


®
Powermax65/85/105 SYNC
Anleitung Mechanisiertes Schneiden
810480DE – REVISION 3
DEUTSCH – GERMAN

Powermax, SYNC, SmartSYNC, FastConnect, Duramax, EDGE Pro und Hypertherm sind Schutzmarken von Hypertherm, Inc.,
die in den Vereinigten Staaten und anderen Ländern registriert sein können. Alle weiteren Marken sind Marken der jeweiligen
Eigentümer.
Ökologische Verantwortung ist einer der zentralen Werte bei Hypertherm und bildet die Erfolgsgrundlage für uns und unsere
Kunden. Wir streben stets danach, die Auswirkungen unserer Handlungen auf die Umwelt zu reduzieren. Weiterführende
Informationen: www.hypertherm.com/environment.
© 2021–2022 Hypertherm, Inc.

Powermax65/85/105 SYNC
Anleitung Mechanisiertes Schneiden
810480DE
REVISION 3
DEUTSCH/GERMAN
Übersetzung der Original-Anweisungen
Juli 2022
Hypertherm, Inc.
Hanover, NH 03755 USA
www.hypertherm.com

Hypertherm, Inc.
21 Great Hollow Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service)
Hypertherm México, S.A. de C.V.
52 55 5681 8109 Tel
52 55 5681 7978 Tel
soporte.tecnico@hypertherm.com (Technical Service)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emeia@hypertherm.com (Technical Service)
Hypertherm (Singapore) Pte Ltd.
Solaris @ Kallang 164
164 Kallang Way #03-13
Singapore 349248, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
marketing.asia@hypertherm.com (Marketing)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
htjapan.info@hypertherm.com (Main Office)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm Europe B.V.
Laan van Kopenhagen 100
3317 DM Dordrecht
Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emeia@hypertherm.com (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com (Technical Service)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
marketing.korea@hypertherm.com (Marketing)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 7 3103 1695 Tel
61 7 3219 9010 Fax
au.sales@hypertherm.com (Main Office)
techsupportapac@hypertherm.com (Technical Service)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
htindia.info@hypertherm.com (Main Office)
technicalservice.emeia@hypertherm.com (Technical Service)
Materialien für Aus- und Fortbildung finden Sie online beim Hypertherm Cutting Institute (HCI)
unter www.hypertherm.com/hci.

ENGLISH
WARNING! Before operating any Hypertherm equipment, read the safety
instructions in your product’s manual, the Safety and Compliance Manual (80669C),
Waterjet Safety and Compliance Manual (80943C), and Radio Frequency Warning
Manual (80945C). Failure to follow safety instructions can result in personal injury
or in damage to equipment.
Copies of the manuals can come with the product in electronic and printed formats.
Electronic copies are also on our website. Many manuals are available in multiple
languages at www.hypertherm.com/docs.
FR (FRANÇAIS/FRENCH)
AVERTISSEMENT! Avant d’utiliser tout équipement Hypertherm, lire les consignes
de sécurité dumanuel de votre produit, duManuel de sécurité et de conformité
(80669C), du Manuel de sécurité et de conformité du jet d’eau (80943C)
et du Manuel d'avertissement relatif aux radiofréqunces (80945C).
Les exemplaires des manuels qui accompagnent le produit peuvent être sous forme
électronique ou papier. Les manuels sous forme électronique se trouvent également
sur notre site Internet. Plusieurs manuels sont offerts en plusieurs langues
à www.hypertherm.com/docs.
BG (БЪЛГAPCКИ/BULGARIAN)
ПРЕДУПРЕЖДЕНИЕ! Преди да работите с което и да е оборудване
Hypertherm, прочетете инструкциите за безопасност в ръководството на вашия
продукт, „Инструкция за безопасност и съответствие“ (80669C), „Инструкция
за безопасност и съответствие на Waterjet“ (80943С) и „Инструкция
за предупреждение за радиочестота“ (80945С).
Продуктът може да е съпроводен от копия на ръководствата в електронен
и в печатен формат. Тези в електронен формат са достъпни също на уебсайта
ни. Много ръководства са налице на няколко езика
на адрес www.hypertherm.com/docs.
CS (ČESKY/CZECH)
VAROVÁNÍ! Před uvedením jakéhokoli zařízení Hypertherm do provozu si přečtěte
bezpečnostní pokyny v příručce k produktu a v Manuálu pro bezpečnost
a dodržování předpisů (80669C), Manuálu pro bezpečnost a dodržování
předpisů při řezání vodním paprskem (80943C) a Manuálu varování ohledně
rádiových frekvencí (80945C).
Kopie příruček mohou být součástí dodávky produktu, a to v elektronické i tištěné
formě. Elektronické kopie jsou k dispozici i na našich webových stránkách. Mnoho
příruček je k dispozici v různých jazycích na stránce www.hypertherm.com/docs.
DA (DANSK/DANISH)
ADVARSEL! Inden Hypertherm udstyr tages i brug skal sikkerhedsinstruktionerne
i produktets manual og i Manual om sikkerhed og overholdelse af krav (80669C),
Manual om sikkerhed og overholdelse af krav for vandstråleskæring (80943C),
og Manual om radiofrekvensadvarsel (80945C), gennemlæses.
Kopier af manualerne kan leveres med produktet i elektronisk og trykt format.
Elektroniske kopier findes også på vores hjemmeside. Mange manualer
er tilgængelige på flere sprog på www.hypertherm.com/docs.
DE (DEUTSCH/GERMAN)
WARNUNG! Bevor Sie ein Hypertherm-Gerät in Betrieb nehmen, lesen Sie bitte die
Sicherheitsanweisungen in Ihrer Bedienungsanleitung, das Handbuch für Sicherheit
und Übereinstimmung (80669C), das Handbuch für Sicherheit und Compliance bei
Wasserstrahl-Schneidanlagen (80943C) und das Handbuch für HochfrequenzWarnung (80945C).
Bedienungsanleitungen und Handbücher können dem Gerät in elektronischer Form
oder als Druckversion beiliegen. In elektronischer Form liegen sie auch auf unserer
Website vor. Viele Handbücher stehen in verschiedenen Sprachen auf
www.hypertherm.com/docs zur Verfügung.
ES (ESPAÑOL/SPANIS H)
¡ADVERTENCIA! Antes de operar cualquier equipo Hypertherm, lea las
instrucciones de seguridad del manual de su producto, del Manual de seguridad
y cumplimiento (80669C), del Manual de seguridad y cumplimiento en corte con
chorro de agua (80943C) y del Manual de advertencias de radiofrecuencia
(80945C).
El producto puede incluir copias de los manuales en formato digital e impreso.
Las copias digitales también están en nuestra página web. Hay diversos manuales
disponibles en varios idiomas en www.hypertherm.com/docs.
ET (EESTI/ESTONIAN)
HOIATUS! Enne Hyperthermi mis tahes seadme kasutamist lugege läbi toote
kasutusjuhendis olevad ohutusjuhised ning Ohutus- ja vastavusjuhend (80669C),
Veejoa ohutuse ja vastavuse juhend (80943C) ja Raadiosageduse hoiatusjuhend
(80945C). Ohutusjuhiste eiramine võib põhjustada vigastusi ja kahjustada
seadmeid.
Juhiste koopiad võivad tootega kaasas olla elektrooniliselt või trükituna.
Elektroonilised koopiad on saadaval ka meie veebilehel. Paljud kasutusjuhendid
on erinevates keeltes saadaval veebilehel www.hypertherm.com/docs.
FI (SUOMI/FINNISH)
VAROITUS! Ennen minkään Hypertherm-laitteen käyttöä lue tuotteen
käyttöoppaassa olevat turvallisuusohjeet, turvallisuuden ja vaatimustenmukaisuuden
käsikirja (80669C), vesileikkauksen turvallisuuden ja vaatimustenmukaisuuden
käsikirja (80943C) ja radiotaajuusvaroitusten käsikirja (80945C).
Käyttöoppaiden kopiot voivat olla tuotteen mukana sähköisessä ja tulostetussa
muodossa. Sähköiset kopiot ovat myös verkkosivustollamme. Monet käyttöoppaat
ovat myös saatavissa useilla kielillä www.hypertherm.com/docs.
GR (ΕΛΛΗΝΙΚΆ/GREEK)
ΠΡΟΕΙΔΟΠΟΙΗΣΗ! Πριν θέσετε σε λειτουργία οποιονδήποτε εξοπλισμό της
Hypertherm, διαβάστε τις οδηγίες ασφαλείας στο εγχειρίδιο του προϊόντος και στο
εγχειρίδιο ασφάλειας και συμμόρφωσης (80669C), στο εγχειρίδιο ασφάλειας και
συμμόρφωσης του waterjet (80943C) και στο εγχειρίδιο προειδοποιήσεων για τις
ραδιοσυχνότητες (80945C).
Το προϊόν μπορεί να συνοδεύεται από αντίγραφα των εγχειριδίων σε ηλεκτρονική
και έντυπη μορφή. Τα ηλεκτρονικά αντίγραφα υπάρχουν επίσης στον ιστότοπό μας.
Πολλά εγχειρίδια είναι διαθέσιμα σε διάφορες γλώσσες στο
www.hypertherm.com/docs.
HU (MAGYAR/HUNGARIAN)
VIGYÁZAT! Mielőtt bármilyen Hypertherm berendezést üzemeltetne,
olvassa el a biztonsági információkat a termék kézikönyvében, a Biztonsági
és szabálykövetési kézikönyvben (80669C), a Vízsugaras biztonsági
és szabálykövetési kézikönyvben (80943C) és a Rádiófrekvenciás
figyelmeztetéseket tartalmazó kézikönyvben (80945C).
A termékhez a kézikönyv példányai elektronikus és nyomtatott formában is mellékelve
lehetnek. Az elektronikus példányok webhelyünkön is megtalálhatók. Számos
kézikönyv áll rendelkezésre több nyelven a www.hypertherm.com/docs weboldalon.
ID (BAHASA INDONESIA/INDONESIAN)
PERINGATAN! Sebelum mengoperasikan peralatan Hypertherm, bacalah petunjuk
keselamatan dalam manual produk Anda, Manual Keselamatan dan Kepatuhan
(80669C), Manual Keselamatan dan Kepatuhan Jet Air (80943C), dan Manual
Peringatan Frekuensi Radio (80945C). Kegagalan mengikuti petunjuk keselamatan
dapat menyebabkan cedera pribadi atau kerusakan pada peralatan.
Produk mungkin disertai salinan manual atau petunjuk dalam format elektronik
maupun cetak. Salinan elektronik juga tersedia di situs web kami. Berbagai manual
tersedia dalam beberapa bahasa di www.hypertherm.com/docs.
IT (ITALIANO/ITALIAN)
AVVERTENZA! Prima di usare un’attrezzatura Hypertherm, leggere le istruzioni sulla
sicurezza nel manuale del prodotto, nel Manuale sulla sicurezza e la conformità
(80669C), nel Manuale sulla sicurezza e la conformità Waterjet (80943C) e nel
Manuale di avvertenze sulla radiofrequenza(80945C).
Copie del manuale possono accompagnare il prodotto in formato cartaceo
o elettronico. Le copie elettroniche sono disponibili anche sul nostro sito web. Molti
manuali sono disponibili in diverse lingue all’indirizzo www.hypertherm.com/docs.
JA (日本語/JAPANESE)
警告 ! Hypertherm 機器を操作する前に、この製品説明書にある安全情報、「安全
とコンプライアンスマニュアル」 (80669C) 、「ウォータージェットの安全とコ
ンプライアンス」 (80943C)、「高周波警告」 (80945C) をお読みください。
説明書のコピーは、電子フォーマット、または印刷物として製品に同梱されて
います。電子コピーは当社ウェブサイトにも掲載されています。説明書の多く
は www.hypertherm.com/docs にて複数の言語でご用意しています。
KO (한국어 /KOR EAN)
경고! Hypertherm 장비를 사용하기 전에 제품 설명서와 안전 및 규정 준수
설명서(80669C), 워터젯 안전 및 규정 준수 설명서(80943C) 그리고 무선 주파수
경고 설명서(80945C)에 나와 있는 안전 지침을 읽으십시오.
전자 형식과 인쇄된 형식으로 설명서 사본이 제품과 함께 제공될 수 있습니다.
전자 사본도 Hypertherm 웹사이트에서 보실 수 있으며 설명서 사본은
www.hypertherm.com/docs 에서 여러 언어로 제공됩니다.
NE (NEDERLANDS/DUTCH)
WAARSCHUWING! Lees voordat u Hypertherm-apparatuur gebruikt
de veiligheidsinstructies in de producthandleiding, in de Veiligheids-
en nalevingshandleiding (80669C) in de Veiligheids- en nalevingshandleiding
voor waterstralen (80943C) en in de Waarschuwingshandleiding radiofrequentie
(80945C).
De handleidingen kunnen in elektronische en gedrukte vorm met het product worden
meegeleverd. Elektronische versies zijn ook beschikbaar op onze website. Veel
handleidingen zijn in meerdere talen beschikbaar via www.hypertherm.com/docs.

NO (NORSK/NORWEG IAN)
ADVARSEL! Før du bruker noe Hypertherm-utstyr, må du lese
sikkerhetsinstruksjonene i produktets håndbok, håndboken om sikkerhet og
samsvar (80669C), håndboken om vannjet sikkerhet og samsvar (80943C),
og håndboken om radiofrekvensadvarsler (80945C).
Eksemplarer av håndbøkene kan følge med produktet i elektronisk og trykt form.
Elektroniske eksemplarer finnes også på nettstedet vårt. Mange håndbøker
er tilgjengelig i flere språk på www.hypertherm.com/docs.
SV (SVENSKA/SWEDISH)
VARNING! Läs häftet säkerhetsinformationen i din produkts säkerhets- och
efterlevnadsmanual (80669C), säkerhets- och efterlevnadsmanualen för Waterjet
(80943C) och varningsmanualen för radiofrekvenser (80945C) för viktig
säkerhetsinformation innan du använder eller underhåller Hypertherm-utrustning.
Kopior av manualerna kan medfölja produkten i elektroniskt och tryckt format.
Elektroniska kopior finns också på vår webbplats. Många manualer finns på flera
språk på www.hypertherm.com/docs.
PL (POLSKI/POLISH)
OSTRZEŻENIE! Przed rozpoczęciem obsługi jakiegokolwiek systemu
firmy Hypertherm należy się zapoznać z instrukcjami bezpieczeństwa zamieszczonymi
w podręczniku produktu, w podręczniku bezpieczeństwa i zgodności (80669C),
podręczniku bezpieczeństwa i zgodności systemów strumienia wody (80943C)
oraz podręczniku z ostrzeżeniem o częstotliwości radiowej (80945C).
Do produktu mogą być dołączone podręczniki użytkownika wformie elektronicznej
idrukowanej. Kopie elektroniczne znajdują się również wnaszej witrynie internetowej.
Wiele podręczników jest dostępnych wróżnych językach pod adresem
www.hypertherm.com/docs.
PT (PORTUGUÊS/PORTUGUESE)
ADVERTÊNCIA! Antes de operar qualquer equipamento Hypertherm,
leia as instruções de segurança no manual do seu produto, no Manual
de Segurança e de Conformidade (80669C), no Manual de Segurança
e de Conformidade do Waterjet (80943C) e no Manual de Advertência
de radiofrequência (80945C).
Cópias dos manuais podem vir com o produto nos formatos eletrônico e impresso.
Cópias eletrônicas também são encontradas em nosso website. Muitos manuais
estão disponíveis em vários idiomas em www.hypertherm.com/docs.
RO (ROMÂNĂ/ROMANIAN)
AVERTIZARE! Înainte de utilizarea oricărui echipament Hypertherm, citiți
instrucțiunile de siguranță din manualul produsului, manualul de siguranță
și conformitate (80669C), manualul de siguranță și conformitate Waterjet (80943C)
și din manualul de avertizare privind radiofrecvența (80945C).
Produsul poate fi însoțit de copii ale manualelor în format tipărit și electronic.
Exemplarele electronice sunt disponibile și pe site-ul nostru web.
Numeroase manuale sunt disponibile în mai mult limbi la adresa:
www.hypertherm.com/docs.
RU (PУССКИЙ/RUSSIAN)
БЕРЕГИСЬ! Перед работой с любым оборудованием Hypertherm ознакомьтесь
с инструкциями по безопасности, представленными в руководстве, которое
поставляется вместе с продуктом, в Руководстве по безопасности и
соответствию (80669С), в Руководстве по безопасности и соответствию для
водоструйной резки (80943C) и Руководстве по предупреждению о
радиочастотном излучении (80945С).
Копии руководств, которые поставляются вместе с продуктом, могут быть
представлены в электронном и бумажном виде. Электронные копии также
доступны на нашем веб-сайте. Целый ряд руководств доступны на нескольких
языках по ссылке www.hypertherm.com/docs.
SK (S LOVENČINA/SLOVAK)
VÝSTRAHA! Pred použitím akéhokoľvek zariadenia od spoločnosti Hypertherm si
prečítajte bezpečnostné pokyny v návode na obsluhu vášho zariadenia a v Manuáli
o bezpečnosti a súlade s normami (80669C), Manuáli o bezpečnosti a súlade
snormami pre systém rezania vodou (80943C) avManuáli sinformáciami
orádiofrekvencii (80945C).
Návod na obsluhu sa dodáva spolu sproduktom velektronickej atlačenej podobe.
Jeho elektronický formát je dostupný aj na našej webovej stránke. Mnohé znávodov
na obsluhu sú dostupné vo viacjazyčnej mutácii na stránke
www.hypertherm.com/docs.
TH (ภาษาไทย/THAI)
คําเตือน! กอนการใชงานอุปกรณของ Hypertherm ทั้งหมด โปรดอานคําแนะนําดานความ
ปลอดภัยในคูมือการใชสินคา คูมือดานความปลอดภัยและการปฏิบัติตาม (80669C), คูมือ
ดานความปลอดภัยและการปฏิบัติตามสําหรับการใชหัวตัดระบบวอเตอรเจ็ต (80943C)
และ คูมือคําเตือนเกี่ยวกับความถี่วิทยุ (80945C) การไมปฏิบัติตามคําแนะนําดานความ
ปลอดภัยอาจสงผลใหเกิดการบาดเจ็บหรือเกิดความเสียหายตออุปกรณ
สําเนาคูมือทั้งในรูปแบบอิเล็กทรอนิกสและแบบสิ่งพิมพจะถูกแนบมาพรอมกับ
ผลิตภัณฑ สําเนาคูมือในรูปแบบอิเล็กทรอนิกสของผลิตภัณฑและสําเนาคูมือตาง
ๆ ในหลากหลายภาษานั้นยังมีใหบริการบนเว็บไซต www.hypertherm.com/docs
ของเราอีกดวย
TR (TÜRKÇE/TURKISH)
UYARI! Bir Hypertherm ekipmanını çalıştırmadan önce, ürününüzün kullanım
kılavuzunda, Güvenlik ve Uyumluluk Kılavuzu’nda (80669C), Su Jeti Güvenlik
ve Uyumluluk Kılavuzu’nda (80943C) ve Radyo Frekansı Uyarısı Kılavuzu’nda
(80945C) yer alan güvenlik talimatlarını okuyun.
Kılavuzların kopyaları, elektronik ve basılı formatta ürünle birlikte verilebilir. Elektronik
kopyalar web sitemizde de yer alır. Kılavuzların birçoğu www.hypertherm.com/docs
adresinde birçok dilde mevcuttur.
VI (TIẾNG VIỆT/VIETNAMESE)
CẢNH BÁO! Trước khi vận hành bất kỳ thiết bị Hypertherm nào, hãy đọc các
hướng dẫn an toàn trong hướng dẫn sử dụng sản phẩm của bạn,
và Tuân thủ
dẫn Cảnh báo Tần số Vô tuyến
có thể dẫn đến thương tích cá nhân hoặc hư hỏng thiết bị.
Bản sao của sổ tay có thể đi kèm với sản phẩm ở định dạng điện tử và in. Bản
điện tử cũng có trên trang web của chúng tôi. Nhiều sổ tay có sẵn bằng nhiều
ngôn ngữ tại www.hypertherm.com/docs.
ZH-CN (简 体中文/CHINESE SIMPLIFIED)
警告! 在操作任何海宝设备之前,请阅读产品手册、《安全和法规遵守手册》
(80669C)、《水射流安全和法规遵守手册》 (80943C) 以及 《射频警告手册》
(80945C) 中的安全操作说明。
随产品提供的手册可提供电子版和印刷版两种格式。电子版本同时也在我们的网
站上提供。很多手册有多种语言版本,详见 www.hypertherm.com/docs.
ZH-TW (繁 體中文/CHINESE TRADITIONAL)
警告!在操作任何Hypertherm設備前,請先閱讀您產品手冊內的安全指示,
包括 《安全和法規遵從手冊》(80669C)、《水刀安全和法規遵從手冊》
(80943C),以及 《無線電頻率警示訊號手冊》(80945C)。
電子版和印刷版手冊複本可能隨產品附上。您也可以前往我們的網站下載電子版
手冊。我們的網站上還以多種語言形式提供多種手冊,請造訪
www.hypertherm.com/docs。
(80669C),
Sổ tay An toàn và Tuân thủ Tia nước
(80945C). Không tuân thủ các hướng dẫn an toàn
Sổ tay An toàn
(80943C), và
Hướng
SL (S LOVENŠČI NA/SLOVENIAN)
OPOZORILO! Pred uporabo katerekoli Hyperthermove opreme preberite varnostna
navodila v priročniku vašega izdelka, v Priročniku za varnost in skladnost (80669C),
v Priročniku za varnost in skladnost sistemov rezanja z vodnim curkom (80943C)
in v Priročniku Opozorilo o radijskih frekvencah (80945C).
Izvodi priročnikov so lahko izdelku priloženi v elektronski in tiskani obliki. Elektronski
izvodi so na voljo tudi na našem spletnem mestu. Številni priročniki so na voljo
v različnih jezikih na naslovu www.hypertherm.com/docs.
SR (SRPSKI/SERBIAN)
UPOZORENJE! Pre rukovanja bilo kojom Hyperthermovom opremom pročitajte
uputstva o bezbednosti u svom priručniku za proizvod, Priručniku o bezbednosti
i usaglašenosti (80669C), Priručniku o bezbednosti i usaglašenosti Waterjet
tehnologije (80943C) i Priručniku sa upozorenjem o radio-frekvenciji (80945C).
Уз производ се испоручују копије приручника у електронском или штампаном
формату. Електронске копије су такође доступне на нашем веб-сајту. Многи
приручници су доступни на више језика на адреси www.hypertherm.com/docs.

Inhalt
1 Bevor Sie beginnen................................................................................................................... 11
2 Konfigurieren des Maschinenbrenners................................................................................. 13
Über den Maschinenbrenner............................................................................................................................ 13
Maschinenbrenner-Komponenten, Abmessungen, Gewichte.................................................................. 14
Komponenten........................................................................................................................................... 14
Langer Maschinenbrenner......................................................................................................... 14
Mini-Maschinenbrenner ............................................................................................................. 15
Abmessungen .......................................................................................................................................... 15
Langer Maschinenbrenner......................................................................................................... 15
Mini-Maschinenbrenner ............................................................................................................. 16
Gewichte................................................................................................................................................... 16
Den Brenner an Ihrer Maschine befestigen .................................................................................................. 17
Mindest-Biegeradius für Brennerschlauchpaket.............................................................................. 17
Ausbauen der (optionalen) Zahnstange ............................................................................................ 18
Ausrichten des Brenners....................................................................................................................... 18
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 7

Inhalt
3 Konfigurieren der Bedienelemente für mechanisiertes Schneiden................................. 19
Anschließen des Fernstartschalters (Option)............................................................................................... 23
Anschließen des Maschinenschnittstellenkabels (Option)........................................................................ 24
Maschinenschnittstellenkabel für die interne Spannungsteiler-Platine ...................................... 26
Kabelsignale ................................................................................................................................. 27
Maschinenschnittstellenkabel für externen Spannungsteiler ........................................................ 27
Kabelsignale ................................................................................................................................. 28
Zugriff auf die rohe Lichtbogenspannung (Option)............................................................. 29
Maschinenschnittstellenkabel für Tische mit einem Spannungsverhältnis von 21,1:1 ........... 30
Kabelsignale ................................................................................................................................. 31
Installation des Maschinenschnittstellenkabels................................................................................ 31
Maschinenschnittstellenbuchsen............................................................................................. 32
Maschinenschnittstellen-Signale............................................................................................. 33
Einstellen der Spannungsteiler-Platine mit 5 Stellungen................................................... 34
Anschließen eines Kabels für serielle Schnittstelle RS-485 (Option).................................................... 35
Installation des Kabels für die serielle Schnittstelle RS-485........................................................ 36
Serielle RS-485-Schnittstellensignale für die Verbindung zu einer CNC..................... 38
Serielle RS-485-Schnittstellensignale für die Fehlerbeseitigung.................................... 39
Einstellen der Parameter auf dem Einstellungsbildschirm für die CNC-Schnittstelle ............ 40
Fernsteuerungsmodus-Anzeige........................................................................................................... 42
Weitere Informationen über die Konfiguration der seriellen Kommunikation............................. 42
4 Schneiden mit dem Maschinenbrenner................................................................................ 43
Auswahl des Einsatzes ...................................................................................................................................... 44
Mit FlushCut-Spezialeinsätzen arbeiten ............................................................................................ 46
Das Beste aus Ihren Einsätzen herausholen ................................................................................................ 47
Anzeichen, dass ein Einsatz das Ende seiner Standzeit fast erreicht hat.................................. 48
Einsatz-Daten auf der Statusanzeige anzeigen ............................................................................... 49
Zünden des Brenners vorbereiten .................................................................................................................. 51
Fernsteuerungsmodus-Anzeige........................................................................................................... 53
Einschätzen und Verbessern der Schnittqualität ......................................................................................... 54
Was ist gute Schnittqualität? ............................................................................................................... 54
Was ist eine Schneidtabelle?............................................................................................................... 55
Richtlinien zum Schneiden und Lochstechen................................................................................... 55
Richtlinien zum Schneiden........................................................................................................ 55
Richtlinien zum Lochstechen .................................................................................................... 56
8 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC
Inhalt
Brennerhöhensteuerung für das Plasmaschneiden verstehen................................................................. 58
Brennerhöhe während des Schneidzyklus........................................................................................ 59
Ohmscher Kontakt für Anfangshöhenabtastung.................................................................. 59
Mehr erfahren........................................................................................................................................... 60
Legierten Stahl mit F5 schneiden ................................................................................................................... 61
Leitlinien für das Schneiden auf Wassertischen.......................................................................................... 62
5 Fugenhobeln mit dem Maschinenbrenner ........................................................................... 63
Fugenhobel-Prozesse ........................................................................................................................................ 63
Das Fugenprofil verändern................................................................................................................................ 64
6 Typische Probleme bei mechanisierten Anlagen................................................................. 67
Probleme bei Schneidanlagen......................................................................................................................... 68
Schnittqualitätsprobleme................................................................................................................................... 70
Schnittwinkel (Fase) ............................................................................................................................... 71
Die Ursache eines Schnittwinkel-Problems finden ............................................................. 72
Bartbildung ............................................................................................................................................... 73
Fugenhobel-Probleme ....................................................................................................................................... 74
Bewährte Vorgehensweisen für Erden und Abschirmen gegen elektromagnetische Störungen (EMI)
75
Arten der Erdung und Abschirmung................................................................................................... 75
Bewährte Vorgehensweisen für Erden und Abschirmen ............................................................... 75
Beispiel für Erdungsschema................................................................................................................. 78
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 9

Inhalt
10 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC
Bevor Sie beginnen
Die Informationen in diesem Kapitel sollen Sie bei Folgendem unterstützen:
Einen SmartSYNC™-Maschinenbrenner konfigurieren
Eine mechanisierte Anlage konfigurieren
Schneiden und Fugenhobeln mit einem SmartSYNC-Maschinenbrenner
Optimieren der Schnittqualität
Brennerhöhensteuerung verstehen
Fehler beim mechanisierten Schneiden beheben
Bewährte Vorgehensweisen für Erden und Abschirmen gegen EMI verstehen
Weitere Informationen finden Sie in den folgenden Dokumenten:
Powermax65/85/105 SYNC Operator Manual
(Powermax65/85/105 SYNC-Betriebsanleitung) (810470)
Powermax65/85/105 SYNC Cut Charts Guide
(Powermax65/85/105 SYNC-Schneidtabellen-Anleitung) (810500MU)
Powermax65/85/105 SYNC Parts Guide (Powermax65/85/105 SYNC-Teile-Handbuch)
(810490)
Safety and Compliance Manual (Handbuch für Sicherheit und Übereinstimmung)
(80669C)
Sie finden diese Dokumente auf dem USB-Speicherstick, der mit Ihrer Plasma-Stromquelle
mitgeliefert wurde. Die technische Dokumentation ist auch unter www.hypertherm.com/docs
abrufbar.
Die technische Dokumentation ist zum Zeitpunkt der Veröffentlichung
aktuell. Spätere Überarbeitungen sind möglich. Unter
www.hypertherm.com/docs finden Sie die jeweils neuesten Fassungen
der veröffentlichten Dokumente.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 11

Bevor Sie beginnen
1
12 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Konfigurieren des Maschinenbrenners
Dieses Kapitel enthält Informationen zu Folgendem:
Komponenten und Abmessungen des SmartSYNC-Maschinenbrenners
Konfigurationsinformationen für die Installation des SmartSYNC-Brenners auf X-Y-Tischen,
Schneidbrennern auf Führungswagen, Rohrplanmaschinen und anderen mechanisierten
Geräten
Plasma-Stromquellen von Powermax65/85/105 SYNC werden mit einem Starter-Set
an Hypertherm-Einsätzen geliefert. Eine vollständige Liste der verfügbaren Schneid- und
Fugenhobel-Einsätze finden Sie im Powermax65/85/105 SYNC Parts Guide
(Powermax65/85/105 SYNC-Teile-Handbuch) (810490).
Über den Maschinenbrenner
Der SmartSYNC-Maschinenbrenner
bietet Folgendes:
Automatisches Einstellen von
Betriebsart, Stromstärke und Gasdruck abhängig vom Hypertherm-Einsatz den Sie
montieren, dem Brennertyp und der Länge des Brennerschlauchpakets
Übertragung der Nutzungsinformationen des Hypertherm-Einsatzes zur
Plasma-Stromquelle, einschließlich Erkennung des Einsatzes und der Standzeit
(siehe Powermax65/85/105 SYNC Operator Manual
(Powermax65/85/105 SYNC-Betriebsanleitung) (810470) für weitere Informationen)
Ein Brenner-Verriegelungsschalter, der ein versehentliches Zünden des Brenners auch dann
verhindert, wenn die Plasma-Stromquelle eingeschaltet (ON) ist.
Dank des FastConnectT™-Schnellkupplungssystems kann der Brenner schnell für den
Transport entfernt oder gegen einen anderen Brenner ausgetauscht werden.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 13

Konfigurieren des Maschinenbrenners
2
12
3
4
5
6
1 Brennerschlauchpaket
2 Brennerschlauchpaket-Zugentlastung
3 Brenner-Verriegelungsschalter
4 Hypertherm-Einsatz
5 Gehäuseschale
6 Abmontierbare Zahnstange mit Teilung 32
Für Informationen über die Stärke, die Sie mit einem SmartSYNC-Maschinenbrenner schneiden und
lochstechen können, siehe Powermax65/85/105 SYNC Operator Manual
(Powermax65/85/105 SYNC-Betriebsanleitung) (810470).
Maschinenbrenner-Komponenten, Abmessungen, Gewichte
Sie können den langen Maschinenbrenner nicht in einen
Mini-Maschinenbrenner umwandeln oder umgekehrt.
Komponenten
Langer Maschinenbrenner
14 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

2
Mini-Maschinenbrenner
3
1
2
4
1 Brennerschlauchpaket
2 Brennerschlauchpaket-Zugentlastung
3 Gehäuseschale
4 Hypertherm-Einsatz
32 mm
368 mm
212 mm
312 mm
35 mm ± 0,5 mm*
* Wenn bis zur Oberkante des Brenner-Verriegelungsschalters gemessen
wird, erhöht sich die Breite der Brennerschale um 6 mm.
41 mm*
Abmessungen
Konfigurieren des Maschinenbrenners
Langer Maschinenbrenner
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 15

Konfigurieren des Maschinenbrenners
2
32 mm35 mm ± 0,5 mm
235 mm
180 mm
Mini-Maschinenbrenner
Gewichte
Langer Maschinenbrenner mit Brennerschlauchpaket
Brenner Gewicht*
Maschinenbrenner mit 4,6-m-Schlauchpaket 2,2 kg
Maschinenbrenner mit 7,6-m-Schlauchpaket 3,2 kg
Maschinenbrenner mit 10,7-m-Schlauchpaket 4,2 kg
Maschinenbrenner mit 15-m-Schlauchpaket 5,8 kg
Maschinenbrenner mit 23-m-Schlauchpaket 8,3 kg
* Ohne montierten Hypertherm-Einsatz
Mini-Maschinenbrenner mit Brennerschlauchpaket
Brenner Gewicht*
Mini-Maschinenbrenner mit 4,6-m-Schlauchpaket 2,1 kg
Mini-Maschinenbrenner mit 7,6-m-Schlauchpaket 3,1 kg
Mini-Maschinenbrenner mit 10,7-m-Schlauchpaket 4,1 kg
Mini-Maschinenbrenner mit 15-m-Schlauchpaket 5,7 kg
Mini-Maschinenbrenner mit 23-m-Schlauchpaket 8,2 kg
* Ohne montierten Hypertherm-Einsatz
16 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Konfigurieren des Maschinenbrenners
2
76 mm
Den Brenner an Ihrer Maschine befestigen
Sie können den Maschinenbrenner an vielen verschiedenen X-Y-Tischen, Schneidbrennern
auf Führungswagen, Rohrplanmaschinen und anderen Geräten montieren. Siehe
Powermax65/85/105 SYNC Parts Guide (Powermax65/85/105 SYNC-Teile-Handbuch) (810490)
für das Klemmenbaugruppen-Set für Maschinenbrenner. Halten Sie sich beim Montieren des
Brenners an die Anweisungen des Geräteherstellers.
HINWEIS
EMPFINDLICHE ELEKTRONIK UND ANDERE KOMPONENTEN IM INNEREN DES BRENNERS.
ES KÖNNEN DAUERHAFTE SCHÄDEN AUFTRETEN.
Zerlegen Sie den Brenner oder das Gehäuse der Schnellkupplung nicht, um den Brenner auf die
Schiene der mechanisierten Schneidanlage zu montieren.
Wenn Ihre mechanisierte Schneidanlage eine Schiene hat, zerlegen Sie den Brenner oder
das Gehäuse der Schnellkupplung nicht. Gehen Sie folgendermaßen vor:
1. Bringen Sie am Brenner oder Schlauch in der Nähe des Brenners eine Klemme an, um den
Brenner zu fixieren.
2. Öffnen Sie die Schiene vollständig.
3. Legen Sie das Brennerschlauchpaket in die Schiene.
4. Schließen Sie die Schiene.
5. Installieren Sie den Brenner.
Mindest-Biegeradius für Brennerschlauchpaket
HINWEIS
MINDEST-BIEGERADIUS. ES KÖNNEN KNICKE UND ANDERE SCHÄDEN AUFTRETEN.
Biegen Sie das Brennerschlauchpaket nicht zu stark.
Das Brennerschlauchpaket darf nicht mit weniger als dem
Mindest-Biegeradius von 76 mm gebogen werden.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 17

Konfigurieren des Maschinenbrenners
2
1
90°
90°
1
Ausbauen der (optionalen) Zahnstange
Die Zahnstange kann auf beiden Seiten des langen Maschinenbrenners montiert werden. Falls Sie
die Zahnstange abbauen müssen, entfernen Sie die zwei Schrauben, mit denen die Zahnstange am
Brennergehäuse befestigt ist.
Wenn Sie die Zahnstange anbringen, ziehen Sie die Schrauben von Hand
fest. Ziehen Sie nicht zu fest an, um die Schrauben nicht zu beschädigen.
Ausrichten des Brenners
Montieren Sie den Maschinenbrenner
senkrecht zum Werkstück, um einen
vertikalen Schnitt zu erzielen. Richten
Sie den Brenner mithilfe eines Winkels
oder eines digitalen Nivellieres 90° zum
Werkstück aus.
Positionierung der Montagehalterung
niedriger am Brenner, um Vibrationen an
der Brennerspitze zu minimieren.
Die Montagehalterung nicht zu fest
anziehen. Eine zu hohe Kraft von der
Montagehalterung kann die Leiterplatte
im Brenner beschädigen. Durch eine
zu hohe Kraft kann sich auch das
Brennergehäuse verziehen oder auf
andere Weise beschädigt werden.
18 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Konfigurieren der Bedienelemente für
Schutzleiter*
Schneidtisch
Maschinenbrenner
Kabel für serielle
Schnittstelle RS-485
Druckluft-
versorgung
Werkstückkabel
Werkstück
Brennerschlauchpaket
Fernstartschalter
1
2
Kabel für Maschinenschnittstelle
(CPC) (Option)
3
CNC/THC
Ohmsches Kontaktkabel
mechanisiertes Schneiden
In diesem Kapitel wird das Konfigurieren der folgenden optionalen externen Bedienelemente
für eine Powermax65/85/105 SYNC in einer mechanisierten Schneidanlage mit serieller
Kommunikation erläutert.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 19

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
1 Betriebsart, Ausgangsstrom (A), Gasdrucksignale und anderes
2 Signale für geteilte Lichtbogenspannung, Plasma Start/Stopp, Lichtbogenübertragung
3 Nur Signale für Plasma Start/Stopp
Wie gezeigt, hängt die Einrichtung davon ab, welchen Betrieb der Plasma-Stromquelle Sie extern
steuern möchten.
Betrieb Konfiguration erforderlich Weiterführende Informationen:
• Nur Plasma Start/Stopp • Maschinenschnittstellenbuchse
• Fernstartschalter
• Signale zu Plasma
Start/Stopp
•Signal zur
Lichtbogenübertragung
• Geteilte Lichtbogenspannung
• Betriebsart
•Stromstärke
• Gasdruck
• Gastests
• Schnelles Zurücksetzen
Hardware-Anforderungen für EDGE
• Maschinenschnittstellenbuchse
• Spannungsteiler-Platine
• Maschinenschnittstellenkabel
• Stecker für serielle
Schnittstelle RS-485
• Leiterplatte für serielle
Schnittstelle RS-485
• Kabel für serielle Schnittstelle
RS-485
®
Connect CNC: Die Kommunikation zwischen der EDGE
Siehe Anschließen des
Fernstartschalters (Option) auf
Seite 23
Siehe Anschließen des
Maschinenschnittstellenkabels
(Option) auf Seite 24
Siehe Anschließen eines Kabels
für serielle Schnittstelle RS-485
(Option) auf Seite 35
Connect CNC von Hypertherm und Powermax65/85/105 SYNC-Geräten erfolgt über eine
™
EtherCAT
-Schnittstelle. Weitere Informationen finden Sie im Powermax EtherCAT Interface for
EDGE Connect Installation and Setup Manual (Installations- und Konfigurations-Handbuch für die
Powermax EtherCAT-Schnittstelle für EDGE Connect) (810330) und im Cut with Powermax
®
an EDGE
Powermax
Connect CNC Manual Addendum (Nachtrag zur Bedienungsanleitung Schneiden mit
®
auf einer EDGE® Connect-CNC) (810290). Eine technische Dokumentation ist unter
®
on
www.hypertherm.com/docs abrufbar.
WARNUNG
BESCHÄDIGTE GASFLASCHEN KÖNNEN EXPLODIEREN
Gasflaschen enthalten unter hohem Druck stehendes Gas. Beschädigte Gasflaschen
können explodieren.
Beachten Sie bei Hochdruckreglern die Anweisungen des Herstellers für eine sichere
Installation, Bedienung und Wartung.
Vor dem Plasmaschneiden mit komprimiertem Gas lesen Sie bitte die
Sicherheitsanweisungen im Safety and Compliance Manual (Handbuch für Sicherheit und
Übereinstimmung) (80669C). Das Nichtbefolgen der Sicherheitsanweisungen kann zu
Verletzungen von Personen oder Schäden am Gerät führen.
20 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
WARNUNG
EXPLOSIONSGEFAHR – SCHNEIDEN MIT ALUMINIUM IN DER NÄHE
VON WASSER
Wenn beim Plasmaschneiden Wasser mit Aluminium in Berührung kommt, kann
Wasserstoff freigesetzt werden und explodieren. Schneiden Sie Aluminiumlegierungen nur
dann unter Wasser oder auf einem Wassertisch, wenn Sie die Ansammlung von
Wasserstoffgas verhindern können. Schneiden Sie niemals
Aluminium-Lithium-Legierungen in der Nähe von Wasser.
Weitere Informationen finden Sie im Safety and Compliance Manual (Handbuch für
Sicherheit und Übereinstimmung) (80669C).
Nachstehend die allgemeinen Schritte für die Einrichtung des mechanisierten Schneidsystems.
Für weitere Informationen über die Konfiguration der Plasma-Stromquelle siehe
Powermax65/85/105 SYNC Operator Manual (Powermax65/85/105 SYNC-Betriebsanleitung)
(810470).
1. Verbinden Sie das Werkstückkabel an der Plasma-Stromquelle mit dem Schneidtisch oder
mit dem Werkstück, das Sie schneiden. Siehe Anweisungen des Tischherstellers.
Stellen Sie sicher, dass das Werkstückkabel einen guten Kontakt zum Schneidtisch oder
Werkstück hat. Entfernen Sie Rost, Schmutz, Farbe, Beschichtungen und andere
Ablagerungen, damit ein ordnungsgemäßer Kontakt zwischen Werkstückkabel und
Schneidtisch bzw. Werkstück hergestellt wird.
2. Schließen Sie die Gasversorgung an der Plasma-Stromquelle an.
Verwenden Sie Druckluft zum Schneiden von unlegiertem Stahl, legiertem Stahl,
Aluminium und anderer leitfähiger Metalle.
Verwenden Sie F5, um legierten Stahl zu schneiden.
3. Nutzen Sie eine der im Folgenden beschriebenen Vorgehensweisen:
Nur, um Plasma Start/Stopp zu steuern: Verbinden Sie einen Fernstartschalter über
die Maschinenschnittstellenbuchse mit Ihrer Plasma-Stromquelle.
Ein Fernstartschalter kann verwendet werden, wenn Ihre Plasma-Stromquelle an der
Rückseite eine werksseitig installierte (oder durch den Anwender installierte)
Maschinenschnittstellenbuchse besitzt. Siehe Anschließen des Fernstartschalters
(Option) auf Seite 23.
Wenn Sie Plasma Start/Stopp, Lichtbogenübertragung und Lichtbogenspannung
steuern möchten: Verwenden Sie die Maschinenschnittstellenbuchse zum Anschließen der
Plasma-Stromquelle an Ihre CNC (oder eine andere Steuerung).
Um die Maschinenschnittstelle benutzen zu können, muss Ihre Plasma-Stromquelle über
eine werksseitig installierte (oder durch den Anwender installierte)
Maschinenschnittstellenbuchse mit einer internen Spannungsteiler-Platine verfügen.
Siehe Anschließen des Maschinenschnittstellenkabels (Option) auf Seite 24.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 21

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
4. Wenn Sie Betriebsart, Stromstärke, Gasdruck, Gastests und schnelles Zurücksetzen
steuern möchten: Schließen Sie die Plasma-Stromquelle über eine serielle
RS-485-Schnittstelle an Ihre CNC an.
Um die serielle RS-485-Schnittstelle verwenden zu können, muss Ihre Plasma-Stromquelle
über Folgendes verfügen:
Einen werksseitig installierten (oder durch den Anwender installierten) Stecker für die
serielle RS-485-Schnittstelle sowie eine Platine für die serielle RS-485-Schnittstelle.
Siehe Anschließen eines Kabels für serielle Schnittstelle RS-485 (Option) auf Seite 35.
Abschlusswiderstände werden mit der Plasma-Stromquelle mitgeliefert.
Eine Maschinenschnittstellen-Verbindung zur CNC über die
Maschinenschnittstellenbuchse. Siehe Anschließen des Maschinenschnittstellenkabels
(Option) auf Seite 24.
Die richtigen Parameter für die serielle Kommunikation auf dem Einstellungsbildschirm
für die CNC-Schnittstelle (CNC INTERFACE). Siehe Seite 40.
5. Befestigen Sie den Brenner am Schneidtisch oder an einer anderen Schneidausrüstung. Siehe
Konfigurieren des Maschinenbrenners auf Seite 13.
6. Installieren Sie den passenden Schneid- oder Fugenhobel-Einsatz für Ihre Anwendung:
Schneiden und Lochstechen mit einem Maschinenbrenner: Siehe Auswahl des
Einsatzes auf Seite 44.
Fugenhobeln: Siehe Fugenhobel-Prozesse auf Seite 63.
7. Vergewissern Sie sich, dass die Plasma-Stromquelle automatisch in
den Schneidmodus oder Fugenhobelmodus versetzt wird, um sie an
den von Ihnen installierten Hypertherm-Einsatz anzupassen.
Um vom Schneidmodus in den Streckmetall-Modus zu wechseln,
drücken Sie die Betriebsart-Taste.
Stellen Sie den Brenner-Verriegelungsschalter auf die grüne
Position „Bereit zum Zünden“ ( ), bevor Sie die Betriebsart oder
den Ausgangsstrom (A) ändern.
8. Passen Sie die Brennergeschwindigkeit und den Ausgangsstrom (A) nach Bedarf an.
Siehe Powermax65/85/105 SYNC Cut Charts Guide
(Powermax65/85/105 SYNC-Schneidtabellen-Anleitung) (810500MU).
22 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
Maschinenschn
ittstellenbuchse
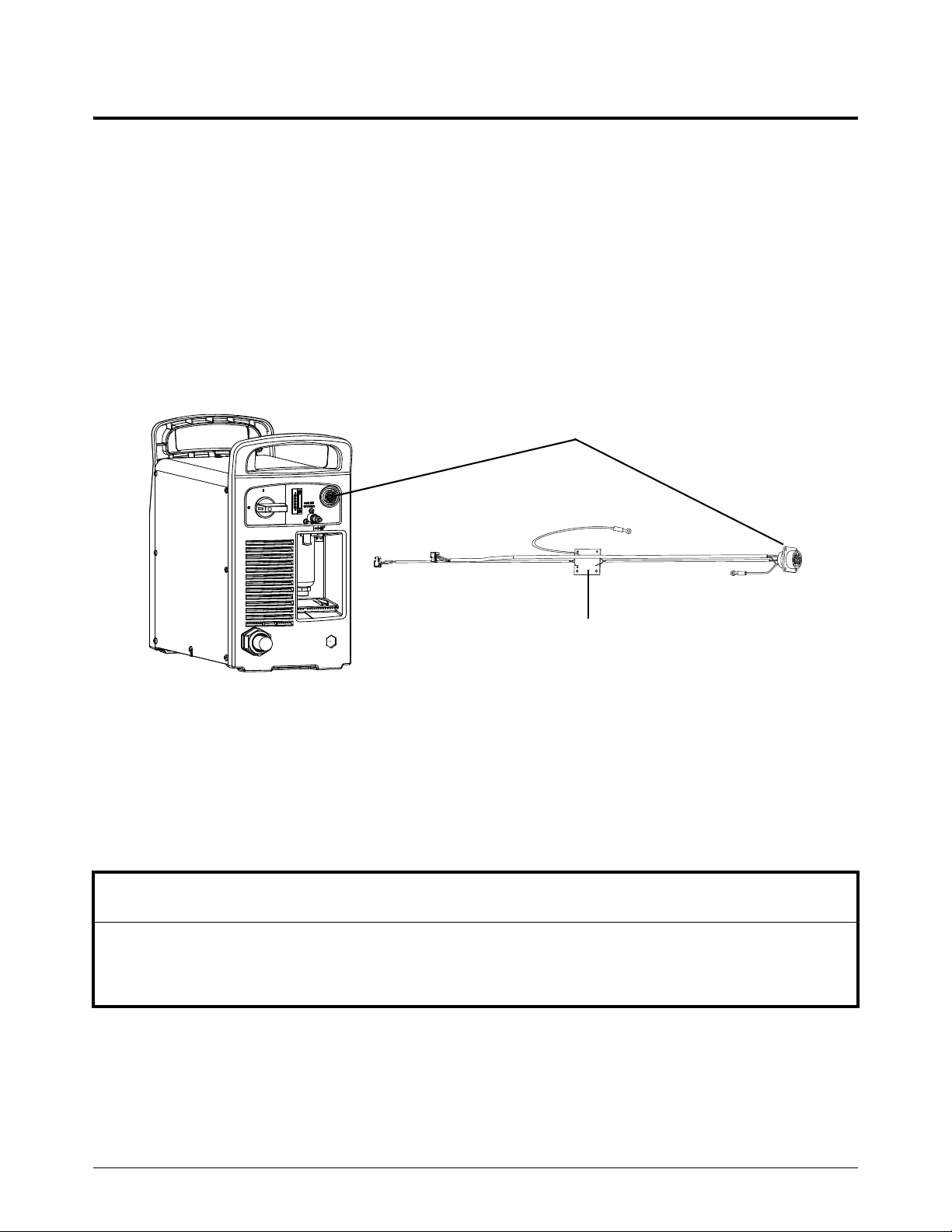
Anschließen des Fernstartschalters (Option)
Bevor Sie beginnen, vergewissern Sie sich, dass Ihre Plasma-Stromquelle
an der Rückseite über eine werksseitig installierte (oder durch den
Anwender installierte) Maschinenschnittstellenbuchse verfügt.
Siehe Machine Interface Receptacle with Voltage Divider Board
Field Service Bulletin (Mitteilungsblatt für den Außendienst:
Maschinenschnittstellenbuchse mit Spannungsteiler-Platine) (806980)
Siehe auch Powermax65/85/105 SYNC Parts Guide
(Powermax65/85/105 SYNC-Teile-Handbuch) (810490).
Plasma-Stromquellen-Konfigurationen mit einem Maschinenbrenner können mit einem optionalen
Fernstartschalter ausgestattet sein.
Der Fernstartschalter ermöglicht es Ihnen,
den Maschinenbrenner aus der Ferne zu
starten und anzuhalten. Verwenden Sie ihn
beispielsweise dann, wenn Sie den
Brenner an einem einfachen
Schneidbrenner auf Führungswagen oder
einer Schneidführung ohne eigene CNC
oder andere Steuerung montieren.
Wenn Sie den Fernstartschalter
verwenden möchten, schließen Sie ihn an
die Maschinenschnittstellenbuchse an der
Rückseite der Plasma-Stromquelle an.
Der Fernstartschalter kann nur
mit einer Plasma-Stromquelle
mit Maschinenbrenner
verwendet werden.
Er funktioniert nicht mit einem
Handbrenner.
Hypertherm bietet Fernstartschalter in mehreren Längen an. Siehe Powermax65/85/105 SYNC
Parts Guide (Powermax65/85/105 SYNC-Teile-Handbuch) (810490).
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 23
Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
Maschinenschnittstellenbuchse
Spannungsteiler-Platine
Anschließen des Maschinenschnittstellenkabels (Option)
Bevor Sie beginnen, vergewissern Sie sich, dass Ihre Plasma-Stromquelle
an der Rückseite über eine werksseitig installierte (oder durch den
Anwender installierte) Maschinenschnittstellenbuchse verfügt.
Siehe Machine Interface Receptacle with Voltage Divider Board
Field Service Bulletin (Mitteilungsblatt für den Außendienst:
Maschinenschnittstellenbuchse mit Spannungsteiler-Platine) (806980)
Siehe auch Powermax65/85/105 SYNC Parts Guide
(Powermax65/85/105 SYNC-Teile-Handbuch) (810490).
Die Maschinenschnittstellenbuchse an der Rückseite der Plasma-Stromquelle führt zu einer
Spannungsteiler-Platine mit 5 Positionen und Leitungen, die in der Plasma-Stromquelle
installiert sind.
Die Spannungsteiler-Platine liefert eine verminderte Lichtbogenspannung von 20:1, 21,1:1, 30:1,
40:1 oder 50:1.
Die Werkseinstellung für die Spannungsteiler-Platine ist 50:1. Zur
Auswahl einer anderen Einstellung für die Spannungsteiler-Platine siehe
Einstellen der Spannungsteiler-Platine mit 5 Stellungen auf Seite 34.
HINWEIS
Die Spannungsteiler-Platine ist ein einfacher ohmscher Spannungsteiler der rohen
Lichtbogenspannung. Um Masseschleifen und elektrische Störungen zu vermeiden, müssen Sie das
geteilte Lichtbogensignal isolieren.
24 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
VORSICHT
Die Spannungsteiler-Platine liefert eine zur Lichtbogenspannung proportionale Spannung.
Die Einstellungen der DIP-Schalter auf der Spannungsteiler-Platine steuern den Ausgang
im Leerlaufzustand bis zu einer maximalen Ausgangsspannung von 15 V. Der Ausgang ist
ein impedanzgeschützter Kleinspannungsausgang (ELV). Diese Art von Ausgang schützt
vor Stromschlag-, Energie- und Brandgefahr unter normalen Bedingungen an der
Maschinenschnittstellenbuchse und unter Einzelfehlerbedingungen an der
Maschinenschnittstellen-Verdrahtung. Die Spannungsteiler-Platine ist nicht fehlertolerant
und Kleinspannungsausgänge entsprechen nicht den Anforderungen an
Sicherheitskleinspannung (SELV) für den direkten Anschluss an Elektrogeräte.
Die Maschinenschnittstellenbuchse ermöglicht den Zugriff auf die verminderte Lichtbogenspannung
sowie auf die Signale für Lichtbogenübertragung und Plasmastart.
In manchen mechanisierten Schneidanlagen wird ein externer
Spannungsteiler verwendet, anstelle der internen Spannungsteiler-Platine
die gemeinsam mit der Maschinenschnittstellenbuchse bereits
in die Maschine eingebaut ist. In diesen Anlagen liefert das
Maschinenschnittstellenkabel nur Signale für Lichtbogenübertragung
und Plasmastart.
Hypertherm bietet Maschinenschnittstellenkabel für mechanisierte Schneidanlagen an, die mit
der internen Spannungsteiler-Platine arbeiten, sowie für mechanisierte Schneidanlagen mit einem
externen Spannungsteiler. Hypertherm bietet auch Maschinenschnittstellenkabel an, die speziell
für den Einsatz mit PlasmaCAM
®
-Tischen entwickelt wurden. Die Kabel sind in verschiedenen
Längen erhältlich. Siehe Powermax65/85/105 SYNC Parts Guide
(Powermax65/85/105 SYNC-Teile-Handbuch) (810490).
Siehe dazu auch die folgenden Kapitel:
Maschinenschnittstellenkabel für die interne Spannungsteiler-Platine auf Seite 26
Maschinenschnittstellenkabel für externen Spannungsteiler auf Seite 27
Maschinenschnittstellenkabel für Tische mit einem Spannungsverhältnis von 21,1:1 auf
Seite 30
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 25

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
ODER
Maschinenschnittstellenstecker
Flachsteckeranschlüsse
Maschinenschnittstellenbuchse
D-Sub-Stecker mit 15 Stiftkontakten
Maschinenschnittstellenkabel für die interne Spannungsteiler-Platine
Das folgende Diagramm zeigt ein Kabel für die interne Spannungsteiler-Platine für verminderte
Lichtbogenspannung, zusätzlich zu den Signalen für Lichtbogenübertragung und Plasmastart.
Die Kabel sind in verschiedenen Längen erhältlich. Siehe Powermax65/85/105 SYNC Parts Guide
(Powermax65/85/105 SYNC-Teile-Handbuch) (810490).
26 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

3
Kabelsignale
3
46
12 14
5
10
285
D-Sub-Stecker
12 15
ODER
Flachsteckeranschlüsse
Maschinen-schnitt-
stellenstecker
Konfigurieren der Bedienelemente für mechanisiertes Schneiden
Lichtbogenübertragung
Maschinenschnittstellenkabel für externen Spannungsteiler
Steckverbinder
Signal
Plasmastart
Spannungsteiler
Diese Kabel sind für mechanisierte Schneidanlagen bestimmt, bei denen anstelle der internen
Maschinenschnittstellen-
Stiftnummer
310Grün
4 2 Schwarz
12 12 Rot
14 5 Schwarz
5(–) (Elektrode) 15(–) Schwarz (–)
6 (+) (Werkstück) 8 (+) Weiß (+)
D-Sub-Stiftnummer
Farbe des
Flachsteckerdrahts
Spannungsteiler-Platine, die gemeinsam mit der Maschinenschnittstellenbuchse bereits in die
Maschine eingebaut ist, ein externer Spannungsteiler verwendet wird. In diesen Anlagen liefert das
Maschinenschnittstellenkabel nur Signale für Lichtbogenübertragung und Plasmastart. Sie müssen
den externen Spannungsteiler so konfigurieren, dass Sie direkt auf die rohe Lichtbogenspannung
der Plasma-Stromquelle zugreifen können. Siehe Zugriff auf die rohe Lichtbogenspannung (Option)
auf Seite 29.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 27

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
Maschinenschnittstellenstecker
Flachsteckeranschlüsse
Maschinenschnittstellenbuchse
3
4
Flachsteckeranschlüsse
Maschinen-
schnitt-
stellenstecker
12 14
An den Enden dieser Kabel befinden sich Drähte, die mit Flachsteckeranschlüssen abgeschlossen
sind. Die Kabel sind in verschiedenen Längen erhältlich. Siehe Powermax65/85/105 SYNC
Parts Guide (Powermax65/85/105 SYNC-Teile-Handbuch) (810490).
Kabelsignale
Signal
Plasmastart
Lichtbogenübertragung
Steckverbinder
Maschinenschnittstellen-
Stiftnummer
3Grün
4Schwarz
12 Rot
14 Schwarz
Farbe des
Flachsteckerdrahts
28 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
Schutzleiter
Schneidtisch
Maschinenbrenner
Druckluft-
versorgung
Werkstückkabel
Externer Lichtbogen-
Spannungsteiler
(vom Kunden bereitgestellt)
Werkstück
Brennerschlauchpaket
Rohe
Lichtbogenspannung
Ohmsches Kontaktkabel
Maschinenschnitt-
stellenkabel
Plasmastart
Lichtbogenübertragung
CNC/THC
Zugriff auf die rohe Lichtbogenspannung (Option)
Wenn die mechanisierte Schneidanlage die Spannungsteiler-Platine in der Plasma-Stromquelle
nicht verwendet, müssen Sie einen externen Spannungsteiler konfigurieren, um direkt auf die rohe
Lichtbogenspannung der Plasma-Stromquelle zugreifen zu können.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 29
Eine Anleitung, wie Sie auf die rohe Lichtbogenspannung zugreifen können, siehe Raw Arc Voltage
Field Service Bulletin (Mitteilungsblatt für den Außendienst: rohe Lichtbogenspannung) (810320).
Konfigurationen, die die rohe Lichtbogenspannung verwenden, dürfen nur von qualifiziertem
Personal ausgeführt werden.
WARNUNG
STROMSCHLAG-, ENERGIE- UND BRANDGEFAHR
Durch direktes Anschließen an den Plasma-Stromkreis für den Zugriff auf
die rohe Lichtbogenspannung erhöht sich die Stromschlag-, Energie- und
Brandgefahr im Falle eines Einzelstörfalls. Ausgangsspannung und
Ausgangsstrom des Stromkreises sind auf dem Typenschild vermerkt.
Lassen Sie den Anschluss von einem qualifizierten Techniker vornehmen.

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
6-Pin-DIN-Stecker
Maschinenschnittstellenstecker
Maschinenschnittstellenbuchse
Maschinenschnittstellenkabel für Tische mit einem Spannungsverhältnis von 21,1:1
Hypertherm bietet Maschinenschnittstellenkabel an, die speziell für den Einsatz mit
PlasmaCAM-Schneidtischen ausgelegt sind, für die ein Spannungsverhältnis von 21,1:1 notwendig
ist. Diese Kabel können mit
Spannungsverhältnis von 21,1:1 notwendig ist. Die Kabel sind in verschiedenen Längen erhältlich.
Siehe Powermax65/85/105 SYNC Parts Guide (Powermax65/85/105 SYNC-Teile-Handbuch)
(810490).
Die Spannungsteiler-Platine muss für diese Kabel auf 21,1:1 eingestellt
werden. Siehe Einstellen der Spannungsteiler-Platine mit 5 Stellungen auf
Seite 34.
allen mechanisierten Schneidanlagen verwendet werden, für die ein
30 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

3
Kabelsignale
1
24
3
456
DIN-Stecker
Kerbe
Maschinen-
schnitt-
stellenstecker
5
Signal
Plasmastart
Spannungsteiler
(21,1:1)
Konfigurieren der Bedienelemente für mechanisiertes Schneiden
Steckverbinder
Maschinenschnittstellen-
Stiftnummer
35
44
5 (–) (Elektrode) 1 (–)
6(+) (Werkstück) 2(+)
DIN-Stifte*
Installation des Maschinenschnittstellenkabels
* Die Stifte auf dem tatsächlichen DIN-Stecker sind nicht nummeriert.
Die DIN-Stiftnummern in diesem Diagramm dienen nur zur Referenz.
Bevor Sie beginnen, vergewissern Sie sich, dass Ihre Plasma-Stromquelle
an der Rückseite über eine werksseitig installierte (oder durch den
Anwender installierte) Maschinenschnittstellenbuchse verfügt.
Siehe Machine Interface Receptacle with Voltage Divider Board
Field Service Bulletin (Mitteilungsblatt für den Außendienst:
Maschinenschnittstellenbuchse mit Spannungsteiler-Platine) (806980)
Das Maschinenschnittstellenkabel muss von einem qualifizierten Servicetechniker
angebracht werden.
1. Stellen Sie den Netzschalter an der Plasma-Stromquelle Stromquelle auf AUS (OFF) (O) und
stecken Sie das Netzkabel aus.
2. Entfernen Sie die Abdeckung der Maschinenschnittstellenbuchse von der Rückseite der
Plasma-Stromquelle.
3. Schließen Sie das Hypertherm-Maschinenschnittstellenkabel an die
Maschinenschnittstellenbuchse an.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 31

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
3
5
64
131412
4. Nutzen Sie eine der im Folgenden beschriebenen Vorgehensweisen:
Wenn Sie ein Kabel mit einem
D-Sub-Stecker am anderen Ende
verwenden:
1. Schließen Sie den D-Sub-Stecker
an die Anschlussbuchse der
Brennerhöhensteuerung (THC)
oder CNC an.
Wenn Sie ein Kabel mit Leitungen mit
Flachsteckeranschlüssen am anderen
Ende verwenden:
1. Schließen Sie das
Maschinenschnittstellenkabel
im Anschlusskasten der
Brennerhöhensteuerung (THC)
oder CNC an.
2. Ziehen Sie die Schrauben
am D-Sub-Stecker fest.
Dadurch wird der unbefugte Zugriff
auf die Anschlüsse nach der
Installation verhindert.
2. Vergewissern Sie sich vor der
Inbetriebnahme der Maschine,
dass die Anschlüsse ordnungsgemäß
vorgenommen wurden und alle
stromführenden Teile umschlossen
und geschützt sind.*
* Der Einbau von Hypertherm-Ausrüstungsteilen sowie vom Kunden bereitgestellten Teilen
einschließlich Verbindungskabeln unterliegt, sofern diese nicht als System zugelassen und
zertifiziert sind, Kontrollen durch die lokalen Behörden am endgültigen Installationsort.
Maschinenschnittstellenbuchsen
Buchse 1 und Buchse 2 sind verdrahtet, werden aber nicht benutzt.
32 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
ODER
Interne Leitungen
D-Sub-Stecker
Spannungsteiler
Flachsteckeranschlüsse
Maschinenschnittstellenbuchse
Maschinenschnittstellen-Signale
Ziehen Sie beim Anschließen der Plasma-Stromquelle mit einem Maschinenschnittstellenkabel
an eine Brennerhöhensteuerung oder eine CNC die nachstehende Tabelle hinzu. Sie enthält Details
zu den Kabelsignalen.
Interne Powermax-Leitungen und Maschinenschnittstellenbuchse
Signal Typ Drahtfarbe
‡
Start
(Plasma) Eingang*
Schwarz 3 10 Grün
Anschluss-
Nummer
D-Sub-
Stecker-Kabel
D-Sub-
Stiftnummer
Leitungsenden
Rot 4 2 Schwarz
Übertragung
(Vorschubstart)
‡
Ausgang**
Spannungsteiler Ausgang***
, †
Weiß 12 12 Rot
Grün 14 5 Schwarz
Schwarz (–)
Rot (+)
5, 1 (–)
(Elektrode)
6, 2 (+)
(Werkstück)
15 (–) Schwarz (–)
8 (+) Weiß (+)
Schutzleiter Grün/gelb 13
* Schließkontakt. 18 VDC Leerlaufspannung an START-Anschlussklemmen. Benötigt potentialfreies Schließen,
um aktiviert zu werden.
** Schließkontakt. Potentialfreies Schließen, wenn der Lichtbogen übertragen wird. Maximal 120 VAC/1 A
am Maschinenschnittstellenrelais.
Kabel mit
Flachstecker-
anschlüssen
Farbe offener
*** Geteiltes Lichtbogensignal von 20:1, 21,1:1, 30:1, 40:1, 50:1. Liefert maximal 15 V im Leerlaufzustand.
†
Das geteilte Lichtbogenspannungssignal ist ein ohmscher Spannungsteiler der rohen Lichtbogenspannung.
Dieses Signal ist nicht isoliert. Um Masseschleifen zu vermeiden, müssen Sie für galvanische Isolierung
sorgen.
‡
Wenn Sie ein Startsignal mit einer Verzögerung verwenden, um einen Duramax™-Brenner zum
Schneiden zu bewegen, machen Sie anstatt des Übertragungssignals Folgendes: Verlängern Sie die
Verzögerung, wenn Sie einen SmartSYNC-Brenner verwenden. Bei einem 0,7-m- oder
15-m-SmartSYNC-Brenner verlängern Sie die Verzögerung um 60 ms. Bei einem
23-m-SmartSYNC-Brenner verlängern Sie die Verzögerung um 120 ms. Durch die zusätzliche Verzögerung
wird verhindert, dass sich der Brenner bewegt, bevor die Nachströmung abgeschlossen ist. Bei 4,6-m- oder
7,6-m-SmartSYNC-Brennern ist keine zusätzliche Verzögerung erforderlich.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 33

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
Einstellen der Spannungsteiler-Platine mit 5 Stellungen
Der Spannungsteiler ist eine Leiterplatte in der Plasma-Stromquelle. Er misst die Spannung
des Plasmalichtbogens. Dies Spannung kann zwischen 0 VDC und 250 VDC betragen.
Aus Sicherheitsgründen reduziert die Leiterplatte die Lichtbogenspannung auf ein Signal mit
niedrigerer Spannung (0–15 VDC), um dies an die CNC zu senden.
Die Spannungsteiler-Platine hat 5 Einstellungen. Die werksseitige Standardeinstellung ist 50:1.
Die Spezifikation Ihrer Brennerhöhensteuerung (THC) gibt die richtigen Einstellungen an.
Wenn Sie sich nicht sicher sind, welche Einstellung Sie verwenden sollen oder die
Hypertherm-Spannungsteiler-Platine mit 5 Positionen nicht das für Ihre Anwendung benötigte
Spannungssignal liefert, sprechen Sie mit Ihrem Hypertherm-Vertriebspartner oder einer
Vertragswerksstatt bzw. mit Ihrem nächstgelegenen Hypertherm-Büro, das Sie am Anfang dieses
Handbuchs finden.
Beispiele:
Die werksseitige Standardeinstellung von 50:1 teilt jede Spannung durch 50, das heißt, pro
Volt werden 20 mV an die CNC gesendet. Bei einer rohen Lichtbogenspannung von 140 V
wird eine geteilte Spannung von 2800 mV (2,8 V) zur CNC gesendet.
Die 20:1-Einstellung teilt jede Spannung durch 20, das heißt für jedes Volt werden 50 mV
zur CNC gesendet. Bei einer rohen Lichtbogenspannung von 140 V wird eine geteilte
Spannung von 7000 mV (7,0 V) zur CNC gesendet.
Um die werksseitige Standardeinstellung der Spannungsteiler-Platine von 50:1 auf eine andere
Einstellung zu ändern, gehen Sie wie folgt vor:
1. Stellen Sie den Netzschalter an der Plasma-Stromquelle Stromquelle auf AUS (OFF) (O) und
stecken Sie das Netzkabel aus.
2. Nehmen Sie die Abdeckung der Plasma-Stromquelle ab.
34 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
L1
R5
R6
C2
C1 C4
BLK
RED
J1
J3
RED
BLK
J2
21.13040 50
GRN
S1
ALLDOWN =20
D1
J5
L1
X12
R7
R5
R6
R4
C3
C2
C1 C4
L1
BLK
RED
J1
J3
J4
RED
BLK
J2
21.1 30
40 50
GRN
S1
ALL DOWN = 20
D1
J5
20:1 21,1:1 30:1 40:1 50:1
3. Suchen Sie die DIP-Schalter der Spannungsteiler-Platine auf der Lüfterseite der
Plasma-Stromquelle.
In dieser Abbildung ist die Spannungsteiler-Platine mit der Standardeinstellung (50:1) und dem
Schalter Nr. 4 in der oberen Position dargestellt.
4. Bringen Sie die DIP-Schalter in eine der folgenden Stellungen:
Die Einstellung 21,1:1 ist speziell für PlasmaCAM-Schneidtische
ausgelegt, kann aber an allen mechanisierten Schneidanlagen, für die
ein Spannungsverhältnis von 21,1:1 notwendig ist, verwendet werden.
5. Bringen Sie die Abdeckung der Plasma-Stromquelle an.
Anschließen eines Kabels für serielle Schnittstelle RS-485 (Option)
Bevor Sie beginnen, stellen Sie sicher, dass Ihre Plasma-Stromquelle über Folgendes verfügt:
Einen werksseitig installierten (oder durch den Anwender installierten) Stecker für die
serielle RS-485-Schnittstelle sowie eine interne Platine für die serielle
RS-485-Schnittstelle. Siehe RS-485 Serial Interface Connector Field Service Bulletin
(Mitteilungsblatt für den Außendienst: Stecker für serielle Schnittstelle RS-485) (806710).
Siehe auch Powermax65/85/105 SYNC Parts Guide
(Powermax65/85/105 SYNC-Teile-Handbuch) (810490). Diese Plasma-Stromquelle
enthält Abschlusswiderstände.
Eine Maschinenschnittstellen-Verbindung zur CNC über die
Maschinenschnittstellenbuchse. Siehe Seite 24.
Das serielle RS-485-Schnittstellenkabel kann nicht alleine benutzt
werden. Die Plasma-Stromquelle muss ebenfalls eine
Maschinenschnittstellen-Verbindung zur CNC haben.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 35

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
Stecker für serielle
Schnittselle RS-485
ODER
D-Sub-Stecker mit 9 Stiftkontakten
Serielles
Schnittstellenkabel mit
offenem Ende
Der Stecker und das Kabel für die serielle RS-485-Schnittstelle unterstützen die
Plasma-Stromquelle bei der seriellen Kommunikation mit der CNC.
Die Kabel sind in verschiedenen Längen erhältlich. Siehe Powermax65/85/105 SYNC Parts Guide
(Powermax65/85/105 SYNC-Teile-Handbuch) (810490).
Installation des Kabels für die serielle Schnittstelle RS-485
Die Installation des Kabels für die serielle Schnittstelle RS-485 muss von einem qualifiziertem
Servicetechniker durchgeführt werden.
1. Stellen Sie den Netzschalter an der Plasma-Stromquelle Stromquelle auf AUS (OFF) (O) und
stecken Sie das Netzkabel aus.
2. Verbinden Sie das Kabel für die serielle Schnittstelle RS-485 mit dem Stecker für die serielle
Schnittstelle RS-485.
36 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
3. Nutzen Sie eine der im Folgenden beschriebenen Vorgehensweisen:
Wenn Sie ein Kabel mit einem
D-Sub-Stecker am anderen Ende
verwenden:
1. Schließen Sie den D-Sub-Stecker an
den Stiftsteckverbinder der CNC an.
Wenn Sie ein Kabel mit offenen
Kabelenden am anderen Ende verwenden:
1. Schließen Sie das Kabel für serielle
Schnittstelle RS-485 im Anschlusskasten
der CNC ab.
2. Ziehen Sie die Schrauben am
D-Sub-Stecker fest.
Dadurch wird der unbefugte Zugriff
auf die Anschlüsse nach der
Installation verhindert.
2. Vergewissern Sie sich vor der
Inbetriebnahme der Maschine, dass die
Anschlüsse ordnungsgemäß
vorgenommen wurden und alle
stromführenden Teile umschlossen und
geschützt sind.*
* Der Einbau von Hypertherm-Ausrüstungsteilen sowie vom Kunden bereitgestellten Teilen
einschließlich Verbindungskabeln unterliegt, sofern diese nicht als System zugelassen und
zertifiziert sind, Kontrollen durch die lokalen Behörden am endgültigen Installationsort.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 37

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
ODER
D-Sub-Stecker mit 9
Stiftkontakten
Serielles
Schnittstellenkabel mit
offenem Ende
2
1
3
5
4
Serielle RS-485-Schnittstellensignale für die Verbindung zu einer CNC
Ziehen Sie beim Anschließen der Plasma-Stromquelle mit einem seriellen Schnittstellenkabel an der
CNC die nachstehende Tabelle hinzu:
Diese Plasma-Stromquelle enthält Abschlusswiderstände.
Serieller Stecker der Powermax D-Sub-Stecker Offene Kabelenden
Stiftnummer Stiftnummer Signal Drahtfarbe Typ
1 7 RxD (+) Rot Eingang
2 3 RxD (–) Schwarz Eingang
3 4 TxD (+) Weiß Ausgang
4 2 TxD (–) Schwarz Ausgang
5 5 Schutzleiter Grün
1 Nicht angeschlossen
6 Nicht angeschlossen
8 Nicht angeschlossen
9 Nicht angeschlossen
38 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
ODER
D-Sub-Stecker mit 9 Stiftkontakten
Serielles
Schnittstellenkabel mit
offenem Ende
Interne Leitungen
Serieller Stecker
Serielle RS-485-Schnittstellensignale für die Fehlerbeseitigung
Ziehen Sie bei Problemen mit der seriellen Verbindung zwischen Plasma-Stromquelle und CNC für
die Fehlerbeseitigung die nachstehende Tabelle mit Kabelsignalen zu Rate.
Drahtfarbe
Schwarz 2 Tx (–) Ausgang 3 RxD (–) Schwarz Eingang
Braun 3 Rx (+) Eingang 4 TxD (+) Weiß Ausgang
Interne Powermax-Leitungen und
serieller Stecker
Stift-
nummer
Rot 1 Tx (+) Ausgang 7 RxD (+) Rot Eingang
Weiß 4 Rx (–) Eingang 2 TxD (–) Schwarz Ausgang
Grün 5 Schutzleiter 5 Schutzleiter Grün
Signal Typ
D-Sub-
Stecker
Stift-
nummer
1 Nicht angeschlossen
6 Nicht angeschlossen
8 Nicht angeschlossen
9 Nicht angeschlossen
Offene Kabelenden
Signal Drahtfarbe Typ
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 39

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
Baud-Rate
(nicht änderbar)
Daten-Bits
(nicht änderbar)
Parität
(änderbar)
Stopp-Bits
(änderbar)
Einstellen der Parameter auf dem Einstellungsbildschirm für die CNC-Schnittstelle
Legen Sie die Parameter für die serielle Kommunikation im Einstellungsbildschirm für die
CNC-Schnittstelle (CNC INTERFACE) fest.
1. Wählen Sie auf dem Hauptmenübildschirm aus.
2. Wählen Sie aus, um den Einstellungsbildschirm für die CNC-Schnittstelle, CNC
INTERFACE, aufzurufen.
3. Drehen Sie den Einstellknopf, bis das zu ändernde Feld ausgewählt ist.
4. Drücken Sie auf , um das Feld auszuwählen.
5. Drehen Sie den Einstellknopf, um den Wert des Feldes zu verändern.
6. Drücken Sie auf , um den neuen Wert auszuwählen.
40 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
– Legen Sie die Konfigurationen für die Paritätsprüfung und die Stopp-Bits für diese
Powermax fest. Achten Sie darauf, dass die Werte in diesem Feld mit den Werten an der
CNC übereinstimmen.
Wählen Sie für die Paritätsprüfung einen der folgenden Werte aus:
E Gerade (Standardeinstellung)
O Ungerade
N Keine Paritätsprüfung
Wählen Sie für die Stopp-Bits einen der folgenden Werte aus:
1 1 Stopp-Bit (Standardeinstellung)
2 2 Stopp-Bits
– Das ist die Modbus-Knoten-Adresse für diese Powermax. Der Standardwert
beträgt Null (0).
Bei Schneidanlagen mit einer Powermax-Plasma-Stromquelle: Behalten Sie den
Standardwert Null (0) bei.
Beim Wert Null (0) kann die CNC die Knoten-Adresse für die Powermax automatisch
setzen. Die Knoten-Adresse wird von der ersten gültigen
Modbus-Anforderungsnachricht eingerichtet, die die Powermax von der CNC erhält,
nachdem der Powermax-Netzschalter auf EIN (ON/I) gestellt wurde. In diesem Feld
wird während der Modbus-Kommunikation weiterhin der Wert Null (0) angezeigt. Dies
bedeutet, dass die Knoten-Adresse durch die CNC gesteuert wird.
Bei Schneidanlagen mit zwei oder mehr Powermax-Plasma-Stromquellen: Wählen
Sie für jede Powermax eine eindeutige Nummer von 1 bis 255.
Wenn Sie die Knoten-Adresse für diese Powermax eingerichtet haben, führen Sie
einen kalten Neustart durch.
Vergewissern Sie sich, dass die CNC diese Knoten-Adresse bei der Kommunikation
mit jeder Powermax verwendet.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 41

Konfigurieren der Bedienelemente für mechanisiertes Schneiden
3
Fernsteuerungsmodus-Anzeige
Die Fernsteuerungsmodus-Anzeige zeigt, dass
die Plasma-Stromquelle von einer CNC oder
anderen Steuerung gesteuert wird. Die
Bedienelemente an der Vorderseite sind im
Fernsteuerungsmodus deaktiviert. Die
Fehlercodes und Fehlersymbole werden jedoch
wie gewohnt angezeigt. Sie können die
Menübildschirme aufrufen und sich Informationen
über die Plasma-Stromquelle, den Brenner und
den Einsatz ansehen.
Weitere Informationen über die Konfiguration der seriellen Kommunikation
Powermax65/85/105 SYNC bietet über eine serielle Verbindung mehr Daten über die
Plasma-Stromquelle als bei den älteren Powermax Plasma-Stromquellen sowie Zugriff auf die Daten
zum Einsatzverbrauch. Eine CNC kann auch einen Gastest und ein schnelles Zurücksetzen an einer
Powermax65/85/105 SYNC anfordern.
Weitere Informationen finden Sie im Powermax65/85/105 SYNC Serial Communication Protocol
and Implementation Guide (Powermax65/85/105 SYNC Leitfaden zum Protokoll für serielle
Kommunikation und Implementierung) (810400). Eine technische Dokumentation ist unter
www.hypertherm.com/docs abrufbar.
42 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Schneiden mit dem Maschinenbrenner
Die Informationen in diesem Kapitel sollen Sie bei Folgendem unterstützen:
Auswahl des richtigen Hypertherm-Schneideinsatzes
Optimieren der Schnittqualität
Brennerhöhensteuerung verstehen
Lochstechen von Metall
Legierten Stahl mit F5-Gas schneiden
Für Informationen zum Fugenhobeln siehe Fugenhobeln mit dem Maschinenbrenner auf Seite 63.
Um Probleme mit der Schneidanlage oder bei der Schnittqualität zu beheben, siehe Ty pi sche
Probleme bei mechanisierten Anlagen auf Seite 67.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 43

Schneiden mit dem Maschinenbrenner
4
Auswahl des Einsatzes
Hypertherm bietet die folgenden Typen mechanisierter Schneideinsätze an:
Einsatz-Typ Zweck
Mechanisiertes
Schneiden
(grau)
FineCut
mechanisiertes
Schneiden (grau)
FlushCut
(schwarz)
Ohmscher Ring
®
TM
Verwenden Sie diese Einsätze für
das breiteste Spektrum von
Schneidanwendungen.
Verwenden Sie diese Einsätze,
um eine schmalere Schnittfuge
auf dünnem unlegiertem und
legiertem Stahl von bis zu 3 mm
zu erreichen.
Verwenden Sie diese Einsätze,
um so nahe wie möglich an der
Trägerplatte zu schneiden, ohne
das Werkstück zu durchlöchern
oder zu beschädigen.
Verwenden Sie dieses
Einsatz-Zubehör mit
Brennerhöhensteuerung (THC),
die durch ohmschen Kontakt die
Oberfläche des Werkstücks vor
jedem Schnitt finden kann. Siehe
Ohmscher Kontakt für
Anfangshöhenabtastung auf
Seite 59.
Diese Einsätze für mechanisiertes Schneiden sind mit SmartSYNC-Handbrennern
kompatibel. Bei Verwendung dieser Einsätze auf einem Handbrenner müssen Sie beim
Schneiden Abstand halten.
Plasma-Stromversorgungen werden mit einem Starter-Set an Hypertherm-Einsätzen
geliefert.
Eine vollständige Liste der verfügbaren Schneid- und Fugenhobel-Einsätze finden Sie im
Powermax65/85/105 SYNC Parts Guide (Powermax65/85/105 SYNC-Teile-Handbuch)
(810490).
Für Informationen zum Fugenhobeln (Prozesse und Einsätze) siehe Fugenhobeln mit dem
Maschinenbrenner auf Seite 63.
Für Unterstützung beim Installieren der Einsätze siehe Zünden des Brenners vorbereiten auf
Seite 51.
44 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC
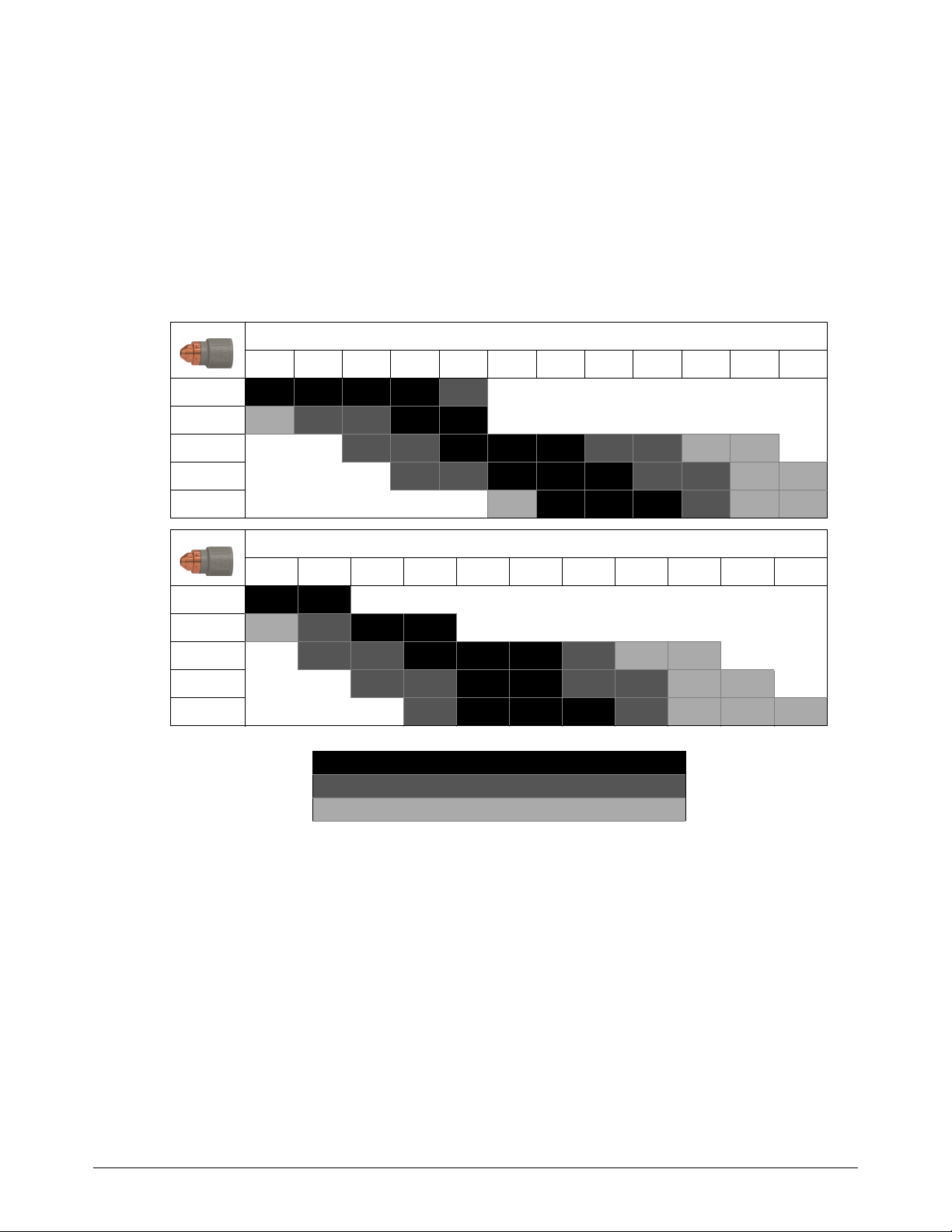
Schneiden mit dem Maschinenbrenner
4
Wählen Sie den Einsatz mit der Stromstärke aus, die für das Material, das Sie schneiden wollen,
am besten geeignet ist. Denken Sie auch an die Parameter, mit denen Sie die für einen bestimmten
Auftrag gewünschte Schnittqualität erzielen können. Weitere Informationen finden Sie unter
Einschätzen und Verbessern der Schnittqualität auf Seite 54.
Vergewissern Sie sich, dass die Stromstärke des von Ihnen ausgewählten
Einsatzes von der Plasma-Stromquelle unterstützt wird. Wenn Sie zum
Beispiel eine Powermax85 SYNC haben, wählen Sie einen 85-A-, 65-Aoder 45-A-Einsatz, aber keinen 105-A-Einsatz.
Wählen Sie den besten Einsatz für das Material aus, das Sie schneiden wollen.
Materialstärke (mm)
0,5 1 2 3 5 8 10 12 15 20 25 30
FineCut
45 A
65 A
85 A
105 A
FineCut
45 A
65 A
85 A
105 A
Materialstärke (Zoll)
0,02 0,06 1/8 1/4 3/8 1/2 5/8 3/4 1 1–1/4 1–1/2
Optimale Schnittqualität
Nahezu optimale Schnittqualität
Niedrigere Schnittqualität oder Geschwindigkeit
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 45

Schneiden mit dem Maschinenbrenner
4
FlushCut-EinsatzEinsätze für mechanisiertes Schneiden
Mit FlushCut-Spezialeinsätzen arbeiten
FlushCut-Einsätze wurden entwickelt, um Laschen, Ösen und andere Anbauten entfernen zu
können, ohne das Werkstück zu durchlöchern oder zu beschädigen. Sie können FlushCut-Einsätze
auch für die Metallreinigung verwenden. FlushCut-Einsätze erzeugen einen abgewinkelten
Plasmalichtbogen, mit dem Sie ziemlich nah am Trägermaterial schneiden können, ohne dass viel
Restmaterial übrig bleibt, das noch abgeschliffen werden muss. Für diese langen, geraden Schnitte
werden FlushCut-Einsätze normalerweise mit auf Führungswagen montierten oder
schienengebundenen Maschinenbrennern oder tragbaren Schneidbrennern auf Führungswagen
verwendet.
46 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

4
Das Beste aus Ihren Einsätzen herausholen
Die folgenden Faktoren beeinflussen, wie häufig Sie den Hypertherm-Einsatz Ihres
Maschinenbrenners auswechseln müssen:
Qualität der Gasversorgung
Es ist äußerst wichtig, die Gasversorgungsleitung sauber und trocken zu halten.
Öl, Wasser, Dampf und andere Verunreinigungen in der Gasversorgung können
die Schnittqualität und Standzeit des Einsatzes beeinträchtigen.
Siehe Powermax65/85/105 SYNC Operator Manual
(Powermax65/85/105 SYNC-Betriebsanleitung) (810470).
Schneidparameter
Vergewissern Sie sich, dass Lichtbogenstrom, Lichtbogenspannung,
Schnittgeschwindigkeit, Schnitthöhe und andere Schneideinstellungen
korrekt sind. Siehe Powermax65/85/105 SYNC Cut Charts Guide
(Powermax65/85/105 SYNC-Schneidtabellen-Anleitung) (810500MU).
Verwenden Sie die korrekte Brennerhöhe und Lochstechverzögerungszeit
für das Lochstechen. Siehe Powermax65/85/105 SYNC Cut Charts Guide
(Powermax65/85/105 SYNC-Schneidtabellen-Anleitung) (810500MU).
Schneiden mit dem Maschinenbrenner
Den Brenner nur zünden, wenn notwendig
Um die maximale Standzeit des Einsatzes zu erreichen, zünden Sie den Brenner nicht,
wenn Sie nicht schneiden. Beginnen oder beenden Sie beispielsweise keine Schnitte
auf der Werkstückoberfläche.
Sofern der Lichtbogen bei Schnittbeginn mit dem Werkstück in Kontakt
kommt, kann der Schnitt auch an der Kante des Werkstücks begonnen
werden.
Warten Sie nach dem Schneiden, bis die Gas-Nachströmung beendet ist
Wenn Sie aufhören, zu schneiden, fließt das Gas ca. 20 Sekunden lang weiter. Diese
Nachströmung ist notwendig, um die Temperatur des Einsatzes zu verringern. Warten
Sie immer, bis die Nachströmung beendet ist, bevor Sie einen Einsatz entfernen.
Stärke des Werkstücks.
Allgemein gilt: Je dicker das Werkstück, desto schneller nutzen sich die Einsätze ab.
Die besten Ergebnisse erzielen Sie, wenn 80 % der von Ihnen geschnittenen
Werkstücke die für diese Anlage und diesen Einsatz vorgegebenen Stärke haben
oder dünner sind. Siehe Powermax65/85/105 SYNC Operator Manual
(Powermax65/85/105 SYNC-Betriebsanleitung) (810470).
Um die besten Ergebnisse zu erzielen, schneiden Sie keine Werkstücke mit einer Stärke,
die über der für diese Anlage und diesen Einsatz vorgegebenen liegt.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 47

Schneiden mit dem Maschinenbrenner
4
Brennerkappe
Schild
Düsenöffnung (rund)
Schneiden von Streckmetall
Streckmetall ist ein gitterartiges Material, dessen Maschen verschiedene Formen haben
können. Beim Schneiden von Streckmetall nutzen sich Einsätze schneller ab, da ein
Dauer-Pilotlichtbogen erforderlich ist. Ein Pilotlichtbogen entsteht, wenn der Brenner
gezündet ist, der Plasmalichtbogen das Werkstück aber nicht berührt.
Vergewissern Sie sich, dass die Betriebsart nicht auf die Betriebsart Streckmetall
eingestellt ist – außer Sie schneiden Streckmetall.
Beim normalen mechanisierten Schneiden mit
Powermax65/85/105 SYNC-Plasma-Stromquellen unter
Laborbedingungen hat Hypertherm 1 bis 3 Stunden effektive
„Lichtbogen-Ein-Zeit“ erreicht.
Anzeichen, dass ein Einsatz das Ende seiner Standzeit fast erreicht hat
Normalerweise ist das beste Anzeichen, dass ein neuer Einsatz installiert werden muss, wenn die
Schnittqualität nicht mehr zufriedenstellend ist. Wenn ein Einsatz ausgetauscht werden muss,
ersetzen Sie den ganzen Einsatz durch einen neuen. Versuchen Sie nicht, den Einsatz
zu zerlegen.
Die folgenden Anzeichen können darauf hinweisen, dass ein Einsatz das Ende seiner Standzeit
erreicht hat bzw. bald erreichen wird:
Überprüfen Sie die Düsenöffnung. Düsenöffnungen sind rund, wenn sie sich in einem
guten Zustand befinden. Wenn die Düsenöffnung nicht rund ist, wechseln Sie den
Einsatz aus.
Achten Sie darauf, ob mehr Fehler mit Fehlercode 0-30-0 auftreten. Mit zunehmender
Abnutzung des Einsatzes kann sich unerwünschtes Material im Einsatz ansammeln und
Fehler mit Fehlercode 0-30-0 verursachen. Manchmal können Sie dieses Material entfernen,
indem Sie den Einsatz vorsichtig schütteln.
48 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Schneiden mit dem Maschinenbrenner
4
1
1
Untersuchen Sie die Krone .
Die Krone ist das viereckige
Kupferteil im Inneren des
Einsatzes. Drücken Sie die Krone
nach unten und entlasten Sie
dann die Feder.
Wenn sich die Krone in einem
guten Zustand befindet, kehrt sie
wieder in ihre Ausgangsposition
zurück. Wenn die Krone in der
gleichen Position bleibt, schütteln
Sie den Einsatz vorsichtig. Wenn
die Krone in der unteren Position
bleibt, wechseln Sie den Einsatz aus.
Wenn an der Anlage der Fehlercode 0-32-0 oder 0-32-1 angezeigt wird, montieren Sie
einen neuen Einsatz.
Wenn Sie öfter Lochstechen, können sich an der Brennerkappe schwarze
Flecken bilden. Das ist normalerweise kein Anzeichen dafür, dass der
Einsatz das Ende seiner Standzeit erreicht hat. Schneiden Sie mit dem
Einsatz weiter, bis die Schnittqualität nicht mehr zufriedenstellend ist.
Weitere Informationen finden Sie in den folgenden Kapiteln:
Einschätzen und Verbessern der Schnittqualität auf Seite 54
Brennerhöhensteuerung für das Plasmaschneiden verstehen auf Seite 58
Typische Probleme bei mechanisierten Anlagen auf Seite 67
Einsatz-Daten auf der Statusanzeige anzeigen
Sie können die Einsatz-Daten für Pilotlichtbogen-Starts (STA) und
Lichtbogenübertragungszeit (XT) auf der Statusanzeige anzeigen. Wenn Sie das Feld STA/XT auf
Ein setzen, bleiben diese Werte auf der Statusanzeige, bis Sie das Feld STA/XT auf Aus setzen.
1. Drücken und halten Sie 2 Sekunden lang gedrückt, um zum Hauptmenübildschirm
zu wechseln.
2. Drehen Sie den Einstellknopf und gehen Sie zu . Drücken Sie auf , um die
Einstellung auszuwählen.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 49

Schneiden mit dem Maschinenbrenner
4
3. Drehen Sie den Einstellknopf, gehen Sie damit zu und drücken Sie auf , um die
Einstellung auszuwählen. Der LCD-Anzeigebildschirm (LCD DISPLAY) wird angezeigt.
4. Drehen Sie den Einstellknopf, gehen Sie damit zum Feld STA/XT und drücken Sie auf ,
um die Einstellung auszuwählen.
5. Drehen Sie den Einstellknopf und stellen Sie das
Feld STA/XT auf ein: .
6. Drücken Sie auf , um die Einstellung
zu übernehmen.
7. Drücken Sie auf , um zur Statusanzeige
zurückzukehren. Die Felder STA und XT werden
jetzt auf dem Bildschirm angezeigt.
50 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

4
Zünden des Brenners vorbereiten
SOFORTSTARTBRENNER – EIN PLASMALICHTBOGEN KANN VERLETZUNGEN
UND VERBRENNUNGEN VERURSACHEN
Der Plasmalichtbogen wird sofort gezündet, wenn Sie einen START/STOPP-Befehl
von der CNC senden. Bevor Sie den Einsatz auswechseln, muss eine der folgenden
Maßnahmen durchgeführt werden. Führen Sie nach Möglichkeit die erste Maßnahme
durch.
Stellen Sie den Netzschalter an der Plasma-Stromquelle auf AUS (OFF/O).
ODER
Stellen Sie den Brenner-Verriegelungsschalter auf die gelbe Sperrposition (X).
Senden Sie einen START/STOP-Befehl von der CNC, um sicherzustellen, dass
der Brenner keinen Plasmalichtbogen erzeugt.
Schneiden mit dem Maschinenbrenner
WARNUNG
WARNUNG
SOFORTSTARTBRENNER – HALTEN SIE ABSTAND VOM PLASMALICHTBOGEN
Der Plasmalichtbogen kann Handschuhe und Haut in kurzer Zeit verbrennen.
Tragen Sie korrekte und zugelassene Schutzausrüstung.
Halten Sie Ihre Hände, Kleidung und Gegenstände von der Brennerdüse fern.
Halten Sie das Werkstück nicht fest. Halten Sie Ihre Hände fern vom
Schneidbereich.
Richten Sie den Brenner niemals auf sich oder andere Personen.
WARNUNG
VERBRENNUNGS- UND STROMSCHLAGGEFAHR –
ISOLIERHANDSCHUHE TRAGEN
Tragen Sie beim Austausch von Einsätzen stets Isolierhandschuhe.
Beim Schneiden werden die Einsätze sehr heiß und können schwere
Verbrennungen verursachen.
Bei Berührung der Einsätze besteht Stromschlaggefahr,
wenn die Plasma-Stromquelle eingeschaltet (ON) ist und der
Brenner-Verriegelungsschalter sich nicht in der gelben
Sperrposition (X) befindet.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 51

Schneiden mit dem Maschinenbrenner
4
Im Folgenden finden Sie einen Überblick über die Vorbereitungen auf das Zünden des
Maschinenbrenners: Vergewissern Sie sich, dass Sie Plasma-Stromquelle und
SmartSYNC-Brenner richtig bedienen können, bevor Sie den Maschinenbrenner zünden. Siehe
Powermax65/85/105 SYNC Operator Manual (Powermax65/85/105 SYNC-Betriebsanleitung)
(810470).
Bei dieser Anleitung wird davon ausgegangen, dass zu Beginn der Netzschalter an der
Plasma-Stromquelle auf EIN (ON/I) gestellt ist.
1. Nutzen Sie eine der im Folgenden beschriebenen Vorgehensweisen:
Mini-Maschinenbrenner: Stellen Sie den Netzschalter an der Plasma-Stromquelle auf
AUS (OFF/O).
Langer Maschinenbrenner: Stellen Sie den Brenner-Verriegelungsschalter auf die gelbe
Sperrposition (X).
2. Installieren Sie den richtigen Hypertherm-Einsatz. Ziehen Sie eine Vierteldrehung an.
3. Nutzen Sie eine der im Folgenden beschriebenen Vorgehensweisen:
Mini-Maschinenbrenner: Stellen Sie den Netzschalter an der Plasma-Stromquelle auf
EIN (ON/I).
Langer Maschinenbrenner: Stellen Sie den Brenner-Verriegelungsschalter auf die grüne
Position „Bereit zum Zünden“ ( ).
52 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

4
4. Vergewissern Sie sich, dass die Plasma-Stromquelle automatisch
in den Schneidmodus oder Fugenhobelmodus versetzt wird, um sie
an den von Ihnen installierten Hypertherm-Einsatz anzupassen.
Um vom Schneidmodus in den Streckmetall-Modus
zu wechseln, drücken Sie die Betriebsart-Taste.
Wenn ein Schneideinsatz installiert ist, ist die
Fugenhobel-Betriebsart nicht verfügbar.
5. Senden Sie einen START/STOPP-Befehl von der CNC, damit ein Plasmalichtbogen
erzeugt wird.
Fernsteuerungsmodus-Anzeige
Die Fernsteuerungsmodus-Anzeige zeigt an,
dass die Plasma-Stromquelle von einer CNC
oder anderen Steuerung gesteuert wird.
Die Bedienelemente an der Vorderseite sind
im Fernsteuerungsmodus deaktiviert. Die
Fehlercodes und Fehlersymbole werden jedoch
wie gewohnt angezeigt. Sie können die
Menübildschirme aufrufen und sich Informationen
über die Plasma-Stromquelle, den Brenner und
den Einsatz ansehen.
Schneiden mit dem Maschinenbrenner
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 53

Schneiden mit dem Maschinenbrenner
4
Einschätzen und Verbessern der Schnittqualität
Was ist gute Schnittqualität?
Wenn die folgenden Eigenschaften eines Schnitts minimiert sind, handelt es sich um einen Schnitt
von guter Qualität.
Schnittwinkel (Fase)
Breite der Schnittfuge
Größe der Wärmeeinflusszonen
Bartbildung (geschmolzenes Metall am Schnitt)
Rauheit der Schnittfläche
Sie können aus vielen Gründen eine gute Schnittqualität wünschen. Zum Beispiel:
Nachbesserungen wie Schleifen minimal halten
Wenn die Schnittkante im fertigen Produkt sichtbar ist
Schweißen oder Lackieren nach dem Schneiden vereinfachen
Aber es gibt auch Fälle, bei denen die Schnittqualität nicht so wichtig ist. Geschwindigkeit kann
beispielsweise für einen bestimmten Auftrag wichtiger sein. Oftmals ist die beste Wahl ein
Kompromiss aus Geschwindigkeit und Qualität.
Hypertherm empfiehlt, kein Material zu schneiden, das mit Wasser in
Kontakt bzw. mit Wasser bedeckt ist. Das kann nämlich zu einer
schlechten Schnittqualität führen. Siehe Leitlinien für das Schneiden auf
Wassertischen auf Seite 62.
54 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

4
Was ist eine Schneidtabelle?
Hypertherm gibt Ihnen einen Anhaltspunkt, die Parameter zu finden, um die für einen bestimmten
Auftrag gewünschte Schnittqualität zu erzielen: ein Parametersatz für jeden Einsatz zum
mechanisierten Schneiden und Metallart und -stärke. Diese Parametersätze bezeichnet man als
Schneidtabellen.
Hypertherm hat diese Schneidtabellen unter Laborbedingungen mit neuen Hypertherm-Einsätzen
ermittelt. Die Schneidtabellen geben Startparameter an, um die beste Schnittqualität mit Ihrem
Schneidgerät und -material zu erzielen. Ausgehend von diesem Startpunkt stellen Sie die
Schneidanlage für das zu schneidende Material und für die bei diesem Auftrag gewünschten
Ergebnisse ein.
Unterschiede bei den Schneidanlage-Installationen und in der
Materialzusammensetzung können dazu führen, dass die tatsächlichen
Ergebnisse von den in den Schneidtabellen gezeigten Werten abweichen.
Beispiele von Schneidtabellen-Parameter sind:
Schneiden mit dem Maschinenbrenner
Stromstärke
Metallstärke
Schneidhöhe
Anfangslochstechhöhe
Für weitere Informationen siehe Powermax65/85/105 SYNC Cut Charts Guide
(Powermax65/85/105 SYNC-Schneidtabellen-Anleitung) (810500MU).
Richtlinien zum Schneiden und Lochstechen
Richtlinien zum Schneiden
Beginnen Sie immer mit den empfohlenen Einstellungen aus den Schneidtabellen.
Siehe Powermax65/85/105 SYNC Cut Charts Guide
(Powermax65/85/105 SYNC-Schneidtabellen-Anleitung) (810500MU).
Falls Sie feststellen, dass eine Standardeinstellung angepasst werden muss und Sie eine
CNC oder andere Steuerung haben, nutzen Sie Offset- oder Override-Befehle, um den/die
Ausgangswert(e) innerhalb der zulässigen Grenzen schrittweise zu verändern.
Der Brenner darf das Werkstück während des Schneidvorgangs nicht berühren. Durch
Kontakt mit dem Werkstück kann der Einsatz oder die Oberfläche des Werkstücks
beschädigt werden.
Lochstechverzögerungszeit
Schnittgeschwindigkeit
Lichtbogen-Spannung
Breite der Schnittfuge
Wenn Sie eine Brennerhöhensteuerung (THC) mit ohmschem
Kontaktsensor haben, ist Kontakt während der Anfangshöhenabtastung
(IHS) erlaubt. Siehe Ohmscher Kontakt für Anfangshöhenabtastung auf
Seite 59.
Stellen Sie bei Verfahren in senkrechter Position sicher, dass der Brenner senkrecht
(im 90-Grad-Winkel) zum Werkstück ausgerichtet ist.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 55

Schneiden mit dem Maschinenbrenner
4
Instabilität beim Antriebssystem und bei der Schienenbewegung beeinträchtigt die Stabilität
der Brennerbewegung, was unregelmäßige Schnittmuster zur Folge hat. Führen Sie die
erforderlichen Reparatur- und Wartungsarbeiten am Antriebssystem und den Schienen
unbedingt regelmäßig durch.
Wie Sie dabei vorgehen müssen, entnehmen Sie bitte der
Betriebsanleitung, die im Lieferumfang Ihrer mechanisierten
Schneidanlage enthalten ist.
Führen Sie alle Wartungsaufgaben für die Schneidanlage planmäßig durch.
Siehe Powermax65/85/105 SYNC Operator Manual
(Powermax65/85/105 SYNC-Betriebsanleitung) (810470).
Vermeiden Sie es, den Brenner unnötigerweise zu zünden. Das reduziert die Standzeit
des Einsatzes.
Sofern der Lichtbogen bei Schnittbeginn mit dem Werkstück in Kontakt
kommt, kann der Schnitt auch an der Kante des Werkstücks begonnen
werden.
Vermeiden Sie Brennerausfahrten, bei denen der Brenner vom Werkstück wegbewegt und
der Plasmalichtbogen gestreckt wird.
Befolgen Sie die folgenden Schritte, um die Übertragung des Plasmalichtbogens nicht
zu unterbrechen, falls Ihre CNC es unterstützt:
Beenden Sie jeden Schnitt so, dass der Plasmalichtbogen noch zum Werkstück
übertragen wird.
Verringern Sie die Schnittgeschwindigkeit, wenn Sie sich dem Schnittende nähern.
Richtlinien zum Lochstechen
Lochstechen geht durch die volle Stärke des Werkstücks. Lochstechen ist zudem normalerweise
der erste Schritt, wenn ein Teil geschnitten wird.
Sofern der Lichtbogen bei Schnittbeginn mit dem Werkstück in Kontakt
kommt, kann der Schnitt auch an der Kante des Werkstücks begonnen
werden.
Sie können unerwünschte Ergebnisse minimieren, die Anzahl der Lochstechvorgänge erhöhen und
die Standzeit der Einsätze maximieren, wenn Sie die Lochstech- und Schneidhöheneinstellungen
verwenden, die Hypertherm in den Schneidtabellen empfiehlt. Siehe Powermax65/85/105 SYNC
Cut Charts Guide (Powermax65/85/105 SYNC-Schneidtabellen-Anleitung) (810500MU) und
Folgendes:
Lochstechverzögerung: Die Lochstechverzögerung ist die Verweildauer des Brenners
auf der Lochstechhöhe, bevor der Brenner mit der Schneidbewegung beginnt. Die
Lochstechverzögerung muss ausreichend lang sein, damit der Lichtbogen das Material
durchstechen kann, bevor sich der Brenner bewegt, aber nicht so lang, dass sich das
gestochene Loch vergrößert und dazu führt, dass der Lichtbogen „umherschweift“ oder
erlischt, bevor die Brennerbewegung startet.
Die in den Schneidtabellen angegebenen Lochstechverzögerungszeiten basieren auf
durchschnittlichen Verzögerungszeiten während der gesamten Standzeit der Einsätze.
Falls durch Einsatz-Abnutzung notwendig, erhöhen Sie die Lochstechverzögerungszeit.
56 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Schneiden mit dem Maschinenbrenner
4
Lochstechhöhe: Die Lochstechhöhe ist der Abstand zwischen Brenner und Werkstück,
der notwendig ist, um das Werkstück vor dem Schnitt zu durchstechen. Bei der
Powermax65/85/105 SYNC ist die Lochstechhöhe im Allgemeinen zwischen 150 und
400 % der Schneidhöhe. Siehe Powermax65/85/105 SYNC Cut Charts Guide
(Powermax65/85/105 SYNC-Schneidtabellen-Anleitung) (810500MU) für genaue Werte.
Maximale Stärke beim Lochstechen: Beim Lochstechen von Materialien nah an der
maximalen Stärke für einen spezifischen Prozess müssen die folgenden wichtigen Faktoren
berücksichtigt werden:
Es sollte eine Einfahrtslänge eingeplant werden, die etwa der Stärke des Materials
entspricht, das durchstochen wird. Bei einem Material mit einer Stärke von 20 mm ist
beispielsweise eine Einfahrtslänge von 20 mm notwendig.
Um Schäden am Einsatz durch den Aufbau von geschmolzenem Material zu vermeiden,
das durch das Lochstechen erzeugt wird, darf der Brenner erst zur Schneidhöhe
abgesenkt werden, wenn das geschmolzene Material entfernt wurde.
Unterschiedliche Materialzusammensetzungen können die Lochstechfähigkeit der
Plasma-Stromquelle beeinträchtigen. Hochfester Stahl mit einem hohen Manganoder Siliziumgehalt kann beispielsweise die maximale Lochstechfähigkeit reduzieren.
Hypertherm ermittelt Schneidtabellen-Parameter durch Tests mit üblicherweise
verwendeten Metallarten, allerdings können Ihre Ergebnisse davon abweichen.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 57

Schneiden mit dem Maschinenbrenner
4
Brennerhöhensteuerung für das Plasmaschneiden verstehen
Die Brennerhöhe ist der Abstand zwischen Brenner und Werkstück. Die Lichtbogen-Spannung ist
die entsprechende Spannung des Plasmalichtbogens zwischen Brenner und Werkstück. Anhand
der Hypertherm-Schneidtabelle stellen Sie die anfängliche Brennerhöhe und Lichtbogenspannung
für die gewünschte Schnittqualität ein. Für einheitliche Schnittqualität und höchstmögliche
Standzeit des Einsatzes müssen Sie die Brennerhöhe und Lichtbogen-Spannung während
des Schneidens überwachen und anpassen.
Es gibt eine Reihe von Systemen zur Brennerhöhensteuerung, von manuell bis vollautomatisch.
Ein manuelles System hält den Brenner während des Schneidens in der gleichen Position
in seiner Halterung. Der Bediener bringt den Brenner mit einer Messlehre oder durch
Probieren auf die beste anfängliche Schneidhöhe. Anschließend beobachtet der Bediener
die Ergebnisse bei der Schnittqualität und stellt die Brennerhöhe durch weiteres Probieren
entsprechend ein. Bei diesen Systemen ist die Schnittqualität uneinheitlich und die
Standzeit des Einsatzes kürzer.
Ein vollautomatisches System integriert Brennerhöhensteuerungs- und CNC-Funktionen
und hebt und senkt den Brenner während des Schneidens ständig als Reaktion auf
Variationen beim Metall, zum Beispiel hitzebedingte Verwerfungen. Diese Systeme können
außerdem die Lichtbogen-Spannung dem Einsatzverschleiß anpassen, um einen Kontakt
zwischen Brenner und Werkstück zu verhindern und so die Standzeit des Einsatzes zu
verlängern. Automatisierte Brennerhöhensteuerungs-Systeme gewährleisten ohne Eingriff
des Bedieners während des Schneidvorgangs die beste Schnittqualität und die längste
Standzeit des Einsatzes.
Abb. 1 – Heben und Senken des Brenners als Reaktion auf Variationen beim Metall
58 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

4
Brennerhöhe während des Schneidzyklus
1
23
4
5
1 Erkennen der Werkstückoberfläche
2 Anheben auf Lochstechhöhe
3 Lochstechen des Werkstücks
4 Absenken auf Schneidhöhe
5 Anheben auf Überquerungshöhe
1
2
1
2
Automatisierte Brennerhöhensteuerungs-Systeme müssen die Oberfläche des Werkstücks vor
jedem Schneidzyklus erfassen. Dies nennt man Anfangshöhenabtastung (IHS). Nach der IHS hebt
das System den Brenner auf die Lochstechhöhe. Der Brenner zündet und durchsticht das
Werkstück. Dann senkt sich der Brenner auf die Schneidhöhe ab, um den Schnitt fertigzustellen.
Während des Schneidens hebt und senkt das System den Brenner auf der Grundlage des
Lichtbogen-Spannungs-Feedbacks.
Wenn der Schnitt beendet ist, hebt sich der Brenner auf die Überquerungshöhe und bewegt sich
auf die Position für den nächsten Schnitt.
Schneiden mit dem Maschinenbrenner
Ohmscher Kontakt für Anfangshöhenabtastung
Ohmsches Kontaktmessen ist eine der genauesten Methoden
für IHS. Ohmscher Kontakt bezieht sich auf die elektrische
Verbindung zwischen Brenner und Werkstück, wenn
der Brenner das Werkstück während der IHS berührt.
Die Brennerhöhensteuerung enthält eine elektrische
Leitung , die die elektrische Verbindung herstellt,
die für die IHS notwendig ist. Diese Leitung geht von
der Brennerhöhensteuerung zu einem Metallring, der als
ohmscher Ring bezeichnet wird und an der Brennerspitze
mit dem Einsatz verbunden ist.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 59
Ohmsches Kontaktmessen funktioniert nicht unter
Wasser oder mit nichtleitenden Oberflächen,
wie z. B. starkem Rost, Grundierung,
Lackierung und Abdeckklebeband.

Schneiden mit dem Maschinenbrenner
4
Mehr erfahren
Dieses Kapitel gibt lediglich einen Überblick über die Brennerhöhensteuerung.
Weitere Informationen finden Sie in:
CNCs, THCs, and machine motion for light industrial tables, ein aufgezeichnetes Webinar
auf der Hypertherm-Website unter www.hypertherm.com/webinars
Height Control Theory, ein Online-Kurs auf Abruf am Hypertherm Institut für Schneidtechnik
(HCI) unter www.hypertherm.com/hci
Diese Materialien gibt es nur auf Englisch.
60 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

4
Legierten Stahl mit F5 schneiden
F5
Luft
GIFTIGE DÄMPFE KÖNNEN SCHWERE ODER TÖDLICHE VERLETZUNGEN
VERURSACHEN
Beim Schneiden einiger Metalle, einschließlich legierten Stahls, können giftige Dämpfe
entstehen. Stellen Sie sicher, dass der Arbeitsplatz über eine angemessene Lüftung
verfügt, damit gewährleistet ist, dass die Luftqualität allen örtlichen und nationalen Normen
und Vorschriften entspricht. Weitere Informationen finden Sie im Safety and Compliance
Manual (Handbuch für Sicherheit und Übereinstimmung) (80669C).
Sie können F5-Gas zum Schneiden und Fugenhobeln von legiertem Stahl mit der
Powermax65/85/105 SYNC verwenden. Hypertherm empfiehlt, F5-Gas nur zum Schneiden von
legiertem Stahl zu verwenden.
Beim Plasmaschneiden mit F5 werden glatte, glänzende Schnitte mit silbernen Kanten erzeugt,
deren Farbe der Farbe der Metallplatte sehr nahe kommt. F5 verhindert die raue, dunkle Oberfläche,
die fürs Luftplasmaschneiden charakteristisch ist.
Schneiden mit dem Maschinenbrenner
WARNUNG
F5: Ähnlichkeiten zum
F5: Vorteile F5: Nachteile
• Glatte, glänzende Schnittkante
• Silberfarbene Schnittkante, deren Farbe
der Metallplattenfarbe ähnelt –
hinterlässt nicht die raue, dunkle
Oberfläche, die durch Luft erzeugt wird
• Keine Oxidation der Schnittoberfläche –
die Korrosionsbeständigkeit des
geschnittenen Stahls bleibt erhalten
• Es können die gleichen
Hypertherm-Einsätze wie beim
regulären Schneiden und Fugenhobeln
mit Luft verwendet werden.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 61
• F5-Gas kann nur verwendet
werden, um legierten Stahl zu
schneiden.
• Langsamere
Schnittgeschwindigkeiten
• F5 ist teurer als Druckluft
• Etwas schlechtere
Schnittqualität bei
Fasenschnitten
Schneiden mit Luft
• Ungefähr dieselbe Menge
an Bartbildung (mit F5 und
mit Luft ist Bartbildung bei
legiertem Stahl von dunkler
Farbe; ist mitunter schwer zu
entfernen)
• Etwa die gleichen
Gasdruckanforderungen

Schneiden mit dem Maschinenbrenner
4
Leitlinien für das Schneiden auf Wassertischen
SmartSYNC-Brenner sind so ausgelegt, dass sie spritzwassergeschützt sind. Sie sind nicht für das
Eintauchen in Wasser geeignet. Gehen Sie beim Schneiden über einem Wassertisch wie folgt vor:
Senken Sie den Wasserstand auf mindestens 76 mm unter dem Blech bzw. der Platte ab.
Der Wasserstand muss mindestens 76 mm unter der Unterseite des
Blechs bzw. der Platte liegen, um die beste Schnittqualität zu erzielen.
Verringern Sie die Schnittgeschwindigkeit auf die Einstellungen für Beste Qualität, die in
den Hypertherm-Schneidtabellen angegeben sind. Siehe Powermax65/85/105 SYNC Cut
Charts Guide (Powermax65/85/105 SYNC-Schneidtabellen-Anleitung) (810500MU).
Reduzieren Sie Spritzer soweit wie möglich, um den Brenner zu schützen und die
Bartbildung an der Unterseite des Blechs bzw. der Platte zu vermeiden.
Vergewissern Sie sich, dass der Wassertisch für die sichere Handhabung von Wasserstoff
ausgelegt ist, der beim Schneiden von Aluminium freigesetzt werden kann.
WARNUNG
EXPLOSIONSGEFAHR – SCHNEIDEN MIT ALUMINIUM IN DER NÄHE
VON WASSER
Wenn beim Plasmaschneiden Wasser mit Aluminium in Berührung kommt, kann
Wasserstoff freigesetzt werden und explodieren. Schneiden Sie Aluminiumlegierungen
nur dann unter Wasser oder auf einem Wassertisch, wenn Sie die Ansammlung von
Wasserstoffgas verhindern können. Schneiden Sie niemals
Aluminium-Lithium-Legierungen in der Nähe von Wasser.
Weitere Informationen finden Sie im Safety and Compliance Manual
(Handbuch für Sicherheit und Übereinstimmung) (80669C).
62 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC
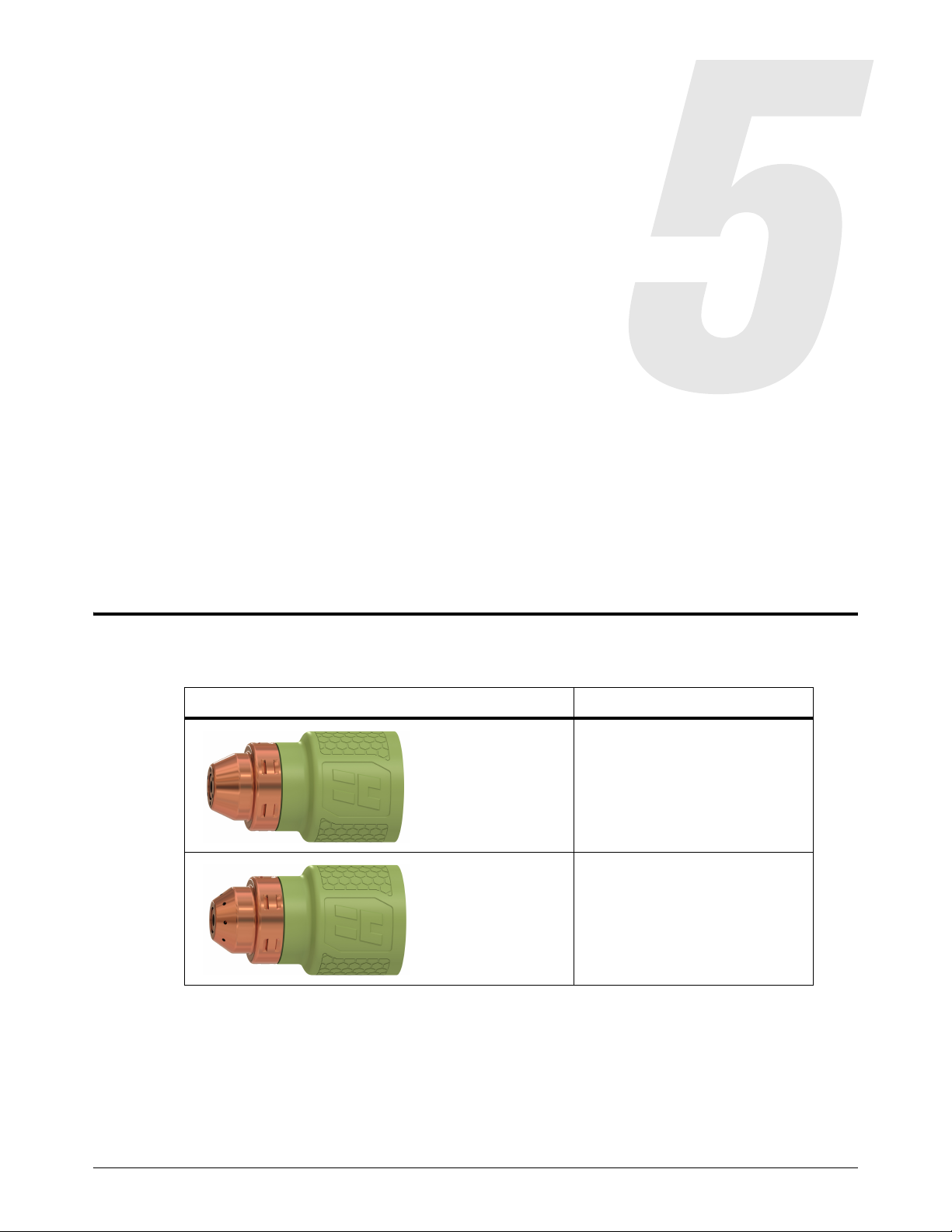
Fugenhobeln mit dem Maschinenbrenner
In diesem Kapitel erfahren Sie, wie Sie den richtigen Fugenhobel-Einsatz auswählen und die
optimale Fugenkontur erzielen.
Fugenhobel-Prozesse
Hypertherm bietet die folgenden Fugenhobel-Einsätze an:
Einsatz-Typ Zweck
Fugenhobeln mit
maximaler Kontrolle
(grün)
Fugenhobeln mit
maximalem
Entfernen
(grün)
Plasma-Stromversorgungen werden mit einem Starter-Set an Hypertherm-Einsätzen geliefert.
Eine vollständige Liste der verfügbaren Schneid- und Fugenhobel-Einsätze finden Sie im
Powermax65/85/105 SYNC Parts Guide (Powermax65/85/105 SYNC-Teile-Handbuch)
(810490).
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 63
Benutzen Sie diese Einsätze für
präzisere Metallentfernung, flache
Fugenhobelkonturen und Spülen
von unlegierten Metallen
Benutzen Sie diese Einsätze für
energische Metallentfernung,
tiefe Fugenhobel-Konturen und
extremes Metallspülen.

Fugenhobeln mit dem Maschinenbrenner
5
Abstand/Längenzunahme des Lichtbogens
Winkel des Brenners
Drehung des Brenners
Mittellinie des Brenners
Geschwindigkeit
Ausgangsstrom (A)
Die Fugenhobel-Einsätze können auch auf einem Handbrenner verwendet
werden. Siehe Powermax65/85/105 SYNC Operator Manual
(Powermax65/85/105 SYNC-Betriebsanleitung) (810470).
Für Unterstützung beim Installieren der Einsätze siehe Zünden des Brenners vorbereiten auf
Seite 51.
Das Fugenprofil verändern
Breite und Tiefe des Fugenprofils ergeben sich aus den folgenden Faktoren. Stellen Sie eine
Kombination dieser Faktoren ein, um die erwünschte Fuge zu erhalten.
Abb. 2 – Faktoren, die das Fugenprofil verändern
64 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Fugenhobeln mit dem Maschinenbrenner
5
1
2
1
2
1
2
1
2
1
2
1
2
1
1
1
Ausgangsstrom (A) der Plasma-Stromquelle – Stellen Sie an der Frontplatte eine
niedrigere Stromstärke ein, um eine schmalere und flachere Fuge zu erzielen . Stellen Sie
eine höhere Stromstärke ein, um eine breitere und tiefere Fuge zu erzielen .
Die Längenzunahme des Lichtbogens hängt vom Ausgangsstrom (A) der
Plasma-Stromquelle ab. Je höher die Stromstärke, desto größer die Längenzunahme
des Lichtbogens. Hypertherm empfiehlt, die Stromstärke und die Längenzunahme des
Lichtbogens gleichbleibend zu halten.
Die niedrigste und höchste mögliche Stromstärkeneinstellung hängt
von der Plasma-Stromquelle und vom Hypertherm-Einsatz ab.
Siehe Powermax65/85/105 SYNC Operator Manual
(Powermax65/85/105 SYNC-Betriebsanleitung) (810470).
Winkel, in dem der Brenner zum Werkstück gehalten wird – Positionieren Sie den
Brenner senkrechter, um eine schmalere und tiefere Fuge zu erzielen . Neigen Sie den
Brenner nach unten, damit sich dieser näher am Werkstück befindet, um eine breitere und
flachere Fuge zu erzielen .
Drehung des Brenners – Drehen Sie den Brenner relativ zu seiner Mittellinie, um eine
flachere und auf einer Seite steilere Fuge zu erzielen .
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 65

Fugenhobeln mit dem Maschinenbrenner
5
1
2
1
2
1
2
1
2
1
2
2
1
Abstand zwischen Brenner und Werkstück/Längenzunahme des Lichtbogens –
Halten Sie den Brenner weiter vom Werkstück weg, um eine breitere, flachere und am
Boden glattere Fuge zu erzielen . Führen Sie den Brenner näher an das Werkstück heran,
um eine schmalere und tiefere Fuge zu erzielen .
Die Längenzunahme des Lichtbogens hängt vom Ausgangsstrom (A) der
Plasma-Stromquelle ab. Je höher die Stromstärke, desto größer die Längenzunahme
des Lichtbogens. Hypertherm empfiehlt, die Stromstärke und die Längenzunahme des
Lichtbogens gleichbleibend zu halten.
Um die Standzeit des Einsatzes zu verlängern und Schäden am Brenner zu verhindern,
halten Sie mit der Brennerdüse mindestens einen kleinen Abstand zum geschmolzenen
Metall.
Geschwindigkeit des Brenners – Erhöhen Sie die Geschwindigkeit des Brenners, um eine
schmalere und flachere Fuge zu erzielen . Verringern Sie die Geschwindigkeit der
Brennerbewegung, um eine breitere und tiefere Fuge zu erzielen .
66 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Typische Probleme bei
mechanisierten Anlagen
Dieses Kapitel beschreibt die folgenden typischen Probleme und ihre Lösung:
Probleme bei Schneidanlagen
Schnittqualitätsprobleme, wie z. B. Schnittwinkel (Fase) und Bartbildung
Fugenhobel-Probleme
Erdungs- oder Abschirmungs-Probleme
Dieses Kapitel ist eine Ergänzung zu den
Fehlerbeseitigungs-Informationen in der Powermax65/85/105 SYNC
Operator Manual (Powermax65/85/105 SYNC-Betriebsanleitung)
(810470). Wenn Sie ein Problem beim mechanisierten Schneiden
beheben möchten, nutzen Sie bitte beide Unterlagen.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 67

Typische Probleme bei mechanisierten Anlagen
6
Probleme bei Schneidanlagen
Problem Lösungen
Der Plasmalichtbogen
sprüht oder zischt oder
Sie verlieren den
Plasmalichtbogen.
Der Pilotlichtbogen wird
nicht auf das Werkstück
übertragen.
• Vergewissern Sie sich, dass der Einsatz richtig montiert ist.
• Überprüfen Sie den Einsatz. Bei Rissen oder Beschädigung austauschen. Fehler
mit Fehlercode 0-30-0 treten häufiger auf, wenn ein Einsatz das Ende seiner
Standzeit fast erreicht hat. Siehe Anzeichen, dass ein Einsatz das Ende seiner
Standzeit fast erreicht hat auf Seite 48.
• Überprüfen Sie das Gasfiltersystem auf Anzeichen von Feuchtigkeit.
Siehe Powermax65/85/105 SYNC Operator Manual
(Powermax65/85/105 SYNC-Betriebsanleitung) (810470).
• Entfernen Sie Rost, Farbe und andere Rückstände, die einen guten Kontakt von
Metall zu Metall verhindern könnten, von der Oberfläche des Werkstücks.
• Stellen Sie sicher, dass das Werkstückkabel einen guten Kontakt zum
Schneidtisch oder Werkstück hat und nicht beschädigt ist. Reparieren oder
ersetzen Sie sie gegebenenfalls. Siehe Powermax65/85/105 SYNC Parts Guide
(Powermax65/85/105 SYNC-Teile-Handbuch) (810490).
• Stellen Sie sicher, dass der Schneidtisch sachgemäß geerdet ist und einen guten
Kontakt zum Werkstück hat.
• Verringern Sie die Schneidhöhe. Siehe Powermax65/85/105 SYNC Cut Charts
Guide (Powermax65/85/105 SYNC-Schneidtabellen-Anleitung) (810500MU).
• Überprüfen Sie das Werkstückkabel auf Schnittstellen oder andere
Beschädigungen. Bei Bedarf ersetzen. Siehe Powermax65/85/105 SYNC
Parts Guide (Powermax65/85/105 SYNC-Teile-Handbuch) (810490).
68 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

6
Problem Lösungen
Typische Probleme bei mechanisierten Anlagen
Der Brenner hat das
Werkstück nicht
vollständig durchstochen
und oberhalb des
Werkstückes findet
übermäßige
Funkenbildung statt.
• Überprüfen Sie den Einsatz. Bei Rissen oder Beschädigung austauschen. Fehler
mit Fehlercode 0-30-0 treten häufiger auf, wenn ein Einsatz das Ende seiner
Standzeit fast erreicht hat. Siehe Anzeichen, dass ein Einsatz das Ende seiner
Standzeit fast erreicht hat auf Seite 48.
• Verringern Sie die Schnittgeschwindigkeit.
• Starten Sie die Plasma-Stromquelle neu. Erkennt sie die Art des
montierten Einsatzes richtig? Stellt sie die Stromstärke und die
Betriebsart passend zum Einsatz ein? Anderenfalls schauen Sie auf
den LCD-Bildschirm. Sehen Sie das Symbol rechts auf dem
LCD-Bildschirm? Falls ja, müssen Sie möglicherweise eine
Konfigurationseinstellung der Plasma-Stromquelle ändern. Falls nicht,
gibt es möglicherweise ein Problem mit Einsatz, Brenner oder
Plasma-Stromquelle. Siehe Powermax65/85/105 SYNC Operator Manual
(Powermax65/85/105 SYNC-Betriebsanleitung) (810470).
• Erhöhen Sie den Ausgangsstrom (A) der Plasma-Stromquelle.
• Wenn der Ausgangsstrom (A) nicht erhöht werden kann, überprüfen Sie,
ob das Werkstück eine zu hohe Stärke für die maximale Kapazität dieser
Plasma-Stromquelle aufweist. Siehe Schneid-Spezifikationen in der
Powermax65/85/105 SYNC Operator Manual
(Powermax65/85/105 SYNC-Betriebsanleitung) (810470).
• Entfernen Sie Rost, Farbe und andere Rückstände, die einen guten Kontakt von
Metall zu Metall verhindern könnten, von der Oberfläche des Werkstücks.
• Brennerschlauchpaket überprüfen. Begradigen Sie es, falls es verdreht oder
geknickt ist. Bei Beschädigung austauschen.
• Prüfen Sie den Gasdruck und den Gasversorgungsschlauch.
• Passen Sie die Gasdurchflussmenge an. Siehe Gasdurchfluss-Spezifikationen
in der Powermax65/85/105 SYNC Operator Manual
(Powermax65/85/105 SYNC-Betriebsanleitung) (810470).
• Stellen Sie sicher, dass die Parameter der Schneidtabelle oder die Werte der
Programmcodes korrekt sind. Siehe Powermax65/85/105 SYNC Cut Charts
Guide (Powermax65/85/105 SYNC-Schneidtabellen-Anleitung) (810500MU).
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 69

Typische Probleme bei mechanisierten Anlagen
6
Problem Lösungen
Die Standzeit des
Einsatzes ist kürzer als
erwartet.
• Prüfen Sie den Gasdruck und den Gasversorgungsschlauch.
• Beginnen oder beenden Sie keine Schnitte auf der Werkstückoberfläche. Sofern
der Lichtbogen bei Schnittbeginn mit dem Werkstück in Kontakt kommt, kann der
Schnitt auch an der Kante des Werkstücks begonnen werden.
• Brennerschlauchpaket überprüfen. Begradigen Sie es, falls es verdreht oder
geknickt ist. Bei Beschädigung austauschen.
• Vergewissern Sie sich, dass Ausgangsstrom, Lichtbogenspannung,
Schnittgeschwindigkeit und andere Schneideinstellungen korrekt sind. Siehe
Powermax65/85/105 SYNC Cut Charts Guide
(Powermax65/85/105 SYNC-Schneidtabellen-Anleitung) (810500MU).
• Verwenden Sie die korrekte Brennerhöhe für Lochstechung.
Siehe Powermax65/85/105 SYNC Cut Charts Guide
(Powermax65/85/105 SYNC-Schneidtabellen-Anleitung) (810500MU)
für die Anfangslochstechhöhe.
• Vergewissern Sie sich, dass die Lochstechzeitverzögerungszeit korrekt ist. Siehe
Powermax65/85/105 SYNC Cut Charts Guide
(Powermax65/85/105 SYNC-Schneidtabellen-Anleitung) (810500MU).
• Überprüfen Sie das Gasfiltersystem auf Anzeichen von Verunreinigungen,
die die Leistung des Geräts beeinträchtigen können.
• Überprüfen Sie die Schnittdaten auf dem Einsatzdaten-Bildschirm und dem
Stromquellendaten-Bildschirm. Siehe Powermax65/85/105 SYNC Operator
Manual (Powermax65/85/105 SYNC-Betriebsanleitung) (810470). Siehe auch
Das Beste aus Ihren Einsätzen herausholen auf Seite 47.
• Ein defekter Pilotlichtbogen-IGBT kann die Standzeit des Einsatzes verkürzen.
Sprechen Sie mit Ihrem Hypertherm-Vertriebspartner oder mit einer
Vertragswerksstatt bzw. mit Ihrem nächstgelegenen Hypertherm-Büro, das Sie am
Anfang dieses Handbuchs finden.
Schnittqualitätsprobleme
Wenn das Aussehen des Schnitts nicht zufriedenstellend ist, kann es sich um eines der folgenden
Probleme handeln:
Schnittwinkel (Fase) – Der Winkelstellungsgrad der Schnittkante.
Bartbildung – Das geschmolzene Material, das sich an der Ober- oder Unterseite des
Werkstücks verfestigt.
Beide werden in den nachfolgenden Kapiteln erläutert:
70 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Typische Probleme bei mechanisierten Anlagen
6
1
2
3
123
Schnittwinkel (Fase)
Schnittwinkel (Fase) Ursachen Lösung
Negativer Fasenwinkel
An der Unterseite der
Schnittfläche wird mehr
Material entfernt als an der
Oberseite.
Keine Fase
(rechtwinkliger Schnitt)
Positiver Fasenwinkel
An der Oberseite der
Schnittfläche wird mehr
Material entfernt als an der
Unterseite.
• Die Schnittgeschwindigkeit ist
zu niedrig.
• Der Brenner ist zu tief.
Oder, falls Sie eine
Brennerhöhensteuerung
verwenden, ist die
Lichtbogenspannung zu niedrig.
• Die Stromstärke ist zu groß
Das ist gute Schnittqualität.
• Der Einsatz ist abgenutzt.
• Die Schnittgeschwindigkeit ist
zu hoch.
• Der Brenner ist zu hoch.
Oder, falls Sie eine
Brennerhöhensteuerung
verwenden, ist die
Lichtbogenspannung zu hoch.
• Die Stromstärke ist zu niedrig.
• Erhöhen Sie die
Schnittgeschwindigkeit in kleinen
Schritten (125 mm/min oder
weniger).
• Heben Sie den Brenner in kleinen
Schritten (2 mm) an. Oder, falls Sie
eine Brennerhöhensteuerung
verwenden, erhöhen Sie die
Lichtbogenspannung in kleinen
Schritten (5 Volt oder weniger).
• Verringern Sie die Stromstärke
in Schritten von 10 A.
• Montieren Sie einen neuen Einsatz.
• Verringern Sie die
Schnittgeschwindigkeit in kleinen
Schritten (125 mm/min oder
weniger).
• Senken Sie den Brenner in kleinen
Schritten (2 mm) ab. Oder, falls Sie
eine Brennerhöhensteuerung
verwenden, verringern Sie die
Lichtbogenspannung in kleinen
Schritten (5 Volt oder weniger).
• Erhöhen Sie die Stromstärke in
Schritten von 10 A.
Ungleichmäßige Fase
Positiver und negativer
Fasenwinkel am selben
Werkstück.
Der rechtwinkligste Schnitt bezogen auf die Vorwärtsbewegung des
Brenners befindet sich auf der rechten Seite. Die linke Seite weist stets
eine gewisse Fase auf. Ein Fasenwinkel von mehr als 5 Grad weist auf ein
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 71
mögliches Problem hin.
• Der Einsatz ist stark abgenutzt
• Der Brenner ist nicht vertikal zum
Werkstück montiert.
• Die Schnittfläche ist an einer Seite
konkav und an der anderen konvex.
• Montieren Sie einen neuen Einsatz.
• Richten Sie den Brenner mithilfe
eines Winkels oder eines digitalen
Nivellieres 90° zum Werkstück aus.
Siehe Die Ursache eines
Schnittwinkel-Problems finden.

Typische Probleme bei mechanisierten Anlagen
6
90°
Die Ursache eines Schnittwinkel-Problems finden
1. Testschnitt durchführen.
Benutzen Sie einen Winkel für die Testschnitte. Hiermit kann leicht
festgestellt werden, welche Seite durch das Schnittwinkel-Problem
betroffen ist und ob diese Seite sich mit der Drehung des Brenners
bewegt hat.
2. Messen Sie den Winkel jeder Seite des Testschnitts.
3. Den Brenner in seiner Halterung um 90° drehen.
4. Schritte 1–3 wiederholen.
5. Wenn die Winkel in beiden Tests gleich sind:
Vergewissern Sie sich, dass Sie alle mechanischen
Ursachen entfernt haben. Siehe Konfigurieren der
Bedienelemente für mechanisiertes Schneiden auf
Seite 19.
Überprüfen Sie die Schneidhöhe
(insbesondere dann, wenn alle Schnittwinkel
entweder positiv oder negativ sind). Siehe
Powermax65/85/105 SYNC Cut Charts Guide
(Powermax65/85/105 SYNC-Schneidtabellen-Anleitung) (810500MU).
Prüfen Sie das zu schneidende Material. Bei magnetisiertem oder gehärtetem Metall ist die
Wahrscheinlichkeit größer, dass es zu Schnittwinkelproblemen kommt.
Wenn das Schnittwinkelproblem weiter besteht, wenden Sie sich an den Hersteller der
mechanisierten Schneidanlage, um sicherzugehen, dass Ihre Brennerhöhensteuerung
ordnungsgemäß funktioniert.
72 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

6
Bartbildung
Bartbildung (Schlacke) ist geschmolzenes Metall, das während des Schneidvorgangs erzeugt wird
und sich an der Unterseite des Teils erhärtet. Beim Plasmaschneiden ist immer etwas Bartbildung
vorhanden. Art und Menge der Bartbildung können durch ordnungsgemäßes Einstellen des Geräts
für die entsprechende Anwendung gering gehalten werden.
Problem Ursachen Lösung
Typische Probleme bei mechanisierten Anlagen
Zu viel Bartbildung (Spritzer) oben
auf der Platte.
Erhebliche Bartbildung voller
Blasen an der Schnittunterseite
aufgrund von zu geringer
Geschwindigkeit.
• Der Einsatz ist abgenutzt.
• Die Schnittgeschwindigkeit ist
zu hoch.
• Der Brenner ist zu hoch.
Oder, falls Sie eine
Brennerhöhensteuerung
verwenden, ist die
Lichtbogenspannung zu hoch.
• Die Schnittgeschwindigkeit
ist zu niedrig.
• Der Brenner ist zu tief.
Oder, falls Sie eine
Brennerhöhensteuerung
verwenden, ist die
Lichtbogenspannung
zu niedrig.
• Die Stromstärke ist zu groß
• Montieren Sie einen neuen
Einsatz.
• Verringern Sie die
Schnittgeschwindigkeit in
kleinen Schritten (125 mm/min
oder weniger).
• Senken Sie den Brenner in
kleinen Schritten (2 mm) ab.
Oder, falls Sie eine
Brennerhöhensteuerung
verwenden, verringern Sie
die Lichtbogenspannung
in kleinen Schritten
(5 Volt oder weniger).
• Erhöhen Sie die
Schnittgeschwindigkeit in
kleinen Schritten (125 mm/min
oder weniger).
• Heben Sie den Brenner in
kleinen Schritten (2 mm) an.
Oder, falls Sie eine
Brennerhöhensteuerung
verwenden, erhöhen Sie die
Lichtbogenspannung in
kleinen Schritten (5 Volt oder
weniger).
• Verringern Sie die Stromstärke
in Schritten von 10 A.
Bartbildung in Form einer dünnen
Reihe von Metallkügelchen nahe
dem Schnitt aufgrund von zu hoher
Geschwindigkeit. Er ist an die
Unterseite des Schnittes
geschweißt und lässt sich schwer
entfernen.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 73
• Der Einsatz ist abgenutzt.
• Die Schnittgeschwindigkeit
ist zu hoch.
• Der Brenner ist zu hoch.
Oder, falls Sie eine
Brennerhöhensteuerung
verwenden, ist die
Lichtbogenspannung zu hoch.
• Die Stromstärke ist zu niedrig.
• Montieren Sie einen neuen
Einsatz.
• Verringern Sie die
Schnittgeschwindigkeit in
kleinen Schritten (125 mm/min
oder weniger).
• Senken Sie den Brenner in
kleinen Schritten (2 mm) ab.
Oder, falls Sie eine
Brennerhöhensteuerung
verwenden, verringern Sie
die Lichtbogenspannung
in kleinen Schritten
(5 Volt oder weniger).
• Erhöhen Sie die Stromstärke
in Schritten von 10 A.
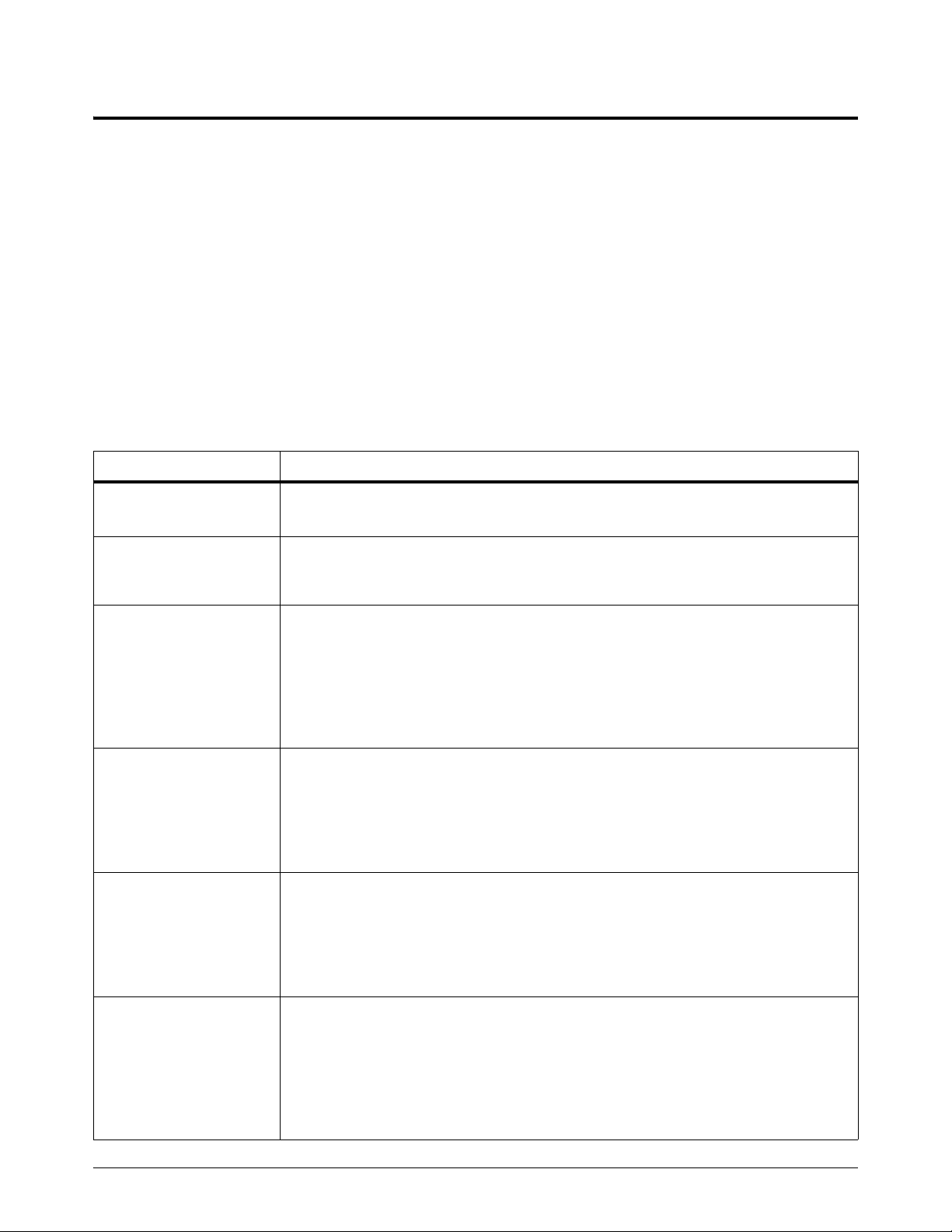
Typische Probleme bei mechanisierten Anlagen
6
Fugenhobel-Probleme
Beim Fugenhobeln Folgendes beachten:
Ein Hypertherm-Fugenhobel-Einsatz ist montiert.
Der Hypertherm-Einsatz ist nicht abgenutzt oder beschädigt. Siehe Anzeichen, dass ein
Einsatz das Ende seiner Standzeit fast erreicht hat auf Seite 48.
Die Betriebsart ist auf Fugenhobeln eingestellt.
Wenn Sie einen Hypertherm-Fugenhobel-Einsatz montieren, stellt die
Plasma-Stromquelle die Betriebsart automatisch auf Fugenhobeln ein. Es gibt
einen Zustand, in dem die Betriebsart nicht automatisch auf Fugenhobeln
eingestellt wird, selbst wenn ein Hypertherm-Fugenhobel-Einsatz verwendet wird.
Siehe Powermax65/85/105 SYNC Operator Manual
(Powermax65/85/105 SYNC-Betriebsanleitung) (810470).
Problem Lösung
Der Lichtbogen erlischt
beim Fugenhobeln.
Die Brennerspitze stößt
auf geschmolzenes
Metall (Schlacke).
Die Fuge ist zu tief. • Neigen Sie den Brenner nach unten, damit sich dieser näher am Werkstück
Die Fuge hat nicht genug
Tiefe.
Die Fuge ist zu breit. • Stellen Sie den Brenner in eine aufrechtere Position.
• Reduzieren Sie die Längenzunahme des Lichtbogens (Abstand).
• Stellen Sie den Brenner in eine aufrechtere Position.
• Erhöhen Sie die Längenzunahme des Lichtbogens (Abstand).
• Die Brennerspitze muss in die Richtung der zu erzeugenden Fuge zeigen.
befindet.
• Erhöhen Sie die Längenzunahme des Lichtbogens (Abstand).
• Erhöhen Sie die Fugenhobelgeschwindigkeit.
• Verringern Sie den Ausgangsstrom (A).
Siehe Das Fugenprofil verändern auf Seite 64.
• Stellen Sie den Brenner in eine aufrechtere Position.
• Reduzieren Sie die Längenzunahme des Lichtbogens (Abstand).
• Verringern Sie die Fugenhobelgeschwindigkeit.
• Erhöhen Sie den Ausgangsstrom (A).
Siehe Das Fugenprofil verändern auf Seite 64.
• Reduzieren Sie die Längenzunahme des Lichtbogens (Abstand).
• Erhöhen Sie die Fugenhobelgeschwindigkeit.
• Verringern Sie den Ausgangsstrom (A).
Siehe Das Fugenprofil verändern auf Seite 64.
Die Fuge hat nicht genug
Breite.
74 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC
• Neigen Sie den Brenner nach unten, damit sich dieser näher am Werkstück
befindet.
• Erhöhen Sie die Längenzunahme des Lichtbogens (Abstand).
• Verringern Sie die Fugenhobelgeschwindigkeit.
• Erhöhen Sie den Ausgangsstrom (A).
Siehe Das Fugenprofil verändern auf Seite 64.

Typische Probleme bei mechanisierten Anlagen
6
Bewährte Vorgehensweisen für Erden und Abschirmen gegen elektromagnetische Störungen (EMI)
Arten der Erdung und Abschirmung
Die folgenden Arten der Erdung und Abschirmung für eine mechanisierte Plasmaschneidanlage
müssen ordnungsgemäß installiert sein. Siehe die Abbildung auf Seite 78 für ein Beispiel.
Betriebserdung (auch als Sicherheitserdung bezeichnet) ist das Erdungssystem der
eingehenden Netzspannung. Es bewahrt das Personal vor elektrischen Stromschlägen
durch das Gerät oder den Schneidtisch. Es beinhaltet sowohl die Betriebserdung in die
Plasma-Stromquelle und anderen Geräten, wie der CNC, als auch den zusätzlichen
Erdungsstab, der am Arbeitstisch angeschlossen ist.
Schutzerde (PE) ist das Erdungssystem innerhalb der elektrischen Anlagen.
Die Schutzerde (PE), die mit der Betriebserdung verbunden ist, stellt elektrische
Kontinuität zwischen der Anlage und der Wechselstromversorgung her.
Gleichstromversorgungsmasse (auch als Ausgangsstrommasse bezeichnet) ist der
Massepfad des Ausgangsstroms vom Brenner zurück zur Plasma-Stromquelle. In diesem
System muss die positive Leitung von der Plasma-Stromquelle mit einem Kabel der
richtigen Größe fest an die Masseschiene des Schneidtisches angeschlossen werden.
Außerdem müssen die Leisten, auf denen das Werkstück sitzt, guten Kontakt mit dem
Schneidtisch und dem Werkstück haben.
Erden und Abschirmen gegen elektromagnetische Störungen (EMI) ist das
Erdungssystem, das EMI (oder Rauschen) begrenzt, das von der Plasma-Stromquelle oder
anderen Geräten in der Nähe der Schneidanlage stammt. Es begrenzt zudem das Ausmaß
der EMI, die in anderen Steuerstromkreisen (z. B. einer CNC) und Messstromkreisen
empfangen werden.
Bewährte Vorgehensweisen für Erden und Abschirmen
Dieses Kapitel beschreibt spezifisch die bewährten Vorgehensweisen für Erden und Abschirmen
gegen elektromagnetische Störungen (EMI)
Die in diesem Kapitel aufgeführten Erdungsmaßnahmen wurden bei vielen
Installationen mit hervorragenden Ergebnissen verwendet. Hypertherm
empfiehlt, dass diese Vorgehensweisen im Installationsprozess
routinemäßig angewandt werden. Die tatsächlichen Methoden, die zur
Realisierung dieser Maßnahmen verwendet werden, können zwar von
Anlage zu Anlage variieren, müssen aber so einheitlich wie möglich
verwendet werden. Aufgrund der Unterschiede bei Zubehör und
Installationen können diese Erdungsmaßnahmen die EMI-Probleme u. U.
nicht in allen Fällen eliminieren. Hypertherm empfiehlt, Ihre nationalen und
örtlichen Elektrizitätsvorschriften zu Rate zu ziehen, um sicherzugehen,
dass Ihre Erdungs- und Abschirmungsmaßnahmen den Anforderungen für
Ihren Standort entsprechen.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 75

Typische Probleme bei mechanisierten Anlagen
6
Der Schneidtisch wird für den allgemeinen EMI-Erdungspunkt oder Sternpunkt verwendet.
Der Tisch sollte mit angeschweißten Gewindebolzen versehen sein, auf denen eine
Kupferstromschiene angebracht ist. Auf der Portal-Schneidmaschine muss so nah wie
möglich an den einzelnen Motoren (falls zutreffend) eine separate Stromschiene angebracht
sein. Wenn an jedem Ende der Portal-Schneidmaschine Motoren vorhanden sind, sollte eine
separate EMI-Erdungsleitung vom entfernt gelegenen Motor zur Stromschiene der
Portal-Schneidmaschine verlegt werden. Die Stromschiene der Portal-Schneidmaschine
muss über eine separate, schwere EMI-Erdungsleitung zur Stromschiene des Tisches
verfügen. Jede EMI-Erdungsleitung für die Brennerhöhenverstellung muss separat zur
Erdungsschiene des Tisches laufen.
Unzureichende Erdung setzt den Bediener gefährlichen Spannungen aus. Unzureichende
Erdung erhöht auch das Risiko von Ausfällen der Anlage und unnötiger Stillstandzeit.
Idealerweise sollte eine Erdung Null Ohm Widerstand haben, die Erfahrung von Hypertherm
lehrt jedoch, dass ein Widerstand von unter 1 Ohm für die meisten Anwendungen
ausreichend ist. Hypertherm empfiehlt, Ihre nationalen und örtlichen Elektrizitätsvorschriften
zu Rate zu ziehen, um sicherzugehen, dass Ihre Erdungs- und Abschirmungsmaßnahmen
den Anforderungen für Ihren Standort entsprechen.
Ein Erdungsstab (eine PE-Erdung), der alle anwendbaren örtlichen und nationalen
elektrischen Vorschriften erfüllt, muss im Abstand von max. 6 m zum Schneidtisch
angebracht werden. Die PE-Erdung muss an der Erdungsschiene des Schneidtisches
angeschlossen sein. Wenden Sie sich an einen Elektriker in Ihrer Nähe, um sicherzugehen,
dass Ihre Erdung allen nationalen und örtlichen Elektrizitätsvorschriften entspricht.
Sämtliche im Erdungssystem verwendeten Ausrüstungsteile müssen aus Messing oder
Kupfer bestehen. Zwar können zum Montieren der Erdungsschiene an den Schneidtisch
geschweißte Stahlstifte verwendet werden, doch es dürfen keine weiteren Teile aus
Aluminium oder Stahl im Erdungssystem verwendet werden.
Wechselstrom-, PE- und Betriebserdung müssen an allen Geräten gemäß örtlichen
und nationalen Vorschriften angeschlossen werden.
Alle Hypertherm-Komponenten sowie die CNC oder Komponenten oder Gehäuse
müssen über eine separate Erdungsleitung zum gemeinsamen Punkt (Sternpunkt)
am Tisch verfügen.
Der Brenner-Halter- und -Abschaltmechanismus – jener Teil, der an der Höhenverstellung
und nicht am Brenner angebracht ist – muss am stationären Teil der Höhenverstellung mit
einem Kupferdrahtgeflecht verbunden werden. Von der Höhenverstellung zur
Erdungs-Stromschiene auf dem Portal muss ein separates Kabel laufen.
Wenn die Portal-Schneidmaschine auf Schienen läuft, die nicht am Tisch angeschweißt
sind, dann muss jede Schiene mit einer Erdungsleitung vom Ende der Schiene am Tisch
angeschlossen sein. Die Schienen-Erdungsleitungen müssen direkt an den Tisch
angeschlossen sein. Die Schienen-Erdungsleitungen müssen nicht an der
Schutzleiter-Stromschiene am Tisch angeschlossen sein.
Brennerschlauchpaket und Werkstückkabel können nur dann parallel zu anderen Leitungen
oder Kabeln verlaufen, wenn sie mindestens 150 mm voneinander entfernt sind. Wenn
möglich, Netz- und Signalkabel in separaten Kabelkanälen führen. Falls ein Abstand von
mindestens 150 mm nicht möglich ist, schirmen Sie die Kabel ab, um die gegenseitige
Beeinflussung durch Rauschen zu reduzieren. Falls sich Kabel kreuzen müssen, sorgen Sie
dafür, dass die Gruppen sich unter einem rechten Winkel kreuzen.
76 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC

Typische Probleme bei mechanisierten Anlagen
6
Sie können das Werkstückkabel an der Plasma-Stromquelle mit dem Schneidtisch
verbinden oder mit dem Werkstück, das Sie schneiden. Stellen Sie sicher, dass das
Werkstückkabel einen guten Kontakt zum Schneidtisch oder Werkstück hat. Entfernen
Sie Rost, Schmutz, Farbe, Beschichtungen und andere Ablagerungen, damit ein
ordnungsgemäßer Kontakt zwischen Werkstückkabel und Schneidtisch bzw.
Werkstück hergestellt wird.
Die Metallumflechtung zur Abschirmung der Brennerschlauchpakete muss fest am Brenner
angeschlossen sein. Hypertherm empfiehlt, sie elektrisch von Metall und von Kontakt mit
dem Boden oder Gebäude zu isolieren. Führen Sie die Brennerschlauchpakete in einem
Kunststoff-Kabelkanal oder schützen Sie sie mit einem Kunststoff- oder Lederüberzug.
Wenn Sie eine externe Spannungsteiler-Platine installieren, bringen Sie diese so nah wie
möglich an der Stelle an, an der die Lichtbogenspannung abgetastet wird. Wenn eine
Hypertherm-Spannungsteiler-Platine benutzt wird, müssen Sie für galvanische Trennung
sorgen, um Masseschleifen zu vermeiden. Das verarbeitete Signal muss durch ein
verdrilltes, abgeschirmtes Kabel laufen. Verwenden Sie ein Kabel mit einer
Litzenabschirmung und nicht mit einer Folienabschirmung. Am besten ist eine
Abschirmung mit Schirmgeflecht über Folie. Die Abschirmung muss mit dem
Chassis der Plasma-Stromquelle verbunden werden und darf am anderen Ende nicht
angeschlossen werden.
Isolation eines elektrischen Kabels verhindert nicht elektromagnetische
Störungen (EMI). Abschirmung elektrischer Leitungen einschließlich
isolierter Kabel ist notwendig, um Probleme mit Rauschen zu verhindern.
Alle anderen Signale (analoge, digitale, serielle, Encoder) müssen in einem abgeschirmten
Kabel mit verdrillten Kabelpaaren geführt werden. Die Anschlussklemmen dieser Kabeln
müssen ein Metallgehäuse haben. Die Abschirmung, nicht die Entstörleitung, muss an das
Metallgehäuse der Anschlussklemmen an jedem Ende des Kabels angeschlossen werden.
Die Abschirmung oder Entstörleitung niemals durch den Anschluss an den Stiften führen.
Verwenden Sie die korrekten Methoden, um die Abschirmung zu erden. Verbinden Sie eine
Abschirmung mit Schirmgeflecht auf ihrem gesamten Umfang, indem Sie Erdungsschellen
oder EMV-Kabelverschraubungen verwenden. Die Abschirmung über 360 Grad zu
verbinden ist wesentlich besser als andere Verbindungsarten. Die Qualität des
Abschirmungsanschlusses verbessert sich mit der befestigten Oberfläche. Bringen Sie
an langen Datenkabeln Ferrithülsen an. Ferrithülsen reduzieren Gleichtaktrauschströme,
ohne differentielle Signalströme zu beeinträchtigen. Falls notwendig, führen Sie mehrere
Windungen durch das Ferrit.
Powermax65/85/105 SYNC Anleitung Mechanisiertes Schneiden 810480DE 77

Typische Probleme bei mechanisierten Anlagen
6
2
5
3
4
7
8
9
1
6
Chassis- und EMI-Erdung
Betriebserdung
PE (Schutzerde)
1 Schneidtisch
2 Portal-Schneidmaschine
3 Plasmaanlage
4 Schutzleiter-Stromschiene des Tischs
5 Schutzleiter-Stromschiene der
Portal-Schneidmaschine
6 Höhenverstellung der Brennerhöhensteuerung
7 CNC-Steuerung
8 Modul der Brennerhöhensteuerung
9 Gleichstromversorgungsmasse (Arbeitsmasse)
Beispiel für Erdungsschema
Dieses Beispiel beruht auf der Praxis in Nordamerika. In anderen
78 810480DE Anleitung Mechanisiertes Schneiden Powermax65/85/105 SYNC
Regionen kann es andere nationale oder örtliche Elektrizitätsvorschriften
geben. Hypertherm empfiehlt, Ihre nationalen und örtlichen
Elektrizitätsvorschriften zu Rate zu ziehen, um sicherzugehen, dass Ihre
Erdungs- und Abschirmungsmaßnahmen den Anforderungen für Ihren
Standort entsprechen.
 Loading...
Loading...