


®
Powermax45 XP
Система плазменно-дуговой резки
Руководство оператора
80924J|4-я редакция|Русский|Russian

Регистрация новой системы Hypertherm
Преимущества регистрации
Безопасность. Регистрация позволяет нам связаться с Вами при необходимости
отправить важную информацию по рискам безопасности или качеству продукции
(маловероятное событие).
Обучение. После регистрации Вы получаете бесплатный доступ по Интернету
к материалам по обучению работе с продуктом на сайте Института резки Hypertherm.
Подтверждение Ваших прав собственности на продукт. В случае возникновения
ущерба, который может рассматриваться как страховой случай, регистрация продукта
поможет Вам подтвердить, что продукт был приобретен Вами.
Зарегистрируйте Ваш продукт просто и быстро по ссылке www.hypertherm.com/registration.
При возникновении каких-либо проблем в процессе регистрации продукта просим Вас связаться
со специалистом нашей компании по следующему адресу: registration@hypertherm.com.
Место для записей
Серийный номер:_______________________________________________________________________
Дата покупки: __________________________________________________________________________
Дистрибьютор: _________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
Записи о техобслуживании: ______________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
Powermax, Duramax, FastConnect, Smart Sense, HyAccess, FlushCut, CopperPlus, и Hypertherm являются товарными
знаками Hypertherm, Inc. и могут быть зарегистрированы в США и других странах. Все остальные товарные знаки
являются собственностью их владельцев.
Забота об окружающей среде — одна из основных ценностей компании Hypertherm; это критически важный фактор
нашего успеха и успеха наших клиентов. Мы планомерно идем к своей цели: сокращению воздействия на окружающую
среду по всем сферам нашей деятельности. Дополнительные сведения см. по следующему
адресу: www.hypertherm.com/environment.
© Hypertherm, Inc., 2020

Powermax45 XP
Руководство оператора
80924J
4-я редакция
Русский / Russian
Перевод оригинальных инструкций
октябрь 2020 г.
Hypertherm, Inc.
Hanover, NH 03755 USA
www.hypertherm.com

Hypertherm Europe B.V.
Vaartveld 9, 4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com
(Technical Service Email)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com
(Technical Service Email)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service Email)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
Marketing.korea@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 (0) 437 606 995 Tel
61 7 3219 9010 Fax
au.sales@Hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
HTIndia.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Soporte.Tecnico@hypertherm.com (Technical Service Email)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com (Technical Service Email)
Hypertherm (Singapore) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
Marketing.asia@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
HTJapan.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Обучающие материалы см. на веб-сайте Института резки Hypertherm (Hypertherm Cutting
Institute, HCI) по адресу www.hypertherm.com/hci.

ENGLISH
WARNING! Before operating any Hypertherm equipment, read the safety
instructions in your product’s manual, the Safety and Compliance Manual
(80669C), Waterjet Safety and Compliance Manual (80943C), and
Radio Frequency Warning Manual (80945C). Failure to follow safety
instructions can result in personal injury or in damage to equipment.
Copies of the manuals can come with the product in electronic and printed
formats. Electronic copies are also on our website. Many manuals are available
in multiple languages at www.hypertherm.com/docs.
BG (БЪЛГAPCКИ/BULGARIAN)
ПРЕДУПРЕЖДЕНИЕ! Преди да работите с което и да е оборудване
Hypertherm, прочетете инструкциите за безопасност в ръководството
на вашия продукт, „Инструкция за безопасност и съответствие“ (80669C),
„Инструкция за безопасност и съответствие на Waterjet“ (80943С)
и „Инструкция за предупреждение за радиочестота“ (80945С).
Копия на ръководствата може да придружават продукта в електронен
и в печатен формат. Можете да получите копия на ръководствата,
предлагани на всички езици, от „Documents library“ (Библиотека
за документи) на адрес www.hypertherm.com.
ET (EESTI/ESTONIAN)
HOIATUS! Enne Hyperthermi mis tahes seadme kasutamist lugege läbi toote
kasutusjuhendis olevad ohutusjuhised ning Ohutus- ja vastavusjuhend
(80669C), Veejoa ohutuse ja vastavuse juhend (80943C) ja Raadiosageduse
hoiatusjuhend (80945C). Ohutusjuhiste eiramine võib põhjustada vigastusi
ja kahjustada seadmeid.
Juhiste koopiad võivad olla tootega kaasas elektroonilises ja trükivormingus.
Juhiste koopiaid kõigis iga käsiraamatu jaoks saadaolevas keeles saate
hankida ka „Documents library (dokumentide raamatukogust)” lehel
www.hypertherm.com.
FI (SUOMI/FINNISH)
VAROITUS! Ennen minkään Hypertherm-laitteen käyttöä lue
tuotteen käyttöoppaassa olevat turvallisuusohjeet, turvallisuuden
ja vaatimustenmukaisuuden käsikirja (80669C), vesileikkauksen
turvallisuuden ja vaatimustenmukaisuuden käsikirja (80943C)
ja radiotaajuusvaroitusten käsikirja (80945C).
Käyttöoppaiden kopiot voivat olla tuotteen mukana elektronisessa
ja tulostetussa muodossa. Voit saada käyttöoppaiden kopiot kaikilla
kielillä ”latauskirjastosta”, joka on osoitteessa www.hypertherm.com.
CS (ČESKY/CZECH)
VAROVÁNÍ! Před uvedením jakéhokoli zařízení Hypertherm do provozu
si přečtěte bezpečnostní pokyny v příručce k produktu a v Manuálu pro
bezpečnost a dodržování předpisů (80669C), Manuálu pro bezpečnost
a dodržování předpisů při řezání vodním paprskem (80943C) a Manuálu
varování ohledně rádiových frekvencí (80945C).
Kopie příruček a manuálů mohou být součástí dodávky produktu,
a to v elektronické i tištěné formě. Kopie příruček a manuálů ve všech
jazykových verzích, v nichž byly dané příručky a manuály vytvořeny, naleznete
v „Knihovně dokumentů“ na webových stránkách www.hypertherm.com.
DA (DANSK/DANISH)
ADVARSEL! Inden Hypertherm udstyr tages i brug skal
sikkerhedsinstruktionerne i produktets manual og i Manual om sikkerhed
og overholdelse af krav (80669C), Manual om sikkerhed og overholdelse
af krav for vandstråleskæring (80943C), og Manual om radiofrekvensadvarsel
(80945C), gennemlæses.
Kopier af manualerne kan ledsage produktet i elektroniske og trykte formater.
Du kan også få kopier af manualer, på alle sprog der er til rådighed for hver
manuel, fra “Dokumentbiblioteket” på www.hypertherm.com.
DE (DEUTSCH/GERMAN)
WARNUNG! Bevor Sie ein Hypertherm-Gerät in Betrieb nehmen, lesen Sie
bitte die Sicherheitsanweisungen in Ihrer Bedienungsanleitung, das Handbuch
für Sicherheit und Übereinstimmung (80669C), das Handbuch für Sicherheit
und Compliance bei Wasserstrahl-Schneidanlagen (80943C) und das
Handbuch für Hochfrequenz-Warnung (80945C).
Bedienungsanleitungen und Handbücher können dem Gerät in elektronischer
Form oder als Druckversion beiliegen. Alle Handbücher und Anleitungen
können in den jeweils verfügbaren Sprachen auch in der
„Dokumente-Bibliothek“ unter www.hypertherm.com heruntergeladen werden.
ES (ESPAÑOL/SPANISH)
¡ADVERTENCIA! Antes de operar cualquier equipo Hypertherm, lea
las instrucciones de seguridad del manual de su producto, del Manual
de seguridad y cumplimiento (80669C), del Manual de seguridad
y cumplimiento en corte con chorro de agua (80943C) y del Manual
de advertencias de radiofrecuencia (80945C).
Pueden venir copias de los manuales en formato electrónico e impreso
junto con el producto. También se pueden obtener copias de los manuales,
en todos los idiomas disponibles para cada manual, de la “Biblioteca
de documentos” en www.hypertherm.com.
FR (FRANÇAIS/FRENCH)
AVERTISSEMENT! Avant d’utiliser tout équipement Hypertherm, lire les
consignes de sécurité dumanuel de votre produit, duManuel de sécurité
et de conformité (80669C), du Manuel de sécurité et de conformité du jet
d’eau (80943C) et du Manuel d'avertissement relatif aux radiofréqunces
(80945C).
Des copies de ces manuels peuvent accompagner le produit en format
électronique et papier. Vous pouvez également obtenir des copies de chaque
manuel dans toutes les langues disponibles à partir de la «Bibliothèque
de documents» sur www.hypertherm.com.
GR (ΕΛΛΗΝΙΚΆ/GREEK)
ΠΡΟΕΙΔΟΠΟΙΗΣΗ! Πριν θέσετε σε λειτουργία οποιονδήποτε εξοπλισμό της
Hypertherm, διαβάστε τις οδηγίες ασφαλείας στο εγχειρίδιο του προϊόντος
και στο εγχειρίδιο ασφάλειας και συμμόρφωσης (80669C), στο εγχειρίδιο
ασφάλειας και συμμόρφωσης του waterjet (80943C) και στο εγχειρίδιο
προειδοποιήσεων για τις ραδιοσυχνότητες (80945C).
Αντίγραφα των εγχειριδίων μπορεί να συνοδεύουν το προϊόν σε ηλεκτρονική
και έντυπη μορφή. Μπορείτε, επίσης, να λάβετε αντίγραφα των εγχειριδίων
σε όλες τις γλώσσες που διατίθενται για κάθε εγχειρίδιο από την ψηφιακή
βιβλιοθήκη εγγράφων (Documents library) στη διαδικτυακή τοποθεσία
www.hypertherm.com.
HU (MAGYAR/HUNGARIAN)
VIGYÁZAT! Mielőtt bármilyen Hypertherm berendezést üzemeltetne,
olvassa el a biztonsági információkat a termék kézikönyvében, a Biztonsági
és szabálykövetési kézikönyvben (80669C), a Vízsugaras biztonsági
és szabálykövetési kézikönyvben (80943C) és a Rádiófrekvenciás
figyelmeztetéseket tartalmazó kézikönyvben (80945C).
A termékhez a kézikönyv példányai elektronikus és nyomtatott formában
is mellékelve lehetnek. A kézikönyvek példányai (minden nyelven)
a www.hypertherm.com weboldalon a „Documents library”
(Dokumentum könyvtár) részben is beszerezhetők.
ID (BAHASA INDONESIA/INDONESIAN)
PERINGATAN! Sebelum mengoperasikan peralatan Hypertherm, bacalah
petunjuk keselamatan dalam manual produk Anda, Manual Keselamatan dan
Kepatuhan (80669C), Manual Keselamatan dan Kepatuhan Jet Air (80943C),
dan Manual Peringatan Frekuensi Radio (80945C). Kegagalan mengikuti
petunjuk keselamatan dapat menyebabkan cedera pribadi atau kerusakan
pada peralatan.
Produk mungkin disertai salinan manual dalam format elektronik maupun cetak.
Anda juga dapat memperoleh salinan manual, dalam semua bahasa yang
tersedia untuk setiap manual, dari "Perpustakaan dokumen"
di www.hypertherm.com.
IT (ITALIANO/ITALIAN)
AVVERTENZA! Prima di usare un’attrezzatura Hypertherm, leggere le istruzioni
sulla sicurezza nel manuale del prodotto, nel Manuale sulla sicurezza e la
conformità (80669C), nel Manuale sulla sicurezza e la conformità Waterjet
(80943C) e nel Manuale di avvertenze sulla radiofrequenza(80945C).
Il prodotto può essere accompagnato da copie elettroniche e cartacee
del manuale. È anche possibile ottenere copie del manuale, in tutte le lingue
disponibili per ogni manuale, dall’“Archivio documenti” all’indirizzo
www.hypertherm.com.
RO (ROMÂNĂ/ROMANIAN)
AVERTIZARE! Înainte de utilizarea oricărui echipament Hypertherm, citiți
instrucțiunile de siguranță din manualul produsului, manualul de siguranță
și conformitate (80669C), manualul de siguranță și conformitate Waterjet
(80943C) și din manualul de avertizare privind radiofrecvența (80945C).
Produsul poate fi însoțit de copii ale manualului în format tipărit și electronic.
De asemenea, dumneavoastră puteţi obţine copii ale manualelor, în toate limbile
disponibile pentru fiecare manual, din cadrul secţiunii „Bibliotecă documente”
aflată pe site-ul www.hypertherm.com.
JA (日本語/JAPANESE)
警告 ! Hypertherm 機器を操作する前に、この製品説明書にある安全情報、
「安全とコンプライアンスマニュアル」 (80669C) 、「ウォータージェット
の安全とコンプライアンス」 (80943C)、「高周波警告」 (80945C) をお読み
ください。
説明書のコピーは、電子フォーマット、または印刷物として製品に同梱さ
れています。各説明書は、 www.hypertherm.com の「ドキュメントライブラ
リ」から各言語で入手できます。
KO (한국어/KOREAN)
경고! Hypertherm 장비를 사용하기 전에 제품 설명서와 안전 및 규정 준수
설명서(80669C), 워터젯 안전 및 규정 준수 설명서(80943C) 그리고 무선
주파수 경고 설명서(80945C)에 나와 있는 안전 지침을 읽으십시오.
전자 형식과 인쇄된 형식으로 설명서 사본이 제품과 함께 제공될
수 있습니다. www.hypertherm.com 의 'Documents library (문서라이브러리)'
에서도모든언어로이용할수있는설명서사본을얻을수있습니다.
NE (NEDERLANDS/DUTCH)
WAARSCHUWING! Lees voordat u Hypertherm-apparatuur gebruikt
de veiligheidsinstructies in de producthandleiding, in de Veiligheids-
en nalevingshandleiding (80669C) in de Veiligheids- en nalevingshandleiding
voor waterstralen (80943C) en in de Waarschuwingshandleiding
radiofrequentie (80945C).
De handleidingen kunnen in elektronische en gedrukte vorm met
het product worden meegeleverd. De handleidingen, elke handleiding
beschikbaar in alle talen, zijn ook verkrijgbaar via de “Documentenbibliotheek”
op www.hypertherm.com.
NO (NORSK/NORWEGIAN)
ADVARSEL! Før du bruker noe Hypertherm-utstyr, må du lese
sikkerhetsinstruksjonene i produktets håndbok, håndboken om sikkerhet
og samsvar (80669C), håndboken om vannjet sikkerhet og samsvar
(80943C), og håndboken om radiofrekvensadvarsler (80945C).
Eksemplarer av håndbøkene kan medfølge produktet i elektroniske og trykte
utgaver. Du kan også få eksemplarer av håndbøkene i alle tilgjengelige språk
for hver håndbok fra dokumentbiblioteket på www.hypertherm.com.
PL (POLSKI/POLISH)
OSTRZEŻENIE! Przed rozpoczęciem obsługi jakiegokolwiek systemu
firmy Hypertherm należy się zapoznać z instrukcjami bezpieczeństwa
zamieszczonymi w podręczniku produktu, w podręczniku bezpieczeństwa
i zgodności (80669C), podręczniku bezpieczeństwa i zgodności systemów
strumienia wody (80943C) oraz podręczniku z ostrzeżeniem o częstotliwości
radiowej (80945C).
Do produktu mogą być dołączone kopie podręczników w formacie
elektronicznym i drukowanym. Kopie podręczników, wkażdym udostępnionym
języku, można również znaleźć w„Bibliotece dokumentów” pod adresem
www.hypertherm.com.
PT (PORTUGUÊS/PORTUGUESE)
ADVERTÊNCIA! Antes de operar qualquer equipamento Hypertherm,
leia as instruções de segurança no manual do seu produto, no Manual
de Segurança e de Conformidade (80669C), no Manual de Segurança
e de Conformidade do Waterjet (80943C) e no Manual de Advertência
de radiofrequência (80945C).
Cópias dos manuais podem acompanhar os produtos nos formatos eletrônico
e impresso. Também é possível obter cópias dos manuais em todos os idiomas
disponíveis para cada manual na “Biblioteca de documentos” em
www.hypertherm.com.
RU (PУССКИЙ/RUSSIAN)
БЕРЕГИСЬ! Перед работой с любым оборудованием Hypertherm
ознакомьтесь с инструкциями по безопасности, представленными
в руководстве, которое поставляется вместе с продуктом,
в Руководстве по безопасности и соответствию (80669С),
в Руководстве по безопасности и соответствию для водоструйной
резки (80943C) и Руководстве по предупреждению о радиочастотном
излучении (80945С).
Копии руководств, которые поставляются вместе с продуктом, могут быть
представлены в электронном и бумажном виде. Копии руководств на всех
языках, на которые переведено то или иное руководство, можно также
загрузить в разделе «Библиотека документов» на веб-сайте
www.hypertherm.com.
SK (SLOVENČINA/SLOVAK)
VÝSTRAHA! Pred použitím akéhokoľvek zariadenia od spoločnosti Hypertherm
si prečítajte bezpečnostné pokyny v návode na obsluhu vášho zariadenia
avManuáli o bezpečnosti a súlade s normami (80669C), Manuáli
o bezpečnosti a súlade snormami pre systém rezania vodou (80943C)
avManuáli sinformáciami orádiofrekvencii (80945C).
Kópia návodu, ktorá je dodávaná s produktom, môže mať elektronickú
alebo tlačenú podobu. Kópie návodov, vo všetkých dostupných jazykoch,
sú k dispozícii aj v sekcii z „knižnice Dokumenty“ na www.hypertherm.com.
SL (SLOVENŠČINA/SLOVENIAN)
OPOZORILO! Pred uporabo katerekoli Hyperthermove opreme preberite
varnostna navodila v priročniku vašega izdelka, v Priročniku za varnost in
skladnost (80669C), v Priročniku za varnost in skladnost sistemov rezanja
z vodnim curkom (80943C) in v Priročniku Opozorilo o radijskih frekvencah
(80945C).
Izdelku so lahko priloženi izvodi priročnikov v elektronski ali tiskani obliki.
Izvode priročnikov v vseh razpoložljivih jezikih si lahko prenesete tudi iz knjižnice
dokumentov “Documents library” na naslovu www.hypertherm.com.
SR (SRPSKI/SERBIAN)
UPOZORENJE! Pre rukovanja bilo kojom Hyperthermovom opremom
pročitajte uputstva o bezbednosti u svom priručniku za proizvod,
Priručniku o bezbednosti i usaglašenosti (80669C), Priručniku o bezbednosti
i usaglašenosti Waterjet tehnologije (80943C) i Priručniku sa upozorenjem
o radio-frekvenciji (80945C).
Može se dogoditi da kopije priručnika prate proizvod u elektronskom
i štampanom formatu. Takođe možete da pronađete kopije priručnika, na svim
jezicima koji su dostupni za svaki od priručnika, u “Biblioteci dokumenata”
(“Documents library”) na www.hypertherm.com.
SV (SVENSKA/SWEDISH)
VARNING! Läs häftet säkerhetsinformationen i din produkts säkerhets- och
efterlevnadsmanual (80669C), säkerhets- och efterlevnadsmanualen för
Waterjet (80943C) och varningsmanualen för radiofrekvenser (80945C)
för viktig säkerhetsinformation innan du använder eller underhåller
Hypertherm-utrustning.
Kopior av manualen kan medfölja produkten i elektronisk och tryckform.
Du hittar även kopior av manualerna i alla tillgängliga språk
i dokumentbiblioteket (Documents library) på www.hypertherm.com.

TH (ภาษาไทย/THAI)
คําเตือน! กอนการใชงานอุปกรณของ Hypertherm ทั้งหมด โปรดอานคําแนะนําดาน
ความปลอดภัยในคูมือการใชสินคา คูมือดานความปลอดภัยและการปฏิบัติ
ตาม (80669C), คูมือดานความปลอดภัยและการปฏิบัติตามสําหรับการใชหัวตัดระบบ
วอเตอรเจ็ต (80943C) และ คูมือคําเตือนเกี่ยวกับความถี่วิทยุ (80945C)
การไมปฏิบัติตามคําแนะนําดานความปลอดภัยอาจสงผลใหเกิดการบาดเจ็บหรือเกิด
ความเสียหายตออุปกรณ
สินคาอาจมีสําเนาคูมือในรูปแบบอิเล็กทรอนิกสและแบบสิ่งพิมพแนบม
นี้ คุณสามารถขอรับสําเนาคูมือแตละประเภทเปนภาษาตาง ๆ ที่มีใหใชงานไดที่ “คลัง
เอกสาร” ในเว็บไซต www.hypertherm.com
TR (TÜRKÇE/TURKISH)
UYARI! Bir Hypertherm ekipmanını çalıştırmadan önce, ürününüzün kullanım
kılavuzunda, Güvenlik ve Uyumluluk Kılavuzu’nda (80669C), Su Jeti Güvenlik
ve Uyumluluk Kılavuzu’nda (80943C) ve Radyo Frekansı Uyarısı Kılavuzu’nda
(80945C) yer alan güvenlik talimatlarını okuyun.
Kılavuzların kopyaları, elektronik ve basılı formatta ürünle birlikte verilebilir.
Her biri tüm dillerde yayınlanan kılavuzların kopyalarını www.hypertherm.com
adresindeki “Documents library” (Dosyalar kitaplığı) başlığından da elde
edebilirsiniz.
VI (TIẾNG VI ỆT/VIETNAMESE)
CẢNH BÁO! Trước khi vận hành bất kỳ thiết bị Hypertherm nào, hãy đọc
các hướng dẫn an toàn trong hướng dẫn sử dụng sản phẩm của bạn,
Sổ tay An toàn và Tuân thủ
(80943C), và
thủ các hướng dẫn an toàn có thể dẫn đến thương tích cá nhân hoặc hư
hỏng thiết bị.
Bản sao của các hướng dẫn sử dụng có thể đi kèm sản phẩm ở định dạng
điện tử và bản in. Bạn cũng có thể lấy bản sao của các hướng dẫn sử dụng,
thuộc tất cả các ngôn ngữ hiện có cho từng hướng dẫn sử dụng, từ “Thư
viện tài liệu” tại địa chỉ www.hypertherm.com.
Hướng dẫn Cảnh báo Tần số Vô tuyến
(80669C),
Sổ tay An toàn và Tuân thủ Tia nước
(80945C). Không tuân
าดวย นอกจาก
ZH-CN (简 体中文/CHINESE SIMPLIFIED)
警告! 在操作任何海宝设备之前,请阅读产品手册、《安全和法规遵守手
册》 (80669C)、《水射流安全和法规遵守手册》 (80943C) 以及
《射频警告手册》 (80945C) 中的安全操作说明。
随产品提供的手册可能提供电子版和印刷版两种格式。您也可从
“Documents library” (文档资料库)中获取每本手册所有可用语言的副本,
网址为 www.hypertherm.com.
ZH-TW (繁 體中文/CHINESE TRADITIONAL)
警告!在操作任何Hypertherm設備前,請先閱讀您產品手冊內的安全指
示,包括 《安全和法規遵從手冊》(80669C)、《水刀安全和法規遵從手冊》
(80943C),以及 《無線電頻率警示訊號手冊》(80945C)。
手冊複本可能以電子和印刷格式隨附產品提供。您也可以在
www.hypertherm.com 的 「文檔資料庫」內獲取所有手冊的多語種複本。


Содержание
Электромагнитная совместимость (ЭМС)................................................................ SC-17
Введение.......................................................................................................................................................SC-17
Установка и использование ...................................................................................................................SC-17
Оценка области..........................................................................................................................................SC-17
Методы снижения излучения .................................................................................................................SC-17
Электропитание ..................................................................................................................................SC-17
Обслуживание оборудования для резки............................................................................................SC-17
Кабели для резки.......................................................................................................................................SC-17
Уравнивание потенциалов...............................................................................................................SC-17
Заземление заготовки ......................................................................................................................SC-18
Экранирование и ограждение...............................................................................................................SC-18
Гарантия.............................................................................................................................. SC-19
Внимание ......................................................................................................................................................SC-19
Общая информация...................................................................................................................................SC-19
Возмещение по патентам........................................................................................................................SC-19
Ограничение ответственности..............................................................................................................SC-19
Национальные и местные нормы..........................................................................................................SC-20
Предел ответственности .........................................................................................................................SC-20
Страхование.................................................................................................................................................SC-20
Уступка прав ................................................................................................................................................SC-20
Гарантия на системы водоструйной резки .......................................................................................SC-20
Продукт ..................................................................................................................................................SC-20
Гарантия на детали ............................................................................................................................SC-20
80924J Руководство оператора Powermax45 XP 9

Содержание
1 Установка и настройка.......................................................................................................... 21
Комплектация системы................................................................................................................................... 22
Порядок действий при отсутствии или повреждении компонентов.................................... 23
Номинальные параметры источника тока системы плазменной резки Hypertherm ................... 23
Технические характеристики резки ............................................................................................................ 25
Рекомендуемая толщина – ручная резка...................................................................................... 25
Толщина прожига .................................................................................................................................. 25
Максимальные значения скорости резки (низкоуглеродистая сталь)................................ 25
Производительность строжки .......................................................................................................... 26
Уровни шума ........................................................................................................................................... 26
Критически важные сырьевые материалы ............................................................................................... 26
Размещение источника тока системы плазменной резки................................................................... 27
Размеры и масса источника тока .................................................................................................... 29
Масса рабочего кабеля........................................................................................................... 29
Подключение электропитания...................................................................................................................... 30
Установка линейного выключателя................................................................................................. 30
Требования к заземлению ................................................................................................................. 31
Номинальная выходная мощность системы (мощность резки)............................................. 31
Конфигурации напряжения................................................................................................................ 31
CSA/CE/CCC 200–240 В (1-ф.).......................................................................................... 32
CSA 208 В (1-ф.)....................................................................................................................... 32
CCC 220 В (1-ф.)...................................................................................................................... 32
CE 230 В (1-ф.).......................................................................................................................... 33
CCC 380 В (3-ф.)...................................................................................................................... 33
CE 400 В (3-ф.).......................................................................................................................... 33
CSA 480 В (3-ф.)....................................................................................................................... 33
Уменьшите выходной ток и растяжение дуги при работе в сети с номинальными
характеристиками ниже требуемых................................................................................................. 34
Пример: входное напряжение 230 В в электросети на 20 А..................................... 34
Подготовка сетевого шнура.......................................................................................................................... 35
Системы CSA......................................................................................................................................... 35
1-фазные (200–240 В) ............................................................................................................ 35
3-фазные (480 В)....................................................................................................................... 35
Системы CE/CCC................................................................................................................................. 35
1-фазные (200–240 В) ............................................................................................................ 35
3-фазные (380 В / 400 В)....................................................................................................... 35
Рекомендации в отношении удлинителя....................................................................................... 36
Рекомендации по отношению к генератору ................................................................................ 36
Адаптер для однофазных подключений с 4 жилами (только для однофазных
моделей CSA) ............................................................................................................................ 37
Подключение источника газа ....................................................................................................................... 37
Источник подачи газа.......................................................................................................................... 38
Баллоны со сжатым газом...................................................................................................... 39
10 80924J Руководство оператора Powermax45 XP

Содержание
Скорости потока газа.......................................................................................................................... 40
Минимальное давление на входе (при потреблении газа)...................................................... 40
Резка.............................................................................................................................................. 40
Строжка с максимальной чувствительностью (26–45 А)............................................ 41
Прецизионная строжка / маркировка (10–25 А)............................................................ 41
Дополнительная фильтрация газа................................................................................................... 42
2 Эксплуатация........................................................................................................................... 43
Элементы управления и индикаторы ......................................................................................................... 43
Двухпозиционный выключатель питания ВКЛ (ON) (I)/ВЫКЛ (OFF)(O)......................... 43
Элементы управления резкой........................................................................................................... 44
Светодиодные индикаторы ............................................................................................................... 45
Блокировка резака........................................................................................................................................... 46
Предупредительные выбросы воздуха .......................................................................................... 48
Для ручных резаков.................................................................................................................. 48
Для механизированных резаков........................................................................................... 49
Эксплуатация системы плазменной резки............................................................................................... 49
Шаг 1. Установите расходные детали и активируйте резак................................................... 49
Шаг 2. Подсоедините провод резака ............................................................................................ 52
Шаг 3. Подсоедините источник газа.............................................................................................. 52
Шаг 4. Подсоедините рабочий кабель и рабочий зажим........................................................ 53
Рабочий кабель.......................................................................................................................... 53
Рабочий зажим........................................................................................................................... 53
Шаг 5. Подсоедините подачу электропитания и включите (ON) систему......................... 54
Шаг 6. Установите режим и отрегулируйте силу выходного тока (в амперах) ................. 55
Резка металлической сетки................................................................................................... 55
Шаг 7. Проверьте настройки резки и светодиоды.................................................................... 56
Процессы, которые имеют место при выполнении резки и после ее выполнения .................... 57
Регулировка давления газа вручную.......................................................................................................... 59
Сброс давления газа........................................................................................................................... 60
Изменение единиц измерения давления газ между фунт/кв. дюйм и бар .................................... 61
Понятие рабочего цикла для недопущения перегрева........................................................................ 62
3 Резка ручным резаком......................................................................................................... 63
Компоненты, размеры и вес ручного резака........................................................................................... 64
Компоненты............................................................................................................................................. 64
Размеры.................................................................................................................................................... 64
Ручной резак 75°....................................................................................................................... 64
Ручной резак 15°....................................................................................................................... 64
Вес ............................................................................................................................................................. 65
Выбор расходных деталей ............................................................................................................................. 65
Расходные детали для экранированной контактной резки.................................................... 66
Расходные детали FineCut ................................................................................................................. 66
Powermax45 XP Руководство оператора 80924J 11

Содержание
Специальные расходные детали...................................................................................................... 67
Расходные детали для резки HyAccess ............................................................................ 67
Расходные детали FlushCut™ ................................................................................................ 68
Электрод CopperPlus™ ........................................................................................................... 70
Срок службы расходных деталей................................................................................................................. 70
Подготовка к зажиганию резака.................................................................................................................. 72
Руководства по резке ручным резаком..................................................................................................... 74
Начало резки с края заготовки.................................................................................................................... 75
Прожиг заготовки ............................................................................................................................................. 76
4 Строжка ручным и механизированным резаком......................................................... 79
Процессы строжки ........................................................................................................................................... 79
Строжка с максимальной чувствительностью ............................................................................ 80
Расходные детали для строжки с максимальной чувствительностью
(26–45 А) ..................................................................................................................................... 80
Прецизионная строжка ....................................................................................................................... 81
Расходные детали для прецизионной строжки (10–25 А).......................................... 81
Специальные расходные детали...................................................................................................... 81
Расходные детали для строжки HyAccess........................................................................ 81
Контроль характеристик профиля строжки.............................................................................................. 82
Строжка с использованием ручного резака............................................................................................ 83
Снятие сварных швов .......................................................................................................................... 85
Советы.......................................................................................................................................... 85
Процедура ................................................................................................................................... 86
Строжка механизированным резаком........................................................................................................ 89
Типичные профили строжки............................................................................................................... 90
Расходные детали для строжки с максимальной чувствительностью (45 A) ....... 90
Расходные детали для прецизионной строжки (10 А) ................................................. 92
Советы по поиску и устранению проблем строжки .............................................................................. 93
5 Установка механизированного резака............................................................................. 95
Компоненты, размеры и вес механизированного резака.................................................................... 96
Компоненты............................................................................................................................................. 96
Размеры.................................................................................................................................................... 96
Вес ............................................................................................................................................................. 97
Установка резака .............................................................................................................................................. 97
Снятие зубчатой рейки ....................................................................................................................... 97
Разборка механизированного резака ............................................................................................ 98
Сборка механизированного резака................................................................................................ 99
Выравнивание резака................................................................................................................................... 102
12 80924J Руководство оператора Powermax45 XP

Содержание
6 Настройка элементов управления для механизированной резки......................... 103
Обзор наладки механизированного резака.......................................................................................... 103
Настройка системы плазменной резки и механизированного резака для
механизированной резки................................................................................................................. 104
Подключение подвесного устройства удаленного пуска................................................................. 106
Подсоединение кабеля интерфейса машины....................................................................................... 107
Внешние кабели, для которых не используется плата делителя напряжения............... 107
Внешние кабели, для которых используется плата делителя напряжения .................... 108
УВнешние кабели для столов PlasmaCAM
становка кабеля интерфейса машины......................................................................................... 109
Схема штыревых контактов интерфейса машины........................................................ 110
Сигналы интерфейса машины............................................................................................ 111
Настройка печатной платы делителя напряжения...................................................... 113
Доступ к базовому дуговому напряжению ............................................................................................ 115
Подключение дополнительного кабеля последовательного интерфейса RS-485.................. 115
Внешние кабели последовательного порта.............................................................................. 116
Режим дистанционного управления ............................................................................................ 116
®
.................................................................. 109
7 Резка механизированным резаком................................................................................ 117
Выбор расходных деталей .......................................................................................................................... 117
Экранированные расходные детали для механизированного резака ............................. 118
Экранированные расходные детали для механизированного резака
с чувствительным к сопротивлению кожухом........................................................................... 119
Экранированные расходные детали FineCut с чувствительным
к сопротивлению кожухом............................................................................................................... 119
Неэкранированные расходные детали FineCut ....................................................................... 119
Срок службы расходных деталей.............................................................................................................. 119
Разъяснения по оптимизации качества резки ..................................................................................... 121
Угол среза или скоса........................................................................................................................ 121
Окалина................................................................................................................................................. 122
Прожиг заготовки с использованием механизированного резака ............................................... 123
Задержка прожига............................................................................................................................. 123
Высота прожига.................................................................................................................................. 123
Прожиг материалов максимальной толщины ........................................................................... 123
Резка нержавеющей стали с использованием F5 .............................................................................. 124
8 Руководства по маркировке.............................................................................................. 125
Расходные детали для маркировки (10–25 А)..................................................................................... 126
Технологический газ: воздух или аргон.................................................................................................. 126
Обработка подачи защитного газа после гашения дуги системой для процессов
маркировки .......................................................................................................................................... 127
Типы маркировки ........................................................................................................................................... 128
Образцы маркировки ....................................................................................................................... 128
Профили маркировки, задиров и штамповки ........................................................................... 130
Powermax45 XP Руководство оператора 80924J 13

Содержание
Руководства по процессу маркировки ................................................................................................... 131
Рекомендации по движению на повороте................................................................................. 132
Рекомендации по поиску и устранению проблем маркировки ...................................................... 132
Распространенные проблемы и их решения............................................................................. 133
9 Технологические карты резки и маркировки .............................................................. 135
Использование технологических карт резки........................................................................................ 136
Низкоуглеродистая сталь – 45 А – Воздух – Экранированные расходные детали ............... 138
Нержавеющая сталь – 45 А – Воздух – Экранированные расходные детали.......................... 139
Алюминий – 45 А – Воздух – Экранированные расходные детали ............................................. 140
Низкоуглеродистая сталь – FineCut – Воздух – Экранированные
и неэкранированные расходные детали ................................................................................................ 141
Нержавеющая сталь – FineCut – Воздух – Экранированные
и неэкранированные расходные детали ................................................................................................ 142
Низкоуглеродистая сталь – FineCut для низкой скорости – Воздух – Экранированные
и неэкранированные расходные детали ................................................................................................ 143
Нержавеющая сталь – FineCut для низкой скорости – Воздух – Экранированные
и неэкранированные расходные детали ................................................................................................ 144
Нержавеющая сталь – 45 А – F5 – Экранированные расходные детали .................................. 145
Маркировка и штамповка – Воздух – Экранированные расходные детали .............................. 146
Маркировка и штамповка – Аргон – Экранированные расходные детали................................ 147
10 Руководство по поиску и устранению неисправностей ............................................. 149
Распространенные проблемы резки ....................................................................................................... 151
Проблемы при ручной резке .......................................................................................................... 152
Проблемы при механизированной резке................................................................................... 154
Проверка давления газа.............................................................................................................................. 156
Проверка качества газа............................................................................................................................... 157
«Холодный» и быстрый перезапуск.......................................................................................................... 158
Выполнение «холодного» перезапуска ....................................................................................... 158
Выполнение быстрого сброса....................................................................................................... 158
Светодиоды и коды сбоев.......................................................................................................................... 159
Светодиод сбоя давления газа..................................................................................................... 164
Светодиод сбоя колпачкового датчика резака ....................................................................... 165
Замечания относительно использования генератора........................................................... 166
Выполнение проверки газа ........................................................................................................................ 167
Вход в режим проверки газа.......................................................................................................... 167
Когда активен режим проверки ........................................................................................ 168
Выход из режима проверки газа................................................................................................... 168
14 80924J Руководство оператора Powermax45 XP

Содержание
11 Профилактическое техническое обслуживание.......................................................... 169
Проверка системы и резака....................................................................................................................... 169
При каждом использовании ........................................................................................................... 170
При каждой замене расходных деталей или еженедельно (в зависимости от того,
что происходит чаще) ....................................................................................................................... 171
Каждые 3 месяца ............................................................................................................................... 172
Проверка расходных деталей .................................................................................................................... 173
Измерение глубины изъязвления электрода ........................................................................... 174
Замена корпуса фильтра и фильтровального элемента воздушного фильтра.......................... 175
12 Запасные и вспомогательные детали............................................................................ 179
Источник тока системы плазменной резки снаружи, вид спереди............................................... 180
Источник тока системы плазменной резки снаружи, вид сзади.................................................... 181
Интерфейс машины (CPC) и комплекты модернизации последовательного интерфейса ... 182
Внешние кабели для порта интерфейса машины и последовательного порта............. 183
Запасные детали для ручного резака 75° ............................................................................................. 184
Запасные детали для ручного резака 15° ............................................................................................. 185
Сменные детали механизированного резака....................................................................................... 186
Вспомогательные детали ............................................................................................................................ 188
Информационные таблички Powermax45 XP........................................................................................ 189
Информационные таблички с расходными деталями и табличка с кодами сбоев....... 189
Предупредительная надпись для моделей CSA..................................................................... 190
Предупредительная надпись для моделей СЕ/ССС............................................................. 191
Паспортная табличка.................................................................................................................................... 192
Символы и обозначения.............................................................................................................................. 193
Символы IEC........................................................................................................................................ 194
Powermax45 XP Руководство оператора 80924J 15

Содержание
16 80924J Руководство оператора Powermax45 XP

Электромагнитная совместимость (ЭМС)
Введение
Оборудование компании Hypertherm, имеющее обозначение CE,
выпускается в соответствии со стандартом EN60974-10. В целях
обеспечения электромагнитной совместимости это оборудование
должно устанавливаться и использоваться в соответствии с
приведенной ниже информацией.
Предельные значения, требуемые в соответствии со стандартом
EN60974-10, могут не полностью устранять помехи, когда
затрагиваемое оборудование находится в непосредственной
близости или обладает высоким уровнем чувствительности. В таких
случаях может потребоваться принять другие меры по дальнейшему
снижению уровня помех.
Данное оборудование для плазменной резки предназначено
исключительно для использования в промышленной среде.
Установка и использование
Пользователь отвечает за установку и использование плазменного
оборудования в соответствии с инструкциями производителя.
При обнаружении электромагнитных помех на пользователя
возлагается ответственность за устранение ситуации при
техническом содействии производителя. В некоторых случаях эти
меры по устранению могут быть простыми, например заземление
контура резки; см. пункт Заземление заготовки. В других случаях
они могут включать в себя создание электромагнитного экрана для
источника тока и работу с соответствующими впускными фильтрами.
Во всех случаях электромагнитные помехи можно уменьшить
до уровня, при котором не возникает угроз безопасности.
Оценка области
Перед установкой оборудования пользователю следует выполнить
оценку возможных электромагнитных проблем в окружающей
области. Следует учитывать перечисленные ниже положения.
a. Другие кабели питания, кабели управления, сигнальные
и телефонные кабели; области выше, ниже и рядом с
режущим оборудованием.
b. Передатчики и приемники радиосигналов и телевизионных
сигналов.
c. Компьютерное и другое управляющее оборудование.
d. Оборудование, критически важное для безопасности,
например ограждение промышленного оборудования.
e. Здоровье окружающих, например, использование
кардиостимуляторов и слуховых аппаратов.
f. Оборудование, используемое для калибровки и измерений.
g. Совместимость с другим оборудованием в данной среде.
Пользователь должен обеспечить совместимость с другим
оборудованием, используемым в условиях промышленного
производства. Это может потребовать дополнительных мер
защиты.
h. Время суток для проведения резки и других действий.
Размер окружающей зоны, которую следует принимать во внимание,
будет зависеть от конструкции здания и других выполняемых
действий. Окружающая зона может выходить за пределы зданий.
Методы снижения излучения
Электропитание
Оборудование для резки должно быть подключено к
электропитанию в соответствии с рекомендациями производителя.
При возникновении помех могут потребоваться дополнительные
меры предосторожности, например фильтрация электропитания.
Следует рассмотреть возможность экранирования кабеля питания
стационарного оборудования для резки в металлическом или
другом аналогичном кабелепроводе. Экранирование должно быть
электрически непрерывным по всей длине. Экран должен быть
подключен к источнику тока для резки для создания надлежащего
электрического контакта между кабелепроводом и корпусом
источника тока для резки.
Обслуживание оборудования для резки
Оборудование для резки должно проходить плановое обслуживание
в соответствии с рекомендациями производителя. Во время работы
оборудования для резки все дверцы и крышки для доступа
и обслуживания должны быть закрыты и надлежащим образом
закреплены. Оборудование для резки не следует модифицировать.
Исключения составляют случаи, когда эти изменения изложены
в письменных инструкциях производителя и соответствуют им.
В частности, разрядники устройств зажигания и стабилизации
дуги должны регулироваться и обслуживаться в соответствии с
рекомендациями производителя.
Кабели для резки
Кабели для резки должны быть максимально короткими, и их
следует размещать рядом друг с другом на уровне пола или близко
к нему.
Уравнивание потенциалов
Следует рассмотреть возможность уравнивания потенциалов всех
металлических компонентов в системе резки и вблизи нее.
Однако металлические компоненты, связанные с заготовкой,
увеличат риск получения оператором электрического удара при
прикосновении к этим металлическим компонентам и электроду
(сопло для лазерных головок) одновременно.
Оператор должен быть изолирован от всех таких связанных
металлических компонентов.
безопасности и соответствию SC-17

Электромагнитная совместимость (ЭМС)
Заземление заготовки
Когда заготовка не связана с землей в целях электрической
безопасности, не соединена с землей из-за ее размера
и положения, например, корпус судна или строительная
металлоконструкция, соединение заготовки с землей может
сократить уровень излучения в некоторых, но не всех случаях.
Следует принять меры для предотвращения повышения
риска травм пользователей или повреждения другого
электрооборудования в результате заземления заготовки.
При необходимости соединение заготовки с землей должно
выполняться путем прямого соединения с заготовкой, однако
в некоторых странах, где прямое соединение не разрешается,
соединение должно выполняться с помощью подходящих емкостных
сопротивлений в соответствии с национальными стандартами.
Примечание. По соображениям безопасности контур резки может
как заземляться, так и не заземляться. Изменение схемы
заземления должно утверждаться только лицом, которое может
оценить, повысят ли изменения риск травм, например, допустив
существование параллельных возвратных траекторий тока резки,
которые могут повредить контуры заземления другого
оборудования. Дальнейшие инструкции представлены в стендарте
МЭК 60974-9. «Оборудование дуговой сварки». Часть 9. «Установка
и использование».
Экранирование и ограждение
Частичное экранирование и ограждение других кабелей и
оборудования в окружающей области может смягчить действие
помех. Для отдельных применений может рассматриваться
возможность экранирования всей системы плазменной резки.
SC-18 безопасности и соответствию

Гарантия
Внимание
Фирменные детали Hypertherm рекомендуются
заводом-изготовителем в качестве запасных деталей для Вашей
системы Hypertherm. Гарантия Hypertherm не распространяется
на какой-либо ущерб или какие-либо телесные повреждения,
возникшие вследствие использования деталей, которые не
являются фирменными деталями Hypertherm. В таком случае
ущерб или телесные повреждения признаются обусловленными
неправильным использованием продуктов Hypertherm.
Вы несете исключительную ответственность за безопасное
использование данных продуктов. Hypertherm не предоставляет
и не может предоставить заверений или гарантий в отношении
безопасного использования продуктов в Вашей среде.
Общая информация
Hypertherm Inc. гарантирует отсутствие в собственных Продуктах
дефектов материалов и изготовления на протяжении определенных
периодов времени, согласно следующим положениям: в случае
уведомления Hypertherm о дефекте (i) в отношении источника тока
системы плазменной резки в течение двух (2) лет с даты доставки,
за исключением источников тока Powermax, для которых этот срок
составляет три (3) года с даты доставки; (ii) в отношении резака
и проводов в течение одного (1) года с даты доставки, за
исключением короткого резака HPRXD с интегрированным
проводом, для которого этот срок составляет шесть (6) месяцев
с даты доставки, в отношении блоков подъемника резака в течение
одного (1) года с даты доставки, в отношении продуктов Automation
в течение одного (1) года с даты доставки, за исключением УЧПУ
EDGE Connect CNC, УЧПУ EDGE Connect T CNC, УЧПУ EDGE
Connect TC CNC, УЧПУ EDGE Pro CNC, УЧПУ EDGE Pro Ti CNC,
УЧПУ MicroEDGE Pro CNC и системы регулировки высоты резака
ArcGlide THC, для которых этот срок составляет два (2) года с даты
доставки; и (iii) в отношении компонентов волоконного лазера
HyIntensity срок гарантии составляет два (2) года с даты доставки,
за исключением лазерных головок и кабелей подачи луча, для
которых гарантийный срок составляет один (1) год с даты доставки.
На все двигатели, вспомогательные детали двигателей, генераторы
переменного тока, вспомогательные детали генераторов от
сторонних производителей действует соответствующая гарантия их
производителей. На них не распространяется настоящая гарантия.
Эта гарантия не действует в отношении источников тока Powermax,
которые используются с фазовыми преобразователями. Кроме того,
Hypertherm не предоставляет гарантию на системы, которые были
повреждены в результате плохого качества электропитания с
фазовых преобразователей или входной линии электропередачи.
Эта гарантия не действует в отношении продуктов, которые были
неправильно установлены, модифицированы или повреждены иным
образом.
Hypertherm предоставляет ремонт, замену или настройку продуктов
в качестве единственной и исключительной компенсации только
лишь в тех случаях, когда данная гарантия имеет силу. Hypertherm,
по своему собственному выбору, бесплатно выполнит ремонт,
замену или регулировку любых дефектных продуктов, охваченных
данной гарантией, которые будут возвращены с предварительного
разрешения Hypertherm (в котором не может быть отказано
без веской причины), в надлежащей упаковке на предприятие
Hypertherm в Ганновере (штат Нью-Гемпшир) или на
уполномоченный ремонтный объект Hypertherm с предварительной
оплатой клиентом всех транспортных и страховых расходов.
Hypertherm несет ответственность за работы по ремонту, замене или
регулировкам продуктов, охваченных настоящей гарантией, которые
выполняются только по этому пункту и с предварительного
письменного согласия Hypertherm.
Вышеуказанная гарантия является исключительной и заменяет
собой все остальные гарантии, явные, косвенные, полагающиеся по
закону или иные в отношении продуктов или результатов, которые
могут быть получены с ее помощью, и все подразумеваемые
гарантии или условия качества или коммерческой пригодности или
пригодности для конкретной цели или отсутствия нарушений прав.
Предыдущее положение образует единственное и исключительное
средство защиты от любых нарушений Hypertherm своей гарантии.
Дистрибьюторы/изготовители комплексного оборудования могут
предлагать различные или дополнительные гарантии, однако они не
вправе предоставлять Вам дополнительную гарантийную защиту
или делать заверения, возлагающие ответственность на Hypertherm.
Возмещение по патентам
За исключением продуктов, произведенных не компанией
Hypertherm или произведенных не в строгом соответствии с
техническими условиями, а также проектов, процессов, формул или
сочетаний, не разработанных и не разрабатывавшихся Hypertherm,
Hypertherm будет вправе отстаивать или урегулировать за свой
собственный счет любые иски или судебные процессы,
возбужденные против Вас в отношении нарушения патентов третьих
сторон продуктами Hypertherm в отдельности или в сочетании с
любыми другими продуктами, не поставляемыми Hypertherm. Вы
должны немедленно уведомить Hypertherm о любых ставших Вам
известными исках или угрозах исков, связанных с любым таким
предполагаемым нарушением (в любом случае не позднее чем
через четырнадцать (14) дней после того как стало известно о таких
действиях или угрозах), и обязательство Hypertherm по возмещению
может действовать только в случае единоличного контроля
Hypertherm, а также сотрудничества и содействия ответчика
в защите по данным исковым требованиям.
Ограничение ответственности
Hypertherm ни в коем случае не будет отвечать ни перед
каким физическим или юридическим лицом за любой
случайный, последующий прямой и косвенный ущерб
или штрафные убытки (включая, помимо прочего, ущерб
от потери прибыли), независимо от того, основана такая
ответственность на нарушении договора, по деликту,
прямой ответственности, гарантий, неисполнения важной
цели или иным образом, даже если о возможности
такого ущерба сообщается заранее. Hypertherm не
несет ответственности за любые убытки, причиненные
Безопасность и соответствие SC-19

Гарантия
Дистрибьютору, в связи с простоем, невыпуском продукции
или упущенной прибылью. Дистрибьютор и Hypertherm
исходят из того, что данное положение понимается судом
как наиболее широкое ограничение ответственности
в соответствии с действующим законодательством.
Национальные и местные нормы
Национальные и местные нормы в отношении инженерного и
электрического оборудования имеют преимущественную силу над
инструкциями, содержащимися в данном руководстве. Hypertherm
ни в коем случае не будет нести ответственности за телесные
повреждения и материальный ущерб по причине нарушения
любых норм или ненадлежащих рабочих процедур.
Предел ответственности
Ответственность Hypertherm ни в коем случае, будь
то ответственность за нарушение договора, по деликту,
прямой ответственности, гарантий, неисполнение важной
цели или иным образом, по любым претензиям, действиям
или судебным производствам (в судах, третейских судах,
в процессе регулятивного производства или каким-либо
иным способом), связанному с продуктами или
относящемуся к их использованию, не будет превышать
общей суммы, выплаченной за продукты, по которым
подается такой иск.
Страхование
В любом случае Вы должны обеспечить страхование
соответствующих видов на необходимые суммы с требуемым
коэффициентом покрытия, которое достаточно и целесообразно для
защиты и освобождения Hypertherm от любого ущерба в случае
исков в связи с использованием продуктов.
Уступка прав
Вы можете уступать имеющиеся у Вас права только в связи с
продажей всех или большей части своих активов или капиталов
правопреемнику, который соглашается принять условия настоящей
гарантии. В течение тридцати (30) дней перед осуществлением
такой уступки Вы соглашаетесь уведомить в письменной форме
Hypertherm. Hypertherm оставляет за собой право одобрения.
В случае несвоевременного уведомления Hypertherm с целью
получения такого одобрения, данная Гарантия считается ничтожной;
Вы утрачиваете право предъявлять регрессные требования
в соответствии с условиями данной гарантии каким-либо
иным образом.
Гарантия на системы водоструйной резки
Продукт Гарантия на детали
Насосы HyPrecision 27 месяцев с даты отправки или
Система удаления
абразива
PowerDredge
Система
рециркуляции
абразива EcoSift
Дозаторы
абразива
Пневмоприводы
клапана
включения/выключения
Алмазосодержащие
сопловые отверстия
Эта гарантия не распространяется на расходные детали.
Под расходными деталями подразумеваются следующие детали
(не ограничиваясь ими): водяные затворы (задвижки) высокого
давления, контрольные клапаны, цилиндры, выпускные клапаны,
уплотнительные прокладки низкого давления, трубы высокого
давления, фильтры воды для высокого и низкого давления, а также
пакеты для сбора абразива. На все насосы, вспомогательные
детали насосов, бункеры, вспомогательные детали бункеров,
сушильные камеры, вспомогательные детали сушильных камер
и вспомогательные детали для трубопроводов от сторонних
производителей действует соответствующая гарантия их
производителей. На них не распространяется настоящая гарантия.
24 месяца с даты подтвержденной
установки или 4 000 часов в зависимости
от того, что наступит раньше
15 месяцев с даты отправки или
12 месяцев с даты подтвержденной
установки в зависимости от того,
что наступит раньше
15 месяцев с даты отправки или
12 месяцев с даты подтвержденной
установки в зависимости от того,
что наступит раньше
15 месяцев с даты отправки или
12 месяцев с даты подтвержденной
установки в зависимости от того,
что наступит раньше
15 месяцев с даты отправки или
12 месяцев с даты подтвержденной
установки в зависимости от того,
что наступит раньше
600 часов использования с
гильзовидным фильтром и соблюдение
требований Hypertherm к качеству воды
SC-20 Безопасность и соответствие

Установка и настройка
Powermax45 XP — это портативная система плазменной резки на 45 А, которую можно
использовать для целого ряда применений ручной и механизированной резки и строжки.
Данная система имеет функции автоматической регулировки давления газа и напряжения,
которые упрощают настройку и использование, даже если у оператора нет достаточного
опыта применения плазменной резки.
Powermax45 XP позволяет:
Использовать воздух или азот для резки
электропроводящих металлов, например
низкоуглеродистой стали,
нержавеющей стали и алюминия
Резать материалы толщиной до 16 мм
Выполнять прожиг материалов толщиной
до 12 мм
Выполнять отрезную резку материалов
толщиной до 29 мм
Использовать 2 разных процесса строжки
для широкого диапазона применений
строжки: строжка с максимальной
чувствительностью (26–45 А)
и прецизионная строжка (10–25 А)
Выполнять маркировку поверхности
металлов, используя кислород или аргон
Использовать F5 для резки нержавеющей стали
Отключать ручной и механизированный резаки Duramax Lock без выключения (OFF)
источника тока переключателем блокировки резака
Быстро переключаться между резаками, используя систему FastConnect™
(быстрое отключение)
Powermax45 XP Руководство оператора 80924J 21

Установка и настройка
1
1
2
3
5
6
7
9
4
8
1 Документация:
• Руководство оператора
• Карта быстрой настройки
• Карта регистрации
• Руководство по безопасности и
соответствию
2 Начальный комплект расходных деталей
3 Ручные резаки с углом наклона 15° или 75°
с проводом или механизированный резак
с проводом
4 Рабочий зажим с рабочим кабелем
5 Подвесное устройство удаленного пуска
(приобретается отдельно; только
в механизированных конфигурациях)
6 Модели CE/CCC и CSA на 480 В: сетевой
шнур без вилки (некоторые модели
поставляются без сетевого шнура)
7 Модели CSA 200–240 В: сетевой шнур
с вилкой на 50 А, 250 В (NEMA 6-50P)
8 Патрубок впуска газа для региона
использования (может быть установлен
предварительно)
9 Источник тока системы плазменной резки
Комплектация системы
22 80924J Руководство оператора Powermax45 XP
Можно заказать дополнительные расходные и вспомогательные
детали у любого дистрибьютора Hypertherm. См. Запасные и
вспомогательные детали на стр. 179.

Установка и настройка
1
Порядок действий при отсутствии или повреждении компонентов
Претензии в связи с повреждениями при транспортировке
Если система повреждена при транспортировке, направьте претензию в
транспортную компанию.
Номер модели и серийный номер системы указаны на нижней панели источника
тока системы плазменной резки.
Копию транспортной накладной можно получить в Hypertherm.
Претензии в отношении отсутствующих или поврежденных деталей
Если какие-либо из позиций повреждены или отсутствуют, обратитесь к своему
дистрибьютору Hypertherm.
Если Вам нужна дополнительная помощь, позвоните в ближайший офис Hypertherm, список
которых указан в начале данного руководства.
Номинальные параметры источника тока системы плазменной резки Hypertherm
Номинальное напряжение
холостого хода (U
)
0
Выходная характеристика* Падающая
Номинальный выходной ток (I
) 10–45 А
2
Номинальное выходное
напряжение (U
Рабочий цикл при 40 °C
)
2
†
Диапазон рабочих температур –10 °C–40 °C
Температура хранения –25 °C–55 °C
Коэффициент мощности 200–240 В, 1-ф., CSA/CE/CCC
200–240 В, CSA/CE/CCC
400 В, CE/CCC
480 В, CSA
145 В пост. тока
50 % при 45 А (I2) / 145 В пост. тока (U2)
60 % при 41 А (I
100 % при 32 А ( I
) / 145 В пост. тока (U2)
2
) / 145 В пост. тока (U2)
2
400 В, 3-ф., CE/CCC
480 В, 3-ф., CSA
275 В пост. тока
265 В пост. тока
275 В пост. тока
0,99
0,94
0,93
Потребляемая мощность
в состоянии ожидания
230 В
400 В
25 Вт
23 Вт
(системы СЕ)
КПД источника питания при
максимальной выходной
230 В
400 В
90,3 %
89,9 %
мощности (системы СЕ)
Powermax45 XP Руководство оператора 80924J 23

Установка и настройка
1
R
—отношение КЗ
sce
(только системы CE)
U1— среднеквадратичное значение
напряжения перем. тока, 3-ф.
400 В CE
R
sce
250
Классификация по EMC CISPR 11
(только модели CE)
Входное
напряжение (U
при номинальном выходе
(U
2MAXI2MAX
)
‡
) / входной ток (I1)
1
200–240 В CSA
230 В CE/CCC**,
400 В CE/CCC**,
480 В CSA
200–240 В, 1-ф., 50/60 Гц, 39–32 А
††
230 В, 1-ф., 50/60 Гц, 33 А
‡‡
400 В, 3-ф., 50/60 Гц, 11 А
480В, 3-ф., 50/60Гц, 9,4А
(См. Конфигурации напряжения на
стр. 31.)
Тип газа Воздух Азот (N
Качество газа Чистый, сухой,
обезжиренный,
согласно
стандарту
ISO 8573-1,
класс 1.2.2
Рекомендуемые скорость потока и
давление газа на входе
Строжка с максимальной
Степень
чистоты
99,95 %
Чистый, сухой,
обезжиренный
Резка 188,8 л/мин при 5,9 бар
чувствительностью
Прецизионная строжка,
маркировка
Класс А
) F5*** Аргон
2
99,98 % чистый
(F5 = 95 %
азота [N
], 5 %
2
водорода [H])
Чистота
99,99 %
Чистый, сухой,
обезжиренный
165,2 л/мин при 4,1 бар
165,2 л/мин при 3,8 бар
†††
* Определяется как график зависимости выходного напряжения от выходного тока.
†
Дополнительную информацию о рабочем цикле и номинальных характеристиках согласно стандарту IEC см.
на табличке данных на нижней панели источнике тока.
‡
БЕРЕГИСЬ! Данное оборудование класса А не предназначено для использования в жилых помещениях, в
которых электропитание подается по низковольтной электросети общего пользования. Возможны
проблемы с обеспечением электромагнитной совместимости в этих местах ввиду кондуктивных и
излучаемых помех.
** Настоящее изделие отвечает техническим требованиям стандарта IEC 61000-3-3 и на него не
распространяется пункт о подключении при определенных условиях.
††
Оборудование соответствует стандарту IEC 61000-3-12.
‡‡
Оборудование соответствует IEC 61000-3-12 при условии, что мощность КЗ Ssc больше или равна
1911 кВА в точке сопряжения питания пользователя и сети питания. Ответственность за обеспечение
(при необходимости — с согласованием с оператором распределительной сети) подключения
оборудования только к источнику тока с мощностью короткого замыкания S
возлагается на монтажный или эксплуатационный персонал.
*** F5 рекомендуется только для резки нержавеющей стали. См. стр. 124.
†††
Аргон рекомендуется только для маркировки при 10–25 А. См. стр. 125.
не менее 1911 кВА
sc
24 80924J Руководство оператора Powermax45 XP

1
Технические характеристики резки
Рекомендуемая толщина – ручная резка
Скорость резки Толщина материала
500мм/мин 16мм
250 мм/мин* 22 мм
125 мм/мин* — предельная толщина 29 мм
* Скорости для указанной толщины не обязательно являются максимальными значениями. Они
представляют собой скорости, на которые необходимо выйти для работы с данной толщиной
материала.
Толщина прожига
Установка и настройка
Тип резака Толщина материала
Ручной 12 мм
Механизированный с программируемой системой регулировки
высоты резака
Максимальные значения скорости резки (низкоуглеродистая сталь)
Максимальная скорость резки определяется по результатам лабораторных испытаний
Hypertherm. Фактическая скорость резки может меняться в зависимости от конкретного
применения.
Толщина материала Скорость резки
6мм 2286мм/мин
9мм 1219 мм/мин
12 мм 762 мм/мин
16 мм 508 мм/мин
19 мм 330 мм/мин
12 мм
25 мм 178 мм/мин
Powermax45 XP Руководство оператора 80924J 25

Установка и настройка
1
Производительность строжки
Процесс Тип металла
Строжка с максимальной
чувствительностью (26–45 А)
Строжка с максимальной точностью
(10–25 А)
Уровни шума
При использовании данной плазменной системы возможно превышение допустимых уровней
шума по государственным и муниципальным нормам. При резке или строжке всегда следует
использовать соответствующие средства защиты слуха. Любые измеренные показатели шума
зависят от конкретных условий эксплуатации системы. См. также пункт Шум может привести
к нарушениям слуха в документе Руководство по безопасности и нормативному
соответствию (80669C), который входит в комплект поставки системы.
Кроме того, таблицу данных по уровням акустического шума для Вашей системы можно найти
на сайте www.hypertherm.com
1. В нижней части страницы щелкните «Библиотека документов».
Низкоуглеро-
дистая сталь
Низкоуглеро-
дистая сталь
Выходной
ток
45 А 3,4 кг/ч
10 А 0,2 кг/ч
Скорость съема металла
:
2. Выберите продукт в меню «Продукт/Тип продукта» раздела «Поиск».
3. В раскрывающемся списке «Все категории» выберите пункт «Regulatory».
4. В раскрывающемся списке «All subcategories» выберите пункт «Acoustical Noise
Data Sheets».
Критически важные сырьевые материалы
Материал
Сурьма Провода резака
Бораты Все печатные платы
Магний Теплоотводы, металлические крышки
Металлический кремний Теплоотводы, металлические крышки
Компоненты, которые содержат более 1 грамма
указанного материала
26 80924J Руководство оператора Powermax45 XP

1
Размещение источника тока системы плазменной резки
Свободное пространство:
>0,25 м
3м
БЕРЕГИСЬ!
ВЕРОЯТНОСТЬ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ
Категорически запрещается выполнять резку под водой или погружать резак
в воду. Поражение электрическим зарядом может привести к серьезным
травмам или увечьям.
БЕРЕГИСЬ!
ТОКСИЧНЫЕ ПАРЫ МОГУТ ПРИВЕСТИ К ТРАВМАМ И ЛЕТАЛЬНОМУ ИСХОДУ
Некоторые металлы, включая нержавеющую сталь, могут издавать токсичные
газы при резке. На Вашем производственном месте должна быть
соответствующая вентиляция, чтобы обеспечить соответствие качества
воздуха всем государственным и муниципальным нормам и правилам.
Дополнительные сведения см. в документе Руководство по безопасности
и нормативному соответствию (80669C).
Установка и настройка
Не используйте систему под
дождем или снегом.
Разместите источник тока
системы плазменной резки
возле розетки, подходящей для
ее подключения к сети.
Сетевой шнур системы имеет
длину примерно 3,0 м.
Оставьте по крайней мере
0,25 м вокруг источника
питания для надлежащей
вентиляции.
Powermax45 XP Руководство оператора 80924J 27

Установка и настройка
1
>10°
Перед использованием
установите источник тока
на устойчивую ровную
поверхность. Источник тока
может опрокинуться, если
его установить под углом
более 10°.
Не устанавливайте источник
тока, положив его на бок. Это
может привести к блокировке
вентиляционных прорезей на
панели корпуса и затруднить
циркуляцию воздуха,
необходимую для охлаждения
внутренних компонентов.
28 80924J Руководство оператора Powermax45 XP

1
Размеры и масса источника тока
443 мм 173 мм
312 мм
357 мм
Установка и настройка
Источник тока
с сетевым шнуром
200–240 В CSA 12 кг 15 кг
230 В CE/CCC 12 кг 15 кг
400 В CE/CCC 11 кг 14 кг
480В CSA 11кг 14кг
Источник тока (и сетевой шнур)
с ручным резаком длиной 6,1 м и рабочим
кабелем длиной 7,6 м
Масса рабочего кабеля
Рабочий кабель Масса
Рабочий зажим с рабочим кабелем 7,6 м 1,2 кг
Рабочий зажим с рабочим кабелем 15 м 2,1 кг
Данные о массе ручных резаков см. на стр. 65. Данные о массе
механизированных резаков см. на стр. 97.
Powermax45 XP Руководство оператора 80924J 29

Установка и настройка
1
Подключение электропитания
Чтобы определить размеры проводников для подключения питания и установки,
воспользуйтесь номинальными значениями входного тока, определенными компанией
Hypertherm. Номинальные значения от Hypertherm обозначены буквами HYP на табличке
данных на нижней панели источника тока. Для целей установки следует пользоваться более
высоким значением входного тока HYP. Образец таблички данных см. на стр. 192.
ПРЕДУПРЕЖДЕНИЕ
Защитите контур плавкими предохранителями (с задержкой срабатывания)
соответствующих номинальных характеристик и линейным выключателем.
Максимальное выходное напряжение будет зависеть от входного напряжения и силы тока
в цепи. Поскольку при запуске потребление тока меняется, рекомендуется пользоваться
плавкими предохранителями с задержкой срабатывания. См. Конфигурации напряжения на
стр. 31. Плавкие предохранители с задержкой срабатывания могут выдерживать
краткосрочные значения тока, превышающие номинальные в 10 раз.
Установка линейного выключателя
Каждый источник тока системы
плазменной резки должен быть
укомплектован линейным
выключателем,
предназначенным для
оперативного выключения
питания на входе при
аварийной ситуации.
Выключатель необходимо
разместить таким образом,
чтобы оператор имел к нему
беспрепятственный доступ.
Установка должна выполняться
электриком, имеющим
соответствующее разрешение,
в соответствии
с государственными
и муниципальными нормами.
Уровень прерывания
выключателя не должен быть меньше номинальной длительной нагрузки
предохранителей/размыкателей.
Кроме того, выключатель должен:
В положении ВЫКЛ (OFF) изолировать электрическое оборудование и отключать
все находящиеся под напряжением провода от источника напряжения.
30 80924J Руководство оператора Powermax45 XP
1
Иметь одно положение ВЫКЛ (OFF) и одно положение ВКЛ (ON), которые
должны быть четко обозначены как O (OFF) и I (ON).
Иметь наружную ручку управления, которую можно заблокировать в положении
ВЫКЛ (OFF).
Иметь силовой механизм для аварийного останова.
Оснащаться подходящими плавкими предохранителями с задержкой
срабатывания. Рекомендуемые номинальные характеристики
предохранителя/размыкателя см. на Конфигурации напряжения на странице 31.
Требования к заземлению
Для обеспечения личной безопасности и корректной эксплуатации, а также для
снижения электромагнитных помех источник тока должен быть надлежащим
образом заземлен.
Заземление источника тока осуществляется с помощью
соответствующего провода в сетевом шнуре в соответствии с государственными
и местными электротехническими нормами.
Установка и настройка
Трехфазное питание должно подводиться с помощью 4 проводов (с зеленым или
желто-зеленым проводом защитного заземления) согласно государственным
и местным требованиям.
См. дополнительную информацию о заземлении в документе Руководство по
безопасности и нормативному соответствию (80669C), который входит в комплект
поставки системы.
Номинальная выходная мощность системы (мощность резки)
Мощность резки системы плазменной резки в большей степени определяется выходной
мощностью (Вт), чем силой тока на выходе (А). Номинальные выходные характеристики этой
системы:
Максимальный выходной ток: 10–45 А
Максимальное номинальное выходное напряжение: 145 В пост. тока
Мощность резки: 6,5 кВт
Чтобы определить мощность резки в ваттах (Вт), умножьте максимальную силу тока на
выходе в амперах (А) на максимальное номинальное выходное напряжение (В пост. тока):
45 А × 145 В пост. тока = 6525 Вт (6,5 кВт)
Конфигурации напряжения
Для обеспечения правильной работы система автоматически подстраивается к текущему
входному напряжению без необходимости вмешательства оператора (переключения или
перемотки). Однако при этом необходимо:
Установить набор расходных деталей в резак. См. Шаг 1. Установите расходные
детали и активируйте резак на стр. 49.
Powermax45 XP Руководство оператора 80924J 31

Установка и настройка
1
Установить выходной ток, используя ручку регулировки на передней панели. См. Шаг
6. Установите режим и отрегулируйте силу выходного тока (в амперах) на стр. 55.
Для работы источника тока на полной мощности и со 50 %-ным рабочим циклом
(согласно номинальным характеристикам) необходимо обеспечить соответствующие
параметры электрической сети. В представленных ниже таблицах приведены данные по
максимальным выходным характеристикам для типичных значений входной силы тока.
Настройки выхода задаются в соответствии с толщиной металла и ограничиваются входной
мощностью системы.
Рекомендуемые номинальные характеристики
предохранителя/размыкателя предусматривают скачки входного
тока, которые происходят при растяжении плазменной дуги.
Растяжение плазменной дуги — это распространенный случай в
некоторых применениях, например, при выполнении строжки.
CSA/CE/CCC 200–240 В (1-ф.)
Входное напряжение 200–240 В
Входной ток при номинальной выходной мощности
(45 А x 145 В = 6,5 кВт)
Входной ток при растяжении дуги 44–36 А
Рекомендуемый номинальный ток предохранителя/размыкателя 50 А
Диапазон допустимых отклонений напряжения +20 % / –15 %
CSA 208 В (1-ф.)
Входное напряжение 208 В
Входной ток при номинальной выходной мощности
(45 А x 145 В = 6,5 кВт)
Входной ток при растяжении дуги 43 А
Рекомендуемый номинальный ток предохранителя/размыкателя 50 А
Диапазон допустимых отклонений напряжения +20 % / –15 %
CCC 220 В (1-ф.)
39–32 А
37 А
Входное напряжение 220 В
Входной ток при номинальной выходной мощности
(45 А x 145 В = 6,5 кВт)
Входной ток при растяжении дуги 39 А
Рекомендуемый номинальный ток предохранителя/размыкателя 50 А
Диапазон допустимых отклонений напряжения +20 % / –15 %
32 80924J Руководство оператора Powermax45 XP
33 А

Установка и настройка
1
CE 230 В (1-ф.)
Входное напряжение 230 В
Входной ток при номинальной выходной мощности
(45 А x 145 В = 6,5 кВт)
Входной ток при растяжении дуги 37 А
Рекомендуемый номинальный ток предохранителя/размыкателя 48 А
Диапазон допустимых отклонений напряжения +20 % / –15 %
CCC 380 В (3-ф.)
Входное напряжение 380 В
Входной ток при номинальной выходной мощности
(45 А x 145 В = 6,5 кВт)
Входной ток при растяжении дуги 20–15 А
Рекомендуемый номинальный ток предохранителя/размыкателя 20 А
Диапазон допустимых отклонений напряжения +20 % / –10 %
CE 400 В (3-ф.)
33 А
12 А
Входное напряжение 400 В
Входной ток при номинальной выходной мощности
(45 А x 145 В = 6,5 кВт)
Входной ток при растяжении дуги 20–15 А
Рекомендуемый номинальный ток предохранителя/размыкателя 20 А
Диапазон допустимых отклонений напряжения +20 % / –15 %
CSA 480 В (3-ф.)
Входное напряжение 480 В
Входной ток при номинальной выходной мощности
(45 А x 145 В = 6,5 кВт)
Входной ток при растяжении дуги 17–12 А
Рекомендуемый номинальный ток предохранителя/размыкателя 20 А
Диапазон допустимых отклонений напряжения +20 % / –10 %
11 А
9,4 А
Powermax45 XP Руководство оператора 80924J 33

Установка и настройка
1
Уменьшите выходной ток и растяжение дуги при работе в сети с номинальными характеристиками ниже требуемых
Если источник тока работает в сети с номинальными характеристиками ниже рекомендуемых
в разделе Конфигурации напряжения на странице 31, возможно, потребуется:
Снизить ток резки (настройку в амперах). См. Шаг 6. Установите режим и
отрегулируйте силу выходного тока (в амперах) на стр. 55.
Не допускайте растяжения дуги в течение длительных периодов. Чем сильнее
растяжение дуги, тем больше тока потребляет система, и, соответственно, выше
вероятность перегрева системы, или срабатывания размыкателя цепи.
ПРЕДУПРЕЖДЕНИЕ
Не эксплуатируйте систему, если установлен размыкатель цепи на 15 А или 16 А.
Пример: входное напряжение 230 В в электросети на 20 А
Если при использовании 1-фазной системы с входным напряжением 230 В в сети установлен
размыкатель на 20 А, рекомендуемое значение выходного тока составляет 19 А.
Входное напряжение 230 В
Входной ток при номинальной выходной мощности
(19 А x 145 В = 2,8 кВт)
Входной ток при растяжении дуги 19 А
Диапазон допустимых отклонений напряжения +20 % / –15 %
18 А
34 80924J Руководство оператора Powermax45 XP

1
Подготовка сетевого шнура
Разъем NEMA 6-50P (1-ф.)
Системы CSA
1-фазные (200–240 В)
3-жильный сетевой шнур,
10 AWG
В комплект входит сетевой
шнур с вилкой на 50 А, 250 В
(разъем NEMA 6-50P)
Информацию о
подключении к генератору,
для которого требуется 4-жильный сетевой шнур, см. в разделе
Адаптер для однофазных подключений с 4 жилами (только для
однофазных моделей CSA) на странице 37.
Установка и настройка
3-фазные (480 В)
4-жильный сетевой шнур калибра 14 по американской классификации проводов
AWG (некоторые модели поставляются без сетевого шнура)
Вилка не входит в комплект*
* Установка подходящей вилки должна выполняться электриком, имеющим соответствующее
разрешение, в соответствии с государственными и муниципальными нормами.
Системы CE/CCC
1-фазные (200–240 В)
3-жильный сетевой шнур H07RN-F, 6 мм
Вилка не входит в комплект*
3-фазные (380 В / 400 В)
4-жильный сетевой шнур H07RN-F, 2,5 мм
Вилка не входит в комплект*
2
2
* Установка подходящей вилки должна выполняться электриком, имеющим соответствующее
разрешение, в соответствии с государственными и муниципальными нормами.
Powermax45 XP Руководство оператора 80924J 35

Установка и настройка
1
1
1
Рекомендации в отношении удлинителя
Удлинитель должен:
Иметь площадь сечения, подходящую для длины кабеля и напряжения системы
Соответствовать национальным и местным нормам
При использовании удлинителей шнура входное напряжение
на машине может быть меньше, чем на выходе контура.
Это может ограничить работоспособность системы.
Входное
напряжение
200–240 В
перем. тока
380–480 В
перем. тока
Фаза
Длина шнура Площадь сечения
1
3
Рекомендации по отношению к генератору
Генераторы, используемые с этой системой, должны отвечать требованиям по напряжению,
которые приведены в указанной ниже таблице и разделе Номинальные параметры источника
тока системы плазменной резки Hypertherm на странице 23.
Номинальная мощность
двигателя
10 к Вт 4 5 А Полн ая
системы плазменной резки
Выходной ток
до 15 м 10 мм
15–30 м 16 мм
30–45 м 25 мм
до 15 м 4 мм
15–45м 6 мм
Производительность
(растяжение дуги)
2
2
2
2
2
8 кВт 45 А Ограниченная
6кВт 30A Полная
36 80924J Руководство оператора Powermax45 XP

Установка и настройка
1
1
2
1
2
Отрегулируйте силу тока резки (в амперах), исходя из номинальных характеристик,
срока службы и состояния генератора.
Для тех применений резки, где требуется полное растяжение дуги, например, для
многих применений строжки, рекомендуется использовать генератор мощностью
10 кВт. В этом рекомендуемом значении учтены скачки входного тока, которые
происходят при растяжении плазменной дуги.
В случае сбоя во время работы генератора выключите (OFF) (O) систему. Подождите
около 1 минуты и заново включите (ON) (I) систему.
Адаптер для однофазных подключений с 4 жилами (только для однофазных моделей CSA)
Для некоторых генераторов (например, NEMA 14-50R) требуется однофазное подключение
4-жильным проводом. В этом случае используйте адаптер для подключения вилки
3-жильного сетевого шнура источника тока (NEMA 6-50P) к генератору с разъемом
для 4-жильного шнура.
Подключение источника газа
БЕРЕГИСЬ!
Давление подачи газа не должно превышать 9,3 бар, так как в противном
случае корпус фильтра в источнике тока может взорваться.
Все модели. Используйте шланги подачи газа с внутренним диаметром не меньше
9,5 мм. Не используйте шланги, внутренний диаметр которых меньше 9,5 мм.
Слишком узкие шланги могут привести к проблемам с качеством и
производительностью резки.
Модели CSA. Промышленный
взаимозаменяемый
быстросъемный штуцер
на 1/4 дюйма NPT
подставляется в комплекте
с системой.
Модели CE/CCC. Адаптер
с британской трубной
цилиндрической резьбой
G-1/4 на 1/4 дюйма NPT
подставляется в комплекте
с системой.
Патрубок впуска газа, который
поставляется с системой,
может поставляться в виде отдельной детали или быть установлен предварительно.
Чтобы установить патрубок, вкрутите его в заднюю панель источника тока.
Powermax45 XP Руководство оператора 80924J 37

Установка и настройка
1
Рекомендуемое давление подачи газа: 5,5–6,9 бар
Максимальное давление подачи газа: 9,3 бар
Рекомендованные скорость потока и давление: 189 ст. л/мин при 5,9 бар
Минимальная скорость потока: 165,2 ст. л/мин
Максимальный размер частицы: 0,1 микрон при максимальной концентрации 0,1 мг/м
3
*
Максимальная температура точки росы водяных
паров: –40 °C
Максимальное содержание масла: 0,1 мг/м
3
(в виде аэрозоля, жидкости и паров)
* Газ должен отвечать требованиям ISO8573-1:2010, Класс 1.2.2. То есть газ должен иметь максимальное
количество твердых частиц на м³ 20 000 для частиц размером 0,1–0,5 мкм, 400 — для частиц размером
0,5–1 мкм и 10 — для частиц размером 1–5 мкм.
Модели CSA. Затяните штуцер на 1/4 дюйма NPT с усилием затяжки 115 кг-см.
Штуцер поставляется с нанесенным на него резьбовым герметиком.
Модели CE/CCC. Затяните адаптер с британской трубной цилиндрической
резьбой G-1/4 BSPP с усилием 104 кг-см.
Источник подачи газа
ПРЕДУПРЕЖДЕНИЕ
Синтетические смазки с содержанием сложных эфиров, которые используются
в некоторых воздушных компрессорах, повредят поликарбонаты в корпусе фильтра.
Газ может подаваться по цеховой линии или из баллона.
38 80924J Руководство оператора Powermax45 XP
При любом виде подачи следует использовать регулятор высокого давления.
Регулятор должен обеспечивать подачу газа на соответствующий вход источника
тока, скорость потока и давление подачи должны соответствовать значениям,
указанным выше.
Используйте только чистый сухой газ.
Масло, вода, водяные пары и другие загрязнения в системе подачи газа могут
со временем привести к повреждению внутренних компонентов.

1
Если качество подаваемого газа не соответствует требованиям, это может
привести к следующим последствиям:
Снижение качества и скорости резки
Снижение толщины резки
Снижение срока службы расходных деталей
Баллоны со сжатым газом
ВОЗМОЖЕН ВЗРЫВ ГАЗОВЫХ БАЛЛОНОВ ПРИ ПОВРЕЖДЕНИИ
В газовых баллонах содержится газ под высоким давлением. Возможен взрыв
баллона при его повреждении.
Для регуляторов высокого давления следуйте руководствам производителя,
чтобы обеспечить безопасность установки, эксплуатации и техобслуживания.
Прежде чем начать выполнять плазменную резку с использованием сжатого
газа, ознакомьтесь с инструкциями по безопасности в документе Руководство
по безопасности и соответствию (80669C). Невыполнение инструкций по
безопасности может привести к телесным повреждениям или повреждению
оборудования.
Установка и настройка
БЕРЕГИСЬ!
БЕРЕГИСЬ!
ОПАСНОСТЬ ВЗРЫВА — РЕЗКА С ПРИМЕНЕНИЕМ ГОРЮЧИХ ГАЗОВ
Запрещено использовать горючие топливные газы или окисляющие
газы с системами Powermax. Использование этих газов может привести
к взрывоопасному состоянию при выполнении операций плазменной резки.
В этой системе для резки можно использовать указанные ниже газы. Требования к качеству
газа см. в разделе Номинальные параметры источника тока системы плазменной
резки Hypertherm на странице 23.
Воздух
Азот
F5 (только для нержавеющей стали – см. стр. 124)
Аргон (рекомендуется только для маркировки – см. стр. 126)
Если в качестве источника газа используются баллоны со сжатым газом:
Изучите предоставленные производителем технические условия и характеристики
по установке и процедурам обслуживания регуляторов высокого давления.
Убедитесь, что клапаны баллона чисты, без остатков масла, смазки и других
загрязнений. Удерживайте открытым каждый клапан баллона достаточно
продолжительное время, чтобы выдуть всю грязь, которая могла скопиться.
Powermax45 XP Руководство оператора 80924J 39

Установка и настройка
1
Убедитесь, что баллон оснащен регулируемым регулятором высокого давления,
который позволяет обеспечить:
Давление газа на выходе 6,9 бар. Максимальное давление газа не должно
превышать 9,3 бар.
Скорости потока газа 235,9 л/мин.
Надежно подсоедините шланг подачи газа к баллону.
Скорости потока газа
Скорости потока для каждого указанного процесса резки (в зависимости от типа металла,
типа газа и выходного тока) см. в технологических картах резки в разделе на стр. 135.
Процесс Скорость потока газа
Резка 188,8 ст. л/мин при минимальном давлении 5,9 бар
Строжка с максимальной
чувствительностью (26–45 А)
Строжка / маркировка с максимальной
точностью (10–25 А)
165,2 ст. л/мин при минимальном давлении 4,1 бар
165,2 ст. л/мин при минимальном давлении 3,8 бар
Минимальное давление на входе (при потреблении газа)
БЕРЕГИСЬ!
Давление подачи газа не должно превышать 9,3 бар, так как в противном
случае корпус фильтра в источнике тока может взорваться.
Указанные ниже характеристики давления применимы для воздуха, азота, F5 и аргона.
Входящее давление газа не должно превышать 9,3 бар.
Возможно, придется отрегулировать эти значения давления в зависимости от оборудования
и условий среды использования. Например, дополнительная система фильтрации между
источником газа и источником тока системы плазменной резки может повысить минимально
необходимое давление на входе. Обратитесь к поставщику фильтра.
Резка
Длина провода ручного резака
6,1 м 5,5 бар
15 м 5,9 бар
40 80924J Руководство оператора Powermax45 XP
Минимальное давление на входе

Установка и настройка
1
Длина провода механизированного резака Минимальное давление на входе
7,6м 5,5бар
11 м 5,5 бар
15 м 5,9 бар
Строжка с максимальной чувствительностью (26–45 А)
Длина провода ручного резака Минимальное давление на входе
6,1 м 3,8 бар
15 м 4,1 бар
Длина провода механизированного резака Минимальное давление на входе
7,6м 3,8бар
11 м 3,8 бар
15 м 4,1 бар
Прецизионная строжка / маркировка (10–25 А)
Длина провода ручного резака Минимальное давление на входе
6,1 м 3,5 бар
15 м 3,8 бар
Длина провода механизированного резака Минимальное давление на входе
7,6м 3,5бар
11 м 3,5 бар
15 м 3,8 бар
Powermax45 XP Руководство оператора 80924J 41

Установка и настройка
1
Корпус
воздушного
фильтра
Фильтр для воды и
твердых частиц
Масляный фильтр Фильтр масляных
паров
Источник газа
Дополнительная фильтрация газа
Очень важно поддерживать шланг подачи газа чистым и сухим, чтобы:
Масло, вода, грязь и другие загрязнения не повредили внутренние компоненты.
Получить оптимальное качество резки и срок службы расходных деталей.
Загрязненный, масляный воздух — это основная причина наиболее распространенных
проблем, которые возникают в системах Powermax. В некоторых случаях это может послужить
причиной аннулирования гарантии. См. рекомендации по качеству газа в таблице
номинальных характеристик на стр. 23.
В источнике тока есть
встроенный воздушный фильтр.
Постоянно проверяйте
фильтровальный элемент
внутри корпуса фильтра
и заменяйте его при
необходимости. См. Замена
корпуса фильтра и
фильтровального элемента
воздушного фильтра на
стр. 175.
Встроенный воздушный фильтр
не должен рассматриваться
как замена соответствующей
внешней фильтрации. При
работе в средах с большой
температурой и влажностью и на тех рабочих участках, на которых возможно попадание
масла, паров или других загрязнителей в шланг подачи газа, установите внешнюю систему
фильтрации, которая очистит подаваемый газ перед тем, как он поступит на источник тока
плазменной резки.
Рекомендуется использовать трехуровневую систему коалесцирующей фильтрации.
Принцип работы трехуровневой системы фильтрации показан ниже. Система используется
для удаления загрязнителей из линии подачи газа.
Установите систему фильтрации между источником подачи газа и источником тока.
Для дополнительной фильтрации газа может потребоваться более высокое давление
из источника.
42 80924J Руководство оператора Powermax45 XP

Эксплуатация
200–240 В 400 В, 480 В
Элементы управления и индикаторы
Двухпозиционный выключатель питания ВКЛ (ON) (I)/ВЫКЛ (OFF)(O)
Выключатель питания расположен на передней панели.
Powermax45 XP Руководство оператора 80924J 43

Эксплуатация
2
Элементы управления резкой
Кнопка переключения режима – Эта кнопка используется для переключения
системы между режимом резки и режимом строжки/маркировки. Система
автоматически регулирует давление газа в зависимости от следующих
характеристик:
Выбранный режим
Резак, подсоединенный к источнику тока
Длина провода резака
Светодиод режима резки (зеленый) – Если этот светодиод горит, это
означает, что система готова выполнять операции плазменной резки.
Светодиод режима строжки/маркировки (зеленый) – Если этот светодиод
горит, это означает, что система готова выполнять операции плазменной
строжки и маркировки.
2-разрядный дисплей – На этом дисплее отображается выходной ток
(10–45 А) по умолчанию.
Если в системе возникают сбои, на этом дисплее отображается код сбоя.
См. Светодиоды и коды сбоев на стр. 159.
Если давление газа регулируется вручную, оно отображается на этом
дисплее. См. Регулировка давления газа вручную на стр. 59.
Светодиод силы тока (зеленый) – Если этот светодиод горит, это означает,
что на 2-разрядном дисплее отображается текущая сила тока (в амперах).
Когда на 2-разрядном дисплее отображаются другие значения, например
давление газа или код сбоя, то светодиод силы тока не горит.
Ручка регулировки – Эта ручка регулировки позволяет установить значение
текущего тока в диапазоне от 10 А до 45 А с шагом в 1 единицу.
Кроме того, эту ручку можно использовать для увеличения или уменьшения
давления газа. См. Регулировка давления газа вручную на стр. 59.
44 80924J Руководство оператора Powermax45 XP

2
Светодиодные индикаторы
Светодиод включения (ON) питания (зеленый) – Если этот светодиод горит, это
означает, что выключатель питания переведен в положение ВКЛ (ON) (I)
исистема готова к резке.
Эксплуатация
Светодиод давления газа (желтый) – Если этот светодиод горит, это означает, что
входное давление газа слишком низкое или отсутствует подвод входящего газа.
Светодиод сбоя системы (желтый) – Если этот светодиод сбоя горит, это означает,
что в работе источника тока произошел сбой. Когда этот светодиод горит, то во
многих случаях на 2-разрядном дисплее также мигает код сбоя. См. Светодиоды и
коды сбоев на стр. 159.
Светодиод колпачкового датчика резака (желтый) – Если этот светодиод горит, это
означает, что расходные детали плохо закреплены, неправильно установлены или
отсутствуют.
Светодиод температуры (желтый) – Если этот светодиод горит, это означает, что
температура системы вышла за пределы допустимого рабочего диапазона.
При некоторых состояниях неисправности одновременно могут
гореть или мигать несколько светодиодов. Информацию об этих
состояниях неисправности, а также о том, как их устранить, см.
в разделе Светодиоды и коды сбоев на странице 159.
Powermax45 XP Руководство оператора 80924J 45

Эксплуатация
2
Блокировка резака
Резаки Duramax Lock оснащены переключателем, который позволяет заблокировать резак.
Переключатель блокировки резака предотвращает непреднамеренное зажигание резака,
даже когда источник тока включен (ON). Используйте этот переключатель для блокировки
резака, когда он не используется, при необходимости заменить расходные детали или
переместить источник тока или резак, когда система включена (ON).
Положение переключателя
БЛОКИРОВКИ резака:
Переключатель блокировки
резака переведен назад,
ближе к проводу резака.
Желтая метка «X»
указывает, что резак не
готов к зажиганию.
Отведите резак
в направлении от себя
и других людей и нажмите
выключатель резака, чтобы
убедиться в том, что резак
не зажигает дугу.
Замените расходные детали
(при необходимости).
Позиция «готов к зажиганию»:
Переключатель
блокировки резака
переведен вперед, ближе
к головке резака.
Зеленая метка « »
указывает, что резак готов
к зажиганию.
НЕ выполняйте замену
расходных деталей.
Чтобы заменить
расходные детали,
исключив риск
случайного зажигания
резака, заблокируйте
резак и выключите
(OFF) источник тока.
46 80924J Руководство оператора Powermax45 XP

2
Эксплуатация
При первом нажатии выключателя резака после перевода резака
в положение «готов к зажиганию» резак издает несколько
выбросов воздуха в быстрой последовательности. Это служит
предупреждением о том, что резак активен и выполнит зажигание
дуги при следующем нажатии выключателя. См. стр. 48.
БЕРЕГИСЬ!
БЫСТРОДЕЙСТВУЮЩИЕ РЕЗАКИ: ПЛАЗМЕННАЯ ДУГА МОЖЕТ
ВЫЗВАТЬ ТРАВМЫ И ОЖОГИ
Зажигание плазменной дуги выполняется сразу после нажатия на
выключатель резака. Прежде чем приступить к замене расходных
деталей, необходимо выполнить одно из двух указанных ниже
действий. Всякий раз, когда это возможно, выполните первое
действие.
Выключите (OFF) (O) источник тока системы плазменной
резки.
ИЛИ
Переведите переключатель блокировки резака в
обозначенную желтым цветом позицию блокировки (X)
(ближе к проводу резака). Нажмите выключатель резака,
чтобы убедиться в том, что резак не зажигает дугу.
Powermax45 XP Руководство оператора 80924J 47

Эксплуатация
2
1
2
1 2 3
3
Предупредительные выбросы воздуха
При первой попытке зажечь резак после перевода переключателя блокировки резака
в позицию блокировки (желтая метка (X)) с последующим возвратом в позицию
«готов к зажиганию» ( ):
Плазменная дуга не зажигается.
Резак издает несколько выбросов воздуха в быстрой последовательности.
При каждом выбросе воздуха резак слегка вибрирует.
Источник тока издает четко слышный звук сброса давления при каждом выбросе
воздуха из резака.
Такое поведение служит предупреждением. Оно не свидетельствует о сбое. Это служит для
того, чтобы показать, что резак активирован и выполнит зажигание плазменной дуги при
следующем зажигании резака.
Светодиод колпачкового датчика резака на передней
панели будет гореть, если замена расходных деталей или
установка переключателя блокировки резака в положение
блокировки (желтая метка (X)) выполняются при
включенной (ON) подаче питания на источник тока.
Светодиод гаснет после установки расходных деталей и перевода
переключателя блокировки резака в зеленую позицию «готово
к зажиганию» ( ).
Для ручных резаков
После перевода переключателя блокировки резака в обозначенное зеленым цветом
положение «готов к зажиганию» ( ):
a. Нажмите выключатель резака 1 раз, чтобы резак выполнил предупредительные
выбросы воздуха.
b. Еще раз нажмите выключатель резака, чтобы зажечь плазменную дугу.
48 80924J Руководство оператора Powermax45 XP

2
Для механизированных резаков
После перевода переключателя блокировки резака в обозначенное зеленым цветом
положение «готов к зажиганию» ( ):
a. Выполните команду START/STOP (ПУСК/ОСТАНОВ) на ЧПУ, чтобы резак выполнил
предупредительные выбросы воздуха.
Если эта функция интегрирована в ЧПУ, то на данном ЧПУ могут
быть и другие способы выполнить это.
b. Еще раз запустите резак, чтобы зажечь плазменную дугу.
Эксплуатация системы плазменной резки
Шаг 1. Установите расходные детали и активируйте резак
Эксплуатация
БЕРЕГИСЬ!
БЫСТРОДЕЙСТВУЮЩИЕ РЕЗАКИ: ПЛАЗМЕННАЯ ДУГА МОЖЕТ
ВЫЗВАТЬ ТРАВМЫ И ОЖОГИ
Зажигание плазменной дуги выполняется сразу после нажатия на
выключатель резака. Прежде чем приступить к замене расходных
деталей, необходимо выполнить одно из двух указанных ниже
действий. Всякий раз, когда это возможно, выполните первое
действие.
Выключите (OFF) (O) источник тока системы плазменной
резки.
ИЛИ
Переведите переключатель блокировки резака
в обозначенную желтым цветом позицию блокировки (X)
(ближе к проводу резака). Нажмите выключатель резака,
чтобы убедиться в том, что резак не зажигает дугу.
Powermax45 XP Руководство оператора 80924J 49

Эксплуатация
2
РИСК ПОЛУЧЕНИЯ ОЖОГОВ И ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ
ТОКОМ : РАБОТАТЬ В ИЗОЛИРУЮЩИХ ПЕРЧАТКАХ
Приступая к выполнению любых работ по замене расходных
деталей, всегда надевайте изолирующие перчатки. Расходные
детали очень сильно нагреваются при резке. При прикосновении
к ним можно получить тяжелые ожоги.
Кроме того, контакт с расходными деталями может привести
к поражению электрическим током, если источник тока включен
(ON) и переключатель блокировки резака не находится в позиции
блокировки (X), обозначенной желтым цветом.
1. Выключите питание на
источнике тока, установив
выключатель питания
вположение ВЫКЛ
(OFF) (O), или переведите
переключатель блокировки
резака в обозначенную
желтым цветом позицию
блокировки (X).
БЕРЕГИСЬ!
2. Отведите резак
в направлении от себя
и других людей и нажмите
выключатель резака, чтобы
убедиться в том, что резак
не зажигает дугу.
3. Выберите подходящие
расходные детали для
резки, строжки или
маркировки.
Резка и прожиг с использованием ручного резака. См. Выбор расходных
деталей на стр. 65.
Резка и прожиг с использованием механизированного резака. См. Выбор
расходных деталей на стр. 117.
Строжка. См. Процессы строжки на стр. 79.
Маркировка. См. Расходные детали для маркировки (10–25 А) на стр. 126.
50 80924J Руководство оператора Powermax45 XP

2
4. Установите полный набор
1
2
3
5
4
Затягивайте только от
руки. Не допускается затягивание
с излишним усилием.
1
234
5
расходных деталей на ручной
или механизированный резак,
как показано ниже:
Завихритель
Электрод
Сопло
Кожух
Защитный экран (дефлектор)
На новых резаках
расходные детали
предварительно не
установлены. Перед
установкой расходных
деталей снимите с резака
виниловую заглушку.
Эксплуатация
5. Переведите переключатель
блокировки резака в обозначенное
зеленым цветом положение «готов
к зажиганию» ( ).
Powermax45 XP Руководство оператора 80924J 51

Эксплуатация
2
Красная кнопка
Шаг 2. Подсоедините провод резака
Прежде чем
подсоединять или
отсоединять резак,
выключите (OFF) (O)
электропитание на
источнике тока.
Для подсоединения
ручного или
механизированного
резака вставьте разъем
в розетку на передней
панели источника тока.
Чтобы отсоединить
резак, нажмите красную
кнопку на разъеме
и извлеките разъем
из розетки.
Шаг 3. Подсоедините источник газа
При необходимости установите на заднюю панель источника тока патрубок входящего
газа, который поставляется вместе с системой. См. стр. 37.
Подсоедините шланг подачи газа к газовому патрубку на задней панели
источника тока.
Требования к подаче газа см. в разделе Источник подачи газа на странице 38.
52 80924J Руководство оператора Powermax45 XP

Эксплуатация
2
Выемка на правой стороне гнезда
для рабочего кабеля
Шаг 4. Подсоедините рабочий кабель и рабочий зажим
ПРЕДУПРЕЖДЕНИЕ
Проследите за тем, чтобы использовался рабочий провод, подходящий для источника
тока. Используйте рабочий кабель на 45 A с Powermax45 XP. Сила тока указана рядом
с резиновым чехлом разъема рабочего кабеля.
Во избежание перегрева регулярно проверяйте рабочий кабель, чтобы убедиться в том,
что он полностью «сидит» в гнезде.
Рабочий кабель
1. Вставьте разъем рабочего кабеля
в гнездо на передней панели
источника тока. Расположите
шпонку на разъеме таким образом,
чтобы она попадала в выемку на
правой стороне гнезда.
2. Вставьте разъем рабочего кабеля
в гнездо до упора. Поверните
разъем по часовой стрелке на
1/4 оборота до полной фиксации
разъема упором.
Рабочий зажим
ПРЕДУПРЕЖДЕНИЕ
Запрещается прикреплять рабочий зажим под водой. Если источник тока расположен
ниже рабочего зажима, вода может попасть в него через рабочий кабель и вызвать
серьезные повреждения.
Ручная резка. Рабочий зажим должен быть подсоединен к разрезаемой заготовке.
Механизированная резка. При использовании этой системы со столом для резки
можно подсоединить рабочий зажим непосредственно к столу или к разрезаемой
заготовке. Дополнительную информацию см. в инструкциях от производителя стола.
Powermax45 XP Руководство оператора 80924J 53

Эксплуатация
2
200–240 В
400 В, 480 В
Убедитесь в надежности
контакта металлических
поверхностей между рабочим
зажимом и заготовкой или
столом для резки.
Удалите ржавчину, грязь,
краску, остатки покрытия
и другие загрязнения, чтобы
рабочий зажим имел хороший
контакт с заготовкой или столом для резки.
Для достижения наилучшего качества резки закрепите рабочий зажим как можно
ближе к области резки.
ПРЕДУПРЕЖДЕНИЕ
Не прикрепляйте рабочий зажим к отрезаемой части заготовки.
Шаг 5. Подсоедините подачу электропитания и включите (ON) систему
1. Вставьте штекер сетевого шнура в розетку.
В новой приобретенной системе на сетевом шнуре штепсельный разъем может
быть не установлен. Информацию о подключении соответствующего
штепсельного разъема к сетевому шнуру см. в разделе Подготовка сетевого
шнура на странице 35.
Дополнительную информацию о требованиях к электропитанию системы см.
вразделе Подключение электропитания на странице 30.
2. Установите выключатель питания в положение ВКЛ (ON) (I).
54 80924J Руководство оператора Powermax45 XP

Эксплуатация
2
1
2
3
1
2
3
Шаг 6. Установите режим и отрегулируйте силу выходного тока (в амперах)
1. Нажмите кнопку Режим для переключения системы между режимом резки и режимом
строжки/маркировки.
Реализованная в данной системе технология Smart Sense™
автоматически регулирует давление газа для получения оптимальных
характеристик резки в зависимости от выбранного режима, типа
резака и длины провода резака.
2. Поверните ручку регулировки для установки выходному току максимального значения
45 А. На 2-разрядном дисплее отображается сила выходного тока в амперах.
Резка металлической сетки
Для резки металлической сетки используйте экранированные расходные детали, которые
поставляются с системой. Система не требует специального режима для резки
металлической сетки.
Металлическая сетка имеет решетчатую или ячеистую структуру.
При резке металлической сетки расходные детали изнашиваются
быстрее из-за постоянно включенной вспомогательной дуги.
Вспомогательная дуга возникает, когда при работающем резаке
плазменная дуга не соприкасается с заготовкой.
Powermax45 XP Руководство оператора 80924J 55

Эксплуатация
2
1
234
2
3
4
1
Шаг 7. Проверьте настройки резки и светодиоды
Прежде чем приступать к резке, убедитесь, что выполнены следующие условия:
Горит зеленый светодиод включения питания (ON) на передней панели
источника тока.
Горит светодиод соответствующего режима (резка или строжка/маркировка).
Кроме того, убедитесь, что установленные на резаке расходные детали
соответствуют выбранному режиму.
На передней панели отображается правильное значение силы выходного тока
(в амперах) и горит светодиод силы тока.
Ни один из 4 светодиодов сбоя не горит и не мигает.
Если какой-либо светодиод сбоя горит или мигает или светодиод включения
(ON) питания мигает, это свидетельствует о неисправности. Прежде чем продолжить,
устраните неисправность. См. Светодиоды и коды сбоев на стр. 159.
56 80924J Руководство оператора Powermax45 XP

Эксплуатация
2
Процессы, которые имеют место при выполнении резки и после ее выполнения
Подача защитного газа после гашения
дуги – После того как резка завершена
и выключатель резака отпущен,
воздух из резака продолжает
поступать. Это необходимо для
охлаждения расходных деталей.
Это называется подача защитного
газа после гашения дуги.
Продолжительность подачи
защитного газа после гашения дуги зависит от режима работы и силы выходного тока.
При определенных условиях она также зависит от подачи газа.
Режим Выходной ток
Резка 10–45 А 20 с
Строжка/
маркировка
Строжка/
маркировка
Исключение для аргона. Система распознает, когда для резки используется аргон
и сокращает продолжительность подачи защитного газа после гашения дуги с 10 до
3 секунд с тем, чтобы сократить расход газа. Чтобы продолжительность подачи
защитного газа после гашения дуги составляла 3 с, система должна работать в режиме
«Строжка/маркировка», а для силы выходного тока должно быть задано значение
в диапазоне 10–25 А. В тех случаях, когда резак зажигает дугу без переноса
вспомогательной дуги на заготовку, подача защитного газа после гашения длится
10 секунд, даже если для резки использовался аргон.
Активность вентилятора –
Вентилятор охлаждения
в источнике тока системы
плазменной резки периодически
включается для охлаждения
внутренних компонентов как при
выполнении резки, так и после
ее выполнения.
Продолжительность подачи защитного
газа после гашения дуги
26–45 А 20 с
10–25 А 10 с для воздуха (или азота)
3 с для аргона
Powermax45 XP Руководство оператора 80924J 57
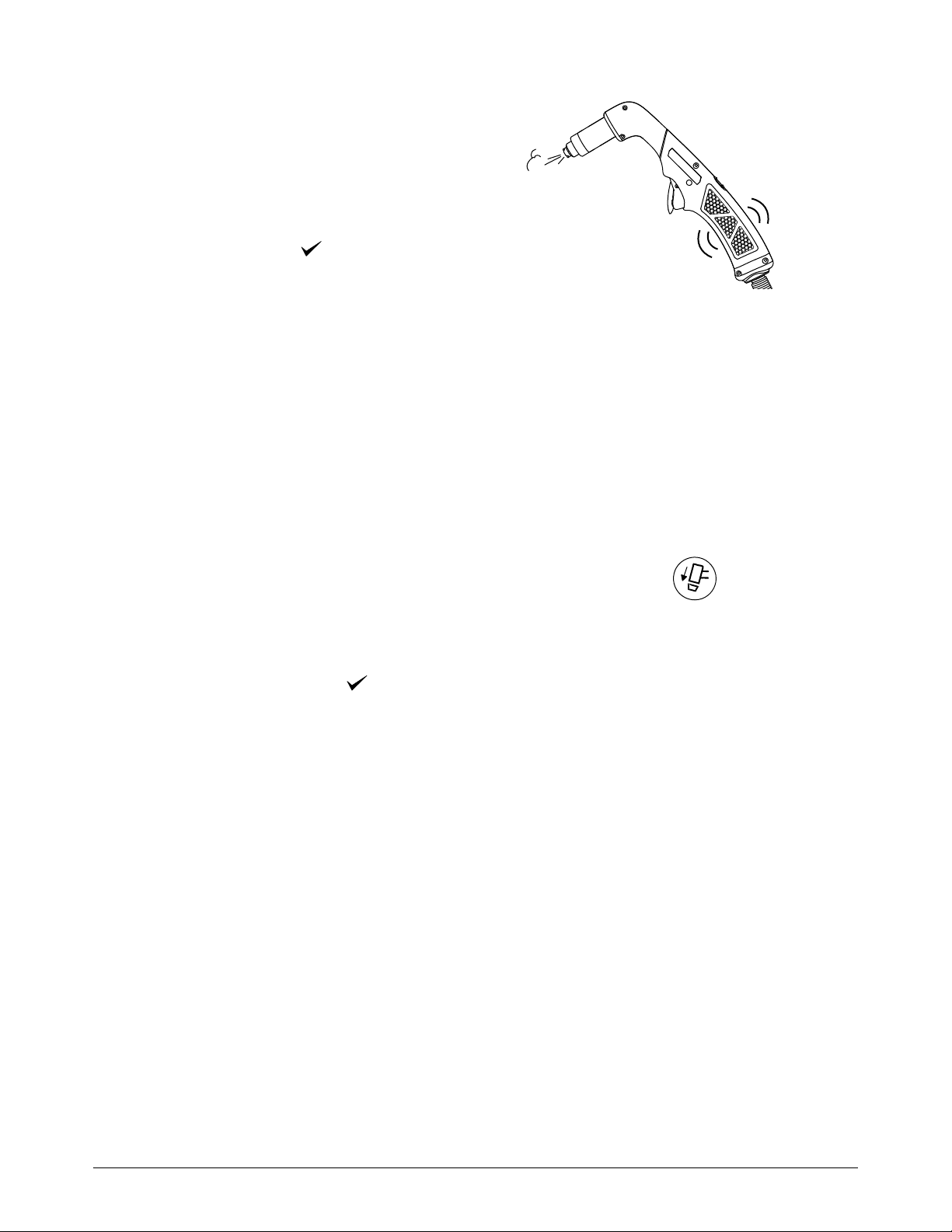
Эксплуатация
2
Предупредительные выбросы
воздуха – При первом нажатии
выключателя резака после
блокировки резака
и последующего перевода
переключателя блокировки
резака в положение «готов
к зажиганию» ( ) резак не
зажигает дугу. Вместо этого
резак издает несколько
выбросов воздуха в быстрой
последовательности. При
каждом выбросе воздуха резак
слегка вибрирует, поэтому
источник тока издает четко слышимые звуки, характерные для сброса давления.
Это служит предупреждением о том, что резак активен и выполнит зажигание дуги
при следующем нажатии выключателя. См. стр. 48.
Чтобы механизированный резак выполнил выбросы воздуха,
выполните команду START/STOP (ПУСК/ОСТАНОВ) на ЧПУ. При
поступлении следующего пускового сигнала резак зажжет дугу.
Светодиод колпачкового датчика резака на передней
панели будет гореть, если замена расходных деталей или
установка переключателя блокировки резака в положение
блокировки (желтая метка (X)) выполняются при
включенной (ON) подаче питания на источник тока.
Светодиод гаснет после установки расходных деталей и перевода
переключателя блокировки резака в зеленую позицию «готово
к зажиганию» ( ).
58 80924J Руководство оператора Powermax45 XP
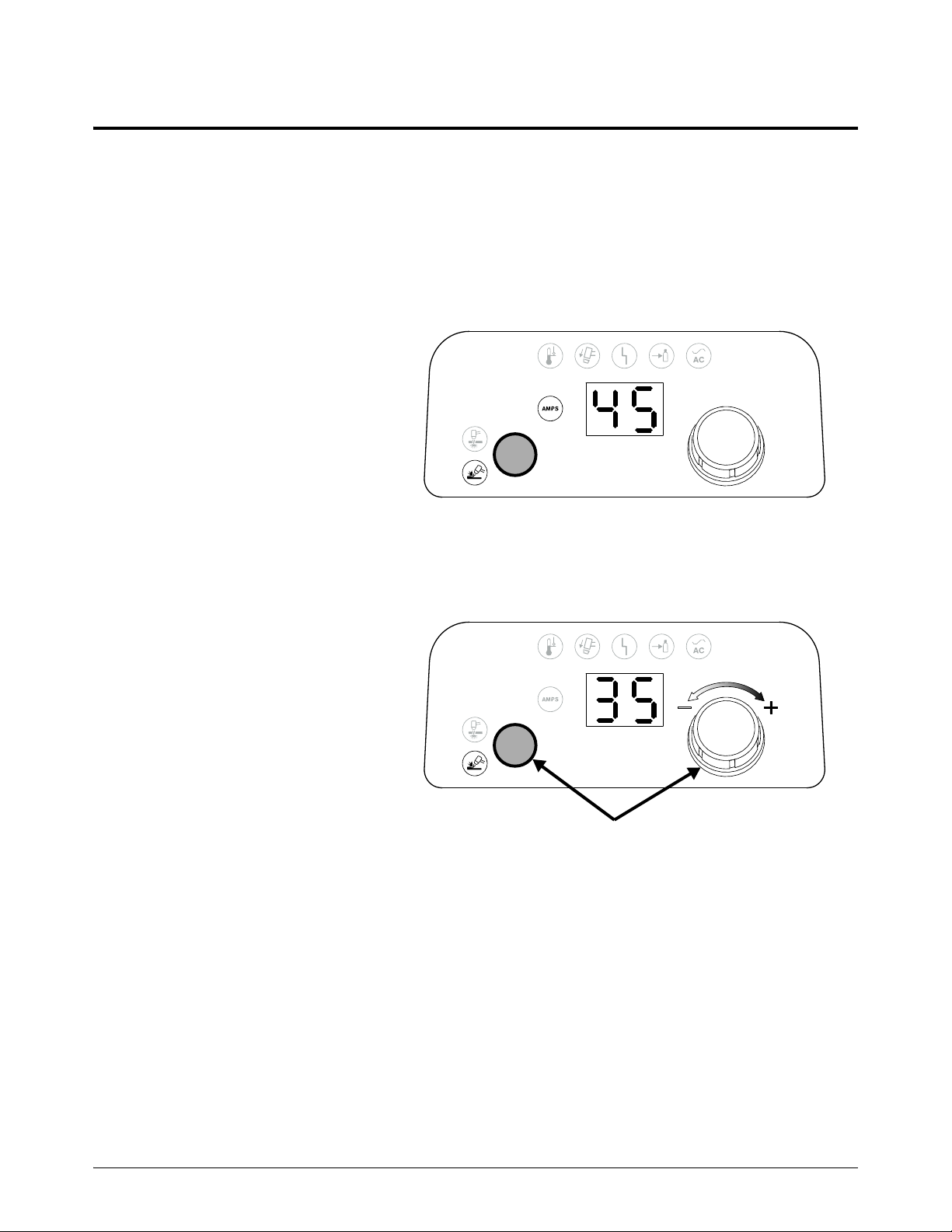
2
Регулировка давления газа вручную
Нажмите эту кнопку и удерживайте ее при повороте ручки
регулировки.
Источник тока автоматически регулирует давление газа. Однако можно настроить давление
газа вручную, если это необходимо для определенного приложения.
Переопределение системной настройки давления газа должно
выполняться только опытными пользователями, которым необходимо
оптимизировать настройку давления газа для конкретного
применения резки.
1. Выберите режим и задайте
силу выходного тока.
В этом примере мы
выбрали режим
строжки/маркировки
и задали выходному току
значение 45 А.
Сначала задайте
режим работы
исилу выходного
тока, поскольку
их установка может
привести к сбросу давления газа. См. стр. 60.
Эксплуатация
2. Одной рукой нажмите
иудерживайте кнопку
Режим. Другой рукой
поверните рукоятку
регулировки, чтобы
установить требуемое
значение давление газа.
В этом примере мы
снизили давление газа
до 35 фунт/кв. дюйм.
При выполнении
ручной регулировки
давления газа
светодиод силы
тока выключится,
ана 2-разрядном
дисплее будет отображаться не сила тока, а давление газа следующим образом:
Модели CSA: давление газа по умолчанию отображается в фунт/кв. дюйм.
Модели CE/CCC: давление газа по умолчанию отображается в барах.
Отображаемые значения давления газа можно изменить. См. стр. 61.
Powermax45 XP Руководство оператора 80924J 59

Эксплуатация
2
Нажмите кнопку, чтобы сбросить давление газа.
3. Отпустите кнопку Режим.
После того как
кнопка Режим
будет отпущена,
светодиод силы
тока загорится
снова и на
2-разрядном
дисплее будет
отображаться сила
тока, а не давление газа.
Мигает светодиод выбранного режима, что свидетельствует о том, что давление
газа отрегулировано вручную. Он будет мигать до тех пор, пока давление
не будет сброшено.
Чтобы снова просмотреть значение настройки давления газа, повторите
описанный выше шаг 2 или войдите в режим проверки газа. См. Выполнение
проверки газа на стр. 167.
Сброс давления газа
При регулировке давления газа вручную установленное давление продолжает действовать
до его сброса. Давление газа можно сбросить, нажав кнопку Режим.
Если сбросить давление газа, светодиод выбранного режима
перестанет мигать.
Давление газа сбрасывается до значения по умолчанию в следующих случаях:
Система работает в режиме строжки/маркировки и выходной ток меняется:
Со значения для процесса строжки с максимальной чувствительностью
(26–45 А) на значение для процесса прецизионной строжки (10–25 А)
Со значения для процесса прецизионной строжки с (10–25 А) на значение для
процесса строжки с максимальной чувствительностью (26–45 А)
Подсоединение другого резака к источнику тока.
Выключение (OFF) и последующее включение источника тока (ON)
не приводят к сбросу давления газа.
60 80924J Руководство оператора Powermax45 XP

Эксплуатация
2
Нажмите и удерживайте на протяжении 15 с для переключения между фунт/кв. дюйм и бар.
фунт/кв. дюйм бар
Изменение единиц измерения давления газ между фунт/кв. дюйм и бар
Модели CSA: давление газа по умолчанию отображается в фунт/кв. дюйм.
Модели CE/CCC: давление газа по умолчанию отображается в барах.
Чтобы изменить отображаемое значение давления газа с фунт/кв. дюйм на бар или с бар
на фунт/кв. дюйм:
1. Нажмите и удерживайте кнопку Режим на протяжении приблизительно 15 с до тех пор,
пока на 2-разрядном дисплее не появятся буквы P.U.
2. Отпустите кнопку Режим. Теперь система будет отображать давление газа в бар вместо
фунт/кв. дюйм или в фунт/кв. дюйм вместо бар.
Powermax45 XP Руководство оператора 80924J 61

Эксплуатация
2
Понятие рабочего цикла для недопущения перегрева
Рабочий цикл – Отрезок времени в процентном выражении в рамках 10-минутного
интервала, в течение которого плазменная дуга может оставаться включенной,
не приводя к перегреву системы.
Выходной ток Рабочий цикл*
45 А 50 %
41 А 60 %
32 А 100 %
* Предполагается, что рабочая температура составляет 40 °C.
При превышении нормы рабочего цикла и перегреве системы:
Плазменная дуга гаснет.
Загорается светодиод температуры.
Запускается вентилятор охлаждения в источнике тока.
При перегреве системы:
a. Оставьте систему включенной, чтобы источник тока охлаждался с помощью
вентилятора.
b. Прежде чем снова приступать к резке, дождитесь выключения
светодиода температуры.
Растяжение дуги в течение
длительных периодов приводит
к сокращению рабочего цикла.
При возможности проводите
резаком по заготовке. См.
Начало резки с края заготовки
на стр. 75.
Если система работает
в сети с номинальными
характеристиками ниже
требуемых, растяжение дуги в течении продолжительных периодов времени может привести
к перегреву системы еще быстрее, а также стать причиной срабатывания размыкателя цепи.
См. Уменьшите выходной ток и растяжение дуги при работе в сети с номинальными
характеристиками ниже требуемых на стр. 34.
62 80924J Руководство оператора Powermax45 XP

Резка ручным резаком
Доступны модели ручных резаков с углом наклона Duramax Lock 15° и 75°.
Ручной резак с углом наклона 75° — это резак общего назначения для самого
широкого диапазона применений.
Резак с углом наклона 15 градусов разработан с тем, чтобы отводить тепловую
энергию от оператора при выполнении строжки в тяжелом режиме. Он также
упрощает резку высоко расположенных объектов или резку в труднодоступных местах.
Функциональные возможности резака Duramax Lock:
Переключатель блокировки резака предотвращает непреднамеренное зажигание
резака, даже когда источник тока включен (ON). См. Блокировка резака на стр. 46.
Блок быстрого отключения резака FastConnect
для транспортировки или переключения с одного резака на другой.
TM
позволяет легко отсоединять резак
Автоматическое охлаждение окружающим воздухом. Специальные процедуры
охлаждения не нужны.
В этом разделе представлен обзор деталей ручного резака, приведена информация о его
размерах и расходных деталях, описаны руководства по резке и базовые методы резки.
Информацию о строжке см. в разделе Строжка ручным и механизированным резаком
на стр. 79.
Информацию о разрешении проблем с качеством резки см.
в разделе Распространенные проблемы резки на стр. 151.
Ручные резаки Duramax Lock поставляются без установленных расходных деталей.
Инструкции по установке расходных деталей см. на стр. 49.
Powermax45 XP Руководство оператора 80924J 63

Резка ручным резаком
3
Расходные детали
Предохранительный
выключатель
Переключатель блокировки резака
260 мм
10 2 м м
75°
61 мм
25 мм
69 мм
269 мм
51 мм
69 мм
15°
325 мм
25 мм
Компоненты, размеры и вес ручного резака
Компоненты
Размеры
Ручной резак 75°
Ручной резак 15°
64 80924J Руководство оператора Powermax45 XP

3
Вес
Резак Масса
Ручной резак с проводом 6,1 м 1,8 кг
Ручной резак с проводом 15 м 3,7 кг
Выбор расходных деталей
В ручных резаках Duramax Lock с углом наклона 15° и 75° используются одинаковые
расходные детали.
В комплект Вашей системы входит начальный комплект расходных деталей, который
включает в себя экранированные расходные детали, перечисленные на стр. 66,
1 дополнительный электрод и 1 дополнительное сопло.
Тип расходных деталей Назначение
Резка ручным резаком
Экранированная контактная резка
FineCut
HyAccess
FlushCut
Строжка с максимальной
чувствительностью (26–45 А)*
Прецизионная строжка (10–25 А)*
Маркировка (10–25 A)
®
TM
TM
†
* Более подробную информацию о процессах и расходных деталях строжки см. в разделе
Процессы строжки на стр. 79.
Контактная резка для самого широкого диапазона
применений резки.
Более узкий разрез на низкоуглеродистой и нержавеющей
стали толщиной до 3 мм.
Для резки или строжки в труднодоступных местах
и закрытых пространствах.
Выполняйте резку максимально близко к базовому металлу,
не прожигая и не повреждая обрабатываемую заготовку.
Снятие металла и контролируемое формирование профиля
строжки.
Выполнение мелкой неглубокой строжки с меньшей
скоростью съема металла, чем при использовании
процесса строжки с максимальной чувствительностью,
например, для съема точечного сварного шва.
Маркировка поверхности металлов с использованием
кислорода или аргона.
* Более подробную информацию о расходных деталях для маркировки см. в разделе
Расходные детали для маркировки (10–25 А) на стр. 126.
Powermax45 XP Руководство оператора 80924J 65

Резка ручным резаком
3
220818
Защитный
экран
220854
Кожух
220941
Сопло
220857
Завихритель
220842
Электрод
220931
Дефлектор
220854
Кожух
220930
Сопло
220947
Завихритель
220842
Электрод
При использовании указанных
ниже экранированных
расходных деталей и деталей
FineCut на передней панели
выберите режим резки. См.
стр. 55.
Расходные детали для экранированной контактной резки
Расходные детали FineCut
66 80924J Руководство оператора Powermax45 XP

3
Специальные расходные детали
420410
Сопло для резки
420408
Электрод
220857
Завихритель
420413
Кожух
Расходные детали для резки HyAccess
Расходные детали HyAccess расширены примерно на 7,5 см по сравнению с обычными
деталями экранированной резки. Используйте их с ручным резаком, чтобы обеспечить
лучший обзор и дополнительные возможности при работе в труднодоступных местах.
Также доступны расходные детали для строжки HyAccess.
См. стр. 81.
Резка ручным резаком
Толщина резки с использованием этих расходных деталей примерно соответствует толщине,
которую обеспечивают обычные детали для экранированной резки. Для достижения такого
же качества резки, возможно, потребуется небольшое снижение скорости резки.
Стандартный срок службы расходных деталей HyAccess равен примерно половине срока
службы обычных экранированных расходных деталей.
Расходные детали HyAccess можно заказать как по отдельности, так и в виде начального
комплекта. При полном износе наконечника сопла замене подлежит все сопло целиком.
Начальный комплект 428445 включает в себя следующие детали:
1 электрод HyAccess
1 сопло HyAccess для резки
1 кожух HyAccess
Начальный комплект 428414 для резки/строжки включает в себя следующие детали:
2 электрода HyAccess
1 сопло HyAccess для резки
1 сопло HyAccess для строжки
1 кожух HyAccess
1 завихритель (стандартный Powermax45 XP завихритель)
Powermax45 XP Руководство оператора 80924J 67

Резка ручным резаком
3
420633
Сопло
420635
Электрод
420634
Завихритель
420540
Стопорное
кольцо
420536
Колпачок
Расходные детали FlushCut™
Расходные детали FlushCut сконструированы таким образом, что позволяют срезать
проушины, монтажные петли и другие элементы крепления, не прожигая и не повреждая
обрабатываемую заготовку. Расходные детали FlushCut обеспечивают подачу плазменной
дуги под углом, что позволяет выполнять резку в непосредственной близости к базовому
металлу, существенно сокращая размер остаточного материала, подлежащего шлифовке.
Толщина резки с использованием этих расходных деталей примерно соответствует толщине,
которую обеспечивают обычные защищенные расходные детали. Однако необходимо учесть
возможное увеличение толщины за счет наплавленных валиков. Срок службы расходных
деталей зависит от различных факторов, однако, как правило, срок службы расходных
деталей FlushCut составляет приблизительно 3/4 от аналогичного показателя обычных
защищенных расходных деталей.
Можно заказать расходные детали FlushCut по отдельности или в начальном комплекте
(428746), который включает все расходные детали из представленных выше (по 1).
При заказе расходных деталей FlushCut по отдельности действуют следующие условия:
Минимальное количество электродов для заказа: 5.
Все остальные расходные детали FlushCut можно заказать по одной штуке.
БЕРЕГИСЬ!
ИЗЛУЧЕНИЕ ДУГИ МОЖЕТ ВЫЗВАТЬ ОЖОГ ГЛАЗ И КОЖИ
При использовании расходных деталей FlushCut необходимо надеть защитный
щиток на все лицо. Используйте защитный щиток с линзами со степенью
затемнения 10.
Плазменная дуга приводит к образованию интенсивных лучей в видимой
и невидимой частях спектра (ультрафиолетовых и инфракрасных), которые
могут вызвать ожог глаз и кожи.
68 80924J Руководство оператора Powermax45 XP

3
Порядок установки
Резка ручным резаком
БЕРЕГИСЬ!
БЫСТРОДЕЙСТВУЮЩИЕ РЕЗАКИ: ПЛАЗМЕННАЯ ДУГА МОЖЕТ
ВЫЗВАТЬ ТРАВМЫ И ОЖОГИ
Прежде чем приступить к повороту сопла FlushCut, необходимо
выполнить одно из двух указанных ниже действий. Всякий раз,
когда это возможно, выполните первое действие.
Выключите (OFF) (O) источник тока системы плазменной
резки.
ИЛИ
Переведите переключатель блокировки резака
в обозначенную желтым цветом позицию блокировки (X)
(ближе к проводу резака). Нажмите выключатель резака,
чтобы убедиться в том, что резак не зажигает дугу.
1. Выключите питание на источнике тока, установив выключатель питания в положение
ВЫКЛ (OFF) (O), или установите переключатель блокировки резака в обозначенную
желтым цветом позицию блокировки (X).
2. Установите на резак завихритель, электрод, защитный колпачок
и сопло. Поверните сопло в зависимости от предполагаемого
направления резки. При этом плоская грань сопла должна быть
обращена вниз, чтобы можно было перемещать его по заготовке.
3. Зафиксируйте стопорное кольцо на колпачке поворотом до упора.
Повторите эти действия, если при выполнении резки возникнет
необходимость изменить ориентацию сопла для завершения реза.
Советы
Перемещайте плоскую грань сопла по основанию заготовки. При резке вертикальной
заготовки поддерживайте отступ 3–6 мм от ее поверхности.
Для снятия оставшегося материала с основания заготовки можно использовать
расходные детали FlushCut в режиме строжки/маркировки. При необходимости
понизьте силу тока.
Замените колпачок, если внешняя муфта не скользит
свободно при попытке сдвинуть ее вверх или вниз.
Powermax45 XP Руководство оператора 80924J 69

Резка ручным резаком
3
220777
Электрод CopperPlus™
Электрод CopperPlus (220777) обеспечивает как
минимум в 2 раза более продолжительный срок службы
расходных деталей по сравнению со стандартными
расходными деталями (т. е. теми расходными деталями
Hypertherm, которые разработаны для данной системы).
Этот электрод разработан исключительно для
использования с резаками Duramax и Duramax Lock
при резке металла толщиной не более 12 мм.
Срок службы расходных деталей
Частота смены расходных деталей ручного резака зависит от целого ряда факторов,
которые указаны ниже:
Неудовлетворительное качество подаваемого газа
Очень важно поддерживать шланг подачи газа чистым и сухим. Масло, вода,
водяные пары и другие загрязнения в системе подачи газа могут привести
к ухудшению качества резки и сокращению срока службы расходных деталей.
См. стр. 38 истр. 42.
Метод резки
Всякий раз, когда это возможно, начинайте резку с края заготовки. Это поможет
продлить срок службы защитного экрана и сопла. См. стр. 75.
Используйте тот метод прожига, который соответствует толщине разрезаемого
металла. Во многих случаях прожиг с креном — это эффективный способ
выполнить прожиг металла, минимизируя износ расходных деталей, который
обычно имеет место при прожиге. На стр. 76 приведено описание методов
прямого прожига и прожига с креном и тех случаев, когда их уместно применять.
Сравнение экранированных и неэкранированных расходных деталей
В неэкранированных расходных деталях вместо защитного экрана используется
дефлектор. В некоторых применениях резки они могут обеспечить лучшую
видимость и большие возможности доступа. Недостаток неэкранированных
расходных деталей обычно состоит в том, что они имеют меньший срок службы,
чем экранированные.
Толщина разрезаемого металла
В общем, чем больше толщина разрезаемого металла, тем быстрее изнашиваются
расходные детали. Для достижения наилучших результатов не превышайте
толщину, указанную в технических характеристиках этой системы. См. стр. 25.
Руководства по замене изношенных расходных деталей см. на
стр. 173.
70 80924J Руководство оператора Powermax45 XP

Резка ручным резаком
3
Резка металлической сетки
Металлическая сетка имеет решетчатую или ячеистую структуру. При резке
металлической сетки расходные детали изнашиваются быстрее из-за постоянно
включенной вспомогательной дуги. Вспомогательная дуга возникает, когда при
работающем резаке плазменная дуга не соприкасается с заготовкой.
Расходные детали не соответствуют выходному току и режиму
Чтобы оптимизировать срок службы расходных деталей, убедитесь,
что установленные на резаке расходные детали соответствуют выбранному
режиму и величине выходного тока. Примеры.
Не используйте расходные детали для строжки, если система переведена
в режим резки. См. стр. 55.
Если установлены расходные детали для прецизионной строжки,
не устанавливайте для выходного тока значение в диапазоне от 26 А до 45 А.
Лишнее растяжении дуги при резке
Чтобы максимально повысить срок службы расходных деталей, не допускайте
растяжения дуги без необходимости. Всякий раз, когда это возможно, проводите
резаком по заготовке. См. стр. 74.
Недостаточное растяжение дуги при строжке
Правильное растяжение дуги при выполнении строжки позволяет поддержать
расстояние между наконечником резака и расплавленным металлом, который
образуется при строжке. См. стр. 83.
Для строжки с использованием расходных деталей для максимальной
чувствительности с силой тока в диапазоне 26–45 А рекомендуемая величина
растяжения дуги составляет 19–25 мм.
Для строжки с использованием расходных деталей прецизионной строжки
с силой тока в диапазоне 10–25 А рекомендуемая величина растяжения дуги
составляет 10–11 мм.
Имеет место следующее общее правило: время износа расходных деталей составляет
примерно 1–2 часа фактического времени «на дуге» для ручной резки. Однако сроки службы
тех или иных расходных деталей могут существенно отличаться в зависимости от указанных
выше факторов. Информацию о признаках износа расходных деталей см. в разделе Проверка
расходных деталей на стр. 173.
Powermax45 XP Руководство оператора 80924J 71

Резка ручным резаком
3
Подготовка к зажиганию резака
БЫСТРОДЕЙСТВУЮЩИЕ РЕЗАКИ: ПЛАЗМЕННАЯ ДУГА МОЖЕТ
ВЫЗВАТЬ ТРАВМЫ И ОЖОГИ
Зажигание плазменной дуги выполняется сразу после нажатия на
выключатель резака. Прежде чем приступить к замене расходных
деталей, необходимо выполнить одно из двух указанных ниже
действий. Всякий раз, когда это возможно, выполните первое
действие.
Выключите (OFF) (O) источник тока системы плазменной
резки.
ИЛИ
Переведите переключатель блокировки резака
в обозначенную желтым цветом позицию блокировки (X)
(ближе к проводу резака). Нажмите выключатель резака,
чтобы убедиться в том, что резак не зажигает дугу.
БЕРЕГИСЬ!
Плазменная дуга быстро разрезает перчатки и кожу.
Обязательно использовать соответствующие средства
личной защиты.
Наконечник резака не должен находится близко к рукам,
одежде и другим объектам.
Не держите заготовку. Не держите руки на пути
траектории резки.
Строго запрещается направлять резак на себя или других
лиц.
БЕРЕГИСЬ!
РИСК ПОЛУЧЕНИЯ ОЖОГОВ И ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ
ТОКОМ : РАБОТАТЬ В ИЗОЛИРУЮЩИХ ПЕРЧАТКАХ
Приступая к выполнению любых работ по замене расходных
деталей, всегда надевайте изолирующие перчатки. Расходные
детали очень сильно нагреваются при резке. При прикосновении
к ним можно получить тяжелые ожоги.
Кроме того, контакт с расходными деталями может привести
к поражению электрическим током, если источник тока включен
(ON) и переключатель блокировки резака не находится в позиции
блокировки (X), обозначенной желтым цветом.
72 80924J Руководство оператора Powermax45 XP

Резка ручным резаком
3
1
2
3
Во избежание случайного зажигания ручной резак оснащен переключателем блокировки
резака и предохранительным выключателем. Порядок зажигания резака:
1. Установите правильные расходные детали. См. стр. 49.
2. Убедитесь, что переключатель
блокировки резака переведен
в обозначенное зеленым
цветом положение «готов
к зажиганию» ( ).
При первом нажатии
выключателя резака после
перевода резака
в положение «готов
к зажиганию» резак может
издать несколько выбросов
воздуха в быстрой
последовательности. Это
служит предупреждением
о том, что резак активен
и выполнит зажигание дуги
при следующем нажатии
выключателя. См. стр. 48.
3. Отведите предохранительную
крышку выключателя вперед
(по направлению к головке резака)
и нажмите красный выключатель
резака.
Powermax45 XP Руководство оператора 80924J 73

Резка ручным резаком
3
90°
Руководства по резке ручным резаком
Чтобы обеспечить равномерность резки, проводите наконечник резака вдоль
заготовки без усилий.
При использовании расходных деталей FineCut иногда резак
немного прилипает к заготовке.
Протянуть или провести резак по заготовке легче, чем толкать его вперед.
Если искры распыляются с заготовки, перемещайте резак медленнее или повысьте
выходной ток.
Убедитесь в том, что во время резки из-под заготовки выходят искры. При резке
искры должны немного запаздывать за резаком (угол 15–30° относительно
вертикали).
Удерживайте резак
перпендикулярно к заготовке, чтобы
головка резака была установлена
под углом 90° к поверхности резки.
В процессе резки следите за дугой.
Зажигание резака без
необходимости сокращает срок
службы сопла и электрода.
Для прямолинейной резки
пользуйтесь угольником в качестве
ориентира. Для резки кругов
воспользуйтесь шаблоном или
приспособлением для круговой
резки (шаблоном для круговой
резки). Для выполнения косых
срезов воспользуйтесь шаблоном косой резки. См. Вспомогательные детали
на стр. 188.
Информацию по поиску и устранению проблем с качеством резки см.
в разделе Распространенные проблемы резки на стр. 151.
74 80924J Руководство оператора Powermax45 XP

3
Начало резки с края заготовки
Начало резки с края заготовки (всякий раз, когда это возможно) — это хороший способ
уменьшить потенциально вредное воздействия на защитный экран и сопло от возможного
столкновения с выгаром, образовавшимся при выполнении прожига. Это поможет
оптимизировать срок службы расходных деталей.
1. Зафиксируйте заготовку рабочим зажимом и держите наконечник резака
перпендикулярно (под углом 90°) к краю заготовки.
Резка ручным резаком
2. Нажмите выключатель резака, чтобы зажечь дугу. Задержите резак на краю, пока дуга
не прорежет заготовку насквозь.
3. Для продолжения резки слегка проведите наконечником резака поперек заготовки.
Поддерживайте постоянный и равномерный темп.
Powermax45 XP Руководство оператора 80924J 75

Резка ручным резаком
3
30° для прожига с креном
Прожиг заготовки
ИСКРЫ И ГОРЯЧИЙ МЕТАЛЛ МОГУТ ПРИВЕСТИ К ТРАВМАМ ГЛАЗ И ОЖОГАМ
При выполнении зажигания под углом из сопла будут выходить искры
и горячий металл. Отведите резак в направлении от себя и других людей.
При работе с резаком обязательно использовать средства индивидуальной
защиты, включая рукавицы и защитные очки.
Ручным резаком можно выполнить прожиг на металле толщиной до 12 мм.
Тип прожига зависит от толщины металла.
Прямой прожиг — используется для резки металла толщиной менее 8 мм.
БЕРЕГИСЬ!
Прожиг с креном — используется для резки металла толщиной от 8 мм.
1. Подсоедините рабочий зажим к заготовке.
2. Прямой прожиг: держите резак перпендикулярно (под углом 90°) к заготовке.
Прожиг с креном: держите резак приблизительно под углом 30° к заготовке,
а наконечник резака на расстоянии не более 1,5 мм от заготовки перед зажиганием
резака.
76 80924J Руководство оператора Powermax45 XP

Резка ручным резаком
3
3. Прямой прожиг: нажмите выключатель резака, чтобы зажечь дугу.
Прожиг с креном: нажмите выключатель резака, чтобы зажечь дугу, сохраняя угол
к заготовке, затем поверните резак в перпендикулярное положение (под углом 90°).
4. Удерживайте резак в этом положении, продолжая нажимать выключатель. Выход искр
из-под заготовки свидетельствует об окончании прожига материала.
5. После завершения прожига слегка проведите наконечником резака вдоль заготовки для
продолжения резки.
Powermax45 XP Руководство оператора 80924J 77

Резка ручным резаком
3
78 80924J Руководство оператора Powermax45 XP

Процессы строжки
В этой системе доступны 2 процесса строжки. Для каждого процесса используется
собственный набор расходных деталей:
Строжка с максимальной чувствительностью
Используйте этот процесс для снятия металла и контролируемого формирования
профиля строжки.
Строжка ручным
и механизированным резаком
Прецизионная строжка
Используйте этот процесс, если необходимо выполнить мелкую неглубокую
строжку с меньшим объемом снимаемого металла, чем при использовании
процесса строжки с максимальной чувствительностью. Например, этот процесс
уместно использовать для удаления сварных швов и оплавления металла на очень
малую глубину.
Powermax45 XP Руководство оператора 80924J 79

Строжка ручным и механизированным резаком
4
Убедитесь, что горит светодиод режима «Резка/Строжка».
420419
Сопло
420480
Защитный
экран
220854
Кожух
220857
Завихритель
220842
Электрод
Прежде чем приступить к использованию любого из этих процессов, нажмите кнопку Режим
на передней панели, чтобы перевести источник тока в режим «Резка/Строжка». См. стр. 55.
Строжка с максимальной чувствительностью
Используйте расходные детали для строжки с максимальной чувствительностью.
Hypertherm также предлагает расходные детали для строжки
с максимальным снятием. На других системах Powermax,
рассчитанных на более высокую силу тока, можно использовать
расходные детали для максимального снятия, которые позволят
получить более высокую скорость снятия металла и более глубокие
профили строжки. Однако при использовании с этой системой
и резаком на 45 А расходные детали для максимального снятия
не обеспечивают преимуществ в отношении скорости снятия
металла по сравнению с расходными деталями для максимальной
чувствительности. На этой системе каждый набор расходных деталей
позволит получить приблизительно одинаковые результаты.
Установите для выходного тока значение в диапазоне от 26 А до 45 А.
При строжке с более низкой силой тока (10–25 А) может быть ограничена
возможность резака растягивать дугу. В некоторых случаях это может привести
к гашению дуги или сбою «блокировка резака в разомкнутом состоянии» (TSO).
См. стр. 165.
Расходные детали для строжки с максимальной чувствительностью (26–45 А)
80 80924J Руководство оператора Powermax45 XP

4
Прецизионная строжка
220854
Кожух
420415
Сопло
220857
Завихритель
220842
Электрод
420414
Дефлектор
420412
Сопло для строжки
420408
Электрод
220857
Завихритель
420413
Кожух
Используйте расходные детали для прецизионной строжки.
Установите для выходного тока значение в диапазоне от 10 А до 25 А.
Строжка с более высокой силой тока (26–45 А) может привести к сокращению
срока службы сопла.
Расходные детали для прецизионной строжки (10–25 А)
Строжка ручным и механизированным резаком
Специальные расходные детали
Расходные детали для строжки HyAccess
Расходные детали HyAccess расширены примерно на 7,5 см по сравнению с обычными
деталями экранированной резки. Используйте их с ручным резаком, чтобы обеспечить
лучший обзор и дополнительные возможности при работе в труднодоступных местах.
Также доступны расходные детали для резки HyAccess.
Дополнительную информацию о расходных деталях HyAccess см.
в разделе стр. 67.
Расходные детали HyAccess можно заказать как по отдельности, так и в виде начального
комплекта. При полном износе наконечника сопла замене подлежит все сопло целиком.
Начальный комплект 428446 включает в себя следующие детали:
1 электрод HyAccess
1 сопло HyAccess для строжки
1 кожух HyAccess
Powermax45 XP Руководство оператора 80924J 81

Строжка ручным и механизированным резаком
4
Начальный комплект 428414 для резки/строжки включает в себя следующие детали:
2 электрода HyAccess
1 сопло HyAccess для резки
1 сопло HyAccess для строжки
1 кожух HyAccess
1 завихритель (стандартный завихритель Powermax45 XP)
Контроль характеристик профиля строжки
Ширина и глубина профиля резки зависят от указанных ниже факторов. Чтобы получить
нужный профиль строжки, отрегулируйте эти характеристики соответствующим образом.
Выходной ток источника тока системы плазменной резки. Снизьте силу тока
на передней панели, чтобы уменьшить ширину и глубину профиля резки.
При использовании расходных деталей для строжки с максимальной
чувствительностью сила тока должна быть в диапазоне 26–45 А.
При использовании расходных деталей для прецизионной строжки сила тока
должна быть в диапазоне 10–25 А.
Угол наклона резака по отношению к заготовке. Установите резак более
перпендикулярно по отношению к заготовке, чтобы уменьшить ширину и глубину
профиля строжки. Наклоняйте резак к заготовке, чтобы расширить профиль резки
иуменьшить его глубину.
Вращательные движения резака. Поворачивайте резак вокруг его оси, чтобы
сделать профиль строжки более плоским и крутым с одной стороны.
Расстояние от резака до заготовки. Чем больше расстояние от резака до
заготовки, тем больше ширина и меньше глубина профиля строжки. Чем меньше
расстояние от резака до заготовки, тем меньше ширина и больше глубина профиля
строжки.
Скорость перемещения резака по заготовке. Чем меньше скорость перемещения
резака по заготовке, тем шире и глубже профиль резки. Чем выше скорость
перемещения резака по заготовке, тем уже и мельче профиль резки.
82 80924J Руководство оператора Powermax45 XP

Строжка ручным и механизированным резаком
4
Расстояние до резака
Угол
Поворот резака
(по отношению к его оси)
Ось резака
Скорость
.
Строжка с использованием ручного резака
БЕРЕГИСЬ!
ИСКРЫ И ГОРЯЧИЙ МЕТАЛЛ МОГУТ ПРИВЕСТИ К ТРАВМАМ ГЛАЗ И ОЖОГАМ
При выполнении зажигания под углом из сопла будут выходить искры
и горячий металл. Отведите резак в направлении от себя и других людей.
При работе с резаком обязательно использовать средства индивидуальной
защиты, включая рукавицы и защитные очки.
1. Установите расходные детали для строжки с максимальной чувствительностью или
прецизионной строжки.
2. Переведите систему в режим «Строжка/Маркировка». См. стр. 55.
3. Задайте выходной ток, соответствующий установленным расходным деталям:
Расходные детали для строжки с максимальной чувствительностью: 26–45 А
Расходные детали для прецизионной строжки: 10–25 А
Powermax45 XP Руководство оператора 80924J 83

Строжка ручным и механизированным резаком
4
40°
Направление
хода
4. Прежде чем зажечь резак, разместите его под углом приблизительно 40° к заготовке.
Расходные детали для строжки с максимальной чувствительностью: удерживайте
резак на расстоянии около 6 мм над заготовкой.
Расходные детали для прецизионной строжки: удерживайте резак на расстоянии
около 2–3 мм над заготовкой.
Нажмите выключатель, чтобы получить вспомогательную дугу. Перенесите дугу
кзаготовке.
5. Растяните дугу следующим образом:
Расходные детали для строжки с максимальной чувствительностью: 19–25 мм
Расходные детали для прецизионной строжки: 10–11 мм
6. При необходимости измените угол наклона резака для достижения желаемых размеров
при выполнении строжки. Сохраняйте тот же угол к заготовке при переносе дуги
в область строжки. Перенесите плазменную дугу в направлении создаваемой
области строжки.
Сохраняйте хотя бы небольшое расстояние между наконечником
резака и расплавленным металлом, чтобы избежать сокращения
срока службы или повреждения резака.
84 80924J Руководство оператора Powermax45 XP

4
Снятие сварных швов
Чтобы снять точечный сварной шов, выполните строжку вокруг шва с тем, чтобы прорезать
верхний слой металла, не повредив металл под ним.
Расходные детали для прецизионной строжки разработаны специально для таких
применений, как снятие точечных швов. При использовании с более низкой силой тока
эти расходные детали обеспечивают следующие преимущества:
Отличная видимость за счет того, что плазменная дуга менее яркая и позволяет лучше
видеть метал, который подвергается строжке.
Очень высокое значение отношения ширины к глубине, что позволяет обеспечить
больший контроль скорости съема металла
Советы
Для снятия точечных сварных швов можно использовать разные методы. В качестве
отправной точки рекомендуем использовать метод, описанный в следующей процедуре.
Он позволяет минимизировать возможное повреждение слоя металла непосредственно
под областью строжки.
Строжка ручным и механизированным резаком
Независимо от используемого метода следующие советы помогут успешно снять точечные
сварные швы:
Не меняйте направление резака на всем протяжении траектории выполнения
строжки.
Обеспечив неизменность направления резака, Вы исключите образование
выгара в тех областях, где строжка уже выполнена. Это позволит сократить
необходимость в очистке слоя непосредственно под областью строжки.
Кроме того, процесс будет более эргономичным и эффективным, поскольку нет
необходимости поворачивать резак или заготовку при выполнении строжки.
Поддерживайте правильное растяжение дуги.
Поддерживайте растяжение дуги величиной 10–11 мм по мере выполнения
строжки вокруг шва. Это позволит обеспечить хорошую видимость и исключить
столкновение наконечника резака с выгаром, что может привести к сокращению
срока службы расходных деталей.
Начните строжку с низкой силой тока, постепенно увеличивая ее.
Если у Вас нет опыта снятия точечных сварных швов, начните строжку с силой
тока 10 А. После наработки удобного Вам метода постепенно увеличивайте силу
выходного тока. Это позволит выполнить резку с более высокой скоростью
и эффективностью.
Powermax45 XP Руководство оператора 80924J 85

Строжка ручным и механизированным резаком
4
40–45°
Точечный сварной шов
40–45°
Резак с левой стороны шва Резак с правой стороны шва
Процедура
В этой процедуре описан порядок отделения 2 слоев металла друг от друга с последующим
снятием сварного шва с нижнего уровня.
На изображениях в описании данной процедуры показана
низкоуглеродистая сталь. Выгар на нержавеющей стали более
темный, имеет более выраженные зубцы и сложнее поддается
снятию.
1. Установите расходные детали для прецизионной строжки.
2. На передней панели выберите режим «Строжка/Маркировка». Для выходного тока
установите значение в диапазоне 10–25 А.
3. Расположите резак с одной из сторон точечного сварного шва. Удерживайте резак
приблизительно под углом 40–45° к заготовке.
4. Нажмите выключатель, чтобы получить вспомогательную дугу. Перенесите дугу на
заготовку, затем растяните ее приблизительно на 10–11 мм. Поддерживайте дугу,
выполняя строжку.
5. Выполните два отдельных прохода строжки по «L»-образной траектории, чтобы охватить
точечный сварной шов по всему периметру. См. таблицу 1 на странице 87.
В таблице 1 показан один из примеров этого метода (для строжки при
расположении резака справа и слева). Можно начать резку в других точках по
периметру точечного сварного шва. Очень важно не менять направление резака
на всем протяжении траектории выполнения строжки.
Выполняйте строжку короткими маятникообразными проходами вперед и назад
до полного прореза верхнего уровня.
Возможно, нужно будет немного отрегулировать угол наклона резака
в зависимости от толщины металла.
86 80924J Руководство оператора Powermax45 XP

4
Таблица 1 – Строжка вокруг точечного сварного шва
Точечный
сварной шов
Запуск
Останов
Запуск
Останов
Точечный
сварной шов
Запуск
Останов
Запуск
Останов
Резак с правой стороны шва
Строжка ручным и механизированным резаком
Резак с левой стороны шва
Powermax45 XP Руководство оператора 80924J 87

Строжка ручным и механизированным резаком
4
6. Убедитесь, что верхний слой
полностью прорезан в процессе
строжки. Разъедините
металлические листы.
7. Используйте такой же процесс
строжки, чтобы удалить точечный
сварной шов, который остается
на нижнем листе.
Во избежание повреждения
нижнего листа можно
снизить выходной ток до
10 А . В зависимости от
толщины металла повысьте
силу тока (при необходимости).
Удерживайте резак под углом 40–45°. В зависимости от толщины металла
соответствующим образом отрегулируйте угол наклона резака.
При выполнении строжки растяните дугу приблизительно на 10–11 мм.
Выполняйте строжку очень короткими маятникообразными проходами вперед
и назад до полного снятия точечного сварного шва.
Для полного удаления всех остатков точечного сварного шва с
нижней поверхности может понадобится зачистка или шлифование.
Точечный сварной шов на нижнем листе Точечный сварной шов снят
88 80924J Руководство оператора Powermax45 XP

4
Строжка механизированным резаком
Расстояние до резака
Угол
Поворот резака
(по отношению к его оси)
Ось резака
Скорость
Изменяя указанные ниже характеристики, можно изменить профиль строжки:
Выходной ток (в амперах) источника тока
Угол наклона резака по отношению к заготовке
Поворот резака (по отношению к его оси)
Расстояние между резаком и изделием
Скорость перемещения резака по заготовке
Дополнительную информацию см. на стр. 82.
Строжка ручным и механизированным резаком
Powermax45 XP Руководство оператора 80924J 89

Строжка ручным и механизированным резаком
4
Гл уб ин а
3,2 мм
Ширина
6,8 мм
Типичные профили строжки
Расходные детали для строжки с максимальной чувствительностью (45 A)
Рабочие параметры
Скорость 254–1016 мм/мин
Расстояние до резака 6мм
Угол 40–50°
Выходной ток 26–45 А
Расходные детали
Газ Воздух
45 А
Скорость съема металла на
низкоуглеродистой стали:
3,4 кг/ч
Расходные детали для строжки с максимальной
чувствительностью
В следующих таблицах приведен профиль строжки с силой тока 45 А при углах наклона 40°
и 50° на низкоуглеродистой стали и нержавеющей стали. Эти настройки могут служить
отправной точкой, помогая определить наилучший профиль строжки для данного задания.
Отрегулируйте эти настройки для своего применения и стола, чтобы добиться желаемого
результата.
Таблица 2 – Низкоуглеродистая сталь (Метрическая СИ)
Угол резака
Скорость
(мм/мин)
Глубина (мм) Ширина (мм)
Отношение
ширина/глубина
254 4,6 8,4 1,83
40°
50°
90 80924J Руководство оператора Powermax45 XP
508 3,2 6,8 2,13
762 1,9 5,9 3,11
1016 1,4 5,2 3,71
254 5,0 6,7 1,34
508 3,4 5,2 1,53
762 2,7 4,9 1,81
1016 2,2 4,6 2,09

4
Таблица 3 – Низкоуглеродистая сталь (Британская СИ)
Строжка ручным и механизированным резаком
Угол резака
40°
50°
Таблица 4 – Нержавеющая сталь (Метрическая СИ)
Угол резака
40°
Скорость
(дюйм/мин)
10 0.183 0.331 1.81
20 0.126 0.268 2.13
30 0.074 0.231 3.12
40 0.055 0.206 3.74
10 0.195 0.263 1.35
20 0.132 0.205 1.55
30 0.107 0.192 1.79
40 0.088 0.181 2.06
Скорость
(мм/мин)
254 2,9 6,2 2,14
508 2,0 5,7 2,85
Глубина (дюймы) Ширина (дюймы)
Глубина (мм) Ширина (мм)
Отношение
ширина/глубина
Отношение
ширина/глубина
101 6 1 4,8 4,8
254 5,3 5,7 1,08
50°
Таблица 5 – Нержавеющая сталь (Британская СИ)
Угол резака
40°
50°
508 3,5 5,0 1,43
1016 2,0 3,8 1,90
Скорость
(дюйм/мин)
10 0.114 0.245 2.15
20 0.080 0.222 2.76
40 0.048 0.190 3.96
10 0.210 0.224 1.07
20 0.139 0.199 1.43
40 0.080 0.150 1.88
Глубина (дюймы) Ширина (дюймы)
Отношение
ширина/глубина
Powermax45 XP Руководство оператора 80924J 91

Строжка ручным и механизированным резаком
4
Гл уб ин а
0,5 мм
Ширина
2,5 мм
Расходные детали для прецизионной строжки (10 А)
Рабочие параметры
Скорость 254–762 мм/мин
Расстояние до резака 0,3–1,3 мм*
Угол 40–50°
Выходной ток 10–25 А
Расходные детали Расходные детали для прецизионной строжки
Газ Воздух
* Чтобы получить очень тонкий профиль строжки увеличьте расстояние между резаком
и заготовкой как минимум до 3–4 мм.
10 А
Скорость съема металла на
низкоуглеродистой стали:
0,2 кг/ч
В следующих таблицах приведен профиль строжки с силой тока 10 А при углах наклона 40°
и 50° на низкоуглеродистой стали. Эти настройки могут служить отправной точкой, помогая
определить наилучший профиль строжки для данного задания. Отрегулируйте эти настройки
для своего применения и стола, чтобы добиться желаемого результата.
Таблица 6 – Низкоуглеродистая сталь (Метрическая СИ)
Угол резака
40°
Расстояние
до резака
(мм)
0,3 254 0,5 3,3 6,6
0,3 508 0,3 2,4 8
0,3 762 0,1 2,2 22
1,3 254 0,3 3 10
1,3 508 0,1 2,2 22
1,3 762 0,05 1,9 38
Скорость
(мм/мин)
Глубина (мм) Ширина (мм)
Отношение
ширина/
глубина
92 80924J Руководство оператора Powermax45 XP

Строжка ручным и механизированным резаком
4
Расстояние
Угол резака
50°
Таблица 7 – Низкоуглеродистая сталь (Британская СИ)
Угол резака
40°
до резака
(мм)
0,3 254 1,1 2,6 2,36
0,3 508 0,6 2,3 3,83
0,3 762 0,4 2,0 5
1,3 254 1,1 2,8 2,55
1,3 508 0,5 2,4 4,8
1,3 762 0,25 2,1 8,4
Расстояние
до резака
(дюймы)
0.01 10 0.0207 0.129 6.23
0.01 20 0.0113 0.095 8.41
0.01 30 0.0044 0.088 20
0.05 10 0.0122 0.12 9.84
Скорость
(мм/мин)
Скорость
(дюйм/мин)
Глубина (мм) Ширина (мм)
Глубина
(дюймы)
Ширина
(дюймы)
Отношение
ширина/
глубина
Отношение
ширина/
глубина
0.05 20 0.004 0.088 22
0.05 30 0.002 0.074 37
0.01 10 0.0427 0.103 2.41
0.01 20 0.0222 0.09 4.05
0.01 30 0.0147 0.08 5.44
50°
0.05 10 0.043 0.11 2.56
0.05 20 0.0208 0.095 4.57
0.05 30 0.01 0.084 8.4
Советы по поиску и устранению проблем строжки
При выполнении строжки необходимо убедиться, что:
Установлены расходные детали для строжки и выходной ток соответствует этим
расходным деталям.
Источник тока переведен в режим работы «Строжка/Маркировка».
Powermax45 XP Руководство оператора 80924J 93

Строжка ручным и механизированным резаком
4
Многие наиболее распространенные проблемы съема металла можно разрешить, установив
в резак новые расходные детали. Не используйте изношенные или поврежденные расходные
детали. См. стр. 173.
Проблема Решение
При выполнении
строжки дуга гаснет.
Наконечник резака
сталкивается с
выгаром.
Слишком большая
глубина профиля
строжки.
Слишком низкая
глубина профиля
строжки.
Профиль строжки
слишком широкий.
• Уменьшите растяжение дуги (расстояние от резака).
• Увеличьте угол наклона резака к заготовке.
• Увеличьте растяжение дуги (расстояние от резака).
• Удерживайте наконечник резака по направлению выполняемой строжки.
• Уменьшите угол наклона резака к заготовке.
• Увеличьте растяжение дуги (расстояние от резака).
• Увеличьте скорость строжки.
• Уменьшите выходной ток. При использовании расходных деталей для
строжки с максимальной чувствительностью сила тока не должна быть
ниже 26 А.
• Увеличьте угол наклона резака к заготовке.
• Уменьшите растяжение дуги (расстояние от резака).
• Уменьшите скорость строжки.
• Увеличьте выходной ток. При использовании расходных деталей для
прецизионной строжки сила тока не должна быть выше 25 А.
• Увеличьте угол наклона резака к заготовке.
• Уменьшите растяжение дуги (расстояние от резака).
• Увеличьте скорость строжки.
• Уменьшите выходной ток. При использовании расходных деталей для
строжки с максимальной чувствительностью сила тока не должна быть
ниже 26 А.
Профиль строжки
слишком узкий.
При снятии точечного
сварного шва дуга
насквозь прожигает
нижний лист металла.
Точечный сварной шов
не виден при
выполнении строжки.
94 80924J Руководство оператора Powermax45 XP
• Уменьшите угол наклона резака к заготовке.
• Увеличьте растяжение дуги (расстояние от резака).
• Уменьшите скорость строжки.
• Увеличьте выходной ток. При использовании расходных деталей для
прецизионной строжки сила тока не должна быть выше 25 А.
• Уменьшите выходной ток (в амперах).
• Убедитесь, что установлены расходные детали для прецизионной строжки.
• Поддерживайте постоянную скорость строжки и выполняйте ее до тех пор,
пока не будет видимой нижний лист металла.
• Увеличьте растяжение дуги приблизительно до 10–11 мм.
• Растяните дуги приблизительно до 10–11 мм, чтобы обеспечить лучшую
видимость точечного сварного шва.
• Убедитесь, что установлены расходные детали для прецизионной строжки.
• Убедитесь в том, что для выходного тока задано значение не выше 25 А.

Установка механизированного резака
Функциональные возможности механизированного резака Duramax Lock:
Переключатель блокировки резака предотвращает непреднамеренное зажигание
резака, даже когда источник тока включен (ON). См. Блокировка резака на стр. 46.
Блок быстрого отключения резака FastConnect
для транспортировки или переключения с одного резака на другой.
Автоматическое охлаждение окружающим воздухом. Специальные процедуры
охлаждения не нужны.
В этом разделе представлена следующая информация:
Компоненты и размеры механизированного резака
TM
позволяет легко отсоединять резак
Подробная информация об установке резака на координатных столах, направляющих,
системах резки труб со скосом или другом механическом оборудовании
Powermax45 XP Руководство оператора 80924J 95

Установка механизированного резака
5
1
2
3
5
6
4
7
1 Расходные детали
2 Съемная зубчатая рейка с 32 зубцами
3 Переключатель блокировки резака
4 Провод резака
5 Корпус
6 Линии позиционирования переключателя
7 Кабельный зажим для провода резака
33 мм
310 мм
370 мм
35 мм*
212 мм
25 мм
Компоненты, размеры и вес механизированного резака
Компоненты
Размеры
* Это значение приведено для внешнего диаметра резака. Высота внешней оболочки резака
составляет 41 мм с учетом переключателя блокировки резака.
96 80924J Руководство оператора Powermax45 XP

5
Вес
Зубчатая рейка
Механизированный резак с проводом 7,6 м 3,2 кг
Механизированный резак с проводом 10,7 м 4,2 кг
Механизированный резак с проводом 15 м 5,8 кг
Установка резака
Механизированный резак можно установить на широком спектре координатных столов,
направляющих, устройств снятия фасок с труб и другом оборудовании. Установку резака
необходимо производить в соответствии с инструкциями производителя стола или
оборудования.
Если направляющая стола для резки достаточна для прохождения через нее резака без
снятия оболочки резака, необходимо провести резак, а затем закрепить его на подъемнике
согласно инструкциям производителя.
Установка механизированного резака
Резак Масса
Снятие зубчатой рейки
Зубчатую рейку можно установить на одной из двух сторон резака. Чтобы снять заднюю
рейку, выкрутите 2 винта, которыми она крепится к оболочке.
При установке задней рейки затяните винты от руки. Чтобы не
сорвать винты, не затягивайте их с излишним усилием.
Powermax45 XP Руководство оператора 80924J 97

Установка механизированного резака
5
1
Разборка механизированного резака
Следуйте изложенной ниже процедуре, если необходимо разобрать резак, чтобы направить
его по направляющей стола для резки или другой монтажной системы.
ПРЕДУПРЕЖДЕНИЕ
При отсоединении и повторном подсоединении деталей резака не крутите резак
или провод. Сохраняйте ту же ориентацию между головкой и проводом резака.
Изменение положения головки резака по отношению к проводу резака может привести
к повреждениям проводов резака.
1. Отсоедините резак от источника тока системы плазменной резки.
2. Снимите расходные детали с резака.
3. Положите резак на ровную поверхность левой стороной оболочки вверх.
Левая сторона оболочки — это та ее сторона, в которую вкручены
винты.
4. Выкрутите 7 винтов из оболочки резака. Отложите винты в сторону.
5. Осторожно подденьте и выньте левую сторону оболочки из резака.
6. Снимите пластмассовый ползунок переключателя блокировки резака и отложите его
в сторону.
98 80924J Руководство оператора Powermax45 XP

Установка механизированного резака
5
1
7. Корпус резака плотно прилегает к правой стороне оболочки. Слегка подденьте головку
корпуса резака и выньте ее из правой стороны оболочки.
8. Отсоедините провода в правой оболочке. Нажмите выступ на разъеме провода,
чтобы разъединить 2 части.
9. Теперь можно продолжить корпус резака и провод резака через монтажную систему
стола для резки.
Перемещая кабельный зажим вдоль провода резака, найдите для них
такое положение, чтобы они не мешали прокладке провода резака по
направляющей.
Сборка механизированного резака
Если Вы разобрали резак, чтобы направить его по направляющей стола для резки или другой
монтажной системы, соберите его согласно указанной ниже процедуре.
При отсоединении и повторном подсоединении деталей резака не
крутите резак или провод. Сохраняйте ту же ориентацию между
головкой и проводом резака. Изменение положения головки резака
по отношению к проводу резака может привести к повреждениям
проводов резака.
1. Поместите правую оболочку резака на ровную поверхность.
Powermax45 XP Руководство оператора 80924J 99

Установка механизированного резака
5
1
2
1
2
3
4
3
4
5
5
2. Убедитесь, что колпачковый датчик резака и переключатель блокировки резака
установлены в оболочке резака в правильном положении. Монтажные выступы на
оболочке резака удерживают каждый переключатель на месте.
3. Подсоедините провода от корпуса резака к проводам узла колпачкового
датчика/переключателя блокировки резака .
4. Поместите разъем провода на монтажную полочку в правой половине оболочки резака,
как показано ни рисунке.
Проведите голубой и черный провода от переключателя колпачкового датчика
и переключателя блокировки резака с внешней стороны и под монтажной полочкой.
Это поможет не допустить их зажима или повреждения, когда резак полностью собран.
5. Насадите правую половину оболочки резака на головку корпуса резака, как показано
на рисунке. Убедитесь в том, что:
Оболочка резака охватывает плоские края головки резака. Скругленный край
головки резака должен быть обращен вверх.
100 80924J Руководство оператора Powermax45 XP
 Loading...
Loading...