


®
Powermax65/85/105 SYNC
Руководство по механизированной
резке
810480RU – 3-Я РЕДАКЦИЯ
РУССКИЙ – RUSSIAN

Powermax, SYNC, SmartSYNC, FastConnect, Duramax, EDGE Pro и Hypertherm являются товарными знаками
Hypertherm, Inc. и могут быть зарегистрированы в США и других странах. Все остальные товарные знаки являются
собственностью их владельцев.
Забота об окружающей среде — одна из основных ценностей компании Hypertherm. Это критически важный фактор
нашего успеха и успеха наших клиентов. Мы планомерно идем к своей цели: сокращению воздействия на окружающую
среду по всем сферам нашей деятельности. Дополнительные сведения см. по следующему
адресу: www.hypertherm.com/environment.
© Hypertherm, Inc., 2021–2022

Powermax65/85/105 SYNC
Руководство по механизированной резке
810480RU
3-Я РЕДАКЦИЯ
РУССКИЙ/RUSSIAN
Перевод оригинальных инструкций
июль 2022 г.
Hypertherm, Inc.
Hanover, NH 03755 USA
www.hypertherm.com

Hypertherm, Inc.
21 Great Hollow Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service)
Hypertherm México, S.A. de C.V.
52 55 5681 8109 Tel
52 55 5681 7978 Tel
soporte.tecnico@hypertherm.com (Technical Service)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emeia@hypertherm.com (Technical Service)
Hypertherm (Singapore) Pte Ltd.
Solaris @ Kallang 164
164 Kallang Way #03-13
Singapore 349248, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
marketing.asia@hypertherm.com (Marketing)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
htjapan.info@hypertherm.com (Main Office)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm Europe B.V.
Laan van Kopenhagen 100
3317 DM Dordrecht
Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emeia@hypertherm.com (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com (Technical Service)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
marketing.korea@hypertherm.com (Marketing)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 7 3103 1695 Tel
61 7 3219 9010 Fax
au.sales@hypertherm.com (Main Office)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
htindia.info@hypertherm.com (Main Office)
technicalservice.emeia@hypertherm.com (Technical Service)
Обучающие материалы см. на веб-сайте Института резки Hypertherm (Hypertherm Cutting
Institute, HCI) по адресу www.hypertherm.com/hci.

ENGLISH
WARNING! Before operating any Hypertherm equipment, read the safety
instructions in your product’s manual, the Safety and Compliance Manual (80669C),
Waterjet Safety and Compliance Manual (80943C), and Radio Frequency Warning
Manual (80945C). Failure to follow safety instructions can result in personal injury
or in damage to equipment.
Copies of the manuals can come with the product in electronic and printed formats.
Electronic copies are also on our website. Many manuals are available in multiple
languages at www.hypertherm.com/docs.
FR (FRANÇAIS/FRENCH)
AVERTISSEMENT! Avant d’utiliser tout équipement Hypertherm, lire les consignes
de sécurité dumanuel de votre produit, duManuel de sécurité et de conformité
(80669C), du Manuel de sécurité et de conformité du jet d’eau (80943C)
et du Manuel d'avertissement relatif aux radiofréqunces (80945C).
Les exemplaires des manuels qui accompagnent le produit peuvent être sous forme
électronique ou papier. Les manuels sous forme électronique se trouvent également
sur notre site Internet. Plusieurs manuels sont offerts en plusieurs langues
à www.hypertherm.com/docs.
BG (БЪЛГAPCКИ/BULGARIAN)
ПРЕДУПРЕЖДЕНИЕ! Преди да работите с което и да е оборудване
Hypertherm, прочетете инструкциите за безопасност в ръководството на вашия
продукт, „Инструкция за безопасност и съответствие“ (80669C), „Инструкция
за безопасност и съответствие на Waterjet“ (80943С) и „Инструкция
за предупреждение за радиочестота“ (80945С).
Продуктът може да е съпроводен от копия на ръководствата в електронен
и в печатен формат. Тези в електронен формат са достъпни също на уебсайта
ни. Много ръководства са налице на няколко езика
на адрес www.hypertherm.com/docs.
CS (ČESKY/CZECH)
VAROVÁNÍ! Před uvedením jakéhokoli zařízení Hypertherm do provozu si přečtěte
bezpečnostní pokyny v příručce k produktu a v Manuálu pro bezpečnost
a dodržování předpisů (80669C), Manuálu pro bezpečnost a dodržování
předpisů při řezání vodním paprskem (80943C) a Manuálu varování ohledně
rádiových frekvencí (80945C).
Kopie příruček mohou být součástí dodávky produktu, a to v elektronické i tištěné
formě. Elektronické kopie jsou k dispozici i na našich webových stránkách. Mnoho
příruček je k dispozici v různých jazycích na stránce www.hypertherm.com/docs.
DA (DANSK/DANISH)
ADVARSEL! Inden Hypertherm udstyr tages i brug skal sikkerhedsinstruktionerne
i produktets manual og i Manual om sikkerhed og overholdelse af krav (80669C),
Manual om sikkerhed og overholdelse af krav for vandstråleskæring (80943C),
og Manual om radiofrekvensadvarsel (80945C), gennemlæses.
Kopier af manualerne kan leveres med produktet i elektronisk og trykt format.
Elektroniske kopier findes også på vores hjemmeside. Mange manualer
er tilgængelige på flere sprog på www.hypertherm.com/docs.
DE (DEUTSCH/GERMAN)
WARNUNG! Bevor Sie ein Hypertherm-Gerät in Betrieb nehmen, lesen Sie bitte die
Sicherheitsanweisungen in Ihrer Bedienungsanleitung, das Handbuch für Sicherheit
und Übereinstimmung (80669C), das Handbuch für Sicherheit und Compliance bei
Wasserstrahl-Schneidanlagen (80943C) und das Handbuch für HochfrequenzWarnung (80945C).
Bedienungsanleitungen und Handbücher können dem Gerät in elektronischer Form
oder als Druckversion beiliegen. In elektronischer Form liegen sie auch auf unserer
Website vor. Viele Handbücher stehen in verschiedenen Sprachen auf
www.hypertherm.com/docs zur Verfügung.
ES (ESPAÑOL/SPANIS H)
¡ADVERTENCIA! Antes de operar cualquier equipo Hypertherm, lea las
instrucciones de seguridad del manual de su producto, del Manual de seguridad
y cumplimiento (80669C), del Manual de seguridad y cumplimiento en corte con
chorro de agua (80943C) y del Manual de advertencias de radiofrecuencia
(80945C).
El producto puede incluir copias de los manuales en formato digital e impreso.
Las copias digitales también están en nuestra página web. Hay diversos manuales
disponibles en varios idiomas en www.hypertherm.com/docs.
ET (EESTI/ESTONIAN)
HOIATUS! Enne Hyperthermi mis tahes seadme kasutamist lugege läbi toote
kasutusjuhendis olevad ohutusjuhised ning Ohutus- ja vastavusjuhend (80669C),
Veejoa ohutuse ja vastavuse juhend (80943C) ja Raadiosageduse hoiatusjuhend
(80945C). Ohutusjuhiste eiramine võib põhjustada vigastusi ja kahjustada
seadmeid.
Juhiste koopiad võivad tootega kaasas olla elektrooniliselt või trükituna.
Elektroonilised koopiad on saadaval ka meie veebilehel. Paljud kasutusjuhendid
on erinevates keeltes saadaval veebilehel www.hypertherm.com/docs.
FI (SUOMI/FINNISH)
VAROITUS! Ennen minkään Hypertherm-laitteen käyttöä lue tuotteen
käyttöoppaassa olevat turvallisuusohjeet, turvallisuuden ja vaatimustenmukaisuuden
käsikirja (80669C), vesileikkauksen turvallisuuden ja vaatimustenmukaisuuden
käsikirja (80943C) ja radiotaajuusvaroitusten käsikirja (80945C).
Käyttöoppaiden kopiot voivat olla tuotteen mukana sähköisessä ja tulostetussa
muodossa. Sähköiset kopiot ovat myös verkkosivustollamme. Monet käyttöoppaat
ovat myös saatavissa useilla kielillä www.hypertherm.com/docs.
GR (ΕΛΛΗΝΙΚΆ/GREEK)
ΠΡΟΕΙΔΟΠΟΙΗΣΗ! Πριν θέσετε σε λειτουργία οποιονδήποτε εξοπλισμό της
Hypertherm, διαβάστε τις οδηγίες ασφαλείας στο εγχειρίδιο του προϊόντος και στο
εγχειρίδιο ασφάλειας και συμμόρφωσης (80669C), στο εγχειρίδιο ασφάλειας και
συμμόρφωσης του waterjet (80943C) και στο εγχειρίδιο προειδοποιήσεων για τις
ραδιοσυχνότητες (80945C).
Το προϊόν μπορεί να συνοδεύεται από αντίγραφα των εγχειριδίων σε ηλεκτρονική
και έντυπη μορφή. Τα ηλεκτρονικά αντίγραφα υπάρχουν επίσης στον ιστότοπό μας.
Πολλά εγχειρίδια είναι διαθέσιμα σε διάφορες γλώσσες στο
www.hypertherm.com/docs.
HU (MAGYAR/HUNGARIAN)
VIGYÁZAT! Mielőtt bármilyen Hypertherm berendezést üzemeltetne,
olvassa el a biztonsági információkat a termék kézikönyvében, a Biztonsági
és szabálykövetési kézikönyvben (80669C), a Vízsugaras biztonsági
és szabálykövetési kézikönyvben (80943C) és a Rádiófrekvenciás
figyelmeztetéseket tartalmazó kézikönyvben (80945C).
A termékhez a kézikönyv példányai elektronikus és nyomtatott formában is mellékelve
lehetnek. Az elektronikus példányok webhelyünkön is megtalálhatók. Számos
kézikönyv áll rendelkezésre több nyelven a www.hypertherm.com/docs weboldalon.
ID (BAHASA INDONESIA/INDONESIAN)
PERINGATAN! Sebelum mengoperasikan peralatan Hypertherm, bacalah petunjuk
keselamatan dalam manual produk Anda, Manual Keselamatan dan Kepatuhan
(80669C), Manual Keselamatan dan Kepatuhan Jet Air (80943C), dan Manual
Peringatan Frekuensi Radio (80945C). Kegagalan mengikuti petunjuk keselamatan
dapat menyebabkan cedera pribadi atau kerusakan pada peralatan.
Produk mungkin disertai salinan manual atau petunjuk dalam format elektronik
maupun cetak. Salinan elektronik juga tersedia di situs web kami. Berbagai manual
tersedia dalam beberapa bahasa di www.hypertherm.com/docs.
IT (ITALIANO/ITALIAN)
AVVERTENZA! Prima di usare un’attrezzatura Hypertherm, leggere le istruzioni sulla
sicurezza nel manuale del prodotto, nel Manuale sulla sicurezza e la conformità
(80669C), nel Manuale sulla sicurezza e la conformità Waterjet (80943C) e nel
Manuale di avvertenze sulla radiofrequenza(80945C).
Copie del manuale possono accompagnare il prodotto in formato cartaceo
o elettronico. Le copie elettroniche sono disponibili anche sul nostro sito web. Molti
manuali sono disponibili in diverse lingue all’indirizzo www.hypertherm.com/docs.
JA (日本語/JAPANESE)
警告 ! Hypertherm 機器を操作する前に、この製品説明書にある安全情報、「安全
とコンプライアンスマニュアル」 (80669C) 、「ウォータージェットの安全とコ
ンプライアンス」 (80943C)、「高周波警告」 (80945C) をお読みください。
説明書のコピーは、電子フォーマット、または印刷物として製品に同梱されて
います。電子コピーは当社ウェブサイトにも掲載されています。説明書の多く
は www.hypertherm.com/docs にて複数の言語でご用意しています。
KO (한국어 /KOR EAN)
경고! Hypertherm 장비를 사용하기 전에 제품 설명서와 안전 및 규정 준수
설명서(80669C), 워터젯 안전 및 규정 준수 설명서(80943C) 그리고 무선 주파수
경고 설명서(80945C)에 나와 있는 안전 지침을 읽으십시오.
전자 형식과 인쇄된 형식으로 설명서 사본이 제품과 함께 제공될 수 있습니다.
전자 사본도 Hypertherm 웹사이트에서 보실 수 있으며 설명서 사본은
www.hypertherm.com/docs 에서 여러 언어로 제공됩니다.
NE (NEDERLANDS/DUTCH)
WAARSCHUWING! Lees voordat u Hypertherm-apparatuur gebruikt
de veiligheidsinstructies in de producthandleiding, in de Veiligheids-
en nalevingshandleiding (80669C) in de Veiligheids- en nalevingshandleiding
voor waterstralen (80943C) en in de Waarschuwingshandleiding radiofrequentie
(80945C).
De handleidingen kunnen in elektronische en gedrukte vorm met het product worden
meegeleverd. Elektronische versies zijn ook beschikbaar op onze website. Veel
handleidingen zijn in meerdere talen beschikbaar via www.hypertherm.com/docs.

NO (NORSK/NORWEG IAN)
ADVARSEL! Før du bruker noe Hypertherm-utstyr, må du lese
sikkerhetsinstruksjonene i produktets håndbok, håndboken om sikkerhet og
samsvar (80669C), håndboken om vannjet sikkerhet og samsvar (80943C),
og håndboken om radiofrekvensadvarsler (80945C).
Eksemplarer av håndbøkene kan følge med produktet i elektronisk og trykt form.
Elektroniske eksemplarer finnes også på nettstedet vårt. Mange håndbøker
er tilgjengelig i flere språk på www.hypertherm.com/docs.
SV (SVENSKA/SWEDISH)
VARNING! Läs häftet säkerhetsinformationen i din produkts säkerhets- och
efterlevnadsmanual (80669C), säkerhets- och efterlevnadsmanualen för Waterjet
(80943C) och varningsmanualen för radiofrekvenser (80945C) för viktig
säkerhetsinformation innan du använder eller underhåller Hypertherm-utrustning.
Kopior av manualerna kan medfölja produkten i elektroniskt och tryckt format.
Elektroniska kopior finns också på vår webbplats. Många manualer finns på flera
språk på www.hypertherm.com/docs.
PL (POLSKI/POLISH)
OSTRZEŻENIE! Przed rozpoczęciem obsługi jakiegokolwiek systemu
firmy Hypertherm należy się zapoznać z instrukcjami bezpieczeństwa zamieszczonymi
w podręczniku produktu, w podręczniku bezpieczeństwa i zgodności (80669C),
podręczniku bezpieczeństwa i zgodności systemów strumienia wody (80943C)
oraz podręczniku z ostrzeżeniem o częstotliwości radiowej (80945C).
Do produktu mogą być dołączone podręczniki użytkownika wformie elektronicznej
idrukowanej. Kopie elektroniczne znajdują się również wnaszej witrynie internetowej.
Wiele podręczników jest dostępnych wróżnych językach pod adresem
www.hypertherm.com/docs.
PT (PORTUGUÊS/PORTUGUESE)
ADVERTÊNCIA! Antes de operar qualquer equipamento Hypertherm,
leia as instruções de segurança no manual do seu produto, no Manual
de Segurança e de Conformidade (80669C), no Manual de Segurança
e de Conformidade do Waterjet (80943C) e no Manual de Advertência
de radiofrequência (80945C).
Cópias dos manuais podem vir com o produto nos formatos eletrônico e impresso.
Cópias eletrônicas também são encontradas em nosso website. Muitos manuais
estão disponíveis em vários idiomas em www.hypertherm.com/docs.
RO (ROMÂNĂ/ROMANIAN)
AVERTIZARE! Înainte de utilizarea oricărui echipament Hypertherm, citiți
instrucțiunile de siguranță din manualul produsului, manualul de siguranță
și conformitate (80669C), manualul de siguranță și conformitate Waterjet (80943C)
și din manualul de avertizare privind radiofrecvența (80945C).
Produsul poate fi însoțit de copii ale manualelor în format tipărit și electronic.
Exemplarele electronice sunt disponibile și pe site-ul nostru web.
Numeroase manuale sunt disponibile în mai mult limbi la adresa:
www.hypertherm.com/docs.
RU (PУССКИЙ/RUSSIAN)
БЕРЕГИСЬ! Перед работой с любым оборудованием Hypertherm ознакомьтесь
с инструкциями по безопасности, представленными в руководстве, которое
поставляется вместе с продуктом, в Руководстве по безопасности и
соответствию (80669С), в Руководстве по безопасности и соответствию для
водоструйной резки (80943C) и Руководстве по предупреждению о
радиочастотном излучении (80945С).
Копии руководств, которые поставляются вместе с продуктом, могут быть
представлены в электронном и бумажном виде. Электронные копии также
доступны на нашем веб-сайте. Целый ряд руководств доступны на нескольких
языках по ссылке www.hypertherm.com/docs.
SK (S LOVENČINA/SLOVAK)
VÝSTRAHA! Pred použitím akéhokoľvek zariadenia od spoločnosti Hypertherm si
prečítajte bezpečnostné pokyny v návode na obsluhu vášho zariadenia a v Manuáli
o bezpečnosti a súlade s normami (80669C), Manuáli o bezpečnosti a súlade
snormami pre systém rezania vodou (80943C) avManuáli sinformáciami
orádiofrekvencii (80945C).
Návod na obsluhu sa dodáva spolu sproduktom velektronickej atlačenej podobe.
Jeho elektronický formát je dostupný aj na našej webovej stránke. Mnohé znávodov
na obsluhu sú dostupné vo viacjazyčnej mutácii na stránke
www.hypertherm.com/docs.
TH (ภาษาไทย/THAI)
คําเตือน! กอนการใชงานอุปกรณของ Hypertherm ทั้งหมด โปรดอานคําแนะนําดานความ
ปลอดภัยในคูมือการใชสินคา คูมือดานความปลอดภัยและการปฏิบัติตาม (80669C), คูมือ
ดานความปลอดภัยและการปฏิบัติตามสําหรับการใชหัวตัดระบบวอเตอรเจ็ต (80943C)
และ คูมือคําเตือนเกี่ยวกับความถี่วิทยุ (80945C) การไมปฏิบัติตามคําแนะนําดานความ
ปลอดภัยอาจสงผลใหเกิดการบาดเจ็บหรือเกิดความเสียหายตออุปกรณ
สําเนาคูมือทั้งในรูปแบบอิเล็กทรอนิกสและแบบสิ่งพิมพจะถูกแนบมาพรอมกับ
ผลิตภัณฑ สําเนาคูมือในรูปแบบอิเล็กทรอนิกสของผลิตภัณฑและสําเนาคูมือตาง
ๆ ในหลากหลายภาษานั้นยังมีใหบริการบนเว็บไซต www.hypertherm.com/docs
ของเราอีกดวย
TR (TÜRKÇE/TURKISH)
UYARI! Bir Hypertherm ekipmanını çalıştırmadan önce, ürününüzün kullanım
kılavuzunda, Güvenlik ve Uyumluluk Kılavuzu’nda (80669C), Su Jeti Güvenlik
ve Uyumluluk Kılavuzu’nda (80943C) ve Radyo Frekansı Uyarısı Kılavuzu’nda
(80945C) yer alan güvenlik talimatlarını okuyun.
Kılavuzların kopyaları, elektronik ve basılı formatta ürünle birlikte verilebilir. Elektronik
kopyalar web sitemizde de yer alır. Kılavuzların birçoğu www.hypertherm.com/docs
adresinde birçok dilde mevcuttur.
VI (TIẾNG VIỆ T/VIETNAMESE)
CẢNH BÁO! Trước khi vận hành bất kỳ thiết bị Hypertherm nào, hãy đọc các
hướng dẫn an toàn trong hướng dẫn sử dụng sản phẩm của bạn,
và Tuân thủ
dẫn Cảnh báo Tần số Vô tuyến
có thể dẫn đến thương tích cá nhân hoặc hư hỏng thiết bị.
Bản sao của sổ tay có thể đi kèm với sản phẩm ở định dạng điện tử và in. Bản
điện tử cũng có trên trang web của chúng tôi. Nhiều sổ tay có sẵn bằng nhiều
ngôn ngữ tại www.hypertherm.com/docs.
ZH-CN (简 体中文/CHINESE SIMPLIFIED)
警告! 在操作任何海宝设备之前,请阅读产品手册、《安全和法规遵守手册》
(80669C)、《水射流安全和法规遵守手册》 (80943C) 以及 《射频警告手册》
(80945C) 中的安全操作说明。
随产品提供的手册可提供电子版和印刷版两种格式。电子版本同时也在我们的网
站上提供。很多手册有多种语言版本,详见 www.hypertherm.com/docs.
ZH-TW (繁 體中文/CHINESE TRADITIONAL)
警告!在操作任何Hypertherm設備前,請先閱讀您產品手冊內的安全指示,
包括 《安全和法規遵從手冊》(80669C)、《水刀安全和法規遵從手冊》
(80943C),以及 《無線電頻率警示訊號手冊》(80945C)。
電子版和印刷版手冊複本可能隨產品附上。您也可以前往我們的網站下載電子版
手冊。我們的網站上還以多種語言形式提供多種手冊,請造訪
www.hypertherm.com/docs。
(80669C),
Sổ tay An toàn và Tuân thủ Tia nước
(80945C). Không tuân thủ các hướng dẫn an toàn
Sổ tay An toàn
(80943C), và
Hướng
SL (S LOVENŠČI NA/SLOVENIAN)
OPOZORILO! Pred uporabo katerekoli Hyperthermove opreme preberite varnostna
navodila v priročniku vašega izdelka, v Priročniku za varnost in skladnost (80669C),
v Priročniku za varnost in skladnost sistemov rezanja z vodnim curkom (80943C)
in v Priročniku Opozorilo o radijskih frekvencah (80945C).
Izvodi priročnikov so lahko izdelku priloženi v elektronski in tiskani obliki. Elektronski
izvodi so na voljo tudi na našem spletnem mestu. Številni priročniki so na voljo
v različnih jezikih na naslovu www.hypertherm.com/docs.
SR (SRPSKI/SERBIAN)
UPOZORENJE! Pre rukovanja bilo kojom Hyperthermovom opremom pročitajte
uputstva o bezbednosti u svom priručniku za proizvod, Priručniku o bezbednosti
i usaglašenosti (80669C), Priručniku o bezbednosti i usaglašenosti Waterjet
tehnologije (80943C) i Priručniku sa upozorenjem o radio-frekvenciji (80945C).
Уз производ се испоручују копије приручника у електронском или штампаном
формату. Електронске копије су такође доступне на нашем веб-сајту. Многи
приручници су доступни на више језика на адреси www.hypertherm.com/docs.

Содержание
1 Перед началом работы.......................................................................................................... 11
2 Настройка механизированного резака............................................................................. 13
Информация о механизированном резаке ............................................................................................... 13
Компоненты, размеры и масса механизированного резака............................................................... 14
Компоненты............................................................................................................................................. 14
Полноразмерный механизированный резак .................................................................... 14
Механизированный мини-резак ........................................................................................... 15
Размеры.................................................................................................................................................... 15
Полноразмерный механизированный резак .................................................................... 15
Механизированный мини-резак ........................................................................................... 16
Масса ........................................................................................................................................................ 16
Подсоединение резака к оборудованию.................................................................................................. 17
Минимальный радиус изгиба провода резака ............................................................................ 17
Снятие зубчатой рейки (опционально).......................................................................................... 18
Установка резака перпендикулярно по отношению к заготовке........................................... 19
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 7

Содержание
3 Настройка элементов управления для механизированной резки.......................... 21
Подсоединение подвесного устройства удаленного пуска (опционально)................................... 25
Подсоединение кабеля интерфейса машины (опционально)............................................................. 27
Кабели интерфейса машины, которые используют внутреннюю печатную
плату делителя напряжений............................................................................................................... 29
Сигналы, которые передаются по кабелю........................................................................ 30
Кабели интерфейса машины, которые используют внешний делитель напряжений...... 30
Сигналы, которые передаются по кабелю........................................................................ 31
Доступ к базовому дуговому напряжению (опционально) .......................................... 32
Кабели интерфейса машины для столов с коэффициентом трансформации 21,1:1...... 33
Сигналы, которые передаются по кабелю........................................................................ 34
Подключение кабеля интерфейса машины................................................................................... 34
Гнезда разъема интерфейса машины................................................................................. 35
Сигналы интерфейса машины............................................................................................... 36
Настройка печатной платы 5-позиционного делителя напряжения ........................ 37
Подсоединение кабеля последовательного интерфейса RS-485 (опционально) ...................... 39
Подключение кабеля последовательного интерфейса RS-485............................................ 40
Сигналы, которые передаются по последовательному интерфейсу RS-485
для обмена данными с УЧПУ................................................................................................ 41
Сигналы, которые передаются по последовательному интерфейсу RS-485
для поиска и устранения неисправностей........................................................................ 42
Установка параметров на экране настроек интерфейса связи с УЧПУ............................. 43
Индикатор режима дистанционного управления ....................................................................... 45
Дополнительная информация о настройке последовательной связи................................. 45
4 Резка механизированным резаком.................................................................................. 47
Выбор неразъемно-комплектного набора расходных деталей ......................................................... 48
Использование специального неразъемно-комплектного набора расходных
деталей FlushCut ................................................................................................................................... 50
Советы по обеспечению максимально эффективной работы наборов расходных деталей .... 50
Признаки, свидетельствующие о скором окончании срока службы
неразъемно-комплектного набора расходных деталей............................................................ 52
Вывод информации о неразъемно-комплектном наборе расходных деталей
на экране состояния ............................................................................................................................ 53
Подготовка к зажиганию резака.................................................................................................................. 55
Индикатор режима дистанционного управления ....................................................................... 57
Разъяснения по оптимизации качества резки ........................................................................................ 57
Что подразумевается под высоким качеством резки?............................................................. 57
Что такое технологическая карта резки?...................................................................................... 58
Указания по выполнению резки и прожига .................................................................................. 59
Указания по выполнению резки ........................................................................................... 59
Рекомендации по выполнению прожига ........................................................................... 60
8 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Содержание
Основная информация о системе регулировки высоты резака для плазменной резки........... 61
Высота резака в течение цикла резки ........................................................................................... 62
Омический контакт для определения исходной высоты.............................................. 63
Дополнительная информация........................................................................................................... 63
Резка нержавеющей стали с использованием F5.................................................................................. 64
Инструкции по резке на водяных столах................................................................................................... 65
5 Строжка с использованием механизированного резака............................................ 67
Процессы строжки ........................................................................................................................................... 67
Изменение профиля строжки........................................................................................................................ 68
6 Широко распространенные проблемы механизированных систем ........................ 71
Проблемы с системой резки......................................................................................................................... 72
Проблемы с качеством резки ....................................................................................................................... 74
Угол среза (скос)................................................................................................................................... 75
Поиск причины проблемы с углом резки.......................................................................... 76
Окалина.................................................................................................................................................... 77
Проблемы со строжкой................................................................................................................................... 78
Рекомендации по заземлению и защите от радиочастотных и электромагнитных помех........ 79
Типы заземления и экранирования................................................................................................. 79
Рекомендации по заземлению и экранированию...................................................................... 79
Пример схемы заземления ................................................................................................................ 82
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 9

Содержание
10 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Перед началом работы
В этом руководстве предоставлена информация по следующим темам:
Настройка механизированного резака SmartSYNC™
Настройка системы механизированной резки
Резка и строжка с использованием механизированного резака SmartSYNC
Оптимизация качества резки
Основная информация о системе регулировки высоты резака
Поиск и устранение широко распространенных проблем с механизированной резкой
Основная информация о заземлении и защите от радиочастотных и электромагнитных
помех
Дополнительную информацию см. в указанных ниже документах.
Powermax65/85/105 SYNC Operator Manual (Руководство оператора
Powermax65/85/105 SYNC) (810470)
Powermax65/85/105 SYNC Cut Charts Guide (Руководство по технологическим
картам резки Powermax65/85/105 SYNC) (810500MU)
Powermax65/85/105 SYNC Parts Guide (Руководство по компонентам
Powermax65/85/105 SYNC) (810490)
Safety and Compliance Manual (Руководство по безопасности и соответствию)
(80669C)
Данные документы находятся на карте памяти USB, которая входит в комплект поставки
Вашего источника тока плазменной системы. Техническая документация также доступна
на сайте компании по ссылке www.hypertherm.com/docs.
Техническая документация является актуальной на дату выпуска.
Возможен выпуск последующих версий. Последние версии
выпущенных документов см. по ссылке www.hypertherm.com/docs.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 11

Перед началом работы
1
12 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Настройка механизированного резака
В этом разделе предоставлена информация по следующим темам:
Компоненты и размеры механизированного резака SmartSYNC
Информация о настройке резака SmartSYNC для его установки на координатных
столах, направляющих, устройствах снятия фасок с труб или другом механическом
оборудовании
Источники тока системы плазменной резки Powermax65/85/105 SYNC поставляются
с начальным набором расходных деталей Hypertherm. Полный список доступных наборов
расходных деталей для резки и строжки см. в документе Powermax65/85/105 SYNC Parts
Guide (Руководство по компонентам Powermax65/85/105 SYNC) (810490).
Информация о механизированном резаке
Функциональные возможности
механизированного резака
SmartSYNC:
Автоматическая настройка режима работы, силы тока, давления газа на основе
установленного набора расходных деталей Hypertherm, типа резака и длины провода
резака.
Передача информации об использовании набора расходных деталей Hypertherm
в источник тока системы плазменной резки, в частности, данных, свидетельствующих
об окончании срока службы набора расходных деталей. Дополнительную информацию
см. в документе Powermax65/85/105 SYNC Operator Manual (Руководство оператора
Powermax65/85/105 SYNC) (810470).
Переключатель блокировки резака, который предотвращает непреднамеренное
зажигание резака, даже когда источник тока системы плазменной резки
включен (ON).
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 13
Настройка механизированного резака
2
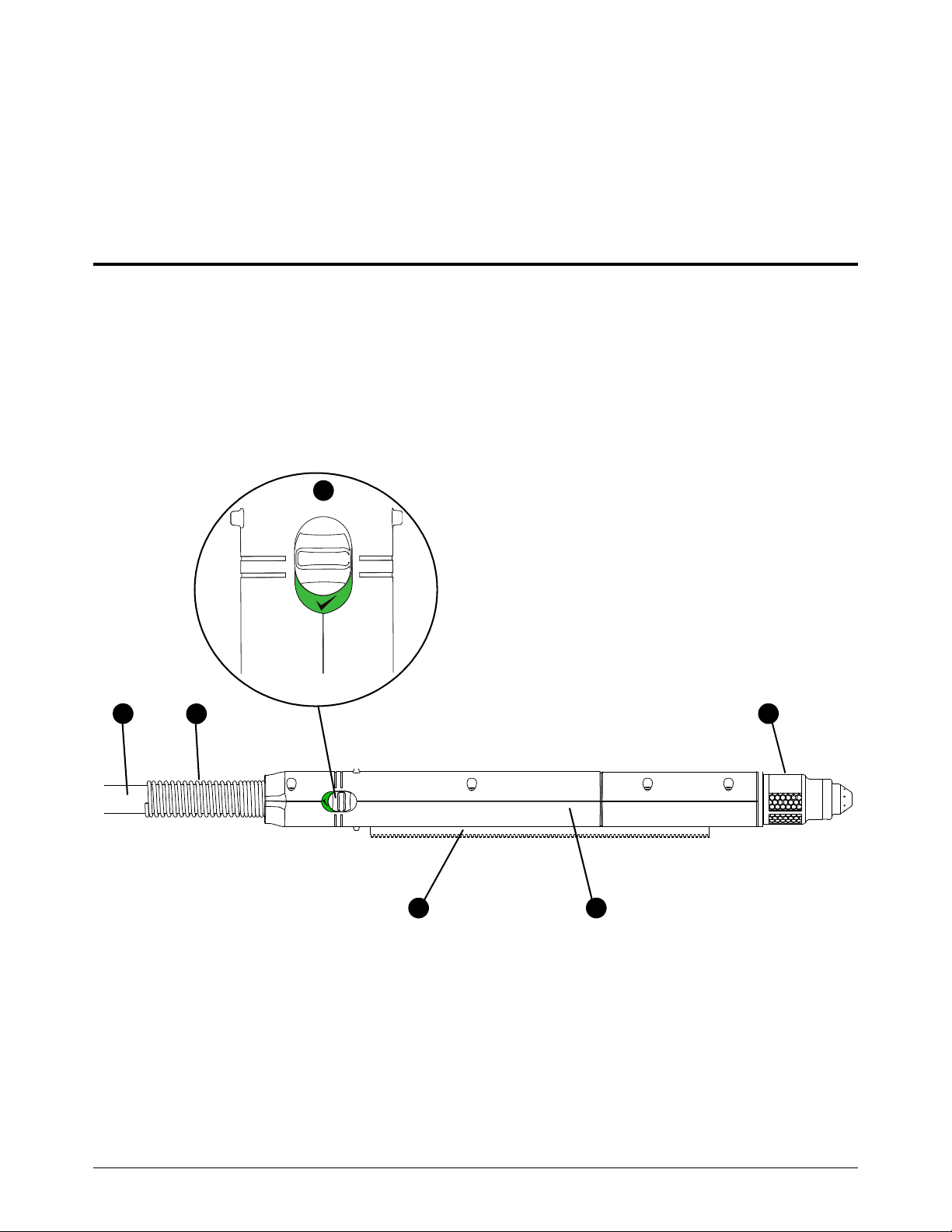
1
2
3
4
5
6
1 Провод резака
2 Кабельный зажим для провода резака
3 Переключатель блокировки резака
4 Набор расходных деталей Hypertherm
5 Корпус
6 Съемная зубчатая рейка с 32 зубцами
Система быстрого разъединения FastConnect™, которая позволяет легко отсоединить
резак для транспортировки или переключения с одного резака на другой.
Дополнительную информацию о толщине материала для резки и прожига с использованием
механизированного резака SmartSYNC см. в документе Powermax65/85/105 SYNC Operator
Manual (Руководство оператора Powermax65/85/105 SYNC) (810470).
Компоненты, размеры и масса механизированного резака
Трансформировать полноразмерный механизированный резак
в механизированный мини-резак или механизированный мини-резак
в полноразмерный механизированный резак невозможно.
Компоненты
Полноразмерный механизированный резак
14 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

2
Механизированный мини-резак
3
1
2
4
1 Провод резака
2 Кабельный зажим для провода резака
3 Корпус
4 Набор расходных деталей Hypertherm
32 мм
368 мм
212 мм
312 мм
35 мм ± 0,5 мм*
* При измерении до верхней части переключателя блокировки резака
к ширине защитного наружного кожуха резака добавляется 6 мм.
41 мм*
Размеры
Настройка механизированного резака
Полноразмерный механизированный резак
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 15

Настройка механизированного резака
2
32 мм35 мм ± 0,5 мм
235 мм
180 мм
Механизированный мини-резак
Масса
Полноразмерный механизированный резак с проводом резака
Резак Масса*
Механизированный резак с проводом 4,6 м 2,2 кг
Механизированный резак с проводом 7,6 м 3,2 кг
Механизированный резак с проводом 10,7 м 4,2 кг
Механизированный резак с проводом 15 м 5,8 кг
Механизированный резак с проводом 23 м 8,3 кг
* Без установленного набора расходных деталей Hypertherm.
Механизированный мини-резак с проводом резака
Резак Масса*
Механизированный мини-резак с проводом 4,6 м 2,1 кг
Механизированный мини-резак с проводом 7,6 м 3,1 кг
Механизированный мини-резак с проводом 10,7 м 4,1 кг
Механизированный мини-резак с проводом 15 м 5,7 кг
Механизированный мини-резак с проводом 23 м 8,2 кг
* Без установленного набора расходных деталей Hypertherm.
16 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Настройка механизированного резака
2
Подсоединение резака к оборудованию
Механизированный резак можно установить на широком спектре координатных столов,
направляющих, устройств снятия фасок с труб и другого оборудования. См. документ Parts
Guide Powermax65/85/105 SYNC (Руководство по компонентам Powermax65/85/105 SYNC)
(810490) для заказа комплекта зажимов механизированного резака в сборе. Установку
резака необходимо производить в соответствии с инструкциями производителя
оборудования.
ПРЕДУПРЕЖДЕНИЕ
ЧУВСТВИТЕЛЬНЫЕ ЭЛЕКТРОННЫЕ КОМПОНЕНТЫ И ДРУГИЕ КОМПОНЕНТЫ ВНУТРИ
РЕЗАКА. ЭТО МОЖЕТ ПРИВЕСТИ К СЕРЬЕЗНОМУ ПОВРЕЖДЕНИЮ.
Не разбирайте резак или кожух устройства быстрого разъединения, вставляя резак
в направляющую системы механизированной резки.
Если в Вашей системе механизированной резки есть направляющая, не разбирайте
резак или кожух устройства быстрого разъединения. Выполните следующие действия:
1. Поместите зажим на резак или провод возле резака, чтобы удержать его в нужном
положении.
2. Полностью откройте направляющую.
3. Поместите провод резака в направляющую.
4. Закройте направляющую.
5. Установите резак.
Минимальный радиус изгиба провода резака
ПРЕДУПРЕЖДЕНИЕ
МИНИМАЛЬНЫЙ РАДИУС ИЗГИБА. ЭТО МОЖЕТ ПРИВЕСТИ К ИЗГИБАМ И ДРУГИМ
ПОВРЕЖДЕНИЯМ.
Не сгибайте провод резака слишком сильно.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 17

Настройка механизированного резака
2
76 мм
Запрещается сгибать провод резака радиусом менее
минимального радиуса изгиба 76 мм.
Снятие зубчатой рейки (опционально)
Зубчатую рейку можно установить на одной из двух сторон полноразмерного
механизированного резака. Чтобы снять зубчатую рейку, выкрутите 2 винта, которыми она
крепится к наружному кожуху резака.
При установке задней рейки затяните винты от руки. Не затягивайте
винты слишком сильно во избежание их повреждения.
18 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC
Настройка механизированного резака
2
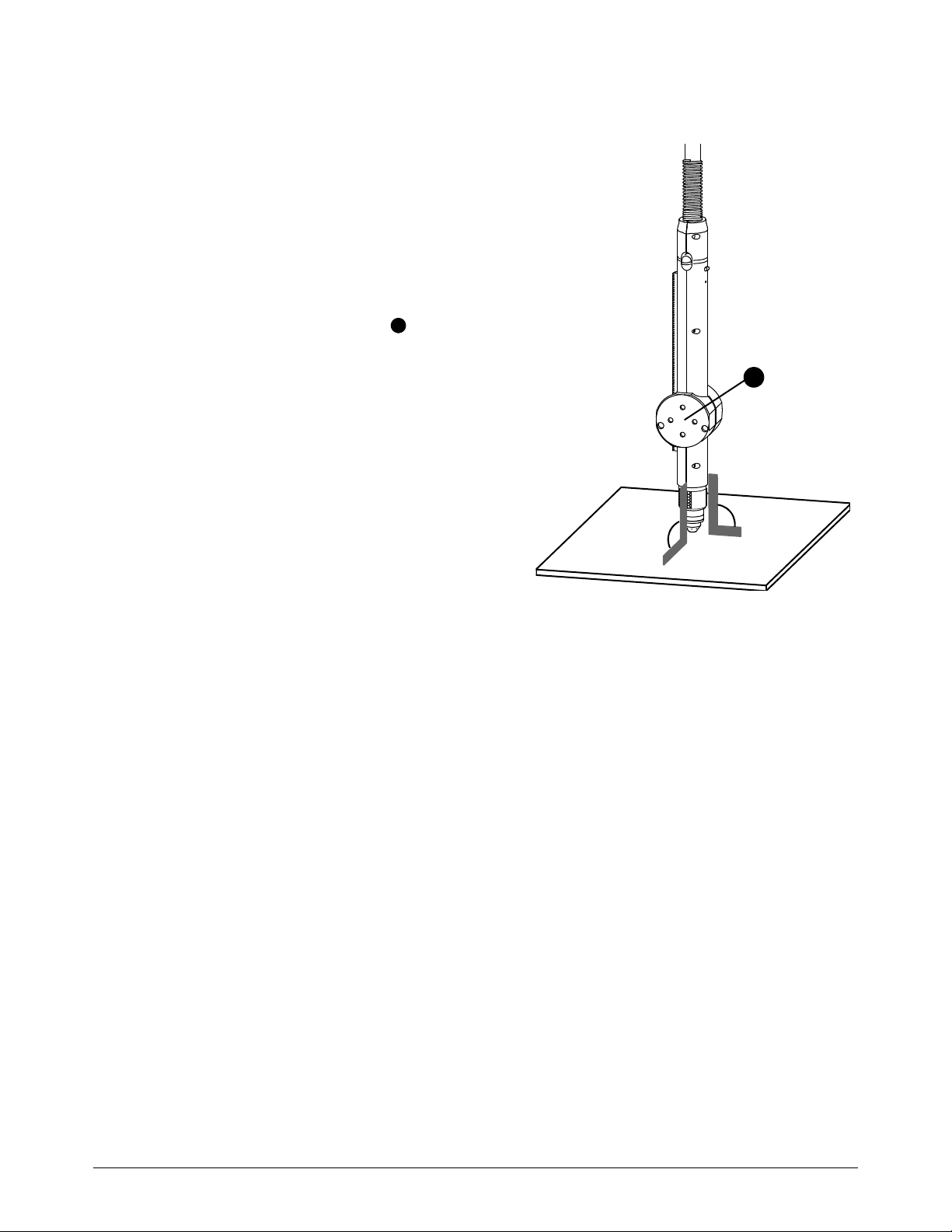
1
90 °
90 °
1
Установка резака перпендикулярно по отношению к заготовке
Для получения вертикального
реза необходимо установить
механизированный резак
перпендикулярно по отношению
к заготовке. Для установки резака
под углом 90 ° по отношению
к заготовке необходимо использовать
угольник или цифровой уровень.
Зафиксируйте монтажную скобу
в нижней части резака, чтобы
минимизировать вибрацию на
наконечнике резака.
Не затягивайте монтажную скобу
с излишним усилием. Если
к монтажной скобе приложить
слишком большую силу, это может
повредить печатную плату в резаке.
Кроме того, это может привести
к деформации или иному
повреждению кожуха резака.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 19

Настройка механизированного резака
2
20 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Настройка элементов управления для
Заземление*
Стол для
резки
Механизированный
резак
Кабель интерфейса
последовательной
связи RS-485
Подача
воздуха
Рабочий кабель
Заготовка
Провод резака
Подвесное
устройство
удаленного пуска
1
2
Кабель интерфейса
машины (CPC)
(приобретается отдельно)
3
Провод омического контакта
1 Режим работы, выходной ток (F), сигналы давления газа и прочее
2 Сигналы деления дугового напряжения, зажигания/гашения и переноса дуги
3 Только сигналы зажигания/гашения дуги
механизированной резки
В этом разделе описана настройка ряда дополнительных внешних элементов управления для
систем резки Powermax65/85/105 SYNC в исполнении системы механизированной резки
с использованием последовательной передачи данных.
УЧПУ / Система
регулировки
высоты резака
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 21

Настройка элементов управления для механизированной резки
3
Как показано на рисунке, необходимость в различных дополнительных компонентах
обусловлена тем, какие операции источника тока системы плазменной резки необходимо
контролировать извне.
Эксплуатация Необходимый компонент Дополнительная информация
• Только зажигание/гашение
дуги
• Сигналы зажигания/гашения
дуги
• Сигнал переноса дуги
• Деление дугового
напряжения
• Режим работы
•Сила тока
•Давление газа
• Проверки газа
• Быстрые сбросы
Требования к аппаратному обеспечению УЧПУ EDGE
• Разъем интерфейса машины
• Подвесное устройство
удаленного пуска
• Разъем интерфейса машины
• Печатная плата делителя
напряжения
• Кабель интерфейса связи
со станком для резки
• Разъем интерфейса
последовательной связи
RS-485
• Печатная плата интерфейса
последовательной связи
RS-485
• Кабель интерфейса
последовательной связи
RS-485
®
Connect: в УЧПУ EDGE Connect
См. пункт Подсоединение
подвесного устройства
удаленного пуска (опционально)
на стр. 25.
См. пункт Подсоединение
кабеля интерфейса машины
(опционально) на стр. 27.
См. пункт Подсоединение
кабеля последовательного
интерфейса RS-485
(опционально) на стр. 39
CNC от Hypertherm обмен данными с системами Powermax65/85/105 SYNC производится по
™
интерфейсу EtherCAT
. С дополнительной информацией можно ознакомиться в документах
Powermax EtherCAT Interface for EDGE Connect Installation and Setup Manual (Руководство по
установке и настройке интерфейса Powermax EtherCAT для EDGE Connect) (810330) и Cut
with Powermax
®
on an EDGE® Connect CNC Manual Addendum (Дополнение к руководству
по резке с использованием системы Powermax с УЧПУ EDGE Connect) (810290).
Техническая документация доступна на сайте www.hypertherm.com/docs.
22 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC
Настройка элементов управления для механизированной резки
3
БЕРЕГИСЬ!
ВОЗМОЖЕН ВЗРЫВ ГАЗОВЫХ БАЛЛОНОВ ПРИ ПОВРЕЖДЕНИИ
В газовых баллонах содержится газ под высоким давлением. Возможен взрыв
баллона при его повреждении.
Чтобы обеспечить безопасность установки, эксплуатации и техобслуживания
регуляторов высокого давления следуйте указаниям, изложенным в руководствах
от производителя.
Прежде чем начать выполнять плазменную резку с использованием сжатого газа,
ознакомьтесь с инструкциями по безопасности в документе Safety and Compliance
Manual (Руководство по безопасности и соответствию) (80669C). Невыполнение
инструкций по безопасности может привести к телесным повреждениям или
повреждению оборудования.
БЕРЕГИСЬ!
ОПАСНОСТЬ ВЗРЫВА: РЕЗКА АЛЮМИНИЯ ВОЗЛЕ ВОДЫ
Во время выполнения операций плазменной резки при взаимодействии воды
с алюминием в окружающее пространство может выделяться водород, создавая
взрывоопасные условия. При невозможности не допустить скопления водорода
запрещается проводить резку алюминиевых сплавов под водой или на водяном
столе. Запрещается выполнять резку алюминиево-литиевого сплава в присутствии
воды.
Дополнительные сведения см. в документе Safety and Compliance Manual
(Руководство по безопасности и соответствию) (80669C).
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 23

Настройка элементов управления для механизированной резки
3
Ниже представлена типовая пошаговая инструкция по настройке системы механизированной
резки. Дополнительную информацию о настройке источника тока системы плазменной резки
см. в документе Powermax65/85/105 SYNC Operator Manual (Руководство оператора
Powermax65/85/105 SYNC) (810470).
1. Подсоедините рабочий кабель от источника тока системы плазменной резки к столу
для резки или к заготовке, резка которой выполняется. Дополнительные инструкции
см. в инструкциях от производителя стола.
Убедитесь в надежности контакта металлических поверхностей между рабочим
кабелем и столом для резки или заготовкой. Удалите ржавчину, грязь, краску,
покрытие и другой мусор, чтобы рабочий кабель имел надлежащий контакт со столом
для резки или заготовкой.
2. Подсоедините источник газа к источнику тока системы плазменной резки.
Для резки низкоуглеродистой стали, нержавеющей стали, алюминия и других
проводящих металлов используйте сжатый воздух.
Для резки нержавеющей стали используйте F5.
3. Выполните одно из указанных ниже действий:
Только для управления зажиганием/гашением дуги: Подключите подвесное
устройство удаленного пуска к источнику тока системы плазменной резки через
разъем интерфейса машины.
Чтобы воспользоваться подвесным устройством удаленного пуска, на задней
панели источника тока системы плазменной резки должен быть установленный
на заводе (или пользователем) разъем интерфейса машины. См. пункт
Подсоединение подвесного устройства удаленного пуска (опционально)
на стр. 25.
Для управления сигналами зажигания/гашения дуги, переноса дуги и дугового
напряжения: Подсоедините источник тока системы плазменной резки к УЧПУ
(или другому устройству управления) через разъем интерфейса машины.
Чтобы воспользоваться интерфейсом сопряжения с машиной, источник тока
системы плазменной резки должен иметь установленный на заводе (или
пользователем) разъем интерфейса машины, связанный с внутренней печатной
платой делителя напряжения. См. пункт Подсоединение кабеля интерфейса
машины (опционально) на стр. 27.
4. Для управления режимом работы, силой тока, давлением газа, проверками газа
и быстрыми сбросами: подсоедините источник тока системы плазменной резки к УЧПУ,
используя подключение последовательного интерфейса RS-485.
Чтобы воспользоваться последовательным интерфейсом RS-485, источник тока
системы плазменной резки должен иметь следующие компоненты:
Разъем последовательного интерфейса RS-485, установленный на заводе или
пользователем и плата последовательного интерфейса RS-485. См. пункт
Подсоединение кабеля последовательного интерфейса RS-485 (опционально)
на стр. 39. Источник тока включает в себя оконечные резисторы.
Подключение интерфейса машины к УЧПУ через разъем интерфейса машины.
См. пункт Подсоединение кабеля интерфейса машины (опционально) на стр. 27.
24 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Настройка элементов управления для механизированной резки
3
Правильные параметры последовательной связи на экране настроек интерфейса
связи с УЧПУ (CNC INTERFACE). См. пункт стр. 43.
5. Закрепите резак на столе или другом оборудовании для резки. См. пункт Настройка
механизированного резака на стр. 13.
6. Установите набор расходных деталей для резки или строжки, который соответствует виду
выполняемых Вами работ:
Для резки и строжки с использованием механизированного резака: См. Выбор
неразъемно-комплектного набора расходных деталей на стр. 48.
Для строжки: См. Процессы строжки на стр. 67.
7. Убедитесь, что источник тока системы плазменной резки
автоматически переходит в режим резки или строжки
в соответствии с установленным неразъемно-комплектным
набором расходных деталей Hypertherm.
Чтобы перейти от режима резки к режиму «Металлическая
сетка», нажмите кнопку режима работы.
Перед тем, как менять режим работы или выходной ток
(в амперах), переведите переключатель блокировки резака в обозначенное зеленым
цветом положение «готов к зажиганию» ( ).
8. При необходимости настройте скорость резака и выходной ток (в амперах). См. документ
Powermax65/85/105 SYNC Cut Charts Guide (Руководство по технологическим картам
резки Powermax65/85/105 SYNC) (810500MU).
Подсоединение подвесного устройства удаленного пуска (опционально)
Прежде чем приступить, убедитесь, что на задней панели источника
тока системы плазменной резки есть разъем интерфейса машины,
установленный на заводе (или пользователем). См. документ Machine
Interface Receptacle with Voltage Divider PCB Field Service Bulletin
(Разъем интерфейса машины с платой делителя напряжения.
Бюллетень по техобслуживанию на месте) (806980). См. также
документ Powermax65/85/105 SYNC Parts Guide (Руководство
по компонентам Powermax65/85/105 SYNC) (810490).
В конфигурацию некоторых источников тока систем плазменной резки входит подвесное
устройство удаленного пуска.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 25

Настройка элементов управления для механизированной резки
3
Разъем
интерфейса
машины
Подвесное устройство удаленного
пуска позволяет дистанционно
запускать и останавливать
механизированный резак. Например,
используйте его, если резак
установлен на простой направляющей
или шаблоне для резки без
собственного УЧПУ или другого
устройства управления.
Чтобы воспользоваться подвесным
устройством удаленного пуска,
подсоедините его к разъему
интерфейса машины на задней панели
источника тока системы плазменной
резки.
Подвесное устройство
удаленного пуска предназначено только для источника тока системы
плазменной резки, оснащенного механизированным резаком. Оно не
будет работать с установленным ручным резаком.
Hypertherm предлагает подвесные устройства удаленного пуска разной длины.
См. документ Powermax65/85/105 SYNC Parts Guide (Руководство по компонентам
Powermax65/85/105 SYNC) (810490).
26 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Настройка элементов управления для механизированной резки
3
Разъем интерфейса машины
Печатная плата делителя
напряжения
Подсоединение кабеля интерфейса машины (опционально)
Прежде чем приступить, убедитесь, что на задней панели источника
тока системы плазменной резки есть разъем интерфейса машины,
установленный на заводе (или пользователем). См. документ Machine
Interface Receptacle with Voltage Divider PCB Field Service Bulletin
(Разъем интерфейса машины с платой делителя напряжения.
Бюллетень по техобслуживанию на месте) (806980). См. также
документ Powermax65/85/105 SYNC Parts Guide (Руководство
по компонентам Powermax65/85/105 SYNC) (810490).
Разъем интерфейса машины на задней панели источника тока системы плазменной резки
связан с печатной платой 5-позиционного делителя напряжения проводами, которые
проходят в корпусе источника тока системы плазменной резки.
Плата делителя напряжения обеспечивает масштабирование дугового напряжения
в следующих пропорциях: 20:1, 21,1:1, 30:1, 40:1 или 50:1.
Заводская настройка печатной платы делителя напряжения: 50:1.
Порядок действий по изменению данной настройки см. в пункте
Настройка печатной платы 5-позиционного делителя напряжения
на стр. 37.
ПРЕДУПРЕЖДЕНИЕ
Печатная плата делителя напряжения представляет собой простой резистивный делитель
базового дугового напряжения. Во избежание образования паразитных контуров с замыканием
через землю и электрических помех сигнал деления дугового напряжения необходимо
гальванически изолировать.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 27

Настройка элементов управления для механизированной резки
3
ОСТОРОЖНО!
Печатная плата делителя напряжения обеспечивает напряжение, которое
пропорционально дуговому. Настройки двухпозиционного переключателя в корпусе
на печатной плате делителя напряжения управляют напряжением холостого хода
(максимальное выходное напряжение 15 В). Это выход с выходным сверхнизким
напряжением с защитой сопротивления. Такой выход предотвращает поражение
электрическим током, тепловой удар и пожар при нормальных условиях
в интерфейсном разъеме и при одиночных коротких замыканиях в проводке
интерфейса машины. Печатная плата делителя напряжения не является
отказоустойчивой, а выходное сверхнизкое напряжение не отвечает требованиям по
сверхнизкому напряжению для прямого подключения к электрическим устройствам.
Разъем интерфейса машины обеспечивает доступ к масштабируемому дуговому напряжению
и сигналам переноса и зажигания дуги.
В некоторых системах механизированной резки вместо внутренней
печатной платы делителя напряжения, связанной с разъемом
интерфейса машины, используется внешний делитель напряжения.
В этих системах по кабелю интерфейса машины передаются только
сигналы переноса и зажигания дуги.
Hypertherm предлагает кабели интерфейса машины как для тех механизированных систем
резки, в которых используется внутренняя печатная плата делителя напряжения, так и для тех,
где используется внешний делитель напряжения. Hypertherm также предлагает кабели
интерфейса машины, разработанные специально для использования со столами
PlasmaCAM
Parts Guide (Руководство по компонентам Powermax65/85/105 SYNC) (810490).
Кроме того, см. следующие разделы.
Кабели интерфейса машины, которые используют внутреннюю печатную плату
Кабели интерфейса машины, которые используют внешний делитель напряжений
Кабели интерфейса машины для столов с коэффициентом трансформации 21,1:1
®
. Доступны кабели разной длины. См. документ Powermax65/85/105 SYNC
делителя напряжений на стр. 29
на стр. 30
на стр. 33
28 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Настройка элементов управления для механизированной резки
3
ИЛИ
Разъем интерфейса
машины
Лепестковые разъемы
Разъем интерфейса
машины
15-штырьковый D-образный разъем
Кабели интерфейса машины, которые используют внутреннюю печатную плату делителя напряжений
На схеме ниже показан кабель, который использует внутреннюю печатную плату делителя
напряжения для масштабирования дугового напряжения, помимо сигналов для переноса
и зажигания дуги.
Доступны кабели разной длины. См. документ Powermax65/85/105 SYNC Parts Guide
(Руководство по компонентам Powermax65/85/105 SYNC) (810490).
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 29

Настройка элементов управления для механизированной резки
3
3
46
12 14
5
10
285
D-образный разъем
12 15
ИЛИ
Лепестковые
разъемы
Разъем интерфейса
машины
Сигналы, которые передаются по кабелю
Пуск плазменного блока
Кабели интерфейса машины, которые используют внешний делитель напряжений
Разъемы
Цвет провода
лепесткового
разъема
Сигнал
Перенос дуги
Делитель напряжения
№ штырька
интерфейса машины
3 10 Зеленый
42Черный
12 12 Красный
14 5 Черный
5 (–) (электрод) 15 (–) Черный (–)
6 (+) (заготовка) 8 (+) Белый (+)
Номер штырька
D-образного разъема
Эти кабели предназначены для систем механизированной резки, в которых вместо
внутренней печатной платы делителя напряжения, связанной с разъемом интерфейса
машины, используется внешний делитель напряжения. В этих системах по кабелю
интерфейса машины передаются только сигналы переноса и зажигания дуги. Необходимо
установить внешний делитель напряжения, который позволит получить прямой доступ
к базовому дуговому напряжению на выходе из источника тока системы плазменной резки.
См. пункт Доступ к базовому дуговому напряжению (опционально) на стр. 32.
30 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Настройка элементов управления для механизированной резки
3
Разъем интерфейса
машины
Лепестковые разъемы
Разъем интерфейса машины
3
4
Лепестковые разъемы
Разъем
интерфейса
машины
12 14
Провода на концах кабелей заделываются в лепестковые разъемы. Доступны кабели разной
длины. См. документ Powermax65/85/105 SYNC Parts Guide (Руководство по компонентам
Powermax65/85/105 SYNC) (810490).
Сигналы, которые передаются по кабелю
Сигнал
Пуск плазменного блока
Перенос дуги
№ штырька интерфейса
Разъемы
машины
3 Зеленый
4Черный
12 Красный
14 Черный
Цвет провода
лепесткового разъема
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 31

Настройка элементов управления для механизированной резки
3
Заземление
Стол для резки
Механизированный
резак
Подача
воздуха
Рабочий кабель
Внешний делитель
напряжения
(приобретается
заказчиком)
Заготовка
Провод резака
Базовое дуговое
напряжение
Провод омического
контакта
Кабель интерфейса
машины
Пуск плазменного блока
Перенос дуги
УЧПУ / Система
регулировки
высоты резака
Доступ к базовому дуговому напряжению (опционально)
Если в источнике тока механизированной системы резки не используется печатная плата
делителя напряжения, необходимо установить внешний делитель напряжения, который
позволит получить прямой доступ к базовому дуговому напряжению на выходе из источника
тока системы плазменной резки.
Инструкции по доступу к базовому дуговому напряжению см. в документе Raw Arc Voltage
Field Service Bulletin (Базовое дуговое напряжение. Бюллетень по техобслуживанию на
месте) (810320). Настройка системы, в которой используется базовое дуговое
напряжение, должна выполняться только квалифицированными техническими
специалистами.
БЕРЕГИСЬ!
ОПАСНОСТЬ ПОРАЖЕНИЯ ТОКОМ, ОПАСНОСТЬ ФИЗИЧЕСКОГО
ВОЗДЕЙСТВИЯ, ОПАСНОСТЬ ВОЗГОРАНИЯ
Прямое подключение к контуру плазмы для доступа к базовому дуговому
напряжению повышает риск поражения током, теплового удара и пожара
в случае сбоя. Выходные значения напряжения и тока контура указаны
в паспортной табличке.
Подключение должно выполняться квалифицированным техническим
32 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC
специалистом.

Настройка элементов управления для механизированной резки
3
Разъем стандарта DIN
с 6 штырьками
Разъем интерфейса машины
Разъем интерфейса машины
Кабели интерфейса машины для столов с коэффициентом трансформации 21,1:1
Hypertherm предлагает кабели интерфейса машины, разработанные специально для столов
для резки PlasmaCAM, при работе на которых необходимо использовать коэффициент
трансформации 21,1:1. Эти кабели можно использовать для
резки, при работе которых необходимо использовать коэффициент трансформации 21,1:1.
Доступны кабели разной длины. См. документ Powermax65/85/105 SYNC Parts Guide
(Руководство по компонентам Powermax65/85/105 SYNC) (810490).
Если используются эти кабели, на печатной плате делителя
напряжения должна быть выбрана настройка 21,1:1. См. пункт
Настройка печатной платы 5-позиционного делителя напряжения
на стр. 37.
всех систем механизированной
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 33

Настройка элементов управления для механизированной резки
3
1
24
3
456
Разъем
стандарта DIN
Паз
Разъем
интерфейса
машины
5
Сигналы, которые передаются по кабелю
Сигнал
Пуск плазменного блока
Делитель напряжения
(21,1:1)
№ штырька интерфейса
машины
5 (–) (электрод) 1 (–)
6 (+) (заготовка) 2 (+)
Разъемы
Штырьки разъема по
стандарту DIN*
35
44
Подключение кабеля интерфейса машины
* Штырьки реального разъема стандарта DIN не пронумерованы. Номера
штырьков разъема стандарта DIN на данном рисунке указаны для справки.
Прежде чем приступить, убедитесь, что на задней панели источника
тока системы плазменной резки есть разъем интерфейса машины,
установленный на заводе (или пользователем). См. документ Machine
Interface Receptacle with Voltage Divider PCB Field Service Bulletin
(Разъем интерфейса машины с платой делителя напряжения.
Бюллетень по техобслуживанию на месте) (806980).
Установка кабеля интерфейса должна выполняться квалифицированным специалистом
по обслуживанию.
1. Выключите (OFF) (O) электропитание на источнике тока системы плазменной резки при
помощи выключателя питания и отсоедините сетевой шнур.
2. Снимите защитный колпачок разъема интерфейса машины на задней панели источника
тока системы плазменной системы.
3. Подсоедините кабель интерфейса машины Hypertherm к разъему интерфейса машины.
34 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Настройка элементов управления для механизированной резки
3
3
5
64
131412
4. Выполните одно из указанных ниже действий:
При использовании кабеля
с D-образным разъемом
на другом конце:
1. Подсоедините D-образный разъем
к разъему на системе регулировки
высоты резака или УЧПУ.
2. Зафиксируйте его винтами
на D-образном разъеме.
* Сопряжение оборудования Hypertherm и клиента, включая соединительные провода
и кабели, не допущенные и сертифицированные для использования в качестве системы,
подлежит контролю местными надзорными органами на объекте конечной установки.
Гнезда разъема интерфейса машины
При использовании кабеля с проводами
и лепестковыми разъемами на другом
конце:
1. Оконцуйте кабель интерфейса машины
внутри электрического кожуха системы
регулировки высоты резака или УЧПУ.
Это позволит предотвратить
несанкционированный доступ
к подключениям после установки.
2. Проверьте, что подключения
выполнены правильно, а все
токоведущие детали закрыты
изащищены перед запуском
оборудования.*
Гнезда 1 и 2 подключены, но не используются.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 35

Настройка элементов управления для механизированной резки
3
ИЛИ
Внутренние провода
D-образный разъем
Делитель напряжения
Лепестковые разъемы
Разъем интерфейса машины
Сигналы интерфейса машины
Подробную информацию о сигналах кабеля при подсоединении источника тока системы
плазменной резки к контроллеру регулировки высоты резака или УЧПУ с помощью кабеля
интерфейса машины см. в следующей таблице.
Перенос
Внутренняя проводка Powermax и разъем
интерфейса машины
Сигнал Тип
Зажигание
‡
(плазма)
‡
(начало
перемещения
машины)
Вход*
Выход**
Цвет
провода
Черный 3 10 Зеленый
Красный 4 2 Черный
Белый 12 12 Красный
Зеленый 14 5 Черный
Черный
Делитель
напряжения
Выход***
, †
(–)
Красный
(+)
Заземление
* Нормально разомкнутый. Напряжение холостого хода 18 В пост. тока на клеммах START.
Требует активации замыкания сухого контакта.
** Нормально разомкнутый. Замыкание сухого контакта при переносе дуги. 120 В перем. тока /
1 A макс. на интерфейсном реле машины.
*** Разделенный сигнал дугового напряжения (20:1, 21,1:1, 30:1, 40:1, 50:1). Обеспечивает
максимальное напряжение холостого хода 15 В.
†
Деление дугового напряжения обеспечивается резистивным делителем базового дугового
напряжения. Этот сигнал не является изолированным. Во избежание образования паразитного
контура с замыканием через землю необходимо использовать гальваническую изоляцию.
‡
Если для запуска перемещения резака Duramax™ для резки вы используете сигнал
«Зажигание» с задержкой вместо сигнала «Transfer» (Перенос), выполните следующие
действия: Увеличьте задержку при использовании резака SmartSYNC. Для резаков 0,7 м и 15 м
SmartSYNC, добавьте 60 мс к задержке. Для резака 23 м SmartSYNC, добавьте 120 мс
к задержке. Более длительная задержка позволяет исключить перемещение резака до
выполнения подачи защитного газа после гашения дуги. В дополнительной задержке нет
необходимости для резаков 4,6 м или 7,6 м SmartSYNC.
Зеленый /
желтый
Номер
гнезда
5, 1 (–)
(электрод)
6, 2 (+)
(заготовка)
13
Кабели
сD-образными
с лепестковыми
разъемами
Номер штырька
D-образного
неоконцованного
разъема
15 (–) Черный (–)
8 (+) Белый (+)
разъемами
Кабели
Цвета
провода
36 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Настройка элементов управления для механизированной резки
3
Настройка печатной платы 5-позиционного делителя напряжения
Делитель напряжения — это печатная плата в источнике тока системы плазменной резки.
Она измеряет напряжение плазменной дуги. Это напряжение находится в диапазоне
0–250 В пост. тока. Из соображений безопасности печатная плата уменьшает дуговое
напряжение, преобразуя его в сигнал с более низким напряжением(0–15Впост.тока),
который подается на УЧПУ.
На печатной плате делителя напряжений есть 5 положений. По умолчанию используется
коэффициент преобразования 50:1. Правильная настройка для использования зависит
от характеристик системы регулировки высоты резака. Если Вы не знаете, какую настройку
использовать, или на выходе печатной платы 5-позиционного делителя напряжения
Hypertherm отсутствует необходимый сигнал напряжения, обратитесь к дистрибьютору
Hypertherm, в авторизованный сервисный центр Hypertherm или в ближайший офис
Hypertherm, контактная информация которого указана на обложке настоящего руководства.
Примеры:
Если используется заданная на заводе настройка по умолчанию (50:1), каждый вольт
делится на 50. Это означает, что один вольт напряжения преобразуется в сигнал
напряжением 20 мВ, который передается на УЧПУ. Допустим, базовое дуговое
напряжение составляет 140 В. В этом случае на УЧПУ передается сигнал
напряжением 2800 мВ (2,8 В).
Если используется настройка 20:1, каждый вольт делится на 20. Это означает,
что один вольт напряжения преобразуется в сигнал напряжением 50 мВ, который
передается на УЧПУ. Допустим, базовое дуговое напряжение составляет 140 В.
В этом случае на УЧПУ передается сигнал напряжением 7000 мВ (7,0 В).
Порядок изменения заводской настройки печатной платы делителя напряжения (50:1)
на другое значение:
1. Выключите (OFF) (O) электропитание на источнике тока системы плазменной резки при
помощи выключателя питания и отсоедините сетевой шнур.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 37

Настройка элементов управления для механизированной резки
3
L1
R5
R6
C2
C1 C4
BLK
RED
J1
J3
RED
BLK
J2
21.13040 50
GRN
S1
ALLDOWN =20
D1
J5
L1
X12
R7
R5
R6
R4
C3
C2
C1 C4
L1
BLK
RED
J1
J3
J4
RED
BLK
J2
21.1 30
40 50
GRN
S1
ALL DOWN = 20
D1
J5
2. Снимите крышку источника тока системы плазменной резки.
3. Найдите двухпозиционные переключатели печатной платы делителя напряжения
на панели источника тока системы плазменной резки с вентиляторами.
На этом рисунке показана печатная плата делителя напряжения с настройкой
по умолчанию (50:1) с переключателем 4 в верхнем положении.
38 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Настройка элементов управления для механизированной резки
3
20:1 21,1:1 30:1 40:1 50:1
4. Установите перемычки двухпозиционных переключателей в корпусе согласно одной
из указанных ниже конфигураций:
Настройка 21,1:1 предназначена специально для столов для резки
PlasmaCAM, но может использоваться также с любой системой
механизированной резки, для работы которой необходимо
использовать коэффициент трансформации 21,1:1.
5. Установите крышку источника тока системы плазменной резки на место.
Подсоединение кабеля последовательного интерфейса RS-485 (опционально)
Прежде чем приступить, убедитесь, что источник тока системы плазменной резки имеет
следующие компоненты:
Разъем последовательного интерфейса RS-485, установленный на заводе или
пользователем, и внутренняя печатная плата последовательного интерфейса RS-485.
См. документ RS-485 Serial Interface Connector Field Service Bulletin (Разъем
последовательного интерфейса RS-485. Бюллетень по техобслуживанию на месте)
(806710). См. также документ Powermax65/85/105 SYNC Parts Guide (Руководство по
компонентам Powermax65/85/105 SYNC) (810490). Источник тока включает в себя
оконечные резисторы.
Подключение интерфейса машины к УЧПУ через разъем интерфейса машины.
См. пункт стр. 27.
Кабель последовательного интерфейса RS-485 не может
использоваться автономно. Источник тока системы плазменной
резки также должен иметь связь с УЧПУ через интерфейс машины.
Разъем последовательного интерфейса RS-485 обеспечивают обмен данными по
последовательному каналу связи с УЧПУ для источника тока системы плазменной резки.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 39

Настройка элементов управления для механизированной резки
3
Разъем последовательной
связи RS-485
ИЛИ
9-штырьковый D-образный разъем
Неоконеченный разъем
последовательного порта
Доступны кабели разной длины. См. документ Powermax65/85/105 SYNC Parts Guide
(Руководство по компонентам Powermax65/85/105 SYNC) (810490).
Подключение кабеля последовательного интерфейса RS-485
Подключение кабеля последовательного интерфейса RS-485 должно выполняться
квалифицированным специалистом по обслуживанию.
1. Выключите (OFF) (O) электропитание на источнике тока системы плазменной резки
при помощи выключателя питания и отсоедините сетевой шнур.
2. Подключите кабель последовательного интерфейса RS-485 к разъему
последовательной связи.
3. Выполните одно из указанных ниже действий:
При использовании кабеля
с D-образным разъемом
на другом конце:
1. Подсоедините D-образный разъем
к штыревому разъему на УЧПУ.
2. Зафиксируйте его винтами на
D-образном разъеме.
При использовании кабеля
с неоконцованными проводами
на другом конце:
1. Заделайте кабель последовательного
интерфейса RS-485 внутри
электрического кожуха УЧПУ.
Это позволит предотвратить
несанкционированный доступ
к подключениям после установки.
2. Проверьте, что подключения
выполнены правильно, а все
токоведущие детали закрыты
изащищены перед запуском
оборудования.*
* Сопряжение оборудования Hypertherm и клиента, включая соединительные провода
и кабели, не допущенные и сертифицированные для использования в качестве системы,
подлежит инспекции местными органами власти на объекте конечной установки.
40 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Настройка элементов управления для механизированной резки
3
ИЛИ
9-штырьковый
D-образный разъем
Неоконеченный разъем
последовательного
порта
2
1
3
5
4
Сигналы, которые передаются по последовательному интерфейсу RS-485 для обмена данными с УЧПУ
Подробную информацию о сигналах, которые передаются по кабелю последовательного
интерфейса, когда источник тока системы плазменной резки подсоединен к УЧПУ этим
кабелем, см. в следующей таблице.
Источник тока включает в себя оконечные резисторы.
Разъем последовательной
связи Powermax
№ штырька № штырька Сигнал Цвет провода Тип
17RxD (+)КрасныйВход
23RxD (–)ЧерныйВход
34TxD (+)БелыйВыход
42TxD (–)ЧерныйВыход
5 5 Заземление Зеленый
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 41
D-образный
разъем
1 Не подсоединено
6 Не подсоединено
8 Не подсоединено
9 Не подсоединено
Неоконцованные провода

Настройка элементов управления для механизированной резки
3
ИЛИ
9-штырьковый D-образный разъем
Неоконеченный разъем
последовательного
порта
Внутренние провода
Разъем последовательной связи
Сигналы, которые передаются по последовательному интерфейсу RS-485 для поиска и устранения неисправностей
Информацию по передающимся по кабелям сигналам для целей поиска и устранения
проблем по последовательному обмену данными между источником тока и УЧПУ см.
втаблице ниже.
Внутренняя проводка и разъем
последовательной связи Powermax
Цвет
провода
Красный 1 Tx (+) Выход 7 RxD (+) Красный Вход
Черный 2 Tx (–) Выход 3 RxD (–) Черный Вход
Коричневый 3 Rx (+) Вход 4 TxD (+) Белый Выход
Белый 4 Rx (–) Вход 2 TxD (–) Черный Выход
Зеленый 5 Заземление 5 Заземление Зеленый
№
штырька
D-образный
разъем
Сигнал Тип № штырька Сигнал
1 Не подсоединено
6 Не подсоединено
8 Не подсоединено
9 Не подсоединено
Неоконцованные
провода
Цвет
провода
Тип
42 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Настройка элементов управления для механизированной резки
3
Скорость в бодах
(невозможно изменить)
Биты данных
(невозможно изменить)
Четность
(можно изменить)
Стоповые биты
(можно изменить)
Установка параметров на экране настроек интерфейса связи с УЧПУ
Параметры последовательной связи можно установить на экране настроек интерфейса связи
с УЧПУ (CNC INTERFACE).
1. На экране основного меню нажмите .
2. Выберите для перехода на экран настроек CNC INTERFACE.
3. Для перехода к полю, значение которого необходимо изменить, поверните ручку
регулировки.
4. Для выбора поля нажмите .
5. Для изменения значения в этом поле поверните ручку регулировки.
6. Для выбора нового значения нажмите .
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 43

Настройка элементов управления для механизированной резки
3
– Установите конфигурацию проверки четности и стоповых битов для этой системы
Powermax. Убедитесь, что значения в этом поле совпадают со значениями на УЧПУ.
Выберите одно из следующих значений для проверки четности:
E Четные (по умолчанию)
O Нечетные
N Без проверки четности
Выберите одно из следующих значений для стопового бита:
1 1 стоповый бит (по умолчанию)
2 2 стоповых бита
– Это адрес узла Modbus для этой системы Powermax. По умолчанию используется
нулевое значение (0).
Для систем резки с 1 источником тока системы плазменной резки
Powermax: Не меняйте нулевое значение (0), которое используется по умолчанию.
Нулевое значение (0) позволяет УЧПУ автоматически задать адрес узла для
Powermax. Адрес узла задается первым действительным сообщением запроса
Modbus, которое Powermax получает от УЧПУ после установки переключателя
питания Powermax в положение ВКЛ (ON) (I). В этом поле продолжает
отображаться нулевое значение (0) при обмене данными по Modbus;
оно указывает, что адрес узла задается с УЧПУ.
Для систем резки с 2 или несколькими источниками тока системы
плазменной резки Powermax: Для каждой системы Powermax выберите
уникальный номер (от 1 до 255).
После установки адреса узла для этой системы Powermax выполните
«холодный» перезапуск.
Убедитесь, что УЧПУ использует этот адрес узла при установке связи
с каждой системой Powermax.
44 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Настройка элементов управления для механизированной резки
3
Индикатор режима дистанционного управления
Индикатор режима дистанционного
управления показывает, что управление
источником тока системы плазменной резки
осуществляется с УЧПУ или другого
устройства управления. В режиме
дистанционного управления все органы
управления на передней панели отключены,
но коды и пиктограммы сбоя отображаются
как обычно. Для просмотра информации
по источнику тока, резаку
и неразъемно-комплектному набору
расходных деталей можно перейти к следующим экранам меню:
Дополнительная информация о настройке последовательной связи
Powermax65/85/105 SYNC предоставляет больше данных об источнике тока системы
плазменной резки по последовательному подключению по сравнению с тем объемом данных,
которые были доступны для ранее использовавшихся источников тока системы плазменной
резки Powermax, а также доступ к данным об использовании неразъемно-комплектного
набора расходных деталей. Кроме того, УЧПУ может запросить проверку подачи газа
и быстрый сброс Powermax65/85/105 SYNC.
Дополнительную информацию см. в документе Powermax65/85/105 SYNC Serial
Communication Protocol and Implementation Guide (Руководство по протоколу
последовательной связи Powermax65/85/105 SYNC и внедрению) (810400).
Техническая документация доступна на сайте www.hypertherm.com/docs.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 45

Настройка элементов управления для механизированной резки
3
46 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Резка механизированным резаком
В этом разделе представлена информация по следующим темам:
Выбор правильного неразъемно-комплектного набора расходных деталей Hypertherm
для резки
Оптимизация качества резки
Основная информация о системе регулировки высоты резака
Строжка металла
Резка нержавеющей стали с использованием газа F5
Информацию о строжке см. в разделе Строжка с использованием механизированного резака
на стр. 67.
Информацию о разрешении проблем с системой резки см. в разделе Широко
распространенные проблемы механизированных систем на стр. 71.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 47

Резка механизированным резаком
4
Выбор неразъемно-комплектного набора расходных деталей
Hypertherm предлагает следующие типы неразъемно-комплектных наборов расходных
деталей для механизированной резки:
Тип набора расходных деталей Назначение
Механизированная
резка
(серый)
FineCut
для
механизированной
резки (серый)
FlushCut
(черный)
Кольцо омического
контакта
®
TM
Эти стандартные наборы
расходных деталей подходят
для самого широкого
диапазона операций резки.
Используйте эти наборы, чтобы
получить более узкий разрез
на низкоуглеродистой
и нержавеющей стали
толщиной до 3 мм.
Эти наборы расходных деталей
позволяют выполнять резку
настолько близко к основанию,
насколько это возможно,
без прожига или повреждения
заготовки.
Используйте эту
вспомогательную деталь
с системами регулировки
высоты резака, которые
поддерживают определение
поверхности заготовки
посредством омического
контакта перед каждым резом.
См. пункт Омический контакт
для определения исходной
высоты на стр. 63.
Указанные неразъемно-комплектные наборы расходных деталей совместимы
с ручными резаками SmartSYNC. При использовании данных наборов расходных
деталей на ручных резаках при резке необходимо сохранять заданное постоянное
расстояние между резаком и заготовкой.
Источники тока поставляются с начальным комплектом наборов расходных деталей
Hypertherm.
Полный список доступных неразъемно-комплектных наборов расходных деталей для
резки и строжки см. в документе Powermax65/85/105 SYNC Parts Guide
(Руководство по компонентам Powermax65/85/105 SYNC) (810490).
48 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Резка механизированным резаком
4
Информацию о процессах строжки и наборах расходных деталей см. в разделе
Строжка с использованием механизированного резака на стр. 67.
Справку по установке набора расходных деталей см. в пункте Подготовка к
зажиганию резака на стр. 55.
Выберите неразъемно-комплектный набор расходных деталей для резки с такой силой тока,
которая лучше всего подходит для материала данной толщины. Кроме того, рекомендуем
определить конкретные значения параметров, которые позволят получить ожидаемое
качество резки для конкретного выполняемого задания. Дополнительную информацию см.
впункте Разъяснения по оптимизации качества резки на стр. 57.
Убедитесь, что сила тока, на которую рассчитан выбранный
неразъемно-комплектный набор расходных деталей, поддерживается
источником тока системы плазменной резки. Например, если у вас
система Powermax85 SYNC, выберите набор на 85 А, 65 А или 45 А,
а не на 105 А.
Выбор наиболее подходящего неразъемно-комплектного набора расходных деталей для
нужного материала
.
FineCut
45 А
65 А
85 А
105 А
FineCut
45 А
65 А
85 А
105 А
Толщина материала (мм)
0,5 1 2 3 5 8 10 12 15 20 25 30
Толщина материала (дюймы)
0,02 0,06 1/8 1/4 3/8 1/2 5/8 3/4 1 1–1/4 1-1/2
Оптимальное качество резки
Качество резки, близкое к оптимальному
Качество или скорость резки ниже
оптимального уровня
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 49

Резка механизированным резаком
4
Неразъемно-комплектный набор
расходных деталей FlushCut
Неразъемно-комплектный набор
расходных деталей для
механизированной резки
Использование специального неразъемно-комплектного набора расходных деталей FlushCut
Неразъемно-комплектные наборы расходных деталей FlushCut позволяют срезать проушины,
болты, монтажные петли и другие элементы крепления, не прожигая и не повреждая
обрабатываемую заготовку. Кроме того, их можно использовать для операций оплавления
металла. Неразъемно-комплектные наборы расходных деталей FlushCut обеспечивают
подачу плазменной дуги под углом, что позволяет выполнять резку в непосредственной
близости к базовому металлу, существенно сокращая размер остаточного материала,
подлежащего шлифовке. Для выполнения длинных прямых резов неразъемно-комплектные
наборы расходных деталей FlushCut, как правило, используются с резаками, установленными
на рельсовой тележке или направляющих, или с портативными направляющими.
Советы по обеспечению максимально эффективной работы наборов расходных деталей
Частота смены расходных деталей Hypertherm для механизированного резака зависит
от целого ряда факторов, которые указаны ниже:
Качество подаваемого газа
Чрезвычайно важно, чтобы шланг подачи газа был чистым и сухим. Масло, вода,
50 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC
водяные пары и другие загрязнения в системе подачи газа могут привести
к ухудшению качества резки и сокращению срока службы набора расходных
деталей. См. документ Powermax65/85/105 SYNC Operator Manual
(Руководство оператора Powermax65/85/105 SYNC) (810470).

Резка механизированным резаком
4
Параметры резки
Убедитесь в правильности настроек тока дуги, дугового напряжения, скорости
перемещения, высоты резки и других параметров резки. См. документ
Powermax65/85/105 SYNC Cut Charts Guide (Руководство по технологическим
картам резки Powermax65/85/105 SYNC) (810500MU).
При прожиге используйте правильную высоту резака и время задержки.
См. документ Powermax65/85/105 SYNC Cut Charts Guide (Руководство
по технологическим картам резки Powermax65/85/105 SYNC) (810500MU).
Зажигайте резак только тогда, когда необходимо
Чтобы обеспечить максимальный срок службы набора расходных деталей,
не зажигайте резак, если резка не выполняется. Не начинайте и не завершайте
резы прямо на поверхности заготовки.
Начало резки с края заготовки допустимо, если дуга при зажигании
имеет контакт с заготовкой.
Выполнение подачи защитного газа после гашения дуги по окончании резки
Подача газа продолжается в течение примерно 20 с. по окончании резки.
Подача защитного газа после гашения дуги требуется, чтобы снизить температуру
неразъемно-комплектного набора расходных деталей. Всегда выполняйте подачу
защитного газа после гашения дуги, прежде чем снять неразъемно-комплектный
набор расходных деталей.
Толщина заготовки
В общем, чем больше толщина заготовки, тем быстрее изнашиваются расходные
детали. Для получения наилучших результатов толщина 80 % рабочих заготовок,
с которыми Вы работаете, должна быть меньше толщины, указанной для данной
системы и неразъемно-комплектного набора расходных деталей. См. документ
Powermax65/85/105 SYNC Operator Manual (Руководство оператора
Powermax65/85/105 SYNC) (810470).
Для достижения наилучших результатов не выполняйте резку тех заготовок,
толщина которых превышает указанную в технических характеристиках этой
системы и неразъемно-комплектного набора расходных деталей.
Резка металлической сетки
Металлическая сетка имеет решетчатую или ячеистую структуру. При резке
металлической сетки наборы расходных деталей изнашиваются быстрее,
поскольку вспомогательная дуга должна быть постоянно включена.
Вспомогательная дуга возникает, когда при работающем резаке плазменная
дуга не соприкасается с заготовкой.
Для всех видов резки, кроме резки металлической сетки, установленный режим
работы должен отличаться от режима «Металлическая сетка».
При выполнении стандартной механизированной резки
с использованием источников тока систем плазменной резки
Powermax65/85/105 SYNC в лабораторных условиях компания
Hypertherm установила, что время службы расходных деталей
составляет 1–3 часа фактического времени «горения дуги».
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 51

Резка механизированным резаком
4
Кожух
Защитный экран
Отверстие сопла
(форма окружности)
1
1
Признаки, свидетельствующие о скором окончании срока службы неразъемно-комплектного набора расходных деталей
В большинстве случаев самый надежный признак необходимости замены
неразъемно-комплектного набора расходных деталей — снижение качества резки
до неприемлемого уровня. При замене набора расходных деталей вместо отработавшего
набора в сборе устанавливается новый набор в сборе. Не пытайтесь разбирать
неразъемно-комплектный набор расходных деталей.
Указанные ниже признаки могут свидетельствовать о скором окончании срока службы
неразъемно-комплектного набора расходных деталей:
Осмотрите отверстие сопла. Отверстие сопла, которое работает надлежащим
образом, имеет форму окружности. Если отверстие сопла утратило форму окружности,
необходимо заменить неразъемно-комплектный набор расходных деталей.
Частое возникновение сбоев 0-30-0. По мере износа расходных деталей набора
в нем могут образовываться нежелательные скопления остатков материала, а это
приводит к частому возникновению сбоев 0-30-0. В некоторых случаях эти скопления
удается удалить тщательным встряхиванием неразъемно-комплектного набора
расходных деталей.
Проверьте индикатор
износа . Индикатор
износа — подпружиненная
выступающая квадратная
медная часть внутри
неразъемно-комплектного
набора расходных деталей.
Нажмите на индикатор
и отпустите.
Признаком исправной работы
механизма является возврат
индикатора в исходное
положение. Если после
52 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Резка механизированным резаком
4
нажатия индикатор не возвращается в исходное положение, тщательно встряхните
неразъемно-комплектный набор расходных деталей. Если после этого индикатор все
равно не возвращается в исходное положение, замените неразъемно-комплектный
набор расходных деталей.
Если система возвращает сбой 0-32-0 или сбой 0-32-1, установите новый
неразъемно-комплектный набор расходных деталей.
Если вы часто выполняли прожиг, на кожухе могут быть черные
отметки. Как правило, это не является признаком окончания срока
службы неразъемно-комплектного набора расходных деталей.
Вы можете продолжать использовать этот неразъемно-комплектный
набор расходных деталей до тех пор, пока качество резки не начнет
ухудшаться.
Дополнительную информацию см. в следующих разделах:
Разъяснения по оптимизации качества резки на стр. 57
Основная информация о системе регулировки высоты резака для плазменной резки
на стр. 61
Широко распространенные проблемы механизированных систем на стр. 71
Вывод информации о неразъемно-комплектном наборе расходных деталей на экране состояния
На экране состояния можно вывести информацию о неразъемно-комплектном наборе
расходных деталей: количество зажиганий вспомогательной дуги (STA) и время переноса
дуги (XT). Когда поле STA/XT включено, эти значения будут отображаться на экране
состояния. Если же поле STA/XT выключено, эти значения не выводятся.
1. Для перехода на экран основного меню нажмите и удерживайте в течение 2 секунд
кнопку .
2. Для перехода к поверните ручку регулировки. Для выбора элемента нажмите
.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 53

Резка механизированным резаком
4
3. Для перехода к поверните ручку регулировки; для выбора элемента нажмите
. Появится экран ЖК-дисплея (LCD DISPLAY).
4. Для перехода к полю STA/XT поверните ручку регулировки и нажмите , чтобы
выбрать этот элемент.
5. Поверните ручку регулировки, чтобы
активировать поле STA/XT: .
6. Для подтверждения активации нажмите .
7. Чтобы вернуться на экран состояния, нажмите
. Поля STA и XT теперь будут
отображаться на экране.
54 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

4
Подготовка к зажиганию резака
БЫСТРОДЕЙСТВУЮЩИЕ РЕЗАКИ: ПЛАЗМЕННАЯ ДУГА МОЖЕТ ВЫЗВАТЬ
ТРАВМЫ И ОЖОГИ
Зажигание плазменной дуги выполняется сразу же в момент отправки команды
START/STOP с УЧПУ. Прежде чем приступить к замене набора расходных деталей,
необходимо выполнить одно из двух указанных ниже действий. Всякий раз, когда это
возможно, выполните первое действие.
Выключите (OFF) (O) электропитание на источнике тока при помощи
выключателя питания.
ИЛИ
Переведите переключатель блокировки резака в обозначенное желтым
цветом положение блокировки (X). Чтобы убедиться в том, что резак
не зажигает дугу, отправьте с УЧПУ команду START/STOP.
Резка механизированным резаком
БЕРЕГИСЬ!
БЕРЕГИСЬ!
РЕЗАКИ МГНОВЕННОГО ЗАЖИГАНИЯ! НАХОДИТЕСЬ НА ДОСТАТОЧНОМ
РАССТОЯНИИ ОТ ПЛАЗМЕННОЙ ДУГИ
Плазменная дуга быстро разрезает перчатки и кожу.
Обязательно используйте утвержденные средства личной защиты.
Наконечник резака не должен находится близко к рукам, одежде и другим
объектам.
Не держите заготовку. Не держите руки на пути траектории резки.
Строго запрещается направлять резак на себя или других лиц.
БЕРЕГИСЬ!
РИСК ПОЛУЧЕНИЯ ОЖОГОВ И ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ
ТОКОМ! РАБОТАТЬ В ИЗОЛИРУЮЩИХ ПЕРЧАТКАХ
Приступая к выполнению любых работ по замене наборов расходных
деталей, всегда надевайте изолирующие перчатки. Наборы расходных
деталей очень сильно нагреваются при резке. При прикосновении к ним
можно получить тяжелые ожоги.
Кроме того, контакт с наборами расходных деталей может привести
к поражению электрическим током, если источник тока включен (ON)
и переключатель блокировки резака не находится в положении
блокировки (X), обозначенном желтым цветом.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 55

Резка механизированным резаком
4
Ниже изложен порядок подготовки к зажиганию механизированного резака. Прежде
чем зажечь механизированный резак, необходимо тщательно разобраться в работе
источника тока системы плазменной резки и SmartSYNC резака. См. документ
Powermax65/85/105 SYNC Operator Manual (Руководство оператора
Powermax65/85/105 SYNC) (810470).
До выполнения указанных ниже действий убедитесь, что выключатель питания на источнике
тока системы плазменной резки переведен в положение ВКЛ (ON) (I).
1. Выполните одно из указанных ниже действий:
Механизированный мини-резак: переведите выключатель питания на источнике тока
системы плазменной резки в положение ВЫКЛ (OFF) (O).
Полноразмерный механизированный резак: переведите переключатель блокировки
резака в обозначенное желтым цветом положение блокировки (X).
2. Установите правильный неразъемно-комплектный набор расходных деталей Hypertherm.
Затяните на 1/4 оборота.
3. Выполните одно из указанных ниже действий:
Механизированный мини-резак: переведите выключатель питания на источнике тока
системы плазменной резки в положение ВКЛ (ON) (I).
Полноразмерный механизированный резак: переведите переключатель блокировки
резака в обозначенное зеленым цветом положение «готов к зажиганию» ( ).
56 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

4
4. Убедитесь, что источник тока системы плазменной резки
автоматически переходит в режим резки или строжки
в соответствии с установленным неразъемно-комплектным
набором расходных деталей Hypertherm.
Чтобы перейти от режима резки к режиму «Металлическая
сетка», нажмите кнопку режима работы.
Если установлен набор расходных деталей для резки,
режим строжки недоступен.
5. Для зажигания плазменной дуги отправьте с УЧПУ команду START/STOP.
Индикатор режима дистанционного управления
Индикатор режима дистанционного
управления показывает, что управление
источником тока системы плазменной резки
осуществляется с УЧПУ или другого
устройства управления. В режиме
дистанционного управления все органы
управления на передней панели отключены,
но коды и пиктограммы сбоя отображаются
как обычно. Для просмотра информации
по источнику тока, резаку
и неразъемно-комплектному набору расходных деталей можно перейти к следующим
экранам меню.
Резка механизированным резаком
Разъяснения по оптимизации качества резки
Что подразумевается под высоким качеством резки?
Качество резки считается высоким, если сведены к минимуму указанные ниже свойства.
Угол среза (скос)
Ширина разреза (реза)
Размер зоны термического воздействия
Окалина (расплавленный металл, застывший на поверхности резки)
Шероховатость кромки резки
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 57

Резка механизированным резаком
4
Есть целый ряд случаев, когда высокое качество резки является необходимым требованием.
Примеры:
Для сведения к минимуму необходимости выполнения операций вторичной
обработки, таких как шлифование
Кромка реза будет видна в конечном продукте
Когда необходимо облегчить выполнение сварки или окрашивание детали после
резки
Однако в некоторых случаях качество резки не является важным фактором. Это может иметь
место, например, в тех случаях, когда скорость более важна для определенного задания.
Очень часто наилучший выбор — это баланс между скоростью и качеством.
Компания Hypertherm не рекомендует выполнять резку материалов,
которые полностью покрыты или находятся в контакте с водой.
В этом случае качество резки может быть низким. См. Инструкции по
резке на водяных столах на стр. 65.
Что такое технологическая карта резки?
Чтобы Вы не испытывали затруднений в поиске параметров, которые обеспечат нужное
качество резки для того или иного задания, Hypertherm предоставляет в Ваше распоряжение
отправную точку — набор параметров для всех комплектов расходных деталей для
механизированной резки, типов и размеров толщины металла. Эти наборы параметров
называются технологическими картами резки.
Hypertherm составляет технологические карты резки на основе данных, полученных
в условиях лабораторных испытаний с использованием новых наборов расходных деталей
Hypertherm. В технологических картах резки указаны начальные параметры, которые можно
использовать в ходе поиска настроек для наилучшего качества резки с используемой
системой для резки и материалом. Это отправная точка для настройки системы для резки
в соответствии с материалом, который будет подвергаться резке, и результатами, которые
Вы рассчитываете получить для данного задания резки.
В зависимости от конфигурации системы и состава материалов
фактические результаты могут отличаться от указанных
в технологических картах резки.
Примеры параметров технологической карты резки:
Сила тока
Толщина металла
Время задержки прожига
Скорость резки
Высота резки
Исходная высота прожига
Дуговое напряжение
Ширина разреза (реза)
Дополнительная информация представлена в документе Powermax65/85/105 SYNC Cut
Charts Guide (Руководство по технологическим картам резки Powermax65/85/105 SYNC)
(810500MU).
58 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

4
Указания по выполнению резки и прожига
Указания по выполнению резки
Всегда начинайте настройку с рекомендуемых настроек в технологических картах
резки. См. документ Powermax65/85/105 SYNC Cut Charts Guide (Руководство
по технологическим картам резки Powermax65/85/105 SYNC) (810500MU).
Если система оснащена УЧПУ или другим устройством управления и Вы решите,
что настройку по умолчанию необходимо скорректировать, используйте команды
смещения или корректировки для внесения инкрементных изменений в оригинальные
значения в пределах ограничений.
Во время работы системы резки резак не должен соприкасаться с заготовкой.
Контакт с заготовкой может привести к повреждению набора и поверхности
заготовки.
При наличии системы регулировки высоты резака, которая
использует омический контакт для распознавания исходной высоты,
допускается контакт с заготовкой в ходе определения исходной
высоты. См. пункт Омический контакт для определения исходной
высоты на стр. 63.
Резка механизированным резаком
Расположите резак перпендикулярно (под углом 90 °) к заготовке для операций,
при выполнении которых нужно использовать такое положение резака.
Нестабильная система приводов и рельсовых направляющих может привести
к нестабильному движению резака, что может привести к прерывистой резке.
Необходимо регулярно проводить техническое обслуживание системы приводов
ирельсовых направляющих.
Соответствующую информацию см. в инструкции по эксплуатации
к Вашей системе механизированной резки.
Выполняйте все процедуры техобслуживания в соответствии с расписанием.
См. документ Powermax65/85/105 SYNC Operator Manual (Руководство оператора
Powermax65/85/105 SYNC) (810470).
Не зажигайте резак без необходимости. Это приводит к сокращению срока службы
набора расходных деталей.
Начало резки с края заготовки допустимо, если дуга при зажигании
имеет контакт с заготовкой.
Избегайте выходов, которые будут уводить резак в сторону от заготовки и тем самым
растягивать плазменную дугу.
Чтобы не допустить потери перенесенной плазменной дуги, выполните следующие
действия (если это позволяет Ваше УЧПУ):
По окончании каждой операции резки дуга должна все еще находиться на
заготовке.
Уменьшайте скорость резки по мере приближения к концу траектории резки.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 59

Резка механизированным резаком
4
Рекомендации по выполнению прожига
При прожиге заготовка металла прорезается на всю толщину. Прожиг — это, как правило,
первое действие в последовательности операций резки детали.
Начало резки с края заготовки допустимо, если дуга при зажигании
имеет контакт с заготовкой.
Рекомендуется использовать настройки высоты прожига и резки, которые приведены
в технологических картах резки Hypertherm. Это позволит свести к минимуму количество
нежелательных результатов, повысить производительность прожига, обеспечить
максимальный срок службы неразъемно-комплектного набора расходных деталей.
См. документ Powermax65/85/105 SYNC Cut Charts Guide (Руководство по технологическим
картам резки Powermax65/85/105 SYNC) (810500MU) и приведенные ниже определения:
Задержка прожига. Задержка прожига — промежуток времени, в течение которого
резак остается на заданной высоте прожига. По истечении этого времени резак
начинает опускаться на высоту резки. Задержка прожига должна быть достаточной
для проникновения дуги на всю глубину материала до начала перемещения резака,
но не настолько длительной, чтобы отверстие прожига увеличивалось и дуга
«блуждала» или гасла до начала перемещения резака.
Значения времени задержки прожига, приведенные в технологических картах резки,
основаны на средних показателях времени задержки на протяжении всего срока
службы наборов расходных деталей. При необходимости по мере износа набора
расходных деталей увеличьте время задержки прожига.
Высота прожига. Высота прожига — это расстояние от резака до заготовки, которое
необходимо для начального прожига заготовки перед началом резки. Для систем
Powermax65/85/105 SYNC высота прожига обычно составляет 150–400 % от высоты
резки. Конкретные значения см. в документе Powermax65/85/105 SYNC Cut Charts
Guide (Руководство по технологическим картам резки Powermax65/85/105 SYNC)
(810500MU).
Максимальная толщина прожига. При прожиге материалов, толщина которых
близка к максимальной для того или иного типа обработки, следует принять
во внимание следующие важные факторы:
Расстояние входа должно примерно равняться толщине прожигаемого материала.
Например, для материала толщиной 20 мм используйте вход длиной 20 мм.
Во избежание повреждения набора расходных деталей от скопления
расплавленного материала, формируемого при прожиге, не допускайте опускания
резака на высоту резки, пока он не переместится на достаточное расстояние
от места наплыва расплавленного материала.
Различные химические составы материала могут негативно сказаться на
характеристиках прожига, которые может обеспечить источник тока системы
плазменной резки. Например, для высокопрочной стали с высоким содержанием
марганца или кремния максимальная толщина прожига может быть ниже.
Значения, указанные в технологической карте резки, получены компанией
Hypertherm при проведении тестирования наиболее широко распространенных
видов металла. Полученные Вами значения могут отличаться от указанных.
60 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Резка механизированным резаком
4
Основная информация о системе регулировки высоты резака для плазменной резки
Высота резака — расстояние между резаком и заготовкой. Дуговое напряжение —
напряжение плазменной дуги между резаком и заготовкой. Для того чтобы задать исходную
высоту резака и дуговое напряжение, которые обеспечат необходимое качество резки,
используйте технологические карты резки Hypertherm. Для обеспечения стабильного
качества резки и максимального срока службы неразъемно-комплектного набора расходных
деталей необходимо контролировать и регулировать высоту резака и дуговое напряжение
во время резки.
Есть разные системы регулировки высоты резака, от ручных до полностью
автоматизированных.
В ручной системе резак при помощи зажимного приспособления удерживается
в заданном положении при резке. При помощи измерительного устройства
(для грубых измерений) или методом проб и ошибок оператор выставляет резак
на наиболее оптимальной исходной высоте для выполнения резки. В процессе работы
оператор отслеживает качество резки и опытным путем корректирует высоту резака,
стараясь подобрать наиболее оптимальное положение. При использовании указанных
систем невозможно обеспечить стабильно высокое качество резки и длительный срок
службы неразъемно-комплектного набора расходных деталей.
Полностью автоматизированная система включает в себя систему регулировки
высоты резака и УЧПУ, что позволяет обеспечить оперативный контроль качества
резки путем изменения высоты резака (поднятие и опускание) в ходе выполнения
резки в зависимости от качественных характеристик заготовки и наличия дефектов,
например зон деформации поверхности, вызванной воздействием тепла. В данных
системах также предусмотрена возможность регулировки дугового напряжения по
мере износа неразъемно-комплектного набора расходных деталей, что позволяет
избежать столкновения резака с заготовкой и продлить срок службы расходных
деталей. Автоматизированные системы регулировки высоты резака позволяют
обеспечить наиболее высокое качество резки и длительный срок службы расходных
деталей без необходимости вмешательства оператора в работу оборудования при
выполнении резки.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 61

Резка механизированным резаком
4
1
23
4
5
1 Распознает поверхность заготовки
2 Перемещается на высоту прожига
3 Выполняет прожиг заготовки
4 Опускается на высоту резки
5 Поднимается на высоту перемещения между резами
Рис. 1. Изменение высоты резака в зависимости от качественных характеристик заготовки
Высота резака в течение цикла резки
До начала выполнения каждого цикла резки автоматизированная система регулировки
высоты резака дает команду резаку на касание заготовки. Это является необходимым
требованием для правильной работы системы. Этот процесс называется определение
исходной высоты. По окончании определения исходной высоты система регулировки высоты
резака дает команду на поднятие резака на высоту прожига. Резак зажигается, и начинается
прожиг заготовки. После этого резак опускается на высоту резки для завершения реза.
В ходе выполнения резки по командам системы резак поднимается и опускается,
в зависимости от разницы между фактическим и заданным значением дугового напряжения
(обратная связь по дуговому напряжению).
По завершении реза резак поднимается на высоту перемещения между резами
и перемещается в положение для следующего реза.
62 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

4
Омический контакт для определения исходной высоты
1
2
1
2
Определение исходной высоты с использованием
омического контакта — это один из самых точных методов
определения исходной высоты. Омический контакт — это
электрическое соединение между резаком и заготовкой
в момент, когда резак входит в контакт с заготовкой при
выполнении определения исходной высоты. Система
регулировки высоты резака оснащена электрическим
проводом , который обеспечивает электрическое
соединение, необходимое для определения исходной
высоты. От системы регулировки высоты резака этот
провод идет к металлическому кольцу, которое
называется кольцом омического контакта . Это кольцо
закреплено на наборе расходных деталей на наконечнике
резака.
Распознавание посредством омического
контакта не работает под водой или на
токонепроводящих поверхностях (ржавые,
грунтованные, окрашенные поверхности, а также
поверхности с маскирующим слоем).
Резка механизированным резаком
Дополнительная информация
В настоящем разделе приведен только общий обзор системы регулировки высоты резака.
Дополнительную информацию см. в следующих источниках:
CNCs, THCs, and machine motion for light industrial tables — записанный веб-семинар
на веб-сайте Hypertherm по адресу www.hypertherm.com/webinars
Height Control Theory — интерактивный курс для самостоятельного изучения на
веб-сайте Института резки Hypertherm (HCI) по адресу www.hypertherm.com/hci
Эти ресурсы доступны только на английском языке.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 63

Резка механизированным резаком
4
F5
Воздух
Резка нержавеющей стали с использованием F5
БЕРЕГИСЬ!
ТОКСИЧНЫЕ ПАРЫ МОГУТ ПРИВЕСТИ К ТРАВМАМ И ЛЕТАЛЬНОМУ ИСХОДУ
Некоторые металлы, включая нержавеющую сталь, могут издавать токсичные газы
при резке. На Вашем рабочем месте должна быть достаточная вентиляция, чтобы
обеспечить соответствие качества воздуха всем государственным и муниципальным
нормам и правилам. Дополнительные сведения см. в документе Safety and
Compliance Manual (Руководство по безопасности и соответствию) (80669C).
Для резки и строжки нержавеющей стали с использованием системы
Powermax65/85/105 SYNC можно использовать газ F5. Компания Hypertherm рекомендует
использовать газ F5 только для резки нержавеющей стали.
При плазменной резке с использованием F5 удается получить гладкие, блестящие резы
с серебристыми кромками, цвет которых похож на оригинальный цвет металла.
Использование F5 позволяет избежать грубых, темных поверхностей, которые обычно
получаются при воздушно-плазменной резке.
F5: преимущества F5: недостатки F5: подобие воздуху
• Гладкая блестящая кромка реза
• Кромка резки с серебристым
оттенком, подобным оригинальному
цвету металла (не оставляет грубой
темной поверхности, которая
обычно наблюдается при резке
кислородом)
• Поверхность резки не окисляется.
Разрезаемый металл сохраняет
способность к сопротивлению
коррозии
• Возможность использовать те же
самые наборы расходных деталей
Hypertherm, как для стандартной
резки и строжки кислородом
64 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC
• Газ F5 можно использовать
исключительно для резки
нержавеющей стали
• Более низкие скорости резки
• Более высокая цена F5 по
сравнению со сжатым
воздухом
• Немного более низкое
качество резки со скосом
• Приблизительно
одинаковый объем
окалины (как при
использовании F5, так
и при использовании
воздуха, на
нержавеющей стали
формируется темная
окалина, которую
трудно снять)
• Приблизительно
одинаковые требования
к давлению газа

4
Инструкции по резке на водяных столах
Резаки SmartSYNC оборудованы защитой от брызг. При этом их нельзя погружать в воду.
При резке на водяном столе необходимо выполнить следующие действия.
Понизить уровень воды под листом до 76 мм (или больше).
Чтобы добиться максимального качества резки, уровень воды
должен быть как минимум на
Скорость резки следует снизить до значений, обеспечивающих наилучшее
качество. Они указаны в технологических картах резки компании Hypertherm.
См. документ Powermax65/85/105 SYNC Cut Charts Guide (Руководство по
технологическим картам резки для систем Powermax65/85/105 SYNC) (810500MU).
Чтобы защитить резак и не допустить появления окалины на нижней части листа,
следует снизить уровень образования брызг до минимума.
Удостоверьтесь в том, что водяной стол надежно защищен от выпуска газообразного
водорода, который может произойти при резке алюминия.
76 мм ниже листа.
Резка механизированным резаком
БЕРЕГИСЬ!
ОПАСНОСТЬ ВЗРЫВА: РЕЗКА АЛЮМИНИЯ ВОЗЛЕ ВОДЫ
Во время выполнения операций плазменной резки при взаимодействии воды
с алюминием в окружающее пространство может выделяться водород, создавая
взрывоопасные условия. При невозможности не допустить скопления водорода
запрещается проводить резку алюминиевых сплавов под водой или на водяном
столе. Запрещается выполнять резку алюминиево-литиевого сплава
в присутствии воды.
Дополнительные сведения см. в документе Safety and Compliance
Manual (Руководство по безопасности и соответствию) (80669C).
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 65

Резка механизированным резаком
4
66 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

В этом разделе представлена информация, которая поможет выбрать правильный набор
расходных деталей для строжки и оптимизировать профиль строжки.
Процессы строжки
Hypertherm предлагает указанные ниже наборы расходных деталей для строжки:
Тип набора расходных деталей Назначение
Строжка с использованием
механизированного резака
Используйте эти наборы
Строжка
смаксимальной
чувствительностью
(зеленого цвета)
Строжка
с максимальным
съемом
(зеленого цвета)
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 67
расходных деталей для снятия
металла с высокой точностью,
выполнения неглубоких
профилей строжки
и оплавления металла
с пониженной интенсивностью.
Используйте эти наборы
расходных деталей для
строжки с максимальным
съемом металла, получения
глубоких профилей строжки
и выполнения операций
оплавления металла с высокой
интенсивностью.

Строжка с использованием механизированного резака
5
Расстояние от резака / растяжение дуги
Угол наклона резака
Угол поворота резака
Ось резака
Скорость
Выходной ток (А)
Источники тока системы плазменной резки поставляются с начальным набором расходных
деталей Hypertherm. Полный список доступных наборов расходных деталей см. в документе
Powermax65/85/105 SYNC Parts Guide (Руководство по компонентам
Powermax65/85/105 SYNC) (810490).
Расходные детали строжки могут также использоваться с ручным
резаком. См. документ Powermax65/85/105 SYNC Operator Manual
(Руководство оператора Powermax65/85/105 SYNC) (810470).
Справку по установке набора расходных деталей см. в пункте Подготовка к зажиганию
резака на стр. 55.
Изменение профиля строжки
Ширина и глубина профиля строжки зависят от указанных ниже факторов. Чтобы получить
желаемые результаты строжки, настройте все соответствующие параметры должным
образом.
Рис. 2. Факторы, влияющие на профиль канавки при строжке
68 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Строжка с использованием механизированного резака
5
1
2
1
2
1
2
1
2
1
2
1
2
1
1
1
Выходной ток (А) источника тока системы плазменной резки. По мере
уменьшения силы тока на передней панели ширина и глубина профиля канавки при
строжке становятся меньше . С повышением силы тока ширина и глубина профиля
строжки увеличиваются .
Растяжение дуги зависит от силы тока (А) на выходе источника тока системы
плазменной резки. Чем выше сила тока, тем больше расстояние, на которое можно
растянуть дугу. Hypertherm рекомендует не менять силу тока и растяжение дуги
на протяжении всего прохода строжки.
Нижний и верхний пределы настройки силы тока зависят от используемого
источника тока и неразъемно-комплектного набора расходных деталей
Hypertherm. См. документ Powermax65/85/105 SYNC Operator Manual
(Руководство оператора Powermax65/85/105 SYNC) (810470).
Угол наклона резака по отношению к заготовке. Чем меньше отклонение
от перпендикулярного по отношению к заготовке положения, тем меньше ширина
и больше глубина профиля канавки при строжке . По мере наклона резака
к заготовке, профиль строжки становится шире, а его глубина уменьшается .
Угол поворота резака. Поворачивайте резак по отношению к линии, которая
проходит через его основание поперек к заготовке и перпендикулярно к ней,
чтобы сделать профиль строжки более покатым или крутым с одной стороны .
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 69

Строжка с использованием механизированного резака
5
1
2
1
2
1
2
1
2
1
2
2
1
Расстояние от резака до заготовки / растяжение дуги. Чем больше расстояние
от резака до заготовки, тем больше ширина и меньше глубина профиля строжки,
а поверхность с обратной стороны более гладкая . Чем меньше расстояние
от резака до заготовки, тем меньше ширина и больше глубина профиля строжки .
Растяжение дуги зависит от силы тока (А) на выходе источника тока системы
плазменной резки. Чем выше сила тока, тем больше расстояние, на которое можно
растянуть дугу. Hypertherm рекомендует не менять силу тока и растяжение дуги
на протяжении всего прохода строжки.
Удерживайте наконечник резака на хотя бы небольшом расстоянии
от расплавленного металла. Это позволит избежать сокращения срока
службы набора расходных деталей и повреждения резака.
Скорость резака. Чем выше скорость перемещения резака, тем меньше ширина
и глубина профиля строжки . Чтобы сделать профиль строжки шире и глубже,
перемещайте резак медленнее .
70 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Широко распространенные проблемы
механизированных систем
В этом разделе описаны широко распространенные проблемы и способы их устранения:
Проблемы с системой резки
Проблемы с качеством резки, например проблемы с углом резки (скосом)
и образованием окалины
Проблемы со строжкой
Проблемы с заземлением и экранированием
Этот раздел дополняет информацию по поиску и устранению
неполадок, изложенную в документе Powermax65/85/105 SYNC
Operator Manual (Руководство оператора
Powermax65/85/105 SYNC) (810470). При поиске и устранении
неполадок с механизированной системой плазменной резки
используйте оба этих ресурса.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 71

Широко распространенные проблемы механизированных систем
6
Проблемы с системой резки
Проблема Решения
Плазменная дуга
брызгает и «шипит»
или гаснет.
Не выполняется перенос
плазменной дуги
к заготовке.
• Убедитесь, что набор расходных деталей установлен правильно.
• Осмотрите набор расходных деталей. Замените его, если он изношен или
поврежден. Частое возникновение сбоев 0-30-0, как правило, означает, что
срок службы неразъемно-комплектного набора расходных деталей подходит
к концу. См. Признаки, свидетельствующие о скором окончании срока
службы неразъемно-комплектного набора расходных деталей на стр. 52.
• Осмотрите систему фильтрации газа на наличие признаков влаги.
См. документ Powermax65/85/105 SYNC Operator Manual (Руководство
оператора Powermax65/85/105 SYNC) (810470).
• Очистите поверхность заготовки от ржавчины, краски или других
материалов, которые могут мешать надежному контакту металлических
поверхностей.
• Убедитесь, что рабочий кабель надежно зафиксирован на столе для резки
или заготовке, а также в отсутствии на нем повреждений. При необходимости
исправьте или замените его. См. документ Powermax65/85/105 SYNC Parts
Guide (Руководство по компонентам Powermax65/85/105 SYNC) (810490).
• Убедитесь, что стол для резки правильно заземлен и имеет хороший контакт
с заготовкой.
• Уменьшите высоту резки. См. документ Powermax65/85/105 SYNC Cut
Charts Guide (Руководство по технологическим картам резки
Powermax65/85/105 SYNC) (810500MU).
• Осмотрите провод резака на наличие порезов или других признаков износа.
При необходимости замените. См. документ Powermax65/85/105 SYNC Parts
Guide (Руководство по компонентам Powermax65/85/105 SYNC) (810490).
72 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

6
Проблема Решения
Широко распространенные проблемы механизированных систем
Резак не прожигает
заготовку полностью; на
ее верхней поверхности
наблюдается сильное
искрение.
• Осмотрите набор расходных деталей. Замените его, если он изношен или
поврежден. Частое возникновение сбоев 0-30-0, как правило, означает, что
срок службы неразъемно-комплектного набора расходных деталей подходит
к концу. См. Признаки, свидетельствующие о скором окончании срока
службы неразъемно-комплектного набора расходных деталей на стр. 52.
• Уменьшите скорость резки.
• Перезапустите источник тока системы плазменной резки.
Правильно ли он распознает тип установленного набора
расходных деталей? Устанавливается ли сила тока и режим
работы правильно (согласно набору расходных деталей)? Если
ответ на этот вопрос отрицательный, посмотрите на ЖК-дисплей.
Отображается ли значок в правой части ЖК-дисплея? При утвердительном
ответе на этот вопрос, возможно, необходимо изменить какую-либо
настройку источника тока системы плазменной резки. При отрицательном
ответе на этот вопрос, возможно, имеет место проблема с набором
расходных деталей или источником тока системы плазменной резки.
См. документ Powermax65/85/105 SYNC Operator Manual (Руководство
оператора Powermax65/85/105 SYNC) (810470).
• Увеличьте силу выходного тока (А) на источнике тока системы плазменной
резки.
• Если силу выходного тока (в амперах) невозможно увеличить, проверьте,
не превышает ли толщина заготовки максимальную номинальную толщину
резки для используемого источника тока системы плазменной резки.
Характеристики резки см. в документе Powermax65/85/105 SYNC Operator
Manual (Руководство оператора Powermax65/85/105 SYNC) (810470).
• Очистите поверхность заготовки от ржавчины, краски или других
материалов, которые могут мешать надежному контакту металлических
поверхностей.
• Проверьте провод резака. Выпрямите его, если он изогнут или перекручен.
Если он поврежден, замените его.
• Проверьте давление газа и шланг подачи газа.
• Отрегулируйте скорость потока газа. Характеристики подачи газа см.
вдокументе Powermax65/85/105 SYNC Operator Manual (Руководство
оператора Powermax65/85/105 SYNC) (810470).
• Убедитесь в правильности параметров технологической карты резки или
значений кода программы. См. документ Powermax65/85/105 SYNC
Cut Charts Guide (Руководство по технологическим картам резки
Powermax65/85/105 SYNC) (810500MU).
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 73

Широко распространенные проблемы механизированных систем
6
Проблема Решения
Срок службы готового
набора расходных
деталей меньше
ожидаемого.
• Проверьте давление газа и шланг подачи газа.
• Не начинайте и не завершайте резы прямо на поверхности заготовки. Начало
резки с края заготовки допустимо, если дуга при зажигании имеет контакт
сзаготовкой.
• Проверьте провод резака. Выпрямите его, если он изогнут или перекручен.
Если он поврежден, замените его.
• Убедитесь в правильности настроек выходного тока, дугового напряжения,
скорости резки, высоты резки и других параметров резки. См. документ
Powermax65/85/105 SYNC Cut Charts Guide (Руководство по
технологическим картам резки Powermax65/85/105 SYNC) (810500MU).
• Используйте правильную высоту резака для прожига. Значения начальной
высоты резки прожига см. в документе Powermax65/85/105 SYNC Cut Charts
Guide (Руководство по технологическим картам резки
Powermax65/85/105 SYNC) (810500MU).
• Убедитесь в правильности значения времени задержки прожига.
См. документ Powermax65/85/105 SYNC Cut Charts Guide (Руководство по
технологическим картам резки Powermax65/85/105 SYNC) (810500MU).
• Проверьте систему фильтрации газа на признаки наличия загрязнений,
которые могут отрицательно воздействовать на эффективность работы
системы.
• Изучите данные по резке на экране данных по расходным деталям и экране
данных по источнику тока. См. документ Powermax65/85/105 SYNC Operator
Manual (Руководство оператора Powermax65/85/105 SYNC) (810470). Кроме
того, см. пункт Советы по обеспечению максимально эффективной работы
наборов расходных деталей на стр. 50.
• Неисправный БТИЗ вспомогательной дуги может привести к сокращению
срока службы расходных деталей. Обратитесь к дистрибьютору Hypertherm,
в авторизованный сервисный центр Hypertherm или в ближайший офис
Hypertherm, контактная информация которого указана на обложке
настоящего руководства.
Проблемы с качеством резки
Если поверхность резки имеет неудовлетворительный внешний вид, это может
свидетельствовать об указанных ниже проблемах:
Угол среза (скос): угол режущей кромки.
Окалина: расплавившийся материал, который отвердевает на заготовке или под ней.
Обе эти проблемы подробно описаны в следующих разделах.
74 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Широко распространенные проблемы механизированных систем
6
1
2
3
123
Угол среза (скос)
Угол среза (скос) Причины Решение
Отрицательный угол
скоса
Возникает, когда
из нижней части среза
снимается больше
материала, чем
из верхней.
Без скоса (прямой угол) Это хорошее качество резки.
Положительный
угол скоса
Возникает, когда из
верхней части среза
снимается больше
материала, чем из нижней.
• Слишком низкая скорость
резки.
• Резак расположен слишком
низко. Если используется
система регулировки высоты
резака, это свидетельствует
о низком дуговом напряжении.
• Слишком высокая сила тока.
• Набор расходных деталей
изношен.
• Слишком высокая скорость
резки.
• Резак расположен слишком
высоко. Если используется
система регулировки высоты
резака, это свидетельствует
о высоком дуговом напряжении.
• Слишком низкая сила тока.
• Повысьте скорость резки
небольшими приращениями
(не более 125 мм/мин).
• Поднимите резак небольшими
приращениями (2 мм). Если
используется система
регулировки высоты резака,
повышайте дуговое напряжение
с небольшими приращениями
(не более 5 В).
• Уменьшите силу тока пошагово
с шагом 10 А.
• Установите новый набор
расходных деталей.
• Снизьте скорость резки
небольшими шагами
(не более 125 мм/мин).
• Опускайте резак небольшими
шагами (2 мм). Если
используется система
регулировки высоты резака,
уменьшайте дуговое напряжение
с небольшими приращениями
(не более 5 В).
• Повышайте силу тока пошагово
с шагом 10 А.
Неоднородный скос
Положительный
и отрицательный угол
скоса на одной заготовке.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 75
• Набор расходных деталей
сильно изношен.
• Резак установлен не
перпендикулярно к заготовке.
• Поверхность резки может быть
вогнутой с одной стороны
ивыгнутой с другой.
• Установите новый набор
расходных деталей.
• Для установки резака под
углом 90 ° по отношению
к заготовке необходимо
использовать угольник или
цифровой уровень.
См. пункт Поиск причины
проблемы с углом резки.

Широко распространенные проблемы механизированных систем
6
90 °
Наиболее прямой угол среза всегда будет находиться справа по
отношению к поступательному движению резака. Левая сторона
всегда имеет некоторый скос. Если угол скоса превышает
5 градусов, это свидетельствует о возможной проблеме.
Поиск причины проблемы с углом резки
1. Выполните тестовую резку.
Для тестовых резов используйте квадратную заготовку. На ней
можно проще определить, какая сторона подвержена проблеме
с углом резки, а также сторону, которая перемещается при
повороте резака.
2. Измерьте угол каждой стороны тестового реза.
3. Поверните резак на 90° в его держателе.
4. Повторите шаги 1–3.
5. Если в обоих тестах углы одинаковы:
Убедитесь, что устранены все механические
причины. См. Настройка элементов управления
для механизированной резки на стр. 21.
Проверьте высоту резки (особенно, если
все углы резки либо положительные,
либо отрицательные). См. документ
Powermax65/85/105 SYNC Cut Charts Guide
(Руководство по технологическим картам резки
Powermax65/85/105 SYNC) (810500MU).
Проверьте разрезаемый материал. Если заготовка намагничена или тверда, проблемы
с углом резки более вероятны, чем в других случаях.
Если не удается разрешить проблему с углом резки, обратитесь к производителю Вашей
системы механизированной резки, чтобы убедиться в том, что система регулировки высоты
резака работает правильно.
76 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

6
Окалина
Окалина (выгар) — это расплавленный металл, который сформировался в процессе резки
и затвердел на дне детали. При плазменной резке всегда будет присутствовать некоторое
количество окалины. Чтобы минимизировать объем и тип окалины, надлежащим образом
отрегулируйте систему для выполняемого вида работ.
Проблема Причины Решение
Широко распространенные проблемы механизированных систем
Слишком интенсивное
образование окалины (брызги)
на верхней поверхности
заготовки.
При низкой скорости
перемещения резака с нижней
части разреза образуется
окалина в виде тяжелых
пузырчатых отложений.
• Набор расходных деталей
изношен.
• Слишком высокая скорость
резки.
• Резак расположен слишком
высоко. Если используется
система регулировки
высоты резака, это
свидетельствует о высоком
дуговом напряжении.
• Слишком низкая скорость
резки.
• Резак расположен слишком
низко. Если используется
система регулировки
высоты резака, это
свидетельствует о низком
дуговом напряжении.
• Слишком высокая сила тока.
• Установите новый набор
расходных деталей.
• Снизьте скорость резки
небольшими шагами
(не более 125 мм/мин).
• Опускайте резак
небольшими шагами (2 мм).
Если используется система
регулировки высоты резака,
уменьшайте дуговое
напряжение с небольшими
приращениями (не более
5В).
• Повысьте скорость резки
небольшими шагами
(не более 125 мм/мин).
• Поднимите резак
небольшими приращениями
(2 мм). Если используется
система регулировки
высоты резака, повышайте
дуговое напряжение
с небольшими
приращениями
(не более 5 В).
•Уменьшите силу тока
пошагово с шагом 10 А.
При высокой скорости
перемещения резака образуется
окалина в виде тонкой и узкой
полоски металла рядом
с разрезом. Она закрепляется
в нижней части среза,
и ее сложно удалить.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 77
• Набор расходных деталей
изношен.
• Слишком высокая скорость
резки.
• Резак расположен слишком
высоко. Если используется
система регулировки
высоты резака, это
свидетельствует о высоком
дуговом напряжении.
• Слишком низкая сила тока.
• Установите новый набор
расходных деталей.
• Снизьте скорость резки
небольшими шагами
(не более 125 мм/мин).
• Опускайте резак
небольшими шагами (2 мм).
Если используется система
регулировки высоты резака,
уменьшайте дуговое
напряжение с небольшими
приращениями
(не более 5 В).
•Повышайте силу тока
пошагово с шагом 10 А.

Широко распространенные проблемы механизированных систем
6
Проблемы со строжкой
При выполнении строжки всегда необходимо убедиться, что:
Установлен неразъемно-комплектный набор расходных деталей Hypertherm для
строжки.
Неразъемно-комплектный набор расходных деталей Hypertherm не изношен
инеповрежден. См. Признаки, свидетельствующие о скором окончании срока
службы неразъемно-комплектного набора расходных деталей на стр. 52.
В системе установлен режим строжки.
При установке набора расходных деталей Hypertherm для строжки источник тока
системы плазменной резки автоматически перейдет в режим строжки. Есть
условие, при котором система не переходит автоматически в режим строжки,
даже если используется набор расходных деталей Hypertherm для строжки.
См. документ Powermax65/85/105 SYNC Operator Manual (Руководство оператора
Powermax65/85/105 SYNC) (810470).
Проблема Решение
При выполнении строжки дуга гаснет. • Уменьшите растяжение дуги (расстояние от резака).
• Установите резак более перпендикулярно.
Наконечник резака сталкивается
с ванночкой расплавленного металла
(шлаком).
Слишком большая глубина канавки
при строжке.
Недостаточная глубина канавки при
строжке.
Слишком широкая канавка при
строжке.
• Увеличьте растяжение дуги (расстояние от резака).
• Удерживайте наконечник резака по направлению
выполняемой строжки.
• Отклоните резак, чтобы он был ближе к заготовке.
• Увеличьте растяжение дуги (расстояние от резака).
• Увеличьте скорость строжки.
• Уменьшите выходной ток (А).
См. Изменение профиля строжки на стр. 68.
• Установите резак более перпендикулярно.
• Уменьшите растяжение дуги (расстояние от резака).
• Уменьшите скорость строжки.
• Увеличьте выходной ток (А).
См. Изменение профиля строжки на стр. 68.
• Установите резак более перпендикулярно.
• Уменьшите растяжение дуги (расстояние от резака).
• Увеличьте скорость строжки.
• Уменьшите выходной ток (А).
См. Изменение профиля строжки на стр. 68.
Недостаточно широкая канавка при
строжке.
78 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC
• Отклоните резак, чтобы он был ближе к заготовке.
• Увеличьте растяжение дуги (расстояние от резака).
• Уменьшите скорость строжки.
• Увеличьте выходной ток (А).
См. Изменение профиля строжки на стр. 68.

Широко распространенные проблемы механизированных систем
6
Рекомендации по заземлению и защите от радиочастотных и электромагнитных помех
Типы заземления и экранирования
Необходимо правильно осуществить монтаж перечисленных ниже типов заземления
и экранирования для системы механизированной плазменной резки. Пример схемы
приведен на стр. 82.
Заземление абонента (также называется защитным заземлением) представляет
собой систему заземления, которая применяется к входящему линейному
напряжению. Оно исключает опасность поражения персонала током от оборудования
или стола для резки. Система состоит из заземления абонента, идущего к источнику
тока плазменной системы и к другим системам, таким как УЧПУ, а также из
дополнительного заземляющего стержня, подключенного к рабочему столу.
Защитное заземление — это система заземления внутри электрического
оборудования. Защитное заземление, подключаемое к заземлению абонента,
обеспечивает неразрывность цепи между оборудованием и сетью переменного тока.
Заземление источника постоянного тока (также называется заземление тока на
выходе) представляет собой систему заземления, которая завершает путь выходного
тока, направляя его с резака обратно на источник тока системы плазменной резки.
В такой системе необходимо, чтобы положительный кабель, идущий от источника тока
системы плазменной резки, был прочно соединен с заземляющей шиной стола для
резки с помощью кабеля правильного сечения. Кроме того, ребра, на которых лежит
заготовка, должны плотно соприкасаться как со столом, так и с заготовкой.
Заземление и экранирование от электромагнитных помех (EMI) — это такая
система заземления, которая ограничивает уровень электромагнитных помех
EMI (шума), распространяемых источником тока системы плазменной резки и другим
оборудованием рядом с системой резки. Она также ограничивает количество
электромагнитных помех, поступающих на устройство управления (например, УЧПУ)
и другие управляющие и измерительные цепи.
Рекомендации по заземлению и экранированию
В этом разделе приводятся рекомендации по заземлению и защите от радиочастотных
и электромагнитных помех.
Методы заземления, описанные в данном разделе, применяются
на многих системах с отличными результатами. Hypertherm
рекомендует в обязательном порядке включить их в процесс
установки. На практике возможны различные способы применения
данных методов, но необходимо придерживаться максимально
возможного единообразия. Из-за разнообразия оборудования
и способов установки в определенных случаях эти методы
заземления могут не обеспечить защиты от электромагнитных
помех. Hypertherm рекомендует учесть местные и национальные
электрические нормы, чтобы обеспечить соответствие заземления
и экранирования их требованиям.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 79

Широко распространенные проблемы механизированных систем
6
Стол для резки используется в качестве общей точки заземления (или нейтральной
точки звезды) для предотвращения электромагнитных помех. К столу должны быть
приварены шпильки с резьбой, на которые устанавливается медная шина. Отдельная
шина должна быть установлена на портал как можно ближе к каждому двигателю
(если уместно). Если на каждом конце портала имеются двигатели, отдельный
кабель заземления защиты от электромагнитных помех следует проложить от
дальнего двигателя к шине портала. Шина портала должна иметь отдельный кабель
заземления защиты от электромагнитных помех для работы в тяжелом режиме,
который должен идти к шине стола. Каждый кабель заземления защиты
от электромагнитных помех для подъемника резака должен быть проложен
к заземляющей шине стола отдельно.
Недостаточное заземление подвергает операторов опасным значениям напряжения.
Недостаточное заземление подвергает операторов воздействию опасных значений
напряжения и повышает риск сбоя оборудования и ненужных простоев. В идеале,
заземление должно обладать нулевым сопротивлением, однако опыт Hypertherm
показывает, что сопротивление 1 Ом является адекватным для большинства видов
выполняемых работ. Hypertherm рекомендует учесть местные и национальные
электрические нормы, чтобы обеспечить соответствие заземления и экранирования
их требованиям.
На расстоянии не более 6 м от стола для резки должен быть установлен
заземляющий стержень (стержень РЕ), соответствующий всем применимым местным
и национальным электрическим нормам. Кабель защитного заземления должен быть
подключен к шине заземления стола для резки. Для того чтобы удостовериться, что
выполненное заземление соответствует всем применимым нормативным документам,
обратитесь к местному специалисту по электрооборудованию.
Все оборудование, используемое в системе заземления, должно быть латунным или
медным. Для монтажа шины заземления можно использовать стальные шпильки,
приваренные к столу для резки. Другие алюминиевые или стальные приспособления
в системах заземления использовать нельзя.
Заземление переменного тока, защитное заземление и заземление абонента должны
быть подключены ко всему оборудованию, как того требуют местные
и государственные нормы.
От каждой составной части системы Hypertherm, а также УЧПУ или других
компонентов или кожухов к общей точке заземления (нейтральной точке звезды)
на столе должен идти отдельный кабель заземления.
Держатель резака и механизм отключения резака (та часть, которая устанавливается
на подъемник резака, а не та, которая устанавливается на резак) должны быть
соединены с неподвижной частью подъемника медной оплеткой. Отдельный кабель
следует проложить от подъемника к шине заземления на портале.
Если портал перемещается по рельсовым направляющим, которые не приварены
к столу, то каждая направляющая должна быть соединена со столом кабелем
заземления со стороны направляющей. Кабели заземления направляющих
подключаются непосредственно к столу. Необходимость подсоединять кабели
заземления направляющих к шине заземления стола отсутствует.
Провод резака и рабочий кабель можно проложить параллельно другим проводам или
кабелям только в том случае, если зазор между ними составляет не менее 150 мм.
По возможности силовые и сигнальные кабели следует прокладывать в отдельных
кабельных направляющих. Если невозможно обеспечить зазор 150 мм между
80 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC

Широко распространенные проблемы механизированных систем
6
кабелями, используйте экранирующий материал для уменьшения уровня воздействия
шума. Если особенности прокладки кабелей не позволяют исключить их пересечение,
необходимо обеспечить, чтобы такое пересечение было под надлежащим углом.
Можно подсоединить рабочий кабель от источника тока системы плазменной резки
к столу для резки или к заготовке, резка которой выполняется. Убедитесь
в надежности контакта металлических поверхностей между рабочим кабелем и столом
для резки или заготовкой. Удалите ржавчину, грязь, краску, покрытие и другой мусор,
чтобы рабочий кабель имел надлежащий контакт со столом для резки или заготовкой.
Металлическая экранирующая оплетка проводов резака должна быть прочно
закреплена на резаке. Hypertherm рекомендует, чтобы была обеспечена
ее электрическая изоляция от любого металла и от любого возможного
соприкосновения с полом или стенами здания. Проложите провод резака
в пластиковом кабельном лотке или направляющей, или защитите его пластиковым
или кожаным чехлом.
Если устанавливается внешняя печатная плата делителя напряжения, закрепите ее как
можно ближе к точке, в которой измеряется дуговое напряжение. Если используется
печатная плата делителя напряжения Hypertherm, во избежание образования
паразитного контура с замыканием через землю необходимо использовать
гальваническую изоляцию. Обработанный сигнал должен идти по витому
экранированному кабелю. Используйте кабель с экранирующей оплеткой,
а не экраном из фольги. Наилучший вариант — оплетка экранированного кабеля
поверх фольги. Подсоедините оплетку к массе источника тока системы плазменной
резки, а с другой стороны оставьте ее свободной.
Изоляция электрических кабелей не предотвращает
электромагнитные помехи. Во избежание проблем, вызванных
воздействием шума, необходимо экранировать электрические
провода, включая кабели с изоляцией.
Все остальные сигналы (аналоговый, цифровой, последовательный, кодирующий)
должны идти по витым парам, помещенным внутри экранированного кабеля. Разъемы
этих кабелей должны быть снабжены металлическим корпусом. К металлическому
корпусу разъемов с обеих сторон кабеля должен быть подключен экран, а не сток.
Никогда не следует прокладывать экран или сток через колодку на любом
из штырьков.
Используйте правильные методы защитного заземления. Насадите экранирующую
оплетку по всем обхвату, используя зажимы заземления или кабельные вводы
с защитой от электромагнитных помех. Подсоединение экрана по окружности
360 градусов гораздо лучше других методов подключения. Качество крепления
экранирующего материала выше на поверхности, которая закреплена зажимом.
На длинных кабелях передачи данных установите ферритовые муфты. Ферритовые
муфты снижают общий уровень шумовых потоков, не влияя на потоки
дифференциальных сигналов. При необходимости через ферритовую муфту можно
пропустить кабель несколько раз.
Powermax65/85/105 SYNC Руководство по механизированной резке 810480RU 81

Широко распространенные проблемы механизированных систем
6
2
5
3
4
7
8
9
1
6
Масса и заземление от электромагнитных помех
Заземление абонента
Защитное заземление
1 Стол для резки
2 Портал
3 Плазменная система
4 Шина заземления стола
5 Шина заземления портала
6 Подъемник с системой регулировки высоты
резака
7 Контроллер УЧПУ
8 Модуль системы регулировки высоты резака
9 Заземление источника постоянного тока
(рабочий кабель)
Пример схемы заземления
82 810480RU Руководство по механизированной резке Powermax65/85/105 SYNC
Данный пример типичен для стран Северной Америки. В других
регионах могут действовать другие электротехнические нормы
и правила. Для обеспечения соответствия систем заземления
и экранирования требованиям государственных и местных
электротехнических правил и норм Hypertherm рекомендует при
проектировании соответствующих систем учитывать требования
указанных правил и норм.
 Loading...
Loading...