIEBNAHME
5/5/99
Command THC (X-Y) Betriebsanleitung 3f-1
Abschnitt 3f
MAX200-ANLAGENVERBINDUNGEN

MAX200 INBETRIEBNAHME
6/9/00
3f-2 Command THC (X-Y) Betriebsanleitung
WARNUNG
STROMSCHLAG IST LEBENSGEFÄHRLICH
Vor dem Abnehmen der Stromquellenabdeckung ist jeglicher elektrische Strom
abzuschalten. Druckschalter an der Stromquelle auf OFF (AUS) (0) drücken und
Hauptschalter auf OFF (AUS) stellen. In den USA ist ein Aussperr- und Hinweisverfahren
zu befolgen, bis der Service bzw. die Wartung abgeschlossen ist. In anderen Ländern
sind die entsprechenden örtlichen bzw. nationalen Sicherheitsverfahren zu befolgen.
Siehe Abbildung 3f-1.
1. Für den Zugriff erforderliche Abdeckungen wie erforderlich von der Stromquelle abnehmen.
2. Eingangs-/Ausgangstafel an der Rückseite der Stromquelle auffinden.
3. Abtastdrähte installieren:
Abtastdrähte wie folgt herstellen:
• Ungeschirmte Einzelkabel der Größe AWG Nr. 18 (≈0,9 mm2), für 600 V oder mehr verwenden.
• Drahtlänge: von der Stromquelle zur Plasma-Interface-Baugruppe, wie erforderlich.
• Nach Installation der Drähte von der Stromquelle zur Plasma-Interface-Baugruppe sind die
entsprechenden gegabelten bzw. geschlossenen Kabelschuhe an den Drahtenden anzubringen.
Einen der Abtastdrähte an den WERKSTÜCKKABEL (+)-Anschluß der Eingangs-/Ausgangstafel
anschließen. Diesen Draht mit der Markierung Positiv (+) versehen.
Den anderen Abtastdraht an den NEGATIVKABEL (-)-Anschluß der Eingangs-/Ausgangstafel
anschließen. Diesen Draht mit der Markierung Negativ (-) versehen.
An der Plasma-Interface-Baugruppe den Negativ (-)-Draht an J5-2-Anschlußklemme mit der
Markierung ELECTRODE (ELEKTRODE) anschließen. Den Positiv (+)-Draht an die J5-3Anschlußklemme mit der Markierung WORK (WERKSTÜCK) anschließen.
D
C
B
A
Elektroden- und Werkstückkabel-Abtastdrähte

MAX200 INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3f-3
2
314
5
J5
+
-
THC.75
A
B
C
D
Plasma-Interface-Baugruppe
Eingangs-/Ausgangstafel
Abbildung 3f-1 MAX200-Elektroden- und Werkstückkabel-Abtastdraht-Anschluß

MAX200 INBETRIEBNAHME
6/9/00
3f-4 Command THC (X-Y) Betriebsanleitung
Stromquellen-Interface-Kabel
Siehe Abbildung 3f-2.
Interface-Kabelstecker an 1x6-Steckdose an der Rückseite der Stromquelle anschließen.
Die 3 Drahtpaare des Interface-Kabels zum der Plasma-Interface-Baugruppe gemäß Abbildung
3f-2 installieren.
Siehe Abbildung 3f-3 bezüglich der Interface-Kabel-Teilenummern und der Signalliste.
B
A

MAX200 INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3f-5
Abbildung 3f-2 MAX200-Stromquellen-Interface-Kabelanschlüsse
Pierce Complete-
Pierce Complete+
Hold Ignition-
Hold Ignition+
Plasma Start
Plasma Start
24V -
24V +
8
7
6
5
4
3
2
1
J4
A
B
THC.78
B
4
3
2
1
J3
Pilot Arc-
Pilot Arc+
Transfer IN-
Transfer IN+
Plasma-InterfaceBaugruppe
Stromquelle
Roter Draht
Schwarzer Draht
Schwarzer Draht
Weißer Draht
Schwarzer Draht
Grüner Draht
Pilotlichtbogen -
Pilotlichtbogen +
Transfer Ein -
Transfer Ein +
Lochstechen beendet -
Lochstechen beendet +
Zündung halten -
Zündung halten +
Plasmastart -
Plasmastart +
24V -
24V +

MAX200 INBETRIEBNAHME
7
3f-6 Command THC (X-Y) Betriebsanleitung
Abbildung 3f-3 MAX200-Interface-Kabel – Teilenummern und Signalliste
Teil-Nr. Beschreibung Länge
123358 MAX200 Power Supply Interface Cable 6 ft./1.8 m
1X6
PlasmaSignal- Stromquellen- Interfacebezeichnung Farbe Ende (1X6) Ende Funktion
Hold I/O - Schwarz 5 J4-6 (Wahlweise) I/O-Signal „Zündung
Halten I/O + Weiß 1 J4-5 halten“ für Vorströmung während IHS.
Drain-Anschluß Drain- 10 Ebenfalls verwendet vom Antrieb zur
Anschluß Synchronisierung des Betriebs von
Anwendungen mit mehreren Brennern.
Plasma Start - Schwarz 9 Relais Plasmastartsignal während des
Plasma Start + Grün 15 Relais Plasmaschnitts aufrechterhalten. Bei
Drain-Anschluß Drain- 14 Signalverlust muß das System neu
Anschluß gestartet werden.
Arc Transfer [delayed] - Schwarz 31 J3-2 Lichtbogentransfersignal. Kontakt
Lichtbogentransfer Rot 36 J3-1 schließt nach Lichtbogentransfer und
(verzögert) + - Lochstechverzögerung (Einstellung auf
Drain-Anschluß Drain- 25 Vorderseite der Stromquelle). Trocken-
Anschluß schließkontakt.
Sonstige J3- und J4-Anschlußpunkte der Plasma-Interface-Baugruppe:
• J3-5 (+) und J3-6 (-) – Alternativer Düsenkontakt. Ein optisch isoliertes Signal, das darauf hinweist, daß die Düse im
ohmschen Kontakt mit dem Werkstück steht. Ohmscher Kontakt wird durch eine logische 1 dargestellt.
• J3-7 bis J3-12 – Für zukünftige Verwendung vorgesehen.
• J3-13 bis J3-14 – Schutzleiter.
• J4-7 und J4-8 – Signal „Lochstechen beendet“ für die Stromquelle zur Zeitmessung des Übergangs von Lochstechgasfluß
zu Schneidgasfluß. Benutzer gibt diese Zeitverzögerung in das THC-System ein. Ausgangssignal.
• J4-9 bis J4-14. Für zukünftige Verwendung vorgesehen.
[]
[]
[]

MAX200 INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3f-7
C
A
THC.71
B
SHIELD
2
3
1
4
5
J5
Stromübergangsdraht
Siehe Abbildung 3f-4.
Stromübergangsdraht durch die Zugentlastung der Plasma-Interface-Baugruppe hindurch
installieren.
Gegabelten Kabelschuh in passender Größe an das Drahtende anbringen, und den Draht an der
Anschlussklemme J5-5 mit der Bezeichnung SHIELD (Abschirmung) anbringen.
Das andere Ende des Stromübergangsdrahtes an den Flachstecker des induktiven Höhensensors
an der Brennerkappe installieren.
C
B
A
Plasma-Interface-Baugruppe
Stromübergangsdraht
Brennerkappe mit Flachstecker des
induktiven Höhensensors
Teile Nr. 120837
Abbildung 3f-4 MAX200 Stromübergangsdraht-Anschluß

POWERMAX INBETRIEBNAHME
7
Command THC (X-Y) Betriebsanleitung 3g-1
Abschnitt 3g
POWERMAX-ANLAGENVERBINDUNGEN
Für Powermax800, Powermax900 und Powermax 1100
Nachprüfen des Stromquellen-Maschinen-Interface
Stromquellen-Maschinen-Interface-Bausätze
Sollte Ihre Stromquelle nicht mit der Sonderausstattung eines Maschinen-Interface ausgestattet sein, ist einer
der folgenden Bausätze zu installieren:
An der Rückseite der Stromquelle
nachsehen, ob diese mit der
Sonderausstattung eines MaschinenInterface ausgestattet ist.
Maschinen-Interface-Tafel
Maschinen-
Stromquelle Spannung Interface-Bausatz
Powermax800 208/240/480 028905
200/230/400 128035
400 CE 128036
Powermax900 208/240/480 128241
200/230/400 128242
230/400 CE 128286
Powermax1100 208/240/480 128144
200/230/400 128168
400 CE 128169

POWERMAX INBETRIEBNAHME
6/9/00
3g-2 Command THC (X-Y) Betriebsanleitung
WARNUNG
STROMSCHLAG IST LEBENSGEFÄHRLICH
Vor dem Abnehmen der Stromquellenabdeckung ist jeglicher elektrische Strom
abzuschalten. Druckschalter an der Stromquelle auf OFF (AUS) (0) drücken und
Hauptschalter auf OFF (AUS) stellen. In den USA ist ein Aussperr- und Hinweisverfahren
zu befolgen, bis der Service bzw. die Wartung abgeschlossen ist. In anderen Ländern
sind die entsprechenden örtlichen bzw. nationalen Sicherheitsverfahren zu befolgen.
Siehe Abbildung 3g-1.
1. Zugriffsabdeckung von der Stromquelle abnehmen.
2. Maschinen-Interface-Karte in der Stromquelle auffinden.
3. Abtastdrähte installieren:
Abtastdrähte wie folgt herstellen:
• Ungeschirmte Einzelkabel der Größe AWG Nr. 18 (≈0,9 mm2), für 600 V oder mehr verwenden.
• Drahtlänge: von der Stromquelle zur Plasma-Interface-Baugruppe, wie erforderlich.
• Nach Installation der Drähte von der Stromquelle zur Plasma-Interface-Baugruppe sind die
entsprechenden gegabelten bzw. geschlossenen Kabelschuhe an den Drahtenden anzubringen.
Einen der Abtastdrähte an die Anschlußklemme J1-6 der Maschinen-Interface-Karte anschließen.
Diesen Draht mit der Markierung Positiv (+) versehen.
Den anderen Abtastdraht an die Anschlußklemme J1-8 der Maschinen-Interface-Karte anschließen.
Diesen Draht mit der Markierung Negativ (-) versehen.
An der Plasma-Interface-Baugruppe den Negativ (-)-Draht an J5-2-Anschlußklemme mit der
Markierung ELECTRODE (ELEKTRODE) anschließen. Den Positiv (+)-Draht an die J5-3Anschlußklemme mit der Markierung WORK (WERKSTÜCK) anschließen.
D
C
B
A
Elektroden- und Werkstückkabel-Abtastdrähte

POWERMAX INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3g-3
Abbildung 3g-1 Powermax-Elektroden- und Werkstückkabel-Abtastdraht-Anschluß
A
B
+
ARC
VO LTAGE
-
J1
1
8
6
C
THC.72
2
3
1
4
5
J5
+
-
D
Plasma-InterfaceBaugruppe
Maschinen-Interface-Karte

POWERMAX INBETRIEBNAHME
6/9/00
3g-4 Command THC (X-Y) Betriebsanleitung
Stromquellen-Interface-Kabel
Siehe Abbildung 3g-2.
Interface-Kabelstecker an 1x6-Steckdose an der Rückseite der Stromquelle anschließen.
Die 2 Drahtpaare des Interface-Kabels zum der Plasma-Interface-Baugruppe gemäß Abbildung 3g-2
installieren.
Siehe entsprechendes Powermax-Wartungshandbuch bezüglich Interface-Kabel-Teilenummern und
Signalliste.
B
A
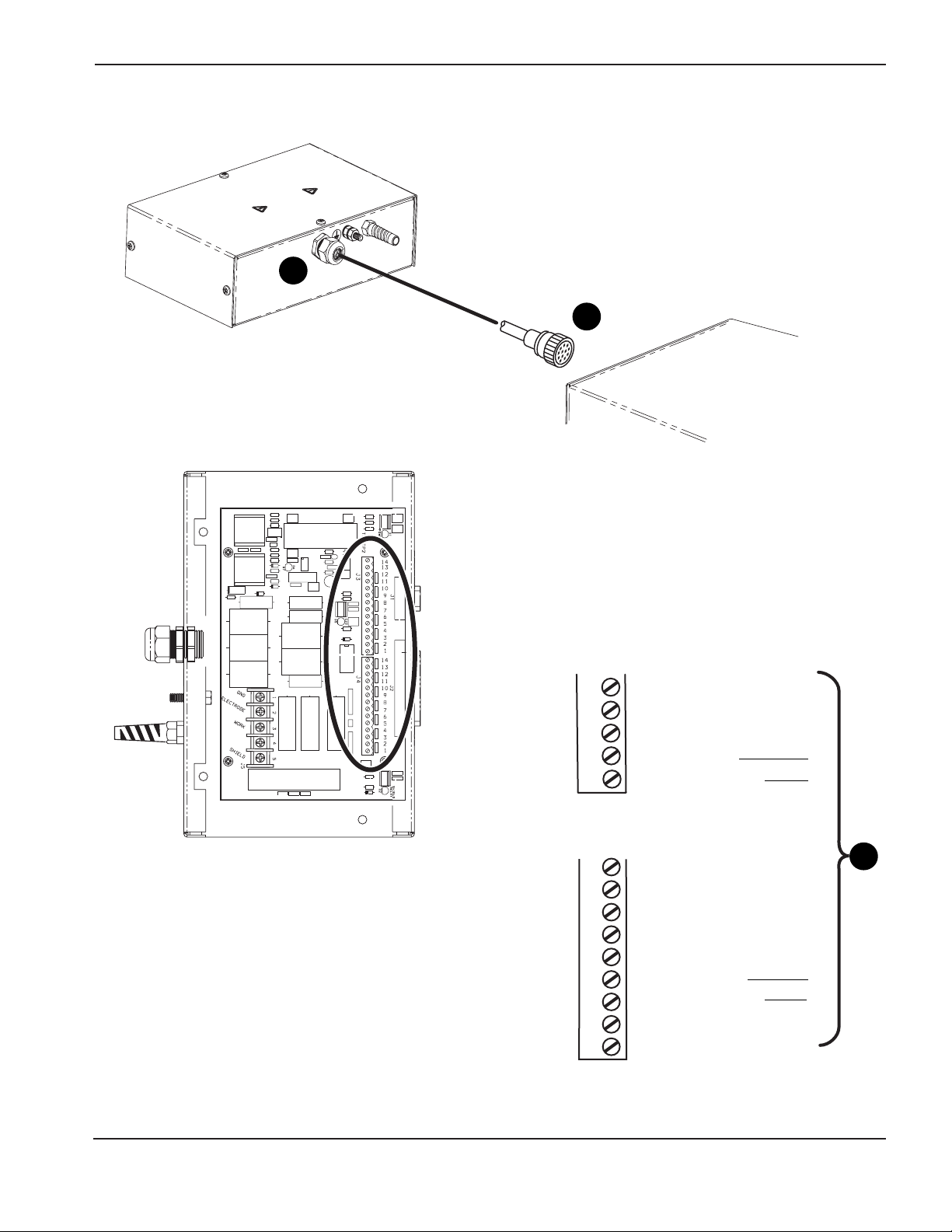
POWERMAX INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3g-5
Abbildung 3g-2 Powermax-Stromquellen-Interface-Kabelanschlüsse
Pierce Complete-
Pierce Complete+
Hold Ignition-
Hold Ignition+
Plasma Start
Plasma Start
24V -
24V +
8
7
6
5
4
3
2
1
J4
A
B
THC.78
B
4
3
2
1
J3
Pilot Arc-
Pilot Arc+
Transfer IN-
Transfer IN+
Plasma-InterfaceBaugruppe
Stromquelle
Roter Draht
Schwarzer Draht
Grüner Draht
Schwarzer Draht
Pilotlichtbogen -
Pilotlichtbogen +
Transfer Ein -
Transfer Ein +
Lochstechen beendet -
Lochstechen beendet +
Zündung halten -
Zündung halten +
Plasmastart -
Plasmastart +
24V -
24V +

POWERMAX INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3h-1
Abschnitt 3h
HT4400-ANLAGENVERBINDUNGEN

POWERMAX INBETRIEBNAHME
6/9/00
3h-2 Command THC (X-Y) Betriebsanleitung
Plasma-Interface-Baukartenvorbereitung
Siehe Abbildung 3h-1.
Zugriffsschutz von der Plasma-Interface-Baugruppe abnehmen und beseitigen.
Die 2 Anschlussklemmen von der Plasma-Interface-Baukarte abnehmen und beseitigen.
Die Plasma-Interface-Baukarte von dem Interface-Gehäuse abnehmen. Die Baukarte, die
4 Abstandhalter mit den 4 Montageschrauben sichern.
Interface-Gehäuse beseitigen.
D
C
B
A

POWERMAX INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3h-3
THC.102
A
B
C
D
Abbildung 3h-1 Plasma-Interface-Baukartenvorbereitung

POWERMAX INBETRIEBNAHME
6/9/00
3h-4 Command THC (X-Y) Betriebsanleitung
WARNUNG
STROMSCHLAG IST LEBENSGEFÄHRLICH
Vor dem Abnehmen der Stromquellenabdeckung ist jeglicher elektrische Strom
abzuschalten. Druckschalter an der Stromquelle auf OFF (AUS) (0) drücken und
Hauptschalter auf OFF (AUS) stellen. In den USA ist ein Aussperr- und Hinweisverfahren
zu befolgen, bis der Service bzw. die Wartung abgeschlossen ist. In anderen Ländern
sind die entsprechenden örtlichen bzw. nationalen Sicherheitsverfahren zu befolgen.
Siehe Abbildung 3h-2.
Gehäuseabdeckungen von der Stromquelle wie erforderlich abnehmen.
Die 4 Abstandhalter auf der Plasma-Interface-Baukarte anbringen.
Die Plasma-Interface-Baukarte gemäß Abbildung 3h-2 in die Stromquelle einbauen. Die 4
Schrauben verwenden, die von der Plasma-Interface-Baugruppe abgenommen wurden.
C
B
A
Plasma-Interface-Baukarte in die Stromquelle HT4400 einbauen

POWERMAX INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3h-5
Abbildung 3h-2 Plasma-Interface-Baukarte installieren
mid plane
A
THC.104
mid plane
B
C

POWERMAX INBETRIEBNAHME
6/9/00
3h-6 Command THC (X-Y) Betriebsanleitung
Anschluss der Plasma-Interface-Baukarte
Siehe Abbildung 3h-3.
37-Stift-Anschluss an der Plasma-Interface-Baukarte anbringen.
Die Anschlussstücke J2 und J3 an die Plasma-Interface-Baukarte anschließen.
ANMERKUNG: Drähte Nr. 42 und 45 werden an dem 37-Stift-Anschlusskabel im Inneren der
Stromquelle gesichert. Drähte entfernen und wie folgt installieren.
Kabel Nr. 42 an die Anschlussklemme J5-2 mit der Bezeichnung ELECTRODE (Elektrode) der
Plasma-Interface-Baukarte anschließen.
Kabel Nr. 45 an die Anschlussklemme J5-3 mit der Bezeichnung WORK (Arbeit) der PlasmaInterface-Baukarte anschließen.
Die andere Seite des Drahtes Nr. 42 an die obere Steckleiste anschließen.
Die andere Seite des Drahtes Nr. 45 an die untere Steckleiste anschließen.
Alle Drähte und Kabel wie erforderlich sichern.
D
C
B
A

POWERMAX INBETRIEBNAHME
6/9/00
Command THC (X-Y) Betriebsanleitung 3h-7
Abbildung 3h-3 Anschluss der Plasma-Interface-Baukarte
THC.105
mid planemid plane
2
314
5
J5
A
B
C
D
45
42
42
45
+
-
J3
J4

POWERMAX INBETRIEBNAHME
6/9/00
3h-8 Command THC (X-Y) Betriebsanleitung
Stromübergangsdraht
Siehe Abbildung 3h-4.
Stromübergangsdraht durch die Zugentlastung der Stromquelle hindurch installieren.
Gegabelten Kabelschuh in geeigneter Größe an das Drahtende anbringen und den Draht an der
Anschlussklemme J5-5 mit der Bezeichnung SHIELD (Schutzschild) der Plasma-Interface-Baukarte
anbringen.
Die andere Seite des Stromübergangsdrahtes an der IHS-Stanzung, die sich an der Brennerkappe
befindet, installieren.
C
B
A
 Loading...
Loading...