


Powermax45 XP
Plasmaschneidanlage
®
Betriebsanleitung
809241|Revision4|Deutsch|German

Registrierung Ihrer neuen Hypertherm-Anlage
Vorteile der Registrierung
Sicherheit: Durch die Registrierung können wir Sie benachrichtigen, falls der unwahrscheinliche
Fall eines Sicherheits- oder Qualitätsproblems auftritt.
Ausbildung: Durch die Registrierung erhalten Sie gratis Zugriff auf die Produkttrainings-Inhalte
des Hypertherm-Instituts für Schneidtechnik.
Eigentums-Bestätigung: Im Falle eines Versicherungsschadens kann die Registrierung als
Kaufbestätigung dienen.
Gehen Sie zu www.hypertherm.com/registration und lassen Sie sich einfach und schnell registrieren.
Sollten Sie Probleme bei der Produktregistrierung haben, kontaktieren Sie bitte
registration@hypertherm.com.
Bitte aufbewahren
Seriennummer: __________________________________________________________________________
Kaufdatum: _____________________________________________________________________________
Vertriebspartner:_________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
Anmerkungen zur Wartung: _______________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
Powermax, Duramax, FastConnect, Smart Sense, HyAccess, FlushCut, CopperPlus und Hypertherm sind Schutzmarken von
Hypertherm, Inc., die in den Vereinigten Staaten und anderen Ländern registriert sein können. Alle weiteren Marken sind Marken
der jeweiligen Eigentümer.
Ökologische Verantwortung ist einer der zentralen Werte bei Hypertherm und bildet die Erfolgsgrundlage für uns und unsere
Kunden. Wir streben stets danach, die Auswirkungen unserer Handlungen auf die Umwelt zu reduzieren. Weiterführende
Informationen: www.hypertherm.com/environment.
© 2020 Hypertherm, Inc.

Powermax45 XP
Betriebsanleitung
809241
Revision 4
Deutsch / German
Übersetzung der Original-Anweisungen
Oktober 2020
Hypertherm, Inc.
Hanover, NH 03755 USA
www.hypertherm.com
Hypertherm Europe B.V.
Vaartveld 9, 4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com
(Technical Service Email)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com
(Technical Service Email)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service Email)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
Marketing.korea@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 (0) 437 606 995 Tel
61 7 3219 9010 Fax
au.sales@Hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
HTIndia.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Soporte.Tecnico@hypertherm.com (Technical Service Email)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com (Technical Service Email)
Hypertherm (Singapore) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
Marketing.asia@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
HTJapan.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Materialien für Aus- und Fortbildung finden Sie online beim Hypertherm Cutting Institute (HCI)
unter www.hypertherm.com/hci.
ENGLISH
WARNING! Before operating any Hypertherm equipment, read the safety
instructions in your product’s manual, the Safety and Compliance Manual
(80669C), Waterjet Safety and Compliance Manual (80943C), and
Radio Frequency Warning Manual (80945C). Failure to follow safety
instructions can result in personal injury or in damage to equipment.
Copies of the manuals can come with the product in electronic and printed
formats. Electronic copies are also on our website. Many manuals are available
in multiple languages at www.hypertherm.com/docs.
BG (БЪЛГAPCКИ/BULGARIAN)
ПРЕДУПРЕЖДЕНИЕ! Преди да работите с което и да е оборудване
Hypertherm, прочетете инструкциите за безопасност в ръководството
на вашия продукт, „Инструкция за безопасност и съответствие“ (80669C),
„Инструкция за безопасност и съответствие на Waterjet“ (80943С)
и „Инструкция за предупреждение за радиочестота“ (80945С).
Копия на ръководствата може да придружават продукта в електронен
и в печатен формат. Можете да получите копия на ръководствата,
предлагани на всички езици, от „Documents library“ (Библиотека
за документи) на адрес www.hypertherm.com.
ET (EESTI/ESTONIAN)
HOIATUS! Enne Hyperthermi mis tahes seadme kasutamist lugege läbi toote
kasutusjuhendis olevad ohutusjuhised ning Ohutus- ja vastavusjuhend
(80669C), Veejoa ohutuse ja vastavuse juhend (80943C) ja Raadiosageduse
hoiatusjuhend (80945C). Ohutusjuhiste eiramine võib põhjustada vigastusi
ja kahjustada seadmeid.
Juhiste koopiad võivad olla tootega kaasas elektroonilises ja trükivormingus.
Juhiste koopiaid kõigis iga käsiraamatu jaoks saadaolevas keeles saate
hankida ka „Documents library (dokumentide raamatukogust)” lehel
www.hypertherm.com.
FI (SUOMI/FINNISH)
VAROITUS! Ennen minkään Hypertherm-laitteen käyttöä lue
tuotteen käyttöoppaassa olevat turvallisuusohjeet, turvallisuuden
ja vaatimustenmukaisuuden käsikirja (80669C), vesileikkauksen
turvallisuuden ja vaatimustenmukaisuuden käsikirja (80943C)
ja radiotaajuusvaroitusten käsikirja (80945C).
Käyttöoppaiden kopiot voivat olla tuotteen mukana elektronisessa
ja tulostetussa muodossa. Voit saada käyttöoppaiden kopiot kaikilla
kielillä ”latauskirjastosta”, joka on osoitteessa www.hypertherm.com.
CS (ČESKY/CZECH)
VAROVÁNÍ! Před uvedením jakéhokoli zařízení Hypertherm do provozu
si přečtěte bezpečnostní pokyny v příručce k produktu a v Manuálu pro
bezpečnost a dodržování předpisů (80669C), Manuálu pro bezpečnost
a dodržování předpisů při řezání vodním paprskem (80943C) a Manuálu
varování ohledně rádiových frekvencí (80945C).
Kopie příruček a manuálů mohou být součástí dodávky produktu,
a to v elektronické i tištěné formě. Kopie příruček a manuálů ve všech
jazykových verzích, v nichž byly dané příručky a manuály vytvořeny, naleznete
v „Knihovně dokumentů“ na webových stránkách www.hypertherm.com.
DA (DANSK/DANISH)
ADVARSEL! Inden Hypertherm udstyr tages i brug skal
sikkerhedsinstruktionerne i produktets manual og i Manual om sikkerhed
og overholdelse af krav (80669C), Manual om sikkerhed og overholdelse
af krav for vandstråleskæring (80943C), og Manual om radiofrekvensadvarsel
(80945C), gennemlæses.
Kopier af manualerne kan ledsage produktet i elektroniske og trykte formater.
Du kan også få kopier af manualer, på alle sprog der er til rådighed for hver
manuel, fra “Dokumentbiblioteket” på www.hypertherm.com.
DE (DEUTSCH/GERMAN)
WARNUNG! Bevor Sie ein Hypertherm-Gerät in Betrieb nehmen, lesen Sie
bitte die Sicherheitsanweisungen in Ihrer Bedienungsanleitung, das Handbuch
für Sicherheit und Übereinstimmung (80669C), das Handbuch für Sicherheit
und Compliance bei Wasserstrahl-Schneidanlagen (80943C) und das
Handbuch für Hochfrequenz-Warnung (80945C).
Bedienungsanleitungen und Handbücher können dem Gerät in elektronischer
Form oder als Druckversion beiliegen. Alle Handbücher und Anleitungen
können in den jeweils verfügbaren Sprachen auch in der
„Dokumente-Bibliothek“ unter www.hypertherm.com heruntergeladen werden.
ES (ESPAÑOL/SPANISH)
¡ADVERTENCIA! Antes de operar cualquier equipo Hypertherm, lea
las instrucciones de seguridad del manual de su producto, del Manual
de seguridad y cumplimiento (80669C), del Manual de seguridad
y cumplimiento en corte con chorro de agua (80943C) y del Manual
de advertencias de radiofrecuencia (80945C).
Pueden venir copias de los manuales en formato electrónico e impreso
junto con el producto. También se pueden obtener copias de los manuales,
en todos los idiomas disponibles para cada manual, de la “Biblioteca
de documentos” en www.hypertherm.com.
FR (FRANÇAIS/FRENCH)
AVERTISSEMENT! Avant d’utiliser tout équipement Hypertherm, lire les
consignes de sécurité dumanuel de votre produit, duManuel de sécurité
et de conformité (80669C), du Manuel de sécurité et de conformité du jet
d’eau (80943C) et du Manuel d'avertissement relatif aux radiofréqunces
(80945C).
Des copies de ces manuels peuvent accompagner le produit en format
électronique et papier. Vous pouvez également obtenir des copies de chaque
manuel dans toutes les langues disponibles à partir de la «Bibliothèque
de documents» sur www.hypertherm.com.
GR (ΕΛΛΗΝΙΚΆ/GREEK)
ΠΡΟΕΙΔΟΠΟΙΗΣΗ! Πριν θέσετε σε λειτουργία οποιονδήποτε εξοπλισμό της
Hypertherm, διαβάστε τις οδηγίες ασφαλείας στο εγχειρίδιο του προϊόντος
και στο εγχειρίδιο ασφάλειας και συμμόρφωσης (80669C), στο εγχειρίδιο
ασφάλειας και συμμόρφωσης του waterjet (80943C) και στο εγχειρίδιο
προειδοποιήσεων για τις ραδιοσυχνότητες (80945C).
Αντίγραφα των εγχειριδίων μπορεί να συνοδεύουν το προϊόν σε ηλεκτρονική
και έντυπη μορφή. Μπορείτε, επίσης, να λάβετε αντίγραφα των εγχειριδίων
σε όλες τις γλώσσες που διατίθενται για κάθε εγχειρίδιο από την ψηφιακή
βιβλιοθήκη εγγράφων (Documents library) στη διαδικτυακή τοποθεσία
www.hypertherm.com.
HU (MAGYAR/HUNGARIAN)
VIGYÁZAT! Mielőtt bármilyen Hypertherm berendezést üzemeltetne,
olvassa el a biztonsági információkat a termék kézikönyvében, a Biztonsági
és szabálykövetési kézikönyvben (80669C), a Vízsugaras biztonsági
és szabálykövetési kézikönyvben (80943C) és a Rádiófrekvenciás
figyelmeztetéseket tartalmazó kézikönyvben (80945C).
A termékhez a kézikönyv példányai elektronikus és nyomtatott formában
is mellékelve lehetnek. A kézikönyvek példányai (minden nyelven)
a www.hypertherm.com weboldalon a „Documents library”
(Dokumentum könyvtár) részben is beszerezhetők.
ID (BAHASA INDONESIA/INDONESIAN)
PERINGATAN! Sebelum mengoperasikan peralatan Hypertherm, bacalah
petunjuk keselamatan dalam manual produk Anda, Manual Keselamatan dan
Kepatuhan (80669C), Manual Keselamatan dan Kepatuhan Jet Air (80943C),
dan Manual Peringatan Frekuensi Radio (80945C). Kegagalan mengikuti
petunjuk keselamatan dapat menyebabkan cedera pribadi atau kerusakan
pada peralatan.
Produk mungkin disertai salinan manual dalam format elektronik maupun cetak.
Anda juga dapat memperoleh salinan manual, dalam semua bahasa yang
tersedia untuk setiap manual, dari "Perpustakaan dokumen"
di www.hypertherm.com.
IT (ITALIANO/ITALIAN)
AVVERTENZA! Prima di usare un’attrezzatura Hypertherm, leggere le istruzioni
sulla sicurezza nel manuale del prodotto, nel Manuale sulla sicurezza e la
conformità (80669C), nel Manuale sulla sicurezza e la conformità Waterjet
(80943C) e nel Manuale di avvertenze sulla radiofrequenza(80945C).
Il prodotto può essere accompagnato da copie elettroniche e cartacee
del manuale. È anche possibile ottenere copie del manuale, in tutte le lingue
disponibili per ogni manuale, dall’“Archivio documenti” all’indirizzo
www.hypertherm.com.
RO (ROMÂNĂ/ROMANIAN)
AVERTIZARE! Înainte de utilizarea oricărui echipament Hypertherm, citiți
instrucțiunile de siguranță din manualul produsului, manualul de siguranță
și conformitate (80669C), manualul de siguranță și conformitate Waterjet
(80943C) și din manualul de avertizare privind radiofrecvența (80945C).
Produsul poate fi însoțit de copii ale manualului în format tipărit și electronic.
De asemenea, dumneavoastră puteţi obţine copii ale manualelor, în toate limbile
disponibile pentru fiecare manual, din cadrul secţiunii „Bibliotecă documente”
aflată pe site-ul www.hypertherm.com.
JA (日本語/JAPANESE)
警告 ! Hypertherm 機器を操作する前に、この製品説明書にある安全情報、
「安全とコンプライアンスマニュアル」 (80669C) 、「ウォータージェット
の安全とコンプライアンス」 (80943C)、「高周波警告」 (80945C) をお読み
ください。
説明書のコピーは、電子フォーマット、または印刷物として製品に同梱さ
れています。各説明書は、 www.hypertherm.com の「ドキュメントライブラ
リ」から各言語で入手できます。
KO (한국어/KOREAN)
경고! Hypertherm 장비를 사용하기 전에 제품 설명서와 안전 및 규정 준수
설명서(80669C), 워터젯 안전 및 규정 준수 설명서(80943C) 그리고 무선
주파수 경고 설명서(80945C)에 나와 있는 안전 지침을 읽으십시오.
전자 형식과 인쇄된 형식으로 설명서 사본이 제품과 함께 제공될
수 있습니다. www.hypertherm.com 의 'Documents library (문서라이브러리)'
에서도모든언어로이용할수있는설명서사본을얻을수있습니다.
NE (NEDERLANDS/DUTCH)
WAARSCHUWING! Lees voordat u Hypertherm-apparatuur gebruikt
de veiligheidsinstructies in de producthandleiding, in de Veiligheids-
en nalevingshandleiding (80669C) in de Veiligheids- en nalevingshandleiding
voor waterstralen (80943C) en in de Waarschuwingshandleiding
radiofrequentie (80945C).
De handleidingen kunnen in elektronische en gedrukte vorm met
het product worden meegeleverd. De handleidingen, elke handleiding
beschikbaar in alle talen, zijn ook verkrijgbaar via de “Documentenbibliotheek”
op www.hypertherm.com.
NO (NORSK/NORWEGIAN)
ADVARSEL! Før du bruker noe Hypertherm-utstyr, må du lese
sikkerhetsinstruksjonene i produktets håndbok, håndboken om sikkerhet
og samsvar (80669C), håndboken om vannjet sikkerhet og samsvar
(80943C), og håndboken om radiofrekvensadvarsler (80945C).
Eksemplarer av håndbøkene kan medfølge produktet i elektroniske og trykte
utgaver. Du kan også få eksemplarer av håndbøkene i alle tilgjengelige språk
for hver håndbok fra dokumentbiblioteket på www.hypertherm.com.
PL (POLSKI/POLISH)
OSTRZEŻENIE! Przed rozpoczęciem obsługi jakiegokolwiek systemu
firmy Hypertherm należy się zapoznać z instrukcjami bezpieczeństwa
zamieszczonymi w podręczniku produktu, w podręczniku bezpieczeństwa
i zgodności (80669C), podręczniku bezpieczeństwa i zgodności systemów
strumienia wody (80943C) oraz podręczniku z ostrzeżeniem o częstotliwości
radiowej (80945C).
Do produktu mogą być dołączone kopie podręczników w formacie
elektronicznym i drukowanym. Kopie podręczników, wkażdym udostępnionym
języku, można również znaleźć w„Bibliotece dokumentów” pod adresem
www.hypertherm.com.
PT (PORTUGUÊS/PORTUGUESE)
ADVERTÊNCIA! Antes de operar qualquer equipamento Hypertherm,
leia as instruções de segurança no manual do seu produto, no Manual
de Segurança e de Conformidade (80669C), no Manual de Segurança
e de Conformidade do Waterjet (80943C) e no Manual de Advertência
de radiofrequência (80945C).
Cópias dos manuais podem acompanhar os produtos nos formatos eletrônico
e impresso. Também é possível obter cópias dos manuais em todos os idiomas
disponíveis para cada manual na “Biblioteca de documentos” em
www.hypertherm.com.
RU (PУССКИЙ/RUSSIAN)
БЕРЕГИСЬ! Перед работой с любым оборудованием Hypertherm
ознакомьтесь с инструкциями по безопасности, представленными
в руководстве, которое поставляется вместе с продуктом,
в Руководстве по безопасности и соответствию (80669С),
в Руководстве по безопасности и соответствию для водоструйной
резки (80943C) и Руководстве по предупреждению о радиочастотном
излучении (80945С).
Копии руководств, которые поставляются вместе с продуктом, могут быть
представлены в электронном и бумажном виде. Копии руководств на всех
языках, на которые переведено то или иное руководство, можно также
загрузить в разделе «Библиотека документов» на веб-сайте
www.hypertherm.com.
SK (SLOVENČINA/SLOVAK)
VÝSTRAHA! Pred použitím akéhokoľvek zariadenia od spoločnosti Hypertherm
si prečítajte bezpečnostné pokyny v návode na obsluhu vášho zariadenia
avManuáli o bezpečnosti a súlade s normami (80669C), Manuáli
o bezpečnosti a súlade snormami pre systém rezania vodou (80943C)
avManuáli sinformáciami orádiofrekvencii (80945C).
Kópia návodu, ktorá je dodávaná s produktom, môže mať elektronickú
alebo tlačenú podobu. Kópie návodov, vo všetkých dostupných jazykoch,
sú k dispozícii aj v sekcii z „knižnice Dokumenty“ na www.hypertherm.com.
SL (SLOVENŠČINA/SLOVENIAN)
OPOZORILO! Pred uporabo katerekoli Hyperthermove opreme preberite
varnostna navodila v priročniku vašega izdelka, v Priročniku za varnost in
skladnost (80669C), v Priročniku za varnost in skladnost sistemov rezanja
z vodnim curkom (80943C) in v Priročniku Opozorilo o radijskih frekvencah
(80945C).
Izdelku so lahko priloženi izvodi priročnikov v elektronski ali tiskani obliki.
Izvode priročnikov v vseh razpoložljivih jezikih si lahko prenesete tudi iz knjižnice
dokumentov “Documents library” na naslovu www.hypertherm.com.
SR (SRPSKI/SERBIAN)
UPOZORENJE! Pre rukovanja bilo kojom Hyperthermovom opremom
pročitajte uputstva o bezbednosti u svom priručniku za proizvod,
Priručniku o bezbednosti i usaglašenosti (80669C), Priručniku o bezbednosti
i usaglašenosti Waterjet tehnologije (80943C) i Priručniku sa upozorenjem
o radio-frekvenciji (80945C).
Može se dogoditi da kopije priručnika prate proizvod u elektronskom
i štampanom formatu. Takođe možete da pronađete kopije priručnika, na svim
jezicima koji su dostupni za svaki od priručnika, u “Biblioteci dokumenata”
(“Documents library”) na www.hypertherm.com.
SV (SVENSKA/SWEDISH)
VARNING! Läs häftet säkerhetsinformationen i din produkts säkerhets- och
efterlevnadsmanual (80669C), säkerhets- och efterlevnadsmanualen för
Waterjet (80943C) och varningsmanualen för radiofrekvenser (80945C)
för viktig säkerhetsinformation innan du använder eller underhåller
Hypertherm-utrustning.
Kopior av manualen kan medfölja produkten i elektronisk och tryckform.
Du hittar även kopior av manualerna i alla tillgängliga språk
i dokumentbiblioteket (Documents library) på www.hypertherm.com.

TH (ภาษาไทย/THAI)
คําเตือน! กอนการใชงานอุปกรณของ Hypertherm ทั้งหมด โปรดอานคําแนะนําดาน
ความปลอดภัยในคูมือการใชสินคา คูมือดานความปลอดภัยและการปฏิบัติ
ตาม (80669C), คูมือดานความปลอดภัยและการปฏิบัติตามสําหรับการใชหัวตัดระบบ
วอเตอรเจ็ต (80943C) และ คูมือคําเตือนเกี่ยวกับความถี่วิทยุ (80945C)
การไมปฏิบัติตามคําแนะนําดานความปลอดภัยอาจสงผลใหเกิดการบาดเจ็บหรือเกิด
ความเสียหายตออุปกรณ
สินคาอาจมีสําเนาคูมือในรูปแบบอิเล็กทรอนิกสและแบบสิ่งพิมพแนบม
นี้ คุณสามารถขอรับสําเนาคูมือแตละประเภทเปนภาษาตาง ๆ ที่มีใหใชงานไดที่ “คลัง
เอกสาร” ในเว็บไซต www.hypertherm.com
TR (TÜRKÇE/TURKISH)
UYARI! Bir Hypertherm ekipmanını çalıştırmadan önce, ürününüzün kullanım
kılavuzunda, Güvenlik ve Uyumluluk Kılavuzu’nda (80669C), Su Jeti Güvenlik
ve Uyumluluk Kılavuzu’nda (80943C) ve Radyo Frekansı Uyarısı Kılavuzu’nda
(80945C) yer alan güvenlik talimatlarını okuyun.
Kılavuzların kopyaları, elektronik ve basılı formatta ürünle birlikte verilebilir.
Her biri tüm dillerde yayınlanan kılavuzların kopyalarını www.hypertherm.com
adresindeki “Documents library” (Dosyalar kitaplığı) başlığından da elde
edebilirsiniz.
VI (TIẾNG VI ỆT/VIETNAMESE)
CẢNH BÁO! Trước khi vận hành bất kỳ thiết bị Hypertherm nào, hãy đọc
các hướng dẫn an toàn trong hướng dẫn sử dụng sản phẩm của bạn,
Sổ tay An toàn và Tuân thủ
(80943C), và
thủ các hướng dẫn an toàn có thể dẫn đến thương tích cá nhân hoặc hư
hỏng thiết bị.
Bản sao của các hướng dẫn sử dụng có thể đi kèm sản phẩm ở định dạng
điện tử và bản in. Bạn cũng có thể lấy bản sao của các hướng dẫn sử dụng,
thuộc tất cả các ngôn ngữ hiện có cho từng hướng dẫn sử dụng, từ “Thư
viện tài liệu” tại địa chỉ www.hypertherm.com.
Hướng dẫn Cảnh báo Tần số Vô tuyến
(80669C),
Sổ tay An toàn và Tuân thủ Tia nước
(80945C). Không tuân
าดวย นอกจาก
ZH-CN (简 体中文/CHINESE SIMPLIFIED)
警告! 在操作任何海宝设备之前,请阅读产品手册、《安全和法规遵守手
册》 (80669C)、《水射流安全和法规遵守手册》 (80943C) 以及
《射频警告手册》 (80945C) 中的安全操作说明。
随产品提供的手册可能提供电子版和印刷版两种格式。您也可从
“Documents library” (文档资料库)中获取每本手册所有可用语言的副本,
网址为 www.hypertherm.com.
ZH-TW (繁 體中文/CHINESE TRADITIONAL)
警告!在操作任何Hypertherm設備前,請先閱讀您產品手冊內的安全指
示,包括 《安全和法規遵從手冊》(80669C)、《水刀安全和法規遵從手冊》
(80943C),以及 《無線電頻率警示訊號手冊》(80945C)。
手冊複本可能以電子和印刷格式隨附產品提供。您也可以在
www.hypertherm.com 的 「文檔資料庫」內獲取所有手冊的多語種複本。


Inhalt
Elektromagnetische Verträglichkeit (EMV) ................................................................... SC-17
Einführung......................................................................................................................................................SC-17
Installation und Einsatz................................................................................................................................SC-17
Einschätzung des Bereichs .......................................................................................................................SC-17
Methoden der Emissionsreduzierung ......................................................................................................SC-17
Netzanschluss........................................................................................................................................SC-17
Wartung des Schneidgeräts .....................................................................................................................SC-17
Schneidkabel.................................................................................................................................................SC-17
Potenzialausgleich ................................................................................................................................SC-17
Erdung des Werkstücks......................................................................................................................SC-17
Entstörung und Abschirmung....................................................................................................................SC-18
Gewährleistung ...................................................................................................................SC-19
Achtung..........................................................................................................................................................SC-19
Allgemeines ...................................................................................................................................................SC-19
Patentschutz..................................................................................................................................................SC-19
Haftungsbeschränkung...............................................................................................................................SC-19
Nationale und örtliche Vorschriften..........................................................................................................SC-19
Haftungsgrenze ............................................................................................................................................SC-20
Versicherung .................................................................................................................................................SC-20
Übertragung von Rechten..........................................................................................................................SC-20
Gewährleistungsregelung für Wasserstrahlprodukte..........................................................................SC-20
Produkt....................................................................................................................................................SC-20
Gewährleistungsregelung für Teile...................................................................................................SC-20
809241 Betriebsanleitung Powermax45 XP 9

Inhalt
1 Installation und Konfiguration................................................................................................ 21
Bestandteile der Anlage .................................................................................................................................... 22
Vorgehen bei fehlenden oder beschädigten Komponenten.......................................................... 23
Hypertherm Leistung der Plasma-Stromquelle............................................................................................ 23
Schneid-Spezifikationen.................................................................................................................................... 25
Empfohlene Schneidleistung – manuell............................................................................................. 25
Lochstechkapazität ................................................................................................................................. 25
Maximale Schnittgeschwindigkeiten (unlegierter Stahl) ................................................................ 25
Fugenhobelkapazität............................................................................................................................... 26
Lärmpegel ................................................................................................................................................. 27
Kritische Rohmaterialien.................................................................................................................................... 27
Positionierung der Plasma-Stromquelle ........................................................................................................ 28
Abmessungen und Gewicht der Stromquelle .................................................................................. 30
Werkstückkabelgewichte .......................................................................................................... 30
Anschluss an die elektrische Stromversorgung........................................................................................... 31
Anbringen eines Netztrennschalters................................................................................................... 31
Anforderungen an die Erdung.............................................................................................................. 32
Nennausgangsleistung des Geräts (Schneidleistung)................................................................... 32
Spannungskonfigurationen ................................................................................................................... 32
CSA/CE/CCC 200 V–240 V (einphasig) ............................................................................ 33
CSA 208 V (einphasig) ............................................................................................................. 33
CCC 220 V (einphasig) ............................................................................................................ 33
CE 230 V (einphasig) ................................................................................................................ 33
CCC 380 V (dreiphasig)........................................................................................................... 34
CE 400 V (dreiphasig)............................................................................................................... 34
CSA 480 V (dreiphasig)............................................................................................................ 34
Ausgangsstrom und Längenzunahme des Lichtbogens für Stromnetz mit
niedrigerer Leistung verringern ............................................................................................................ 35
Beispiel: 230 V Eingangsspannung an 20-A-Stromnetz................................................... 35
Netzkabel vorbereiten......................................................................................................................................... 36
CSA-Systeme.......................................................................................................................................... 36
Einphasig (200 V–240 V) ......................................................................................................... 36
Dreiphasig (480 V) ..................................................................................................................... 36
CE/CCC-Systeme.................................................................................................................................. 36
Einphasig (200 V–240 V) ......................................................................................................... 36
Dreiphasig (380 V / 400 V) ...................................................................................................... 36
Empfehlungen zum Verlängerungskabel............................................................................................ 37
Empfehlungen zum Generator ............................................................................................................. 37
Adapter für vieradrige, einphasige Verbindungen (nur einphasige CSA-Typen)......... 38
Anschließen der Gasversorgung..................................................................................................................... 38
Gasversorgungsquelle........................................................................................................................... 39
Hochdruck-Gasflaschen............................................................................................................ 40
10 809241 Betriebsanleitung Powermax45 XP

Inhalt
Gasdurchfluss.......................................................................................................................................... 42
Mindesteingangsdruck (während Gas fließt).................................................................................... 42
Schnitt............................................................................................................................................ 42
Fugenhobeln mit maximaler Kontrolle (26–45 A) ................................................................ 43
Präzisions-Fugenhobeln / Markierung (10–25 A)............................................................... 43
Zusätzliche Gasfilterung........................................................................................................................ 44
2 Betrieb ........................................................................................................................................ 45
Bedienelemente und Anzeigen ........................................................................................................................ 45
EIN (ON/I)/AUS (OFF/O)-Netzschalter............................................................................................. 45
Schneid-Bedienelemente...................................................................................................................... 46
LED-Anzeigen.......................................................................................................................................... 47
Deaktivieren des Brenners................................................................................................................................ 48
Warnhinweis Luftstöße.......................................................................................................................... 50
Für Handbrenner ......................................................................................................................... 50
Für Maschinenbrennerbrenner................................................................................................. 51
Bedienung der Plasmaanlage .......................................................................................................................... 51
Schritt 1 – Verschleißteile installieren und Brenner aktivieren ..................................................... 51
Schritt 2 – Brennerschlauchpaket anschließen............................................................................... 54
Schritt 3 – Gasversorgung anschließen............................................................................................ 54
Schritt 4 – Werkstückkabel und Erdklemme anschließen............................................................. 55
Werkstückkabel........................................................................................................................... 55
Erdklemme .................................................................................................................................... 55
Schritt 5 – Gerät ans Stromnetz anschließen und einschalten ON............................................ 56
Schritt 6 – Modus einstellen und Ausgangsstrom (Stromstärke) anpassen ............................ 57
Schneiden von Streckmetall..................................................................................................... 57
Schritt 7 – Schneideinstellungen und LED-Anzeigen überprüfen .............................................. 58
Was beim und nach dem Schneiden geschieht.......................................................................................... 59
Manuelles Einstellen des Gasdrucks.............................................................................................................. 60
Zurücksetzen des Gasdrucks .............................................................................................................. 62
Umstellen der Gasdruckwerte auf psi oder bar........................................................................................... 63
Wie Überhitzung vermieden wird.................................................................................................................... 64
3 Schneiden mit dem Handbrenner.......................................................................................... 65
Handbrenner-Komponenten, Abmessungen, Gewichte............................................................................ 66
Komponenten........................................................................................................................................... 66
Abmessungen .......................................................................................................................................... 66
75°-Handbrenner ........................................................................................................................ 66
15°-Handbrenner ........................................................................................................................ 66
Gewichte................................................................................................................................................... 67
Powermax45 XP Betriebsanleitung 809241 11

Inhalt
Auswahl der Verschleißteile.............................................................................................................................. 67
Verschleißteile zum abgeschirmten Schneiden mit Oberflächenkontakt................................... 68
FineCut-Verschleißteile ......................................................................................................................... 68
Spezial-Verschleißteile........................................................................................................................... 68
Verschleißteile zum HyAccess-Schneiden............................................................................ 68
FlushCut™-Verschleißteile ........................................................................................................ 69
CopperPlus™-Elektrode ............................................................................................................ 71
Standzeit der Verschleißteile............................................................................................................................ 71
Zünden des Brenners vorbereiten .................................................................................................................. 73
Richtlinien zum Schneiden mit dem Handbrenner ...................................................................................... 75
Beginnen eines Schnitts an der Kante des Werkstücks ........................................................................... 76
Lochstechen an einem Werkstück.................................................................................................................. 77
4 Fugenhobeln mit dem Hand- und Maschinenbrenner ....................................................... 79
Fugenhobel-Prozesse ........................................................................................................................................ 79
Fugenhobeln mit maximaler Kontrolle................................................................................................. 80
Verschleißteile zum Fugenhobeln mit maximaler Kontrolle (26–45 A) ........................... 80
Präzisions-Fugenhobeln ........................................................................................................................ 80
Verschleißteile zum Präzisions-Fugenhobeln (10–25 A)................................................... 80
Spezial-Verschleißteile........................................................................................................................... 81
HyAccess-Verschleißteile zum Fugenhobeln ....................................................................... 81
Kontrollieren des Fugenprofils ......................................................................................................................... 82
Fugenhobeln mit dem Handbrenner............................................................................................................... 83
Entfernen von Punktnähten................................................................................................................... 84
Tipps............................................................................................................................................... 85
Vorgehensweise .......................................................................................................................... 86
Fugenhobeln mit dem Maschinenbrenner..................................................................................................... 89
Typische Fugenprofile............................................................................................................................ 90
Verschleißteile zum Fugenhobeln mit maximaler Kontrolle (45 A)................................... 90
Verschleißteile zum Präzisions-Fugenhobeln (10 A) .......................................................... 92
Tipps zur Fehlerbeseitigung beim Fugenhobeln.......................................................................................... 93
5 Konfigurieren des Maschinenbrenners ................................................................................ 95
Maschinenbrenner-Komponenten, Abmessungen, Gewichte.................................................................. 96
Komponenten........................................................................................................................................... 96
Abmessungen .......................................................................................................................................... 96
Gewichte................................................................................................................................................... 97
Montage des Brenners ...................................................................................................................................... 97
Ausbauen der Zahnstange.................................................................................................................... 97
Zerlegen des Maschinenbrenners....................................................................................................... 98
Zusammenbauen des Maschinenbrenners .................................................................................... 100
Ausrichten des Brenners................................................................................................................................ 103
12 809241 Betriebsanleitung Powermax45 XP

Inhalt
6 Konfigurieren der Bedienelemente für mechanisiertes Schneiden .............................. 105
Übersicht über die Konfiguration des Maschinenbrenners.................................................................... 105
Konfigurieren der Plasmaanlage und des Maschinenbrenners
für mechanisiertes Schneiden........................................................................................................... 106
Anschließen des Fernstartschalters............................................................................................................. 108
Anschließen des Maschinenschnittstellenkabels ..................................................................................... 109
Externe Kabel, die keine Spannungsteiler-Platine nutzen........................................................... 109
Externe Kabel, die eine Spannungsteiler-Platine nutzen............................................................. 110
Externe Kabel für PlasmaCAM
Installation des Maschinenschnittstellenkabels............................................................................. 111
Kontaktbelegung der Maschinenschnittstelle.................................................................... 112
Maschinenschnittstellen-Signale.......................................................................................... 113
Einstellen der Spannungsteiler-Platine ............................................................................... 114
Zugriff auf die rohe Lichtbogen-Spannung................................................................................................ 116
Anschließen eines optionalen seriellen Kabels für die RS-485-Schnittstelle.................................... 116
Externe Kabel für serielle Schnittstelle............................................................................................ 117
Fernsteuerungsmodus ........................................................................................................................ 117
®
-Tische .............................................................................. 111
7 Schneiden mit dem Maschinenbrenner ............................................................................. 119
Auswahl der Verschleißteile........................................................................................................................... 119
Abgeschirmte Verschleißteile für Maschinenbrenner .................................................................. 120
Abgeschirmte Verschleißteile für Maschinenbrenner mit Brennerkappe für ohmsche
Abtastung............................................................................................................................................... 120
Abgeschirmte Verschleißteile für FineCut mit Brennerkappe für ohmsche Abtastung ....... 121
Unabgeschirmte Verschleißteile für FineCut ................................................................................. 121
Standzeit der Verschleißteile......................................................................................................................... 121
Einschätzen und Verbessern der Schnittqualität...................................................................................... 122
Schnitt- oder Fasenwinkel ................................................................................................................. 123
Bartbildung ............................................................................................................................................ 124
Durchstechen eines Werkstücks mit dem Maschinenbrenner.............................................................. 125
Lochstechverzögerung........................................................................................................................ 125
Lochstechhöhe ..................................................................................................................................... 125
Maximale Stärke beim Lochstechen ................................................................................................ 125
Legierten Stahl mit F5 schneiden ................................................................................................................ 126
8 Richtlinien für die Markierung............................................................................................. 129
Verschleißteile für die Markierung (10–25 A) ........................................................................................... 129
Verfahrensgas: Luft und Argon im Vergleich............................................................................................. 130
Wie das Gerät mit Nachströmung für die Markierung umgeht ................................................. 131
Markierungsarten.............................................................................................................................................. 131
Markierungsbeispiele........................................................................................................................... 132
Markierungs-, Ritz- und Dimpelprofile............................................................................................. 134
Powermax45 XP Betriebsanleitung 809241 13

Inhalt
Richtlinien für das Markierungsverfahren.................................................................................................... 134
Richtlinien für das Eckenschneiden................................................................................................. 136
Tipps zur Fehlerbeseitigung bei der Markierung....................................................................................... 137
Häufige Probleme und Lösungen bei der Markierung................................................................. 137
9 Schneid- und Markierungstabellen..................................................................................... 139
Verwendung der Schneidtabellen................................................................................................................ 140
Unlegierter Stahl – 45 A – Luft – Abgeschirmt........................................................................................ 142
Legierter Stahl – 45 A – Luft – Abgeschirmt............................................................................................ 143
Aluminium – 45 A – Luft – Abgeschirmt.................................................................................................... 144
Unlegierter Stahl – FineCut – Luft – Abgeschirmt und unabgeschirmt.............................................. 145
Legierter Stahl – FineCut – Luft – Abgeschirmt und unabgeschirmt ................................................. 146
Unlegierter Stahl – FineCut (langsam) – Luft – Abgeschirmt und unabgeschirmt.......................... 147
Legierter Stahl – FineCut (langsam) – Luft – Abgeschirmt und unabgeschirmt.............................. 148
Legierter Stahl – 45 A – F5 – Abgeschirmt.............................................................................................. 149
Markierung und Dimpeln – Luft – Abgeschirmt........................................................................................ 150
Markierung und Dimpeln – Argon – Abgeschirmt.................................................................................... 151
10 Anleitung zur Fehlerbeseitigung.......................................................................................... 153
Häufige Probleme beim Schneiden ............................................................................................................ 154
Probleme beim Schneiden im Handbetrieb................................................................................... 155
Probleme beim mechanisierten Schneiden.................................................................................... 157
Überprüfen des Gasdrucks ........................................................................................................................... 159
Überprüfen der Gasqualität........................................................................................................................... 160
Kalte und schnelle Neustarts......................................................................................................................... 161
Durchführen eines kalten Neustarts................................................................................................. 161
Durchführen eines schnellen Neustarts.......................................................................................... 161
Störfall-LEDs und -codes .............................................................................................................................. 162
Gasdruckstörfall-LED.......................................................................................................................... 167
Brennerkappen-Störfall-LED............................................................................................................. 168
Hinweise zum Generator.................................................................................................................... 169
Durchführung eines Gastests ....................................................................................................................... 170
Eintritt in den Gastestmodus............................................................................................................. 170
Im aktiven Gastestmodus....................................................................................................... 171
Gastestmodus beenden..................................................................................................................... 171
14 809241 Betriebsanleitung Powermax45 XP

Inhalt
11 Routinemäßige Wartung........................................................................................................ 173
Prüfen von Anlage und Brenner.................................................................................................................... 173
Vor jedem Gebrauch........................................................................................................................... 174
Bei jedem Verschleißteilwechsel oder wöchentlich (je nachdem, was häufiger auftritt)..... 175
Alle 3 Monate........................................................................................................................................ 176
Prüfung von Verschleißteilen......................................................................................................................... 177
Messen der Einbrandtiefe an einer Elektrode................................................................................ 178
Ersetzen des Luftfiltergehäuses und Filterelements ................................................................................ 179
12 Ersatzteile und Zubehör ........................................................................................................ 183
Plasmaversorgung, Vorderseite, außen ...................................................................................................... 184
Plasmaversorgung, Rückseite, außen ......................................................................................................... 185
Upgrade-Sätze für Maschinenschnittstelle (CPC) und serielle Schnittstelle .................................... 186
Externe Kabel für Maschinenschnittstellenanschluss und seriellen Anschluss ..................... 187
Ersatzteile für 75°-Handbrenner................................................................................................................... 188
Ersatzteile für 15°-Handbrenner................................................................................................................... 189
Ersatzteile für Maschinenbrenner ................................................................................................................. 190
Zubehörteile ...................................................................................................................................................... 192
Powermax45 XP-Etiketten............................................................................................................................. 193
Verschleißteil- und Störfallcode-Etiketten...................................................................................... 193
CSA-Warnschild.................................................................................................................................. 194
Warnschilder CE/CCC ...................................................................................................................... 195
Typenschild........................................................................................................................................................ 196
Symbole und Prüfzeichen............................................................................................................................... 197
IEC-Symbole......................................................................................................................................... 198
Powermax45 XP Betriebsanleitung 809241 15

Inhalt
16 809241 Betriebsanleitung Powermax45 XP

Elektromagnetische Verträglichkeit (EMV)
Einführung
Hypertherm-Anlagen mit CE-Kennzeichnung werden in
Übereinstimmung mit Norm EN60974-10 hergestellt. Die Anlage sollte
gemäß den nachfolgenden Hinweisen installiert und betrieben werden,
um elektromagnetische Verträglichkeit sicherzustellen.
Die von EN60974-10 vorgegebenen Grenzwerte reichen unter
Umständen nicht aus, um Störungen vollständig zu beseitigen, wenn sich
die Störquelle in der Nähe befindet oder die Anlage sehr empfindlich ist.
In solchen Fällen können weitere Maßnahmen zur Reduzierung von
Störungen erforderlich sein.
Dieses Schneidgerät ist nur für die Verwendung in industriellen
Umgebungen geeignet.
Installation und Einsatz
Der Benutzer ist dafür verantwortlich, das Plasmagerät entsprechend
den Herstelleranweisungen zu installieren und zu verwenden.
Treten elektromagnetische Störungen auf, liegt es in der Verantwortung
des Benutzers, das Problem mit technischer Unterstützung des
Herstellers zu lösen. Manchmal reichen einfache Maßnahmen wie das
Erden des Schneidkreises aus. Siehe Erdung des Werkstücks. In
anderen Fällen müssen Stromquelle und Arbeitsbereich mit einer
elektromagnetischen Abschirmung mit entsprechenden Eingangsfiltern
umgeben werden. Elektromagnetische Störungen müssen stets so weit
reduziert werden, dass sie kein Problem mehr darstellen.
Methoden der Emissionsreduzierung
Netzanschluss
Das Schneidgerät muss gemäß den Empfehlungen des Herstellers an
das Stromnetz angeschlossen werden. Treten Störungen auf, können
zusätzliche Maßnahmen, wie Filterung der Netzversorgung, erforderlich
sein.
Es sollte in Betracht gezogen werden, das Netzkabel einer fest
installierten Anlage in metallischem Kabelkanal oder ähnlichem
abzuschirmen. Die Abschirmung sollte auf der ganzen Länge elektrisch
ununterbrochen sein. Die Abschirmung sollte so an die Netzversorgung
des Schneidgeräts angeschlossen sein, dass ein guter elektrischer
Kontakt zwischen dem Kabelkanal und dem Gehäuse der Stromquelle
des Schneidgeräts besteht.
Wartung des Schneidgeräts
Das Schneidgerät muss gemäß den Empfehlungen des Herstellers
routinemäßig gewartet werden. Alle Zugangs- und Wartungsklappen
und -abdeckungen sollten während des Betriebs geschlossen und
ordnungsgemäß befestigt sein. Das Schneidgerät sollte in keiner Weise
modifiziert werden, außer wie in den Herstelleranweisungen schriftlich
beschrieben und in Übereinstimmung mit diesen. So sollten
beispielsweise die Funkenstrecken der Lichtbogen-Zünd- und
Stabilierungsgeräte gemäß den Empfehlungen des Herstellers
angepasst und gewartet werden.
Einschätzung des Bereichs
Vor der Installation der Anlage sollte der Benutzer die potenziellen
elektromagnetischen Probleme in der Umgebung beurteilen. Folgende
Punkte sind dabei zu berücksichtigen:
a. Andere Versorgungskabel, Steuerkabel, Signal- und
Telefonkabel über, unter und neben der Schneidanlage.
b. Radio- und Fernsehsende- und -empfangsgeräte.
c. Computer und andere Steuergeräte.
d. Sicherheitskritische Geräte, wie Schutzvorrichtungen für
industrielle Anlagen.
e. Gesundheit der Menschen in der Umgebung, z.B. Tragen von
Herzschrittmachern und Hörgeräten.
f. Kalibrier- oder Messgeräte.
g. Störfestigkeit anderer Geräte in der Umgebung. Der Benutzer
muss sicherstellen, dass andere in der Umgebung verwendete
Geräte kompatibel sind. Dazu können zusätzliche
Schutzmaßnahmen erforderlich sein.
h. Tageszeit, zu der Schneid- oder andere Arbeiten durchgeführt
werden.
Wie groß der zu berücksichtigende Bereich sein muss, hängt von der
Bauweise des Gebäudes und den anderen dort stattfindenden
Aktivitäten ab. Der Umgebungsbereich kann sich über die Grenzen des
Betriebsgeländes hinaus erstrecken.
Schneidkabel
Die Schneidkabel sollten so kurz wie möglich gehalten werden und eng
zusammen am Boden entlang bzw. in Bodennähe verlaufen.
Potenzialausgleich
Elektrische Verbindung aller metallischen Bauteile an der Schneidanlage
und in ihrer Nähe sollte in Betracht gezogen werden.
Elektrisch mit dem Werkstück verbundene metallische Bauteile erhöhen
jedoch das Risiko, dass der Bediener einen elektrischen Schlag
bekommen könnte, wenn er diese metallischen Bauteile und die
Elektrode (bzw. Düse bei Laserköpfen) gleichzeitig berührt.
Der Bediener ist von allen derartig verbundenen metallischen Bauteilen
zu isolieren.
Erdung des Werkstücks
Ist das Werkstück aus Sicherheitsgründen nicht elektrisch mit der Erde
verbunden oder aufgrund seiner Größe und Position nicht geerdet
(z.B. Schiffsrumpf oder Baustahl), kann eine Verbindung des
Werkstücks zur Erde die Emissionen in manchen, aber nicht allen Fällen
reduzieren. Dabei sollte darauf geachtet werden, dass die Erdung des
Werkstücks nicht die Verletzungsgefahr für den Bediener oder das
Schadensrisiko für andere elektrische Geräte erhöht. Bei Bedarf sollte
die Verbindung des Werkstücks zur Erde durch eine direkte Verbindung
zum Werkstück hergestellt werden. Da in manchen Ländern eine direkte
Verbindung jedoch nicht erlaubt ist, sollte die Verbindung dort durch
entsprechende Maßnahmen in Übereinstimmung mit den nationalen
Vorschriften erzielt werden.
Sicherheit und Übereinstimmung SC-17

Elektromagnetische Verträglichkeit (EMV)
Anmerkung: Der Schneidkreis kann aus Sicherheitsgründen geerdet
oder nicht geerdet sein. Änderungen der Erdungsmaßnahmen sollten
nur durch eine sachkundige Person genehmigt werden, die beurteilen
kann, ob die Veränderungen die Verletzungsgefahr erhöhen, z.B.
durch parallele Rückleitungen für den Schneidstrom, die den
Potenzialausgleich anderer Geräte beschädigen können. Weitere
Richtlinien finden Sie in IEC 60974-9, Lichtbogenschweißeinrichtungen,
Teil 9: Errichten und Betreiben.
Entstörung und Abschirmung
Selektive Abschirmung anderer Kabel und Geräte in der Umgebung kann
problematische Störungen abschwächen. Bei speziellen Anwendungen
kann die Abschirmung der gesamten Plasmaschneidanlage in Betracht
gezogen werden.
SC-18 Sicherheit und Übereinstimmung

Gewährleistung
Achtung
Originalteile von Hypertherm sind die werksseitig empfohlenen
Ersatzteile für Ihre Hypertherm-Anlage. Schäden oder Verletzungen,
die dadurch entstehen, dass keine Hypertherm-Originalteile verwendet
wurden, fallen eventuell nicht unter die Hypertherm-Gewährleistung
und stellen einen Missbrauch des Hypertherm-Produktes dar.
Sie sind für den sicheren Betrieb des Produktes allein verantwortlich.
Hypertherm kann und wird keine Garantie oder Gewährleistung für
den sicheren Betrieb des Produktes in Ihrer Umgebung übernehmen.
Allgemeines
Hypertherm, Inc. garantiert, dass seine Produkte für die jeweils
hierin angegebenen Gewährleistungsfristen frei von Material- und
Verarbeitungsfehlern sind, vorausgesetzt die Meldung eines Defekts an
Hypertherm ergeht (i) bei der Plasma-Stromquelle innerhalb von zwei (2)
Jahren ab Lieferdatum, außer bei Stromquellen der Marke Powermax, für
die eine Frist von drei (3) Jahren ab Lieferdatum gilt, und (ii) bei Brenner
und Schlauchpaket innerhalb von einem (1) Jahr ab Lieferdatum, außer
beim kurzen HPRXD-Brenner mit integriertem Schlauchpaket, für den
eine Frist von sechs (6) Monaten ab Lieferdatum gilt, bei
Brennerhöhenverstellungen innerhalb von einem (1) Jahr ab Lieferdatum
und bei Produkten von Hypertherm Automation innerhalb von einem (1)
Jahr ab Lieferdatum, mit Ausnahme der EDGE Connect CNC, EDGE
Connect T CNC, EDGE Connect TC CNC, EDGE Pro CNC, EDGE
Pro Ti CNC, MicroEDGE Pro CNC und ArcGlide THC, für die eine
Frist von zwei (2) Jahren ab Lieferdatum gilt, und (iii) bei HyIntensity
Faserlaser-Komponenten innerhalb von zwei (2) Jahren ab Lieferdatum,
ausgenommen die Laserköpfe und Strahlversorgungskabel, für die
eine Frist von einem (1) Jahr ab Lieferdatum gilt.
Für Motoren, Motorzubehör, Generatoren und Generatorzubehör von
Drittanbietern gilt die Gewährleistung des jeweiligen Herstellers, nicht
jedoch diese Gewährleistung.
Diese Gewährleistung gilt nicht für Stromquellen der Marke Powermax,
die mit Phasenumformern betrieben wurden. Außerdem garantiert
Hypertherm nicht für Anlagen, die durch schlechte
Eingangsstromqualität beschädigt wurden, sei es von Phasenumformern
oder vom Netzstrom. Diese Gewährleistung gilt nicht für Produkte, die
falsch installiert, modifiziert oder auf sonstige Weise beschädigt wurden.
Hypertherm bietet Reparatur, Ersatz oder Nachbesserung als einzige und
ausschließliche Abhilfe, und zwar nur, wenn die hierin beschriebene
Gewährleistung ordnungsgemäß geltend gemacht wird und anwendbar
ist. Hypertherm wird ein von dieser Gewährleistung abgedecktes
defektes Produkt, das nach vorheriger Genehmigung durch Hypertherm
(die nicht unbegründet verweigert werden darf) ordnungsgemäß
verpackt und mit vom Kunden vorausgezahltem Porto, Versicherung
und allen sonstigen Kosten an die Hypertherm-Geschäftsadresse in
Hanover, New Hampshire, oder an eine zugelassene HyperthermReparaturwerkstatt zurückgesandt wird, nach alleinigem Ermessen
kostenlos reparieren, ersetzen oder nachbessern. Hypertherm haftet
nicht für Reparatur, Ersatz oder Nachbesserung von durch diese
Gewährleistung abgedeckten Produkten, die nicht gemäß diesem
Absatz und mit vorheriger schriftlicher Genehmigung von Hypertherm
vorgenommen wurden.
Die obenstehende Gewährleistung ist exklusiv und tritt andie Stelle aller
anderen ausdrücklichen, angedeuteten, gesetzlichen oder sonstigen
Gewährleistungen bezüglich der Produkte oder der erzielten Ergebnisse
und aller angedeuteten Gewährleistungen oder Bedingungen bezüglich
Qualität, Gebrauchstauglichkeit oder Eignung für einen bestimmten
Zweck oder gegen Rechtsverletzung. Das Vorhergehende stellt das
einzige und ausschließliche Rechtsmittel für jede Verletzung der
Gewährleistung durch Hypertherm dar.
Vertriebspartner bzw. Originalgerätehersteller können andere oder
zusätzliche Gewährleistungen anbieten, dürfen Ihnen gegenüber jedoch
keine zusätzlichen Gewährleistungen oder Versprechungen machen,
die für Hypertherm verbindlich sind.
Patentschutz
Außer im Fall von Produkten, die nicht von Hypertherm hergestellt
wurden oder von einer anderen Person ohne strenge Einhaltung der
Vorgaben von Hypertherm hergestellt wurden, und im Fall von Entwürfen,
Verfahren, Formeln oder Kombinationen, die nicht (auch nicht angeblich)
von Hypertherm entwickelt wurden, hat Hypertherm das Recht, auf
eigene Kosten Prozesse oder Verfahren zu führen oder beizulegen, die
gegen Sie mit der Begründung eingeleitet werden, dass die Verwendung
eines Hypertherm-Produktes allein und nicht in Verbindung mit einem
anderen nicht von Hypertherm bereitgestelltem Produkt ein Patent einer
dritten Partei verletzt. Benachrichtigen Sie Hypertherm unverzüglich,
sobald Sie erfahren, dass eine Klage gegen Sie angestrengt oder
angedroht wird, die sich auf eine angebliche Patentverletzung bezieht
(jedenfalls nicht später als vierzehn (14) Tage, nachdem Sie von einer
Klage oder deren Androhung erfahren haben). Voraussetzung für die
Verpflichtung von Hypertherm, die Verteidigung zu übernehmen, ist die
alleinige Kontrolle von Hypertherm über die Verteidigung des
Klageverfahrens und die Kooperation und Unterstützung des Beklagten.
Haftungsbeschränkung
Hypertherm haftet natürlichen oder juristischen Personen
gegenüber auf keinen Fall für nebensächliche Schäden, direkte
Folgeschäden, indirekte Schäden, Bußzahlungen oder
verschärften Schadensersatz (unter anderem entgangenen
Gewinn), wobei es keine Rolle spielt, ob die Haftpflicht auf
einem Vertragsbruch, einem Delikt, Erfolgshaftung,
Garantieverletzung, Versagen bzgl. des eigentlichen Zweckes
oder anderem basiert, selbst wenn auf die Möglichkeit solcher
Schäden hingewiesen wurde. Hypertherm haftet nicht für
Verluste des Vertriebspartners, die durch Ausfallzeiten,
Produktionsausfälle oder entgangene Gewinne verursacht
wurden. Der Vertriebspartner und Hypertherm erklären hiermit
ihre Absicht, dass diese Bestimmung von einem Gericht als
größtmögliche Haftungsbeschränkung interpretiert wird, die
nach geltendem Recht möglich ist.
Nationale und örtliche Vorschriften
Nationale und örtliche Vorschriften für Rohrleitungs- und
Elektroinstallationen haben Vorrang vor den in diesem Handbuch
enthaltenen Anweisungen. Hypertherm haftet auf keinen Fall für
Personen- oder Sachschäden, die durch Missachtung von Vorschriften
oder unsachgemäße Arbeitspraktiken entstehen.
Sicherheit und Übereinstimmung SC-19

Gewährleistung
Haftungsgrenze
Die eventuell fällige Haftung von Hypertherm, egal ob sie auf
Vertragsbruch, Delikt, Erfolgshaftung, Garantieverletzung,
Versagen bzgl. des eigentlichen Zwecks oder anderem basiert,
für eine Forderung, eine Klage, einen Rechtsstreit, einen
Prozess oder ein Verfahren (Gerichts-, Schiedsgerichts-,
Ordnungswidrigkeitsverfahren oder sonstiges) auf der
Grundlage oder in Verbindung mit der Verwendung des
Produktes darf auf keinen Fall im Ganzen den Betrag
übersteigen, der für die Produkte bezahlt wurde, die den
Anlass für diese Forderungen gaben.
Versicherung
Sie müssen jederzeit Versicherungen von entsprechender Art und
Höhe und mit ausreichender und angemessener Deckung haben und
aufrechterhalten, um Hypertherm im Fall einer Klage im Zusammenhang
mit der Verwendung der Produkte zu verteidigen und schadlos zu halten.
Übertragung von Rechten
Sie können etwaige verbliebene Rechte, die Sie hierunter haben,
nur in Verbindung mit dem Verkauf aller oder wesentlich aller Ihrer
Vermögensgegenstände und aller oder wesentlich aller Ihrer
Investitionsgüter an einen Rechtsnachfolger übertragen, der sich bereit
erklärt, alle Bedingungen und Auflagen dieser Gewährleistung als
verbindlich anzuerkennen. Sie verpflichten sich, Hypertherm innerhalb
von dreißig (30) Tagen vor einer solchen Übertragung schriftlich zu
benachrichtigen, da Hypertherm sich das Recht vorbehält, diese zu
genehmigen. Sollten Sie Hypertherm nicht fristgerecht benachrichtigen
und die Genehmigung wie hier beschrieben einholen, verliert die
Gewährleistung ihre Gültigkeit und Ihnen steht kein weiterer Regress
gegen Hypertherm gemäß dieser Gewährleistung oder auf anderer Basis
zur Verfügung.
Gewährleistungsregelung für Wasserstrahlprodukte
Produkt Gewährleistungsregelung
für Teile
HyPrecisionPumpen
PowerDredgeAnlage zum
Entfernen von
Schleifmittel
EcoSift
SchleifmittelRecycling-System
Schleifmitteldosierv
orrichtungen
DruckluftStellantriebe für
Absperrarmaturen
Diamantdüsen 600 Stunden Nutzung bei Verwendung eines
Diese Gewährleistung gilt nicht für Verschleißteile. Verschleißteile
umfassen u. a. Hochdruckwasserdichtungen, Absperrventile, Zylinder,
Entlüftungsventile, Niedrigdruckdichtungen, Hochdruckleitungen,
Niedrig- und Hochdruckwasserfilter und Schleifmittelauffangbeutel.
Für Pumpen, Pumpenzubehör, Trichter, Trichterzubehör, Trocknerboxen,
Trocknerboxzubehör und Leitungszubehör von Drittanbietern gilt nicht
diese, sondern die Gewährleistung des jeweiligen Herstellers.
27 Monate ab dem Versanddatum
oder 24 Monate ab dem bestätigten
Installationsdatum oder 4000 Stunden,
je nachdem, was zuerst eintritt
15 Monate ab dem Versanddatum
oder 12 Monate ab dem bestätigten
Installationsdatum, je nachdem, was
zuerst eintritt
15 Monate ab dem Versanddatum
oder 12 Monate ab dem bestätigten
Installationsdatum, je nachdem, was
zuerst eintritt
15 Monate ab dem Versanddatum
oder 12 Monate ab dem bestätigten
Installationsdatum, je nachdem, was
zuerst eintritt
15 Monate ab dem Versanddatum
oder 12 Monate ab dem bestätigten
Installationsdatum, je nachdem, was
zuerst eintritt
Hülsenfilters und Übereinstimmung mit den
Anforderungen von Hypertherm an die
Wasserqualität
SC-20 Sicherheit und Übereinstimmung

Installation und Konfiguration
Powermax45 XP ist ein tragbares 45 -A-Plasmaschneidgerät, das für viele manuelle und
mechanisierte Schneid- und Fugenhobelanwendungen eingesetzt werden kann. Dank der
automatisierten Gas- und Spannungstechnologie des Geräts sind Konfiguration und Verwendung
selbst für Bediener mit begrenzter Plasmaschneiderfahrung einfach.
Powermax45 XP ermöglicht:
Schneiden elektrisch leitender Metalle wie
unlegierten oder legierten Stahl und
Aluminium mithilfe von Luft oder Stickstoff
Schneiden bei Stärken von bis zu 16 mm
Lochstechen bei Stärken von bis zu 12 mm
Durchtrennen von Material mit Stärken von bis
zu 29 mm
Verwendung von 2 verschiedenen
Fugenhobelverfahren für eine breite Palette
von Fugenhobelanwendungen: Fugenhobeln
mit maximaler Kontrolle (26 A–45 A) und
Präzisions-Fugenhobeln (10 A–25 A)
Markieren von Metalloberflächen mit Luft oder
Argon
Einsatz von F5 zum Schneiden von legiertem Stahl
Deaktivieren der Duramax Lock Hand- und Maschinenbrenner über entsprechenden
Schalter zum Deaktivieren des Brenners, ohne das Gerät ausschalten (OFF) zu müssen
Schnelles Wechseln zwischen den Brennern dank des FastConnect™-Systems
(Schnellkupplung)
Powermax45 XP Betriebsanleitung 809241 21

Installation und Konfiguration
1
1
2
3
5
6
7
9
4
8
1 Dokumentation:
• Betriebsanleitung
• Schnellkonfigurationskarte
• Registrierungskarte
• Handbuch für Sicherheit und
Übereinstimmung
2 Starter-Verschleißteilset
3 15°- oder 75°-Handbrenner mit
Schlauchpaket oder Maschinenbrenner mit
Schlauchpaket
4 Erdklemme mit Werkstückkabel
5 Fernstartschalter (Option – nur mechanisierte
Konfigurationen)
6 CE/CCC- und CSA-Typen für 480 V:
Netzkabel ohne Stecker (einige Typen werden
ohne Netzkabel geliefert)
7 CSA-Typen für 200 V–240 V: Netzkabel mit
50 A, 250 V-Stecker (NEMA 6-50P)
8 Für die Region spezifische Gaseinlass-Armatur
(u. U. nicht vorinstalliert)
9 Plasma-Stromquelle
Bestandteile der Anlage
22 809241 Betriebsanleitung Powermax45 XP
Weitere Verschleißteile und zusätzliches Zubehör können über jeden
Vertriebspartner von Hypertherm bestellt werden. Siehe Ersatzteile und
Zubehör auf Seite 183.

1
Vorgehen bei fehlenden oder beschädigten Komponenten
Reklamationen bezüglich Transportschäden
Richten Sie die Reklamation an das Transportunternehmen, wenn Ihr Gerät
Transportschäden erlitten hat.
Halten Sie die Modell- und Seriennummer, die sich an der Unterseite der Stromquelle
befinden, bereit.
Fordern Sie bei Hypertherm eine Kopie des Frachtbriefes an.
Reklamationen wegen fehlender oder beschädigter Ware
Wenden Sie sich an Ihren Vertriebspartner von Hypertherm, wenn Teile fehlen oder
beschädigt sind.
Sollten Sie weitere Hilfe benötigen, setzen Sie sich mit der nächstgelegenen
Hypertherm-Niederlassung in Verbindung. Die Adressen der Niederlassungen finden Sie vorne
in diesem Handbuch.
Hypertherm Leistung der Plasma-Stromquelle
Installation und Konfiguration
Nennleerlaufspannung (U0) 200–240 V, CSA/CE/CCC
400 V, CE/CCC
480 V, CSA
Ausgangsmerkmal* Fallend
Nennausgangsstrom (I
Nennausgangsspannung (U
Einschaltdauer bei 40 °C
) 10A–45A
2
) 145 VDC
2
†
50 % bei 45 A (I2) / 145 VDC (U2)
60 % bei 41 A (I
100 % bei 32 A (I
) / 145 VDC (U2)
2
) / 145 VDC (U2)
2
Betriebstemperatur –10 °C–40 °C
Lagertemperatur –25 °C–55 °C
Leistungsfaktor 200–240 V, 1PH, CSA/CE/CCC
400 V, 3PH, CE/CCC
480 V, 3PH, CSA
Leistungsaufnahme im
Leerlauf (CE-Systeme)
Wirkungsgrad der Stromversorgung
bei maximaler Ausgangsleistung
230 V
400 V
230 V
400 V
(CE-Systeme)
275 VDC
265 VDC
275 VDC
0,99
0,94
0,93
25 W
23 W
90,3 %
89,9 %
– Kurzschlussverhältnis
R
sce
(nur bei CE-Systemen)
EMV-Klassifizierung CISPR 11
(nur bei CE-Modellen)
Powermax45 XP Betriebsanleitung 809241 23
‡
U1–Volt AC rms, 3PH
400 V CE
Klasse A
R
sce
250

Installation und Konfiguration
1
Eingangsspannung (U1) /Eingangsstrom (I
(U
) bei Nennausgangsleistung
1
, I
2MAX
)
2MAX
(Siehe Spannungskonfigurationen
auf Seite 31.)
200–240 V CSA
230 V CE/CCC**,
400 V CE/CCC**,
480 V CSA
Gastyp Luft Stickstoff (N
Gasqualität Sauber, trocken,
ölfrei gemäß
ISO 8573-1
Klasse 1.2.2
Empfohlener
Eingangsgasdurchfluss/-druck
Fugenhobeln mit maximaler
200–240 V, 1PH, 50/60 Hz, 39–32 A
††
230 V, 1PH, 50/60 Hz, 33 A
‡‡
400 V, 3PH, 50/60 Hz, 11 A
480 V, 3PH, 50/60 Hz, 9,4 A
) F5*** Argon
2
99,95 % rein
Sauber,
trocken, ölfrei
99,98 % rein
(F5 = 95 %
Stickstoff [N
5 % Wasserstoff [H])
Schnitt- 188,8 l/Min. bei 5,9 bar
165,2 l/Min. bei 4,1 bar
],
2
Kontrolle
Präzisions-Fugenhobeln,
165,2 l/Min. bei 3,8 bar
Markierung
* Definiert als Kurve der Ausgangsspannung im Vergleich zum Ausgangsstrom.
†
Weitere Informationen zur Einschaltdauer und zu IEC-Nennwerten finden Sie auf dem Typenschild auf der Unterseite
der Stromquelle.
‡
WARNUNG: Dieses Gerät der Klasse A ist nicht zur Benutzung in Privathaushalten gedacht, die über das
öffentliche Niederspannungsnetz mit Strom versorgt werden. Dort können durch leitungs- und feldgebundene
Störungen potenzielle Schwierigkeiten mit der elektromagnetischen Verträglichkeit auftreten.
†††
99,99 % rein
Sauber, trocken,
ölfrei
** Dieses Produkt erfüllt die technischen Anforderungen von IEC 61000-3-3 und unterliegt keiner
Sonderanschlussbedingung.
††
Das Gerät entspricht IEC 61000-3-12.
‡‡
Das Gerät entspricht IEC 61000-3-12, unter der Voraussetzung, dass die Kurzschlussleistung Ssc am Schnittpunkt
zwischen der Stromquelle am Einsatzort und dem öffentlichen Netz höher oder gleich 1911 KVA ist. Es obliegt dem
Installateur oder Bediener des Geräts, sicherzustellen, dass das Gerät nur an eine Stromquelle angeschlossen wird,
deren Kurzschlussleistung S
Stromanbieter zu halten.
*** F5 wird nur zum Schneiden von legiertem Stahl empfohlen. Siehe Seite 126.
†††
Argon wird nur für Markierungsanwendungen mit 10–25 A empfohlen. Siehe Seite 129.
höher oder gleich 1911 KVA ist. Gegebenenfalls ist Rücksprache mit dem örtlichen
sc
24 809241 Betriebsanleitung Powermax45 XP
1
Schneid-Spezifikationen
Empfohlene Schneidleistung – manuell
Schnittgeschwindigkeit Materialstärke
500 mm/min* 16 mm
250 mm/min* 22 mm
125 mm/min* – Trennschnittkapazität 29 mm
* Die bei der Schneidleistung angegebenen Geschwindigkeiten sind nicht notwendigerweise die
Maximalgeschwindigkeiten. Es handelt sich dabei lediglich um die Geschwindigkeiten, die bei einer
bestimmten Materialstärke erreicht werden müssen.
Lochstechkapazität
Installation und Konfiguration
Brennertyp Materialstärke
Handgerät 12 mm
Mechanisiert mit programmierbarer Brennerhöhensteuerung 12 mm
Maximale Schnittgeschwindigkeiten (unlegierter Stahl)
Die maximalen Schnittgeschwindigkeiten sind Ergebnisse aus Hypertherm-Labortests. Die
tatsächlichen Schnittgeschwindigkeiten können bei unterschiedlichen Schneideinsätzen variieren.
Materialstärke Schnittgeschwindigkeit
6 mm 2286 mm/min
9mm 1219 mm/min
12 mm 762 mm/min
16 mm 508 mm/min
19 mm 330 mm/min
25 mm 178 mm/min
Fugenhobelkapazität
Prozess Metallart Ausgangsstrom Metallentfernungsrate
Fugenhobeln mit maximaler Kontrolle
(26–45 A)
Präzisions-Fugenhobeln (10–25 A) Unlegierter
Powermax45 XP Betriebsanleitung 809241 25
Unlegierter
Stahl
Stahl
45 A 3,4 kg/h
10 A 0,2 kg/h

Installation und Konfiguration
1
Lärmpegel
Diese Plasmaanlage kann die zulässigen Lärmpegel, die in den nationalen und örtlichen Richtlinien
festgelegt sind, überschreiten. Beim Schneiden oder Fugenhobeln ist immer ein angemessener
Gehörschutz zu tragen. Alle Geräuschmessungen sind abhängig von der jeweiligen Umgebung,
in der die Anlage verwendet wird. Siehe Lärm kann zu Gehörschäden führen im Handbuch für
Sicherheit und Übereinstimmung (80669C), das im Lieferumfang enthalten ist.
Zusätzlich ist ein Datenblatt zum Lärmschutz (Acoustical Noise Data Sheet) für Ihre Anlage unter
www.hypertherm.com
1. Klicken Sie unten auf der Seite auf „Dokumentenbibliothek“.
2. Wählen Sie im Bereich „Suche“ aus dem Menü „Produkttyp“ ein Produkt aus.
3. Wählen Sie im Menü „Alle Kategorien“ die Option „Regulatory“ aus.
4. Wählen Sie im Menü „All subcategories“ den Punkt „Acoustical Noise Data Sheets“ aus.
abrufbar:
Kritische Rohmaterialien
Kritisches Rohmaterial Komponenten, die mehr als 1 Gramm enthalten
Antimon Brennerschlauchpakete
Borat Alle Leiterplatten
Magnesium Kühlkörper, Metallabdeckungen
Siliziummetall Kühlkörper, Metallabdeckungen
26 809241 Betriebsanleitung Powermax45 XP

1
Positionierung der Plasma-Stromquelle
Zwischenraum:
> 0,25 m
3m
WARNUNG
GEFAHR EINES ELEKTRISCHEN SCHLAGES
Bitte niemals unter Wasser schneiden oder den Brenner in Wasser eintauchen.
Ein elektrischer Schlag kann schwerwiegende Verletzungen verursachen.
WARNUNG
GIFTIGE DÄMPFE KÖNNEN SCHWERE ODER TÖDLICHE VERLETZUNGEN
VERURSACHEN
Beim Schneiden einiger Metalle, einschließlich legierten Stahls, können giftige
Dämpfe entstehen. Stellen Sie sicher, dass der Arbeitsplatz über eine angemessene
Lüftung verfügt, damit gewährleistet ist, dass die Luftqualität allen örtlichen und
nationalen Normen und Vorschriften entspricht. Weitere Informationen finden Sie
im Handbuch für Sicherheit und Übereinstimmung (80669C).
Installation und Konfiguration
Benutzen Sie das Gerät nicht bei
Regen oder Schnee.
Stellen Sie die
Plasma-Stromquelle in der Nähe
einer geeigneten Steckdose auf.
Das Netzkabel ist etwa 3,0 m
lang.
Lassen Sie mindestens 25 cm
Platz rund um die Stromquelle,
damit eine ordnungsgemäße
Belüftung gewährleistet ist.
Powermax45 XP Betriebsanleitung 809241 27
Installation und Konfiguration
1
> 10°
Stellen Sie die Stromquelle auf
eine stabile, ebene Fläche, bevor
Sie sie in Betrieb nehmen. Falls
die Stromquelle in einem Winkel
von über 10 Grad aufgestellt
wird, kann sie umkippen.
Legen Sie die Stromquelle nicht
auf ihre Seite. Das kann die
Lüftungsschlitze an der Seite der
Abdeckung blockieren und die
Luftzirkulation, die zur Kühlung
der internen Bauteile erforderlich
ist, beeinträchtigen.
28 809241 Betriebsanleitung Powermax45 XP

1
Abmessungen und Gewicht der Stromquelle
443 mm 173 mm
312 mm
357 mm
Installation und Konfiguration
Stromquelle mit
Netzkabel
200–240 V CSA 12 kg 15 kg
230 V CE/CCC 12 kg 15 kg
400 V CE/CCC 11 kg 14 kg
480V CSA 11kg 14kg
Stromquelle (und Netzkabel) mit Handbrenner mit
6,1 m langer Leitung und Werkstückkabel mit 7,6 m Länge
Werkstückkabelgewichte
Werkstückkabel Gewicht
Erdklemme mit 7,6 m langem Werkstückkabel 1,2 kg
Erdklemme mit 15 m langem Werkstückkabel 2,1 kg
Für Handbrennergewichte siehe Seite 67. Für Maschinenbrennergewichte
siehe Seite 97.
Powermax45 XP Betriebsanleitung 809241 29

Installation und Konfiguration
1
Anschluss an die elektrische Stromversorgung
Verwenden Sie den Hypertherm-Nenneingangsstrom, um die Leitergrößen für den Stromanschluss
und die Installationsanweisungen zu ermitteln. Die Hypertherm-Leistungsangaben sind auf dem
Typenschild auf der Unterseite der Stromquelle durch HYP gekennzeichnet. Verwenden Sie für die
Installation den höheren HYP-Eingangsstromwert. Für Typenschild-Beispiele siehe Seite 196.
ANMERKUNG
Schützen Sie den Stromkreis mit trägen Sicherungen in angemessener Größe und einem
Netztrennschalter.
Die maximale Ausgangsspannung variiert je nach Eingangsspannung und Stromstärke des
Stromkreises. Da die Stromaufnahme während des Systemstarts variiert, werden träge Sicherungen
empfohlen. Siehe Spannungskonfigurationen auf Seite 31. Träge Sicherungen können kurzzeitig
einem Strom standhalten, der bis zu zehnmal so stark ist wie der Nennwert.
Anbringen eines Netztrennschalters
Verwenden Sie einen Netztrennschalter
für jede Plasma-Stromquelle, damit der
Bediener die Stromzufuhr im Notfall
schnell abschalten kann.
Positionieren Sie den Schalter so, dass
er für den Bediener leicht zugänglich ist.
Die Installation muss von einem
zugelassenen Elektriker gemäß den
nationalen und örtlichen Vorschriften
vorgenommen werden.
Das Unterbrechungsniveau des Schalters
muss der Dauerleistung der
Sicherungen/des Trennschalters
entsprechen.
Der Schalter sollte zudem:
in der Stellung AUS (OFF) das elektrische Gerät isolieren und alle stromführenden Teile
von der Netzspannungsversorgung trennen;
Eine eindeutige Markierung der Stellungen AUS (OFF) und EIN (ON) aufweisen,
und zwar mit O (AUS) und I (EIN);
über einen externen Bediengriff verfügen, der in der Stellung AUS (OFF) verriegelt
werden kann;
einen kraftbetätigten Mechanismus enthalten, der als Notausschalter fungiert;
mit entsprechenden trägen Sicherungen ausgestattet sein. Siehe
Spannungskonfigurationen auf Seite 31 für empfohlene
Sicherungs-/Trennschaltergrößen.
30 809241 Betriebsanleitung Powermax45 XP

1
Anforderungen an die Erdung
Zur Unterstützung der persönlichen Sicherheit und des ordnungsgemäßen Betriebs
und zur Reduzierung elektromagnetischer Interferenz muss die Stromquelle
sachgemäß geerdet werden.
Die Stromquelle muss über das Netzkabel entsprechend nationalen und
örtlichen elektrischen Vorschriften ordnungsgemäß geerdet sein.
Beim dreiphasigen Betrieb müssen vier den nationalen und örtlichen Anforderungen
entsprechende Drähte vorhanden sein, darunter ein gelber oder gelb-grüner für die Erdung.
Weitere Informationen zur Erdung finden Sie im Handbuch für Sicherheit und
Übereinstimmung (80669C), das Ihrem Gerät beiliegt.
Nennausgangsleistung des Geräts (Schneidleistung)
Die Schneidleistung der Plasmaanlage wird eher durch ihre Ausgangsleistung als durch ihre
Ausgangsstromstärke bestimmt. Der Nennausgangsstrom des Geräts beträgt:
10 A–45 A maximaler Ausgangsstrom
Installation und Konfiguration
145 VDC maximale Nennausgangsspannung
6,5 kW Schneidleistung
Um die Schneidleistung in Watt (W) zu ermitteln, multiplizieren Sie die maximale
Ausgangsstromstärke (A) mit der maximalen Nennausgangsspannung (VDC):
Spannungskonfigurationen
Die Anlage passt sich automatisch für ihren Betrieb an die aktuelle Eingangsspannung an, ohne
dass etwas umgeschaltet oder anders verdrahtet werden muss. Folgende Voraussetzungen müssen
jedoch erfüllt sein:
Es müssen eine Reihe von Verschleißteilen am Brenner installiert sein.
Siehe Schritt 1 – Verschleißteile installieren und Brenner aktivieren auf Seite 51.
Der Ausgangsstrom muss mithilfe des Reglers an der Vorderseite eingestellt werden. Siehe
Schritt 6 – Modus einstellen und Ausgangsstrom (Stromstärke) anpassen auf Seite 57.
Um die Stromversorgung mit voller Ausgangsleistung und 50 % Einschaltdauer betreiben zu
können, muss Ihre elektrische Stromzufuhr hierfür ausgelegt sein. In den nachstehenden Tabellen ist
der maximale Nennausgangsstrom für typische Eingangsspannungen dargestellt. Die Einstellung
der Ausgangsstromstärke, die Sie brauchen, hängt von der Stärke des Metalls ab und ist durch die
Eingangsleistung der Anlage begrenzt.
45 A × 145 VDC = 6.525 W (6,5 kW)
Bei den empfohlenen Sicherung-/Trennschaltergrößen sind
Eingangsstromspitzen, die auftreten, wenn eine Längenzunahme des
Plasmalichtbogens verursacht wird, bereits berücksichtigt. Eine
Längenzunahme des Plasmalichtbogens kommt in einigen Anwendungen,
wie z. B. Fugenhobeln, häufig vor.
Powermax45 XP Betriebsanleitung 809241 31

Installation und Konfiguration
1
CSA/CE/CCC 200 V–240 V (einphasig)
Eingangsspannung 200 V–240 V
Eingangsstrom bei Nennausgangsleistung (45 A x 145 V = 6,5 kW) 39 A–32 A
Eingangsstrom bei Längenzunahme des Lichtbogens 44 A–36 A
Empfohlene Sicherungs-/Trennschaltergrößen 50 A
Spannungstoleranz +20 % / –15 %
CSA 208 V (einphasig)
Eingangsspannung 208 V
Eingangsstrom bei Nennausgangsleistung (45 A x 145 V = 6,5 kW) 37 A
Eingangsstrom bei Längenzunahme des Lichtbogens 43 A
Empfohlene Sicherungs-/Trennschaltergrößen 50 A
Spannungstoleranz +20 % / –15 %
CCC 220 V (einphasig)
Eingangsspannung 220 V
Eingangsstrom bei Nennausgangsleistung (45 A x 145 V = 6,5 kW) 33 A
Eingangsstrom bei Längenzunahme des Lichtbogens 39 A
Empfohlene Sicherungs-/Trennschaltergrößen 50 A
Spannungstoleranz +20 % / –15 %
CE 230 V (einphasig)
Eingangsspannung 230 V
Eingangsstrom bei Nennausgangsleistung (45 A x 145 V = 6,5 kW) 33 A
Eingangsstrom bei Längenzunahme des Lichtbogens 37 A
Empfohlene Sicherungs-/Trennschaltergrößen 48 A
Spannungstoleranz +20 % / –15 %
32 809241 Betriebsanleitung Powermax45 XP

Installation und Konfiguration
1
CCC 380 V (dreiphasig)
Eingangsspannung 380 V
Eingangsstrom bei Nennausgangsleistung (45 A x 145 V = 6,5 kW) 12 A
Eingangsstrom bei Längenzunahme des Lichtbogens 20–15 A
Empfohlene Sicherungs-/Trennschaltergrößen 20 A
Spannungstoleranz +20 % / –10 %
CE 400 V (dreiphasig)
Eingangsspannung 400 V
Eingangsstrom bei Nennausgangsleistung (45 A x 145 V = 6,5 kW) 11 A
Eingangsstrom bei Längenzunahme des Lichtbogens 20–15 A
Empfohlene Sicherungs-/Trennschaltergrößen 20 A
Spannungstoleranz +20 % / –15 %
CSA 480 V (dreiphasig)
Eingangsspannung 480 V
Eingangsstrom bei Nennausgangsleistung (45A x 145V = 6,5kW) 9,4A
Eingangsstrom bei Längenzunahme des Lichtbogens 17–12 A
Empfohlene Sicherungs-/Trennschaltergrößen 20 A
Spannungstoleranz +20 % / –10 %
Powermax45 XP Betriebsanleitung 809241 33

Installation und Konfiguration
1
Ausgangsstrom und Längenzunahme des Lichtbogens für Stromnetz mit niedrigerer Leistung verringern
Wird die Stromquelle an ein Stromnetz angeschlossen, dessen Leistung niedriger ist als die in
Spannungskonfigurationen auf Seite 31 empfohlene Leistung, müssen Sie unter Umständen:
Den Schneidstrom herunter drehen (Stromstärkeeinstellung). Siehe Schritt 6 – Modus
einstellen und Ausgangsstrom (Stromstärke) anpassen auf Seite 57.
Eine Längenzunahme des Plasmalichtbogens über längere Zeiträume hinweg vermeiden.
Je größer die Längenzunahmen des Plasmalichtbogens, desto mehr Strom nimmt das Gerät
auf und desto wahrscheinlicher ist eine Überhitzung des Geräts oder dass der
Netz-Trennschalter ausgelöst wird.
ANMERKUNG
Betreiben Sie das Gerät nicht an einem Netz-Trennschalter für 15 A oder 16 A.
Beispiel: 230 V Eingangsspannung an 20-A-Stromnetz
Wenn Sie ein einphasiges System mit einer Eingangsspannung von 230 V verwenden, das an einen
20-A-Netz-Trennschalter angeschlossen ist, dann beträgt der empfohlene Ausgangsstrom 19 A.
Eingangsspannung 230 V
Eingangsstrom bei Nennausgangsleistung (19 A x 145 V = 2,8 kW) 18 A
Eingangsstrom bei Längenzunahme des Lichtbogens 19 A
Spannungstoleranz +20 % / –15 %
34 809241 Betriebsanleitung Powermax45 XP
1
Netzkabel vorbereiten
NEMA 6-50P (einphasig)
CSA-Systeme
Einphasig (200 V–240 V)
10 AWG dreiadriges Netzkabel
50 A, 250 V Netzstecker
(NEMA 6-50P) im Lieferumfang
enthalten
Wenn Sie einen Generator
anschließen wollen, der eine
vieradrige Verbindung
benötigt, siehe Adapter für vieradrige, einphasige Verbindungen
(nur einphasige CSA-Typen) auf Seite 37.
Installation und Konfiguration
Dreiphasig (480 V)
14 AWG, vieradriges Netzkabel (einige Typen werden ohne Netzkabel geliefert)
Kein Netzstecker im Lieferumfang enthalten*
* Ein passender Stecker muss durch einen zugelassenen Elektriker gemäß den nationalen und örtlichen
Vorschriften am Netzkabel angebracht werden.
CE/CCC-Systeme
Einphasig (200 V–240 V)
6mm
Kein Netzstecker im Lieferumfang enthalten*
Dreiphasig (380 V / 400 V)
2,5 mm
Kein Netzstecker im Lieferumfang enthalten*
* Ein passender Stecker muss durch einen zugelassenen Elektriker gemäß den nationalen und örtlichen
Vorschriften am Netzkabel angebracht werden.
2
dreiadriges H07RN-F-Netzkabel
2
vieradriges H07RN-F-Netzkabel
Powermax45 XP Betriebsanleitung 809241 35

Installation und Konfiguration
1
1
1
Empfehlungen zum Verlängerungskabel
Verwenden Sie ein Verlängerungskabel, das die folgenden Kriterien erfüllt:
Hat eine für die Kabellänge und die Systemspannung geeignete Drahtstärke
Erfüllt nationale und örtliche Vorschriften
Verlängerungskabel können bewirken, dass die Maschine weniger
Eingangsspannung als die Ausgangsleistung des Stromkreises erhält.
Das kann den Betrieb Ihrer Anlage einschränken.
Eingangsspannung Phase
200–240 VAC 1
380–480 VAC 3
Empfehlungen zum Generator
Generatoren zum Einsatz mit diesem Gerät müssen den Spannungsanforderungen aus der
folgenden Tabelle entsprechen, sowie den Anforderungen in Hypertherm Leistung der
Plasma-Stromquelle auf Seite 23.
Motorantriebsleistung
10 k W 4 5 A Vo ll
8 kW 45 A Eingeschränkt
Kabellänge Kabelstärke
maximal 15 m 10 mm
15–30 m 16 mm
30–45 m 25 mm
maximal 15 m 4 mm
15–45 m 6 mm
Ausgangsstrom des
Plasmageräts
2
2
2
2
2
Leistung
(Längenzunahme des Lichtbogens)
6kW 30A Voll
36 809241 Betriebsanleitung Powermax45 XP

1
Stellen Sie den Schneidstrom (Stromstärke) je nach Leistung, Alter und Zustand des
1
2
1
2
Generators nach Bedarf ein.
Für Schneidanwendungen, die eine vollständige Längenzunahme des Lichtbogens
erfordern, wie z. B. zahlreiche Fugenhobelanwendungen, wird ein 10-kW-Generator
empfohlen. Er eignet sich auch bei Eingangsstromspitzen, die auftreten, wenn eine
Längenzunahme des Plasmalichtbogens verursacht wird.
Tritt ein Störfall während der Benutzung eines Generators auf, das Gerät ausschalten
(OFF/O). Etwa 1 Minute warten, bevor das Gerät wieder eingeschaltet wird (ON/I).
Adapter für vieradrige, einphasige Verbindungen (nur einphasige CSA-Typen)
Einige Generatoren benötigen eine vieradrige, einphasige Verbindung (zum Beispiel
NEMA 14-50R). Verwenden Sie in diesem Fall einen Adapter von dem dreiadrigen Stecker
des Netzkabels der Stromquelle (NEMA 6-50P) zum vieradrigen Anschluss am Generator.
Anschließen der Gasversorgung
Installation und Konfiguration
WARNUNG
Das Filtergehäuse in der Stromquelle kann explodieren, wenn der Gasdruck 9,3 bar
übersteigt.
Alle Typen: Verwenden Sie einen Schlauch für träges Gas mit einem Innendurchmesser von
mindestens 9,5 mm. Verwenden Sie keine Schläuche mit einem Innendurchmesser
von weniger als 9,5 mm. Zu dünne Schläuche können Probleme bei der Schnittqualität
und Schneidleistung verursachen.
CSA-Modelle: Ein industrieller
Wechsel-Schnellkupplungsnippe
l mit 1/4 NPT-Gewinde ist im
Lieferumfang enthalten.
CE/CCC-Modelle: Ein britischer
Rohrgewindeadapter
G-1/4 BSPP mit
1/4 NPT-Gewinden ist
im Lieferumfang enthalten.
Die Gaseinlass-Armatur, die im
Lieferumfang enthalten ist, ist
nicht immer vorinstalliert. Die
Armatur an der Rückseite der
Stromquelle korrekt
festschrauben.
CSA-Modelle: Die 1/4 NPT-Armatur mit 115 kg/cm anziehen. Bei der Lieferung ist das
Powermax45 XP Betriebsanleitung 809241 37
Dichtungsmittel bereits aufs Gewinde der Armatur aufgetragen.

Installation und Konfiguration
1
Empfohlener Gasversorgungsdruck: 5,5–6,9 bar
Maximaler Gasversorgungsdruck: 9,3 bar
Empfohlene Durchflussmengen und Druck: 189 slpm bei mindestens 5,9 bar
Mindest-Durchflussmenge: 165,2 slpm
Maximale Partikelgröße: 0,1 Mikron bei einer maximalen Konzentration von 0,1 mg/m
3
*
Maximaler Wasserdampftaupunkt: –40 °C
Maximale Ölkonzentration: 0,1 mg/m
3
(für Aerosol, Flüssigkeit und Dampf)
* Gemäß ISO8573-1:2010, Klasse 1.2.2. D. h. das Gas sollte eine maximale Teilchenzahl pro Kubikmeter von
20.000 für Partikel von 0,1–0,5 Mikron bzw. maximal 400 für Partikel von 0,5–1 Mikron und maximal 10 für
Partikel von 1–5 Mikron haben.
CE/CCC-Modelle: Den G-1/4 BSPP-Adapter mit 104 kg/cm anziehen.
Gasversorgungsquelle
ANMERKUNG
Synthetische Schmiermittel, die Ester enthalten und in einigen Druckluftkompressoren
verwendet werden, beschädigen Polycarbonate, die im Luftfiltergehäuse zum Einsatz kommen.
Verwenden Sie in Werkstatt komprimiertes Gas oder Gas aus Druckluftbehältern
(Gasflaschen).
Verwenden Sie an jeder der beiden Arten von Gasversorgung einen Hochdruckregler.
Der Regler muss das Gas zum Lufteingang der Stromquelle liefern können.
Ausschließlich sauberes, trockenes Gas verwenden.
38 809241 Betriebsanleitung Powermax45 XP
Durchflussmenge und Druck müssen dabei den o. g. Angaben entsprechen.
Öl, Wasser, Dampf und andere Verunreinigungen in der Gasversorgung können die
internen Bauteile im Laufe der Zeit beschädigen.
Schlechte Qualität der Gasversorgung hat zur Folge:
Schlechtere Schnittqualität und Schnittgeschwindigkeiten

1
Schlechtere Schneidstärkenleistung
Kürzere Standzeit der Verschleißteile
Hochdruck-Gasflaschen
BESCHÄDIGTE GASFLASCHEN KÖNNEN EXPLODIEREN
Gasflaschen enthalten unter hohem Druck stehendes Gas. Beschädigte Gasflaschen
können explodieren.
Beachten Sie bei Hochdruckreglern die Anweisungen des Herstellers für eine
sichere Installation, Bedienung und Wartung.
Vor dem Plasmaschneiden mit komprimiertem Gas lesen Sie bitte die
Sicherheitsanweisungen im Handbuch für Sicherheit und Übereinstimmung
(80669C). Das Nichtbefolgen der Sicherheitsanweisungen kann zu Verletzungen von
Personen oder Schäden am Gerät führen.
Installation und Konfiguration
WARNUNG
WARNUNG
EXPLOSIONSGEFAHR – UNTERWASSERSCHNEIDEN MIT BRENNGASEN
Keine entflammbaren Brenngase oder oxidierenden Gase für Powermax-Geräte
verwenden. Diese Gase können zu explosiven Bedingungen während des
Plasmaschneidens führen.
Sie können zum Schneiden mit diesem Gerät die folgenden Gase verwenden. Für die
Anforderungen an die Gasqualität siehe Hypertherm Leistung der Plasma-Stromquelle auf
Seite 23.
Luft
Stickstoff
F5 (nur legierter Stahl – siehe Seite 126)
Argon (nur für Markierungsanwendungen empfohlen – siehe Seite 130)
Falls Sie zur Gasversorgung Hochdruck-Gasflaschen verwenden:
Beachten Sie bitte die Herstellerangaben für die Installation und Wartung von
Hochdruckreglern.
Powermax45 XP Betriebsanleitung 809241 39

Installation und Konfiguration
1
Die Gasflaschenventile müssen sauber und frei von Öl, Fett und anderen Verunreinigungen
sein. Jedes Gasflaschenventil kurz öffnen, bis möglicherweise vorhandener Staub entfernt
wurde.
Die Gasflasche muss mit einem einstellbaren Hochdruckregler ausgestattet sein, der die
folgenden Kriterien erfüllt:
Gasausgangsdruck bis maximal 6,9 bar. Den maximalen Gasdruck von 9,3 bar
niemals überschreiten.
Gasdurchflussmenge von 235,9 l/min.
Versorgungsschlauch sicher an Gasflasche anschließen.
40 809241 Betriebsanleitung Powermax45 XP

1
Gasdurchfluss
Die Durchflussmengenangaben für jeden Schneidvorgang (nach Metallart, Gastyp und
Ausgangsstrom) entnehmen Sie bitte den Schneidtabellen auf Seite 139.
Prozess Durchflussmenge
Schnitt- 188,8 slpm bei mindestens 5,9 bar
Installation und Konfiguration
Fugenhobeln mit maximaler
Kontrolle (26–45 A)
Präzisions-Fugenhobeln /
Markierung (10–25 A)
165,2 slpm bei mindestens 4,1 bar
165,2 slpm bei mindestens 3,8 bar
Mindesteingangsdruck (während Gas fließt)
WARNUNG
Das Filtergehäuse in der Stromquelle kann explodieren, wenn der Gasdruck 9,3 bar
übersteigt.
Die folgenden Druckangaben gelten für Luft, Stickstoff, F5 und Argon. Niemals einen
Eingangsgasdruck von 9,3 bar überschreiten.
Diese Druckeinstellungen müssen gegebenenfalls an die Ausrüstung und Bedingungen Ihrer
jeweiligen Umgebung angepasst werden. Beispielsweise kann zusätzliche Gasfilterung, die
zwischen der Gasversorgung und der Plasma-Stromquelle installiert ist, den erforderlichen
Mindesteingangsdruck erhöhen. Setzen Sie sich mit dem Filterhersteller in Verbindung.
Schnitt
Brennerschlauchlänge – Handbrenner Mindesteingangsdruck
6,1 m 5,5 bar
15 m 5,9 bar
Brennerschlauchlänge – Maschinenbrenner Mindesteingangsdruck
7,6m 5,5bar
11 m 5,5 bar
15 m 5,9 bar
Powermax45 XP Betriebsanleitung 809241 41

Installation und Konfiguration
1
Fugenhobeln mit maximaler Kontrolle (26–45 A)
Brennerschlauchlänge – Handbrenner Mindesteingangsdruck
6,1 m 3,8 bar
15 m 4,1 bar
Brennerschlauchlänge – Maschinenbrenner Mindesteingangsdruck
7,6m 3,8bar
11 m 3,8 bar
15 m 4,1 bar
Präzisions-Fugenhobeln / Markierung (10–25 A)
Brennerschlauchlänge – Handbrenner Mindesteingangsdruck
6,1 m 3,5 bar
15 m 3,8 bar
Brennerschlauchlänge – Maschinenbrenner Mindesteingangsdruck
7,6m 3,5bar
11 m 3,5 bar
15 m 3,8 bar
42 809241 Betriebsanleitung Powermax45 XP

1
Zusätzliche Gasfilterung
Luftfiltergehäuse
Wasser- und
Partikelfilter
Ölfilter Öldampffilter
Gasversorgung
Es ist äußerst wichtig, dass die Gasleitung sauber und trocken bleibt, um:
Zu vermeiden, dass interne Bauteile durch Öl, Wasser, Schmutz und andere
Verunreinigungen beschädigt werden.
Eine optimale Schnittqualität und Standzeit der Verschleißteile zu erreichen.
Verunreinigte, ölige Luft ist die Ursache für zahlreiche Probleme, die häufig an Powermax-Anlagen
auftreten, und kann in einigen Fällen dazu führen, dass die Gewährleistung für Stromquelle und
Brenner ungültig wird. Siehe die Empfehlungen zur Gasqualität in der Wertetabelle auf Seite 23.
Die Stromquelle enthält einen
eingebauten Luftfilter. Überprüfen
Sie das Filterelement im
Luftfiltergehäuse regelmäßig und
ersetzen Sie es bei Bedarf. Siehe
Messen der Einbrandtiefe an
einer Elektrode auf Seite 178.
Installation und Konfiguration
Der eingebaute Luftfilter sollte
nicht als Ersatz für eine
angemessene externe Filterung
dienen. Falls Sie in einer sehr
warmen und feuchten Umgebung
arbeiten oder an Ihrem
Arbeitsplatz Bedingungen
herrschen, durch die Öl, Dämpfe
oder andere Verunreinigungen in
die Gasleitung gelangen können,
installieren Sie ein externes Filtersystem, das die Gasversorgung reinigt, bevor das Gas in die
Plasma-Stromquelle gelangt.
Wir empfehlen ein dreistufiges Koaleszenz-Filtersystem. Mit einem dreistufigen Filtersystem werden
Verschmutzungen aus der Gasversorgung gefiltert, wie nachstehend dargestellt.
Installieren Sie das Filtersystem zwischen der Gasversorgung und der Stromquelle. Die zusätzliche
Gasfilterung erfordert ggf. einen höheren Druck von der Quelle.
Powermax45 XP Betriebsanleitung 809241 43

Installation und Konfiguration
1
44 809241 Betriebsanleitung Powermax45 XP
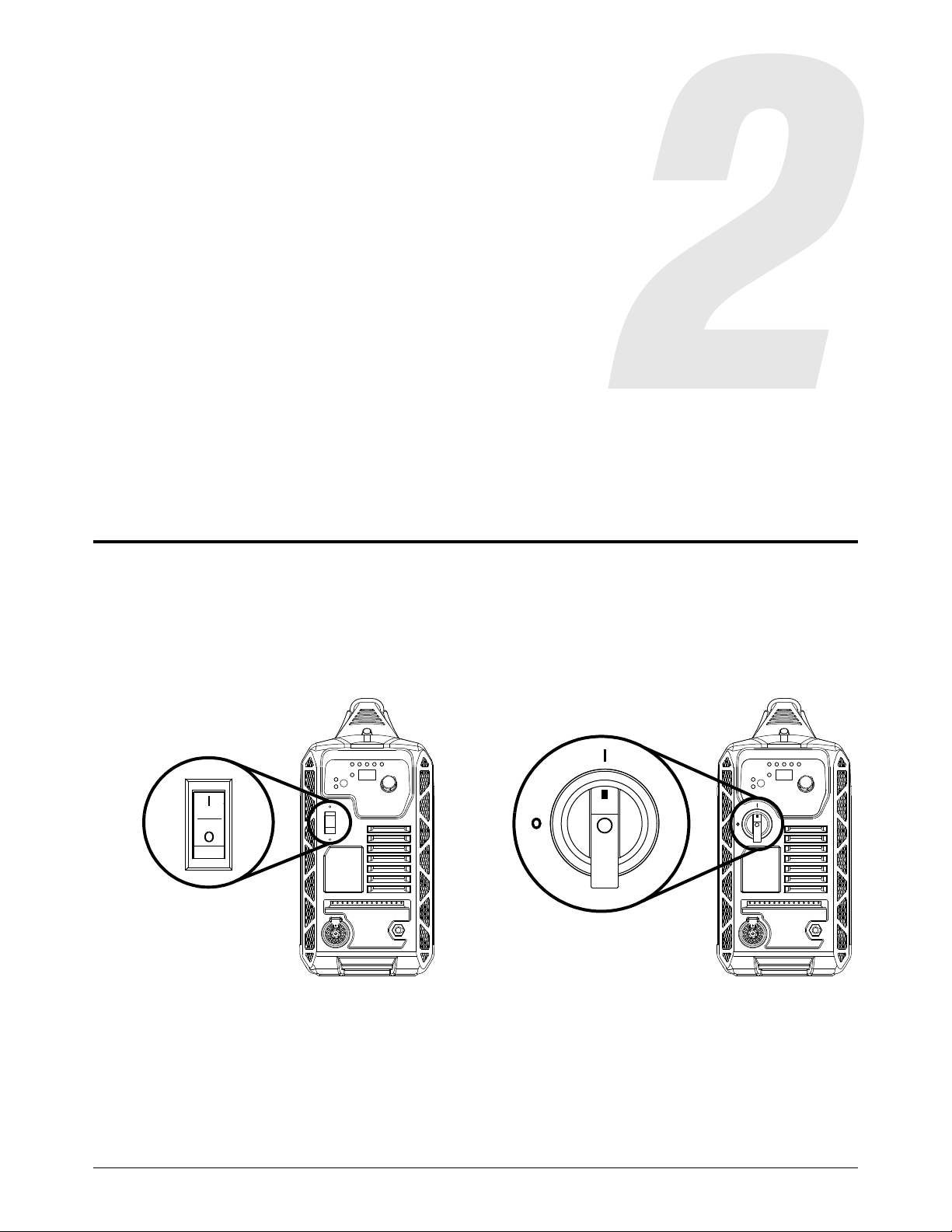
Bedienelemente und Anzeigen
200–240 V 400 V, 480 V
EIN (ON/I)/AUS (OFF/O)-Netzschalter
Der Netzschalter befindet sich an der Vorderseite.
Betrieb
Powermax45 XP Betriebsanleitung 809241 45

Betrieb
2
Schneid-Bedienelemente
Modus-Taste – Drücken Sie diese Taste, um zwischen dem Schneidmodus und
Fugenhobel-/Markierungsmodus zu wechseln. Das Gerät stellt den Gasdruck
automatisch ein, je nach:
Dem ausgewählten Modus
Dem Brenner, der an der Stromquelle angeschlossen ist
Der Länge des Brennerschlauchpakets
Schnittmodus-LED (grün) – Wenn diese LED-Anzeige leuchtet, bedeutet dies, dass das
Gerät für den Plasmaschneidbetrieb bereit ist.
Fugenhobel-/Markierungsmodus-LED (grün) – Wenn diese LED-Anzeige leuchtet, bedeutet
dies, dass das Gerät für den Fugenhobel-/Markierungsbetrieb bereit ist.
2-stelliges Display – Dieses Display zeigt automatisch den Ausgangsstrom (10–45 A) an.
Wenn ein bestimmter Systemfehler auftritt, wird auf diesem Display ein Störfallcode
angezeigt. Siehe Störfall-LEDs und -codes auf Seite 162.
Wird der Gasdruck manuell eingestellt, wird auf diesem Display der Gasdruck
angezeigt. Siehe Manuelles Einstellen des Gasdrucks auf Seite 60.
AMPERE-LED (grün) – Wenn diese LED-Anzeige leuchtet, dann stellt der Wert auf dem
2-stelligen Display den Schneidstrom (Stromstärke) dar.
Wenn das 2-stellige Display andere Werte wie Gasdruck oder einen Störfallcode
anzeigt, leuchtet die AMPERE-LED nicht.
Reglerknopf – Verwenden Sie diesen Knopf, um den Schneidstrom in Schritten von 1 auf
einen Wert zwischen 10 A und 45 A einzustellen.
Über diesen Regler kann zudem der Gasdruck erhöht oder verringert werden. Siehe
Manuelles Einstellen des Gasdrucks auf Seite 60.
46 809241 Betriebsanleitung Powermax45 XP

2
LED-Anzeigen
LED „Stromversorgung EIN (ON)“ (grün) – Wenn diese LED-Anzeige leuchtet, bedeutet
Betrieb
dies, dass der Netzschalter auf EIN (ON/I) gestellt wurde und das Gerät zum
Schneiden bereit ist.
Gasdruck-LED (gelb) – Wenn diese Störfall-LED leuchtet, bedeutet dies, dass der
Eingangsgasdruck zu niedrig ist oder kein Gasanschluss vorhanden ist.
Gerätestörfall-LED (gelb) – Wenn diese Störfall-LED leuchtet, bedeutet dies, dass eine
Störung an der Stromquelle vorliegt. Wenn diese LED-Anzeige leuchtet, blinkt zudem
häufig ein Störfallcode auf dem 2-stelligen Display. Siehe Störfall-LEDs und -codes auf
Seite 162.
Brennerkappen-LED (gelb) – Wenn diese Störfall-LED leuchtet, bedeutet dies, dass die
Verschleißteile locker oder nicht ordnungsgemäß angebracht sind bzw. fehlen.
Temperatur-LED (gelb) – Wenn diese Störfall-LED leuchtet, bedeutet dies, dass die
Temperatur der Anlage außerhalb des akzeptablen Betriebsbereichs liegt.
Bei einigen Störfallbedingungen leuchten oder blinken mehrere
LED-Anzeigen auf einmal. Informationen zum Ursprung dieser
Störfallbedingungen und zu deren Behebung finden Sie in Störfall-LEDs
und -codes auf Seite 162.
Powermax45 XP Betriebsanleitung 809241 47
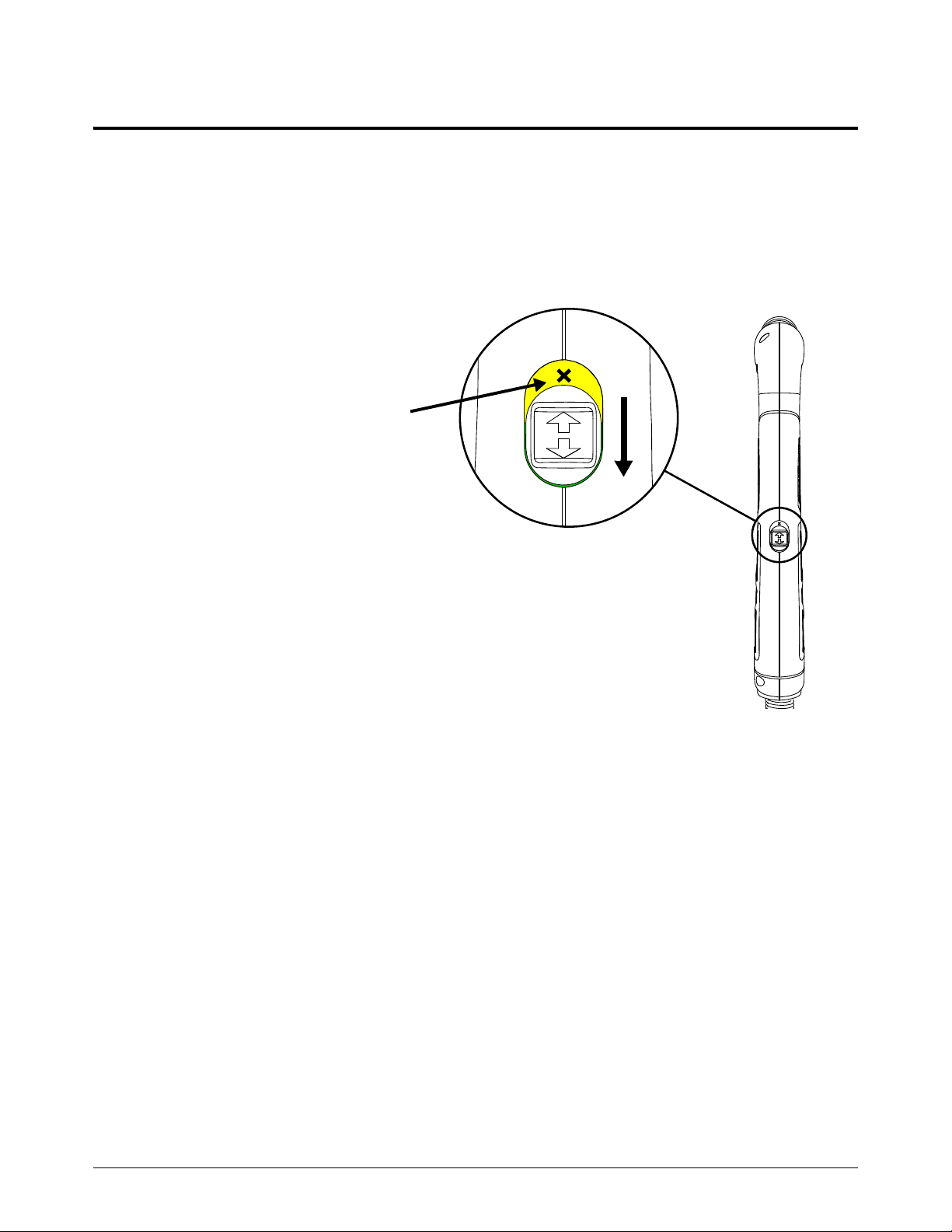
Betrieb
2
Deaktivieren des Brenners
Die Duramax Lock-Brenner haben einen Schalter, mit dem der Brenner gesperrt werden kann.
Durch den Brenner-Deaktivierungsschalter wird ein versehentliches Zünden des Brenners auch
dann verhindert, wenn die Stromquelle eingeschaltet (EIN) ist. Verwenden Sie diesen Schalter, um
den Brenner zu sperren, wenn er nicht gebraucht wird, wenn Verschleißteile gewechselt werden
müssen, oder wenn Sie die Stromquelle oder den Brenner bewegen müssen, während das Gerät
eingeschaltet EIN (ON) ist.
Schalterposition Brenner
GESPERRT:
Der
Brenner-Deaktivierungssch
alter ist in der
Rückwärts-Position, näher
zum Brennerschlauchpaket.
Das gelbe Schild mit dem
„X” weist darauf hin, dass
der Brenner nicht bereit ist,
zu zünden.
Halten Sie den Brenner von
sich und anderen weg und
drücken Sie den
Wippentaster, um
sicherzustellen, dass der
Brenner nicht zündet.
Wechseln Sie die
Verschleißteile
(falls erforderlich).
48 809241 Betriebsanleitung Powermax45 XP

2
Schalterposition Brenner „bereit
zum Zünden“:
Der
Brenner-Deaktivierungssch
alter ist in der
Vorwärts-Position, näher
zum Brennerkopf.
Das grüne Schild mit dem
„ ” weist darauf hin, dass
der Brenner bereit ist, zu
zünden.
Die Verschleißteile NICHT
wechseln.
Um die Verschleißteile
wechseln zu können,
ohne dass die Gefahr
besteht, dass der
Brenner versehentlich
gezündet wird, sperren
Sie den Brenner oder
schalten Sie die
Stromquelle AUS
(OFF).
Betrieb
Wenn Sie den Wippentaster des Brenners zum ersten Mal betätigen,
nachdem Sie den Sperrschalter in die Position „bereit zum Zünden“
gebracht haben, gibt der Brenner schnell hintereinander mehrere
Luftstöße ab. Dies ist ein Warnhinweis, der Sie darauf aufmerksam macht,
dass der Brenner aktiv ist und bei der nächsten Betätigung des
Wippentasters ein Lichtbogen gezündet wird. Siehe Seite 50.
WARNUNG
SOFORTSTARTBRENNER – EIN PLASMALICHTBOGEN KANN
VERLETZUNGEN, VERBRENNUNGEN VERURSACHEN
Der Plasmalichtbogen wird sofort gezündet, wenn Sie den Wippentaster
des Brenners betätigen. Bevor Sie Verschleißteile auswechseln, muss
eine der folgenden Maßnahmen durchgeführt werden. Führen Sie nach
Möglichkeit die erste Maßnahme durch.
Schalten Sie die Stromquelle AUS (OFF/O).
ODER
Stellen Sie den Brenner-Deaktivierungsschalter auf die gelbe
Sperrposition (X) (am nächsten zum Brennerschlauchpaket).
Drücken Sie den Wippentaster, um sicherzustellen, dass der
Brenner keinen Lichtbogen erzeugt.
Powermax45 XP Betriebsanleitung 809241 49

Betrieb
2
1
2
1 2
3
3
Warnhinweis Luftstöße
Sie versuchen den Brenner zum ersten Mal zu zünden, nachdem Sie den
Brenner-Deaktivierungsschalter auf die mit gelbem Schild und (X) markierte Sperrposition und dann
wieder auf die mit grünem Schild und ( ) markierte Position „bereit zum Zünden“ gestellt haben:
Der Plasmalichtbogen wird nicht gezündet.
Der Brenner gibt schnell hintereinander mehrere Luftstöße ab. Der Brenner vibriert leicht bei
jedem Luftstoß.
Die Stromquelle macht mit jedem Luftstoß ein hörbares Druckentlastungsgeräusch.
Dieses Verhalten dient als Warnhinweis. Es bedeutet nicht, dass ein Störfall vorliegt. Es weist darauf
hin, dass der Brenner betriebsbereit ist und beim nächsten Zünden des Brenners ein
Plasmalichtbogen erzeugt wird.
Die Brennerkappen-LED an der Vorderseite leuchtet auf,
wenn die Verschleißteile ausgebaut werden oder der
Brenner-Deaktivierungsschalter auf die gelbe
Sperrposition (X) gestellt wird, während die
Plasma-Stromquelle eingeschaltet ist (ON). Die LED erlischt,
wenn Sie die Verschleißteile installiert und den
Brenner-Deaktivierungsschalter auf die grüne
Position „Bereit zum Zünden“ ( ) gestellt haben.
Für Handbrenner
Nach dem Umstellen des Brenner-Deaktivierungsschalters auf die grüne Position „bereit zum
Zünden“ ( ):
a. Betätigen Sie den Brenner-Wippentaster 1 Mal, um den Luftstoß-Warnhinweis auszulösen.
b. Betätigen Sie den Brenner-Wippentaster erneut, um den Plasmalichtbogen zu zünden.
50 809241 Betriebsanleitung Powermax45 XP

2
Für Maschinenbrennerbrenner
Nach dem Umstellen des Brenner-Deaktivierungsschalters auf die grüne Position „bereit zum
Zünden“ ( ):
a. Führen Sie einen START/STOPP-Befehl über die CNC aus, um den Luftstoß-Warnhinweis
auszulösen.
Ist diese Funktion in Ihre CNC integriert, müssen je nach CNC u. U. noch
weitere Schritte befolgt werden.
b. Starten Sie den Brenners erneut, um den Plasmalichtbogen zu zünden.
Bedienung der Plasmaanlage
Schritt 1 – Verschleißteile installieren und Brenner aktivieren
Betrieb
WARNUNG
SOFORTSTARTBRENNER – EIN PLASMALICHTBOGEN KANN
VERLETZUNGEN, VERBRENNUNGEN VERURSACHEN
Der Plasmalichtbogen wird sofort gezündet, wenn Sie den Wippentaster
des Brenners betätigen. Bevor Sie Verschleißteile auswechseln, muss
eine der folgenden Maßnahmen durchgeführt werden. Führen Sie nach
Möglichkeit die erste Maßnahme durch.
Schalten Sie die Stromquelle AUS (OFF/O).
ODER
Stellen Sie den Brenner-Deaktivierungsschalter auf die gelbe
Sperrposition (X) (am nächsten zum Brennerschlauchpaket).
Drücken Sie den Wippentaster, um sicherzustellen, dass der
Brenner keinen Lichtbogen erzeugt.
WARNUNG
VERBRENNUNGS- UND STROMSCHLAGGEFAHR –
ISOLIERHANDSCHUHE TRAGEN
Tragen Sie beim Austausch von Verschleißteilen stets
Isolierhandschuhe. Beim Schneiden werden die Verschleißteile
sehr heiß und können schwere Verbrennungen verursachen.
Bei Berührung der Verschleißteile besteht Stromschlaggefahr,
wenn die Stromquelle eingeschaltet (ON) ist und der
Brenner-Deaktivierungsschalter sich nicht in der
gelben Sperrposition (X) befindet.
Powermax45 XP Betriebsanleitung 809241 51
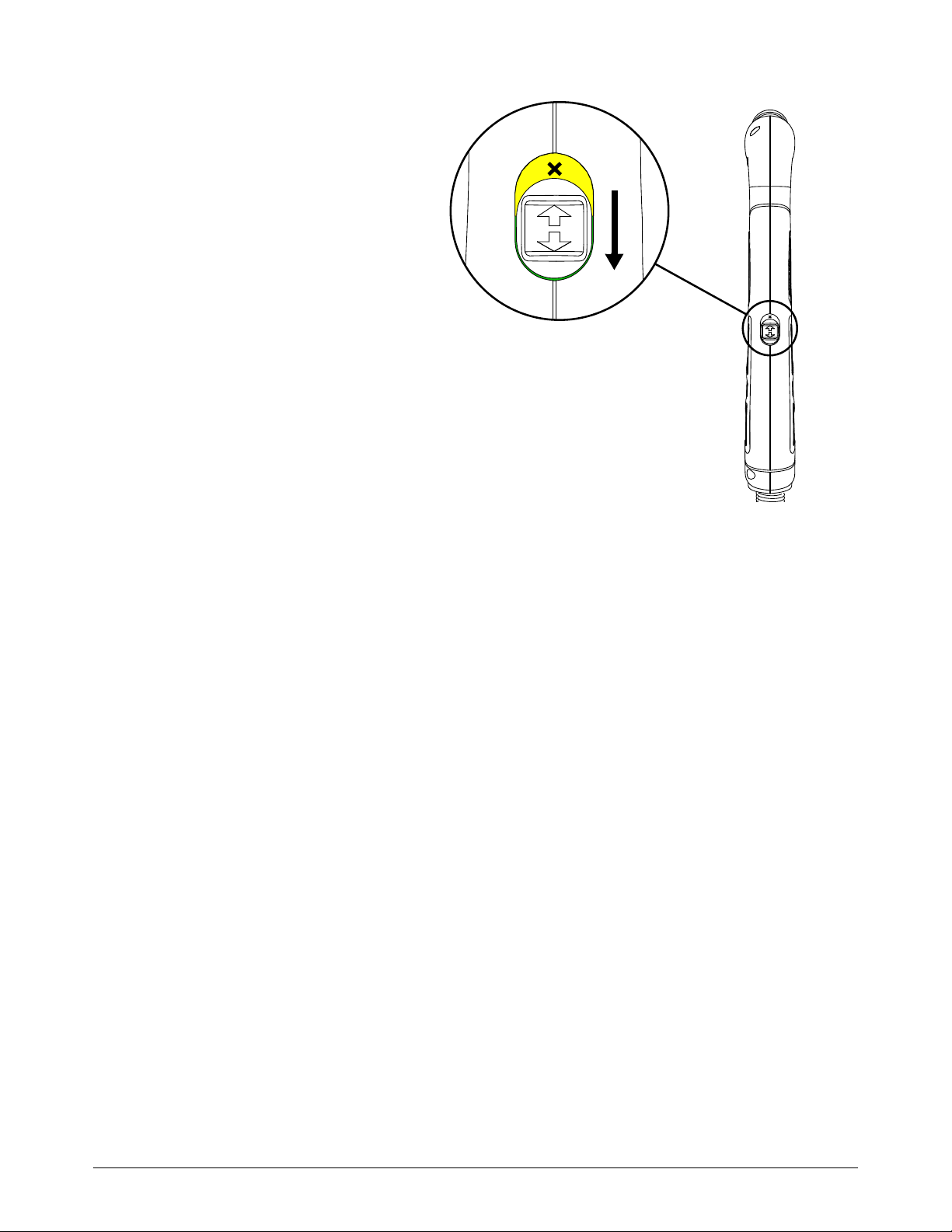
Betrieb
2
1. Schalten Sie den
Netzschalter an der
Stromquelle AUS (OFF/O)
oder stellen Sie den
Brenner-Deaktivierungsschalt
er auf die gelbe
Sperrposition (X).
2. Halten Sie den Brenner von
sich und anderen weg und
drücken Sie den
Wippentaster, um
sicherzustellen, dass der
Brenner nicht zündet.
3. Wählen Sie die richtigen
Verschleißteile für Ihre
Schneid- Fugenhobel- oder
Markierungsanwendung.
Schneiden und
Lochstechen mit
einem Handbrenner: Siehe Auswahl der Verschleißteile auf Seite 67.
Schneiden und Lochstechen mit einem Maschinenbrenner: Siehe Auswahl der
Verschleißteile auf Seite 119.
Fugenhobeln: Siehe Fugenhobel-Prozesse auf Seite 79.
Markieren: Siehe Verschleißteile für die Markierung (10–25 A) auf Seite 129.
52 809241 Betriebsanleitung Powermax45 XP

2
4. Installieren Sie einen vollständigen
1
2
3
5
4
Mit der Hand festziehen.
Nicht zu fest anziehen.
1
234
5
Verschleißteilesatz wie gezeigt am
Handbrenner oder
Maschinenbrenner:
Wirbelring
Elektrode
Düse
Brennerkappe
Schutzschild (oder Deflektor)
Die Verschleißteile sind
an neuen Brennern nicht
vorinstalliert. Entfernen
Sie den Vinyl-Schutz vom
Brenner, bevor Sie die
Verschleißteile anbringen.
Betrieb
5. Stellen Sie den
Brenner-Deaktivierungsschalter
auf die grüne Position „bereit zum
Zünden“ ( ).
Powermax45 XP Betriebsanleitung 809241 53

Betrieb
2
Roter Knopf
Schritt 2 – Brennerschlauchpaket anschließen
Schalten Sie die
Stromquelle AUS
(OFF/O), bevor Sie einen
Brenner anschließen oder
die Verbindung trennen.
Zum Anschließen
eines Hand- oder
Maschinenbrenners
stecken Sie den
Steckverbinder in die
Steckdose vorne an der
Stromquelle.
Drücken Sie zum
Abtrennen des Brenners
den roten Knopf am
Stecker und ziehen Sie
diesen aus der
Steckdose.
Schritt 3 – Gasversorgung anschließen
Bringen Sie bei Bedarf die Gaseinlass-Armatur, die mit dem Gerät geliefert wurde,
an der Rückseite der Stromquelle an. Siehe Seite 38.
Schließen Sie die Gasversorgungsleitung an das Anschlussstück an der Rückseite der
Stromquelle an.
Für die Anforderungen an die Gasversorgung siehe Gasversorgungsquelle auf Seite 39.
54 809241 Betriebsanleitung Powermax45 XP
2
Schritt 4 – Werkstückkabel und Erdklemme anschließen
Codierte Öffnung rechts an
der Werkstückkabel-Steckdose
ANMERKUNG
Stellen Sie sicher, dass das verwendete Werkstückkabel für Ihre Stromquelle geeignet ist.
Verwenden Sie mit dem Powermax45 XP ein 45-A-Werkstückkabel. Die Stromstärke ist in der
Nähe der Gummimanschette am Werkstückkabel vermerkt.
Um Überhitzen zu verhindern, überprüfen Sie das Werkstückkabel regelmäßig,
um sicherzustellen, dass es fest in der Steckdose sitzt.
Werkstückkabel
1. Stecken Sie den
Werkstückkabelstecker in die
Steckdose vorne an der Stromquelle.
Drehen Sie den Stecker so, dass die
Passfeder in die Öffnung rechts
an der Steckdose passt.
Betrieb
2. Drücken Sie den Werkstückkabelstecker vollständig in die Steckdose. Drehen Sie den Stecker
eine Vierteldrehung im Uhrzeigersinn, bis der Stecker am Anschlag liegt.
Erdklemme
ANMERKUNG
Befestigen Sie die Erdklemme nicht unter Wasser. Wenn die Stromquelle sich unter der
Erdklemme befindet, kann über das Werkstückkabel Wasser in die Stromquelle eindringen
und schweren Schaden anrichten.
Schneiden im Handbetrieb: Die Erdklemme muss an dem Werkstück, das Sie schneiden,
angeschlossen sein.
Mechanisiertes Schneiden: Wenn Sie dieses Gerät mit einem Schneidtisch verwenden,
können Sie die Erdklemme direkt am Tisch oder am Werkstück befestigen, das Sie
schneiden. Siehe Anweisungen des Tischherstellers.
Powermax45 XP Betriebsanleitung 809241 55

Betrieb
2
200–240 V
400 V, 480 V
Stellen Sie sicher, dass ein guter
Kontakt zwischen dem Metall des
Werkstücks oder des
Schneidtischs und dem Metall
der Erdklemme besteht.
Entfernen Sie Rost, Schmutz,
Farbe, Beschichtungen und
andere Ablagerungen, damit ein
ordnungsgemäßer Kontakt
zwischen Erdklemme und
Werkstück oder Schneidtisch
hergestellt wird.
Befestigen Sie die Erdklemme für
beste Schnittqualität so nahe wie
möglich am zu schneidenden
Bereich.
ANMERKUNG
Befestigen Sie die Erdklemme nicht an dem Teil des Werkstücks, das abgeschnitten wird.
Schritt 5 – Gerät ans Stromnetz anschließen und einschalten ON
1. Stecken Sie den Stecker des Netzkabels in die Steckdose.
Wenn Sie das Gerät erhalten, ist der Stecker u. U. nicht am Netzkabel angebracht.
Informationen zum Anschließen des richtigen Steckers an das Netzkabel finden Sie in
Netzkabel vorbereiten auf Seite 36.
Für mehr Informationen zu den elektrischen Anforderungen für dieses Gerät siehe
Anschluss an die elektrische Stromversorgung auf Seite 31.
2. Stellen Sie den Netzschalter auf die Position EIN (ON/I).
56 809241 Betriebsanleitung Powermax45 XP

2
Schritt 6 – Modus einstellen und Ausgangsstrom (Stromstärke) anpassen
1
2
3
1
2
3
1. Drücken Sie die Modus-Taste , um zwischen dem Schneidmodus und dem
Fugenhobel-/Markierungsmodus zu wechseln.
Die Smart Sense™-Technologie des Geräts passt den Gasdruck für
optimales Schneiden automatisch an den ausgewählten Modus,
Brennertyp und die Länge des Brennerschlauchpakets an.
2. Drehen Sie den Reglerknopf , um den Ausgangsstrom auf maximal 45 A einzustellen.
Das 2-stellige Display zeigt den Ausgangsstrom in Stromstärke an.
Betrieb
Schneiden von Streckmetall
Verwenden Sie zum Schneiden von Streckmetall die mit dem Gerät mitgelieferten Verschleißteile
zum abgeschirmten Schneiden. Das Gerät erfordert keine spezielle Moduseinstellung zum
Schneiden von Streckmetall.
Streckmetall ist ein gitterartiges Material, dessen Maschen verschiedene
Formen haben können. Beim Schneiden von Streckmetall nutzen sich
Verschleißteile schneller ab, da ein Dauer-Pilot-Lichtbogen erforderlich ist.
Ein Pilotlichtbogen entsteht, wenn der Brenner gezündet ist, der
Plasmalichtbogen das Werkstück aber nicht berührt.
Powermax45 XP Betriebsanleitung 809241 57

Betrieb
2
1
234
2
3
4
1
Schritt 7 – Schneideinstellungen und LED-Anzeigen überprüfen
Stellen Sie vor dem Schneiden sicher, dass:
Die grüne LED „Stromversorgung EIN (ON)“ vorne an der Stromquelle leuchtet.
Die richtige Modus-LED (Schneiden oder Fugenhobeln/Markierung) leuchtet. Stellen Sie
außerdem sicher, dass die am Brenner installierten Verschleißteile zum ausgewählten
Modus passen.
Der auf der Vorderseite angezeigte Ausgangsstrom (Stromstärke) korrekt ist und die
AMPERE-LED leuchtet.
Keine der 4 Störfall-LEDs leuchtet oder blinkt.
Leuchtet oder blinkt eine der Störfall-LEDs oder blinkt die LED „Stromversorgung
EIN (ON)“, dann liegt ein Störfall vor. Beheben Sie die Fehlerbedingung, bevor Sie
fortfahren. Siehe Störfall-LEDs und -codes auf Seite 162.
58 809241 Betriebsanleitung Powermax45 XP
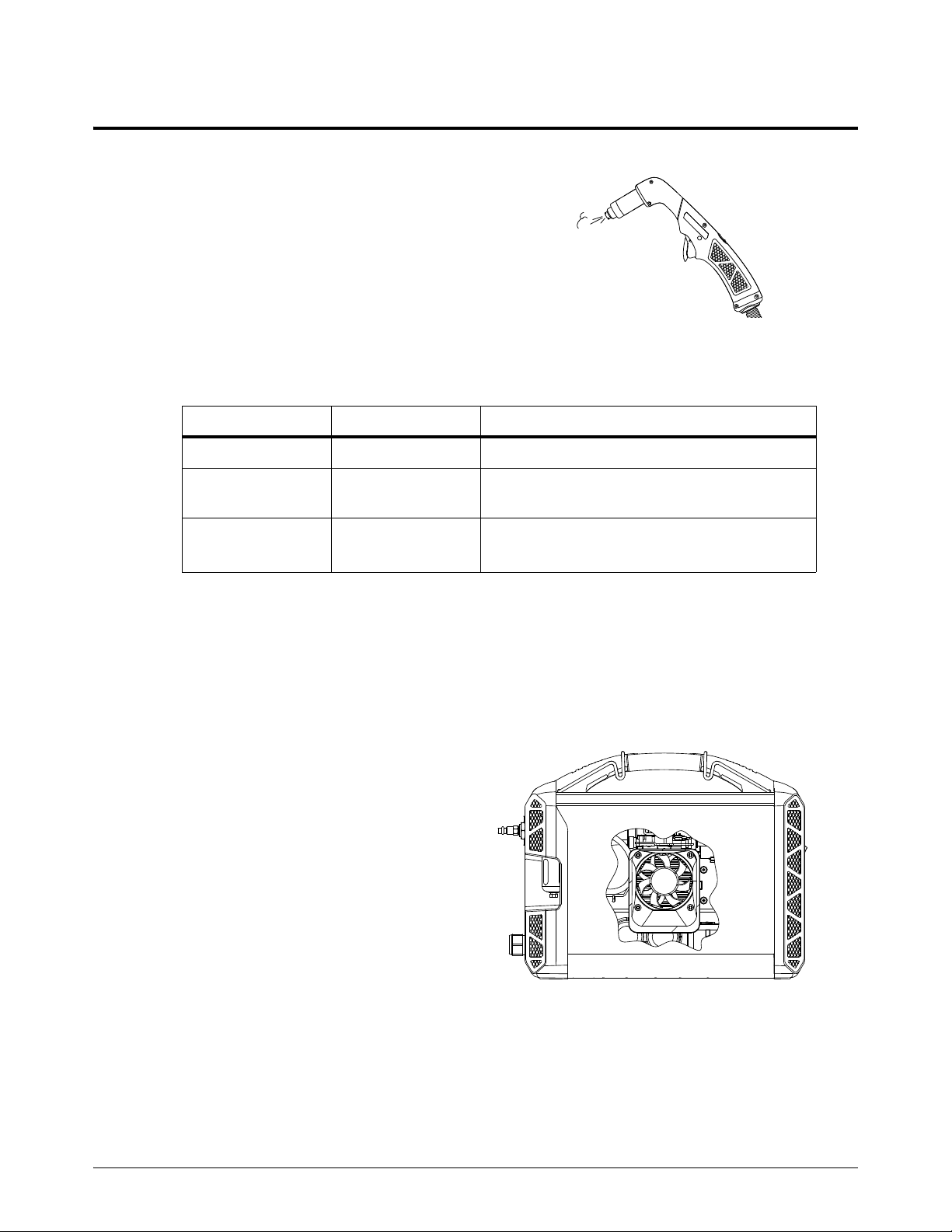
2
Was beim und nach dem Schneiden geschieht
Nachströmung – Wenn Sie einen Schnitt
beendet und den Wippentaster des
Brenners losgelassen haben, strömt
weiterhin Luft aus dem Brenner, um die
Verschleißteile zu kühlen. Das wird als
Nachströmung bezeichnet.
Die Dauer der Nachströmung hängt
vom Modus und Ausgangsstrom ab.
Unter bestimmten Bedingungen hängt
dies auch von der Gasversorgung ab.
Modus Ausgangsstrom Dauer der Nachströmung
Schneiden 10–45 A 20 Sekunden
Betrieb
Fugenhobeln/
Markierung
Fugenhobeln/
Markierung
Ausnahme für Argon: Das Gerät erkennt den Einsatz von Argon und reduziert die Dauer der
Nachströmung von 10 Sekunden auf 3 Sekunden, um den Gasverbrauch zu minimieren. Um
eine 3 Sekunden lange Nachströmung zu erreichen, muss das Gerät auf
Fugenhobeln/Markierung eingestellt sein und der Ausgangsstrom im Bereich 10–25 A liegen.
Wenn der Brenner zündet, ohne den Pilotlichtbogen zum Werkstück zu übertragen, dann
dauert die Nachströmung 10 Sekunden, selbst wenn Argon eingesetzt wird.
Lüfteraktivität – Der Kühllüfter in der
Plasma-Stromquelle wird
zwischendurch während und nach
dem Schneiden aktiviert, um die
internen Komponenten zu kühlen.
26–45 A 20 Sekunden
10–25 A 10 Sekunden für Luft (oder Stickstoff)
3 Sekunden für Argon
Powermax45 XP Betriebsanleitung 809241 59

Betrieb
2
Warnhinweis Luftstöße – Wird der
Brenner-Deaktivierungsschalter
am gesperrten Brenner auf die
Position „bereit zum Zünden“ ( )
eingestellt, zündet der Brenner
nicht, wenn Sie den Wippentaster
zum ersten Mal betätigen. Der
Brenner gibt stattdessen schnell
hintereinander mehrere Luftstöße
ab. Mit jedem Luftstoß vibriert der
Brenner leicht und die Stromquelle
macht mit jedem Luftstoß ein
hörbares Druckentlastungs-geräusch. Das ist ein Warnhinweis, der Sie darauf aufmerksam
macht, dass der Brenner aktiv ist und bei der nächsten Betätigung des Wippentasters ein
Lichtbogen gezündet wird. Siehe Seite 50.
Führen Sie bei einem Maschinenbrenner einen START/STOPP-Befehl
über die CNC aus, damit der Brenner Luftstöße abgibt. Beim nächsten
Startsignal zündet der Brenner einen Lichtbogen.
Die Brennerkappen-LED an der Vorderseite leuchtet auf,
wenn die Verschleißteile ausgebaut werden oder der
Brenner-Deaktivierungsschalter auf die gelbe
Sperrposition (X) gestellt wird, während die
Plasma-Stromquelle eingeschaltet ist (ON). Die LED erlischt,
wenn Sie die Verschleißteile installiert und den
Brenner-Deaktivierungsschalter auf die grüne
Position „Bereit zum Zünden“ ( ) gestellt haben.
Manuelles Einstellen des Gasdrucks
Die Stromquelle stellt den Gasdruck automatisch für Sie ein. Sie können den Gasdruck jedoch
manuell einstellen, falls eine spezielle Anwendung dies erfordert.
Die automatische Gasdruckeinstellung des Geräts sollte nur durch
erfahrene Bediener außer Kraft gesetzt werden, die die Gaseinstellung für
einen bestimmten Schneideinsatz optimieren möchten.
1. Wählen Sie den Modus aus und
stellen Sie den Ausgangsstrom ein.
In diesem Beispiel ist der
Fugenhobel-/Markierungsmodus
ausgewählt und der Ausgangsstrom
auf 45 A eingestellt.
Stellen Sie zuerst den
Modus und den
Ausgangsstrom ein, da dies
die Gasdruckeinstellung
zurücksetzen kann. Siehe
Seite 62.
60 809241 Betriebsanleitung Powermax45 XP

2
2. Die Modus-Taste mit einer Hand
Den Knopf drücken, gedrückt halten und dabei drehen.
drücken und gedrückt halten.
Drehen Sie mit der anderen Hand
den Reglerknopf, um den
gewünschten Gasdruck
einzustellen. In diesem Beispiel
wurde der Gasdruck auf 35 psi
gesenkt.
Beim manuellen Einstellen
des Gasdrucks erlischt die
AMPERE-LED und die
Anzeige auf dem 2-stelligen
Display wechselt wie im
Folgenden von der
Stromstärke auf den
Gasdruck:
CSA-Modelle: Der Gasdruck wird standardmäßig in psi angezeigt.
CE/CCC-Modelle: Der Gasdruck wird standardmäßig in bar angezeigt.
Betrieb
Sie können die Anzeigenwerte für den Gasdruck ändern. Siehe Seite 63.
3. Jetzt die Modus-Taste loslassen.
Nachdem die
Modus-Taste losgelassen
wurde, leuchtet die
AMPERE-LED wieder auf
und die Anzeige auf dem
2-stelligen Display
wechselt vom Gasdruck
auf die Stromstärke.
Die LED-Anzeige des ausgewählten Modus blinkt und zeigt an, dass der Gasdruck
manuell angepasst wurde. Sie blinkt weiter, bis der Druck zurückgesetzt wird.
Um die Gasdruckeinstellung erneut aufzurufen, wiederholen Sie o. g. Schritt 2 oder
stellen Sie den Gastestmodus ein. Siehe Durchführung eines Gastests auf Seite 170.
Powermax45 XP Betriebsanleitung 809241 61

Betrieb
2
Drücken Sie die Taste, um den Gasdruck zurücksetzen.
Zurücksetzen des Gasdrucks
Wenn Sie den Gasdruck manuell anpassen, bleibt Ihre Einstellung gespeichert, bis Sie sie
zurücksetzen. Sie können den Gasdruck zurücksetzen, indem Sie die Modus-Taste drücken.
Wenn Sie den Gasdruck zurücksetzen, hört die LED-Anzeige für den
ausgewählten Modus auf zu blinken.
Der Gasdruck wird zudem in folgenden Fällen auf den voreingestellten Wert zurückgesetzt:
Sie befinden sich im Fugenhobel-/Markierungsmodus und ändern den Ausgangsstrom von:
Fugenhobeln mit maximaler Kontrolle (26–45 A) zum Präzisions-Fugenhobeln
(10–25 A)
Präzisions-Fugenhobeln (10–25 A) zum Fugenhobeln mit maximaler Kontrolle
(26–45 A)
Sie schließen einen anderen Brenner an die Stromquelle an.
Durch Ausschalten AUS (OFF) und Einschalten EIN (ON) der
Stromquelle wird der Gasdruck nicht zurückgesetzt.
62 809241 Betriebsanleitung Powermax45 XP

2
Umstellen der Gasdruckwerte auf psi oder bar
Drücken und für 15 Sekunden halten, um zwischen psi und bar zu wechseln.
psi bar
CSA-Modelle: Der Gasdruck wird standardmäßig in psi angezeigt.
CE/CCC-Modelle: Der Gasdruck wird standardmäßig in bar angezeigt.
Um die Gasdruck-Anzeigewerte von psi auf bar oder von bar auf psi umzustellen:
1. Drücken Sie die Modus-Taste und halten Sie die Taste für etwa 15 Sekunden gedrückt, bis das
2-stellige Display P.U. anzeigt.
Betrieb
2. Die Modus-Taste loslassen. Das Gerät zeigt die Gasdruckwerte jetzt in bar statt in psi oder
in psi statt in bar an.
Powermax45 XP Betriebsanleitung 809241 63

Betrieb
2
Wie Überhitzung vermieden wird
Einschaltdauer – Ein Prozentsatz einer Zeitspanne von 10 Minuten, während dessen ein
Plasmalichtbogen eingeschaltet bleiben kann, ohne dass sich das Gerät überhitzt.
Ausgangsstrom Einschaltdauer*
45 A 50 %
41 A 60 %
32 A 100 %
* Basiert auf einer Umgebungstemperatur von 40 °C.
Wird die Einschaltdauer überschritten und überhitzt sich das Gerät, geschieht folgendes:
Der Plasmalichtbogen wird ausgeschaltet.
Die Temperatur-LED leuchtet auf.
Der Kühllüfter in der Stromquelle ist in Betrieb.
Wenn sich das Gerät überhitzt:
a. Lassen Sie die Anlage eingeschaltet, damit der Lüfter die Stromquelle kühlt.
b. Warten Sie, bis die Temperatur-LED erlischt, bevor Sie mit dem Schneiden fortfahren.
Eine Längenzunahme des
Plasmalichtbogens über längere
Zeiträume hinweg wirkt sich
negativ auf die Einschaltdauer
aus. Ziehen Sie, wann immer
es möglich ist, den Brenner über
das Werkstück. Siehe Beginnen
eines Schnitts an der Kante des
Werkstücks auf Seite 76.
Falls Sie das Gerät an ein
Stromnetz mit niedriger Leistung
angeschlossen haben, kann die
Längenzunahme des
Plasmalichtbogens über längere
Zeitraume hinweg dazu führen,
dass sich das Gerät schneller
überhitzt und der
Netz-Trennschalter ausgelöst
wird. Siehe Ausgangsstrom und
Längenzunahme des
Lichtbogens für Stromnetz mit
niedrigerer Leistung verringern
auf Seite 35.
64 809241 Betriebsanleitung Powermax45 XP
Schneiden mit dem Handbrenner
Duramax Lock-Handbrenner sind als 15°- und 75°-Modell erhältlich.
Der 75°-Handbrenner ist ein Allzweckbrenner, der für das breiteste Anwendungsspektrum
entwickelt wurde.
Der 15°-Handbrenner wurde konzipiert, um bei intensiven Fugenhobelarbeiten die Hitze
vom Bediener wegzuleiten. Er erleichtert zudem das Schneiden über Kopf oder in schwer
zugänglichen Bereichen.
Der Duramax Lock-Brenner bietet u. a.:
Einen Brenner-Deaktivierungsschalter, der ein versehentliches Zünden des Brenners auch
dann verhindert, wenn die Stromquelle eingeschaltet EIN (ON) ist. Siehe Deaktivieren des
Brenners auf Seite 48.
Dank des FastConnect
Transport entfernt oder durch einen anderen Brenner ausgetauscht werden.
TM
-Schnellkupplungssystems kann der Brenner schnell für den
Automatische Kühlung mit Umgebungsluft. Eine zusätzliche Kühlung ist nicht erforderlich.
In diesem Kapitel erhalten Sie einen Überblick über Teile des Handbrenners, Abmessungen,
Verschleißteile, Schneidrichtlinien und grundlegenden Schneidverfahren. Für Informationen zum
Fugenhobeln siehe Fugenhobeln mit dem Hand- und Maschinenbrenner auf Seite 79.
Um Probleme bei der Schnittqualität zu beheben, siehe Häufige Probleme
beim Schneiden auf Seite 154.
Die Duramax Lock-Handbrenner werden ohne vorinstallierte Verschleißteile geliefert. Für
Informationen zum Anbringen der Verschleißteile siehe Seite 51.
Powermax45 XP Betriebsanleitung 809241 65

Schneiden mit dem Handbrenner
3
Verschleißteile
Sicherheits-Wippentaster
Brenner-Deaktivierungsschalter
260 mm
10 2 m m
75°
61 mm
25 mm
69 mm
269 mm
51 mm
69 mm
15°
325 mm
25 mm
Handbrenner-Komponenten, Abmessungen, Gewichte
Komponenten
Abmessungen
75°-Handbrenner
15°-Handbrenner
66 809241 Betriebsanleitung Powermax45 XP

3
Gewichte
Brenner Gewicht
Handbrenner mit 6,1 m langer Leitung 1,8 kg
Handbrenner mit 15 m langer Leitung 3,7 kg
Auswahl der Verschleißteile
Für 15°- und 75°-Duramax Lock-Handbrenner werden die gleichen Verschleißteile verwendet.
Ihr Gerät wird mit einem Starter-Verschleißteilset geliefert, das die abgeschirmten Verschleißteile
auf Seite 68 sowie 1 zusätzliche Elektrode und 1 zusätzliche Düse umfasst.
Verschleißteiltyp Zweck
Schneiden mit dem Handbrenner
Abgeschirmtes Schneiden mit
Oberflächenkontakt
FineCut
HyAccess
FlushCut
Fugenhobeln mit maximaler Kontrolle
(26–45 A)*
Präzisions-Fugenhobeln (10–25 A)*
Markieren (10–25 A)
®
TM
TM
†
* Für nähere Informationen zu Fugenhobelverfahren und -verschleißteilen siehe Fugenhobel-Prozesse auf
Seite 79.
†
Für nähere Informationen zu Markierungsverschleißteilen siehe
Verschleißteile für die Markierung (10–25 A) auf Seite 129.
Schneiden mit Oberflächenkontakt für das breiteste Spektrum
von Schneidanwendungen.
Erreichen Sie eine schmalere Schnittfuge auf dünnem
unlegiertem und legiertem Stahl mit einer Stärke von bis
zu 3 mm.
Schneiden oder Fugenhobeln in schwer zugänglichen oder
engen Bereichen.
Schneiden Sie so nahe wie möglich an der Trägerplatte,
ohne das Werkstück zu durchlöchern oder zu beschädigen.
Entfernen von Metall und Erzeugen eines kontrollierten
Fugenprofils.
Für sehr flache Fugenprofile und eine kleinere
Metallentfernungsrate als beim Fugenhobeln mit maximaler
Kontrolle, z. B. zum Entfernen von Punktnähten.
Markieren von Metalloberflächen mit Luft oder Argon.
Wenn Sie die folgenden
abgeschirmten Verschleißteile
und FineCut-Verschleißteile
verwenden, wählen Sie an der
Vorderseite den Schnittmodus
aus. Siehe Seite 57.
Powermax45 XP Betriebsanleitung 809241 67

Schneiden mit dem Handbrenner
3
220818
Schutzschild
220854
Brennerkappe
220941
Düse
220857
Wirbelring
220842
Elektrode
220931
Deflektor
220854
Brennerkappe
220930
Düse
220947
Wirbelring
220842
Elektrode
420410
Schneiddüse
420408
Elektrode
220857
Wirbelring
420413
Brennerkappe
Verschleißteile zum abgeschirmten Schneiden mit Oberflächenkontakt
FineCut-Verschleißteile
Spezial-Verschleißteile
Verschleißteile zum HyAccess-Schneiden
HyAccess-Verschleißteile verlängern die Reichweite der regulären abgeschirmten Verschleißteile
um ca. 7,5 cm. Verwenden Sie diese mit Ihrem Handbrenner, um größere Reichweite und bessere
Sichtbarkeit zu erzielen.
HyAccess-Verschleißteile zum Fugenhobeln sind ebenfalls erhältlich.
Siehe Seite 81.
Sie können damit etwa die gleichen Stärken schneiden wie mit den regulären abgeschirmten
Verschleißteilen. Eventuell müssen Sie die Schnittgeschwindigkeit etwas verringern, um dieselbe
Schnittqualität zu erreichen. Normalerweise halten HyAccess-Verschleißteile etwa halb so lange wie
die regulären abgeschirmten Verschleißteile.
68 809241 Betriebsanleitung Powermax45 XP

Schneiden mit dem Handbrenner
3
420633
Düse
420635
Elektrode
420634
Wirbelring
420540
Haltering
420536
Kappe
Sie können jedes HyAccess-Verschleißteil separat oder im Starter-Set bestellen. Wenn die Spitze
abgenutzt ist, muss die gesamte Düse ersetzt werden.
Das Starter-Set zum Schneiden 428445 beinhaltet:
1 HyAccess-Elektrode
1 HyAccess-Schneiddüse
1 HyAccess-Brennerkappe
Das Starter-Set zum Schneiden/Fugenhobeln 428414 beinhaltet:
2 HyAccess-Elektroden
1 HyAccess-Schneiddüse
1 HyAccess-Fugenhobeldüse
1 HyAccess-Brennerkappe
1 Wirbelring (Powermax45 XP-Standard-Wirbelring)
FlushCut™-Verschleißteile
FlushCut-Verschleißteile wurden entwickelt, um Anbauten, Ösen und andere Anhängsel entfernen
zu können, ohne das Werkstück zu durchlöchern oder zu beschädigen. FlushCut-Verschleißteile
erzeugen einen abgewinkelten Plasmalichtbogen, mit dem Sie besonders nah am
Trägerplattenmaterial schneiden können, ohne dass viel Restmaterial übrig bleibt, das noch
abgeschliffen werden muss.
Sie können damit etwa die gleichen Stärken schneiden wie mit den regulären abgeschirmten
Verschleißteilen. Berücksichtigen Sie jedoch zusätzliche Stärke, die wegen Schweißnähten
vorhanden sein kann. Die Standzeit der Verschleißteile variiert, aber normalerweise halten
FlushCut-Verschleißteile etwa dreiviertel Mal so lange wie die regulären abgeschirmten
Verschleißteile.
Sie können FlushCut-Verschleißteile einzeln oder als Starter-Set (428746) bestellen; dieses enthält
von jedem der oben gezeigten Verschleißteile eines. Wenn Sie FlushCut-Verschleißteile einzeln
bestellen:
Die Mindestbestellmenge für die Elektrode beträgt 5.
Alle anderen FlushCut-Verschleißteile können auch einzeln bestellt werden.
Powermax45 XP Betriebsanleitung 809241 69

Schneiden mit dem Handbrenner
3
LICHTBOGENSTRAHLEN KÖNNEN AUGEN UND HAUT VERBRENNEN
Tragen Sie beim Einsatz von FlushCut-Verschleißteilen einen Gesichtsschutz, der
das ganze Gesicht bedeckt. Der Gesichtsschutz muss ein Glas der Tönungsnummer
10 haben.
Die Strahlung des Plasmalichtbogens erzeugt starke sichtbare und unsichtbare
(ultraviolette und infrarote) Strahlen, die Augen und Haut verbrennen können.
SOFORTSTARTBRENNER – EIN PLASMALICHTBOGEN KANN
VERLETZUNGEN, VERBRENNUNGEN VERURSACHEN
Bevor Sie die FlushCut-Düse drehen, muss eine der folgenden
Maßnahmen durchgeführt werden. Führen Sie nach Möglichkeit die
erste Maßnahme durch.
WARNUNG
WARNUNG
Schalten Sie die Stromquelle AUS (OFF/O).
ODER
Stellen Sie den Brenner-Deaktivierungsschalter auf die gelbe
Sperrposition (X) (am nächsten zum Brennerschlauchpaket).
Drücken Sie den Wippentaster, um sicherzustellen, dass der
Brenner keinen Plasmalichtbogen erzeugt.
Zum Einbau:
1. Schalten Sie die Stromquelle AUS (OFF/O) oder stellen Sie den
Brenner-Deaktivierungsschalter auf die gelbe Sperrposition (X).
2. Setzen Sie den Wirbelring, die Elektrode, die Kappe und die Düse auf
den Brenner. Drehen Sie die Düse entsprechend der Richtung, in die
Sie schneiden wollen. Achten Sie darauf, dass die flache Seite der
Düse nach unten weist, so dass Sie sie am Werkstück entlangziehen
können.
3. Ziehen Sie den Haltering vollständig an der Kappe fest.
Wiederholen Sie diese Schritte während des Schneidvorgangs, wenn Sie die Orientierung
der Düse ändern müssen, um den Schneidvorgang abzuschließen.
Tipps:
Ziehen Sie die flache Seite der Düse an der Bodenplatte entlang, aber halten Sie einen
Abstand von etwa 3–6 mm vom vertikalen Werkstück ein, das Sie schneiden.
70 809241 Betriebsanleitung Powermax45 XP

3
Sie können FlushCut-Verschleißteile im Modus Fugenhobeln/Markierung verwenden,
220777
um Restmaterialien vom Werkstück zu entfernen. Verringern Sie gegebenenfalls die
Stromstärke.
Ersetzen Sie die Kappe, wenn die äußere Muffe nicht mehr frei
nach oben und unten rutschen kann.
CopperPlus™-Elektrode
Mit der CopperPlus-Elektrode (220777) wird die Standzeit
der Verschleißteile (für die Anlage entwickelte
Hypertherm-Verschleißteile) mindestens verdoppelt. Diese
Elektrode wurde ausschließlich für die Verwendung mit
Duramax- und Duramax Lock-Brennern zum Schneiden von
Metallstärken bis zu 12 mm entwickelt.
Schneiden mit dem Handbrenner
Standzeit der Verschleißteile
Mehrere Faktoren beeinflussen, wie häufig Sie die Verschleißteile Ihres Handbrenners auswechseln
müssen:
Schlechte Qualität der Gasversorgung
Es ist äußerst wichtig, dass die Gasleitung sauber und trocken bleibt. Öl, Wasser,
Dampf und andere Verunreinigungen in der Gasversorgung können die Schnittqualität
und Standzeit der Verschleißteile beeinträchtigen. Siehe Seite 39 und Seite 44.
Schneidtechnik
Beginnen Sie, wenn möglich, einen Schnitt an der Kante des Werkstücks. Dadurch wird
die Verlängerung der Standzeit von Schutzschild und Düse unterstützt. Siehe Seite 76.
Wählen Sie die Lochstechtechnik entsprechend der Stärke des zu schneidenden
Metalls aus. Häufig ist das rollende Lochstechen eine effiziente Technik zum
Lochstechen von Metall bei gleichzeitiger Minimierung der Abnutzung von
Verschleißteilen, die beim Lochstechen natürlich auftritt. Für eine Erläuterung des
geraden und rollenden Lochstechens und eine angemessene Anwendung der beiden
Techniken siehe Seite 77.
Abgeschirmte und unabgeschirmte Verschleißteile im Vergleich
Nicht abgeschirmte Verschleißteile verwenden anstelle eines Schutzschilds einen
Deflektor. Sie bieten für einige Schneidanwendungen eine bessere Sichtbarkeit und
besseren Zugriff. Der Nachteil ist, dass unabgeschirmte Verschleißteile für gewöhnlich
eine kürzere Standzeit als abgeschirmte Verschleißteile haben.
Powermax45 XP Betriebsanleitung 809241 71

Schneiden mit dem Handbrenner
3
Stärke des zu schneidenden Materials
Allgemein gilt: Je dicker das zu schneidende Metall, desto schneller nutzen sich die
Verschleißteile ab. Optimale Ergebnisse erzielen Sie, indem Sie die Stärkeangaben
für dieses Gerät nicht überschreiten. Siehe Seite 25.
Für Angaben dazu, wann abgenutzte Verschleißteile ausgetauscht werden
sollten, siehe Seite 177.
Schneiden von Streckmetall
Streckmetall ist ein gitterartiges Material, dessen Maschen verschiedene Formen haben
können. Beim Schneiden von Streckmetall nutzen sich Verschleißteile schneller ab,
da ein Dauer-Pilot-Lichtbogen erforderlich ist. Ein Pilotlichtbogen entsteht, wenn der
Brenner gezündet ist, der Plasmalichtbogen das Werkstück aber nicht berührt.
Verschleißteile passen nicht zu Ausgangsstrom und Modus
Um die Standzeit der Verschleißteile zu optimieren, stellen Sie sicher, dass die am
Brenner installierten Verschleißteile zum ausgewählten Modus und Ausgangsstrom
passen. Zum Beispiel:
Verwenden Sie keine Fugenhobel-Verschleißteile, wenn das Gerät im Schnittmodus
ist. Siehe Seite 57.
Während Präzisions-Fugenhobel-Verschleißteile installiert sind, darf der
Ausgangsstrom nicht auf einen Wert im Bereich zwischen 26 A und 45 A eingestellt
werden.
Unnötige Längenzunahme des Lichtbogens beim Schneiden
Um die Standzeit der Verschleißteile zu maximieren, vermeiden Sie Längenzunahmen
des Lichtbogens, wenn dies nicht unbedingt erforderlich ist. Ziehen Sie, wann immer
es möglich ist, den Brenner über das Werkstück. Siehe Seite 75.
Zu geringe Längenzunahme des Lichtbogens beim Fugenhobeln
Eine ordnungsgemäße Längenzunahme des Lichtbogens beim Fugenhobeln ermöglicht
das Aufrechterhalten eines Abstands zwischen der Brennerdüse und dem
geschmolzenen Metall, das sich beim Fugenhobeln ansammelt. Siehe Seite 83.
Eine Längenzunahme des Lichtbogens von 19–25 mm wird für das Fugenhobeln
mit Verschleißteilen für Fugenhobeln mit maximaler Kontrolle bei 26–45 A
empfohlen.
Eine Längenzunahme des Lichtbogens von 10–11 mm wird für das Fugenhobeln mit
Verschleißteilen für Präzisions-Fugenhobeln bei 10–25 A empfohlen.
Generell gilt, dass die Verschleißteile beim Schneiden im Handbetrieb ca. 1 bis 2 Stunden effektive
„Lichtbogen-Einschaltzeit“ lang halten. Die Standzeit der Verschleißteile kann jedoch stark variieren.
Dies hängt von den oben genannten Faktoren ab. Für Informationen zu Anzeichen von Abnutzung,
die an Verschleißteilen zu suchen sind, siehe Prüfung von Verschleißteilen auf Seite 177.
72 809241 Betriebsanleitung Powermax45 XP

3
Zünden des Brenners vorbereiten
SOFORTSTARTBRENNER – EIN PLASMALICHTBOGEN KANN
VERLETZUNGEN, VERBRENNUNGEN VERURSACHEN
Der Plasmalichtbogen wird sofort gezündet, wenn Sie den Wippentaster
des Brenners betätigen. Bevor Sie Verschleißteile auswechseln, muss
eine der folgenden Maßnahmen durchgeführt werden. Führen Sie nach
Möglichkeit die erste Maßnahme durch.
Schalten Sie die Stromquelle AUS (OFF/O).
ODER
Stellen Sie den Brenner-Deaktivierungsschalter auf die gelbe
Sperrposition (X) (am nächsten zum Brennerschlauchpaket).
Drücken Sie den Wippentaster, um sicherzustellen, dass der
Brenner keinen Lichtbogen erzeugt.
Schneiden mit dem Handbrenner
WARNUNG
Der Plasmalichtbogen kann Handschuhe und Haut in kurzer Zeit
verbrennen.
Tragen Sie die richtige und geeignete Schutzausrüstung.
Halten Sie Ihre Hände, Kleidung und Gegenstände von der
Brennerdüse fern.
Das Werkstück nicht festhalten. Ihre Hände dürfen nicht in den
Schneidbereich gelangen.
Richten Sie den Brenner niemals auf Personen.
WARNUNG
VERBRENNUNGS- UND STROMSCHLAGGEFAHR –
ISOLIERHANDSCHUHE TRAGEN
Tragen Sie beim Austausch von Verschleißteilen stets
Isolierhandschuhe. Beim Schneiden werden die Verschleißteile
sehr heiß und können schwere Verbrennungen verursachen.
Bei Berührung der Verschleißteile besteht Stromschlaggefahr,
wenn die Stromquelle eingeschaltet (ON) ist und der
Brenner-Deaktivierungsschalter sich nicht in der
gelben Sperrposition (X) befindet.
Der Handbrenner ist mit einem Brenner-Deaktivierungsschalter und Sicherheits-Wippentaster
ausgestattet, um ein versehentliches Zünden zu vermeiden. Um den Brenner zu zünden:
1. Installieren Sie die richtigen Verschleißteile. Siehe Seite 51.
Powermax45 XP Betriebsanleitung 809241 73

Schneiden mit dem Handbrenner
3
1
2
3
2. Stellen Sie sicher, dass der
Brenner-Deaktivierungsschalter
in der grünen Position „bereit zum
Zünden“ ( ) steht.
Wenn Sie den Wippentaster
des Brenners zum ersten Mal
betätigen, nachdem Sie den
Brenner in die Position „bereit
zum Zünden“ gebracht
haben, kann der Brenner
schnell hintereinander
mehrere Luftstöße abgeben.
Dies ist ein Warnhinweis, der
Sie darauf aufmerksam
macht, dass der Brenner aktiv
ist und bei der nächsten
Betätigung des
Wippentasters ein
Lichtbogen gezündet wird.
Siehe Seite 50.
3. Klappen Sie die
Sicherheitsabdeckung des
Wippentasters nach vorne
in Richtung Brennerkopf und drücken
Sie den roten Brennerschalter.
74 809241 Betriebsanleitung Powermax45 XP

3
Richtlinien zum Schneiden mit dem Handbrenner
90°
Ziehen Sie die Brennerdüse leicht über das Werkstück, um einen gleichmäßigen Schnitt
zu erzielen.
Wenn Sie mit den FineCut-Verschleißteilen schneiden, klebt der Brenner
manchmal am Werkstück etwas an.
Der Brenner lässt sich leichter entlang des Schnitts ziehen als schieben.
Wenn Funken vom Werkstück nach oben entweichen, bewegen Sie den Brenner langsamer
oder stellen Sie den Ausgangsstrom höher ein.
Achten Sie darauf, dass beim Schneiden unter dem Werkstück Funken austreten. Die
Funken sollten beim Schneiden leicht hinter dem Brenner zurückbleiben (Winkel von
15°–30° von der Senkrechten).
Halten Sie die Brennerdüse senkrecht
zum Werkstück, so dass der
Brennerkopf in einem 90°-Winkel zur
Schnittfläche steht. Beobachten Sie
den Lichtbogen beim Schneiden.
Schneiden mit dem Handbrenner
Durch unnötiges Zünden des
Brenners verkürzt sich die Standzeit
der Düse und der Elektrode.
Nehmen Sie für geradlinige Schnitte
ein Lineal zu Hilfe. Verwenden Sie zum
Schneiden von Kreisen eine
Schablone oder einen
Radiusschneidaufsatz (eine
Kreisschneideinrichtung). Verwenden
Sie für Fasenschnitte eine Führung
zum Fasenschneiden. Siehe Zubehörteile auf Seite 192.
Um Probleme bei der Schnittqualität zu beheben, siehe Häufige Probleme
beim Schneiden auf Seite 154.
Powermax45 XP Betriebsanleitung 809241 75

Schneiden mit dem Handbrenner
3
Beginnen eines Schnitts an der Kante des Werkstücks
Wenn möglich, dann sind Kantenstarts eine gute Technik, um Schäden am Schutzschild und der
Düse durch Schlackenbildung beim Lochstechen zu minimieren. Dadurch wird eine Optimierung der
Standzeit der Verschleißteile unterstützt.
1. Halten Sie die Brennerdüse senkrecht (90°) zur Kante des Werkstücks mit angebrachter
Erdklemme.
2. Betätigen Sie den Wippentaster des Brenners, um den Lichtbogen zu starten. Halten Sie den
Brenner an der Kante kurz an, bis der Lichtbogen das Werkstück vollständig durchschnitten hat.
3. Ziehen Sie den Brenner leicht über das Werkstück, um mit dem Schneiden fortzufahren. Halten
Sie ein stetiges, gleichmäßiges Tempo aufrecht.
76 809241 Betriebsanleitung Powermax45 XP

3
Lochstechen an einem Werkstück
30° für rollendes
Lochstechen
FUNKEN UND HEISSES METALL KÖNNEN ZU VERLETZUNGEN AN AUGEN UND
HAUT FÜHREN
Beim Zünden des Brenners an einem Winkel entweichen Funken und Spritzer von
heißem Metall aus der Düse. Halten Sie den Brenner in einem gewissen Abstand von
sich und anderen Personen. Tragen Sie stets geeignete Schutzausrüstung,
einschließlich Handschuhen und Augenschutz.
Der Handbrenner kann zum Lochstechen innerer Merkmale auf Metall mit einer Stärke von bis
zu 12 mm eingesetzt werden.
Die Art des Lochstechens hängt von der Stärke des Metalls ab.
Gerades Lochstechen – Zum Schneiden von Metall, das dünner als 8 mm ist.
Schneiden mit dem Handbrenner
WARNUNG!
Rollendes Lochstechen – Zum Schneiden von Metall mit einer Stärke von 8 mm
oder mehr.
1. Schließen Sie die Erdklemme an das Werkstück an.
2. Gerades Lochstechen: Halten Sie den Brenner senkrecht (90°) zum Werkstück.
Rollendes Lochstechen: Halten Sie den Brenner in einem Winkel von ca. 30° und die
Brennerdüse mit einem Abstand von maximal 1,5 mm zum Werkstück, bevor Sie den Brenner
zünden.
Powermax45 XP Betriebsanleitung 809241 77

Schneiden mit dem Handbrenner
3
3. Gerades Lochstechen: Betätigen Sie den Wippentaster des Brenners, um den Lichtbogen
zu starten.
Rollendes Lochstechen: Zünden Sie bei in einem Winkel zum Werkstück ausgerichteten
Brenner den Lichtbogen durch Drücken des Wippentasters und bringen Sie den Brenner
anschließend langsam in die Senkrechte (90°).
4. Halten Sie den Brenner an Ort und Stelle, während Sie den Wippentaster weiterhin drücken.
Wenn unter dem Werkstück Funken austreten, hat der Lichtbogen das Material durchstochen.
5. Wenn das Lochstechen abgeschlossen ist, ziehen Sie die Brennerdüse leicht über das
Werkstück, um mit dem Schneiden fortzufahren.
78 809241 Betriebsanleitung Powermax45 XP

Fugenhobel-Prozesse
Stellen Sie sicher, dass die Fugenhobel-/Markierungsmodus-LED leuchtet.
Dieses Gerät unterstützt zwei Fugenhobel-Prozesse. Jeder Prozess erfordert den Einsatz spezieller
Verschleißteile:
Fugenhobeln mit maximaler Kontrolle
Verwenden Sie dieses Verfahren, um Metall zu entfernen und ein kontrolliertes
Fugenprofil zu erzeugen.
Fugenhobeln mit dem Hand-
und Maschinenbrenner
Präzisions-Fugenhobeln
Verwenden Sie dieses Verfahren, um sehr flache Fugenprofile und eine kleinere
Metallentfernungsrate als beim Fugenhobeln mit maximaler Kontrolle zu erreichen.
Dieses Verfahren eignet sich beispielsweise zum Entfernen von Punktnähten und zum
Reinigen von Material bei sehr niedrigen Tiefen.
Bevor Sie die Prozesse verwenden, drücken Sie die Modus-Taste auf der Vorderseite, um an der
Plasma-Stromquelle den Modus „Fugenhobeln/Markierung“ einzustellen. Siehe Seite 57.
Powermax45 XP Betriebsanleitung 809241 79
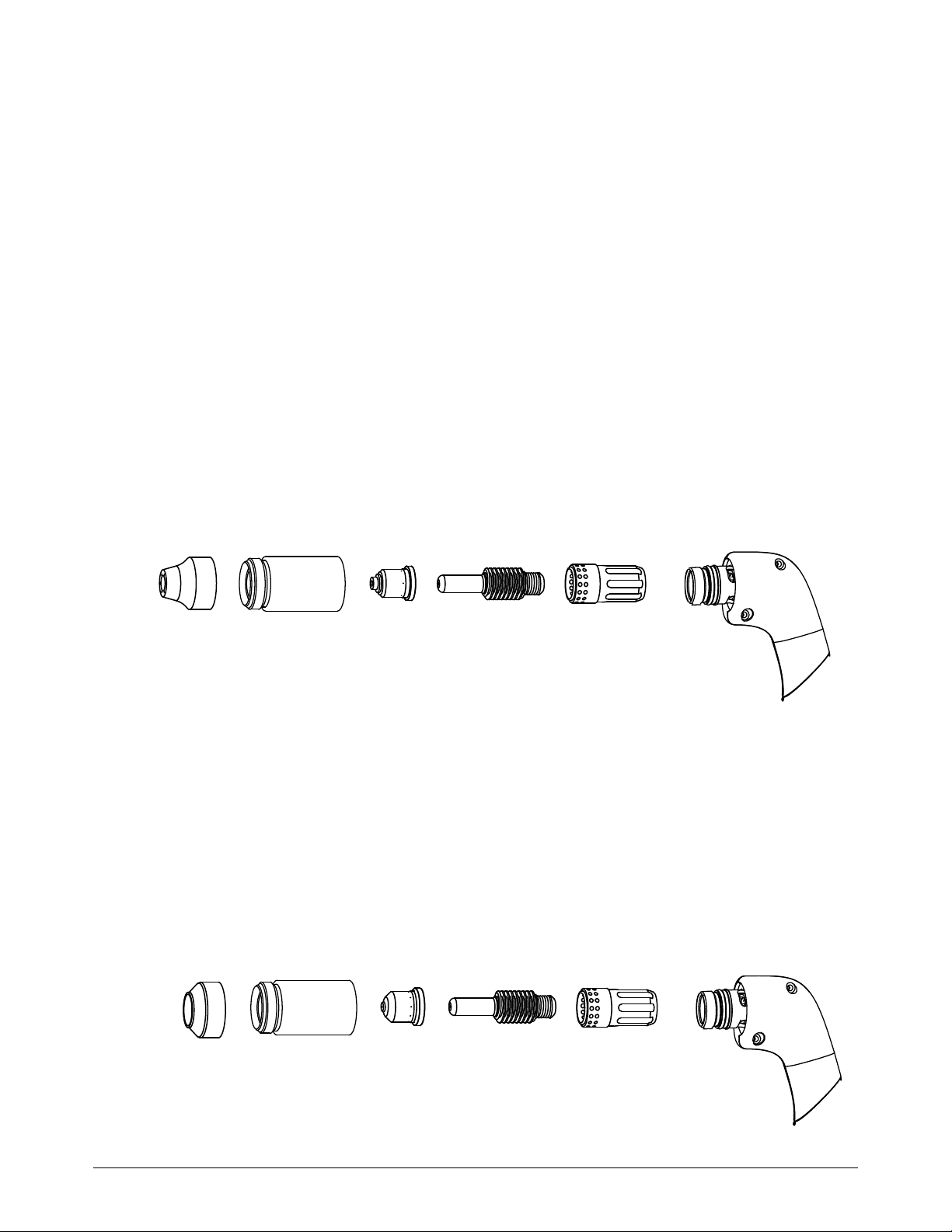
Fugenhobeln mit dem Hand- und Maschinenbrenner
4
420419
Düse
420480
Schutzschild
220854
Brennerkappe
220857
Wirbelring
220842
Elektrode
220854
Brennerkappe
420415
Düse
220857
Wirbelring
220842
Elektrode
420414
Deflektor
Fugenhobeln mit maximaler Kontrolle
Verwenden Sie die Verschleißteile zum Fugenhobeln mit maximaler Kontrolle.
Hypertherm bietet auch Verschleißteile zum Fugenhobeln mit maximalem
Entfernen an. Bei höheren Stromstärken an anderen Powermax-Geräten
können Sie die Verschleißteile für maximales Entfernen verwenden, um
eine höhere Metallentfernungsrate und tiefere Fugenprofile zu erreichen.
Bei diesem Gerät und Brenner mit 45 A bieten die Verschleißteile für
maximales Entfernen im Hinblick auf die Metallentfernungsrate jedoch
keine Vorteile gegenüber den Verschleißteilen für maximale Kontrolle. Mit
beiden Verschleißteilesätzen sind an diesem Gerät ähnliche Ergebnisse zu
erwarten.
Stellen Sie den Ausgangsstrom auf einen Wert zwischen 26 A und 45 A ein.
Das Fugenhobeln bei niedrigeren Stromstärken (10–25 A) kann die mögliche
Längenzunahme des Lichtbogens des Brenners einschränken. Es kann in einigen Fällen
auch dazu führen, dass der Lichtbogen erlischt, oder den Fehler „Brenner klemmt offen“
(TSO) auslösen. Siehe Seite 168.
Verschleißteile zum Fugenhobeln mit maximaler Kontrolle (26–45 A)
Präzisions-Fugenhobeln
Verwenden Sie die Verschleißteile zum Präzisions-Fugenhobeln.
Stellen Sie den Ausgangsstrom auf einen Wert zwischen 10 A und 25 A ein.
Das Fugenhobeln bei höheren Stromstärken (26–45 A) kann die Standzeit der Düse
verkürzen.
Verschleißteile zum Präzisions-Fugenhobeln (10–25 A)
80 809241 Betriebsanleitung Powermax45 XP

4
Spezial-Verschleißteile
420412
Fugenhobeldüse
420408
Elektrode
220857
Wirbelring
420413
Brennerkappe
HyAccess-Verschleißteile zum Fugenhobeln
HyAccess-Verschleißteile verlängern die Reichweite der regulären abgeschirmten Verschleißteile
um ca. 7,5 cm. Verwenden Sie diese mit Ihrem Handbrenner, um größere Reichweite und bessere
Sichtbarkeit zu erzielen.
HyAccess-Verschleißteile zum Schneiden sind ebenfalls erhältlich. Für
weitere Informationen zu HyAccess-Verschleißteilen siehe Seite 68.
Fugenhobeln mit dem Hand- und Maschinenbrenner
Sie können jedes HyAccess-Verschleißteil separat oder im Starter-Set bestellen. Wenn die Spitze
abgenutzt ist, muss die gesamte Düse ersetzt werden.
Das Starter-Set zu Fugenhobeln 428446 umfasst:
1 HyAccess-Elektrode
1 HyAccess-Fugenhobeldüse
1 HyAccess-Brennerkappe
Das Starter-Set zum Schneiden/Fugenhobeln 428414 beinhaltet:
2 HyAccess-Elektroden
1 HyAccess-Schneiddüse
1 HyAccess-Fugenhobeldüse
1 HyAccess-Brennerkappe
1 Wirbelring (Powermax45 XP-Standard-Wirbelring)
Powermax45 XP Betriebsanleitung 809241 81

Fugenhobeln mit dem Hand- und Maschinenbrenner
4
Abstand
Winkel
Drehung des
Brenners (relativ
zu seiner Mittellinie)
Mittellinie des Brenners
Geschwindigkeit
Kontrollieren des Fugenprofils
Die folgenden Faktoren beeinflussen die Breite und Tiefe des Fugenprofils. Passen Sie diese
Elemente an, um die gewünschte Fuge zu erhalten.
Ausgangsstrom der Plasma-Stromquelle – Stellen Sie an der Vorderseite eine niedrigere
Stromstärke ein, um eine schmalere und flachere Fuge zu erzielen.
Falls Sie die Verschleißteile zum Fugenhobeln mit maximaler Kontrolle verwenden, muss
die Stromstärke zwischen 26–45 A liegen.
Falls Sie die Verschleißteile zum Präzisions-Fugenhobeln verwenden, muss die
Stromstärke zwischen
10–25 A liegen.
Winkel, in dem der Brenner zum Werkstück gehalten wird – Positionieren Sie den
Brenner senkrechter, um eine schmalere und tiefere Fuge zu erzielen. Neigen Sie den
Brenner nach unten, damit sich dieser näher am Werkstück befindet, um eine breitere und
flachere Fuge zu erzielen.
Drehung des Brenners – Drehen Sie den Brenner relativ zu seiner Mittellinie, um eine
flachere und auf einer Seite steilere Fuge zu erzielen.
Abstand zwischen Brenner und Werkstück – Halten Sie den Brenner vom Werkstück
weiter weg, um eine breitere und flachere Fuge zu erzielen. Führen Sie den Brenner näher
an das Werkstück heran, um eine schmalere und tiefere Fuge zu erzielen.
Geschwindigkeit, mit der sich der Brenner über das Werkstück bewegt –
Verlangsamen Sie die Schnittgeschwindigkeit, um eine breitere und tiefere Fuge zu erzielen.
Erhöhen Sie die Geschwindigkeit, um eine schmalere und flachere Fuge zu erzielen.
82 809241 Betriebsanleitung Powermax45 XP
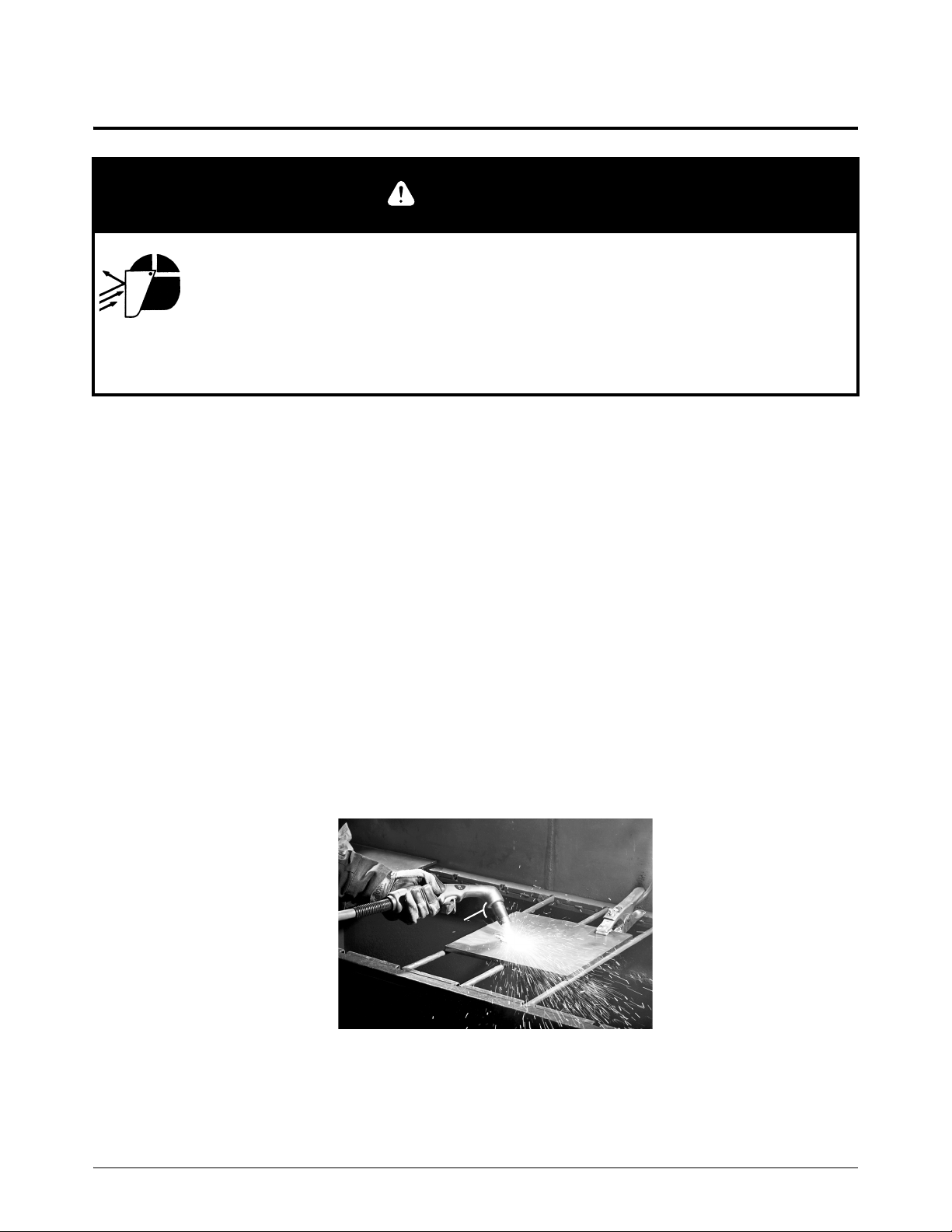
4
Fugenhobeln mit dem Handbrenner
40°
FUNKEN UND HEISSES METALL KÖNNEN ZU VERLETZUNGEN AN AUGEN UND
HAUT FÜHREN
Beim Zünden des Brenners an einem Winkel entweichen Funken und Spritzer von
heißem Metall aus der Düse. Halten Sie den Brenner in einem gewissen Abstand von
sich und anderen Personen. Tragen Sie stets geeignete Schutzausrüstung,
einschließlich Handschuhen und Augenschutz.
1. Installieren Sie die Verschleißteile zum Fugenhobeln mit maximaler Kontrolle oder zum
Präzisions-Fugenhobeln.
2. Schalten Sie das Gerät in den Fugenhobel-/Markierungsmodus. Siehe Seite 57.
Fugenhobeln mit dem Hand- und Maschinenbrenner
WARNUNG!
3. Stellen Sie den Ausgangsstrom entsprechend den installierten Verschleißteilen ein:
Verschleißteile zum Fugenhobeln mit maximaler Kontrolle: 26–45 A
Verschleißteile zum Präzisions-Fugenhobeln: 10–25 A
4. Halten Sie den Brenner in einem Winkel von ca. 40° zum Werkstück, bevor Sie den Brenner
zünden.
Verschleißteile zum Fugenhobeln mit maximaler Kontrolle: Halten Sie den Brenner in
einem Abstand von etwa 6 mm über dem Werkstück.
Verschleißteile zum Präzisions-Fugenhobeln: Halten Sie den Brenner in einem Abstand
von etwa 2–3 mm über dem Werkstück.
Betätigen Sie den Wippentaster, um einen Pilotlichtbogen zu erzeugen. Übertragen Sie den
Lichtbogen auf das Werkstück.
Powermax45 XP Betriebsanleitung 809241 83

Fugenhobeln mit dem Hand- und Maschinenbrenner
4
Vorschubrichtung
5. Erzeugen Sie die folgende Längenzunahme des Lichtbogens:
Verschleißteile zum Fugenhobeln mit maximaler Kontrolle: 19–25 mm
Verschleißteile zum Präzisions-Fugenhobeln: 10–11 mm
6. Ändern Sie bei Bedarf den Brennerwinkel, um die gewünschte Größe der Fuge zu erzielen.
Behalten Sie beim Eindringen in die Fuge den gleichen Winkel zum Werkstück bei. Schieben
Sie den Plasmalichtbogen in Richtung der zu erzeugenden Fuge.
Damit sich die Standzeit des Verschleißteils nicht verkürzt oder der
Brenner beschädigt wird, halten Sie die Brennerdüse mindestens in
einem kleinen Abstand zum geschmolzenen Metall.
Entfernen von Punktnähten
Um eine Punktnaht zu entfernen, fugenhobeln Sie um die Schweißnaht herum, um vollständig durch
die oberste Schicht des Metalls zu schneiden, ohne die darunterliegende Schicht zu beschädigen.
Die Verschleißteile zum Präzisions-Fugenhobeln wurden speziell für Anwendungen wie das
Entfernen von Punktnähten entwickelt. Bei einer niedrigeren Stromstärke ermöglichen diese
Verschleißteile:
Sehr gute Sichtbarkeit dank eines Plasmalichtbogens, der nicht so hell ist und eine klarere
Sicht auf das fugengehobelte Metall zulässt.
Ein sehr hohes Breiten-Tiefen-Verhältnis, das eine bessere Kontrolle über die
Metallentfernungsrate ermöglicht
84 809241 Betriebsanleitung Powermax45 XP

Fugenhobeln mit dem Hand- und Maschinenbrenner
4
Tipps
Es können zahlreiche verschiedene Techniken zum Entfernen von Punktnähten eingesetzt werden.
Die in der folgenden Vorgehensweise beschriebene Methode ist ein guter Ausgangspunkt. Sie soll
mögliche Schäden an der unteren Schicht minimieren.
Unabhängig von der Technik können Ihnen diese Tipps dabei helfen, Punktnähte erfolgreich zu
entfernen:
Der Brenner muss während der gesamten Bewegung um die Punktnaht herum in die
gleiche Richtung zeigen.
Indem der Brenner durchgehend in die gleiche Richtung zeigend gehalten wird,
vermeiden Sie, dass Schlacke über Bereiche geblasen wird, in denen Sie bereits Fugen
gehobelt haben. Dies reduziert die an der unteren Schicht erforderlichen
Nachbesserungen. Der Prozess wird dadurch zudem ergonomischer und effizienter, da
Sie beim Fugenhobeln weder den Brenner noch das Werkstück drehen müssen.
Halten Sie die richtige Längenzunahme des Lichtbogens aufrecht.
Halten Sie eine Längenzunahme des Lichtbogens von etwa 10–11 mm aufrecht,
während Sie um die Naht herum fugenhobeln. Dies ermöglicht eine gute Sichtbarkeit
und vermeidet, dass die Brennerspitze auf Schlacke trifft, wodurch die Standzeit der
Verschleißteile verkürzt und das Fugenhobeln unterbrochen würde.
Beginnen Sie mit einem niedrigeren Ausgangsstromwert und erhöhen Sie diesen
schrittweise.
Beginnen Sie mit einer Stromeinstellung von 10 A, falls Sie noch nie eine Punktnaht
entfernt haben. Sobald Sie eine Technik entwickelt haben, mit der Sie gut zurecht
kommen, experimentieren Sie damit, den Ausgangsstrom schrittweise zu erhöhen. Dies
ermöglicht Ihnen das Fugenhobeln mit besserer Geschwindigkeit und Effizienz.
Powermax45 XP Betriebsanleitung 809241 85

Fugenhobeln mit dem Hand- und Maschinenbrenner
4
40°–45°
Punktnaht
40°–45°
Linkshänder Rechtshänder
Vorgehensweise
Diese Vorgehensweise beschreibt, wie 2 Metallschichten getrennt werden und die Punktnaht
anschließend aus der unteren Schicht entfernt wird.
Die Abbildungen zu dieser Vorgehensweise zeigen Platten aus
unlegiertem Stahl. Die Schlacke auf legiertem Stahl ist dunkler,
zerklüfteter und schwerer zu entfernen.
1. Installieren Sie die Verschleißteile zum Präzisions-Fugenhobeln.
2. Wählen Sie an der Vorderseite den Fugenhobel-/Markierungsmodus aus. Stellen Sie den
Ausgangsstrom auf 10–25 A ein.
3. Positionieren Sie den Brenner auf einer Seite der Punktnaht. Halten Sie den Brenner in einem
Winkel zwischen etwa 40°–45° zum Werkstück.
4. Betätigen Sie den Wippentaster, um einen Pilotlichtbogen zu erzeugen. Übertragen Sie den
Lichtbogen auf das Werkstück und erzeugen Sie dann eine Längenzunahme des Lichtbogens
von ca. 10–11 mm. Halten Sie diesen Lichtbogen beim Fugenhobeln aufrecht.
5. Erzeugen Sie zwei separate Fugen durch eine L-förmige Bewegung, bis Sie Metall rund um die
Punktnaht herum abgetragen haben. Siehe Tabelle 1 auf Seite 87.
In Tabelle 1 sehen Sie ein Beispiel für diese Technik (sowohl für rechtshändiges als auch
linkshändiges Fugenhobeln). Sie können an verschiedenen Stellen um die Punktnaht
herum ansetzen. Wichtig ist, dass der Brenner während der gesamten Bewegung um
die Punktnaht herum in die gleiche Richtung zeigt.
Verwenden Sie beim Fugenhobeln sehr kurze Striche in einer Pendelbewegung (vor-
und rückwärts), bis Sie das Metall der obersten Schicht vollständig abgetragen haben.
Sie müssen den Winkel des Brenners, je nach Metallstärke, gegebenenfalls leicht
anpassen.
86 809241 Betriebsanleitung Powermax45 XP

4
Tabelle 1 – Fugenhobeln um die Punktnaht herum
Punktnaht
Start
Stopp
Start
Stopp
Punktnaht
Start
Stopp
Start
Stopp
Rechtshänder
Fugenhobeln mit dem Hand- und Maschinenbrenner
Linkshänder
Powermax45 XP Betriebsanleitung 809241 87

Fugenhobeln mit dem Hand- und Maschinenbrenner
4
6. Stellen Sie sicher, dass Sie beim
Fugenhobeln das Metall bis zur
darunterliegenden Schicht
abgetragen haben. Ziehen Sie die
Metallplatten auseinander.
7. Verwenden Sie das gleiche
Fugenhobelverfahren, um die auf der
unteren Platte verbleibende
Punktnaht zu entfernen.
Um Schäden an der unteren
Platte zu vermeiden, senken
Sie den Ausgangsstrom
gegebenenfalls auf 10 A.
Erhöhen Sie bei Bedarf je
nach Metallstärke den Strom.
Halten Sie den Brenner in einem Winkel zwischen 40°–45°. Passen Sie den Winkel des
Brenners, je nach Metallstärke, gegebenenfalls leicht an.
Erzeugen Sie beim Fugenhobeln eine Längenzunahme des Lichtbogens von ca.
10–11 mm.
Verwenden Sie sehr kurze Striche in einer Pendelbewegung (vor- und rückwärts), bis
Sie die Punktnaht entfernt haben.
Es sind möglicherweise Nachbesserungen (Schaben oder Schmirgeln)
erforderlich, um alle Reste der Punktnaht von der unteren Platte
zu entfernen.
Punktnaht auf unterer Platte Entfernte Punktnaht
88 809241 Betriebsanleitung Powermax45 XP

4
Fugenhobeln mit dem Maschinenbrenner
Abstand
Winkel
Drehung des
Brenners (relativ
zu seiner Mittellinie)
Mittellinie des Brenners
Geschwindigkeit
Sie können das Fugenprofil ändern, indem Sie folgende Elemente anpassen:
Ausgangsstrom (Stromstärke) der Stromquelle
Winkel, in dem der Brenner zum Werkstück gehalten wird
Drehung des Brenners relativ zu seiner Mittellinie
Abstand zwischen Brenner und Werkstück
Geschwindigkeit, mit der sich der Brenner über das Werkstück bewegt
Für weitere Informationen siehe Seite 82.
Fugenhobeln mit dem Hand- und Maschinenbrenner
Powermax45 XP Betriebsanleitung 809241 89

Fugenhobeln mit dem Hand- und Maschinenbrenner
4
Tiefe
3,2 mm
Breite
6,8 mm
Typische Fugenprofile
Verschleißteile zum Fugenhobeln mit maximaler Kontrolle (45 A)
Betriebsparameter
Geschwindigkeit 254–1016 mm/min
Abstand 6mm
Winkel 40°–50°
Ausgangsstrom 26–45 A
Verschleißteile Verschleißteile zum Fugenhobeln mit maximaler Kontrolle
Gas Luft
45 A
Metallentfernungsrate bei
unlegiertem Stahl: 3,4 kg/h
In den nachfolgenden Tabellen ist das Fugenprofil mit 45 A und bei einem Winkel von 40° und 50°
auf legiertem und unlegiertem Stahl aufgeführt. Diese Einstellungen dienen als guter
Ausgangspunkt und werden Ihnen helfen, das beste Fugenprofil für eine bestimmte Schneidarbeit
zu definieren. Zur Erzielung des gewünschten Ergebnisses müssen Sie diese Einstellungen für Ihre
Anwendung und Ihren Schneidtisch ggf. anpassen.
Tabelle 2 – Unlegierter Stahl (metrisch)
Brennerwinkel
40°
50°
Geschwindigkeit
(mm/min)
254 4,6 8,4 1,83
508 3,2 6,8 2,13
762 1,9 5,9 3,11
1016 1,4 5,2 3,71
254 5,0 6,7 1,34
508 3,4 5,2 1,53
762 2,7 4,9 1,81
1016 2,2 4,6 2,09
Tiefe (mm) Breite (mm)
Verhältnis
Breite/Tiefe
90 809241 Betriebsanleitung Powermax45 XP
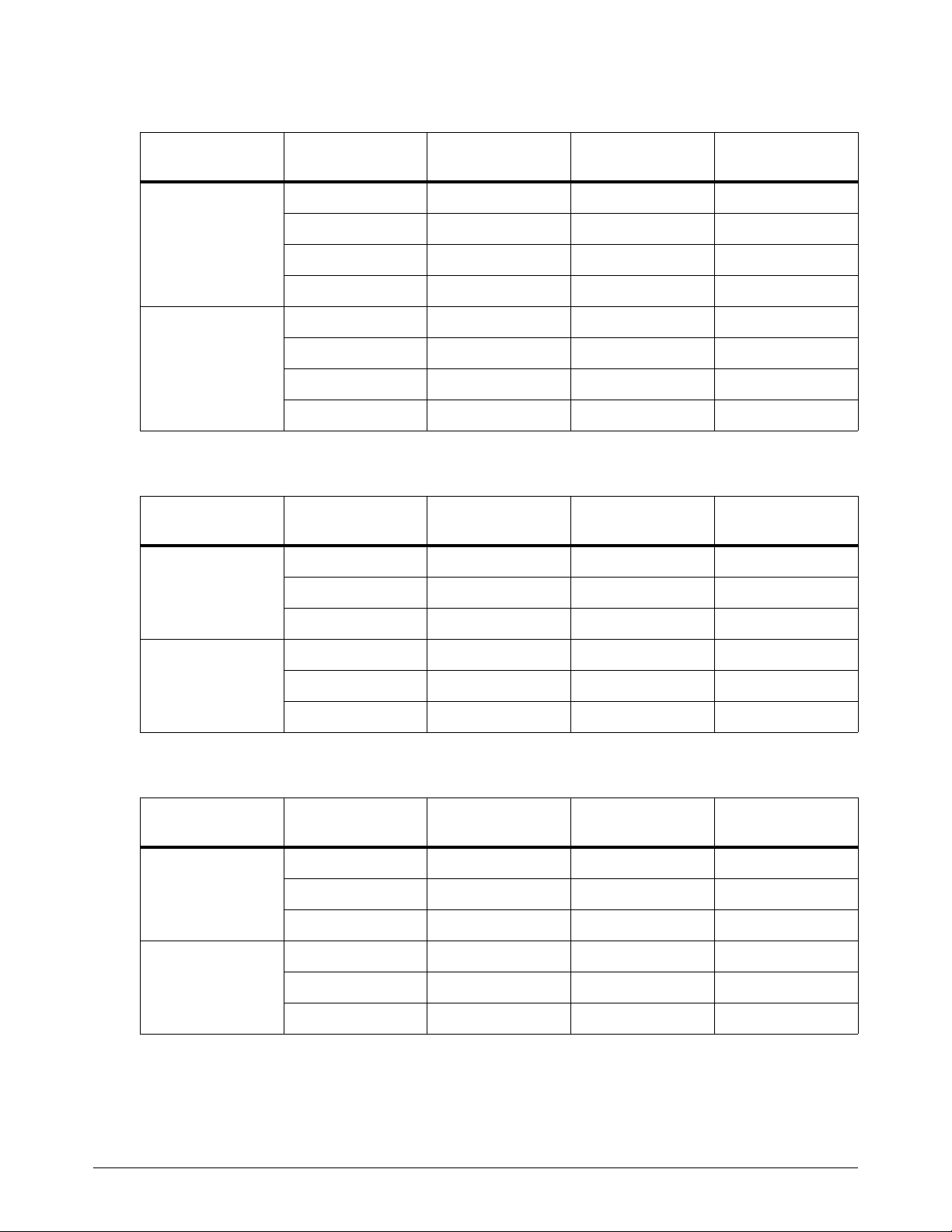
4
Tabelle 3 – Unlegierter Stahl (angloamerikanisch)
Fugenhobeln mit dem Hand- und Maschinenbrenner
Brennerwinkel
40°
50°
Tabelle 4 – Legierter Stahl (metrisch)
Brennerwinkel
40°
Geschwindigkeit
(Zoll/min)
10 0.183 0.331 1.81
20 0.126 0.268 2.13
30 0.074 0.231 3.12
40 0.055 0.206 3.74
10 0.195 0.263 1.35
20 0.132 0.205 1.55
30 0.107 0.192 1.79
40 0.088 0.181 2.06
Geschwindigkeit
(mm/min)
254 2,9 6,2 2,14
508 2,0 5,7 2,85
Tiefe (Zoll) Breite (Zoll)
Tiefe (mm) Breite (mm)
Verhältnis
Breite/Tiefe
Verhältnis
Breite/Tiefe
101 6 1 4 ,8 4,8
254 5,3 5,7 1,08
50°
Tabelle 5 – Legierter Stahl (angloamerikanisch)
Brennerwinkel
40°
50°
Geschwindigkeit
508 3,5 5,0 1,43
1016 2,0 3,8 1,90
(Zoll/min)
10 0.114 0.245 2.15
20 0.080 0.222 2.76
40 0.048 0.190 3.96
10 0.210 0.224 1.07
20 0.139 0.199 1.43
40 0.080 0.150 1.88
Tiefe (Zoll) Breite (Zoll)
Verhältnis
Breite/Tiefe
Powermax45 XP Betriebsanleitung 809241 91
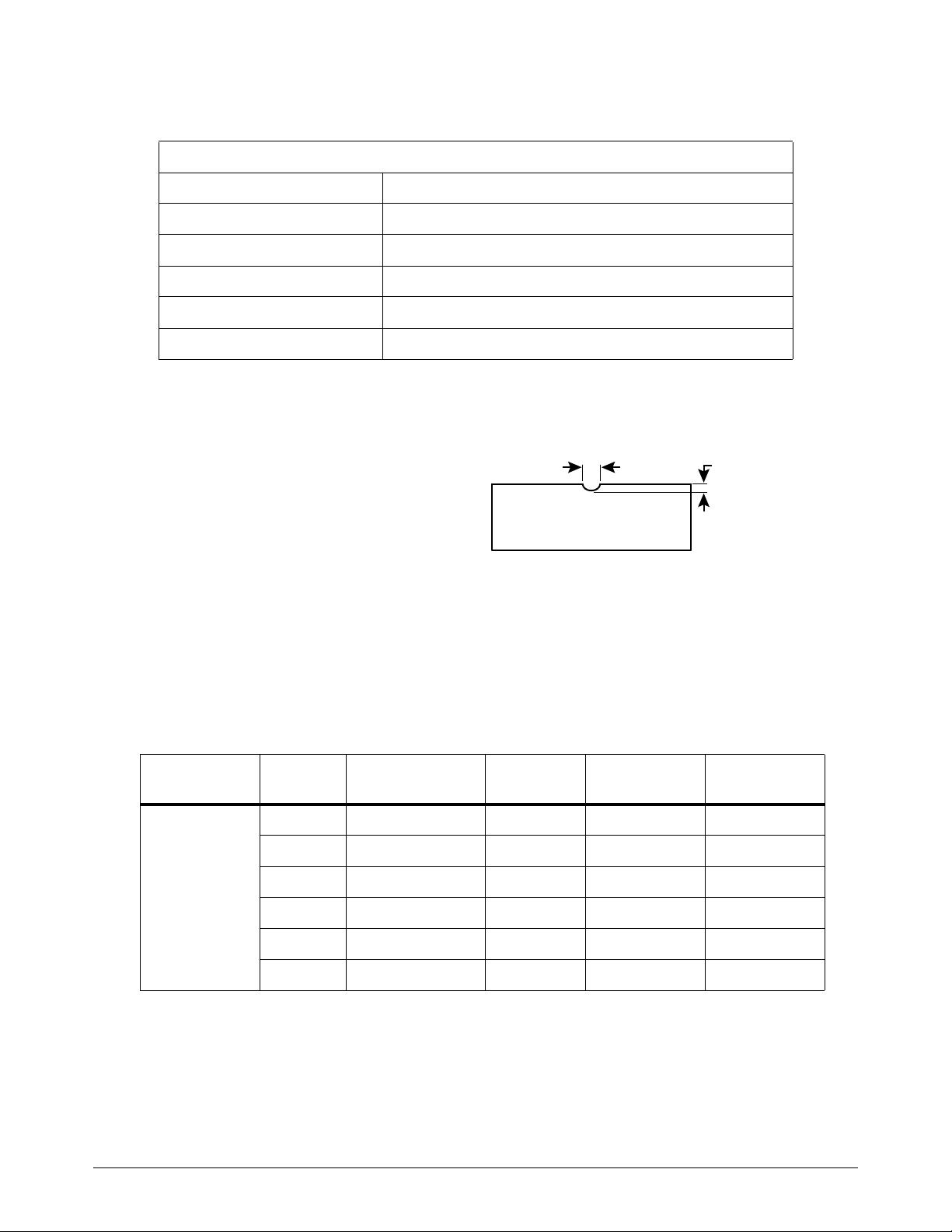
Fugenhobeln mit dem Hand- und Maschinenbrenner
4
Tiefe
0,5 mm
Breite
2,5 mm
Verschleißteile zum Präzisions-Fugenhobeln (10 A)
Betriebsparameter
Geschwindigkeit 254–762 mm/min
Abstand 0,3–1,3 mm*
Winkel 40°–50°
Ausgangsstrom 10–25 A
Verschleißteile Verschleißteile zum Präzisions-Fugenhobeln
Gas Luft
* Vergrößern Sie den Abstand auf maximal 3–4 mm, um sehr leichtes Fugenhobeln
zu ermöglichen.
10 A
Metallentfernungsrate bei
unlegiertem Stahl: 0,2 kg/h
In den nachfolgenden Tabellen ist das Fugenprofil mit 10 A und bei einem Winkel von 40° und 50°
auf unlegiertem Stahl aufgeführt. Diese Einstellungen dienen als guter Ausgangspunkt und werden
Ihnen helfen, das beste Fugenprofil für eine bestimmte Schneidarbeit zu definieren. Zur Erzielung
des gewünschten Ergebnisses müssen Sie diese Einstellungen für Ihre Anwendung und Ihren
Schneidtisch ggf. anpassen.
Tabelle 6 – Unlegierter Stahl (metrisch)
Brennerwinkel
40°
Abstand
(mm)
0,3 254 0,5 3,3 6,6
0,3 508 0,3 2,4 8
0,3 762 0,1 2,2 22
1,3 254 0,3 3 10
1,3 508 0,1 2,2 22
1,3 762 0,05 1,9 38
Geschwindigkeit
(mm/min)
Tiefe (mm) Breite (mm)
Verhältnis
Breite/Tiefe
92 809241 Betriebsanleitung Powermax45 XP

Fugenhobeln mit dem Hand- und Maschinenbrenner
4
Brennerwinkel
50°
Tabelle 7 – Unlegierter Stahl (angloamerikanisch)
Brennerwinkel
40°
Abstand
(mm)
0,3 254 1,1 2,6 2,36
0,3 508 0,6 2,3 3,83
0,3 762 0,4 2,0 5
1,3 254 1,1 2,8 2,55
1,3 508 0,5 2,4 4,8
1,3 762 0,25 2,1 8,4
Abstand
(Zoll)
0.01 10 0.0207 0.129 6.23
0.01 20 0.0113 0.095 8.41
0.01 30 0.0044 0.088 20
0.05 10 0.0122 0.12 9.84
Geschwindigkeit
(mm/min)
Geschwindigkeit
(Zoll/min)
Tiefe (mm) Breite (mm)
Tiefe (Zoll) Breite (Zoll)
Verhältnis
Breite/Tiefe
Verhältnis
Breite/Tiefe
0.05 20 0.004 0.088 22
0.05 30 0.002 0.074 37
0.01 10 0.0427 0.103 2.41
0.01 20 0.0222 0.09 4.05
0.01 30 0.0147 0.08 5.44
50°
0.05 10 0.043 0.11 2.56
0.05 20 0.0208 0.095 4.57
0.05 30 0.01 0.084 8.4
Tipps zur Fehlerbeseitigung beim Fugenhobeln
Beim Fugenhobeln folgende Voraussetzungen beachten:
Die Verschleißteile zum Fugenhobeln müssen installiert und der Ausgangsstrom gemäß
diesen Verschleißteilen ausgewählt sein.
Die Stromquelle muss sich im Fugenhobel-/Markierungsmodus befinden.
Viele beim Abtragen von Metall häufig auftretende Probleme können gelöst werden, indem neue
Verschleißteile am Brenner montiert werden. Keine abgenutzten oder beschädigten Verschleißteile
verwenden. Siehe Seite 177.
Powermax45 XP Betriebsanleitung 809241 93

Fugenhobeln mit dem Hand- und Maschinenbrenner
4
Problem Lösung
Der Lichtbogen erlischt
beim Fugenhobeln.
Die Brennerspitze stößt
auf Schlacke.
Die Fuge ist zu tief. • Verkleinern Sie den Winkel, in dem der Brenner zum Werkstück gehalten wird.
Die Fuge ist zu flach. • Vergrößern Sie den Winkel, in dem der Brenner zum Werkstück gehalten wird.
Die Fuge ist zu breit. • Vergrößern Sie den Winkel, in dem der Brenner zum Werkstück gehalten wird.
• Reduzieren Sie die Längenzunahme des Lichtbogens (Abstand).
• Vergrößern Sie den Winkel, in dem der Brenner zum Werkstück gehalten wird.
• Erhöhen Sie die Längenzunahme des Lichtbogens (Abstand).
• Die Brennerspitze muss in die Richtung der zu erzeugenden Fuge zeigen.
• Erhöhen Sie die Längenzunahme des Lichtbogens (Abstand).
• Erhöhen Sie die Fugenhobel-Geschwindigkeit.
• Reduzieren Sie den Ausgangsstrom. Falls Sie die Verschleißteile zum
Fugenhobeln mit maximaler Kontrolle verwenden, darf der Ausgangsstrom nicht
unter 26 A liegen.
• Reduzieren Sie die Längenzunahme des Lichtbogens (Abstand).
• Verringern Sie die Fugenhobel-Geschwindigkeit.
• Erhöhen Sie den Ausgangsstrom. Falls Sie die Verschleißteile zum
Präzisions-Fugenhobeln verwenden, darf der Ausgangsstrom nicht über 25 A
liegen.
• Reduzieren Sie die Längenzunahme des Lichtbogens (Abstand).
• Erhöhen Sie die Fugenhobel-Geschwindigkeit.
• Reduzieren Sie den Ausgangsstrom. Falls Sie die Verschleißteile zum
Fugenhobeln mit maximaler Kontrolle verwenden, darf der Ausgangsstrom nicht
unter 26 A liegen.
Die Fuge ist zu schmal. • Verkleinern Sie den Winkel, in dem der Brenner zum Werkstück gehalten wird.
• Erhöhen Sie die Längenzunahme des Lichtbogens (Abstand).
• Verringern Sie die Fugenhobel-Geschwindigkeit.
• Erhöhen Sie den Ausgangsstrom. Falls Sie die Verschleißteile zum
Präzisions-Fugenhobeln verwenden, darf der Ausgangsstrom nicht über 25 A
liegen.
Wenn Sie die Punktnaht
entfernen, durchsticht
der Lichtbogen die
untere Metallplatte.
Die Punktnaht ist
während des
Fugenhobelns nicht
zu sehen.
• Reduzieren Sie den Ausgangsstrom (Stromstärke).
• Stellen Sie sicher, dass die Verschleißteile zum Präzisions-Fugenhobeln installiert
sind.
• Behalten Sie eine konstante Fugenhobel-Geschwindigkeit bei und fugenhobeln
Sie nur solange, bis die untere Metallplatte sichtbar ist.
• Erhöhen Sie die Längenzunahme des Lichtbogens auf ca. 10–11 mm.
• Eine Längenzunahme des Lichtbogens von ca. 10–11 mm verbessert die
Sichtbarkeit der Punktnaht.
• Stellen Sie sicher, dass die Verschleißteile zum Präzisions-Fugenhobeln installiert
sind.
• Stellen Sie sicher, dass der Ausgangsstrom nicht höher als 25 A eingestellt ist.
94 809241 Betriebsanleitung Powermax45 XP

Konfigurieren des Maschinenbrenners
Der Duramax Lock-Maschinenbrenner bietet u. a.:
Einen Brenner-Deaktivierungsschalter, der ein versehentliches Zünden des Brenners auch
dann verhindert, wenn die Stromquelle eingeschaltet EIN (ON) ist. Siehe Deaktivieren des
Brenners auf Seite 48.
Dank des FastConnect
Transport entfernt oder durch einen anderen Brenner ausgetauscht werden.
Automatische Kühlung mit Umgebungsluft. Eine zusätzliche Kühlung ist nicht erforderlich.
Der folgende Abschnitt enthält Informationen zu:
Maschinenbrenner-Komponenten und -Abmessungen
TM
-Schnellkupplungssystems kann der Brenner schnell für den
Konfigurationsinformationen für die Installation des Brenners auf X-Y-Tischen,
Schneidbrennern auf Führungswagen, Rohrplanmaschinen und anderen mechanisierten
Geräten
Powermax45 XP Betriebsanleitung 809241 95

Konfigurieren des Maschinenbrenners
5
1
2
3
5
6
4
7
1 Verschleißteile
2 Abmontierbare Zahnstange mit Teilung 32
3 Brenner-Deaktivierungsschalter
4 Brennerschlauchpaket
5 Gehäuseschale
6 Schalterpositionslinien
7 Brennerschlauchpaket-Zugentlastung
33 mm
310 mm
370 mm
35 mm*
212 mm
25 mm
Maschinenbrenner-Komponenten, Abmessungen, Gewichte
Komponenten
Abmessungen
* Diese Maßangabe bezieht sich auf die Außenabmessung des Brenners. Die Höhe der äußeren
Gehäuseschale des Brenners beträgt einschließlich des Brenner-Deaktivierungsschalters 41 mm.
96 809241 Betriebsanleitung Powermax45 XP

5
Gewichte
Zahnstange
Brenner Gewicht
Maschinenbrenner mit 7,6 m Leitung 3,2 kg
Maschinenbrenner mit 10,7 m Leitung 4,2 kg
Maschinenbrenner mit 15 m Leitung 5,8 kg
Montage des Brenners
Der Maschinenbrenner kann an vielen verschiedenen X-Y-Tischen, Schneidbrennern auf
Führungswagen, Rohrplanmaschinen und anderen Geräten montiert werden. Bringen Sie den
Brenner gemäß den Anweisungen des Tisch- oder Geräteherstellers an.
Wenn die Schiene des Schneidtischs breit genug ist, dass der Brenner hindurchpasst, ohne dass
die Brennergehäuseschale abgenommen werden muss, können Sie ihn ohne Zerlegen durch die
Schiene führen und brauchen ihn anschließend lediglich gemäß den Anweisungen des Herstellers
an der Höhenverstellung zu befestigen.
Konfigurieren des Maschinenbrenners
Ausbauen der Zahnstange
Die Zahnstange kann auf beiden Seiten des Brenners montiert werden. Falls Sie die Zahnstange
abbauen müssen, entfernen Sie die zwei Schrauben, mit denen die Zahnstange an der
Brennergehäuseschale befestigt ist.
Wenn Sie die Zahnstange anbringen, ziehen Sie die Schrauben von Hand
fest. Um eine Überdrehung der Schrauben zu verhindern, nicht zu fest
anziehen.
Powermax45 XP Betriebsanleitung 809241 97
Konfigurieren des Maschinenbrenners
5
Zerlegen des Maschinenbrenners
Führen Sie die folgenden Arbeitsschritte durch, um den Brenner zu zerlegen wenn Sie den Brenner
durch die Schiene des Schneidtischs oder ein anderes Montagesystem führen müssen.
ANMERKUNG
Beim Trennen und Wiederverbinden der Brennerteile dürfen Brenner oder Leitung nicht verdreht
werden. Es muss die gleiche Ausrichtung des Brennerkopfs zum Brennerschlauchpaket
beibehalten werden. Das Drehen des Brennerkopfs relativ zum Brennerschlauchpaket kann zur
Beschädigung der Brennerdrähte führen.
1. Trennen Sie den Brenner von der Plasma-Stromquelle.
2. Bauen Sie die Verschleißteile aus dem Brenner aus.
3. Legen Sie den Brenner so auf eine ebene Fläche, dass die linke Ghäuseschale nach oben weist.
Die Schrauben befinden sich auf der linken Gehäuseschale.
4. Entfernen Sie die 7 Schrauben von der Brennergehäuseschale. Legen Sie die Schrauben
beiseite.
5. Heben Sie die linke Gehäuseschale vorsichtig vom Brenner ab.
98 809241 Betriebsanleitung Powermax45 XP

Konfigurieren des Maschinenbrenners
5
1
1
6. Entfernen Sie den Kunststoff-Schieber für den Brenner-Deaktivierungsschalter und legen
Sie ihn beiseite.
7. Der Brennerkörper passt genau in die rechte Gehäuseschale. Entfernen Sie den Brennerkopf,
indem Sie ihn vorsichtig vom Brennerkörper lösen und aus der rechten Gehäuseschale
entnehmen.
8. Trennen Sie die Drähte in der rechten Gehäuseschale ab. Drücken Sie die Nase
am Drahtverbinder nach unten, um die zwei Seiten auseinanderzuziehen.
9. Sie können jetzt den Brennerkörper und das Brennerschlauchpaket durch das Montagesystem
für den Schneidtisch führen.
Schieben Sie die Zugentlastung so weit wie nötig entlang des
Brennerschlauchpakets, um sie beiseite zu halten, während Sie das
Brennerschlauchpaket durch die Schiene führen.
Powermax45 XP Betriebsanleitung 809241 99
Konfigurieren des Maschinenbrenners
5
1
2
1
2
3
4
3
4
5
Zusammenbauen des Maschinenbrenners
Falls Sie den Brenner zerlegt haben, um ihn durch die Schiene des Schneidtischs oder ein anderes
Montagesystem zu führen, befolgen Sie die folgenden Arbeitsschritte, um den Brenner wieder
zusammenzubauen.
Beim Trennen und Wiederverbinden der Brennerteile dürfen Brenner oder
Leitung nicht verdreht werden. Es muss die gleiche Ausrichtung des
Brennerkopfs zum Brennerschlauchpaket beibehalten werden. Drehen
des Brennerkopfs relativ zum Brennerschlauchpaket kann die
Brennerdrähte beschädigen.
1. Legen Sie die rechte Gehäuseschale auf eine ebene Oberfläche.
2. Stellen Sie sicher, dass sich der Kappensensorschalter und der
Brenner-Deaktivierungsschalter in der rechten Gehäuseschale befinden, wie in der
Abbildung gezeigt. Die Schalter werden durch Aufnahmestifte in der Brennergehäuseschale
fixiert.
3. Verbinden Sie die Drähte vom Brennerkörper mit den Drähten der
Kappensensorschalter/Brenner-Deaktivierungsschalter-Baugruppe .
4. Positionieren Sie den Drahtverbinder am Montagefach wie gezeigt in der rechten
Brennergehäuseschale.
Verlegen Sie die blauen und schwarzen Drähte am Kappensensorschalter und am
Brenner-Deaktivierungsschalter außerhalb und unterhalb des Montagefachs. Dadurch kann
100 809241 Betriebsanleitung Powermax45 XP
 Loading...
Loading...