


®
Powermax105
Systemy cięcia łukiem plazmowym
Podręcznik operatora
80739H | Wesja 3 | Polski | Polish

Zarejestruj nowy system Hypertherm
Aby zapewnić sobie wygodny dostęp do pomocy technicznej oraz
gwarancyjnej, produkt można zarejestrować online pod adresem
www.hypertherm.com/registration. Zarejestrowanie produktu umożliwia
również otrzymywanie aktualnych informacji oproduktach Hypertherm oraz
jednorazowo bezpłatnego upominku będącego wyrazem naszej wdzięczności.
Do przyszłego wykorzystania
Numer seryjny: _____________________________________________
Data zakupu: _____________________________________________
Dystrybutor: _____________________________________________
________________________________________________________
________________________________________________________
Uwagi dotyczące serwisu:
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
Troska ośrodowisko naturalne to jeden z priorytetów firmy Hypertherm, gdyż ma on kluczowe znaczenie wkontekście sukcesu naszego
inaszych klientów. Staramy się zmniejszać nasz negatywny wpływ na środowisko we wszystkich naszych działaniach. Dodatkowe
informacje: www.hypertherm.com/environment.

Powermax
105
Podręcznik operatora
Polski / Polish
Wersja3 — kwiecień 2018r.
Hypertherm Inc.
Hanover, NH USA
www.hypertherm.com
Adres e-mail: info@hypertherm.com
© Copyright 2018 Hypertherm Inc.
Wszelkie prawa zastrzeżone
Hypertherm i Powermax to znaki handlowe firmy Hypertherm Inc.
i mogą być zastrzeżone w Stanach Zjednoczonych i/lub innych krajach.

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Soporte.Tecnico@hypertherm.com (Technical Service Email)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com (Technical Service Email)
Hypertherm (Singapore) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
Marketing.asia@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
HTJapan.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Europe B.V.
Vaartveld 9, 4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com
(Technical Service Email)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com
(Technical Service Email)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service Email)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
Marketing.korea@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 (0) 437 606 995 Tel
61 7 3219 9010 Fax
au.sales@Hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
HTIndia.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)

KOMPATYBILNOŚĆ ELEKTROMAGNETYCZNA EMC
Wprowadzenie
Urządzenia firmy Hypertherm oznaczone symbolem CE wyprodukowano
zgodnie z normą EN 60974-10. W celu zapewnienia kompatybilności
elektromagnetycznej urządzenia należy zainstalować i używać zgodnie
zprzedstawionymi dalej informacjami.
Wymogi przewidziane przez normę EN 60974-10 mogą nie wystarczać
do całkowitego wyeliminowania zakłóceń występujących, gdy urządzenia
znajdują się w bliskim sąsiedztwie źródeł zakłóceń lub gdy mają bardzo
dużą czułość. W takich przypadkach może być konieczne zastosowanie
innych środków ograniczających zakłócenia.
Sprzęt tnący zaprojektowano wyłącznie do użytku w środowisku
przemysłowym.
Instalacja i obsługa
Użytkownik jest odpowiedzialny za instalację i korzystanie z urządzenia
plazmowego zgodnie z instrukcjami producenta.
W przypadku wykrycia zakłóceń elektromagnetycznych
odpowiedzialność za rozwiązanie tego problemu wspólnie z
pracownikami pomocy technicznej zapewnianej przez producenta
spoczywa wyłącznie na użytkowniku. W niektórych sytuacjach działanie
zapobiegawcze może polegać wyłącznie na ponownym uziemieniu
obwodu tnącego (patrz Uziemianie elementu obrabianego). W innych
przypadkach może oznaczać konieczność zaprojektowania ekranu
elektromagnetycznego zakrywającego źródło zasilania i miejsce pracy,
współpracującego z odpowiednimi filtrami wejściowymi. W każdej
sytuacji zakłócenia elektromagnetyczne należy ograniczyć do poziomu,
który nie powoduje występowania dalszych problemów.
Analiza obszaru
Przed zainstalowaniem urządzenia użytkownik powinien przeprowadzić
analizę sąsiadującego obszaru pod względem występowania
potencjalnych problemów elektromagnetycznych. Należy wziąć pod
uwagę następujące kwestie:
a. inne kable zasilające, kable sterujące, kable sygnałowe i
telefoniczne znajdujące się powyżej i poniżej sprzętu tnącego
lub przylegające do niego
b. nadajniki i odbiorniki radiowe i telewizyjne
c. komputery i inne urządzenia sterujące
d. elementy istotne z punktu widzenia bezpieczeństwa takie
jakzabezpieczenia sprzętu przemysłowego
e. zdrowie osób, na przykład w przypadku korzystania
zrozruszników serca czy aparatów słuchowych
f. urządzenia używane do kalibracji i pomiarów
g. odporność pozostałych urządzeń znajdujących się
wśrodowisku roboczym — w celu zapewnienia zgodności tych
urządzeń może być wymagane zastosowanie dodatkowych
środków bezpieczeństwa
h. pora dnia, podczas której są wykonywane czynności związane
zcięciem oraz pozostałe operacje
Wielkość analizowanego obszaru zależy od konstrukcji budynku oraz
innych wykonywanych w nim czynności. Otaczający obszar może być
większy niż wynikający z przyjętych założeń.
Metody ograniczania emisji
Zasilanie sieciowe
Sprzęt tnący należy podłączyć do zasilania sieciowego zgodnie z
zaleceniami producenta. W przypadku występowania zakłóceń może być
konieczne zastosowanie dodatkowych środków ostrożności, takich jak
filtrowanie napięcia sieciowego.
Należy rozważyć zastosowanie ekranowania (metalowej rurki lub
odpowiednika) kabla zasilania trwale zainstalowanego sprzętu tnącego.
Ekranowanie należy zapewnić na całej długości kabla. Ekran należy
podłączyć do sieciowego źródła zasilania urządzenia do cięcia w taki
sposób, aby zapewnić dobry styk elektryczny między kanałem kablowym
a obudową źródła zasilania cięcia.
Serwisowanie sprzętu tnącego
Sprzęt tnący należy okresowo serwisować zgodnie z zaleceniami
producenta. Podczas działania sprzętu tnącego wszystkie drzwiczki
dostępowe i serwisowe powinny być zamknięte i prawidłowo
zabezpieczone. Sprzętu tnącego nie wolno w żaden sposób
modernizować. Nie dotyczy to modyfikacji wykonywanych zgodnie z
pisemnymi instrukcjami przedstawionymi przez producenta. Na przykład
należy zgodnie z zaleceniami producenta serwisować i regulować
przerwy iskrowe zapłonu łuku oraz urządzenia stabilizujące.
Kable tnące
Kable tnące powinny być możliwie najkrótsze oraz poprowadzone
wspólnie na podłodze lub w jej pobliżu.
bezpieczeństwo i zgodność SC-1

KOMPATYBILNOŚĆ ELEKTROMAGNETYCZNA EMC
Spajanie ekwipotencjalne
Należy rozważyć spojenie wszystkich metalowych komponentów
instalacji tnącej oraz komponentów, które do niej przylegają.
Jednak przyłączenie metalowych komponentów do elementu
obrabianego zwiększa ryzyko porażenia operatora prądem, gdy ten
jednocześnie dotknie metalowego komponentu i elektrody (dyszy
głowicy laserowej).
Operator powinien być odizolowany od wszystkich spojonych
komponentów metalowych.
Uziemianie elementu obrabianego
W sytuacjach, gdy element obrabiany nie jest uziemiony w celu
zapewnienia bezpieczeństwa elektrycznego lub ze względu na swój
rozmiar i umiejscowienie (np. kadłub okrętu lub stalowa konstrukcja
budynku), przyłączenie elementu obrabianego do masy może w
niektórych przypadkach ograniczyć emisję. Należy zachować ostrożność,
aby zapobiec sytuacji, w której uziemienie elementu obrabianego
zwiększa ryzyko występowania obrażeń u osób lub uszkodzeń sprzętu
elektrycznego. Tam, gdzie to wymagane, przyłączenie elementu
obrabianego do masy należy wykonać w sposób bezpośredni. W
krajach, w których jest to zabronione, przyłączenie można zapewnić
przez zastosowanie odpowiednich reaktancji pojemnościowych
dobranych zgodnie z przepisami krajowymi.
Uwaga: Ze względów bezpieczeństwa obwód tnący można uziemić lub
nie. Zmiana projektu uziemienia może być autoryzowana wyłącznie przez
osobę, której wiedza jest wystarczającą do oceny, czy taka modyfikacja
nie stwarza większego ryzyka odniesienia obrażeń (na przykład przez
zapewnienie obwodu zwrotnego prądu cięcia równoległego, co może
doprowadzić do uszkodzenia obwodów tnących innych urządzeń).
Dalsze wytyczne podano w normie IEC 60974-9, Urządzenie do
spawania łukowego, rozdział 9: Instalacja i użytkowanie.
Ekranowanie i osłanianie
Problemy dotyczące zakłóceń można ograniczyć przez selektywne
ekranowanie i osłanianie kabli oraz urządzeń występujących w
sąsiadującym obszarze. W niektórych zastosowaniach można rozważyć
ekranowanie całej instalacji do cięcia plazmowego.
SC-2 bezpieczeństwo i zgodność

GWARANCJA
Uwaga
W przypadku wymiany podzespołów systemu Hypertherm producent
zaleca korzystać z oryginalnych części firmy Hypertherm. Wszelkie
uszkodzenia lub obrażenia wynikające z zastosowania podzespołów
innych niż oryginalne części firmy Hypertherm nie podlegają warunkom
gwarancji udzielanej przez firmę Hypertherm i będą traktowane jako
wynikające z nieprawidłowego użytkowania produktu firmy Hypertherm.
Operator ponosi wyłączną odpowiedzialność za bezpieczne użytkowanie
Produktu. Firma Hypertherm nie może ani nie udziela żadnych zapewnień
bądź gwarancji dotyczących bezpiecznego korzystania z produktu w
środowisku użytkownika.
Informacje ogólne
Firma Hypertherm Inc. gwarantuje, że jej Produkty są wolne od wad
materiałowych i produkcyjnych przez czas określony poniższymi
warunkami: jeśli firma Hypertherm zostanie powiadomiona o wadzie: (i)
dotyczącej zasilacza plazmy w okresie dwóch (2) lat od daty odebrania
produktu, z wyjątkiem zasilaczy marki Powermax, w przypadku których
okres ten wynosi trzy (3) lata od daty odebrania produktu, (ii) dotyczącej
palnika i przewodów w okresie jednego (1) roku od daty odebrania
produktu, z wyjątkiem krótkiego palnika HPRXD ze zintegrowanym
przewodem, w którego przypadku okres wynosi sześć (6) miesięcy
od daty odebrania produktu, dotyczącej zespołów podnośnika palnika
w okresie jednego (1) roku od daty odebrania produktu, dotyczącej
produktów Automation w ciągu jednego (1) roku od daty odebrania
produktu, z wyjątkiem systemów EDGE Connect CNC, EDGE Connect
T CNC, EDGE Connect TC CNC, EDGE Pro CNC, EDGE Pro Ti
CNC, MicroEDGE Pro CNC i ArcGlide THC, dla których okres ten
wynosi dwa (2) lata od daty odebrania produktu, oraz (iii) dotyczącej
komponentów lasera światłowodowego HyIntensity w okresie dwóch (2)
lat od daty odebrania produktu, z wyjątkiem głowic lasera i przewodów
dostarczania wiązki, dla których okres ten wynosi jeden (1) rok od daty
odebrania produktu.
Niniejsza gwarancja nie dotyczy pozostałych zasilaczy marki Powermax,
które są używane z przetwornicami fazowymi. Dodatkowo firma
Hypertherm nie udziela gwarancji na systemy uszkodzone w wyniku
dostarczenia napięcia zasilającego o nieodpowiednich parametrach,
wynikających z zastosowania przetwornic fazowych bądź z jakości
wejściowego napięcia sieciowego. Niniejsza gwarancja nie obejmuje
Produktu, który został nieprawidłowo zainstalowany, zmodyfikowany lub
zniszczony w inny sposób.
Firma Hypertherm zapewnia naprawę, wymianę i regulację Produktu jako
jedyny i wyłączny środek zapobiegawczy, tylko jeśli niniejsza gwarancja
jest prawidłowo przestrzegana i stosowana. Firma Hypertherm
zobowiązuje się do bezpłatnej naprawy, wymiany lub regulacji wszystkich
wadliwych Produktów objętych warunkami niniejszej gwarancji,
które po uprzedniej autoryzacji (która nie zostanie nieudzielona bez
uzasadnionego powodu) i prawidłowym zapakowaniu zostaną zwrócone
do siedziby firmy Hypertherm (Hanover, New Hampshire) lub do
autoryzowanego punktu serwisowego firmy Hypertherm po opłaceniu
przez użytkownika wszystkich kosztów związanych z ubezpieczeniem i
dostawą. Firma Hypertherm nie odpowiada za żadne naprawy, wymiany
i regulacje Produktu objęte warunkami niniejszej gwarancji, z wyjątkiem
wykonywanych w myśl niniejszego paragrafu i po udzieleniu wyraźnej
pisemnej zgody przez Hypertherm.
Przedstawiona tutaj gwarancja jest typu wyłącznego i pozostaje w
zgodzie z wszelkimi innymi gwarancjami (wyrażonymi bezpośrednio,
domniemanymi, ustawowymi) lub wynikającymi z nich następstwami
dotyczącymi Produktu oraz ze wszystkimi innymi dorozumianymi
gwarancjami i postanowieniami dotyczącymi jakości, przydatności
handlowej lub przydatności do określonego celu bądź związanymi z
nienaruszeniem praw innych osób. Powyższe stwierdzenie stanowi
jedyny i wyłączny środek zapobiegawczy dotyczący jakiegokolwiek
naruszenia warunków gwarancji przez firmę Hypertherm.
Dystrybutorzy i sprzedawcy OEM mogą oferować inne lub dodatkowe
gwarancje, ale nie są oni upoważnieni do udzielania żadnej dodatkowej
ochrony gwarancyjnej ani do składania jakichkolwiek zapewnień, że taka
ochrona jest udzielana zgodnie z warunkami gwarancji udzielanej przez
firmę Hypertherm.
Zabezpieczenie patentowe
Z wyjątkiem przypadków produktów niewyprodukowanych przez
firmę Hypertherm lub wyprodukowanych przez osobę spoza firmy
Hypertherm w sposób niezgodny ze specyfikacjami firmy Hypertherm,
a także w przypadku konstrukcji, procesów, rozwiązań i kombinacji
niezaprojektowanych lub rzekomo zaprojektowanych przez firmę
Hypertherm, firma Hypertherm ma prawo na swój własny koszt bronić
lub wspierać użytkownika w każdej rozprawie lub postępowaniu
wytoczonemu przeciwko niemu w związku z naruszaniem jakichkolwiek
patentów podmiotów trzecich przez produkt firmy Hypertherm używany
samodzielnie lub w połączeniu z innym produktem niedostarczonym
przez firmę Hypertherm. W przypadku zaobserwowania jakichkolwiek
działań lub gróźb działań połączonych z rzekomym naruszeniem (w
każdym przypadku nie później niż czternaście (14) dni po uzyskaniu
wiedzy o takim działaniu lub groźbie działania) należy powiadomić
firmę Hypertherm. Firma Hypertherm jest zobowiązana do obrony
użytkownika przed roszczeniami, prowadzonej pod wyłączną kontrolą
firmy Hypertherm oraz we współpracy z podmiotem zagrożonym
postępowaniem odszkodowawczym.
bezpieczeństwo i zgodność SC-3

GWARANCJA
Ograniczenie odpowiedzialności
W żadnej sytuacji firma Hypertherm nie odpowiada przed
jakąkolwiek osobą lub jakimkolwiek podmiotem za szkody
przypadkowe, wynikowe, bezpośrednie, pośrednie ani moralne
(z uwzględnieniem m.in. utraty zysku) niezależnie od tego,
czy taka odpowiedzialność wynika z naruszenia warunków
umowy, prawa o odpowiedzialności bezpośredniej, prawa
o czynie niedozwolonym, naruszenia warunków gwarancji,
niedochowaniu określonego celu lub innego, nawet jeśli
powiadomiono o możliwości występowania takich szkód.
Hypertherm nie odpowiada za żadne szkody Dystrybutora
wynikające z czasu przestoju, utraconej produkcji lub
utraconych zysków. Zamiarem Dystrybutora i firmy Hypertherm
jest, aby to postanowienie było interpretowane przez Sąd jako
najszersze ograniczenie dopuszczalne przez obowiązujące
prawo.
Przepisy krajowe i lokalne
Krajowe i lokalne przepisy dotyczące instalacji wodociągowych i
elektrycznych mają pierwszeństwo przed wszelkimi instrukcjami
znajdującymi się w niniejszym podręczniku. W żadnym przypadku firma
Hypertherm nie jest odpowiedzialna za obrażenia osób ani uszkodzenia
własności spowodowane naruszeniem wytycznych lub wykonywaniem
czynności roboczych w nieodpowiedni sposób.
Zastrzeżenie odpowiedzialności
W żadnym przypadku jakakolwiek odpowiedzialność firmy
Hypertherm za jakiekolwiek roszczenia lub postępowania
prawne (sądowe, arbitrażowe, nadzorcze lub innego
typu) wynikające lub związane z użytkowaniem Produktu,
niezależnie czy wynikają one z naruszenia warunków
umowy, prawa o odpowiedzialności bezpośredniej, prawa
o czynie niedozwolonym, naruszenia warunków gwarancji,
niedochowaniu określonego celu lub innego, nie przekroczy
łącznie kwoty zapłaconej za Produkt, który stanowi podstawę
takiego roszczenia.
Ubezpieczenie
W każdej sytuacji użytkownik powinien mieć zapewnione odpowiednie
ubezpieczenie, którego typ i zakres ochrony wystarcza do skutecznej
obrony i nienarażania firmy Hypertherm na szkody wynikające z
jakichkolwiek zdarzeń związanych z użytkowaniem produktów.
Przeniesienie praw
Wszelkie prawa wynikające z treści niniejszej gwarancji można przenieść
wyłącznie w połączeniu ze sprzedażą wszystkich lub prawie wszystkich
posiadanych środków trwałych lub kapitału akcyjnego na następcę,
który akceptuje wszystkie warunki i postanowienia niniejszej Gwarancji.
Warunkiem akceptacji przeniesienia praw przez firmę Hypertherm
jest pisemne poinformowanie jej przez użytkownika o tym fakcie w
terminie trzydziestu (30) dni przed nastąpieniem przeniesienia. W
przypadku niedotrzymania terminu powiadomienia firmy Hypertherm i
następującego później żądania akceptacji niniejsza Gwarancja ulega
anulowaniu i unieważnieniu, a użytkownik traci jakiekolwiek prawo
korzystania z gwarancji firmy Hypertherm.
SC-4 bezpieczeństwo i zgodność
OSTRZEŻENIE!
Przed rozpoczęciem obsługi jakiegokolwiek systemu firmy Hypertherm należy się
zapoznać zinstrukcjami bezpieczeństwa zamieszczonymi wpodręczniku produktu
oraz wPodręczniku bezpieczeństwa izgodności (80669C). Nieprzestrzeganie
instrukcji bezpieczeństwa może skutkować obrażeniami ciała iuszkodzeniem
sprzętu.
Do produktu mogą być dołączone podręczniki użytkownika wformie elektronicznej
idrukowanej. Podręczniki użytkownika w różnych językach można pobrać
z„Biblioteki dokumentów” znajdującej się pod adresem www.hypertherm.com.
Powermax
105
Podręcznik operatora
v

vi Powermax
105
Podręcznik operatora

SPIS TREŚCI
Rozdział1
Specyfikacje
Informacje związane zbezpieczeństwem ..........................................................................................................................................1-2
Opis systemu ........................................................................................................................................................................................... 1-2
Gdzie znaleźć potrzebne informacje ................................................................................................................................................... 1-3
Wymiary zasilacza ...................................................................................................................................................................................1-4
Masy komponentów (systemy 105A) ................................................................................................................................................1-5
Parametry zasilacza Powermax105 .....................................................................................................................................................1-6
Wymiary palnika ręcznego Duramax 75° ........................................................................................................................................... 1-8
Wymiary palnika ręcznego Duramax 15° ........................................................................................................................................... 1-8
Wymiary palnika zmechanizowanego Duramax 180° pełnej długości ........................................................................................ 1-9
Wymiary małego palnika zmechanizowanego Duramax 180° ......................................................................................................1-9
Specyfikacje cięcia systemu Powermax105 ...................................................................................................................................1-10
Poziomy hałasu ..................................................................................................................................................................................... 1-12
Symbole IEC ......................................................................................................................................................................................... 1-12
Rozdział2
Ustawienie zasilania
Rozpakowanie systemu Powermax ..................................................................................................................................................... 2-2
Reklamacje ..................................................................................................................................................................................... 2-2
Zawartość ......................................................................................................................................................................................2-3
Miejsce ustawienia zasilacza ................................................................................................................................................................ 2-4
Przygotowanie zasilania ......................................................................................................................................................................... 2-4
Montaż włącznika/wyłącznika sieciowego .............................................................................................................................. 2-5
Wymagania dotyczące uziemienia ............................................................................................................................................2-5
Doprowadzanie zasilania do systemu Powermax105 .....................................................................................................................2-6
Trójfazowy kabel zasilający iinstalacja wtyczki ...................................................................................................................... 2-8
Zalecenia dotyczące przewodu przedłużającego ............................................................................................................................ 2-9
Specyfikacje przewodu przedłużającego ................................................................................................................................ 2-9
Zalecenia dotyczące agregatu prądotwórczego .................................................................................................................2-10
200–600V CSA ........................................................................................................................................................................ 2-10
230–400V CE ........................................................................................................................................................................... 2-10
380V CCC / 230–400V CE ................................................................................................................................................ 2-10
400V CE ..................................................................................................................................................................................... 2-10
380V CCC .................................................................................................................................................................................2-10
Przygotowanie zasilania gazem ........................................................................................................................................................ 2-11
Dodatkowa filtracja gazu .......................................................................................................................................................... 2-11
Podłączenie zasilania gazem ................................................................................................................................................... 2-12
Minimalne ciśnienie wlotowe (wczasie przepływu gazu) ................................................................................................. 2-13
Szybkości przepływu gazu ....................................................................................................................................................... 2-13
Powermax
105
Podręcznik operatora
vii

SPIS TREŚCI
Rozdział3
Podstawowa obsługa systemu
Elementy sterujące iwskaźniki ............................................................................................................................................................. 3-2
Elementy sterujące ztyłu urządzenia ........................................................................................................................................ 3-2
Elementy sterujące idiody kontrolne LED zprzodu urządzenia ........................................................................................ 3-2
Ekran stanu .................................................................................................................................................................................... 3-4
Obsługa systemu Powermax105 .........................................................................................................................................................3-6
Podłączanie zasilania elektrycznego, zasilania gazem iprzewodu palnika ...................................................................... 3-6
Podłączenie przewodu roboczego do zasilacza ....................................................................................................................3-7
Podłączenie zacisku roboczego do elementu obrabianego ...............................................................................................3-8
Włączanie systemu (ON) ............................................................................................................................................................ 3-9
Ustawianie przełącznika trybu pracy ........................................................................................................................................ 3-9
Sprawdzanie wskaźników ......................................................................................................................................................... 3-10
Ręczna regulacja ciśnienia gazu .............................................................................................................................................3-10
Regulacja natężenia prądu ...................................................................................................................................................... 3-11
Funkcja wykrywania końca trwałości elektrody ............................................................................................................................. 3-11
Ograniczenia dotyczące cyklu pracy ............................................................................................................................................... 3-12
Rozdział4
Ustawianie palnika ręcznego
Wprowadzenie .........................................................................................................................................................................................4-2
Trwałość materiałów eksploatacyjnych .............................................................................................................................................. 4-2
Elektrody CopperPlus™ do palników Duramax ......................................................................................................................4-2
Komponenty palnika ręcznego ............................................................................................................................................................. 4-3
Palnik ręczny Duramax 75° ......................................................................................................................................................... 4-3
Palnik ręczny Duramax 15° ......................................................................................................................................................... 4-3
Wybór materiałów eksploatacyjnych do palnika ręcznego ............................................................................................................ 4-4
Materiały eksploatacyjne do palnika ręcznego ................................................................................................................................. 4-4
Materiały eksploatacyjne do cięcia ciągniętego 105A ........................................................................................................4-4
Materiały eksploatacyjne do cięcia ciągniętego 45A, 65A, 85A ................................................................................... 4-5
Materiały eksploatacyjne do żłobienia ......................................................................................................................................4-5
Materiały eksploatacyjne FineCut® ......................................................................................................................................... 4-5
Materiały eksploatacyjne HyAccess 65A ..............................................................................................................................4-5
Instalacja materiałów eksploatacyjnych do palnika ręcznego .......................................................................................................4-6
Podłączanie przewodu palnika ............................................................................................................................................................. 4-7
viii Powermax
105
Podręcznik operatora

SPIS TREŚCI
Rozdział5
Cięcie ręczne
Obsługa palnika ręcznego .................................................................................................................................................................... 5-2
Obsługa spustu bezpieczeństwa ........................................................................................................................................................5-2
Wskazówki dotyczące cięcia palnikiem ręcznym .............................................................................................................................5-3
Rozpoczynanie cięcia od krawędzi elementu obrabianego ........................................................................................................... 5-4
Przebijanie elementu obrabianego ...................................................................................................................................................... 5-5
Żłobienie elementu obrabianego ......................................................................................................................................................... 5-6
Profil żłobienia ............................................................................................................................................................................... 5-7
Zmiana profilu żłobienia ...............................................................................................................................................................5-8
Najczęstsze błędy popełniane podczas cięcia ręcznego ...............................................................................................................5-8
Rozdział6
Ustawianie palnika zmechanizowanego
Wprowadzenie .........................................................................................................................................................................................6-3
Trwałość materiałów eksploatacyjnych .............................................................................................................................................. 6-3
Elektrody CopperPlus™ do palników Duramax ......................................................................................................................6-3
Komponenty palnika zmechanizowanego .......................................................................................................................................... 6-4
Palnik zmechanizowany Duramax 180° pełnej długości ...................................................................................................... 6-4
Mały palnik zmechanizowany Duramax 180° ..........................................................................................................................6-4
Przekształcanie palnika zmechanizowanego pełnej długości wmały palnik zmechanizowany .............................................6-5
Montaż palnika ......................................................................................................................................................................................... 6-7
Wybór materiałów eksploatacyjnych do palnika zmechanizowanego .........................................................................................6-9
Materiały eksploatacyjne do palnika zmechanizowanego .............................................................................................................. 6-9
Materiały eksploatacyjne do zmechanizowanego cięcia osłoniętego 105A .................................................................. 6-9
Materiały eksploatacyjne do zmechanizowanego cięcia osłoniętego 45A, 65A, 85A .............................................. 6-9
Materiały eksploatacyjne do zmechanizowanego cięcia osłoniętego 105A zkontaktem omowym .......................6-10
Materiały eksploatacyjne do zmechanizowanego cięcia osłoniętego 45A, 65A, 85A zkontaktemomowym ... 6-10
Materiały eksploatacyjne do zmechanizowanego cięcia nieosłoniętego 105A ........................................................... 6-10
Materiały eksploatacyjne do zmechanizowanego cięcia nieosłoniętego 45A, 65A, 85A ......................................6-10
Materiały eksploatacyjne do żłobienia ................................................................................................................................... 6-11
Osłonięte materiały eksploatacyjne FineCut® ................................................................................................................... 6-11
Nieosłonięte materiały eksploatacyjne FineCut® .............................................................................................................. 6-11
Montaż materiałów eksploatacyjnych do palnika zmechanizowanego .................................................................................... 6-12
Wyrównywanie palnika ....................................................................................................................................................................... 6-12
Podłączanie przewodu palnika .......................................................................................................................................................... 6-13
Powermax
105
Podręcznik operatora ix

SPIS TREŚCI
Korzystanie zwykresów cięcia .......................................................................................................................................................... 6-14
Szacowana kompensacja szerokości szczeliny .................................................................................................................. 6-15
Szacowana kompensacja szerokości szczeliny — system metryczny (mm) ................................................................ 6-15
Szacowana kompensacja szerokości szczeliny — brytyjski system miar (cale) .......................................................... 6-16
Materiały eksploatacyjne z osłoną 105A ..............................................................................................................................6-17
Materiały eksploatacyjne do cięcia osłoniętego 105A (stal miękka) ............................................................................ 6-18
Materiały eksploatacyjne do cięcia osłoniętego 105A (stal nierdzewna) .................................................................... 6-19
Materiały eksploatacyjne do cięcia osłoniętego 105A (aluminium) .............................................................................. 6-20
Materiały eksploatacyjne zosłoną 85 A ............................................................................................................................... 6-21
Materiały eksploatacyjne do cięcia osłoniętego 85A (stal miękka) .............................................................................. 6-22
Materiały eksploatacyjne do cięcia osłoniętego 85A (stal nierdzewna) ...................................................................... 6-23
Materiały eksploatacyjne do cięcia osłoniętego 85A (aluminium) ................................................................................ 6-24
Materiały eksploatacyjne zosłoną 65 A ............................................................................................................................... 6-25
Materiały eksploatacyjne do cięcia osłoniętego 65A (stal miękka) .............................................................................. 6-26
Materiały eksploatacyjne do cięcia osłoniętego 65A (stal nierdzewna) ...................................................................... 6-27
Materiały eksploatacyjne do cięcia osłoniętego 65A (aluminium) ................................................................................ 6-28
Materiały eksploatacyjne zosłoną 45A ............................................................................................................................... 6-29
Materiały eksploatacyjne do cięcia osłoniętego 45A (stal miękka) .............................................................................. 6-30
Materiały eksploatacyjne do cięcia osłoniętego 45A (stal nierdzewna) ...................................................................... 6-31
Materiały eksploatacyjne do cięcia osłoniętego 45A (aluminium) ................................................................................ 6-32
Materiały eksploatacyjne FineCut® ...................................................................................................................................... 6-33
Materiały eksploatacyjne FineCut (stal miękka) ................................................................................................................. 6-34
Materiały eksploatacyjne FineCut (stal nierdzewna) ......................................................................................................... 6-35
Materiały eksploatacyjne FineCut do cięcia zmałą szybkością (stal miękka) ............................................................. 6-36
Materiały eksploatacyjne FineCut do cięcia zmałą szybkością (stal nierdzewna) ......................................................6-37
Materiały eksploatacyjne bez osłony 105A ......................................................................................................................... 6-38
Materiały eksploatacyjne do cięcia nieosłoniętego 105A (stal miękka) ....................................................................... 6-39
Materiały eksploatacyjne do cięcia nieosłoniętego 105A (stal nierdzewna) ............................................................... 6-40
Materiały eksploatacyjne do cięcia nieosłoniętego 105A (aluminium) ......................................................................... 6-41
Materiały eksploatacyjne bez osłony 85 A ........................................................................................................................... 6-42
Materiały eksploatacyjne do cięcia nieosłoniętego 85A (stal miękka) ......................................................................... 6-43
Materiały eksploatacyjne do cięcia nieosłoniętego 85A (stal nierdzewna) ................................................................. 6-44
Materiały eksploatacyjne do cięcia nieosłoniętego 85A (aluminium) ........................................................................... 6-45
Materiały eksploatacyjne bez osłony 65 A ........................................................................................................................... 6-46
Materiały eksploatacyjne do cięcia nieosłoniętego 65A (stal miękka) .......................................................................... 6-47
Materiały eksploatacyjne do cięcia nieosłoniętego 65A (stal nierdzewna) ................................................................. 6-48
Materiały eksploatacyjne do cięcia nieosłoniętego 65A (aluminium) ........................................................................... 6-49
Materiały eksploatacyjne bez osłony 45A ........................................................................................................................... 6-50
Materiały eksploatacyjne do cięcia nieosłoniętego 45A (stal miękka) ......................................................................... 6-51
Materiały eksploatacyjne do cięcia nieosłoniętego 45A (stal nierdzewna) ................................................................. 6-52
Materiały eksploatacyjne do cięcia nieosłoniętego 45A (aluminium) ........................................................................... 6-53
x Powermax
105
Podręcznik operatora

SPIS TREŚCI
Rozdział7
Cięcie zmechanizowane
Podłączanie opcjonalnego włącznika zdalnego ............................................................................................................................... 7-2
Podłączanie opcjonalnego kabla przejściowego maszyny ............................................................................................................ 7-3
Układ wyprowadzeń interfejsu maszyny .................................................................................................................................. 7-5
Ustawianie pięciopozycyjnego dzielnika napięcia ................................................................................................................. 7-6
Dostęp do pierwotnego napięcia łuku ............................................................................................................................................... 7-7
Podłączanie opcjonalnego szeregowego kabla przejściowego RS485 maszyny ................................................................... 7-7
Obsługa palnika zmechanizowanego ................................................................................................................................................. 7-8
Ustawianie palnika istołu ...................................................................................................................................................................... 7-8
Rozpoznawanie ioptymalizacja jakości cięcia ..................................................................................................................................7-8
Kąt cięcia lub kąt ukosu .............................................................................................................................................................. 7-8
Żużel ................................................................................................................................................................................................ 7-9
Przebijanie elementu obrabianego za pomocą palnika zmechanizowanego ........................................................................... 7-10
Najczęstsze błędy popełniane podczas cięcia zmechanizowanego .........................................................................................7-11
Rozdział8
Konserwacja inaprawa
Przeprowadzanie rutynowej konserwacji ........................................................................................................................................... 8-2
Sprawdzanie materiałów eksploatacyjnych .......................................................................................................................................8-3
Podstawowe rozwiązywanie problemów ........................................................................................................................................... 8-4
Kody usterek irozwiązania .................................................................................................................................................................... 8-6
Wymiana wkładki filtru powietrza ipułapki filtru powietrza ..........................................................................................................8-10
Demontaż pułapki filtru powietrza ........................................................................................................................................... 8-10
Identyfikacja modelu pułapki filtru powietrza ....................................................................................................................... 8-11
Montaż wkładki filtru powietrza (do pułapki plastikowej lub nylonowej) ....................................................................... 8-12
Montaż wkładki filtru powietrza (do pułapki zosłoną metalową) .................................................................................... 8-13
Montaż pułapki filtru powietrza (plastikowej, nylonowej lub zosłoną metalową) ........................................................ 8-14
Rozdział9
Części
Części zasilacza ......................................................................................................................................................................................9-2
Części zamienne do palnika ręcznego Duramax 75° ......................................................................................................................9-6
Części zamienne do palnika ręcznego Duramax 15° ...................................................................................................................... 9-7
Materiały eksploatacyjne do palnika ręcznego ................................................................................................................................. 9-8
Części zamienne do palnika zmechanizowanego Duramax 180° pełnej długości ...................................................................9-9
Części zamienne do małego palnika zmechanizowanego Duramax 180° .............................................................................. 9-11
Materiały eksploatacyjne do palnika zmechanizowanego ........................................................................................................... 9-13
Akcesoria ............................................................................................................................................................................................... 9-14
Etykiety do systemu Powermax105 ................................................................................................................................................. 9-15
Powermax
105
Podręcznik operatora
xi

SPIS TREŚCI
xii Powermax
105
Podręcznik operatora

Rozdział1
SPECYFIKACJE
Wtym rozdziale:
Informacje związane zbezpieczeństwem .............................................................................................................................................1-2
Opis systemu ..............................................................................................................................................................................................1-2
Gdzie znaleźć potrzebne informacje ......................................................................................................................................................1-3
Wymiary zasilacza ......................................................................................................................................................................................1-4
Masy komponentów (systemy 105A) ...................................................................................................................................................1-5
Parametry zasilacza Powermax105 ........................................................................................................................................................1-6
Wymiary palnika ręcznego Duramax 75° ..............................................................................................................................................1-8
Wymiary palnika ręcznego Duramax 15° ..............................................................................................................................................1-8
Wymiary palnika zmechanizowanego Duramax 180° pełnej długości ...........................................................................................1-9
Wymiary małego palnika zmechanizowanego Duramax 180° .........................................................................................................1-9
Specyfikacje cięcia systemu Powermax105 ..................................................................................................................................... 1-10
Poziomy hałasu ........................................................................................................................................................................................ 1-12
Symbole IEC ............................................................................................................................................................................................ 1-12
Powermax
105
Podręcznik operatora 1-1

SPECYFIKACJE
Informacje związane zbezpieczeństwem
Przed rozpoczęciem konfiguracji ieksploatacji systemu firmy Hypertherm należy się zapoznać zważnymi informacjami
obezpieczeństwie wymienionymi wPodręczniku bezpieczeństwa izgodności dołączonym do systemu.
Opis systemu
Powermax105 to ręczny lub zmechanizowany przenośny system cięcia plazmowego omocy 105A przeznaczony do
szerokiego zakresu zastosowań. Wsystemach Powermax do cięcia metali przewodzących, takich jak stal miękka, stal
nierdzewna czy aluminium, jest wykorzystywane powietrze lub azot. Technologia Smart Sense™ zapewnia automatyczne
dostosowanie ciśnienia gazu do trybu cięcia idługości przewodu palnika.
System Powermax105 zapewnia możliwość cięcia elementów ogrubości do 38mm oraz przebijania elementów
ogrubości do 22mm. System FastConnect™ umożliwia błyskawiczne podłączenie palnika do zasilacza wprzypadku
wymiany palnika.
Typowy ręczny system Powermax zawiera palnik ręczny 75° zserii Duramax™ oraz zestaw materiałów eksploatacyjnych
iprzewód roboczy. Materiały informacyjne zawierają: podręcznik operatora, skrócony przewodnik ustawiania, kartę
rejestracyjną, płytę konfiguracyjną DVD oraz podręcznik bezpieczeństwa.
Typowy zmechanizowany system Powermax zawiera palnik zmechanizowany 180° pełnej długości zserii Duramax
zzestawem materiałów eksploatacyjnych, przewód roboczy oraz zdalny włącznik. Materiały informacyjne zawierają:
podręcznik operatora, skrócony przewodnik ustawiania, kartę rejestracyjną, płytę konfiguracyjną DVD oraz podręcznik
bezpieczeństwa.
Informacje oinnych konfiguracjach systemu można uzyskać udystrybutora produktów firmy Hypertherm. Na zamówienie
sądostępne dodatkowe warianty palników, materiały eksploatacyjne iakcesoria, np. przewodnik po zagadnieniach
związanych zcięciem plazmowym. Listę części zamiennych iopcjonalnych można znaleźć wrozdzialeCzęści.
Zasilacze Powermax105 są dostarczane bez wtyczki na końcu kabla zasilającego. Więcej informacji można znaleźć
wrozdziale Ustawienie zasilania.
Uwaga: Niektóre konfiguracje są dostarczane bez kabla zasilającego. Aby zachować zgodność zwymogami zasilania,
należy zamontować kabel zasilający zatwierdzony do modelu Powermax105:
• 230–400V CE (zestaw 228886)
• 380V CCC (zestaw 228962)
Do 3-fazowych systemów Powermax105 są zaliczane następujące modele:
CSA • Model 200–600V CSA to uniwersalny zasilacz, który automatycznie dostosowuje się
dopracy wwarunkach napięcia od200 do 600VAC.
CE • Model 400V CE pracuje wyłącznie znapięciem 400V.
• Model 230–400VCE automatycznie dostosowuje się do pracy wwarunkach napięcia
od230 do 400V.
CE/CCC Model 230–400V CE/CCC automatycznie dostosowuje się do pracy wwarunkach napięcia
od230 do 400V.
CCC • Model 380V CCC pracuje wyłącznie znapięciem 380V.
1-2 Powermax
105
Podręcznik operatora

SPECYFIKACJE
Gdzie znaleźć potrzebne informacje
Wtym rozdziale można znaleźć specyfikacje systemu, takie jak wymiary, masy, szczegółowe specyfikacje elektryczne
oraz szybkości cięcia. Aby uzyskać więcej informacji na temat:
• wymogów konfiguracyjnych, w tym wymogów dotyczących zasilania, uziemienia, kabla zasilającego, przewodu
przedłużającego oraz zaleceń związanych z agregatem prądotwórczym — patrz rozdziałUstawienie zasilania.
• materiałów eksploatacyjnych do palnika ręcznego izmechanizowanego, wykresów cięcia oraz ustawiania
palnika — patrz rozdział Ustawianie palnika ręcznego lub Ustawianie palnika zmechanizowanego.
• elementów sterujących idiod kontrolnych LED, etapów obsługi systemu oraz wskazówek dotyczących jakości
cięcia — patrz rozdziały Podstawowa obsługa systemu, Cięcie ręczne iCięcie zmechanizowane.
Wpodręczniku znajdują się również tematy dotyczące rozwiązywania problemów zsystemem izamawiania części.
Powermax
105
Podręcznik operatora 1-3

SPECYFIKACJE
Wymiary zasilacza
508mm
432mm
592mm
274mm
1-4 Powermax
105
Podręcznik operatora

SPECYFIKACJE
Masy komponentów (systemy 105A)
200–600V CSA 230–400V CE 400V CE 380V CCC 380V CCC /
230–400V CE
Zasilacz 40kg 39kg 35kg Zkablem
zasilającym
35kg
Bez kabla
zasilającego
34kg
Palnik 7,6 m
z przewodem
roboczym 7,6 m
45kg 45kg 41kg Zkablem
zasilającym
41kg
Bez kabla
zasilającego
39kg
Bez kabla
zasilającego
36kg
Bez kabla
zasilającego
42kg
Palnik ręczny zprzewodem długości 7,6m 3,3kg
Palnik ręczny zprzewodem długości 15m 5,9kg
Palnik ręczny zprzewodem długości 23m 8,4kg
Palnik zmechanizowany zprzewodem długości 4,6m 2,4kg
Palnik zmechanizowany zprzewodem długości 7,6m 3,4kg
Palnik zmechanizowany zprzewodem długości 11m 4,5kg
Palnik zmechanizowany zprzewodem długości 15m 6,2kg
Palnik zmechanizowany zprzewodem długości 23m 8,7kg
Przewód roboczy 7,6m 2,4kg
Przewód roboczy 15m 4,4kg
Przewód roboczy 23m 6,1kg
Powermax
105
Podręcznik operatora 1-5

SPECYFIKACJE
Parametry zasilacza Powermax105
Znamionowe napięcie obwodu otwartego (U0)
380V CCC / 230–400V CE
Charakterystyka wyjściowa*
Znamionowy prąd wyjściowy (I2) 30–105A
Znamionowe napięcie wyjściowe (U2) 160VDC
Cykl pracy przy 40°C 200–600V CSA 80% przy 105A, 480–600V, 3fazy
Opadająca
lub380VCCC / 230–400V CE 80% przy 105A, 400V, 3fazy
200–600V CSA
230–400V CE
400V CE
380V CCC
230–400V CE
400V CE 80% przy 105A, 400V, 3fazy
380V CCC 80% przy 105A, 380V, 3fazy
300VDC
288VDC
288VDC
292VDC
280VDC
70% przy 105A, 240V, 3fazy
54% przy 105A, 208V, 3fazy
50% przy 105A, 200V, 3fazy
100% przy 94A, 480–600V, 3fazy
100% przy 88A, 240V, 3fazy
100% przy 77A, 208V, 3fazy
100% przy 74A, 200V, 3fazy
70% przy 105A, 230V, 3fazy
100% przy 94A, 400V, 3fazy
100% przy 88A, 230V, 3fazy
100% przy 94A, 400V, 3fazy
100% przy 94A, 380V, 3fazy
Temperatura robocza Od –10°C do 40°C
Temperatura przechowywania Od –25°C do 55°C
Współczynnik mocy
200–600V CSA, 3fazy
230–400V CE, 3fazy
380V CCC / 230–400V CE, 3fazy
400V CE, 3fazy
380V CCC, 3fazy
R
— stosunek zwarcia (tylko modele CE) U1 — V, prąd zmienny,
sce
0,94–0,77
0,94–0,92
0,94–0,92
0,94
0,94
RMS, 3fazy
230–400V CE
400V CE
R
sce
275
230
1-6 Powermax
105
Podręcznik operatora

Specyfikacje
Klasyfikacja EMC wg CISPR11 (tylko modele CE)
Napięcie wejścia (U1) / prąd wejściowy
(I1) przy napięciu znamionowym
(U
wrozdziale Ustawienie zasilania).
2 MAKS.
, I
2 MAKS.
) (więcej informacji
230–400V CE
230–400V CE
†
KlasaA
200–600V CSA 200/208/240/480/600V, 3 fazy, 50/60 Hz
58/56/49/25/22A
380V CCC /
230–400V, 3fazym 50/60Hz
**, ***
50/29A
**, ***
230–400V, 3fazym 50/60Hz
50/29A
400V CE
***,‡
400V, 3fazy, 50/60Hz
28A
380V CCC 380V, 3fazy, 50/60Hz
30A
Typ gazu Powietrze Azot
Jakość gazu Czyste, suche, bezolejowe wg
Czystość 99,95%
ISO8573-1 Klasa 1.2.2
Zalecana szybkość przepływu gazu
wlotowego / ciśnienie
Cięcie: 460scfh; 220l/min przy 5,9bara
Żłobienie zmaksymalnym usuwaniem: 480scfh; 230l/min przy 4,8bara
Żłobienie zmaksymalną kontrolą: 480scfh; 230l/min przy 4,8bara
*
Przedstawiana wformie wykresu napięcia wyjściowego wzależności od natężenia prądu wyjściowego.
**
Wyposażenie spełnia wymogi normy IEC61000-3-12, oile moc zwarciowa Ssc jest wyższa lub równa 5528kVA
wmiejscu doprowadzenia zasilania zsieci zewnętrznej. Instalator lub użytkownik urządzenia ma obowiązek upewnić
się, zasięgając informacji uoperatora sieci dystrybucyjnej, że urządzenie jest podłączone do zasilania omocy
zwarciowej Ssc wyższej lub równej 5528kVA.
***
Ten produkt jest zgodny ztechnicznymi wymogami normy IEC61000-3-3 inie podlega warunkom przyłączania
warunkowego.
†
OSTRZEŻENIE: Wyposażenie klasyA nie jest przeznaczone do eksploatacji wbudynkach mieszkalnych, wktórych
energia elektryczna jest doprowadzana zsieci niskiego napięcia. Wtakich budynkach istnieje potencjalne ryzyko
powstania problemów zkompatybilnością elektromagnetyczną wzwiązku zwystępowaniem zakłóceń przewodzonych
iwypromieniowywanych.
‡
Wyposażenie spełnia wymogi normy IEC61000-3-12, oile moc zwarciowa Ssc jest wyższa lub równa 4462kVA
wmiejscu doprowadzenia zasilania zsieci zewnętrznej. Instalator lub użytkownik urządzenia ma obowiązek upewnić się,
zasięgając informacji uoperatora sieci dystrybucyjnej, że urządzenie jest podłączone do zasilania omocy zwarciowej
Ssc wyższej lub równej 4462kVA.
Powermax
105
Podręcznik operatora 1-7

SPECYFIKACJE
Wymiary palnika ręcznego Duramax 75°
Kąt75°
9,9cm
2,5cm
Wymiary palnika ręcznego Duramax 15°
25,2cm
6,6cm
25,9cm
5,1cm
Kąt15°
6,6cm
2,5cm
1-8 Powermax
105
Podręcznik operatora

SPECYFIKACJE
Wymiary palnika zmechanizowanego Duramax 180° pełnej długości
39,6cm
2,5cm
20,6cm
31,3cm
3,5cm
3,6cm (wymiar zewnętrzny),
Wymiary małego palnika zmechanizowanego Duramax 180°
16,8cm
2,5cm
3,5cm
8,4cm
3,6cm (wymiar zewnętrzny),
3,3cm (płaskie boki)
3,3cm (płaskie boki)
Powermax
105
Podręcznik operatora 1-9
SPECYFIKACJE
Specyfikacje cięcia systemu Powermax105
Wydajność cięcia palnika ręcznego (grubość materiału)
Zalecana grubość cięcia przy szybkości 500mm/min* 32mm
Zalecana grubość cięcia przy szybkości 250mm/min* 38mm
Możliwość odcinania przy prędkości 125mm/min* 50mm
Wydajność przebijania (grubość materiału)
Wydajność przebijania przy cięciu ręcznym lub
zmechanizowanym zprogramowalnym kontrolerem
wysokości palnika
Wydajność przebijania przy cięciu zmechanizowanym
bezprogramowalnego kontrolera wysokości palnika
Maksymalna szybkość cięcia** (stal miękka)
6mm 5600mm/min
12mm 2400mm/min
20mm 1300mm/min
25mm 760mm/min
32mm 510mm/min
Wydajność żłobienia
Maksymalne usuwanie — szybkość usuwania
metalu wprzypadku stali miękkiej (65 A)
Maksymalna kontrola — szybkość usuwania
metalu wprzypadku stali miękkiej (65 A)
Maksymalne usuwanie — szybkość usuwania
metalu wprzypadku stali miękkiej (85 A)
Maksymalna kontrola — szybkość usuwania
metalu wprzypadku stali miękkiej (85 A)
Maksymalne usuwanie — szybkość usuwania
metalu wprzypadku stali miękkiej (105 A)
Maksymalna kontrola — szybkość usuwania
metalu wprzypadku stali miękkiej (105 A)
Masy palnika serii Duramax
(zobacz strona1-5 Masy komponentów (systemy 105A))
Cykl pracy inapięcie (zobacz strona1-6 Parametry zasilacza Powermax105)
22mm
20mm
4,8kg/godz.
3,4kg/godz.
8,8kg/godz.
6,2kg/godz.
9,8kg/godz.
6,9kg/godz.
* Szybkości dotyczące grubości cięcia nie oznaczają zawsze maksymalnych szybkości. Są to szybkości, jakie należy
uzyskać wcelu zachowania parametrów znamionowych przy tej grubości.
** Maksymalne szybkości cięcia uzyskano na podstawie prób przeprowadzonych wlaboratoriach firmy Hypertherm.
Rzeczywista szybkość cięcia może być inna wzależności od określonego zastosowania.
1-10 Powermax
105
Podręcznik operatora

SPECYFIKACJE
Symbole i oznaczenia
Na tabliczce znamionowej produktu może się znajdować jedno lub wiele oznaczeń. Z powodu różnic i sprzeczności
przepisów obowiązujących w różnych krajach nie wszystkie oznaczenia mają zastosowanie do każdej wersji produktu.
Symbol S
Symbol S wskazuje, że zasilacz i palnik nadają się do użytku w środowisku o zwiększonym ryzyku porażenia
prądem i są zgodne z wymogami normy IEC 60974-1.
Oznaczenie CSA
Produkty ze znakiem CSA są zgodne z wymogami przepisów bezpieczeństwa obowiązującymi w Stanach
Zjednoczonych i Kanadzie. Te produkty zostały ocenione, przetestowane i zatwierdzone przez organizację
CSA-International. Produkt może być także oznaczony przez jedno z krajowych laboratoriów testowych
(NRTL, Nationally Recognized Testing Laboratories) akredytowanych zarówno w Stanach Zjednoczonych,
jak i Kanadzie, np. UL lub TÜV.
Oznaczenie CE
Oznaczenie CE informuje o zgodności produktu z dyrektywami i normami obowiązującymi w Unii Europejskiej.
Tylko te wersje produktów, które zostały opatrzone oznaczeniami CE umieszczonymi na tabliczkach
znamionowych lub obok nich, były testowane pod kątem zgodności z europejską Dyrektywą niskonapięciową
oraz Dyrektywą kompatybilności elektromagnetycznej (EMC). Filtry EMC, które są zgodne z europejską
dyrektywą EMC, stanowią integralną część wyposażenia produktów oznaczonych symbolem CE.
Oznaczenie Euroazjatyckiej Unii Celnej (CU)
Wersje produktów z oznaczeniem CE oraz znakiem zgodności EAC są zgodne z wymogami bezpieczeństwa
i kompatybilności elektromagnetycznej dotyczącymi eksportu do Rosji, Białorusi i Kazachstanu.
Oznaczenie GOST-TR
Wersje produktów z oznaczeniem CE oraz znakiem zgodności GOST-TR są zgodne z wymogami
bezpieczeństwa i zgodności elektromagnetycznej dotyczącymi eksportu do krajów Federacji Rosyjskiej.
Oznaczenie C-Tick
Wersje produktów z oznaczeniem CE oraz znakiem C-Tick spełniają wymogi przepisów EMC obowiązujących
przy sprzedaży do Australii i Nowej Zelandii.
Oznaczenie CCC
s
Oznaczenie China Compulsory Certification (CCC) wskazuje, że produkt był testowany i został uznany jako
zgodny z przepisami bezpieczeństwa obowiązującymi przy sprzedaży do Chin.
Oznaczenie UkrSEPRO
Wersje produktów z oznaczeniem CE oraz znakiem zgodności UkrSEPRO są zgodne z wymogami
bezpieczeństwa i kompatybilności elektromagnetycznej dotyczącymi eksportu do Ukrainy.
Serbskie oznaczenie AAA
Wersje produktów z oznaczeniem CE oraz serbskim oznaczeniem AAA są zgodne z wymogami bezpieczeństwa
i kompatybilności elektromagnetycznej dotyczącymi eksportu do Serbii.
Powermax
105
Podręcznik operatora 1-11

SPECYFIKACJE
Poziomy hałasu
Ten system plazmowy może przekroczyć dopuszczalne poziomy hałasu określone przez przepisy krajowe ilokalne.
Podczas cięcia lub żłobienia należy zawsze stosować odpowiedni sprzęt ochrony słuchu. Wszystkie pomiary hałasu
zależą od konkretnych warunków otoczenia, wktórych jest używany system. Patrz także punkt Hałas może uszkodzić
słuch wPodręczniku bezpieczeństwa izgodności dołączonym do systemu. Szczegółowe informacje dotyczące
poszczególnychproduktów można znaleźć wBibliotece dokumentów Hypertherm pod adresem:
https://www.hypertherm.com/
Najpierw należy kliknąć łącze Biblioteka dokumentów. Następnie zrozwijanego menu Produkt /Typ produktu należy
wybrać odpowiedni produkt, zmenu Kategoria należy wybrać pozycję „Regulatory”, apóźniej pozycję „Acoustical Noise
Data Sheets” zwyświetlonego menu rozwijanego podkategorii.
Symbole IEC
Na tabliczce znamionowej, etykietach, przełącznikach, diodach kontrolnych LED oraz ekranie LCD zasilacza mogą się
pojawiać następujące symbole.
Prąd stały (DC)
Prąd zmienny (AC)
Cięcie palnikiem
plazmowym
Cięcie płyt
metalowych
Cięcie siatki
Żłobienie
Złącze zasilania
prądem zmiennym
Zestyk zewnętrznego
przewodu ochronnego
(uziemienia)
l
O
1~
f
1
f
2
AC
Zasilanie włączone (ON)
Zasilanie wyłączone (OFF)
Zasilacz inwertorowy —
jedno- lub trójfazowy
Krzywa napięcia/natężenia,
charakterystyka „opadająca”
Zasilanie jest
włączone(ON) (dioda LED)
Usterka systemu
(dioda LED)
Usterka ciśnienia gazu
wlotowego (LCD)
Brakujące lub poluzowane
materiały eksploatacyjne
(LCD)
Temperatura zasilacza poza
zakresem (LCD)
1-12 Powermax
105
Podręcznik operatora
Rozdział2
USTAWIENIE ZASILANIA
Wtym rozdziale:
Rozpakowanie systemu Powermax ........................................................................................................................................................2-2
Reklamacje ........................................................................................................................................................................................2-2
Zawartość .........................................................................................................................................................................................2-3
Miejsce ustawienia zasilacza ...................................................................................................................................................................2-4
Przygotowanie zasilania ............................................................................................................................................................................2-4
Montaż włącznika/wyłącznika sieciowego .................................................................................................................................2-5
Wymagania dotyczące uziemienia ...............................................................................................................................................2-5
Doprowadzanie zasilania do systemu Powermax105 ........................................................................................................................2-6
Trójfazowy kabel zasilający iinstalacja wtyczki .........................................................................................................................2-8
Zalecenia dotyczące przewodu przedłużającego ...............................................................................................................................2-9
Specyfikacje przewodu przedłużającego ...................................................................................................................................2-9
Zalecenia dotyczące agregatu prądotwórczego ................................................................................................................... 2-10
Przygotowanie zasilania gazem ...........................................................................................................................................................2-11
Dodatkowa filtracja gazu .............................................................................................................................................................2-11
Podłączenie zasilania gazem ...................................................................................................................................................... 2-13
Powermax
105
Podręcznik operatora 2-1

USTAWIENIE ZASILANIA
Rozpakowanie systemu Powermax
1. Należy sprawdzić, czy wszystkie zamówione elementy zostały dostarczone iczy są wdobrym stanie. Jeżeli
jakakolwiek zczęści jest uszkodzona lub nie została dostarczona, należy się skontaktować zdystrybutorem.
2. Należy sprawdzić, czy zasilacz nie został uszkodzony podczas transportu. Wprzypadku wykrycia śladów
uszkodzenia należy przeczytać temat Reklamacje poniżej. Wszelka korespondencja związana zniniejszym
wyposażeniem musi zawierać numer modelu oraz numer seryjny, które są umieszczone ztyłu zasilacza.
3. Przed rozpoczęciem konfiguracji ieksploatacji systemu firmy Hypertherm należy się zapoznać zważnymi
informacjami obezpieczeństwie wymienionymi wPodręczniku bezpieczeństwa izgodności dołączonym do systemu.
Reklamacje
• Reklamacje dotyczące uszkodzeń powstałych podczas transportu — jeśli urządzenie zostało
uszkodzone podczas transportu, reklamacje należy kierować do przewoźnika. Firma Hypertherm może wydać
na żądanie użytkownika kopię listu przewozowego. Wprzypadku pytań należy się skontaktować znajbliższym
biurem Hypertherm. Dane kontaktowe biur można znaleźć na początku niniejszej instrukcji.
• Reklamacje dotyczące uszkodzonych lub brakujących towarów — jeżeli jakikolwiek komponent został
uszkodzony lub zagubiony, należy się skontaktować zdystrybutorem Hypertherm. Wprzypadku pytań należy się
skontaktować znajbliższym biurem Hypertherm. Dane kontaktowe biur można znaleźć na początku niniejszej
instrukcji.
2-2 Powermax
105
Podręcznik operatora
USTAWIENIE ZASILANIA
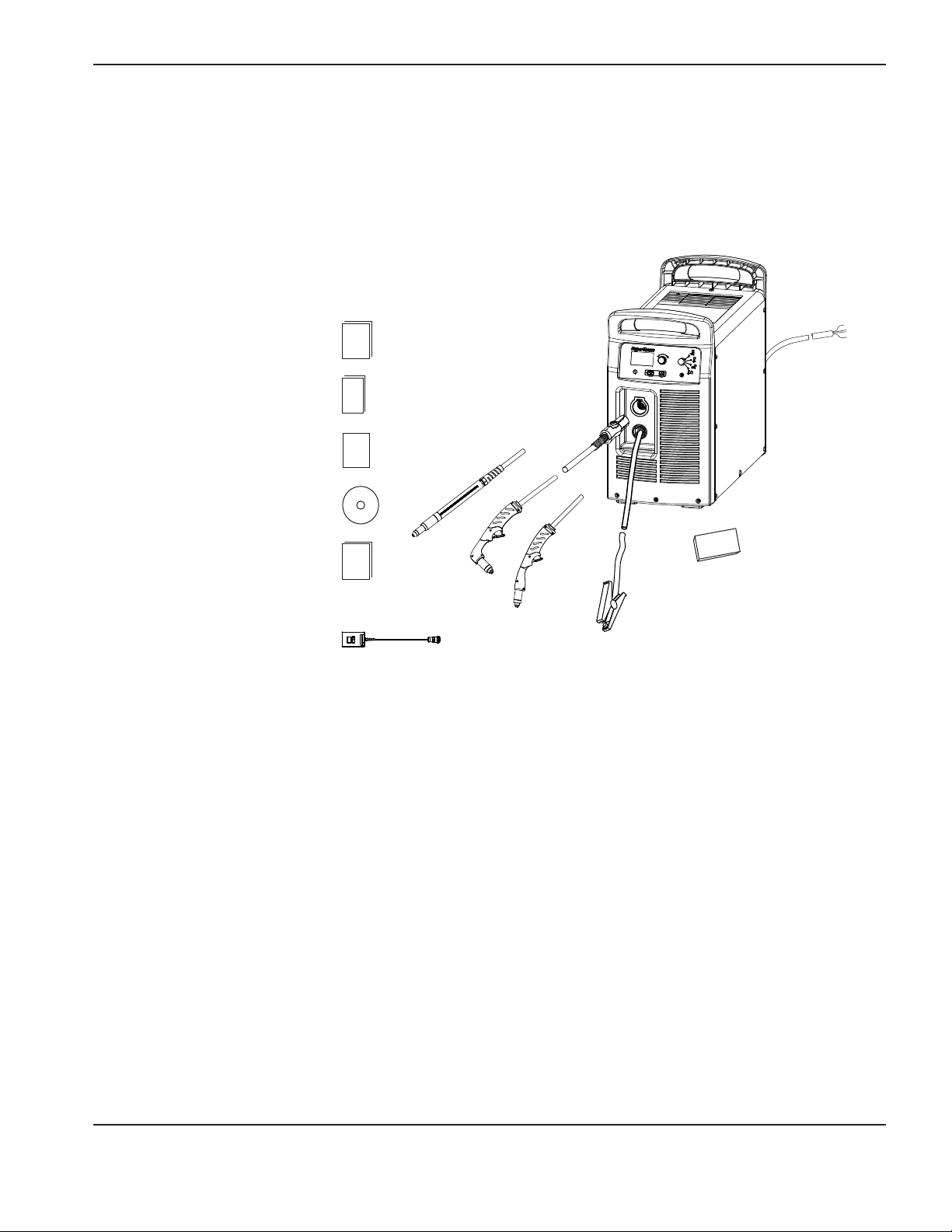
Zawartość
Na poniższej ilustracji pokazano typowe komponenty systemu. Na palnikach dostarczanych znowymi systemami jest
założona winylowa nakrywka. Materiały eksploatacyjne znajdują się wzestawie materiałów eksploatacyjnych.
Podręcznik operatora
Skrócony przewodnik ustawiania
Karta rejestracyjna
Płyta konfiguracyjna DVD
Instrukcja bezpieczeństwa
Włącznik zdalny (opcja)
Lub
Lub
Opakowanie zawierające dodatkowe
materiały eksploatacyjne
(zlokalizowane wpobliżu filtru powietrza)
Powermax
105
Podręcznik operatora 2-3

USTAWIENIE ZASILANIA
Miejsce ustawienia zasilacza
Zasilacz należy umieścić wpobliżu gniazdka sieciowego odpowiedniego do instalacji:
• 200–600V (3fazy, certyfikat CSA)
• 230–400V (3fazy, certyfikat CE)
• 380/230–400V (3fazy, certyfikat CCC/CE) bez kabla zasilającego
Uwaga: Aby zachować zgodność zwymogami CE, należy zamontować zestaw kabla zasilającego nr 228886.
• 400V (3fazy, certyfikat CE)
• 380V (3fazy, certyfikat CCC)
Zasilacz jest wyposażony wkabel zasilający odługości 3m (zależnie od modelu). Wcelu zapewnienia odpowiedniej
wentylacji wokół zasilacza należy pozostawić pas wolnej przestrzeni oszerokości co najmniej 0,25m.
Zasilacza nie należy narażać na kontakt zdeszczem ani śniegiem.
Aby chronić zasilacz przed wywróceniem, nie należy go stawiać na podłożu nachylonym pod kątem większym niż 10°.
Przygotowanie zasilania
Parametry prądu wejściowego urządzenia Hypertherm (oznaczenie HYP na tabliczce znamionowej) służą do określania
wymiaru przewodu zasilającego oraz warunków instalacji. Parametry HYP określa się wwarunkach maksymalnego
obciążenia roboczego, ado celów związanych zinstalacją wykorzystuje się wyższą wartość natężenia prądu
wejściowego.
Maksymalne napięcie wyjściowe zależy od napięcia wejścia oraz natężenia prądu wobwodzie. Ponieważ wartość poboru
prądu zmienia się wczasie uruchomienia, zaleca się zastosowanie bezpieczników zwłocznych zgodnie zwartościami
podanymi wtabelach na stronie2-6. Bezpieczniki zwłoczne wytrzymują krótkotrwały wzrost natężenia prądu do
wartości przekraczającej nawet dziesięciokrotnie wartość znamionową bezpiecznika.
Przestroga: Instalację należy zabezpieczyć bezpiecznikami zwłocznymi oodpowiednich
parametrach oraz włącznikiem/wyłącznikiem sieciowym.
2-4 Powermax
105
Podręcznik operatora

USTAWIENIE ZASILANIA
Montaż włącznika/wyłącznika sieciowego
Włącznik/wyłącznik sieciowy należy stosować wkażdym zasilaczu, tak aby operator mógł wnagłym wypadku szybko
wyłączyć zasilanie urządzenia. Wyłącznik należy umieścić wmiejscu łatwo dostępnym dla operatora. Instalacja musi
być wykonana przez uprawnionego elektryka izgodnie zodpowiednimi przepisami krajowymi oraz lokalnymi. Wartość
prądu wyłączenia wyłącznika musi być większa lub równa wartości znamionowej bezpieczników dotyczącej pracy ciągłej.
Wyłącznik powinien dodatkowo:
• izolować sprzęt elektryczny iodłączać wszystkie przewody pod napięciem, gdy znajduje się wpołożeniu
wyłączenia (OFF)
• mieć jedną pozycję wyłączenia (OFF) i jedną włączenia (ON), wyraźnie oznaczone symbolami „O” (wyłączony)
i„l” (włączony)
• być wyposażony wzewnętrzny uchwyt umożliwiający zablokowanie go wpozycji wyłączenia (OFF)
• być wyposażony wmechanizm zabezpieczający pełniący funkcję wyłącznika zatrzymania awaryjnego
• być wyposażony wodpowiednie bezpieczniki zwłoczne — zalecane rozmiary bezpieczników znajdują się na
stronie2-6 Doprowadzanie zasilania do systemu Powermax105.
Wymagania dotyczące uziemienia
Wcelu zapewnienia bezpieczeństwa pracy, prawidłowej obsługi oraz wcelu zminimalizowania skutków zakłóceń
elektromagnetycznych zasilacz musi zostać odpowiednio uziemiony.
• Zasilacz należy uziemić kablem zasilającym zgodnie zprzepisami krajowymi ilokalnymi.
• Instalacja trójfazowa musi być poprowadzona kablami 4-żyłowymi zprzewodem ochronnym (uziemiającym)
wkolorze zielonym lub zielono-żółtym. Musi także spełniać wymogi przepisów krajowych ilokalnych.
• Więcej informacji na temat uziemienia można znaleźć wdołączonym do systemu oddzielnym Podręczniku
bezpieczeństwa izgodności.
Powermax
105
Podręcznik operatora 2-5

USTAWIENIE ZASILANIA
Doprowadzanie zasilania do systemu Powermax105
Do 3-fazowych systemów Powermax105 są zaliczane następujące modele:
• Model Powermax105 CSA to uniwersalny zasilacz, który automatycznie dostosowuje się do pracy wwarunkach
napięcia od 200 do 600VAC.
• Model 230–400V CE automatycznie dostosowuje się do pracy wwarunkach napięcia od 230 do 400V.
• Model 380V CCC / 230–400V CE automatycznie dostosowuje się do pracy wwarunkach napięcia od 230
do 400V.
Uwaga: Aby zachować zgodność zwymogami CE, należy zamontować zestaw kabla zasilającego nr 228886.
• Model 400V CE pracuje wyłącznie znapięciem 400V.
• Model 380V CCC pracuje wyłącznie znapięciem 380V.
Parametry znamionowe urządzenia to 30–105A, 160VDC.
200–600V CSA,
Napięcie wejścia (V) 200 208 240 480 600
Prąd wejściowy (A) przy znamionowej mocy
wyjściowej (16,8kW)
Prąd wejściowy (A) podczas rozciągania łuku 82 82 78 40 35
Bezpiecznik, zwłoczny (A) 80 80 80 40 40
58 56 49 25 22
230–400V CE
Napięcie wejścia (V) 230 400
Prąd wejściowy (A) przy znamionowej mocy
wyjściowej (16,8kW)
Prąd wejściowy (A) podczas rozciągania łuku 80 46
Bezpiecznik, zwłoczny (A) 80 50
50 29
2-6 Powermax
105
Podręcznik operatora

USTAWIENIE ZASILANIA
380V CCC/230–400V CE
Napięcie wejścia (V) 230 400 380
Prąd wejściowy (A) przy znamionowej mocy
wyjściowej (16,8kW)
Prąd wejściowy (A) podczas rozciągania łuku 80 46 42
Bezpiecznik, zwłoczny (A) 80 50 50
400V CE
Napięcie wejścia (V) 400
Prąd wejściowy (A) przy znamionowej mocy
wyjściowej (16,8kW)
Prąd wejściowy (A) podczas rozciągania łuku 44
Bezpiecznik, zwłoczny (A) 50
380V CCC
Napięcie wejścia (V) 380
Prąd wejściowy (A) przy znamionowej mocy
wyjściowej (16,8kW)
Prąd wejściowy (A) podczas rozciągania łuku 42
Bezpiecznik, zwłoczny (A) 50
50 29 30
28
30
Powermax
105
Podręcznik operatora 2-7
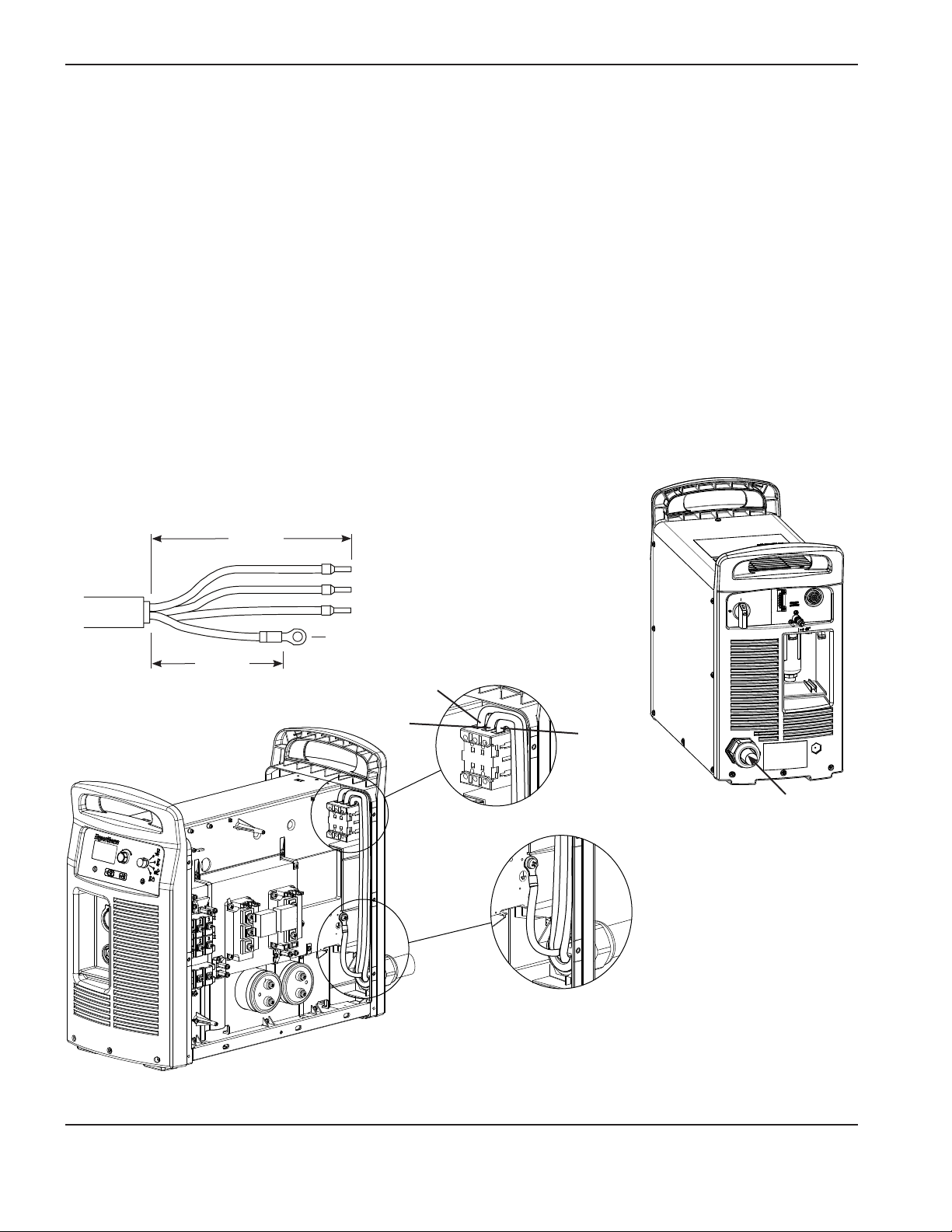
USTAWIENIE ZASILANIA
Trójfazowy kabel zasilający iinstalacja wtyczki
Zasilacze Powermax105 są dostarczane znastępującymi kablami zasilającymi:
• Model CSA: 4-żyłowy kabel zasilający oprzekroju 6AWG
• 230–400V CE: 4-żyłowy kabel zasilający HAR oprzekroju 10mm
• Modele 380V CCC / 230–400V CE są dostarczane bez kabla zasilającego.
Uwaga: Aby zachować zgodność zwymogami CE, należy zamontować zestaw kabla zasilającego nr 228886.
• 400V CE: 4-żyłowy kabel zasilający HAR oprzekroju 6mm
• 380V CCC: 4-żyłowy kabel zasilający CCC oprzekroju 6mm2 (niektóre modele są dostarczane bez kabla
zasilającego)
Aby korzystać zsystemu Powermax105, należy założyć wtyczkę zgodną zlokalnymi przepisami elektroenergetycznymi.
Połączenie wtyczki zkablem zasilającym powinno być wykonane przez uprawnionego elektryka.
Należy usunąć izolację iprzygotować kabel zasilający wsposób pokazany poniżej.
CSA
2
2
419mm
203mm
Uziemienie
6mm
L1
L2
L3
L2
L1
L3
Przeprowadź przewód
przez ochronę przed
odkształceniami idokręć
2-8 Powermax
105
Podręcznik operatora
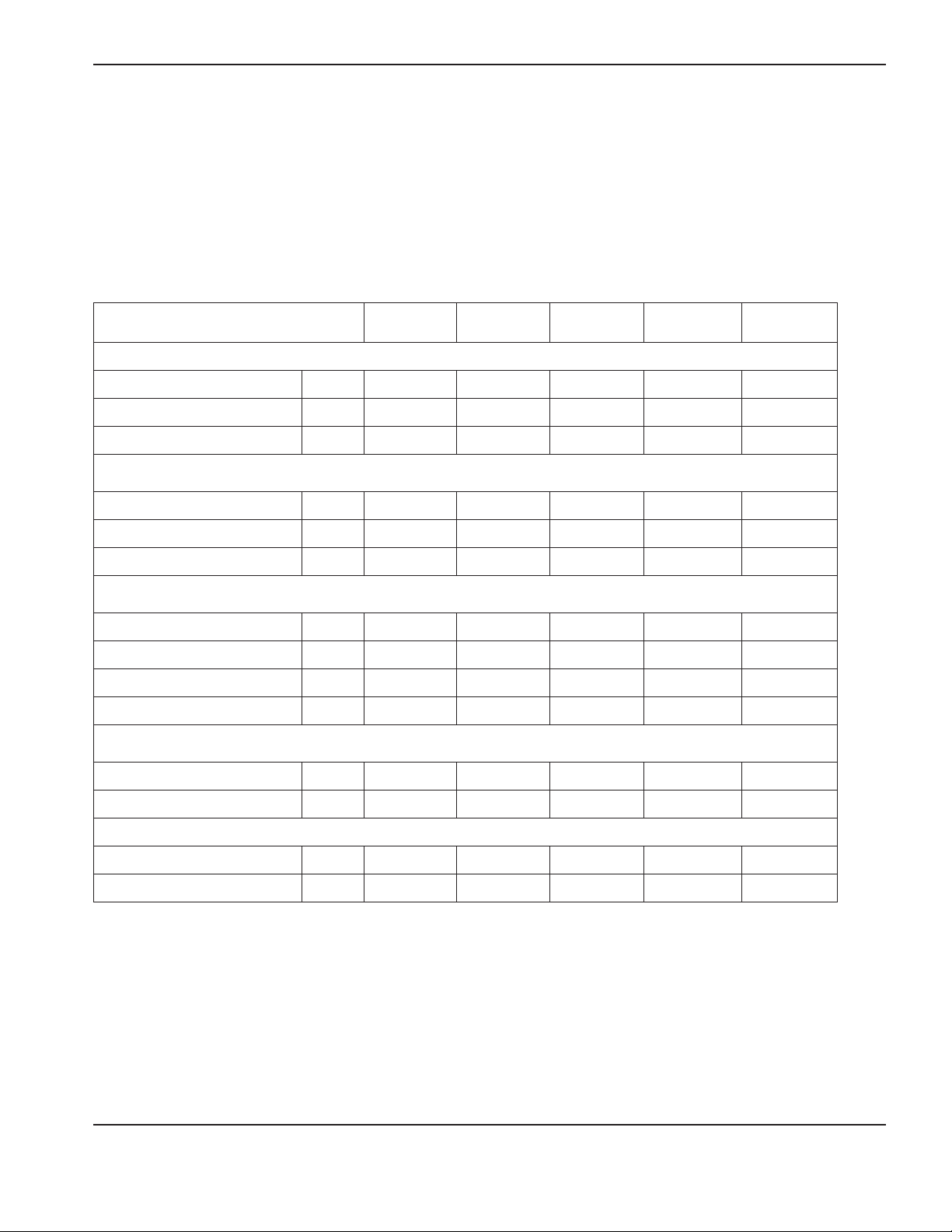
USTAWIENIE ZASILANIA
Zalecenia dotyczące przewodu przedłużającego
Przekrój przewodu przedłużającego musi być odpowiednio dobrany do długości przewodu inapięcia instalacji. Należy
używać przewodu spełniającego wymogi przepisów krajowych ilokalnych.
Wprzedstawionej dalej tabeli zamieszczono zalecenia wzakresie grubości przewodów dotyczące różnych długości
inapięć wejścia. Długości podane wtabelach dotyczą długości samego przewodu przedłużającego. Nie dotyczą kabla
zasilającego zasilacza.
Specyfikacje przewodu przedłużającego
Długość przewodu
przedłużającego
<3m 3–7,5m 7, 5 –15m 15–30m 30–45m
200–600V CSA
Napięcie wejścia (VAC) Faza mm
2
mm
2
mm
2
mm
2
mm
200–240 3 16 16 16 25 35
480–600 3 6 6 6 6 6
230–400V CE
Napięcie wejścia (VAC) Faza mm
2
mm
2
mm
2
mm
2
mm
230 3 16 16 16 25 25
400 3 10 10 10 10 10
380V CCC / 230–400V CE
Napięcie wejścia (VAC) Faza mm
2
mm
2
mm
2
mm
2
mm
230 3 16 16 16 25 25
400 3 10 10 10 10 10
380 3 10 10 10 10 10
400V CE
2
2
2
Napięcie wejścia (VAC) Faza mm
2
mm
2
mm
2
mm
2
400 3 10 10 10 10 10
380V CCC
Napięcie wejścia (VAC) Faza mm
2
mm
2
mm
2
mm
2
380 3 10 10 10 10 10
Powermax
105
Podręcznik operatora 2-9
mm
mm
2
2

USTAWIENIE ZASILANIA
Zalecenia dotyczące agregatu prądotwórczego
Agregaty prądotwórcze do urządzeń Powermax105 powinny spełniać następujące wymogi:
200–600V CSA
Trójfazowy, 50/60Hz, 200–600V AC (wartość zalecana do najwyższej wydajności: 480VAC)
230–400V CE
Trójfazowy, 50/60Hz, 230–400V AC (wartość zalecana do najwyższej wydajności: 400VAC)
380V CCC / 230–400V CE
Trójfazowy, 50/60Hz, 230–400V AC (wartość zalecana do najwyższej wydajności: 400VAC)
400V CE
Trójfazowy, 50/60Hz, 400VAC (wartość zalecana do najwyższej wydajności: 400VAC)
380V CCC
Trójfazowy, 50/60Hz, 380VAC (wartość zalecana do najwyższej wydajności: 380VAC)
Moc znamionowa
silnika
30kW 105A Pełna
22,5–25 105A Ograniczona
20kW 85A Pełna
15kW 70A Ograniczona
15kW 65A Pełna
12kW 65A Ograniczona
12kW 40A Pełna
8kW 40A Ograniczona
8kW 30A Pełna
Uwaga: Prąd cięcia należy dobrać odpowiednio do parametrów, wieku istanu generatora.
Wrazie awarii generatora podczas pracy, szybkie wyłączenie (OFF), anastępnie szybkie włączenie (ON)
zasilania (tzw. „szybki reset”) może nie wystarczyć do usunięcia usterki. Dlatego po wyłączeniu (OFF)
zasilania należyzaczekać od 60 do 70sekund przed ponownym włączeniem (ON).
Prąd wyjściowy
systemu
Wydajność
(rozciągliwość łuku)
2-10 Powermax
105
Podręcznik operatora

USTAWIENIE ZASILANIA
Przygotowanie zasilania gazem
Powietrze może być dostarczane ze sprężarki lub zbutli pod wysokim ciśnieniem. Wobu przypadkach należy
zastosować regulator wysokiego ciśnienia izapewnić dostarczanie gazu do wlotu powietrza zasilacza.
Jeżeli jakość zasilania jest niska, dochodzi do spadku szybkości ijakości cięcia, ograniczenia grubości cięcia oraz
skrócenia okresu użytkowania materiałów eksploatacyjnych. Aby uniknąć tych problemów, należy stosować opcjonalny
system filtrowania powietrza. Patrz temat Dodatkowa filtracja gazu poniżej.
Wcelu zapewnienia optymalnej wydajności urządzenia parametry gazu powinny być zgodne zwymogami klasy 1.2.2
wg normy ISO8573-1:2010 (tj. maksymalna liczba cząstek stałych wm3 < 20000 przy wielkości cząstek wzakresie
od 0,1 do 0,5mikrona, < 400 przy wielkości cząstek wzakresie od 0,5 do 1mikrona oraz < 10 przy wielkości
cząstek wzakresie od 1 do 5mikronów). Maksymalna wartość punktu rosy pary wodnej musi być mniejsza niż –40°C.
Maksymalna zawartość oleju (aerozolu, płynów ipary) nie powinna przekraczać 0,1mg/m3.
Dodatkowa filtracja gazu
Jeżeli warunki występujące wmiejscu eksploatacji powodują przedostawanie się wilgoci, oleju lub innych zanieczyszczeń
do przewodu gazowego, konieczne jest wprowadzenie 3-stopniowego systemu filtru koalescencyjnego. Poniżej
przedstawiono schemat budowy systemu filtru 3-stopniowego do usuwania zanieczyszczeń zukładu zasilania gazem.
Filtr wody icząstek
stałych Filtr oleju Filtr par oleju
Zasilanie gazem
System filtrujący należy instalować między źródłem zasilania gazem azasilaczem. Zastosowanie dodatkowej filtracji może
zwiększyć wymagane minimalne ciśnienie gazu wlotowego.
Powermax105
Powermax
105
Podręcznik operatora 2-11

USTAWIENIE ZASILANIA
1
2
1
2
Hypertherm oferuje następujące opcjonalne zestawy filtrów zewnętrznych:
Zestaw filtra powietrza do usuwania wilgoci Eliminizer (128647) pozwala usunąć wodę izanieczyszczenia
zeźródła zasilania gazem. Więcej informacji można znaleźć wBiuletynie na temat ulepszeń nr 804180.
Zestaw filtra powietrza do usuwania oleju (428719) pozwala usunąć olej, opary oleju izanieczyszczenia
zeźródła zasilania gazem. Więcej informacji można znaleźć wBiuletynie na temat ulepszeń nr 809610.
Uwaga: Informacje ododatkowych częściach związanych ztymi zestawami filtrów znajdują się na stronie 9-14
Akcesoria.
Wprzypadku stosowania obu filtrów zewnętrznych należy je zainstalować wpokazanej kolejności. Pozwoli to uniknąć
uszkodzenia sprzętu iprzewodu gazu.
2-12 Powermax
105
Podręcznik operatora

USTAWIENIE ZASILANIA
Podłączenie zasilania gazem
Jako węża zasilania gazem należy użyć węża gazu obojętnego oraz szybkozłączki ośrednicy wewnętrznej
9,5mm zgwintem 1/4NPT lub szybkozłączki 1/4NPTxG-1/4BSPP (wersjeCE).
Zalecane ciśnienie wlotowe wczasie doprowadzania
gazu wynosi od 5,9 do 9,3bara.
OSTRZEŻENIE
Ciśnienie zasilania gazem nie może przekroczyć 9,3bara. Przekroczenie wartości ciśnienia może
doprowadzić do eksplozji pułapki filtru.
Powermax
105
Podręcznik operatora 2-13
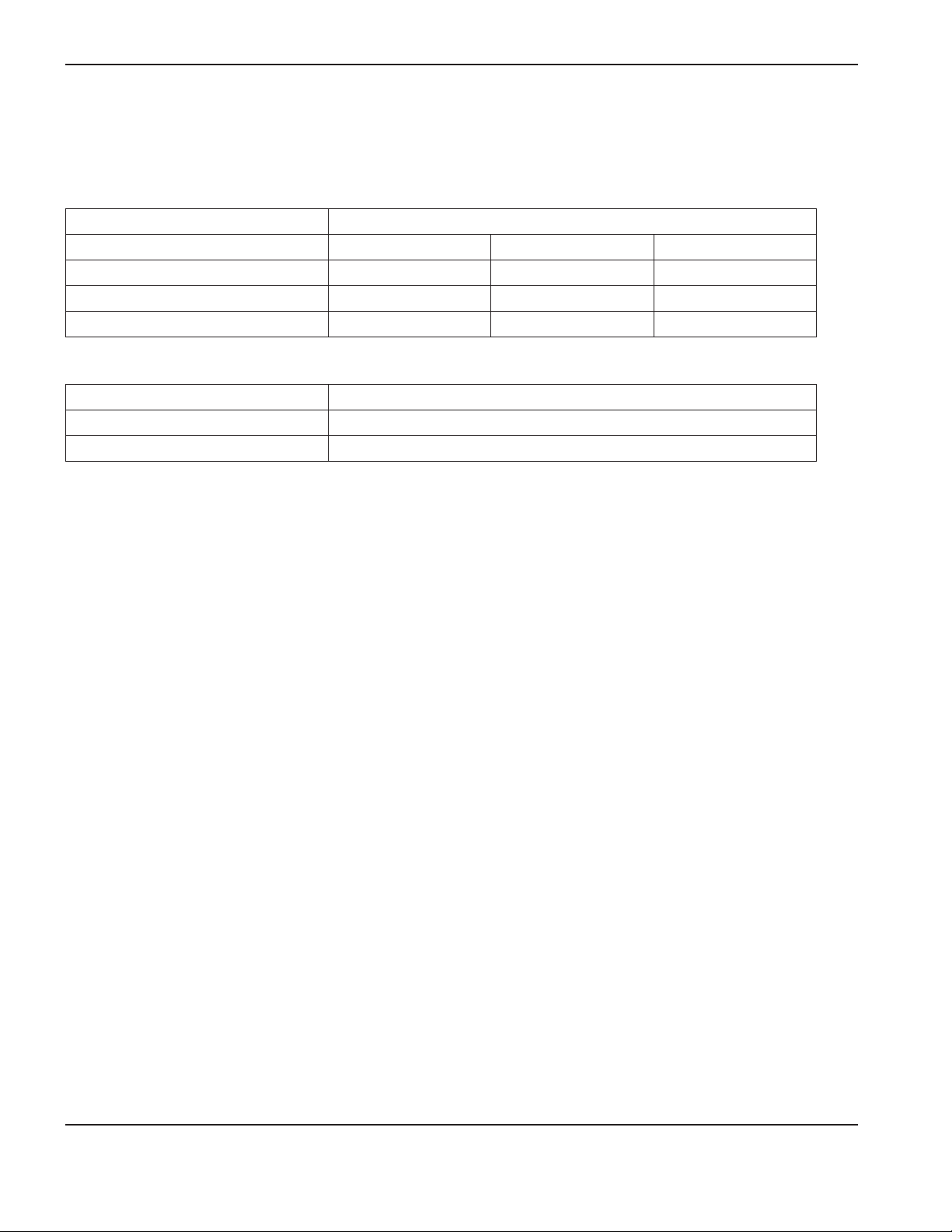
USTAWIENIE ZASILANIA
Minimalne ciśnienie wlotowe (wczasie przepływu gazu)
Wtabeli przedstawiono minimalne wymagane wartości ciśnienia wlotowego wprzypadku, gdy nie jest możliwe
osiągnięcie zalecanej wartości.
Długość przewodu palnika
7,6m 15,2m 22,9m
Cięcie 5,2bara 5,5bara 5,9bara
Żłobienie zmaksymalnym usuwaniem 4,1bara 4,5bara 4,8bara
Żłobienie zmaksymalną kontrolą 4,1bara 4,5bara 4,8bara
Szybkości przepływu gazu
Cięcie 220slpm przy min. 5,9bara
Żłobienie zmaksymalnym usuwaniem 230slpm przy min. 4,8bara
Żłobienie zmaksymalną kontrolą 230slpm przy min. 4,8bara
2-14 Powermax
105
Podręcznik operatora
Rozdział3
PODSTAWOWA OBSŁUGA SYSTEMU
Wtym rozdziale:
Elementy sterujące iwskaźniki ................................................................................................................................................................3-2
Elementy sterujące ztyłu urządzenia ...........................................................................................................................................3-2
Elementy sterujące idiody kontrolne LED zprzodu urządzenia ...........................................................................................3-2
Ekran stanu .......................................................................................................................................................................................3-4
Obsługa systemu Powermax105 ............................................................................................................................................................3-6
Podłączanie zasilania elektrycznego, zasilania gazem iprzewodu palnika .........................................................................3-6
Podłączenie przewodu roboczego do zasilacza .......................................................................................................................3-7
Podłączenie zacisku roboczego do elementu obrabianego ..................................................................................................3-8
Włączanie systemu (ON) ...............................................................................................................................................................3-9
Ustawianie przełącznika trybu pracy ...........................................................................................................................................3-9
Sprawdzanie wskaźników ........................................................................................................................................................... 3-10
Ręczna regulacja ciśnienia gazu ............................................................................................................................................... 3-10
Regulacja natężenia prądu ......................................................................................................................................................... 3-11
Funkcja wykrywania końca trwałości elektrody ................................................................................................................................ 3-11
Ograniczenia dotyczące cyklu pracy .................................................................................................................................................. 3-12
Powermax
105
Podręcznik operatora 3-1

PODSTAWOWA OBSŁUGA SYSTEMU
Elementy sterujące iwskaźniki
Zasilacze Powermax105 są wyposażone wnastępujące elementy: włącznik/wyłącznik, pokrętło regulacyjne, przełącznik
trybu ustawiania ciśnienia (automatyczny/ręczny), przełącznik prąd/gaz, przełącznik trybu pracy, diody kontrolne LED oraz
ekran stanu. Te elementy sterujące iwskaźniki opisano na kolejnych stronach.
Elementy sterujące ztyłu urządzenia
Włącznik (I) / wyłącznik (O) zasilania (ON/OFF)
Włącza zasilacz ijego obwody sterujące.
Elementy sterujące idiody kontrolne LED zprzodu urządzenia
Pokrętło regulacyjne
Ekran stanu
Dioda kontrolna LED
sygnalizacji usterki (żółta)
Przełącznik trybu
ustawiania ciśnienia
(automatyczny/ręczny)
Dioda kontrolna LED sygnalizacji usterek (żółta)
Gdy świeci, informuje ousterce zasilacza.
Dioda kontrolna LED zasilania (zielona)
Gdy świeci, informuje, że włącznik/wyłącznik zasilania jest ustawiony wpołożeniuI (włączone — ON) oraz że są
AC
aktywne blokady bezpieczeństwa. Gdy miga, informuje ousterce zasilacza.
Przełącznik
prąd/gaz
Przełącznik trybu
pracy
Tryby opisano na
następnej stronie
Dioda kontrolna
LED zasilania
(zielona)
3-2 Powermax
105
Podręcznik operatora

PODSTAWOWA OBSŁUGA SYSTEMU
Przełącznik trybu pracy
Przełącznik trybu pracy można ustawić wjednym zczterech położeń:
• Ciągły łuk pilota. Do cięcia siatki lub kraty.
• Nieciągły łuk pilota. Do cięcia iprzebijania metalowych płyt. Jest to
standardowe ustawienie do cięcia ciągniętego.
• Żłobienie. Do żłobienia płyt metalowych.
• Blokada palnika. Działanie jak wprzypadku nieciągłego łuku pilota, ale
po zwolnieniu spustu palnika podczas cięcia pozostaje on zablokowany
wpołożeniu włączonym (ON). Palnik gaśnie wmomencie utraty transferu lub
próby ponownej aktywacji.
Przełącznik trybu ustawiania ciśnienia (automatyczny/ręczny)
Przełącznik umożliwia zmianę trybu ręcznego na automatyczny iodwrotnie. Wtrybie automatycznym
zasilacz automatycznie ustawia ciśnienie gazu na podstawie typu palnika i długości przewodu, a
pokrętło regulacyjne służy wyłącznie do ustawiania wartości natężenia prądu. Wtrybie ręcznym pokrętło
regulacyjne służy zarówno do ustawiania wartości ciśnienia gazu, jak inatężenia prądu. Wtrybie
ręcznym świeci dioda kontrolna LED.
Uwaga: Tryb ręczny powinien być używany przez doświadczonych użytkowników, którzy wymagają
optymalizacji ustawienia gazu (pominięcia automatycznego ustawienia gazu) względem
określonego zastosowania cięcia.
Po przełączeniu ztrybu ręcznego do trybu automatycznego zasilacz automatycznie ustawi ciśnienie
gazu, anatężenie prądu nie ulegnie zmianie. Po przełączeniu ztrybu automatycznego do trybu ręcznego
zasilacz przywróci poprzednie ustawienie ciśnienia gazu, austawienie natężenia prądu nie ulegnie
zmianie.
Po przywróceniu zasilania zasilacz przywraca poprzednie ustawienia trybu, ciśnienia gazu i
natężenia prądu.
Przełącznik prąd/gaz
Wtrybie ręcznym służy do przełączania między trybem ręcznej regulacji wartości natężenia prądu
atrybem ręcznej regulacji wartości ciśnienia gazu.
Pokrętło regulacyjne
To pokrętło służy do zmiany wartości natężenia prądu. Wtrybie ręcznym to pokrętło może być
również używane do zmiany wartości ciśnienia gazu zpominięciem automatycznego ustawienia
wokreślonych zastosowaniach.
Powermax
105
Podręcznik operatora 3-3
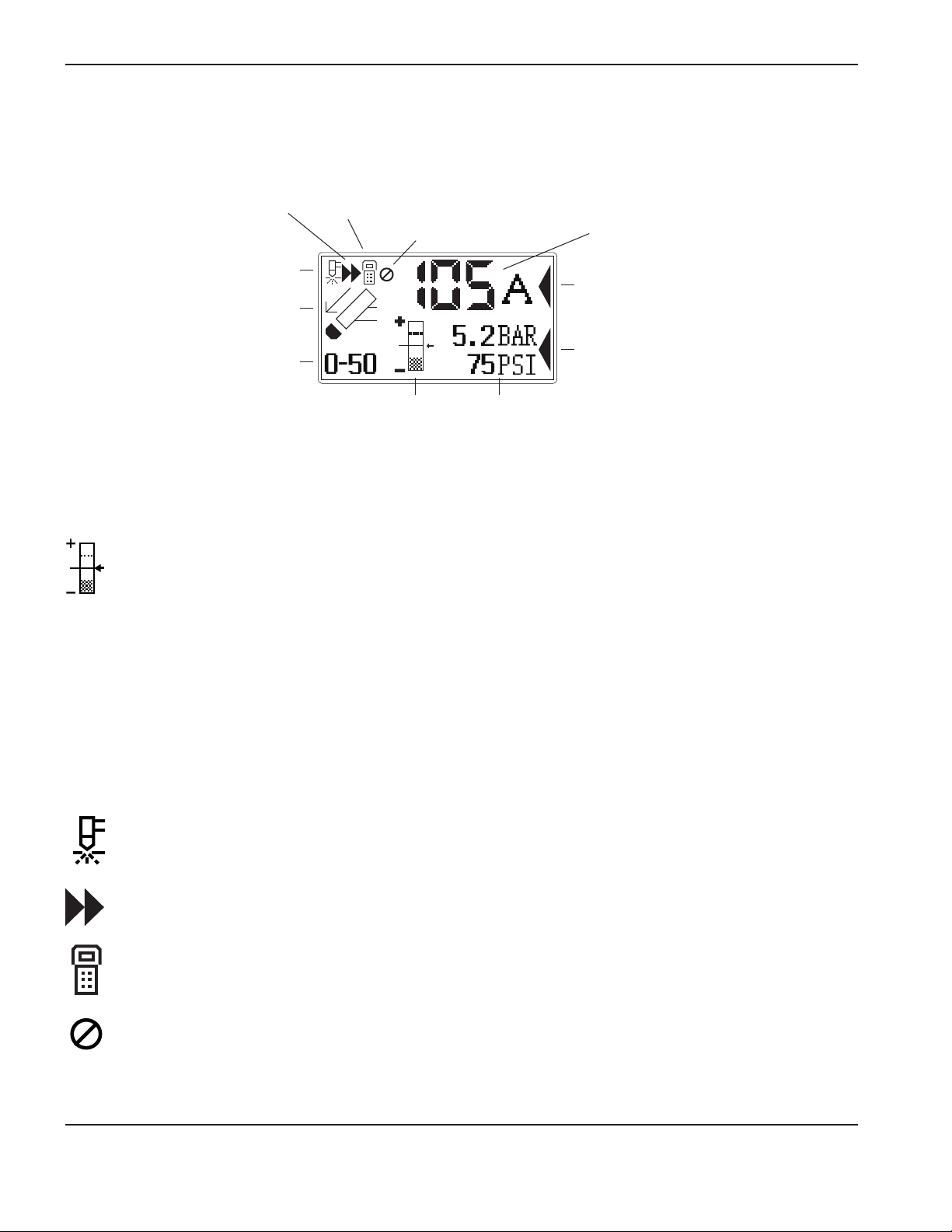
PODSTAWOWA OBSŁUGA SYSTEMU
Ekran stanu
Na ekranie stanu są widoczne informacje ousterkach oraz ostanie systemu.
Palnik wykonuje
cięcie
Włączono palnik
Ikona usterki
Kod usterki
Podłączono zdalne
sterowanie
ustawienie
Funkcja wykrywania końca
trwałości elektrody jest
ręcznie wyłączona
Graficzne
ciśnienia
Ustawione natężenie
prądu (A)
Wskaźnik wyboru natężenia prądu
Wskaźnik wyboru ciśnienia
Ustawienie
ciśnienia
Wskaźniki ciśnienia gazu
Wtrybie ręcznym ciśnienie gazu jest wyświetlane wbarach ifuntach na cal kwadratowy. Ciśnienie gazu jest również
przedstawiane graficznie za pomocą wskaźnika słupka ciśnienia gazu.
Słupek ciśnienia gazu
Gdy strzałka jest wyśrodkowana na pionowym słupku (ciśnienie odniesienia względem automatycznie
ustawionego ciśnienia), ciśnienie gazu jest ustawione na wstępnie dobraną wartość (określoną fabrycznie). Jeśli
ciśnienie jest wyższe niż wstępnie dobrana wartość, strzałka jest wyświetlana powyżej środkowego punktu na
słupku. Jeśli ciśnienie jest niższe niż wstępnie dobrana wartość, strzałka jest wyświetlana poniżej środkowego
punktu na słupku.
Uwaga: Wtrybie automatycznym zasilacz ustawia wstępnie dobraną wartość ciśnienia. Aby zmienić
ciśnienie zgodnie z wymaganiami dotyczącymi określonego zadania cięcia, należy zastosować tryb
ręczny. Zobacz strona3-10 Ręczna regulacja ciśnienia gazu.
Ikony stanu systemu
Na ekranie są wyświetlane ikony informujące ostanie systemu.
Włączono palnik
Informuje oodebraniu sygnału włączenia przez palnik ioaktywacji łuku pilota.
Palnik wykonuje cięcie
Informuje otransferze łuku tnącego na metal iowykonywaniu cięcia palnikiem.
Zdalne sterowanie
Informuje, że zasilacz jest sterowany przez zdalny moduł sterowania lub system CNC za pośrednictwem
komunikacji szeregowej. Wszystkie lokalne elementy sterujące są wyłączone.
Funkcja wykrywania końca trwałości elektrody wyłączona
Informuje, że funkcja wykrywania końca trwałości elektrody jest ręcznie wyłączona.
3-4 Powermax
105
Podręcznik operatora
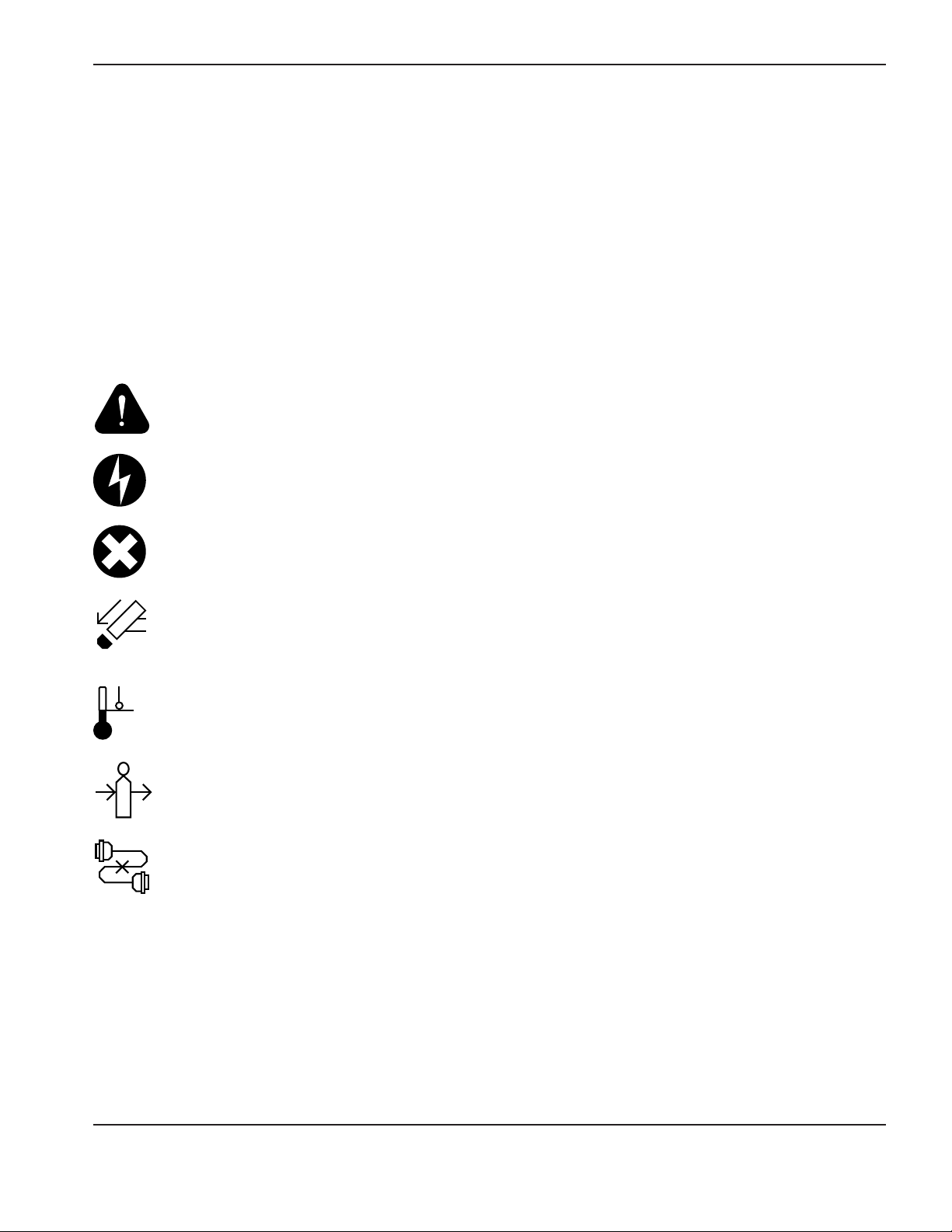
PODSTAWOWA OBSŁUGA SYSTEMU
Kody usterek
Gdy występuje usterka zasilacza lub palnika, system wyświetla wlewym dolnym rogu ekranu stanu kod usterki, powyżej
którego jest widoczna odpowiadająca mu ikona usterki. Pierwsza cyfra to zawsze zero. Pozostałe dwie cyfry określają
problem. Informacje okodach usterek znajdują się wdalszej części podręcznika.
Uwaga: Jest wyświetlany tylko jeden kod usterki. Jeśli jednocześnie występuje więcej usterek, jest wyświetlany tylko
kod usterek onajwyższym priorytecie.
Ikony usterek
Poniżej opisano ikony usterek wyświetlane po lewej stronie ekranu stanu. Identyfikację usterki ułatwia również kod
usterki. Informacje orozwiązywaniu problemów znajdują się wdalszej części podręcznika.
Ostrzeżenie
System nadal działa.
Usterka
System przestał wykonywać cięcie. Jeśli nie można naprawić problemu iponownie uruchomić systemu,
należy się skontaktować zdystrybutorem lub działem pomocy technicznej firmy Hypertherm.
Awaria
System wymaga serwisu. Należy się skontaktować zdystrybutorem lub działem pomocy technicznej firmy
Hypertherm.
Czujnik nasadki palnika
Informuje opoluzowaniu, nieprawidłowej instalacji lub braku materiałów eksploatacyjnych. Należy wyłączyć
zasilanie (OFF), prawidłowo zainstalować materiały eksploatacyjne, anastępnie ponownie włączyć (ON)
system wcelu zresetowania zasilacza.
Temperatura
Informuje, że temperatura modułu mocy zasilacza znajduje się poza dopuszczalnym zakresem roboczym.
Gaz
Informuje, że gaz jest odłączony ztyłu zasilacza lub występuje problem dotyczący zasilania gazem.
Wewnętrzny błąd komunikacji przez interfejs szeregowy
Informuje oproblemie komunikacji przez interfejs szeregowy między płytą sterującą apłytą cyfrowego
procesora sygnałowego (DSP).
Powermax
105
Podręcznik operatora 3-5

PODSTAWOWA OBSŁUGA SYSTEMU
Obsługa systemu Powermax105
Aby rozpocząć cięcie lub żłobienie za pomocą systemu Powermax, należy postępować zgodnie zponiższym opisem.
Uwaga: Wtym rozdziale znajdują się podstawowe instrukcje użytkowania. Przed rozpoczęciem używania
systemu Powermax wśrodowisku produkcyjnym należy się zapoznać zrozdziałem Ustawianie palnika
ręcznego lub Ustawianie palnika zmechanizowanego.
Podłączanie zasilania elektrycznego, zasilania gazem iprzewodu palnika
Informacje dotyczące podłączania odpowiedniej wtyczki do kabla zasilającego znajdują się wrozdziale Ustawienie
zasilania.
Należy podłączyć kabel zasilający oraz przewód zasilania gazem. Więcej informacji dotyczących wymogów elektrycznych
oraz wymogów zasilania gazem wsystemie Powermax można znaleźć wrozdziale Ustawienie zasilania. Aby podłączyć
palnik, należy włożyć złącze FastConnect
znajduje się wkolejnym rozdziale.
TM
do gniazdka zprzodu zasilacza. Opis podłączania przewodu roboczego
Kabel zasilający
(dostarczany bez wtyczki)
Przewód
palnika
Linia zasilania
gazem
Przewód roboczy
3-6 Powermax
105
Podręcznik operatora

PODSTAWOWA OBSŁUGA SYSTEMU
Podłączenie przewodu roboczego do zasilacza
Przestroga: Należy się upewnić, że przewód roboczy jest odpowiedni do używanego
zasilacza. Wprzypadku systemu Powermax105 należy stosować przewód
roboczy typu 105A. Wartość natężenia prądu jest oznaczona wpobliżu
gumowej osłony ochronnej złącza przewodu roboczego.
1. Włóż złącze przewodu roboczego do gniazdka zprzodu zasilacza.
Uwaga: Gniazdko ma kształt klucza. Wyrównaj klucz złącza przewodu roboczego zotworem na górze gniazdka
zasilacza.
Otwór kluczowany
Gniazdko przewodu
roboczego na zasilaczu
na górze
gniazdka
2. Aby zapewnić optymalne połączenie elektryczne, całkowicie włóż złącze przewodu roboczego do gniazdka zasilacza
iobróć zgodnie zruchem wskazówek zegara ook. 1/4obrotu, aż do oporu.
Przestroga: Aby zapobiec przegrzaniu, należy się upewnić, że przewód roboczy jest
całkowicie włożony do gniazdka.
Powermax
105
Podręcznik operatora 3-7

PODSTAWOWA OBSŁUGA SYSTEMU
Podłączenie zacisku roboczego do elementu obrabianego
Podczas cięcia zacisk roboczy musi być podłączony do elementu obrabianego. Jeśli system Powermax105 jest używany
ze stołem cięcia, przewód roboczy można podłączyć bezpośrednio do stołu, co wyklucza konieczność podłączania
zacisku roboczego do elementu obrabianego. Więcej informacji można znaleźć winstrukcji producenta stołu.
Należy pamiętać onastępujących kwestiach:
• Zacisk roboczy ielement obrabiany muszą zapewniać prawidłowy styk metal do metalu. Aby zapewnić
prawidłowy styk przewodu roboczego zelementem obrabianym, należy usunąć zniego rdzę, kurz, lakier,
powłoki ochronne oraz pozostałe zanieczyszczenia.
• Wcelu zapewnienia najlepszej jakości cięcia zacisk roboczy należy przymocować możliwie najbliżej ciętego
obszaru.
Przestroga: Zacisku roboczego nie wolno mocować do tej części elementu obrabianego,
która zostanie odcięta.
Zacisk roboczy
Przestroga: Nie mocować zacisku roboczego pod wodą. Jeśli zasilacz znajduje
się poniżej zacisku roboczego, woda może dostać się do zasilacza
przez przewód roboczy ispowodować poważne uszkodzenia.
3-8 Powermax
105
Podręcznik operatora
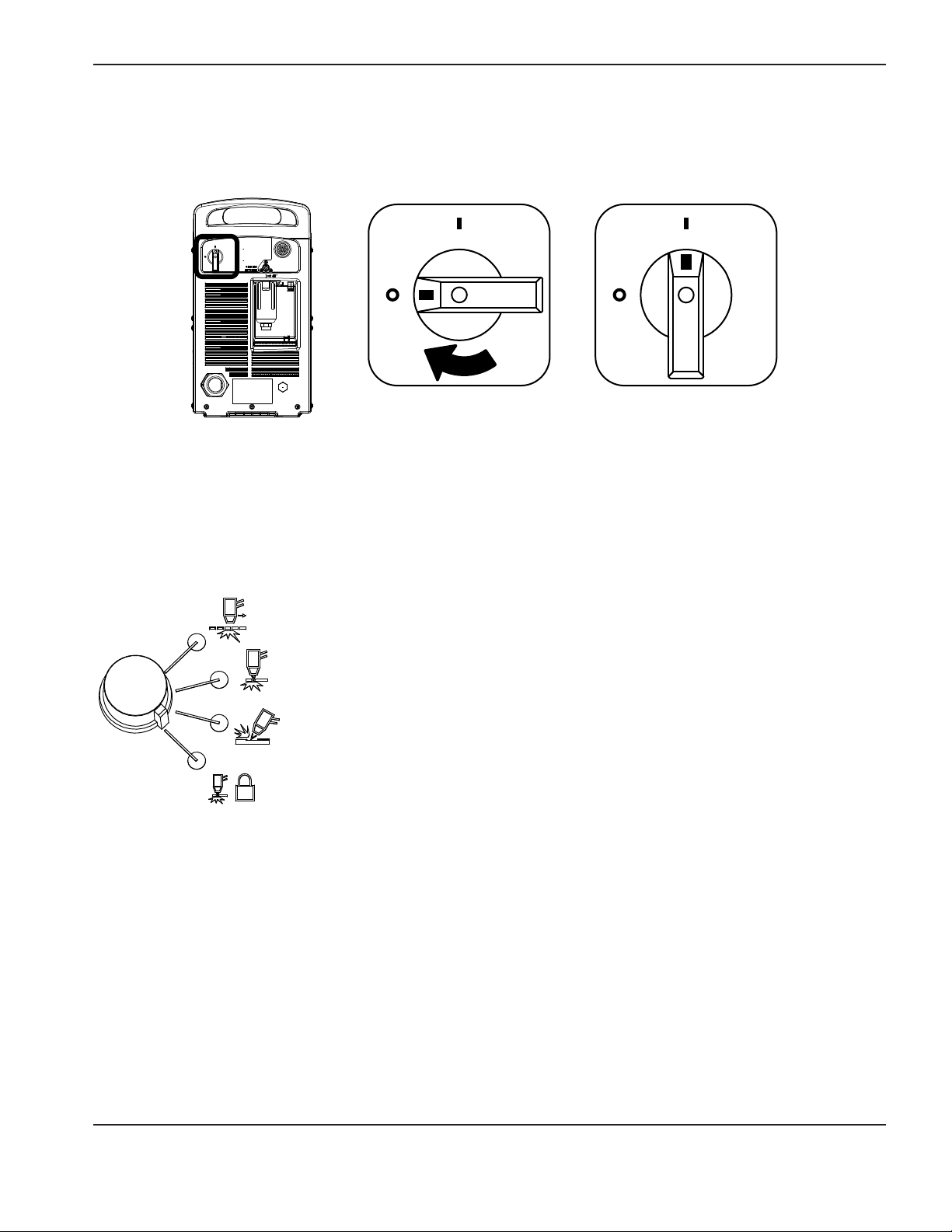
PODSTAWOWA OBSŁUGA SYSTEMU
Włączanie systemu (ON)
Ustawić włącznik/wyłącznik (ON/OFF) wpołożeniu włączenia (I) (ON).
Wł. (ON)
Wył.
(OFF)
Ustawianie przełącznika trybu pracy
Przełącznik trybu pracy służy do wybierania typu wykonywanych czynności.
Wautomatycznym trybie ustawiania ciśnienia gazu technologia Smart Sense™ zapewnia optymalne warunki cięcia,
automatycznie dobierając ciśnienie gazu wzależności od wybranego trybu cięcia oraz długości przewodu palnika.
Do cięcia siatek, krat, metali zotworami lub do wykonywania innych czynności
wymagających ciągłego łuku pilota. Używanie tego trybu do cięcia zwykłych płyt
metalowych powoduje skrócenie żywotności materiałów eksploatacyjnych.
Do cięcia iprzebijania metalu. Jest to standardowe ustawienie do cięcia ciągniętego.
Do żłobienia metalu. (Uwaga: Korzystanie ztego trybu podczas cięcia powoduje słabą
jakość cięcia).
Blokuje palnik wpołożeniu włączonym (zapłon). Jeśli jest wybrana ta opcja, wcelu
aktywacji palnika należy nacisnąć spust. Następnie można zwolnić spust, kontynuując
cięcie. Aby wyłączyć łuk, należy ponownie nacisnąć spust. Palnik gaśnie wmomencie
utraty transferu.
Powermax
105
Podręcznik operatora 3-9

PODSTAWOWA OBSŁUGA SYSTEMU
Sprawdzanie wskaźników
Należy sprawdzić następujące kwestie:
• Świeci zielona dioda kontrolna LED zasilania zprzodu zasilacza.
• Dioda kontrolna LED sygnalizacji usterki nie świeci.
• Na ekranie stanu nie są widoczne żadne ikony usterek.
Jeśli na ekranie stanu jest widoczna ikona usterki, świeci dioda kontrolna LED sygnalizacji usterki lub miga dioda
kontrolna LED zasilania, przed kontynuowaniem pracy należy usunąć usterkę. Więcej informacji orozwiązywaniu
problemów znajduje się wdalszej części podręcznika.
Ręczna regulacja ciśnienia gazu
Wprzypadku normalnej pracy ciśnienie gazu jest automatyczne regulowane przez zasilacz. Jeśli określone zastosowanie
wymaga ręcznego dobrania ciśnienia gazu, można wtym celu skorzystać ztrybu ręcznego.
Uwaga: Tryb ręczny powinien być używany przez doświadczonych użytkowników, którzy wymagają optymalizacji
ustawienia gazu (pominięcia automatycznego ustawienia gazu) względem określonego zastosowania cięcia.
Po przełączeniu ztrybu ręcznego do trybu automatycznego zasilacz automatycznie ustawi ciśnienie gazu, anatężenie
prądu nie ulegnie zmianie. Po przełączeniu ztrybu automatycznego do trybu ręcznego zasilacz przywróci poprzednie
ustawienie ciśnienia gazu, austawienie natężenia prądu nie ulegnie zmianie.
Po przywróceniu zasilania zasilacz przywraca poprzednie ustawienia trybu, ciśnienia gazu inatężenia prądu.
Aby zmienić ustawienie ciśnienia:
1. Naciśnij przełącznik trybu ustawiania ciśnienia (automatyczny/ręczny) tak, aby umieszczona obok niego kontrolka
LED zaczęła świecić. Zobacz schemat na stronie3-2 Elementy sterujące idiody kontrolne LED zprzodu
urządzenia.
2. Naciskaj przełącznik prąd/gaz, aż wskaźnik wyboru na ekranie stanu znajdzie się obok odpowiedniego ustawienia
ciśnienia gazu.
3. Obróć pokrętło regulacyjne, aby ustawić odpowiedni poziom ciśnienia gazu. Podczas regulowania ciśnienia
obserwuj strzałkę na słupkowym wskaźniku ciśnienia.
3-10 Powermax
105
Podręcznik operatora

PODSTAWOWA OBSŁUGA SYSTEMU
Regulacja natężenia prądu
Aby wybrać natężenie prądu odpowiednie do określonego zastosowania cięcia, należy użyć pokrętła regulacyjnego.
Jeśli system jest obsługiwany wtrybie ręcznym, wcelu zmiany natężenia prądu należy wykonać przedstawione niżej
czynności.
1. Naciskaj przełącznik prąd/gaz, aż wskaźnik wyboru na ekranie stanu znajdzie się obok odpowiedniego ustawienia
natężenia prądu.
2. Obróć pokrętło regulacyjne, aby zmienić natężenie prądu.
3. Jeśli chcesz wyłączyć tryb ręczny, naciśnij przełącznik trybu ustawiania ciśnienia (automatyczny/ręczny). Kontrolka
LED zgaśnie.
Uwaga: Po wyłączeniu trybu ręcznego zostanie przywrócona fabrycznie dobrana wartość ciśnienia gazu.
Podczas przełączania między trybem ręcznym iautomatycznym zasilacz zachowuje bieżące ustawienie natężenia prądu.
Po przywróceniu zasilania zasilacz włącza poprzednio aktywny tryb (automatyczny lub ręczny) iprzywraca poprzednie
ustawienie natężenia prądu.
Funkcja wykrywania końca trwałości elektrody
Funkcja wykrywania końca trwałości elektrody wsystemie Powermax105 chroni palnik ielement obrabiany przed
uszkodzeniami, automatycznie odłączając zasilanie palnika, gdy elektroda osiągnie koniec okresu użytkowania. Na
ekranie stanu na panelu przednim jest wtedy również wyświetlany kod usterki 0-32. Jeśli ustawione natężenie prądu jest
mniejsze niż 55A, ta funkcja jest automatycznie wyłączona, ana ekranie stanu nie jest wyświetlana jej ikona.
Aby ręcznie wyłączyć tę funkcję, należy pięciokrotnie nacisnąć przełącznik prąd/gaz (patrz poniższa ilustracja) na panelu
kontrolnym. System musi działać wtrybie automatycznym, aprzełącznik musi być naciskany wodstępach nie krótszych
niż jedna sekunda. Aby ponownie włączyć funkcję, należy powtórzyć procedurę. Gdy funkcja zostanie ręcznie wyłączona,
na ekranie stanu jest widoczna ikona (patrz poniższa ilustracja).
Funkcja wykrywania końca trwałości elektrody
jest ręcznie wyłączona
Powermax
Przełącznik prąd/gaz
105
Podręcznik operatora 3-11

PODSTAWOWA OBSŁUGA SYSTEMU
Ograniczenia dotyczące cyklu pracy
Cykl pracy to wyrażony wminutach czas, przez jaki łuk plazmowy może pozostać aktywny wciągu 10-minutowego czasu
pracy wtemperaturze otoczenia równej 40°C.
Wsystemie Powermax105:
• Przy natężeniu prądu równym 105A (480–600V CSA, 400V CE, 380V CCC) łuk może być aktywny przez
8z10minut, nie powodując przegrzania urządzenia (80%cykl pracy).
• Przy natężeniu prądu równym 94A (480–600V CSA, 400V CE, 380V CCC) łuk może być aktywny przez
10z10minut (100%).
Kompletna lista specyfikacji cyklu pracy znajduje się wrozdziale Specyfikacje.
Po przekroczeniu cyklu pracy zasilacz się przegrzewa, na ekranie stanu jest wyświetlana ikona błędu temperatury,
następuje wyłączenie łuku ikontynuowanie pracy wentylatora chłodzącego. Cięcia nie można wznowić, aż do zniknięcia
ikony błędu temperatury izgaśnięcia diody kontrolnej LED sygnalizacji usterki.
3-12 Powermax
105
Podręcznik operatora

Rozdział4
USTAWIANIE PALNIKA RĘCZNEGO
Wtym rozdziale:
Wprowadzenie ............................................................................................................................................................................................4-2
Trwałość materiałów eksploatacyjnych .................................................................................................................................................4-2
Elektrody CopperPlus™ do palników Duramax .........................................................................................................................4-2
Komponenty palnika ręcznego ................................................................................................................................................................4-3
Wybór materiałów eksploatacyjnych do palnika ręcznego ...............................................................................................................4-4
Materiały eksploatacyjne do palnika ręcznego ....................................................................................................................................4-5
Materiały eksploatacyjne do cięcia ciągniętego 105A ...........................................................................................................4-5
Materiały eksploatacyjne do cięcia ciągniętego 45A, 65A, 85A ......................................................................................4-5
Materiały eksploatacyjne FineCut® ............................................................................................................................................4-6
Materiały eksploatacyjne HyAccess 65A .................................................................................................................................4-6
Instalacja materiałów eksploatacyjnych do palnika ręcznego .......................................................................................................... 4-7
Podłączanie przewodu palnika ................................................................................................................................................................4-8
Powermax
105
Podręcznik operatora 4-1

USTAWIANIE PALNIKA RĘCZNEGO
Wprowadzenie
Do systemów Powermax105 są dostępne palniki ręczne zserii Duramax™. Złącze szybkiego odłączania FastConnectTM
umożliwia błyskawiczny demontaż palnika na czas przenoszenia systemu lub wcelu wymiany palnika, jeśli charakter
pracy wymaga zastosowania różnych palników. Palniki są chłodzone powietrzem otoczenia inie wymagają stosowania
osobnego systemu chłodzenia.
Wniniejszym rozdziale opisano procedurę ustawiania palnika ręcznego idoboru materiałów eksploatacyjnych
odpowiednich do prowadzonych prac.
Trwałość materiałów eksploatacyjnych
Częstotliwość wymiany materiałów eksploatacyjnych palnika zależy od kilku czynników:
• grubości ciętego metalu
• średniej długości cięcia
• jakości powietrza (obecność oleju, wilgoci lub innych zanieczyszczeń)
• tego, czy jest wykonywane przebijanie metalu czy cięcie rozpoczynane od krawędzi
• prawidłowego roboczego odsunięcia palnika podczas żłobienia lub cięcia zwykorzystaniem nieosłoniętych
materiałów eksploatacyjnych
• prawidłowej wysokości przebijania
• od tego, czy cięcie wykonywane jest w trybie „ciągłego łuku pilota” czy wtrybie zwykłym (cięcie wtrybie
ciągłego łuku pilota powoduje szybsze zużycie materiałów eksploatacyjnych)
Wnormalnych warunkach wczasie cięcia ręcznego zużyciu ulega najpierw dysza. Przyjmuje się, że wprzypadku cięcia
ręcznego trwałość zestawu materiałów eksploatacyjnych wynosi około 1–3godzin rzeczywistej pracy przy „włączonym
łuku”.
Więcej informacji na temat prawidłowych technik cięcia można znaleźć wrozdziale Cięcie ręczne.
Elektrody CopperPlus™ do palników Duramax
Elektroda CopperPlus (część o numerze 220777) zapewnia co najmniej dwukrotnie większą trwałość materiałów
eksploatacyjnych wporównaniu do standardowych materiałów eksploatacyjnych (materiałów eksploatacyjnych
Hypertherm przeznaczonych do danego systemu). Elektroda jest przeznaczona wyłącznie do stosowania zpalnikami
Duramax podczas cięcia metalu ogrubości nie większej niż 12mm. Jest zgodna znastawami prądu od 40A do 105A.
4-2 Powermax
105
Podręcznik operatora

USTAWIANIE PALNIKA RĘCZNEGO
Komponenty palnika ręcznego
Uwaga: Palniki są dostarczane bez zainstalowanych materiałów eksploatacyjnych.
Palnik ręczny Duramax 75°
Palnik ręczny Duramax 15°
Materiały eksploatacyjne
Materiały eksploatacyjne
Spust bezpieczeństwa
Spust bezpieczeństwa
Powermax
105
Podręcznik operatora 4-3

USTAWIANIE PALNIKA RĘCZNEGO
Wybór materiałów eksploatacyjnych do palnika ręcznego
Firma Hypertherm dostarcza zsystemem zestaw materiałów eksploatacyjnych. Wobu wariantach palników ręcznych
pokazanych na poprzedniej stronie są stosowane takie same materiały eksploatacyjne.
Wpalnikach ręcznych stosuje się materiały eksploatacyjne zosłoną (osłonięte). Dzięki temu jest końcówkę palnika
można ciągnąć po powierzchni metalu.
Materiały eksploatacyjne do cięcia ręcznego pokazano wkolejnej części. Należy zauważyć, żedo cięcia, żłobienia oraz
zastosowań FineCut® stosuje się tę samą nasadkę oraz elektrodę. Różne są jedynie takie elementy, jak osłona, dysza
ipierścień zawirowujący.
Wcelu uzyskania najlepszej jakości cięcia materiałów omniejszej grubości (średnio 4mm lub mniej) można zastosować
materiały eksploatacyjne FineCut lub skorzystać zdyszy 45A zodpowiednim zmniejszeniem natężenia prądu.
Te 2zestawy materiałów eksploatacyjnych do żłobienia można stosować zarówno podczas cięcia ręcznego, jak icięcia
zmechanizowanego:
• Żłobienie zmaksymalnym usuwaniem — do agresywnego usuwania metalu, uzyskania głębokich profilów
żłobienia oraz do ekstremalnego czyszczenia metali.
• Żłobienie zmaksymalną kontrolą — do precyzyjnego usuwania metalu, uzyskania płytszych profilów żłobienia
oraz do lekkiego czyszczenia materiałów.
Do cięcia iżłobienia wtrudno dostępnych iograniczonych przestrzeniach służą materiały eksploatacyjne HyAccess™.
Te materiały eksploatacyjne pracujące zprądem onatężeniu 65A zapewniają średnio ookoło 7,5cm większy zasięg niż
materiały eksploatacyjne ogólnego przeznaczenia (standardowe). Podczas pracy znapięciem 240V można oczekiwać
uzyskania średnio takiej samej grubości cięcia ijakości cięcia jak wprzypadku materiałów eksploatacyjnych ogólnego
przeznaczenia.
Są dostępne dwie dysze HyAccess:
• Jedna dysza standardowa zaprojektowana zmyślą owielu procesach cięcia
• Jedna dysza żłobiąca przeznaczona specjalnie do żłobienia
Gdy zużyje się końcówka jakiejkolwiek dyszy, należy wymienić całą dyszę.
4-4 Powermax
105
Podręcznik operatora

USTAWIANIE PALNIKA RĘCZNEGO
Materiały eksploatacyjne do palnika ręcznego
Materiały eksploatacyjne do cięcia ciągniętego 105A
1
0
5
A
220992
Osłona
220854
Nasadka
220990
Dysza
220842
Elektroda
220994
Pierścień
zawirowujący
Materiały eksploatacyjne do cięcia ciągniętego 45A, 65A, 85A
4
5
A
220941
Dysza
6
5
A
220819
220818
Osłona
220854
Nasadka
Materiały eksploatacyjne do żłobienia zmaksymalnym usuwaniem
Dysza
8
5
A
220816
Dysza
220842
Elektroda
220994
Pierścień
zawirowujący
1
0
5
A
220798
Osłona
220854
Nasadka
220991
Dysza
220842
Elektroda
Materiały eksploatacyjne do żłobienia zmaksymalną kontrolą
Powermax
420480
Osłona
105
220854
Nasadka
220991
Dysza
Podręcznik operatora 4-5
220842
Elektroda
220994
Pierścień
zawirowujący
220994
Pierścień
zawirowujący
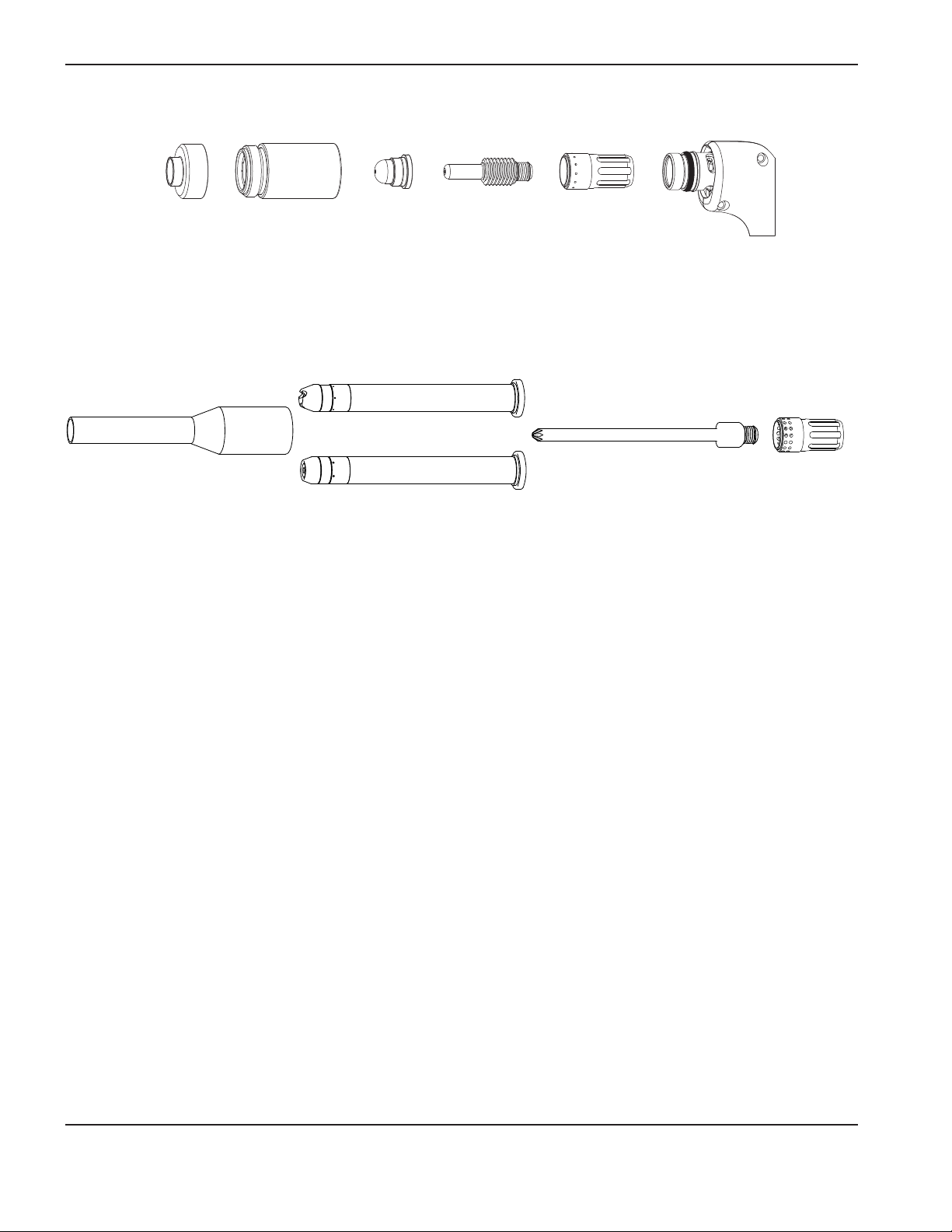
USTAWIANIE PALNIKA RĘCZNEGO
Materiały eksploatacyjne FineCut®
220931
Osłona
220854
Nasadka
220930
Dysza
Materiały eksploatacyjne HyAccess 65A
420410
Dysza standardowa
420412
Dysza żłobiąca
420413
Nasadka
220842
Elektroda
220947
Pierścień
zawirowujący
420408
Elektroda
220857
Pierścień
zawirowujący
4-6 Powermax
105
Podręcznik operatora
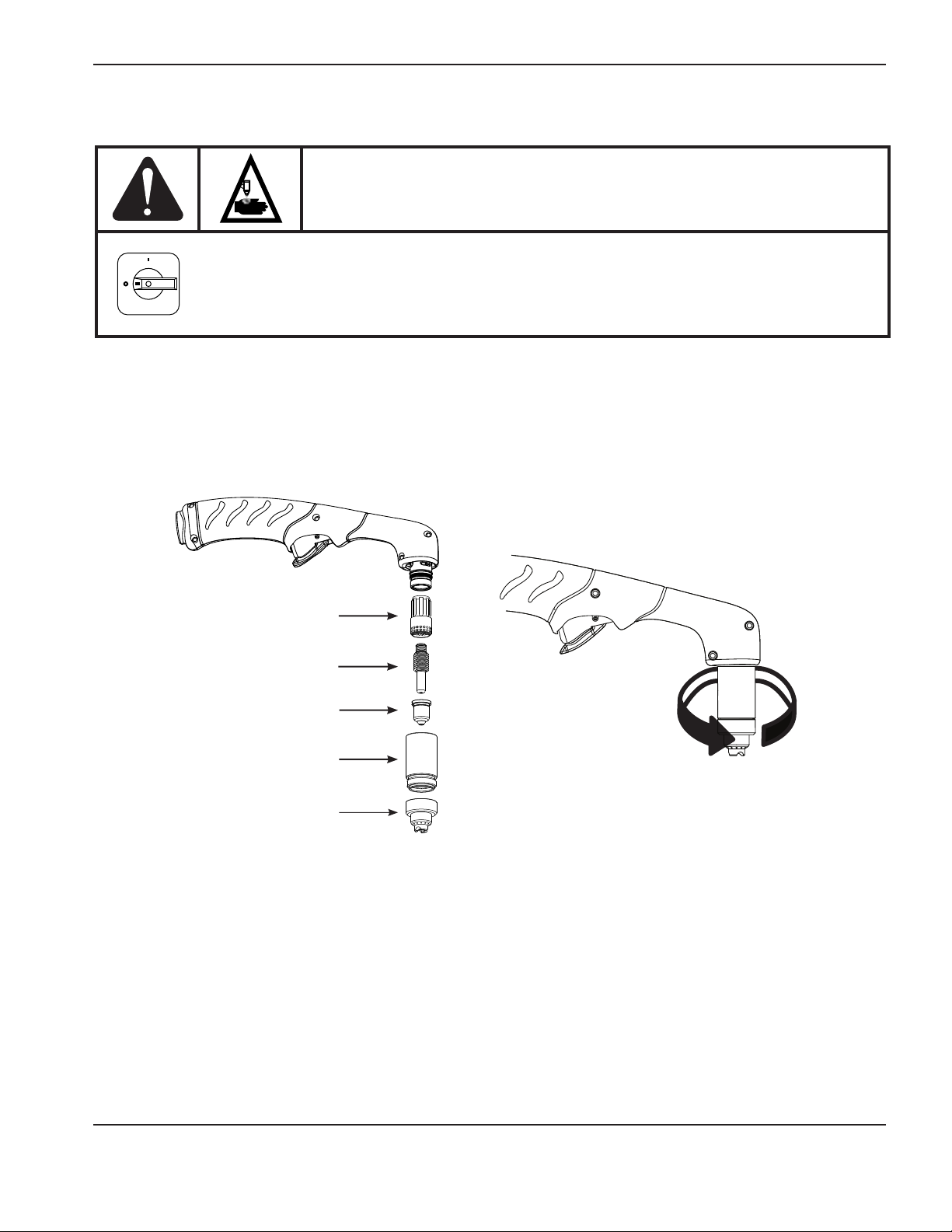
USTAWIANIE PALNIKA RĘCZNEGO
Instalacja materiałów eksploatacyjnych do palnika ręcznego
OSTRZEŻENIE:
PALNIKI OBEZPOŚREDNIEJ AKTYWACJI
ŁUK PLAZMOWY MOŻE SPOWODOWAĆ OBRAŻENIA IPOPARZENIA
Łuk plazmowy powstaje natychmiast po aktywacji spustu palnika. Przed
rozpoczęciem wymiany materiałów eksploatacyjnych należy sięupewnić,
żezasilanie jest wyłączone (OFF).
Aby korzystać zpalnika ręcznego, należy zainstalować komplet materiałów eksploatacyjnych: osłonę, nasadkę, dyszę,
elektrodę ipierścień zawirowujący. Palniki są dostarczane bez zainstalowanych materiałów eksploatacyjnych. Przed
instalacją materiałów eksploatacyjnych należy zdjąć winylową nakrywkę.
Po ustawieniu wyłącznika zasilania w położeniu OFF (O) należy zainstalować materiały eksploatacyjne palnika
wprzedstawiony poniżej sposób.
Pierścień zawirowujący
Elektroda
Dysza
Nasadka
Osłona
Powermax
105
Podręcznik operatora 4-7

USTAWIANIE PALNIKA RĘCZNEGO
Podłączanie przewodu palnika
Zasilacz Powermax105 jest wyposażony wsystem szybkiego odłączania FastConnectTM, który umożliwia bardzo szybkie
podłączenie iodłączenie przewodów palnika ręcznego lub zmechanizowanego. Przed podłączeniem lub odłączeniem
palnika należy pamiętać, aby wyłączyć (OFF) zasilaniesystemu. Aby podłączyć palnik, należy podłączyć złącze do
gniazdka zprzodu zasilacza.
Aby zdemontować palnik, należy nacisnąć czerwony przycisk na złączu, anastępnie wyjąć je zgniazdka.
Czerwony przycisk
4-8 Powermax
105
Podręcznik operatora
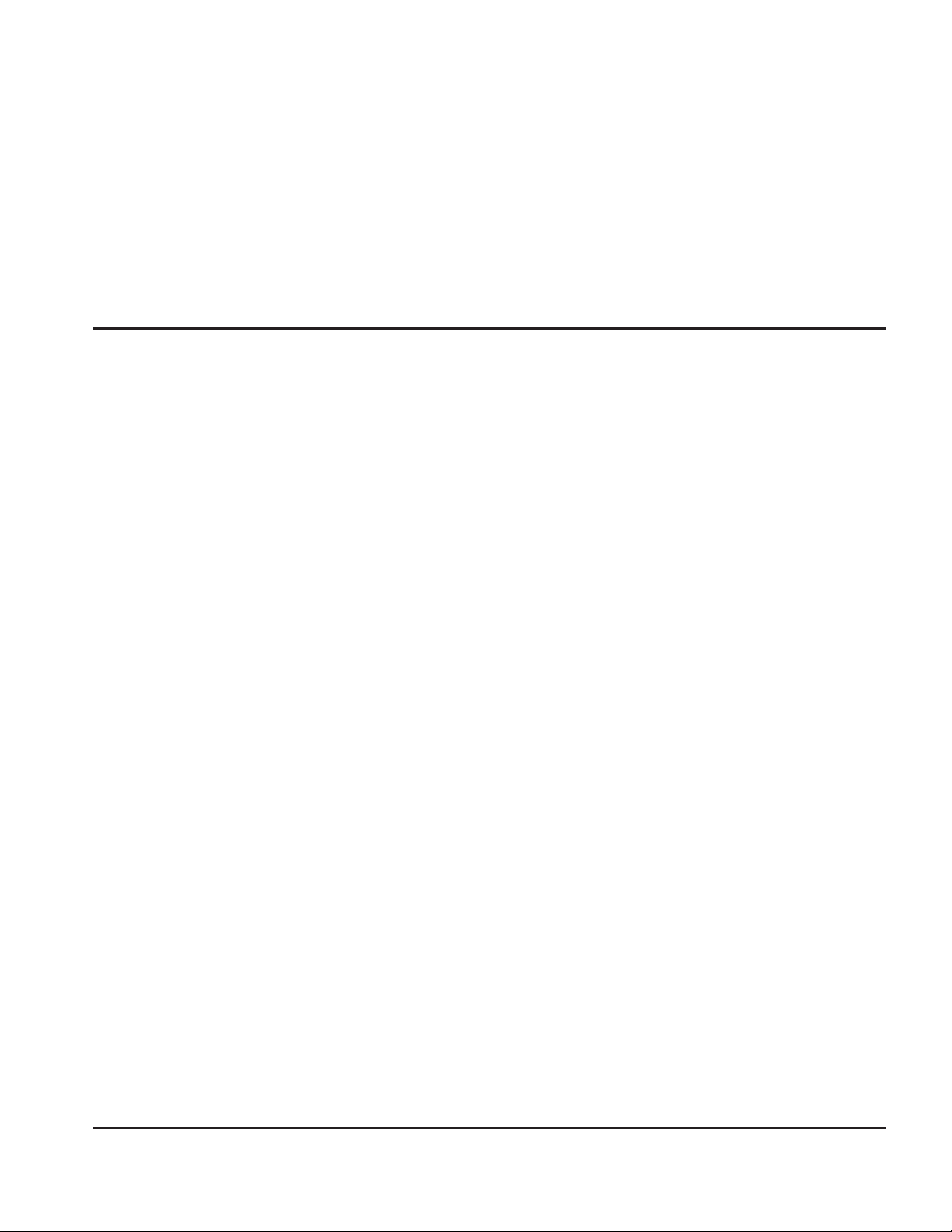
Rozdział5
CIĘCIE RĘCZNE
Wtym rozdziale:
Obsługa palnika ręcznego .......................................................................................................................................................................5-2
Obsługa spustu bezpieczeństwa ...........................................................................................................................................................5-2
Wskazówki dotyczące cięcia palnikiem ręcznym ................................................................................................................................5-3
Rozpoczynanie cięcia od krawędzi elementu obrabianego ..............................................................................................................5-4
Przebijanie elementu obrabianego .........................................................................................................................................................5-5
Żłobienie elementu obrabianego ............................................................................................................................................................5-6
Profil żłobienia ..................................................................................................................................................................................5-7
Zmiana profilu żłobienia ..................................................................................................................................................................5-8
Najczęstsze błędy popełniane podczas cięcia ręcznego ..................................................................................................................5-8
Powermax
105
Podręcznik operatora 5-1

CIĘCIE RĘCZNE
3
Obsługa palnika ręcznego
OSTRZEŻENIE:
PALNIKI OBEZPOŚREDNIEJ AKTYWACJI
ŁUK PLAZMOWY MOŻE SPOWODOWAĆ OBRAŻENIA IPOPARZENIA
Łuk plazmowy powstaje natychmiast po aktywacji spustu palnika.
Może on szybko przeciąć rękawice iskórę.
• Należy zakładać prawidłowy iodpowiedni sprzęt ochronny.
• Nie należy się zbliżać do końcówki palnika.
• Nie wolno przytrzymywać elementu obrabianego ani umieszczać rąk na ścieżce cięcia.
• Palnika nie wolno nigdy kierować wswoją stronę ani wstronę innych osób.
Obsługa spustu bezpieczeństwa
Palniki ręczne są wyposażone wspust bezpieczeństwa zapobiegający przypadkowemu zapłonowi. Gdy palnik jest
gotowy do użytku, należy przesunąć ochronną osłonę spustu do przodu (wkierunku głowicy palnika) inacisnąć
czerwony spust palnika, jak pokazano poniżej.
1
2
5-2 Powermax
105
Podręcznik operatora

CIĘCIE RĘCZNE
Wskazówki dotyczące cięcia palnikiem ręcznym
• Wcelu zapewnienia stabilnego cięcia końcówkę palnika należy ostrożnie ciągnąć (przesuwać) wzdłuż elementu
obrabianego.
• Podczas cięcia należy sprawdzać, czy ze spodniej części elementu obrabianego nie wydostają się iskry.
Podczas cięcia za palnikiem powinny zopóźnieniem występować niewielkie iskry (15–30° odchylenia od pionu).
• Jeśli zelementu obrabianego rozpryskują iskry, palnik należy przesuwać wolniej lub ustawić wyższe natężenie
prądu wyjściowego.
• Korzystając zpalnika ręcznego Duramax 75° lub Duramax 15°,
należy go trzymać prostopadle do elementu obrabianego, tak
aby dysza była ustawiona pod kątem 90° do powierzchni cięcia.
Podczas cięcia palnikiem należy obserwować łuk tnący.
90°
• Niepotrzebne włączanie palnika powoduje skrócenie żywotności
dyszy ielektrody.
• Ciągnięcie lub przesuwanie palnika wzdłuż cięcia jest łatwiejsze niż popychanie.
• Wcelu uzyskania prostoliniowych cięć należy zastosować odpowiednią prowadnicę, np. liniał mierniczy. Do
cięcia okręgów należy stosować wzornik lub przystawkę do wycinania otworów (cyrkiel do cięcia po okręgu).
Numery części prowadnic firmy Hypertherm do cięcia plazmowego okręgów ido cięcia skośnego znajdują się
wrozdziale Części.
Powermax
105
Podręcznik operatora 5-3

CIĘCIE RĘCZNE
Rozpoczynanie cięcia od krawędzi elementu obrabianego
1. Przy zacisku roboczym przymocowanym do elementu
obrabianego ustaw dyszę palnika prostopadle (90°) do
krawędzi elementu obrabianego.
2. Naciśnij spust palnika, aby aktywować łuk. Zatrzymaj palnik
przy krawędzi, aż łuk całkowicie przetnie element obrabiany.
3. Ostrożnie przeciągaj końcówkę palnika wzdłuż elementu
obrabianego, kontynuując cięcie. Utrzymuj stałe, równe tempo
cięcia.
5-4 Powermax
105
Podręcznik operatora

CIĘCIE RĘCZNE
Przebijanie elementu obrabianego
OSTRZEŻENIE:
ISKRY IGORĄCY METAL MOGĄ USZKODZIĆ WZROK IPOPARZYĆ SKÓRĘ. Po
włączeniu palnika ustawionego pod kątem zjego dyszy zaczną rozpryskiwać iskry
igorący metal. Palnika nie należy kierować wswoją stronę ani wstronę innych osób.
1. Przy zacisku roboczym przymocowanym do elementu
obrabianego, przed włączeniem palnika, ustaw go pod kątem
ok. 30° do elementu obrabianego, akońcówkę palnika
wodległości 1,5mm od elementu obrabianego.
2. Włącz palnik, utrzymując odpowiedni kąt względem elementu
obrabianego. Powoli obróć palnik do położenia prostopadłego
(90°).
3. Trzymaj palnik wtakim położeniu, stale naciskając spust. Gdy
zelementu obrabianego zaczną się wydobywać iskry, łuk przebił
materiał.
4. Po zakończeniu przebijania ostrożnie przesuń dyszę wzdłuż
elementu obrabianego, aby kontynuować cięcie.
Powermax
105
Podręcznik operatora 5-5

CIĘCIE RĘCZNE
Żłobienie elementu obrabianego
OSTRZEŻENIE:
ISKRY IGORĄCY METAL MOGĄ USZKODZIĆ WZROK IPOPARZYĆ SKÓRĘ. Po
włączeniu palnika ustawionego pod kątem zjego dyszy zaczną rozpryskiwać iskry
igorący metal. Palnika nie należy kierować wswoją stronę ani wstronę innych osób.
1. Przed włączeniem palnika ustaw go tak, aby jego końcówka znajdowała się wodległości 1,5mm od elementu
obrabianego.
2. Ustaw palnik pod kątem 40° względem elementu
obrabianego zdyszą oddaloną od elementu ookoło
6–12mm. Naciśnij spust, aby aktywować łuk pilota. Nanieś
łuk na element obrabiany.
40
º
Kierunek
przesuwu
3. Oddal palnik irozciągnij łuk do 32mm. Przesuń łuk plazmowy
wkierunku tworzonego żłobienia. Zwiększ odsunięcie, aby
utworzyć bardziej płytki iszerszy ślad żłobienia.
Utrzymuj niewielką odległość między końcówką palnika
istopionym metalem, aby uniknąć skrócenia żywotności
materiału eksploatacyjnego iuszkodzenia palnika.
Zmiana kąta palnika powoduje zmianę wymiarów żłobień.
5-6 Powermax
105
Podręcznik operatora

CIĘCIE RĘCZNE
Profil żłobienia
Profil żłobienia można zmieniać, zmieniając: szybkość przesuwania palnika nad elementem roboczym, odsunięcie
robocze między palnikiem aelementem obrabianym, kąt palnika względem elementu obrabianego oraz wyjściowe
natężenie prądu zasilacza.
Szybkość
Odsunięcie
Kąt
Typowy profil żłobienia zmaksymalną
kontrolą przy natężeniu prądu
równym65A
Szybkość usuwania materiału wprzypadku
stali miękkiej 3,4kg/godz.
Typowy profil żłobienia
zmaksymalnym usuwaniem przy
natężeniu prądu równym65A
Szybkość usuwania materiału wprzypadku
stali miękkiej 4,8kg/godz.
Typowy profil żłobienia zmaksymalną
kontrolą przy natężeniu prądu
równym85A
Szerokość
4,6 mm
Szerokość
6,6 mm
Szerokość
5,0 mm
Szybkość
Odsunięcie
Kąt
Parametry robocze
50,8–63,5cm/min
6,4–9,5mm
35–40°
Głębokość
2,5 mm
Głębokość
3,6 mm
Głębokość
4,3 mm
Szybkość usuwania materiału wprzypadku
stali miękkiej 6,2kg/godz.
Typowy profil żłobienia
zmaksymalnym usuwaniem przy
natężeniu prądu równym85A
Szybkość usuwania materiału wprzypadku
stali miękkiej 8,8kg/godz.
Typowy profil żłobienia zmaksymalną
kontrolą przy natężeniu prądu
równym105A
Szybkość usuwania materiału wprzypadku
stali miękkiej 6,9kg/godz.
Typowy profil żłobienia
zmaksymalnym usuwaniem przy
natężeniu prądu równym105A
Szybkość usuwania materiału wprzypadku
stali miękkiej 9,8kg/godz.
Powermax
105
Podręcznik operatora 5-7
Szerokość
7,1 mm
Szerokość
5,2 mm
Szerokość
7,4 mm
Głębokość
6,1 mm
Głębokość
4,5 mm
Głębokość
6,4 mm

CIĘCIE RĘCZNE
Zmiana profilu żłobienia
Wymienione poniżej działania mają sprawdzony wpływ na profil żłobienia:
• Zwiększenie szybkości palnika powoduje zmniejszenie szerokości izmniejszenie głębokości.
• Zmniejszenie szybkości palnika powoduje zwiększenie szerokości izwiększenie głębokości.
• Zwiększenie odsunięcia palnika powoduje zwiększenie szerokości izmniejszenie głębokości.
• Zmniejszenie odsunięcia palnika powoduje zmniejszenie szerokości izwiększenie głębokości.
• Zwiększenie kąta ustawienia palnika (bardziej pionowo) powoduje zmniejszenie szerokości
izwiększenie głębokości.
• Zmniejszenie kąta ustawienia palnika (mniej pionowo) powoduje zwiększenie szerokości izmniejszenie
głębokości.
• Zwiększenie natężenia prądu zasilacza powoduje zwiększenie szerokości izwiększenie głębokości.
• Zmniejszenie natężenia prądu zasilacza powoduje zmniejszenie szerokości izmniejszenie
głębokości.
Najczęstsze błędy popełniane podczas cięcia ręcznego
Palnik nie przecina całkowicie elementu obrabianego. Przyczyny mogą być następujące:
• zbyt duża szybkość cięcia;
• zużycie materiałów eksploatacyjnych;
• cięty metal jest zbyt gruby względem wybranego natężenia prądu;
• zainstalowano materiały eksploatacyjne do żłobienia, anie do cięcia kontaktowego;
• zacisk roboczy nie jest prawidłowo przymocowany do elementu obrabianego;
• ciśnienie gazu lub szybkość przepływu gazu są za niskie.
Jakość cięcia jest słaba. Przyczyny mogą być następujące:
• cięty metal jest zbyt gruby względem natężenia prądu;
• zastosowano nieodpowiednie materiały eksploatacyjne (na przykład zamiast materiałów eksploatacyjnych do
cięcia kontaktowego, zainstalowano materiały eksploatacyjne do żłobienia);
• palnik jest przesuwany zbyt wolno lub zbyt szybko.
Łuk jest rozpylony, ażywotność materiałów eksploatacyjnych jest krótsza niż oczekiwana. Przyczyny mogą być
następujące:
• zawilgocenia źródła zasilania gazem;
• nieprawidłowe ciśnienie gazu;
• nieprawidłowo zamontowane materiały eksploatacyjne.
5-8 Powermax
105
Podręcznik operatora

Rozdział6
USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Wtym rozdziale:
Wprowadzenie ............................................................................................................................................................................................6-3
Trwałość materiałów eksploatacyjnych .................................................................................................................................................6-3
Elektrody CopperPlus™ do palników Duramax .........................................................................................................................6-3
Komponenty palnika zmechanizowanego .............................................................................................................................................6-4
Palnik zmechanizowany Duramax 180° pełnej długości .........................................................................................................6-4
Mały palnik zmechanizowany Duramax 180° .............................................................................................................................6-4
Przekształcanie palnika zmechanizowanego pełnej długości wmały palnik zmechanizowany ................................................6-5
Montaż palnika ............................................................................................................................................................................................ 6-7
Wybór materiałów eksploatacyjnych do palnika zmechanizowanego ............................................................................................6-9
Materiały eksploatacyjne do palnika zmechanizowanego .................................................................................................................6-9
Materiały eksploatacyjne do zmechanizowanego cięcia osłoniętego 105A .....................................................................6-9
Materiały eksploatacyjne do zmechanizowanego cięcia osłoniętego 45A, 65A, 85A .................................................6-9
Materiały eksploatacyjne do zmechanizowanego cięcia osłoniętego 105A zkontaktem omowym ......................... 6-10
Materiały eksploatacyjne do zmechanizowanego cięcia osłoniętego 45A, 65A, 85A zkontaktemomowym ..... 6-10
Materiały eksploatacyjne do zmechanizowanego cięcia nieosłoniętego 105A ............................................................. 6-10
Materiały eksploatacyjne do zmechanizowanego cięcia nieosłoniętego 45A, 65A, 85A ........................................ 6-10
Materiały eksploatacyjne do żłobienia zmaksymalnym usuwaniem .................................................................................. 6-11
Materiały eksploatacyjne do żłobienia zmaksymalną kontrolą ........................................................................................... 6-11
Osłonięte materiały eksploatacyjne FineCut® ...................................................................................................................... 6-11
Nieosłonięte materiały eksploatacyjne FineCut® ................................................................................................................. 6-11
Montaż materiałów eksploatacyjnych do palnika zmechanizowanego .......................................................................................6-12
Wyrównywanie palnika ..........................................................................................................................................................................6-12
Podłączanie przewodu palnika .............................................................................................................................................................6-13
Korzystanie zwykresów cięcia ............................................................................................................................................................. 6-14
Szacowana kompensacja szerokości szczeliny ..................................................................................................................... 6-15
Szacowana kompensacja szerokości szczeliny — system metryczny (mm) ................................................................... 6-15
Szacowana kompensacja szerokości szczeliny — brytyjski system miar (cale) ............................................................. 6-16
Materiały eksploatacyjne z osłoną 105A ................................................................................................................................ 6-17
Powermax
105
Podręcznik operatora 6-1

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne do cięcia osłoniętego 105A (stal miękka) ............................................................................... 6-18
Materiały eksploatacyjne do cięcia osłoniętego 105A (stal nierdzewna) ....................................................................... 6-19
Materiały eksploatacyjne do cięcia osłoniętego 105A (aluminium) ................................................................................. 6-20
Materiały eksploatacyjne zosłoną 85 A .................................................................................................................................. 6-21
Materiały eksploatacyjne do cięcia osłoniętego 85A (stal miękka) ................................................................................. 6-22
Materiały eksploatacyjne do cięcia osłoniętego 85A (stal nierdzewna) ......................................................................... 6-23
Materiały eksploatacyjne do cięcia osłoniętego 85A (aluminium) ...................................................................................6-24
Materiały eksploatacyjne zosłoną 65 A .................................................................................................................................. 6-25
Materiały eksploatacyjne do cięcia osłoniętego 65A (stal miękka) ................................................................................. 6-26
Materiały eksploatacyjne do cięcia osłoniętego 65A (stal nierdzewna) ......................................................................... 6-27
Materiały eksploatacyjne do cięcia osłoniętego 65A (aluminium) ...................................................................................6-28
Materiały eksploatacyjne zosłoną 45A .................................................................................................................................. 6-29
Materiały eksploatacyjne do cięcia osłoniętego 45A (stal miękka) ................................................................................. 6-30
Materiały eksploatacyjne do cięcia osłoniętego 45A (stal nierdzewna) ......................................................................... 6-31
Materiały eksploatacyjne do cięcia osłoniętego 45A (aluminium) ...................................................................................6-32
Materiały eksploatacyjne FineCut® ......................................................................................................................................... 6-33
Materiały eksploatacyjne FineCut (stal miękka) .................................................................................................................... 6-34
Materiały eksploatacyjne FineCut (stal nierdzewna) ............................................................................................................ 6-35
Materiały eksploatacyjne FineCut do cięcia zmałą szybkością (stal miękka) ................................................................ 6-36
Materiały eksploatacyjne FineCut do cięcia zmałą szybkością (stal nierdzewna) ........................................................ 6-37
Materiały eksploatacyjne bez osłony 105A ............................................................................................................................6-38
Materiały eksploatacyjne do cięcia nieosłoniętego 105A (stal miękka) ..........................................................................6-39
Materiały eksploatacyjne do cięcia nieosłoniętego 105A (stal nierdzewna) ..................................................................6-40
Materiały eksploatacyjne do cięcia nieosłoniętego 105A (aluminium) ............................................................................ 6-41
Materiały eksploatacyjne bez osłony 85 A ..............................................................................................................................6-42
Materiały eksploatacyjne do cięcia nieosłoniętego 85A (stal miękka) ............................................................................ 6-43
Materiały eksploatacyjne do cięcia nieosłoniętego 85A (stal nierdzewna) ....................................................................6-44
Materiały eksploatacyjne do cięcia nieosłoniętego 85A (aluminium) .............................................................................. 6-45
Materiały eksploatacyjne bez osłony 65 A .............................................................................................................................. 6-46
Materiały eksploatacyjne do cięcia nieosłoniętego 65A (stal miękka) ............................................................................ 6-47
Materiały eksploatacyjne do cięcia nieosłoniętego 65A (stal nierdzewna) ....................................................................6-48
Materiały eksploatacyjne do cięcia nieosłoniętego 65A (aluminium) .............................................................................. 6-49
Materiały eksploatacyjne bez osłony 45A .............................................................................................................................. 6-50
Materiały eksploatacyjne do cięcia nieosłoniętego 45A (stal miękka) ............................................................................ 6-51
Materiały eksploatacyjne do cięcia nieosłoniętego 45A (stal nierdzewna) .................................................................... 6-52
Materiały eksploatacyjne do cięcia nieosłoniętego 45A (aluminium) .............................................................................. 6-53
6-2 Powermax
105
Podręcznik operatora

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Wprowadzenie
Do systemów Powermax105 są dostępne palniki zmechanizowane zserii Duramax™. Złącze szybkiego odłączania
FastConnectTM umożliwia błyskawiczny demontaż palnika na czas przenoszenia systemu lub wcelu wymiany palnika,
jeśli charakter pracy wymaga zastosowania różnych palników. Palniki są chłodzone powietrzem otoczenia inie wymagają
stosowania osobnego systemu chłodzenia.
Wniniejszym rozdziale opisano procedurę ustawiania palnika zmechanizowanego idoboru materiałów eksploatacyjnych
odpowiednich do prowadzonych prac.
Trwałość materiałów eksploatacyjnych
Częstotliwość wymiany materiałów eksploatacyjnych palnika zależy od kilku czynników:
• grubości ciętego metalu
• średniej długości cięcia
• jakości powietrza (obecność oleju, wilgoci lub innych zanieczyszczeń)
• tego, czy jest wykonywane przebijanie metalu czy cięcie rozpoczynane od krawędzi
• prawidłowego roboczego odsunięcia palnika podczas żłobienia lub cięcia zwykorzystaniem nieosłoniętych
materiałów eksploatacyjnych
• prawidłowej wysokości przebijania
• od tego, czy cięcie wykonywane jest w trybie „ciągłego łuku pilota” czy wtrybie zwykłym (cięcie wtrybie
ciągłego łuku pilota powoduje szybsze zużycie materiałów eksploatacyjnych)
Wnormalnych warunkach wczasie cięcia zmechanizowanego zużyciu ulega najpierw elektroda. Ogólnie wprzypadku
cięcia zmechanizowanego trwałość materiałów eksploatacyjnych wynosi od1do5godzin, zależnie od wykonywanej
pracy.
Więcej informacji na temat prawidłowych technik cięcia można znaleźć wrozdziale Cięcie zmechanizowane.
Elektrody CopperPlus™ do palników Duramax
Elektroda CopperPlus (część o numerze 220777) zapewnia co najmniej dwukrotnie większą trwałość materiałów
eksploatacyjnych wporównaniu do standardowych materiałów eksploatacyjnych (materiałów eksploatacyjnych
Hypertherm przeznaczonych do danego systemu). Elektroda jest przeznaczona wyłącznie do stosowania zpalnikami
Duramax podczas cięcia metalu ogrubości nie większej niż 12mm. Jest zgodna znastawami prądu od 40A do 105A.
Powermax
105
Podręcznik operatora 6-3

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Komponenty palnika zmechanizowanego
Palnik zmechanizowany Duramax 180° pełnej długości
Materiały
eksploatacyjne
Tuleja obsady
Złączka
Tuleja
pozycjonująca
Zębatka Ochrona przed
Główna nakrętka ochrony
przed odkształceniami
Nakrętka ochrony
przed odkształceniami
odkształceniami
Mały palnik zmechanizowany Duramax 180°
Materiały
eksploatacyjne
Tuleja obsady
Złączka
Nakrętka ochrony
przed odkształceniami
Przewód
palnika
Ochrona przed
odkształceniami
Przed rozpoczęciem użytkowania palnika zmechanizowanego wdowolnym wariancie należy:
Przewód
palnika
• Zamocować palnik do stołu cięcia lub innego wyposażenia.
• Wybrać izainstalować materiały eksploatacyjne.
• Wyrównać palnik prostopadle do płyty.
• Podłączyć przewód palnika do zasilacza.
• Skonfigurować zasilacz do zdalnego uruchomienia za pomocą włącznika zdalnego lub kabla przejściowego
maszyny.
6-4 Powermax
105
Podręcznik operatora

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Przekształcanie palnika zmechanizowanego pełnej długości wmały palnik
zmechanizowany
Palnik zmechanizowany pełnej długości można przekształcić wmały palnik, usuwając tuleję pozycjonującą.
Uwaga: Wprzypadku przekształcania palnika zmechanizowanego pełnej długości na mały palnik zjednoczesnym
mocowaniem palnika należy pominąć ten temat izapoznać się zinstrukcjami na stronie6-7 Montaż
palnika.
Należy zobaczyć ilustracje na stronie6-4 Komponenty palnika zmechanizowanego ipostępować zgodnie ze
znajdującymi się tam instrukcjami.
Uwaga: Wczasie odłączania ipodłączania elementów palnika należy utrzymać to samo ustawienie głowicy palnika
względem jego przewodu. Skręcenie głowicy palnika względem jego przewodu może spowodować
uszkodzenie.
1. Odłącz przewód palnika od zasilacza iusuń zpalnika materiały eksploatacyjne.
2. Odkręć nakrętkę ochrony przed odkształceniami izsuń ochronę przed odkształceniami wzdłuż przewodu palnika.
3. Odkręć nakrętkę ochrony przed odkształceniami ztulei pozycjonującej izsuń nakrętkę wzdłuż przewodu palnika.
4. Odkręć tuleję pozycjonującą od złączki.
5. Odkręć złączkę od tulei obsady.
6. Odkręć trzy śruby zkońca tulei obsady od strony materiałów eksploatacyjnych izsuń tuleję obsady zprzedniego
końca korpusu palnika.
Śruba zestyku przewodu
łuku pilotowego
Głowica palnika
Podłączanie linii
zasilania gazem
Złącze przewodu przełącznika
czujnikowego nasadki
7. Odłącz złącze przewodu przełącznika czujnikowego nasadki.
8. Śrubokrętem krzyżakowym nr2 odkręć śrubę mocującą przewód pilota palnika do korpusu palnika.
Powermax
105
Podręcznik operatora 6-5

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
9. Kluczem 1/4cala oraz kluczem 3/8cala lub kluczem nastawnym odkręć nakrętkę mocującą przewód zasilania
gazem do przewodu palnika. Korpus palnika odłóż na bok.
10. Zsuń złączkę ituleję pozycjonującą zprzedniej części przewodu palnika.
11. Nasuń złączkę na przewód palnika.
12. Ponownie podłącz przewód gazowy do przewodu palnika.
13. Ponownie zamocuj przewód pilota palnika do korpusu palnika za pomocą śruby.
14. Ponownie podłącz złącze przewodu przełącznika czujnikowego nasadki.
15. Nasuń tuleję obsady na przednią część korpusu palnika. Zrównaj szczelinę zprzodu tulei obsady (obok jednego
ztrzech otworów na śruby) zruchomym trzpieniem czujnika założenia kołpaka na korpusie palnika.
16. Zamocuj tuleję obsady do korpusu palnika za pomocą trzech śrub.
17. Wkręć złączkę wtuleję obsady.
18. Wkręć nakrętkę ochrony przed odkształceniami wzłączkę.
19. Wkręć ochronę przed odkształceniami wnakrętkę.
6-6 Powermax
105
Podręcznik operatora
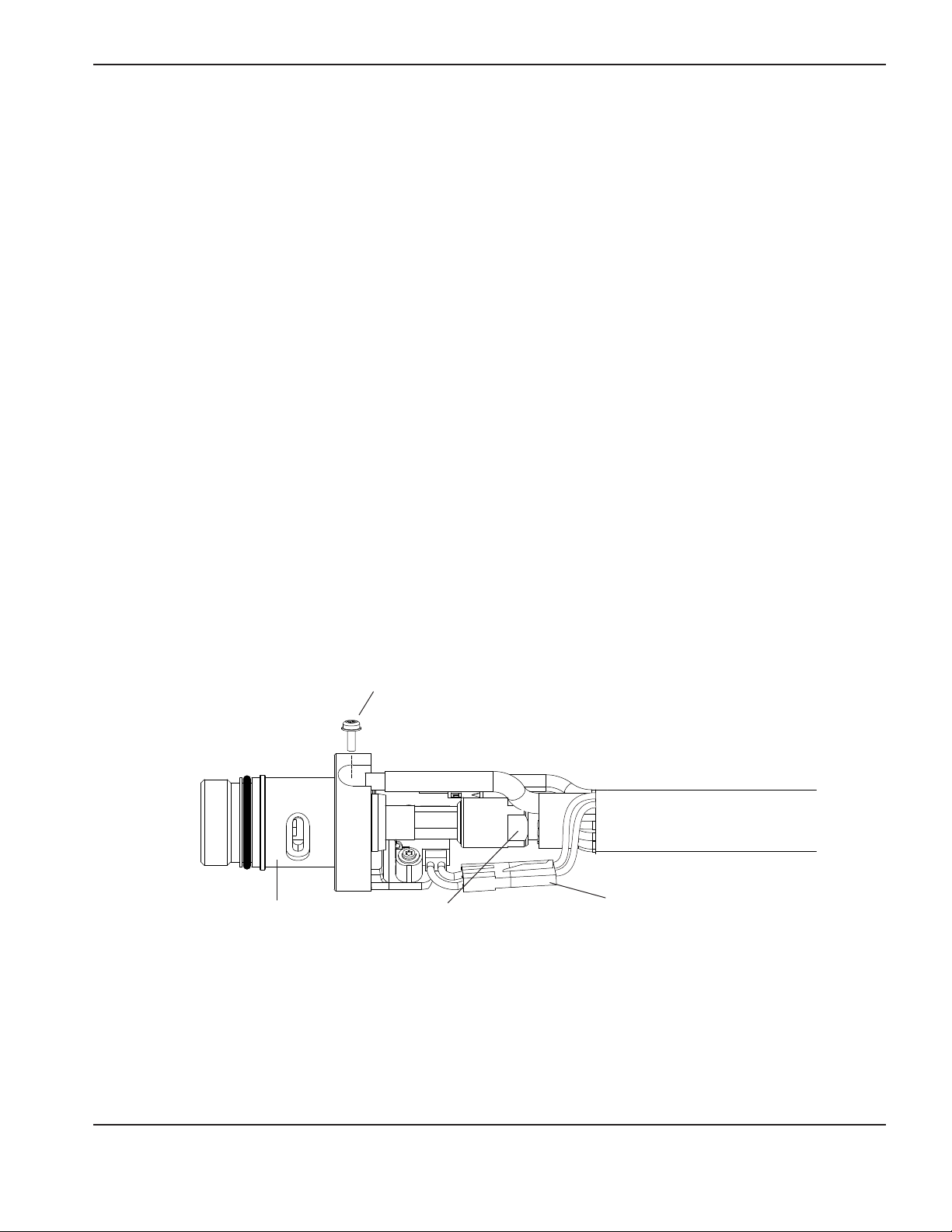
USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Montaż palnika
Wzależności od typu stołu cięcia może być konieczne rozłożenie palnika, tak aby można go było przeprowadzić przez
tor izamocować. Jeżeli tor stołu cięcia jest na tyle szeroki, że przeprowadzenie palnika nie wymaga odłączania korpusu
palnika od przewodu, palnik należy przeprowadzić bez rozłączania, anastępnie zamocować do podnośnika zgodnie
zinstrukcjami producenta.
Uwaga: Palniki zmechanizowane Duramax można mocować do różnych stołów X-Y, wypalaczy ścieżkowych,
ukosowarek rur iinnych urządzeń. Montaż palnika należy przeprowadzać zgodnie zinstrukcjami producenta,
awrazie konieczności zgodnie zzamieszczonymi niżej instrukcjami demontażu.
Jeżeli jest konieczne rozłożenie izłożenie palnika, należy się zapoznać zrysunkami zamieszczonymi na stronie6-4
Komponenty palnika zmechanizowanego ipostępować zgodnie ze znajdującymi się tam instrukcjami.
Uwaga: Wczasie odłączania ipodłączania elementów palnika należy utrzymać to samo ustawienie głowicy palnika
względem jego przewodu. Skręcenie głowicy palnika względem jego przewodu może spowodować
uszkodzenie.
1. Odłącz przewód palnika od zasilacza iusuń zpalnika materiały eksploatacyjne.
2. Odkręć nakrętkę ochrony przed odkształceniami izsuń ochronę przed odkształceniami wzdłuż przewodu palnika.
3. Odkręć nakrętkę ochrony przed odkształceniami ztulei pozycjonującej (palnik zmechanizowany pełnej długości)
izsuń nakrętkę wzdłuż przewodu palnika.
4. Odkręć tuleję pozycjonującą od złączki.
5. Odkręć złączkę od tulei obsady.
6. Odkręć trzy śruby zkońca tulei obsady od strony materiałów eksploatacyjnych izsuń tuleję obsady zprzedniego
końca korpusu palnika.
Śruba zestyku przewodu
łuku pilotowego
Głowica palnika
7. Odłącz złącze przewodu przełącznika czujnikowego nasadki.
Podłączanie linii
zasilania gazem
Złącze przewodu przełącznika
czujnikowego nasadki
8. Śrubokrętem krzyżakowym nr2 odkręć śrubę mocującą przewód pilota palnika do korpusu palnika.
9. Kluczem 1/4cala oraz kluczem 3/8cala lub kluczem nastawnym odkręć nakrętkę mocującą przewód zasilania
gazem do przewodu palnika. Korpus palnika odłóż na bok.
Uwaga: Koniec przewodu gazowego na przewodzie palnika oklej taśmą, aby zapobiec przedostawaniu się
zanieczyszczeń do wnętrza przewodu gazowego podczas przeprowadzania go przez tor.
Powermax
105
Podręcznik operatora 6-7

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
10. Zsuń złączkę, tuleję pozycjonującą (palnik zmechanizowany pełnej długości), nakrętkę ochrony przed
odkształceniami isamą ochronę przed odkształceniami zprzedniego końca przewodu palnika.
11. Jeśli zębatka palnika zmechanizowanego pełnej długości nie będzie potrzebna, zsuń ją ztulei pozycjonującej
wstronę końca tulei od strony materiałów eksploatacyjnych.
12. Przeprowadź przewód palnika przez tor stołu cięcia.
13. Nasuń nakrętkę ochrony przed odkształceniami isamą ochronę przed odkształceniami naprzewód palnika.
14. Wprzypadku mocowania palnika zmechanizowanego pełnej długości nasuń tuleję pozycjonującą na głowicę palnika.
Wprzypadku mocowania palnika zmechanizowanego pełnej długości wkręć tuleję pozycjonującą wzłączkę.
15. Nasuń złączkę na przewód palnika.
16. Ponownie podłącz przewód gazowy do przewodu palnika.
17. Ponownie zamocuj przewód pilota palnika do korpusu palnika za pomocą śruby.
18. Ponownie podłącz złącze przewodu przełącznika czujnikowego nasadki.
19. Nasuń tuleję obsady na przednią część korpusu palnika. Zrównaj szczelinę zprzodu tulei obsady (obok jednego
ztrzech otworów na śruby) zruchomym trzpieniem czujnika założenia kołpaka na korpusie palnika.
20. Zamocuj tuleję obsady do korpusu palnika za pomocą trzech śrub.
21. Wkręć złączkę wtuleję obsady.
22. Wprzypadku mocowania palnika zmechanizowanego pełnej długości wkręć tuleję pozycjonującą wzłączkę.
Wprzypadku mocowania małego palnika zmechanizowanego nakrętka ochrony przed odkształceniami jest
mocowana bezpośrednio do złączki wkolejnej czynności.
23. Ponownie zamocuj nakrętkę ochrony przed odkształceniami isamą ochronę przed odkształceniami.
24. Zamocuj palnik do podnośnika zgodnie zinstrukcjami producenta.
6-8 Powermax
105
Podręcznik operatora
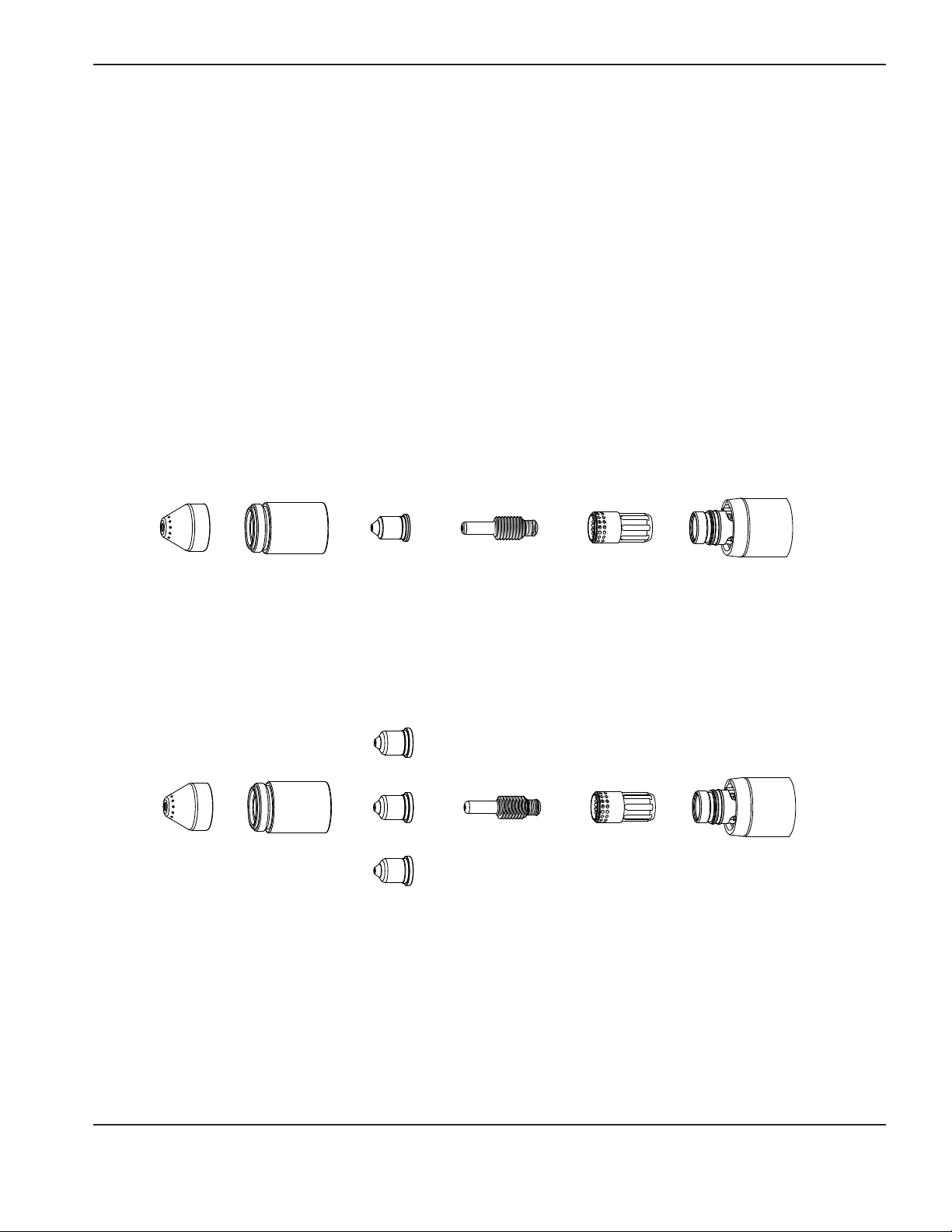
USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Wybór materiałów eksploatacyjnych do palnika zmechanizowanego
Systemy Powermax zpalnikami zmechanizowanymi Duramax 180° pełnej długości imałymi palnikami zmechanizowanymi
Duramax 180° są dostarczane zzestawem materiałów eksploatacyjnych. Dodatkowo jest dostępna nasadka zkontaktem
omowym przeznaczona do stosowania razem zosłoniętymi materiałami eksploatacyjnymi.
Wprzypadku osłoniętych materiałów eksploatacyjnych podczas cięcia końcówka palnika może mieć kontakt zmetalem.
Wprzypadku nieosłoniętych materiałów eksploatacyjnych palnik musi się znajdować wmałej odległości od metalu
(ok. 2–3mm). Zreguły trwałość nieosłoniętych materiałów eksploatacyjnych jest mniejsza niż osłoniętych. Wzależności
od zamówionego systemu użytkownik może otrzymać podstawowy zestaw materiałów eksploatacyjnych znasadką
standardową lub nasadką zkontaktem omowym.
Wobu wariantach palników zmechanizowanych są stosowane takie same materiały eksploatacyjne.
Materiały eksploatacyjne do palnika zmechanizowanego
Materiały eksploatacyjne do zmechanizowanego cięcia osłoniętego 105A
220993
Osłona
220854
Nasadka
220990
Dysza
220842
Elektroda
220994
Pierścień
zawirowujący
Materiały eksploatacyjne do zmechanizowanego cięcia osłoniętego 45A, 65A, 85A
220941
Dysza
220819
220817
Osłona
220854
Nasadka
Dysza
220816
Dysza
220842
Elektroda
220994
Pierścień
zawirowujący
Powermax
105
Podręcznik operatora 6-9

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne do zmechanizowanego cięcia osłoniętego 105A zkontaktem omowym
220993
Osłona
220953
Nasadka
zkontaktem
omowym
220990
Dysza
220842
Elektroda
220994
Pierścień
zawirowujący
Materiały eksploatacyjne do zmechanizowanego cięcia osłoniętego 45A, 65A, 85A
zkontaktemomowym
220941
Dysza
220819
220817
Osłona
220953
Nasadka
zkontaktem
omowym
Dysza
220816
Dysza
220842
Elektroda
220994
Pierścień
zawirowujący
Materiały eksploatacyjne do zmechanizowanego cięcia nieosłoniętego 105A
220955
Deflektor
220854
Nasadka
220990
Dysza
220842
Elektroda
220994
Pierścień
zawirowujący
Materiały eksploatacyjne do zmechanizowanego cięcia nieosłoniętego 45A, 65A, 85A
220941
Dysza
220819
220955
Deflektor
6-10 Powermax
220854
Nasadka
Dysza
220816
Dysza
220842
Elektroda
220994
Pierścień
zawirowujący
105
Podręcznik operatora

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne do żłobienia zmaksymalnym usuwaniem
220798
Osłona
220854
Nasadka
220991
Dysza
220842
Elektroda
Materiały eksploatacyjne do żłobienia zmaksymalną kontrolą
420480
Osłona
220854
Nasadka
220991
Dysza
220842
Elektroda
Osłonięte materiały eksploatacyjne FineCut®
220948
Osłona
220953
Nasadka
zkontaktem
omowym
220930
Dysza
220842
Elektroda
220994
Pierścień
zawirowujący
220994
Pierścień
zawirowujący
220947
Pierścień
zawirowujący
Nieosłonięte materiały eksploatacyjne FineCut®
220955
Deflektor
Powermax
105
220854
Nasadka
220930
Dysza
Podręcznik operatora 6-11
220842
Elektroda
220947
Pierścień
zawirowujący

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Montaż materiałów eksploatacyjnych do palnika zmechanizowanego
OSTRZEŻENIE:
PALNIKI OBEZPOŚREDNIEJ AKTYWACJI
ŁUK PLAZMOWY MOŻE SPOWODOWAĆ OBRAŻENIA IPOPARZENIA
Łuk plazmowy powstaje natychmiast po włączeniu palnika. Przed rozpoczęciem
wymiany materiałów eksploatacyjnych należy się upewnić, że zasilanie jest
wyłączone (OFF).
Aby korzystać zpalnika zmechanizowanego, należy zainstalować komplet materiałów eksploatacyjnych: osłonę, nasadkę,
dyszę, elektrodę ipierścień zawirowujący.
Po ustawieniu wyłącznika zasilania wpołożeniu OFF (O) zainstaluj materiały eksploatacyjne do palnika
zmechanizowanego wtaki sposób, jak wprzypadku materiałów eksploatacyjnych do palnika ręcznego. Zobacz rozdział
Ustawianie palnika ręcznego.
Wyrównywanie palnika
Aby uzyskać cięcie pionowe, należy zamocować palnik zmechanizowany prostopadle do elementu obrabianego. Aby
ustawić palnik pod kątami 0° i90°, należy użyć kątownika.
Palnik
0°
90°
6-12 Powermax
105
Podręcznik operatora

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Podłączanie przewodu palnika
Zasilacz Powermax105 jest wyposażony wsystem szybkiego odłączania FastConnectTM, który umożliwia bardzo szybkie
podłączenie iodłączenie przewodów palnika ręcznego lub zmechanizowanego. Przed podłączeniem lub odłączeniem
palnika należy pamiętać, aby wyłączyć (OFF) zasilaniesystemu. Aby podłączyć palnik, należy podłączyć złącze do
gniazdka zprzodu zasilacza.
Aby zdemontować palnik, należy nacisnąć czerwony przycisk na złączu, anastępnie wyjąć je zgniazdka.
Czerwony przycisk
Powermax
105
Podręcznik operatora 6-13

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Korzystanie zwykresów cięcia
Wdalszej części dokumentu zamieszczono wykresy cięcia dotyczące każdego zestawu materiałów eksploatacyjnych
do palnika zmechanizowanego. Każdy zestaw wykresów jest poprzedzony schematem materiałów eksploatacyjnych
znumerami części. Wprzypadku materiału eksploatacyjnego każdego typu są dostępne wykresy odpowiadające stali
miękkiej, stalinierdzewnej ialuminium (wartości podano wmetrycznym ibrytyjskim systemie miar).
Uwaga: Wykresy cięcia dotyczące stosowania gazu F5 do cięcia stali nierdzewnej można znaleźć wuwagach
związanych z użytkowaniem (809060) Stosowanie gazu F5 do cięcia stali nierdzewnej. Dokument
ten można pobrać zBiblioteki dokumentów znajdującej się pod adresem www.hypertherm.com.
Na każdym wykresie znajdują się następujące informacje:
• Nastawa natężenia prądu — zwyjątkiem wykresów dotyczących materiałów eksploatacyjnych FineCut
ustawienie natężenia prądu na górze po lewej ma zastosowanie do wszystkich ustawień podanych na bieżącej
stronie. Wprzypadku materiałów eksploatacyjnych FineCut na wykresach cięcia są podane nastawy natężenia
prądu dotyczące każdej grubości, zarówno wprocesie 45, jak i40 (45, 40 lub 30 dla małej szybkości).
• Grubość materiału — grubość elementu obrabianego (ciętej metalowej płyty).
• Robocze odsunięcie palnika — wprzypadku materiałów eksploatacyjnych osłoniętych odległość od końcówki
osłony do elementu obrabianego podczas cięcia. Wprzypadku materiałów eksploatacyjnych nieosłoniętych
odległość od końcówki dyszy do elementu obrabianego podczas cięcia.
• Początkowa wysokość przebijania — odległość od końcówki osłony (wprzypadku materiałów eksploatacyjnych
osłoniętych) lub końcówki dyszy (wprzypadku materiałów eksploatacyjnych nieosłoniętych) do elementu
obrabianego podczas aktywacji palnika, przed jego obniżeniem na wysokość cięcia.
• Opóźnienie przy przebijaniu — czas, przez jaki włączony palnik pozostaje wbezruchu nawysokości przebijania
przed rozpoczęciem ruchu cięcia.
• Ustawienia najlepszej jakości (szybkość cięcia inapięcie) — ustawienia zapewniające punkt początkowy do
wyznaczenia najlepszej jakości cięcia (najlepszy kąt, najmniejsza ilość żużlu, najlepsze wykończenie ciętej
powierzchni). Aby uzyskać oczekiwane wyniki, szybkość należy dostosować do warunków cięcia istołu
roboczego.
• Ustawienia produkcji (szybkość cięcia inapięcie) — od 70% do 80% maksymalnych szybkości znamionowych.
Wybranie takich szybkości zapewnia największą liczbę ciętych części, ale niekoniecznie najlepszą możliwą
jakość cięcia.
Uwaga: Napięcie łuku zwiększa się wraz ze wzrostem stopnia zużycia materiałów eksploatacyjnych. Ustawienie
napięcia należy zwiększyć wcelu uzyskania prawidłowego roboczego odsunięcia palnika.
Na każdym wykresie cięcia znajdują się szybkości przepływu dotyczący gorącego izimnego powietrza.
• Szybkość przepływu gorącego powietrza — plazma włączona, system działa przy prądzie roboczym, system jest
wstanie stabilnym przy domyślnym ciśnieniu systemu (trybautomatyczny).
• Szybkość przepływu zimnego powietrza — plazma jest wyłączona, system jest wstanie stabilnym, apowietrze
przepływa przez palnik przy domyślnym ciśnieniu systemu.
Uwaga: Firma Hypertherm zgromadziła poniższe dane na drodze prób przeprowadzonych wwarunkach
laboratoryjnych zzastosowaniem nowych materiałów eksploatacyjnych.
6-14 Powermax
105
Podręcznik operatora

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Szacowana kompensacja szerokości szczeliny
Szerokości podane wtabelach służą jako odniesienie. Dane uzyskano zzastosowaniem ustawień „najlepszej jakości”.
Różnice między instalacjami iskładem materiału mogą powodować, że rzeczywiste wyniki będą się różnić od
przedstawionych wtabelach.
Szacowana kompensacja szerokości szczeliny — system metryczny (mm)
Grubość (mm)
Proces
105A zosłoną 2,1 2,2 2,2 2,2 2,5 2,7 3,3
85A zosłoną 1,7 1,8 1,9 2,0 2,2 2,4 2,6
65A zosłoną 1,6 1,6 1,8 1,9 2,0 2,2 2,3
45A zosłoną 1,1 1,1 1,4 1,5 1,7
FineCut 0,7 0 ,7 1,3 1,3
FineCut zmałą
szybkością
105A bez osłony 2,1 2,2 2,2 2,2 2,5 2,7 3,3
85A bez osłony 1,7 1,8 1,9 2,0 2,1 2,1 2,3
65A bez osłony 1,6 1,6 1,7 1,8 1,9 2,0
45A bez osłony 0,5 0,9 1,3 1,3
105A zosłoną 1,9 2,1 2,3 2,3 2,3 2,6 2,9
85A zosłoną 1,6 1,8 1,9 2,1 2,3 2,4 2,5
65A zosłoną 1,4 1,5 1,8 1,9 2,0 2,2 2,4
45A zosłoną 0,9 1,1 1,5 1,6 1,8
FineCut 0,6 0,6 1,0 1,4
FineCut zmałą
szybkością
105A bez osłony 2,0 2,2 2,4 2,5 2,7 2,7 3,1
85A bez osłony 1,7 1,7 1,8 1,9 2,1 2,2 2,4
65A bez osłony 1,6 1,6 1,8 1,8 1,9 2,0
45A bez osłony 0,5 1,0 1,3 1,5 1,5
105A zosłoną 2,3 2,3 2,4 2,6 2,7 3,0 3,5
85A zosłoną 2,0 1,9 2,0 2,1 2,2 2,4 2,6
65A zosłoną 1,9 1,9 1,9 2,0 2,1 2,3 2,5
45A zosłoną 1,5 1,5 1,6 1,5
105A bez osłony 2,2 2,4 2,5 2,6 2,7 3,0 3,3
85A bez osłony 1,9 1,9 1,9 2,0 2,0 2,1 2,2
65A bez osłony 1,8 1,8 1,8 1,8 1,9 2,0
45A bez osłony 1,6 1,5 1,4 1,5
0,5 1 2 3 6 8 10 12 16 20 25
Stal miękka
0,6 0,8 0,7 1,3
Stal nierdzewna
0,7 0,6 1,3 1,4
Aluminium
Powermax
105
Podręcznik operatora 6-15

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Szacowana kompensacja szerokości szczeliny — brytyjski system miar (cale)
Grubość (cale)
Proces
105A zosłoną 0.083 0.088 0.089 0.100 0.101 0.133
85A zosłoną 0.068 0.071 0.073 0.078 0.090 0.095 0.100
65A zosłoną 0.062 0.065 0.068 0.070 0.076 0.088 0.090 0.091
45A zosłoną 0.035 0.054 0.055 0.061 0.065 0.066
FineCut 0.024 0.043 0.049 0.051
FineCut zmałą
szybkością
105A bez osłony 0.083 0.097 0.098 0.107 0.111 0.125
85A bez osłony 0.070 0.073 0.075 0.080 0.085 0.090
65A bez osłony 0.062 0.064 0.066 0.068 0.075 0.081
45A bez osłony 0.020 0.050 0.051 0.054 0.057 0.059
105A zosłoną 0.076 0.089 0.091 0.092 0.099 0.113
85A zosłoną 0.065 0.068 0.070 0.080 0.094 0.095 0.096
65A zosłoną 0.056 0.062 0.068 0.073 0.076 0.090 0.093
45A zosłoną 0.032 0.055 0.058 0.067 0.069 0.069
FineCut 0.018 0.036 0.040 0.055
FineCut zmałą
szybkością
105A bez osłony 0.080 0.095 0.101 0.106 0.104 0.122
85A bez osłony 0.066 0.068 0.070 0.072 0.080 0.090 0.095
65A bez osłony 0.061 0.064 0.067 0.070 0.072 0.080
45A bez osłony 0.020 0.054 0.052 0.060 0.058 0.058
105A zosłoną 0.091 0.092 0.102 0.107 0.111 0.138
85A zosłoną 0.080 0.078 0.075 0.080 0.090 0.095 0.100
65A zosłoną 0.073 0.074 0.075 0.076 0.083 0.091 0.100
45A zosłoną 0.059 0.061 0.065 0.060
105A bez osłony 0.089 0.098 0.102 0.106 0.117 0.132
85A bez osłony 0.075 0.075 0.075 0.080 0.082 0.088
65A bez osłony 0.070 0.070 0.070 0.070 0.072 0.079
45A bez osłony 0.062 0.058 0.057 0.061
22 GA 18 GA 14 GA 10 GA 3/16 1/4 3/8 1/2 5/8 3/4 1
Stal miękka
0.025 0.031 0.027 0.051
Stal nierdzewna
0.025 0.023 0.021 0.055
Aluminium
1/32 1/16 1/8 3/16 1/4 3/8 1/2 5/8 3/4 1
6-16 Powermax
105
Podręcznik operatora
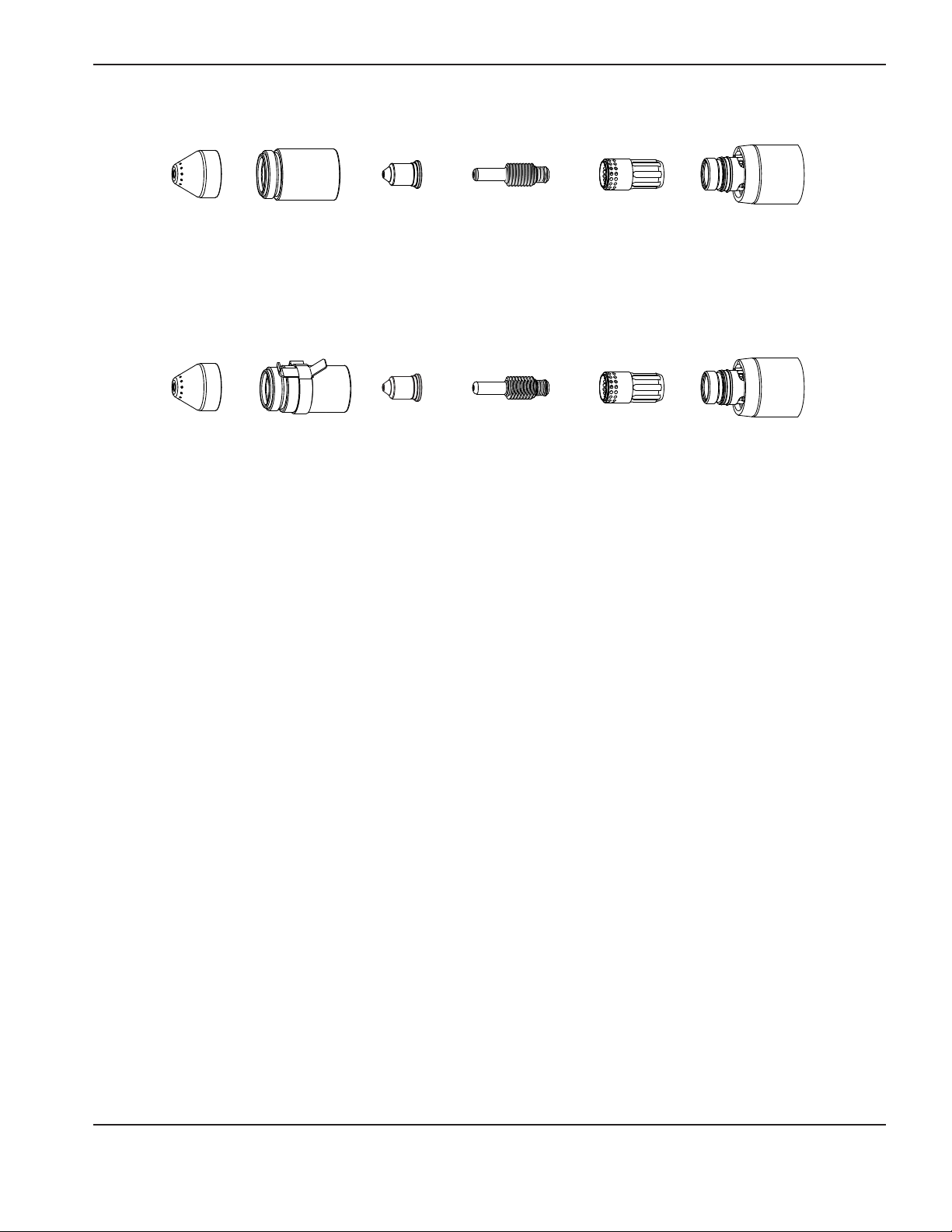
USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne z osłoną 105A
220993
Osłona
220993
Osłona
220854
Nasadka
220953
Nasadka
zkontaktem
omowym
220990
Dysza
220990
Dysza
220842
Elektroda
220842
Elektroda
220994
Pierścień
zawirowujący
220994
Pierścień
zawirowujący
Powermax
105
Podręcznik operatora 6-17

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne do cięcia osłoniętego
105A (stal miękka)
Szybkość przepływu powietrza —
slpm/scfh
Gorące 217/460
Zimne 250/530
Jednostki metryczne
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
mm mm mm % sekundy (mm/min) V (mm/min) V
6
8
10 2260 145 2790 145
12 1690 145 2060 148
6,4 200
16
20 780 152 940 152
3,2
25
0,5 4140 144 5090 145
3140 145 3870 145
0,75
1,0
1060 149 1310 149
550 159 580 158
30 370 162 410 161
32 350 166 370 161
Start od krawędzi
35 290 168 320 165
40 190 173 210 170
Napięcie
Jednostki anglosaskie
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
cale cale cale % sekundy cale/min V cale/min V
1/4
3/8
1/2 62 146 76 148
5/8
3/4 33 151 40 150
7/8 1.25 26 154 30 157
0.125
0.25 200
1
1-1/8 15 162 17 160
1-1/4 14 166 15 161
Start od krawędzi
0.5 156 144 192 145
0.75
1.0
94 145 116 145
42 149 52 149
21 160 22 158
1-1/2 9 171 10 168
Napięcie
6-18 Powermax
105
Podręcznik operatora

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne do cięcia osłoniętego
105A (stal nierdzewna)
Szybkość przepływu powietrza —
slpm/scfh
Gorące 217/460
Zimne 250/530
Jednostki metryczne
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
mm mm mm % sekundy (mm/min) V (mm/min) V
6
8 3460 141 4210 142
10 2240 144 2670 142
6,4 200
0,5
4870 139 6000 141
12 0,6 1490 148 1860 144
16 0,75 950 149 1080 149
3,2
20 8,0 250 1,25 660 154 810 152
25
30 340 164 360 160
Start od krawędzi
440 158 530 156
32 300 166 320 163
Napięcie
Jednostki anglosaskie
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
cale cale cale % sekundy cale/min V cale/min V
1/4
3/8 94 143 112 142
1/2 55 148 68 145
0.25 200
0.5
185 139 224 141
5/8 0.75 38 149 43 149
3/4 0.31 250 1.25 28 153 34 151
7/8
0.125
22 156 27 153
1 17 158 20 156
1-1/8 14 162 16 159
Start od krawędzi
1-1/4 12 166 13 163
Napięcie
Powermax
105
Podręcznik operatora 6-19
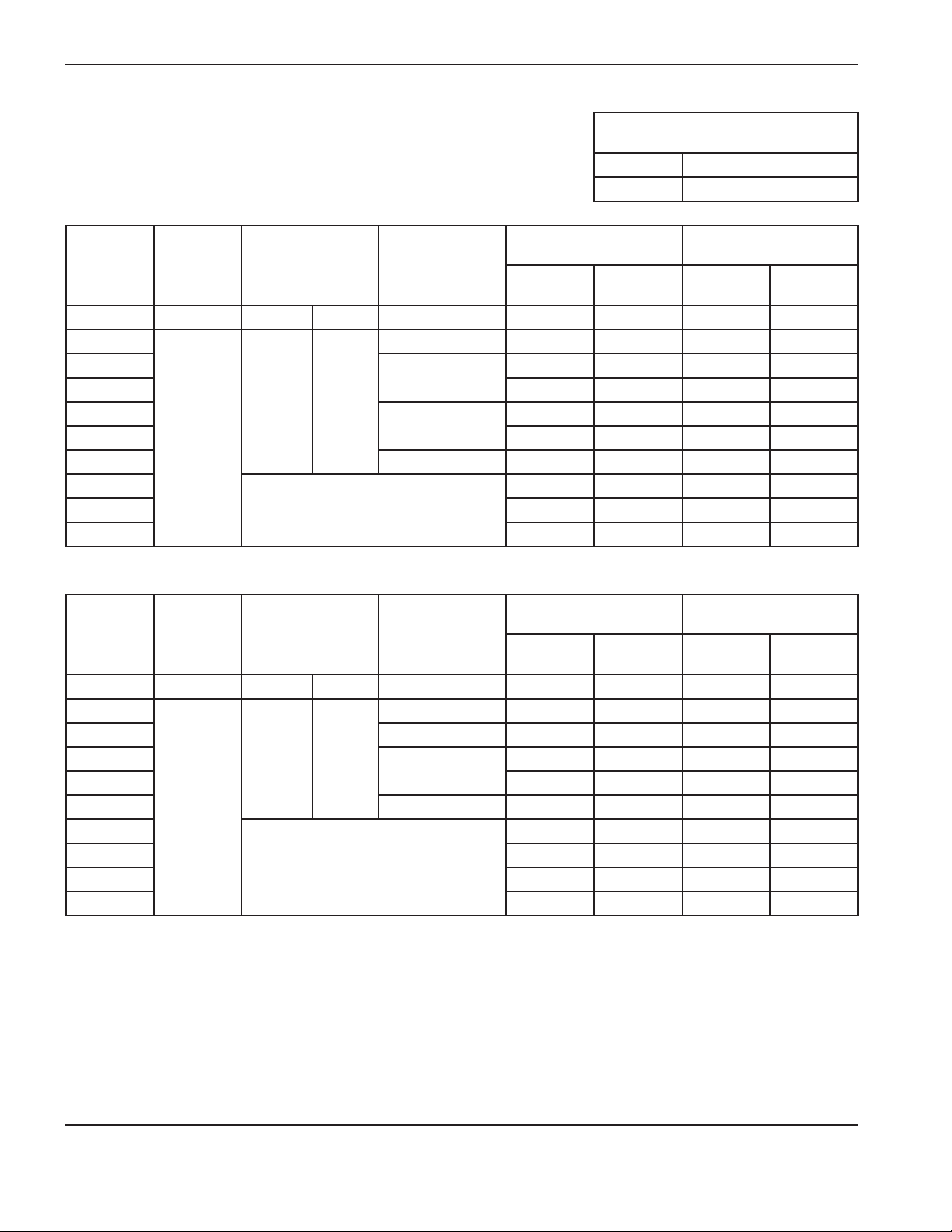
USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne do cięcia osłoniętego
105A (aluminium)
Szybkość przepływu powietrza —
slpm/scfh
Gorące 217/460
Zimne 250/530
Jednostki metryczne
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
mm mm mm % sekundy (mm/min) V (mm/min) V
6
8
10 2640 152 3280 151
12
16 1290 157 1660 155
3,2
6,4 200
0,5 5980 145 7090 144
0,75
1,0
4170 149 5020 148
1910 156 2450 154
20 1,25 1020 163 1190 162
25
30 430 173 570 171
Start od krawędzi
660 166 790 165
32 340 175 490 173
Napięcie
Jednostki anglosaskie
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
cale cale cale % sekundy cale/min V cale/min V
1/4
0.5 223 146 265 145
3/8 0.75 110 151 136 150
1/2
5/8 51 157 66 155
3/4 1.25 43 162 50 161
0.125
7/8
1 25 166 30 165
1-1/8 20 171 25 169
0.25 200
Start od krawędzi
1.0
71 156 91 154
34 164 40 163
1-1/4 15 175 20 173
Napięcie
6-20 Powermax
105
Podręcznik operatora

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne zosłoną 85 A
220817
Osłona
220817
Osłona
220854
Nasadka
220953
Nasadka
zkontaktem
omowym
220816
Dysza
220816
Dysza
220842
Elektroda
220842
Elektroda
220994
Pierścień
zawirowujący
220994
Pierścień
zawirowujący
Powermax
105
Podręcznik operatora 6-21

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne do cięcia osłoniętego
85A (stal miękka)
Szybkość przepływu powietrza —
slpm/scfh
Gorące 194/412
Zimne 236/500
Jednostki metryczne
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
mm mm mm % sekundy (mm/min) V (mm/min) V
3
0,1 6800 122 9200 120
4 0,2 5650 122 7300 122
6
8 2500 125 3100 127
10 1680 127 2070 128
12
1,5
16 1,0 870 134 930 133
3,8 250
4,5 300
3600 123 4400 125
0,5
0,7 1280 130 1600 130
20 6,0 400 1,5 570 137 680 136
25
30 200 146 300 144
Start od krawędzi
350 142 450 141
Napięcie
Jednostki anglosaskie
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
cale cale cale % sekundy cale/min V cale/min V
10 GA
3/16 0.2 185 123 220 123
1/4
0.15 250
3/8 70 126 86 127
1/2
5/8 1.0 35 134 37 133
0.06
0.18 300
0.2 250 122 336 121
130 123 160 126
0.5
45 131 56 131
3/4 0.24 400 1.5 24 136 29 135
7/8
1 13 142 17 141
1-1/8 9 145 13 143
Start od krawędzi
19 139 22 138
1-1/4 7 148 10 146
Napięcie
6-22 Powermax
105
Podręcznik operatora
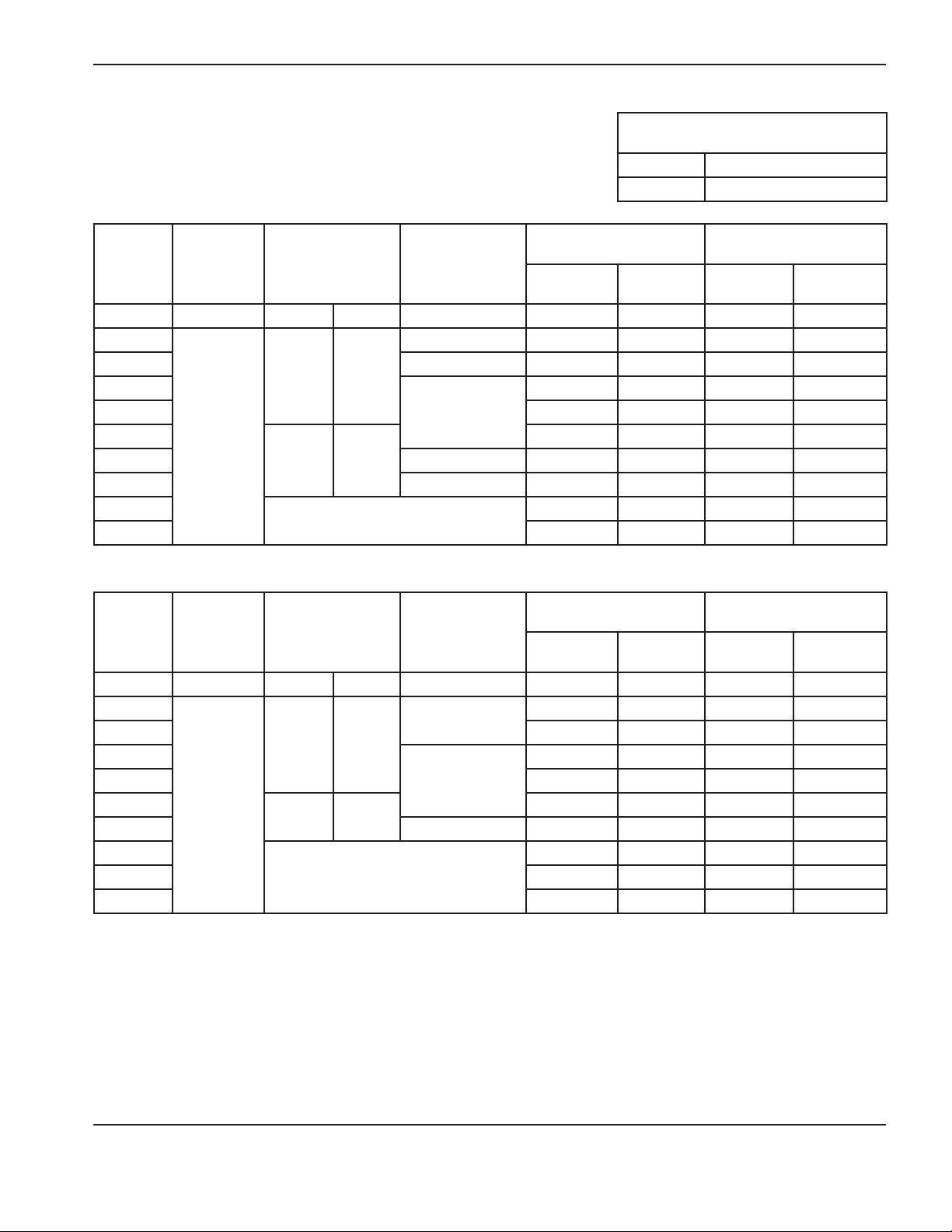
USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne do cięcia osłoniętego
85A (stal nierdzewna)
Szybkość przepływu powietrza —
slpm/scfh
Gorące 194/412
Zimne 236/500
Jednostki metryczne
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
mm mm mm % sekundy (mm/min) V (mm/min) V
3
4 0,2 6100 122 7500 120
6
3,8 250
8 2450 124 3050 124
10
12 0 ,7 1100 131 1400 130
1,5
4,5 300
0,1 7500 122 9200 120
3700 122 4600 122
0,5
1550 127 1900 126
16 1,0 700 135 760 134
20
25 300 143 370 141
Start od krawędzi
480 138 570 137
Napięcie
Jednostki anglosaskie
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
cale cale cale % sekundy cale/min V cale/min V
10 GA
3/16 200 122 240 121
1/4
0.15 250
3/8 65 126 80 125
1/2
5/8 1.0 28 135 30 134
0.06
0.18 300
0.2
0.5
3/4
7/8 16 140 19 139
Start od krawędzi
275 122 336 120
130 122 164 122
36 132 48 131
20 137 24 136
1 11 143 14 141
Napięcie
Powermax
105
Podręcznik operatora 6-23
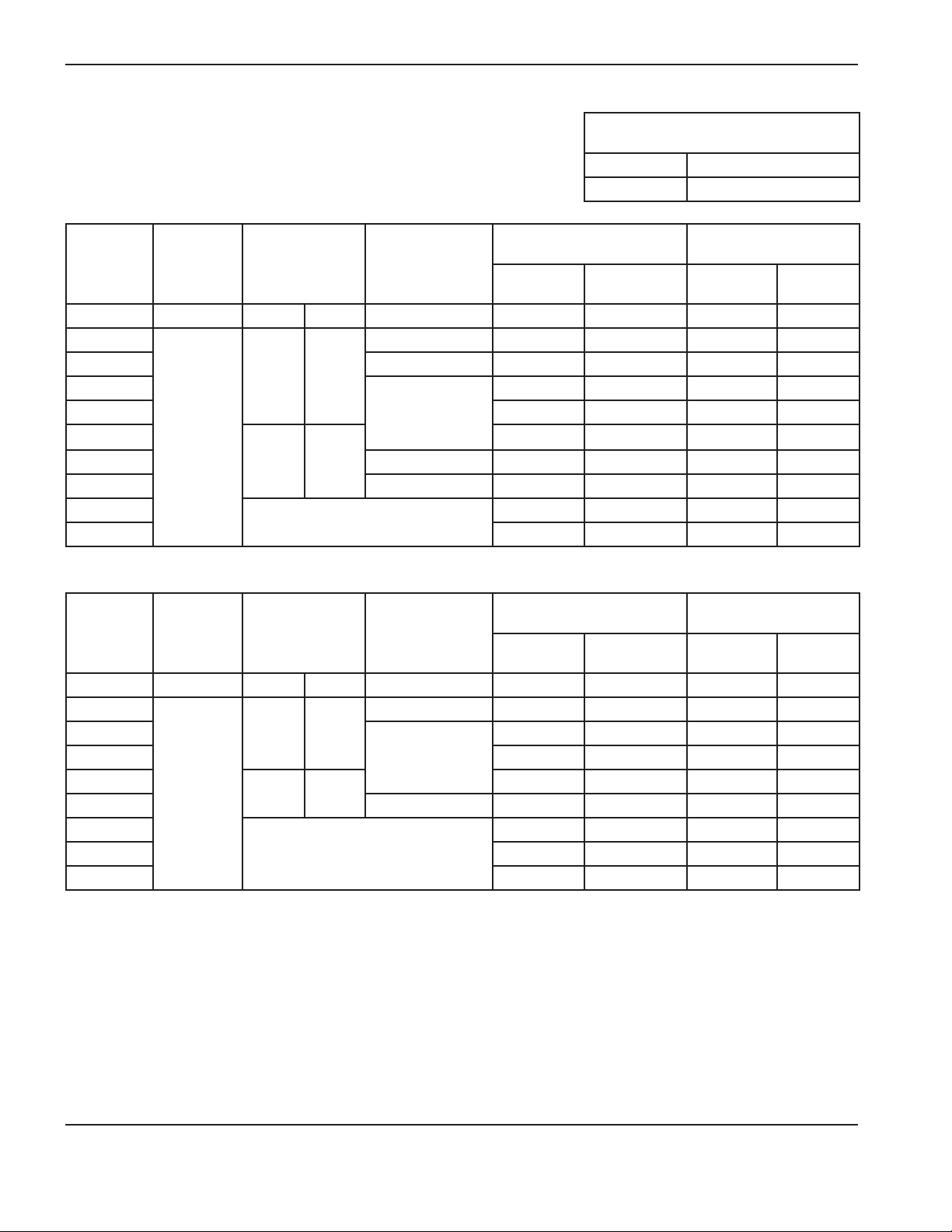
USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne do cięcia osłoniętego
85A (aluminium)
Szybkość przepływu powietrza —
slpm/scfh
Gorące 194/412
Zimne 236/500
Jednostki metryczne
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
mm mm mm % sekundy (mm/min) V (mm/min) V
3
4 0,2 6500 123 8000 123
6
3,8 250
8 2650 130 3470 129
10
12 0,7 1450 134 1930 133
1,5
4,5 300
0,1 8000 122 9400 121
3800 126 4900 126
0,5
1920 132 2500 131
16 1,0 950 139 1200 137
20
25 380 146 540 144
Start od krawędzi
600 143 880 141
Napięcie
Jednostki anglosaskie
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
cale cale cale % sekundy cale/min V cale/min V
1/8
1/4
0.15 250
3/8 80 132 10 4 131
1/2
5/8 1.0 38 139 48 137
0.06
0.18 300
3/4
7/8 20 144 29 142
Start od krawędzi
0.2 300 122 360 121
130 127 172 127
0.5
50 135 68 133
25 142 37 140
1 14 146 20 144
Napięcie
6-24 Powermax
105
Podręcznik operatora
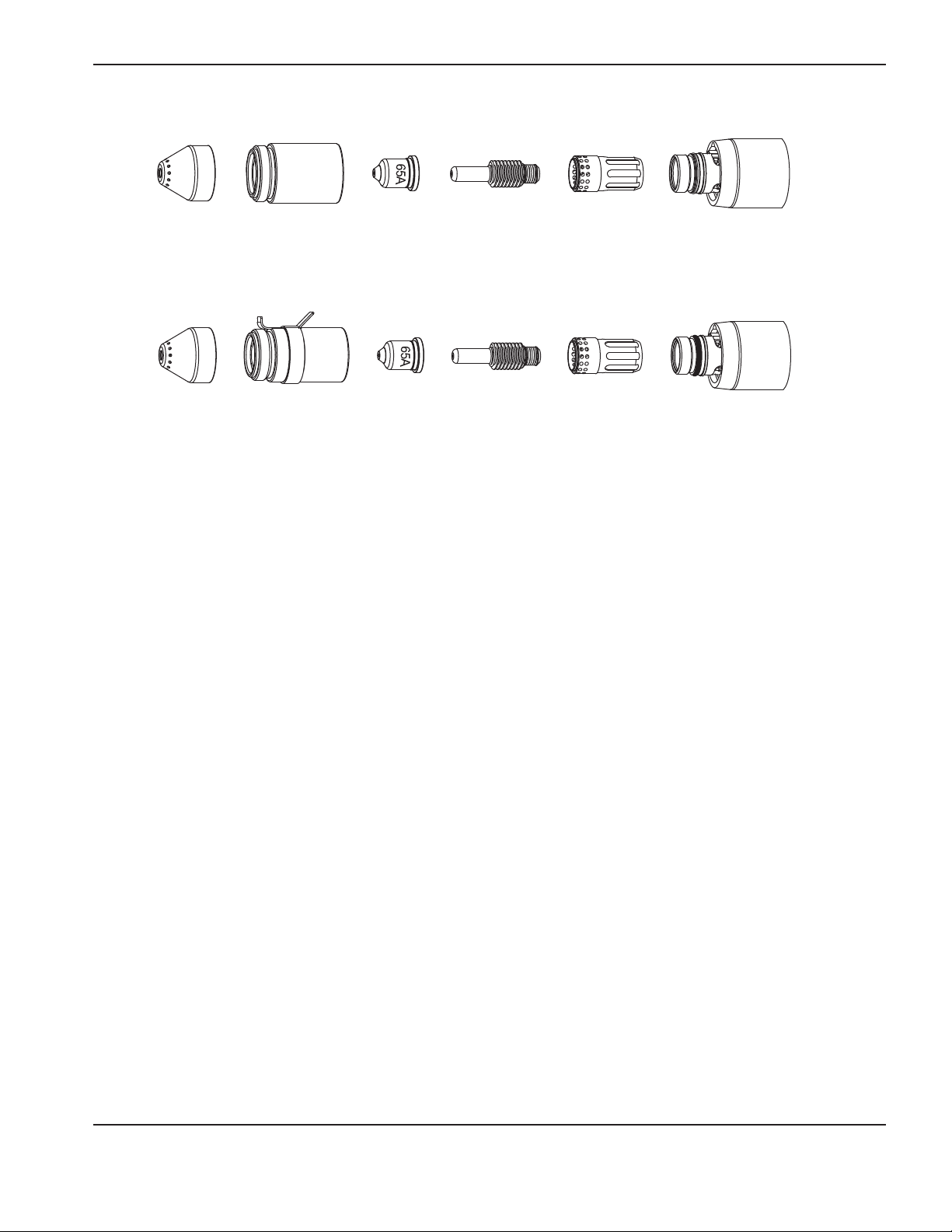
USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne zosłoną 65 A
220817
Osłona
220817
Osłona
220854
Nasadka
220953
Nasadka
zkontaktem
omowym
220819
Dysza
220819
Dysza
220842
Elektroda
220842
Elektroda
220994
Pierścień
zawirowujący
220994
Pierścień
zawirowujący
Powermax
105
Podręcznik operatora 6-25
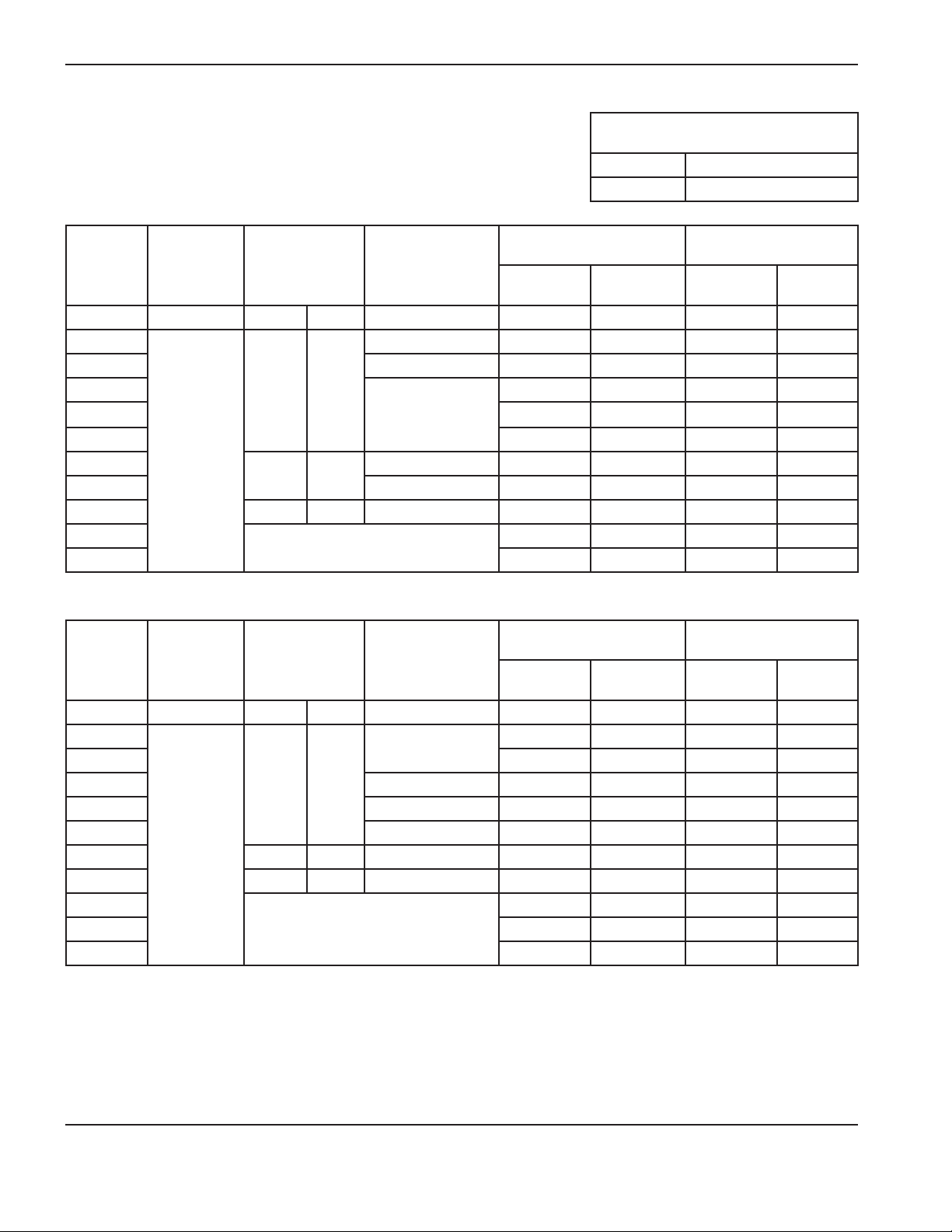
USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne do cięcia osłoniętego
65A (stal miękka)
Szybkość przepływu powietrza —
slpm/scfh
Gorące 175/370
Zimne 209/443
Jednostki metryczne
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
mm mm mm % sekundy (mm/min) V (mm/min) V
2
0,1 6050 124 7000 121
3 0,2 5200 125 6100 123
4
6 2550 127 3240 127
8 1700 129 2230 128
1,5
10
12 1,2 850 134 1140 131
3,8 250
4,5 300
0,5
0,7 1100 131 1500 129
4250 125 5100 124
16 6,0 400 2,0 560 138 650 136
20
25 210 145 270 145
Start od krawędzi
350 142 450 142
Napięcie
Jednostki anglosaskie
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
Napięcie
cale cale cale % sekundy cale/min V cale/min V
16 GA
10 GA 190 125 224 123
3/16 0.2 140 126 168 125
0.15 250
0.1
260 123 294 121
1/4 0.5 90 127 116 127
3/8 0.7 45 130 62 129
1/2 0.18 300 1.2 30 135 40 132
0.06
5/8 0.24 400 2.0 23 138 26 136
3/4
7/8 12 143 14 143
Start od krawędzi
15 141 19 141
1 8 145 10 145
6-26 Powermax
105
Podręcznik operatora
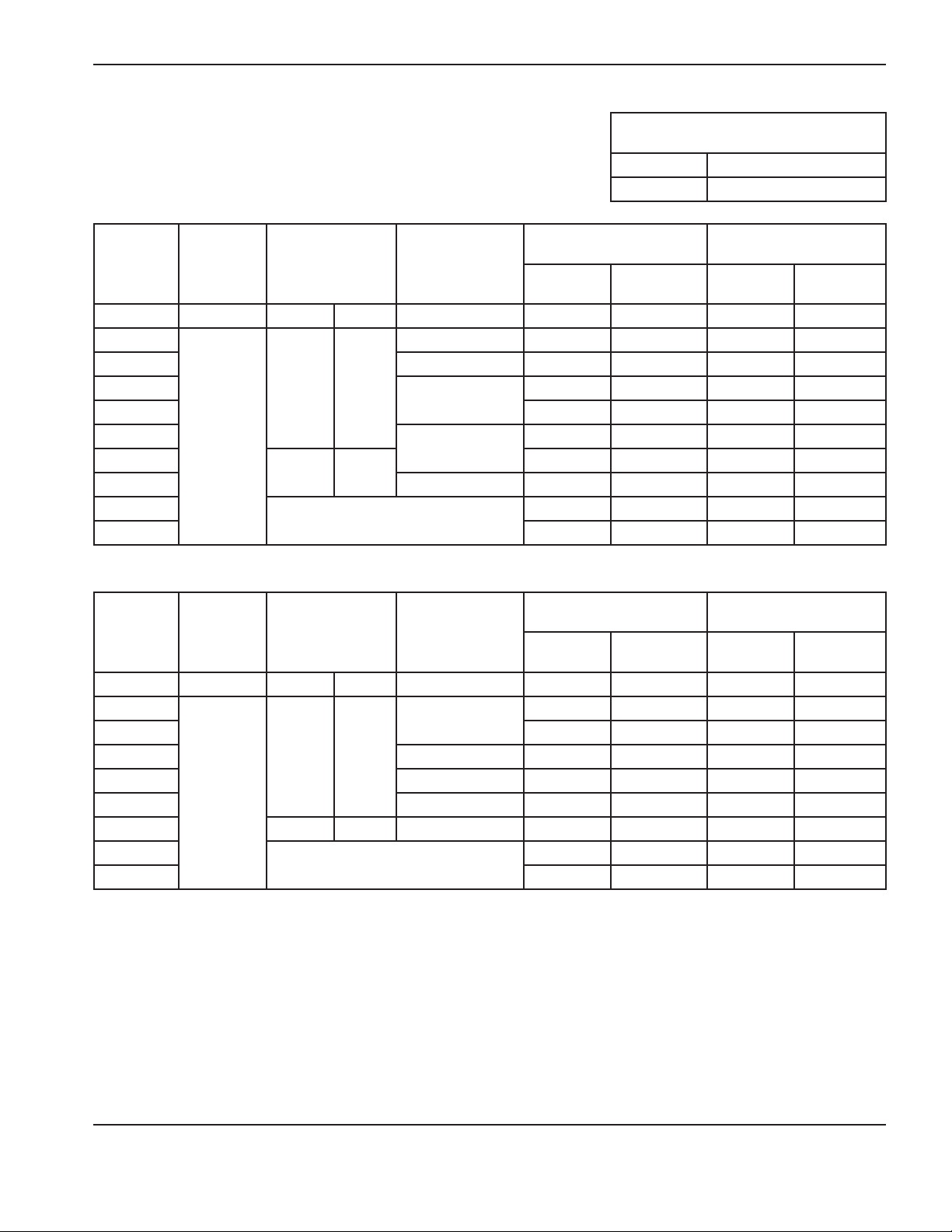
USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne do cięcia osłoniętego
65A (stal nierdzewna)
Szybkość przepływu powietrza —
slpm/scfh
Gorące 175/370
Zimne 209/443
Jednostki metryczne
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
mm mm mm % sekundy (mm/min) V (mm/min) V
2
0,1 8100 125 10000 121
3 0,2 6700 125 8260 123
4
6 2450 126 2850 126
8
1,5
10
12 1,2 750 135 920 134
16
20 300 143 370 143
3,8 250
4,5 300
Start od krawędzi
0,5
0,7
5200 125 6150 124
1500 129 1860 129
960 132 1250 132
500 139 500 139
Napięcie
Jednostki anglosaskie
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
Napięcie
cale cale cale % sekundy cale/min V cale/min V
16 GA
10 GA 240 125 296 123
3/16 0.2 155 126 168 125
1/4 0.5 80 126 96 126
3/8 0.7 40 131 52 131
0.06
0.15 250
0.1
345 124 426 121
1/2 0.18 300 1.2 26 136 32 135
5/8
3/4 14 142 15 142
Start od krawędzi
20 139 20 139
Powermax
105
Podręcznik operatora 6-27

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne do cięcia osłoniętego
65A (aluminium)
Szybkość przepływu powietrza —
slpm/scfh
Gorące 175/370
Zimne 209/443
Jednostki metryczne
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
mm mm mm % sekundy (mm/min) V (mm/min) V
2
0,1 8800 121 10300 122
3 0,2 74 0 0 124 8800 124
4
6 3200 130 4400 128
8
1,5
10
12 1,2 1000 138 1330 136
16
20 380 147 560 145
3,8 250
4,5 300
Start od krawędzi
0,5
0,7
6000 126 7350 125
1950 133 2750 130
1200 136 1650 132
650 143 800 141
Napięcie
Jednostki anglosaskie
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
cale cale cale % sekundy cale/min V cale/min V
1/16
1/8 280 124 336 124
1/4 0.5 10 5 131 152 128
3/8 0.7 50 135 68 131
0.06
0.15 250
0.1
365 121 428 121
1/2 0.18 300 1.2 35 139 48 138
5/8
3/4 16 146 24 144
Start od krawędzi
26 143 32 141
Napięcie
6-28 Powermax
105
Podręcznik operatora

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne zosłoną 45A
4
5
A
220817
Osłona
220817
Osłona
220854
Nasadka
220953
Nasadka
zkontaktem
omowym
220941
Dysza
4
5
A
220941
Dysza
220842
Elektroda
220842
Elektroda
220994
Pierścień
zawirowujący
220994
Pierścień
zawirowujący
Powermax
105
Podręcznik operatora 6-29

USTAWIANIE PALNIKA ZMECHANIZOWANEGO
Materiały eksploatacyjne do cięcia osłoniętego
45A (stal miękka)
Szybkość przepływu powietrza —
slpm/scfh
Gorące 177/376
Zimne 201/427
Jednostki metryczne
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
Napięcie
mm mm mm % sekundy (mm/min) V (mm/min) V
0,5
1 9000 128 10800 128
0,0
9000 128 12500 126
1,5 0,1 9000 130 10200 129
2 0,3 6600 130 7800 129
3
4 2200 134 3560 131
1,5 3,8 250
0,4
3850 133 4900 131
6 0,5 1350 137 2050 132
Jednostki anglosaskie
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa
wysokość
przebijania
Czas opóźnienia
przy przebijaniu
Ustawienia najlepszej
jakości
Szybkość
cięcia
Napięcie
Ustawienia produkcji
Szybkość
cięcia
Napięcie
cale cale cale % sekundy cale/min V cale/min V
26 GA
22 GA 350 128 450 128
18 GA
16 GA 350 130 400 129
14 GA 0.2 270 130 320 129
0.06 0.15 250
12 GA
10 GA 10 0 134 164 131
0.0
0.1
0.4
350 128 500 128
350 129 400 128
190 133 216 131
3/16 0.5 70 135 10 8 132
1/4 0.6 48 137 73 132
6-30 Powermax
105
Podręcznik operatora
 Loading...
Loading...