


SE RI ES
™
G3
®
powermax
1650
System cięcia iżłobienia
łukiem plazmowym
Podręcznik operatora
80448H Wersja3
AMPS
60
40
30
8
0
100
AC
V
50
60
PSI
70 80
4.0
5.0
6.0
BAR
_
+

Zarejestruj nowy system Hypertherm
Aby zapewnić sobie wygodny dostęp do pomocy technicznej oraz
gwarancyjnej, produkt można zarejestrować online pod adresem
www.hypertherm.com/registration. Zarejestrowanie produktu umożliwia
również otrzymywanie aktualnych informacji oproduktach Hypertherm oraz
jednorazowo bezpłatnego upominku będącego wyrazem naszej wdzięczności.
Do przyszłego wykorzystania
Numer seryjny: _____________________________________________
Data zakupu: _____________________________________________
Dystrybutor: _____________________________________________
________________________________________________________
________________________________________________________
Uwagi dotyczące serwisu:
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________

powermax
1650
Podręcznik operatora
Polski / Polish
Wersja 3 – wrzesień 2009
®
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com
© 2009 Hypertherm, Inc.
Wszelkie prawa zastrzeżone
Hypertherm i Powermax to znaki handlowe firmy Hypertherm, Inc.
i mogą być zastrzeżone w Stanach Zjednoczonych i/lub innych krajach.

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
Hypertherm Automation
5 Technology Drive, Suite 300
West Lebanon, NH 03784 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Europe B .V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit A, 5th Floor, Careri Building
432 West Huai Hai Road
Shanghai, 200052
PR China
86-21 5258 3330/1 Tel
86-21 5258 3332 Fax
Hypertherm Brasil Ltda.
Avenida Doutor Renato de
Andrade Maia 350
Parque Renato Maia
CEP 07114-000
Guarulhos, SP Brasil
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
12/17/09

obszaru pod względem występowania potencjalnych
problemów elektromagnetycznych. Należy wziąć pod
elementy istotne z punktu widzenia bezpieczeństwa
KOMPATYBILNOŚĆ ELEKTROMAGNETYCZNA EMC
Wprowadzenie
Urządzenia firmy Hypertherm oznaczone symbolem
CE wyprodukowano zgodnie z normą EN
60974-10. W celu zapewnienia kompatybilności
elektromagnetycznej urządzenia należy zainstalować
i używać zgodnie z przedstawionymi dalej
informacjami.
Wymogi przewidziane przez normę EN 60974-10
mogą nie wystarczać do całkowitego wyeliminowania
zakłóceń występujących, gdy urządzenia znajdują
się w bliskim sąsiedztwie źródeł zakłóceń lub gdy
mają bardzo dużą czułość. W takich przypadkach
może być konieczne zastosowanie innych środków
ograniczających zakłócenia.
Sprzęt tnący zaprojektowano wyłącznie do użytku
w środowisku przemysłowym.
Instalacja i obsługa
Użytkownik jest odpowiedzialny za instalację
i korzystanie z urządzenia plazmowego zgodnie
z instrukcjami producenta. W przypadku wykrycia
zakłóceń elektromagnetycznych odpowiedzialność za
rozwiązanie tego problemu wspólnie z pracownikami
pomocy technicznej zapewnianej przez producenta
spoczywa wyłącznie na użytkowniku. W niektórych
sytuacjach działanie zapobiegawcze może polegać
wyłącznie na ponownym uziemieniu obwodu tnącego
(patrz Uziemienie obrabianego elementu).
W innych przypadkach może oznaczać konieczność
zaprojektowania ekranu elektromagnetycznego
zakrywającego źródło zasilania i miejsce pracy,
współpracującego z odpowiednimi filtrami
wejściowymi. W każdej sytuacji zakłócenia
elektromagnetyczne należy ograniczyć do poziomu,
który nie powoduje występowania dalszych
problemów.
Analiza obszaru
Przed zainstalowaniem urządzenia użytkownik
powinien przeprowadzić analizę sąsiadującego
uwagę następujące kwestie:
a.
inne kable zasilania, kable sterujące, kable
sygnałowe i telefoniczne znajdujące się powyżej
i poniżej sprzętu tnącego lub przylegające do niego;
b. nadajniki i odbiorniki radiowe i telewizyjne;
c. komputery i inne urządzenia sterujące;
d.
takie jak zabezpieczenia sprzętu przemysłowego;
e. zdrowie osób, na przykład w przypadku
korzystania z rozruszników serca czy aparatów
słuchowych;
f. urządzenia używane do kalibracji i pomiarów;
g. odporność pozostałych urządzeń znajdujących
się w środowisku roboczym — w celu
zapewnienia zgodności tych urządzeń może być
wymagane zastosowanie dodatkowych środków
bezpieczeństwa;
h. pora dnia, podczas której są wykonywane
czynności związane z cięciem oraz pozostałe.
Wielkość analizowanego obszaru zależy od
konstrukcji budynku oraz innych wykonywanych
w nim czynności. Otaczający obszar może być
większy niż wynikający z przyjętych założeń.
Informacje dotyczące zgodności EMC-1
Wrzesień 2010

KOMPATYBILNOŚĆ ELEKTROMAGNETYCZNA EMC
Metody ograniczania emisji
Zasilanie sieciowe
Sprzęt tnący należy podłączyć do zasilania
sieciowego zgodnie z zaleceniami producenta.
W przypadku występowania zakłóceń może być
konieczne zastosowanie dodatkowych środków
ostrożności, takich jak filtrowanie napięcia
sieciowego. Należy rozważyć zastosowanie
ekranowania (metalowej rurki lub odpowiednika)
kabla zasilania trwale zainstalowanego sprzętu
tnącego. Ekranowanie należy zapewnić na całej
długości kabla. Ekran należy podłączyć do
sieciowego źródła zasilania urządzenia do cięcia
w taki sposób, aby zapewnić dobry styk
elektryczny między kanałem kablowym
a obudową źródła zasilania cięcia.
Serwisowanie sprzętu tnącego
Sprzęt tnący należy okresowo serwisować zgodnie
z zaleceniami producenta. Podczas działania
sprzętu tnącego wszystkie drzwiczki dostępowe
i serwisowe powinny być zamknięte i prawidłowo
zabezpieczone. Sprzętu tnącego nie wolno
w żaden sposób modernizować. Nie dotyczy to
modyfikacji wykonywanych zgodnie z pisemnymi
instrukcjami przedstawionymi przez producenta.
Na przykład należy zgodnie z zaleceniami
producenta serwisować i regulować przerwy
iskrowe zapłonu łuku oraz urządzenia stabilizujące.
Kable tnące
Kable tnące powinny być możliwie najkrótsze oraz
poprowadzone wspólnie na podłodze lub w jej
pobliżu.
Spajanie ekwipotencjalne
Należy rozważyć spojenie wszystkich metalowych
komponentów instalacji tnącej oraz komponentów,
które do niej przylegają. Jednak przyłączenie
metalowych komponentów do elementu
obrabianego zwiększa ryzyko porażenia operatora
prądem, gdy ten jednocześnie dotknie metalowego
komponentu i elektrody (dyszy głowicy laserowej).
Operator powinien być odizolowany od wszystkich
spojonych komponentów metalowych.
Uziemianie obrabianego elementu
W sytuacjach, gdy obrabiany element nie jest
uziemiony w celu zapewnienia bezpieczeństwa
elektrycznego lub ze względu na swój rozmiar
i umiejscowienie (np. kadłub okrętu lub stalowa
konstrukcja budynku), przyłączenie obrabianego
elementu do masy może w niektórych przypadkach
ograniczyć emisję. Należy zachować ostrożność,
aby zapobiec sytuacji, w której uziemienie
obrabianego elementu zwiększa ryzyko
występowania obrażeń u osób lub uszkodzeń
sprzętu elektrycznego. Tam, gdzie to wymagane,
przyłączenie elementu obrabianego do masy należy
wykonać w sposób bezpośredni. W krajach,
w których jest to zabronione, przyłączenie można
zapewnić przez zastosowanie odpowiednich
reaktancji pojemnościowych dobranych zgodnie
z przepisami krajowymi.
Uwaga: ze względów bezpieczeństwa obwód
tnący można uziemić lub nie. Zmiana projektu
uziemienia może być autoryzowana wyłącznie
przez osobę, której wiedza jest wystarczającą
do oceny, czy taka modyfikacja nie stwarza
większego ryzyka odniesienia obrażeń (na przykład
przez zapewnienie obwodu zwrotnego prądu
cięcia równoległego, co może doprowadzić do
uszkodzenia obwodów tnących innych urządzeń).
Dalsze wytyczne podano w rozdziale 9 normy
IEC 60974-9 dotyczącej instalacji i użytkowania
urządzeń do spawania łukowego.
Ekranowanie i osłanianie
Problemy dotyczące zakłóceń można ograniczyć
przez selektywne ekranowanie i osłanianie kabli
oraz urządzeń występujących w sąsiadującym
obszarze. W niektórych zastosowaniach można
rozważyć ekranowanie całej instalacji do cięcia
plazmowego.
EMC-2 Informacje dotyczące zgodności
Wrzesień 2010

GWARANCJA
Uwaga
W przypadku wymiany podzespołów systemu
Hypertherm producent zaleca korzystać
z oryginalnych części firmy Hypertherm.
Wszelkie uszkodzenia lub obrażenia wynikające
z zastosowania podzespołów innych niż oryginalne
części firmy Hypertherm nie podlegają warunkom
gwarancji udzielanej przez firmę Hypertherm i będą
traktowane jako wynikające z nieprawidłowego
użytkowania produktu firmy Hypertherm.
Operator ponosi wyłączną odpowiedzialność
za bezpieczne użytkowanie Produktu. Firma
Hypertherm nie może ani nie udziela żadnych
zapewnień bądź gwarancji dotyczących
bezpiecznego korzystania z produktu w środowisku
użytkownika.
Informacje ogólne
Firma Hypertherm Inc. udziela gwarancji na wady
wykonawcze i produkcyjne swoich Produktów
na określony, ustalony wcześniej czas i zgodnie
z następującymi warunkami: jeśli firma Hypertherm
zostanie powiadomiona o wadzie (i) dotyczącej
źródła zasilania w okresie dwóch (2) lat od daty
odebrania produktu, z wyjątkiem zasilaczy marki
Powermax, w przypadku których okres ten wynosi
trzy (3) lata od daty odebrania produktu, o wadzie
(ii) dotyczącej palnika i przewodów w okresie
jednego (1) roku od daty odebrania produktu,
o wadzie dotyczącej zespołów podnośnika palnika
w okresie jednego (1) roku od daty odebrania
produktu, o wadzie dotyczącej głowic lasera
w okresie jednego (1) roku od daty odebrania
produktu oraz o wadzie dotyczącej produktów firmy
Hypertherm Automation w okresie jednego (1) roku
od daty odebrania produktu, z wyjątkiem systemu
EDGE Pro CNC i układu kontroli wysokości palnika
ArcGlide THC, w przypadku których okres ten
wynosi dwa (2) lata od daty odebrania produktu.
Niniejsza gwarancja nie dotyczy pozostałych
zasilaczy marki Powermax, które są używany
z przetwornicami fazowymi. Dodatkowo firma
Hypertherm nie udziela gwarancji na systemy
uszkodzone w wyniku dostarczenia napięcia
zasilającego o nieodpowiednich parametrach,
wynikających z zastosowania przetwornic fazowych
bądź z jakości wejściowego napięcia sieciowego.
Niniejsza gwarancji nie obejmuje Produktu, który
został nieprawidłowo zainstalowany, zmodyfikowany
lub zniszczony w inny sposób.
Firma Hypertherm zapewnia naprawę, wymianę
i regulację Produktu jako jedyny i wyłączny środek
zapobiegawczy, tylko jeśli niniejsza gwarancja
jest prawidłowo przestrzegana i stosowana.
Firma Hypertherm zobowiązuje się do bezpłatnej
naprawy, wymiany lub regulacji wszystkich
wadliwych Produktów objętych warunkami
niniejszej gwarancji, które po uprzedniej autoryzacji
(która nie zostanie nieudzielona bez uzasadnionego
powodu) i prawidłowym zapakowaniu zostaną
zwrócone do siedziby firmy Hypertherm (Hanover,
New Hampshire) lub do autoryzowanego punktu
serwisowego firmy Hypertherm po opłaceniu przez
użytkownika wszystkich kosztów związanych
z ubezpieczeniem i dostawą. Firma Hypertherm nie
odpowiada za żadne naprawy, wymiany i regulacje
Produktu objęte warunkami niniejszej gwarancji,
z wyjątkiem wykonywanych w myśl niniejszego
paragrafu i po udzieleniu wyraźnej pisemnej zgody
przez Hypertherm.
Przedstawiona tutaj gwarancja jest typu
wyłącznego i pozostaje w zgodzie z wszelkimi
innymi gwarancjami (wyrażonymi bezpośrednio
bezpośrednio, domniemanymi, ustawowymi) lub
Informacje dotyczące zgodności W-1
Wrzesień 2010

GWARANCJA
GWARANCJA
wynikającymi z nich następstwami dotyczącymi
Produktu oraz ze wszystkimi innymi dorozumianymi
gwarancjami i postanowieniami dotyczącymi
jakości, przydatności handlowej lub przydatności
do określonego celu bądź związanymi
z nienaruszeniem praw innych osób. Powyższe
stwierdzenie stanowi jedyny i wyłączny środek
zapobiegawczy dotyczący jakiegokolwiek
naruszenia warunków gwarancji przez firmę
Hypertherm.
Dystrybutorzy i sprzedawcy OEM mogą oferować
inne lub dodatkowe gwarancje, ale nie są oni
upoważnieni do udzielania żadnej dodatkowej
ochrony gwarancyjnej ani do składania
jakichkolwiek zapewnień, że taka ochrona
jest udzielana zgodnie z warunkami gwarancji
udzielanej przez firmę Hypertherm.
Zabezpieczenie patentowe
Z wyjątkiem przypadków produktów
niewyprodukowanych przez firmę Hypertherm
lub wyprodukowanych przez osobę spoza
firmy Hypertherm w sposób niezgodny ze
specyfikacjami firmy Hypertherm, a także
w przypadku konstrukcji, procesów, rozwiązań
i kombinacji niezaprojektowanych lub rzekomo
zaprojektowanych przez firmę Hypertherm, firma
Hypertherm ma prawo na swój własny koszt bronić
lub wspierać użytkownika w każdej rozprawie lub
postępowaniu wytoczonemu przeciwko niemu
w związku z naruszaniem jakichkolwiek patentów
podmiotów trzecich przez produkt firmy Hypertherm
używany samodzielnie lub w połączeniu
z innym produktem niedostarczonym przez firmę
Hypertherm. W przypadku zaobserwowania
jakichkolwiek działań lub gróźb działań połączonych
z rzekomym naruszeniem (w każdym przypadku
nie później niż czternaście (14) dni po uzyskaniu
wiedzy o takim działaniu lub groźbie działania)
należy powiadomić firmę Hypertherm. Firma
Hypertherm jest zobowiązana do obrony
użytkownika przed roszczeniami, prowadzonej
pod wyłączną kontrolą firmy Hypertherm oraz
we współpracy z podmiotem zagrożonym
postępowaniem odszkodowawczym.
Ograniczenie
odpowiedzialności
W żadnej sytuacji firma Hypertherm nie
odpowiada przed jakąkolwiek osobą
lub jakimkolwiek podmiotem za szkody
przypadkowe, wynikowe, bezpośrednie,
pośrednie ani moralne (z uwzględnieniem
m.in. utraty zysku) niezależnie od tego,
czy taka odpowiedzialność wynika
z naruszenia warunków umowy, prawa
o odpowiedzialności bezpośredniej, prawa
o czynie niedozwolonym, naruszenia
warunków gwarancji, niedochowaniu
określonego celu lub innego, nawet jeśli
powiadomiono o możliwości występowania
takich szkód.
Przepisy krajowe i lokalne
Krajowe i lokalne przepisy dotyczące instalacji
wodociągowych i elektrycznych mają
pierwszeństwo przed wszelkimi instrukcjami
znajdującymi się w niniejszym podręczniku.
W żadnym przypadku firma Hypertherm nie jest
odpowiedzialna za obrażenia osób ani uszkodzenia
własności spowodowane naruszeniem wytycznych
lub wykonywaniem czynności roboczych
w nieodpowiedni sposób.
Ograniczenie odpowiedzialności
W żadnym przypadku jakakolwiek
odpowiedzialność firmy Hypertherm za
jakiekolwiek roszczenia lub postępowania
prawne (sądowe, arbitrażowe, nadzorcze
lub innego typu) wynikające lub związane
W-2 Informacje dotyczące zgodności
Wrzesień 2010

z użytkowaniem Produktu, niezależnie czy
wynikają ona z naruszenia warunków umowy,
prawa o odpowiedzialności bezpośredniej,
prawa o czynie niedozwolonym, naruszenia
warunków gwarancji, niedochowaniu
określonego celu lub innego, nie przekroczy
łącznie kwoty zapłaconej za Produkt, który
stanowi podstawę takiego roszczenia.
Ubezpieczenie
W każdej sytuacji użytkownik powinien mieć
zapewnione odpowiednie ubezpieczenie, którego
typ i zakres ochrony wystarcza do skutecznej
obrony i nienarażania firmy Hypertherm na szkody
wynikające z jakichkolwiek zdarzeń związanych
z użytkowaniem produktów.
Przeniesienie praw
Wszelkie prawa wynikające z treści niniejszej
gwarancji można przenieść wyłącznie
w połączeniu ze sprzedażą wszystkich lub prawie
wszystkich posiadanych środków trwałych lub
kapitału akcyjnego na następcę, który akceptuje
wszystkie warunki i postanowienia niniejszej
Gwarancji. Warunkiem akceptacji przeniesienia
praw przez firmę Hypertherm jest pisemne
poinformowanie jej przez użytkownika o tym fakcie
w terminie trzydziestu (30) dni przed nastąpieniem
przeniesienia. W przypadku niedotrzymania terminu
powiadomienia firmy Hypertherm i następującego
później żądania akceptacji, niniejsza Gwarancja
ulega anulowaniu i unieważnieniu, a użytkownik traci
jakiekolwiek prawo korzystania z gwarancji firmy
Hypertherm.
GWARANCJA
Informacje dotyczące zgodności W-3
Wrzesień 2010

GWARANCJA
W-4 Informacje dotyczące zgodności
Wrzesień 2010

SPIS TREŚCI
Kompatybilność elektromagnetyczna .................................................................................................................. i
Gwarancja ...............................................................................................................................................................iii
Rozdział 1 Bezpieczeństwo
Identyfikacja informacji związanych z bezpieczeństwem ........................................................................... 1-2
Postępowanie zgodnie z instrukcjami dotyczącymi bezpieczeństwa .....................................................1-2
Cięcie może być przyczyną pożaru lub wybuchu .......................................................................................1-2
Porażenie prądem elektrycznym może być przyczyną śmierci .................................................................1-3
Elektryczność statyczna może być przyczyną uszkodzenia urządzeń elektronicznych ....................... 1-3
Toksyczne opary mogą być przyczyną obrażeń lub śmierci ..................................................................... 1-4
Łuk plazmowy może być przyczyną obrażeń i oparzeń .............................................................................. 1-5
Promienie łuku mogą powodować oparzenia oczu i skóry ....................................................................... 1-5
Bezpieczne uziemienie ......................................................................................................................................1-6
Ochrona urządzeń ze sprężonym gazem ...................................................................................................... 1-6
Uszkodzone butle gazowe mogą wybuchnąć ............................................................................................. 1-6
Hałas może doprowadzić do ubytku lub utraty słuchu ...............................................................................1-7
Rozruszniki serca i aparaty słuchowe .............................................................................................................1-7
Łuk plazmowy może uszkodzić zamarznięte rury .........................................................................................1-7
Symbole i oznaczenia ........................................................................................................................................1-8
Etykieta ostrzegawcza....................................................................................................................................... 1-9
Informacje na temat usuwania suchego pyłu .............................................................................................1-11
Rozdział 2 Specyfikacje
Zasilanie ............................................................................................................................................................... 2-2
Cykl pracy.................................................................................................................................................. 2-3
Wymiary imasa ........................................................................................................................................ 2-3
Palniki T100 ........................................................................................................................................................ 2-4
Wymiary palników .................................................................................................................................... 2-5
Symbole i oznaczenia ........................................................................................................................................2-6
Oznaczenie S ........................................................................................................................................2-6
Oznaczenie CE ....................................................................................................................................... 2-6
Użyte symbole IEC .................................................................................................................................. 2-6
Rozdział 3 Ustawianie
Po odbiorze .........................................................................................................................................................3-2
Reklamacje ..........................................................................................................................................................3-2
Zawartość pudełka ............................................................................................................................................3-2
Podnoszenie zasilacza ...................................................................................................................................... 3-3
Ustawianie zasilacza ........................................................................................................................................3-4
Doprowadzenie zasilania .................................................................................................................................3-4
Silnik ........................................................................................................................................................... 3-5
Uziemianie ............................................................................................................................................................ 3-6
Kable zasilające ................................................................................................................................................. 3-6
powermax1650 Podręcznik operatora vii
3

SPIS TREŚCI
Trójfazowy kabel zasilający instalacja wtyczki ...............................................................................................3-7
Instalacja kabla zasilającego .................................................................................................................3-7
Instalacja wtyczek .....................................................................................................................................3-7
Montaż palnika .................................................................................................................................................... 3-8
Zasilanie gazem plazmowym ........................................................................................................................ 3-10
Dodatkowa filtracja gazu ......................................................................................................................3-10
Instalacja zasilania gazem .............................................................................................................................3-11
Regulacja palnika T100M-2...........................................................................................................................3-11
Podłączanie zdalnego włącznika/wyłącznika (ON/OFF) .......................................................................3-12
Podłączanie interfejsu maszyny ..........................................................................................................3-12
Napięcie łuku ..........................................................................................................................................3-13
Zmiana XFER (rozpoczęcia ruchu maszyny) zpołączenia bezprądowego
do sygnału napięciowego ....................................................................................................................3-15
Rozdział 4 Działanie
Kontrolki iwskaźniki ...........................................................................................................................................4-2
Wskaźniki LED .........................................................................................................................................4-2
Montaż materiałów eksploatacyjnych ............................................................................................................ 4-3
Konfiguracja materiałów eksploatacyjnych T100 ........................................................................................4-4
Zosłoną ..................................................................................................................................................... 4-4
Bez osłony ................................................................................................................................................. 4-4
FineCut ...................................................................................................................................................... 4-4
Żłobienie .................................................................................................................................................... 4-5
Konfiguracja materiałów eksploatacyjnych T100M-2 ................................................................................ 4-5
Zosłoną ..................................................................................................................................................... 4-5
FineCut ...................................................................................................................................................... 4-6
Nasadka zkontaktem omowym ............................................................................................................ 4-6
Bez osłony ................................................................................................................................................. 4-6
Ustawianie przełącznika trybu pracy ...............................................................................................................4-7
Włączanie (ON) zasilania ..................................................................................................................................4-7
Kontrola wskaźników świetlnych .....................................................................................................................4-7
Regulowanie ciśnienia gazu iustawienia prądu .........................................................................................4-8
Działanie palnika ręcznego............................................................................................................................... 4-9
Działanie spustu bezpieczeństwa ........................................................................................................ 4-9
Montaż zacisku roboczego .................................................................................................................. 4-10
Rozpoczynanie cięcia od krawędzi elementu obrabianego .........................................................4-10
Technika cięcia palnikiem ręcznym ....................................................................................................4-11
Przebijanie ...............................................................................................................................................4-12
Żłobienie ..................................................................................................................................................4-13
Wykresy cięcia ..................................................................................................................................................4-14
viii powermax1650 Podręcznik operatora
3

SPIS TREŚCI
Rozdział 5 Konserwacja iczęści
Rutynowa konserwacja ..................................................................................................................................... 5-2
Sprawdzanie materiałów eksploatacyjnych ....................................................................................... 5-3
Wymiana wkładki filtru ............................................................................................................................ 5-4
Kontrolki iwskaźniki ...........................................................................................................................................5-5
Podstawowe rozwiązywanie problemów ...................................................................................................... 5-6
Schemat systemu obwodowego .................................................................................................................... 5-9
Kwestie techniczne .......................................................................................................................................... 5-10
Części .................................................................................................................................................................5-10
Części palnika ........................................................................................................................................5-10
Części zasilacza .....................................................................................................................................5-11
Akcesoria .................................................................................................................................................5-11
powermax1650 Podręcznik operatora ix
3

SPIS TREŚCI
x powermax1650 Podręcznik operatora
0

Rozdział 1
BEZPIECZEŃSTWO
W tym rozdziale:
Identyfikacja informacji związanych z bezpieczeństwem ........................................................................... 1-2
Postępowanie zgodnie z instrukcjami dotyczącymi bezpieczeństwa .....................................................1-2
Cięcie może być przyczyną pożaru lub wybuchu .......................................................................................1-2
Porażenie prądem elektrycznym może być przyczyną śmierci .................................................................1-3
Elektryczność statyczna może być przyczyną uszkodzenia urządzeń elektronicznych ....................... 1-3
Toksyczne opary mogą być przyczyną obrażeń lub śmierci ..................................................................... 1-4
Łuk plazmowy może być przyczyną obrażeń i oparzeń .............................................................................. 1-5
Promienie łuku mogą powodować oparzenia oczu i skóry ....................................................................... 1-5
Bezpieczne uziemienie ......................................................................................................................................1-6
Ochrona urządzeń ze sprężonym gazem ...................................................................................................... 1-6
Uszkodzone butle gazowe mogą wybuchnąć ............................................................................................. 1-6
Hałas może doprowadzić do ubytku lub utraty słuchu .............................................................................. 1-7
Rozruszniki serca i aparaty słuchowe ............................................................................................................1-7
Łuk plazmowy może uszkodzić zamarznięte rury ........................................................................................ 1-7
Symbole i oznaczenia ........................................................................................................................................1-8
Etykieta ostrzegawcza ....................................................................................................................................... 1-9
Informacje na temat usuwania suchego pyłu .............................................................................................1-11
Hypertherm 1-1
11/08

BEZPIECZEŃSTWO
1-2 Hypertherm
11/08
IDENTYFIKACJA INFORMACJI ZWIĄZANYCH Z BEZPIECZEŃSTWEM
Symbole przedstawione w tej części są używane do identyfikacji
potencjalnych zagrożeń. Kiedy użytkownik zobaczy na swoim
urządzeniu symbole ostrzegawcze przedstawione w niniejszym
podręczniku, powinien rozpoznać potencjalne zagrożenia doznania
obrażeń i postępować zgodnie z odpowiednimi instrukcjami, aby
tym zagrożeniom zapobiec.
POSTĘPOWANIE ZGODNIE Z INSTRUKCJAMI DOTYCZĄCYMI BEZPIECZEŃSTWA
Należy dokładnie zapoznać się ze wszystkimi komunikatami
ostrzegawczymi znajdującymi się w niniejszym podręczniku oraz
wszystkimi etykietami ostrzegawczymi umieszczonymi na urządzeniu.
• Etykiety ostrzegawcze na urządzeniu powinny być utrzymane
w dobrym stanie. Należy natychmiast uzupełnić brakujące lub
uszkodzone etykiety.
• Należy nauczyć się, w jaki sposób bezpiecznie obsługiwać
urządzeniei jak korzystać z układów sterowania. Nie wolno
dopuścić, aby ktokolwiek korzystał z urządzeniabez instrukcji.
• Należy utrzymywać urządzenie we właściwym stanie technicznym.
Nieautoryzowane modyfikacje urządzenia mogą wpłynąć na
bezpieczeństwo i długość jego okresu eksploatacji.
Zapobieganie pożarom
• Przed każdym cięciem należy upewnić się, że obszar
wokół stanowiska pracy jest bezpieczny. Należy trzymać
w pobliżu gaśnicę.
• Wszystkie materiały łatwopalne w promieniu 10 m od
obszaru cięcia należy usunąć.
• Należy zahartować gorący metal bądź pozwolić mu
wystygnąć przed dalszą obróbką lub przed jego
zetknięciem z materiałami palnymi.
• Nigdy nie należy ciąć zbiorników, które zawierają materiały
potencjalnie palne. Należy je wcześniej usunąć, a zbiornik
odpowiednio wyczyścić.
• Przed rozpoczęciem cięcia należy przewietrzyć
potencjalnie palną atmosferę.
• Podczas cięcia z użyciem tlenu jako gazu plazmowego
wymagany jest system wentylacji wyciągowej.
Zapobieganie wybuchom
• Nie należy używać systemu plazmowego, jeżeli w pobliżu
znajdują się wybuchowe pyły lub opary.
• Nie wolno ciąć butli, rur ani żadnych zamkniętych
zbiorników pod ciśnieniem.
• Nie należy ciąć zbiorników, w których przechowywane były
materiały palne.
CIĘCIE MOŻE BYĆ PRZYCZYNĄ POŻARU LUB WYBUCHU
OSTRZEŻENIE
Niebezpieczeństwo wybuchu
Argon-wodór i metan
Wodór i metan są gazami palnymi, które stwarzają zagrożenie
wybuchem. Butle i węże zawierające mieszanki z metanem lub
wodorem powinny znajdować się z dala od ognia. Podczas
używania plazmy z metanu lub z mieszanki argon-wodór należy
unikać ognia i iskier w pobliżupalnika.
OSTRZEŻENIE
Wybuch wodoru przy
Cięciu aluminium
• Podczas cięcia aluminium pod wodą, a także w przypadku
gdy woda styka się z dolną częścią elementu aluminiowego,
wolny wodór może zbierać się pod elementem obrabianym
i doprowadzić do wybuchu podczas cięcia plazmowego.
• Aby wyeliminować ryzyko wybuchu wodoru, należy
zainstalować kolektor napowietrzający na dnie stołu
wodnego. Więcej informacji o kolektorze napowietrzającym
można znaleźć w dodatku do niniejszego podręcznika.
NIEBEZPIECZEŃSTWO OSTRZEŻENIE UWAGA
Hypertherm wykorzystuje wytyczne Amerykańskiego Instytutu
Norm Krajowych (American National Standards Institute)
dotyczące symboli i znaków bezpieczeństwa. Wyraz
NIEBEZPIECZEŃSTWO lub OSTRZEŻENIE używany jest wraz
z symbolem ostrzegawczym. NIEBEZPIECZEŃSTWO określa
najpoważniejsze zagrożenia.
• Etykiety ostrzegawcze NIEBEZPIECZEŃSTWO
i OSTRZEŻENIE są umieszczane na maszynach w pobliżu
określonych zagrożeń.
• Komunikat NIEBEZPIECZEŃSTWO poprzedza instrukcje
w podręczniku użytkownika, które w przypadku ich
nieprzestrzegania mogą być przyczyną poważnych obrażeń
lub śmierci.
• Komunikaty ostrzegawcze OSTRZEŻENIE są
w niniejszym podręczniku umieszczane przed instrukcjami,
których nieprzestrzeganie może prowadzić do obrażeń lub
śmierci.
• Komunikat UWAGA poprzedza odpowiednie instrukcje
w podręczniku użytkownika, które w przypadku ich
nieprzestrzegania mogą być przyczyną obrażeń lub
uszkodzenia sprzętu.

BEZPIECZEŃSTWO
Hypertherm 1-3
11/08
Dotknięcie części znajdujących się pod napięciem może
być przyczyną śmiertelnego porażenia lub poważnego
oparzenia.
• Podczas pracy system plazmowy zamyka obwód
elektryczny między palnikiem a elementem obrabianym.
Element obrabiany i wszystkie stykające się z nim
komponenty stanowią część obwodu elektrycznego.
• Nie należy nigdy dotykać korpusu palnika ani wody
znajdującej się na stole wodnym podczas pracy systemu
plazmowego.
Zapobieganie porażeniom prądem elektrycznym
We wszystkich systemach plazmowych firmy
Hypertherm podczas procesu cięcia używa się prądu
o wysokim napięciu (powszechnie stosuje się prąd
stały o napięciu od 200 do 400 V). Podczas pracy
z tym systemem należy zachować następujące środki
ostrożności:
• Należy używać rękawic izolujących i obuwia, oraz dbać by
ciało i ubranie były suche.
• Podczas pracy z systemem plazmowym nie należy stać,
siedzieć lub leżeć na jakiejkolwiek mokrej powierzchni ani
takiej powierzchni dotykać.
• Należy odizolować się od obrabianej części i ziemi przez
użycie suchych mat izolacyjnych lub nakryć dostatecznie
dużych, aby zapobiec jakiemukolwiek fizycznemu
kontaktowi z obrabianą częścią lub ziemią. Należy
zachować wyjątkową ostrożność w razie konieczności
pracy w obszarze wilgotnym lub w jego pobliżu.
• W pobliżu zasilacza należy zamocować wyłącznik
wyposażony w odpowiednio dobrane bezpieczniki.
Wyłącznik ten pozwoli operatorowi na szybkie wyłączenie
zasilania w razie wystąpienia sytuacji niebezpiecznej.
• Podczas pracy z użyciem stołu wodnego należy upewnić
się, że jest on odpowiednio uziemiony.
PORAŻENIE PRĄDEM ELEKTRYCZNYM MOŻE BYĆ PRZYCZYNĄ ŚMIERCI
• Sprzęt ten należy instalować i uziemiać zgodnie
z wytycznymi znajdującymi się w niniejszym podręczniku
oraz zgodnie z krajowymi i lokalnymi przepisami prawnymi.
• Należy dokonywać regularnych przeglądów przewodów
zasilania pod względem uszkodzeń lub pęknięć izolacji.
Należy natychmiast wymienić uszkodzony przewód.
Nieizolowany przewód może być przyczyną śmierci.
• Należy dokonywać przeglądów przewodów palnika
i wymieniać każdy przewód zużyty lub uszkodzony.
• Podczas cięcia nie należy podnosić elementu obrabianego
ani jego skrawków. Podczas cięcia należy pozostawić
element obrabiany z dołączonym kablem roboczym na
miejscu lub na stole warsztatowym.
• Przed dokonaniem przeglądu, czyszczenia lub wymiany
elementów palnika należy odłączyć główne zasilanie lub
wyłączyć zasilacz z sieci.
• Nigdy nie należy omijać ani zwierać blokad
bezpieczeństwa.
• Przed usunięciem jakiegokolwiek zasilacza lub osłony
systemu należy odłączyć zasilanie wejściowe.
Po odłączeniu głównego zasilania należy odczekać 5 minut,
aby rozładować kondensatory.
• Nigdy nie należy używać systemu plazmowego, jeśli osłona
zasilacza nie znajduje się na swoim miejscu. Odsłonięte
styki zasilacza stanowią poważne zagrożenie porażeniem
elektrycznym.
• Przed podłączeniem złączy wejściowych należy najpierw
właściwie podłączyć uziemienie.
• Każdy system plazmowy firmy Hypertherm jest
przeznaczony do użytku wyłącznie z określonymi palnikami
firmy Hypertherm. Nie należy używać innych palników, które
mogą się przegrzewać i stanowić zagrożenie dla
bezpieczeństwa.
Podczas pracy z obwodami drukowanymi (PC) należy
stosować odpowiednie środki ostrożności.
ELEKTRYCZNOŚĆ STATYCZNA MOŻE BYĆ PRZYCZYNĄ USZKODZENIA URZĄZEŃ ELEKTRONICZNYCH
• Obwody drukowane należy przechowywać w pojemnikach
antystatycznych.
• Podczas pracy z obwodami drukowanymi należy nosić na
nadgarstku uziemioną opaskę antystatyczną.

BEZPIECZEŃSTWO
1-4 Hypertherm
11/08
Łuk plazmowy jest źródłem ciepła używanym do cięcia.
Dlatego też, mimo że łuk plazmowy nie jest uważany za źródło
toksycznych oparów, cięty materiał może być źródłem
toksycznych oparów lub gazów, które zmniejszają ilość tlenu.
Wytwarzane opary mogą się różnić w zależności od rodzaju
ciętego metalu. Do metali, które mogą być źródłem
toksycznych oparów, należą między innymi: stal nierdzewna,
stal węglowa, cynk (galwanizacyjny) oraz miedź.
W niektórych przypadkach metal może być powleczony
substancją, która powoduje uwolnienie toksycznych oparów.
Do toksycznych powłok zalicza się między innymi: ołów
(w niektórych lakierach), kadm (w niektórych lakierach
i wypełniaczach) oraz beryl.
Gazy powstające podczas cięcia plazmowego mogą się
różnić w zależności od ciętego materiału oraz metody cięcia;
mogą zawierać ozon, tlenki azotu, sześciowartościowy
chrom, wodór i inne substancje, jeżeli te są zawarte w ciętym
materiale lub przez ten materiał uwolnione.
Należy zachować ostrożność, aby zminimalizować narażenie
na opary powstające w trakcie procesu przemysłowego.
W zależności od składu chemicznego i stężenia oparów
(oraz innych czynników, takich jak wentylacja), może zaistnieć
ryzyko wystąpienia chorób, takich jak wady wrodzone lub rak.
Właściciel sprzętu oraz miejsca pracy zobowiązany jest
do testowania powietrza w miejscu, w którym jest używany
sprzęt, w celu sprawdzenia, czy skład powietrza w miejscu
pracy spełnia wszystkie lokalne i krajowe normy i regulacje
prawne.
Jakość powietrza w miejscu pracy zależy od określonych
dla danego miejsca czynników, takich jak:
• Rodzaj stołu (mokry, suchy, podwodny).
• Skład materiału, wykończenie powierzchni oraz skład
powłok.
• Objętość usuniętego materiału.
• Czas cięcia lub żłobienia.
TOKSYCZNE OPARY MOGĄ BYĆ PRZYCZYNĄ OBRAŻEŃ LUB ŚMIERCI
• Rozmiar, objętość powietrza, wentylacja oraz filtracja
obszaru pracy.
• Sprzęt ochrony osobistej.
• Liczba systemów tnących i spawających będących
w użyciu.
• Inne procesy, które mogą być źródłem oparów.
Jeżeli miejsce pracy musi odpowiadać krajowym lub
lokalnym regulacjom prawnym, jedynie monitorowanie lub
testowanie wykonywane na miejscu może dać odpowiedź,
czy odpowiednie parametry znajdują się powyżej czy poniżej
dopuszczalnego poziomu.
Aby zredukować ryzyko związane z narażeniem na działanie
oparów:
• Przed rozpoczęciem cięcia należy usunąć z metalu
wszystkie powłoki i rozpuszczalniki.
• Należy używać lokalnej instalacji wyciągowej w celu
usunięcia oparów z powietrza.
• Nie należy wdychać oparów. Podczas cięcia metalu
pokrytego powłoką, zawierającego lub mogącego zawierać
materiały toksyczne, należy używać maski ochronnej
zapewniającej dopływ powietrza.
• Należy upewnić się, że osoby używające sprzętu
do spawania lub cięcia oraz masek ochronnych
zapewniających dopływ powietrza mają odpowiednie
kwalifikacje i są przeszkolone w zakresie prawidłowego
używania takiego sprzętu.
• Nigdy nie należy ciąć zbiorników zawierających materiały
potencjalnie toksyczne. Należy najpierw zbiornik opróżnić
i właściwie wyczyścić.
• W razie potrzeby należy monitorować i testować jakość
powietrza w miejscu pracy.
• Należy skonsultować się z ekspertem, aby wdrożyć plan
zagospodarowania przestrzeni zapewniający bezpieczną
jakość powietrza.

BEZPIECZEŃSTWO
Hypertherm 1-5
11/08
Palniki zapalane natychmiastowo
Łuk plazmowy pojawia się natychmiast po aktywowaniu
przełącznika palnika.
ŁUK PLAZMOWY MOŻE BYĆ PRZYCZYNĄ OBRAŻEŃ I OPARZEŃ
Łuk plazmowy może szybko przeciąć rękawice i skórę.
• Należy trzymać się z dala od czubka palnika.
• Nie należy trzymać metalu w pobliżu ścieżki cięcia.
• Nigdy nie należy kierować palnika na siebie lub w kierunku
innych osób.
Ochrona oczu. Promienie łuku plazmowego wytwarzają widoczne i niewidoczne (w zakresie ultrafioletu i podczerwieni)
promieniowanie o wysokim natężeniu, które może wywołać oparzenia oczu i skóry.
• Należy stosować sprzęt ochrony oczu zgodny z odpowiednimi przepisami prawnymi krajowymi i lokalnymi.
• Należy nosić sprzęt ochrony oczu (okulary lub gogle ochronne z bocznymi płytkami oraz kask spawalniczy) wyposażony
w odpowiednio przyciemniane soczewki chroniące oczy przed promieniowaniem ultrafioletowym i podczerwonym
pochodzącym z łuku.
Ochrona skóry. Należy nosić odzież ochronną zabezpieczającą przed oparzeniami wywołanymi przez światło ultrafioletowe,
iskry i gorący metal.
• Rękawice ochronne, buty ochronne oraz kask.
• Ubranie wykonane z materiału niepalnego, zakrywające wszystkie narażone obszary ciała.
• Spodnie bez mankietu w celu zapobieżenia dostawaniu się iskier i żużlu.
• Przed rozpoczęciem cięcia należy usunąć z kieszeni wszystkie materiały palne, takie jak zapałki czy zapalniczki.
Obszar cięcia. Należy tak przygotować obszar cięcia, aby ograniczyć odbicia i rozprzestrzenianie się ultrafioletu:
• Ściany i inne powierzchnie powinny być pomalowane na ciemne kolory, aby zmniejszyć odbicia.
• Należy korzystać z ekranów ochronnych lub barier, aby zabezpieczyć inne osoby przed błyskami i oślepiającym światłem.
• Należy ostrzec inne osoby, aby nie patrzyły na łuk. Należy używać plakatów lub znaków ostrzegawczych.
PROMIENIE ŁUKU MOGĄ POWODOWAĆ OPARZENIA OCZU I SKÓRY
Prąd łuku
(A)
Minimalny numer odcienia
szybki ochronnej
(ANSI Z49.1:2005)
Sugerowany komfortowy numer
odcienia szybki ochronnej
(ANSI Z49.1:2005)
OSHA 29CFR
1910.133(a)(5)
Norma europejska
EN168:2002
Poniżej 40 A
5589
Od 41 do 60 A
6689
Od 61 do 80 A
8889
Od 81 do 125 A
8989
Od 126 do 150 A
89810
Od 151 do 175 A
89811
Od 176 do 250 A
89812
Od 251 do 300 A
89813
Od 301 do 400 A
912913
Od 401 do 800 A
10 1 4 10

USZKODZONE BUTLE GAZOWE MOGĄ WYBUCHNĄĆ
BEZPIECZEŃSTWO
1-6 Hypertherm
11/08
• Nigdy nie należy smarować zaworów butli ani regulatorów
olejem lub smarem.
• Należy korzystać wyłącznie z odpowiednich do danego
zadania butli gazowych, reduktorów, węży i armatury.
• Cały sprzęt ze sprężonym gazem i powiązane z nim części
należy utrzymywać w dobrym stanie.
• Należy stosować etykiety służące do identyfikacji gazu
znajdującego się w każdym z węży, używając kolorów
przyjętych dla danych gazów. Należy sprawdzić krajowe
i lokalne przepisy prawne.
Butle gazowe zawierają gaz pod wysokim ciśnieniem.
Uszkodzona butla może wybuchnąć.
• Używanie butli gazowych i obchodzenie się z nimi musi być
zgodne z odpowiednimi przepisami prawnymi krajowymi
i lokalnymi.
• Nigdy nie należy używać butli, która nie jest ustawiona
i zabezpieczona w pozycji pionowej.
• Kołpak ochronny powinien być wkręcony ochraniając
zawór, z wyjątkiem sytuacji, gdy butla jest w użyciu lub
jest podłączona dla użycia.
• Nie można dopuścić do zwarcia elektrycznego między
łukiem plazmowym a butlą.
• Nie wolno narażać butli na nadmierne nagrzewanie, ani na
kontakt z iskrami, żużlem lub otwartym płomieniem.
• Nigdy nie należy używać młotka, klucza francuskiego
ani innych narzędzi do otwierania zablokowanego
zaworu butli.
Kabel roboczy. Kabel roboczy powinien być bezpiecznie
podłączony do elementu obrabianego lub stołu roboczego
za pomocą pewnego połączenia metal-metal. Nie należy go
podłączać do elementu, który po zakończeniu cięcia
odpadnie.
Stół roboczy. Należy podłączyć stół roboczy do uziemienia
zgodnie z odpowiednimi krajowymi lub lokalnymi przepisami
prawnymi dotyczącymi instalacji elektrycznych.
Prąd wejściowy
• Należy upewnić się, że przewód uziemiający kabla
zasilającego został podłączony do uziemienia panelu
zasilania.
• Jeżeli instalacja systemu plazmowego wymaga podłączenia
przewodu zasilającego do zasilacza, należy dopilnować
właściwego podłączenia przewodu uziemiającego kabla
zasilającego.
• Do śruby uziemiającej należy najpierw podłączyć przewód
uziemiający kabla zasilającego, a dopiero później, na
uziemieniu kabla zasilającego, inne przewody uziemiające.
Nakrętka zatrzymująca powinna być mocno dokręcona.
• Należy docisnąć wszystkie połączenia elektryczne, aby
zapobiec nadmiernemu nagrzewaniu.
BEZPIECZNE UZIEMIENIE
OCHRONA URZĄDZEŃ ZE SPRĘŻONYM GAZEM
BEZPIECZEŃSTWO
Hypertherm 1-7
11/08
Długotrwałe narażenie na hałas, który towarzyszy cięciu
lub żłobieniu, może doprowadzić do uszkodzenia lub
utraty słuchu.
• Podczas używania systemu plazmowego należy stosować
zatwierdzony sprzęt ochrony słuchu.
• Należy ostrzec przed zagrożeniem hałasem inne osoby
przebywające w pobliżu.
Zamarznięte rury mogą zostać uszkodzone lub pęknąć
podczas próby rozmrożenia ich palnikiem plazmowym.
HAŁAS MOŻE DOPROWADZIĆ DO USZKODZENIA LUB UTRATY SŁUCHU
ŁUK PLAZMOWY MOŻE USZKODZIĆ ZAMARZNIĘTE RURY
Pola magnetyczne związane z przepływem prądu o wysokim
natężeniu mogą wpływać na pracę rozruszników serca oraz
aparatów słuchowych.
Osoby używające rozruszników serca i aparatów
słuchowych powinny skonsultować się z lekarzem, zanim
znajdą się w pobliżu jakichkolwiek operacji cięcia i żłobienia
łukami plazmowymi.
Aby zredukować zagrożenia związane z polami
magnetycznymi:
• Przewód roboczy i przewód palnika należy trzymać
po jednej stronie, z dala od ciała.
• Należy ułożyć przewody palnika możliwie blisko
przewodu roboczego.
• Nie należy owijać się lub przykrywać przewodem palnika
lub przewodem roboczym.
• Zasilacz powinien znajdować się możliwie jak najdalej
od użytkownika.
ROZRUSZNIKI SERCA I APARATY SŁUCHOWE

BEZPIECZEŃSTWO
11/08
1-8 Hypertherm
SYMBOLE I OZNACZENIA
Konkretny produkt firmy Hypertherm może posiadać jeden lub kilka z poniższych oznaczeń na lub obok tabliczki
znamionowej. Ze względu na różnice i konflikty w przepisach krajowych, poszczególne wersje produktu nie są opatrzone
wszystkimi znakami jednocześnie.
Symbol S
Symbol S oznacza, że zasilanie i palnik nadają się do pracy wykonywanej w środowiskach o zwiększonym
niebezpieczeństwie porażenia prądem wg IEC 60974-1.
Znak CSA
Produkty Hypertherm oznaczone znakiem CSA spełniają normy USA i Kanady w zakresie norm bezpieczeństwa.
Produkty te zostały poddane testom i uzyskały stosowne certyfikaty CSA- International. Produkt może też być
oznaczony znakiem jednego z innych Uprawnionych Laboratoriów (NRTL) akredytowanych w Stanach
Zjednocznych lub Kanadzie – na przykład Underwriters Laboratories, Incorporated (UL) lub TÜV.
Znak CE
Znak CE oznacza, że producent deklaruje zgodność produktu z odpowiednimi dyrektywami i normami
Unii Europejskiej. Tylko wersje oznaczone znakiem CE umieszczonym na lub obok tabliczki znamionowej
przetestowano na zgodność z Europejską Dyrektywą Niskich Napięć i Dyrektywą Zgodności
Elektromagnetycznej (EMC). Wersje oznaczone znakiem CE wyposażone są w filtry EMC niezbędne
do spełnienia wymagań Dyrektywy CMC.
Znak GOST-R
Wersje CE produktów Hypertherm opatrzone znakiem GOST-R spełniają normy emisji elektromagnetycznej
i wymagania przepisów niezbędne do ich eksportu do Federacji Rosyjskiej.
Znak c-Tick
Wersje CE produktów Hypertherm opatrzone znakiem c-Tick spełniają normy emisji elektromagnetycznej
i wymagania przepisów niezbędne do ich eksportu do Australii i Nowej Zelandii.
Znak CCC
Znak Obowiązkowej Certyfikacji Chińskiej (CCC) oznacza, że produkt przeszedł testy i spełnił wymagania
przepisów wymaganych do sprzedaży produktu w Chinach.

BEZPIECZEŃSTWO
11/08
Hypertherm 1-9
ETYKIETA OSTRZEGAWCZA
Ta etykieta ostrzegawcza znajduje się na niektórych zasilaczach. Ważne jest, aby znaczenie tych symboli
ostrzegawczych zostało przez operatora lub technika dokonującego konserwacji zrozumiane zgodnie
z opisem. Numeracja w tekście odpowiada numeracji ramek na etykiecie.
1. Iskry powstające podczas cięcia mogą być przyczyną
wybuchu lub pożaru.
1.1 Nie tnij w pobliżu materiałów łatwopalnych.
1.2 Miej w pobliżu gotową do użycia gaśnicę.
1.3 Nie używaj beczek ani innych zamkniętych pojemników
jako stołu do cięcia.
2. Łuk plazmowy może zranić i poparzyć. Kieruj dyszę
w kierunku od siebie. Łuk zapala się natychmiast po
uruchomieniu spustu.
2.1 Przed rozłączeniem palnika należy wyłączyć zasilanie.
2.2 Nie trzymaj przedmiotu obrabianego w pobliżu ścieżki
cięcia.
2.3 Należy stosować sprzęt całkowitej ochrony ciała.
3. Niebezpieczne napięcie. Niebezpieczeństwo porażenia
prądem elektrycznym lub poparzenia.
3.1 Noś rękawice izolujące. Wymieniaj rękawice, gdy są
wilgotne lub uszkodzone.
3.2 Chroń się przed porażeniem prądem elektrycznym,
izolując się od przedmiotu obrabianego i od ziemi.
3.3 Przed serwisowaniem odłącz zasilanie elektryczne.
Nie dotykaj części pod napięciem.
4. Opary tworzone przez plazmę mogą być niebezpieczne.
4.1 Nie wdychaj tych oparów.
4.2 Stosuj wentylację wymuszoną lub lokalne wyciągi do
usuwania oparów.
4.3 Nie pracuj w zamkniętych przestrzeniach. Stosuj
wentylację do usuwania oparów.
5. Promienie łuku mogą powodować oparzenia oczu i rany
skóry.
5.1 Noś odpowiedni i w dobrym stanie sprzęt ochrony
osobistej, by chronić głowę, oczy, uszy, dłonie i korpus.
Zapnij kołnierz przy koszuli. Chroń uszy przed hałasem.
Stosuj kask spawalniczy z odpowiednim rodzajem filtra.
6. Odbądź przeszkolenie. Tym sprzętem powinni
posługiwać się wyłącznie przeszkoleni pracownicy.
Używaj palników wymienionych w podręczniku. Trzymaj
z dala niewykwalifikowany personel i dzieci.
7. Nie usuwaj, nie niszcz ani nie zakrywaj tej naklejki.
Wymień ją, jeśli jest uszkodzona lub zużyta lub naklej
nową, gdy jej brak.
Read and follow these instructions, employer safety
practices, and material safety data sheets. Refer to
ANS Z49.1, “Safety in Welding, Cutting and Allied
Processes” from American Welding Society
(http://www.aws.org) and OSHA Safety and Health
Standards, 29 CFR 1910 (http://www.osha.gov).
Plasma cutting can be injurious to operator and persons
in the work area. Consult manual before operating. Failure
to follow all these safety instructions can result in death.
1. Cutting sparks can cause explosion or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and ready to use.
1.3 Do not use a drum or other closed container as a cutting table.
2. Plasma arc can injure and burn; point the nozzle away
from yourself. Arc starts instantly when triggered.
2.1 Turn off power before disassembling torch.
2.2 Do not grip the workpiece near the cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric shock or burn.
3.1 Wear insulating gloves. Replace gloves when wet or damaged.
3.2 Protect from shock by insulating yourself from work and ground.
3.3 Disconnect power before servicing. Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local exhaust to remove the fumes.
4.3 Do not operate in closed spaces. Remove fumes with ventilation.
5. Arc rays can burn eyes and injure skin.
5.1 Wear correct and appropriate protective equipment to protect
head, eyes, ears, hands, and body. Button shirt collar. Protect ears
from noise. Use welding helmet with the correct shade of filter.
6. Become trained.
equipment. Use torches specified in the manual. Keep non-qualified
personnel and children away.
7. Do not remove, destroy, or cover this label.
Replace if it is missing, damaged, or worn (PN 110584 Rev C).
WARNING
Only qualified personnel should operate this
Le coupage plasma peut être préjudiciable pour l’opérateur et les personnes qui se
trouvent sur les lieux de travail. Consulter le manuel avant de faire fonctionner. Le
non respect des ces instructions de sécurité peut entraîner la mort.
1. Les étincelles de coupage peuvent provoquer une explosion
ou un incendie.
1.1 Ne pas couper près des matières inflammables.
1.2 Un extincteur doit être à proximité et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre contenant fermé comme table de coupage.
2. L’arc plasma peut blesser et brûler; éloigner la buse de soi.
Il s’allume instantanément quand on l’amorce;
2.1 Couper l’alimentation avant de démonter la torche.
2.2 Ne pas saisir la pièce à couper de la trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant l’entretien. Ne pas toucher les pièces sous tension.
4. Les fumées plasma peuvent être dangereuses.
4.1 Ne pas inhaler les fumées
4.2 Utiliser une ventilation forcée ou un extracteur local pour dissiper les fumées.
4.3 Ne pas couper dans des espaces clos. Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les yeux et blesser la peau.
5.1 Porter un bon équipement de protection pour se protéger la tête, les yeux, les
oreilles, les mains et le corps. Boutonner le col de la chemise. Protéger les oreilles
contre le bruit. Utiliser un masque de soudeur avec un filtre de nuance appropriée.
6. Suivre une formation. Seul le personnel qualifié a le droit de faire
fonctionner cet équipement. Utiliser exclusivement les torches indiquées dans le
manual. Le personnel non qualifié et les enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir cette étiquette.
La remplacer si elle est absente, endommagée ou usée (PN 110584 Rev C).
AVERTISSEMENT

BEZPIECZEŃSTWO
11/08
1-10 Hypertherm
ETYKIETA OSTRZEGAWCZA
Ta etykieta ostrzegawcza znajduje się na niektórych zasilaczach. Ważne
jest, aby znaczenie tych symboli ostrzegawczych zostało przez operatora
lub technika dokonującego konserwacji zrozumiane zgodnie z opisem.
Numeracja w tekście odpowiada numeracji ramek na etykiecie.
1. Iskry powstające podczas cięcia mogą być
przyczyną wybuchu lub pożaru.
1.1 Nie tnij w pobliżu materiałów łatwopalnych.
1.2 Miej w pobliżu gotową do użycia gaśnicę.
1.3 Nie używaj beczek ani innych zamkniętych
pojemników jako stołu do cięcia.
2. Łuk plazmowy może zranić i poparzyć. Kieruj
dyszę w kierunku od siebie. Łuk zapala się
natychmiast po uruchomieniu spustu.
2.1 Przed rozłączeniem palnika należy wyłączyć
zasilanie.
2.2 Nie trzymaj przedmiotu obrabianego
w pobliżu ścieżki cięcia.
2.3 Należy stosować sprzęt całkowitej ochrony
ciała.
3. Niebezpieczne napięcie.
Niebezpieczeństwo porażenia prądem
elektrycznym lub poparzenia.
3.1 Noś rękawice izolujące. Wymieniaj
rękawice, gdy są wilgotne lub uszkodzone.
3.2 Chroń się przed porażeniem prądem
elektrycznym, izolując się od przedmiotu
obrabianego i od ziemi.
3.3 Przed serwisowaniem odłącz zasilanie
elektryczne. Nie dotykaj części pod
napięciem.
4. Opary tworzone przez plazmę mogą być
niebezpieczne.
4.1 Nie wdychaj tych oparów.
4.2 Stosuj wentylację wymuszoną lub lokalne
wyciągi do usuwania oparów.
4.3 Nie pracuj w zamkniętych przestrzeniach.
Stosuj wentylację do usuwania oparów.
5. Promienie łuku mogą powodować
oparzenia oczu i rany skóry.
5.1 Noś odpowiedni i w dobrym stanie sprzęt
ochrony osobistej, by chronić głowę, oczy,
uszy, dłonie i korpus. Zapnij kołnierz przy
koszuli. Chroń uszy przed hałasem. Stosuj
kask spawalniczy z odpowiednim rodzajem
filtra.
6. Odbądź przeszkolenie. Tym sprzętem
powinni posługiwać się wyłącznie
przeszkoleni pracownicy. Używaj palników
wymienionych w podręczniku. Trzymaj z dala
niewykwalifikowany personel i dzieci.
7. Nie usuwaj, nie niszcz ani nie zakrywaj tej
naklejki. Wymień ją, jeśli jest uszkodzona
lub zużyta lub naklej nową, gdy jej brak.

BEZPIECZEŃSTWO
11/08
Hypertherm 1-11
INFORMACJE NA TEMAT USUWANIA SUCHEGO PYŁU
W niektórych miejscach suchy pył może stanowić potencjalne zagrożenie wybuchem.
Wydanie z roku 2007 normy NFPA nr 68 (U.S. National Fire Protection Association, Amerykańskie Narodowe Stowarzyszenie
Ochrony Przeciwpożarowej) „Ochrona przed wybuchem przez wentylacyjne usuwanie produktów gwałtownego spalania
(deflagracji)” zawiera wymagania dotyczące projektowania, lokalizacji, instalacji, konserwacji i użytkowania urządzeń
i systemów do usuwania przez wentylację wybuchowych gazów i ciśnienia po każdym zdarzeniu gwałtownego spalania.
Uzgodnij z producentem lub dostawcą systemu usuwania suchych pyłów, czy spełnia on odpowiednie wymagania przed
zainstalowaniem nowego systemu usuwania suchych pyłów lub dokonaniem istotnych zmian w procesie lub materiałach
zastosowanych w istniejącym systemie usuwania suchych pyłów.
Skonsultuj w lokalnym nadzorze budowlanym by ustalić, czy przepisy któregoś wydania NFPA 68 zostały zastosowane przez
przywołanie w lokalnym kodeksie budowlanym.
Zapoznaj się z NFPA 68, by dowiedzieć się więcej o definicjach i objaśnieniach do takich terminów stosowanych w przepisach,
jak deflagracja, nadzór budowlany (Authority Having Jurisdiction, AHJ), zastosowanie przez przywołanie, wartość Kst, indeks
deflagracji i innych terminów.
Uwaga 1 – Interpretacja tych nowych przepisów przez Hypertherm jest taka, że o ile nie została wykonana odpowiednia
ekspertyza dla konkretnego budynku w celu ustalenia, że cały generowany pył nie jest wybuchowy, wydanie 2007 NFPA 68
wymaga zastosowania wentylacji wybuchowej dla najgorszego przypadku wartości Kst (patrz załącznik F), która mogłaby zostać
wygenerowana z pyłu, o typie i wymiarach odpowiednich dla takiego przypadku. NFPA 68 nie wymienia jednoznacznie cięcia
plazmowego ani innych procesów cięcia termicznego jako wymagających systemów wentylacyjnych do usuwania produktów
nagłego spalania, jednak stosuje te nowe wymagania do wszystkich systemów usuwania suchych pyłów.
Uwaga 2 – Użytkownicy podręczników Hypertherm powinni zasięgnąć porady i przestrzegać wszystkich odnośnych przepisów
federalnych, stanowych i lokalnych. Hypertherm nie ma zamiaru, przez publikację jakichkolwiek podręczników Hypertherm,
nawoływać do podejmowania działań w przypadkach, gdy nie jest zachowana zgodność ze wszystkimi przepisami i normami,
zaś niniejszego podręcznika nigdy nie wolno interpretować w ten sposób.

BEZPIECZEŃSTWO
11/08
1-12 Hypertherm
Rozdział 2
SPECYFIKACJE
W tym rozdziale:
Zasilanie .............................................................................................................................................................. 2-2
Cykl pracy................................................................................................................................................. 2-3
Wymiary imasa ....................................................................................................................................... 2-3
Palniki T100 ....................................................................................................................................................... 2-4
Wymiary palnika ................................................................................................................................................ 2-5
Palnik ręczny T100 ................................................................................................................................. 2-5
Palnik zmechanizowany T100M-2 ...................................................................................................... 2-5
Symbole ioznaczenia ....................................................................................................................................... 2-6
Oznaczenie S ......................................................................................................................................... 2-6
Oznaczenie CE ....................................................................................................................................... 2-6
Symbole IEC ........................................................................................................................................... 2-6
powermax1650 Podręcznik operatora 2-1
3

SPECYFIKACJE
Zasilanie
Znamionowe napięcie obwodu otwartego(U0) 300VDC
Charakterystyka wyjściowa*
*Przedstawiona w formie wykresu napięcia
wyjściowego wzależności od natężenia
prądu wyjściowego
Znamionowy prąd wyjściowy (I
) 30 A – 100 A
2
Standardowe znamionowe napięcie
wyjściowe stosowane przez firmę
Hypertherm (U
Cykl pracy (X*) w 40°C wwarunkach
znamionowych (U1,I1, U2, I2)
)
2
U1 – VAC RMS
200 – 208 VAC 3F
230 – 240 VAC 3F
on/Tbase
,
*X = T
T on = czas w minutach
T base = 10 minut
380 – 415 VAC 3F
480 VAC 3F
600 VAC 3F
Temperatura robocza -10° do 40°C
Fazy znamionowego prądu zmiennego (F)
F Hz
i częstotliwość linii (Hz)
Modele: standardowyi CE 3 50–60
Znamionowe napięcie wejściowe (U
znamionowy prąd wejściowy (I1) i I1eff* przy
napięciu znamionowym U2 i I2 – tylko cięcie.
*I1eff = (I1) √X określenia mocy kabla
zasilającego
),
1
U1 – VAC RMS I1ARMS I1eff
200 – 208 VAC 3F
230 – 240 VAC 3F
380 – 415 VAC 3F
480 VAC 3F
600 VAC 3F
U1 – VAC RMS Współczynnik mocy z uwzględnieniem
Współczynnik mocy 200 – 208 VAC 3F
230 – 240 VAC 3F
380 – 415 VAC 3F
480 VAC 3F
600 VAC 3F
— stosunek zwarcia — tylko model CE U1 – VACRMS3F R
R
sce
400VAC
230VAC
Wyposażenie spełnia wymogi normy IEC 61000-3-12, oile stosunek
zwarcia (Rsce) wynosi przynajmniej 191 przy 400VAC 3F i142 przy
Kod IP – poziom zabezpieczeń IP23CS* dostarczany przez obudowę
IP – „International Protection” (Międzynarodowe zabezpieczenia)
2 – Bez dostępu ciał obcych ≥12,5mm
3 – Bez szkodliwego dostępu rozpryskanej wody
C – AC obwód linii jest zabezpieczony przed dostępem narzędzia
≥2,5mm średnicy x 100 mm długości
S – wentylator w bezruchu podczas testu wody
*OSTRZEŻENIE: NIE UŻYWAĆ WCZASIE OPADÓW DESZCZU
Przewracanie, przechylanie (zzestawem kół
lub bez zestawu)
Rodzaj gazu Powietrze Azot
Jakość gazu Czysty, bez śladów wilgoci, bezolejowy
Ciśnienie wejściowei przepływ gazu 6,1 bara, 260 l/min
Opadająca
160VDC
zniekształceń harmonicznych
230VAC3F.
Nachylenie do 15
60%
70%
80%
80%
80%
53
46
27
22
21
0,94
0,94
0,94
0,94
0,78
sce
191
142
o
X
41
38
24
20
19
Współczynnik
przesunięcia
fazowego mocy
0,98
0,98
0,99
0,99
0,99
2-2 powermax1650 Podręcznik operatora
0

SPECYFIKACJE
Cykl pracy
Cykl pracy to możliwy dzięki zasilaczowi, wyrażony w procentach nieprzerwany czas cięcia wciągu
10 minut. Poniższy schemat pokazuje 80% cykl pracy.
8minut cięcia 2minuty przerwy
Wymiary imasa
427 mm
671 mm
58,06kg
A
MPS
60
40
30
8
0
100
AC
Masa zasilanie bez palnika
V
50
60
PSI
70 80
4.0
5.0
6.0
BAR
_
+
655 mm
powermax1650 Podręcznik operatora 2-3
0

SPECYFIKACJE
Palniki T100
Wydajność cięcia przy cięciu ręcznym przy 100A
Zalecana wydajność 32mm przy 482mm na minutę
Maksymalna wydajność 38mm przy 250mm na minutę
Możliwość odcinania 45 mm przy niewielkiej szybkości
Wydajność cięcia przy cięciu zmechanizowanym przy 100A
Zalecana wydajność przebijania do 13mm
Maksymalna wydajność przebijania 19mm
Odcięcie przy początku krawędzi 45 mm przy niewielkiej szybkości
Wydajność żłobienia
Szybkość usuwania materiału wprzypadku
stali miękkiej
Masa
T100
T100M-2
10,8kg na godz.
3,3kg zprzewodem odługości 7,5m
6,3kg zprzewodem odługości 15m
9,4kg zprzewodem odługości 22,5m
3,8kg zprzewodem odługości 7,5m
5,0kg zprzewodem odługości10,7 m
6.8kg zprzewodem odługości 15m
9.9kg zprzewodem odługości 22,5m
2-4 powermax1650 Podręcznik operatora
3

Wymiary palnika
Palnik ręczny T100
107 mm
65 mm
SPECYFIKACJE
226mm
38 mm
25 mm
Palnik zmechanizowany T100M-2
25 mm
60 mm
393 mm
203 mm
32 rozstaw 3,2mm szerokości
35 mm
powermax1650 Podręcznik operatora 2-5
3

SPECYFIKACJE
Symbole ioznaczenia
Oznaczenie S
Oznaczenie S oznacza, że zasilacz ipalnik mogą być używanew warunkach zwiększonego
zagrożenia porażenia prądem. Palniki ręczne muszą być wyposażone w osłonięte materiały
eksploatacyjne, aby spełniać wymogi oznaczenia S .
Oznaczenie CE
Oznaczenie CE ( ) oznacza przyznanie producentowi deklaracji zgodności zdyrektywami
inormami Wspólnoty Europejskiej. Pod kątem zgodności z europejską Dyrektywą Niskonapięciową
oraz dyrektywą dotyczącą kompatybilności elektromagnetycznej (EMC) testowano tylko te wersje
produktów firmy Hypertherm, które obok tabliczek informacyjnych mają umieszczone oznaczenie
CE. W zasilaczach oznaczonych symbolem CE zastosowano wbudowane filtry EMC zapewniające
zgodność z europejską Dyrektywą dotyczącą kompatybilności elektromagnetycznej.
Użyte symbole IEC
Na tabliczce znamionowej, etykietach, przełącznikach mogą pojawiać się następujące symbole.
Prąd stały (DC)
Prąd zmienny (AC)
Cięcie iżłobienie
palnikiem plazmowym
l
Złącze zasilania
prądem zmiennym
Zestyk zewnętrznego
przewodu ochronnego
(uziemienia)
2-6 powermax1650 Podręcznik operatora
O
Zasilanie inwertorem
Palnik plazmowy w pozycji
testowej (gaz chłodzący
itnący wydobywa się z dyszy)
Zasilanie włączone (ON)
Zasilanie wyłączone (OFF)
Krzywa napięcia/natężenia,
charakterystyka opadająca
2

Rozdział3
USTAWIENIE
Wtym rozdziale:
Po odbiorze .........................................................................................................................................................3-2
Reklamacje ..........................................................................................................................................................3-2
Zawartość pudełka ............................................................................................................................................3-2
Podnoszenie zasilacza ...................................................................................................................................... 3-3
Ustawianie zasilacza ..........................................................................................................................................3-4
Doprowadzenie zasilania .................................................................................................................................. 3-4
Silnik ........................................................................................................................................................... 3-5
Uziemianie ............................................................................................................................................................ 3-6
Kable zasilające .................................................................................................................................................. 3-6
Trójfazowy kabel zasilający iinstalacja wtyczki ............................................................................................3-7
Instalacja kabla zasilającego ..................................................................................................................3-7
Montaż palnika .................................................................................................................................................... 3-8
Zasilanie gazem plazmowym ......................................................................................................................... 3-10
Dodatkowa filtracja gazu ......................................................................................................................3-10
Instalacja zasilania gazem ..............................................................................................................................3-11
Regulacja palnika T100M-2...........................................................................................................................3-11
Podłączanie zdalnego włącznika/wyłącznika (ON/OFF) ........................................................................3-12
Podłączanie interfejsu maszyny ..........................................................................................................3-12
Napięcie łuku ..........................................................................................................................................3-13
Zmiana XFER (rozpoczęcia ruchu maszyny) zpołączenia bezprądowego
do sygnału napięciowego ....................................................................................................................3-15
powermax1650 Podręcznik operatora 3-1
3

USTAWIENIE
Po odbiorze
1. Należy sprawdzić, czy wszystkie zamówione komponenty systemu zostały dostarczone. Jeżeli
jakakolwiek zczęści jest uszkodzona lub nie została dostarczona, należy się skontaktować
zdystrybutorem.
2. Wrazie zauważenia śladów uszkodzenia, patrz Reklamacje poniżej. Wszelka korespondencja
związana z niniejszym wyposażeniem musi zawierać numer modelu oraz numer seryjny, które
sąumieszczone ztyłu zasilacza.
3. Zapoznaj się zrozdziałem instrukcji pod tytułem Bezpieczeństwo przed rozpoczęciem
ustawiania iużywania systemu.
Reklamacje
Reklamacje ztytułu uszkodzeń powstałych podczas transportu: jeśli zamówiony towar został uszkodzony
podczas transportu, zgłoś roszczenie do przewoźnika. Firma Hypertherm może wydać na żądanie
użytkownika kopię listu przewozowego. Wprzypadku pytań należy skontaktować się znajbliższym
biurem Hypertherm. Dane kontaktowe biur można znaleźć na początku niniejszej instrukcji.
Roszczenia ztytułu uszkodzonych lub brakujących części. Jeżeli jakakolwiek zczęści jest
uszkodzona lub nie została dostarczona, należy się skontaktować zdystrybutorem. Wprzypadku
pytań należy skontaktować się znajbliższym biurem Hypertherm. Dane kontaktowe biur można
znaleźć na początku niniejszej instrukcji.
Zawartość pudełka
Sprawdź, czy zostały dostarczone wszystkie
elementy widoczne na obrazku.
albo
Zmechanizowany
Zmechanizowany
3-2 powermax1650 Podręcznik operatora
2
Skrócony przewodnik
ustawiania
Ręczny
albo
Zmechanizowany
(CSA)
albo
(CE)
Operator
Manual

USTAWIENIE
Podnoszenie zasilacza
OSTRZEŻENIE
• System z palnikiem waży do 68kg.
• Zasilacz zawsze powinien być podnoszony przy pomocy DWÓCH uchwytów przez dwie
osoby lub podnośnik.
• Podnosząc zasilacz nie należy chwytać tylko za JEDEN uchwyt.
• Uchwyt może się złamać, powodując obrażenia lub uszkodzenia.
Podnośnik
Odpowiedni pasek
dopodnoszenia
Zasilacz powinien być
wmiarę możliwości
utrzymywany wpozycji
poziomej.
Pokrywa na swoim
miejscu
powermax1650 Podręcznik operatora 3-3
2

USTAWIENIE
Ustawianie zasilacza
Wcelu zapewnienia odpowiedniej wentylacji, zasilacz Powermax1650 należy ustawić wtaki
sposób, aby zachować pustą przestrzeń (przynajmniej 0,25m) zprzodu iztyłu zasilacza oraz
odstrony wentylatora.
Doprowadzenie zasilania
Powermax1650 to uniwersalny zasilacz przystosowany do pracy wwarunkach napięcia od
200 do 600 AC zasilania trójfazowego (230–4003F dla modelu CE). W każdym zasilaczu
należy stosować wyłącznik awaryjny, tak aby operator mógł wnagłym wypadku szybko wyłączyć
zasilanie urządzenia. Wyłącznik należy umieścić w miejscu zapewniającym operatorowi łatwy
dostęp. Wartość prądu wyłączenia wyłącznika musi być większa lub równa wartości znamionowej
bezpieczników dla pracy ciągłej. Należy użyć bezpieczników zwłocznych zgodnych zlokalnymi
ikrajowymi przepisami elektromagnetycznymi.
Model CSA Trójfazowy
Napięcie wejściowe 200–208 230–240 400 480 600
Natężenie prądu wejściowego
przy mocy wyjściowej 16kW
Natężenie prądu wejściowego
podczas rozciągania łuku
Zalecany bezpiecznik 80 80 50 40 40
53 46 27 22 21
75 72 42 34 33
Model CE Trójfazowy
Napięcie wejściowe 230 400
Natężenie prądu wejściowego
przy mocy wyjściowej 16kW
Natężenie prądu wejściowego
podczas rozciągania łuku
Zalecany bezpiecznik 80 50
46 27
72 42
3-4 powermax1650 Podręcznik operatora
2

USTAWIENIE
Silnik
Przy używaniu silnika do zasilacza Powermax1650 należy:
• Upewnić się, że silnik jest przystosowany do zasilania systemu ciecia plazmą.
• Obsługiwać silnik w następujący sposób:
1. Ustawić silnik na trójfazowy prąd zmienny.
2. Podłączyć kabel zasilający systemu Powermax1650 do gniazdka.
3. Ustawić silnik na najwyższą moc (zgodnie zdanymi znajdującymi się wponiższej tabeli).
• Użyć materiałów eksploatacyjnych bez osłony (tylko zasilacze wwersji CSA), jeśli występują
trudności wcięciu grubych materiałów.
Zasilacze wwersji CSA
Trójfazowe, 50/60Hz, 200–600VAC (wartość zalecana dla uzyskania najwyższej wydajności:
480VAC)
Zasilacze wwersji CE
Trójfazowe, 50/60Hz, 230–400VAC (wartość zalecana dla uzyskania najwyższej wydajności:
400VAC)
Moc znamionowa silnika
30kW 100A Pełne napięcie łuku
22,5kW
15kW
Powermax1650
prąd wyjściowy
100 A
80 A
80 A
60 A
Wydajność
Niepełne napięcie łuku
Pełne napięcie łuku
Niepełne napięcie łuku
Pełne napięcie łuku
powermax1650 Podręcznik operatora 3-5
2

USTAWIENIE
Uziemianie
Aby zapewnić bezpieczeństwo użytkowników isprzętu, a także ograniczyć zakłócenia
elektromagnetyczne (EMI), system Powermax1650 musi być odpowiednio uziemiony za
pomocą kabla zasilającego zgodnie z lokalnymi ikrajowymi przepisami elektroenergetycznymi.
Instalacja trójfazowa musi być poprowadzona kablami czterożyłowymiz przewodem ochronnym
(uziemiającym) wkolorze zielonym lub zielono-żółtym. Musi także spełniać wymogi przepisów
krajowych ilokalnych. Patrz Rozdział 1, Bezpieczeństwo wyposażenia uziemiającego.
Kable zasilające
Należy korzystać zkabla, który spełnia wymogi przepisów krajowych ilokalnych. Kabel powinien
zostać zainstalowany przez uprawnionego elektryka. Prosimy zapoznać się zponiższą listą
wymaganych długości kabli.
Zalecane wymiary przedłużacza mm²
< 3 m 3 – 7,5m 7,5 – 15m 15 – 30m 30 – 45m
Model CSA
Napięcie
wejściowe
Faza mm
200 – 208VAC 3 16 16 16 25 35
230VAC 3 16 16 16 25 35
400VAC 3 10 10 10 10 10
480VAC 3 6 6 6 6 6
600VAC 3 6 6 6 6 6
Model CE
Napięcie
wejściowe
Faza mm
230VAC 3 16 16 16 25 35
400VAC 3 10 10 10 10 10
2
2
mm
mm
2
2
mm
mm
2
2
mm
mm
2
2
mm
mm
2
2
Uwaga: Aby zapewnić zgodność EMC zstandardem EN50199, sprzęt był testowany
zkablem odługości 2m.
3-6 powermax1650 Podręcznik operatora
2

USTAWIENIE
Trójfazowy kabel zasilający iinstalacja wtyczki
Zasilacze Powermax1650 w wersji CSA są dostarczane zczterożyłowym kablem zasilającym
6AWG UL/CSA. Wersje CE są dostarczane zczterożyłowym kablem zasilającym HAR oprzekroju
10mm². Aby korzystać zurządzenia Powermax1650, należy założyć wtyczkę zgodną zlokalnymi
przepisami elektroenergetycznymi. Połączenie wtyczki zkablem zasilającym powinno być wykonane
przez uprawnionego elektryka.
Instalacja kabla zasilającego
1. Usuń izolację iprzygotuj kabel zasilający wsposób pokazany poniżej:
241mm
L1
L2
L3
Uziemienie (PE)
L1 Czarny Czarny(U)
L2 Biały Niebieski(V)
CSA CE
L3 Czerwony Brązowy W)
152mm
#10
Uziemienie
(PE)
Zielony Zielony/żółty
2. Podłącz kabel zasilający do włącznika zasilania.
Uwaga: W przypadku zasilaczy wwersji CE, L1, L2 iL3 należy przełożyć przez ferryt przed
podłączeniem ich do włącznika zasilania.
L1
Przeprowadź przewód
przez ochronę przed
odkształceniami
idokręć.
AMPS
60
40
30
80
100
AC
V
50
PSI
60
70 80
4.0
5.0
6.0
BAR
_
+
Ochrona przed
odkształceniami
Włącznik/
wyłącznik
zasilania
L3L2
Wkładki chroniące przed
odkształceniami (2)
Uziemienie
(PE)
powermax1650 Podręcznik operatora 3-7
2

USTAWIENIE
Montaż palnika
1. Wyłącz (OFF) zasilanie.
Wył. (OFF)
Wł. (ON)
2. Wyjmij kabel zasilający zgniazdka sieciowego.
3. Otwórz drzwiczki szybkozłączki ETR (Easy Torch Removal) iprzeprowadź przewód przez
panelkońcowy.
AMPS
60
40
3
0
8
0
1
00
AC
V
5
0
60
PSI
70 80
4.0 5.0
6.0
BAR
_
+
Drzwiczki szybkozłączki ETR
Panel końcowy
3-8 powermax1650 Podręcznik operatora
2

4. Wyrównaj oznaczenia na ochronie przed
odkształceniami.
5. Odciągnij do tyłu kołnierz szybkozłączki iwłóż
wto miejsce złączkę przewodu gazowego.
USTAWIENIE
Kołnierz
szybkozłączki
6. Przesuń kołnierz szybkozłączki do przodu,
aby zablokować złączkę gazu na miejscu.
Upewnij się, że złączka gazu jest prawidłowo
zamocowana.
7. Upewnij się, że czerwona kropka na
złączu znajduje się wjego górnej części,
anastępnie podłącz złącze elektryczne.
Zamknij drzwiczki szybkozłączki ETR.
powermax1650 Podręcznik operatora 3-9
2

USTAWIENIE
Zasilanie gazem plazmowym
System Powermax1650 można zasilać gazem z zakładowej instalacji sprzężonego powietrza
lub zbutli ze sprzężonym powietrzem. Należy używać regulatora wysokiego ciśnienia na każdym
rodzaju zasilacza. Regulator musi umożliwiać dostarczanie gazu do filtru z przepływem 260l/min,
przy minimalnej szybkości przepływu i minimalnym ciśnieniu 6,1bara.
Uwaga: Jeżeli jakość zasilania jest niska, dochodzi do spadku szybkości i jakości cięcia,
ograniczenia grubości cięcia oraz skrócenia trwałości materiałów eksploatacyjnych.
OSTRZEŻENIE
Ciśnienie zasilania gazem nie może przekroczyć 8,3 bara. Przekroczenie wartości
ciśnienia może doprowadzić do eksplozji pułapki filtru.
Dodatkowa filtracja gazu
Jeśli ze względu na otoczenie w jakim umieszczone jest urządzenie, możliwe jest przedostawanie
się wilgoci lub innych cząsteczek do przewodów sprzężonego powietrza, należy użyć zestawu
filtru firmy Hypertherm (część numer 128647). W trudnych warunkach należy stosować trójfazowy
system filtracji koalescencyjnej pokazany poniżej.
Zestaw filtru
128647
Zasilanie
gazem
Powermax1650
albo
Filtr wody icząstek
stałych
Zasilanie
gazem
3-10 powermax1650 Podręcznik operatora
2
Filtr
oleju
Filtr par oleju
Powermax1650

Instalacja zasilania gazem
Podłącz przewód powietrzny w następujący sposób:
USTAWIENIE
1. Podłączenie powietrza
• Wmodelu standardowym: zainstaluj
złączkę gazu 1/4 NPT na wlot filtru
powietrza. Model CE jest dostarczany
zzestawem CE, w skład którego
wchodzi adapter G1/4. Posmaruj gwinty
płynnym środkiem do uszczelniania rur.
UWAGA: Nigdy nie należy używać taśmy
teflonowej do montażu złączek/adapterów.
Kawałki taśmy mogą oddzielić się, wpaść
wprzewody powietrza iuszkodzić regulator
ciśnienia, przełącznik ciśnienia lub zawór.
• W pudełku z materiałami eksploatacyjnymi
znajdującym sięz boku pokrywy zasilacza
znajduje się złączka/adapter.
2. Przewód powietrzny
• Użyj węża gazu obojętnego o średnicy
wewnętrznej 9,5mm. Połącz goze
złączką gazu zainstalowaną w sposób
opisany w punkcie 1.
Dostosuj ciśnienie powietrza według
instrukcji zawartych wrozdziale 4. Działanie.
Regulacja palnika T100M-2
Zamocuj palnik zmechanizowany prostopadle do elementu
obrabianego, aby uzyskać cięcie pionowe. Użyj kątownika,
abyustawić palnik pod kątami 0° i 90°.
0°
90°
Palnik
powermax1650 Podręcznik operatora 3-11
3
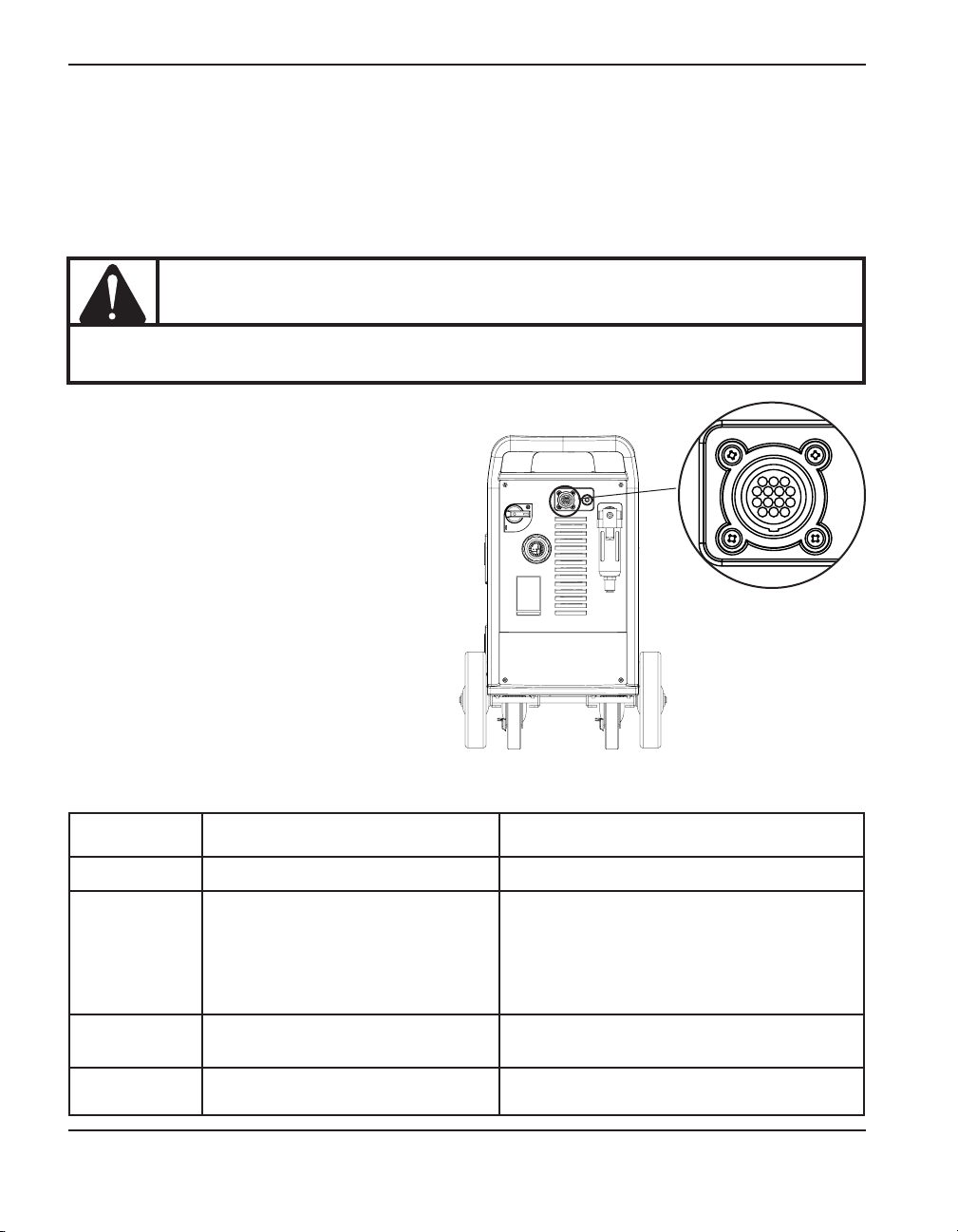
USTAWIENIE
Podłączanie zdalnego włącznika/wyłącznika (ON/OFF)
W przypadku palników zmechanizowanych (T100), sygnały rozruchu łuku są dostępne przez
podłączenie interfejsu maszyny ztyłu zasilacza. Podłącz zdalny włącznik/wyłącznik firmy Hypertherm
(patrz rozdział 5, Konserwacja i części, aby sprawdzić numery części) do złącza na panelu tylnym.
OSTRZEŻENIE
Zdalny włącznik/wyłącznik (ON/OFF) nie działa w przypadku założenia palnika
ręcznego.
Podłączanie interfejsu maszyny
Sygnały do rozpoczęcia transferu łuku lub
rozruchu można włączyć przez podłączenia
interfejsu maszyny ztyłu zasilacza.
Podłączkabel przejściowy maszyny (część
numer 023206) do złącza na panelu tylnym.
Zasilacze Powermax1650, które są
sprzedawane w pakiecie PowermaxEdge®,
mają dołączony kabel przejściowy maszyny
zdzielnikiem napięcia.
Prosimy o zapoznanie się zponiższą tabelką
przed podłączeniem kabla przejściowego
maszyny do maszyny tnącej.
Sygnał Aktywacja (aktywacja plazmy) XFER (rozpoczęcie ruchu maszyny)
Typ Wejście Wyjście
Normalnie otwarte, napięcie
Uwagi
Gniazdka na
panelu tylnym
Przewody
kabla
3-12 powermax1650 Podręcznik operatora
2
obwodu otwartego 18VDC na
zacisku START. Aktywacja wymaga
połączenia bezprądowego.
3, 4 12, 14
Zielony, czarny Czerwony, czarny
Normalnie otwarte. Wymagane połączenie
bezprądowe w czasie transferu łuku.
Maksymalnie 120VAC/1A na przekaźniku
interfejsu maszyny lub urządzeniu
przełączającym (dostarczone przez klienta).

USTAWIENIE
OSTRZEŻENIE
NIEBEZPIECZEŃSTWO ŚMIERTELNEGO
PORAŻENIAPRĄDEM
Wyłącz zasilanie elektryczne przed rozpoczęciem dowolnych czynności
konserwacyjnych. Wszelkie czynności wymagające wymontowania
zasilacza muszą być wykonywane przez wykwalifikowanego technika.
Napięcie łuku
Jeśli do aktywacji kontrolera wysokości palnika potrzeba napięcia łuku, klient musi doprowadzić
jedną parę kabli 1 mm² bez osłony i odpowiednich dla prądu o napięciu min. 300V.
Wszelkie czynności muszą być wykonywane zgodnie zlokalnymi ikrajowymi przepisami
elektroenergetycznymi.
1. Odłącz moc od zasilacza.
2. Odkręć śruby, które mocują pokrywę zasilacza do obudowy. Zdejmij pokrywę.
3. Przeprowadź kabel przez ochronę przed odkształceniami ztyłu zasilacza.
powermax1650 Podręcznik operatora 3-13
2

USTAWIENIE
4. Znajdź płytę zobwodami. Użyj izolowanych końcówek terminala typu faston (1/4 cala)
dopołączenia z J15 iJ16.
Sygnał: Napięcie łuku (kontroler wysokości palnika)
Typ: Wyjście:
Uwagi: Pełne napięcie łuku. Brak dzielnika napięcia.
Maks. 300VDC. (Sygnał niedostępny
wzłączu panela tylnego)
J15 +VDC
J16 –VDC
5. Dociśnij ochronę przed odkształceniami.
6. Zamontuj zpowrotem pokrywę.
3-14 powermax1650 Podręcznik operatora
2

USTAWIENIE
Zmiana XFER (rozpoczęcia ruchu maszyny) zpołączenia bezprądowego
do sygnału napięciowego
24VDC (napięcie referencyjne uziemienia obudowy) przy maksymalnie 100mA jest możliwe
do uzyskania przy J19 na tablicy rozdzielającej do sterowania izolowanymi/separowanymi
galwanicznie urządzeniami, takimi jak cewka przekaźnika24VDC (240omów lub więcej)
lubtypowy przemysłowy moduł z wejściami bezpotencjałowymi (zwbudowanym transoptorem).
Poniżej przedstawione są typowe połączenia dla układu sterowania.
Sterowanie cewką przekaźnika
5
V-div –
6
V-div +
4
3
14
12
13
Osłona
Rozruch
Sygnał
J15
J16
J19
CZARNY
Przesuń czarny kabel
(CZARNY) do uziemienia
(UZIEMIENIE) idodaj przewód
połączeniowy, jak pokazano
narysunku.
XFER ROZRUCH
UZIEMIENIE
ŻÓŁTY
24VDC
CZARNY
CZERWONY
BIAŁY
Uwagi:
1. Dostarczona przez klienta
cewka przekaźnika o mocy
24VDC > 240omów.
2. Należy użyć diody tłumiącej
(1A, 100V), typu IN4002,
IN4003 lub IN4004.
3. Bolców 5 i6 należy użyć
jedynie do systemów
zawierających kabel
PowermaxEDGE zdzielnikiem
napięcia.
powermax1650 Podręcznik operatora 3-15
2

USTAWIENIE
Sterowanie przemysłowym modułem zwejściami bezpotencjałowymi
5
V-div –
6
V-div +
4
3
14
12
13
Rozruch
Sygnał
J16
J15
XFER ROZRUCH
J19
UZIEMIENIE
24VDC
CZARNY
CZARNY
Przesuń czarny kabel (CZARNY)
do uziemienia (UZIEMIENIE)
idodaj przewód połączeniowy,
jak pokazano na rysunku.
ŻÓŁTY
CZERWONY
Osłona
bezpotencjałowymi
+
–
BIAŁY
Uwagi:
1. Dostarczony przez klienta
moduł z wejściami
bezpotencjałowymi.
2. Bolców 5 i6 należy użyć
jedynie do systemów
zawierających kabel
PowermaxEDGE zdzielnikiem
napięcia.
Moduł z wejściami
3-16 powermax1650 Podręcznik operatora
2

Sterowanie cewką przekaźnika zzewnętrznym zasilaniem
5
V-div –
6
V-div +
4
3
14
12
13
Osłona
USTAWIENIE
Rozruch
Sygnał
+
24VDC
–
J16
J15
J19
XFER ROZRUCH
UZIEMIENIE
24VDC
CZARNY
ŻÓŁTY
CZERWONY
BIAŁY
Uwagi:
1. Dostarczona przez klienta
cewka przekaźnika o mocy
24VDC > 240omów.
2. Doprowadzone przez klienta
zasilanie omocy 24VDC.
3. Należy użyć diody tłumiącej
(1A, 100V), typu IN4002,
IN4003 lub IN4004.
4. Bolców 5 i6 należy użyć
jedynie do systemów
zawierających kabel
PowermaxEDGE zdzielnikiem
napięcia.
powermax1650 Podręcznik operatora 3-17
2

USTAWIENIE
Sterowanie przemysłowym modułem z wejściami bezpotencjałowymi
z zewnętrznym
J16 J15
zasilaniem
XFER ROZRUCH
5
6
4
3
14
12
13
Osłona
V-div –
V-div +
Rozruch
Sygnał
+
24VDC
–
Moduł z wejściami
bezpotencjałowymi
+
J19
–
UZIEMIENIE
24VDC
CZARNY
ŻÓŁTY
CZERWONY
BIAŁY
Uwagi:
1. Dostarczony przez
klienta moduł z wejściami
bezpotencjałowymi.
2. Doprowadzone przez
klienta zasilanie omocy
24VDC.
3. Bolców 5 i6 należy użyć
jedynie do systemów
zawierających kabel
PowermaxEDGE
zdzielnikiem napięcia.
3-18 powermax1650 Podręcznik operatora
2

Rozdział 4
DZIAŁANIE
W tym rozdziale:
Kontrolki iwskaźniki ...........................................................................................................................................4-2
Wskaźniki LED .........................................................................................................................................4-2
Montaż materiałów eksploatacyjnych ............................................................................................................ 4-3
Konfiguracja materiałów eksploatacyjnych T100 ........................................................................................4-4
Zosłoną ..................................................................................................................................................... 4-4
Bez osłony ................................................................................................................................................. 4-4
FineCut ...................................................................................................................................................... 4-4
Żłobienie .................................................................................................................................................... 4-5
Konfiguracja materiałów eksploatacyjnych T100M-2 ................................................................................ 4-5
Zosłoną ..................................................................................................................................................... 4-5
FineCut ...................................................................................................................................................... 4-6
Nasadka zkontaktem omowym ............................................................................................................ 4-6
Bez osłony ................................................................................................................................................. 4-6
Ustawianie przełącznika trybu pracy ...............................................................................................................4-7
Włączanie (ON) zasilania ..................................................................................................................................4-7
Kontrola wskaźników świetlnych .....................................................................................................................4-7
Regulowanie ciśnienia gazu iustawienia prądu .........................................................................................4-8
Działanie palnika ręcznego............................................................................................................................... 4-9
Działanie spustu bezpieczeństwa ........................................................................................................ 4-9
Montaż zacisku roboczego .................................................................................................................. 4-10
Rozpoczynanie cięcia od krawędzi elementu obrabianego .........................................................4-10
Technika cięcia palnikiem ręcznym ....................................................................................................4-11
Przebijanie ...............................................................................................................................................4-12
Żłobienie ..................................................................................................................................................4-13
Wykresy cięcia ..................................................................................................................................................4-14
powermax1650 Podręcznik operatora 4-1
3

DZIAŁANIE
Kontrolki iwskaźniki
Regulacja prądu
(A) / pokrętło
testu gazu
Wskaźniki LED
Wskaźniki LED
AMPS
60
40
30
50 60AC70 80
4.0 5.0
_
Włącznik (ON) (I) / wyłącznik
(OFF) (O) zasilania
80
100
V
PSI
6.0
BAR
+
Przełącznik
trybu pracy
Manometr
Regulator
ciśnienia
Zielona kontrolka LED zasilania
AC
Świecąca kontrolka oznacza, że zasilanie urządzenia jest włączone iże włącznik/wyłącznik
zasilania jest ustawiony w pozycji ON (I).
Kontrolka LED ciśnienia gazu
Żółta: Migająca kontrolka oznacza spadek ciśnienia gazu poniżej 4,5bara (w przypadku
cięcia) lub 2,8bara (wprzypadku żłobienia).
Zielona: Świecąca kontrolka oznacza, że ciśnienie gazu jest odpowiednie dla danego
trybu pracy palnika.
Żółta kontrolka LED nasadki palnika
Święcąca kontrolka oznacza, że nasadka się obluzowała lub nie jest zamontowana.
UWAGA: Należy poprawić/zamontować nasadkę przy wyłączonym zasilaniu (OFF),
anastępnie włączyć zasilanie (ON), aby kontrolka przestała świecić.
Żółta kontrolka LED temperatury
Świecąca kontrolka oznacza, że temperatura zasilacza przekroczyła dopuszczalny poziom.
Czerwona kontrolka LED wystąpienia błędu
Świecąca kontrolka oznacza, że wystąpił błąd uniemożliwiający pracę systemu. Dodatkowo
powinna świecić się żółta kontrolka LED wskazująca rodzaj błędu.
Żółta kontrolka LED napięcia zasilania
V
Świecąca kontrolka oznacza, że napięcie zasilania spadło poniżej 170VAC, wzrosło
powyżej 680VAC lub zanikła faza.
4-2 powermax1650 Podręcznik operatora
2

Montaż materiałów eksploatacyjnych
OSTRZEŻENIE
PALNIKI O BEZPOŚREDNIEJ AKTYWACJI
ŁUK PLAZMOWY MOŻE SPOWODOWAĆ OBRAŻENIA
IPOPARZENIA
Łuk plazmowy powstaje natychmiast po włączeniu spustu palnika.
Może on szybko przeciąć rękawice iskórę. Przed rozpoczęciem
wymiany materiałów eksploatacyjnych należy się upewnić,
żezasilanie jest wyłączone (OFF).
Instrukcja montażu palnika ręcznego jest przedstawiona poniżej. W przypadku palników
zmechanizowanych może być konieczne zamontowanie palnika na stole cięcia przed
zainstalowaniem materiałów eksploatacyjnych.
DZIAŁANIE
1
2
Uwaga: Należy dokręcić ręcznie.
Osłona
Nasadka
Dysza
Elektroda
Pierścień
zawirowujący
powermax1650 Podręcznik operatora 4-3
0

DZIAŁANIE
Konfiguracja materiałów eksploatacyjnych T100
Zosłoną
40 A
120929
60 A
120929 120931120928
80 A
120929 120927120928
100 A
220065 220011220048
120932120928
120926
120925
220051220037
Pierścień
uszczelniający
o przekroju
okrągłym
058519
Bez osłony
Materiały eksploatacyjne bez osłony przeznaczone dla modelu palnika ręcznego T100 (za wyjątkiem
modeli CE) są takie same jak dla modelu T100M-2. Prosimy zapoznać się zilustracjami w dalszej
części tego rozdziału.
FineCut
30A–50A
Pierścień
uszczelniający
o przekroju
okrągłym
058519
220325*
220327**
120979
120928
220329
120926
*Do stosowania z systemami CE.
** Pierścień zawirowujący 220327 jest
przeznaczony do cięcia ręcznego zużyciem
materiałów eksploatacyjnych FineCut.
4-4 powermax1650 Podręcznik operatora
3

DZIAŁANIE
Żłobienie
60A / 80A
120977 220059120928
100 A
120977 220063220048
120925120926
220051220037
Konfiguracja materiałów eksploatacyjnych T100M-2
Zosłoną
Pierścień
uszczelniający
o przekroju
okrągłym
058519
40 A
120930 120932
60 A
120930 120931120928
80 A
120930 120927120928
100 A
220047 220011220048
120928
Pierścień
uszczelniający
o przekroju
120925120926
220051220037
okrągłym
058519
powermax1650 Podręcznik operatora 4-5
3

DZIAŁANIE
FineCut
30A–50A
220325*
120928
220329
120979
220404
220061**
Nasadka zkontaktem omowym**
100 A40A–80A
220061
220206
Pierścień
uszczelniający
oprzekroju okrągłym
058519
120926
120925
* W krajach EOG, materiały
eksploatacyjne bez osłony
mogą być używane jedynie przy
pracach z zastosowaniem palnika
zmechanizowanego.
Robocze odsunięcie palnika powinno
wynosić około 3mm.
** Jeżeli zainstalowany jest kompatybilny
Bez osłony*
kontroler wysokości palnika, należy
użyć nasadki zkontaktem omowym.
40 A
120979 220006120928
Pierścień
60 A
120979 220007120928
80 A
120979 120980120928
100 A
120979 220064220048
4-6 powermax1650 Podręcznik operatora
0
120925120926
220051220037
uszczelniający
o przekroju
okrągłym
058519
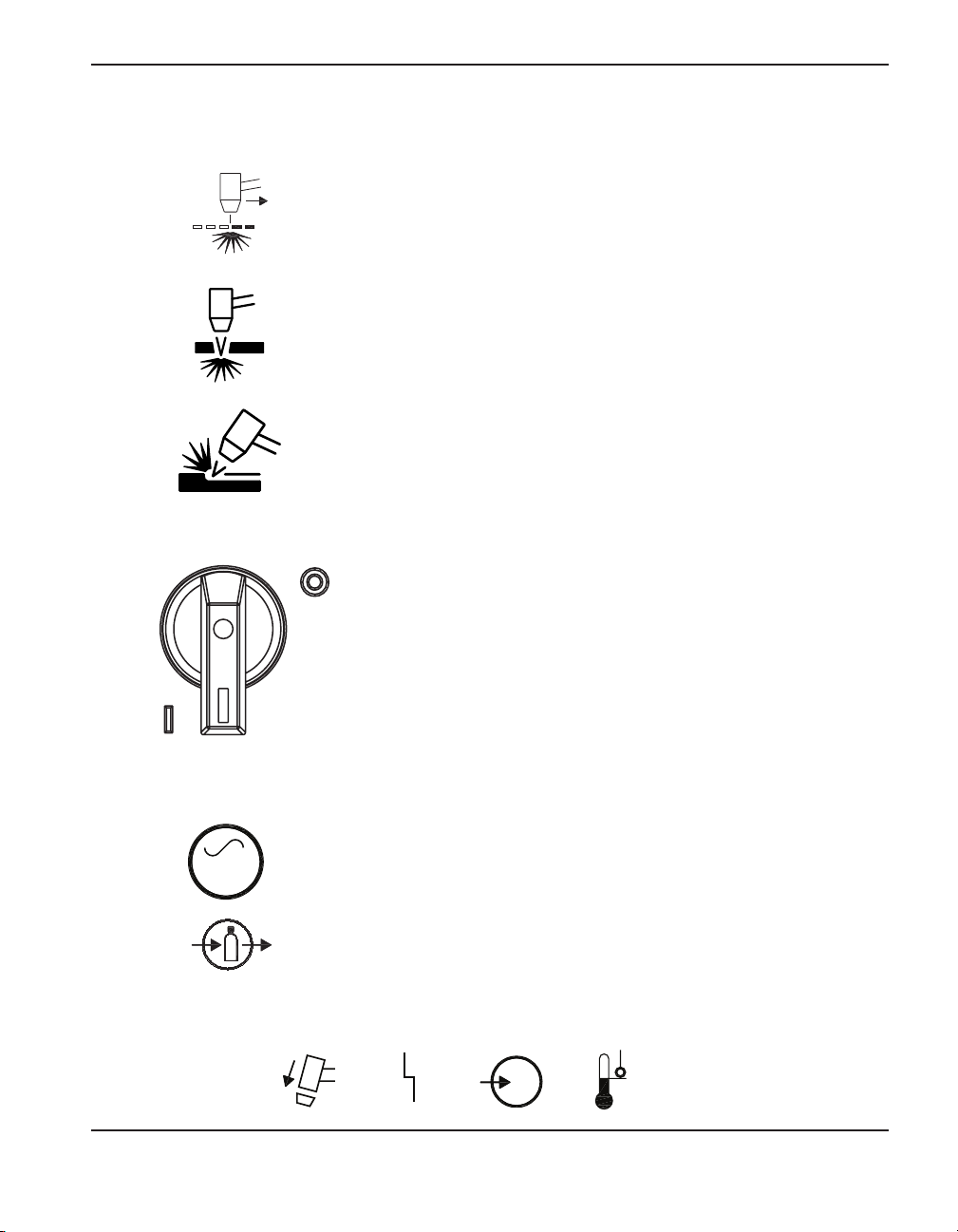
Ustawianie przełącznika trybu pracy
Do cięcia siatek lub materiałów
perforowanych. Automatyczne
ponowne uruchamianie pilota.
Do cięcia metalu/blachy.
Optymalny okres użytkowania
materiałów eksploatacyjnych.
Do żłobienia lub do prac bez transferu łuku.
Włączanie (ON) zasilania
DZIAŁANIE
Ustaw włącznik wpozycji ON(I), jak pokazano na rysunku.
Uwaga: Wiatrak chłodzący włącza się automatycznie
wrazie potrzeby.
Kontrola wskaźników świetlnych
AC
Sprawdź, czy pozostałe wskaźniki świetlne się NIE świecą. Więcej informacji znajduje się
wRozdziale 5 Konserwacja iczęści.
Sprawdź, czy świeci się lampka sygnalizująca włączenia
zasilania (ON).
Sprawdź, czy kontrolka LED ciśnienia gazu świeci się na zielono.
V
powermax1650 Podręcznik operatora 4-7
2

DZIAŁANIE
2
3
4
Regulowanie ciśnienia gazu iustawienia prądu
1
AMPS
60
40
30
Ustaw pokrętło na test gazu.
Pociągnij pokrętło regulatora,
żeby je odblokować.
100
80
Wciśnij pokrętło regulatora,
żeby je zablokować.
5
AMPS
40
30
60
80
100
Ustaw natężenie prądu dla cięcia
(minimum 30A).
6.0
15-25 ft
4.5-7.5 m
PSI
BAR
35-50 ft
12-15 m
7050 60
15-50 ft
4.5-15 m
80
5.04.0
Ustaw ciśnienie według danych pokazanych
na obrazku, dostosowując je do trybu cięcia
idługości przewodu palnika.
4-8 powermax1650 Podręcznik operatora
2

Działanie palnika ręcznego
2
3
1
OSTRZEŻENIE
PALNIKI O BEZPOŚREDNIEJ AKTYWACJI
ŁUK PLAZMOWY MOŻE SPOWODOWAĆ OBRAŻENIA
IPOPARZENIA
Łuk plazmowy powstaje natychmiast po włączeniu spustu palnika.
Łuk plazmowy może uszkodzić rękawice ipoparzyć skórę.
• Nie należy zbliżać się do końcówki palnika.
• Nie wolno przytrzymywać elementu obrabianego; dłoni nie należy zbliżać
dościeżki ciecia.
• Nigdy nie należy kierować palnika wswoją stronę, aniw stronę innych osób.
• Nigdy nie używać ze zdalnym włącznikiem/wyłącznikiem.
Działanie spustu bezpieczeństwa
DZIAŁANIE
powermax1650 Podręcznik operatora 4-9
0

DZIAŁANIE
ISKRY IGORĄCY METAL MOGĄ USZKODZĆ
Po włączeniu palnika ustawionego pod kątem z jego dyszy zaczną
rozpryskiwać się iskry igorący metal. Palnika nie należy kierować wswoją
stronę, ani w stronę innych osób.
Montaż zacisku roboczego
Rozpoczynanie cięcia od krawędzi elementu obrabianego
OSTRZEŻENIE
WZROK IPOPARZYĆ SKÓRĘ
Zamontuj stabilnie zacisk roboczy do elementu
obrabianego. Usuń rdzę, farbę lub inne powłoki,
aby zapewnić dobry kontakt elektryczny.
Zamontuj zacisk roboczy do powierzchni ciętej tak
blisko, jak to możliwe, aby zredukować narażenie
na działanie pola elektromagnetycznego.
Nie montuj zacisku roboczego na części, która ma
zostać odcięta.
Trzymaj palnik pionowo przy krawędzi obrabianego
elementu.
Rozpocznij cięcie od krawędzi obrabianego
elementu.
Zatrzymaj palnik przy krawędzi, aż łuk całkowicie
przetnie element obrabiany.
Następnie kontynuuj cięcie.
4-10 powermax1650 Podręcznik operatora
2

Technika cięcia palnikiem ręcznym
Aktywowanie palnika bez potrzeby skraca okres użytkowania
dyszyi elektrody.
Podczas cięcia należy sprawdzać, czy ze spodniej
części elementu obrabianego nie wydostają się iskry.
Jeśli iskry wydostają się zelementu obrabianego,
oznacza to, że palnik przesuwany jest zbyt szybko lub,
że moc zasilania jest zbyt niska.
Trzymaj palnik wpozycji pionowej i obserwuj
łukpodczas cięcia linii.
DZIAŁANIE
Materiały eksploatacyjne bez osłony: robocze
odsunięcie palnika powinno wynosić około 4,8mm.
Materiały eksploatacyjne z osłoną: nie dociskaj
palnikaw dół podczas cięcia. W celu zapewnienia
stabilnego cięcia palnik należy ostrożnie ciągnąć
(przesuwać) wzdłuż elementu obrabianego.
• Łatwiej jest ciągnąć palnik podczas cięcia, niż pchać go.
• Wcelu przecięcia cienkiego materiału, należy zmniejszyć natężenie prądu do uzyskania najlepszej
jakości cięcia.
• Wcelu uzyskania prostoliniowych cięć należy zastosować odpowiednią prowadnicę, np.
liniał mierniczy. W celu wycięcia kółka, użyj wzornika lub prowadnicy do cięcia plazmą firmy
Hypertherm (numer części 027668).
• Przepływ resztkowy — Po zwolnieniu włącznika spustu palnika, gaz będzie przepływał jeszcze
przez 30 sekund, aby schłodzić palnik imateriały eksploatacyjne.
Uwaga: Palnik uruchomi się ponownie, jeśli podczas przepływu resztkowego ponownie
zostanie aktywowany włącznik spustu. Aby przerwać przepływu resztkowy, włącz,
anastępnie natychmiast zwolnij spust.
powermax1650 Podręcznik operatora 4-11
2

DZIAŁANIE
Przebijanie
OSTRZEŻENIE
ISKRY IGORĄCY METAL MOGĄ
USZKODZĆ WZROK I POPARZYĆ SKÓRĘ
Po włączeniu palnika ustawionego pod kątem z jego dyszy
zaczną rozpryskiwać się iskry igorący metal. Palnika nie
należy kierować w swoją stronę, ani w stronę innych osób.
Przed włączeniem palnika ustaw go tak, aby dysza znajdowała się w odległości 3mm od elementu
obrabianego.
Odpal palnik trzymając go pod
kątem w stosunku do elementu
obrabianego, anastępnie powoli
obracaj go aż do prostej pozycji.
Jeśli ze spodniej części elementu
obrabianego wydostają się iskry,
łuk przebił się przez materiał.
Po zakończonym przebiciu,
można rozpocząć cięcie.
4-12 powermax1650 Podręcznik operatora
0
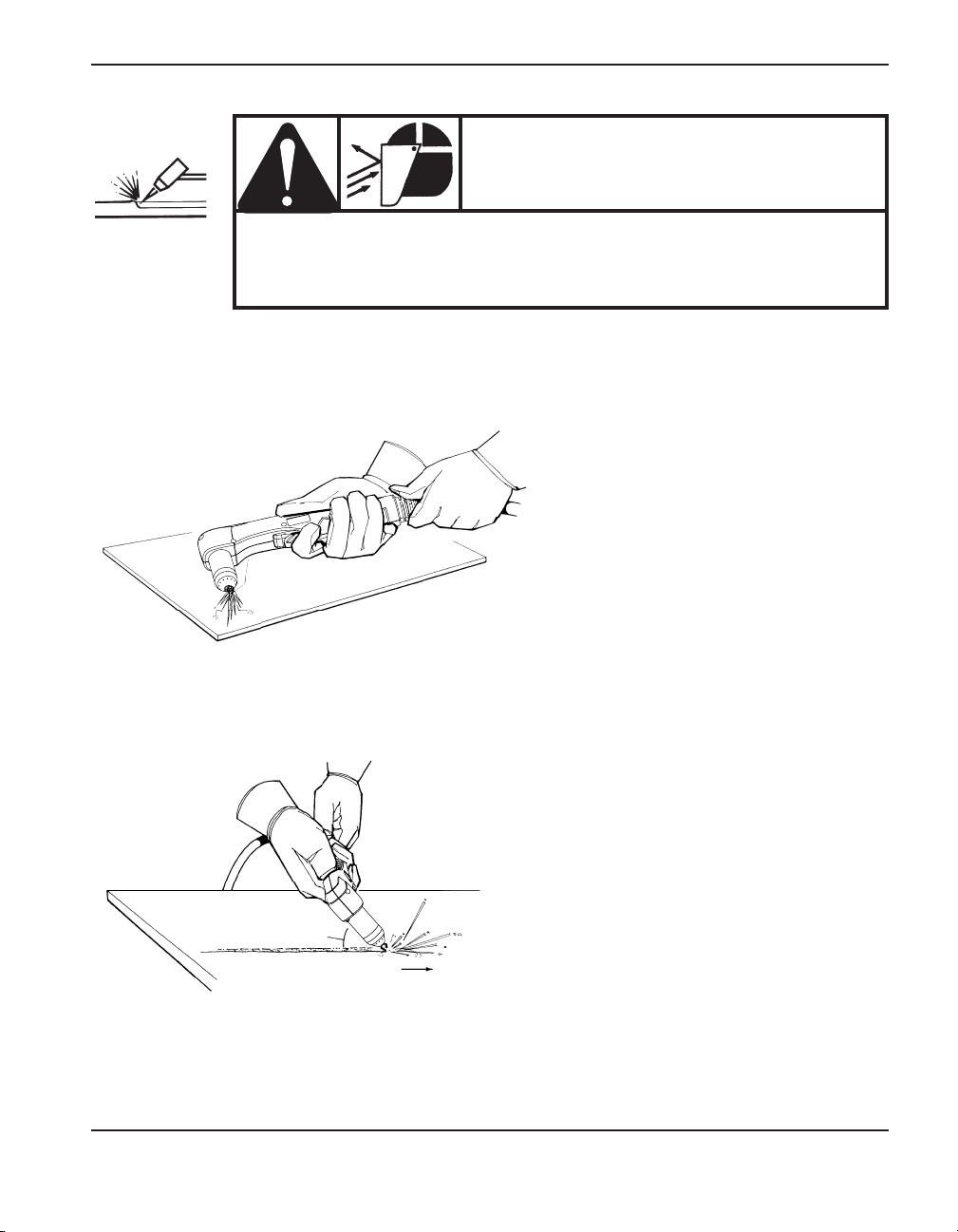
DZIAŁANIE
Żłobienie
OSTRZEŻENIE
ISKRY IGORĄCY METAL MOGĄ
USZKODZĆ WZROK I POPARZYĆ SKÓRĘ
Po włączeniu palnika ustawionego pod kątem z jego dyszy
zaczną rozpryskiwać się iskry igorący metal. Palnika nie
należy kierować w swoją stronę, ani w stronę innych osób.
Przed włączeniem palnika ustaw go tak, aby dysza znajdowała się w odległości 1,5mm
odelementu obrabianego.
Trzymaj palnik pod kątem 45°
wstosunku do elementu obrabianego.
Pociągnij spust, aby aktywować
łuk pilota. Przenieś łuk na element
obrabiany.
Utrzymuj kąt mniej więcej 45°
wstosunku do elementu obrabianego.
Kontynuuj żłobienie.
Kierunek przesuwu
45°
Uwaga: Dla lepszej ochrony dłoni i palnika można nabyć osłonę termiczną
(numer części 220049).
powermax1650 Podręcznik operatora 4-13
0

DZIAŁANIE
Wykresy cięcia
Materiały eksploatacyjne z osłoną dla systemu zmechanizowanego 100 A
• Robocze odsunięcie palnika w poniższych wykresach cięcia jest równe 3,2mm idotyczy
wszystkich cięć.
Osłona
220047
Nasadka
220048
Stal miękka
Natężenie
prądu łuku
100
Napięcie łuku
153 0,5 1/4 6,4 208 5283 135 3429
155 0,5 3/8 9,5 119 3022 77 1955
159 1,0 1/2 12,7 88 2235 57 1447
160 1,0 5/8 15,9 61 1549 40 1016
161 1,5 3/4 19,0 47 1193 26 660
163
167 1 1/4 31,8 19 482 12 305
Opóźnienie
przy
przebijaniu
n.d.
Stal nierdzewna
Natężenie
prądu łuku
100
Napięcie łuku
154 0,5 1/4 6,4 231 5867 150 3810
156 0,5 3/8 9,5 122 3099 79 2006
161 1,0 1/2 12,7 79 2006 52 1320
162 1,0 5/8 15,9 52 1320 34 863
164 1,5 3/4 19,0 39 990 25 635
166
169 1 1/4 31,8 14 355 9 228
Opóźnienie
przy
przebijaniu
n.d.
Aluminium
Natężenie
prądu łuku
100
Maksymalne szybkości cięcia to najwyższe wartości szybkości, jakie można osiągnąć bez spadku jakości cięcia.
Optymalneszybkości cięcia zapewniają najlepszy kąt ciecia, najmniej żużlu oraz najlepsze wykończenie powierzchni cięcia.
Uwaga: wykresy cięcia stanowią wstępną pomoc wodpowiednim zaplanowaniu różnych operacji cięcia.
Każdy system cięcia wymaga jeszcze dopracowania parametrów iustawień w celu uzyskania pożądanej jakości cięcia.
Napięcie łuku
154 0,5 1/4 6,4 253 6426 164 4165
157 0,5 3/8 9,5 142 3606 92 2336
160 1,0 1/2 12,7 108 2743 70 1778
161 1,0 5/8 15,9 77 1955 50 1270
162 1,5 3/4 19,0 57 1447 33 838
165 n.d. 1 25,4 33 838 21 533
Opóźnienie
przy
przebijaniu
Dysza
220011
Elektroda
220037
Pierścień
zawirowujący
Palnik
T100M-2
220051
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
1 25,4 28 711 18 457
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
1 25,4 23 584 15 381
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
4-14 powermax1650 Podręcznik operatora
3

DZIAŁANIE
Materiały eksploatacyjne z osłoną dla systemu zmechanizowanego 80 A
• Robocze odsunięcie palnika w poniższych wykresach cięcia jest równe 1,5mm idotyczy
wszystkich cięć.
Osłona
120930
Nasadka
120928
Dysza
120927
Elektroda
120926
Pierścień
zawirowujący
Palnik
T100M-2
120925
Stal miękka
Natężenie
prądu łuku
80
Napięcie łuku
132 0,25 3/16 4,8 216 5486 140 3556
134
137 3/8 9,5 94 2388 61 1549
140 1/2 12,7 60 1524 39 991
145 1,0 5/8 15,9 40 1016 26 660
148
150 7/8 22,2 23 584 15 381
156 1 25,4 16 406 10 254
Opóźnienie
przy
przebijaniu
0,50
n.d.
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
1/4 6,4 161 4089 105 2667
3/4 19,0 31 787 20 508
Stal nierdzewna
Natężenie
prądu łuku
80
Napięcie łuku
134 0,25 3/16 4,8 216 5486 140 3556
136 0,50 1/4 6,4 158 4013 103 2616
139
142 1/2 12,7 50 1270 33 838
145 1,0 5/8 15,9 34 864 22 559
150
153 1 25,4 14 356 9 229
Opóźnienie
przy
przebijaniu
0,75
n.d.
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
3/8 9,5 83 2108 54 1372
3/4 19,0 24 610 16 406
Aluminium
Natężenie
prądu łuku
80
Maksymalne szybkości cięcia to najwyższe wartości szybkości, jakie można osiągnąć bez spadku jakości cięcia.
Optymalne szybkości cięcia zapewniają najlepszy kąt ciecia, najmniej żużlu oraz najlepsze wykończenie powierzchni cięcia.
Uwaga: wykresy cięcia stanowią wstępną pomoc wodpowiednim zaplanowaniu różnych operacji cięcia.
Każdy system cięcia wymaga jeszcze dopracowania parametrów iustawień w celu uzyskania pożądanej jakości cięcia.
Napięcie łuku
134
139 1/4 6,4 176 4470 114 2896
143
146 1/2 12,7 75 1905 37 940
154 n.d. 3/4 19,0 37 940 19 483
Opóźnienie
przy
przebijaniu
0,25
0,75
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
1/8 3,2 454 11532 295 7493
3/8 9,5 121 3073 60 1524
powermax1650 Podręcznik operatora 4-15
3

DZIAŁANIE
Materiały eksploatacyjne z osłoną dla systemu zmechanizowanego 60 A
• Robocze odsunięcie palnika w poniższych wykresach cięcia jest równe 1,5mm idotyczy
wszystkich cięć.
Osłona
120930
Stal miękka
Natężenie
prądu łuku
60
Napięcie łuku
Stal nierdzewna
Natężenie
prądu łuku
60
Napięcie łuku
Aluminium
Natężenie
prądu łuku
60
Napięcie łuku
Nasadka
120928
Dysza
120931
Elektroda
120926
Pierścień
zawirowujący
Palnik
T100M-2
120925
Opóźnienie
przy
134
134 10GA 3,4 264 6706 211 5359
138 0,25 1/4 6,4 132 3353 86 2184
141 0,75 3/8 9,5 63 1600 41 1041
141
147 5/8 15,9 31 787 20 512
153 3/4 19,0 22 559 14 363
134 0 16GA 1,5 625 15875 406 10312
136 0,25 10GA 3,4 244 6198 159 4039
139 0,50 1/4 6,4 110 2794 72 1829
145 0,75 3/8 9,5 53 1346 34 864
146
149 5/8 15,9 26 660 17 429
154 3/4 19,0 18 457 12 297
135 0 1/16 1,6 666 16916 433 10995
138
141 1/4 6,4 145 3683 94 2388
146 0,75 3/8 9,5 74 1880 48 1219
149
153 5/8 15,9 33 838 21 545
przebijaniu
0
1,50
Opóźnienie
przy
przebijaniu
2,00
Opóźnienie
przy
przebijaniu
0,25
1,50
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
16GA 1,5 627 15926 502 12751
1/2 12,7 42 1067 27 686
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
1/2 12,7 35 889 23 584
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
1/8 3,2 400 10160 260 6604
1/2 12,7 51 1295 30 762
Maksymalne szybkości cięcia to najwyższe wartości szybkości, jakie można osiągnąć bez spadku jakości cięcia.
Optymalne szybkości cięcia zapewniają najlepszy kąt ciecia, najmniej żużlu oraz najlepsze wykończenie powierzchni cięcia.
Uwaga: wykresy cięcia stanowią wstępną pomoc wodpowiednim zaplanowaniu różnych operacji cięcia.
Każdy system cięcia wymaga jeszcze dopracowania parametrów iustawień w celu uzyskania pożądanej jakości cięcia.
4-16 powermax1650 Podręcznik operatora
3

DZIAŁANIE
Materiały eksploatacyjne z osłoną dla systemu zmechanizowanego 40 A
• Robocze odsunięcie palnika w poniższych wykresach cięcia jest równe 1,5mm idotyczy
wszystkich cięć.
Osłona
120930
Stal miękka
Natężenie
prądu łuku
25
40
Napięcie łuku
Stal nierdzewna
Natężenie
prądu łuku
25
40
Napięcie łuku
Nasadka
120928
Dysza
120932
Elektroda
120926
Pierścień
zawirowujący
Palnik
T100M-2
120925
Opóźnienie
przy
przebijaniu
147 26GA 0,5 638 16205 415 10541
148 22GA 0,8 500 12700 325 8255
149 18GA 1,3 312 7925 203 5156
152 16GA 1,5 176 4470 114 2896
144 0,25 14GA 1,9 640 16256 221 5613
146 0,50 10GA 3,4 151 3835 98 2489
147 0,75 3/16 4,7 97 2464 63 1600
149 1,00 1/4 6,4 74 1880 48 1219
Opóźnienie
przy
przebijaniu
139 26GA 0,5 631 16027 410 10414
139 22GA 0,8 496 12598 322 8179
142 0,25 18GA 1,3 592 15037 335 8509
144 0,25 16GA 1,5 374 9500 243 6172
144 0,25 14GA 1,9 221 5613 144 3658
147 0,50 10GA 3,4 107 2718 70 1778
149 0,75 3/16 4,7 67 1702 44 1118
149 1,00 1/4 6,4 47 1194 31 787
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
Aluminium
Natężenie
prądu łuku
25
40
Maksymalne szybkości cięcia to najwyższe wartości szybkości, jakie można osiągnąć bez spadku jakości cięcia.
Optymalne szybkości cięcia zapewniają najlepszy kąt ciecia, najmniej żużlu oraz najlepsze wykończenie powierzchni cięcia.
Uwaga: wykresy cięcia stanowią wstępną pomoc wodpowiednim zaplanowaniu różnych operacji cięcia.
Każdy system cięcia wymaga jeszcze dopracowania parametrów iustawień w celu uzyskania pożądanej jakości cięcia.
Napięcie łuku
150 1/32 0,8 610 15494 397 10084
152 1/16 1,5 268 6807 174 4420
146 0,25 3/32 2,4 293 7442 190 4826
149 0,50 1/8 3,2 204 5182 133 3378
151 1,00 1/4 6,4 76 1930 49 1245
Opóźnienie
przy
przebijaniu
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
powermax1650 Podręcznik operatora 4-17
3

DZIAŁANIE
Materiały eksploatacyjne FineCut
• Robocze odsunięcie palnika w poniższych wykresach cięcia jest równe 2,032mm dla stali
miękkiej i0,254mm dla stali nierdzewnej.
Deflektor Nasadka Dysza Elektroda Pierścień
220325*
120928
220329
120979
* Do stosowania zsystemami CE.
** Jeżeli zainstalowany jest kompatybilny kontroler
220404
220061**
Stal miękka
Natężenie prądu łuku Napięcie łuku
50 76 10GA 3,4 90 2286
40 83 10GA 3,4 50 1270
45 77 12GA 2,7 120 3048
40
30 80 24GA 0,6 150 3174
81 12GA 2,7 70 1778
79 14GA 1,9 135 3810
79 16GA 1,5 150 3810
79 18GA 1,2 150 2540
78 20GA 0,9 120 2540
Grubość materiału Przybliżona szybkość cięcia
Cale mm cal/min mm/min
wysokości palnika, należy użyć nasadki
zkontaktem omowym.
zawirowujący
PalnikT100M-2
120925120926
Stal nierdzewna
Natężenie prądu łuku Napięcie łuku
50 63 10GA 3,4 80 1905
40 73 10GA 3,4 60 1524
45 63 12GA 2,7 100 3174
40
30 66 24GA 0,6 150 3810
72 12GA 2,7 80 1905
65 14GA 1,9 150 3810
64 16GA 1,5 150 3810
64 18GA 1,2 150 3810
65 20GA 0,9 150 3810
Grubość materiału Przybliżona szybkość cięcia
Cale mm cal/min mm/min
4-18 powermax1650 Podręcznik operatora
3

DZIAŁANIE
Materiały eksploatacyjne bez osłony dla systemu zmechanizowanego 100 A
• Robocze odsunięcie palnika w poniższych wykresach cięcia jest równe 4,8mm idotyczy
wszystkich cięć.
Deflektor
120979
Stal miękka
Natężenie
prądu łuku
100
Napięcie łuku
Stal nierdzewna
Natężenie
prądu łuku
100
Napięcie łuku
Aluminium
Natężenie
prądu łuku
100
Napięcie łuku
Nasadka
220048
Dysza
220064
Elektroda
220037
Pierścień
zawirowujący
Palnik
T100M-2
220051
Opóźnienie
przy
136 0,5 1/4 6,4 210 5334 137 3479
139 0,5 3/8 9,5 122 3098 79 2006
142 1,0 1/2 12,7 91 2311 59 1498
146 1,0 5/8 15,9 57 1447 37 939
150 1,5 3/4 19,0 43 1092 28 711
155
160 1 1/4 31,8 16 406 10 254
136 0,5 1/4 6,4 241 6121 157 3987
139 0,5 3/8 9,5 131 3327 85 2159
142 1,0 1/2 12,7 81 2057 53 1346
146 1,0 5/8 15,9 51 1295 33 838
150 1,5 3/4 19,0 33 838 22 558
155
161 1 1/4 31,8 11 279 7 177
137 0,5 1/4 6,4 255 6477 166 4216
139 0,5 3/8 9,5 153 3886 99 2514
142 1,0 1/2 12,7 107 2717 70 1778
147 1,0 5/8 15,9 77 1955 50 1270
150 1,5 3/4 19,0 51 1295 33 838
154 n.d. 1 25,4 31 787 20 508
przebijaniu
n.d.
Opóźnienie
przy
przebijaniu
n.d.
Opóźnienie
przy
przebijaniu
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
1 25,4 26 660 17 431
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
1 25,4 22 558 14 355
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
Maksymalne szybkości cięcia to najwyższe wartości szybkości, jakie można osiągnąć bez spadku jakości cięcia.
Optymalne szybkości cięcia zapewniają najlepszy kąt ciecia, najmniej żużlu oraz najlepsze wykończenie powierzchni cięcia.
Uwaga: wykresy cięcia stanowią wstępną pomoc wodpowiednim zaplanowaniu różnych operacji cięcia.
Każdy system cięcia wymaga jeszcze dopracowania parametrów iustawień w celu uzyskania pożądanej jakości cięcia.
powermax1650 Podręcznik operatora 4-19
3
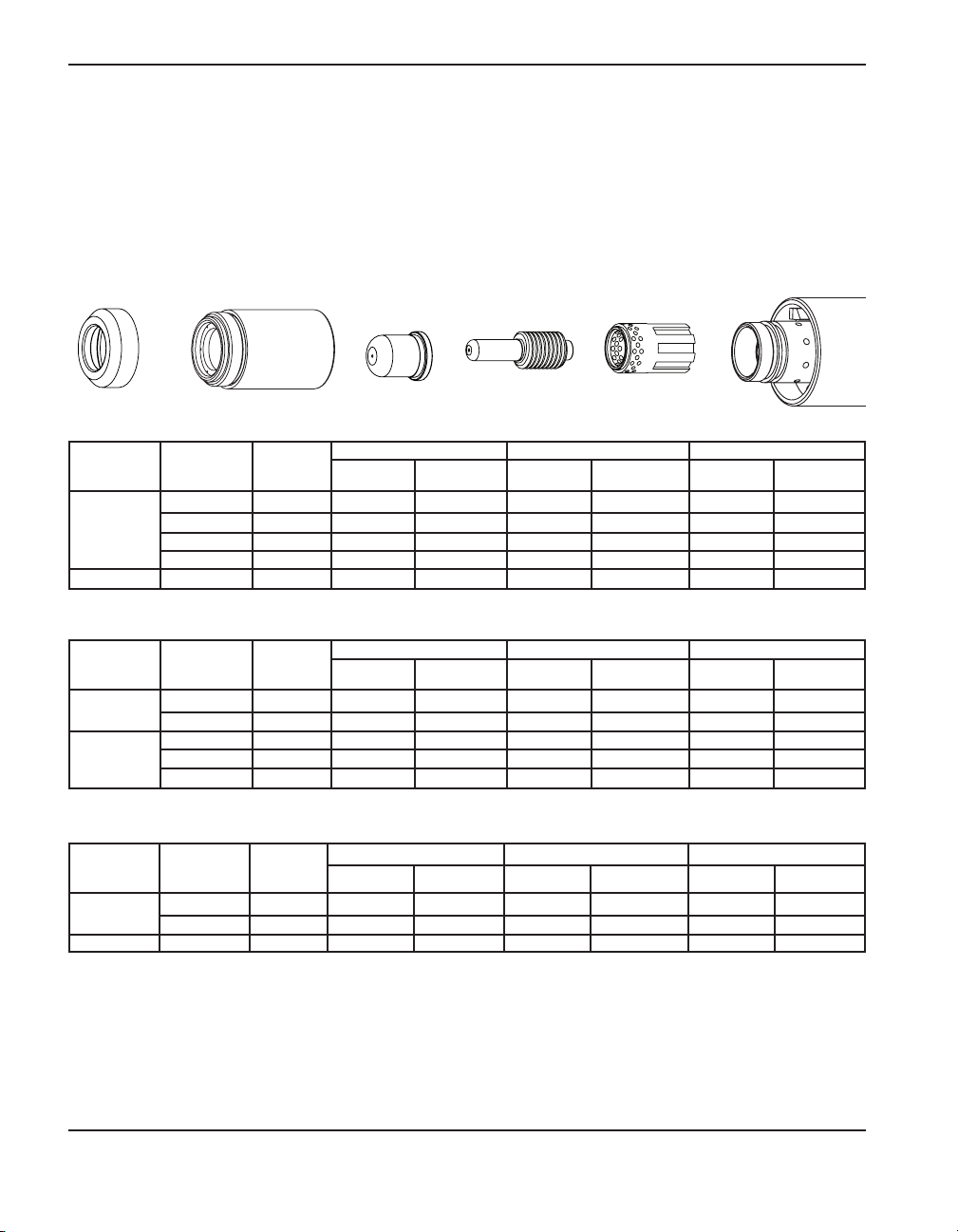
DZIAŁANIE
Materiały eksploatacyjne bez osłony dla systemu zmechanizowanego
40do 60 A
• Robocze odsunięcie palnika wponiższych wykresach cięcia jest równe 1,5mm idotyczy
wszystkich cięć.
Deflektor
120979
Nasadka
120928
Dysza
220006
Elektroda
120926
Pierścień
zawirowujący
120925
Stal miękka
Natężenie
prądu łuku
25
40 129 0,25 14GA 1,9 326 8280 212 5385
Napięcie łuku
125 26GA 0,5 550 13970 353 8966
128 22GA 0,8 484 12294 315 8001
130 18GA 1,3 238 6045 155 3937
131 16GA 1,5 167 4242 109 2769
Opóźnienie
przy
przebijaniu
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
Stal nierdzewna
Natężenie
prądu łuku
25
40
Napięcie łuku
127 26GA 0,5 561 14249 365 9271
127 22GA 0,8 453 11506 295 7493
123 0,25 18GA 1,3 500 12700 325 8255
127 0,25 16GA 1,5 367 9322 239 6071
128 0,25 14GA 1,9 220 5588 143 3632
Opóźnienie
przy
przebijaniu
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
Palnik
T100M-2
Aluminium
Natężenie
prądu łuku
25
40 127 0,25 3/32 2,4 261 6629 170 4318
Maksymalne szybkości cięcia to najwyższe wartości szybkości, jakie można osiągnąć bez spadku jakości cięcia.
Optymalne szybkości cięcia zapewniają najlepszy kąt ciecia, najmniej żużlu oraz najlepsze wykończenie powierzchni cięcia.
Uwaga: wykresy cięcia stanowią wstępną pomoc wodpowiednim zaplanowaniu różnych operacji cięcia.
Każdy system cięcia wymaga jeszcze dopracowania parametrów iustawień w celu uzyskania pożądanej jakości cięcia.
Napięcie łuku
125 1/32 0,8 564 14326 366 9296
127 1/16 1,5 236 5994 153 3886
Opóźnienie
przy
przebijaniu
Grubość materiału Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale mm cal/min mm/min cal/min mm/min
4-20 powermax1650 Podręcznik operatora
3

Rozdział5
KONSERWACJA ICZĘŚCI
Wtym rozdziale:
Rutynowa konserwacja ..................................................................................................................................... 5-2
Sprawdzanie materiałów eksploatacyjnych ....................................................................................... 5-3
Wymiana wkładki filtru ............................................................................................................................ 5-4
Kontrolki iwskaźniki ...........................................................................................................................................5-5
Podstawowe rozwiązywanie problemów ...................................................................................................... 5-6
Schemat systemu obwodowego .................................................................................................................... 5-9
Kwestie techniczne .......................................................................................................................................... 5-10
Części .................................................................................................................................................................5-10
Części palnika ........................................................................................................................................5-10
Części zasilacza .....................................................................................................................................5-11
Akcesoria .................................................................................................................................................5-11
powermax1650 Podręcznik operatora 5-1
0

KONSERWACJA ICZĘŚCI
Rutynowa konserwacja
Wyłącz zasilanie elektryczne przed rozpoczęciem jakichkolwiek
czynności konserwacyjnych. Wszelkie czynności wymagające
wymontowania obudowy zasilacza muszą być wykonane przez
wykwalifikowanego technika.
OSTRZEŻENIE
NIEBEZPIECZEŃSTWO ŚMIERTELNEGO
PORAŻENIAPRĄDEM
Przy każdym
użyciu
Sprawdź ciśnienie gazu.
Co tydzień
Co 3 miesiące
Wymień uszkodzone etykiety.
Wymień kabel zasilający
iwtyczkę, jeśli są uszkodzone.
50 60 70 80
4.0 5.0
PSI
6.0
BAR
Sprawdź przełącznik bezpieczeństwa założenia
nasadki: sprawdź, czy czerwona kontrolka LED
wystąpienia błędu iżółta kontrolka LED nasadki
palnika świecą się, gdy nasadka jest poluzowana.
Wymień przewód palnika,
jeśli jest uszkodzony.
Sprawdź materiały eksploatacyjne pod
kątem prawidłowej instalacji izużycia.
Sprawdź spust pod kątem uszkodzeń.
Sprawdź korpus palnika pod kątem
pęknięć iwystających przewodów.
Sprawdź przewód ciśnienia,
wkładkę filtru iszczelność
połączeń.
Oczyść wnętrze
zasilacza sprężonym
Co 6 miesięcy
5-2 powermax1650 Podręcznik operatora
2
powietrzem lub
podciśnieniem.

KONSERWACJA ICZĘŚCI
Sprawdzanie materiałów eksploatacyjnych
Część Sprawdź Działanie
Okrągły kształt otworu przelotowego
Dysza
Środkowy otwór Dobrze Źle Wymień
Maks. 0,8mm
Elektroda
Powierzchnia Maksymalna głębokość wgłębienia Wymień
środkowa 0,8mm
Pierścień
zawirowujący
Powierzchnie Uszkodzenie lub zanieczyszczenie Wymień
zewnętrzne
Otwór środkowy Czy elektroda płynnie przesuwa się? Wymień
Otwór gazowy Zablokowane otwory Wymień
Pierścień o przekroju
okrągłym uszczelniający
palnik
Powierzchnie zewnętrzne Uszkodzenie lub zużycie Wymień
Sucha powierzchnia Nałóż cienką warstwę
smaru silikonowego
(numer części 027055)
powermax1650 Podręcznik operatora 5-3
0

KONSERWACJA ICZĘŚCI
A
Wymiana wkładki filtru
1. Odłącz zasilanie elektryczne idopływ gazu. Wyjmij pułapkę filtru.
A. Pociągnij w dół trzymając czarny zatrzask. (Jeśli nie widzisz
zatrzasku, sprawdź tylną część pułapki filtru).
B. Obracaj pułapkę filtru w dowolnym kierunku, aż do zwolnienia.
C. Pociągnij pułapkę filtru w dół, aby ją wyjąć. Pułapka ma ugóry
pierścień uszczelniając o przekroju okrągłym. Nieusuwaj
pierścienia uszczelniającego.
Jeśli pierścień uszczelniający wydaje się zużyty lub z innych
powodów trzeba go wymienić, upewnij się, że masz odpowiedni
pierścień uszczelniający do filtru. (Każdy filtr ma etykietkę zboku).
• Do filtrów AF30 zastosuj część numer 011105.
• Do filtrów NAF3000 zastosuj część numer 011094.
2. Do wyjęcia wkładki filtru zosłony użyj śrubokręta. Następnie
zainstaluj nową wkładkę filtru.
Uwaga: Nie wolno dopuścić do obracania się filtru podczas
poluzowywania śruby.
A
B
C
3. Ponownie zamontuj pułapkę filtru.
A. Przytrzymaj czarny zatrzask inałóż pułapkę filtru
nawkładkę filtru.
B. Wyrównaj oznaczenia na pułapce filtru iwkładce filtru.
B
C. Dokręcaj pułapkę filtru, aż zablokuje się we właściwym
miejscu.
C
5-4 powermax1650 Podręcznika operatora
3

KONSERWACJA ICZĘŚCI
Podstawowe rozwiązywanie problemów
Problem Przyczyna / Rozwiązanie
1. Włącznik/wyłącznik (ON/OFF)
zasilania jest ustawiony w położeniu
„I” (włączony) (ON), ale zielona
kontrolka LED zasilania nie świeci się.
AC
Uwaga: Wentylator włącza się
automatycznie. Wentylator
nie musi pracować za każdym
razem, gdy włączone jest
zasilanie.
2. Miga kontrolka zasilania
(zielona) oraz kontrolka niskiego
ciśnienia gazu (żółta), akontrolki
wystąpienia błędu (czerwone)
świecą się.
1.1 Kabel zasilający nie jest podłączony
dogniazdka sieciowego.
Podłącz kabel zasilający do gniazdka
sieciowego.
1.2 Główny włącznik/wyłącznik zasilania nie
jest w pozycji włączony (ON) lub nie jest
doprowadzone zasilanie do głównego
włącznika/wyłącznika zasilania.
Włącz zasilanie na głównym panelu zasilania
lub na urządzeniu zgłównym włącznikiem/
wyłącznikiem zasilania.
2.1 Dopływ gazu jest wyłączony (OFF)
lubniepodłączony do zasilacza.
Sprawdź, czy dopływ gazu jest włączony
ipodłączony do zasilacza.
2.2 Ciśnienie gazu jest zbyt niskie.
Ustaw ciśnienie dopływającego gazu
napoziomie 6,2–8,3bara. Sprawdź,
czyprzewód doprowadzający gazu jest
szczelny.
2.3 Ciśnienie gazu roboczego jest zbyt
niskiedla danego trybu.
Dostosuj ciśnienie gazu roboczego. Szczegóły
na temat ustawiania ciśnienia znajdują się
wRozdziale4.
3. Kontrolka zasilania, kontrolka
napięcia zasilania(żółta) i kontrolki
wystąpienia błędu (czerwone)
świecą się.
3.1 Napięcie zasilania jest zbyt niskie, zbyt
wysokie lub występuje brak napięcia.
Zasilanie urządzenia powinno zostać
sprawdzone przez wykwalifikowanego technika.
V
powermax1650 Podręcznik operatora 5-5
2

KONSERWACJA ICZĘŚCI
Podstawowe rozwiązywanie problemów (ciąg dalszy)
Problem Przyczyna / Rozwiązanie
4. Kontrolka zasilania (zielona)
ikontrolki wystąpienia błędu
(czerwone) świecą się.
5. Kontrolka zasilania (zielona),
kontrolka obluzowanych lub
brakujących części (żółta) lub
kontrolki wystąpienia błędu
(czerwone) świecą się.
6. Łuk nie jest transferowany
naelement obrabiany.
4.1 Jeden z wewnętrznych przełączników
termostatycznych otworzył się na
skutek przegrzania lub bardzo niskiej
temperatury.
Zostaw włączone zasilanie (ON), aby wentylator
schłodził zasilacz (w przypadku przegrzania).
Przenieś zasilacz do ciepłego miejsca
(wprzypadku zbyt niskiej temperatury).
5.1 Brakuje nasadki palnika lub jest
onaobluzowana.
Wyłącz zasilanie (OFF) i dokręć nasadkę,
bądź zainstaluj materiały eksploatacyjne.
Patrz Rozdział4, Instalowanie materiałów
eksploatacyjnych.
Jeżeli materiały eksploatacyjne palnika są
luźne lub jeśli zostaną zdemontowane, gdy
zasilacz jest włączony, należy wyłączyć zasilacz,
naprawić problem,a następnie włączyć
zasilaczw celu usunięcia błędu.
6.1 Zacisk roboczy nie jest przymocowany
do elementu obrabianego, zacisk
roboczy jest zepsuty lub w zasilaczu
występują luźne połączenia.
Przymocuj lub napraw zacisk roboczy.
6.2 Zacisk roboczy nie zapewnia
odpowiedniej styczności metalu
zmetalem.
Wyczyść miejsce,w którym zacisk styka
sięzelementem obrabianym.
6.3 Palnik znajduje się zbyt daleko
odelementu obrabianego.
Przybliż palnik do elementu obrabianego
iponownie go uruchom. Patrz Rozdział4,
Działanie palnika.
5-6 powermax1650 Podręcznika operatora
2

KONSERWACJA ICZĘŚCI
Podstawowe rozwiązywanie problemów (ciąg dalszy)
Problem Przyczyna / Rozwiązanie
7. Łuk gaśnie, ale ponownie się
zapala po naciśnięciu spustu
palnika.
8. Łuk jest rozpylony i syczy. 8.1 Wkładka filtru gazu poza zasilaczem
7.1 Materiały eksploatacyjne są zużyte
lubuszkodzone.
Sprawdź materiały eksploatacyjne, ajeśli
tokoniecznie wymień je. Patrz Sprawdzanie
materiałów eksploatacyjnych w tym rozdziale.
Patrz Rozdział4, Działanie palnika.
7.2 Ciśnienie gazu jest nieprawidłowe.
Wyreguluj ciśnienie gazu roboczego. Patrz
Rozdział4, Kontrola i regulacja ciśnienia gazu.
Upewnij się, że ciśnienie gazu doprowadzanego
do zasilacza nie jest niższe niż 6,1bara przy
przepływie 260l/min.
7.3 Wkładka filtru gazu poza zasilaczem
jestzanieczyszczona.
Wymień wkładkę filtru. Patrz Wymiana wkładki
filtru powietrza w tym rozdziale.
jestzanieczyszczona.
Wymień wkładkę filtru.
8.2 Do przewodów powietrza dostała
sięwoda.
Osusz filtr(y) powietrza i/lub dodaj dodatkową
filtrację powietrza do zasilacza. Patrz Rozdział 3,
Dodatkowa filtracja gazu.
8.3 Zużyte lub nieprawidłowo zainstalowane
materiały eksploatacyjne
Sprawdź materiały eksploatacyjne. Wymień je,
jeśli to konieczne.
9. Jakość cięcia jest niezadowalająca. 9.1 Materiały eksploatacyjne są zużyte lub
palnik jest nieprawidłowo użytkowany.
Patrz Sprawdzanie materiałów
eksploatacyjnych w tym rozdziale. Patrz
Rozdział 4, Działanie palnika ręcznego.
powermax1650 Podręcznik operatora 5-7
2

KONSERWACJA ICZĘŚCI
Podstawowe rozwiązywanie problemów (ciąg dalszy)
Problem Przyczyna / Rozwiązanie
10. Kontrolka zasilania (zielona)
ikontrolki wystąpienia błędu
(czerwone) migają.
11. Kontrolka zasilania (zielona)
ikontrolki wystąpienia błędu
(czerwone) świecą się po
włączeniu zasilania.
12. Kontrolka zasilania (zielona)
i kontrolki wystąpienia błędu
(czerwone) świecą się przez
10sekund po aktywacji spustu.
10.1 Awaria Błąd autodiagnostyki.
Wymagana naprawa systemu.
11.1 Sygnał rozruchu jest włączony (ON),
gdy aktywowany jest włącznik/
wyłącznik (ON/OFF) zasilania.
Wyłącz sygnał rozruchu. Wyłącz (OFF),
anastępnie ponownie włącz (ON) zasilanie.
12.1 Materiały eksploatacyjne zablokowały się.
Wyłącz zasilanie (OFF) isprawdź materiały
eksploatacyjne.
5-8 powermax1650 Podręcznika operatora
2

Schemat obwodu systemu
Oznaczenie Element
D1 ..........................Wejściowy mostek diodowy
D2 ..........................Wyjściowy mostek diodowy
L1 ...........................Czujnik doładowania
L2 ...........................Czujnik wyjścia
M1 ..........................Wentylator
PCB1 ....................Płyta filtru przeciw EMI
PCB2 ....................Płyta zasilająca
PCB3 ....................Tablica sterownicza
PS1 ........................Czujnik ciśnienia
Q1 ............................Wzmocnienie IGBT (tranzystor bipolarny z izolowaną bramką)
Q2 ..........................Inwertor IGBT (tranzystor bipolarny z izolowaną bramką)
Q3 ..........................Łuk pilota IGBT (tranzystor bipolarny z izolowaną bramką)
S1 ..........................Włącznik/wyłącznik zasilania
J1 ............................Złącze
TS1,TS2 ...............Czujnik temperatury radiatora
CPA
NORMAL
UP
MID
CURRENT
PCB3 Control Board
V
GOUGE
DOWN
AC
Torch
Nozzle
Electrode
J1
L2
PA
Q3
IGBT
-
D2
Diode
Output
Bridge
+
~
~
T2
Q2
Invertor
IGBT
TS3 ........................Czujnik temperatury transformatora
T2 ........................... Transformator mocy
V1 ...........................Zawór elektromagnetyczny
L1
Q1
Boost
Diode
Bridge
IGBT
+
~
Power
PCB2
~
~
-
7050STATUS
45 6055 65 75 80 85
GAS
D1
Input
KONSERWACJA ICZĘŚCI
Workpiece
Work
PS1
Pressure
Air/Gas
V1
Sensor (gas)
xfmr
Power
Board
Transfer
Sensor
Start Switch
IFB
Cap Switch
M1
TS2 TS3
TS1
to
Torch
Solenoid
Valve (gas)
Regulator
Filter
Air/Gas
Source
PCB1
EMI Filter
Board
(CE Only)
S1
PE
AC Input
powermax1650 Podręcznik operatora 5-9
0

KONSERWACJA ICZĘŚCI
Kwestie techniczne
Jeśli po prześledzeniu wskazówek zawartych w rozdziale Podstawowe rozwiązywanie problemów
problem nadal pozostaje nierozwiązany lub jeśli wymagana jest dodatkowa pomoc, prosimy:
1. Zadzwonić do dystrybutora firmy Hypertherm lub do autoryzowanego serwisu firmy Hypertherm.
2. Zadzwonić do najbliższego biura firmy Hypertherm wymienionego na okładce niniejszego
podręcznika.
Części
Części palnika
059264 Zespół palnika ręcznego T100, 7,5m
059270 Zespół palnika ręcznego T100, 15m
059299 Zespół palnika ręcznego T100, 22,9m
059315 Zespół palnika zmechanizowanego T100M-2, 7,5m
059324 Zespół palnika zmechanizowanego T100M-2, 10,7m
059325 Zespół palnika zmechanizowanego T100M-2, 15m
059326 Zespół palnika zmechanizowanego T100M-2, 22,9m
059333 Palnik zmechanizowany T100M-2, 35 mm (bez zębatki), 7,5m
059334 Palnik zmechanizowany T100M-2, 35 mm (bez zębatki), 10,7m
059335 Palnik zmechanizowany T100M-2, 35 mm (bez zębatki), 15m
059336 Palnik zmechanizowany T100M-2, 35 mm (bez zębatki), 22,9m
027055 Smar silikonowy, tubka: 7gramów
015337 Szybkozłączka: 1/4NPT stal (CSA)
015145 Adapter: 1/4NPT x G1/4 BSPP mosiądz (CE)
058519 Pierścień o przekroju okrągłym uszczelniający palnik
128644 Zestaw zamienny – rękojeść palnika ręcznego T100 (zawiera 5 śrub)
075586 Śruby do rękojeści palnika ręcznego T100 (wymagane 5)
220061 Tarcza osłaniająca: Kontakt omowy T60M/T80M
220206 Tarcza osłaniająca: Kontakt omowy T100M-2
5-10 powermax1650 Podręcznik operatora
3

Części zasilacza
128740 Pokrywa (zestaw), CSA (zawiera 14 śrub)
128762 Pokrywa (zestaw), CE (zawiera 14 śrub)
075533 Śruby do pokrywy (pojedyncze śruby)
KONSERWACJA ICZĘŚCI
128627
011092
129654 Drzwiczki szybkozłączki ETR – zestaw
129405 Pudełko na materiały eksploatacyjne
123654 Uchwyt uziemienia z kablem i ochrona przed odkształceniami (około 6m)
128750 Zestaw: Etykiety do systemu Powermax1650, CSA
128758 Zestaw: Etykiety do systemu Powermax1650, CE
Pułapka filtru powietrza z wyposażeniem
Zamienna wkładka filtru
Akcesoria
128788 Stacjonarny zestaw montażowy
128647
011092
027668 Prowadnica do cięcia plazmowego – wersja deluxe
127102 Prowadnica do cięcia plazmowego – wersja podstawowa
027684 Zamienna tuleja do prowadnicy cięcia plazmowego
127100 Pokrywa przeciwkurzowa do systemu Powermax1650
123655 Przewód roboczy (15m) z zaciskiem i ochroną przed odkształceniami
023206 Kabel przejściowy CNC
220049 Osłona termiczna przy żłobieniu palnikiem ręcznym
128650 Zdalny włącznik/wyłącznik zasilania palnika zmechanizowanego, 7,5m
128651 Zdalny włącznik/wyłącznik zasilania palnika zmechanizowanego, 15m
128652 Zdalny włącznik/wyłącznik zasilania palnika zmechanizowanego, 22,9m
024548 Skórzana osłona przewodu palnika
128888 Zestaw FineCut: Powermax1000/1250/1650
128889 Zestaw FineCut: Powermax1000/1250/1650 CE
804470
Dodatkowy zestaw filtracji powietrza
Zamienny filtr do dodatkowego zestawu filtracji powietrza
Instrukcja serwisowa Powermax1650
powermax1650 Podręcznika operatora 5-11
2

KONSERWACJA ICZĘŚCI
5-12 powermax1650 Podręcznik operatora
0
 Loading...
Loading...