


XPR™
切割表
809830ZH-CN – 修订版本 6
简体中文 – SIMPLIFIED CHINESE

登记您新购置的海宝系统
登记的益处
5
安全:您登记之后,我们能够在万一需要发出安全或质量通知时与您联系。
5
教育:您登记之后,即可通过海宝切割学院免费访问在线产品培训内容。
5
确认所有权:在需要保险索赔的情形下,您的登记信息可作为您的购买证据。
转至 www.hypertherm.com/registration 即可轻松快捷地完成登记。
如果您在产品登记过程遇到任何问题,请联系 registration@hypertherm.com。
请记录以下信息
序列号:_______________________________________________________________________________
购买日 :________________________________________________________________________________
经销商:_______________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
维护备注:_____________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
XPR、 HyDefinition、 X-Definit ion、 True Hole、 True Bevel、 Sensor THC、 EasyConnect、 LongLife、 Arc Response
Technology、 OptiMix、 VWI、 Core、 CorePlus、 和海宝 (Hypertherm) 是 Hypertherm Inc. 的商标,可能已在美国和其他国家 /
地区注册。所有其他商标均为其各自所有者的财产。
关爱环境是海宝的核心价值之一,这对我们以及我们客户的成功具有非常重要的意义。我们致力于从每一个细节做起,
努力降低给环境造成的影响。有关详细信息:www.hypertherm.com/environment.
© 2020 – 2023 Hypertherm, Inc.

XPR
使用手册
809830ZH-CN
修订版本 6
简体中文 /Simplified Chinese
原始说明的翻译
2023 年 3 月
Hypertherm, Inc.
Hanover, NH 03755 USA
www.hypertherm.com

Hypertherm, Inc.
21 Great Hollow Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service)
Hypertherm México, S.A. de C.V.
52 55 5681 8109 Tel
52 55 5681 7978 Tel
soporte.tecnico@hypertherm.com (Technical Service)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emeia@hypertherm.com (Technical Service)
Hypertherm (Singapore) Pte Ltd.
Solaris @ Kallang 164
164 Kallang Way #03-13
Singapore 349248, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
marketing.asia@hypertherm.com (Marketing)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
htjapan.info@hypertherm.com (Main Office)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm Europe B.V.
Laan van Kopenhagen 100
3317 DM Dordrecht
Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emeia@hypertherm.com (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com (Technical Service)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
marketing.korea@hypertherm.com (Marketing)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 7 3103 1695 Tel
61 7 3219 9010 Fax
au.sales@hypertherm.com (Main Office)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
htindia.info@hypertherm.com (Main Office)
technicalservice.emeia@hypertherm.com (Technical Service)
如要获取培训和教学资源,请访问海宝切割学院 (HCI) 网站 www.hypertherm.com/hci。

ENGLISH
WARNING! Before operating any Hypertherm equipment, read the safety
instructions in your product’s manual, the Safety and Compliance Manual (80669C),
Waterjet Safety and Compliance Manual (80943C), and Radio Frequency Warning
Manual (80945C). Failure to follow safety instructions can result in personal injury
or in damage to equipment.
Copies of the manuals can come with the product in electronic and printed formats.
Electronic copies are also on our website. Many manuals are available in multiple
languages at www.hypertherm.com/docs.
BG (БЪЛГAPCКИ/BULGARIAN)
ПРЕДУПРЕЖДЕНИЕ! Преди да работите с което и да е оборудване
Hypertherm, прочетете инструкциите за безопасност в ръководството на вашия
продукт, „Инструкция за безопасност и съответствие“ (80669C), „Инструкция
за безопасност и съответствие на Waterjet“ (80943С) и „Инструкция
за предупреждение за радиочестота“ (80945С).
Продуктът може да е съпроводен от копия на ръководствата в електронен
и в печатен формат. Тези в електронен формат са достъпни също на уебсайта
ни. Много ръководства са налице на няколко езика
на адрес www.hypertherm.com/docs.
CS (ČESKY/CZECH)
VAROVÁNÍ! Před uvedením jakéhokoli zařízení Hypertherm do provozu si přečtěte
bezpečnostní pokyny v příručce k produktu a v Manuálu pro bezpečnost
a dodržování předpisů (80669C), Manuálu pro bezpečnost a dodržování
předpisů při řezání vodním paprskem (80943C) a Manuálu varování ohledně
rádiových frekvencí (80945C).
Kopie příruček mohou být součástí dodávky produktu, a to v elektronické i tištěné
formě. Elektronické kopie jsou k dispozici i na našich webových stránkách. Mnoho
příruček je k dispozici v různých jazycích na stránce www.hypertherm.com/docs.
DA (DANSK/DANISH)
ADVARSEL! Inden Hypertherm udstyr tages i brug skal sikkerhedsinstruktionerne
i produktets manual og i Manual om sikkerhed og overholdelse af krav (80669C),
Manual om sikkerhed og overholdelse af krav for vandstråleskæring (80943C),
og Manual om radiofrekvensadvarsel (80945C), gennemlæses.
Kopier af manualerne kan leveres med produktet i elektronisk og trykt format.
Elektroniske kopier findes også på vores hjemmeside. Mange manualer
er tilgængelige på flere sprog på www.hypertherm.com/docs.
DE (DEUTSCH/GERMAN)
WARNUNG! Bevor Sie ein Hypertherm-Gerät in Betrieb nehmen, lesen Sie bitte die
Sicherheitsanweisungen in Ihrer Bedienungsanleitung, das Handbuch für Sicherheit
und Übereinstimmung (80669C), das Handbuch für Sicherheit und Compliance bei
Wasserstrahl-Schneidanlagen (80943C) und das Handbuch für HochfrequenzWarnung (80945C).
Bedienungsanleitungen und Handbücher können dem Gerät in elektronischer Form
oder als Druckversion beiliegen. In elektronischer Form liegen sie auch auf unserer
Website vor. Viele Handbücher stehen in verschiedenen Sprachen auf
www.hypertherm.com/docs zur Verfügung.
ES (ESPAÑOL/SPANISH)
¡ADVERTENCIA! Antes de operar cualquier equipo Hypertherm, lea las
instrucciones de seguridad del manual de su producto, del Manual de seguridad
y cumplimiento (80669C), del Manual de seguridad y cumplimiento en corte con
chorro de agua (80943C) y del Manual de advertencias de radiofrecuencia
(80945C).
El producto puede incluir copias de los manuales en formato digital e impreso.
Las copias digitales también están en nuestra página web. Hay diversos manuales
disponibles en varios idiomas en www.hypertherm.com/docs.
ET (EESTI/ESTONIAN)
HOIATUS! Enne Hyperthermi mis tahes seadme kasutamist lugege läbi toote
kasutusjuhendis olevad ohutusjuhised ning Ohutus- ja vastavusjuhend (80669C),
Veejoa ohutuse ja vastavuse juhend (80943C) ja Raadiosageduse hoiatusjuhend
(80945C). Ohutusjuhiste eiramine võib põhjustada vigastusi ja kahjustada
seadmeid.
Juhiste koopiad võivad tootega kaasas olla elektrooniliselt või trükituna.
Elektroonilised koopiad on saadaval ka meie veebilehel. Paljud kasutusjuhendid
on erinevates keeltes saadaval veebilehel www.hypertherm.com/docs.
FI (SUOMI/FINNISH)
VAROITUS! Ennen minkään Hypertherm-laitteen käyttöä lue tuotteen
käyttöoppaassa olevat turvallisuusohjeet, turvallisuuden ja vaatimustenmukaisuuden
käsikirja (80669C), vesileikkauksen turvallisuuden ja vaatimustenmukaisuuden
käsikirja (80943C) ja radiotaajuusvaroitusten käsikirja (80945C).
Käyttöoppaiden kopiot voivat olla tuotteen mukana sähköisessä ja tulostetussa
muodossa. Sähköiset kopiot ovat myös verkkosivustollamme. Monet käyttöoppaat
ovat myös saatavissa useilla kielillä www.hypertherm.com/docs.
FR (FRANÇAIS/FRENCH)
AVERTISSEMENT! Avant d’utiliser tout équipement Hypertherm, lire les consignes
de sécurité dumanuel de votre produit, duManuel de sécurité et de conformité
(80669C), du Manuel de sécurité et de conformité du jet d’eau (80943C)
et du Manuel d'avertissement relatif aux radiofréqunces (80945C).
Les exemplaires des manuels qui accompagnent le produit peuvent être sous forme
électronique ou papier. Les manuels sous forme électronique se trouvent également
sur notre site Internet. Plusieurs manuels sont offerts en plusieurs langues
à www.hypertherm.com/docs.
GR (ΕΛΛΗΝΙΚΆ/GREEK)
ΠΡΟΕΙΔΟΠΟΙΗΣΗ! Πριν θέσετε σε λειτουργία οποιονδήποτε εξοπλισμό της
Hypertherm, διαβάστε τις οδηγίες ασφαλείας στο εγχειρίδιο του προϊόντος και στο
εγχειρίδιο ασφάλειας και συμμόρφωσης (80669C), στο εγχειρίδιο ασφάλειας και
συμμόρφωσης του waterjet (80943C) και στο εγχειρίδιο προειδοποιήσεων για τις
ραδιοσυχνότητες (80945C).
Το προϊόν μπορεί να συνοδεύεται από αντίγραφα των εγχειριδίων σε ηλεκτρονική
και έντυπη μορφή. Τα ηλεκτρονικά αντίγραφα υπάρχουν επίσης στον ιστότοπό μας.
Πολλά εγχειρίδια είναι διαθέσιμα σε διάφορες γλώσσες στο
www.hypertherm.com/docs.
HU (MAGYAR/HUNGARIAN)
VIGYÁZAT! Mielőtt bármilyen Hypertherm berendezést üzemeltetne,
olvassa el a biztonsági információkat a termék kézikönyvében, a Biztonsági
és szabálykövetési kézikönyvben (80669C), a Vízsugaras biztonsági
és szabálykövetési kézikönyvben (80943C) és a Rádiófrekvenciás
figyelmeztetéseket tartalmazó kézikönyvben (80945C).
A termékhez a kézikönyv példányai elektronikus és nyomtatott formában is mellékelve
lehetnek. Az elektronikus példányok webhelyünkön is megtalálhatók. Számos
kézikönyv áll rendelkezésre több nyelven a www.hypertherm.com/docs weboldalon.
ID (BAHASA INDONESIA/INDONESIAN)
PERINGATAN! Sebelum mengoperasikan peralatan Hypertherm, bacalah petunjuk
keselamatan dalam manual produk Anda, Manual Keselamatan dan Kepatuhan
(80669C), Manual Keselamatan dan Kepatuhan Jet Air (80943C), dan Manual
Peringatan Frekuensi Radio (80945C). Kegagalan mengikuti petunjuk keselamatan
dapat menyebabkan cedera pribadi atau kerusakan pada peralatan.
Produk mungkin disertai salinan manual atau petunjuk dalam format elektronik
maupun cetak. Salinan elektronik juga tersedia di situs web kami. Berbagai manual
tersedia dalam beberapa bahasa di www.hypertherm.com/docs.
IT (ITALIANO/ITALIAN)
AVVERTENZA! Prima di usare un’attrezzatura Hypertherm, leggere le istruzioni sulla
sicurezza nel manuale del prodotto, nel Manuale sulla sicurezza e la conformità
(80669C), nel Manuale sulla sicurezza e la conformità Waterjet (80943C) e nel
Manuale di avvertenze sulla radiofrequenza(80945C).
Copie del manuale possono accompagnare il prodotto in formato cartaceo
o elettronico. Le copie elettroniche sono disponibili anche sul nostro sito web. Molti
manuali sono disponibili in diverse lingue all’indirizzo www.hypertherm.com/docs.
JA (日本語/JAPANESE)
警告 ! Hypertherm 機器を操作する前に、この製品説明書にある安全情報、「安全
とコンプライアンスマニュアル」 (80669C) 、「ウォータージェットの安全とコ
ンプライアンス」 (80943C)、「高周波警告」 (80945C) をお読みください。
説明書のコピーは、電子フォーマット、または印刷物として製品に同梱されて
います。電子コピーは当社ウェブサイトにも掲載されています。説明書の多く
は www.hypertherm.com/docs にて複数の言語でご用意しています。
KO (뼑뼑霢꽩 KOREAN)
陲隕+\SHUWKHUP녚ꟹꌱꩡ끞뼍韥놹꾅뇑븽ꐺ꿵껽놹ꗄ鞑뇊늵ꯍ
ꐺ&낁뫥뇤껽놹ꗄ鞑뇊늵ꯍꐺ&鞭ꍡ隕ꓩ늱볁ꯍ
陲隕ꐺ&꾅驍꿵넽鱉껽놹덵렝냹넲냱겢겑꿙
놹녅뿊겒隱넭ꭹ鷑뿊겒냱ꈑꐺꩡꚭ넩뇑븽隱뼝颍뇑險鷕ꯍ넽걪鱽鲙
놹녅ꩡꚭ鵹+\SHUWKHUP낮ꩡ넩뱭꾅ꚩ겙ꯍ넽냱ꐥꐺꩡꚭ냵
www.hypertherm.com/docs 꾅꾡ꆡ꽭꽩ꈑ뇑險鷞鱽鲙
NE (NEDERLANDS/DUTCH)
WAARSCHUWING! Lees voordat u Hypertherm-apparatuur gebruikt
de veiligheidsinstructies in de producthandleiding, in de Veiligheids-
en nalevingshandleiding (80669C) in de Veiligheids- en nalevingshandleiding
voor waterstralen (80943C) en in de Waarschuwingshandleiding radiofrequentie
(80945C).
De handleidingen kunnen in elektronische en gedrukte vorm met het product worden
meegeleverd. Elektronische versies zijn ook beschikbaar op onze website. Veel
handleidingen zijn in meerdere talen beschikbaar via www.hypertherm.com/docs.

NO (NORSK/NORWEGIAN)
ADVARSEL! Før du bruker noe Hypertherm-utstyr, må du lese
sikkerhetsinstruksjonene i produktets håndbok, håndboken om sikkerhet og
samsvar (80669C), håndboken om vannjet sikkerhet og samsvar (80943C),
og håndboken om radiofrekvensadvarsler (80945C).
Eksemplarer av håndbøkene kan følge med produktet i elektronisk og trykt form.
Elektroniske eksemplarer finnes også på nettstedet vårt. Mange håndbøker
er tilgjengelig i flere språk på www.hypertherm.com/docs.
PL (POLSKI/POLISH)
OSTRZEŻENIE! Przed rozpoczęciem obsługi jakiegokolwiek systemu
firmy Hypertherm należy się zapoznać z instrukcjami bezpieczeństwa zamieszczonymi
w podręczniku produktu, w podręczniku bezpieczeństwa i zgodności (80669C),
podręczniku bezpieczeństwa i zgodności systemów strumienia wody (80943C)
oraz podręczniku z ostrzeżeniem o częstotliwości radiowej (80945C).
Do produktu mogą być dołączone podręczniki użytkownika wformie elektronicznej
idrukowanej. Kopie elektroniczne znajdują się również wnaszej witrynie internetowej.
Wiele podręczników jest dostępnych wróżnych językach pod adresem
www.hypertherm.com/docs.
PT (PORTUGUÊS/PORTUGUESE)
ADVERTÊNCIA! Antes de operar qualquer equipamento Hypertherm,
leia as instruções de segurança no manual do seu produto, no Manual
de Segurança e de Conformidade (80669C), no Manual de Segurança
e de Conformidade do Waterjet (80943C) e no Manual de Advertência
de radiofrequência (80945C).
Cópias dos manuais podem vir com o produto nos formatos eletrônico e impresso.
Cópias eletrônicas também são encontradas em nosso website. Muitos manuais
estão disponíveis em vários idiomas em www.hypertherm.com/docs.
RO (ROMÂNĂ/ROMANIAN)
AVERTIZARE! Înainte de utilizarea oricărui echipament Hypertherm, citiți
instrucțiunile de siguranță din manualul produsului, manualul de siguranță
și conformitate (80669C), manualul de siguranță și conformitate Waterjet (80943C)
și din manualul de avertizare privind radiofrecvența (80945C).
Produsul poate fi însoțit de copii ale manualelor în format tipărit și electronic.
Exemplarele electronice sunt disponibile și pe site-ul nostru web.
Numeroase manuale sunt disponibile în mai mult limbi la adresa:
www.hypertherm.com/docs.
RU (PУССКИЙ/RUSSIAN)
БЕРЕГИСЬ! Перед работой с любым оборудованием Hypertherm ознакомьтесь
с инструкциями по безопасности, представленными в руководстве, которое
поставляется вместе с продуктом, в Руководстве по безопасности и
соответствию (80669С), в Руководстве по безопасности и соответствию для
водоструйной резки (80943C) и Руководстве по предупреждению о
радиочастотном излучении (80945С).
Копии руководств, которые поставляются вместе с продуктом, могут быть
представлены в электронном и бумажном виде. Электронные копии также
доступны на нашем веб-сайте. Целый ряд руководств доступны на нескольких
языках по ссылке www.hypertherm.com/docs.
SK (S LOVENČINA/SLOVAK)
VÝSTRAHA! Pred použitím akéhokoľvek zariadenia od spoločnosti Hypertherm si
prečítajte bezpečnostné pokyny v návode na obsluhu vášho zariadenia a v Manuáli
o bezpečnosti a súlade s normami (80669C), Manuáli o bezpečnosti a súlade
snormami pre systém rezania vodou (80943C) avManuáli sinformáciami
orádiofrekvencii (80945C).
Návod na obsluhu sa dodáva spolu sproduktom velektronickej atlačenej podobe.
Jeho elektronický formát je dostupný aj na našej webovej stránke. Mnohé znávodov
na obsluhu sú dostupné vo viacjazyčnej mutácii na stránke
www.hypertherm.com/docs.
SL (S LOVENŠČI NA/SLOVENIAN)
OPOZORILO! Pred uporabo katerekoli Hyperthermove opreme preberite varnostna
navodila v priročniku vašega izdelka, v Priročniku za varnost in skladnost (80669C),
v Priročniku za varnost in skladnost sistemov rezanja z vodnim curkom (80943C)
in v Priročniku Opozorilo o radijskih frekvencah (80945C).
Izvodi priročnikov so lahko izdelku priloženi v elektronski in tiskani obliki. Elektronski
izvodi so na voljo tudi na našem spletnem mestu. Številni priročniki so na voljo
v različnih jezikih na naslovu www.hypertherm.com/docs.
SR (SRPSKI/SERBIAN)
UPOZORENJE! Pre rukovanja bilo kojom Hyperthermovom opremom pročitajte
uputstva o bezbednosti u svom priručniku za proizvod, Priručniku o bezbednosti
i usaglašenosti (80669C), Priručniku o bezbednosti i usaglašenosti Waterjet
tehnologije (80943C) i Priručniku sa upozorenjem o radio-frekvenciji (80945C).
Уз производ се испоручују копије приручника у електронском или штампаном
формату. Електронске копије су такође доступне на нашем веб-сајту. Многи
приручници су доступни на више језика на адреси www.hypertherm.com/docs.
SV (SVENSKA/SWEDISH)
VARNING! Läs häftet säkerhetsinformationen i din produkts säkerhets- och
efterlevnadsmanual (80669C), säkerhets- och efterlevnadsmanualen för Waterjet
(80943C) och varningsmanualen för radiofrekvenser (80945C) för viktig
säkerhetsinformation innan du använder eller underhåller Hypertherm-utrustning.
Kopior av manualerna kan medfölja produkten i elektroniskt och tryckt format.
Elektroniska kopior finns också på vår webbplats. Många manualer finns på flera
språk på www.hypertherm.com/docs.
THࡗࡩࡠࡩࡷࡎ࡙THAI
࠻ࢀࡩࡳࡌࡤࡐ࠸ᕍࡤࡐ࠸ࡩ࡚ࡶࡁᕎ࠾ࡩࡐࡤࡒ࠸࡚ࡊᕑ࠹ࡤ࠾+\SHUWKHUPࡎࡨࡼ࠾ࡢࡘࡋࡵࡒ࡚ࡋࡤᕍࡩࡐ࠻ࢀࡩࡴࡐࡧࡐࢀࡩࡋᕎࡩࡐ࠻࡞ࡩࡘ
ࡒࡤࡋࡗࡨ࡙ࡶࡐ࠻ࡰᕍࡘࡤ࠸ࡩ࡚ࡶࡁᕎࡡࡐ࠻ᕎࡩ࠻ࡰᕍࡘࡤࡋᕎࡩࡐ࠻࡞ࡩࡘࡒࡤࡋࡗࡨ࡙ࡴࡧ࠸ࡩ࡚ࡒࡆࡑࡨࡌࡌࡩࡘ&࠻ࡰᕍࡘࡤ
ࡋᕎࡩࡐ࠻࡞ࡩࡘࡒࡤࡋࡗࡨ࡙ࡴࡧ࠸ࡩ࡚ࡒࡆࡑࡨࡌࡌࡩࡘࡡࢀࡩࡢ࡚ࡨࡑ࠸ࡩ࡚ࡶࡁᕎࡢࡨ࡞ࡌࡨࡋ࡚ࡧࡑࡑ࡞ࡤࡳࡌࡤ࡚ᕑࡳࡺࡌ&
ࡴࡧ࠻ࡰᕍࡘࡤ࠻ࢀࡩࡳࡌࡤࡐࡳ࠸ࡻ࡙࡞࠸ࡨࡑ࠻࡞ࡩࡘࡍࡻ࡞ࡎ࡙&࠸ࡩ࡚ࡷࡘᕍࡒࡆࡑࡨࡌࡌࡩࡘ࠻ࢀࡩࡴࡐࡧࡐࢀࡩࡋᕎࡩࡐ࠻࡞ࡩࡘ
ࡒࡤࡋࡗࡨ࡙ࡤࡩࡡᕍ࠾ࡓࡶࡢᕎࡳ࠸ࡋ࠸ࡩ࡚ࡑࡩࡋࡳࡺࡑࡢ࡚ࡤࡳ࠸ࡋ࠻࡞ࡩࡘࡳࡡ࡙ࡢࡩ࡙ࡌᕍࡤࡤࡒ࠸࡚ࡊᕑ
ࡡࢀࡩࡳࡐࡩ࠻ࡰᕍࡘࡤࡎࡨࡼ࠾ࡶࡐ࡚ࡰࡒࡴࡑࡑࡤࡳࡺ࠸ࡎ࡚ࡤࡐ࠸ࡡᕑࡴࡧࡴࡑࡑࡡࡻ࠾ࡕࡘࡕᕑࡧࡍࡰ࠸ࡴࡐࡑࡘࡩࡕ࡚ᕎࡤࡘ࠸ࡨࡑ
ࡓࡌࡗࡨࡊࡈᕑࡡࢀࡩࡳࡐࡩ࠻ࡰᕍࡘࡤࡶࡐ࡚ࡰࡒࡴ
ࡑࡑࡤࡳࡺ࠸ࡎ࡚ࡤࡐ࠸ࡡᕑ࠹ࡤ࠾ࡓࡌࡗࡨࡊࡈᕑࡴࡧࡡࢀࡩࡳࡐࡩ࠻ࡰᕍࡘࡤࡌᕍࡩ࠾
ࡹࡶࡐࡢࡩ࠸ࡢࡩ࡙ࡗࡩࡠࡩࡐࡨࡼࡐ࡙ࡨ࠾ࡘࡶࡢᕎࡑ࡚࠸ࡩ࡚ࡑࡐࡳ࡞ࡺࡑࡷࡂࡌᕑ www.hypertherm.com/docs
࠹ࡤ࠾ࡳ࡚ࡩࡤ࠸ࡋᕎ࡞࡙
TR (TÜRKÇE/TURKISH)
UYARI! Bir Hypertherm ekipmanını çalıştırmadan önce, ürününüzün kullanım
kılavuzunda, Güvenlik ve Uyumluluk Kılavuzu’nda (80669C), Su Jeti Güvenlik
ve Uyumluluk Kılavuzu’nda (80943C) ve Radyo Frekansı Uyarısı Kılavuzu’nda
(80945C) yer alan güvenlik talimatlarını okuyun.
Kılavuzların kopyaları, elektronik ve basılı formatta ürünle birlikte verilebilir. Elektronik
kopyalar web sitemizde de yer alır. Kılavuzların birçoğu www.hypertherm.com/docs
adresinde birçok dilde mevcuttur.
VI7,୰1*9,79,(71$0(6(
&1+%27UŲFNKLYୟQK¢QKEୗWNWKLୱWE+\SHUWKHUPQ¢RK¥\ÓF F£F
KŲQJGଢ଼QDQWR¢QWURQJKŲQJGଢ଼QVடGQJV୕QSKPFஙDEQ
6இ WD\ $QWR¢Q
Y¢7X¤QWKங
&
6இWD\$QWR¢QY¢7X¤QWKங7LDQŲF
&Y¢
+ŲQJ
Gଢ଼Q&୕QKE£R7QVஃ9¶WX\ୱQ
&.K¶QJWX¤QWKஙF£FKŲQJGଢ଼QDQWR¢Q
FµWK୵Gଢ଼QÓୱQWKŲţQJW¯FKF£QK¤QKR୩FKŲKQJWKLୱWE
%୕QVDRFஙDVஇWD\FµWK୵ÓLNªPYLV୕QSKPÓQKGQJÓLQWடY¢LQ%୕Q
ÓLQWடFīQJFµWU¬QWUDQJZHEFஙDFK¼QJW¶L1KL୳XVஇWD\FµV୧QEୣQJQKL୳X
QJ¶QQJWL www.hypertherm.com/docs
ZH-CN (ㆰ փѝ᮷/CHINESE SIMPLIFIED)
䆖ʽ ൘ԫօ⎧ᇍ䇮༷ѻࡽˈ䈧䰵䈫ӗ૱ǃljᆹޘ઼⌅㿴䚥ᆸNJ
(80669C)ǃlj≤ሴ⍱ᆹޘ઼⌅㿴䚥ᆸNJ (80943C) ԕ৺ ljሴ仁䆖NJ
(80945C) ѝⲴᆹޘ䈤᰾DŽ
䲿ӗ૱ᨀⲴᨀ⭥ᆀ⡸઼ঠࡧ⡸є⿽ṬᔿDŽ⭥ᆀ⡸ᵜᰦҏ൘ᡁԜⲴ㖁
ㄉкᨀDŽᖸཊᴹཊ⿽䈝䀰⡸ᵜˈ䈖㿱 www.hypertherm.com/docs.
ZH-TW僐 浣₼㠖CHINESE TRADITIONAL)
巵⛙⦷㝜⇫↊⇤b+\SHUWKHUPb岼⌨ⓜ᧨嵚⏗桀帏㌷䞱❐㓚␙⏶䤓⸘⏷㖖䯉᧨
▔㕻 ᇵ⸘⏷✛㽤尞挄㈭㓚␙ᇶ&bᇬᇵ㻃⒏⸘⏷✛㽤尞挄㈭㓚␙ᇶ
᧤&᧥᧨ⅴ♙ ᇵ䎰偩榊櫊䘖巵䯉岙壮㓚␙ᇶ᧤&᧥ᇭ
榊䓗✛◿Ⓠ䓗㓚␙宖㦻♾厌椷䞱❐棓ₙᇭ㌷♾ⅴⓜ㈏㒠⊠䤓偁䵨ₚ憘榊䓗
㓚␙ᇭ㒠⊠䤓偁䵨ₙ挓ⅴ⮩䲽崭岏ㇱ㆞㙟∪⮩䲽㓚␙᧨嵚抯岹
www.hypertherm.com/docs ᇭ

目录
电磁兼容性 (EMC) .................................................................................................................................. 11
导言 ...........................................................................................................................................................................................11
安装和使用 ..............................................................................................................................................................................11
区域评估...................................................................................................................................................................................11
降低电磁辐射的方法.............................................................................................................................................................11
市电电源......................................................................................................................................................................11
切割设备的维护......................................................................................................................................................................11
切割电缆...................................................................................................................................................................................11
等电位连接 .................................................................................................................................................................11
工件接地......................................................................................................................................................................11
屏蔽与遮护 ..............................................................................................................................................................................11
质量保证..................................................................................................................................................... 13
注意 ...........................................................................................................................................................................................13
一般条款...................................................................................................................................................................................13
专利补偿...................................................................................................................................................................................13
责任限制...................................................................................................................................................................................13
国家和地方法规......................................................................................................................................................................13
责任上限...................................................................................................................................................................................13
保险 ...........................................................................................................................................................................................13
权利转让...................................................................................................................................................................................13
水射流切割产品承保范围....................................................................................................................................................14
产品 ..............................................................................................................................................................................14
部件承保范围.............................................................................................................................................................14
XPR 使用手册 809830ZH-CN 7

目录
切割表 .............................................................................................................................................. 15
概述 ......................................................................................................................................................................................... 15
如何使用切割表.................................................................................................................................................................... 16
XPR 切割表术语和工艺说明................................................................................................................................ 16
针对低碳钢的工艺选择 ......................................................................................................................................... 18
针对不锈钢和铝的工艺选择................................................................................................................................. 22
坡口切割表 ............................................................................................................................................................... 23
如何安装易损件.................................................................................................................................................................... 24
如何将割炬安装到割炬快速接头中................................................................................................................................. 26
适用于黑色金属 (低碳钢)工艺的切割表 — 水上切割........................................................................................... 28
低碳钢 —30A—氧气等离子气体/氧气保护气体 — 水上切割 (Core
OptiMix
TM
)................................................................................................................................................................ 28
低碳钢 —50A—氧气等离子气体/空气保护气体 — 水上切割 (Core、CorePlus、VWI、
OptiMix)................................................................................................................................................................... 30
低碳钢 —80A—氧气等离子气体/空气保护气体 — 水上切割 (Core、CorePlus、VWI、
OptiMix)................................................................................................................................................................... 32
低碳钢 —130A—氧气等离子气体/空气保护气体 — 水上切割 (Core、CorePlus、VWI、
OptiMix)................................................................................................................................................................... 34
低碳钢 — 170 A — 氧气等离子气体/空气保护气体 — 水上切割 (Core、CorePlus、VWI、
OptiMix)................................................................................................................................................................... 36
低碳钢 — 220A — 氧气等离子气体/空气保护气体 — 水上切割 (Core、CorePlus、 VWI、
OptiMix)................................................................................................................................................................... 38
低碳钢 —300A—氧气等离子气体/空气保护气体 — 水上切割 (Core、CorePlus、VWI、
OptiMix)...
................................................................................................................................................................ 40
TM
、CorePlusTM、VWITM、
适用于有色金属 (不锈钢)工艺的切割表 — 水上切割........................................................................................... 42
不锈钢 —40A—氮气等离子气体/氮气保护气体 — 水上切割(Core、CorePlus、VWI、OptiMix)
HDi.............................................................................................................................................................................. 42
不锈钢 —60A—氮气等离子气体/氮气保护气体 — 水上切割(Core、CorePlus、VWI、OptiMix)
HDi.............................................................................................................................................................................. 44
不锈钢 —60A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix) HDi............................... 46
不锈钢 —60A—F5 等离子气体/氮气保护气体 — 水上切割 (VWI、OptiMix) HDi...................... 47
不锈钢 —80A—氮气等离子气体/氮气保护气体 — 水上切割(Core、CorePlus、VWI、OptiMix)
HDi.............................................................................................................................................................................. 49
不锈钢 —80A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix) HDi............................... 51
不锈钢 —80A—F5 等离子气体/氮气保护气体 — 水上切割 (VW
I、OptiMix) HDi..................... 52
不锈钢 —130A—氮气等离子气体/氮气保护气体 — 水上切割 (Core、CorePlus、VWI、
OptiMix) HDi.......................................................................................................................................................... 54
不锈钢 — 130 A — 氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix) HDi ............................ 56
不锈钢 —130A—混合燃料气体等离子气体/氮气保护气体 — 水上切割 (OptiMix) HDi ............... 57
不锈钢 — 170 A — 氮气等离子气体/氮气保护气体 — 水上切割 (Core、CorePlus、VWI、
OptiMix) HDi.......................................................................................................................................................... 59
不锈钢 — 170 A — 氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix) HDi............................. 61
不锈钢 — 170 A — 混合燃料气体等离子气体/氮气保护气体 (OptiMix) HDi ...................................... 62
不锈钢 —300A—氮气等离子气体/氮气保护气体 — 水上切割 (Core、CorePlus、VWI、
OptiMix)................................................................................................................................................................... 64
8 809830ZH-CN 使用手册 XPR

目录
不锈钢 —300A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix)...................................... 66
不锈钢 —300A—混合燃料气体等离子气体/氮气保护气体 — 水上切割 (OptiMix).......................... 68
适用于有色金属 (铝)工艺的切割表 — 水上切割 ................................................................................................... 70
铝 —40A—空气等离子气体/空气保护气体 — 水上切割 (Core、 CorePlus、 VWI、 OptiMix).. 70
铝 —40A—氮气等离子气体/氮气保护气体 — 水上切割 (Core、CorePlus、VWI、OptiMix) ...... 72
铝 —60A—空气等离子气体/空气保护气体 — 水上切割 (Core、 CorePlus、 VWI、 OptiMix).. 74
铝 —60A—氮气等离子气体/氮气保护气体 — 水上切割 (Core、 CorePlus、 VWI、 OptiMix). 75
铝 —60A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix).................................................. 77
铝 —80A—空气等离子气体/空气保
护气体 — 水上切割 (Core、 CorePlus、VWI、OptiMix).. 78
铝 —80A—氮气等离子气体/氮气保护气体 — 水上切割 (Core、 CorePlus、 VWI、 OptiMix).. 79
铝 —80A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix)................................................. 81
铝 —130A—氮气等离子气体/氮气保护气体 — 水上切割 (Core、CorePlus、VWI、OptiMix) 83
铝 —130A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix).............................................. 85
铝 —130A—混合燃料气体等离子气体/氮气保护气体 — 水上切割 (OptiMix) .................................. 86
铝 —170A—空气等离子气体/空气保护气体 — 水上切割 (Core、 CorePlus、 VWI、 OptiMix) 88
铝 —170A—氮气等离子气体/氮气保护气体 — 水上切割 (Core、 CorePlus、 VW
I、OptiMix) 90
铝 —170A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix)............................................... 92
铝 —170A—混合燃料气体等离子气体/氮气保护气体 — 水上切割 (OptiMix)................................... 93
铝 —300A—氮气等离子气体/氮气保护气体 — 水上切割 (Core、CorePlus、VWI、OptiMix) 95
铝 —300A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix)............................................... 97
铝 —300A—混合燃料气体等离子气体/氮气保护气体 — 水上切割 (OptiMix) .................................. 99
适用于黑色金属 (低碳钢)工艺的切割表 — 水下切割......................................................................................... 101
低碳钢 —80A—氧气等离子气体/空气保护气体 — 水下切割 (Core、CorePlus、VWI、
OptiMix).................................................................................................................................................................. 101
低碳钢 —130A—氧气等离子气体/空气保护气体 — 水下切割 (Core、CorePlus、VWI、
OptiMix)................................................................................................................................................................. 103
低碳
钢 — 170 A — 氧气等离子气体/空气保护气体 — 水下切割 (Core、CorePlus、VWI、
OptiMix)................................................................................................................................................................. 105
低碳钢 — 220 A — 氧气等离子气体/空气保护气体 — 水下切割 (Core、 CorePlus、 VWI、
OptiMix) ............................................................................................................................................................... 106
低碳钢 —300A—氧气等离子气体/空气保护气体 — 水下切割 (Core、CorePlus、VWI、
OptiMix)................................................................................................................................................................. 107
适用于有色金属 (不锈钢)工艺的切割表 — 水下切割......................................................................................... 108
不锈钢 —80A—氮气等离子气体/氮气保护气体 — 水下切割 (Core、CorePlus、VWI、
OptiMix)................................................................................................................................................................. 108
不锈钢 —80A—氮气等离子气体/保护水 — 水下切割 (VWI、 OptiMix)...................................... 110
不锈钢 —130A—氮气等离子气体/氮气保护气体 — 水下切割 (Core、CorePlus、VWI、
OptiMix)....................................................................................................................................
............................. 111
不锈钢 —130A—氮气等离子气体/保护水 — 水下切割 (VWI、 OptiMix).................................... 112
不锈钢 — 170 A — 氮气等离子气体/保护水 — 水下切割 (VWI、 OptiMix).................................... 113
不锈钢 — 170 A — 氮气等离子气体/氮气保护气体 — 水下切割 (Core、CorePlus、VWI、
OptiMix)................................................................................................................................................................. 114
不锈钢 —300A—氮气等离子气体/氮气保护气体 — 水下切割 (Core、CorePlus、VWI、
OptiMix)................................................................................................................................................................. 115
不锈钢 —300A—氮气等离子气体/保护水 — 水下切割 (VWI、 OptiMix).................................... 116
坡口切割的割炬几何形状................................................................................................................................................ 117
XPR 使用手册 809830ZH-CN 9

目录
10 809830ZH-CN 使用手册 XPR

电磁兼容性 (EMC)
导言
带有 CE 标志的海宝设备均按 EN60974-10 标准设计制造。为确保电磁
兼容性,此类设备应遵照下述信息安装和使用。
在受影响设备过于靠近电磁干扰源或设备对电磁非常敏感的情况下,
仅符合 EN60974-10 标准的限制要求可能并不足以完全消除干扰。
在此类情况下,可能需要采取其他措施进一步降低干扰。
本切割设备的设计用途仅限于工业环境。
安装和使用
用户有责任按照制造商的说明安装和使用此等离子 设备。
如若发现存在电磁干扰,用户有责任在制造商的技术协助下解决此问
题。在某些情况下,也许只需将切割用电路接地(参见 “ 工件接地 ”),
即可纠正此问题。在其他情况下,可能需要通过相应的输入滤波器在电
源及工件周围建立电磁屏蔽。在所有情况下,都必须将电磁干扰降低到
不产生扰乱作用的程度。
区域评估
在安装本设备之前,用户应对周边区域的潜在电磁问题进行评估。
评估时应考虑以下几点:
a. 切割设备上方、下方及附近的其他电源电缆、控制电缆、
信号线和电话线。
b. 无线电设备和电视机的发射器和接收器。
c. 计算机和其他控制设备。
d. 用于保障安全的关键设备,例如工业设备的安全防护装置。
e. 周边人员的健康状况,例如有无使用心脏起搏器和助听器。
f. 用于校准或测量的设备。
g. 安装环境中其他设备的抗干扰能力。用户应确保安装环境中
使用的其他设备符合电磁兼容性要求。为此,可能需要采取
额外的防护措施。
h. 每天何时执行切割作业或其他活动。
切割设备的维护
切割设备必须遵照制造商的建议进行定期维护。切割设备运行时,所有
供操作和维修使用的门和机盖均应关闭并正确锁紧。不得对切割设备进
行任何改动,除非制造商的书面说明中另有规定(此时应遵照相关说明
进行改动)。例如,电弧放电和稳定装置的火花隙应根据制造商的建议
进行调整和维护。
切割电缆
切割电缆应尽可能短些,且应相互靠近,走线时应紧贴地面或靠近地
面。
等电位连接
应考虑将切割设备中及其邻近区域中的所有金属部件连接在一起。
不过,工件上连接的金属部件会增大操作工因同时接触这些金属部件和
电极(激光切割头喷嘴)而触电的 危险。
操作工应与所有此类连接的金属部件绝缘。
工件接地
如果出于电气安全考虑未将工件直接接地,或者因其体积太大或位置不
便(例如船只龙骨或钢铁建筑结构件)而未直接接地,则在某些情况下
(但并非所有情况下),通过电气连接将工件接地也许可以降低电磁辐
射。操作时应谨慎,防止工件接地增大使用者受伤或其他电气设备受损
的危险。必要时,工件接地应采用直接与工件连接的方式,但有些国家
不允许直接连接,这时应依照国家法规选择合适的电容进行连接。
注:出于安全考虑,切割用电路可能会接地,也可能不接地。如要改变接
地安排,必须事先征得相关人员的授权,此人必须有能力评估改变接地
安排后是否会增大人员受伤或设备受损的风险,例如,如果允许并联切
割电流回路,可能会破坏其他设备的接地电路。欲了解进一步的指导信
息,请参阅 IEC 60974-9 “ 弧焊接设备 ” 第 9 部分 “ 安装和使用 ”。
屏蔽与遮护
需要考虑的周边区域大小取决于建筑物的结构以及正在执行的其他活
动。周边区域的范围可能会超出设备使用场所的边界。
通过对周边区域的其他电缆和设备有选择地进行屏蔽和遮护,也许可以
减轻干扰问题。如有特殊需求,可考虑将整个等离子切割设备完全屏蔽
起来。
降低电磁辐射的方法
市电电源
必须遵照制造商的建议,将切割设备连接到市电电源。 如果发生干扰,
可能需要采取额外的预防措施,例如对市电电源进行滤波。
应当考虑使用金属线管或类似保护件对永久性安装的切割设备的电源
电缆进行屏蔽保护。屏蔽保护件应在其全长范围内均可导电。屏蔽保护
件应连接到切割用市电电源,以确保导线管和切割用电源配电箱之间保
持良好的电气接触。
认证信息 11

电磁兼容性 (EMC)
12 认证信息

质量保证
注意
工厂建议使用 Hypertherm 原厂部件作为 Hypertherm 系统的更换件。
使用 Hypertherm 原厂部件之外的任何部件所引起的任何损坏或伤害均
无法享受 Hypertherm 的保修,并且会构成对 Hypertherm 产品的不当使
用。
安全使用本产品是您单方面的责任。Hypertherm 不会也无法保证您在
自身环境下安全使用本产品,若未安全使用本产品,Hypertherm 将不会
也无法提供保修服务。
一般条款
Hypertherm, Inc. 保证其产品在下述特定期限内在材料和工艺上无缺
陷,若有缺陷,则在下列期限内通知 Hypertherm Inc.,即可获得相应保
修:(i) 等离子电源为交货后两 (2) 年内,Powermax 系列电源则为交货后
三 (3) 年内; (ii) 割炬和电缆为交货后一 (1) 年内, 但集成电缆的
HPRXD 短柄割炬为交货后六 (6) 个 月内,割炬升降体组件为交货后一
(1) 年内,Automation 产品为交货后一 (1) 年内,EDGE Connect
CNC、EDGE Connect T CNC、EDGE Connect TC CNC、EDGE Pro
CNC、EDGE Pro Ti CNC、MicroEDGE Pro CNC 控制器和 ArcGlide
THC 为交货后两 (2) 年内,以及 (iii) HyIntensity 光纤激光组件为交货后
两 (2) 年内,但激光切割头和光缆为交货后一 (1) 年内。
所有第三方发动机、发动机附件、发电机和发电机附件均由其各自的制
造商承保,不在此承保范围之内。
此质保条款不适用于与相转换器一起使用的 Powermax 系列电源。
此外,如果系统因外部供电质量不佳而受损(不论其原因是相转换器还
是输入电力),Hypertherm 均不提供保修。此质保不适用于由于安装不
正确、擅自改造或其他原因而受损的产品。
当且仅当完全符合此处所述的保证条款时,Hypertherm 将对 “ 产品 ” 予
以维修、更换或调整,但这也是唯一、排他的补救措施。Hypertherm 将
自行决定免费维修、更换还是调整此质量保证范围内的有缺陷产品,前
提是:退回产品之前应先征得 Hypertherm 的许可(Hypertherm 不得无
故拒绝),退回产品应经过正确的包装且应退回到 Hypertherm 在美国
新罕布什尔州汉诺威的营业地点或退回到 Hypertherm 授权的维修厂
(退回的所有成本、保险和运费应由客户预付)。除符合本段的规定并
且事先征得 Hypertherm 书面同意的产品维修、更换、调整之外,
Hypertherm 对本保修规定范围之内的其他产品维修、更换、调整概不承
担责任。
上述质
量保证具有排他性,应取代其他所有关于产品或产品使用效果的
质量保证(包括明示、暗示、法定或其他形式的质量保证),并应取代所
有与产品的质量、适销性、针对特定用途的适用性以及是否侵权有关的
隐含保证或条款。以上所述构成 Hypertherm 违反质量保证条款时的唯
一补救方法。
经销商 / 切割机生产商可以提供不同的或附加的质量保证,但无权向您
提供任何对 Hypertherm 具有约束力的附加质量保证或作出任何对
Hypertherm 具有约束力的声明。
专利补偿
如果有人针对您提起诉讼,指控您使用 Hypertherm 产品(单独使用或
未与非 Hypertherm 提供的产品一 起使用)侵犯了第三方的专利,则
Hypertherm 有权对此提出辩护或和解并承担相关费用,但不包括以下
情况: 产品并非 Hypertherm 制造,或者是由 Hypertherm 以外的第三方
未严格按照 Hypertherm 规格制造;产品的设计、流程、配方或组装方
法并非或据称并非 Hypertherm 开发。当您了解到有人提出与此类指控
的侵权行为相关的诉讼或威胁提出此类诉讼时,应(在了解到有人提出
诉讼或威胁提出诉讼之后的 14 天内)立即通知 Hypertherm ;
Hypertherm 的辩护责任有一个先决条件,即 Hypertherm 必须单方面掌
控针对该侵权索赔的辩护, 并且获得免赔偿方在这方面的合作与协助。
责任限制
在任何情况下,Hypertherm 均不对任何个人或实体承 担任何附带性、
后果性、间接性、处罚性或惩戒性损失 (包括但不限于利润损失)的责
任,不论该责任的理由是 违约、侵权、严格责任、违反质量保证、未实
现基本用 途,还是其他理由,也不论是否曾被告知有出现此种损失 的
可能性。对于经销商因停工、生产中断或利润损失等遭受的任何损失,
海宝 (Hypertherm) 概不负责。经销商和海宝 (Hypertherm) 认为此条
款可由法院根据适用的法律规定解释为最广泛的责任限制。
国家和地方法规
国家和地方关于管道和电气安装的法规,其重要性优先于本手册中的任
何说明。在任何情况下,Hypertherm 都不对因违反法规或工作方法不当
而导致的人员伤害或财产损失承担责任。
责任上限
在任何情况下,对于因使用本产品而引起或与之相关的任何索赔或各类
诉讼,Hypertherm 所承担的责任(总额)均不得超过购买引起此类索
赔的产品时所支付的金额,不论该责任的依据是违约、侵权、严格责
任、违反质量保证、未实现基本用途,还是其他理由,也不论诉讼的形
式如何。
保险
任何时候,您将享有并保持足够数量和种类的保险,而且具有充分且适
当的承保范围,不必因为使用本产品所引起的损失而诉讼 Hypertherm。
权利转让
只有当您向接手人出售您的全部或几乎全部资产或股本、而且接手人同
意接受本质量保证条款和条件的约束之时,您才能转让您根据本协议所
拥有的剩余权利。 您同意在此类转让之前的 30 天内以书面形式通知
Hypertherm, Hypertherm 保留批准的权利。若未依照上述规定及时通知
Hypertherm 并征得其批准, 则本文所述的质量保证条款将会失效,
您将无权依据本 “ 质量保证 ” 或其他条款向 Hypertherm 索赔。
安全和法规遵守手册 13

质量保证
水射流切割产品承保范围
产品 部件承保范围
HyPrecision 泵 自发货日期起 27 个月,或自实际安装日期
起 24 个月,或运行达 4000 小时(以先到者
为准)
PowerDredge
磨料清除系统
EcoSift
磨料回收系统
磨料流量控制装置 自发货日期起 15 个月,或自实际安装日期
自发货日期起 15 个月,或自实际安装日期
起 12 个月(以先到者为准)
自发货日期起 15 个月,或自实际安装日期
起 12 个月(以先到者为准)
起 12 个月(以先到者为准)
开 / 关阀气动
致动器
钻石喷嘴 使用 600 小时(使用套管过滤器并遵循海宝
易损件不在此承保范围之内。易损件包括但不限于:高压水封、单向阀、
钢瓶、泄流阀、低压密封件、高压管路、低压和高压滤水器以及磨料收
集袋。所有由第三方供应商提供的泵、泵附件、料斗、料斗附件、烘干
箱、烘干箱附件及布管附件均由其各自的制造商承保,不在此承保范围
之内。
自发货日期起 15 个月,或自实际安装日期
起 12 个月(以先到者为准)
(Hypertherm) 的水质要求)
14 安全和法规遵守手册

概述
切割表
所有 XPR 切割工艺都具有唯一的工艺标识 (工艺 ID)号。每个工艺 ID 都对应等离子电源内存
中切割表数据库内某一组预编程的值。
数据库内工艺的选择依据如下:
材料类型和厚度
切割电流
等离子气体和保护气体类型
工艺类别
当您从 CNC 控制器中或 XPR Web 界面的“操作”屏幕中选择工艺 ID 时,切割系统会自动根据数
据库中的值激活该工艺的预编程设定。
通过屏幕上的工艺选项列表,您可以直接在 CNC 控制器中或在 XPR Web 界面的“操作”屏幕中
选择、监控和控制工艺。
大多数情况下没有必要手动选择工艺设定。不过,您可以使用手动调节或偏移命令在限值范围内
调整某些预编程设定。有关如何执行该操作的信息,请参阅 XPR 切割系统随附的使用手册。
XPR 使用手册 809830ZH-CN 15

切割表
如何使用切割表
海宝的切割表设计用于提供卓越的切割质量,并且产生的熔渣最少。然而,有必要根据所安装切
割系统和所切割材料的不同,相应地调整此设定,以获得您想要的效果。
此手册中的切割表仅供参考。参阅 CNC 控制器或 Web 界面上的电子切割表,以获取可靠的工
艺选择方案。
有关如何查找电子切割表的信息,请参阅 CNC 控制器随附的
使用手册。
XPR 切割表术语和工艺说明
图 1— 示例切割表中的表头
材料 (或工件)厚度
材料 (或工件)厚度是指待切割金属的有效厚度,度量单位为毫米 (mm) 或美制英寸 (英寸)。
工艺核心厚度 (PCT)
每一种切割工艺的切割表均包含一个可行的切割厚度范围。海宝切割工艺基于经过优化处理的厚
度范围,力图在生产效率和切割质量之间取得整体最佳平衡 (对于 XPR 为工艺类别 1)。这个
经过优化的范围称作工艺核心厚度 (PCT)。大于和小于 PCT 的厚度会导致切割质量、切割速度
以及穿孔能力有所不同。
工艺 (或切割)厚度
XPR 切割表具有多达 5 个工艺类别。每个类别均有一个唯一的工艺类别号 (1 ~ 5),对应于您在
选择该工艺时预期可以获得的性能。所选工艺的工艺类别号会改变质量与速度之间的平衡。
为获得满意的效果,海宝建议您尽可能选择工艺类别号 1。类别 1 代表该切割工艺的最佳切割厚
度(或 PCT),在切割质量和切割速度之间达到了总体最佳平衡。
第 18 页中的“针对低碳钢的工艺选择”和第 22 页中的“针对不锈钢和铝的工艺选择”介绍了在使用
不同的工艺类别号时预期可以获得的效果。
XPR 工艺 ID
当您从 CNC 控制器或 XPR Web 界面中选择工艺 ID 时,会自动获得海宝针对该工艺建议使用的
优化设定。
这些预编程设定是海宝执行大量实验室测试的成果。由于切割系统、材料和易损件的不同,有时
有必要对这些设定进行相应的调整。不过,在大多数情况下,使用工艺 ID 自带的默认设定通常
都能获得最佳效果。
16 809830ZH-CN 使用手册 XPR

弧压
切割表中的弧压值是针对平均切割系统配置所做出的估计,仅供参考。引线长度会影响实际弧
压。如果 XPR 切割系统的引线短于或长于平均值,则可能需要相应地调整此设定,以获得您想
要的效果。
穿孔高度和弧转移高度
对大部分工艺而言,割炬会从穿孔高度将电弧转移至工件,然后在穿孔延迟时间过后,再移动至
切割高度。对于部分能够穿孔的最厚材料,将会根据弧转移高度将割炬定位至更接近工件的位
置。这将能够产生更加可靠的电弧。电弧转移以后,割炬会移动至穿孔高度进行穿孔,然后再转
移至切割高度进行切割。
切割表中的穿孔和弧转移设定基于标准位置割炬角度
(与工件成 90º 角)。
穿孔延时
切割表中的穿孔延时是指使用中度磨损的易损件时的估计值。如果您的易损件磨损较严重或较
轻,则可能需要相应地调整此设定,以获得您想要的效果。
切割表
易损件在使用的过程中会自然老化磨损。此时,对工件穿孔所需的时间
就会增加。
割缝补偿
所有切割表都包括割缝补偿值。您可以借助控制器,利用这些值来偏移切割路径,生成所需大小
的零件。切割表中的割缝补偿值是指使用新易损件时的估计值。如果您的易损件磨损较严重,
则可能需要相应地更改割缝补偿设定,以获得您想要的效果。
XPR 使用手册 809830ZH-CN 17

切割表
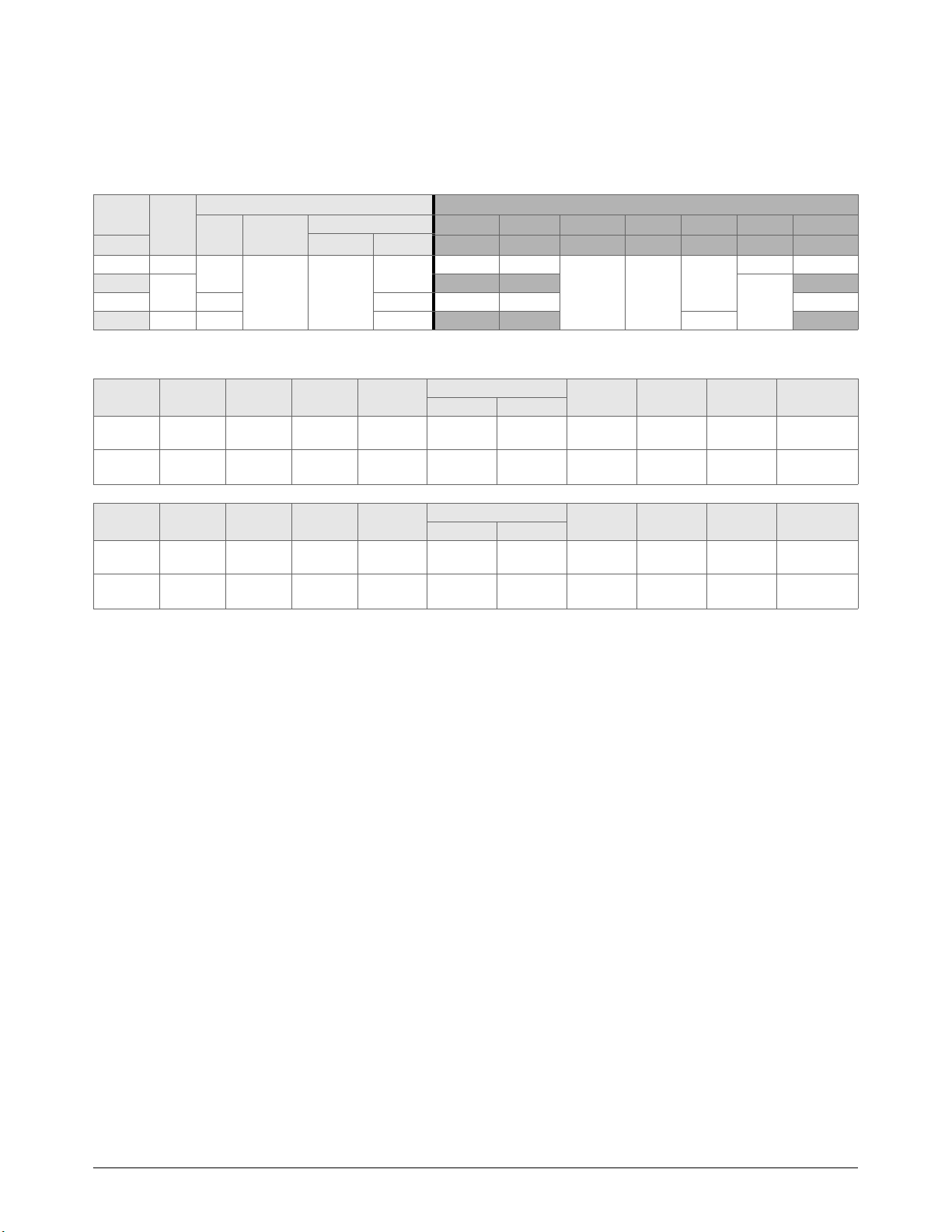
针对低碳钢的工艺选择
表 1 — 预期的切割质量与速度结果,单位为每分钟毫米 (mm/min)
厚度 (mm)
0.50
氧气 /
氧气
30 A 50 A 80 A 130 A 170 A 220 A 300 A
5348
氧气 / 空气
0.55 5223
0.60
5098
0.70 4615
0.80
4217
0.90 3967
1
3604
1.2 2847
1.5 2198
1.6 2023
2 1490
2.4 1358 4354
2.5 1325 4262
3 1153 3820 5582 6502
3.5 10 03 3616 4539 6029
4 908 3144 4303 5557
5 726 3222 3774 4681 5564
6 1919 3048 4036 5080 6096
7 1622 2648 3602 4768 5628
8 1369 2417 3282 4288 4908
9 2081 2962 3808 4188
10 1807 2680 3461 3715 4500
11
1601 2440 3261 3515 4200
12 1405 2200 3061 3315 3940*
13
1984 2837 3139 3865*
14 1826 2557 3019 3625*
15
1665 2277 2899 3440
16 1509 2017 2769 3280
17
1389 1897 2569 3075
18 1269 1777 2369 2875
19
1149 1657 2169 2670
20 10 4 4 1575 2064 2550
21
940 1495 1964 2430
22 836 1415 1864 2310
23
738 1335 1764 2190
24 642 1255 1664 2070
25
546 1175 1564 1950
26 498 1107 1476 1850
27
482 10 47 1396 1770
28 466 987 1316 1690
XPR 工艺类别
类别 3
类别 1
类别 2
类别 4
类别 5
* 使用氮气作为保护气体
†
氩气辅助 (适用于
CorePlus、 VWI 和
Optimix 气体连接控制
台)
海宝切割工艺基于经过
优化处理的厚度范围,
力图在生产效率和切割
质量之间取得整体最佳
平衡 (对于 XPR 为工
艺类别 1)。这个经过优
化的范围称作工艺核心
厚度 (PCT)。
18 809830ZH-CN 使用手册 XPR

切割表
厚度 (mm)
氧气 /
氧气
30 A 50 A 80 A 130 A 170 A 220 A 300 A
氧气 / 空气
29 450 927 1236 1615
30 434 867 1156 1530
31
418 807 1076 1450
32 398 752 100 6 1380
33
366 712 966 1310
34 334 672 926 1250
35
36 288 592
37
38 256 512
40
304 632 886 1190
†
846 1130
462
†
806 107 0
†
766 10 20
†
686 940
272 552
44 366 526 78 0*
45
347 490 74 0*
48 299 394 650*
50
267 330 560*
55 – 237 450*
58
– 190 415*
60 152 158 385*
64
345*
65 330*
70
250*
75 185*
80
165*
†
XPR 使用手册 809830ZH-CN 19

切割表
表 2 — 预期的切割质量与速度结果,单位为每分钟英寸 (in/min)
厚度
(英寸)
26 GA
氧气 /
氧气
30 A 50 A 80 A 130 A 170 A 220 A 300 A
215
氧气 / 空气
24 GA 200
22 GA
170
20 GA 155
18 GA
110
16 GA 85
14 GA
60
12 GA 50 155 225
1/8 43 148 217
10 GA 40 145 180 240
3/16 30 95 155 190 230
1/4 70 110 150 200 240
5/16 55 96 130 170 –
3/8 75 110 140 150 180
7/16
62 95 127 – –
1/2 55 80 115 125 155*
9/16
70 97 125 140*
5/8 60 80 110 130
3/4
45 65 85 10 5
7/8 32 55 75 90
1
20 45 60 75
1-1/8 18 37 50 65
1-1/4
16 30 40 55
1-3/8 12 25 35 47
1-1/2
10 20
1-9/16 17
1-5/8
†
30 40
†
– –
17 25 35
1-3/4 14 20 30*
1-7/8
12 15 25*
2 10 12 21*
2-1/8 – 9 18*
2-1/4 – 8 17*
2-3/8
6 7 15*
2-1/2 6 14*
2-5/8
12*
2-3/4 10*
2-7/8
8*
3 7*
XPR 工艺类别
类别 3
类别 1
类别 2
类别 4
类别 5
* 使用氮气作为保护气体
†
氩气辅助 (适用于
CorePlus、 VWI 和 Optimix
气体连接控制台)
海宝切割工艺基于经过优化
处理的厚度范围,力图在生
产效率和切割质量之间取得
整体最佳平衡 (对于 XPR
为工艺类别 1)。这个经过
优化的范围称作工艺核心厚
度 (PCT)。
†
20 809830ZH-CN 使用手册 XPR

XPR 工艺类别
数字 条件 说明 品质 速度
切割表
表 3 — 低碳钢工艺的工艺类别选项和预期的切割质量与速度结果
• 生产效率与切割质量之间最佳的
1
2
3
工艺核心厚度
(PCT)
PCT 以上
PCT 以下
总体平衡
• 工艺针对此厚度进行了优化
• 几乎无熔渣
• 适合在边缘质量比速度重要时
选择
• 少许低速熔渣
• 适合在速度比边缘质量重要时
选择
• 几乎无熔渣
很好 很好
优良到优异 较低
较低 较高
对于大多数工
4
5
切割表中的穿孔和弧转移设定基于标准位置割炬角度 (与工件成 90º 角)。
艺,建议从边
缘起弧
切断能力
通常来说,海宝建议使用安培数较低的工艺来获得最佳切割边缘质量,
使用安培数较高的工艺来实现最佳无熔渣切割。当速度比质量重要时,
建议使用安培数较高的工艺。有关指导,请参考切割表。
• 除氩气辅助工艺以外,要求从边
缘起弧
• 很可能存在较厚的低速熔渣
• 适用于这些工艺的最大厚度
• 要求从边缘起弧
• 切割速度很低
• 在大多数情况下,预期速度不到
254 mm/min
• 切割边缘质量可能粗糙
• 大量熔渣
• 可能必须使用厚金属切割技术
好 低
非常低 非常低
XPR 使用手册 809830ZH-CN 21

切割表
针对不锈钢和铝的工艺选择
表 4 — 基于厚度和金属类型 (不锈钢和铝)、旨在优化切割质量的建议工艺
金属厚度 金属类型
公制 (mm)
10.036
30.105
3.5 0.125
50.188
60.250
10 0 .37 5
12 0.500
16 0.625
20 0.750
25 1.000
50 2.000
75 3.000 –
英制 (英寸) 不锈钢 铝
40 A 氮气 / 氮气 40 A 空气 / 空气
60 A 氮气 / 氮气
80 A F5/ 氮气 80 A 氮气 / 水
130 A 氢气混合气体 / 氮气 130 A 氮气 / 水
170 A 氢气混合气体 / 氮气
300 A 氢气混合气体 / 氮气
HyDefinition® inox (HDi) 排气工艺
60 A 空气 / 空气
60 A 氮气 / 氮气
170 A 氮气 / 水
300 A 氮气 / 水
HyDefinition 高精细排气工艺的切割表是针对 SAE 304L 级不锈钢而开发的。切割其他等级的不
锈钢时,可能需要相应地调整,以获得卓越的切割质量。
如果您断定有必要调节预编程的设定,请使用偏移命令不断增大
原始值。
22 809830ZH-CN 使用手册 XPR

表 5 — 对于不锈钢和铝材的基于工艺类别的预期切割质量与速度结果
工艺类别号 工艺类别条件 类别说明 品质 速度
切割表
类别 1 工艺核心厚度 (PCT) • 尽可能选择类别 1 以获得最佳的边缘质量
和速度,同时将熔渣减至最少。
• 工艺针对此厚度进行了优化。
• 预期的切割速度范围是
1,016 mm/min ~ 3,048 mm/min。
• 在大多数情况下无熔渣。
类别 2PCT 以上 • 在多数情况下,可能出现带尖锐顶部边缘
的方角切割边缘。
• 切割不锈钢时,可能出现较深的边缘
颜色。
• 预期的切割速度慢于 1,016 mm/min。
• 可能存在一些熔渣。
类别 3PCT 以下 • 当速度比边缘质量重要时,选择类别 3。
• 预期的切割速度快于 3,048 mm/min。
• 可能存在一些熔渣。
类别 4 仅边缘起弧 • 需要边缘起弧。
• 切割不锈钢时,可能出现较深的边缘
颜色。
• 很可能存在厚熔渣。
类别 5 切断能力 • 这是适用于这些工艺的最大厚度。
• 需要边缘起弧。
• 预期的切割速度慢于 250 mm/min。
• 切割边缘质量可能粗糙。
• 预期存在大量熔渣。
• 可能必须使用厚金属切割技术。
优良到优异 很好
良好到很好 较低
较低 较高
好低
非常低 非常低
坡口切割表
所有易损件工艺能够切割的最大坡口角度为 52º。根据实际坡口切割穿过材料时的有效厚度,
从切割表中选择坡口切割设置 (例如速度)。
根据实际有效切割高度和厚度,可能有必要补偿弧压。
为获得卓越的坡口切割效果,海宝建议采用其 True Bevel 技术。利用 True Bevel 技术,您将获得
专为您期望的坡口角度和零件尺寸而设计的切割设定。有关详细信息,请参阅 True B evel
technology – XPR bevel compensation charts 《True Bevel 技术 — XPR 坡口切割补偿表》
(809890) 和第 117 页中的“坡口切割的割炬几何形状”。
海宝建议在坡口切割期间割炬与工件之间保持 2.5 mm 的间隙。
XPR 使用手册 809830ZH-CN 23

切割表
1
如何安装易损件
配有 XPR 割炬组件套件 (428846 或 428488)的割炬头预先安装了 XPR 170 A 低碳钢易损件
或 XPR 300 A 低碳钢易损件。
警告
触电可能会有生命危险
在执行安装或维护工作之前,应先断开电源。
线路切断开关必须保持在关闭 (OFF) 位置,直至所有安装或维护步骤完成为止。
欲了解更多的安全信息,请参阅 Safety and Compliance Manual《安全和法规遵
守手册》(80669C)。
有关如何选择最符合您的切割或打标需求的易损件的指导,请参阅
第 16 页中的“如何使用切割表”。如需更改易损件,请遵循此程序。
如需更换易损件,请遵循此步骤。
1. 切断切割系统的电源 :
a. 将线路切断开关拨至关闭 (OFF) 位置。
b. 确保等离子电源、气体连接控制箱或割炬连接控制箱上的电源 LED 指示灯未亮起。
2. 如果您尚未选择最符合自身切割或打标需求的易损件,请现在完成这项工作。
3. 在每个易损件的每个 O 形圈上涂抹一层薄薄的硅酮润滑剂 (027055)。
O 形圈看上去应该有光泽。润滑剂过多会堵塞气流。如果发现多余的润
滑剂,请将其清除。
4. 使用干净的无绒布将割炬内外表面擦拭干净。
5. 按图 2 所示将易损件安装到割炬上 :
a. 确保已安装水管。
b. 安装电极 。使用易损件工具(104119 或 429013)将电极拧紧至
扭矩为 2.3 N∙m ~ 2.8 N∙m。
电极松脱或过紧均可能导致割炬损坏。海宝建议以 2.3N∙m~ 2.8N∙m 扭
矩紧固电极。
海宝提供电极拧紧工具 (429013),用于拧紧 XPR 割炬组件。该工具预
先校准为 2.5 N∙m。
24 809830ZH-CN 使用手册 XPR

c. 将涡流环 安装到喷嘴中。
234
5
6
429013
预先校准 :
2.3 N∙m ~ 2.8 N∙m
“紧贴”
d. 安装喷嘴和涡流环组件 。
e. 安装内固定帽 。
f. 安装保护帽 。
g. 安装外固定帽 。
图 2—将易损件安装到割炬上
切割表
6. 将割炬安装到割炬快速接头中。请参阅第 26 页中的“如何将割炬安装到割炬快速接头中”。
7. 将割炬及相连的快速接头安装到割炬安装托架中。请参阅 XPR170 Instruction Manual
《XPR170 使用手册》(810060) 或 XPR300 Instruction Manual《XPR300 使用手册》(809480)
中的“如何将割炬安装到割炬安装托架中”。
XPR 使用手册 809830ZH-CN 25

切割表
1
2
3
4
5
6
3
2
1
4
5
6
1
引导弧
2
冷却剂返回口
3
电阻式
4
保护气体
5
冷却剂供应管
6
等离子气体
如何将割炬安装到割炬快速接头中
1. 在割炬本体内的 4 个 O 形圈上逐一涂抹一层薄薄的硅酮润滑剂 (027055)。
切勿在黄铜电气接头上涂抹硅酮。
O 形圈看上去应该有光泽。润滑剂过多会堵塞气流。如果发现多余的润
滑剂,请将其清除。
2. 将割炬本体放入割炬快速接头,并用手拧紧 :
a. 轻轻向上旋转割炬本体,直至感到其已在快速接头中固定到位。
b. 用手拧紧割炬管接头螺母,直至管接头螺母不再旋转。仅可徒手拧紧。切勿使用工具。
26 809830ZH-CN 使用手册 XPR

确保割炬本体已完全插入割炬快速接头。割炬本体与割炬快速接头之间不应有任何空隙。
不正确
正确
切割表
XPR 使用手册 809830ZH-CN 27

切割表
适用于黑色金属 (低碳钢)工艺的切割表 — 水上切割
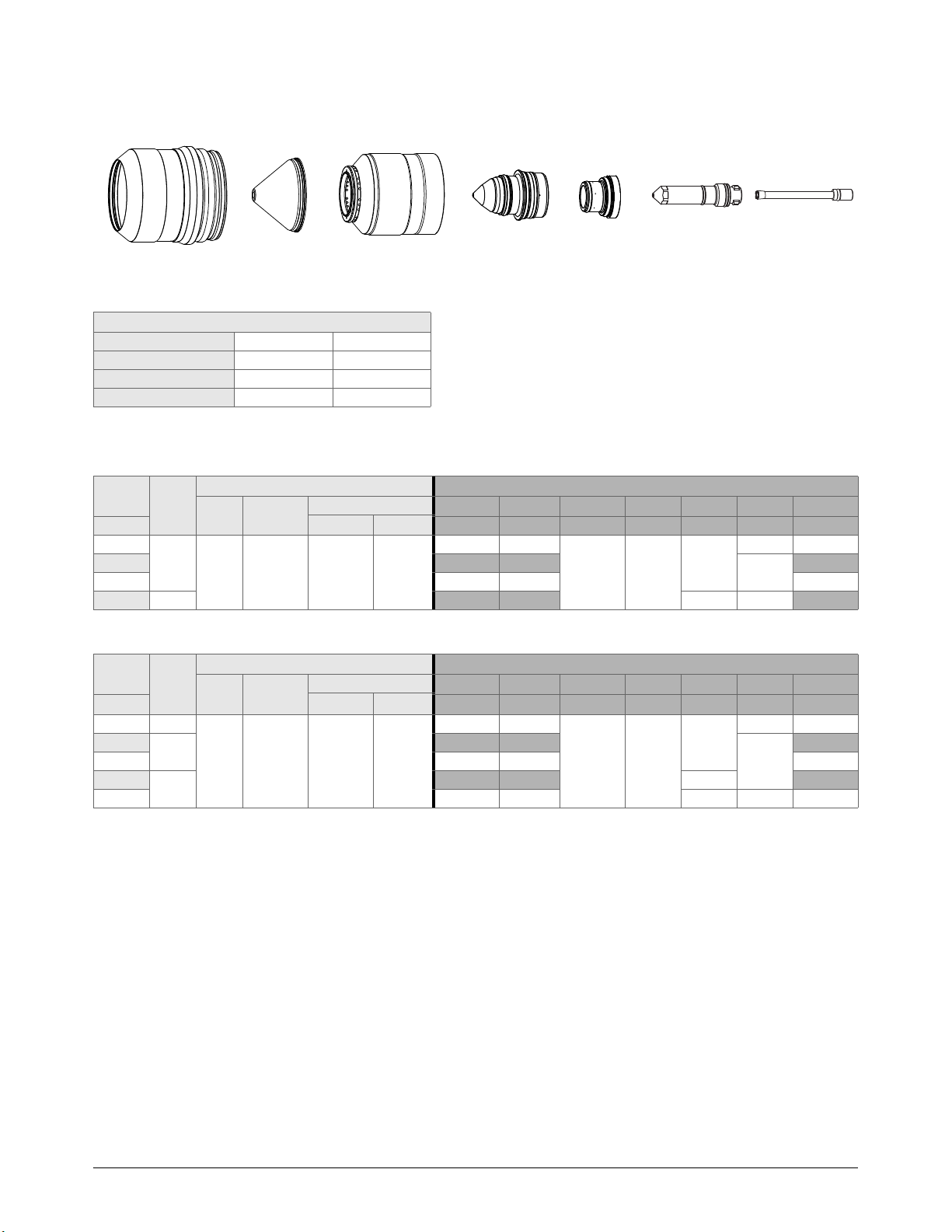
低碳钢 —30A—氧气等离子气体/氧气保护气体 — 水上切割
TM
(Core
预流
穿孔流
切割流
、CorePlusTM、VWITM、 OptiMixTM)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420228 420365 420225 420407 420222 420368
流量 (lpm/scfh)
氮气 氧气
20 / 43 19 / 40
–38 / 80
–27 / 58
公制
材料厚度
mm mm/min V mm mm s mm mm
0.5
0.8 4217 10 7 0 .2 1.5
1.2 2847 10 9 1.5
1.5 2198 111 1.6
2.5 1325 116 1.7
切割
类别
1 3604 108
2 1490 116
31 1153 117 0.5 1.8
4
5 726 123 3.88 3.88 0.7 2.0
XPR
工艺 ID
3
1051 28 76 24
2
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体
切割速度
5348 106
908 120 3.37 3.37 0.6 1.9
弧 压
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.1
2.54 2.54
3.05 3.05
0.3
0.4
1.27
1.52
割缝 补偿
1.5
1.6
1.7
28 809830ZH-CN 使用手册 XPR

低碳钢 —30A—氧气等离子气体 / 氧气保护气体 — 水上切割
TM
(Core、CorePlus、VWI
英制
材料厚度
0.018
0.024 200 10 6 0.06
0.030 170 107 0.2 0.06
0.036 155 10 8
0 .0 4 8 1 10 10 9 0 .0 6
0.060 85 111 0.06
0.075 60 116
0.105 50 116 0.07
0.135 1 40 118 0.5 0.07
3/16 2 30 122 0.150 0.150 0.7 0.08
打标
公制 氮气 氮气
英制 氮气 氮气
切割
类别
等离子气体 保护气体
XPR
穿孔用保护
工艺 ID
3
1051 28 76 24
、 OptiMixTM)(续)
系统设定
切割流
气体 设定
等离子气体 保护气体英寸英寸 / 分钟
工艺 ID
8001 15 10 10 2.54 mm
8 00 1 1 5 10 10
打标电流
切割速度
215 106
等离子气体 保护气体
弧 压
V
切割流
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
6350
250
s
0.1
0.3
0.4
英寸 英寸
0.050
0.060
弧 压
118 V 1.9 mm
118 V
英寸 英寸
0.100 0.100
0.120 0.120
打标高度 打标速度
mm/min
0.100 英寸
英寸/分钟
切割表
割缝 补偿
0.06
0.06
0.07
打标宽度
0.07 英寸
等离子气体 保护气体
公制 氩气 空气
英制 氩气 空气
工艺 ID
9010 9 90 10 2.54 mm
9010 9 90 10
打标电流
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
2540
mm/min
10 0
英寸/分钟
弧 压
85 V 1.00 mm
85 V
打标宽度
0.04 英寸
XPR 使用手册 809830ZH-CN 29

切割表
低碳钢 —50A—氧气等离子气体/空气保护气体 — 水上切割 (Core、CorePlus、VWI、 OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420237 420365 420234 420233 420231 420368
流量 (lpm/scfh)
氮气 氧气 空气
预流
穿孔流
切割流
公制
材料厚度
切割类别
mm
2.4
2.5 4262 113 1.5
33820113
3.5
4 3144 113 1.6
5
6
7 1622 119 1.8
8 1369 120 0.7 1.8
3
1
2
XPR 工艺 ID
10 60
10 61 3 0
20/42 – 35 / 74
20/42 – 35 / 74
– 14 / 30 32 / 68
系统设定
穿孔用
保护气
设定
50 72
切割流 切割速度 弧压
等离子
气体
保护气体
mm/min V mm mm s mm mm
4354 113
44
3616 112 1.5
2322 115 1.7
1919 117
弧转移高度穿孔
高度
3.05 3.05
4.06 4.06
CNC 控制器设定
穿孔延时
0.4
0.5
0.6
切割
高度
1.52
2.03
割缝补偿
1.5
1.5
1.7
30 809830ZH-CN 使用手册 XPR

低碳钢 —50A—氧气等离子气体 / 空气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix)(续)
英制
系统设定
材料厚度
切割类别
0.105
(12 GA)
0.135
(10 GA)
3/16
1/4
5/16 55 120 0.7 0.07
3
1
2
XPR 工艺 ID
10 60
10 61 3 0
穿孔用
保护气
设定
50 72
切割流 切割
等离子气体保护
气体英寸
44
弧转移高度穿孔
速度
英寸 / 分
155 113
145 112
弧压
V
钟
95 114 0.07
70 118
英寸 英寸
0.120 0.120
0.160 0.160
打标
等离子
气体
公制 氮气 氮气
英制 氮气 氮气
保护气体
工艺 ID
8 00 1 1 5 10 10 2 .5 4 mm
8 00 1 1 5 10 10
打标电流
等离子
气体
切割流
保护气体
CNC 控制器设定
穿孔延时
高度
0.4
0.5
0.6
打标高度 打标速度 弧压 打标宽度
mm/min
0.100 英寸
250 ipm 118 V
切割
高度
s
英寸 英寸
0.060
0.080
6350
118V 2.0mm
切割表
割缝补偿
0.06
0.06
0.07
0.08 英寸
等离子
气体
公制 氩气 空气
英制 氩气 空气
保护气体
切割流
工艺 ID
9018 12 70 10 2.54 mm
9018 12 70 10
打标电流
等离子
气体
保护气体
打标高度 打标速度 弧压 打标宽度
0.100 英寸
2540
mm/min
100 ipm 81 V
81 V 1.3 mm
0.05 英寸
XPR 使用手册 809830ZH-CN 31

切割表
低碳钢 —80A—氧气等离子气体/空气保护气体 — 水上切割 (Core、CorePlus、VWI、 OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420246 420365 420243 420242 420240 420368
流量 (lpm/scfh)
氮气 氧气 空气
预流
穿孔流
切割流
公制
材料厚度
mm mm/min V mm mm s mm mm
3
4
537741141.8
6
7 2648 117 1.9
8
92081119
10
12 2 1405 123 5.08 5.08 0.7 2.3
切割
类别
3
1
工艺 ID
38 / 80 – 49 / 105
– 38 / 80 49 / 105
– 24 / 52 46 / 98
系统设定
XPR
穿孔用保护
气体 设定
10 01
10 02 6 8
10 03 5 6
10 04 5 2
10 05 4 6
18 82
切割流
等离子气体 保护气体
72 5582 114
CNC 控制器设定
切割速度
4303 114 1.8
3048 116
2417 118 0.4 2.0
1807 121 4.37 4.37 2.1
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
4.06 4.06
0.2
0.3
0.5
2.03
割缝 补偿
1.8
1.9
2.1
32 809830ZH-CN 使用手册 XPR

低碳钢 —80A—氧气等离子气体 / 空气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix)( 续 )
英制
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
6350
mm/min
250
s
0.2
英寸 英寸
0.080
弧 压
118 V 1.9 mm
118 V
英寸 英寸
0.160 0.160
打标高度 打标速度
0.100 英寸
英寸/分钟
材料厚度
0.135
3/16 1002 68 155 114 0.07
1/4
5/16 1004 52 96 118 0.4 0.08
3/8
1/2 2 55 123 0.200 0.200 0.7 0.09
切割
类别
XPR
工艺 ID
10 01
3
1003 56 110 117 0.3 0.07
1
10 05 46
穿孔用保护
气体 设定
18 82
系统设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
72 180 114
弧 压
V
75 120 0.5 0.08
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8001 1 5 10 10 2. 5 4 mm
8 00 1 1 5 10 10
打标电流
切割流
等离子气体 保护气体
切割表
割缝 补偿
0.07
打标宽度
0.07 英寸
等离子气体 保护气体
公制 氩气 空气
英制 氩气 空气
工艺 ID
9001 15 50 10 3.048 mm
9001 15 50 10
打标电流
切割流
等离子气体 保护气体
打标高度 打标速度
0.120 英寸
2540
mm/min
100
英寸/分钟
弧 压
78 V 1.4 mm
78 V
打标宽度
0.06 英寸
XPR 使用手册 809830ZH-CN 33

切割表
低碳钢 —130A—氧气等离子气体/空气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420255 420365 420252 420242 420249 420368
流量 (lpm/scfh)
氮气 氧气 空气
预流
穿孔流
切割流
公制
材料厚度
mm mm/min V mm mm s mm mm
10 1104 77 2680 136 6.25 6.25 0.4 2.5
12
15
20 10 4 4 149 1.1 3.3
25 546 162 1.7 4.03 4.0
30
32 398 165 4.6
38 5 1107 50 256 174 5.7
切割
类别
3
4 5557 134 5.30 5.30 0.1 2.65 2.2
5 4681 134
6
7
8 3282 134 6.10 6.10 2.4
XPR
工艺 ID
31101
1102 27 4036 135
1103 82
1
1105 72
2
41106 58
33 / 69 – 85 / 180
– 31 / 65 82 / 173
– 31 / 65 92 / 195
系统设定
穿孔用保护
气体 设定
37 92
切割流
等离子气体 保护气体
切割速度
6502 134 5.08 5.08 0.1 2.54 2.2
45
3602 134 5.80 5.80 2.3
2200 137 6.60 6.60 0.5 2.6
1665 142
弧 压
434 165
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
5.59 5.59
7. 6 2 7. 6 2
边缘起弧
0.2
0.3
0.7
0.3 4.57
2.79
3.81
割缝 补偿
2.3
2.3
2.8
4.4
34 809830ZH-CN 使用手册 XPR

低碳钢 —130A—氧气等离子气体 / 空气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix)( 续 )
英制
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.220 0.220
0.240 0.240
0.300 0.300
边缘起弧
s
0.2
0.3
0.7
0.3 0.180
英寸 英寸
0.110
0.150
材料厚度
0.135
3/16 190 134
1/4
5/16 1103 82 130 134
3 /8 1 104 77 1 10 1 3 6 0 . 10
1/2
5/8
3/4 45 147 1.0 0.12
1-1/4 4 1106 58 16 165
1-1/2 5 1107 50 10 174 0.23
切割
类别
1 20 164 1.8 0.160 0.16
XPR
工艺 ID
31101
1102 27 150 135
1
1105 72
2
穿孔用保护
气体 设定
37 92
系统设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
45
弧 压
V
240 134 0.200 0.200 0.1 0.100 0.09
80 138 0.260 0.260 0.5 0.10
60 144
切割表
割缝 补偿
0.09
0.09
0.09
0.11
0.18
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
等离子气体 保护气体
公制 氩气 空气
英制 氩气 空气
工艺 ID
8001 15 10 10 2.54 mm
8 00 1 1 5 10 10
工艺 ID
9001 15 50 10 3.05 mm
9001 15 50 10
打标电流
打标电流
等离子气体 保护气体
等离子气体 保护气体
切割流
切割流
打标高度 打标速度
0.100 英寸
打标高度 打标速度
0.120 英寸
6350
mm/min
250
英寸/分钟
2540
mm/min
100
英寸/分钟
弧 压
118 V 1.9 mm
118 V
弧 压
78 V 1.4 mm
78 V
打标宽度
0.07 英寸
打标宽度
0.06 英寸
XPR 使用手册 809830ZH-CN 35

切割表
低碳钢 —170A—氧气等离子气体/空气保护气体 — 水上切割(Core、CorePlus、VWI、 OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420513 420365 420261 420260 420258 420368
流量 (lpm/scfh)
氮气 氧气 空气 氩气
预流
穿孔流
切割流
公制
材料厚度
mm mm/min V mm mm s mm mm
10
12
15 2277 133
20
25 1175 142
30
32 752 145 3.0 4.6
34 672 147
36
38
40
36
38 512 151 4.31 4.7
40 462 153
44
50
60 152 170 6.9
切割
类别
6
7 4768 127 2.7
8 4288 128 2.7
†
†
†
23 / 49 – 78 / 165 –
弧 压
†
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
6.60 6.60
8.13 8.13
10 .1 6
10. 1 6
19.05
边缘起弧
0.3
0.6
1.0 4.32 3.6
4.5 4.7
0.3
0.5
– 33 / 69 96 / 202 67 / 140
– 32 / 69 51 / 108 –
系统设定
XPR
穿孔用保护
工艺 ID
3 1151
1
2
4
5
气体 设定
1152 3461 128 2.8
1153 77
1155
1157 30
1155
1156 71
45
45
切割流
等离子气体 保护气体
79
78
74
切割速度
5080 126
3061 129 0.5 2.6
1575 138 0.8 3.3
867 144 2.4
592 149 5.0
512 151 6 4.7
462 153 7.0 5.0
592 149
366 157 5.4
267 162
2.79
4.06
3.81
4.32
4.32
割缝 补偿
2.7
2.8
4.3
4.7
4.7
5.0
5.9
†
氩气辅助。
36 809830ZH-CN 使用手册 XPR

低碳钢 —170A—氧气等离子气体 / 空气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix)( 续 )
英制
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.260 0.260
0.320 0.320
0.400
0.400
0.750
边缘起弧
s
0.3
0.6
1.0 0.170 0.14
5.0
0.3
0.5
英寸 英寸
0.110
0.160
0.160 0.19
0.170
割缝 补偿
材料厚度
1/4
5/16 170 128 0.11
3/8
1/2
5/8 80 135
3/4
1-1/4
1-3/8 25 147
1-1/2
1-9/16
1-1/2 1155
1-3/4
2-3/8 6 170 0.27
切割
类别
145142
†
†
2
XPR
工艺 ID
3 1151
1152 140 128 0.11
1
1153 77
2
1155
1157 30
4
1156 71
5
穿孔用保护
气体 设定
45
45
系统设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
78
切割速度
79
74
弧 压
V
200 127
115 129 0.5 0.10
65 137 0.8 0.13
30 145 3.0 0.150 0.18
20 151
17 153 7.0 0.19
20 151
14 157 0.22
10 163
切割表
0.11
0.11
0.20
0.19
0.24
†
氩气辅助。
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
等离子气体 保护气体
公制 氩气 空气
英制 氩气 空气
工艺 ID
8005 18 20 15 2.50 mm
8005 18 20 15
工艺 ID
9008 18 55 15 2.50 mm
9008 18 55 15
打标电流
打标电流
切割流
等离子气体 保护气体
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
打标高度 打标速度
0.100 英寸
6350
mm/min
250
英寸/分钟
2540
mm/min
100
英寸/分钟
弧 压
121 V 2.0 mm
121 V
弧 压
79 V 1.9 mm
79 V
打标宽度
0.08 英寸
打标宽度
0.08 英寸
XPR 使用手册 809830ZH-CN 37

切割表
低碳钢 —220A—氧气等离子气体/空气保护气体 — 水上切割(Core、CorePlus、VWI、 OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420273 420365 420270 420406 420276 420368
流量 (lpm/scfh)
氮气 氧气 空气
预流
穿孔流
切割流
公制
材料厚度
mm mm/min V mm mm s mm mm
6
7 5628 155 3.0
8 4908 155 3.1
10 1253 38 3715 154 3.2
12
15
16 2769 155 3.3
20 2064 158 0.8
25
30 1156 167 11.68 1.7
38 766 176 16.51 3.5 4.9
40
50 330 185 5.5
60 5 158 189 6.0
22 / 46 – 71 / 150
– 49 / 103 71 / 150
– 103 / 103 64 / 136
切割
类别
3
1
2
4
XPR
工艺 ID
1252
1254 32 3315 155 0.4 3.1
1251 26
1255 24
系统设定
穿孔用保护
气体 设定
30 90
切割流
等离子气体 保护气体
45
CNC 控制器设定
切割速度
6096 155
2899 155
1564 160 1.1 3.8
686 178
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
9.65
9.65
边缘起弧
0.3
0.5 2.79
1.5
3.05
3.05
4.57
割缝 补偿
2.9
3.2
3.5
4.3
5.0
38 809830ZH-CN 使用手册 XPR

低碳钢 — 220A — 氧气等离子气体 / 空气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix)(续)
英制
材料厚度
1/4
3/8 1253 38 150 154 0.13
1/2
5/8
3/4 85 158 0.7
7/8 75 160 0.8 0.14
1
1-1/4 40 170 0.500 1.9
1-1/2 30 176 0.650 3.5 0.19
1-3/4
2 12 185 0.22
2-1/4
2-1/2 6 190 0.25
切割
类别
3
1
2
4
5
XPR
工艺 ID
1252
1254 32 125 155 0.4
1251 26
1255 24
系统设定
穿孔用保护
气体 设定
30 90
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
45 240 155
110 155 0.5 0.13
60 160 1.1 0.15
20 182
8 188 0.23
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
V
CNC 控制器设定
英寸 英寸
0.380
0.380
边缘起弧
s
英寸 英寸
0.3 0.120
0.110
0.120
0.180
1.5
切割表
割缝 补偿
0.12
0.12
0.14
0.17
0.21
打标
等离子气体 保护气体
公制 氮气 空气
英制 氮气 空气
等离子气体 保护气体
公制 氩气 空气
英制 氩气 空气
工艺 ID
8007 22 10 10 3.00 mm
8 00 7 2 2 10 10
工艺 ID
9007 22 25 30 3.00 mm
9007 22 25 30
打标电流
打标电流
等离子气体 保护气体
等离子气体 保护气体
切割流
切割流
打标高度 打标速度
0.110 英寸
打标高度 打标速度
0.110 英寸
6350
mm/min
250
英寸/分钟
2540
mm/min
100
英寸/分钟
弧 压
130 V 2.8 mm
130 V
弧 压
70 V 1.8 mm
70 V
打标宽度
0.11 英寸
打标宽度
0.07 英寸
XPR 使用手册 809830ZH-CN 39

切割表
低碳钢 —300A—氧气等离子气体/空气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420491 420365 420279 420406 420276 420368
流量 (lpm/scfh)
氮气 氧气 空气 氩气
预流
穿孔流
切割流
公制
材料厚度
mm mm/min V mm mm s mm mm
10
12* 1202 22 3940 147
15
16 3280 150 0.5 3.7
20 2550 153 0.6
25 1950 155 0.8 4.4
30
40 940 166 16.50 3.2 4.50 5.8
†
50*
50*
60* 385 183 6.6
70*
80* 165 204 9.5
21 / 45 – 57 / 122 –
– 45 / 95 57 / 122 75 / 155
57 / 120* 45 / 95 73 / 154 –
切割
类别
XPR
工艺 ID
1207
3
11201
21203 34 34
1205
4
1204
5
系统设定
穿孔用保护
气体 设定
30
30 85 14
切割流
等离子气体 保护气体
85
90
30 4500 147
26
†
CNC 控制器设定
切割速度
3440 148 3.6
1530 157 12.50 1.5 5.1
560 175 33.00 8.0 6.40 6.3
560 175
250 192
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
0.3 3.30 3.2
9.50
边缘起弧
0.4
9.50
1.5
3.80
3.30
4.50
3.30
割缝 补偿
4.7
4.2
6.3
8.0
* 使用氮气作为保护气体。
†
氩气辅助。
40 809830ZH-CN 使用手册 XPR

低碳钢 —300A—氧气等离子气体 / 空气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix)(续)
英制
材料厚度
3/8
1/2* 1202 22 155 147 0.4 0.150 0.18
5/8
3/4 10 5 154
7/8 90 1 54 0.19
1-1/4
1-1/2 40 165 0.650 3.0 0.22
1-3/4 1204
2*
2-1/4* 17 181
2-1/2* 14 185 0.27
2-3/4*
切割
类别
1 75 156
†
2*
3* 7 195 0.38
XPR
工艺 ID
1207
3
11201
1203 34 34
2
1205 21 175 1.300 8.0
4
1204
5
系统设定
穿孔用保护
气体 设定
30
30 85 14
切割流
等离子气体 保护气体英寸英寸 / 分钟
85
90
切割速度
30 180 147
130 151 0.5
26
55 163 0.500 1.8
30 170 0.850 4.5 0.22
21 175
10 192 0.31
弧 压
V
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.380
0.380
0.380
边缘起弧
s
英寸 英寸
0.3 0.130 0.13
0.7
1.0 0.17
1.5
0.130
0.180
0.250
0.180
切割表
割缝 补偿
0.15
0.16
0.20
0.24
0.24
0.26
* 使用氮气作为保护气体。
†
氩气辅助。
打标
等离子气体 保护气体
公制 氮气 空气
英制 氮气 空气
等离子气体 保护气体
公制 氩气 空气
英制 氩气 空气
工艺 ID
8007 22 10 10 3.00 mm
8 00 7 2 2 10 10
工艺 ID
9007 22 25 30 3.00 mm
9007 22 25 30
打标电流
打标电流
等离子气体 保护气体
等离子气体 保护气体
切割流
切割流
打标高度 打标速度
0.110 英寸
打标高度 打标速度
0.110 英寸
6350
mm/min
250
英寸/分钟
2540
mm/min
100
英寸/分钟
弧 压
130 V 2.8 mm
130 V
弧 压
70 V 1.8 mm
70 V
打标宽度
0.11 英寸
打标宽度
0.07 英寸
XPR 使用手册 809830ZH-CN 41

切割表
适用于有色金属 (不锈钢)工艺的切割表 — 水上切割
不锈钢 —40A—氮气等离子气体/氮气保护气体 — 水上切割 (Core、CorePlus、VWI、 OptiMix) HDi
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420291 420365 420288 420314 420303 420368
流量 (lpm/scfh)
氮气
预流
穿孔流
切割流
49 / 103
57 / 120
71 / 152
公制
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
3.60 1.4
0.2
5.00 5.00
0.3
2.90 1.2
2.50
材料厚度
mm mm/min V mm mm s mm mm
0.8
1.2 5345 124 3.40 1.3
1.5 4818 122 3.30 1.2
2.5
切割
类别
1 5715 124 3.50 1.3
2 4014 127 3.10 1.2
3 2683 130 2.80 1.3
4
5
6 918 132 0.6 1.4
XPR
工艺 ID
32015
12014
2013 64 1724 129 2.60 1.3
2
2012 55
穿孔用保护
气体 设定
30
系统设定
切割流
等离子气体 保护气体
75 85
90
68
切割速度
6100 124
3302 129
1136 129
弧 压
割缝 补偿
1.3
42 809830ZH-CN 使用手册 XPR

不锈钢 —40A—氮气等离子气体 / 氮气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix) HDi (续)
英制
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
250
s
0.2
0.3
英寸 英寸
0.140
0.120
0.100
弧 压
120 V 2.1 mm
120 V
英寸 英寸
0.200 0.200
打标高度 打标速度
6350
mm/min
0.100 英寸
英寸/分钟
材料厚度
0.036
0.048 210 124 0.05
0.06 180 122
0.075 160 127 0.05
0.105
0.135 2013 64 85 130
3/16
1/4 32 133 0.6 0.06
切割
类别
XPR
工艺 ID
32015
2014
1
22012 55
穿孔用保护
气体 设定
30
系统设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
75 85
90
切割速度
68 120 130
弧 压
V
240 124
60 128 0.05
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8002 15 25 5 2.50 mm
8002 15 25 5
打标电流
切割流
等离子气体 保护气体
切割表
割缝 补偿
0.05
0.05
0.05
0.05
打标宽度
0.08 英寸
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9002 9 90 10 2.50 mm
9002 9 90 10
打标电流
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
6350
mm/min
150
英寸/分钟
弧 压
67 V 1.0 mm
67 V
打标宽度
0.04 英寸
XPR 使用手册 809830ZH-CN 43

切割表
不锈钢 —60A—氮气等离子气体/氮气保护气体 — 水上切割 (Core、CorePlus、VWI、 OptiMix) HDi
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420309 420365 420297 420323 420303 420368
流量 (lpm/scfh)
氮气
XPR
48 / 102
63 / 134
72 / 154
穿孔用保护
气体 设定
30 82
系统设定
切割流
等离子气体 保护气体
65
CNC 控制器设定
切割速度
3105 124
2776 124 2.80 1.5
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
3.20 1.5
5.00 5.00
0.3
2.50
割缝 补偿
1.5
预流
穿孔流
切割流
公制
材料厚度
mm mm/min V mm mm s mm mm
2.5 3
切割
类别
工艺 ID
3
4 2245 123
5 2025 55 1886 124 1.5
6 2 2024 45 1697 126 0.6 1.4
2026
1
44 809830ZH-CN 使用手册 XPR
不锈钢 —60A—氮气等离子气体 / 氮气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix) HDi (续)
英制
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
250
s
0.3
英寸 英寸
0.120 0.06
0.100
弧 压
120 V 1.8 mm
120 V
英寸 英寸
0.200 0.200
打标高度 打标速度
6350
mm/min
0.100 英寸
英寸/分钟
材料厚度
0.105 3
0.135
3/16 2025 55 80 124 0.06
1/4 2 2024 45 65 126 0.6 0.06
切割
类别
1
XPR
工艺 ID
2026
穿孔用保护
气体 设定
30 82
系统设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
65
弧 压
V
120 124
95 123
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8002 15 25 5 2.50 mm
8002 15 25 5
打标电流
切割流
等离子气体 保护气体
切割表
割缝 补偿
0.06
打标宽度
0.07 英寸
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9009 11 90 10 2.50 mm
9009 11 90 10
打标电流
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
3810
mm/min
150
英寸/分钟
弧 压
69 V 1.1 mm
69 V
打标宽度
0.04 英寸
XPR 使用手册 809830ZH-CN 45
切割表
不锈钢 —60A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix) HDi
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420300 420365 420296 420323 420303 420368
流量 (lpm/scfh)
氮气 水
预流
穿孔流
切割流
*每小时加仑 (gph)
公制
材料厚度
mm mm/min V mm mm s mm mm
切割
类别
3
4 2062 126
5 1516 130 1.7
62 1179 132 0.6 2.50 1.9
XPR
工艺 ID
1
2028 10 80 30
27 / 57 0.21 / 3*
34 / 72 0.21 / 3*
20 / 42 0.4 / 7*
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体
切割速度
3065 122
弧 压
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
2.54 1.5
5.00 5.00
0.3
2.00
割缝 补偿
1.6
英制
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.3
s
英寸 英寸
0.120 0.06
0.100
英寸 英寸
0.200 0.200
材料厚度
0.105 3
0.135
3/16 80 129 0.06
1/4
3/8 20 144 0.8 0.120 0.09
切割
类别
XPR
工艺 ID
1
2028 10 80 30
2
穿孔用保护
气体 设定
系统设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
弧 压
V
120 120
10 0 124
50 132 0.6 0.07
割缝 补偿
0.06
46 809830ZH-CN 使用手册 XPR

切割表
不锈钢 —60A—F5 等离子气体/氮气保护气体 — 水上切割 (VWI、OptiMix) HDi
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420309 420365 420297 420323 420303 420368
流量 (lpm/scfh)
F5
预流
穿孔流
切割流
– 55 / 117
40 / 84 53 / 114
29 / 62 88 / 188
公制
材料厚度
mm mm/min V mm mm s mm mm
2.5 3
10 832 134 0.8 2.30 1.4
切割
类别
3
4 2022 45 2217 132 3.00 1.4
5 2021 40 1869 132 0.5 2.90 1.4
6
7 1204 133 2.60 1.4
810481330.72.501.4
XPR
工艺 ID
2023
1
2 2020 35
穿孔用保护
气体 设定
30 82
系统设定
等离子气体 保护气体
氮气
切割流
55
切割速度
3177 132
2763 132
1626 133
弧 压
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.2 3.20 1.4
0.3
5.00 5.00
0.6
3.10 1.4
2.80 1.4
割缝 补偿
XPR 使用手册 809830ZH-CN 47

切割表
不锈钢 —60A—F5 等离子气体 / 氮气保护气体 — 水上切割 (VWI、OptiMix) HDi
(续)
英制
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
6350
250
s
0.3
英寸 英寸
0.140 0.05
0.100
0.080
弧 压
120 V 1.8 mm
120 V
英寸 英寸
0.200 0.200
打标高度 打标速度
mm/min
0.100 英寸
英寸/分钟
打标宽度
0.07 英寸
材料厚度
0.105 3 2023
0.135
3/16 2021 40 80 132
1/4
5/16 42 133 0.7
3/8 30 133 0.8 0.06
切割
类别
XPR
工艺 ID
2022 45 95 132 0.120 0.06
1
2 2020 35
穿孔用保护
气体 设定
30 82
系统设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
55 120 132
弧 压
V
60 133 0.6 0.06
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8002 15 25 5 2.50 mm
8002 15 25 5
打标电流
切割流
等离子气体 保护气体
割缝 补偿
0.06
0.06
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9009 11 90 10 2.50 mm
9009 11 90 10
打标电流
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
3810
mm/min
150
英寸/分钟
弧 压
69 V 1.1 mm
69 V
打标宽度
0.04 英寸
48 809830ZH-CN 使用手册 XPR

切割表
不锈钢 —80A—氮气等离子气体/氮气保护气体 — 水上切割 (Core、CorePlus、VWI、 OptiMix) HDi
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420309 420365 420306 420323 420303 420368
流量 (lpm/scfh)
氮气
预流
穿孔流
切割流
公制
材料厚度
mm mm/min V mm mm s mm mm
切割
类别
3
4 3220 118 1.6
5
6
7 1853 117 1.5
8 1543 118
9 1304 119 1.6
10 1138 121 1.6
3
1
51 / 108
67 / 143
68 / 144
系统设定
XPR
穿孔用保护
工艺 ID
气体 设定
2006
30 80
2007 40
切割流
等离子气体 保护气体
45
CNC 控制器设定
切割速度
3820 118
2692 118
2237 116 1.5
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
5.00 5.00
0.3 2.50
0.5
2.00
0.6
割缝 补偿
1.5
1.6
1.6
XPR 使用手册 809830ZH-CN 49

切割表
不锈钢 —80A—氮气等离子气体 / 氮气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix) HDi (续)
英制
材料厚度
0.135
3/16 110 118
1/4
5/16 60 118
3/8 48 120 0.06
切割
类别
XPR
工艺 ID
3 2006
1 2007 40
系统设定
穿孔用保护
气体 设定
30 80
切割流
等离子气体 保护气体英寸英寸 / 分钟
45
切割速度
140 118
84 116 0.5 0.06
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
V
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8002 15 25 5 2.50 mm
8002 15 25 5
打标电流
等离子气体 保护气体
切割流
CNC 控制器设定
英寸 英寸
0.200 0.200
打标高度 打标速度
0.100 英寸
英寸/分钟
6350
mm/min
250
s
0.3
0.6
0.100 0.06
0.080
弧 压
120 V 1.6 mm
120 V
英寸 英寸
割缝 补偿
0.06
0.03
打标宽度
0.06 英寸
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9003 11 90 10 2.50 mm
9003 11 90 10
打标电流
等离子气体 保护气体
切割流
打标高度 打标速度
0.100 英寸
2540
mm/min
100
英寸/分钟
弧 压
67 V 1.3 mm
67 V
打标宽度
0.05 英寸
50 809830ZH-CN 使用手册 XPR

不锈钢 —80A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix) HDi
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420300 420365 420290 420323 420303 420368
流量 (lpm/scfh)
氮气 水
预流
穿孔流
切割流
*每小时加仑 (gph)
公制
材料厚度
mm mm/min V mm mm s mm mm
12 2 2011 86 722 137 0.8 2.1
切割
类别
3
4 3216 121 1.7
5 2677 123
6
7 1794 128 1.9
8 1450 130
10 9 56 1 3 4 2 . 1
XPR
工艺 ID
3
2010
1
30 / 64 0.2 / 3*
37 / 79 0.2 / 3*
24 51 0.4 / 6*
系统设定
穿孔用保护
气体 设定
10
切割流
等离子气体 保护气体
80
30
CNC 控制器设定
切割速度
3820 118
2203 126 1.8
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
5.00 5.00
0.3
0.5
0.6
2.00
切割表
割缝 补偿
1.8
1.8
2.0
英制
材料厚度
0.135
3/16 110 123 0.07
1/4
5/16 60 132
3/8 40 134 0.08
7/1 6
1/2 2011 86 28 138 0.08
切割
类别
3
1
2
XPR
工艺 ID
2010
系统设定
穿孔用保护
气体 设定
10
切割流
等离子气体 保护气体英寸英寸 / 分钟
80
切割速度
140 120
80 124 0.5 0.07
30
31 136
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
V
CNC 控制器设定
英寸 英寸
0.200 0.200
0.3
0.6
0.8
s
英寸 英寸
0.080
割缝 补偿
0.07
0.08
0.08
XPR 使用手册 809830ZH-CN 51

切割表
不锈钢 —80A—F5 等离子气体/氮气保护气体 — 水上切割 (VWI、OptiMix) HDi
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420309 420365 420306 420323 420303 420368
流量 (lpm/scfh)
F5
预流
穿孔流
切割流
– 52 / 110
44 / 93 23 / 49
38 / 81 39 / 82
公制
材料厚度
mm mm/min V mm mm s mm mm
切割
类别
3
4 3052 123 1.7
5
6
8 2003 35 1376 128
10 2002 28 28 10 6 5 134 1.7
12 2 2001 20 86 20 864 135 0.8 1.8
XPR
工艺 ID
2005
3
2004 45
1
系统设定
穿孔用保护
气体 设定
30
等离子气体 保护气体
80
氮气
切割流
55
CNC 控制器设定
切割速度
4248 125
2362 122
1916 124 0.5 1.7
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
5.00 5.00
0.3
0.6
3.00
2.50
2.00
割缝 补偿
1.7
1.7
1.8
52 809830ZH-CN 使用手册 XPR

不锈钢 —80A—F5 等离子气体 / 氮气保护气体 — 水上切割 (VWI、OptiMix) HDi
(续)
英制
材料厚度
0.135
3/16 10 5 122
1/4
5/16 2003 35 55 129
3/8
7/1 6
1/2 2001 20 86 20 34 134 0.07
切割
类别
XPR
工艺 ID
3 2005
2004 45 70 124 0.5 0.07
1
2002 28 28
2
系统设定
穿孔用保护
气体 设定
30
切割流
等离子气体 保护气体英寸英寸 / 分钟
80
55
切割速度
140 124
40 132 0.07
36 135
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
V
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8002 15 25 5 2.50 mm
8002 15 25 5
打标电流
切割流
等离子气体 保护气体
CNC 控制器设定
英寸 英寸
0.200 0.200
打标高度 打标速度
6350
mm/min
0.100 英寸
英寸/分钟
250
s
0.3
0.6
0.8
英寸 英寸
0.120 0.07
0.100
0.080
弧 压
120 V 1.6 mm
120 V
割缝 补偿
打标宽度
0.06 英寸
切割表
0.07
0.07
0.07
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9003 11 90 10 2.50 mm
9003 11 90 10
打标电流
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
2540
mm/min
10 0
英寸/分钟
弧 压
67 V 1.3 mm
67 V
打标宽度
0.05 英寸
XPR 使用手册 809830ZH-CN 53

切割表
不锈钢 —130A—氮气等离子气体/氮气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix) HDi
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420318 420365 420315 420314 420356 420368
流量 (lpm/scfh)
氮气
预流
穿孔流
切割流
公制
材料厚度
mm mm/min V mm mm s mm mm
6
7 2257 167 2.3
8 2017 16 8
10
12 1453 170 0.6 2.4
15
20 559 180 1.3 2.8
切割
类别
3
1
2
92 / 195
150 / 320
135 / 287
系统设定
XPR
穿孔用保护
工艺 ID
气体 设定
2051 52 90 52
切割流
等离子气体 保护气体
CNC 控制器设定
切割速度
2413 167
1613 169 2.4
1029 174 0.7
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
6.10 6.10
0.4
0.5
2.54
3.05
割缝 补偿
2.3
2.4
2.5
54 809830ZH-CN 使用手册 XPR

不锈钢 —130A—氮气等离子气体 / 氮气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix) HDi (续)
英制
材料厚度
1/4
5/16 80 168 0.09
3/8
1/2 55 170 0.6 0.09
5/8
3/4 25 180 1.2 0.11
切割
类别
XPR
工艺 ID
3
2051 52 90 52
1
2
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
95 167
65 169 0.10
35 178 0.7
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
V
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8004 18 20 15 2.50 mm
8004 18 20 15
打标电流
切割流
等离子气体 保护气体
CNC 控制器设定
英寸 英寸
0.240 0.240
打标高度 打标速度
6350
mm/min
0.100 英寸
250
英寸/分钟
s
0.4
英寸 英寸
0.100
0.120
弧 压
145 V 1.7 mm
145 V
切割表
割缝 补偿
0.09
0.10
打标宽度
0.07 英寸
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9004 20 65 15 2.50 mm
9004 20 65 15
打标电流
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
3810
mm/min
150
英寸/分钟
弧 压
101 V 2.0 mm
101 V
打标宽度
0.08 英寸
XPR 使用手册 809830ZH-CN 55

切割表
不锈钢 — 130 A — 氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix) HDi
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420469 420365 420315 420314 420356 420368
流量 (lpm/scfh)
氮气 水
预流
穿孔流
切割流
*每小时加仑 (gph)
公制
材料厚度
mm mm/min V mm mm s mm mm
切割
类别
6
7 2257 173 0.3
820171740.42.4
10
12 1453 177 0.6 2.5
15
20 457 193 1.3 3.6
XPR
工艺 ID
3
2052 25 90 25
1
2
38 / 80 0.42 / 6.5*
97 / 205 0.5 / 8*
34 / 73 0.5 / 8*
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体
CNC 控制器设定
切割速度
2413 171
1613 175 0.5 2.4
937 182
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
5.08 5.08
6.35 6.35
0.2 2.50 2.3
2.54
0.7
3.05
割缝 补偿
2.3
2.8
英制
材料厚度
1/4
5/16 80 174 0.4 0.09
3/8
1/2 55 177 0.6 0.10
5/8
3/4 20 192 1.3 0.14
切割
类别
XPR
工艺 ID
3
2052 25 90 25
1
2
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
95 172
65 175 0.5 0.09
30 187
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
V
CNC 控制器设定
英寸 英寸
0.200 0.200
0.250 0.250
0.2
0.8
s
英寸 英寸
0.100
0.120
割缝 补偿
0.09
0.12
56 809830ZH-CN 使用手册 XPR

切割表
不锈钢 —130A—混合燃料气体等离子气体/氮气保护气体 — 水上切割 (OptiMix) HDi
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420318 420365 420315 420323 420356 420368
流量 (lpm/scfh)
氢氩气氮气
预流
穿孔流
切割流
公制
材料厚度
mm
12 1453 178 0.6 2.6
15
20 737 191 7.62 7.62 1.5 3.81 2.9
切割
类别
6
7 1954 170 2.6
818341740.42.6
10
XPR
工艺 ID
32060 52 4122452
1 2053 53 6 10 53
2 2061 50 8 12 20 52
– – 103 / 220
8 / 17 12 / 25 150 / 320
8 / 17 12 / 25 136 / 288
系统设定
穿孔用保护
气体 设定
切割流
等离子气体
氢 氩气 氮气
保护气体
CNC 控制器设定
切割速度
mm/min V mm mm s mm mm
2413 169
1613 176 0.5 2.6
1121 186 6.10 6.10 0.7 3.05 2.7
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
5.08 5.08
0.3
割缝 补偿
2.54
2.6
XPR 使用手册 809830ZH-CN 57

切割表
不锈钢 —130A—混合燃料气体等离子气体 / 氮气保护气体 — 水上切割
(OptiMix) HDi (续)
英制
系统设定
材料厚度
英寸 氢 氩气 氮气
1/4
5/16 72 174 0.4 0.10
3/8
1/2 55 179 0.6 0.10
5/8
3/4 30 190 0.300 0.300 1.5 0.150 0.11
切割
类别
XPR
穿孔用保护
工艺 ID
32060 52 9255052
12053 53 1321 53
22061 50 17254252
气体 设定
切割流
等离子气体
保护气体
切割速度
英寸 / 分钟
80 170
65 175 0.5 0.10
40 188 0.240 0.240 0.8 0.120 0.11
弧 压
V
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8004 18 20 15 2.50 mm
8004 18 20 15
打标电流
等离子气体 保护气体
切割流
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.200 0.200
打标高度 打标速度
6350
mm/min
0.100 英寸
250
英寸/分钟
s
英寸 英寸
0.3
0.100
弧 压
145 V 1.7 mm
145 V
打标宽度
0.07 英寸
割缝 补偿
0.10
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9004 20 65 15 2.50 mm
9004 20 65 15
打标电流
等离子气体 保护气体
切割流
打标高度 打标速度
0.100 英寸
3810
mm/min
250
英寸/分钟
弧 压
101 V 2.0 mm
101 V
打标宽度
0.08 英寸
58 809830ZH-CN 使用手册 XPR

切割表
不锈钢 —170A—氮气等离子气体/氮气保护气体 — 水上切割(Core、CorePlus、VWI、 OptiMix) HDi
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420327 420365 420324 420314 420356 420368
流量 (lpm/scfh)
氮气
预流
穿孔流
切割流
公制
材料厚度
mm mm/min V mm mm s mm mm
切割
类别
工艺 ID
10 3
12
15 1226 168 0.6 2.8
20 2 705 177 7.62 7.62 2.5 3.43 3.1
25
30 289 194 0.5 3.6
1
4
99 / 210
168 / 355
151 / 322
系统设定
XPR
穿孔用保护
气体 设定
2057 54 90 54
切割流
等离子气体 保护气体
CNC 控制器设定
切割速度
1994 165
1834 165 0.4 2.6
405 189
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
6.10 6.10
边缘起弧
0.3
0.5
2.54
3.81
割缝 补偿
2.7
3.6
XPR 使用手册 809830ZH-CN 59

切割表
不锈钢 —170A—氮气等离子气体 / 氮气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix) HDi (续)
英制
材料厚度
3/8 3
1/2
5/8 40 169 0.7 0.11
3/4 2 30 175 0.300 0.300 2.5 0.120 0.12
1
1-1/4 10 196 0.7 0.14
切割
类别
XPR
工艺 ID
1
2057 54 90 54
4
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
80 165
70 165 0.4 0.10
15 190
弧 压
V
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8005 18 20 15 2.50 mm
8005 18 20 15
打标电流
切割流
等离子气体 保护气体
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.240 0.240
边缘起弧
打标高度 打标速度
6350
mm/min
0.100 英寸
250
英寸/分钟
s
英寸 英寸
0.3
0.100
0.5
0.150
弧 压
121 V 2.0 mm
121 V
割缝 补偿
0.11
0.14
打标宽度
0.08 英寸
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9005 18 55 15 2.50 mm
9005 18 55 15
打标电流
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
3810
mm/min
150
英寸/分钟
弧 压
96 V 1.8 mm
96 V
打标宽度
0.07 英寸
60 809830ZH-CN 使用手册 XPR

不锈钢 —170A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix) HDi
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420472 420365 420324 420314 420356 420368
流量 (lpm/scfh)
氮气 水
预流
穿孔流
切割流
*每小时加仑 (gph)
公制
材料厚度
mm mm/min V mm mm s mm mm
10 3
12
15 1375 170 2.9
20 2 978 174 7.62 7.62 1.3 3.2
25
30 633 189 0.7
32 578 191 0.8 4.5
38 434 195 1.0 4.7
切割
类别
工艺 ID
1
2058309030
4
19 / 40 0.4 / 6*
47 / 100 0.5 / 8*
33 / 71 0.5 / 8*
系统设定
XPR
穿孔用保护
气体 设定
切割流
等离子气体 保护气体
切割速度
1975 168
1735 172
778 183
CNC 控制器设定
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
5.08 5.08
边缘起弧
0.4
0.5
0.5 3.05 4.1
2.54
3.81
切割表
割缝 补偿
2.8
2.8
4.4
英制
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.200 0.200
边缘起弧
s
0.40
0.50
0.8
英寸 英寸
0.100
0.120 0.16
0.150
气体 设定
系统设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
弧 压
V
80 167
65 173
30 184
材料厚度
3/8 3
1/2
5/8 50 169 0.12
3/4 2 40 172 0.300 0.3 00 0.50 0.12
1
1-1/4 23 191
1-1/2 17 195 1.0 0.18
切割
类别
XPR
穿孔用保护
工艺 ID
1
2058309030
4
割缝 补偿
0.11
0.11
0.18
XPR 使用手册 809830ZH-CN 61

切割表
不锈钢 —170A—混合燃料气体等离子气体/氮气保护气体 (OptiMix) HDi
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420327 420365 420324 420323 420356 420368
流量 (lpm/scfh)
氢氩气氮气
预流
穿孔流
切割流
公制
材料厚度
mm
10 3
12
15 1375 174 2.9
20 2 2062 10 24 940 183 7.62 7.62 1.4 3.6
25
30
32 352 200 4.4
38 256 206 4.7
切割
类别
XPR
工艺 ID
2059
1
2063
4
2064 12 20
– – 101 / 215
8 / 17 12 / 25 162 / 345
8 / 17 12 / 25 154 / 327
系统设定
穿孔用保护
气体 设定
54
切割流
等离子气体
氢 氩气 氮气
826
6
6 26 540 192
8
保护气体
切割速度
54
CNC 控制器设定
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
mm/min V mm mm s mm mm
1975 169
1735 174
398 198
5.08 5.08
边缘起弧
0.4
0.5
0.5
2.54
3.05 4.0
4.57
割缝 补偿
2.9
2.9
4.2
62 809830ZH-CN 使用手册 XPR

不锈钢 —170A—混合燃料气体等离子气体 / 氮气保护气体 (OptiMix) HDi (续)
英制
系统设定
材料厚度
英寸 氢 氩气 氮气
3/8 3
1/2
5/8 50 177 0.12
3/4 2 2062 10 24 40 181 0.300 0.300 1.0 0.14
1-1/8 17 196 0.150 0.16
1-1/4
1-1/2 10 206 0.19
切割
类别
1
XPR
穿孔用保护
工艺 ID
1
4
气体 设定
2059
54
2063
2064 12 20
切割流
等离子气体
826
6
626
8
保护气体
54
切割速度
英寸 / 分钟
80 168
65 176
20 193
14 200
弧 压
V
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8005 18 20 15 2.50 mm
8005 18 20 15
打标电流
切割流
等离子气体 保护气体
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
250
s
英寸 英寸
0.4
0.5
0.5
0.100
0.120 0.16
0.180
弧 压
121 V 2.0 mm
121 V
英寸 英寸
0.200 0.200
边缘起弧
打标高度 打标速度
6350
mm/min
0.100 英寸
英寸/分钟
割缝 补偿
打标宽度
0.8 英寸
切割表
0.12
0.11
0.17
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9005 18 55 15 2.50 mm
9005 18 55 15
打标电流
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
3810
mm/min
150
英寸/分钟
弧 压
96 V 1.8 mm
96 V
打标宽度
0.07 英寸
XPR 使用手册 809830ZH-CN 63

切割表
不锈钢 —300A—氮气等离子气体/氮气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420362 420365 420359 420323 420356 420368
流量 (lpm/scfh)
氮气
预流
穿孔流
切割流
公制
材料厚度
mm mm/min V mm mm s mm mm
30
38
40 455 196 4.1
44 343 201 0.9
50 5 264 204 1.0 6.0
切割
类别
12
15 2666 168 0.5 3.1
20
25 1429 177 12.70 1.5 3.4
32 947 182 2.2 4.2
XPR
工艺 ID
3
2054
1
2
4
2100 58
106 / 225
181 / 385
178 / 370
系统设定
穿孔用保护
气体 设定
54 90
切割流
等离子气体 保护气体
54
CNC 控制器设定
切割速度
2997 168
1829 172 0.9
10 84 1 8 0
515 194
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
7. 6 2
7. 6 2
15.24
边缘起弧
0.4
2.0 4.0
0.8
4.32
5.08
6.35
割缝 补偿
3.1
3.5
4.2
3.9
64 809830ZH-CN 使用手册 XPR

不锈钢 —300A—氮气等离子气体 / 氮气保护气体 — 水上切割
(Core、CorePlus、VWI、 OptiMix)( 续 )
英制
材料厚度
1/2
5/8 10 0 168 0.5 0.12
3/4
1 55 177 0.500 1.5 0.14
1-1/4 2 38 181 0.600 2.2 0.17
1-1/2
1-3/4 13 201 0.8
25 10 205 1.0 0.25
切割
类别
3
1
4
XPR
工艺 ID
2054
2100 58
系统设定
穿孔用保护
气体 设定
54 90
切割流
等离子气体 保护气体英寸英寸 / 分钟
54
切割速度
118 168
75 171 0.8
20 194
弧 压
V
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8006 18 25 15 2.50 mm
8006 18 25 15
打标电流
等离子气体 保护气体
切割流
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.300
0.300
边缘起弧
打标高度 打标速度
2540
mm/min
0.100 英寸
英寸/分钟
s
0.4
0.5 0.17
弧 压
135 V 1.5 mm
100
135 V
英寸 英寸
0.170
0.200
0.250
切割表
割缝 补偿
0.12
0.14
0.15
打标宽度
0.06 英寸
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9006 22 55 15 2.50 mm
9006 22 55 15
打标电流
等离子气体 保护气体
切割流
打标高度 打标速度
0.100 英寸
2540
mm/min
100
英寸/分钟
弧 压
92 V 2.8 mm
92 V
打标宽度
0.11 英寸
XPR 使用手册 809830ZH-CN 65

切割表
不锈钢 —300A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420475 420365 420359 420323 420356 420368
流量 (lpm/scfh)
氮气 水
预流
穿孔流
切割流
*每小时加仑 (gph)
公制
材料厚度
mm mm/min V mm mm s mm mm
12
15 1975 175 0.9 3.5
20
25 1302 183 1.2 4.2
30
32 879 191 2.0 4.8
38 639 201 17.78 3.5
40
44 564 203 0.6 5.4
50 403 210 1.0 5.7
切割
类别
3
1
2
4
工艺 ID
31 / 65 0.42 / 6.5*
75 / 160 0.5 / 8*
59 / 126 0.5 / 8
系统设定
XPR
穿孔用保护
气体 设定
2055 22 90 22
切割流
等离子气体 保护气体
CNC 控制器设定
切割速度
2159 174
1702 180 1.0
994 189
612 202
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
7. 6 2
7. 6 2
15.24
边缘起弧
0.5
1.9 4.6
0.5 5.4
3.81
5.08
6.35
割缝 补偿
3.5
4.0
5.4
66 809830ZH-CN 使用手册 XPR

不锈钢 —300A—氮气等离子气体 / 保护水 — 水上切割
(VWI、 OptiMix)( 续 )
英制
材料厚度
1/2
5/8 75 176
3/4
1 50 183 1.2 0.17
1-1/4
1-1/2 25 201 0.700 3.5
1-3/4
2 15 211 1.0 0.23
切割
类别
3
1
2
4
XPR
工艺 ID
2055 22 90 22
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
85 174
70 180
35 191 0.600 2.0 0.19
22 203
弧 压
V
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.300
0.300
边缘起弧
s
英寸 英寸
0.5
1.0
0.5 0.21
0.150
0.200
0.250
切割表
割缝 补偿
0.14
0.14
0.15
0.21
XPR 使用手册 809830ZH-CN 67

切割表
不锈钢 —300A—混合燃料气体等离子气体/氮气保护气体 — 水上切割 (OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420362 420365 420359 420358 420356 420368
流量 (lpm/scfh)
氢氩气氮气
预流
穿孔流
切割流
公制
材料厚度
mm
12
15 1848 172 0.6 4.3
20
25 10 4 0 187 1.2 4.7
30
38
40
50
60 289 184 0.9 4.6
切割
类别
70 5 202 193 1.3 4.7
XPR
工艺 ID
32065
1
2056 24 21 15
2
2065 18 24 18
4
2066 12 48 0
– – 118 / 250
24 / 51 48 / 102 150 / 320
23 / 50 47 / 101 134 / 288
系统设定
穿孔用保护
气体 设定
54
氢 氩气 氮气
18 24 18
切割流
等离子气体
保护气体
54
CNC 控制器设定
切割速度
mm/min V mm mm s mm mm
2032 171
1340 186 0.9 4.6
924 188 15.24 2.5 5.0
639 190 17.78 3.5 4.8
597 185
441 180 0.9
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
8.89
8.89
边缘起弧
0.4
5.08
0.8 4.7
6.35
割缝 补偿
4.3
5.4
68 809830ZH-CN 使用手册 XPR

不锈钢 —300A—混合燃料气体等离子气体 / 氮气保护气体 — 水上切割
(OptiMix) (续)
英制
系统设定
材料厚度
英寸 氢 氩气 氮气
1/2
5/8 70 173 0.7 0.17
3/4
1-1/4
1 -1/2 2065 18 24 18 25 190 0.700 3.5 0.19
1-3/4
2-1/4 12 183 0.9 0.19
2-1/2
2-3/4 8 192 1.2 0.18
切割
类别
1 40 187 1.2 0.19
2 17 181
3 6 200 1.5 0.20
XPR
穿孔用保护
工艺 ID
32065
1
2
4
5
气体 设定
2056 24 21 15
54
2066 12 48 0
18 24 18
切割流
等离子气体
保护气体
54
切割速度
英寸 / 分钟
80 171
55 186 0.8 0.18
35 189 0.600 2.8 0.20
20 172
10 185 1.0 0.17
弧 压
V
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.4
0.8
s
英寸 英寸
0.200
0.250
英寸 英寸
0.350
0.350
边缘起弧
割缝 补偿
切割表
0.17
0.17
0.22
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
8006 18 25 15 2.50 mm
8006 18 25 15
工艺 ID
9006 22 55 15 2.50 mm
9006 22 55 15
打标电流
打标电流
切割流
等离子气体 保护气体
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
打标高度 打标速度
0.100 英寸
2540
mm/min
100
英寸/分钟
2540
mm/min
100
英寸/分钟
弧 压
135 V 1.5 mm
135 V
弧 压
92 V 2.8 mm
92 V
打标宽度
0.06 英寸
打标宽度
0.11 英寸
XPR 使用手册 809830ZH-CN 69

切割表
适用于有色金属 (铝)工艺的切割表 — 水上切割
铝 —40A—空气等离子气体/空气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420291 420365 420288 420314 420294 420368
流量 (lpm/scfh)
氮气 空气
预流
穿孔流
切割流
17 / 35 32 / 67
– 54 / 115
– 66 / 141
公制
材料厚度
mm mm/min V mm mm s mm mm
1.5
2 3964 135 1.4
2.5
3 2596 132 2.70 1.3
4
5
6 911 135 0.6 1.4
切割
类别
32019
12018 68
2
XPR
工艺 ID
2017 64 1632 131
2016 55
系统设定
穿孔用保护
气体 设定
30 90
切割流
等离子气体 保护气体
85
切割速度
4799 137
3230 133
107 0 131 1.3
弧 压
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
5.00 5.00
0.2
0.3
3.00
2.50
割缝 补偿
1.5
1.3
1.2
70 809830ZH-CN 使用手册 XPR

铝 —40A—空气等离子气体 / 空气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)( 续 )
英制
材料厚度
0.036
0.051 210 137 0.06
0.064 180 137 0.07
0.081 160 135 0.05
0.102
1/8 2017 64 85 132
3/16
1/4 32 137 0.6 0.06
切割
类别
32019
1
22016 55
XPR
工艺 ID
2018 68 120 132
系统设定
穿孔用保护
气体 设定
30 90
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
240 137
85
60 130 0.05
弧 压
V
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.2
0.3
s
英寸 英寸
0.120
0.100
英寸 英寸
0.200 0.200
切割表
割缝 补偿
0.06
0.05
0.05
XPR 使用手册 809830ZH-CN 71

切割表
铝 —40A—氮气等离子气体/氮气保护气体 — 水上切割 (Core、CorePlus、VWI、OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420291 420365 420288 420314 420303 420368
流量 (lpm/scfh)
氮气
预流
穿孔流
切割流
49 / 103
57 / 120
71 / 152
公制
材料厚度
mm mm/min V mm mm s mm mm
1.5
2 3494 132 1.3
2.5
3 2246 131 2.70 1.3
4
5
6 1055 137 0.6 1.3
切割
类别
32015
12014
2
XPR
工艺 ID
2013 64 1641 130
2012 55
系统设定
穿孔用保护
气体 设定
30
切割流
等离子气体 保护气体
75 85
68
90
切割速度
4781 131
2740 132
1287 131 1.2
弧 压
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
5.00 5.00
0.2
0.3
3.00
2.50
割缝 补偿
1.3
1.3
1.2
72 809830ZH-CN 使用手册 XPR

切割表
铝 —40A—氮气等离子气体/ 氮气保护气体 — 水上切割 (Core CorePlus、VWI、OptiMix)
(续)
英制
材料厚度
0.051
0.064 180 131 0.05
0.081 144 132 0.05
0.102
1/8 64 85 130
3/16
1/4 32 139 0.6 0.05
切割
类别
32015
12014
22012 55
XPR
工艺 ID
系统设定
穿孔用保护
气体 设定
30
切割流
等离子气体 保护气体英寸英寸 / 分钟
75 85
90
切割速度
210 130
68 120 132
60 130 0.05
弧 压
V
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8002 15 25 5 2.50 mm
8002 15 25 5
打标电流
等离子气体 保护气体
切割流
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.200 0.200
打标高度 打标速度
6350
mm/min
0.100 英寸
250
英寸/分钟
s
英寸 英寸
0.2
0.3
0.120
0.100
弧 压
120 V 2.1 mm
120 V
割缝 补偿
0.05
0.05
0.05
打标宽度
0.08 英寸
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9011 12 90 10 2.50 mm
9011 12 90 10
打标电流
等离子气体 保护气体
切割流
打标高度 打标速度
0.100 英寸
2540
mm/min
100
英寸/分钟
弧 压
76 V 0.8 mm
76 V
打标宽度
0.03 英寸
XPR 使用手册 809830ZH-CN 73
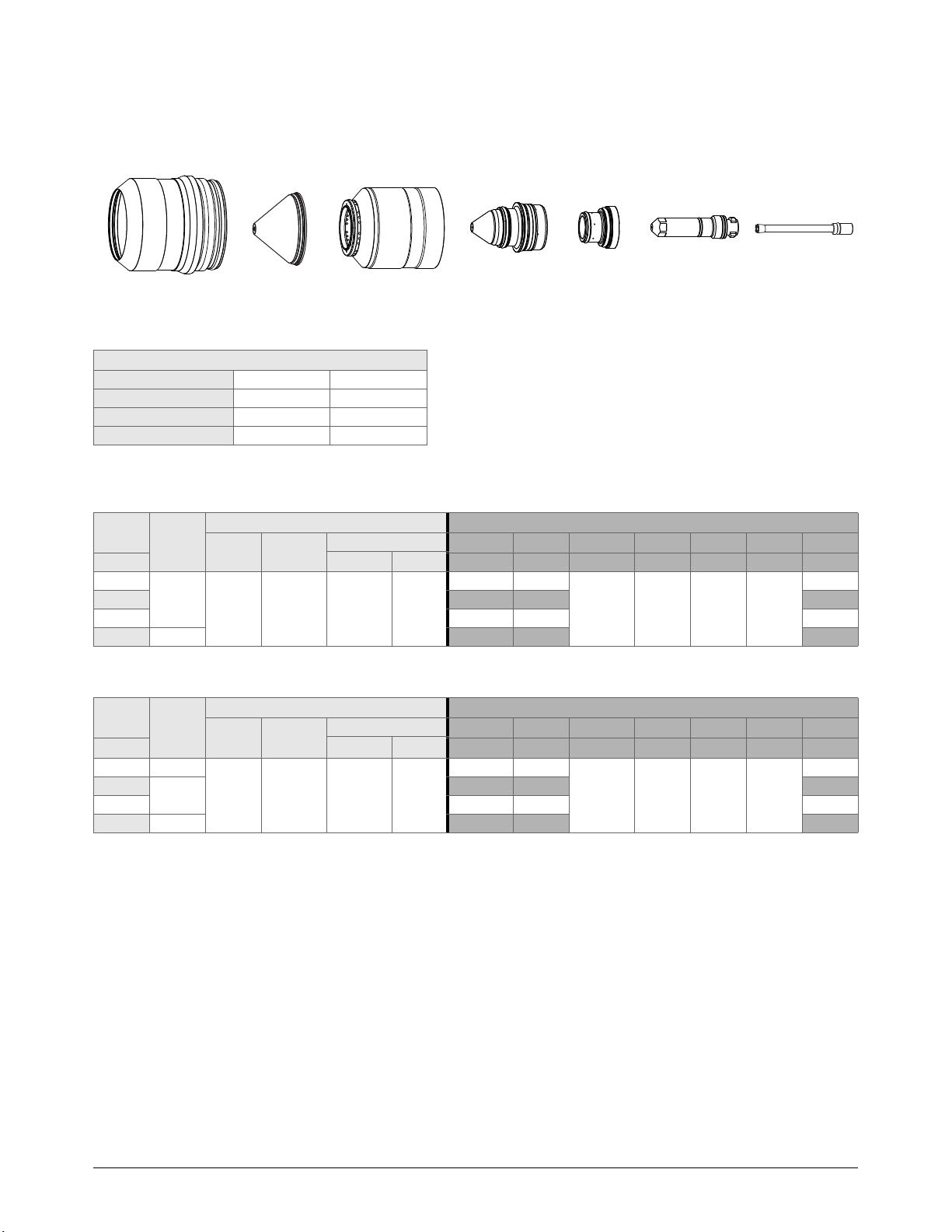
切割表
铝 —60A—空气等离子气体/空气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420309 420365 420297 420323 420294 420368
流量 (lpm/scfh)
氮气 空气
预流
穿孔流
切割流
24 / 51 24 / 50
– 91 / 193
– 56 / 120
公制
材料厚度
mm mm/min V mm mm s mm mm
3
4 2229 130 1.6
5 1928 131 1.6
62 1713 131 1.5
切割
类别
1
XPR
工艺 ID
2027 30 80 45
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体
切割速度
2688 130
弧 压
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
5.00 5.00 0.3 2.50
英制
材料厚度
0.102 3
1/8
3/16 80 129 0.06
1/4 2 65 132 0.06
切割
类别
1
XPR
工艺 ID
2027 30 80 45
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
120 130
95 130 0.06
弧 压
V
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.200 0.200 0.3 0.100
s
英寸 英寸
割缝 补偿
1.7
割缝 补偿
0.07
74 809830ZH-CN 使用手册 XPR

铝 —60A—氮气等离子气体/氮气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420309 420365 420297 420323 420303 420368
流量 (lpm/scfh)
氮气
预流
穿孔流
切割流
48 / 102
63 / 134
72 / 154
切割表
公制
材料厚度
mm mm/min V mm mm s mm mm
3
4 2245 130
5 2025 55 1886 131 1.5
6 2 2024 45 1697 132 0.6 1.4
切割
类别
1
XPR
工艺 ID
2026
系统设定
穿孔用保护
气体 设定
30 82
切割流
等离子气体 保护气体
65
切割速度
2776 129
弧 压
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
3.20 1.6
5.00 5.00
0.3
2.50
英制
材料厚度
0.102 3
1/8
3/16 2025 55 80 131
1/4 2 2024 45 60 132 0.6 0.05
切割
类别
1
XPR
工艺 ID
2026
系统设定
穿孔用保护
气体 设定
30 82
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
65 120 131
65 10 0 128 0.06
弧 压
V
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.3
s
英寸 英寸
0.120
0.100
英寸 英寸
0.200 0.200
割缝 补偿
1.5
割缝 补偿
0.06
0.06
XPR 使用手册 809830ZH-CN 75
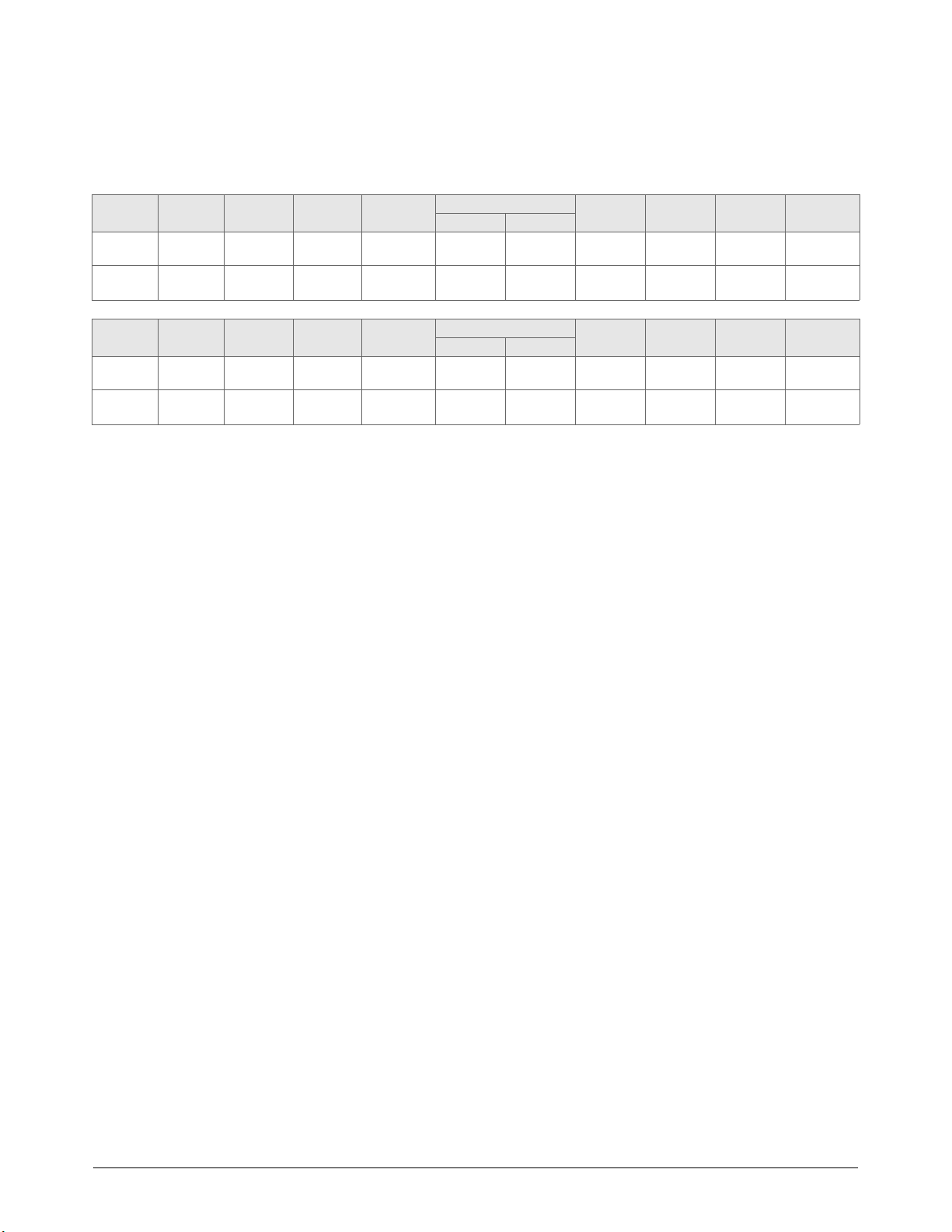
切割表
铝 —60A—氮气等离子气体 / 氮气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)( 续 )
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8002 15 25 5 2.50 mm
8002 15 25 5
打标电流
切割流
等离子气体 保护气体
0.100 英寸
打标高度 打标速度
6350
mm/min
250
英寸/分钟
弧 压
120 V 1.8 mm
120 V
打标宽度
0.07 英寸
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9012 14 90 20 2.50 mm
9012 14 90 20
打标电流
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
2540
mm/min
10 0
英寸/分钟
弧 压
77 V 1.3 mm
77 V
打标宽度
0.05 英寸
76 809830ZH-CN 使用手册 XPR

铝 —60A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420300 420365 420296 420323 420303 420368
流量 (lpm/scfh)
氮气 水
预流
穿孔流
切割流
*每小时加仑 (gph)
公制
材料厚度
mm mm/min V mm mm s mm mm
3
4 2402 124
5 2050 126 1.4
62 1698 128 0.6 2.50 1.5
切割
类别
1
27 / 57 0.2 / 3*
34 / 72 0.2 / 3*
20 / 42 0.4 / 7*
系统设定
XPR
工艺 ID
穿孔用保护
气体 设定
2028 10 80 30
切割流
等离子气体 保护气体
切割速度
2754 122
CNC 控制器设定
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
5.00 5.00
0.3
2.50 1.4
2.00
切割表
割缝 补偿
1.4
英制
材料厚度
0.102 3
1/8
3/16 80 122 0.06
1/4
3/8 18 138 0.8 0.120 0.06
切割
类别
1
2
XPR
工艺 ID
2028 10 80 30
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
120 126
10 0 122
65 124 0.6 0.05
弧 压
V
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.3
s
英寸 英寸
0.120 0.05
0.100
英寸 英寸
0.200 0.200
割缝 补偿
0.06
XPR 使用手册 809830ZH-CN 77
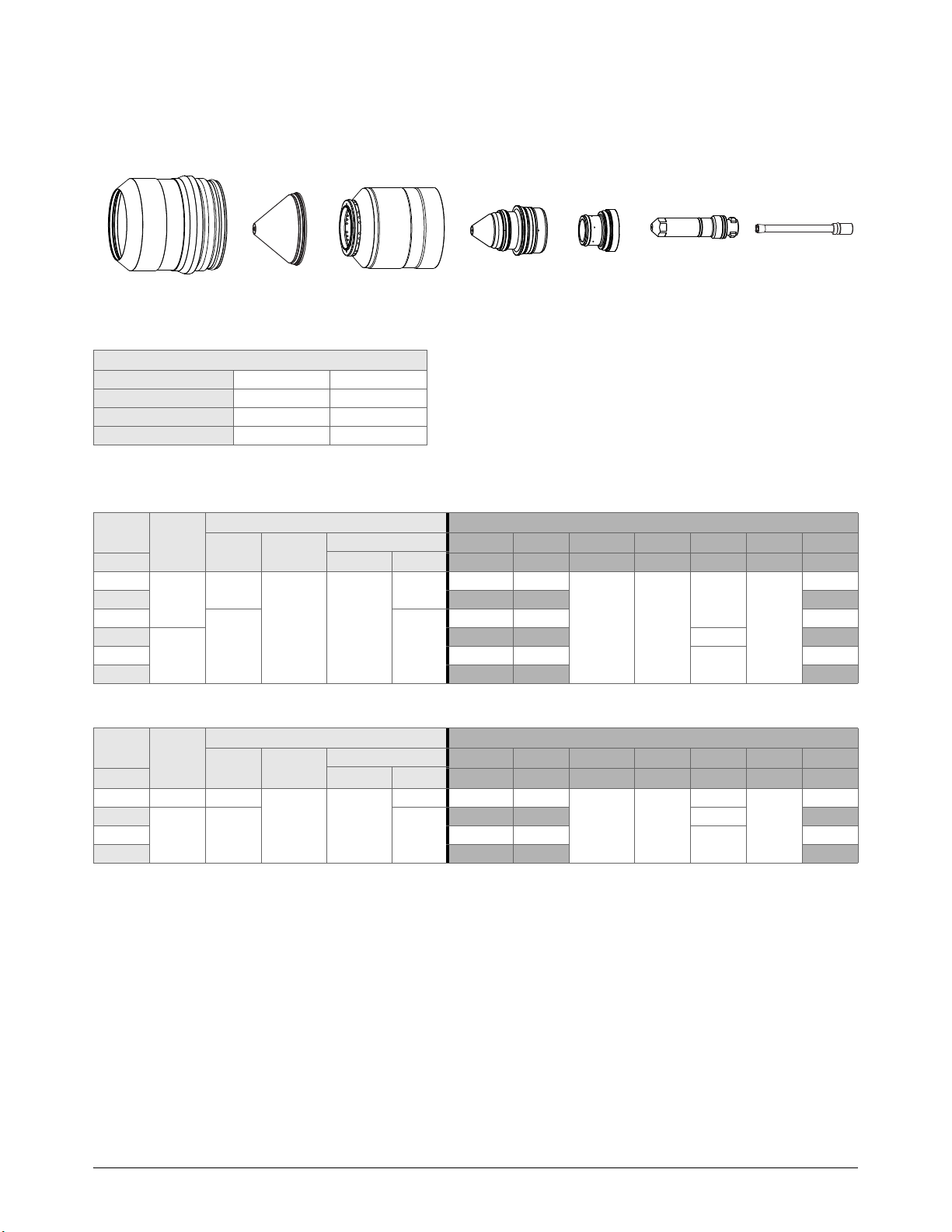
切割表
铝 —80A—空气等离子气体/空气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420309 420365 420306 420323 420294 420368
流量 (lpm/scfh)
氮气 空气
预流
穿孔流
切割流
51 / 107 –
23 / 48 43 / 91
– 69 / 147
公制
材料厚度
mm mm/min V mm mm s mm mm
3
4 3143 129 1.6
5
6
8 1297 128
10 10 19 131 1.7
切割
类别
3
1
XPR
工艺 ID
2008
2009 40
系统设定
穿孔用保护
气体 设定
30 80
切割流
等离子气体 保护气体
55
切割速度
3874 128
2520 129 1.5
2005 127 0.5 1.5
弧 压
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.3
5.00 5.00
0.6
2.00
英制
材料厚度
3/16 3 2008
1/4
5/16 55 128
3/8 40 130 0.07
切割
类别
1 2009 40
XPR
工艺 ID
系统设定
穿孔用保护
气体 设定
30 80
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
55 100 130
70 126 0.5 0.06
弧 压
V
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.3
0.6
s
英寸 英寸
0.080
英寸 英寸
0.200 0.200
割缝 补偿
1.7
1.6
割缝 补偿
0.06
0.06
78 809830ZH-CN 使用手册 XPR

铝 —80A—氮气等离子气体/氮气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420309 420365 420306 420323 420303 420368
流量 (lpm/scfh)
氮气
预流
穿孔流
切割流
51 / 108
67 / 143
68 / 144
切割表
公制
材料厚度
mm mm/min V mm mm s mm mm
3
4 3220 119 1.6
5
6
81543122
10 1138 125 1.7
切割
类别
3
1
XPR
工艺 ID
2006
2007 40
系统设定
穿孔用保护
气体 设定
30 80
切割流
等离子气体 保护气体
45
切割速度
3820 120
2692 118
2237 120 0.5 1.6
弧 压
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.3
5.00 5.00
0.6
2.50
2.00
割缝 补偿
1.7
1.5
1.7
XPR 使用手册 809830ZH-CN 79

切割表
铝 —80A—氮气等离子气体 / 氮气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)( 续 )
英制
材料厚度
1/8
3/16 110 118
1/4
5/16 64 122
3/8 48 124 0.07
切割
类别
3 2006
12007 40
XPR
工艺 ID
系统设定
穿孔用保护
气体 设定
30 80
切割流
等离子气体 保护气体英寸英寸 / 分钟
45
切割速度
140 120
84 120 0.5 0.06
弧 压
V
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8002 15 25 5 2.50 mm
8002 15 25 5
打标电流
切割流
等离子气体 保护气体
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.200 0.200
打标高度 打标速度
6350
mm/min
0.100 英寸
250
英寸/分钟
s
英寸 英寸
0.3
0.6
0.100 0.07
0.080
弧 压
120 V 1.6 mm
120 V
割缝 补偿
0.06
0.07
打标宽度
0.06 英寸
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9013 16 90 20 2.50 mm
9013 16 90 20
打标电流
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
2540
mm/min
10 0
英寸/分钟
弧 压
78 V 1.5 mm
78 V
打标宽度
0.06 英寸
80 809830ZH-CN 使用手册 XPR

铝 —80A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420300 420365 420290 420323 420303 420368
流量 (lpm/scfh)
氮气 水
预流
穿孔流
切割流
*每小时加仑 (gph)
公制
材料厚度
mm mm/min V mm mm s mm mm
3
4 3216 122 1.6
5 2677 124 1.6
6
7 179 4 128 1.6
8 1450 129
10 956 133 1.8
切割
类别
3
1
30 / 64 0.2 / 3*
37 / 79 0.2 / 3*
24 / 51 0.4 / 6*
系统设定
XPR
工艺 ID
穿孔用保护
气体 设定
2010 10 80 30
切割流
等离子气体 保护气体
切割速度
3820 121
2203 126
CNC 控制器设定
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
5.00 5.00
0.3
0.5
0.6
2.00
切割表
割缝 补偿
1.7
1.6
1.7
XPR 使用手册 809830ZH-CN 81

切割表
铝 —80A—氮气等离子气体 / 保护水 — 水上切割 (VWI、 OptiMix)( 续 )
英制
材料厚度
1/8
3/16 110 122 0.06
1/4
5/16 60 129
3/8 40 132 0.07
7/1 6
1/2 2011 86 28 135 0.06
切割
类别
3
1
2
XPR
工艺 ID
2010
系统设定
穿孔用保护
气体 设定
10
切割流
等离子气体 保护气体英寸英寸 / 分钟
80
切割速度
140 120
80 126 0.5 0.06
30
31 134
弧 压
V
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.3
0.6
0.8
s
英寸 英寸
0.080
英寸 英寸
0.200 0.200
割缝 补偿
0.07
0.07
0.07
82 809830ZH-CN 使用手册 XPR
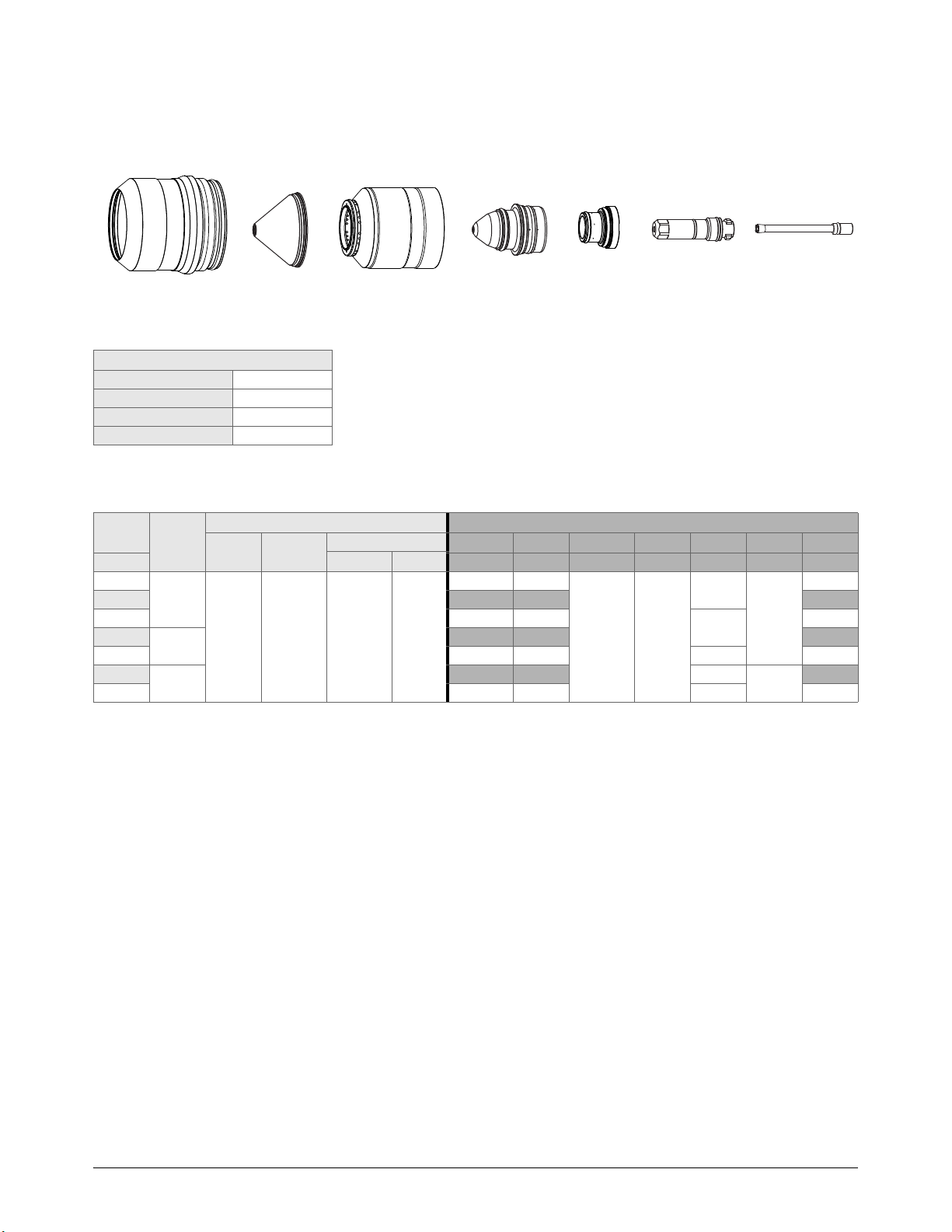
铝 —130A—氮气等离子气体/氮气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420318 420365 420315 420314 420356 420368
流量 (lpm/scfh)
氮气
预流
穿孔流
切割流
92 / 195
150 / 320
135 / 287
切割表
公制
材料厚度
mm mm/min V mm mm s mm mm
6
7 2358 172 2.5
8 2078 173
10
12 1354 176 0.6 2.5
15
20 635 181 1.3 2.7
切割
类别
3
1
2
XPR
工艺 ID
2051 52 90 52
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体
切割速度
2413 171
1594 175 2.5
1178 178 0.7
弧 压
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.4
2.54
3.05
6.10 6.10
0.5
割缝 补偿
2.5
2.5
2.4
XPR 使用手册 809830ZH-CN 83

切割表
铝 —130A—氮气等离子气体 / 氮气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)( 续 )
英制
材料厚度
1/4
5/16 82 173 0.10
3/8
1/2 50 177 0.6 0.10
5/8
3/4 30 180 1.2 0.10
切割
类别
3
1
2
XPR
工艺 ID
2051 52 90 52
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
10 0 1 72
65 174 0.5 0.10
45 178 0.7
弧 压
V
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8004 18 20 15 2.50 mm
8004 18 20 15
打标电流
切割流
等离子气体 保护气体
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.240 0.240
打标高度 打标速度
6350
mm/min
0.100 英寸
250
英寸/分钟
s
英寸 英寸
0.4
0.100
0.120
弧 压
145 V 1.3 mm
145 V
割缝 补偿
0.10
0.09
打标宽度
0.05 英寸
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9014 24 65 15 2.50 mm
9014 24 65 15
打标电流
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
2540
mm/min
100
英寸/分钟
弧 压
88 V 2.0 mm
88 V
打标宽度
0.08 英寸
84 809830ZH-CN 使用手册 XPR

铝 —130A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420469 420365 420315 420314 420356 420368
流量 (lpm/scfh)
氮气 水
预流
穿孔流
切割流
*每小时加仑 (gph)
公制
材料厚度
mm mm/min V mm mm s mm mm
6
8 2083 173 0.5 2.5
10
12 1382 178 0.8 2.5
15
20 762 185 1.3 3.2
切割
类别
3
1
2
XPR
工艺 ID
2052 25 90 25
38 0.42 / 6.5*
97 0.5 / 8*
34 / 73 0.5 / 8*
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体
CNC 控制器设定
切割速度
2413 171
1702 175 0.6 2.5
1178 181 0.9
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
6.10 6.10
0.4
2.54
3.05
切割表
割缝 补偿
2.5
2.8
英制
材料厚度
1/4
5/16 82 173 0.5 0.10
3/8
1/2 50 179 0.8 0.10
5/8
3/4 35 184 1.2 0.12
切割
类别
3
1
2
XPR
工艺 ID
2052 25 90 25
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
95 172
70 175 0.6 0.10
45 181 1.0
弧 压
V
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.4
s
英寸 英寸
0.100
0.120
英寸 英寸
0.240 0.240
割缝 补偿
0.10
0.11
XPR 使用手册 809830ZH-CN 85

切割表
铝 —130A—混合燃料气体等离子气体/氮气保护气体 — 水上切割 (OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420318 420365 420315 420323 420356 420368
流量 (lpm/scfh)
氢氩气氮气
预流
穿孔流
切割流
公制
材料厚度
切割
XPR
类别
mm
6
7 2205 177 2.4
8 1885 180 0.4 2.5
10
12 1100 188 0.6 2.5
15
20 813 194 1.5 2.9
工艺 ID
3 2060 52 4 12
1 2053 53 6 10 53
2 2061 50 8 12 20 52
– – 103 / 220
8 / 17 12 / 25 150 / 320
8 / 17 12 / 25 139 / 299
系统设定
穿孔用保护
气体 设定
氢 氩气 氮气
切割流
等离子气体
保护气体
24
52
CNC 控制器设定
切割速度
mm/min V mm mm s mm mm
2413 174
1340 186 0.5 2.6
101 6 190
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
5.08 5.08
6.10 6.10
0.3
0.7
2.54
3.05
割缝 补偿
2.4
2.6
86 809830ZH-CN 使用手册 XPR
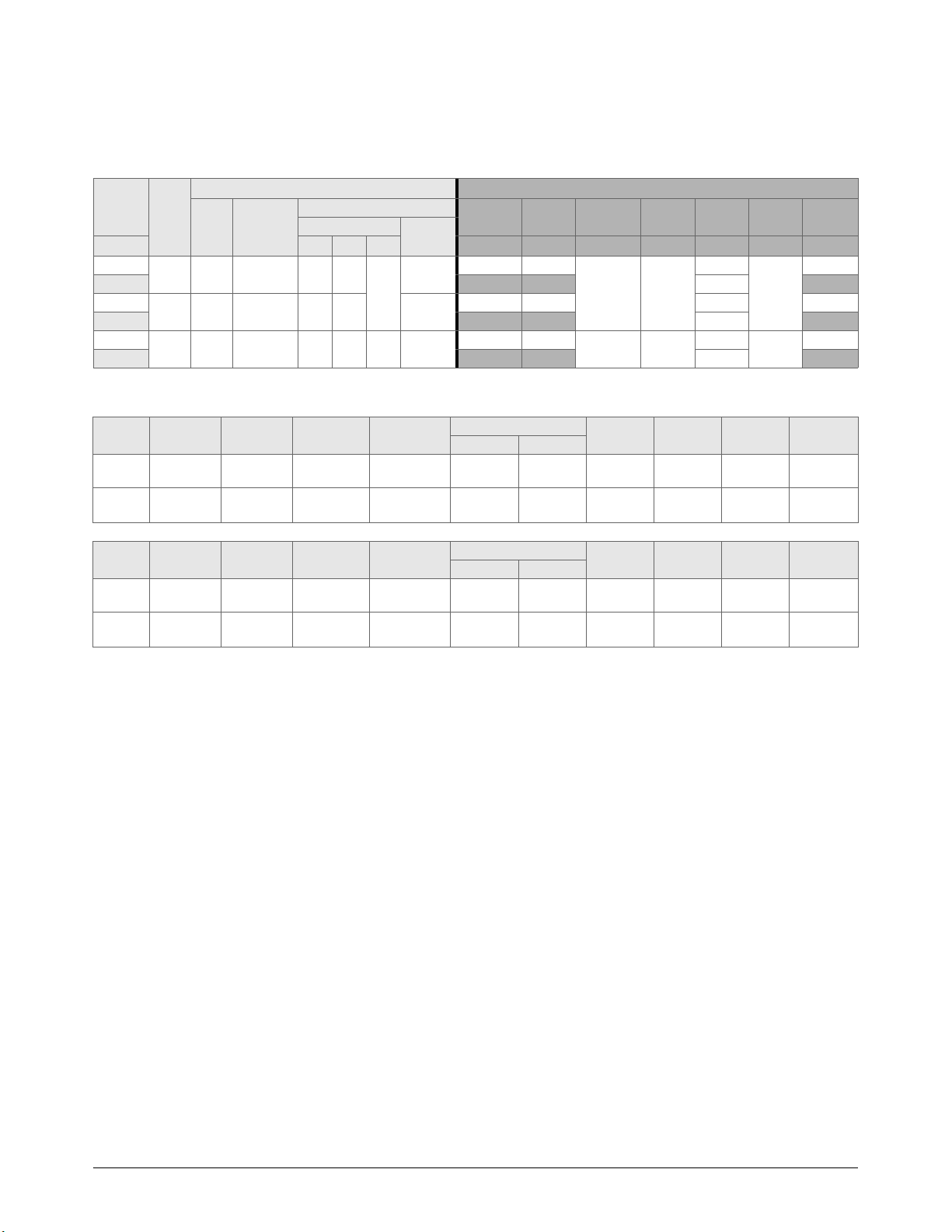
切割表
铝 —130A—混合燃料气体等离子气体 / 氮气保护气体 — 水上切割 (OptiMix) (续)
英制
系统设定
材料厚度
英寸 氢 氩气 氮气
5/16 75 180 0.4 0.10
切割
XPR
工艺 ID
穿孔用保护
气体 设定
类别
1/4
3/8
1/2 40 189 0.6 0.10
5/8
3/4 35 193 1.5 0.11
3 2060 52 4 12
1 2053 53 6 10 53
2 2061 50 8 12 20 52
切割流
等离子气体
24
保护气体
52
切割速度
英寸 / 分钟
95 175
55 185 0.5 0.10
40 190
弧 压
V
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8004 18 20 15 2.50 mm
8004 18 20 15
打标电流
切割流
等离子气体 保护气体
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
6350
250
s
英寸 英寸
0.3
0.100
0.8
0.120
弧 压
145 V 1.3 mm
145 V
英寸 英寸
0.200 0.200
0.240 0.240
打标高度 打标速度
mm/min
0.100 英寸
英寸/分钟
割缝 补偿
0.09
0.10
打标宽度
0.05 英寸
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9014 24 65 15 2.50 mm
9014 24 65 15
打标电流
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
2540
mm/min
100
英寸/分钟
弧 压
88 V 2.0 mm
88 V
打标宽度
0.08 英寸
XPR 使用手册 809830ZH-CN 87
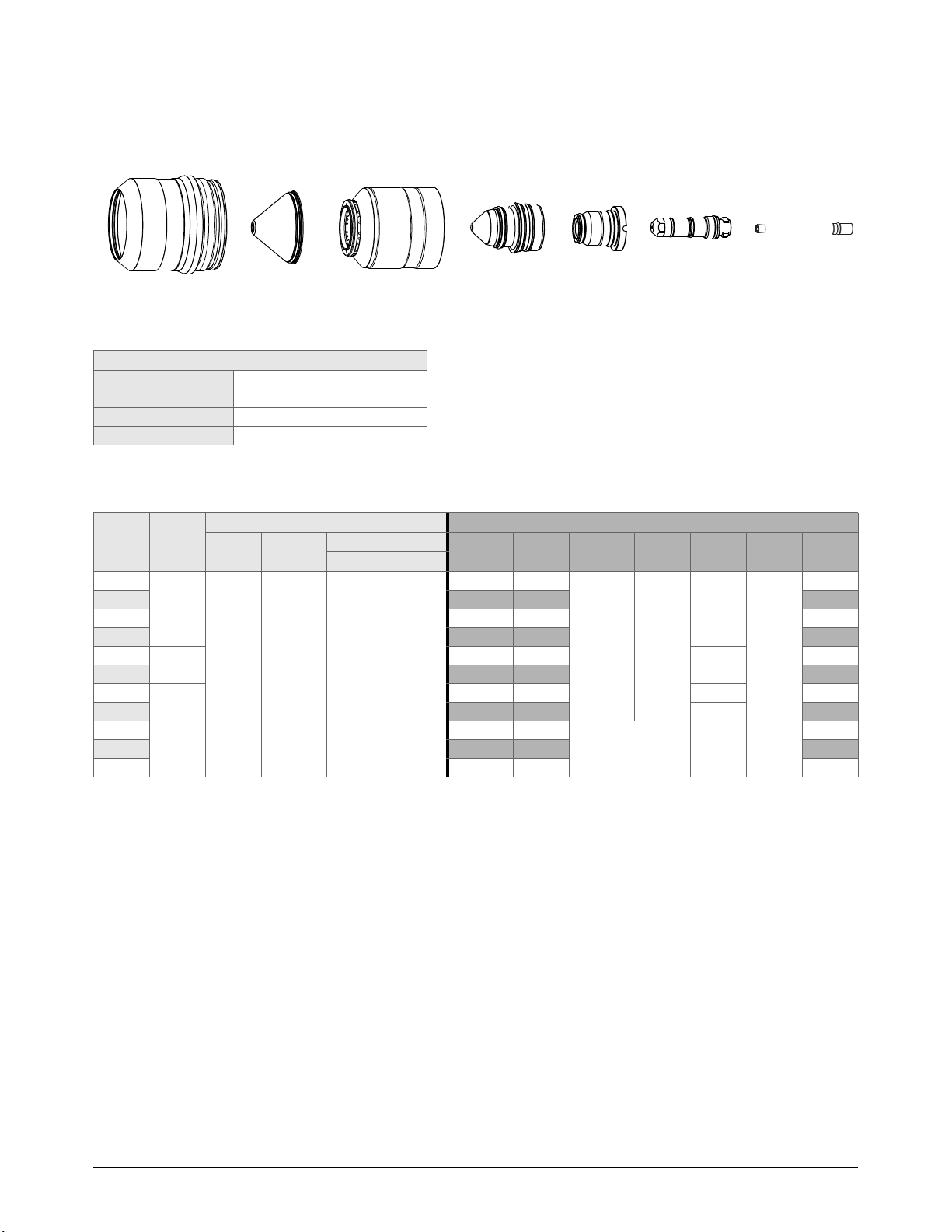
切割表
铝 —170A—空气等离子气体/空气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420513 420365 420524 420260 420258 420368
流量 (lpm/scfh)
氮气 空气
预流
穿孔流
切割流
25 / 52 78 / 166
–99 / 210
–99 / 210
公制
材料厚度
mm mm/min V mm mm s mm mm
6
7 4566 136 2.9
8 4166 136
10 3385 136 2.7
12
15 1769 145
20
25 786 155 1.2 3.0
30
32 376 165 3.1
38 256 172 3.4
切割
类别
3
1
2
4
XPR
工艺 ID
2101 40 78 77
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体
切割速度
4826 136
2665 138 0.6 2.7
1086 151 1.0 2.9
486 162
弧 压
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.3
5.59 5.59
7. 6 2 7. 6 2
边缘起弧
0.4
0.7
0.3 4.57
2.79
3.81
割缝 补偿
2.9
2.9
2.5
3.1
88 809830ZH-CN 使用手册 XPR

切割表
铝 —170A—空气等离子气体 / 空气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)( 续 )
英制
材料厚度
1/4
5/16 165 136
3/8 140 136 0.11
1/2
5/8 60 147
3/4
1301551.20.12
1-1/4
1-1/2 10 172 0.13
切割
类别
3
1
2
4
XPR
工艺 ID
2101 40 78 77
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
190 136
95 139 0.6 0.10
45 150 1.0 0.11
15 165
弧 压
V
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.220 0.220
0.300 0.300
边缘起弧
s
英寸 英寸
0.3
0.4
0.8
0.3 0.180
0.110
0.150
割缝 补偿
0.12
0.11
0.10
0.12
XPR 使用手册 809830ZH-CN 89

切割表
铝 —170A—氮气等离子气体/氮气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420327 420365 420324 420314 420356 420368
流量 (lpm/scfh)
氮气
预流
穿孔流
切割流
99 / 210
168 / 355
151 / 322
公制
材料厚度
mm mm/min V mm mm s mm mm
6
7 5735 156 0.3 2.4
8
10 4560 159 0.4 2.2
15
20 1156 178 1.6
25 4 556 187
切割
类别
3
1
2
XPR
工艺 ID
2057 54 90 54
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体
切割速度
5969 154
5375 157 0.4 2.3
2220 166 0.9 3.00 2.3
弧 压
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.3
2.54
6.10 6.10
边缘起弧
0.5 2.8
3.81
割缝 补偿
2.4
2.6
90 809830ZH-CN 使用手册 XPR

铝 —170A—氮气等离子气体 / 氮气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)( 续 )
英制
材料厚度
1/4
3/8 190 158 0.4 0.09
1/2
5/8 75 167 1.0 0.120 0.09
3/4
1 20 188 2.0 0.11
切割
类别
3
1
2
XPR
工艺 ID
2057 54 90 54
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
235 154
120 163 0.7 0.09
50 176 1.5
弧 压
V
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8005 18 20 15 2.50 mm
8005 18 20 15
打标电流
等离子气体 保护气体
切割流
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.240 0.240
打标高度 打标速度
6350
mm/min
0.100 英寸
250
英寸/分钟
s
英寸 英寸
0.3
0.100
0.150
弧 压
121 V 1.8 mm
121 V
切割表
割缝 补偿
0.09
0.10
打标宽度
0.07 英寸
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9015 24 55 15 2.50 mm 3810 mm/min 97 V 1.7 mm
9015 24 55 15
打标电流
等离子气体 保护气体
切割流
打标高度 打标速度
0.100 英寸
150
英寸/分钟
弧 压
97 V
打标宽度
0.07 英寸
XPR 使用手册 809830ZH-CN 91

切割表
铝 —170A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420472 420365 420324 420314 420356 420368
流量 (lpm/scfh)
氮气 水
预流
穿孔流
切割流
*每小时加仑 (gph)
公制
材料厚度
mm mm/min V mm mm s mm mm
10 3
12
15 1502 174 0.9 2.8
20
25 778 185 4.0 3.3
30
32 590 190 0.4 3.4
38 5 434 195 0.5 3.6
切割
类别
1
2
4
19 / 40 0.4 / 6*
47 / 100 0.5 / 8*
33 / 71 0.4 / 7*
系统设定
XPR
工艺 ID
穿孔用保护
气体 设定
2058 30 90 30
切割流
等离子气体 保护气体
CNC 控制器设定
切割速度
1994 168
1834 170 0.6 2.8
978 180 2.3 3.0
642 189
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
7. 6 2 7. 6 2
边缘起弧
0.4
2.54
0.3 3.4
割缝 补偿
2.7
英制
材料厚度
3/8 3
1/2
5/8 55 175 1.0 0.11
3/4
1301854.00.13
1-1/4 4 23 190
1-1/2 5 17 195 0.5 0.14
切割
类别
1
2
XPR
工艺 ID
2058 30 90 30
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
80 168
70 171 0.6 0.11
40 179 2.0 0.12
弧 压
V
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.300 0.300
边缘起弧
s
英寸 英寸
0.4
0.100
0.3 0.14
割缝 补偿
0.11
92 809830ZH-CN 使用手册 XPR

铝 —170A—混合燃料气体等离子气体/氮气保护气体 — 水上切割 (OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420327 420365 420324 420323 420356 420368
流量 (lpm/scfh)
氢氩气氮气
预流
穿孔流
切割流
公制
材料厚度
切割
类别
mm
10 3
12
15 2150 179 0.7 2.5
20
25 2063
30
32 552 199 3.3
38 4 384 202 3.3
XPR
工艺 ID
2059
1
2062 10 24 1213 192
2
2064 12 20
– – 101 / 215
8 / 17 12 / 25 162 / 345
8 / 17 12 / 25 160 / 340
系统设定
穿孔用保护
气体 设定
54
氢 氩气 氮气
6
8
切割流
等离子气体
826
6 26 913 196 15.24 1.9 3.05 3.2
保护气体
54
CNC 控制器设定
切割速度
mm/min V mm mm s mm mm
3334 172
2934 179 0.6 2.5
650 198
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
5.08 5.08
7. 6 2
7.62 1.1 2.9
边缘起弧
0.4
2.54
0.5 4.57
切割表
割缝 补偿
2.5
3.2
XPR 使用手册 809830ZH-CN 93

切割表
铝 —170A—混合燃料气体等离子气体 / 氮气保护气体 — 水上切割 (OptiMix) (续)
英制
系统设定
材料厚度
英寸 氢 氩气 氮气
3/8 3
1/2
5/8 75 178 0.8 0.10
3/4
1-1/4
1-1/2 15 202 0.13
切割
类别
12063
XPR
穿孔用保护
工艺 ID
1
2
4 2064 12 20
气体 设定
2059
2062 10 24 50 191
54
6
8
切割流
等离子气体
826
6 26 35 196 0.600 2.0 0.120 0.13
保护气体
切割速度
英寸 / 分钟
135 171
110 181 0.6 0.10
54
22 199
弧 压
V
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8005 18 20 15 2.50 mm
8005 18 20 15
打标电流
等离子气体 保护气体
切割流
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
6350
250
s
英寸 英寸
0.4
0.100
0.5 0.180
弧 压
121 V 1.8 mm
121 V
英寸 英寸
0.200 0.200
0.300
打标高度 打标速度
0.100 英寸
0.300 1.0 0.11
边缘起弧
mm/min
英寸/分钟
割缝 补偿
0.10
0.13
打标宽度
0.07 英寸
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9015 24 55 15 2.50 mm
9015 24 55 15
打标电流
等离子气体 保护气体
切割流
打标高度 打标速度
0.100 英寸
3810
mm/min
150
英寸/分钟
弧 压
97 V 1.7 mm
97 V
打标宽度
0.07 英寸
94 809830ZH-CN 使用手册 XPR

铝 —300A—氮气等离子气体/氮气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420362 420365 420359 420323 420356 420368
流量 (lpm/scfh)
氮气
预流
穿孔流
切割流
106 / 225
181 / 385
178 / 370
切割表
公制
材料厚度
mm mm/min V mm mm s mm mm
10
12 4542 170 3.4
15 3582 172 0.5 3.4
20
25 1564 185 12.70 1.5 3.8
30
38
40 559 205 4.8
44 399 212 0.8 4.8
50 5 270 218 1.0 4.9
切割
类别
3
1
4
XPR
工艺 ID
2054
2100 58
系统设定
穿孔用保护
气体 设定
54 90
切割流
等离子气体 保护气体
54
切割速度
5182 168
2064 181 0.9
1248 191
643 201
弧 压
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
7. 6 2
边缘起弧
0.4
7. 6 2
0.5
0.6
3.81
5.08
6.35
割缝 补偿
3.4
3.7
4.2
4.8
XPR 使用手册 809830ZH-CN 95

切割表
铝 —300A—氮气等离子气体 / 氮气保护气体 — 水上切割
(Core、CorePlus、VWI、OptiMix)( 续 )
英制
材料厚度
3/8
1/2 170 171 0.13
5/8 130 172 0.5 0.13
3/4
1 60 185 0.500 1.5 0.15
1-1/4
1-1/2
1-3/4 15 213 0.8 0.19
2 5 10 219 1.0 0.19
切割
类别
3
1
4
XPR
工艺 ID
2054
2100 58
系统设定
穿孔用保护
气体 设定
54 90
切割流
等离子气体 保护气体英寸英寸 / 分钟
54
切割速度
210 168
85 180 0.8
45 193
25 201 0.19
弧 压
V
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8006 18 25 15 2.50 mm
8006 18 25 15
打标电流
切割流
等离子气体 保护气体
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
英寸 英寸
0.300
打标高度 打标速度
0.100 英寸
0.300
边缘起弧
2540
mm/min
10 0
英寸/分钟
s
英寸 英寸
0.4
0.5
0.150
0.200
0.250
弧 压
135 V 0.7 mm
135 V
0.03 英寸
割缝 补偿
0.13
0.14
0.17
打标宽度
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9016 28 45 15 2.50 mm
9016 28 45 15
打标电流
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
2540
mm/min
100
英寸/分钟
弧 压
70 V 1.4 mm
70 V
打标宽度
0.06 英寸
96 809830ZH-CN 使用手册 XPR

切割表
铝 —300A—氮气等离子气体/保护水 — 水上切割 (VWI、 OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420475 420365 420359 420323 420356 420368
流量 (lpm/scfh)
氮气 水
预流
穿孔流
切割流
*每小时加仑 (gph)
公制
材料厚度
mm mm/min V mm mm s mm mm
12
15 2010 180 0.7 3.7
20
25 1302 188 15.24 1.9 4.2
30
32 10 06 194 3.6 4.5
38
40 724 200 4.8
44 644 200 5.0
50 524 200 1.0 5.3
切割
类别
3
1
2
4
31 / 65 0.42 / 6.5*
75 / 160 0.5 / 8*
59 / 126 0.5 / 8*
系统设定
XPR
工艺 ID
穿孔用保护
气体 设定
2055 22 90 22
切割流
等离子气体 保护气体
CNC 控制器设定
切割速度
2286 179
1702 184 8.89 1.1
10 86 1 9 2
766 200
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
7. 6 2
7. 6 2
17.78
边缘起弧
割缝 补偿
0.5
3.1 4.4
0.4
3.81
5.08
6.35
3.8
4.0
4.7
XPR 使用手册 809830ZH-CN 97

切割表
铝 —300A—氮气等离子气体 / 保护水 — 水上切割 (VWI、 OptiMix)(续)
英制
材料厚度
1/2
5/8 75 180 0.8 0.15
3/4
1 50 188 0.600 2.0 0.16
1-1/2
2 20 200 1.0 0.21
切割
类别
3
1
4
XPR
工艺 ID
2055 22 90 22
系统设定
穿孔用保护
气体 设定
切割流
等离子气体 保护气体英寸英寸 / 分钟
切割速度
90 179
70 183 1.0
30 200
弧 压
V
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
0.5
0.4
s
英寸 英寸
0.150
0.200
0.250
英寸 英寸
0.300
0.300
边缘起弧
割缝 补偿
0.15
0.16
0.19
98 809830ZH-CN 使用手册 XPR

铝 —300A—混合燃料气体等离子气体/氮气保护气体 — 水上切割 (OptiMix)
固定帽 保护帽 内固定帽 喷嘴 涡流环 电极 水管
420200 420362 420365 420359 420358 420356 420368
流量 (lpm/scfh)
氢氩气氮气
预流
穿孔流
切割流
公制
材料厚度
mm
12
15 3442 175 0.5 4.1
20
25 2056 188 1.2 4.2
30
32 1245 194 2.3 4.7
38
40
44
50 391 187 6.0
切割
类别
工艺 ID
32065
1
2056 24 21 15
2
2065 18 24 18
4
2066 12 48 0
– – 118 / 250
24 / 51 48 / 102 150 / 320
23 / 50 47 / 101 152 / 326
系统设定
XPR
穿孔用保护
气体 设定
54
切割流
等离子气体
氢 氩气 氮气
18 24 18
保护气体
54
CNC 控制器设定
切割速度
mm/min V mm mm s mm mm
3810 171
2356 182 0.9 4.2
1480 192
645 202 15.24 4.0
582 197
470 185 5.8
弧 压
弧转移高度 穿孔高度 穿孔延时 切割高度
8.89
8.89
12.70
边缘起弧
0.4
5.08
1.9 4.6
0.5
6.35
切割表
割缝 补偿
4.0
5.4
5.5
XPR 使用手册 809830ZH-CN 99

切割表
铝 —300A—混合燃料气体等离子气体 / 氮气保护气体 — 水上切割 (OptiMix) (续)
英制
系统设定
材料厚度
英寸 氢 氩气 氮气
1/2
5/8 130 176 0.6 0.16
3/4
1-1/4
1-1/2 2065 18 24 18 25 202 0.600 4.0
1-3/4
切割
类别
32065
1 80 188 1.2 0.17
2 15 187 0.24
1
2
4 2066 12 48 0
XPR
穿孔用保护
工艺 ID
2056 24 21 15
气体 设定
54
切割流
等离子气体
18 24 18
保护气体
54
切割速度
英寸 / 分钟
150 171
95 181 0.8 0.17
50 194 0.500 2.2 0.18
18 184
弧 压
V
打标
等离子气体 保护气体
公制 氮气 氮气
英制 氮气 氮气
工艺 ID
8006 18 25 15 2.50 mm
8006 18 25 15
打标电流
切割流
等离子气体 保护气体
CNC 控制器设定
弧转移高度 穿孔高度 穿孔延时 切割高度
10 0
s
英寸 英寸
0.4
0.200
0.5
0.250
弧 压
135 V 0.7 mm
135 V
英寸 英寸
0.350
0.350
边缘起弧
打标高度 打标速度
2540
mm/min
0.100 英寸
英寸/分钟
割缝 补偿
0.16
0.21
0.23
打标宽度
0.03 英寸
等离子气体 保护气体
公制 氩气 氮气
英制 氩气 氮气
工艺 ID
9017 28 35 15 2.50 mm
9017 28 35 15
打标电流
切割流
等离子气体 保护气体
打标高度 打标速度
0.100 英寸
2540
mm/min
10 0
英寸/分钟
弧 压
77 V 1.4 mm
77 V
打标宽度
0.06 英寸
100 809830ZH-CN 使用手册 XPR
 Loading...
Loading...