

Powermax65/85/105 SYNC
Guia de corte mecanizado
®
810480PT – REVISÃO 3
PORTUGUÊS – PORTUGUESE

Powermax, SYNC, SmartSYNC, FastConnect, Duramax, EDGE Pro e Hypertherm são marcas comerciais da Hypertherm, Inc.
e podem estar registradas nos Estados Unidos e/ou em outros países. Todas as demais marcas comerciais constituem
propriedade de seus respectivos donos.
A gestão ambiental é um dos principais valores da Hypertherm e é essencial para o nosso sucesso e para o sucesso dos nossos
clientes. Esforçamo-nos para reduzir o impacto ambiental em tudo que fazemos. Para obter mais
informações: www.hypertherm.com/environment.
© 2021–2022 Hypertherm, Inc.

Powermax65/85/105 SYNC
Guia de corte mecanizado
810480PT
REVISÃO 3
PORTUGUÊS/PORTUGUESE
Tradução das instruções originais
Julho de 2022
Hypertherm, Inc.
Hanover, NH 03755 USA
www.hypertherm.com
Hypertherm, Inc.
21 Great Hollow Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service)
Hypertherm México, S.A. de C.V.
52 55 5681 8109 Tel
52 55 5681 7978 Tel
soporte.tecnico@hypertherm.com (Technical Service)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emeia@hypertherm.com (Technical Service)
Hypertherm (Singapore) Pte Ltd.
Solaris @ Kallang 164
164 Kallang Way #03-13
Singapore 349248, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
marketing.asia@hypertherm.com (Marketing)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
htjapan.info@hypertherm.com (Main Office)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm Europe B.V.
Laan van Kopenhagen 100
3317 DM Dordrecht
Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emeia@hypertherm.com (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com (Technical Service)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
marketing.korea@hypertherm.com (Marketing)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 7 3103 1695 Tel
61 7 3219 9010 Fax
au.sales@hypertherm.com (Main Office)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
htindia.info@hypertherm.com (Main Office)
technicalservice.emeia@hypertherm.com (Technical Service)
Para recursos de treinamento e educação, acesse o Instituto de Corte da Hypertherm (HCI),
em www.hypertherm.com/hci.
ENGLISH
WARNING! Before operating any Hypertherm equipment, read the safety
instructions in your product’s manual, the Safety and Compliance Manual (80669C),
Waterjet Safety and Compliance Manual (80943C), and Radio Frequency Warning
Manual (80945C). Failure to follow safety instructions can result in personal injury
or in damage to equipment.
Copies of the manuals can come with the product in electronic and printed formats.
Electronic copies are also on our website. Many manuals are available in multiple
languages at www.hypertherm.com/docs.
FR (FRANÇAIS/FRENCH)
AVERTISSEMENT! Avant d’utiliser tout équipement Hypertherm, lire les consignes
de sécurité dumanuel de votre produit, duManuel de sécurité et de conformité
(80669C), du Manuel de sécurité et de conformité du jet d’eau (80943C)
et du Manuel d'avertissement relatif aux radiofréqunces (80945C).
Les exemplaires des manuels qui accompagnent le produit peuvent être sous forme
électronique ou papier. Les manuels sous forme électronique se trouvent également
sur notre site Internet. Plusieurs manuels sont offerts en plusieurs langues
à www.hypertherm.com/docs.
BG (БЪЛГAPCКИ/BULGARIAN)
ПРЕДУПРЕЖДЕНИЕ! Преди да работите с което и да е оборудване
Hypertherm, прочетете инструкциите за безопасност в ръководството на вашия
продукт, „Инструкция за безопасност и съответствие“ (80669C), „Инструкция
за безопасност и съответствие на Waterjet“ (80943С) и „Инструкция
за предупреждение за радиочестота“ (80945С).
Продуктът може да е съпроводен от копия на ръководствата в електронен
и в печатен формат. Тези в електронен формат са достъпни също на уебсайта
ни. Много ръководства са налице на няколко езика
на адрес www.hypertherm.com/docs.
CS (ČESKY/CZECH)
VAROVÁNÍ! Před uvedením jakéhokoli zařízení Hypertherm do provozu si přečtěte
bezpečnostní pokyny v příručce k produktu a v Manuálu pro bezpečnost
a dodržování předpisů (80669C), Manuálu pro bezpečnost a dodržování
předpisů při řezání vodním paprskem (80943C) a Manuálu varování ohledně
rádiových frekvencí (80945C).
Kopie příruček mohou být součástí dodávky produktu, a to v elektronické i tištěné
formě. Elektronické kopie jsou k dispozici i na našich webových stránkách. Mnoho
příruček je k dispozici v různých jazycích na stránce www.hypertherm.com/docs.
DA (DANSK/DANISH)
ADVARSEL! Inden Hypertherm udstyr tages i brug skal sikkerhedsinstruktionerne
i produktets manual og i Manual om sikkerhed og overholdelse af krav (80669C),
Manual om sikkerhed og overholdelse af krav for vandstråleskæring (80943C),
og Manual om radiofrekvensadvarsel (80945C), gennemlæses.
Kopier af manualerne kan leveres med produktet i elektronisk og trykt format.
Elektroniske kopier findes også på vores hjemmeside. Mange manualer
er tilgængelige på flere sprog på www.hypertherm.com/docs.
DE (DEUTSCH/GERMAN)
WARNUNG! Bevor Sie ein Hypertherm-Gerät in Betrieb nehmen, lesen Sie bitte die
Sicherheitsanweisungen in Ihrer Bedienungsanleitung, das Handbuch für Sicherheit
und Übereinstimmung (80669C), das Handbuch für Sicherheit und Compliance bei
Wasserstrahl-Schneidanlagen (80943C) und das Handbuch für HochfrequenzWarnung (80945C).
Bedienungsanleitungen und Handbücher können dem Gerät in elektronischer Form
oder als Druckversion beiliegen. In elektronischer Form liegen sie auch auf unserer
Website vor. Viele Handbücher stehen in verschiedenen Sprachen auf
www.hypertherm.com/docs zur Verfügung.
ES (ESPAÑOL/SPANISH)
¡ADVERTENCIA! Antes de operar cualquier equipo Hypertherm, lea las
instrucciones de seguridad del manual de su producto, del Manual de seguridad
y cumplimiento (80669C), del Manual de seguridad y cumplimiento en corte con
chorro de agua (80943C) y del Manual de advertencias de radiofrecuencia
(80945C).
El producto puede incluir copias de los manuales en formato digital e impreso.
Las copias digitales también están en nuestra página web. Hay diversos manuales
disponibles en varios idiomas en www.hypertherm.com/docs.
ET (EESTI/ESTONIAN)
HOIATUS! Enne Hyperthermi mis tahes seadme kasutamist lugege läbi toote
kasutusjuhendis olevad ohutusjuhised ning Ohutus- ja vastavusjuhend (80669C),
Veejoa ohutuse ja vastavuse juhend (80943C) ja Raadiosageduse hoiatusjuhend
(80945C). Ohutusjuhiste eiramine võib põhjustada vigastusi ja kahjustada
seadmeid.
Juhiste koopiad võivad tootega kaasas olla elektrooniliselt või trükituna.
Elektroonilised koopiad on saadaval ka meie veebilehel. Paljud kasutusjuhendid
on erinevates keeltes saadaval veebilehel www.hypertherm.com/docs.
FI (SUOMI/FINNISH)
VAROITUS! Ennen minkään Hypertherm-laitteen käyttöä lue tuotteen
käyttöoppaassa olevat turvallisuusohjeet, turvallisuuden ja vaatimustenmukaisuuden
käsikirja (80669C), vesileikkauksen turvallisuuden ja vaatimustenmukaisuuden
käsikirja (80943C) ja radiotaajuusvaroitusten käsikirja (80945C).
Käyttöoppaiden kopiot voivat olla tuotteen mukana sähköisessä ja tulostetussa
muodossa. Sähköiset kopiot ovat myös verkkosivustollamme. Monet käyttöoppaat
ovat myös saatavissa useilla kielillä www.hypertherm.com/docs.
GR (ΕΛΛΗΝΙΚΆ/GREEK)
ΠΡΟΕΙΔΟΠΟΙΗΣΗ! Πριν θέσετε σε λειτουργία οποιονδήποτε εξοπλισμό της
Hypertherm, διαβάστε τις οδηγίες ασφαλείας στο εγχειρίδιο του προϊόντος και στο
εγχειρίδιο ασφάλειας και συμμόρφωσης (80669C), στο εγχειρίδιο ασφάλειας και
συμμόρφωσης του waterjet (80943C) και στο εγχειρίδιο προειδοποιήσεων για τις
ραδιοσυχνότητες (80945C).
Το προϊόν μπορεί να συνοδεύεται από αντίγραφα των εγχειριδίων σε ηλεκτρονική
και έντυπη μορφή. Τα ηλεκτρονικά αντίγραφα υπάρχουν επίσης στον ιστότοπό μας.
Πολλά εγχειρίδια είναι διαθέσιμα σε διάφορες γλώσσες στο
www.hypertherm.com/docs.
HU (MAGYAR/HUNGARIAN)
VIGYÁZAT! Mielőtt bármilyen Hypertherm berendezést üzemeltetne,
olvassa el a biztonsági információkat a termék kézikönyvében, a Biztonsági
és szabálykövetési kézikönyvben (80669C), a Vízsugaras biztonsági
és szabálykövetési kézikönyvben (80943C) és a Rádiófrekvenciás
figyelmeztetéseket tartalmazó kézikönyvben (80945C).
A termékhez a kézikönyv példányai elektronikus és nyomtatott formában is mellékelve
lehetnek. Az elektronikus példányok webhelyünkön is megtalálhatók. Számos
kézikönyv áll rendelkezésre több nyelven a www.hypertherm.com/docs weboldalon.
ID (BAHASA INDONESIA/INDONESIAN)
PERINGATAN! Sebelum mengoperasikan peralatan Hypertherm, bacalah petunjuk
keselamatan dalam manual produk Anda, Manual Keselamatan dan Kepatuhan
(80669C), Manual Keselamatan dan Kepatuhan Jet Air (80943C), dan Manual
Peringatan Frekuensi Radio (80945C). Kegagalan mengikuti petunjuk keselamatan
dapat menyebabkan cedera pribadi atau kerusakan pada peralatan.
Produk mungkin disertai salinan manual atau petunjuk dalam format elektronik
maupun cetak. Salinan elektronik juga tersedia di situs web kami. Berbagai manual
tersedia dalam beberapa bahasa di www.hypertherm.com/docs.
IT (ITALIANO/ITALIAN)
AVVERTENZA! Prima di usare un’attrezzatura Hypertherm, leggere le istruzioni sulla
sicurezza nel manuale del prodotto, nel Manuale sulla sicurezza e la conformità
(80669C), nel Manuale sulla sicurezza e la conformità Waterjet (80943C) e nel
Manuale di avvertenze sulla radiofrequenza(80945C).
Copie del manuale possono accompagnare il prodotto in formato cartaceo
o elettronico. Le copie elettroniche sono disponibili anche sul nostro sito web. Molti
manuali sono disponibili in diverse lingue all’indirizzo www.hypertherm.com/docs.
JA (日本語/JAPANESE)
警告 ! Hypertherm 機器を操作する前に、この製品説明書にある安全情報、「安全
とコンプライアンスマニュアル」 (80669C) 、「ウォータージェットの安全とコ
ンプライアンス」 (80943C)、「高周波警告」 (80945C) をお読みください。
説明書のコピーは、電子フォーマット、または印刷物として製品に同梱されて
います。電子コピーは当社ウェブサイトにも掲載されています。説明書の多く
は www.hypertherm.com/docs にて複数の言語でご用意しています。
KO (한국어 /KOR EAN)
경고! Hypertherm 장비를 사용하기 전에 제품 설명서와 안전 및 규정 준수
설명서(80669C), 워터젯 안전 및 규정 준수 설명서(80943C) 그리고 무선 주파수
경고 설명서(80945C)에 나와 있는 안전 지침을 읽으십시오.
전자 형식과 인쇄된 형식으로 설명서 사본이 제품과 함께 제공될 수 있습니다.
전자 사본도 Hypertherm 웹사이트에서 보실 수 있으며 설명서 사본은
www.hypertherm.com/docs 에서 여러 언어로 제공됩니다.
NE (NEDERLANDS/DUTCH)
WAARSCHUWING! Lees voordat u Hypertherm-apparatuur gebruikt
de veiligheidsinstructies in de producthandleiding, in de Veiligheids-
en nalevingshandleiding (80669C) in de Veiligheids- en nalevingshandleiding
voor waterstralen (80943C) en in de Waarschuwingshandleiding radiofrequentie
(80945C).
De handleidingen kunnen in elektronische en gedrukte vorm met het product worden
meegeleverd. Elektronische versies zijn ook beschikbaar op onze website. Veel
handleidingen zijn in meerdere talen beschikbaar via www.hypertherm.com/docs.
NO (NORSK/NORWEGIAN)
ADVARSEL! Før du bruker noe Hypertherm-utstyr, må du lese
sikkerhetsinstruksjonene i produktets håndbok, håndboken om sikkerhet og
samsvar (80669C), håndboken om vannjet sikkerhet og samsvar (80943C),
og håndboken om radiofrekvensadvarsler (80945C).
Eksemplarer av håndbøkene kan følge med produktet i elektronisk og trykt form.
Elektroniske eksemplarer finnes også på nettstedet vårt. Mange håndbøker
er tilgjengelig i flere språk på www.hypertherm.com/docs.
SV (SVENSKA/SWEDISH)
VARNING! Läs häftet säkerhetsinformationen i din produkts säkerhets- och
efterlevnadsmanual (80669C), säkerhets- och efterlevnadsmanualen för Waterjet
(80943C) och varningsmanualen för radiofrekvenser (80945C) för viktig
säkerhetsinformation innan du använder eller underhåller Hypertherm-utrustning.
Kopior av manualerna kan medfölja produkten i elektroniskt och tryckt format.
Elektroniska kopior finns också på vår webbplats. Många manualer finns på flera
språk på www.hypertherm.com/docs.
PL (POLSKI/POLISH)
OSTRZEŻENIE! Przed rozpoczęciem obsługi jakiegokolwiek systemu
firmy Hypertherm należy się zapoznać z instrukcjami bezpieczeństwa zamieszczonymi
w podręczniku produktu, w podręczniku bezpieczeństwa i zgodności (80669C),
podręczniku bezpieczeństwa i zgodności systemów strumienia wody (80943C)
oraz podręczniku z ostrzeżeniem o częstotliwości radiowej (80945C).
Do produktu mogą być dołączone podręczniki użytkownika wformie elektronicznej
idrukowanej. Kopie elektroniczne znajdują się również wnaszej witrynie internetowej.
Wiele podręczników jest dostępnych wróżnych językach pod adresem
www.hypertherm.com/docs.
PT (PORTUGUÊS/PORTUGUESE)
ADVERTÊNCIA! Antes de operar qualquer equipamento Hypertherm,
leia as instruções de segurança no manual do seu produto, no Manual
de Segurança e de Conformidade (80669C), no Manual de Segurança
e de Conformidade do Waterjet (80943C) e no Manual de Advertência
de radiofrequência (80945C).
Cópias dos manuais podem vir com o produto nos formatos eletrônico e impresso.
Cópias eletrônicas também são encontradas em nosso website. Muitos manuais
estão disponíveis em vários idiomas em www.hypertherm.com/docs.
RO (ROMÂNĂ/ROMANIAN)
AVERTIZARE! Înainte de utilizarea oricărui echipament Hypertherm, citiți
instrucțiunile de siguranță din manualul produsului, manualul de siguranță
și conformitate (80669C), manualul de siguranță și conformitate Waterjet (80943C)
și din manualul de avertizare privind radiofrecvența (80945C).
Produsul poate fi însoțit de copii ale manualelor în format tipărit și electronic.
Exemplarele electronice sunt disponibile și pe site-ul nostru web.
Numeroase manuale sunt disponibile în mai mult limbi la adresa:
www.hypertherm.com/docs.
RU (PУССКИЙ/RUSSIAN)
БЕРЕГИСЬ! Перед работой с любым оборудованием Hypertherm ознакомьтесь
с инструкциями по безопасности, представленными в руководстве, которое
поставляется вместе с продуктом, в Руководстве по безопасности и
соответствию (80669С), в Руководстве по безопасности и соответствию для
водоструйной резки (80943C) и Руководстве по предупреждению о
радиочастотном излучении (80945С).
Копии руководств, которые поставляются вместе с продуктом, могут быть
представлены в электронном и бумажном виде. Электронные копии также
доступны на нашем веб-сайте. Целый ряд руководств доступны на нескольких
языках по ссылке www.hypertherm.com/docs.
SK (S LOVENČINA/SLOVAK)
VÝSTRAHA! Pred použitím akéhokoľvek zariadenia od spoločnosti Hypertherm si
prečítajte bezpečnostné pokyny v návode na obsluhu vášho zariadenia a v Manuáli
o bezpečnosti a súlade s normami (80669C), Manuáli o bezpečnosti a súlade
snormami pre systém rezania vodou (80943C) avManuáli sinformáciami
orádiofrekvencii (80945C).
Návod na obsluhu sa dodáva spolu sproduktom velektronickej atlačenej podobe.
Jeho elektronický formát je dostupný aj na našej webovej stránke. Mnohé znávodov
na obsluhu sú dostupné vo viacjazyčnej mutácii na stránke
www.hypertherm.com/docs.
TH (ภาษาไทย/THAI)
คําเตือน! กอนการใชงานอุปกรณของ Hypertherm ทั้งหมด โปรดอานคําแนะนําดานความ
ปลอดภัยในคูมือการใชสินคา คูมือดานความปลอดภัยและการปฏิบัติตาม (80669C), คูมือ
ดานความปลอดภัยและการปฏิบัติตามสําหรับการใชหัวตัดระบบวอเตอรเจ็ต (80943C)
และ คูมือคําเตือนเกี่ยวกับความถี่วิทยุ (80945C) การไมปฏิบัติตามคําแนะนําดานความ
ปลอดภัยอาจสงผลใหเกิดการบาดเจ็บหรือเกิดความเสียหายตออุปกรณ
สําเนาคูมือทั้งในรูปแบบอิเล็กทรอนิกสและแบบสิ่งพิมพจะถูกแนบมาพรอมกับ
ผลิตภัณฑ สําเนาคูมือในรูปแบบอิเล็กทรอนิกสของผลิตภัณฑและสําเนาคูมือตาง
ๆ ในหลากหลายภาษานั้นยังมีใหบริการบนเว็บไซต www.hypertherm.com/docs
ของเราอีกดวย
TR (TÜRKÇE/TURKISH)
UYARI! Bir Hypertherm ekipmanını çalıştırmadan önce, ürününüzün kullanım
kılavuzunda, Güvenlik ve Uyumluluk Kılavuzu’nda (80669C), Su Jeti Güvenlik
ve Uyumluluk Kılavuzu’nda (80943C) ve Radyo Frekansı Uyarısı Kılavuzu’nda
(80945C) yer alan güvenlik talimatlarını okuyun.
Kılavuzların kopyaları, elektronik ve basılı formatta ürünle birlikte verilebilir. Elektronik
kopyalar web sitemizde de yer alır. Kılavuzların birçoğu www.hypertherm.com/docs
adresinde birçok dilde mevcuttur.
VI (TIẾNG VIỆ T/VIETNAMESE)
CẢNH BÁO! Trước khi vận hành bất kỳ thiết bị Hypertherm nào, hãy đọc các
hướng dẫn an toàn trong hướng dẫn sử dụng sản phẩm của bạn,
và Tuân thủ
dẫn Cảnh báo Tần số Vô tuyến
có thể dẫn đến thương tích cá nhân hoặc hư hỏng thiết bị.
Bản sao của sổ tay có thể đi kèm với sản phẩm ở định dạng điện tử và in. Bản
điện tử cũng có trên trang web của chúng tôi. Nhiều sổ tay có sẵn bằng nhiều
ngôn ngữ tại www.hypertherm.com/docs.
ZH-CN (简 体中文/CHINESE SIMPLIFIED)
警告! 在操作任何海宝设备之前,请阅读产品手册、《安全和法规遵守手册》
(80669C)、《水射流安全和法规遵守手册》 (80943C) 以及 《射频警告手册》
(80945C) 中的安全操作说明。
随产品提供的手册可提供电子版和印刷版两种格式。电子版本同时也在我们的网
站上提供。很多手册有多种语言版本,详见 www.hypertherm.com/docs.
ZH-TW (繁 體中文/CHINESE TRADITIONAL)
警告!在操作任何Hypertherm設備前,請先閱讀您產品手冊內的安全指示,
包括 《安全和法規遵從手冊》(80669C)、《水刀安全和法規遵從手冊》
(80943C),以及 《無線電頻率警示訊號手冊》(80945C)。
電子版和印刷版手冊複本可能隨產品附上。您也可以前往我們的網站下載電子版
手冊。我們的網站上還以多種語言形式提供多種手冊,請造訪
www.hypertherm.com/docs。
(80669C),
Sổ tay An toàn và Tuân thủ Tia nước
(80945C). Không tuân thủ các hướng dẫn an toàn
Sổ tay An toàn
(80943C), và
Hướng
SL (S LOVENŠČI NA/SLOVENIAN)
OPOZORILO! Pred uporabo katerekoli Hyperthermove opreme preberite varnostna
navodila v priročniku vašega izdelka, v Priročniku za varnost in skladnost (80669C),
v Priročniku za varnost in skladnost sistemov rezanja z vodnim curkom (80943C)
in v Priročniku Opozorilo o radijskih frekvencah (80945C).
Izvodi priročnikov so lahko izdelku priloženi v elektronski in tiskani obliki. Elektronski
izvodi so na voljo tudi na našem spletnem mestu. Številni priročniki so na voljo
v različnih jezikih na naslovu www.hypertherm.com/docs.
SR (SRPSKI/SERBIAN)
UPOZORENJE! Pre rukovanja bilo kojom Hyperthermovom opremom pročitajte
uputstva o bezbednosti u svom priručniku za proizvod, Priručniku o bezbednosti
i usaglašenosti (80669C), Priručniku o bezbednosti i usaglašenosti Waterjet
tehnologije (80943C) i Priručniku sa upozorenjem o radio-frekvenciji (80945C).
Уз производ се испоручују копије приручника у електронском или штампаном
формату. Електронске копије су такође доступне на нашем веб-сајту. Многи
приручници су доступни на више језика на адреси www.hypertherm.com/docs.

Índice
1 Antes de iniciar......................................................................................................................... 11
2 Configuração da tocha mecanizada...................................................................................... 13
Sobre a tocha mecanizada ............................................................................................................................... 13
Componentes, dimensões e pesos da tocha mecanizada........................................................................ 14
Componentes .......................................................................................................................................... 14
Tocha mecanizada de comprimento completo ..................................................................... 14
Minitocha mecanizada................................................................................................................ 15
Dimensões................................................................................................................................................ 15
Tocha mecanizada de comprimento completo ..................................................................... 15
Minitocha mecanizada................................................................................................................ 16
Pesos ......................................................................................................................................................... 16
Fixar a tocha ao seu equipamento .................................................................................................................. 17
Raio mínimo de curvatura do cabo da tocha.................................................................................... 17
Remova a cremalheira (opcional) ........................................................................................................ 18
Alinhamento da tocha............................................................................................................................. 18
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 7

Índice
3 Configuração de controles para o corte mecanizado......................................................... 19
Conexão de controle remoto (opcional)........................................................................................................ 23
Conexão de um cabo de interface da máquina (opcional) ....................................................................... 24
Cabos de interface da máquina que usam a PCB do divisor de tensão interna..................... 26
Sinais do cabo ............................................................................................................................. 27
Cabos de interface da máquina que usam divisor de tensão externo........................................ 27
Sinais do cabo ............................................................................................................................. 28
Como acessar a tensão bruta do arco (opcional)............................................................... 29
Cabos de interface da máquina para mesas com proporção de tensão de 21,1:1 ............... 30
Sinais do cabo ............................................................................................................................. 31
Instalação do cabo de interface da máquina.................................................................................... 31
Soquetes do receptáculo da interface da máquina ............................................................ 32
Sinais da interface da máquina................................................................................................ 33
Ajuste da PCB do divisor de tensão de 5 posições .......................................................... 34
Como conectar um cabo de interface serial RS-485 (opcional) ............................................................ 35
Instalação do cabo de interface serial RS-485............................................................................... 36
Sinais da interface serial RS-485 para conectar-se a um CNC..................................... 37
Sinais da interface serial RS-485 para localização de defeitos ...................................... 38
Definição de parâmetros na tela Configurações da interface CNC ........................................... 39
Indicador de modo remoto.................................................................................................................... 40
Mais informações sobre a configuração de comunicação serial ................................................. 41
4 Corte com a tocha mecanizada.............................................................................................. 43
Seleção do cartucho.......................................................................................................................................... 44
Uso de cartucho especializado FlushCut.......................................................................................... 46
Aproveite seus cartuchos ao máximo............................................................................................................. 47
Sinais de que um cartucho está perto do fim da vida útil.............................................................. 49
Mostrar dados do cartucho na tela de status................................................................................... 50
Prepare para disparar a tocha.......................................................................................................................... 52
Indicador de modo remoto.................................................................................................................... 54
Compreensão e otimização da qualidade de corte .................................................................................... 54
O que é uma boa qualidade de corte?.............................................................................................. 54
O que é uma tabela de corte? ............................................................................................................. 56
Diretrizes de corte e perfuração .......................................................................................................... 56
Diretrizes de corte....................................................................................................................... 56
Diretrizes de perfuração ............................................................................................................ 57
8 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Índice
Compreensão do controle de altura da tocha para corte a plasma........................................................ 58
Altura da tocha durante o ciclo de corte ........................................................................................... 59
Contato ôhmico para o sensoriamento de altura inicial..................................................... 60
Saiba mais ................................................................................................................................................ 60
Corte de aço inoxidável com F5...................................................................................................................... 61
Diretrizes para corte em mesas de água....................................................................................................... 62
5 Goivagem com a tocha mecanizada...................................................................................... 63
Processos de goivagem.................................................................................................................................... 63
Alteração do contorno da goivagem .............................................................................................................. 64
6 Problemas comuns de sistemas mecanizados.................................................................... 67
Problemas no sistema de corte ....................................................................................................................... 68
Problemas na qualidade de corte ................................................................................................................... 70
Ângulo de corte (chanfro) ..................................................................................................................... 71
Detecção da causa do problema do ângulo de corte........................................................ 72
Escória....................................................................................................................................................... 73
Problemas de goivagem.................................................................................................................................... 74
Melhores práticas de aterramento e proteção IEM .................................................................................... 75
Tipos de aterramento e proteção........................................................................................................ 75
Melhores práticas de aterramento e proteção ................................................................................. 75
Exemplo de diagrama de aterramento................................................................................................ 78
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 9

Índice
10 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC
Antes de iniciar
Esse guia apresenta informações para ajudar a você a:
Configurar uma tocha mecanizada da SmartSYNC™
Configurar um sistema mecanizado
Corte e goivar com uma tocha mecanizada da SmartSYNC
Otimizar a qualidade de corte
Conhecer o controle de altura da tocha
Localizar problemas comuns de corte mecanizado
Conhecer as melhores práticas de aterramento e proteção IEM
Para obter informações sobre o assunto, consulte os documentos a seguir:
Powermax65/85/105 SYNC Operator Manual (Manual do operador
da Powermax65/85/105 SYNC)(810470)
Powermax65/85/105 SYNC Cut Charts Guide (Guia de tabelas de corte da
Powermax65/85/105 SYNC) (810500MU)
Powermax65/85/105 SYNC Parts Guide (Guia de peças da Powermax65/85/105 SYNC)
(810490)
Safety and Compliance Manual (Manual de segurança e de conformidade) (80669C)
Estes documentos estão no cartão de memória USB que vem com sua fonte de alimentação
de plasma. A documentação técnica também está disponível em www.hypertherm.com/docs.
A documentação técnica está atualizada a partir da data da sua
divulgação. É possível que haja revisões subsequentes. Acesse
www.hypertherm.com/docs para obter as revisões mais recentes
dos documentos divulgados.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 11

Antes de iniciar
1
12 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Configuração da tocha mecanizada
Essa seção apresenta informações sobre:
Os componentes e dimensões da tocha mecanizada da SmartSYNC
As informações sobre configuração para a instalação da tocha SmartSYNC em mesas X-Y,
cortadores em linha, chanfradores de tubo ou outros equipamentos mecanizados
As fontes de alimentação de plasma Powermax65/85/105 SYNC são enviadas com um conjunto
inicial de cartuchos da Hypertherm. Para ver a lista completa de cartuchos de corte e goivagem
disponíveis, consulte o Powermax65/85/105 SYNC Parts Guide (Guia de peças
da Powermax65/85/105 SYNC) (810490).
Sobre a tocha mecanizada
Os recursos da tocha mecanizada
SmartSYNC incluem:
Configuração automática do
modo de operação, corrente e pressão do gás com base no cartucho da Hypertherm que
você instalou, o tipo de tocha e o comprimento do cabo da tocha
Comunicação das informações de uso do cartucho da Hypertherm à fonte de alimentação
de plasma, incluindo detecção do fim da vida útil do cartucho (consulte
o Powermax65/85/105 SYNC Operator Manual (Manual do operador
da Powermax65/85/105 SYNC) (810470) para mais informações)
Uma chave de trava da tocha que evita que a tocha dispare acidentalmente mesmo quando
a fonte de alimentação de plasma está ligada (ON)
O sistema de desengate rápido FastConnect™ para a fácil remoção da tocha para
o transporte ou para alternar de uma tocha para outra
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 13

Configuração da tocha mecanizada
2
12
3
4
5
6
1 Cabo da tocha
2 Prensa-cabo de tocha para cabo da tocha
3 Chave de trava da tocha
4 Cartucho da Hypertherm
5 Revestimento
6 Cremalheira removível de passo 32
Para obter informações sobre as espessuras que poderá cortar e perfurar com a tocha mecanizada
SmartSYNC, consulte o Powermax65/85/105 SYNC Operator Manual (Manual do operador
da Powermax65/85/105 SYNC) (810470).
Componentes, dimensões e pesos da tocha mecanizada
Não é possível transformar uma tocha mecanizada de comprimento
completo em uma minitocha mecanizada ou transformar uma minitocha
mecanizada em uma tocha mecanizada de comprimento completo.
Componentes
Tocha mecanizada de comprimento completo
14 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

2
Minitocha mecanizada
3
1
2
4
1 Cabo da tocha
2 Prensa-cabo de tocha para cabo da tocha
3 Revestimento
4 Cartucho da Hypertherm
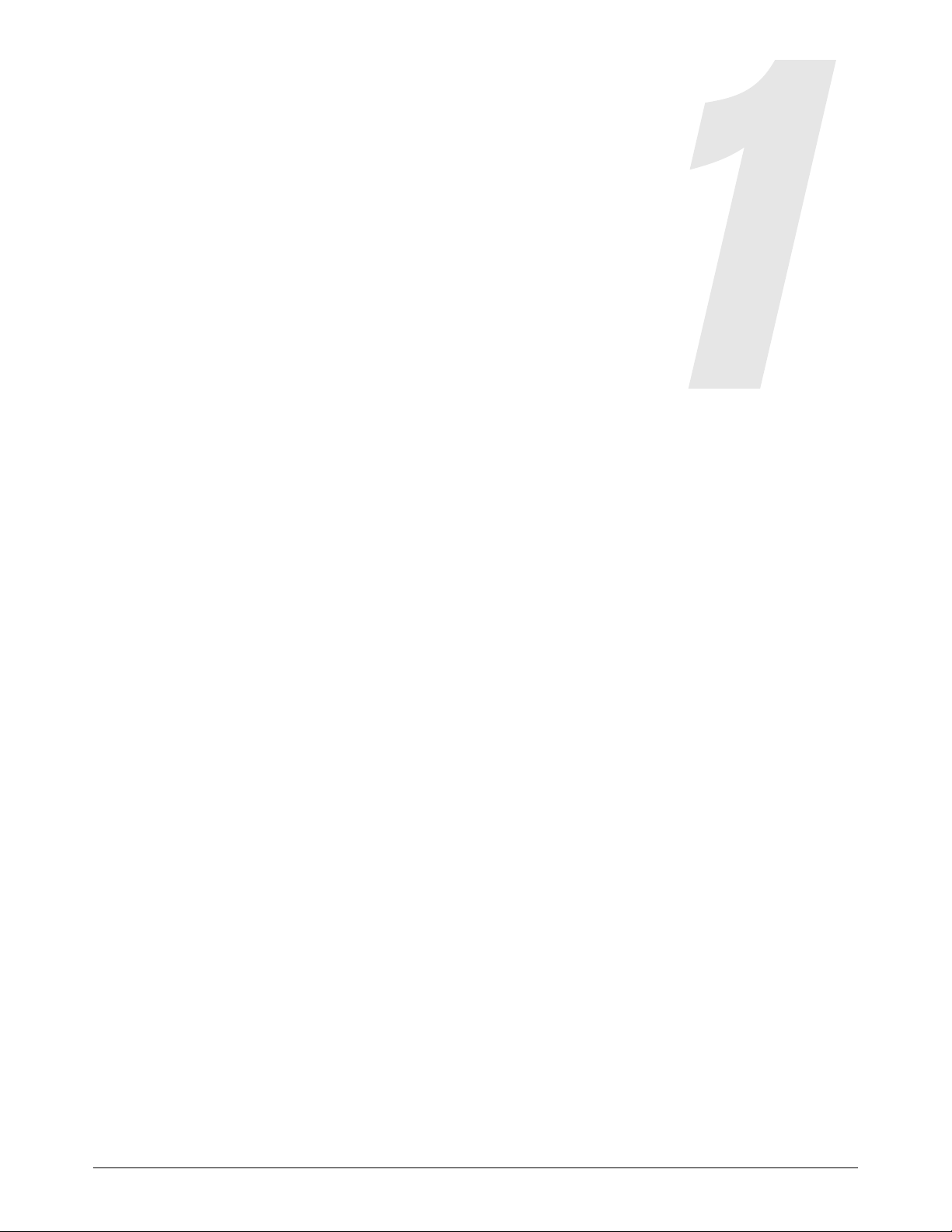
32 mm
368 mm
212 mm
312 mm
35 mm ± 0,5 mm*
* Ao medir até o topo da chave de trava da tocha, há um acréscimo
de 6 mm na largura do revestimento da tocha.
41 mm*
Dimensões
Configuração da tocha mecanizada
Tocha mecanizada de comprimento completo
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 15
Configuração da tocha mecanizada
2
32 mm35 mm ± 0,5 mm
235 mm
180 mm
Minitocha mecanizada
Pesos
Tocha mecanizada de comprimento completo com cabo da tocha
Tocha Peso *
Tocha mecanizada com cabo de 4,6 m 2,2 kg
Tocha mecanizada com cabo de 7,6 m 3,2 kg
Tocha mecanizada com cabo de 10,7 m 4,2 kg
Tocha mecanizada com cabo de 15 m 5,8 kg
Tocha mecanizada com cabo de 23 m 8,3 kg
* Sem cartucho da Hypertherm instalado.
Minitocha mecanizada com cabo da tocha
Tocha Peso *
Minitocha mecanizada com cabo de 4,6 m 2,1 kg
Minitocha mecanizada com cabo de 7,6 m 3,1 kg
Minitocha mecanizada com cabo de 10,7 m 4,1 kg
Minitocha mecanizada com cabo de 15 m 5,7 kg
Minitocha mecanizada com cabo de 23 m 8,2 kg
* Sem cartucho da Hypertherm instalado.
16 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC
Configuração da tocha mecanizada
2
76 mm
Fixar a tocha ao seu equipamento
Você pode posicionar a tocha mecanizada em uma grande variedade de mesas X-Y, cortadores
em linha, chanfradores de tubo e em outros equipamentos. Consulte o Powermax65/85/105 SYNC
Parts Guide (Guia de peças Powermax65/85/105 SYNC) (810490) para ver o kit de conjunto de
grampo da tocha mecanizada. Para instalar a tocha, siga as instruções do fabricante do
equipamento.
AV I S O
ELEMENTOS ELETRÔNICOS SENSÍVEIS E OUTROS COMPONENTES DENTRO DA TOCHA.
PODE HAVER DANOS PERMANENTES.
Não desmonte a tocha ou o revestimento de desengate rápido para colocar a tocha no trilho
do sistema de corte mecanizado.
Se seu sistema de corte mecanizado inclui um trilho, não desmonte a tocha
ou o revestimento de desengate rápido. Faça o seguinte:
1. Coloque um grampo na tocha ou no cabo perto da tocha para manter a tocha na posição.
2. Abra o trilho completamente.
3. Coloque o cabo da tocha no trilho.
4. Feche o trilho.
5. Instale a tocha.
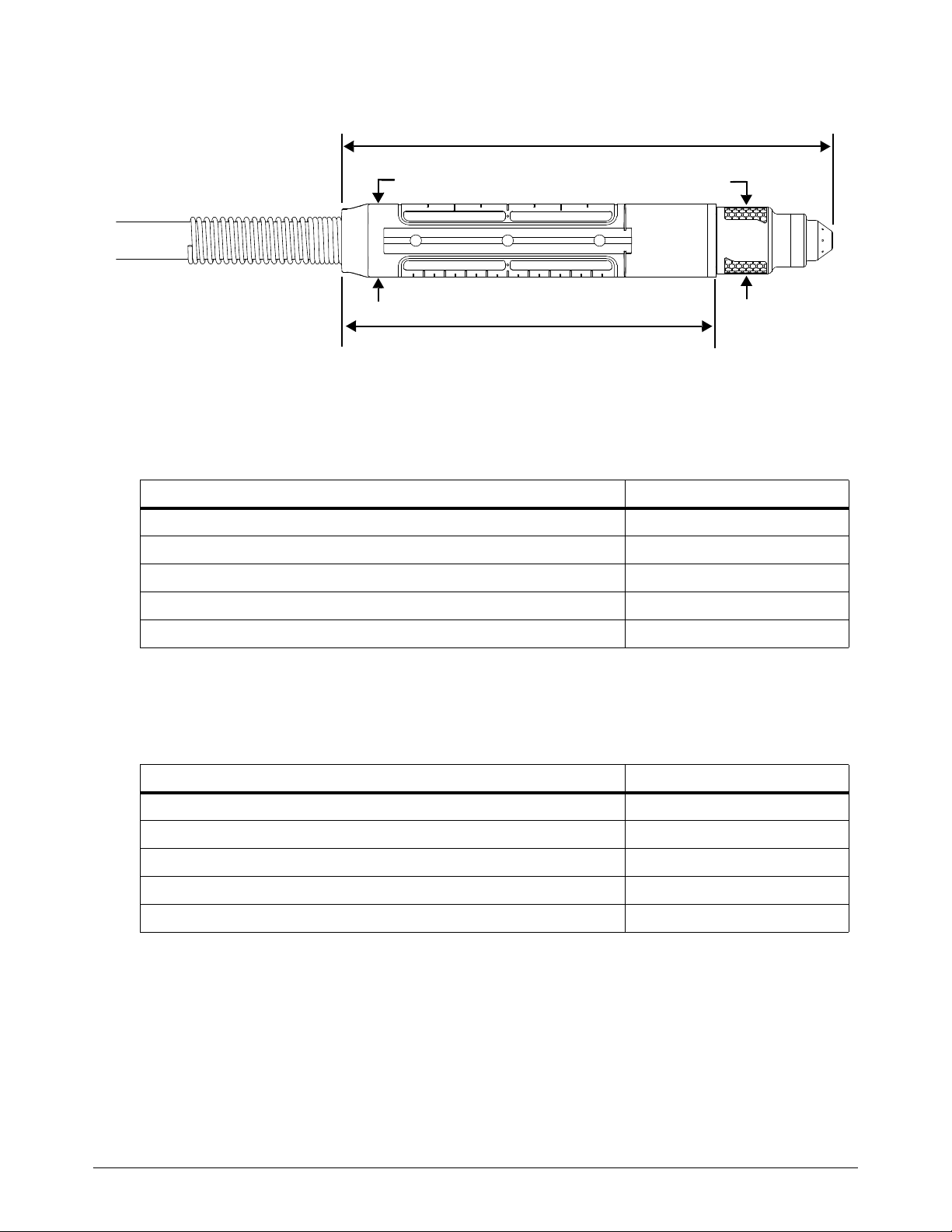
Raio mínimo de curvatura do cabo da tocha
AV I S O
RAIO MÍNIMO DE CURVATURA. PODE HAVER TORÇÕES OU OUTROS DANOS.
Não dobre muito o cabo da tocha.
Não dobre o cabo da tocha em um raio menor do que
o raio mínimo de curvatura de 76 mm.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 17
Configuração da tocha mecanizada
2
1
90°
90°
1
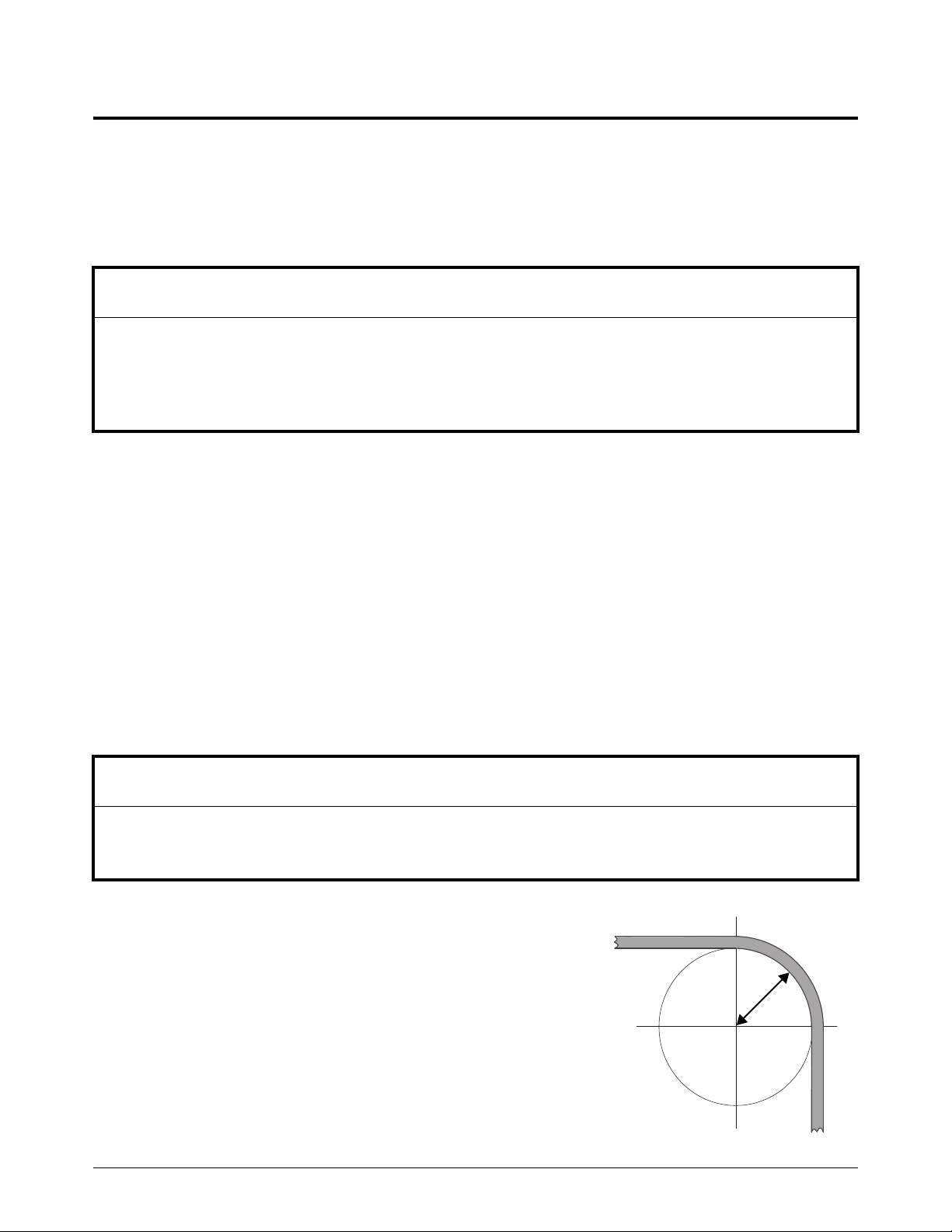
Remova a cremalheira (opcional)
A cremalheira pode ser conectada a qualquer lado da tocha mecanizada de comprimento completo.
Se tiver que remover a cremalheira, remova os dois parafusos que a prendem ao revestimento
da tocha.
Ao instalar a cremalheira, aperte os parafusos manualmente. Para evitar
danos aos parafusos, não aperte demais.
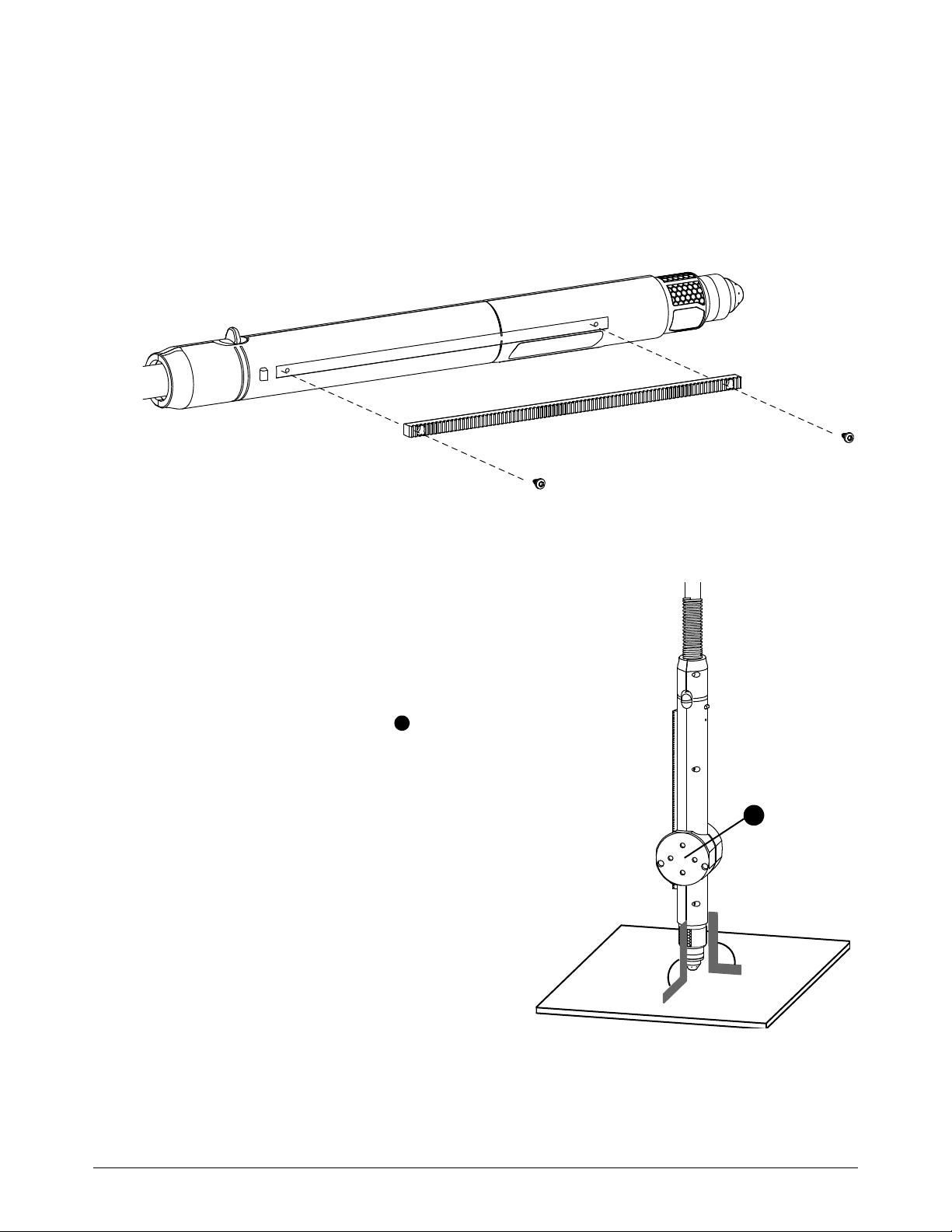
Alinhamento da tocha
Instale a tocha mecanizada
perpendicularmente à peça de trabalho
para obter um corte vertical. Use um
esquadro ou nível digital para alinhar
a tocha em um ângulo de 90°
em relação à peça de trabalho.
Posicione o suporte de montagem
mais baixo na tocha para manter
a vibração na ponta da tocha
no nível mínimo.
Não aperte demais o suporte
de montagem. Apertar demais
o suporte de montagem pode causar
danos na placa de circuito impresso
(PCB) dentro da tocha. Apertar demais
pode também entortar ou causar outros
danos no revestimento da tocha.
18 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Configuração de controles para
Aterramento*
Mesa
de corte
Tocha mecanizada
Suprimento
de ar
Cabo-obra
Peça de trabalho
Cabo da tocha
1
2
Cabo da interface da máquina
(CPC) (opcional)
3
CNC/THC
Cabo de contato ôhmico
1 Sinais de pressão do gás, modo de operação, corrente de saída (em ampères) e outros
2 Sinais de tensão do arco dividida, partida/parada do plasma e transferência do arco
3 Somente sinais de partida/parada do plasma
o corte mecanizado
Essa seção explica como configurar os seguintes controles opcionais externos em um sistema
de corte mecanizado da Powermax65/85/105 SYNC por meio das comunicações seriais.
C
abo de interface
serial RS-485
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 19
Controle remoto

Configuração de controles para o corte mecanizado
3
Conforme mostrado, a configuração necessária depende de qual das operações da fonte
de alimentação de plasma você deseja controlar externamente.
Operação Configuração necessária Para obter mais informações
• Somente partida/parada
do plasma
• Sinais de partida/parada
do plasma
• Sinal de transferência do arco
• Tensão do arco dividida
• Modo de operação
• Corrente
• Pressão do gás
• Testes do gás
• Reinicializações rápidas
Requisitos de hardware do EDGE
se comunica com os sistemas Powermax65/85/105 SYNC usando uma interface EtherCAT
• Receptáculo da interface
da máquina
• Controle remoto
• Receptáculo da interface
da máquina
• PCB do divisor de tensão
• Cabo de interface da máquina
• Conector de interface serial
RS-485
• PCB de interface serial
RS-485
• Cabo de interface serial
RS-485
®
Connect CNC: O EDGE Connect CNC da Hypertherm
Consulte Conexão de controle
remoto (opcional) na página 23
Consulte Conexão de um cabo de
interface da máquina (opcional)
na página 24
Consulte Como conectar um cabo
de interface serial RS-485
(opcional) na página 35
™
.
Para mais informações, consulte o Powermax EtherCAT Interface for EDGE Connect Installation
and Setup Manual (Manual de Instalação e Configuração da Interface EtherCAT Powermax para
EDGE Connect) (810330) e o Cut with Powermax
Addendum (Adendo do Manual de Corte com Powermax
®
on an EDGE® Connect CNC Manual
®
em um EDGE® Connect CNC)
(810290). A documentação técnica está disponível em www.hypertherm.com/docs.
ADVERTÊNCIA
OS CILINDROS DE GÁS PODEM EXPLODIR SE FOREM DANIFICADOS
Os cilindros de gás contêm gás sob alta pressão. Um cilindro pode explodir, se estiver
danificado.
Para reguladores de alta pressão, siga as instruções do fabricante para a instalação,
operação e manutenção seguras.
Antes do corte a plasma com gás comprimido, leia as instruções de segurança no Safety
and Compliance Manual (Manual de Segurança e de Conformidade) (80669C).
Não seguir as instruções de segurança pode resultar em lesão corporal ou danos
ao equipamento.
20 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Configuração de controles para o corte mecanizado
3
ADVERTÊNCIA
RISCO DE EXPLOSÃO – CORTE COM ALUMÍNIO PRÓXIMO À ÁGUA
Quando a água entra em contato com o alumínio durante as operações de corte a plasma,
pode haver liberação de hidrogênio e há risco de explosão. Não corte ligas de alumínio
sob a água ou em mesas de água, a não ser que consiga evitar o acúmulo de gás
hidrogênio. Nunca corte ligas de alumínio-lítio na presença de água.
Consulte o Safety and Compliance Manual (Manual de Segurança e de Conformidade)
(80669C) para obter mais informações.
A seguir, mostraremos etapas gerais para configurar o sistema de corte mecanizado.
Para mais informações sobre a configuração da fonte de alimentação de plasma,
consulte o Powermax65/85/105 SYNC Operator Manual (Manual do operador
da Powermax65/85/105 SYNC) (810470).
1. Conecte o cabo-obra da fonte de alimentação de plasma à mesa de corte ou à peça
de trabalho que estiver cortando. Consulte as instruções do fabricante da sua mesa.
Veja se o cabo-obra está fazendo um bom contato de metal com metal com a mesa
de corte ou peça de trabalho. Elimine ferrugem, sujeira, pintura, revestimentos e outros
detritos para garantir que o cabo-obra tenha contato suficiente com a mesa de corte
ou a peça de trabalho.
2. Conecte o suprimento de gás à fonte de alimentação do plasma.
Use ar comprimido para cortar aço-carbono, aço inoxidável, alumínio e outros metais
condutores.
Use F5 para cortar aço inoxidável.
3. Siga uma dessas etapas:
Para controlar partida/parada somente: Conecte um controle remoto à sua fonte
de alimentação de plasma usando o receptáculo de interface da máquina.
Para usar um controle remoto, a sua fonte de alimentação de plasma deverá ter um
receptáculo de interface da máquina instalado na fábrica (ou instalado por um usuário)
no painel traseiro. Consulte Conexão de controle remoto (opcional) na página 23.
Para controlar a partida/parada do plasma, transferência do arco e tensão do arco:
Conecte a fonte de alimentação de plasma ao CNC (ou outro controle) usando
o receptáculo de interface da máquina.
Para usar a interface da máquina, a sua fonte de alimentação de plasma deverá ter um
receptáculo de interface da máquina instalado na fábrica (ou instalado por um usuário)
com uma PCB interna do divisor de tensão. Consulte Conexão de um cabo de interface
da máquina (opcional) na página 24.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 21

Configuração de controles para o corte mecanizado
3
4. Para controlar o modo de operação, a corrente, a pressão do gás, os testes de gás
e as reinicializações rápidas: Conecte a fonte de alimentação do plasma ao CNC usando
a conexão da interface serial RS-485.
Para usar uma interface serial RS-485, a sua fonte de alimentação de plasma deverá ter:
Conector de interface serial RS-485 instalado na fábrica (ou instalado por um usuário)
e PCB de interface serial RS-485. Consulte Como conectar um cabo de interface
serial RS-485 (opcional) na página 35. Os resistores de terminação estão inclusos
na fonte de alimentação de plasma.
Uma conexão da interface da máquina ao CNC com um receptáculo de interface
da máquina. Consulte Conexão de um cabo de interface da máquina (opcional)
na página 24.
Os parâmetros corretos da comunicação serial na tela Configurações da interface CNC
(CNC INTERFACE). Consulte página 39.
5. Fixe a tocha à mesa de corte ou a outro equipamento de corte. Consulte Configuração da tocha
mecanizada na página 13.
6. Instale o cartucho de corte ou de goivagem adequado para sua aplicação:
Para corte e perfuração com uma tocha mecanizada: Consulte Seleção do cartucho
na página 44.
Para goivagem: Consulte Processos de goivagem na página 63.
7. Veja se a fonte de alimentação de plasma está configurada
automaticamente no modo de Corte ou de Goivagem para que fique
alinhada ao cartucho da Hypertherm que você instalou.
Para alterar do modo de Corte para Metal expandido,
pressione o botão do modo de operação.
Mova a chave de trava da tocha para a posição verde “pronta para
disparar” ( ) antes de mudar o modo de operação ou a corrente
de saída (em ampères).
8. Ajuste a velocidade da tocha e a corrente de saída (em ampères), conforme necessário.
Consulte o Powermax65/85/105 SYNC Cut Charts Guide (Guia das tabelas de corte
da Powermax65/85/105 SYNC) (810500MU).
22 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

3
Conexão de controle remoto (opcional)
Receptáculo
da interface
da máquina
Antes de começar, veja se a fonte de alimentação de plasma tem
um receptáculo de interface da máquina instalado na fábrica (ou instalado
pelo usuário) no painel traseiro. Consulte o Machine Interface Receptacle
with Voltage Divider PCB Field Service Bulletin (Boletim de serviço
de campo do receptáculo de interface da máquina com PCB do divisor
de tensão) (806980). Também consulte o Powermax65/85/105 SYNC
Parts Guide (Guia de peças da Powermax65/85/105 SYNC) (810490).
As configurações da fonte de alimentação de plasma com a tocha mecanizada podem incluir
um controle remoto opcional.
Configuração de controles para o corte mecanizado
O controle remoto permite o início
e a parada remotamente da tocha
mecanizada. Por exemplo, use-o quando
colocar a tocha em um sistema simples
para corte reto ou guia de corte que não
tenha seu próprio CNC ou outro
controle.
Para usar o controle remoto, conecte-o
ao receptáculo de interface da máquina
na parte traseira da fonte de alimentação
de plasma.
O controle remoto só deve ser usado em uma fonte de alimentação de
plasma com uma tocha mecanizada. Ele não funcionará se uma tocha
manual estiver instalada.
A Hypertherm oferece controles remotos em comprimentos variados. Consulte
o Powermax65/85/105 SYNC Parts Guide (Guia de peças da Powermax65/85/105 SYNC)
(810490).
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 23

Configuração de controles para o corte mecanizado
3
Receptáculo da interface da máquina
PCB do divisor de tensão
Conexão de um cabo de interface da máquina (opcional)
Antes de começar, veja se a fonte de alimentação de plasma tem um
receptáculo de interface da máquina instalado na fábrica (ou instalado
pelo usuário) no painel traseiro. Consulte o Machine Interface Receptacle
with Voltage Divider PCB Field Service Bulletin (Boletim de serviço
de campo do receptáculo de interface da máquina com PCB do divisor
de tensão) (806980). Também consulte o Powermax65/85/105 SYNC
Parts Guide (Guia de peças da Powermax65/85/105 SYNC) (810490).
O receptáculo de interface da máquina na parte traseira da fonte de alimentação de plasma inclui
uma PCB do divisor de tensão com 5 posições e cabos que são instalados dentro da fonte
de alimentação de plasma.
A PCB do divisor de tensão fornece uma tensão de arco reduzida em proporções de 20:1; 21,1:1;
30:1; 40:1 ou 50:1.
O ajuste de fábrica padrão da PCB do divisor de tensão é 50:1.
Para alterar o ajuste da PCB do divisor de tensão, consulte Ajuste da
PCB do divisor de tensão de 5 posições na página 34.
AV I S O
A PCB do divisor de tensão é um divisor resistivo simples da tensão bruta do arco. Para evitar laços
de aterramento e interferência elétrica , você deve isolar o sinal dividido do arco.
24 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Configuração de controles para o corte mecanizado
3
CUIDADO
A PCB do divisor de tensão fornece uma tensão que é proporcional à tensão do arco.
As configurações da chave DIP na PCB do divisor de tensão controlam a saída em
condições de circuito aberto, com saída máxima de 15 V. Essa saída é uma saída de
tensão extrabaixa (ELV, extra low voltage) funcional protegida contra impedância. Esse
tipo de saída evita choques, energização e incêndio em condições normais no
receptáculo da interface da máquina e sob condições de falha única com a fiação da
interface da máquina. A PCB do divisor de tensão não é tolerante a falhas e as saídas
ELV não estão em conformidade com os requisitos de tensão extrabaixa de segurança
(SELV, security extra low voltage) para a conexão direta a dispositivos elétricos.
O receptáculo de interface da máquina dá acesso à tensão de arco reduzida e aos sinais para
a transferência do arco e para a partida do plasma.
Alguns sistemas de corte mecanizado usam um divisor de tensão externo
em vez da PCB interna do divisor de tensão que vem junto com
o receptáculo de interface da máquina. Nesses sistemas, o cabo
de interface da máquina fornece sinais somente para transferência
do arco e partida do plasma.
A Hypertherm oferece cabos de interface da máquina para sistemas de corte mecanizado que
usam PCB interna do divisor de tensão e sistemas de corte mecanizado que usam divisor
de tensão externo. A Hypertherm também oferece cabos de interface de máquina especialmente
projetados para mesas PlasmaCAM
Consulte o Powermax65/85/105 SYNC Parts Guide (Guia de peças
da Powermax65/85/105 SYNC) (810490).
Consulte também as seguintes seções:
Cabos de interface da máquina que usam a PCB do divisor de tensão interna na página 26
Cabos de interface da máquina que usam divisor de tensão externo na página 27
Cabos de interface da máquina para mesas com proporção de tensão de 21,1:1
na página 30
®
. Os cabos estão disponíveis em variados comprimentos.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 25

Configuração de controles para o corte mecanizado
3
OU
Conector de interface
da máquina
Conectores faston
Receptáculo da interface
da máquina
Conector D-sub com 15 pinos
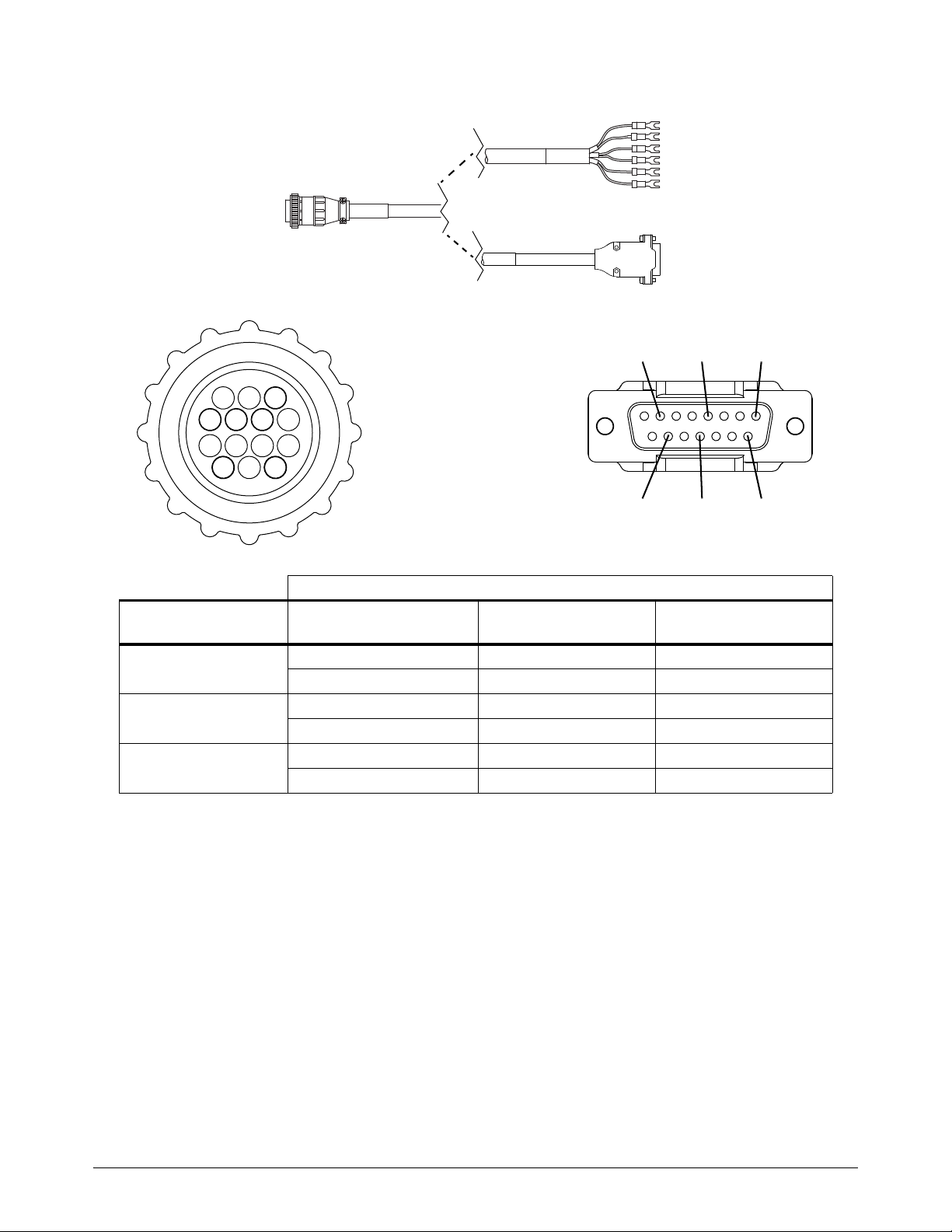
Cabos de interface da máquina que usam a PCB do divisor de tensão interna
O diagrama a seguir mostra um cabo que usa uma PCB interna do divisor de tensão para tensão
de arco reduzida além de sinais para a transferência do arco e partida do plasma.
Os cabos estão disponíveis em variados comprimentos. Consulte o Powermax65/85/105 SYNC
Parts Guide (Guia de peças da Powermax65/85/105 SYNC) (810490).
26 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC
3
Sinais do cabo
3
46
12 14
5
10
285
Conector D-sub
12 15
OU
Conectores faston
Conector
de interface
da máquina
Configuração de controles para o corte mecanizado
Conectores
Sinal
Partida de plasma
Transferência do arco
Divisor de tensão
Número do pino
da interface da máquina
310Verde
42Preto
12 12 Vermelho
14 5 Preto
5 (–) (eletrodo) 15 (–) Preto (–)
6(+) (obra) 8(+) Branco (+)
Número do pino D-sub Cor dos fios do faston
Cabos de interface da máquina que usam divisor de tensão externo
Esses cabos destinam-se a sistemas de corte mecanizado que usam um divisor de tensão externo
em vez da PCB interna do divisor de tensão que vem junto com o receptáculo de interface
da máquina. Nesses sistemas, o cabo de interface da máquina fornece sinais somente para
transferência do arco e partida do plasma. Você deverá configurar o divisor de tensão externo
para que acesse diretamente a tensão bruta do arco da fonte de alimentação de plasma.
Consulte Como acessar a tensão bruta do arco (opcional) na página 29.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 27

Configuração de controles para o corte mecanizado
3
Conector de interface
da máquina
Conectores faston
Receptáculo da interface da máquina
3
4
Conectores faston
Conector
de interface
da máquina
12 14
As extremidades dos cabos têm fios que são fechados com conectores faston. Os cabos estão
disponíveis em variados comprimentos. Consulte o Powermax65/85/105 SYNC Parts Guide
(Guia de peças da Powermax65/85/105 SYNC) (810490).
Sinais do cabo
Sinal
Partida de plasma
Transferência do arco
Conectores
Número do pino
da interface da máquina
3Verde
4Preto
12 Vermelho
14 Preto
Cor dos fios do faston
28 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Configuração de controles para o corte mecanizado
3
Aterramento
Mesa de corte
Tocha mecanizada
Suprimento
de ar
Cabo-obra
Divisor externo de tensão
do arco
(fornecida pelo cliente)
Peça de trabalho
Cabo da tocha
Tensão bruta do arco
Cabo de contato ôhmico
Cabo de interface
da máquina
Partida de plasma
Transferência do arco
CNC/THC
Como acessar a tensão bruta do arco (opcional)
Caso o sistema de corte mecanizado não use a PCB do divisor de tensão na fonte de alimentação
de plasma, você deverá configurar um divisor de tensão externo para acessar diretamente a tensão
bruta do arco da fonte de alimentação de plasma.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 29
Para obter instruções de como acessar a tensão bruta do arco, consulte o Raw Arc Voltage
Field Service Bulletin (Boletim de serviço de campo de tensão bruta do arco) (810320).
Uma configuração que usa a tensão bruta do arco deve ser feita somente por técnicos
qualificados.
ADVERTÊNCIA
PERIGO DE CHOQUE ELÉTRICO, ENERGIA ELÉTRICA E INCÊNDIO
A conexão direta ao circuito de plasma para acesso à tensão bruta do arco
aumenta o perigo de choque elétrico, de incêndio e o perigo relacionado
à energia no caso de falha única. A tensão de saída e a corrente de saída
do circuito estão especificadas na placa de identificação.
Peça que um técnico qualificado faça a conexão.

Configuração de controles para o corte mecanizado
3
Conector DIN com 6 pinos
Conector de interface da máquina
Receptáculo da interface da máquina
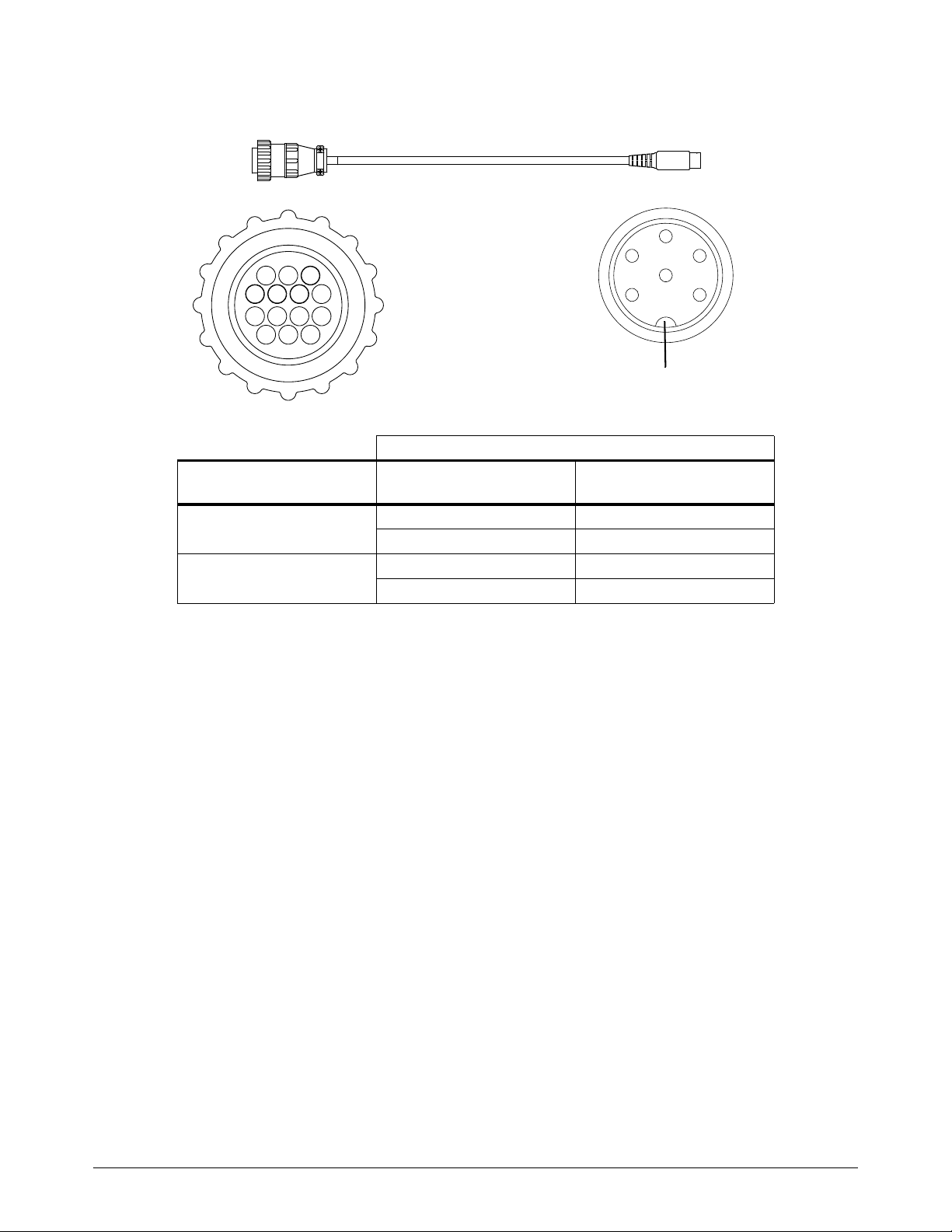
Cabos de interface da máquina para mesas com proporção de tensão de 21,1:1
A Hypertherm oferece cabos de interface da máquina especialmente projetados para mesas
de corte PlasmaCAM, para a qual é necessária uma proporção de tensão de 21,1:1. Esses cabos
podem ser usados em
de 21,1:1 é necessária. Os cabos estão disponíveis em variados comprimentos. Consulte
o Powermax65/85/105 SYNC Parts Guide (Guia de peças da Powermax65/85/105 SYNC)
(810490).
A PCB do divisor de tensão deve estar configurada para 21,1:1 nesses
cabos. Consulte Ajuste da PCB do divisor de tensão de 5 posições
na página 34.
todos os sistemas de corte mecanizado onde uma proporção de tensão
30 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC
3
Sinais do cabo
1
24
3
456
Conector DIN
Entalhe
Conector
de interface
da máquina
5
Sinal
Partida de plasma
Divisor de tensão
(21,1:1)
Configuração de controles para o corte mecanizado
Conectores
Número do pino
da interface da máquina
35
44
5(–) (eletrodo) 1(–)
6 (+) (obra) 2 (+)
Pinos do DIN*
Instalação do cabo de interface da máquina
* Os pinos no conector DIN real não são numerados. Os números dos pinos do DIN
nesse diagrama são marcações que servem para referência.
Antes de começar, veja se a fonte de alimentação de plasma tem um
receptáculo de interface da máquina instalado na fábrica (ou instalado
pelo usuário) no painel traseiro. Consulte o Machine Interface Receptacle
with Voltage Divider PCB Field Service Bulletin (Boletim de serviço
de campo do receptáculo de interface da máquina com PCB do divisor
de tensão) (806980).
A instalação do cabo de interface com a máquina deve ser realizada por um técnico
em manutenção qualificado.
1. Coloque a chave de alimentação na fonte de alimentação de plasma na posição desligada
(OFF) (O) e desconecte o cabo de alimentação.
2. Remova a capa do receptáculo de interface da máquina a partir da parte traseira da fonte
de alimentação de plasma.
3. Conecte o cabo de interface da máquina Hypertherm ao receptáculo de interface da máquina.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 31

Configuração de controles para o corte mecanizado
3
3
5
64
131412
4. Siga uma dessas etapas:
Para um cabo com um conector D-sub
na outra extremidade:
1. Conecte o conector D-sub
ao receptáculo no controle de altura
da tocha (THC) ou CNC.
2. Aperte os parafusos
ao conector D-sub.
* Se a integração do equipamento da Hypertherm e do equipamento fornecido pelo cliente,
incluindo os cabos de interconexão e outros cabos, não estiver listada e certificada como
um sistema, ela estará sujeita à inspeção pelas autoridades locais no local da instalação final.
Soquetes do receptáculo da interface da máquina
Para um cabo com fios e conectores
faston na outra extremidade:
1. Desligue o cabo de interface da máquina
dentro do compartimento elétrico
do controle de altura da tocha (THC)
ou do CNC.
Isso evita o acesso não autorizado
às conexões após a instalação.
2. Antes de colocar o equipamento
em funcionamento, verifique se as
conexões estão corretas e se todas
as peças energizadas estão confinadas
e protegidas.*
Os soquetes 1 e 2 estão conectados, mas não usados.
32 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Configuração de controles para o corte mecanizado
3
OU
Cabos internos
Conector D-sub
Divisor de tensão
Conectores faston
Receptáculo da interface
da máquina
Sinais da interface da máquina
Consulte a tabela a seguir para obter informações sobre os sinais dos cabos quando conectar
a fonte de alimentação de plasma a um controlador de altura da tocha ou a um CNC com um cabo
de interface da máquina.
Cabos internos e receptáculo da interface da máquina
da Powermax
Sinal Tipo Cor do fio
Partida
‡
(plasma)
Transferência
(iniciar
movimento)
‡
Entrada*
Saída**
Preto 3 10 Verde
Vermelho 4 2 Preto
Branco 12 12 Vermelho
Verde 14 5 Preto
Preto (–)
Divisor
de tensão
Saída***
, †
Vermelho
(+)
Aterramento
* Normalmente aberta. Tensão de circuito aberto de 18 VCC nos terminais de START. Requer fechamento
de contato seco para ser ativado.
Verde/amare
lo
Número
do soquete
5, 1 (–)
(eletrodo)
6, 2 (+)
(obra)
13
Cabos
do conector D-sub
Número do pino
D-sub
15 (–) Preto (–)
8 (+) Branco (+)
Cabos com
conectores faston
Cor do fio sem
terminação
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 33
** Normalmente aberta. Fechamento de contato seco quando o arco é transferido. Máximo de 120 VCA/1 A
no relê de interface da máquina.
*** Sinal do arco dividido em 20:1, 21,1:1, 30:1, 40:1, 50:1. Fornece uma tensão máxima de 15 V
em condições de circuito aberto.
†
O sinal dividido do arco é um divisor resistivo da tensão bruta do arco. Esse sinal não é isolado.
Para evitar laços de aterramento, você deve fazer um isolamento galvanizado.
‡
Se você usa o sinal de Partida com atraso para começar a movimentar uma tocha Duramax™
em um corte, em vez do sinal de Transferência, siga essas etapas: Aumente o atraso quando usar
uma tocha SmartSYNC. Para uma tocha SmartSYNC de 0,7 m ou 15 m, acrescente 60 ms ao atraso.
Para uma tocha SmartSYNC de 23 m, acrescente 120 ms ao atraso. Esse atraso adicional evita que
a tocha se movimente antes que o pós-fluxo seja concluído. Não é necessário um atraso adicional para
tochas SmartSYNC de 4,6 m ou 7,6 m.

Configuração de controles para o corte mecanizado
3
Ajuste da PCB do divisor de tensão de 5 posições
O divisor de tensão é uma placa de circuito impresso (PCB, printed circuit board) dentro da fonte
de alimentação de plasma. Ele mede a tensão do arco plasma. Essa tensão pode variar
de 0 VCC a 250 VCC. Por razões de segurança, a PCB diminui a tensão do arco para um sinal
de tensão menor (0 VCC a 15 VCC) para enviar ao CNC.
A PCB do divisor de tensão tem 5 ajustes. A configuração padrão de fábrica é 50:1.
A especificação do seu sistema de controle de altura da tocha (THC) determina a configuração
correta a ser usada. Se não souber qual configuração usar, ou se a PCB do divisor de tensão
de 5 posições da Hypertherm não fornecer o sinal de tensão necessário para sua aplicação, entre
em contato com o seu distribuidor Hypertherm ou local para reparos autorizado, ou então contate
o escritório da Hypertherm mais próximo de você. Os escritórios estão listados no início desse
manual.
Exemplos:
A configuração padrão de fábrica de 50:1 divide cada volt por 50, indicando que para cada
volt, 20 mV são enviados ao CNC. Para uma tensão bruta do arco de 140 V, uma leitura
de tensão do arco de 2800 mV (2,8 V) é enviada ao CNC.
A configuração de 20:1 divide cada volt por 20, indicando que para cada volt, 50 mV são
enviados ao CNC. Para uma tensão bruta do arco de 140 V, uma leitura de tensão do arco
de 7000 mV (7,0 V) é enviada ao CNC.
Para alterar o ajuste padrão de fábrica da PCB do divisor de tensão de 50:1 para uma configuração
diferente, siga esses passos:
1. Coloque a chave de alimentação na fonte de alimentação de plasma na posição desligada
(OFF) (O) e desconecte o cabo de alimentação.
2. Remova a tampa da fonte de alimentação de plasma.
34 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Configuração de controles para o corte mecanizado
3
L1
R5
R6
C2
C1 C4
BLK
RED
J1
J3
RED
BLK
J2
21.13040 50
GRN
S1
ALLDOWN =20
D1
J5
L1
X12
R7
R5
R6
R4
C3
C2
C1 C4
L1
BLK
RED
J1
J3
J4
RED
BLK
J2
21.1 30
40 50
GRN
S1
ALL DOWN = 20
D1
J5
20:1 21,1:1 30:1 40:1 50:1
3. Localize as chaves DIP da PCB do divisor de tensão no lado do ventilador da fonte
de alimentação de plasma.
Esta figura mostra a PCB do divisor de tensão no ajuste padrão de fábrica (50:1) com a chave
número 4 virada para cima.
4. Ajuste as chaves DIP em uma das seguintes configurações:
A configuração de 21,1:1 foi desenvolvida especificamente para
as mesas de corte PlasmaCAM, mas pode ser usada em qualquer
sistema de corte mecanizado onde é necessária uma proporção
de tensão de 21,1:1.
5. Instale a tampa da fonte de alimentação de plasma.
Como conectar um cabo de interface serial RS-485 (opcional)
Antes de começar, veja se a fonte de alimentação de plasma tem:
Um conector de interface serial RS-485 instalado na fábrica (ou instalado por um usuário)
e PCB interna de interface serial RS-485. Consulte o RS-485 Serial Interface Connector
Field Service Bulletin (Boletim de serviço de campo do conector de interface serial
RS-485) (806710). Também consulte o Powermax65/85/105 SYNC Parts Guide
(Guia de peças da Powermax65/85/105 SYNC) (810490). A fonte de alimentação
de plasma inclui resistores de terminação.
Uma conexão da interface da máquina ao CNC com um receptáculo de interface
da máquina. Consulte página 24.
A interface serial RS-485 não pode ser usada sozinha. A fonte
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 35
de alimentação de plasma também deve ter uma conexão de interface
da máquina com o CNC.

Configuração de controles para o corte mecanizado
3
Conector serial RS-485
OU
Conector D-sub com 9 pinos
Conector de série não fechado
O conector e cabo de interface serial RS-485 fazem com que a fonte de alimentação de plasma
aceite comunicações seriais com um CNC.
Os cabos estão disponíveis em variados comprimentos. Consulte o Powermax65/85/105 SYNC
Parts Guide (Guia de peças da Powermax65/85/105 SYNC) (810490).
Instalação do cabo de interface serial RS-485
A instalação do cabo de interface serial RS-485 deve ser realizada por um técnico em manutenção
qualificado.
1. Coloque a chave de alimentação na fonte de alimentação de plasma na posição desligada
(OFF) (O) e desconecte o cabo de alimentação.
2. Conecte o cabo de interface serial RS-485 ao conector serial RS-485.
3. Siga uma dessas etapas:
Para um cabo com um conector D-sub
na outra extremidade:
1. Conecte o conector D-sub
ao conector de pinos no CNC.
2. Aperte os parafusos
ao conector D-sub.
Para um cabo com fios sem terminação
na outra extremidade:
1. Desconecte o cabo de interface serial
RS-485 dentro do compartimento elétrico
do CNC.
Isso evita o acesso não autorizado
às conexões após a instalação.
2. Antes de colocar o equipamento
em funcionamento, verifique se as
conexões estão corretas e se todas as
peças energizadas estão confinadas
e protegidas.*
* Se a integração do equipamento da Hypertherm e do equipamento fornecido pelo cliente,
incluindo os cabos de interconexão e outros cabos, não estiver listada e certificada como
um sistema, está sujeita à inspeção pelas autoridades locais no local da instalação final.
36 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Configuração de controles para o corte mecanizado
3
OU
Conector D-sub com 9 pinos
Conector de série
não fechado
2
1
3
5
4
Sinais da interface serial RS-485 para conectar-se a um CNC
Consulte a tabela a seguir para obter informações sobre os sinais dos cabos quando conectar
a fonte de alimentação de plasma a um CNC com um cabo de interface serial.
A fonte de alimentação de plasma inclui resistores de terminação.
Conector serial Powermax
Número do pino
1 7 RxD (+) Vermelho Entrada
2 3 RxD (–) Preto Entrada
3 4 TxD (+) Branco Saída
4 2 TxD (–) Preto Saída
5 5 Aterramento Verde
Conector
D-sub
Número do
pino
1 Não conectado
6 Não conectado
8 Não conectado
9 Não conectado
Cabos sem terminação
Sinal Cor do fio Tipo
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 37

Configuração de controles para o corte mecanizado
3
OU
Conector D-sub com 9 pinos
Conector de série não
fechado
Cabos internos
Conector serial
Sinais da interface serial RS-485 para localização de defeitos
Consulte a tabela a seguir para obter informações sobre os sinais dos cabos ao fazer a localização
de defeitos de problemas de conexão serial entre a fonte de alimentação de plasma e o CNC.
Cabos internos e conector serial da Powermax
Cor do fio
Vermelho 1 Tx (+) Saída 7 RxD (+) Vermelho Entrada
Marrom 3 Rx (+) Entrada 4 TxD (+) Branco Saída
Branco 4 Rx (–) Entrada 2 TxD (–) Preto Saída
Conector
D-sub
Número
do pino
Preto 2 Tx (–) Saída 3 RxD (–) Preto Entrada
Verde 5 Aterramento 5 Aterramento Verde
Sinal Tipo
Número
do pino
1 Não conectado
6 Não conectado
8 Não conectado
9 Não conectado
Cabos sem terminação
Sinal
Cor do
fio
Tipo
38 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC
Configuração de controles para o corte mecanizado
3
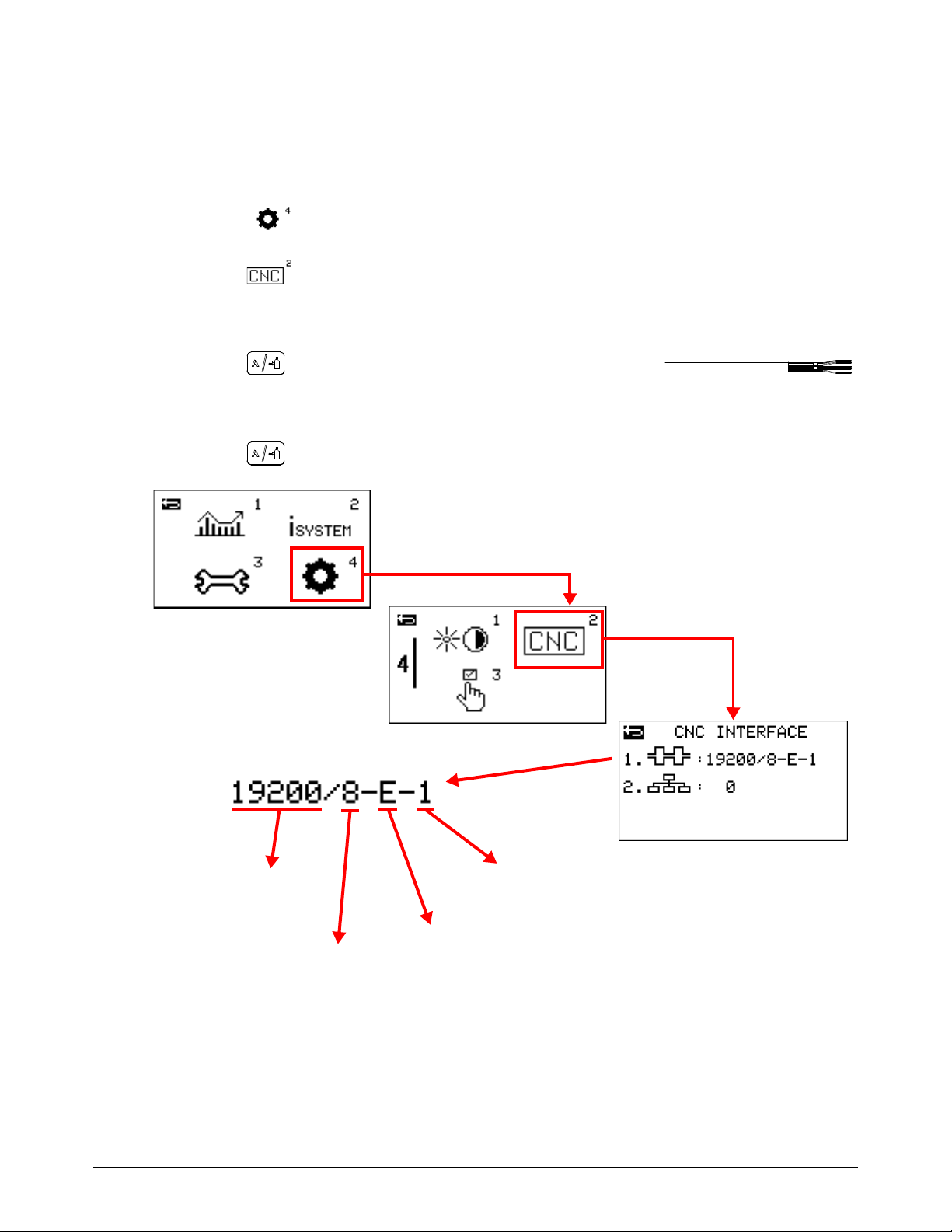
Taxa de transmissão
(não pode ser alterado)
Bits dos dados
(não pode ser alterado)
Paridade
(pode ser alterado)
Bits de parada
(pode ser alterado)
Definição de parâmetros na tela Configurações da interface CNC
Use a tela Configurações da interface CNC (CNC INTERFACE) para definir os parâmetros
de comunicação serial.
1. Selecione na tela do menu principal.
2. Selecione para ir até a tela da Interface CNC CNC INTERFACE.
3. Gire o botão de ajuste para ir até o campo que deseja mudar.
4. Pressione para selecionar o campo.
5. Gire o botão de ajuste para alterar o valor no campo.
6. Pressione para selecionar o novo valor.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 39

Configuração de controles para o corte mecanizado
3
– Ajuste a configuração de verificação de paridade e de bits de parada para essa
Powermax. Os valores nesse campo devem ser os mesmos valores no CNC.
Selecione um dos valores a seguir para verificação de paridade:
E Par (padrão)
O Ímpar
N Sem verificação de paridade
Selecione um dos valores a seguir para bit de parada:
1 1 bit de parada (padrão)
2 2 bits de parada
– Esse é o endereço de nó Modbus dessa Powermax. O valor padrão é zero (0).
Em sistemas de corte com 1 (uma) fonte de alimentação de plasma Powermax:
Mantenha o valor padrão de zero (0).
O valor de zero (0) permite que o CNC defina automaticamente o endereço
de nó da Powermax. O endereço de nó é definido pela primeira mensagem
de solicitação do Modbus válida que a Powermax receber do CNC depois que a chave
de alimentação da Powermax estiver na posição ligada (ON) (I). Esse campo continua
mostrando um valor de zero (0) durante a comunicação de Modbus para indicar que
o endereço de nó está sendo controlado pelo CNC.
Em sistemas de corte com 2 (duas) ou mais fontes de alimentação de plasma
Powermax: Selecione um número único entre 1 e 255 para cada Powermax.
Depois que definir o endereço de nó dessa Powermax, execute uma reinicialização
a frio.
O CNC deve usar esse endereço de nó quando se comunicar com cada Powermax.
Indicador de modo remoto
O indicador de modo remoto mostra que um
CNC ou outro controle está gerenciando a fonte
de alimentação de plasma. Os controles
do painel frontal estão desativados durante
a operação no modo remoto, mas os códigos
de falha e ícones de falha ainda aparecem
da mesma forma que apareceriam em outros
modos. Você pode acessar as telas de menu
para ver as informações sobre a fonte
de alimentação de plasma, tocha e cartucho.
40 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Configuração de controles para o corte mecanizado
3
Mais informações sobre a configuração de comunicação serial
A Powermax65/85/105 SYNC fornece mais dados da fonte de alimentação de plasma por meio
de uma conexão serial do que os que estão disponíveis nas antigas fontes de alimentação
de plasma Powermax, além de acesso a dados de uso do cartucho. O CNC também pode solicitar
um teste de gás ou uma reinicialização rápida em uma Powermax65/85/105 SYNC.
Para mais informações, consulte Powermax65/85/105 SYNC Serial Communication Protocol
and Implementation Guide (Protocolo de comunicação serial e guia de implementação
da Powermax65/85/105 SYNC) (810400). A documentação técnica está disponível
em www.hypertherm.com/docs.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 41

Configuração de controles para o corte mecanizado
3
42 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC
Corte com a tocha mecanizada
Esta seção apresenta informações para ajudar a você a:
Selecionar o cartucho de corte correto da Hypertherm
Otimizar a qualidade de corte
Conhecer o controle de altura da tocha
Perfurar metal
Cortar aço inoxidável com gás F5
Para informações sobre goivagem, consulte Goivagem com a tocha mecanizada na página 63.
Para localizar defeitos no sistema de corte ou solucionar problemas com a qualidade de corte,
consulte Problemas comuns de sistemas mecanizados na página 67.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 43

Corte com a tocha mecanizada
4
Seleção do cartucho
A Hypertherm oferece os seguintes tipos de cartucho de corte mecanizado:
Tipo de cartucho Finalidade
Corte mecanizado
(cinza)
FineCut
corte mecanizado
(cinza)
FlushCut
(preto)
Anel ôhmico
®
TM
Use os cartuchos padrão para
a maioria das aplicações de corte.
Use esses cartuchos para obter um
kerf mais estreito em aço-carbono
e aço inoxidável fino de até 3 mm.
Use esses refis para cortar o mais
próximo possível da base sem
perfurar ou danificar a peça
de trabalho.
Use esse acessório de cartucho
com controles de altura
da tocha (THCs) compatíveis
com contato ôhmico para encontrar
a superfície da peça de trabalho
antes de cada corte. Consulte
Contato ôhmico para o
sensoriamento de altura inicial
na página 60.
Esses cartuchos de corte mecanizado são compatíveis com as tochas manuais
SmartSYNC. Se usar esses cartuchos em uma tocha manual, mantenha um afastamento
durante o corte.
As fontes de alimentação são enviadas com um conjunto inicial de cartuchos
da Hypertherm.
Para ver a lista completa de cartuchos de corte e goivagem disponíveis,
consulte o Powermax65/85/105 SYNC Parts Guide (Guia de peças
da Powermax65/85/105 SYNC) (810490).
Para informações sobre processos e cartuchos de goivagem, consulte Goivagem com a
tocha mecanizada na página 63.
Para obter ajuda na instalação dos cartuchos, consulte Prepare para disparar a tocha
na página 52.
44 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Corte com a tocha mecanizada
4
Selecione o cartucho com a corrente que mais adequada à espessura do material que deseja
cortar. Além disso, sempre considere os parâmetros que proporcionarão a qualidade de corte que
deseja em um trabalho específico. Para obter mais informações, consulte Compreensão e
otimização da qualidade de corte na página 54.
Veja se o cartucho que você selecionou está em uma corrente compatível
com a fonte de alimentação de plasma. Por exemplo, se você tem uma
Powermax85 SYNC, selecione um cartucho de 85 A, 65 A ou 45 A,
não um cartucho de 105 A.
Selecione o cartucho que melhor se adequa ao material que deseja cortar.
Espessura do material no sistema métrico (mm)
0,5 1 2 3 5 8 10 12 15 20 25 30
FineCut
45 A
65 A
85 A
105 A
FineCut
45 A
65 A
85 A
105 A
Espessura do material no sistema imperial (pol)
0,02 0,06 1/8 1/4 3/8 1/2 5/8 3/4 1 1-1/4 1-1/2
Qualidade de corte ideal
Qualidade de corte quase ideal
Menor qualidade de corte ou velocidade
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 45

Corte com a tocha mecanizada
4
Cartucho FlushCutCartucho de corte mecanizado
Uso de cartucho especializado FlushCut
Os refis FlushCut removem linguetas, cavilhas, olhais e outros acessórios sem perfurar ou danificar
a peça de trabalho abaixo. Também é possível usar os refis FlushCut para lavagem de metal.
Os refis FlushCut produzem um arco plasma angular que permite cortar muito próximo ao material
base, sem deixar uma grande quantidade de material remanescente para pulverizar. Nesses cortes
longos e retos, geralmente os cartuchos FlushCut são usados com cortadores em linha portáteis
ou tochas mecanizadas montadas em carro ou trilho.
46 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

4
Aproveite seus cartuchos ao máximo
A frequência de troca do cartucho da Hypertherm na sua tocha mecanizada dependerá
dos seguintes fatores:
Qualidade do suprimento de gás
É extremamente importante manter a linha de suprimento de gás limpa e seca. Óleo,
água, vapor e outros contaminantes no suprimento de gás podem degradar a qualidade
de corte e a vida útil do cartucho. Consulte o Powermax65/85/105 SYNC Operator
Manual (Manual do operador da Powermax65/85/105 SYNC)(810470).
Parâmetros de corte
Veja se a corrente do arco, a tensão do arco, a velocidade de corte,
a altura de corte e outras configurações de corte estão corretas. Consulte
o Powermax65/85/105 SYNC Cut Charts Guide (Guia das tabelas de corte
da Powermax65/85/105 SYNC) (810500MU).
Use a altura da tocha correta e o tempo de retardo na perfuração para a perfuração.
Consulte o Powermax65/85/105 SYNC Cut Charts Guide (Guia das tabelas de corte
da Powermax65/85/105 SYNC) (810500MU).
Corte com a tocha mecanizada
Dispare a tocha somente quando necessário
Para obter o máximo da vida útil do cartucho, não dispare a tocha quando não estiver
cortando. Por exemplo, não inicie nem termine cortes fora da superfície da peça
de trabalho.
Iniciar pela borda da peça de trabalho é aceitável, desde que o arco faça
contato com a peça de trabalho quando iniciado.
Deixar o pós-fluxo de gás terminar após o corte
O gás continua a fluir por aproximadamente 20 segundos depois do final do corte.
O pós-fluxo é necessário para diminuir a temperatura do cartucho. Sempre espere
o pós-fluxo terminar antes de retirar o cartucho.
Espessura da peça de trabalho
De modo geral, quanto mais espessa a peça de trabalho, mais rapidamente os refis
ficarão desgastados. Para obter melhores resultados, 80% das peças de trabalho que
você corta devem ter espessura igual ou menor do que a especificada para esse
sistema e cartucho. Consulte o Powermax65/85/105 SYNC Operator Manual
(Manual do operador da Powermax65/85/105 SYNC) (810470).
Para melhores resultados, não corte peças de trabalho com espessura maior do que
a especificada para esse sistema e cartucho.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 47

Corte com a tocha mecanizada
4
Corte de metal expandido
O metal expandido tem um padrão entalhado ou de tela. O corte de metal expandido
desgasta os refis mais rápido, pois exige um arco piloto contínuo. Um arco piloto ocorre
quando uma tocha é ativada, mas o arco plasma não está em contato com a peça
de trabalho.
Caso não esteja cortando metal expandido, o modo de operação não deve estar
configurado no modo de Metal expandido.
Durante um corte mecanizado padrão com as fontes de alimentação
de plasma da Powermax65/85/105 SYNC em laboratório, a Hypertherm
levou de 1 a 3 horas do tempo de “arco ativo” real.
48 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

4
Sinais de que um cartucho está perto do fim da vida útil
Capa
Bocal
Furo do bico (circular)
1
1
Geralmente, o melhor indício de quando instalar um novo cartucho é quando a qualidade de corte
não for mais satisfatória. Quando for preciso trocar um cartucho, substitua todo o cartucho por
um novo. Não tente desmontar o cartucho.
Corte com a tocha mecanizada
Os sinais a seguir podem ser indícios de que o cartucho está próximo ao fim de sua vida útil:
Examine o furo do bico. Um furo de bico em bom estado é circular. Se o furo do bico não
estiver redondo, troque o cartucho.
Veja se há um índice maior de falhas 0-30-0. Conforme o cartucho se desgasta, pode
haver acúmulo de materiais indesejados dentro do cartucho e falhas 0-30-0. Em algumas
condições, você pode remover o material apenas sacudindo cuidadosamente o cartucho.
Examine a coroa . A coroa
é uma peça quadrada de cobre
que fica dentro do cartucho.
Pressione a coroa e depois libere
a tensão da mola.
Uma coroa em boas condições
volta à posição inicial. Se a coroa
ficar na posição inferior, sacuda
cuidadosamente o cartucho. Se
a coroa permanecer na posição
inferior, troque o cartucho.
Se o sistema mostrar um código
de falha 0-32-0 ou 0-32-1, instale um novo cartucho.
Se você faz muitas perfurações, é possível que haja marcas pretas
na capa. Geralmente, esse não é um sinal de que o cartucho está no fim
da vida útil. Continue cortando com o cartucho até que a qualidade
de corte não seja mais satisfatória.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 49

Corte com a tocha mecanizada
4
Para obter mais informações, consulte as seguintes seções:
Compreensão e otimização da qualidade de corte na página 54
Compreensão do controle de altura da tocha para corte a plasma na página 58
Problemas comuns de sistemas mecanizados na página 67
Mostrar dados do cartucho na tela de status
Você pode exibir os dados do cartucho referentes a partidas do arco piloto (STA) e tempo
de transferência do arco (XT) na tela de status. Quando configurar o campo STA/XT como ativo,
esses valores permanecem na tela de status até que você desative o campo STA/XT.
1. Pressione e segure por 2 segundos para acessar a tela do menu principal.
2. Gire o botão de ajuste para ir até . Pressione para selecionar.
3. Gire o botão de ajuste para ir até e pressione para selecionar. Será exibida a tela
de Visor de Cristal Líquido (LCD DISPLAY).
4. Gire o botão de ajuste para ir até o campo STA/XT e pressione para selecionar.
50 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

4
5. Gire o botão de ajuste para ativar o campo
STA/XT: .
6. Pressione para aplicar a configuração.
7. Pressione para voltar para a tela de
status. Os campos STA e XT aparecem agora
na tela.
Corte com a tocha mecanizada
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 51

Corte com a tocha mecanizada
4
Prepare para disparar a tocha
TOCHAS DE IGNIÇÃO IMEDIATA — ARCO PLASMA PODE CAUSAR LESÃO
E QUEIMADURAS
O arco plasma é disparado imediatamente quando você envia um comando
de START/STOP a partir do CNC. Antes de trocar o cartucho, uma das ações a seguir
deve ser tomada. Sempre que possível, realize a primeira ação.
Coloque a chave de alimentação na fonte de alimentação do plasma na posição
desligada (OFF) (O).
OU
Mova a chave de trava da tocha para a posição travada amarela (X).
Envie um comando de START/STOP a partir do CNC para garantir que a tocha
não dispare um arco plasma.
ADVERTÊNCIA
ADVERTÊNCIA
TOCHAS DE IGNIÇÃO IMEDIATA — FIQUE LONGE DO ARCO PLASMA
O arco plasma cortará rapidamente através de luvas e pele.
Use equipamentos de proteção corretos e aprovados.
Mantenha as mãos, roupas e objetos afastados da ponta da tocha.
Não segure a peça de trabalho. Mantenha as mãos longe do caminho de corte.
Nunca aponte a tocha para si ou terceiros.
ADVERTÊNCIA
RISCO DE QUEIMADURAS E CHOQUE ELÉTRICO — USE LUVAS
PROTEGIDAS POR MATERIAL ISOLANTE
Ao trocar os cartuchos, sempre use luvas protegidas por material isolante.
Os cartuchos esquentam muito durante o corte e podem causar
queimaduras graves.
Além disso, tocar nos cartuchos pode resultar em choque elétrico se a fonte
de alimentação de plasma estiver ligada (ON) e a chave de trava da tocha
não estiver na posição travada amarela (X).
52 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Corte com a tocha mecanizada
4
A seguir, você terá uma visão geral de como preparar para disparar uma tocha mecanizada.
Antes de disparar a tocha mecanizada, você deve saber como operar corretamente a fonte
de alimentação de plasma e a tocha SmartSYNC. Consulte o Powermax65/85/105 SYNC
Operator Manual (Manual do operador da Powermax65/85/105 SYNC) (810470).
Essas instruções começam com a chave de alimentação na fonte de alimentação de plasma
na posição ligada (ON) (I).
1. Siga uma dessas etapas:
Minitocha mecanizada: coloque a chave de alimentação na fonte de alimentação de plasma
na posição desligada (OFF) (O).
Tocha mecanizada de comprimento completo: mova a chave de trava da tocha para
a posição travada amarela (X).
2. Instale o cartucho correto da Hypertherm. Aperte dando 1/4 de volta.
3. Siga uma dessas etapas:
Minitocha mecanizada: ligue (ON) (I) a chave de alimentação na fonte de alimentação
de plasma.
Tocha mecanizada de comprimento completo: mova a chave de trava da tocha para
a posição verde “pronta para disparar” ( ).
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 53

Corte com a tocha mecanizada
4
4. Veja se a fonte de alimentação de plasma está configurada
automaticamente no modo de Corte ou de Goivagem para que fique
alinhada ao cartucho da Hypertherm que você instalou.
Para alterar do modo de Corte para Metal expandido,
pressione o botão do modo de operação.
Quando o cartucho de corte é instalado, o modo de Goivagem
não está disponível.
5. Envie um comando START/STOP do CNC para disparar um arco plasma.
Indicador de modo remoto
O indicador de modo remoto mostra que um
CNC ou outro controle está gerenciando a fonte
de alimentação de plasma. Os controles
do painel frontal estão desativados durante
a operação no modo remoto, mas os códigos
de falha e ícones de falha ainda aparecem
da mesma forma que apareceriam em outros
modos. Você pode acessar as telas de menu
para ver as informações sobre a fonte
de alimentação de plasma, tocha e cartucho.
Compreensão e otimização da qualidade de corte
O que é uma boa qualidade de corte?
Quando as seguintes propriedades do corte forem minimizadas, o corte será considerado
de boa qualidade.
Ângulo de corte (chanfro)
Largura de kerf (corte)
Dimensão da zona afetada pelo calor
Escória (metal fundido que se fixa no corte)
Rugosidade da borda do corte
Há muitas razões para querer uma boa qualidade de corte. Por exemplo:
Para manter operações secundárias, como o esmerilhamento, em um mínimo possível
Quando a borda de corte estará visível no produto final
Para facilitar a soldagem ou pintura da peça após o corte
Contudo, há situações onde a qualidade de corte não será tão importante. Por exemplo,
a velocidade pode ser mais importante em um trabalho específico. Geralmente, a melhor escolha
equilibra velocidade e qualidade.
54 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

4
Corte com a tocha mecanizada
A Hypertherm não recomenda o corte de materiais que estejam em
contato com água ou cobertos por água. O corte de tais materiais pode
resultar em uma má qualidade de corte. Consulte Diretrizes para corte em
mesas de água na página 62.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 55

Corte com a tocha mecanizada
4
O que é uma tabela de corte?
Para ajudar você a encontrar os parâmetros que proporcionarão a qualidade de corte que deseja
em um trabalho específico, a Hypertherm fornece a você um ponto de partida: um conjunto
de parâmetros para cada cartucho de corte mecanizado e tipo e espessura de metal.
Esses conjuntos de parâmetros são chamados de tabelas de corte.
A Hypertherm cria essas tabelas de corte em condições de testes laboratoriais usando os novos
refis da Hypertherm. As tabelas de corte fornecem parâmetros iniciais para encontrar a melhor
qualidade de corte para seu sistema de corte e material. Nesse ponto de partida, você ajusta
o sistema de corte para o material que cortará e para os resultados desejados para o trabalho
de corte.
As diferenças entre instalações de sistema de corte e composição
do material podem causar resultados reais diferentes dos resultados
apresentados nas tabelas de corte.
Entre os exemplos de parâmetros de tabelas de corte, estão:
Corrente
Espessura do metal
Altura de corte
Altura de perfuração inicial
Para mais informações, consulte o Powermax65/85/105 SYNC Cut Charts Guide
(Guia das tabelas de corte da Powermax65/85/105 SYNC) (810500MU).
Diretrizes de corte e perfuração
Diretrizes de corte
Comece sempre com as configurações recomendadas das tabelas de corte.
Consulte o Powermax65/85/105 SYNC Cut Charts Guide (Guia das tabelas de corte
da Powermax65/85/105 SYNC) (810500MU).
Se você decidir que é necessário ajustar a configuração padrão e tiver um CNC ou outro
controle, use os comandos de compensação ou substituição para fazer mudanças
adicionais nos valores originais, dentro dos limites.
Não deixe que a tocha toque a peça de trabalho durante a operação do sistema de corte.
O contato com a peça de trabalho pode causar danos ao cartucho e à superfície da peça
de trabalho.
Tempo de retardo na perfuração
Velocidade de corte
Tensão do arco
Largura de kerf (corte)
Se tiver um controle de altura da tocha (THC) e esse controle utilizar um
sensor de contato ôhmico, será permitido o contato durante o sensor
de altura inicial (IHS). Consulte Contato ôhmico para o sensoriamento de
altura inicial na página 60.
A tocha deve ficar perpendicular (em um ângulo de 90°) à peça de trabalho para
os processos de posição perpendicular.
56 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Corte com a tocha mecanizada
4
A instabilidade no sistema de acionamento e no movimento dos trilhos pode desestabilizar
o movimento da tocha, o que pode criar padrões irregulares de corte. Certifique-se de que
realizou reparos e manutenção de rotina no sistema de acionamento e nos trilhos.
Consulte o manual de instruções que vem junto com seu sistema de corte
mecanizado para obter mais informações sobre como realizar essas
tarefas.
Execute todas as tarefas de manutenção do sistema de corte conforme programado.
Consulte o Powermax65/85/105 SYNC Operator Manual (Manual do operador
da Powermax65/85/105 SYNC) (810470).
Evite disparar a tocha desnecessariamente. Essa ação reduz a vida útil do cartucho.
Iniciar pela borda da peça de trabalho é aceitável, desde que o arco faça
contato com a peça de trabalho quando iniciado.
Evite que os percursos de saída se afastem da peça de trabalho e estirem o arco plasma.
Se aceitas pelo seu CNC, siga as etapas a seguir para evitar a perda de um arco
plasma transferido:
Finalize cada corte com o arco plasma ainda conectado à peça de trabalho.
Diminua a velocidade de corte quando o fim do corte estiver próximo.
Diretrizes de perfuração
A perfuração atravessa toda a espessura da peça de trabalho. A perfuração é também geralmente
a primeira ação envolvida no corte de uma peça.
Iniciar pela borda da peça de trabalho é aceitável, desde que o arco faça
contato com a peça de trabalho quando iniciado.
Você pode manter índices mínimos de resultados indesejados, aumentar o número de perfurações
e prolongar ao máximo a vida útil do cartucho ao usar as configurações de perfuração e altura de
corte que a Hypertherm recomenda nas tabelas de corte. Consulte o Powermax65/85/105 SYNC
Cut Charts Guide (Guia das tabelas de corte da Powermax65/85/105 SYNC) (810500MU)
etambém:
Retardo na perfuração: O retardo na perfuração é o tempo que a tocha permanece
na altura de perfuração especificada antes de iniciar o movimento de corte. O retardo
na perfuração deve durar tempo suficiente para que o arco possa perfurar o material antes
que a tocha se movimente, mas não a ponto de aumentar o orifício de perfuração e fazer
com que o arco “perambule” ou se extinga antes que a tocha comece a se mover.
Os tempos de retardo na perfuração fornecidos nas tabelas de corte se baseiam nos
tempos de retardo médios durante toda a vida útil dos refis. Se necessário pelo desgaste
do cartucho, aumente o tempo de retardo na perfuração.
Altura de perfuração: A altura de perfuração é a distância entre a tocha e a peça
de trabalho necessária para perfurar inicialmente a peça de trabalho antes de começar
o corte. Para a Powermax65/85/105 SYNC, a altura de perfuração é geralmente entre
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 57
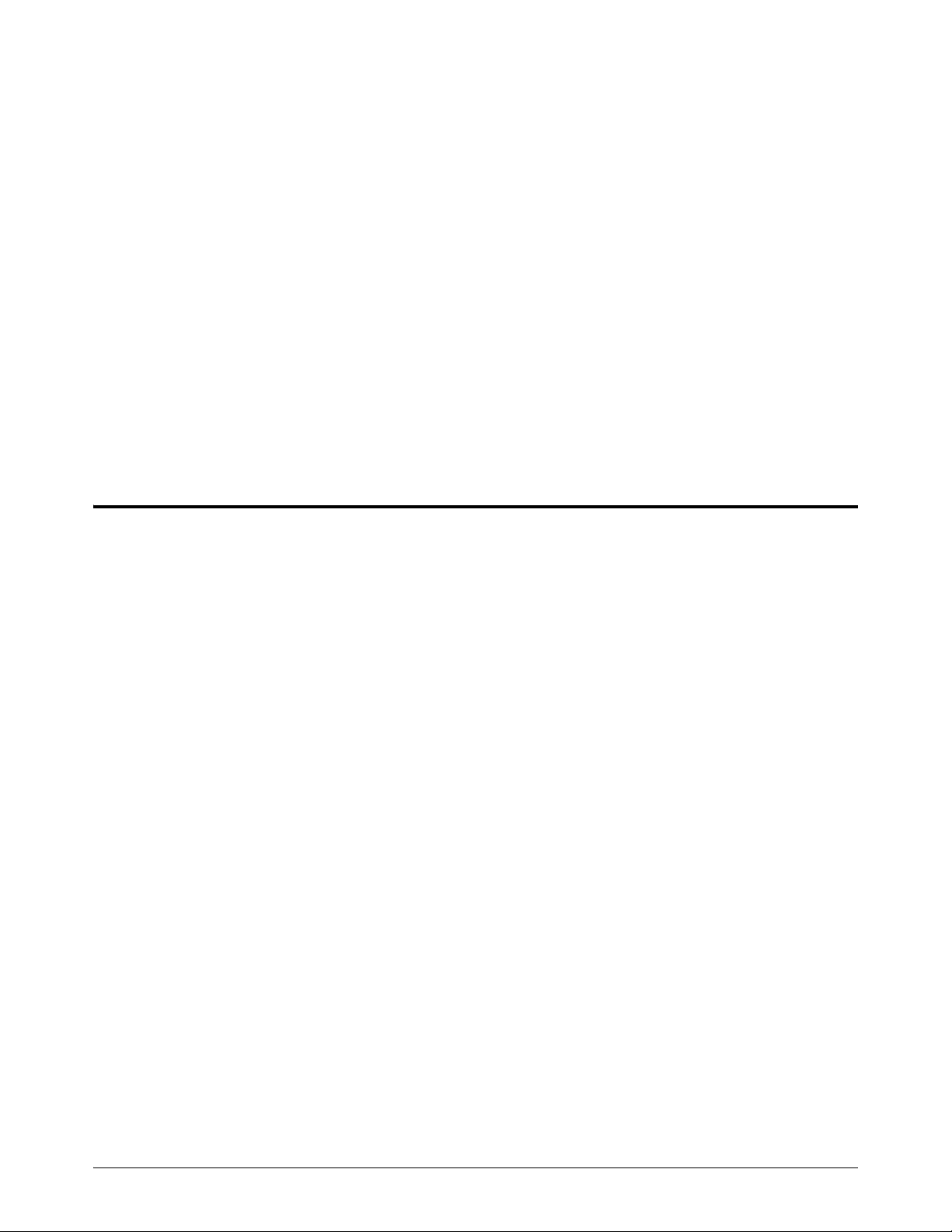
Corte com a tocha mecanizada
4
150% e 400% da altura de corte. Para ver os valores específicos, consulte
o Powermax65/85/105 SYNC Cut Charts Guide (Guia das tabelas de corte
da Powermax65/85/105 SYNC) (810500MU).
Espessura máxima de perfuração: Ao perfurar materiais cuja espessura esteja perto da
espessura máxima de um processo específico, considere os seguintes fatores importantes:
Deixe uma distância de entrada que seja quase igual à espessura do material que está
sendo perfurado. Por exemplo, para um material de 20 mm, é necessário um percurso
de entrada de 20 mm.
Para evitar avarias no cartucho em função do acúmulo de material derretido resultante
da perfuração, não permita que a tocha desça para a altura de corte até que tenha
se afastado da poça de material derretido.
Os diferentes tipos de composição química dos materiais podem afetar a operação
de perfuração da fonte de alimentação de plasma. Por exemplo, aço de alta resistência
com alto teor de manganês ou silício pode reduzir a capacidade máxima de perfuração.
AHypertherm obtêm os parâmetros de tabelas de corte por meio de testes de tipos
de metal comumente usados, mas os resultados podem variar.
Compreensão do controle de altura da tocha para corte a plasma
A altura da tocha é a distância entre a tocha e a peça de trabalho. A tensão do arco é a tensão
correspondente do arco plasma entre a tocha e a peça de trabalho. Use as tabelas de corte
da Hypertherm para configurar a altura inicial da tocha e a tensão do arco que proporcionará
a qualidade de corte que você deseja. Para manter a qualidade de corte consistente e prolongar
a vida útil do cartucho, você deve monitorar e ajustar a altura da tocha e a tensão do arco durante
ocorte.
Há uma faixa de sistemas de controle de altura da tocha, que vai desde o sistema manual até
o sistema totalmente automatizado.
O sistema manual mantém a tocha fixa na mesma posição durante o corte. O operador usa
um medidor ou o método de tentativa e erro para colocar a tocha na melhor altura inicial
para o trabalho de corte. O operador monitora os resultados da qualidade de corte, executa
mais ações de tentativa e erro para ajustar a altura da tocha da forma correta. Com esses
sistemas, a qualidade de corte é inconsistente e a vida útil do cartucho é menor.
Um sistema totalmente automatizado integra o controle de altura da tocha e as funções
do CNC para levantar e baixar continuamente a tocha durante o corte, em resposta às
variações no metal, como as distorções geradas pelo calor. Esses sistemas podem também
ajustar a tensão do arco à medida que o cartucho se desgasta, evitando o contato da tocha
com a peça de trabalho e aumentando a vida útil do cartucho. Os sistemas automatizados
de controle de altura da tocha proporcionam a melhor qualidade de corte e maior vida útil
do cartucho, sem intervenção do operador durante o corte.
58 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC
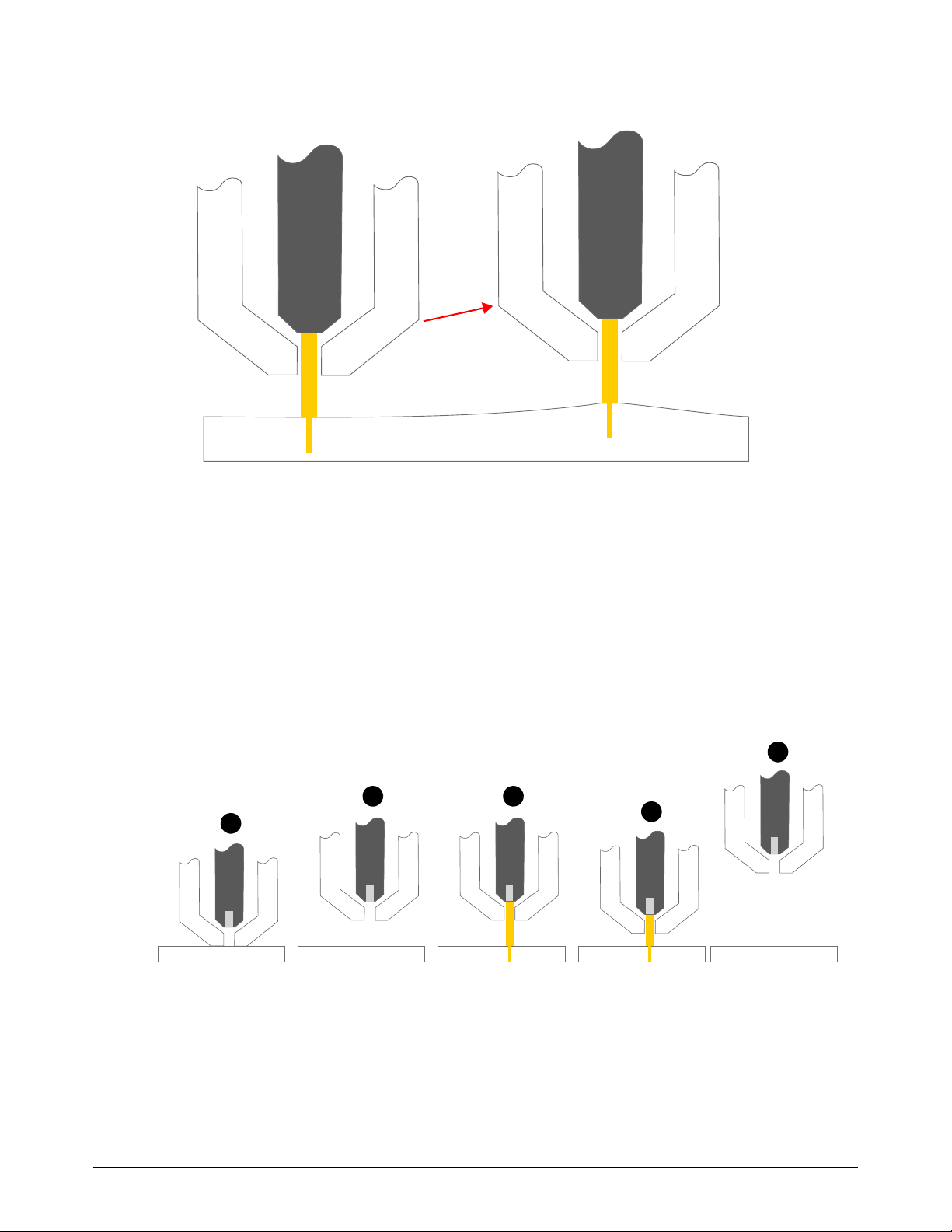
Corte com a tocha mecanizada
4
1
23
4
5
1 Detecta a superfície da peça de trabalho
2 Levanta até a altura de perfuração
3 Perfura a peça de trabalho
4 Desce até a altura de corte
5 Levanta até a altura transversal
Figura 1 – Levanta e abaixa a tocha em resposta às variações no metal
Altura da tocha durante o ciclo de corte
Os sistemas automatizados de controle de altura da tocha devem fazer o sensoriamento
da superfície da peça de trabalho antes de cada ciclo de corte. Esse processo é conhecido
como sensoriamento de altura inicial (IHS). Após o IHS, o sistema levanta a tocha até a altura
de perfuração. A tocha dispara e perfura a peça de trabalho. Depois, a tocha desce até a altura
de corte para concluir o corte. Durante o corte, o sistema levanta e baixa a tocha de acordo com
o retorno da tensão do arco.
Quando o corte é concluído, a tocha levanta até a altura de avanço e se move para a posição
do próximo corte.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 59

Corte com a tocha mecanizada
4
1
2
1
2
Contato ôhmico para o sensoriamento de altura inicial
O sensoriamento de contato ôhmico é um dos métodos mais
precisos de IHS. Contato ôhmico se refere à conexão elétrica
feita entre a tocha e a peça de trabalho quando a tocha toca
na peça de trabalho durante o IHS. O controle de altura
da tocha tem um fio elétrico que fornece a conexão elétrica
necessária para o IHS. O fio sai do controle de altura
da tocha e vai até um anel metálico, chamado de anel
ôhmico que se encaixa no cartucho na ponta da tocha.
O sensor de contato ôhmico não funciona debaixo
da água ou com superfícies não condutoras, como
aquelas com muita ferrugem, com massa básica,
pintura e fita.
Saiba mais
Essa seção apresenta somente uma visão geral do controle de altura da tocha. Para obter mais
informações, consulte:
CNCs, THCs, and machine motion for light industrial tables, webinário gravado no site
Height Control Theory, curso on-line sob demanda no Instituto de Corte da Hypertherm
da Hypertherm em www.hypertherm.com/webinars
(HCI) www.hypertherm.com/hci
Esses recursos só estão disponíveis em inglês.
60 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

4
Corte de aço inoxidável com F5
F5
Ar
OS VAPORES TÓXICOS PODEM CAUSAR LESÃO OU MORTE
Alguns metais, incluindo o aço inoxidável, podem liberar vapores tóxicos quando cortados.
Veja se seu local de trabalho tem ventilação suficiente para garantir que os níveis
de qualidade de ar atendam a todos os padrões e normas locais e nacionais.
Consulte o Safety and Compliance Manual (Manual de Segurança e de Conformidade)
(80669C) para obter mais informações.
O gás F5 pode ser usado para cortar e goivar aço inoxidável com o Powermax65/85/105 SYNC.
A Hypertherm recomenda usar gás F5 somente para cortar aço inoxidável.
O corte a plasma com F5 produz cortes reluzentes e lisos com bordas prateadas que se aproximam
da cor original do metal. O F5 evita o acabamento escuro e áspero que geralmente é resultante
de corte a plasma a ar.
Corte com a tocha mecanizada
ADVERTÊNCIA
F5: Vantagens F5: Desvantagens F5: Semelhanças com ar
• Borda de corte reluzente e lisa
• Borda de corte prateada,
semelhante à cor original
do metal (não deixa a superfície
escura e áspera que o ar produz)
• Sem oxidação da superfície
de corte – o aço de corte
mantém sua resistência
àcorrosão
• Possibilidade de usar
os mesmos refis da Hypertherm
que o corte e goivagem padrão
com ar
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 61
• Só pode usar gás F5 com aço
inoxidável
• Velocidades de corte menores
• O gás F5 é mais caro que
o ar comprimido
• Qualidade de corte ligeiramente
menor em cortes chanfrados
• Aproximadamente a mesma
quantidade de escória
(com o F5 e com ar, a escória
do aço inoxidável adquire uma
cor escura e pode ser difícil
de remover)
• Aproximadamente os mesmos
requisitos de pressão de gás
Corte com a tocha mecanizada
4
Diretrizes para corte em mesas de água
As tochas SmartSYNC foram projetadas para ser resistentes a respingos. Elas não foram feitas
para ser submersas em água. Ao cortar em uma mesa de água, faça o seguinte:
Diminua o nível da água para 76 mm (ou mais) abaixo da chapa.
O nível da água deve estar pelo menos 76 mm abaixo da base da chapa
para que se conquiste a melhor qualidade de corte.
Reduza as velocidades de corte de acordo com as configurações de Melhor Qualidade
especificadas nas tabelas de corte da Hypertherm. Consulte o Powermax65/85/105 SYNC
Cut Charts Guide (Guia de tabelas de corte Powermax65/85/105 SYNC) (810500MU).
Para proteger a tocha e evitar a presença de escória na base da chapa,
mantenha os respingos no nível mínimo.
Certifique-se de que a mesa de água foi desenvolvida para controlar, de forma segura,
a liberação de gás hidrogênio que pode ocorrer durante o corte de alumínio.
ADVERTÊNCIA
RISCO DE EXPLOSÃO – CORTE COM ALUMÍNIO PRÓXIMO À ÁGUA
Quando a água entra em contato com o alumínio durante as operações de corte a plasma,
pode haver liberação de hidrogênio e há risco de explosão. Não corte ligas de alumínio
sob a água ou em mesas de água, a não ser que consiga evitar o acúmulo de gás
hidrogênio. Nunca corte ligas de alumínio-lítio na presença de água.
Consulte o Safety and Compliance Manual (Manual de Segurança e de Conformidade)
(80669C) para obter mais informações.
62 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Goivagem com a tocha mecanizada
Essa seção ajuda você a selecionar o cartucho de goivagem correto e otimizar o contorno
da goivagem.
Processos de goivagem
A Hypertherm oferece os cartuchos de goivagem a seguir:
Tipo de cartucho Finalidade
Goivagem de
Controle Máximo
(verde)
Goivagem de
remoção máxima
(verde)
As fontes de alimentação são enviadas com um conjunto inicial de refis da Hypertherm. Para ver
a lista completa de refis de corte e goivagem disponíveis, consulte o Powermax65/85/105 SYNC
Parts Guide (Guia de peças da Powermax65/85/105 SYNC) (810490).
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 63
Use esses cartuchos para uma
remoção mais precisa de metal,
contornos de goivagem rasos
e lavagem de metal leve.
Use esses cartuchos para
remoção drástica de metais,
contornos de goivagem
profundos e lavagem de metal
pesada.
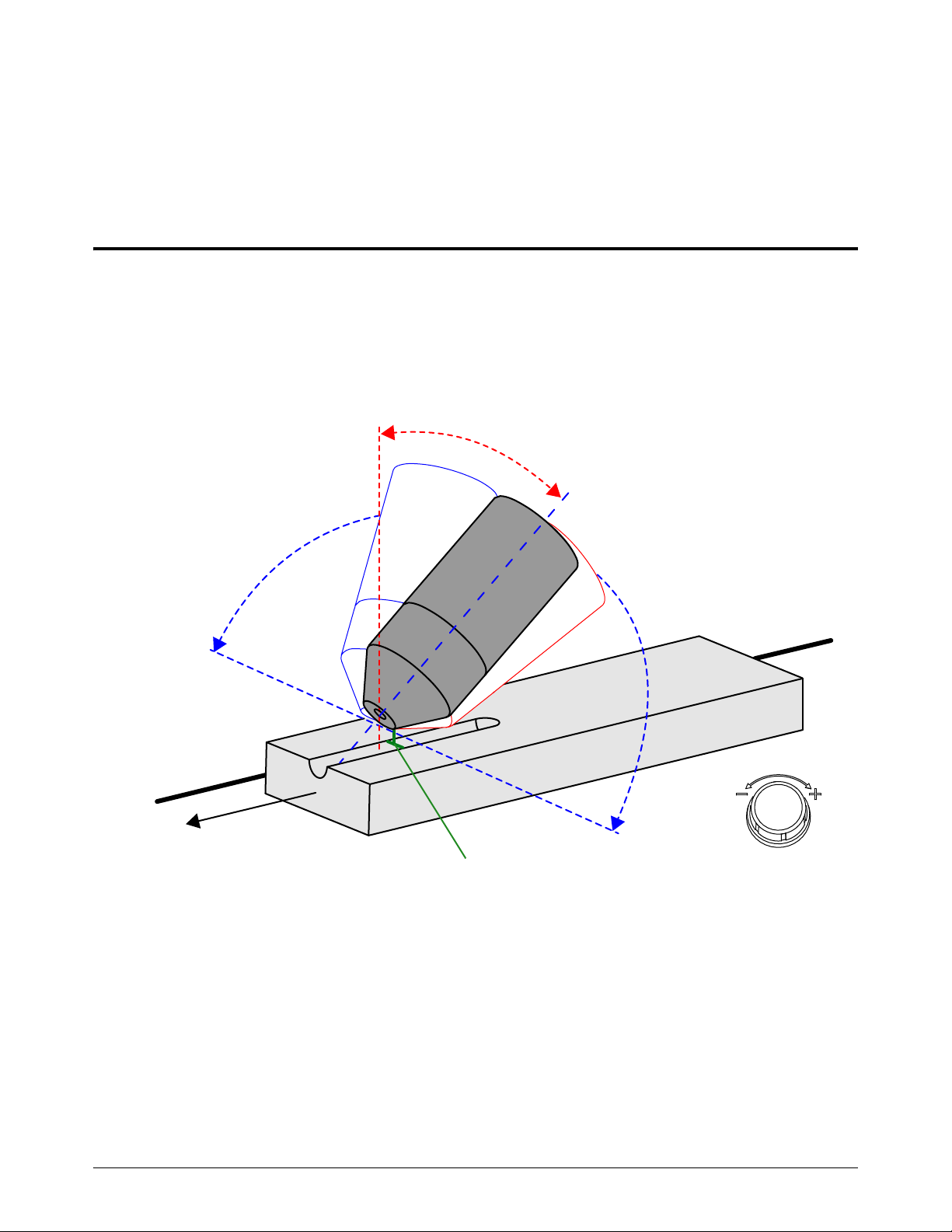
Goivagem com a tocha mecanizada
5
Afastamento/estiramento do arco
Ângulo da tocha
Rotação da tocha
Linha central da tocha
Velocidade
Corrente de saída
(em ampères)
Os refis de goivagem também podem ser usados na tocha manual.
Consulte o Powermax65/85/105 SYNC Operator Manual
(Manual do operador da Powermax65/85/105 SYNC)(810470).
Para obter ajuda na instalação dos cartuchos, consulte Prepare para disparar a tocha na página 52.
Alteração do contorno da goivagem
A largura e a profundidade do contorno da goivagem são o resultado dos fatores a seguir.
Ajuste esses fatores de forma combinada para obter a goivagem que deseja.
Figura 2 – Fatores que alteram o contorno da goivagem
64 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Goivagem com a tocha mecanizada
5
1
2
1
2
1
2
1
2
1
2
1
2
1
1
1
Corrente de saída (em ampères) da fonte de alimentação de plasma –
Baixe a corrente no painel frontal para deixar a goivagem mais estreita e mais rasa .
Aumente a corrente para deixar a goivagem mais larga e profunda .
O estiramento do arco está relacionado à corrente de saída (em ampères) da fonte
de alimentação de plasma. Quanto mais alta for a corrente, maior o estiramento do arco.
A Hypertherm recomenda manter consistentes a corrente e o estiramento do arco.
A corrente mais baixa possível e a corrente mais alta possível têm relação com
a fonte de alimentação de plasma e do cartucho da Hypertherm. Consulte
o Powermax65/85/105 SYNC Operator Manual (Manual do operador
da Powermax65/85/105 SYNC) (810470).
Ângulo da tocha em relação à peça de trabalho – Coloque a tocha em uma posição
mais perpendicular para deixar a goivagem mais estreita e profunda . Incline a tocha para
baixo, de forma a ficar mais próxima da peça de trabalho, para deixar a goivagem maior
emais rasa .
Rotação da tocha – Gire a tocha em relação à linha central da tocha para deixar
a goivagem mais plana e mais angulada em um lado .
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 65
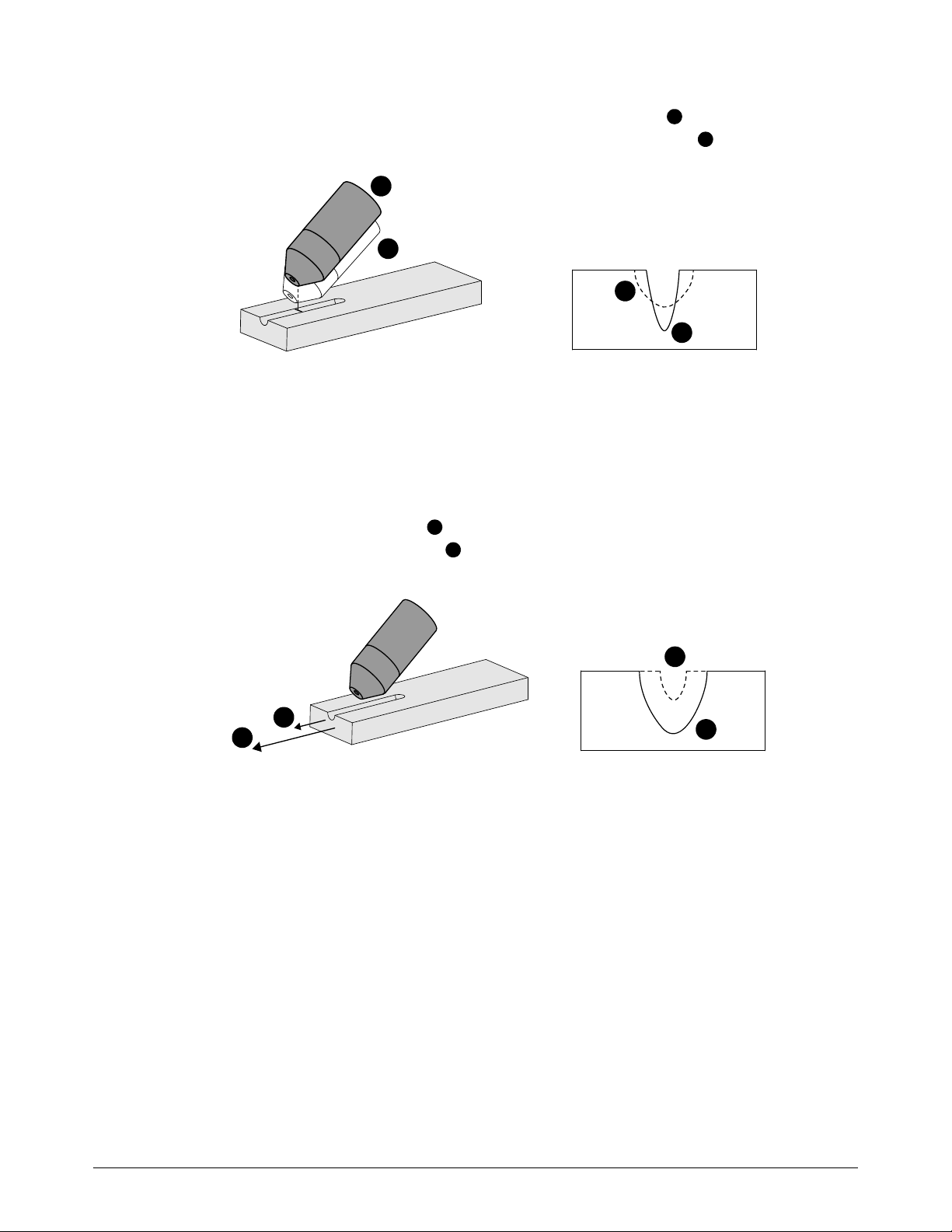
Goivagem com a tocha mecanizada
5
1
2
1
2
1
2
1
2
1
2
2
1
Afastamento/estiramento do arco da tocha à obra – Afaste a tocha da peça de trabalho
para deixar a goivagem mais larga, mais rasa e mais lisa na base . Aproxime a tocha
da peça de trabalho para deixar a goivagem mais estreita e profunda .
O estiramento do arco está relacionado à corrente de saída (em ampères) da fonte
de alimentação de plasma. Quanto mais alta for a corrente, maior o estiramento do arco.
A Hypertherm recomenda manter consistentes a corrente e o estiramento do arco.
Mantenha pelo menos uma pequena distância entre a ponta da tocha e o metal fundido
para aumentar a vida útil do cartucho e evitar danos à tocha.
Velocidade da tocha – Aumente a velocidade de movimento da tocha para deixar
a goivagem mais estreita e rasa . Reduza a velocidade de movimento da tocha para deixar
a goivagem mais larga e profunda .
66 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC
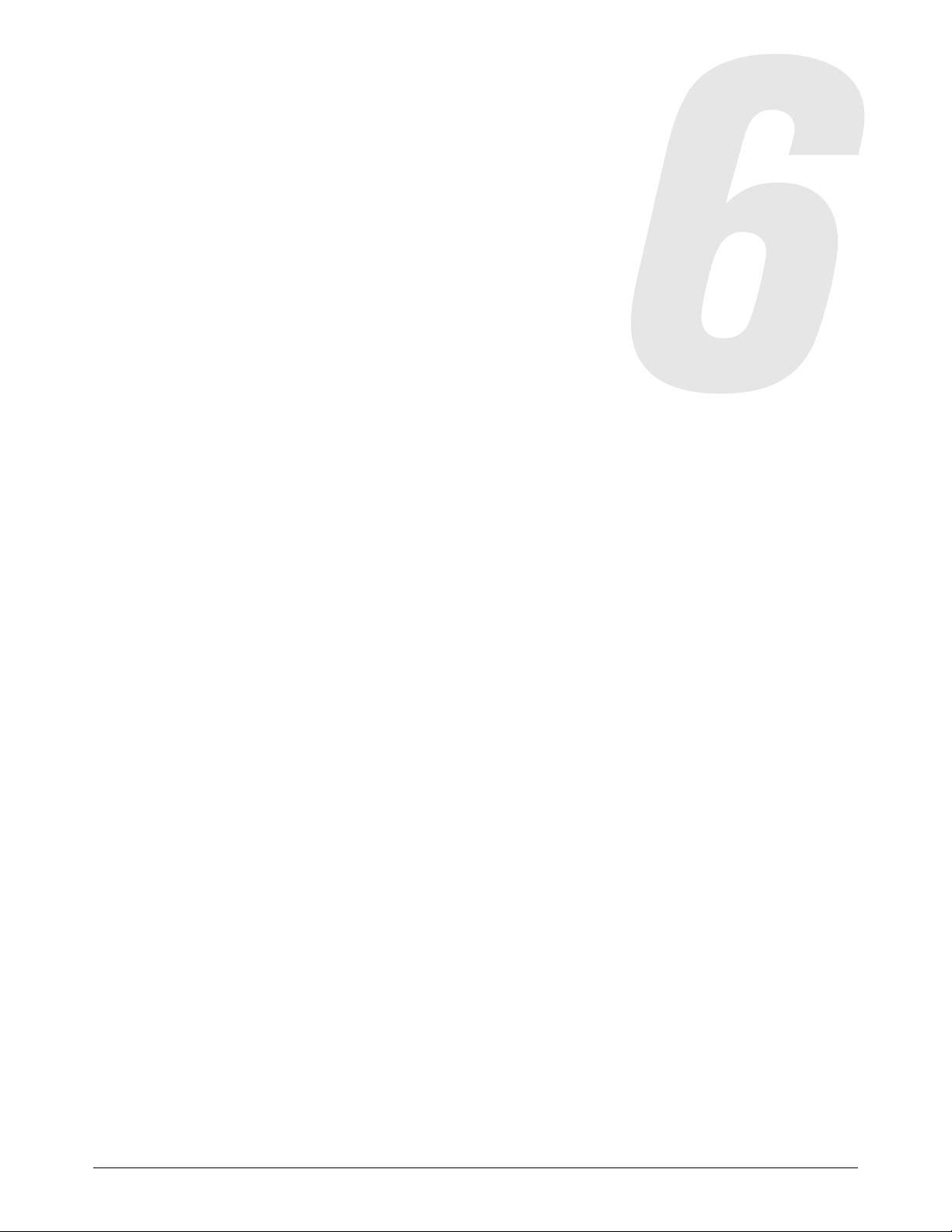
Problemas comuns de sistemas mecanizados
Essa seção explica os problemas comuns abaixo e como resolvê-los.
Problemas no sistema de corte
Problemas na qualidade de corte, como ângulo de corte (chanfro) e escória
Problemas de goivagem
Problemas de aterramento ou proteção
Essa seção é um complemento às informações de localização
de defeitos no Powermax65/85/105 SYNC Operator Manual
(Manual do operador da Powermax65/85/105 SYNC) (810470).
Ao localizar os problemas de corte mecanizado, use os dois
recursos.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 67

Problemas comuns de sistemas mecanizados
6
Problemas no sistema de corte
Problema Soluções
O arco plasma emite
faíscas ou chiados,
ou você perde o arco
plasma.
O arco plasma não
se transfere para a peça
de trabalho.
• Veja se o cartucho está instalado corretamente.
• Examine o cartucho. Substitua-o se estiver desgastado ou danificado. Um índice
maior de falhas 0-30-0 é comum quando o cartucho está próximo do fim da vida
útil. Consulte Sinais de que um cartucho está perto do fim da vida útil
na página 49.
• Examine o sistema de filtragem de gás procurando por sinais de umidade.
Consulte o Powermax65/85/105 SYNC Operator Manual (Manual do operador
da Powermax65/85/105 SYNC) (810470).
• Remova ferrugem, tinta ou outros materiais da superfície da peça de trabalho que
possam impedir o bom contato de metal com metal.
• Veja se o cabo-obra está fazendo um bom contato com a mesa de corte ou com
a peça de trabalho e se não está danificado. Conserte ou substitua-o
se necessário. Consulte o Powermax65/85/105 SYNC Parts Guide
(Guia de peças da Powermax65/85/105 SYNC) (810490).
• Veja se a mesa de corte está adequadamente aterrada e está fazendo um bom
contato com a peça de trabalho.
• Diminua a altura de corte. Consulte o Powermax65/85/105 SYNC Cut Charts
Guide (Guia das tabelas de corte da Powermax65/85/105 SYNC) (810500MU).
• Examine o cabo-obra para ver se há cortes ou outros indícios de danos.
Substitua se necessário. Consulte o Powermax65/85/105 SYNC Parts Guide
(Guia de peças da Powermax65/85/105 SYNC) (810490).
68 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

6
Problema Soluções
Problemas comuns de sistemas mecanizados
A tocha não perfura a peça
de trabalho totalmente
e há excesso de formação
de fagulhas na parte
superior dessa peça.
• Examine o cartucho. Substitua-o se estiver desgastado ou danificado. Um índice
maior de falhas 0-30-0 é comum quando o cartucho está próximo do fim da vida
útil. Consulte Sinais de que um cartucho está perto do fim da vida útil
na página 49.
• Diminua a velocidade de corte.
• Reinicie a fonte de alimentação do plasma. Ela reconhece
corretamente o tipo de cartucho instalado? Ela configura
corretamente a corrente e o modo de operação para que sejam
alinhados ao cartucho? Se não for o caso, veja a tela de LCD. Você
está vendo o ícone à direita na tela de LCD? Se sim, talvez haja um
ajuste na configuração da fonte de alimentação de plasma que deve ser alterado.
Caso negativo, há possivelmente algum problema no cartucho, tocha ou fonte
de alimentação de plasma. Consulte o Powermax65/85/105 SYNC Operator
Manual (Manual do operador da Powermax65/85/105 SYNC) (810470).
• Aumente a corrente de saída (em ampères) da fonte de alimentação de plasma.
• Se a corrente de saída (em ampères) não pode ser reduzida, faça uma verificação
para ver se a espessura da peça de trabalho é maior do que a capacidade máxima
da fonte de alimentação de plasma. Consulte as especificações de corte
no Powermax65/85/105 SYNC Operator Manual (Manual do operador
da Powermax65/85/105 SYNC) (810470).
• Remova ferrugem, tinta ou outros materiais da superfície da peça de trabalho que
possam impedir o bom contato de metal com metal.
• Examine o cabo da tocha Endireite-o se estiver torcido ou torto. Substitua-o
se estiver danificado.
• Examine a pressão do gás e a mangueira do suprimento de gás.
• Ajuste a faixa de vazão de gás. Consulte as especificações de suprimento de gás
no Powermax65/85/105 SYNC Operator Manual (Manual do operador
da Powermax65/85/105 SYNC) (810470).
• Veja se os parâmetros da tabela de corte ou dos valores dos códigos do programa
estão corretos. Consulte o Powermax65/85/105 SYNC Cut Charts Guide
(Guia das tabelas de corte da Powermax65/85/105 SYNC) (810500MU).
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 69

Problemas comuns de sistemas mecanizados
6
Problema Soluções
A vida útil do cartucho
é mais curta do que
oesperado.
• Verifique a pressão do gás e a mangueira do suprimento de gás.
• Não inicie nem termine cortes fora da superfície da peça de trabalho. Iniciar pela
borda da peça de trabalho é aceitável, desde que o arco faça contato com a peça
de trabalho quando iniciado.
• Examine o cabo da tocha Endireite-o se estiver torcido ou torto. Substitua-o
se estiver danificado.
• Veja se a corrente de saída, a tensão do arco, a velocidade de corte e outras
configurações de corte estão corretas. Consulte o Powermax65/85/105 SYNC
Cut Charts Guide (Guia das tabelas de corte da Powermax65/85/105 SYNC)
(810500MU).
• Use a altura da tocha correta para a perfuração. Para saber qual a altura
de perfuração inicial, consulte o Powermax65/85/105 SYNC Cut Charts Guide
(Guia de tabelas de corte da Powermax65/85/105 SYNC) (810500MU).
• Certifique-se de que o tempo de retardo na perfuração está correto. Consulte
o Powermax65/85/105 SYNC Cut Charts Guide (Guia das tabelas de corte
da Powermax65/85/105 SYNC) (810500MU).
• Examine o sistema de filtragem de gás procurando por sinais de contaminantes
que podem interferir no desempenho do sistema.
• Examine os dados de corte na tela de Cartridge Data (Dados do cartucho)
e Power Supply Data (Dados da fonte de alimentação). Consulte
o Powermax65/85/105 SYNC Operator Manual (Manual do operador
da Powermax65/85/105 SYNC) (810470). Também consulte Aproveite seus
cartuchos ao máximo na página 47.
• Um IGBT de arco piloto com defeito pode reduzir a vida útil do cartucho. Entre
em contato com o seu distribuidor Hypertherm ou local para reparos autorizado,
ou então contate o escritório da Hypertherm mais próximo de você. Os escritórios
estão listados no início desse manual.
Problemas na qualidade de corte
A seguir, estão alguns problemas que você poderá perceber quando a aparência do corte
for insatisfatória:
Ângulo de corte (chanfro) – O grau de angularidade da borda de corte.
Escória – o material fundido que se solidifica acima ou abaixo da peça de trabalho.
Cada um deles é explicado nas seções a seguir:
70 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Problemas comuns de sistemas mecanizados
6
1
2
3
123
Ângulo de corte (chanfro)
Ângulo de corte (chanfro) Causas Solução
Chanfradura negativa
Mais material é removido
da parte inferior do corte
do que da parte superior.
Sem chanfro
(corte com perfil reto)
Chanfradura positiva
Mais material é removido
da parte superior do corte
do que da parte inferior.
• A velocidade de corte está
muito lenta.
• A tocha está muito baixa.
Ou, se estiver usando o controle
de altura da tocha, a tensão
do arco está muito baixa.
• A corrente está muito alta.
Essa é uma boa qualidade de corte.
• O cartucho está desgastado.
• A velocidade de corte está muito
alta.
• A tocha está muito alta. Ou, se
estiver usando o controle de altura
da tocha, a tensão do arco está
muito alta.
• A corrente está muito baixa.
• Aumente a velocidade de corte em
pequenos incrementos
(125 mm/min ou menos).
• Levante a tocha em pequenos
incrementos (2 mm).
Ou, se estiver usando o controle
de altura da tocha, aumente
a tensão do arco em pequenos
incrementos (5 volts ou menos).
• Diminua a corrente em
decrementos de 10 A.
• Instale um novo cartucho.
• Reduza a velocidade de corte
em pequenos decrementos
(125 mm/min ou menos).
• Baixe a tocha em pequenos
decrementos (2 mm). Ou, se
estiver usando o controle de altura
da tocha, reduza a tensão do arco
em pequenos decrementos
(5 volts ou menos).
• Aumente a corrente em
incrementos de 10 A.
Chanfro irregular
Chanfradura positiva
e negativa na mesma peça
de trabalho.
O ângulo de corte mais quadrado fica sempre no lado direito com relação
ao movimento de avanço da tocha. O lado esquerdo sempre tem algum
grau de chanfro. Um ângulo de chanfro de mais de 5 graus indica um
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 71
possível problema.
• O cartucho está bastante
desgastado.
• A tocha não está alinhada
perpendicularmente à peça
de trabalho.
• A superfície de corte é côncava
de um lado e convexa do outro.
• Instale um novo cartucho.
• Use um esquadro ou nível digital
para alinhar a tocha em um ângulo
de 90° em relação à peça
de trabalho. Consulte Detecção
da causa do problema do ângulo
de corte.

Problemas comuns de sistemas mecanizados
6
90°
Detecção da causa do problema do ângulo de corte
1. Faça um corte de teste.
Use um esquadro para os cortes de teste. Com esse instrumento,
fica mais fácil saber qual lado é afetado pelo problema de ângulo
de corte e se aquele lado se moveu com a rotação da tocha.
2. Meça o ângulo de cada lateral do corte de teste.
3. Vire a tocha 90° em seu suporte.
4. Repita as etapas de 1 a 3.
5. Se os ângulos forem idênticos em ambos os testes:
É importante ter excluído todas as causas
mecânicas. Consulte Configuração de controles
para o corte mecanizado na página 19.
Verifique a altura de corte (principalmente
se todos os ângulos de corte forem
positivos ou todos negativos). Consulte
o Powermax65/85/105 SYNC Cut Charts
Guide (Guia das tabelas de corte
da Powermax65/85/105 SYNC) (810500MU).
Examine o material que está sendo cortado. Se for uma peça de trabalho magnetizada
ou temperada, a probabilidade de ocorrência de problemas de ângulo de corte é maior.
Se o problema de ângulo de corte continuar, fale com o fabricante do seu sistema de corte
mecanizado para verificar se seu controle de altura da tocha está funcionando corretamente.
72 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

6
Escória
Escória (dejetos) é o metal derretido resultante do processo de corte e que endurece na parte
inferior da peça. Sempre haverá alguma quantidade de escória durante o corte com plasma.
Para manter a quantidade e o tipo de escória em um nível mínimo, ajuste seu sistema corretamente
para a sua aplicação.
Problemas comuns de sistemas mecanizados
Problema Causas Solução
Muita escória (respingos) na parte
superior da chapa.
Escória de baixa velocidade que
se acumula na parte inferior
do corte, pesada e em formato
de bolhas.
• O cartucho está desgastado.
• A velocidade de corte está
muito alta.
• A tocha está muito alta. Ou,
se estiver usando o controle
de altura da tocha, a tensão
do arco está muito alta.
• A velocidade de corte está
muito lenta.
• A tocha está muito baixa.
Ou, se estiver usando
o controle de altura da tocha,
a tensão do arco está muito
baixa.
• A corrente está muito alta.
• Instale um novo cartucho.
• Reduza a velocidade de corte
em pequenos decrementos
(125 mm/min ou menos).
• Baixe a tocha em pequenos
decrementos (2 mm).
Ou, se estiver usando
o controle de altura da tocha,
reduza a tensão do arco
em pequenos decrementos
(5 volts ou menos).
• Aumente a velocidade
de corte em pequenos
incrementos (125 mm/min
ou menos).
• Levante a tocha em
pequenos incrementos
(2 mm). Ou, se estiver usando
o controle de altura da tocha,
aumente a tensão do arco
em pequenos incrementos
(5 volts ou menos).
• Diminua a corrente
em decrementos de 10 A.
Escória de alta velocidade próxima
do corte, na forma de um filete fino
e linear de metal sólido. Fica
soldada à parte inferior do corte
e é difícil de remover.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 73
• O cartucho está desgastado.
• A velocidade de corte está
muito alta.
• A tocha está muito alta.
Ou, se estiver usando
o controle de altura da tocha,
a tensão do arco está muito
alta.
• A corrente está muito baixa.
• Instale um novo cartucho.
• Reduza a velocidade de corte
em pequenos decrementos
(125 mm/min ou menos).
• Baixe a tocha em
pequenos decrementos
(2 mm). Ou, se estiver usando
o controle de altura da tocha,
reduza a tensão do arco em
pequenos decrementos
(5 volts ou menos).
• Aumente a corrente em
incrementos de 10 A.
Problemas comuns de sistemas mecanizados
6
Problemas de goivagem
Durante a goivagem, sempre veja se:
Um cartucho de goivagem da Hypertherm está instalado.
O cartucho da Hypertherm não está desgastado ou danificado. Consulte Sinais de que um
cartucho está perto do fim da vida útil na página 49.
O modo de operação está no modo de Goivagem.
Ao instalar um cartucho de goivagem da Hypertherm, a fonte de alimentação de plasma
automaticamente configura o modo de operação para Goivagem. Há uma condição
na qual o modo de operação não irá configurar automaticamente para o modo
de Goivagem mesmo se um cartucho de goivagem da Hypertherm for utilizado.
Consulte o Powermax65/85/105 SYNC Operator Manual (Manual do operador
da Powermax65/85/105 SYNC) (810470).
Problema Solução
O arco apaga durante
a goivagem.
A ponta da tocha colide
no metal fundido
(escória).
A goivagem tem muita
profundidade.
A goivagem não tem
profundidade suficiente.
A goivagem tem muita
largura.
• Diminua o estiramento do arco (afastamento).
• Coloque a tocha em uma posição mais perpendicular.
• Aumente o estiramento do arco (afastamento).
• Mantenha a ponta da tocha apontada para a direção da goivagem que deseja
criar.
• Incline a tocha para baixo, de forma a ficar mais próxima da peça de trabalho.
• Aumente o estiramento do arco (afastamento).
• Aumente a velocidade da goivagem.
• Diminua a corrente de saída (em ampères).
Consulte Alteração do contorno da goivagem na página 64.
• Coloque a tocha em uma posição mais perpendicular.
• Diminua o estiramento do arco (afastamento).
• Diminua a velocidade da goivagem.
• Aumente a corrente de saída (em ampères).
Consulte Alteração do contorno da goivagem na página 64.
• Coloque a tocha em uma posição mais perpendicular.
• Diminua o estiramento do arco (afastamento).
• Aumente a velocidade da goivagem.
• Diminua a corrente de saída (em ampères).
Consulte Alteração do contorno da goivagem na página 64.
A goivagem não tem
largura suficiente.
74 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC
• Incline a tocha para baixo, de forma a ficar mais próxima da peça de trabalho.
• Aumente o estiramento do arco (afastamento).
• Diminua a velocidade da goivagem.
• Aumente a corrente de saída (em ampères).
Consulte Alteração do contorno da goivagem na página 64.

Problemas comuns de sistemas mecanizados
6
Melhores práticas de aterramento e proteção IEM
Tipos de aterramento e proteção
Os tipos de aterramento e proteção a seguir devem ser instalados corretamente em um sistema
de corte a plasma mecanizado. Para ver um exemplo, consulte o diagrama em página 78.
O aterramento de serviço (também chamado de aterramento de segurança) é o sistema
de aterramento que se aplica à tensão de linha de entrada. Ele protege os funcionários
contra o perigo de choques elétricos provenientes dos equipamentos ou da mesa de corte.
Inclui o aterramento de serviço que entra na fonte de alimentação de plasma e outros
sistemas como CNCs, bem como o eletrodo de aterramento adicional ligado à mesa
de corte.
Aterramento com condutor de proteção (PE) é o sistema de aterramento dentro
do equipamento elétrico. O aterramento com condutor de proteção (PE), que se conecta
com o aterramento de serviço, proporciona continuidade elétrica entre o equipamento
e o fornecimento CA.
O aterramento da alimentação CC (também chamado aterramento de corrente de saída)
é o sistema de aterramento que completa o caminho da corrente de saída da tocha de volta
à fonte de alimentação de plasma. Nesse sistema, o cabo positivo da fonte de alimentação
de plasma deve estar conectado firmemente à barra de aterramento da mesa de corte com
um cabo do tamanho certo. Além disso, as esteiras sobre as quais a peça de trabalho fica
devem ter bom contato com a mesa de corte e a peça de trabalho.
Aterramento e proteção contra interferência eletromagnética (IEM) é o sistema
de aterramento que limita a quantidade de IEM (ou ruído) que vem da fonte de alimentação
de plasma e outros equipamentos próximos do sistema de corte. Também limita
a quantidade de IEM recebida por um controle (por exemplo, um CNC) e outros circuitos
de medição.
Melhores práticas de aterramento e proteção
Essa seção descreve especificamente as melhores práticas de aterramento e proteção IEM.
As práticas de aterramento apresentadas nesta seção foram usadas em
muitas instalações com excelentes resultados. A Hypertherm recomenda
que tais práticas sejam parte rotineira do processo de instalação.
Os métodos reais usados para implementar essas práticas podem variar
de um sistema para o outro, mas devem permanecer o mais uniformes
possível. Devido à diversidade de equipamentos e instalações, estas
práticas de aterramento podem não ser eficientes para eliminar
problemas de IEM em todos os casos. A Hypertherm recomenda que
você consulte as normas regionais e nacionais de eletricidade para
garantir que as práticas de aterramento e proteção utilizadas por você
satisfazem os requisitos para a sua localidade.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 75

Problemas comuns de sistemas mecanizados
6
A mesa de corte é usada para o ponto de aterramento IEM comum, ou em estrela, e deve
ter terminais rosqueados e soldados à mesa com um barramento BUS de cobre anexado
a eles. Um barramento BUS separado deve ser anexado à mesa de corte do tipo pórtico,
o mais próximo possível de cada motor (se for o caso). Se houver motores em cada
extremidade da mesa de corte do tipo pórtico, instale um cabo de aterramento IEM
separado do motor mais distante ao barramento BUS da mesa de corte do tipo pórtico.
A barra de distribuição da mesa de corte do tipo pórtico deve ter um cabo pesado
de aterramento de IEM separado para o barramento BUS da mesa. Direcione cada um dos
cabos de aterramento de IEM do suporte motorizado da tocha, se for o caso, separados
para a barra de aterramento da mesa.
O aterramento insuficiente expõe os operadores a tensões perigosas. O aterramento
insuficiente também aumenta o risco de falhas no equipamento e de tempo de paralisação
desnecessário. O aterramento ideal deveria ter uma resistência de zero Ohms, mas
experiências em campo da Hyperthermindicam que uma resistência abaixo de 1 Ohm
é satisfatória para a maioria das aplicações. A Hypertherm recomenda que você
consulte as normas regionais e nacionais de eletricidade para garantir que as práticas
de aterramento e proteção utilizadas por você satisfazem os requisitos para a sua
localidade.
Deve ser instalado um eletrodo de aterramento (aterramento com condutor de proteção)
que esteja de acordo com todas as normas regionais e nacionais de eletricidade, a 6 m
da mesa de corte. O aterramento PE (condutor de proteção) deve ser conectado
ao barramento BUS de aterramento da mesa de corte. Fale com um eletricista na sua
região para ver se o seu aterramento atende a todas as normas regionais e nacionais
de eletricidade.
Todos os componentes metálicos usados no sistema de aterramento devem ser de latão
ou cobre. Embora possam ser usados parafusos de aço soldados à mesa de corte para
a fixação da barra de aterramento, nenhum outro componente metálico de alumínio
ou de aço pode ser usado no sistema de aterramento.
A alimentação de CA, o condutor de proteção e os aterramentos de serviço devem ser
conectados a todo o equipamento de acordo com normas regionais e nacionais.
Todos os componentes da Hypertherm, além do CNC ou outros componentes ou
compartimentos, devem ter um cabo de aterramento separado ao aterramento comum
(estrela) na mesa.
O suporte e o mecanismo de deslocamento da tocha — a peça anexada ao suporte
motorizado e não na tocha — devem estar conectados à peça imóvel do suporte motorizado
com uma malha protetora de cobre. Um cabo separado deve ser passado do suporte
motorizado para o barramento BUS de aterramento na mesa de corte do tipo pórtico.
Se a mesa de corte do tipo pórtico operar em trilhos que não estejam soldados à mesa,
cada trilho deve ser conectado a um cabo de aterramento de sua extremidade até a mesa.
Os cabos de aterramento do trilho devem ser conectados diretamente à mesa. Não
é necessário conectar os cabos de aterramento do trilho ao barramento BUS
de aterramento da mesa.
O cabo da tocha e o cabo-obra podem ficar em paralelo aos outros fios ou cabos somente
se estiverem separados, no mínimo, por 150 mm. Se possível, passe os cabos
de alimentação e de sinal em trilhos separados. Se não der para manter uma separação
mínima de 150 mm entre os cabos, coloque uma proteção para reduzir a interação
de ruídos. Se os cabos se cruzam, os grupos devem fazer a interseção no ângulo correto.
76 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC

Problemas comuns de sistemas mecanizados
6
Você pode conectar o cabo-obra da fonte de alimentação de plasma à mesa de corte ou
à peça de trabalho que estiver cortando. Veja se o cabo-obra está fazendo um bom contato
de metal com metal com a mesa de corte ou peça de trabalho. Elimine ferrugem, sujeira,
pintura, revestimentos e outros detritos para garantir que o cabo-obra tenha contato
suficiente com a mesa de corte ou a peça de trabalho.
A malha protetora metálica do cabo da tocha deve estar conectada firmemente à tocha.
A Hypertherm recomenda que ela esteja isolada eletricamente de qualquer metal
e de contatos com o chão ou a parede. Coloque o cabo da tocha em uma bandeja
ou trilho de cabos de plástico ou cubra-o com uma proteção de plástico ou couro.
Se você estiver instalando uma PCB externa de divisor de tensão, conecte-a o mais
próximo possível do ponto em que a tensão do arco for medida. Se uma PCB do divisor
de tensão da Hypertherm for utilizada, você deverá fazer um isolamento galvanizado para
evitar laços de aterramento. O sinal processado deve passar por um cabo trançado
protegido. O cabo usado deve ter uma malha protetora e não uma blindagem laminada.
Recomenda-se uma proteção com malha protetora sobre laminado. Conecte a proteção
ao chassi da fonte de alimentação de plasma e deixe a outra extremidade desconectada.
O isolamento de um cabo elétrico não evita a interferência
eletromagnética (IEM). Os fios elétricos, incluindo cabos isolados,
precisam da proteção para evitar problemas relativos a ruídos.
Todos os outros sinais (analógico, digital, serial e codificador) devem passar em pares
trançados dentro de um cabo protegido. Os conectores desses cabos devem ter uma caixa
metálica. A proteção, e não o dreno, deve ser conectada à caixa metálica dos conectores
em cada extremidade do cabo. Nunca passe a proteção ou o dreno pelo conector nos
pinos.
Aplique as técnicas corretas de aterramento de proteção. Conecte uma malha protetora
em toda a circunferência usando grampos de aterramento ou bucha do cabo de EMC. Uma
conexão de proteção de 360 graus é muito melhor do que outros métodos de conexão.
A qualidade da ligação aumenta com a área da superfície presa. Coloque capas de ferrite
nos cabos longos de dados. As capas de ferrite reduzem as correntes de ruído de modo
comum sem afetar as correntes diferenciais de sinal. Se necessário, passe várias voltas
pelo ferrite.
Powermax65/85/105 SYNC Guia de corte mecanizado 810480PT 77

Problemas comuns de sistemas mecanizados
6
2
5
3
4
7
8
9
1
6
Chassi e aterramento IEM
Aterramento de serviço
Aterramento (condutor de proteção)
1 Mesa de corte
2 Mesa de corte do tipo pórtico
3 Sistema a plasma
4 Barramento BUS de aterramento da mesa
5 Barramento BUS de aterramento da mesa
de corte do tipo pórtico
6 Suporte motorizado do controle de altura da tocha
7 Controlador CNC
8 Módulo de controle de altura da tocha
9 Aterramento da alimentação CC (obra)
Exemplo de diagrama de aterramento
Este exemplo se baseia em práticas usadas na América do Norte. Outras
78 810480PT Guia de corte mecanizado Powermax65/85/105 SYNC
regiões podem ter códigos locais ou nacionais diferentes para energia
elétrica. A Hypertherm recomenda que você consulte as normas regionais
e nacionais de eletricidade para garantir que as práticas de aterramento
e proteção utilizadas satisfaçam os requisitos para a sua localidade.
 Loading...
Loading...