


®
Powermax45 XP
Řezný systém s plazmovým obloukem
Pracovní manuál
80924G|Revize4|Česky|Czech

Registrace nového systému Hypertherm
Výhody registrace
Bezpečnost: Registrace nám umožňuje Vás kontaktovat v nepravděpodobném případě,
kde se vyžaduje oznámení ohledně bezpečnosti nebo kvality.
Vzdělávání: Registrace Vám poskytuje přístup k online obsahu školení o produktech zdarma
prostřednictvím Hypertherm Cutting Institute.
Potvrzení o vlastnictví: Registrace může sloužit jako důkaz o koupi v případě pojistné ztráty.
Jděte na www.hypertherm.com/registration, kde se snadno a rychle zaregistrujete.
Pokud narazíte na jakékoliv problémy při procesu registrace výrobku, kontaktujte
registration@hypertherm.com.
Místo pro vaše záznamy
Výrobní číslo: ___________________________________________________________________________
Datum zakoupení: _______________________________________________________________________
Prodejce: ______________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
Poznámky k údržbě: _____________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
Powermax, Duramax, FastConnect, Smart Sense, HyAccess, FlushCut, CopperPlus a Hypertherm jsou ochranné známky
společnosti Hypertherm Inc. a mohou být zaregistrovány v USA nebo v dalších zemích. Všechny ostatní ochranné známky jsou
majetkem příslušných vlastníků.
Péče o životní prostředí je základní hodnotou společnosti Hypertherma je rozhodující pro náš úspěch i úspěch
našich zákazníků. Usilujeme o snižování dopadu na životní prostředí ve všem, co děláme. Další informace naleznete
na: www.hypertherm.com/environment.
© 2020 Hypertherm Inc.

Powermax45 XP
Pracovní manuál
80924G
Revize 4
Česky / Czech
Překlad originálního návodu
Říjen 2020
Hypertherm, Inc.
Hanover, NH 03755 USA
www.hypertherm.com

Hypertherm Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Soporte.Tecnico@hypertherm.com (Technical Service Email)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com (Technical Service Email)
Hypertherm (Singapore) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
Marketing.asia@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
HTJapan.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Europe B.V.
Vaartveld 9, 4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com
(Technical Service Email)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com
(Technical Service Email)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service Email)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
Marketing.korea@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 (0) 437 606 995 Tel
61 7 3219 9010 Fax
au.sales@Hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
HTIndia.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
1/28/16
Zdroje pro školení a vzdělání naleznete v Institutu řezání společnosti Hypertherm (HCI) online
na www.hypertherm.com/hci.

ENGLISH
WARNING! Before operating any Hypertherm equipment, read the safety
instructions in your product’s manual, the Safety and Compliance Manual
(80669C), Waterjet Safety and Compliance Manual (80943C), and
Radio Frequency Warning Manual (80945C). Failure to follow safety
instructions can result in personal injury or in damage to equipment.
Copies of the manuals can come with the product in electronic and printed
formats. Electronic copies are also on our website. Many manuals are available
in multiple languages at www.hypertherm.com/docs.
BG (БЪЛГAPCКИ/BULGARIAN)
ПРЕДУПРЕЖДЕНИЕ! Преди да работите с което и да е оборудване
Hypertherm, прочетете инструкциите за безопасност в ръководството
на вашия продукт, „Инструкция за безопасност и съответствие“ (80669C),
„Инструкция за безопасност и съответствие на Waterjet“ (80943С)
и „Инструкция за предупреждение за радиочестота“ (80945С).
Копия на ръководствата може да придружават продукта в електронен
и в печатен формат. Можете да получите копия на ръководствата,
предлагани на всички езици, от „Documents library“ (Библиотека
за документи) на адрес www.hypertherm.com.
ET (EESTI/ESTONIAN)
HOIATUS! Enne Hyperthermi mis tahes seadme kasutamist lugege läbi toote
kasutusjuhendis olevad ohutusjuhised ning Ohutus- ja vastavusjuhend
(80669C), Veejoa ohutuse ja vastavuse juhend (80943C) ja Raadiosageduse
hoiatusjuhend (80945C). Ohutusjuhiste eiramine võib põhjustada vigastusi
ja kahjustada seadmeid.
Juhiste koopiad võivad olla tootega kaasas elektroonilises ja trükivormingus.
Juhiste koopiaid kõigis iga käsiraamatu jaoks saadaolevas keeles saate
hankida ka „Documents library (dokumentide raamatukogust)” lehel
www.hypertherm.com.
FI (SUOMI/FINNISH)
VAROITUS! Ennen minkään Hypertherm-laitteen käyttöä lue
tuotteen käyttöoppaassa olevat turvallisuusohjeet, turvallisuuden
ja vaatimustenmukaisuuden käsikirja (80669C), vesileikkauksen
turvallisuuden ja vaatimustenmukaisuuden käsikirja (80943C)
ja radiotaajuusvaroitusten käsikirja (80945C).
Käyttöoppaiden kopiot voivat olla tuotteen mukana elektronisessa
ja tulostetussa muodossa. Voit saada käyttöoppaiden kopiot kaikilla
kielillä ”latauskirjastosta”, joka on osoitteessa www.hypertherm.com.
CS (ČESKY/CZECH)
VAROVÁNÍ! Před uvedením jakéhokoli zařízení Hypertherm do provozu
si přečtěte bezpečnostní pokyny v příručce k produktu a v Manuálu pro
bezpečnost a dodržování předpisů (80669C), Manuálu pro bezpečnost
a dodržování předpisů při řezání vodním paprskem (80943C) a Manuálu
varování ohledně rádiových frekvencí (80945C).
Kopie příruček a manuálů mohou být součástí dodávky produktu,
a to v elektronické i tištěné formě. Kopie příruček a manuálů ve všech
jazykových verzích, v nichž byly dané příručky a manuály vytvořeny, naleznete
v „Knihovně dokumentů“ na webových stránkách www.hypertherm.com.
DA (DANSK/DANISH)
ADVARSEL! Inden Hypertherm udstyr tages i brug skal
sikkerhedsinstruktionerne i produktets manual og i Manual om sikkerhed
og overholdelse af krav (80669C), Manual om sikkerhed og overholdelse
af krav for vandstråleskæring (80943C), og Manual om radiofrekvensadvarsel
(80945C), gennemlæses.
Kopier af manualerne kan ledsage produktet i elektroniske og trykte formater.
Du kan også få kopier af manualer, på alle sprog der er til rådighed for hver
manuel, fra “Dokumentbiblioteket” på www.hypertherm.com.
DE (DEUTSCH/GERMAN)
WARNUNG! Bevor Sie ein Hypertherm-Gerät in Betrieb nehmen, lesen Sie
bitte die Sicherheitsanweisungen in Ihrer Bedienungsanleitung, das Handbuch
für Sicherheit und Übereinstimmung (80669C), das Handbuch für Sicherheit
und Compliance bei Wasserstrahl-Schneidanlagen (80943C) und das
Handbuch für Hochfrequenz-Warnung (80945C).
Bedienungsanleitungen und Handbücher können dem Gerät in elektronischer
Form oder als Druckversion beiliegen. Alle Handbücher und Anleitungen
können in den jeweils verfügbaren Sprachen auch in der
„Dokumente-Bibliothek“ unter www.hypertherm.com heruntergeladen werden.
ES (ESPAÑOL/SPANISH)
¡ADVERTENCIA! Antes de operar cualquier equipo Hypertherm, lea
las instrucciones de seguridad del manual de su producto, del Manual
de seguridad y cumplimiento (80669C), del Manual de seguridad
y cumplimiento en corte con chorro de agua (80943C) y del Manual
de advertencias de radiofrecuencia (80945C).
Pueden venir copias de los manuales en formato electrónico e impreso
junto con el producto. También se pueden obtener copias de los manuales,
en todos los idiomas disponibles para cada manual, de la “Biblioteca
de documentos” en www.hypertherm.com.
FR (FRANÇAIS/FRENCH)
AVERTISSEMENT! Avant d’utiliser tout équipement Hypertherm, lire les
consignes de sécurité dumanuel de votre produit, duManuel de sécurité
et de conformité (80669C), du Manuel de sécurité et de conformité du jet
d’eau (80943C) et du Manuel d'avertissement relatif aux radiofréqunces
(80945C).
Des copies de ces manuels peuvent accompagner le produit en format
électronique et papier. Vous pouvez également obtenir des copies de chaque
manuel dans toutes les langues disponibles à partir de la «Bibliothèque
de documents» sur www.hypertherm.com.
GR (ΕΛΛΗΝΙΚΆ/GREEK)
ΠΡΟΕΙΔΟΠΟΙΗΣΗ! Πριν θέσετε σε λειτουργία οποιονδήποτε εξοπλισμό της
Hypertherm, διαβάστε τις οδηγίες ασφαλείας στο εγχειρίδιο του προϊόντος
και στο εγχειρίδιο ασφάλειας και συμμόρφωσης (80669C), στο εγχειρίδιο
ασφάλειας και συμμόρφωσης του waterjet (80943C) και στο εγχειρίδιο
προειδοποιήσεων για τις ραδιοσυχνότητες (80945C).
Αντίγραφα των εγχειριδίων μπορεί να συνοδεύουν το προϊόν σε ηλεκτρονική
και έντυπη μορφή. Μπορείτε, επίσης, να λάβετε αντίγραφα των εγχειριδίων
σε όλες τις γλώσσες που διατίθενται για κάθε εγχειρίδιο από την ψηφιακή
βιβλιοθήκη εγγράφων (Documents library) στη διαδικτυακή τοποθεσία
www.hypertherm.com.
HU (MAGYAR/HUNGARIAN)
VIGYÁZAT! Mielőtt bármilyen Hypertherm berendezést üzemeltetne,
olvassa el a biztonsági információkat a termék kézikönyvében, a Biztonsági
és szabálykövetési kézikönyvben (80669C), a Vízsugaras biztonsági
és szabálykövetési kézikönyvben (80943C) és a Rádiófrekvenciás
figyelmeztetéseket tartalmazó kézikönyvben (80945C).
A termékhez a kézikönyv példányai elektronikus és nyomtatott formában
is mellékelve lehetnek. A kézikönyvek példányai (minden nyelven)
a www.hypertherm.com weboldalon a „Documents library”
(Dokumentum könyvtár) részben is beszerezhetők.
ID (BAHASA INDONESIA/INDONESIAN)
PERINGATAN! Sebelum mengoperasikan peralatan Hypertherm, bacalah
petunjuk keselamatan dalam manual produk Anda, Manual Keselamatan dan
Kepatuhan (80669C), Manual Keselamatan dan Kepatuhan Jet Air (80943C),
dan Manual Peringatan Frekuensi Radio (80945C). Kegagalan mengikuti
petunjuk keselamatan dapat menyebabkan cedera pribadi atau kerusakan
pada peralatan.
Produk mungkin disertai salinan manual dalam format elektronik maupun cetak.
Anda juga dapat memperoleh salinan manual, dalam semua bahasa yang
tersedia untuk setiap manual, dari "Perpustakaan dokumen"
di www.hypertherm.com.

IT (ITALIANO/ITALIAN)
AVVERTENZA! Prima di usare un’attrezzatura Hypertherm, leggere le istruzioni
sulla sicurezza nel manuale del prodotto, nel Manuale sulla sicurezza e la
conformità (80669C), nel Manuale sulla sicurezza e la conformità Waterjet
(80943C) e nel Manuale di avvertenze sulla radiofrequenza(80945C).
Il prodotto può essere accompagnato da copie elettroniche e cartacee
del manuale. È anche possibile ottenere copie del manuale, in tutte le lingue
disponibili per ogni manuale, dall’“Archivio documenti” all’indirizzo
www.hypertherm.com.
RO (ROMÂNĂ/ROMANIAN)
AVERTIZARE! Înainte de utilizarea oricărui echipament Hypertherm, citiți
instrucțiunile de siguranță din manualul produsului, manualul de siguranță
și conformitate (80669C), manualul de siguranță și conformitate Waterjet
(80943C) și din manualul de avertizare privind radiofrecvența (80945C).
Produsul poate fi însoțit de copii ale manualului în format tipărit și electronic.
De asemenea, dumneavoastră puteţi obţine copii ale manualelor, în toate limbile
disponibile pentru fiecare manual, din cadrul secţiunii „Bibliotecă documente”
aflată pe site-ul www.hypertherm.com.
JA (日本語/JAPANESE)
警告 ! Hypertherm 機器を操作する前に、この製品説明書にある安全情報、
「安全とコンプライアンスマニュアル」 (80669C) 、「ウォータージェット
の安全とコンプライアンス」 (80943C)、「高周波警告」 (80945C) をお読み
ください。
説明書のコピーは、電子フォーマット、または印刷物として製品に同梱さ
れています。各説明書は、 www.hypertherm.com の「ドキュメントライブラ
リ」から各言語で入手できます。
KO (한국어/KOREAN)
경고! Hypertherm 장비를 사용하기 전에 제품 설명서와 안전 및 규정 준수
설명서(80669C), 워터젯 안전 및 규정 준수 설명서(80943C) 그리고 무선
주파수 경고 설명서(80945C)에 나와 있는 안전 지침을 읽으십시오.
전자 형식과 인쇄된 형식으로 설명서 사본이 제품과 함께 제공될
수 있습니다. www.hypertherm.com 의 'Documents library (문서라이브러리)'
에서도모든언어로이용할수있는설명서사본을얻을수있습니다.
NE (NEDERLANDS/DUTCH)
WAARSCHUWING! Lees voordat u Hypertherm-apparatuur gebruikt
de veiligheidsinstructies in de producthandleiding, in de Veiligheids-
en nalevingshandleiding (80669C) in de Veiligheids- en nalevingshandleiding
voor waterstralen (80943C) en in de Waarschuwingshandleiding
radiofrequentie (80945C).
De handleidingen kunnen in elektronische en gedrukte vorm met
het product worden meegeleverd. De handleidingen, elke handleiding
beschikbaar in alle talen, zijn ook verkrijgbaar via de “Documentenbibliotheek”
op www.hypertherm.com.
NO (NORSK/NORWEGIAN)
ADVARSEL! Før du bruker noe Hypertherm-utstyr, må du lese
sikkerhetsinstruksjonene i produktets håndbok, håndboken om sikkerhet
og samsvar (80669C), håndboken om vannjet sikkerhet og samsvar
(80943C), og håndboken om radiofrekvensadvarsler (80945C).
Eksemplarer av håndbøkene kan medfølge produktet i elektroniske og trykte
utgaver. Du kan også få eksemplarer av håndbøkene i alle tilgjengelige språk
for hver håndbok fra dokumentbiblioteket på www.hypertherm.com.
PL (POLSKI/POLISH)
OSTRZEŻENIE! Przed rozpoczęciem obsługi jakiegokolwiek systemu
firmy Hypertherm należy się zapoznać z instrukcjami bezpieczeństwa
zamieszczonymi w podręczniku produktu, w podręczniku bezpieczeństwa
i zgodności (80669C), podręczniku bezpieczeństwa i zgodności systemów
strumienia wody (80943C) oraz podręczniku z ostrzeżeniem o częstotliwości
radiowej (80945C).
Do produktu mogą być dołączone kopie podręczników w formacie
elektronicznym i drukowanym. Kopie podręczników, wkażdym udostępnionym
języku, można również znaleźć w„Bibliotece dokumentów” pod adresem
www.hypertherm.com.
PT (PORTUGUÊS/PORTUGUESE)
ADVERTÊNCIA! Antes de operar qualquer equipamento Hypertherm,
leia as instruções de segurança no manual do seu produto, no Manual
de Segurança e de Conformidade (80669C), no Manual de Segurança
e de Conformidade do Waterjet (80943C) e no Manual de Advertência
de radiofrequência (80945C).
Cópias dos manuais podem acompanhar os produtos nos formatos eletrônico
e impresso. Também é possível obter cópias dos manuais em todos os idiomas
disponíveis para cada manual na “Biblioteca de documentos” em
www.hypertherm.com.
RU (PУССКИЙ/RUSSIAN)
БЕРЕГИСЬ! Перед работой с любым оборудованием Hypertherm
ознакомьтесь с инструкциями по безопасности, представленными
в руководстве, которое поставляется вместе с продуктом,
в Руководстве по безопасности и соответствию (80669С),
в Руководстве по безопасности и соответствию для водоструйной
резки (80943C) и Руководстве по предупреждению о радиочастотном
излучении (80945С).
Копии руководств, которые поставляются вместе с продуктом, могут быть
представлены в электронном и бумажном виде. Копии руководств на всех
языках, на которые переведено то или иное руководство, можно также
загрузить в разделе «Библиотека документов» на веб-сайте
www.hypertherm.com.
SK (SLOVENČINA/SLOVAK)
VÝSTRAHA! Pred použitím akéhokoľvek zariadenia od spoločnosti Hypertherm
si prečítajte bezpečnostné pokyny v návode na obsluhu vášho zariadenia
avManuáli o bezpečnosti a súlade s normami (80669C), Manuáli
o bezpečnosti a súlade snormami pre systém rezania vodou (80943C)
avManuáli sinformáciami orádiofrekvencii (80945C).
Kópia návodu, ktorá je dodávaná s produktom, môže mať elektronickú
alebo tlačenú podobu. Kópie návodov, vo všetkých dostupných jazykoch,
sú k dispozícii aj v sekcii z „knižnice Dokumenty“ na www.hypertherm.com.
SL (SLOVENŠČINA/SLOVENIAN)
OPOZORILO! Pred uporabo katerekoli Hyperthermove opreme preberite
varnostna navodila v priročniku vašega izdelka, v Priročniku za varnost in
skladnost (80669C), v Priročniku za varnost in skladnost sistemov rezanja
z vodnim curkom (80943C) in v Priročniku Opozorilo o radijskih frekvencah
(80945C).
Izdelku so lahko priloženi izvodi priročnikov v elektronski ali tiskani obliki.
Izvode priročnikov v vseh razpoložljivih jezikih si lahko prenesete tudi iz knjižnice
dokumentov “Documents library” na naslovu www.hypertherm.com.
SR (SRPSKI/SERBIAN)
UPOZORENJE! Pre rukovanja bilo kojom Hyperthermovom opremom
pročitajte uputstva o bezbednosti u svom priručniku za proizvod,
Priručniku o bezbednosti i usaglašenosti (80669C), Priručniku o bezbednosti
i usaglašenosti Waterjet tehnologije (80943C) i Priručniku sa upozorenjem
o radio-frekvenciji (80945C).
Može se dogoditi da kopije priručnika prate proizvod u elektronskom
i štampanom formatu. Takođe možete da pronađete kopije priručnika, na svim
jezicima koji su dostupni za svaki od priručnika, u “Biblioteci dokumenata”
(“Documents library”) na www.hypertherm.com.
SV (SVENSKA/SWEDISH)
VARNING! Läs häftet säkerhetsinformationen i din produkts säkerhets- och
efterlevnadsmanual (80669C), säkerhets- och efterlevnadsmanualen för
Waterjet (80943C) och varningsmanualen för radiofrekvenser (80945C)
för viktig säkerhetsinformation innan du använder eller underhåller
Hypertherm-utrustning.
Kopior av manualen kan medfölja produkten i elektronisk och tryckform.
Du hittar även kopior av manualerna i alla tillgängliga språk
i dokumentbiblioteket (Documents library) på www.hypertherm.com.

TH (ภาษาไทย/THAI)
คําเตือน! กอนการใชงานอุปกรณของ Hypertherm ทั้งหมด โปรดอานคําแนะนําดาน
ความปลอดภัยในคูมือการใชสินคา คูมือดานความปลอดภัยและการปฏิบัติ
ตาม (80669C), คูมือดานความปลอดภัยและการปฏิบัติตามสําหรับการใชหัวตัดระบบ
วอเตอรเจ็ต (80943C) และ คูมือคําเตือนเกี่ยวกับความถี่วิทยุ (80945C)
การไมปฏิบัติตามคําแนะนําดานความปลอดภัยอาจสงผลใหเกิดการบาดเจ็บหรือเกิด
ความเสียหายตออุปกรณ
สินคาอาจมีสําเนาคูมือในรูปแบบอิเล็กทรอนิกสและแบบสิ่งพิมพแนบม
นี้ คุณสามารถขอรับสําเนาคูมือแตละประเภทเปนภาษาตาง ๆ ที่มีใหใชงานไดที่ “คลัง
เอกสาร” ในเว็บไซต www.hypertherm.com
TR (TÜRKÇE/TURKISH)
UYARI! Bir Hypertherm ekipmanını çalıştırmadan önce, ürününüzün kullanım
kılavuzunda, Güvenlik ve Uyumluluk Kılavuzu’nda (80669C), Su Jeti Güvenlik
ve Uyumluluk Kılavuzu’nda (80943C) ve Radyo Frekansı Uyarısı Kılavuzu’nda
(80945C) yer alan güvenlik talimatlarını okuyun.
Kılavuzların kopyaları, elektronik ve basılı formatta ürünle birlikte verilebilir.
Her biri tüm dillerde yayınlanan kılavuzların kopyalarını www.hypertherm.com
adresindeki “Documents library” (Dosyalar kitaplığı) başlığından da elde
edebilirsiniz.
VI (TIẾNG VI ỆT/VIETNAMESE)
CẢNH BÁO! Trước khi vận hành bất kỳ thiết bị Hypertherm nào, hãy đọc
các hướng dẫn an toàn trong hướng dẫn sử dụng sản phẩm của bạn,
Sổ tay An toàn và Tuân thủ
(80943C), và
thủ các hướng dẫn an toàn có thể dẫn đến thương tích cá nhân hoặc hư
hỏng thiết bị.
Bản sao của các hướng dẫn sử dụng có thể đi kèm sản phẩm ở định dạng
điện tử và bản in. Bạn cũng có thể lấy bản sao của các hướng dẫn sử dụng,
thuộc tất cả các ngôn ngữ hiện có cho từng hướng dẫn sử dụng, từ “Thư
viện tài liệu” tại địa chỉ www.hypertherm.com.
Hướng dẫn Cảnh báo Tần số Vô tuyến
(80669C),
Sổ tay An toàn và Tuân thủ Tia nước
(80945C). Không tuân
าดวย นอกจาก
ZH-CN (简 体中文/CHINESE SIMPLIFIED)
警告! 在操作任何海宝设备之前,请阅读产品手册、《安全和法规遵守手
册》 (80669C)、《水射流安全和法规遵守手册》 (80943C) 以及
《射频警告手册》 (80945C) 中的安全操作说明。
随产品提供的手册可能提供电子版和印刷版两种格式。您也可从
“Documents library” (文档资料库)中获取每本手册所有可用语言的副本,
网址为 www.hypertherm.com.
ZH-TW (繁 體中文/CHINESE TRADITIONAL)
警告!在操作任何Hypertherm設備前,請先閱讀您產品手冊內的安全指
示,包括 《安全和法規遵從手冊》(80669C)、《水刀安全和法規遵從手冊》
(80943C),以及 《無線電頻率警示訊號手冊》(80945C)。
手冊複本可能以電子和印刷格式隨附產品提供。您也可以在
www.hypertherm.com 的 「文檔資料庫」內獲取所有手冊的多語種複本。


Obsah
EMC (Elektromagnetická kompatibilita) ........................................................................ SC-17
Úvod................................................................................................................................................................SC-17
Instalace a používání....................................................................................................................................SC-17
Kontrola pracoviště......................................................................................................................................SC-17
Metody snížení emisí ...................................................................................................................................SC-17
Napájení ze sítě.................................................................................................................................SC-17
Údržba řezného zařízení..............................................................................................................................SC-17
Řezné kabely .................................................................................................................................................SC-17
Ekvipotenciální spojení....................................................................................................................SC-17
Uzemnění obrobku ...........................................................................................................................SC-17
Stínění a ochrana .........................................................................................................................................SC-18
Záruka................................................................................................................................... SC-19
Upozornění.....................................................................................................................................................SC-19
Obecné...........................................................................................................................................................SC-19
Patentové zajištění .......................................................................................................................................SC-19
Omezení odpovědnosti...............................................................................................................................SC-19
Národní a místní nařízení.............................................................................................................................SC-19
Maximální výše odpovědnosti....................................................................................................................SC-20
Pojištění..........................................................................................................................................................SC-20
Převod práv....................................................................................................................................................SC-20
Poskytnutí záruky na výrobky s technologií vodního paprsku.............................................................SC-20
Výrobek...............................................................................................................................................SC-20
Záruka na jednotlivé díly .................................................................................................................SC-20
80924G Pracovní manuál Powermax45 XP 9

Obsah
1 Instalace a základní nastavení............................................................................................... 21
Obsah systému.................................................................................................................................................... 22
Co dělat v případě, že součásti chybějí nebo jsou poškozené..................................................... 23
Jmenovité výkony napájecího zdroje plazmového systému Hypertherm................................................. 23
Technické údaje řezání....................................................................................................................................... 24
Doporučený řezný výkon – ruční.......................................................................................................... 24
Propalovací výkon.................................................................................................................................... 25
Maximální řezné rychlosti (uhlíková ocel) ........................................................................................... 25
Drážkovací výkon..................................................................................................................................... 25
Hlučnost .................................................................................................................................................... 25
Kritické suroviny................................................................................................................................................... 26
Umístění napájecího zdroje plazmového systému ....................................................................................... 26
Rozměry a hmotnosti napájecího zdroje ............................................................................................ 28
Hmotnosti pracovního kabelu................................................................................................... 28
Připojení k elektrické energii............................................................................................................................. 29
Instalace odpojovacího spínače........................................................................................................... 29
Požadavky na uzemnění......................................................................................................................... 30
Jmenovitý výkon systému (řezací výkon) ............................................................................................ 30
Konfigurace napětí.................................................................................................................................. 30
CSA/CE/CCC 200 V–240 V (1 fáze)................................................................................... 31
CSA 208 V (1 fáze).................................................................................................................... 31
CCC 220 V (1 fáze)................................................................................................................... 31
CE 230 V (1 fáze)....................................................................................................................... 31
CCC 380 V (3 fáze)................................................................................................................... 32
CE 400 V (3 fáze)....................................................................................................................... 32
CSA 480 V (3 fáze).................................................................................................................... 32
Snížení výstupního proudu a protažení oblouku při nižším výkonu elektrické sítě.................... 33
Například: 230 V na vstupu v elektrické síti s 20 A............................................................. 33
Příprava napájecího kabelu............................................................................................................................... 34
Systémy CSA........................................................................................................................................... 34
1 fáze (200 V–240 V) ................................................................................................................ 34
3 fáze (480 V) .............................................................................................................................. 34
Systémy CE/CCC .................................................................................................................................. 34
1 fáze (200 V–240 V) ................................................................................................................ 34
3 fáze (380 V / 400 V)............................................................................................................... 34
Doporučení ohledně prodlužovacího kabelu..................................................................................... 35
Doporučení pro generátor..................................................................................................................... 35
Adaptér pro 4drátová 1fázová připojení (pouze 1fázové modely CSA) ......................... 36
10 80924G Pracovní manuál Powermax45 XP

Obsah
Připojení zdroje plynu ......................................................................................................................................... 36
Zdroj plynu................................................................................................................................................ 37
Vysokotlaké plynové láhve......................................................................................................... 38
Průtočná množství plynu........................................................................................................................ 39
Minimální tlak na vstupu (při průtoku plynu)...................................................................................... 39
Řezání............................................................................................................................................. 39
Drážkování Maximální ovládání (26–45 A) ............................................................................ 40
Přesné drážkování / značkování (10–25 A) .......................................................................... 40
Přídavná filtrace plynu ............................................................................................................................ 41
2 Obsluha....................................................................................................................................... 43
Ovládací prvky a ukazatele................................................................................................................................ 43
Elektrický vypínač ZAP (ON) (I) / VYP (OFF) (O) ........................................................................... 43
Ovládací prvky řezání.............................................................................................................................. 44
LED-signálky ............................................................................................................................................ 45
Vypnutí hořáku ..................................................................................................................................................... 46
Varování odfouknutím vzduchu............................................................................................................. 47
Pro ruční hořáky........................................................................................................................... 48
Pro strojní hořáky......................................................................................................................... 48
Obsluha plazmového systému ......................................................................................................................... 48
Krok 1 – instalace spotřebních dílů a aktivace hořáku ................................................................... 48
Krok 2 – připojení přívodu hořáku ....................................................................................................... 51
Krok 3 – připojení zdroje plynu ............................................................................................................ 51
Krok 4 – připojení pracovního kabelu a svěrky obrobku ................................................................ 52
Pracovní kabel.............................................................................................................................. 52
Svěrka obrobku............................................................................................................................ 52
Krok 5 – připojení přívodu elektřiny a zapnutí systému .................................................................. 53
Krok 6 – nastavení režimu a seřízení výstupního proudu (proudové intenzity).......................... 53
Řezání tahokovu........................................................................................................................... 54
Krok 7 – kontrola nastavení a LED-signálek..................................................................................... 54
Co lze očekávat v průběhu řezání a po jeho skončení ............................................................................... 55
Ruční seřízení tlaku plynu .................................................................................................................................. 57
Reset tlaku plynu ..................................................................................................................................... 58
Změna hodnot tlaku plynu mezi psi a bary .................................................................................................... 59
Vysvětlení dovoleného zatížení k zamezení přehřátí .................................................................................... 60
Powermax45 XP Pracovní manuál 80924G 11

Obsah
3 Řezání s ručním hořákem ....................................................................................................... 61
Součásti ručního hořáku, rozměry, hmotnosti............................................................................................... 62
Součásti..................................................................................................................................................... 62
Rozměry..................................................................................................................................................... 62
Ruční hořák 75°........................................................................................................................... 62
Ruční hořák 15°........................................................................................................................... 62
Hmotnosti.................................................................................................................................................. 63
Volba spotřebních dílů ....................................................................................................................................... 63
Stíněné spotřební díly pro řezání s dotykem hořáku ....................................................................... 64
Spotřební díly FineCut ........................................................................................................................... 64
Speciální spotřební díly.......................................................................................................................... 64
Spotřební díly pro řezání HyAccess........................................................................................ 64
Spotřební díly FlushCut™ .......................................................................................................... 65
Elektroda CopperPlus™............................................................................................................. 67
Životnost spotřebních dílů................................................................................................................................. 67
Příprava k zapálení hořáku................................................................................................................................. 69
Pravidla řezání ručním hořákem ....................................................................................................................... 71
Začátek řezu od okraje obrobku ...................................................................................................................... 72
Propálení obrobku............................................................................................................................................... 73
4 Drážkování s ručním a strojním hořákem ............................................................................ 75
Proces drážkování............................................................................................................................................... 75
Drážkování Maximální ovládání ............................................................................................................. 76
Spotřební díly pro drážkování Maximální ovládání (26–45 A)........................................... 76
Přesné drážkování ................................................................................................................................... 76
Spotřební díly Přesné drážkování (10–25 A)........................................................................ 76
Speciální spotřební díly.......................................................................................................................... 77
Spotřební díly HyAccess ........................................................................................................... 77
Jak ovládat profil drážkování ............................................................................................................................. 78
Drážkování s ručním hořákem........................................................................................................................... 79
Odstranění bodových svarů.................................................................................................................. 80
Tipy ................................................................................................................................................. 80
Postup............................................................................................................................................ 81
Drážkování se strojním hořákem ...................................................................................................................... 84
Typické profily drážkování...................................................................................................................... 85
Spotřební díly pro drážkování Maximální ovládání (45 A)................................................... 85
Spotřební díly Přesné drážkování (10 A) ............................................................................... 87
Tipy pro řešení problémů při drážkování ........................................................................................................ 89
12 80924G Pracovní manuál Powermax45 XP

Obsah
5 Nastavení strojního hořáku..................................................................................................... 91
Součásti strojního hořáku, rozměry, hmotnosti............................................................................................. 92
Součásti..................................................................................................................................................... 92
Rozměry..................................................................................................................................................... 92
Hmotnosti.................................................................................................................................................. 93
Montáž hořáku...................................................................................................................................................... 93
Demontáž ozubnice ................................................................................................................................ 93
Demontáž strojního hořáku ................................................................................................................... 94
Montáž strojního hořáku......................................................................................................................... 96
Vyrovnání hořáku ................................................................................................................................................. 98
6 Konfigurace ovládání pro mechanizované řezání ............................................................... 99
Přehled základního nastavení strojního hořáku............................................................................................. 99
Nastavení plazmového systému a strojního hořáku pro mechanizované řezání..................... 100
Připojení závěsného dálkového ovládání..................................................................................................... 101
Připojení kabelu rozhraní stroje..................................................................................................................... 102
Externí kabely, které nepoužívají desku děliče napětí .................................................................. 102
Externí kabely, které používají desku děliče napětí....................................................................... 103
®
Externí kabely pro stoly PlasmaCAM
Instalace kabelu rozhraní stroje......................................................................................................... 105
Zapojení rozhraní stroje........................................................................................................... 105
Signály rozhraní stroje............................................................................................................. 106
Nastavení děliče napětí desky s plošnými spoji ................................................................ 107
Přístup k nezpracovanému napětí na oblouku........................................................................................... 109
Připojení rozšířené výbavy kabelu sériového rozhraní RS-485.............................................................. 109
Externí kabely sériového portu .......................................................................................................... 110
Režim dálkového ovládání .................................................................................................................. 110
................................................................................. 104
7 Řezání se strojním hořákem................................................................................................. 111
Volba spotřebních dílů .................................................................................................................................... 111
Mechanizované stíněné spotřební díly............................................................................................. 112
Mechanizované stíněné spotřební díly s ohmickou krytkou hořáku .......................................... 112
Stíněné spotřební díly FineCut s ohmickou krytkou hořáku ....................................................... 113
Nestíněné spotřební díly FineCut ..................................................................................................... 113
Životnost spotřebních dílů.............................................................................................................................. 113
Pochopení a optimalizace kvality řezu ......................................................................................................... 115
Úhel řezu nebo zkosení....................................................................................................................... 115
Otřepy..................................................................................................................................................... 116
Powermax45 XP Pracovní manuál 80924G 13

Obsah
Propálení obrobku při použití strojního hořáku.......................................................................................... 117
Propalovací zpoždění........................................................................................................................... 117
Propalovací výška................................................................................................................................. 117
Propálení maximální tloušťky.............................................................................................................. 117
Řezání nerezové oceli s F5 ............................................................................................................................ 118
8 Návody ke značkování............................................................................................................ 119
Spotřební díly Značkování (10–25 A)......................................................................................................... 119
Procesní plyn: porovnání vzduchu a argonu .............................................................................................. 120
Jak systém používá dofuk plynu pro značkování ........................................................................... 120
Typy značkování................................................................................................................................................ 121
Příklady značkování.............................................................................................................................. 121
Značkování, rýhování a důlkování profilů......................................................................................... 123
Návody pro proces značkování..................................................................................................................... 124
Návody pro pohyb v rozích................................................................................................................. 125
Tipy pro řešení problémů při značkování .................................................................................................... 125
Běžné problémy při značkování a jejich řešení.............................................................................. 126
9 Tabulky parametrů řezání a značkování............................................................................. 129
Používání tabulek parametrů.......................................................................................................................... 130
Uhlíková ocel – 45 A – vzduch – stíněné................................................................................................... 132
Nerezová ocel – 45 A – vzduch – stíněné ................................................................................................. 133
Hliník – 45 A – vzduch – stíněné................................................................................................................. 134
Uhlíková ocel – FineCut – vzduch – stíněné a nestíněné....................................................................... 135
Nerezová ocel – FineCut – vzduch – stíněné a nestíněné..................................................................... 136
Uhlíková ocel – FineCut nízká rychlost – vzduch – stíněné a nestíněné............................................. 137
Nerezová ocel – FineCut nízká rychlost – vzduch – stíněné a nestíněné........................................... 138
Nerezová ocel – 45 A – F5 – stíněné......................................................................................................... 139
Značkování a důlkování – vzduch – stíněné............................................................................................... 140
Značkování a důlkování – argon – stíněné................................................................................................. 141
10 Příručka pro řešení provozních závad ................................................................................ 143
Běžné problémy při řezání.............................................................................................................................. 144
Problémy při ručním řezání................................................................................................................. 145
Problémy při mechanizovaném řezání.............................................................................................. 146
Zkontrolujte tlak plynu ..................................................................................................................................... 148
Kontrola kvality plynu....................................................................................................................................... 149
Studené restarty a rychlé restarty................................................................................................................. 150
Provedení studeného restartu ........................................................................................................... 150
Provedení rychlého restartu............................................................................................................... 150
14 80924G Pracovní manuál Powermax45 XP

Obsah
Chybové kontrolky LED a kódy poruch....................................................................................................... 151
Chybová kontrolka LED tlaku plynu ................................................................................................. 155
Chybová LED-signálka Krytka hořáku ............................................................................................. 156
Pokyny ke generátoru.......................................................................................................................... 157
Spuštění zkoušky plynu................................................................................................................................... 157
Spuštění zkušebního režimu plynu ................................................................................................... 157
Zkušební režim plynu je aktivní.............................................................................................. 158
Opuštění zkušebního režimu plynu................................................................................................... 158
11 Běžná údržba........................................................................................................................... 161
Kontrola systému a hořáku............................................................................................................................. 161
Při každém použití ................................................................................................................................ 162
Při každé výměně spotřebního dílu nebo jednou týdně (co je častější)................................... 163
Každé 3 měsíce .................................................................................................................................... 164
Kontrola spotřebních dílů ............................................................................................................................... 165
Jak změřit hloubku prohlubně elektrody .......................................................................................... 166
Výměna nádoby vzduchového filtru a filtrační vložky................................................................................ 167
12 Náhradní díly a příslušenství................................................................................................ 171
Napájecí zdroj plazmového systému, vnějšek, přední strana ................................................................. 172
Napájecí zdroj plazmového systému, vnějšek, zadní strana ................................................................... 173
Rozšiřovací sada (pro upgrade) pro rozhraní stroje (CPC) a sériové rozhraní .................................. 174
Externí kabely pro port rozhraní stroje a sériový port ................................................................... 175
Náhradní díly pro ruční hořák 75°................................................................................................................. 176
Náhradní díly pro ruční hořák 15°................................................................................................................. 177
Náhradní díly pro strojní hořák....................................................................................................................... 178
Díly příslušenství............................................................................................................................................... 180
Štítky Powermax45 XP ................................................................................................................................... 181
Štítky pro spotřební díly a štítky kódů poruch................................................................................ 181
Výstražný štítek CSA........................................................................................................................... 182
Výstražný štítek CE/CCC................................................................................................................... 183
Výrobní štítek..................................................................................................................................................... 184
Symboly a značky............................................................................................................................................. 185
Symboly IEC.......................................................................................................................................... 186
Powermax45 XP Pracovní manuál 80924G 15

Obsah
16 80924G Pracovní manuál Powermax45 XP

EMC (Elektromagnetická kompatibilita)
Úvod
Zařízení společnosti Hypertherm označené CE je vyrobeno v souladu
s normou EN60974-10. Zařízení je nutné instalovat a používat v souladu
s informacemi uvedenými níže, a tak zajistit elektromagnetickou
kompatibilitu.
Limity vyžadované dle EN60974-10 nemusí stačit pro úplné zamezení
rušení, jestliže rušené zařízení je v blízkosti a nebo je vysoce citlivé.
V takových případech může být nezbytné zavést další opatření, která
dále sníží rušení.
Toto řezání zařízení je navrženo výhradně pro použití v průmyslovém
prostředí.
Instalace a používání
Uživatel odpovídá za instalaci a používání plazmového zařízení dle
pokynů výrobce.
Jestliže uživatel zjistí přítomnost elektromagnetického rušení, jeho
povinností je situaci vyřešit společně s technickou podporou výrobce.
V některých případech je řešení jednoduché, jako například uzemnění
řezného okruhu, viz Uzemnění obrobku. V jiných případech může řešení
problému obnášet vybudování elektromagnetického stínění pro napájecí
zdroj a pracoviště společně s příslušnými vstupními filtry. V každém
případě je ovšem nutné snížit elektromagnetické rušení na úroveň, kdy
nebude způsobovat problémy.
Kontrola pracoviště
Před instalací zařízení musí uživatel provést kontrolu pracoviště z hlediska
problémů s elektromagnetickým zářením v okolní oblasti. V potaz je nutné
vzít následující záležitosti:
a. Jiné napájecí kabely, ovládací kabely, signalizační a telefonní
kabely, které se nacházejí nad, pod a v blízkosti řezného zařízení.
b. Televizní a radiové vysílače a přijímače.
c. Počítač a ostatní řídící vybavení.
d. Zařízení nezbytné pro bezpečnost, například ochrana
průmyslového zařízení.
e. Zdraví okolního personálu, například používání kardiostimulátorů
a naslouchátek.
f. Zařízení, které se používá ke kalibraci nebo měření.
g. Odolnost ostatních zařízení v okolí. Uživatel musí zajistit
kompatibilitu dalšího zařízení v okolí. To může obnášet další
ochranná opatření.
h. Doba během dne, kdy se provádí řezné nebo jiné činnosti.
Velikost okolního prostoru, který je třeba zkontrolovat, bude záviset
na konstrukci budovy a dalších činnostech, které se provádějí. Okolní
prostor může sahat až za hranice areálu.
Metody snížení emisí
Napájení ze sítě
Řezné zařízení je nutné připojit k síťovému napájení dle doporučení
výrobce. Jestliže dochází k rušení, může být nezbytné zavést další
opatření, jako je například filtrování síťového napájení.
Je třeba zkontrolovat stínění – v kovovém vedení nebo podobně –
napájecího kabelu pevně zabudovaného řezného zařízení. Stínění by mělo
být elektricky nepřerušené po celé délce. Stínění by mělo být připojeno
k síťovému napájení řezání tak, aby docházelo ke správnému kontaktu
mezi vedením a bočnicemi řezného napájecího zdroje.
Údržba řezného zařízení
Řezné zařízení je třeba pravidelně udržovat dle doporučení výrobce.
Při provozu zařízení musí být přístupová a servisní dvířka a kryty uzavřeny
a řádně zabezpečeny. Řezné zařízení se nesmí nijak upravovat s výjimkou
písemných pokynů výrobce a v souladu s nimi. Například jiskřiště pro
zapalování oblouku a stabilizační zařízení je nutné seřizovat a udržovat
dle doporučení výrobce.
Řezné kabely
Řezné kabely musí mít nejmenší možnou délku a měly by být pohromadě
a vést v úrovni podlahy nebo v blízkosti podlahy.
Ekvipotenciální spojení
Je nutné zvážit možnost spojení veškerých kovových součástí v instalaci
a její blízkosti.
Kovové součásti, které se navážou na obrobek, ovšem zvyšují riziko úrazu
elektrickým proudem pro obsluha při současném dotyku těchto kovových
součástí a elektroda (tryska pro laserové hlavice).
Obsluha by měla být od všech takových spojených kovových součástí
izolována.
Uzemnění obrobku
V případech, kdy obrobek není uzemněn z bezpečnostních důvodů a
není připojen k zemnění z důvodů velikosti a umístění, například trup
lodi nebo stavba železáren, spojení zem-obrobek může emise v některých
případech snížit, ovšem ne ve všech. Při uzemnění obrobku je třeba
dbát na to, aby nedošlo ke zvýšení rizika úrazu uživatelů nebo poškození
ostatního elektrického zařízení. V případě nutnosti se třeba provést
propojení obrobku se zemí pomocí přímého spojení, avšak v některých
zemích, kde není přímé spojení povoleno, spojení lze provést pomocí
vhodných kondenzátorů, zvolených na základě příslušných vnitrostátních
nařízení.
Poznámka: Z bezpečnostních důvodů může či nemusí být řezný okruh
uzemněný. Změny v uspořádání uzemnění musí potvrdit osoba, která je
kompetentní k vyhodnocení toho, zda změny způsobí zvýšení rizika úrazu,
např. povolením paralelní cesty pro vratku řezného proudu, které mohou
poškodit zemnící okruhy nebo jiné zařízení. Další informace naleznete v
IEC 60974-9, Obloukové svářecí zařízení, část 9: Instalace a používání.
Bezpečnost a dodržování předpisů SC-17

EMC (Elektromagnetická kompatibilita)
Stínění a ochrana
Problémy s rušením lze vyřešit pomocí selektivního stínění a ochrany
ostatních kabelů a zařízení v okolním prostoru. U speciálních aplikací
lze uvažovat o odstínění celého zařízení pro plazmové řezání.
SC-18 Bezpečnost a dodržování předpisů

Záruka
Upozornění
Originální díly Hypertherm jsou náhradní díly pro systém Hypertherm,
které doporučuje výrobce. Na jakékoliv poškození či zranění způsobené
používáním jiných než originálních náhradních dílů Hypertherm se nemusí
záruka společnosti Hypertherm vztahovat, přičemž v takovém případě
půjde o použití výrobku Hypertherm k jinému než schválenému účelu.
Sami výhradně odpovídáte za bezpečné používání výrobku. Hypertherm
neposkytuje záruku ani garanci ohledně bezpečnosti při používání
výrobku na vašem pracovišti.
Obecné
Společnost Hypertherm Inc., zaručuje, že výrobky budou bez vad
na materiálech a na dílenském provedení po konkrétní časové lhůty zde
dále uvedené, a to následovně: za podmínky, že Hypertherm dostane
oznámení o vadě (i) týkající se napájecího zdroje plazmového systému
během období dvou (2) let od data dodání, s výjimkou napájecích zdrojů
značky Powermax, u nichž je toto období tři (3) roky od data dodání,
a (ii) týkající se hořáku a přívodů během období jednoho (1) roku od data
dodání, s výjimkou krátkého hořáku HPRXD s integrovaným přívodem,
u něhož je toto období šest (6) měsíců od data dodání, a týkající se
sestav zvedáku hořáku během období jednoho (1) roku od data dodání
a týkající se výrobků společnosti Automation během období jednoho (1)
roku od data dodání, s výjimkou EDGE Connect CNC, EDGE Connect T
CNC, EDGE Connect TC CNC, EDGE Pro CNC, EDGE Pro Ti CNC,
MicroEDGE Pro CNC, a ArcGlide THC, na něž se vztahuje období
dvou (2) let od data dodání, a (iii) týkající se součástí vláknového laseru
HyIntensity, na něž se vztahuje období dvou (2) let od data dodání,
s výjimkou laserových hlav a vláken pro přívod paprsku, na něž
se vztahuje období jednoho (1) roku od data dodání.
Veškeré motory, příslušenství, alternátory a příslušenství alternátorů
externích dodavatelů jsou kryty zárukami jednotlivých výrobců a tato
záruka se na ně nevztahuje.
Tato záruka se nebude vztahovat na žádné napájecí zdroje značky
Powermax, které byly použity s fázovými převodníky. Dále pak
Hypertherm neposkytuje záruku pro systémy, které byly poškozeny
následkem špatné kvality napájení, ať už z fázových převodníků nebo
příchozího síťového napájení. Tato záruka se nevztahuje na žádné výrobky,
které byly nesprávně instalovány, upraveny, nebo jinak poškozeny.
Hypertherm poskytuje opravu, výměnu či nastavení výrobku jako jedinou
a výlučnou náhradu v případě a pouze v případě, že zde uvedená záruka
platí a je řádně uplatněna. Výhradně dle svého výlučného uvážení
Hypertherm opraví, vymění nebo seřídí, a to bezplatně, veškeré vadné
výrobky, na které se vztahuje tato záruka a které budou, po předchozím
souhlasu, společnosti Hypertherm zaslány (takový souhlas nebude
nepřiměřeně zdržován), řádně zabalené, na adresu společnosti
Hypertherm ve městě Hanover, New Hampshire, nebo autorizované
opravně společnosti Hypertherm, kdy odesílatel hradí veškeré náklady –
pojištění a poštovné. Hypertherm neponese odpovědnost za žádné
opravy, výměny nebo nastavení výrobků, na které se vztahuje tato záruka,
mimo opravy, výměny a seřízení dle tohoto odstavce nebo takové,
se kterými Hypertherm bude předem písemně souhlasit.
Výše uvedená záruka je výhradní a nahrazuje veškeré další záruky,
výslovné, odvozené, zákonné nebo jiné, související s Produkty, a veškeré
odvozené záruky nebo podmínky kvality nebo prodejnosti nebo vhodnosti
pro určitý účel nebo vůči narušení. Výše uvedené bude tvořit výhradní
a exkluzivní náhradu za jakékoli porušení záruky společností Hypertherm.
Distributoři/OEM mohou nabídnout odlišné nebo dodatečné záruky,
ovšem Distributoři/OEM nejsou oprávněni poskytovat žádnou další
dodatečnou záruční ochranu nebo poskytovat další ujištění, o kterých
by tvrdili, že jsou pro společnost Hypertherm závazná.
Patentové zajištění
Mimo případy, kdy výrobky nejsou vyrobeny společností Hypertherm
nebo jsou vyrobeny jinou osobou nežli společností Hypertherm nejsou
vnejsou přísném souladu se specifikacemi Hypertherm a v případech,
kdy konstrukce, postupy, vzorce nebo jejich kombinace nejsou vyvinuty
společností Hypertherm, společnost Hypertherm se bude na vlastní účet
bránit a bude se snažit vyhrát jakýkoli spor nebo řízení vůči vám, jestliže
vznikne podezření, že užívání výrobku Hypertherm, a to samostatně
a ne v kombinaci s jiným výrobkem, který Hypertherm nedodává, porušuje
jakýkoli patent jakékoli třetí strany. Jestliže se dozvíte o jakémkoli soudním
dozvěděli sporu nebo potenciálním soudním sporu souvisejícím
s údajným porušením, ihned to oznámíte společnosti Hypertherm
(a v každém případě nejpozději do čtrnácti (14) dnů poté, co jste
se o jakémkoliv takovém soudním sporu nebo hrozícím soudním sporu
dozvěděli), a povinnost společnosti Hypertherm zajistit obhajobu bude
záviset na výhradní kontrole celého procesu společností Hypertherm
a spolupráci odškodňované strany a její součinnosti při obraně
proti žalobě.
Omezení odpovědnosti
Společnost Hypertherm neponese v žádném případě
odpovědnost vůči prodejci za jakékoli ztráty v důsledku
prostojů, ztráty výroby nebo zisku. Záměrem prodejce
a společnosti Hypertherm je, aby toto ustanovení bylo
vykládáno soudem jako nejširší omezení odpovědnosti
v souladu s platnými právními předpisy. Společnost Hypertherm
neponese v žádném případě odpovědnost vůči prodejci
za jakékoli ztráty v důsledku prostojů, ztráty výroby nebo zisku.
Záměrem prodejce a společnosti Hypertherm je, aby toto
ustanovení bylo vykládáno soudem jako nejširší omezení
odpovědnosti v souladu s platnými právními předpisy.
Národní a místní nařízení
Národní a místní nařízení, která upravují potrubní a elektrické instalace,
budou mít přednost před veškerými pokyny obsaženými v tomto manuálu.
V žádném případě společnost Hypertherm nebude odpovídat za zranění
osob nebo poškození majetku následkem porušení nařízení nebo
nesprávných pracovních postupů.
Bezpečnost a dodržování předpisů SC-19

Záruka
Maximální výše odpovědnosti
Odpovědnost společnosti Hypertherm, bude-li jaká, nebude
v žádném případě přesahovat úhrn částek uhrazených
za výrobky, ze kterých takový nárok, žaloba nebo řízení (ať již
u soudu, rozhodčího soudu, v rámci správního řízení či jinak)
vzniká, bez ohledu na to, zda je tento nárok založen
na porušení smlouvy, přečinu, striktní odpovědnosti,
porušení záruk, neplnění základního účelu nebo jiném.
Pojištění
Vaší povinností je opatřit si a udržovat pojištění v takovém objemu
a takových typů, vhodné a s dostatečným krytím, aby společnost
Hypertherm byla zajištěná a krytá v případě, že následkem užívání
výrobků dojde k žalobě.
Převod práv
Jste oprávněni převést svá a zbývající práva, která vám mohou náležet
z této záruky, ovšem pouze v souvislosti s prodejem veškerých nebo
zásadní části aktiv nebo akcií na následníka, který se zaváže, že bude
vázán všemi podmínkami a ustanoveními této záruky. Souhlasíte s tím,
že budete písemně informovat společnost Hypertherm minimálně třicet
(30) dnů předtím, než k takovému převodu dojde, a vyhrazuje si právo na
jeho schválení. Pokud byste včas Hypertherm neinformovali a neusilovali
o souhlas společnosti, jak je zde uvedeno, záruka uvedená v tomto
dokumentu bude absolutně i relativně neplatná a nebudete mít podle
této záruky ani jinak vůči Hypertherm žádné další právo postihu.
Poskytnutí záruky na výrobky s technologií vodního paprsku
Výrobek Záruka na jednotlivé díly
Čerpadla
HyPrecision
Systém pro
odstraňování
abraziva
PowerDredge
Systém recyklace
abraziva EcoSift
Měřicí zařízení na
abrazivum
Pneumatické
otevírací/uzavírací
pohony ventilů
Diamantové trysky 600 hodin používání při použití
27 měsíců od data dodání nebo 24 měsíců
od data prokázané instalace nebo
4 000 hodin podle toho, který případ
nastane dříve.
15 měsíců od data dodání nebo 12 měsíců
od data prokázané instalace podle toho,
který případ nastane dříve.
15 měsíců od data dodání nebo 12 měsíců
od data prokázané instalace podle toho,
který případ nastane dříve.
15 měsíců od data dodání nebo 12 měsíců
od data prokázané instalace podle toho,
který případ nastane dříve.
15 měsíců od data dodání nebo 12 měsíců
od data prokázané instalace podle toho,
který případ nastane dříve.
s náprstkovým filtrem a při dodržení
požadavků společnosti Hypertherm
na kvalitu vody.
Na spotřební díly se tato záruka nevztahuje. Mezi spotřební díly patří
mimo jiné vysokotlaká těsnění na vodu, zpětné ventily, válce, vypouštěcí
ventily, nízkotlaká těsnění, vysokotlaká potrubí, nízkotlaké a vysokotlaké
vodní filtry a pytle na sběr abraziva. Veškerá čerpadla, příslušenství
čerpadel, násypky, příslušenství násypek, sušičky, příslušenství sušiček
a příslušenství potrubí od externích dodavatelů jsou kryty zárukami
jednotlivých výrobců a tato záruka se na ně nevztahuje.
SC-20 Bezpečnost a dodržování předpisů

Instalace a základní nastavení
Powermax45 XP je přenosný 45 A plazmový řezací systém, který můžete použít pro velké množství
ručních a mechanizovaných řezacích a drážkovacích aplikací. Automatické nastavování plynu
a automatické nastavování napětí u systému umožňuje jeho snadné nastavení a použití, i když máte
malé zkušenosti s plazmovým řezáním.
S Powermax45 XP můžete:
používat vzduch nebo dusík k řezání elektricky
vodivých kovů, jako je například uhlíková ocel,
nerezová ocel nebo hliník;
řezat materiál o tloušťce až do 16 mm;
propalovat materiál o tloušťce až do 12 mm;
dělit materiál o tloušťce až do 29 mm;
používat 2 různé procesy drážkování u velkého
množství drážkovacích aplikací: provádět
drážkování Maximální ovládání (26 A–45 A)
a Přesné drážkování (10 A–25 A);
značkovat povrchy kovu při použití vzduchu
nebo argonu;
používat F5 k řezání nerezové oceli;
vypínat ruční and strojní hořáky Duramax Lock
bez vypnutí (OFF) napájecího zdroje
prostřednictvím spínače pro vypnutí hořáku;
rychle přepínat mezi hořáky použitím systému
FastConnect (rychlospojky).
Powermax45 XP Pracovní manuál 80924G 21

Instalace a základní nastavení
1
1
2
3
5
6
7
9
4
8
1 Dokumentace:
• Pracovní manuál
• Karta pro rychlé základní nastavení
• Registrační karta
• Manuál pro bezpečnost a dodržování
předpisů
2 Startovací sada spotřebních dílů
3 Ruční hořák 15° nebo 75° s přívodem nebo
strojní hořák s přívodem
4 Svěrka obrobku s pracovním kabelem
5 Závěsné dálkové ovládání (rozšířená výbava –
pouze mechanizovaná konfigurace)
6 Typy CE/CCC a 480 V CSA: napájecí kabel
bez zástrčky (některé typy se dodávají bez
napájecího kabelu)
7 Typy CSA 200 V–240 V: napájecí kabel se
zástrčkou 50 A, 250 V (NEMA 6-50P)
8 Vstupní armatury plynu podle místních
specifikací (nemusí být předem nainstalovány)
9 Napájecí zdroj plazmového systému
Obsah systému
22 80924G Pracovní manuál Powermax45 XP
Další spotřební díly a příslušenství můžete objednat u kteréhokoli prodejce
společnosti Hypertherm. Viz Náhradní díly a příslušenství na straně 171.
Instalace a základní nastavení
1
Co dělat v případě, že součásti chybějí nebo jsou poškozené
Reklamace poškození při přepravě
Jestliže došlo k poškození zařízení při přepravě, musíte záležitost reklamovat u přepravce.
Mějte k dispozici číslo typu systému a sériové číslo, která jsou umístěna na spodní části
napájecího zdroje plazmového systému.
Mějte k dispozici kopii nákladního listu od společnosti Hypertherm.
Reklamace chybějícího nebo poškozeného zboží
Kontaktujte prodejce společnosti Hypertherm, jestliže jakákoli součást chybí nebo
je poškozená.
Jestliže potřebujete další pomoc, obraťte se na nejbližší zastoupení společnosti Hypertherm,
jejichž seznam naleznete na začátku tohoto manuálu.
Jmenovité výkony napájecího zdroje plazmového systému Hypertherm
Jmenovité napětí naprázdno (U0) 200–240 V, CSA/CE/CCC
400 V, CE/CCC
480 V, CSA
Výstupní charakteristiky* Odchylování
Jmenovitý výstupní proud (I
Jmenovité výstupní napětí (U
Dovolené zatížení při 40 °C
) 10A–45A
2
) 145 V DC
2
†
50 % při 45 A (I2) / 145 V DC (U2)
60 % při 41 A (I
100 % při 32 A (I
) / 145 V DC (U2)
2
) / 145 V DC (U2)
2
Provozní teplota –10 °C–40 °C
Teplota pro skladování –25 °C–55 °C
Účiník 200–240 V, 1 fáze, CSA/CE/CCC
400 V, 3 fáze, CE/CCC
480 V, 3 fáze, CSA
Spotřeba energie v klidovém stavu
(systémy CE)
Efektivita zdroje energie při
jmenovitém maximálním výstupním
230 V
400 V
230 V
400 V
výkonu (systémy CE)
275 V DC
265 V DC
275 V DC
0,99
0,94
0,93
25 W
23 W
90,3 %
89,9 %
– zkratový poměr
R
sce
(pouze systémy CE)
Klasifikace emisí EMC CISPR 11
(pouze u typů CE)
Powermax45 XP Pracovní manuál 80924G 23
‡
U1– V AC rms, 3 fáze
400 V CE
Tříd a A
R
sce
250

Instalace a základní nastavení
1
Vstupní napětí (U1)/vstupní
proud (I
(U
) při jmenovitém výkonu
1
2MAXI2MAX
)
(Viz Konfigurace napětí na
200–240 V CSA
230 V CE/CCC**,
400 V CE/CCC**,
480 V CSA
200–240 V, 1 fáze, 50/60 Hz, 39–32 A
††
230 V, 1 fáze, 50/60 Hz, 33 A
‡‡
400 V, 3 fáze, 50/60 Hz, 11 A
480 V, 3 fáze, 50/60 Hz, 9,4 A
straně 30.)
Typ plynu Vzduch Dusík (N
Jakost plynu Čistý, suchý, bez
obsahu oleje
podle
ISO 8573-1,
Čistota 99,95 %
Čistý, suchý, bez
přítomnosti oleje
třída 1.2.2
Doporučené průtočné množství / tlak
napájecího plynu
Drážkování Maximální ovládání 165,2 l/min. při 4,1 baru
Řezání 188,8 l/min. při 5,9 baru
Přesné drážkování, značkování 165,2 l/min. při 3,8 baru
* Definováno jako závislost výstupního napětí na výstupním proudu.
†
Více informací o dovoleném zatížení a jmenovitých údajích IEC viz identifikační štítek na napájecím zdroji.
‡
VAROVÁNÍ: Toto zařízení třídy A není určeno k použití v obydlených oblastech, kde elektrická energie je dodávána
z veřejného systému rozvodu nízkého napětí. V takových oblastech může docházet k problémům při zajištění
elektromagnetické kompatibility díky vedenému a vyzařovanému rušení.
) F5*** Argon
2
Čistota 99,98 %
(F5 = 95 %
dusíku [N
], 5 %
2
vodíku [H])
Čistota 99,99 %
Čistý, suchý, bez
přítomnosti oleje
†††
** Tento výrobek vyhovuje technickým požadavkům normy IEC 61000-3-3 a nepodléhá podmínečnému připojení.
††
Zařízení splňuje požadavky normy IEC 61000-3-12.
‡‡
Zařízení splňuje požadavky normy IEC 61000-3-12 tím, že zkratový výkon Ssc je vyšší nebo se rovná 1 911 kVA
na rozhraní mezi napájením uživatelské části a veřejného systému. Povinností uživatele nebo instalátora zařízení
je zajistit (v případě nutnosti po konzultaci s provozovatelem distribuční sítě), aby zařízení bylo připojeno pouze
k napájení se zkratovým výkonem S
*** F5 doporučujeme pouze pro řezání nerezové oceli. Viz strana 118.
†††
Argon doporučujeme pouze pro značkovací aplikace při 10–25 A. Viz strana 119.
rovným hodnotě 1 911 kVA nebo vyšším.
sc
Technické údaje řezání
Doporučený řezný výkon – ruční
Řezná rychlost Tloušťka materiálu
500 mm/min.* 16 mm
250 mm/min.* 22 mm
125 mm/min.* – dělicí řezný výkon 29 mm
* Rychlosti řezného výkonu nejsou nezbytně maximálními rychlostmi. Jsou to rychlosti, jichž musí být
dosaženo pro jmenovitou kapacitu při dané tloušťce materiálu.
24 80924G Pracovní manuál Powermax45 XP

1
Propalovací výkon
Typ hořáku Tloušťka materiálu
Ruční 12 mm
Mechanizované pomocí programovatelného řízení výšky hořáku 12 mm
Maximální řezné rychlosti (uhlíková ocel)
Maximální řezné rychlosti jsou výsledkem laboratorního testování společnosti Hypertherm. Skutečné
řezné rychlosti se mohou lišit na základě různých aplikací řezání.
Tloušťky materiálu Řezná rychlost
6mm 2286mm/min.
9mm 1219 mm/min.
12 mm 762 mm/min.
Instalace a základní nastavení
16 mm 508 mm/min.
19 mm 330 mm/min.
25 mm 178 mm/min.
Drážkovací výkon
Proces Typ k ovu
Drážkování Maximální ovládání (26–45 A)
Přesné drážkování (10–25 A) Uhlíková ocel 10 A 0,2 kg/h
Hlučnost
Hluk vydávaný tímto plazmovým systémem může přesahovat hlučnost povolenou celostátními
a místními předpisy. Proto při řezání a drážkování vždy používejte odpovídající chrániče sluchu.
Jakákoliv provedená hluková měření jsou závislá na příslušném prostředí, ve kterém se systém
používá. Viz oddíl Hluk může poškodit sluch v Manuálu pro bezpečnost a dodržování předpisů
(80669C), který je součástí dodávky systému.
Výstupní
proud
Uhlíková ocel 45 A 3,4 kg/h
Rychlost odstraňování kovu
Acoustical Noise Data Sheet pro váš systém můžete navíc najít na www.hypertherm.com
1. Klikněte na „Documents library“ u spodní části stránky.
2. V nabídce „Product type“ vyberte výrobek v oddíle „Search“ na této stránce,
3. Vyberte „Regulatory“ z nabídky „All Categories“.
4. Vyberte „Acoustical Noise Data Sheet“ z nabídky „All subcategories“.
Powermax45 XP Pracovní manuál 80924G 25
:
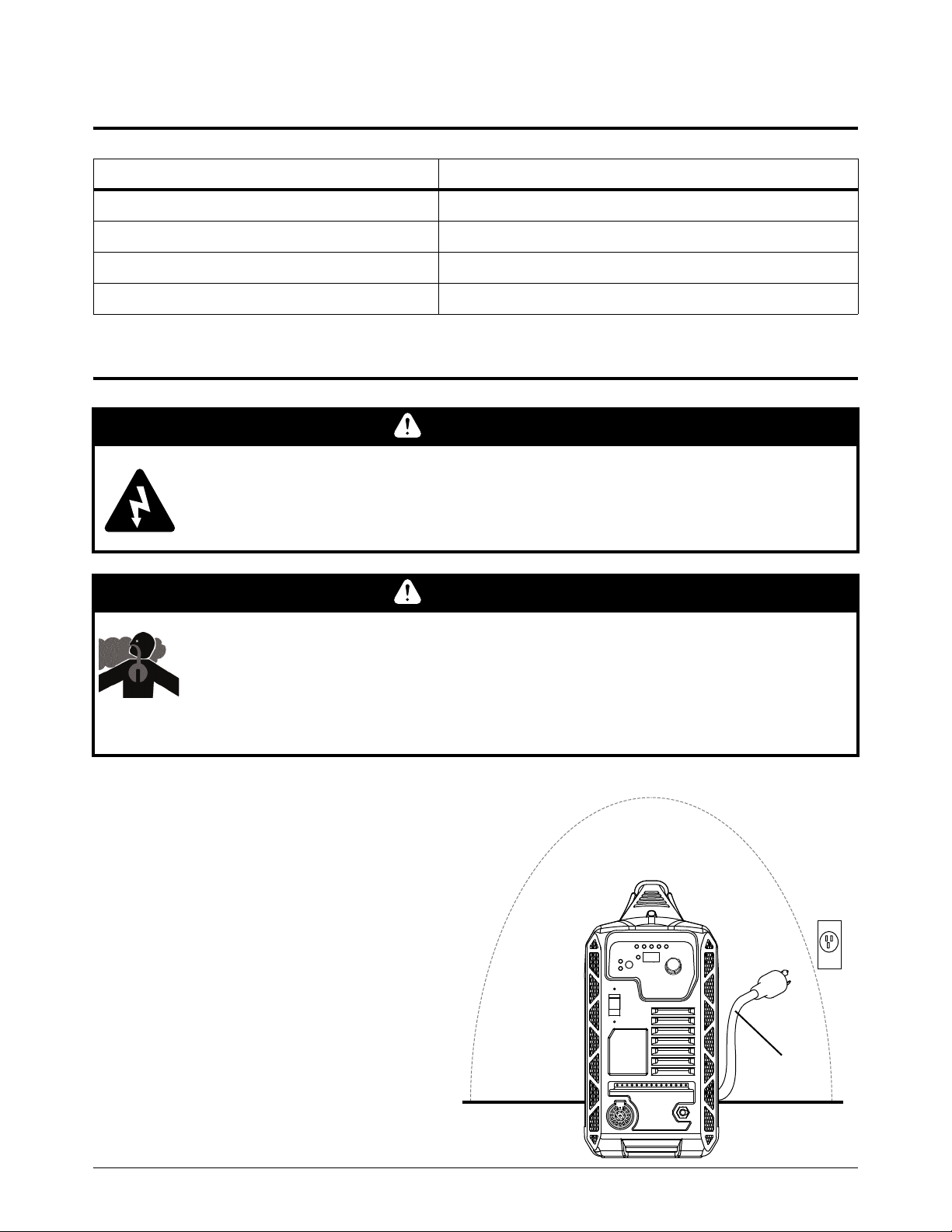
Instalace a základní nastavení
1
Mezera:
> 0,25 m
3m
Kritické suroviny
Kritické suroviny Komponenty obsahující víc než 1 gram
Antimon Přívody hořáku
Boritan Všechny desky plošných spojů
Hořčík Chladiče, kovové kryty
Křemíkový kov Chladiče, kovové kryty
Umístění napájecího zdroje plazmového systému
VAROVÁNÍ
MOŽNOST ZASAŽENÍ ELEKTRICKÝM PROUDEM
Nikdy neřezejte pod vodou ani neponořujte hořák do vody. Zásah elektrickým
proudem může způsobit vážné poranění.
VAROVÁNÍ
TOXICKÉ VÝPARY MOHOU ZPŮSOBIT ÚJMU NA ZDRAVÍ NEBO I SMRT
Některé kovy, včetně nerezové oceli, mohou při řezání uvolňovat jedovaté výpary.
Ujistěte se, že vaše pracoviště má odpovídající větrání, které zajišťuje kvalitu
vzduchu splňující všechny místní a státní normy a předpisy. Podrobné informace viz
Manuál pro bezpečnost a dodržování předpisů (80669C).
Nepoužívejte systém v dešti nebo
při sněžení.
Napájecí zdroj plazmového
systému umístěte do blízkosti
vhodné elektrické zásuvky. Jeho
napájecí kabel je dlouhý přibližně
3,0 m.
Okolo napájecího zdroje
ponechte místo alespoň 0,25 m
pro zajištění správné ventilace.
26 80924G Pracovní manuál Powermax45 XP

1
Napájecí zdroj umístěte před
> 10°
použitím na stabilní a rovný
povrch. Jestliže je umístěný pod
úhlem větším než 10°, může se
převrhnout.
Napájecí zdroj neumísťujte na
bok. V opačném případě může
dojít k zakrytí mřížky na boku krytu
a zabránění cirkulace vzduchu
potřebné ke chlazení vnitřních
součástí.
Instalace a základní nastavení
Powermax45 XP Pracovní manuál 80924G 27
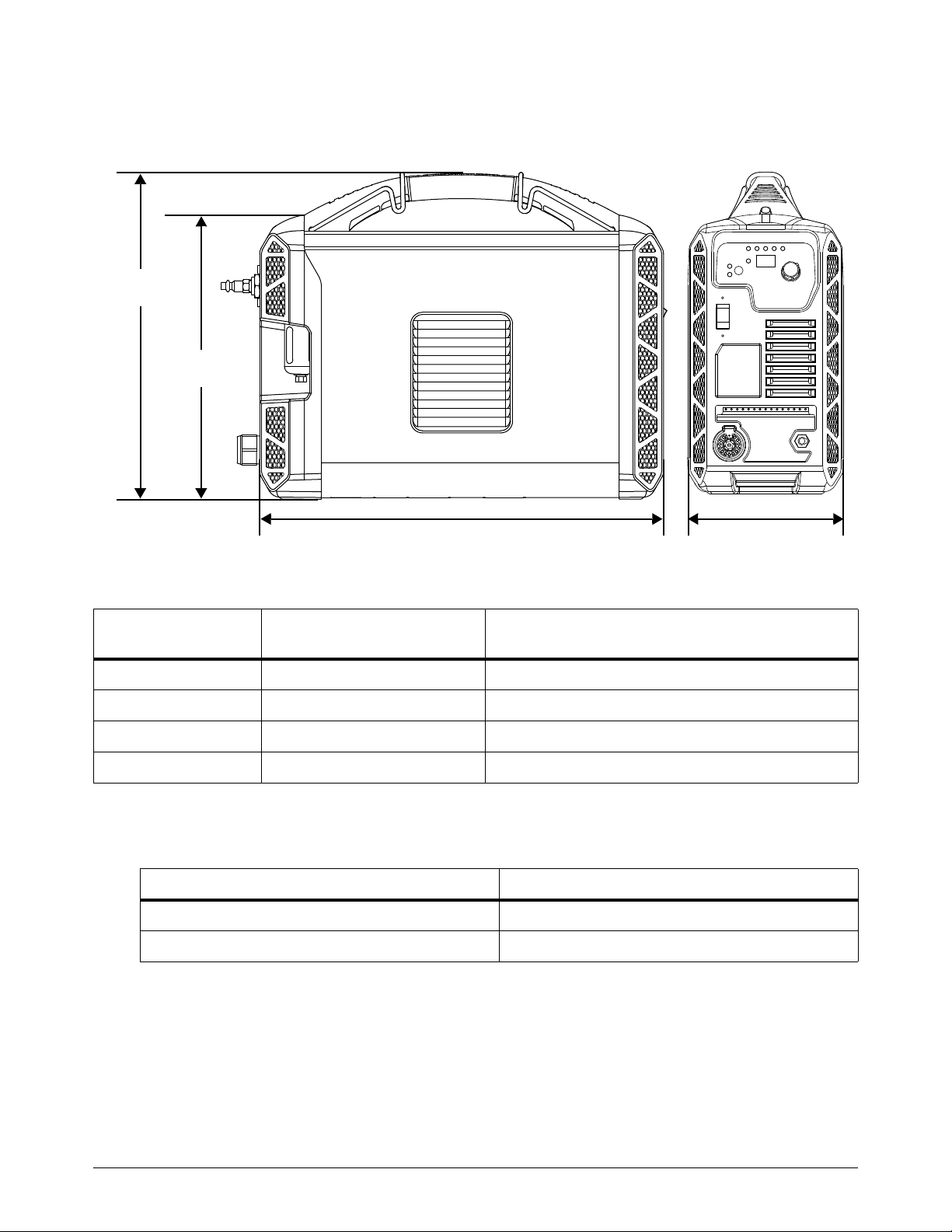
Instalace a základní nastavení
1
443 mm 173 mm
312 mm
357 mm
Rozměry a hmotnosti napájecího zdroje
Napájecí zdroj
s přívodním kabelem
200–240 V CSA 12 kg 15 kg
230 V CE/CCC 12 kg 15 kg
400 V CE/CCC 11 kg 14 kg
480V CSA 11kg 14kg
Napájecí zdroj (a přívodní kabel) s ručním
hořákem 6,1 m a pracovním kabelem 7,6 m
Hmotnosti pracovního kabelu
Pracovní kabel Hmotnost
Svěrka obrobku s pracovním kabelem 7,6 m 1,2 kg
Svěrka obrobku s pracovním kabelem 15 m 2,1 kg
Hmotnosti ručního hořáku viz strana 63 Hmotnosti strojního hořáku
viz strana 93.
28 80924G Pracovní manuál Powermax45 XP

Instalace a základní nastavení
1
Připojení k elektrické energii
Použijte jmenovité vstupní proudy Hypertherm ke stanovení velikostí vodičů pro připojení k elektrické
síti a pro pokyny k instalaci. Dovolená zatížení Hypertherm jsou označena jako HYP na výrobním
štítku na spodní straně napájecího zdroje. Pro účely instalace použijte vyšší hodnotu vstupního
proudu HYP. Viz strana 184, kde je ukázka výrobního štítku.
OZNÁMENÍ
Obvod chraňte pojistkami o vhodné velikosti se zpožděnou charakteristikou a odpojovacím
spínačem.
Maximální výstupní napětí systému se liší v závislosti na vstupním napětí a proudové intenzitě
v elektrickém okruhu. Protože odběr proudu při spuštění kolísá, doporučujeme pojistku se
zpožděnou charakteristikou. Viz Konfigurace napětí na straně 30. Pojistky se zpožděnou
charakteristikou dokáží krátkodobě zvládat proudy ve výši 10 násobku jmenovité hodnoty.
Instalace odpojovacího spínače
Pro každý napájecí zdroj použijte
odpojovací spínač, aby obsluha
v případě nouze mohla napájení
rychle vypnout.
Spínač umístěte tak, aby byl pro
obsluhu snadno přístupný.
Instalaci musí provádět
oprávněný elektrotechnik podle
příslušných celostátních
a místních předpisů.
Přerušovací úroveň spínače musí
odpovídat nebo musí být vyšší
než trvalý výkon pojistek/jističů.
Tento spínač by m ě l :
v poloze vypnuto (OFF)
izolovat veškerá elektrická
zařízení a odpojit veškeré
vodiče pod proudem od napájecího zdroje;
mít jednu polohu vypnuto (OFF) a jednu polohu zapnuto (ON), jasně označené písmeny
O (OFF) a I (ON);
mít takovou vnější rukojeť, kterou je možné zablokovat v poloze vypnuto (OFF);
obsahovat elektricky ovládaný mechanismus, který slouží k nouzovému vypnutí;
mít nainstalovány vhodné pojistky se zpožděnou charakteristikou. Doporučené velikosti
pojistek/jističů viz Konfigurace napětí na straně 30.
Powermax45 XP Pracovní manuál 80924G 29
Instalace a základní nastavení
1
Požadavky na uzemnění
Napájecí zdroj je nutno řádně uzemnit, aby byla zajištěna bezpečnost obsluhy, správná
funkce a snížení elektromagnetického rušení (EMI).
Napájecí zdroj je nutno uzemnit pomocí napájecího kabelu v souladu
s národními a místními elektrotechnickými předpisy.
3fázové vedení musí mít 4 vodiče se zeleným nebo zeleno/žlutým vodičem pro ochranné
uzemnění a musí splňovat národní a místní předpisy.
Viz samostatný Manuál pro bezpečnost a dodržování předpisů (80669C), který je součástí
dodávky systému a obsahuje další informace o uzemnění.
Jmenovitý výkon systému (řezací výkon)
Řezací výkon plazmového systému určuje více jeho výstupní výkon než výstupní proudová intenzita.
Jmenovitý výkon tohoto systému je:
maximální výstupní proud 10 A–45 A,
maximální jmenovité výstupní napětí 145 V DC,
řezný výkon 6,5 kW.
Řezný výkon plazmového systému ve wattech (W) určíte jako součin maximálního výstupního
proudu (A) a maximálního jmenovitého výstupního napětí (V DC):
Konfigurace napětí
Tento systém se automaticky nastavuje na správný provoz při aktuálním vstupním napětí bez nutnosti
jakéhokoli přepínání nebo změny zapojení. Přesto však musíte:
instalovat do hořáku sadu spotřebních dílů. Viz Krok 1 – instalace spotřebních dílů a
aktivace hořáku na straně 48.
otočným regulátorem na čelním panelu nastavit výstupní proud. Viz Krok 6 – nastavení
režimu a seřízení výstupního proudu (proudové intenzity) na straně 53.
Provoz napájecího zdroje při plném výstupním výkonu a 50 % dovoleném zatížení vyžaduje
odpovídající dimenzování elektrického připojení. V následující tabulce je uveden maximální jmenovitý
výkon pro typické hodnoty vstupního napětí. Potřebné nastavení výstupu závisí na tloušťce materiálu
a je omezeno příkonem systému.
45 A × 145 V DC = 6,525 W (6,5 kW)
Doporučené velikosti pojistek/jističů odpovídají špičkám vstupního
proudu, které nastávají při protažení plazmového oblouku. Protažení
plazmového oblouku je obvyklé pro některé aplikace, jako je drážkování.
30 80924G Pracovní manuál Powermax45 XP

Instalace a základní nastavení
1
CSA/CE/CCC 200 V–240 V (1 fáze)
Vstupní napětí 200 V–240 V
Vstupní proud při jmenovitém výkonu (45 A x 145 V = 6,5 kW) 39 A–32 A
Vstupní proud při protažení oblouku 44 A–36 A
Doporučené velikosti pojistek/jističů 50 A
Tolerance napětí +20 % / –15 %
CSA 208 V (1 fáze)
Vstupní napětí 208 V
Vstupní proud při jmenovitém výkonu (45 A x 145 V = 6,5 kW) 37 A
Vstupní proud při protažení oblouku 43 A
Doporučené velikosti pojistek/jističů 50 A
Tolerance napětí +20 % / –15 %
CCC 220 V (1 fáze)
Vstupní napětí 220 V
Vstupní proud při jmenovitém výkonu (45 A x 145 V = 6,5 kW) 33 A
Vstupní proud při protažení oblouku 39 A
Doporučené velikosti pojistek/jističů 50 A
Tolerance napětí +20 % / –15 %
CE 230 V (1 fáze)
Vstupní napětí 230 V
Vstupní proud při jmenovitém výkonu (45 A x 145 V = 6,5 kW) 33 A
Vstupní proud při protažení oblouku 37 A
Doporučené velikosti pojistek/jističů 48 A
Tolerance napětí +20 % / –15 %
Powermax45 XP Pracovní manuál 80924G 31

Instalace a základní nastavení
1
CCC 380 V (3 fáze)
Vstupní napětí 380 V
Vstupní proud při jmenovitém výkonu (45 A x 145 V = 6,5 kW) 12 A
Vstupní proud při protažení oblouku 20–15 A
Doporučené velikosti pojistek/jističů 20 A
Tolerance napětí +20 % / –10 %
CE 400 V (3 fáze)
Vstupní napětí 400 V
Vstupní proud při jmenovitém výkonu (45 A x 145 V = 6,5 kW) 11 A
Vstupní proud při protažení oblouku 20–15 A
Doporučené velikosti pojistek/jističů 20 A
Tolerance napětí +20 % / –15 %
CSA 480 V (3 fáze)
Vstupní napětí 480 V
Vstupní proud při jmenovitém výkonu (45 A x 145 V = 6,5 kW) 9,4 A
Vstupní proud při protažení oblouku 17–12 A
Doporučené velikosti pojistek/jističů 20 A
Tolerance napětí +20 % / –10 %
32 80924G Pracovní manuál Powermax45 XP
Instalace a základní nastavení
1
Snížení výstupního proudu a protažení oblouku při nižším výkonu elektrické sítě
Jestliže provozujete napájecí zdroj při nižším výkonu elektrické sítě, než je doporučeno v Konfigurace
napětí na straně 30, budete muset:
snížit hodnotu řezného proudu (nastavení proudové intenzity). Viz Krok 6 – nastavení režimu
a seřízení výstupního proudu (proudové intenzity) na straně 53.
vyhnout se natahování oblouku po delší dobu při řezání. Čím více natahujete plazmový
oblouk, tím větší proud systém odebírá a tím více pravděpodobně systém přehřejete nebo
vypne jistič.
OZNÁMENÍ
Systém neprovozujte v obvodu s jističem 15 A nebo 16 A.
Například: 230 V na vstupu v elektrické síti s 20 A
Jestliže používáte systém s 1 fází a se vstupním napětím 230 V s jističem 20 A, doporučený výstupní
proud je 19 A.
Vstupní napětí 230 V
Vstupní proud při jmenovitém výkonu (19 A x 145 V = 2,8 kW) 18 A
Vstupní proud při protažení oblouku 19 A
Tolerance napětí +20 % / –15 %
Powermax45 XP Pracovní manuál 80924G 33

Instalace a základní nastavení
1
NEMA 6-50P (1 fáze)
Příprava napájecího kabelu
Systémy CSA
1 fáze (200 V–240 V)
Napájecí kabel s 3 vodiči
10 AW G
Včetně zástrčky 50 A, 250 V
(NEMA 6-50P)
Připojení ke generátoru, který
požaduje 4drátové připojení,
viz Adaptér pro 4drátová
1fázová připojení (pouze 1fázové modely CSA) na straně 36.
3 fáze (480 V)
4drátový napájecí kabel s průřezem 14 AWG (některé typy jsou dodávány bez napájecího
kabelu)
Bez elektrické zástrčky*
* Instalaci příslušné zástrčky na napájecí kabel musí provádět oprávněný elektrikář podle příslušných státních
a místních předpisů.
Systémy CE/CCC
1 fáze (200 V–240 V)
Napájecí kabel se 3 vodiči 6 mm
Bez elektrické zástrčky*
3 fáze (380 V / 400 V)
Napájecí kabel se 4 vodiči 2,5 mm
Bez elektrické zástrčky*
* Instalaci příslušné zástrčky na napájecí kabel musí provádět oprávněný elektrikář podle příslušných státních
a místních předpisů.
2
H07RN-F
2
H07RN-F
34 80924G Pracovní manuál Powermax45 XP
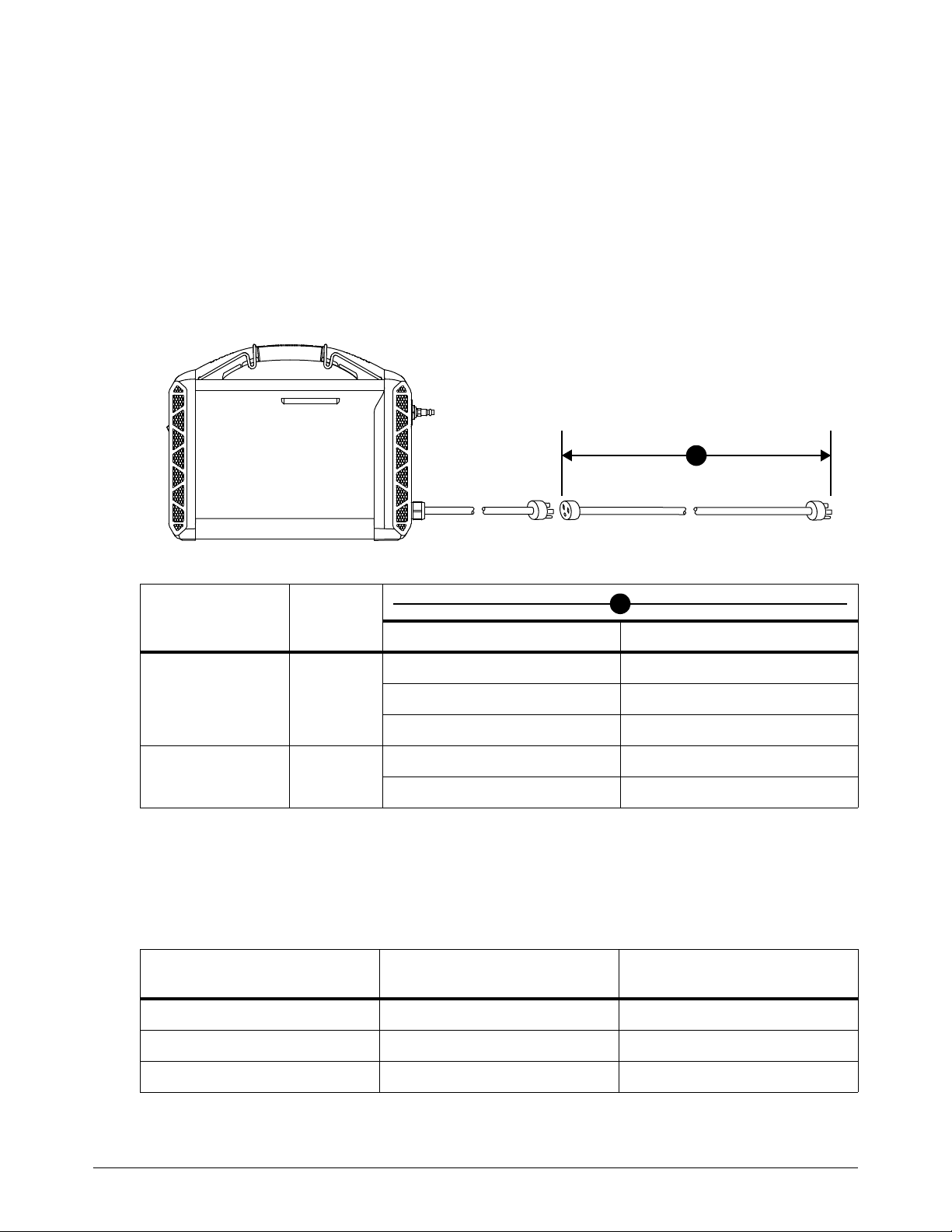
1
Doporučení ohledně prodlužovacího kabelu
1
1
Používejte prodlužovací kabel, který:
má dostatečný průměr vodičů s ohledem na jeho délku a napětí systému,
splňuje státní a místní předpisy.
Prodlužovací kabely mohou způsobit, že do stroje vstupuje nižší napětí,
než jaké je přítomno na výstupu okruhu. Tento stav může omezit provoz
systému.
Instalace a základní nastavení
Vstupní napětí Fáze
200–240 V AC 1
380–480 V AC 3
Doporučení pro generátor
Generátory používané s tímto systémem musejí splňovat požadavky na napětí uvedené v následující
tabulce a v Jmenovité výkony napájecího zdroje plazmového systému Hypertherm na straně 23.
Jmenovité hodnoty pro
motorový pohon
10 kW 4 5 A Plný
8kW 45A Omezený
Délka kabelu Průměr kabelu
až do 15 m 10 mm
15–30 m 16 mm
30–45 m 25 mm
až do 15 m 4 mm
15–45 m 6 mm
Výstupní proud plazmového
systému
2
2
2
2
2
Výkon (protažení oblouku)
6kW 30A Plný
Powermax45 XP Pracovní manuál 80924G 35

Instalace a základní nastavení
1
1
2
1
2
Na základě jmenovitých hodnot generátoru, jeho stáří a stavu seřiďte řezací proud
(proudovou intenzitu) podle potřeby.
Doporučujeme generátor 10 kW pro řezací aplikace, které vyžadují úplné protažení oblouku,
což je většina drážkovacích aplikací. Snese špičky ve vstupním proudu způsobené
protažením plazmového oblouku.
Jestliže se při použití generátoru vyskytne porucha, vypněte systém OFF (O). Počkejte
přibližně 1 minutu, než systém znovu zapnete ON (I).
Adaptér pro 4drátová 1fázová připojení (pouze 1fázové modely CSA)
Některé generátory vyžadují 4drátové jednofázové připojení (např. NEMA 14-50R). V tomto případě
použijte k připojení 3drátové zásuvky napájecího kabelu napájecího zdroje (NEMA 6-50P)
ke 4drátovému konektoru na generátoru adaptér.
Připojení zdroje plynu
VAROVÁNÍ
Jestliže tlak zdroje plynu překročí 9,3 baru, může dojít k výbuchu nádoby
vzduchového filtru v napájecím zdroji.
Všechny typy: Používejte neutrální plynovou hadici s vnitřním průměrem 9,5 mm nebo
větším. Nepoužívejte hadice s vnitřním průměrem menším než 9,5 mm. Příliš malé
hadice mohou způsobit problémy s kvalitou řezu a řezacím výkonem.
Typy CSA: Průmyslová výměnná
rychlospojka se závitem1/4 NPT
je dodáván se systémem.
Typy CE/CCC: Britský trubkový
závitový adaptér G-1/4 BSPP se
závitem 1/4 NPT je dodáván
se systémem.
Vstupní armatury plynu, které jsou
součástí dodávky systému, mohou
a nemusí být předem nainstalovány.
Armatury naistalujte tak, že je
našroubujete na zadní stranu
napájecího zdroje.
Typy CSA: Utáhněte šroubení 1/4 NPT na 115 kg·cm. Armatury jsou dodávány
s naneseným těsněním na závitu.
36 80924G Pracovní manuál Powermax45 XP
Typy CE/CCC: Utáhněte adaptér G-1/4 BSPP na 104 kg·cm.

1
Zdroj plynu
Doporučený tlak zdroje plynu: 5,5–6,9 baru
Maximální tlak zdroje plynu: 9,3 baru
Doporučené průtočné množství a tlak: 189 slpm při 5,9 baru
Minimální průtočné množství: 165,2 slpm
Maximální velikost částice: 0,1 mikronu při maximální koncentraci 0,1 mg/m
3
*
Maximální rosný bod vodní páry: –40 °C
Maximální koncentrace oleje: 0,1 mg/m
3
(aerosol, kapalina a pára)
* Podle ISO8573-1:2010, třída 1.2.2. To znamená, že by měl obsahovat maximálně 20 000 pevných částic
na krychlový metr pro velikost částic v rozsahu 0,1–0,5 mikronu, maximálně 400 částic pro velikost částic
vrozsahu0,5–1 mikron a maximálně 10 částic pro velikost částic v rozsahu 1–5 mikronů.
Instalace a základní nastavení
OZNÁMENÍ
Syntetická maziva obsahující estery, která se používají u některých vzduchových kompresorů,
poškozují polykarbonáty použité v nádobě filtru.
Používejte dílenský stlačený plyn nebo plyn z tlakové láhve.
Použijte vysokotlaký regulátor tlaku na každém zdroji plynu. Regulátor musí být schopen
dodávat plyn do přívodu vzduchu na napájecím zdroji s průtočným množstvím a tlakem
uvedeným výše.
Používejte pouze čistý suchý plyn.
Přítomnost oleje, vody, páry a dalších nečistot ve zdroji plynu může časem poškodit
Powermax45 XP Pracovní manuál 80924G 37
vnitřní součásti systému.
Nízká kvalita zdroje plynu má za následek:
snížení kvality a rychlostí řezání,
snížení tloušťky řezaného materiálu,
snížení životnosti spotřebních dílů.
Instalace a základní nastavení
1
Vysokotlaké plynové láhve
POŠKOZENÉ TLAKOVÉ LÁHVE MOHOU EXPLODOVAT
Plynové láhve obsahují plyn pod vysokým tlakem. Poškozená láhev může
explodovat.
Pro regulátory vysokého tlaku dodržujte návody výrobce pro bezpečnou instalaci,
obsluhu a údržbu.
Před plazmovým řezáním se stlačeným plynem si přečtěte bezpečnostní pokyny
v publikaci Manuál pro bezpečnost a dodržování předpisů (80669C). Nedodržování
bezpečnostních pokynů může mít za následek zranění osob nebo poškození
majetku.
VAROVÁNÍ
VAROVÁNÍ
NEBEZPEČÍ VÝBUCHU – ŘEZÁNÍ S HNACÍMI PLYNY
Se systémy Powermax nepoužívejte hořlavé hnací plyny nebo oxidační plyny. Tyto
plyny mohou při plazmovém řezání vytvořit výbušné prostředí.
V systému můžete pro řezání používat tyto plyny: Viz Jmenovité výkony napájecího zdroje
plazmového systému Hypertherm na straně 23 pro požadavky na kvalitu plynu.
vzduch,
dusík,
F5 (pouze nerezová ocel – viz strana 118),
argon (doporučený pouze pro značkovací aplikace – viz strana 120).
Jestliže používáte vysokotlaké plynové láhve jako zdroj plynu:
Informace o instalace a údržbě vysokotlakých regulátorů viz technické údaje výrobce.
Zkontrolujte, jestli ventily tlakových láhví nejsou znečištěny olejem, vazelínou nebo jinými
nečistotami. Otevřete každý ventil tlakové láhve na tak dlouho, aby se vyfoukl všechen prach,
který v nich mohl být.
Zkontrolujte, že tlaková láhev je vybavená nastavitelným vysokotlakým regulátorem, který
umožňuje dodávat:
Výstupní tlak plynu až do 6,9 baru. Nikdy nepřekračujte maximální tlak plynu
9,3 baru.
Průtočná množství plynu 235,9 l/min.
Přívodní hadici plynu připojte bezpečně k tlakové láhvi.
38 80924G Pracovní manuál Powermax45 XP

1
Průtočná množství plynu
Informace o průtočných množstvích specifických pro každý řezací proces (založených na druhu kovu,
plynu a výstupním proudu) viz tabulku parametrů na straně strana 129.
Proces Průtočné množství plynu
Řezání 188,8 slpm při minimálním tlaku 5,9 baru
Drážkování Maximální ovládání (26–45 A) 165,2 slpm při minimálním tlaku 4,1 baru
Přesné drážkování / značkování (10–25 A) 165,2 slpm při minimálním tlaku 3,8 baru
Minimální tlak na vstupu (při průtoku plynu)
VAROVÁNÍ
Jestliže tlak zdroje plynu překročí 9,3 baru, může dojít k výbuchu nádoby
vzduchového filtru v napájecím zdroji.
Instalace a základní nastavení
Pro vzduch, dusík, F5 a argon použijte následující specifikace tlaku. Nikdy nepřekračujte maximální
tlak zdroje plynu 9,3 baru.
Budete možná muset seřídit tlaky podle specifikací zařízení a podmínek, které jsou platné pro vaše
prostředí. Například instalovaná dodatečná filtrace plynu mezi zdroj plynu a napájecí zdroj
plazmového systému může zvýšit požadovaný minimální vstupní tlak. Kontaktujte výrobce filtru.
Řezání
Délka přívodu hořáku – ruční hořáky Minimální vstupní tlak
6,1 m 5,5 baru
15 m 5,9 baru
Délka přívodu hořáku – strojní hořák Minimální vstupní tlak
7,6m 5,5baru
11 m 5,5 baru
15 m 5,9 baru
Powermax45 XP Pracovní manuál 80924G 39

Instalace a základní nastavení
1
Drážkování Maximální ovládání (26–45 A)
Délka přívodu hořáku – ruční hořáky Minimální vstupní tlak
6,1 m 3,8 baru
15 m 4,1 baru
Délka přívodu hořáku – strojní hořák Minimální vstupní tlak
7,6m 3,8baru
11 m 3,8 baru
15 m 4,1 baru
Přesné drážkování / značkování (10–25 A)
Délka přívodu hořáku – ruční hořáky Minimální vstupní tlak
6,1 m 3,5 baru
15 m 3,8 baru
Délka přívodu hořáku – strojní hořák Minimální vstupní tlak
7,6m 3,5baru
11 m 3,5 baru
15 m 3,8 baru
40 80924G Pracovní manuál Powermax45 XP

1
Přídavná filtrace plynu
Nádoba vzduchového
filtru
Vodní filtr a filtr na
částice
Olejový filtr Filtr olejových par
Zdroj plynu
Je velmi důležité udržovat čistý a suchý přívod plynu, abyste:
zamezili poškození vnitřních součástí olejem, prachem a jinými nečistotami;
docílili optimální kvality řezu a životnost spotřebních dílů.
Nečistoty a vzduch s obsahem oleje jsou základními příčinami většiny obvyklých problémů, které
u systémů Powermax nastanou a v některých případech mohou způsobit zánik záruky napájecího
zdroje a hořáku. Informace o doporučené kvalitě plynu viz tabulku parametrů na strana 23.
Napájecí zdroj má instalovaný
vzduchový filtr. Pravidelně
kontrolujte filtrační vložku
v nádobě filtru, a pokud je to
nutné, vyměňte ji. Viz Jak změřit
hloubku prohlubně elektrody na
straně 166.
Nainstalovaný vzduchový filtr by
neměl nahrazovat odpovídající
externí filtraci. Jestliže pracujete
v prostředí, které je velmi horké
a vlhké nebo podmínky
pracoviště umožňují vniknutí
oleje, par nebo jiných nečistot
do přívodu plynu, instalujte
externí filtrační systém, který zdroj
plynu vyčistí před vstupem do napájecího zdroje.
Instalace a základní nastavení
Doporučujeme třístupňový filtrační systém. Třístupňový filtrační systém funguje podle níže
uvedeného schématu a odstraňuje ze zdroje plynu znečišťující látky.
Filtrační systém instalujte mezi zdroj plynu a napájecí zdroj. Přídavná filtrace plynu může vyžadovat
vyšší tlak na straně zdroje.
Powermax45 XP Pracovní manuál 80924G 41

Instalace a základní nastavení
1
42 80924G Pracovní manuál Powermax45 XP

Ovládací prvky a ukazatele
200–240 V 400 V, 480 V
Elektrický vypínač ZAP (ON) (I)/VYP(OFF) (O)
Elektrický vypínač je na čelním panelu.
Obsluha
Powermax45 XP Pracovní manuál 80924G 43
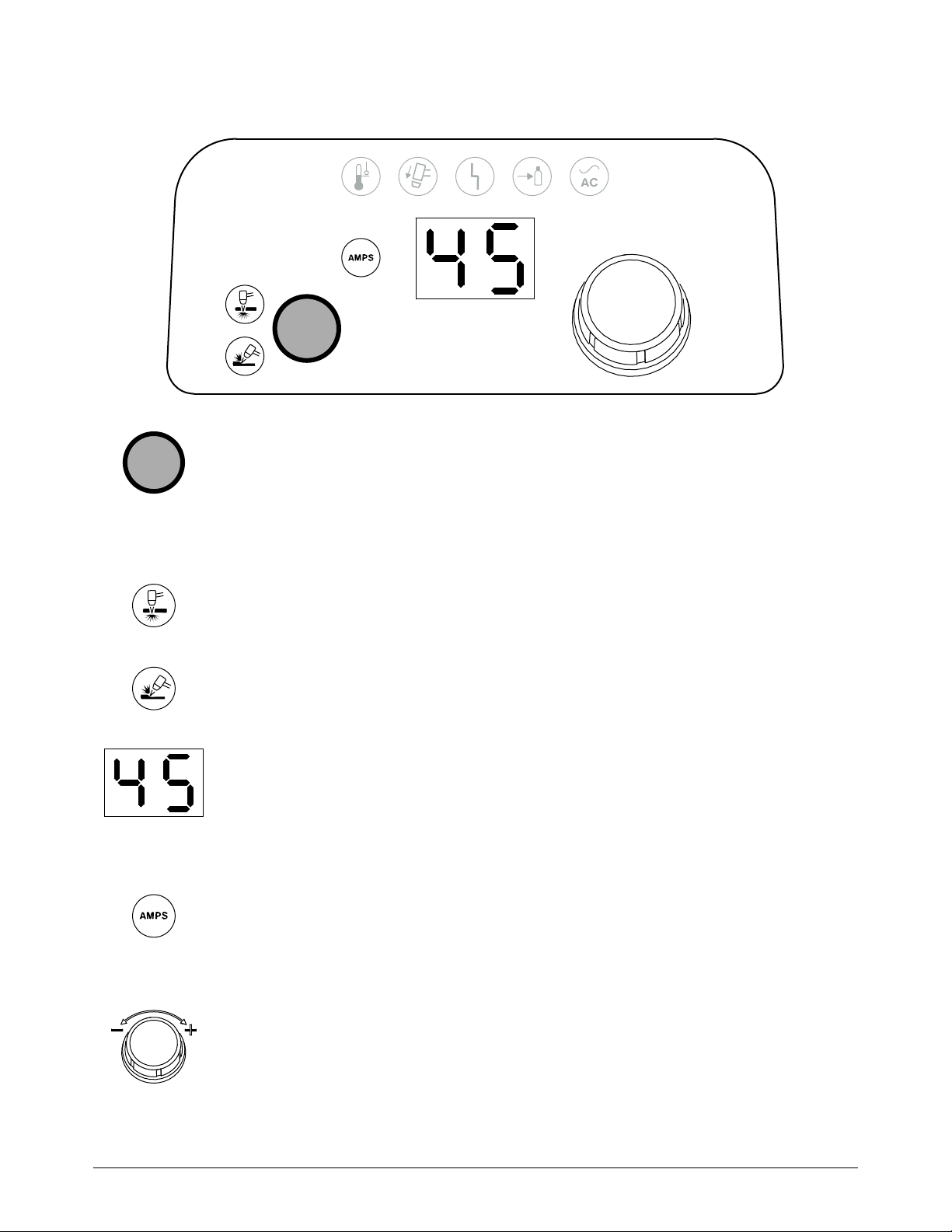
Obsluha
2
Ovládací prvky řezání
Tlačítko režim – Stiskněte toto tlačítko, když přepínáte mezi režimem řezání a režimem
drážkování/značkování. Systém automaticky seřídí tlak plynu v závislosti na:
zvoleném režimu,
hořáku připojenému k napájecímu zdroji,
délce přívodu hořáku.
LED-signálka režimu řezání (zelená) – Jestliže tato LED-signálka svítí, signalizuje,
že systém je připravený provádět plazmové řezání.
LED-signálka drážkování/značkování (zelená) – Jestliže tato LED-signálka svítí,
signalizuje, že systém je připravený provádět drážkování nebo značkování.
Dvojmístný displej – Tento displej standardně zobrazuje výstupní proud (10–45 A)
Jestliže se v systému objeví chyba, tento displej zobrazuje chybový kód. Viz
Chybové kontrolky LED a kódy poruch na straně 151.
Jestliže tlak plynu nastavujete ručně, tento displej zobrazuje tlak plynu. Viz Ruční
seřízení tlaku plynu na straně 57.
LED-signálka AMPS (zelená) – Jestliže tato LED-signálka svítí, signalizuje, že
dvojmístný displej zobrazuje řezací proud (proudovou intenzitu).
Jestliže tento displej zobrazuje jiné hodnoty, jako je tlak plynu nebo chybový kód,
LED-signálka AMPS nesvítí.
Otočný regulátor – Tento regulátor použijte k nastavení výstupního proudu na
hodnotu mezi 10 A a 45 A s přírůstkem o 1 jednotku.
Tento regulátor můžete také použít pro zvýšení nebo snížení tlaku plynu.Viz Ruční
seřízení tlaku plynu na straně 57.
44 80924G Pracovní manuál Powermax45 XP
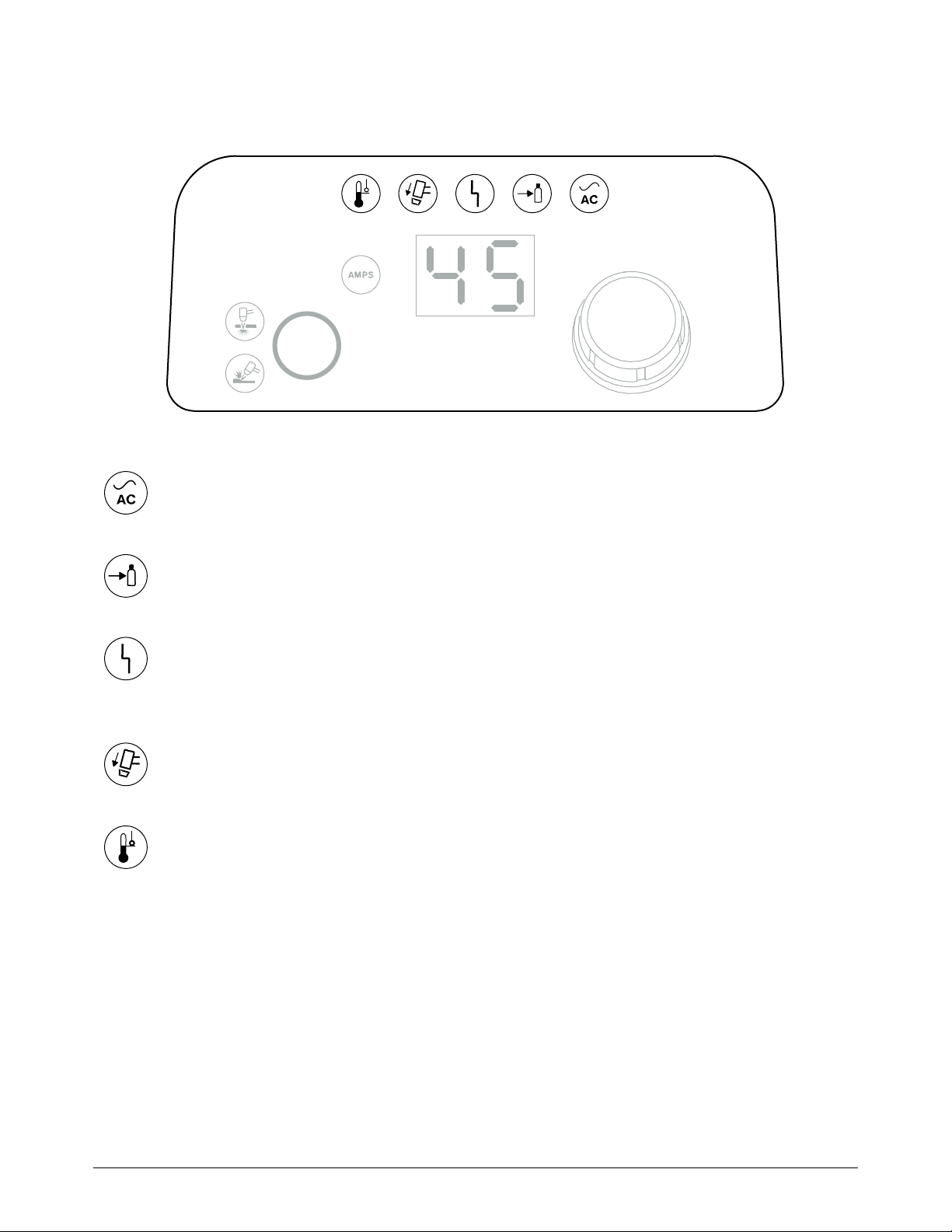
2
LED-signálky
LED-signálka zapnutí napájení (zelená) – Jestliže tato LED-signálka svítí, signalizuje, že
Obsluha
elektrický vypínač je zapnutý (ON) (I) a systém je připravený k řezání.
LED-signálka tlaku přívodního plynu (žlutá) – Jestliže tato chybová LED-signálka svítí,
signalizuje, že vstupní tlak plynu je příliš nízký, nebo že není připojený zdroj plynu.
LED-signálka systémové chyby (žlutá) – Jestliže tato LED-signálka systémové chyby svítí,
signalizuje, že na napájecím zdroji je porucha. V mnoha případech, když tato
LED-signálka svítí, na dvojmístném displeji bliká také chybový kód. Viz Chybové
kontrolky LED a kódy poruch na straně 151.
LED-signálka krytky hořáku (žlutá) – Jestliže tato chybová LED-signálka svítí, signalizuje, že
spotřební díly jsou uvolněné, nesprávně instalované nebo chybí.
LED-signálka teploty (žlutá) – Jestliže tato chybová LED-signálka svítí, signalizuje, že teplota
systému je mimo povolený pracovní rozsah.
Některé poruchové stavy mohou způsobit současné rozsvícení nebo
blikání více LED-signálek. Více informací o těchto poruchových stavech
a o způsobu jejich odstranění viz Chybové kontrolky LED a kódy poruch
na straně 151.
Powermax45 XP Pracovní manuál 80924G 45
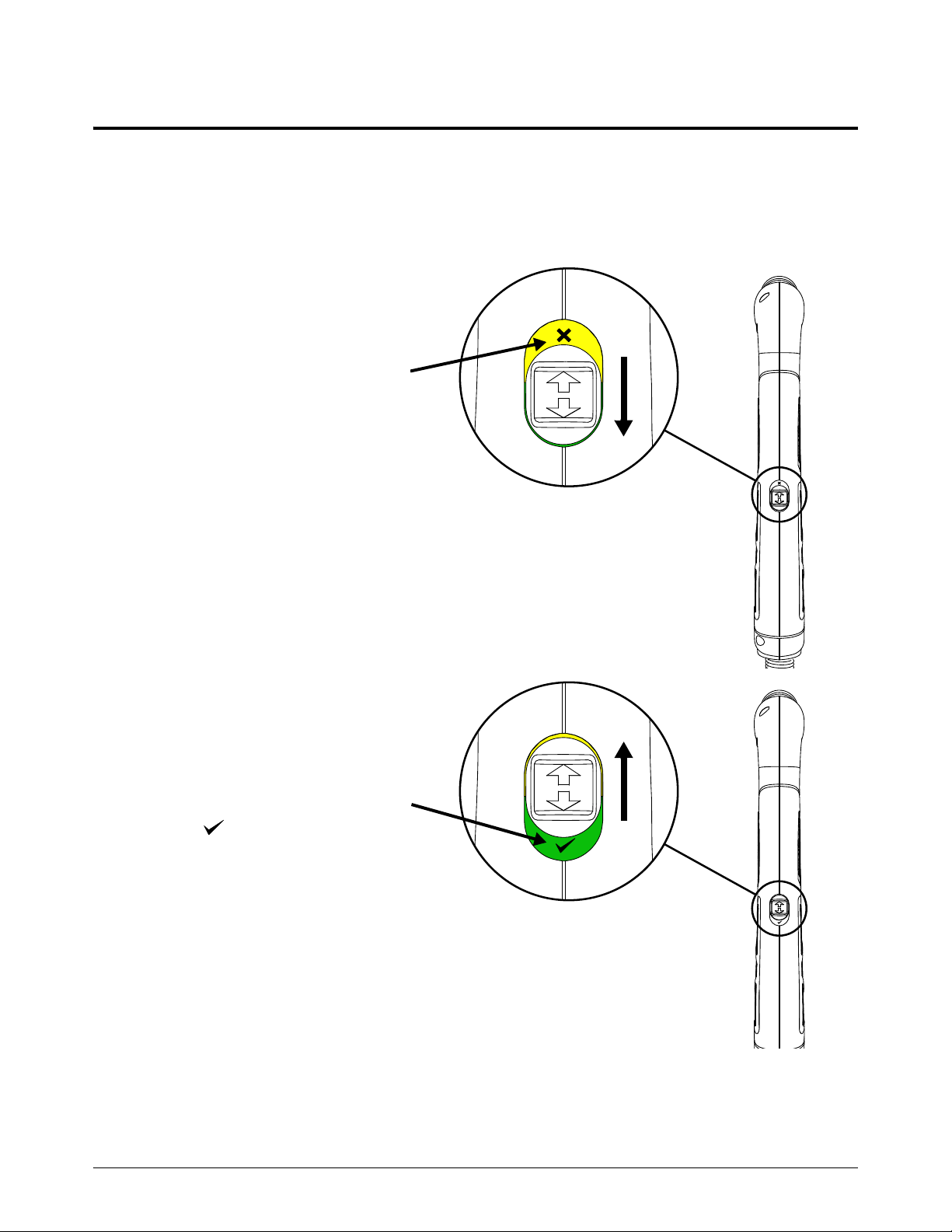
Obsluha
2
Vypnutí hořáku
Hořáky Duramax Lock obsahují spínač, který umožňuje hořák zablokovat. Tento spínač pro vypnutí
hořáku zamezuje jeho náhodnému zapálení, i když je napájecí zdroj zapnutý (ON). Tento spínač
použijte pro zablokování hořáku, když jej nepoužíváte, když potřebujete vyměnit spotřební díly, nebo
když při zapnutém (ON) systému potřebujete posunout napájecí zdroj nebo hořák.
Poloha BLOKOVÁNÍ hořáku:
Spínač pro vypnutí hořáku
je v zadní poloze, blíže
k přívodu hořáku.
Žlutý štítek s písmenem „X“
signalizuje, že hořák není
připravený k zapálení.
Hořák nikdy nesměřujte
na sebe nebo na jiné osoby
a stiskněte spoušť, abyste
zkontrolovali, že hořák se
nemůže zapálit.
Vyměňte spotřební díly
(jestliže to je potřeba).
Poloha hořáku „připravený pro
zapálení“:
Spínač pro vypnutí hořáku je
v zadní poloze, blíže k hlavě
hořáku.
Zelený štítek s písmenem
„ “ signalizuje, že hořák je
připravený k zapálení.
NEMĚŇTE spotřební díly.
Abyste mohli vyměnit
spotřební díly bez
nebezpečí náhodného
zapálení hořáku, hořák
zablokujte nebo vypněte
(OFF) napájecí zdroj.
Jakmile poprvé
stisknete spoušť po nastavení hořáku do polohy „připravený pro zapálení“,
hořák provede několik odfouknutí vzduchu rychle za sebou. To je varování,
že hořák je aktivní a oblouk se zapálí při dalším stisknutí spouště.
Viz strana 47.
46 80924G Pracovní manuál Powermax45 XP
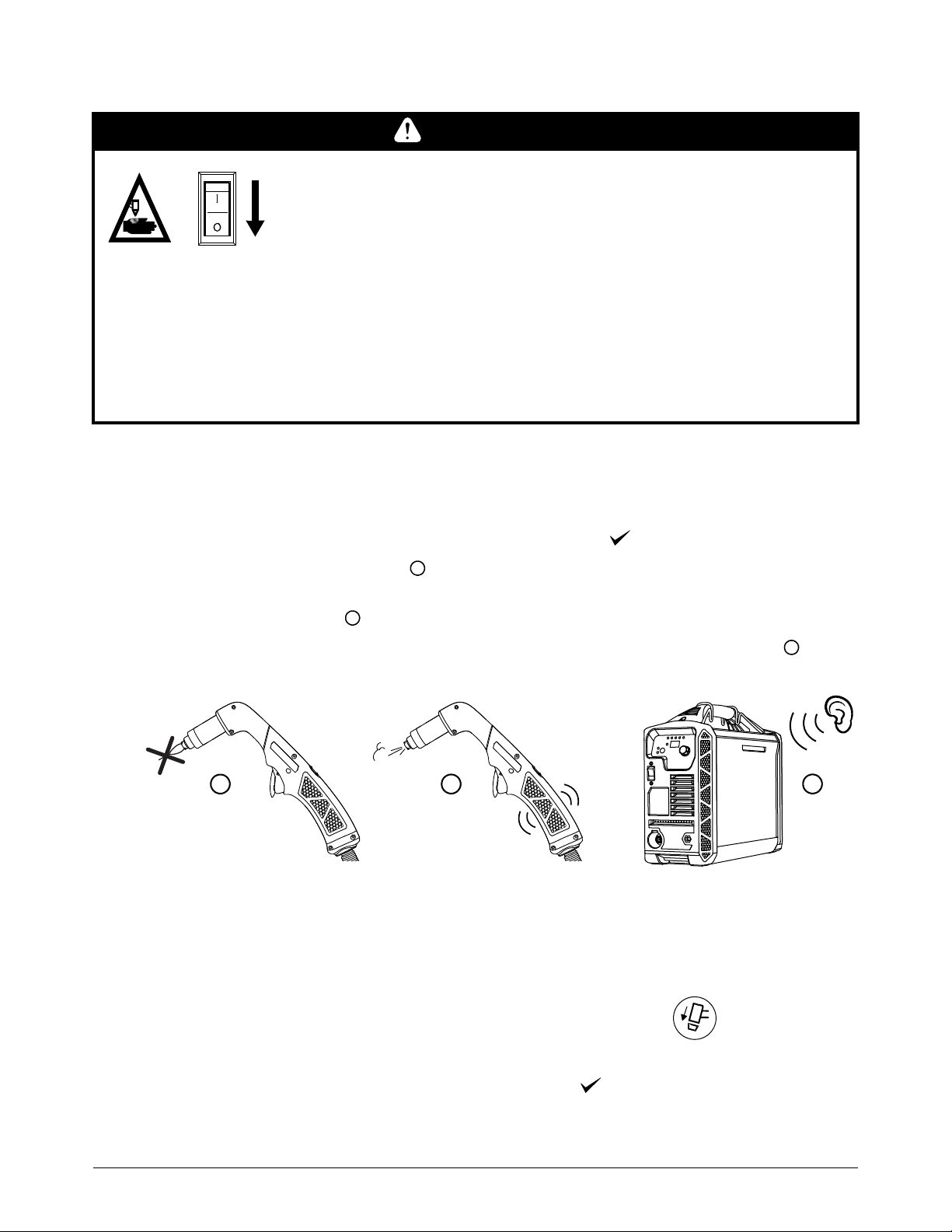
2
HOŘÁKY S OKAMŽITÝM ZAPÁLENÍM – PLAZMOVÝ OBLOUK MŮŽE
1
2
1 2
3
3
ZPŮSOBIT PORANĚNÍ A POPÁLENINY
Plazmový oblouk se zapálí ihned po stisknutí spouště hořáku. Před
výměnou spotřebních dílů musíte provést jednu z těchto akcí. Pokud je
to možné, dokončete první akci.
Vypněte (OFF) (O) napájecí zdroj plazmového systému.
Spínač pro vypnutí hořáku posuňte do žluté blokovací (X)
Varování odfouknutím vzduchu
Obsluha
VAROVÁNÍ
NEBO
polohy (bližší k přívodu hořáku). Stiskněte spoušť, abyste se
ujistili, že hořák nemůže zapálit plazmový oblouk.
Jakmile poprvé zkusíte zapálit hořák po posunutí spínače vypnutí hořáku do žluté blokovací (X)
polohy a potom zpět do zelené polohy „připravený pro zapálení“ ( ):
Plazmový oblouk se nezapálí.
Hořák provede několik odfouknutí vzduchu rychle za sebou. Hořák mírně vibruje při každém
odfouknutí vzduchu.
Při každém odfouknutí vzduchu napájecí zdroj vydá slyšitelný zvuk uvolnění plynu.
Tato zpětná odezva slouží jako varování. Nesignalizuje poruchový stav. Varuje vás, že hořák je aktivní
a při dalším zapálení hořáku se vytvoří plazmový oblouk.
LED-signálka poruchy krytky hořáku na čelním panelu svítí,
když demontujete spotřební díly nebo přepnete spínač pro
vypnutí hořáku do žluté blokovací (X) polohy a když napájecí
zdroj plazmového systému je zapnutý. LED-signálka zhasne po
nainstalování spotřebních dílů a nastavení spínače pro vypnutí
hořáku do zelené polohy „připravený pro zapálení“ ( ).
Powermax45 XP Pracovní manuál 80924G 47

Obsluha
2
Pro ruční hořáky
Po přepnutí spínače pro vypnutí hořáku do zelené polohy „připravený pro zapálení“ ( ):
a. Jednou stiskněte spoušť, aby hořák vydal varovné odfouknutí vzduchu.
b. Stiskněte spoušť hořáku ještě jednou, abyste zapálili plazmový oblouk.
Pro strojní hořáky
Po přepnutí spínače pro vypnutí hořáku do zelené polohy „připravený pro zapálení“ ( ):
a. Spusťte příkaz START/STOP z řídicí jednotky CNC, aby hořák vydal varovné odfouknutí
vzduchu.
Jestliže tato funkce je integrovaná do vašeho CNC, budete muset asi
provést další kroky podle toho, co CNC vyžaduje.
b. Spusťte hořák ještě jednou, abyste zapálili plazmový oblouk.
Obsluha plazmového systému
Krok 1 – instalace spotřebních dílů a aktivace hořáku
VAROVÁNÍ
HOŘÁKY S OKAMŽITÝM ZAPÁLENÍM – PLAZMOVÝ OBLOUK MŮŽE
ZPŮSOBIT PORANĚNÍ A POPÁLENINY
Plazmový oblouk se zapálí ihned po stisknutí spouště hořáku. Před
výměnou spotřebních dílů musíte provést jednu z těchto akcí. Pokud je
to možné, dokončete první akci.
Vypněte (OFF) (O) napájecí zdroj plazmového systému.
NEBO
Spínač pro vypnutí hořáku posuňte do žluté blokovací (X)
polohy (bližší k přívodu hořáku). Stiskněte spoušť, abyste se
ujistili, že hořák nemůže zapálit plazmový oblouk.
48 80924G Pracovní manuál Powermax45 XP

2
NEBEZPEČÍ POPÁLENÍ A ÚRAZU ELEKTRICKÝM PROUDEM – NOSTE
IZOLOVANÉ RUKAVICE
Při výměně spotřebních dílů vždy noste izolované rukavice. Spotřební
díly jsou během řezání velmi horké a mohou způsobit závažné
popáleniny.
Dotyk spotřebních dílů může také způsobit úraz elektrickým proudem,
pokud bude ZAPNUTÝ napájecí zdroj a vypínač pro vypnutí hořáku není
ve žluté uzamčené poloze (X).
1. Vypněte (OFF) (O) elektrický
vypínač na napájecím zdroji
nebo posuňte spínač pro
vypnutí hořáku do žluté
blokovací (X) polohy.
Obsluha
VAROVÁNÍ
2. Hořák nikdy nesměřujte na
sebe nebo na jiné osoby
a stiskněte spoušť, abyste
zkontrolovali, že hořák se
nemůže zapálit.
3. Zvolte správné spotřební díly
pro řezání, drážkování, nebo
značkování podle své
aplikace.
Řezání a propalování
s ručním hořákem:
Viz
Volba spotřebních
na straně 63.
dílů
Řezání a propalování se strojním hořákem:
Viz Volba spotřebních dílů na straně 111.
Drážkování: Viz Proces drážkování na straně 75.
Značkování:
Viz
Spotřební díly Značkování (10–25 A)
na straně 119.
Powermax45 XP Pracovní manuál 80924G 49

Obsluha
2
1
2
3
5
4
Utáhněte prsty.
Neutahujte nadměrnou silou.
1
234
5
4. Instalujte úplnou sadu spotřebních
dílů do ručního nebo strojního hořáku
podle tohoto návodu:
Vířivý kroužek
Elektroda
Tryska
Krytka hořáku
Ochranná krytka (nebo deflektor)
Spotřební díly nejsou na
novém hořáku nainstalovány.
Než začnete instalovat
spotřební díly, sejměte
z hořáku vinylovou krytku.
5. Posuňte spínač pro vypnutí hořáku
do zelené polohy „připravený pro
zapálení“ ( ).
50 80924G Pracovní manuál Powermax45 XP

2
Krok 2 – připojení přívodu hořáku
Červené tlačítko
Než připojíte nebo
odpojíte hořák,
vypněte (OFF) (O)
napájecí zdroj.
Jestliže chcete připojit
ruční nebo strojní hořák,
zasuňte konektor do
zásuvky na přední straně
napájecího zdroje.
Jestliže chcete
demontovat hořák,
stiskněte červené tlačítko
na konektoru a konektor
vytáhněte ze zásuvky.
Obsluha
Krok 3 – připojení zdroje plynu
Jestliže je to nutné, instalujte na zadní stranu napájecího zdroje vstupní armaturu plynu, která
je součástí dodávky systému. Viz strana 36.
Připojte zdroj plynu k armatuře na zadní straně napájecího zdroje.
Požadavky na zdroj plynu viz Zdroj plynu na straně 37.
Powermax45 XP Pracovní manuál 80924G 51

Obsluha
2
Otvor pro značku na pravé straně
zásuvky pracovního kabelu
Krok 4 – připojení pracovního kabelu a svěrky obrobku
OZNÁMENÍ
Vždy používejte pracovní kabel, který je vhodný pro váš napájecí zdroj. U Powermax45 XP
používejte pracovní kabel 45 A. Velikost elektrického proudu je označena na gumové ochranné
manžetě konektoru pracovního kabelu.
Abyste zamezili přehřátí, kontrolujte co nejčastěji, jestli pracovní kabel je úplně zatlačený
do zásuvky.
Pracovní kabel
1. Konektor pracovního kabelu vložte do
zásuvky na čelní straně napájecího
zdroje. Zarovnejte značku na
konektoru s otvorem na pravé straně
zásuvky.
2. Konektor pracovního kabelu zatlačte
úplně do zásuvky. Otočte konektor
ve směru hodinových ručiček
o 1/4 otáčky, dokud se konektor
nebude zcela opírat o zarážku.
Svěrka obrobku
OZNÁMENÍ
Nepřipojujte svěrku obrobku pod vodou. Pokud bude napájecí zdroj pod svěrkou obrobku, voda
může vniknout do napájecího zdroje přes pracovní kabel a způsobit závažné poškození.
Ruční řezání: Svěrka obrobku musí být při řezání připojena k obrobku.
Mechanizované řezání: Jestliže používáte systém s řezacím stolem, svěrku obrobku můžete
připojit přímo ke stolu nebo k obrobku, který řežete. Viz tabulku s pokyny výrobce.
Zkontrolujte, jestli svěrka obrobku
má s obrobkem nebo řezacím
stolem dobrý kontakt kov na kov.
Odstraňte rez, nečistoty, nátěr,
povlaky a jiné zbytky tak, aby
svěrka obrobku měla dobrý
kontakt s obrobkem nebo
řezacím stolem.
52 80924G Pracovní manuál Powermax45 XP
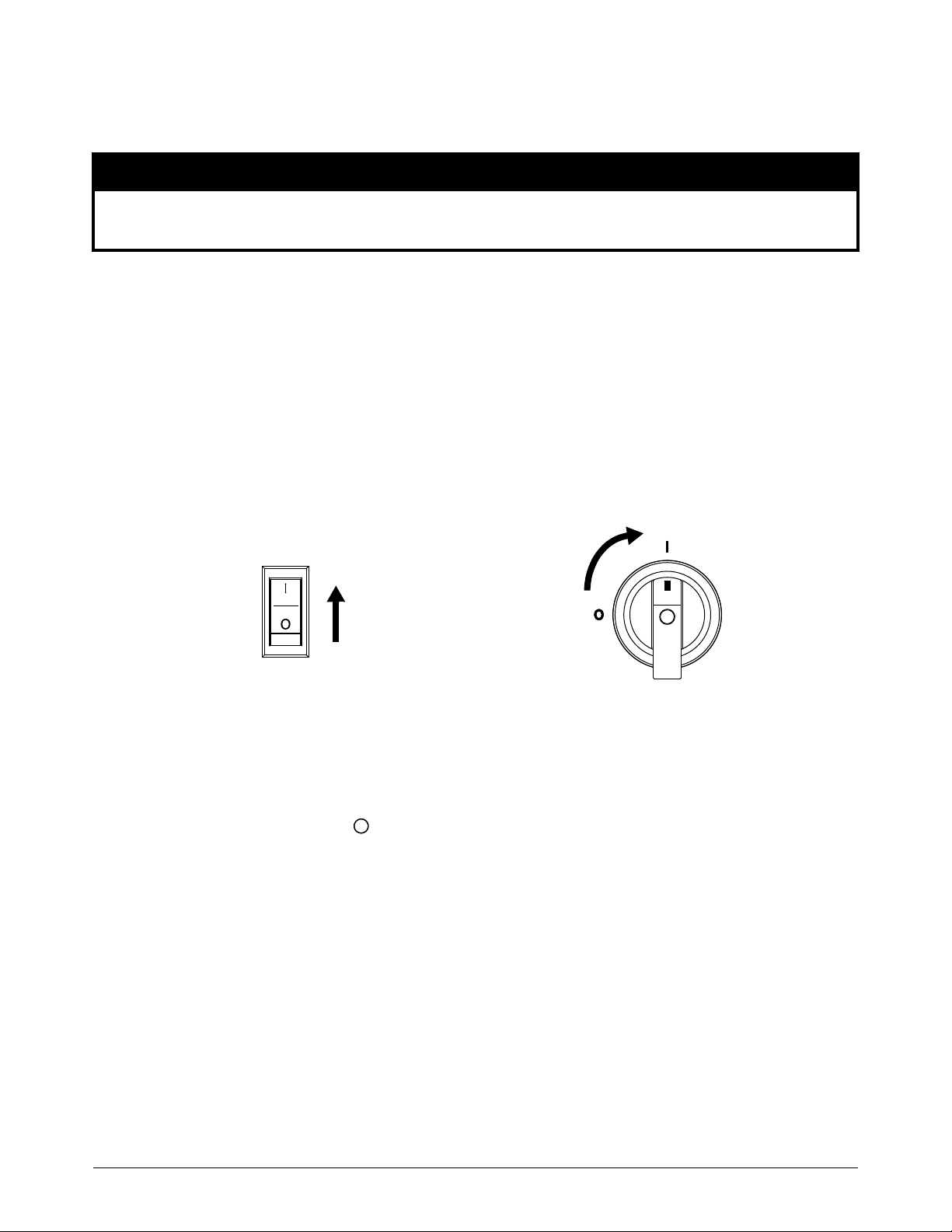
2
Jestliže chcete dosáhnout nejvyšší kvality řezu, svěrku obrobku připojte co nejblíže
200–240 V
400 V, 480 V
1
k místu řezu.
OZNÁMENÍ
Svěrku obrobku nepřipojujte k části obrobku, která se má uříznout.
Krok 5 – připojení přívodu elektřiny a zapnutí systému
1. Připojte napájecí kabel.
Jestliže jste svůj systém právě dostali, napájecí kabel nemusí mít instalovanou
elektrickou zástrčku. Informace o připojení správné zástrčky k napájecímu kabelu viz
Příprava napájecího kabelu na straně 34.
Podrobnější informace o požadavcích systému na elektrické připojení viz Připojení
k elektrické energii na straně 29.
Obsluha
2. Přepněte elektrický vypínač do polohy zapnuto (ON) (I).
Krok 6 – nastavení režimu a seřízení výstupního proudu (proudové intenzity)
1. Stiskněte tlačítko Režim, abyste přepnuli mezi režimem řezání a režimem drážkování /
značkování.
Technologie Smart Sense™, instalovaná v systému, automaticky reguluje
tlak plynu podle vybraného režimu, typu hořáku a délky přívodu hořáku tak,
aby bylo dosaženo optimálního řezání.
Powermax45 XP Pracovní manuál 80924G 53

Obsluha
2
2
3
1
2
3
1
234
2. Otočte regulátorem, abyste výstupní proud nastavili na maximálně 45 A. Dvojmístný displej
zobrazuje výstupní proud jako proudovou intenzitu.
Řezání tahokovu
K řezání tahokovu používejte spotřební díly dodávané pro stíněné řezání, které byly dodány
se systémem. Systém nevyžaduje na řezání tahokovu speciální režim.
Tahokov má rýhovaný nebo síťový vzor. Při řezání tahokovu dochází
k rychlejšímu opotřebení spotřebních dílů, neboť je zapotřebí souvislý
pilotní oblouk. Pilotní oblouk vzniká tehdy, je-li zapálený hořák, avšak
plazmový oblouk není v kontaktu s obrobkem.
Krok 7 – kontrola nastavení a LED-signálek
Před spuštěním řezání zkontrolujte:
Zelená LED-signálka Napájení zapnuto (ON) na přední straně napájecího zdroje svítí.
Svítí správná LED-signálka režimu (řezání nebo drážkování / značkování). Zkontrolujte také,
jestli na hořáku instalované spotřební díly odpovídají zvolenému režimu.
Výstupní proud (proudová intenzita) zobrazená na čelním panelu je správná
a LED-signálka AMPS svítí.
Žádná ze 4 chybových LED-signálek nesvítí ani nebliká.
54 80924G Pracovní manuál Powermax45 XP

Obsluha
2
2
3
4
1
Jestliže svítí nebo bliká některá chybová LED-signálka nebo bliká LED-signálka Napájení
zapnuto (ON), znamená to, že došlo k poruše. Před dalším řezáním odstraňte příčinu
poruchy. Viz Chybové kontrolky LED a kódy poruch na straně 151.
Co lze očekávat v průběhu řezání a po jeho skončení
Dofuk plynu – Po dokončení řezání a uvolnění
spouště hořáku pokračuje průtok
vzduchu z hořáku, aby došlo k ochlazení
spotřebních dílů. Tento jev je označován
jako dofuk plynu.
Délka dofuku plynu závisí na režimu
a výstupním proudu. Za určitých
okolností také závisí na zdroji plynu.
Režim Výstupní proud Délka intervalu dofuku plynu
řezání 10–45 A 20 sekund
drážkování/
značkování
drážkování/
značkování
26–45 A 20 sekund
10–25 A 10 sekund pro vzduch (nebo dusík)
3 sekundy pro argon
Výjimka pro argon: Systém rozpozná použití argonu a sníží trvání dofuku plynu
z 10 sekund na 3 sekundy, aby se omezila spotřeba plynu. Abyste docílili třísekundový
dofuk, systém musíte nastavit na režim drážkování/značkování s výstupním proudem
nastaveným na 10–25 A. Když hořák hoří, aniž se pilotní oblouk přenesl na obrobek,
dofuk plynu trvá 10 sekund, přestože použitým plynem je argon.
Powermax45 XP Pracovní manuál 80924G 55

Obsluha
2
Aktivita ventilátoru – Ventilátor chlazení
uvnitř napájecího zdroje
plazmového systému se spustí
ihned při řezání a po jeho
skončení, aby ochladil vnitřní
součásti.
Varování odfouknutím vzduchu –
Když spínač pro vypnutí hořáku
nastavíte do polohy „připravený
pro zapálení“ ( ) poté, když
hořák byl zablokovaný, hořák se po
prvním stisknutí spouště nezapálí.
Místo toho hořák provede několik
odfouknutí vzduchu rychle za
sebou. Při každém odfouknutí
vzduchu hořák mírně vibruje
a napájecí zdroj vydá slyšitelný
zvuk uvolnění plynu. Tato akce
slouží jako varování, které vás
varuje, že hořák je aktivní a oblouk se zapálí při dalším stisknutí spouště. Viz strana 47.
U strojního hořáku spusťte příkaz START/STOP z řídicí jednotky CNC, aby
hořák provedl několik odfouknutí vzduchu. Při příštím signálu ke spuštění
hořák zapálí oblouk.
LED-signálka poruchy krytky hořáku na čelním panelu svítí,
když demontujete spotřební díly nebo přepnete spínač pro
vypnutí hořáku do žluté blokovací (X) polohy a když napájecí
zdroj plazmového systému je zapnutý. LED-signálka zhasne po
nainstalování spotřebních dílů a nastavení spínače pro vypnutí
hořáku do zelené polohy „připravený pro zapálení“ ( ).
56 80924G Pracovní manuál Powermax45 XP

2
Ruční seřízení tlaku plynu
Stiskněte a držte tlačítko, zatímco točíte regulátorem.
Napájecí zdroj seřídí tlak plynu automaticky. Jestliže u určitých aplikací potřebujete seřídit tlak plynu,
můžete použít ruční režim.
Ruční režim by u systému měli používat pouze zkušení uživatelé, kteří
u specifických řezacích aplikací potřebují optimalizovat nastavení plynu.
1. Zvolte režim a nastavte
výstupní proud. V tomto
příkladu jsme vybrali režim
drážkování/značkování
a nastavili výstupní proud
na 45 A.
Nejprve nastavte
režim a výstupní
proud, protože tak lze
resetovat tlak plynu.
Viz strana 58.
Obsluha
2. Jednou rukou stiskněte
adržte tlačítko Režim.
Druhou rukou otočte
regulátorem a tlak plynu
nastavte na požadovanou
úroveň. V tomto příkladu jsme
snížili tlak plynu na 35 psi.
Když ručně seřizujete
tlak plynu, LED-signálka
AMPS zhasne a
dvojmístný displej
se změní z proudové
intenzity na tlak plynu
takto:
Typy CSA: Tlak plynu se standardně zobrazuje v psi.
Typy CE/CCC: Tlak plynu se standardně zobrazuje v barech.
Můžete změnit hodnoty displeje pro tlak plynu. Viz strana 59.
Powermax45 XP Pracovní manuál 80924G 57
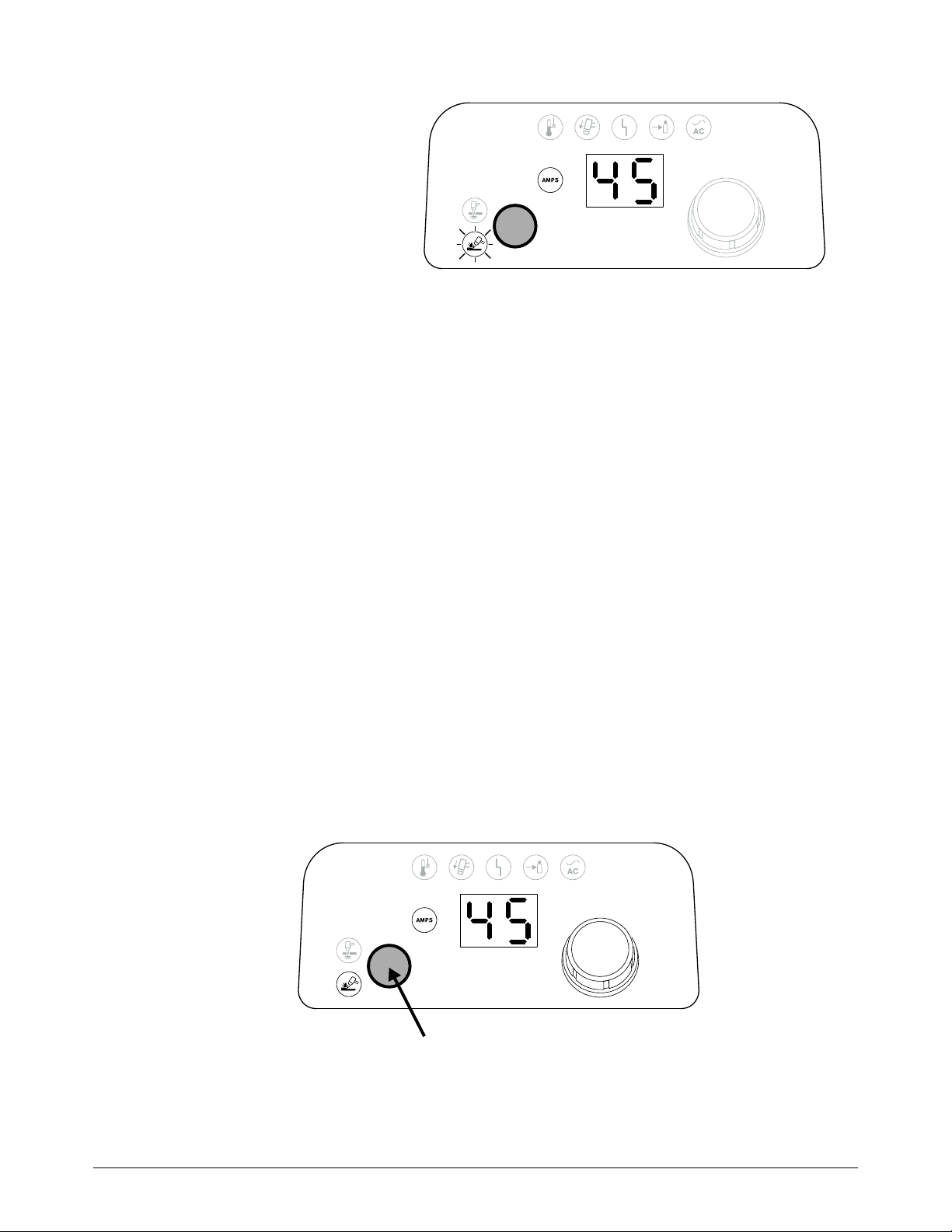
Obsluha
2
Stiskněte tlačítko, abyste provedli reset tlaku plynu.
3. Uvolněte tlačítko Režim.
Jakmile jste uvolnili
tlačítko Režim,
LED-signálka AMPS
se znovu rozsvítí
a dvojmístný displej
se změní z tlaku plynu
zpět na proudovou
intenzitu.
LED-signálka zvoleného režimu bliká, abyste věděli, že tlak plynu byl ručně změněn.
Bude blikat až do doby, kdy resetujete tlak plynu.
Aby se znovu zobrazilo nastavení tlaku plynu, opakujte krok 2 výše nebo zadejte režim
zkoušky plynu. Viz Spuštění zkoušky plynu na straně 157.
Reset tlaku plynu
Jestliže jste tlak plynu nastavili ručně, nastavený tlak plynu zůstane stejný, dokud neprovedete reset.
Reset tlaku plynu můžete provést stisknutím tlačítka Režim.
Když provedete reset tlaku plynu, LED-signálka zvoleného režimu
přestane blikat.
Tlak plynu se také resetuje na standardní nastavení, když:
Jste v režimu drážkování/značkování a změníte výstupní proud z:
procesu drážkování Maximální ovládání (26–45 A) na proces Přesné drážkování
(10–25 A),
procesu Přesné drážkování (10–25 A) na proces drážkování Maximální ovládání
(26–45 A).
Připojíte jiný hořáku k napájecímu zdroji.
Vypnutí a zapnutí (OFF) napájecího zdroje (ON) neresetuje tlak plynu.
58 80924G Pracovní manuál Powermax45 XP

2
Změna hodnot tlaku plynu mezi psi a bary
Stiskněte a držte po dobu 15 sekund k přepnutí mezi psi a bary.
psi bary
Typy CSA: Tlak plynu se standardně zobrazuje v psi.
Typy CE/CCC: Tlak plynu se standardně zobrazuje v barech.
Ke změně hodnot tlaku plynu z psi na bary nebo z barů na psi:
1. Stiskněte a držte tlačítko Režim po dobu přibližně 15 sekund, dokud dvojmístný displej
nezobrazí P.U.
Obsluha
2. Uvolněte tlačítko Režim. Systém nyní zobrazuje tlak plynu v barech místo v psi nebo v psi místo
v barech.
Powermax45 XP Pracovní manuál 80924G 59
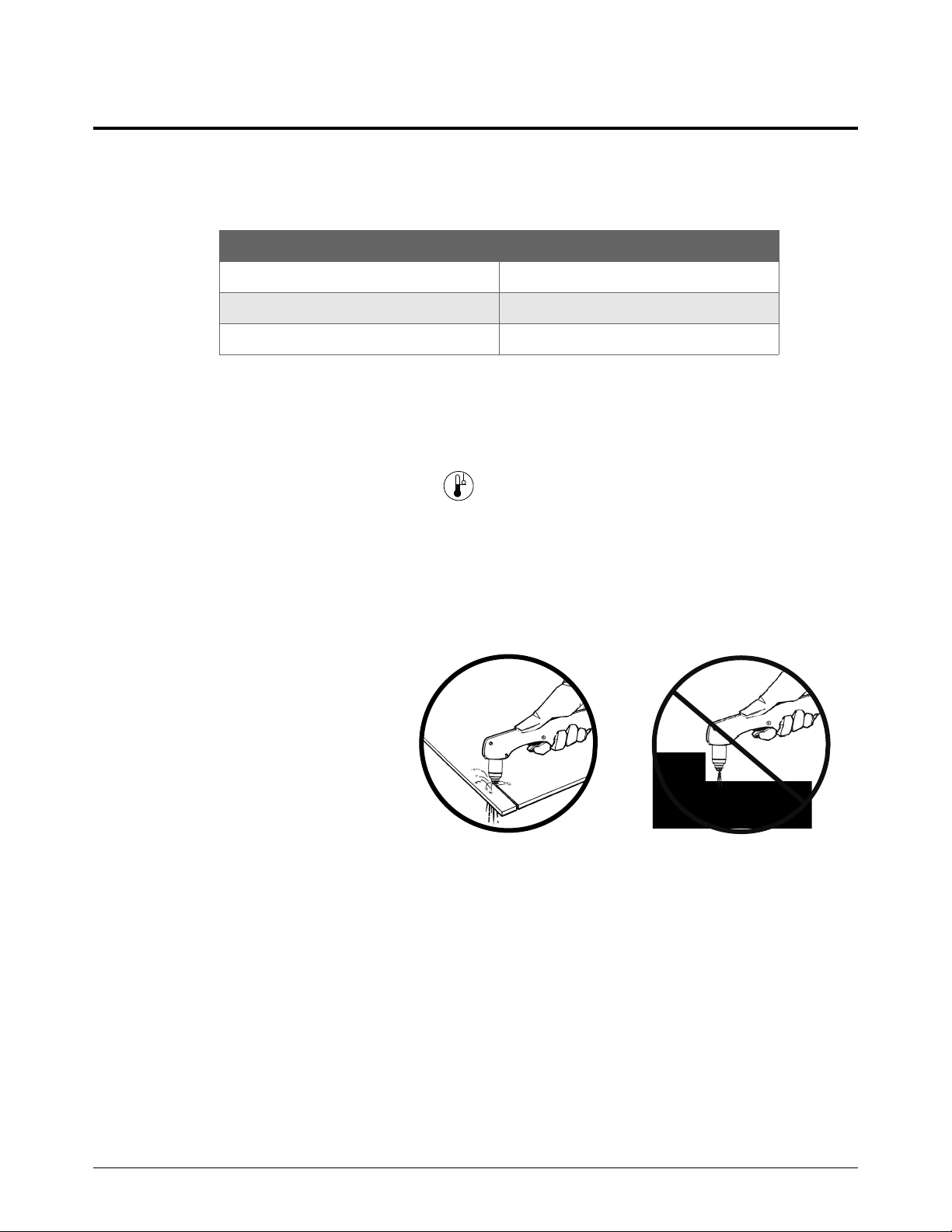
Obsluha
2
Vysvětlení dovoleného zatížení k zamezení přehřátí
Dovolené zatížení – Procento z doby v průběhu intervalu 10 minut, kdy plazmový oblouk může
zůstat zapnutý, aniž by způsobil přehřátí systému.
Výstupní proud Dovolené zatížení*
45 A 50 %
41 A 60 %
32 A 100 %
* Předpokládaná okolní provozní teplota 40 °C.
Jestliže překročíte dovolené zatížení a systém se přehřeje:
Plazmový oblouk zhasne.
Rozsvítí se LED-signálka teploty.
Ventilátor uvnitř napájecího zdroje se zapne.
Když se systém se přehřeje:
a. Systém ponechte zapnutý, aby ventilátor chladil napájecí zdroj.
b. Před pokračováním v řezání počkejte, dokud nezhasne LED-signálka teploty.
Natahování plazmového oblouku
po delší dobu negativně ovlivňuje
dovolené zatížení. Kdykoli to je
možné, řežte s dotykem hořáku
na obrobku. Viz Začátek řezu od
okraje obrobku na straně 72.
Jestliže systém provozujete po
delší dobu při sníženém výkonu
elektrického napájení, protažení
plazmového oblouku na delší
dobu může způsobit mnohem
rychlejší přehřátí systému a může
způsobit, že se vypne jistič. Viz
Snížení výstupního proudu a
protažení oblouku při nižším
výkonu elektrické sítě na
straně 33.
60 80924G Pracovní manuál Powermax45 XP
Řezání s ručním hořákem
Ruční hořáky Duramax Lock se dodávají v typech s 15° a 75°.
Ruční hořák 75° je určený pro všeobecné použití a je navržený pro největší možný pracovní
rozsah.
Ruční hořák 15° je navržený tak, aby při hlubokém drážkování horko směřovalo pryč od
obsluhy. Usnadňuje také řezací operace nad hlavou a v těžko přístupných místech.
Hořák Duramax Lock má tyto funkce:
Spínač pro vypnutí hořáku, který zamezuje jeho náhodnému zapálení, i když napájecí zdroj je
zapnutý (ON). Viz Vypnutí hořáku na straně 46.
Díky systému rychlospojky FastConnect
vyměnit hořáky navzájem mezi sebou.
TM
lze hořák jednoduše při přepravě sejmout nebo
Automatické chlazení okolním vzduchem. Speciální postupy chlazení nejsou nutné.
Tento oddíl poskytuje přehled o dílech pro ruční hořák, rozměrech, spotřebních dílech, návodech
k řezání a základních metodách řezání. Informace o drážkování viz Drážkování s ručním a strojním
hořákem na straně 75.
Informace k problémům s kvalitou řezu viz Běžné problémy při řezání na
straně 144.
Ruční hořáky Duramax Lock se dodávají bez nainstalovaných spotřebních dílů. O instalaci
spotřebních dílů viz strana 48.
Powermax45 XP Pracovní manuál 80924G 61

Řezání s ručním hořákem
3
Spotřební díly
Blokované startovací
tlačítko
Spínač pro vypnutí hořáku
260 mm
10 2 m m
75°
61 mm
25 mm
69 mm
269 mm
51 mm
69 mm
15°
325 mm
25 mm
Součásti ručního hořáku, rozměry, hmotnosti
Součásti
Rozměry
Ruční hořák 75°
Ruční hořák 15°
62 80924G Pracovní manuál Powermax45 XP
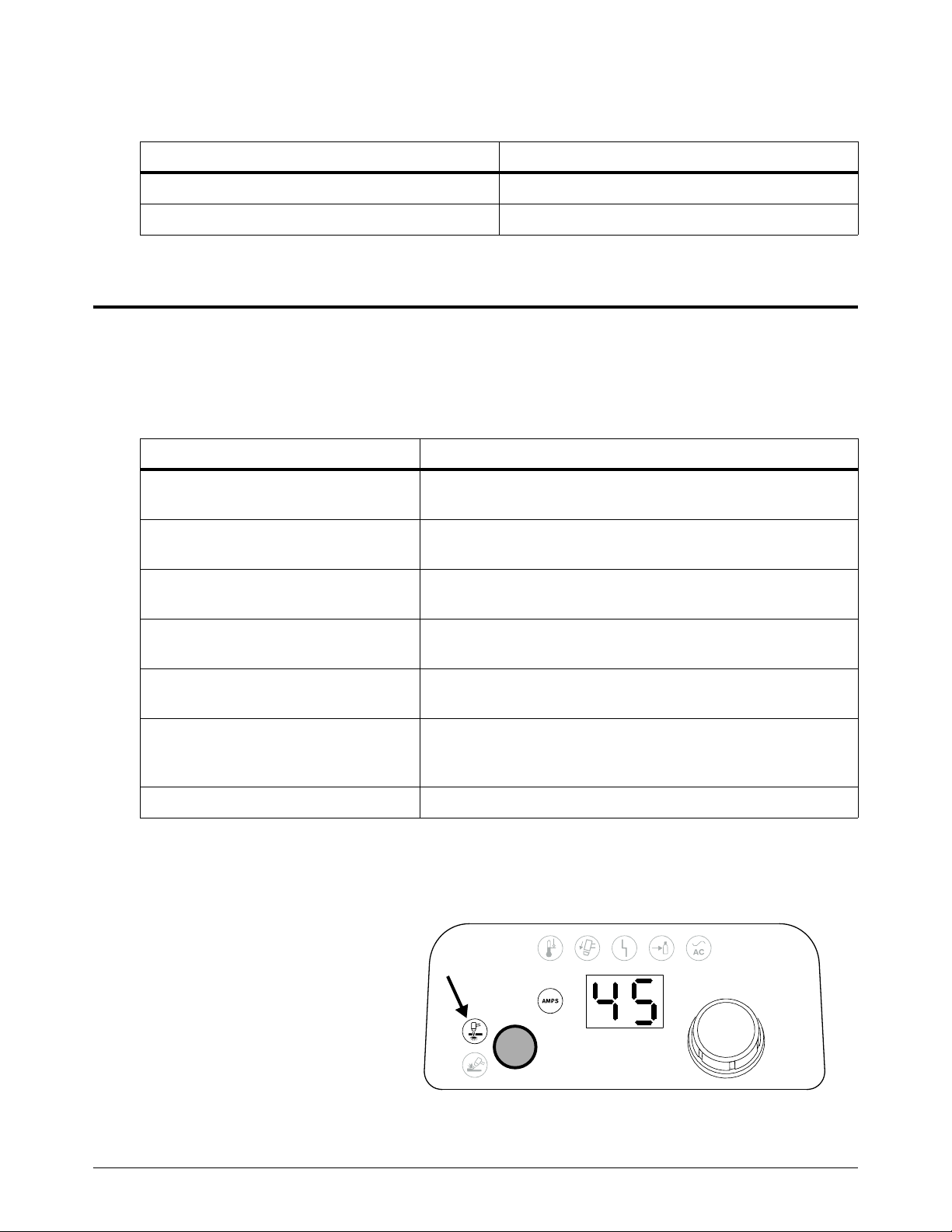
3
Hmotnosti
Ruční hořák s přívodem 6,1 m 1,8 kg
Ruční hořák s přívodem 15 m 3,7 kg
Volba spotřebních dílů
Ruční hořáky 15° a 75° Duramax Lock používají stejné spotřební díly.
Váš systém se dodává se základní sadou spotřebních dílů, která obsahuje stíněné spotřební díly
na strana 64, 1 další elektrodu a 1 další trysku.
Typ spotřebního dílu Účel
Řezání s ručním hořákem
Hořák Hmotnost
Stíněné řezání s dotykem hořáku
FineCut
HyAccess
FlushCut
Drážkování Maximální ovládání
(26–45 A)*
Přesné drážkování (10–25 A)*
Značkování (10–25 A)
®
TM
TM
†
* Podrobnosti procesu drážkování a spotřební díly viz Proces drážkování na straně 75.
†
Podrobnosti o spotřebních dílech Značkování viz Spotřební díly Značkování (10–25 A) na straně 119.
Řezání s dotykem hořáku umožňuje provádět největší pracovní
rozsah při řezání.
Docílí nejrovnější řezné spáry v tenkém materiálu z uhlíkové
a nerezové oceli až do 3 mm.
Pokud chcete řezat nebo drážkovat v obtížně přístupných nebo
uzavřených prostorách.
Řežte co nejblíže základny bez toho, abyste propálili
či poškodili obrobek
Odstraňuje kov a docílí přesného drážkovaného profilu.
Docílí velmi mělkého drážkování a nízké úrovně množství
odstraněného kovu než drážkování Maximální ovládání, jako
je odstraňování bodového svaru.
Označuje povrchy kovu při použití vzduchu nebo argonu.
Jestliže použijete následující
stíněné spotřební díly a spotřební
díly FineCut, zvolte na předním
panelu režim řezání. Viz
strana 53.
Powermax45 XP Pracovní manuál 80924G 63

Řezání s ručním hořákem
3
220818
Stínění
220854
Krytka hořáku
220941
Trys ka
220857
Vířivý kroužek
220842
Elektroda
220931
Deflektor
220854
Krytka hořáku
220930
Trys ka
220947
Vířivý kroužek
220842
Elektroda
420410
Řezací tryska
420408
Elektroda
220857
Vířivý kroužek
420413
Krytka hořáku
Stíněné spotřební díly pro řezání s dotykem hořáku
Spotřební díly FineCut
Speciální spotřební díly
Spotřební díly pro řezání HyAccess
Spotřební díly HyAccess zvyšují dosah univerzálních stíněných spotřebních dílů přibližně o 7,5 cm.
Používejte je s ručním hořákem, abyste docílili lepšího dosahu a viditelnosti.
K dodání jsou také spotřební díly pro drážkování HyAccess. Viz strana 77.
Můžete počítat přibližně se stejnými tloušťkami jako se standardními stíněnými spotřebními díly. Je
možné, že budete muset lehce snížit řeznou rychlost, aby mohlo být dosahováno stejné kvality řezu.
Můžete očekávat, že spotřební díly HyAccess vydrží asi polovinu doby než standardní stíněné
spotřební díly.
64 80924G Pracovní manuál Powermax45 XP
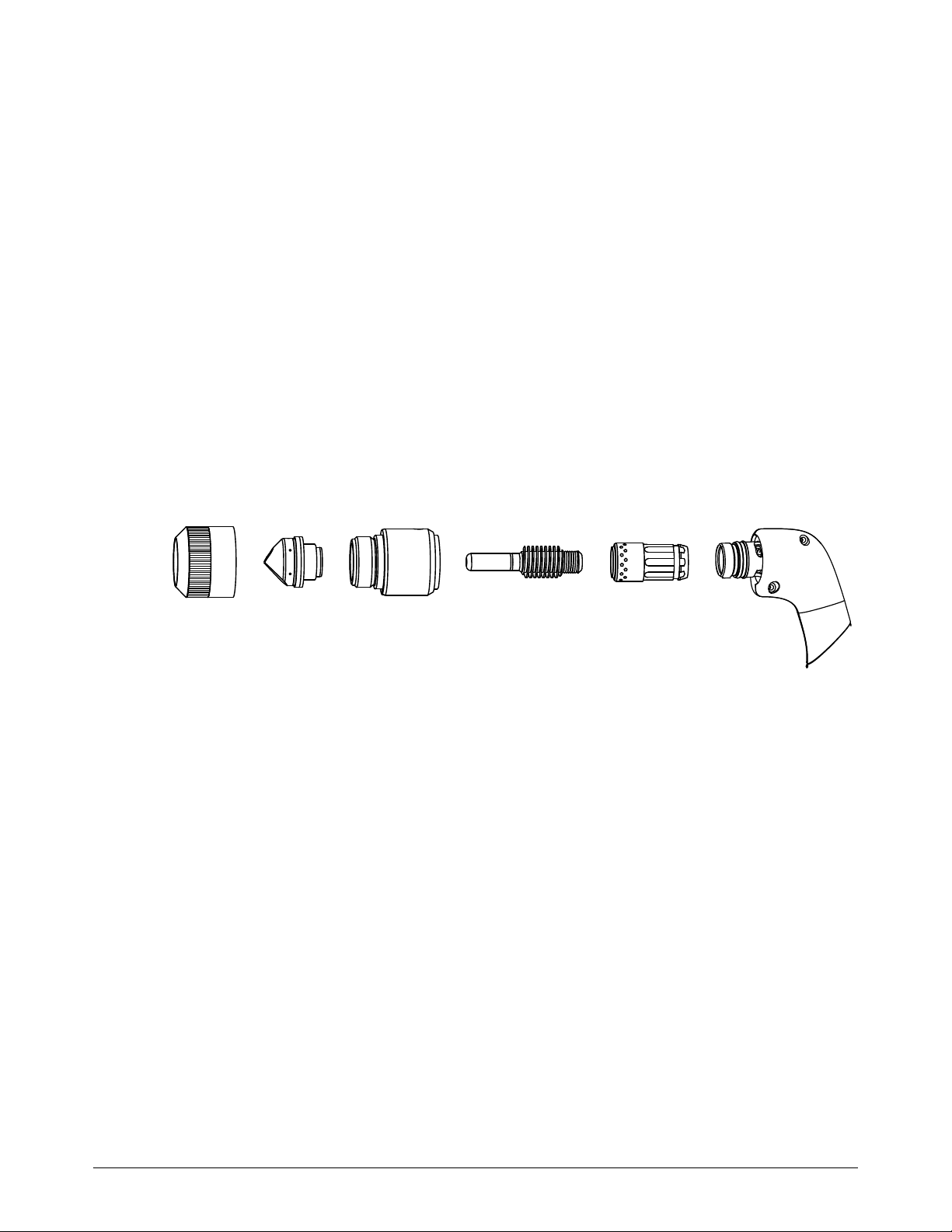
Řezání s ručním hořákem
3
420633
Trys ka
420635
Elektroda
420634
Vířivý kroužek
420540
Pojistný
kroužek
420536
Krytka
Můžete objednat každý spotřební díl HyAccess jednotlivě nebo jako základní sadu. Když se špička
trysky opotřebuje, je nutno vyměnit kompletní trysku.
Základní sada 428445 obsahuje:
1 elektrodu HyAccess,
1 řezací trysku HyAccess,
1 krytku hořáku HyAccess.
Základní řezací/drážkovací sada 428414 obsahuje:
2 elektrody HyAccess,
1 řezací trysku HyAccess,
1 drážkovací trysku HyAccess,
1 krytku hořáku HyAccess.
1 vířivý kroužek (standardní vířivý kroužek Powermax45 XP).
Spotřební díly FlushCut™
Spotřební díly FlushCut jsou konstruovány k odstraňování úchytů a ok a jiných spojovacích dílů bez
propálení či poškození obrobku pod nimi. Spotřební díly FlushCut produkují zalomený plazmový
oblouk, který vám umožní řezat velmi blízko u základního materiálu, aniž by zanechával velké množství
zbytkového materiálu, který se musí zbrousit.
Řezat budete moci přibližně stejné tloušťky jako se standardními stíněnými spotřebními díly.
Nicméně musíte vzít v úvahu přidanou tloušťku, která může být důsledkem svarových housenek.
Doba životnosti se mění, ale můžete očekávat, že spotřební díly FlushCut vydrží asi 3/4 doby
standardních stíněných spotřebních dílů.
Spotřební díly FlushCut můžete objednávat jednotlivě nebo jako startovací sadu (428746), která
obsahuje 1 od každého shora vyobrazeného spotřebního dílu. Pokud objednáváte spotřební díly
FlushCut individuálně:
Minimální množství pro elektrodu je 5.
Všechny ostatní spotřební díly FlushCut lze objednat jako jednotlivé kusy.
Powermax45 XP Pracovní manuál 80924G 65

Řezání s ručním hořákem
3
PAPRSKY VYZAŘOVANÉ OBLOUKEM MOHOU ZPŮSOBIT POPÁLENINY
OČÍ A POKOŽKY
Při používání spotřebních dílů FlushCut používejte obličejový štít, který vám zakrývá
celý obličej. Používejte štít s čočkami odstínu 10.
Záření plazmového oblouku vysílá intenzivní viditelné a neviditelné
(ultrafialové a infračervené) paprsky, které mohou poškodit oči a popálit kůži.
VAROVÁNÍ
VAROVÁNÍ
HOŘÁKY S OKAMŽITÝM ZAPÁLENÍM – PLAZMOVÝ OBLOUK MŮŽE
ZPŮSOBIT PORANĚNÍ A POPÁLENINY
Před otočením trysky FlushCut musíte provést jednu z těchto akcí.
Kdykoli je to možné, dokončete první akci.
Vypněte (O) napájecí zdroj plazmového systému.
NEBO
Spínač pro vypnutí hořáku posuňte do žluté blokovací (X)
polohy (bližší k přívodu hořáku). Stiskněte spoušť, abyste
se ujistili, že hořák nemůže zapálit plazmový oblouk.
Nasazení:
1. Vypněte napájecí zdroj (O), nebo posuňte spínač pro vypnutí hořáku do žluté blokovací (X)
polohy.
2. Na hořák nasaďte vířivý kroužek, elektrodu, krytku a trysku. Otočte
trysku podle směru, kterým plánujete řezat. Zajistěte, aby plochá strana
trysky byla na spodní části, abyste ji mohli táhnout podél obrobku.
3. Pevně dotáhněte pojistný kroužek na krytku.
Během řezání tyto kroky opakujte, pokud budete muset změnit orientaci
trysky, abyste dokončili řez.
Tipy:
Táhněte plochou stranu trysky podél základy, ale udržujte vzdálenost přibližně 3 mm–6 mm
od svislého obrobku, který řežete.
Spotřební díly FlushCut můžete použít v režimu drážkování/značkování k odstranění
zbytkového materiálu ze základního obrobku. Snižte intenzitu elektrického proudu podle
potřeby.
66 80924G Pracovní manuál Powermax45 XP

3
Vraťte zpět krytku, když vnější objímka již dále nebude volně klouzat
220777
nahoru a dolů.
Elektroda CopperPlus™
Elektroda CopperPlus (220777) poskytuje nejméně
dvounásobnou dobu životnosti spotřebního dílu ve srovnání
se standardními spotřebními díly (spotřební díly Hypertherm
navržené pro systém). Tato elektroda je konstruována
výlučně pro použití s hořáky Duramax a hořáky
Duramax Lock pro řezání kovu až do 12 mm.
Životnost spotřebních dílů
Řezání s ručním hořákem
Frekvence výměny spotřebních dílů ručního hořáku závisí na mnoha faktorech:
Nízká kvalita zdroje plynu
Je hodně důležité udržovat čistý a suchý přívod plynu. Přítomnost oleje, vody a dalších
nečistot ve zdroji plynu může snížit kvalitu řezu a životnost spotřebních dílů. Viz strana 37
a strana 41.
Technika řezání
Kdykoli je to možné, řez začínejte od okraje obrobku. Pomůže to zvýšit životnost
ochranné krytky a trysky. Viz strana 72.
Používejte takovou techniku propálení, která je správná pro tloušťku řezaného kovu.
V mnoha případech je technika zvlněného propálení účinnou cestou, jak kov propálit
s minimálním opotřebením spotřebního dílu, ke kterému přirozeně dochází při propálení.
Viz strana 73 pro vysvětlení techniky přímého a zvlněného propálení a kdy je každá z nich
vhodná.
Srovnání stíněných a nestíněných spotřebních dílů
Nestíněné spotřební díly používají deflektor místo ochranné krytky. Mohou poskytnout
lepší viditelnost a přístup při některých řezacích aplikacích. Nestíněné spotřební díly mají
v porovnání se stíněnými spotřebními díly kratší životnost.
Tloušťka řezaného materiálu
Obecně platí, čím silnější materiál řežete, tím rychleji se spotřební díly opotřebují.
Nejlepších výsledků dosáhnete, jestliže nepřekročíte specifikaci tloušťky pro tento
systém. Viz strana 24.
Viz strana 165 s pokyny, kdy je nutné vyměnit opotřebené spotřební díly.
Powermax45 XP Pracovní manuál 80924G 67

Řezání s ručním hořákem
3
Řezání tahokovu
Tahokov má rýhovaný nebo síťový vzor. Při řezání tahokovu dochází k rychlejšímu
opotřebení spotřebních dílů, neboť je zapotřebí souvislý pilotní oblouk. Pilotní oblouk
vzniká tehdy, je-li zapálený hořák, avšak plazmový oblouk není v kontaktu s obrobkem.
Nesprávné spotřební díly pro výstupní proud a režim
Abyste optimalizovali životnost spotřebních dílů, ujistěte se, že spotřební díly instalované
na hořáku odpovídají zvolenému režimu a výstupnímu proudu. Například:
Nepoužívejte spotřební díly pro drážkování, jestliže systém je nastavený v režimu
řezání. Viz strana 53.
Nenastavujte výstupní proud mezi 26 A a 45 A s instalovanými spotřebními díly
Přesné drážkování.
Nepotřebné protažení oblouku při řezání
Abyste maximalizovali životnost spotřebních dílů, nepoužívejte protažení oblouku, jestliže
to není nutné. Řežte s dotykem hořáku na obrobku, kdykoli je to možné. Viz strana 71.
Nedostatečné protažení oblouku při drážkování
Správné protažení oblouku při drážkování udržuje vzdálenost mezi špičkou hořáku
a roztaveným kovem, který se vytváří při drážkování. Viz strana 79.
Protažení oblouku 19–25 mm je doporučená vzdálenost pro drážkování se
spotřebními díly pro drážkování Maximální ovládání při 26–45 A.
Protažení oblouku 10–11 mm je doporučená vzdálenost pro drážkování se
spotřebními díly Přesné drážkování při 10–25 A.
Spotřební díly zpravidla vydrží přibližně 1 až 2 hodiny skutečného času „provozu oblouku“ u ručního
řezání. Životnost spotřebních dílů však hodně závisí na shora uvedených faktorech. Informace
o známkách opotřebení, které je nutno u spotřebních dílů hledat, naleznete v oddíle Kontrola
spotřebních dílů na straně 165.
68 80924G Pracovní manuál Powermax45 XP

3
Příprava k zapálení hořáku
HOŘÁKY S OKAMŽITÝM ZAPÁLENÍM – PLAZMOVÝ OBLOUK MŮŽE
ZPŮSOBIT PORANĚNÍ A POPÁLENINY
Plazmový oblouk se zapálí ihned po stisknutí spouště hořáku. Před
výměnou spotřebních dílů musíte provést jednu z těchto akcí. Pokud
je to možné, dokončete první akci.
Vypněte (OFF) (O) napájecí zdroj plazmového systému.
Spínač pro vypnutí hořáku posuňte do žluté blokovací (X)
Plazmový oblouk rychle propálí rukavice i pokožku.
Noste správné a vhodné ochranné prostředky.
Řezání s ručním hořákem
VAROVÁNÍ
NEBO
polohy (bližší k přívodu hořáku). Stiskněte spoušť, abyste
se ujistili, že hořák nemůže zapálit plazmový oblouk.
Udržujte ruce, oděv a předměty mimo dosah špičky hořáku.
Nedržte obrobek. Ruce mějte mimo dráhy řezání.
Nikdy nemiřte špičkou hořáku na sebe nebo jiné osoby.
VAROVÁNÍ
NEBEZPEČÍ POPÁLENÍ A ÚRAZU ELEKTRICKÝM PROUDEM – NOSTE
IZOLOVANÉ RUKAVICE
Při výměně spotřebních dílů vždy noste izolované rukavice. Spotřební
díly jsou během řezání velmi horké a mohou způsobit závažné
popáleniny.
Dotyk spotřebních dílů může také způsobit úraz elektrickým proudem,
pokud bude ZAPNUTÝ napájecí zdroj a vypínač pro vypnutí hořáku není
ve žluté uzamčené poloze (X).
Ruční hořáky jsou vybaveny spínačem pro vypnutí hořáku a bezpečnostní spouští. Příprava
kzapálení hořáku:
1. Instalujte spotřební díly. Viz strana 48.
Powermax45 XP Pracovní manuál 80924G 69

Řezání s ručním hořákem
3
1
2
3
2. Ujistěte se, že spínač pro vypnutí
hořáku je v zelené poloze „připravený
pro zapálení“ ( ).
Jakmile poprvé stisknete
spoušť po nastavení hořáku
do polohy „připravený pro
zapálení“, hořák by měl
provést několik odfouknutí
vzduchu rychle za sebou. To
je varování, že hořák je aktivní
a oblouk se zapálí při dalším
stisknutí spouště.
Viz strana 47.
3. Bezpečnostní kryt spouště přetočte
dopředu (směrem k hlavici hořáku)
a stiskněte červenou spoušť hořáku.
70 80924G Pracovní manuál Powermax45 XP

3
Pravidla řezání ručním hořákem
90°
Špičku hořáku táhněte podél obrobku tak, aby řez byl stabilní.
Při řezání pomocí spotřebních dílů FineCut se hořák někdy lehce dotkne
obrobku.
Tažení nebo vlečení hořáku podél řezu je jednodušší než tlačení hořáku.
Jestliže se jiskry rozstřikují po obrobku, hořákem pohybujte pomaleji nebo výstupní proud
nastavte na vyšší hodnotu.
Při řezání musejí jiskry odcházet spodní stranou obrobku. Při řezání by jiskry měly odcházet
mírně za hořákem (úhel 15°–30° od svislého směru).
Trysku hořáku držte kolmo k obrobku
tak, aby hlava hořáku svírala
s povrchem řezaného materiálu úhel
90°. Při řezání sledujte řezný oblouk
hořáku.
Řezání s ručním hořákem
Jestliže hořák zapálíte zbytečně,
zkrátíte životnost trysky a elektrody.
U rovných řezů použijte pro vedení
rovnou hranu / pravítko. Při řezání
kruhů použijte šablonu nebo nástavec
pro řezání polokruhů (řezací kružítko).
Pro šikmé řezy používejte šablonu pro
úkosové řezání. Viz Díly příslušenství
na straně 180.
Informace k problémům s kvalitou řezu viz Běžné problémy při řezání na
straně 144.
Powermax45 XP Pracovní manuál 80924G 71

Řezání s ručním hořákem
3
Začátek řezu od okraje obrobku
Spouštění na hraně, když je to možné, je dobrý způsob ke snížení poškození ochranné krytky
a trysky, které může být způsobeno struskou vznikající při propálení. Pomůže to optimalizovat
životnost spotřebních dílů.
1. Pomocí pracovní svěrky upevněné k obrobku držte špičku hořáku kolmo (90°) k okraji obrobku.
2. Stisknutím spouště na hořáku zapálíte oblouk. Na okraji obrobku chvíli počkejte tak, aby oblouk
úplně prošel obrobkem.
3. Lehce táhněte hořák podél obrobku a pokračujte v řezu. Udržujte stálou a nepřerušovanou
rychlost.
72 80924G Pracovní manuál Powermax45 XP
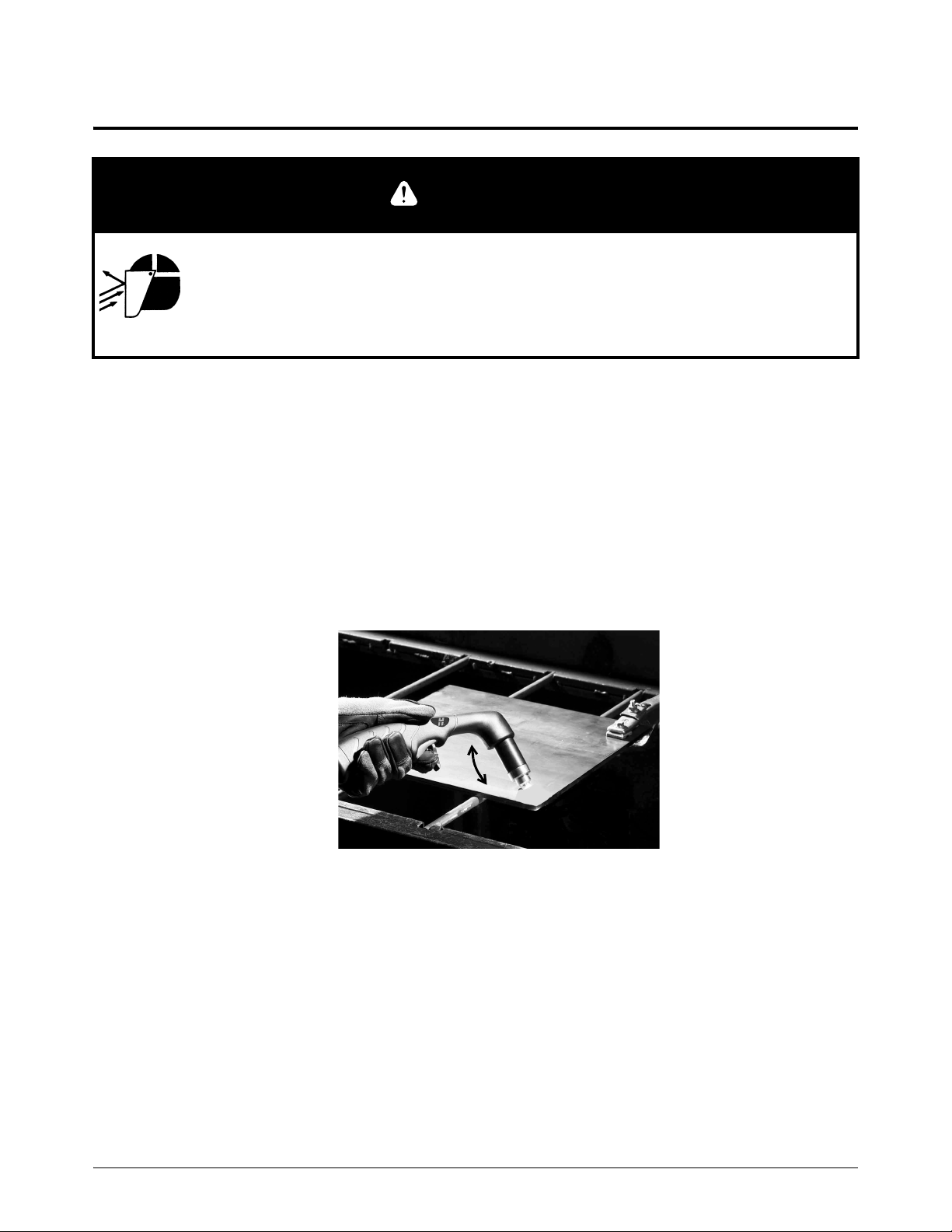
3
Propálení obrobku
30° pro zvlněné propálení
JISKRY A HORKÝ KOV MOHOU PORANIT OČI A POPÁLIT POKOŽKU
Při zapalování hořáku nakloněného pod úhlem budou z trysky unikat jiskry a horký
kov. Hořák nesměřujte na sebe nebo na jiné osoby. Vždy používejte řádné ochranné
pomůcky včetně rukavic a ochrany zraku.
Ruční hořák může propálit vnitřní tvary v materiálu o tloušťce až 12 mm.
Typ prováděného propálení závisí na tloušťce řezaného materiálu.
Přímé propálení – pro řezání kovu o tloušťce nižší než 8 mm.
Zvlněné propálení – pro řezání kovu o tloušťce větší než 8 mm.
Řezání s ručním hořákem
VAROVÁNÍ!
1. Připojte pracovní svěrku k obrobku.
2. Přímé propálení: Držte hořák v poloze kolmo (90°) k obrobku.
Zvlněné propálení: Před zapálením držte hořák pod úhlem přibližně 30° k obrobku tak,
aby špička hořáku byla přibližně 1,5 mm nad obrobkem.
Powermax45 XP Pracovní manuál 80924G 73

Řezání s ručním hořákem
3
3. Přímé propálení: Stiskem spouště na hořáku zapalte oblouk.
Zvlněné propálení: Stiskněte spoušť hořáku, aby se zapálil oblouk, přičemž stále dodržujete
úhel k obrobku, potom otočte hořák do kolmé polohy (90°).
4. Hořák držte stále ve stejné poloze a spoušť přidržujte stisknutou. Jakmile jiskry začnou vycházet
ze spodní části obrobku, oblouk propálil materiál.
5. Jakmile jste propálení dokončili, pokračujte v řezu s lehkým dotykem hořáku podél obrobku.
74 80924G Pracovní manuál Powermax45 XP

Drážkování s ručním a strojním hořákem
Zkontrolujte, jestli LED-signálka režimu drážkování/značkování svítí.
Proces drážkování
Tento systém nabízí 2 procesy drážkování. Každý proces používá svou vlastní sadu spotřebních dílů:
Drážkování Maximální ovládání
Tento proces použijte k odstranění kovu a docílení přesného drážkovaného profilu.
Přesné drážkování
Tento proces použijte k docílení velmi mělkého drážkování a nižší úrovně množství
odstraněného kovu než s drážkováním Maximální ovládání. Tento proces je například
užitečný pro odstranění bodových svarů a pro odstranění materiálu do velmi malé
hloubky.
Než použijete jeden nebo druhý proces, stiskněte tlačítko Režim na čelním panelu, abyste napájecí
zdroj plazmového systému nastavili na režim drážkování/značkování. Viz strana 53.
Powermax45 XP Pracovní manuál 80924G 75
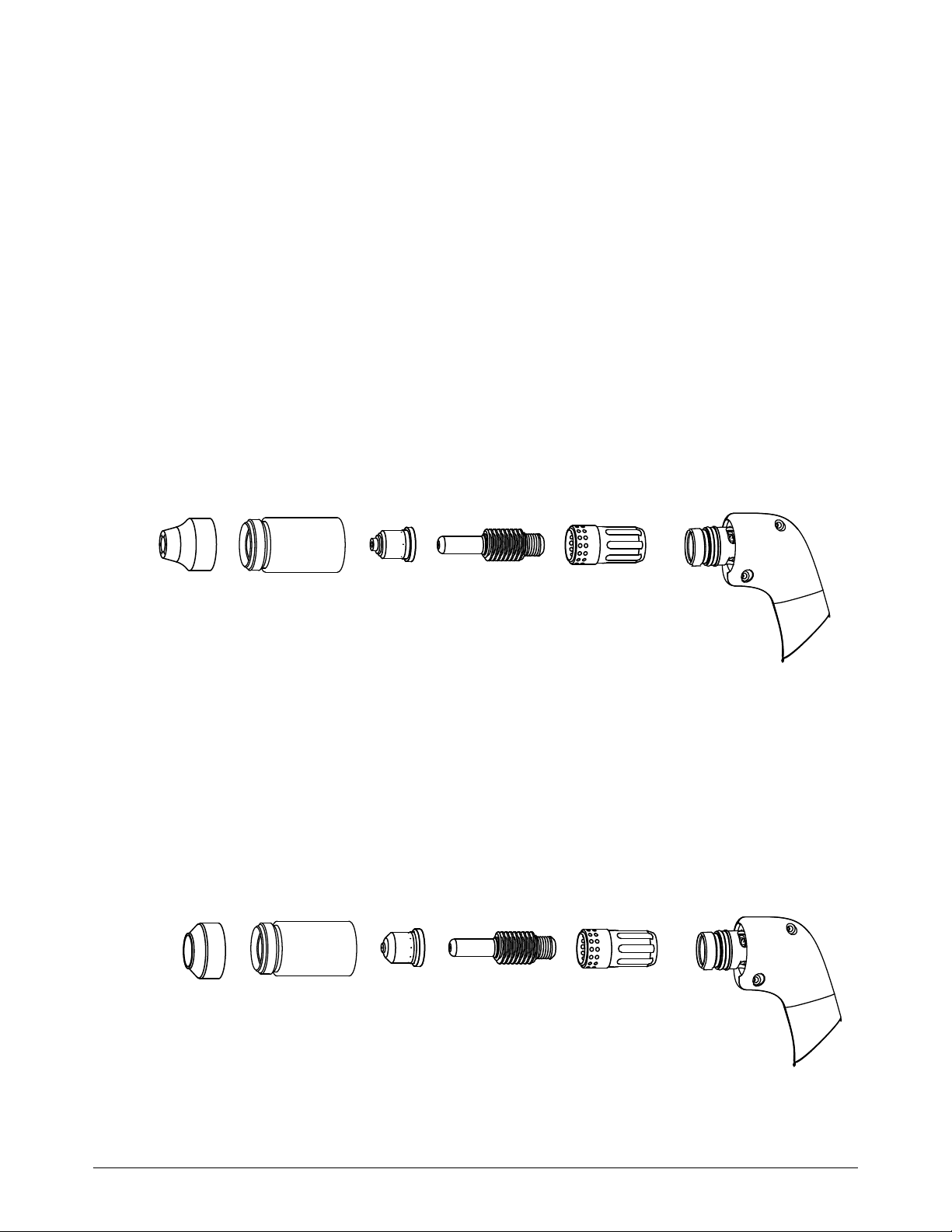
Drážkování s ručním a strojním hořákem
4
420419
Trys ka
420480
Krytka
220854
Krytka hořáku
220857
Vířivý kroužek
220842
Elektroda
220854
Krytka hořáku
420415
Trys ka
220857
Vířivý kroužek
220842
Elektroda
420414
Deflektor
Drážkování Maximální ovládání
Použití spotřebních dílů pro drážkování Maximální ovládání.
Společnost Hypertherm také nabízí spotřební díly pro drážkování
Maximální odstranění. Při vyšší proudové intenzitě na jiných systémech
Powermax můžete použít spotřební díly Maximální odstranění pro větší
rychlost odstraňování a hlubší profily drážkování. S tímto systémem
a hořákem při 45 A však spotřební díly Maximální odstranění neposkytují
výhodu spotřebních dílů Maximální ovládání, pokud se týká rychlosti
odstraňování kovu. Můžete očekávat, že na tomto systému každá sada
spotřebních dílů poskytuje podobné výsledky.
Nastavte výstupní proud na hodnotu mezi 26 A a 45 A.
Drážkování při nižší proudové intenzitě (10–25 A) může omezit schopnost hořáku
k protažení oblouku. V některých případech to může způsobit zhasnutí oblouku nebo
spuštění chyby „hořák zaseknutý v otevřené poloze“ (TSO). Viz strana 156.
Spotřební díly pro drážkování Maximální ovládání (26–45 A)
Přesné drážkování
Použijte spotřební díly Přesné drážkování.
Nastavte výstupní proud na hodnotu mezi 10 A a 25 A.
Drážkování při vyšší proudové intenzitě (26–45 A) může zkrátit životnost trysky.
Spotřební díly Přesné drážkování (10–25 A)
76 80924G Pracovní manuál Powermax45 XP
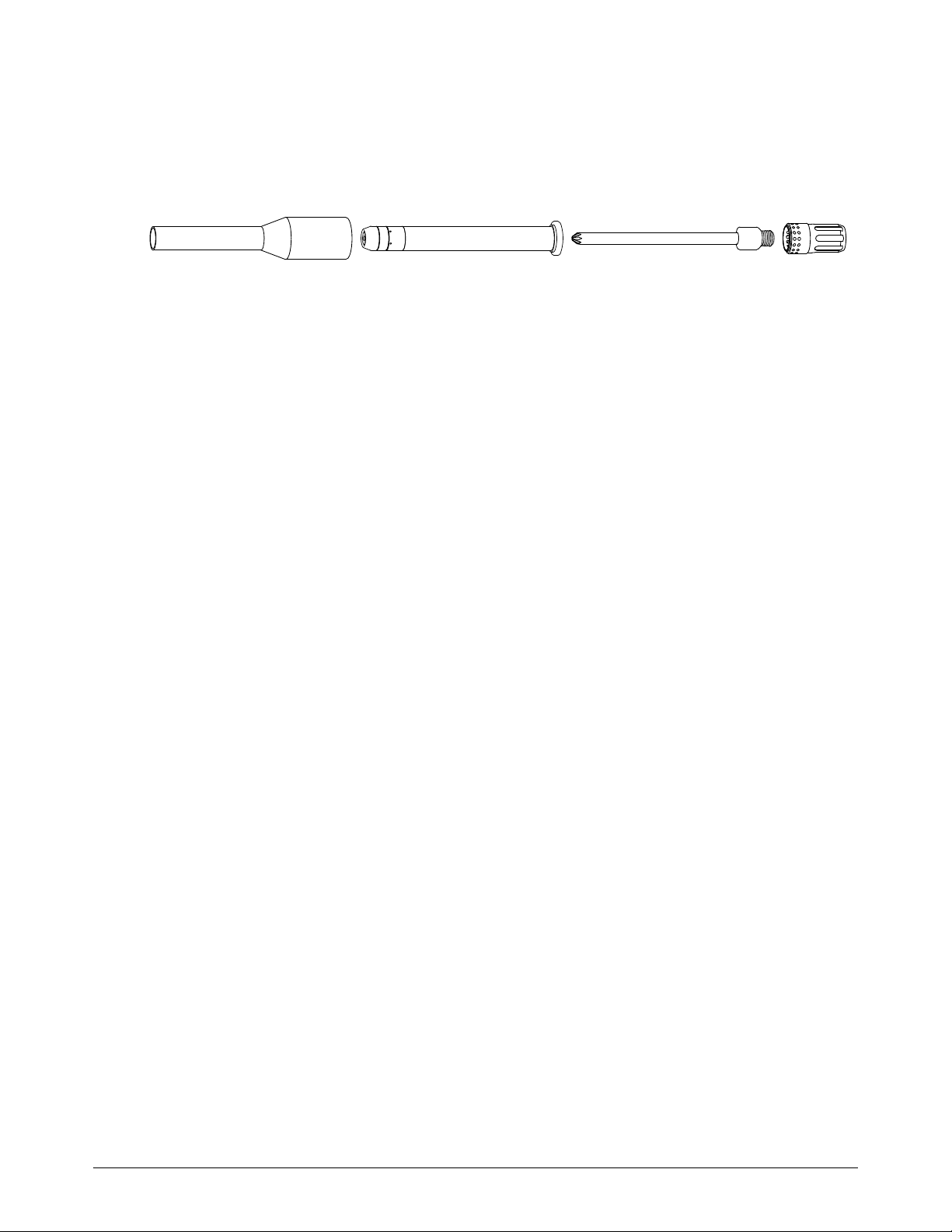
4
Speciální spotřební díly
420412
Drážkovací tryska
420408
Elektroda
220857
Vířivý kroužek
420413
Krytka hořáku
Spotřební díly HyAccess
Spotřební díly HyAccess zvyšují dosah univerzálních stíněných spotřebních dílů přibližně o 7,5 cm.
Používejte je s ručním hořákem, abyste docílili lepšího dosahu a viditelnosti.
K dodání jsou také spotřební díly pro řezání HyAccess. Více informací,
o spotřebních dílech HyAccess, viz strana 64.
Drážkování s ručním a strojním hořákem
Můžete objednat každý spotřební díl HyAccess jednotlivě nebo jako základní sadu. Když se špička
trysky opotřebuje, je nutno vyměnit kompletní trysku.
Základní sada 428446 pro drážkování obsahuje:
1 elektrodu HyAccess,
1 drážkovací trysku HyAccess,
1 krytku hořáku HyAccess.
Základní řezací/drážkovací sada 428414 obsahuje:
2 elektrody HyAccess,
1 řezací trysku HyAccess,
1 drážkovací trysku HyAccess,
1 krytku hořáku HyAccess,
1 vířivý kroužek (standardní Powermax45 XP vířivý kroužek).
Powermax45 XP Pracovní manuál 80924G 77
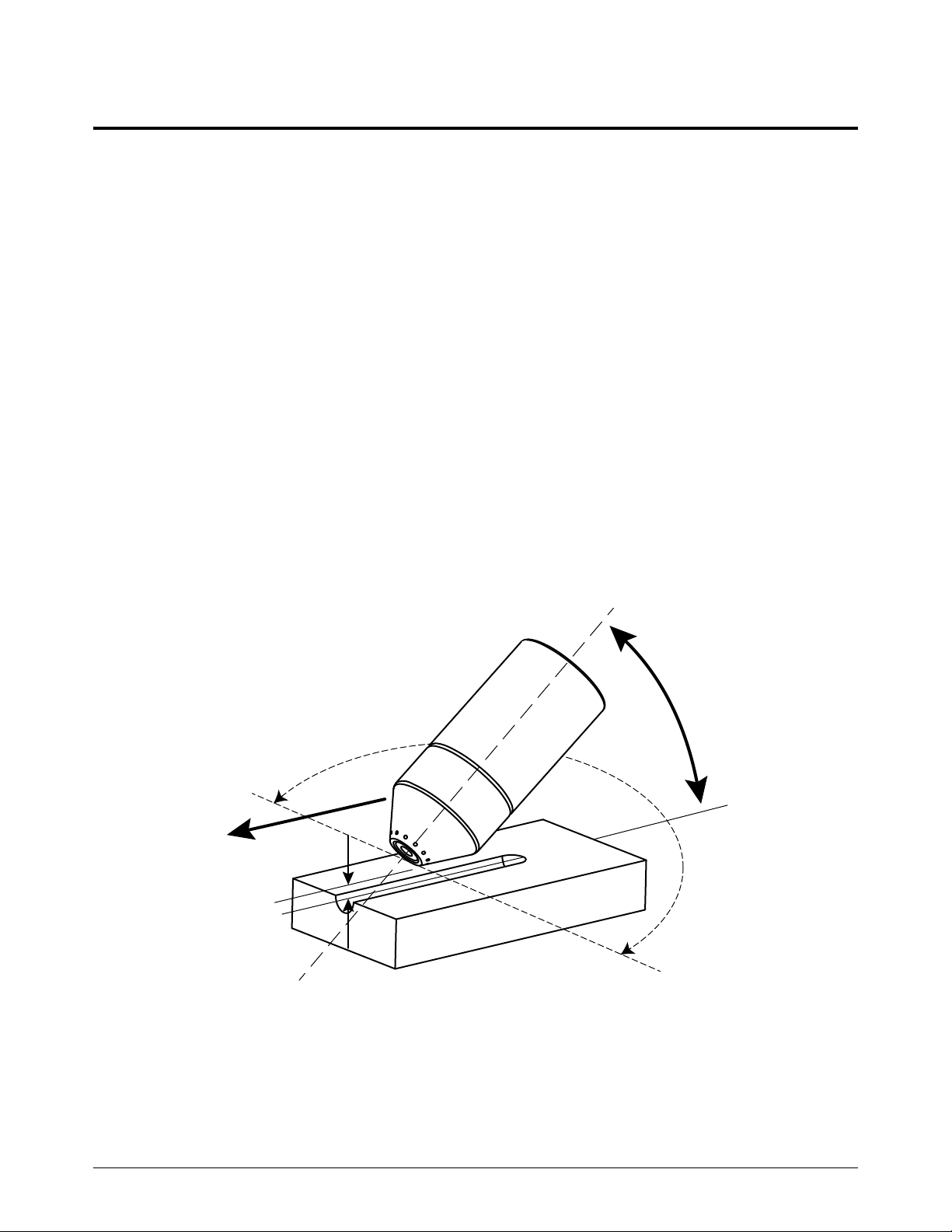
Drážkování s ručním a strojním hořákem
4
Vzdálenost
Úhel
Otočení hořáku
(kolem osy hořáku)
Osa hořáku
Rychlost
Jak ovládat profil drážkování
Šířku a hloubku profilu drážky ovlivňují následující faktory. Nastavte tyto prvky, abyste docílili drážky,
kterou potřebujete.
Výstupní proud napájecího zdroje plazmového systému – snižte proudovou intenzitu
na čelním panelu, aby drážkování bylo rovnější a mělčí.
Jestliže používáte spotřební díly pro drážkování Maximální ovládání, proudovou intenzitu
nastavte na 26–45 A.
Jestliže používáte spotřební díly Přesné drážkování, proudovou intenzitu nastavte
na 10–25 A.
Úhel hořáku k obrobku – poloha hořáku ve více vzpřímené poloze způsobí, že drážka
je rovnější a hlubší. Drážka je širší a mělčí, jestliže hořák nakloníte dolů, aby byl blíže
kobrobku.
Otočení hořáku – otočení hořáku kolem osy hořáku způsobí, že drážka je na jedné straně
plošší a strmější.
Vzdálenost hořák-obrobek – drážka je širší a mělčí, jestliže hořák umístíte dále od obrobku.
Umístění hořáku blíže k obrobku způsobí, že drážka je rovnější a hlubší.
Rychlost pohybu hořáku nad obrobkem – zpomalení způsobí, že drážka je širší a hlubší.
Zrychlení způsobí, že drážka je rovnější a mělčí.
78 80924G Pracovní manuál Powermax45 XP

4
Drážkování s ručním hořákem
40°
JISKRY A HORKÝ KOV MOHOU PORANIT OČI A POPÁLIT POKOŽKU
Při zapalování hořáku nakloněného pod úhlem budou z trysky unikat jiskry a horký
kov. Hořák nesměřujte na sebe nebo na jiné osoby. Vždy používejte řádné ochranné
pomůcky včetně rukavic a ochrany zraku.
1. Nainstalujte spotřební díly pro drážkování Maximální ovládání nebo Přesné drážkování.
2. Nastavte systém do režimu drážkování/značkování. Viz strana 53.
3. Nastavte výstupní proud tak, aby odpovídal instalovaným spotřebním dílům:
Spotřební díly pro drážkování Maximální ovládání: 26–45 A
Drážkování s ručním a strojním hořákem
VAROVÁNÍ!
Spotřební díly Přesné drážkování: 10–25 A
4. Před zapálením držte hořák pod úhlem přibližně 40° k obrobku předtím, než zapálíte oblouk:
Spotřební díly pro drážkování Maximální ovládání: Držte hořák přibližně 6 mm nad
obrobkem.
Spotřební díly Přesné drážkování: Držte hořák přibližně 2–3 mm nad obrobkem.
Stisknutím spouště zažehněte pilotní oblouk. Přeneste oblouk na obrobek.
5. Vyvarujte se natahování oblouku:
Spotřební díly pro drážkování Maximální ovládání: 19–25 mm
Spotřební díly Přesné drážkování: 10–11 mm
Powermax45 XP Pracovní manuál 80924G 79

Drážkování s ručním a strojním hořákem
4
Směr posunu
6. Změnou úhlu hořáku podle potřeby dosáhněte požadovaných rozměrů drážky. Během posunu
při drážkování udržujte vůči obrobku stejný úhel. Plazmový oblouk tlačte ve směru drážky,
kterou chcete vytvářet.
Mezi špičkou hořáku a roztaveným kovem udržujte alespoň malou mezeru,
abyste snížili opotřebení spotřebních dílů a zamezili poškození hořáku.
Odstranění bodových svarů
Jestliže chcete odstranit bodový svar, proveďte drážku kolem svaru, aby došlo k úplnému přerušení
horní vrstvy kovu, ale nedošlo k poškození spodní vrstvy.
Spotřební díly Přesné drážkování byly navrženy speciálně pro aplikace, jako je odstranění bodových
svarů. Jestliže použijete nízkou proudovou intenzitu, tyto spotřební díly poskytnou:
velmi dobrá viditelnost díky plazmovému oblouku, který je méně světlý a umožňuje vám lépe
vidět kov při drážkování
velmi vysoký poměr šířky k hloubce, který poskytuje lepší ovládání rychlosti odstraňování
kovu.
Tipy
K odstranění bodových svarů lze využít mnoho různých technik. Metodu popsanou v následujícím
postupu doporučujeme jako dobrý výchozí bod. Je uzpůsobená tak, aby minimalizovala poškození
spodní vrstvy.
Bez ohledu na techniku vám tyto tipy pomohou úspěšně odstranit bodové svary:
Držte hořák zamířený ve stejném směru po celé dráze kolem bodového svaru.
Jestliže hořák držíte zamířený stále ve stejném směru, zabráníte vyfukování strusky přes
plochu, kterou drážkujete. Tento způsob sníží potřebu čištění spodní vrstvy. Proces je
také více ergonomický a účinnější, protože při drážkování nemusíte otáčet hořák nebo
obrobek.
Udržujte správné protažení oblouku.
Když drážkujete kolem svaru, udržujte oblouk přibližně 10–11 mm. Tento způsob
poskytuje dobrou viditelnost a zabraňuje dotyku špičky hořáku se struskou, což může
zkrátit životnost spotřebních dílů a přerušit drážkování.
80 80924G Pracovní manuál Powermax45 XP

Drážkování s ručním a strojním hořákem
4
40°–45°
Bodový svar
40°–45°
Přístup pro levou ruku Přístup pro pravou ruku
Začněte s nižším výstupním proudem a postupně jej zvyšujte.
Jestliže jste nikdy předtím neodstraňovali bodový svar, začněte s proudem nastaveným
na 10 A. Jakmile si osvojíte techniku, která je pro vás nejvhodnější, zkuste postupně
zvyšovat výstupní proud. Umožní vám to drážkovat s vyšší rychlostí a účinněji.
Postup
Tento postup popisuje, jak oddělit 2 vrstvy kovu a potom odstranit bodový svar ze spodní vrstvy.
Obrázek u tohoto postupu zobrazuje desky z uhlíkové oceli. Struska na
nerezové oceli je při odstraňování tmavší, drsnější a tvrdší.
1. Instalujte spotřební díly Přesné drážkování.
2. Na čelním panelu zvolte režim drážkování/značkování. Nastavte výstupní proud na 10–25 A.
3. Nastavte hořák do polohy na jedné straně bodového svaru. Držte hořák pod úhlem přibližně
40°–45° k obrobku.
4. Stisknutím spouště zažehněte pilotní oblouk. Přeneste oblouk na obrobek, potom protáhněte
oblouk na přibližně 10–11 mm. Při drážkování tento oblouk udržujte.
5. Proveďte 2 oddělené drážky pohybem ve tvaru „L“, abyste udělali drážku kolem celého
bodového svaru. Viz Tabulka 1 na straně 82.
Tabulka 1 zobrazuje jeden příklad této techniky (drážkování jak pro pravou ruku, tak pro
levou ruku). Začít můžete na libovolném místě kolem bodového svaru. Nejdůležitější je,
abyste hořák drželi zamířený ve stejném směru po celé dráze kolem bodového svaru.
Když drážkujete, používejte velmi krátké tahy dopředu a dozadu pohybem jako při tkaní,
dokud neprořežete vrchní vrstvu.
Úhel hořáku byste měli mírně přizpůsobit, v závislosti na tloušťce materiálu.
Powermax45 XP Pracovní manuál 80924G 81
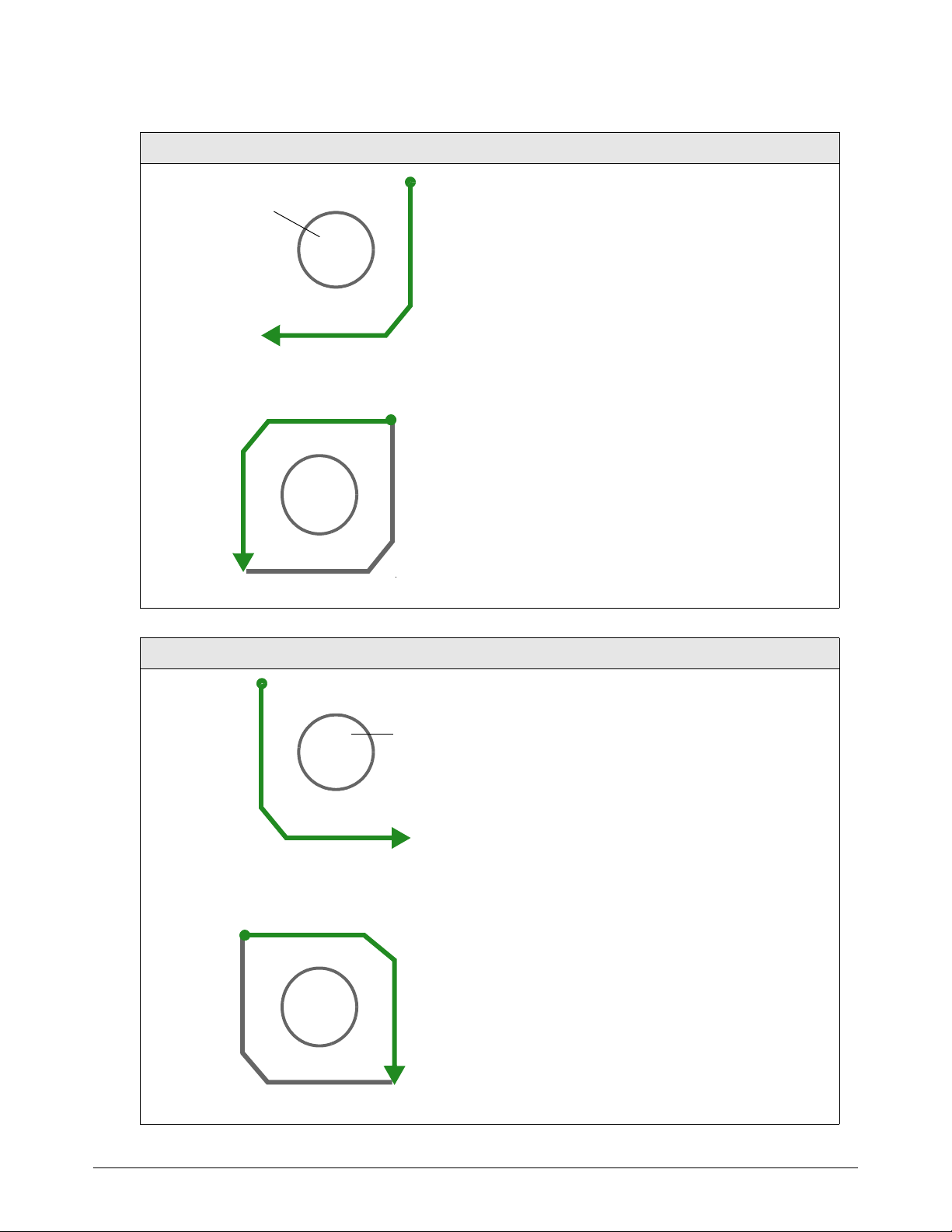
Drážkování s ručním a strojním hořákem
4
Bodový svar
Start
Stop
Start
Stop
Bodový svar
Start
Stop
Start
Stop
Tabulka 1 – drážkování kolem bodového svaru
Přístup pro pravou ruku
Přístup pro levou ruku
82 80924G Pracovní manuál Powermax45 XP

4
6. Zkontrolujte, jestli jste vydrážkovali
celou vrchní vrstvu. Oddělte kovové
desky.
7. Použijte stejný proces drážkování pro
odstranění bodového svaru, který zbyl
na spodní desce.
Abyste zamezili poškození
spodní desky, budete možná
muset snížit výstupní proud
na 10 A. Proud zvyšte, pokud
to je potřeba kvůli tloušťce
materiálu.
Držte hořák pod úhlem
40°–45°. Úhel hořáku mírně
přizpůsobte, pokud je to potřeba kvůli tloušťce materiálu.
V průběhu drážkování protáhněte oblouk na přibližně 10–11 mm.
Používejte velmi krátké tahy dopředu a dozadu pohybem jako při tkaní, dokud
neodstraníte celý bodový svar.
Drážkování s ručním a strojním hořákem
K úplnému odstranění celého bodového svaru bude možná potřeba
provést seškrábání nebo zbroušení jeho zbytků ze spodní desky.
Bodový svar na spodní části desky Odstraněný bodový svar
Powermax45 XP Pracovní manuál 80924G 83

Drážkování s ručním a strojním hořákem
4
Vzdálenost
Úhel
Otočení hořáku
(kolem osy hořáku)
Osa hořáku
Rychlost
Drážkování se strojním hořákem
Profil drážky můžete změnit nastavením:
výstupního proudu (proudové intenzity) na napájecím zdroji,
úhlu hořáku vůči obrobku,
otočení hořáku kolem osy hořáku,
vzdálenosti hořák-obrobek,
rychlosti pohybu hořáku nad obrobkem.
Podrobnosti viz strana 78.
84 80924G Pracovní manuál Powermax45 XP

4
Typické profily drážkování
Hloubka
3,2 mm
Šířka
6,8 mm
Spotřební díly pro drážkování Maximální ovládání (45 A)
Provozní parametry
Rychlost 254–1016 mm/min.
Vzdálenost 6mm
Úhel 40°–50°
Výstupní proud 26–45 A
Spotřební díly Spotřební díly pro drážkování Maximální ovládání
Plyn Vzduch
45 A
Rychlost odstraňování kovu na
uhlíkové oceli: 3,4 kg/h
Drážkování s ručním a strojním hořákem
V následujících tabulkách je zobrazen profil drážkování 45 A s úhlem 40° a 50° na uhlíkové
a nerezové oceli. Tato nastavení jsou určena jako výchozí bod pro usnadnění stanovení nejlepšího
profilu drážkování pro danou zakázku řezání. Pro dosažení požadovaného výsledku upravte tato
nastavení podle potřeby v závislosti na aplikaci a stolu.
Tabulka 2 – Uhlíková ocel (metrické jednotky)
Úhel hořáku
40°
50°
Rychlost
(mm/min.)
254 4,6 8,4 1,83
508 3,2 6,8 2,13
762 1,9 5,9 3,11
1016 1,4 5,2 3,71
254 5,0 6,7 1,34
508 3,4 5,2 1,53
762 2,7 4,9 1,81
1016 2,2 4,6 2,09
Hloubka (mm) Šířka (mm)
Poměr
šířka/hloubka
Powermax45 XP Pracovní manuál 80924G 85

Drážkování s ručním a strojním hořákem
4
Tabulka 3 – uhlíková ocel (anglosaské jednotky)
Úhel hořáku Rychlost (in/min.) Hloubka (palce) Šířka (palce)
10 0.183 0.331 1.81
20 0.126 0.268 2.13
40°
30 0.074 0.231 3.12
40 0.055 0.206 3.74
10 0.195 0.263 1.35
50°
Tabulka 4 – nerezová ocel (metrické jednotky)
Úhel hořáku
40°
20 0.132 0.205 1.55
30 0.107 0.192 1.79
40 0.088 0.181 2.06
Rychlost
(mm/min.)
254 2,9 6,2 2,14
508 2,0 5,7 2,85
Hloubka (mm) Šířka (mm)
Poměr
šířka/hloubka
Poměr
šířka/hloubka
101 6 1 4,8 4 ,8
254 5,3 5,7 1,08
50°
Tabulka 5 – nerezová ocel (anglosaské jednotky)
Úhel hořáku Rychlost (in/min.) Hloubka (palce) Šířka (palce)
40°
50°
508 3,5 5,0 1,43
1016 2,0 3,8 1,90
10 0.114 0.245 2.15
20 0.080 0.222 2.76
40 0.048 0.190 3.96
10 0.210 0.224 1.07
20 0.139 0.199 1.43
40 0.080 0.150 1.88
Poměr
šířka/hloubka
86 80924G Pracovní manuál Powermax45 XP

4
Spotřební díly Přesné drážkování (10 A)
Hloubka
0,5 mm
Šířka
2,5 mm
Rychlost 254–762 mm/min.
Vzdálenost 0,3–1,3 mm*
Úhel 40°–50°
Výstupní proud 10–25 A
Spotřební díly Spotřební díly Přesné drážkování
Plyn Vzduch
* Zvýšte vzdálenost na max. 3–4 mm pro velmi mělké drážkování.
10 A
Rychlost odstraňování kovu na
uhlíkové oceli: 0,2 kg/h
Drážkování s ručním a strojním hořákem
Provozní parametry
V následujících tabulkách je uvedený profil drážkování 10 A s úhlem 40° a 50° na uhlíkové oceli.
Tato nastavení jsou určena jako výchozí bod pro usnadnění stanovení nejlepšího profilu drážkování
pro danou zakázku řezání. Pro dosažení požadovaného výsledku upravte tato nastavení podle
potřeby v závislosti na aplikaci a stolu.
Tabulka 6 – Uhlíková ocel (metrické jednotky)
Úhel hořáku
40°
Vzdálenost
(mm)
0,3 254 0,5 3,3 6,6
0,3 508 0,3 2,4 8
0,3 762 0,1 2,2 22
1,3 254 0,3 3 10
1,3 508 0,1 2,2 22
1,3 762 0,05 1,9 38
Rychlost
(mm/min.)
Hloubka (mm) Šířka (mm)
Poměr
šířka/hloubka
Powermax45 XP Pracovní manuál 80924G 87
Drážkování s ručním a strojním hořákem
4
Úhel hořáku
50°
Tabulka 7 – uhlíková ocel (anglosaské jednotky)
Úhel hořáku
40°
Vzdálenost
(mm)
0,3 254 1,1 2,6 2,36
0,3 508 0,6 2,3 3,83
0,3 762 0,4 2,0 5
1,3 254 1,1 2,8 2,55
1,3 508 0,5 2,4 4,8
1,3 762 0,25 2,1 8,4
Vzdálenost
(palce)
0.01 10 0.0207 0.129 6.23
0.01 20 0.0113 0.095 8.41
0.01 30 0.0044 0.088 20
0.05 10 0.0122 0.12 9.84
Rychlost
(mm/min.)
Rychlost
(in/min.)
Hloubka (mm) Šířka (mm)
Hloubka
(palce)
Šířka (palce)
Poměr
šířka/hloubka
Poměr
šířka/hloubka
50°
0.05 20 0.004 0.088 22
0.05 30 0.002 0.074 37
0.01 10 0.0427 0.103 2.41
0.01 20 0.0222 0.09 4.05
0.01 30 0.0147 0.08 5.44
0.05 10 0.043 0.11 2.56
0.05 20 0.0208 0.095 4.57
0.05 30 0.01 0.084 8.4
88 80924G Pracovní manuál Powermax45 XP

4
Tipy pro řešení problémů při drážkování
Když drážkujete, vždy zkontrolujte:
Spotřební díly pro drážkování musejí být nainstalovány a výstupní proud musí odpovídat
těmto spotřebním dílům.
Napájecí zdroj je nastavený v režimu drážkování/značkování.
Většinu obvyklých problémů při odstraňování kovu lze vyřešit instalací nových spotřebních dílů
do hořáku. Nepoužívejte opotřebené nebo poškozené spotřební díly. Viz strana 165.
Problém Řešení
Drážkování s ručním a strojním hořákem
Oblouk při drážkování
zhasne.
Špička hořáku naráží
do strusky.
Drážka je příliš hluboká. • Zmenšete úhel hořáku k obrobku.
Drážka je příliš mělká. • Zvětšete úhel hořáku k obrobku.
Drážka je příliš široká. • Zvětšete úhel hořáku k obrobku.
• Zmenšete protažení oblouku (vzdálenost).
• Zvětšete úhel hořáku k obrobku.
• Zvětšete protažení oblouku (vzdálenost).
• Špičku hořáku držte zamířenou ve směru drážky, kterou chcete vytvářet.
• Zvětšete protažení oblouku (vzdálenost).
• Zvyšte rychlost drážkování.
• Zmenšete výstupní proud. Jestliže používáte spotřební díly pro drážkování
Maximální ovládání, proudovou intenzitu nenastavujte pod 26 A.
• Zmenšete protažení oblouku (vzdálenost).
• Snižte rychlost drážkování.
• Zvyšte výstupní proud. Jestliže používáte spotřební díly Přesné drážkování,
proudovou intenzitu nenastavujte nad 25 A.
• Zmenšete protažení oblouku (vzdálenost).
• Zvyšte rychlost drážkování.
• Zmenšete výstupní proud. Jestliže používáte spotřební díly pro drážkování
Maximální ovládání, proudovou intenzitu nenastavujte pod 26 A.
Drážka je příliš úzká. • Zmenšete úhel hořáku k obrobku.
• Zvětšete protažení oblouku (vzdálenost).
• Snižte rychlost drážkování.
• Zvyšte výstupní proud. Jestliže používáte spotřební díly Přesné drážkování,
proudovou intenzitu nenastavujte nad 25 A.
Powermax45 XP Pracovní manuál 80924G 89

Drážkování s ručním a strojním hořákem
4
Problém Řešení
Když odstraňujete
bodový svar, oblouk
propálí spodní kovovou
desku.
Bodový svar není při
drážkování viditelný.
• Zmenšete výstupní proud (proudovou intenzitu).
• Zkontrolujte, jestli jsou nainstalovány spotřební díly Přesné drážkování.
• Udržujte stálou rychlost drážkování a drážkujte pouze do doby, než uvidíte spodní
kovovou desku.
• Zvětšete protažení oblouku na přibližně 10–11 mm.
• Protáhněte oblouk na přibližně 10–11 mm, abyste lépe viděli na bodový svar.
• Zkontrolujte, jestli jsou nainstalovány spotřební díly Přesné drážkování.
• Zkontrolujte, jestli výstupní proud není nastavený nad 25 A.
90 80924G Pracovní manuál Powermax45 XP

Nastavení strojního hořáku
Hořák Duramax Lock má tyto funkce:
Spínač pro vypnutí hořáku, který zamezuje jeho náhodnému zapálení, i když napájecí zdroj je
zapnutý (ON). Viz Vypnutí hořáku na straně 46.
Díky systému rychlospojky FastConnect
vyměnit hořáky navzájem mezi sebou.
Automatické chlazení okolním vzduchem. Speciální postupy chlazení nejsou nutné.
V tomto oddíle jsou uvedeny informace o těchto součástech:
Součásti a rozměry strojního hořáku
Podrobnosti o základním nastavení při instalaci hořáku na stolech X-Y, dráhových hořácích,
pokosnících potrubí nebo jiných mechanizovaných zařízeních
TM
lze hořák jednoduše při přepravě sejmout nebo
Powermax45 XP Pracovní manuál 80924G 91
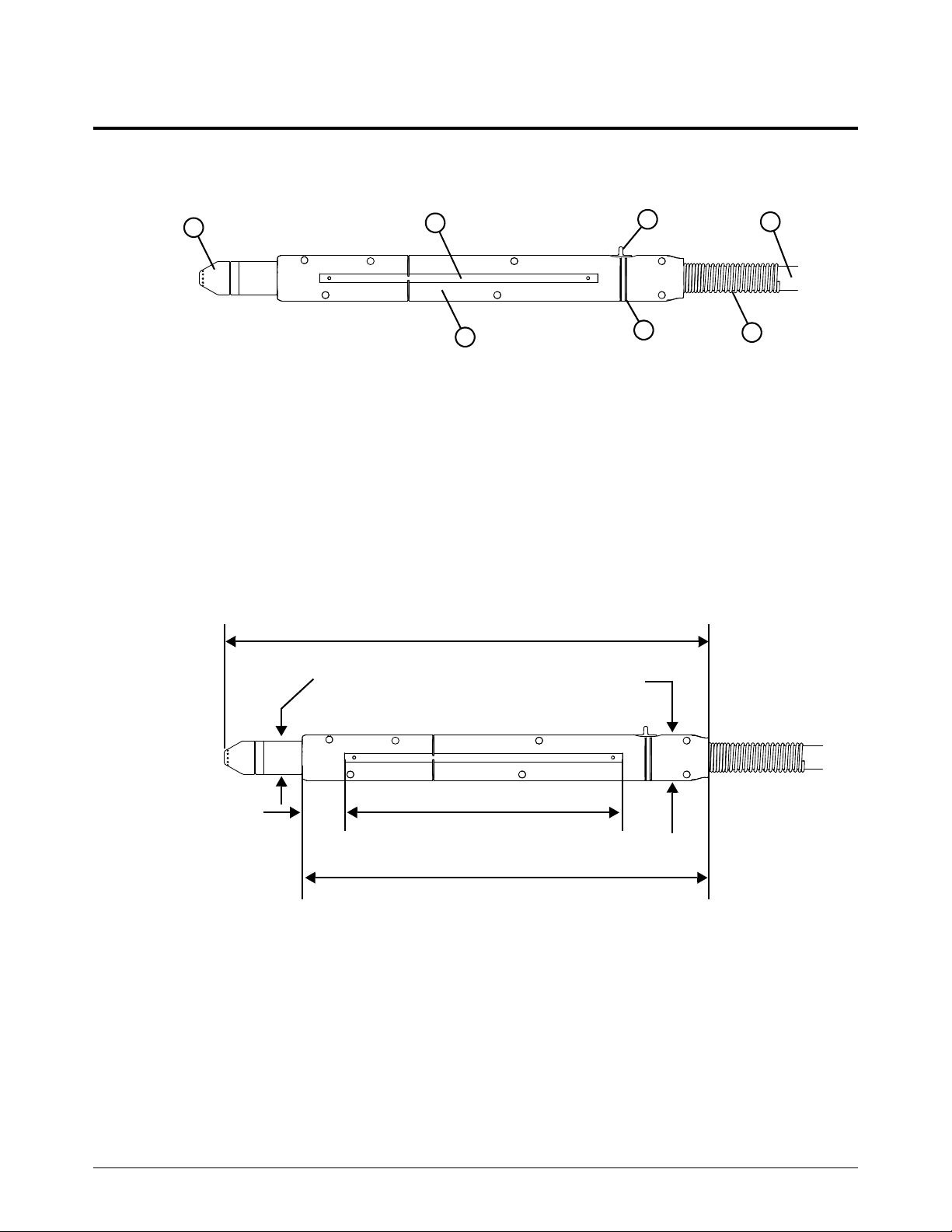
Nastavení strojního hořáku
5
1
2
3
5
6
4
7
1 Spotřební díly
2 Snímatelná ozubnice s roztečí 32
3 Spínač pro vypnutí hořáku
4 Přívod hořáku
5 Pouzdro
6 Čáry polohy spínače
7 Průchodka pro přívod hořáku
33 mm
310 mm
370 mm
35 mm*
212 mm
25 mm
Součásti strojního hořáku, rozměry, hmotnosti
Součásti
Rozměry
* Tato míra uvádí vnější rozměr hořáku. Výška vnějšího pouzdra hořáku je 41 mm, jestliže jeho součástí je spínač
pro vypnutí hořáku.
92 80924G Pracovní manuál Powermax45 XP
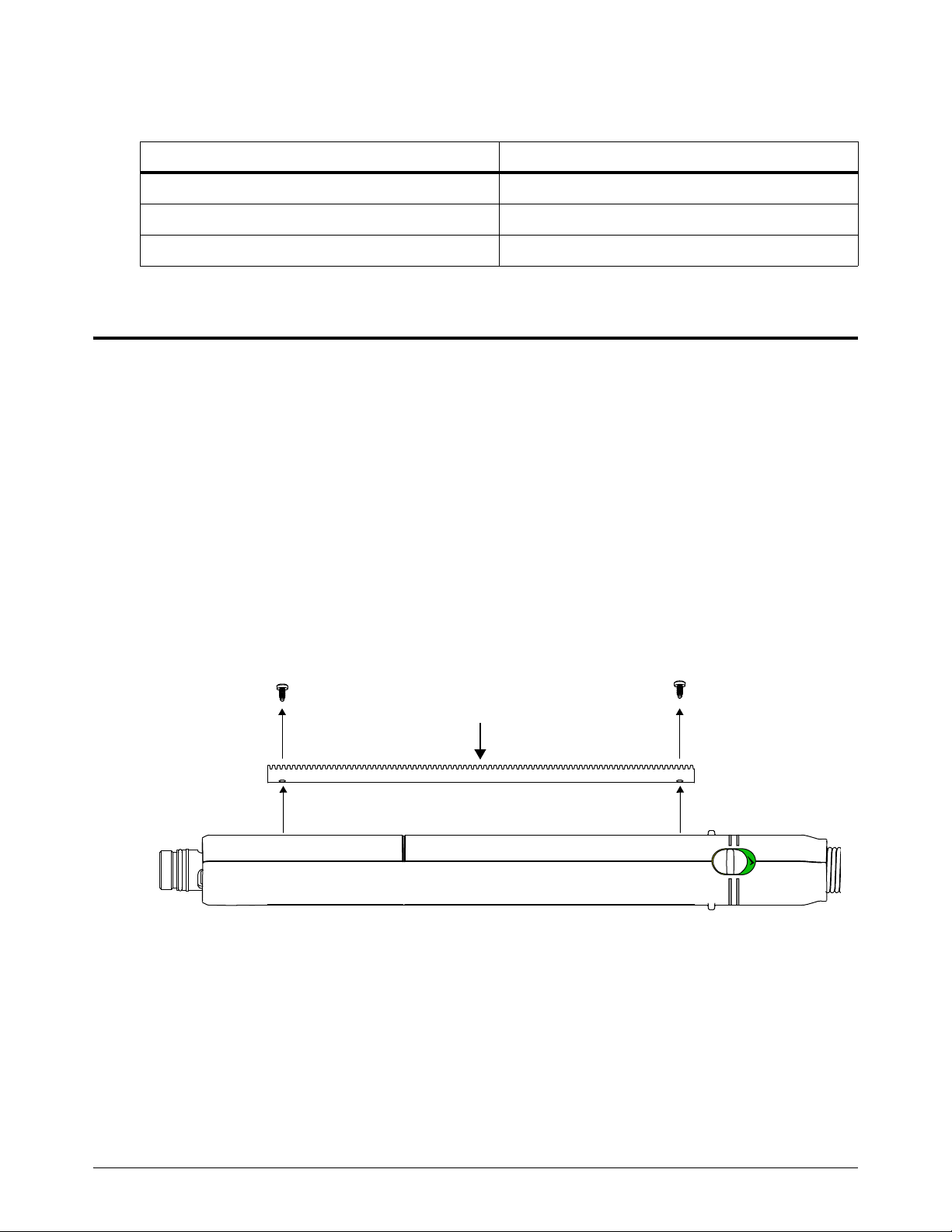
5
Hmotnosti
Ozubnice
Strojní hořák s přívodem 7,6 m 3,2 kg
Strojní hořák s přívodem 10,7 m 4,2 kg
Strojní hořák s přívodem 15 m 5,8 kg
Montáž hořáku
Strojní hořák lze namontovat na širokou škálu stolů X-Y, dráhových hořáků, pokosníků potrubí
a dalších zařízení. Hořák nainstalujte podle pokynů výrobce stolu nebo jiného zařízení.
Jestliže dráha řezacího stolu je dostatečně velká a hořák lze vést po celé dráze bez nutnosti
demontáže pouzdra hořáku, proveďte protažení a potom hořák připojte ke zvedáku hořáku podle
pokynů výrobce.
Nastavení strojního hořáku
Hořák Hmotnost
Demontáž ozubnice
Ozubnici lze namontovat na libovolnou stranu hořáku. Jestliže ozubnici potřebujete odmontovat,
vyšroubujte 2 šrouby, které ozubnici připevňují k pouzdru hořáku.
Když ozubnici instalujete, šrouby utáhněte rukou. Neutahujte je
nadměrnou silou, abyste je nestrhli.
Powermax45 XP Pracovní manuál 80924G 93

Nastavení strojního hořáku
5
Demontáž strojního hořáku
Jestliže potřebujete hořák demontovat, abyste jej protáhli po dráze řezacího stolu nebo jiného
montážního systému, použijte dále popsaný postup.
OZNÁMENÍ
Při odpojování nebo připojování dílů hořáku nezkrucujte hořák ani přívod. Dodržujte stejnou
orientaci mezi hlavou hořáku a přívodem hořáku. Otáčení hlavou hořáku vzhledem k přívodům
hořáků může způsobit poškození vodičů hořáku.
1. Odpojte hořák od napájecího zdroje plazmového systému.
2. Vymontujte z hořáku spotřební díly.
3. Hořák položte na rovnou plochu tak, aby levá polovina pouzdra směřovala nahoru.
Levá polovina pouzdra je polovina se šrouby.
4. Z pouzdra hořáku vyšroubujte 7 šroubů. Šrouby odložte stranou.
5. Opatrně oddělte levou polovinu pouzdra od hořáku.
94 80924G Pracovní manuál Powermax45 XP

Nastavení strojního hořáku
5
1
1
6. Vyjměte plastové posuvné tlačítko spínače pro vypnutí hořáku a odložte je stranou.
7. Těleso hořáku bezpečně zapadá do pravé poloviny pouzdra. Zlehka oddělte hlavu z tělesa
hořáku a vyjměte ji ven z pravé poloviny pouzdra.
8. Odpojte vodiče, které jsou umístěny v pravé polovině pouzdra. Stiskněte západku na kabelové
spojce, aby se obě poloviny oddělily.
9. Nyní můžete těleso hořáku a hlavu hořáku protáhnout montážním systémem řezacího stolu.
Při protahování přívodu hořáku dráhou posouvejte průchodku podle
potřeby podél přívodu hořáku tak, aby nebránila v jeho protahování.
Powermax45 XP Pracovní manuál 80924G 95

Nastavení strojního hořáku
5
1
2
1
2
3
4
3
4
5
5
Montáž strojního hořáku
Jestliže jste hořák demontovali, abyste jej protáhli po dráze řezacího stolu nebo jiného montážního
systému, použijte k jeho smontování dále popsaný postup.
Při odpojování nebo připojování dílů hořáku nezkrucujte hořák ani přívod.
Dodržujte stejnou orientaci mezi hlavou hořáku a přívodem hořáku.
Otáčení hlavou hořáku vzhledem k přívodům hořáků může způsobit
poškození drátů hořáku.
1. Pravou polovinu pouzdra hořáku položte na rovnou plochu.
2. Zkontrolujte, jestli spínač senzoru krytky a spínač pro vypnutí hořáku jsou správně
umístěny v pravé polovině pouzdra podle obrázku. Upevňovací podpěry v pouzdru hořáku drží
spínač na místě.
3. Připojte vodiče z tělesa hořáku k vodičům kompletu spínač senzoru krytky / spínač pro
vypnutí hořáku .
4. Vložte kabelovou spojku na montážní panel v pravé polovině pouzdra hořáku podle obrázku.
Modré a černé vodiče od spínače senzoru krytky a spínače pro vypnutí hořáku uložte vně
montážního panelu a pod něj. Toto provedení zabrání přiskřípnutí a poškození vodičů při úplném
smontování hořáku.
96 80924G Pracovní manuál Powermax45 XP

Nastavení strojního hořáku
5
6
6
5. Pravou polovinu pouzdra zatlačte na hlavu tělesa hořáku podle obrázku. Zkontrolujte:
Pouzdro hořáku zapadá přes ploché konce hlavy hořáku. Zaoblené okraje hlavy hořáku
by měly směřovat nahoru.
Kabelová spojka z přechozího kroku zůstane na místě na montážním panelu. Kabelovou
spojku držte na místě a zasuňte těleso hořáku do pouzdra hořáku.
6. Vložte zbytek tělesa hořáku do pravé poloviny pouzdra podle obrázku. Jakmile to provedete,
zastrčte všechny vodiče pod těleso hořáku. Vodiče nepřiskřípněte ani nepřekládejte. Zajistěte,
aby žádný z vodičů nezakrýval otvory pro šrouby v pouzdru hořáku.
7. Vložte průchodku do základny pravé poloviny pouzdra hořáku.
8. Vložte plastové posuvné tlačítko
spínače pro vypnutí ručního hořáku
na místo do žluté blokovací (X)
polohy.
Jestliže zkusíte vložit hořák
zpět s posuvným tlačítkem
v poloze „připravený pro
zapálení“ ( ), můžete
poškodit spínač pro vypnutí
hořáku, který je uvnitř pouzdra
za tělesem hořáku.
Powermax45 XP Pracovní manuál 80924G 97

Nastavení strojního hořáku
5
1
90 °
1
9. Připojte levou polovinu pouzdra hořáku k pravé polovině pouzdra pomocí 7 šroubů. Když budete
zašroubovávat šroubky, pouzdra hořáku držte pevně za základnu vedle průchodky.
OZNÁMENÍ
Dejte pozor na to, aby nedošlo k přiskřípnutí vodičů mezi poloviny pouzdra hořáku. Mohlo by to
vodiče poškodit a způsobit, že hořák nebude správně pracovat.
10. Prohlédněte hořák, abyste se ujistili, že žádný vodič není přiskřípnutý v místech, kde jsou k sobě
přiloženy poloviny hořáku.
11 . Nasaďte ozubnici na pouzdro hořáku.
12. Hořák připojte ke zvedáku hořáku podle pokynů výrobce.
13. Namontujte spotřební díly zpět na hořák. Viz strana 48.
Vyrovnání hořáku
Strojní hořák namontujte kolmo
k obrobku tak, aby řez byl svislý.
Pro nastavení úhlu 90° mezi
hořákem a obrobkem použijte
úhelník.
Umístěte montážní sponu
níže na hořáku, aby byly
minimalizovány vibrace
na špičce hořáku.
Montážní sponu neutahujte
nadměrnou silou. Nadměrný tlak
způsobený svěrkou může časem
deformovat nebo poškodit
pouzdro hořáku.
98 80924G Pracovní manuál Powermax45 XP

Konfigurace ovládání pro
Uzemnění
Řezací stůl
Obrobek
Strojní hořák
RS-485 sériový kabel
(rozšířená výbava)
Přívod hořáku
CNC
Kabel rozhraní stroje (CPC)
Zdroj plynuPracovní kabel
mechanizované řezání
Přehled základního nastavení strojního hořáku
Powermax45 XP Pracovní manuál 80924G 99

Konfigurace ovládání pro mechanizované řezání
6
POŠKOZENÉ TLAKOVÉ LÁHVE MOHOU EXPLODOVAT
Plynové láhve obsahují plyn pod vysokým tlakem. Poškozená láhev může
explodovat.
Pro regulátory vysokého tlaku dodržujte návody výrobce pro bezpečnou instalaci,
obsluhu a údržbu.
Před plazmovým řezáním se stlačeným plynem si přečtěte bezpečnostní pokyny
v publikaci Manuál pro bezpečnost a dodržování předpisů (80669C). Nedodržování
bezpečnostních pokynů může mít za následek zranění osob nebo poškození
majetku.
NEBEZPEČÍ VÝBUCHU – ŘEZÁNÍ S HLINÍKEM BLÍZKO VODY
Pokud nedokážete zabránit hromadění vodíku, neřežte hliníkové slitiny pod vodou
nebo na vodním stole. Slitiny hliníku s lithiem nikdy neřežte v prostředí, kde je voda.
VAROVÁNÍ
VAROVÁNÍ
Hliník může reagovat s vodou za vzniku vodíku, což vede ke vzniku prostředí
s nebezpečím výbuchu, které může během plazmového řezání explodovat. Podrobné
informace viz Manuál pro bezpečnost a dodržování předpisů (80669C).
Nastavení plazmového systému a strojního hořáku pro mechanizované řezání
1. Připojte pracovní kabel od napájecího zdroje plazmového systému k řezacímu stolu.
2. Připojte zdroj plynu k napájecímu zdroji plazmového systému. Viz strana 36.
K řezání uhlíkové oceli, nerezové oceli, hliníku a dalších vodivých kovů použijte stlačený
vzduch.
K řezání nerezové oceli použijte F5. Viz strana 118.
Ke značkování použijte argon. Viz strana 119.
3. Připojte napájecí zdroj plazmového systému k CNC (nebo jiné řídicí jednotce) pomocí připojení
na rozhraní stroje (CPC).
Váš plazmový systém musí být vybavený portem CPC s interní deskou děliče napětí
nainstalovanou z výroby (nebo uživatelem). Viz strana 102.
Připojení na CPC je vyžadováno k zapálení hořáku a k ovládání signálu pro přenos
oblouku a napětí oblouku.
100 80924G Pracovní manuál Powermax45 XP
 Loading...
Loading...