

45
Řezné systémy s plazmovým obloukem
Pracovní manuál – 80578G
Revize 1

Registrace nového systému Hypertherm
Systém si můžete zaregistrovat online na adrese www.hypertherm.com/registration
a získat jednodušší přístup k technické a záruční podpoře. Budete také dostávat aktualizace
a informace o nových výrobcích Hypertherm a jako pozornost získáte dárek zdarma.
Místo pro vaše záznamy
Výrobní číslo: ______________________________________________________
Datum zakoupení: ______________________________________________________
Prodejce: ______________________________________________________
________________________________________________________________________
________________________________________________________________________
Poznámky k údržbě:
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________

powermax
Pracovní manuál
Česky / Czech
Revize 1 – říjen 2010
45
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com
email: info@hypertherm.com
© 2010 Hypertherm, Inc.
Všechna práva vyhrazena
Hypertherm a Powermax jsou ochranné známky společnosti Hypertherm, Inc.
a mohou být registrovány ve Spojených státech a/nebo dalších zemích.

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
Hypertherm Automation
5 Technology Drive, Suite 300
West Lebanon, NH 03784 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit A, 5th Floor, Careri Building
432 West Huai Hai Road
Shanghai, 200052
PR China
86-21 5258 3330/1 Tel
86-21 5258 3332 Fax
Hypertherm Brasil Ltda.
Avenida Doutor Renato de
Andrade Maia 350
Parque Renato Maia
CEP 07114-000
Guarulhos, SP Brasil
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
12/17/09

ELEKTROMAGNETICKÁ KOMPATIBILITA EMC
Úvod
Zařízení společnosti Hypertherm označené CE
je vyrobeno v souladu s normou EN60974-10.
Zařízení je nutné instalovat a používat v souladu
s informacemi uvedenými níže, a tak zajistit
elektromagnetickou kompatibilitu.
Limity vyžadované dle EN60974-10 nemusí
stačit pro úplné zamezení rušení, jestliže rušené
zařízení je v blízkosti a nebo je vysoce citlivé.
Vtakových případech může být nezbytné
zavést další opatření, která dále sníží rušení.
Toto řezné zařízení je navrženo výhradně
propoužití v průmyslovém prostředí.
Instalace a používání
Uživatel odpovídá za instalaci a používání
plazmového zařízení dle pokynů
výrobce. Jestliže uživatel zjistí přítomnost
elektromagnetického rušení, jeho povinností
je situaci vyřešit společně s technickou
podporou výrobce. Vněkterých případech je
řešení jednoduché, jako například uzemnění
řezného okruhu, viz Uzemnění obrobku.
V jiných případech může řešení problému
obnášet vybudování elektromagnetického
stínění pro napájecí zdroj a pracoviště společně
spříslušnými vstupními filtry. V každém případě
jeovšem nutné snížit elektromagnetické rušení
naúroveň,kdynebude způsobovat problémy.
Kontrola pracoviště
Před instalací zařízení musí uživatel provést
kontrolu pracoviště z hlediska problémů
selektromagnetickým zářením v okolní oblasti.
V potaz je nutné vzít následující záležitosti:
a. Jiné napájecí kabely, ovládací kabely,
signalizační a telefonní kabely, které se
nacházejí nad, pod a v blízkosti řezného
zařízení.
b. Televizní a radiové vysílače a přijímače.
c. Počítač a ostatní řídící vybavení.
d. Zařízení nezbytné pro bezpečnost, například
ochrana průmyslového zařízení.
e. Zdraví okolního personálu, například
používání kardiostimulátorů a naslouchátek.
f. Zařízení, které se používá ke kalibraci nebo
měření.
g. Odolnost ostatních zařízení v okolí. Uživatel
musí zajistit kompatibilitu dalšího zařízení
vokolí. To může obnášet další ochranná
opatření.
h. Doba během dne, kdy se provádí řezné
nebo jiné činnosti.
Velikost okolního prostoru, který je třeba
zkontrolovat, bude záviset na konstrukci budovy
a dalších činnostech, které se provádějí. Okolní
prostor může sahat až za hranice areálu.
Metody snižování emisí
Napájení ze sítě
Řezné zařízení je nutné připojit k síťovému
napájení dle doporučení výrobce. Jestliže
dochází k rušení, může být nezbytné zavést
další opatření, jako je například filtrování
síťového zařízení. Jetřeba zkontrolovat stínění–
v kovovém vedení nebo podobně – napájecího
kabelu pevně zabudovaného řezného zařízení.
Stínění by mělo být nepřerušené po celé délce.
Informace o shodě EMC-1
Září 2010

ELEKTROMAGNETICKÁ KOMPATIBILITA EMC
Stínění by mělo být připojeno k síťovému
napájení tak, aby docházelo ke správnému
kontaktu mezi vedením abočnicemi řezného
napájecího zdroje.
Údržba řezného zařízení
Řezné zařízení je třeba pravidelně udržovat dle
doporučení výrobce. Při provozu zařízení musí
být přístupová a servisní dvířka a kryty uzavřeny
a řádně zabezpečeny. Řezné zařízení se nesmí
nijak upravovat s výjimkou písemných pokynů
výrobce a v souladu s nimi. Například jiskřiště
pro zapalování oblouku a stabilizační zařízení
je nutné seřizovat a udržovat dle doporučení
výrobce.
Řezné kabely
Řezné kabely musí mít nejmenší možnou
délku a měly by být pohromadě a vést v úrovni
podlahy nebo v blízkosti podlahy.
Ekvipotenciální spojení
Je nutné zvážit možnost spojení veškerých
kovových součástí v instalaci a její blízkosti.
Kovové součásti, které se navážou na obrobek,
zvyšují riziko úrazu elektrickým proudem pro
obsluhu při současném dotyku těchto kovových
součástí a elektrody (tryska pro laserové
hlavice). Obsluha by měla být od všech
takových spojených kovových částí izolována.
provést propojení obrobku se zemí pomocí
přímého spojení, avšak v některých zemích, kde
není přímé spojení povoleno, spojení lze provést
pomocí vhodných kondenzátorů, zvolených na
základě příslušných vnitrostátních nařízení.
Poznámka: z bezpečnostních důvodů může
či nemusí být řezný okruh uzemněný. Změny
v uspořádání uzemnění musí potvrdit osoba,
která je kompetentní k vyhodnocení toho,
zda změny způsobí zvýšení rizika úrazu, např.
povolením paralelní cesty pro vratku řezného
proudu, které mohou poškodit zemnící okruhy
nebo jiné zařízení. Další informace naleznete
vIEC/TS 60974 – Svářecí zařízení s obloukem,
část 9: Instalace a používání.
Stínění a ochrana
Problémy s rušením lze vyřešit pomocí
selektivního stínění a ochrany ostatních kabelů
a zařízení v okolním prostoru. U speciálních
aplikací lze uvažovat o odstínění celého zařízení
pro plazmové řezání.
Uzemnění obrobku
V případech, kdy obrobek není uzemněn
zbezpečnostních důvodů a není připojen
kzemnění z důvodů velikosti a umístění, například
trup lodi nebo stavba železáren, spojení zemobrobek může emise v některých případech
snížit, ovšem ne ve všech. Přiuzemnění obrobku
je třeba dbát na to, aby nedošlo ke zvýšení
rizika úrazu uživatelů nebo poškození ostatního
elektrického zařízení. Vpřípadě nutnosti se třeba
EMC-2 Informace o shodě
Září 2010

ZÁRUKY
Upozornění
Originální díly Hypertherm jsou náhradní díly
pro systém Hypertherm, které doporučuje
výrobce. Na jakékoliv poškození či újmu na
zdraví způsobenou používáním jiných než
originálních náhradních dílů Hypertherm
se nemusí záruka společnosti Hypertherm
vztahovat, přičemž v takovém případě půjde
o použití výrobku Hypertherm k jinému než
schválenému účelu.
Výhradně odpovídáte za bezpečné používání
výrobku. Hypertherm neposkytuje záruku ani
garance ohledně bezpečnosti při používání
výrobku na vašem pracovišti.
Obecné
Společnost Hypertherm, Inc. zaručuje, že
výrobky budou bez vad na materiálech a na
dílenském provedení po konkrétní časové
lhůty zde dále uvedené, a to následovně: za
podmínky, že Hypertherm dostane oznámení
o vadě (i) týkající se napájecího zdroje během
období dvou (2) let od data dodání s výjimkou
napájecích zdrojů značky Powermax, u nichž
je toto období tři (3) roky od data dodání a(ii)
týkající se hořáku a přívodů během období
jednoho (1) roku od data dodání a s ohledem
na sestavy zvedáku hořáku během období
jednoho (1) roku od dodání a s ohledem na
laserové hlavy během období jednoho (1)
roku od data dodání a s ohledem na výrobky
společnosti Automation během období jednoho
(1) roku od data dodání s výjimkou EDGE
Pro CNC a ArcGlide THC, na něž se bude
vztahovat období dvou (2) let ode dne dodání.
Tato záruka se nebude vztahovat na žádné
napájecí zdroje značky Powermax, které
byly použity s fázovými převodníky. Dále pak
Hypertherm neposkytuje záruku za systémy,
které byly poškozeny následkem špatné kvality
napájení, ať už z fázových převodníků nebo
příchozího síťového napájení. Tato záruka
se nevztahuje na žádné výrobky, které byly
nesprávně instalovány, upraveny, nebo jinak
poškozeny.
Hypertherm poskytuje opravu, výměnu či
seřízení výrobku jako jedinou a výlučnou náhradu
v případě a pouze v případě, že zde uvedená
záruka platí a je řádně uplatněna. Výhradně dle
svého výlučného uvážení Hypertherm opraví,
vymění nebo seřídí, a to bezplatně, veškeré
vadné výrobky, na které se vztahuje tato záruka
a které budou, po předchozím souhlasu,
společnosti Hypertherm zaslány (takový souhlas
nebude nepřiměřeně zdržován), řádně zabalené,
na adresu společnosti Hypertherm ve městě
Hanover, New Hampshire, nebo autorizované
opravně společnosti Hypertherm, kdy odesílatel
hradí veškeré náklady – pojištění a poštovné.
Hypertherm neponese odpovědnost za žádné
opravy, výměny nebo seřízení výrobků, na které
se vztahuje tato záruky, mimo opravy, výměny
a seřízení dle tohoto odstavce nebo takové,
se kterými Hypertherm bude předem písemně
souhlasit.
Výše uvedená záruka je výhradní a nahrazuje
veškeré další záruky, výslovné, odvozené,
zákonné nebo jiné, související s Produkty,
aveškeré odvozené záruky nebo podmínky
kvality nebo prodejnosti nebo vhodnosti pro
určitý účel nebo vůči narušení. Výše uvedené
bude tvořit výhradní a exkluzivní náhradu za
jakékoli porušení záruky společností Hypertherm.
Informace o shodě W-1
Září 2010

ZÁRUKA
ZÁRUKA
Distributoři/OEM mohou nabídnout odlišné
nebo dodatečné záruky, ovšem Distributoři/
OEM nejsou oprávněni poskytovat žádnou další
dodatečnou záruční ochranu nebo poskytovat
další ujištění, o kterém by tvrdili, že jsou pro
společnost Hypertherm závazná.
Patentové zajištění
Mimo případ, kdy výrobky nejsou vyrobeny
společností Hypertherm nebo jsou vyrobeny
jinou osobou nežli společností Hypertherm
vpřísném souladu se specifikacemi
Hypertherm a v případech, kdy konstrukce,
postupy, vzorce nebo jejich kombinace
nejsou vyvinuty Hyperthermem, společnost
Hypertherm se bude na vlastní účet bránit
abude se snažit vyhrát jakýkoli spor nebo
řízení vůči vám, jestliže vznikne podezření, že
užívání výrobku Hypertherm, a to samostatně
a ne vkombinaci s jiným výrobkem, který
Hypertherm nedodává, porušuje jakýkoli
patent jakékoli třetí strany. Jestliže se dozvíte
o jakémkoli soudním sporu nebo potenciálním
soudním sporu souvisejícím s údajným
porušením, ihned to oznámíte společnosti
Hypertherm (a v každém případě nejpozději do
čtrnácti (14) dnů poté, co jste se o jakémkoliv
takovém soudním sporu nebo hrozícím
soudním sporu), a povinnost společnosti
Hypertherm zajistit obhajobu bude záviset na
výhradní kontrole celého procesu společností
Hypertherm a spolupráci odškodňované strany
a její součinnosti při obraně proti žalobě.
Omezení odpovědnosti
Hypertherm nebude v žádném případě
odpovídat žádné osobě nebo subjektu
za žádné vedlejší, následné, přímé,
nepřímé odškodné, trestající odškodné
nebo exemplární odškodné (zejména
ušlý zisk), bez ohledu na to, zda se
taková odpovědnost zakládá na porušení
smlouvy, přečinu, striktní odpovědnosti,
porušení záruk, neplnění základního
účelu nebo jiné, a to i v případě, kdy je
společnosti Hypertherm upozorněna na
možnost takových škod.
Národní a místní nařízení
Národní a místní nařízení, která spravují
potrubní a elektrické instalace, budou mít
přednost před veškerými pokyny obsaženými
vtomto manuálu. V žádném případě společnost
Hypertherm nebude odpovídat za zranění osob
nebo poškození majetku následkem porušení
nařízení nebo nesprávných pracovních postupů.
Maximální výše odpovědnosti
Odpovědnost společnosti Hypertherm,
bude-li jaká, nebude v žádném případě
přesahovat úhrn částek uhrazených za
výrobky, ze kterých takový nárok, žaloba
nebo řízení (ať již u soudu, rozhodčího
soudu, v rámci správního řízení či jinak)
vzniká, bez ohledu na to, zda je tento
nárok založen na porušení smlouvy,
přečinu, striktní odpovědnosti, porušení
záruk, neplnění základního účelu nebo
jiném.
Pojištění
Vaší povinností je opatřit si a udržovat pojištění
v takovém objemu a takových typů, vhodné
a s dostatečným krytím, aby společnosti
Hypertherm byla zajištěná a krytá v případě,
ženásledkem užívání výrobků dojde k žalobě.
W-2 Informace o shodě
Září 2010

Převod práv
Jste oprávněni převést svá a zbývající práva,
která vám mohou náležet z této záruky, ovšem
pouze v souvislosti s prodejem veškerých
nebo zásadní části aktiv nebo akcií na
následníka, který se zaváže, že bude vázán
všemi podmínkami a ustanoveními této záruky.
Souhlasíte s tím, že budete písemně informovat
Hypertherm v průběhu třiceti (30) dnů předtím,
než k takovému převodu dojde, a Hypertherm si
vyhrazuje právo na jeho schválení. Pokud byste
včas Hypertherm neinformovali a neusilovali
osouhlas společnosti, jak je zde uvedeno,
záruka uvedená v tomto dokumentu bude
absolutně i relativně neplatná a nebudete mít
podle této záruky ani jinak vůči Hypertherm
žádné další právo postihu.
ZÁRUKA
Informace o shodě W-3
Září 2010

Bezpečnostní informace
Před uvedením jakéhokoliv zařízení Hypertherm do provozu si projděte samostatný
Manuál pro bezpečnost a dodržování předpisů (80669C), který je součástí
dodávky výrobku a obsahuje důležité bezpečností informace.

OBSAH
Elektromagnetická kompatibilita ..............................................................................................................EMC-1
Záruky ................................................................................................................................................................. W-1
Oddíl 1 SPECIFIKACE
Popis systému ..................................................................................................................................................... 1-2
Zdroje informací.................................................................................................................................................. 1-2
Rozměry a hmotnostní údaje napájecího zdroje .......................................................................................... 1-3
Rozměry ..................................................................................................................................................... 1-3
Hmotnostní údaje .................................................................................................................................... 1-3
Technická data k napájení elektrickým proudem ......................................................................................... 1-4
Rozměry hořáku T45v ...................................................................................................................................... 1-5
Rozměry hořáku T45m ......................................................................................................................................1-5
Specifikace hořáků T45v a T45m .................................................................................................................. 1-6
Symboly a značení ..............................................................................................................................................1-7
Symboly IEC ............................................................................................................................................. 1-8
Oddíl 2 ZÁKLADNÍ NASTAVENÍ NAPÁJECÍHO ZDROJE
Vybalení zařízení Powermax45 ........................................................................................................................ 2-2
Reklamace ................................................................................................................................................. 2-2
Obsah ........................................................................................................................................................2-2
Umístění napájecího zdroje .............................................................................................................................. 2-3
Příprava k napájení elektrickým proudem ..................................................................................................... 2-3
Konfigurace napětí .................................................................................................................................. 2-3
Instalace odpojovacího spínače ...........................................................................................................2-4
Požadavky na zemnění ............................................................................................................................ 2-4
Posouzení napájecích kabelů ..........................................................................................................................2-5
Doporučení pro prodlužovací kabely ................................................................................................... 2-5
Doporučení ohledně generátoru ...........................................................................................................2-7
Příprava zdroje plynu ..........................................................................................................................................2-7
Připojení zdroje plynu .............................................................................................................................2-8
Další filtrace plynu ................................................................................................................................... 2-8
Oddíl 3 NASTAVENÍ HOŘÁKU
Úvod ......................................................................................................................................................................3-2
Životnost spotřebních dílů ................................................................................................................................ 3-2
Nastavení ručního hořáku ................................................................................................................................. 3-3
Volba spotřebních dílů ............................................................................................................................3-3
Instalace spotřebních dílů ...................................................................................................................... 3-5
powermax
45
Pracovní manuál i

OBSAH
Nastavení strojního hořáku ............................................................................................................................... 3-6
Montáž hořáku ..........................................................................................................................................3-6
Zvolte spotřební díly (tabulku parametrů) .......................................................................................... 3-8
Zarovnat hořák .......................................................................................................................................3-26
Připojení závěsného dálkového ovládání ..........................................................................................3-26
Připojení kabelu rozhraní stroje ..........................................................................................................3-27
Připojení přívodu hořáku .................................................................................................................................3-30
Oddíl 4 OBSLUHA
Ovládací prvky a ukazatele............................................................................................................................... 4-2
Přední ovládací prvky a LED-signálky .................................................................................................4-2
Zadní ovládací prvky ............................................................................................................................... 4-3
Provoz zařízení Powermax45 ........................................................................................................................... 4-4
Připojte napájení elektrickým plynem a zdroj plynu .......................................................................... 4-4
Zapněte systém .......................................................................................................................................4-4
Přepnutí spínače provozního režimu ................................................................................................... 4-5
Seřízení tlaku plynu .................................................................................................................................4-5
Zkontrolujte indikační LED-signálky .................................................................................................... 4-6
Připojení pracovní svorky obrobku ........................................................................................................4-7
Vysvětlení omezení dovoleného zatížení ........................................................................................................4-7
Jak používat strojní hořák .................................................................................................................................. 4-8
Obsluha blokovaného startovacího tlačítka .......................................................................................4-8
Tipy pro řezání ručním hořákem ........................................................................................................... 4-9
Řez začínejte od okraje obrobku. .......................................................................................................4-10
Propalování obrobku .............................................................................................................................4-11
Drážkování obrobku ..............................................................................................................................4-12
Běžné chyby při ručním řezání ............................................................................................................4-14
Jak používat strojní hořák ................................................................................................................................4-15
Kontrola správného nastavení hořáku a stolu..................................................................................4-15
Pochopení a optimalizace kvality řezu ...............................................................................................4-15
Propálení obrobku pomocí strojního hořáku....................................................................................4-17
Běžné chyby při strojním řezání ..........................................................................................................4-18
ii powermax45 Pracovní manuál

OBSAH
Oddíl 5 ÚDRŽBA A OPRAVY
Provádění běžné údržby ................................................................................................................................... 5-2
Kontrola spotřebních dílů ................................................................................................................................. 5-3
Základní provozní závady .................................................................................................................................. 5-4
Opravy .................................................................................................................................................................. 5-8
Odstranění a náhrada izolace z materiálu Mylar®. .......................................................................... 5-8
Vyměňte pracovní kabel (CSA a CE) ...............................................................................................5-10
Výměna plynové filtrační vložky ...........................................................................................................5-11
Oddíl 6 DÍLY
Díly pro napájecí zdroj ....................................................................................................................................... 6-2
Díly pro ruční hořák T45v ................................................................................................................................. 6-5
Spotřební díly pro ruční hořák T45v ....................................................................................................6-6
T30v (Powermax30) 30 A spotřební díly ........................................................................................... 6-6
Díly strojního hořáku T45m ...............................................................................................................................6-7
Spotřební díly strojního hořáku T45m ................................................................................................. 6-8
Díly příslušenství ................................................................................................................................................. 6-8
Štítky Powermax45 ............................................................................................................................................ 6-8
powermax
45
Pracovní manuál iii

OBSAH
iv powermax45 Pracovní manuál

Oddíl 1
SPECIFIKACE
Obsah:
Popis systému ..................................................................................................................................................... 1-2
Zdroje informací.................................................................................................................................................. 1-2
Rozměry a hmotnostní údaje napájecího zdroje .......................................................................................... 1-3
Rozměry ..................................................................................................................................................... 1-3
Hmotnostní údaje .................................................................................................................................... 1-3
Technická data k napájení elektrickým proudem ......................................................................................... 1-4
Rozměry hořáku T45v ...................................................................................................................................... 1-5
Rozměry hořáku T45m ......................................................................................................................................1-5
Specifikace hořáků T45v a T45m .................................................................................................................. 1-6
Symboly a značení ..............................................................................................................................................1-7
Symboly IEC ............................................................................................................................................. 1-8
powermax45 Pracovní manuál 1-1

SPECIFIKACE
Popis systému
Zařízení Powermax45 je velmi snadno přenosný, 45ampérový ruční a mechanizovaný plazmový
řezací systém, vhodný pro širokou škálu použití. Zařízení Powermax45 používá vzduch nebo dusík
pro řezání vodivých kovů, mezi které patří nerezová ocel nebo hliník. Pomocí tohoto zařízení lze řezat
do tloušťky až 25,4 mm a vypalovat do tloušťky až 9,5 mm .
Součástí standardního systému Powermax45 je kompletní sada spotřebních dílů (ochranná krytka,
krytka hořáku, vířivý kroužek, tryska, elektroda, 2 náhradní elektrody, 2 náhradní trysky, drážkovací
spotřební díly, (pouze pro ruční konfigurace), rychlospojka vzduchovodní tvarovky (1/4 NPT na
jednotkách CSA a 1/4 NPT x G-1/4 BSPP na jednotkách CE), box na spotřební díly, ramenní
pás, Pracovní manuál, Karta se stručným přehledem základního nastavení a DVD se základním
nastavením. Součástí mechanických konfigurací je také závěsný prvek dálkového spuštění.
Další spotřební díly a příslušenství, mezi které patří například vodicí zařízení pro plasmové řezání,
lze objednávat u jakéhokoliv obchodního zástupce společnosti Hypertherm. Viz Oddíl 6, Díly,
v kterém je uveden seznam náhradních dílů a doplňků.
Napájecí kabely napájecích zdrojů CSA dodáváme s upevněnou zástrčkou typu 50 A,
250 V (NEMA 6-50P). Napájecí jednotky CE dodáváme bez zástrčky na napájecím kabelu.
Více informací je uvedeno v kapitole Příprava k napájení elektrickým proudem v části 2.
Zdroje informací
Specifikace o systému, jako například velikost, hmotnost, detailní elektrické specifikace a řezné
rychlosti jsou obsaženy v tomto oddíle. Informace o:
• Podrobné bezpečnostní informace obsahuje Manuál bezpečnostních pokynů a jejich
dodržování.
• Požadavky na základní nastavení včetně požadavků na výkon, uzemnění, konfigurace
napájecích kabelů, požadavků na prodlužovací napájecí kabely, doporučení ohledně
generátoru viz Oddíl 2, Základní nastavení napájení elektrickým proudem.
• Spotřební díly pro ruční ovládání a strojní hořák, tabulka parametrů a informace k základnímu
nastavení hořáku viz Oddíl 3, Základní nastavení hořáku.
• Informace k ovládacím prvkům a kontrolkám LED, krokům k provozu systému a tipy pro
zdokonalování kvality řezu obsahuje Oddíl 4, Provoz.
• Běžné práce údržby a opravy obsahuje Oddíl 5, Údržba a opravy.
• Čísla dílů a informace k objednávání příslušenství, spotřebních dílů a dílů určených k výměně
obsahuje Oddíl 6, Díly.
1-2 powermax45 Pracovní manuál
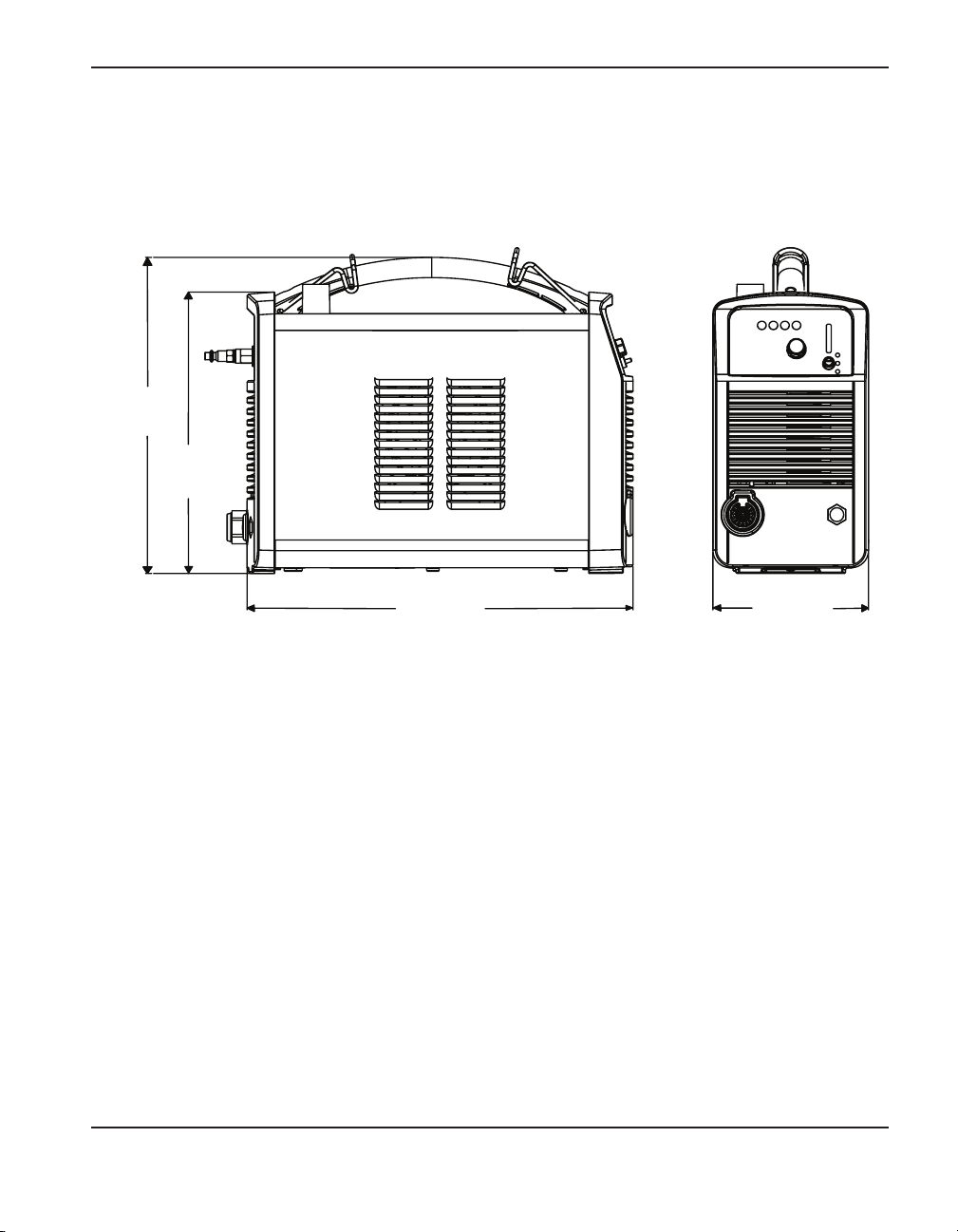
Rozměry a hmotnostní údaje napájecího zdroje
Rozměry
34,8 cm
31 cm
SPECIFIKACE
42,6 cm
17,2 cm
Hmotnostní údaje
Hmotnostní údaje k napájecímu zdroji, které jsou uvedené níže, se týkají ručního hořáku s kabelem
o délce 6,1 m, pracovního kabelu o délce 6,1 m a napájecího kabelu o délce 3 m.
• Napájecí zdroj CSA: 16,8 kg
• Napájecí zdroj CE 230 V: 16,6 kg
• Napájecí zdroj CE 400 V: 15,9 kg
powermax45 Pracovní manuál 1-3

SPECIFIKACE
Technická data k napájení elektrickým proudem
Jmenovité napětí naprázdno (U0)
CSA/CE, jednofázové
CE, 3 fázové
275 V DC
Jmenovitý výstupní proud (I2) 20 A až 45 A
Jmenovité výstupní napětí (U
Dovolené zatížení při 40 °C
(Více informací o dovoleném zatížení
viz identifikační štítek na napájecím zdroji.)
) 132 V DC
2
50 % (I
=45 A, U2=132 V)
2
60 % (I2=41 A, U2=132 V)
100 % (I2=32 A, U2=132 V)
Provozní teplota -10 °C až 40 °C
Teplota pro skladování -25 °C až 55 °C
Koeficient výkonu
200–240 V CSA, 230 V CE, 1 fázový
400 V, 3 fázový CE
Vstupní napětí (U
jmenovitém výkonu (U
)/ vstupní proud (I1) při
1
2 MAX
, I
2 MAX
)
(Více informací obsahuje kapitola
Konfigurace napětí v Oddílu 3.)
200–240 V AC / 34–28 A (CSA)
230 V AC / 30 A (230 V CE)*
400 V AC / 10 A (400 V CE)**
0,99
0,94
Typ plynu Vzduch Dusík
Čistý, suchý, bez příměsí
Jakost plynu
oleje v souladu s normou
Čistota 99,995 %
ISO 8573-1 třídy 1.2.2
Doporučený průtok a tlak
napájecího plynu
170 l/min při 6,2 baru
* Zařízení splňuje požadavky dle normy IEC 61000-3-12.
** Zařízení splňuje požadavky dle normy IEC 61000-3-12 tím, že zkratový výkon S
je vyšší nebo
sc
rovná se 692 kVA v rozhraní mezi napájením uživatelské části a veřejného systému. Povinností
uživatele nebo instalátora zařízení je zajistit (v případě nutnosti po konzultaci s provozovatelem
distribuční sítě), aby zařízení bylo připojeno pouze k napájení se zkratovým výkonem Ssc větším
nebo rovným hodnotě 692 kVA.
1-4 powermax45 Pracovní manuál

Rozměry hořáku T45v
8,3 cm
4,9 cm
2,5 cm
SPECIFIKACE
22,1 cm
21,6 cm
úhel 75°
4,0 cm
Rozměry hořáku T45m
36,5 cm
2,5 cm
30,5 cm
33,0 cm
powermax45 Pracovní manuál 1-5
3,6 cm vnější rozměr,
3,3 cm ploché strany
SPECIFIKACE
Specifikace hořáků T45v a T45m
Ruční řezný výkon (tloušťka materiálu)
Doporučený řezný výkon (ruční řezání) 12,7 mm
Maximální řezný výkon (ruční řezání
nebo mechanické spuštění hran)
Dělicí řezný výkon (ruční řezání nebo
mechanické spuštění hran)
Mechanický propalovací výkon (tloušťka materiálu)
Kapacita propalování (pro spuštění
hran, kapacity jsou stejné jako
v případě kapacit ručního řezání)
Doporučená rychlost řezání (na nelegované oceli)
6,35 mm 1524 mm/min
9,53 mm 813 mm/min
12 mm 508 mm/min
18 mm 203 mm/min
24 mm 102 mm/min
Drážkovací výkon
Rychlost odstraňování kovu na
nelegované oceli
Hmotnost
19,1 mm
25,4 mm
9,5 mm
2,8 kg/h
Pouze hořák T45v 0,27 kg
T45v s kabelem o délce 6,1 m 1,55 kg
T45v s kabelem o délce 15,24 m
Pouze hořák T45m 0,45 kg
T45m s kabelem o délce 7,62 m 2,27 kg
T45m s kabelem o délce 10,7 m 2,9 kg
T45m s kabelem o délce 15,24 m 3,85 kg
3,54 kg
1-6 powermax45 Pracovní manuál
SPECIFIKACE
Symboly a značení
Váš výrobek Hypertherm může nést jedno nebo více označení na nebo blízko výrobního štítku.
Vzhledem k rozdílům a rozporům v národních předpisech nejsou u každého provedení výrobku
použity všechny značky.
Symbol značky S
Symbol značky S znamená, že napájecí zdroj a hořák jsou vhodné pro činnosti prováděné
v prostředích se zvýšeným rizikem zasažení elektrickým proudem podle IEC 60974-1.
Značka CSA
Výrobky Hypertherm se značkou CSA vyhovují předpisům pro bezpečnost výrobku platným v USA
a Kanadě. Výrobky byly posuzovány, testovány a certifikovány společností CSA-International.
Výrobek může také nést značku jedné z národních uznávaných zkušebních laboratoří, akreditovaných
jak v USA, tak v Kanadě, jako jsou Underwriters Laboratories, Incorporated (UL) nebo TÜV.
Značení CE
Značení CE znamená prohlášení výrobce o shodě s platnými evropskými směrnicemi a normami.
Pouze provedení výrobků Hypertherm se značením CE na nebo u výrobního štítku byla testována pro
ověření shody s evropskou směrnicí pro nízká napětí (Low Voltage Directive) a evropskou směrnicí
pro elektromagnetickou kompatibilitu (Electromagnetic Compatibility – EMC). Do provedení výrobku
se značením CE jsou zabudovány EMC filtry nezbytné pro vyhovění evropské směrnici
o elektromagnetické kompatibilitě.
Značka GOST-R
Provedení výrobků Hypertherm se značením CE, která nesou označení shody GOST-R, splňují
požadavky na bezpečnost výrobku a elektromagnetickou kompatibilitu pro export do Ruské federace.
Značka c-Tick
Provedení výrobků Hypertherm se značením CE a značkou c-Tick jsou ve shodě s předpisy pro
elektromagnetickou kompatibilitu pro prodej v Austrálii a na Novém Zélandu.
Značka CCC
Značka CCC (China Compulsory Certification– Systém povinné certifikace) znamená, že výrobek
byl testován a byla zjištěna jeho shoda s předpisy pro bezpečnost výrobků, požadovaná pro prodej
v Číně.
powermax45 Pracovní manuál 1-7
SPECIFIKACE
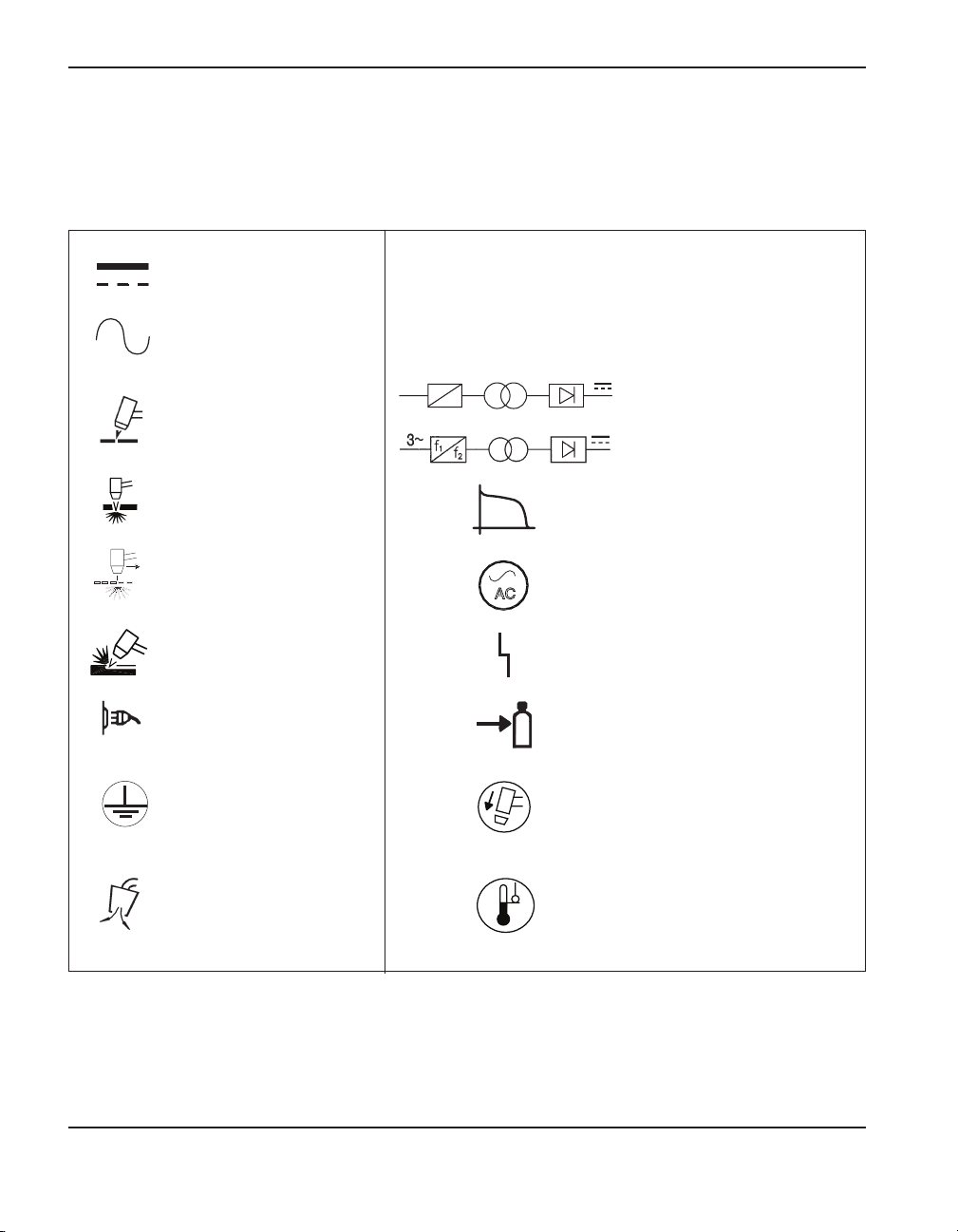
Symboly IEC
Následující symboly se mohou být uvedeny na datovém štítku napájecího zdroje, štítcích ovládacích
prvků, spínačů a LED-signálek:
Stejnoměrný proud
(DC)
Střídavý proud (AC)
Řezání plazmovým
hořákem
Řezání ocelové desky
Řezání tahokovu
Drážkování
Připojení napájení AC
Svorka pro externí
ochranný (zemnící)
vodič
l
Napájení je
ON (zapnuto)
O
1~
f
1
f
2
Napájení je OFF
(vypnuto)
Invertorový zdroj napájení,
buď 1fázový nebo 3 fázový
Křivka napětí/proud,
„zešikmující“ průběh
AC
Napájení je ON
(LED-signálka)
Systémová chyba
(LED-signálka)
Tlak přívodního plynu (LED)
Chybějící nebo uvolněné
spotřební díly (LED-signálka)
Zkušební režim plynu
Teplota napájecího zdroje
překročila stanovené
rozmezí (LED-signálka)
1-8 powermax45 Pracovní manuál
Oddíl 2
ZÁKLADNÍ NASTAVENÍ NAPÁJECÍHO ZDROJE
Obsah:
Vybalení zařízení Powermax45 ........................................................................................................................ 2-2
Reklamace ................................................................................................................................................. 2-2
Obsah ........................................................................................................................................................2-2
Umístění napájecího zdroje .............................................................................................................................. 2-3
Příprava k napájení elektrickým proudem ..................................................................................................... 2-3
Konfigurace napětí .................................................................................................................................. 2-3
Instalace odpojovacího spínače ...........................................................................................................2-4
Požadavky na zemnění ............................................................................................................................ 2-4
Posouzení napájecích kabelů ..........................................................................................................................2-5
Doporučení pro prodlužovací kabely ................................................................................................... 2-5
Doporučení ohledně generátoru ...........................................................................................................2-7
Příprava zdroje plynu ..........................................................................................................................................2-7
Připojení zdroje plynu .............................................................................................................................2-8
Další filtrace plynu ................................................................................................................................... 2-8
powermax
45
Pracovní manuál 2-1

ZÁKLADNÍ NASTAVENÍ NAPÁJECÍHO ZDROJE
Vybalení zařízení Powermax45
1. Zkontrolujte, zdali jste všechny všechny objednané komponenty obdrželi v dobrém stavu.
Jestliže jsou některé z dílů poškozené nebo chybějí, obraťte se na prodejce.
2. Napájecí zdroj prohlédněte na výskyt poškození, která mohla být způsobena během dopravní
přepravy. V případě zjištění známek poškození, postupujte dle pokynů uvedených níže v kapitole
Reklamace. Během veškeré komunikace a korespondence ohledně tohoto vybavení je nutné
vždy uvést číslo modelu a sériové číslo, která jsou uvedena na spodní části napájecího zdroje.
3. Před provedením základního nastavení a spuštěním systému Hypertherm do provozu si přečtěte
Manuál Bezpečnostních pokynů a jejich dodržování.
Reklamace
• Reklamace poškození při přepravě – pokud došlo k poškození zařízení při přepravě,
musíte záležitost reklamovat u přepravce. Společnost Hypertherm vám na vyžádání poskytne
kopii přepravního dokladu. Jestliže vyžadujete další konzultace, obraťte se na nejbližší
zastoupení společnosti Hypertherm, které naleznete na začátku tohoto manuálu.
• Reklamace vadného nebo chybějícího zboží – pokud jakákoliv položka zásilky chybí
nebo je vadná, kontaktujte svého dodavatele. Jestliže vyžadujete další konzultace, obraťte se
na nejbližší zastoupení společnosti Hypertherm, které naleznete na začátku tohoto manuálu.
Obsah
Položky v krabici zkontrolujte s obrázkem.
Pracovní manuál
(CSA)
Karta pro rychlé
základní nastavení
Registrační karta
DVD pro základní
nastavení
Závěsné dálkové ovládání
(volitelné)
nebo
Pás přes rameno
Box s dodatečnými
spotřebními díly
2-2 powermax45 Pracovní manuál
230 V (CE)
400 V (CE)
ZÁKLADNÍ NASTAVENÍ NAPÁJECÍHO ZDROJE
Umístění napájecího zdroje
Zařízení Powermax45 se musí nacházet v blízkosti vhodné elektrické zásuvky o 200–240 voltů pro
1- fázové napájecí zdroje CSA nebo CE nebo 400 voltové elektrické zásuvky pro 3fázové napájecí
zdroje CE. Zařízení Powermax45 je vybaveno napájecím kabelem o délce 3 m. Okolo napájecího
zdroje ponechte místo alespoň 0,25 m pro zajištění správné ventilace.
Příprava k napájení elektrickým proudem
Maximální výstupní napětí se bude lišit v závislosti na vstupním napětí a intenzitě elektrického
proudu v okruhu. Protože odběr proudu během spuštění kolísá, doporučujeme pojistku se
zpožděnou charakteristikou, jak je uvedeno v tabulce níže. Pojistky se zpožděnou charakteristikou
dokáží krátkodobě zvládat proudy ve výši 10násobku jmenovité hodnoty.
Konfigurace napětí
Následující tabulka uvádí maximální jmenovitý výkon pro typické kombinace vstupního napětí
a intenzity elektrického proudu. Přípustné hodnoty vstupního napětí mohou kolísat o ±10 %
od hodnot uvedených níže.
Pozor: Obvod chraňte pomocí pojistek s časovým zpožděním
o vhodné velikosti a odpojovacím spínačem.
Vstupní
Model Vstupní napětí
200 – 240 V AC 1 45 A, 132 V 34 – 28 A 55 – 45 A 50 A
CSA
208 V AC 1 45 A, 132 V 33 A 54,5 A 50 A
200 – 240 V AC 1 45 A, 132 V 34 – 28 A 55 – 45 A 35 nebo 50* A
CE
400 V AC 3 45 A, 132 V 10 A 15,5 A 15 nebo 20* A
220 V AC 1 45 A, 132 V 31 A 53 A 35 nebo 50* A
CE/CCC
380 V AC 3 45 A, 132 V 11 A 14 A 15 A
* Pro aplikace vyžadující si delší protažení oblouku používejte pojistky pro vyšší intenzitu elektrického
proudu.
powermax
45
Pracovní manuál 2-3
Fáze
Jmenovitý
výkon
proud při
výkonu
o 6 kW
Vstupní
proud při
protažení
oblouku
Doporučené
dimenze pojistky
se zpožděnou
charakteristikou

ZÁKLADNÍ NASTAVENÍ NAPÁJECÍHO ZDROJE
Instalace odpojovacího spínače
Pro každý napájecí zdroj použijte odpojovací spínač tak, aby obsluha v případě nouze mohla rychle
napájení vypnout. Spínač umístěte tak, aby byl pro obsluhu dobře přístupný. Instalaci musí provádět
oprávněný elektrotechnik podle příslušných celostátních a místních předpisů. Přerušovací úroveň
spínače musí odpovídat nebo musí převyšovat trvalý výkon pojistek. Dále pak by spínač měl:
• Při přepnutí do pozice vypnutí (OFF) izolovat elektrické komponenty a od vstupního
napájecího napětí odpojit všechny elektrické vodiče, které jsou pod napětím.
• Pozice vypnutí (OFF) a pozice zapnutí (ON) musí být jasně označeny symboly O (pozice
vypnutí – OFF) a I (pozice zapnutí – ON).
• Zařízení musí být vybaveno externí ovládací pákou, kterou lze uzamknout v pozici vypnutí
(OFF).
• Součástí zařízení musí být mechanismus pro ovládání napětí, který slouží jako nouzové
vypínání.
• Zařízení musí být vybaveno pojistkami se zpožděnou charakteristikou, jak doporučujeme,
dle údajů uvedených v tabulce na předchozí straně.
Požadavky na zemnění
Za účelem zajištění bezpečnosti osob, řádného provozu a snížení elektromagnetického rušení (EMI)
musí být zařízení Powermax45 řádně uzemněno:
• Napájecí zdroj musí být uzemněn pomocí napájecího kabelu v souladu s národními a místními
předpisy o instalaci elektrických zařízení.
• Jednofázové rozvody musí být v 3žílovém provedení s barevným označením zelené nebo
zeleno/žluté žíly, určené k ochrannému uzemnění a musí splňovat požadavky v souladu
s národními a místními předpisy. Nepoužívejte rozvody se dvěma vodiči.
• Třífázové napájení musí být v 4žílovém provedení s barevným označením zelené nebo zeleno/
žluté žíly, určené k ochrannému uzemnění a musí splňovat požadavky v souladu s národními
a místními předpisy.
• Více informací je uvedeno v kapitole Bezpečnost uzemnění v Manuálu Bezpečnostních
pokynů a jejich dodržování.
2-4 powermax45 Pracovní manuál

ZÁKLADNÍ NASTAVENÍ NAPÁJECÍHO ZDROJE
Posouzení napájecích kabelů
Napájecí zdroje zařízení Powermax45 dodáváme s napájecími kabely pro konfigurace napájecích
zdrojů CSA a CE.
Napájecí kabely napájecích zdrojů CSA dodáváme s upevněnou zástrčkou typu 50 A, 250 V
(NEMA 6-50P).
Napájecí zdroje CE dodáváme bez zástrčky na napájecím kabelu. Pro napájecí jednotku
v místě zařízení je nutné pořídit správnou zástrčku (buď o 230 V nebo 400 V) a montáží pověřit
vyškoleného elektrikáře s příslušnou odborností.
Doporučení pro prodlužovací kabely
Prodlužovací kabel musí mít dostatečnou velikost vodičů pro délku kabelu a napětí systému.
Použijte prodlužovací kabel, který splňuje národní a místní předpisy.
Tabulky uvedené na následujících stránkách uvádí doporučené míry pro různé délky a vstupní
napětí. Délky v tabulce jsou uvádějí pouze délku prodlužovacího kabelu; nezahrnují napájecí kabel
napájecího zdroje.
powermax
45
Pracovní manuál 2-5

ZÁKLADNÍ NASTAVENÍ NAPÁJECÍHO ZDROJE
Doporučení pro prodlužovací kabely
Anglosaské jednotky
Vstupní napětí Fáze < 10 stopa 10–25 stopa 25–50 stopa 50–100 stopa 100–150 stopa
208 V AC 1 8 AWG 8 AWG 8 AWG 6 AWG 4 AWG
220 V AC 1 8 AWG 8 AWG 8 AWG 6 AWG 4 AWG
200–240 V AC 1 8 AWG 8 AWG 8 AWG 6 AWG 4 AWG
380 V AC 3 12 AWG 12 AWG 12 AWG 10 AWG 10 AWG
400 V AC
12 AWG 12 AWG 12 AWG 10 AWG 10 AWG
3
Metrické jednotky
Vstupní napětí Fáze < 3 m 3–7,5 m 7,5–15 m 15–30 m 30–45 m
208 V AC 1 10 mm
220 V AC 1 10 mm
200–240 V AC 1 10 mm
380 V AC 3 4 mm
400 V AC
3
4 mm
2
2
2
2
2
10 mm
10 mm
10 mm
4 mm
4 mm
2
2
2
2
2
10 mm
10 mm
10 mm
4 mm
4 mm
2
2
2
2
2
16 mm
16 mm
16 mm
6 mm
6 mm
2
2
2
2
2
25 mm
25 mm
25 mm
6 mm
6 mm
2
2
2
2
2
2-6 powermax45 Pracovní manuál

ZÁKLADNÍ NASTAVENÍ NAPÁJECÍHO ZDROJE
Doporučení ohledně generátoru
Při nasazení se zařízením Powermax45 by měl generátor generovat jmenovitý proud o 240 V AC.
Technická data
k pohonu motoru
8 kW 33 A Dobré protažení oblouku při řezacím proudu o 45A
6 kW 25 A
Poznámka: Na základě technických dat generátoru, stáří a technického stavu seřiďte řezací
Výstupní proud
pohonu motoru
Omezené protažení oblouku při řezacím proudu o 45A
Dobré protažení oblouku při řezacím proudu o 30A
proud dle svých potřeb.
V případě výskytu poruchy během nasazení generátoru nemusí rychlé vypnutí
a opětovné zapnutí napájení elektrickým proudem (občas nazývaným „rychlé
vynulování“) odstranit poruchu. Místo toho vypněte zdroj napájení elektrickým
proudem a počkejte po dobu 30 až 45 sekund před opětovným zapnutím.
Výkonnost
Příprava zdroje plynu
Zařízení Powermax45 lze napájet plynem z tlakových plynových nádob nebo plynem tlakovaným
přímo na místě nasazení.Vysokotlaký regulátor se musí používat na obou zdrojích plynu a musí
vykazovat kapacitu dodávky plynem do filtru zdroje napájení při 170 l/min při 6,2 baru.
VAROVÁNÍ
Nedovolte, aby tlak zdroje plynu překročil hodnotu 9,3 baru. Při překročení tlaku
může explodovat nádoba filtru.
V případě nízké kvality napájeného plynu se rychlost řezání snižuje, kvalita řezání se zhoršuje,
snižuje se způsobilost řezání tloušťky plechu a snižuje se životnost spotřebních dílů. Pro optimální
výkonnost by měl plyn vykazovat maximální velikost částic o 0,1 mikronů při maximální koncentraci
0,1 mg/m3, maximální rosný bod o -40 °C a maximální koncentraci oleje o 0,1 mg/m3 (dle normy
ISO 8573-1 třídy 1.2.2).
powermax
45
Pracovní manuál 2-7

ZÁKLADNÍ NASTAVENÍ NAPÁJECÍHO ZDROJE
Připojení zdroje plynu
Připojte zdroj plynu k zdroji napájení pomocí inertní hadice na plyn s vnitřním průměrem o 9,5 mm
a 1/4 NPT rychlospojkou nebo 1/4 NPT x G-1/4 BSPP (jednotka CE) rychlospojkou.
zdroj napájení plynem o 5,5 – 6,9 baru
(maximálně 9,3 baru) s objemem průtoku
alespoň o 165,2 l/min. Doporučujeme
objem průtoku 170 l/min při 6,2 baru.
Další filtrace plynu
Jestliže na pracovišti dochází ve vnikání vlhkosti, oleje nebo jiných znečišťujících látek do plynového
vedení, použijte třístupňový filtrační systém, například sadu pro filtraci Eliminizer (číslo dílu 128647),
kterou lze objednat u prodejců Hypertherm. Třístupňový systém filtrace funguje dle níže uvedeného
schématu a odstraňuje ze zdroje plynu znečišťující látky.
Vodní a prachový filtr
Zdroj plynu
Systém filtrace je nutné instalovat mezi rychlospojku a napájecí zdroj.
2-8 powermax45 Pracovní manuál
Olejový filtr Filtr olejových par
Powermax45

Oddíl 3
NASTAVENÍ HOŘÁKU
Obsah:
Úvod ......................................................................................................................................................................3-2
Životnost spotřebních dílů ................................................................................................................................ 3-2
Nastavení ručního hořáku ................................................................................................................................. 3-3
Volba spotřebních dílů ............................................................................................................................3-3
Instalace spotřebních dílů ...................................................................................................................... 3-5
Nastavení strojního hořáku ............................................................................................................................... 3-6
Montáž hořáku ..........................................................................................................................................3-6
Zvolte spotřební díly (tabulku parametrů) .......................................................................................... 3-8
Zarovnat hořák .......................................................................................................................................3-26
Připojení závěsného dálkového ovládání ..........................................................................................3-26
Připojení kabelu rozhraní stroje ..........................................................................................................3-27
Připojení přívodu hořáku .................................................................................................................................3-30
powermax
45
Pracovní manuál 3-1

NASTAVENÍ HOŘÁKU
Úvod
Součástí zařízení Powermax45 je jak ruční hořák T45v, tak i strojní hořák T45m. Díky systému
rychlospojky hořáku lze hořák jednoduše při přepravě sejmout nebo vyměnit hořáky v případě,
kdy použití vyžaduje oba hořáky.
Tento oddíl obsahuje informace o nastavení hořáku a o výběru správných spotřebních dílů pro
zakázku.
Životnost spotřebních dílů
Frekvence výměny spotřebních dílů na zařízení Powermax45 bude záviset na mnoha faktorech:
• Tloušťka řezaného materiálu
• Průměrná délka řezu
• Ruční nebo strojní řez
• Kvalita vzduchu (obsah oleje, vlhkosti nebo jiných nečistot)
• Propalování materiálu nebo řez od okraje
• Správná vzdálenost hořák-obrobek při drážkování nebo řezání s nestíněnými spotřebními díly
• Správná propalovací výška
• Dle použití spotřebních dílů Spotřební díly určené pro T30v (Powermax30) 30 A mají kratší
životnost při použití na T45v. Avšak poskytují optimální kvalitu řezu v případě určitých aplikací.
Za normálních okolností se u strojního řezání nejdříve opotřebí elektroda a u ručního řezání se
nejdříve opotřebí tryska.
Sada spotřebních dílů zpravidla vydrží přibližně 1 až 2 hodiny skutečného času „provozu oblouku“
u ručního řezání, a to v závislosti na těchto faktorech. U strojního řezání by spotřební díly měly
vydržet přibližně 3 až 5 hodin.
Další informace o správných technikách řezání naleznete v oddíle 4, Provoz.
3-2 powermax45 Pracovní manuál
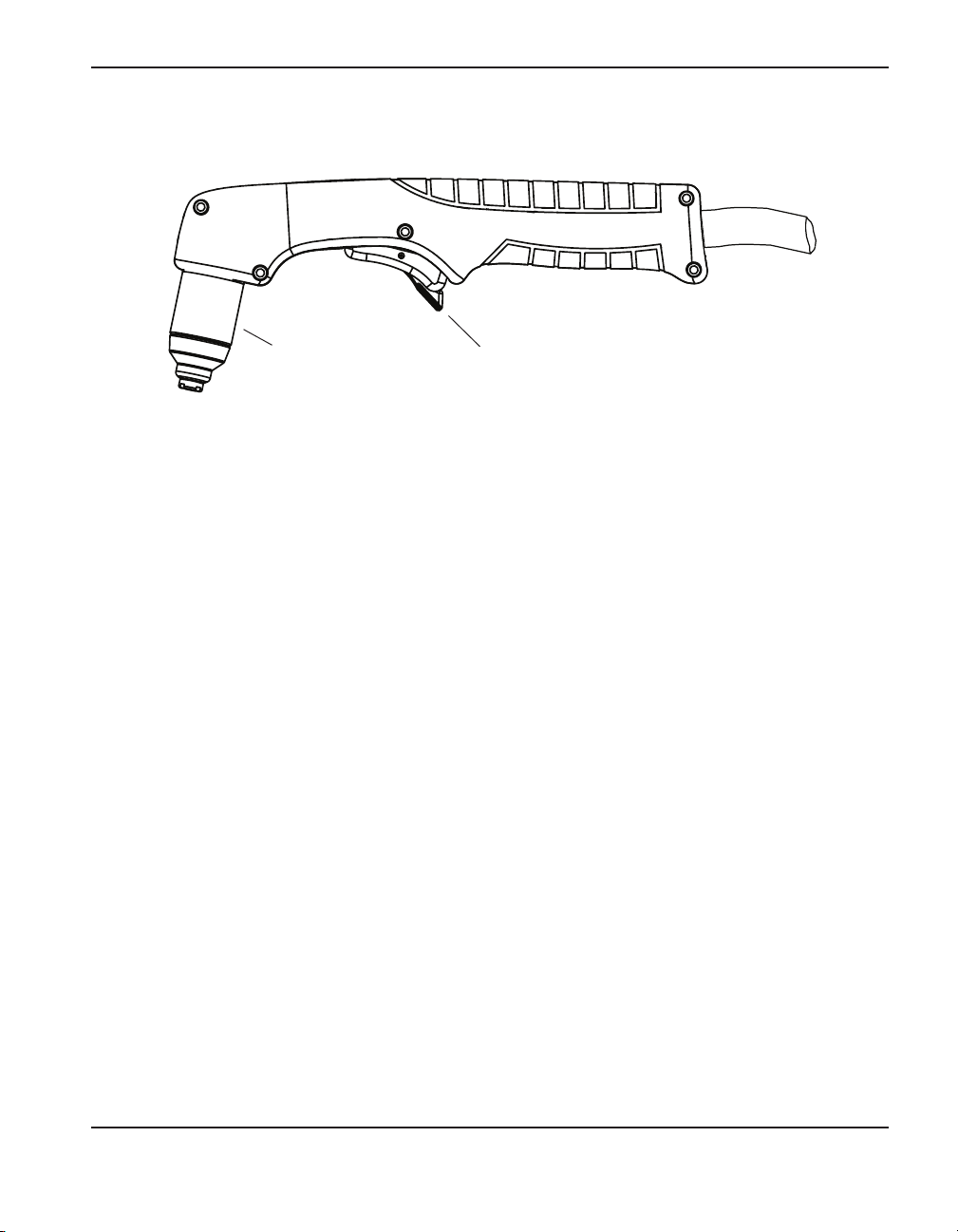
Nastavení ručního hořáku
NASTAVENÍ HOŘÁKU
Spotřební díly
Blokované
startovací tlačítko
Volba spotřebních dílů
Zařízení Powermax45 s ručním držákem T45v je vybaveno plnou sadou spotřebních dílů pro řezání,
které jsou instalované na hořáku, mezi které patří náhradní elektrody a trysky a spotřební díly pro
drážkování v boxu se spotřebními díly. Při nasazení ve státech, kde neplatí CE směrnice, lze také
objednat nestíněné spotřební díly, které mohou být užitečné pro určité aplikace.
Pomocí stíněných spotřebních dílů se hrot hořáku táhne po materiálu, určeném k řezání.
U nestíněných spotřebních dílů musíte nechat mezi hořákem a kovem malou mezeru, cca 2 mm.
Stíněné spotřební díly všeobecně vykazují kratší životnost než spotřební díly s ochrannou krytkou,
nicméně poskytovaná viditelnost a přístupnost mají své výhody v případě některých aplikací.
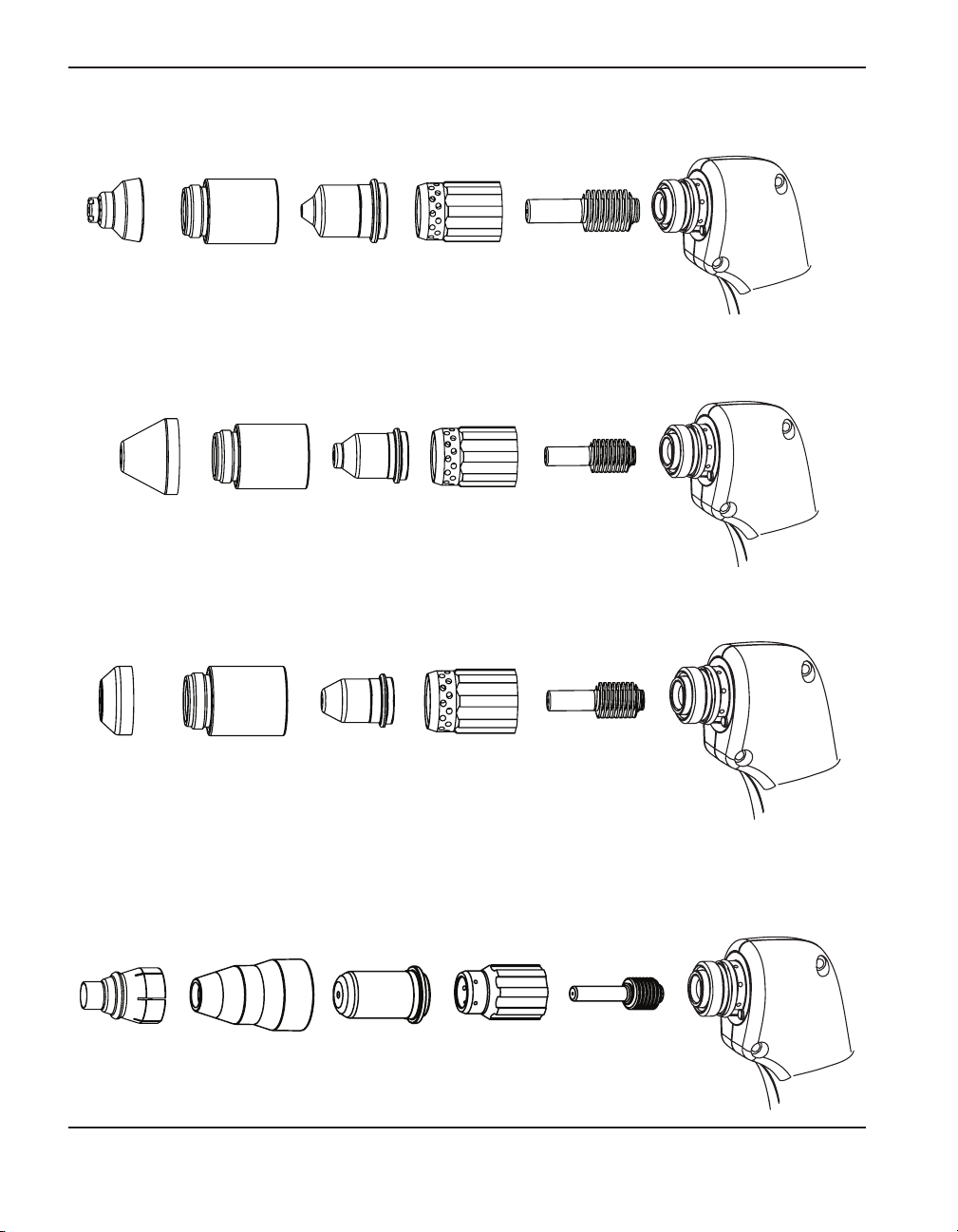
Spotřební díly pro ruční řezání jsou vyobrazeny na další stránce. Všimněte si, že krytka hořáku,
vířivý kroužek a elektroda jsou stejné pro stíněné a nestíněné a drážkovací aplikace. Liší se pouze
ochranná krytka (deflektor pro nestíněné spotřební díly) a tryska.
Pro docílení nejlepší kvality řezu na nerezové oceli lze upřednostnit snížení nastavení el. proudu
na 30 ampér a použití T30V (Powermax 30) 30 A spotřebních dílů, které dodává Hypertherm.
powermax
45
Pracovní manuál 3-3
NASTAVENÍ HOŘÁKU
T45m zastíněné spotřební díly
220674
Krytka
220713
Krytka trysky
220671
Tryska
T45v spotřební díly pro drážkování
220675
Krytka
220713
Krytka trysky
220672
Tryska
T45m nestíněné spotřební díly*
220717
Deflektor
220713
Krytka trysky
220718
Tryska
220670
Vířivý kroužek
220670
Vířivý kroužek
220670
Vířivý kroužek
220669
Elektroda
220669
Elektroda
220669
Elektroda
* Nezastíněné spotřební díly nedodáváme ve státech, kde platí CE směrnice.
T30v (Powermax30) 30 A spotřební díly
220569
Rozšířená výbava
deflektor
220483
Krytka trysky
220480
Tryska
220479
Vířivý kroužek
220478
Elektroda
3-4 powermax45 Pracovní manuál
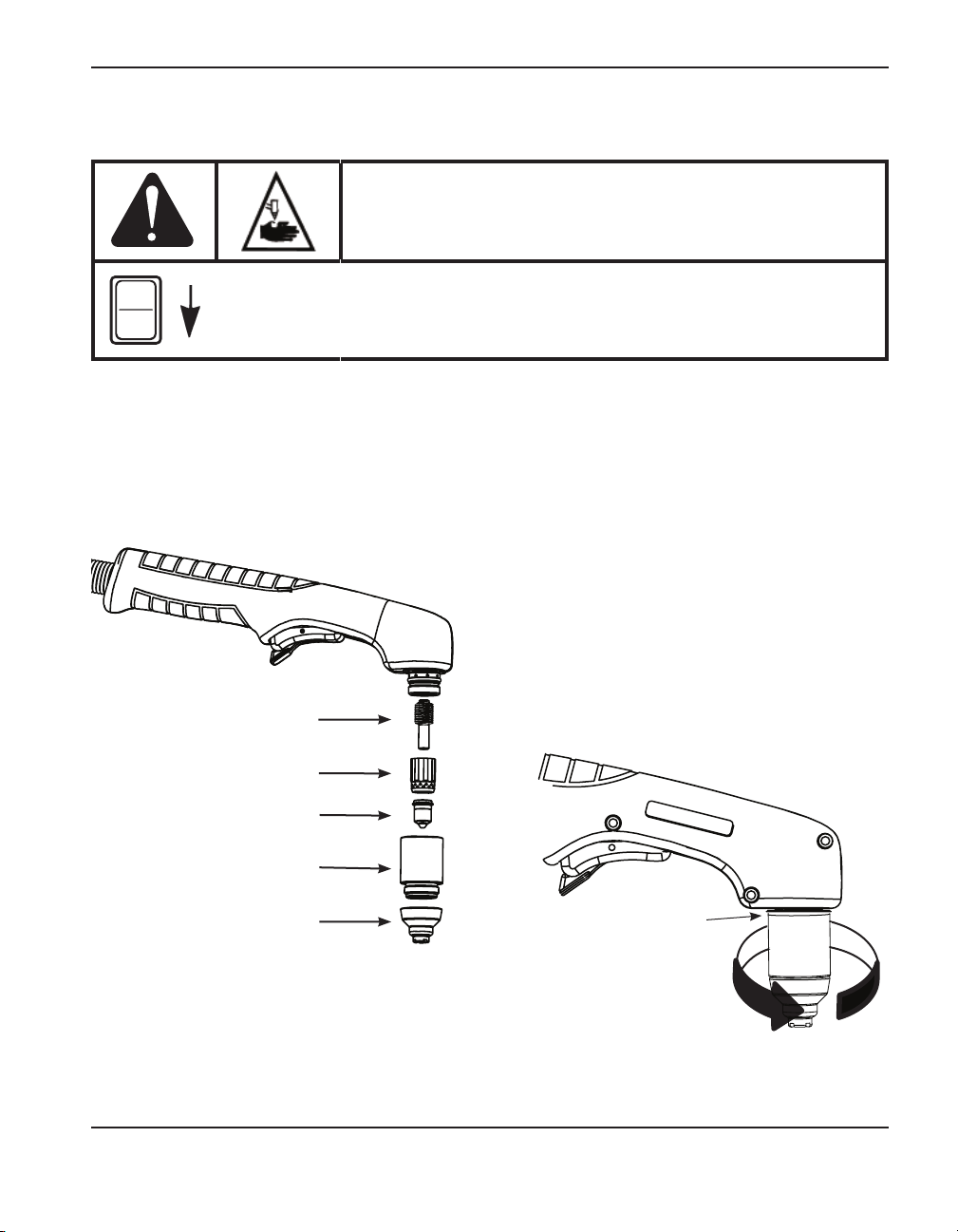
Instalace spotřebních dílů
NASTAVENÍ HOŘÁKU
VAROVÁNÍ
PLAZMOVÝ OBLOUK U HOŘÁKŮ,
KTERÉ JSOU V PROVOZU, MŮŽE ZPŮSOBIT
PORANĚNÍ A POPÁLENINY
I
O
Plazmový oblouk vznikne ihned po aktivaci hořáku. Před výměnou
spotřebních dílů zkontrolujte, že napájení je VYPNUTO.
K používání hořáku T45v je třeba instalovat kompletní sadu spotřebních dílů: ochrannou krytku
nebo deflektor, krytku hořáku, trysku, vířivý kroužek a elektrodu.
Spínač napájení přepněte do polohy „O“ OFF (vypnuto) a zkontrolujte, že spotřební díly pro hořák
jsou nainstalovány dle vyobrazení.
Elektroda
Vířivý kroužek
Tryska
Krytka trysky
Ochranná krytka nebo deflektor
Poznámka: Utahujte pouze prsty. Nadměrné utažení
je příčinou nesprávného plamene hořáku.
powermax
45
Pracovní manuál 3-5
Mezi spotřebními díly a pákou
hořáku by měla být malá mezera.
Během běžného provozu vzduch
proudí z této mezery.
NASTAVENÍ HOŘÁKU
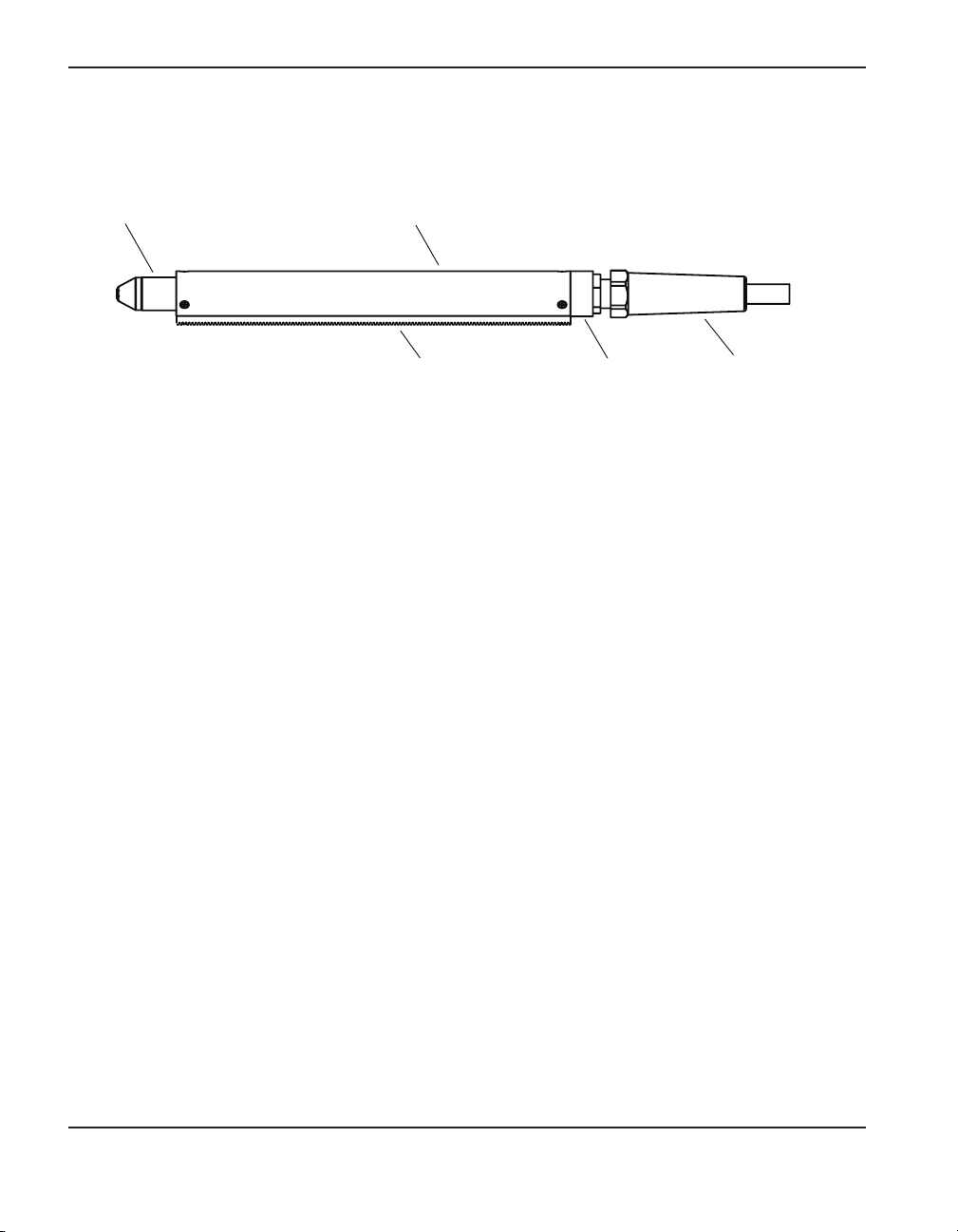
Nastavení strojního hořáku
Spotřební díly
Před použitím T45m je nutné:
• Nasadit hořák na řezací stůl nebo jiné vybavení.
• Zvolit a instalovat spotřební díly.
• Zarovnat hořák.
• Připojit přívod hořáku k napájecímu zdroji.
• Nastavit napájecí zdroj pro dálkové spuštění buď pomocí závěsného dálkového ovládání nebo
kabelu rozhraní stroje.
Polohovací objímka
Ozubnice Průchodka
Mosazná
průchodka
Montáž hořáku
V závislosti na typu řezacího stolu může být nutné hořák rozebrat a protáhnout jej v rámci dráhy
a nasadit. Jestliže je dráha řezací stolu dostatečně velká a lze hořák protáhnout drahou bez nutnosti
sundat tělo hořáku z přívodu, proveďte protažení a poté hořák připojte ke zvedáku hořáku dle
pokynů výrobce.
Poznámka: T45m lze namontovat na širokou škálu stolů X-Y, dráhové hořáky, pokosníky
potrubí a další zařízení. Hořák namontujte dle pokynů výrobce a v případě
demontáže se řiďte pokyny uvedenými níže.
Pokud je nutné provést demontáž hořáku, řiďte se následujícími pokyny:
1. Přívod hořáku odpojte z napájecího zdroje a z hořáku vyjměte veškeré spotřební díly.
2. Odeberte ozubnici z polohovací objímky tím, že vyšroubujete 2 černé šrouby, které ji zajišťují
na polohovací objímce. Odeberte 6 šroubů (3 na každém konci), které jistí polohovací objímku
na mosazné průchodce a na tělesu hořáku. Polohovací objímku vytáhněte z hořáku.
3-6 powermax45 Pracovní manuál
NASTAVENÍ HOŘÁKU
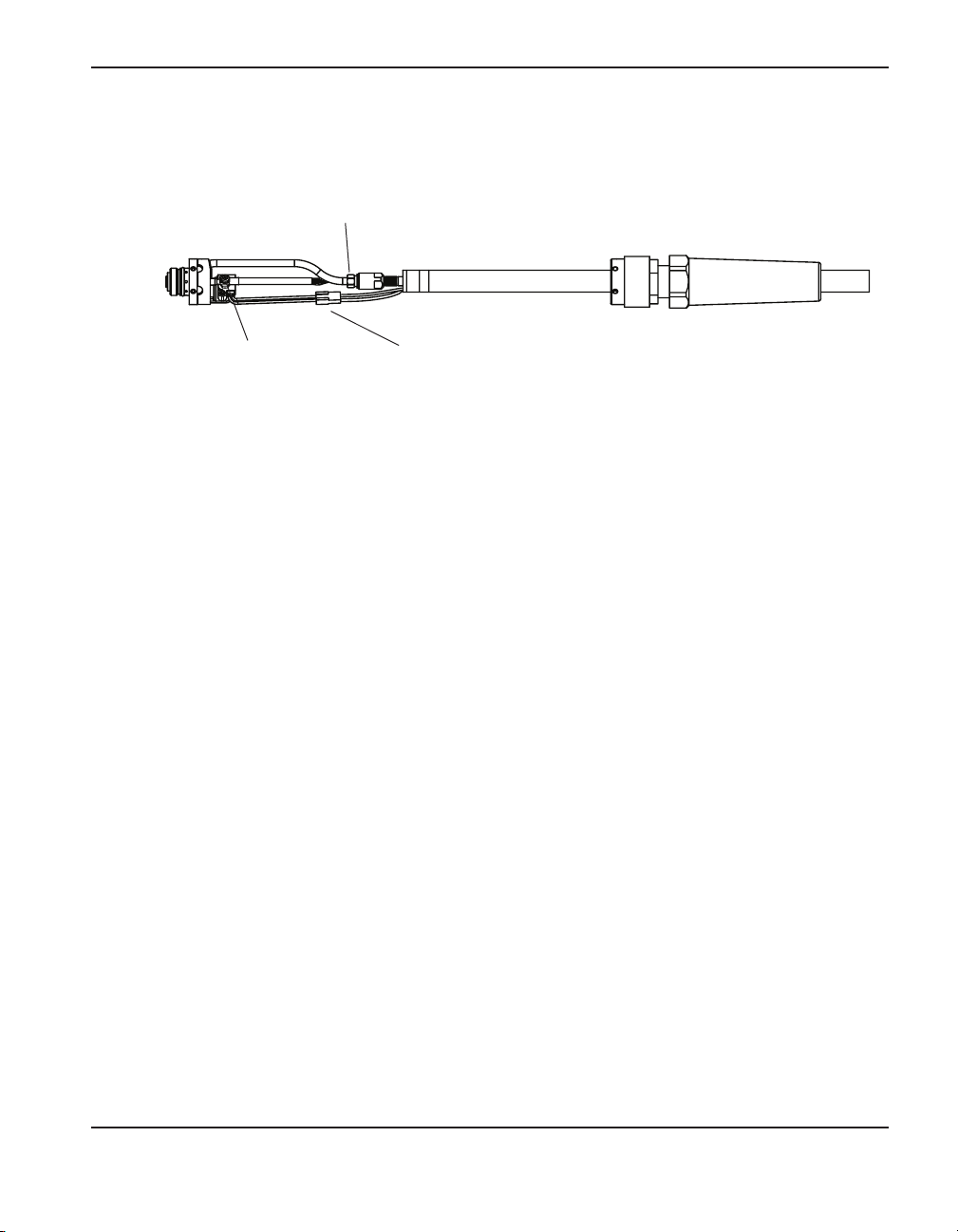
3. Odpojte vodiče ze senzorového spínače krytky a konektoru uprostřed.
Připojení přívodu plynu
Šroub pro připojení napájecího
rozvodu k plunžru
Kabelový konektor pro
senzorový spínač krytky
4. Pomocí křížového šroubováku č.2 a ořechu o velikosti 6,35 mm (nebo pomocí stavitelného
klíče) vyšroubujte šroub a matici, které zajišťují napájecí rozvod k oddělovacímu plunžru.
(Plunžrem otočte v případě potřeby pro získání přístupu k šroubu.)
5. Pomocí klíčů o velikosti 8 mm a 9,5 mm (nebo pomocí stavitelného klíče) povolte matici,
která připevňuje vedení zdroje plynu k přívodu hořáku. Hořák odložte stranou.
Poznámka: Při protahování přívodu drahou konec plynového vedení na přívodu hořáku
zakryjte páskou tak, aby se do vedení plynu nedostaly žádné nečistoty nebo
kontaminující látky.
6. Protáhněte přívod hořáku dráhou řezacího stolu.
7. Pomocí šroubu a matice znovu upevněte napájecí rozvod hořáku na plunžr hořáku.
Plunžrem otočte tak, aby šroub nepřekážel senzorovému spínači krytky.
8. Znovu připojte přívod plynu k přívodu hořáku.
9. Přitlačte obě poloviny přípojky rozvoru senzorového spínače krytky k sobě.
10. Polohovací objímku přetáhněte přes těleso hořáku a zkontrolujte vyrovnání otvorů na šrouby.
Tři šrouby vyměňte na každém konci.
11. Při používání ozubnice znovu připojte 2 černé šrouby, které jste odebrali před tím.
12. Hořák připojte ke zvedáku hořáku dle pokynů výrobce.
powermax
45
Pracovní manuál 3-7

NASTAVENÍ HOŘÁKU
Zvolte spotřební díly (tabulku parametrů)
PLAZMOVÝ OBLOUK U HOŘÁKŮ,
KTERÉ JSOU V PROVOZU, MŮŽE ZPŮSOBIT
PORANĚNÍ A POPÁLENINY
VAROVÁNÍ
I
O
Plazmový oblouk vznikne ihned po aktivaci hořáku. Před výměnou
spotřebních dílů zkontrolujte, že napájení je VYPNUTO.
Se strojím hořákem T45m se dodává úplná sada stíněných spotřebních dílů. Mimo to je k dispozici
ohmická krytka hořáku T45m, která se používá se stíněnými spotřebními díly. Dodáváme také
nestíněné spotřební díly a T30v (Powermax30) 30 pro použití s hořákem T45m.
Jak používat tabulku parametrů
V následujících oddílech jsou uvedené schémata sad spotřebních dílů a tabulek parametrů
pro každou sadu. Maximální řezné rychlosti jsou nejvyšší rychlosti, kterými je možné materiál řezat
bez ohledu na kvalitu řezu. Doporučené řezné rychlosti jsou doporučeným výchozím bodem pro
nalezení nejlepší kvality řezu (nejlepší úhel, nejméně otřepů a nejlepší provedení řezaného povrchu).
Bude nutné seřídit rychlosti pro vaši aplikaci a dle vaší tabulky pro docílení požadované kvality řezu.
T45m zastíněné spotřební díly
220673
Krytka
220713
Krytka hořáku
nebo
220671
Tryska
220670
Vířivý kroužek
220669
Elektroda
220719
Ohmická krytka hořáku
Tabulka parametrů pro tyto spotřební díly je uvedena na následujících stranách.
3-8 powermax45 Pracovní manuál
NASTAVENÍ HOŘÁKU
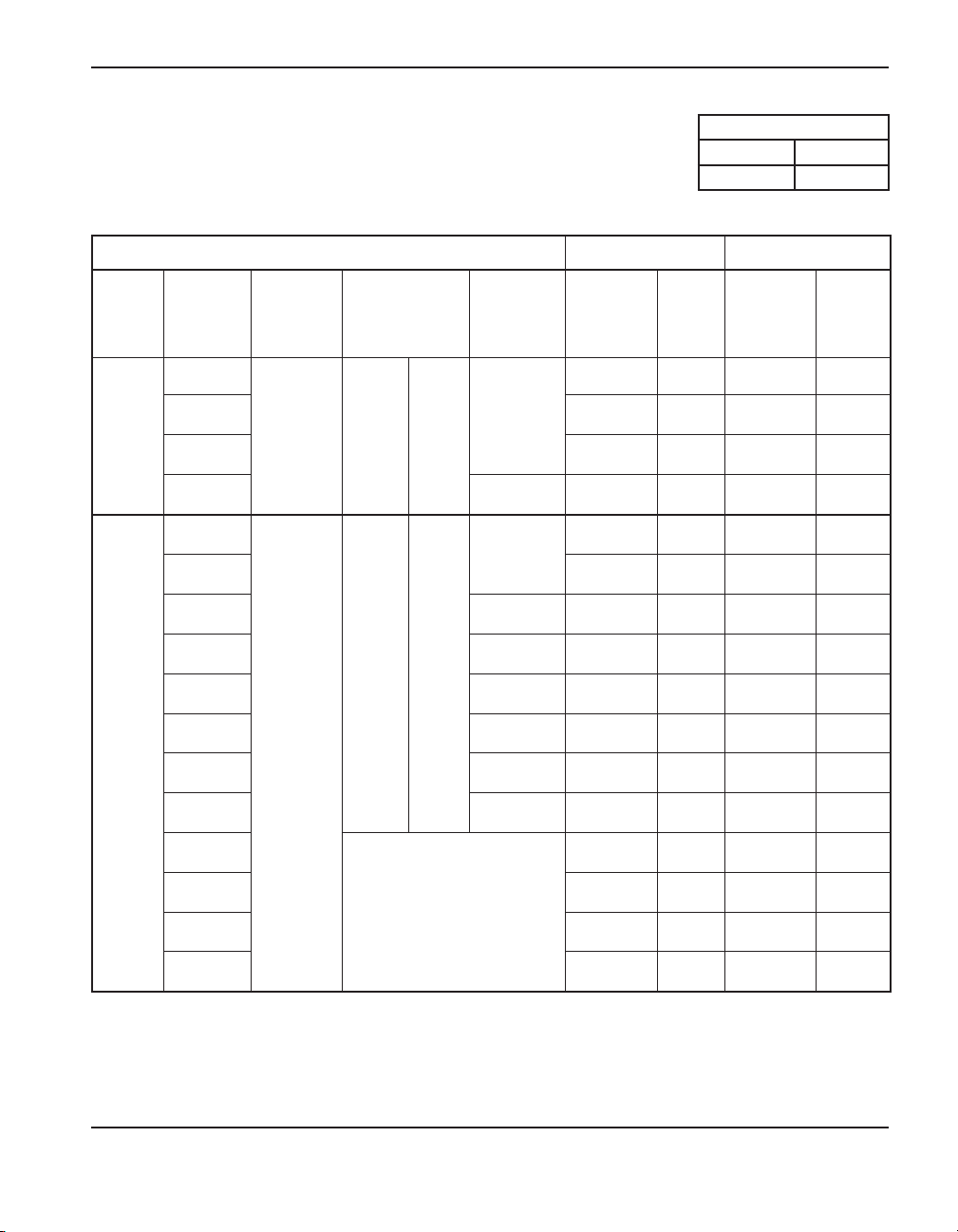
T45m zastíněné spotřební díly
Nelegovaná (uhlíková) ocel
Metrické jednotky
Proud
oblouku
(A)
30
Tloušťka
materiálu
(mm)
0,5
0,8 8650 116 10160* 117
0,9 8100 115 10160* 117
1,5 0,2 5650 111 7100 115
0,9
1,5 8890 116 10160* 115
1,9 0,1 7100 117 9144 115
2,7 0,3 4800 117 6096 115
3,4 0,4 3550 117 4445 115
Vzdálenost
hořák-
obrobek
(mm)
1,5 3,8 mm 250 %
Počáteční
propalovací
výška
3,8 mm 250 %
Časové
spojení
propalování
(s)
0,0
0,0
Průtok vzduchu (l/min)
Horký 151
Studený 165,2
Doporučeny Maximum
Řezná
rychlost
(mm/min)
9150 117 10160* 118
9652 115 10160* 112
Napětí
(V)
Řezná
rychlost
(mm/min)
Napětí
(V)
4,8 0,5 2150 118 2794 115
45
6,4 0,6 1500 120 1905 116
9,5 0,9 810 122 1016 116
12,7
15,9 280 138 356 127
19,1 200 140 254 131
25,4 100 146 127 142
1,5
510 132 635 125
Spuštění hran doporučeno
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce
(10160 mm/min).
powermax
45
Pracovní manuál 3-9

NASTAVENÍ HOŘÁKU
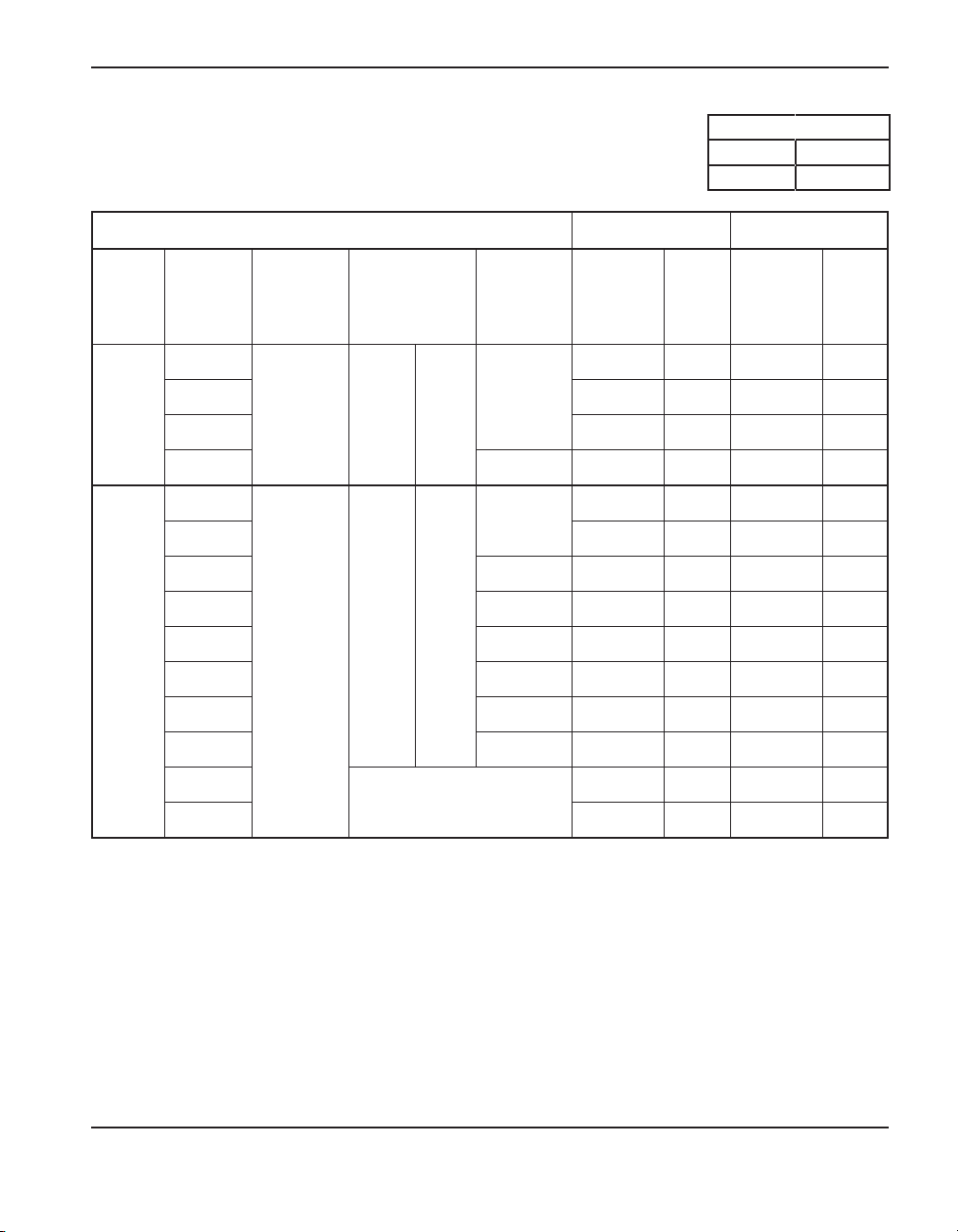
T45m zastíněné spotřební díly
Nelegovaná (uhlíková) ocel
Anglické jednotky
Proud
oblouku
(A)
30
45
Tloušťka
materiálu
(palec)
0.018
(26 Ga)
0.030
(22 Ga)
0.036
(20 Ga)
0.060
(16 Ga)
0.036
(20 Ga)
0.060
(16 Ga)
0.075
(14 Ga)
0.105
(12 Ga)
0.135
(10 Ga)
0.188
(3/16)
0.250
(1/4)
0.375
(3/8)
0.500
(1/2)
0.625
(5/8)
0.750
(3/4)
1.000
Vzdálenost
hořák-
obrobek
(palec)
0.06
0.06
(1)
Počáteční
propalovací
výška
0.15
250 %
palec
0.15
250 %
palec
Spuštění hran doporučeno
Časové
spojení
propalování
Doporučeny Maximum
Rychlost
řezání
(s)
0.0
0.2 225 111 280 115
0.0
0.1 280 117 360 115
0.3 190 117 240 115
0.4 140 117 175 115
0.5 85 118 110 115
0.6 60 120 75 116
0.9 32 122 40 116
(palec/min)
360 117 400* 118
340 116 400* 117
320 115 400* 117
380 115 400* 112
350 116 400* 115
20 132 25 125
11 138 14 127
8 140 10 131
4 146 5 142
Průtok vzduchu (scfh)
Horký 320
Studený 360
Napětí
(V)
Rychlost
řezání
(palec/min)
Napětí
(V)
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce (400 palec/
min).
3-10 powermax45 Pracovní manuál
NASTAVENÍ HOŘÁKU
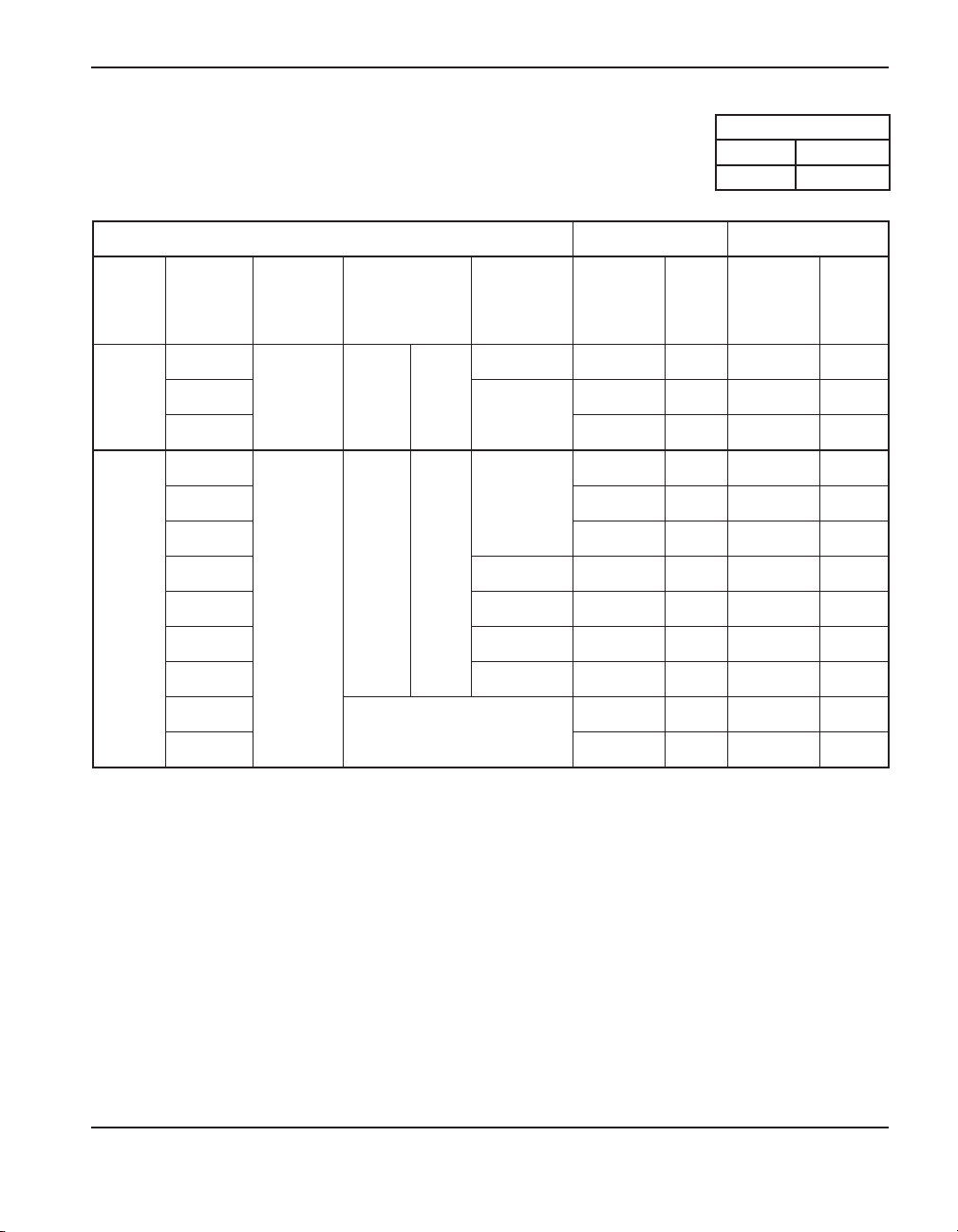
T45m zastíněné spotřební díly
Nerezová ocel
Metrické jednotky
Proud
oblouku
(A)
30
45
Tloušťka
materiálu
(mm)
0,5
0,8 8650 117 10160* 121
0,9 8100 115 10160* 119
1,5 0,2 3750 113 4700 118
0,9
1,5 8100 112 10160* 125
1,9 0,1 7100 118 9144 115
2,7 0,3 4050 118 5080 116
3,4 0,4 3050 121 3810 118
4,8 0,5 1780 122 2159 118
Vzdálenost
hořák-
obrobek
(mm)
1,5 3,8 mm 250 %
1,5
Počáteční
propalovací
výška
3,8 mm 250 %
Časové
spojení
propalování
(s)
0,0
0,0
Průtok vzduchu (l/min)
Horký 151
Studený 165,2
Doporučeny Maximum
Řezná
rychlost
(mm/min)
9150 119 10160* 123
7600 112 10160* 109
Napětí
(V)
Řezná
rychlost
(mm/min)
Napětí
(V)
6,4 0,6 1100 124 1397 120
9,5 0,8 760 126 813 121
12,7
Spuštění hran doporučeno
19,1 175 136 229 131
350 132 457 128
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce
(10160 mm/min).
powermax
45
Pracovní manuál 3-11

NASTAVENÍ HOŘÁKU
T45m zastíněné spotřební díly
Nerezová ocel
Anglické jednotky
Proud
oblouku
(A)
30
45
Tloušťka
materiálu
(palec)
0.018
(26 Ga)
0.030
(22 Ga)
0.036
(20 Ga)
0.060
(16 Ga)
0.036
(20 Ga)
0.060
(16 Ga)
0.075
(14 Ga)
0.105
(12 Ga)
0.135
(10 Ga)
0.188
(3/16)
0.250
(1/4)
0.375
(3/8)
0.500
(1/2)
0.750
(3/4)
Vzdálenost
hořák-
obrobek
(palec)
0.06
0.06
Počáteční
propalovací
výška
0.15
250 %
palec
0.15
250 %
palec
Spuštění hran doporučeno
Časové
spojení
propalování
Průtok vzduchu (scfh)
Horký 320
Studený 360
Doporučeny Maximum
Rychlost
řezání
(s)
0.0
0.2 145 111 185 118
0.0
0.1 280 117 360 115
0.3 160 117 200 116
0.4 120 117 150 118
0.5 70 118 85 118
0.6 44 120 55 120
0.8 30 122 32 121
(palec/min)
360 117 400* 123
340 116 400* 121
320 115 400* 119
300 115 400* 109
320 116 400* 125
14 132 18 128
7 140 9 131
Napětí
(V)
Rychlost
řezání
(palec/min)
Napětí
(V)
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce (400 palec/min).
3-12 powermax45 Pracovní manuál
NASTAVENÍ HOŘÁKU
T45m zastíněné spotřební díly
Hliník
Metrické jednotky
Proud
oblouku
(A)
30
45
Tloušťka
materiálu
(mm)
1,2
1,5
1,9 5450 118 6860 121
1,5
1,9 8650 117 10160 116
2,7 7100 120 9144 119
3,4 0,1 5600 122 7112 120
4,8 0,2 2550 123 3302 120
6,4 0,3 2050 123 254 0 120
Vzdálenost
hořák-
obrobek
(mm)
1,5 3,8 mm 250 %
1,5
Počáteční
propalovací
výška
3,8 mm 250 %
Průtok vzduchu (l/min)
Horký 151
Studený 165,2
Doporučeny Maximum
Časové
spojení
propalování
(s)
0,0 9150 117 10160* 120
0,2
0,0
Řezná
rychlost
(mm/min)
8650 118 10160* 121
9150 116 10160* 114
Napětí
(V)
Řezná
rychlost
(mm/min)
Napětí
(V)
9,5 0,5 840 130 1067 125
12,7
Spuštění hran doporučeno
19,1 200 143 254 138
510 134 635 130
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce
(10160 mm/min).
powermax
45
Pracovní manuál 3-13

NASTAVENÍ HOŘÁKU
T45m zastíněné spotřební díly
Hliník
Anglické jednotky
Proud
oblouku
(A)
30
45
Tloušťka
materiálu
(palec)
0.018
(26 Ga)
0.060
(16 Ga)
0.075
(14 Ga)
0.060
(16 Ga)
0.075
(14 Ga)
0.105
(12 Ga)
0.135
(10 Ga)
0.188
(3/16)
0.250
(1/4)
0.375
(3/8)
0.500
(1/2)
0.750
(3/4)
Vzdálenost
hořák-
obrobek
(palec)
0.06
0.06
Počáteční
propalovací
výška
0.15
250 %
palec
0.15
250 %
palec
Spuštění hran doporučeno
Časové
spojení
propalování
Průtok vzduchu (scfh)
Horký 320
Studený 360
Doporučeny Maximum
(V)
Rychlost
řezání
(palec/min)
Napětí
(V)
Rychlost
řezání
(s)
0.0 360 117 400* 120
0.2
0.0
0.1 220 122 280 120
0.2 100 123 130 120
0.3 80 123 100 120
0.5 33 130 42 125
(palec/min)
340 118 400* 121
215 118 270 121
360 116 400* 114
340 117 400* 116
280 120 360 119
20 134 25 130
8 143 10 138
Napětí
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce (400 palec/min).
3-14 powermax45 Pracovní manuál

T45m nezastíněné spotřební díly
NASTAVENÍ HOŘÁKU
220717
Deflektor
220713
Krytka trysky
Nelegovaná (uhlíková) ocel
Metrické jednotky
Proud
oblouku
(A)
30
45
Tloušťka
materiálu
(mm)
0,5
0,8 8650 118 10160* 116
0,9 8100 117 10160* 120
1,5 0,2 5800 113 7250 119
0,9
1,5 8900 114 10160* 113
1,9 6100 114 7620 114
2,7 0,3 4450 116 5588 114
3,4 0,4 3400 118 4318 116
4,8 0,4 2150 118 2794 116
6,4 0,5 1500 118 1905 118
9,5 0,7 810 120 1016 118
12,7
15,9 280 132 356 126
19,1 200 138 254 132
25,4 100 145 127 140
Vzdálenost
hořák-
obrobek
(mm)
2,0 5,0 mm 250 %
2,0
220718
Tryska
Počáteční
propalovací
výška
5,0 mm 250 %
Spuštění hran doporučeno
220670
Vířivý kroužek
propalování
Časové
spojení
(s)
0,0
0,0
220669
Elektroda
Průtok vzduchu (l/min)
Horký 151
Studený 165,2
Doporučeny Maximum
Řezná
rychlost
(mm/min)
9150 118 10160* 114
9650 118 10160* 110
510 130 635 124
Napětí
(V)
Řezná
rychlost
(mm/min)
Napětí
(V)
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce
(10160 mm/min).
powermax
45
Pracovní manuál 3-15

NASTAVENÍ HOŘÁKU
T45m nezastíněné spotřební díly
Nelegovaná (uhlíková) ocel
Anglické jednotky
Proud
oblouku
(A)
30
45
Tloušťka
materiálu
(palec)
0.018
(26 Ga)
0.030
(22 Ga)
0.036
(20 Ga)
0.060
(16 Ga)
0.036
(20 Ga)
0.060
(16 Ga)
0.075
(14 Ga)
0.105
(12 Ga)
0.135
(10 Ga)
0.188
(3/16)
0.250
(1/4)
0.375
(3/8)
0.500
(1/2)
0.625
(5/8)
0.750
(3/4)
1.000
(1)
Vzdálenost
hořák-
obrobek
(palec)
0.08 0.2 palec 250 %
0.2 palec 250 %
0.08
Počáteční
propalovací
výška
Spuštění hran doporučeno
Časové
spojení
propalování
(s)
0.0
0.2 225 113 285 119
0.0
0.3 175 116 220 114
0.4 135 118 170 116
0.4 85 118 110 116
0.5 60 118 75 118
0.7 32 120 40 118
Průtok vzduchu (scfh)
Horký 320
Studený 360
Doporučeny Maximum
Rychlost
řezání
(palec/min)
360 118 400* 114
340 118 400* 116
320 117 400* 120
380 118 400* 110
350 114 400* 113
240 114 300 114
20 130 25 124
11 132 14 126
8 138 10 132
4 145 5 140
Napětí
(V)
Rychlost
řezání
(palec/min)
Napětí
(V)
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce (400 palec/min).
3-16 powermax45 Pracovní manuál

NASTAVENÍ HOŘÁKU
T45m nestíněné spotřební díly
Nerezová ocel
Metrické jednotky
Proud
oblouku
(A)
30
45
Tloušťka
materiálu
(mm)
0,5
0,8 8128 115 10160* 128
0,9 7000 114 9000 125
1,5 0,2 3650 112 4800 118
0,9
1,5 8100 115 10160* 113
1,9 0,1 7112 116 9144 114
2,7 0,3 4100 118 5080 116
3,4 0,4 2800 120 3556 118
4,8 0,5 1650 120 2032 118
Vzdálenost
hořák-
obrobek
(mm)
2,0 5,0 mm 250 %
2,0
Počáteční
propalovací
výška
5,0 mm 250 %
Časové
spojení
propalování
(s)
0,0
0,0
Průtok vzduchu (l/min)
Horký 151
Studený 165,2
Doporučeny Maximum
Řezná
rychlost
(mm/min)
9144 113 10160* 125
8900 112 10160* 110
Napětí
(V)
Řezná
rychlost
(mm/min)
Napětí
(V)
6,4 0,6 1010 121 1270 118
9,5 0,8 610 125 762 120
12,7
Spuštění hran doporučeno
19,1 175 133 229 138
355 130 457 126
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce
(10160 mm/min).
powermax
45
Pracovní manuál 3-17
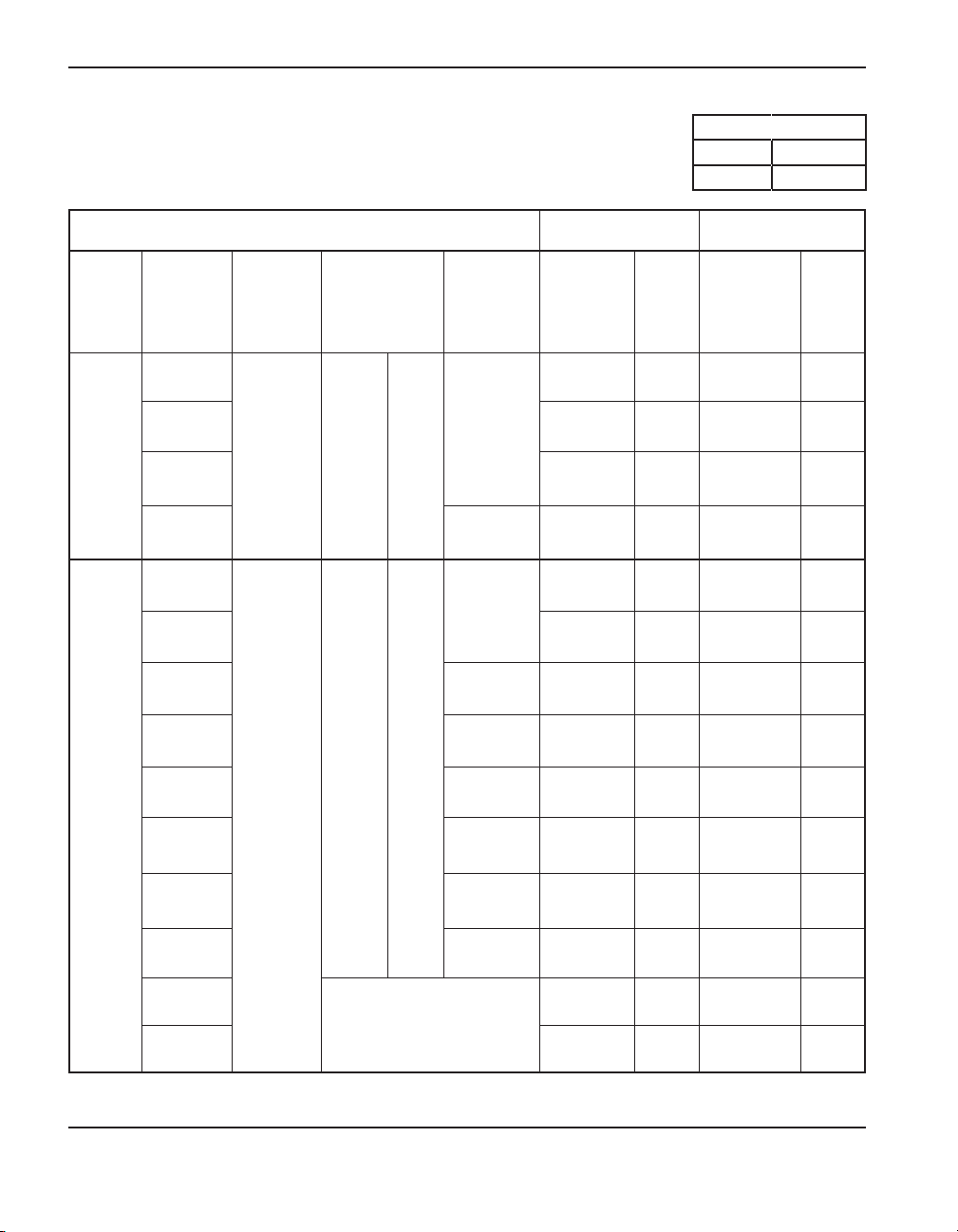
NASTAVENÍ HOŘÁKU
T45m nestíněné spotřební díly
Nerezová ocel
Anglické jednotky
Proud
oblouku
(A)
30
45
Tloušťka
materiálu
(palec)
0.018
(26 Ga)
0.030
(22 Ga)
0.036
(20 Ga)
0.060
(16 Ga)
0.036
(20 Ga)
0.060
(16 Ga)
0.075
(14 Ga)
0.105
(12 Ga)
0.135
(10 Ga)
0.188
(3/16)
Vzdálenost
hořák-
obrobek
(palec)
0.08
0.08
Počáteční
propalovací
výška
0.2
0.2
250 %
250 %
palec
palec
Průtok vzduchu (scfh)
Horký 320
Studený 350
Doporučeny Maximum
Časové
spojení
propalování
(s)
0.0
0.2 145 112 180 118
0.0
0.1 280 116 360 114
0.3 160 118 200 116
0.4 110 120 140 118
0.5 64 120 80 118
Rychlost
řezání
(palec/min)
360 113 400* 125
320 115 400* 128
275 114 345 125
350 112 400* 110
320 115 400* 113
Napětí
(V)
Rychlost
řezání
(palec/min)
Napětí
(V)
0.250
(1/4)
0.375
(3/8)
0.500
(1/2)
0.750
(3/4)
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce (400 palec/min).
Spuštění hran doporučeno
0.6 40 121 50 118
0.8 24 125 30 120
14 130 18 126
7 133 9 138
3-18 powermax45 Pracovní manuál
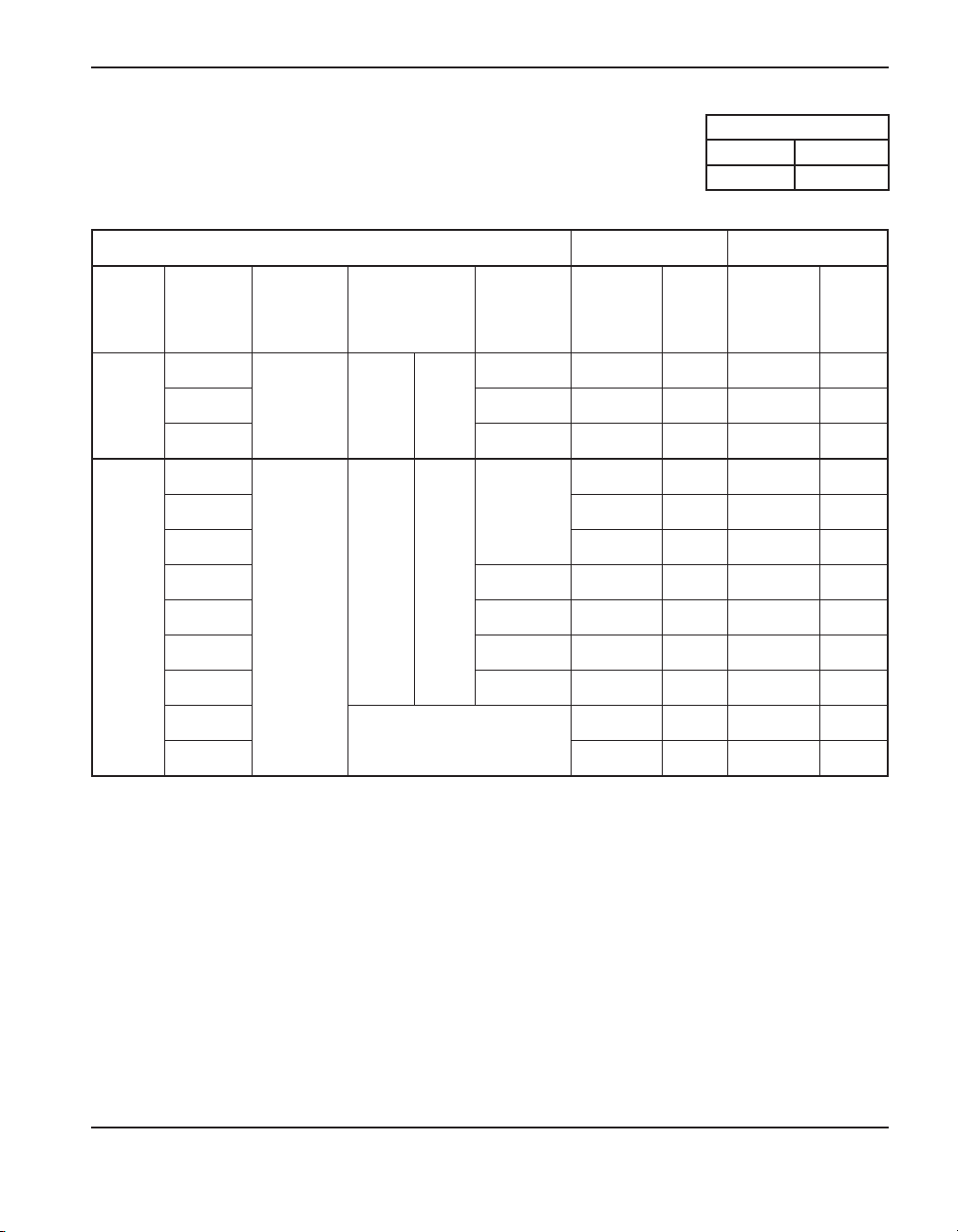
NASTAVENÍ HOŘÁKU
T45m nestíněné spotřební díly
Hliník
Metrické jednotky
Proud
oblouku
(A)
30
45
Tloušťka
materiálu
(mm)
1,2
1,5 0,1 8100 120 10160* 118
1,9 0,2 5700 121 7100 119
1,5
1,9 8100 120 10160* 116
2,7 7200 122 9144 118
3,4 0,1 5500 123 6858 118
4,8 0,3 2540 123 3175 118
6,4 0,3 1820 128 2286 124
Vzdálenost
hořák-
obrobek
(mm)
2,0 5,0 mm 250 %
1,5
Počáteční
propalovací
výška
5,0 mm 250 %
Průtok vzduchu (l/min)
Horký 151
Studený 165,2
Doporučeny Maximum
Časové
spojení
propalování
(s)
0,0 8900 122 10160* 121
0,0
Řezná
rychlost
(mm/min)
8900 120 10160* 116
Napětí
(V)
Řezná
rychlost
(mm/min)
Napětí
(V)
9,5 0,5 710 130 914 124
12,7
Spuštění hran doporučeno
19,1 200 148 254 143
510 131 635 125
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce
(10160 mm/min).
powermax
45
Pracovní manuál 3-19
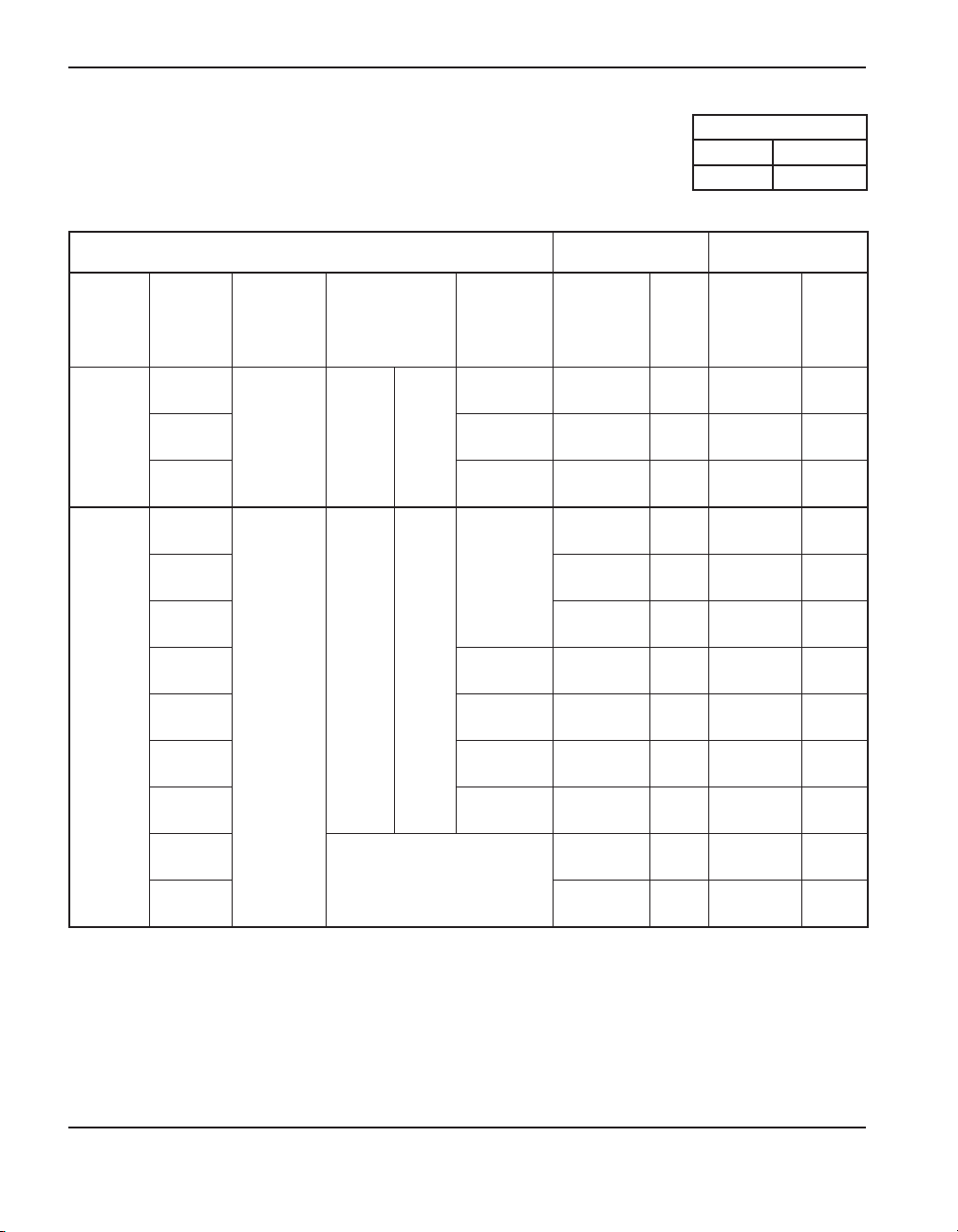
NASTAVENÍ HOŘÁKU
T45m nestíněné spotřební díly
Hliník
Anglické jednotky
Proud
oblouku
(A)
30
45
Tloušťka
materiálu
(palec)
0.018
(26 Ga)
0.060
(16 Ga)
0.075
(14 Ga)
0.060
(16 Ga)
0.075
(14 Ga)
0.105
(12 Ga)
0.135
(10 Ga)
0.188
(3/16)
0.250
(1/4)
0.375
(3/8)
0.500
(1/2)
0.750
(3/4)
Vzdálenost
hořák-
obrobek
(palec)
0.08
0.08
Počáteční
propalovací
výška
0.20
palec
0.20
palec
250 %
250 %
Spuštění hran doporučeno
Časové
spojení
propalování
Průtok vzduchu (scfh)
Horký 320
Studený 360
Doporučeny Maximum
(V)
Rychlost
řezání
(palec/min)
Napětí
(V)
Rychlost
řezání
(s)
0.0 350 122 400* 121
0.1 320 120 400* 118
0.2 225 121 280 119
0.0
0.1 215 123 270 118
0.3 100 123 125 118
0.3 72 128 90 124
0.5 28 130 36 124
(palec/min)
350 120 400* 116
320 120 400* 116
285 122 360 118
20 131 25 125
8 148 10 143
Napětí
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce
(400 palec/min nebo 10160 mm/min).
3-20 powermax45 Pracovní manuál
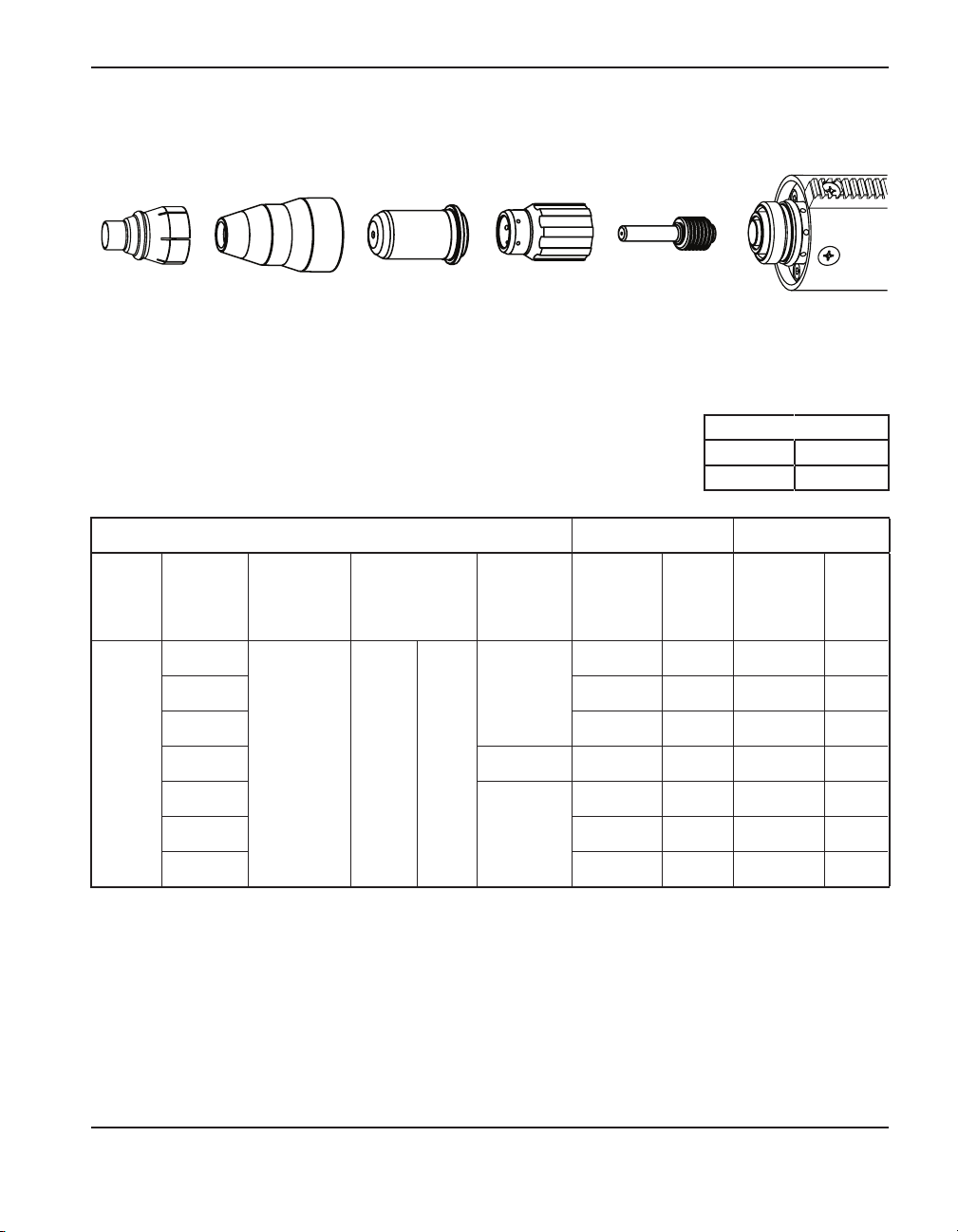
T30v (Powermax30) 30 A spotřební díly
NASTAVENÍ HOŘÁKU
220569
Rozšířená výbava
220483
Krytka trysky
deflektor
Nelegovaná (uhlíková) ocel
Metrické jednotky
Proud
oblouku
(A)
30
Tloušťka
materiálu
(mm)
0,5
0,8 8100 102 10160* 103
0,9 7100 101 8900 100
1,5 0,2 4450 97 5600 100
1,9
2,7 2050 96 2550 96
Vzdálenost
hořák-
obrobek
(mm)
0,5 2,5 mm 500 %
220480
Tryska
Počáteční
propalovací
výška
220479
Vířivý
kroužek
Časové
spojení
propalování
(s)
0,0
0,4
220478
Elektroda
Průtok vzduchu (l/min)
Horký 131,2
Studený 146,3
Doporučeny Maximum
Řezná
rychlost
(mm/min)
8900 105 10160* 98
3050 98 3800 97
Napětí
(V)
Řezná
rychlost
(mm/min)
Napětí
(V)
3,4 1270 100 1650 101
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce
(10160 mm/min).
powermax
45
Pracovní manuál 3-21
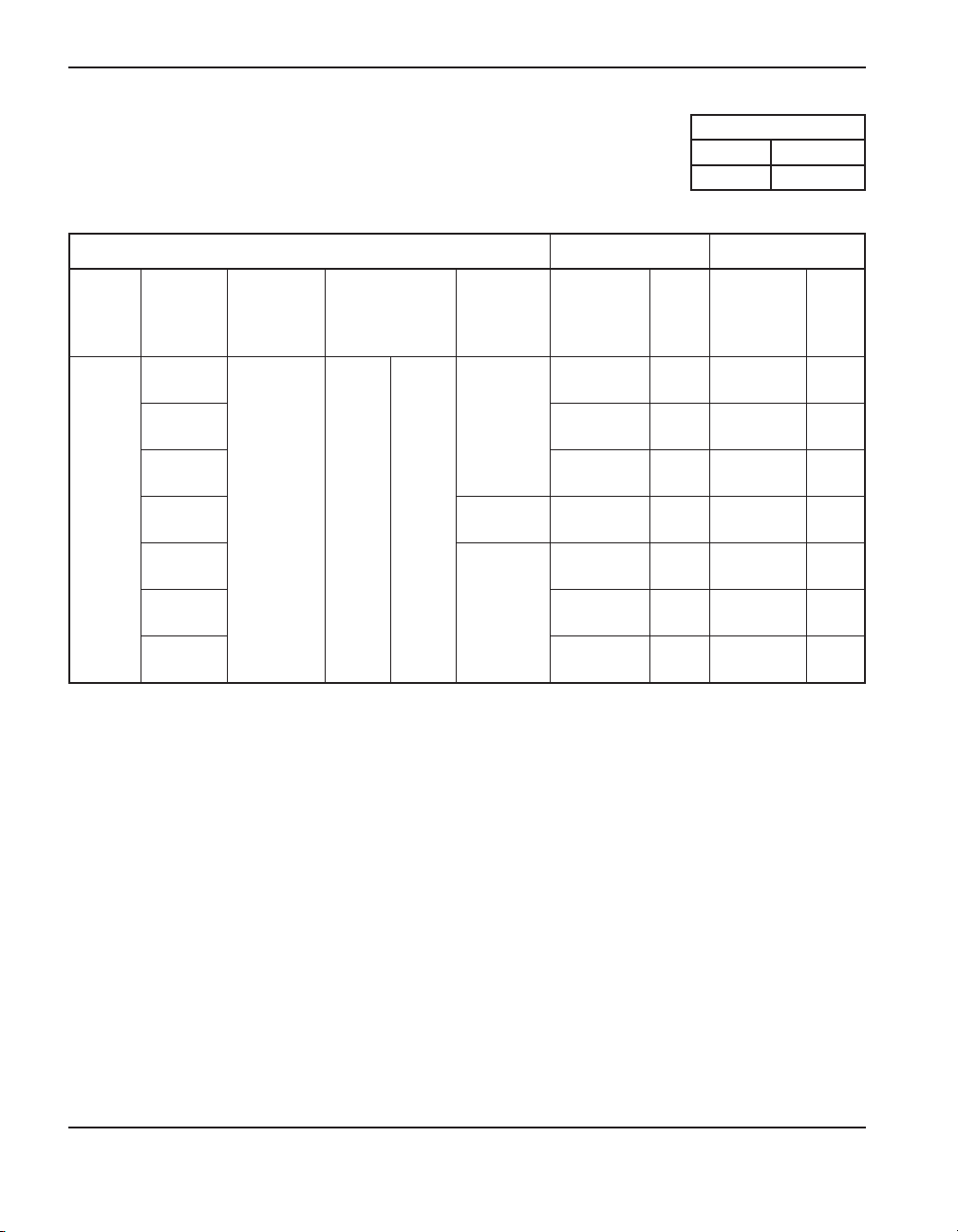
NASTAVENÍ HOŘÁKU
T30v (Powermax30) 30 A spotřební díly
Nelegovaná (uhlíková) ocel
Anglické jednotky
Proud
oblouku
(A)
30
Tloušťka
materiálu
(palec)
0.018
(26 Ga)
0.030
(22 Ga)
0.036
(20 Ga)
0.060
(16 Ga)
0.075
(14 Ga)
0.105
(12 Ga)
0.135
(10 Ga)
Vzdálenost
hořák-
obrobek
(palec)
0.02
Počáteční
propalovací
výška
0.1
palec
500 %
Průtok vzduchu (scfh)
Horký 280
Studený 310
Doporučeny Maximum
Časové
spojení
propalování
(s)
0.0
0.2 175 97 220 100
0.4
Rychlost
řezání
(palec/min)
350 105 400* 98
320 102 400* 103
280 101 350 100
120 98 150 97
80 96 100 96
50 100 65 101
Napětí
(V)
Rychlost
řezání
(palec/min)
Napětí
(V)
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce (400 palec/min).
3-22 powermax45 Pracovní manuál

NASTAVENÍ HOŘÁKU
T30v (Powermax30) 30 A spotřební díly
Nerezová ocel
Metrické jednotky
Proud
oblouku
(A)
30
Tloušťka
materiálu
(mm)
0,5
0,8 8100 98 10160* 100
0,9 7600 97 6850 98
1,5 0,2 3800 99 4800 98
1,9
2,7 1500 101 1900 98
3,4 1150 102 1400 97
Vzdálenost
hořák-
obrobek
(mm)
0,5 2,5 mm 500 %
Počáteční
propalovací
výška
Časové
spojení
propalování
(s)
0,0
0,4
Doporučeny Maximum
Řezná
rychlost
(mm/min)
8900 103 10160* 102
2800 101 3450 97
Průtok vzduchu (l/min)
Horký 131,2
Studený 146,3
Napětí
(V)
Řezná
rychlost
(mm/min)
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce
(10160 mm/min).
Napětí
(V)
powermax
45
Pracovní manuál 3-23
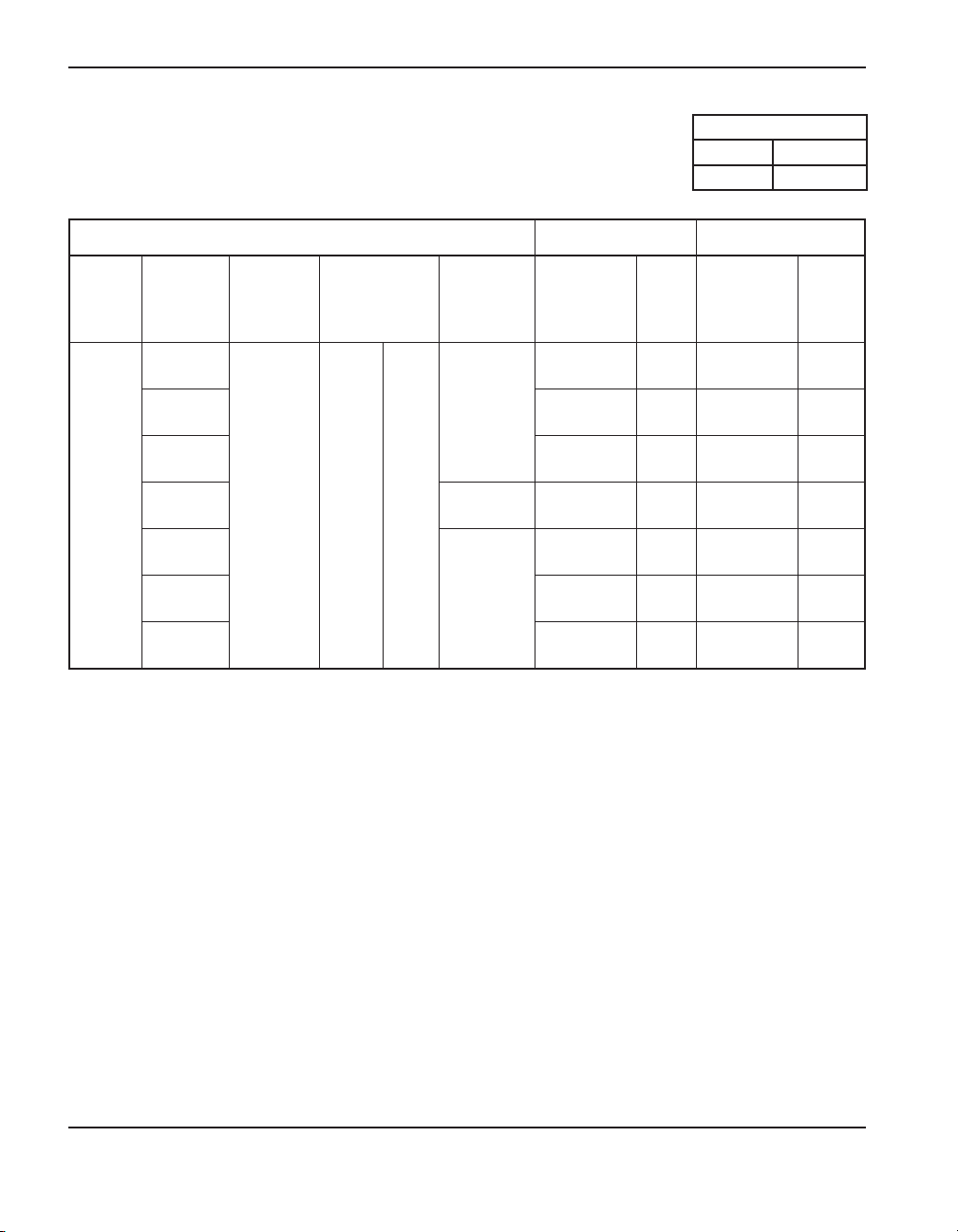
NASTAVENÍ HOŘÁKU
T30v (Powermax30) 30 A spotřební díly
Nerezová ocel
Angličtina
Proud
oblouku
(A)
30
Tloušťka
materiálu
(palec)
0.018
(26 Ga)
0.030
(22 Ga)
0.036
(20 Ga)
0.060
(16 Ga)
0.075
(14 Ga)
0.105
(12 Ga)
0.135
(10 Ga)
Vzdálenost
hořák-
obrobek
(palec)
0.02
Počáteční
propalovací
výška
0.1
500 %
palec
Průtok vzduchu (scfh)
Horký 280
Studený 310
Doporučeny Maximum
Časové
spojení
propalování
(s)
0.0
0.2 150 99 190 98
0.4
Rychlost
řezání
(palec/min)
350 103 400* 102
320 98 400* 100
300 97 380 98
110 101 135 97
60 101 75 98
45 102 55 97
Napětí
(V)
Rychlost
řezání
(palec/min)
Napětí
(V)
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce (400 palec/min).
3-24 powermax45 Pracovní manuál
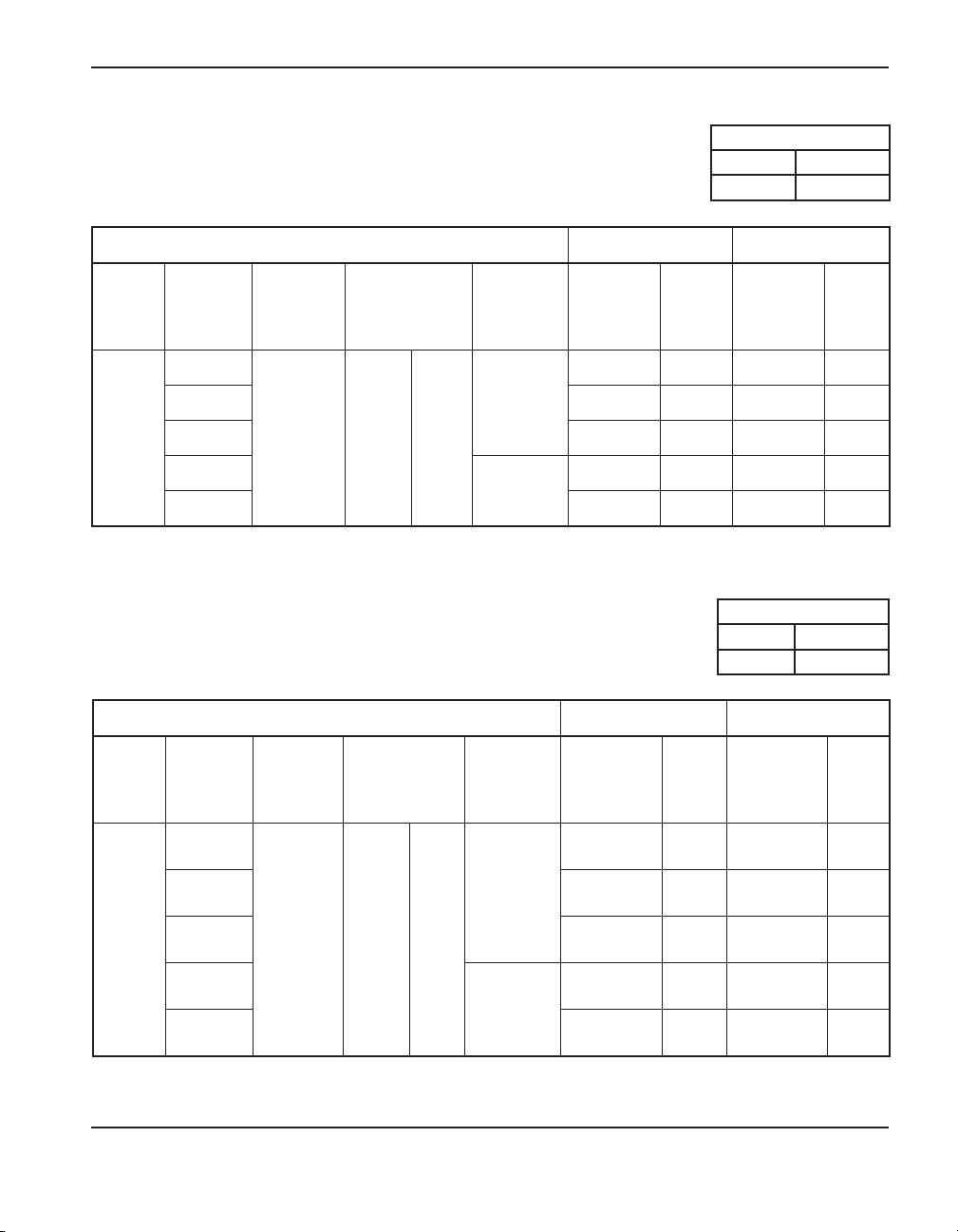
NASTAVENÍ HOŘÁKU
T30v (Powermax30) 30 A spotřební díly
Hliník
Metrické jednotky
Proud
oblouku
(A)
30
Tloušťka
materiálu
(mm)
0,5
0,8 6100 104 7650 103
0,9 4800 104 6100 103
1,5
1,9 2400 101 3050 101
Vzdálenost
hořák-
obrobek
(mm)
0,5 2,5 mm 500 %
Počáteční
propalovací
výška
Hliník
Anglické jednotky
Časové
spojení
propalování
(s)
0,0
0,2
Průtok vzduchu (l/min)
Horký 131,2
Studený 146,3
Doporučeny Maximum
Řezná
rychlost
(mm/min)
8100 107 10160* 105
3700 103 4550 103
Napětí
(V)
Řezná
rychlost
(mm/min)
Průtok vzduchu (scfh)
Horký 280
Studený 310
Napětí
(V)
Doporučeny Maximum
Proud
oblouku
(A)
30
Tloušťka
materiálu
(palec)
0.036
(20 Ga)
0.060
(16 Ga)
0.075
(14 Ga)
0.105
(12 Ga)
0.135
(10 Ga)
Vzdálenost
hořák-
obrobek
(palec)
0.02
Počáteční
propalovací
výška
0.10
500 %
palec
Časové
spojení
propalování
(s)
0.0
0.2
Rychlost
řezání
(palec/min)
320 107 400* 105
240 104 300 103
190 104 240 103
145 103 180 103
95 101 120 101
Napětí
(V)
Rychlost
řezání
(palec/min)
* Maximální rychlost řezání je omezena maximální rychlostí, uvedené v testovací tabulce
(400 palec/min nebo 10160 mm/min).
powermax
45
Pracovní manuál 3-25
Napětí
(V)
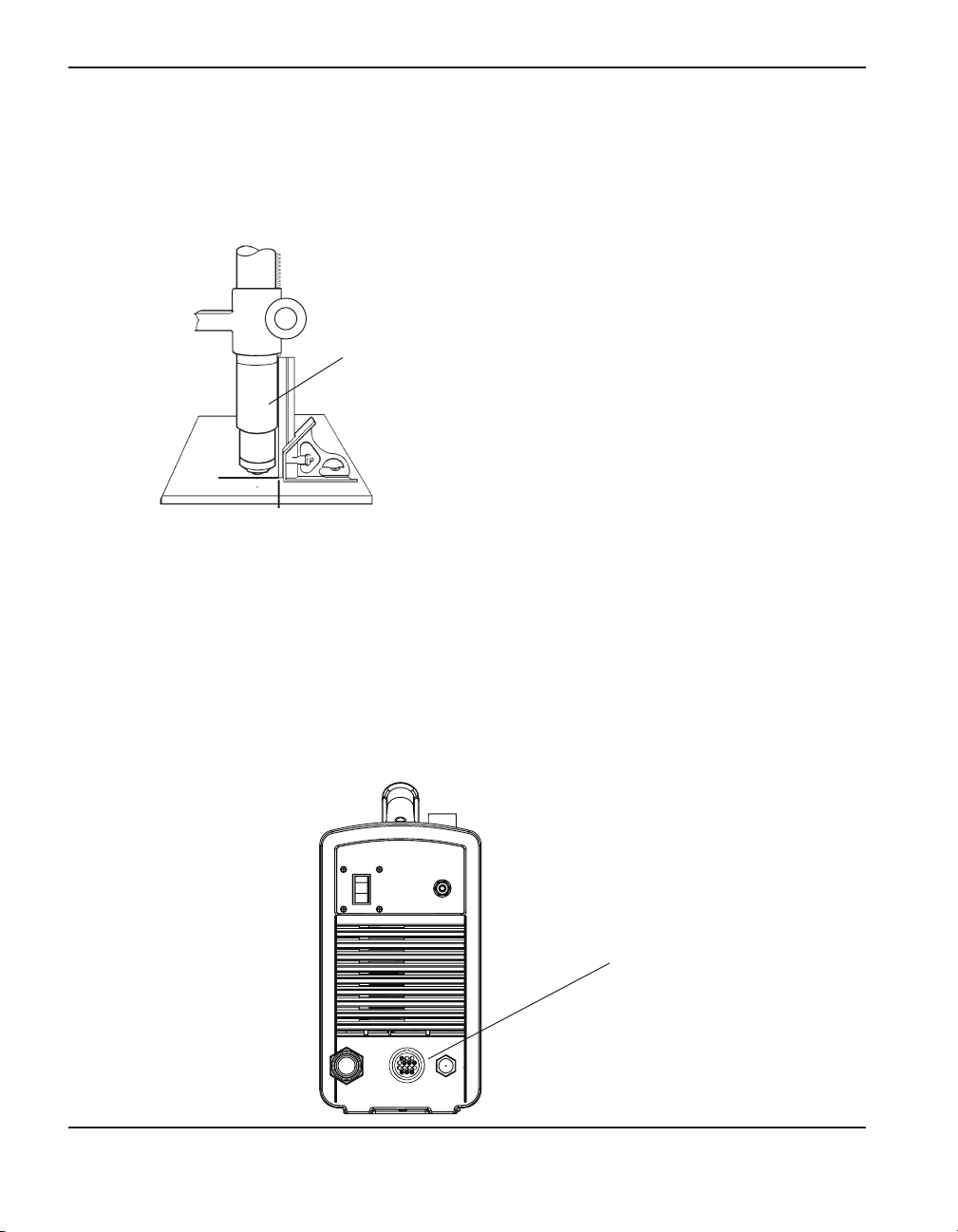
NASTAVENÍ HOŘÁKU
Zarovnat hořák
Strojní hořák namontujte kolmo k obrobku tak, aby řez byl vertikální. K zarovnání hořáku na
0° a 90° použijte úhelník.
Hořák
0°
90°
Připojení závěsného dálkového ovládání
Konfigurace zařízení Powermax45 s T45m mohou obsahovat také závěsné dálkové ovládání na
7,62 m, 15,24 m nebo 22,86 m. Pro použití závěsného dálkového ovládání, zasuňte jej do zásuvky
na zadní straně napájecího zdroje.
Poznámka: Závěsné dálkové ovládání lze používat pouze se strojním hořákem.
Dálkové ovládání nefunguje s ručním hořákem.
Zásuvku lze používat pro
závěsné dálkové zařízení
nebo pro kabel rozhraní.
3-26 powermax45 Pracovní manuál

NASTAVENÍ HOŘÁKU
Připojení kabelu rozhraní stroje
Zařízení Powermax45 je vybaveno děličem napětí, integrovaném ve výrobě, jehož konstrukce
je přizpůsobena k bezpečnému připojení bez nástrojů. Vestavěný dělič napětí poskytuje napětí
na oblouku v poměru 50:1. Zásuvka na zadní straně napájecího zdroje umožňuje přístup k
redukovanému napětí oblouku (50:1) a vytváří signály pro přenos oblouku a spuštění plazmy.
Pozor: Výrobně montovaný interní dělič napětí produkuje maximálně
7 V při přerušeném obvodu. Toto je výstup velmi nízkého napětí (ELV)
chráněného impedancí pro prevenci zranění, zranění elektrickým
proudem a prevenci požáru za normálních podmínek na zásuvce
rozhranní strojního zařízení a za podmínek bezchybného zapojení
rozhraní strojního zařízení. Dělič napětí není chráněn proti závadám
a výstupy ELV nesplňují požadavky na bezpečnost velmi nízkého
napětí (SELV) v případě přímého spojení s počítačovými zařízeními.
Hypertherm nabízí pro systém Powermax45 několik různých kabelů rozhraní.
• Chcete-li používat vestavěný dělič napětí, který mimo signálů pro přenos oblouku a spuštění
plazmy poskytuje redukované napětí oblouku (50:1):
— Použijte díl číslo 228350 (7,62 m) nebo 228351 (15,24 m) pro kabely ukončené
plochými konektory (příklady jsou uvedeny dále).
– Použijte díl číslo 123896 (15,24 m) pro kabel ukončený konektorem typu D-sub.
(Kompatibilní s výrobky Edge Ti a Sensor PHC společnosti Hypertherm.)
• Chcete-li používat pouze signály pro přenos oblouku a spuštění plazmy, použijte buď díl číslo
023206 (7,6 m) nebo díl číslo 023279 (15,24 m). Tyto kabely mají ploché konektory – viz
obrázek níže:
Poznámka: Kryt na zásuvce rozhraní stroje zabraňuje poškození zásuvky prachem a vlhkostí,
pokud zásuvky nepoužíváte. V případě ztráty nebo poškození jej vyměňte (číslo
dílu 127204).
Další informace naleznete v oddílu 6 Díly.
powermax
45
Pracovní manuál 3-27

NASTAVENÍ HOŘÁKU
Instalaci kabelu rozhraní musí provádět vyškolený servisní technik. Instalace kabelu rozhraní:
1. Vypněte zdroj napájení a odpojte kabel napájení.
2. Ze zadní strany napájecího zdroje sejměte kryt zásuvky rozhraní.
3. K napájecímu zdroji připojte kabel rozhraní Hypertherm.
4. Jestliže používáte kabel s konektorem D-sub na druhém konci, zapojte jej do příslušného
kolíkového konektoru na regulátoru výšky hořáku nebo na CNC. Kabel zajistěte pomocí šroubů
na konektoru typu D-sub.
Jestliže používáte kabel, který má na druhém konci vodiče a ploché konektory, kabel rozhraní
zapojte do svorkovnice schválených a certifikovaných regulátorů výšky hořáku nebo regulátorů
CNC, čímž zabráníte přístupu obsluhy k připojení po instalaci. Před uvedením zařízení do
provozu zkontrolujte správnost zapojení a zkontrolujte, že všechny části pod proudem jsou
uzavřeny a chráněny.
Poznámka: V případě integrace zařízení Hypertherm a zařízení dodávaného zákazníkem
včetně propojení kabelů a vodičů, která nejsou schválena a certifikována jako
systém, musí místní orgány provést v koncovém místě instalace revizi.
Připojovací objímky pro každý z typů signálů dostupných na kabelu rozhraní jsou uvedeny níže.
Tabulka uvádí podrobnosti pro každý typ signálu.
6
3
14
13
5
4
12
3-28 powermax45 Pracovní manuál

NASTAVENÍ HOŘÁKU
Při připojování systému Powermax45 k regulátoru výšky hořáku nebo k regulátoru CNC pomocí
kabelu rozhraní použijte následující tabulku.
Signál Typ Poznámky
V normálním stavu přerušeno. 18 V DC
Start (spuštění
plazmy)
Přenos
(spuštění
pohybu stroje)
Uzemnění Uzemnění 13
Dělič napětí Výstup
Přístup k surovému napětí na oblouku
Pokud je zapotřebí mít přístup k napětí na surovém oblouku, obraťte se na svého distributora
produktů Hypertherm nebo autorizovanou Hypertherm servisní službu.
Vstup
Výstup
přerušeného obvodu na terminálech
START. Pro aktivaci je nutné použít
uzavření se suchým kontaktem.
V normálním stavu přerušeno. Uzavření
suchým kontaktem při přenosu oblouku.
120 V AC/1 A maximálně na relé rozhraní
nebo na přepínacím zařízení (dodávané
zákazníkem).
Dělený signál oblouku 20:1, 21,1:1,
30:1, 40:1, 50:1 (maximální výstup 18 V).
Připojovací
objímky
3, 4 Zelená, černá
12, 14 Červená, černá
5, 6 Černá, bílá
Kabelové vodiče
VAROVÁNÍ
VYSOKÉ NAPĚTÍ A PROUD
Připojení přímo na plazmový okruh při přístupu k surovému napětí na
oblouku při jakékoli chybě zvyšuje nebezpečí úrazu, energetické riziko
a nebezpečí požáru. Výstupní napětí a výstupní proud okruhu jsou
uvedeny na datovém štítku.
powermax
45
Pracovní manuál 3-29

NASTAVENÍ HOŘÁKU
Připojení přívodu hořáku
Zařízení Powermax45 je vybaveno technologií FastConnectTM, což je systém rychlospojky pro
připojení a odpojení přívodů pro ruční a strojní hořáky. Při připojování a odpojování hořáku nejdříve
systém vypněte. Chcete-li některý z hořáků připojit, zasuňte konektor do zásuvky na přední straně
napájecího zdroje.
Chcete-li sejmout hořák, stiskněte červené tlačítko na konektoru a konektor vytáhněte ze zásuvky.
Červené tlačítko
3-30 powermax45 Pracovní manuál

Oddíl 4
OBSLUHA
Obsah:
Ovládací prvky a ukazatele............................................................................................................................... 4-2
Přední ovládací prvky a LED-signálky .................................................................................................4-2
Zadní ovládací prvky ............................................................................................................................... 4-3
Provoz zařízení Powermax45 ........................................................................................................................... 4-4
Připojte napájení elektrickým plynem a zdroj plynu .......................................................................... 4-4
Zapněte systém .......................................................................................................................................4-4
Přepnutí spínače provozního režimu ................................................................................................... 4-5
Seřízení tlaku plynu .................................................................................................................................4-5
Zkontrolujte indikační LED-signálky .................................................................................................... 4-6
Připojení pracovní svorky obrobku ........................................................................................................4-7
Vysvětlení omezení dovoleného zatížení ........................................................................................................4-7
Jak používat strojní hořák .................................................................................................................................. 4-8
Obsluha blokovaného startovacího tlačítka .......................................................................................4-8
Tipy pro řezání ručním hořákem ........................................................................................................... 4-9
Řez začínejte od okraje obrobku. .......................................................................................................4-10
Propalování obrobku .............................................................................................................................4-11
Drážkování obrobku ..............................................................................................................................4-12
Běžné chyby při ručním řezání ............................................................................................................4-14
Jak používat strojní hořák ................................................................................................................................4-15
Kontrola správného nastavení hořáku a stolu..................................................................................4-15
Pochopení a optimalizace kvality řezu ...............................................................................................4-15
Propálení obrobku pomocí strojního hořáku....................................................................................4-17
Běžné chyby při strojním řezání ..........................................................................................................4-18
powermax
45
Pracovní manuál 4-1

OBSLUHA
Ovládací prvky a ukazatele
Zařízení Powermax45 je vybaveno spínačem ON/OFF, voličem intenzity elektrického proudu,
regulačním voličem tlaku, přepínačem provozních režimů, 4 indikačními LED-signálkami a LEDsignálkou tlaku plynu, které jsou popsány níže.
Přední ovládací prvky a LED-signálky
Regulační volič tlaku
LED-signálky tlaku
Indikační LED-signálky
Regulační volič intenzity
elektrického proudu
30
20
AMPS
40
45
plynu a stupnice tlaku
Přepínač provozních režimů
LED-signálka (žlutá) teploty
Při rozsvícení signalizuje tato LED-signálka, že teplota napájecího zdroje se nachází mimo
přípustné meze.
LED-signálka (žlutá) senzoru krytky hořáku
Při rozsvícení označuje, že spotřební díly jsou buď uvolněné, nesprávně instalované nebo
chybí. Více informací o možných příčinách poruchy viz Základní provozní závady v oddílu
5. Pokud se LED-signálka rozsvítí, musí se vypnout napájení (OFF), spotřební díly se musí
řádně nainstalovat a poté se systém musí zapnout (ON) pro vynulování LED-signálky.
LED-signálka poruchy (žlutá)
Jestliže se rozsvítí, tato LED-signálka označuje poruchu u napájecího zdroje. V důsledku
některých příčin poruchy se rozsvítí jedna nebo více LED-signálek. Více informací
o významu těchto příčin poruchy a o možné nápravě viz Základní provozní závady
v oddílu 5.
LED-signálka zapnutého napájení (zelená)
Jestliže tato LED-signálka svítí, označuje přepnutí spínače napájení do polohy „I“ –
AC
ON (zapnuto) a že všechna bezpečnostní blokování jsou v pořádku.
4-2 powermax45 Pracovní manuál

OBSLUHA
LED-signálka tlaku plynu a stupnice tlaku (zelená nebo žlutá)
Pokud se indikační LED-signálka ve stupnici tlaku rozsvítí zeleně a nachází se
uprostřed vertikální stupnice, je tlak plynu nastaven správně na provozní režim řezání,
který byl před tím zvolen přepínačem provozních režimů. Pokud je tlak příliš vysoký
pro zvolený provozní režim, indikační signálka ve stupnici tlaku se nachází nad
prostředním bodem stupnice. Pokud je tlak příliš nízký, indikační signálka se nachází
pod prostředním bodem. Na nejvyšších a nejnižších bodech stupnice se indikační
signálka rozsvítí žlutou barvou.
Pokud se indikační signálka nachází na nejnižší části stupnice a bliká, tak tlak plynu
překročil spodní mezní hodnotu požadovaného tlaku.
30
Regulační volič intenzity elektrického proudu
Volič nastavte do polohy zkoušky plynu (otočte nadoraz proti směru hodinových
40
45
ručiček) než seřídíte tlak plynu pomocí regulačního voliče tlaku, který se nachází na
horní části napájecího zdroje. Okamžitě po nastavení tlaku plynu otočte voličem proti
směru hodinových ručiček pro nastavení výstupní intenzity proudu. Hořák nebude
hořet, pokud se volič nenachází v poloze zkoušky plynu.
Přepínač provozního režimu a LED-signálky
Přepínač provozního režimu lze nastavit do jedné ze tří pozic:
• Plynulý pilotní oblouk k řezání tahokovu nebo mříží (horní pozice).
• Neplynulý pilotní oblouk k řezání kovových desek (střední pozice).
• Drážkování (spodní pozice).
Po přepnutí přepínače provozních režimů zkontrolujte správné nastavení tlaku plynu.
Různé provozní režimy řezání si vyžadují různé tlaky plynu.
Zadní ovládací prvky
CSA/230 V CE 400 VCE
I
I
O
O
powermax
45
Pracovní manuál 4-3
Spínač napájení ON „I“ (zapnuto) – OFF „O“ (vypnuto)
Zapíná napájecí zdroj a regulační okruhy zdroje.
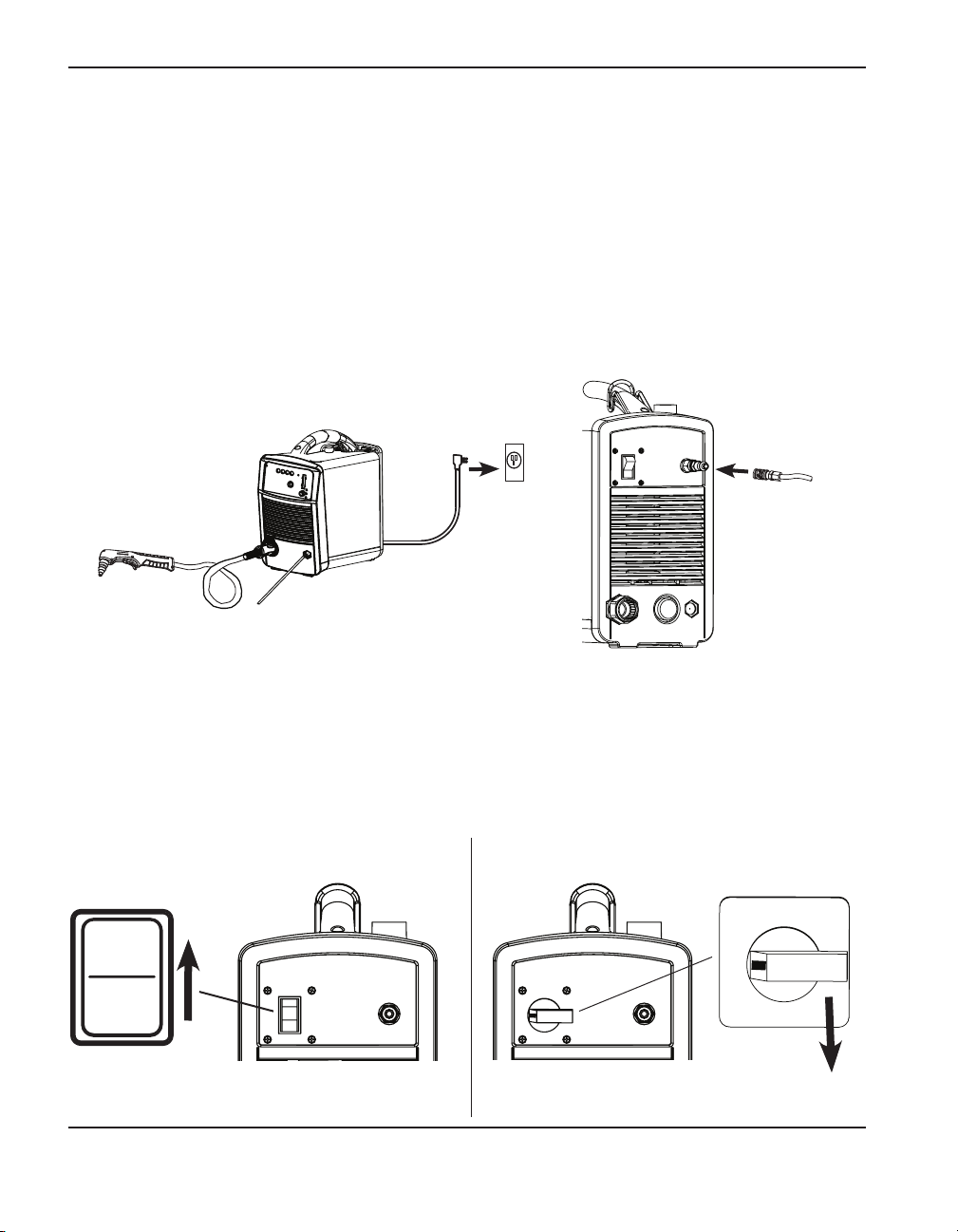
OBSLUHA
Provoz zařízení Powermax45
Při řezání nebo drážkování pomocí systému Powermax45 dodržujte následující postupy.
Připojte napájení elektrickým plynem a zdroj plynu
Zapojte napájecí kabel a připojte přívod plynu. Další informace o požadavcích na napájení a přívod
plynu u systému Powermax45 viz v oddíle 2 Základní nastavení napájecího zdroje.
Zapněte systém
Přepínač ON/OFF (zapnuto/vypnuto) přepněte do polohy ON „I“.
I
I
I
O
CSA/230 V CE
4-4 powermax45 Pracovní manuál
O
400 VCE
O

Přepnutí spínače provozního režimu
Přepínač provozního režimu používejte k volbě typu plánované práce:
Pro řezání tahokovu nebo pro řezání mříží (horní pozice).
Toto nastavení používejte pro vyřezávání otvorů do kovu
nebo pro jakoukoliv aplikaci, vyžadující si plynulý pilotní
oblouk. Ponechání přepínače provozních režimů v této
poloze při řezání standardní kovových desek bude mít
za následek snížení životnosti spotřebních dílů.
Pro řezání kovových desek (střední pozice). Používejte toto
nastavení pro řezání kovového materiálu do tloušťky 25,4 mm
nebo pro děrování kovového materiálu do tloušťky 12,7 mm.
Drážkování (spodní pozice). Toto nastavení používejte
k drážkování kovového materiálu. Ponechání přepínače
provozních režimů v této poloze při řezání bude mít za
následek nízkou kvalitu řezu.
Seřízení tlaku plynu
OBSLUHA
Podívejte se na LED-signálku tlaku plynu. Pokud se rozsvítí zeleně ve středu stupnice tlaku,
přívodní tlak plynu je správný pro zvolený provozní režim. Pokud se LED-signálka rozsvítí žlutě,
buď nad nebo pod středním bodem stupnice, je nutné seřídit tlak plynu.
Seřízení plynu:
1. Regulačním voličem intenzity elektrického proudu otočte proti směru hodinových ručiček pro
spuštění zkoušky plynu, jak je uvedeno níže.
30
30
20
40
AMPS
45
powermax
40
45
45
Pracovní manuál 4-5
OBSLUHA
2. Po přepnutí regulačního voliče intenzity elektrického proudu do pozice zkoušky plynu vytáhněte
regulační volič tlaku plynu v horní části systému pro jeho odblokování.
Regulační volič tlaku
30
20
40
AMPS
45
3. Regulačním voličem tlaku plynu otáčejte tak dlouho, až se rozsvítí LED-signálka tlaku plynu
v prostřední části stupnice tlaku.
4. Regulační volič tlaku plynu stiskněte a zablokujte jej.
5. Regulační volič intenzity elektrického proudu nastavte na hodnotu elektrického proudu,
požadovaného vaší aplikací. Pokud používáte spotřební díly T30v (Powermax30) 30 A
nenastavujte regulační volič intenzity elektrického proudu na vyšší hodnotu než 30 A.
Zkontrolujte indikační LED-signálky
Zkontrolujte zdali se na přední části napájecího zdroje rozsvítila zelená LED-signálka ON, že
se LED-signálka tlaku plynu svítí zeleně a nachází se v prostřední části stupnice a že žádná jiná
LED-signálka nesvítí a nebliká. Pokud svítí nebo bliká LED-signálka teploty, krytky snímače hořáku,
nebo indikace poruchy, či bliká LED-signálka zapnutí zdroje napájení, proveďte opravu příčiny
poruchy. Pro více informací viz Základní provozní závady, v oddílu 5.
AC
4-6 powermax45 Pracovní manuál
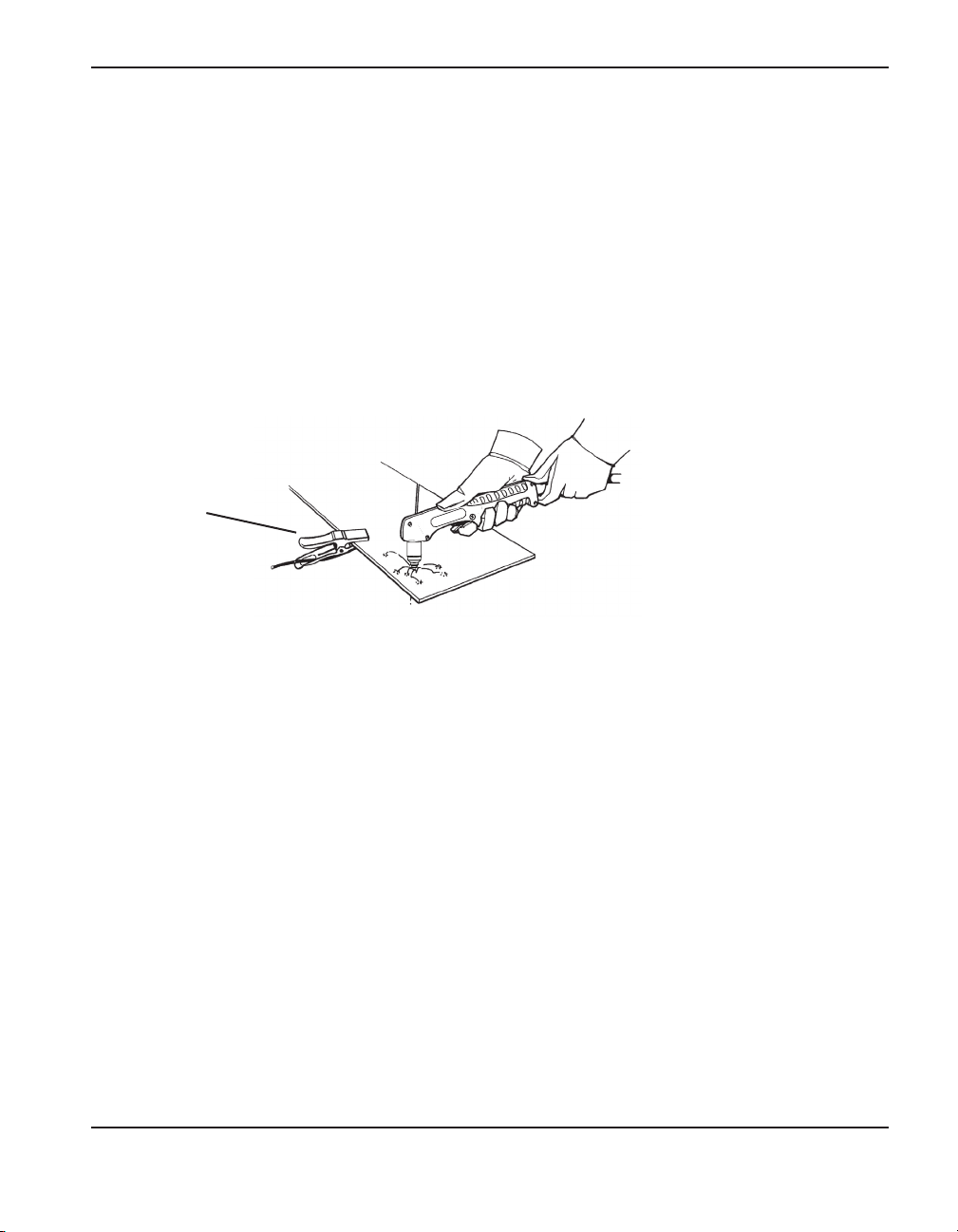
OBSLUHA
Připojení pracovní svorky obrobku
Při řezání musí být pracovní svorka připojena k obrobku.
Poznámka: Při používání zařízení Powermax45 s řezacím stolem lze provést uzemnění přes
stůl pomocí pracovní svorky. Viz tabulka s pokyny výrobce.
• Zkontrolujte, že pracovní svěrka a obrobek mají dobrý kontakt.
• Chcete-li dosáhnout nejvyšší možné kvality, pracovní svěrku připojte co nejblíže k místu řezu.
• Svěrku obrobku nepřipojujte k části obrobku, která se má uříznout.
Svěrka obrobku
Systém je připraven k používání při rozsvícení LED-signálky pro zapnutí zdroje, pokud se nerozsvítí
ani nezačne blikat žádná z ostatních LED-signálek, při indikaci tlaku v správném rozmezí příslušnou
LED-signálkou a při nastavení regulačního voliče intenzity elektrického proudu.
Vysvětlení omezení dovoleného zatížení
Dovolené zatížení je úhrn doby v minutách, po kterou může plazmový oblouk zůstat zapnutý po
dobu 10-minutového období při provozu při okolní teplotě 40 °C. U Powermax45:
• Při 45 A může oblouk zůstat zapnutý po dobu 5 minut z celkového času 10 minut, aniž by se
jednotka přehřála (50% dovolené zatížení).
• Při 41 A lze oblouk nechat zapnutý po dobu 6 minut z 10 (60 %)
• Při 32 A lze oblouk nechat zapnutý po dobu 10 minut z 10 (100 %).
Pokud se napájecí zdroj přehřeje v důsledku překročení dovoleného zatížení, rozsvítí se LEDsignálka, oblouk se vypne a spustí se chladicí ventilátor. Před pokračování v řezání počkejte,
až LED-signálka teploty zhasne.
V následující části vysvětlíme obsluhu ručního hořáku. Pro obsluhu strojního hořáku viz Jak používat
strojní hořák, níže v tomto oddílu.
powermax
45
Pracovní manuál 4-7

OBSLUHA
2
Jak používat strojní hořák
VAROVÁNÍ
PLAZMOVÝ OBLOUK U HOŘÁKŮ,
KTERÉ JSOU V PROVOZU, MŮŽE ZPŮSOBIT
PORANĚNÍ A POPÁLENINY
Plazmový oblouk vznikne ihned po aktivaci spínače hořáku.
Plazmový oblouk ihned propálí rukavice a pokožku.
• Od hrotu hořáku udržujte bezpečnou vzdálenost.
• Nedržte obrobek a ruce mějte mimo směr řezu.
• Hořákem nikdy nemiřte na sebe nebo ostatní osoby.
Obsluha blokovaného startovacího tlačítka
Hořák T45v je vybaven bezpečnostní spouští, která zabraňuje náhodnému zážehu. Jakmile jste
připraveni hořák používat, žlutý bezpečnostní kryt spouště přetočte dopředu (směrem k hlavici
hořáku) a stiskněte červenou spoušť hořáku dle obrázku níže.
1
3
4-8 powermax45 Pracovní manuál

OBSLUHA
Tipy pro řezání ručním hořákem
• Při použití stíněných spotřebních dílů přetáhněte lehce trysku podél obrobku pro docílení
stabilního řezu. Při použití nestíněných spotřebních dílů dodržujte mezi hrotem hořáku
a obrobkem přibližnou vzdálenost o 2 mm.
• Při řezání musí jiskry odcházet spodní stranou obrobku. Při řezání by jiskry měly odcházet
mírně za hořákem (úhel 15–30° od vertikály).
• Jestliže se jiskry rozstřikují po obrobku, hořákem pohybujte pomaleji nebo výstupní proud
nastavte na vyšší hodnotu.
• Trysku hořáku přidržujte kolmo k obrobku tak,
aby se tryska nacházela v úhlu 90° k řezané
poloze a sledujte oblouk během řezání linky.
• Jestliže hořák zažehnete zbytečně, zkrátíte životnost
trysky a elektrody.
• Tažení nebo vlečení hořáku podél řezu je
jednodušší než tlačení hořáku.
• U rovných řezů použijte pro vedení rovnou hranu/
pravítko. Při řezání kruhů použijte šablonu nebo
nástavec pro řezání polokruhů (řezací kružítko).
Viz oddíl 6, Díly, kde jsou uvedeny čísla dílů
plasmových řezacích kružítek Hypertherm,
které se používání pro řezání kruhů a šikmých řezů.
powermax
45
Pracovní manuál 4-9
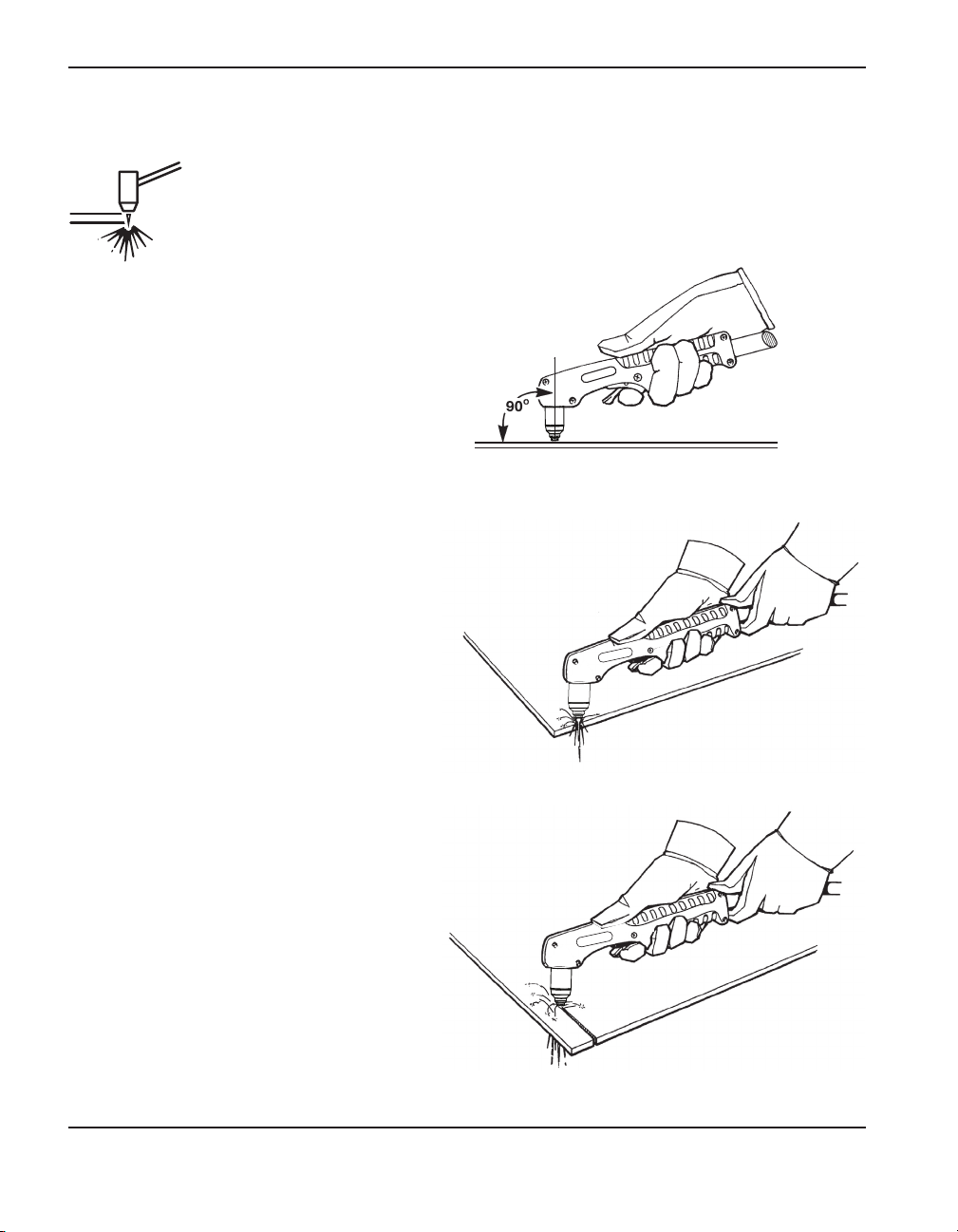
OBSLUHA
Řez začínejte od okraje obrobku
1. Pracovní svorku připněte k obrobku,
trysku držáku držte v poloze kolmo
(90°) vzhledem k okraji obrobku. Pokud
používáte stíněné spotřební díly, není
zapotřebí dodržovat žádnou vzdálenost
mezi obrobkem a hořákem. Pokud
používáte nestíněné spotřební díly,
udržujte přibližnou vzdálenost hořáku
od obrobku 2 mm.
2. Stiskem spouště na hořáku můžete začít
řez. Na okraji obrobku chvíli vyčkejte tak,
aby oblouk kompletně prošel obrobkem.
3. Trysku hořáku táhněte podél obrobku
a pokračujte v řezu. Udržujte stálé
a nepřerušované tempo.
4-10 powermax45 Pracovní manuál
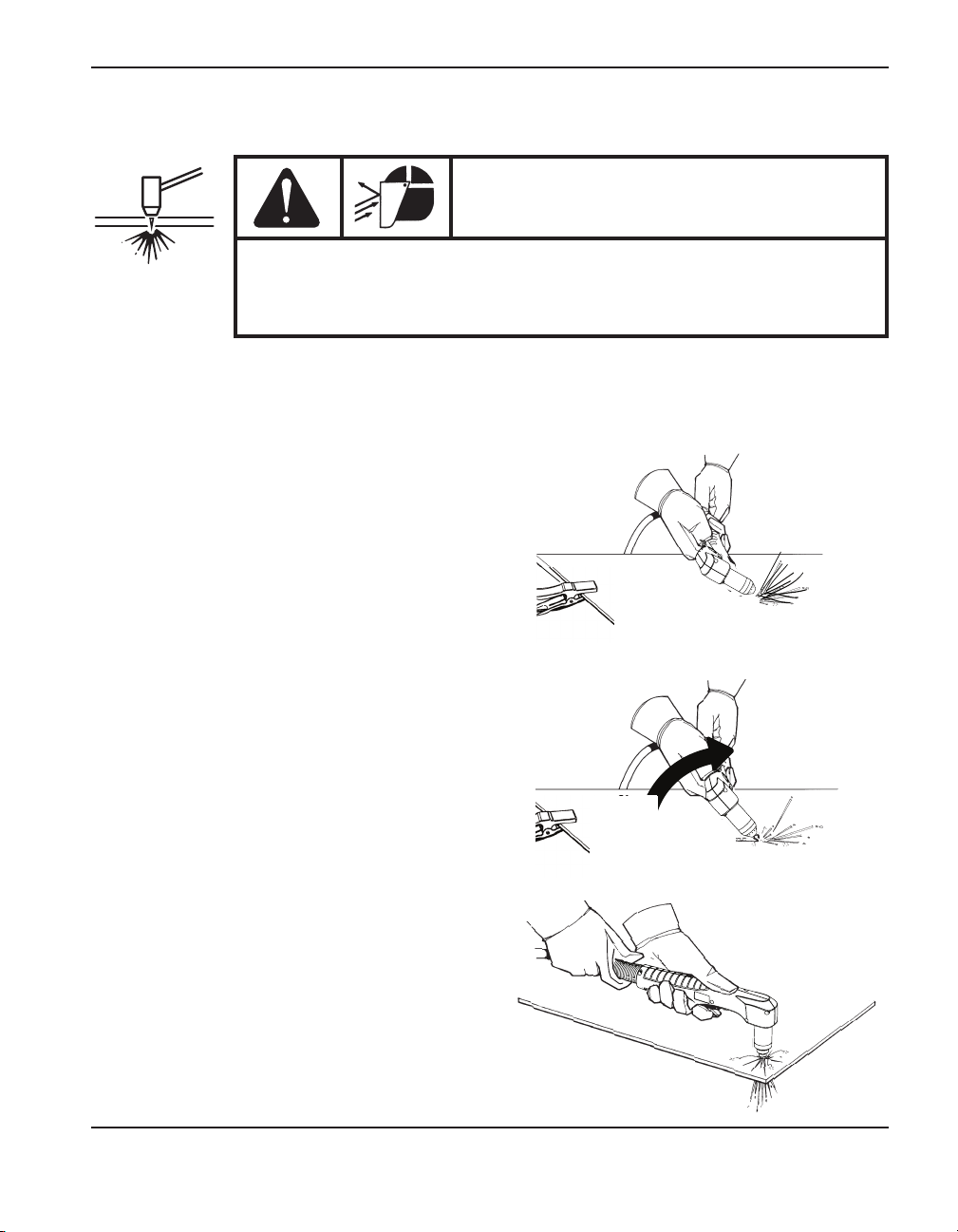
OBSLUHA
Propalování obrobku
VAROVÁNÍ
JISKRY A HORKÝ KOV MOHOU POŠKODIT OČI A POPÁLIT
POKOŽKU. Při zažehování hořáku nakloněného pod úhlem
budou z trysky unikat jiskry a horký kov. Hořák nesměřujte
na sebe nebo na druhé.
1. Pracovní svorku připněte k obrobku, před zažehnutím oblouku hořák držte v úhlu přibližně
30° vůči obrobku tak, aby hrot hořáku se nacházel přibližně 1,5 mm od obrobku.
2. Hořák, který se nachází po úhlem
k obrobku, zapalte a poté jej pomalu
otáčejte do kolmé polohy (90°).
3. Hořák držte stále ve stejné poloze
a spoušť přidržujte zmáčknutou.
Jakmile začnou jiskry vycházet ze
spodní části obrobku, oblouk propálil
materiál.
4. Jakmile je propálení hotové, trysku
táhněte lehce podél obrobku
a pokračujte v řezu.
powermax
45
Pracovní manuál 4-11
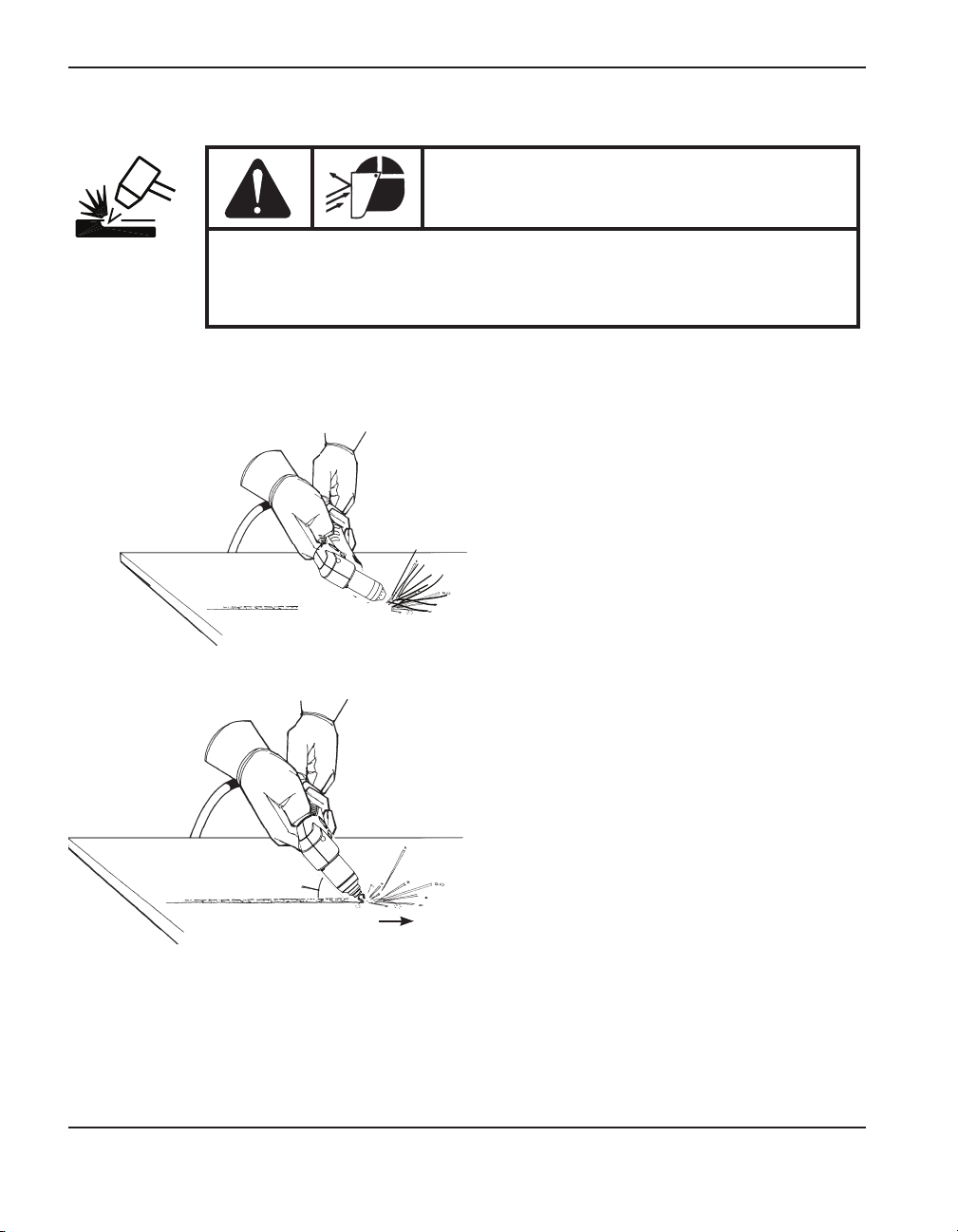
OBSLUHA
Drážkování obrobku
VAROVÁNÍ
JISKRY A HORKÝ KOV MOHOU POŠKODIT OČI A POPÁLIT
POKOŽKU. Při zažehování hořáku nakloněného pod úhlem budou
z trysky unikat jiskry a horký kov. Hořák nesměřujte na sebe nebo
na druhé.
1. Hořák držte tak, aby před zažehnutím se tryska hořáku nacházela 1,5 mm od obrobku.
2. Hořák udržujte v úhlu 45° směrem
k obrobku s malou mezerou mezi
špičkou hořáku a obrobkem. Stiskem
spouště zažehnete pilotní oblouk.
Oblouk přeneste na obrobek.
3. Během posunování obrobku pro
drážkování udržujte úhel přibližně
45° směrem k obrobku.
Jinými slovy plazmový oblouk tlačte
ve směru drážky, kterou hodláte
vytvářet. Mezi špičkou hořáku a
roztaveným kovem udržujte malou
45°
Směr posunu
Poznámka: Dodáváme ochranný štít před vysokými teplotami za účelem dodatečné ochrany
rukou a hořáku (číslo dílu 220049).
4-12 powermax45 Pracovní manuál
mezeru, čímž snížíte opotřebení
spotřebních dílů a zamezíte
poškození hořáku.
Změna úhlu hořáku znamená
odpovídající změny rozměrů drážky.

OBSLUHA
Hloubku drážkování lze nastavit nastavení různého úhlu hořáku k obrobku. V následujících tabulkách
je zobrazen profil drážkování o 45° a 60° na nelegované (uhlíkové) oceli a nerezové oceli.
Profil drážkování nelegované (uhlíkové) oceli
Úhel hořáku Rychlost Šířka Hloubka
254 mm/min 7,75 mm 1,05 mm
508 mm/min 6,50 mm 2,94 mm
45°
60°
762 mm/min 5,76 mm 1,87 mm
1016 mm/min 5,30 mm 1,31 mm
1270 mm/min 4,73 mm 1,03 mm
254 mm/min 8,06 mm 4,18 mm
508 mm/min 6,15 mm 2,39 mm
762 mm/min 6,00 mm 1,39 mm
1016 mm/min 5,80 mm 1,21 mm
1270 mm/min 4,61 mm 0,73 mm
Profil drážkování nerezové oceli
Úhel hořáku Rychlost Šířka Hloubka
254 mm/min 6,37 mm 3,05 mm
508 mm/min 5,74 mm 1,96 mm
45°
60°
powermax
45
Pracovní manuál 4-13
762 mm/min 5,28 mm 1,09 mm
1016 mm/min 4,83 mm 1,73 mm
1270 mm/min 4,42 mm 1,47 mm
254 mm/min 6,55 mm 5,92 mm
508 mm/min 6,42 mm 2,01 mm
762 mm/min 5,92 mm 1,45 mm
1016 mm/min 5,36 mm 1,10 mm
1270 mm/min 5,09 mm 0,82 mm

OBSLUHA
Běžné chyby při ručním řezání
Hořák prská a syčí, ale nevytváří oblouk. Příčiny mohou být:
• Spotřební díly jsou příliš natěsnané. Povolte spotřební síly o 1/8 otočky a zkuste to znovu.
Spotřební díly by měly být utažené pouze prsty.
Hořák neřeže zcela a úplně skrz obrobek. Příčiny mohou být:
• Rychlost řezu je příliš vysoká.
• Spotřební díly jsou opotřebené.
• Řezaný kov je příliš silný.
• Instalace spotřebních dílů pro drážkování namísto spotřebních dílů pro tažné řezání.
• Pracovní svorka není řádně připojena k obrobku.
• Tlak plynu nebo průtok plynu je příliš nízký.
Kvalita řezu není dobrá. Příčiny mohou být:
• Řezaný kov je příliš silný.
• Používáte nesprávný typ spotřebních dílů (instalace spotřebních dílů pro drážkování namísto
spotřebních dílů pro řezání).
• Hořák se pohybuje příliš rychle nebo příliš pomalu.
Oblouk prská a životnost spotřebních dílů je menší, nežli očekáváte. Příčiny mohou být:
• Vlhkost ve zdroji plynu.
• Tlak plynu je příliš nízký.
4-14 powermax45 Pracovní manuál

OBSLUHA
Jak používat strojní hořák
Vzhledem k tomu, že zařízení Powermax45 a T45m lze používat společně se širokou škálou
řezacích stolů, kolejnicových hořáků, řezáků potrubí apod., prostudujte si pokyny výrobce pro
specifické informace o použití strojního hořáku ve vaší aplikaci. Nicméně informace v následujících
kapitolách vám pomohou při optimalizaci kvality řezu a maximálním využití životnosti spotřebních
dílů.
Kontrola správného nastavení hořáku a stolu
• Pro nastavení pravého úhlu mezi hořákem a obrobkem použijte úhelník.
• Hořák se může pohybovat rovnoměrněji, jestliže vyčistíte, zkontrolujete a „doladíte“ pohonný
systém a kolejnice řezacího stolu. Nerovnoměrný pohyb stroje může způsobit pravidelné,
vlnovité tvary na řezném povrchu.
• Zkontrolujte, že se hořák během řezání nedotýká obrobku. Dotek s obrobkem může způsobit
poškození ochranné krytky a trysky a může ovlivnit kvalitu povrchu řezu.
Pochopení a optimalizace kvality řezu
Existuje několik faktorů, které je z hlediska kvality řezu nutné brát v potaz:
• Úhel řezu – úhel hranatosti okraje řezu.
• Otřepy – roztavený materiál, který tuhne na horní nebo spodní straně obrobku.
• Rovnost povrchu řezu – povrch řezu může být konkávní nebo konvexní.
Následující kapitoly vysvětlují faktory, které mohou mít vliv na kvalitu řezu.
Úhel řezu nebo zkosení
• Kladný úhel řezu nebo zkosení má za následek to, že se z horní strany řezu odstraní
více materiálu, nežli ze spodní strany.
• Záporný úhel řezuvznikne, je-li ze spodní části řezu odstraněno více materiálu než
z horní části.
powermax
45
Pracovní manuál 4-15

OBSLUHA
Problém
Záporný úhel řezu
Pravoúhlý řez
Kladný úhel řezu
\
Příčina
Hořák je příliš nízko.
Hořák je příliš vysoko.
Řešení
Hořák zvedněte; v případě, že používáte
řízení výšky hořáku, zvyšte napětí
oblouku.
Hořák spusťte; v případě, že používáte
řízení výšky hořáku, snižte napětí
oblouku.
Poznámka: Nejvíce pravoúhlý úhel řezu bude na pravé straně ve směru dopředného
pohybu hořáku. Levá strana bude mít vždy určité zkosení.
Chcete-li stanovit, zda je problém úhlu způsobem plazmovým systémem nebo systémem
pohonu, proveďte zkušební řez a úhel změřte na každé straně. Poté hořák otočte o 90° v držáku
a postup zopakujte. Jestliže jsou úhly při obou zkouškách stejné, problém je v systému pohonu.
Jestliže problém s úhlem řezu přetrvává i po odstranění „mechanických příčin“ (viz na předchozí
stránce, Zajistěte správné nastavení hořáku a stolu), zkontrolujte vzdálenost mezi hořákem
a obrobkem, a zejména zjistěte, zda úhly řezu jsou kladné nebo záporné. Berte také ohled na
řezaný materiál: jestliže je kov zmagnetizovaný nebo vytvrzený, pravděpodobně bude docházet
k problémům s úhlem řezu.
Otřepy
Při řezání pomocí plazmy se vzduchem se bude vždy vytvářet určité množství otřepů. Množství a typ
otřepů však lze minimalizovat správným seřízením systému pro příslušnou aplikaci.
Otřepy se objevují na horním okraji obou kusů plechu, jestliže je hořák příliš nízko (nebo při použití
řízení výšky hořáku je příliš vysoké napětí). Seřiďte výšku hořáku nebo po malých krocích upravujte
napětí (5 voltů a méně), než dosáhnete snížení otřepů.
Otřepy při nízké rychlosti vznikají, je-li řezná rychlost hořáku příliš nízká a oblouk vyrazí dopředu.
Vytváří se těžké, bublinkové nánosy na spodní straně řezu, které lze lehce odstranit. Tvorbu tohoto
typu otřepů snížíte, jestliže snížíte rychlost.
4-16 powermax45 Pracovní manuál

OBSLUHA
Otřepy při vysoké rychlosti se tvoří, je-li řezná rychlost příliš vysoká a oblouk zůstává pozadu.
Vytváří se tenký, lineární lem pevného kovu ve velké blízkosti řezu. Housenka je přivařena ke spodní
části řezu a lze ji těžko odstranit. Snížení otřepů, které se tvoří při velké- rychlosti:
• Snižte řeznou rychlost.
• Zmenšete vzdálenost mezi hořákem a obrobkem.
Poznámky: Otřepy vzniknou s větší pravděpodobností na teplém nebo horkém
kovu, než na studeném kovu. Například první řez v sérii několika po sobě
jdoucích řezů vytváří nejmenší množství otřepů. Protože se obrobek
postupně zahřívá, u následujících řezů se vytvoří více otřepů.
Otřepy vznikají s větší pravděpodobností na uhlíkové oceli, než na nerezové
oceli nebo hliníku.
Opotřebené nebo poškozené spotřební díly mohou být příčinou vzniku
přerušovaných otřepů.
Rovnost povrchu řezu
Typický povrch řezu plazmou je má lehce konkávní tvar.
Povrch materiálu se může více zakřivit dovnitř, nebo ven. Správná výška hořáku je
důležitá pro to, aby povrch řezu byl přijatelně blízko rovnému. Opotřebené spotřební
díly mohou mít také vliv na rovnost řezu.
Povrch materiálu silně zakřivený dovnitř vznikne, je-livzdálenost mezi hořákem
a obrobkem příliš malá. Pro narovnání povrchu řezu zvyšte vzdálenost hořák-obrobek.
Povrch materiálu zakřivený ven vzniká, je-livzdálenost mezi hořákem a obrobkem příliš
velká, nebo je-li řezný proud příliš velký. Nejdříve se pokuste snížit hořák, poté snižte
proud pro řezání.
Propálení obrobku pomocí strojního hořáku
Stejně jako u ručního hořáku můžete začít řez pomocí strojního hořáku na okraji obrobku nebo
propálením obrobku. Propálení bude mít za následek kratší životnost spotřební dílů v porovnání
s počátkem řezu na okraji.
Tabulka parametrů obsahuje sloupeček s doporučenými výškami při počátku propalování. U systému
Powermax45 je propalovací výška zpravidla 2,5 násobek výšky při řezání. Podrobnosti jsou uvedeny
v tabulkách parametrů.
Propalovací zpoždění musí být dostatečně dlouhé tak, aby oblouk mohl propálit materiál před
pohybem hořáku, avšak ne natolik dlouhé, aby se oblouk při snaze nalézt okraj většího otvoru „toulal“.
Při propalování maximálních tloušťek může být kroužek otřepů, který se tvoří, natolik vysoký, že se
dostane do kontaktu s hořákem, jakmile se hořák začne pohybovat poté, co dokončíte propalování.
powermax
45
Pracovní manuál 4-17

OBSLUHA
Běžné chyby při strojním řezání
Pilotní oblouk hořáku se zažehne, ale nepřenese se. Příčiny mohou být:
• Připojení pracovního kabelu k řezacímu stolu nevytváří žádný dobrý kontakt nebo stůl není
řádně uzemněný.
• Vzdálenost hořák-obrobek je příliš velká.
Obrobek není zcela penetrovaný a na horní straně obrobku dochází k nadměrnému jiskření.
Příčiny mohou být:
• Připojení pracovního kabelu k řezacímu stolu nevytváří žádný dobrý kontakt nebo stůl není
řádně uzemněný.
• Proud (intenzita el. proudu) je příliš nízký. Další informace naleznete v tabulkách parametrů
řezání, Oddíl 3.
• Rychlost řezu je příliš vysoká. Další informace naleznete v tabulkách parametrů řezání,
Oddíl 3.
• Spotřební díly jsou opotřebené a je nutné je vyměnit.
• Během aktuálního řezání kovu se překračuje maximální řezný výkon Viz Technické údaje
pro T45v a T45m v Oddílu 1.
Na spodní straně řezu se tvoří otřepy. Příčiny mohou být:
• Řezná rychlost není správně nastavena. Další informace naleznete v tabulkách parametrů
řezání, Oddíl 3.
• Proud (intenzita el. proudu) je příliš nízký. Další informace naleznete v tabulkách parametrů
řezání, Oddíl 3.
• Spotřební díly jsou opotřebené a je nutné je vyměnit.
Úhel řezu není pravoúhlý. Příčiny mohou být:
• Směr posunu hořáku není správný. Kvalitnější řez je vždy napravo vhledem k pohybu hořáku
směrem dopředu.
• Vzdálenost mezi hořákem a obrobkem není správná.
• Řezná rychlost není správně nastavena. Další informace naleznete v tabulkách parametrů
řezání, Oddíl 3.
• Spotřební díly jsou opotřebené a je nutné je vyměnit.
4-18 powermax45 Pracovní manuál

OBSLUHA
Zkrácená životnost spotřebních dílů. Příčiny mohou být:
• Proud oblouku, napětí oblouku, rychlost posunu a další proměnné nejsou nastaveny
dle doporučení v tabulkách parametrů.
• Zažehnutí oblouku ve vzduchu (začátek nebo ukončení řezu mimo povrch plechu).
Začátek na okraji je přijatelný pouze v případě, že oblouk se při počátku dotkne obrobku.
• Začátek propalování při nesprávné výšce hořáku. U systému Powermax45 je propalovací
výška zpravidla 2,5 násobek výšky při řezání. Podrobnosti jsou uvedeny v tabulkách
parametrů.
powermax
45
Pracovní manuál 4-19

OBSLUHA
4-20 powermax45 Pracovní manuál
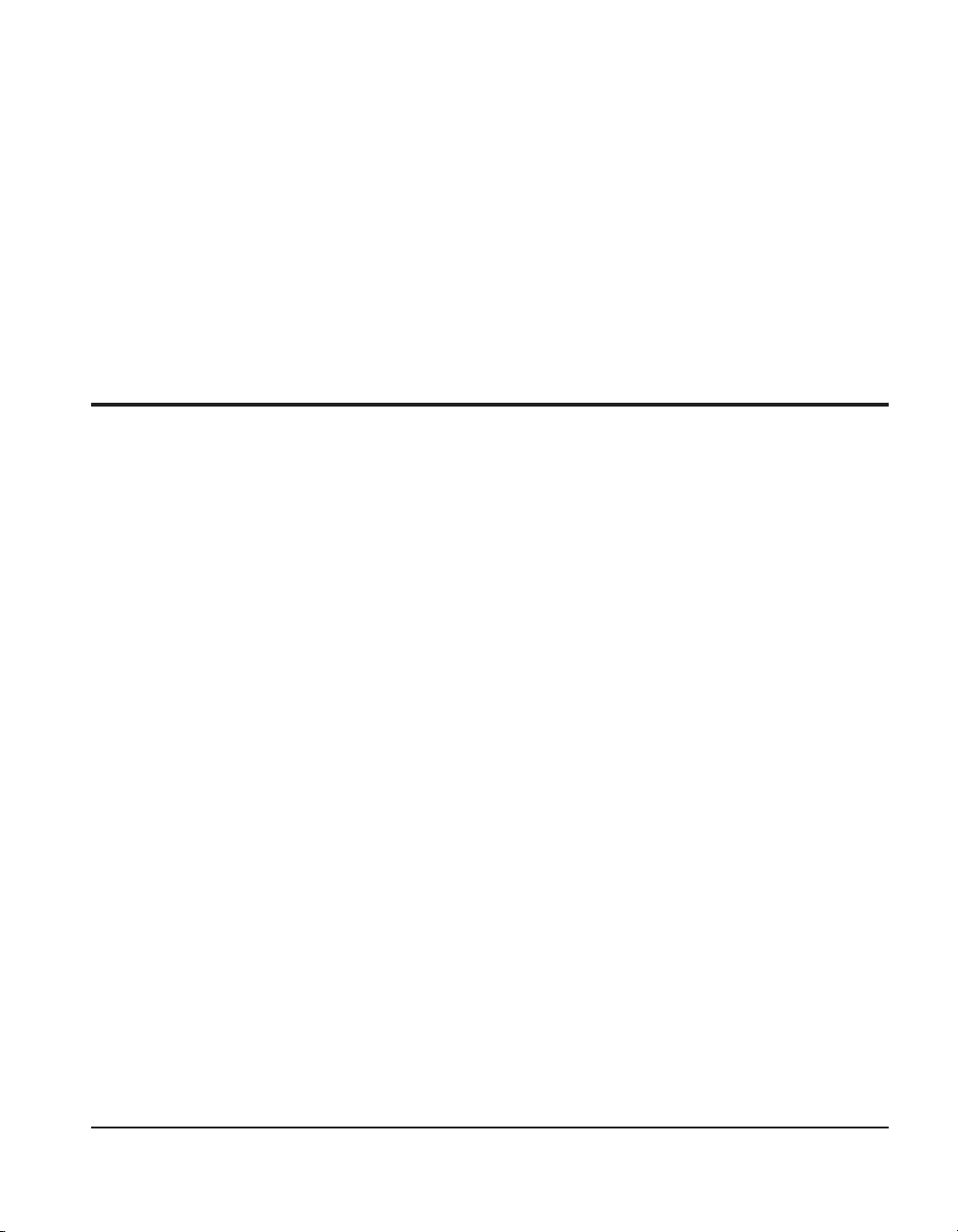
Oddíl 5
ÚDRŽBA A OPRAVY
Obsah:
Provádění běžné údržby ................................................................................................................................... 5-2
Kontrola spotřebních dílů ................................................................................................................................. 5-3
Základní provozní závady .................................................................................................................................. 5-4
Opravy .................................................................................................................................................................. 5-8
Odstranění a náhrada izolace z materiálu Mylar®. .......................................................................... 5-8
Vyměňte pracovní kabel (CSA a CE) ...............................................................................................5-10
Výměna plynové filtrační vložky ...........................................................................................................5-11
powermax
45
Pracovní manuál 5-1
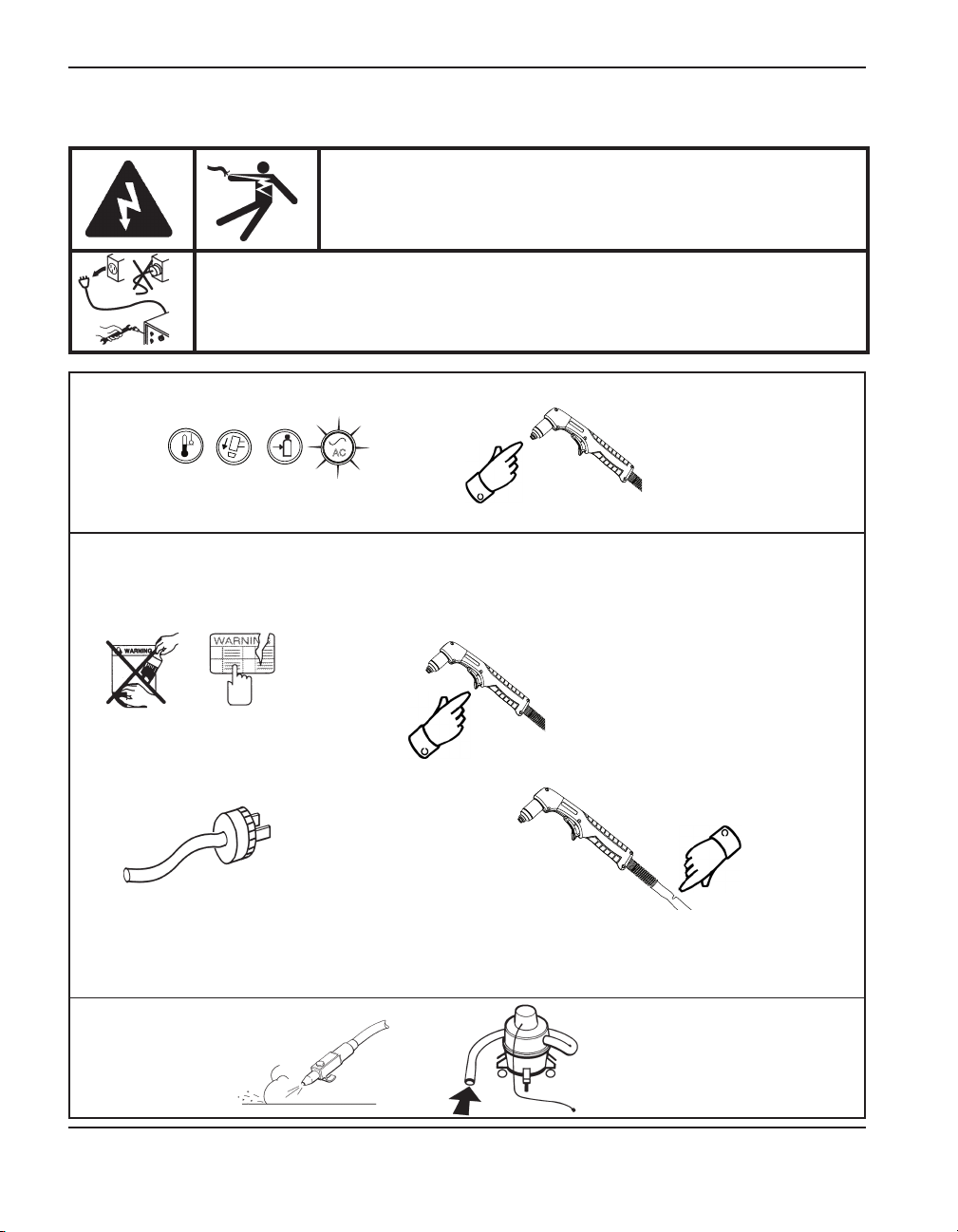
ÚDRŽBA A OPRAVY
Provádění běžné údržby
Před prováděním údržby vždy odpojte přívod elektrické energie.
Veškeré práce, které vyžadují sejmutí krytu napájecího zdroje, musí
provádět kvalifikovaný technik.
NEBEZPEČÍ
PŘI ZASAŽENÍ ELEKTRICKÝM PROUDEM MŮŽE
DOJÍT KE SMRTELNÉMU ÚRAZU
Při každém použití:
AC
Zkontrolujte indikační signálky
a odstraňte jakoukoliv příčinu poruchy.
Každé 3 měsíce:
Vyměňte veškeré
poškozené štítky.
Prohlédněte napájecí kabel a zástrčku.
V případě poškození vyměňte.
Zkontrolujte správnou instalaci
a opotřebení spotřebních dílů.
Zkontrolujte, zda není poškozené
startovací tlačítko. Zkontrolujte,
zda na tělese hořáku nejsou
praskliny a obnažené vodiče.
Vyměňte veškeré poškozené díly.
Zkontrolujte přívod hořáku.
V případě poškození vyměňte.
Každé 6 měsíce:
nebo
5-2 powermax45 Pracovní manuál
Vnitřek napájecího zdroje
vyčistěte stlačeným vzduchem
nebo odsáváním.
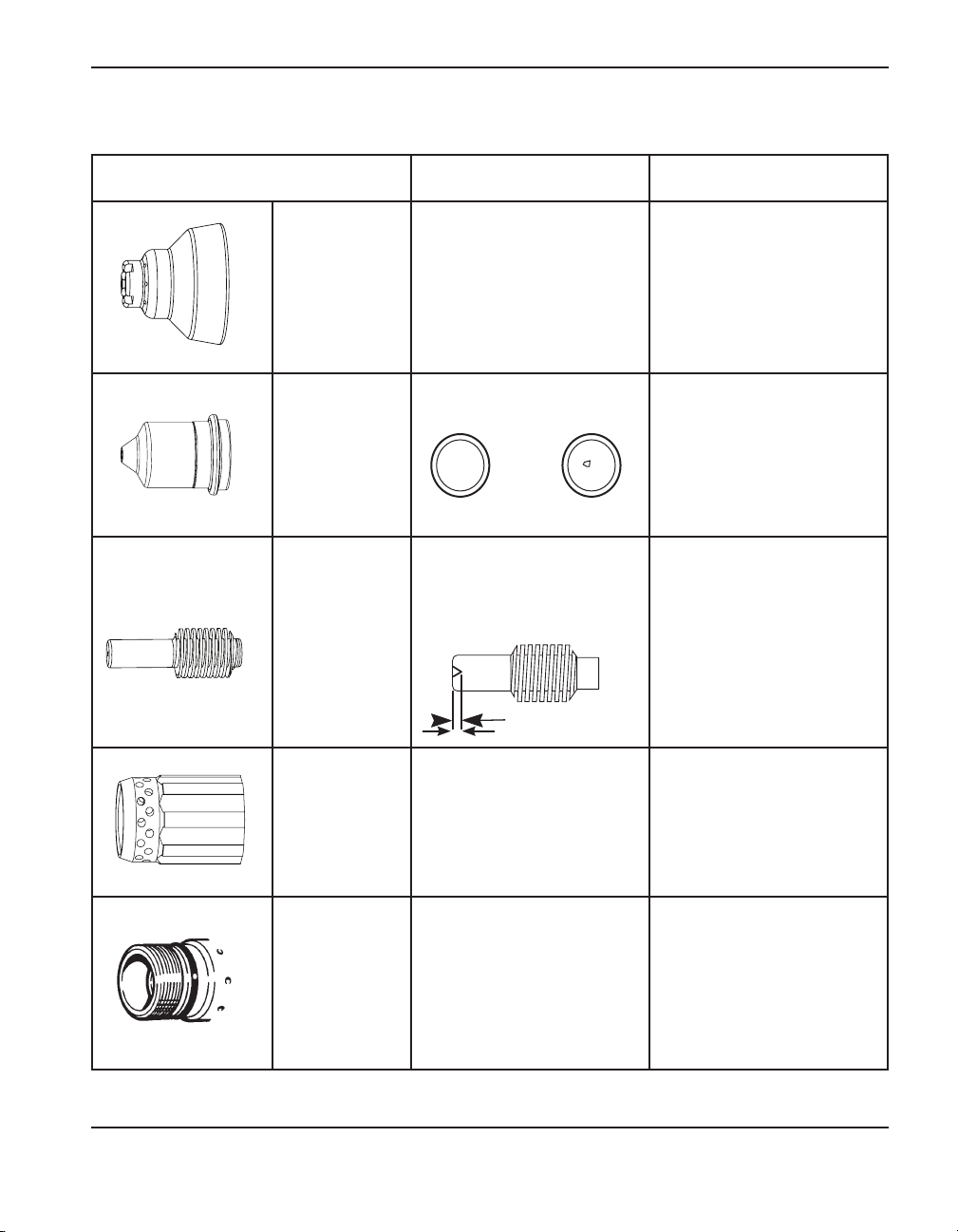
Kontrola spotřebních dílů
Díl Prohlídka Činnost
ÚDRŽBA A OPRAVY
Ochranná krytka
nebo deflektor
Tryska
Elektroda
Středový otvor, zaoblení.
Mezeru mezi ochrannou
krytkou a tryskou,
nahromadění nečistot.
Středový otvor, zaoblení. Jestliže středový otvor není
o
Dobrý Opotřebený
Zkontrolujte střední část
povrchu na opotřebení
a zkontrolujte hloubku
prohlubně.
Max. 1,6 mm
o
Jestliže otvor není okrouhlý,
ochrannou krytku vyměňte.
Odstraňte ochrannou
krytku a očistěte veškerý
materiál.
okrouhlý, trysku vyměňte.
Vyměňte trysku společně
s elektrodou.
Elektrodu vyměňte, jestliže
je povrch elektrody
opotřebený a zahloubení
přesahuje 1,6 mm.
Vyměňte trysku společně
s elektrodou.
powermax
Zkontrolujte vnitřní
část povrchu na výskyt
Vířivý kroužek
O-kroužek
hořáku
45
Pracovní manuál 5-3
poškození a opotřebení
a otvory plynu na výskyt
ucpání.
Povrch; poškození,
opotřebení nebo
nedostatečné mazání.
Vířivý kroužek vyměňte,
jestliže je povrch
poškozený nebo
opotřebený, nebo jsou
některé z otvorů ucpané.
Jestliže je O-kroužek
suchý, O-kroužek a závity
namažte tenkou vrstvou
silikonového maziva.
O-kroužek vyměňte,
jestliže je opotřebený
nebo poškozený.
ÚDRŽBA A OPRAVY
Základní provozní závady
Následující tabulka obsahuje přehled nejčastějších problémů, ke kterým při používání Powermax45
může docházet, a uvádí jejich řešení.
Jestliže problém nelze vyřešit pomocí následujícího průvodce základními provozními závadami nebo
jestliže potřebujete další pomoc:
1. Obraťte se na prodejce Hypertherm nebo autorizovanou opravnu Hypertherm.
2. Obraťte se na nejbližší zastoupení společnosti Hypertherm, jejichž seznam je uveden
na začátku tohoto manuálu.
Problém Řešení
Spínač napájení ON/OFF je nastaven
do pozice ON „I“ (zapnuto), ale LED
signálka napájení nesvítí.
LED-signálka zapnutí napájecího zdroje
(ON) svítí a LED-signálka tlaku plynu
svítí žlutě a nachází nad nebo pod
středním bodem tlakové stupnice.
LED-signálka zapnutí napájecího zdroje
(ON) bliká.
AC
• Zkontrolujte, zda je kabel napájení zastrčený do
zásuvky.
• Zkontrolujte, zdali je napájení na hlavním panelu
nebo rozvaděči odpojovacího spínače síťového
napájení zapnuté.
* Zkontrolujte, zda síťové napětí není příliš nízké
(více než 15 % pod úrovní jmenovitého napětí).
• Regulačním voličem intenzity elektrického proudu
zvolte polohu zkouška plynu, poté odblokujte
regulační volič tlaku plynu tím, že volič vytáhnete
směrem nahoru. Regulačním voličem otáčejte pro
nastavení tlaku, poté jej stiskněte a zablokujte.
• Zkontrolujte, zdali je potrubí zdroje plynu připojené
k zdroji napájení a přívod plynu je zapnut.
• Zkontrolujte potrubí zdroje plynu na výskyt
netěsností a zkontrolujte tlak přívodního plynu.
• Vstupní síťové napětí je buď příliš vysoké nebo
příliš nízké (kolísá o více než ±15 % požadovaného
napětí). Požádejte vyučeného elektrikáře
s příslušnou odborností o kontrolu přívodního
elektrického proudu. Více informací je uvedeno
v kapitole Příprava k napájení elektrickým proudem
v oddílu 2.
5-4 powermax45 Pracovní manuál
ÚDRŽBA A OPRAVY
Problém Řešení
LED-signálka zapnutí napájecího zdroje
je rozsvícená a LED-signálka teploty
svítí žlutě.
AC
LED-signálka zapnutí napájecího zdroje
je rozsvícená a LED-signálka krytky
hořáku svítí.
AC
LED-signálka zapnutí napájecího zdroje
svítí a LED-signálka krytky hořáku bliká.
AC
• Napájecí zdroj nechte zapnutý tak, aby ventilátor
zdroj napájení zchladil.
• Pokud interní teplota napájecího zdroje dosáhne
-30°C, může se rozsvítit LED-signálka teploty.
Napájecí zdroj přemístěte na teplejší místo.
• Vypněte napájecí zdroj. Zkontrolujte, zdali jsou
spotřební díly nainstalované. Viz Instalace
spotřebních dílů v Oddílu 3.
• Při instalaci spotřebních dílů zkontrolujte, zdali
jsou spotřební díly utažené prsty. Povolte je
o 1/8 otočky a poté znovu spusťte napájecí zdroj.
• I když se zdá, že jsou spotřební díly správně
nainstalovány, mohlo by dojít k poškození hořáku.
Obraťte se na prodejce Hypertherm nebo
autorizovanou opravnu.
To znamená, že je buď „hořák zaseknutý v otevřené
poloze“ nebo „hořák zaseknutý v zavřené poloze“.
• Jestliže se spotřební díly povolí nebo jestliže
vypadly při zapnutém napájení, napájecí zdroj
vypněte, vyřešte problém a poté zapněte napájecí
zdroj a tím tuto poruchu odstraníte. Viz Instalace
spotřebních dílů v Oddílu 3.
• I když se zdá, že jsou spotřební díly správně
nainstalovány, mohlo by dojít k poškození hořáku.
Obraťte se na prodejce Hypertherm nebo
autorizovanou opravnu.
LED-signálka poruch bliká. • Blikající LED-signálka indikuje velkou závadnou
poruchu systému. Kvalifikovaný servisní technik
musí provést servis systému. Obraťte se na
prodejce nebo autorizovanou opravnu.
powermax
45
Pracovní manuál 5-5
ÚDRŽBA A OPRAVY
Problém Řešení
LED-signálka na stupnici tlaku plynu
a LED-signálka teploty střídavě blikají
při zapnutí systému.
LED-signálka svítí žlutě na stupnici tlaku
plynu ve spodní části a bliká.
Oblouk se nepřenáší na obrobek. • Vyčistěte oblast kontaktu svěrky oblouku
To znamená, že do napájecího zdroje přichází
signál pro start. Někdy se tato situace nazývá
„zaseknutý start“.
• Jestliže zapnete zdroj napájení při stisknuté
spoušti hořáku, systém se vypne. Uvolněte
spoušť a přepněte spínač napájení.
• Tlak vstupního zdroje plynu je nižší, než
požadovaná minimální hodnota. LED-signálka
bliká po dobu dalších 10 sekund po natlakování
plynu na požadovanou hodnotu.
s obrobkem, čímž zajistíte dobré spojení kov
na kov.
• Zkontrolujte svěrku oblouku, zda není poškozená,
a dle potřeby opravte.
• Vzdálenost hořák-obrobek je příliš velká. Hořák
posuňte blíže k obrobku a hořák znovu zapalte.
Viz oddíl 4 Provoz.
Oblouk zhasne, ale po opětovném
stisknutí spouště hořáku se znovu
zažehne.
5-6 powermax45 Pracovní manuál
• Zkontrolujte spotřební díly a vyměňte je, jestliže
jsou opotřebené nebo poškozené. Viz Instalace
a prohlídka spotřebních dílů v tomto oddíle.
• Plynovou filtrační vložku vyměňte, jestliže je
znečištěná. Viz Výměna plynového filtru v tomto
oddílu.
ÚDRŽBA A OPRAVY
Problém Řešení
Oblouk prská a syčí. • Filtrační vložka znečištěná. Viz Výměna plynové
filtrační vložky v tomto oddílu.
• Zkontrolujte přívod plynu, jestli neobsahuje
vlhkost. V případě nutnosti proveďte instalaci
nebo opravu filtrace plynu pro napájecí zdroj.
Viz Příprava zdroje plynu v Oddílu 2.
Kvalita řezu není dobrá. • Zkontrolujte správné použití hořáku. Viz oddíl 4,
Obsluha.
• Zkontrolujte opotřebení spotřebních dílů a dle
potřeby vyměňte. Viz Instalace a prohlídka
spotřebních dílů v tomto oddíle.
powermax
45
Pracovní manuál 5-7
ÚDRŽBA A OPRAVY
Opravy
NEBEZPEČÍ
PŘI ZASAŽENÍ ELEKTRICKÝM PROUDEM MŮŽE
DOJÍT KE SMRTELNÉMU ÚRAZU
Před zahájením údržby odpojte zařízení od elektrické sítě. Práce
vyžadující sejmutí krytu napájecího zdroje smí provádět pouze
kvalifikovaný technik.
Odstranění a náhrada izolace z materiálu Mylar®.
Prvním krokem nejčastějších postupů údržby a opravy zařízení Powermax45 je odstraňování krytu
a mylarové izolace. Při dokončení údržby je za účelem ochrany napájecího zdroje důležité provést
řádně výměnu obou částí.
Odstranění
1. Vypněte napájecí zdroj a odpojte kabel napájení a odpojte zdroj plynu.
2. Pomocí křížového šroubováku velikosti 1 odšroubujte 2 šrouby z držadla na horní straně
napájecího zdroje. Jemně zatáhněte za konec panelu v blízkosti šroubu, které šroubujete, abyste
udržovali šroub pod tlakem. Jakmile šroub téměř vyšroubujete, nakloňte zlehka šroubovák a tak
pomůžete vytáhnout šroub ze závitového otvoru.
3. Přidržte lehce konec panelu tak, aby bylo možné vytáhnout hrany z držadla, ze spodní strany
pod nimi. Držadlo a šrouby odložte stranou. Pokračujte naklopením koncových panelů směrem
ven za účelem uvolnění strany ventilátoru z krytu ze své výsuvné dráhy. Poté vytáhněte krytku
z napájecího zdroje.
4. Odstraňte mylarovou izolaci ze strany panelu napájecího zdroje.
5-8 powermax45 Pracovní manuál
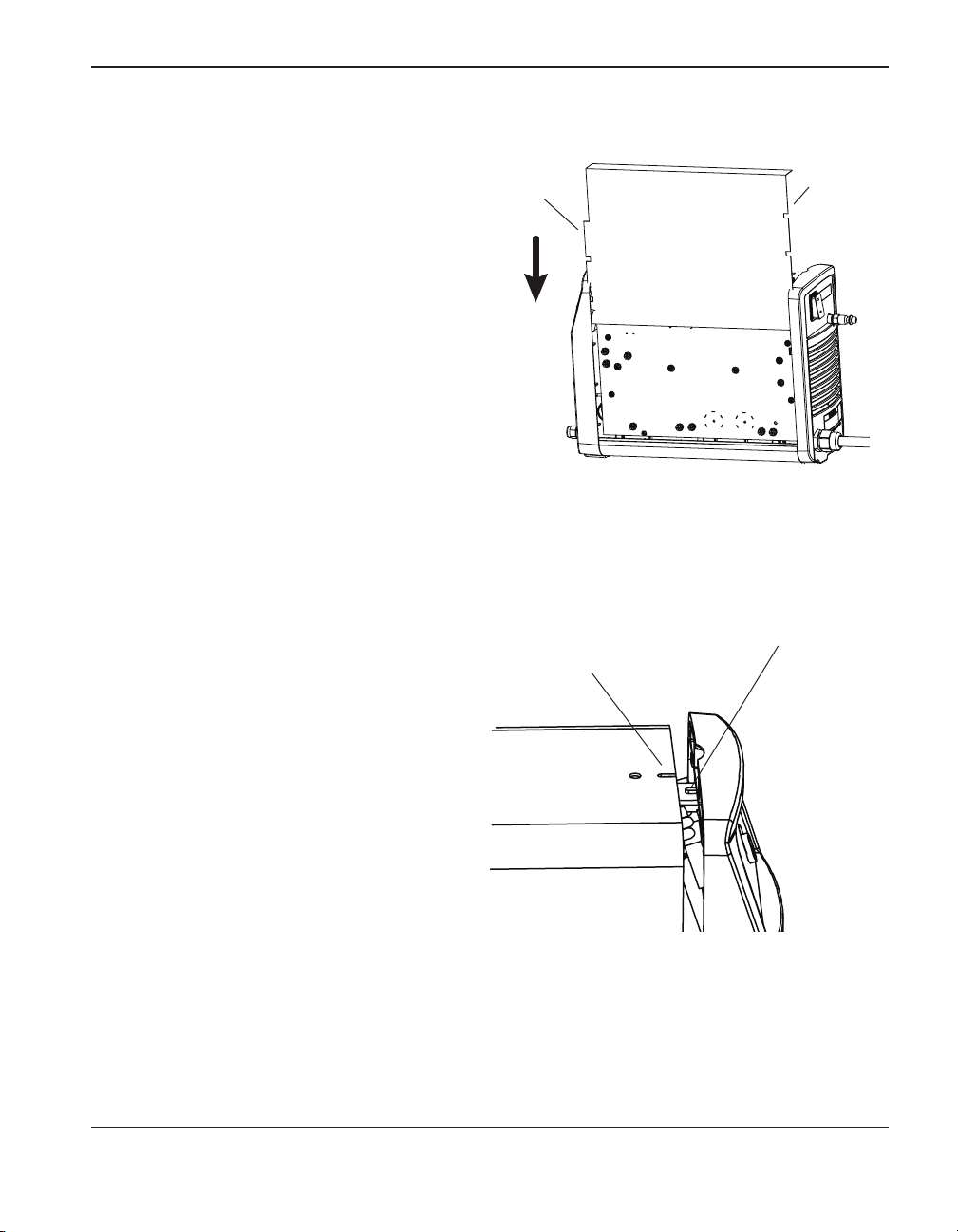
Výměna
1. Přidržte mylarovou izolaci tak, aby se
hrana se 3 drážkami nacházela na levé
s hrana se 4 se nacházela na pravé
straně.
2. Na horní straně se nachází otvor přibližně
4,45 cm směrem dolů z horní hrany.
Při výměně mylarové izolace za novou
je nutné ji přehnout přes vnitřní otvor tak,
aby horní hrana byla vždy ohnutá směrem
k vám.
3. Umístěte izolaci tak, aby přehnutá část
pokrývala horní část desky napájecího
zdroje. Izolaci přetáhněte na určené místo
tak, aby se spodní hrana nacházela mezi
lamelami základny a deskou napájecího
zdroje. Drážky na obou stranách izolace
by se měly vyrovnat s lamelami na vnitřní
straně koncových krytek.
Tři drážky
ÚDRŽBA A OPRAVY
Čtyři drážky
4. Postupujte opatrně, aby nedošlo
k přiskřípnutí žádných vodičů, kryt
přetáhněte zpět na napájecí zdroj.
Ujistěte se, že spodní hrany se nachází
ve své dráze a že drážka v horní části
je vyrovnaná s tabulkou na čelní straně
koncové krytky tak, aby se větrací štěrbiny
v krytu se nacházely v čelní straně
ventilátoru. Držadlo umístěte nad otvory
v horní části krytu, poté kryt upevněte
2 šrouby.
powermax
45
Pracovní manuál 5-9
Tabulka
Drážka v krytu

ÚDRŽBA A OPRAVY
Vyměňte pracovní kabel (CSA a CE)
1. Vypněte napájecí zdroj a odpojte kabel napájení a odpojte zdroj plynu.
2. Odeberte kryt z napájecího zdroje a odstraňte mylarovou izolaci z přední části panelu napájecího
zdroje.
3. Odeberte šrouby z J21 (také označeném jako „pracovní kabel“) na panelu napájecího zdroje,
který kabel připojuje k panelu. Šrouby odložte.
Čelní panel
Pracovní kabel
TP 19
TP 18
TP 17
R
B
192 VDC
-
+
-
Průchodka
W
192 VDC
+
Připojení pracovního kabelu
k panelu napájecího zdroje (J21)
4. Přední panel jemně nakloňte směrem ven z napájecího zdroje. Z vnitřní části panelu odšroubujte
matici, zajišťující průchodku do koncové krytky.
5. Koncovku konektoru navlečte na konec nového pracovního kabelu přes přední panel
a průchodku upevněte do otvoru v panelu.
6. Vytáhněte matici přes konektor pracovního kabelu. Jemně naklopte přední panel směre ven
z napájecího zdroje a přišroubujte matici do průchodky.
7. Připojte pracovní kabel do panelu napájecího zdroje na J21 a použijte šroub, o kterém jsme
se zmínili před tím. Moment utažení pro tento spoj obnáší 23,4 kg cm.
8. Přední panel znovu vyrovnejte.
5-10 powermax45 Pracovní manuál
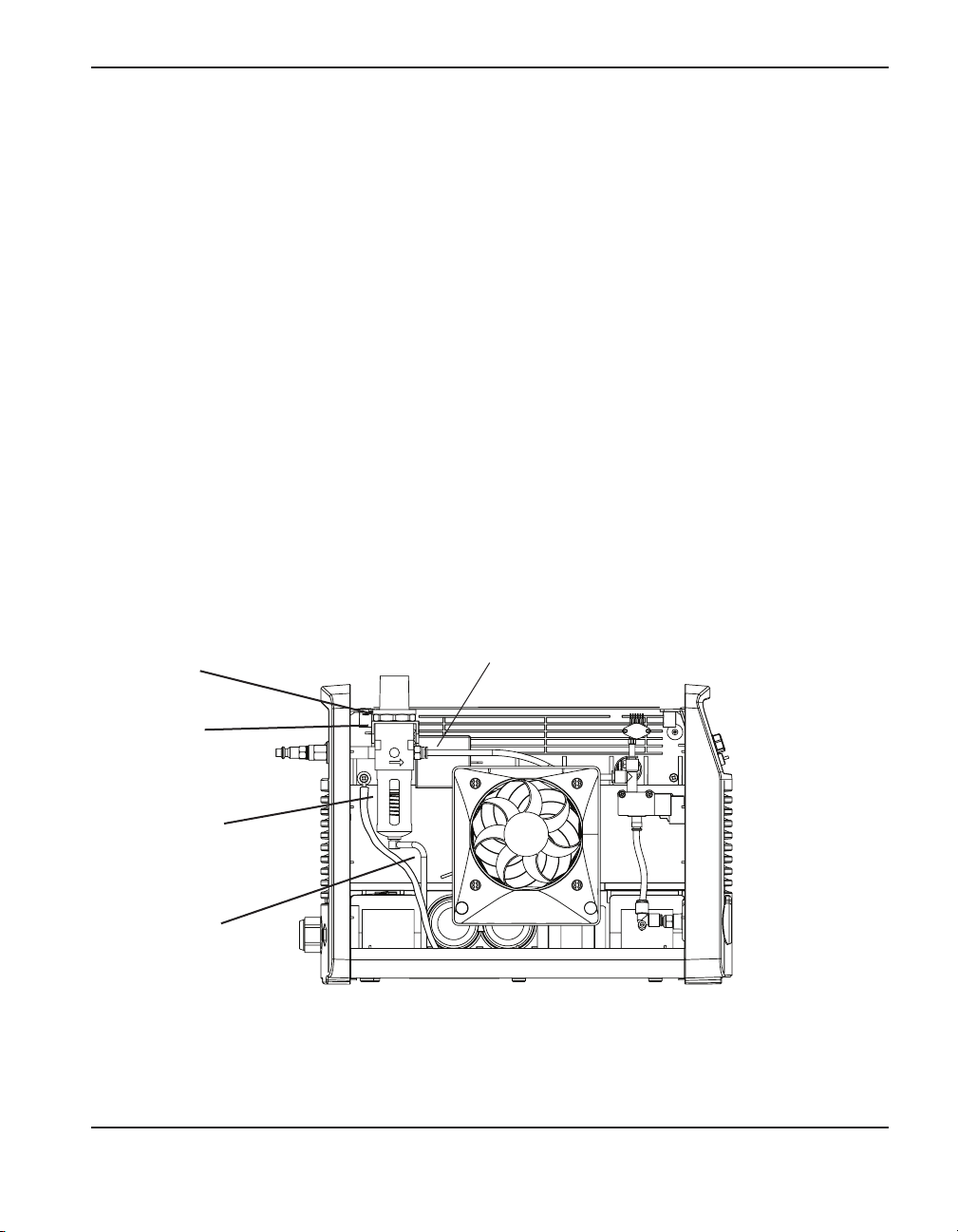
ÚDRŽBA A OPRAVY
9. Vyměňte mylarovou izolaci a kryt zasuňte zpět do napájecího zdroje. Držadlo umístěte nad
otvory v horní části krytu, poté kryt upevněte 2 šrouby.
10. Připojte napájení elektrickým plynem a zdroj plynu.
Výměna plynové filtrační vložky
1. Vypněte napájecí zdroj a odpojte kabel napájení a odpojte zdroj plynu.
2. Odstraňte kryt z napájecího zdroje.
3. Odstraňte odtokovou hadici z odpadu na spodní straně základny napájecího zdroje.
4. Stlačte prstenec fitinku hadice na zdroji plynu a vytáhněte hadici z fitinku.
5. Odšroubujte matici, přidržující filtrační vložku ve sponě. Stiskněte a vytáhněte spodní část
filtrační vložky z napájecího zdroje.
6. Odšroubujte nádobu filtru z tělesa a odstraňte ji.
Matice
Spona
Nádoba filtru
Odvodní hadice
7. Odšroubujte vložku z tělesa filtru a postupujte opatrně, aby se vložka neotáčela.
8. Novou vložku přišroubujte k tělesu filtru.
powermax
45
Pracovní manuál 5-11
Hadice pro přívod plynů

ÚDRŽBA A OPRAVY
9. Filtrační nádobu znovu připojte.
10. Sestavu filtru znovu umístěte do spony a vyměňte upínací matici.
11. Znovu připojte hadici zdroje plynu a zatlačte odvodní hadici do spodní části napájecího zdroje.
12. Znovu připojte zdroj plynu a zkontrolujte místa případného výskytu unikání plynu.
13. Kryt přetáhněte zpět do napájecího zdroje. Držadlo umístěte nad otvory v horní části krytu,
poté kryt upevněte 2 šrouby.
14. Připojte napájení elektrickým plynem a zdroj plynu.
5-12 powermax45 Pracovní manuál

Oddíl 6
DÍLY
Obsah:
Díly pro napájecí zdroj ....................................................................................................................................... 6-2
Díly pro ruční hořák T45v ................................................................................................................................. 6-5
Spotřební díly pro ruční hořák T45v ....................................................................................................6-6
T30v (Powermax30) 30 A spotřební díly ........................................................................................... 6-6
Díly strojního hořáku T45m ...............................................................................................................................6-7
Spotřební díly strojního hořáku T45m ................................................................................................. 6-8
Díly příslušenství ................................................................................................................................................. 6-8
Štítky Powermax45 ............................................................................................................................................ 6-8
powermax
45
Pracovní manuál 6-1

DÍLY
Díly pro napájecí zdroj
Regulační volič intenzity
elektrického proudu
Čelní panel
Pracovní kabel
Držadlo
Zadní panel
Kryt napájecího zdroje
Číslo dílu Popis
228269 Sada: Powermax45 přední panel
228268 Sada: Powermax45 zadní panel
228270 Sada: Šrouby k připevnění krytu
228267 Sada: Držadlo a šrouby
228281 Sada: Kryt napájecího zdroje, CSA
228283 Sada: Kryt napájecího zdroje, CE
228300 Sada: Pracovní kabel se svorkou, 6,1 m
228307 Sada: Pracovní kabel se svorkou, 15,24 m
228561 Sada: Zemnící svorka (nezobrazena)
108616 Regulační volič intenzity elektrického proudu
6-2 powermax45 Pracovní manuál

Napájecí kabel
DÍLY
Zásuvka pro kabel rozhraní nebo
pro závěsné dálkové ovládání
Číslo dílu Popis
228278 Sada: Powermax45 napájecí rozvod, CSA 200-240 V
228277 Sada: Powermax45 napájecí rozvod, CE 230 V
228276 Sada: Powermax45 napájecí rozvod, CE 400 V
128650 Závěsné dálkové ovládání pro strojní hořák, 7,63 m
128651 Závěsné dálkové ovládání pro strojní hořák, 15,24 m
128652 Závěsné dálkové ovládání pro strojní hořák, 22,86 m
023206 Kabel rozhraní stroje (start plazmy, přenos oblouku, zem), 7,63 m
023279 Kabel rozhraní stroje (start plazmy, přenos oblouku, zem), 15,24 m
123966 Kabel rozhraní stroje Powermax45 (start plazmy, přenos oblouku,
nastavitelný dělič napětí 50:1 a uzemnění), 7,62 m, ploché konektory
123967 Kabel rozhraní stroje Powermax45 (start plazmy, přenos oblouku,
nastavitelný dělič napětí 50:1 a uzemnění), 15,24 m, ploché konektory
123896 Kabel rozhraní stroje Powermax45 (start plazmy, přenos oblouku,
nastavitelný dělič napětí 5:1 a uzemnění), 15,24 m, konektor typu
D-sub se šrouby
powermax
45
Pracovní manuál 6-3
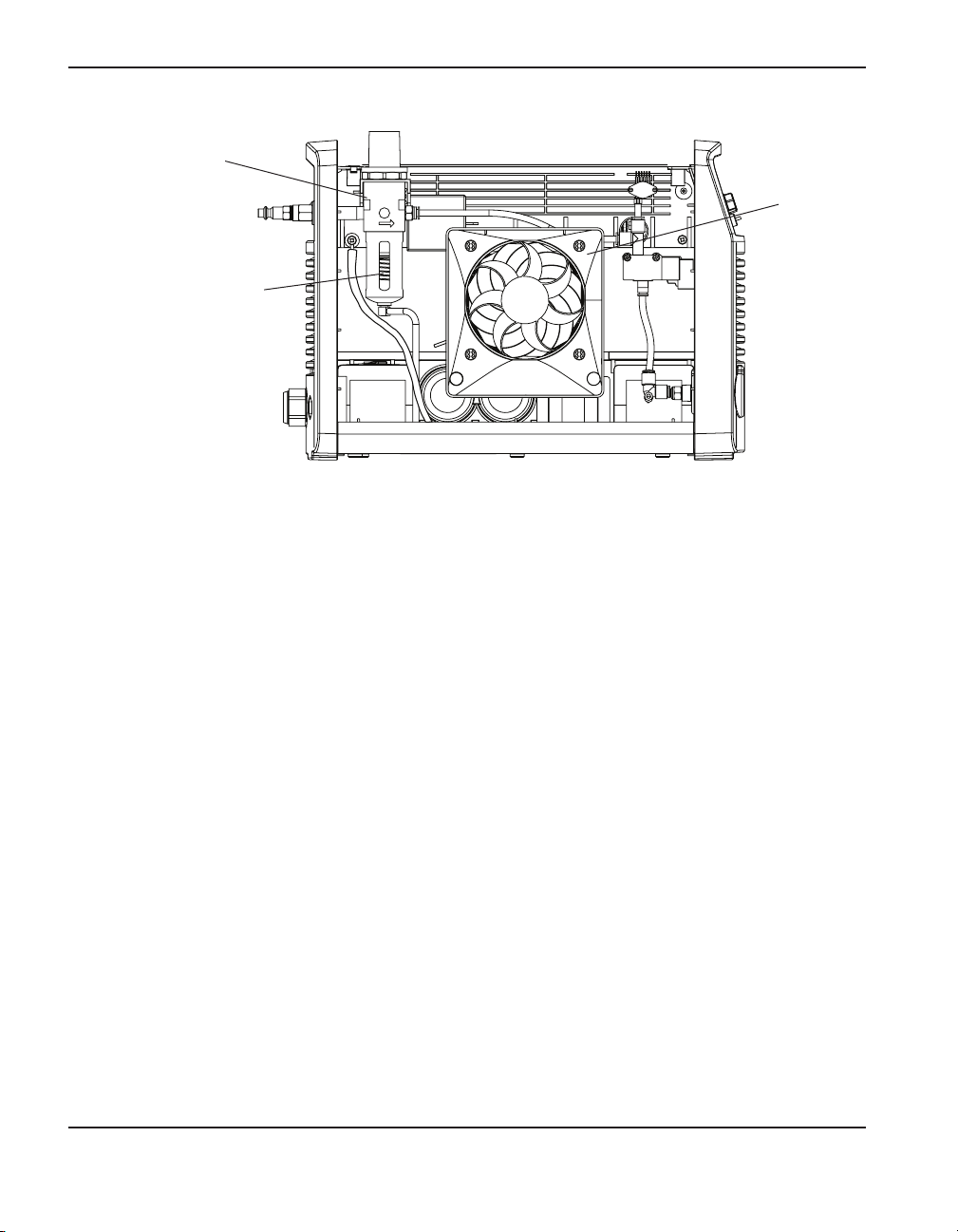
DÍLY
Filtr a regulátor
Vložka vzduchového filtru
(vnitřek nádoby filtru)
Číslo dílu Popis
228286 Sada: Dílčí sestava ventilátoru
228287 Sada: Filtr a regulátor
228302 Sada: Vložka vzduchového filtru
Dílčí sestava
ventilátoru
6-4 powermax45 Pracovní manuál
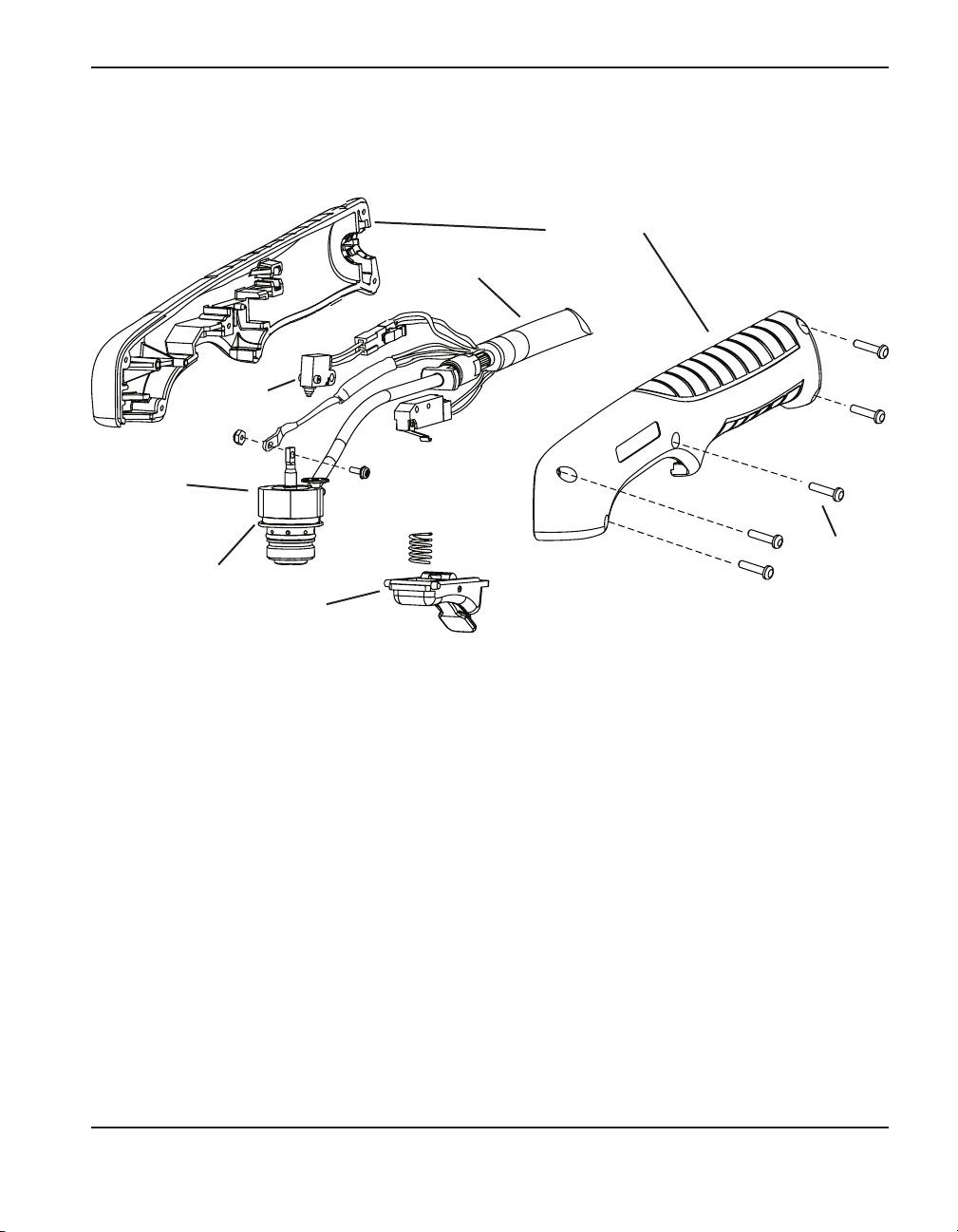
Díly pro ruční hořák T45v
Senzorový
spínač krytky
Hlava hořáku
O-kroužek
DÍLY
Držadlo hořáku
Přívod hořáku
Šrouby
držadla
Blokované startovací
tlačítko a pružina
Lze vyměnit buď celou sestavu ručního hořáku a přívodu, nebo lze vyměnit jednotlivé díly.
Čísla dílů, která začínají 088 označují celé sestavy hořáku a přívodu.
Číslo dílu Popis
088008* Sestava ručního hořáku T45v s přívodem 6,1 m
088009* Sestava ručního hořáku T45v s přívodem 15,24 m
228313 Sada: Držadlo
075714 Šrouby držadla, č.4 x 1/2 SLTD Torx s plochou hlavou s drážkou, S/B
002294 Náhradní blokované startovací tlačítko a pružina
228346 Sada: Náhradní hlava hořáku
058503 O-kroužek: Viton 0,626 x 0,070
228109 Sada: náhradní senzorový spínač krytky
228315 Sada: Náhradní přívod hořáku, 6,1 m
228316 Sada: Náhradní přívod hořáku, 15,24 m
* Sestava hořáku zahrnuje také jednu sadu stíněných spotřebních dílů, které jsou uvedeny na
následující straně.
powermax
45
Pracovní manuál 6-5

DÍLY
Spotřební díly pro ruční hořák T45v
Číslo dílu Popis
Stíněné
220669 Elektroda
220670 Vířivý kroužek
220713 Krytka trysky
220671 Tryska
220674 Ochranná krytka
Drážkování*
220675 Ochranná krytka
220672 Tryska
Nestíněné*
220717 Deflektor
220718 Tryska
* Vířivý kroužek, krytka hořáku a elektroda pro tyto aplikace jsou stejné jako pro stíněné aplikace.
Nestíněné spotřební díly pro ruční hořák nedodáváme ve státech, kde platí CE směrnice.
T30v (Powermax30) 30 A spotřební díly
Číslo dílu Popis
220569 Deflektor
220483 Krytka trysky
220480 Tryska
220479 Vířivý kroužek
220478 Elektroda
6-6 powermax45 Pracovní manuál
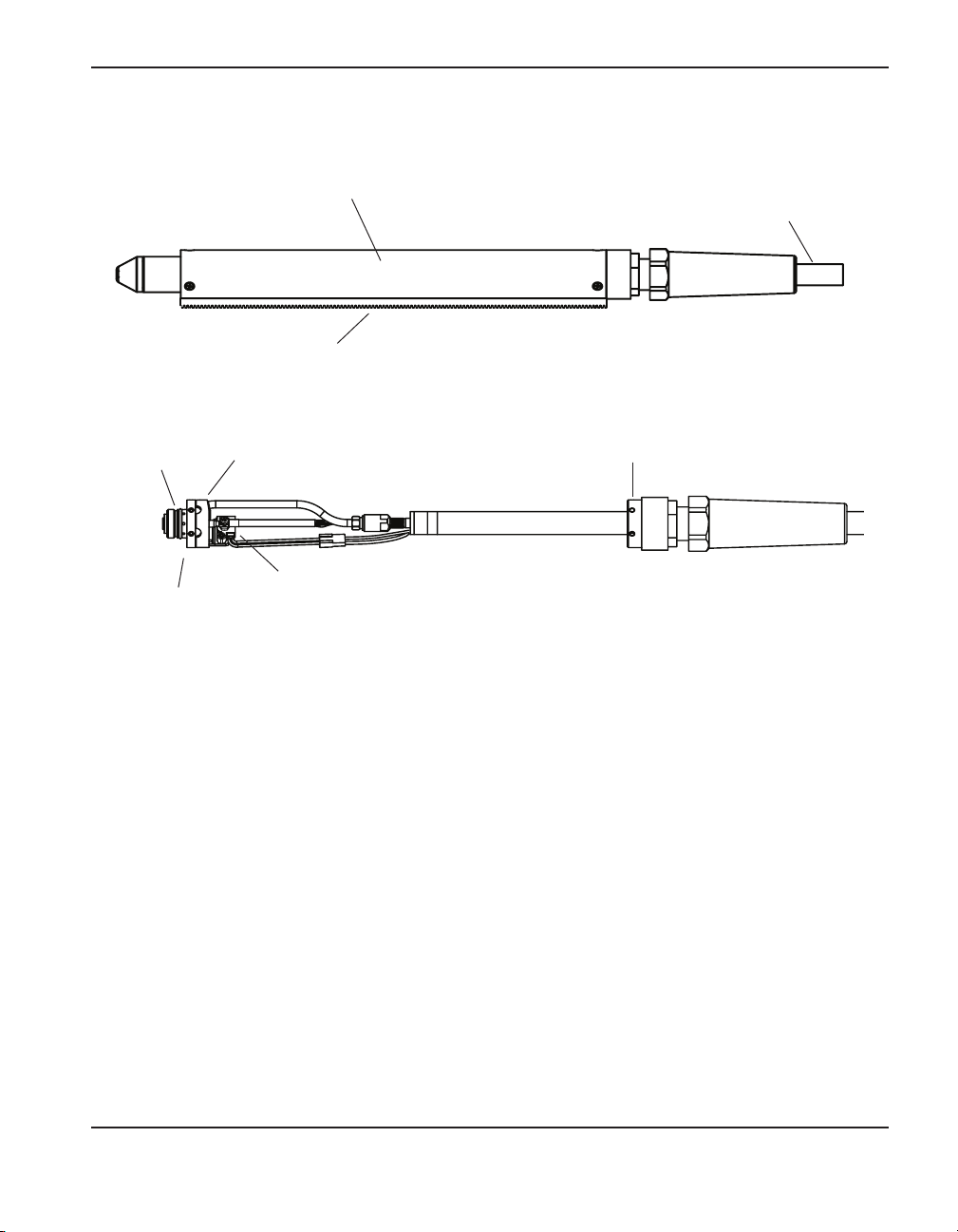
Díly strojního hořáku T45m
Polohovací objímka
Snímatelná ozubnice
DÍLY
Přívod hořáku
O-kroužek
Hlava hořáku
Kroužek pro čelní montáž
Senzorový spínač krytky
Zadní upínací prstenec
Lze vyměnit buď celou sestavu strojního hořáku a přívodu, nebo lze vyměnit jednotlivé díly.
Čísla dílů, která začínají 088 označují celé sestavy hořáku a přívodu.
Číslo dílu Popis
088010* Sestava strojního hořáku T45m s přívodem 7,6 m
088011* Sestava strojního hořáku T45m s přívodem 10,67 m
088012* Sestava strojního hořáku T45m s přívodem 15,24 m
228228 Sada: Polohovací pouzdro pro T45m
228229 Sada: Snímatelná ozubnice T45m
228322 Sada: Kroužek pro čelní montáž
228323 Sada: Zadní upínací prstenec
228320 Sada: Náhradní hlava hořáku T45m
228321 Sada: Náhradní senzorový spínač krytky T45m
058503 O-kroužek
228317 Náhradní přívod hořáku T45m 7,6 m
228318 Náhradní přívod hořáku T45m 10,67 m
228319 Náhradní přívod hořáku T45m, 15,24 m
* Sestava hořáku zahrnuje také jednu sadu stíněných spotřebních dílů, které jsou uvedeny na
následující straně.
powermax
45
Pracovní manuál 6-7
DÍLY
Spotřební díly strojního hořáku T45m
Číslo dílu Popis
Stíněné
220669 Elektroda
220670 Vířivý kroužek
220713 Krytka trysky
220719 Ohmická snímací krytka hořáku
220671 Tryska
220673 Ochranná krytka
Nestíněné*
220717 Deflektor
220718 Tryska
* Vířivý kroužek, krytka hořáku a elektroda pro nestíněné aplikace jsou stejné jako pro stíněné
aplikace.
Spotřební díly T30v (Powermax30) 30 A lze používat také pro T45m. Čísla dílů jsou vedená na
straně 6-6.
Díly příslušenství
Číslo dílu Popis
024548 Kožený obal hořáku, 7,5 m
128658 Ochranný kryt před vysokou teplotou při drážkování
127102 Základní plazmatické (kulaté) řezací kružítko
027668 Plazmatické (kulaté) řezací kružítko Deluxe
127219 Prachová krytka pro Powermax45
127217 Pás přes rameno Powermax45
128647 Sada: Vzduchový filtr Eliminizer
Štítky Powermax45
Číslo dílu Popis
228272 Sada: Štítky Powermax45, CE
228264 Sada: Štítky Powermax45, CSA
Štítky v sadách obsahují štítek pro spotřební díly, příslušné bezpečnostní štítky a potisky pro přední
a zadní stranu. Bezpečnostní štítky a štítky pro spotřební díly jsou vyobrazeny na další stránce.
6-8 powermax45 Pracovní manuál
 Loading...
Loading...