


SERIES
™
G3
_
+
40
50
50
60
AC
70 80
V
BAR
60
PSI
AMPS
30
40
100
80
60
powermax1650
Plasma Arc
Cutting & Gouging System
Operator Manual
804480 Revision 4

Register your new Hypertherm system
Register your product on-line at www.hypertherm.com/registration for
easier technical and warranty support. You can also receive updates on new
Hypertherm products and a free gift as a token of our appreciation.
For your records
Serial number: _____________________________________________
Purchase date: _____________________________________________
Distributor: _____________________________________________
________________________________________________________
________________________________________________________
Maintenance notes:
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________

Operator Manual
(P/N 804480)
Revision 4 – November 2013
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com
© Copyright 2013 Hypertherm, Inc.
All Rights Reserved
Hypertherm and powermax are trademarks of Hypertherm, Inc.
and may be registered in the United States and/or other countries.

7/1/09
Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
Hypertherm Automation
5 Technology Drive, Suite 300
West Lebanon, NH 03784 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit A, 5th Floor, Careri Building
432 West Huai Hai Road
Shanghai, 200052
PR China
86-21 5258 3330/1 Tel
86-21 5258 3332 Fax
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
801 Samty Will Building
2-40 Miyahara 1-Chome,
Yodogawa-ku, Osaka
532-0003, Japan
81 6 6170 2020 Tel
81 6 6170 2015 Fax
Hypertherm Brasil Ltda.
Avenida Doutor Renato de
Andrade Maia 350
Parque Renato Maia
CEP 07114-000
Guarulhos, SP Brasil
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax

ELECTROMAGNETIC COMPATIBILITY (EMC)
4-08
Hypertherm i
EMC Introduction
Hypertherm’s CE-marked equipment is built in
compliance with standard EN60974-10. The
equipment should be in stalled and used in
accordance with the information be low to
achieve elec tro mag net ic com pat i bil i ty.
The limits required by EN60974-10 may not
be adequate to com plete ly eliminate in ter fer ence when the affected equip ment is in close
proximity or has a high degree of sen si tivity.
In such cases it may be nec es sary to use other
mea sures to further re duce interference.
This cutting equipment is designed for use
only in an in dus tri al environment.
Installation and use
The user is responsible for installing and
using the plasma equipment according to the
manufacturer’s instructions. If elec tro mag net ic
disturbances are de tect ed then it shall be the
respon si bil i ty of the user to re solve the
situation with the technical as sis tance of the
man u fac tur er. In some cases this remedial
action may be as sim ple as earthing the
cutting circuit, see Earthing of Workpiece.
In other cas es it could involve constructing an
electromag net ic screen enclosing the pow er
source and the work complete with associated
input filters. In all cases elec tro mag net ic
disturbanc es must be reduced to the point
where they are no longer trou ble some.
Assessment of area
Before installing the equipment the user shall
make an assessment of po ten tial electro magnet ic problems in the sur round ing area.
The following shall be taken into account:
a. Other supply cables, control cables,
signalling and telephone ca bles; above,
below and adjacent to the cutting equipment.
b. Radio and television transmitters and
receivers.
c. Computer and other control equip ment.
d. Safety critical equipment, for example
guarding of industrial equipment.
e. Health of the people around, for example the
use of pacemakers and hear ing aids.
f. Equipment used for calibration or
measurement.
g. Immunity of other equipment in the
environment. User shall ensure that other
equipment being used in the environment is
com pat i ble. This may require ad di tion al
protection measures.
h. Time of day that cutting or other ac tiv i ties
are to be carried out.
The size of the sur round ing area to be con sidered will depend on the structure of the
building and other activities that are tak ing
place. The surrounding area may ex tend
beyond the bound aries of the pre mises.
Methods of reducing
emissions
Mains supply
Cutting equipment must be con nect ed to the
mains supply according to the man u fac tur er’s
recom men da tions. If in ter fer ence occurs, it may
be necessary to take addi tional precautions
such as fil ter ing of the mains supply.
Consideration should be given to shield ing the
supply cable of per ma nent ly installed cutting
equip ment, in metallic conduit or equiv a lent.
Shielding should be elec tri cal ly continuous
through out its length. The shielding should
be con nect ed to the cutting mains supply so
that good electrical contact is maintained
between the conduit and the cutting pow er
source enclosure.

ELECTROMAGNETIC COMPATIBILITY (EMC)
4-08
ii Hypertherm
Maintenance of cutting equipment
The cutting equipment must be rou tine ly
maintained according to the man u fac tur er’s
recom men da tions. All ac cess and service doors
and covers should be closed and properly
fastened when the cutting equip ment is in
operation. The cutting equipment should not be
modified in any way except for those chang es
and ad just ments covered in the manufac tur er’s
instructions. In par tic u lar, the spark gaps of arc
striking and sta bi liz ing devices should be
adjusted and maintained according to the
manu fac tur er’s recommendations.
Cutting cables
The cutting cables should be kept as short
as possible and should be po si tioned close
together, running at or close to the floor level.
Equipotential bonding
Bonding of all metallic components in the
cutting installation and adjacent to it should be
considered. However, metallic com po nents
bonded to the workpiece will increase the risk
that the op er a tor could receive a shock by
touch ing these metallic compo nents and the
electrode (nozzle for laser heads) at the same
time. The op er a tor should be in su lat ed from all
such bonded metallic components.
Earthing of workpiece
Where the workpiece is not bonded to earth
for electrical safety, nor connected to earth
because of its size and position, for ex am ple,
ship’s hull or building steel work, a con nec tion
bonding the work piece to earth may reduce
emis sions in some, but not all instances.
Care should be taken to prevent the earthing
of the work piece increasing the risk of injury to
users, or damage to other elec tri cal equip ment.
Where necessary, the con nec tion of the
workpiece to earth should be made by a direct
connection to the work piece, but in some
countries where direct connection is not
permitted, the bonding should be achieved by
suit able capacitances se lect ed according to
national regulations.
Note: the cutting circuit may or may not be
earthed for safety reasons. Changing the
earthing arrangements should only be
authorized by a person who is com pe tent to
assess whether the chang es will in crease the
risk of injury, for example, by al low ing parallel
cutting cur rent return paths which may damage
the earth cir cuits of other equipment. Further
guid ance is given in IEC/ TS 62081 Arc
Welding Equip ment Installation and Use.
Screening and shielding
Selective screening and shielding of other
cables and equipment in the surrounding area
may alleviate problems of in ter fer ence.
Screening of the entire plas ma cutting
installation may be con sid ered for special
applications.

WARRANTY
Hypertherm iii
4-08
Attention
Genuine Hypertherm parts are the factoryrecommended replacement parts for your
Hypertherm system. Any damage caused by the
use of other than genuine Hypertherm parts may
not be covered by the Hypertherm warranty.
You are responsible for the safe use of the
Product. Hypertherm does not and cannot make
any guarantee or warranty regarding the safe
use of the Product in your environment.
General
Hypertherm, Inc. warrants that its Products shall
be free from defects in materials and workman ship, if Hypertherm is notified of a defect (i) with
respect to the power supply within a period of
two (2) years from the date of its delivery to you,
with the exception of Powermax brand power
supplies, which shall be within a period of three
(3) years from the date of delivery to you, and
(ii) with respect to the torch and leads within a
period of one (1) year from its date of delivery to
you, and with respect to torch lifter assemblies
within a period of one (1) year from its date of
delivery to you, and with respect to laser heads
within a period of one (1) year from its date of
delivery to you. This warranty shall not apply to
any Powermax brand power supplies that have
been used with phase converters. In addition,
Hypertherm does not warranty systems that
have been damaged as a result of poor power
quality, whether from phase converters or
incoming line power. This warranty shall not
apply to any Product which has been incorrectly
installed, modified, or otherwise damaged.
Hypertherm, at its sole option, shall repair,
replace, or adjust, free of charge, any defective
Products covered by this warranty which shall
be returned with Hypertherm’s prior
authorization (which shall not be unreasonably
withheld), properly packed, to Hypertherm’s
place of business in Hanover, New Hampshire,
or to an authorized Hypertherm repair facility, all
costs, insurance and freight pre paid.
Hypertherm shall not be liable for any repairs,
replacement, or adjustments of Products
covered by this war ranty, except those made
pursuant to this paragraph or with Hypertherm’s
prior written consent. The warranty above is
exclusive and is in lieu of all other
warranties, express, implied, statutory, or
otherwise with respect to the Products or
as to the results which may be obtained
therefrom, and all implied war ranties or
conditions of quality or of merchantability
or fitness for a particular purpose or
against infringement. The foregoing shall
constitute the sole and exclusive remedy
for any breach by Hypertherm of its
warranty. Distributors/OEMs may offer different
or additional warranties, but Distributors/OEMs
are not authorized to give any additional
warranty protection to you or make any
representation to you purporting to be binding
upon Hypertherm.
Certification test marks
Certified products are identified by one or more
certification test marks from accredited testing
laboratories. The certification test marks are
located on or near the data plate. Each
certification test mark means that the product
and its safety-critical components conform to
the relevant national safety standards as
reviewed by that testing laboratory. Hypertherm
places a certification test mark on its products
only after that product is manufactured with
safety-critical components that have been
authorized by the accredited testing laboratory.
Once the product has left the Hypertherm
factory, the certification test marks are
invalidated if any of the following occurs:
• The product is significantly modified
in a manner that creates a hazard or
non-conformance.
• Safety-critical components are replaced with
unauthorized spare parts.

WARRANTY
4-08
iv Hypertherm
• Any unauthorized assembly or accessory that
uses or generates a hazardous voltage is
added.
• There is any tampering with a safety circuit or
other feature that is designed into the product
as part of the certification.
CE marking constitutes a manufacturer’s
declaration of conformity to applicable European
directives and standards. Only those versions of
Hypertherm products with a CE Marking located
on or near the data plate have been tested for
compliance with the European Low Voltage
Directive and the European EMC Directive.
EMC filters needed to comply with the European
EMC Directive are incorporated within versions
of the power supply with a CE Marking.
Differences in National Standards
Differences in standards include, but are not
limited to:
• Voltages
• Plug and cord ratings
• Language requirements
• Electromagnetic compatibility requirements
These differences in national standards may
make it impossible or impractical for all
certification test marks to be placed on the
same version of a product. For example, the
CSA versions of Hypertherm’s products do not
comply with European EMC requirements and
they do not have a CE marking on the data
plate.
Countries that require CE marking or have
compulsory EMC regulations must use CE
versions of Hypertherm products with the CE
marking on the data plate. These include:
• Australia
• New Zealand
• Countries in the European Union
• Russia
It is important that the product and its
certification test mark be suitable for the enduse installation site. When Hypertherm
products are shipped to one country for export
to another country, the product must be
configured and certified properly for the enduse site.
Higher-level systems
When a system integrator adds additional
equipment; such as cutting tables, motor drives,
motion controllers or robots; to a Hypertherm
plasma cutting system, the combined system
may be considered a higher-level system. A
higher-level system with hazardous moving parts
may constitute industrial machinery or robotic
equipment, in which case the OEM or end-use
customer may be subject to additional
regulations and standards than those relevant to
the plasma cutting system as manufactured by
Hypertherm.
It is the responsibility of the end-use customer
and the OEM to perform a risk assessment for
the higher-level system and to provide
protection against hazardous moving parts.
Unless the higher-level system is certified when
the OEM incorporates Hypertherm products
into it, the installation also may be subject to
approval by local authorities. Seek advice from
legal counsel and local regulatory experts if
uncertain about compliance.
External interconnecting cables between
component parts of the higher level system
must be suitable for contaminants and
movement as required by the final end-use
installation site. When the external inter connecting cables are subject to oil, dust, or
water contaminants, hard usage ratings may be
required. When external interconnecting cables
are subject to continuous movement, constant
flexing ratings may be required. It is the
responsibility of the end-use customer or the
OEM to ensure the cables are suitable for the
application. Since there are differences in the

WARRANTY
4-08
Hypertherm v
ratings and costs that can be required by
local regulations for higher-level systems,
it is necessary to verify that any external
interconnecting cables are suitable for the
end-use installation site.
Patent indemnity
Except only in cases of products not
manufactured by Hypertherm or manufactured
by a person other than Hypertherm not in strict
conformity with Hypertherm’s specifications and
in cases of designs, processes, formulae, or
combinations not developed or purported to be
developed by Hypertherm, Hypertherm will
defend or settle, at its own expense, any suit or
proceeding brought against you alleging that the
use of the Hypertherm product, alone and not in
combination with any other product not supplied
by Hypertherm, infringes any patent of any third
party. You shall notify Hypertherm promptly upon
learning of any action or threatened action in
connection with any such alleged infringement,
and Hypertherm’s obligation to indemnify shall
be conditioned upon Hypertherm’s sole control
of, and the indemnified party’s cooperation and
assistance in, the defense of the claim.
Limitation of liability
In no event shall Hypertherm be liable to
any person or entity for any incidental,
consequential, indirect, or punitive damages
(including but not limited to lost profits)
regardless of whether such liability is based
on breach of contract, tort, strict liability,
breach of warranties, failure of essential
purpose or otherwise and even if advised
of the possibility of such damages.
Liability cap
In no event shall Hypertherm’s liability,
whether such liability is based on breach
of contract, tort, strict liability, breach of
warranties, failure of essential purpose or
otherwise, for any claim action suit or
proceeding arising out of or relating to the
use of the Products exceed in the aggregate
the amount paid for the Products that gave
rise to such claim.
Insurance
At all times you will have and maintain insurance
in such quantities and types, and with coverage
sufficient and appropriate to defend and to hold
Hypertherm harmless in the event of any cause
of action arising from the use of the Products.
National and Local codes
National and Local codes governing plumbing
and electrical installation shall take precedent
over any instructions contained in this manual.
In no event shall Hypertherm be liable for injury
to persons or property damage by reason of
any code violation or poor work practices.
Transfer of rights
You may transfer any remaining rights you may
have hereunder only in connection with the sale
of all or substantially all of your assets or capital
stock to a successor in interest who agrees to
be bound by all of the terms and conditions of
this Warranty.
Proper disposal of
Hypertherm products
Hypertherm plasma cutting systems, like all
electronic products, may contain materials or
components, such as printed circuit boards, that
cannot be discarded with ordinary waste. It is
your responsibility to dispose of any Hypertherm
product or component part in an environmentally
acceptable manner according to national and
local codes.
• In the United States, check all federal, state,
and local laws.
• In the European Union, check the EU
directives, national, and local laws. For more
information, visit www.hypertherm.com/weee.
• In other countries, check national and local
laws.

WARRANTY
vi Hypertherm

TABLE OF CONTENTS
3
powermax1650 Operator Manual vii
Electromagnetic compatibility................................................................................................................................i
Warranty....................................................................................................................................................................iii
Section 1 Safety
Recognize safety information ...........................................................................................................................1-2
Follow safety instructions..................................................................................................................................1-2
Cutting can cause fire or explosion ................................................................................................................1-2
Electric shock can kill.........................................................................................................................................1-3
Static electricity can damage circuit boards ................................................................................................1-3
Toxic fumes can cause injury or death............................................................................................................1-4
A plasma arc can cause injury and burns......................................................................................................1-5
Arc rays can burn eyes and skin......................................................................................................................1-5
Grounding safety.................................................................................................................................................1-6
Compressed gas equipment safety................................................................................................................1-6
Gas cylinders can explode if damaged..........................................................................................................1-6
Noise can damage hearing ...............................................................................................................................1-7
Pacemaker and hearing aid operation............................................................................................................1-7
A plasma arc can damage frozen pipes.........................................................................................................1-7
Additional safety information ............................................................................................................................1-8
Warning labels.....................................................................................................................................................1-9
Dust collection information.............................................................................................................................1-11
Section 1a Sécurité
Identifier les consignes de sécurité..............................................................................................................1a-2
Suivre les instructions de sécurité................................................................................................................1a-2
Le coupage peut provoquer un incendie ou une explosion....................................................................1a-2
Les chocs électriques peuvent être fatals ..................................................................................................1a-3
L’électricité statique peut endommager les cartes de circuits imprimés .............................................1a-3
Les vapeurs toxiques peuvent provoquer des blessures ou la mort.....................................................1a-4
L’arc plasma peut provoquer des blessures ou des brûlures.................................................................1a-5
Les rayons de l’arc peuvent brûler les yeux et la peau.............................................................................1a-5
Mise à la masse et à la terre...........................................................................................................................1a-6
Sécurité des bouteilles de gaz comprimé...................................................................................................1a-6
Les bouteilles de gaz comprimé peuvent exploser en cas de dommages..........................................1a-6
Le bruit peut provoquer des problèmes auditifs........................................................................................1a-7
Pacemakers et prothèses auditives ..............................................................................................................1a-7
Un arc plasma peut endommager les tuyaux gelés...................................................................................1a-7
Symboles et marquage....................................................................................................................................1a-8
Étiquette de sécurité........................................................................................................................................1a-9
Information sur le dépoussiérage ...............................................................................................................1a-11
Section 1b Seguridad
Reconocimiento de información de seguridad..........................................................................................1b-2
Siga las instrucciones de seguridad............................................................................................................1b-2
Los cortes pueden provocar incendios o explosiones ............................................................................1b-2

TABLE OF CONTENTS
3
viii powermax1650 Operator Manual
El choque eléctrico puede provocar la muerte..........................................................................................1b-3
Electricidad estática puede dañar tablillas de circuito ............................................................................1b-3
Humos tóxicos pueden causar lesiones o muerte....................................................................................1b-4
El arco de plasma puede causar lesiones y quemaduras.......................................................................1b-5
Los rayos del arco pueden producir quemaduras en los ojos y en la piel..........................................1b-5
Seguridad de toma a tierra.............................................................................................................................1b-6
Seguridad de los equipos de gas comprimido..........................................................................................1b-6
Los cilindros de gas pueden explotar si están dañados .........................................................................1b-6
El ruido puede deteriorar la audición ...........................................................................................................1b-7
Operación de marcapasos y de audífonos.................................................................................................1b-7
Un arco plasma puede dañar tubos congelados ......................................................................................1b-7
Símbolos y marcas...........................................................................................................................................1b-8
Etiquetas de advertencia ................................................................................................................................1b-9
Información sobre la colección de polvo seco........................................................................................1b-11
Section 2 Specifications
Power supply ......................................................................................................................................................2-2
Duty cycle...................................................................................................................................................2-3
Dimensions and weight...........................................................................................................................2-3
T100 torches ......................................................................................................................................................2-4
Torch dimensions......................................................................................................................................2-5
Symbols and markings.......................................................................................................................................2-6
S mark........................................................................................................................................................2-6
CE mark ......................................................................................................................................................2-6
IEC symbols used ....................................................................................................................................2-6
Section 3 Setup
Upon receipt.........................................................................................................................................................3-2
Claims....................................................................................................................................................................3-2
Contents of box...................................................................................................................................................3-2
Lifting the power supply ....................................................................................................................................3-3
Locating power supply.......................................................................................................................................3-4
Power connection...............................................................................................................................................3-4
Engine drives .............................................................................................................................................3-5
Grounding ............................................................................................................................................................3-6
Power cords.........................................................................................................................................................3-6
Three-phase power cord – plug installation..................................................................................................3-7
Power cord installation ............................................................................................................................3-7
Plug installation .........................................................................................................................................3-7
Torch installation..................................................................................................................................................3-8
Plasma gas supply ..........................................................................................................................................3-10
Additional gas filtration .........................................................................................................................3-10
Gas supply installation ....................................................................................................................................3-11
T100M-2 torch alignment...............................................................................................................................3-11

TABLE OF CONTENTS
3
powermax1650 Operator Manual ix
ON/OFF pendant connection .......................................................................................................................3-12
Machine interface connection.............................................................................................................3-12
Arc voltage...............................................................................................................................................3-13
Changing XFER (start machine motion) from dry contact closure to voltage signal.............3-15
Section 4 Operation
Controls and indicators .....................................................................................................................................4-2
Indicator LEDs...........................................................................................................................................4-2
Install the consumables .....................................................................................................................................4-3
T100 consumable configurations....................................................................................................................4-4
Shielded......................................................................................................................................................4-4
Unshielded .................................................................................................................................................4-4
FineCut........................................................................................................................................................4-4
Gouging......................................................................................................................................................4-5
T100M-2 consumable configurations ............................................................................................................4-5
Shielded......................................................................................................................................................4-5
FineCut........................................................................................................................................................4-6
Ohmic sensing retaining cap.................................................................................................................4-6
Unshielded .................................................................................................................................................4-6
Set the mode switch...........................................................................................................................................4-7
Turn ON the power .............................................................................................................................................4-7
Check the indicator lights..................................................................................................................................4-7
Adjust the gas pressure and current setting ................................................................................................4-8
Hand torch operation .........................................................................................................................................4-9
Safety trigger operation ..........................................................................................................................4-9
Attach the work clamp..........................................................................................................................4-10
Start a cut from the edge of the workpiece.....................................................................................4-10
Hand torch cutting technique..............................................................................................................4-11
Piercing ....................................................................................................................................................4-12
Gouging ...................................................................................................................................................4-13
Cut charts...........................................................................................................................................................4-14
Section 5 Maintenance and parts
Routine maintenance..........................................................................................................................................5-2
Inspect the consumables........................................................................................................................5-3
Filter element replacement.....................................................................................................................5-4
Controls and indicators .....................................................................................................................................5-5
Basic troubleshooting........................................................................................................................................5-6
System circuit diagram ......................................................................................................................................5-9
Technical questions..........................................................................................................................................5-10
Parts.....................................................................................................................................................................5-10
Torch parts...............................................................................................................................................5-10
Power supply parts................................................................................................................................5-11
Accessories.............................................................................................................................................5-11

TABLE OF CONTENTS
0
x powermax1650 Operator Manual

Hypertherm 1-1
11/08
Section 1
SAFETY
In this section:
Recognize safety information ...........................................................................................................................1-2
Follow safety instructions..................................................................................................................................1-2
Cutting can cause fire or explosion ................................................................................................................1-2
Electric shock can kill.........................................................................................................................................1-3
Static electricity can damage circuit boards ................................................................................................1-3
Toxic fumes can cause injury or death............................................................................................................1-4
A plasma arc can cause injury and burns......................................................................................................1-5
Arc rays can burn eyes and skin......................................................................................................................1-5
Grounding safety.................................................................................................................................................1-6
Compressed gas equipment safety................................................................................................................1-6
Gas cylinders can explode if damaged..........................................................................................................1-6
Noise can damage hearing ...............................................................................................................................1-7
Pacemaker and hearing aid operation............................................................................................................1-7
A plasma arc can damage frozen pipes.........................................................................................................1-7
Additional safety information.............................................................................................................................1-7
Symbols and markings.......................................................................................................................................1-8
Warning labels.....................................................................................................................................................1-9
Dry dust collection information......................................................................................................................1-11

1-2 Hypertherm
11/08
SAFETY
RECOGNIZE SAFETY INFORMATION
The symbols shown in this section are used to
identify potential hazards. When you see a
safety symbol in this manual or on your machine,
understand the potential for personal injury, and follow
the related instructions to avoid the hazard.
FOLLOW SAFETY
INSTRUCTIONS
Read carefully all safety messages in this
manual and safety labels on your machine.
• Keep the safety labels on your machine in good
condition. Replace missing or damaged labels
immediately.
• Learn how to operate the machine and how to use
the controls properly. Do not let anyone operate it
without instruction.
• Keep your machine in proper working condition.
Unauthorized modifications to the machine may
affect safety and machine service life.
DANGER WARNING CAUTION
Hypertherm uses American National Standards
Institute guidelines for safety signal words and
symbols. A signal word DANGER or WARNING is
used with a safety symbol. DANGER identifies the
most serious hazards.
• DANGER and WARNING safety labels are
located on your machine near specific hazards.
• DANGER safety messages precede related
instructions in the manual that will result in serious
injury or death if not followed correctly.
• WARNING safety messages precede related
instructions in this manual that may result in injury
or death if not followed correctly.
• CAUTION safety messages precede related
instructions in this manual that may result in
minor injury or damage to equipment if not
followed correctly.
Fire Prevention
• Be sure the area is safe before doing any cutting.
Keep a fire extinguisher nearby.
• Remove all flammables within 35 feet (10 m) of
the cutting area.
• Quench hot metal or allow it to cool before
handling or before letting it touch combustible
materials.
• Never cut containers with potentially flammable
materials inside – they must be emptied and
properly cleaned first.
• Ventilate potentially flammable atmospheres
before cutting.
• When cutting with oxygen as the plasma gas,
an exhaust ventilation system is required.
Explosion Prevention
• Do not use the plasma system if explosive dust
or vapors may be present.
• Do not cut pressurized cylinders, pipes, or any
closed container.
• Do not cut containers that have held combustible
materials.
CUTTING CAN CAUSE FIRE OR EXPLOSION
WARNING
Explosion Hazard
Argon-Hydrogen and Methane
Hydrogen and methane are flammable gases that
present an explosion hazard. Keep flames away from
cylinders and hoses that contain methane or hydrogen
mixtures. Keep flames and sparks away from the torch
when using methane or argon-hydrogen plasma.
WARNING
Hydrogen Detonation with
Aluminum Cutting
• When cutting aluminum underwater, or with the
water touching the underside of the aluminum,
free hydrogen gas may collect under the workpiece
and detonate during plasma cutting operations.
• Install an aeration manifold on the floor of the water
table to eliminate the possibility of hydrogen
detonation. Refer to the Appendix section of this
manual for aeration manifold details.

Hypertherm 1-3
SAFETY
11/08
Touching live electrical parts can cause a fatal shock
or severe burn.
• Operating the plasma system completes an
electrical circuit between the torch and the
workpiece. The workpiece and anything touching
the workpiece are part of the electrical circuit.
• Never touch the torch body, workpiece or the
water in a water table when the plasma system
is operating.
Electric Shock Prevention
All Hypertherm plasma systems use high
voltage in the cutting process (200 to 400 VDC
are common). Take the following precautions
when operating this system:
• Wear insulated gloves and boots, and keep your
body and clothing dry.
• Do not stand, sit or lie on – or touch – any wet
surface when using the plasma system.
• Insulate yourself from work and ground using dry
insulating mats or covers big enough to prevent
any physical contact with the work or ground.
If you must work in or near a damp area, use
extreme caution.
• Provide a disconnect switch close to the power
supply with properly sized fuses. This switch allows
the operator to turn off the power supply quickly in
an emergency situation.
• When using a water table, be sure that it is
correctly connected to earth ground.
ELECTRIC SHOCK CAN KILL
• Install and ground this equipment according to the
instruction manual and in accordance with national
and local codes.
• Inspect the input power cord frequently for damage
or cracking of the cover. Replace a damaged
power cord immediately. Bare wiring can kill.
• Inspect and replace any worn or damaged torch
leads.
• Do not pick up the workpiece, including the waste
cutoff, while you cut. Leave the workpiece in place
or on the workbench with the work cable attached
during the cutting process.
• Before checking, cleaning or changing torch parts,
disconnect the main power or unplug the power
supply.
• Never bypass or shortcut the safety interlocks.
• Before removing any power supply or system
enclosure cover, disconnect electrical input power.
Wait 5 minutes after disconnecting the main power
to allow capacitors to discharge.
• Never operate the plasma system unless the power
supply covers are in place. Exposed power supply
connections present a severe electrical hazard.
• When making input connections, attach proper
grounding conductor first.
• Each Hypertherm plasma system is designed to be
used only with specific Hypertherm torches. Do not
substitute other torches which could overheat and
present a safety hazard.
Use proper precautions when handling printed
circuit boards.
STATIC ELECTRICITY CAN DAMAGE CIRCUIT BOARDS
• Store PC boards in anti-static containers.
• Wear a grounded wrist strap when handling
PC boards.

1-4 Hypertherm
SAFETY
11/08
The plasma arc by itself is the heat source used for
cutting. Accordingly, although the plasma arc has
not been identified as a source of toxic fumes, the
material being cut can be a source of toxic fumes
or gases that deplete oxygen.
Fumes produced vary depending on the metal that
is cut. Metals that may release toxic fumes include,
but are not limited to, stainless steel, carbon steel,
zinc (galvanized), and copper.
In some cases, the metal may be coated with a
substance that could release toxic fumes. Toxic
coatings include, but are not limited to, lead (in
some paints), cadmium (in some paints and fillers),
and beryllium.
Gases produced by plasma cutting vary based on
the material to be cut and the method of cutting,
but may include ozone, oxides of nitrogen,
hexavalent chromium, hydrogen, and other
substances if such are contained in or released
by the material being cut.
Caution should be taken to minimize exposure
to fumes produced by any industrial process.
Depending upon the chemical composition and
concentration of the fumes (as well as other factors,
such as ventilation), there may be a risk of physical
illness, such as birth defects or cancer.
It is the responsibility of the equipment and site
owner to test the air quality in the area where the
equipment is used and to ensure that the air quality
in the workplace meets all local and national
standards and regulations.
The air quality level in any relevant workplace
depends on site-specific variables such as:
• Table design (wet, dry, underwater).
• Material composition, surface finish, and
composition of coatings.
• Volume of material removed.
TOXIC FUMES CAN CAUSE INJURY OR DEATH
• Duration of cutting or gouging.
• Size, air volume, ventilation and filtration of the
work area.
• Personal protective equipment.
• Number of welding and cutting systems
in operation.
• Other site processes that may produce fumes.
If the workplace must conform to national or local
regulations, only monitoring or testing done at the
site can determine whether the site is above or
below allowable levels.
To reduce the risk of exposure to fumes:
• Remove all coatings and solvents from the metal
before cutting.
• Use local exhaust ventilation to remove fumes
from the air.
• Do not inhale fumes. Wear an air-supplied
respirator when cutting any metal coated with,
containing, or suspected to contain toxic
elements.
• Assure that those using welding or cutting
equipment, as well as air-supplied respiration
devices, are qualified and trained in the proper
use of such equipment.
• Never cut containers with potentially toxic
materials inside. Empty and properly clean the
container first.
• Monitor or test the air quality at the site as
needed.
• Consult with a local expert to implement a site
plan to ensure safe air quality.

Hypertherm 1-5
SAFETY
11/08
Instant-On Torches
Plasma arc comes on immediately when the torch
switch is activated.
A PLASMA ARC CAN CAUSE INJURY AND BURNS
The plasma arc will cut quickly through gloves
and skin.
• Keep away from the torch tip.
• Do not hold metal near the cutting path.
• Never point the torch toward yourself or others.
Eye Protection Plasma arc rays produce intense visible and invisible (ultraviolet and infrared) rays that can
burn eyes and skin.
• Use eye protection in accordance with applicable national or local codes.
• Wear eye protection (safety glasses or goggles with side shields, and a welding helmet) with appropriate
lens shading to protect your eyes from the arc’s ultraviolet and infrared rays.
Skin Protection Wear protective clothing to protect against burns caused by ultraviolet light, sparks and
hot metal.
• Gauntlet gloves, safety shoes and hat.
• Flame-retardant clothing to cover all exposed areas.
• Cuffless trousers to prevent entry of sparks and slag.
• Remove any combustibles, such as a butane lighter or matches, from your pockets before cutting.
Cutting Area Prepare the cutting area to reduce reflection and transmission of ultraviolet light:
• Paint walls and other surfaces with dark colors to reduce reflection.
• Use protective screens or barriers to protect others from flash and glare.
• Warn others not to watch the arc. Use placards or signs.
ARC RAYS CAN BURN EYES AND SKIN
Arc current
(amps)
Minimum protective
shade number
(ANSI Z49.1:2005)
Suggested shade
number for comfort
(ANSI Z49.1:2005)
OSHA 29CFR
1910.133(a)(5)
Europe
EN168:2002
Less than 40 A 5 5 8 9
41 to 60 A 6 6 8 9
61 to 80 A 8 8 8 9
81 to 125 A 8 9 8 9
126 to 150 A 8 9 8 10
151 to 175 A 8 9 8 11
176 to 250 A 8 9 8 12
251 to 300 A 8 9 8 13
301 to 400 A 9 12 9 13
401 to 800 A 10 14 10

1-6 Hypertherm
SAFETY
11/08
• Never lubricate cylinder valves or regulators with
oil or grease.
• Use only correct gas cylinders, regulators, hoses
and fittings designed for the specific application.
• Maintain all compressed gas equipment and
associated parts in good condition.
• Label and color-code all gas hoses to identify
the type of gas in each hose. Consult applicable
national or local codes.
GAS CYLINDERS CAN
EXPLODE IF DAMAGED
COMPRESSED GAS EQUIPMENT
SAFETY
Gas cylinders contain gas under high pressure.
If damaged, a cylinder can explode.
• Handle and use compressed gas cylinders in
accordance with applicable national or local
codes.
• Never use a cylinder that is not upright and
secured in place.
• Keep the protective cap in place over valve
except when the cylinder is in use or connected
for use.
• Never allow electrical contact between the
plasma arc and a cylinder.
• Never expose cylinders to excessive heat, sparks,
slag or open flame.
• Never use a hammer, wrench or other tool to
open a stuck cylinder valve.
Work Cable Attach the work cable securely to the
workpiece or the work table with good metal-to-metal
contact. Do not connect it to the piece that will fall
away when the cut is complete.
Work Table Connect the work table to an earth
ground, in accordance with appropriate national or
local electrical codes.
Input Power
• Be sure to connect the power cord ground wire
to the ground in the disconnect box.
• If installation of the plasma system involves
connecting the power cord to the power supply,
be sure to connect the power cord ground wire
properly.
• Place the power cord's ground wire on the stud
first, then place any other ground wires on top
of the power cord ground. Fasten the retaining
nut tightly.
• Tighten all electrical connections to avoid
excessive heating.
GROUNDING SAFETY

Hypertherm 1-7
SAFETY
11/08
Prolonged exposure to noise from cutting or
gouging can damage hearing.
• Use approved ear protection when using
plasma system.
• Warn others nearby about the noise hazard.
Frozen pipes may be damaged or can burst if you
attempt to thaw them with a plasma torch.
NOISE CAN DAMAGE
HEARING
A PLASMA ARC
CAN DAMAGE
FROZEN PIPES
Pacemaker and hearing aid operation can be
affected by magnetic fields from high currents.
Pacemaker and hearing aid wearers should
consult a doctor before going near any plasma arc
cutting and gouging operations.
To reduce magnetic field hazards:
• Keep both the work cable and the torch lead
to one side, away from your body.
• Route the torch leads as close as possible to
the work cable.
• Do not wrap or drape the torch lead or work
cable around your body.
• Keep as far away from the power supply
as possible.
PACEMAKER AND
HEARING AID OPERATION
ADDITIONAL SAFETY INFORMATION
1. ANSI Standard Z49.1, Safety in Welding and Cutting,
American Welding Society, 550 LeJeune Road, P.O. Box
351020, Miami, FL 33135
2. ANSI Standard Z49.2, Fire Prevention in the Use of
Cutting and Welding Processes, American National
Standards Institute, 1430 Broadway, New York, NY
10018
3. ANSI Standard Z87.1, Safe Practices for Occupation
and Educational Eye and Face Protection, American
National Standards Institute, 1430 Broadway, New York,
NY 10018
4. AWS F4.1, Recommended Safe Practices for the
Preparation for Welding and Cutting of Containers and
Piping That Have Held Hazardous Substances,
American Welding Society, 550 LeJeune Road, P.O. Box
351040, Miami, FL 33135
5. AWS F5.2, Recommended Safe Practices for Plasma
Arc Cutting, American Welding Society, 550 LeJeune
Road, P.O. Box 351040, Miami, FL 33135
6. CGA Pamphlet P-1, Safe Handling of Compressed
Gases in Cylinders, Compressed Gas Association,
1235 Jefferson Davis Highway, Arlington, VA 22202
7. CSA Standard W117.2, Code for Safety in Welding
and Cutting, Canadian Standards Association
Standard Sales, 178 Rexdale Boulevard, Rexdale,
Ontario M9W 1R3, Canada
8. NFPA Standard 51B, Cutting and Welding
Processes, National Fire Protection Association,
470 Atlantic Avenue, Boston, MA 02210
9. NFPA Standard 70–1978, National Electrical Code,
National Fire Protection Association, 470 Atlantic
Avenue, Boston, MA 02210
10. OSHA, Safety and Health Standards, 29FR 1910
U.S. Government Printing Office, Washington, D.C.
20402
11. AWS Safety and Health Fact Sheets, American
Welding Society 550 LeJeune Road, P.O. Box
351040, Miami, FL 33135
www.aws.org/technical/facts/
1-8 Hypertherm
SAFETY
11/08
SYMBOLS AND MARKINGS
Your Hypertherm product may have one or more of the following markings on or near the data plate. Due to
differences and conflicts in national regulations, not all marks are applied to every version of a product.
S mark symbol
The S mark symbol indicates that the power supply and torch are suit able for operations carried out
in en vi ron ments with in creased hazard of elec tri cal shock per IEC 60974-1.
CSA mark
Hypertherm products with a CSA mark meet the United States and Canadian regulations for
product safety. The products were evaluated, tested, and certified by CSA-International. Alternatively
the product may have a mark by one of the other Nationally Recognized Testing Laboratories (NRTL)
accredited in both the United States and Canada, such as Underwriters Laboratories, Incorporated
(UL) or TÜV.
CE marking
The CE marking signifies the manufacturer’s declaration of conformity to applicable European
directives and standards. Only those versions of Hypertherm products with a CE marking located on
or near the data plate have been tested for compliance with the European Low Voltage Directive and
the European Electromagnetic Compatibility (EMC) Directive. EMC filters needed to comply with the
European EMC Directive are incorporated within versions of the product with a CE marking.
GOST-R mark
CE versions of Hypertherm products that include a GOST-R mark of conformity meet the product
safety and EMC requirements for export to the Russian Federation.
c-Tick mark
CE versions of Hypertherm products with a c-Tick mark comply with the EMC regulations required
for sale in Australia and New Zealand.
CCC mark
The China Compulsory Certification (CCC) mark indicates that the product has been tested and
found compliant with product safety regulations required for sale in China.

Hypertherm 1-9
SAFETY
11/08
WARNING LABEL
This warning label is affixed to some power supplies. It is important that the operator
and maintenance technician understand the intent of these warning symbols as
described. The numbered text corresponds to the numbered boxes on the label.
1. Cutting sparks can cause explosion or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and ready to use.
1.3 Do not use a drum or other closed container as
a cutting table.
2. Plasma arc can injure and burn; point the nozzle
away from yourself. Arc starts instantly when
triggered.
2.1 Turn off power before disassembling torch.
2.2 Do not grip the workpiece near the cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric shock or
burn.
3.1 Wear insulating gloves. Replace gloves when
wet or damaged.
3.2 Protect from shock by insulating yourself from
work and ground.
3.3 Disconnect power before servicing. Do not
touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local exhaust to remove
the fumes.
4.3 Do not operate in closed spaces. Remove fumes
with ventilation.
5. Arc rays can burn eyes and injure skin.
5.1 Wear correct and appropriate protective
equipment to protect head, eyes, ears, hands,
and body. Button shirt collar. Protect ears from
noise. Use welding helmet with the correct
shade of filter.
6. Become trained. Only qualified personnel should
operate this equipment. Use torches specified in
the manual. Keep non-qualified personnel and
children away.
7. Do not remove, destroy, or cover this label.
Replace if it is missing, damaged, or worn.
Read and follow these instructions, employer safety
practices, and material safety data sheets. Refer to
ANS Z49.1, “Safety in Welding, Cutting and Allied
Processes” from American Welding Society
(http://www.aws.org) and OSHA Safety and Health
Standards, 29 CFR 1910 (http://www.osha.gov).
Plasma cutting can be injurious to operator and persons
in the work area. Consult manual before operating. Failure
to follow all these safety instructions can result in death.
1. Cutting sparks can cause explosion or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and ready to use.
1.3 Do not use a drum or other closed container as a cutting table.
2. Plasma arc can injure and burn; point the nozzle away
from yourself. Arc starts instantly when triggered.
2.1 Turn off power before disassembling torch.
2.2 Do not grip the workpiece near the cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric shock or burn.
3.1 Wear insulating gloves. Replace gloves when wet or damaged.
3.2 Protect from shock by insulating yourself from work and ground.
3.3 Disconnect power before servicing. Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local exhaust to remove the fumes.
4.3 Do not operate in closed spaces. Remove fumes with ventilation.
5. Arc rays can burn eyes and injure skin.
5.1 Wear correct and appropriate protective equipment to protect
head, eyes, ears, hands, and body. Button shirt collar. Protect ears
from noise. Use welding helmet with the correct shade of filter.
6. Become trained.
equipment. Use torches specified in the manual. Keep non-qualified
personnel and children away.
7. Do not remove, destroy, or cover this label.
Replace if it is missing, damaged, or worn (PN 110584 Rev C).
WARNING
Only qualified personnel should operate this
Le coupage plasma peut être préjudiciable pour l’opérateur et les personnes qui se
trouvent sur les lieux de travail. Consulter le manuel avant de faire fonctionner. Le
non respect des ces instructions de sécurité peut entraîner la mort.
1. Les étincelles de coupage peuvent provoquer une explosion
ou un incendie.
1.1 Ne pas couper près des matières inflammables.
1.2 Un extincteur doit être à proximité et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre contenant fermé comme table de coupage.
2. L’arc plasma peut blesser et brûler; éloigner la buse de soi.
Il s’allume instantanément quand on l’amorce;
2.1 Couper l’alimentation avant de démonter la torche.
2.2 Ne pas saisir la pièce à couper de la trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant l’entretien. Ne pas toucher les pièces sous tension.
4. Les fumées plasma peuvent être dangereuses.
4.1 Ne pas inhaler les fumées
4.2 Utiliser une ventilation forcée ou un extracteur local pour dissiper les fumées.
4.3 Ne pas couper dans des espaces clos. Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les yeux et blesser la peau.
5.1 Porter un bon équipement de protection pour se protéger la tête, les yeux, les
oreilles, les mains et le corps. Boutonner le col de la chemise. Protéger les oreilles
contre le bruit. Utiliser un masque de soudeur avec un filtre de nuance appropriée.
6. Suivre une formation. Seul le personnel qualifié a le droit de faire
fonctionner cet équipement. Utiliser exclusivement les torches indiquées dans le
manual. Le personnel non qualifié et les enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir cette étiquette.
La remplacer si elle est absente, endommagée ou usée (PN 110584 Rev C).
AVERTISSEMENT

1-10 Hypertherm
SAFETY
11/08
WARNING LABEL
This warning label is affixed to some power supplies. It is
important that the operator and maintenance technician
understand the intent of these warning symbols as described.
The numbered text corresponds to the numbered boxes on
the label.
1. Cutting sparks can cause explosion
or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and
ready to use.
1.3 Do not use a drum or other closed
container as a cutting table.
2. Plasma arc can injure and burn;
point the nozzle away from yourself.
Arc starts instantly when triggered.
2.1 Turn off power before disassembling
torch.
2.2 Do not grip the workpiece near the
cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric
shock or burn.
3.1 Wear insulating gloves. Replace
gloves when wet or damaged.
3.2 Protect from shock by insulating
yourself from work and ground.
3.3 Disconnect power before servicing.
Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local
exhaust to remove the fumes.
4.3 Do not operate in closed spaces.
Remove fumes with ventilation.
5. Arc rays can burn eyes and injure
skin.
5.1 Wear correct and appropriate
protective equipment to protect
head, eyes, ears, hands, and body.
Button shirt collar. Protect ears from
noise. Use welding helmet with the
correct shade of filter.
6. Become trained. Only qualified
personnel should operate this
equipment. Use torches specified in
the manual. Keep non-qualified
personnel and children away.
7. Do not remove, destroy, or cover
this label. Replace if it is missing,
damaged, or worn.
www.hypertherm.com/weee
110647 Rev. A

Hypertherm 1-11
11/08
SAFETY
DRY DUST COLLECTION INFORMATION
At some sites, dry dust can represent a potential explosion hazard.
The U.S. National Fire Protection Association’s 2007 edition of NFPA standard 68, “Explosion Protection by
Deflagration Venting,” provides requirements for the design, location, installation, maintenance, and use of
devices and systems to vent combustion gases and pressures after any deflagration event. Consult with the
manufacturer or installer of any dry dust collection system for applicable requirements before you install a new
dry dust collection system or make significant changes in the process or materials used with an existing dry
dust collection system.
Consult your local “Authority Having Jurisdiction” (AHJ) to determine whether any edition of NFPA 68 has
been “adopted by reference” in your local building codes.
Refer to NFPA68 for definitions and explanations of regulatory terms such as deflagration, AHJ, adopted by
reference, the Kst value, deflagration index, and other terms.
Note 1 – Hypertherm’s interpretation of these new requirements is that unless a site-specific evaluation has
been completed to determine that all dust generated is not combustible, the 2007 edition of NFPA 68
requires the use of explosion vents designed to the worst-case Kst value (see annex F) that could be
generated from dust so that the explosion vent size and type can be designed. NFPA 68 does not specifically
identify plasma cutting or other thermal cutting processes as requiring deflagration venting systems, but it
does apply these new requirements to all dry dust collection systems.
Note 2 – Users of Hypertherm manuals should consult and comply with all applicable federal, state, and local
laws and regulations. Hypertherm does not, by the publication of any Hypertherm manual, intend to urge
action that is not in compliance with all applicable regulations and standards, and this manual may never be
construed as doing so.

1-12 Hypertherm
11/08
SAFETY

11/08
Hypertherm 1a-1
Section 1a
SÉCURITÉ
Dans cette section :
Identifier les consignes de sécurité..............................................................................................................1a-2
Suivre les instructions de sécurité................................................................................................................1a-2
Le coupage peut provoquer un incendie ou une explosion....................................................................1a-2
Les chocs électriques peuvent être fatals ..................................................................................................1a-3
L’électricité statique peut endommager les cartes de circuits imprimés .............................................1a-3
Les vapeurs toxiques peuvent provoquer des blessures ou la mort.....................................................1a-4
L’arc plasma peut provoquer des blessures ou des brûlures.................................................................1a-5
Les rayons de l’arc peuvent brûler les yeux et la peau.............................................................................1a-5
Mise à la masse et à la terre...........................................................................................................................1a-6
Sécurité des bouteilles de gaz comprimé...................................................................................................1a-6
Les bouteilles de gaz comprimé peuvent exploser en cas de dommages..........................................1a-6
Le bruit peut provoquer des problèmes auditifs........................................................................................1a-7
Pacemakers et prothèses auditives ..............................................................................................................1a-7
Un arc plasma peut endommager les tuyaux gelés...................................................................................1a-7
Symboles et marquage....................................................................................................................................1a-8
Étiquettes de sécurité......................................................................................................................................1a-9
Information sur le dépoussiérage ...............................................................................................................1a-11

11/08
1a-2 Hypertherm
SÉCURITÉ
IDENTIFIER LES CONSIGNES
DE SÉCURITÉ
Les symboles indiqués dans cette section sont utilisés
pour identifier les risques éventuels. Si vous trouvez un symbole
de sécurité, que ce soit dans ce manuel ou sur l’équipement,
soyez conscient des risques de blessures et suivez les
instructions correspondantes afin d’éviter ces risques.
SUIVRE LES INSTRUCTIONS
DE SÉCURITÉ
Lire attentivement toutes les consignes de sécurité
dans le présent manuel et sur les étiquettes de sécurité se
trouvant sur la machine.
• Les étiquettes de sécurité doivent rester lisibles. Remplacer
immédiatement les étiquettes manquantes ou abîmées.
• Apprendre à faire fonctionner la machine et à utiliser
correctement les commandes. Ne laisser personne utiliser
la machine sans connaître son fonctionnement.
• Garder la machine en bon état. Des modifications non
autorisées sur la machine peuvent engendrer des problèmes
de sécurité et raccourcir la durée d’utilisation de l’équipement.
DANGER AVERTISSEMENT ATTENTION
Hypertherm adopte les lignes directrices de l’American
National Standards Institute relativement aux termes, aux
symboles et à la signalisation de sécurité. Les signaux
DANGER ou AVERTISSEMENT sont utilisés avec un symbole
de sécurité, DANGER correspondant aux risques les plus
sérieux.
• Les étiquettes de sécurité DANGER et AVERTISSE MENT
sont situées sur la machine pour signaler certains dangers
spécifiques.
• Les messages de sécurité DANGER précèdent les
directives associées dans le manuel qui, si elles ne sont pas
suivies scrupuleusement, entraînent des blessures graves
voire mortelles.
• Les messages d’AVERTISSEMENT précèdent les
instructions d’utilisation expliquées dans ce manuel et
signalent les risques de blessures ou de mort au cas où ces
instructions ne seraient pas suivies correctement.
• Les messages de sécurité ATTENTION précèdent les
directives associées dans le manuel qui, si elles ne sont pas
suivies scrupuleusement, peuvent entraîner des blessures
secondaires ou endommager l’équipement.
Prévention des incendies
• Avant de commencer, s’assurer que la zone de coupage
ne présente aucun danger. Conserver un extincteur
à proximité.
• Éloigner toute matière inflammable à une distance
d’au moins 10 m du poste de coupage.
• Tremper le métal chaud ou le laisser refroidir avant
de le manipuler ou avant de le mettre en contact avec
des matériaux combustibles.
• Ne jamais couper des récipients pouvant contenir
des matières inflammables avant de les avoir vidés
et nettoyés correctement.
• Aérer toute atmosphère potentiellement inflammable
avant d’utiliser un système plasma.
• Lors de l’utilisation d’oxygène comme gaz plasma, un
système de ventilation par aspiration est nécessaire.
Prévention des explosions
• Ne pas couper en présence de poussière ou de vapeurs.
• Ne pas couper de bouteilles, de tuyaux ou autres
récipients fermés et pressurisés.
• Ne pas couper de récipients contenant des matières
combustibles.
LE COUPAGE PEUT PROVOQUER
UN INCENDIE OU UNE EXPLOSION
AVERTISSEMENT
Risque d’explosion
argon-hydrogène et méthane
L’hydrogène et le méthane sont des gaz inflammables
et potentiellement explosifs. Conserver à l’écart de toute
flamme les bouteilles et tuyaux contenant des mélanges
à base d’hydrogène ou de méthane. Maintenir toute
flamme et étincelle à l’écart de la torche lors de l’utilisation
d’un plasma d’argon-hydrogène ou de méthane.
AVERTISSEMENT
Détonation de l’hydrogène lors du
coupage de l’aluminium
• Lors du coupage de l’aluminium sous l’eau, ou si l’eau
touche la partie inférieure de la pièce d’aluminium, de
l’hydrogène libre peut s’accumuler sous la pièce à couper
et détonner lors du coupage plasma.
• Installer un collecteur d’aération au fond de la table à eau
afin d’éliminer les risques de détonation de l’hydrogène.
Se référer à l’annexe du manuel pour plus de
renseignements sur les collecteurs d’aération.

11/08
Toucher une pièce électrique sous tension peut provoquer
un choc électrique fatal ou des brûlures graves.
• La mise en fonctionnement du système plasma ferme
un circuit électrique entre la torche et la pièce à couper.
La pièce à couper et tout autre élément en contact avec
cette pièce font partie du circuit électrique.
• Ne jamais toucher le corps de la torche, la pièce à couper
ou l’eau de la table à eau pendant le fonctionnement du
système plasma.
Prévention des chocs électriques
Tous les systèmes plasma Hypertherm utilisent des hautes
tensions pour le coupage (souvent de 200 à 400 V). On
doit prendre les précautions suivantes quand on utilise le
système plasma :
• Porter des bottes et des gants isolants et garder le corps
et les vêtements au sec.
• Ne pas se tenir, s’asseoir ou se coucher sur une surface
mouillée, ni la toucher quand on utilise le système plasma.
• S’isoler de la surface de travail et du sol en utilisant des
tapis isolants secs ou des couvertures assez grandes
pour éviter tout contact physique avec le travail ou le sol.
S’il s’avère nécessaire de travailler dans ou près d’un
endroit humide, procéder avec une extrême prudence.
• Installer un sectionneur avec fusibles appropriés, à
proximité de la source de courant. Ce dispositif permet à
l’opérateur d’arrêter rapidement la source de courant en
cas d’urgence.
• En cas d’utilisation d’une table à eau, s’assurer que cette
dernière est correctement mise à la terre.
LES CHOCS ÉLECTRIQUES PEUVENT ÊTRE FATALS
• Installer et mettre à la terre l’équipement selon les
instructions du présent manuel et conformément aux
codes électriques locaux et nationaux.
• Inspecter fréquemment le cordon d’alimentation primaire
pour s’assurer qu’il n’est ni endommagé, ni fendu.
Remplacer immédiatement un cordon endommagé.
Un câble dénudé peut tuer.
• Inspecter et remplacer les câbles de la torche qui sont
usés ou endommagés.
• Ne pas saisir la pièce à couper ni les chutes lors du
coupage. Laisser la pièce à couper en place ou sur la
table de travail, le câble de retour connecté lors du
coupage.
• Avant de vérifier, de nettoyer ou de remplacer les pièces
de la torche, couper l’alimentation ou débrancher la prise
de courant.
• Ne jamais contourner ou court-circuiter les verrouillages
de sécurité.
• Avant d’enlever le capot du système ou de la source de
courant, couper l’alimentation électrique. Attendre ensuite
5 minutes pour que les condensateurs se déchargent.
• Ne jamais faire fonctionner le système plasma sans que
les capots de la source de courant ne soient en place.
Les raccords exposés de la source de courant sont
extrêmement dangereux.
• Lors de l’installation des connexions, attacher tout
d’abord la prise de terre appropriée.
• Chaque système plasma Hypertherm est conçu pour
être utilisé uniquement avec des torches Hypertherm
spécifiques. Ne pas utiliser des torches inappropriées
qui pourraient surchauffer et présenter des risques pour
la sécurité.
On doit prendre les précautions qui s’imposent quand on
manipule les circuits imprimés.
L’ÉLECTRICITÉ STATIQUE PEUT ENDOMMAGER
LES CARTES DE CIRCUITS IMPRIMÉS
• On doit ranger les cartes de circuits imprimés dans des
contenants antistatiques.
• On doit porter un bracelet antistatique quand on
manipule les cartes de circuits imprimés.
Hypertherm 1a-3
SÉCURITÉ

11/08
1a-4 Hypertherm
SÉCURITÉ
L’arc plasma est lui-même la source de chaleur utilisée
pour le coupage. Par conséquent, bien que l’arc plasma
n’ait pas été reconnu comme une source de vapeurs
toxiques, le matériau coupé peut être une source de
vapeurs ou de gaz toxiques qui épuisent l’oxygène.
Les vapeurs produites varient selon le métal coupé.
Les métaux qui peuvent dégager des vapeurs toxiques
comprennent, entre autres, l’acier inoxydable, l’acier au
carbone, le zinc (galvanisé) et le cuivre.
Dans certains cas, le métal peut être revêtu d’une
substance susceptible de dégager des vapeurs toxiques.
Les revêtements toxiques comprennent entre autres,
le plomb (dans certaines peintures), le cadmium (dans
certaines peintures et enduits) et le béryllium.
Les gaz produits par le coupage plasma varient selon
le matériau à couper et la méthode de coupage, mais
ils peuvent comprendre l’ozone, les oxydes d’azote,
le chrome hexavalent, l’hydrogène et autres substances
présentes dans le matériau coupé ou en émanent.
On doit prendre les précautions qui s’imposent pour
réduire au minimum l’exposition aux vapeurs produites par
tout processus industriel. Selon la composition chimique
et la concentration des vapeurs (ainsi que d’autres
facteurs comme la ventilation), il peut y avoir un risque de
maladie physique, comme des malformations ou le cancer.
Il incombe au propriétaire du matériel et du site de vérifier
la qualité de l’air dans le secteur où l’on utilise le matériel
et de s’assurer que la qualité de l’air sur les lieux de travail
répond aux normes et réglementation locales et nationales.
LES VAPEURS TOXIQUES PEUVENT PROVOQUER
DES BLESSURES OU LA MORT
Le niveau de qualité de l’air dans tout lieu de travail
dépend des variables propres au site comme :
• Type de table (humide, sèche, sous l’eau).
• Composition du matériau, fini de la surface
et composition des revêtements.
• Volume de matériau enlevé.
• Durée du coupage ou du gougeage.
• Dimensions, volume d’air, ventilation et filtration
de la zone de travail.
• Équipement de protection individuelle.
• Nombre de systèmes de soudage et de coupage
en fonctionnement.
• Autres procédés du site qui peuvent produire
des vapeurs.
Si les lieux de travail doivent être conformes aux
règlements nationaux ou locaux, seuls les contrôles ou les
essais effectués au site peuvent déterminer si celui-ci se
situe au-dessus ou au-dessous des niveaux admissibles.
Pour réduire le risque d’exposition aux vapeurs :
• Éliminer tout revêtement et solvant du métal avant
le coupage.
• Utiliser la ventilation d’extraction locale pour éliminer
les vapeurs de l’air.
• Ne pas inhaler les vapeurs. Porter un respirateur
à adduction d’air quand on coupe des métaux revêtus
d’éléments toxiques ou qui en contiennent ou sont
susceptibles d’en contenir.
• S’assurer que les personnes qui utilisent un matériel
de soudage ou de coupage ainsi que les dispositifs de
respiration par adduction d’air sont qualifiés et ont reçu
la formation sur la bonne utilisation d’un tel matériel.
• Ne jamais couper les contenants dans lesquels il peut
y avoir des matériaux toxiques. En premier lieu, vider et
nettoyer correctement le contenant.
• Contrôler ou éprouver la qualité de l’air au site selon
les besoins.
• Consulter un expert local pour mettre en œuvre un plan
du site afin d’assurer une qualité de l’air sûre.

11/08
Torches à allumage instantané
L’arc plasma s’allume immédiatement après que la torche
soit mise en marche.
L’ARC PLASMA PEUT PROVOQUER DES BLESSURES OU DES BRÛLURES
L’arc plasma coupe facilement les gants et la peau.
• Rester éloigné de l’extrémité de la torche.
• Ne pas tenir de métal près de la trajectoire de coupe.
• Ne jamais pointer la torche vers soi ou d’autres
personnes.
Protection des yeux Les rayons de l’arc plasma produisent de puissants rayons visibles ou invisibles (ultraviolets et
infrarouges) qui peuvent brûler les yeux et la peau.
• Utiliser des lunettes de sécurité conformément aux codes locaux ou nationaux en vigueur.
• Porter des lunettes de protection (lunettes ou masque muni d’écrans latéraux et encore masque de soudure) avec des
verres teintés appropriés pour protéger les yeux des rayons ultraviolets et infrarouges de l’arc.
Protection de la peau Porter des vêtements de sécurité pour se protéger contre les brûlures que peuvent causer les
rayons ultraviolets, les étincelles et le métal brûlant :
• Gants à crispin, chaussures et casque de sécurité.
• Vêtements ignifuges couvrant toutes les parties exposées du corps.
• Pantalon sans revers pour éviter que des étincelles ou des scories puissent s’y loger.
• Avant le coupage, retirer de ses poches tout objet combustible comme les briquets au butane ou les allumettes.
Zone de coupage Préparer la zone de coupage afin de réduire la réverbération et la transmission de la lumière
ultraviolette :
• Peindre les murs et autres surfaces de couleur sombre pour réduire la réflexion de la lumière.
• Utiliser des écrans et autres dispositifs de protection afin de protéger les autres personnes de la lumière et de
la réverbération.
• Prévenir les autres personnes de ne pas regarder l’arc. Utiliser des affiches ou des panneaux.
LES RAYONS DE L’ARC PEUVENT BRÛLER LES YEUX ET LA PEAU
Hypertherm 1a-5
SÉCURITÉ
Courant de l’arc
(A)
Indice de protection
minimum
(ANSI Z49.1:2005)
Indice de protection
suggéré pour assurer
le confort
(ANSI Z49.1:2005)
OSHA 29CFR
1910.133(a)(5)
Europe
EN168:2002
Moins de 40 A 5 5 8 9
41 à 60 A 6 6 8 9
61 à 80 A 8 8 8 9
81 à 125 A 8 9 8 9
126 à 150 A 8 9 8 10
151 à 175 A 8 9 8 11
176 à 250 A 8 9 8 12
251 à 300 A 8 9 8 13
301 à 400 A 9 12 9 13
401 à 800 A 10 14 10

11/08
1a-6 Hypertherm
SÉCURITÉ
• Ne jamais lubrifier les robinets des bouteilles ou les
régulateurs avec de l’huile ou de la graisse.
• Utiliser uniquement les bouteilles, régulateurs, tuyaux
et accessoires appropriés et conçus pour chaque
application spécifique.
• Entretenir l’équipement et les pièces d’équipement
à gaz comprimé afin de les garder en bon état.
• Étiqueter et coder avec des couleurs tous les tuyaux
de gaz afin d’identifier le type de gaz contenu dans
chaque tuyau. Se référer aux codes locaux ou nationaux
en vigueur.
LES BOUTEILLES DE
GAZ COMPRIMÉ
PEUVENT EXPLOSER
EN CAS DE DOMMAGES
SÉCURITÉ DES BOUTEILLES
DE GAZ COMPRIMÉ
Les bouteilles de gaz contiennent du gaz à haute
pression. Si une bouteille est endommagée, elle peut
exploser.
• Manipuler et utiliser les bouteilles de gaz comprimé
conformément aux codes locaux ou nationaux.
• Ne jamais utiliser une bouteille qui n’est pas placée
à la verticale et bien assujettie.
• Le capuchon de protection doit être placé sur le robinet
sauf si la bouteille est en cours d’utilisation ou
connectée pour utilisation.
• Éviter à tout prix le contact électrique entre l’arc plasma
et une bouteille.
• Ne jamais exposer des bouteilles à une chaleur
excessive, aux étincelles, aux scories ou aux flammes
nues.
• Ne jamais utiliser des marteaux, des clés ou d’autres
outils pour débloquer le robinet des bouteilles.
Câble de retour Bien fixer le câble de retour (ou de
masse) à la pièce à couper ou à la table de travail de façon
à assurer un bon contact métal-métal. Ne pas fixer le câble
de retour à la partie de la pièce qui doit se détacher.
Table de travail Raccorder la table de travail à la terre,
conformément aux codes de sécurité locaux ou nationaux
appropriés.
Alimentation
• S’assurer que le fil de terre du cordon d’alimentation est
connecté à la terre dans le coffret du sectionneur.
• S’il est nécessaire de brancher le cordon d’alimentation
à la source de courant lors de l’installation du système,
s’assurer que le fil de terre est correctement branché.
• Placer tout d’abord le fil de terre du cordon
d’alimentation sur le plot de mise à la terre puis placer
les autres fils de terre par-dessus. Bien serrer l’écrou
de retenue.
• S’assurer que toutes les connexions sont bien serrées
pour éviter la surchauffe.
MISE À LA MASSE ET À LA TERRE

11/08
Une exposition prolongée au bruit du coupage ou du
gougeage peut provoquer des problèmes auditifs.
• Utiliser un casque de protection homologué lors de
l’utilisation du système plasma.
• Prévenir les personnes aux alentours des risques
encourus en cas d’exposition au bruit.
Les tuyaux gelés peuvent être endommagés ou éclater
si l'on essaie de les dégeler avec une torche plasma.
LE BRUIT PEUT PROVOQUER
DES PROBLÈMES AUDITIFS
UN ARC PLASMA PEUT
ENDOMMAGER LES
TUYAUX GELÉS
Les champs magnétiques produits par les courants
à haute tension peuvent affecter le fonctionnement
des prothèses auditives et des pacemakers.
Les personnes portant ce type d’appareil doivent
consulter un médecin avant de s’approcher d’un lieu
où s’effectue le coupage ou le gougeage plasma.
Pour réduire les risques associés aux champs
magnétiques :
• Garder loin de soi et du même côté du corps le câble
de retour et le faisceau de la torche.
• Faire passer le faisceau de la torche le plus près
possible du câble de retour.
• Ne pas s’enrouler le faisceau de la torche ou le câble
de retour autour du corps.
• Se tenir le plus loin possible de la source de courant.
PACEMAKERS ET
PROTHÈSES AUDITIVES
Hypertherm 1a-7
SÉCURITÉ

11/08
1a-8 Hypertherm
SÉCURITÉ
SYMBOLES ET MARQUAGE
Votre produit Hypertherm peut comporter une ou plusieurs des marques suivantes sur sa plaque signalétique ou à
proximité. En raison des différends et des conflits relatifs aux règlements nationaux, toutes les marques ne sont pas
appliquées à chaque version d’un produit.
Symbole marque S
Le symbole de marque S indique que la source de courant et la torche conviennent pour les travaux effectués
dans les milieux à risque accru de choc électrique selon l’IEC 60974-1.
Marque CSA
Les produits Hypertherm comportant la marque CSA répondent aux règlements des États-Unis et du Canada
relatifs à la sécurité du produit. Les produits sont évalués, mis à l’essai et certifiés par la CSA-International.
En outre, le produit peut porter une marque d’un des laboratoires d’essai reconnus sur le plan national (NRTL)
accrédité aux États-Unis et au Canada comme les Underwriters Laboratories, Incorporated (UL) ou TÜV.
Marque CE
La marque CE signifie la déclaration de conformité du fabricant aux directives et normes européennes
applicables. Seules les versions des produits Hypertherm portant la marque CE placée sur la plaque
signalétique ou à proximité ont été mises à l’essai de conformité à la directive européenne sur la basse
tension et la compatibilité électromagnétique européenne (CEM). Les filtres CEM qui doivent se conformer
à la directive CEM européenne sont intégrés aux versions du produit portant la marque CE.
Marque GOST-R
Les versions CE des produits Hypertherm qui portent la marque de conformité GOST-R répondent aux
exigences de sécurité du produit et de CEM en vue de l’exportation à la Fédération russe.
Marque c-Tick
Les versions CE des produits Hypertherm portant la marque c-Tick sont conformes aux règlements CEM
prescrits pour la vente en Australie et en Nouvelle-Zélande.
Marque CCC
La marque de certification obligatoire en Chine (CCC) indique que le produit a été mis à l’essai et déclaré
conforme aux règlements de sécurité du produit prescrits pour la vente en Chine.

11/08
Hypertherm 1a-9
SÉCURITÉ
ÉTIQUETTE DE SÉCURITÉ
Cette étiquette est affichée sur la source de courant. Il est important que l’utilisateur et
le technicien de maintenance comprennent la signification des symboles de sécurité.
Les numéros de la liste correspondent aux numéros des images.
1. Les étincelles de coupage peuvent provoquer une
explosion ou un incendie.
1.1 Ne pas couper près des matières inflammables.
1.2 Un extincteur doit se trouver sur les lieux et prêt
à être utilisé.
1.3 Ne pas utiliser un fût ou un autre contenant fermé
comme table de coupe.
2. L’arc plasma peut blesser et brûler ; ne jamais pointer
la buse vers soi. L’arc s’amorce instantanément quand
on appuie sur la gâchette.
2.1 Couper l’alimentation avant de démonter la torche.
2.2 Ne pas saisir la pièce près de la trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc électrique
ou de brûlure.
3.1 Porter des gants isolants. Remplacer les gants s’ils
sont humides ou endommagés.
3.2 Se protéger contre les chocs en s’isolant de la pièce
et de la terre.
3.3 Couper l’alimentation avant d’entretenir. Ne pas
toucher les pièces sous tension.
4. Les fumées du plasma peuvent être dangereuses.
4.1 Ne pas inhaler les fumées.
4.2 Utiliser une ventilation forcée ou par aspiration
à la source pour éliminer les fumées.
4.3 Ne pas utiliser dans des espaces clos. Chasser
les fumées avec la ventilation.
5. Les rayons d’arc peuvent brûler les yeux et blesser
la peau.
5.1 Porter un bon équipement de protection pour se
protéger la tête, les yeux, les oreilles, les mains et le
corps. Boutonner le col de la chemise. Se protéger les
oreilles contre le bruit. Utiliser le masque de soudage
avec le filtre ayant le bon indice de protection.
6. S’entraîner. Seul le personnel qualifié doit faire
fonctionner cet équipement. Utiliser les torches
prescrites dans le manuel. Tenir le personnel non
qualifié et les enfants à l’écart.
7. Ne pas enlever, détruire ou couvrir cette étiquette.
La remplacer si elle est manquante, endommagée
ou usée.
Read and follow these instructions, employer safety
practices, and material safety data sheets. Refer to
ANS Z49.1, “Safety in Welding, Cutting and Allied
Processes” from American Welding Society
(http://www.aws.org) and OSHA Safety and Health
Standards, 29 CFR 1910 (http://www.osha.gov).
Plasma cutting can be injurious to operator and persons
in the work area. Consult manual before operating. Failure
to follow all these safety instructions can result in death.
1. Cutting sparks can cause explosion or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and ready to use.
1.3 Do not use a drum or other closed container as a cutting table.
2. Plasma arc can injure and burn; point the nozzle away
from yourself. Arc starts instantly when triggered.
2.1 Turn off power before disassembling torch.
2.2 Do not grip the workpiece near the cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric shock or burn.
3.1 Wear insulating gloves. Replace gloves when wet or damaged.
3.2 Protect from shock by insulating yourself from work and ground.
3.3 Disconnect power before servicing. Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local exhaust to remove the fumes.
4.3 Do not operate in closed spaces. Remove fumes with ventilation.
5. Arc rays can burn eyes and injure skin.
5.1 Wear correct and appropriate protective equipment to protect
head, eyes, ears, hands, and body. Button shirt collar. Protect ears
from noise. Use welding helmet with the correct shade of filter.
6. Become trained.
equipment. Use torches specified in the manual. Keep non-qualified
personnel and children away.
7. Do not remove, destroy, or cover this label.
Replace if it is missing, damaged, or worn (PN 110584 Rev C).
WARNING
Only qualified personnel should operate this
Le coupage plasma peut être préjudiciable pour l’opérateur et les personnes qui se
trouvent sur les lieux de travail. Consulter le manuel avant de faire fonctionner. Le
non respect des ces instructions de sécurité peut entraîner la mort.
1. Les étincelles de coupage peuvent provoquer une explosion
ou un incendie.
1.1 Ne pas couper près des matières inflammables.
1.2 Un extincteur doit être à proximité et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre contenant fermé comme table de coupage.
2. L’arc plasma peut blesser et brûler; éloigner la buse de soi.
Il s’allume instantanément quand on l’amorce;
2.1 Couper l’alimentation avant de démonter la torche.
2.2 Ne pas saisir la pièce à couper de la trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant l’entretien. Ne pas toucher les pièces sous tension.
4. Les fumées plasma peuvent être dangereuses.
4.1 Ne pas inhaler les fumées
4.2 Utiliser une ventilation forcée ou un extracteur local pour dissiper les fumées.
4.3 Ne pas couper dans des espaces clos. Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les yeux et blesser la peau.
5.1 Porter un bon équipement de protection pour se protéger la tête, les yeux, les
oreilles, les mains et le corps. Boutonner le col de la chemise. Protéger les oreilles
contre le bruit. Utiliser un masque de soudeur avec un filtre de nuance appropriée.
6. Suivre une formation. Seul le personnel qualifié a le droit de faire
fonctionner cet équipement. Utiliser exclusivement les torches indiquées dans le
manual. Le personnel non qualifié et les enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir cette étiquette.
La remplacer si elle est absente, endommagée ou usée (PN 110584 Rev C).
AVERTISSEMENT

11/08
1a-10 Hypertherm
SÉCURITÉ
ÉTIQUETTE DE SÉCURITÉ
Cette étiquette est affichée sur la source de courant. Il est important que
l’utilisateur et le technicien de maintenance comprennent la signification
des symboles de sécurité. Les numéros de la liste correspondent aux
numéros des images.
1. Les étincelles de coupage peuvent
provoquer une explosion ou un incendie.
1.1 Ne pas couper près des matières
inflammables.
1.2 Un extincteur doit se trouver sur les lieux
et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre contenant
fermé comme table de coupe.
2. L’arc plasma peut blesser et brûler ;
ne jamais pointer la buse vers soi. L’arc
s’amorce instantanément quand on appuie
sur la gâchette.
2.1 Couper l’alimentation avant de démonter
la torche.
2.2 Ne pas saisir la pièce près de la trajectoire
de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc
électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer les
gants s’ils sont humides ou endommagés.
3.2 Se protéger contre les chocs en s’isolant
de la pièce et de la terre.
3.3 Couper l’alimentation avant d’entretenir.
Ne pas toucher les pièces sous tension.
4. Les fumées du plasma peuvent être
dangereuses.
4.1 Ne pas inhaler les fumées.
4.2 Utiliser une ventilation forcée ou par
aspiration à la source pour éliminer les
fumées.
4.3 Ne pas utiliser dans des espaces clos.
Chasser les fumées avec la ventilation.
5. Les rayons d’arc peuvent brûler les yeux
et blesser la peau.
5.1 Porter un bon équipement de protection
pour se protéger la tête, les yeux, les
oreilles, les mains et le corps. Boutonner le
col de la chemise. Se protéger les oreilles
contre le bruit. Utiliser le masque de
soudage avec le filtre ayant le bon indice
de protection.
6. S’entraîner. Seul le personnel qualifié doit
faire fonctionner cet équipement. Utiliser
les torches prescrites dans le manuel.
Tenir le personnel non qualifié et les
enfants à l’écart.
7. Ne pas enlever, détruire ou couvrir cette
étiquette. La remplacer si elle est
manquante, endommagée ou usée.
www.hypertherm.com/weee
110647 Rev. A

11/08
Hypertherm 1a-11
SÉCURITÉ
INFORMATION SUR LE DÉPOUSSIÉRAGE
À certains endroits, la poussière peut représenter un risque d’explosion potentiel. À certains endroits, la poussière peut
représenter un risque d’explosion potentiel.
La norme NFPA 68 de la National Fire Protection Association des É.-U. (édition 2007) « Explosion Protection by
Deflagration Venting » établit les exigences relatives à la conception, à l’emplacement, à l’installation, à l’entretien et
à l’utilisation de dispositifs et de systèmes pour évacuer à l’air libre les gaz de combustion et les pressions après une
éventuelle déflagration. Communiquer avec le fabricant ou avec l’installateur pour tout système de dépoussiérage afin de
connaître les exigences applicables avant d’installer un tel système neuf ou d’apporter des modifications importantes aux
procédés ou aux matériaux utilisés à un système de dépoussiérage existant.
Consultez l’autorité compétente locale pour déterminer si une édition de la NFPA 68 a été adoptée par référence dans vos
codes du bâtiment locaux.
Voir le document NFPA68 pour obtenir des définitions et des explications des termes réglementaires tels que
« déflagration, autorité compétente, adopté par référence, valeur du pire cas, indice de déflagration » et autres termes.
Note 1 – L’interprétation d’Hypertherm de ces nouvelles exigences est que, sauf évaluation particulière du site, pour
déterminer que toute la poussière produite n’est pas combustible, l’édition 2007 de la NFPA 68 exige l’utilisation d’évents
d’explosion conçus pour la valeur du pire des cas (voir annexe F) qui pourrait provenir de la poussière de sorte que l’on
puisse concevoir la dimension et le type d’évent d’explosion. La NFPA 68 ne stipule pas particulièrement le procédé de
coupage plasma particulier ou autres procédés de coupage thermique comme le prescrivent ces nouveaux règlements
à tous les systèmes de dépoussiérage.
Note 2 – Les utilisateurs des manuels d’Hypertherm doivent consulter tous les règlements et lois fédéraux et locaux
applicables et s’y conformer. Hypertherm n’a pas l’intention, en publiant un manuel d’Hypertherm, de demander des
mesures qui ne sont pas conformes aux règlements et normes applicables et ce manuel ne peut jamais être interprété
dans ce sens.

11/08
1a-12 Hypertherm
SÉCURITÉ

11/08
Hypertherm 1b-1
Seccíon 1b
SEGURIDAD
En esta sección:
Reconocimiento de información de seguridad..........................................................................................1b-2
Siga las instrucciones de seguridad............................................................................................................1b-2
Los cortes pueden provocar incendios o explosiones ............................................................................1b-2
El choque eléctrico puede provocar la muerte..........................................................................................1b-3
Electricidad estática puede dañar tablillas de circuito ............................................................................1b-3
Humos tóxicos pueden causar lesiones o muerte....................................................................................1b-4
El arco de plasma puede causar lesiones y quemaduras.......................................................................1b-5
Los rayos del arco pueden producir quemaduras en los ojos y en la piel..........................................1b-5
Seguridad de toma a tierra.............................................................................................................................1b-6
Seguridad de los equipos de gas comprimido..........................................................................................1b-6
Los cilindros de gas pueden explotar si están dañados .........................................................................1b-6
El ruido puede deteriorar la audición ...........................................................................................................1b-7
Operación de marcapasos y de audífonos.................................................................................................1b-7
Un arco plasma puede dañar tubos congelados ......................................................................................1b-7
Símbolos y marcas...........................................................................................................................................1b-8
Etiquetas de advertencia ................................................................................................................................1b-9
Información sobre la colección de polvo seco........................................................................................1b-11

11/08
SEGURIDAD
1b-2 Hypertherm
RECONOCIMIENTO DE
INFORMACIÓN DE SEGURIDAD
Los símbolos que se muestran en esta sección se
utilizan para identificar los posibles peligros. Cuando vea
un símbolo de seguridad en este manual o en su máquina,
recuerde que existe la posibilidad de que se produzcan
lesiones personales y siga las instrucciones correspondientes
para evitar el peligro.
SIGA LAS INSTRUCCIONES
DE SEGURIDAD
Lea atentamente todos los mensajes de seguridad
de este manual y las etiquetas de seguridad en su máquina.
• Mantenga las etiquetas de seguridad de su máquina en
buen estado. Reemplace las etiquetas que se pierdan
o se dañen inmediatamente.
• Aprenda a utilizar la máquina y a utilizar los controles de la
manera correcta. No permita que sea utilizada por alguien
que no conozca su funcionamiento.
• Mantenga su máquina en buenas condiciones de
funcionamiento. La realización de modificaciones no
autorizadas a la máquina puede comprometer la seguridad
y la vida útil de la máquina.
PELIGRO ADVERTENCIA PRECAUCIÓN
Hypertherm usa las directivas del Instituto Americano de
Normas Nacionales (American National Standards Institute)
para las palabras y símbolos que señalan seguridad. Las
palabras PELIGRO y ADVERTENCIA se utilizan
conjuntamente con un símbolo de seguridad. La palabra
PELIGRO se utiliza para identificar los mayores peligros.
• Encontrará etiquetas de seguridad con las inscripciones
PELIGRO y ADVERTENCIA en su máquina, junto a peligros
específicos.
• Los mensajes de seguridad de PELIGRO preceden
instrucciones relacionadas en el manual que resultarán en
lesión grave o muerte si no se las sigue correctamente.
• En este manual, la palabra ADVERTENCIA va seguida de
instrucciones que, si no se siguen correctamente, pueden
provocar lesiones e inclusive la muerte.
• Los mensajes de seguridad de CUIDADO o PRECAUCIÓN
preceden mensajes relacionados con instrucciones en el
manual que puede resultar en lesiones menores, o daño
a equipo, si no se siguen correctamente.
Prevención ante el fuego
• Asegúrese de que el área sea segura antes de proceder
a cortar. Tenga a mano un extinguidor de incendios.
• Retire todos los materiales inflamables, colocándolos
a por lo menos 10 metros del área de corte.
• Remoje los metales calientes o permita que se enfríen
antes de que entren en contacto con materiales
combustibles.
• Nunca corte depósitos que contengan materiales
inflamables – primero es necesario vaciarlos y limpiarlos
debidamente.
• Antes de realizar cortes en atmósferas potencialmente
inflamables, asegúrese de ventilar bien.
• Al realizar cortes utilizando oxígeno como gas plasma,
se requiere tener un sistema de ventilación de escape.
Prevención ante explosiones
• No corte en atmósferas que contengan polvo o vapores
explosivos.
• No corte depósitos o tubos a presión ni cualquier
depósito cerrado.
• No corte depósitos que hayan contenido materiales
combustibles.
LOS CORTES PUEDEN PROVOCAR INCENDIOS
O EXPLOSIONES
ADVERTENCIA
Peligro de explosión
Argón-Hidrógeno y metano
El hidrógeno y el metano son gases inflamables que
suponen un peligro de explosión. Mantenga el fuego lejos
de los cilindros y las mangueras que contengan mezclas
de hidrógeno o metano. Mantenga la llama y las chispas
lejos de la antorcha al utilizar metano o argón-hidrógeno
como plasma.
ADVERTENCIA
Detonación de hidrógeno con
el corte de aluminio
• Al cortar aluminio bajo agua o con agua en contacto con
el lado inferior del aluminio, puede acumularse gas
hidrógeno bajo la pieza a cortar y detonar durante la
operación de corte por plasma.
• Instale un múltiple de aireación en el fondo de la mesa
de agua para eliminar la posibilidad de la detonación
del hidrógeno. Consulte la sección del apéndice de
este manual para conocer detalles acerca del múltiple
de aireación.

11/08
El contacto directo con piezas eléctricas conectadas puede
provocar un electrochoque fatal o quemaduras graves.
• Al hacer funcionar el sistema de plasma, se completa un
circuito eléctrico entre la antorcha y la pieza a cortar. La
pieza a cortar es una parte del circuito eléctrico, como
también cualquier cosa que se encuentre en contacto
con ella.
• Nunca toque el cuerpo de la antorcha, la pieza a cortar
o el agua en una mesa de agua cuando el sistema de
plasma se encuentre en funcionamiento.
Prevención ante el electrochoque
Todos los sistemas por plasma de Hypertherm usan alto
voltaje en el proceso de corte (son comunes los voltajes
CD de 200 a 400). Tome las siguientes precauciones
cuando se utiliza el equipo de plasma:
• Use guantes y botas aislantes y mantenga el cuerpo
y la ropa secos.
• No se siente, se pare o se ponga sobre cualquier
superficie húmeda cuando esté trabajando con el equipo.
• Aíslese eléctricamente de la pieza a cortar y de la tierra
utilizando alfombrillas o cubiertas de aislamiento secas
lo suficientemente grandes como para impedir todo
contacto físico con la pieza a cortar o con la tierra. Si su
única opción es trabajar en una área húmeda o cerca de
ella, sea muy cauteloso.
• Instale un interruptor de corriente adecuado en cuanto
a fusibles, en una pared cercana a la fuente de energía.
Este interruptor permitirá al operador desconectar
rápidamente la fuente de energía en caso de emergencia.
• Al utilizar una mesa de agua, asegúrese de que ésta se
encuentre correctamente conectada a la toma a tierra.
EL CHOQUE ELÉCTRICO PUEDE PROVOCAR LA MUERTE
• Instale este equipo y conéctelo a tierra según el manual
de instrucciones y de conformidad con los códigos
locales y nacionales.
• Inspeccione el cordón de alimentación primaria con
frecuencia para asegurarse de que no esté dañado
ni agrietado. Si el cordón de alimentación primaria está
dañado, reemplácelo inmediatamente. Un cable
pelado puede provocar la muerte.
• Inspeccione las mangueras de la antorcha y
reemplácelas cuando se encuentren dañadas.
• No toque la pieza ni los recortes cuando se está
cortando. Deje la pieza en su lugar o sobre la mesa
de trabajo con el cable de trabajo conectado en
todo momento.
• Antes de inspeccionar, limpiar o cambiar las piezas de la
antorcha, desconecte la potencia primaria o desenchufe
la fuente de energía.
• Nunca evite o descuide los bloqueos de seguridad.
• Antes de retirar la cubierta de una fuente de energía
o del gabinete de un sistema, desconecte la potencia
primaria de entrada. Espere 5 minutos después de
desconectar la potencia primaria para permitir la
descarga de los condensadores.
• Nunca opere el sistema de plasma sin que las tapas de
la fuente de energía estén en su lugar. Las conexiones
expuestas de la fuente de energía presentan un serio
riesgo eléctrico.
• Al hacer conexiones de entrada, conecte el conductor
de conexión a tierra en primer lugar.
• Cada sistema de plasma Hypertherm está diseñado para
ser utilizado sólo con antorchas Hypertherm específicas.
No utilice antorchas diferentes, que podrían recalentarse
y ser peligrosas.
Use precauciones adecuadas cuando maneje tablillas
impresas de circuito
ELECTRICIDAD ESTÁTICA PUEDE DAÑAR TABLILLAS DE CIRCUITO
• Almacene las tablillas PC en recipientes antiestáticos.
• Use la defensa de muñeca conectada a tierra cuando
maneje tablillas PC.
SEGURIDAD
Hypertherm 1b-3
11/08
SEGURIDAD
1b-4 Hypertherm
El arco plasma es por si solo la fuente de calor que se
usa para cortar. Según esto, aunque el arco de plasma
no ha sido identificado como la fuente de humo tóxico,
el material que se corta puede ser la fuente de humo
o gases tóxicos que vacían el oxígeno.
El humo producido varía según el metal que está
cortándose. Metales que pueden liberar humo tóxico
incluyen, pero no están limitados a, acero inoxidable,
acero al carbón, cinc (galvanizado), y cobre.
En algunos casos, el metal puede estar recubierto con
una sustancia que podría liberar humos tóxicos. Los
recubrimientos tóxicos incluyen, pero no están limitados
a, plomo (en algunas pinturas), cadmio (en algunas
pinturas y rellenos), y berilio.
Los gases producidos por el corte por plasma varían
basándose en el material a cortarse y el método de
cortar, pero pueden incluir ozono, óxidos de nitrógeno,
cromo hexavalente, hidrógeno, y otras substancias, si
están contenidas dentro o liberadas por el material que
se corta.
Se debe tener cuidado de minimizar la exposición del
humo producido por cualquier proceso industrial. Según
la composición química y la concentración del humo (al
igual que otros factores, tales como ventilación), puede
haber el riesgo de enfermedad física, tal como defectos
de natividad o cáncer.
Es la responsabilidad del dueño del equipo y instalación
el comprobar la calidad de aire en el lugar donde se está
usando el equipo para garantizar que la calidad del aire
en el lugar de trabajo cumpla con todas las normas y
reglamentos locales y nacionales.
HUMOS TÓXICOS PUEDEN CAUSAR LESIONES O MUERTE
El nivel de la calidad del aire en cualquier lugar de trabajo
relevante depende en variables específicas al sitio tales
como:
• Diseño de mesa (mojada, seca, bajo agua).
• La composición del material, el acabado de la
superficie, y la composición de los recubrimientos.
• Volumen que se quita del material.
• La duración del corte o ranura.
• Tamaño, volumen del aire, ventilación y filtración del
lugar de trabajo.
• Equipo de protección personal.
• Número de sistemas de soldar y cortar en la operación.
• Otros procesos del lugar que pueden producir humo.
Si el lugar de trabajo debe cumplir reglamentos
nacionales o locales, solamente el monitoreo o las
pruebas que se hacen en el lugar pueden determinar si
el sitio está encima o debajo de los niveles permitidos.
Para reducir el riesgo de exposición a humo:
• Quite todos los recubrimientos y solventes del metal
antes de cortar.
• Use ventilación extractora local para quitar humo
del aire.
• No inhale el humo. Use un respirador con fuente propia
de aire cuando corte cualquier metal recubierto con,
o sospechado de contener, elementos tóxicos.
• Garantice que aquéllos usando equipo de soldar
o cortar, al igual que aparatos de respiración con aire
propio de aire, estén capacitados y entrenados en el
uso apropiado de tal equipo.
• Nunca corte recipientes con materiales potencialmente
tóxicos adentro. Primero, vacíe y limpie el recipiente
adecuadamente.
• Monitoree o compruebe la calidad del aire en el sitio
como fuera necesario.
• Consulte con un experto local para realizar un plan
al sitio para garantizar la calidad de aire seguro.

11/08
Antorchas de encendido instantáneo
El arco de plasma se enciende inmediatamente después
de activarse el interruptor de la antorcha.
EL ARCO DE PLASMA PUEDE CAUSAR LESIONES Y QUEMADURAS
El arco de plasma puede cortar a través de guantes y
de la piel con rapidez.
• Manténgase alejado de la punta de la antorcha.
• No sostenga el metal junto al trayecto de corte.
• Nunca apunte la antorcha hacia Ud. mismo o hacia
otras personas.
Protección para los ojos Los rayos del arco de plasma producen rayos intensos visibles e invisibles (ultravioleta
e infrarrojo) que pueden quemar los ojos y la piel.
• Utilice protección para los ojos de conformidad con los códigos locales o nacionales aplicables.
• Colóquese protectores para los ojos (gafas o anteojos protectores con protectores laterales, y bien un casco de
soldar) con lentes con sombreado adecuado para proteger sus ojos de los rayos ultravioleta e infrarrojos del arco.
Protección para la piel Vista ropa de protección para proteger la piel contra quemaduras causadas por la radiación
ultravioleta de alta intensidad, por las chispas y por el metal caliente:
• Guantes largos, zapatos de seguridad y gorro.
• Roipa de combustión retardada y que cubra todas las partes expuestas.
• Pantalones sin dobladillos para impedir que recojan chispas y escorias.
• Retire todo material combustible de los bolsillos, como encendedores a butano e inclusive cerillas, antes de
comenzar a cortar.
Área de corte Prepare el área de corte para reducir la reflexión y la transmisión de la luz ultravioleta:
• Pinte las paredes y demás superficies con colores oscuros para reducir la reflexión.
• Utilice pantallas o barreras protectoras para proteger a los demás de los destellos.
• Advierta a los demás que no debe mirarse el arco. Utilice carteles o letreros.
LOS RAYOS DEL ARCO PUEDEN PRODUCIR QUEMADURAS EN LOS
OJOS Y EN LA PIEL
SEGURIDAD
Hypertherm 1b-5
Corriente de
arco (amps.)
El número de matiz
protector mínimo
(ANSI Z49.1:2005)
El número de matiz
sugerido para
comodidad
(ANSI Z49.1:2005)
OSHA 29CFR
1910.133(a)(5)
Europa
EN168:2002
Menos de 40 A 5 5 8 9
41 a 60 A 6 6 8 9
61 a 80 A 8 8 8 9
81 a 125 A 8 9 8 9
126 a 150 A 8 9 8 10
151 a 175 A 8 9 8 11
176 a 250 A 8 9 8 12
251 a 300 A 8 9 8 13
301 a 400 A 9 12 9 13
401 a 800 A 10 14 10

11/08
SEGURIDAD
1b-6 Hypertherm
• Nunca lubrique reguladores o válvulas de cilindros con
aceite o grasa.
• Utilice solamente cilindros, reguladores, mangueras y
conectores de gas correctos que hayan sido diseñados
para la aplicación específica.
• Mantenga todo el equipo de gas comprimido y las
piezas relacionadas en buen estado.
• Coloque etiquetas y códigos de color en todas las
mangueras de gas para identificar el tipo de gas que
conduce cada una. Consulte los códigos locales
o nacionales aplicables.
LOS CILINDROS DE GAS
PUEDEN EXPLOTAR SI
ESTÁN DAÑADOS
SEGURIDAD DE LOS EQUIPOS DE GAS
COMPRIMIDO
Los cilindros de gas contienen gas bajo alta presión.
Un cilindro dañado puede explotar.
• Manipule y utilice los cilindros de gas comprimido de
acuerdo con los códigos locales o nacionales aplicables.
• No use nunca un cilindro que no esté de pie y bien
sujeto.
• Mantenga la tapa de protección en su lugar encima
de la válvula, excepto cuando el cilindro se encuentre
en uso o conectado para ser utilizado.
• No permita nunca el contacto eléctrico entre el arco
de plasma y un cilindro.
• No exponga nunca los cilindros a calor excesivo,
chispas, escorias o llamas.
• No emplee nunca martillos, llaves u otro tipo de
herramientas para abrir de golpe la válvula del cilindro.
Cable de trabajo La pinza del cable de trabajo debe
estar bien sujetada a la pieza y hacer un buen contacto
de metal a metal con ella o bien con la mesa de trabajo.
No conecte el cable con la parte que va a quedar
separada por el corte.
Mesa de trabajo Conecte la mesa de trabajo a una
buena toma de tierra, de conformidad con los códigos
eléctricos nacionales o locales apropiados.
Potencia primaria de entrada
• Asegúrese de que el alambre de toma a tierra del
cordón de alimentación está conectado al terminal
de tierra en la caja del interruptor de corriente.
• Si la instalación del sistema de plasma supone
la conexión del cordón de alimentación primaria
a la fuente de energía, asegúrese de conectar
correctamente el alambre de toma a tierra del cordón
de alimentación primaria.
• Coloque en primer lugar el alambre de toma a tierra
del cordón de alimentación primaria en el espárrago
luego coloque cualquier otro alambre de tierra sobre
el conductor de tierra del cable. Ajuste firmemente
la tuerca de retención.
• Asegúrese de que todas las conexiones eléctricas
están firmemente realizadas para evitar
sobrecalentamientos.
SEGURIDAD DE TOMA A TIERRA
11/08
La exposición prolongada al ruido propio de las
operaciones de corte y ranurado puede dañar la
audición.
• Utilice un método de protección de los oídos
aprobado al utilizar el sistema de plasma.
• Advierta a las demás personas que se encuentren en
las cercanías acerca del peligro que supone el ruido
excesivo.
Se puede hacer daño a los tubos congelados, o se los
puede reventar, si uno trata de descongelarlos con una
antorcha por plasma.
EL RUIDO PUEDE
DETERIORAR LA AUDICIÓN
UN ARCO PLASMA
PUEDE DAÑAR TUBOS
CONGELADOS
Los campos magnéticos producidos por las elevadas
corrientes pueden afectar la operación de marcapasos
y de audífonos.
Las personas que lleven marcapasos y audífonos
deberán consultar a un médico antes de acercarse
a sitios donde se realizan operaciones de corte
y ranurado por plasma.
Para reducir los peligros de los campos magnéticos:
• Mantenga el cable de trabajo y la manguera de la
antorcha a un lado, lejos del cuerpo.
• Dirija la manguera antorcha lo más cerca posible
del cable de trabajo.
• No envuelva el cable de trabajo ni la manguera de
la antorcha en su cuerpo.
• Manténgase tan lejos de la fuente de energía como
sea posible.
OPERACIÓN DE
MARCAPASOS Y DE
AUDÍFONOS
SEGURIDAD
Hypertherm 1b-7

11/08
SEGURIDAD
1b-8 Hypertherm
SÍMBOLOS Y MARCAS
Su producto de Hypertherm puede tener una o más de las marcas que siguen en, o cerca de la placa de datos. Debido
a diferencias y conflictos en reglamentos nacionales, no todas las marcas se aplican a toda versión del producto.
Símbolo de marca S
El símbolo de marca S indica que la fuente de energía y antorcha son aptas para operaciones que se llevan
a cabo en entornos con peligro aumentado de choque o descarga eléctrica según IEC 60974-1.
Marca CSA
Los productos de Hypertherm con la marca CSA cumplen con los reglamentos de Estados Unidos y
Canadá para la seguridad del producto. Estos productos fueron evaluados, comprobados, y certificados por
CSA-Internacional. Alternativamente, el producto puede tener la marca según uno de los otros Laboratorios de
Prueba Reconocidos nacionalmente (NRTL siglas en inglés) acreditados en ambos Estados Unidos y Canadá,
tales como Underwriters Laboratories, Incorporated (UL) ó TÜV.
Marcas CE
Las marcas CE significan una declaración del fabricante de conformidad a las directivas y estándares aplicables
Europeos. Sólo aquellas versiones del producto Hypertherm con la marca CE ubicada en o cerca de la placa
de datos han sido comprobadas para cumplir con la Directiva Europea de Voltaje Bajo, la Compatibilidad
Electromagnético Europea (EMC). Los filtros EMC que necesitan cumplir con la Directiva Europea EMC están
incorporados dentro de las versiones del producto con la marca CE.
Marca GOST-R
Las versiones de los productos Hypertherm CE que incluye la marca de conformidad GOST-R cumplen con
la seguridad del productos y los requisitos EMC para exportarse a la Federación Rusa.
Marca c-Tick
Las versiones CE de los productos Hypertherm con la marca c-Tick cumple con los reglamentos EMC
requeridos para venta en Australia y Nueva Zelandia.
Marca CCC
La marca de Certificación Obligatoria China (CCC en inglés) indica que el producto ha sido comprobado y se
lo ha encontrado que cumple con los reglamentos de seguridad del producto requeridos para venta en China.

11/08
SEGURIDAD
Hypertherm 1b-9
ETIQUETA DE ADVERTENCIA
Esta etiqueta de advertencia se encuentra adherida a la fuente de energía. Es importante que el
operador y el técnico de mantenimiento comprendan el sentido de estos símbolos de advertencia
según se describen. El texto numerado corresponde a los cuadros numerados de la etiqueta.
1. Las chispas producidas por el corte pueden causar
explosiones o incendios.
1.1 Mantenga los materiales inflamables lejos del lugar
de corte.
1.2 Tenga a mano un extinguidor de incendios y asegúrese
de que alguien esté preparado para utilizarlo.
1.3 No corte depósitos cerrados.
2. El arco de plasma puede causar quemaduras y lesiones.
2.1 Apague la fuente de energía antes de desarmar
la antorcha.
2.2 No sostenga el material junto al trayecto de corte.
2.3 Proteja su cuerpo completamente.
3. Los electrochoques provocados por la antorcha
o el cableado pueden ser fatales. Protéjase del
electrochoque.
3.1 Colóquese guantes aislantes. No utilice guantes
dañados o mojados.
3.2 Aíslese de la pieza de trabajo y de la tierra.
3.3 Antes de trabajar en una máquina, desconecte
el enchufe de entrada o la potencia primaria.
4. La inhalación de los humos provenientes del área
de corte puede ser nociva para la salud.
4.1 Mantenga la cabeza fuera de los gases tóxicos.
4.2 Utilice ventilación forzada o un sistema local de escape
para eliminar los humos.
4.3 Utilice un ventilador para eliminar los humos.
5. Los rayos del arco pueden producir quemaduras en los
ojos y en la piel.
5.1 Utilice un sombrero y gafas de seguridad. Utilice
protección para los oídos y abróchese el botón del
cuello de la camisa. Utilice un casco de soldar con
el filtro de sombreado adecuado. Proteja su cuerpo
completamente.
6. Antes de trabajar en la máquina o de proceder a cortar,
capacítese y lea las instrucciones completamente.
7. No retire las etiquetas de advertencia ni las cubra con
pintura.
Read and follow these instructions, employer safety
practices, and material safety data sheets. Refer to
ANS Z49.1, “Safety in Welding, Cutting and Allied
Processes” from American Welding Society
(http://www.aws.org) and OSHA Safety and Health
Standards, 29 CFR 1910 (http://www.osha.gov).
Plasma cutting can be injurious to operator and persons
in the work area. Consult manual before operating. Failure
to follow all these safety instructions can result in death.
1. Cutting sparks can cause explosion or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and ready to use.
1.3 Do not use a drum or other closed container as a cutting table.
2. Plasma arc can injure and burn; point the nozzle away
from yourself. Arc starts instantly when triggered.
2.1 Turn off power before disassembling torch.
2.2 Do not grip the workpiece near the cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric shock or burn.
3.1 Wear insulating gloves. Replace gloves when wet or damaged.
3.2 Protect from shock by insulating yourself from work and ground.
3.3 Disconnect power before servicing. Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local exhaust to remove the fumes.
4.3 Do not operate in closed spaces. Remove fumes with ventilation.
5. Arc rays can burn eyes and injure skin.
5.1 Wear correct and appropriate protective equipment to protect
head, eyes, ears, hands, and body. Button shirt collar. Protect ears
from noise. Use welding helmet with the correct shade of filter.
6. Become trained.
equipment. Use torches specified in the manual. Keep non-qualified
personnel and children away.
7. Do not remove, destroy, or cover this label.
Replace if it is missing, damaged, or worn (PN 110584 Rev C).
WARNING
Only qualified personnel should operate this
Le coupage plasma peut être préjudiciable pour l’opérateur et les personnes qui se
trouvent sur les lieux de travail. Consulter le manuel avant de faire fonctionner. Le
non respect des ces instructions de sécurité peut entraîner la mort.
1. Les étincelles de coupage peuvent provoquer une explosion
ou un incendie.
1.1 Ne pas couper près des matières inflammables.
1.2 Un extincteur doit être à proximité et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre contenant fermé comme table de coupage.
2. L’arc plasma peut blesser et brûler; éloigner la buse de soi.
Il s’allume instantanément quand on l’amorce;
2.1 Couper l’alimentation avant de démonter la torche.
2.2 Ne pas saisir la pièce à couper de la trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant l’entretien. Ne pas toucher les pièces sous tension.
4. Les fumées plasma peuvent être dangereuses.
4.1 Ne pas inhaler les fumées
4.2 Utiliser une ventilation forcée ou un extracteur local pour dissiper les fumées.
4.3 Ne pas couper dans des espaces clos. Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les yeux et blesser la peau.
5.1 Porter un bon équipement de protection pour se protéger la tête, les yeux, les
oreilles, les mains et le corps. Boutonner le col de la chemise. Protéger les oreilles
contre le bruit. Utiliser un masque de soudeur avec un filtre de nuance appropriée.
6. Suivre une formation. Seul le personnel qualifié a le droit de faire
fonctionner cet équipement. Utiliser exclusivement les torches indiquées dans le
manual. Le personnel non qualifié et les enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir cette étiquette.
La remplacer si elle est absente, endommagée ou usée (PN 110584 Rev C).
AVERTISSEMENT

11/08
SEGURIDAD
1b-10 Hypertherm
www.hypertherm.com/weee
110647 Rev. A
ETIQUETA DE ADVERTENCIA
Esta etiqueta de advertencia se encuentra adherida a la fuente de
energía. Es importante que el operador y el técnico de mantenimiento
comprendan el sentido de estos símbolos de advertencia según se
describen. El texto numerado corresponde a los cuadros numerados
de la etiqueta.
1. Las chispas producidas por el corte
pueden causar explosiones o incendios.
1.1 Mantenga los materiales inflamables
lejos del lugar de corte.
1.2 Tenga a mano un extinguidor de
incendios y asegúrese de que alguien
esté preparado para utilizarlo.
1.3 No corte depósitos cerrados.
2. El arco de plasma puede causar
quemaduras y lesiones.
2.1 Apague la fuente de energía antes
de desarmar la antorcha.
2.2 No sostenga el material junto al trayecto
de corte.
2.3 Proteja su cuerpo completamente.
3. Los electrochoques provocados por
la antorcha o el cableado pueden ser
fatales. Protéjase del electrochoque.
3.1 Colóquese guantes aislantes. No utilice
guantes dañados o mojados.
3.2 Aíslese de la pieza de trabajo y de la tierra.
3.3 Antes de trabajar en una máquina,
desconecte el enchufe de entrada
o la potencia primaria.
4. La inhalación de los humos provenientes
del área de corte puede ser nociva para
la salud.
4.1 Mantenga la cabeza fuera de los gases
tóxicos.
4.2 Utilice ventilación forzada o un sistema
local de escape para eliminar los humos.
4.3 Utilice un ventilador para eliminar los
humos.
5. Los rayos del arco pueden producir
quemaduras en los ojos y en la piel.
5.1 Utilice un sombrero y gafas de
seguridad. Utilice protección para los
oídos y abróchese el botón del cuello
de la camisa. Utilice un casco de soldar
con el filtro de sombreado adecuado.
Proteja su cuerpo completamente.
6. Antes de trabajar en la máquina
o de proceder a cortar, capacítese
y lea las instrucciones completamente.
7. No retire las etiquetas de advertencia
ni las cubra con pintura.

11/08
SEGURIDAD
Hypertherm 1b-11
INFORMACIÓN SOBRE LA COLECCIÓN DE POLVO SECO
En algunos sitios, el polvo seco puede representar un peligro potencial de explosión.
La edición del 2007 de “U.S. National Fire Protection Association” iniciales en inglés NFPA (La Asociación Americana
Nacional de Protección Contra Incendios) del estándar 68 “Protección de Explosión por medio de Respiradero de
Deflagración” proporciona requisitos para el diseño, ubicación, instalación, mantenimiento, y uso de aparatos y sistemas
para dar salida a gases de combustión y presiones después de todo evento de deflagración. Consulte con el fabricante
o instalador de cualquier sistema de colección de polvo seco para los requisitos aplicables antes de que instale un
sistema nuevo de colección de polvo seco, o haga cambios significativos en el proceso o materiales que se usen con
un sistema existente de colección de polvo seco.
Consulte su “Autoridad que Tenga Jurisdicción” (iniciales en inglés AHJ) local para determinar si cualquier edición
de la NFPA 68 ha sido “adoptada por referencia” en los códigos de construcción locales.
Remítase a la NFPA 68 para definiciones y explicaciones de los términos reguladores como “deflagración, AHJ, adoptada
por referencia, el valor Kst, índice de deflagración” y otros términos.
Nota 1 – La interpretación de Hypertherm de estos nuevos requisitos es que, a no ser que se haya completado una
evaluación específica del sitio para determinar que todo polvo generado no es combustible, la edición del 2007 de
la NFPA 68 requiere el uso de respiraderos de explosión diseñados para el peor caso del valor Kst (vea anexo F) que
pudiera ser generado por el polvo, de manera que el tamaño y tipo del respiradero de explosión pueda diseñarse.
La NFPA 68 no identifica específicamente corte por plasma u otros procesos de cortes termales como si requirieran
sistemas de respiraderos de deflagración, pero en realidad aplica estos nuevos requisitos a todos los sistemas de
colección de polvos secos.
Nota 2 – Los usuarios de los manuales de Hypertherm deberían consultar y cumplir con todas las leyes y reglamentos
federales, estatales y locales aplicables. Hypertherm, al publicar todo manual de Hypertherm, no intenta urgir acción
que no esté en cumplimiento con todos los reglamentos y normas, y este manual nunca debe interpretarse como
si lo hiciera así.

11/08
SEGURIDAD
1b-12 Hypertherm

3
powermax1650 Operator Manual 2-1
Section 2
SPECIFICATIONS
In this section:
Power supply ......................................................................................................................................................2-2
Duty cycle..................................................................................................................................................2-3
Dimensions and weight..........................................................................................................................2-3
T100 torches ......................................................................................................................................................2-4
Torch dimensions................................................................................................................................................2-5
T100 hand torch ......................................................................................................................................2-5
T100M-2 machine torch.........................................................................................................................2-5
Symbols and markings......................................................................................................................................2-6
S mark.......................................................................................................................................................2-6
CE mark .....................................................................................................................................................2-6
IEC symbols..............................................................................................................................................2-6

Power supply
SPECIFICATIONS
0
2-2 powermax1650 Operator Manual
Rated open circuit voltage (U0) 300 VDC
Output characteristic* Drooping
*Defined as a plot of output voltage
versus output current
Rated output current (I2) 30A – 100A
Hypertherm Standard Rated Output 160 VDC
Voltage (U2)
Duty cycle (X*) at 104°F (40°C) at U1– Volts AC rms X
rated conditions (U1, I1, U2, I2) 200-208 VAC 3PH 60%
230-240 VAC 3PH 70%
*X = T
on/Tbase
, 380-415 VAC 3PH 80%
T
on
= time, minutes 480 VAC 3PH 80%
T
base
= 10 minutes 600 VAC 3PH 80%
Operating temperature 14oto 104oF (-10oto 40oC)
Rated AC phases (PH) and line frequency (Hz) PH Hz
Standard and CE Model 350-60
Rated input voltage (U1), rated input U1– Volts AC rms I1-Amps rms I1eff
current (I
1
) and I1eff* at rated output 200-208 VAC 3PH 53 41
U
2
and I2– cutting only. 230-240 VAC 3PH 46 38
380-415 VAC 3PH 27 24
*I
1
eff = (I1) X used to determine 480 VAC 3PH 22 20
rating of power cord. 600 VAC 3PH 21 19
U
1
– Volts AC rms Harmonic power factor Displacement
power factor
Power factor 200-208 VAC 3PH 0.94 0.98
230-240 VAC 3PH 0.94 0.98
380-415 VAC 3PH 0.94 0.99
480 VAC 3PH 0.94 0.99
600 VAC 3PH 0.78 0.99
R
sce
– Short Circuit Ratio—CE model only U1– Volts AC rms, 3PH R
sce
400 VAC 191
230 VAC 142
This equipment conforms to IEC 61000-3-12,
provided that Rsce min = 191 at 400VAC 3PH and
142 at 230 VAC 3PH.
IP code—Degree of protection IP23CS*
provided by enclosure
IP – “International Protection”
2 – No ingress foreign objects
>
=12.5mm (0.5 in)
3 – No harmful ingress spraying water
C – AC line circuits protected against ingress of
tool
>
=2.5 mm dia. x 100 mm long
(0.1 inch x 4.0 inch)
S – fan stationary during water test
*WARNING: DO NOT OPERATE IN THE RAIN
Toppling, tilting (with or without wheel kit) Up to 15oincline
.
Gas type Air Nitrogen
Gas quality Clean, moisture-free, oil-free
Gas inlet pressure and flow 90 psig (6.1 bar) 550 scfh/9.2 scfm (260 l/min)

SPECIFICATIONS
0
powermax1650 Operator Manual 2-3
Dimensions and weight
Weight of power supply
without torch
128 lb
(58.06 kg)
26.4 in
(671 mm)
16.8 in
(427 mm)
25.8 in
(655 mm)
Duty cycle
Duty cycle is the percentage of time, during a 10 minute period, that the power supply can cut
continuously. The diagram below depicts an 80% duty cycle.
8 minutes cutting 2 minutes resting
A
MPS
60
4
0
30
8
0
10
0
A
C
V
50
60
P
S
I
70
80
4
.0
5.0
6.0
B
A
R
_
+

SPECIFICATIONS
3
2-4 powermax1650 Operator Manual
T100 torches
Handheld cutting capacity at 100 amps
Recommended capacity 1-1/4 inch (32 mm) at 19 ipm (482 mm per min)
Maximum capacity 1-1/2 inch (38 mm) at 10 ipm (250 mm per min)
Severance capacity 1-3/4 inch (45 mm) at low speed
Mechanized cutting capacity at 100 amps
Recommended pierce capacity up to 1/2 inch (13 mm)
Maximum pierce capacity 3/4 inch (19 mm)
Severance with an edge start 1-3/4 inch (45 mm) at low speed
Gouging capability
Metal removal rate on mild steel 24 pounds (10.8 kg) / hour
Weight
T100
7.2 pounds (3.3 kg) with 25 ft (7.5 m) lead
13.9 pounds (6.3 kg) with 50 ft (15 m) lead
20.6 pounds (9.4 kg) with 75 ft (22.5 m) lead
T100M-2
8.3 pounds (3.8 kg) with 25 ft (7.5 m) lead
11.0 pounds (5.0 kg) with 35 ft (10.7 m) lead
15.0 pounds (6.8 kg) with 50 ft (15 m) lead
21.7 pounds (9.9 kg) with 75 ft (22.5 m) lead

SPECIFICATIONS
3
powermax1650 Operator Manual 2-5
T100 hand torch
8.9" (226 mm)
4.2"
(107 mm)
1.5"
(38 mm)
1.00"
(25 mm)
T100M-2 machine torch
15.47"
(393 mm)
1.00"
(25 mm)
1.38"
(35 mm)
2.35"
(60mm)
8"
(203 mm)
32 pitch .125" (3.2 mm) width
2.55"
(65 mm)
Torch dimensions

SPECIFICATIONS
2
2-6 powermax1650 Operator Manual
Symbols and markings
S mark
The S mark indicates that the power supply and torch are suit able for use in en vi ron ments with in creased hazard of elec tri cal shock. The hand torches must have shielded consumable parts to
maintain S mark compliance.
CE mark
The CE mark ( ) constitutes a manufacturer’s declaration of conformity to applicable European
directives and standards. Only those versions of Hypertherm products with a CE mark located on or
near the data plate have been tested for compliance with the European Low Voltage Directive and
the European EMC Directive. EMC filters needed to comply with the European EMC Directive are
incorporated within versions of the power supply with a CE mark.
IEC Symbols Used
The following symbols may appear on the power supply data plate, control labels and switches.
O
l
Direct current (DC)
The terminal for the
external protective (earth)
conductor
AC input power
connection
Plasma torch cutting
and gouging
Alternating current (AC)
An inverter-based power
source
Volt/amp curve, "drooping"
characteristic
Power is OFF
Power is ON
Plasma torch in the TEST
position (cooling and cutting
gas exiting nozzle)

powermax1650 Operator Manual 3-1
3
Section 3
SETUP
In this section:
Upon receipt.........................................................................................................................................................3-2
Claims....................................................................................................................................................................3-2
Contents of box...................................................................................................................................................3-2
Lifting the power supply ....................................................................................................................................3-3
Locating the power supply................................................................................................................................3-4
Power connection...............................................................................................................................................3-4
Engine drives .............................................................................................................................................3-5
Grounding ............................................................................................................................................................3-6
Power cords.........................................................................................................................................................3-6
Three-phase power cord and plug installation .............................................................................................3-7
Power cord installation ............................................................................................................................3-7
Torch installation..................................................................................................................................................3-8
Plasma gas supply ..........................................................................................................................................3-10
Additional gas filtration .........................................................................................................................3-10
Gas supply installation ....................................................................................................................................3-11
T100M-2 torch alignment...............................................................................................................................3-11
ON/OFF pendant connection .......................................................................................................................3-12
Machine interface connection.............................................................................................................3-12
Arc voltage...............................................................................................................................................3-13
Changing XFER (start machine motion) from dry contact closure to voltage signal.............3-15

SETUP
3-2 powermax1650 Operator Manual
2
Upon receipt
1. Check that all items on your order have been received. Contact your distributor if any items are
missing or damaged.
2. If there is evidence of damage, refer to Claims, below. All communications regarding this
equipment must include the model number and serial number located on the back of the power
supply.
3. Read the Safety section of this manual before setting up and operating this Hypertherm system.
Claims
Claims for damage during shipment: If your unit was damaged during shipment, you must file a
claim with the carrier. Hypertherm will furnish you with a copy of the bill of lading upon request. If
you need additional assistance, call the nearest Hypertherm office listed in the front of this manual.
Claims for defective or missing merchandise: If any component is missing or defective, contact
your Hypertherm distributor. If you need additional assistance, call the nearest Hypertherm office
listed in the front of this manual.
Contents of the box
Check the items against the illustration.
(CSA)
(CE)
OR
Quick Setup
Card
OR
OR
Mechanized
Mechanized
Hand
Mechanized
Operator
Manual

SETUP
powermax1650 Operator Manual 3-3
2
WARNING
• The system with torch weighs up to 150lb / 68 kg.
• Always lift the power supply by TWO handles using two people or a hoist.
• Do not lift the power supply by ONE han dle.
• The handle can break, re sult ing in injury and damage.
Hoist
Cover in place
Approved hoisting strap.
Keep power supply as
horizontal as possible.
Lifting the power supply

SETUP
3-4 powermax1650 Operator Manual
2
Locating the power supply
Locate the Powermax1650 power supply with at least 10 inches (0.25 m) of open space at the
front, back, and fan side of the power supply for proper ventilation.
Power connection
The Powermax1650 is a universal power supply that configures itself to operate with AC voltages
from 200 to 600 3PH (230-400 3PH for the CE model). Use a line disconnect switch for each
power supply so that the operator can turn off the power supply quick ly in an emergency. Locate
the switch so it is easily ac ces si ble to the operator. The interrupt level of the switch must be equal
to or ex ceed the continuous rating of the fuses. Use slow-blow fuses rated per local and national
electrical codes.
CSA model Three-phase
Input voltage 200-208 230-240 400 480 600
Input current at 16kw output 53 46 27 22 21
Input current during arc stretch 75 72 42 34 33
Recommend fuse 80 80 50 40 40
CE model Three-phase
Input voltage 230 400
Input current at 16kw output 46 27
Input current during arc stretch 72 42
Recomended fuse 80 50

SETUP
powermax1650 Operator Manual 3-5
2
Engine drives
When using an engine drive to power the Powermax1650:
• The engine drive must be dedicated to powering the plasma cutting system.
• Engine drive operation:
1. Set the engine drive output to 3 phase-AC.
2. Plug the Powermax1650 power cord into the power outlet.
3. Set the engine drive to the maximum output (see table below).
• Use unshielded consumables if you experience difficulty cutting thicker material (CSA power
supplies only).
CSA power supplies
3-Phase, 50/60 hz, 200 – 600 VAC (480 VAC recommended for best performance)
CE power supplies
3-Phase, 50/60 hz, 230 – 400 VAC (400 VAC recommended for best performance)
Engine drive rating
Powermax1650
output current
Performance
30 kw 100 A Full arc stretch
22.5 kw
100 A
80 A
Limited arc stretch
Full arc stretch
15 kw
80 A
60 A
Limited arc stretch
Full arc stretch

SETUP
3-6 powermax1650 Operator Manual
2
Grounding
To ensure personal safety and proper operation, and to reduce electromagnetic interference (EMI),
the Powermax1650 must be properly grounded through the power cord according to local and
national electrical codes. Three-phase service must be of the 4-wire type with a green or
green/yellow wire for protective earth ground and must comply with local and national electrical
requirements. Refer to Section 1, Grounding Safety.
Power cords
Use a cord that is certified by local and national codes. The cord should be installed by a licensed
electrician. Refer to the length requirements listed below.
Note: The unit was tested with a 2 m power cord to verify EMC standard EN50199 compliance.
Recommended extension cord gauge size AWG (mm2)
< 10 ft
< 3 m
10-25 ft
3 – 7.5 m
25-50 ft
7.5 – 15 m
50-100 ft
15 – 30 m
100-150 ft
30 – 45 m
CSA model
Input voltage Phase AWG
mm
2
AWG
mm
2
AWG
mm
2
AWG
mm
2
AWG
mm
2
200-208 VAC 3 6 (16) 6 (16) 6 (16) 4 (25) 2 (35)
230 VAC 3 6 (16) 6 (16) 6 (16) 4 (25) 2 (35)
400 VAC 3 8 (10) 8 (10) 8 (10) 8 (10) 8 (10)
480 VAC 3 10 (6) 10 (6) 10 (6) 10 (6) 10 (6)
600 VAC 3 10 (6) 10 (6) 10 (6) 10 (6) 10 (6)
CE model
Input voltage Phase
mm
2
mm
2
mm
2
mm
2
mm
2
230 VAC 3 16 16 16 25 35
400 VAC 3 10 10 10 10 10

SETUP
powermax1650 Operator Manual 3-7
2
Three-phase power cord and plug installation
The Powermax1650 power supplies are shipped with a 6 AWG 4-wire UL/CSA power cord on
CSA units. A 10 mm2, 4-wire HAR power cord is provided on CE units. To operate the
Powermax1650, use a plug that meets national or local electrical codes. The plug must be
connected to the power cord by a licensed electrician.
L1
#10
Ground (PE)
L2
6” (152 mm)
9.5” (241 mm)
Route power cord
through strain
relief and tighten.
Power switch
Ground (PE)
L1
L3
Strain relief
Strain relief
inserts (2)
1. Strip and prepare the power cord wires as shown below:
Power cord installation
2. Connect the power cord to the power switch.
Note: On CE power supplies, L1, L2, and L3 are threaded through 2 ferrites before being
attached ot the switch.
L3L2
CSA CE
L1 Black Black (U)
L2 White Blue (V)
L3 Red Brown (W)
Ground
(PE)
Green Green/Yellow
A
M
P
S
6
0
4
0
3
0
8
0
1
0
0
A
C
V
5
0
P
6
0
S
I
7
08
0
4
.0
5
.0
6
.0
B
A
R
_
+

SETUP
3-8 powermax1650 Operator Manual
2
Torch installation
1. Turn OFF the power.
2. Remove the power cord from the power receptacle.
3. Open the Easy Torch Removal (ETR) door and route the lead through the end cap.
OFF
ON
ETR door
End cap
A
MP
S
60
4
0
3
0
8
0
1
0
0
A
C
V
5
0
60
P
S
I
7
0
80
4
.
0
5.0
6
.
0
B
A
R
_
+

SETUP
powermax1650 Operator Manual 3-9
2
4. Align the marks on the strain relief.
5. Pull back the quick-release collar and insert
the lead’s gas fitting.
6. Slide the quick-release collar foward to lock
the gas fitting in place. Make sure that the
gas fitting is secure.
7. Make sure that the red dot on the connector
is on top, then plug in the electrical
connector.
Close the ETR door.
Quick-release collar

SETUP
3-10 powermax1650 Operator Manual
2
Plasma gas supply
The gas supply for the Powermax1650 can be shop-compressed air or cylinder-compressed air. A
high-pressure regulator must be used on either type of supply and must be capable of delivering
gas to the filter on the power supply at 550 scfh/9.2 scfm (260 l/min), minimum flow rate, at a
minimum pressure of 90 psig (6.1 bar).
Note: If the gas supply quality is poor, cut speeds decrease, cut quality deteriorates,
cutting thickness capability decreases, and parts life shortens.
Gas supply
Powermax1650
Filter kit
128647
Additional gas filtration
Use Hypertherm filter kit (part number 128647) when site conditions introduce moisture, oil or
other particulates into the air line. A 3-stage coalescing filtration system, as shown, should be used
in extreme conditions.
Gas supply
Powermax1650
Water/particle filter Oil filter Oil vapor filter
OR
WARNING
Do not allow the gas supply pressure to exceed 120 psi (8.3 bar). The filter bowl
may explode if this pressure is exceeded.

Gas supply installation
Connect the air hose as follows:
SETUP
1. Air fitting
• For the standard model: Install a 1/4
NPT gas fitting on to the air filter inlet.
The CE model provides a G1/4
adapter in the CE kit. Use liquid pipe
sealant on the threads.
CAUTION: Never use PTFE tape when
installing the nipple or adapters. Bits of
tape can break off and enter the air line
and harm the pressure regulator,
pressure switch, and valve.
• Nipple/Adapter is found in the
consumables box, located on the side
of the power supply cover.
2. Air hose
• Use an inert gas hose with a 3/8 inch
(9.5 mm) internal diameter. Connect
it to the gas fitting installed in step 1.
Adjust the air pressure according to the
procedure in Section 4, Operation.
T100M-2 torch alignment
Mount the machine torch perpendicular to the workpiece in
order to get a vertical cut. Use a square to align the torch at 0°
and 90°.
Torch
0°
90°
powermax1650 Operator Manual 3-11
3
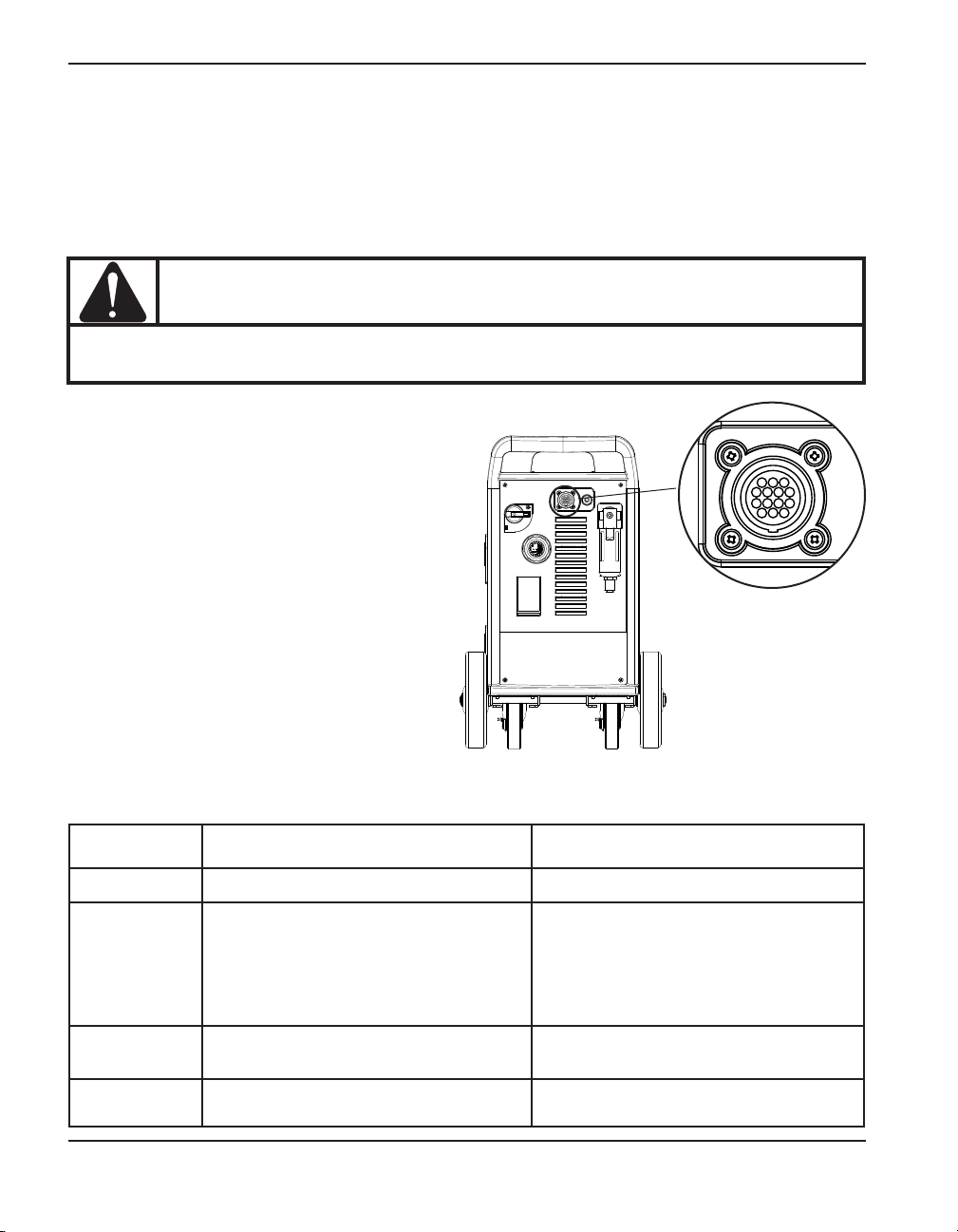
SETUP
3-12 powermax1650 Operator Manual
2
Machine interface connection
Signals for arc transfer and start are
available through the machine interface
connection on the rear of the power supply.
Plug the machine interface cable (Part
number 023206) into the connector on the
rear panel.
Powermax1650 power supplies sold as part
of the PowermaxEdge® package include a
machine interface cable with a voltage
divider.
Refer to the following table when
connecting the machine interface cable to
the cutting machine.
ON/OFF pendant connection
For the machine torch (T100), inputs for arc start are available through the machine interface
connection on the rear of the power supply. Plug the Hypertherm remote pendant (see Section 5,
Maintenance and parts, for part numbers) into the connector on the rear panel.
Signal Start (start plasma) XFER (start machine motion)
Type: Input Output
Notes:
Normally open, 18VDC open circuit
voltage at START terminals. REquires
dry contact closure to activate.
Normally open. Dry contact closure
when the arc transfers. 120VAC/1A
maximum at the machine interface relay
or switching device (supplied by the
customer).
Rear panel
sockets
3, 4 12, 14
Cable wires Green, black Red, black
WARNING
The ON/OFF remote pendant will not operate when a hand torch is installed.

SETUP
powermax1650 Operator Manual 3-13
2
Arc voltage
If arc voltage is necessary for activating a torch height control, the customer must supply an
18 AWG (1.0 mm2), single pair, unshielded cable rated for 300V or greater. All work must be
performed following applicable local and national codes.
WARNING
ELECTRIC SHOCK CAN KILL
Disconnect electrical power before performing any maintenance.
All work requiring removal of the power supply cover must be
performed by a qualified technician.
1. Disconnect the power from the power supply.
2. Remove the screws that attach the power supply cover to the chassis. Remove the cover.
3. Route the cable through the strain relief at the rear of the power supply.

SETUP
3-14 powermax1650 Operator Manual
2
4. Find the power board. Use insulated type 1/4-inch faston terminal ends to connect to J15 and
J16.
Signal: Arc voltage (torch height control)
Type: Output
Notes: Full arc voltage. No voltage divider. 300 VDC
maximum. (Signal not available on rear panel
connector.)
J15 +VDC
J16 –VDC
5. Tighten the strain relief.
6. Replace the cover

SETUP
powermax1650 Operator Manual 3-15
2
Changing XFER (start machine motion) from dry contact closure to
voltage signal
24 VDC (chassis ground reference) at 100ma max is available at J19 on the powerboard to drive
an isolated/floating device such as a 24 VDC relay coil (240 ohms or greater) or a typical industrial
isolated input module (which has an opto-coupler built-in). Shown below are typical connections
for a high-side drive arrangement.
Driving a relay coil
Notes:
1. Customer supplied 24 VDC
relay coil > 240 ohms.
2. Must use suppression diode
(1A, 100V) such as IN4002
through IN4004 type across
coil.
3. Pins 5 and 6 are used only on
systems that include the
PowermaxEDGE cable with
voltage divider.
Move the black (BLK) wire
to ground (GND) and add
a jumper wire as shown.
5
V-div –
6
V-div +
4
3
14
12
13
Shield
J16
J15
J19
GND
24VDC
BLK
YEL
RED
WHT
XFER START
Start
Signal
BLK

SETUP
3-16 powermax1650 Operator Manual
2
Driving an industrial isolated input module
Move the black (BLK) wire
to ground (GND) and add
a jumper wire as shown.
Notes:
1. Customer-supplied
isolated input module.
2. Pins 5 and 6 are used only on
systems that include the
PowermaxEDGE cable with
voltage divider.
J16
J15
J19
GND
24VDC
BLK
YEL
RED
WHT
XFER START
BLK
5
V-div –
6
V-div +
4
3
14
12
13
Shield
Start
Signal
Isolated input
module
+
–

SETUP
powermax1650 Operator Manual 3-17
2
Driving a relay coil with an external power source
Notes:
1. Customer-supplied 24 VDC relay
coil > 240 ohms.
2. Customer-supplied 24 VDC power
source.
3. Must use suppression diode
(1A, 100V) such as IN4002
through IN4004 type across coil.
4. Pins 5 and 6 are used only on
systems that include the
PowermaxEDGE cable with voltage
divider.
J16
J15
J19
GND
24VDC
BLK
YEL
RED
WHT
XFER START
Start
Signal
5
V-div –
6
V-div +
4
3
14
12
13
Shield
24 VDC
+
–

SETUP
3-18 powermax1650 Operator Manual
2
Driving an industrial isolated input module with an external power source
Notes:
1. Customer-supplied
isolated input module.
2. Customer-supplied
24 VDC power source.
3. Pins 5 and 6 are used only
on systems that include the
PowermaxEDGE cable
with voltage divider.
J16 J15
J19
GND
24VDC
BLK
YEL
RED
WHT
XFER START
Start
signal
5
V-div –
6
V-div +
4
3
14
12
13
Shield
24 VDC
Isolated input
module
+
–
+
–

3
powermax1650 Operator Manual 4-1
Section 4
OPERATION
In this section:
Controls and indicators .....................................................................................................................................4-2
Indicator LEDs...........................................................................................................................................4-2
Install the consumables .....................................................................................................................................4-3
T100 consumable configurations....................................................................................................................4-4
Shielded......................................................................................................................................................4-4
Unshielded .................................................................................................................................................4-4
FineCut........................................................................................................................................................4-4
Gouging......................................................................................................................................................4-5
T100M-2 consumable configurations ............................................................................................................4-5
Shielded......................................................................................................................................................4-5
FineCut........................................................................................................................................................4-6
Ohmic sensing retaining caps...............................................................................................................4-6
Unshielded .................................................................................................................................................4-6
Set the mode switch...........................................................................................................................................4-7
Turn ON the power .............................................................................................................................................4-7
Check the indicator lights..................................................................................................................................4-7
Adjust the gas pressure and current setting ................................................................................................4-8
Hand torch operation .........................................................................................................................................4-9
Safety trigger operation ..........................................................................................................................4-9
Attach the work clamp..........................................................................................................................4-10
Start a cut from the edge of the workpiece.....................................................................................4-10
Hand torch cutting technique..............................................................................................................4-11
Piercing ....................................................................................................................................................4-12
Gouging ...................................................................................................................................................4-13
Cut charts...........................................................................................................................................................4-14
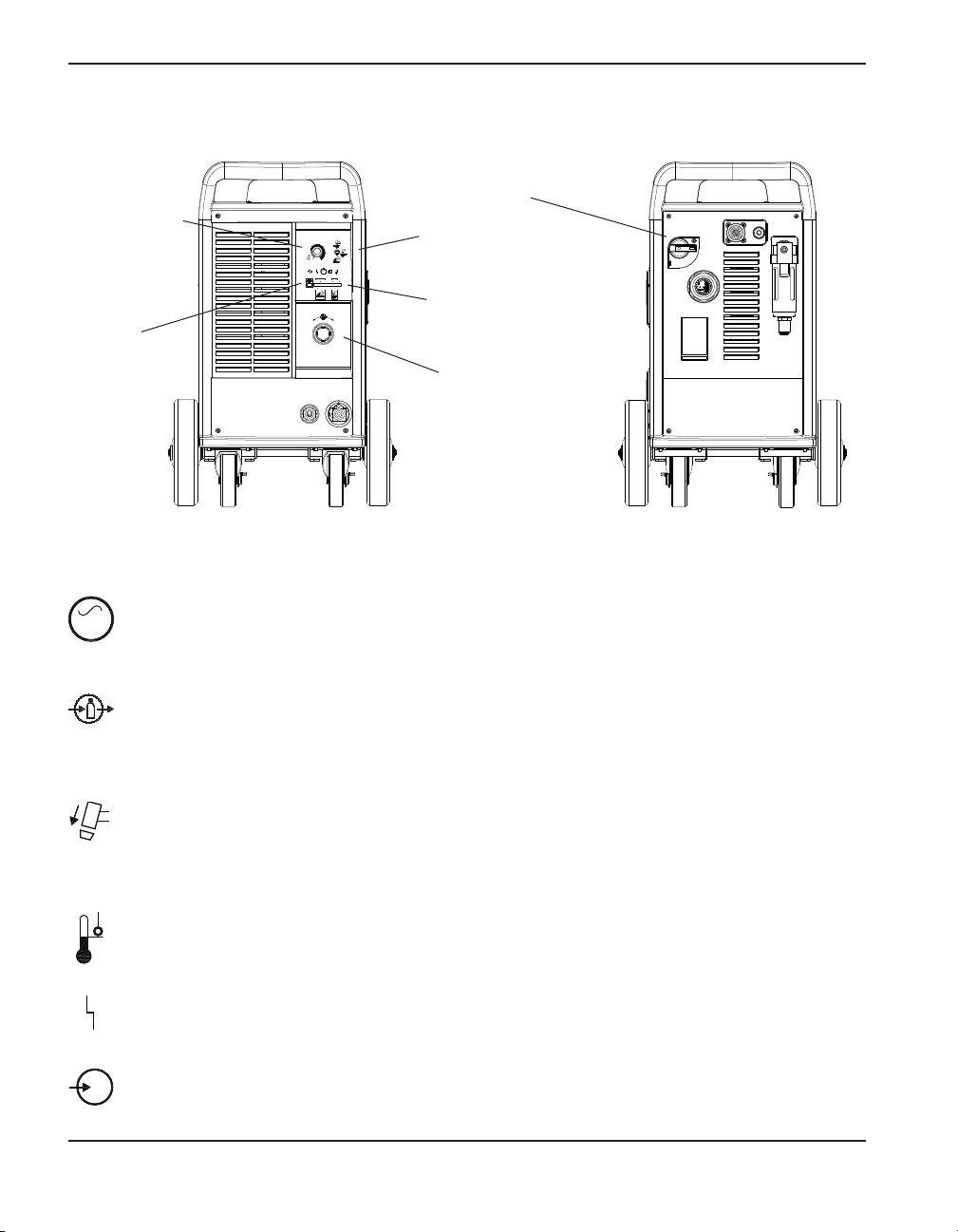
OPERATION
2
4-2 powermax1650 Operator Manual
Controls and indicators
Current (amps)
adjustment /
gas test knob
Mode switch
Indicator
LEDs
Pressure gauge
Pressure
regulator
ON (I) / OFF (0) switch
Green power ON LED
When illuminated, indicates that power is applied to the system and the power switch is
ON ( I ).
Gas pressure LED
Yellow: When flashing, indicates that the gas pressure is below 65 psig (4.5 bar) for
cutting, or 40 psig (2.8 bar) for gouging.
Green: When illuminated, indicates that there is acceptable gas pressure for torch
operation.
Yellow torch cap LED
When illuminated, indicates that the retaining cap is loose or not installed.
NOTE: This condition must be corrected and the power turned OFF and then ON
again to clear the LED.
Yellow temperature LED
When illuminated, indicates that the power supply temperature has exceeded its operating
limit.
Red fault LED
When illuminated, indicates that a fault condition exists, which prevents system operation.
A yellow LED should also be illuminated to identify the type of fault.
Yellow line voltage LED
When illuminated, indicates that line voltage is below 170 VAC, above 680 VAC, or
missing a phase.
AC
V
Indicator LEDs
AMPS
60
40
80
30
100
V
PSI
50 60AC70 80
4.0 5.0
6.0
BAR
_
+

OPERATION
0
powermax1650 Operator Manual 4-3
WARNING
Instant-On Torches
PLASMA ARC CAN CAUSE INJURY AND BURNS
The plasma arc comes on im me di ate ly when the torch switch is
activated. The plasma arc will quickly burn through gloves and skin.
Make sure the power is OFF before changing the consumables.
Install the consumables
Note: Hand tighten only.
Retaining cap
Nozzle
Electrode
Swirl ring
Shield
The instructions for hand torches are shown below. If you are using a machine torch, you may need
to install it on the cutting table prior to installing the consumables.
1
2

OPERATION
3
4-4 powermax1650 Operator Manual
T100 consumable configurations
120929
120925
120926
120932120928
220065 220011220048
40A
100A
O-ring
058519
120929 120931120928
60A
120929 120927120928
80A
220051220037
FineCut
O-ring
058519
220327**
120926
220329
120928
220325*
120979
*For use with CE systems.
**The 220327 swirl ring is intended for manual
cutting with FineCut consumables.
30A — 50A
Shielded
Unshielded
The unshielded consumables available for the T100 hand torch (only for use with non-CE systems)
are the same as those used for the T100M-2. See the illustrations later in this section.

OPERATION
3
powermax1650 Operator Manual 4-5
Gouging
120925120926
120977 220063220048
100A
O-ring
058519
120977 220059120928
60A/80A
220051220037
T100M-2 consumable configurations
Shielded
120930 120932
120928
220047 220011220048
100A
40A
O-ring
058519
120930 120931120928
60A
220051220037
120930 120927120928
80A
120925120926

OPERATION
0
4-6 powermax1650 Operator Manual
Unshielded*
120979 220064220048
100A
120979 220006120928
40A
O-ring
058519
120979 120980120928
80A
120979 220007120928
60A
220051220037
120925120926
220061
220206
Ohmic sensing retaining caps**
100A40A-80A
* In CE countries, unshielded
consumables may only be used in
mechanized torch applications.
Maintain a torch-to-work distance of
approximately 1/8 inch (3mm).
** Use an ohmic sensing cap when a
compatible torch height contoller is
installed.
FineCut
O-ring
058519
120925
120926
220329
120928
220325*
120979
220404
220061**
30A – 50A

OPERATION
2
powermax1650 Operator Manual 4-7
Set the mode switch
Use to cut expanded metal.
Automatically reinitiates pilot.
Use to cut plate/sheet metal.
Optimum consumable life.
Use to gouge, or for non-transfered-arc operation.
Turn ON the power
Position the power switch to ON ( I ) as shown.
Note: The cooling fan is automatic and will only operate
when needed.
Check that the power ON lamp is illuminated.
Check the indicator lights
AC
V
Check that the remaining indicator lamps are NOT illuminated. See Section 5, Maintenance and
parts, for details.
Check that the gas pressure LED illuminates green.

OPERATION
2
4-8 powermax1650 Operator Manual
Adjust the gas pressure and current setting
Set the current knob to gas test.
Pull the regulator knob to unlock it.
15-50 ft
4.5-15 m
15-25 ft
4.5-7.5 m
35-50 ft
12-15 m
6.0
BAR
5.04.0
PSI
80
7050 60
AMPS
60
40
80
25
Push the regulator knob to lock it.
Set the cutting current (30 amps minimum).
Set the pressure as shown above based
on the cutting mode and torch lead length.
1
AMPS
40
60
25
80
2
4
5
3

OPERATION
0
powermax1650 Operator Manual 4-9
Hand torch operation
Safety trigger operation
WARNING
Instant-On Torches
PLASMA ARC CAN CAUSE INJURY AND BURNS
The plasma arc comes on im me di ate ly when the torch switch is activated.
The plasma arc will quickly burn through gloves and skin.
• Keep away from the torch tip.
• Do not hold the workpiece, and keep your hands clear of the cutting path.
• Never point the torch toward yourself or others.
• Never use with the pendant switch.
1
2
3

OPERATION
2
4-10 powermax1650 Operator Manual
Attach the work clamp securely to the workpiece.
Remove rust, paint or other coatings to ensure
good electrical contact.
Attach the work clamp as close as pos si ble to the
area being cut, to reduce exposure to
electromagnetic fields (EMF).
Do not attach the work clamp to the portion that
will fall away.
Start a cut from the edge of the workpiece
Hold the torch vertical at the edge of the
workpiece.
Start cutting from the edge of the workpiece.
Pause at the edge until the arc has completely cut
through the workpiece.
Then, proceed with the cut.
Attach the work clamp
WARNING
SPARKS AND HOT METAL CAN INJURE EYES AND
BURN SKIN
When firing the torch at an angle, sparks and hot metal will spray out
from the nozzle. Point the torch away from yourself and others.

OPERATION
2
powermax1650 Operator Manual 4-11
Hand torch cutting technique
When cutting, make sure that sparks are exiting from
the bottom of the workpiece.
If sparks are spraying up from the workpiece, you are
moving the torch too fast, or without sufficient power.
Hold the torch vertically and watch the arc as it cuts
along the line.
Shielded consumables: Do not push down on the
torch when cut ting. Drag the torch lightly across the
workpiece to main tain a steady cut.
• It is easier to pull the torch through the cut than to push it.
• To cut thin material, reduce the amps until you get the best quality cut.
• For straight-line cuts, use a straight edge as a guide. To cut circles, use a template or the
Hypertherm plasma cutting guide (part number 027668).
• Postflow – After the torch trigger switch is released, the gas will continue to flow for 30
seconds to cool the torch and consumables.
Note: The torch will restart if you activate the trigger switch during the postflow. To stop
the postflow, activate and quickly release the torch trigger.
Unshielded consumables: Maintain a torch-to-work
distance of approximately 3/16 in (4.8 mm).
Firing the torch unnecessarily reduces nozzle and electrode life.

OPERATION
0
4-12 powermax1650 Operator Manual
WARNING
SPARKS AND HOT METAL CAN INJURE
EYES AND BURN SKIN
When firing the torch at an angle, sparks and hot metal will
spray out from the nozzle. Point the torch away from yourself
and others.
Piercing
Hold the torch so that the nozzle is within 1/8 in (3 mm) from the workpiece before firing the torch.
Fire the torch at an angle to the
workpiece, then slowly rotate it to
an upright position.
When sparks are exiting from the
bottom of the workpiece, the arc
has pierced through the material.
When the pierce is complete,
proceed with the cut.
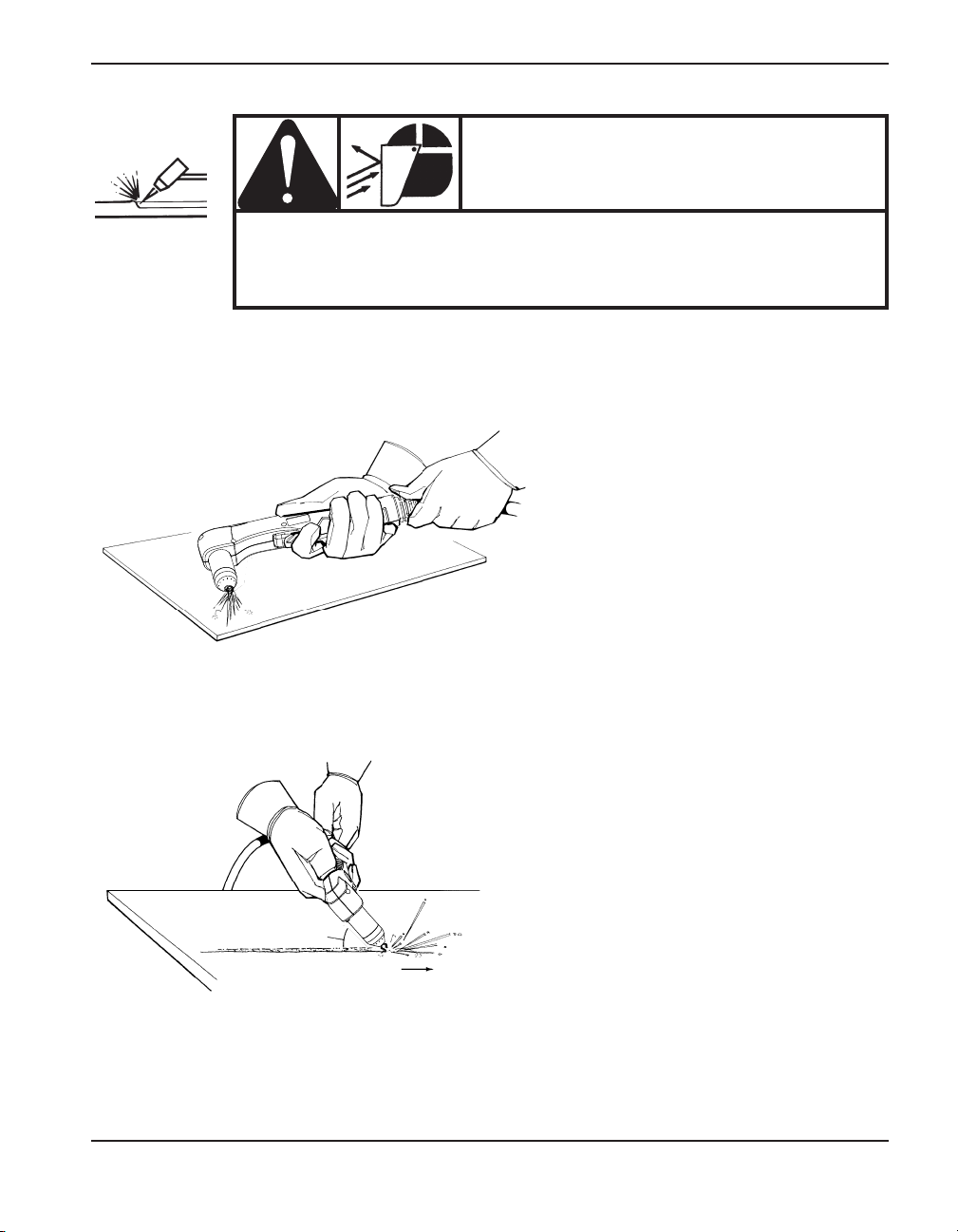
OPERATION
0
powermax1650 Operator Manual 4-13
WARNING
SPARKS AND HOT METAL CAN INJURE
EYES AND BURN SKIN
When firing the torch at an angle, sparks and hot metal will
spray out from the nozzle. Point the torch away from yourself
and others.
Gouging
Hold the torch so that the nozzle is within 1/16 in (1.5 mm) from the workpiece before firing the
torch.
Hold the torch at a 45° angle to the
workpiece. Pull the trigger to obtain a
pilot arc. Transfer the arc to the work
piece.
Maintain an approximate 45° angle to
the workpiece.
Feed into the gouge.
Di rec tion of travel
45°
Note: A heat shield is available for added hand and torch protection (part number 220049).
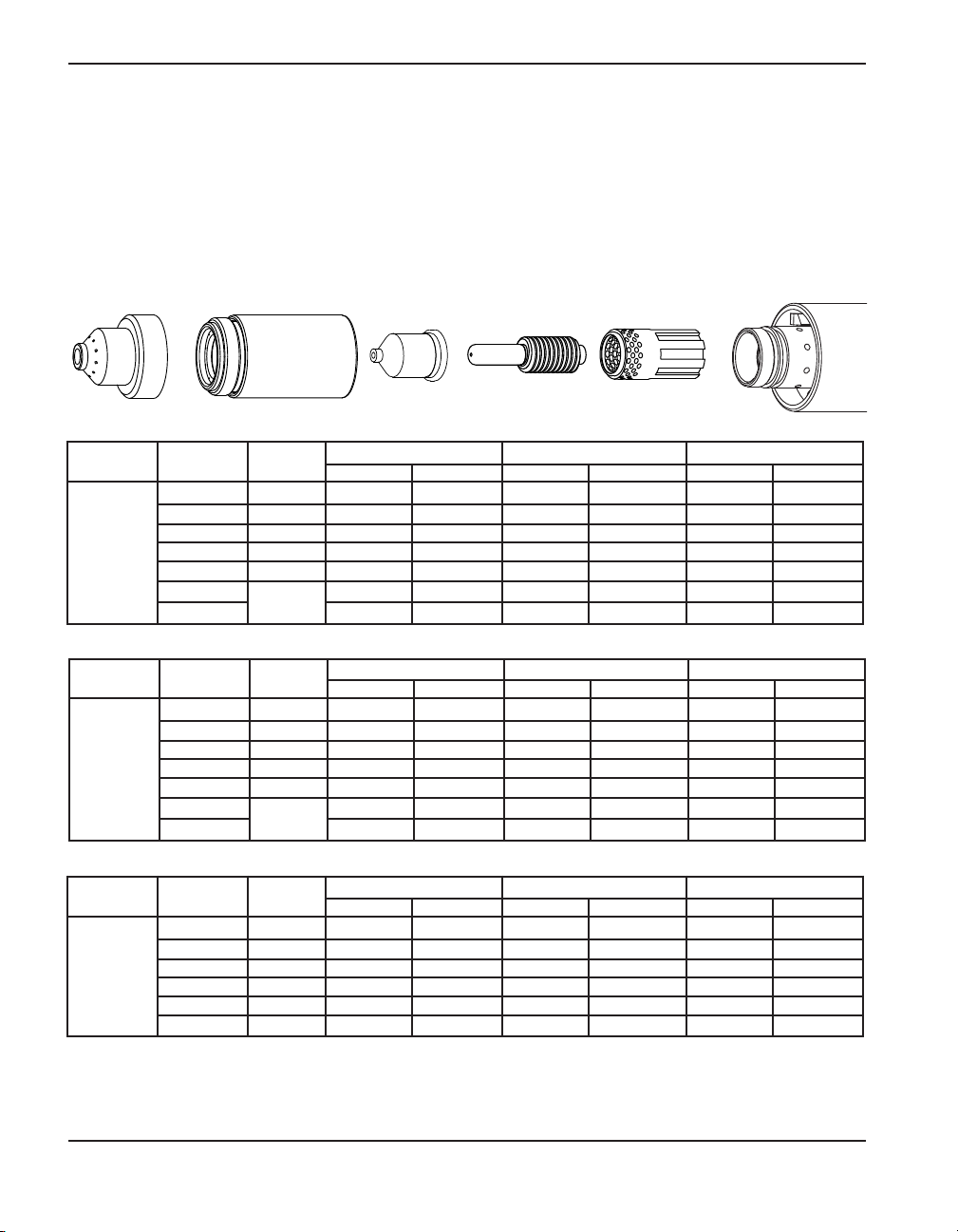
OPERATION
3
4-14 powermax1650 Operator Manual
Cut charts
100 amp mechanized shielded consumables
• Torch-to-work dis tance for the following cut chart is 1/8 in (3.2 mm) for all cuts.
Retaining cap
220048
Nozzle
220011
Electrode
220037
Swirl ring
220051
T100M-2
torch
Shield
220047
Maximum travel speeds are the fastest speeds possible for cutting the material without regard to cut quality. Optimum travel
speeds provide the best cut angle, least dross and best cut surface finish. Remember that cut charts are intended to
provide a good starting point for each different cut assignment. Every cutting system requires “fine tuning” for each
cutting application in order to obtain the desired cut quality.
Arc current Arc voltage
Pierce
delay
Material thickness Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
100
153 0.5
1/4” 6.4
208 5283 135 3429
155 0.5
3/8” 9.5
119 3022 77 1955
159 1.0
1/2” 12.7
88 2235 57 1447
160 1.0
5/8” 15.9
61 1549 40 1016
161 1.5
3/4” 19.0
47 1193 26 660
163
NA
1 25.4
28 711 18 457
167
1 1/4” 31.8
19 482 12 305
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
100
154 0.5
1/4” 6.4
253 6426 164 4165
157 0.5
3/8” 9.5
142 3606 92 2336
160 1.0
1/2” 12.7
108 2743 70 1778
161 1.0
5/8” 15.9
77 1955 50 1270
162 1,5
3/4” 19.0
57 1447 33 838
165 NA
1” 25.4
33 838 21 533
Mild steel
Stainless steel
Aluminum
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
100
154 0.5
1/4” 6.4
231 5867 150 3810
156 0.5
3/8” 9.5
122 3099 79 2006
161 1.0
1/2” 12.7
79 2006 52 1320
162 1.0
5/8” 15.9
52 1320 34 863
164 1.5
3/4” 19.0
39 990 25 635
166
NA
1” 25.4
23 584 15 381
169
1 1/4” 31.8
14 355 9 228

OPERATION
3
powermax1650 Operator Manual 4-15
80 amp mechanized shielded consumables
• Torch-to-work dis tance for the following cut chart is 1/16 in (1.5 mm) for all cuts.
Retaining cap
120928
Nozzle
120927
Electrode
120926
Swirl ring
120925
T100M-2
torch
Shield
120930
Maximum travel speeds are the fastest speeds possible for cutting the material without regard to cut quality. Optimum travel
speeds provide the best cut angle, least dross and best cut surface finish. Remember that cut charts are intended to
provide a good starting point for each different cut assignment. Every cutting system requires “fine tuning” for each
cutting application in order to obtain the desired cut quality.
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
80
132 0.25
3/16” 4.8
216 5486 140 3556
134
0.50
1/4” 6.4
161 4089 105 2667
137
3/8” 9.5
94 2388 61 1549
140
1/2” 12.7
60 1524 39 991
145 1.0
5/8” 15.9
40 1016 26 660
148
N/A
3/4” 19.0
31 787 20 508
150
7/8” 22.2
23 584 15 381
156
1” 25.4
16 406 10 254
Mild steel
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
80
134 0.25
3/16” 4.8
216 5486 140 3556
136 0.50
1/4” 6.4
158 4013 103 2616
139
0.75
3/8” 9.5
83 2108 54 1372
142
1/2” 12.7
50 1270 33 838
145 1.0
5/8” 15.9
34 864 22 559
150
N/A
3/4” 19.0
24 610 16 406
153
1” 25.4
14 356 9 229
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
80
134
0.25
1/8” 3.2
454 11532 295 749 3
139
1/4” 6.4
176 4470 114 2896
143
0.75
3/8” 9.5
121 3073 60 1524
146
1/2” 12.7
75 1905 37 940
154 N/A
3/4” 19.0
37 940 19 483
Aluminum
Stainless steel

OPERATION
3
4-16 powermax1650 Operator Manual
60 amp mechanized shielded consumables
• Torch-to-work dis tance for the following cut chart is 1/16 in (1.5 mm) for all cuts.
Retaining cap
120928
Nozzle
120931
Electrode
120926
Swirl ring
120925
T100M-2
torch
Shield
120930
Maximum travel speeds are the fastest speeds possible for cutting the material without regard to cut quality. Optimum travel
speeds provide the best cut angle, least dross and best cut surface finish. Remember that cut charts are intended to
provide a good starting point for each different cut assignment. Every cutting system requires “fine tuning” for each
cutting application in order to obtain the desired cut quality.
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
60
134
0
16 Ga 1.5
627 15926 502 12751
134
10 Ga 3.4
264 6706 211 5359
138 0.25
1/4” 6.4
132 3353 86 2184
141 0.75
3/8” 9.5
63 1600 41 1041
141
1.50
1/2” 12.7
42 1067 27 686
147
5/8” 15.9
31 787 20 512
153
3/4” 19.0
22 559 14 363
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
60
135 0
1/16” 1.6
666 16916 433 10995
138
0.25
1/8” 3.2
400 10160 260 6604
141
1/4” 6.4
145 3683 94 2388
146 0.75
3/8” 9.5
74 1880 48 1219
149
1.50
1/2” 12.7
51 1295 30 762
153
5/8” 15.9
33 838 21 545
Mild steel
Stainless steel
Aluminum
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
60
134 0
16 Ga 1.5
625 15875 406 10312
136 0.25
10 Ga 3.4
244 6198 159 4039
139 0.50
1/4” 6.4
110 2794 72 1829
145 0.75
3/8” 9.5
53 1346 34 864
146
2.00
1/2” 12.7
35 889 23 584
149
5/8” 15.9
26 660 17 429
154
3/4” 19.0
18 457 12 297

OPERATION
3
powermax1650 Operator Manual 4-17
40 amp mechanized shielded consumables
• Torch-to-work dis tance for the following cut chart is 1/16 in (1.5 mm) for all cuts.
Retaining cap
120928
Nozzle
120932
Electrode
120926
Swirl ring
120925
T100M-2
torch
Shield
120930
Maximum travel speeds are the fastest speeds possible for cutting the material without regard to cut quality. Optimum travel
speeds provide the best cut angle, least dross and best cut surface finish. Remember that cut charts are intended to
provide a good starting point for each different cut assignment. Every cutting system requires “fine tuning” for each
cutting application in order to obtain the desired cut quality.
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
25
147
26 GA 0.5
638 16205 415 10541
148
22 GA 0.8
500 12700 325 8255
149
18 GA 1.3
312 7925 203 5156
152
16 GA 1.5
176 4470 114 2896
40
144 0.25
14 GA 1.9
640 16256 221 5613
146 0.50
10 GA 3.4
151 3835 98 2489
147 0.75
3/16” 4.7
97 2464 63 1600
149 1.00
1/4” 6.4
74 1880 48 1219
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
25
150
1/32” 0.8
610 15494 397 10084
152
1/16” 1.5
268 6807 174 4420
40
146 0.25
3/32” 2.4
293 74 42 190 4826
149 0.50
1/8” 3.2
204 5182 133 3378
151 1.00
1/4” 6.4
76 1930 49 1245
Mild steel
Stainless steel
Aluminum
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
25
139
26 GA 0.5
631 16027 410 10414
139
22 GA 0.8
496 12598 322 8179
40
142 0.25
18 GA 1.3
592 15037 335 8509
144 0.25
16 GA 1.5
374 9500 243 6172
144 0.25
14 GA 1.9
221 5613 144 3658
147 0.50
10 GA 3.4
107 2718 70 1778
149 0.75
3/16” 4.7
67 1702 44 1118
149 1.00
1/4” 6.4
47 1194 31 787

OPERATION
3
4-18 powermax1650 Operator Manual
Arc current Arc voltage
Material thickness
Approximate travel speeds
Inches mm
IPM mm/min
50 76
10 Ga 3.4
90 2286
40 83
10 Ga 3.4
50 1270
45 77
12 Ga 2.7
120 3048
40
81
12 Ga 2.7
70 1778
79
14 Ga 1.9
135 3810
79
16 Ga 1.5
150 3810
79
18 Ga 1.2
150 2540
78
20 Ga 0.9
120 2540
30 80
24 Ga 0.6
150 3174
Mild steel
Arc current Arc voltage
Material thickness
Approximate travel speeds
Inches mm
IPM mm/min
50 63
10 Ga 3.4
80 1905
40 73
10 Ga 3.4
60 1524
45 63
12 Ga 2.7
100 3174
40
72
12 Ga 2.7
80 1905
65
14 Ga 1.9
150 3810
64
16 Ga 1.5
150 3810
64
18 Ga 1.2
150 3810
65
20 Ga 0.9
150 3810
30 66
24 Ga 0.6
150 3810
Stainless steel
FineCut consumables
• Torch-to-work dis tance for the following cut chart is 0.08 inches (2 032 mm) for mild steel and
0.010 inches (0.254 mm) for stainless steel.
* For use with CE systems.
** Use an ohmic sensing cap when a compatible
torch height controller is installed.
120925120926
220329
120928
220061**
220325*
120979
220404
Deflector Retaining
cap
Nozzle Electrode Swirl ring T100M-2
torch

OPERATION
3
powermax1650 Operator Manual 4-19
100 amp mechanized unshielded consumables
• Torch-to-work dis tance for the following cut chart is 3/16 in (4.8 mm) for all cuts.
Retaining cap
220048
Nozzle
220064
Electrode
220037
Swirl ring
220051
T100M-2
torch
Deflector
120979
Maximum travel speeds are the fastest speeds possible for cutting the material without regard to cut quality. Optimum travel
speeds provide the best cut angle, least dross and best cut surface finish. Remember that cut charts are intended to
provide a good starting point for each different cut assignment. Every cutting system requires “fine tuning” for each
cutting application in order to obtain the desired cut quality.
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
100
136 0.5
1/4” 6.4
210 5334 137 3479
139 0.5
3/8” 9.5
122 3098 79 2006
142 1.0
1/2” 12.7
91 2311 59 1498
146 1.0
5/8” 15.9
57 1447 37 939
150 1.5
3/4” 19.0
43 1092 28 711
155
NA
1” 25.4
26 660 17 431
160
1 1/4” 31.8
16 406 10 254
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
100
137 0.5
1/4” 6.4
255 6477 166 4216
139 0.5
3/8” 9.5
153 3886 99 2514
142 1.0
1/2” 12.7
107 2717 70 1778
147 1.0
5/8” 15.9
77 1955 50 1270
150 1.5
3/4” 19.0
51 1295 33 838
154 NA
1” 25.4
31 787 20 508
Mild steel
Stainless steel
Aluminum
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
100
136 0.5
1/4” 6.4
241 6121 157 3987
139 0.5
3/8” 9.5
131 3327 85 2159
142 1.0
1/2” 12.7
81 2057 53 1346
146 1.0
5/8” 15.9
51 1295 33 838
150 1.5
3/4” 19.0
33 838 22 558
155
NA
1” 25.4
22 558 14 355
161
1 1/4” 31.8
11 279 7 177

40 to 60 amp mechanized unshielded consumables
• Torch-to-work dis tance for the following cut chart is 1/16 inch (1.5 mm) for all cuts.
Retaining cap
120928
Nozzle
220006
Electrode
120926
Swirl ring
120925
T100M-2
torch
Deflector
120979
Maximum travel speeds are the fastest speeds possible for cutting the material without regard to cut quality. Optimum travel
speeds provide the best cut angle, least dross and best cut surface finish. Remember that cut charts are intended to
provide a good starting point for each different cut assignment. Every cutting system requires “fine tuning” for each
cutting application in order to obtain the desired cut quality.
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
25
125
26 GA 0.5
550 13970 353 8966
128
22 GA 0.8
484 12294 315 8001
130
18 GA 1.3
238 6045 155 3937
131
16 GA 1.5
167 4242 109 2769
40 129 0.25
14 GA 1.9
326 8280 212 5385
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
25
125
1/32” 0.8
564 14326 366 9296
127
1/16” 1.5
236 5994 153 3886
40 127 0.25
3/32” 2.4
261 6629 170 4318
Mild steel
Stainless steel
Aluminum
Arc current Arc voltage
Pierce
delay
Material thickness
Maximum travel speed Optimum travel speed
Inches mm
IPM mm/min IPM mm/min
25
127
26 GA 0.5
561 14249 365 9271
127
22 GA 0.8
453 11506 295 7493
40
123 0.25
18 GA 1.3
500 12700 325 8255
127 0.25
16 GA 1.5
367 9322 239 6071
128 0.25
14 GA 1.9
220 5588 143 3632
4-20 powermax1650 Operator Manual
3
OPERATION

Section 5
MAINTENANCE AND PARTS
In this section:
Routine maintenance..........................................................................................................................................5-2
Inspect the consumables........................................................................................................................5-3
Filter element replacement.....................................................................................................................5-4
Controls and indicators .....................................................................................................................................5-5
Basic troubleshooting........................................................................................................................................5-6
System circuit diagram ......................................................................................................................................5-9
Technical questions..........................................................................................................................................5-10
Parts.....................................................................................................................................................................5-10
Torch parts...............................................................................................................................................5-10
Power supply parts................................................................................................................................5-11
Accessories.............................................................................................................................................5-11
powermax1650 Operator Manual 5-1
0

WARNING
ELECTRIC SHOCK CAN KILL
Disconnect the electrical power before performing any
maintenance. All work requiring removal of the power supply
cover must be performed by a qualified technician.
MAINTENANCE AND PARTS
2
5-2 powermax1650 Operator Manual
Routine maintenance
Each Use
Check the gas pressure.
Replace power cord or
plug if damaged.
Replace torch lead
if damaged.
Check the pressure hose,
filter element, and
connections for leaks.
Clean the inside of
the power supply
with air pressure or
vacuum.
Replace damaged labels.
Check the torch cap-on safety switch: observe
that red fault LED and yellow torch cap LED
illuminate when cap is loosened.
Check the consumables for
wear and proper installation.
Check the trigger for damage. Check
the torch body for cracks or exposed
wires.
Each Week
6 Months
3 Months
50 60 70 80
4.0 5.0
PSI
6.0
BAR

MAINTENANCE AND PARTS
0
powermax1650 Operator Manual 5-3
Inspect the consumables
Nozzle
Center hole Good Worn Replace
Roundness of through hole
Center surface Maximum pit depth Replace
1/32 inch (0.8 mm)
Electrode
Part Check for Action
External surfaces Damage or debris Replace
Central bore (I.D.) Does electrode slide easily? Replace
Gas holes Blocked holes Replace
Swirl ring
External surfaces Damage or wear Replace
Dry surface Apply a thin film of
silicone grease
(part number 027055)
Torch o-ring
Max. 1/32 inch
(0.8 mm)

MAINTENANCE AND PARTS
3
5-4 powermax1650 Operator Manual
Filter element replacement
A
B
C
1. Disconnect the electrical power and the gas supply. Remove
the filter bowl.
A. Pull down and hold the black release tab. (If you do not see
the tab, check the back of the filter bowl.)
B. Rotate the filter bowl in either direction until it releases.
C. Pull the filter bowl down to remove it. The bowl has an o-
ring around the top. Do not discard the o-ring.
If the o-ring shows signs of wear or otherwise needs
replacement, verify that you have the correct o-ring for the filter.
(Each filter has a label on one side of the filter body.)
• For AF30 filters, use part number 011105.
• For NAF3000 filters, use part number 011094.
2. Use a screwdriver to remove the filter element from the filter
housing. Then install the new filter element.
Note: Do not allow the filter element to turn when loosening
the screw.
3. Re-install filter bowl.
A. Hold down the black tab and slide the filter bowl over
the filter element.
B. Align the marks on filter bowl and the filter body.
C. Rotate the filter bowl until it locks in place.
B
C
A

MAINTENANCE AND PARTS
2
powermax1650 Operator Manual 5-5
Basic troubleshooting
V
AC
Problem Cause / Solution
1. The ON/OFF power switch is set
to I (ON), and the power ON
(green) lamp is not illuminated.
1.1 The power cord is not plugged into the
power receptacle.
Plug the power cord into the receptacle.
1.2 The disconnect power switch is not set to ON
or there is no power available to the
disconnect power switch box.
Turn on the power at the main power panel or
at the disconnect power switch box.
2. The power ON (green), low gas pressure (yellow) is flashing and
fault (Red) lamps are
illuminated.
2.1 The gas supply is turned OFF or not
connected to the power supply.
Check that the gas is turned on and is
connected to the power supply.
2.2 The gas supply pressure is too low.
Set the incoming gas supply pressure to 90120 psig / 6.2-8.3 bar. Check that there are no
leaks in the gas supply line.
2.3 Operating gas pressure is set too low for
the selected mode.
Adjust the operating gas pressure. See
Section 4 for pressure settings.
3. The power on, line voltage
(yellow) and fault (red) lamps are
illuminated.
3.1 The line voltage is too low, too high, or a
phase is missing.
Have a qualified technician check the incoming
power.
Note: The fan turns on automatically.
The fan may not be in operation
when the power is ON.

Basic troubleshooting (continued)
Problem Cause / Solution
5. The power ON (green), torch parts
loose or removed (yellow) and fault
(red) lamps are illuminated.
5.1 The retaining cap is loose or removed
from the torch.
Turn off the power supply and tighten or install
the torch consumables. See Section 4,
Installing the consumables.
If the torch consumables become loose or are
removed while the power supply is on, turn off
the power supply, correct the problem and then
turn on the power supply to clear this fault.
6. The arc does not transfer to the
workpiece.
6.1 The work clamp is not connected to the
workpiece, the work clamp is broken, or
there is a loose connection within power
supply.
Connect or repair the work clamp.
6.2 The work clamp is not making good
metal-to-metal contact.
Clean the area where the clamp contacts the
workpiece.
6.3 The torch is too far from the workpiece.
Move the torch closer to the workpiece and
start the torch again.
See Section 4, Torch operation.
4. The power ON (green),
temperature (yellow) and fault
(red) lamps are illuminated.
4.1 One of the internal thermostat switches
has opened due to overheating or
extremely low temperature.
Leave the power supply ON to allow the fan to
cool the power supply (overheating). Move the
power supply to a warm location (extreme
cold).
5-6 powermax1650 Operator Manual
2
MAINTENANCE AND PARTS
 Loading...
Loading...