

Page 1

Duramax™ Retrofit Torch
HRT, HRTs, and MRT for
powermax1000
powermax1650
®
, powermax1250®, and
®
Operator Manual – 807190
Revision 3
Page 2

Page 3

Duramax™ Retrofit Torch
HRT, HRTs, and MRT for
powermax1000
and powermax1650
Operator Manual
(P/N 807190)
Revision 3 – May 2012
®
, powermax1250®,
®
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com
email: info@hypertherm.com
© 2012 Hypertherm, Inc.
All Rights Reserved
Hypertherm, Powermax, and Duramax are trademarks of Hypertherm, Inc.
andmayberegisteredintheUnited States and/or other countries.
Page 4

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm Automation
5 Technology Drive, Suite 300
West Lebanon, NH 03784 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit A, 5th Floor, Careri Building
432 West Huai Hai Road
Shanghai, 200052
PR China
86-21 5258 3330/1 Tel
86-21 5258 3332 Fax
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP - Brasil
CEP 07115-030
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Hypertherm Korea Branch
#3904 Centum Leaders Mark B/D,
1514 Woo-dong, Haeundae-gu, Busan
Korea, 612-889
82 51 747 0358 Tel
82 51 701 0358 Fax
03/15/12
Page 5
ELECTROMAGNETIC COMPATIBILITY (EMC)
Introduction
Hypertherm’s CE‑marked equipment is built
in compliance with standard EN60974‑10.
The equipment should be installed and used
in accordance with the information be low to
achieve electromagnetic compatibility.
The limits required by EN60974‑10 may not be
adequate to completely eliminate interference
when the affected equipment is in close
proximity or has a high degree of sen sitivity.
Insuch cases it may be nec essary to use other
mea sures to further reduce interference.
This cutting equipment is designed for use only
in an in dus tri al environment.
Installation and use
The user is responsible for installing and
using the plasma equipment according to the
manufacturer’s instructions. If electromagnetic
disturbances are detected then it shall be
the responsibility of the user to resolve the
situation with the technical assistance of the
manufacturer. In some cases this remedial
action may be as simple as earthing the
cutting circuit, see Earthing of Workpiece.
Inother cases it could involve constructing an
electromagnetic screen enclosing the power
source and the work complete with associated
input filters. In all cases electromagnetic
disturbances must be reduced to the point
where they are no longer troublesome.
Assessment of area
Before installing the equipment the user
shall make an assessment of potential
electromagnetic problems in the surrounding
area. The following shall be taken into account:
a. Other supply cables, control cables,
signalling and telephone cables; above,
below and adjacent to the cutting equipment.
b. Radio and television transmitters and
receivers.
c. Computer and other control equip ment.
d. Safety critical equipment, for example
guarding of industrial equipment.
e. Health of the people around, for example the
use of pacemakers and hearing aids.
f. Equipment used for calibration or
measurement.
g. Immunity of other equipment in the
environment. User shall ensure that other
equipment being used in the environment
is compatible. This may require additional
protection measures.
h. Time of day that cutting or other activities are
to be carried out.
The size of the surround ing area to be
considered will depend on the structure of
the building and other activities that are taking
place. The surrounding area may extend beyond
the bound aries of the premises.
Methods of reducing
emissions
Mains supply
Cutting equipment must be connected to the
mains supply according to the manufacturer’s
recommendations. If interference occurs, it may
be necessary to take additional precautions
Compliance Information EMC-1
9/10
Page 6

ElEctromagnEtic compatibility (Emc)
such as filtering of the mains supply.
Consideration should be given to shielding the
supply cable of permanently installed cutting
equipment, in metallic conduit or equivalent.
Shielding should be electrically continuous
throughout its length. The shielding should be
connected to the cutting mains supply so that
good electrical contact is maintained between
the conduit and the cutting pow er source
enclosure.
Maintenance of cutting equipment
The cutting equipment must be routinely
maintained according to the manufacturer’s
recommendations. All access and service doors
and covers should be closed and properly
fastened when the cutting equipment is in
operation. The cutting equipment should not
be modified in any way except as set forth in
and in accordance with the manufacturer’s
written instructions. For example, the spark gaps
of arc striking and stabilizing devices should
be adjusted and maintained according to the
manufacturer’s recommendations.
Cutting cables
The cutting cables should be kept as short
aspossible and should be positioned close
together, running at or close to the floor level.
Equipotential bonding
Bonding of all metallic components in the
cutting installation and adjacent to it should
be considered. However, metallic com po nents
bonded to the workpiece will increase the risk
that the operator could receive a shock by
touching these metallic components and the
electrode (nozzle for laser heads) at the same
time. The operator should be insulated from all
such bonded metallic components.
Earthing of workpiece
Where the workpiece is not bonded to earth
for electrical safety, nor connected to earth
because of its size and position, for example,
ship’s hull or building steelwork, a connection
bonding the work piece to earth may reduce
emis sions in some, but not all instances.
Careshould be taken to prevent the earthing
ofthe workpiece increasing the risk of injury
to users, or damage to other electrical
equipment. Where necessary, the connection
of the workpiece to earth should be made by
a direct connection to the workpiece, but in
some countries where direct connection is not
permitted, the bonding should be achieved by
suitable capacitances selected according to
national regulations.
Note: the cutting circuit may or may not
be earthed for safety reasons. Changing
the earthing arrangements should only be
authorized by a person who is competent to
assess whether the changes will increase the
risk of injury, for example, by allowing parallel
cutting current return paths which may damage
the earth cir cuits of other equipment. Further
guidance is provided in IEC 60974‑9, Arc
Welding Equip ment, Part 9: Installation and
Use.
Screening and shielding
Selective screening and shielding of other
cables and equipment in the surrounding
area may alleviate problems of interference.
Screening of the entire plasma cutting
installation may be con sid ered for special
applications.
EMC-2 Compliance Information
9/10
Page 7

WARRANTY
Attention
Genuine Hypertherm parts are the factory‑
recommended replacement parts for your
Hypertherm system. Any damage or injury
caused by the use of other than genuine
Hypertherm parts may not be covered by the
Hypertherm warranty, and will constitute misuse
of the Hypertherm Product.
You are solely responsible for the safe use of
the Product. Hypertherm does not and cannot
make any guarantee or warranty regarding the
safe use of the product in your environment.
General
Hypertherm, Inc. warrants that its Products
shall be free from defects in materials and
workmanship for the specific periods of time
set forth herein and as follows: if Hypertherm
is notified of a defect (i) with respect to the
power supply within a period of two (2) years
from the date of its delivery to you, with the
exception of Powermax brand power supplies,
which shall be within a period of three (3) years
from the date of delivery to you, and (ii) with
respect to the torch and leads within a period
of one (1) year from its date of delivery to you,
and with respect to torch lifter assemblies
within a period of one (1) year from its date of
delivery to you, and with respect to laser heads
within a period of one (1) year from its date of
delivery to you, and with respect to Automation
products one (1) year from its date of delivery
to you, with the exception of the EDGE Pro
CNC and ArcGlide THC, which shall be within
a period of two (2) years from the date of
delivery to you.
This warranty shall not apply to any Powermax
brand power supplies that have been used with
phase converters. In addition, Hypertherm does
not warranty systems that have been damaged
as a result of poor power quality, whether from
phase converters or incoming line power. This
warranty shall not apply to any Product which
has been incorrectly installed, modified, or
otherwise damaged.
Hypertherm provides repair, replacement or
adjustment of the Product as the sole and
exclusive remedy, if and only if the warranty
set forth herein properly is invoked and
applies. Hypertherm, at its sole option, shall
repair, replace, or adjust, free of charge, any
defective Products covered by this warranty
which shall be returned with Hypertherm’s prior
authorization (which shall not be unreasonably
withheld), properly packed, to Hypertherm’s
place of business in Hanover, New Hampshire,
or to an authorized Hypertherm repair facility,
all costs, insurance and freight pre paid by
the customer. Hypertherm shall not be liable
for any repairs, replacement, or adjustments
of Products covered by this warranty, except
those made pursuant to this paragraph and
with Hypertherm’s prior written consent.
The warranty set forth above is exclusive and is
in lieu of all other warranties, express, implied,
statutory, or otherwise with respect to the
Products or as to the results which may be
obtained therefrom, and all implied warranties
or conditions of quality or of merchantability
or fitness for a particular purpose or against
infringement. The foregoing shall constitute the
sole and exclusive remedy for any breach by
Hypertherm of its warranty.
Compliance Information W-1
9/10
Page 8
Warranty
WARRANTY
Distributors/OEMs may offer different or
additional warranties, but Distributors/OEMs
are not authorized to give any additional
warranty protection to you or make any
representation to you purporting to be binding
upon Hypertherm.
Patent indemnity
Except only in cases of products not
manufactured by Hypertherm or manufactured
by a person other than Hypertherm not in strict
conformity with Hypertherm’s specifications
and in cases of designs, processes, formulae,
or combinations not developed or purported
to be developed by Hypertherm, Hypertherm
will have the right to defend or settle, at
its own expense, any suit or proceeding
brought against you alleging that the use
of the Hypertherm product, alone and not
in combination with any other product not
supplied by Hypertherm, infringes any patent
of any third party. You shall notify Hypertherm
promptly upon learning of any action or
threatened action in connection with any
such alleged infringement (and in any event
no longer than fourteen (14) days after
learning of any action or threat of action), and
Hypertherm’s obligation to defend shall be
conditioned upon Hypertherm’s sole control
of, and the indemnified party’s cooperation and
assistance in, the defense of the claim.
Limitation of liability
In no event shall Hypertherm be liable to
any person or entity for any incidental,
consequential direct, indirect, punitive
or exemplary damages (including but
not limited to lost profits) regardless of
whether such liability is based on breach
of contract, tort, strict liability, breach of
warranty, failure of essential purpose,
or otherwise, and even if advised of the
possibility of such damages.
National and local codes
National and local codes governing plumbing
and electrical installation shall take precedence
over any instructions contained in this manual.
In no event shall Hypertherm be liable for injury
to persons or property damage by reason of
any code violation or poor work practices.
Liability cap
In no event shall Hypertherm’s liability,
if any, whether such liability is based on
breach of contract, tort, strict liability,
breach of warranties, failure of essential
purpose or otherwise, for any claim,
action, suit or proceeding (whether in
court, arbitration, regulatory proceeding
or otherwise) arising out of or relating
to the use of the Products exceed in
the aggregate the amount paid for the
Products that gave rise to such claim.
Insurance
At all times you will have and maintain
insurance in such quantities and types, and
with coverage sufficient and appropriate to
defend and to hold Hypertherm harmless in the
event of any cause of action arising from the
use of the products.
W-2 Compliance Information
9/10
Page 9

Transfer of rights
You may transfer any remaining rights you may
have hereunder only in connection with the
sale of all or substantially all of your assets or
capital stock to a successor in interest who
agrees to be bound by all of the terms and
conditions of this Warranty. Within thirty (30)
days before any such transfer occurs, you
agree to notify in writing Hypertherm, which
reserves the right of approval. Should you
fail timely to notify Hypertherm and seek its
approval as set forth herein, the Warranty set
forth herein shall be null and void and you will
have no further recourse against Hypertherm
under the Warranty or otherwise.
Warranty
Compliance Information W-3
9/10
Page 10

Warranty
W-4 Compliance Information
9/10
Page 11
Safety information
Before operating any Hypertherm equipment, read the separate Safety and Compliance Manual
(80669C) included with your product for important safety information.
Page 12

Page 13

Table of ConTenTs
ELECTROMAGNETIC COMPATIBILITY (EMC) ....................................................................EMC-1
WARRANTY ........................................................................................................................................W-1
Safety information ................................................................................................................................. 1
Section 1
Specifications ......................................................................................................................................1-1
Component weights .......................................................................................................................................... 1‑2
Duramax HRT hand torch dimensions .......................................................................................................... 1‑2
Duramax HRTs hand torch dimensions ........................................................................................................ 1‑2
Duramax MRT full‑length machine torch dimensions ................................................................................ 1‑3
Duramax MRT without positioning sleeve (mini torch) .............................................................................. 1‑3
Section 2
Torch Setup ..........................................................................................................................................2-1
Introduction ......................................................................................................................................................... 2‑2
Consumable life .................................................................................................................................................. 2‑2
Hand torch setup ............................................................................................................................................... 2‑3
Choose the hand torch consumables ................................................................................................ 2‑3
Hand torch consumables ...................................................................................................................... 2‑4
Install the hand torch consumables ..................................................................................................... 2‑5
Machine torch setup.......................................................................................................................................... 2‑6
Converting a Duramax retrofit machine torch into a mini torch .................................................... 2‑7
Mount the torch ........................................................................................................................................ 2‑9
Choose the machine torch consumables ........................................................................................2‑12
Machine torch consumables ...............................................................................................................2‑12
Install the machine torch consumables ............................................................................................2‑15
Aligning the torch ..................................................................................................................................2‑15
Torch installation ..............................................................................................................................................2‑16
Section 3
Operation ..............................................................................................................................................3-1
Using the cut charts .......................................................................................................................................... 3‑2
Estimated kerf‑width compensation .................................................................................................... 3‑2
100 amp mechanized shielded cutting for Powermax1650.......................................................... 3‑5
85 amp mechanized shielded cutting for Powermax1650 ............................................................ 3‑7
80 amp mechanized shielded cutting for Powermax1250/1650 ..............................................3‑11
Duramax Retrofit Torch Operator Manual i
Page 14

Table of ConTenTs
65 amp mechanized shielded cutting for Powermax1250/1650 ..............................................3‑13
60 amp mechanized shielded cutting for Powermax1000/1250/1650 ...................................3‑17
45 amp mechanized shielded cutting for Powermax1000/1250/1650 ...................................3‑19
100 amp mechanized unshielded cutting for Powermax1650 ...................................................3‑23
85 amp mechanized unshielded cutting for Powermax1650......................................................3‑25
65 amp mechanized unshielded cutting for Powermax1250/1650 ..........................................3‑29
45 amp mechanized unshielded cutting for Powermax1000/1250/1650 ..............................3‑33
FineCut® consumables for Powermax1000/1250/1650.............................................................3‑37
Using the hand torch .......................................................................................................................................3‑42
Operate the safety trigger ...................................................................................................................3‑42
Hand torch cutting hints ......................................................................................................................3‑43
Start a cut from the edge of the workpiece.....................................................................................3‑44
Pierce a workpiece ................................................................................................................................3‑45
Gouge a workpiece ..............................................................................................................................3‑46
Common hand‑cutting faults ..............................................................................................................3‑49
Using the machine torch ................................................................................................................................3‑50
Ensure the torch and table are set up correctly .............................................................................3‑50
Understand and optimize cut quality .................................................................................................3‑50
To pierce a workpiece using the machine torch ............................................................................3‑53
Common machine‑cutting faults ........................................................................................................3‑53
Section 4
Maintenance and parts .....................................................................................................................4-1
Perform routine maintenance .......................................................................................................................... 4‑2
Inspect the consumables ................................................................................................................................. 4‑3
Hand torch replacement parts ........................................................................................................................ 4‑4
Machine torch replacement parts .................................................................................................................. 4‑6
Accessory parts.................................................................................................................................................. 4‑7
ii Duramax Retrofit Torch Operator Manual
Page 15
Section 1
Specifications
In this section:
Component weights .......................................................................................................................................... 1‑2
Duramax HRT hand torch dimensions .......................................................................................................... 1‑2
Duramax HRTs hand torch dimensions ........................................................................................................ 1‑2
Duramax MRT full‑length machine torch dimensions ................................................................................ 1‑3
Duramax MRT without positioning sleeve (mini torch) .............................................................................. 1‑3
Duramax Retrofit Torch Operator Manual 1-1
Page 16
SpecificationS
Component weights
Torch type Weight – lbs (kg)
Hand torch 25 ft (7.6 m) 7.1 (3.2)
Hand torch 50 ft (15 m) 12.5 (5.7)
Machine torch 25 ft (7.6 m) 7.6 (3.4)
Machine torch 50 ft (15 m) 13.2 (6.0)
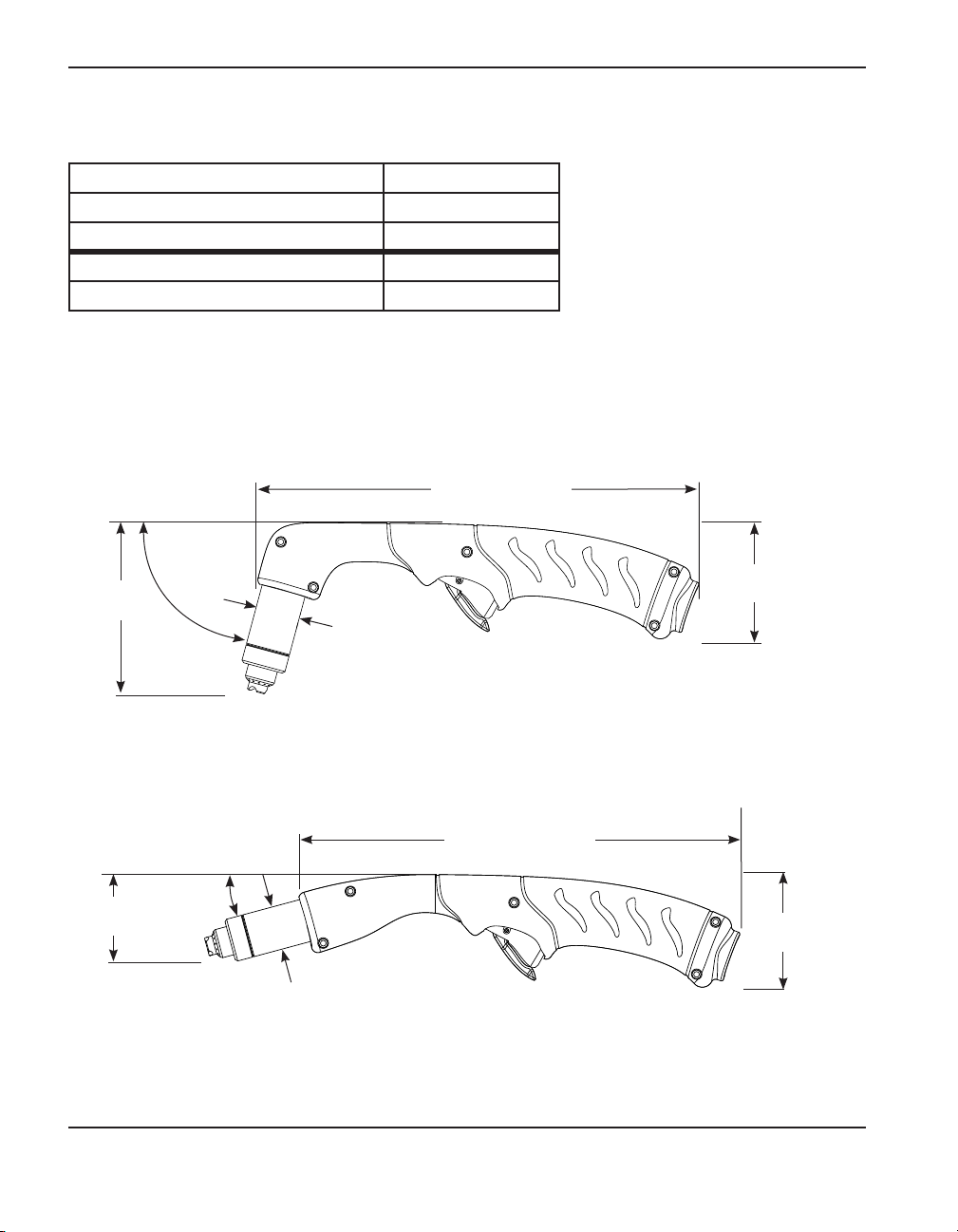
Duramax HRT hand torch dimensions
9.9 in (25.2 cm)
75°
3.8 in
(9.8 cm)
angle
1.0 in
(2.5 cm)
Duramax HRTs hand torch dimensions
10.2 in (25.9 cm)
15°
1.9 in
(4.7 cm)
angle
1.0 in
(2.5 cm)
2.6 in
(6.6 cm)
2.6 in
(6.6 cm)
1-2 Duramax Retrofit Torch Operator Manual
Page 17
SpecificationS
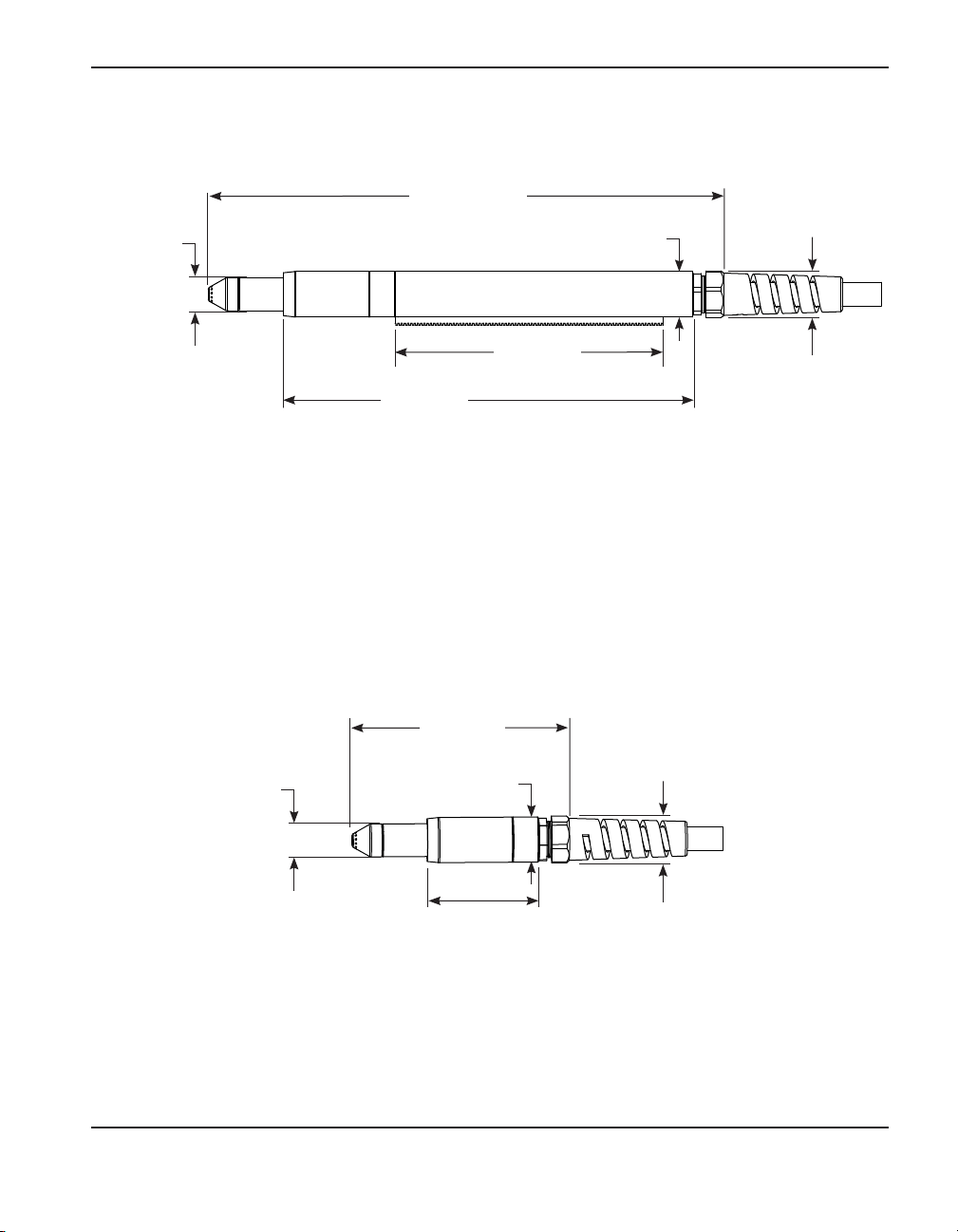
Duramax MRT full-length machine torch dimensions
15.6 in
(39.6 cm)
1.0 in
(2.5 cm)
8.1 in
(20.6 cm)
12.3 in
(31.3 cm)
1.4 in
(3.5 cm)
1.4 in (3.6 cm) outer
dimension, 1.3 in
(3.3cm) flat sides
Duramax MRT without positioning sleeve (mini torch)
6.6 in
(16.8 cm)
1.0 in
(2.5 cm)
Duramax Retrofit Torch Operator Manual 1-3
1.4 in
(3.5 cm)
3.3 in
(8.4 cm)
1.4 in (3.6 cm) outer
dimension, 1.3 in
(3.3cm) flat sides
Page 18

SpecificationS
1-4 Duramax Retrofit Torch Operator Manual
Page 19
Section 2
Torch Setup
In this section:
Introduction ......................................................................................................................................................... 2‑2
Consumable life .................................................................................................................................................. 2‑2
Hand torch setup ............................................................................................................................................... 2‑3
Choose the hand torch consumables ................................................................................................ 2‑3
Hand torch consumables ...................................................................................................................... 2‑4
Install the hand torch consumables ..................................................................................................... 2‑5
Machine torch setup.......................................................................................................................................... 2‑6
Converting a Duramax retrofit machine torch into a mini torch .................................................... 2‑7
Mount the torch ........................................................................................................................................ 2‑9
Choose the machine torch consumables ........................................................................................2‑12
Machine torch consumables ...............................................................................................................2‑12
Install the machine torch consumables ............................................................................................2‑15
Aligning the torch ..................................................................................................................................2‑15
Torch installation ..............................................................................................................................................2‑16
Duramax Retrofit Torch Operator Manual 2-1
Page 20

Torch seTup
Introduction
Duramax™ series handheld and machine retrofit torches are available for the Powermax1000,
Powermax1250, and Powermax1650 systems. The ETR (Easy Torch Removal)™ quick‑disconnect
system makes it easy to remove the torch for transport or to switch from one torch to the other if
your applications require the use of different torches. The torches are cooled by ambient air and do
not require special cooling procedures.
This section explains how to setup your torch and choose the appropriate consumables for the job.
Consumable life
How often you need to change the consumables on your retrofit torch will depend on a number of
factors:
• Thickness of the material – the thicker the material being cut, the more often consumables
need to be changed.
• Average length of cut – the longer the average cut, the more often consumables need to
be changed.
• Type of cutting – handheld cutting will require more consumable changes than machine
cutting.
• Air quality – the presence of oil, moisture, or other contaminants will reduce consumable
life.
• Piercing / edge starting – piercing the metal causes more consumable wear then starting
cuts from the edge of the metal.
• Proper torch‑to‑work distance – when gouging or cutting with unshielded consumables,
maintaining proper torch‑to‑work distance will result in better consumable life.
• Proper pierce height – maintaining proper pierce height will result in better consumable
life.
• Cutting in “continuous pilot arc” mode or normal cutting mode – cutting with a continuous
pilot arc causes more consumable wear than cutting in normal cutting mode.
You will find more information about proper cutting techniques in Section 3, Operation.
2-2 Duramax Retrofit Torch Operator Manual
Page 21
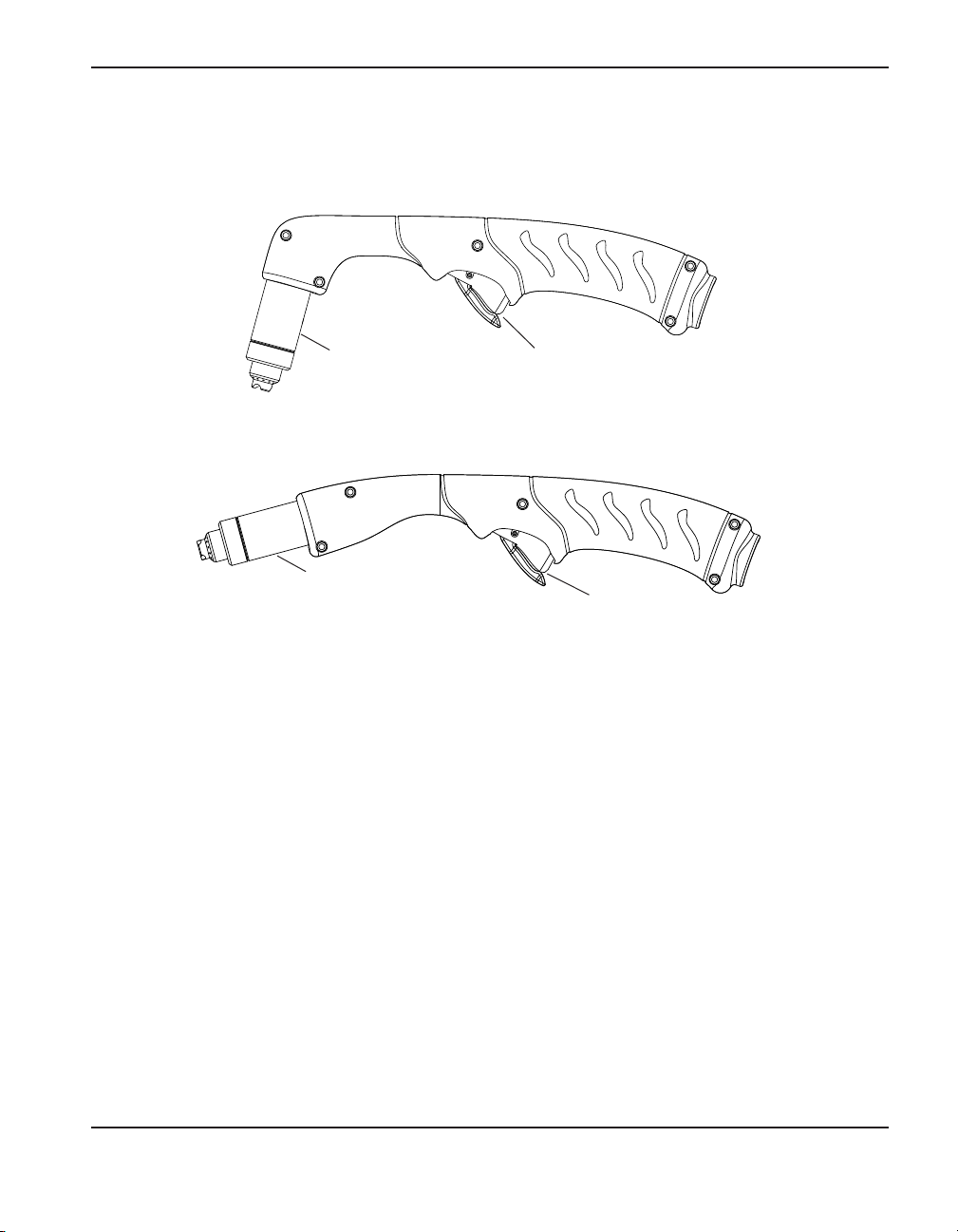
Hand torch setup
Duramax HRT
TORCH SETUP
Consumables
Duramax HRTs
Consumables
Safety trigger
Safety trigger
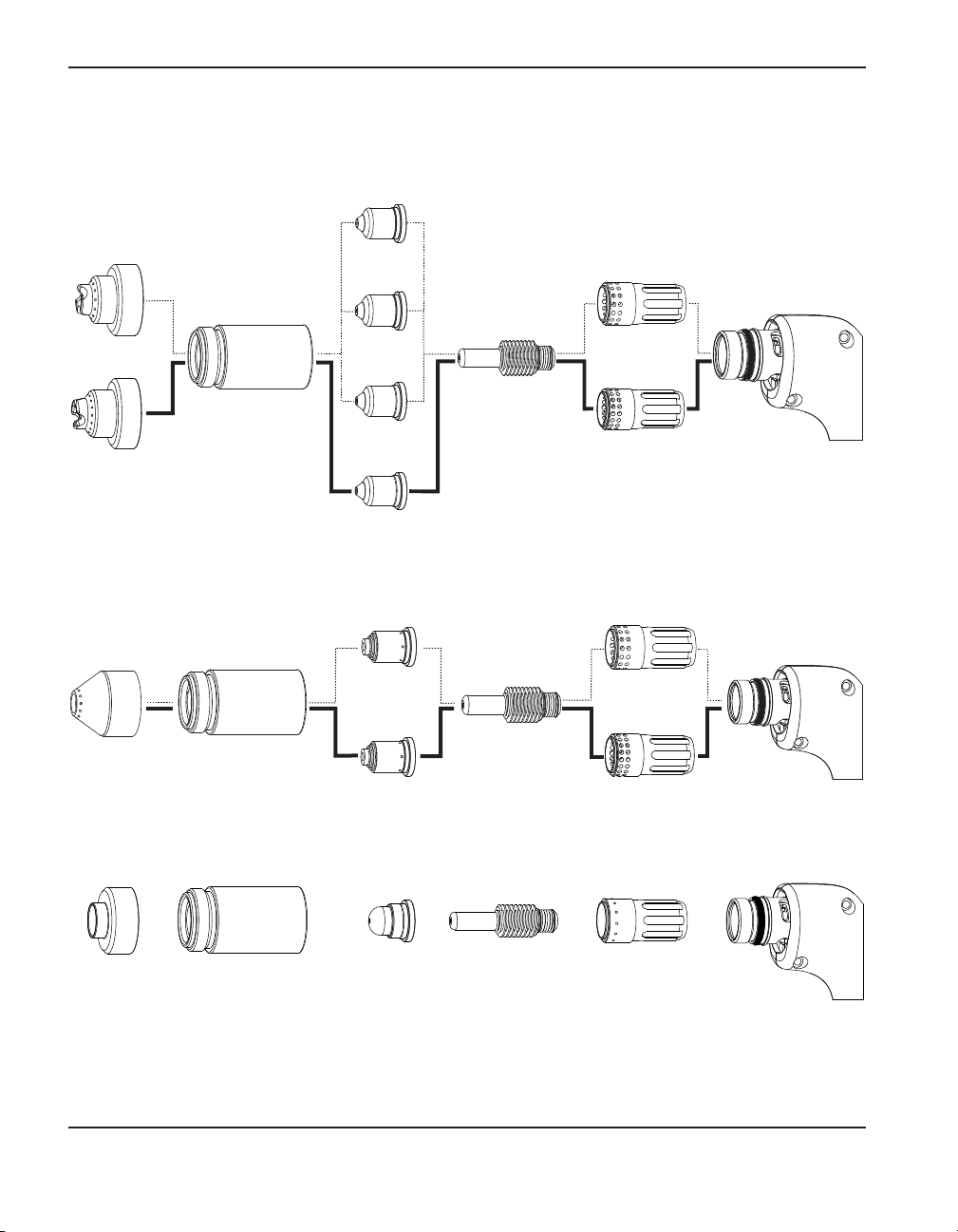
Choose the hand torch consumables
Duramax retrofit torches are shipped with a full set of cutting consumables pre‑installed.
Hypertherm also includes spare cutting electrodes, nozzles, and gouging consumables in the
consumables box, for handheld torches.
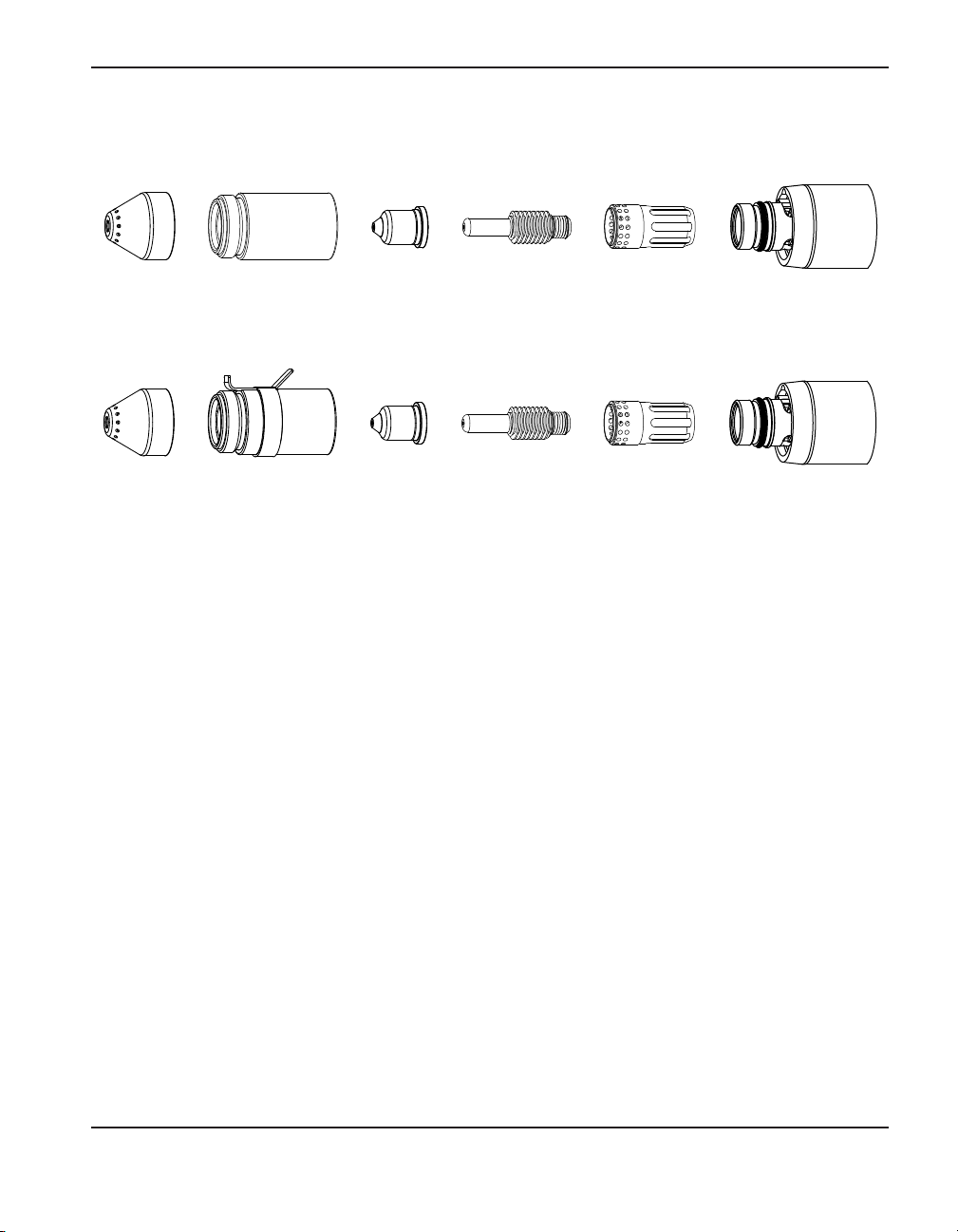
Consumables for handheld cutting are shown on the next page. Notice that the retaining cap and
electrode are the same for cutting, gouging, and FineCut® applications. Only the shield, nozzle,
and swirl ring are different.
For the best cut quality on thin materials, you may prefer to use FineCut consumables, or use a
45A nozzle and reduce the current setting to 45 amps.
Duramax Retrofit Torch Operator Manual 2-3
Page 22
Torch seTup
Hand torch consumables
Drag-cutting consumables: Powermax1000/1250/1650
4
5
A
220941
Nozzle
6
5
A
220818
Shield
220854
Retaining cap
220992
Shield
Gouging consumables: Powermax1000/1250/1650
220819
Nozzle
8
5
A
220816
Nozzle
1
0
0
A
220990
Nozzle
220842
Electrode
220857
Swirl ring
220994
Swirl ring
6
8
5
5
A
A
220798
Shield
FineCut
220931
Shield
220797
Nozzle
220854
Retaining cap
1
0
0
A
220991
220842
Electrode
Nozzle
®
consumables: Powermax1000/1250/1650
220854
Retaining cap
220930
Nozzle
220842
Electrode
220857
Swirl ring
220994
Swirl ring
220947
Swirl ring
Powermax1000 – Use 45‑65 A consumables
Powermax1250 – Use 45‑85 A consumables
Powermax1650 – Use 45‑100 A consumables
2-4 Duramax Retrofit Torch Operator Manual
Page 23
TORCH SETUP
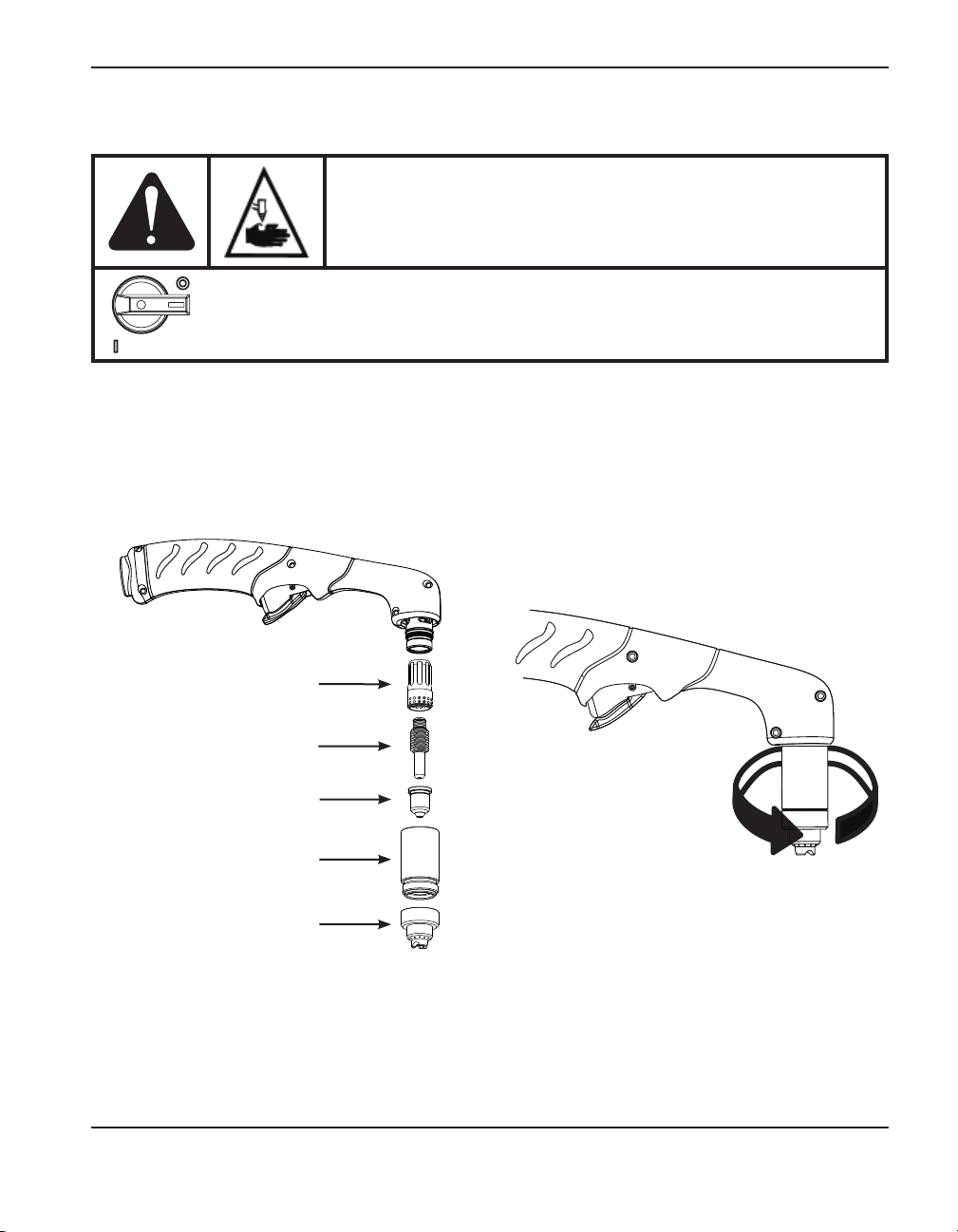
Install the hand torch consumables
WARNING
INSTANTON TORCHES
PLASMA ARC CAN CAUSE INJURY AND BURNS
The plasma arc comes on im me di ate ly when the torch trigger is
activated. Make sure the power is OFF before changing consumables.
To operate the hand torch, a complete set of consumable parts must be installed: shield, retaining
cap, nozzle, electrode, and swirl ring.
With the power switch in the OFF (O) position, install the torch consumables asshown below.
Swirl ring
Electrode
Nozzle
Retaining cap
Shield
Duramax Retrofit Torch Operator Manual 2-5
Page 24
Torch seTup
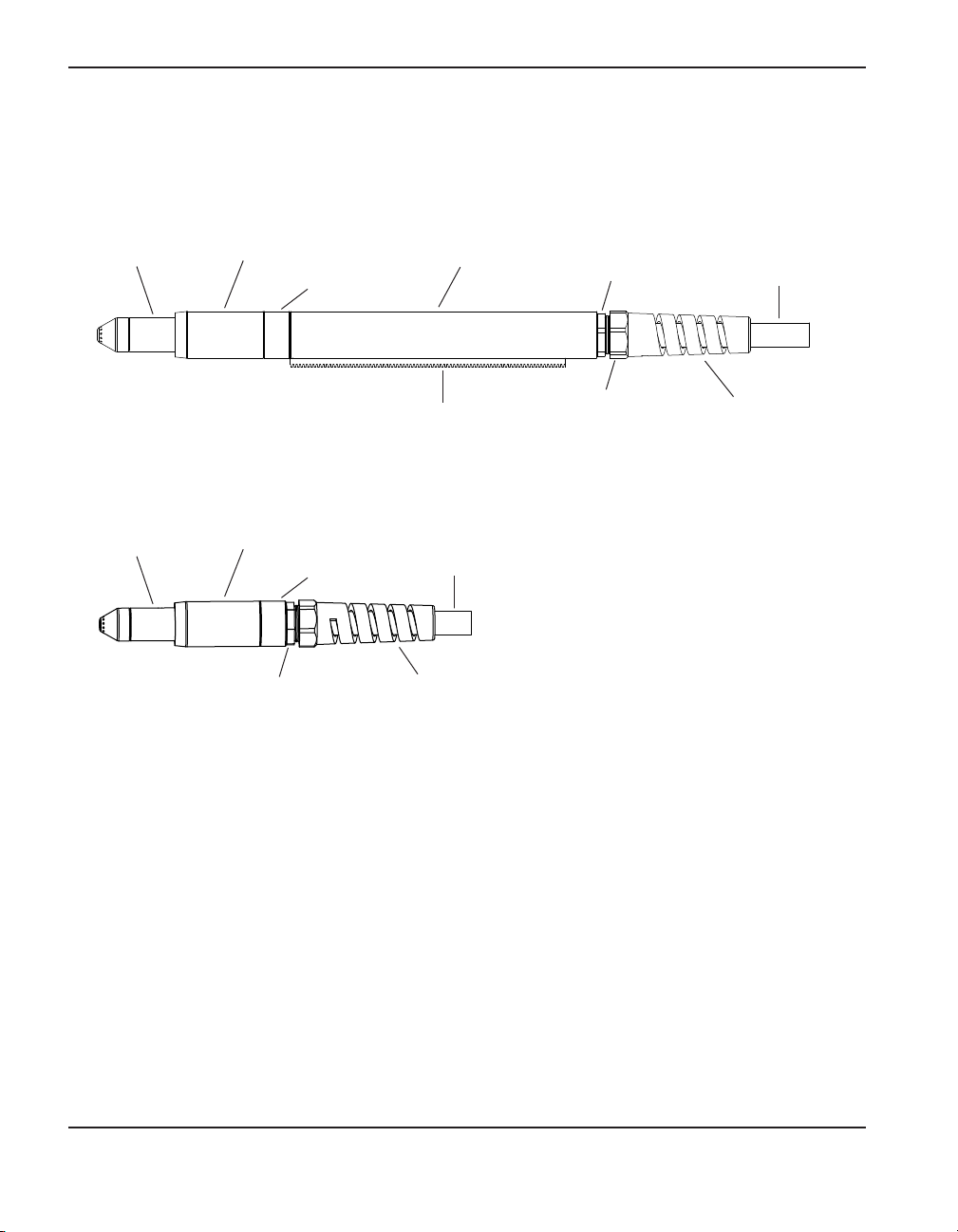
Machine torch setup
Duramax MRT
Mounting
Consumables
sleeve
Coupler
Positioning sleeve
Strain relief nut
Torch lead
Gear rack Strain relief body
Main strain
relief nut
Duramax MRT without positioning sleeve (mini torch)
Mounting
Consumables
sleeve
Coupler
Strain relief nut
Torch lead
Strain relief body
Before using either style of machine torch, you must:
• Mount the torch on your cutting table or other equipment.
• Choose and install the consumables.
• Align the torch.
• Attach the torch lead to the power supply.
• Set up the power supply for remote starting with either the remote‑start pendant or a
machine interface cable.
2-6 Duramax Retrofit Torch Operator Manual
Page 25

TORCH SETUP
Converting a Duramax retrofit machine torch into a mini torch
You can convert a full‑length machine torch to a mini‑machine torch by removing the positioning
sleeve.
Note: If you are converting a full‑length machine torch to a mini‑machine torch and
mounting the torch at the same time, skip this section and follow the instructions in
“Mount the torch” on page 2‑9.
Refer to the figures in the section “Machine torch setup” on page 2‑6 and follow these instructions.
Note: While disconnecting and reconnecting the torch parts, maintain the same orientation
between the torch head and torch lead. Twisting the torch head in relation to the
torch lead can cause damage.
1. Disconnect the torch lead from the power supply and remove the consumables from the torch.
2. Unscrew the strain relief body from the strain relief nut and slide the strain relief body back
along the torch lead.
3. Unscrew the strain relief nut from the positioning sleeve and slide the nut back along the torch
lead.
4. Unscrew the positioning sleeve from the coupler.
5. Unscrew the coupler from the mounting sleeve.
6. Remove the three screws from the consumables end of the mounting sleeve and slide the
mounting sleeve off the front of the torch body.
Duramax Retrofit Torch Operator Manual 2-7
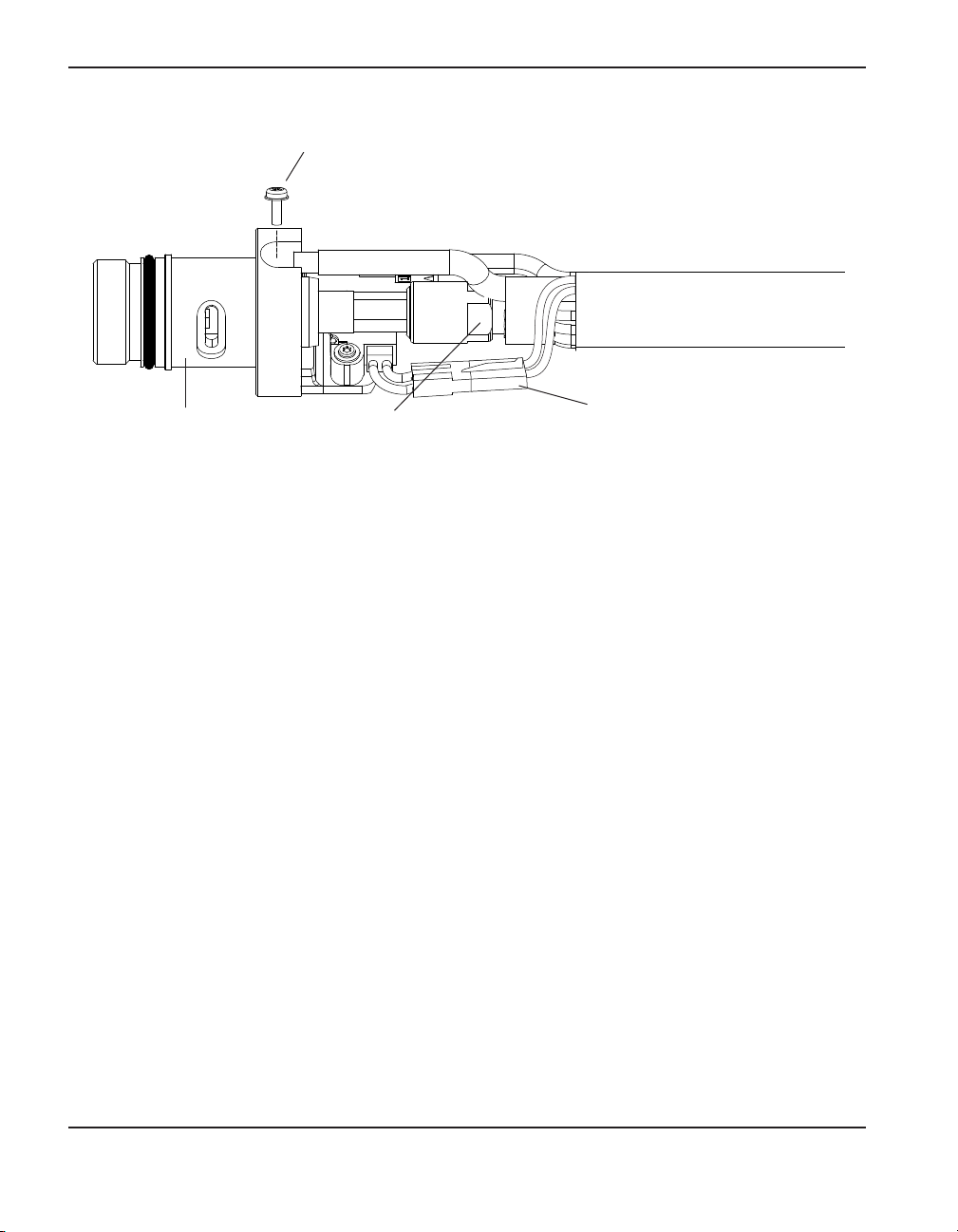
Page 26
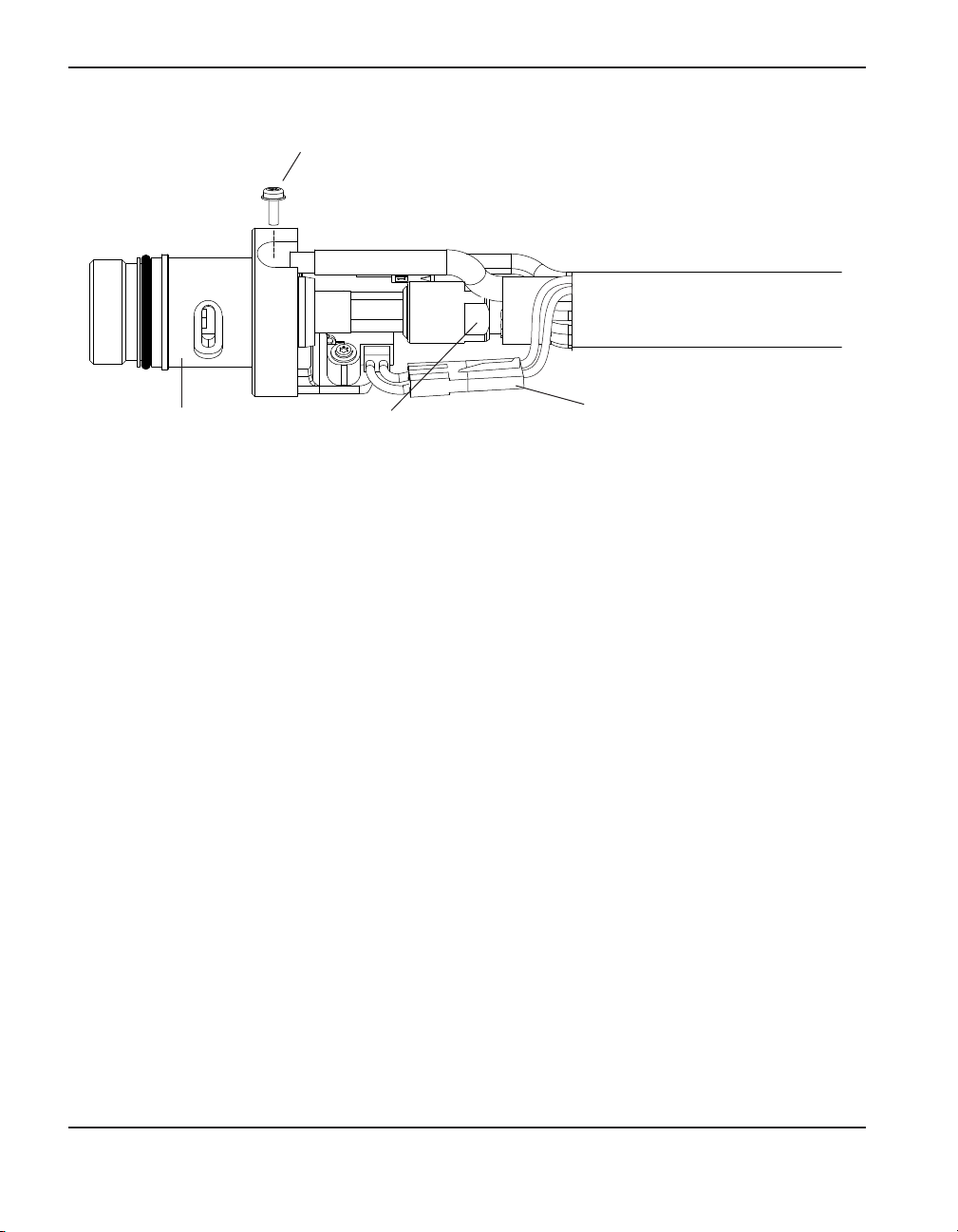
Torch seTup
Pilot wire
terminal screw
Torch head
Gas supply line
connection
Wire connector for
cap‑sensor switch
7. Disconnect the wire connector for the cap‑sensor switch.
8. Use a #2 Phillips screwdriver to remove the screw that secures the torch’s pilot wire to the
torch body.
9. Use 1/4‑inch and 3/8‑inch wrenches, or adjustable wrenches, to loosen the nut that secures
the gas supply line to the torch lead. Set the torch body aside.
10. Slide the coupler and positioning sleeve off the front of the torch lead.
11. Slide the coupler over the torch lead.
12. Reconnect the gas line to the torch lead.
13. Reattach the torch’s pilot wire to the torch body using the screw.
14. Reconnect the cap‑sensor switch’s wire connector.
15. Slide the mounting sleeve over the front of the torch body. Align the slot on the front of the
mounting sleeve (next to one of the three screw holes) with the cap‑sensor plunger on the
torch body.
16. Attach the mounting sleeve to the torch body using the three screws.
17. Screw the coupler into the mounting sleeve.
18. Screw the strain relief nut into the coupler.
19. Screw the strain relief body into the strain relief nut.
2-8 Duramax Retrofit Torch Operator Manual
Page 27

TORCH SETUP
Mount the torch
Depending on the type of cutting table you have, you may or may not need to disassemble the
torch to route it through the track and mount it. If your cutting table’s track is large enough for you
to thread the torch through it without removing the torch body from the lead, do so and then attach
the torch to the lifter per the manufacturer’s instructions.
Note: The Duramax machine torches can be mounted on a wide variety of X‑Y tables, track
burners, pipe bevelers, and other equipment. Install the torch per the manufacturer’s
instructions and follow the instructions below for disassembly if necessary.
If you need to disassemble and reassemble the torch, refer to the figures in the section “Machine
torch setup” on page 2‑6 and follow these instructions.
Note: While disconnecting and reconnecting the torch parts, maintain the same orientation
between the torch head and torch lead. Twisting the torch head in relation to the
torch lead can cause damage.
1. Disconnect the torch lead from the power supply and remove the consumables from the torch.
2. Unscrew the strain relief body from the strain relief nut and slide the strain relief body back
along the torch lead.
3. Unscrew the strain relief nut from the positioning sleeve (full‑length machine torch) and slide
the nut back along the torch lead.
4. Unscrew the positioning sleeve from the coupler.
5. Unscrew the coupler from the mounting sleeve.
6. Remove the three screws from the consumables end of the mounting sleeve and slide the
mounting sleeve off the front of the torch body.
Duramax Retrofit Torch Operator Manual 2-9
Page 28
Torch seTup
Pilot wire terminal screw
Wire connector for
Torch head
7. Disconnect the wire connector for the cap‑sensor switch.
8. Use a #2 Phillips screwdriver to remove the screw that secures the torch’s pilot wire to the
torch body.
9. Use 1/4‑inch and 3/8‑inch wrenches, or adjustable wrenches, to loosen the nut that secures
the gas supply line to the torch lead. Set the torch body aside.
Gas supply line
connection
cap‑sensor switch
Note: Cover the end of the gas line on the torch lead with tape to keep dirt and other
contaminants from getting in the gas line when you route the lead through the track.
10. Slide the coupler, positioning sleeve (full‑length machine torch), strain relief nut, and strain
relief body off the front of the torch lead.
11. If you do not need the gear rack on a full‑length machine torch, slide the gear rack from the
positioning sleeve toward the consumables end of the sleeve.
12. Route the torch lead through the cutting table’s track.
2-10 Duramax Retrofit Torch Operator Manual
Page 29

TORCH SETUP
13. Slide the strain relief body and strain relief nut over the torch lead.
14. If you are mounting a full‑length machine torch, slide the positioning sleeve over the torch
head.
15. Slide the coupler over the torch lead.
16. Reconnect the gas line to the torch lead.
17. Reattach the torch’s pilot wire to the torch body using the screw.
18. Reconnect the cap‑sensor switch’s wire connector.
19. Slide the mounting sleeve over the front of the torch body. Align the slot on the front of the
mounting sleeve (next to one of the three screw holes) with the cap‑sensor plunger on the
torch body.
20. Attach the mounting sleeve to the torch body using the three screws.
21. Screw the coupler into the mounting sleeve.
22. If you are mounting a full‑length machine torch, screw the positioning sleeve into the coupler.
23. Reconnect the strain relief nut and strain relief body.
24. Attach the torch to the lifter per the manufacturer’s instructions.
Duramax Retrofit Torch Operator Manual 2-11
Page 30

Torch seTup
Choose the machine torch consumables
Powermax systems with the Duramax MRT retrofit torch are shipped with a complete set
of consumables. Hypertherm also includes spare electrodes and nozzles. In addition, an
ohmic‑sensing retaining cap is available for use with shielded consumables. With shielded
consumables, the torch tip may touch the metal when cutting. With unshielded consumables, you
must keep the torch a small distance, about .08 inch (2 mm), away from the metal. Unshielded
consumables generally have a shorter life than shielded consumables.
Machine torch consumables
Mechanized shielded consumables: Powermax1000/1250/1650
4
5
A
220941
Nozzle
6
5
A
220817
Shield
220993
Shield
220854
Retaining cap
220819
Nozzle
8
5
A
220816
Nozzle
1
0
0
A
220842
Electrode
220857
Swirl ring
220994
Swirl ring
220990
Nozzle
Powermax1000 – Use 45‑65 A consumables
Powermax1250 – Use 45‑85 A consumables
Powermax1650 – Use 45‑100 A consumables
2-12 Duramax Retrofit Torch Operator Manual
Page 31

TORCH SETUP
Mechanized shielded with ohmic consumables: Powermax1000/1250/1650
4
5
A
220941
Nozzle
6
5
A
220817
Shield
220993
Shield
220953
Ohmic‑sensing
retaining cap
220819
Nozzle
8
5
A
220816
Nozzle
1
0
0
A
220842
Electrode
220857
Swirl ring
220994
Swirl ring
220990
Nozzle
Mechanized unshielded consumables: Powermax1000/1250/1650
4
5
A
220941
Nozzle
6
5
A
220857
Swirl ring
220994
Swirl ring
220955
Deflector
220854
Retaining cap
220819
Nozzle
8
5
A
220816
Nozzle
1
0
0
A
220990
Nozzle
220842
Electrode
Powermax1000 – Use 45‑65 A consumables
Powermax1250 – Use 45‑85 A consumables
Powermax1650 – Use 45‑100 A consumables
Duramax Retrofit Torch Operator Manual 2-13
Page 32

Torch seTup
Gouging consumables: Powermax1000/1250/1650
6
8
5
5
A
A
220798
Shield
FineCut
220948
Shield
220797
220854
Retaining cap
®
shielded consumables: Powermax1000/1250/1650
220953
Retaining cap
220991
220930
Nozzle
Nozzle
1
0
0
A
Nozzle
220842
Electrode
220842
Electrode
220857
Swirl ring
220994
Swirl ring
220857
Swirl ring
FineCut® unshielded consumables: Powermax1000/1250/1650
220955
Deflector
220854
Retaining cap
220930
Nozzle
220842
Electrode
220857
Swirl ring
Powermax1000 – Use 45‑65 A consumables
Powermax1250 – Use 45‑85 A consumables
Powermax1650 – Use 45‑100 A consumables
2-14 Duramax Retrofit Torch Operator Manual
Page 33

TORCH SETUP
Install the machine torch consumables
WARNING
INSTANT-ON TORCHES
PLASMA ARC CAN CAUSE INJURY AND BURNS
The plasma arc comes on im me di ate ly when the torch is
activated. Make sure the power is OFF before changing the
consumables.
To operate the machine torch, a complete set of consumable parts must be installed: shield,
retaining cap, nozzle, electrode, and swirl ring.
With the power switch in the OFF (O) position, install the machine torch consumables in a manner
similar to the hand torch consumables. Refer to “Install the hand torch consumables” on page 2‑5.
Aligning the torch
Mount the machine torch perpendicular to the workpiece in order to get a vertical cut. Use a
square to align the torch at 0° and 90°.
Torch
0°
90°
Duramax Retrofit Torch Operator Manual 2-15
Page 34

Torch seTup
Torch installation
1. Turn OFF the power.
OFF
ON
2. Remove the power cord from the power receptacle.
3. Open the Easy Torch Removal (ETR) door and route the lead through the end cap.
AMPS
60
40
30
80
100
AC
V
50
60
PSI
70 80
4.0
5.0
6.0
BAR
_
+
ETR door
End cap
2-16 Duramax Retrofit Torch Operator Manual
Page 35

4. Align the marks on the strain relief.
5. Pull back the quick‑release collar and insert
the lead’s gas fitting.
TORCH SETUP
Quick‑release collar
6. Slide the quick‑release collar forward to lock
the gas fitting in place. Make sure that the gas
fitting is secure.
7. Make sure that the red dot on the connector is
on top, then plug in the electrical connector.
Close the ETR door.
Duramax Retrofit Torch Operator Manual 2-17
Page 36

Torch seTup
2-18 Duramax Retrofit Torch Operator Manual
Page 37

Section 3
Operation
In this section:
Using the cut charts .......................................................................................................................................... 3‑2
Estimated kerf‑width compensation .................................................................................................... 3‑2
100 amp mechanized shielded cutting for Powermax1650.......................................................... 3‑5
85 amp mechanized shielded cutting for Powermax1650 ............................................................ 3‑7
80 amp mechanized shielded cutting for Powermax1250/1650 ..............................................3‑11
65 amp mechanized shielded cutting for Powermax1250/1650 ..............................................3‑13
60 amp mechanized shielded cutting for Powermax1000/1250/1650 ...................................3‑17
45 amp mechanized shielded cutting for Powermax1000/1250/1650 ...................................3‑19
100 amp mechanized unshielded cutting for Powermax1650 ...................................................3‑23
85 amp mechanized unshielded cutting for Powermax1650......................................................3‑25
65 amp mechanized unshielded cutting for Powermax1250/1650 ..........................................3‑29
45 amp mechanized unshielded cutting for Powermax1000/1250/1650 ..............................3‑33
FineCut® consumables for Powermax1000/1250/1650 ............................................................3‑37
Using the hand torch .......................................................................................................................................3‑42
Operate the safety trigger ...................................................................................................................3‑42
Hand torch cutting hints ......................................................................................................................3‑43
Start a cut from the edge of the workpiece.....................................................................................3‑44
Pierce a workpiece ................................................................................................................................3‑45
Gouge a workpiece ..............................................................................................................................3‑46
Common hand‑cutting faults ..............................................................................................................3‑49
Using the machine torch ................................................................................................................................3‑50
Ensure the torch and table are set up correctly .............................................................................3‑50
Understand and optimize cut quality .................................................................................................3‑50
To pierce a workpiece using the machine torch ............................................................................3‑53
Common machine‑cutting faults ........................................................................................................3‑53
Duramax Retrofit Torch Operator Manual 3-1
Page 38

OPERATION
Using the cut charts
The following sections provide cut charts for each set of mechanized consumables. A consumable
diagram with part numbers precedes each section.
The arc voltage increases as the consumables wear and the voltage setting should be increased to
maintain the correct Torch‑to‑Work Distance.
Note: Hypertherm collected the data under laboratory test conditions using new
consumables.
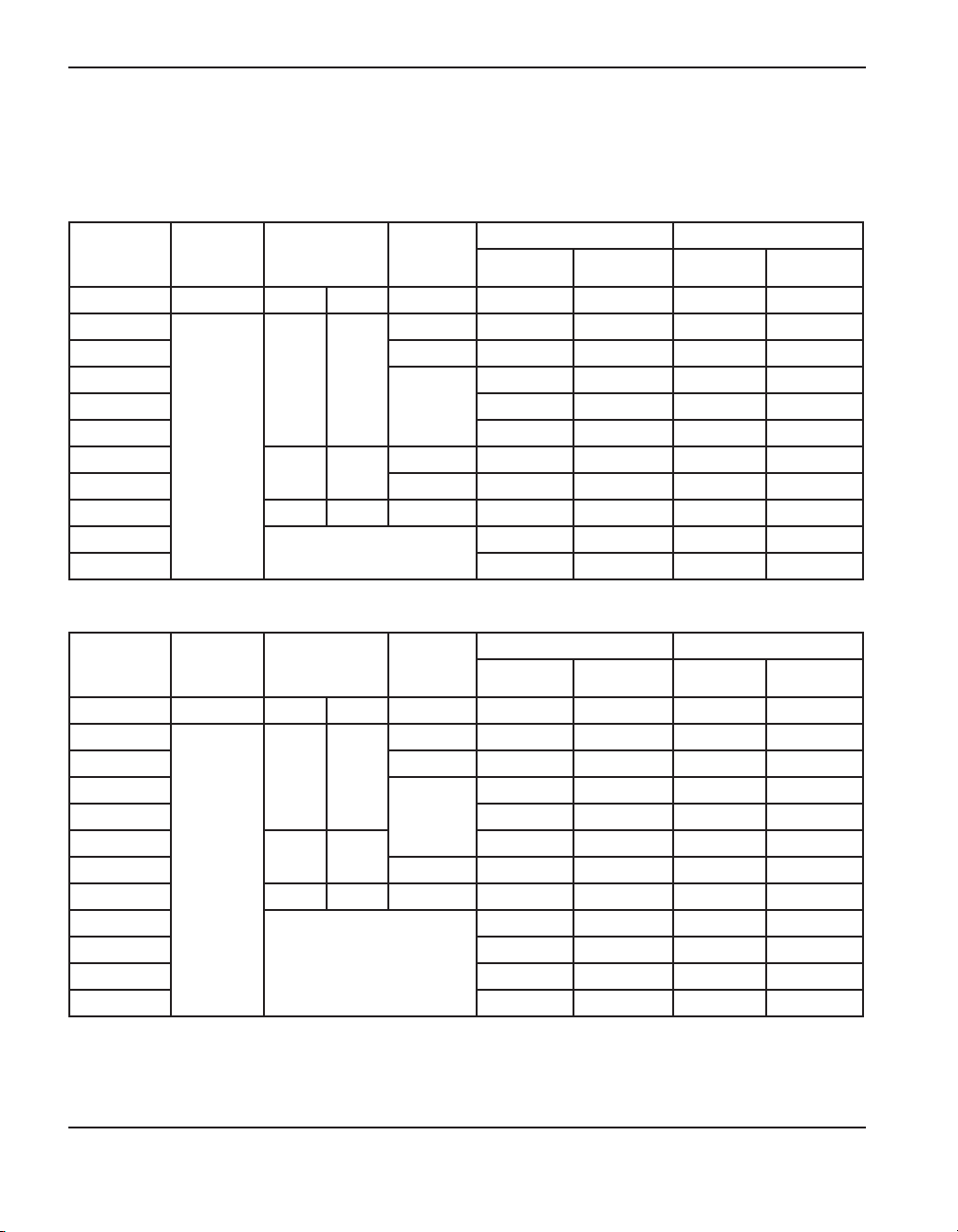
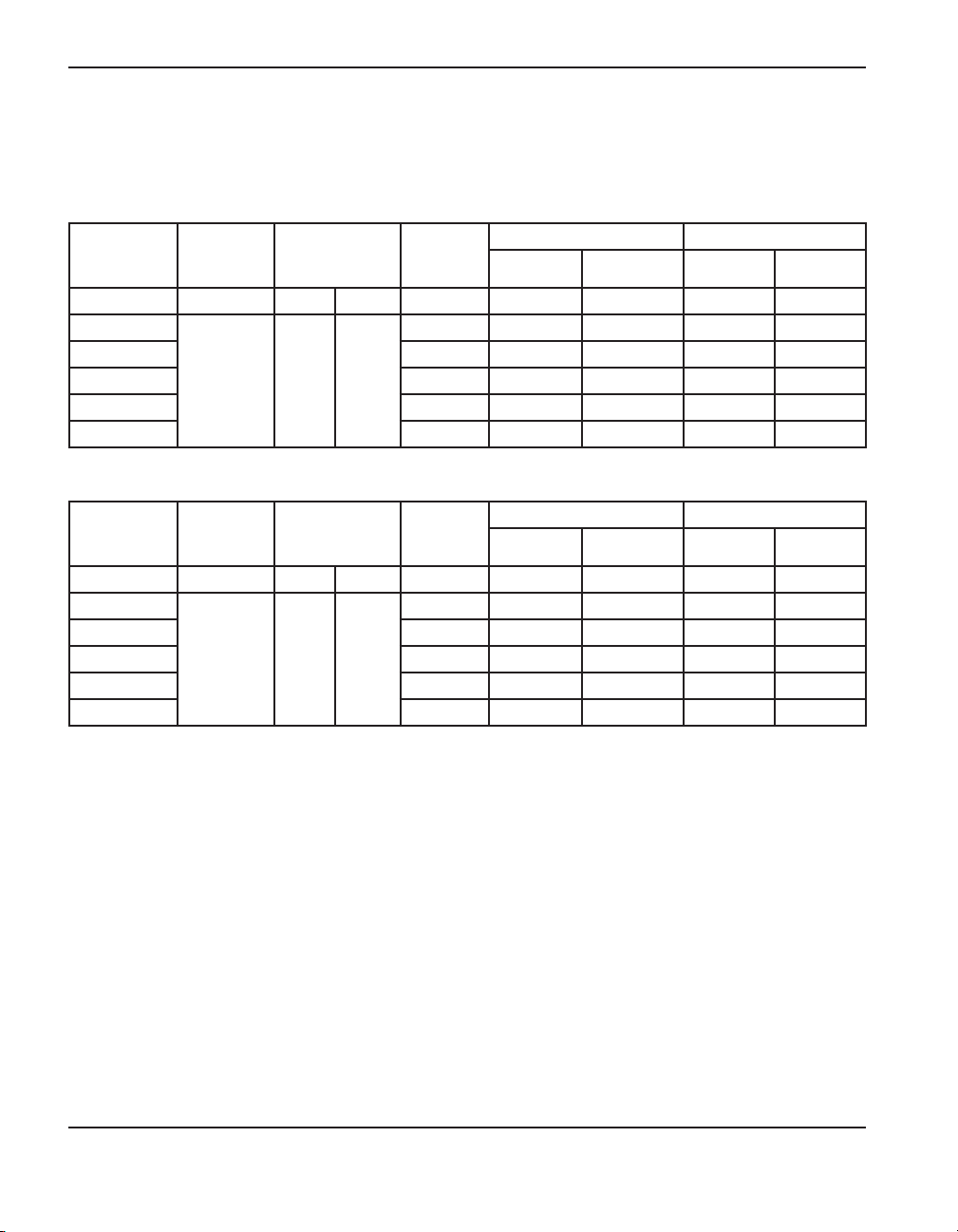
Estimated kerf-width compensation
The widths in the tables on the following two pages are for reference. The data is obtained with
the “Best Quality” settings. Differences between installations and material composition may cause
actual results to vary from those shown in the tables.
3-2 Duramax Retrofit Torch Operator Manual
Page 39

Estimated kerf-width compensation – Metric (mm)
Thickness (mm)
Process
100 A Shielded
85 A Shielded
80 A Shielded
65 A Shielded
60 A Shielded
45 A Shielded
FineCut
85 A Unshielded
65 A Unshielded
45 A Unshielded
100 A Shielded
85 A Shielded
80 A Shielded
65 A Shielded
60 A Shielded
45 A Shielded
FineCut
85 A Unshielded
65 A Unshielded
45 A Unshielded
100 A Shielded
85 A Shielded
80 A Shielded
65 A Shielded
60 A Shielded
45 A Shielded
85 A Unshielded
65 A Unshielded
45 A Unshielded
0.5 1 2 3 6 8 10 12 16 20
1.7 1.8 1.9 2.0 2.2 2.4 2.6
1.7 1.7 1.8 1.8 1.8 2.0 2.3
1.6 1.6 1.8 1.9 2.0 2.2 2.3
1.4 1.4 1.6 1.6 1.7 1.8 1.9
1.1 1.1 1.4 1.5 1.7
0.7 0.7 1.3 1.3
1.7 1.8 1.9 2.0 2.1 2.1 2.3
1.6 1.6 1.7 1.8 1.9 2.0
0.5 0.9 1.3 1.3
Stainless Steel
1.6 1.8 1.9 2.1 2.3 2.4 2.5
1.7 1.7 1.8 1.8 1.9 2.1 2.2
1.4 1.5 1.8 1.9 2.0 2.2 2.4
1.5 1.5 1.6 1.7 1.8 1.8 2.0
0.9 1.1 1.5 1.6 1.8
0.6 0.6 1.4 1.5
1.7 1.7 1.8 1.9 2.1 2.2 2.4
1.6 1.6 1.8 1.8 1.9 2.0
0.5 1.0 1.3 1.5 1.5
Aluminum
2.0 1.9 2.0 2.1 2.2 2.4 2.6
1.7 1.7 1.7 1.8 1.8 1.8
1.9 1.9 1.9 2.0 2.1 2.3 2.5
1.5 1.5 1.5 1.5 1.6 1.6 1.6
1.5 1.5 1.6 1.5
1.9 1.9 1.9 2.0 2.0 2.1 2.2
1.8 1.8 1.8 1.8 1.9 2.0
1.6 1.5 1.4 1.5
OPERATION
Mild Steel
2.0 2.1 2.2 2.2 2.3 2.7
1.9 1.9 2.0 2.1 2.2 2.3
2.1 2.1 2.1 2.1 2.1 2.3
Duramax Retrofit Torch Operator Manual 3-3
Page 40

OPERATION
Estimated kerf-width compensation – English (inches)
Thickness (inches)
Process
100 A Shielded
85 A Shielded
80 A Shielded
65 A Shielded
60 A Shielded
45 A Shielded
FineCut
85 A Unshielded
65 A Unshielded
45 A Unshielded
100 A Shielded
85 A Shielded
80 A Shielded
65 A Shielded
60 A Shielded
45 A Shielded
FineCut
85 A Unshielded
65 A Unshielded
45 A Unshielded
100 A Shielded
85 A Shielded
80 A Shielded
65 A Shielded
60 A Shielded
45 A Shielded
85 A Unshielded
65 A Unshielded
45 A Unshielded
22 GA 18 GA 14 GA 10 GA 3/16 1/4 3/8 1/2 5/8 3/4
Mild Steel
0.068 0.071 0.073 0.078 0.090 0.095 0.100
0.068 0.068 0.071 0.073 0.078 0.088
0.062 0.065 0.068 0.070 0.076 0.088 0.090 0.091
0.055 0.057 0.060 0.063 0.067 0.071 0.076 0.084
0.035 0.054 0.055 0.061 0.065 0.066
0.024 0.043 0.049 0.051
0.070 0.073 0.075 0.080 0.085 0.090
0.062 0.064 0.066 0.068 0.075 0.081
0.020 0.050 0.051 0.054 0.057 0.059
Stainless Steel
0.068 0.071 0.073 0.078 0.090 0.095 0.100
0.062 0.065 0.068 0.070 0.076 0.088 0.090 0.091
0.035 0.054 0.055 0.061 0.065 0.066
0.024 0.043 0.049 0.051
0.070 0.073 0.075 0.080 0.085 0.090
0.062 0.064 0.066 0.068 0.075 0.081
0.020 0.050 0.051 0.054 0.057 0.059
Aluminum
1/32 1/16 1/8 3/16 1/4 3/8 1/2 5/8 3/4
0.080 0.078 0.075 0.080 0.090 0.095 0.100
0.069 0.065 0.072 0.069 0.075
0.073 0.074 0.075 0.076 0.083 0.091 0.100
0.064 0.061 0.057 0.061 0.063 0.065
0.059 0.061 0.065 0.060
0.075 0.075 0.075 0.080 0.082 0.088
0.070 0.070 0.070 0.070 0.072 0.079
0.062 0.058 0.057 0.061
0.079 0.085 0.085 0.089 0.107
0.074 0.079 0.083 0.087 0.090
0.066 0.072 0.077 0.082 0.088
0.065 0.069 0.073 0.080 0.088
0.083 0.085 0.080 0.084 0.089
3-4 Duramax Retrofit Torch Operator Manual
Page 41

100 amp mechanized shielded cutting for Powermax1650
1
0
0
A
OPERATION
220993
Shield
220993
Shield
220854
Retaining cap
220953
Ohmic‑sensing
220990
Nozzle
1
0
0
A
220990
Nozzle
220842
Electrode
220842
Electrode
220994
Swirl ring
220994
Swirl ring
retaining cap
• Recommended cut speeds are a good starting point for finding the best quality cut (best
angle, least dross, and best cut‑surface finish). Adjust the speed for your application and
table to obtain the desired cut quality.
• Maximum cut speeds are the fastest speeds possible to cut material without regard to cut
quality.
Duramax Retrofit Torch Operator Manual 3-5
Page 42

OPERATION
Note: Torch‑to‑work dis tance for the following cut chart is 1/8 in (3.2 mm) for all cuts.
Mild steel
Recommended cut
speed
Recommended cut
speed
Maximum cut speed
Maximum cut speed
Arc current Arc voltage
153 0.5 1/4 6.4 135 3429 208 5283
155 0.5 3/8 9.5 77 1955 119 3022
159 1.0 1/2 12.7 57 1447 88 2235
100
160 1.0 5/8 15.9 40 1016 61 1549
161 1.5 3/4 19.0 26 660 47 1193
163
167 1 1/4 31.8 12 305 19 482
Stainless steel
Arc current Arc voltage
154 0.5 1/4 6.4 150 3810 231 5867
156 0.5 3/8 9.5 79 2006 122 3099
161 1.0 1/2 12.7 52 1320 79 2006
100
162 1.0 5/8 15.9 34 863 52 1320
164 1.5 3/4 19.0 25 635 39 990
166
169 1 1/4 31.8 9 228 14 355
Pierce
delay
NA
Pierce
delay
NA
Material thickness
in mm ipm mm/min ipm mm/min
1 25.4 18 457 28 711
Material thickness
in mm ipm mm/min ipm mm/min
1 25.4 15 381 23 584
Aluminum
Recommended cut
speed
Maximum cut speed
Arc current Arc voltage
154 0.5 1/4 6.4 164 4165 253 6426
157 0.5 3/8 9.5 92 2336 142 3606
160 1.0 1/2 12.7 70 1778 108 2743
100
161 1.0 5/8 15.9 50 1270 77 1955
162 1,5 3/4 19.0 33 838 57 1447
165 NA 1 25.4 21 533 33 838
Pierce
delay
Material thickness
in mm ipm mm/min ipm mm/min
3-6 Duramax Retrofit Torch Operator Manual
Page 43
85 amp mechanized shielded cutting for Powermax1650
8
5
A
OPERATION
220817
Shield
220817
Shield
220854
Retaining cap
220953
Ohmic‑sensing
retaining cap
220816
Nozzle
8
5
A
220816
Nozzle
220842
Electrode
220842
Electrode
220857
Swirl ring
220857
Swirl ring
• Best Quality Settings (cut speed and voltage) — Settings that provide the starting point
for finding the best cut quality (best angle, least dross, best cut‑surface finish). Adjust the
speed for your application and table to obtain the desired result.
• Production Settings (cut speed and voltage) — 80% of the maximum speed ratings. These
speeds result in the greatest number of cut parts, but not necessarily the best possible cut
quality.
Duramax Retrofit Torch Operator Manual 3-7
Page 44
OPERATION
85 A Shielded
Mild Steel
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
3
4 0.2 5650 122 7300 122
6
8 2500 125 3100 127
10 1680 127 2070 128
12
16 1.0 870 134 930 133
20 6.0 400 1.5 570 137 680 136
25
30 200 146 300 144
Torch-
to-Work
Distance
1.5
Initial Pierce
Height
3.8 250
4.5 300
Edge Start
Pierce
Delay Time
0.1 6800 122 9200 120
0.5
0.7 1280 130 1600 130
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
3600 123 4400 125
350 142 450 141
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
10 GA
3/16 0.2 185 123 220 123
1/4
3/8 70 126 86 127
1/2
5/8 1.0 35 134 37 133
3/4 0.24 400 1.5 24 136 29 135
7/8
1 13 142 17 141
1‑1/8 9 145 13 143
1‑1/4 7 148 10 146
Torch-
to-Work
Distance
0.06
Initial Pierce
Height
0.15 250
0.18 300
Edge Start
Pierce
Delay Time
0.0 250 122 336 121
0.5
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
130 123 160 126
45 131 56 131
19 139 22 138
3-8 Duramax Retrofit Torch Operator Manual
Page 45

OPERATION
85 A Shielded
Stainless Steel
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
3
4 0.2 6100 122 7500 120
6
8 2450 124 3050 124
10
12 0.7 1100 131 1400 130
16 1.0 700 135 760 134
20
25 300 143 370 141
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
10 GA
3/16 200 122 240 121
1/4
3/8 65 126 80 125
1/2
5/8 1.0 28 135 30 134
3/4
7/8 16 140 19 139
1 11 143 14 141
Torch-
to-Work
Distance
1.5
Torch-
to-Work
Distance
0.06
Initial Pierce
Height
3.8 250
4.5 300
Edge Start
Initial Pierce
Height
0.15 250
0.18 300
Edge Start
Pierce
Delay Time
0.1 7500 122 9200 120
0.5
Pierce
Delay Time
0.2
0.5
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
3700 122 4600 122
1550 127 1900 126
480 138 570 137
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
275 122 336 120
130 122 164 122
36 132 48 131
20 137 24 136
Duramax Retrofit Torch Operator Manual 3-9
Page 46

OPERATION
85 A Shielded
Aluminum
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
3
4 0.2 6500 123 8000 123
6
8 2650 130 3470 129
10
12 0.7 1450 134 1930 133
16 1.0 950 139 1200 137
20
25 380 146 540 144
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
1/8
1/4
3/8 80 132 104 131
1/2
5/8 1.0 38 139 48 137
3/4
7/8 20 144 29 142
1 14 146 20 144
Torch-
to-Work
Distance
1.5
Torch-
to-Work
Distance
0.06
Initial Pierce
Height
3.8 250
4.5 300
Edge Start
Initial Pierce
Height
0.15 250
0.18 300
Edge Start
Pierce
Delay Time
0.1 8000 122 9400 121
0.5
Pierce
Delay Time
0.2 300 122 360 121
0.5
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
3800 126 4900 126
1920 132 2500 131
600 143 880 141
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
130 127 172 127
50 135 68 133
25 142 37 140
3-10 Duramax Retrofit Torch Operator Manual
Page 47

80 amp mechanized shielded cutting for Powermax1250/1650
8
5
A
OPERATION
220817
Shield
220817
Shield
220854
Retaining cap
220953
Ohmic‑sensing
retaining cap
220816
Nozzle
8
5
A
220816
Nozzle
220842
Electrode
220842
Electrode
220857
Swirl ring
220857
Swirl ring
• Recommended cut speeds are a good starting point for finding the best quality cut (best
angle, least dross, and best cut‑surface finish). Adjust the speed for your application and
table to obtain the desired cut quality.
• Maximum cut speeds are the fastest speeds possible to cut material without regard to cut
quality.
Duramax Retrofit Torch Operator Manual 3-11
Page 48

OPERATION
Note: Torch‑to‑work dis tance for the following cut chart is 1/16 in (1.5 mm) for all cuts.
Mild steel
Recommended
cutspeed
Recommended
cutspeed
Maximum cut speed
Maximum cut speed
ipm mm/min ipm mm/min
Arc current Arc voltage
132 0.25 3/16 4.8 140 3556 216 5486
134
137 3/8 9.5 61 1549 94 2388
80
140 1/2 12.7 39 991 60 1524
145 1.0 5/8 15.9 26 660 40 1016
148
150 7/8 22.2 15 381 23 584
156 1 25.4 10 254 16 406
Stainless steel
Arc current Arc voltage
134 0.25 3/16 4.8 140 3556 216 5486
136 0.50 1/4 6.4 103 2616 158 4013
139
80
142 1/2 12.7 33 838 50 1270
145 1.0 5/8 15.9 22 559 34 864
150
153 1 25.4 9 229 14 356
Pierce
delay
0.50
N/A
Pierce
delay
0.75
N/A
Material thickness
in mm ipm mm/min ipm mm/min
1/4 6.4 105 2667 161 4089
3/4 19.0 20 508 31 787
Material thickness
in mm
3/8 9.5 54 1372 83 2108
3/4 19.0 16 406 24 610
Aluminum
Recommended
cutspeed
Maximum cut speed
Arc current Arc voltage
134
139 1/4 6.4 114 2896 176 4470
80
143
146 1/2 12.7 37 940 75 1905
154 N/A 3/4 19.0 19 483 37 940
Pierce
delay
0.25
0.75
Material thickness
in mm ipm mm/min ipm mm/min
1/8 3.2 295 7493 454 11532
3/8 9.5 60 1524 121 3073
3-12 Duramax Retrofit Torch Operator Manual
Page 49

65 amp mechanized shielded cutting for Powermax1250/1650
6
5
A
OPERATION
220817
Shield
220817
Shield
220854
Retaining cap
220953
Ohmic‑sensing
retaining cap
220819
Nozzle
6
5
A
220819
Nozzle
220842
Electrode
220842
Electrode
220857
Swirl ring
220857
Swirl ring
• Best Quality Settings (cut speed and voltage) — Settings that provide the starting point
for finding the best cut quality (best angle, least dross, best cut‑surface finish). Adjust the
speed for your application and table to obtain the desired result.
• Production Settings (cut speed and voltage) — 80% of the maximum speed ratings. These
speeds result in the greatest number of cut parts, but not necessarily the best possible cut
quality.
Duramax Retrofit Torch Operator Manual 3-13
Page 50

OPERATION
65 A Shielded
Mild Steel
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
2
3 0.2 5200 125 6100 123
4
6 2550 127 3240 127
8 1700 129 2230 128
10
12 1.2 850 134 1140 131
16 6.0 400 2.0 560 138 650 136
20
25 210 145 270 145
Torch-
to-Work
Distance
1.5
Initial Pierce
Height
3.8 250
4.5 300
Edge Start
Pierce
Delay
Time
0.1 6050 124 7000 121
0.5
0.7 1100 131 1500 129
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
4250 125 5100 124
350 142 450 142
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
16 GA
10 GA 190 125 224 123
3/16 0.2 140 126 168 125
1/4 0.5 90 127 116 127
3/8 0.7 45 130 62 129
1/2 0.18 300 1.2 30 135 40 132
5/8 0.24 400 2.0 23 138 26 136
3/4
7/8 12 143 14 143
1 8 145 10 145
Torch-
to-Work
Distance
0.06
Initial Pierce
Height
0.15 250
Edge Start
Pierce
Delay
Time
0.1
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
260 123 294 121
15 141 19 141
3-14 Duramax Retrofit Torch Operator Manual
Page 51

OPERATION
65 A Shielded
Stainless Steel
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
2
3 0.2 6700 125 8260 123
4
6 2450 126 2850 126
8
10
12 1.2 750 135 920 134
16
20 300 143 370 143
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
16 GA
10 GA 240 125 296 123
3/16 0.2 155 126 168 125
1/4 0.5 80 126 96 126
3/8 0.7 40 131 52 131
1/2 0.18 300 1.2 26 136 32 135
5/8
3/4 14 142 15 142
Torch-
to-Work
Distance
1.5
Torch-
to-Work
Distance
0.06
Initial Pierce
Height
3.8 250
4.5 300
Edge Start
Initial Pierce
Height
0.15 250
Edge Start
Pierce
Delay Time
0.1 8100 125 10000 121
0.5
0.7
Pierce
Delay Time
0.1
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
5200 125 6150 124
1500 129 1860 129
960 132 1250 132
500 139 500 139
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
345 124 426 121
20 139 20 139
Duramax Retrofit Torch Operator Manual 3-15
Page 52

OPERATION
65 A Shielded
Aluminum
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
2
3 0.2 7400 124 8800 124
4
6 3200 130 4400 128
8
10
12 1.2 1000 138 1330 136
16
20 380 147 560 145
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
1/16
1/8 280 124 336 124
1/4 0.5 105 131 152 128
3/8 0.7 50 135 68 131
1/2 0.18 300 1.2 35 139 48 138
5/8
3/4 16 146 24 144
Torch-
to-Work
Distance
1.5
Torch-
to-Work
Distance
0.06
Initial Pierce
Height
3.8 250
4.5 300
Edge Start
Initial Pierce
Height
0.15 250
Edge Start
Pierce
Delay
Time
0.1 8800 121 10300 122
0.5
0.7
Pierce
Delay
Time
0.1
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
6000 126 7350 125
1950 133 2750 130
1200 136 1650 132
650 143 800 141
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
365 121 428 121
26 143 32 141
3-16 Duramax Retrofit Torch Operator Manual
Page 53

OPERATION
60 amp mechanized shielded cutting for Powermax1000/1250/1650
6
5
A
220817
Shield
220817
Shield
220854
Retaining cap
220953
Ohmic‑sensing
retaining cap
220819
Nozzle
6
5
A
220819
Nozzle
220842
Electrode
220842
Electrode
220857
Swirl ring
220857
Swirl ring
• Recommended cut speeds are a good starting point for finding the best quality cut (best
angle, least dross, and best cut‑surface finish). Adjust the speed for your application and
table to obtain the desired cut quality.
• Maximum cut speeds are the fastest speeds possible to cut material without regard to cut
quality.
Duramax Retrofit Torch Operator Manual 3-17
Page 54

OPERATION
Note: Torch‑to‑work dis tance for the following cut chart is 1/16 in (1.5 mm) for all cuts.
Mild steel
Recommended
cutspeed
Recommended
cutspeed
Maximum cut speed
Maximum cut speed
ipm mm/min ipm mm/min
Arc current Arc voltage
134
134 10 Ga 3.4 211 5359 264 6706
138 0.25 1/4 6.4 86 2184 132 3353
60
141 0.75 3/8 9.5 41 1041 63 1600
141
147 5/8 15.9 20 512 31 787
153 3/4 19.0 14 363 22 559
Stainless steel
Arc current Arc voltage
134 0 16 Ga 1.5 406 10312 625 15875
136 0.25 10 Ga 3.4 159 4039 244 6198
139 0.50 1/4 6.4 72 1829 110 2794
60
145 0.75 3/8 9.5 34 864 53 1346
146
149 5/8 15.9 17 429 26 660
154 3/4 19.0 12 297 18 457
Pierce
delay
0
1.50
Pierce
delay
2.00
Material thickness
in mm ipm mm/min ipm mm/min
16 Ga 1.5 502 12751 627 15926
1/2 12.7 27 686 42 1067
Material thickness
in mm
1/2 12.7 23 584 35 889
Aluminum
Recommended
cutspeed
Maximum cut speed
Arc current Arc voltage
135 0 1/16 1.6 433 10995 666 16916
138
141 1/4 6.4 94 2388 145 3683
60
146 0.75 3/8 9.5 48 1219 74 1880
149
153 5/8 15.9 21 545 33 838
Pierce
delay
0.25
1.50
Material thickness
in mm ipm mm/min ipm mm/min
1/8 3.2 260 6604 400 10160
1/2 12.7 30 762 51 1295
3-18 Duramax Retrofit Torch Operator Manual
Page 55

OPERATION
45 amp mechanized shielded cutting for Powermax1000/1250/1650
4
5
A
220817
Shield
220817
Shield
220854
Retaining cap
220953
Ohmic‑sensing
retaining cap
220941
Nozzle
4
5
A
220941
Nozzle
220842
Electrode
220842
Electrode
220857
Swirl ring
220857
Swirl ring
• Best Quality Settings (cut speed and voltage) — Settings that provide the starting point
for finding the best cut quality (best angle, least dross, best cut‑surface finish). Adjust the
speed for your application and table to obtain the desired result.
• Production Settings (cut speed and voltage) — 80% of the maximum speed ratings. These
speeds result in the greatest number of cut parts, but not necessarily the best possible cut
quality.
Duramax Retrofit Torch Operator Manual 3-19
Page 56

OPERATION
45 A Shielded
Mild Steel
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
0.5
1 9000 128 10800 128
1.5 0.1 9000 130 10200 129
2 0.3 6600 130 7800 129
3
4 2200 134 3560 131
6 0.5 1350 137 2050 132
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
26 GA
22 GA 350 128 450 128
18 GA
16 GA 350 130 400 129
14 GA
12 GA
10 GA 100 134 164 131
3/16 0.5 70 135 108 132
1/4 0.6 48 137 73 132
Torch-
to-Work
Distance
1.5 3.8 250
Torch-
to-Work
Distance
0.02 0.08 400
0.06 0.15 250
Initial Pierce
Height
Initial Pierce
Height
Pierce
Delay Time
0.0
0.4
Pierce
Delay Time
0.0
0.1
0.2 270 130 320 129
0.4
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
9000 128 12500 126
3850 133 4900 131
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
350 128 500 128
350 129 400 128
190 133 216 131
3-20 Duramax Retrofit Torch Operator Manual
Page 57

OPERATION
45 A Shielded
Stainless Steel
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
0.5
1 9000 130 10800 130
1.5 0.1 9000 130 10200 130
2 0.3 6000 132 8660 131
3
4 2000 134 2600 134
6 0.5 900 140 1020 139
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
26 GA
22 GA 350 130 450 129
18 GA
16 GA 350 130 400 130
14 GA
12 GA
10 GA 100 133 134 134
3/16 0.5 52 135 58 135
1/4 0.6 30 141 35 140
Torch-
to-Work
Distance
1.5 3.8 250
Torch-
to-Work
Distance
0.02 0.08 400
0.06 0.15 250
Initial Pierce
Height
Initial Pierce
Height
Pierce
Delay Time
0.0
0.4
Pierce
Delay Time
0.0
0.1
0.2 250 132 360 131
0.4
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
9000 130 12500 129
3100 132 4400 132
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
350 130 500 129
350 130 400 130
140 132 206 131
Duramax Retrofit Torch Operator Manual 3-21
Page 58
OPERATION
45 A Shielded
Aluminum
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
1
2 0.1 6600 136 9200 135
3 0.2 3100 139 6250 134
4 0.4 2200 141 4850 135
6 0.5 1500 142 2800 137
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
1/32
1/16 0.1 325 136 400 136
3/32 0.2 200 136 328 134
1/8 0.4 100 140 224 134
1/4 0.5 54 142 96 137
Torch-
to-Work
Distance
1.5 3.8 250
Torch-
to-Work
Distance
0.06 0.15 250
Initial Pierce
Height
Initial Pierce
Height
Pierce
Delay Time
0.0 8250 136 11000 136
Pierce
Delay Time
0.0 325 136 450 136
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
3-22 Duramax Retrofit Torch Operator Manual
Page 59

100 amp mechanized unshielded cutting for Powermax1650
1
0
0
A
OPERATION
220955
Deflector
220854
Retaining cap
220990
Nozzle
220842
Electrode
220994
Swirl ring
• Recommended cut speeds are a good starting point for finding the best quality cut (best
angle, least dross, and best cut‑surface finish). Adjust the speed for your application and
table to obtain the desired cut quality.
• Maximum cut speeds are the fastest speeds possible to cut material without regard to cut
quality.
Duramax Retrofit Torch Operator Manual 3-23
Page 60

OPERATION
Note: Torch‑to‑work dis tance for the following cut chart is 3/16 in (4.8 mm) for all cuts.
Mild steel
Recommended
cutspeed
Recommended
cutspeed
Maximum cut speed
Maximum cut speed
ipm mm/min ipm mm/min
157 3987 241 6121
85 2159 131 3327
53 1346 81 2057
33 838 51 1295
22 558 33 838
14 355 22 558
7 177 11 279
Arc current Arc voltage
136 0.5 1/4 6.4 137 3479 210 5334
139 0.5 3/8 9.5 79 2006 122 3098
142 1.0 1/2 12.7 59 1498 91 2311
100
146 1.0 5/8 15.9 37 939 57 1447
150 1.5 3/4 19.0 28 711 43 1092
155
160 1 1/4 31.8 10 254 16 406
Stainless steel
Arc current Arc voltage
136 0.5
139 0.5
142 1.0
100
146 1.0
150 1.5
155
161
Pierce
delay
NA
Pierce
delay
NA
Material thickness
in mm ipm mm/min ipm mm/min
1 25.4 17 431 26 660
Material thickness
in mm
1/4 6.4
3/8 9.5
1/2 12.7
5/8 15.9
3/4 19.0
1 25.4
1 1/4 31.8
Aluminum
Recommended
cutspeed
Maximum cut speed
ipm mm/min ipm mm/min
Arc current Arc voltage
137 0.5 1/4 6.4 166 4216 255 6477
139 0.5 3/8 9.5 99 2514 153 3886
142 1.0 1/2 12.7 70 1778 107 2717
100
147 1.0 5/8 15.9 50 1270 77 1955
150 1.5 3/4 19.0 33 838 51 1295
154 NA 1 25.4 20 508 31 787
Pierce
delay
Material thickness
in mm
3-24 Duramax Retrofit Torch Operator Manual
Page 61

85 amp mechanized unshielded cutting for Powermax1650
8
5
A
OPERATION
220955
Deflector
220854
Retaining cap
220816
Nozzle
220842
Electrode
220857
Swirl ring
• Best Quality Settings (cut speed and voltage) — Settings that provide the starting point
for finding the best cut quality (best angle, least dross, best cut‑surface finish). Adjust the
speed for your application and table to obtain the desired result.
• Production Settings (cut speed and voltage) — 80% of the maximum speed ratings. These
speeds result in the greatest number of cut parts, but not necessarily the best possible cut
quality.
Duramax Retrofit Torch Operator Manual 3-25
Page 62

OPERATION
85 A Unshielded
Mild Steel
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
2
3 0.1 6240 118 9000 117
4 0.2 5250 118 7200 117
6
8 2400 121 3100 121
10 1560 123 2070 122
12 6.0 300 0.7 1200 126 1600 124
16
20 540 137 640 132
25 320 143 400 137
Torch-
to-Work
Distance
2.0
Initial Pierce
Height
5.0 250
Edge Start
Pierce
Delay
Time
0.0 7150 117 10400 116
0.5
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
3450 120 4400 119
820 132 930 128
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
14 GA
10 GA
3/16 175 119 220 118
1/4
3/8 65 122 86 122
1/2 0.24 300 0.6 42 127 56 125
5/8
3/4 23 136 27 131
7/8 18 140 21 134
1 12 144 15 138
Torch-
to-Work
Distance
0.08
Initial Pierce
Height
0.20 250
Edge Start
Pierce
Delay
Time
0.1 280 117 416 116
0.2
0.5
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
230 118 328 117
125 120 160 119
33 131 37 128
3-26 Duramax Retrofit Torch Operator Manual
Page 63

OPERATION
85 A Unshielded
Stainless Steel
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
2
3 7000 118 9660 117
4 0.2 5600 118 7800 118
6
8 2250 121 2970 122
10
12 0.7 1000 129 1340 128
16
20 360 138 570 137
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
14 GA
10 GA
3/16 180 119 249 119
1/4
3/8 60 122 77 123
1/2 0.24 300 0.6 35 131 46 129
5/8
3/4 17 137 24 136
Torch-
to-Work
Distance
2.0
Torch-
to-Work
Distance
0.08
Initial Pierce
Height
5.0 250
6.0 300
Edge Start
Initial Pierce
Height
0.20 250
Edge Start
Pierce
Delay
Time
0.1
0.5
0.5 1430 123 1840 124
Pierce
Delay
Time
0.1 340 117 452 116
0.2
0.5
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
8550 117 11300 116
3400 120 4570 121
650 134 730 133
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
250 118 352 118
120 120 160 121
26 134 29 133
Duramax Retrofit Torch Operator Manual 3-27
Page 64

OPERATION
85 A Unshielded
Aluminum
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
2
3 7350 120 9600 119
4 0.2 6000 122 8100 120
6
8 2350 127 3250 124
10
12 0.7 1300 133 1720 130
16
20 470 144 700 138
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
1/8
3/16 200 123 271 120
1/4
3/8 75 127 88 126
1/2 0.24 300 0.6 45 135 62 131
5/8
3/4 22 143 32 137
Torchto-Work
Distance
2.0
Torchto-Work
Distance
0.08
Initial Pierce
Height
5.0 250
6.0 300
Edge Start
Initial Pierce
Height
0.20 250
Edge Start
Pierce
Delay Time
0.1
0.5
0.5 1800 128 2140 127
Pierce
Delay Time
0.2
0.5
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
8700 118 11200 118
3300 125 4930 122
840 139 1130 134
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
280 120 368 119
110 126 172 122
34 139 45 134
3-28 Duramax Retrofit Torch Operator Manual
Page 65

OPERATION
65 amp mechanized unshielded cutting for Powermax1250/1650
6
5
A
220955
Deflector
220854
Retaining cap
220819
Nozzle
220842
Electrode
220857
Swirl ring
• Best Quality Settings (cut speed and voltage) — Settings that provide the starting point
for finding the best cut quality (best angle, least dross, best cut‑surface finish). Adjust the
speed for your application and table to obtain the desired result.
• Production Settings (cut speed and voltage) — 80% of the maximum speed ratings. These
speeds result in the greatest number of cut parts, but not necessarily the best possible cut
quality.
Duramax Retrofit Torch Operator Manual 3-29
Page 66
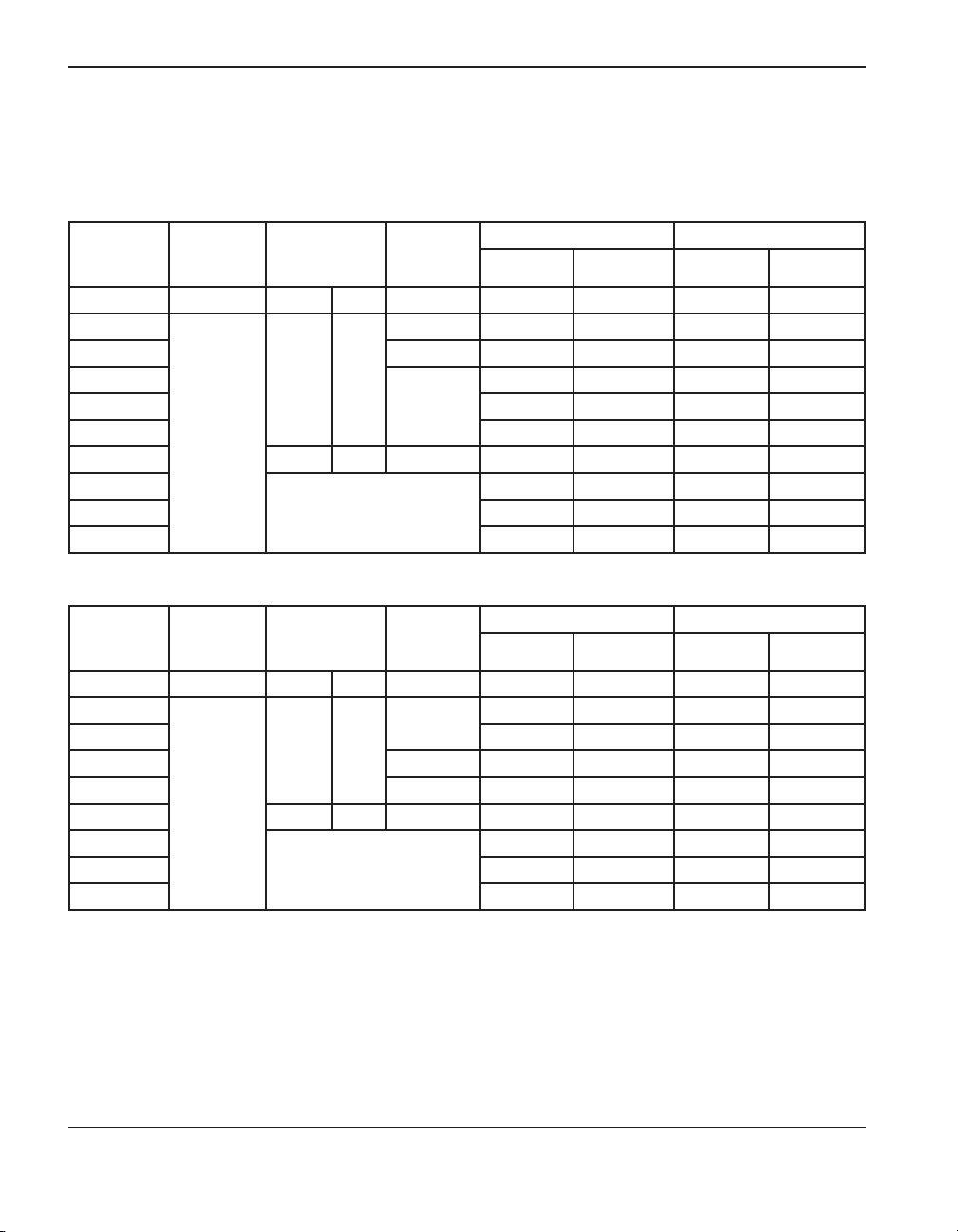
OPERATION
65 A Unshielded
Mild Steel
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
2
3 0.2 5200 118 6330 118
4
6 2550 120 3560 120
8 1620 123 2230 121
10 6.0 300 0.7 970 127 1500 122
12
16 500 134 650 129
20 280 138 400 133
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
16 GA
10 GA 190 118 232 118
3/16 0.2 135 119 172 119
1/4 0.5 90 120 116 120
3/8 0.24 300 0.7 40 126 62 122
1/2
5/8 20 134 26 129
3/4 13 137 18 132
Torch-
to-Work
Distance
2.0
Torch-
to-Work
Distance
0.08
Initial Pierce
Height
5.0 250
Edge Start
Initial Pierce
Height
0.20 250
Edge Start
Pierce
Delay Time
0.1 6050 117 7340 117
0.5
Pierce
Delay Time
0.1
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
4250 118 5250 118
760 129 1140 124
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
255 116 308 117
27 130 40 125
3-30 Duramax Retrofit Torch Operator Manual
Page 67

OPERATION
65 A Unshielded
Stainless Steel
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
2
3 0.2 6600 118 8500 117
4
6 2300 121 3070 121
8 0.7 1400 123 1900 122
10 6.0 300 0.7 920 126 1250 123
12
16 430 135 500 133
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
16 GA
10 GA 235 118 304 118
3/16 0.2 150 120 194 120
1/4 0.5 75 121 100 121
3/8 0.24 300 0.7 38 125 52 122
1/2
5/8 17 135 20 133
Torch-
to-Work
Distance
2.0
Torch-
to-Work
Distance
0.08
Initial Pierce
Height
5.0 250
Edge Start
Initial Pierce
Height
0.20 250
Edge Start
Pierce
Delay Time
0.1 7950 117 10300 116
0.5
Pierce
Delay Time
0.1
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
5050 119 6500 119
710 130 925 127
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
340 116 437 115
25 132 32 129
Duramax Retrofit Torch Operator Manual 3-31
Page 68

OPERATION
65 A Unshielded
Aluminum
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
2
3 0.2 6550 124 9500 123
4
6 3000 127 3900 126
8 0.7 1800 130 2460 127
10 6.0 300 0.7 1100 133 1640 129
12
16 600 139 700 136
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
1/16
Torch-
to-Work
Distance
2.0
Torch-
to-Work
Distance
Initial Pierce
Height
5.0 250
Edge Start
Initial Pierce
Height
Pierce
Delay Time
0.1 7750 123 11300 122
0.5
Pierce
Delay Time
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
5400 125 7640 124
900 135 1250 133
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
325 122 476 122
1/8 250 124 360 123
3/16 175 125 245 124
1/4 0.5 100 127 128 126
3/8 0.24 300 0.7 45 132 68 128
1/2
5/8 24 138 28 136
0.08
0.20 250
Edge Start
0.1
32 136 44 134
3-32 Duramax Retrofit Torch Operator Manual
Page 69

OPERATION
45 amp mechanized unshielded cutting for Powermax1000/1250/1650
4
5
A
220955
Deflector
220854
Retaining cap
220941
Nozzle
220842
Electrode
220857
Swirl ring
• Best Quality Settings (cut speed and voltage) — Settings that provide the starting point
for finding the best cut quality (best angle, least dross, best cut‑surface finish). Adjust the
speed for your application and table to obtain the desired result.
• Production Settings (cut speed and voltage) — 80% of the maximum speed ratings. These
speeds result in the greatest number of cut parts, but not necessarily the best possible cut
quality.
Duramax Retrofit Torch Operator Manual 3-33
Page 70

OPERATION
45 A Unshielded
Mild Steel
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
0.5
1 9000 120 10800 121
1.5 0.1 7700 120 10200 121
2 0.3 6150 119 7800 122
3
4 2350 123 3560 124
6 0.5 1400 126 2050 124
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
26 GA
22 GA 350 120 450 120
18 GA
16 GA 300 121 400 121
14 GA 0.2 250 119 320 122
12 GA
10 GA 100 123 164 124
3/16 0.5 85 122 108 124
1/4 0.6 48 127 73 124
Torch-
to-Work
Distance
1.5 3.8 250
Torch-
to-Work
Distance
0.06 0.15 250
Initial Pierce
Height
Initial Pierce
Height
Pierce
Delay Time
0.0
0.4
Pierce
Delay Time
0.0
0.1
0.4
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
9000 120 12500 120
3950 121 4900 123
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
350 120 500 120
350 119 400 121
200 120 216 123
3-34 Duramax Retrofit Torch Operator Manual
Page 71

OPERATION
45 A Unshielded
Stainless Steel
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
0.5
1 9000 121 10800 119
1.5 0.1 9000 121 10200 120
2 0.3 6000 122 9600 120
3
4 1900 128 3000 122
6 0.5 700 130 1450 124
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
26 GA
22 GA 350 120 450 119
18 GA
16 GA 350 121 400 120
14 GA
12 GA
10 GA 100 125 140 121
3/16 0.5 42 131 88 123
1/4 0.6 25 130 48 124
Torch-
to-Work
Distance
1.5 3.8 250
Torch-
to-Work
Distance
0.02 0.08 400
0.06 0.15 250
Initial Pierce
Height
Initial Pierce
Height
Pierce
Delay
Time
0.0
0.4
Pierce
Delay
Time
0.0
0.1
0.2 300 122 400 120
0.4
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
9000 121 12500 119
3250 123 4750 120
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
350 120 500 119
350 118 400 119
150 121 224 120
Duramax Retrofit Torch Operator Manual 3-35
Page 72

OPERATION
45 A Unshielded
Aluminum
Metric
Material
Thickness
mm mm mm % seconds mm/min Volts mm/min Volts
1
2 0.1 4400 127 9200 123
3 0.2 2800 129 6250 125
4 0.4 2100 132 4700 126
6 0.5 1050 135 2250 127
English
Material
Thickness
in in in % seconds ipm Volts ipm Volts
1/32
1/16 0.1 200 126 400 122
3/32 0.2 150 127 328 124
1/8 0.4 100 130 224 125
1/4 0.5 36 136 72 127
Torch-
to-Work
Distance
1.5 3.8 250
Torch-
to-Work
Distance
0.06 0.15 250
Initial Pierce
Height
Initial Pierce
Height
Pierce
Delay
Time
0.0 7400 126 11000 121
Pierce
Delay
Time
0.0 325 126 450 121
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
Best Quality Settings Production Settings
Cut Speed Voltage Cut Speed Voltage
3-36 Duramax Retrofit Torch Operator Manual
Page 73
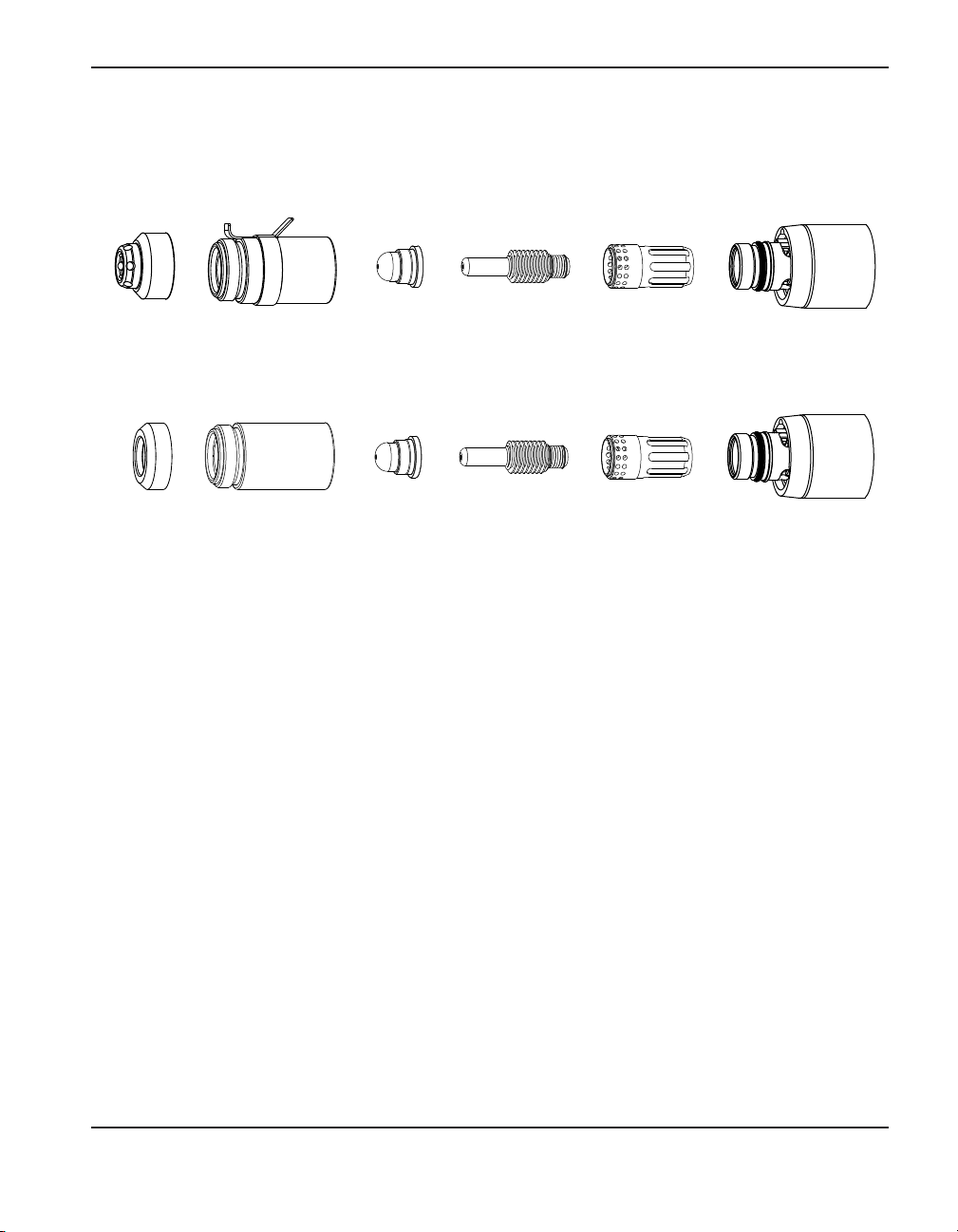
FineCut® consumables for Powermax1000/1250/1650
Note: The cut charts in this section apply to both shielded and unshielded consumables
OPERATION
220948
Shield
220955
Deflector
220953
Retaining cap
220854
Retaining cap
220930
Nozzle
220930
Nozzle
220842
Electrode
220842
Electrode
220857
Swirl ring
220857
Swirl ring
• Best Quality Settings (cut speed and voltage) — Settings that provide the starting point
for finding the best cut quality (best angle, least dross, best cut‑surface finish). Adjust the
speed for your application and table to obtain the desired result.
Duramax Retrofit Torch Operator Manual 3-37
Page 74
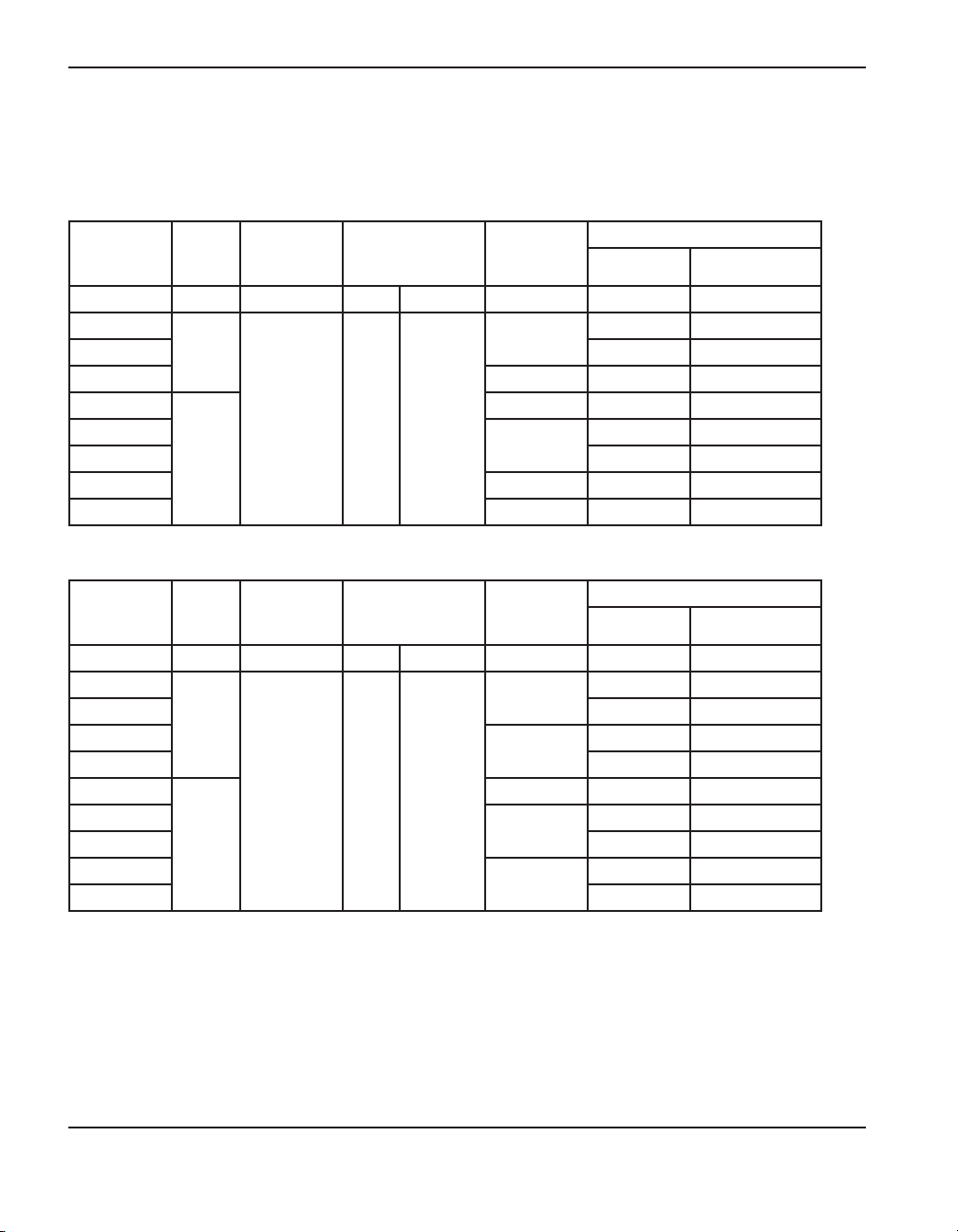
OPERATION
FineCut
Mild Steel
Metric
Material
Thickness
mm A mm mm % seconds mm/min Volts
0.5
0.6 8250 78
0.8 0.1 8250 78
1
1.5
2 4800 78
3 0.5 2750 78
4 0.6 1900 78
English
Material
Thickness
26 GA
24 GA 325 78
22 GA
20 GA 325 78
18 GA
16 GA
14 GA 200 78
12 GA
10 GA 95 78
Amps
40
45
Amps
A in in % seconds ipm Volts
40
45
Torch-
to-Work
Distance
1.5 2.25 150
Torch-
to-Work
Distance
0.06 0.09 150
Initial Pierce
Height
Initial Pierce
Height
Pierce Delay
Time
0.0
0.2 8250 78
0.4
Pierce Delay
Time
0.0
0.1
0.2 325 78
0.4
0.5
Best Quality Settings
Cut Speed Voltage
8250 78
6400 78
Best Quality Settings
Cut Speed Voltage
325 78
325 78
250 78
120 78
3-38 Duramax Retrofit Torch Operator Manual
Page 75

FineCut
Stainless Steel
Metric
Material
Thickness
mm A mm mm % seconds mm/min Volts
0.5
0.6 8250 68
0.8 0.1 8250 68
1
1.5
2 4800 71
3 0.5 2550 80
4 0.6 1050 80
English
Material
Thickness
26 GA
24 GA 325 68
22 GA
20 GA 325 68
18 GA
16 GA
14 GA 200 70
12 GA 0.5 120 80
10 GA 0.6 75 80
Amps
40
45
Amps
A in in % seconds ipm Volts
40
45
Torch-
to-Work
Distance
0.5 2.0 400
Torch-
to-Work
Distance
0.02 0.08 400
Initial Pierce
Height
Initial Pierce
Height
Pierce Delay
Time
0.0
0.15 8250 68
0.4
Pierce Delay
Time
0.0
0.1
0.2 325 68
0.4
Best Quality Settings
Cut Speed Voltage
8250 68
6150 70
Best Quality Settings
Cut Speed Voltage
325 68
325 68
240 70
OPERATION
Duramax Retrofit Torch Operator Manual 3-39
Page 76

OPERATION
Low Speed FineCut
Mild Steel
Metric
Material
Thickness
mm A mm mm % seconds (mm/min) Volts
0.5
0.6 3800 68
0.8 0.1 3800 70
1 *
1.5 *
2
3 0.5 2750 78
4 0.6 1900 78
English
Material
Thickness
26GA
24GA 150 68
22GA
20GA 150 71
18GA *
16GA *
14GA
12GA
10GA 95 78
Amps
30
40
45
Amps
A in in % seconds ipm Volts
30
40
45
Torch-
to-Work
Distance
1.5 2.25 150
Torch-
to-Work
Distance
0.06 0.09 150
Initial Pierce
Height
Initial Pierce
Height
Pierce Delay
Time
0
0.2 3800 72
0.4
Pierce Delay
Time
0.0
0.1
0.2 150 73
0.4
0.5
Recommended
Cut Speed Voltage
3800 69
3800 75
3700 76
Recommended
Cut Speed Voltage
150 70
150 70
150 75
150 76
120 78
Note: *Not a dross‑free cut.
3-40 Duramax Retrofit Torch Operator Manual
Page 77

Low Speed FineCut
Stainless Steel
Metric
Material
Thickness
mm A mm mm % seconds (mm/min) Volts
0.5
0.6 3800 69
0.8 0.1 3800 69
1
1.5
2 2750 69
3
4 0.6 1050 80
English
Material
Thickness
26GA
24GA 150 69
22GA
20GA 150 69
18GA
16GA
14GA 110 69
12GA
10GA 0.6 75 80
Amps
30
40
45
Amps
A in in % seconds ipm Volts
30
40
45
Torch-
to-Work
Distance
0.5 2.0 400
Torch-
to-Work
Distance
0.02 0.08 400
Initial Pierce
Height
Initial Pierce
Height
Pierce Delay
Time
0
0.15 3800 69
0.4
0.5 2550 80
Pierce Delay
Time
0.0
0.1
0.2 145 69
0.4
0.5 120 80
Recommended
Cut Speed Voltage
3800 69
2900 69
Recommended
Cut Speed Voltage
150 69
150 69
115 69
OPERATION
Duramax Retrofit Torch Operator Manual 3-41
Page 78

OPERATION
Using the hand torch
WARNING
INSTANTON TORCHES
PLASMA ARC CAN CAUSE INJURY AND BURNS
Plasma arc comes on im me di ate ly when the torch trigger is activated.
The plasma arc will cut quickly through gloves and skin.
• Wear correct and appropriate protective equipment.
• Keep away from the torch tip.
• Do not hold the workpiece and keep your hands clear of the cutting path.
• Never point the torch toward yourself or others.
Operate the safety trigger
The hand torches are equipped with a safety trigger to prevent accidental firings. When you are
ready to use the torch, flip the trigger’s safety cover forward (toward the torch head) and press
the red torch trigger as show below.
1
2
3
3-42 Duramax Retrofit Torch Operator Manual
Page 79

OPERATION
Hand torch cutting hints
• Drag the torch tip lightly along the workpiece to maintain a steady cut.
• While cutting, make sure that sparks exit from the bottom of the workpiece. The sparks
should lag slightly behind the torch as you cut (15° — 30° angle from vertical).
• If sparks spray up from the workpiece, move the torch more slowly, or set the output
current higher.
• With hand torches, hold the torch nozzle
perpendicular to the workpiece so that the
nozzle is at a 90° angle to the cutting surface.
Observe the cutting arc as the torch cuts.
90°
• If you fire the torch unnecessarily, you will
shorten the life of the nozzle and electrode.
• Pulling, or dragging, the torch along the cut is easier than pushing the torch.
• For straight‑line cuts, use a straight edge as a guide. To cut circles, use a template or a
radius cutter attachment (a circle cutting guide). See Section 4, Maintenance and Parts,
for part numbers for the Hypertherm plasma cutting guides for cutting circles and making
bevel cuts.
Duramax Retrofit Torch Operator Manual 3-43
Page 80

OPERATION
Start a cut from the edge of the workpiece
1. With the work clamp attached to
the workpiece, hold the torch nozzle
perpendicular (90°) to the edge of the
workpiece.
2. Press the torch’s trigger to start the arc.
Pause at the edge until the arc has cut
completely through the workpiece.
3. Drag the torch tip lightly across the
workpiece to proceed with the cut.
Maintain a steady, even pace.
3-44 Duramax Retrofit Torch Operator Manual
Page 81

Pierce a workpiece
SPARKS AND HOT METAL CAN INJURE EYES AND BURN SKIN. When
firing the torch at an angle, sparks and hot metal will spray out from the
nozzle. Point the torch away from yourself and others.
1. With the work clamp attached to the
workpiece, hold the torch at an approximate
30° angle to the workpiece with the
torch tip within 1/16 inch (1.5 mm) of the
workpiece before firing the torch.
OPERATION
WARNING
2. Fire the torch while still at an angle to the
workpiece. Slowly rotate the torch to a
perpendicular (90°) position.
3. Hold the torch in place while continuing to
press the trigger. When sparks exit below
the workpiece, the arc has pierced the
material.
4. When the pierce is complete, dragthe
nozzle lightly along the workpiece to
proceed with the cut.
Duramax Retrofit Torch Operator Manual 3-45
Page 82

OPERATION
Gouge a workpiece
WARNING
SPARKS AND HOT METAL CAN INJURE EYES AND BURN SKIN. When firing
the torch at an angle, sparks and hot metal will spray out from the nozzle.
Point the torch away from yourself and others.
1. Hold the torch so that the torch tip is within 1/16 inch (1.5 mm) from the workpiece before
firing the torch.
2. Hold the torch at a 45° angle to the
workpiece with a small gap between the
torch tip and the workpiece. Press the
trigger to obtain a pilot arc. Transfer the arc
45°
to the work piece.
3. Maintain an approximate 45° angle to the
workpiece as you feed into the gouge. Push
the plasma arc in the direction of the gouge
you want to create. Keep a small distance
between the torch tip and the molten
Di rec tion of travel
metal to avoid reducing consumable life or
damaging the torch.
Changing the torch’s angle changes the
dimensions of the gouge.
3-46 Duramax Retrofit Torch Operator Manual
Page 83

OPERATION
Gouge profile
You can vary the gouge profile by varying the speed of the torch over the workpiece, varying the
torch‑to‑work standoff distance, varying the angle of the torch to the workpiece, and varying the
current output of the power supply.
Width
0.26 in (6.6 mm)
Speed
Standoff
Angle
Typical Gouge Profile for 60A / 65A Operation
Depth
0.14 in (3.6 mm)
Operating parameters
Speed
Standoff
Angle
20‑25 ipm (50.8‑63.5 cm/min)
1/4‑3/8 in (6.4‑9.5 mm)
35‑40°
Typical Gouge Profile for 80A / 85A Operation
Width
0.28 in (7.1 mm)
Depth
0.24 in (6.1 mm)
Operating parameters
Speed
Standoff
Angle
20‑25 ipm (50.8‑63.5 cm/min)
1/4‑3/8 in (6.4‑9.5 mm)
35‑40°
Duramax Retrofit Torch Operator Manual 3-47
Page 84

OPERATION
Typical Gouge Profile for 100 A Operation
Width
0.29 in (7.4 mm)
Depth
0.25 in (6.4 mm)
Operating parameters
Speed
Standoff
Angle
20‑25 ipm (50.8‑63.5 cm/min)
1/4‑3/8 in (6.4‑9.5 mm)
35‑40°
Varying the gouge profile
The following actions have the stated effects on the gouge profile:
• Increasing the speed of the torch will decrease width and decrease depth.
• Decreasing the speed of the torch will increase width and increase depth.
• Increasing the standoff of the torch will increase width and decrease depth.
• Decreasing the standoff of the torch will decrease width and increase depth.
• Increasing the angle of the torch (more vertical) will decrease width and increase
depth.
• Decreasing the angle of the torch (less vertical) will increase width and decrease
depth.
• Increasing the current of the power supply will increase width and increase depth.
• Decreasing the current of the power supply will decrease width and decrease
depth.
3-48 Duramax Retrofit Torch Operator Manual
Page 85

OPERATION
Common hand-cutting faults
The torch does not cut completely through the workpiece. The causes can be:
• The cut speed is too fast.
• The consumables are worn.
• The metal being cut is too thick for the selected amperage.
• Gouging consumables are installed instead of drag‑cutting consumables.
• The work clamp is not attached properly to the workpiece.
• The gas pressure or gas flow rate is too low.
Cut quality is poor. The causes can be:
• The metal being cut is too thick for the amperage.
• The wrong consumables are being used (gouging consumables are installed instead of
drag‑cutting consumables, for example).
• You are moving the torch too quickly or too slowly.
The arc sputters and consumables life is shorter than expected. The cause can be:
• Moisture in the gas supply.
• Incorrect gas pressure.
• Consumables incorrectly installed.
Duramax Retrofit Torch Operator Manual 3-49
Page 86

OPERATION
Using the machine torch
Since the Powermax with a machine torch can be used with a wide variety of cutting tables, track
burners, pipe bevelers, and so on, you will need to refer to the manufacturer’s instructions for
specifics on operating the machine torch in your configuration. However, the information in the
following sections will help you optimize cut quality and maximize consumable life.
Ensure the torch and table are set up correctly
• Use a square to align the torch at right angles to the workpiece in two dimensions.
• The torch may travel more smoothly if you clean, check and “tune” the cutting table’s rails
and drive system. Unsteady machine motion can cause a regular, wavy pattern on the cut
surface.
• Ensure that the torch does not touch the workpiece during cutting. Contact with the
workpiece can damage the shield and nozzle and affect the cut surface.
Understand and optimize cut quality
There are several factors to consider in cut quality:
• Cut angle — The degree of angularity of the cut edge.
• Dross — The molten material that solidifies on the top or bottom of the workpiece.
• Straightness of the cut surface — The cut surface can be concave or convex.
The following sections explain how these factors can affect cut quality.
Cut or bevel angle
• A positive cut angle, or bevel, results when more material is removed from the top of the
cut than from the bottom.
• A negative cut angle results when more material is removed from the bottom of the cut.
3-50 Duramax Retrofit Torch Operator Manual
Page 87

OPERATION
Problem
Negative cut angle
Square cut
Positive cut angle
Cause
The torch is too low.
The torch is too high.
Solution
Raise the torch; or if you are using a
torch height control, increase the arc
voltage.
Lower the torch; or if you are using a
torch height control, decrease the arc
voltage.
Note: The squarest cut angle will be on the right side with respect to the forward motion of
the torch. The left side will always have some degree of bevel.
To determine whether a cut‑angle problem is being caused by the plasma system or the drive
system, make a test cut and measure the angle of each side. Next, rotate the torch 90° in its holder
and repeat the process. If the angles are the same in both tests, the problem is in the drive system.
If a cut‑angle problem persists after “mechanical causes” have been eliminated (see “Ensure the
torch and table are set up correctly” on page 3‑49), check the torch‑to‑work distance, especially
if the cut angles are all positive or all negative. Also consider the material being cut: if the metal is
magnetized or hardened, you are more likely to experience cut angle problems.
Dross
Some amount of dross will always be present when cutting with air plasma. However, you can
minimize the amount and type of dross by adjusting your system correctly for your application.
Excess dross appears on the top edge of both pieces of the plate when the torch is too low (or
voltage is too low when using a torch height control). Adjust the torch or adjust the voltage in small
increments (5 volts or less) until the dross is reduced.
Low‑speed dross forms when the torch’s cutting speed is too slow and the arc angles ahead. It
forms as a heavy, bubbly deposit at the bottom of the cut and can be removed easily. Increase the
speed to reduce this type of dross.
Duramax Retrofit Torch Operator Manual 3-51
Page 88

OPERATION
High‑speed dross forms when the cutting speed is too fast and the arc angles behind. It forms
as a thin, linear bead of solid metal attached very close to the cut. It is more firmly attached to the
bottom of the cut than at low speed and is difficult to remove. To reduce high‑speed dross:
• Decrease the cutting speed.
• Decrease the torch‑to‑work distance.
Note: Dross is more likely to form on warm or hot metal than on cool metal. For example,
the first cut in a series of cuts usually produces the least dross. As the workpiece
heats up, more dross can accumulate on subsequent cuts.
Worn or damaged consumables may produce excess dross.
Straightness of the cut surface
A typical plasma cut surface is slightly concave.
The cut surface may become more concave, or convex. Correct torch height is required to keep
the cut surface acceptably close to straight. Worn consumables also affect the straightness of
the cut.
A strongly concave cut surface occurs when the torch‑to‑work distance is too low. Increase the
torch‑to‑work distance to straighten the cut surface.
A convex cut surface occurs when the torch‑to‑work distance is too great or the cutting current
is too high. First, try lowering the torch, then reduce the cutting current.
3-52 Duramax Retrofit Torch Operator Manual
Page 89

OPERATION
To pierce a workpiece using the machine torch
As with the hand torch, you can start a cut with the machine torch at the edge of the workpiece or
by piercing the workpiece. Piercing will result in a shorter consumable life than with edge starts.
The pierce delay must be sufficiently long that the arc can pierce the material before the torch
moves, but not so long that the arc “wanders” while trying to find the edge of a large hole.
When piercing maximum thicknesses, the ring of dross that forms during the pierce may become
high enough to contact the torch when the torch begins to move after the pierce is complete.
Remove the dross if the torch will contact it during the cut.
Common machine-cutting faults
The torch’s pilot arc will initiate, but will not transfer. Causes can be:
• The work cable is not making good contact with the cutting table or the cutting table is not
making good contact with the workpiece.
• The torch‑to‑work distance is too large.
The workpiece is not totally penetrated, and there is excessive sparking on the top of the
workpiece. Causes can be:
• The consumables are worn and need to be replaced. For optimized performance in a
mechanized application, replace the nozzle and the electrode together.
• The work cable is not making good contact with the cutting table or the cutting table is not
making good contact with the workpiece.
• The current (amperage) is set too low. See “Using the cut charts” on page 3‑3 for more
information.
• The cut speed is too high. See “Using the cut charts” on page 3‑3 for more information.
• The metal being cut exceeds the maximum capacity for the selected amperage.
Duramax Retrofit Torch Operator Manual 3-53
Page 90

OPERATION
Dross forms on the bottom of the cut. Causes can be:
• The consumables are worn and need to be replaced. For optimized performance in a
mechanized application, replace the nozzle and the electrode together.
• The cutting speed is not correct. See “Using the cut charts” on page 3‑3 for more
information.
• The current (amperage) is set too low. See “Using the cut charts” on page 3‑3 for more
information.
The cut angle is not square. Causes can be:
• The torch is not square to the workpiece.
• The consumables are worn and need to be replaced. For optimized performance in a
mechanized application, replace the nozzle and the electrode together.
• The direction of the torch travel is incorrect. The high‑quality cut is always on the right with
respect to the forward motion of the torch.
• The distance between the torch and the workpiece is not correct.
• The cutting speed is not correct. See “Using the cut charts” on page 3‑3 for more
information.
The consumables’ life is shortened. Causes can be:
• The arc current, arc voltage, travel speed, and other variables are not set as recommended
in the cut charts.
• Firing the arc in the air (beginning or ending the cut off of the plate surface). Starting at the
edge is acceptable as long as the arc makes contact with the workpiece when started.
• Starting a pierce with an incorrect torch height. Refer to the cut charts for the specific
initial pierce height.
3-54 Duramax Retrofit Torch Operator Manual
Page 91

Section 4
Maintenance and parts
In this section:
Perform routine maintenance .......................................................................................................................... 4‑2
Inspect the consumables ................................................................................................................................. 4‑3
Hand torch replacement parts ........................................................................................................................ 4‑4
Machine torch replacement parts .................................................................................................................. 4‑6
Accessory parts.................................................................................................................................................. 4‑7
Duramax Retrofit Torch Operator Manual 4-1
Page 92

MAINTENANCE AND pArTs
Perform routine maintenance
ELECTRIC SHOCK CAN KILL
Disconnect the electrical power before you perform any maintenance.
Allwork that requires removal of the power supply cover must be
performed by a qualified technician.
Every use:
AC
V
Check indicator lights and fault icons.
Correct any fault conditions.
Every 3 months:
DANGER
Inspect the
consumables for
proper installation
and wear.
Inspect the trigger for
damage. Inspect the torch
body for cracks and exposed
wires. Replace any damaged
Replace any damaged labels.
Inspect the power cord and
plug. Replace if damaged.
Every 6 months:
Or
Inspect the torch lead. Replace if damaged.
Clean the inside of the power supply
with compressed air or a vacuum.
parts.
4-2 Duramax Retrofit Torch Operator Manual
Page 93

Inspect the consumables
Part Inspect Action
Shield or
deflector
The center hole for
roundness.
MAINTENANCE AND pArTs
Replace the shield if the
hole is no longer round.
The gap between the
shield and the nozzle for
accumulated debris.
Nozzle The center hole for
roundness.
Good Worn
Electrode Replace electrode if the
Max. 1/16 in (1.6 mm)
Swirl ring The surface inside the swirl
ring for damage or wear and
the gas holes for blockages.
Torch o‑ring The surface for damage,
wear, or a lack of lubrication.
Remove the shield and
clean away any material.
Replace nozzle if the
center hole is not
round.
surface is worn or the
pit depth is greater than
1/16 inch (1.6mm)
deep.
Replace swirl ring if the
surface is damaged or
worn or any of the gas
holes are blocked.
If the o‑ring is dry,
lubricate it and the
threads with a thin layer
of silicone lubricant. If
the o‑ring is worn or
damaged, replace it.
Duramax Retrofit Torch Operator Manual 4-3
Page 94

MAINTENANCE AND pArTs
Hand torch replacement parts
Duramax HRT
Torch handle
Coupler
Torch lead
Cap-sensor
switch
Pilot terminal
screw
Torch head
O-ring
Safety trigger and spring
The entire hand torch and lead assembly can be replaced, or individual component parts can be replaced.
Trigger start switch
Handle screws
Part
number Description
005252 Trigger start switch
058519 O-ring
075504 Pilot terminal screw
075714 Handle screws, #4 x 1/2 slotted TORX pan head, S/B
228954 Kit: Duramax 75°/ HRT Torch handle replacement
228719 Kit: Duramax 75°/HRT Cap-sensor switch replacement
228721 Kit: Duramax 15°/Duramax 75°/HRT/HRTs Safety trigger with spring replacement
228952 Kit: HRT/HRTs Torch lead replacement, 25 ft (7.6 m), coupler with 1/2 in. (12.7 mm) threads
in.
228953 Kit: HRT/HRTs Torch lead replacement, 50 ft (15.2 m), coupler with 1/2
228788* Kit: HRT Hand torch assembly with 25 ft (7.6 m) lead
228789* Kit: HRT Hand torch assembly with 50 ft (15.2 m) lead
228792 Kit: HRT Torch main body replacement, coupler with 3/8 in. (9.5 mm) threads
228950 Kit: HRT Torch main body replacement, coupler with 1/2 in. (12.7 mm) threads
* The torch assembly also includes a variety of Duramax consumables.
(12.7 mm) threads
4-4 Duramax Retrofit Torch Operator Manual
Page 95

Duramax HRTs
Torch head
O‑ring
MAINTENANCE AND pArTs
Torch handle
Coupler
Torch lead
Cap‑sensor
switch
Trigger start
switch
Pilot terminal screw
Safety trigger and spring
Handle screws
The entire hand torch and lead assembly can be replaced, or individual component parts can be replaced.
Part
number Description
005252 Trigger start switch
058519 O‑ring
075504 Pilot terminal screw
075714 Handle screws, #4 x 1/2 slotted TORX pan head, S/B
228955 Kit: Duramax 15°/ HRTs Torch handle replacement
228109 Kit: Duramax 15°/HRTs Cap‑sensor switch replacement
228721 Kit: Duramax 15°/Duramax 75°/HRT/HRTs Safety trigger with spring replacement
228952 Kit: HRT/HRTs Torch lead replacement, 25 ft (7.6 m), coupler with 1/2 in. (12.7 mm) threads
228953 Kit: HRT/HRTs Torch lead replacement, 50 ft (15.2 m), coupler with 1/2 in. (12.7 mm) threads
228807* Kit: HRTs Hand torch assembly with 25 ft (7.6 m) lead
228808* Kit: HRTs Hand torch assembly with 50 ft (15.2 m) lead
228809 Kit: HRTs Torch main body replacement, coupler with 3/8 in. (9.5 mm) threads
228951 Kit: HRTs Torch main body replacement, coupler with 1/2 in. (12.7 mm) threads
* The torch assembly also includes a variety of Duramax consumables.
Duramax Retrofit Torch Operator Manual 4-5
Page 96

MAINTENANCE AND pArTs
Machine torch replacement parts
Duramax MRT
Mounting
Consumables
sleeve
Coupler
Positioning sleeve
Strain relief nut
Torch lead
O‑ring
Pilot wire
terminal screw
Torch head
Gear rack (32 pitch)
Front mounting ring
Cap‑sensor switch
Strain relief body
Wire connector for
cap‑sensor switch
4-6 Duramax Retrofit Torch Operator Manual
Page 97

MAINTENANCE AND pArTs
The entire machine torch and lead assembly can be replaced, or individual component parts can
be replaced.
Part number Description
058519 O‑ring
075504 Pilot terminal screw
228720 Kit: Cap‑sensor switch replacement
228735 Kit: M65/M65m/M85/M85m/MRT front mounting sleeve
228736 Kit: M65/M65m/M85/M85m/MRT adapter ring (coupler)
228737 Kit: M65/M85/MRT positioning sleeve
228738 Kit: M65/M85/MRT removable gear rack
228786 Kit: MRT torch lead replacement, 25 ft (7.6 m)
228787 Kit: MRT torch lead replacement, 50 ft (15.2 m)
228790* Kit: MRT Machine torch assembly with 25 ft (7.6 m) lead
228791* Kit: MRT Machine torch assembly with 50 ft (15.2 m) lead
228793 Kit: MRT torch main body replacement
* The torch assembly also includes a variety of Duramax consumables.
Accessory parts
Part number Description
024548 Leather torch sheathing, 25 ft (7.5 m)
127102 Basic plasma (circles and lines) cutting guide
027668 Deluxe plasma (circles and lines) cutting guide
Duramax Retrofit Torch Operator Manual 4-7
Page 98

MAINTENANCE AND pArTs
4-8 Duramax Retrofit Torch Operator Manual
 Loading...
Loading...