


Powermax65/85/105 SYNC
Guida al taglio meccanizzato
®
810480IT – REVISIONE 3
ITALIANO – ITALIAN

Powermax, SYNC, SmartSYNC, FastConnect, Duramax, EDGE Pro e Hypertherm sono marchi depositati di Hypertherm, Inc.
e possono essere registrati negli Stati Uniti e/o in altri Paesi. Tutti gli altri marchi depositati appartengono ai rispettivi proprietari.
La tutela dell’ambiente è uno dei valori fondamentali di Hypertherm ed è cruciale per il nostro successo e per il successo dei nostri
clienti. Ci stiamo adoperando per ridurre l’impatto ambientale in tutto quello che facciamo. Per ulteriori
informazioni: www.hypertherm.com/environment.
© 2021 – 2022 Hypertherm, Inc.

Powermax65/85/105 SYNC
Guida al taglio meccanizzato
810480IT
REVISIONE 3
ITALIANO/ITALIAN
Traduzione delle istruzioni originali
Luglio 2022
Hypertherm, Inc.
Hanover, NH 03755 USA
www.hypertherm.com

Hypertherm, Inc.
21 Great Hollow Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service)
Hypertherm México, S.A. de C.V.
52 55 5681 8109 Tel
52 55 5681 7978 Tel
soporte.tecnico@hypertherm.com (Technical Service)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emeia@hypertherm.com (Technical Service)
Hypertherm (Singapore) Pte Ltd.
Solaris @ Kallang 164
164 Kallang Way #03-13
Singapore 349248, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
marketing.asia@hypertherm.com (Marketing)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
htjapan.info@hypertherm.com (Main Office)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm Europe B.V.
Laan van Kopenhagen 100
3317 DM Dordrecht
Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emeia@hypertherm.com (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com (Technical Service)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
marketing.korea@hypertherm.com (Marketing)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 7 3103 1695 Tel
61 7 3219 9010 Fax
au.sales@hypertherm.com (Main Office)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
htindia.info@hypertherm.com (Main Office)
technicalservice.emeia@hypertherm.com (Technical Service)
Se desideri utilizzare le risorse per la formazione, visita la pagina dell’Istituto di taglio
Hypertherm (HCI) all’indirizzo www.hypertherm.com/hci.

ENGLISH
WARNING! Before operating any Hypertherm equipment, read the safety
instructions in your product’s manual, the Safety and Compliance Manual (80669C),
Waterjet Safety and Compliance Manual (80943C), and Radio Frequency Warning
Manual (80945C). Failure to follow safety instructions can result in personal injury
or in damage to equipment.
Copies of the manuals can come with the product in electronic and printed formats.
Electronic copies are also on our website. Many manuals are available in multiple
languages at www.hypertherm.com/docs.
FR (FRANÇAIS/FRENCH)
AVERTISSEMENT! Avant d’utiliser tout équipement Hypertherm, lire les consignes
de sécurité dumanuel de votre produit, duManuel de sécurité et de conformité
(80669C), du Manuel de sécurité et de conformité du jet d’eau (80943C)
et du Manuel d'avertissement relatif aux radiofréqunces (80945C).
Les exemplaires des manuels qui accompagnent le produit peuvent être sous forme
électronique ou papier. Les manuels sous forme électronique se trouvent également
sur notre site Internet. Plusieurs manuels sont offerts en plusieurs langues
à www.hypertherm.com/docs.
BG (БЪЛГAPCКИ/BULGARIAN)
ПРЕДУПРЕЖДЕНИЕ! Преди да работите с което и да е оборудване
Hypertherm, прочетете инструкциите за безопасност в ръководството на вашия
продукт, „Инструкция за безопасност и съответствие“ (80669C), „Инструкция
за безопасност и съответствие на Waterjet“ (80943С) и „Инструкция
за предупреждение за радиочестота“ (80945С).
Продуктът може да е съпроводен от копия на ръководствата в електронен
и в печатен формат. Тези в електронен формат са достъпни също на уебсайта
ни. Много ръководства са налице на няколко езика
на адрес www.hypertherm.com/docs.
CS (ČESKY/CZECH)
VAROVÁNÍ! Před uvedením jakéhokoli zařízení Hypertherm do provozu si přečtěte
bezpečnostní pokyny v příručce k produktu a v Manuálu pro bezpečnost
a dodržování předpisů (80669C), Manuálu pro bezpečnost a dodržování
předpisů při řezání vodním paprskem (80943C) a Manuálu varování ohledně
rádiových frekvencí (80945C).
Kopie příruček mohou být součástí dodávky produktu, a to v elektronické i tištěné
formě. Elektronické kopie jsou k dispozici i na našich webových stránkách. Mnoho
příruček je k dispozici v různých jazycích na stránce www.hypertherm.com/docs.
DA (DANSK/DANISH)
ADVARSEL! Inden Hypertherm udstyr tages i brug skal sikkerhedsinstruktionerne
i produktets manual og i Manual om sikkerhed og overholdelse af krav (80669C),
Manual om sikkerhed og overholdelse af krav for vandstråleskæring (80943C),
og Manual om radiofrekvensadvarsel (80945C), gennemlæses.
Kopier af manualerne kan leveres med produktet i elektronisk og trykt format.
Elektroniske kopier findes også på vores hjemmeside. Mange manualer
er tilgængelige på flere sprog på www.hypertherm.com/docs.
DE (DEUTSCH/GERMAN)
WARNUNG! Bevor Sie ein Hypertherm-Gerät in Betrieb nehmen, lesen Sie bitte die
Sicherheitsanweisungen in Ihrer Bedienungsanleitung, das Handbuch für Sicherheit
und Übereinstimmung (80669C), das Handbuch für Sicherheit und Compliance bei
Wasserstrahl-Schneidanlagen (80943C) und das Handbuch für HochfrequenzWarnung (80945C).
Bedienungsanleitungen und Handbücher können dem Gerät in elektronischer Form
oder als Druckversion beiliegen. In elektronischer Form liegen sie auch auf unserer
Website vor. Viele Handbücher stehen in verschiedenen Sprachen auf
www.hypertherm.com/docs zur Verfügung.
ES (ESPAÑOL/SPANISH)
¡ADVERTENCIA! Antes de operar cualquier equipo Hypertherm, lea las
instrucciones de seguridad del manual de su producto, del Manual de seguridad
y cumplimiento (80669C), del Manual de seguridad y cumplimiento en corte con
chorro de agua (80943C) y del Manual de advertencias de radiofrecuencia
(80945C).
El producto puede incluir copias de los manuales en formato digital e impreso.
Las copias digitales también están en nuestra página web. Hay diversos manuales
disponibles en varios idiomas en www.hypertherm.com/docs.
ET (EESTI/ESTONIAN)
HOIATUS! Enne Hyperthermi mis tahes seadme kasutamist lugege läbi toote
kasutusjuhendis olevad ohutusjuhised ning Ohutus- ja vastavusjuhend (80669C),
Veejoa ohutuse ja vastavuse juhend (80943C) ja Raadiosageduse hoiatusjuhend
(80945C). Ohutusjuhiste eiramine võib põhjustada vigastusi ja kahjustada
seadmeid.
Juhiste koopiad võivad tootega kaasas olla elektrooniliselt või trükituna.
Elektroonilised koopiad on saadaval ka meie veebilehel. Paljud kasutusjuhendid
on erinevates keeltes saadaval veebilehel www.hypertherm.com/docs.
FI (SUOMI/FINNISH)
VAROITUS! Ennen minkään Hypertherm-laitteen käyttöä lue tuotteen
käyttöoppaassa olevat turvallisuusohjeet, turvallisuuden ja vaatimustenmukaisuuden
käsikirja (80669C), vesileikkauksen turvallisuuden ja vaatimustenmukaisuuden
käsikirja (80943C) ja radiotaajuusvaroitusten käsikirja (80945C).
Käyttöoppaiden kopiot voivat olla tuotteen mukana sähköisessä ja tulostetussa
muodossa. Sähköiset kopiot ovat myös verkkosivustollamme. Monet käyttöoppaat
ovat myös saatavissa useilla kielillä www.hypertherm.com/docs.
GR (ΕΛΛΗΝΙΚΆ/GREEK)
ΠΡΟΕΙΔΟΠΟΙΗΣΗ! Πριν θέσετε σε λειτουργία οποιονδήποτε εξοπλισμό της
Hypertherm, διαβάστε τις οδηγίες ασφαλείας στο εγχειρίδιο του προϊόντος και στο
εγχειρίδιο ασφάλειας και συμμόρφωσης (80669C), στο εγχειρίδιο ασφάλειας και
συμμόρφωσης του waterjet (80943C) και στο εγχειρίδιο προειδοποιήσεων για τις
ραδιοσυχνότητες (80945C).
Το προϊόν μπορεί να συνοδεύεται από αντίγραφα των εγχειριδίων σε ηλεκτρονική
και έντυπη μορφή. Τα ηλεκτρονικά αντίγραφα υπάρχουν επίσης στον ιστότοπό μας.
Πολλά εγχειρίδια είναι διαθέσιμα σε διάφορες γλώσσες στο
www.hypertherm.com/docs.
HU (MAGYAR/HUNGARIAN)
VIGYÁZAT! Mielőtt bármilyen Hypertherm berendezést üzemeltetne,
olvassa el a biztonsági információkat a termék kézikönyvében, a Biztonsági
és szabálykövetési kézikönyvben (80669C), a Vízsugaras biztonsági
és szabálykövetési kézikönyvben (80943C) és a Rádiófrekvenciás
figyelmeztetéseket tartalmazó kézikönyvben (80945C).
A termékhez a kézikönyv példányai elektronikus és nyomtatott formában is mellékelve
lehetnek. Az elektronikus példányok webhelyünkön is megtalálhatók. Számos
kézikönyv áll rendelkezésre több nyelven a www.hypertherm.com/docs weboldalon.
ID (BAHASA INDONESIA/INDONESIAN)
PERINGATAN! Sebelum mengoperasikan peralatan Hypertherm, bacalah petunjuk
keselamatan dalam manual produk Anda, Manual Keselamatan dan Kepatuhan
(80669C), Manual Keselamatan dan Kepatuhan Jet Air (80943C), dan Manual
Peringatan Frekuensi Radio (80945C). Kegagalan mengikuti petunjuk keselamatan
dapat menyebabkan cedera pribadi atau kerusakan pada peralatan.
Produk mungkin disertai salinan manual atau petunjuk dalam format elektronik
maupun cetak. Salinan elektronik juga tersedia di situs web kami. Berbagai manual
tersedia dalam beberapa bahasa di www.hypertherm.com/docs.
IT (ITALIANO/ITALIAN)
AVVERTENZA! Prima di usare un’attrezzatura Hypertherm, leggere le istruzioni sulla
sicurezza nel manuale del prodotto, nel Manuale sulla sicurezza e la conformità
(80669C), nel Manuale sulla sicurezza e la conformità Waterjet (80943C) e nel
Manuale di avvertenze sulla radiofrequenza(80945C).
Copie del manuale possono accompagnare il prodotto in formato cartaceo
o elettronico. Le copie elettroniche sono disponibili anche sul nostro sito web. Molti
manuali sono disponibili in diverse lingue all’indirizzo www.hypertherm.com/docs.
JA (日本語/JAPANESE)
警告 ! Hypertherm 機器を操作する前に、この製品説明書にある安全情報、「安全
とコンプライアンスマニュアル」 (80669C) 、「ウォータージェットの安全とコ
ンプライアンス」 (80943C)、「高周波警告」 (80945C) をお読みください。
説明書のコピーは、電子フォーマット、または印刷物として製品に同梱されて
います。電子コピーは当社ウェブサイトにも掲載されています。説明書の多く
は www.hypertherm.com/docs にて複数の言語でご用意しています。
KO (한국어 /KOR EAN)
경고! Hypertherm 장비를 사용하기 전에 제품 설명서와 안전 및 규정 준수
설명서(80669C), 워터젯 안전 및 규정 준수 설명서(80943C) 그리고 무선 주파수
경고 설명서(80945C)에 나와 있는 안전 지침을 읽으십시오.
전자 형식과 인쇄된 형식으로 설명서 사본이 제품과 함께 제공될 수 있습니다.
전자 사본도 Hypertherm 웹사이트에서 보실 수 있으며 설명서 사본은
www.hypertherm.com/docs 에서 여러 언어로 제공됩니다.
NE (NEDERLANDS/DUTCH)
WAARSCHUWING! Lees voordat u Hypertherm-apparatuur gebruikt
de veiligheidsinstructies in de producthandleiding, in de Veiligheids-
en nalevingshandleiding (80669C) in de Veiligheids- en nalevingshandleiding
voor waterstralen (80943C) en in de Waarschuwingshandleiding radiofrequentie
(80945C).
De handleidingen kunnen in elektronische en gedrukte vorm met het product worden
meegeleverd. Elektronische versies zijn ook beschikbaar op onze website. Veel
handleidingen zijn in meerdere talen beschikbaar via www.hypertherm.com/docs.

NO (NORSK/NORWEGIAN)
ADVARSEL! Før du bruker noe Hypertherm-utstyr, må du lese
sikkerhetsinstruksjonene i produktets håndbok, håndboken om sikkerhet og
samsvar (80669C), håndboken om vannjet sikkerhet og samsvar (80943C),
og håndboken om radiofrekvensadvarsler (80945C).
Eksemplarer av håndbøkene kan følge med produktet i elektronisk og trykt form.
Elektroniske eksemplarer finnes også på nettstedet vårt. Mange håndbøker
er tilgjengelig i flere språk på www.hypertherm.com/docs.
SV (SVENSKA/SWEDISH)
VARNING! Läs häftet säkerhetsinformationen i din produkts säkerhets- och
efterlevnadsmanual (80669C), säkerhets- och efterlevnadsmanualen för Waterjet
(80943C) och varningsmanualen för radiofrekvenser (80945C) för viktig
säkerhetsinformation innan du använder eller underhåller Hypertherm-utrustning.
Kopior av manualerna kan medfölja produkten i elektroniskt och tryckt format.
Elektroniska kopior finns också på vår webbplats. Många manualer finns på flera
språk på www.hypertherm.com/docs.
PL (POLSKI/POLISH)
OSTRZEŻENIE! Przed rozpoczęciem obsługi jakiegokolwiek systemu
firmy Hypertherm należy się zapoznać z instrukcjami bezpieczeństwa zamieszczonymi
w podręczniku produktu, w podręczniku bezpieczeństwa i zgodności (80669C),
podręczniku bezpieczeństwa i zgodności systemów strumienia wody (80943C)
oraz podręczniku z ostrzeżeniem o częstotliwości radiowej (80945C).
Do produktu mogą być dołączone podręczniki użytkownika wformie elektronicznej
idrukowanej. Kopie elektroniczne znajdują się również wnaszej witrynie internetowej.
Wiele podręczników jest dostępnych wróżnych językach pod adresem
www.hypertherm.com/docs.
PT (PORTUGUÊS/PORTUGUESE)
ADVERTÊNCIA! Antes de operar qualquer equipamento Hypertherm,
leia as instruções de segurança no manual do seu produto, no Manual
de Segurança e de Conformidade (80669C), no Manual de Segurança
e de Conformidade do Waterjet (80943C) e no Manual de Advertência
de radiofrequência (80945C).
Cópias dos manuais podem vir com o produto nos formatos eletrônico e impresso.
Cópias eletrônicas também são encontradas em nosso website. Muitos manuais
estão disponíveis em vários idiomas em www.hypertherm.com/docs.
RO (ROMÂNĂ/ROMANIAN)
AVERTIZARE! Înainte de utilizarea oricărui echipament Hypertherm, citiți
instrucțiunile de siguranță din manualul produsului, manualul de siguranță
și conformitate (80669C), manualul de siguranță și conformitate Waterjet (80943C)
și din manualul de avertizare privind radiofrecvența (80945C).
Produsul poate fi însoțit de copii ale manualelor în format tipărit și electronic.
Exemplarele electronice sunt disponibile și pe site-ul nostru web.
Numeroase manuale sunt disponibile în mai mult limbi la adresa:
www.hypertherm.com/docs.
RU (PУССКИЙ/RUSSIAN)
БЕРЕГИСЬ! Перед работой с любым оборудованием Hypertherm ознакомьтесь
с инструкциями по безопасности, представленными в руководстве, которое
поставляется вместе с продуктом, в Руководстве по безопасности и
соответствию (80669С), в Руководстве по безопасности и соответствию для
водоструйной резки (80943C) и Руководстве по предупреждению о
радиочастотном излучении (80945С).
Копии руководств, которые поставляются вместе с продуктом, могут быть
представлены в электронном и бумажном виде. Электронные копии также
доступны на нашем веб-сайте. Целый ряд руководств доступны на нескольких
языках по ссылке www.hypertherm.com/docs.
SK (S LOVENČINA/SLOVAK)
VÝSTRAHA! Pred použitím akéhokoľvek zariadenia od spoločnosti Hypertherm si
prečítajte bezpečnostné pokyny v návode na obsluhu vášho zariadenia a v Manuáli
o bezpečnosti a súlade s normami (80669C), Manuáli o bezpečnosti a súlade
snormami pre systém rezania vodou (80943C) avManuáli sinformáciami
orádiofrekvencii (80945C).
Návod na obsluhu sa dodáva spolu sproduktom velektronickej atlačenej podobe.
Jeho elektronický formát je dostupný aj na našej webovej stránke. Mnohé znávodov
na obsluhu sú dostupné vo viacjazyčnej mutácii na stránke
www.hypertherm.com/docs.
TH (ภาษาไทย/THAI)
คําเตือน! กอนการใชงานอุปกรณของ Hypertherm ทั้งหมด โปรดอานคําแนะนําดานความ
ปลอดภัยในคูมือการใชสินคา คูมือดานความปลอดภัยและการปฏิบัติตาม (80669C), คูมือ
ดานความปลอดภัยและการปฏิบัติตามสําหรับการใชหัวตัดระบบวอเตอรเจ็ต (80943C)
และ คูมือคําเตือนเกี่ยวกับความถี่วิทยุ (80945C) การไมปฏิบัติตามคําแนะนําดานความ
ปลอดภัยอาจสงผลใหเกิดการบาดเจ็บหรือเกิดความเสียหายตออุปกรณ
สําเนาคูมือทั้งในรูปแบบอิเล็กทรอนิกสและแบบสิ่งพิมพจะถูกแนบมาพรอมกับ
ผลิตภัณฑ สําเนาคูมือในรูปแบบอิเล็กทรอนิกสของผลิตภัณฑและสําเนาคูมือตาง
ๆ ในหลากหลายภาษานั้นยังมีใหบริการบนเว็บไซต www.hypertherm.com/docs
ของเราอีกดวย
TR (TÜRKÇE/TURKISH)
UYARI! Bir Hypertherm ekipmanını çalıştırmadan önce, ürününüzün kullanım
kılavuzunda, Güvenlik ve Uyumluluk Kılavuzu’nda (80669C), Su Jeti Güvenlik
ve Uyumluluk Kılavuzu’nda (80943C) ve Radyo Frekansı Uyarısı Kılavuzu’nda
(80945C) yer alan güvenlik talimatlarını okuyun.
Kılavuzların kopyaları, elektronik ve basılı formatta ürünle birlikte verilebilir. Elektronik
kopyalar web sitemizde de yer alır. Kılavuzların birçoğu www.hypertherm.com/docs
adresinde birçok dilde mevcuttur.
VI (TIẾNG VIỆ T/VIETNAMESE)
CẢNH BÁO! Trước khi vận hành bất kỳ thiết bị Hypertherm nào, hãy đọc các
hướng dẫn an toàn trong hướng dẫn sử dụng sản phẩm của bạn,
và Tuân thủ
dẫn Cảnh báo Tần số Vô tuyến
có thể dẫn đến thương tích cá nhân hoặc hư hỏng thiết bị.
Bản sao của sổ tay có thể đi kèm với sản phẩm ở định dạng điện tử và in. Bản
điện tử cũng có trên trang web của chúng tôi. Nhiều sổ tay có sẵn bằng nhiều
ngôn ngữ tại www.hypertherm.com/docs.
ZH-CN (简 体中文/CHINESE SIMPLIFIED)
警告! 在操作任何海宝设备之前,请阅读产品手册、《安全和法规遵守手册》
(80669C)、《水射流安全和法规遵守手册》 (80943C) 以及 《射频警告手册》
(80945C) 中的安全操作说明。
随产品提供的手册可提供电子版和印刷版两种格式。电子版本同时也在我们的网
站上提供。很多手册有多种语言版本,详见 www.hypertherm.com/docs.
ZH-TW (繁 體中文/CHINESE TRADITIONAL)
警告!在操作任何Hypertherm設備前,請先閱讀您產品手冊內的安全指示,
包括 《安全和法規遵從手冊》(80669C)、《水刀安全和法規遵從手冊》
(80943C),以及 《無線電頻率警示訊號手冊》(80945C)。
電子版和印刷版手冊複本可能隨產品附上。您也可以前往我們的網站下載電子版
手冊。我們的網站上還以多種語言形式提供多種手冊,請造訪
www.hypertherm.com/docs。
(80669C),
Sổ tay An toàn và Tuân thủ Tia nước
(80945C). Không tuân thủ các hướng dẫn an toàn
Sổ tay An toàn
(80943C), và
Hướng
SL (S LOVENŠČI NA/SLOVENIAN)
OPOZORILO! Pred uporabo katerekoli Hyperthermove opreme preberite varnostna
navodila v priročniku vašega izdelka, v Priročniku za varnost in skladnost (80669C),
v Priročniku za varnost in skladnost sistemov rezanja z vodnim curkom (80943C)
in v Priročniku Opozorilo o radijskih frekvencah (80945C).
Izvodi priročnikov so lahko izdelku priloženi v elektronski in tiskani obliki. Elektronski
izvodi so na voljo tudi na našem spletnem mestu. Številni priročniki so na voljo
v različnih jezikih na naslovu www.hypertherm.com/docs.
SR (SRPSKI/SERBIAN)
UPOZORENJE! Pre rukovanja bilo kojom Hyperthermovom opremom pročitajte
uputstva o bezbednosti u svom priručniku za proizvod, Priručniku o bezbednosti
i usaglašenosti (80669C), Priručniku o bezbednosti i usaglašenosti Waterjet
tehnologije (80943C) i Priručniku sa upozorenjem o radio-frekvenciji (80945C).
Уз производ се испоручују копије приручника у електронском или штампаном
формату. Електронске копије су такође доступне на нашем веб-сајту. Многи
приручници су доступни на више језика на адреси www.hypertherm.com/docs.

Indice
1 Prima di iniziare........................................................................................................................ 11
2 Impostazione della torcia per macchina.............................................................................. 13
Informazioni sulla torcia per macchina ........................................................................................................... 13
Componenti, dimensioni e pesi della torcia per macchina........................................................................ 14
Componenti.............................................................................................................................................. 14
Torcia per macchina a lunghezza completa........................................................................... 14
Mini torcia per macchina............................................................................................................ 15
Dimensioni ................................................................................................................................................ 15
Torcia per macchina a lunghezza completa........................................................................... 15
Mini torcia per macchina............................................................................................................ 16
Pesi............................................................................................................................................................. 16
Collegamento della torcia all’apparecchiatura............................................................................................. 17
Raggio di curvatura minimo per cavo della torcia............................................................................ 17
Rimozione della cremagliera (opzionale) ........................................................................................... 18
Allineamento della torcia ....................................................................................................................... 18
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 7

Indice
3 Configurazione dei controlli per taglio meccanizzato........................................................ 19
Collegamento di un interruttore di accensione a distanza (opzionale)................................................... 23
Collegamento del cavo di interfaccia macchina (opzionale)..................................................................... 24
Cavi di interfaccia macchina che utilizzano la scheda del partitore
di tensione interno (PCB) ..................................................................................................................... 26
Segnali del cavo .......................................................................................................................... 27
Cavi di interfaccia macchina che utilizzano un partitore di tensione esterno............................ 27
Segnali del cavo .......................................................................................................................... 28
Accesso alla tensione d’arco grezza (opzionale)................................................................. 29
Cavi di interfaccia macchina per banchi con un rapporto di tensione 21,1:1 .......................... 30
Segnali del cavo .......................................................................................................................... 31
Installazione del cavo di interfaccia macchina.................................................................................. 31
Prese di interfaccia macchina .................................................................................................. 32
Segnali dell’interfaccia macchina ............................................................................................ 33
Impostazione della scheda del partitore di tensione (PCB) a cinque posizioni ........... 34
Collegamento di un cavo di interfaccia seriale RS-485 (opzionale) ...................................................... 35
Installazione del cavo di interfaccia seriale RS-485....................................................................... 36
Segnali dell’interfaccia seriale RS-485 per collegarsi a un CNC................................... 37
Segnali dell’interfaccia seriale RS-485 per la ricerca guasti............................................ 38
Impostazione dei parametri sulla schermata CNC Interface Settings
Impostazioni dell’interfaccia CNC....................................................................................................... 39
Spia modalità remoto ............................................................................................................................. 40
Ulteriori informazioni sulle impostazioni di comunicazione seriale............................................... 41
4 Taglio con la torcia per macchina.......................................................................................... 43
Selezione della cartuccia................................................................................................................................... 44
Utilizzo di una cartuccia speciale FlushCut....................................................................................... 46
Come ottenere il massimo dalle cartucce..................................................................................................... 47
Segnali indicanti che una cartuccia ha quasi raggiunto la fine del suo ciclo di vita................ 48
Visualizzazione dei dati della cartuccia sulla schermata di stato.................................................. 49
Preparazione all’accensione della torcia........................................................................................................ 51
Spia modalità remoto ............................................................................................................................. 53
Informazioni e ottimizzazione della qualità di taglio ..................................................................................... 53
Cos’è una buona qualità di taglio? ..................................................................................................... 53
Cos’è una tabella di taglio? .................................................................................................................. 54
Linee guida per il taglio e lo sfondamento ........................................................................................ 54
Linee guida per il taglio.............................................................................................................. 54
Linee guida per lo sfondamento .............................................................................................. 55
8 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Indice
Comprensione del controllo di altezza torcia per taglio di plasma.......................................................... 56
Altezza torcia durante il ciclo di taglio ................................................................................................ 57
Contatto ohmico per il sensore altezza iniziale .................................................................... 58
Per saperne di più................................................................................................................................... 58
Taglio di acciaio inox con F5............................................................................................................................. 59
Linee guida per il taglio con banchi di taglio ad acqua.............................................................................. 60
5 Scriccatura con la torcia per macchina.............................................................................. 61
Processi di scriccatura ...................................................................................................................................... 61
Modifica del profilo della scriccatura.............................................................................................................. 62
6 Problemi comuni dei sistemi meccanizzati........................................................................ 65
Problemi dei sistemi di taglio............................................................................................................................ 66
Problemi di qualità di taglio .............................................................................................................................. 68
Angolo di taglio (inclinazione) .............................................................................................................. 69
Individuazione della causa di un problema di angolo di taglio.......................................... 70
Bava ........................................................................................................................................................... 71
Problemi di scriccatura ...................................................................................................................................... 72
Procedure consigliate per la messa a terra e la schermatura delle interferenze EMI ......................... 73
Tipologie di messa a terra e schermatura.......................................................................................... 73
Procedure consigliate per la messa a terra e la schermatura....................................................... 73
Schema esemplificativo di messa a terra .......................................................................................... 76
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 9

Indice
10 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Prima di iniziare
Questa guida fornisce informazioni relative alle seguenti operazioni:
Configurazione di una torcia per macchina SmartSYNC™
Configurazione di un sistema meccanizzato
Taglio e scriccatura con una torcia per macchina SmartSYNC
Qualità di taglio ottimale
Comprensione del controllo di altezza torcia
Risoluzione di problemi comuni di taglio meccanizzato
Comprensione delle procedure consigliate per la messa a terra e la schermatura delle
interferenze EMI
Per ulteriori informazioni, fare riferimento ai documenti seguenti:
Powermax65/85/105 SYNC Operator Manual (Manuale dell’operatore
di Powermax65/85/105 SYNC) (810470)
Powermax65/85/105 SYNC Cut Charts Guide (Guida alle tabelle di taglio
di Powermax65/85/105 SYNC) (810500)
Powermax65/85/105 SYNC Parts Guide (Guida alle parti di Powermax65/85/105 SYNC)
(810490)
Safety and Compliance Manual (Manuale sulla sicurezza e la conformità) (80669C)
Questi documenti sono disponibili nella chiavetta USB in dotazione con il generatore di plasma.
La documentazione tecnica è disponibile anche sul sito www.hypertherm.com/docs.
La documentazione tecnica è aggiornata alla data di distribuzione.
Potrebbero essere effettuate revisioni successive. Consultare il sito
www.hypertherm.com/docs per le revisioni più recenti dei documenti
pubblicati.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 11

Prima di iniziare
1
12 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Impostazione della torcia per macchina
Questa sezione fornisce informazioni su:
Componenti della torcia per macchina SmartSYNC e relative dimensioni
Dettagli dell’impostazione per l’installazione della torcia SmartSYNC su banchi X-Y, impianti
automatici su binario, smussatrici per tubi o altre apparecchiature meccanizzate
I generatori di plasma Powermax65/85/105 SYNC sono forniti con un set iniziale di cartucce
Hypertherm. Per un elenco completo delle cartucce per scriccatura e taglio disponibili, consultare
la Powermax65/85/105 SYNC Parts Guide (Guida alle parti di Powermax65/85/105 SYNC)
(810490).
Informazioni sulla torcia per macchina
Le funzionalità della torcia per macchina
SmartSYNC comprendono:
Impostazione automatica
di modalità di funzionamento, amperaggio e pressione del gas basata sulla cartuccia
Hypertherm installata, il tipo di torcia e la lunghezza del cavo della torcia
Comunicazione delle informazioni sull’uso delle cartucce Hypertherm nel generatore
di plasma, incluso il rilevamento del termine della vita utile delle cartucce (consultare
il Powermax65/85/105 SYNC Operator Manual (Manuale dell’operatore
di Powermax65/85/105 SYNC) (810470) per ulteriori informazioni)
Un interruttore di blocco della torcia che impedisce l’accensione accidentale della torcia
anche quando il generatore di plasma è Acceso (ON)
Il sistema a sgancio rapido FastConnect™ per rimuovere facilmente la torcia per il trasporto
o per passare da una torcia all’altra
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 13

Impostazione della torcia per macchina
2
12
3
4
5
6
1 Cavo della torcia
2 Pressacavo per cavo della torcia
3 Interruttore di blocco della torcia
4 Cartuccia Hypertherm
5 Involucro
6 Cremagliera rimovibile a 32 denti
Per informazioni sullo spessore che è possibile tagliare e sfondare con una torcia per macchina
SmartSYNC, consultare il Powermax65/85/105 SYNC Operator Manual (Manuale dell’operatore
di Powermax65/85/105 SYNC) (810470).
Componenti, dimensioni e pesi della torcia per macchina
Non è possibile modificare una torcia per macchina a lunghezza completa
in una mini torcia per macchina o viceversa.
Componenti
Torcia per macchina a lunghezza completa
14 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

2
Mini torcia per macchina
3
1
2
4
1 Cavo della torcia
2 Pressacavo per cavo della torcia
3 Involucro
4 Cartuccia Hypertherm
32 mm
368 mm
212 mm
312 mm
35 mm ± 0,5 mm*
* Aggiunta di 6 mm di larghezza dell’involucro della torcia fino
all’interruttore di blocco della torcia.
41 mm*
Dimensioni
Impostazione della torcia per macchina
Torcia per macchina a lunghezza completa
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 15

Impostazione della torcia per macchina
2
32 mm35 mm ± 0,5 mm
235 mm
180 mm
Mini torcia per macchina
Pesi
Torcia per macchina a lunghezza completa con cavo della torcia
Torci a Peso *
Torcia per macchina con fascio cavi di 4,6 m 2,2 kg
Torcia per macchina con fascio cavi di 7,6 m 3,2 kg
Torcia per macchina con fascio cavi di 10,7 m 4,2 kg
Torcia per macchina con fascio cavi di 15 m 5,8 kg
Torcia per macchina con fascio cavi di 23 m 8,3 kg
* Senza cartuccia Hypertherm installata.
Mini torcia per macchina con cavo della torcia
Torci a Peso *
Mini torcia per macchina con fascio cavi di 4,6 m 2,1 kg
Mini torcia per macchina con fascio cavi di 7,6 m 3,1 kg
Mini torcia per macchina con fascio cavi di 10,7 m 4,1 kg
Mini torcia per macchina con fascio cavi di 15 m 5,7 kg
Mini torcia per macchina con fascio cavi di 23 m 8,2 kg
* Senza cartuccia Hypertherm installata.
16 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Impostazione della torcia per macchina
2
76 mm
Collegamento della torcia all’apparecchiatura
La torcia per macchina può essere posizionata su un’ampia varietà di banchi X-Y, impianti automatici
su binario, smussatrici per tubi e altre apparecchiature. Consultare Powermax65/85/105 SYNC
Parts Guide (Guida ai componenti di Powermax65/85/105 SYNC) (810490) per il kit di montaggio
del morsetto torcia per macchina. Installare la torcia attenendosi alle istruzioni del produttore
dell’apparecchiatura.
AVV I SO
DISPOSITIVI ELETTRONICI SENSIBILI E ALTRI COMPONENTI PRESENTI ALL’INTERNO
DELLA TORCIA. POSSONO VERIFICARSI DANNI PERMANENTI.
Non smontare la torcia o l’involucro a sgancio rapido per posizionare la torcia nel binario del
sistema di taglio meccanizzato.
Se il sistema di taglio è meccanizzato, non smontare la torcia o l’involucro a sgancio rapido.
Eseguire le seguenti operazioni:
1. Posizionare un morsetto sulla torcia o sul cavo vicino alla torcia per mantenere la torcia
in posizione.
2. Aprire completamente il binario di taglio.
3. Inserire il cavo della torcia nel binario di taglio.
4. Chiudere il binario di taglio.
5. Installare la torcia.
Raggio di curvatura minimo per cavo della torcia
AVV I SO
RAGGIO DI CURVATURA MINIMO. POSSONO VERIFICARSI ATTORCIGLIAMENTO
E ALTRI DANNI.
Non piegare il cavo della torcia eccessivamente.
Non piegare il cavo della torcia intorno a un raggio di
curvatura inferiore al raggio di curvatura minimo di 76 mm.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 17

Impostazione della torcia per macchina
2
1
90°
90°
1
Rimozione della cremagliera (opzionale)
La cremagliera può essere fissata a entrambi i lati della torcia per macchina a lunghezza completa.
Se è necessario rimuovere la cremagliera, rimuovere le 2 viti che fissano la cremagliera all’involucro
della torcia.
Quando si installa la cremagliera, stringere le viti a mano. Per evitare
di danneggiare le viti, non avvitare eccessivamente.
Allineamento della torcia
Installare la torcia per macchina
perpendicolarmente al pezzo
in lavorazione per ottenere un taglio
verticale. Usare una squadra o una livella
digitale per allineare la torcia
a un angolo di 90° rispetto
al pezzo in lavorazione.
Posizionare la staffa di montaggio
abbassare la torcia per mantenere
al minimo le vibrazioni della punta
della torcia.
Non stringere eccessivamente
la staffa di montaggio. Una forza
eccessiva dalla staffa di montaggio può
danneggiare la scheda a circuito
stampato (PCB) presente all’interno
della torcia. Una forza eccessiva, inoltre,
può deformare o danneggiare l’involucro
della torcia.
18 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC
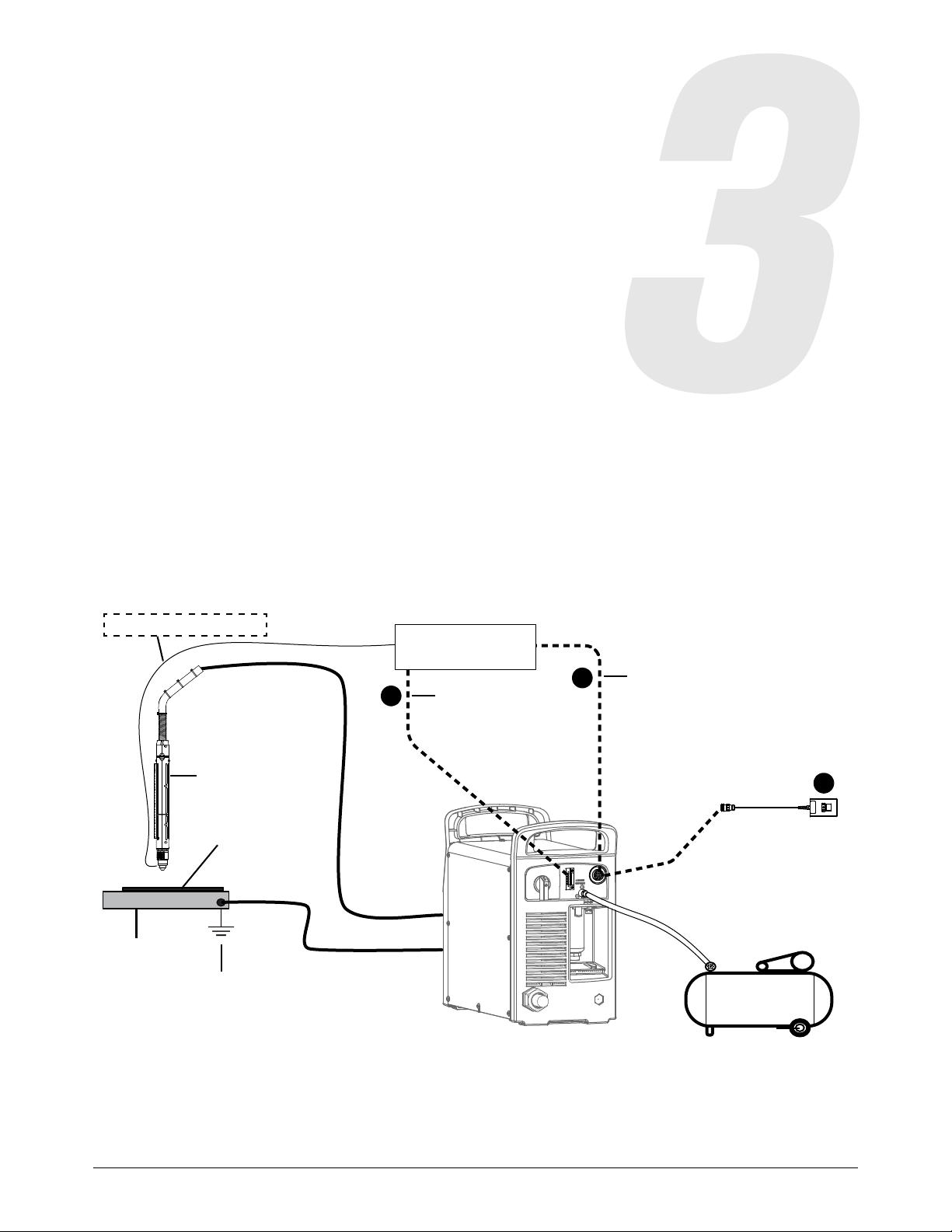
Configurazione dei controlli per taglio
Messa
a terra*
Banco
da taglio
Torcia per macchina
Alimentazione
dell’aria
Cavo di lavoro
Pezzo in
lavorazione
Cavo della torcia
Interruttore
di accensione
adistanza
1
2
Cavo di interfaccia macchina
(CPC) (opzionale)
3
CNC/THC
Filo contatto ohmico
1 Modalità di funzionamento, corrente di uscita (A), segnali di pressione del gas, ecc.
2 Tensione dell’arco partizionata, accensione/spegnimento plasma, segnali di trasferimento dell’arco
3 Solo segnali di accensione/spegnimento plasma
meccanizzato
In questa sezione viene illustrato come configurare i controlli esterni opzionali seguenti per
un Powermax65/85/105 SYNC in un sistema meccanizzato che utilizza comunicazioni seriali.
avo di interfaccia
C
seriale RS-485
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 19

Configurazione dei controlli per taglio meccanizzato
3
Come mostrato, la configurazione necessaria varia in base alle operazioni del generatore di plasma
che si desidera controllare dall’esterno.
Funzionamento Configurazione necessaria Per ulteriori informazioni
• Solo segnali di
accensione/spegnimento
plasma
•Segnali di
accensione/spegnimento
plasma
• Segnale di trasferimento
dell’arco
• Tensione dell’arco partizionata
• Modalità operativa
• Amperaggio
• Pressione del gas
• Verifica del gas
• Reimpostazione rapida
Requisiti hardware della CNC EDGE
comunica con i sistemi Powermax65/85/105 SYNC tramite un'interfaccia EtherCAT
• Presa di interfaccia macchina
• Interruttore di accensione a
distanza
• Presa di interfaccia macchina
• Scheda del partitore di
tensione
• Cavo di interfaccia macchina
• Connettore di interfaccia
seriale RS-485
• Scheda di interfaccia seriale
RS-485
• Cavo di interfaccia seriale
RS-485
®
Connect: la CNC EDGE Connect di Hypertherm
Consultare Collegamento di un
interruttore di accensione a
distanza (opzionale) a pagina 23
Consultare Collegamento del cavo
di interfaccia macchina (opzionale)
a pagina 24
Consultare Collegamento di un
cavo di interfaccia seriale RS-485
(opzionale) a pagina 35
™
. Per maggiori
informazioni, consultare Powermax EtherCAT Interface for EDGE Connect Installation and Setup
Manual (Interfaccia Powermax EtherCAT per l'installazione e la configurazione di EDGE Connect)
(810330) e Cut with Powermax
manuale per il taglio con Powermax
®
on an EDGE® Connect CNC Manual Addendum (Appendice del
®
su CNC EDGE® Connect) (810290). La documentazione
tecnica è disponibile su www.hypertherm.com/docs.
AVVERTENZA
LE BOMBOLE DEL GAS POSSONO ESPLODERE SE DANNEGGIATE
Le bombole di gas contengono gas sotto alta pressione. Se danneggiata, una bombola
può esplodere.
Per i regolatori di alta pressione, rispettare le linee guida del produttore per la sicurezza
dell’installazione, del funzionamento e della manutenzione.
Prima del taglio plasma con gas compresso, leggere le istruzioni di sicurezza nel Safety
and Compliance Manual (Manuale sulla sicurezza e la conformità) (80669C). Il mancato
rispetto delle istruzioni sulla sicurezza può causare lesioni personali o danni all’attrezzatura.
20 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC
Configurazione dei controlli per taglio meccanizzato
3
AVVERTENZA
PERICOLO DI ESPLOSIONE – TAGLIO CON ALLUMINIO IN PROSSIMITÀ
DELL’ACQUA
Quando l’acqua viene a contatto con l’alluminio durante le operazioni di taglio plasma,
il rilascio di idrogeno può provocare un’esplosione. Evitare di eseguire il taglio subacqueo
o su tavolo ad acqua di leghe di alluminio a meno che non si sia in grado di prevenire
l’accumulo di gas idrogeno. Non eseguire mail il taglio della lega alluminio-litio in presenza
di acqua.
Per ulteriori informazioni, fare riferimento al Safety and Compliance Manual
(Manuale di sicurezza e conformità) (80669C).
Di seguito sono descritti i passaggi generali per configurare un sistema di taglio meccanizzato.
Per ulteriori informazioni sulla configurazione del generatore di plasma, consultare
il Powermax65/85/105 SYNC Operator Manual (Manuale dell’operatore
di Powermax65/85/105 SYNC) (810470).
1. Collegare il cavo di lavoro dal generatore di plasma al banco da taglio o al pezzo in lavorazione.
Consultare le istruzioni del produttore del banco.
Accertarsi che il cavo di lavoro faccia una buona connessione da metallo a metallo col
banco da taglio o con il pezzo in lavorazione. Rimuovere ruggine, sporcizia, vernice,
rivestimenti e altri detriti in modo che il cavo di lavoro faccia un contatto sufficiente con
il banco da taglio o con il pezzo in lavorazione.
2. Collegare l’alimentazione del gas al generatore di plasma.
Utilizzare aria compressa per tagliare acciaio al carbonio, acciaio inox, alluminio e altri
metalli conduttivi.
Utilizzare F5 per tagliare l’acciaio inox.
3. Eseguire una delle seguenti operazioni:
Per controllare solo l’accensione/spegnimento del plasma: collegare un interruttore
di accensione a distanza al generatore di plasma utilizzando l’interruttore di interfaccia
macchina.
Per utilizzare un interruttore di accensione a distanza, il generatore di plasma deve
essere dotato di un interruttore di interfaccia macchina installato in fabbrica
(o dall’utente) sul pannello posteriore. Consultare Collegamento di un interruttore
di accensione a distanza (opzionale) a pagina 23.
Per controllare tensione dell’arco, accensione/spegnimento plasma e trasferimento
dell’arco: collegare il generatore di plasma al proprio CNC (o a un altro controllo)
utilizzando l’interruttore di interfaccia macchina.
Per utilizzare l’interfaccia macchina, il generatore di plasma deve essere dotato
di un’interfaccia macchina installata in fabbrica (o dall’utente) con scheda del partitore
di tensione interno. Consultare Collegamento del cavo di interfaccia macchina
(opzionale) a pagina 24.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 21

Configurazione dei controlli per taglio meccanizzato
3
4. Per controllare modalità operativa, amperaggio, pressione del gas, verifica del gas
e reimpostazione rapida: collegare il generatore di plasma al proprio CNC utilizzando
la connessione dell’interfaccia seriale RS-485.
Per utilizzare l’interfaccia seriale RS-485, il generatore di plasma deve essere dotato
di quanto segue:
Un connettore di interfaccia seriale RS-485 installato in fabbrica (o dall’utente) e una
scheda di interfaccia seriale RS-485. Consultare Collegamento di un cavo di interfaccia
seriale RS-485 (opzionale) a pagina 35. I resistori di terminazione sono inclusi nel
generatore di plasma.
Un collegamento dell’interfaccia macchina al CNC con la presa di interfaccia macchina.
Consultare Collegamento del cavo di interfaccia macchina (opzionale) a pagina 24.
Impostazione dei parametri corretti per la comunicazione seriale sulla schermata delle
impostazioni dell’interfaccia CNC (CNC INTERFACE). Consultare pagina 39.
5. Collegare la torcia al banco da taglio o ad altra attrezzatura di taglio. Consultare Impostazione
della torcia per macchina a pagina 13.
6. Installare la cartuccia per taglio o scriccatura corretta per la propria applicazione:
Per il taglio e lo sfondamento con una torcia per macchina: consultare Selezione della
cartuccia a pagina 44.
Per la scriccatura: consultare Processi di scriccatura a pagina 61.
7. Accertarsi che il generatore di plasma sia impostato automaticamente
sulla modalità Taglio o Scriccatura affinché sia possibile allinearlo con
la cartuccia Hypertherm installata.
Per modificare la modalità da Taglio nella modalità Lamiera stirata,
premere il pulsante della Modalità di funzionamento.
Spostare l’interruttore di blocco della torcia nella posizione verde
“pronta all’accensione” ( ) prima di modificare la modalità
operativa o la corrente di uscita (A).
8. Adattare la velocità della torcia e la corrente di uscita (A) in base alle esigenze. Consultare
la Powermax65/85/105 SYNC Cut Charts Guide (Guida alle tabelle di taglio
di Powermax65/85/105 SYNC) (810500MU).
22 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Configurazione dei controlli per taglio meccanizzato
3
Presa di
interfaccia
macchina
Collegamento di un interruttore di accensione a distanza (opzionale)
Prima di iniziare, assicurarsi che il generatore di plasma sia dotato di una
presa di interfaccia macchina installata in fabbrica (o dall’utente) sul
pannello posteriore. Consultare il Machine Interface Receptacle with
Voltage Divider PCB Field Service Bulletin (Bollettino di assistenza
sul campo presa di interfaccia macchina con scheda del partitore
di tensione) (806980). Consultare anche la Powermax65/85/105 SYNC
Parts Guide (Guida alle parti di Powermax65/85/105 SYNC) (810490).
Le configurazioni del generatore di plasma con una torcia per macchina possono includere
un interruttore di accensione a distanza opzionale.
L’interruttore di accensione a distanza
consente di avviare e interrompere
a distanza la torcia per macchina.
Ad esempio, utilizzarlo quando
si posiziona la torcia su un semplice
bruciatore con binario o guida di taglio
che non abbia il proprio CNC o altro
controllo.
Per utilizzare l’interruttore di accensione
a distanza, collegarlo alla presa
di interfaccia macchina sul retro del
generatore di plasma.
L’interruttore di accensione
a distanza deve essere
utilizzato solo per un
generatore di plasma con una
torcia per macchina. Non
funziona se è installata una
torcia per taglio manuale.
Hypertherm offre interruttori di accensione a distanza in più lunghezze. Consultare
la Powermax65/85/105 SYNC Parts Guide (Guida alle parti di Powermax65/85/105 SYNC)
(810490).
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 23

Configurazione dei controlli per taglio meccanizzato
3
Presa di interfaccia macchina
Scheda del partitore di tensione
Collegamento del cavo di interfaccia macchina (opzionale)
Prima di iniziare, assicurarsi che il generatore di plasma sia dotato di una
presa di interfaccia macchina installata in fabbrica (o dall’utente) sul
pannello posteriore. Consultare il Machine Interface Receptacle with
Voltage Divider PCB Field Service Bulletin (Bollettino di assistenza
sul campo presa di interfaccia macchina con scheda del partitore
di tensione) (806980). Consultare anche la Powermax65/85/105 SYNC
Parts Guide (Guida alle parti di Powermax65/85/105 SYNC) (810490).
La presa di interfaccia macchina sul retro del generatore di plasma include una scheda del partitore
di tensione a 5 posizioni e fili installati all’interno del generatore di plasma.
La scheda del partitore di tensione fornisce una tensione dell’arco ridotta di 20:1, 21,1:1, 30:1,
40:1 o 50:1.
L’impostazione di fabbrica sulla scheda del partitore di tensione è 50:1.
Per cambiare l’impostazione della scheda del partitore di tensione,
consultare Impostazione della scheda del partitore di tensione (PCB)
a cinque posizioni a pagina 34.
AVV I SO
La scheda del partitore di tensione è un semplice partitore resistivo del valore di tensione dell’arco.
Per prevenire loop di massa e interferenze elettriche, è necessario isolare il segnale dell’arco
partizionato.
24 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Configurazione dei controlli per taglio meccanizzato
3
ATTENZIONE
La scheda del partitore di tensione fornisce una tensione proporzionata alla tensione
dell'arco. Le impostazioni del selettore DIP sulla scheda del partitore di tensione
controllano la corrente di uscita in condizioni di circuito aperto, a una corrente di uscita
massima di 15 v. Questa corrente di uscita è una corrente di uscita di bassissima tensione
(ELV) funzionale e protetta da impedenza. Questo tipo di uscita impedisce scosse
elettriche e incendi in condizioni normali sulla presa di interfaccia macchina e in presenza
di un singolo guasto con i cavi di interfaccia macchina. La scheda del partitore di tensione
non è tollerante ai guasti e le correnti di uscita ELV non sono conformi ai requisiti di
bassissima tensione di sicurezza (SELV) per il collegamento diretto a dispositivi elettrici.
La presa di interfaccia macchina consente di accedere alla tensione dell’arco ridotta e ai segnali
di trasferimento dell’arco e di avvio plasma.
Alcuni sistemi di taglio meccanizzato usano un partitore di tensione
esterno al posto della scheda del partitore di tensione fornita con la presa
di interfaccia macchina. In questi sistemi, il cavo di interfaccia macchina
fornisce segnali solo per il trasferimento dell’arco e il plasma.
Hypertherm offre cavi di interfaccia macchina per i sistemi di taglio meccanizzato che utilizzano
la scheda del partitore di tensione interno e i sistemi di taglio meccanizzato che utilizzano
un partitore di tensione esterno. Hypertherm offre anche cavi di interfaccia macchina progettati
appositamente per l’uso con i banchi PlasmaCAM
Consultare la Powermax65/85/105 SYNC Parts Guide (Guida alle parti
di Powermax65/85/105 SYNC) (810490).
Inoltre, fare riferimento alle sezioni seguenti:
Cavi di interfaccia macchina che utilizzano la scheda del partitore di tensione interno (PCB)
a pagina 26
Cavi di interfaccia macchina che utilizzano un partitore di tensione esterno a pagina 27
Cavi di interfaccia macchina per banchi con un rapporto di tensione 21,1:1 a pagina 30
®
. I cavi sono disponibili in più lunghezze.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 25

Configurazione dei controlli per taglio meccanizzato
3
O
Connettore di interfaccia
macchina
Connettori a forcella
Presa di interfaccia
macchina
Connettore tipo D-sub con 15 piedini
Cavi di interfaccia macchina che utilizzano la scheda del partitore di tensione interno (PCB)
Lo schema seguente mostra un cavo che utilizza la scheda del partitore di tensione interna
per la tensione dell’arco ridotta ai segnali di trasferimento dell’arco e di avvio plasma.
I cavi sono disponibili in più lunghezze. Consultare la Powermax65/85/105 SYNC Parts Guide
(Guida alle parti di Powermax65/85/105 SYNC) (810490).
26 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

3
Segnali del cavo
3
46
12 14
5
10
285
Connettore tipo
D-sub
12 15
O
Connettori a forcella
Connettore di
interfaccia macchina
Configurazione dei controlli per taglio meccanizzato
Cavi di interfaccia macchina che utilizzano un partitore di tensione esterno
Connettori
Segnale
Avvio plasma
Trasferimento dell’arco
Partitore di tensione
Questi sistemi di taglio meccanizzato usano un partitore di tensione esterno al posto della scheda
Numero piedino di
interfaccia macchina
310Verde
42Nero
12 12 Rosso
14 5 Nero
5(–) (elettrodo) 15(–) Nero (–)
6 (+) (funzionamento) 8 (+) Bianco (+)
Numero piedino D-sub
Colore filo connettore
a forcella
del partitore di tensione fornita con la presa di interfaccia macchina. In questi sistemi, il cavo
di interfaccia macchina fornisce segnali solo per il trasferimento dell’arco e il plasma. È necessario
configurare il partitore di tensione esterno per accedere direttamente alla tensione dell’arco grezza
del generatore di plasma. Consultare Accesso alla tensione d’arco grezza (opzionale) a pagina 29.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 27

Configurazione dei controlli per taglio meccanizzato
3
Connettore di interfaccia
macchina
Connettori a forcella
Presa di interfaccia macchina
3
4
Connettori a forcella
Connettore
di interfaccia
macchina
12 14
Le estremità di questi cavi sono provviste di fili che sono terminati con connettori a forcella.
I cavi sono disponibili in più lunghezze. Consultare la Powermax65/85/105 SYNC Parts Guide
(Guida alle parti di Powermax65/85/105 SYNC) (810490).
Segnali del cavo
Segnale
Avvio plasma
Trasferimento dell’arco
Connettori
Numero piedino
di interfaccia macchina
3Verde
4Nero
12 Rosso
14 Nero
Colore filo connettore
aforcella
28 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Configurazione dei controlli per taglio meccanizzato
3
Messa a terra
Banco da taglio
Torcia per macchina
Alimentazione
dell’aria
Cavo di lavoro
Partitore di tensione
dell’arco esterno
(fornito dal cliente)
Pezzo in
lavorazione
Cavo della torcia
Tensione dell’arco
grezza
Filo contatto ohmico
Cavo di interfaccia
macchina
Avvio plasma
Trasferimento dell’arco
CNC/THC
Accesso alla tensione d’arco grezza (opzionale)
Se il sistema di taglio meccanizzato non utilizza la scheda PCB del partitore di tensione nel
generatore di plasma, è necessario configurare un partitore di tensione esterno per accedere
direttamente alla tensione dell’arco grezza del generatore di plasma.
Per le istruzioni su come accedere alla tensione dell’arco grezza, fare riferimento al Raw Arc Voltage
Field Service Bulletin (Bollettino di assistenza sul campo Tensione dell’arco grezza) (810320).
La configurazione che utilizza una tensione dell’arco grezza deve essere eseguita solo
da tecnici qualificati.
AVVERTENZA
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 29
PERICOLO DI SCOSSA ELETTRICA, PERICOLO ELETTRICO
E PERICOLO DI INCENDIO
Il collegamento diretto al circuito plasma per accedere alla tensione dell’arco
grezza aumenta il pericolo di scosse elettriche e incendio in presenza
di un singolo guasto. La tensione e la corrente di uscita del circuito sono
specificate sulla targa dati.
Far realizzare i collegamenti a un tecnico qualificato.

Configurazione dei controlli per taglio meccanizzato
3
Connettore DIN a 6 piedini
Connettore di interfaccia
macchina
Presa di interfaccia macchina
Cavi di interfaccia macchina per banchi con un rapporto di tensione 21,1:1
Hypertherm offre cavi di interfaccia macchina progettati appositamente per banchi di taglio
PlasmaCAM per cui è necessario un rapporto di tensione di 21,1:1. Questi cavi possono essere
usati con
di 21,1:1. I cavi sono disponibili in più lunghezze. Consultare la Powermax65/85/105 SYNC
Parts Guide (Guida alle parti di Powermax65/85/105 SYNC) (810490).
qualsiasi sistema di taglio meccanizzato per cui è necessario un rapporto di tensione
La scheda del partitore di tensione deve essere impostata a 21,1:1
per questi cavi. Consultare Impostazione della scheda del partitore di
tensione (PCB) a cinque posizioni a pagina 34.
30 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

3
Segnali del cavo
1
24
3
456
Connettore DIN
Scanalatura
Connettore
di interfaccia
macchina
5
Partitore di tensione
Segnale
Avvio plasma
(21,1:1)
Configurazione dei controlli per taglio meccanizzato
Connettori
Numero piedino
di interfaccia macchina
35
44
5 (–) (elettrodo) 1 (–)
6 (+) (funzionamento) 2 (+)
Piedini DIN*
Installazione del cavo di interfaccia macchina
* I piedini sul connettore DIN corrente non sono numerati. I numeri dei piedini DIN
in questo diagramma sono etichette fornite come riferimento.
Prima di iniziare, assicurarsi che il generatore di plasma sia dotato di una
presa di interfaccia macchina installata in fabbrica (o dall’utente) sul
pannello posteriore. Consultare il Machine Interface Receptacle with
Voltage Divider PCB Field Service Bulletin (Bollettino di assistenza sul
campo presa di interfaccia macchina con scheda del partitore
di tensione) (806980).
Il cavo di interfaccia macchina deve essere installato da un tecnico di assistenza qualificato.
1. Impostare l’interruttore di alimentazione sul generatore di plasma sulla posizione Spento (OFF)
(O) e scollegare il cavo di alimentazione.
2. Rimuovere il coperchio della presa di interfaccia macchina dal retro del generatore di plasma.
3. Collegare il cavo di interfaccia macchina Hypertherm alla presa di interfaccia macchina.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 31

Configurazione dei controlli per taglio meccanizzato
3
3
5
64
131412
4. Eseguire una delle seguenti operazioni:
Per un cavo con un connettore D-sub
sull’altra estremità:
1. Collegare il connettore D-sub alla
presa con piedini sul controllo
dell’altezza torcia (THC) o CNC.
2. Stringere le viti sul connettore D-sub.
* L’integrazione tra l’apparecchiatura Hypertherm e quella fornita dal cliente, compresi i cavi e i fili
di collegamento, se non elencati e certificati come un sistema, è soggetta a ispezione da parte
delle autorità locali presso il sito di installazione finale.
Prese di interfaccia macchina
Per un cavo con fili e connettori a forcella
sull’altra estremità:
1. Terminare il cavo di interfaccia macchina
all’interno del quadro elettrico del
controllo di altezza torcia (THC)
odelCNC.
Ciò impedisce l’accesso non
autorizzato ai collegamenti dopo
l’installazione.
2. Assicurarsi che i collegamenti siano stati
realizzati correttamente e che tutte le parti
in tensione siano coperte e protette prima
di mettere in funzione l’apparecchiatura.*
Le prese 1 e 2 sono cablate ma non usate.
32 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Configurazione dei controlli per taglio meccanizzato
3
O
Fili interni
Connettore tipo D-sub
Partitore di tensione
Connettori a forcella
Presa dell’interfaccia macchina
Segnali dell’interfaccia macchina
Fare riferimento alla tabella seguente per informazioni sul segnale del cavo quando si collega
il generatore di plasma a un controller di altezza torcia o a un CNC con un cavo
di interfaccia macchina.
Cavi del
Fili interni Powermax e presa di interfaccia macchina
connettore
tipo D-sub
Segnale Tipo Colore filo Numero prese
‡
Avvio
(plasma)
Trasferimento
(avvio
movimento)
‡
Ingresso*
Uscita**
Nero 3 10 Verde
Rosso 4 2 Nero
Bianco 12 12 Rosso
Verde 14 5 Nero
Numero di
piedini D-sub
Nero (–) 5, 1 (–) (Elettrodo) 15 (–) Nero (–)
Partitore
di tensione
Uscita***
, †
Rosso (+)
6, 2 (+)
(Funzionamento)
8 (+) Bianco (+)
Messa a terra Verde/giallo 13
* Normalmente aperto. Tensione a circuito aperto 18 VCC sui morsetti di START. Per l’attivazione
è necessaria una chiusura di contatto isolato.
Cavi con
connettori
aforcella
Colore filo
senza
terminazione
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 33
** Normalmente aperto. Chiusura di contatto isolato durante il trasferimento dell’arco. Massimo
di 120 VCA/1 A al relè di interfaccia macchina.
*** Segnale dell’arco partizionato di 20:1, 21,1:1, 30:1, 40:1, 50:1. Fornisce un massimo di 15 V in presenza
di un circuito aperto.
†
Il segnale dell’arco partizionato è un partitore resistivo del valore di tensione dell’arco. Questo segnale
non è isolato. Per prevenire loop di massa è necessario fornire un isolamento galvanico.
‡
Se si utilizza il segnale Avvio con un tempo di ritardo per iniziare a muovere la torcia Duramax™
per il taglio, anziché utilizzare il segnale Trasferimento, procedere come segue: aumentare il tempo
di ritardo quando si usa una torcia SmartSYNC. Per una torcia da 0,7 m o 15 m SmartSYNC, aggiungere
60 m al tempo di ritardo. Per una torcia da 23 m SmartSYNC, aggiungere 120 m al tempo di ritardo.
Il ritardo aggiuntivo impedisce alla torcia di muoversi prima che il flusso post-taglio si sia esaurito.
Per le torce da 4,6 m o 7,6 m SmartSYNC, non è necessario impostare un ritardo aggiuntivo.

Configurazione dei controlli per taglio meccanizzato
3
Impostazione della scheda del partitore di tensione (PCB) a cinque posizioni
Il partitore di tensione è una scheda a circuito stampato (PCB) inserita all’interno del generatore
di plasma. Misura la tensione dell’arco plasma. Questa misurazione può variare tra
0 VCC e 250 VCC. Per motivi di sicurezza, la scheda a circuito stampato riduce la tensione
dell’arco a un segnale di tensione inferiore (tra 0 VCC e 15 VCC) da inviare al CNC.
La scheda del partitore di tensione ha 5 impostazioni. L’impostazione predefinita di fabbrica è 50:1.
La specifica del sistema di controllo di altezza torcia (THC) determina l’impostazione corretta
da usare. In caso di dubbi sull’impostazione da utilizzare, o se la scheda del partitore di tensione
a 5 posizioni Hypertherm non fornisce il segnale di tensione necessario per la propria applicazione,
contattare il distributore Hypertherm o il centro riparazioni autorizzato, oppure chiamare l’ufficio
Hypertherm più vicino tra quelli elencati all’inizio di questo manuale.
Esempi:
L’impostazione predefinita di fabbrica di 50:1 divide ogni volt per 50; ciò significa che per
ogni volt vengono inviati al CNC 20 mV. Per la tensione dell’arco grezza di 140 V, viene
inviata al CNC una lettura della tensione dell’arco partizionata di 2800 mV (2,8 V).
L’impostazione predefinita di 20:1 divide ogni volt per 20, ciò significa che per ogni volt
vengono inviati al CNC 50 mV. Per la tensione dell’arco grezza di 140 V, viene inviata al
CNC una lettura della tensione dell’arco partizionata di 7000 mV (7,0 V).
Per cambiare l’impostazione predefinita di fabbrica della scheda del partitore di tensione da 50:1
a un’impostazione diversa, eseguire le azioni seguenti:
1. Impostare l’interruttore di alimentazione sul generatore di plasma sulla posizione Spento (OFF)
(O) e scollegare il cavo di alimentazione.
2. Rimuovere il coperchio del generatore di plasma.
34 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Configurazione dei controlli per taglio meccanizzato
3
L1
R5
R6
C2
C1 C4
BLK
RED
J1
J3
RED
BLK
J2
21.13040 50
GRN
S1
ALLDOWN =20
D1
J5
L1
X12
R7
R5
R6
R4
C3
C2
C1 C4
L1
BLK
RED
J1
J3
J4
RED
BLK
J2
21.1 30
40 50
GRN
S1
ALL DOWN = 20
D1
J5
20:1 21,1:1 30:1 40:1 50:1
3. Individuare i selettori DIP della scheda del partitore di tensione sul lato della ventola del
generatore di plasma.
Questa figura mostra la scheda del partitore di tensione nell’impostazione predefinita di fabbrica
(50:1) con l’interruttore 4 rivolto verso l’alto.
4. Impostare i selettori DIP su una delle seguenti opzioni:
L’impostazione 21,1:1 è progettata appositamente per i banchi di taglio
PlasmaCAM, ma può essere utilizzata su qualsiasi sistema di taglio
meccanizzato per cui è necessario un rapporto di tensione di 21,1:1.
5. Installare il coperchio del generatore di plasma.
Collegamento di un cavo di interfaccia seriale RS-485 (opzionale)
Prima di iniziare, assicurarsi che il generatore di plasma sia dotato di quanto indicato di seguito:
Un connettore di interfaccia seriale RS-485 installato in fabbrica (o dall’utente) e una
scheda di interfaccia seriale RS-485 interna. Consultare il RS-485 Serial Interface
Connector Field Service Bulletin (Bollettino di assistenza sul campo Connettore
di interfaccia seriale RS-485) (806710). Consultare anche la Powermax65/85/105 SYNC
Parts Guide (Guida alle parti di Powermax65/85/105 SYNC) (810490). Il generatore
di plasma include resistori di terminazione.
Un collegamento dell’interfaccia macchina al CNC con la presa di interfaccia macchina.
Consultare pagina 24.
L’interfaccia seriale RS-485 non può essere usata da sola. Il generatore
di plasma deve anche essere dotato di una connessione dell’interfaccia
macchina al CNC.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 35

Configurazione dei controlli per taglio meccanizzato
3
Connettore seriale RS-485
O
Connettore tipo D-sub con 9 piedini
Connettore seriale non
terminato
Il connettore e il cavo dell’interfaccia seriale RS-485 offrono supporto al generatore di plasma per
comunicazioni seriali con un CNC.
I cavi sono disponibili in più lunghezze. Consultare la Powermax65/85/105 SYNC Parts Guide
(Guida alle parti di Powermax65/85/105 SYNC) (810490).
Installazione del cavo di interfaccia seriale RS-485
Il cavo di interfaccia seriale RS-485 deve essere installato da un tecnico di assistenza qualificato.
1. Impostare l’interruttore di alimentazione sul generatore di plasma sulla posizione Spento (OFF)
(O) e scollegare il cavo di alimentazione.
2. Collegare il cavo di interfaccia seriale RS-485 al connettore seriale RS-485.
3. Eseguire una delle seguenti operazioni:
Per un cavo con un connettore D-sub
sull’altra estremità:
1. Collegare il connettore D-sub al
connettore con piedini sul CNC.
2. Stringere le viti sul connettore D-sub.
Per un cavo con un fili senza
terminazione-sub sull’altra estremità:
1. Terminare il cavo di interfaccia seriale
2. Assicurarsi che i collegamenti siano stati
RS-485 all’interno del quadro elettrico
del CNC.
Ciò impedisce l’accesso non
autorizzato ai collegamenti dopo
l’installazione.
realizzati correttamente e che tutte le parti
in tensione siano coperte e protette prima
di mettere in funzione l’apparecchiatura.*
* L’integrazione tra l’apparecchiatura Hypertherm e quella fornita dal cliente, compresi i cavi e i fili
di collegamento, se non elencati e certificati come un sistema, è soggetta a ispezione da parte
delle autorità locali presso il sito di installazione finale.
36 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Configurazione dei controlli per taglio meccanizzato
3
O
Connettore tipo D-sub
con 9 piedini
Connettore seriale non
terminato
2
1
3
5
4
Segnali dell’interfaccia seriale RS-485 per collegarsi a un CNC
Fare riferimento alla tabella seguente per informazioni sul segnale del cavo quando si collega
il generatore di plasma a un CNC con un cavo di interfaccia seriale.
Il generatore di plasma include resistori di terminazione.
Connettore seriale Powermax
Numero piedino
1 7 RxD (+) Rosso Ingresso
23RxD (–)NeroIngresso
3 4 TxD (+) Bianco Uscita
42TxD (–)NeroUscita
5 5 Messa a terra Verde
Connettore tipo
D-sub
Numero
piedino
1Libero
6Libero
8Libero
9Libero
Fili senza terminazione
Segnale Colore filo Tipo
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 37

Configurazione dei controlli per taglio meccanizzato
3
O
Connettore tipo D-sub con 9 piedini
Connettore seriale non
terminato
Fili interni
Connettore seriale
Segnali dell’interfaccia seriale RS-485 per la ricerca guasti
Fare riferimento alla tabella seguente per informazioni sul segnale del cavo quando si ricercano
i problemi di collegamento seriale tra i generatori di plasma e il CNC.
Fili interni Powermax e connettore seriale
Colore
filo
Rosso 1 Tx (+) Uscita 7 RxD (+) Rosso Ingresso
Nero 2 Tx (–) Uscita 3 RxD (–) Nero Ingresso
Marrone 3 Rx (+) Ingresso 4 TxD (+) Bianco Uscita
Bianco 4 Rx (–) Ingresso 2 TxD (–) Nero Uscita
Verde 5 Messa a terra 5
Numero
piedino
Segnale Tipo
Connettor
e tipo
D-sub
Numero
piedino
1Libero
6Libero
8Libero
9Libero
Fili senza
terminazione
Segnale
Messa
a terra
Colore
filo
Verde
Tipo
38 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Configurazione dei controlli per taglio meccanizzato
3
Velocità in baud
(questo valore non può
essere modificato)
Bit di dati
(questo valore non può essere
modificato)
Parità
(questo valore può essere modificato)
Bit di arresto
(questo valore può essere modificato)
Impostazione dei parametri sulla schermata CNC Interface Settings Impostazioni dell’interfaccia CNC
Usare la schermata delle impostazioni dell’interfaccia CNC (CNC INTERFACE) per impostare
i parametri per la comunicazione seriale.
1. Selezionare nella schermata Principale.
2. Selezionare per accedere alla schermata delle impostazioni dell’interfaccia CNC
(CNC INTERFACE).
3. Ruotare la manopola di regolazione per andare al campo che si desidera modificare.
4. Premere per selezionare il campo.
5. Ruotare la manopola di regolazione per modificare il valore nel campo.
6. Premere per selezionare il nuovo valore.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 39

Configurazione dei controlli per taglio meccanizzato
3
– Impostare la configurazione di controllo della parità e la configurazione di bit di arresto per
questo Powermax. Assicurarsi che i valori in questo campo siano identici ai valori del CNC.
Selezionare uno dei valori seguenti per il controllo della parità:
E Pari (valore predefinito)
O Dispari
N Nessun controllo della parità
Selezionare uno dei valori seguenti per il bit di arresto:
1 1 bit di arresto (valore predefinito)
2 2 bit di arresto
– Questo è l’indirizzo del nodo Modbus per il sistema Powermax. Il valore predefinito
èzero(0).
Per i sistemi di taglio Powermax con 1 generatore di plasma: Mantenere il valore
predefinito di zero (0).
Il valore zero (0) consente al CNC di impostare automaticamente l’indirizzo del nodo
Powermax. L’indirizzo del nodo è impostato tramite il primo messaggio di richiesta
Modbus valido che il sistema Powermax riceve dal CNC dopo che l’interruttore
di alimentazione Powermax è stato posizionato su Acceso (ON) (I). Questo campo
continua a mostrare il valore zero (0) durante la comunicazione Modbus per indicare
che l’indirizzo del nodo viene controllato dal CNC.
Per i sistemi di taglio Powermax con 2 o più generatori di plasma: selezionare
un numero di serie da 1 a 255 per ciascun sistema Powermax.
Dopo aver impostato l’indirizzo del nodo per il sistema Powermax, eseguire
un riavvio a freddo.
Accertarsi che il CNC utilizzi l’indirizzo del nodo impostato quando comunica
con ciascun sistema Powermax.
Spia modalità remoto
La spia modalità remoto indica che un CNC
o un altro controllo a distanza sta controllando
il generatore di plasma. I controlli del pannello
frontale sono disattivati durante il funzionamento
in modalità remoto, ma i codici guasto
continuano a comparire in ogni caso. È possibile
accedere alle schermate dell’assistenza per
consultare le informazioni sul generatore
di plasma, sulla torcia e sulla cartuccia.
40 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Configurazione dei controlli per taglio meccanizzato
3
Ulteriori informazioni sulle impostazioni di comunicazione seriale
Powermax65/85/105 SYNC fornisce più dati sul generatore di plasma tramite connessione seriale
rispetto ai dati disponibili per i sistemi Powermax più datati, oltre a fornire accesso ai dati sull’utilizzo
della cartuccia. Inoltre, un CNC può richiedere una verifica e una reimpostazione rapida del gas
su un sistema Powermax65/85/105 SYNC.
Per ulteriori informazioni, consultare Powermax65/85/105 SYNC Serial Communication Protocol
and Implementation Guide (Guida all’implementazione e protocollo di comunicazione seriale
Powermax65/85/105 SYNC) (810400). La documentazione tecnica è disponibile su
www.hypertherm.com/docs.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 41

Configurazione dei controlli per taglio meccanizzato
3
42 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Taglio con la torcia per macchina
Questa sezione fornisce informazioni per aiutare a eseguire le operazioni seguenti:
Selezione della cartuccia di taglio Hypertherm corretta
Qualità di taglio ottimale
Comprensione del controllo di altezza torcia
Sfondare il metallo
Tagliare acciaio inox con gas F5
Per informazioni sulla scriccatura, consultare Scriccatura con la torcia per macchina apagina61.
Per risolvere le problematiche relative alla qualità di taglio, consultare Problemi comuni dei sistemi
meccanizzati apagina65.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 43

Taglio con la torcia per macchina
4
Selezione della cartuccia
Hypertherm offre i tipi seguenti di cartucce di taglio meccanizzato.
Tipo di cartuccia Finalità
Ta gl io
meccanizzato
(grigio)
FineCut
taglio meccanizzato
(grigio)
FlushCut
(nero)
Anello ohmico
®
TM
Usare queste cartucce standard
per la gamma più ampia di
applicazioni di taglio.
Usare queste cartucce per
ottenere una larghezza del kerf
più stretta su acciaio al carbonio
sottile e acciaio inox fino a 3 mm.
Usare queste cartucce per
tagliare il più possibile vicino alla
base senza causare sfondamenti
o danni al pezzo in lavorazione.
Usare questo accessorio della
cartuccia con controlli di altezza
torcia (THC) che supportano
il contatto ohmico per trovare
la superficie del pezzo
in lavorazione prima di ogni taglio.
Consultare Contatto ohmico per
il sensore altezza iniziale
apagina58.
Le cartucce di taglio meccanizzato sono compatibili con le torce SmartSYNC per taglio
manuale. Mantenere una distanza torcia-lamiera durante il taglio se si utilizzano queste
cartucce su una torcia per taglio manuale.
I generatori di plasma sono forniti con un set iniziale di cartucce Hypertherm.
Per un elenco completo delle cartucce per scriccatura e taglio disponibili, consultare la
Powermax65/85/105 SYNC Parts Guide (Guida alle parti di Powermax65/85/105 SYNC)
(810490).
Per informazioni sui processi e sulle cartucce per scriccatura, consultare Scriccatura con la
torcia per macchina apagina61.
Per assistenza nell’installazione della cartuccia, consultare Preparazione all’accensione della
torcia apagina51.
44 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Taglio con la torcia per macchina
4
Selezionare la cartuccia con l’amperaggio più appropriato per lo spessore del materiale che
si desidera tagliare. Inoltre, individuare i parametri che forniranno la qualità di taglio desiderata per
un determinato processo. Per ulteriori informazioni, consultare Informazioni e ottimizzazione della
qualità di taglio apagina53.
Accertarsi che la cartuccia selezionata abbia un amperaggio supportato
dal generatore di plasma. Ad esempio, in un sistema Powermax85 SYNC,
selezionare una cartuccia da 85 A, 65 A o 45 A, non una cartuccia
da 105 A.
Selezionare la cartuccia più appropriata per il materiale che si desidera tagliare.
Spessore del materiale (mm)
0,5 1 2 3 5 8 10 12 15 20 25 30
FineCut
45 A
65 A
85 A
105 A
FineCut
45 A
65 A
85 A
105 A
Spessore del materiale (pollici)
0,02 0,06 1/8 1/4 3/8 1/2 5/8 3/4 1 1-1/4 1-1/2
Qualità di taglio ottimale
Qualità di taglio quasi ottimale
Qualità o velocità di taglio ridotta
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 45

Taglio con la torcia per macchina
4
Cartuccia FlushCutCartuccia per il taglio meccanizzato
Utilizzo di una cartuccia speciale FlushCut
Le cartucce FlushCut sono in grado di rimuovere alette, bulloni, piastre con occhielli e altri attacchi
senza sfondare né danneggiare la base del pezzo in lavorazione, come mostrato di seguito.
Le cartucce FlushCut possono essere usate anche per lo sgrassaggio dei metalli. Le cartucce
FlushCut producono un arco plasma angolato che consente di tagliare molto vicino alla base del
materiale senza lasciare una gran quantità di materiale da molare. Generalmente, per i tagli lunghi
e diritti, le cartucce FlushCut sono utilizzate su torce per macchina dotata di carrelli o cingoli
o su impianti automatici su binario.
46 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

4
Come ottenere il massimo dalle cartucce
La frequenza con cui occorre sostituire la cartuccia Hypertherm sulla torcia per macchina dipende
da quanto segue:
Qualità dell’alimentazione del gas
È estremamente importante mantenere un’alimentazione del gas pulita e asciutta.
La presenza di olio, acqua, vapore e altri agenti contaminanti nell’alimentazione
del gas può degradare la qualità di taglio e la vita utile della cartuccia. Consultare
il Powermax65/85/105 SYNC Operator Manual (Manuale dell’operatore di
Powermax65/85/105 SYNC) (810470).
Parametri di taglio
Accertarsi che la corrente d’arco, la tensione dell’arco, la velocità del taglio,
l’altezza del taglio e altre impostazioni di taglio siano corrette. Consultare
la Powermax65/85/105 SYNC Cut Charts Guide (Guida alle tabelle di taglio
di Powermax65/85/105 SYNC) (810500MU).
Utilizzare l’altezza corretta della torcia e il tempo di ritardo dello sfondamento per lo
sfondamento. Consultare la Powermax65/85/105 SYNC Cut Charts Guide (Guida alle
tabelle di taglio di Powermax65/85/105 SYNC) (810500MU).
Taglio con la torcia per macchina
Accendere la torcia solo quando necessario
Per ottenere la massima vita utile della cartuccia, non accendere la torcia quando non
si stanno eseguendo tagli. Ad esempio, non iniziare né terminare tagli lontano dalla
superficie del pezzo in lavorazione.
È possibile iniziare dal bordo del pezzo in lavorazione a condizione che
l’arco sia a contatto con il pezzo in lavorazione quando innescato.
Dopo il taglio, attendere il completamento del flusso post-taglio del gas
Dopo aver completato il taglio, il flusso del gas continua per circa 20 secondi. Questo
flusso post-taglio serve a diminuire la temperatura della cartuccia. Lasciare terminare
sempre il flusso post-taglio prima di rimuovere una cartuccia.
Spessore verticale del pezzo in lavorazione
In generale, maggiore è lo spessore del pezzo in lavorazione, maggiore è la velocità
di usura delle cartucce. Per ottenere i risultati migliori, l’80% delle lamiere tagliate
dovrebbe avere spessori uguali o inferiori a quelli indicati nelle caratteristiche tecniche
del sistema e della cartuccia. Consultare il Powermax65/85/105 SYNC Operator
Manual (Manuale dell’operatore di Powermax65/85/105 SYNC) (810470).
Per ottenere i risultati migliori, non tagliare lamiere di spessori superiori a quelli indicati
nelle caratteristiche tecniche del sistema e della cartuccia.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 47

Taglio con la torcia per macchina
4
Cappuccio di tenuta
Schermo
Foro dell’ugello (rotondo)
Taglio lamiera stirata
La lamiera stirata ha una struttura a fessura o a reticolo. Il taglio di lamiere stirate
accelera l’usura delle cartucce poiché è necessario un arco pilota continuo. Un arco
pilota continuo si verifica quando la torcia è accesa ma l’arco plasma non è in contatto
con il pezzo in lavorazione.
Verificare che non sia impostata la modalità di funzionamento Lamiera stirata se non
si sta tagliando metallo espanso.
Durante il taglio meccanizzato standard con generatori di plasma
Powermax65/85/105 SYNC in condizioni di laboratorio, Hypertherm
ha raggiunto da 1 a 3 ore di tempo di “attivazione dell’arco” effettivo.
Segnali indicanti che una cartuccia ha quasi raggiunto la fine del suo ciclo di vita
Solitamente, il segnale più affidabile della necessità di installare una nuova cartuccia è dato da una
qualità di taglio non più soddisfacente. Quando è necessario sostituire una cartuccia, sostituire
l’intera cartuccia con una nuova. Non tentare di smontare la cartuccia.
I seguenti segnali possono indicare che una cartuccia ha quasi raggiunto la fine del suo ciclo di vita
o è già a fine vita:
Ispezionare il foro dell’ugello. Il foro dell’ugello è in buone condizioni se è rotondo.
Sostituire la cartuccia se il foro dell’ugello non è rotondo.
Verificare la presenza di un maggior numero di guasti 0-30-0. Man mano che una
cartuccia si usura, al suo interno potrebbe accumularsi materiale indesiderato e provocare
guasti 0-30-0. In alcuni casi, questo materiale può essere rimosso scuotendo delicatamente
la cartuccia.
48 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Taglio con la torcia per macchina
4
1
1
Ispezionare la corona .
La corona è il pezzo quadrato
in rame situato all’interno della
cartuccia. Premere la corona
e rilasciare la tensione della molla.
Se la corona è in buone
condizioni, ritornerà nella sua
posizione iniziale. Se la corona
rimane in posizione abbassata,
scuotere delicatamente
la cartuccia. Se la corona continua
a rimanere in posizione abbassata,
sostituire la cartuccia.
Se il sistema presenta un codice guasto 0-32-0 o 0-32-1, installare una nuova cartuccia.
Se si esegue lo sfondamento di frequente, saranno visibili delle macchie
nere sul cappuccio di tenuta. Generalmente, questo non indica che
la cartuccia è a fine vita. Continuare a tagliare con la cartuccia finché
la qualità di taglio non è più soddisfacente.
Per ulteriori informazioni, consultare le sezioni seguenti:
Informazioni e ottimizzazione della qualità di taglio apagina53
Comprensione del controllo di altezza torcia per taglio di plasma apagina56
Problemi comuni dei sistemi meccanizzati apagina65
Visualizzazione dei dati della cartuccia sulla schermata di stato
I dati della cartuccia per l’avvio dell’arco pilota (STA) e per il tempo di trasferimento dell’arco (XT)
vengono visualizzati sulla schermata di stato. Quando si imposta un campo STA/XT sulla posizione
acceso, questi valori rimangono sulla schermata di stato finché non si imposta il campo STA/XT
sulla posizione spento.
1. Tenere premuto per 2 secondi per accedere alla schermata del menu principale.
2. Ruotare la manopola di regolazione per passare a . Premere per selezionarlo.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 49

Taglio con la torcia per macchina
4
3. Ruotare la manopola di regolazione per passare a e premere per selezionarlo.
Viene visualizzata la schermata Display LCD (LCD DISPLAY).
4. Ruotare la manopola di regolazione per passare al campo (STA/XT) e premere per
selezionarlo.
5. Ruotare la manopola di regolazione per impostare
il campo STA/XT sulla posizione acceso: .
6. Premere per applicare l’impostazione.
7. Premere il pulsante per tornare alla
schermata di stato. I campi STA e XT
compariranno sulla schermata.
50 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

4
Preparazione all’accensione della torcia
AVVERTENZA
TORCE AD ACCENSIONE IMMEDIATA – L’ARCO PLASMA PUÒ CAUSARE
LESIONI E USTIONI
L’arco plasma si accende immediatamente quando si invia un comando di START/STOP
dal CNC. Prima di cambiare la cartuccia, è necessario intraprendere una delle seguenti
azioni. Quando possibile, completare la prima azione.
Impostare l’interruttore di alimentazione sul generatore di plasma alla posizione
Spento (OFF) (O).
O
Portare l’interruttore di blocco della torcia sulla posizione di blocco di colore
giallo (X). Inviare un comando di START/STOP dal CNC per assicurarsi che
la torcia non accenda un arco plasma.
Taglio con la torcia per macchina
AVVERTENZA
TORCE AD ACCENSIONE IMMEDIATA – TENERSI LONTANI DALL’ARCO PLASMA
L’arco plasma passa rapidamente attraverso i guanti e la pelle.
Indossare dispositivi di protezione corretti e approvati.
Tenere le mani, i vestiti e qualsiasi oggetto lontano dalla punta della torcia.
Non trattenere il pezzo in lavorazione. Tenere le mani lontano dal percorso di taglio.
Non puntare mai la torcia verso se stessi o verso altre persone.
AVVERTENZA
RISCHIO DI USTIONI E SCOSSE ELETTRICHE – INDOSSARE
GUANTI ISOLANTI
Indossare sempre guanti isolati quando si sostituiscono le cartucce.
Le cartucce si surriscaldano durante il taglio e possono causare ustioni gravi.
Anche il tocco delle cartucce può causare una folgorazione se il generatore
di plasma è acceso (ON) e l’interruttore di blocco della torcia non si trova
nella posizione di blocco di colore giallo (X).
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 51

Taglio con la torcia per macchina
4
Di seguito è fornita un’anteprima della preparazione all’accensione della torcia per macchina. Prima
di accendere la torcia per macchina, accertarsi di sapere come utilizzare correttamente il generatore
di plasma e la torcia SmartSYNC. Consultare il Powermax65/85/105 SYNC Operator Manual
(Manuale dell’operatore di Powermax65/85/105 SYNC) (810470).
Queste istruzioni iniziano con l’interruttore di alimentazione sul generatore di plasma sulla posizione
Acceso (ON) (I).
1. Eseguire una delle seguenti operazioni:
Mini torcia per macchina: impostare l’interruttore di alimentazione sul generatore di plasma
sulla posizione Spento (OFF) (O).
Torcia per macchina a lunghezza completa: portare l’interruttore di blocco della torcia sulla
posizione di blocco di colore giallo (X).
2. Installare la cartuccia Hypertherm corretta. Serrare con una rotazione di 1/4.
3. Eseguire una delle seguenti operazioni:
Mini torcia per macchina: impostare l’interruttore di alimentazione sul generatore di plasma
sulla posizione Acceso (ON) (I).
Torcia per macchina a lunghezza completa: spostare l’interruttore di blocco della torcia nella
posizione verde “pronta all’accensione” ( ).
52 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

4
4. Accertarsi che il generatore di plasma sia impostato
automaticamente sulla modalità Taglio o Scriccatura affinché sia
possibile allinearlo con la cartuccia Hypertherm installata.
Per modificare la modalità da Taglio nella modalità Lamiera
stirata, premere il pulsante della Modalità di funzionamento.
La modalità Scriccatura non è disponibile quando è installata
una cartuccia di taglio.
5. Inviare un comando di START/STOP dal CNC per accendere un arco plasma.
Spia modalità remoto
La spia modalità remoto indica che un CNC
o un altro controllo a distanza sta controllando
il generatore di plasma. I controlli del pannello
frontale sono disattivati durante il funzionamento
in modalità remoto, ma i codici guasto
continuano a comparire in ogni caso. È possibile
accedere alle schermate dell’assistenza per
consultare le informazioni sul generatore di
plasma, sulla torcia e sulla cartuccia.
Taglio con la torcia per macchina
Informazioni e ottimizzazione della qualità di taglio
Cos’è una buona qualità di taglio?
Il taglio è considerato di buona qualità quando le proprietà seguenti sono state minimizzate.
Angolo di taglio (inclinazione)
Larghezza del kerf (taglio)
Dimensione della zona interessata dal calore
Bava (metallo fuso che si attacca al taglio)
Ruvidità del bordo di taglio
I motivi per i quali si può desiderare una buona qualità di taglio sono numerosi. Ad esempio:
Per ridurre al minimo le operazioni secondarie come la molatura
Quando il bordo di taglio sarà visibile nel prodotto finito
Per semplificare la saldatura o la pittura della parte dopo il taglio
Ci sono anche casi in cui la qualità di taglio non è così importante. Ad esempio, per un determinato
processo può essere più importante la velocità. Spesso, la scelta migliore è un compromesso tra
velocità e qualità.
Hypertherm sconsiglia di tagliare materiale che sia in contatto con
o sia ricoperto da acqua, al fine di prevenire risultati di taglio scadenti.
Consultare Linee guida per il taglio con banchi di taglio ad acqua
a pagina 60.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 53

Taglio con la torcia per macchina
4
Cos’è una tabella di taglio?
Per semplificare l’individuazione dei parametri che forniranno la qualità di taglio desiderata per
un determinato processo, Hypertherm offre un punto di partenza: un insieme di parametri per ogni
cartuccia di taglio meccanizzato e per i tipi e gli spessori del metallo. Questi insiemi di parametri
sono noti come tabelle di taglio.
Hypertherm ha realizzato le tabelle di taglio in base a condizioni di test di laboratorio usando
le nuove cartucce Hypertherm. Le tabelle di taglio offrono parametri iniziali per trovare la migliore
qualità di taglio con il sistema e il materiale di taglio utilizzati. Da questo punto di partenza,
è possibile adattare il sistema di taglio al materiale che si sta tagliando e ai risultati che si desidera
ottenere per il processo di taglio.
A causa delle differenze tra le varie installazioni e della diversa
composizione dei materiali, i risultati ottenuti possono variare rispetto
a quelli riportati nelle tabelle.
Di seguito è fornito un esempio di parametri delle tabelle di taglio:
Amperaggio
Spessore del metallo
Altezza di taglio
Altezza iniziale di sfondamento
Per ulteriori informazioni, consultare la Powermax65/85/105 SYNC Cut Charts Guide (Guida alle
tabelle di taglio di Powermax65/85/105 SYNC) (810500MU).
Linee guida per il taglio e lo sfondamento
Linee guida per il taglio
Iniziare sempre con le impostazioni consigliate dalle tabelle di taglio. Consultare
la Powermax65/85/105 SYNC Cut Charts Guide (Guida alle tabelle di taglio
di Powermax65/85/105 SYNC) (810500MU).
Se si decide che è necessario regolare un’impostazione predefinita e si dispone di un CNC
o di un altro controllo, utilizzare comandi di compensazione o annullamento per eseguire
modifiche incrementali dei valori originali, restando all’interno dei limiti.
Non consentire alla torcia di toccare il pezzo in lavorazione durante il funzionamento
del sistema di taglio. Il contatto con il pezzo in lavorazione può danneggiare la cartuccia
e la superficie del pezzo in lavorazione.
Tempo di ritardo dello sfondamento
Velocità di taglio
Tensione dell’arco
Larghezza del kerf (taglio)
Se si dispone di un controllo di altezza torcia (THC) che utilizza un
sensore di contatto ohmico, il contatto con il sensore altezza iniziale (IHS)
è consentito. Consultare Contatto ohmico per il sensore altezza iniziale
apagina58.
Per i processi in posizione perpendicolare accertarsi che la torcia sia perpendicolare
(a un angolo di 90°) rispetto al pezzo in lavorazione.
54 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Taglio con la torcia per macchina
4
Un movimento non uniforme dell’azionamento e della rotaia può rendere non uniforme il
movimento della torcia, il che può causare schemi di taglio irregolari. Assicurarsi di eseguire
le operazioni di assistenza e manutenzione ordinari sul sistema di azionamento e sulle rotaie.
Consultare il manuale di istruzione fornito assieme al sistema di taglio
meccanizzato per informazioni su come eseguire queste operazioni.
Eseguire tutte le attività previste per la manutenzione del sistema di taglio. Consultare
il Powermax65/85/105 SYNC Operator Manual (Manuale dell’operatore
di Powermax65/85/105 SYNC) (810470).
Evitare di accendere la torcia se non necessario. Ciò riduce la vita utile della torcia.
È possibile iniziare dal bordo del pezzo in lavorazione a condizione che
l’arco sia a contatto con il pezzo in lavorazione quando innescato.
Evitare uscite del taglio che si allontanano dal pezzo in lavorazione e allungano
l’arco plasma.
Eseguire la seguente procedura, se supportata dal CNC, per evitare la perdita di un arco
plasma trasferito:
Completare ogni taglio con l’arco plasma ancora attaccato al pezzo in lavorazione.
Diminuire la velocità di taglio quando la fine del taglio è vicina.
Linee guida per lo sfondamento
Lo sfondamento attraversa l’intero spessore del pezzo in lavorazione. Lo sfondamento è altresì
la prima azione interessata nel taglio di una parte.
È possibile iniziare dal bordo del pezzo in lavorazione a condizione che
l’arco sia a contatto con il pezzo in lavorazione quando innescato.
È possibile ridurre al minimo i risultati indesiderati, aumentare il numero di sfondamenti
e massimizzare la durata delle cartucce utilizzando le impostazioni di sfondamento e altezza taglio
consigliate da Hypertherm nelle tabelle di taglio. Consultare la Powermax65/85/105 SYNC
Cut Charts Guide (Guida alle tabelle di taglio di Powermax65/85/105 SYNC) (810500MU)
e quanto segue:
Ritardo di sfondamento: il ritardo di sfondamento è il periodo di tempo in cui la torcia
rimane ferma all’altezza di sfondamento specificata prima che la torcia inizi il movimento
di taglio. Il ritardo di sfondamento deve essere sufficientemente lungo da consentire all’arco
di sfondare il materiale prima che la torcia si muova, ma non eccessivamente da causare
l’allargamento del foro di sfondamento e da consentire all’arco di “errare” o di spegnersi
prima che la torcia inizi a spostarsi.
I tempi di ritardo dello sfondamento nelle tabelle di taglio si basano sui tempi di ritardo medi
durante la vita delle cartucce. Se necessario per evitare l’usura della cartuccia, aumentare
il tempo di ritardo dello sfondamento.
Altezza di sfondamento: l’altezza di sfondamento è la distanza tra la torcia e il pezzo
in lavorazione necessaria per sfondare il pezzo in lavorazione prima di iniziare a tagliarlo.
Per il Powermax65/85/105 SYNC, l’altezza di sfondamento è in genere tra il 150% e il
400% l’altezza di taglio. Consultare la Powermax65/85/105 SYNC Cut Charts Guide
(Guida alle tabelle di taglio di Powermax65/85/105 SYNC) (810500MU) per i valori
specifici.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 55

Taglio con la torcia per macchina
4
Spessore di sfondamento massimo: quando si sfondano materiali vicini allo spessore
massimo per un processo specifico, è necessario tener conto di diversi fattori importanti:
Prevedere una distanza di ingresso che sia all’incirca uguale allo spessore del materiale
da sfondare. Ad esempio, per un materiale di 20 mm, utilizzare un ingresso di 20 mm.
Per evitare danni alla cartuccia causati dall’accumulo di materiale fuso creato dallo
sfondamento, non consentire alla torcia di scendere all’altezza di taglio fino a quando
non abbia eliminato i residui del metallo fuso.
Le proprietà chimiche dei differenti materiali possono avere effetti negativi sulla capacità
di sfondamento del generatore di plasma. Ad esempio, l’acciaio ad alta resistenza con
un elevato contenuto di manganese o silicio possono ridurre la capacità di sfondamento
massima. Hypertherm ottiene i parametri delle tabelle di taglio effettuando test con tipi
di metalli comunemente usati, ma i risultati possono variare.
Comprensione del controllo di altezza torcia per taglio di plasma
L’altezza torcia è la distanza tra la torcia e la lamiera. La tensione dell’arco è la tensione
corrispondente dell’arco plasma tra la torcia e la lamiera. Utilizzare le tabelle di taglio Hypertherm
per impostare l’altezza della torcia iniziale e la tensione dell’arco che offrirà la qualità di taglio
desiderata. Per mantenere la qualità di taglio coerente e prolungare la vita utile della cartuccia,
è necessario monitorare e regolare l’altezza torcia e la tensione d’arco durante il taglio.
È disponibile una gamma di sistemi di controllo di altezza torcia, dai sistemi manuali a quelli
completamente automatizzati.
Un sistema manuale tiene la torcia nella stessa posizione nell’impianto durante il taglio.
L’operatore usa un calibro o processi di prova per posizionare la torcia all’altezza iniziale
migliore per il lavoro di taglio. L’operatore quindi monitora i risultati della qualità di taglio
e usa altre prove ed errori per regolare l’altezza della torcia di conseguenza. Con questi
sistemi, la qualità di taglio è incoerente e la durata della cartuccia è più breve.
Un sistema completamente automatizzato integra il controllo di altezza torcia e le funzioni
CNC in modo da sollevare e abbassare continuamente la torcia durante il taglio in risposta
alle variazioni nel metallo, come la distorsione indotta dal calore. Questi sistemi possono
anche regolare la tensione d’arco a seconda del livello di usura della cartuccia, evitando che
la torcia entri in contatto con la lamiera e prolungando la vita utile della cartuccia. I sistemi di
controllo di altezza torcia automatizzati offrono la migliore qualità di taglio e la vita utile più
lunga della torcia, senza alcun intervento dell’operatore durante il taglio.
56 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Taglio con la torcia per macchina
4
1
23
4
5
1 Tocca la superficie del pezzo in lavorazione
2 Aumenta l’altezza di sfondamento
3 Sfonda il pezzo in lavorazione
4 Riduce l’altezza di sfondamento
5 Solleva all’altezza trasversale
Figura 1 – Sollevamento e abbassamento della torcia in risposta alle variazioni nel metallo
Altezza torcia durante il ciclo di taglio
I sistemi di controllo di altezza torcia automatizzati devono “rilevare” la superficie della lamiera dopo
ogni ciclo di taglio. Questa procedura è nota come sensore altezza iniziale (IHS) Dopo l’IHS,
il sistema solleva la torcia all’altezza di sfondamento. La torcia si accende e sfonda il pezzo
il lavorazione. Quindi la torcia si abbassa all’altezza di taglio per completare il taglio. Durante
il taglio, il sistema solleva e abbassa la torcia in base al ritorno della tensione d’arco.
Dopo che il taglio è stato effettuato, la torcia si solleva all’altezza trasversale e si sposta nella
posizione specificata per il taglio successivo.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 57

Taglio con la torcia per macchina
4
1
2
1
2
Contatto ohmico per il sensore altezza iniziale
Il sensore di contatto ohmico è uno dei metodi più precisi per
l’IHS. Contatto ohmico si riferisce al collegamento elettrico
realizzato tra la torcia e il pezzo in lavorazione quando la torcia
tocca il pezzo in lavorazione durante l’IHS. Il controllo
di altezza torcia è dotato di un filo elettrico che fornisce
il collegamento elettrico necessario per l’IHS. Il filo va dal
controllo di altezza torcia a un anello metallico, noto come
anello ohmico , che si collega alla cartuccia sulla punta
della torcia.
Il sensore di contatto ohmico non funziona
sott’acqua o con superfici non conduttive come
ruggine, primer, vernici e maschere.
Per saperne di più
Questa sezione fornisce solo una panoramica di alto livello del controllo di altezza torcia.
Per ulteriori informazioni, fare riferimento a quanto segue:
CNCs, THCs, and machine motion for light industrial tables, un webinar registrato sul sito
web Hypertherm alla pagina www.hypertherm.com/webinars
Height Control Theory, un corso online on-demand del Cutting Institute (HCI) Hypertherm
sul sito web www.hypertherm.com/hci
Le risorse sono disponibili solo in inglese.
58 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

4
Taglio di acciaio inox con F5
F5
Aria
I FUMI TOSSICI POSSONO CAUSARE LESIONI O LA MORTE
Alcuni metalli, tra cui l’acciaio inox, possono rilasciare fumi tossici durante il taglio.
Assicurarsi che il sito di lavoro sia sufficientemente ventilato da garantire che il livello
di qualità dell’aria soddisfi tutti gli standard e i regolamenti locali e nazionali. Per ulteriori
informazioni, fare riferimento al Safety and Compliance Manual (Manuale sulla sicurezza
e la conformità) (80669C).
È possibile utilizzare il gas F5 per tagliare e scriccare l’acciaio inox con Powermax65/85/105 SYNC.
Hypertherm consiglia di usare il gas F5
Il taglio plasma con F5 produce tagli uniformi e lucidi con bordi argentati che sono vicini al colore
originale del metallo. F5 evita la finitura ruvida e scura che si verifica generalmente con il taglio
plasma.
AVVERTENZA
solo
per il taglio di acciaio inox.
Taglio con la torcia per macchina
F5: Vantaggi F5: Svantaggi F5: Somiglianze con l’aria
• Bordo di taglio uniforme e lucido
• Bordo di taglio argentato, simile
al colore originale del metallo
(non lascia le superfici ruvide
e scure lasciate dall’aria)
• Nessuna ossidazione della
superficie di taglio (l’acciaio
tagliato mantiene la sua
resistenza alla corrosione)
• Capacità di utilizzare le stesse
cartucce Hypertherm del taglio
standard e della scriccatura
con aria
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 59
• È possibile usare il gas F5 solo
con l’acciaio inox
• Velocità di taglio minori
• Il gas F5 è più costoso dell’aria
compressa
• Qualità di taglio leggermente
degradata su tagli inclinati
• All’incirca la stessa quantità
di bava (con F5 e con aria,
la bava dell’acciaio inox è scura
e può essere difficile
da rimuovere)
• Circa gli stessi requisiti
di pressione del gas

Taglio con la torcia per macchina
4
Linee guida per il taglio con banchi di taglio ad acqua
Le torce SmartSYNC sono concepite per resistere agli schizzi. Non sono state concepite per
essere immerse in acqua. Per il taglio con banchi di taglio ad acqua, rispettare le seguenti
indicazioni:
Ridurre il livello d'acqua a 76 mm o più sotto la lamiera;
Il livello dell'acqua deve essere di almeno 76 mm sotto il fondo della
lamiera per ottenere la migliore qualità di taglio.
Ridurre la velocità di taglio alle impostazioni di "Qualità massima" indicate nella tabella di
taglio Hypertherm. Consultare la Powermax65/85/105 SYNC Cut Charts Guide (Guida
alle tabelle di taglio per Powermax65/85/105 SYNC) (810500MU).
Ridurre al minimo gli schizzi per proteggere la torcia e prevenire la bava sul fondo della
lamiera.
Assicurarsi che il banco da taglio ad acqua sia progettato per gestire in sicurezza il rilascio
di gas idrogeno che può verificarsi durante il taglio dell'alluminio.
AVVERTENZA
PERICOLO DI ESPLOSIONE – TAGLIO CON ALLUMINIO IN PROSSIMITÀ
DELL’ACQUA
Quando l’acqua viene a contatto con l’alluminio durante le operazioni di taglio plasma, il
rilascio di idrogeno può provocare un’esplosione. Evitare di eseguire il taglio subacqueo o
su tavolo ad acqua di leghe di alluminio, a meno che non si possa prevenire l’accumulo di
gas idrogeno. Non eseguire mail il taglio della lega alluminio-litio in presenza di acqua.
Per ulteriori informazioni, consultare il Safety and Compliance Manual (Manuale sulla
sicurezza e la conformità) (80669C).
60 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Scriccatura con la torcia per macchina
Questa sezione aiuta a selezionare la cartuccia per scriccatura corretta e a ottimizzare il profilo
di scriccatura.
Processi di scriccatura
Hypertherm offre i tipi seguenti di cartucce per scriccatura:
Tipo di cartuccia Finalità
Usare queste cartucce per
Scriccatura per
controllo massimo
(verde)
la rimozione di metalli più precisi,
profili di scriccatura poco
profondi e il lavaggio leggero
di metalli.
Scriccatura per
rimozione massima
(verde)
I generatori di plasma sono forniti con un set iniziale di cartucce Hypertherm.
Per un elenco completo delle cartucce per scriccatura e taglio disponibili, consultare
la Powermax65/85/105 SYNC Parts Guide (Guida alle parti di Powermax65/85/105 SYNC)
(810490).
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 61
Usare queste cartucce per
la rimozione di metalli aggressivi,
profili di scriccatura profondi
e lavaggio estremo di metalli.

Scriccatura con la torcia per macchina
5
Distanza torcia-lamiera/
allungamento dell’arco
Angolo della torcia
Rotazione della torcia
Linea centrale della torcia
Velocità
Corrente di uscita (A)
Le cartucce per scriccatura possono essere utilizzate anche sulla torcia
per taglio manuale. Consultare il Powermax65/85/105 SYNC Operator
Manual (Manuale dell’operatore di Powermax65/85/105 SYNC)
(810470).
Per assistenza nell’installazione della cartuccia, consultare Preparazione all’accensione della torcia
a pagina 51.
Modifica del profilo della scriccatura
La larghezza e la profondità del profilo di scriccatura sono influenzate dai seguenti fattori.
Regolare questi fattori in combinazione per ottenere la scriccatura desiderata.
Figura 2 – Fattori che modificano il profilo di scriccatura
62 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Scriccatura con la torcia per macchina
5
1
2
1
2
1
2
1
2
1
2
1
2
1
1
1
Corrente di uscita (A) del generatore di plasma – Ridurre l’amperaggio sul pannello
frontale per rendere la scriccatura più stretta e meno profonda . Aumentare l’amperaggio
per rendere la scriccatura più ampia e più profonda .
L’allungamento dell’arco è correlato alla corrente di uscita (A) del generatore di plasma.
Maggiore è l’amperaggio, più è possibile allungare l’arco. Hypertherm consiglia
di mantenere un amperaggio e un allungamento dell’arco costanti.
L’impostazione dell’amperaggio più bassa e più alta possibile si basa sul generatore
di plasma e sulla cartuccia Hypertherm. Consultare il Powermax65/85/105 SYNC
Operator Manual (Manuale dell’operatore di Powermax65/85/105 SYNC) (810470).
Angolo della torcia sul pezzo in lavorazione – Posizionare la torcia in una posizione più
verticale per rendere la scriccatura più stretta e più profonda . Inclinare la torcia verso
il basso in modo che sia più vicina al pezzo in lavorazione per rendere la scriccatura più larga
e meno profonda .
Rotazione della torcia – Ruotare la torcia rispetto alla linea centrale della torcia per
rendere la scriccatura più piatta e inclinata su un lato .
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 63

Scriccatura con la torcia per macchina
5
1
2
1
2
1
2
1
2
1
2
2
1
Distanza torcia-lamiera/Allungamento dell’arco – Allontanare ulteriormente la torcia
dalla lamiera per rendere la scriccatura più larga, meno profonda e più liscia sul fondo .
Avvicinare la torcia al pezzo in lavorazione per rendere la scriccatura più stretta
eprofonda .
L’allungamento dell’arco è correlato alla corrente di uscita (A) del generatore di plasma.
Maggiore è l’amperaggio, più è possibile allungare l’arco. Hypertherm consiglia
di mantenere un amperaggio e un allungamento dell’arco costanti.
Mantenere almeno una piccola distanza tra la punta della torcia e il metallo fuso
per prolungare la vita utile della cartuccia ed evitare di danneggiare la torcia.
Velocità della torcia – Aumentare la velocità di movimento della torcia per rendere
la scriccatura più stretta e meno profonda . Ridurre la velocità di movimento della torcia
per rendere la scriccatura più ampia e più profonda .
64 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Problemi comuni dei sistemi meccanizzati
Questa sezione spiega i problemi comuni seguenti e come è possibile risolverli:
Problemi dei sistemi di taglio
Problemi di qualità di taglio, come angolo di taglio (inclinazione) e bava
Problemi di scriccatura
Problemi di messa a terra o di schermatura
Questa sezione è un supplemento alle informazioni sulla ricerca
guasti presenti nel Powermax65/85/105 SYNC Operator Manual
(Manuale dell’operatore di Powermax65/85/105 SYNC) (810470).
Quando si individua un problema di taglio meccanizzato, usare
entrambe le risorse.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 65

Problemi comuni dei sistemi meccanizzati
6
Problemi dei sistemi di taglio
Problema Soluzioni
L’arco plasma scoppietta
o sibila, oppure si perde
l’arco plasma.
L’arco plasma non
si trasferisce al pezzo
in lavorazione.
• Accertarsi che la cartuccia sia installata correttamente.
• Esaminare la cartuccia. Sostituirla se usurata o danneggiata. La presenza di un
maggior numero di guasti 0-30-0 è tipica di una cartuccia vicina alla fine del suo
ciclo di vita. Consultare Segnali indicanti che una cartuccia ha quasi raggiunto la
fine del suo ciclo di vita a pagina 48.
• Esaminare il sistema di filtraggio del gas per rilevare eventuali segni di umidità.
Consultare il Powermax65/85/105 SYNC Operator Manual (Manuale
dell’operatore di Powermax65/85/105 SYNC) (810470).
• Rimuovere dalla superficie del pezzo in lavorazione eventuali tracce di ruggine,
vernice o altri materiali che possono impedire una buona connessione da metallo
a metallo.
• Accertarsi che il cavo di lavoro faccia un buon contatto col banco da taglio o con
il pezzo in lavorazione e che non sia danneggiato. Ripararla o sostituirla se
necessario. Consultare la Powermax65/85/105 SYNC Parts Guide (Guida alle
parti di Powermax65/85/105 SYNC) (810490).
• Accertarsi che il banco da taglio sia correttamente collegato a terra e che faccia
un buon contatto col pezzo in lavorazione.
• Ridurre l’altezza di taglio. Consultare la Powermax65/85/105 SYNC Cut Charts
Guide (Guida alle tabelle di taglio di Powermax65/85/105 SYNC) (810500MU).
• Ispezionare il cavo di lavoro alla ricerca di tagli o altri segni di danneggiamento.
Sostituirlo se necessario. Consultare la Powermax65/85/105 SYNC Parts Guide
(Guida alle parti di Powermax65/85/105 SYNC) (810490).
66 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

6
Problema Soluzioni
Problemi comuni dei sistemi meccanizzati
La torcia non sfonda
completamente il pezzo
in lavorazione
e vi è un’eccessiva
produzione di scintille nella
parte superiore del pezzo
in lavorazione stesso.
• Esaminare la cartuccia. Sostituirla se usurata o danneggiata. La presenza di un
maggior numero di guasti 0-30-0 è tipica di una cartuccia che ha quasi raggiunto
la fine del suo ciclo di vita. Consultare Segnali indicanti che una cartuccia ha quasi
raggiunto la fine del suo ciclo di vita a pagina 48.
• Ridurre la velocità di taglio.
• Riavviare il generatore di plasma. Riconosce correttamente il tipi di
cartuccia installato? Imposta correttamente l’amperaggio e la modalità
di funzionamento per effettuare l’allineamento con la cartuccia? In caso
contrario, osservare lo schermo LCD. È visibile l’icona a destra sullo
schermo LCD? Se sì, è possibile che un’impostazione della
configurazione del generatore di plasma debba essere modificata. In caso
contrario, è possibile che si sia verificato un problema con la cartuccia, la torcia
o il generatore di plasma. Consultare il Powermax65/85/105 SYNC Operator
Manual (Manuale dell’operatore di Powermax65/85/105 SYNC) (810470).
• Aumentare la corrente di uscita (A) sul generatore di plasma.
• Se non è possibile aumentare la corrente di uscita (A), effettuare un controllo per
vedere se lo spessore del pezzo in lavorazione è superiore alla capacità massima
per il generatore di plasma. Fare riferimento alle caratteristiche tecniche di taglio
nel Powermax65/85/105 SYNC Operator Manual (Manuale dell’operatore
di Powermax65/85/105 SYNC) (810470).
• Rimuovere dalla superficie del pezzo in lavorazione eventuali tracce di ruggine,
vernice o altri materiali che possono impedire una buona connessione da metallo
a metallo.
• Ispezionare il cavo della torcia. Raddrizzarlo se è attorcigliato o piegato.
Sostituirlo se è danneggiato.
• Controllare la pressione del gas e il tubo flessibile dell’alimentazione del gas.
• Adattare il flusso di gas. Fare riferimento alle caratteristiche tecniche di
alimentazione del gas nel Powermax65/85/105 SYNC Operator Manual (Manuale
dell’operatore di Powermax65/85/105 SYNC) (810470).
• Assicurarsi che i parametri della tabella di taglio o i valori dei codici programma
siano corretti. Consultare la Powermax65/85/105 SYNC Cut Charts Guide
(Guida alle tabelle di taglio di Powermax65/85/105 SYNC) (810500MU).
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 67

Problemi comuni dei sistemi meccanizzati
6
Problema Soluzioni
La vita della cartuccia è più
breve del previsto.
• Controllare la pressione del gas e il tubo flessibile dell’alimentazione del gas.
• Non iniziare né terminare tagli lontano dalla superficie del pezzo in lavorazione.
È possibile iniziare dal bordo del pezzo in lavorazione a condizione che l’arco sia
a contatto con il pezzo in lavorazione quando innescato.
• Ispezionare il cavo della torcia. Raddrizzarlo se è attorcigliato o piegato.
Sostituirlo se è danneggiato.
• Assicurarsi che la corrente di uscita, la tensione dell’arco, la velocità di taglio
e le altre impostazioni di taglio siano corrette. Consultare
la Powermax65/85/105 SYNC Cut Charts Guide (Guida alle tabelle
di taglio di Powermax65/85/105 SYNC) (810500MU).
• Utilizzare l’altezza corretta della torcia per lo sfondamento. Consultare
la Powermax65/85/105 SYNC Cut Charts Guide (Guida alle tabelle di taglio
di Powermax65/85/105 SYNC) (810500MU) per l’altezza di sfondamento iniziale.
• Accertarsi che il tempo di ritardo dello sfondamento sia corretto. Consultare
la Powermax65/85/105 SYNC Cut Charts Guide (Guida alle tabelle di taglio
di Powermax65/85/105 SYNC) (810500MU).
• Verificare che sul sistema di filtrazione del gas non siano presenti segni
di contaminanti che possano interferire con le prestazioni del sistema.
• Esaminare i dati di taglio sulla schermata Cartridge Data (Dati della cartuccia)
e la schermata Power Supply Data (Dati dell’alimentazione). Consultare
il Powermax65/85/105 SYNC Operator Manual (Manuale dell’operatore
di Powermax65/85/105 SYNC) (810470). Consultare anche Come ottenere il
massimo dalle cartucce a pagina 47.
• Un IGBT con arco pilota difettoso può ridurre la vita utile della cartuccia. Rivolgersi
al distributore Hypertherm o a un centro riparazioni autorizzato, o contattare
l’ufficio Hypertherm più vicino tra quelli elencati nella parte iniziale del manuale.
Problemi di qualità di taglio
I problemi seguenti possono verificarsi quando l’aspetto di un taglio non è soddisfacente:
Angolo di taglio (inclinazione) – il grado di angolazione del bordo di taglio.
Bava – il materiale fuso che si solidifica sulla parte superiore o inferiore della lamiera.
I problemi sono spiegati nelle sezioni seguenti:
68 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

6
Angolo di taglio (inclinazione)
1
2
3
123
Problemi comuni dei sistemi meccanizzati
Angolo di taglio
(inclinazione)
Inclinazione negativa
Viene rimosso più materiale
dalla parte inferiore della
superficie del taglio rispetto
alla parte superiore.
Nessuna inclinazione
(taglio ad angolo retto)
Inclinazione positiva
Viene rimosso più materiale
dalla parte superiore della
superficie del taglio rispetto
alla parte inferiore.
Cause Soluzione
• La velocità di taglio è troppo
bassa.
• La torcia è troppo bassa. Oppure,
se si sta utilizzando un controllo
di altezza torcia, la tensione
dell’arco è troppo bassa.
• L’amperaggio è troppo alto.
Questa è una buona qualità di taglio.
• La cartuccia è usurata.
• La velocità di taglio è troppo
elevata
• La torcia è troppo alta. Oppure,
se si sta utilizzando un controllo
di altezza torcia, la tensione
dell’arco è troppo alta.
• L’amperaggio è troppo basso.
• Aumentare la velocità di taglio per
piccoli incrementi (125 mm/min
omeno).
• Sollevare la torcia per piccoli
incrementi (2 mm). Oppure,
se si sta utilizzando un controllo
di altezza torcia, aumentare
la tensione dell’arco per piccoli
incrementi (5 volt o meno).
• Ridurre l’amperaggio con
incrementi di 10 ampere.
• Installare una nuova cartuccia.
• Ridurre la velocità di taglio per
piccoli incrementi (125 mm/min
omeno).
• Abbassare la torcia per piccoli
incrementi (2 mm). Oppure,
se si sta utilizzando un controllo
di altezza torcia, ridurre la tensione
dell’arco per piccoli incrementi
(5 volt o meno).
• Aumentare l’amperaggio con
incrementi di 10 ampere.
Inclinazione irregolare
Inclinazione positiva e
negativa sullo stesso pezzo
in lavorazione.
L’angolo di taglio più vicino all’angolo retto è sul lato destro rispetto
al movimento in avanti della torcia. Il lato sinistro è sempre caratterizzato
da un inclinazione di qualche grado. Un angolo di inclinazione superiore
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 69
a 5 gradi rappresenta un possibile problema.
• La cartuccia è gravemente usurata.
• La torcia non è allineata
perpendicolarmente al pezzo in
lavorazione.
• La superficie di taglio è concava
su un lato e convessa sull’altro.
• Installare una nuova cartuccia.
• Usare una squadra o una livella
digitale per allineare la torcia a
un angolo di 90° rispetto al pezzo
in lavorazione. Consultare
Individuazione della causa di un
problema di angolo di taglio.

Problemi comuni dei sistemi meccanizzati
6
90°
Individuazione della causa di un problema di angolo di taglio
1. Eseguire un taglio di prova.
Usare una squadra per eseguire i tagli di prova. Rende più semplice
determinare quale lato sia influenzato dal problema dell’angolo di taglio
e se tale lato si sia spostato con la rotazione della torcia.
2. Misurare l’angolo di ciascun lato del taglio di prova.
3. Ruotare la torcia di 90° nel supporto.
4. Ripetere i passaggi da 1 a 3.
5. Se gli angoli sono gli stessi in entrambe le prove:
Assicurarsi di aver rimosso tutte la cause
meccaniche. Consultare Configurazione dei
controlli per taglio meccanizzato a pagina 19.
Verificare l’altezza torcia (soprattutto se gli angoli
di taglio sono tutti positivi o tutti negativi).
Consultare la Powermax65/85/105 SYNC
Cut Charts Guide (Guida alle tabelle di taglio
di Powermax65/85/105 SYNC) (810500MU).
Controllare il materiale da tagliare. Se il pezzo
in lavorazione è magnetizzato o temprato, si verificheranno con maggiore probabilità
problemi relativi all’angolo di taglio.
Se il problema dell’angolo di taglio persiste, consultare il produttore del sistema di taglio
meccanizzato per verificare che il controllo dell’altezza della torcia funzioni correttamente.
70 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

6
Bava
Problemi comuni dei sistemi meccanizzati
La bava (solco) è metallo fuso creato durante il processo di taglio che si solidifica sul fondo della
parte. Quando si esegue il taglio plasma è sempre presente un certo quantitativo di bava. Per
ridurre al minimo la quantità e il tipo di bava, regolare il sistema correttamente per l’applicazione.
Problema Cause Soluzione
Presenza eccessiva di bava
(spruzzi) sulla parte superiore della
piastra.
Bava a bassa velocità sul fondo
del taglio che forma un deposito
pesante e con bolle.
Bava ad alta velocità che si forma
vicino al taglio come una bolla
sottile e lineare di metallo solido.
È saldata sul fondo del taglio
ed è difficile da rimuovere.
• La cartuccia è usurata.
• La velocità di taglio è troppo
elevata
• La torcia è troppo alta.
Oppure, se si sta utilizzando
un controllo di altezza torcia, la
tensione d’arco è troppo alta.
• La velocità di taglio è troppo
bassa.
• La torcia è troppo bassa.
Oppure, se si sta utilizzando
un controllo di altezza torcia,
la tensione dell’arco è troppo
bassa.
• L’amperaggio è troppo alto.
• La cartuccia è usurata.
• La velocità di taglio è troppo
elevata
• La torcia è troppo alta.
Oppure, se si sta utilizzando
un controllo di altezza torcia, la
tensione dell’arco è troppo
alta.
• L’amperaggio è troppo basso.
• Installare una nuova cartuccia.
• Ridurre la velocità di taglio per
piccoli incrementi
(125 mm/min o meno).
• Abbassare la torcia per piccoli
incrementi (2 mm). Oppure, se
si sta utilizzando un controllo
di altezza torcia, ridurre la
tensione d’arco per piccoli
incrementi (5 volt o meno).
• Aumentare la velocità di taglio
per piccoli incrementi
(125 mm/min o meno).
• Sollevare la torcia per piccoli
incrementi (2 mm). Oppure, se
si sta utilizzando un controllo
di altezza torcia, aumentare la
tensione dell’arco per piccoli
incrementi (5 volt o meno).
• Ridurre l’amperaggio con
incrementi di 10 ampere.
• Installare una nuova cartuccia.
• Ridurre la velocità di taglio per
piccoli incrementi
(125 mm/min o meno).
• Abbassare la torcia per piccoli
incrementi (2 mm). Oppure, se
si sta utilizzando un controllo
di altezza torcia, ridurre la
tensione dell’arco per piccoli
incrementi (5 volt o meno).
• Aumentare l’amperaggio con
incrementi di 10 ampere.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 71

Problemi comuni dei sistemi meccanizzati
6
Problemi di scriccatura
Durante la scriccatura, accertarsi sempre che:
Sia installata una cartuccia Hypertherm per scriccatura.
La cartuccia Hypertherm non sia usurata o danneggiata. Consultare Segnali indicanti che
una cartuccia ha quasi raggiunto la fine del suo ciclo di vita a pagina 48.
La modalità di funzionamento sia impostata su modalità Scriccatura.
Quando si installa una cartuccia Hypertherm per scriccatura, il generatore di plasma
imposta automaticamente la modalità di funzionamento sulla modalità Scriccatura.
Esiste una condizione in cui la modalità di funzionamento non imposta automaticamente
la modalità Scriccatura anche se viene utilizzata una cartuccia di scriccatura
Hypertherm. Consultare il Powermax65/85/105 SYNC Operator Manual
(Manuale dell’operatore di Powermax65/85/105 SYNC) (810470).
Problema Soluzione
L’arco si disattiva durante
la scriccatura.
La punta della torcia urta
contro il metallo fuso
(scorie).
La scriccatura è troppo
profonda.
La scriccatura non
è abbastanza profonda.
La scriccatura è troppo
ampia.
• Ridurre l’allungamento dell’arco (distanza).
• Posizionare la torcia in una posizione più verticale.
• Aumentare l’allungamento dell’arco (distanza).
• Tenere la punta della torcia rivolta nella direzione della scriccatura che si desidera
creare.
• Inclinare la torcia verso il basso in modo che sia più vicina al pezzo in lavorazione.
• Aumentare l’allungamento dell’arco (distanza).
• Aumentare la velocità di scriccatura.
• Ridurre la corrente di uscita (A).
Consultare Modifica del profilo della scriccatura a pagina 62.
• Posizionare la torcia in una posizione più verticale.
• Ridurre l’allungamento dell’arco (distanza).
• Ridurre la velocità di scriccatura.
• Aumentare la corrente di uscita (A).
Consultare Modifica del profilo della scriccatura a pagina 62.
• Posizionare la torcia in una posizione più verticale.
• Ridurre l’allungamento dell’arco (distanza).
• Aumentare la velocità di scriccatura.
• Ridurre la corrente di uscita (A).
Consultare Modifica del profilo della scriccatura a pagina 62.
La scriccatura non
è abbastanza ampia.
72 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC
• Inclinare la torcia verso il basso in modo che sia più vicina al pezzo in lavorazione.
• Aumentare l’allungamento dell’arco (distanza).
• Ridurre la velocità di scriccatura.
• Aumentare la corrente di uscita (A).
Consultare Modifica del profilo della scriccatura a pagina 62.

Problemi comuni dei sistemi meccanizzati
6
Procedure consigliate per la messa a terra e la schermatura delle interferenze EMI
Tipologie di messa a terra e schermatura
I tipi seguenti di messa a terra e schermatura per il sistema di taglio plasma meccanizzato devono
essere installati correttamente. Consultare lo schema a pagina 76 per un esempio.
Messa a terra per manutenzione (denominata anche sicurezza a terra) si riferisce
al sistema di messa a terra applicabile alla tensione di linea in ingresso. Impedisce che
il personale sia esposto al rischio di scosse elettriche prodotte dalle apparecchiature o dal
banco da taglio. Include la messa a terra per manutenzione nel generatore di plasma
e in altri sistemi, come un CNC, nonché l’asta di messa a terra collegata al banco da taglio.
Messa a terra di protezione (PE) è il sistema di messa a terra all’interno
dell’apparecchiatura elettrica. La messa a terra protettiva (PE), che si collega alla messa
a terra di manutenzione, fornisce la continuità elettrica tra l’apparecchiatura e il servizio
di corrente alternata.
L’alimentazione CC a terra (nota anche come corrente di uscita messa a terra) è il sistema
di messa a terra che completa il percorso della corrente di uscita dalla torcia verso
il generatore di plasma. In questo sistema, il fascio cavi positivo del generatore di plasma
deve essere saldamente collegato al bus di messa a terra del banco da taglio con un cavo
di dimensioni appropriate. Inoltre è necessario che le alette su cui poggia il pezzo in
lavorazione siano perfettamente a contatto con il banco da taglio e con la lamiera stessa.
Con messa a terra e protezione dalle interferenze elettromagnetiche (EMI) si intende
il sistema di messa a terra che limita la quantità di interferenze elettromagnetiche (o rumore)
emesse dal generatore di plasma e da altre apparecchiature vicine al sistema di taglio.
Limita anche la quantità di interferenze EMI ricevute da un controllo (ad es. un CNC)
e dai circuiti di misurazione.
Procedure consigliate per la messa a terra e la schermatura
Questa sezione descrive in maniera specifica le procedure consigliate per la messa a terra
e la schermatura delle interferenze EMI.
Le procedure di messa a terra descritte in questa sezione sono state
adottate in molte installazioni con risultati eccellenti. Per tale motivo,
Hypertherm consiglia di inserirle nell’ambito del processo di installazione
di routine. I metodi utilizzati per applicare tali pratiche possono variare
da un sistema all’altro ma è necessario che rimangano quanto più uniformi
possibili. Tuttavia, a causa delle variazioni delle apparecchiature e delle
installazioni, queste procedure di messa a terra potrebbero non essere
in grado di risolvere tutti i problemi di interferenza elettromagnetica (EMI).
Hypertherm consiglia di consultare le normative elettriche locali e nazionali
per accertarsi che le procedure di messa a terra e schermatura soddisfino
i requisiti della propria zona.
Il banco da taglio è usato per il punto di messa a terra EMI comune o a stella e deve essere
dotato di picchetti filettati saldati al banco con una bus bar in rame fissata ad essi. Una bus
bar separata deve essere fissata alla macchina di taglio a portale il più vicino possibile
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 73

Problemi comuni dei sistemi meccanizzati
6
a ogni motore (se applicabile). Se a ogni estremità della macchina di taglio a portale
è presente un motore, far correre un cavo di terra EMI separato dal motore più lontano alla
bus bar della macchina di taglio a portale. La bus bar della macchina di taglio a portale deve
essere provvista di un cavo di terra EMI pesante e separato collegato alla bus bar del
banco. Instradare ogni cavo di terra EMI per l’unità di sollevamento della torcia,
se applicabile, in modo che sia separato dal bus di messa a terra del banco.
Una messa a terra insufficiente espone gli operatori a voltaggi pericolosi. Una messa a terra
insufficiente aumenta anche il rischio di guasto dell’apparecchiatura e di tempo passivo non
necessario. Idealmente una messa a terra dovrebbe avere una resistenza di zero ohm,
ma l’esperienza sul campo di Hypertherm indica che una resistenza minore di 1 ohm
è soddisfacente per la maggior parte delle applicazioni. Hypertherm consiglia di consultare
le normative elettriche locali e nazionali per accertarsi che le procedure di messa a terra
e schermatura soddisfino i requisiti della propria zona.
Entro 6 m dal banco da taglio è necessario installare un’asta a terra (messa a terra PE) che
soddisfi tutte le normative elettriche nazionali e locali applicabili. La messa a terra PE deve
essere collegata alla bus bar del banco da taglio. Consultare un elettricista nella propria
zona per accertarsi che la messa a terra soddisfi tutte le normative elettriche locali
enazionali.
Il materiale utilizzato nel sistema di messa a terra deve essere in ottone o rame. Sebbene sia
possibile usare aste in acciaio saldate al banco da taglio per fissare il bus di messa a terra,
nel sistema di messa a terra non è consentito usare altre parti in alluminio o acciaio.
Il generatore CA, i conduttori PE e i sistemi di messa a terra per manutenzione devono
essere collegati alle apparecchiature in conformità con le normative locali e nazionali.
Ogni componente Hypertherm, nonché il CNC e gli altri componenti o le scatole, deve
essere dotato di un cavo di terra separato collegato alla messa a terra comune (stella)
sul banco.
Il porta torcia e il meccanismo di scollamento della torcia, ovvero la parte montata sull’unità
di sollevamento e non quella montata sulla torcia, devono essere collegati alla parte fissa
dell’unità di sollevamento con una calza in rame. Un cavo separato deve correre dall’unità
di sollevamento alla bus bar di messa a terra della macchina di taglio a portale.
Se la macchina di taglio a portale corre su rotaie che non sono saldate al banco,
è necessario che ogni rotaia sia collegata con un cavo di terra da ogni estremità della rotaia
al banco. I cavi di terra delle rotaie si collegano direttamente al banco. Non è necessario che
i cavi di terra delle rotaie siano collegati alla bus bar di messa a terra del banco.
Il cavo della torcia e il cavo di lavoro possono correre parallelamente agli altri fili o cavi solo
se sono separati di almeno 150 mm. Se possibile, far correre i cavi di alimentazione
e di segnale in canaline separate. Nel caso in cui non sia possibile, mantenere una distanza
di almeno 150 mm tra i cavi, quindi aggiungere una schermatura per ridurre l’interazione del
rumore. Se i cavi devono intersecarsi, assicurarsi che lo facciano alle angolazioni corrette.
È possibile collegare il cavo di lavoro dal generatore di plasma al banco da taglio o al pezzo
in lavorazione che si sta tagliando. Accertarsi che il cavo di lavoro faccia una buona
connessione da metallo a metallo col banco da taglio o con il pezzo in lavorazione.
Rimuovere ruggine, sporcizia, vernice, rivestimenti e altri detriti in modo che il cavo di lavoro
faccia un contatto sufficiente con il banco da taglio o con il pezzo in lavorazione.
74 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC

Problemi comuni dei sistemi meccanizzati
6
La schermatura metallica intrecciata sul cavo della torcia deve essere collegata saldamente
alla torcia. Hypertherm raccomanda che sia isolato elettricamente da qualsiasi metallo e da
qualsiasi contatto con il pavimento o l’edificio. Posizionare il cavo della torcia in una canalina
in plastica o coprire il cavo della torica con una guaina in plastica o in pelle.
Se si sta installando una scheda PCB del partitore di tensione esterna, fissarla il più vicino
possibile al punto in cui viene campionata la tensione dell’arco. Se viene utilizzata una
scheda PCB del partitore di tensione Hypertherm, è necessario fornire un isolamento
galvanico per prevenire loop di massa. Il segnale elaborato deve essere trasmesso con
un cavo schermato bipolare. Utilizzare un cavo provvisto di una protezione schermata, non
metallizzata. La soluzione migliore è una schermatura con una calza su una lamina. Collegare
la schermatura al telaio del generatore di plasma e lasciarla scollegata all’altra estremità.
L’isolamento su un cavo elettrico non impedisce le interferenze
elettromagnetiche (EMI). La schermatura per i fili elettrici,
inclusi i cavi isolanti, è necessaria per prevenire problemi
correlati al rumore.
Tutti gli altri segnali (analogico, digitale, seriale e codificatore) devono passare attraverso
coppie ritorte all’interno di un cavo schermato. I connettori su questi cavi devono essere
dotati di un alloggiamento metallico. La schermatura, e non la dispersione, deve essere
collegata all’alloggiamento metallico del connettore a ogni estremità del cavo. Non collocare
mai la schermatura o la dispersione nel connettore o in uno qualsiasi dei piedini.
Usare le tecniche di messa a terra della schermatura corrette. Collegare una schermatura
sull’intera circonferenza usando morsetti di messa a terra o premistoppa del cavo EMC.
Preferire un collegamento della schermatura a 360° rispetto a qualsiasi altro metodo
di collegamento. La qualità del legame della schermatura aumenta quando l’area è fissata
in posizione. Installare manicotti in ferrite sui cavi dati lunghi. I manicotti in ferrite riducono
le correnti di rumore della modalità comune senza influire sulle correnti del segnale
differenziale. Se necessario, applicare più rotazioni sulla ferrite.
Powermax65/85/105 SYNC Guida al taglio meccanizzato 810480IT 75

Problemi comuni dei sistemi meccanizzati
6
2
5
3
4
7
8
9
1
6
Telaio e messa a terra EMI
Messa a terra di manutenzione
Messa a terra PE
1 Banco da taglio
2 Macchina di taglio a portale
3 Sistema plasma
4 Bus bar di messa a terra del banco
5 Bus bar di messa a terra della macchina di taglio
aportale
6 Carrello torcia di controllo di altezza torcia
7 Controller CNC
8 Modulo di controllo di altezza torcia
9 Messa a terra CC (di lavoro)
Schema esemplificativo di messa a terra
Questo esempio si basa sulle procedure del Nord America. Altre regioni
76 810480IT Guida al taglio meccanizzato Powermax65/85/105 SYNC
possono avere normative elettriche locali o nazionali diverse. Hypertherm
consiglia di consultare le normative elettriche locali e nazionali per
accertarsi che le procedure di messa a terra e protezione soddisfino
i requisiti della propria zona.
 Loading...
Loading...