


®
Powermax65
®
Powermax85
Sistemi di taglio arco plasma
Manuale dell’operatore
806654 | Revisione 4 | Italiano | Italian

Registrate il vostro nuovo sistema Hypertherm
Registrate il prodotto on-line all’indirizzo www.hypertherm.com/registration
per semplificare il supporto tecnico e di garanzia. Potrete anche ricevere
aggiornamenti sui nuovi prodotti Hypertherm e un piccolo omaggio come
segnodella nostra gratitudine.
Dati da conservare
Numero di serie: _____________________________________________
Data di acquisto: _____________________________________________
Distributore: _____________________________________________
________________________________________________________
________________________________________________________
Note di manutenzione:
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
La tutela dell’ambiente è uno dei valori fondamentali di Hypertherm ed è un elemento cruciale per il nostro successo
e per il successo dei nostri clienti. Ci stiamo impegnando per ridurre l’impatto ambientale in tutto quello che facciamo.
Per ulteriori informazioni: www.hypertherm.com/environment..

Powermax65
Powermax85
Manuale dell’operatore
Italiano / Italian
Revisione 4 – febbraio 2018
Hypertherm Inc.
Hanover, NH USA
www.hypertherm.com
email: info@hypertherm.com
© 2018 Hypertherm Inc.
Tutti i diritti riservati
Hypertherm e Powermax sono marchi depositati di Hypertherm Inc.
e possono essere registrati negli Stati Uniti e/o in altri paesi.

Hypertherm Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Soporte.Tecnico@hypertherm.com (Technical Service Email)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com (Technical Service Email)
Hypertherm (Singapore) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
Marketing.asia@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
HTJapan.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Europe B.V.
Vaartveld 9, 4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com
(Technical Service Email)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com
(Technical Service Email)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service Email)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
Marketing.korea@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 (0) 437 606 995 Tel
61 7 3219 9010 Fax
au.sales@Hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
HTIndia.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)

COMPATIBILITÀ ELETTROMAGNETICA EMC
Introduzione
L’apparecchiatura contrassegnata dal marchio CE di Hypertherm
èfabbricata in conformità agli standard EN60974-10. Per ottenere
lacompatibilità elettromagnetica l’apparecchiatura deve essere installata
eutilizzata in conformità con le informazioni fornite di seguito.
I limiti richiesti dagli standard EN60974-10 potrebbero non essere
sufficienti ad eliminare completamente le interferenze quando
l’apparecchiatura interessata è nelle immediate vicinanze ohaunalto
grado di sensibilità. In questi casi, per ridurre ulteriormente
leinterferenze potrebbe essere necessario adottare altre misure.
Questa apparecchiatura di taglio è progettata per essere utilizzata
esclusivamente in un ambiente industriale.
Installazione e uso
L’utente è responsabile per l’installazione e l’uso dell’apparecchiatura
aplasma secondo le istruzioni del produttore.
Qualora vengano rilevate interferenze elettromagnetiche sarà
responsabilità dell’utente risolvere la situazione con l’assistenza tecnica
del produttore. In alcuni casi quest’azione correttiva potrebbe essere
semplice tanto quanto mettere a terra il circuito di taglio; consultare
Messa a terra del pezzo in lavorazione. In altri casi potrebbe comportare
la creazione di uno schermo elettromagnetico che racchiude la fonte
di energia e il completamento del lavoro con filtri d’ingresso collegati.
In tutti i casi le interferenze elettromagnetiche devono essere ridotte
alpunto da non creare più problemi.
g. L’immunità di altra apparecchiatura nell’ambiente. L’utente deve
garantire la compatibilità delle altre apparecchiature utilizzate
nell’area di lavoro. Ciò potrebbe richiedere ulteriori misure
diprotezione.
h. L’ora del giorno in cui si effettua il taglio o si eseguono altre
attività.
Le dimensioni della zona circostante da prendere in considerazione
dipenderanno dalla struttura dell’edificio e dalle altre attività che
sistanno eseguendo. La zona circostante potrebbe estendersi oltre
ilimiti dell’edificio.
Metodi per la riduzione delle emissioni
Alimentazione elettrica
L’apparecchiatura di taglio deve essere collegata all’alimentazione
elettrica in conformità con i suggerimenti del produttore. Qualora
siverifichino interferenze potrebbe essere necessario adottare ulteriori
precauzioni come il filtraggio dell’alimentazione elettrica.
Nel caso di installazione permanente dell’apparecchiatura ditaglio
si deve prendere in considerazione la schermatura del cavo
dialimentazione in un condotto metallico o equivalente. La schermatura
deve presentare una buona continuità elettrica per tutta la sua
lunghezza. La schermatura deve essere collegata all’alimentazione
dell’apparecchiatura di taglio in modo da mantenere un buon contatto
elettrico tra il condotto e la parete laterale del generatore di taglio.
Manutenzione dell’apparecchiatura
Valutazione dell’area di lavoro
Prima di installare l’apparecchiatura l’utente dovrà fare una valutazione
dei potenziali problemi elettromagnetici dell’area circostante. Si devono
prendere in considerazione:
a. Gli altri cavi di alimentazione, cavi di controllo, cavi telefonici
edi segnalazione nella zona soprastante, sottostante
eadiacente all’apparecchiatura di taglio
b. I trasmettitori e ricevitori radio e televisivi
c. Il computer e altre apparecchiature di controllo
d. L’apparecchiatura necessaria per la sicurezza, ad esempio
laprotezione dell’apparecchiatura industriale
e. La salute delle persone circostanti, ad esempio di individui
chefanno uso di pacemaker o di apparecchi acustici
f. L’apparecchiatura impiegata per la calibrazione o la misurazione
Sicurezza e conformità SC-1
ditaglio
L’apparecchiatura di taglio deve essere sottoposta periodicamente
a manutenzione secondo i suggerimenti del produttore. Durante
il funzionamento dell’apparecchiatura di taglio tutte le porte
diservizio ediaccesso ed i coperchi devono essere chiusi e fissati
adeguatamente. L’apparecchiatura di taglio non deve essere modificata
in alcun modo, ad eccezione delle modifiche indicate ed in conformità
con le istruzioni scritte del produttore. Per esempio, gli spinterometri
dell’arco che accendono e stabilizzano i dispositivi devono essere
regolati e mantenuti in efficienza secondo i consigli del produttore.
Cavi per taglio
I cavi per taglio devono essere tenuti della minor lunghezza possibile
edevono essere posizionati a una distanza ravvicinata, funzionanti
alivello del pavimento o vicino ad esso.

COMPATIBILITÀ ELETTROMAGNETICA EMC
Collegamento equipotenziale
Si deve tener conto dei collegamenti di tutti i componenti metallici
dell’installazione di taglio eadiacenti ad essa.
Tuttavia i componenti metallici collegati al pezzo in lavorazione
incrementeranno il rischio di scosse elettriche per l’operatore toccando
contemporaneamente questi componenti metallici e l’elettrodo
(ugelloper teste laser).
L’operatore deve essere isolato da tutti questi componenti metallici
collegati.
Messa a terra del pezzo in lavorazione
Se il pezzo in lavorazione non è collegato a terra per motivi di sicurezza
elettrica, o non è collegato a terra per motivi di dimensioni e posizione,
ad esempio scafi di navi o ponteggi, in certi casi, ma non in tutti,
uncollegamento che collega il pezzo in lavorazione a terra potrebbe
ridurre le emissioni. Si deve prestare attenzione per evitare che
lamessa a terra del pezzo in lavorazione aumenti il rischio di lesioni
agli utenti o danneggi altre apparecchiature elettriche. Ove necessario,
ilcollegamento del pezzo in lavorazione a terra deve essere effettuato
mediante uncollegamento diretto al pezzo in lavorazione, ma nei Paesi
in cui non è consentito, il collegamento deve essere effettuato tramite
capacità idonee selezionate secondo le normative nazionali.
Nota: Per motivi di sicurezza il circuito di taglio potrebbe essere
messo a terra o meno. La modifica delle disposizioni di messa a terra
deve essere autorizzata esclusivamente da una persona competente
ingrado di valutare se tali modifiche aumentano il rischio di infortuni,
ad esempio consentendo percorsi di ritorno paralleli a quelli dell’attuale
apparecchiatura di taglio che potrebbero danneggiare i circuiti
diterra dialtre apparecchiature. Per ulteriore assistenza consultare
IEC60974-9, Apparecchiatura per saldatura ad arco, Parte 9:
Installazione e uso.
Protezioni e schermature
Le protezioni e le schermature selettive di altri cavi e apparecchiature
nella zona circostante potrebbero attenuare i problemi di interferenze.
Laschermatura dell’intera installazione di taglio plasma può essere
presa in considerazione per applicazioni speciali.
SC-2 Sicurezza e conformità

GARANZIA
Attenzione
La fabbrica consiglia di sostituire i componenti del proprio sistema
Hypertherm con pezzi di ricambio Hypertherm originali. Qualsiasi
danno o infortunio causato dall’uso di ricambi non originali Hypertherm
potrebbe non essere coperto dalla garanzia Hypertherm, e costituirà uso
improprio dei prodotti Hypertherm.
L’utente è unicamente responsabile dell’uso sicuro del prodotto.
Hypertherm non garantisce né può garantire in merito all’uso sicuro del
prodotto nell’ambiente dell’utente.
Generalità
Hypertherm Inc. garantisce che i suoi prodotti siano privi di difetti
difabbricazione per il periodo di tempo specifico qui stabilito nel
seguente modo: è possibile denunciare a Hypertherm un difetto
(i)delgeneratore plasma entro un periodo di due (2) anni dalla
data diconsegna, a eccezione dei generatori a marchio Powermax,
garantiti per un periodo di tre (3) anni dalla data di consegna e (ii)
della torcia e dei cavi entro un periodo di un (1) anno dalla data di
consegna, a eccezione della torcia corta HPRXD con cavo integrato,
entro un periodo di sei (6)mesi dalla data di consegna, dell’unità
sollevamento torcia entro un periodo di un (1) anno dalla data di
consegna, dei prodotti Automation entro unperiodo di un (1) anno
dalla data diconsegna, a eccezione di EDGEPro CNC, EDGE Pro Ti
CNC, MicroEDGE Pro CNC e ArcGlide THC, garantiti per un periodo
didue (2) anni dalla data diconsegnae (iii)icomponenti laser a fibre
HyIntensity entro un periodo di due (2) anni dalla data di consegna,
eccetto le teste laser e i cavi per trasmissione raggio, garantiti per
unperiodo di un (1) anno dalla data diconsegna.
Questa garanzia non copre i generatori del marchio Powermax
utilizzati con convertitori di fase. Inoltre, Hypertherm non garantisce
i sistemi danneggiati a causa della scarsa qualità dell’alimentazione,
sia daconvertitori di fase sia dall’alimentazione in entrata. La presente
garanzia non copre i prodotti installati erroneamente, modificati
odanneggiati inaltro modo.
Hypertherm fornisce riparazioni, sostituzioni o regolazioni del prodotto
come unico mezzo di ricorso esclusivo, solamente se la garanzia
qui stabilita è invocata correttamente ed è applicabile. Hypertherm,
asua sola discrezione, riparerà, sostituirà o regolerà gratuitamente
iprodotti difettosi coperti dalla presente garanzia, che verranno
restituiti con previa autorizzazione di Hypertherm (che non sarà negata
inmodo infondato), adeguatamente imballati, alla sede di Hypertherm
ad Hanover, New Hampshire, USA, o a una struttura di riparazione
Hypertherm autorizzata, prepagando tutti i costi, l’assicurazione
eilnolo. Hypertherm non risponderà delle riparazioni, sostituzioni
oregolazioni diprodotti coperti dalla presente garanzia, ad eccezione
diquelle ai sensi del presente paragrafo o salvo previo consenso scritto
diHypertherm.
implicite o condizioni di qualità, commerciabilità o idoneità per scopi
specifici o contro le violazioni. Quanto dichiarato sopra costituirà
ilmezzo di ricorso esclusivo per qualsiasi violazione della garanzia
daparte di Hypertherm.
I distributori/OEM potrebbero offrire garanzie diverse o aggiuntive,
maidistributori/OEM non sono autorizzati ad elargire alcuna protezione
digaranzia aggiuntiva o a rilasciare alcuna dichiarazione con l’intento
divincolare Hypertherm.
Indennità del brevetto
Con l’unica eccezione in caso di prodotti non fabbricati da Hypertherm
o fabbricati da un individuo diverso da Hypertherm non in stretta
conformità con le caratteristiche tecniche di Hypertherm e in caso
di progettazioni, processi, formule o combinazioni non sviluppate
daHypertherm o che quest’ultima non intendeva sviluppare, Hypertherm
avrà il diritto di impugnare o definire, a proprie spese, qualsiasi azione
legale nei confronti dell’utente che asserisce che l’uso del prodotto
Hypertherm, da solo e non in combinazione con altri prodotti non forniti
da Hypertherm, infrange un qualsiasi brevetto di terzi. Qualora si venga
a conoscenza di qualsiasi azione o minaccia di azione a proposito di tali
presunte violazioni (e in ogni caso non oltre quattordici (14) giorni dopo
essere venuto a conoscenza di qualsiasi azione o minaccia di azione)
sidovrà informare tempestivamente Hypertherm e l’obbligo alla difesa
diHypertherm sarà condizionato dal solo controllo di Hypertherm e dalla
cooperazione e assistenza della parte indennizzata nella difesa della
richiesta di risarcimento.
Limitazioni di responsabilità
In nessun caso Hypertherm sarà responsabile nei confronti
diqualsiasi individuo o entità per qualsiasi danno incidentale,
consequenziale, diretto, indiretto, punitivo o esemplare (tra cui,
ma non in senso limitativo, la perdita di profitti) a prescindere
dal fatto che tale responsabilità si basi sulla violazione del
contratto, sull’illecito, sulla responsabilità oggettiva, sulla
violazione di garanzie, sull’insuccesso dello scopo essenziale
oaltro, anche qualora sia stata informata della possibilità
ditali danni.
Norme nazionali e locali
Le norme nazionali e locali che regolano l’installazione elettrica e
idraulica sono prioritarie rispetto alle istruzioni contenute nel presente
manuale. In nessun caso Hypertherm sarà ritenuta responsabile per
lesioni a persone o danni materiali a causa della violazione di un codice
qualsiasi o delle scarse pratiche di lavoro.
La garanzia stabilita sopra è esclusiva e sostituisce tutte le altre
garanzie, espresse, implicite, imposte dalla legge o di qualsiasi altro tipo
in merito ai prodotti, o ai risultati derivanti da essi, e tutte le garanzie
Sicurezza e conformità SC-3

GARANZIA
Limiti della responsabilità
In nessun caso la responsabilità di Hypertherm, qualora
venesia alcuna, sia che tale responsabilità si basi sulla
violazione del contratto, sull’illecito, sulla responsabilità
oggettiva, sulla violazione di garanzie, sull’insuccesso dello
scopo essenziale o altro, per qualsiasi richiesta di risarcimento,
causa, azione o procedura legale (sia in tribunale, arbitrato,
procedura regolatoria o altro) derivante orelativa all’uso
dei prodotti eccederà nel complesso l’importo sborsato
per iprodotti che hanno dato origine a tale richiesta
dirisarcimento.
Assicurazione
Si dovrà sempre disporre e mantenere un’assicurazione in quantità
e di tipo tale da coprire in modo sufficiente e appropriato la difesa
e il mantenimento dell’indennità di Hypertherm in caso di qualsiasi
controversia derivante dall’uso dei prodotti.
Trasferimento di diritti
L’utente può trasferire i restanti diritti di cui potrebbe disporre qui
diseguito esclusivamente con la vendita di tutti o sostanzialmente tutti
i beni o capitale azionario a un successore interessato che accetta
disottostare a tutti i termini e condizioni della presente garanzia. Entro
trenta (30) giorni prima del verificarsi di qualsiasi trasferimento, l’utente
consente di notificare Hypertherm per iscritto, la quale si riserva il diritto
di approvazione. Se l’utente non notifica tempestivamente Hypertherm
echiede la sua approvazione come stabilito, la garanzia qui stabilita
sarà nulla e l’utente non avrà ulteriori rimedi contro Hypertherm secondo
lagaranzia o altro.
SC-4 Sicurezza e conformità
AVVERTENZA!
Prima di usare un’attrezzatura Hypertherm, leggere le istruzioni sulla sicurezza
all’interno del manuale del prodotto in vostro possesso e nel Manuale sulla
sicurezza e la conformità (80669C). Il mancato rispetto delle istruzioni sulla
sicurezza può causare lesioni personali o danni all’attrezzatura.
Il prodotto può essere accompagnato da copie elettroniche e cartacee
del manuale. È anche possibile ottenere copie del manuale, in tutte
le lingue disponibili per ogni manuale, dall’“Archivio download”
all’indirizzo www.hypertherm.com.
Powermax
65/85
Manuale dell’operatore v

vi Powermax
65/85
Manuale dell’operatore

INDICE
Sezione 1
Caratteristiche tecniche
Informazioni sulla sicurezza ......................................................................................................................................................................1-2
Descrizione del sistema ............................................................................................................................................................................1-2
Dove reperire informazioni utili ................................................................................................................................................................1-3
Dimensioni del generatore .......................................................................................................................................................................1-4
Pesi dei componenti ..................................................................................................................................................................................1-5
Tensioni del generatore Powermax65 ..................................................................................................................................................1-6
Tensioni del generatore Powermax85 ..................................................................................................................................................1-8
Dimensioni della torcia per taglio manuale Duramax a 75° ........................................................................................................... 1-10
Dimensioni della torcia per taglio manuale Duramax a 15° ........................................................................................................... 1-10
Dimensioni della torcia per macchina Duramax a 180° alunghezza completa ........................................................................ 1-11
Dimensioni della torcia per macchina Duramax a 180° mini .........................................................................................................1-11
Caratteristiche tecniche di taglio di Powermax65 ..........................................................................................................................1-12
Caratteristiche tecniche di taglio di Powermax85 ..........................................................................................................................1-13
Simboli e marchi ......................................................................................................................................................................................1-14
Simboli IEC ...............................................................................................................................................................................................1-15
Sezione 2
Montaggio del generatore
Aprire l’imballaggio del sistema Powermax65 o Powermax85 .......................................................................................................2-2
Reclami ..............................................................................................................................................................................................2-2
Indice ..................................................................................................................................................................................................2-3
Posizionamento del generatore ..............................................................................................................................................................2-4
Preparazione del collegamento elettrico ..............................................................................................................................................2-4
Installazione di un interruttore generale di linea .......................................................................................................................2-5
Requisiti per la messa a terra .......................................................................................................................................................2-5
Collegamento tensione per il Powermax65 .........................................................................................................................................2-6
Cavo di alimentazione monofase (non per i modelli CE/CCC) ............................................................................................2-7
Cavo di alimentazione trifase — installazione della spina ......................................................................................................2-7
Collegamento tensione per il Powermax85 .........................................................................................................................................2-8
Cavo di alimentazione monofase (non per i modello CE/CCC)...........................................................................................2-9
Installazione cavo di alimentazione monofase ........................................................................................................................2-10
Cavo di alimentazione trifase — installazione della spina .............................................................................................................. 2-11
Suggerimenti sulla prolunga ................................................................................................................................................................. 2-11
Specifiche della prolunga ........................................................................................................................................................... 2-12
Suggerimenti sul generatore azionato a motore ...................................................................................................................2-13
Preparazione dell’alimentazione del gas ............................................................................................................................................ 2-14
Ulteriore filtraggio del gas ..........................................................................................................................................................2-14
Collegamento dell’alimentazione del gas ................................................................................................................................2-15
Powermax
65/85
Manuale dell’operatore vii

INDICE
Sezione 3
Montaggio della torcia
Introduzione .................................................................................................................................................................................................3-2
Vita utile dei consumabili ..........................................................................................................................................................................3-2
Elettrodo CopperPlus™ per torce Duramax ..............................................................................................................................3-2
Configurazione della torcia per taglio manuale ...................................................................................................................................3-3
Scelta dei consumabili della torcia per taglio manuale...........................................................................................................3-4
Consumabili torcia da taglio manuale .........................................................................................................................................3-4
Installare i consumabili della torcia da taglio manuale ............................................................................................................3-6
Configurazione della torcia per macchina ............................................................................................................................................3-7
Conversione di una torcia per macchina a lunghezza completa inunatorciapermacchinamini ................................3-8
Montare la torcia ........................................................................................................................................................................... 3-10
Scegliere i consumabili della torcia per macchina ...............................................................................................................3-12
Consumabili torcia per macchina ............................................................................................................................................. 3-12
Installare i consumabili della torcia per macchina .................................................................................................................3-15
Allineamento della torcia ............................................................................................................................................................. 3-15
Collegamento di un interruttore di accensione a distanza opzionale ............................................................................... 3-16
Collegamento di un cavo di interfaccia macchina opzionale .............................................................................................3-17
Collegamento del cavo torcia .............................................................................................................................................................. 3-22
Utilizzare le tabelle di taglio ..................................................................................................................................................................3-23
Compensazione stimata per la larghezza di taglio (kerf) ..................................................................................................... 3-24
85 A consumabili schermati .......................................................................................................................................................3-26
65 A consumabili schermati .......................................................................................................................................................3-30
45 A consumabili schermati .......................................................................................................................................................3-34
Consumabili FineCut® ............................................................................................................................................................... 3-38
85 A consumabili non schermati ..............................................................................................................................................3-43
65 A consumabili non schermati ..............................................................................................................................................3-47
45 A consumabili non schermati ..............................................................................................................................................3-51
Sezione 4
Funzionamento
Controlli e indicatori ..................................................................................................................................................................................4-2
Controlli posteriori ...........................................................................................................................................................................4-2
Controlli anteriori e LED .................................................................................................................................................................4-2
Schermo di stato .............................................................................................................................................................................4-4
Funzionamento del Powermax65 o Powermax85 ..............................................................................................................................4-6
Collegare alimentazione elettrica, alimentazione del gas e cavo torcia. .............................................................................4-6
Collegare il cavo di massa al generatore. ..................................................................................................................................4-7
Collegare la pinza di massa alla lamiera ....................................................................................................................................4-8
Accensione del sistema .................................................................................................................................................................4-9
Impostazione del selettore di modalità di funzionamento .......................................................................................................4-9
Controllare gli indicatori .............................................................................................................................................................. 4-10
Regolazione manuale della pressione del gas ....................................................................................................................... 4-10
Regolazione della corrente (tensione) ..................................................................................................................................... 4-11
Informazioni sulle limitazioni del ciclo di lavoro ...................................................................................................................... 4-12
viii Powermax
65/85
Manuale dell’operatore

INDICE
Utilizzo della torcia per taglio manuale ............................................................................................................................................... 4-13
Funzionamento del grilletto di sicurezza..................................................................................................................................4-13
Suggerimenti per l’utilizzo della torcia per taglio manuale .................................................................................................. 4-14
Inizio di un taglio partendo dal bordo della lamiera .............................................................................................................. 4-15
Sfondamento di una lamiera ...................................................................................................................................................... 4-16
Scriccatura di una lamiera .......................................................................................................................................................... 4-17
Comuni errori di taglio manuale ................................................................................................................................................ 4-20
Utilizzo della torcia per macchina ........................................................................................................................................................ 4-21
Verifica della corretta configurazione della torcia e del banco .......................................................................................... 4-21
Informazioni e ottimizzazione della qualità di taglio ............................................................................................................... 4-21
Sfondamento della lamiera mediante una torcia per macchina ......................................................................................... 4-23
Comuni errori di taglio automatico ........................................................................................................................................... 4-24
Sezione 5
Manutenzione e riparazione
Eseguire manutenzione ordinaria ...........................................................................................................................................................5-2
Ispezione dei consumabili ........................................................................................................................................................................5-3
Ricerca guasti base ...................................................................................................................................................................................5-4
Codici guasto e soluzioni .........................................................................................................................................................................5-6
Sostituzione dell’elemento filtrante dell’aria e del bicchierino del filtro ...................................................................................... 5-10
Rimuovere il bicchierino del filtro .............................................................................................................................................. 5-10
Riconoscere il modello del bicchierino del filtro dell’aria .................................................................................................... 5-11
Installare l’elemento filtrante dell’aria (per il bicchierino in plastica o nylon) ..................................................................5-12
Installare l’elemento filtrante dell’aria (per bicchierini con protezione di metallo)..........................................................5-13
Installare l’elemento filtrante dell’aria (per il bicchierino in plastica, nylon, conprotezione di metallo) ....................5-14
Sezione 6
Componenti
Componenti del generatore.....................................................................................................................................................................6-2
Componenti di ricambio della torcia per taglio manuale Duramax a 75° ......................................................................................6-6
Componenti di ricambio della torcia per taglio manuale Duramax a 15° ......................................................................................6-7
Consumabili torcia per taglio manuale ..................................................................................................................................................6-8
Componenti di ricambio della torcia per macchina Duramax a180° alunghezza completa ...................................................6-9
Componenti di ricambio della torcia per macchina Duramax a180° mini .................................................................................6-11
Consumabili torcia per macchina ........................................................................................................................................................6-13
Componenti accessori ...........................................................................................................................................................................6-14
Etichette Powermax65/85 .................................................................................................................................................................... 6-15
Powermax
65/85
Manuale dell’operatore ix

INDICE
x Powermax
65/85
Manuale dell’operatore

Sezione 1
CARATTERISTICHE TECNICHE
In questa sezione:
Informazioni sulla sicurezza ......................................................................................................................................................................1-2
Descrizione del sistema ............................................................................................................................................................................1-2
Dove reperire informazioni utili ................................................................................................................................................................1-3
Dimensioni del generatore .......................................................................................................................................................................1-4
Pesi dei componenti ..................................................................................................................................................................................1-5
Tensioni del generatore Powermax65 ...................................................................................................................................................1-6
Tensioni del generatore Powermax85 ...................................................................................................................................................1-8
Dimensioni della torcia per taglio manuale Duramax a 75° ........................................................................................................... 1-10
Dimensioni della torcia per taglio manuale Duramax a 15° ........................................................................................................... 1-10
Dimensioni della torcia per macchina Duramax a 180° alunghezza completa ........................................................................ 1-11
Dimensioni della torcia per macchina Duramax a 180° mini .........................................................................................................1-11
Caratteristiche tecniche di taglio di Powermax65 ...........................................................................................................................1-12
Caratteristiche tecniche di taglio di Powermax85 ...........................................................................................................................1-13
Simboli e marchi ...................................................................................................................................................................................... 1-14
Simboli IEC .............................................................................................................................................................................................. 1-15
Powermax
65/85
Manuale dell’operatore 1-1

CARATTERISTICHE TECNICHE
Informazioni sulla sicurezza
Prima di configurare e operare il sistema Hypertherm, leggere il Manuale sulla Sicurezza e sulla Compliance incluso nel
vostro sistema per informazioni importanti sulla sicurezza.
Descrizione del sistema
Powermax65 e Powermax85 sono sistemi di taglio al plasma meccanizzato e manuale da 65 A e 85 A adatti per una
vasta gamma di applicazioni. I sistemi Powermax utilizzano aria o azoto per tagliare metalli conduttivi a livello elettrico
quali acciaio al carbonio, acciaio inox o alluminio. La tecnologia Smart Sense™ regola automaticamente la pressione del
gas in base alla modalità di taglio e alla lunghezza del cavo torcia per garantire le migliori prestazioni.
Powermax85 può tagliare spessori fino a 25 mm con una torcia manuale e sfondare spessori fino a 16 mm.
Powermax85 può tagliare spessori fino a 32 mm e sfondare spessori fino a 19 mm. FastConnect™ fornisce una
semplice connessione con pulsante a pressione tra la torcia e il generatore per accelerare le modifiche della torcia.
Il tipico sistema manuale Powermax include una torcia per taglio manuale Duramax™ serie 75° con una scatola di
consumabili e un cavo di lavoro. I materiali di riferimento sono: manuale dell’operatore, scheda per la configurazione
rapida, scheda di registrazione, DVD di configurazione e manuale sulla sicurezza.
Il tipico sistema meccanizzato Powermax include una torcia per macchina Duramax serie 180° a lunghezza completa
con una scatola per consumabili, un cavo di lavoro e interruttore di accensione a distanza. I materiali di riferimento sono:
manuale dell’operatore, scheda per la configurazione rapida, scheda di registrazione, DVD di configurazione e manuale
sulla sicurezza.
Presso qualsiasi distributore Hypertherm è possibile ordinare altri stili di torcia, consumabili e accessori, ad esempio
laguida per il taglio plasma. Per un elenco delle parti opzionali e diricambio, vedere Componenti.
I generatori Powermax65 e Powermax85 sono forniti senza spina nel cavo di alimentazione. Perulteriori informazioni,
vedere la Sezione 2, Configurazione del generatore.
1-2 Powermax
65/85
Manuale dell’operatore

CARATTERISTICHE TECNICHE
Dove reperire informazioni utili
In questa sezione sono disponibili informazioni sulle caratteristiche tecniche del sistema quali dimensioni, peso,
specifiche elettriche dettagliate e velocità di taglio. Per informazioni sui:
• Requisiti delle impostazioni, compresi requisiti di alimentazione, messa a terra, configurazione del cavo
dialimentazione, requisiti della prolunga e suggerimenti riguardo il generatore, vedere la sezione 2
Configurazione del generatore;
• Consumabili per torcia manuale e per macchina, tabelle di taglio e informazioni per il montaggio della torcia,
vedere la sezione 3 Montaggio torcia;
• Controlli e i LED, i passaggi per il funzionamento del sistema e i consigli su come migliorare la qualità del taglio,
vedere la sezione 4 Funzionamento;
• Manutenzione e riparazione: vedere Ricerca guasti e test del sistema.
• Sostituzione dei componenti: vedere Sostituzione dei componenti (Manuale dimanutenzione).
• Codici articolo e informazioni su come ordinare accessori, consumabili e pezzi di ricambio: vedere Componenti.
• Fasatura e diagrammi schematici: vedere Schemi elettrici (Manuale dimanutenzione).
Powermax
65/85
Manuale dell’operatore 1-3

CARATTERISTICHE TECNICHE
Dimensioni del generatore
432 mm
483 mm
234 mm
1-4 Powermax
65/85
Manuale dell’operatore
CARATTERISTICHE TECNICHE
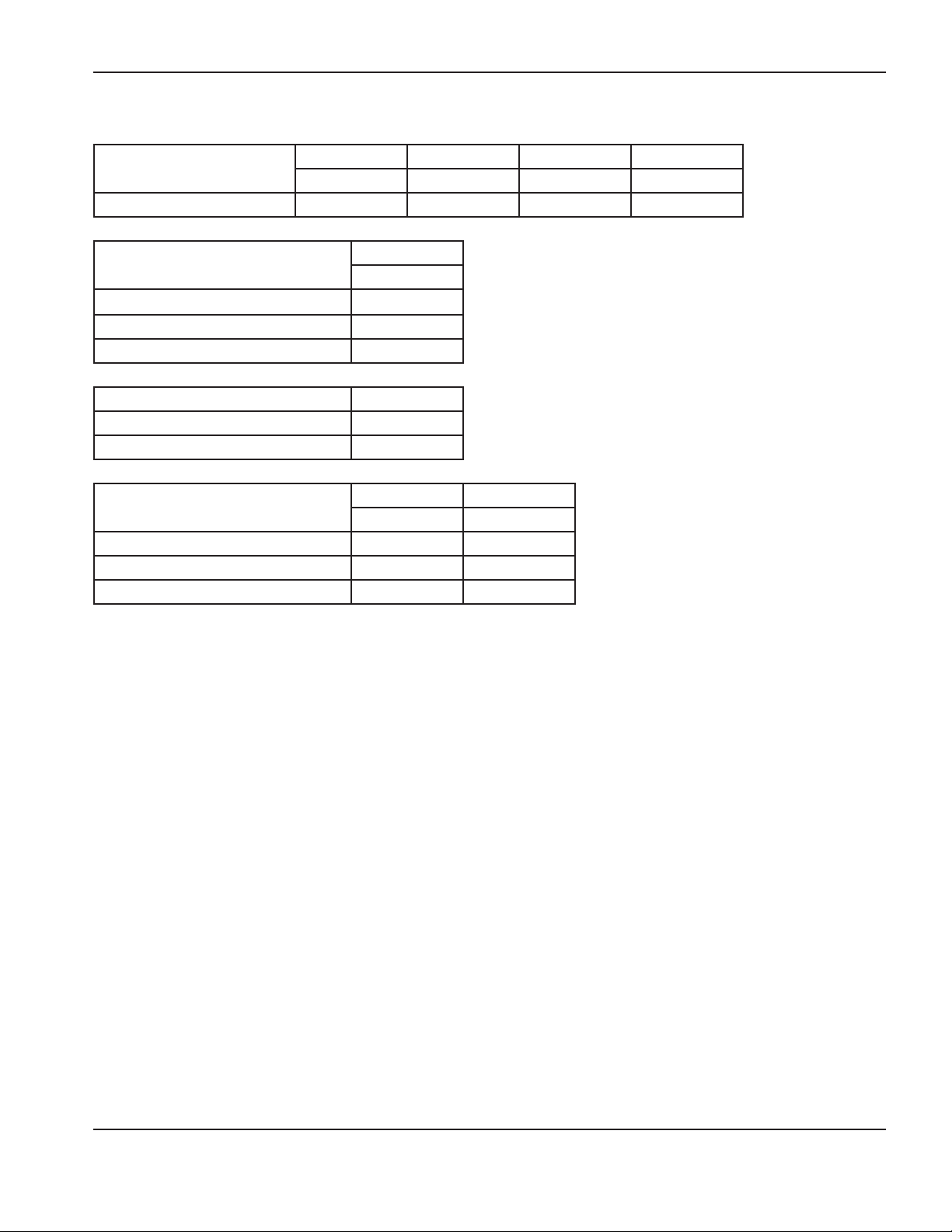
Pesi dei componenti
65 A CSA 65 A CE/CCC 85 A CSA 85 A CE/CCC
kg kg kg kg
Generatore 24,5 21,3 27, 2 22,8
65/85 A
kg
Torcia per taglio manuale 7,6 m 3,1
Torcia per taglio manuale 15 m 5,5
Torcia per taglio manuale 23 m 8,0
Torcia per macchina 7,6 m 3,4
Torcia per macchina 15 m 6,0
Torcia per macchina 23 m 8,5
65 A 85 A
kg kg
Cavo di massa 7,6 m 1,3 3,1
Cavo di massa 15 m 2,3 3,4
Cavo di massa 23 m 3,1 4,8
Powermax
65/85
Manuale dell’operatore 1-5

CARATTERISTICHE TECNICHE
Tensioni del generatore Powermax65
Tensione nominale circuito aperto (U0)
CSA, monofase, trifase
CE/CCC, trifase
CSA 296 VCC
CE/CCC 270 VCC
Caratteristica erogata* Caduta di tensione
Corrente nominale erogata (I2) 20 – 65 A
Tensione nominale di uscita (U2) 139VCC
Ciclo di lavoro a 40 °C
(Per ulteriori informazioni sul ciclo
di lavoro, vedere la targa dati sul
generatore.)
CSA
CCC/CE
50% a 65 A, 230 – 600 V, monofase/trifase
40% a 65 A, 200 – 208 V, monofase/trifase
100% a 46 A, 230 – 600 V, monofase/trifase
50% a 65 A, 380/400 V, trifase
100% a 46 A, 380/400 V, trifase
Temperatura d'esercizio Da -10° a 40 °C
Temperatura di conservazione Da -25° a 55 °C
Fattore di potenza
200 – 480 V CSA, monofase
200 – 600 V CSA, trifase
380/400 V CCC/CE, trifase
R
– rapporto cortocircuito
sce
0,99 – 0,97
0,94 – 0,73
0,94
(solamente modelli CE/CCC)
Classificazione EMC CISPR 11
(solamente modelli CE/CCC)
‡
Classe A
U1 – V CA rms, trifase R
400 VCA 225,7
sce
Tensione di alimentazione
(U1)/ Corrente di ingresso (I1)
a uscita nominale (U
2MAX
, I
2 MAX
) (Per
ulteriori informazioni vedere la Sezione2
Configurazione del generatore).
CCC/CE**
CSA
200/208/240/480 V, monofase, 50/60 Hz
52/50/44/22 A
200/208/240/480/600 V, trifase, 50/60 Hz
32/31/27/13/13 A
,†
380/400 V, trifase, 50/60 Hz
15,5/15 A
Tipo di gas Aria Azoto
Qualità del gas Pulito, secco, senza olio
Puro al 99,95%
come da standard ISO
8573-1 Classe 1.2.2
Flusso e pressione del gas
di entrata raccomandati
Taglio: 190 slpm @ 5,9 bar
Scriccatura con massima rimozione: 210 slpm @ 4,8 bar
Scriccatura di controllo massima: 210 slpm @ 4,8 bar
1-6 Powermax
65/85
Manuale dell’operatore

CARATTERISTICHE TECNICHE
* Definito come un grafico di tensione di uscita anziché corrente di uscita.
** L’apparecchiatura è conforme allo standard IEC 61000-3-12 a condizione che la potenza di corto circuito Ssc
sia maggiore o uguale a 2035 KVA sul punto di interfaccia tra l’alimentazione dell’utente e il sistema pubblico.
È responsabilità dell’installatore o dell’utente dell’apparecchiatura assicurarsi, se necessario consultandosi con
l’operatore della rete di distribuzione, che l’apparecchiatura sia collegata solo a una fonte con una potenza di corto
circuito S
†
L’apparecchiatura è conforme allo standard IEC 61000-3-11 a condizione che l’impedenza dell’alimentazione, Zmax,
sia 0,201 o meno. È responsabilità dell’installatore o dell’utente dell’apparecchiatura assicurarsi, se necessario
consultandosi con l’operatore della rete di distribuzione, che l’apparecchiatura sia collegata solo a una fonte con una
impedenza di 0,201 o meno.
‡
AVVERTENZA: questa apparecchiatura di Classe A non è progettata per l’uso in località residenziali dove
l’alimentazione elettrica è fornita dal sistema pubblico di alimentazione a basso-voltaggio. Si potrebbero verificare
difficoltà potenziali nell’accertare la compatibilità elettromagnetica in queste località, a causa di interferenze
diconduzione e di radiazione.
maggiore o uguale a 2035 KVA.
sc
Powermax
65/85
Manuale dell’operatore 1-7

CARATTERISTICHE TECNICHE
Tensioni del generatore Powermax85
Tensione nominale circuito aperto (U0)
CSA, monofase, trifase
CCC/CE, trifase
CCC/CE
CSA
305 VCC
270 VCC
Caratteristica erogata* Caduta di tensione
Corrente nominale erogata (I2) 25 – 85 A
Tensione nominale di uscita (U2) 143VCC
Ciclo di lavoro a 40 °C
(Per ulteriori informazioni sul ciclo
di lavoro, vedere la targa dati sul
generatore.)
CSA
CCC/CE
60% a 85 A, 230 – 600 V, trifase
60% a 85 A, 480 V, monofase
50% a 85 A, 240 V, monofase
50% a 85 A 200 – 208 V, trifase
40% a 85 A 200 – 208 V, monofase
100% a 66 A, 230 – 600 V, mono/trifase
60% a 85 A, 380/400 V, trifase
100% a 66 A, 380/400 V, trifase
Temperatura d'esercizio
Temperatura di conservazione
Fattore di potenza
200 – 480 V CSA, monofase
200 – 600 V CSA, trifase
380/400 V CCC/CE, trifase
R
– rapporto cortocircuito
sce
Da -10° a 40 °C
Da -25° a 55 °C
0,99 – 0,96
0,94 – 0,76
0,94
(solamentemodelliCCC/CE)
U1 – V CA rms, trifase
400 VCA
R
sce
225,7
Classificazione EMC CISPR 11
(solamente modelli CCC/CE)
‡
Tensione di alimentazione (U1)/
Corrente di ingresso (I1) a uscita
nominale (U
2MAX
, I
2 MAX
) (Per ulteriori
informazioni vedere la Sezione 2
Configurazione del generatore).
CCC/CE**
Classe A
CSA
200/208/240/480 V, monofase, 50/60 Hz
70/68/58/29 A
200/208/240/480/600 V, trifase, 50/60 Hz
42/40/35/18/17 A
, †
380/400 V, trifase, 50/60 Hz
20,5/19,5 A
Tipo di gas Aria Azoto
Qualità del gas Pulito, secco, senza olio come
Puro al 99,95%
da standard ISO 8573-1 Classe 1.2.2
Flusso e pressione del gas
di entrata raccomandati
Taglio: 190 slpm @ 5,9 bar
Scriccatura con massima rimozione: 210 slpm @ 4,8 bar
Scriccatura di controllo massima: 210 slpm @ 4,8 bar
1-8 Powermax
65/85
Manuale dell’operatore

CARATTERISTICHE TECNICHE
* Definito come un grafico di tensione di uscita anziché corrente di uscita.
** L’apparecchiatura è conforme allo standard IEC 61000-3-12 a condizione che la potenza di corto circuito Ssc
sia maggiore o uguale a 2035 KVA sul punto di interfaccia tra l’alimentazione dell’utente e il sistema pubblico.
È responsabilità dell’installatore o dell’utente dell’apparecchiatura assicurarsi, se necessario consultandosi con
l’operatore della rete di distribuzione, che l’apparecchiatura sia collegata solo a una fonte con una potenza di corto
circuito S
†
L’apparecchiatura è conforme allo standard IEC 61000-3-11 a condizione che l’impedenza dell’alimentazione, Zmax,
sia 0,201 o meno. È responsabilità dell’installatore o dell’utente dell’apparecchiatura assicurarsi, se necessario
consultandosi con l’operatore della rete di distribuzione, che l’apparecchiatura sia collegata solo a una fonte con
unaimpedenza di 0,201 o meno.
‡
AVVERTENZA: questa apparecchiatura di Classe A non è progettata per l’uso in località residenziali dove
l’alimentazione elettrica è fornita dal sistema pubblico di alimentazione a basso-voltaggio. Si potrebbero verificare
difficoltà potenziali nell’accertare la compatibilità elettromagnetica in queste località, a causa di interferenze
diconduzione e di radiazione.
maggiore o uguale a 2035 KVA.
sc
Powermax
65/85
Manuale dell’operatore 1-9

CARATTERISTICHE TECNICHE
Dimensioni della torcia per taglio manuale Duramax a 75°
252 mm
angolo
75°
98 mm
25 mm
Dimensioni della torcia per taglio manuale Duramax a 15°
259 mm
66 mm
47 mm-
angolo
15°
66 mm
25 mm
1-10 Powermax
65/85
Manuale dell’operatore

CARATTERISTICHE TECNICHE
Dimensioni della torcia per macchina Duramax a 180° alunghezza
completa
396 mm
25 mm
206 mm
313 mm
35 mm
Dimensione esterna
36 mm, lati piani
Dimensioni della torcia per macchina Duramax a 180° mini
168 mm
25 mm
35 mm
84 mm
Dimensione esterna
36 mm, lati piani
33mm
33mm
Powermax
65/85
Manuale dell’operatore 1-11
CARATTERISTICHE TECNICHE
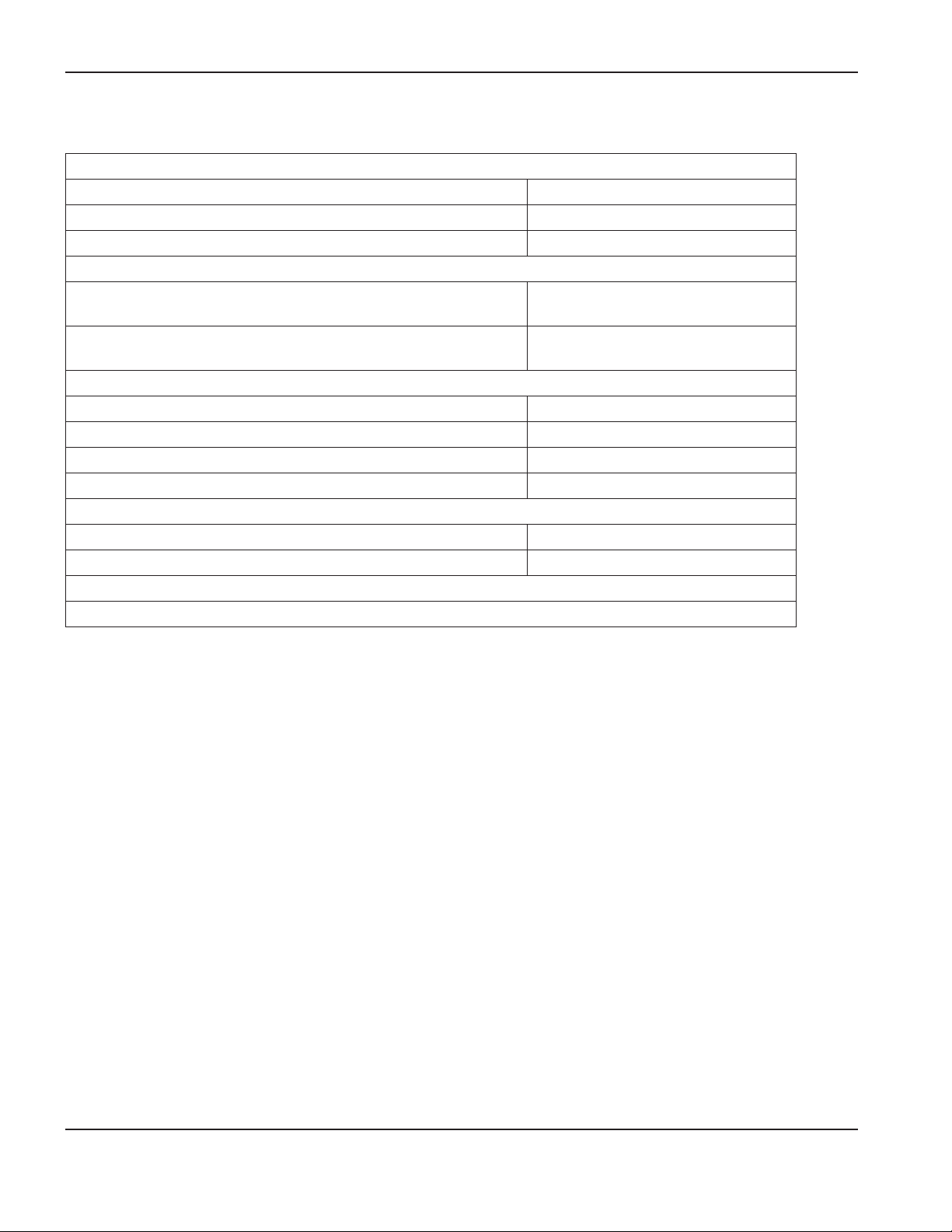
Caratteristiche tecniche di taglio di Powermax65
Capacità di taglio manuale (spessore del materiale)
Capacità di taglio consigliata a 500 mm/min* 19 mm
Capacità di taglio consigliata a 250 mm/min* 25 mm
Capacità di taglio consigliata a 125 mm/min* 32 mm
Capacità di taglio meccanizzata (spessore del materiale)
Capacità di sfondamento per taglio manuale o meccanizzato
concontrollo di altezza torcia
Capacità di sfondamento per taglio meccanizzato con controllo
dialtezza torcia
Massima velocità di taglio** (acciaio al carbonio)
6 mm 4000 mm/min
12 mm 1400 mm/min
19 mm 600 mm/min
25 mm 320 mm/min
Capacità di scriccatura
Quantità massima di rimozione di metallo sull’acciaio al carbonio 4,8 kg/hr
Quantità massima di rimozione di metallo sull’acciaio al carbonio 3,4 kg/h
Pesi delle torcie della serie Duramax (consultare 1-5 Pesi dei componenti)
Ciclo di lavoro e informazioni sulla tensione (consultare 1-6 Tensioni del generatore Powermax65)
16 mm
12 mm
* Le velocità delle capacità di taglio non sono necessariamente le velocità massime. Si tratta delle velocità che devono
essere raggiunte per essere classificate per quello spessore.
** Le velocità di taglio massime sono state rilevate nel corso dei test di laboratorio Hypertherm. Le velocità di taglio
effettive possono variare in base a differenti applicazioni di taglio.
1-12 Powermax
65/85
Manuale dell’operatore

CARATTERISTICHE TECNICHE
Caratteristiche tecniche di taglio di Powermax85
Capacità di taglio manuale (spessore del materiale)
Capacità di taglio consigliata a 500 mm/min* 25 mm
Capacità di taglio consigliata a 250 mm/min* 32 mm
Capacità di taglio consigliata a 125 mm/min* 38 mm
Capacità di taglio meccanizzata (spessore del materiale)
Capacità di sfondamento per taglio manuale o meccanizzato
concontrollo di altezza torcia
Capacità di sfondamento per taglio meccanizzato con controllo
dialtezza torcia
Massima velocità di taglio** (acciaio al carbonio)
6 mm 5500 mm/min
12 mm 2000 mm/min
19 mm 900 mm/min
25 mm 550 mm/min
32 mm 330 mm/min
Capacità di scriccatura
Quantità massima di rimozione di metallo sull’acciaio al carbonio 8,8 kg/hr
Controllo massimo di rimozione del metallo sull’acciaio al carbonio 6,2 kg/h
Pesi delle torcie della serie Duramax (consultare 1-5 Pesi dei componenti)
Ciclo di lavoro e informazioni sulla tensione (consultare 1-8 Tensioni del generatore Powermax85)
19 mm
16 mm
* Le velocità delle capacità di taglio non sono necessariamente le velocità massime. Si tratta delle velocità che devono
essere raggiunte per essere classificate per quello spessore.
** Le velocità di taglio massime sono state rilevate nel corso dei test di laboratorio Hypertherm. Le velocità di taglio
effettive possono variare in base a differenti applicazioni di taglio.
Powermax
65/85
Manuale dell’operatore 1-13

CARATTERISTICHE TECNICHE
Simboli e marchi
Questo prodotto può avere uno o più dei seguenti marchi sulla targa dati o in prossimità di quest’ultima. A causa
delle differenze e dei conflitti nei regolamenti nazionali, non tutti i marchi possono essere applicati a tutte le versioni
di un certo prodotto.
Marchio S
Il marchio S indica che il generatore e la torcia sono adatti per il funzionamento in ambienti con rischio elevato
di scosse elettriche, in conformità alla normativa IEC 60974-1.
Marchio CSA
I prodotti che recano il marchio CSA sono conformi alle regolamentazioni degli Stati Uniti e del Canada in
materia di sicurezza del prodotto. I prodotti sono stati esaminati, testati e certificati da CSA-International.
In alternativa, il prodotto può recare il marchio di uno degli altri laboratori NRTL (Nationally Recognized Testing
Laboratories) accreditati negli Stati Uniti e in Canada, ad esempio Underwriters Laboratories, Incorporated (UL)
o TÜV.
Marchio CE
Il marchio CE attesta la dichiarazione di conformità del produttore alle direttive e standard europei applicabili.
Solo le versioni dei prodotti con marchio CE apposto sopra o accanto alla targa dati sono stati testati per
la conformità alle direttive europee in materia di bassa tensione e compatibilità elettromagnetica (EMC). I filtri
EMC che devono essere conformi alla Direttiva europea EMC sono incorporati all’interno delle versioni del
prodotto con marchio CE.
Marcatura Unione Doganale Eurasiatica (CU)
Le versioni CE dei prodotti che includono il marchio di conformità EAC soddisfano i requisiti di sicurezza
e i requisiti EMC (compatibilità elettromagnetica) per l’esportazione in Russia, Bielorussia e Kazakistan.
Marchio GOST-TR
Le versioni CE dei prodotti che comprendono il marchio di conformità GOST-TR sono conformi ai requisiti
di sicurezza e compatibilità elettromagnetica EMC per l’esportazione nella Federazione Russa.
Marchio C-Tick
Le versioni CE dei prodotti con il marchio C-Tick sono conformi ai regolamenti di compatibilità elettromagnetica
EMC richiesti per la commercializzazione in Australia e Nuova Zelanda.
Marchio CCC
s
Il marchio di certificazione CCC (China Compulsory Certification) indica che il prodotto è stato testato e trovato
conforme ai regolamenti di sicurezza sui prodotti richiesti per il mercato cinese.
Marchio UkrSEPRO
Le versioni CE dei prodotti che includono il marchio di conformità UkrSEPRO sono conformi ai requisiti
di sicurezza e di compatibilità elettromagnetica EMC per l’esportazione in Ucraina.
Marcatura serba AAA
Le versioni CE dei prodotti che includono la marcatura serba AAA sono conformi ai requisiti di sicurezza
e di compatibilità elettromagnetica EMC per l’esportazione in Serbia.
1-14 Powermax
65/85
Manuale dell’operatore
CARATTERISTICHE TECNICHE
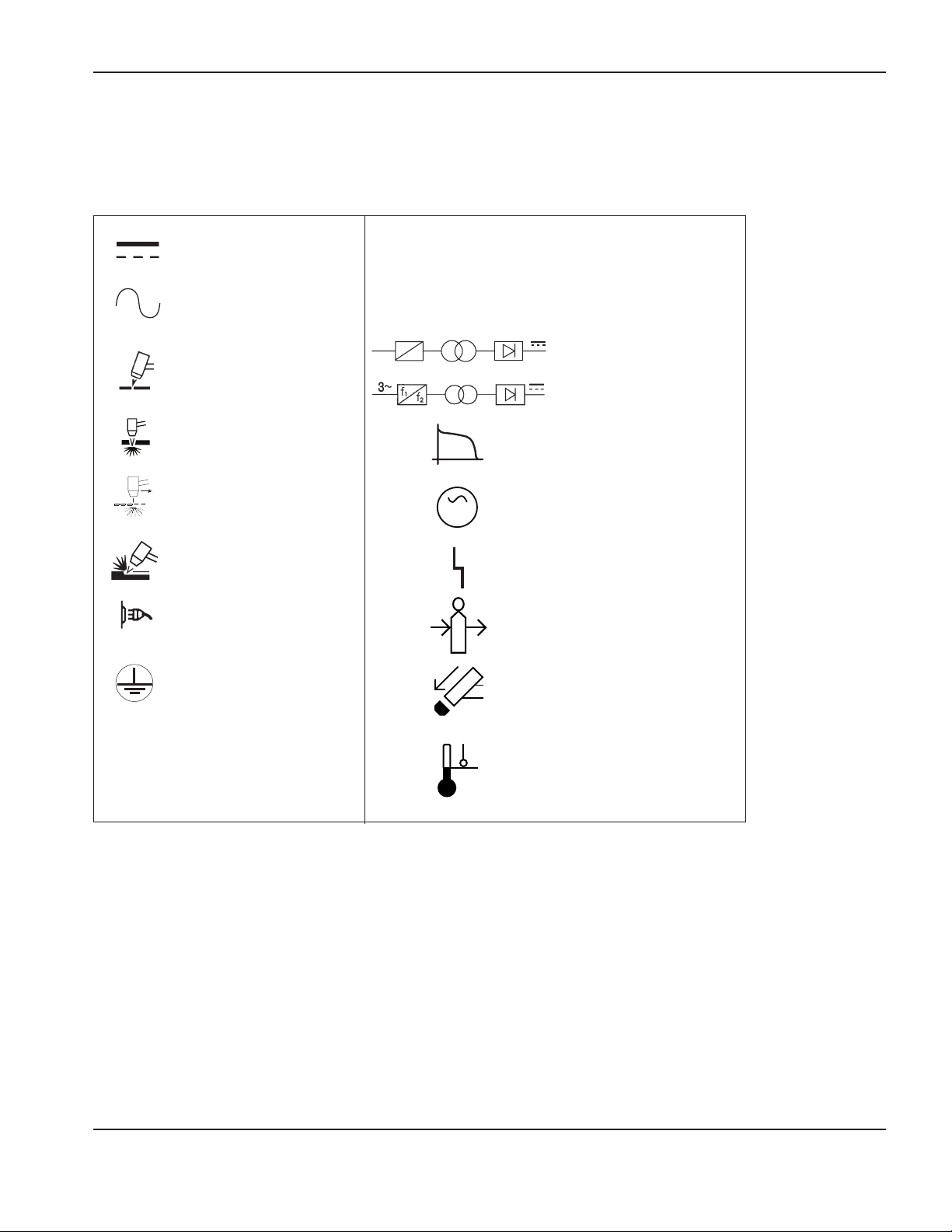
Simboli IEC
Sulla targa dati del generatore, sulle etichette dei controlli, sugli interruttori, sui LED e sugli schermi LCD potrebbero
essere apposte le seguenti etichette:
Corrente continua (CC)
Corrente alternata (CA)
Taglio torcia plasma
Taglio metallo lamiera
Taglio metallo
espanso
Scriccatura
Collegamento tensione
di alimentazione CA
Terminale per il conduttore
(a massa) esterno di
protezione
l
O
1~
f
1
f
2
AC
Il sistema è ON (acceso)
Il sistema è OFF (spento)
Presa di corrente basata
su invertitore, monofase
o trifase
Curva V/A, caratteristica
“caduta di tensione”
Il sistema è ON (LED)
Guasto del sistema (LED)
Guasto della pressione
gas di ingresso (LCD)
Consumabili mancanti
o allentati (LCD)
Powermax
65/85
La temperatura del
generatore non rientra
nei limiti (LCD)
Manuale dell’operatore 1-15

CARATTERISTICHE TECNICHE
1-16 Powermax
65/85
Manuale dell’operatore
Sezione 2
MONTAGGIO DEL GENERATORE
In questa sezione:
Aprire l’imballaggio del sistema Powermax65 o Powermax85 ........................................................................................................2-2
Reclami ..............................................................................................................................................................................................2-2
Indice ..................................................................................................................................................................................................2-3
Posizionamento del generatore ..............................................................................................................................................................2-4
Preparazione del collegamento elettrico ..............................................................................................................................................2-4
Installazione di un interruttore generale di linea .......................................................................................................................2-5
Requisiti per la messa a terra .......................................................................................................................................................2-5
Collegamento tensione per il Powermax65 .........................................................................................................................................2-6
Cavo di alimentazione monofase (non per i modelli CE/CCC) ...........................................................................................2-7
Cavo di alimentazione trifase — installazione della spina ...................................................................................................... 2-7
Collegamento tensione per il Powermax85 .........................................................................................................................................2-8
Cavo di alimentazione monofase (non per i modello CE/CCC) ..........................................................................................2-9
Installazione cavo di alimentazione monofase ....................................................................................................................... 2-10
Cavo di alimentazione trifase — installazione della spina .............................................................................................................. 2-11
Suggerimenti sulla prolunga ................................................................................................................................................................. 2-11
Specifiche della prolunga ........................................................................................................................................................... 2-12
Suggerimenti sul generatore azionato a motore ...................................................................................................................2-13
Preparazione dell’alimentazione del gas ............................................................................................................................................2-14
Ulteriore filtraggio del gas ..........................................................................................................................................................2-14
Collegamento dell’alimentazione del gas ...............................................................................................................................2-15
Powermax
65/85
Manuale dell’operatore 2-1

MONTAGGIO DEL GENERATORE
Aprire l’imballaggio del sistema Powermax65 o Powermax85
1. Verificare che tutti i componenti ordinati siano in buone condizioni. Contattare il proprio distributore qualora alcune
parti risultassero danneggiate o mancanti.
2. Esaminare il generatore per controllare che durante la spedizione non si siano verificati danni. Se si sono
verificati dei danni, fare riferimento al paragrafo “Reclami” qui sotto. In tutte le comunicazioni relative a questa
apparecchiatura è necessario indicare il numero del modello e il numero di serie riportati sulla parte posteriore
delgeneratore.
3. Prima di configurare e operare questo sistema Hypertherm, leggere il Manuale sulla Sicurezza e sulla Compliance
incluso nel vostro sistema per informazioni importanti sulla sicurezza.
Reclami
• Reclami dovuti a danni riportati durante il trasporto – Se l’unità viene danneggiata durante il trasporto,
ènecessario inoltrare un reclamo al corriere. Su richiesta, Hypertherm fornirà al cliente una copia della polizza
dicarico. Se si necessita di ulteriore assistenza, contattare il rivenditore Hypertherm più vicino al numero
riportato sulla prima pagina del presente manuale.
• Reclami per merce difettosa o mancante – In caso di componenti difettosi
o mancanti, contattare il proprio distributore Hypertherm. Se si necessita di ulteriore assistenza, contattare
ilrivenditore Hypertherm più vicino al numero riportato sulla prima pagina del presente manuale.
2-2 Powermax
65/85
Manuale dell’operatore
MONTAGGIO DEL GENERATORE
Indice
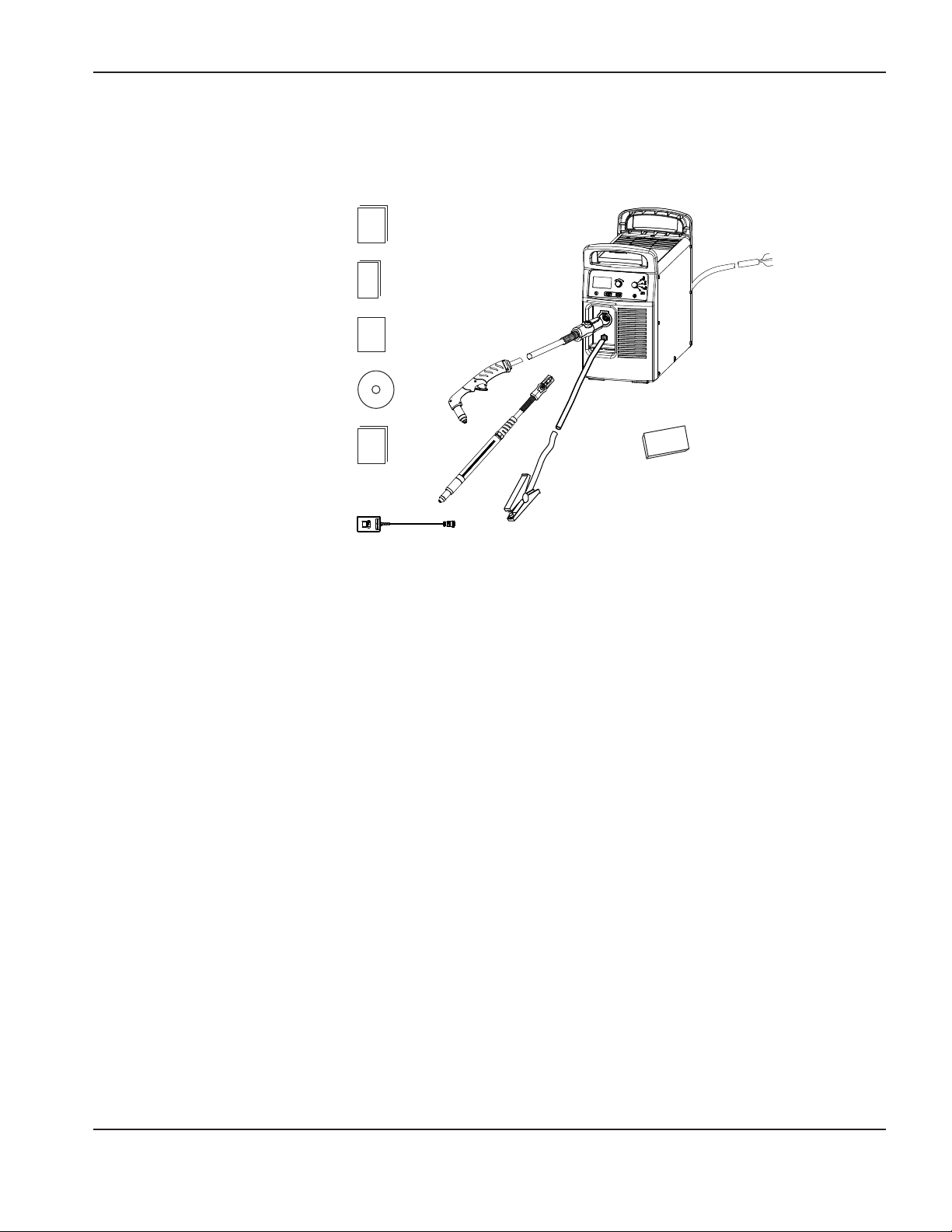
Controllare che i componenti nella confezione corrispondano a quelli riportati nell’immagine.
Manuale dell’operatore
Scheda Montaggio Rapido
Scheda di registrazione
DVD di montaggio
Manuale sulla sicurezza
Interruttore di accensione
a distanza (opzionale)
Oppure
Scatola con consumabili
aggiuntivi (posizionata
vicino al filtro dell’aria)
Powermax
65/85
Manuale dell’operatore 2-3

MONTAGGIO DEL GENERATORE
Posizionamento del generatore
Posizionare il generatore vicino a un’appropriata presa di corrente per l’installazione: 200–480 V (CSA monofase),
200–600 V (CSA trifase), o 380/400 V (trifase CCC/CE). Il generatore è provvisto di un cavo di alimentazione da 3 m.
Lasciare almeno 0,25 m di spazio attorno al generatore per consentire una corretta ventilazione.
Il generatore non è adatto per l’uso in condizioni di pioggia o neve.
Per evitare ribaltamenti, evitare di poggiare il generatore su superfici con un’inclinazione superiore a 10 gradi.
Preparazione del collegamento elettrico
Le tensioni della corrente di ingresso Hypertherm (designate HYP nella targa dati) sono usate per determinare
ledimensioni del conduttore per il collegamento di tensione e le istruzioni di installazione. La tensione HYP è
determinata in base alle massime condizioni normali di esercizio e il valore di corrente d’ingresso HYP più alto dovrebbe
essere usato ai fini dell’installazione.
La tensione massima di uscita varia in base alla tensione di alimentazione e alla corrente del circuito. Poiché
l’assorbimento di corrente varia durante l’avvio, è consigliabile utilizzare fusibili a fusione lenta come mostrato nella
seguente tabella. I fusibili a fusione lenta sono in grado di sopportare correnti fino a 10 volte superiori al valore nominale
per brevi periodi di tempo.
Attenzione: Proteggere il circuito con fusibili ad azione ritardata (a fusione lenta)
didimensioni appropriate e un interruttore generale di linea.
2-4 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DEL GENERATORE
Installazione di un interruttore generale di linea
Utilizzare un interruttore generale di linea per ogni generatore in modo da consentire all’operatore di interrompere
velocemente la corrente in ingresso in caso di emergenza. Posizionare l’interruttore in modo che sia facilmente
accessibile per l’operatore. L’installazione deve essere eseguita da un elettricista autorizzato secondo le normative
elettriche nazionali e locali applicabili. Il livello di interruzione dell’interruttore deve essere pari o superiore alla tensione
continua nominale dei fusibili. L’interruttore deve inoltre:
• Isolare l’apparecchiatura elettrica e scollegare tutti i conduttori in tensione dalla tensione di alimentazione in
ingresso, quando si trova in posizione OFF (spento).
• Avere una posizione di OFF e una di ON chiaramente contrassegnate con “O” (spento) e “I” (accesso).
• Avere una maniglia di azionamento esterno che possa essere bloccata nella posizione OFF.
• Contenere un meccanismo ad azionamento elettrico che funga da arresto di emergenza.
• Installare i corretti fusibili ad azione lenta. Vedere 2-6 Collegamento tensione per il Powermax65 oppure
2-8 Collegamento tensione per il Powermax85 per le dimensioni dei fusibili consigliati.
Requisiti per la messa a terra
Per garantire la sicurezza personale e il corretto funzionamento e per ridurre le interferenze elettromagnetiche,
ènecessario mettere correttamente a terra il generatore.
• Il generatore deve essere adeguatamente messo a terra con il cavo di alimentazione in conformità con
lenormative elettriche nazionali e locali.
• L’impianto monofase deve essere di tipo a 3 fili con un cavo verde o verde/giallo per la messa a terra
disicurezza e deve essere conforme alle normative nazionali e locali. Non utilizzare un impianto a 2 fili.
• L’impianto trifase deve essere di tipo a 4 fili con un cavo verde o verde/giallo per la messa a terra di sicurezza
edeve essere conforme alle normative nazionali e locali.
• Per ulteriori informazioni sulla messa a terra, fare riferimento al Manuale sulla Sicurezza e sulla Compliance
incluso nel vostro sistema.
Powermax
65/85
Manuale dell’operatore 2-5

MONTAGGIO DEL GENERATORE
Collegamento tensione per il Powermax65
Il modello Powermax65 CSA è un generatore universale auto-configurante per operare con tensioni di alimentazione
CA da 200 a 600, monofase o trifase. Il modello CCC/CE è di 380/400 V, solamente trifase. L’uscita nominale
èdi25–65A, 139VCC.
Modello CSA Monofase Trifase
Tensione di alimentazione 200-208 230-240 480 200-208 230-240 400 480 600
Corrente di ingresso con
uscita a 9,0 kw
Corrente di ingresso
durante allungamento
dell’arco
Fusibile (a fusione lenta) 80 80 40 50 50 30 25 25
Modello CE/CCC Trifase
Tensione di alimentazione 380/400
Corrente di ingresso con
uscita a 9,0 kw
Corrente di ingresso
durante allungamento
dell’arco
Fusibile (a fusione lenta) 30
52 44 22 32 27 15 13 13
74 74 38 45 45 27 23 23
15,5/15
27
2-6 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DEL GENERATORE
Cavo di alimentazione monofase (non per i modelli CE/CCC)
Per poter usare il Powermax65 con una presa monofase, installare un cavo di alimentazione corretto. Consultare 2-10
Installazione cavo di alimentazione monofase per le istruzioni.
Attenzione: Quando si usa il modello di generatore Powermax65 CSA con una presa di
corrente monofase, sostituire il cavo di alimentazione fornito con un cavo
di alimentazione da 10 mm2 a tre fili. Il cavo di alimentazione deve essere
collegato da un elettricista autorizzato. (Il modello CE è solamente trifase).
Cavo di alimentazione trifase — installazione della spina
I generatori Powermax65 sono forniti con un cavo di alimentazione di 8 AWG a quattro fili per i modelli CSA. Un cavo
di alimentazione da 2,5 mm2, a quattro fili è fornito con i modelli CE/CCC. Per operare il Powermax65, usare una
spina conforme alle normative elettriche nazionali e locali. La spina deve essere collegata al cavo di alimentazione
daunelettricista autorizzato.
La procedura è simile all’installazione di un cavo di alimentazione monofase, come mostrato nella sezione 2-10
Installazione cavo di alimentazione monofase. L’illustrazione qui sotto mostra il filo aggiuntivo collegato a L3.
* Il cavo modello H07RN-F è un cavo di alimentazione europeo IEC60245-4/ EN50525 multiconduttore armonizzato,
per servizio pesante, isolato con gomma, con guaina in neoprene con il marchio “CE” stampato sul cavo. Il cavo
H07RN-F utilizzato da Hypertherm dispone anche della certificazione CCC per GB/T5013.4 con il marchio “CCC”
stampato sul cavo.
L1
L2
L3
Powermax
65/85
Manuale dell’operatore 2-7

MONTAGGIO DEL GENERATORE
Collegamento tensione per il Powermax85
Il modello Powermax85 CSA è un generatore universale auto-configurante per operare con tensioni di alimentazione
CAda 200 a 600, monofase o trifase (600 V solo trifase). Il modello CCC/CE è da 380/400 V, solamente trifase.
L’uscita nominale è da 25–85 A, 143 VCC.
Modello CSA Monofase Trifase
Tensione di alimentazione 200-208 230-240 480 200-208 230-240 400 480 600
Corrente di ingresso con
uscita a 12,2 kW
Corrente di ingresso
durante allungamento
dell’arco
Fusibile (a fusione lenta) 100 100 50 60 60 40 30 30
Modello CE/CCC Trifase
Tensione di alimentazione 380/400
Corrente di ingresso con
uscita a 12,2 kW
Corrente di ingresso
durante allungamento
dell’arco
Fusibile (a fusione lenta) 40
70 60 29 42 36 21 18 17
98 98 50 60 60 38 31 30
20,5/20
38
2-8 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DEL GENERATORE
Cavo di alimentazione monofase (non per i modello CE/CCC)
Per poter usare il Powermax85 con una presa monofase, dovete installare un cavo di alimentazione corretto.
Perleistruzioni, fare riferimento a 2-10 Installazione cavo di alimentazione monofase.
Attenzione: Quando si usa il modello di generatore Powermax85 CSA con una presa
dicorrente monofase, sostituire il cavo di alimentazione fornito con
un cavo di alimentazione da 16 mm2 a tre fili. Il cavo di alimentazione
deve essere collegato da un elettricista autorizzato. (Il modello CE/CCC
èsolamente trifase).
Powermax
65/85
Manuale dell’operatore 2-9

MONTAGGIO DEL GENERATORE
Installazione cavo di alimentazione monofase
Scortecciare e preparare i fili del cavo di alimentazione come illustrato sotto.
368 mm
L1
152 mm
Terra
L2
#10
Instradare il cavo attraverso
il pressacavo e serrare
L1
L2
Interruttore di alimentazione
Vite di terra
2-10 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DEL GENERATORE
Cavo di alimentazione trifase — installazione della spina
I generatori Powermax85 sono forniti con un cavo di alimentazione 8 AWG a quattro fili per i modelli CSA. Un cavo
di alimentazione da 4 mm2, a quattro fili è fornito con i modelli CE/CCC. Per operare il Powermax85, usare una spina
conforme alle normative elettriche nazionali e locali. La spina deve essere collegata al cavo di alimentazione da un
elettricista autorizzato.
La procedura è simile all’installazione di un cavo di alimentazione monofase, come mostrato nella sezione 2-10
Installazione cavo di alimentazione monofase. L’illustrazione qui sotto mostra il filo aggiuntivo collegato a L3.
L1
L2
* Il cavo modello H07RN-F è un cavo di alimentazione europeo IEC60245-4/ EN50525 multiconduttore armonizzato,
per servizio pesante, isolato con gomma, con guaina in neoprene con il marchio “CE” stampato sul cavo. Il cavo
H07RN-F utilizzato da Hypertherm dispone anche della certificazione CCC per GB/T5013.4 con il marchio “CCC”
stampato sul cavo.
L3
Suggerimenti sulla prolunga
Una prolunga deve avere dimensioni del filo appropriate per la lunghezza del cavo e la tensione del sistema. Utilizzare
uncavo conforme alle normative nazionali e locali.
Nella tabella riportata nella seguente pagina vengono mostrate le dimensioni del diametro suggerite per varie lunghezze
e tensioni di alimentazione. I valori delle lunghezze riportati nelle tabelle si riferiscono solo alla lunghezza della prolunga
enon includono il cavo di alimentazione del generatore.
Powermax
65/85
Manuale dell’operatore 2-11
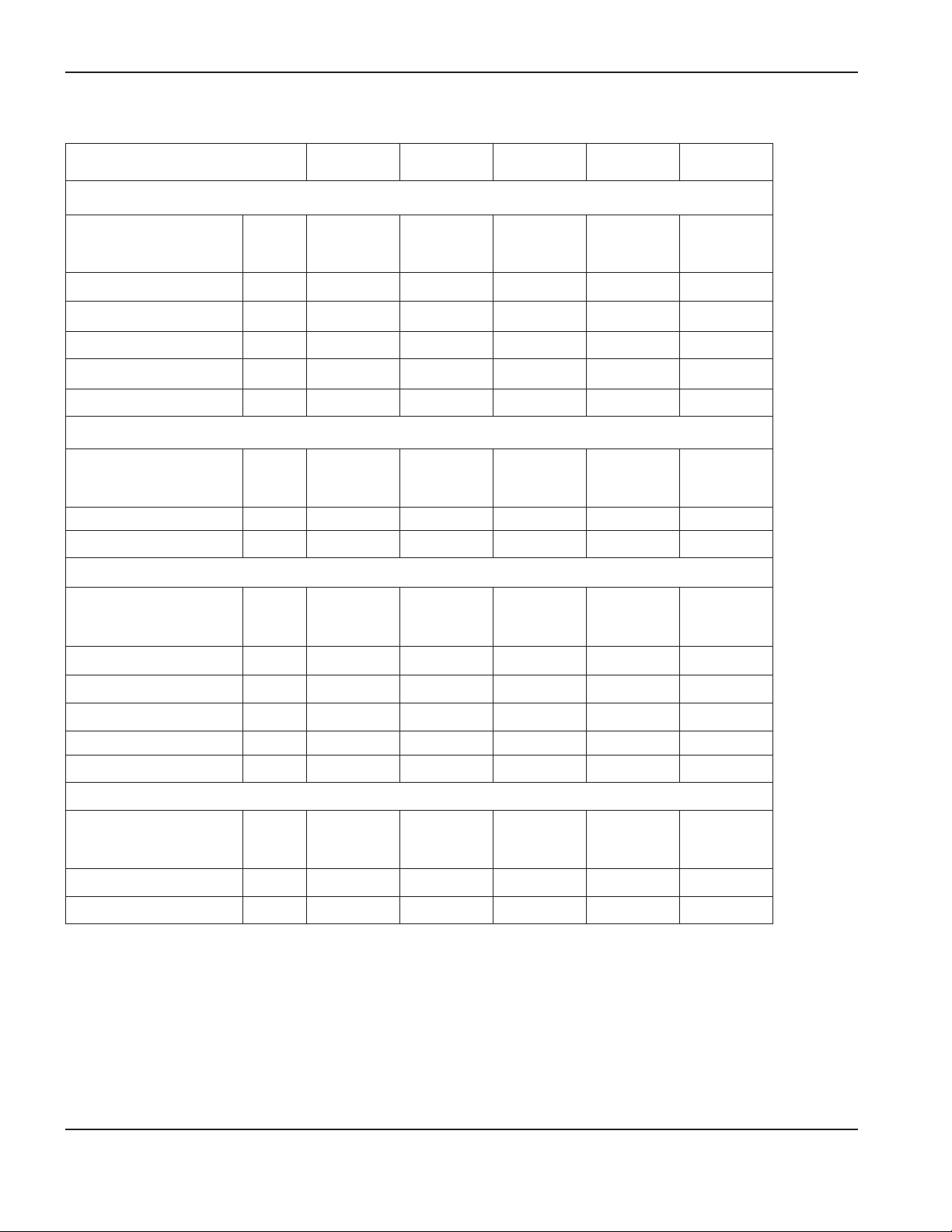
MONTAGGIO DEL GENERATORE
Specifiche della prolunga
Lunghezza della prolunga < 3 m 3 – 7,5 m 7,5 – 15 m 15 – 30 m 30 – 45 m
65 A CSA
Tensione di
alimentazione (VCA) Fase mm
2
mm
2
mm
2
mm
2
mm
200-240 1 10 10 10 16 25
480 1 4 4 4 6 6
200-240 3 6 6 6 10 16
400/480 3 4 4 4 4 4
600 3 4 4 4 4 4
65 A CE/CCC
Tensione di
alimentazione (VCA) Fase mm
2
mm
2
mm
2
mm
2
mm
380 3 4 4 4 4 4
400 3 4 4 4 4 4
85 A CSA
Tensione di
alimentazione (VCA) Fase mm
2
mm
2
mm
2
mm
2
mm
200-240 1 16 16 16 25 35
480 1 6 6 6 10 10
2
2
2
200-240 3 10 10 10 16 25
400/480 3 6 6 6 6 6
600 3 6 6 6 6 6
85 A CE/CCC
Tensione di
alimentazione (VCA) Fase mm
2
mm
2
mm
2
mm
2
380 3 6 6 6 6 6
400 3 6 6 6 6 6
2-12 Powermax
65/85
Manuale dell’operatore
mm
2

MONTAGGIO DEL GENERATORE
Suggerimenti sul generatore azionato a motore
I generatori utilizzati con il Powermax65 o con il Powermax85 devono soddisfare i seguenti requisiti:
CSA
• Monofase, 50/60 Hz, 230/240 VCA
• Trifase, 50/60 Hz, 200-600 VCA (per assicurare le migliori prestazioni, si consiglia il 480 VCA)
CE/CCC
• Trifase, 50/60 Hz, 380/400 VCA (per assicurare le migliori prestazioni, si consiglia il 400 VCA)
Tensione di azionamento
del motore
20 kW 85 A Intero
15 kW 70 A Limitate
15 kW 65 A Intero
12 kW 65 A Limitate
12 kW 40 A Intero
8 kW 40 A Limitate
8 kW 30 A Intero
Nota: Se necessario, modificare la corrente di taglio in base alla tensione nominale, età e condizioni del
generatore.
Se quando si utilizza un generatore si verifica un guasto, è probabile che tale guasto non venga risolto
girando velocemente l’interruttore di alimentazione su OFF (spento) e poi su ON (acceso – a volte detto
anche “ripristino rapido”). In questo caso, spegnere il generatore e attendere 30-45 secondi prima
diriaccenderlo nuovamente.
Corrente di uscita
del sistema
Prestazione
(allungamento arco)
Powermax
65/85
Manuale dell’operatore 2-13

MONTAGGIO DEL GENERATORE
1
2
Preparazione dell’alimentazione del gas
L’alimentazione del gas può essere erogata dalla linea o tramite bombole. Su entrambi i tipi di alimentazione
ènecessario utilizzare un regolatore ad alta pressione in grado di trasmettere gas al filtro sul generatore.
Se la qualità dell’alimentazione del gas non è buona, la velocità di taglio diminuisce, la qualità di taglio peggiora,
lo spessore di taglio diminuisce e la vita utile dei consumabili si riduce. Per gestire queste problematiche,
utilizzare un impianto opzionale di filtraggio dell’aria. Vedere Ulteriore filtraggio del gas di seguito.
Per garantire prestazioni ottimali, il gas dovrebbe essere conforme alla normativa ISO8573-1:2010, Classe 1.2.2 (cioè,
dovrebbe avere un numero massimo di impurità solide per m3 di < 20.000 per impurità dalle dimensioni comprese
nella gamma di0,1–0,5 micron, < 400 per impurità dalle dimensioni comprese nella gamma di 0,5–1 micron, e < 10
per impurità dalle dimensioni comprese nella gamma di1–5 micron). Il punto di condensazione massima del vapore
acqueo dovrebbe essere < -40 °C. Il contenuto massimo di olio (aerosol, liquido e vapore) dovrebbe essere inferiore a
0,1mg/ m3.
Ulteriore filtraggio del gas
Se, a causa delle condizioni del sito, nella conduttura del gas entrano umidità, olio o altri agenti contaminanti utilizzare
un impianto di filtraggio a coalescenza a 3 fasi. Un sistema di filtraggio a 3 fasi funziona come mostrato di seguito per
larimozione degli agenti contaminanti dall’alimentazione del gas.
Filtro acqua e particelle
Alimentazione
gas
Il sistema di filtraggio deve essere installato tra l’alimentazione del gas e il generatore. Un filtraggio
del gas aggiuntivo potrebbe aumentare la pressione di alimentazione minima necessaria.
Hypertherm offre questi kit facoltativi per filtro esterno:
Kit di filtri dell’aria Eliminizer per la rimozione dell’umidità (128647) rimuove l’acqua e lo sporco
dall’alimentazione del gas. Fare riferimento al Bollettino di assistenza sul campo 804180 per maggiori
informazioni.
Kit di filtri dell’aria per la rimozione dell’olio (428719) rimuove l’acqua e lo sporco dall’alimentazione del gas.
Fare riferimento al Bollettino di assistenza sul campo 809610 per maggiori informazioni.
Nota: Per componenti aggiuntivi relativi a questi kit di filtri, vedere pagina 6-14 Componenti accessori.
Se si utilizzano entrambi i filtri esterni, installarli nell’ordine mostrato per prevenire il danneggiamento all’impianto
del gas e all’apparecchiatura.
Filtro olio Filtro vapori dell’olio
Powermax65
Powermax85
2-14 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DEL GENERATORE
1
2
Collegamento dell’alimentazione del gas
Collegare l’alimentazione del gas al generatore mediante un tubo flessibile a gas inerte con un diametro interno
di9,5mm e un accoppiatore a sgancio rapido 1/4NPT o un accoppiatore a sgancio rapido 1/4 NPT x G-1/4 BSPP
(unità CE/CCC).
La pressione di alimentazione consigliata
mentre il gas fluisce è di 5,9 – 9,3 bar.
Powermax
65/85
Manuale dell’operatore 2-15

MONTAGGIO DEL GENERATORE
AVVERTENZA
Fare attenzione affinché la pressione di alimentazione del gas non superi 9,3 bar. In caso di pressione
superiore a tale valore, il bicchierino del filtro potrebbe esplodere.
Pressione di alimentazione minima (mentre il gas fluisce)
Questa tabella mostra la pressione di alimentazione minima necessaria quando la pressione di alimentazione consigliata
non è disponibile.
Lunghezza del cavo della torcia
7,6 m 15 m 23 m
Taglio 5,2 bar 5,5 bar 5,9 bar
Scriccatura con massima rimozione 4,1 bar 4,5 bar 4,8 bar
Scriccatura di controllo massima 4,1 bar 4,5 bar 4,8 bar
Velocità del flusso del gas
Taglio 190 slpm a un minimo di 5,9 bar
Scriccatura con massima rimozione 210 slpm a un minimo di 4,8 bar
Scriccatura di controllo massima 210 slpm a un minimo di 4,8 bar
2-16 Powermax
65/85
Manuale dell’operatore
Sezione 3
MONTAGGIO DELLA TORCIA
In questa sezione:
Introduzione .................................................................................................................................................................................................3-2
Vita utile dei consumabili ..........................................................................................................................................................................3-2
Elettrodo CopperPlus™ per torce Duramax ..............................................................................................................................3-2
Configurazione della torcia per taglio manuale ...................................................................................................................................3-3
Scelta dei consumabili della torcia per taglio manuale ..........................................................................................................3-4
Consumabili torcia da taglio manuale .........................................................................................................................................3-4
Installare i consumabili della torcia da taglio manuale ............................................................................................................3-6
Configurazione della torcia per macchina ............................................................................................................................................3-7
Conversione di una torcia per macchina a lunghezza completa inunatorciapermacchinamini ................................3-8
Montare la torcia ........................................................................................................................................................................... 3-10
Scegliere i consumabili della torcia per macchina................................................................................................................3-12
Consumabili torcia per macchina .............................................................................................................................................3-12
Installare i consumabili della torcia per macchina .................................................................................................................3-15
Allineamento della torcia ............................................................................................................................................................. 3-15
Collegamento di un interruttore di accensione a distanza opzionale ...............................................................................3-16
Collegamento di un cavo di interfaccia macchina opzionale .............................................................................................3-17
Collegamento del cavo torcia .............................................................................................................................................................. 3-22
Utilizzare le tabelle di taglio .................................................................................................................................................................. 3-23
Compensazione stimata per la larghezza di taglio (kerf) ..................................................................................................... 3-24
85 A consumabili schermati ....................................................................................................................................................... 3-26
65 A consumabili schermati .......................................................................................................................................................3-30
45 A consumabili schermati .......................................................................................................................................................3-34
Consumabili FineCut® ............................................................................................................................................................... 3-38
85 A consumabili non schermati ...............................................................................................................................................3-43
65 A consumabili non schermati ...............................................................................................................................................3-47
45 A consumabili non schermati ...............................................................................................................................................3-51
Powermax
65/85
Manuale dell’operatore 3-1

MONTAGGIO DELLA TORCIA
Introduzione
Le torce per macchina o per taglio manuale della serie Duramax™ sono disponibili per i sistemi Powermax65 e
Powermax85. Il sistema a sgancio rapido FastConnectTM consente di rimuovere facilmente la torcia per il trasporto
odi passare da una torcia all’altra nel caso in cui le applicazioni richiedessero l’utilizzo di torce diverse. Le torce sono
raffreddate dall’aria circostante e non richiedono procedure di raffreddamento speciali.
In questa sezione viene illustrato come configurare la torcia e scegliere i consumabili appropriati per il processo.
Vita utile dei consumabili
La frequenza di sostituzione dei consumabili sul Powermax65 o Powermax85 dipende da una serie di fattori:
• Spessore del metallo tagliato;
• Lunghezza media del taglio;
• Esecuzione di un taglio manuale o con macchina;
• Qualità dell’aria (presenza di olio, umidità o altri agenti contaminanti);
• Esecuzione di uno sfondamento del metallo o taglio di partenza dal bordo;
• Corretta distanza tra la torcia e la lamiera durante scriccature o tagli con consumabili non schermati;
• Corretta altezza di sfondamento;
• Taglio effettuato con modalità “arco pilota continuo” o normale. I tagli con arco pilota continuo producono più
usura dei consumabili.
In condizioni normali, l’elettrodo si consumerà prima durante il taglio con macchina, mentre in caso di taglio manuale,
sarà l’ugello a consumarsi per primo.
In generale, un set di consumabili dura all’incirca 2–3 ore di tempo effettivo di “accensione arco” per il taglio manuale,
inbase ai suddetti fattori. Per i tagli con macchina, i consumabili durano all’incirca dalle 3 alle 5 ore.
Per ulteriori informazioni sulle corrette tecniche di taglio, vedere la Sezione 4, Funzionamento.
Elettrodo CopperPlus™ per torce Duramax
L’elettrodo CopperPlus (codice articolo 220777) consente una durata dei consumabili almeno doppia rispetto
ai consumabili standard (consumabili Hypertherm progettati per il sistema). Questo elettrodo è progettato per
essere utilizzato esclusivamente con torce Duramax per il taglio di metalli da 12 mm e inferiori ed è compatibile con
leimpostazioni da 40 A a 105 A.
3-2 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
Configurazione della torcia per taglio manuale
Torcia per taglio manuale Duramax a 75°
Consumabili
Torcia per taglio manuale Duramax a 15°
Consumabili
Grilletto di sicurezza
Grilletto di sicurezza
Powermax
65/85
Manuale dell’operatore 3-3

MONTAGGIO DELLA TORCIA
Scelta dei consumabili della torcia per taglio manuale
Hypertherm include una scatola di consumabili assieme al sistema. Entrambi gli stili di torcia per taglio manuale illustrati
alla pagina precedente usano gli stessi consumabili.Entrambi gli stili ditorcia per taglio manuale illustrati sopra usano
glistessi consumabili.
Le torce per taglio manuale usano consumabili schermati. Quindi è possibile trascinare la punta della torcia lungo
ilmetallo.
I consumabili per il taglio manuale sono mostrati nella pagina successiva. Notare che il cappuccio di tenuta e l’elettrodo
sono uguali per le applicazioni di taglio, scriccatura e FineCut®. Solo loschermo, l’ugello e l’anello diffusore sono
diversi.
Questi 2set di consumabili per la scriccatura possono essere utilizzati sia per il taglio manuale sia per il taglio
meccanizzato:
• Scriccatura con rimozione massima – Per una rimozione aggressiva del metallo e per profili di scriccatura
profondi e applicazioni estreme di lavaggio del metallo.
• Scriccatura di controllo massima – Per una rimozione più precisa del metallo e per profili di scriccatura meno
profondi e applicazioni leggere di lavaggio del metallo.
Per la migliore qualità di taglio in materiali sottili, è preferibile usare consumabili FineCut, o usare un ugello 45A
eridurre la tensione a quell’impostazione.
Utilizzare i consumabili HyAccess™ per eseguire il taglio o la scriccatura nei punti più lontani o difficili da raggiungere.
Questi consumabili da 65 A sono in grado di aumentare l’accessibilità dei consumabili universali (standard) di circa
7,5cm. Lavorando a 240 V, ci si può aspettare di ottenere all’incirca lo stesso spessore di taglio e la stessa qualità
ditaglio dei consumabili universali.
Sono disponibili due ugelli HyAccess:
• Un ugello standard progettato per un’ampia gamma di applicazioni di taglio
• Un ugello per scriccatura progettato appositamente per la scriccatura
Se la punta di uno degli ugelli è usurata, sostituire l’intero ugello.
Consumabili torcia da taglio manuale
Consumabili taglio trascinato Powermax65
4
5
A
220941
Ugello
6
5
220818
Schermo
220854
Cappuccio
di tenuta
A
220819
Ugello
220842
Elettrodo
220857
Anello diffusore
3-4 Powermax
65/85
Manuale dell’operatore
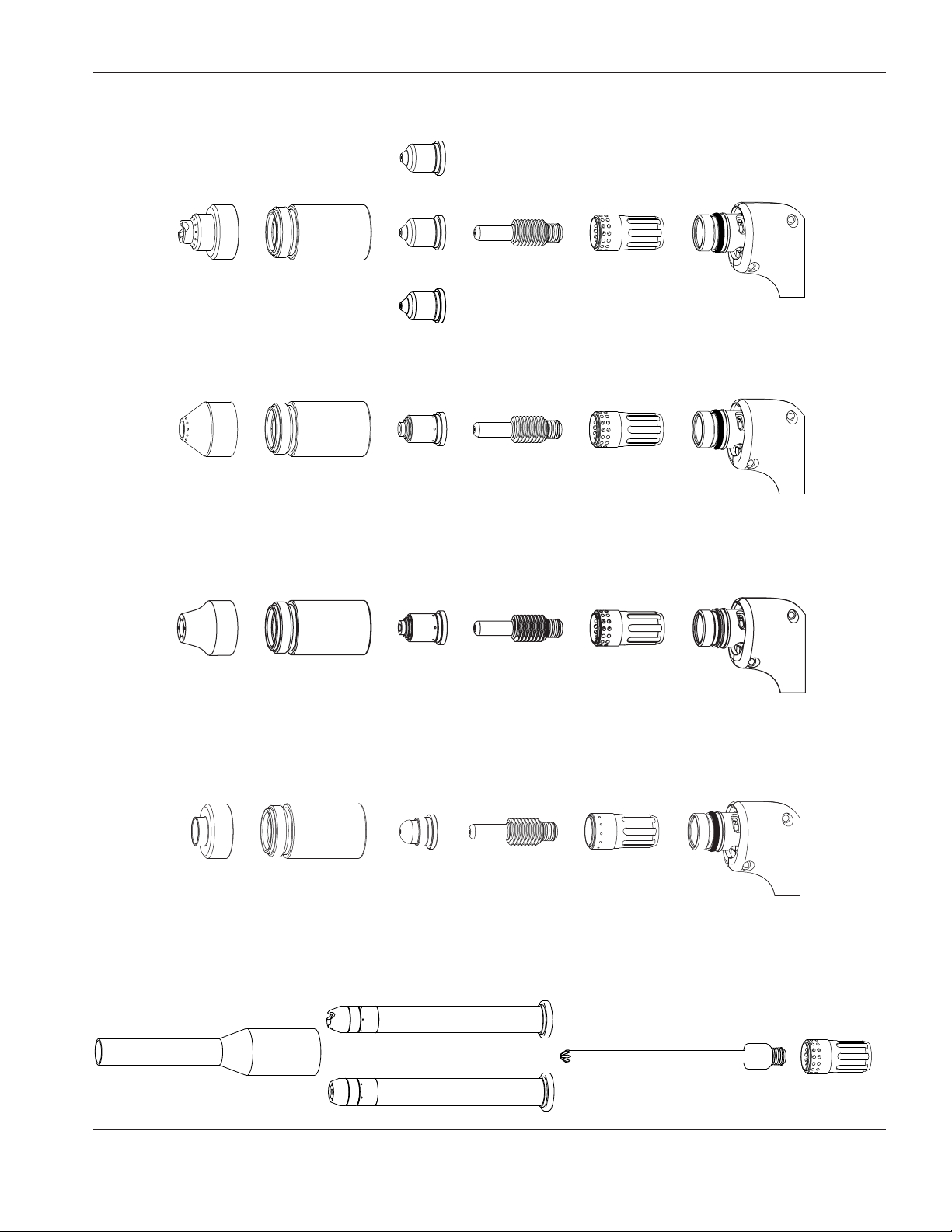
MONTAGGIO DELLA TORCIA
Consumabili taglio trascinato Powermax85
4
5
A
220941
Ugello
6
5
A
220819
220818
Schermo
220854
Cappuccio
di tenuta
Consumabili per scriccatura con rimozione massima
Ugello
8
5
A
220816
Ugello
220842
Elettrodo
220857
Anello diffusore
220798
Schermo
220854
Cappuccio
di tenuta
220797
Ugello
Consumabili per scriccatura di controllo massima
®
Cappuccio
220854
Cappuccio
di tenuta
220854
di tenuta
220797
Ugello
220930
Ugello
420480
Schermo
Consumabili FineCut
220931
Schermo
220842
Elettrodo
220842
Elettrodo
220842
Elettrodo
220857
Anello diffusore
220857
Anello diffusore
220947
Anello diffusore
Consumabili HyAccess da 65 A
420413
Cappuccio di tenuta
Powermax
65/85
Manuale dell’operatore 3-5
420410
Ugello standard
420412
Ugello per scriccatura
420408
Elettrodo
220857
Anello diffusore

MONTAGGIO DELLA TORCIA
Installare i consumabili della torcia da taglio manuale
AVVERTENZA:
TORCE AD ACCENSIONE IMMEDIATA
L’ARCO PLASMA PUÒ CAUSARE LESIONI E USTIONI
L’arco plasma si accende immediatamente quando viene attivato il grilletto della torcia.
Prima di cambiare i consumabili, verificare che l’alimentazione sia scollegata.
Per utilizzare la torcia da taglio manuale, è necessario che sia installato un set completo di consumabili: schermo,
cappuccio di tenuta, ugello, elettrodo e anello diffusore.
Con l’interruttore di alimentazione in posizione “O” OFF (spento), installare i consumabili della torcia come illustrato
sotto.
Anello diffusore
Elettrodo
Ugello
Cappuccio di tenuta
Schermo
3-6 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
Configurazione della torcia per macchina
Torcia per macchina Duramax a 180° a lunghezza completa
Manicotto di
Consumabili
supporto
Accoppiatore
Manicotto di posizionamento
Dado del pressacavo
Cavo torcia
Cremagliera Corpo del pressacavo
Dado del
pressacavo
principale
Torcia per macchina Duramax a 180° mini
Consumabili
Manicotto di supporto
Accoppiatore
Dado del pressacavo
Cavo torcia
Corpo del pressacavo
Prima di usare uno stile di torcia per macchina, bisogna:
• Montare la torcia sul banco da taglio o altra apparecchiatura.
• Scegliere e installare i consumabili.
• Allineare la torcia.
• Collegare il cavo torcia al generatore.
• Configurare il generatore per l’avvio a distanza tramite l’interruttore di accensione a distanza o un cavo
diinterfaccia macchina.
Powermax
65/85
Manuale dell’operatore 3-7

MONTAGGIO DELLA TORCIA
Conversione di una torcia per macchina a lunghezza completa
inunatorciapermacchinamini
Si può convertire una torcia per macchina a lunghezza completa a una mini torcia per macchina rimuovendo il manicotto
di posizionamento.
Nota: Se si converte una torcia per macchina a lunghezza completa a una mini torcia per macchina e si monta
la torcia allo stesso tempo, tralasciare questa sessione e seguire le istruzioni a 3-10 Montare la torcia.
Fare riferimento alle illustrazioni nella sezione 3-7 Configurazione della torcia per macchina e seguire queste istruzioni.
Nota: Quando si smontano e rimontano i componenti della torcia, mantenere la stessa orientazione tra la testa
della torcia e il cavo torcia. Girare la testa della torcia in relazione al cavo torcia può provocare danni.
1. Scollegare il cavo torcia dal generatore e rimuovere i consumabili dalla torcia.
2. Svitare il corpo del pressacavo dal dado del pressacavo e far scorrere il corpo del pressacavo lungo il cavo torcia.
3. Svitare il dado del pressacavo dal manicotto di posizionamento e far scorrere il dado lungo il cavo torcia.
4. Svitare il manicotto di posizionamento dall’accoppiatore.
5. Svitare l’accoppiatore dal manicotto di supporto.
6. Rimuovere le tre viti dal lato del manicotto di supporto con i consumabili e far scorrere il manicotto di supporto fuori
dalla parte anteriore del corpo torcia.
3-8 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
Vite terminale
filo pilota
Testa della torcia
7. Scollegare il connettore a filo per il sensore del cappuccio.
8. Utilizzare un cacciavite con taglio a croce n. 2 per rimuovere la vite che assicura il filo pilota della torcia al corpo
torcia.
9. Utilizzare chiavi da 1/4 poll. e da 3/8 poll., o chiavi inglesi, per allentare il dado che assicura la linea di alimentazione
del gas al cavo torcia. Riporre il corpo torcia da un lato.
10. Far scorrere l’accoppiatore e il manicotto di posizionamento fuori dalla parte anteriore del corpo torcia.
11. Far scorrere l’accoppiatore sul cavo torcia.
12. Ricollegare la linea del gas al cavo torcia.
13. Ricollegare il filo pilota della torcia al corpo torcia usando la vite.
14. Ricollegare il connettore a filo del sensore del cappuccio.
15. Far scorrere il manicotto di supporto sulla parte anteriore del corpo torcia. Allineare l’intaglio nella parte anteriore del
manicotto di supporto (accanto a uno dei tre buchi delle viti) con lo stantuffo del sensore del cappuccio nel corpo
torcia.
16. Collegare il manicotto di supporto al corpo torcia usando le tre viti.
17. Avvitare l’accoppiatore nel manicotto di supporto.
Collegamento della linea
di alimentazione del gas
Connettore a filo per il
sensore del cappuccio
18. Avvitare il dado del pressacavo nell’accoppiatore.
19. Avvitare il corpo del pressacavo nel dado del pressacavo.
Powermax
65/85
Manuale dell’operatore 3-9
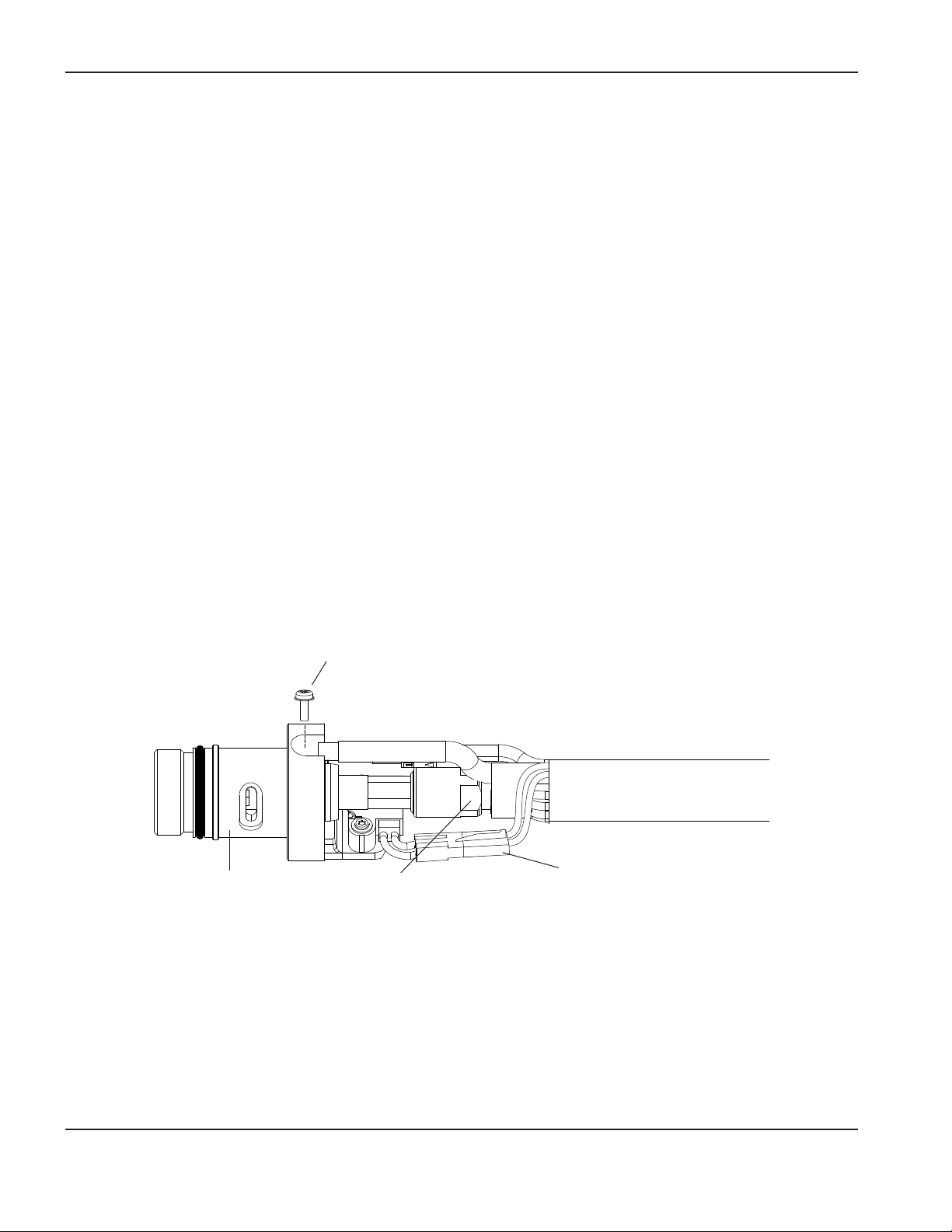
MONTAGGIO DELLA TORCIA
Montare la torcia
A seconda del tipo di banco da taglio in uso, potrebbe essere necessario smontare la torcia per instradarla nella guida
e montarla. Se la guida del banco da taglio è sufficientemente ampia da consentire la filettatura della torcia senza dover
rimuovere il corpo torcia dal cavo, eseguire tale operazione e collegare quindi la torcia al carrello torcia attenendosi alle
istruzioni del produttore.
Nota: Le torcie per macchina Duramax possono essere montate su un’ampia varietà di banchi X-Y, impianti
motorizzati, smussatrici per tubi e altre apparecchiature. Installare la torcia attenendosi alle istruzioni del
produttore e seguire le istruzioni riportate di seguito per smontare la torcia, se necessario.
Se è necessario smontare e rimontare la torcia, fare riferimento alle illustrazioni nella Sezione 3-7 Configurazione della
torcia per macchina e seguire queste istruzioni.
Nota: Quando si smontano e rimontano i componenti della torcia, mantenere la stessa orientazione tra la testa
della torcia e il cavo torcia. Girare la testa della torcia in relazione al cavo torcia può provocare danni.
1. Scollegare il cavo torcia dal generatore e rimuovere i consumabili dalla torcia.
2. Svitare il corpo del pressacavo dal dado del pressacavo e far scorrere il corpo del pressacavo lungo il cavo torcia.
3. Svitare il dado del pressacavo dal manicotto di posizionamento (torcia per macchina a lunghezza completa) e far
scorrere il dado lungo il cavo torcia.
4. Svitare il manicotto di posizionamento dall’accoppiatore.
5. Svitare l’accoppiatore dal manicotto di supporto.
6. Rimuovere le tre viti dal lato del manicotto di supporto con i consumabili e far scorrere il manicotto di supporto fuori
dalla parte anteriore del corpo torcia.
Vite terminale
filo pilota
Testa della torcia
Collegamento della
linea di alimentazione
del gas
Connettore a filo per il
sensore del cappuccio
3-10 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
7. Scollegare il connettore a filo per il sensore del cappuccio.
8. Utilizzare un cacciavite con taglio a croce n. 2 per rimuovere la vite che assicura il filo pilota della torcia
alcorpotorcia.
9. Utilizzare chiavi da 1/4 poll. e da 3/8 poll., o chiavi inglesi, per allentare il dado che assicura la linea di alimentazione
del gas al cavo torcia. Riporre il corpo torcia da un lato.
Nota: Rivestire l’estremità della linea del gas sul cavo torcia con nastro per impedire l’ingresso nella linea del
gas di particelle di sporco e altri agenti contaminanti quando si instrada il cavo attraverso la guida.
10. Far scorrere l’accoppiatore, manicotto di posizionamento (torcia per macchina a lunghezza completa), dado del
pressacavo e corpo del pressacavo fuori dalla parte anteriore del corpo torcia.
11. Se non è necessario usare la cremagliera in una torcia per macchina a lunghezza completa, far scorrere
lacremagliera dal manicotto di posizionamento verso il lato del manicotto con i consumabili.
12. Instradare il cavo torcia nella guida del banco da taglio.
13. Far scorrere il corpo e il dado del pressacavo sul cavo torcia.
14. Se si sta montando una torcia per macchina a lunghezza completa, far scorrere il manicotto di posizionamento sulla
testa della torcia.
15. Far scorrere l’accoppiatore sul cavo torcia.
16. Ricollegare la linea del gas al cavo torcia.
17. Ricollegare il filo pilota della torcia al corpo torcia usando la vite.
18. Ricollegare il connettore a filo del sensore del cappuccio.
19. Far scorrere il manicotto di supporto sulla parte anteriore del corpo torcia. Allineare l’intaglio nella parte anteriore del
manicotto di supporto (accanto a uno dei tre buchi delle viti) con lo stantuffo del sensore del cappuccio nel corpo
torcia.
20. Collegare il manicotto di supporto al corpo torcia usando le tre viti.
21. Avvitare l’accoppiatore nel manicotto di supporto.
22. Se si sta montando una torcia per macchina a lunghezza completa, avvitare il manicotto di posizionamento
nell’accoppiatore.
23. Ricollegare il dado e il corpo del pressacavo.
24. Collegare la torcia al carrello attenendosi alle istruzioni del produttore.
Powermax
65/85
Manuale dell’operatore 3-11
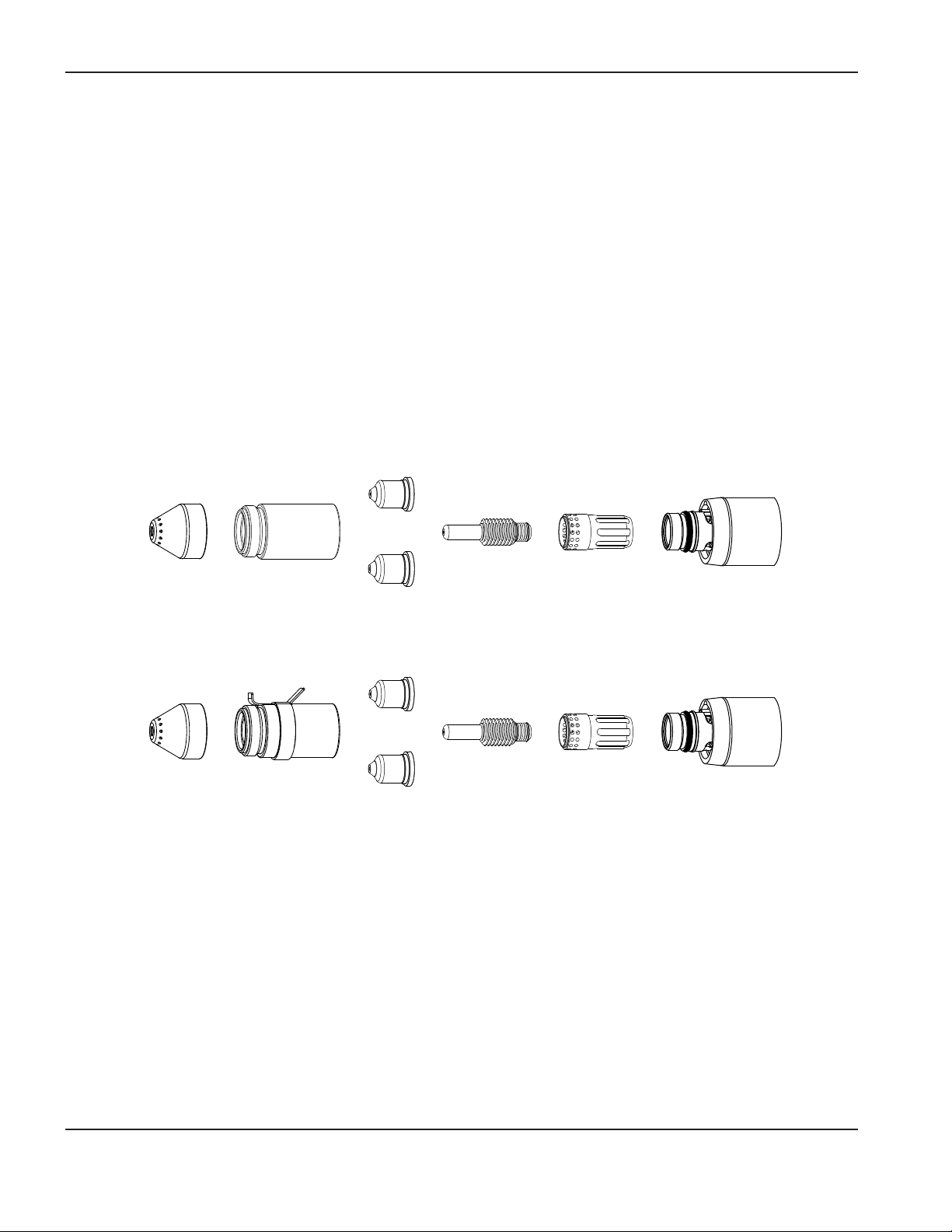
MONTAGGIO DELLA TORCIA
Scegliere i consumabili della torcia per macchina
I sistemi Powermax con la torcia per macchina a lunghezza completa Duramax a 180° o la torcia per macchina Duramax
a 180° mini sono spediti con una scatola di consumabili in dotazione. Inoltre, è disponibile un cappuccio di tenuta per
sensore ohmico da utilizzare con i consumabili schermati.
Con i consumabili schermati, la punta della torcia può toccare il metallo durante il taglio. Se si utilizzano consumabili
non schermati, è necessario mantenere la torcia leggermente distante dal metallo, a circa 2-3 mm. Generalmente
iconsumabili non schermati hanno una vita utile più breve rispetto ai consumabili schermati. A seconda del sistema
ordinato, è possibile ricevere un kit iniziale di consumabili con un cappuccio di tenuta standard o un cappuccio di tenuta
ohmico.
Entrambi gli stili di torcia per macchina usano gli stessi consumabili.
Consumabili torcia per macchina
Consumabili schermati meccanizzati: Powermax65
4
5
A
220941
Ugello
6
5
220817
Schermo
220854
Cappuccio
di tenuta
A
220819
Ugello
220842
Elettrodo
Consumabili ohmici schermati meccanizzati: Powermax65
4
5
A
220941
Ugello
6
5
220817
Schermo
220953
Cappuccio di tenuta
per sensore ohmico
A
220819
Ugello
220842
Elettrodo
220857
Anello diffusore
220857
Anello diffusore
3-12 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
Consumabili non schermati meccanizzati: Powermax65
4
5
A
220941
Ugello
6
5
220955
Deflettore
220854
Cappuccio
di tenuta
A
220819
Ugello
Consumabili schermati meccanizzati: Powermax85
4
5
A
220941
Ugello
6
5
A
220842
Elettrodo
220857
Anello diffusore
220817
Schermo
220854
Cappuccio
di tenuta
220819
Ugello
8
5
A
220816
Ugello
220842
Elettrodo
Consumabili ohmici schermati meccanizzati: Powermax85
4
5
A
220941
Ugello
6
5
A
220817
Schermo
220953
Cappuccio di tenuta
per sensore ohmico
220819
Ugello
8
5
A
220816
Ugello
220842
Elettrodo
220857
Anello diffusore
220857
Anello diffusore
Powermax
65/85
Manuale dell’operatore 3-13
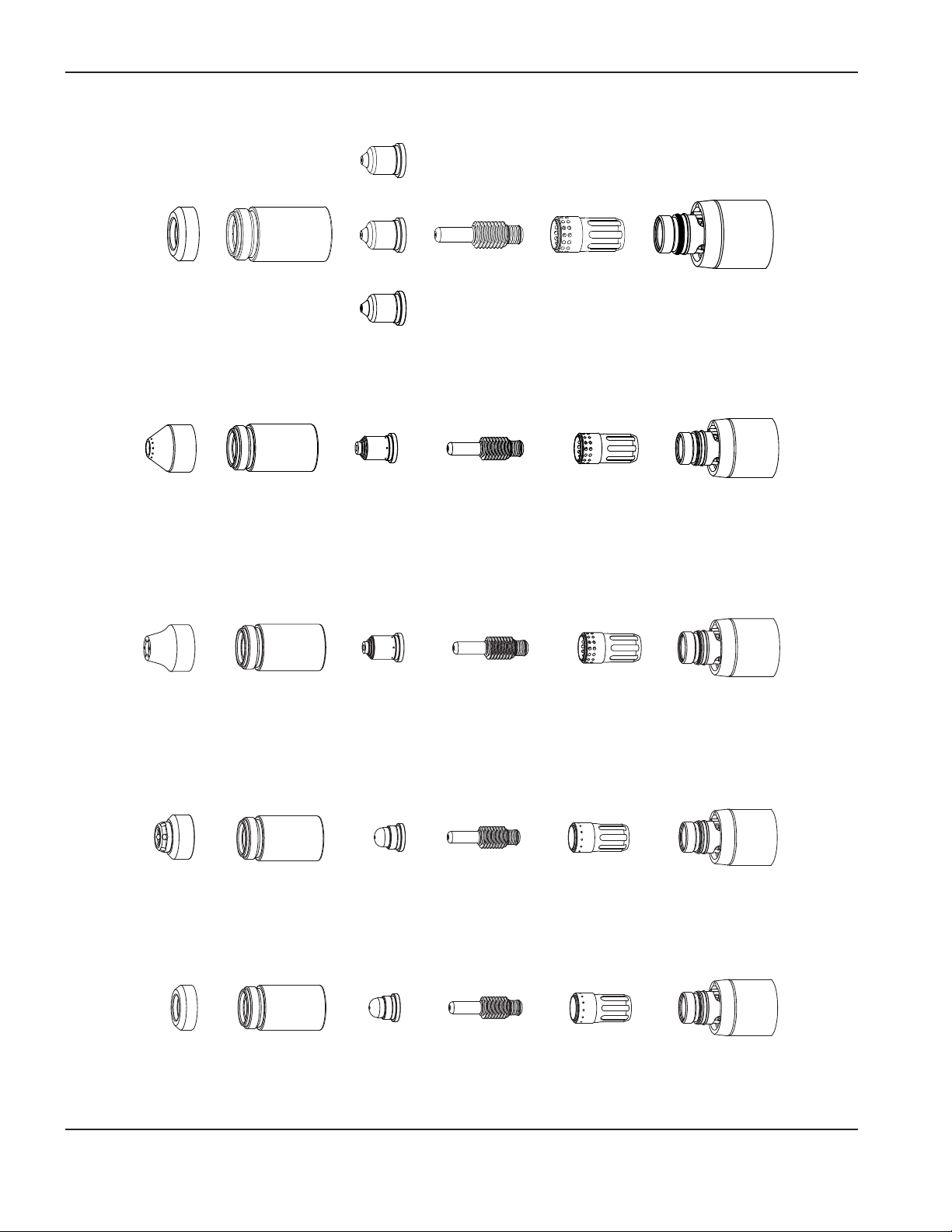
MONTAGGIO DELLA TORCIA
Consumabili non schermati meccanizzati: Powermax85
4
5
A
220941
Ugello
6
5
A
220955
Deflettore
220854
Cappuccio di
tenuta
220819
Ugello
8
5
A
220816
Ugello
Consumabili per scriccatura con rimozione massima
220798
Schermo
220854
Cappuccio
di tenuta
220797
Ugello
Consumabili per scriccatura di controllo massima
420480
Schermo
220854
Cappuccio
di tenuta
220797
Ugello
220842
Elettrodo
220842
Elettrodo
220842
Elettrodo
220857
Anello diffusore
220857
Anello diffusore
220857
Anello diffusore
220953
di tenuta
®
220947
Anello diffusore
220947
Anello diffusore
®
220930
Ugello
220930
Ugello
220842
Elettrodo
220842
Elettrodo
Consumabili schermati FineCut
220948
Schermo
Cappuccio
Consumabili non schermati FineCut
220955
Deflettore
220854
Cappuccio
di tenuta
3-14 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
Installare i consumabili della torcia per macchina
AVVERTENZA
TORCE AD ACCENSIONE IMMEDIATA
L’ARCO PLASMA PUÒ CAUSARE LESIONI E USTIONI
L’arco plasma si accende immediatamente quando viene attivato il pulsante della
torcia. Prima di cambiare i consumabili, verificare che l’alimentazione sia scollegata.
Per utilizzare la torcia da taglio per macchina, è necessario che sia installato un set completo di consumabili: schermo,
cappuccio di tenuta, ugello, elettrodo e anello diffusore.
Con l’interruttore di alimentazione nella posizione “O” OFF (spento), installare i consumabili della torcia macchina in un
modo simile ai consumabili della torcia per il taglio manuale. Fare riferimento a 3-6 Installare i consumabili della torcia
da taglio manuale.
Allineamento della torcia
Montare la torcia della macchina perpendicolare alla lamiera in modo da ottenere un taglio verticale. Utilizzare una
squadra per allineare la torcia a 0° e a 90°.
Torcia
0°
90°
Powermax
65/85
Manuale dell’operatore 3-15

MONTAGGIO DELLA TORCIA
Collegamento di un interruttore di accensione a distanza opzionale
Le configurazioni del Powermax65 e del Powermax85 con una torcia macchina Duramax può includere un interruttore
diaccensione a distanza opzionale.
• Codice articolo 128650: 7,6 m
• Codice articolo 128651: 15 m
• Codice articolo 128652: 23 m
• Codice articolo 428755: 45 m
Rimuovere il coperchio della presa e collegare l’interruttore di accensione a distanza Hypertherm alla presa sul retro del
generatore.
Nota: L’interruttore di accensione a distanza deve essere utilizzato solo con una torcia per macchina.
Nonfunziona se è installata una torcia per taglio manuale.
Presa per l’interruttore di accensione a
distanza o per un cavo di interfaccia macchina.
3-16 Powermax
65/85
Manuale dell’operatore
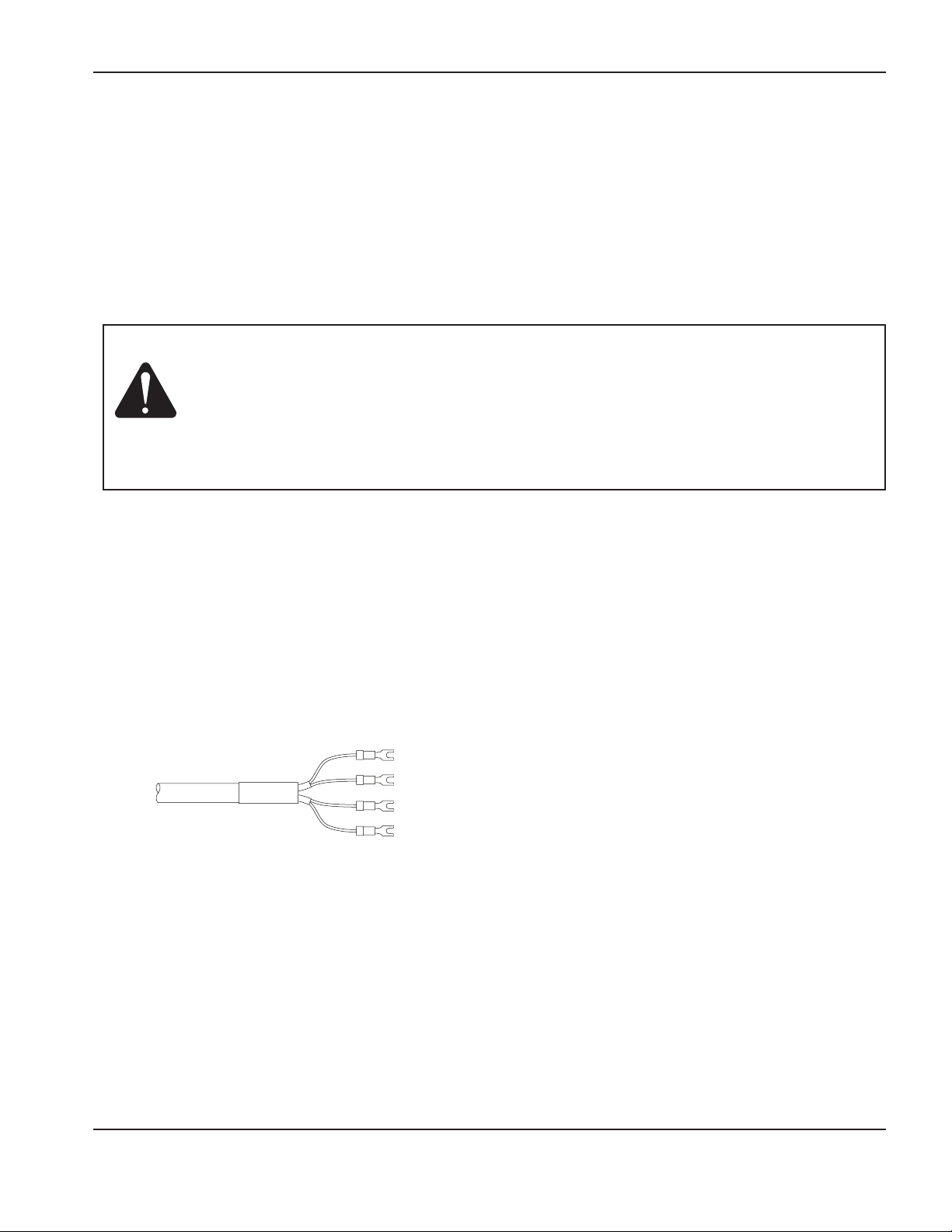
MONTAGGIO DELLA TORCIA
Collegamento di un cavo di interfaccia macchina opzionale
I generatori Powermax65 e Powermax85 sono equipaggiati con un partitore di tensione a cinque posizioni integrato
opzionale, studiato per consentire il collegamento in sicurezza senza attrezzi. Il partitore di tensione integrato fornisce
una tensione dell’arco ridotta di 20:1, 21,1:1, 30:1, 40:1 e 50:1 (uscita massima di 18V). Una presa opzionale sul
retro del generatore consente di accedere alla tensione dell’arco ridotta e ai segnali di trasferimento dell’arco e di avvio
plasma.
Nota: La fabbrica predispone il partitore di tensione a 50:1. Per cambiare l’impostazione del partitore
ditensione, fare riferimento a 3-20 Impostare il partitore di tensione a cinque posizioni.
Attenzione: Il partitore di tensione integrato assicura un massimo di 18 V in presenza di un circuito
aperto. Si tratta di una corrente diuscita a bassissima tensione funzionale (ELV)
protetta mediante impedenza per impedire scosse elettriche e incendi in condizioni
normali sulla presa di interfaccia macchina e in presenza diunsingolo guasto con
i cavi dell’interfaccia macchina. Il partitore di tensione non ètollerante ai guasti
ele correnti di uscita ELV non sono conformi ai requisiti di bassissima tensione
disicurezza (SELV) per il collegamento diretto ad apparecchiature computerizzate.
Hypertherm offre diversi modelli di cavi di interfaccia macchina per il Powermax65 e il Powermax85:
• Per utilizzare il partitore di tensione integrato che fornisce una tensione dell’arco ridotta oltre ai segnali
ditrasferimento dell’arco e di avvio plasma:
- Utilizzare il codice articolo 228350 (7,6 m) o 228351 (15 m) per fili terminati con connettori a forcella.
- Utilizzare il codice articolo 123896 (15 m) per cavi terminati con un connettore D-sub. (compatibile con
iprodotti Edge Ti e Sensor di Hypertherm).
• Per utilizzare solo i segnali per il trasferimento dell’arco e l’avvio plasma, utilizzare il codice articolo 023206
(7,6m) o il codice articolo 023279 (15 m). Questi cavi sono provvisti di connettori a forcella, come mostrato
sotto:
Powermax
65/85
Manuale dell’operatore 3-17

MONTAGGIO DELLA TORCIA
Nota: Il coperchio sulla presa dell’interfaccia macchina impedisce alla polvere e all’umidità di danneggiare
la presa quando non in uso. Nel caso in cui fosse danneggiato o perso, sostituire il coperchio
(codicearticolo 127204).
Per ulteriori informazioni, vedere Componenti.
Il cavo di interfaccia macchina deve essere installato da un tecnico di assistenza qualificato. Per installare un cavo
diinterfaccia macchina:
1. Disconnettere l’alimentazione dal sistema e scollegare il cavo di alimentazione.
2. Rimuovere il coperchio della presa dell’interfaccia macchina dal retro del generatore.
3. Collegare il cavo di interfaccia macchina Hypertherm al generatore.
4. Se si utilizza un cavo con un connettore D-sub sull’altra estremità, collegarlo al connettore con piedini appropriato
sul controller dell’altezza torcia o sul CNC. Fissarlo con le viti sul connettore D-sub.
Se si utilizza un cavo con fili e connettori a forcella sull’altra estremità, terminare il cavo di interfaccia macchina
all’interno della copertura elettrica dei controller di altezza torcia elencati e certificati o dei controller CNC per
impedire l’accesso non autorizzato ai collegamenti dopo l’installazione. Verificare che i collegamenti siano stati
eseguiti correttamente e che tutte le parti in tensione siano coperte e protette prima di mettere in funzione
l’apparecchiatura.
Nota: L’integrazione tra l’apparecchiatura Hypertherm e quella fornita dal cliente, compresi i cavi e i fili
dicollegamento, se non elencati e certificati come
un sistema, è soggetta a ispezione da parte delle autorità locali presso il sito di installazione finale.
Le prese dei connettori per ogni tipo di segnale trasmesso dal cavo di interfaccia macchina sono mostrate
nell’illustrazione sotto. La tabella fornisce informazioni dettagliate su ogni tipo di segnale.
6
3
14
13
5
4
12
3-18 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
Per collegare il Powermax65 o il Powermax85 a un controller altezza torcia o a un controller CNC con un cavo
diinterfaccia macchina, vedere la seguente tabella.
Segnale Tipo Note
Generalmente aperto.
Start
(avvio plasma)
Trasferimento
(avvio
movimento
macchina)
Partitore
di tensione
Terra Terra 13 Verde/giallo
Ingresso
Uscita
Uscita
Tensione di circuito aperto da 18
VCC suterminali START (avvio). Per
l’attivazione ènecessaria una chiusura di
contatto isolato.
Generalmente aperto. Chiusura di
contatto isolato durante il trasferimento
dell’arco.
120 VCA/1 A massimo sul relè
dell’interfaccia macchina o sul dispositivo
dicommutazione (fornito dal cliente).
Segnale dell’arco partizionato di 20:1,
21,1:1, 30:1, 40:1, 50:1 (fornisce un
massimo di 18 V).
Prese
connettori
3 Verde Nero
4 Nero Rosso
12 Rosso Bianco
14 Nero Verde
5 (-) Nero (-) Nero (-)
6 (+) Bianco (+) Rosso (+)
Fili per
cavi esterni
cavi interni
Fili per
Fili per cavi esterni Fili per cavi interni
Powermax
65/85
Manuale dell’operatore 3-19

MONTAGGIO DELLA TORCIA
Impostare il partitore di tensione a cinque posizioni
Per cambiare l’impostazione del partitore di tensione integrato da 50:1 a un’impostazione diversa:
1. Disconnettere l’alimentazione dal sistema e scollegare il cavo di alimentazione.
2. Rimuovere il coperchio del generatore.
3. Individuare gli interruttori DIP del partitore di tensione sul lato sinistro del generatore.
Nota: L’illustrazione sotto mostra l’impostazione predefinita (50:1) con l’interruttore numero 4 rivolto verso
l’alto.
4. Programmare gli interruttori DIP con una delle seguenti impostazioni e sostituire il coperchio del generatore.
20:1 21.1:1 30:1 40:1 50:1
3-20 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
Accesso alla tensione dell’arco grezza
Per accedere alla tensione dell’arco grezza, fare riferimento al Bollettino di assistenza sul campo n. 807060.
AVVERTENZA
ALTA TENSIONE E CORRENTE
Il collegamento diretto al circuito plasma per accedere alla tensione dell’arco grezza
aumenta il rischio di scosse elettriche e incendio in presenza di un singolo guasto.
Latensione e la corrente di uscita del circuito sono specificate sulla targa dati.
Powermax
65/85
Manuale dell’operatore 3-21

MONTAGGIO DELLA TORCIA
Collegamento del cavo torcia
Il Powermax65 e il Powermax85 sono dotati di FastConnectTM, un sistema a sgancio rapido per collegare e scollegare
i cavi torcia per macchina o per taglio manuale. Quando si collega o si scollega una torcia, spegnere innanzitutto
ilsistema. Per collegare una delle torce, spingere il connettore nella presa sulla parte anteriore del generatore.
Per rimuovere la torcia, premere il pulsante rosso sul connettore ed estrarre il connettore dalla presa.
Pulsante rosso
3-22 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
Utilizzare le tabelle di taglio
Le seguenti sezioni forniscono tabelle di taglio per ogni serie di consumabili meccanizzati. Un diagramma dei
consumabili con i codici articolo precede ogni sezione. Per ogni tipo di consumabile, ci sono tabelle metriche e inglesi
per acciaio al carbonio, acciaio inox e alluminio.
Nota: Per tabella di taglio sull’utilizzo di gas F5 per tagliare acciaio inox, fare riferimento alla nota
di applicazione Utilizzare F5 per tagliare l’acciaio inox (809060). Scaricare il documento dall’archivio
documenti all’indirizzo www.hypertherm.com
Ogni tabella contiene le seguenti informazioni:
• Spessore del materiale: spessore del pezzo in lavorazione (lastra in metallo da tagliare).
• Distanza tra la torcia e la lamiera: per consumabili schermati, la distanza tra la punta del schermo e il pezzo
inlavorazione durante il taglio. Per i consumabili non schermati, la distanza tra la punta dell’ugello e il pezzo in
lavorazione durante il taglio.
• Altezza iniziale di sfondamento: distanza tra la punta dello schermo (schermato) o l’ugello (non schermato)
eilpezzo in lavorazione quando la torcia è innescata, prima di scendere all’altezza di taglio.
• Ritardo di sfondamento: periodo di tempo in cui la torcia innescata resta fissa all’altezza di sfondamento prima
di iniziare il movimento di taglio.
• Impostazioni qualità massima (Velocità ditaglio e tensione): impostazioni che indicano il punto di partenza
per trovare la migliore qualità di taglio (miglior angolo, bava minima, migliore finitura della superficie di taglio).
Regolare la velocità dell’applicazione e del banco di taglio per ottenere il risultato desiderato.
• Impostazioni di produzione (Velocità ditaglio e tensione): 80% degli indici di velocità massima. Queste velocità
producono il più grande numero di pezzi, ma non necessariamente la miglior qualità di taglio possibile.
Nota: La tensione d’arco aumenta man mano che i consumabili si usurano e le impostazioni di tensione
dovrebbero essere aumentate per mantenere la corretta distanza fra la torcia e la lamiera.
Ogni tabella di taglio elenca le portate di flusso di aria calda e fredda.
• Portata di flusso di aria calda: il plasma è acceso, il sistema funziona a corrente di funzionamento e il sistema
funziona a regime alla pressione di sistema predefinita (modalità automatica).
• Portata di flusso di aria fredda: il plasma è spento e il sistema funziona a regime e l’aria passa dalla torcia alla
pressione di sistema predefinita.
Nota: Hypertherm ha raccolto i dati in base a condizioni di test di laboratorio usando nuovi consumabili.
Powermax
65/85
Manuale dell’operatore 3-23

MONTAGGIO DELLA TORCIA
Compensazione stimata per la larghezza di taglio (kerf)
Le larghezze indicate nelle tabelle sotto riportate servono come riferimento. I dati sono ottenuti con le impostazioni
“Qualità massima”. A causa delle differenze tra le varie installazioni e della diversa composizione dei materiali, i valori
ottenuti possono variare rispetto a quelli riportati nelle tabelle.
Compensazione stimata per la larghezza di taglio (kerf) – sistema metrico (mm)
Spessore (mm)
Processo
85 A schermato 1,7 1,8 1,9 2,0 2,2 2,4 2,6
65 A schermato 1,6 1,6 1,8 1,9 2,0 2,2 2,3
45 A schermato 1,1 1,1 1,4 1,5 1,7
FineCut 0,7 0,7 1,3 1,3
85 A non schermato 1,7 1,8 1,9 2,0 2,1 2,1 2,3
65 A non schermato 1,6 1,6 1,7 1,8 1,9 2,0
45 A non schermato 0,5 0,9 1,3 1,3
85 A schermato 1,6 1,8 1,9 2,1 2,3 2,4 2,5
65 A schermato 1,4 1,5 1,8 1,9 2,0 2,2 2,4
45 A schermato 0,9 1,1 1,5 1,6 1,8
FineCut 0,6 0,6 1,0 1,4
85 A non schermato 1,7 1,7 1,8 1,9 2,1 2,2 2,4
65 A non schermato 1,6 1,6 1,8 1,8 1,9 2,0
45 A non schermato 0,5 1,0 1,3 1,5 1,5
85 A schermato 2,0 1,9 2,0 2,1 2,2 2,4 2,6
65 A schermato 1,9 1,9 1,9 2,0 2,1 2,3 2,5
45 A schermato 1,5 1,5 1,6 1,5
85 A non schermato 1,9 1,9 1,9 2,0 2,0 2,1 2,2
65 A non schermato 1,8 1,8 1,8 1,8 1,9 2,0
45 A non schermato 1,6 1,5 1,4 1,5
0,5 1 2 3 6 8 10 12 16 20
Acciaio al carbonio
Acciaio inox
Alluminio
3-24 Powermax
65/85
Manuale dell’operatore
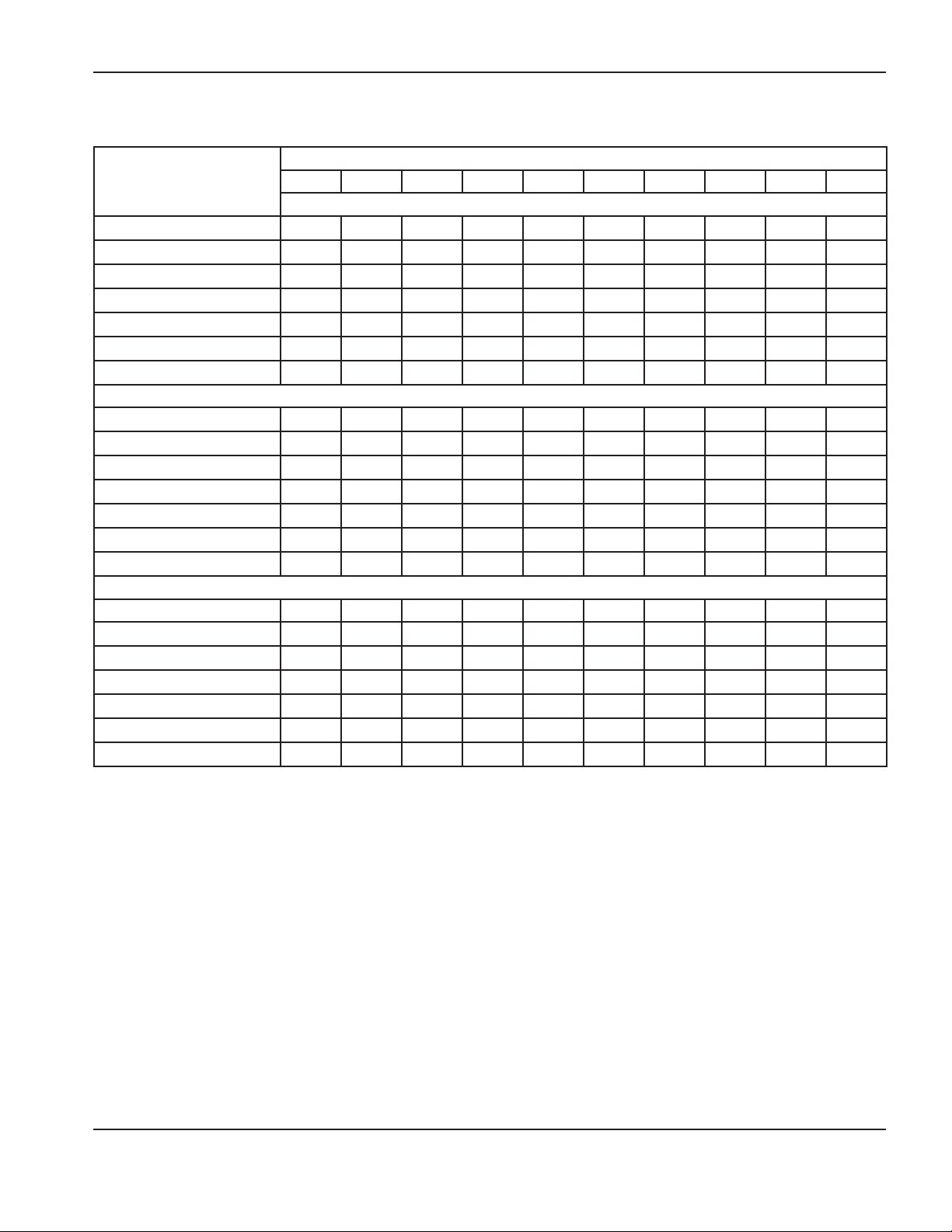
MONTAGGIO DELLA TORCIA
Compensazione stimata per la larghezza di taglio (kerf) – sistema inglese (pollici)
Spessore (pollici)
Processo
85 A schermato 0.068 0.071 0.073 0.078 0.090 0.095 0.100
65 A schermato 0.062 0.065 0.068 0.070 0.076 0.088 0.090 0.091
45 A schermato 0.035 0.054 0.055 0.061 0.065 0.066
FineCut 0.024 0.043 0.049 0.051
85 A non schermato 0.070 0.073 0.075 0.080 0.085 0.090
65 A non schermato 0.062 0.064 0.066 0.068 0.075 0.081
45 A non schermato 0.020 0.050 0.051 0.054 0.057 0.059
85 A schermato 0.065 0.068 0.070 0.080 0.094 0.095 0.096
65 A schermato 0.056 0.062 0.068 0.073 0.076 0.090 0.093 0.096
45 A schermato 0.032 0.055 0.058 0.067 0.069 0.069
FineCut 0.018 0.036 0.040 0.055
85 A non schermato 0.068 0.070 0.072 0.080 0.090 0.095
65 A non schermato 0.061 0.064 0.067 0.070 0.072 0.080
45 A non schermato 0.020 0.054 0.052 0.060 0.058 0.058
85 A schermato 0.080 0.078 0.075 0.080 0.090 0.095 0.100
65 A schermato 0.073 0.074 0.075 0.076 0.083 0.091 0.100
45 A schermato 0.059 0.061 0.065 0.060
85 A non schermato 0.075 0.075 0.075 0.080 0.082 0.088
65 A non schermato 0.070 0.070 0.070 0.070 0.072 0.079
45 A non schermato 0.062 0.058 0.057 0.061
22 GA 18 GA 14 GA 10 GA 3/16 1/4 3/8 1/2 5/8 3/4
Acciaio al carbonio
Acciaio inox
Alluminio
1/32 1/16 1/8 3/16 1/4 3/8 1/2 5/8 3/4
Powermax
65/85
Manuale dell’operatore 3-25
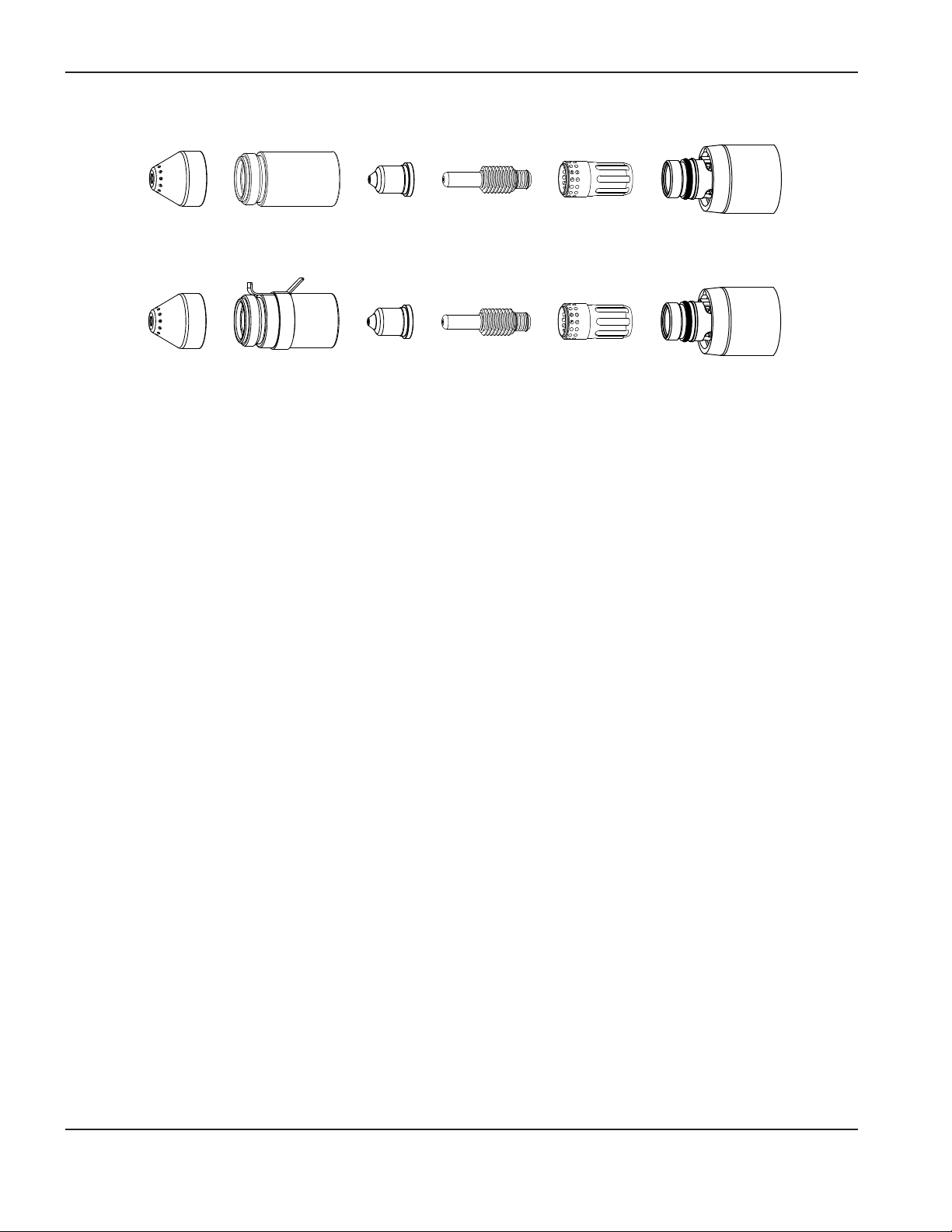
MONTAGGIO DELLA TORCIA
85 A consumabili schermati
8
5
A
220817
Schermo
220817
Schermo
220854
Cappuccio
di tenuta
220953
Cappuccio di tenuta
per sensore ohmico
220816
Ugello
8
5
A
220816
Ugello
220842
Elettrodo
220842
Elettrodo
220857
Anello diffusore
220857
Anello diffusore
3-26 Powermax
65/85
Manuale dell’operatore
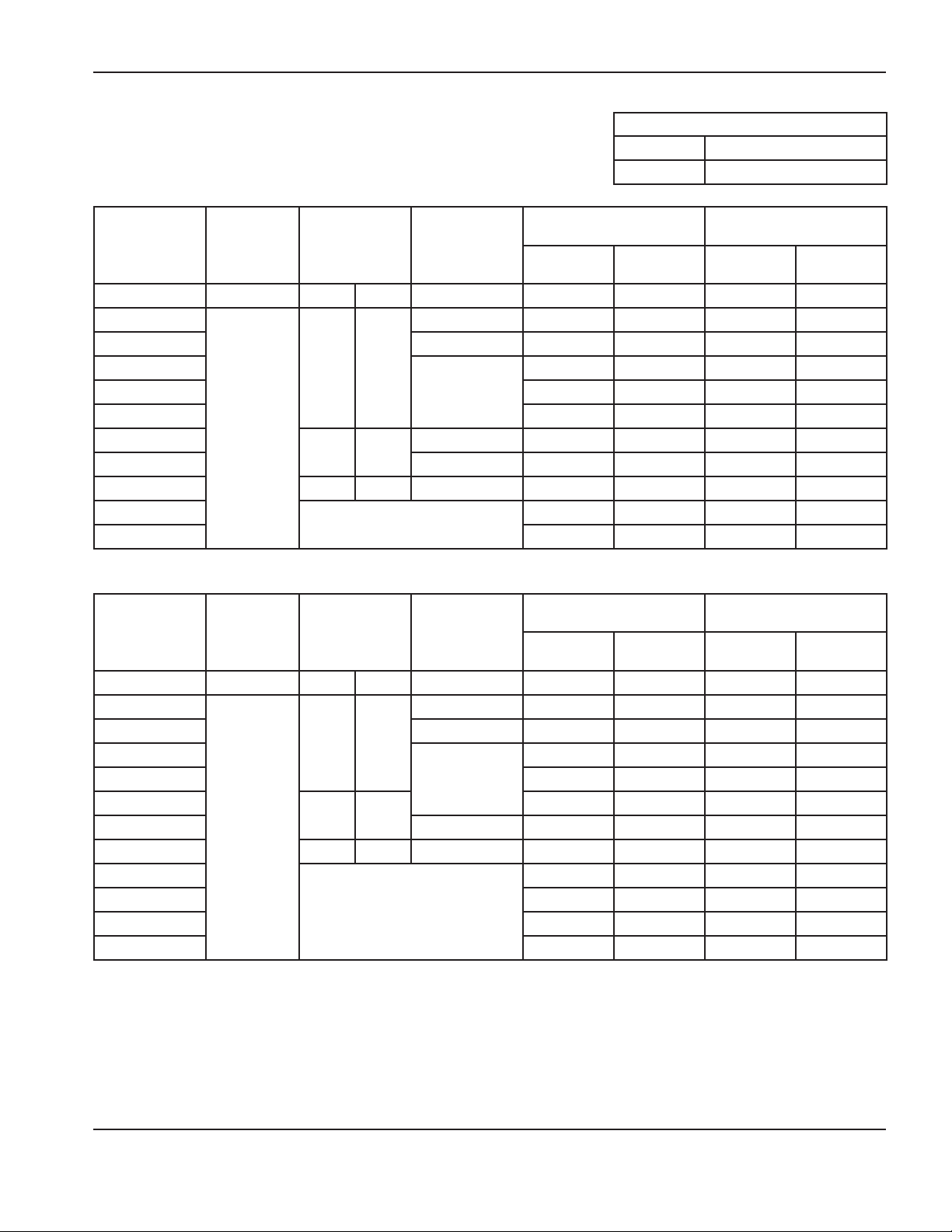
MONTAGGIO DELLA TORCIA
85 A schermato Portata flusso d’aria – slpm/scfh
Acciaio al carbonio
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
3
0,1 6800 122 9200 120
4 0,2 5650 122 7300 122
6
8 2500 125 3100 127
10 1680 127 2070 128
12
1,5
16 1,0 870 134 930 133
3,8 250
4,5 300
3600 123 4400 125
0,5
0,7 1280 130 1600 130
20 6,0 400 1,5 570 137 680 136
25
30 200 146 300 144
Partenza dal bordo
350 142 450 141
Calda 190/400
Fredda 235/500
Impostazioni
produzione
Tensione
Velocità
di taglio
Tensione
Inglese
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Velocità
di taglio
Tensione
Impostazioni
produzione
Velocità
di taglio
Tensione
poll. poll. % secondi pollici/min V pollici/min V
10 GA
3/16 poll. 0.2 185 123 220 123
1/4 poll.
0.15 250
3/8 poll. 70 126 86 127
1/2 poll.
5/8 poll. 1.0 35 134 37 133
0.06
0.18 300
0.2 250 122 336 121
130 123 160 126
0.5
45 131 56 131
3/4 poll. 0.24 400 1.5 24 136 29 135
7/8 poll.
1 poll. 13 142 17 141
1-1/8 poll. 9 145 13 143
Partenza dal bordo
19 139 22 138
1-1/4 poll. 7 148 10 146
Powermax
65/85
Manuale dell’operatore 3-27

MONTAGGIO DELLA TORCIA
85 A schermato Portata flusso d’aria – slpm/scfh
Acciaio inox
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
3
4 0,2 6100 122 7500 120
6
3,8 250
8 2450 124 3050 124
10
12 0,7 1100 131 1400 130
1,5
4,5 300
0,1 7500 122 9200 120
3700 122 4600 122
0,5
1550 127 1900 126
16 1,0 700 135 760 134
20
25 300 143 370 141
Partenza dal bordo
480 138 570 137
Cªlda 190/400
Fredda 235/500
Impostazioni
produzione
Tensione
Velocità
di taglio
Tensione
Inglese
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Velocità
di taglio
Tensione
Impostazioni
produzione
Velocità
di taglio
poll. poll. % secondi pollici/min V pollici/min V
10 GA
3/16 poll. 200 122 240 121
1/4 poll.
0.15 250
3/8 poll. 65 126 80 125
1/2 poll.
5/8 poll. 1.0 28 135 30 134
0.06
0.18 300
0.2
0.5
3/4 poll.
7/8 poll. 16 140 19 139
Partenza dal bordo
275 122 336 120
130 122 164 122
36 132 48 131
20 137 24 136
1 poll. 11 143 14 141
Tensione
3-28 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
85 A schermato Portata flusso d’aria – slpm/scfh
Alluminio
Metrico
Impostazioni qualità
massima
Velocità
ditaglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
3
4 0,2 6500 123 8000 123
6
3,8 250
8 2650 130 3470 129
10
12 0,7 1450 134 1930 133
1,5
4,5 300
0,1 8000 122 9400 121
3800 126 4900 126
0,5
1920 132 2500 131
16 1,0 950 139 1200 137
20
25 380 146 540 144
Partenza dal bordo
600 143 880 141
Calda 190/400
Fredda 235/500
Impostazioni
produzione
Tensione
Velocità
di taglio
Tensione
Inglese
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Velocità
ditaglio
Tensione
Impostazioni
produzione
Velocità
di taglio
poll. poll. % secondi pollici/min V pollici/min V
1/8 poll.
1/4 poll.
0.15 250
3/8 poll. 80 132 10 4 131
1/2 poll.
5/8 poll. 1.0 38 139 48 137
0.06
0.18 300
3/4 poll.
7/8 poll. 20 144 29 142
Partenza dal bordo
0.2 300 122 360 121
130 127 172 127
0.5
50 135 68 133
25 142 37 140
1 poll. 14 146 20 144
Tensione
Powermax
65/85
Manuale dell’operatore 3-29

MONTAGGIO DELLA TORCIA
65 A consumabili schermati
6
5
A
220817
Schermo
220817
Schermo
220854
Cappuccio
di tenuta
220953
Cappuccio di tenuta
per sensore ohmico
220819
Ugello
220819
Ugello
220842
Elettrodo
220842
Elettrodo
220857
Anello diffusore
220857
Anello diffusore
3-30 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
65 A schermato Portata flusso d’aria – slpm/scfh
Acciaio al carbonio
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
3
4
6 2550 127 3240 127
3,8 250
0,2 5200 125 6100 123
4250 125 5100 124
0,5
8 1700 129 2230 128
10
12 1,2 850 134 1140 131
1,5
4,5 300
0,7 1100 131 1500 129
16 6,0 400 2,0 560 138 650 136
20
25 2 10 145 270 145
Partenza dal bordo
350 142 450 142
Calda 160/340
Fredda 220/470
Impostazioni
produzione
Tensione
Velocità
di taglio
Tensione
Inglese
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Velocità
di taglio
Tensione
Impostazioni
produzione
Velocità
di taglio
poll. poll. % secondi pollici/min V pollici/min V
10 GA
3/16 poll. 0.2 140 126 168 125
1/4 poll. 0.5 90 127 116 127
0.15 250
0.1 190 125 224 123
3/8 poll. 0.7 45 130 62 129
1/2 poll. 0.18 300 1.2 30 135 40 132
0.06
5/8 poll. 0.24 400 2.0 23 138 26 136
3/4 poll.
7/8 poll. 12 143 14 143
Partenza dal bordo
15 141 19 141
1 poll. 8 145 10 145
Tensione
Powermax
65/85
Manuale dell’operatore 3-31
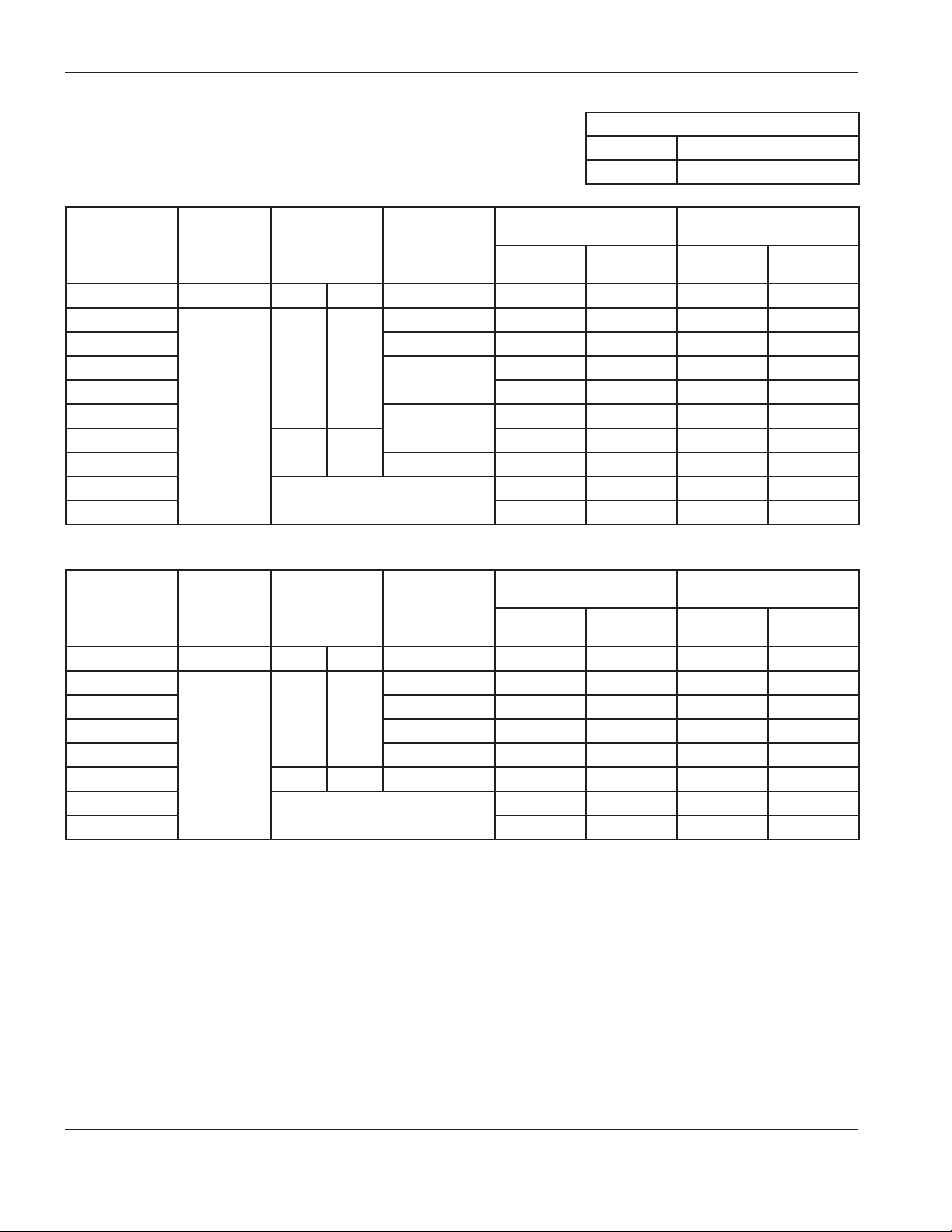
MONTAGGIO DELLA TORCIA
65 A schermato Portata flusso d’aria – slpm/scfh
Acciaio inox
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
2
0,1 8100 125 10000 121
3 0,2 6700 125 8260 123
4
6 2450 126 2850 126
8
1,5
10
12 1,2 750 135 920 134
16
20 300 143 370 143
3,8 250
4,5 300
Partenza dal bordo
0,5
0,7
5200 125 6150 124
1500 129 1860 129
960 132 1250 132
500 139 500 139
Calda 160/340
Fredda 220/470
Impostazioni
produzione
Tensione
Velocità
ditaglio
Tensione
Inglese
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Velocità
di taglio
Tensione
Impostazioni
produzione
Velocità
ditaglio
poll. poll. % secondi pollici/min V pollici/min V
10 GA
3/16 poll. 0.2 155 126 168 125
1/4 poll. 0.5 80 126 96 126
3/8 poll. 0.7 40 131 52 131
0.06
0.15 250
0.1 240 125 296 123
1/2 poll. 0.18 300 1.2 26 136 32 135
5/8 poll.
3/4 poll. 14 142 15 142
Partenza dal bordo
20 139 20 139
Tensione
3-32 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
65 A schermato Portata flusso d’aria – slpm/scfh
Alluminio
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
2
0,1 8800 121 10300 122
3 0,2 7400 124 8800 124
4
6 3200 130 4400 128
8
1,5
10
12 1,2 1000 138 1330 136
16
20 380 147 560 145
3,8 250
4,5 300
Partenza dal bordo
0,5
0,7
6000 126 7350 125
1950 133 2750 130
1200 136 1650 132
650 143 800 141
Calda 160/340
Fredda 220/470
Impostazioni
produzione
Tensione
Velocità
ditaglio
Tensione
Inglese
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Velocità
di taglio
Tensione
Impostazioni
produzione
Velocità
ditaglio
poll. poll. % secondi pollici/min V pollici/min V
1/16 poll.
1/8 poll. 280 124 336 124
1/4 poll. 0.5 105 131 152 128
3/8 poll. 0.7 50 135 68 131
0.06
0.15 250
0.1
365 121 428 121
1/2 poll. 0.18 300 1.2 35 139 48 138
5/8 poll.
3/4 poll. 16 146 24 144
Partenza dal bordo
26 143 32 141
Tensione
Powermax
65/85
Manuale dell’operatore 3-33

MONTAGGIO DELLA TORCIA
45 A consumabili schermati
4
5
A
220817
Schermo
220817
Schermo
220854
Cappuccio
di tenuta
220953
Cappuccio di tenuta
per sensore ohmico
220941
Ugello
4
5
A
220941
Ugello
220842
Elettrodo
220842
Elettrodo
220857
Anello diffusore
220857
Anello diffusore
3-34 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
45 A schermato Portata flusso d’aria – slpm/scfh
Acciaio al carbonio
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
0,5
1 9000 128 10800 128
0,0
9000 128 12500 126
1,5 0,1 9000 130 10200 129
2 0,3 6600 130 7800 129
3
4 2200 134 3560 131
1,5 3,8 250
0,4
3850 133 4900 131
6 0,5 1350 137 2050 132
Inglese
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
poll. poll. % secondi pollici/min V pollici/min V
26 GA
22 GA 350 128 450 128
18 GA
16 GA 350 130 400 129
14 GA 0.2 270 130 320 129
0.06 0.15 250
12 GA
10 GA 100 134 164 131
0.0
0.1
0.4
350 128 500 128
350 129 400 128
190 133 216 131
3/16 poll. 0.5 70 135 108 132
1/4 poll. 0.6 48 137 73 132
Calda 150/310
Fredda 210/450
Impostazioni
produzione
Tensione
Tensione
Velocità
di taglio
Impostazioni
produzione
Velocità
di taglio
Tensione
Tensione
Powermax
65/85
Manuale dell’operatore 3-35
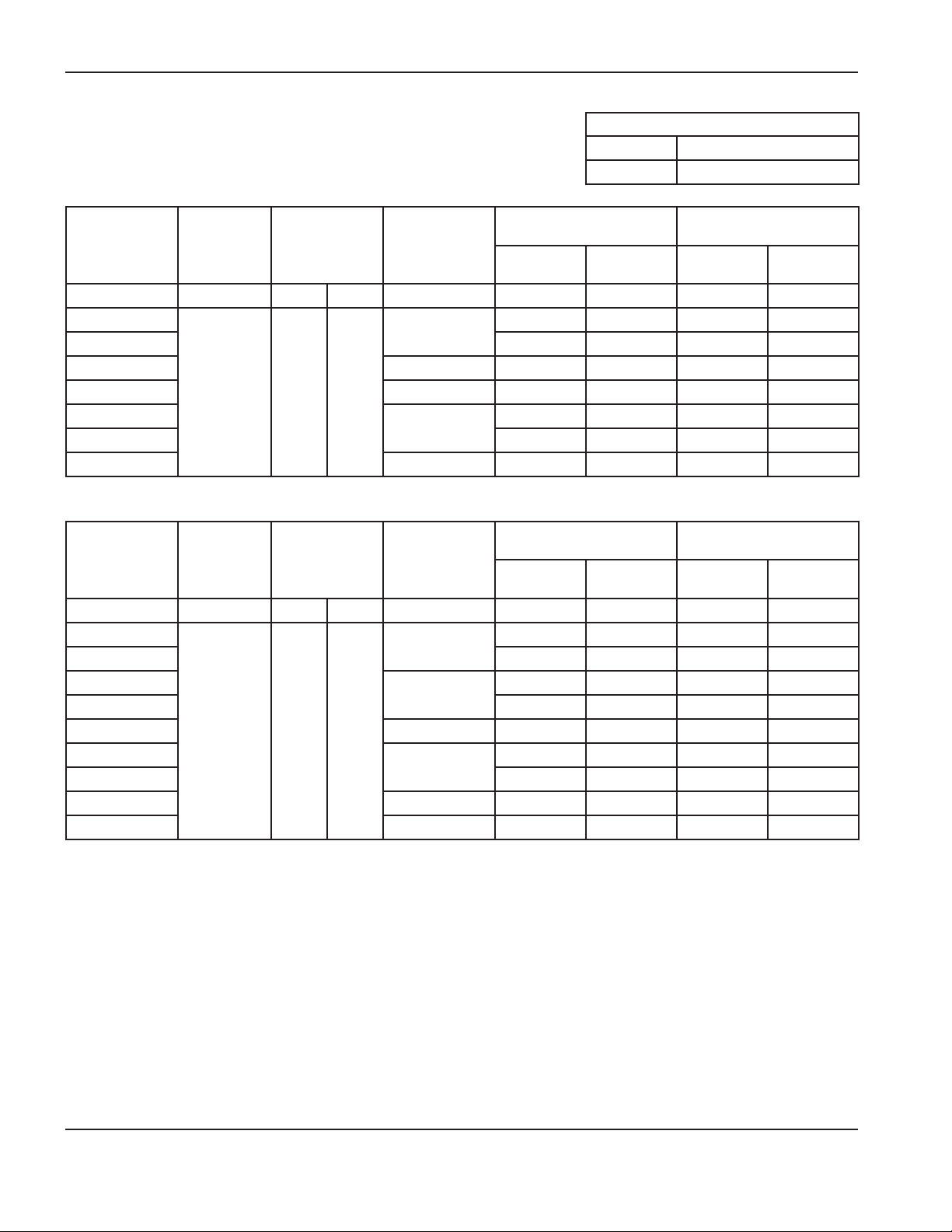
MONTAGGIO DELLA TORCIA
45 A schermato Portata flusso d’aria – slpm/scfh
Acciaio inox
Metrico
Impostazioni qualità
massima
Velocità
ditaglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
0,5
1 9000 130 10800 130
0,0
9000 130 12500 129
1,5 0,1 9000 130 10200 130
2 0,3 6000 132 8660 131
3
4 2000 134 2600 134
1,5 3,8 250
0,4
3100 132 4400 132
6 0,5 900 140 1020 139
Inglese
Impostazioni qualità
massima
Velocità
ditaglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
poll. poll. % secondi pollici/min V pollici/min V
26 GA
22 GA 350 130 450 129
18 GA
16 GA 350 130 400 130
14 GA 0.2 250 132 360 131
0.06 0.15 250
12 GA
10 GA 100 133 134 134
0.0
0.1
0.4
350 130 500 129
350 130 400 130
140 132 206 131
3/16 poll. 0.5 52 135 58 135
1/4 poll. 0.6 30 141 35 140
Calda 150/310
Fredda 210/450
Impostazioni
produzione
Tensione
Tensione
Velocità
di taglio
Impostazioni
produzione
Velocità
di taglio
Tensione
Tensione
3-36 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
45 A schermato Portata flusso d’aria – slpm/scfh
Alluminio
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
1
0,0 8250 136 11000 136
2 0,1 6600 136 9200 135
3 0,2 3100 139 6250 134
1,5 3,8 250
4 0,4 2200 141 4850 135
6 0,5 1500 142 2800 137
Inglese
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
poll. poll. % secondi pollici/min V pollici/min V
1/32 poll.
0.0 325 136 450 136
1/16 poll. 0.1 325 136 400 136
3/32 poll. 0.2 200 136 328 134
0.06 0.15 250
1/8 poll. 0.4 100 140 224 134
1/4 poll. 0.5 54 142 96 137
Calda 150/310
Fredda 210/450
Impostazioni
produzione
Tensione
Tensione
Velocità
ditaglio
Impostazioni
produzione
Velocità
ditaglio
Tensione
Tensione
Powermax
65/85
Manuale dell’operatore 3-37

MONTAGGIO DELLA TORCIA
Consumabili FineCut
®
Nota: Le tabelle di taglio in questa sezione si applicano sia ai consumabili schermati che non schermati
220948
Schermo
220955
Deflettore
220953
Cappuccio
di tenuta
220854
Cappuccio
di tenuta
220930
Ugello
220930
Ugello
220842
Elettrodo
220842
Elettrodo
220947
Anello diffusore
220947
Anello diffusore
3-38 Powermax
65/85
Manuale dell’operatore
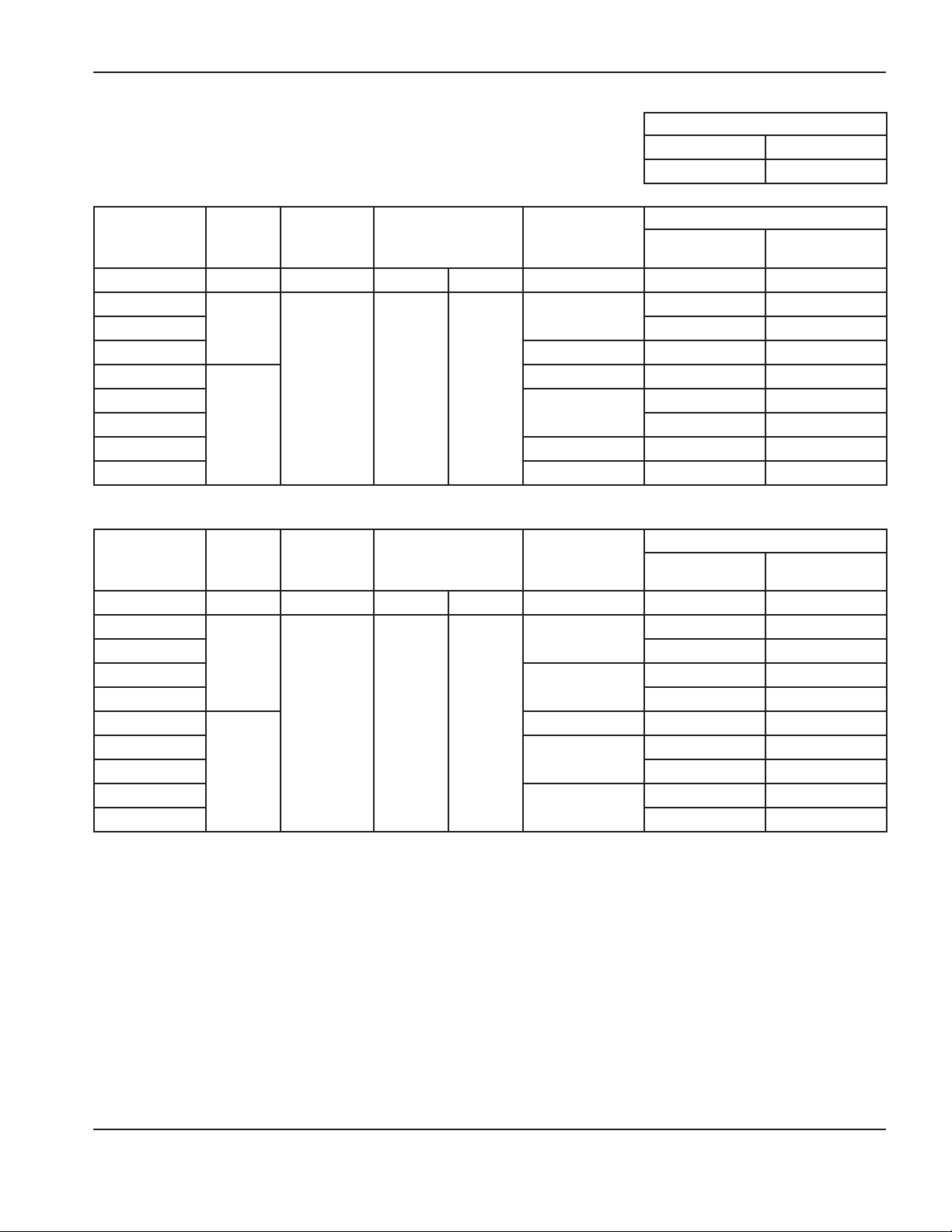
MONTAGGIO DELLA TORCIA
FineCut Portata flusso d’aria – slpm/scfh
Acciaio al carbonio
Metrico
Spessore del
materiale
A
Distanza
tra torcia
elamiera
Altezza iniziale
disfondamento
Ritardo di
sfondamento
Impostazioni qualità massima
mm A mm mm % secondi mm/min V
0,5
0,6 8250 78
40
0,0
0,8 0,1 8250 78
1
1,5
2 4800 78
45
1,5 3,8 250
0,2 8250 78
0,4
3 0,5 2500 78
4 0,6 1900 78
Calda 155/330
Fredda 215/460
Velocità
di taglio
Tensione
8250 78
6400 78
Inglese
Spessore del
materiale
A
Distanza
tra torcia
elamiera
Altezza iniziale
disfondamento
Ritardo di
sfondamento
Impostazioni qualità massima
Velocità
di taglio
A poll. poll. % secondi pollici/min V
26 GA
24 GA 325 78
22 GA
40
20 GA 325 78
18 GA
0.06 0.15 250
16 GA
14 GA 200 78
45
12 GA
10 GA 95 78
0.0
0.1
0.2 325 78
0.4
0.5
325 78
325 78
250 78
120 78
Tensione
Powermax
65/85
Manuale dell’operatore 3-39

MONTAGGIO DELLA TORCIA
FineCut Portata flusso d’aria – slpm/scfh
Acciaio inox
Metrico
Spessore del
materiale
A
Distanza
tra torcia
elamiera
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Impostazioni qualità massima
mm A mm mm % secondi mm/min V
0,5
0,6 8250 68
40
0,0
0,8 0,1 8250 68
1
1,5
2 4800 71
45
0,5 2,0 400
0,2 8250 68
0,4
3 0,5 2550 80
4 0,6 10 50 84
Calda 155/330
Fredda 215/460
Velocità
di taglio
Tensione
8250 68
6150 70
Inglese
Spessore del
materiale
A
Distanza
tra torcia
elamiera
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Impostazioni qualità massima
Velocità
di taglio
A poll. poll. % secondi pollici/min V
26 GA
24 GA 325 68
22 GA
40
20 GA 325 68
18 GA
0.02 0.08 400
16 GA
14 GA 200 70
45
0.0
0.1
0.2 325 68
0.4
325 68
325 68
240 70
12 GA 0.5 120 80
10 GA 0.6 75 80
Tensione
3-40 Powermax
65/85
Manuale dell’operatore
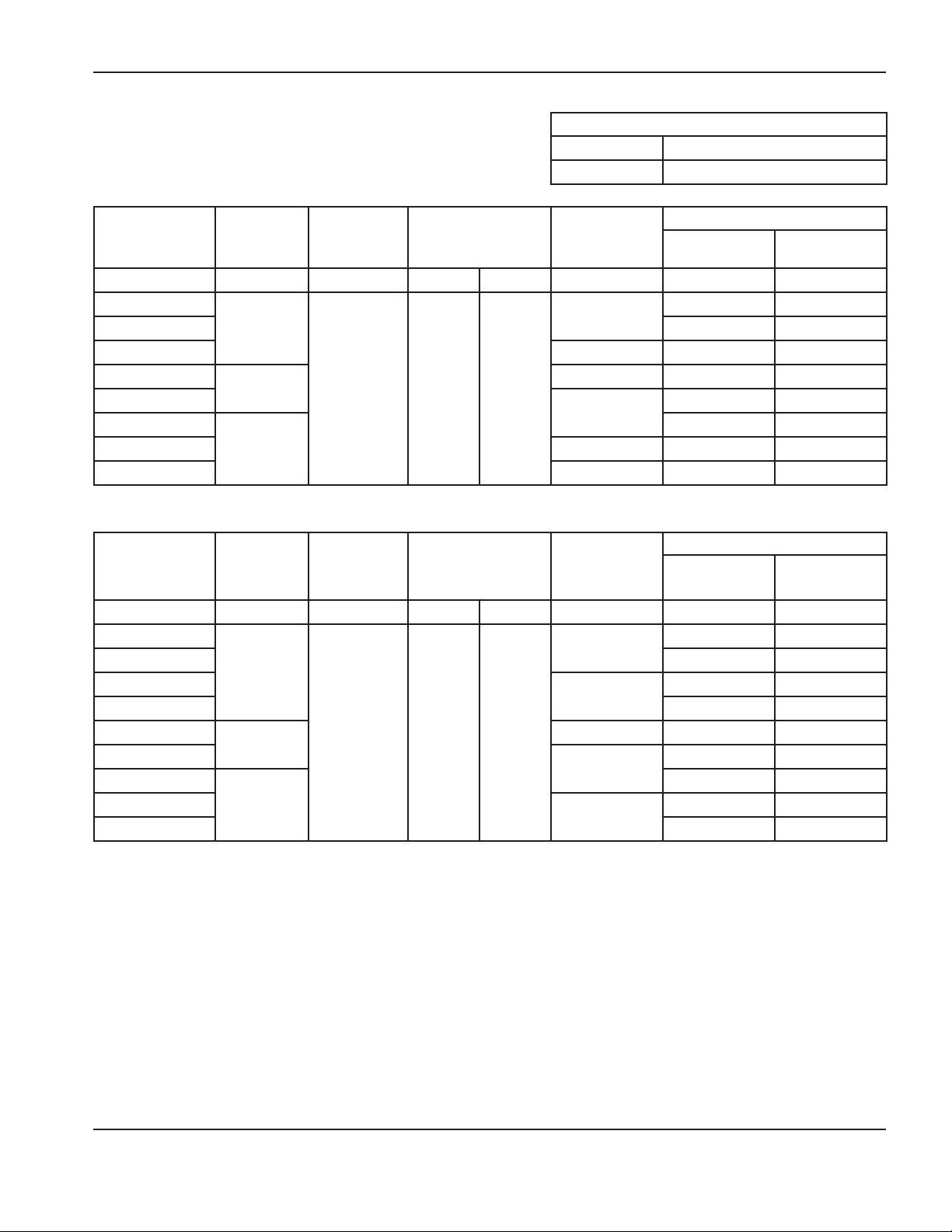
MONTAGGIO DELLA TORCIA
FineCut a bassa velocità Portata flusso d’aria – slpm/scfh
Acciaio al carbonio
Metrico
Spessore del
materiale
Corrente
Distanza
tra torcia
elamiera
Altezza iniziale di
sfondamento
sfondamento
mm A mm mm % Sec (mm/min) V
0,5
0,6 3800 68
30
0,8 0,1 3800 70
1 *
1,5 *
40
1,5 3,8 250
2
3 0,5 2750 78
45
4 0,6 1900 78
Calda 155/330
Fredda 215/460
Ritardo di
0,0
Consigliato/a
Velocità
ditaglio
3800 69
0,2 3800 72
0,4
3800 75
3700 76
Tensione
Imperiale
Spessore del
materiale
Corrente
Distanza
tra torcia
elamiera
Altezza iniziale di
sfondamento
Ritardo di
sfondamento
Consigliato/a
Velocità
ditaglio
A pollici pollici % Sec poll/min V
26GA
24GA 150 68
22GA
30
20GA 150 71
18 GA
16GA *
40
0.06 0.15 250
14 GA*
12GA
45
10GA 95 78
0.0
0.1
0.2 150 73
0.4
0.5
150 70
150 70
150 75
150 76
120 78
*Non è un taglio senza bava.
Tensione
Powermax
65/85
Manuale dell’operatore 3-41
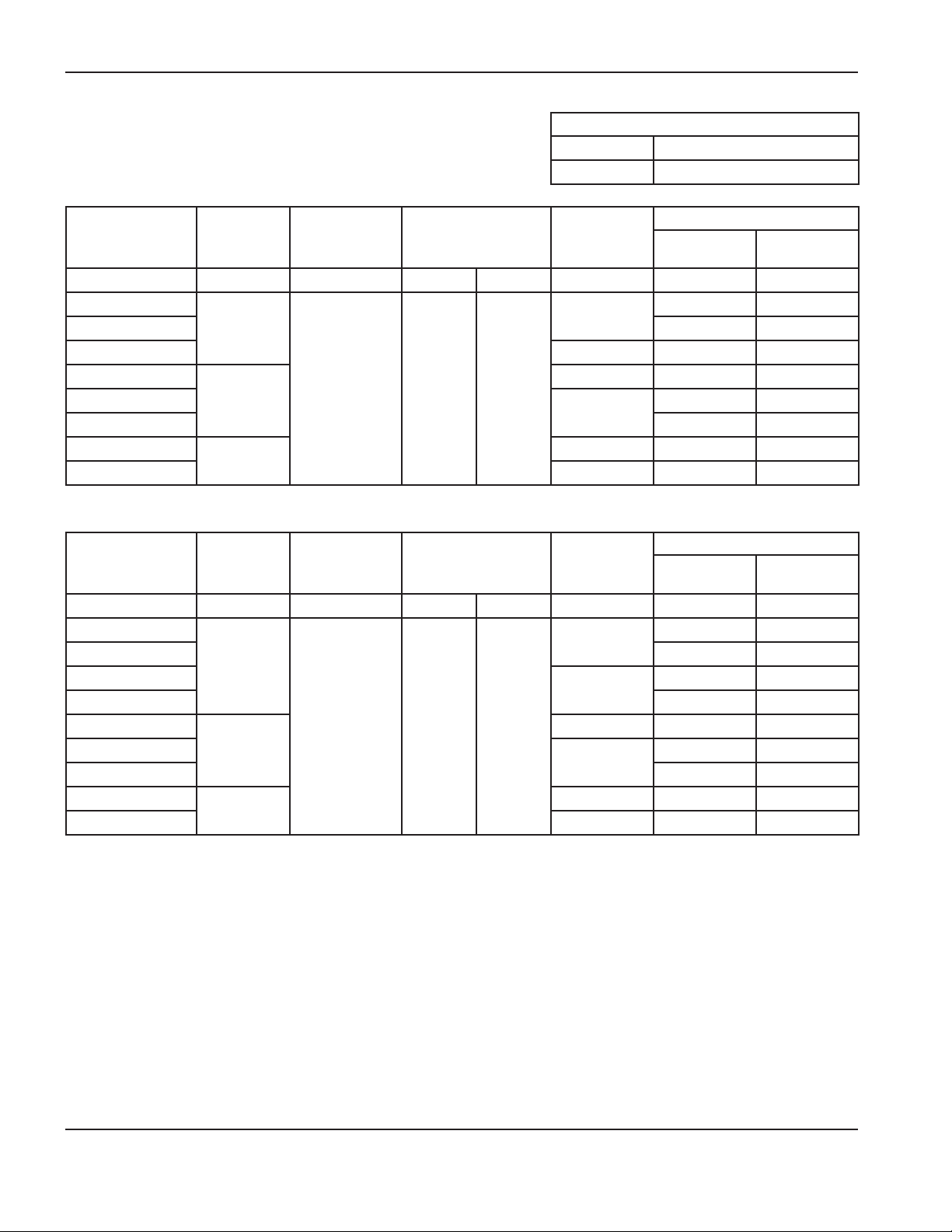
MONTAGGIO DELLA TORCIA
FineCut a bassa velocità Portata flusso d’aria – slpm/scfh
Acciaio inossidabile
Metrico
Spessore del
materiale
Corrente
Distanza
tra torcia
elamiera
Altezza iniziale di
sfondamento
sfondamento
mm A mm mm % Sec (mm/min) V
0,5
0,6 3800 69
30
0,8 0,1 3800 69
1
1,5
40
0,5 2,0 400
2 2750 69
3
4 0,6 105 0 80
45
Calda 155/330
Fredda 215/460
Ritardo di
0,0
Consigliato/a
Velocità
ditaglio
3800 69
0,15 3800 69
0,4
2900 69
0,5 2550 80
Tensione
Imperiale
Spessore del
materiale
Corrente
Distanza
tra torcia
elamiera
Altezza iniziale di
sfondamento
Ritardo di
sfondamento
Consigliato/a
Velocità
ditaglio
A poll. poll. % Sec poll/min V
26GA
24GA 150 69
22GA
30
20GA 150 69
18GA
16GA
40
0.02 0.08 400
14GA 1 10 69
12GA
10GA 0.6 75 80
45
0.0
0.1
0.2 145 69
0.4
0.5 120 80
150 69
150 69
115 69
Tensione
3-42 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
85 A consumabili non schermati
8
5
A
220955
Deflettore
220854
Cappuccio
di tenuta
220816
Ugello
220842
Elettrodo
220857
Anello diffusore
Powermax
65/85
Manuale dell’operatore 3-43

MONTAGGIO DELLA TORCIA
85 A non schermato Portata flusso d’aria – slpm/scfh
Acciaio al carbonio
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza iniziale
disfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
3
0,1 6240 118 9000 117
4 0,2 5250 118 7200 117
6
8 2400 121 3100 121
10 1560 123 2070 122
2,0
5,0 250
3450 120 4400 119
0,5
12 6,0 300 0,7 1200 126 1600 124
16
20 540 137 640 132
Partenza dal bordo
820 132 930 128
25 320 143 400 137
Calda 190/400
Fredda 235/500
Impostazioni
produzione
Tensione
Velocità
di taglio
Tensione
Inglese
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Velocità
di taglio
Tensione
Impostazioni
produzione
Velocità
di taglio
poll. poll. % secondi pollici/min V pollici/min V
10 GA
3/16 poll. 175 119 220 118
1/4 poll.
0.20 250
3/8 poll. 65 122 86 122
1/2 poll. 0.24 300 0.6 42 127 56 125
0.08
0.2
0.5
5/8 poll.
3/4 poll. 23 136 27 131
7/8 poll. 18 140 21 134
Partenza dal bordo
230 118 328 117
125 120 160 119
33 131 37 128
1 poll. 12 144 15 138
Tensione
3-44 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
85 A non schermato Portata flusso d’aria – slpm/scfh
Acciaio inox
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
2
3 7000 118 9660 117
4 0,2 5600 118 7800 118
5,0 250
6
8 2250 121 2970 122
10
12 0,7 1000 129 1340 128
16
20 360 138 570 137
2,0
6,0 300
Partenza dal bordo
0,1
0,5
0,5 1430 123 1840 124
8550 117 11300 116
3400 120 4570 121
650 134 730 133
Calda 190/400
Fredda 235/500
Impostazioni
produzione
Tensione
Velocità
di taglio
Tensione
Inglese
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Velocità
di taglio
Tensione
Impostazioni
produzione
Velocità
di taglio
Tensione
poll. poll. % secondi pollici/min V pollici/min V
10 GA
3/16 poll. 180 119 249 119
1/4 poll.
3/8 poll. 60 122 77 123
0.08
0.20 250
0.2
0.5
250 118 352 118
120 120 160 121
1/2 poll. 0.24 300 0.6 35 131 46 129
5/8 poll.
3/4 poll. 17 137 24 136
Partenza dal bordo
26 134 29 133
Powermax
65/85
Manuale dell’operatore 3-45
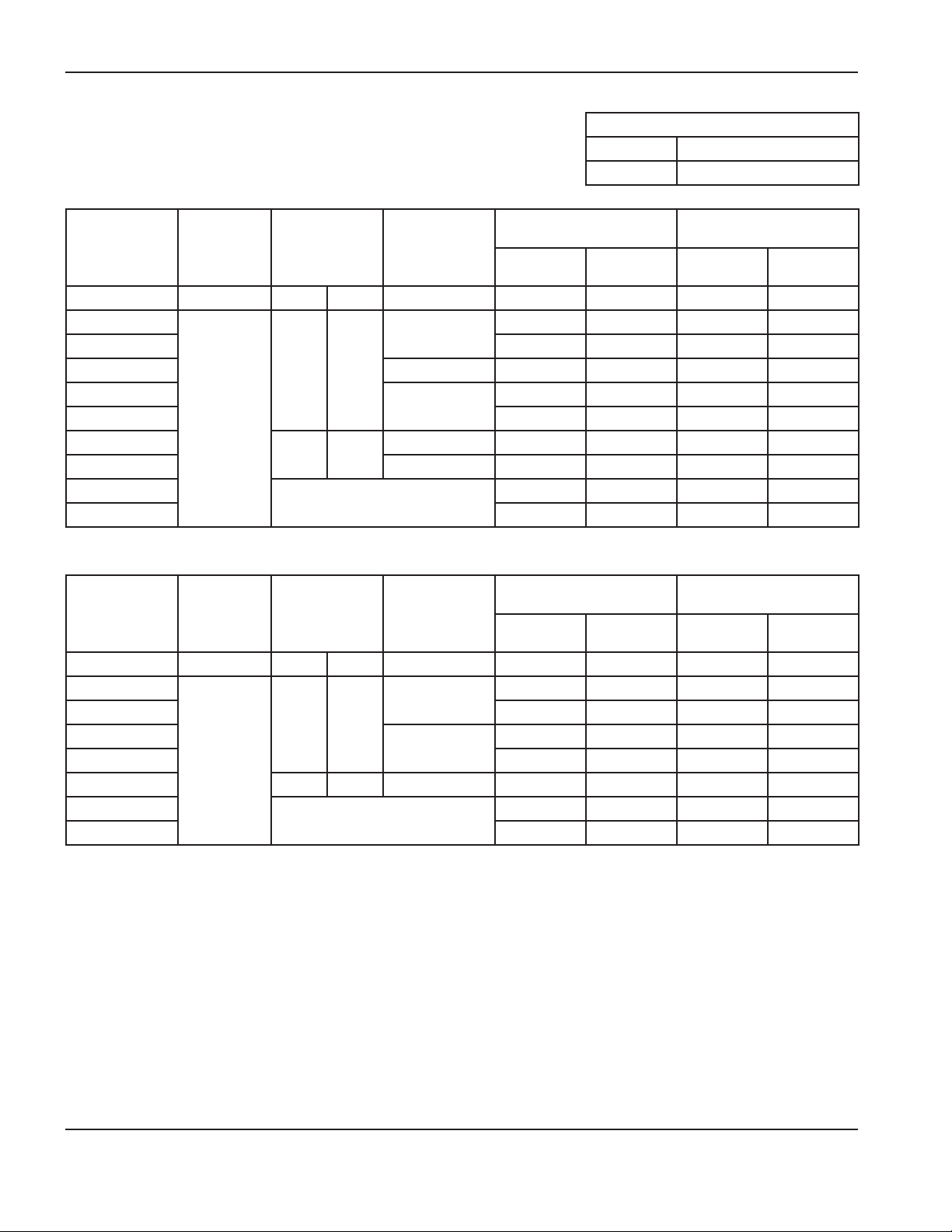
MONTAGGIO DELLA TORCIA
85 A non schermato Portata flusso d’aria – slpm/scfh
Alluminio
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
2
3 7350 120 9600 119
4 0,2 6000 122 8100 120
5,0 250
6
8 2350 127 3250 124
10
12 0,7 1300 133 1720 130
16
20 470 144 700 138
2,0
6,0 300
Partenza dal bordo
0,1
0,5
0,5 1800 128 2140 127
8700 118 11200 118
3300 125 4930 122
840 139 1130 134
Calda 190/400
Fredda 235/500
Impostazioni
produzione
Tensione
Velocità
di taglio
Tensione
Inglese
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Velocità
di taglio
Tensione
Impostazioni
produzione
Velocità
di taglio
poll. poll. % secondi pollici/min V pollici/min V
1/8 poll.
3/16 poll. 200 123 271 120
1/4 poll.
3/8 poll. 75 127 88 126
0.08
0.20 250
0.2
0.5
280 120 368 119
110 126 172 122
1/2 poll. 0.24 300 0.6 45 135 62 131
5/8 poll.
3/4 poll. 22 143 32 137
Partenza dal bordo
34 139 45 134
Tensione
3-46 Powermax
65/85
Manuale dell’operatore
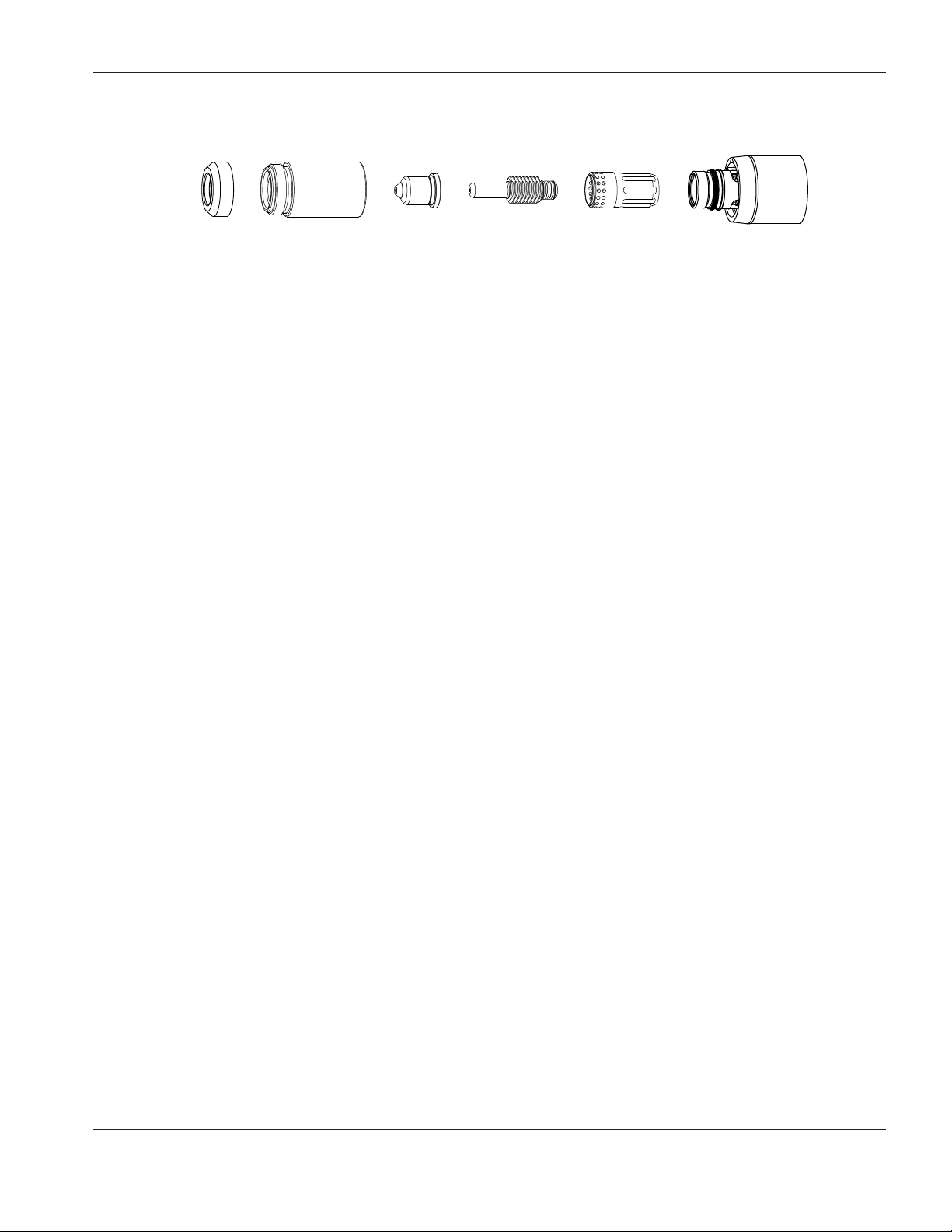
MONTAGGIO DELLA TORCIA
65 A consumabili non schermati
6
5
A
220955
Deflettore
220854
Cappuccio
di tenuta
220819
Ugello
220842
Elettrodo
220857
Anello diffusore
Powermax
65/85
Manuale dell’operatore 3-47

MONTAGGIO DELLA TORCIA
65 A non schermato Portata flusso d’aria – slpm/scfh
Acciaio al carbonio
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
3
4
6 2550 120 3560 120
8 1620 123 2230 121
10 6,0 300 0,7 970 127 1500 122
2,0
5,0 250
12
16 500 134 650 129
Partenza dal bordo
0,2 5200 118 6330 118
4250 118 5250 118
0,5
760 129 1140 124
20 280 138 400 133
Calda 160/340
Fredda 220/470
Impostazioni
produzione
Tensione
Velocità
di taglio
Tensione
Inglese
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Velocità
di taglio
Tensione
Impostazioni
produzione
Velocità
di taglio
poll. poll. % secondi pollici/min V pollici/min V
10 GA
3/16 poll. 0.2 135 119 172 119
0.20 250
0.1 190 118 232 118
1/4 poll. 0.5 90 120 116 120
3/8 poll. 0.24 300 0.7 40 126 62 122
1/2 poll.
5/8 poll. 20 134 26 129
0.08
27 130 40 125
Partenza dal bordo
3/4 poll. 13 137 18 132
Tensione
3-48 Powermax
65/85
Manuale dell’operatore
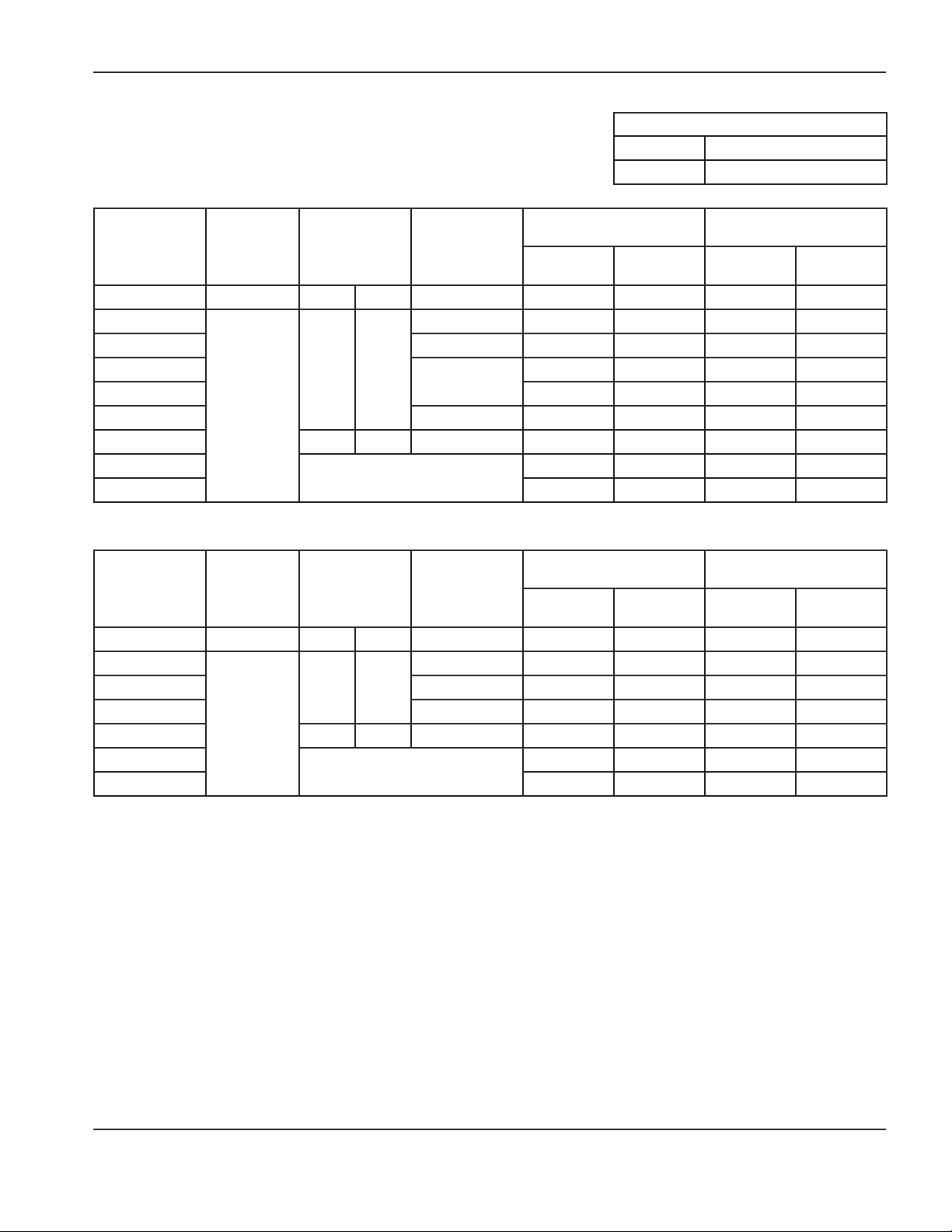
MONTAGGIO DELLA TORCIA
65 A non schermato Portata flusso d’aria – slpm/scfh
Acciaio inox
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
2
0,1 7950 117 10300 116
3 0,2 6600 118 8500 117
4
6 2300 121 3070 121
8 0,7 1400 123 1900 122
2,0
5,0 250
0,5
5050 119 6500 119
10 6,0 300 0,7 920 126 1250 123
12
16 430 135 500 133
Partenza dal bordo
710 130 925 127
Calda 160/340
Fredda 220/470
Impostazioni
produzione
Tensione
Velocità
di taglio
Tensione
Inglese
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Velocità
di taglio
Tensione
Impostazioni
produzione
Velocità
di taglio
poll. poll. % secondi pollici/min V pollici/min V
10 GA
3/16 poll. 0.2 150 120 194 120
1/4 poll. 0.5 75 121 100 121
3/8 poll. 0.24 300 0.7 38 125 52 122
0.08
1/2 poll.
5/8 poll. 17 135 20 133
0.20 250
Partenza dal bordo
0.1 235 118 304 118
25 132 32 129
Tensione
Powermax
65/85
Manuale dell’operatore 3-49

MONTAGGIO DELLA TORCIA
65 A non schermato Portata flusso d’aria – slpm/scfh
Alluminio
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
2
0,1 7750 123 11300 122
3 0,2 6550 124 9500 123
4
6 3000 127 3900 126
8 0,7 1800 130 2460 127
2,0
5,0 250
0,5
5400 125 7640 124
10 6,0 300 0,7 1100 133 1640 129
12
16 600 139 700 136
Partenza dal bordo
900 135 1250 133
Calda 160/340
Fredda 220/470
Impostazioni
produzione
Tensione
Velocità
di taglio
Tensione
Inglese
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Velocità
di taglio
Tensione
Impostazioni
produzione
Velocità
di taglio
poll. poll. % secondi pollici/min V pollici/min V
1/16 poll.
1/8 poll. 250 124 360 123
0.20 250
0.1
325 122 476 122
3/16 poll. 175 125 245 124
1/4 poll. 0.5 100 127 128 126
0.08
3/8 poll. 0.24 300 0.7 45 132 68 128
1/2 poll.
5/8 poll. 24 138 28 136
Partenza dal bordo
32 136 44 134
Tensione
3-50 Powermax
65/85
Manuale dell’operatore
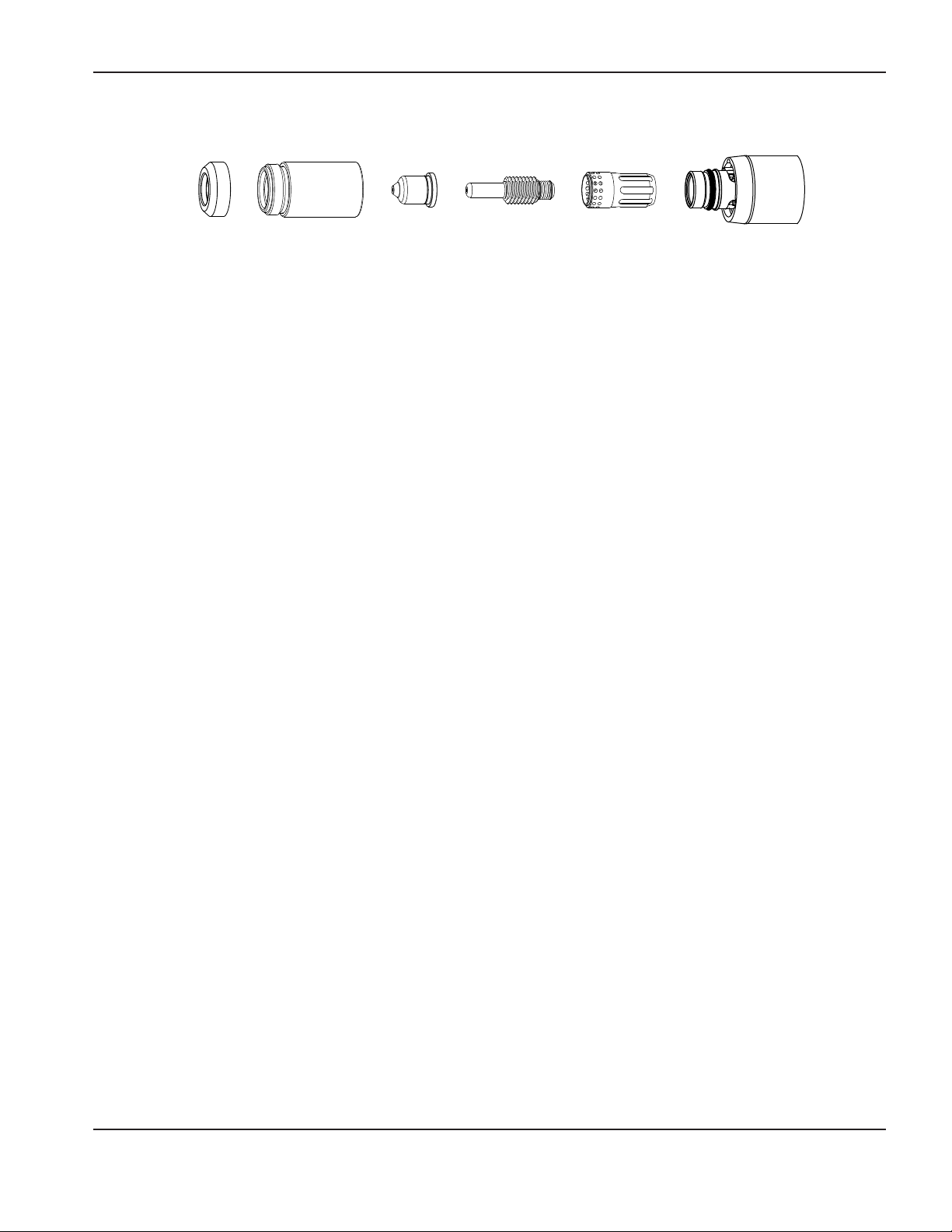
MONTAGGIO DELLA TORCIA
45 A consumabili non schermati
4
5
A
220955
Deflettore
220854
Cappuccio
di tenuta
220941
Ugello
220842
Elettrodo
220857
Anello diffusore
Powermax
65/85
Manuale dell’operatore 3-51

MONTAGGIO DELLA TORCIA
45 A non schermato Portata flusso d’aria – slpm/scfh
Acciaio al carbonio
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
0,5
1 9000 120 10800 121
0,0
9000 120 12500 120
1,5 0,1 7700 120 10200 121
2 0,3 6150 119 7800 122
3
4 2350 123 3560 124
1,5 3,8 250
0,4
3950 121 4900 123
6 0,5 1400 126 2050 124
Calda 150/310
Fredda 210/450
Impostazioni
produzione
Tensione
Velocità
di taglio
Tensione
Inglese
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Velocità
di taglio
Tensione
Impostazioni
produzione
Velocità
di taglio
poll. poll. % secondi pollici/min V pollici/min V
26 GA
22 GA 350 120 450 120
18 GA
16 GA 300 121 400 121
14 GA 0.2 250 119 320 122
0.06 0.15 250
12 GA
10 GA 100 123 164 124
0.0
0.1
0.4
350 120 500 120
350 119 400 121
200 120 216 123
3/16 poll. 0.5 85 122 108 124
1/4 poll. 0.6 48 127 73 124
Tensione
3-52 Powermax
65/85
Manuale dell’operatore

MONTAGGIO DELLA TORCIA
45 A non schermato Portata flusso d’aria – slpm/scfh
Acciaio inox
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
0,5
1 9000 121 10800 119
0,0
9000 121 12500 119
1,5 0,1 9000 121 10200 120
2 0,3 6000 122 9600 120
3
4 1900 128 3000 122
1,5 3,8 250
0,4
3250 123 4750 120
6 0,5 700 130 1450 124
Calda 150/310
Fredda 210/450
Impostazioni
produzione
Tensione
Velocità
di taglio
Tensione
Inglese
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Velocità
di taglio
Tensione
Impostazioni
produzione
Velocità
di taglio
poll. poll. % secondi pollici/min V pollici/min V
26 GA
22 GA 350 120 450 119
18 GA
16 GA 350 121 400 120
14 GA 0.2 300 122 400 120
0.06 0.15 250
12 GA
10 GA 100 125 140 121
0.0
0.1
0.4
350 120 500 119
350 118 400 119
150 121 224 120
3/16 poll. 0.5 42 131 88 123
1/4 poll. 0.6 25 130 48 124
Tensione
Powermax
65/85
Manuale dell’operatore 3-53

MONTAGGIO DELLA TORCIA
45 A non schermato Portata flusso d’aria – slpm/scfh
Alluminio
Metrico
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia
elamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
mm mm mm % secondi mm/min V mm/min V
1
0,0 7400 126 11000 121
2 0,1 4400 127 9200 123
3 0,2 2800 129 6250 125
1,5 3,8 250
4 0,4 2100 132 4700 126
6 0,5 105 0 135 2250 127
Inglese
Impostazioni qualità
massima
Velocità
di taglio
Spessore del
materiale
Distanza
tra torcia e
lamiera
Altezza
iniziale di
sfondamento
Ritardo di
sfondamento
poll. poll. % secondi pollici/min V pollici/min V
1/32 poll.
0.0 325 126 450 121
1/16 poll. 0.1 200 126 400 122
3/32 poll. 0.2 150 127 328 124
0.06 0.15 250
1/8 poll. 0.4 100 130 224 125
1/4 poll. 0.5 36 136 72 127
Calda 150/310
Fredda 210/450
Impostazioni
produzione
Tensione
Tensione
Velocità
di taglio
Impostazioni
produzione
Velocità
di taglio
Tensione
Tensione
3-54 Powermax
65/85
Manuale dell’operatore
 Loading...
Loading...