


45
Sistemi di taglio arco plasma
Manuale dell'operatore – 805784
Revisione 1

Registrate il vostro nuovo sistema Hypertherm
Registrate il prodotto on-line all'indirizzo www.hypertherm.com/registration
per semplificare le operazioni di assistenza tecnica e garanzia. Potrete anche
ricevere aggiornamenti sui nuovi prodotti Hypertherm e un piccolo omaggio
come segno della nostra gratitudine.
Dati da conservare
Numero di serie: _____________________________________________
Data di acquisto: _____________________________________________
Distributore: _____________________________________________
________________________________________________________
________________________________________________________
Note di manutenzione:
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________

powermax
45
Manuale dell'operatore
Italiano / Italian
Revisione 1 – Ottobre 2010
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com
posta elettronica: info@hypertherm.com
© 2010 Hypertherm, Inc.
Tutti i diritti riservati
Hypertherm e Powermax sono marchi depositati di Hypertherm, Inc.
e possono essere registrati negli Stati Uniti e/o in altri paesi.

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
Hypertherm Automation
5 Technology Drive, Suite 300
West Lebanon, NH 03784 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit A, 5th Floor, Careri Building
432 West Huai Hai Road
Shanghai, 200052
PR China
86-21 5258 3330/1 Tel
86-21 5258 3332 Fax
Hypertherm Brasil Ltda.
Avenida Doutor Renato de
Andrade Maia 350
Parque Renato Maia
CEP 07114-000
Guarulhos, SP Brasil
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
12/17/09
COMPATIBILITÀ ELETTROMAGNETICA EMC
Introduzione
L'apparecchiatura contrassegnata dal marchio
CE di Hypertherm è fabbricata in conformità
con gli standard EN60974-10. Per ottenere la
compatibilità elettromagnetica l'apparecchiatura
dovrebbe essere installata e utilizzata in
conformità con le informazioni fornite di seguito.
I limiti richiesti dagli standard EN60974-10
potrebbero non essere sufficienti a eliminare
completamente le interferenze quando
l'apparecchiatura interessata è nelle immediate
vicinanze o ha un alto grado di sensibilità. In questi
casi, per ridurre ulteriormente le interferenze
potrebbe essere necessario adottare altre misure.
Questa apparecchiatura di taglio è progettata
per essere utilizzata esclusivamente in un
ambiente industriale.
Installazione e uso
L'utente è responsabile per l'installazione
el'uso dell'apparecchiatura plasma secondo le
istruzioni del produttore. Qualora vengano rilevate
interferenze elettromagnetiche sarà responsabilità
dell'utente risolvere la situazione con l'assistenza
tecnica del produttore. Inalcuni casi quest'azione
correttiva potrebbe essere semplice tanto quanto
mettere a terra il circuito di taglio: consultare
Messa a terra del pezzo in lavorazione. Inaltri
casi potrebbe comportare la creazione di uno
schermo elettromagnetico che racchiude la fonte
di energia e il completamento del lavoro con filtri
d'ingresso collegati. In tutti i casi le interferenze
elettromagnetiche devono essere ridotte al punto
da non creare più problemi.
Valutazione della zona
Prima di installare l'apparecchiatura l'utente
dovrà fare una valutazione dei potenziali
problemi elettromagnetici della zona circostante.
Si devono prendere in considerazione:
a. Altri cavi di alimentazione, cavi di controllo,
cavi telefonici e di segnalazione nella
zona soprastante, sottostante e adiacente
all'apparecchiatura di taglio.
b. Trasmettitori e ricevitori radio e televisivi.
c.
Il computer e gli altri apparecchi di comando.
d. L'apparecchiatura critica di sicurezza, ad
esempio la protezione dell'apparecchiatura
industriale.
e. La salute delle persone circostanti,
adesempio se fanno uso di pacemaker
o di apparecchi acustici.
f. L'apparecchiatura impiegata per
lacalibrazione o la misurazione.
g. L'immunità di altri apparecchi nell'ambiente.
L'utente deve garantire la compatibilità delle
altre apparecchiature utilizzate nell'ambiente.
Ciò potrebbe richiedere ulteriori misure di
protezione.
h. L'ora del giorno in cui si effettua il taglio
o si eseguono altre attività.
Le dimensioni della zona circostante da
considerare dipenderanno dalla struttura
dell'edificio e dalle altre attività che si stanno
effettuando. La zona circostante potrebbe
estendersi oltre i confini degli edifici.
Metodi per la riduzione delle
emissioni
Alimentazione elettrica
L'apparecchiatura di taglio deve essere
collegata all'alimentazione elettrica in
conformità con i suggerimenti del produttore.
Qualora si verifichino interferenze potrebbe
essere necessario adottare ulteriori precauzioni
come il filtraggio dell'alimentazione elettrica.
Informazioni sulla Compliance EMC-1
Settembre 2010

COMPATIBILITÀ ELETTROMAGNETICA EMC
per motivi di sicurezza elettrica, o non è collegato
emissioni. Si deve prestare attenzione per evitare
Nel caso di installazione permanente
dell'apparecchiatura di taglio si deve prendere
in considerazione la schermatura del cavo
di alimentazione in un condotto metallico
oequivalente. La schermatura deve presentare
una buona continuità elettrica per tutta la
sua lunghezza. La schermatura deve essere
collegata all'alimentazione dell'apparecchiatura
di taglio in modo da mantenere un buon
contatto elettrico tra il condotto e la parete
laterale del generatore di taglio.
Manutenzione
dell'apparecchiatura di taglio
L'apparecchiatura di taglio deve essere
sottoposta periodicamente a manutenzione
secondo iconsigli del produttore. Durante
il funzionamento dell'apparecchiatura di
taglio tutte le porte di servizio e di accesso
e i coperchi devono essere chiusi e fissati
adeguatamente. L'apparecchiatura di taglio
non deve essere modificata in alcun modo,
a eccezione delle modifiche indicate e in
conformità con le istruzioni del produttore.
Per esempio, gli spinterometri dell'arco che
accendono e stabilizzano idispositivi devono
essere regolati e mantenuti in efficienza
secondo iconsigli del produttore.
Cavi per taglio
I cavi per taglio devono essere tenuti della minor
lunghezza possibile e devono essere posizionati
a una distanza ravvicinata, funzionanti a livello
del pavimento o vicino ad esso.
Collegamento equipotenziale
Si deve tener conto dei collegamenti di tutti
icomponenti metallici dell'installazione di taglio
e adiacenti ad essa. Tuttavia i componenti
metallici collegati al pezzo in lavorazione
incrementeranno il rischio di scosse elettriche
per l'operatore toccando contemporaneamente
questi componenti metallici e l'elettrodo (ugello
per teste laser). L'operatore deve essere isolato
da tutti questi componenti metallici collegati.
Messa a terra del pezzo
inlavorazione
Se il pezzo in lavorazione non è collegato a terra
a terra per motivi di dimensioni e posizione, ad
esempio scafi di navi o ponteggi, in certi casi,
ma non in tutti, un collegamento che collega
ilpezzo in lavorazione a terra potrebbe ridurre le
che la messa a terra del pezzo in lavorazione
aumenti il rischio di lesioni agli utenti o danneggi
altre apparecchiature elettriche. Ove necessario,
il collegamento del pezzo in lavorazione
aterra deve essere effettuato mediante un
collegamento diretto al pezzo in lavorazione, ma
nei Paesi in cui non è consentito, il collegamento
deve essere effettuato da capacità idonee
selezionate secondo le normative nazionali.
Nota: il circuito di taglio potrebbe essere
messo a terra o meno per motivi di sicurezza.
La modifica delle disposizioni di messa a terra
deve essere autorizzata esclusivamente da una
persona competente in grado di valutare se
tali modifiche aumentano il rischio di lesioni, ad
esempio consentendo percorsi di ritorno paralleli
a quelli dell'attuale apparecchiatura di taglio
che potrebbero danneggiare i circuiti di terra di
altre apparecchiature. Per ulteriore assistenza
consultare IEC 60974-9, Apparecchiature per
saldatura ad arco, Parte 9: Installazione e uso.
Schermature
Le schermature selettive di altri cavi e le
apparecchiature nella zona circostante
potrebbero attenuare i problemi di interferenze.
La schermatura dell'intera installazione di taglio
plasma può essere presa in considerazione per
applicazioni speciali.
EMC-2 Informazioni sulla Compliance
Settembre 2010

GARANZIA
Attenzione
La fabbrica consiglia di sostituire i componenti
del proprio sistema Hypertherm con pezzi
di ricambio Hypertherm originali. Qualsiasi
danno o lesione causata dall'uso di ricambi
non originali Hypertherm potrebbe non essere
coperta dalla garanzia Hypertherm e costituirà
uso improprio dei prodotti Hypertherm.
L'utente è unicamente responsabile dell'uso
sicuro del prodotto. Hypertherm non garantisce
né può garantire in merito all'uso sicuro del
prodotto nell'ambiente dell'utente.
Generalità
Hypertherm, Inc. garantisce che i suoi
prodotti sono privi di difetti di fabbricazione
per il periodo di tempo specifico qui stabilito
nel seguente modo: è possibile denunciare
aHypertherm un difetto (i) del generatore
entro un periodo di due (2) anni dalla data
diconsegna, a eccezione dei generatori del
marchio Powermax garantiti per un periodo
di tre (3) anni dalla data di consegna e (ii)
della torcia e dei cavi entro un periodo di un
(1) anno dalla data di consegna, dell'unità
sollevamento torcia entro un periodo di un
(1) anno dalla data di consegna, delle teste
laser entro un periodo di un (1) anno dalla
data di consegna e dei prodotti Hypertherm
Automation entro un periodo di un (1) anno
dalla data di consegna, a eccezione di EDGE
Pro CNC e ArcGlide THC, garantiti per un
periodo di due (2) anni dalla data di consegna.
Questa garanzia non copre i generatori
del marchio Powermax utilizzati con
convertitori di fase. Inoltre, Hypertherm non
garantisce isistemi danneggiati a causa
della scarsa qualità dell'alimentazione, sia
da convertitori di fase che dall'alimentazione
in entrata. Lapresente garanzia non copre
i prodotti installati erroneamente, modificati
odanneggiati in altro modo.
Hypertherm fornisce riparazioni, sostituzioni
o regolazioni del prodotto come unico
mezzo di ricorso esclusivo, solamente se la
garanzia qui stabilita è invocata correttamente
ed èapplicabile. Hypertherm, a sua sola
discrezione, riparerà, sostituirà o regolerà
gratuitamente i prodotti difettosi coperti dalla
presente garanzia, che verranno restituiti
con previa autorizzazione di Hypertherm
(che non sarà negata in modo infondato),
adeguatamente imballati, alla sede di
Hypertherm a Hanover, New Hampshire,
USA, o a una struttura di riparazione
Hyperthem autorizzata, prepagando tutti
icosti, l'assicurazione e il nolo. Hypertherm
non risponderà delle riparazioni, sostituzioni
oregolazioni di prodotti coperti dalla presente
garanzia, a eccezione di quelle ai sensi del
presente paragrafo o salvo previo consenso
scritto di Hypertherm.
La garanzia stabilita sopra è esclusiva
esostituisce tutte le altre garanzie, espresse,
implicite, imposte dalla legge o di qualsiasi
altro tipo in merito ai prodotti, o ai risultati
derivanti da essi, e tutte le garanzie implicite
o condizioni di qualità, commerciabilità
o idoneità per scopi specifici o contro
leviolazioni. Quanto dichiarato sopra costituirà
l'unico mezzo di ricorso esclusivo per
qualsiasi violazione della garanzia da parte
diHypertherm.
Informazioni sulla Compliance W-1
Settembre 2010

GARANZIA
GARANZIA
I distributori/OEM potrebbero offrire garanzie
diverse o aggiuntive, ma i distributori/
OEM non sono autorizzati a elargire alcuna
protezione di garanzia aggiuntiva o a rilasciare
alcuna dichiarazione con l'intento di vincolare
Hypertherm.
Indennità del brevetto
Con l'unica eccezione in caso di prodotti non
fabbricati da Hypertherm o fabbricati da un
individuo diverso da Hypertherm non in stretta
conformità con le caratteristiche tecniche di
Hypertherm e in caso di progettazioni, processi,
formule o combinazioni non sviluppate da
Hypertherm o che quest'ultima non intendeva
sviluppare, Hypertherm avrà il diritto di
impugnare o definire, a proprie spese, qualsiasi
azione legale nei confronti dell'utente che
asserisce che l'uso del prodotto Hypertherm,
da solo e non in combinazione con altri
prodotti non forniti da Hypertherm, infrange
un qualsiasi brevetto di terzi. Qualora si venga
aconoscenza di qualsiasi azione o minaccia
di azione a proposito di tali presunte violazioni
(e in ogni caso non oltre quattordici (14) giorni
dopo essere venuto a conoscenza di qualsiasi
azione o minaccia di azione) si deve informare
tempestivamente Hypertherm e l'obbligo alla
difesa di Hypertherm sarà condizionato dal solo
controllo di Hypertherm e dalla cooperazione
eassistenza della parte indennizzata nella difesa
della richiesta di risarcimento.
Limitazioni di responsabilità
In nessun caso Hypertherm sarà
responsabile nei confronti di qualsiasi
individuo o entità per qualsiasi danno
incidentale, consequenziale, diretto,
indiretto, punitivo o esemplare (tra cui,
ma non in senso limitativo, la perdita di
profitti) a prescindere dal fatto che tale
responsabilità si basi sulla violazione del
contratto, sull'illecito, sulla responsabilità
oggettiva, sulla violazione di garanzie,
sull'insuccesso dello scopo essenziale
oaltro, anche qualora sia stata informata
della possibilità di tali danni.
Norme nazionali e locali
Le norme nazionali e locali che regolano
l'installazione elettrica e idraulica sono prioritari
rispetto alle istruzioni contenute nel presente
manuale. In nessun caso Hypertherm sarà
ritenuta responsabile per lesioni a persone
odanni materiali a causa della violazione di
un codice qualsiasi o delle scarse pratiche
dilavoro.
Limiti della responsabilità
In nessun caso la responsabilità di
Hypertherm, qualora ve ne sia alcuna,
sia che tale responsabilità si basi sulla
violazione del contratto, sull'illecito, sulla
responsabilità oggettiva, sulla violazione
di garanzie, sull'insuccesso dello scopo
essenziale o altro, per qualsiasi richiesta
di risarcimento, causa, azione o procedura
legale (sia in tribunale, arbitrato, procedura
regolatoria o altro) derivante o relativa
all'uso dei prodotti eccederà nel complesso
l'importo sborsato per i prodotti che hanno
dato origine a tale richiesta di risarcimento.
Assicurazione
Si dovrà sempre disporre e mantenere
un’assicurazione in quantità e tipo tale da
coprire in modo sufficiente e appropriato
la difesa e il mantenimento dell'indennità di
Hypertherm in caso di qualsiasi controversia
derivante dall'uso dei prodotti.
W-2 Informazioni sulla Compliance
Settembre 2010

Trasferimento di diritti
L'utente può trasferire i restanti diritti
di cui potrebbe disporre qui di seguito
esclusivamente con la vendita di tutti
osostanzialmente tutti i beni o capitale
azionario a un successore interessato che
acconsenta a sottostare a tutti i termini
econdizioni della presente garanzia. Entro
trenta (30) giorni dal verificarsi di qualsiasi
trasferimento, l'utente consente dinotificare
Hypertherm per iscritto, la quale siriserva il
diritto di approvazione. Se l'utente non notifica
tempestivamente Hypertherm echiede la
sua approvazione come stabilito, la garanzia
stabilita qui sarà nulla e l'utente non avrà
ulteriori rimedi contro Hypertherm secondo
lagaranzia o altro.
GARANZIA
Informazioni sulla Compliance W-3
Settembre 2010

Informazioni
(80669C), in dotazione con il prodotto, per informazioni
sulla sicurezza
Prima di utilizzare qualunque attrezzatura Hypertherm, leggere il Manuale sulla
sicurezza e sulla conformità
importanti sulla sicurezza.

INDICE
Compatibilità elettromagnetica ................................................................................................................EMC-1
Garanzia ............................................................................................................................................................. W-1
Sezione 1
CARATTERISTICHE TECNICHE
Descrizione del sistema .................................................................................................................................... 1-2
Dove reperire informazioni utili ........................................................................................................................1-2
Dimensioni e pesi dei generatori .................................................................................................................... 1-3
Dimensioni ................................................................................................................................................. 1-3
Pesi ............................................................................................................................................................. 1-3
Tensioni del generatore .................................................................................................................................... 1-4
Dimensioni della torcia T45v ........................................................................................................................... 1-5
Dimensioni della torcia T45m .......................................................................................................................... 1-5
Caratteristiche tecniche delle torce T45v e T45m ..................................................................................... 1-6
Simboli e indicazioni ...........................................................................................................................................1-7
Simboli IEC ............................................................................................................................................... 1-8
Sezione 2
CONFIGURAZIONE DEL GENERATORE
Apertura della confezione di Powermax45 .................................................................................................. 2-2
Reclami ...................................................................................................................................................... 2-2
Indice ..........................................................................................................................................................2-2
Posizionamento del generatore ...................................................................................................................... 2-3
Preparazione del collegamento elettrico ...................................................................................................... 2-3
Configurazioni della tensione ................................................................................................................ 2-3
Installazione di un interruttore generale di linea ............................................................................... 2-4
Requisiti per la messa a terra ............................................................................................................... 2-4
Considerazioni sul cavo di alimentazione .....................................................................................................2-5
Suggerimenti sulla prolunga ................................................................................................................. 2-5
Raccomandazioni sul generatore ..........................................................................................................2-7
Preparazione dell'alimentazione del gas ........................................................................................................2-7
Collegamento dell'alimentazione del gas ...........................................................................................2-8
Ulteriore filtraggio del gas ..................................................................................................................... 2-8
powermax
45
Manuale dell'operatore i

INDICE
Sezione 3
MONTAGGIO DELLA TORCIA
Introduzione .........................................................................................................................................................3-2
Vita utile dei consumabili .................................................................................................................................. 3-2
Configurazione della torcia per taglio manuale ...........................................................................................3-3
Scelta dei consumabili ........................................................................................................................... 3-3
Installazione dei consumabili ................................................................................................................3-5
Configurazione della torcia per macchina ....................................................................................................3-6
Montare la torcia ...................................................................................................................................... 3-6
Scelta dei consumabili (tabelle di taglio) ........................................................................................... 3-8
Allineamento della torcia ......................................................................................................................3-26
Collegamento dell'interruttore di accensione a distanza..............................................................3-26
Collegamento del cavo di interfaccia macchina .............................................................................3-27
Collegamento del cavo torcia .......................................................................................................................3-30
Sezione 4
FUNZIONAMENTO
Controlli e indicatori .......................................................................................................................................... 4-2
Controlli anteriori e LED ........................................................................................................................4-2
Controlli posteriori ................................................................................................................................... 4-3
Funzionamento del Powermax45 ................................................................................................................... 4-4
Collegamento dell'alimentazione elettrica e del gas ....................................................................... 4-4
Accensione del sistema ......................................................................................................................... 4-4
Impostazione del selettore di modo .................................................................................................... 4-5
Regolazione della pressione del gas .................................................................................................. 4-5
Verifica dei LED spia ............................................................................................................................... 4-6
Collegamento della pinza di massa ......................................................................................................4-7
Informazioni sulle limitazioni del ciclo di lavoro ............................................................................................4-7
Come utilizzare la torcia per taglio manuale ................................................................................................ 4-8
Funzionamento del grilletto di sicurezza............................................................................................. 4-8
Suggerimenti per l'utilizzo della torcia per taglio manuale ............................................................. 4-9
Inizio di un taglio partendo dal bordo della lamiera ....................................................................... 4-10
Sfondamento di una lamiera ...............................................................................................................4-11
Scriccatura di una lamiera ...................................................................................................................4-12
Comuni errori di taglio manuale .........................................................................................................4-14
ii powermax45 Manuale dell'operatore

INDICE
Come utilizzare la torcia per macchina .......................................................................................................4-15
Verifica della corretta configurazione della torcia e del banco ...................................................4-15
Informazioni e ottimizzazione della qualità di taglio........................................................................4-15
Sfondamento della lamiera mediante una torcia per macchina ..................................................4-17
Comuni errori di taglio automatico ....................................................................................................4-18
Sezione 5
MANUTENZIONE E RIPARAZIONE
Eseguire manutenzione ordinaria ...................................................................................................................5-2
Ispezione dei consumabili ................................................................................................................................ 5-3
Ricerca guasti base ........................................................................................................................................... 5-4
Riparazioni ........................................................................................................................................................... 5-8
Rimuovere e sostituire il coperchio e la barriera in Mylar® ........................................................... 5-8
Sostituire il cavo di massa (CSA e CE) ........................................................................................... 5-10
Sostituire l'elemento filtrante del gas ................................................................................................5-11
Sezione 6
COMPONENTI
Componenti del generatore............................................................................................................................. 6-2
Componenti torcia per taglio manuale T45v ...............................................................................................6-5
Consumabili torcia per taglio manuale T45v ..................................................................................... 6-6
Consumabili da 30 A T30v (Powermax30) ....................................................................................... 6-6
Componenti per torcia per macchina T45m .................................................................................................6-7
Consumabili per torcia T45m per macchina ..................................................................................... 6-8
Accessori ............................................................................................................................................................. 6-8
Etichette Powermax45 .....................................................................................................................................6-8
powermax
45
Manuale dell'operatore iii

INDICE
iv powermax45 Manuale dell'operatore

Sezione 1
CARATTERISTICHE TECNICHE
In questa sezione:
Descrizione del sistema .................................................................................................................................... 1-2
Dove reperire informazioni utili ........................................................................................................................1-2
Dimensioni e pesi dei generatori .................................................................................................................... 1-3
Dimensioni ................................................................................................................................................. 1-3
Pesi ............................................................................................................................................................. 1-3
Tensioni del generatore .................................................................................................................................... 1-4
Dimensioni della torcia T45v ........................................................................................................................... 1-5
Dimensioni della torcia T45m .......................................................................................................................... 1-5
Caratteristiche tecniche delle torce T45v e T45m ..................................................................................... 1-6
Simboli e indicazioni ...........................................................................................................................................1-7
Simboli IEC ............................................................................................................................................... 1-8
powermax45 Manuale dell'operatore 1-1

CARATTERISTICHE TECNICHE
Descrizione del sistema
Il Powermax45 è un sistema di taglio al plasma meccanizzato e manuale da 45 A adatto per una
vasta gamma di applicazioni. Il Powermax45 utilizza aria o azoto per tagliare metalli conduttori di
elettricità quali acciaio al carbonio, acciaio inox o alluminio. Questo sistema consente di tagliare
spessori fino a 25,4 mm e sfondare spessori fino a 9,5 mm.
Il sistema Powermax45 standard include un set completo di consumabili necessari per il taglio
(schermo, cappuccio di tenuta, anello diffusore, ugello ed elettrodo), 2 elettrodi di ricambio, 2 ugelli
di ricambio, consumabili per scriccatura (solo configurazioni per taglio manuale), un raccordo per
l'aria a sgancio rapido (1/4 NPT sulle unità CSA e 1/4 NPT x G-1/4 BSPP sulle unità CE), una
scatola di consumabili, una tracolla, un manuale dell'operatore, una scheda per la configurazione
rapida e un DVD di configurazione. Le configurazioni meccanizzate includono inoltre un interruttore
di accensione a distanza.
Presso qualsiasi distributore Hypertherm è possibile ordinare altri consumabili e accessori,
adesempio la guida per il taglio al plasma. Per un elenco dei componenti opzionali e di ricambio,
consultare la Sezione 6, Componenti.
I cavi di alimentazione sui generatori CSA sono distribuiti con una spina da 50 A, 250 V (NEMA6-50P)
sul cavo di alimentazione. Le unità CE sono distribuite senza una spina sul cavo di alimentazione. Per
ulteriori informazioni, consultare il paragrafo Preparazione del collegamento elettrico nella Sezione 2.
Dove reperire informazioni utili
In questa sezione sono disponibili informazioni sulle caratteristiche tecniche del sistema
qualidimensioni, peso, specifiche elettriche dettagliate e velocità di taglio. Per informazioni su:
• Informazioni sulla sicurezza: consultare il Manuale sulla sicurezza e la conformità per ottenere
informazioni dettagliate sulla sicurezza.
• Requisiti di configurazione, compresi i requisiti di alimentazione, messa a terra, configurazioni
del cavo di alimentazione, requisiti della prolunga e raccomandazioni sul generatore:
consultare la Sezione 2, Preparazione del collegamento elettrico.
• Informazioni sui consumabili della torcia per macchina e per taglio manuale, tabelle di taglio
econfigurazione della torcia: consultare la Sezione 3, Configurazione della torcia.
• Informazioni sui controlli e sui LED, procedura dettagliata per l'utilizzo del sistema
esuggerimenti per migliorare la qualità di taglio: consultare la Sezione 4, Funzionamento.
• Informazioni sulla manutenzione ordinaria e le riparazioni: consultare la Sezione 5, Interventi
di manutenzione e riparazione.
• Informazioni sui codici articolo e su come ordinare accessori, consumabili e componenti
diricambio: vedere la Sezione 6, Componenti.
1-2 powermax
45
Manuale dell'operatore

Dimensioni e pesi dei generatori
Dimensioni
34,8 cm
31 cm
CARATTERISTICHE TECNICHE
42,6 cm
17,2 cm
Pesi
I pesi dei generatori forniti di seguito comprendono la torcia per taglio manuale con cavo
da 6,1 m, un cavo di lavoro da 6,1 m e un cavo di alimentazione da 3 m.
• Generatore CSA: 16,8 kg
• Generatore CE da 230 V: 16,6 kg
• Generatore CE da 400 V: 15,9 kg
powermax45 Manuale dell'operatore 1-3

CARATTERISTICHE TECNICHE
Tensioni del generatore
Tensione nominale circuito aperto (U0)
CSA/CE, monofase
CE, trifase
275 VCC
Corrente nominale erogata (I2) Da 20 A a 45 A
Tensione nominale di uscita (U
Ciclo di lavoro a 40 °C
(per ulteriori informazioni sul ciclo di lavoro,
vedere la targa dati sul generatore).
) 132VCC
2
50% (I
=45 A, U2=132 V)
2
60% (I2=41 A, U2=132 V)
100% (I2=32 A, U2=132 V)
Temperatura d'esercizio Tra -10 °C e 40 °C
Temperatura di conservazione Tra -25 °C e 55 °C
Fattore di potenza
200–240 V CSA, 230 V CE, monofase
400 V, trifase CE
Tensione di alimentazione (U
diingresso (I1) a uscita nominale (U
I
) (Per ulteriori informazioni, vedere
2 MAX
)/ Corrente
1
2 MAX
il paragrafo Configurazioni della tensione
,
200–240 VCA / 34–28 A (CSA)
230 VCA / 30 A (230 V CE)*
400 VCA 10 A (400 V CE)**
0,99
0,94
nella Sezione 3).
Tipo di gas Aria Azoto
Pulito, secco, senza
Qualità del gas
olio come da standard
Puro al 99,995%
ISO8573-1 Classe 1.2.2
Flusso e pressione del gas di entrata
raccomandati
170 l/min a 6,2 bar
* L'apparecchiatura è conforme allo standard IEC 61000-3-12.
** L'apparecchiatura è conforme allo standard IEC 61000-3-12 a condizione che la potenza di corto
circuito S
sia maggiore o uguale a 692 KVA sul punto di interfaccia tra l'alimentazione dell'utente
sc
e il sistema pubblico. È responsabilità dell'installatore o dell'utente dell'apparecchiatura assicurarsi,
se necessario consultandosi con l'operatore della rete di distribuzione, che l'apparecchiatura sia
collegata solo a una fonte con una potenza di corto circuito S
1-4 powermax
maggiore o uguale a 692 KVA.
sc
45
Manuale dell'operatore

Dimensioni della torcia T45v
8,3 cm
Angolo di 75°
4,9 cm
2,5 cm
CARATTERISTICHE TECNICHE
22,1 cm
21,6 cm
4,0 cm
Dimensioni della torcia T45m
36,5 cm
2,5 cm
30,5 cm
33,0 cm
powermax45 Manuale dell'operatore 1-5
3,6 cm dimensione più esterna,
3,3 cm lati piani

CARATTERISTICHE TECNICHE
Caratteristiche tecniche delle torce T45v e T45m
Capacità di taglio manuale (spessore del materiale)
Capacità di taglio raccomandata
(tagliomanuale)
Capacità di taglio massima (taglio manuale
opartenza dal bordo meccanizzata)
Capacità di separazione (taglio manuale
opartenza dal bordo meccanizzata)
Capacità di taglio meccanizzata (spessore del materiale)
Capacità di sfondamento
(per partenze dal bordo, le capacità sono
uguali alle capacità per taglio manuale)
Velocità di taglio raccomandata (su acciaio al carbonio)
6,35 mm 1524 mm/min
9,53 mm 813 mm/min
12 mm 508 mm/min
18 mm 203 mm/min
24 mm 102 mm/min
Capacità di scriccatura
Quantità di rimozione di metallo sull'acciaio
al carbonio
Peso
12,7 mm
19,1 mm
25,4 mm
9,5 mm
2,8 kg/ora
Solo torcia T45v 0,27 kg
T45v con cavo da 6,1 m 1,55 kg
T45v con cavo da 15,24 m 3,54 kg
Solo torcia T45m 0,45 kg
T45m con cavo da 7,62 m 2,27 kg
T45m con cavo da 10,7 m 2,9 kg
T45m con cavo da 15,24 m 3,85 kg
1-6 powermax
45
Manuale dell'operatore

CARATTERISTICHE TECNICHE
Simboli e indicazioni
Questo prodotto Hypertherm può recare uno o più dei seguenti marchi sulla targa dati o in prossimità
di quest'ultima. A causa delle differenze e dei conflitti nei regolamenti nazionali, non tutti i marchi
possono essere applicati a tutte le versioni di un certo prodotto.
Marchio S
Il marchio S indica che il generatore e la torcia sono adatti per il funzionamento in ambienti
conrischio elevato di scosse elettriche, in conformità con la normativa IEC 60974-1.
Marchio CSA
I prodotti Hypertherm che recano il marchio CSA sono conformi alle regolamentazioni degli
StatiUniti e del Canada in materia di sicurezza del prodotto. I prodotti sono stati esaminati,
testatiecertificati da CSA-International. In alternativa, il prodotto può recare il marchio di uno
deglialtri laboratori NRTL (Nationally Recognized Testing Laboratories) accreditati negli Stati Uniti
e in Canada, ad esempio Underwriters Laboratories, Incorporated (UL) o TÜV.
Marchio CE
Il marchio CE attesta la dichiarazione di conformità del produttore alle direttive e standard europei
applicabili. Solo le versioni dei prodotti Hypertherm con marchio CE apposto sulla targhetta dei
dati o accanto ad essa sono stati testati per la conformità con le direttive europee in materia
dibassa tensione e compatibilità elettromagnetica (EMC). I filtri EMC che devono essere conformi
alla Direttiva europea EMC sono incorporati all'interno delle versioni del prodotto con marchio CE.
Marchio GOST-R
Le versioni CE dei prodotti Hypertherm che comprendono un marchio GOST-R di conformità con
i requisiti di sicurezza e di compatibilità elettromagnetica EMC per l'esportazione nella Federazione
Russa.
Marchio c-Tick
Le versioni CE dei prodotti Hypertherm con il marchio c-Tick sono conformi ai regolamenti
dicompatibilità elettromagnetica EMC richiesti per la commercializzazione in Australia e Nuova
Zelanda.
Marchio CCC
Il marchio di certificazione CCC (China Compulsory Certification) indica che il prodotto è stato
testato e trovato conforme ai regolamenti di sicurezza sui prodotti richiesti per il mercato cinese.
powermax45 Manuale dell'operatore 1-7

CARATTERISTICHE TECNICHE
Simboli IEC
Sulla targa dati del generatore, sulle etichette dei controlli, sugli interruttori e sui LED potrebbero
essere apposte le seguenti etichette:
Corrente continua
(CC)
Corrente alternata
(CA)
Taglio torcia plasma
Taglio metallo lamiera
Taglio metallo
espanso
Scriccatura
Collegamento
tensione di
alimentazione CA
Terminale per il
conduttore (a massa)
esterno di protezione
l
O
1~
f
1
f
2
Il sistema è ON (acceso)
Il sistema è OFF (spento)
Presa di corrente basata
su invertitore, monofase
o trifase
Curva V/A, caratteristica
"caduta di tensione"
AC
Il sistema è ON (LED)
Guasto del sistema (LED)
Pressione gas di ingresso
(LED)
Consumabili mancanti
oallentati (LED)
Modo di verifica gas
1-8 powermax
La temperatura del
generatore non rientra
nei limiti (LED)
45
Manuale dell'operatore

Sezione 2
CONFIGURAZIONE DEL GENERATORE
In questa sezione:
Apertura della confezione di Powermax45 .................................................................................................. 2-2
Reclami ...................................................................................................................................................... 2-2
Indice ..........................................................................................................................................................2-2
Posizionamento del generatore ...................................................................................................................... 2-3
Preparazione del collegamento elettrico ...................................................................................................... 2-3
Configurazioni della tensione ................................................................................................................ 2-3
Installazione di un interruttore generale di linea ............................................................................... 2-4
Requisiti per la messa a terra ............................................................................................................... 2-4
Considerazioni sul cavo di alimentazione .....................................................................................................2-5
Suggerimenti sulla prolunga ................................................................................................................. 2-5
Raccomandazioni sul generatore ..........................................................................................................2-7
Preparazione dell'alimentazione del gas ........................................................................................................2-7
Collegamento dell'alimentazione del gas ...........................................................................................2-8
Ulteriore filtraggio del gas ..................................................................................................................... 2-8
powermax
45
Manuale dell'operatore 2-1

CONFIGURAZIONE DEL GENERATORE
Apertura della confezione di Powermax45
1. Controllare che tutti i componenti ordinati siano in buone condizioni. Contattare il proprio
distributore qualora alcune parti risultassero danneggiate o mancanti.
2. Esaminare il generatore per controllare che durante la spedizione non si siano verificati danni.
In presenza di danni evidenti, vedere il paragrafo Reclami. In tutte le comunicazioni relative
aquesta apparecchiatura è necessario indicare il numero del modello e il numero di serie
riportati sulla parte inferiore del generatore.
3. Prima di configurare e utilizzare questo sistema Hypertherm, leggere il Manuale sulla Sicurezza.
Reclami
• Reclami per danni occorsi durante il trasporto Se l'unità viene danneggiata durante
iltrasporto, è necessario inoltrare un reclamo al corriere. Su richiesta, Hypertherm fornirà
alcliente una copia della polizza di carico. Se si desidera ricevere ulteriore assistenza,
contattare il rivenditore Hypertherm più vicino, indicato sulla prima pagina del presente manuale.
• Reclami per merce difettosa o mancante In caso di componenti difettosi o mancanti,
contattare il proprio distributore Hypertherm. Se si desidera ricevere ulteriore assistenza,
contattare il rivenditore Hypertherm più vicino, indicato sulla prima pagina del presente manuale.
Indice
Controllare che i componenti nella confezione corrispondano a quelli riportati nell'immagine.
Manuale
dell'operatore
Scheda
montaggio rapido
Scheda di
registrazione
DVD di montaggio
o
Interruttore di accensione a distanza (opzionale)
Scatola con consumabili
aggiuntivi
Tracolla
(CSA)
230 V (CE)
400 V (CE)
2-2 powermax45 Manuale dell'operatore

CONFIGURAZIONE DEL GENERATORE
Posizionamento del generatore
Posizionare il Powermax45 accanto a una presa da 200–240 V adatta per generatori CSA o CE
monofase o a una presa da 400 V per generatori CE trifase. Il Powermax45 è provvisto di un cavo
di alimentazione da 3 m. Lasciare almeno 0,25 m di spazio attorno al generatore per consentire
una corretta ventilazione.
Preparazione del collegamento elettrico
La tensione massima di uscita varia in base alla tensione di alimentazione e alla corrente del
circuito. Poiché l'assorbimento di corrente varia durante l'avvio, è consigliabile utilizzare fusibili
a fusione lenta come mostrato nella seguente tabella. I fusibili a fusione lenta sono in grado di
sopportare correnti fino a 10 volte superiori al valore nominale per brevi periodi di tempo.
Configurazioni della tensione
Nella tabella riportata di seguito viene mostrata l'uscita massima nominale per combinazioni tipiche
di tensione di alimentazione e corrente. Le tensioni di alimentazione accettabili possono essere
comprese tra ±10% dei valori riportati nella tabella.
Attenzione: Proteggere il circuito con fusibili ad azione ritardata
(a fusione lenta) di dimensioni appropriate e un
interruttore generale di linea.
Dimensioni
raccomandate
per fusibili
afusione lenta
Modello
Tensione di
alimentazione
Fase
Uscita
nominale
Corrente
di ingresso
con uscita
a6kW
Corrente di
ingresso durante
l'allungamento
dell'arco
200/240 VCA 1 45 A, 132 V 34 – 28 A 55 – 45 A 50 A
CSA
208 VCA 1 45 A, 132 V 33 A 54,5 A 50 A
200/240 VCA 1 45 A, 132 V 34 – 28 A 55 – 45 A 35 o 50* A
CE
400 VCA 3 45 A, 132 V 10 A 15,5 A 15 o 20* A
220 VCA 1 45 A, 132 V 31 A 53 A 35 o 50* A
CE/CCC
380 VCA 3 45 A, 132 V 11 A 14 A 15 A
* Per applicazioni che richiedono un consistente allungamento dell'arco, utilizzare il fusibile
con il valore di corrente più alto.
powermax
45
Manuale dell'operatore 2-3
CONFIGURAZIONE DEL GENERATORE
Installazione di un interruttore generale di linea
Utilizzare un interruttore generale di linea per ogni generatore in modo da consentire all'operatore
di interrompere velocemente la corrente in ingresso in caso di emergenza. Posizionare l'interruttore
in modo che sia facilmente accessibile per l'operatore. L'installazione deve essere eseguita
daun elettricista autorizzato secondo le normative elettriche nazionali e locali applicabili. Il livello
di interruzione dell'interruttore deve essere pari o superiore alla tensione continua nominale dei
fusibili. L'interruttore deve inoltre:
• Isolare l'apparecchiatura elettrica e scollegare tutti i conduttori in tensione dalla tensione
di alimentazione in ingresso, quando si trova in posizione OFF.
• Avere una posizione di "SPENTO" e una di "ACCESO" chiaramente contrassegnate
con "O" (SPENTO) e "I" (ACCESO).
• Avere una maniglia di azionamento esterno che possa essere bloccata nella posizione
"SPENTO".
• Contenere un meccanismo ad azionamento elettrico che funga da arresto di emergenza.
• Avere fusibili a fusione lenta installati come indicato nella tabella nella pagina precedente.
Requisiti per la messa a terra
Per garantire la sicurezza personale, il corretto funzionamento e ridurre le interferenze
elettromagnetiche, è necessario mettere correttamente a terra il Powermax45:
• Il generatore deve essere adeguatamente messo a terra con il cavo di alimentazione
inconformità con le normative elettriche nazionali e locali.
• L'impianto monofase deve essere di tipo a 3 fili con un cavo verde o verde/giallo per
lamessa a terra di sicurezza e deve essere conforme alle normative nazionali e locali.
Nonutilizzare un impianto a 2 fili.
• L'impianto trifase (solo CE) deve essere di tipo a 4 fili con un cavo verde o verde/giallo
per la messa a terra di sicurezza e deve essere conforme alle normative nazionali e locali.
• Per ulteriori informazioni, consultare il paragrafo Sicurezza a terra del Manuale sulla sicurezza
e la conformità.
2-4 powermax45 Manuale dell'operatore

CONFIGURAZIONE DEL GENERATORE
Considerazioni sul cavo di alimentazione
I generatori Powermax45 sono distribuiti con configurazioni del cavo di alimentazione CSA e CE.
I cavi di alimentazione sui generatori CSA sono distribuiti con una spina da 50 A, 250 V
(NEMA6-50P) sul cavo di alimentazione.
I generatori CE sono distribuiti senza una spina sul cavo di alimentazione. Procurarsi la spina
corretta per la propria unità (230 V o 400 V) e area geografica e farla installare da un elettricista
qualificato.
Suggerimenti sulla prolunga
I fili della prolunga devono avere sezioni appropriate per la lunghezza del cavo e la tensione
delsistema. Utilizzare un cavo conforme alle normative nazionali e locali.
Nelle tabelle riportate nelle seguenti pagine vengono riportate le dimensioni del diametro
raccomandate per varie lunghezze e tensioni di alimentazione. I valori delle lunghezze riportati
nelletabelle si riferiscono solo alla lunghezza della prolunga e non includono il cavo di
alimentazione del generatore.
powermax
45
Manuale dell'operatore 2-5

CONFIGURAZIONE DEL GENERATORE
Suggerimenti sulla prolunga
Inglese
Tensione di
alimentazione Fase < 10 piedi 10–25 piedi 25–50 piedi 50–100 piedi 100–150 piedi
208 VCA 1 8 AWG 8 AWG 8 AWG 6 AWG 4 AWG
220 VCA 1 8 AWG 8 AWG 8 AWG 6 AWG 4 AWG
200–240 VCA 1 8 AWG 8 AWG 8 AWG 6 AWG 4 AWG
380 VCA 3 12 AWG 12 AWG 12 AWG 10 AWG 10 AWG
400 VCA
12 AWG 12 AWG 12 AWG 10 AWG 10 AWG
3
Metrico
Tensione di
alimentazione Fase < 3 m 3–7,5 m 7,5–15 m 15–30 m 30–45 m
208 VCA 1 10 mm
220 VCA 1 10 mm
200–240 VCA 1 10 mm
380 VCA 3 4 mm
400 VCA
3
4 mm
2
2
2
2
2
10 mm
10 mm
10 mm
4 mm
4 mm
2
2
2
2
2
10 mm
10 mm
10 mm
4 mm
4 mm
2
2
2
2
2
16 mm
16 mm
16 mm
6 mm
6 mm
2
2
2
2
2
25 mm
25 mm
25 mm
6 mm
6 mm
2
2
2
2
2
2-6 powermax45 Manuale dell'operatore
CONFIGURAZIONE DEL GENERATORE
Raccomandazioni sul generatore
Se insieme al Powermax45 si utilizza un generatore, deve produrre una corrente nominale di 240VCA.
Tensione di
azionamento del
motore
8 kW 33 A
6 kW 25 A
Note: In base alla tensione nominale del generatore, all'età e alle condizioni, regolare
lacorrente di taglio come necessario.
Se quando si utilizza un generatore si verifica un guasto, è probabile che tale guasto
non venga risolto girando velocemente l'interruttore di alimentazione su SPENTO
epoi su ACCESO (a volte detto anche "ripristino rapido"). In questo caso, spegnere
il generatore e attendere 30-45 secondi prima di accenderlo nuovamente.
Corrente di uscita
dell'azionamento
del motore
Prestazioni
Buon allungamento dell'arco con una corrente
di taglio di 45 A
Allungamento dell'arco limitato con una corrente
di taglio di 45 A
Buon allungamento dell'arco con una corrente
di taglio di 30 A
Preparazione dell'alimentazione del gas
L'alimentazione del gas per il Powermax45 può essere erogata dalla linea o tramite bombole.
Suentrambi i tipi di alimentazione è necessario utilizzare un regolatore ad alta pressione in grado
di trasmettere gas al filtro sul generatore a 170 l/min a 6,2 bar.
AVVERTENZA
Evitare che la pressione di alimentazione del gas superi i 9,3 bar. In caso di
pressione superiore a tale valore, il bicchierino del filtro potrebbe esplodere.
Se la qualità dell'alimentazione del gas non è buona, la velocità di taglio diminuisce, la qualità
ditaglio peggiora e la vita utile dei consumabili si riduce. Per ottenere prestazioni ottimali, il gas
deve avere una dimensioni massima delle particelle di 0,1 micron a una concentrazione massima
di 0,1 mg/m3, un punto di rugiada massimo di -40 °C e una concentrazione massima di olio di
0,1mg/m3 (in base allo standard ISO 8573-1 Classe 1.2.2).
powermax
45
Manuale dell'operatore 2-7
CONFIGURAZIONE DEL GENERATORE
Collegamento dell'alimentazione del gas
Collegare l'alimentazione del gas al generatore mediante un tubo flessibile a gas inerte con
undiametro interno di 9,5mm e un accoppiatore a sgancio rapido 1/4NPT o un accoppiatore
asgancio rapido 1/4 NPT x G-1/4 BSPP (unità CE).
Alimentazione gas 5,5–6,9 bar massimo
9,3 bar con una portata di almeno
165,2 l/min. La portata e la pressione
raccomandate sono 170 l/min a 6,2 bar.
Ulteriore filtraggio del gas
Se nella linea del gas entrano umidità, olio e altri agenti contaminanti a causa delle condizioni
del sito, utilizzare un sistema di filtraggio a coalescenza a tre fasi, ad esempio il kit filtro Eliminizer
(codice articolo 128647) disponibile presso i distributori Hypertherm. Un sistema di filtraggio
a 3 fasi funziona come mostrato di seguito per la rimozione degli agenti contaminanti
dall'alimentazione del gas.
Filtro acqua e particelle
Alimentazione
gas
Il sistema di filtraggio deve essere installato tra l'accoppiatore a sgancio rapido e il generatore.
2-8 powermax45 Manuale dell'operatore
Filtro olio Filtro vapori dell'olio
Powermax45
Sezione 3
MONTAGGIO DELLA TORCIA
In questa sezione:
Introduzione .........................................................................................................................................................3-2
Vita utile dei consumabili .................................................................................................................................. 3-2
Configurazione della torcia per taglio manuale ...........................................................................................3-3
Scelta dei consumabili ........................................................................................................................... 3-3
Installazione dei consumabili ................................................................................................................3-5
Configurazione della torcia per macchina ....................................................................................................3-6
Montare la torcia ...................................................................................................................................... 3-6
Scelta dei consumabili (tabelle di taglio) ........................................................................................... 3-8
Allineamento della torcia ......................................................................................................................3-26
Collegamento dell'interruttore di accensione a distanza..............................................................3-26
Collegamento del cavo di interfaccia macchina .............................................................................3-27
Collegamento del cavo torcia .......................................................................................................................3-30
powermax
45
Manuale dell'operatore 3-1

MONTAGGIO DELLA TORCIA
Introduzione
Per il Powermax45 sono disponibili sia torce per taglio manuale T45v sia torce per macchina T45m.
Il sistema a sgancio rapido della torcia consente di rimuovere facilmente la torcia per il trasporto
odi passare da una torcia all'altra nel caso in cui le applicazioni richiedessero l'utilizzo di entrambe
letorce.
In questa sezione viene illustrato come configurare la torcia e scegliere i consumabili appropriati
per il processo.
Vita utile dei consumabili
La frequenza di sostituzione dei consumabili sul Powermax45 dipende da una serie di fattori:
• Spessore del metallo tagliato.
• Lunghezza del taglio medio.
• Esecuzione di un taglio manuale o con macchina.
• Qualità dell'aria (presenza di olio, umidità o altri agenti contaminanti).
• Esecuzione di uno sfondamento del metallo o di partenza dal bordo.
• Corretta distanza tra la torcia e la lamiera durante scriccature o tagli con consumabili
nonschermati.
• Corretta altezza di sfondamento.
• Tipi di consumabili utilizzati. La vita utile dei consumabili da 30 A T30v (Powermax30) sarà
ridotta quando utilizzati sulla torcia T45v. Assicurano tuttavia la qualità di taglio ottimale per
determinate applicazioni.
In condizioni normali, l'elettrodo si consumerà prima durante il taglio con macchina, mentre in caso
di taglio manuale, sarà l'ugello a consumarsi per primo.
In generale, un set di consumabili dura circa 1-2 ore di tempo effettivo di "accensione arco" per
il taglio manuale, in base a questi fattori. Per i tagli con macchina, i consumabili durano all'incirca
dalle 3 alle 5 ore.
Per ulteriori informazioni sulle corrette tecniche di taglio, vedere la Sezione 4, Funzionamento.
3-2 powermax45 Manuale dell'operatore

MONTAGGIO DELLA TORCIA
Configurazione della torcia per taglio manuale
Consumabili
Grilletto di sicurezza
Scelta dei consumabili
Il Powermax45 con la torcia per taglio manuale T45v viene fornito con un set completo di consumabili
per il taglio installati su torcia, elettrodi e ugelli di ricambio nella scatola dei consumabili e consumabili
per la scriccatura nella scatole dei consumabili. Nei paesi non regolati dalla normativa CE, è inoltre
possibile acquistare consumabili non schermati che risultano utili per determinate applicazioni.
Con i consumabili schermati, è possibile trascinare la punta della torcia lungo il metallo da tagliare.
Se si utilizzano consumabili non schermati, è necessario mantenere la torcia leggermente distante
dal metallo, a circa 2 mm. La vita utile dei consumabili non schermati è in genere inferiore a quella
dei consumabili schermati. Per alcune applicazioni, assicurano tuttavia una maggiore visibilità
eaccessibilità.
I consumabili per il taglio manuale sono mostrati nella pagina successiva. Tenere presente che
ilcappuccio di tenuta, l'anello diffusore e l'elettrodo sono gli stessi per le applicazioni schermate,
non schermate e di scriccatura. Solo lo schermo (deflettore per i consumabili non schermati)
el'ugello sono differenti.
Per una qualità ottimale di taglio sull'acciaio inox sottile, è preferibile ridurre la regolazione
della corrente a 30 A e utilizzare i consumabili da 30 A T30v (Powermax30) reperibili presso
Hypertherm.
powermax
45
Manuale dell'operatore 3-3

MONTAGGIO DELLA TORCIA
Consumabili schermati T45m
220674
Schermo
220713
Cappuccio
di tenuta
220671
Ugello
Consumabili per scriccatura T45m
220675
Schermo
220713
Cappuccio
di tenuta
220672
Ugello
Consumabili non schermati T45m*
220717
Deflettore
220713
Cappuccio
di tenuta
220718
Ugello
220670
Anello
diffusore
220670
Anello
diffusore
220670
Anello
diffusore
220669
Elettrodo
220669
Elettrodo
220669
Elettrodo
* L'utilizzo dei consumabili non schermati non è consentito nei paesi regolati dalla normativa CE.
Consumabili da 30 A T30m (Powermax30)
220569
Deflettore
opzionale
220483
Cappuccio
di tenuta
220480
Ugello
220479
Anello
diffusore
220478
Elettrodo
3-4 powermax45 Manuale dell'operatore

Installazione dei consumabili
L'ARCO PLASMA PUÒ CAUSARE LESIONI E USTIONI
MONTAGGIO DELLA TORCIA
AVVERTENZA
TORCE AD ACCENSIONE IMMEDIATA
I
O
L'arco plasma si accende immediatamente quando viene attivato
il pulsante della torcia. Prima di cambiare i consumabili, verificare
che l'alimentazione sia scollegata.
Per utilizzare la torcia T45v, è necessario che sia installato un set completo di consumabili:
unoschermo o deflettore, cappuccio di tenuta, ugello, anello diffusore ed elettrodo.
Con l'interruttore di alimentazione in posizione SPENTO (O), verificare che i consumabili della
torcia siano installati come illustrato.
Elettrodo
Anello diffusore
Ugello
Cappuccio di tenuta
Schermo o deflettore
È necessario lasciare
un piccolo spazio tra
iconsumabili e la maniglia
della torcia per consentire
all'aria di fuoriuscire durante
ilnormale funzionamento.
Nota: Serrare solo a mano. Se avvitati troppo stretti, la torcia potrebbe
non accendersi.
powermax
45
Manuale dell'operatore 3-5

MONTAGGIO DELLA TORCIA
Configurazione della torcia per macchina
Consumabili
Prima di utilizzare la torcia T45m, è necessario:
• Montare la torcia sul banco da taglio o altra apparecchiatura.
• Scegliere e installare i consumabili.
• Allineare la torcia.
• Collegare il cavo torcia al generatore.
• Configurare il generatore per l'avvio a distanza tramite l'interruttore di accensione a distanza
o un cavo di interfaccia macchina.
Manicotto di posizionamento
Cremagliera Pressacavo
Pressacavo
in rame
Montare la torcia
A seconda del tipo di banco da taglio in uso, potrebbe essere necessario smontare la torcia
per instradarla nella guida e montarla. Se la guida del banco da taglio è abbastanza grande
da consentire di inserire la torcia senza dover rimuovere il corpo torcia dal cavo, eseguire tale
operazione e collegare quindi la torcia al carrello torcia attenendosi alle istruzioni del produttore.
Nota: La torcia T45m può essere montata su un'ampia varietà di banchi X-Y, impianti
motorizzati, smussatrici per tubi e altre apparecchiature. Installare la torcia
attenendosi alle istruzioni del produttore e, se necessario, seguire le istruzioni
riportate di seguito per smontare la torcia.
Se è necessario smontare la torcia, attenersi alla procedura descritta di seguito:
1. Scollegare il cavo torcia dal generatore e rimuovere i consumabili dalla torcia.
2. Rimuovere la cremagliera dal manicotto di posizionamento svitando le 2 viti nere che l'assicurano
al manicotto di posizionamento. Rimuovere le 6 viti (3 a ogni estremità) che assicurano il manicotto
di posizionamento al pressacavo in rame e al corpo torcia. Rimuovere ilmanicotto di posizionamento
dalla torcia facendolo scorrere.
3-6 powermax45 Manuale dell'operatore

MONTAGGIO DELLA TORCIA
3. Scollegare i cavi per il sensore del cappuccio sul connettore al centro.
Collegamento della linea di alimentazione del gas
Vite per il collegamento
del cavo di alimentazione
allo stantuffo
Connettore a filo per
ilsensore del cappuccio
4. Utilizzare un cacciavite con taglio a croce n. 2 e un giradadi da 1/4-pollici (o chiave inglese)
perrimuovere la vite e il dado che assicurano il cavo di alimentazione della torcia allo stantuffo
(se necessario, girare lo stantuffo per poter accedere alla vite).
5. Utilizzare chiavi da 5/16 pollici (8 mm) e da 3/8-pollici (o chiavi regolabili) per allentare il dado
che fissa la linea di alimentazione del gas al cavo della torcia. Riporre il corpo torcia da un lato.
Nota: Rivestire l'estremità della linea del gas sul cavo torcia con nastro per impedire l'ingresso
nella linea del gas di particelle di sporco e altri agenti contaminanti quando si instrada
ilcavo attraverso la guida.
6. Instradare il cavo torcia nella guida del banco da taglio.
7. Collegare nuovamente il cavo di alimentazione della torcia allo stantuffo torcia mediante la vite
e il dado. Ruotare lo stantuffo in modo che la vite non interferisca con il sensore del cappuccio.
8. Ricollegare la linea del gas al cavo torcia.
9. Unire le due metà del connettore a filo del sensore del cappuccio.
10. Far scorrere il manicotto di posizionamento sul corpo torcia e verificare che i fori della vite
siano allineati. Riposizionare le tre viti su ogni estremità.
11. Se si utilizza la cremagliera, riposizionarla con le due viti nere rimosse in precedenza.
12. Collegare la torcia al carrello torcia attenendosi alle istruzioni del produttore.
powermax
45
Manuale dell'operatore 3-7

MONTAGGIO DELLA TORCIA
Scelta dei consumabili (tabelle di taglio)
TORCE AD ACCENSIONE IMMEDIATA
L'ARCO PLASMA PUÒ CAUSARE LESIONI E USTIONI
AVVERTENZA
I
O
L'arco plasma si accende immediatamente quando viene attivato
il pulsante della torcia. Prima di cambiare i consumabili, verificare
che l'alimentazione sia scollegata.
Insieme alla torcia per macchina T45m viene fornito un set completo di consumabili. Inoltre,
èdisponibile un cappuccio di tenuta per sensore ohmico da utilizzare con i consumabili schermati
T45m. Per la torcia T45m sono inoltre disponibili consumabili non schermati econsumabili da 30 A
T30v (Powermax30).
Come utilizzare le tabelle di taglio
Nelle sezioni seguenti vengono riportate alcune immagini dei set di consumabili e delle tabelle
ditaglio per ogni set. Le velocità massime di taglio sono le velocità maggiori possibili per tagliare
il materiale senza considerare la qualità di taglio. Le velocità di taglio consigliate sono utili come
punto di partenza per ottenere la migliore qualità di taglio (miglior angolo, minor bava e migliore
finitura della superficie di taglio). Per ottenere la qualità di taglio desiderata, è necessario regolare
le velocità dell'applicazione e del banco in uso.
Consumabili schermati T45m
220673
Schermo
Cappuccio di tenuta per sensore
220713
Cappuccio
di tenuta
o
220719
termico
220671
Ugello
220670
Anello
diffusore
220669
Elettrodo
Le tabelle di taglio per questi consumabili sono mostrate nelle pagine successive.
3-8 powermax45 Manuale dell'operatore

MONTAGGIO DELLA TORCIA
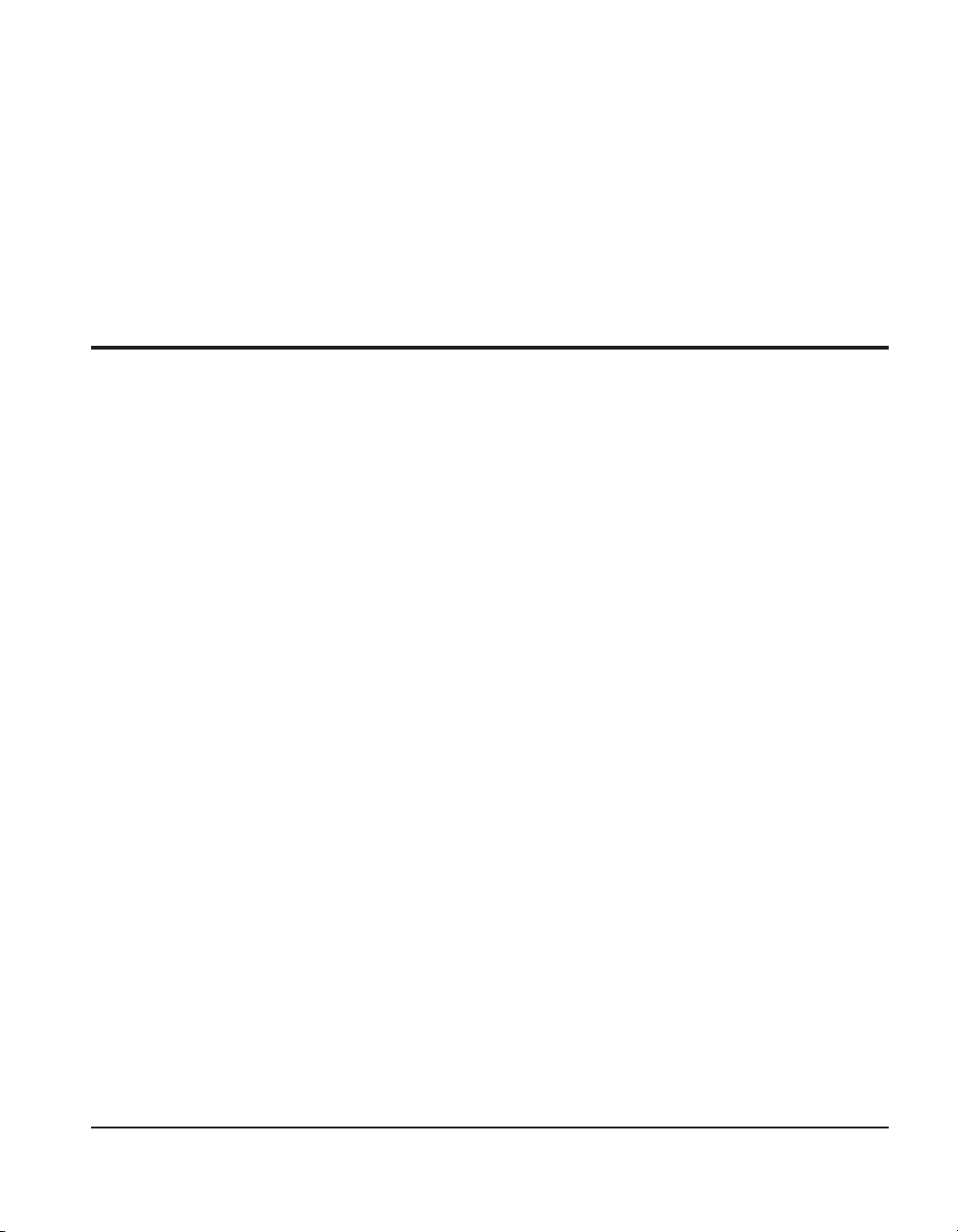
Consumabili schermati T45m
Acciaio al carbonio
Sistema metrico
Corrente
dell'arco
(A)
30
Spessore
del
materiale
(mm)
0,5
0,8 8650 116 10160* 117
0,9 8100 115 10160* 117
1,5 0,2 5650 111 7100 115
0,9
1,5 8890 116 10160* 115
1,9 0,1 7100 117 9144 115
2,7 0,3 4800 117 6096 115
3,4 0,4 3550 117 4445 115
Distanza
tra torcia
e lamiera
(mm)
1,5 3,8 mm 250%
di sfondamento
3,8 mm 250%
Altezza iniziale
Ritardo di
sfondamento
(sec)
0,0
0,0
Portata aria (l/min)
Calda 151
Fredda 165,2
Consigliati Massima
Velocità
di taglio
(mm/min)
9150 117 10160* 118
9652 115 10160* 112
Tensione
(V)
Velocità
di taglio
(mm/min)
Tensione
(V)
4,8 0,5 2150 118 2794 115
45
6,4 0,6 1500 120 1905 116
9,5 0,9 810 122 1016 116
12,7
15,9 280 138 356 127
19,1 200 140 254 131
25,4 100 146 127 142
1,5
510 132 635 125
Si consiglia di partire dal bordo
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (10160 mm/min).
powermax
45
Manuale dell'operatore 3-9

MONTAGGIO DELLA TORCIA
Consumabili schermati T45m
Acciaio al carbonio
Sistema inglese
Corrente
dell'arco
(A)
30
45
Spessore
del
materiale
0.018 poll.
(26 Ga)
0.030 poll.
(22 Ga)
0.036 poll.
(20 Ga)
0.060 poll.
(16 Ga)
0.036 poll.
(20 Ga)
0.060 poll.
(16 Ga)
0.075 poll.
(14 Ga)
0.105 poll.
(12 Ga)
0.135 poll.
(10 Ga)
0.188 poll.
(3/16 poll.)
0.250 poll.
(1/4 poll.)
0.375 poll.
(3/8 poll.)
0.500 poll.
(1/2 poll.)
0.625 poll.
(5/8 poll.)
0.750 poll.
(3/4 poll.)
1.000 poll.
(1 poll.)
Distanza
tra torcia
e lamiera
0.06 poll. 0.15 poll. 250%
0.06 poll.
Altezza iniziale
di sfondamento
0.15 poll. 250%
Ritardo di
sfondamento
(sec)
0.0
0.2 225 111 280 115
0.0
0.1 280 117 360 115
0.3 190 117 240 115
0.4 140 117 175 115
0.5 85 118 110 115
0.6 60 120 75 116
0.9 32 122 40 116
Si consiglia di partire dal
bordo
Portata aria (scfh)
Calda 320
Fredda 360
Consigliati Massima
Velocità
di taglio
(pollici/min)
360 117 400* 118
340 116 400* 117
320 115 400* 117
380 115 400* 112
350 116 400* 115
20 132 25 125
11 138 14 127
Tensione
(V)
8 140 10 131
4 146 5 142
Velocità
di taglio
(pollici/min)
Tensione
(V)
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (400 pollici/min).
3-10 powermax45 Manuale dell'operatore
MONTAGGIO DELLA TORCIA
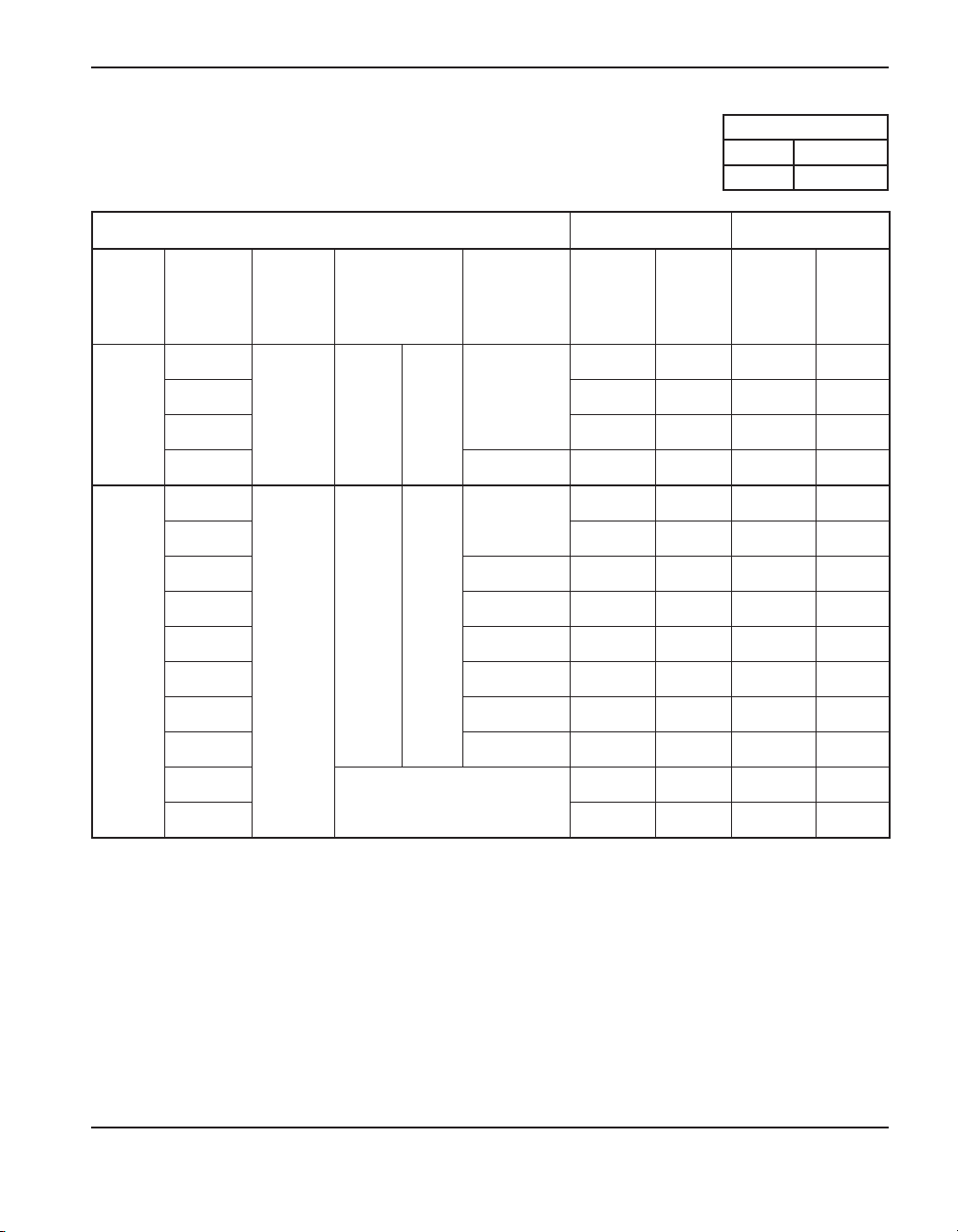
Consumabili schermati T45m
Acciaio inox
Sistema metrico
Corrente
dell'arco
(A)
30
45
Spessore
del
materiale
(mm)
0,5
0,8 8650 117 10160* 121
0,9 8100 115 10160* 119
1,5 0,2 3750 113 4700 118
0,9
1,5 8100 112 10160* 125
1,9 0,1 7100 118 914 4 115
2,7 0,3 4050 118 5080 116
3,4 0,4 3050 121 3810 118
4,8 0,5 1780 122 215 9 118
Distanza
tra torcia
e lamiera
(mm)
1,5 3,8 mm 250%
1,5
di sfondamento
3,8 mm 250%
Altezza iniziale
Ritardo di
sfondamento
(sec)
0,0
0,0
Portata aria (l/min)
Calda 151
Fredda 165,2
Consigliati Massima
Velocità
di taglio
(mm/min)
9150 119 10160* 123
7600 112 10160* 109
Tensione
(V)
Velocità
di taglio
(mm/min)
Tensione
(V)
6,4 0,6 1100 124 1397 120
9,5 0,8 760 126 813 121
12,7
Si consiglia di partire dal bordo
19,1 175 136 229 131
350 132 457 128
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (10160 mm/min).
powermax
45
Manuale dell'operatore 3-11

MONTAGGIO DELLA TORCIA
Consumabili schermati T45m
Acciaio inox
Sistema inglese
Corrente
dell'arco
(A)
30
45
Spessore
del
materiale
0.018 poll.
(26 Ga)
0.030 poll.
(22 Ga)
0.036 poll.
(20 Ga)
0.060 poll.
(16 Ga)
0.036 poll.
(20 Ga)
0.060 poll.
(16 Ga)
0.075 poll.
(14 Ga)
0.105 poll.
(12 Ga)
0.135 poll.
(10 Ga)
0.188 poll.
(3/16 poll.)
0.250 poll.
(1/4 poll.)
0.375 poll.
(3/8 poll.)
0.500 poll.
(1/2 poll.)
0.750 poll.
(3/4 poll.)
Distanza
tra torcia
e lamiera
(pollici)
0.06 0.15 poll. 250%
0.06
Altezza iniziale
di sfondamento
0.15 poll. 250%
Si consiglia di partire dal bordo
Portata aria (scfh)
Calda 320
Fredda 360
Consigliati Massima
Ritardo di
sfondamento
(sec)
0.0
0.2 145 111 185 118
0.0
0.1 280 117 360 115
0.3 160 117 200 116
0.4 120 117 150 118
0.5 70 118 85 118
0.6 44 120 55 120
0.8 30 122 32 121
Velocità
di taglio
(pollici/min)
360 117 400* 123
340 116 400* 121
320 115 400* 119
300 115 400* 109
320 116 400* 125
14 132 18 128
Tensione
(V)
7 140 9 131
Velocità
di taglio
(pollici/min)
Tensione
(V)
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (400 pollici/min).
3-12 powermax45 Manuale dell'operatore
MONTAGGIO DELLA TORCIA
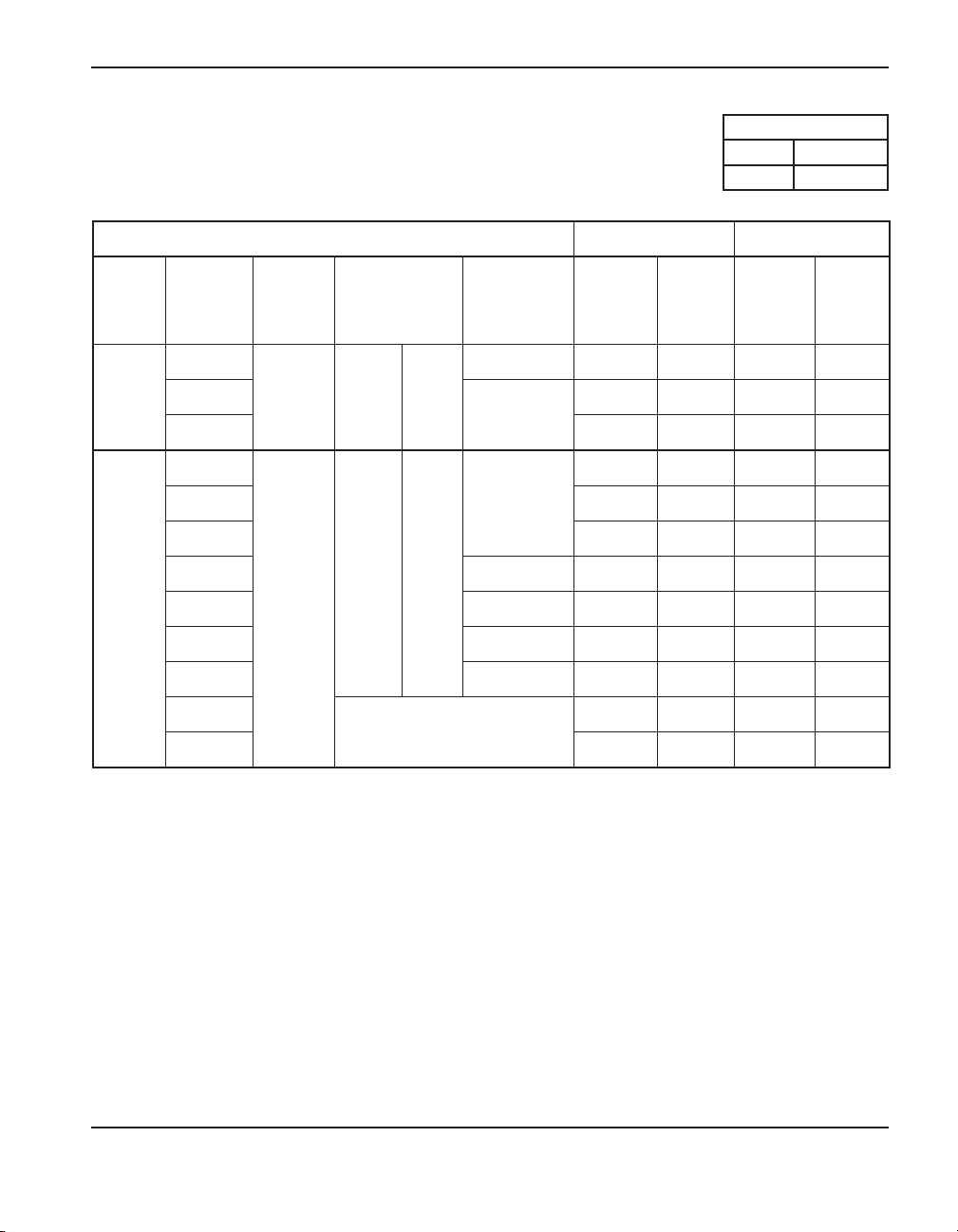
Consumabili schermati T45m
Alluminio
Sistema metrico
Corrente
dell'arco
(A)
30
45
Spessore
del
materiale
(mm)
1,2
1,5
1,9 5450 118 6860 121
1,5
1,9 8650 117 10160 116
2,7 7100 120 9144 119
3,4 0,1 5600 122 7112 120
4,8 0,2 2550 123 3302 120
6,4 0,3 2050 123 2540 120
Distanza
tra torcia
e lamiera
(mm)
1,5 3,8 mm 250%
1,5
di sfondamento
3,8 mm 250%
Altezza iniziale
Portata aria (l/min)
Calda 151
Fredda 165,2
Consigliati Massima
Ritardo di
sfondamento
(sec)
0,0 9150 117 10160* 120
0,2
0,0
Velocità
di taglio
(mm/min)
8650 118 10160* 121
9150 116 10160* 114
Tensione
(V)
Velocità
di taglio
(mm/min)
Tensione
(V)
9,5 0,5 840 130 1067 125
12,7
Si consiglia di partire dal bordo
19,1 200 143 254 138
510 134 635 130
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (10160 mm/min).
powermax
45
Manuale dell'operatore 3-13

MONTAGGIO DELLA TORCIA
Consumabili schermati T45m
Alluminio
Sistema inglese
Corrente
dell'arco
(A)
30
45
Spessore
del
materiale
0.018 poll.
(26 Ga)
0.060 poll.
(16 Ga)
0.075 poll.
(14 Ga)
0.060 poll.
(16 Ga)
0.075 poll.
(14 Ga)
0.105 poll.
(12 Ga)
0.135 poll.
(10 Ga)
0.188 poll.
(3/16 poll.)
0.250 poll.
(1/4 poll.)
0.375 poll.
(3/8 poll.)
0.500 poll.
(1/2 poll.)
0.750 poll.
(3/4 poll.)
Distanza
tra torcia
e lamiera
(pollici)
0.06 0.15 poll. 250%
0.06
Altezza iniziale
di sfondamento
0.15 poll. 250%
Si consiglia di partire dal bordo
Portata aria (scfh)
Calda 320
Fredda 360
Consigliati Massima
Ritardo di
sfondamento
(sec)
0.0 360 117 400* 120
0.2
0.0
0.1 220 122 280 120
0.2 100 123 130 120
0.3 80 123 100 120
0.5 33 130 42 125
Velocità
di taglio
(pollici/min)
340 118 400* 121
215 118 270 121
360 116 400* 114
340 117 400* 116
280 120 360 119
20 134 25 130
Tensione
(V)
8 143 10 138
Velocità
di taglio
(pollici/min)
Tensione
(V)
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (400 pollici/min).
3-14 powermax45 Manuale dell'operatore

Consumabili non schermati T45m
MONTAGGIO DELLA TORCIA
220717
Deflettore
220713
Cappuccio
di tenuta
Acciaio al carbonio
Sistema metrico
Corrente
dell'arco
(A)
Spessore
del
materiale
(mm)
0,5
0,8 8650 118 10160* 116
30
0,9 8100 117 10160* 120
1,5 0,2 5800 113 7250 119
0,9
1,5 8900 114 10160* 113
1,9 6100 114 7620 114
2,7 0,3 4450 116 5588 114
3,4 0,4 3400 118 4318 116
4,8 0,4 2150 118 2794 116
45
6,4 0,5 1500 118 1905 118
9,5 0,7 810 120 1016 118
12,7
15,9 280 132 356 126
19,1 200 138 254 132
25,4 100 145 127 140
220718
Ugello
Distanza
tra torcia
e lamiera
(mm)
2,0 5,0 mm 250%
2,0
Altezza iniziale
di sfondamento
5,0 mm 250%
Si consiglia di partire dal bordo
220670
Anello
diffusore
Ritardo di
sfondamento
(sec)
0,0
0,0
220669
Elettrodo
Portata aria (l/min)
Calda 151
Fredda 165,2
Consigliati Massima
Velocità
di taglio
(mm/min)
9150 118 10160* 114
9650 118 10160* 110
510 130 635 124
Tensione
(V)
Velocità
di taglio
(mm/min)
Tensione
(V)
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (10160 mm/min).
powermax
45
Manuale dell'operatore 3-15

MONTAGGIO DELLA TORCIA
Consumabili non schermati T45m
Acciaio al carbonio
Sistema inglese
Corrente
dell'arco
(A)
30
45
Spessore
del
materiale
0.018 poll.
(26 Ga)
0.030 poll.
(22 Ga)
0.036 poll.
(20 Ga)
0.060 poll.
(16 Ga)
0.036 poll.
(20 Ga)
0.060 poll.
(16 Ga)
0.075 poll.
(14 Ga)
0.105 poll.
(12 Ga)
0.135 poll.
(10 Ga)
0.188 poll.
(3/16 poll.)
0.250 poll.
(1/4 poll.)
0.375 poll.
(3/8 poll.)
0.500 poll.
(1/2 poll.)
0.625 poll.
(5/8 poll.)
0.750 poll.
(3/4 poll.)
1.000 poll.
(1 poll.)
Distanza
tra torcia
e lamiera
(pollici)
0.08 0.2 poll. 250%
0.08
Altezza iniziale
di sfondamento
0.2 poll. 250%
Si consiglia di partire
sfondamento
dal bordo
Portata aria (scfh)
Calda 320
Fredda 360
Consigliati Massima
Ritardo di
(sec)
0.0
0.2 225 113 285 119
0.0
0.3 175 116 220 114
0.4 135 118 170 116
0.4 85 118 110 116
0.5 60 118 75 118
0.7 32 120 40 118
Velocità
di taglio
(pollici/min)
360 118 400* 114
340 118 400* 116
320 117 400* 120
380 118 400* 110
350 114 400* 113
240 114 300 114
20 130 25 124
11 132 14 126
Tensione
(V)
8 138 10 132
4 145 5 140
Velocità
di taglio
(pollici/min)
Tensione
(V)
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (400 pollici/min).
3-16 powermax45 Manuale dell'operatore
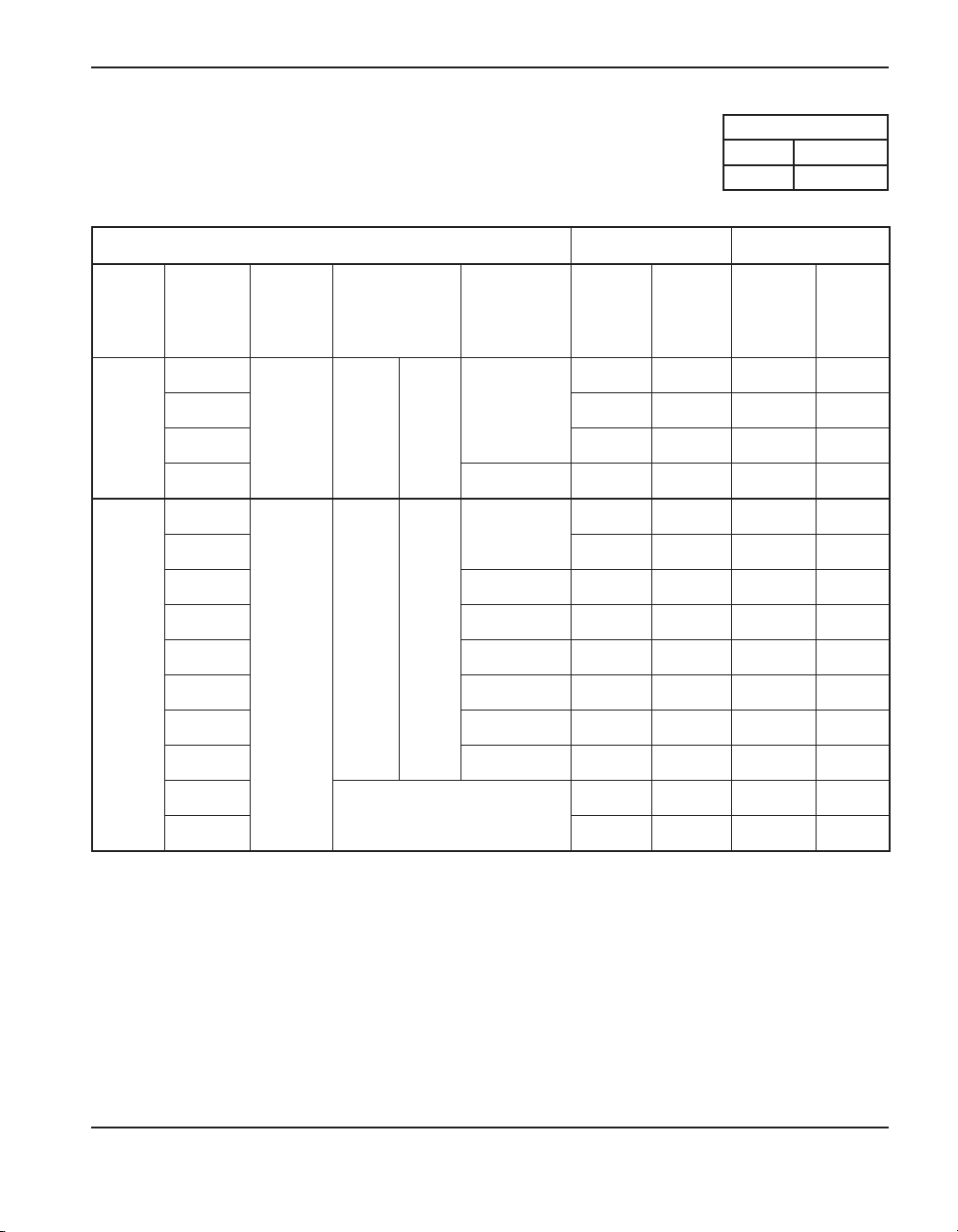
MONTAGGIO DELLA TORCIA
Consumabili non schermati T45m
Acciaio inox
Sistema metrico
Corrente
dell'arco
(A)
30
45
Spessore
del
materiale
(mm)
0,5
0,8 8128 115 10160* 128
0,9 7000 114 9000 125
1,5 0,2 3650 112 4800 118
0,9
1,5 8100 115 10160* 113
1,9 0,1 7112 116 9144 114
2,7 0,3 4100 118 5080 116
3,4 0,4 2800 120 3556 118
4,8 0,5 1650 120 2032 118
Distanza
tra torcia
e lamiera
(mm)
2,0 5,0 mm 250%
2,0
Altezza iniziale
di sfondamento
5,0 mm 250%
Ritardo di
sfondamento
(sec)
0,0
0,0
Portata aria (l/min)
Calda 151
Fredda 165,2
Consigliati Massima
Velocità
di taglio
(mm/min)
9144 113 10160* 125
8900 112 10160* 110
Tensione
(V)
Velocità
di taglio
(mm/min)
Tensione
(V)
6,4 0,6 1010 121 1270 118
9,5 0,8 610 125 762 120
12,7
Si consiglia di partire dal bordo
19,1 175 133 229 138
355 130 457 126
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (10160 mm/min).
powermax
45
Manuale dell'operatore 3-17

MONTAGGIO DELLA TORCIA
Consumabili non schermati T45m
Acciaio inox
Sistema inglese
Corrente
dell'arco
(A)
30
45
Spessore
del
materiale
0.018 poll.
(26 Ga)
0.030 poll.
(22 Ga)
0.036 poll.
(20 Ga)
0.060 poll.
(16 Ga)
0.036 poll.
(20 Ga)
0.060 poll.
(16 Ga)
0.075 poll.
(14 Ga)
0.105 poll.
(12 Ga)
0.135 poll.
(10 Ga)
0.188 poll.
(3/16 poll.)
Distanza
tra torcia
e lamiera
(pollici)
0.08 0.2 poll. 250%
0.08
Altezza iniziale
di sfondamento
0.2 poll. 250%
Portata aria (scfh)
Calda 320
Fredda 350
Consigliati Massima
Ritardo di
sfondamento
(sec)
0.0
0.2 145 112 180 118
0.0
0.1 280 116 360 114
0.3 160 118 200 116
0.4 110 120 140 118
0.5 64 120 80 118
Velocità
di taglio
(pollici/min)
360 113 400* 125
320 115 400* 128
275 114 345 125
350 112 400* 110
320 115 400* 113
Tensione
(V)
Velocità
di taglio
(pollici/min)
Tensione
(V)
0.250 poll.
(1/4 poll.)
0.375 poll.
(3/8 poll.)
0.500 poll.
(1/2 poll.)
0.750 poll.
(3/4 poll.)
Si consiglia di partire dal
bordo
0.6 40 121 50 118
0.8 24 125 30 120
14 130 18 126
7 133 9 138
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (400 pollici/min).
3-18 powermax45 Manuale dell'operatore

MONTAGGIO DELLA TORCIA
Consumabili non schermati T45m
Alluminio
Sistema metrico
Corrente
dell'arco
(A)
30
45
Spessore
del
materiale
(mm)
1,2
1,5 0,1 8100 120 10160* 118
1,9 0,2 5700 121 7100 119
1,5
1,9 8100 120 10160* 116
2,7 7200 122 9144 118
3,4 0,1 5500 123 6858 118
4,8 0,3 2540 123 3175 118
6,4 0,3 1820 128 2286 124
Distanza
tra torcia
e lamiera
(mm)
2,0 5,0 mm 250%
1,5
Altezza iniziale
di sfondamento
5,0 mm 250%
Portata aria (l/min)
Calda 151
Fredda 165,2
Consigliati Massima
Ritardo di
sfondamento
(sec)
0,0 8900 122 10160* 121
0,0
Velocità
di taglio
(mm/min)
8900 120 10160* 116
Tensione
(V)
Velocità
di taglio
(mm/min)
Tensione
(V)
9,5 0,5 710 130 914 124
12,7
Si consiglia di partire dal bordo
19,1 200 148 254 143
510 131 635 125
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (10160 mm/min).
powermax
45
Manuale dell'operatore 3-19

MONTAGGIO DELLA TORCIA
Consumabili non schermati T45m
Alluminio
Sistema inglese
Corrente
dell'arco
(A)
30
45
Spessore
del
materiale
0.018 poll.
(26 Ga)
0.060 poll.
(16 Ga)
0.075 poll.
(14 Ga)
0.060 poll.
(16 Ga)
0.075 poll.
(14 Ga)
0.105 poll.
(12 Ga)
0.135 poll.
(10 Ga)
0.188 poll.
(3/16 poll.)
0.250 poll.
(1/4 poll.)
0.375 poll.
(3/8 poll.)
0.500 poll.
(1/2 poll.)
0.750 poll.
(3/4 poll.)
Distanza
tra torcia
e lamiera
(pollici)
0.08 0.20 poll. 250%
0.08
Altezza iniziale
di sfondamento
0.20 poll. 250%
Si consiglia di partire dal bordo
Portata aria (scfh)
Calda 320
Fredda 360
Consigliati Massima
Ritardo di
sfondamento
(sec)
0.0 350 122 400* 121
0.1 320 120 400* 118
0.2 225 121 280 119
0.0
0.1 215 123 270 118
0.3 100 123 125 118
0.3 72 128 90 124
0.5 28 130 36 124
Velocità
di taglio
(pollici/min)
350 120 400* 116
320 120 400* 116
285 122 360 118
20 131 25 125
Tensione
(V)
8 148 10 143
Velocità
di taglio
(pollici/min)
Tensione
(V)
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (400 pollici/min
o 10160 mm/min).
3-20 powermax45 Manuale dell'operatore

Consumabili da 30 A T30v (Powermax30)
MONTAGGIO DELLA TORCIA
220569
Deflettore
opzionale
Cappuccio
Acciaio al carbonio
Sistema metrico
Corrente
dell'arco
(A)
30
Spessore
del
materiale
(mm)
0,5
0,8 8100 102 10160* 103
0,9 7100 101 8900 100
1,5 0,2 4450 97 5600 100
1,9
2,7 2050 96 2550 96
220483
di tenuta
Distanza
tra torcia
e lamiera
(mm)
0,5 2,5 mm 500%
220480
Altezza iniziale
di sfondamento
Ugello
220479
Anello
diffusore
Ritardo di
sfondamento
(sec)
0,0
0,4
220478
Elettrodo
Portata aria (l/min)
Calda 131,2
Fredda 146,3
Consigliati Massima
Velocità
di taglio
(mm/min)
8900 105 10160* 98
3050 98 3800 97
Tensione
(V)
Velocità
di taglio
(mm/min)
Tensione
(V)
3,4 1270 100 1650 101
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (10160 mm/min).
powermax
45
Manuale dell'operatore 3-21

MONTAGGIO DELLA TORCIA
Consumabili da 30 A T30v (Powermax30)
Acciaio al carbonio
Sistema inglese
Corrente
dell'arco
(A)
30
Spessore
del
materiale
(pollici)
0.018
(26 Ga)
0.030
(22 Ga)
0.036
(20 Ga)
0.060
(16 Ga)
0.075
(14 Ga)
0.105
(12 Ga)
0.135
(10 Ga)
Distanza
tra torcia
e lamiera
(pollici)
0.02 0.1 poll. 500%
Altezza iniziale
di sfondamento
Portata aria (scfh)
Calda 280
Fredda 310
Consigliati Massima
Ritardo di
sfondamento
(sec)
0.0
0.2 175 97 220 100
0.4
Velocità
di taglio
(pollici/min)
350 105 400* 98
320 102 400* 103
280 101 350 100
120 98 150 97
80 96 100 96
50 100 65 101
Tensione
(V)
Velocità
di taglio
(pollici/min)
Tensione
(V)
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (400 pollici/min).
3-22 powermax45 Manuale dell'operatore

MONTAGGIO DELLA TORCIA
Consumabili da 30 A T30v (Powermax30)
Acciaio inox
Sistema metrico
Portata aria (l/min)
Calda 131,2
Fredda 146,3
Consigliati Massima
Corrente
dell'arco
(A)
30
Spessore
del
materiale
(mm)
0,5
0,8 8100 98 10160* 100
0,9 7600 97 6850 98
1,5 0,2 3800 99 4800 98
1,9
2,7 1500 101 1900 98
3,4 1150 102 1400 97
Distanza
tra torcia
e lamiera
(mm)
0,5 2,5 mm 500%
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
(sec)
0,0
0,4
Velocità
di taglio
(mm/min)
8900 103 10160* 102
2800 101 3450 97
Tensione
(V)
Velocità
di taglio
(mm/min)
Tensione
(V)
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (10160 mm/min).
powermax
45
Manuale dell'operatore 3-23

MONTAGGIO DELLA TORCIA
Consumabili da 30 A T30v (Powermax30)
Acciaio inox
Sistema inglese
Corrente
dell'arco
(A)
30
Spessore
del
materiale
(pollici)
0.018
(26 Ga)
0.030
(22 Ga)
0.036
(20 Ga)
0.060
(16 Ga)
0.075
(14 Ga)
0.105
(12 Ga)
0.135
(10 Ga)
Distanza
tra torcia
e lamiera
(pollici)
0.02 0.1 poll. 500%
Altezza iniziale
di sfondamento
Portata aria (scfh)
Calda 280
Fredda 310
Consigliati Massima
Ritardo di
sfondamento
(sec)
0.0
0.2 150 99 190 98
0.4
Velocità
di taglio
(pollici/min)
350 103 400* 102
320 98 400* 100
300 97 380 98
110 101 135 97
60 101 75 98
45 102 55 97
Tensione
(V)
Velocità di
taglio
(pollici/min)
Tensione
(V)
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (400 pollici/min).
3-24 powermax45 Manuale dell'operatore

MONTAGGIO DELLA TORCIA
Consumabili da 30 A T30v (Powermax30)
Alluminio
Sistema metrico
Corrente
dell'arco
(A)
30
Spessore
del
materiale
(mm)
0,5
0,8 6100 104 7650 103
0,9 4800 104 6100 103
1,5
1,9 2400 101 3050 101
Distanza
tra torcia
e lamiera
(mm)
0,5 2,5 mm 500%
Altezza iniziale
di sfondamento
Alluminio
Sistema inglese
Ritardo di
sfondamento
(sec)
0,0
0,2
Portata aria (l/min)
Calda 131,2
Fredda 146,3
Consigliati Massima
Velocità
di taglio
(mm/min)
8100 107 10160* 105
3700 103 4550 103
Tensione
(V)
Velocità
di taglio
(mm/min)
Portata aria (scfh)
Calda 280
Fredda 310
Tensione
(V)
Consigliati Massima
Corrente
dell'arco
(A)
30
Spessore
del
materiale
(pollici)
0.036
(20 Ga)
0.060
(16 Ga)
0.075
(14 Ga)
0.105
(12 Ga)
0.135
(10 Ga)
Distanza
tra torcia
e lamiera
(pollici)
0.02 0.10 poll. 500%
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
(sec)
0.0
0.2
Velocità
di taglio
(pollici/min)
320 107 400* 105
240 104 300 103
190 104 240 103
145 103 180 103
95 101 120 101
Tensione
(V)
Velocità di
taglio
(pollici/min)
Tensione
(V)
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (400 pollici/min
o 10160 mm/min).
powermax
45
Manuale dell'operatore 3-25

MONTAGGIO DELLA TORCIA
Allineamento della torcia
Montare la torcia della macchina perpendicolarmente alla lamiera in modo da ottenere un taglio
verticale. Utilizzare una squadra per allineare la torcia a 0° e a 90°.
Torcia
0°
90°
Collegamento dell'interruttore di accensione a distanza
Le configurazioni di un Powermax45 con un consumabile T45m includono inoltre un interruttore
diaccensione a distanza da 7,62 m, 15,24 m o 22,86 m. Per utilizzare l'interruttore di accensione
a distanza Hypertherm, collegarlo alla presa sul retro del generatore.
Nota: L'interruttore di accensione a distanza deve essere utilizzato solo con una torcia
permacchina. Non funziona se è installata una torcia per taglio manuale.
Presa per l'interruttore
diaccensione a distanza
oper un cavo di interfaccia
macchina.
3-26 powermax45 Manuale dell'operatore

MONTAGGIO DELLA TORCIA
Collegamento del cavo di interfaccia macchina
Il Powermax45 è provvisto di un partitore di tensione integrato studiato per consentire il
collegamento in sicurezza senza attrezzi. Il partitore di tensione integrato fornisce una tensione
dell'arco 50:1. Una presa sul retro del generatore consente di accedere alla tensione dell'arco
50:1 e ai segnali di trasferimento dell'arco e di avvio plasma.
Attenzione: Il partitore di tensione integrato assicura un massimo di 7 V
in presenza di un circuito aperto. Si tratta di una corrente di
uscita a bassissima tensione funzionale (ELV) protetta mediante
impedenza per impedire scosse elettriche e incendi in condizioni
normali sulla presa di interfaccia macchina e in presenza di un
singolo guasto con i cavi dell'interfaccia macchina. Il partitore
di tensione non è tollerante ai guasti e le correnti di uscita
ELV non sono conformi ai requisiti di bassissima tensione di
sicurezza (SELV) per il collegamento diretto ad apparecchiature
computerizzate.
Hypertherm offre diversi modelli di cavi di interfaccia macchina per il Powermax45:
• Per utilizzare il partitore di tensione integrato che fornisce una tensione dell'arco 50:1 oltre
aisegnali di trasferimento dell'arco e di avvio plasma:
– Utilizzare il codice articolo 228350 (7,62 m) o 228351 (15,24 m) per fili terminati con
connettori a forcella (esempio illustrato di seguito).
– Utilizzare il codice articolo 123896 (15,24 m) per cavi terminati con un connettore D-sub
(compatibile con i prodotti Edge Ti e Sensor PHC di Hypertherm).
• Per utilizzare solo i segnali per il trasferimento dell'arco e l'avvio plasma, utilizzare il codice
articolo 023206 (7,63 m) o il codice articolo 023279 (15,24 m). Questi cavi sono provvisti
di connettori a forcella, come mostrato nella seguente immagine:
Nota: Il coperchio sulla presa dell'interfaccia macchina impedisce alla polvere e all'umidità
di danneggiarla quando non in uso. Nel caso in cui sia danneggiato o perso, sostituire
il coperchio (codice articolo 127204).
Per ulteriori informazioni, vedere la Sezione 6, Componenti.
powermax
45
Manuale dell'operatore 3-27
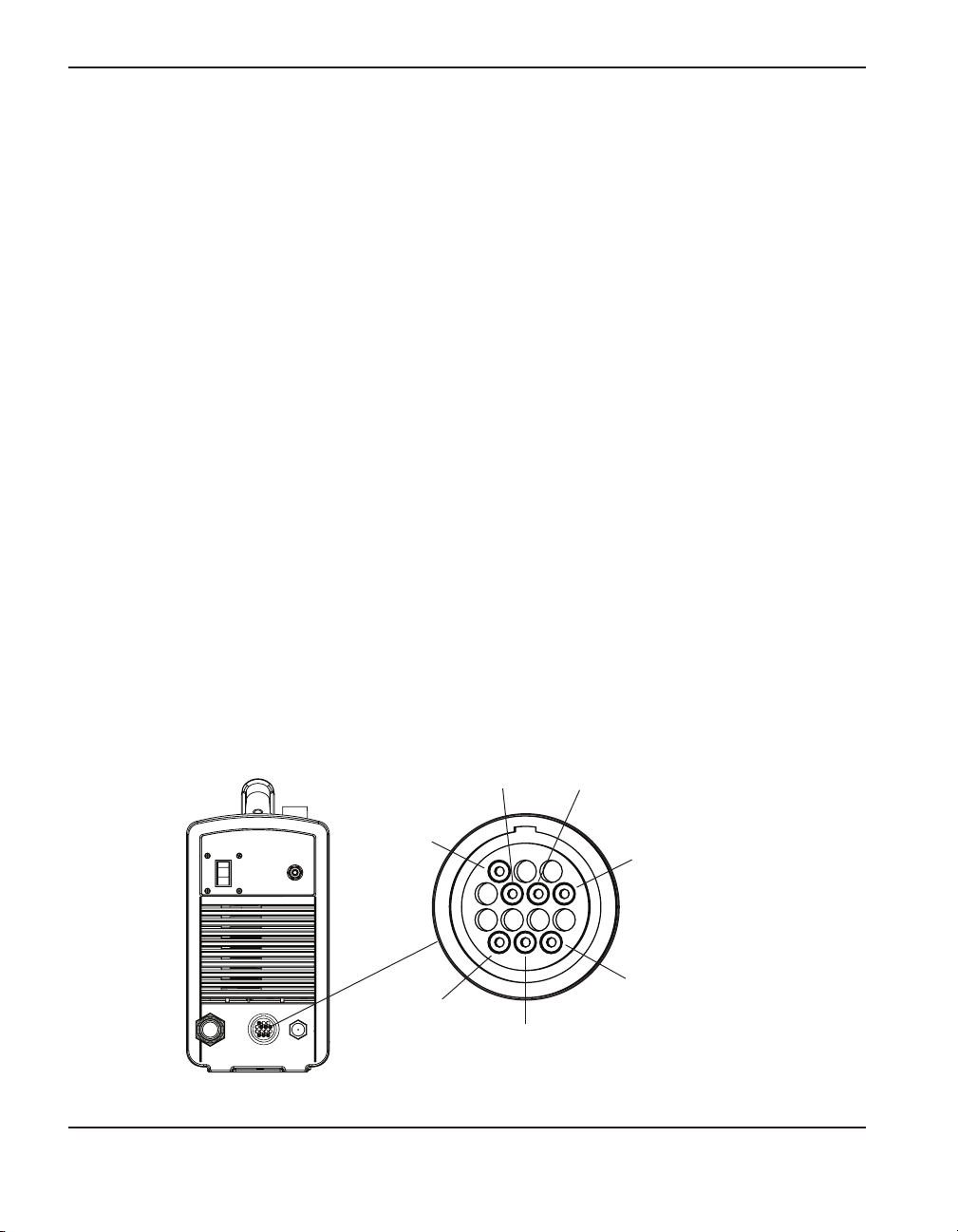
MONTAGGIO DELLA TORCIA
Il cavo di interfaccia macchina deve essere installato da un tecnico di assistenza qualificato.
Perinstallare un cavo di interfaccia macchina:
1. Disconnettere l'alimentazione dal sistema e scollegare il cavo di alimentazione.
2. Rimuovere il coperchio della presa dell'interfaccia macchina dal retro del generatore.
3. Collegare il cavo di interfaccia macchina Hypertherm al generatore.
4. Se si utilizza un cavo con un connettore D-sub sull'altra estremità, collegarlo al connettore
conpiedini appropriato sul controller dell'altezza torcia o sul CNC. Fissarlo con le viti sul
connettore D-sub.
Se si utilizza un cavo con fili e connettori a forcella sull'altra estremità, terminare il cavo di
interfaccia macchina all'interno della copertura elettrica dei controller di altezza torcia elencati
e certificati o dei controller CNC per impedire all'operatore di accedere ai collegamenti dopo
l'installazione. Verificare che i collegamenti siano stati realizzati correttamente e che tutte
le parti in tensione siano coperte e protette prima di mettere in funzione l'apparecchiatura.
Nota: L'integrazione tra l'apparecchiatura Hypertherm e quella fornita dal cliente, compresi
i cavi e i fili di collegamento, se non elencati e certificati come un sistema, è soggetta
a ispezione da parte delle autorità locali presso il sito di installazione finale.
Le prese dei connettori per ogni tipo di segnale trasmesso dal cavo di interfaccia macchina sono
mostrate di seguito. Nella tabella riportata alla pagina seguente vengono fornite informazioni
dettagliate su ogni tipo di segnale.
6
3
14
13
5
4
12
3-28 powermax45 Manuale dell'operatore
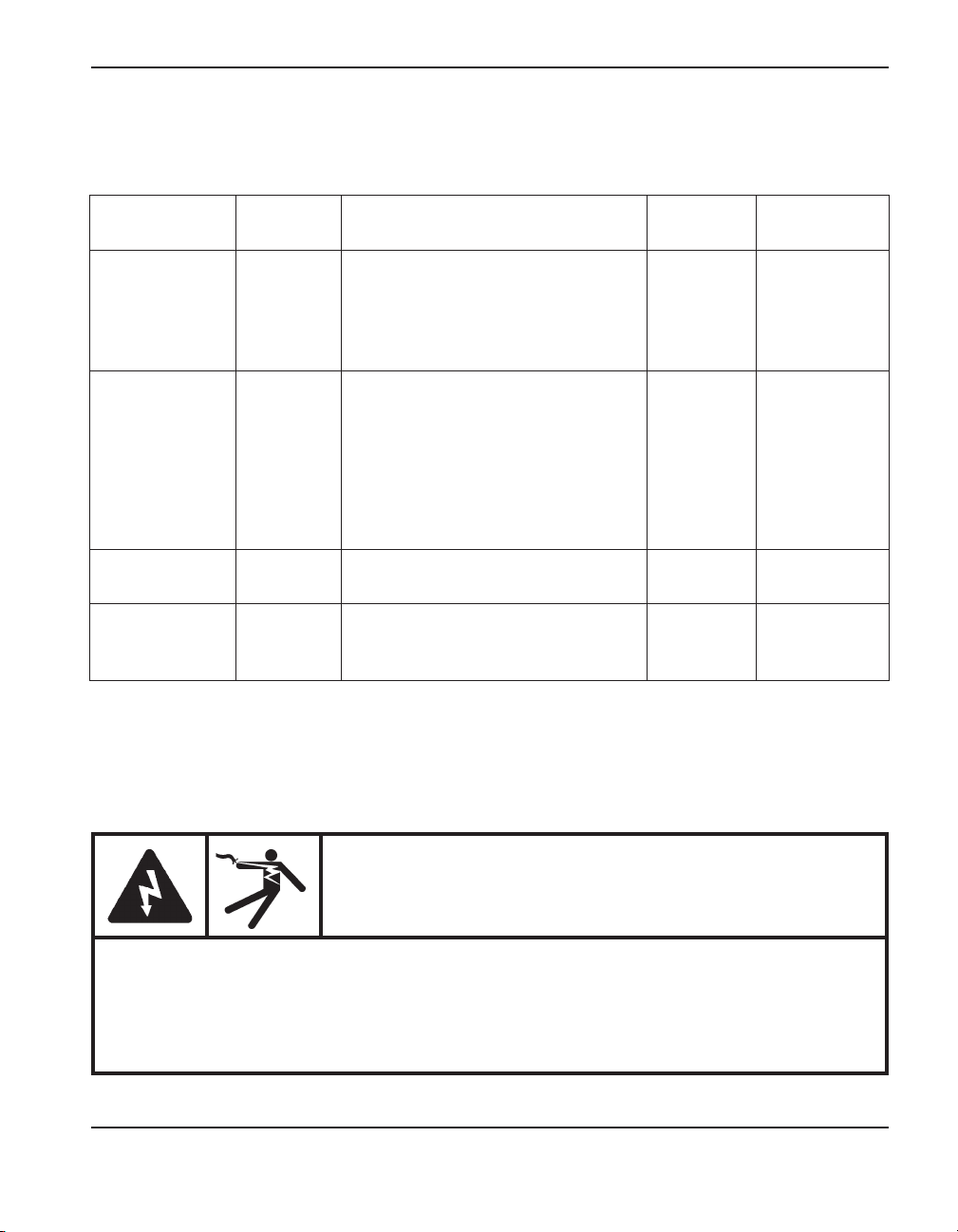
MONTAGGIO DELLA TORCIA
Per collegare il Powermax45 a un controller altezza torcia o a un controller CNC con un cavo
diinterfaccia macchina, vedere la seguente tabella.
Segnale Tipo Note
Normalmente aperto.
Start
(avvio plasma)
Trasferimento
(avvio movimento
macchina)
Terra Terra 13
Partitore
di tensione
Accesso alla tensione dell'arco grezza
Se è necessario accedere alla tensione dell'arco grezza, contattare il distributore Hypertherm
o la struttura di riparazione Hypertherm autorizzata per assistenza.
Ingresso
Uscita
Uscita
Tensione di circuito aperto di
18VCC su terminali START (avvio).
Per l'attivazione è necessaria una
chiusura di contatto isolato.
Normalmente aperto. Chiusura
di contatto isolato durante
iltrasferimento dell'arco.
120 VCA/1 A massimo sul relè
dell'interfaccia macchina o sul
dispositivo di commutazione
(fornitodal cliente).
Segnale dell'arco partizionato
di20:1, 21,1:1, 30:1, 40:1, 50:1
(fornisce un massimo di 18 V).
Prese
connettori
3, 4 Verde, nero
12, 14 Rosso, nero
5, 6 Nero, bianco
Fili cavo
AVVERTENZA
TENSIONE E CORRENTE ELEVATE
Il collegamento diretto al circuito plasma per accedere alla tensione
dell'arco grezza aumenta il rischio di scosse elettriche e incendio in
presenza di un singolo guasto. La tensione e la corrente di uscita del
circuito sono specificate sulla targa dati.
powermax
45
Manuale dell'operatore 3-29

MONTAGGIO DELLA TORCIA
Collegamento del cavo torcia
Il Powermax45 è dotato di FastConnectTM, un sistema a sgancio rapido per collegare e scollegare
le torce per macchina o per taglio manuale. Quando si collega o si scollega una torcia, spegnere
innanzitutto il sistema. Per collegare una delle torce, inserire il connettore nella presa sulla parte
anteriore del generatore.
Per rimuovere la torcia, premere il pulsante rosso sul connettore ed estrarre il connettore dalla presa.
Pulsante rosso
3-30 powermax45 Manuale dell'operatore

Sezione 4
FUNZIONAMENTO
In questa sezione:
Controlli e indicatori .......................................................................................................................................... 4-2
Controlli anteriori e LED ........................................................................................................................4-2
Controlli posteriori ................................................................................................................................... 4-3
Funzionamento del Powermax45 ................................................................................................................... 4-4
Collegamento dell'alimentazione elettrica e del gas ....................................................................... 4-4
Accensione del sistema ......................................................................................................................... 4-4
Impostazione del selettore di modo .................................................................................................... 4-5
Regolazione della pressione del gas .................................................................................................. 4-5
Verifica dei LED spia ............................................................................................................................... 4-6
Collegamento della pinza di massa ......................................................................................................4-7
Informazioni sulle limitazioni del ciclo di lavoro ............................................................................................4-7
Come utilizzare la torcia per taglio manuale ................................................................................................ 4-8
Funzionamento del grilletto di sicurezza............................................................................................. 4-8
Suggerimenti per l'utilizzo della torcia per taglio manuale ............................................................. 4-9
Inizio di un taglio partendo dal bordo della lamiera ....................................................................... 4-10
Sfondamento di una lamiera ...............................................................................................................4-11
Scriccatura di una lamiera ...................................................................................................................4-12
Comuni errori di taglio manuale .........................................................................................................4-14
Come utilizzare la torcia per macchina .......................................................................................................4-15
Verifica della corretta configurazione della torcia e del banco ...................................................4-15
Informazioni e ottimizzazione della qualità di taglio........................................................................4-15
Sfondamento della lamiera mediante una torcia per macchina ..................................................4-17
Comuni errori di taglio automatico ....................................................................................................4-18
powermax
45
Manuale dell'operatore 4-1
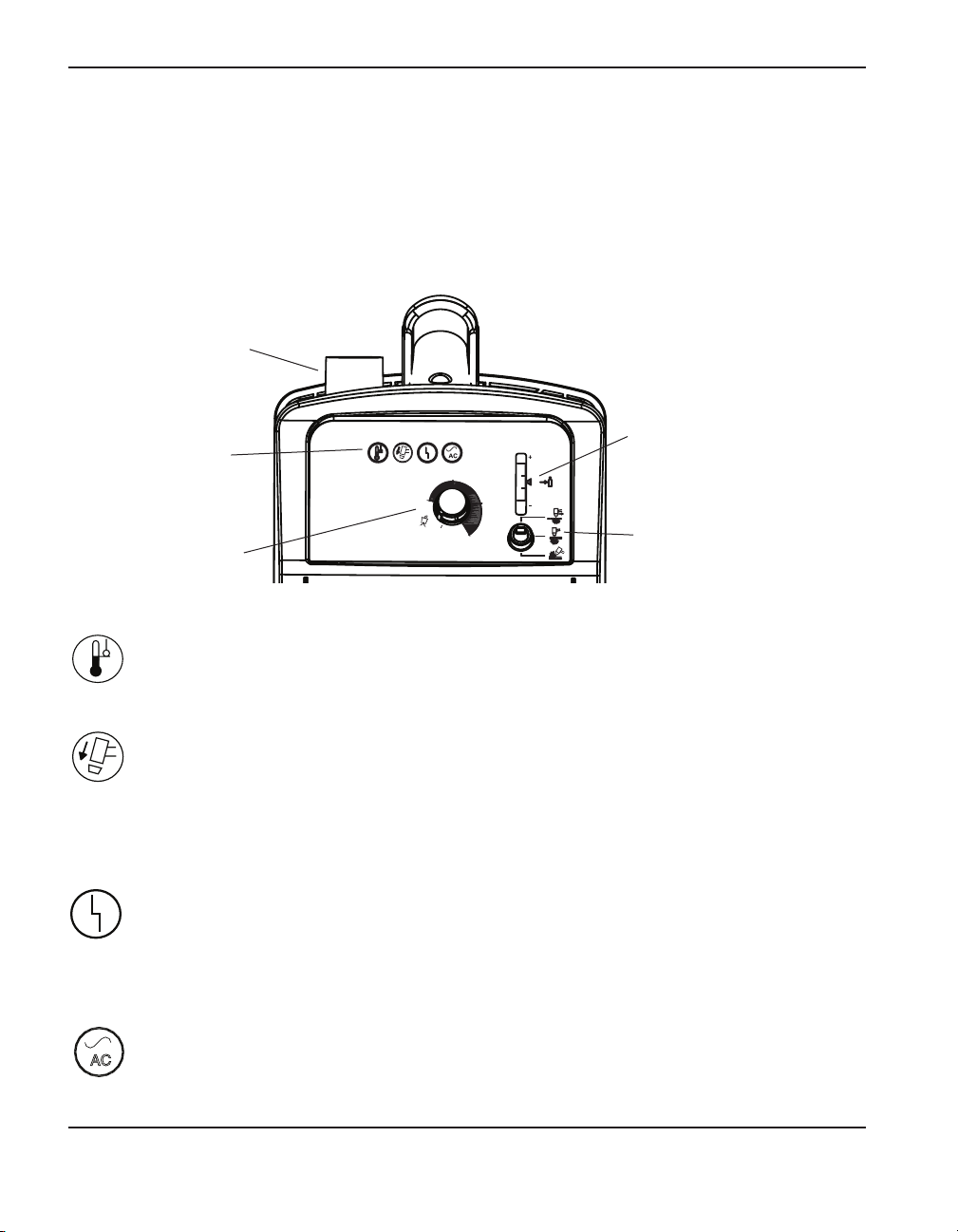
FUNZIONAMENTO
Controlli e indicatori
Il Powermax45 è provvisto di un interruttore di accensione/spegnimento, una manopola di
regolazione della corrente, un selettore di modo, 4LED spia e un LED per la pressione del gas.
Questi componenti sono descritti di seguito.
Controlli anteriori e LED
Manopola di regolazione
della pressione
LED di pressione
LED spia
Manopola di regolazione
della corrente
30
20
AMPS
40
45
del gas e manometro
Selettore di modo
LED temperatura (giallo)
Quando è illuminato, questo LED indica che la temperatura del generatore non rientra
nei limiti accettabili.
LED sensore cappuccio torcia (giallo)
Quando è illuminato, questo LED indica che i consumabili sono allentati, installati in modo
errato o mancanti. Per informazioni sulle possibili condizioni di guasto, vedere il paragrafo
Ricerca guasti di base nella Sezione 5. Se questo LED si accende, spegnere il sistema,
installare correttamente i consumabili e riaccendere nuovamente il sistema per ripristinare
lo stato del LED.
LED di guasto (giallo)
Quando è illuminato, questo LED indica che si è verificato un guasto sul generatore. Alcune
condizioni di guasto causano il lampeggiamento di uno o più LED. Perinformazioni su tali
condizioni di guasto e su come correggerle, vedere il paragrafo Ricerca guasti di base nella
Sezione 5.
LED di alimentazione (verde)
Quando è illuminato, questo LED indica che l'interruttore di alimentazione è in posizione
AC
"I" (acceso) e che gli interruttori di sicurezza funzionano correttamente.
4-2 powermax45 Manuale dell'operatore
FUNZIONAMENTO
LED di pressione del gas e manometro (verde o giallo)
Quando la spia LED sul manometro si accende in verde e si trova al centro della
barra verticale, la pressione del gas è impostata correttamente per il modo di taglio
selezionato con il selettore di modo. Se la pressione è troppo alta per il modo
selezionato, la spia sul manometro si troverà al di sopra del punto intermedio della
barra. Se è troppo bassa, la spia si troverà al di sotto del punto intermedio. Sui punti
più alti e più bassi della barra, la spia si accende in giallo.
Se la spia si trova nella parte più bassa della barra e lampeggia, la pressione del gas
è inferiore alla pressione minima richiesta.
30
Manopola di regolazione della corrente
Posizionare questa manopola nella posizione di verifica del gas (girata completamente
40
in senso antiorario) prima di regolare la pressione del gas con la manopola di
45
regolazione della pressione sulla parte superiore del generatore. Dopo aver regolato la
pressione del gas, girare la manopola in senso orario per impostare la corrente di uscita.
Quando la manopola si trova in posizione di verifica del gas, la torcia non si accende.
Selettore modo e LED
Il selettore modo può essere impostato su una delle tre seguenti posizioni:
• Arco pilota continuo per tagliare metallo espanso o griglie (posizione superiore).
• Arco pilota non continuo per tagliare lamiere di metallo (posizione centrale).
• Scriccatura (posizione inferiore).
Dopo aver modificato il selettore di modo, verificare che la pressione del gas sia
ancora impostata correttamente. Differenti modi di taglio richiedono differenti
impostazioni della pressione.
Controlli posteriori
CSA/230 V CE 400 V CE
I
I
O
O
Interruttore di alimentazione ON (I)/OFF (O)
(acceso/spento)
Consente di attivare l'alimentazione e i rispettivi
circuiti di controllo.
powermax
45
Manuale dell'operatore 4-3

FUNZIONAMENTO
Funzionamento del Powermax45
Attenersi ai passaggi descritti di seguito per iniziare il taglio o la scriccatura con il Powermax45.
Collegamento dell'alimentazione elettrica e del gas
Collegare il cavo di alimentazione e la linea di alimentazione del gas. Per ulteriori informazioni
suirequisiti elettrici e sui requisiti di alimentazione del gas del Powermax45, vedere la Sezione 2,
Configurazione del generatore.
Accensione del sistema
Posizionare l'interruttore di accensione/spegnimento in posizione "I" (acceso).
I
I
I
O
CSA/230 V CE
4-4 powermax45 Manuale dell'operatore
O
400 V CE
O

Impostazione del selettore di modo
Utilizzare il selettore di modo per scegliere il tipo di lavoro da eseguire:
Per tagliare metallo espanso o griglie (posizione superiore).
Utilizzare questa impostazione per tagliare metallo con fori
oper qualsiasi processo che richiede un arco pilota continuo.
Se si lascia il selettore di modo su questa impostazione per
tagliare la lamiera di metallo standard si riduce la vita utile dei
consumabili.
Per tagliare lamiere di metallo (posizione centrale). Utilizzare
questa impostazione per tagliare metallo con spessore fino
a25,4 mm o per sfondare metallo con spessore fino a12,7mm.
Scriccatura (posizione inferiore). Utilizzare questa impostazione
per eseguire scriccature del metallo. Se si lascia il selettore di
modo su questa impostazione durante il taglio, il taglio ottenuto
sarà di scarsa qualità.
Regolazione della pressione del gas
FUNZIONAMENTO
Osservare il LED di pressione del gas. Se si accende in verde al centro del manometro, la pressione
del gas in ingresso è corretta per il modo selezionato. Se il LED si accende in giallo, al di sopra
o al di sotto della parte centrale, è necessario regolare la pressione del gas.
Per regolare la pressione del gas:
1. Girare la manopola della corrente in senso antiorario nella posizione di verifica del gas,
comemostrato di seguito.
30
30
20
40
AMPS
45
powermax
40
45
45
Manuale dell'operatore 4-5

FUNZIONAMENTO
2. Con la manopola di regolazione della corrente in posizione di verifica del gas, tirare verso
l'altola manopola di regolazione della pressione sulla parte superiore del sistema per sbloccarla.
Manopola di regolazione
della pressione
30
20
40
AMPS
45
3. Ruotare la manopola di regolazione della pressione fino a quando il LED di pressione del gas
siaccende in verde al centro del manometro.
4. Spingere verso il basso la manopola di regolazione della pressione per bloccarla in posizione.
5. Girare la manopola di regolazione della corrente sul taglio corrente appropriato per l'applicazione.
Se si utilizzano consumabili da 30 A T30v (Powermax30), non impostare la manopola di regolazione
della corrente al di sopra di 30 A.
Verifica dei LED spia
Verificare che il LED sistema ACCESO di colore verde sulla parte anteriore del generatore sia
acceso, che sul LED di pressione del gas sia visualizzata una barra verde al centro dell'indicatore
e che nessuno degli altri LED sia acceso o lampeggiante. Se la temperatura, il sensore cappuccio
torcia o i LED guasto sono accesi o lampeggiano o se il LED sistema ACCESO lampeggia,
correggere la condizione di guasto prima di proseguire. Per ulteriori informazioni, vedere il paragrafo
Ricerca guasti di base nella Sezione 5.
AC
4-6 powermax45 Manuale dell'operatore

FUNZIONAMENTO
Collegamento della pinza di massa
La pinza di massa deve essere collegata alla lamiera mentre si esegue il taglio.
Nota: Se si utilizza il Powermax45 con un banco da taglio, è possibile metterlo a terra
direttamente dal banco anziché utilizzare una pinza di massa. Per ulteriori informazioni,
consultare le istruzioni del produttore del banco.
• Assicurarsi che il contatto da metallo a metallo tra la pinza di massa e la lamiera sia adeguato.
• Per ottenere una qualità di taglio ottimale, collegare la pinza di massa il più vicino possibile
all'area da tagliare.
• Non collegare la pinza di massa alla parte della lamiera che cadrà.
Pinza di massa
Quando il LED sistema ACCESO si accende, nessuno degli altri LED è acceso o lampeggia,
ilLED di pressione del gas indica che la pressione rientra nei limiti, la manopola di regolazione
della corrente è impostata, la pinza di massa è collegata e il sistema è quindi pronto per l'uso.
Informazioni sulle limitazioni del ciclo di lavoro
Il ciclo di lavoro è l'intervallo di tempo, in minuti, durante il quale un arco al plasma può rimanere
innescato in un periodo di tempo di 10-minuti se viene utilizzato a una temperatura ambiente
di40°C. Con un Powermax45:
• A 45 A, l'arco può rimanere innescato per 5 minuti in un intervallo di tempo di 10 minuti senza
surriscaldare l'unità (ciclo di lavoro del 50%).
• A 41 A, l'arco può rimanere innescato per 6 minuti in un intervallo di tempo di 10 minuti (60%).
• A 32 A, l'arco può rimanere innescato per 10 minuti in un intervallo di tempo di 10 minuti (100%).
Se il generatore si surriscalda a causa del superamento del ciclo di lavoro, il LED temperatura
si accende, l'arco si spegne e la ventola di raffreddamento continua a funzionare. Attendere
lospegnimento del LED temperatura prima di riprendere a tagliare.
Nella sezione successiva viene spiegato come utilizzare la torcia per il taglio manuale. Per utilizzare
la torcia per macchina, vedere il paragrafo Come utilizzare la torcia per macchina più avanti in
questa sezione.
powermax
45
Manuale dell'operatore 4-7

FUNZIONAMENTO
2
Come utilizzare la torcia per taglio manuale
AVVERTENZA
TORCE AD ACCENSIONE IMMEDIATA
L'ARCO AL PLASMA PUÒ CAUSARE LESIONI E USTIONI
L'arco al plasma si accende immediatamente quando viene attivato il grilletto
dellatorcia.
L'arco plasma passa rapidamente attraverso i guanti e potrebbe tagliare la pelle.
• Non toccare la punta della torcia.
• Non trattenere la lamiera e tenere le mani lontano dal percorso di taglio.
• Non puntare mai la torcia verso se stessi o verso altre persone.
Funzionamento del grilletto di sicurezza
La torcia T45v è provvista di un grilletto di sicurezza per impedire accensioni involontarie. Quando
si è pronti a utilizzare la torcia, ruotare in avanti il grilletto di sicurezza giallo (verso la testa della
torcia) e premere il grilletto della torcia rosso, come mostrato di seguito.
1
3
4-8 powermax45 Manuale dell'operatore

FUNZIONAMENTO
Suggerimenti per l'utilizzo della torcia per taglio manuale
• Con i consumabili schermati, trascinare leggermente l'ugello lungo la lamiera in modo da
mantenere un taglio fisso. Con i consumabili non schermati, mantenere una distanza di circa
2mm tra la punta della torcia e la lamiera (tra un 1/16 e 1/8 di pollice).
• Durante il taglio, accertarsi che le scintille fuoriescano dalla parte inferiore della lamiera.
Le scintille devono scorrere leggermente inclinate dietro la torcia mentre si esegue il taglio
(angolo di 15°-30° dalla posizione verticale).
• Se le scintille fuoriescono dalla parte superiore della lamiera, spostare la torcia più lentamente
o impostare la corrente di uscita su un valore più alto.
• Tenere l'ugello della torcia perpendicolare alla
lamiera in modo che sia a 90°rispetto alla superficie
di taglio e osservare l'arco mentre esegue il taglio
lungo la linea.
• Se si accende la torcia quando non necessario,
siriduce la durata dell'ugello e dell'elettrodo.
• È più semplice tirare o trascinare la torcia lungo
iltaglio piuttosto che spingerla.
• Per tagli in linea retta, utilizzare un bordo rettilineo
come guida. Per tagliare cerchi, utilizzare una dima
o una fresa a profilo curvo (una guida di taglio
circolare). Per informazioni sui codici articolo delle
guide di taglio al plasma Hypertherm per effettuare
tagli a cerchio o inclinati, vedere la Sezione 6,
Componenti.
powermax
45
Manuale dell'operatore 4-9

FUNZIONAMENTO
Inizio di un taglio partendo dal bordo della lamiera
1. Con la pinza di massa collegata alla
lamiera, tenere l'ugello della torcia
perpendicolare (90°) al bordo della
lamiera. Se si utilizzano consumabili
schermati, non è necessario mantenere
alcuna distanza tra la torcia e la
lamiera. Se si utilizzano consumabili
non schermati, mantenere una distanza
dicirca 2 mm.
2. Premere il grilletto della torcia per
innescare l'arco. Effettuare una pausa
sul bordo fino a quando l'arco non ha
tagliato completamente la lamiera.
3. Trascinare leggermente l'ugello lungo
lalamiera per proseguire il taglio.
Tenere un ritmo fisso e lineare.
4-10 powermax45 Manuale dell'operatore

FUNZIONAMENTO
Sfondamento di una lamiera
AVVERTENZA
LE SCINTILLE E IL METALLO CALDO POSSONO CAUSARE
LESIONI AGLI OCCHI E ALLA PELLE. Quando si accende la torcia
in posizione inclinata, le scintille e il metallo caldo fuoriescono
dall'ugello. Non puntare la torcia verso se stessi o persone vicine.
1. Con la pinza di massa collegata alla lamiera, tenere la torcia a circa 30° rispetto alla lamiera
conl'ugello entro 1,5 mm prima di accendere la torcia.
2. Accendere la torcia mantenendola
ancora inclinata rispetto alla lamiera,
quindi ruotarla perpendicolarmente
alla lamiera (90°).
3. Mantenere la torcia in questa
posizione continuando
contemporaneamente a premere
il grilletto. Quando le scintille
fuoriescono al di sotto della lamiera,
l'arco ha sfondato il materiale.
4. Al termine dello sfondamento,
trascinare leggermente l'ugello lungo
la lamiera per proseguire il taglio.
powermax
45
Manuale dell'operatore 4-11

FUNZIONAMENTO
Scriccatura di una lamiera
AVVERTENZA
LE SCINTILLE E IL METALLO CALDO POSSONO CAUSARE
LESIONI AGLI OCCHI E ALLA PELLE. Quando si accende la torcia
in posizione inclinata, le scintille e il metallo caldo fuoriescono
dall'ugello. Non puntare la torcia verso se stessi o persone vicine.
1. Mantenere la torcia in modo che l'ugello si trovi a 1,5 mm dalla lamiera prima di accendere la torcia.
2. Tenere la torcia inclinata di 45°
rispetto alla lamiera, lasciando un
piccolo spazio tra la punta della
torcia e la lamiera. Premere il grilletto
per ottenere un arco pilota. Trasferire
l'arco sulla lamiera.
3. Mantenere un angolo di circa 45°
rispetto alla lamiera mentre si esegue
la scriccatura.
In altre parole, spingere l'arco plasma
in direzione della scriccatura che
si desidera creare. Mantenere una
piccola distanza tra la punta della
45°
Direzione di
spostamento
Nota: Per una maggiore protezione della torcia per taglio manuale è disponibile una protezione
calore (codice articolo 220049).
4-12 powermax45 Manuale dell'operatore
torcia e il metallo fuso per evitare
diridurre la vita utile dei consumabili
o di danneggiare la torcia.
Se si modifica l'angolo della torcia,
variano anche le dimensioni della
scriccatura.

FUNZIONAMENTO
È possibile variare la profondità della scriccatura variando l'angolo della torcia rispetto alla lamiera.
Nelle seguenti tabelle viene mostrato il profilo di scriccatura a 45° e a 60° sull'acciaio al carbonio
esull'acciaio inox.
Profilo di scriccatura dell'acciaio al carbonio
Angolo torcia Velocità Larghezza Profondità
254 mm/min 7,75 mm 1,05 mm
508 mm/min 6,50 mm 2,94 mm
45°
60°
762 mm/min 5,76 mm 1,87 mm
1016 mm/min 5,30 mm 1,31 mm
1270 mm/min 4,73 mm 1,03 mm
254 mm/min 8,06 mm 4,18 mm
508 mm/min 6,15 mm 2,39 mm
762 mm/min 6,00 mm 1,39 mm
1016 mm/min 5,80 mm 1,21 mm
1270 mm/min 4,61 mm 0,73 mm
Profilo di scriccatura dell'acciaio inox
Angolo torcia Velocità Larghezza Profondità
254 mm/min 6,37 mm 3,05 mm
508 mm/min 5,74 mm 1,96 mm
45°
60°
powermax
45
Manuale dell'operatore 4-13
762 mm/min 5,28 mm 1,09 mm
1016 mm/min 4,83 mm 1,73 mm
1270 mm/min 4,42 mm 1,47 mm
254 mm/min 6,55 mm 5,92 mm
508 mm/min 6,42 mm 2,01 mm
762 mm/min 5,92 mm 1,45 mm
1016 mm/min 5,36 mm 1,10 mm
1270 mm/min 5,09 mm 0,82 mm

FUNZIONAMENTO
Comuni errori di taglio manuale
La torcia scoppietta e soffia, ma non produce un arco. Cause possibili:
• I consumabili sono troppo serrati. Allentare i consumabili di circa 1/8 di giro e riprovare.
Iconsumabili devono essere serrati solo a mano.
La torcia non taglia completamente la lamiera. Cause possibili:
• La velocità di taglio è troppo elevata.
• I consumabili sono usurati.
• Il metallo sottoposto al taglio è troppo spesso.
• Sono installati consumabili di scriccatura anziché consumabili di taglio.
• La pinza di massa non è collegata correttamente alla lamiera.
• Pressione o portata del gas troppo bassa.
La qualità di taglio è scarsa. Cause possibili:
• Il metallo sottoposto al taglio è troppo spesso.
• Sono utilizzati i consumabili sbagliati (ad esempio sono installati consumabili di scriccatura
anziché consumabili di taglio).
• La torcia viene spostata troppo velocemente o troppo lentamente.
L'arco scoppietta e la vita utile dei consumabili è più breve di quanto previsto. Cause possibili:
• Presenza di umidità nell'alimentazione del gas.
• La pressione del gas è troppo bassa.
4-14 powermax45 Manuale dell'operatore

FUNZIONAMENTO
Come utilizzare la torcia per macchina
Poiché il Powermax45 e la torcia T45m possono essere utilizzati con un'ampia varietà di banchi
da taglio, impianti motorizzati, smussatrici per tubi e così via, per informazioni tecniche sull'utilizzo
della torcia per macchina nella configurazione in uso si consiglia di consultare le istruzioni del
produttore. Le informazioni riportate nelle seguenti sezioni saranno tuttavia utili per ottimizzare
laqualità di taglio e massimizzare la vita utile dei consumabili.
Verifica della corretta configurazione della torcia e del banco
• Per posizionare la torcia ad angolo retto rispetto alla lamiera, usare una squadra.
• Se si puliscono, controllano e "ottimizzano" le guide e il sistema di trasmissione del banco
da taglio, il movimento della torcia è agevolato. Un movimento instabile della macchina può
generare un percorso ondulato regolare sulla superficie di taglio.
• Assicurarsi che durante il taglio la torcia non tocchi la lamiera. Il contatto potrebbe
danneggiare lo schermo e l'ugello e influenzare la superficie di taglio.
Informazioni e ottimizzazione della qualità di taglio
Nella qualità del taglio è necessario tener conto di diversi fattori:
• Angolo di taglio: il livello di angolazione del bordo di taglio.
• Bava: il materiale fuso che si solidifica sulla parte superiore o inferiore della lamiera.
• Rettilineità della superficie di taglio: la superficie di taglio può essere concava o convessa.
Nelle sezioni seguenti viene spiegato in che modo tali fattori possono influenzare la qualità di taglio.
Angolo di taglio o di inclinazione
• Un angolo di taglio positivo, o di inclinazione, viene realizzato quando viene rimossa
unaquantità maggiore di materiale dalla parte superiore del taglio anziché dal fondo.
• Un angolo di taglio negativo si ottiene quando viene rimossa una quantità maggiore
dimateriale dalla parte inferiore del taglio.
powermax
45
Manuale dell'operatore 4-15

FUNZIONAMENTO
Problema
Angolo di taglio negativo
Taglio ad angolo retto
Angolo di taglio positivo
\
Causa
La torcia è troppo bassa.
La torcia è troppo alta.
Soluzione
Sollevare la torcia o, se si utilizza
un controllo dell'altezza della torcia,
aumentare la tensione dell'arco.
Abbassare la torcia o, se si utilizza
uncontrollo altezza torcia, diminuire
latensione dell'arco.
Note: L'angolo di taglio più quadrato sarà sul lato destro rispetto al movimento in avanti
della torcia. Il lato sinistro sarà sempre caratterizzato da un determinato livello
diinclinazione.
Per determinare se un problema di angolo di taglio è causato dal sistema al plasma o dal sistema
di trasmissione, eseguire un taglio di prova e misurare l'angolo di ogni lato. Ruotare quindi la torcia
a 90° nel rispettivo porta torcia e ripetere il processo. Se in entrambi i test gli angoli sono uguali,
ilproblema dipende dal sistema di trasmissione.
Se il problema dell'angolo di taglio persiste anche dopo aver eliminato le "cause meccaniche"
(vedere Verifica della corretta configurazione della torcia e del banco alla pagina precedente),
verificare la distanza tra la torcia e la lamiera, soprattutto se gli angoli di taglio sono tutti positivi
o tutti negativi. Considerare anche il materiale da tagliare: se è magnetizzato o indurito, è più
probabile che si verifichino problemi dell'angolo di taglio.
Bava
Quando si esegue il taglio plasma ad aria, si formerà sempre un po' di bava. È tuttavia possibile
ridurre al minimo la quantità e il tipo di bava regolando correttamente il sistema in base
all'applicazione.
Le bave appaiono sul bordo superiore di entrambi i pezzi della lamiera quando la torcia è troppo
bassa o la tensione è troppo alta, se si utilizza un controllo altezza torcia. Regolare la torcia
o la tensione in piccoli incrementi (5 V o meno) fino a ridurre la bava.
La bava a bassa velocità si forma quando la velocità di taglio della torcia è eccessivamente bassa
e l'arco spara in avanti. Forma un deposito pesante e con bolle sul fondo del taglio e può essere
rimosso facilmente. Aumentare la velocità per ridurre questo tipo di bava.
4-16 powermax45 Manuale dell'operatore

FUNZIONAMENTO
La bava ad alta velocità si forma quando la velocità di taglio è eccessivamente elevata e l'arco
rimane indietro. Forma una bolla sottile e lineare di metallo solido attaccata molto vicino al taglio.
Èsaldata sul fondo del taglio ed è difficile da rimuovere. Per ridurre la bava ad alta-velocità:
• Diminuire la velocità di taglio.
• Diminuire la distanza tra la torcia e la lamiera.
Note: È più probabile che la bava si formi su metallo caldo o tiepido anziché su metallo freddo.
Il primo taglio in una serie di tagli, ad esempio, produce in genere la minor bava.
Manmano che la lamiera si riscalda, sui tagli successivi potrebbe formarsi maggiore bava.
È più probabile che la bava si formi sull'acciaio al carbonio anziché sull'acciaio
inoxo sull'alluminio.
I consumabili usurati o danneggiati possono produrre bava intermittente.
Rettilineità della superficie di taglio
Una tipica superficie di taglio al plasma è leggermente concava.
La superficie di taglio può diventare più concava o convessa. È necessario impostare
correttamente l'altezza della torcia per assicurare che la superficie di taglio sia il più
possibile retta. I consumabili usurati influenzano inoltre la rettilinearità del taglio.
Quando la distanza tra la torcia e la lamiera è eccessivamente ridotta, si crea una
superficie di taglio estremamente concava. Aumentare la distanza tra la torcia e la
lamiera in modo da raddrizzare la superficie di taglio.
Quando la distanza tra la torcia e la lamiera è eccessivamente ampia o la corrente
ditaglio è troppo alta, si crea una superficie di taglio convessa. Provare innanzitutto
adabbassare la torcia, quindi ridurre la corrente di taglio.
Sfondamento della lamiera mediante una torcia per macchina
Al pari della torcia per taglio manuale, è possibile iniziare un taglio con la torcia per macchina sul
bordo della lamiera oppure sfondando la lamiera. Lo sfondamento causerà una vita utile ridotta dei
consumabili rispetto alle partenze dal bordo.
Le tabelle di taglio includono una colonna per l'altezza di taglio consigliata quando si inizia uno
sfondamento. Per il Powermax45, l'altezza di sfondamento è in genere 2,5 volte l'altezza di taglio.
Per informazioni tecniche, vedere le tabelle di taglio.
Il ritardo di sfondamento deve essere sufficientemente lungo da consentire all'arco di sfondare
il materiale prima che la torcia si muova ma non eccessivamente lungo da consentire all'arco di
"errare" mentre si tenta di trovare il bordo di un foro di grandi dimensioni.
Quando si sfondano spessori massimi, l'anello di bava che si forma durante lo sfondamento
potrebbe diventare talmente grande da entrare in contatto con la torcia mentre quest'ultima inizia
amuoversi al termine dello sfondamento.
powermax
45
Manuale dell'operatore 4-17

FUNZIONAMENTO
Comuni errori di taglio automatico
L'arco pilota della torcia si attiva, ma non si trasferisce. Cause possibili:
• Il collegamento del cavo di lavoro sul banco da taglio non è adeguato o il banco non
ècorrettamente messo a terra.
• La distanza tra torcia e lamiera è troppo elevata.
La lamiera non è stata completamente penetrata e vi è un'eccessiva produzione di scintille
sullaparte superiore della lamiera. Cause possibili:
• Il collegamento del cavo di lavoro sul banco da taglio non è adeguato o il banco non
ècorrettamente messo a terra.
• La tensione è troppo bassa. Per ulteriori informazioni, vedere le tabelle di taglio nella Sezione 3.
• La velocità di taglio è troppo elevata. Per ulteriori informazioni, vedere le tabelle di taglio nella
Sezione 3.
• I consumabili sono usurati e devono essere sostituiti.
• Il metallo sottoposto al taglio supera la capacità massima. Vedere il paragrafo Caratteristiche
tecniche delle torce T45v e T45m nella Sezione 1.
Formazione di bava alla base del taglio. Cause possibili:
• La velocità di taglio non è corretta. Per ulteriori informazioni, vedere le tabelle di taglio nella
Sezione 3.
• La tensione è troppo bassa. Per ulteriori informazioni, vedere le tabelle di taglio nella Sezione 3.
• I consumabili sono usurati e devono essere sostituiti.
L'angolo di taglio non è perpendicolare. Cause possibili:
• La direzione di spostamento della torcia è errata. Il taglio di alta qualità si trova sempre
sullato destro rispetto al movimento in avanti della torcia.
• La distanza tra la torcia e la lamiera non è corretta.
• La velocità di taglio non è corretta. Per ulteriori informazioni, vedere le tabelle di taglio nella
Sezione 3.
• I consumabili sono usurati e devono essere sostituiti.
4-18 powermax45 Manuale dell'operatore

FUNZIONAMENTO
La vita utile dei consumabili è ridotta. Cause possibili:
• La corrente dell'arco, la tensione dell'arco, la velocità di taglio e altre variabili non sono
configurate come specificato nelle tabelle di taglio.
• Innescare l'arco nell'aria (iniziare o finire il taglio fuori dalla superficie della lamiera). È possibile
iniziare dal bordo a condizione che l'arco sia a contatto con la lamiera quando innescato.
• Inizio di uno sfondamento con un'altezza torcia errata. Per il Powermax45, l'altezza di
sfondamento è in genere 2,5 volte l'altezza di taglio. Per informazioni tecniche, vedere
letabelle di taglio.
powermax
45
Manuale dell'operatore 4-19

FUNZIONAMENTO
4-20 powermax45 Manuale dell'operatore

Sezione 5
MANUTENZIONE E RIPARAZIONE
In questa sezione:
Eseguire manutenzione ordinaria ...................................................................................................................5-2
Ispezione dei consumabili ................................................................................................................................ 5-3
Ricerca guasti base ........................................................................................................................................... 5-4
Riparazioni ........................................................................................................................................................... 5-8
Rimuovere e sostituire il coperchio e la barriera in Mylar® ........................................................... 5-8
Sostituire il cavo di massa (CSA e CE) ........................................................................................... 5-10
Sostituire l'elemento filtrante del gas ................................................................................................5-11
powermax
45
Manuale dell'operatore 5-1

MANUTENZIONE E RIPARAZIONE
Eseguire manutenzione ordinaria
LE SCOSSE ELETTRICHE POSSONO ESSERE LETALI
Scollegare l'alimentazione elettrica prima di eseguire la manutenzione.
Tutte le attività che richiedono la rimozione del coperchio del
generatore devono essere eseguite da un tecnico qualificato.
PERICOLO
Ogni volta che si usa:
AC
Controllare le spie di indicazione
e risolvere eventuali condizioni di guasto.
Ogni 3 mesi:
Sostituire qualsiasi etichetta
danneggiata.
Ispezionare il cavo di alimentazione
e la spina. Sostituire in caso di danni.
Verificare che i consumabili
siano installati correttamente
e che non siano usurati.
Verificare che il grilletto non sia
danneggiato. Verificare che il corpo
della torcia non presenti crepe
efili scoperti. Sostituire qualsiasi
componente danneggiato.
Ispezionare il cavo torcia.
Sostituire in caso di danni.
Ogni 6 mesi:
o
5-2 powermax45 Manuale dell'operatore
Pulire l'interno del generatore
con aria compressa o con un
aspirapolvere.

Ispezione dei consumabili
Codice Ispezione Intervento
MANUTENZIONE E RIPARAZIONE
Schermo o
deflettore
Ugello
Elettrodo
Rotondità del foro centrale.
Accumulo di detriti nello
spazio tra lo schermo
el'ugello.
Rotondità del foro centrale. Sostituire se il foro
o
Buono Usurato
Usura della superficie
centrale; verifica della
profondità del cratere.
Massimo 1,6 mm
o
Sostituire lo schermo se
ilforo non è più rotondo.
Rimuovere lo schermo ed
eliminare qualsiasi detrito.
centrale non è rotondo.
Sostituire insieme l'ugello
el'elettrodo.
Sostituire se la superficie
èusurata o la profondità
del cratere è superiore
a1,6mm. Sostituire insieme
l'ugello el'elettrodo.
powermax
Danni o usura sulla
Anello diffusore
O-ring della
torcia
45
Manuale dell'operatore 5-3
superficie interna dell'anello
diffusore; verificare che i fori
del gas non siano ostruiti.
Verificare che la superficie
non sia danneggiata,
usurata o senza
lubrificazione.
Sostituire se la superficie
èdanneggiata o usurata
o se i fori del gas sono
ostruiti.
Se l'o-ring è secco,
lubrificarlo insieme alle
filettature con uno strato
sottile di lubrificante
siliconico. Se l'o-ring
presenta delle crepe
o è danneggiato, sostituirlo.

MANUTENZIONE E RIPARAZIONE
Ricerca guasti base
La seguente tabella fornisce una panoramica dei problemi più comuni che possono verificarsi
quando si usa il Powermax45 e spiega come risolverli.
Se non è possibile risolvere il problema seguendo questa guida essenziale alla risoluzione
deiproblemi, o se si desidera ricevere ulteriore assistenza, procedere come segue:
1. Chiamare il proprio distributore Hypertherm o un centro riparazioni Hypertherm autorizzato.
2. Chiamare il più vicino ufficio Hypertherm, indicato nella copertina del presente manuale.
Problema Soluzioni
L'interruttore di alimentazione ON/
OFF (acceso/spento) è posizionato
suON (I), ma il LED di alimentazione
non èacceso.
Il LED di alimentazione è illuminato,
ilLED di pressione del gas
èilluminato in giallo e si trova
soprao sotto il centro della barra
dipressione.
Il LED di alimentazione lampeggia. • Il valore della tensione sulla linea di entrata è troppo alto
AC
• Verificare che il cavo di alimentazione sia inserito
nella presa.
• Verificare che l'alimentazione sia inserita sul pannello
di alimentazione principale o sul pannello degli
interruttori generali di linea.
* Verificare che la tensione di linea non sia troppo
bassa (oltre il 15% sotto la tensione nominale).
• Ruotare la manopola di regolazione della corrente
portandola in posizione di verifica del gas, quindi
sbloccare il regolatore di pressione tirando lamanopola
verso l'alto. Ruotarla per regolare la pressione, quindi
premerla verso il basso per bloccarla.
• Verificare che la linea di alimentazione del gas sia
collegata all'alimentatore e che il gas sia attivo.
• Ispezionare la linea di alimentazione del gas per
individuare eventuali perdite e verificare lapressione
del gas in entrata.
o troppo basso (scostamento superiore a ±15% rispetto
alla tensione nominale). Far controllare l'alimentazione
in ingresso da un elettricista specializzato. Per ulteriori
informazioni, consultare iparagrafi Caratteristiche
tecniche, nella Sezione 1, ePreparazione del
collegamento elettrico nella Sezione 2.
5-4 powermax45 Manuale dell'operatore

MANUTENZIONE E RIPARAZIONE
Problema Soluzioni
Il LED di alimentazione e il LED giallo
della temperatura sono illuminati.
AC
Il LED di alimentazione e il LED del
sensore del cappuccio della torcia
sono illuminati.
AC
Il LED di alimentazione è illuminato
e il LED del sensore del cappuccio
della torcia lampeggia.
AC
• Lasciare il generatore acceso per consentire alla
ventola di raffreddarlo.
• Se la temperatura interna del generatore si avvicina
ai -30 °C, il LED della temperatura potrebbe
illuminarsi. Spostare il generatore in un ambiente
più caldo.
• Spegnere (OFF) il generatore. Verificare che siano
installati i consumabili. Consultare il paragrafo
Installazione dei consumabili alla sezione 3.
• Se i consumabili sono appena stati installati,
verificare che siano serrati solo manualmente.
Allentarli di 1/8 di giro, quindi riavviare
ilgeneratore.
• Se i consumabili sono installati correttamente,
latorcia potrebbe essere danneggiata. Contattare
il proprio distributore Hypertherm o centro
riparazioni autorizzato.
Questo indica una situazione di "torcia inceppata
aperta" o di "torcia inceppata chiusa".
• Se i consumabili si allentano o vengono rimossi
mentre il generatore è acceso, spegnere
ilgeneratore, risolvere il problema e riaccendere
il generatore per risolvere questa situazione.
Consultare il paragrafo Installazione dei
consumabili alla sezione 3.
• Se i consumabili sono installati correttamente,
latorcia potrebbe essere danneggiata. Contattare
il proprio distributore Hypertherm o centro
riparazioni autorizzato.
Il LED di guasto lampeggia. • Quando il LED di guasto lampeggia, indica un
guasto serio del sistema. Un tecnico di assistenza
qualificato deve revisionare il sistema. Contattare
ilproprio distributore centro riparazioni autorizzato.
powermax
45
Manuale dell'operatore 5-5

MANUTENZIONE E RIPARAZIONE
Problema Soluzioni
Il LED della barra indicatrice della pressione
del gas e il LED della temperatura
lampeggiano all'accensione del sistema.
Il LED della barra indicatrice della
pressione si illumina in giallo nella parte
inferiore dell'indicatore e lampeggia.
L'arco non si trasferisce alla lamiera. • Pulire l'area di contatto tra la pinza di massa
Questa situazione indica che il generatore sta
ricevendo un segnale d'avvio. A volte in questi
casi si parla di "partenza bloccata".
• Se il generatore viene acceso mentre si tiene
premuto il grilletto della torcia, il sistema viene
disabilitato. Rilasciare il grilletto e riavviare
ilgeneratore.
• La pressione del gas di alimentazione in ingresso
è inferiore al livello minimo accettabile. Il LED
continua a lampeggiare per 10 secondi dopo
che la pressione del gas è ritornata a un livello
accettabile.
ela lamiera per assicurare un buon contatto
trametallo e metallo.
• Verificare che la pinza di massa non sia
danneggiata e, se necessario, ripararla.
• La distanza tra la torcia e le lamiera potrebbe
essere eccessiva. Avvicinare la torcia alla lamiera
e azionare nuovamente la torcia. Consultare
lasezione 4, Funzionamento.
L'arco si spegne, ma si riaccende quando
si preme nuovamente il grilletto della
torcia.
5-6 powermax45 Manuale dell'operatore
• Ispezionare i componenti consumabili e sostituirli
se sono usurati o danneggiati. Consultare
ilparagrafo Ispezione dei consumabili in questa
sezione.
• Sostituire l'elemento filtrante del gas se
ècontaminato. Consultare il paragrafo Sostituire
l'elemento filtrante del gas in questa sezione.

MANUTENZIONE E RIPARAZIONE
Problema Soluzioni
L'arco scoppietta e soffia. • L'elemento filtrante del gas è contaminato.
Sostituire l'elemento – Consultare il paragrafo
Sostituire l'elemento filtrante del gas in questa
sezione.
• Verificare che non ci sia umidità nel circuito
del gas. Se necessario, installare o riparare
ilfiltraggio del gas del generatore. Consultare
ilparagrafo Preparazione dell'alimentazione
delgas nella Sezione 2.
La qualità di taglio è scarsa. • Verificare che la torcia sia usata correttamente.
Vedere la sezione 4, Funzionamento.
• Verificare che i consumabili non siano usurati
esostituirli se necessario. Consultare il paragrafo
Ispezione dei consumabili in questa sezione.
powermax
45
Manuale dell'operatore 5-7

MANUTENZIONE E RIPARAZIONE
Riparazioni
PERICOLO
LE SCOSSE ELETTRICHE POSSONO ESSERE LETALI
Scollegare l'alimentazione elettrica prima di eseguire gli interventi
di manutenzione. Tutte le attività che richiedono la rimozione del
coperchio del generatore devono essere eseguite da un tecnico
qualificato.
Rimuovere e sostituire il coperchio e la barriera in Mylar®
La prima fase della maggior parte delle procedure di riparazione riguardanti il Powermax45 prevede
la rimozione del coperchio e della barriera in Mylar. Per proteggere il generatore, è importante
riposizionare correttamente entrambi gli elementi una volta conclusa la manutenzione.
Rimozione
1. Disinserire (OFF) l'alimentazione, scollegare il cavo di alimentazione, scollegare l'alimentazione
del gas.
2. Utilizzare un cacciavite a croce n. 2 per rimuovere le 2 viti che fissano l'impugnatura alla parte
superiore del generatore. Tirare delicatamente la mascherina più vicina alla vite che si sta
rimuovendo per conservare la pressione sulla vite. Quando la vite è quasi estratta, inclinare
leggermente il cacciavite per estrarre più facilmente la vite dal foro incassato.
3. Inclinare leggermente le mascherine all'indietro per poter sfilare i bordi dell'impugnatura da
sotto le stesse. Mettere da parte l'impugnatura e le viti. Continuare a inclinare le mascherine
verso l'interno per estrarre dalla guida il lato del coperchio vicino alla ventola. A questo punto
rimuovere il coperchio dal generatore.
4. Rimuovere la barriera in Mylar dal lato del pannello generatore.
5-8 powermax45 Manuale dell'operatore

Sostituzione
1. Trattenere la barriera in Mylar in modo
che il bordo con le tre scanalature
rimanga sul lato sinistro e quello con
quattro scanalature, sul lato destro.
2. Nella parte superiore c'è una perforazione
trasversale, a circa 4,45 cm dal bordo
superiore. Per sostituire la barriera
inMylar con una nuova, sarà necessario
piegarla lungo questa perforazione,
inmodo che l'estremità superiore si
pieghi in direzione opposta all'operatore.
3. Posizionare la barriera in modo che la
sezione piegata copra la sommità del
pannello generatore. Far scorrere la
barriera in posizione, con l'estremità
inferiore tra le nervature presenti
sulla base e il pannello generatore.
Lescanalature presenti su ciascun
latodella barriera dovranno essere
allineate rispetto alle nervature interne
deicappucci terminali.
MANUTENZIONE E RIPARAZIONE
Tre scanalature
Linguetta
Intaglio del coperchio
Quattro
scanalature
4. Prestando attenzione a non pizzicare
alcun cavo, far scorrere il coperchio
posteriore sul generatore. Assicurarsi che
le estremità inferiori si trovino all'interno
delle guide e che l'intaglio presente
nella parte superiore del coperchio sia
allineato con la linguetta sul cappuccio
terminale anteriore, in modo tale che le
feritoie del coperchio si trovino di fronte
alla ventola. Posizionare l'impugnatura
sopra i fori presenti nella parte superiore
del coperchio, quindi fissare il coperchio
conle due viti.
powermax
45
Manuale dell'operatore 5-9
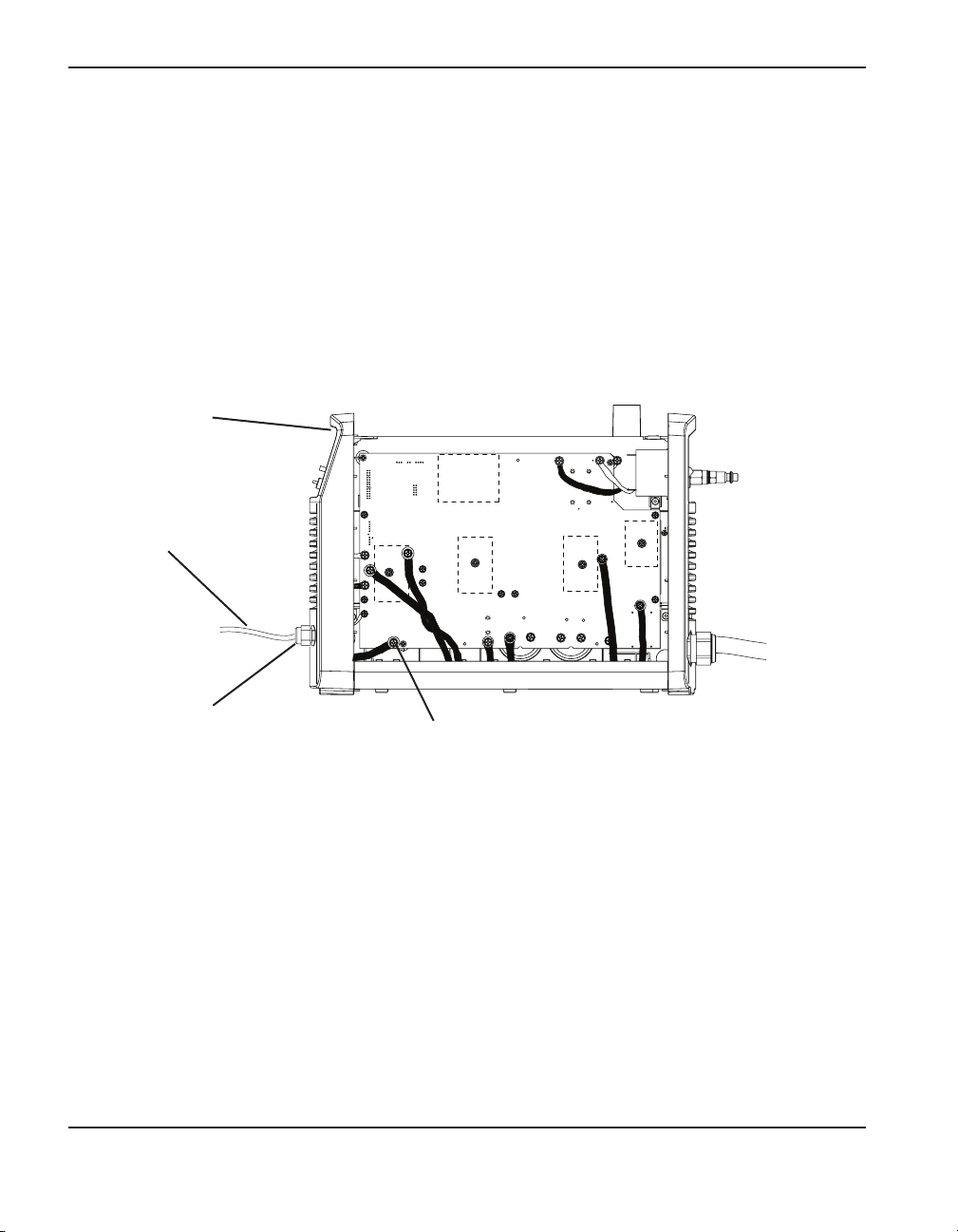
MANUTENZIONE E RIPARAZIONE
Sostituire il cavo di massa (CSA e CE)
1. Disinserire (OFF) l'alimentazione, scollegare il cavo di alimentazione, scollegare l'alimentazione
del gas.
2. Rimuovere il coperchio dal generatore, quindi rimuovere la barriera in Mylar dalla parte anteriore
del pannello generatore.
3. Rimuovere dal morsetto J21 (indicato anche come, ovvero "cavo di massa") la vite che fissa
ilfilo al pannello, sul pannello generatore. Mettere da parte la vite.
Pannello anteriore
Cavo di massa
TP 19
TP 18
TP 17
R
B
192 VDC
-
+
-
Pressacavo
W
192 VDC
+
Collegamento del cavo di
massa al generatore (J21)
4. Inclinare delicatamente il pannello anteriore, allontanandolo dal generatore. Dall'interno
delpannello, allentare il dado che fissa il pressacavo al cappuccio terminale.
5. Far passare l'estremità del connettore del nuovo cavo di massa attraverso il pannello anteriore
einstallare il pressacavo nel foro presente sul pannello.
6. Far scorrere il dado sul connettore del cavo di massa. Inclinare delicatamente il pannello
anteriore, allontanandolo dal generatore, quindi avvitare il dado sul passacavo.
7. Collegare il cavo di massa al morsetto J21 utilizzando la vite rimossa in precedenza. La coppia
di serraggio per questo collegamento è di 23,4 kg cm.
8. Allineare nuovamente il pannello anteriore.
5-10 powermax45 Manuale dell'operatore

MANUTENZIONE E RIPARAZIONE
9. Sostituire la barriera in Mylar e far scorrere il coperchio posteriore sul generatore. Posizionare
l'impugnatura sopra i fori presenti nella parte superiore del coperchio, quindi fissare il coperchio
con le due viti.
10. Ricollegare l'alimentazione elettrica e quella del gas.
Sostituire l'elemento filtrante del gas
1. Disinserire (OFF) l'alimentazione, scollegare il cavo di alimentazione, scollegare l'alimentazione
del gas.
2. Rimuovere il coperchio dal generatore.
3. Rimuovere il flessibile di scarico dallo scarico presente nella parte inferiore della base
delgeneratore.
4. Serrare il collare a sgancio rapido sul flessibile di alimentazione del gas, quindi staccare
ilflessibile del gas dal raccordo.
5. Svitare il dado che fissa il filtro al supporto. Inclinare la parte inferiore del filtro allontanandola
dal generatore.
6. Svitare il bicchierino del filtro dal corpo e rimuoverlo.
Dado
Staffa
Bicchierino
del filtro
Flessibile
di scarico
Flessibili di alimentazione del gas
7. Svitare l'elemento dal corpo del filtro, prestando attenzione a non farlo ruotare.
8. Avvitare il nuovo elemento al corpo del filtro.
powermax
45
Manuale dell'operatore 5-11

MANUTENZIONE E RIPARAZIONE
9. Rimontare il bicchierino del filtro.
10. Riposizionare il gruppo filtro nel supporto e sostituire il dado di fissaggio.
11. Ricollegare il flessibile di alimentazione del gas e premere il flessibile di scarico sul relativo
scarico nella parte inferiore della base del generatore.
12. Ricollegare l'alimentazione del gas e verificare che non presenti perdite.
13. Far scorrere il coperchio all'indietro, sul generatore. Posizionare l'impugnatura sopra i fori
presenti nella parte superiore del coperchio, quindi fissare il coperchio con le due viti.
14. Ricollegare l'alimentazione elettrica e quella del gas.
5-12 powermax45 Manuale dell'operatore
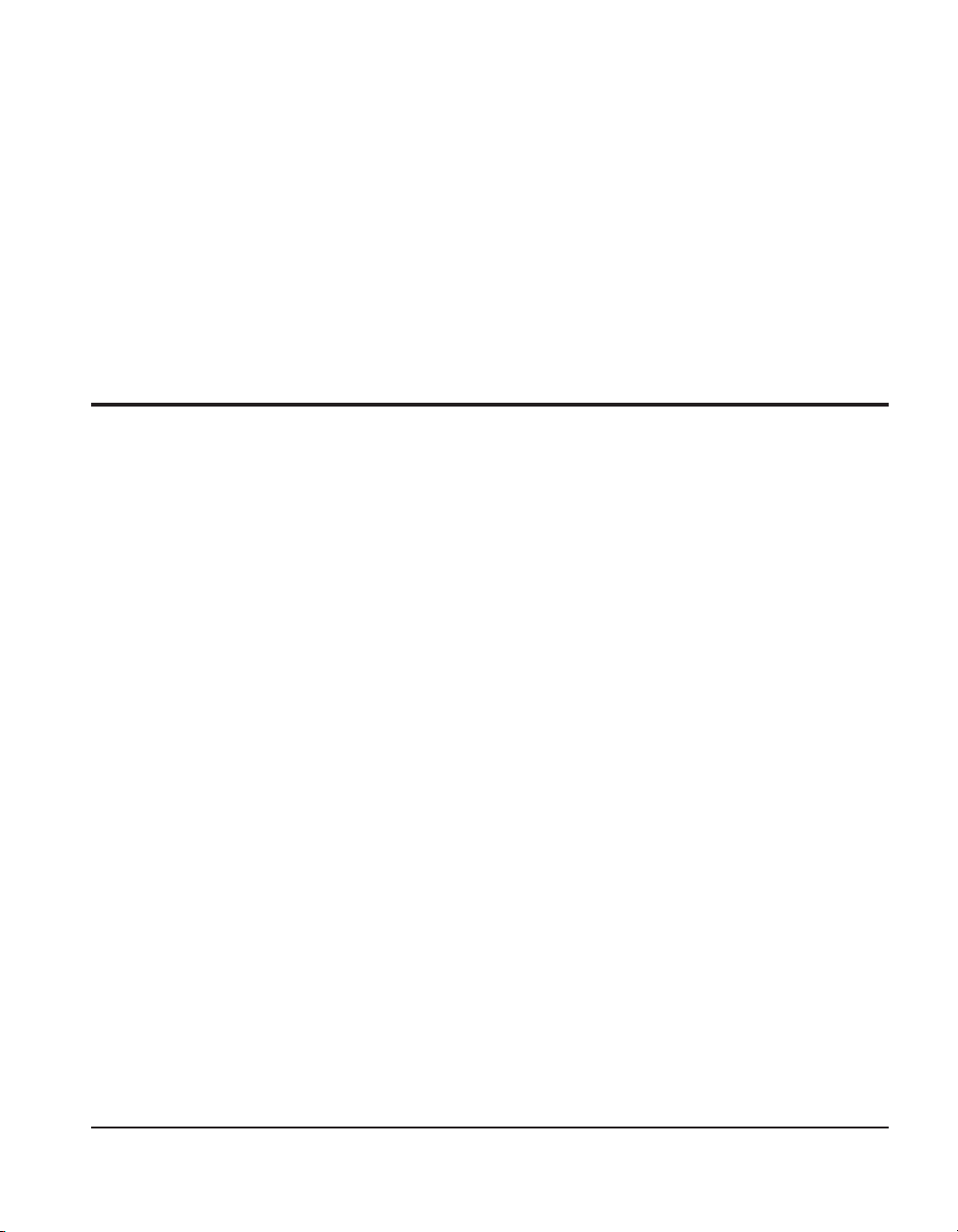
Sezione 6
COMPONENTI
In questa sezione:
Componenti del generatore............................................................................................................................. 6-2
Componenti torcia per taglio manuale T45v ...............................................................................................6-5
Consumabili torcia per taglio manuale T45v ..................................................................................... 6-6
Consumabili da 30 A T30v (Powermax30) ....................................................................................... 6-6
Componenti per torcia per macchina T45m .................................................................................................6-7
Consumabili per torcia T45m per macchina ..................................................................................... 6-8
Accessori ............................................................................................................................................................. 6-8
Etichette Powermax45 .....................................................................................................................................6-8
powermax
45
Manuale dell'operatore 6-1
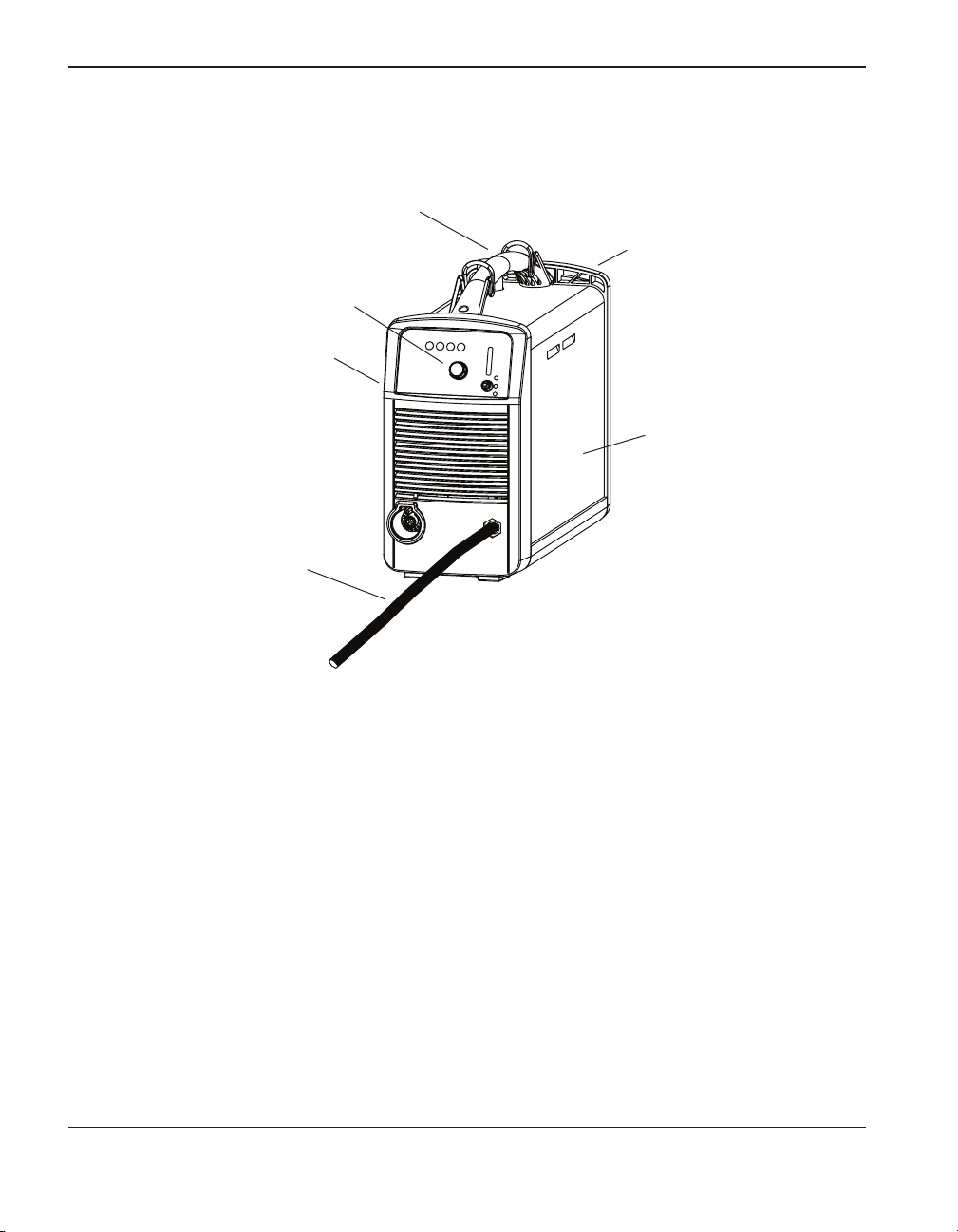
COMPONENTI
Componenti del generatore
Impugnatura
Manopola di regolazione
della corrente
Pannello anteriore
Cavo di massa
Pannello posteriore
Coperchio del
generatore
Codice articolo Descrizione
228269 Kit: Powermax45, pannello anteriore
228268 Kit: Powermax45, pannello posteriore
228270 Kit: Viti del coperchio
228267 Kit: Impugnatura e viti
228281 Kit: Coperchio del generatore, CSA
228283 Kit: Coperchio del generatore, CE
228300 Kit: Cavo di massa con morsetto, 6,1 m
228307 Kit: Cavo di massa con morsetto, 15,24 m
228561 Kit: Morsetto di massa (non mostrato nell'immagine)
108616 Manopola di regolazione della corrente
6-2 powermax45 Manuale dell'operatore
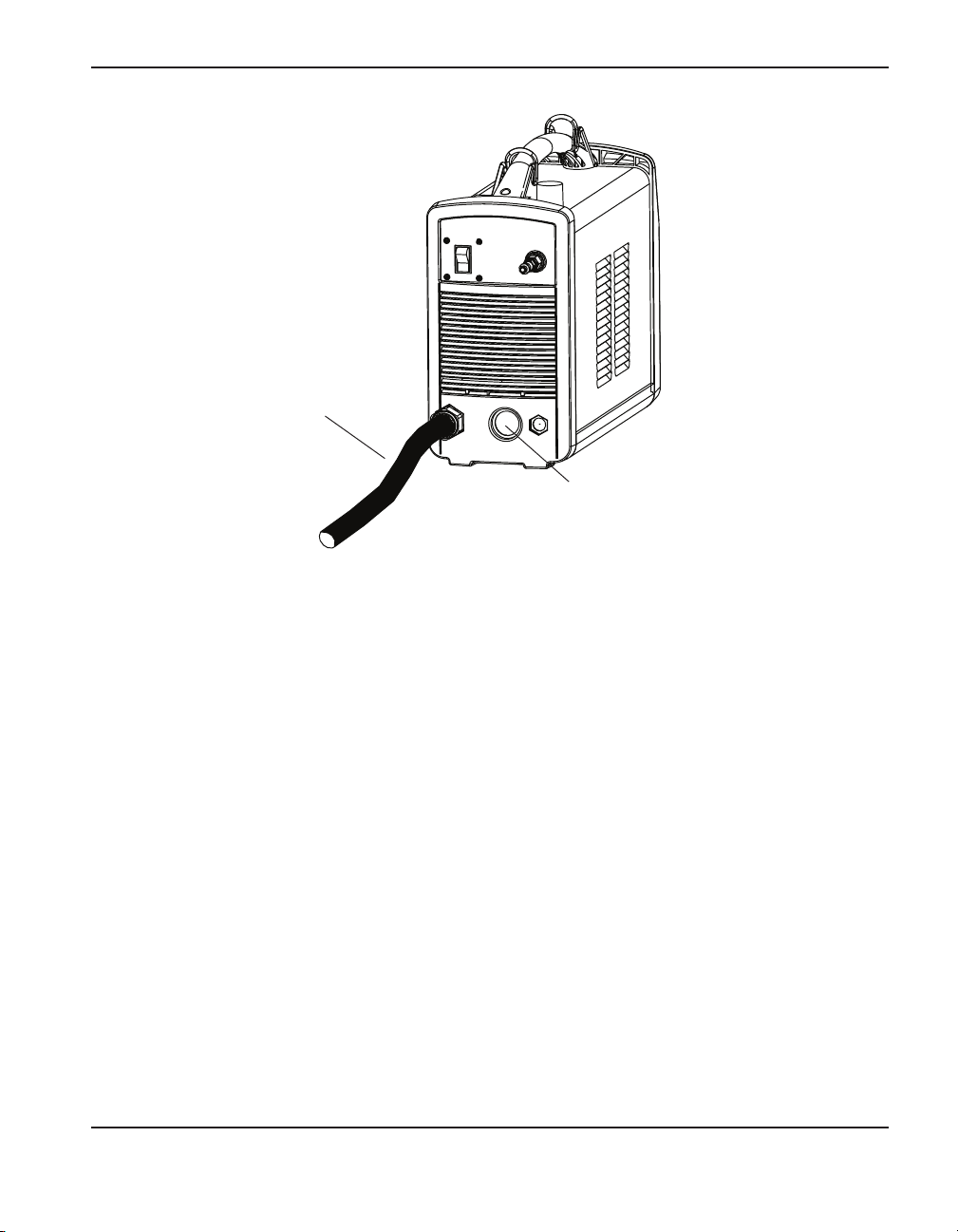
Cavo di alimentazione
COMPONENTI
Presa per cavo di interfaccia
della macchina o interruttore
di accensione a distanza
Codice articolo Descrizione
228278 Kit: Powermax45, cavo di alimentazione, CSA 200–240 V
228277 Kit: Powermax45, cavo di alimentazione, CE 230 V
228276 Kit: Powermax45, cavo di alimentazione, CE 400 V
128650 Interruttore di accensione a distanza per torcia per macchina, 7,63 m
128651 Interruttore di accensione a distanza per torcia per macchina, 15,24 m
128652 Interruttore di accensione a distanza per torcia per macchina, 22,86 m
023206 Cavo di interfaccia macchina (avvio plasma, trasferimento dell'arco,
messa a terra), 7,63 m
023279 Cavo di interfaccia macchina (avvio plasma, trasferimento dell'arco,
messa a terra), 15,24 m
123966 Powermax45, cavo di interfaccia macchina (avvio plasma, trasferimento
dell'arco, partitore di tensione 50:1, messa a terra), 7,62 m, connettori
aforcella
123967 Powermax45, cavo di interfaccia macchina (avvio plasma, trasferimento
dell'arco, partitore di tensione 50:1, messa a terra), 15,24 m, connettori
a forcella
123896 Cavo di interfaccia macchina (avvio plasma, trasferimento dell'arco,
partitore di tensione 5:1, messa a terra), 15,24 m, connettore D-sub con viti
powermax
45
Manuale dell'operatore 6-3

COMPONENTI
Filtro e regolatore
Elemento filtrante
dell'aria (all'interno del
bicchierino del filtro)
Codice articolo Descrizione
228286 Kit: Sottogruppo della ventola
228287 Kit: Filtro e regolatore
228302 Kit: Elemento filtro dell'aria
Sottogruppo
della ventola
6-4 powermax45 Manuale dell'operatore

Componenti torcia per taglio manuale T45v
Impugnatura della torcia
Cavo della torcia
Sensore del
cappuccio
Testa della torcia
O-ring
COMPONENTI
Viti
dell'impugnatura
Grilletto e molla
di sicurezza
È possibile sostituire l'intera torcia per taglio manuale, il gruppo cavi o i singoli componenti.
I codici articolo che iniziano con 088 indicano la torcia e i gruppi cavo completi.
Codice articolo Descrizione
088008* Gruppo torcia per taglio manuale T45v con cavo da 6,1 m
088009* Gruppo torcia per taglio manuale T45v con cavo da 15,24 m
228313 Kit: Impugnatura
075714 Viti, n. 4 x 1/2 SLTD Torx PAN, S/B
002294 Ricambio grilletto e molla di sicurezza
228346 Kit: Ricambio testa della torcia
058503 O-ring: Viton 0,626 x 0,070
228109 Kit: Ricambio sensore del cappuccio
228315 Kit: Ricambio cavo torcia 6,1 m
228316 Kit: Ricambio cavo torcia 15,24 m
* Il gruppo torcia comprende anche un set dei consumabili elencati alla pagina successiva.
powermax
45
Manuale dell'operatore 6-5

COMPONENTI
Consumabili torcia per taglio manuale T45v
Codice articolo Descrizione
Schermato
220669 Elettrodo
220670 Anello diffusore
220713 Cappuccio di tenuta
220671 Ugello
220674 Schermo
Scriccatura*
220675 Schermo
220672 Ugello
Non schermato*
220717 Deflettore
220718 Ugello
* L'anello diffusore, il cappuccio di tenuta e l'elettrodo sono gli stessi utilizzati per le applicazioni
schermate. L'utilizzo dei consumabili non schermati per la torcia manuale non è consentito
neiPaesi regolati dalla normativa CE.
Consumabili da 30 A T30v (Powermax30)
Codice articolo Descrizione
220569 Deflettore
220483 Cappuccio di tenuta
220480 Ugello
220479 Anello diffusore
220478 Elettrodo
6-6 powermax45 Manuale dell'operatore

Componenti per torcia per macchina T45m
Manicotto di posizionamento
Cremagliera rimovibile
COMPONENTI
Cavo della torcia
O-ring
Testa della torcia
Anello di montaggio anteriore
Sensore del cappuccio
Anello di montaggio posteriore
È possibile sostituire l'intera torcia per macchina, il gruppo cavi o i singoli componenti.
I codici articolo che iniziano con 088 indicano la torcia e i gruppi cavo completi.
Codice articolo Descrizione
088010* Gruppo torcia per macchina T45m con cavo da 7,6 m
088011* Gruppo torcia per macchina T45m con cavo da 10,67 m
088012* Gruppo torcia per macchina T45m con cavo da 15,24 m
228228 Kit: Manicotto di posizionamento T45m
228229 Kit: Cremagliera rimovibile T45m
228322 Kit: Anello di montaggio anteriore
228323 Kit: Anello di montaggio posteriore
228320 Kit: Ricambio testa della torcia T45m
228321 Kit: Ricambio sensore del cappuccio T45m
058503 O-ring
228317 Ricambio cavo torcia T45m 7,6 m
228318 Ricambio cavo torcia T45m 10,67 m
228319 Ricambio cavo torcia T45m 15,24 m
* Il gruppo torcia comprende anche un set dei consumabili elencati alla pagina successiva.
powermax
45
Manuale dell'operatore 6-7

COMPONENTI
Consumabili per torcia T45m per macchina
Codice articolo Descrizione
Schermato
220669 Elettrodo
220670 Anello diffusore
220713 Cappuccio di tenuta
220719 Cappuccio di tenuta per sensore ohmico
220671 Ugello
220673 Schermo
Non schermato*
220717 Deflettore
220718 Ugello
* L'anello diffusore, il cappuccio di tenuta e l'elettrodo destinati alle applicazioni non schermate
sono gli stessi utilizzati per le applicazioni schermate.
I consumabili T30v (Powermax30) da 30 A possono essere usati anche sulla torcia T45m.
I codici articolo sono riportati a pagina 6-6.
Accessori
Codice articolo Descrizione
024548 Guaina di protezione torcia in cuoio, 7,5 m
128658 Protezione dal calore per scriccatura
127102 Guida Basic per il taglio al plasma (cerchio)
027668 Guida Deluxe per il taglio al plasma (cerchio)
127219 Coperchio antipolvere Powermax45
127217 Tracolla Powermax45
128647 Kit: Filtraggio aria Eliminizer
Etichette Powermax45
Codice articolo Descrizione
228272 Kit: Etichette Powermax45, CE
228264 Kit: Etichette Powermax45, CSA
I kit delle etichette comprendono l'etichetta dei consumabili, le etichette di sicurezza necessarie,
nonché le decalcomanie anteriori e laterali. Le etichette dei consumabili e di sicurezza sono
illustrate alla pagina successiva.
6-8 powermax45 Manuale dell'operatore
 Loading...
Loading...