

Page 1

FASTLaserTMCutting Heads
LR2075
TM
Instruction Manual
805130 – Revision 0
Page 2

LR2075
FASTLaser Cutting Heads
Instruction Manual
Part Number – 805130
Revision 0 – June, 2007
© Copyright 2007 Hypertherm, Inc.
All Rights Reserved
Hypertherm and FAST Laser are trademarks of Hypertherm, Inc.
and may be registered in the United States and/or other countries
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com
Page 3

1/19/07
Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
Hypertherm Automation
5 Technology Drive, Suite 300
West Lebanon, NH 03784 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
No. 19 Kaki Bukit Road 2
K.B. Warehouse Complex
Singapore 417847, Republic of Singapore
65 6 841 2489 Tel
65 6 841 2490 Fax
65 6 841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit 1308-09, Careri Building
432 West Huai Hai Road
Shanghai, 200052
PR China
86-21 5258 3330/1 Tel
86-21 5258 3332 Fax
Hypertherm
Branch of Hypertherm, UK, UC
PO Box 244
Wigan, Lancashire, England WN8 7WU
00 800 3324 9737 Tel
00 800 4973 7329 Fax
00 800 4973 7843 (Technical Service)
France (Representative office)
15 Impasse des Rosiers
95610 Eragny, France
00 800 3324 9737 Tel
00 800 4973 7329 Fax
Hypertherm S.r.l.
Via Torino 2
20123 Milano, Italia
39 02 725 46 312 Tel
39 02 725 46 400 Fax
39 02 725 46 314 (Technical Service)
Hypertherm Europe B.V.
Vaartveld 9
4704 SE Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 49 73 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
801 Samty Will Building
2-40 Miyahara 1-Chome,
Yodogawa-ku, Osaka
532-0003, Japan
81 6 6170 2020 Tel
81 6 6170 2015 Fax
HYPERTHERM BRASIL LTDA.
Avenida Doutor Renato de
Andrade Maia 350
Parque Renato Maia
CEP 07114-000
Guarulhos, SP Brasil
55 11 6409 2636 Tel
55 11 6408 0462 Fax
Page 4

ELECTROMAGNETIC COMPATIBILITY (EMC)
Hypertherm i
6-07
EMC Introduction
Hypertherm’s CE-marked equipment is built in compliance
with standard EN60974-10. The equipment should be
installed and used in accordance with the information
below to achieve electromagnetic compatibility.
The limits required by EN60974-10 may not be adequate
to completely eliminate interference when the affected
equipment is in close proximity or has a high degree of
sensitivity. In such cases it may be necessary to use other
measures to further reduce interference.
This cutting equipment is designed for use only in an
industrial environment.
Installation and use
The user is responsible for installing and using the plasma
equipment according to the manufacturer’s instructions.
If electromagnetic disturbances are detected then it shall
be the responsibility of the user to resolve the situation
with the technical assistance of the manufacturer. In some
cases this remedial action may be as simple as earthing
the cutting circuit, see Earthing of Workpiece. In other
cases it could involve constructing an electromagnetic
screen enclosing the power source and the work
complete with associated input filters. In all cases
electromagnetic disturbances must be reduced to the
point where they are no longer troublesome.
Assessment of area
Before installing the equipment the user shall make an
assessment of potential electromagnetic problems in the
surrounding area. The following shall be taken into
account:
a. Other supply cables, control cables, signalling and
telephone cables; above, below and adjacent to the
cutting equipment.
b. Radio and television transmitters and receivers.
c. Computer and other control equipment.
d. Safety critical equipment, for example guarding of
industrial equipment.
e. Health of the people around, for example the use of
pacemakers and hearing aids.
f. Equipment used for calibration or measurement.
g. Immunity of other equipment in the environment. User
shall ensure that other equipment being used in the
environment is compatible. This may require additional
protection measures.
h. Time of day that cutting or other activities are to be
carried out.
The size of the surrounding area to be considered will
depend on the structure of the building and other
activities that are taking place. The surrounding area may
extend beyond the boundaries of the premises.
Methods of reducing emissions
Mains supply
Cutting equipment must be connected to the mains
supply according to the manufacturer’s recommendations.
If interference occurs, it may be necessary to take
additional precautions such as filtering of the mains supply.
Consideration should be given to shielding the supply
cable of permanently installed cutting equipment, in
metallic conduit or equivalent. Shielding should be
electrically continuous throughout its length. The shielding
should be connected to the cutting mains supply so that
good electrical contact is maintained between the conduit
and the cutting power source enclosure.
Maintenance of cutting equipment
The cutting equipment must be routinely maintained
according to the manufacturer’s recommendations. All
access and service doors and covers should be closed
and properly fastened when the cutting equipment is in
operation. The cutting equipment should not be modified
in any way except for those changes and adjustments
covered in the manufacturer’s instructions. In particular,
the spark gaps of arc striking and stabilizing devices
should be adjusted and maintained according to the
manufacturer’s recommendations.
Cutting cables
The cutting cables should be kept as short as possible
and should be positioned close together, running at or
close to the floor level.
Equipotential bonding
Bonding of all metallic components in the cutting
installation and adjacent to it should be considered.
However, metallic components bonded to the workpiece
will increase the risk that the operator could receive a
shock by touching these metallic components and the
electrode (nozzle for laser heads) at the same time.
The operator should be insulated from all such bonded
metallic components.
Page 5

ELECTROMAGNETIC COMPATIBILITY (EMC)
ii Hypertherm
8-06
Earthing of workpiece
Where the workpiece is not bonded to earth for electrical
safety, nor connected to earth because of its size and
position, for example, ship’s hull or building steelwork, a
connection bonding the workpiece to earth may reduce
emissions in some, but not all instances. Care should be
taken to prevent the earthing of the workpiece increasing
the risk of injury to users, or damage to other electrical
equipment. Where necessary, the connection of the
workpiece to earth should be made by a direct
connection to the workpiece, but in some countries where
direct connection is not permitted, the bonding should be
achieved by suitable capacitances selected according to
national regulations.
Note: the cutting circuit may or may not be earthed for
safety reasons. Changing the earthing arrangements
should only be authorized by a person who is competent
to assess whether the changes will increase the risk of
injury, for example, by allowing parallel cutting current
return paths which may damage the earth circuits of other
equipment. Further guidance is given in IEC/TS 62081
Arc Welding Equipment Installation and Use.
Screening and shielding
Selective screening and shielding of other cables
and equipment in the surrounding area may alleviate
problems of interference. Screening of the entire
plasma cutting installation may be considered for
special applications.
Page 6

WARRANTY
Hypertherm iii
6-07
Attention
Genuine Hypertherm parts are the factory-recommended
replacement parts for your Hypertherm system. Any
damage caused by the use of other than genuine
Hypertherm parts may not be covered by the
Hypertherm warranty.
You are responsible for the safe use of the Product.
Hypertherm does not and cannot make any guarantee
or warranty regarding the safe use of the Product in
your environment.
General
Hypertherm, Inc. warrants that its Products shall be free
from defects in materials and workmanship, if Hypertherm
is notified of a defect (i) with respect to the power supply
within a period of two (2) years from the date of its delivery
to you, with the exception of Powermax Series power
supplies, which shall be within a period of three (3) years
from the date of delivery to you, and (ii) with respect to the
torch and leads within a period of one (1) year from its date
of delivery to you, and with respect to torch lifter
assemblies within a period of one (1) year from its date of
delivery to you, and with respect to laser heads within a
period of one (1) year from its date of delivery to you. This
warranty shall not apply to any Product which has been
incorrectly installed, modified, or otherwise damaged.
Hypertherm, at its sole option, shall repair, replace, or
adjust, free of charge, any defective Products covered by
this warranty which shall be returned with Hypertherm’s
prior authorization (which shall not be unreasonably
withheld), properly packed, to Hypertherm’s place of
business in Hanover, New Hampshire, or to an authorized
Hypertherm repair facility, all costs, insurance and freight
prepaid. Hypertherm shall not be liable for any repairs,
replacement, or adjustments of Products covered by this
warranty, except those made pursuant to this paragraph or
with Hypertherm’s prior written consent. The warranty
above is exclusive and is in lieu of all other
warranties, express, implied, statutory, or otherwise
with respect to the Products or as to the results
which may be obtained therefrom, and all implied
warranties or conditions of quality or of
merchantability or fitness for a particular purpose or
against infringement. The foregoing shall constitute
the sole and exclusive remedy for any breach by
Hypertherm of its warranty. Distributors/OEMs may
offer different or additional warranties, but Distributors/
OEMs are not authorized to give any additional warranty
protection to you or make any representation to you
purporting to be binding upon Hypertherm.
Certification test marks
Certified products are identified by one or more
certification test marks from accredited testing laboratories.
The certification test marks are located on or near the data
plate. Each certification test mark means that the product
and its safety-critical components conform to the relevant
national safety standards as reviewed by that testing
laboratory. Hypertherm places a certification test mark on
its products only after that product is manufactured with
safety-critical components that have been authorized by the
accredited testing laboratory.
Once the product has left the Hypertherm factory, the
certification test marks are invalidated if any of the following
occurs:
• The product is significantly modified in a manner that
creates a hazard or non-conformance.
• Safety-critical components are replaced with
unauthorized spare parts.
• Any unauthorized assembly or accessory that uses or
generates a hazardous voltage is added.
• There is any tampering with a safety circuit or other
feature that is designed into the product as part of the
certification.
CE marking constitutes a manufacturer’s declaration of
conformity to applicable European directives and
standards. Only those versions of Hypertherm products
with a CE Marking located on or near the data plate have
been tested for compliance with the European Low Voltage
Directive and the European EMC Directive. EMC filters
needed to comply with the European EMC Directive are
incorporated within versions of the power supply with a
CE Marking.
Patent indemnity
Except only in cases of products not manufactured by
Hypertherm or manufactured by a person other than
Hypertherm not in strict conformity with Hypertherm’s
specifications and in cases of designs, processes,
formulae, or combinations not developed or purported to
be developed by Hypertherm, Hypertherm will defend or
settle, at its own expense, any suit or proceeding brought
against you alleging that the use of the Hypertherm
product, alone and not in combination with any other
product not supplied by Hypertherm, infringes any patent of
any third party. You shall notify Hypertherm promptly upon
learning of any action or threatened action in connection
with any such alleged infringement, and Hypertherm’s
Page 7

WARRANTY
iv Hypertherm
6-07
obligation to indemnify shall be conditioned upon
Hypertherm’s sole control of, and the indemnified party’s
cooperation and assistance in, the defense of the claim.
Limitation of liability
In no event shall Hypertherm be liable to any person
or entity for any incidental, consequential, indirect,
or punitive damages (including but not limited to
lost profits) regardless of whether such liability is
based on breach of contract, tort, strict liability,
breach of warranties, failure of essential purpose or
otherwise and even if advised of the possibility of
such damages.
Liability cap
In no event shall Hypertherm’s liability, whether such
liability is based on breach of contract, tort, strict
liability, breach of warranties, failure of essential
purpose or otherwise, for any claim action suit or
proceeding arising out of or relating to the use of
the Products exceed in the aggregate the amount
paid for the Products that gave rise to such claim.
Insurance
At all times you will have and maintain insurance in such
quantities and types, and with coverage sufficient and
appropriate to defend and to hold Hypertherm harmless
in the event of any cause of action arising from the use of
the Products.
National and Local codes
National and Local codes governing plumbing and
electrical installation shall take precedent over any
instructions contained in this manual. In no event shall
Hypertherm be liable for injury to persons or property
damage by reason of any code violation or poor work
practices.
Transfer of rights
You may transfer any remaining rights you may have
hereunder only in connection with the sale of all or
substantially all of your assets or capital stock to a
successor in interest who agrees to be bound by all of the
terms and conditions of this Warranty.
Proper disposal of Hypertherm
products
Hypertherm plasma cutting systems, like all electronic
products, may contain materials or components, such as
printed circuit boards, that cannot be discarded with
ordinary waste. It is your responsibility to dispose of any
Hypertherm product or component part in an
environmentally acceptable manner according to national
and local codes.
• In the United States, check all federal, state, and local
laws.
• In the European Union, check the EU directives, national,
and local laws. For more information, visit
www.hypertherm.com/weee.
• In other countries, check national and local laws.
Page 8

TABLE OF CONTENTS
LR2075 Laser Head Instruction Manual v
ELECTROMAGNETIC COMPATIBILITY (EMC).....................................................................................................................i
WARRANTY..................................................................................................................................................................................ii
Section 1 SAFETY ...............................................................................................................................................................1-1
Recognize safety information...................................................................................................................................................................1-2
Follow safety instructions .........................................................................................................................................................................1-2
Cutting can cause fire or explosion........................................................................................................................................................1-2
Radiation hazard.........................................................................................................................................................................................1-2
Electric shock can kill................................................................................................................................................................................1-3
Cutting can produce toxic fumes............................................................................................................................................................1-3
A laser can cause injury and burns ........................................................................................................................................................1-3
A laser can burn eyes and skin ...............................................................................................................................................................1-4
Grounding safety........................................................................................................................................................................................1-4
Pacemaker and hearing aid operation...................................................................................................................................................1-4
Moving parts can cause severe crush injuries.....................................................................................................................................1-4
Section 2 SPECIFICATIONS .............................................................................................................................................2-1
Retrofit head................................................................................................................................................................................................2-2
Requirements ..............................................................................................................................................................................................2-2
Electrical ...........................................................................................................................................................................................2-2
Purge gas...........................................................................................................................................................................................2-2
Cutting gas........................................................................................................................................................................................2-2
Coolant requirements......................................................................................................................................................................2-2
Section 3 INSTALLATION...................................................................................................................................................3-1
Mounting dimensions ................................................................................................................................................................................3-2
Left side connections ................................................................................................................................................................................3-3
Electrical connections.....................................................................................................................................................................3-3
Capacitive height sensor calibration curve................................................................................................................................3-4
Right side connections .............................................................................................................................................................................3-5
Digital readout connection.............................................................................................................................................................3-5
Nozzle travel.................................................................................................................................................................................................3-6
Color codes.................................................................................................................................................................................................3-6
Lens installation...........................................................................................................................................................................................3-7
Alignment guides........................................................................................................................................................................................3-8
Crosshair assembly .........................................................................................................................................................................3-8
Aperture assembly...........................................................................................................................................................................3-9
Acrylic mode-burn procedure.....................................................................................................................................................3-10
Section 4 OPERATION........................................................................................................................................................4-1
Safety ............................................................................................................................................................................................................4-2
FAST Laser nozzles....................................................................................................................................................................................4-3
Principles of operation ...................................................................................................................................................................4-3
Inspect the baffle..............................................................................................................................................................................4-3
Piercing.........................................................................................................................................................................................................4-4
Mild steel............................................................................................................................................................................................4-4
Page 9

TABLE OF CONTENTS
vi LR2075 Laser Head Instruction Manual
Stainless steel and aluminum........................................................................................................................................................4-4
Capacitive height sensor..........................................................................................................................................................................4-5
Mild steel nozzle selection........................................................................................................................................................................4-6
Cut charts.....................................................................................................................................................................................................4-7
Mild steel............................................................................................................................................................................................4-7
Stainless steel...................................................................................................................................................................................4-7
Focal position locations ............................................................................................................................................................................4-8
Definitions..........................................................................................................................................................................................4-8
1.5" diameter lenses .......................................................................................................................................................................4-8
2.0" diameter lenses .......................................................................................................................................................................4-8
Maintenance ................................................................................................................................................................................................4-9
Nozzle inspection.............................................................................................................................................................................4-9
Lens inspection ............................................................................................................................................................................... 4-9
Clean the lens ................................................................................................................................................................................4-10
Lens mounting ..........................................................................................................................................................................................4-11
Standard..........................................................................................................................................................................................4-11
Lens centering................................................................................................................................................................................4-12
Troubleshooting (O2cutting).................................................................................................................................................................4-13
Troubleshooting (N2cutting).................................................................................................................................................................4-15
Section 5 PARTS LIST ........................................................................................................................................................5-1
Laser heads, lens adjustment screws and potentiometer cable .....................................................................................................5-2
Consumables ..............................................................................................................................................................................................5-3
Dual flow nozzle parts.....................................................................................................................................................................5-4
Parts and accessories kit for 1.5" optics..............................................................................................................................................5-5
Parts and accessories kit for 2.0" optics..............................................................................................................................................5-6
Capacitive height sensor ..........................................................................................................................................................................5-7
Lenses...........................................................................................................................................................................................................5-8
Aperture and cross-hair assemblies.......................................................................................................................................................5-9
Appendix A ZnSe LENS SAFETY DATA .........................................................................................................................a-1
Section 1 product identification........................................................................................................................................................a-2
Section 2 Hazardous Ingredients.....................................................................................................................................................a-2
Section 3 Physical data ......................................................................................................................................................................a-2
Section 4 Fire and explosion hazard data ......................................................................................................................................a-2
Section 5 Health hazard data............................................................................................................................................................a-3
Section 6 Reactivity data....................................................................................................................................................................a-4
Section 7 Disposal information.........................................................................................................................................................a-4
Section 8 Special Protection information.......................................................................................................................................a-4
Section 9 Special precautions..........................................................................................................................................................a-5
1
Page 10

Hypertherm 1-1
10/03
Section 1
SAFETY
In this section:
Recognize safety information...................................................................................................................................................................1-2
Follow safety instructions .........................................................................................................................................................................1-2
Cutting can cause fire or explosion........................................................................................................................................................1-2
Radiation hazard.........................................................................................................................................................................................1-2
Electric shock can kill................................................................................................................................................................................1-3
Cutting can produce toxic fumes............................................................................................................................................................1-3
A laser can cause injury and burns ........................................................................................................................................................1-3
A laser can burn eyes and skin ...............................................................................................................................................................1-4
Grounding safety........................................................................................................................................................................................1-4
Pacemaker and hearing aid operation...................................................................................................................................................1-4
Moving parts can cause severe crush injuries.....................................................................................................................................1-4
Page 11

SAFETY
10/03
1-2 Hypertherm
RECOGNIZE SAFETY INFORMATION
The symbols shown in this section are used to identify
potential hazards. When you see a safety symbol in this
manual or on your machine, understand the potential for
personal injury, and follow the related instructions to avoid
the hazard.
FOLLOW SAFETY INSTRUCTIONS
Read carefully all safety messages in this manual and
safety labels on your machine.
• Keep the safety labels on your machine in good
condition. Replace missing or damaged labels
immediately.
• Learn how to operate the machine and how to use
the controls properly. Do not let anyone operate it
without instruction.
• Keep your machine in proper working condition.
Unauthorized modifications to the machine may affect
safety and machine service life.
DANGER WARNING CAUTION
A signal word DANGER or WARNING is used with a
safety symbol. DANGER identifies the most serious
hazards.
• DANGER and WARNING safety labels are located
on your machine near specific hazards.
• WARNING safety messages precede related instructions in this manual that may result in injury or death if
not followed correctly.
• CAUTION safety messages precede related
instructions in this manual that may result in damage
to equipment if not followed correctly.
Fire Prevention
• Be sure the area is safe before doing any cutting. Keep a fire extinguisher nearby.
• Remove all flammables within 35 feet (10 m) of the cutting area.
• Quench hot metal or allow it to cool before handling or before letting it touch combustible materials.
• Never cut containers with potentially flammable materials inside – they must be emptied and properly cleaned first.
• Ventilate potentially flammable atmospheres before cutting.
Explosion Prevention
• Do not use the laser system if explosive dust or vapors may be present.
• Do not cut pressurized cylinders, pipes, or any closed container.
• Do not cut containers that have held combustible materials.
CUTTING CAN CAUSE FIRE OR EXPLOSION
• Visible or invisible radiation (class IV) can be present when the laser head door is open.
• Avoid eye and skin exposure to direct and scattered radiation.
• Never look into the laser beam.
RADIATION HAZARD
Page 12

SAFETY
10/03
Hypertherm 1-3
The laser beam will cut quickly through gloves and skin.
• Keep away from the nozzle tip.
• Do not hold metal near the cutting path.
• Never point the laser toward yourself or others.
A LASER CAN CAUSE INJURY AND BURNS
Electric Shock Prevention
• Never touch the laser head, while in operation.
• Install and ground this equipment according to the instruction manual and in accordance with national or
local codes.
• Inspect the input power cord frequently for damage or cracking of the cover. Replace a damaged power cord
immediately. Bare wiring can kill.
• Before checking, cleaning or changing parts, disconnect the main power or unplug the power supply.
• When making input connections, attach proper grounding conductor first.
ELECTRIC SHOCK CAN KILL
Cutting can produce toxic fumes and gases that deplete
oxygen and cause injury or death.
• Keep the cutting area well ventilated or use an
approved air-supplied respirator.
• Do not cut in locations near degreasing, cleaning or
spraying operations. The vapors from certain
chlorinated solvents decompose to form phosgene
gas when exposed to ultraviolet radiation.
• Do not cut metal coated or containing toxic materials,
such as zinc (galvanized), lead, cadmium or beryllium,
unless the area is well ventilated and the operator
CUTTING CAN PRODUCE TOXIC FUMES
wears an air-supplied respirator. The coatings and any
metals containing these elements can produce toxic
fumes when cut.
• Never cut containers with potentially toxic materials
inside – they must be emptied and properly
cleaned first.
• This product, when used for welding or cutting,
produces fumes or gases which contain chemicals
known to the State of California to cause birth defects
and, in some cases, cancer.
Page 13

SAFETY
6/07
1-4 Hypertherm
Eye Protection Lasers produce intense visible and
invisible (ultraviolet and infrared) rays that can burn eyes
and skin.
• Use eye protection in accordance with applicable
national or local codes.
• Wear eye protection (safety glasses or goggles with
side shields) with appropriate lens shading to protect
your eyes from ultraviolet and infrared rays.
• Reference laser system manufacturer and standard
BS EN 207:1999 for proper eye protection level.
A LASER CAN BURN EYES AND SKIN
Skin Protection Wear protective clothing to protect
against burns caused by ultraviolet light, sparks and hot
metal.
• Gauntlet gloves, safety shoes and hat.
• Flame-retardant clothing to cover all exposed areas.
• Cuffless trousers to prevent entry of sparks and slag.
• Remove any combustibles, such as a butane lighter or
matches, from your pockets before cutting.
Input Power
• If installation of the laser head involves connecting the power cord to the power supply, be sure to connect the
power cord ground wire properly.
• Tighten all electrical connections to avoid excessive heating.
• Follow system recommendations for grounding the workpiece.
GROUNDING SAFETY
Pacemaker and hearing aid operation can be affected by magnetic fields from high currents.
Pacemaker and hearing aid wearers should consult a doctor before going near any cutting equipment.
PACEMAKER AND HEARING AID OPERATION
MOVING PARTS CAN CAUSE SEVERE CRUSH INJURIES
Never put fingers or hands between the material that is being cut and the laser head enclosure. Moving parts can
cause severe crush injuries.
Page 14

LR2075 Laser Head Instruction Manual 2-1
Section 2
SPECIFICATIONS
In this section:
LR2075 head ..............................................................................................................................................................................................2-2
Requirements ..............................................................................................................................................................................................2-2
Electrical ...........................................................................................................................................................................................2-2
Purge gas...........................................................................................................................................................................................2-2
Cutting gas........................................................................................................................................................................................2-2
Coolant requirements......................................................................................................................................................................2-2
Page 15

SPECIFICATIONS
2-2 LR2075 Laser Head Instruction Manual
LR2075
This manual provides the information needed to operate and maintain the LR2075 laser cutting head. The LR2075 is
designed to process material with a CO2laser cutting system. The LR2075 has 2 models. Both models have focal
lengths of 5" and 7.5" (127 mm and 190.5 mm). One model uses 1.5" (38 mm) diameter optics and the other uses 2.0"
(50.8 mm) diameter optics.
Requirements
Electrical:
Capacitive interface.........................................................................................+/- 15 VDC, 3 Watts
Digital readout sensor.....................................................................................1-10 VDC, 1500 ohm load
Purge gas: air or nitrogen
Gas quality ........................................................................................................Clean, dry and oil-free
Flow rate ............................................................................................................2 liters/minute
The customer must provide a regulated gas supply capable of delivering at a pressure of 1.4 bar (20 psig) to the laser
head.
Cutting gas: air, oxygen, nitrogen
Maximum system pressure ............................................................................27.5 bar (400 psi)*
Coolant requirements:
Coolant type......................................................................................................Water
Water purity.......................................................................................................200 kΩ – cm
Flow rate ............................................................................................................9 liters/hour (2.4 gallons/hour)
Pressure ............................................................................................................4.8 bar (70 psi) maximum
Note: Use purified water as coolant in order to prevent corrosion in the coolant system. The hardness
of the water should be between 0.2 and 8.5 ppm. If using a conductivity meter to measure
water purity, the recommended level is between 0.5 and 5 µ Siemens/cm at 25° C (77° F).
*Maximum pressure is determined by the individual lens used. Check with the lens manufacturer for pressure rating.
Hypertherm 1.5" lenses are rated for 20 bar (290 psi). 2.0" lenses are rated for 20.7 bar (300 psi)
Page 16

LR2075 Laser Head Instruction Manual 3-1
Section 3
INSTALLATION
In this section:
Mounting dimensions ................................................................................................................................................................................3-2
Left side connections ................................................................................................................................................................................3-3
Electrical connections.....................................................................................................................................................................3-3
Capacitive height sensor calibration curve................................................................................................................................3-4
Right side connections .............................................................................................................................................................................3-5
Digital readout connection.............................................................................................................................................................3-5
Nozzle travel.................................................................................................................................................................................................3-6
Color codes.................................................................................................................................................................................................3-6
Lens installation...........................................................................................................................................................................................3-7
Alignment guides........................................................................................................................................................................................3-8
Crosshair assembly .........................................................................................................................................................................3-8
Aperture assembly...........................................................................................................................................................................3-9
Acrylic mode-burn procedure.....................................................................................................................................................3-10
Page 17

INSTALLATION
3-2 LR2075 Laser Head Instruction Manual
3.5 Kgs
7.6 Lbs
Mounting dimensions
Note: Customer is responsible for collision protection. Hypertherm does offer a collision mount -
128939
LR2075
M5 x 0.8"-6H hole (3 places)
on a 70 mm (2.756") bolt circle
49.5 mm
(1.950")
3.6 mm
(0.143")
87.5 mm
(3.375")
63.8 mm
(2.512")
50.8 mm
(2.0")
50.8 mm
(2.0")
49.5 mm
(1.950")
228.2 mm
(8.986")
fully extended
16.5 mm
(0.650")
Page 18

INSTALLATION
LR2075 Laser Head Instruction Manual 3-3
Left side connections
Purge gas:
1/8" NPT, internal thread
Cutting gas:
1/8" NPT, internal thread
Cooling water (in/out):
1/8" NPT, internal thread
Lens interlock
switch and cable
(7.5" lens bay)
Lens interlock
switch and cable
(5" lens bay)
Capacitive height sensor:
amplifier assembly
Capacitive height sensor:
cable
Electrical connections
Capacitive height sensor
Sockets (female)
cable signal list
Socket # Description
1 + 15 VDC
2 Common
3 – 15 VDC
4 Analog output
5 Analog common
6 Tip touch TTL output
7N/C
8N/C
9 Shield
Lens interlock switches
Pins (male)
cable signal list
Pin # Description
1 *Collision mount 1 +
2 *Collision mount 2 +
3N/C
4 7.5" lens interlock +
5 5.0" lens interlock +
6 *Collision mount 1 –
7 *Collision mount 2 –
8 7.5" lens interlock –
9 5.0" lens interlock –
12345
6789
9 pin connector
* The collision mount is an optional feature
Page 19

INSTALLATION
3-4 LR2075 Laser Head Instruction Manual
Capacitive height sensor calibration curve
15
10
5
0
Voltage (V)
-5
-10
-15
0123 45678910
Distance (mm)
Page 20

INSTALLATION
LR2075 Laser Head Instruction Manual 3-5
Right side connections
Manual focal-positioning ring
Cooling water (in/out):
1/8" NPT, internal thread
Digital readout
cable
Position scale
White = volts +
Blue = signal
Brown = common
Digital readout connection
The nozzle position can be viewed at a remote location by using the signal from the digital readout cable, which is
connected to a linear potentiometer inside the cutting head. The supply voltage can be between 1 and 10 VDC and the
potentiometer resistance is 1500 ohms. The output voltage on the signal wire will be proportional to the supply voltage
and nozzle position.
Caution: The current on the signal wire can be a maximum of 1 microamp (uA), so a very high
impedance sensor is required. Current levels greater than 1 uA can damage the
potentiometer.
Page 21

INSTALLATION
3-6 LR2075 Laser Head Instruction Manual
Nozzle travel
The nozzle travels 2 mm (.079") for each revolution of the manual focal-positioning ring.
Color codes
7.5" lens door and cartridge – Gold
5.0" lens door and cartridge – Red
Gold
Red
Page 22
INSTALLATION
LR2075 Laser Head Instruction Manual 3-7
Lens installation
햲 Check the condition of the lens seal before insertion. If there are any cuts or abrasions, replace the seal. See Parts
List for part number.
햳 Install the lens with the tab in the upward position, seal downward. The door will not close with the tab in the
downward position.
햴 Align the lens tab with the cut-out in the lens door to allow the door to close.
햵 Close and latch the lens door securely.
Note 1: Seal is designed to operate dry. Do not lubricate.
Note 2: Only 1 lens can be used at a time for a process. An empty lens bay must have a lens blank
installed before cutting. See the Parts List for part number.
Lens tab in upward position
Seal (not shown)
햲햳
Lens door
Lens tab
Cut-out
햴
햵
7.5" (EFL) lens bay
5" (EFL) lens bay
Page 23

INSTALLATION
3-8 LR2075 Laser Head Instruction Manual
Crosshair assembly
1. Insert the crosshair assembly into the upper lens bay.
Orient the tab straight out the front of the lens bay,
with the counterbore toward the left and rear (see
figure below). The diameter of crosshair assembly
prevents the lens bay door from closing all the way.
2. Insert a beam card or heavy paper into the lower lens
bay and pulse the laser beam to form an imprint. Be
careful not to ignite the card or the cavity will become
dirty and reduce the life of the lens.
3. Adjust beam delivery mirrors to center the beam with
the crosshair.
Alignment guides
Two alignment guides will help align the laser beam with the mechanical axis of the cutting head.
WARNING
Visible and invisible radiation (class IV) can be present when the laser head’s door is open. Avoid
eye and skin exposure to direct and scattered radiation. Always follow safety precautions specified
by the manufacturer of the laser system.
Laser head
(top view)
Counterbore
Crosshair assembly
Ta b
Page 24

INSTALLATION
LR2075 Laser Head Instruction Manual 3-9
Nozzle Adapter
Aperture assembly
The aperture assembly is used, after the beam is centered, to verify the axial alignment between optical and mechanical
alignments.
1. Insert the aperture assembly into the upper lens bay.
Orient the tab straight out the front of the lens bay, with
the counterbore toward the left and rear (see figure
below). The diameter of the aperture assembly
prevents the lens bay door from closing all the way.
2. Remove the nozzle and place a beam card or tape over
the nozzle adapter opening. Pulse the beam to cause an
imprint but do not ignite the material. Check that the
imprint and the nozzle adapter opening are concentric.
If not, the beam axis and mechanical axis are incorrectly
aligned and need to be adjusted.
3. Make necessary adjustments and repeat the procedure
until the beam pattern is centered with the crosshair
and the aperture imprint is concentric with the nozzle
adapter’s opening.
Laser head
(top view)
Counterbore
Aperture assembly
Ta b
Page 25

INSTALLATION
3-10 LR2075 Laser Head Instruction Manual
Caution: Do not turn on the laser beam without a lens in the cutting head or
damage can occur to internal parts.
Acrylic mode-burn procedure
1. Insert a 5" or a 7.5" (focal length) lens in one lens bay and insert a lens blank in the other lens bay. Close both doors.
2. Remove the nozzle but leave the nozzle adapter on the cutting head.
3. Position the acrylic in front of the nozzle adapter at a distance equal to the focal length . See section 4 of this manual
for more information about focal lengths.
4. Turn on a low flow of inert gas, such as nitrogen, through the assist gas port.
5. Turn on the exhaust fan and filter to collect the fumes.
6. Turn on the laser beam long enough to form the mode burn and then turn off the laser beam.
7. The mode formed will be similar to what would be seen on the lens.
Note: Do not turn on the laser beam without a lens in the cutting head or damage can occur to
internal parts.
254 mm (10")
381 mm (15")
Mode burn for 7.5" lens
Mode burn for 5" lens
Page 26

LR2075 Laser Head Instruction Manual 4-1
Section 4
OPERATION AND MAINTENANCE
In this section:
Safety ............................................................................................................................................................................................................4-2
FAST Laser nozzles....................................................................................................................................................................................4-3
Principles of operation ...................................................................................................................................................................4-3
Inspect the baffle..............................................................................................................................................................................4-3
Piercing.........................................................................................................................................................................................................4-4
Mild steel............................................................................................................................................................................................4-4
Stainless steel and aluminum........................................................................................................................................................4-4
Capacitive height sensor..........................................................................................................................................................................4-5
Capacitive height sensor troubleshooting .................................................................................................................................4-6
Mild steel nozzle selection........................................................................................................................................................................4-7
Cut charts.....................................................................................................................................................................................................4-8
Mild steel............................................................................................................................................................................................4-8
Stainless steel...................................................................................................................................................................................4-8
Focal position locations ............................................................................................................................................................................4-9
Definitions..........................................................................................................................................................................................4-9
1.5" diameter lenses .......................................................................................................................................................................4-9
2.0" diameter lenses .......................................................................................................................................................................4-9
Maintenance..............................................................................................................................................................................................4-10
Nozzle inspection ..........................................................................................................................................................................4-10
Lens inspection............................................................................................................................................................................. 4-10
Clean the lens ................................................................................................................................................................................4-11
Lens mounting ..........................................................................................................................................................................................4-12
Standard..........................................................................................................................................................................................4-12
Lens centering................................................................................................................................................................................4-13
Troubleshooting (O2cutting).................................................................................................................................................................4-14
Troubleshooting (N2cutting) .................................................................................................................................................................4-16
Page 27

OPERATION
4-2 LR2075 Laser Head Instruction Manual
WARNING
It is the user’s responsibility to know what materials are being cut. Do not cut metal or other
materials coated with or containing toxic substances, such as zinc (galvanized), lead, cadmium,
beryllium or asbestos unless the area is well ventilated and the operator wears an air-supplied
respirator. The coatings and any metals containing these elements can produce toxic fumes when
cut.
DANGER
Lenses for cutting with CO2lasers contain Zinc Selenide (ZnSe) which can be very poisonous as dust
or vapor. If a lens breaks, proper cleanup and disposal must be immediately initiated.
DANGER
Visible or invisible radiation (class IV) can be present when the laser head door is open. Avoid eye
and skin exposure to direct and scattered radiation. Always follow safety precautions specified by
the manufacturer of the laser system.
DANGER
Never put fingers or hands in the path of the beam. Visible and invisible radiation are emitted from
the nozzle aperture.
Safety
DANGER
Never put fingers or hands between the material that is being cut and the laser head enclosure.
Moving parts can cause severe crush injuries.
Page 28

OPERATION
LR2075 Laser Head Instruction Manual 4-3
FAST Laser nozzles
Principles of operation
FAST Laser nozzles achieve increased performance in oxygen-assisted mild steel cutting by modification of the cuttinggas flow as it passes through the baffle at the nozzle exit. The laser beam forms a hole in the baffle that is the the same
diameter as the beam and approximately the same width as the kerf in the plate. The gas flow through this hole is
unrestricted and forms a small-diameter jet that couples efficiently into the kerf. The gas flow through the surrounding
baffle is restricted and exits with a lower velocity. This low-velocity jet shields the high-velocity central jet and controls
the reaction between the gas and workpiece. The FAST Laser nozzles operate at a plenum pressure that is 1.5 to 2
times higher than traditional laser cutting nozzles.
The reaction between the oxygen and the mild steel is influenced by many factors, including oxygen purity, oxygen
pressure, chemical composition of the plate, microstructure of the grains in the steel, surface condition of the steel and
laser mode (quality). It is also important to verify that the nozzle is in good condition, and essential that the hole in the
baffle remains approximately the same size as the kerf, to prevent excessive burning. FAST laser nozzles are intended for
low pressure 3.0 bar (45 psi) O2cutting.
Take these precautions to prevent enlargement of the hole:
1. Maintain a nozzle-to-workpiece distance of 6 mm (0.24") or more during a pierce. If the nozzle is too close to the
workpiece, a reflection during the first 50 milliseconds can damage the baffle.
2. Use a pressure of 1.4 bar (20 psi) or higher during a continuous wave (blast) pierce, to protect the nozzle from molten
metal that is blown back from the pierce.
3. The relative position of the lens in its piercing and cutting position must be kept within 2% of the lens’ focal length to
ensure the hole in the baffle does not grow to an unacceptable level.
Note: Do not use Hypertherm’s FAST Laser nozzles for laser alignment or to cut stainless steel or
aluminum using a high pressure nitrogen process. Use only the “standard” nozzles listed in the
Parts List of this manual for laser alignment.
FAST nozzle installation
When a new nozzle is installed it must be conditioned by using the following procedure:
Move the focus about + 3.5 mm (0.14") from the normal cutting location and irradiate the nozzle with the laser
beam for about 10 seconds at full power. This will ensure that the baffle will not interfere with laser beam when the
focus is returned to the cutting location and gives optimal piercing and cutting performance.
Inspect the baffle
The nozzle should be replaced when the central (conditioned) hole becomes large enough to break into the next
array of holes.
Baffle with central (conditioned) hole
The nozzle needs to be replaced
Baffle with a marginal hole
Page 29

OPERATION
4-4 LR2075 Laser Head Instruction Manual
Piercing
Mild steel
To prevent damage to the FAST laser nozzle from molten metal, the nozzle-to-workpiece height must be at least 6 mm
(.24") and the cutting gas pressure must be 1.4 bars (20 psi) or higher. For continuous wave piercing, most pierce times
are less than 2 seconds and create a hole that is approximately 1.5 times larger than the nozzle orifice. When the pulsepierce mode is chosen, the nozzle-to-workpiece height must be 6 mm for at least 0.5 sec. to allow the formation of a
small pit in the material surface. This prevents damage to the baffle from the laser beam reflections from the workpiece.
After the formation of a pit, the nozzle-to-workpiece height can be lowered to 4 mm and the focal position can shift to
the workpiece surface. If the focal position deviates from the cutting position by more than 2% of the focal length
excessive damage to the baffle will occur.
Stainless steel and aluminum
FAST laser nozzles are not intended to be used for cutting stainless steel or aluminum with an inert assist gas. Cutting
gas pressures for piercing stainless steel are typically lower than pressures used during cutting to prevent the formation
of a plasma cloud, which will interrupt cutting. 2 - 3 bar (29 - 43 psi) is a typical pressure for piercing stainless.
Additionally, the lead-in for thicker stainless material must be slow until the kerf is well established or a plasma cloud will
form.
Highly reflective material can present a problem during piercing. If inert gas is used, the material will not oxidize and can
remain highly reflective. See caution below.
CAUTION
Highly reflective material can cause the beam to be reflected back through the beam delivery system
when the focus is near the surface of the workpiece, causing a significant increase in laser power
that can cause catastrophic failure of components.
Page 30

OPERATION
LR2075 Laser Head Instruction Manual 4-5
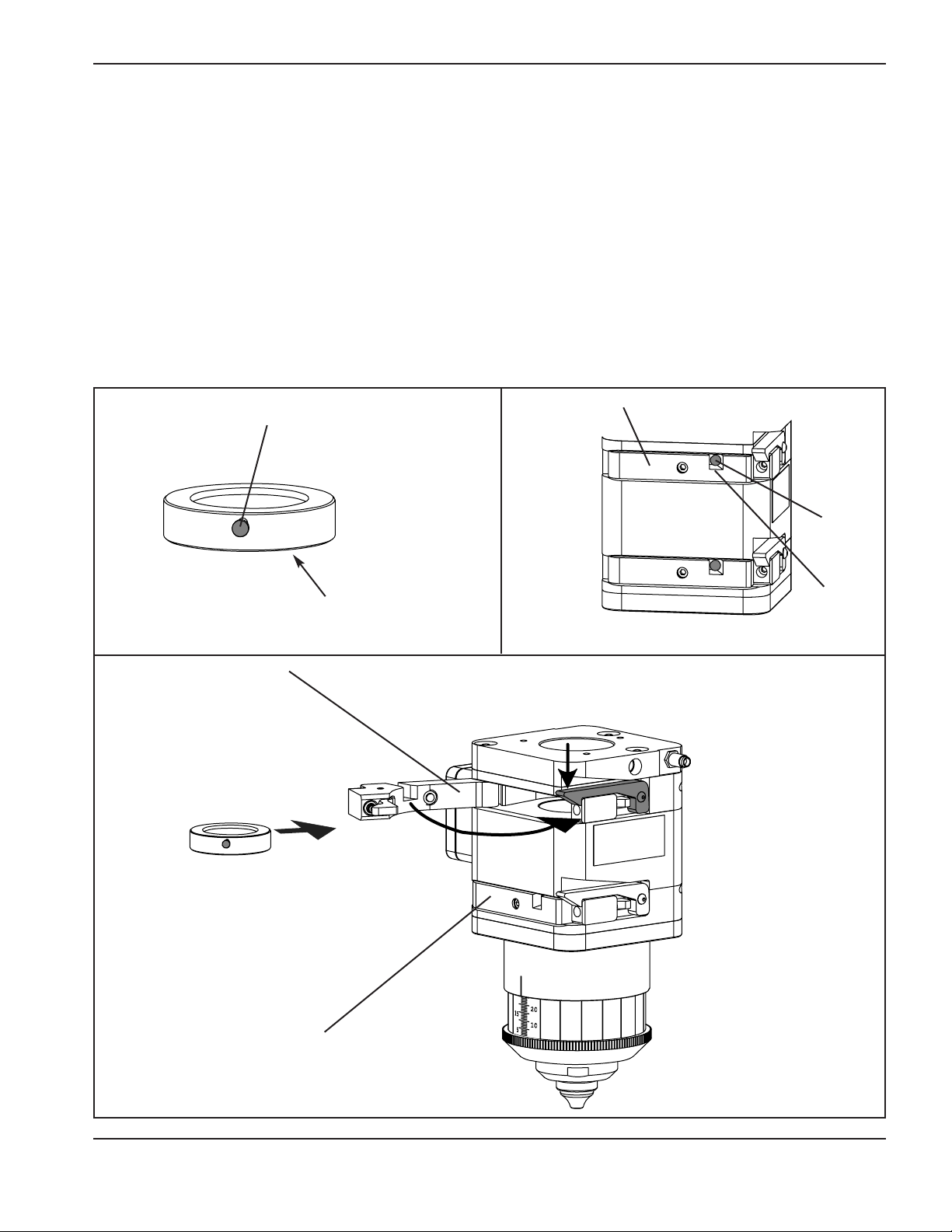
Capacitive height sensor
The capacitive height sensor measures the relative capacitance between the cutting head’s nozzle and the workpiece.
The lower part of the cutting head is electronically excited and acts as a guard against any stray capacitance from other
sources including the moving components in the cutting head. The signal to the nozzle is carried by the center
conductor of the internal coaxial cable. The signal to the lower part of the cutting head is carried on the shield of the
internal coaxial cable.
Note: It is important that the lower part of the cutting head is not shorted to ground, and that there is
electrical isolation between the nozzle and the lower part of the cutting head. Isolation is
provided by the insulating washer and a ceramic coating on the top side of the nozzle adapter,
which prevents a false tip-touch error signal.
If a false tip-touch error is suspected:
Remove nozzle and retaining ring. Inspect for particles between parts, damage and cleanliness. Replace as necessary.
Note: The nozzle must be cool enough to touch with your bare hand before it is installed to avoid the
following condition:
If a nozzle hotter than 50° C (122° F) is installed on the cutting head, it will contract as it is
cooled by the nozzle adapter. This will result in a large frictional force between the nozzle and
adapter and will make it difficult to remove by hand. If this condition occurs, a pair of pliers may
be necessary to remove the nozzle.
Lower part of the cutting head
Nozzle
Retaining nut
Insulating washer
Nozzle adapter
Retaining nut wrench (104284)
O-ring
Contact pin
Page 31

OPERATION
4-6 LR2075 Laser Head Instruction Manual
Description Corrective action
The TIP TOUCH signal is constantly high
Look for an electrical short between the nozzle and ground
or the nozzle and the retaining nut.
1. Verify that the insulating washer is installed between
the nozzle adapter and the retaining nut.
2. Clean any debris from the nozzle and retaining nut area
with a rag and compressed air.
The TIP TOUCH signal does not increase when the nozzle
touches the workpiece or is touched by hand
Look for a bad connection between the nozzle, the nozzle
adapter, and the contact pin.
1. Remove nozzle and nozzle adapter and verify that the
tip touch signal is generated when the contact pin is
touched.
2. Verify +15 VDC and –15VDC are supplied
3. Clean and replace parts as necessary.
4. Contact technical service for assistance.
Nozzle height is not at the correct level while cutting
1. Verify that the nozzle adapter nut is securely tightened
2. Verify that the insulating washer is installed and is not
damaged.
3. Verify that the signal voltage, on socket number 4
(analog out) of the capacitive height sensor cable, is
approximately –5VDC when the nozzle to workpiece
distance is 1 mm. See left side connections in
section 3.
The distance signal does not change as the distance
between the nozzle and the workpiece changes
1. Verify proper connections of all wires and that the
correct supply voltages are present.
2. Remove the nozzle and the nozzle adapter, and verify
that the distance signal, on socket number 4
(analog out) of the capacitive height sensor cable, is
approximately –10 VDC, when the nozzle to workpiece
distance is 1 mm. See left side connections in
section 3. The signal should change to about +11 VDC
when the nozzle is touched.
3. Inspect the nozzle, the insulating washer, and the
nozzle adapter, replace if necessary.
Poor cutting performance
1. Inspect and clean the lens. Replace if necessary. If the
lens has a noticeable odor, clean first with a mild acetic
acid solution (vinegar), followed by distilled water and
methanol or acetone.
2. Verify that the surface seals on the lens holder and the
lens blank are installed and not damaged. Replace if
necessary.
3. Verify that the manual focus position ring is set for the
correct focal position. Verify the focal position by
repeating the focus finding procedure, if necessary.
4. Verify that the the o-ring on the top side of the nozzle
adapter is properly sealed.
5. Verify that the insulating washer is not damaged.
Replace as necessary.
5. Verify that the beam is centered in the nozzle orifice.
Capacitive height sensor troubleshooting
Page 32

OPERATION
LR2075 Laser Head Instruction Manual 4-7
Mild steel nozzle selection
The following tables list which nozzle to use by material thickness.
Part number Item description/Material thickness
021079 < 9 mm (3/8")
021080 9 – 16 mm (3/8" – 5/8")
021081* 16 – 25 mm (5/8" – 1")
021082** 19 – 25 mm (3/4" – 1")
021083 > 25 mm (1")
Part number Item description Material thickness
021012 1.0 mm (0.03") 0.38 – 3.05 mm (0.015" – 0.120")
021092 1.2 mm (0.05") 0.38 – 3.05 mm (0.015" – 0.120")
021013 1.5 mm (0.06") < 9 mm (3/8")
021014 2.0 mm (0.08") 9 – 16 mm (3/8" – 5/8")
021015 2.5 mm (0.10") 16 – 25 mm (5/8" – 1")
021016 3.0 mm (0.12") 19 – 25 mm (3/4" – 1")
021018 3.5 mm (0.14") Thick stainless steel
Part number Item description Material thickness
021089 1.0 mm (0.04") 0.38 – 3.05 mm (0.015" – 0.120")
021090 1.2 mm (0.05") 0.38 – 3.05 mm (0.015" – 0.120")
021091 1.5 mm (0.06") 0.38 – 3.05 mm (0.015" – 0.120")
As an alternative to the FAST Laser nozzles, a dual nozzle configuration can be used for oxygen assisted cutting of
thicker mild steel, up to 19 mm (3/4"). The standard nozzle and nozzle adapter (104076) must be removed and the dual
nozzle adapter (104372), the dual nozzle, and the dual nozzle shield must be installed. Assist gas pressures for the dual
nozzle will be similar to those used for a standard nozzle. Since the geometry of the dual nozzle face is different from the
standard nozzles, a minor adjustment may be needed to the capacitive height sensor calibration or a slightly higher
stand-off distance will occur.
Standard nozzles
Tapered nozzles
FAST nozzles
Dual nozzle parts
Part number Item description Material thickness
104372 Nozzle adapter N/A
021084 2 mm dual inner nozzle 9 – 19 mm (3/8" – 3/4")
021085 Dual nozzle outer shield N/A
*The 021081 nozzle is a general purpose nozzle used to cut thick material.
**The 021082 nozzle can be used on thick material that is prone to self-burning.
Page 33

OPERATION
4-8 LR2075 Laser Head Instruction Manual
Cut charts
The charts below show general settings for cutting. Settings may need to be changed for certain conditions.
Note: Before cutting, check all settings and adjustments and check for damaged parts and
worn consumables.
Stainless steel – nitrogen cutting
Standard laser nozzles
Standard laser nozzles
Material
thickness
Laser
power
Nozzle
Cut
speed
Focal
length
Focus relative to
nozzle exit
(positive is above
nozzle exit)
Cut
pressure
Pierce
pressure
Pierce
stand-off
Cut Stand-
off
mm kW part # m/min In mm bar bar mm mm
1.00 1.0 8.50 3.74
3.00 1.4 4.00 2.38
6.35 3.0 2.90 1.36
12.7 021080 1.50 1 1.02
19.0 021081 0.95 0.68
25.0 021082 0.65 0.54
4.0 7.5
2
021079
1
5.0 0
1.4 6
Mild steel – oxygen cutting
FAST laser nozzles
Material
thickness
Laser
power
Nozzle
Cut
speed
Focal
length
Focus relative to
nozzle exit
(positive is above
nozzle exit)
Cut
pressure
Pierce
pressure
Piercing
stand off
Cutting
stand off
mm kW mm m/min In mm bar bar mm mm
1.00 1.0 10.0 -1.0 12
3.00 1.5 4.00 -2.5
6.35 2.5 2.10 -4.0
9.50 3.0 1.00 -5.0
12.7 3.5 0.75 -8.0
0.7
16
7.5 4
4
5.0
2
3
Material
thickness
mm kW mm m/min In mm bar bar mm mm
1.00 1.0 8.50 3.74
3.00 1.4 4.00 2.38
6.35 3.0 1.5 2.40 0.68
12.7 2.0 1.30 1 0.54
19.0 0.85 0.41
25.0 0.60 0.27
Laser
power
4.0 7.5
Focus relative to
Nozzle
1.0
3.0 2
Cut
speed
Focal
length
5.0 0
nozzle exit
(positive is above
nozzle exit)
Cut
pressure
Pierce
pressure
1.4
Pierce
stand-off
Cut Stand-
off
61
Page 34

OPERATION
LR2075 Laser Head Instruction Manual 4-9
Focal position locations
Effective focal lengths listed in the table are for Hypertherm lenses only. The formulas in the table will help determine the
focal position for each lens and lens-bay if Hypertherm lenses are not being used.
Definitions
Lens bay location (LBL) = Location of the lens bay relative to the nozzle exit
Edge thickness (ET) =
Back focal length (BFL) = The distance from the lower edge of the lens to the focal point
Lens position (LP) = The number read off the indicator on the laser head
Effective focal
length
(Hypertherm
lenses)
Lens bay location
(LBL)
relative to nozzle
Edge
thickness
(ET)
Back focal
length
(BFL)
Lens
position
(LP)
read by
indicator
Formula
LBL - ET - BFL + = FP
Focal
position
(FP)
relative to
nozzle
5.0"
P/N 021086
114.7 mm
(4.515")
8.0 mm
(0.315")
123.4 mm
(4.858")
17.0 mm
(0.669")
114.7 - 8.0 - 123.4 + 17.0 = 0.279 mm
4.515 - 0.315 - 4.858 + 0.669 = 0.011 in
0.279 mm
(0.011")
7.5"
P/N 021087
178.2 mm
(7.015")
8.0 mm
(0.315")
187.3 mm
(7.374")
17.0 mm
(0.669")
178.2 - 8.0 - 187.3 + 17.0 = -0.127 mm
7.015 - 0.315 - 7.374 + 0.669 = -0.005 in
-0.127 mm
(-0.005")
Beam
BFL
Note: Hypertherm 1.5" lenses are rated for 20 bar (290 psi). 2.0" lenses are rated for 20.7 bar (300 psi)
Effective focal
length
(Hypertherm
lenses)
Lens bay location
(LBL)
relative to nozzle
Edge
thickness
(ET)
Back focal
length
(BFL)
Lens
position
(LP)
read by
indicator
Formula
LBL - ET - BFL + LP = FP
Focal
position
(FP)
relative to
nozzle
5.0"
P/N 021088
114.7 mm
(4.515")
8.0 mm
(0.315")
122.4 mm
(4.819")
16.0 mm
(0.63")
114.7 - 8.0 - 122.4 + 16.0 = 0.279 mm
4.515 - 0.315 - 4.819 + 0.63 = 0.011 in
0.279 mm
(0.011")
7.5"
P/N 021006
178.2 mm
(7.015")
7.9 mm
(0.310")
185.3 mm
(7.295")
15.0 mm
(0.59")
178.2 - 7.9 - 185.3 + 15.0 = 0.025 mm
7.015 - 0.310 - 7.295 + 0.59 = 0.001 in
0.025 mm
(0.001")
1.5" diameter lenses
2.0" diameter lenses
Page 35

OPERATION
4-10 LR2075 Laser Head Instruction Manual
Maintenance
Nozzle inspection
– Inspect nozzle orifice for damage.
– Inspect for excessive beam hole (double the kerf width or greater) through baffle of Hypertherm FAST Laser
nozzles. The beam hole diameter should be approximately equal to the kerf width.
– Inspect for spatter on nozzle.
– Replace nozzle if damaged
Lens inspection
– Inspect for scratches and foreign material on lens.
– Inspection using cross-polarization may be necessary to reveal damage to the substrate. Cross-polarization is
achieved by arranging two polarized sheets so that you can not see through them. Hold the two sheets
together. If you can see through them, they are parallel. Turn one sheet 90°and they will become opaque (cross-
polarized).
– Hold one sheet above the lens and one below. Damage to the substrate of the lens will become visible.
– Replace lens if damaged.
Page 36

OPERATION
LR2075 Laser Head Instruction Manual 4-11
Clean the lens
Always check with the manufacturer of the component to determine proper care and cleaning methods. Damage can
occur to polished surfaces or specialized coatings if improper cleaning methods are used.
– Hold the lens by its edges even when it is in a holder.
– Never touch the lens surface with bare fingers: fingerprints on a coated lens surface can cause staining or
damage and should be cleaned off immediately.
The following are general guidelines. Specific cases can and will vary.
Materials used for cleaning most optical components: pressurized gas (filtered dry nitrogen), lint-free lens tissue, mild
soap, lint-free cotton swabs, lint or powder-free gloves and an organic solvent, such as reagent-grade isopropyl alcohol,
reagent-grade acetone, or lens cleaning solution.
Dust is the most common contaminant and can usually be removed with clean pressurized gas. Particles of dirt should
also be removed with pressurized gas, because particles trapped between the cleaning cloth and the lens can scratch
the lens surface.
If further cleaning is necessary, hold the lens by its edges and apply a few drops of reagent-grade acetone or lens
cleaning solution. Apply pressure at the center of the lens and move the cloth in a circular motion toward the outer edge.
If the lens is still dirty after using the cleaning agent, wash the lens gently with a mild soap solution. Repeat the
procedure with acetone or lens cleaner to eliminate streaks and soap residue.
Page 37

OPERATION
4-12 LR2075 Laser Head Instruction Manual
Seal
O-ring
Seal
Note: dispose of
according to national
or local hazardous
material standards
Retaining ring
Standard
Unscrew retaining ring. Remove and discard old lens (see note below).
Check condition of O-ring and seal.
Insert new lens with the flat side facing the retaining ring. Re-install retaining ring.
Note: It should be snug, but do not over-tighten!
Make sure lens is clean and free of foreign material.
Lens holder
Lens mounting
Note: ZnSe is a crystal material. Take great care when you handle, mount and clean these lenses.
Apply uniform pressure when handling or mounting ZnSe lenses. Do not use tools, including
tweezers, because the substrate easily scratches, cracks, or chips. Always wear latex or vinyl
finger cots or gloves when handling and cleaning these lenses to prevent contamination of the
substrate or coating. See appendix for MSDS information.
Page 38

OPERATION
LR2075 Laser Head Instruction Manual 4-13
Center screw
Side screw
Lens centering
Note: Do not use Hypertherm’s FAST Laser nozzles for lens centering. Use standard nozzles found in
the Parts list.
Adjustment screws are on lens doors. The part number for the adjustment screw wrench is 027982.
Center screw adjusts front (CCW turn) to back (CW turn).
Side screw adjusts left (CW turn) to right (CCW turn)
Total adjustment range +/- 1.5 mm.
Caution: Do not over tighten adjustment screws to avoid damage to the
door latch.
Page 39

OPERATION
4-14 LR2075 Laser Head Instruction Manual
Troubleshooting (O
2
cutting)
Over burning or excessive cut-edge roughness
Correct the parameters for pressure,
assist-gas type, focal position, focal length,
cut speed, nozzle size, nozzle-to-workpiece
height and laser power
Inspect nozzle for
Damage to baffle, dross adhesion, beam
centering and orifice condition.
Replace if damaged.
Is problem corrected?
No
Decrease oxygen pressure.
Is problem corrected?
No
Yes
NoSet to closest available process parameters.
Yes
Yes
Have you cut this
material before?
Yes
Are parameters set to stated
specifications or to a process
used in the past?
Yes
Is it present only when
cutting in a certain
direction?
Yes
Yes
No
Inspect nozzle for damage to baffle,
dross adhesion, beam centering
and orifice condition.
Replace if damaged.
Is problem corrected?
No
Decrease oxygen pressure.
Is problem corrected?
No
No
Inspect lens for
dirt or damage.
Clean or replace.
Is problem corrected?
No
Other possible causes:
– Poor material
– Laser mode
– Poor material surface condition
– Excessive plate temperature
– Bent or damaged nozzle holder
– Incorrect alignment of beam and
laser-head axes
Continue cutting and
record new parameters.
Yes
Yes
Other possible causes:
– Low-grade material
– Oxygen purity
– Laser mode
– Excessive plate temperature
Yes
Adjust focal position.
Yes
Is problem corrected?
No
Decrease nozzle diameter.
Is problem corrected?
No
Inspect lens for
dirt or damage.
Clean or replace.
Is problem corrected?
No
Page 40

OPERATION
LR2075 Laser Head Instruction Manual 4-15
Dross on mild steel
Correct the parameters for pressure,
assist-gas type, focal position, focal length,
cut speed, nozzle size, nozzle-to-workpiece
height and laser power
Is problem corrected?
No
Decrease cutting
speed.
Is problem corrected?
No
Increase nozzle
diameter.
Yes
NoSet to closest available process parameters.
No
YesIncrease oxygen pressure.
Yes
Have you cut this
material before?
Are parameters set to stated
specifications or to a process
used in the past?
Is dross hard &
Yes
Record new settings
and continue cutting.
Yes
Yes
shiny?
Yes
No
Not a known
dross problem
No
Is dross brittle
& pourus?
Yes
Inspect nozzle for damage to baffle,
dross adhesion, beam centering
and orifice condition.
Replace if damaged.
Is problem corrected?
No
Decrease oxygen pressure.
Is problem corrected?
Yes
No
Adjust focal position.
Is problem corrected?
No
Check lens for dirt
or damage.
Clean or replace.
Is problem corrected?
No
Other possible causes:
– Low grade material
– Oxygen purity
– Laser mode
– Focal position
Yes
Yes
Yes
Yes
Yes
Is problem corrected?
No
Decrease nozzle diameter.
Is problem corrected?
No
Check lens for dirt or damage.
Clean or replace.
Is problem corrected?
No
Other possible causes:
– Low-grade material
– Oxygen purity
– Laser mode
Page 41

OPERATION
4-16 LR2075 Laser Head Instruction Manual
Troubleshooting (N
2
cutting)
Dross on stainless steel
Correct parameters for
Pressure, assist-gas type, focal position,
focal length, cut speed, nozzle size,
nozzle-to-workpiece height and laser power
Inspect nozzle for damage to baffle,
dross adhesion, beam centering
and orifice condition.
Replace if damaged.
Is problem corrected?
No
Inspect lens for
dirt or damage.
Clean or replace.
Yes
NoSet to closest available process parameters
No
Yes
Continue cutting
Have you cut this
material before?
Yes
Are parameters set to stated
specifications or to a process
used in the past?
Yes
Is dross present only
when cutting in a certain
direction?
Yes
No
Inspect lens for
dirt or damage.
Clean or replace.
Is problem corrected?
Is problem corrected?
Yes
Yes
No
Reset cut speed and increase gas pressure.
Yes
Reset gas pressure and decrease nozzle-to-workpiece height.
Yes
Adjust focal position: start by moving lens closer to plate by 10% of material thickness.
Increase cut speed.
(start with 10%)
Is problem corrected?
No
Is problem corrected?
No
Is problem corrected?
No
No
Record new settings
and continue cutting
Yes
Is problem corrected? No
Other possible causes:
– Laser power
– Laser mode
Page 42

OPERATION
LR2075 Laser Head Instruction Manual 4-17
Plasma cloud formation
during high-pressure N
cutting
2
Correct parameters for
Pressure, assist-gas type, focal position,
focal length, cut speed, nozzle size,
nozzle-to-workpiece height and laser power
Inspect Nozzle for damage to baffle,
dross adhesion, beam centering
and orifice condition.
Replace if damaged.
Is problem corrected? Is problem corrected?
No
Inspect lens for dirt or damage.
Clean or replace if needed.
No
Yes
Yes
NoSet to closest available process parameters.
Have you cut this
material before?
Yes
Are parameters set to stated
specifications or to a process
used in the past?
Yes
Does plasma cloud occur
only when cutting in a
certain direction?
Continue
cutting
Yes
No
Inspect lens for
dirt or damage.
Clean or replace.
Is problem corrected?
No
Reset cutting speed and
decrease gas pressure.
Is problem corrected?
No
Adjust focal position:
start by moving lens down 10% of material thickness.
Is problem corrected?
No
Other possible causes:
– Laser power
– Laser mode
– Height sensor operation
Yes
Yes
Adjust cutting speed: start with 10% decrease.
No
Is problem corrected?
Yes
Continue cutting and record new
parameters.
Yes
No
Page 43

LR2075 Laser Head Instruction Manual 5-1
Section 5
PARTS LIST
In this section:
Laser heads, lens adjustment screws and potentiometer cable .....................................................................................................5-2
Consumables ..............................................................................................................................................................................................5-3
Dual flow nozzle parts.....................................................................................................................................................................5-4
Parts and accessories kit for 1.5" optics..............................................................................................................................................5-5
Parts and accessories kit for 2.0" optics..............................................................................................................................................5-6
Capacitive height sensor ..........................................................................................................................................................................5-7
Lenses...........................................................................................................................................................................................................5-8
Aperture and cross-hair assemblies.......................................................................................................................................................5-9
Page 44

PARTS LIST
5-2 LR2075 Laser Head Instruction Manual
Part
Item Number
Description Quantity
051013 LR2075 laserhead using 1.5" optics
051019 LR2075 laserhead using 2.0" optics
1 075616 Lens adjustment screws (front to back) 2
2 104096 Lens adjustment screws (left to right) 2
3 123726 Cable: linear potentiometer. 6 position, 4 m (13') 1
Laser heads, lens adjustment screws and potentiometer cable
2
1
3
Page 45

Consumables
Part
Item Number Description Quantity
1 026016 O-ring: 15.6 mm X 1.8 mm (.614" X .070") 1
2 104076* Nozzle adapter 1
3 026520 O-ring: 8.4 mm X 0.8 mm (.332" X .031") 1
4 104316 centering spacer 1
5 104251 Retaining nut 1
6 021012 Standard nozzle 1.0 mm (0.04") 1
021092 Standard nozzle 1.2 mm (0.05") 1
021013 Standard nozzle 1.5 mm (0.06") 1
021014 Standard nozzle 2.0 mm (0.08") 1
021015 Standard nozzle 2.5 mm (0.10") 1
021016 Standard nozzle 3.0 mm (0.12") 1
021018 Standard nozzle 3.5 mm (0.14") 1
021079 FAST nozzle: < 9 mm (3/8") 1
021080 FAST nozzle: 9-16 mm (3/8"-5/8") 1
021081 FAST nozzle: 16-25 mm mm (5/8"-1.0") 1
021082 FAST nozzle: 3.0 mm (3/4"-1.0") 1
021083 FAST nozzle: 19-25 mm (0.14") 1
021089 Tapered nozzle 1.0 mm (0.04") 1
021090 Tapered nozzle 1.2 mm (0.05") 1
021091 Tapered nozzle 1.5 mm (0.06") 1
7 104284 Wrench: Retaining nut (included in parts kit) 1
*Includes item numbers 1, 3, and 4
6
132
PARTS LIST
LR2075 Laser Head Instruction Manual 5-3
7
4
5
Page 46

PARTS LIST
5-4 LR2075 Laser Head Instruction Manual
Dual flow nozzle parts
Part
Item Number
Description Quantity
1 104372 Dual nozzle adapter (includes o-ring and washer) 1
2 026016 O-ring: .614" X .070" 1
3 104316 Insulating washer 1
4 021084 Nozzle: dual flow, 2 mm (0.08") 1
5 021085 Shield: dual flow 1
132
4
5
Page 47

PARTS LIST
LR2075 Laser Head Instruction Manual 5-5
Part
Number Description
Quantity
228018 kit: LR2075 with 1.5" optics
021012 Nozzle: standard 1.0 mm (0.04") 1
021092 Nozzle: standard 1.2 mm (0.05") 1
021013 Nozzle: standard 1.5 mm (0.06") 1
021014 Nozzle: standard 2.0 mm (0.08") 1
021015 Nozzle: standard 2.5 mm (0.10") 1
021079 FAST nozzle: < 9 mm (3/8") 2
021080 FAST nozzle: 9-16 mm (3/8"-5/8") 1
021081 FAST nozzle: 16-25 mm mm (5/8"-1.0") 1
021089 Tapered nozzle 1.0 mm (0.04") 1
021090 Tapered nozzle 1.2 mm (0.05") 1
021091 Tapered nozzle 1.5 mm (0.06") 1
027982 Hex wrench: 1/8", T-handle 1
027991 Lens wipes: 4" X 4" 1
104284 Wrench: Retaining nut (included in parts kit) 1
127010 30 ml dropper bottle 1
128955 Pin spanner wrench: 1.5" optics, 1/16" pins 1
228003 Lens blank 1
228004 Aperture assembly 1
228005 Cross-hair assembly 1
228006 Lens holder assembly: 5" EFL - standard 1
228008 Lens holder assembly: 7.5" EFL - standard 1
Parts and accessories kit for 1.5" optics
Nozzles
228018
021012
021089
021092
021090
021013
228006
021091
128955
Nozzles
021014
021015
FAST
021079
FAST
021079
FAST
021080
FAST
021081
110575 RevB
Page 48

PARTS LIST
5-6 LR2075 Laser Head Instruction Manual
Part
Number Description
Quantity
228002 kit: LR2075 with 2.0" optics
021012 Nozzle: standard 1.0 mm (0.04") 1
021092 Nozzle: standard 1.2 mm (0.05") 1
021013 Nozzle: standard 1.5 mm (0.06") 1
021014 Nozzle: standard 2.0 mm (0.08") 1
021015 Nozzle: standard 2.5 mm (0.10") 1
021079 FAST nozzle: < 9 mm (3/8") 2
021080 FAST nozzle: 9-16 mm (3/8"-5/8") 1
021081 FAST nozzle: 16-25 mm mm (5/8"-1.0") 1
021089 Tapered nozzle 1.0 mm (0.04") 1
021090 Tapered nozzle 1.2 mm (0.05") 1
021091 Tapered nozzle 1.5 mm (0.06") 1
027982 Hex wrench: 1/8", T-handle 1
027991 Lens wipes: 4" X 4" 1
104284 Wrench: Retaining nut (included in parts kit) 1
127010 30 ml dropper bottle 1
128813 Pin spanner wrench: 2.0" optics, 1/16" pins 1
228003 Lens blank 1
228004 Aperture assembly 1
228005 Cross-hair assembly 1
228007 Lens holder assembly: 5" EFL - standard 1
228009 Lens holder assembly: 7.5" EFL - standard 1
Parts and accessories kit for 2.0" optics
Nozzles
021012
021089
021092
021090
021013
021091
Nozzles
021014
021015
FAST
021079
FAST
021079
FAST
021080
FAST
021081
B
Page 49

PARTS LIST
LR2075 Laser Head Instruction Manual 5-7
Part
Item Number Description Quantity
1 228049 Kit: capacitive height sensor amplifier assembly 1
1
Capacitive height sensor
Page 50

PARTS LIST
5-8 LR2075 Laser Head Instruction Manual
Part
Item Number Description Quantity
1 104159 Retaining ring: 1.5" diameter lens 1
104020 Retaining ring: 2.0" diameter lens 1
2 021086 1.5" diameter lens: 127.0 mm (5.0") effective focal length 1
021087 1.5" diameter lens: 190.5 mm (7.5") effective focal length 1
021088 2.0" diameter lens: 127.0 mm (5.0") effective focal length 1
021006 2.0" diameter lens: 190.5 mm (7.5") effective focal length 1
3 127101 Seal: 61 mm (2.406") outside diameter 1
4 026029 1.5" diameter lens, o-ring: 37.8 mm X 1.8 mm (1.489" X .070") 1
026033 2.0" diameter lens, o-ring: 50.5 mm X 1.8 mm (1.989" X .070")
5 228006* Lens holder, 1.5" optics: 127.0 mm (5.0") effective focal length 1
228008* Lens holder, 1.5" optics: 190.5 mm (7.5") effective focal length 1
228007* Lens holder, 2.0" optics: 127.0 mm (5.0") effective focal length 1
228009* Lens holder, 2.0" optics: 190.5 mm (7.5") effective focal length 1
6 128955 Pin spanner wrench: 38.1 mm (1.5") diameter optics 1
128813 Pin spanner wrench: 50.8 mm (2.0") diameter optics 1
7 228003 Lens blank 1
127101 Seal: 61 mm (2.406") outside diameter 2
* Includes items 1, 3 and 4
132
4
5
7
Lenses
6
Page 51

PARTS LIST
LR2075 Laser Head Instruction Manual 5-9
Part
Item Number Description Quantity
1 228004 Aperture assembly 1
2 228005 Cross hair assembly 1
2
1
Aperture and cross-hair assemblies
Page 52

Hypertherm Laser Heads a-1
Appendix A
ZnSe LENS SAFETY DATA
In this section:
Section 1 Product Identification .......................................................................................................................................................a-2
Section 2 Hazardous Ingredients.....................................................................................................................................................a-2
Section 3 Physical Data .....................................................................................................................................................................a-2
Section 4 Fire and Explosion Hazard Data ....................................................................................................................................a-2
Section 5 Health Hazard Data ..........................................................................................................................................................a-3
Section 6 Reactivity Data...................................................................................................................................................................a-4
Section 7 Disposal Information.........................................................................................................................................................a-4
Section 8 Special Protection Information.......................................................................................................................................a-4
Section 9 Special Precautions..........................................................................................................................................................a-5
Page 53

a-2 Hypertherm Laser Heads
Ophir Optronics Ltd
Science Based Industries Park Har-Hotzvim
P.O.Box 45021 Jerusalem 91450, ISRAEL
Tel: 972-2-5484444 Fax: 972-2-5822338
www.ophiropt.com
mktg@ophiropt.com
U.S Department of Labor
Occupational Safety and Health Administration
MATERIAL SAFETY DATA SHEET (MSDS)
Section I: Product Identification
Part Description:
• Name of product: ZnSe lenses for high power CO2 lasers.
• Form: Solid Optical Element
• Chemical Family: Inorganic chemical belonging to the II-VI group of periodical
systems of elements.
• Manufacturer/Supplier: Ophir Optics, Inc
260-A Fordham Road
Wilmington, MA 01887
Ph: 978-657-6410 Fax: 978-657-6056
Section II – Hazardous Ingredients
Material or Component % Atomic
• Zinc 50%
• Selenium 50%
Coating Component % Atomic
• Thorium Fluoride N/A
Section III - Physical Data
• Boiling point, 760 mmHg: sublimes
• Melting point: 1525 Celsius
• Specific gravity (H
• Solubility in H2O, % by weight: Insoluble
• Appearance and odor: yellow transparent solid, odorless
O=1): 5.27
2
Section IV – Fire and Explosion Hazard Data
Page 54

Hypertherm Laser Heads a-3
Ophir Optronics Ltd.
Science Based Industries Park Har-Hotzvim
P.O.Box 45021 Jerusalem 91450, ISRAEL
Tel: 972-2-5484444 Fax: 972-2-5822338
www.ophiropt.com
mktg@ophiropt.com
• Flash point (test method): Not flammable and not explosive.
Section V – Health Hazard Data
• ZnSe – Effects are not known, but some zinc and selenium can be formed, such as:
• Zinc oxide – Chills and fever.
• Selenium and compounds – Acute exposure might produce sternal pain, cough,
nausea, pallor, coated tongue, gastro-intestinal disorders, nervousness and/or
conjunctivitis. A garlic odor of the breath or sweat may occur.
• Thorium – Suspected carcinogen due to its radioactivity at NISH levels of intake.
However, no effects observed for inhalation intakes of less than 270 to 540mg per
year, at which point risks are thought to increase linearly with intake. External
exposure from holding a lens continuously for 2,000 hours per year is less than the
exposure associated with 2 dental x-rays, 1 round trip transcontinental US plane
flight, or smoking 1/3 of a cigarette per day for 1 year.
• Inorganic Fluorides – Generally highly irritating and toxic. Inhalation may cause
irritation to the respiratory tract and mucous membrane, asthma attacks excessive
salivation, thirst, sweating, vomiting, colic, diarrhea, lung granulomas, fluoresis,
and pulmonary fibrosis.
Threshold Limit Value:
Material Limit
Zinc Oxide fumes 5mg/m
Zinc Oxide dust 10mg/m
Selenium and Components 0.2mg/m
Occupational Annual Limit On Intake By Inhalation:
Material Limit
Thorium Fluoride dust with 1µ particle size 136 mg
particle size to a maximum at 20µm at
which point particles are no longer respirable)
(value increases significantly with increasing
Emergency and First Aid Procedures: In Dust Form:
Eyes: Wash with plenty of water – See physician
Skin: Wash with plenty of water – See physician
Ingestion: Call Physician
Inhalation: Remove from exposure, treat symptomatically, call physician
Special Precautions:
Handling and storage precaution:
Page 55

a-4 Hypertherm Laser Heads
Ophir Optronics Ltd.
Science Based Industries Park Har-Hotzvim
P.O.Box 45021 Jerusalem 91450, ISRAEL
Tel: 972-2-5484444 Fax: 972-2-5822338
www.ophiropt.com
mktg@ophiropt.com
If material is to be machined, ground or polished, processes should be
done wet so as to minimize dust, which could result in inhalation. Good
work practices such as keeping hands clean and not letting slurry splash
significantly should be followed so that transferal to mouth by
contamination on the hands or clothing followed by ingestion will not occur.
Wash hands and face thoroughly after handling material and before eating.
If parts are dropped or otherwise broken, sweep up pieces which may have
sharp edges as one would clean up broken glass and safely transfer to
appropriate disposal container.
Section VI – Reactivity Data
• Stability: Stable
• Conditions to avoid: Extreme heat greater than 500 Celsius could result in
decomposition.
• Materials to avoid: Strong acids, strong bases.
• Hazardous decomposition products: Selenium/Oxides of Selenium, Zinc Oxide
• Hazardous polymerization: Will not occur.
Section VII – Disposal Information
Dispose of used laser optics in a licensed industrial waste facility in compliance
with all local, state, and federal regulations. If you do not have access to a licensed
industrial waste facility, the used laser optics may be returned to Ophir Optics, Inc
for disposal. Contact Ophir Optics, Inc before returning any used optics.
Section VIII – Special Protection Information
Respiratory Protection: (In dust or vapor form)
NIOSH approved respiratory with fume type cartridge
Ventilation:
___Local Exhaust
___Mechanical (General)
___Special (Specify)
X Other (Specify) See Below
In case of vaporization:
Page 56

Hypertherm Laser Heads a-5
Storage:
The lenses are wrapped at Ophir with lens paper, nylon bag and plastic box. It is
recommended to keep the lens packaged this way until usage. The polished surfaces
of the lens are very sensitive and can be easily damaged. It is recommended to keep
the lenses in low humidity conditions.
Ophir Optics, Inc
260-A Fordham Road
Wilmington, MA 01887
Ph: 978-657-6410 Fax: 978-657-6056
Ophir Optronics Ltd.
Science Based Industries Park Har-Hotzvim
P.O.Box 45021 Jerusalem 91450, ISRAEL
Tel: 972-2-5484444 Fax: 972-2-5822338
www.ophiropt.com
mktg@ophiropt.com
Leave room and allow dust to settle. Clean all surfaces. If room has
ventilation, allow for several air changes. Locate exhaust near location of
ZnSe processing or use if failure by melting is likely.
Section IX – Special Precautions
 Loading...
Loading...