


Plasma Arc Cutting System
Operator Manual
IM-308
(P/N 803080)
Revision 2 November, 2013
beginning with serial number
900-010000
Hypertherm, Inc.
Hanover, NH USA
http://www.hypertherm.com
email:info@hypertherm.com
© Copyright 2013 Hypertherm, Inc.
All Rights Reserved
HYPERTHERM and POWERMAX are trademarks of Hypertherm, Inc. and may be
registered in the United States and/or other countries.

Hypertherm Offices Worldwide
Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
Tel.: (603) 643-3441 (Main Office)
Fax: (603) 643-5352 (All Departments)
Tel.: (800) 643-9878 (Technical Service)
Tel.: (800) 737-2978 (Customer Service)
email: info@hypertherm.com (General Information)
email: service@hypertherm.com (Technical/Customer Services)
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D–63457 Hanau-Wolfgang, Germany
Tel.: 49 6181 58 2100
Fax: 49 6181 58 2134
European Technical Support Organization (ETSO)
Technologiepark Hanau
Rodenbacher Chaussee 6
D–63457 Hanau-Wolfgang, Germany
Tel.: 49 6181 58 2100
Fax: 49 6181 58 2134
:
Hypertherm Singapore Pte Ltd
No. 19 Kaki Bukit Road 2
K.B. Warehouse Complex
Singapore 417847, Republic of Singapore
Tel.: 65 841 2489
Fax: 65 841 2490
Hypertherm U.K.
9 Berkeley Court • Manor Park
Runcorn, Cheshire, England WA7 1TQ
Tel.: 44 1928 579 074
Fax: 44 1928 579 604
France
10, Allée de I’lsara
F-95000 Cergy-Pontoise, France
Tel.: 33 1 34 24 03 05
Fax: 33 1 34 25 09 64
Italy
Via Torino 2
20123 Milan, Italy
Tel.: 39 02 725 46 312
Fax: 39 02 725 46 400
The Netherlands
Burg, Haverkampstraat 13
7091 CN Dinxperlo, Holland
Tel.: 31 315 655866
Fax: 31 315 655886

ELECTROMAGNETIC COMPATIBILITY
EMC INTRODUCTION
Hypertherm's CE-marked equipment is
built in compliance with standard
EN50199. The equipment should be
installed and used in accordance with the
information below to achieve
electromagnetic compatibility.
The limits required by EN50199 may not
be adequate to completely eliminate
interference when the affected equipment
is in close proximity or has a high degree
of sensitivity. In such cases it may be
necessary to use other measures to
further reduce interference.
This plasma is designed for use only in an
industrial environment.
INSTALLATION AND USE
The user is responsible for installing and
using the plasma equipment according to
the manufacturer's instructions. If
electromagnetic disturbances are
detected then it shall be the responsibility
of the user to resolve the situation with the
technical assistance of the manufacturer.
In some cases this remedial action may be
as simple as earthing the cutting circuit,
see
Earthing of Workpiece
it could involve constructing an
electromagnetic screen enclosing the
power source and the work complete with
associated input filters. In all cases
electromagnetic disturbances must be
reduced to the point where they are no
longer troublesome.
ASSESSMENT OF AREA
Before installing the equipment the user
shall make an assessment of potential
electromagnetic problems in the
surrounding area. The following shall be
taken into account:
a. Other supply cables, control cables,
signalling and telephone cables; above,
below and adjacent to the cutting
equipment.
b. Radio and television transmitters and
receivers.
c. Computer and other control equipment.
d. Safety critical equipment, for example
guarding of industrial equipment.
e. Health of the people around, for
example the use of pacemakers and
hearing aids.
f. Equipment used for calibration or
measurement.
. In other cases
g. Immunity of other equipment in the
environment. User shall ensure that
other equipment being used in the
environment is compatible. This may
require additional protection measures.
h. Time of day that cutting or other
activities are to be carried out.
The size of the surrounding area to be
considered will depend on the structure of
the building and other activities that are
taking place. The surrounding area may
extend beyond the boundaries of the
premises.
METHODS OF REDUCING
EMISSIONS
Mains Supply
Cutting equipment must be connected to
the mains supply according to the
manufacturer's recommendations. If
interference occurs, it may be necessary
to take additional precautions such as
filtering of the mains supply.
Consideration should be given to
shielding the supply cable of permanently
installed cutting equipment, in metallic
conduit or equivalent. Shielding should
be electrically continuous throughout its
length. The shielding should be
connected to the cutting mains supply so
that good electrical contact is maintained
between the conduit and the cutting
power source enclosure.
Maintenance of Cutting Equipment
The cutting equipment must be routinely
maintained according to the
manufacturer's recommendations. All
access and service doors and covers
should be closed and properly fastened
when the cutting equipment is in
operation. The cutting equipment should
not be modified in any way except for
those changes and adjustments covered
in the manufacturer's instructions. In
particular, the spark gaps of arc striking
and stabilizing devices should be
adjusted and maintained according to the
manufacturer's recommendations.
Cutting Cables
The cutting cables should be kept as
short as possible and should be
positioned close together, running at or
close to the floor level.
Equipotential Bonding
Bonding of all metallic components in the
cutting installation and adjacent to it
should be considered. However, metallic
components bonded to the workpiece will
increase the risk that the operator could
receive a shock by touching these
metallic components and the electrode at
the same time. The operator should be
insulated from all such bonded metallic
components.
Earthing of Workpiece
Where the workpiece is not bonded to
earth for electrical safety, nor connected
to earth because of its size and position,
for example, ship's hull or building
steelwork, a connection bonding the
workpiece to earth may reduce
emissions in some, but not all instances.
Care should be taken to prevent the
earthing of the workpiece increasing the
risk of injury to users, or damage to other
electrical equipment. Where necessary,
the connection of the workpiece to earth
should be made by a direct connection to
the workpiece, but in some countries
where direct connection is not permitted,
the bonding should be achieved by
suitable capacitances selected
according to national regulations.
Note: The cutting circuit may or may not
be earthed for safety reasons. Changing
the earthing arrangements should only
be authorized by a person who is
competent to assess whether the
changes will increase the risk of injury, for
example, by allowing parallel cutting
current return paths which may damage
the earth circuits of other equipment.
Further guidance is given in IEC TC26
(sec)94 and IEC TC26/108A/CD Arc
Welding Equipment Installation and Use.
Screening and Shielding
Selective screening and shielding of
other cables and equipment in the
surrounding area may alleviate problems
of interference. Screening of the entire
plasma cutting installation may be
considered for special applications.
Operator Manual
i
WARRANTY
WARNING
Genuine Hypertherm parts are the factoryrecommended replacement parts for your
Hypertherm system. Any damage caused by
the use of other than genuine Hypertherm
parts may not be covered by the Hypertherm
warranty.
GENERAL
HYPERTHERM, Inc. warrants that Products shall
be free from defects in materials and workmanship, under proper and normal use for which such
Equipment is recommended, for a period of two
(2) years, except only with respect to the Torch, for
which the warranty period shall be one (1) year,
from the date of its delivery to you.
HYPERTHERM, at its sole option, shall repair,
replace, or adjust, free of charge, any Products
covered by this warranty which shall be returned
with HYPERTHERM's prior authorization (which
shall not be unreasonably withheld), properly
packed, to HYPERTHERM's place of business in
Hanover, New Hampshire, all costs, insurance and
freight prepaid, and which examination proves not
to be free from defects in materials and workmanship. HYPERTHERM shall not be liable for any
repairs, replacements, or adjustments of Products
covered by this warranty, except those made
pursuant to this paragraph or with
HYPERTHERM's written consent. This warranty
shall not apply to any Product which has been
mishandled, incorrectly installed, modified or
assembled by you or any other person. HYPERTHERM shall be liable for breach of this warranty
only if it receives written notice of such breach
within the applicable warranty period specified
herein above. THE FOREGOING SHALL CONSTITUTE THE SOLE REMEDY TO DISTRIBUTORS OR THEIR CUSTOMERS FOR ANY
BREACH BY HYPERTHERM OF ITS WARRANTY.
combinations not developed or purported to be
developed by HYPERTHERM, HYPERTHERM
agrees to indemnify, protect and hold harmless
Distributors and their customers against any and
all liability or claims in any manner imposed upon
or accruing against Distributors and their customers because of the use in or about the construction
or operation of Equipment or any design, system,
formula, combination, article or material which
infringes or alleges to infringe on any patent or
other right. Distributors shall notify HYPERTHERM
promptly upon learning of any action or threatened
action in connection with any such alleged infringement, and each party may appoint its own
counsel for any such action or threatened action.
DISCLAIMER OF OTHER WARRANTIES
HYPERTHERM MAKES NO WARRANTIES
REGARDING PRODUCTS MANUFACTURED BY
IT OR OTHERS (INCLUDING WITHOUT IMPLIED
LIMITATION WARRANTIES AS TO MERCHANTABILITY OR FITNESS FOR A PARTICULAR
PURPOSE), EITHER EXPRESS OR IMPLIED,
EXCEPT AS PROVIDED HEREIN. This warranty
is in lieu of any and all warranties, express or
implied, by law or otherwise; and Distributors are
not authorized to give any other warranty purporting to be binding upon HYPERTHERM upon
resale of Products to their customers. IN NO
EVENT shall HYPER-THERM be liable for incidental or consequential damages or injury to the
person or property of anyone by reason of any
defect in any Equipment sold hereunder.
NATIONAL AND LOCAL CODES
National and local codes governing plumbing and
electrical installation shall take precedent over any
instructions contained in this manual. IN NO
EVENT shall Hypertherm be liable for incidental or
consequential injury to persons or property damage by reason of any code violation or poor work
practices.
PATENT INDEMNITY
Except only in cases of Products not manufactured by HYPERTHERM or manufactured by a
person other than HYPERTHERM not in strict
conformity with HYPERTHERM's specifications,
and in cases of designs, processes, formulae or
ii
Operator Manual

TABLE OF CONTENTS
CONTENTS
ELECTROMAGNETIC COMPATIBILITY .................................................................................................. i
WARRANTY............................................................................................................................................. ii
SECTION 1 SAFETY.......................................................................................................... 1-1
RECOGNIZE SAFETY INFORMATION ................................................................................................1-2
FOLLOW SAFETY INSTRUCTIONS .................................................................................................... 1-2
CUTTING CAN CAUSE FIRE OR EXPLOSION ................................................................................... 1-2
ELECTRIC SHOCK CAN KILL.............................................................................................................. 1-2
CUTTING CAN PRODUCE TOXIC FUMES .........................................................................................1-3
ARC RAYS CAN BURN EYES AND SKIN............................................................................................ 1-4
COMPRESSED GAS EQUIPMENT SAFETY....................................................................................... 1-4
ADDITIONAL SAFETY INFORMATION ................................................................................................ 1-4
NOISE CAN DAMAGE HEARING ........................................................................................................ 1-4
GAS CYLINDERS CAN EXPLODE IF DAMAGED ............................................................................... 1-4
GROUNDING SAFETY ......................................................................................................................... 1-5
PLASMA ARC CAN CAUSE INJURY AND BURNS ............................................................................. 1-5
PACEMAKER AND HEARING AID OPERATION ................................................................................. 1-5
SECTION 1a SÉCURITÉ ..................................................................................................... 1a-1
IDENTIFIER LES CONSIGNES DE SÉCURITÉ................................................................................. 1a-2
SUIVRE LES INSTRUCTIONS DE SÉCURITÉ .................................................................................. 1a-2
LE COUPAGE PEUT PROVOQUER UN INCENDIE OU UNE EXPLOSION ..................................... 1a-2
DANGER AVERTISSEMENT PRÉCAUTION ................................................................................... 1a-2
LE COUPAGE PEUT PRODUIRE DES VAPEURS TOXIQUES ......................................................... 1a-3
LES CHOCS ÉLECTRIQUES PEUVENT être fatals .......................................................................... 1a-3
L’ARC PLASMA PEUT PROVOQUER DES BLESSURES OU DES BRÛLURES ............................. 1a-4
MISE À LA MASSE ET À LA TERRE .................................................................................................. 1a-4
LES RAYONS DE L’ARC PEUVENT BRÛLER LES YEUX ET LA PEAU ........................................... 1a-4
SÉCURITÉ DES BOUTEILLES DE GAZ COMPRIMÉ ....................................................................... 1a-5
LE BRUIT PEUT PROVOQUER DES PROBLÈMES AUDITIFS ........................................................ 1a-5
PACEMAKERS ET PROTHÈSES AUDITIVES ................................................................................... 1a-5
LES BOUTEILLES DE GAZ COMPRIMÉ PEUVENT EXPLOSER EN CAS DE DOMMAGES .......... 1a-5
SECTION 2 SPECIFICATIONS .......................................................................................... 2-1
INTRODUCTION................................................................................................................................... 2-2
SPECIFICATIONS ................................................................................................................................ 2-3
Power Supply .................................................................................................................................. 2-3
PAC125 TORCHES .............................................................................................................................. 2-4
PAC125T Hand Torch Assembly ..................................................................................................... 2-4
PAC125M Machine Torch Assembly ............................................................................................... 2-4
IEC SYMBOLS USED ........................................................................................................................... 2-6
SECTION 3 SETUP ............................................................................................................ 3-1
UPON RECEIPT .................................................................................................................................. 3-2
CLAIMS ................................................................................................................................................. 3-2
HOISTING REQUIREMENTS ............................................................................................................... 3-3
Operator Manual
iii
9-99

TABLE OF CONTENTS
VOLTAGE CONFIGURATIONS ............................................................................................................ 3-4
POWER CORD PLUGS ........................................................................................................................ 3-6
POWER CORDS................................................................................................................................... 3-6
208/240/480/600V Power Supplies ................................................................................................. 3-6
200/230/400V Power Supplies ........................................................................................................ 3-6
SINGLE-PHASE AND THREE-PHASE POWER CONFIGURATIONS ................................................. 3-7
Single-Phase ................................................................................................................................... 3-7
Three-Phase - Non-CE ................................................................................................................... 3-7
Three-Phase - CE ........................................................................................................................... 3-8
POWER REQUIREMENTS................................................................................................................... 3-8
Line Voltage Disconnect Box .......................................................................................................... 3-8
GROUNDING REQUIREMENTS .......................................................................................................... 3-9
WORK CABLE AND CLAMP ................................................................................................................ 3-9
GAS SUPPLY REQUIREMENTS ........................................................................................................ 3-10
Air Supply Quality.......................................................................................................................... 3-10
Additional Air Filtration .................................................................................................................. 3-10
Nitrogen Quality ............................................................................................................................ 3-10
GAS SUPPLY CONNECTION ............................................................................................................ 3-11
TORCH LEAD CONNECTION ............................................................................................................ 3-11
PAC125M ON/OFF Pendant Connection ...................................................................................... 3-12
PAC125M Torch ON/OFF Switch Connection Data ...................................................................... 3-12
PAC125M Torch Alignment ............................................................................................................ 3-12
MACHINE INTERFACE WITH PAC125M ........................................................................................... 3-13
Arc Voltage .................................................................................................................................... 3-14
SECTION 4 OPERATION ................................................................................................... 4-1
CONTROLS AND INDICATORS ........................................................................................................... 4-2
OPERATING INSTRUCTIONS ............................................................................................................. 4-3
Pilot Arc Controller Option ............................................................................................................... 4-4
PAC125T Safety Trigger Operation ................................................................................................. 4-5
OPERATING TIPS ................................................................................................................................ 4-6
Changing Consumable Parts .......................................................................................................... 4-6
Cutting ............................................................................................................................................. 4-8
Piercing ......................................................................................................................................... 4-10
Gouging......................................................................................................................................... 4-11
CUT CHART - 55A STANDARD CONSUMABLES ............................................................................. 4-12
CUT CHART - 35A CONSUMABLES.................................................................................................. 4-13
COMMON CUTTING FAULTS ............................................................................................................ 4-14
SECTION 5 MAINTENANCE/PARTS ................................................................................ 5-1
INTRODUCTION................................................................................................................................... 5-2
ROUTINE MAINTENANCE ................................................................................................................... 5-2
Bowl Draining and Filter Element Cleaning ..................................................................................... 5-2
Removal, Cleaning and Replacement of the Cooling Air Filter ....................................................... 5-3
BASIC TROUBLESHOOTING .............................................................................................................. 5-4
TECHNICAL QUESTIONS .................................................................................................................... 5-7
PARTS................................................................................................................................................... 5-8
iv
9-99
Operator Manual

TABLE OF CONTENTS
Consumable Parts Kits.................................................................................................................... 5-8
Consumable Parts Kit - CE (128289) .............................................................................................. 5-8
Consumable Configurations ............................................................................................................ 5-9
PAC125T Torch Assembly and 25 ft (7.6 m) Lead - 083066 ......................................................... 5-10
PAC125T Torch Assembly and 50 ft (15.2 m) Lead - 083067 ....................................................... 5-10
PAC125M Torch Assembly and 14 ft (4.3 m) Lead - 083069 w/pigtail, 083073 no pigtail ............. 5-11
PAC125M Torch Assembly and 25 ft (7.6 m) Lead - 083068 w/pigtail, 083072 no pigtail ............. 5-11
PAC125M Torch Assembly and 35 ft (10.6 m) Lead - 083070 w/pigtail, 083074 no pigtail ........... 5-11
PAC125M Torch Assembly and 50 ft (15.2 m) Lead - 083071 w/pigtail, 083075 no pigtail ........... 5-11
Powermax900 Field Upgrade Kits and Optional Parts .................................................................. 5-12
POWER SUPPLIES - 208/240/480V, 1F/3F, 60 HZ ............................................................................ 5-12
POWER SUPPLIES - 200/230/400V, 1F/3F, 50/60 HZ ....................................................................... 5-12
POWER SUPPLIES - 400V CE, 3F, 50 HZ ......................................................................................... 5-13
CHANGING FUSES................................................................................................................ a-1
STANDARDS INDEX .............................................................................................................. a-2
AERATION MANIFOLD .......................................................................................................... a-3
Operator Manual
v
9-99

TABLE OF CONTENTS
ILLUSTRATIONS
Figure 2-1 Powermax900 Hand Plasma Cutting System............................................................. 2-2
Figure 2-2 Powermax900 Power Supply with Dimensions .......................................................... 2-3
Figure 2-3 PAC125T Torch with Dimensions ............................................................................... 2-4
Figure 2-4 PAC125M Torch with Dimensions............................................................................... 2-4
Figure 3-1 Powermax900 Power Supply Hoisting Setup ............................................................. 3-3
Figure 3-2 Rear Panel.................................................................................................................. 3-4
Figure 3-3 200V or 208V Configuration ....................................................................................... 3-5
Figure 3-4 230V or 240V Configuration ....................................................................................... 3-5
Figure 3-5 400V or 480V Configuration ....................................................................................... 3-5
Figure 3-6 Power Cord Preparation ............................................................................................. 3-6
Figure 3-6a Power Cord Preparation - CE ..................................................................................... 3-6
Figure 3-7 Single-Phase Power ................................................................................................... 3-7
Figure 3-8 Three-Phase Power - Non-CE.................................................................................... 3-7
Figure 3-9 Three-Phase CE Power.............................................................................................. 3-8
Figure 3-10 Proper Work Clamp Connection ................................................................................. 3-9
Figure 3-11 Recommended Three-Stage Air Filtration System ................................................... 3-10
Figure 3-12 Rear Panel, Gas Supply Connection to Filter ........................................................... 3-11
Figure 3-13 ON/OFF Pendant Connection .................................................................................. 3-12
Figure 3-14 Aligning the Machine Torch with Square .................................................................. 3-13
Figure 3-15 Machine Interface Cable and Signals ....................................................................... 3-13
Figure 3-16 Feeding Arc Voltage Cable to Machine Interface Board ........................................... 3-14
Figure 3-17 Machine Interface Board Connections for Arc Voltage ............................................. 3-14
Figure 4-1 Powermax900 Controls and Indicators....................................................................... 4-2
Figure 4-2 Powermax900 Operating Indicators and Adjustments................................................ 4-3
Figure 4-3 Proper Work Clamp Connection ................................................................................. 4-4
Figure 4-4 PAC125T Torch Safety Trigger Operation .................................................................. 4-5
Figure 4-5 Consumables.............................................................................................................. 4-7
Figure 4-6 Starting a Cut.............................................................................................................. 4-8
Figure 4-7 Cutting a Circle ........................................................................................................... 4-9
Figure 4-8 Dragging the Torch ..................................................................................................... 4-9
Figure 4-9 Piercing..................................................................................................................... 4-10
Figure 4-10 Gouging .................................................................................................................... 4-11
Figure 5-1 Filter Assembly ........................................................................................................... 5-2
Figure 5-2 Air Filter Removal ....................................................................................................... 5-3
Figure 5-3 Shielded Consumable Configurations ........................................................................ 5-8
Figure 5-4 Unshielded Consumable Configurations .................................................................... 5-8
Figure 5-5 PAC125T Torch Assembly and Leads ........................................................................ 5-9
Figure 5-6 PAC125M Torch Assembly and Leads...................................................................... 5-10
Figure a-1 F1 and F2 Fuse Location............................................................................................ a-1
Figure c-1 Aeration Manifold........................................................................................................ c-1
vi
Operator Manual

S
AFETY
Section 1
SAFETY
In this section:
Recognize Safety Information ................................................................................1-2
Follow Safety Instructions ......................................................................................1-2
Cutting Can Cause Fire or Explosion .....................................................................1-2
Electric Shock Can Kill ...........................................................................................1-3
Cutting Can Produce Toxic Fumes.........................................................................1-3
Plasma Arc Can Cause Injury and Burns ...............................................................1-4
Arc Rays Can Burn Eyes and Skin ........................................................................1-4
Grounding Safety ...................................................................................................1-4
Compressed Gas Equipment Safety ......................................................................1-5
Gas Cylinders Can Explode if Damaged................................................................1-5
Noise Can Damage Hearing ..................................................................................1-5
Pacemaker and Hearing Aid Operation..................................................................1-5
Additional Safety Information .................................................................................1-5
Hypertherm Plasma Systems
1-1
8-99
S
AFETY
RECOGNIZE SAFETY INFORMATION
The symbols shown in this section are used to identify
potential hazards. When you see a safety symbol in
this manual or on your machine, understand the
potential for personal injury, and follow the related
instructions to avoid the hazard.
FOLLOW SAFETY INSTRUCTIONS
Read carefully all safety messages in this manual and
safety labels on your machine.
• Keep the safety labels on your machine in good
condition. Replace missing or damaged labels
immediately.
• Learn how to operate the machine and how to use
the controls properly. Do not let anyone operate it
without instruction.
• Keep your machine in proper working condition.
Unauthorized modifications to the machine may
affect safety and machine service life.
DANGER WARNING CAUTION
A signal word DANGER or WARNING is used with a
safety symbol. DANGER identifies the most serious
hazards.
• DANGER and WARNING safety labels are located
on your machine near specific hazards.
• WARNING safety messages precede related instructions in this manual that may result in injury or death
if not followed correctly.
• CAUTION safety messages precede related instructions in this manual that may result in damage to
equipment if not followed correctly.
CUTTING CAN CAUSE FIRE OR EXPLOSION
Fire Prevention
• Be sure the area is safe before doing any cutting.
Keep a fire extinguisher nearby.
• Remove all flammables within 35 feet (10 m) of the
cutting area.
• Quench hot metal or allow it to cool before handling
or before letting it touch combustible materials.
• Never cut containers with potentially flammable
materials inside – they must be emptied and
properly cleaned first.
• Ventilate potentially flammable atmospheres before
cutting.
• When cutting with oxygen as the plasma gas, an
exhaust ventilation system is required.
Explosion Prevention
• Do not use the plasma system if explosive dust or
vapors may be present.
• Do not cut pressurized cylinders, pipes, or any
closed container.
• Do not cut containers that have held combustible
materials.
WARNING
Explosion Hazard
Argon-Hydrogen and Methane
Hydrogen and methane are flammable gases that
present an explosion hazard. Keep flames away from
cylinders and hoses that contain methane or hydrogen
mixtures. Keep flames and sparks away from the torch
when using methane or argon-hydrogen plasma.
WARNING
Hydrogen Detonation with Aluminum Cutting
• When cutting aluminum underwater, or with the
water touching the underside of the aluminum, free
hydrogen gas may collect under the workpiece and
detonate during plasma cutting operations.
• Install an aeration manifold on the floor of the water
table to eliminate the possibility of hydrogen detonation. Refer to the Appendix section of this manual
for aeration manifold details.
1-2
8-99
Hypertherm Plasma Systems

ELECTRIC SHOCK CAN KILL
S
AFETY
Touching live electrical parts can cause a fatal shock or
severe burn.
• Operating the plasma system completes an electrical
circuit between the torch and the workpiece. The
workpiece and anything touching the workpiece are
part of the electrical circuit.
• Never touch the torch body, workpiece or the water in
a water table when the plasma system is operating.
Electric Shock Prevention
All Hypertherm plasma systems use high voltage in
the cutting process (200 to 400 VDC are common).
Take the following precautions when operating this
system:
• Wear insulated gloves and boots, and keep your
body and clothing dry.
• Do not stand, sit or lie on – or touch – any wet
surface when using the plasma system.
• Insulate yourself from work and ground using dry
insulating mats or covers big enough to prevent any
physical contact with the work or ground. If you must
work in or near a damp area, use extreme caution.
• Provide a disconnect switch close to the power
supply with properly sized fuses. This switch allows
the operator to turn off the power supply quickly in an
emergency situation.
• When using a water table, be sure that it is correctly
connected to earth ground.
• Install and ground this equipment according to the
instruction manual and in accordance with national
and local codes.
• Inspect the input power cord frequently for damage
or cracking of the cover. Replace a damaged power
cord immediately. Bare wiring can kill.
• Inspect and replace any worn or damaged torch
leads.
• Do not pick up the workpiece, including the waste
cutoff, while you cut. Leave the workpiece in place or
on the workbench with the work cable attached
during the cutting process.
• Before checking, cleaning or changing torch parts,
disconnect the main power or unplug the power
supply.
• Never bypass or shortcut the safety interlocks.
• Before removing any power supply or system enclosure cover, disconnect electrical input power. Wait 5
minutes after disconnecting the main power to allow
capacitors to discharge.
• Never operate the plasma system unless the power
supply covers are in place. Exposed power supply
connections present a severe electrical hazard.
• When making input connections, attach proper
grounding conductor first.
• Each Hypertherm plasma system is designed to be
used only with specific Hypertherm torches. Do not
substitute other torches which could overheat and
present a safety hazard.
CUTTING CAN PRODUCE TOXIC FUMES
Cutting can produce toxic fumes and gases that
deplete oxygen and cause injury or death.
• Keep the cutting area well ventilated or use an
approved air-supplied respirator.
• Do not cut in locations near degreasing, cleaning or
spraying operations. The vapors from certain
chlorinated solvents decompose to form phosgene
gas when exposed to ultraviolet radiation.
• Do not cut metal coated or containing toxic materials, such as zinc (galvanized), lead, cadmium or
Hypertherm Plasma Systems
beryllium, unless the area is well ventilated and the
operator wears an air-supplied respirator. The
coatings and any metals containing these elements
can produce toxic fumes when cut.
• Never cut containers with potentially toxic materials
inside – they must be emptied and properly cleaned
first.
• This product, when used for welding or cutting,
produces fumes or gases which contain chemicals
known to the State of California to cause birth
defects and, in some cases, cancer.
1-3
8-99

S
AFETY
PLASMA ARC CAN CAUSE INJURY AND BURNS
Instant-On Torches
Plasma arc comes on immediately when the torch
switch is activated.
ARC RAYS CAN BURN EYES AND SKIN
Eye Protection Plasma arc rays produce intense
visible and invisible (ultraviolet and infrared) rays that
can burn eyes and skin.
• Use eye protection in accordance with applicable
national or local codes.
• Wear eye protection (safety glasses or goggles with
side shields, or a welding helmet) with appropriate
lens shading to protect your eyes from the arc’s
ultraviolet and infrared rays.
Lens Shade
Arc Current AWS (USA) ISO 4850
Up to 100 A No. 8 No. 11
100-200 A No. 10 No. 11-12
200-400 A No. 12 No. 13
Over 400 A No. 14 No. 14
The plasma arc will cut quickly through gloves and
skin.
• Keep away from the torch tip.
• Do not hold metal near the cutting path.
• Never point the torch toward yourself or others.
Skin Protection Wear protective clothing to protect
against burns caused by ultraviolet light, sparks and
hot metal.
• Gauntlet gloves, safety shoes and hat.
• Flame-retardant clothing to cover all exposed areas.
• Cuffless trousers to prevent entry of sparks and
slag.
• Remove any combustibles, such as a butane lighter
or matches, from your pockets before cutting.
Cutting Area Prepare the cutting area to reduce
reflection and transmission of ultraviolet light:
• Paint walls and other surfaces with dark colors to
reduce reflection.
• Use protective screens or barriers to protect others
from flash and glare.
• Warn others not to watch the arc. Use placards or
signs.
GROUNDING SAFETY
Work Cable Attach the work cable securely to the
workpiece or the work table with good metal-to-metal
contact. Do not connect it to the piece that will fall away
when the cut is complete.
Work Table Connect the work table to an earth
ground, in accordance with appropriate national or local
electrical codes.
1-4
8-99
Input Power
• Be sure to connect the power cord ground wire to
the ground in the disconnect box.
• If installation of the plasma system involves connect-
ing the power cord to the power supply, be sure to
connect the power cord ground wire properly.
• Place the power cord's ground wire on the stud first,
then place any other ground wires on top of the
power cord ground. Fasten the retaining nut tightly.
• Tighten all electrical connections to avoid excessive
heating.
Hypertherm Plasma Systems

S
AFETY
COMPRESSED GAS EQUIPMENT SAFETY
• Never lubricate cylinder valves or regulators with oil
or grease.
• Use only correct gas cylinders, regulators, hoses and
fittings designed for the specific application.
• Maintain all compressed gas equipment and associated parts in good condition.
• Label and color-code all gas hoses to identify the
type of gas in each hose. Consult applicable national
or local codes.
NOISE CAN DAMAGE HEARING
GAS CYLINDERS CAN EXPLODE
IF DAMAGED
Gas cylinders contain gas under high pressure. If
damaged, a cylinder can explode.
• Handle and use compressed gas cylinders in accordance with applicable national or local codes.
• Never use a cylinder that is not upright and secured
in place.
• Keep the protective cap in place over valve except
when the cylinder is in use or connected for use.
• Never allow electrical contact between the plasma
arc and a cylinder.
• Never expose cylinders to excessive heat, sparks,
slag or open flame.
• Never use a hammer, wrench or other tool to open a
stuck cylinder valve.
PACEMAKER AND HEARING
AID OPERATION
Prolonged exposure to noise from cutting or gouging
can damage hearing.
• Use approved ear protection when using plasma
system.
• Warn others nearby about the noise hazard.
ADDITIONAL SAFETY INFORMATION
1. ANSI Standard Z49.1,
Welding Society, 550 LeJeune Road
P.O. Box 351020, Miami, FL 33135
2. ANSI Standard Z49.2,
Welding Processes
1430 Broadway, New York, NY 10018
3. ANSI Standard Z87.1,
Educational Eye and Face Protection
Standards Institute, 1430 Broadway, New York, NY 10018
4. AWS F4.1,
Welding and Cutting of Containers and Piping That Have Held
Hazardous Substances
550 LeJeune Road, P.O. Box 351040, Miami, FL 33135
Recommended Safe Practices for the Preparation for
Safety in Welding and Cutting
Fire Prevention in the Use of Cutting and
, American National Standards Institute
Safe Practices for Occupation and
, American National
, American Welding Society
, American
Pacemaker and hearing aid operation can be affected
by magnetic fields from high currents.
Pacemaker and hearing aid wearers should consult a
doctor before going near any plasma arc cutting and
gouging operations.
To reduce magnetic field hazards:
• Keep both the work cable and the torch lead to one
side, away from your body.
• Route the torch leads as close as possible to the
work cable.
• Do not wrap or drape the torch lead or work cable
around your body.
• Keep as far away from the power supply as possible.
5. AWS F5.2,
Cutting
550 LeJeune Road, P.O. Box 351040, Miami, FL 33135
6. CGA Pamphlet P-1,
Cylinders
1235 Jefferson Davis Highway, Arlington, VA 22202
7. CSA Standard W117.2,
Canadian Standards Association Standard Sales
178 Rexdale Boulevard, Rexdale, Ontario M9W 1R3, Canada
8. NFPA Standard 51B,
Fire Protection Association
470 Atlantic Avenue, Boston, MA 02210
9. NFPA Standard 70–1978,
Protection Association, 470 Atlantic Avenue, Boston, MA 02210
10. OSHA,
U.S. Government Printing Office, Washington, D.C. 20402.
Recommended Safe Practices for Plasma Arc
, American Welding Society
, Compressed Gas Association
Safety and Health Standards
Safe Handling of Compressed Gases in
Code for Safety in Welding and Cutting
Cutting and Welding Processes
National Electrical Code
, 29FR 1910
, National
, National Fire
,
Hypertherm Plasma Systems
1-5
8-99

S
AFETY
1-6
8-99
Hypertherm Plasma Systems

S
ÉCURITÉ
Section 1a
SÉCURITÉ
Cette section comprend:
IDENTIFIER LES CONSIGNES DE SÉCURITÉ..............................................1a-2
SUIVRE LES INSTRUCTIONS DE SÉCURITÉ ...............................................1a-2
LE COUPAGE PEUT PROVOQUER UN INCENDIE OU UNE EXPLOSION ..1a-2
LES CHOCS ÉLECTRIQUES PEUVENT ÊTRE FATALS ................................1a-3
LE COUPAGE PEUT PRODUIRE DES VAPEURS TOXIQUES ......................1a-3
L’ARC PLASMA PEUT PROVOQUER DES BLESSURES
OU DES BRÛLURES .......................................................................................1a-4
LES RAYONS DE L’ARC PEUVENT BRÛLER LES YEUX ET LA PEAU........1a-4
MISE À LA MASSE ET À LA TERRE ...............................................................1a-4
SÉCURITÉ DES BOUTEILLES DE GAZ COMPRIMÉ ....................................1a-5
LES BOUTEILLES DE GAZ COMPRIMÉ PEUVENT EXPLOSER EN CAS DE
DOMMAGES ...............................................................................................1a-5
LE BRUIT PEUT PROVOQUER DES PROBLÈMES AUDITIFS .....................1a-5
PACEMAKERS ET PROTHÈSES AUDITIVES ................................................1a-5
HYPERTHERM Systèmes plasma 1a-1
08/99

S
ÉCURITÉ
IDENTIFIER LES CONSIGNES
DE SÉCURITÉ
Les symboles indiqués dans cette section sont utilisés pour
identifier les risques éventuels. Si vous trouvez un symbole
de sécurité, que ce soit dans ce manuel ou sur
l’équipement, soyez conscient des risques de blessures et
suivez les instructions correspondantes afin d’éviter ces
risques.
SUIVRE LES INSTRUCTIONS
DE SÉCURITÉ
Lire attentivement toutes les consignes de sécurité dans le
présent manuel et sur les étiquettes de sécurité se trouvant
sur la machine.
• Les étiquettes de sécurité doivent rester lisibles.
Remplacer immédiatement les étiquettes manquantes ou
abîmées.
• Apprendre à faire fonctionner la machine et à utiliser
correctement les commandes. Ne laisser personne utiliser
la machine sans connaître son fonctionnement.
• Garder la machine en bon état. Des modifications non
autorisées sur la machine peuvent engendrer des
problèmes de sécurité et raccourcir la durée d’utilisation
de l’équipement.
DANGER AVERTISSEMENT PRÉCAUTION
Les signaux DANGER ou AVERTISSEMENT sont utilisés
avec un symbole de sécurité, DANGER correspondant aux
risques les plus sérieux.
• Les étiquettes de sécurité DANGER et AVERTISSEMENT sont situées sur la machine pour signaler certains
dangers spécifiques.
• Les messages d’AVERTISSEMENT précèdent les
instructions d’utilisation expliquées dans ce manuel et
signalent les risques de blessures ou de mort au cas où
ces instructions ne seraient pas suivies correctement.
• Les messages de PRÉCAUTION précèdent les
instructions d’utilisation contenues dans ce manuel et
signalent que le matériel risque d’être endommagé si les
instructions ne sont pas suivies correctement.
LE COUPAGE PEUT PROVOQUER UN INCENDIE
OU UNE EXPLOSION
Prévention des incendies
• Avant de commencer, s’assurer que la zone de coupage
ne présente aucun danger. Conserver un extincteur à
proximité.
• Éloigner toute matière inflammable à une distance d’au
moins 10 m du poste de coupage.
• Tremper le métal chaud ou le laisser refroidir avant de
le manipuler ou avant de le mettre en contact avec des
matériaux combustibles.
• Ne jamais couper des récipients pouvant contenir des
matières inflammables avant de les avoir vidés et
nettoyés correctement.
• Aérer toute atmosphère potentiellement inflammable
avant d’utiliser un système plasma.
• Lors de l’utilisation d’oxygène comme gaz plasma, un
système de ventilation par aspiration est nécessaire.
Prévention des explosions
• Ne pas couper en présence de poussière ou de vapeurs.
• Ne pas couper de bouteilles, de tuyaux ou autres
récipients fermés et pressurisés.
• Ne pas couper de récipients contenant des matières
combustibles.
AVERTISSEMENT
Risque d’explosion
Argon-hydrogène et méthane
L’hydrogène et le méthane sont des gaz inflammables et
potentiellement explosifs. Conserver à l’écart de toute
flamme les bouteilles et tuyaux contenant des mélanges à
base d’hydrogène ou de méthane. Maintenir toute flamme
et étincelle à l’écart de la torche lors de l’utilisation d’un
plasma d’argon-hydrogène ou de méthane.
AVERTISSEMENT
Détonation de l’hydrogène lors du
coupage de l’aluminium
• Lors du coupage de l’aluminium sous l’eau, ou si l’eau
touche la partie inférieure de la pièce d’aluminium, de
l’hydrogène libre peut s’accumuler sous la pièce à couper
et détonner lors du coupage plasma.
• Installer un collecteur d’aération au fond de la table à eau
afin d’éliminer les risques de détonation de l’hydrogène.
Se référer à l’annexe du manuel pour plus de
renseignements sur les collecteurs d’aération.
1a-2
08/99
HYPERTHERM Systèmes plasma

LES CHOCS ÉLECTRIQUES PEUVENT ÊTRE FATALS
S
ÉCURITÉ
Toucher une pièce électrique sous tension peut provoquer
un choc électrique fatal ou des brûlures graves.
• La mise en fonctionnement du système plasma ferme un
circuit électrique entre la torche et la pièce à couper. La
pièce à couper et tout autre élément en contact avec cette
pièce font partie du circuit électrique.
• Ne jamais toucher le corps de la torche, la pièce à couper
ou l’eau de la table à eau pendant le fonctionnement du
système plasma.
Prévention des chocs électriques
Tous les systèmes plasma Hypertherm utilisent des hautes
tensions pour le coupage (souvent de 200 à 400 V).On doit
prendre les précautions suivantes quand on utilise le
système plasma :
• Porter des bottes et des gants isolants et garder le corps
et les vêtements au sec.
• Ne pas se tenir, s’asseoir ou se coucher sur une surface
mouillée, ni la toucher quand on utilise le système
plasma.
• S’isoler de la surface de travail et du sol en utilisant des
tapis isolants secs ou des couvertures assez grandes
pour éviter tout contact physique avec le travail ou le sol.
S’il s’avère nécessaire de travailler dans ou près d’un
endroit humide, procéder avec une extrême prudence.
• Installer un sectionneur avec fusibles appropriés, à
proximité de la source de courant. Ce dispositif permet à
l’opérateur d’arrêter rapidement la source de courant en
cas d’urgence.
• En cas d’utilisation d’une table à eau, s’assurer que cette
dernière est correctement mise à la terre.
• Installer et mettre à la terre l’équipement selon les
instructions du présent manuel et conformément aux
codes électriques locaux et nationaux.
• Inspecter fréquemment le cordon d’alimentation primaire
pour s’assurer qu’il n’est ni endommagé, ni fendu.
Remplacer immédiatement un cordon endommagé. Un
câble dénudé peut tuer.
• Inspecter et remplacer les câbles de la torche qui sont
usés ou endommagés.
• Ne pas saisir la pièce à couper ni les chutes lors du
coupage. Laisser la pièce à couper en place ou sur la
table de travail, le câble de retour connecté lors du
coupage.
• Avant de vérifier, de nettoyer ou de remplacer les pièces
de la torche, couper l’alimentation ou débrancher la prise
de courant.
• Ne jamais contourner ou court-circuiter les verrouillages
de sécurité.
• Avant d’enlever le capot du système ou de la source de
courant, couper l’alimentation électrique. Attendre ensuite
5 minutes pour que les condensateurs se déchargent.
• Ne jamais faire fonctionner le système plasma sans que
les capots de la source de courant ne soient en place.
Les raccords exposés de la source de courant sont
extrêmement dangereux.
• Lors de l’installation des connexions, attacher tout d’abord
la prise de terre appropriée.
• Chaque système plasma Hypertherm est conçu pour être
utilisé uniquement avec des torches Hypertherm
spécifiques. Ne pas utiliser des torches inappropriées qui
pourraient surchauffer et présenter des risques pour la
sécurité.
LE COUPAGE PEUT PRODUIRE DES VAPEURS TOXIQUES
Le coupage peut produire des vapeurs et des gaz toxiques
qui réduisent le niveau d’oxygène dans l’air et peuvent
provoquer des blessures, voire la mort.
• Conserver le poste de coupage bien aéré ou utiliser un
masque respiratoire homologué.
• Ne pas procéder au coupage près d’endroits où
s’effectuent le dégraissage, le nettoyage ou la
vaporisation. Certains solvants chlorés se décomposent
sous l’effet des rayons ultraviolets et forment du
phosgène.
• Ne pas couper des métaux peints ou contenant des
matières toxiques comme le zinc (galvanisé), le plomb, le
cadmium ou le béryllum, à moins que la zone de travail
soit très bien ventilée et que l’opérateur porte un masque
respiratoire. Les revêtements et métaux contenant ces
matières peuvent produire des vapeurs toxiques lors du
coupage.
• Ne jamais couper de récipients pouvant contenir des
matières inflammables avant de les avoir vidés et
nettoyés correctement.
HYPERTHERM Systèmes plasma 1a-3
08/99

S
ÉCURITÉ
L’ARC PLASMA PEUT PROVOQUER DES BLESSURES OU DES BRÛLURES
Torches à allumage instantané
L’arc plasma s’allume immédiatement après que la torche
soit mise en marche.
LES RAYONS DE L’ARC PEUVENT BRÛLER LES YEUX ET LA PEAU
Protection des yeux Les rayons de l’arc plasma
produisent de puissants rayons visibles ou invisibles
(ultraviolets et infrarouges) qui peuvent brûler les yeux et la
peau.
• Utiliser des lunettes de sécurité conformément aux codes
locaux ou nationaux en vigueur.
• Porter des lunettes de protection (lunettes ou masque
muni d’écrans latéraux ou encore masque de soudure)
avec des verres teintés appropriés pour protéger les yeux
des rayons ultraviolets et infrarouges de l’arc.
Puissance des verres teintés
Courant de l’arc AWS (É.-U.) ISO 4850
Jusqu’à 100 A No 8N
100-200 A No 10 No 11-12
200-400 A No 12 No 13
Plus de 400 A No 14 No 14
Protection de la peau Porter des vêtements de sécurité
pour se protéger contre les brûlures que peuvent causer les
rayons ultraviolets, les étincelles et le métal brûlant :
o
11
L’arc plasma coupe facilement les gants et la peau.
• Rester éloigné de l’extrémité de la torche.
• Ne pas tenir de métal près de la trajectoire de coupe.
• Ne jamais pointer la torche vers soi ou d’autres
personnes.
• Gants à crispin, chaussures et casque de sécurité.
• Vêtements ignifuges couvrant toutes les parties exposées
du corps.
• Pantalon sans revers pour éviter que des étincelles ou
des scories puissent s’y loger.
• Avant le coupage, retirer de ses poches tout objet
combustible comme les briquets au butane ou les
allumettes.
Zone de coupage Préparer la zone de coupage afin de
réduire la réverbération et la transmission de la lumière
ultraviolette :
• Peindre les murs et autres surfaces de couleur sombre
pour réduire la réflexion de la lumière.
• Utiliser des écrans et autres dispositifs de protection afin
de protéger les autres personnes de la lumière et de la
réverbération.
• Prévenir les autres personnes de ne pas regarder l’arc.
Utiliser des affiches ou des panneaux.
MISE À LA MASSE ET À LA TERRE
Câble de retour Bien fixer le câble de retour (ou de
masse) à la pièce à couper ou à la table de travail de façon
à assurer un bon contact métal-métal. Ne pas fixer le câble
de retour à la partie de la pièce qui doit se détacher.
Table de travail Raccorder la table de travail à la terre,
conformément aux codes de sécurité locaux ou nationaux
appropriés.
1a-4
08/99
Alimentation
• S’assurer que le fil de terre du cordon d’alimentation est
connecté à la terre dans le coffret du sectionneur.
• S’il est nécessaire de brancher le cordon d’alimentation à
la source de courant lors de l’installation du système,
s’assurer que le fil de terre est correctement branché.
• Placer tout d’abord le fil de terre du cordon d’alimentation
sur le plot de mise à la terre puis placer les autres fils de
terre par-dessus. Bien serrer l’écrou de retenue.
• S’assurer que toutes les connexions sont bien serrées
pour éviter la surchauffe.
HYPERTHERM Systèmes plasma

S
ÉCURITÉ
SÉCURITÉ DES BOUTEILLES DE GAZ
COMPRIMÉ
• Ne jamais lubrifier les robinets des bouteilles ou les
régulateurs avec de l’huile ou de la graisse.
• Utiliser uniquement les bouteilles, régulateurs, tuyaux et
accessoires appropriés et conçus pour chaque application
spécifique.
• Entretenir l’équipement et les pièces d’équipement à gaz
comprimé afin de les garder en bon état.
• Étiqueter et coder avec des couleurs tous les tuyaux de
gaz afin d’identifier le type de gaz contenu dans chaque
tuyau. Se référer aux codes locaux ou nationaux en
vigueur.
LE BRUIT PEUT PROVOQUER DES
PROBLÈMES AUDITIFS
LES BOUTEILLES DE GAZ
COMPRIMÉ PEUVENT EXPLOSER
EN CAS DE DOMMAGES
Les bouteilles de gaz contiennent du gaz à haute pression.
Si une bouteille est endommagée, elle peut exploser.
• Manipuler et utiliser les bouteilles de gaz comprimé
conformément aux codes locaux ou nationaux.
• Ne jamais utiliser une bouteille qui n’est pas placée à la
verticale et bien assujettie.
• Le capuchon de protection doit être placé sur le robinet
sauf si la bouteille est en cours d’utilisation ou connectée
pour utilisation.
• Éviter à tout prix le contact électrique entre l’arc plasma et
une bouteille.
• Ne jamais exposer des bouteilles à une chaleur
excessive, aux étincelles, aux scories ou aux flammes
nues.
• Ne jamais utiliser des marteaux, des clés ou d’autres
outils pour débloquer le robinet des bouteilles.
PACEMAKERS ET
PROTHÈSES AUDITIVES
Une exposition prolongée au bruit du coupage ou du
gougeage peut provoquer des problèmes auditifs.
• Utiliser un casque de protection homologué lors de
l’utilisation du système plasma.
• Prévenir les personnes aux alentours des risques
encourus en cas d’exposition au bruit.
Les champs magnétiques produits par les courants à haute
tension peuvent affecter le fonctionnement des prothèses
auditives et des pacemakers. Les personnes portant ce
type d’appareil doivent consulter un médecin avant de
s’approcher d’un lieu où s’effectue le coupage ou le
gougeage plasma.
Pour réduire les risques associés aux champs
magnétiques :
• Garder loin de soi et du même côté du corps le câble de
retour et le faisceau de la torche.
• Faire passer le faisceau de la torche le plus près possible
du câble de retour.
• Ne pas s’enrouler le faisceau de la torche ou le câble de
retour autour du corps.
• Se tenir le plus loin possible de la source de courant.
HYPERTHERM Systèmes plasma 1a-5
08/99

S
ÉCURITÉ
1a-6
08/99
HYPERTHERM Systèmes plasma

Section 2 SPECIFICATIONS
SPECIFICATIONS
In this section:
Introduction ...................................................................................................... 2-2
Specifications ................................................................................................... 2-3
Power Supply .............................................................................................. 2-3
PAC125 Torches............................................................................................... 2-4
PAC125T Hand Torch Assembly .................................................................. 2-4
PAC125M Machine Torch Assembly ............................................................ 2-4
S Mark ........................................................................................................ 2-5
IEC Symbols Used ........................................................................................... 2-6
Operator Manual
2-1

SPECIFICATIONS
INTRODUCTION
The Powermax900 plasma cutting system uses an inverter power supply to provide a smooth DC output
voltage, producing excellent cut and gouge quality on mild steel, stainless steel, aluminum and other
metals. The Powermax900 power supply provides constant-current output variable from 20 to 55 amps,
for optimum performance on all thicknesses of metal up to 5/8" (16 mm) thick. At 55 amps, the
Powermax900 can also cut metals up to 7/8" (22 mm) thick and will sever metals up to 1-1/8" (29 mm)
thick.
Air is the primary plasma gas, providing low operating cost combined with high-speed performance.
Cylinder air or shop air can be used as long as it is clean, dry and oil-free. When properly set and
maintained, the pressure regulator and gas filter on the power supply ensure that the correct pressure
and flow rate is supplied to the system at the proper quantity and quality. The Powermax900 can also
cut with nitrogen when extended electrode life is a priority.
This instruction manual provides information for the user to set up and operate the system and perform
limited maintenance on the power supply. This manual also provides a detailed list of safety practices
so that the system can be safely operated and maintained. READ THE SAFETY SECTION (Section 1)
FIRST!
The Powermax900 service manual provides higher-level troubleshooting and a more complete parts list.
2-2
Figure 2-1 Powermax900 Hand Plasma Cutting System*
* Single-phase 208/240/480V power supply shown.
See Section 5 for part numbers and descriptions of
other Powermax900 power supplies.
Operator Manual

SPECIFICATIONS
Power Supply
Rated Open Circuit Voltage (OCV) (U0) ............... 300 VDC
Rated Output Current (I
Rated Output Voltage (U
Duty Cycle (X) @ 40°C......................................... 50% (I
Ambient temperature/duty cycle ........................... Power supplies will operate between +14° and
) ..................................... 20–55 amps
2
) .................................... 120 VDC
2
=55A, U2=120V)
2
100% (I2=39A, U2=120V for the 208/240/480V
power supplies) See data tag on power
supply for more information on duty cycle.
104° F (-10° and +40° C). Power supplies
operated in an ambient temperature above 86° F
(30° C) may show some decrease in duty cycle.
SPECIFICATIONS
Apparent Input Power (S
) .................................... 12.5kVA (U1I1)
1
Input Voltage (U1)/Input Current (I1)
@ 6.6 kw Output................................................... 208V/55A; 240V/47A; 480V/28A - 1φ, 50/60 Hz
208V/32A; 240V/28A; 480V/15A - 3φ, 50/60 Hz
200V/57A; 230V/50A; 400V/33A - 1φ, 50/60 Hz
200V/33A; 230V/29A; 400V/18A - 3φ, 50/60 Hz
230V (CE)/29A; 400V (CE)/18A - 3φ, 50/60 Hz
600V/12A - 3φ, 60 Hz
Dimensions and Weight:
Depth .................................................................... 23.1" (590 mm)
Width .................................................................... 10.4" (260 mm) without wheels
15.3" (390 mm) with wheels
Height ................................................................... 19.6" (500 mm) without wheels
23.7" (620 mm) with wheels
27.7" (700 mm) for 600V power supply
10.4"
23.1"
Figure 2-2 Powermax900 Power Supply with Dimensions
Operator Manual
19.6"
2-3
10-98

SPECIFICATIONS
Weight .................................................................. 65 pounds (30 kg) without wheels
Gas Type .............................................................. Air or Nitrogen
Gas Quality, Air .................................................... Clean, dry, oil-free
Gas Quality, Nitrogen ........................................... 99.995% pure
Gas Inlet Pressure................................................ 90 psi (6.2 bar)
Gas Flow .............................................................. 360 scfh/6 scfm at 90 psi (170 l/min at
Power Supply pressure regulator setting ............. 70 psi (4.8 bar) flowing
PAC125 TORCHES
Maximum 55A Cutting Capacity (PAC125T) ........ 7/8" (22 mm) @ 50% duty cycle
Maximum 55A Cutting Capacity (PAC125M) ....... 1/2" (13 mm) @ 50% duty cycle
Maximum 39A Cutting Capacity (PAC125M) ....... 3/8" (9.5 mm) @ 100% duty cycle
Maximum current at 50% duty cycle .................... 55 amps
Gouging Capability (metal removal rate) .............. 6.3 pounds (2.9 kg)/hr
Weight PAC125T.................................................. 4.5 pounds (2 kg) with 25 ft (7.6 m) lead
Weight PAC125M ................................................. 7 pounds (3.2 kg) with 25 ft (7.6 m) lead
72 pounds (33 kg) with wheels
128 pounds (58 kg) for 600V and 230V-CE
power supplies
6.2 bar) supplied to power supply pressure
regulator
7 pounds (3.2 kg) with 50 ft (15 m) lead
9.5 pounds (4.3 kg) with 50 ft (15 m) lead
PAC125T Hand Torch Assembly
3.10"
1.00"
Figure 2-3 PAC125T Torch with Dimensions
PAC125M Machine Torch Assembly
8.72"
8.50"
PAC125T
1.58"
15.06"
1.38"1.00"
2-4
Figure 2-4 PAC125M Torch with Dimensions
Operator Manual
SPECIFICATIONS
S MARK
The Powermax900 conforms to standard EN50192. The S mark indicates that the power
supply and torch are suitable for use in environments with increased hazard of electrical shock. The
hand torches must have shielded consumable parts to maintain S mark compliance.
Operator Manual
2-5
SPECIFICATIONS
IEC SYMBOLS USED
Direct Current (DC)
Alternating current (AC)
Plasma cutting torch
AC input power connection
The terminal for the external protective (earth) conductor
An inverter-based power source
I
O
Anode (+) work clamp
Temperature switch
Pressure switch
Plasma torch in the TEST position (cooling and cutting gas exiting nozzle)
Power is on
Power is off
Volt/amp curve, "drooping" characteristic
2-6
Operator Manual

SETUP
Section 3 SETUP
In this section:
Upon Receipt .................................................................................................... 3-2
Claims ............................................................................................................... 3-2
Hoisting Requirements ..................................................................................... 3-3
Voltage Configurations...................................................................................... 3-4
Power Cord Plugs ............................................................................................. 3-6
Power Cords ..................................................................................................... 3-6
208/240/480/600V Power Supplies .............................................................. 3-6
200/230/400V Power Supplies ..................................................................... 3-6
Single-Phase and Three-Phase Power Configurations .................................... 3-7
Single-Phase ................................................................................................ 3-7
Three-Phase - Non-CE ................................................................................ 3-7
Three-Phase CE .......................................................................................... 3-8
Power Requirements ........................................................................................ 3-8
Line Voltage Disconnect Box ....................................................................... 3-8
Grounding Requirements.................................................................................. 3-9
Work Cable and Clamp..................................................................................... 3-9
Gas Supply Requirements .............................................................................. 3-10
Cylinder or Shop Compressed Air Supply .................................................. 3-10
Additional Air Filtration ............................................................................... 3-10
Nitrogen Supply ......................................................................................... 3-10
Gas Supply Connection .................................................................................. 3-11
Torch Lead Connection ................................................................................... 3-11
PAC125M ON/OFF Pendant Connection ................................................... 3-12
PAC125M Torch ON/OFF Switch Connection Data ................................... 3-12
PAC125M Torch Alignment ........................................................................ 3-12
Machine Interface with PAC125M ................................................................... 3-13
Arc Voltage ................................................................................................. 3-14
Operator Manual
3-1
SETUP
UPON RECEIPT
1. Verify that all parts and items on your order have been received. Alert your distributor if any
parts or items are damaged or missing.
2. Inspect the power supply for any physical damage that may have occurred during shipping. If
there is evidence of damage, refer to the
All communications regarding this equipment must include the model number and serial number
located on the back of the Powermax900.
3. Before setting up and operating the Powermax900, read the Safety section of this manual.
CLAIMS
Claims for damage during shipment — If your unit was damaged during shipment, you must file a
claim with the carrier. Hypertherm will furnish you with a copy of the bill of lading upon request. If you
need additional assistance, call Customer Service listed in the front of this manual, or your authorized
Hypertherm distributor.
Claims
section below.
Claims for defective or missing merchandise — If any of the merchandise is defective or missing,
call your authorized Hypertherm distributor. If you need additional assistance, call Customer Service
listed in the front of this manual.
3-2
Operator Manual

SETUP
HOISTING REQUIREMENTS
If the power supply must be hoisted, read the Warning first and follow this procedure. See Fig. 3-1:
WARNING
The Powermax900 power supply weighs up to 135 pounds (61 kg). Do not hoist the power
supply by one handle; it is not designed to support the weight of the power supply.
Failure to heed this warning could result in personal injury and damage to the power
supply.
1. Use a hoisting strap rated for 4x the full weight.
2. Ensure the power supply cover is secured prior to hoisting.
3. Route strap between both handles as shown in Fig. 3-1.
4. Bring the strap ends together over the center of the power supply and connect them to the
hoisting machine.
5. Hoist and lower the power supply slowly and smoothly - avoid jerking motions.
Hoisting
Machine
Approved hoisting strap -
keep as vertical as possible
Cover in place
Figure 3-1 Powermax900 Power Supply Hoisting Setup
Operator Manual
3-3

SETUP
VOLTAGE CONFIGURATIONS
WARNING
SHOCK HAZARD: Always turn off power, unplug cord from wall and wait 5 minutes before
removing any power supply cover. If power supply is directly connected to a line disconnect
switch, place line disconnect switch in OFF position. In the U.S., use a "lock-out / tag-out"
procedure until the service or maintenance work is complete. In other countries, follow
appropriate national or local safety procedures.
The 400V CE Powermax900 power supplies are shipped to operate at 400 volts and do
not require any voltage configuration change.
The 208/240/480V Powermax900 power supplies are shipped to operate at 240 volts.
The 200/230/400V Powermax900 power supplies are shipped to operate at 400 volts.
To operate at an alternate voltage, remove the rear panel, and configure the wires and jumpers on TB2
and TB3 as shown on the facing page.
Notes: • When switching to the 400 or 480V configuration, secure unused link box jumper in the clip
located in the link box.
• If using the 600V transformer option kit, configure the 3φ Powermax900 for 480V (Fig. 3-5).
• See also
Power Cords
later in this section.
Remove screws to
remove panel.
3-4
Figure 3-2 Rear Panel
Operator Manual

200V or 208V
TB3
SETUP
Figure 3-3 200V or 208V
Configuration
Figure 3-4 230V or 240V
Configuration
TB2
Black
White
230V or 240V
TB3
TB2
Black
White
Figure 3-5 400V or 480V
Configuration
Operator Manual
TB2
400V or 480V
TB3
Black
White
Link Box
3-5

SETUP
POWER CORD PLUGS
All 208/240/480V power supplies are shipped with a single-phase power cord and plug. To operate
as a three-phase unit, the user must obtain a power cord and plug that is certified by national or local
electrical codes. The plug should be connected to the power cord by a licensed electrician.
All 200/230/400V and 400V CE power supplies are shipped with a three-phase power cord and no
plug. The user must obtain a plug that is certified by national or local electrical codes. The plug should
be connected to the power cord by a licensed electrician.
POWER CORDS
If the power cord needs to be changed, use the tables below to choose the proper wire size for the
appropriate length cord. Note that the input current used to determine the cord size is I
use a 3-conductor SO type cord for single-phase, and a 4-conductor SO type cord for three-phase power
supplies. In other countries, use cords that are certified by national or local codes. Prepare the power
cord wires as shown in Fig. 3-6 for non-CE power supplies, or Fig. 3-6a for CE power supplies. Note that
all 4 wires must loop through the toroid in the CE power supply. Cap or tin the conductor leads and use a
#10 terminal on the ground wire. The cord should be installed only by a licensed electrician.
208/240/480/600V Power Supplies
. In the U.S.,
1eff
Input Phase Input Recommended Power Cord Gauge Size (AWG)
Voltage Current (I
) < 10 ft 10 – 25 ft 25 – 50 ft 50 – 100 ft 100 – 150 ft
1eff
208 VAC 1 39A 8 8 6 4 4
240 VAC 1 33A 8 8 8 6 4
480 VAC 1 19A 12 12 12 10 8
208 VAC 3 23A 8 8 8 6 4
240 VAC 3 20A 10 10 10 8 6
480 VAC 3 10A 12 12 12 12 10
600 VAC 3 8A 12 12 12 12 10
200/230/400V Power Supplies
Input Phase Input Recommended Power Cord Gauge Size (mm2)
Voltage Current (I
200 VAC 1 40A 10 10 16 25 25
230 VAC 1 35A 6 6 10 16 25
400 VAC 1 23A 4 4 4 6 10
200 VAC 3 23A 4 4 6 16 25
230 VAC 3 21A 2.5 4 6 10 16
400 VAC 3 13A 2.5 2.5 2.5 4 6
4.5" (114 mm)
3.5" (89 mm)
) < 3 m 3 – 7.5 m 7.5 – 15 m 15 – 30 m 30 – 45 m
1eff
4.75" (120 mm)
L1
L2
L3
Ground
3.75" (95 mm)
0.5" (13 mm)
#10
All wires 1 turn
through toroid.
L1
L2
L3
Ground
#10
Figure 3-6 Power Cord Preparation - Non-CE
3-6
Figure 3-6a Power Cord Preparation - CE
Operator Manual

SETUP
SINGLE-PHASE AND THREE-PHASE POWER CONFIGURATIONS
All Powermax900 power supplies except the 400V CE and 600V power supplies can operate from
either a single-phase or three-phase input. The 400V CE, 230V CE and 600V power supplies operate
only from a three-phase input.
Power cords must meet the specifications described earlier in this section. Follow applicable local or
national wire-color conventions. See also EMC Compatibility and
Mains Supply
CE compliance recommendations.
WARNING
SHOCK HAZARD: Always turn off power, unplug cord from wall and wait 5 minutes before
removing any power supply cover. If power supply is directly connected to a line disconnect
switch, place line disconnect switch to OFF position. In the U.S., use a "lock-out / tag-out"
procedure until the service or maintenance work is complete. In other countries, follow
appropriate national or local safety procedures.
Remove the rear panel (Fig. 3-2) and connect the power cable to terminal block TB1 as shown in
the figures below. Connect the ground wire to the stud marked above the terminal block.
on page i for further
Single-Phase
Conductor Color
Line (U) Black or Brown
Neutral/Line (V) White or Blue
Ground Green or Green/Yellow
Three-Phase - Non-CE
Conductor Color
L1 (U) Brown or Black
L2 (V) Blue or White
L3 (W) Black or Red
Ground Green/Yellow or Green
Green
White
Black
Green/Yellow
Black
Blue
Brown
TB1
TB1
Figure 3-7
Single-Phase Power
Figure 3-8
Three-Phase Power
Non-CE
Operator Manual
3-7

SETUP
Three-Phase - CE
Note: See also EMC
Conductor Color
Ground Green/Yellow
L3 (W) Black
L2 (V) Blue
L1 (U) Brown
(Filter Board)
Brown
Blue
Green/
Yellow
Black
U
TB1
V
Compatibility and
Supply
on page i for further
power (supply) cable
W
shielding recommendations
for CE compliance.
Figure 3-9
Three-Phase CE Power
Mains
POWER REQUIREMENTS
Line Voltage Disconnect Box
Use a line disconnect box for each power supply. This disconnect box allows the operator to turn the
power supply off quickly in an emergency situation. The switch should be located on a wall near the
power supply, and should be easily accessible to the operator. The interrupt level of the switch must be
equal to or exceed the continuous rating of the fuses. Use slow-blow fuses according to the power
requirements listed below.
Input Input Current Recommended
Voltage Phase @ 6.6 kw Output Slow-Blow Fuse Size
200 VAC 1 57 amps 70 amp
208 VAC 1 55 amps 70 amp
230 VAC 1 50 amps 70 amp
240 VAC 1 47 amps 60 amp
400 VAC 1 33 amps 40 amp
480 VAC 1 28 amps 35 amp
200 VAC 3 33 amps 40 amp
208 VAC 3 32 amps 40 amp
230 VAC 3 29 amps 35 amp
230 VAC (CE) 3 31 amps 40 amp
240 VAC 3 28 amps 35 amp
400 VAC 3 18 amps 25 amp
400 VAC (CE) 3 18 amps 25 amp
480 VAC 3 15 amps 20 amp
600 VAC 3 12 amps 20 amp
3-8
Operator Manual

SETUP
GROUNDING REQUIREMENTS
To ensure personal safety, proper operation, and to reduce electromagnetic interference (EMI), the
Powermax900 must be properly grounded:
• The power supply must be properly grounded through the power cord according to your national or
local electrical codes. The power supply chassis is electrically conductive and can present a shock
hazard if it is not properly grounded through the line voltage disconnect box. Single-phase service
must be of the 3-wire type with a green or green/yellow wire for protective earth ground. It must
comply with local electrical requirements. Do not use a 2-wire service! Refer to
Safety section. Three-phase service must be of the 4-wire type with a green/yellow wire for protective earth ground. It must comply with local electrical requirements.
Grounding
, in the
• Refer to the
Standards Index,
in the Appendix section, for other electrical codes.
WORK CABLE AND CLAMP
The work clamp must be attached to the workpiece to perform plasma cutting. Ensure that the work
clamp and the workpiece make good metal-to-metal contact. Attach the work clamp as close as possible to the area being cut to reduce exposure to electric and magnetic fields (EMF). Do not attach the
work clamp to the portion of the workpiece to be cut away. See Fig. 3-10.
Figure 3-10 Proper Work Clamp Connection
Operator Manual
3-9

SETUP
GAS SUPPLY REQUIREMENTS
The gas supply for the Powermax900 can be either air or nitrogen. Air can be supplied as shop
compressed air or cylinder compressed air. Nitrogen can be supplied from compressed gas cylinders
or liquid containers. A high-pressure regulator on either type of supply must be used and must be
capable of delivering the following:
360 scfh/6 scfm (170 l/min) at a pressure of 90 psi (6.2 bar) to the filter on
the power supply.
The filter is mounted at the rear of the Powermax900 power supply. See Fig. 3-12.
WARNING
Do not allow the gas inlet pressure to the filter on the power supply to exceed 120 psi (8.2
bar). The plastic filter bowl is rated for 150 psi (10.3 bar) and may explode if this pressure
is exceeded. See the label on the filter bowl for other safety warnings.
Air Supply Quality
The cylinder or shop compressed air supply must be clean, dry and oil-free. If air supply quality is poor,
cut speeds decrease, cut quality deteriorates, cutting thickness capability decreases, and parts life
shortens.
Additional Air Filtration
Use a three-stage coalescing filtration system as shown in Fig. 3-11 when site conditions introduce
moisture, oil or other contaminants into the air line.
Water/particle filter Oil filter Oil vapor filter
From air
supply
Figure 3-11 Recommended Three-Stage Air Filtration System
To
Powermax900
Nitrogen Quality
Nitrogen must be supplied to the Powermax900 at 99.995% purity. If the purity level of the nitrogen is
too low, cut speeds decrease, cut quality deteriorates, cutting thickness capability decreases, and parts
life shortens. (Note: These conditions also occur if there are leaks in the gas supply hoses or
connections.) The nitrogen supply can be compressed gas cylinders or liquid containers.
3-10
Operator Manual

3-11
SETUP
Operator Manual
GAS SUPPLY CONNECTION
Use a 3/8 inch ID inert gas hose to connect the gas supply (air or nitrogen) to the filter at the rear of
the power supply. To connect the hose to the power supply, install a 1/8 NPT nipple or adapter to the
filter block as shown in Fig. 3-12. Apply liquid pipe sealant to the threads to ensure a leak-free installation. A nipple and adapters are included with the consumable parts kit.
CAUTION: Never use PTFE tape when installing the nipple or adapters. Bits of tape can break
off and enter the air line and harm the pressure regulator, pressure switch and valve.
Figure 3-12 Rear Panel, Gas Supply Connection to Filter
Filter
1/8 NPT Nipple
or adapter
Gas Supply
Hose Connection
TORCH LEAD CONNECTION
To connect the PAC125T or PAC125M torch lead to the power supply:
1. Align the connector key plugs (on the torch lead) with the connector receptacle key slots (on
the power supply) and push in until the pins seat.
2. Turn the connector securing ring 1/4 turn to the left to ensure that the securing ring threads and
the connector receptacle threads are aligned prior to tightening.
3. Turn the connector securing ring to the right to tighten.
Note: The PAC121 torches (used with the Powermax800 and other Hypertherm products), cannot
be connected to the Powermax900 power supply.
powermax900

SETUP
PAC125M ON/OFF Pendant Connection
WARNING
Do not connect cutting machine interface START signal if using the
ON/OFF pendant! (See page 3-13)
To connect the on/off pendant lead to the PAC125M machine torch pigtail:
1. Align the pendant lead connector key plug with the connector receptacle key slot on the pigtail
and push in until pins seat.
2. Turn the connector securing ring to the right to tighten.
Torch Lead
On/Off Pendant
To
Powermax900
power supply
Machine Torch Pigtail
Figure 3-13 ON/OFF Pendant Connection
PAC125M Torch ON/OFF Switch Connection Data
The PAC125M torch lead is supplied with a pigtail so that the on/off pendant may be used. If you want
to use a different on/off switch configuration, note that the wiring configuration to the 3-socket female
receptacle on the pigtail is as follows:
Socket A White Wire
Socket B Not Used
Socket C Black Wire
PAC125M Torch Alignment
Mount the machine torch perpendicular to the workpiece in order to get a vertical cut. Use a square to
align the torch at 0° and 90° as shown in Fig. 3-14.
3-12
Operator Manual

SETUP
Torch
0°
90°
Figure 3-14 Aligning the Machine Torch with Square
MACHINE INTERFACE WITH PAC125M
Signals for arc transfer and start are available on power supplies that have the machine interface
option. The machine interface option is also available as an upgrade kit.
WARNING
Do not connect cutting machine interface START signal if using an ON/OFF pendant!
• Plug the machine interface cable into the connector on the rear panel. See Fig. 3-15 to connect
the machine interface cable to the cutting machine.
Green
Black
Red
Black
Signal:
Type:
Notes:
Rear panel
sockets
Cable wires
START (start plasma)
Input
Normally open. 24VAC open circuit voltage
at START terminals.
Requires dry contact closure to activate.
3, 4
Green, Black
XFER (start machine motion)
Output
Normally open. Dry contact closure when arc
transfers. 120VAC maximum at machine
interface relay or switching device.
12, 14
Red, Black
Figure 3-15 Machine Interface Cable and Signals
Operator Manual
3-13
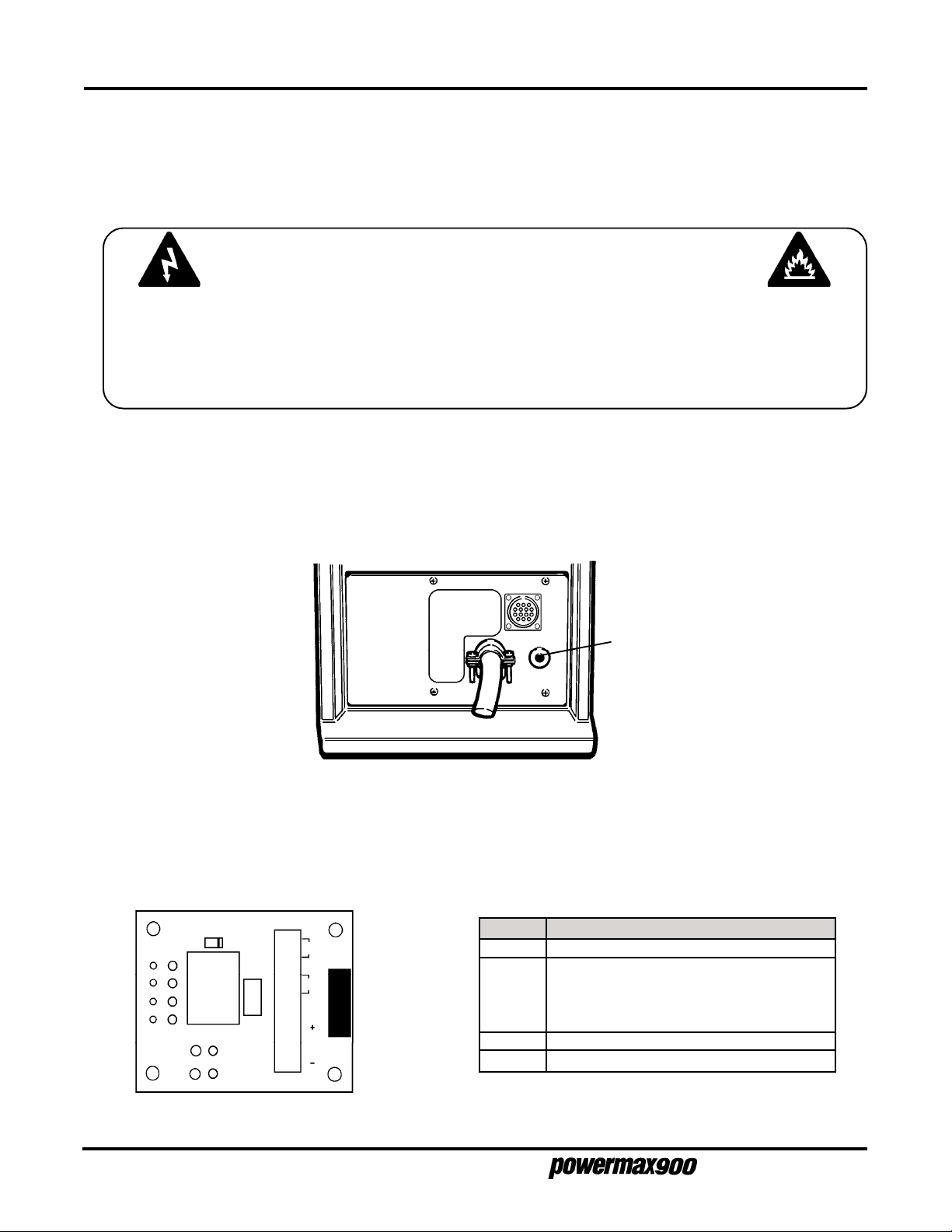
SETUP
Arc Voltage
If arc voltage is necessary for activating a torch height control, the customer must supply an 18AWG,
single pair, unshielded cable rated for 300V or greater. All work must be performed following applicable
national or local codes.
WARNING
SHOCK HAZARD: Always turn off power, unplug cord from wall and wait 5 minutes
before removing any power supply cover. If power supply is directly connected to a
line disconnect switch, place line disconnect switch to OFF position. In the U.S., use a
"lock-out / tag-out" procedure until the service or maintenance work is complete. In
other countries, follow appropriate national or local safety procedures.
1. Disconnect power from the power supply.
2. Remove the screws that attach the power supply cover to the chassis. Remove the cover.
3. Feed the cable through the strain relief at the rear of power supply. See Fig. 3-16.
Strain Relief - Feed the arc voltage
cable through and route it to the
machine interface board.
Figure 3-16 Feeding Arc Voltage Cable to Machine Interface Board (208/240/480V power supply shown)
4. Find the machine interface board on the top of the unit near the Powermax900 control board
and connect the arc voltage cable as shown in Fig. 3-17.
J1
1
6
8
START
XFER
ARC
VOLTAGE
Signal:
Type:
Notes:
J1-6
J1-8
ARC VOLTAGE (torch height control)
Output
Full arc voltage. No voltage divider.
300VDC maximum.
(Signal not available on rear panel
connector.)
+VDC
-VDC
3-14
Figure 3-17 Machine Interface Board Connections for Arc Voltage
Operator Manual

Section 4 OPERATION
In this section:
OPERATION
Controls and Indicators ................................................................................... 4-2
Operating Instructions ..................................................................................... 4-3
Pilot Arc Controller Option .......................................................................... 4-4
PAC125T Safety Trigger Operation ............................................................ 4-5
Operating Tips ................................................................................................. 4-6
Changing Consumable Parts...................................................................... 4-6
Cutting ........................................................................................................ 4-8
Piercing..................................................................................................... 4-10
Gouging .....................................................................................................4-11
Cut Chart - 50A Standard Consumables ....................................................... 4-12
Cut Chart - 35A Consumables ...................................................................... 4-13
Common Cutting Faults ................................................................................ 4-14
Operator Manual
4-1
10-96
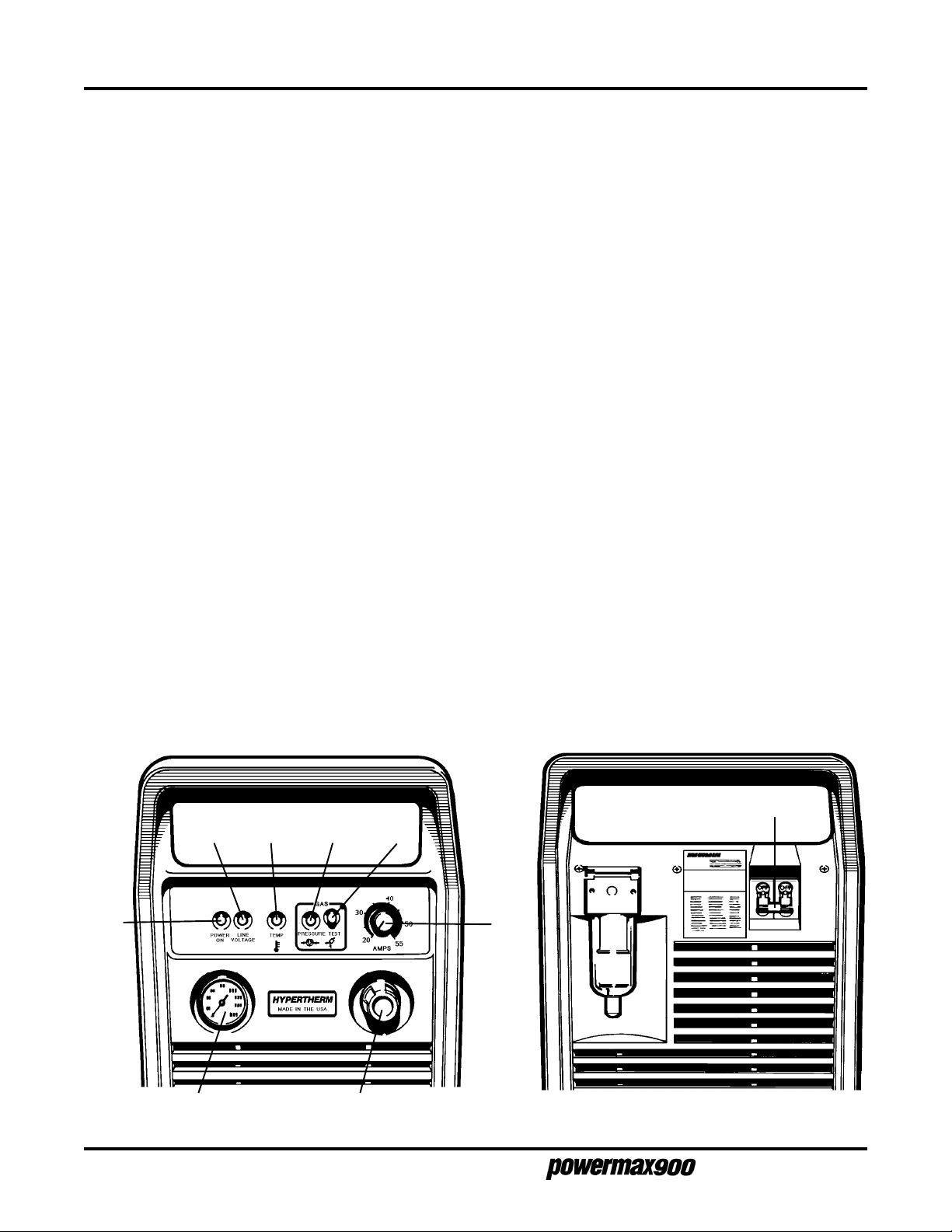
OPERATION
CONTROLS AND INDICATORS
• Green POWER ON LED
When illuminated, indicates that all control circuits are activated, the torch safety interlock is
satisfied and the system is ready for operation.
• Green LINE VOLTAGE LED
When illuminated green, indicates that the AC line voltage is within proper operating limits. If disabled, (white) or if illuminated or blinking any other color, see
Basic Troubleshooting
• Yellow TEMP LED
When illuminated, indicates that the power supply temperature has exceeded operating limits.
• Green GAS PRESSURE LED
When illuminated, indicates that the gas pressure is within operating limits.
• GAS TEST Switch
When pushed in, allows the operator to view and adjust the pressure setting.
in Section 5.
• AMPS Output Adjustment Knob
Adjusts output current between 20 and 55 amps.
• Pressure Regulator
Regulates input gas pressure to power supply.
• Pressure Gauge
Indicates gas pressure at power supply.
• ON (I)/OFF (0) Power Switch
Activates the power supply and its control circuits.
GAS
TEST
POWER
ON
LINE
VOLTAGE
TEMP
GAS
PRESSURE
ON (I)/OFF (0) Power Switch
AMPS
4-2
9-99
Pressure Gauge Pressure Regulator
Figure 4-1 Powermax900 Controls and Indicators
Operator Manual

OPERATION
OPERATING INSTRUCTIONS
WARNING
Before operating this system, read the Safety section of this manual thoroughly!
1. Ensure that the work environment and your clothing meet the safety requirements outlined in
the Safety section.
2. Follow the instructions in the Setup section. Verify that the input gas supply pressure is set to
90 psi (6.2 bar).
3. At the rear of the power supply, set the power switch to the ON (I) position. The POWER ON,
GAS PRESSURE and LINE VOLTAGE LEDs should illuminate green. The TEMP LED should
remain extinguished.
GAS PRESSURE
POWER ON
PRESSURE GAUGE
Figure 4-2 Powermax900 Operating Indicators and Adjustments
GAS TEST
AMPS
REGULATOR
REGULATOR
CAP
4. Adjust the gas pressure REGULATOR to read 70 psi (4.8 bar) on the PRESSURE GAUGE:
• Pull the REGULATOR CAP out
• Push the GAS TEST switch in
• Turn the REGULATOR CAP while still holding in the GAS TEST switch
• After adjustment to 70 psi (4.8 bar), release the GAS TEST switch
• Push the REGULATOR CAP back in
Note: If using 50 ft (15.2 m) torch leads, adjust pressure to 75 psi (5 bar).
5. Adjust the AMPS knob to the desired setting. See
Cut Chart
later in this section if necessary.
Operator Manual
4-3
9-99

OPERATION
6. Attach the work clamp securely to the workpiece. Do not attach it to the portion that will fall
away.
Figure 4-3 Proper Work Clamp Connection
WARNING
The PAC125 torches are instant-on torches. These torches produce a plasma arc
immediately after the torch start switch closes. Always hold the hand torch away
from your body as a precaution against accidental torch firing. Be aware of this
hazardous potential. Failure to do so can result in serious bodily injury.
7. The Powermax900 is now ready to operate. When you are ready to cut, place the tip of the
torch at the edge of the workpiece. Pull the trigger to start the arc. See
Trigger Operation
8. Move the torch slowly across the workpiece. The arc will transfer from the torch to the work-
piece. Move the torch in the desired direction, at a speed which will ensure good cut quality.
See
Cutting
9. When the cut is finished, release the trigger to extinguish the arc. The arc will also extinguish
when transfer to the workpiece is no longer sensed.
10. The torch will continue to release gas after the arc is extinguished. This gas postflow will con-
tinue for approximately 15 seconds but can be halted by quickly depressing and then releasing
the trigger. To reinitiate the arc while in postflow, press and hold the trigger.
later in this section for proper operation of the safety trigger.
instructions and the
Cut Chart
later in this section.
PAC125T Safety
Pilot Arc Controller Option
In power supplies with the pilot arc controller option, the torch will return to a pilot arc after finishing a
cut if the torch switch remains pressed. After a short delay, the pilot arc will then extinguish if no arc
transfer is sensed. The pilot arc controller option is especially useful if you are cutting expanded metal.
See
Powermax900 Field Upgrade Kits and Optional Parts
in Section 5 for part number information.
4-4
Operator Manual

OPERATION
PAC125T Safety Trigger Operation
The PAC125T safety trigger torch allows operators to safely handle the torch before and after the cut
and to minimize the possibility of accidental torch firing.
The safety trigger is easy to operate. Follow the steps below.
Safety On position. In this position
1
the trigger cannot be pulled
back, and the torch cannot fire.
2
4
To fire the torch, start pushing the safety
forward. Do not pull back on the trigger
until the safety reaches the Safety Off
position..
Safety Off position. In this position,
3
the trigger can be pulled back and the
torch can fire.
Release the safety to return to the
Safety On position shown in step 1.
Figure 4-4 PAC125T Torch Safety Trigger Operation
Operator Manual
4-5

OPERATION
OPERATING TIPS
Changing Consumable Parts
WARNING
SHOCK HAZARD: Always turn off power and unplug cord from wall before changing
consumable parts. If power supply is directly connected to a line disconnect switch, place line
disconnect switch in OFF position. Do not rely on the cap-on sensor switch to remove power.
It is provided strictly for safety backup.
In the U.S., use a "lock-out / tag-out" procedure until the service or maintenance work is
complete. In other countries, follow appropriate national or local safety procedures.
Changing the consumable parts requires no tools:
1. Shut off the power supply.
2. Unscrew the retaining cap and the remaining parts will come apart easily. When you unscrew
the retaining cap, you will hear a click. This click is a microswitch (cap-on sensor switch) that
disables the power supply if it is plugged in.
3. Check the shield (if applicable) for external signs of wear. The shield should be clean and clear
of metal debris. The gas holes along the edge of the shield should not be blocked with debris.
The center hole should not have any nicks or gouges, and should show no signs of arcing
activity.
4. Unscrew the shield. Inspect the gas holes from the inside. The holes should be clear of metal
debris. If the gas holes are blocked by debris, try to open them by pushing a pin through each
one from the outside of the shield to the inside. If the shield is still good, screw it back on to the
retaining cap. If it is damaged, replace it with a new one.
5. Inspect the nozzle for damage or wear. If the hole in the nozzle is worn or oval-shaped, replace
the nozzle.
6. Inspect the electrode. If the center of the electrode has a pit more than 1/16 inch (1.6 mm)
deep, replace it.
7. Inspect the swirl ring. It should be clean, and the holes along the side should not be plugged. If
the swirl ring is damaged, replace it with a new one.
8. Inspect the O-ring on the torch. It should be lubricated and undamaged. If it is dry, lubricate it
with a thin film of the lubricant provided in the consumable parts kit. If it is damaged, replace it.
9. Replace the parts as shown in Fig. 4-5. Each part fits in only one direction, so you cannot put
the parts in backwards. Also, the torch will not fire if the parts are improperly assembled.
10. When the nozzle, electrode and swirl ring are properly in place, replace the retaining cap and
shield (or deflector). When the retaining cap is tightened, the microswitch will click, indicating
that the torch is again ready for operation. Plug the power supply back in.
4-6
Operator Manual

Hand
Shields
120601
Retaining Cap
120600
OPERATION
Nozzles
120577
Shielded
Machine
Gouging
Non-Shielded
Extended
120602
Gouging Shield
120608
Deflector
120303
120600
120600
120607
120578
55A
Electrodes
120573
120574
Swirl
Ring
120576
PAC125
Torch
O-Ring
044016
120606
35A
Figure 4-5 Consumables
Description of Consumables
• Shielded Shielded nozzle allows the torch tip to be dragged directly on the workpiece.
• Gouging For metal removal without cutting. Use for weld removal or setup. Nozzle
shield may be placed directly on the workpiece.
• Non-Shielded
Extended For increased visibility and access for special applications. The nozzle is not
shielded. Maintain a torch-to-work distance of approximately 1/8" (3 mm) when
cutting above 40A to avoid accelerated consumable parts wear.
In the
European community, do not use the non-shielded extended consumables with
the hand torch.
Operator Manual
4-7

OPERATION
Cutting
• Do not fire the pilot arc into the air needlessly—doing so causes a significant reduction of the
nozzle and electrode life.
• Start cutting from the edge of the workpiece (Fig. 4-6).
• When cutting, make sure that the sparks are coming out of the bottom of the workpiece. If they
are spraying on top of the workpiece, you are moving the torch too fast, or you do not have
sufficient power to fully penetrate the workpiece.
• Hold the torch lightly on the metal or just off the metal. Holding the torch firmly to the workpiece
causes the shield or nozzle to stick and makes smooth cutting difficult. The arc transfers to the
workpiece once the torch is within 1/4 inch (6 mm) of the workpiece.
• Pulling the torch through the cut is easier than pushing it.
• Hold the torch nozzle at a vertical position and watch the arc as it cuts along the line (Fig. 4-8).
By lightly dragging the shield or nozzle on the workpiece, you can maintain a steady cut. For
straight-line cuts, use any straight edge as a guide.
• When cutting thin material, reduce the amps until you get the best quality cut.
• To cut circles, use a template or a radius cutter attachment (Fig. 4-7).
4-8
Figure 4-6 Starting a Cut
Operator Manual

OPERATION
Figure 4-7 Cutting a Circle
Figure 4-8 Dragging the Torch
Operator Manual
4-9

OPERATION
Piercing
• Hold the torch so that the nozzle is approximately 1/16 inch (1.6 mm) away from the workpiece
before firing the torch. This method maximizes the life of the nozzle.
• Hold the torch at an angle to the workpiece away from yourself, then slowly rotate it to an
upright position. (This is particularly important when cutting thicker material.) Make sure that
the torch is pointed away from you and the people around you to avoid any danger from sparks
and hot metal (Fig. 4-9). This method permits the hot metal to escape to one side rather than
splashing back against the nozzle. This will protect the operator from the sparks and extend the
life of the nozzle.
• When the pierce is complete, proceed with the cut.
4-10
1. Tilt the torch and press the start button.
2. Rotate the torch to an upright position.
Figure 4-9 Piercing
Operator Manual

OPERATION
Gouging
The Powermax900 can be used for gouging mild steel by using the optional gouging nozzle and
gouging shield. To gouge:
• Always wear full protection:
- A welding helmet with at least a #8 lens shade
- Welding gloves
- A welding jacket
The arc is fully exposed and will cause serious burns if the skin is not covered.
• Install the gouging nozzle and shield just as you would install a standard cutting nozzle and
shield. See
• Adjust the air pressure to 50–55 psi (3.4–3.8 bar) with air flowing from the torch. Note that this
is lower than the cutting pressure.
• Start a transferred arc by holding the torch pependicular to the workpiece. As soon as the arc
transfers, tilt the torch approximately 45° from the surface to be gouged and feed into the
gouge. Multiple passes or "wearing" may be necessary to gouge wider and deeper sections.
See Fig. 4-10.
Changing Consumable Parts
earlier in this section.
1. Hold torch perpendicular to the workpiece to start transferred arc.
45°
Direction of travel
2. Feed into the gouge.
Figure 4-10 Gouging
Operator Manual
4-11

OPERATION
CUT CHART - 55A STANDARD CONSUMABLES
The following recommended settings are for mechanized cutting at 55 amps. Torch-to-work distance
for the following cut charts is 1/16 inch (1.6 mm) for all cuts.
Swirl Ring
120576
lairetaM
Nozzle
120577
Electrode
120573
crA
tnerruCtnerruC
tnerruCtnerruC
tnerruC
)A()A(
)A()A(
)A(
crA
egatloVegatloV
egatloVegatloV
egatloV
)V()V(
)V()V(
)V(
Shield
120602
.ag615.1leetSdliM556110330838a/n
.ag014.3leetSdliM5591106106045.0
"4/14.6leetSdliM550215700910.1
"8/35.9leetSdliM55521530980.2
"61/16.1leetSsselniatS557115130008a/n
"8/12.3leetSsselniatS5581104106535.0
Retaining Cap
120600
ssenkcihTlairetaM
)mm().niro.ag(
PAC125
Torch
dednemmoceR
*deepSlevarT*deepSlevarT
*deepSlevarT*deepSlevarT
*deepSlevarT
)nim/mm()mpi(
ecreiP
yaleDyaleD
yaleDyaleD
yaleD
)S()S(
)S()S(
)S(
"4/14.6leetSsselniatS551215500410.1
"8/35.9leetSsselniatS55521820170.2
"61/16.1munimulA5571105507931a/n
"8/12.3munimulA5591108201175.0
"4/14.6munimulA5552153103430.1
"8/35.9munimulA559215500410.2
* Recommended travel speeds are 10–20% slower than maximum. These slower speeds will produce optimum
cut quality.
WARNING
The voltage between the tip of the torch and the workpiece will exceed 113VDC if shielded
consumable parts are not installed in the torch. If using the 400V CE power supply, the hand
torch must be operated with shielded parts to maintain the S mark and CE low-voltage
compliance for hand held applications. See Section 5:
Compliance
for a list of CE consumable parts. This requirement does not apply to machine
torch applications.
Consumable Parts - For CE
4-12
Operator Manual

OPERATION
CUT CHART - 35A CONSUMABLES
Use 35 amp consumables on thin material to obtain maximum consumable life, a narrow kerf width and
to minimize the heat-affected zone. The following recommended settings are for mechanized cutting.
Torch-to-work distance is 1/16 inch (1.6 mm) for all cuts.
Deflector
120303
.ag625.0leetSdezinavlaG/dliM2270109405421a/n
.ag028.0leetSdezinavlaG/dliM220210520536a/n
.ag816.1leetSdezinavlaG/dliM220210910384a/n
.ag410.2leetSdliM537110220955a/n
.ag014.3leetSdliM5302101109725.0
.ag625.0leetSsselniatS2201103402901a/n
Retaining Cap
120600
ssenkcihTlairetaM
)mm().niro.ag(
Nozzle
120606
lairetaM
Electrode
120574
crA
tnerruCtnerruC
tnerruCtnerruC
tnerruC
)A()A(
)A()A(
)A(
Swirl Ring
120576
crA
egatloVegatloV
egatloVegatloV
egatloV
)V()V(
)V()V(
)V(
PAC125
Torch
dednemmoceR
*deepSlevarT*deepSlevarT
*deepSlevarT*deepSlevarT
*deepSlevarT
)nim/mm()mpi(
ecreiP
yaleDyaleD
yaleDyaleD
yaleD
)S()S(
)S()S(
)S(
.ag028.0leetSsselniatS229110410653a/n
"61/15.1leetSsselniatS538110420016a/n
"8/12.3leetSsselniatS530215700915.0
"23/18.0munimulA2260105403411a/n
"61/15.1munimulA5341103402901a/n
"8/12.3munimulA5351156109145.0
* Recommended travel speeds are 10–20% slower than maximum. These slower speeds will produce optimum
cut quality.
Cut Chart Notes:
The Cut Charts on these pages are optimized to provide the best cut angle, least dross and best cut
surface finish. Remember that cut charts are intended to provide a good starting point for each
different cutting assignment. Every cutting system requires "fine-tuning" for each cutting
application to the materials on site in order to obtain optimum cut quality.
Operator Manual
4-13

OPERATION
Cut Chart Notes (continued):
• Maximum recommended mechanized cutting capacity: 1/2" (13 mm).
• See page 4-7 or Section 5 for additional consumable parts.
• Compressed air or nitrogen must be available to the power supply filter/pressure regulator at a
flow rate of 360 scfh/6 scfm (170 l/min) at a pressure of 90 psi (6.2 bar). The dynamic (flowing)
pressure when operating is 70 psi (4.8 bar). If torch leads are 50 ft (15.2 m), the dynamic
pressure when operating is 75 psi (5 bar). If the pressure to the power supply falls below 40 psi
(2.8 bar), the torch will go out.
• After several minutes of running, the torch retaining cap may become hot to touch. To cool it,
push in and hold the GAS TEST switch until the cap cools down.
• The duty cycle, or the amount of time the pilot or plasma arc can remain “on” in minutes within a
10-minute period, is affected by many factors. When the current is set at 55 amps, the
Powermax900 has a 50% duty cycle at a temperature of 40° C (104° F). At these conditions,
the plasma arc can remain on 5 minutes out of every 10 minutes without causing the temperature sensors to disable the unit. The duty cycle increases to 100% at a temperature of 40° C
(104° F) when the current is set below 39 amps.
• To avoid performance deterioration of the Powermax900, input voltage should be within 10% of
the specified system line voltage setting.
COMMON CUTTING FAULTS
• The workpiece is not totally penetrated. Causes can be:
- The current is too low.
- The cut speed is too high.
- The torch parts are worn.
- The metal being cut is too thick.
- The work clamp is not properly attached to the workpiece.
• Dross forms on the bottom of the cut. Causes can be:
- The cutting speed is too slow.
- The torch parts are worn.
- The metal being cut is too thick.
- The current is too low.
4-14
Operator Manual

MAINTENANCE/PARTS
Section 5 MAINTENANCE/PARTS
In this section:
Introduction ..................................................................................................... 5-2
Routine Maintenance ...................................................................................... 5-2
Bowl Draining and Filter Element Cleaning ................................................ 5-2
Removal, Cleaning and Replacement of the Cooling Air Filter................... 5-3
Basic Troubleshooting..................................................................................... 5-4
Technical Questions ........................................................................................ 5-7
Parts ................................................................................................................ 5-8
Consumable Parts Kits ............................................................................... 5-8
Hand Consumable Parts Kit ....................................................................... 5-8
Machine Consumable Parts Kit .................................................................. 5-8
Consumable Parts Kit - CE......................................................................... 5-8
Consumable Configurations ....................................................................... 5-9
PAC125T Torch Assembly ........................................................................ 5-10
PAC125M Torch Assembly ........................................................................5-11
Powermax900 Field Upgrade Kits and Optional Parts ............................. 5-12
Power Supplies - 208/240/480V.................................................................... 5-12
Power Supplies - 200/230/400V.................................................................... 5-12
Power Supplies - 400V CE............................................................................ 5-13
Operator Manual
5-1
9-99

MAINTENANCE/PARTS
INTRODUCTION
This section contains information for simple maintenance and troubleshooting. A brief parts list is also
included. For higher level troubleshooting, see
Technical Questions
ROUTINE MAINTENANCE
Bowl Draining and Filter Element Cleaning
Moisture coming out of the torch can cause the torch to sputter and hiss. If there is moisture, purge
the lines. If moisture builds up in the bowl of the filter at the rear of the power supply, drain the bowl
and clean the filter element:
1. Shut off the gas supply and disconnect the gas supply hose from the filter assembly before
proceeding.
2. Remove the cap at the bottom of the filter bowl and turn the knurled drain valve to the right to
release water from the bowl.
later in this section.
Gas supply hose
connection
Filter element
Filter Bowl
Cap
Figure 5-1 Filter Assembly
3. Unscrew the filter bowl.
4. Unscrew the filter element. See
this section for part number information.
5. Clean the filter element with alcohol, then blow it out with air from the inside of the filter element.
Clean the bowl with household soap only.
6. Replace the filter element and filter bowl.
7. Reconnect the gas supply hose.
Powermax900 Field Upgrade Kits and Optional Parts
later in
5-2
Operator Manual

MAINTENANCE/PARTS
Removal, Cleaning and Replacement of the Cooling Air Filter
Powermax900 systems are normally shipped without air filters. If your Powermax900 has the air filter
option, the filter will need periodic cleaning. Excessively dirty or dusty environments can block the
cooling air filter (if installed) and cause the power supply to overheat and shut down.
WARNING
SHOCK HAZARD: Always turn off power, unplug cord from wall and wait 5 minutes before
removing any power supply cover. If power supply is directly connected to a line
disconnect switch, place line disconnect switch to OFF position. In the U.S., use a "lock-out /
tag-out" procedure until the service or maintenance work is complete. In other countries,
follow appropriate local or national safety procedures.
1. Turn the Powermax900 power switch to the OFF (0) position, unplug the power cable from
the wall receptacle and disconnect the gas supply.
2. Remove the screws that secure the power supply cover to the chassis.
3. Remove the cover, and remove the cooling air filter from the clips by sliding the filter to the
left and then up - Fig. 5-2. See
this section for part number information.
Powermax900 Field Upgrade Kits and Optional Parts
Cooling Air Filter
later in
Figure 5-2 Air Filter Removal
4. Clean the air filter with either soap and water or with low-pressure compressed air.
5. Replace the dry filter in the power unit with the wire mesh facing the fan.
6. Replace and re-fasten the power supply cover with the existing screws.
Operator Manual
5-3
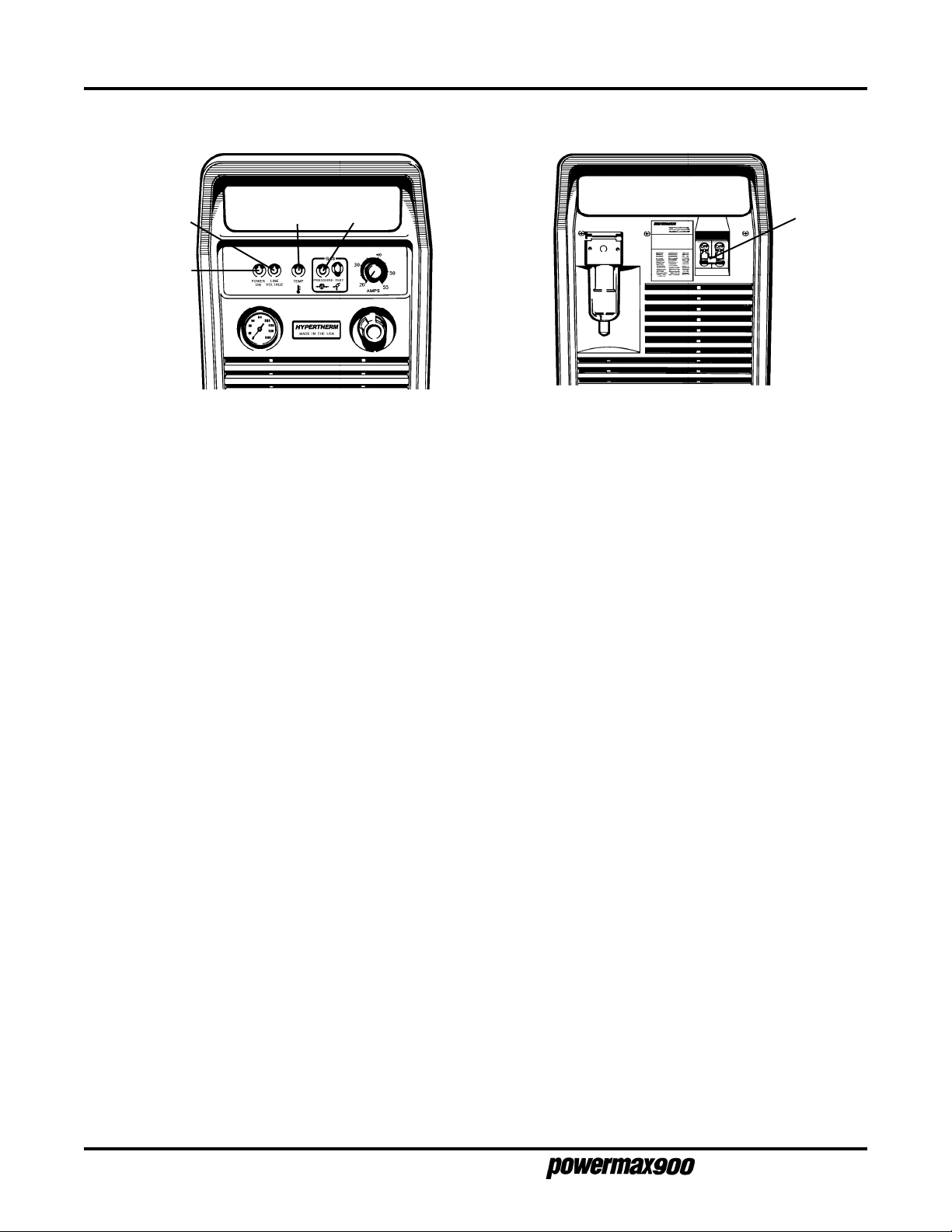
MAINTENANCE/PARTS
BASIC TROUBLESHOOTING
LINE
VOLTAGE
POWER
ON
TEMP
GAS
PRESSURE
Problem
1. The ON/OFF power switch is set to I (ON),
but the fan does not operate and the POWER
ON LED is not illuminated.
ON/OFF
Power Switch
Cause
/ Solution
1.1 The power cord is not plugged into the
power receptacle.
Plug in the power supply.
1.2 The disconnect power switch is not set to
ON or there is no power available to the
disconnect power switch box.
Turn the power ON at the main power panel
or at the disconnect power switch box.
2. The POWER ON LED is illuminated but the
GAS PRESSURE LED is not illuminated.
3a. The POWER ON LED is illuminated, the
LINE VOLTAGE LED is disabled (white) and
the torch is disabled.
1.3 A fuse is blown.
See Appendix A
Changing Fuses
.
2.1 The gas supply is turned OFF or not
connected to the power supply.
Verify that the gas is turned on and
connected to the power supply.
2.2 Gas pressure is too low.
Set gas supply pressure to 90 psi (6.2 bar).
Verify that there are no leaks in the gas
supply line.
3a.1 Power supply voltage links are incorrect.
See voltage configuration settings in
Section 3.
3a.2 Line voltage is extremely low.
The following table represents the operating
range of the Powermax900 power supplies.
Have an electrical technician check incoming
power.
5-4
9-99
Operator Manual

MAINTENANCE/PARTS
Problem
3b. The POWER ON LED is illuminated, the
LINE VOLTAGE LED is blinking yellow and the
torch is disabled.
Cause
Note: To avoid performance deterioration of the
Powermax900, input voltage should be within
10% of the specified system line voltage setting.
Lower Limit Line Voltage Upper Limit
164VAC 200VAC 235VAC
170VAC 208VAC 239VAC
189VAC 230VAC 270VAC
197VAC 240VAC 276VAC
328VAC 400VAC 470VAC
393VAC 480VAC 552VAC
510VAC 600VAC 690VAC
/ Solution
System
3b.1 Power supply voltage links are incorrect.
See voltage configuration settings in
Section 3.
3b.2 Line voltage is too low.
Line voltage is less than 20% of nominal.
Have an electrical technician check incoming
power.
3c. The POWER ON LED is illuminated, the
LINE VOLTAGE LED is continuous yellow and
the torch is working.
3d. The LINE VOLTAGE LED is continuous
red, power supply is disabled.
3c.1 Power supply voltage links are incorrect.
See voltage configuration settings in
Section 3.
3c.2 Line voltage is too low.
Line voltage is between 15% and 20% below
nominal. Have an electrical technician check
incoming power.
3d.1 Line voltage is too high.
LIne voltage is greater than 15% of nominal.
Have an electrical technician check incoming
power.
3d.2 Torch cap is not engaging microswitch.
Verify that the torch consumables are
installed correctly and that a "click" is heard
when the retaining cap is screwed down.
3d.3 Trip circuit is defective.
See
Technical Questions
on page 5-7.
Operator Manual
3d.4 There is a control board failure.
Turn power supply off and then on. If
problem persists, see
on page 5-7.
Technical Questions
5-5
9-99

MAINTENANCE/PARTS
Problem
3e. The LINE VOLTAGE LED is blinking red,
and the power supply is disabled.
4. The power supply shuts off after it turns on.
5. The fuse on the incoming power line fails
during cutting.
Cause
/ Solution
3e.1 There is an internal torch failure.
Replace the torch.
4.1 The torch is not connected to the power
supply.
Connect the torch to the power supply.
4.2 The retaining cap is loose.
Tighten the retaining cap.
4.3 The torch is defective.
See
Technical Questions
on page 5-7.
4.4 Power supply voltage links are incorrect.
See voltage configuration settings in
Section 3.
4.5 Line voltage is too high.
See table on previous page.
5.1 The power supply has exceeded the
capacity of the fuse.
Check the fuse for proper amperage rating.
See
Power Requirements
Check power cable for a short circuit or loose
connection.
in Section 3.
6. The POWER ON LED is illuminated, the
TEMP LED stays illuminated and the torch will
not fire.
7. The arc does not transfer.
6.1 One of the internal thermostat switches
has opened due to overheating.
Leave power supply on to allow fan to cool
power supply down, then shut down and
restart. Clean internal air filter (if installed).
See
Removal, Cleaning and Replacement
of the Cooling Air Filter
earlier in this section.
7.1 The work clamp is not connected to the
workpiece or the work clamp is broken.
Connect or repair the work clamp.
7.2 Work clamp is not making good metal to
metal contact
Clean area where clamp contacts the
workpiece.
7.2 The workpiece is too far away from the
torch.
Move the torch head closer (1/8 - 1/4"
(3 - 6 mm) maximum distance) to the
workpiece and start the torch again.
5-6
9-99
Operator Manual
MAINTENANCE/PARTS
Problem
8. The arc blows out, but re-ignites when the
torch switch is depressed.
9. The arc sputters and hisses.
Cause
8.1 There are faulty consumable parts.
Inspect and change the consumable parts, if
necessary. See
Section 4.
8.2 The gas pressure is incorrect.
Adjust the gas pressure. Incoming gas
pressure is 90 psi (6.2 bar) at a flow of 360
scfh (170 l/m). Pressure at unit in TEST
mode is 70 psi (4.8 bar) for lead length of 25
feet (7.6 m) and 75 psi (5 bar) for lead length
of 50 feet (15.2 m). See
Instructions
pressure, if necessary.
8.3 The gas filter at the rear of the supply
contains excessive moisture.
Drain the filter bowl and clean the filter. See
Routine Maintenance
9.1 The gas filter at the rear of the supply
contains excessive moisture.
Drain filter bowl and clean filter. See
Maintenance
in Section 4 to adjust gas
/ Solution
Operating Tips
Operating
earlier in this section.
earlier in this section.
in
Routine
10. Cut quality is not good.
10.1 Power supply voltage links are incorrect.
See voltage configuration settings in
Section 3.
10.2 Consumables are worn.
See
Operating Tips
in Section 4.
TECHNICAL QUESTIONS
If you are unable to fix the problem with your Powermax900 by following this basic troubleshooting
guide or if you need further assistance:
1. Call your distributor or an authorized Hypertherm repair facility.
2. Call the nearest Hypertherm office listed in the front of this manual.
3. See the Powermax900 service manual for wiring diagrams, higher-level troubleshooting and
more parts list information.
Operator Manual
5-7
9-99
MAINTENANCE/PARTS
PARTS
Consumable Parts Kits
Part Number Description (Quantity)
001285 ...................Box, Consumable Parts (1)
120573 ...................Electrode (3)
120574 ...................Electrode, Extended (1)
120577 ...................Nozzle, 55A, Shielded (3)
120578 ...................Nozzle, Pipe Saddle, Extended (1)
120607 ...................Nozzle, Gouging (1)
120601 ...................Shield, 55A (1)
120608 ...................Shield, Gouging (1)
120303 ...................Deflector (1)
044016 ...................O-Ring (3)
015152 ...................Nipple, 1/8 NPT,QDisc, Steel (1)
015604 ...................Reducer, 1/4 FPT X 1/8 NPT, Brass (1)
027055 ...................Lubricant, Silicone 1/4 Oz Tube (1)
Hand Consumable Parts Kit (128287)
Machine Consumable Parts Kit (128288)
Part Number Description (Quantity)
001285 ...................Box, Consumable Parts (1)
120573 ...................Electrode (3)
120574 ...................Electrode, Extended (3)
120577 ...................Nozzle, 55A, Shielded (3)
120606 ...................Nozzle, 35A, Extended (3)
120602 ...................Shield, PAC125M Machine Torch (1)
120303 ...................Deflector (1)
044016 ...................O-Ring (3)
015152 ...................Nipple, 1/8 NPT, QDisc, Steel (1)
015604 ...................Reducer, 1/4 FPT X 1/8 NPT, Brass (1)
027055 ...................Lubricant, Silicone 1/4 Oz Tube (1)
Consumable Parts Kit - CE (128289)
Part Number Description (Quantity)
001285 ...................Box, Consumable Parts (1)
120573 ...................Electrode, Air (3)
120577 ...................Nozzle, 55A, Shielded (3)
120607 ...................Nozzle, Gouging (1)
120608 ...................Shield, Gouging (1)
120601 ...................Shield, 55A (1)
044016 ...................O-Ring (3)
015152 ...................Nipple, 1/8 NPT, QDisc, Steel (1)
015301 ...................Adapter, 1/8 NPT to 1/4 Hose (1)
027055 ...................Lubricant, Silicone 1/4 Oz Tube (1)
5-8
9-99
Operator Manual

Consumable Configurations
MAINTENANCE/PARTS
Shielded
Hand Torch
55A Cutting
Shielded
Machine Torch
55A Cutting
Shielded
55A Gouging
Shield
120601
Shield
120602
Shield
120608
Retaining Cap
120600
Retaining Cap
120600
Retaining Cap
120600
Nozzle
120577
Nozzle
120577
Nozzle
120607
Electrode
120573
Electrode
120573
Electrode
120573
Swirl Ring
120576
Swirl Ring
120576
Swirl Ring
120576
PAC125
Torch
PAC125
Torch
PAC125
Torch
Unshielded
55A Cutting*
Unshielded
35A Cutting*
Deflector
120303
Deflector
120303
Figure 5-3 Shielded Consumable Configurations
Retaining Cap
120600
Retaining Cap
120600
Figure 5-4 Unshielded Consumable Configurations
Nozzle
120578 (55A)
Nozzle
120606 (35A)
Electrode
120574
Electrode
120574
Swirl Ring
120576
Swirl Ring
120576
PAC125
Torch
PAC125
Torch
* In CE countries, use unshielded consumables only in machine-torch applications.
Operator Manual
5-9
9-99

MAINTENANCE/PARTS
PAC125T Torch Assembly and 25 ft (7.6 m) Lead - 083066
PAC125T Torch Assembly and 50 ft (15.2 m) Lead - 083067
Part Number Description
001288 ................................. Handle, PAC121/125T
002244 ................................. Safety Trigger, PAC121/125T
128284 ................................. Kit: Switch Repair
120573 ................................. Electrode, Air
120576 ................................. Ring, Swirl
027254 ................................. Trigger Spring, PAC121/125T
004764 ................................. Ring, Gutcha
075339 ................................. Screws, P/S, # 4 X 1/2, PH, RND, S/B
120577 ................................. Nozzle: PAC125 55A Shield
120601 ................................. Shield: PAC121T
120600 ................................. Cap, Retaining
120570 ................................. Torch Main Body with Switch, PAC125T
044016 ....................................... O-Ring: BUNA 90 Duro .614X.070
129352 ................................. Torch Lead, 25 ft (7.6 m)
129353 ................................. Torch Lead, 50 ft (15.2 m)
044009 ....................................... Quick Disconnect O-Ring (not shown)
* Used only in 083066
** Used only in 083067
Note: See page 5-8 or 5-9 for detail of consumable parts
Torch
Handle
001288
Trigger
Spring
027254
Safety
Trigger
002244
Torch Main
Body w/ Switch
120570
O-Ring
044016
Pushbutton
Switch
128284
Gutcha
Ring
004764
Torch Lead
129352, 25 ft (7.63 m)
129353, 50 ft (15.25 m)
Handle
001288
Screw (5)
075339
5-10
9-99
Figure 5-5 PAC125T Torch Assembly and Leads
Operator Manual

MAINTENANCE/PARTS
PAC125M Torch Assembly and 14 ft (4.3 m) Lead - 083069 w/pigtail, 083073 no pigtail
PAC125M Torch Assembly and 25 ft (7.6 m) Lead - 083068 w/pigtail, 083072 no pigtail
PAC125M Torch Assembly and 35 ft (10.6 m) Lead - 083070 w/pigtail, 083074 no pigtail
PAC125M Torch Assembly and 50 ft (15.2 m) Lead - 083071 w/pigtail, 083075 no pigtail
Part Number Description
120573 ...................................... Electrode, Air
120576 ...................................... Ring, Swirl
120613 ...................................... Sleeve, Machine Torch, PAC125M
020620 ...................................... Sleeve, Torch Position, PAC121/125M
129339 ...................................... Torch Lead w/pigtail, 14 ft (4.3 m)
129338 ...................................... Torch Lead w/pigtail, 25 ft (7.6 m)
129340 ...................................... Torch Lead w/pigtail, 35 ft (10.6 m)
129341 ...................................... Torch Lead w/pigtail, 50 ft (15.2 m)
129343 ...................................... Torch Lead, no pigtail, 14 ft (4.3 m)
129342 ...................................... Torch Lead, no pigtail, 25 ft (7.6 m)
129344 ...................................... Torch Lead, no pigtail, 35 ft (10.6 m)
129345 ...................................... Torch Lead, no pigtail, 50 ft (15.2 m)
044009 ............................................ Quick Disconnect O-Ring (not shown)
027599 ...................................... Snap Ring
120577 ...................................... Nozzle: PAC125 55A Shield
120602 ...................................... Shield: PAC121M Machine Torch
120600 ...................................... Cap, Retaining
120583 ...................................... Torch Main Body w/ Switch, PAC125M
044016 ............................................ O-Ring: BUNA 90 Duro .614X.070
Note: See page 5-8 or 5-9 for detail of consumable parts
Torch Main
Body w/Switch
Snap Ring
027599
Torch Sleeve
120613
On/Off Pendant (not part of machine torch assembly See
Powermax900 Field Upgrade Kits and Optional
Parts
later in this section for part numbers)
120583
O-Ring
044016
O-Ring
044016
Torch
Position
Sleeve
020620
Torch Lead
129339, with pigtail, 14 ft (4.3 m)
129338, with pigtail, 25 ft (7.6 m)
129340, with pigtail, 35 ft (10.6 m)
129341, with pigtail, 50 ft (15.2 m)
129343, no pigtail, 14 ft (4.3 m)
129342, no pigtail, 25 ft (7.6 m)
129344, no pigtail, 35 ft (10.6 m)
129345, no pigtail, 50 ft (15.2 m)
Pigtail
Figure 5-6 PAC125M Torch Assembly and Leads
Operator Manual
5-11
9-99

MAINTENANCE/PARTS
Powermax900 Field Upgrade Kits and Optional Parts
Part Number Description
028714 .............................. On/Off Pendant with Lead, 25 ft (7.6 m) (Also comes standard with most
machine torch system configurations. See note below.)
128061 .............................. On/Off Pendant with Lead, 50 ft (15.2 m)
128062 .............................. On/Off Pendant with Lead, 75 ft (23 m)
128316 .............................. Kit: Powermax900 Power Unit Wheels
128317 .............................. Kit: Powermax900 Pilot Arc Controller
128241 .............................. Kit: Powermax900 Machine Interface, 208/240/480V
128242 .............................. Kit: Powermax900 Machine Interface, 200/230/400V
128286 .............................. Kit: Powermax900 Machine Interface, 400V CE
028907 .............................. Work Cable, 50 ft (15.2 m)
028908 .............................. Kit: Powermax900, Cooling Air Filter
011079 .............................. Filter Element
129019 .............................. Jumper:Powermax900 Link Box
128312 .............................. Kit: Powermax900 600V Conversion
128313 .............................. Kit: Powermax900 CE 230V Conversion
008809 .............................. Fuse:1A 600V 13/32 X 1-1/2 Slo (Used on 208/240/480V power supplies)
008958 .............................. Fuse:1A 500V 10mm X 38mm Slo (Used on 200/230/400V and 400V CE
power supplies)
023206 .............................. Cable: Machine Interface, 25 ft (7.6 m) (Comes standard with machine torch
system configurations and with machine interface kits.)
024548 .............................. Leather Cable Covers, 25 ft (7.6 m)
109068 .............................. Toroid (Used only on 400V CE power supply linecord assemblies.)
POWER SUPPLIES - 208/240/480V, 1φ/3φ, 60 HZ
Part For With Pilot Arc With Machine
Number Torch Type Control Interface
083063 Hand No No
083076 Hand Yes No
083077 Machine No Yes
083078 Machine Yes Yes
POWER SUPPLIES - 200/230/400V, 1φ/3φ, 50/60 HZ
Part For With Pilot Arc With Machine
Number Torch Type Control Interface
083065 Hand No No
083082 Hand Yes No
083083 Machine No Yes
083084 Machine Yes Yes
Note: Contact your distributor or call the nearest Hypertherm office for hand and machine torch system configurations.
5-12
9-99
Operator Manual

MAINTENANCE/PARTS
POWER SUPPLIES - 400V CE, 3φ, 50 HZ
Part For With Pilot Arc With Machine
Number Torch Type Control Interface
083064 Hand No No
083079 Hand Yes No
083080 Machine No Yes
083081 Machine Yes Yes
Note: Contact your distributor or call the nearest Hypertherm office for hand and machine torch system configurations.
Operator Manual
5-13
9-99

MAINTENANCE/PARTS
5-14
Operator Manual

APPENDIX A
In the event that the Powermax900 was configured incorrectly for the incoming power, fuses F1 and/or
F2 may have blown to protect the power supply.
CHANGING FUSES
WARNING
SHOCK HAZARD: Always turn off power, unplug cord from wall and wait 5 minutes before
removing any power supply cover. If power supply is directly connected to a line
disconnect switch, place line disconnect switch to OFF position. In the U.S., use a "lock-out /
tag-out" procedure until the service or maintenance work is complete. In other countries,
follow appropriate local or national safety procedures.
1. Turn the Powermax900 power switch to the OFF (0) position, unplug the power cable from the
wall receptacle and disconnect the gas supply. See warning above.
2. Remove the screws that secure the power supply cover to the chassis.
3. Remove the cover and find F1 and F2 power fuses - Fig. a-1.
4. Remove and check the fuses. Replace, if necessary:
Fuse part number 008809 for 208/240/480V power supplies;
Fuse part number 008958 for 200/230/400V and 400V CE power supplies.
5. Replace the power supply cover.
6. Be certain that a licensed electrician verifies incoming power and configures the Powermax900
appropriately. See voltage configurations in the Setup section beginning on page 3-4.
Location of fuses F1 and F2.
Figure a-1 F1 and F2 Fuse Location
Operator Manual
a-1

STANDARDS INDEX
STANDARDS INDEX
The
Standards Index
practices.
contains a list of publications dealing with plasma arc cutting equipment safety
APPENDIX B
1. ANSI Standard Z49.1,
LeJeune Road, P.O. Box 351020, Miami, FL 33135.
2. NIOSH,
Superintendent of Documents, U.S. Government Printing Office, Washington, D.C. 20402.
3. OSHA,
Washington, D.C. 20402.
4. ANSI Standard Z87.1,
from the American National Standards Institute, 1430 Broadway, New York, NY 10018.
5. ANSI Standard Z41.1,
Standards Institute, 1430 Broadway, New York, NY 10018.
6. ANSI Standard Z49.2,
American National Standards Institute, 1430 Broadway, New York, NY 10018.
7. AWS Standard A6.0,
American Welding Society, 550 LeJeune Road, P.O. Box 351040, Miami, FL 33135.
8. NFPA Standard 51,
Fire Protection Association, 470 Atlantic Avenue, Boston, MA 02210.
9. NFPA Standard 70-1978,
470 Atlantic Avenue, Boston, MA 02210.
Safety and Health in Arc Welding and Gas Welding and Cutting
Safety and Health Standards
Safety in Welding and Cutting
, 29FR 1910, obtainable from the U.S. Government Printing Office,
Safe Practices for Occupation and Educational Eye and Face Protection
Standard for Men's Safety-Toe Footwear
Fire Prevention in the Use of Cutting and Welding Processes
Welding and Cutting Containers Which Have Held Combustibles
Oxygen — Fuel Gas Systems for Welding and Cutting
National Electrical Code
, obtainable from the American Welding Society, 550
, obtainable from the
, obtainable from the American National
, obtainable from the National
, obtainable from the National Fire Protection Association,
, obtainable
, obtainable from the
, obtainable from the
10. NFPA Standard 51B,
Association, 470 Atlantic Avenue, Boston, MA 02210.
11. CGA Pamphlet P-1,
Gas Association, 1235 Jefferson Davis Highway, Arlington, VA 22202.
12. CSA Standard W117.2,
Association Standard Sales, 178 Rexdale Boulevard, Rexdale, Ontario M9W 1R3, Canada.
13. NWSA booklet,
1900 Arch Street, Philadelphia, PA 19103.
14. American Welding Society Standard AWS F4.1,
Welding and Cutting of Containers and Piping That Have Held Hazardous Substances
American Welding Society, 550 LeJeune Road, P.O. Box 351040, Miami, FL 33135.
15. ANSI Standard Z88.2,
Standards Institute, 1430 Broadway, New York, NY 10018.
16. Canadian Electrical Code Part 1,
Standards Association, 178 Rexdale Boulevard, Rexdale, Ontario, Canada M9W1R3.
Cutting and Welding Processes
Safe Handling of Compressed Gases in Cylinders
Code for Safety in Welding and Cutting
Welding Safety Bibliography
Practices for Respiratory Protection
Safety Standards for Electrical Installations
, obtainable from the National Welding Supply Association,
, obtainable from the National Fire Protection
Recommended Safe Practices for the Preparation for
, obtainable from the American National
, obtainable from the Compressed
, obtainable from the Canadian Standards
, obtainable from the Canadian
, obtainable from the
Operator Manualb-1

APPENDIX A
APPENDIX C
AERATION MANIFOLD
AERATION MANIFOLD FOR PLASMA CUTTING ALUMINUM
Introduction
When plasma arc cutting aluminum at the water table surface or below water, free hydrogen gas may
be generated by the cutting process. The high temperature of the plasma process causes
disassociation of oxygen and hydrogen from the water in the water table. The hot aluminum, which has
a high affinity for oxygen, then combines with the oxygen leaving free hydrogen.
An effective means of avoiding free hydrogen buildup is to install an aeration manifold on the floor of
the water table to replenish the oxygen content of the water.
Making an Aeration Manifold - Figure c-1
Make an Aeration Manifold with two-inch (50 mm) PVC tubing with one-inch (25 mm) Distribution
Lines connected to it. Drill 1/8 inch (3 mm) holes every six inches (150 mm) in the distribution lines.
Cap the ends of the distribution lines and install the lines so that oxygen is delivered to all parts of the
cutting area.
Connect the manifold to a shop air line. Set a pressure regulator to obtain a steady stream of bubbles.
Aeration Manifold
Distribution Lines
Figure c-1 Aeration Manifold
Operator Manual
Regulated air in
c-1

APPENDIX B
Operator Manual
 Loading...
Loading...