


HyPerformance® Plasma
H P R13 0 XD®
Auto gas
Manuale di istruzioni
806334 – Revisione 3

Registrate il vostro nuovo sistema Hypertherm
Registrate il prodotto online all’indirizzo www.hypertherm.com/registration per
semplificare il supporto tecnico e di garanzia. Potrete anche ricevere aggiornamenti sui
nuovi prodotti Hypertherm e un piccolo omaggio come segno della nostra gratitudine.
Dati da conservare
Numero di serie: ____________________________________________________________
Data di acquisto: ____________________________________________________________
Distributore: ____________________________________________________________
__________________________________________________________________________
__________________________________________________________________________
Note di manutenzione:
________________________________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
________________________________________________________________________________

Plasma HyPerformance
HPR130XD Auto Gas
Manuale di istruzioni
Italiano / Italian
Revisione 3 – Giugno 2015
Hypertherm Inc.
Hanover, NH USA
www.hypertherm.com
© 2015 Hypertherm Inc.
Tutti i diritti riservati
Hypertherm, HyPerformance, HyDefinition, LongLife e CommandTHC sono marchi depositati di Hypertherm Inc.
e possono essere registrati negli Stati Uniti e/o in altri paesi.

Hypertherm Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
Hypertherm (Singapore) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
Marketing.asia@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
HTJapan.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
Marketing.korea@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
1/19/16

COMPATIBILITÀ ELETTROMAGNETICA EMC
Introduzione
L’apparecchiatura contrassegnata dal marchio CE di Hypertherm
èfabbricata in conformità agli standard EN60974-10. Per ottenere
lacompatibilità elettromagnetica l’apparecchiatura deve essere installata
eutilizzata in conformità con le informazioni fornite di seguito.
I limiti richiesti dagli standard EN60974-10 potrebbero non essere
sufficienti ad eliminare completamente le interferenze quando
l’apparecchiatura interessata è nelle immediate vicinanze ohaunalto
grado di sensibilità. In questi casi, per ridurre ulteriormente
leinterferenze potrebbe essere necessario adottare altre misure.
Questa apparecchiatura di taglio è progettata per essere utilizzata
esclusivamente in un ambiente industriale.
Installazione e uso
L’utente è responsabile per l’installazione e l’uso dell’apparecchiatura
aplasma secondo le istruzioni del produttore.
Qualora vengano rilevate interferenze elettromagnetiche sarà
responsabilità dell’utente risolvere la situazione con l’assistenza tecnica
del produttore. In alcuni casi quest’azione correttiva potrebbe essere
semplice tanto quanto mettere a terra il circuito di taglio; consultare
Messa a terra del pezzo in lavorazione. In altri casi potrebbe comportare
la creazione di uno schermo elettromagnetico che racchiude la fonte
di energia e il completamento del lavoro con filtri d’ingresso collegati.
In tutti i casi le interferenze elettromagnetiche devono essere ridotte
alpunto da non creare più problemi.
g. L’immunità di altra apparecchiatura nell’ambiente. L’utente deve
garantire la compatibilità delle altre apparecchiature utilizzate
nell’area di lavoro. Ciò potrebbe richiedere ulteriori misure
diprotezione.
h. L’ora del giorno in cui si effettua il taglio o si eseguono altre
attività.
Le dimensioni della zona circostante da prendere in considerazione
dipenderanno dalla struttura dell’edificio e dalle altre attività che
sistanno eseguendo. La zona circostante potrebbe estendersi oltre
ilimiti dell’edificio.
Metodi per la riduzione delle emissioni
Alimentazione elettrica
L’apparecchiatura di taglio deve essere collegata all’alimentazione
elettrica in conformità con i suggerimenti del produttore. Qualora
siverifichino interferenze potrebbe essere necessario adottare ulteriori
precauzioni come il filtraggio dell’alimentazione elettrica.
Nel caso di installazione permanente dell’apparecchiatura ditaglio
si deve prendere in considerazione la schermatura del cavo
dialimentazione in un condotto metallico o equivalente. La schermatura
deve presentare una buona continuità elettrica per tutta la sua
lunghezza. La schermatura deve essere collegata all’alimentazione
dell’apparecchiatura di taglio in modo da mantenere un buon contatto
elettrico tra il condotto e la parete laterale del generatore di taglio.
Manutenzione dell’apparecchiatura
Valutazione dell’area di lavoro
Prima di installare l’apparecchiatura l’utente dovrà fare una valutazione
dei potenziali problemi elettromagnetici dell’area circostante. Si devono
prendere in considerazione:
a. Gli altri cavi di alimentazione, cavi di controllo, cavi telefonici
edi segnalazione nella zona soprastante, sottostante
eadiacente all’apparecchiatura di taglio
b. I trasmettitori e ricevitori radio e televisivi
c. Il computer e altre apparecchiature di controllo
d. L’apparecchiatura necessaria per la sicurezza, ad esempio
laprotezione dell’apparecchiatura industriale
e. La salute delle persone circostanti, ad esempio di individui
chefanno uso di pacemaker o di apparecchi acustici
f. L’apparecchiatura impiegata per la calibrazione o la misurazione
Sicurezza e conformità SC-1
ditaglio
L’apparecchiatura di taglio deve essere sottoposta periodicamente
a manutenzione secondo i suggerimenti del produttore. Durante
il funzionamento dell’apparecchiatura di taglio tutte le porte
diservizio ediaccesso ed i coperchi devono essere chiusi e fissati
adeguatamente. L’apparecchiatura di taglio non deve essere modificata
in alcun modo, ad eccezione delle modifiche indicate ed in conformità
con le istruzioni scritte del produttore. Per esempio, gli spinterometri
dell’arco che accendono e stabilizzano i dispositivi devono essere
regolati e mantenuti in efficienza secondo i consigli del produttore.
Cavi per taglio
I cavi per taglio devono essere tenuti della minor lunghezza possibile
edevono essere posizionati a una distanza ravvicinata, funzionanti
alivello del pavimento o vicino ad esso.

COMPATIBILITÀ ELETTROMAGNETICA EMC
Collegamento equipotenziale
Si deve tener conto dei collegamenti di tutti i componenti metallici
dell’installazione di taglio eadiacenti ad essa.
Tuttavia i componenti metallici collegati al pezzo in lavorazione
incrementeranno il rischio di scosse elettriche per l’operatore toccando
contemporaneamente questi componenti metallici e l’elettrodo
(ugelloper teste laser).
L’operatore deve essere isolato da tutti questi componenti metallici
collegati.
Messa a terra del pezzo in lavorazione
Se il pezzo in lavorazione non è collegato a terra per motivi di sicurezza
elettrica, o non è collegato a terra per motivi di dimensioni e posizione,
ad esempio scafi di navi o ponteggi, in certi casi, ma non in tutti,
uncollegamento che collega il pezzo in lavorazione a terra potrebbe
ridurre le emissioni. Si deve prestare attenzione per evitare che
lamessa a terra del pezzo in lavorazione aumenti il rischio di lesioni
agli utenti o danneggi altre apparecchiature elettriche. Ove necessario,
ilcollegamento del pezzo in lavorazione a terra deve essere effettuato
mediante uncollegamento diretto al pezzo in lavorazione, ma nei Paesi
in cui non è consentito, il collegamento deve essere effettuato tramite
capacità idonee selezionate secondo le normative nazionali.
Nota: Per motivi di sicurezza il circuito di taglio potrebbe essere
messo a terra o meno. La modifica delle disposizioni di messa a terra
deve essere autorizzata esclusivamente da una persona competente
ingrado di valutare se tali modifiche aumentano il rischio di infortuni,
ad esempio consentendo percorsi di ritorno paralleli a quelli dell’attuale
apparecchiatura di taglio che potrebbero danneggiare i circuiti
diterra dialtre apparecchiature. Per ulteriore assistenza consultare
IEC60974-9, Apparecchiatura per saldatura ad arco, Parte 9:
Installazione e uso.
Protezioni e schermature
Le protezioni e le schermature selettive di altri cavi e apparecchiature
nella zona circostante potrebbero attenuare i problemi di interferenze.
Laschermatura dell’intera installazione di taglio plasma può essere
presa in considerazione per applicazioni speciali.
SC-2 Sicurezza e conformità

GARANZIA
Attenzione
La fabbrica consiglia di sostituire i componenti del proprio sistema
Hypertherm con pezzi di ricambio Hypertherm originali. Qualsiasi
danno o infortunio causato dall’uso di ricambi non originali Hypertherm
potrebbe non essere coperto dalla garanzia Hypertherm, e costituirà uso
improprio dei prodotti Hypertherm.
L’utente è unicamente responsabile dell’uso sicuro del prodotto.
Hypertherm non garantisce né può garantire in merito all’uso sicuro del
prodotto nell’ambiente dell’utente.
Generalità
Hypertherm Inc. garantisce che i suoi prodotti siano privi di difetti
difabbricazione per il periodo di tempo specifico qui stabilito nel
seguente modo: è possibile denunciare a Hypertherm un difetto
(i)delgeneratore plasma entro un periodo di due (2) anni dalla
data diconsegna, a eccezione dei generatori a marchio Powermax,
garantiti per un periodo di tre (3) anni dalla data di consegna e (ii)
della torcia e dei cavi entro un periodo di un (1) anno dalla data di
consegna, a eccezione della torcia corta HPRXD con cavo integrato,
entro un periodo di sei (6)mesi dalla data di consegna, dell’unità
sollevamento torcia entro un periodo di un (1) anno dalla data di
consegna, dei prodotti Automation entro unperiodo di un (1) anno
dalla data diconsegna, a eccezione di EDGEPro CNC, EDGE Pro Ti
CNC, MicroEDGE Pro CNC e ArcGlide THC, garantiti per un periodo
didue (2) anni dalla data diconsegnae (iii)icomponenti laser a fibre
HyIntensity entro un periodo di due (2) anni dalla data di consegna,
eccetto le teste laser e i cavi per trasmissione raggio, garantiti per
unperiodo di un (1) anno dalla data diconsegna.
Questa garanzia non copre i generatori del marchio Powermax
utilizzati con convertitori di fase. Inoltre, Hypertherm non garantisce
i sistemi danneggiati a causa della scarsa qualità dell’alimentazione,
sia daconvertitori di fase sia dall’alimentazione in entrata. La presente
garanzia non copre i prodotti installati erroneamente, modificati
odanneggiati inaltro modo.
Hypertherm fornisce riparazioni, sostituzioni o regolazioni del prodotto
come unico mezzo di ricorso esclusivo, solamente se la garanzia
qui stabilita è invocata correttamente ed è applicabile. Hypertherm,
asua sola discrezione, riparerà, sostituirà o regolerà gratuitamente
iprodotti difettosi coperti dalla presente garanzia, che verranno
restituiti con previa autorizzazione di Hypertherm (che non sarà negata
inmodo infondato), adeguatamente imballati, alla sede di Hypertherm
ad Hanover, New Hampshire, USA, o a una struttura di riparazione
Hypertherm autorizzata, prepagando tutti i costi, l’assicurazione
eilnolo. Hypertherm non risponderà delle riparazioni, sostituzioni
oregolazioni diprodotti coperti dalla presente garanzia, ad eccezione
diquelle ai sensi del presente paragrafo o salvo previo consenso scritto
diHypertherm.
implicite o condizioni di qualità, commerciabilità o idoneità per scopi
specifici o contro le violazioni. Quanto dichiarato sopra costituirà
ilmezzo di ricorso esclusivo per qualsiasi violazione della garanzia
daparte di Hypertherm.
I distributori/OEM potrebbero offrire garanzie diverse o aggiuntive,
maidistributori/OEM non sono autorizzati ad elargire alcuna protezione
digaranzia aggiuntiva o a rilasciare alcuna dichiarazione con l’intento
divincolare Hypertherm.
Indennità del brevetto
Con l’unica eccezione in caso di prodotti non fabbricati da Hypertherm
o fabbricati da un individuo diverso da Hypertherm non in stretta
conformità con le caratteristiche tecniche di Hypertherm e in caso
di progettazioni, processi, formule o combinazioni non sviluppate
daHypertherm o che quest’ultima non intendeva sviluppare, Hypertherm
avrà il diritto di impugnare o definire, a proprie spese, qualsiasi azione
legale nei confronti dell’utente che asserisce che l’uso del prodotto
Hypertherm, da solo e non in combinazione con altri prodotti non forniti
da Hypertherm, infrange un qualsiasi brevetto di terzi. Qualora si venga
a conoscenza di qualsiasi azione o minaccia di azione a proposito di tali
presunte violazioni (e in ogni caso non oltre quattordici (14) giorni dopo
essere venuto a conoscenza di qualsiasi azione o minaccia di azione)
sidovrà informare tempestivamente Hypertherm e l’obbligo alla difesa
diHypertherm sarà condizionato dal solo controllo di Hypertherm e dalla
cooperazione e assistenza della parte indennizzata nella difesa della
richiesta di risarcimento.
Limitazioni di responsabilità
In nessun caso Hypertherm sarà responsabile nei confronti
diqualsiasi individuo o entità per qualsiasi danno incidentale,
consequenziale, diretto, indiretto, punitivo o esemplare (tra cui,
ma non in senso limitativo, la perdita di profitti) a prescindere
dal fatto che tale responsabilità si basi sulla violazione del
contratto, sull’illecito, sulla responsabilità oggettiva, sulla
violazione di garanzie, sull’insuccesso dello scopo essenziale
oaltro, anche qualora sia stata informata della possibilità
ditali danni.
Norme nazionali e locali
Le norme nazionali e locali che regolano l’installazione elettrica e
idraulica sono prioritarie rispetto alle istruzioni contenute nel presente
manuale. In nessun caso Hypertherm sarà ritenuta responsabile per
lesioni a persone o danni materiali a causa della violazione di un codice
qualsiasi o delle scarse pratiche di lavoro.
La garanzia stabilita sopra è esclusiva e sostituisce tutte le altre
garanzie, espresse, implicite, imposte dalla legge o di qualsiasi altro tipo
in merito ai prodotti, o ai risultati derivanti da essi, e tutte le garanzie
Sicurezza e conformità SC-3

GARANZIA
Limiti della responsabilità
In nessun caso la responsabilità di Hypertherm, qualora
venesia alcuna, sia che tale responsabilità si basi sulla
violazione del contratto, sull’illecito, sulla responsabilità
oggettiva, sulla violazione di garanzie, sull’insuccesso dello
scopo essenziale o altro, per qualsiasi richiesta di risarcimento,
causa, azione o procedura legale (sia in tribunale, arbitrato,
procedura regolatoria o altro) derivante orelativa all’uso
dei prodotti eccederà nel complesso l’importo sborsato
per iprodotti che hanno dato origine a tale richiesta
dirisarcimento.
Assicurazione
Si dovrà sempre disporre e mantenere un’assicurazione in quantità
e di tipo tale da coprire in modo sufficiente e appropriato la difesa
e il mantenimento dell’indennità di Hypertherm in caso di qualsiasi
controversia derivante dall’uso dei prodotti.
Trasferimento di diritti
L’utente può trasferire i restanti diritti di cui potrebbe disporre qui
diseguito esclusivamente con la vendita di tutti o sostanzialmente tutti
i beni o capitale azionario a un successore interessato che accetta
disottostare a tutti i termini e condizioni della presente garanzia. Entro
trenta (30) giorni prima del verificarsi di qualsiasi trasferimento, l’utente
consente di notificare Hypertherm per iscritto, la quale si riserva il diritto
di approvazione. Se l’utente non notifica tempestivamente Hypertherm
echiede la sua approvazione come stabilito, la garanzia qui stabilita
sarà nulla e l’utente non avrà ulteriori rimedi contro Hypertherm secondo
lagaranzia o altro.
SC-4 Sicurezza e conformità

INDICE
COMPATIBILITÀ ELETTROMAGNETICA EMC ....................................................................................................... SC1
GARANZIA ............................................................................................................................................................................ SC3
Sezione 1
SICUREZZA .............................................................................................................................................................................11
Riconoscere leinformazioni sullasicurezza .........................................................................................................................................1-2
Seguire le istruzioni sullasicurezza ........................................................................................................................................................1-2
Controllare l’apparecchiatura prima dell’uso .......................................................................................................................................1-2
Responsabilità sulla sicurezza ................................................................................................................................................................1-2
Un arco plasma può danneggiare i tubi congelati ..............................................................................................................................1-2
L’elettricità statica può danneggiare le scheda a circuito stampato ..............................................................................................1-3
Sicurezza sulla messa a terra ..................................................................................................................................................................1-3
Rischi di tipo elettrico ...............................................................................................................................................................................1-3
Le scosse elettriche possono essere letali ..........................................................................................................................................1-4
L’operazione di taglio può causare incendi oppure esplosioni ........................................................................................................1-5
Il movimento della macchina può provocare lesioni. ..........................................................................................................................1-6
Sicurezza degli apparecchi a gas compresso .....................................................................................................................................1-6
Le bombole del gas possono esplodere sedanneggiate ................................................................................................................1-6
I vapori tossici possono causare lesioni o la morte ...........................................................................................................................1-7
Un arco plasma può causare lesioni e ustioni ..................................................................................................................................... 1-7
I raggi dell’arco possono causare bruciature agliocchiealla pelle ..............................................................................................1-8
Utilizzo di pacemaker e supporti uditivi .................................................................................................................................................1-8
Il rumore può causare danni all’udito ....................................................................................................................................................1-9
Informazioni sulla raccolta delle polveri secche ..................................................................................................................................1-9
Radiazioni laser ........................................................................................................................................................................................ 1-10
Sezione 2
CARATTERISTICHE TECNICHE .........................................................................................................................................21
Descrizione del sistema ............................................................................................................................................................................2-3
Generalità ..........................................................................................................................................................................................2-3
Codici articolo ..................................................................................................................................................................................2-3
Consolle di accensione ..................................................................................................................................................................2-3
Consolle di selezione ......................................................................................................................................................................2-3
Consolle di dosaggio .....................................................................................................................................................................2-3
Torcia ..................................................................................................................................................................................................2-3
Caratteristiche tecniche ...........................................................................................................................................................................2-4
Requisiti del gas ..............................................................................................................................................................................2-4
Codici articolo ..................................................................................................................................................................................2-5
Consolle di accensione – 078172 ..............................................................................................................................................2-6
Cassetta di giunzione del cavo della torcia (opzionale) – 078619 .....................................................................................2-8
Consolle di selezione – 078533 ..................................................................................................................................................2-9
Consolle di dosaggio – 078535............................................................................................................................................... 2-10
Torcia – 228520 ........................................................................................................................................................................... 2-11
Simboli IEC .............................................................................................................................................................................................. 2-12
Simboli e marchi ...................................................................................................................................................................................... 2-13
HPR130XD Auto Gas – 806334 i

INDICE
Sezione 3
INSTALLAZIONE .....................................................................................................................................................................31
Alla consegna .............................................................................................................................................................................................3-3
Reclami .........................................................................................................................................................................................................3-3
Requisiti di installazione ...........................................................................................................................................................................3-3
Livelli di rumorosità ....................................................................................................................................................................................3-3
Posizionamento dei componenti del sistema ......................................................................................................................................3-3
Coppie di serraggio ........................................................................................................................................................................3-3
Requisiti di installazione ...........................................................................................................................................................................3-4
Componenti del sistema ................................................................................................................................................................3-5
Cavi e tubi .........................................................................................................................................................................................3-5
Tubi flessibili di alimentazione del gas ........................................................................................................................................3-5
Cavo di alimentazione fornito dal cliente ...................................................................................................................................3-5
Procedure consigliate di messa a terra e di protezione ....................................................................................................................3-6
Introduzione ......................................................................................................................................................................................3-6
Tipi di messa a terra ........................................................................................................................................................................3-6
Procedure di messa a terra ...........................................................................................................................................................3-6
Schema di messa a terra ...............................................................................................................................................................3-9
Posizionamento del generatore ...........................................................................................................................................................3-11
Installazione della consolle di accensione ........................................................................................................................................3-12
Installazione della consolle di dosaggio ............................................................................................................................................ 3-14
Posizionamento della consolle di selezione ...................................................................................................................................... 3-15
Cavi da generatore a consolle di accensione .................................................................................................................................. 3-16
Cavo dell’arco pilota .................................................................................................................................................................... 3-16
Cavo negativo ...............................................................................................................................................................................3-16
Cavo di alimentazione della consolle di accensione ............................................................................................................ 3-18
Tubi flessibili del refrigerante sulla consolle diaccensione ................................................................................................3-19
Cavi dal generatore alla consolle di selezione ................................................................................................................................. 3-20
Cavo di controllo ..........................................................................................................................................................................3-20
Cavo di alimentazione .................................................................................................................................................................3-20
Collegamenti tra consolle di selezione e consolle di dosaggio ................................................................................................... 3-22
Cavo e tubo flessibile del gas ...................................................................................................................................................3-22
Cavo tra generatore e interfaccia CNC ............................................................................................................................................. 3-24
Cavo opzionale per interfaccia CNC multi-sistema ............................................................................................................. 3-24
Note all’elenco dei cavi di interfaccia CNC ........................................................................................................................... 3-25
Esempi di circuiti di uscita ..........................................................................................................................................................3-26
Esempi di circuiti di alimentazione ............................................................................................................................................ 3-27
Interruttore ON/OFF remoto (fornito dal cliente) ............................................................................................................................ 3-28
Gruppo cavi torcia .................................................................................................................................................................................. 3-29
Cassetta di giunzione del cavo della torcia (opzionale) ................................................................................................................. 3-30
Installare la cassetta di giunzione ............................................................................................................................................. 3-31
Collegare i cavi .............................................................................................................................................................................3-32
Cavo di massa ......................................................................................................................................................................................... 3-36
Collegamento della torcia ai cavi torcia .................................................................................................................................. 3-37
ii HPR130XD Auto Gas – 806334

INDICE
Connessioni della torcia ........................................................................................................................................................................ 3-37
Collegamento della torcia al sistema a sgancio rapido ....................................................................................................... 3-41
Montaggio e allineamento della torcia ............................................................................................................................................... 3-42
Montaggio della torcia .................................................................................................................................................................3-42
Allineamento della torcia ............................................................................................................................................................. 3-42
Requisiti del carrello torcia ...................................................................................................................................................................3-43
Hypernet....................................................................................................................................................................................................3-43
Requisiti di alimentazione ......................................................................................................................................................................3-44
Generalità ....................................................................................................................................................................................... 3-44
Interruttore generale ....................................................................................................................................................................3-45
Cavo di alimentazione principale .............................................................................................................................................. 3-45
Collegamento dell’alimentazione elettrica ......................................................................................................................................... 3-46
Requisiti del refrigerante della torcia .................................................................................................................................................. 3-47
Definizioni ....................................................................................................................................................................................... 3-47
Refrigerante premiscelato per temperature d’esercizio standard ..................................................................................... 3-47
Miscela personalizzata del refrigerante per basse temperature d’esercizio ................................................................... 3-48
Miscela personalizzata del refrigerante per alte temperature d’esercizio ........................................................................3-49
Requisiti di purezza dell’acqua.............................................................................................................................................................3-49
Riempimento del circuito di raffreddamento sul generatore ......................................................................................................... 3-50
Requisiti del gas ...................................................................................................................................................................................... 3-51
Impostazione dei regolatori della pressione di alimentazione ............................................................................................ 3-51
Regolatori di pressione del gas ........................................................................................................................................................... 3-52
Circuito di alimentazione del gas ........................................................................................................................................................ 3-53
Collegamento dei gas di alimentazione ..................................................................................................................................3-54
Tubi flessibili di alimentazione del gas ................................................................................................................................................3-55
Sezione 4
FUNZIONAMENTO .................................................................................................................................................................41
Avviamento quotidiano ..............................................................................................................................................................................4-3
Controllo della torcia ......................................................................................................................................................................4-3
Spie di alimentazione ................................................................................................................................................................................4-4
Generalità ..........................................................................................................................................................................................4-4
Generatore ........................................................................................................................................................................................4-4
Consolle di selezione ......................................................................................................................................................................4-4
Consolle di dosaggio .....................................................................................................................................................................4-4
Requisiti del controller CNC ...................................................................................................................................................................4-5
Requisiti di base ..............................................................................................................................................................................4-5
Elementi necessari in tempo reale ...............................................................................................................................................4-5
Elementi diagnostici necessari .....................................................................................................................................................4-5
Esempi di schermate del CNC ...............................................................................................................................................................4-6
Schermata (di controllo) principale .............................................................................................................................................4-6
Schermata di diagnostica ..............................................................................................................................................................4-7
Schermata di prova .........................................................................................................................................................................4-8
Schermata della tabella di taglio ..................................................................................................................................................4-9
HPR130XD Auto Gas – 806334 iii

INDICE
Scelta dei consumabili ........................................................................................................................................................................... 4-10
Taglio standard (0°) ...................................................................................................................................................................... 4-10
Taglio inclinato fino (0° – 45°) ................................................................................................................................................... 4-10
Marcatura ....................................................................................................................................................................................... 4-10
Consumabili per il taglio speculare .......................................................................................................................................... 4-10
Elettrodi SilverPlus ....................................................................................................................................................................... 4-10
Acciaio al carbonio .......................................................................................................................................................................4-11
Acciaio inox .................................................................................................................................................................................... 4-11
Alluminio .........................................................................................................................................................................................4-12
Taglio inclinato dell’acciaio al carbonio ................................................................................................................................... 4-13
Taglio inclinato dell’acciaio inox .................................................................................................................................................4-13
Installazione e ispezione dei consumabili .......................................................................................................................................... 4-14
Installazione dei consumabili .....................................................................................................................................................4-14
Ispezione dei consumabili ...........................................................................................................................................................4-15
Manutenzione della torcia ..................................................................................................................................................................... 4-17
Manutenzione ordinaria ............................................................................................................................................................... 4-17
Manutenzione sgancio rapido .................................................................................................................................................... 4-17
Kit di manutenzione ...................................................................................................................................................................... 4-17
Connessioni della torcia ........................................................................................................................................................................ 4-18
Sostituzione del tubo dell’acqua della torcia .................................................................................................................................... 4-18
Errori di taglio comuni ............................................................................................................................................................................ 4-19
Come ottimizzare la qualità di taglio ................................................................................................................................................... 4-20
Suggerimenti per la tavola portapezzo e la torcia ................................................................................................................. 4-20
Suggerimenti per la messa a punto del plasma ................................................................................................................... 4-20
Come massimizzare la durata delle parti consumabili ......................................................................................................... 4-20
Altri fattori che influenzano la qualità di taglio........................................................................................................................4-21
Miglioramenti ulteriori .................................................................................................................................................................4-23
Tabelle di taglio ........................................................................................................................................................................................4-24
Acciaio inox sottile con tecnologia HDi ............................................................................................................................................. 4-24
Panoramica .................................................................................................................................................................................... 4-24
Tabelle di taglio ............................................................................................................................................................................. 4-24
Taglio di parti sottili ................................................................................................................................................................................. 4-25
Panoramica .................................................................................................................................................................................... 4-25
Tabelle di taglio ............................................................................................................................................................................. 4-26
Tabelle di taglio inclinato ....................................................................................................................................................................... 4-26
Tabelle di taglio ............................................................................................................................................................................. 4-26
Consumabili ................................................................................................................................................................................... 4-26
Tabelle di compensazione del taglio inclinato ........................................................................................................................ 4-26
Definizioni per il taglio inclinato ........................................................................................................................................................... 4-27
Tabelle di taglio subacqueo .................................................................................................................................................................. 4-28
Panoramica .................................................................................................................................................................................... 4-28
Tabelle di taglio ............................................................................................................................................................................. 4-29
Compensazione prevista per la larghezza dell’incisione ................................................................................................................4-30
iv HPR130XD Auto Gas – 806334

INDICE
Sezione 5
MANUTENZIONE ....................................................................................................................................................................51
Introduzione .................................................................................................................................................................................................5-3
Manutenzione ordinaria .............................................................................................................................................................................5-3
Descrizione del sistema ............................................................................................................................................................................5-4
Cavi di potenza e di segnale .........................................................................................................................................................5-4
Sequenza di funzionamento ....................................................................................................................................................................5-5
Ciclo di spurgo del circuito del gas .......................................................................................................................................................5-6
Utilizzo delle valvole del circuito del gas ..............................................................................................................................................5-6
Processo di marcatura ...................................................................................................................................................................5-8
Schema a blocchi ......................................................................................................................................................................................5-9
Codici di errore ........................................................................................................................................................................................ 5-10
Ricerca guasti con codici di errore – codici di errore compresi tra 000 e 018 .......................................................... 5-11
Ricerca guasti con codici di errore – codici di errore compresi tra 020 e 028 e tra 224e228 ........................... 5-12
Ricerca guasti con codici di errore – codici di errore compresi tra 030 e 042 e tra 231e234 ........................... 5-13
Ricerca guasti con codici di errore – codici di errore compresi tra 044 e 046 ..........................................................5-14
Ricerca guasti con codici di errore – codici di errore compresi tra 047 e 053 e tra 248e250 ...........................5-15
Ricerca guasti con codici di errore – codici di errore compresi tra 054 e 061 .......................................................... 5-16
Ricerca guasti con codici di errore – codici di errore compresi tra 062 e 067 e tra 265e267 ............................ 5-17
Ricerca guasti con codici di errore – codici di errore compresi tra 071 e 075 e tra 273e275 ............................ 5-18
Ricerca guasti con codici di errore – codici di errore compresi tra 076 e 101 e tra 276e301 ............................. 5-19
Ricerca guasti con codici di errore – codici di errore compresi tra 102 e 111 e tra 302e308 ............................5-20
Ricerca guasti con codici di errore – codici di errore compresi tra 116 e 133, 316 ................................................ 5-21
Ricerca guasti con codici di errore – codici di errore compresi tra 134 e 140 e tra 334e338 ........................... 5-22
Ricerca guasti con codici di errore – codici di errore compresi tra 141 e 152 e tra 346e351 ...........................5-23
Ricerca guasti con codici di errore – codici di errore compresi tra 153 e 156 e tra 354e356 ........................... 5-24
Ricerca guasti con codici di errore – codici di errore compresi tra 157 e 159 e tra 357 e 359 ............................5-25
Ricerca guasti con codici di errore – codici di errore compresi tra 160 e 180 .......................................................... 5-26
Ricerca guasti con codici di errore – codici di errore compresi tra 181, 182, 298 e 383 ........................................ 5-27
Stati del generatore ................................................................................................................................................................................5-28
Funzionamento del sistema plasma con temporizzatore della pompa ........................................................................................5-29
Funzionamento su CNC con temporizzatore della pompa............................................................................................................5-30
Controlli iniziali ......................................................................................................................................................................................... 5-31
Misure di tensione ...................................................................................................................................................................................5-32
Sostituzione dell’elemento filtrante dell’aria ...................................................................................................................................... 5-33
Manutenzione del sistema di refrigerazione del generatore .......................................................................................................... 5-34
Scarico del circuito del refrigerante ......................................................................................................................................... 5-34
Filtro del circuito del refrigerante ........................................................................................................................................................5-35
Sostituzione del filtro ...................................................................................................................................................................5-35
Pulizia del filtro della pompa ......................................................................................................................................................5-35
Diagramma di individuazione degli errori legati al flusso di refrigerante ....................................................................................5-36
HPR130XD Auto Gas – 806334 v

INDICE
Test di flusso del liquido refrigerante .................................................................................................................................................. 5-37
Prima del test ................................................................................................................................................................................. 5-37
Utilizzo del flussometro Hypertherm (128933) ..................................................................................................................... 5-37
Funzionamento con pompa manuale .......................................................................................................................................5-38
Test 1 – linea di ritorno ..............................................................................................................................................................5-39
Test 2 – linea di alimentazione sulla consolle di accensione ...........................................................................................5-39
Test 3 – allineamento della torcia ...........................................................................................................................................5-40
Test 4 – linea di alimentazione della presa sulla torcia ...................................................................................................... 5-40
Test 5 – linea di ritorno dalla presa torcia (rimuovere sulla consolle di accensione) .................................................5-40
Test 6 – test di riempimento della pompa ...........................................................................................................................5-41
Test 7 – bypass della valvola di ritegno ................................................................................................................................5-41
Individuazione dei guasti della pompa e del motore ............................................................................................................5-42
Verifica del sensore di flusso .....................................................................................................................................................5-43
Test di tenuta del gas ............................................................................................................................................................................. 5-44
Test di tenuta 1 (test di tenuta sistema) ..................................................................................................................................5-44
Test di tenuta 2 (test di tenuta sistema) .................................................................................................................................. 5-45
Test di tenuta 3 (test valvola proporzionale sulla consolle di dosaggio) ......................................................................... 5-45
Scheda di controllo sul generatore PCB3 ........................................................................................................................................5-46
Scheda di distribuzione di potenza PCB2 del generatore ............................................................................................................ 5-47
Circuito di innesco PCB1 .....................................................................................................................................................................5-48
Funzionamento .............................................................................................................................................................................. 5-48
Schema funzionale del circuito di avviamento .......................................................................................................................5-48
Individuazione dei guasti del circuito di avviamento ............................................................................................................. 5-48
Livelli di corrente dell’arco pilota ......................................................................................................................................................... 5-50
Scheda di controllo PCB2 della consolle di selezione .................................................................................................................. 5-51
Scheda di distribuzione di potenza PCB1 della consolle di selezione ...................................................................................... 5-52
Consolle di selezione, attuatore valvola CA PCB3 .........................................................................................................................5-53
Scheda di controllo PCB2 della consolle di dosaggio ..................................................................................................................5-54
Scheda di distribuzione di potenza PCB1 della consolle di dosaggio ...................................................................................... 5-55
Test dei chopper ...................................................................................................................................................................................... 5-56
Test automatico chopper e sensore di corrente all’accensione ........................................................................................5-56
Test di rilevamento della perdita di fase .............................................................................................................................................5-58
Test del cavo torcia ................................................................................................................................................................................. 5-59
Manutenzione preventiva ....................................................................................................................................................................... 5-60
Sezione 6
ELENCO COMPONENTI .......................................................................................................................................................61
Generatore ..................................................................................................................................................................................................6-2
Consolle di accensione ............................................................................................................................................................................6-7
Cassetta di giunzione del cavo della torcia (opzionale) ....................................................................................................................6-8
Consolle di accensione a cavi della cassetta di giunzione ....................................................................................................6-9
Consolle di selezione ............................................................................................................................................................................. 6-10
Consolle di dosaggio ............................................................................................................................................................................. 6-12
Torcia HyPerformance ............................................................................................................................................................................ 6-13
Gruppo torcia ................................................................................................................................................................................ 6-13
Cavi torcia ...................................................................................................................................................................................... 6-14
Filo contatto ohmico .................................................................................................................................................................... 6-14
vi HPR130XD Auto Gas – 806334

INDICE
Kit consumabili ........................................................................................................................................................................................6-15
Consumabili per il taglio speculare.....................................................................................................................................................6-16
Taglio dritto ....................................................................................................................................................................................6-16
Taglio inclinato ............................................................................................................................................................................... 6-18
Ricambi consigliati .................................................................................................................................................................................. 6-19
Etichette di avvertenza – 110647 .............................................................................................................................................6-20
Sezione 7
SCHEMI ELETTRICI ...............................................................................................................................................................71
Introduzione .................................................................................................................................................................................................7-1
Simboli per lo schema elettrico ..............................................................................................................................................................7-1
Funzionalità uscita separata .................................................................................................................................................................... 7-4
Appendice A
DATI SULLA SICUREZZA DEL REFRIGERANTE DELLA TORCIA HYPERTHERM ...........................................A1
1 – Identificazione della sostanza/miscela e della società/impresa .............................................................................................a-2
2 – Identificazione dei rischi .................................................................................................................................................................. a-2
3 – Composizione/Informazioni sugli ingredienti .............................................................................................................................a-3
4 – Misure di primo soccorso ............................................................................................................................................................... a-3
5 – Misure antincendio ........................................................................................................................................................................... a-3
6 – Misure in caso di rilascio accidentale ..........................................................................................................................................a-3
7 – Utilizzo e conservazione .................................................................................................................................................................. a-4
8 – Controlli per l’esposizione/dispositivi di protezione individuali .............................................................................................. a-4
9 – Proprietà fisiche e chimiche ........................................................................................................................................................... a-4
10 – Stabilità e reattività ........................................................................................................................................................................a-5
11 – Informazioni tossicologiche..........................................................................................................................................................a-5
12 – Informazioni ecologiche ................................................................................................................................................................ a-5
13 – Considerazioni sullo smaltimento ............................................................................................................................................... a-6
14 – Informazioni di trasporto ............................................................................................................................................................... a-6
15 – Informazioni normative .................................................................................................................................................................. a-6
16 – Altre informazioni ............................................................................................................................................................................ a-7
Punto di congelamento della soluzione a base di glicole propilenico ........................................................................................... a-8
Appendice B
PROTOCOLLO DI INTERFACCIA CONTROLLO NUMERICO .................................................................................... B1
Hardware di interfaccia.............................................................................................................................................................................b-2
Elenco segnali.............................................................................................................................................................................................b-2
Segnali ...............................................................................................................................................................................................b-2
Hardware ...........................................................................................................................................................................................b-3
Cablaggio multidrop .......................................................................................................................................................................b-4
Indirizzamento multidrop ................................................................................................................................................................b-5
Seriale Comandi .........................................................................................................................................................................................b-5
Formato ..............................................................................................................................................................................................b-5
Framing ..............................................................................................................................................................................................b-5
Comandi ............................................................................................................................................................................................b-5
HPR130XD Auto Gas – 806334 vii

INDICE
Tabelle dei comandi ..................................................................................................................................................................................b-6
Risposte di errore ......................................................................................................................................................................... b-20
Calcolo della somma di controllo .............................................................................................................................................b-20
Codici di errore ........................................................................................................................................................................................b-21
Codici di stato ......................................................................................................................................................................................... b-25
Codici del tipo di gas ............................................................................................................................................................................. b-25
Requisiti CNC ......................................................................................................................................................................................... b-26
Consolle del gas automatica ..................................................................................................................................................... b-26
Linee guida per l’interfaccia seriale .................................................................................................................................................... b-27
Somma di controllo ...................................................................................................................................................................... b-27
Tentativi successivi di invio messaggio ................................................................................................................................... b-27
Schermatura dei cavi ................................................................................................................................................................... b-27
Appendice C
APPLICAZIONI ROBOTIZZATE .........................................................................................................................................C1
Componenti per le applicazioni robotizzate .........................................................................................................................................c-2
Cavi torcia .........................................................................................................................................................................................c-2
Estensione del contatto ohmico ..................................................................................................................................................c-2
Manicotto di supporto girevole (opzionale) – 220864.........................................................................................................c-3
Rivestimento in pelle – 024866 ................................................................................................................................................c-3
Torcia robotizzata per attività didattiche (puntatorelaser) – 228394 ............................................................................... c-3
Dimensioni della torcia e del manicotto girevole ......................................................................................................................c-3
Dimensioni della fascetta manicotto di supporto girevole ..................................................................................................... c-4
HPR130XD AUTO GAS, MODIFICHE REVISIONE 806334 ......................................................................................... I
viii HPR130XD Auto Gas – 806334

Sezione 1
SICUREZZA
In questa sezione:
Riconoscere leinformazioni sullasicurezza .........................................................................................................................................1-2
Seguire le istruzioni sullasicurezza ........................................................................................................................................................1-2
Controllare l’apparecchiatura prima dell’uso .......................................................................................................................................1-2
Responsabilità sulla sicurezza ................................................................................................................................................................1-2
Un arco plasma può danneggiare i tubi congelati ..............................................................................................................................1-2
L’elettricità statica può danneggiare le scheda a circuito stampato ..............................................................................................1-3
Sicurezza sulla messa a terra ..................................................................................................................................................................1-3
Rischi di tipo elettrico ...............................................................................................................................................................................1-3
Le scosse elettriche possono essere letali ..........................................................................................................................................1-4
L’operazione di taglio può causare incendi oppure esplosioni ........................................................................................................1-5
Il movimento della macchina può provocare lesioni. ..........................................................................................................................1-6
Sicurezza degli apparecchi a gas compresso .....................................................................................................................................1-6
Le bombole del gas possono esplodere sedanneggiate ................................................................................................................1-6
I vapori tossici possono causare lesioni o la morte ...........................................................................................................................1-7
Un arco plasma può causare lesioni e ustioni ..................................................................................................................................... 1-7
I raggi dell’arco possono causare bruciature agliocchiealla pelle ..............................................................................................1-8
Utilizzo di pacemaker e supporti uditivi .................................................................................................................................................1-8
Il rumore può causare danni all’udito ....................................................................................................................................................1-9
Informazioni sulla raccolta delle polveri secche ..................................................................................................................................1-9
Radiazioni laser ........................................................................................................................................................................................ 1-10
Sicurezza e Conformità 1-1

SICUREZZA
RICONOSCERE
LEINFORMAZIONI
SULLASICUREZZA
I simboli riportati in questa sezione vengono utilizzati per identificare
possibili rischi. Quando viene individuato un simbolo di sicurezza nel
presente manuale o sulla macchina, tener conto dei possibili rischi
dilesioni personali e attenersi alle relative istruzioni.
SEGUIRE LE ISTRUZIONI
SULLASICUREZZA
Leggere attentamente tutti i messaggi relativi alla sicurezza riportati nel
presente manuale e le etichette di sicurezza apposte sulla macchina.
• Preservare in buone condizioni le etichette di sicurezza apposte sulla
macchina. Sostituire immediatamente eventuali etichette mancanti
odanneggiate.
• Imparare a utilizzare la macchina e i rispettivi comandi in modo
appropriato. Non consentire l’utilizzo da parte di terze persone senza
aver fornito apposite istruzioni.
• Mantenere la macchina in buone condizioni operative. Eventuali
modifiche non autorizzate alla macchina possono influenzare
lasicurezza e la vita utile della macchina.
PERICOLO AVVERTENZA ATTENZIONE
Sono state adottate le linee guida dell’American National Standards
Institute (ANSI) per le indicazioni e i simboli riportati sui segnali
disicurezza. I termini “PERICOLO” o “AVVERTENZA” vengono usati
insieme a un simbolo di sicurezza. Il termine “PERICOLO” identifica
irischi più pericolosi.
• Le etichette di sicurezza “PERICOLO” e “AVVERTENZA” sono
apposte sulla macchina accanto a rischi specifici.
• I messaggi di sicurezza “PERICOLO” precedono le relative istruzioni
contenute in questo manuale il cui mancato rispetto potrebbe
causare lesioni gravi o la morte.
• I messaggi di sicurezza “AVVERTENZA” precedono le relative
istruzioni contenute in questo manuale il cui mancato rispetto
potrebbe causare lesioni o la morte.
• I messaggi di sicurezza “ATTENZIONE” precedono le relative
istruzioni contenute in questo manuale il cui mancato rispetto
potrebbe causare lesioni lievi o danni alle apparecchiature.
CONTROLLARE L’APPARECCHIATURA PRIMA DELL’USO
Tutte le apparecchiature di taglio devono essere controllate come
previsto per garantire le condizioni di funzionamento in sicurezza.
Nel caso in cui si riscontri che l’apparecchiatura non è in grado
difunzionare in maniera affidabile e sicura, è necessario sottoporla
a riparazione da parte di tecnici qualificati prima di procedere al suo
utilizzo successivo o di ritirarla dal servizio.
RESPONSABILITÀ SULLA SICUREZZA
La persona o l’entità responsabile della sicurezza nei luoghi di lavoro
deve:
• Verificare che gli operatori e i loro supervisori ricevano la formazione
adeguata per l’utilizzo in sicurezza delle apparecchiature, per l’utilizzo
in sicurezza dei processi e per le procedure di emergenza.
• Verificare che tutti i rischi e le misure di sicurezza qui identificati
vengano comunicati e compresi dai lavoratori prima dell’inizio del
turno di lavoro.
• Segnalare le aree di taglio approvate e istituire le procedure per
iltaglio in sicurezza.
• Assumersi la responsabilità di autorizzare operazioni di taglio in aree
non espressamente adibite o approvate per tali processi.
• Verificare che vengano impiegate soltanto apparecchiature
omologate come torce e dispositivi di protezione individuale.
inbreathing atmospheres below allowable limits.
UN ARCO PLASMA PUÒ DANNEGGIARE I TUBI CONGELATI
I tubi congelati possono essere danneggiati o possono esplodere se si cerca di scongelarli con una torcia plasma.
• Scegliere appaltatori che forniscano personale con formazione
equalificazioni adeguate e che siano al corrente dei rischi legati alle
operazioni di taglio.
• Fornire agli appaltatori informazioni sui materiali infiammabili o sulle
condizioni di pericolo specifiche per lo stabilimento oppure sulle
condizioni di pericolo di cui potrebbero non essere al corrente.
• Verificare che la qualità e la quantità di aria di ventilazione sia tale che
l’esposizione del personale a contaminanti pericolosi sia al di sotto
dei limiti consentiti.
• Verificare che la ventilazione negli spazi chiusi sia sufficiente per
consentire un’ossigenazione adeguata per la sopravvivenza, per
prevenire l’accumulo di sostanze asfissianti o di miscele infiammabili
esplosive, per prevenire l’arricchimento di ossigeno nell’atmosfera
emantenere le sostanze inquinanti nell’atmosfera al di sotto dei limiti
consentiti.
1-2 Sicurezza e Conformità

SICUREZZA
L’ELETTRICITÀ STATICA PUÒ DANNEGGIARE LE SCHEDA A CIRCUITO STAMPATO
Prestare la massima attenzione quando si maneggiano schede a circuito stampato:
• Conservare le schede a circuito stampato in contenitori antistatici.
• Indossare un bracciale da polso antistatico quando si maneggiano schede a circuito stampato.
SICUREZZA SULLA MESSA A TERRA
Cavo di lavoro Collegare il cavo di lavoro in modo sicuro al pezzo
in lavorazione o al banco da taglio mediante un contatto appropriato
da metallo a metallo. Non collegarlo al pezzo per evitare che cada al
completamento del taglio.
Banco da taglio Collegare il banco da taglio a una massa in
conformità alle apposite norme elettriche nazionali o locali.
RISCHI DI TIPO ELETTRICO
• Solo il personale tecnico qualificato è autorizzato ad aprire questa
apparecchiatura.
• Se l’apparecchiatura è collegata in modo permanente
all’alimentazione elettrica, spegnerla e togliere l’alimentazione
seguendo una procedura di blocco protezione, prima di aprire
laparete laterale.
• Se l’alimentazione all’apparecchiatura viene fornita attraverso
uncavo, scollegare il sistema prima di aprire la parete laterale.
• Le coperture per gli interruttori o i connettori dotati di blocco devono
essere forniti da terze parti.
• Dopo aver scollegato l’alimentazione elettrica, attendere 5 minuti
prima di accedere alla parete laterale per consentire ai condensatori
di scaricarsi.
Potenza in ingresso
• Verificare di aver collegato il filo di messa a terra dell’alimentazione
alla scatola d’interruzione di corrente.
• Se l’installazione del sistema plasma prevede il collegamento del
cavo di alimentazione al generatore, verificare di aver collegato
correttamente il filo di messa a terra del cavo di alimentazione.
• Posizionare prima il filo di messa a terra del cavo di alimentazione
sul picchetto, quindi posizionare qualsiasi altro filo di messa a terra
sulla parte superiore della messa a terra del cavo di alimentazione.
Serrare il dado di tenuta.
• Serrare tutti i collegamenti elettrici per evitare un riscaldamento
eccessivo.
• Se l’apparecchiatura deve essere alimentata quando vengono
rimosse le pareti laterali per esigenze di riparazione, esiste il rischio
di esplosione da scarica elettrica. Seguire tutte lenormative
disicurezza sul lavoro (NFPA 70E per gli USA) relative alle
procedure di lavoro in sicurezza e ai dispositivi di protezione
individuale quando si eseguono riparazioni su apparecchiature
intensione.
• È necessario verificare la corretta chiusura della parete laterale
ela corretta messa a terra della parete laterale prima di rimettere
in funzione l’apparecchiatura dopo lo spostamento, l’apertura
olariparazione.
• Seguire sempre queste istruzioni per scollegare l’alimentazione
prima di controllare o sostituire le parti consumabili della torcia.
Sicurezza e Conformità 1-3

SICUREZZA
LE SCOSSE ELETTRICHE POSSONO ESSERE LETALI
Il contatto con parti elettriche in tensione può causare una scossa
letale o gravi ustioni.
• Quando in funzione, il sistema plasma completa un circuito elettrico
tra la torcia e il pezzo in lavorazione. Il pezzo in lavorazione e qualsiasi
elemento a contatto fanno parte del circuito elettrico.
• Nelle applicazioni con torcia per macchina, non toccare mai il corpo
della torcia, il pezzo in lavorazione o l’acqua, in un banco ad acqua,
quando il sistema plasma è in funzione.
Prevenzione delle scosse elettriche
Tutti i sistemi plasma Hypertherm utilizzano alta tensione
nel processo di taglio (in genere da 200 a 400 VCC). Adottare
leseguenti precauzioni durante l’uso di questo sistema:
• Indossare guanti e stivali isolanti e mantenere il corpo e gli indumenti
asciutti.
• Non entrare in contatto con superfici umide quando si utilizza
ilsistema plasma.
• Isolarsi dal piano di lavoro e da terra utilizzando tappetini
isolanti asciutti o coperture sufficientemente grandi da impedire
qualsiasi contatto fisico con il piano di lavoro o con il pavimento.
Seènecessario tagliare all’interno o nelle vicinanze di un’area umida,
prestare la massima attenzione.
• Installare un interruttore di arresto automatico della corrente vicino
al generatore con fusibili di capacità adeguata. Tale interruttore
consente all’operatore di spegnere velocemente il generatore
inunasituazione di emergenza.
• Quando si utilizza un banco ad acqua, verificare che sia
correttamente collegato al cavo di messa a terra.
• Installare e collegare a massa l’apparecchiatura in conformità alle
istruzioni fornite nel rispettivo manuale d’uso e alle norme nazionali
elocali.
• Controllare frequentemente la guaina del cavo di alimentazione per
individuare eventuali danni o la presenza di fili scoperti. Sostituire
immediatamente eventuali cavi danneggiati. I cavi scoperti
possono essere letali.
• Controllare e sostituire eventuali cavi della torcia danneggiati
ousurati.
• Non toccare il pezzo in lavorazione, compresa la parte di scarto,
durante il taglio. Lasciare il pezzo in lavorazione in posizione o sul
banco da lavoro con il cavo di lavoro collegato durante il processo
ditaglio.
• Prima di controllare, pulire o sostituire le parti della torcia, scollegare
l’alimentazione o il cavo del generatore.
• Non eliminare o cortocircuitare mai gli interruttori di sicurezza.
• Prima di rimuovere il generatore o la parete laterale del sistema,
scollegare la potenza elettrica in ingresso. Attendere 5 minuti dopo
aver scollegato l’alimentazione per consentire ai condensatori
discaricarsi.
• Non utilizzare mai il sistema plasma senza le coperture del generatore
posizionate correttamente. I collegamenti scoperti del generatore
rappresentano un grave rischio elettrico.
• Quando si effettuano connessioni in ingresso, collegare prima
l’apposito conduttore a terra.
• Ogni sistema plasma è stato progettato per essere utilizzato
esclusivamente con le torce specificate. Non utilizzare altre torce che
potrebbero surriscaldare e rappresentare un rischio per la sicurezza.
1-4 Sicurezza e Conformità

SICUREZZA
L’OPERAZIONE DI TAGLIO PUÒ CAUSARE INCENDI OPPURE ESPLOSIONI
Prevenzione degli incendi
• Verificare che l’area sia sicura prima di eseguire qualsiasi operazione
di taglio. Tenere sempre a portata di mano un estintore.
• Rimuovere tutti gli oggetti infiammabili nel raggio di 10 metri dall’area
di taglio.
• Temprare il metallo caldo o lasciarlo raffreddare prima di maneggiarlo
o prima che entri in contatto con materiali combustibili.
• Non tagliare mai contenitori contenenti materiale potenzialmente
infiammabile. Svuotarli e lavarli a fondo prima di eseguire questa
operazione.
• Ventilare le atmosfere potenzialmente infiammabili prima di eseguire
le operazioni di taglio.
• Durante il taglio con ossigeno come gas plasma, è necessario
disporre di un sistema di ventilazione degli scarichi.
Prevenzione delle esplosioni
• Non utilizzare il sistema plasma in presenza di eventuali polveri o
vapori esplosivi.
• Non tagliare bombole pressurizzate, tubi o contenitori chiusi.
• Non tagliare contenitori nei quali sono stati trasportati materiali
combustibili.
AVVERTENZA
Pericolo di esplosione
Detonazione dell’idrogeno durante il taglio dell’alluminio
Durante l’utilizzo di una torcia al plasma per il taglio subacqueo
osu tavolo ad acqua delle leghe di alluminio, la reazione chimica
tra l’acqua, il pezzo in lavorazione, i componenti, le polveri sottili
olegocce di alluminio fuso genera un quantitativo considerevolmente
superiore di gas idrogeno rispetto a quanto avviene con altri materiali.
Questo gas idrogeno può rimanere intrappolato sotto al pezzo in
lavorazione. In caso di esposizione all’ossigeno o all’aria, l’arco plasma
o una scintilla generata da una fonte qualsiasi, possono incendiare
questo gas idrogeno provocando un’esplosione che può causare
morte, lesioni personali, perdita di beni o danni alle attrezzature.
Consultare la scheda del produttore e verificare con altri esperti
prima di procedere al taglio dell’alluminio per eseguire la valutazione
dei rischi e attuare un piano di mitigazione che elimini il rischio
diesplosioni prevenendo l’accumulo di idrogeno.
AVVERTENZA
Pericolo di esplosione
Argon-Idrogeno e Metano
L’idrogeno e il metano sono gas infiammabili che possono esplodere.
Mantenere le fiamme lontano dalle bombole e dai tubi contenenti
miscele di metanolo o idrogeno. Mantenere fiamme e scintille lontano
dalla torcia quando si utilizza plasma metanolo o argon-idrogeno.
AVVERTENZA
Pericolo di esplosione
Taglio subacqueo con gas combustibili
contenentiidrogeno
• Non effettuare tagli subacquei con gas combustibili che contengono
idrogeno.
• Quando si eseguono tagli subacquei con gas combustibili
contenenti idrogeno, si può verificare una condizione esplosiva che
può produrre uno scoppio durante le operazioni di taglio plasma.
Inoltre, accertarsi che il tavolo ad acqua, l’estrazione dei fumi
(ventilazione), e altre componenti del sistema di taglio siano stati
progettati in previsione del taglio dell’alluminio.
Evitare di eseguire il taglio subacqueo o su tavolo ad
acqua dileghe di alluminio a meno che non si sia in grado
diprevenire l’accumulo di gas idrogeno.
Nota: Se si esegue una mitigazione adeguata, è possibile tagliare
la maggior parte delle leghe di alluminio su tavolo ad acqua. L’unica
eccezione è la lega di alluminio-litio. Non eseguire mail il taglio
della lega alluminio-litio in presenza di acqua. Contattare
ilproprio fornitore di alluminio per ulteriori informazioni sulla sicurezza
relative ai rischi associati alla lega di alluminio-litio.
Sicurezza e Conformità 1-5

SICUREZZA
IL MOVIMENTO DELLA MACCHINA PUÒ PROVOCARE LESIONI.
Nel caso in cui un produttore primario di attrezzature (OEM – Original Equipment Manufacturer) realizzi un sistema di taglio integrando
un’attrezzatura Hypertherm ad attrezzature di altro tipo, il cliente e utente finale e l’OEM hanno la responsabilità di garantire un’adeguata
protezione contro i componenti in movimento pericolosi di questo sistema di taglio. Tuttavia, al fine di prevenire le lesioni degli operatori e i danni
all’attrezzatura, consigliamo quanto segue:
• Leggere e seguire il manuale di istruzione fornito dall’OEM.
• Fare in modo che l’area ad accesso limitato sia più ampia del raggio
massimo di movimento dei componenti mobili del sistema di taglio.
• Nel caso in cui ci siano rischi di collisione, non consentire
l’avvicinamento di personale o altre attrezzature in prossimità
deicomponenti mobili del sistema di taglio.
• Evitare il contatto accidentale con il touchscreen o il joystick del
Controllo Numerico Computerizzato (CNC). Il contatto accidentale
può attivare i comandi e provocare movimenti involontari.
• Non eseguire operazioni di manutenzione o di pulizia quando
ilmacchinario è in funzione.
• Nel caso in cui sia necessario eseguire la manutenzione, attivare
l’interruttore di sicurezza oppure disconnettere e bloccare/etichettare
l’alimentazione per disattivare il motore e prevenire il movimento.
• Consentire l’azionamento, la manutenzione e l’assistenza
esclusivamente da parte di personale specializzato.
SICUREZZA DEGLI APPARECCHI A GAS COMPRESSO
• Non lubrificare mai le valvole delle bombole o i regolatori con olio
ograsso.
• Utilizzare solo bombole del gas, regolatori, tubi e raccordi adeguati
progettati per l’applicazione specifica.
• Mantenere tutte le apparecchiature a gas compresso e le parti
associate in buone condizioni.
• Apporre le apposite etichette e codifiche a colori su tutti i tubi del
gas in modo da identificare il tipo di gas in ogni tubo. Consultare
lenormative locali o nazionali applicabili.
LE BOMBOLE DEL GAS
POSSONO ESPLODERE
SEDANNEGGIATE
Le bombole di gas contengono gas sotto alta pressione.
Sedanneggiata, una bombola può esplodere.
• Maneggiare e utilizzare le bombole di gas compresso in conformità
con le norme locali e nazionali applicabili.
• Non utilizzare mai una bombola che non sia in posizione verticale
eassicurata in posizione.
• Non rimuovere il cappuccio di protezione dalla valvola a meno che
labombola non sia in funzione o collegata per l’utilizzo.
• Non creare mai un contatto elettrico tra l’arco plasma e la bombola.
• Non esporre mai le bombole a eccessivo calore, scintille, scorie
ofiamme vive.
• Non utilizzare mai un martello, una chiave inglese o un altro attrezzo
per aprire la valvola inceppata di una bombola.
1-6 Sicurezza e Conformità

I VAPORI TOSSICI POSSONO CAUSARE LESIONI O LA MORTE
SICUREZZA
L’arco plasma è la fonte di calore che viene utilizzata per il taglio.
Diconseguenza, anche se l’arco plasma non è stato identificato come
causa di fumi tossici, il materiale che viene tagliato può essere fonte
difumi tossici o gas che riducono l’ossigeno.
I fumi prodotti variano in base al metallo che viene tagliato. I metalli
che possono rilasciare fumi tossici includono, a mero titolo di esempio,
acciaio inox, acciaio al carbonio, zinco (galvanizzato) e rame.
In alcuni casi il metallo potrebbe essere rivestito di una sostanza in
grado di rilasciare fumi tossici. I rivestimenti tossici includono ma non
sono solamenti questi, piombo (in alcune vernici), cadmio (in alcune
vernici e riempitivi) e berillio.
I gas prodotti dal taglio plasma variano in base al materiale da tagliare
e al metodo di taglio, ma possono includere ozono, ossidi di azoto,
cromo esavalente, idrogeno e altre sostanze contenute o rilasciate dal
materiale tagliato.
Prestare la massima attenzione per ridurre al minimo l’esposizione
ai fumi prodotti da qualsiasi processo industriale. A seconda della
composizione chimica e della concentrazione dei fumi (nonché di altri
fattori, come ad esempio la ventilazione), potrebbe verificarsi il rischio
di malattia fisica, ad esempio difetti alla nascita o cancro.
È responsabilità del proprietario dell’apparecchiatura e dello
stabilimento controllare la qualità dell’aria nell’area di taglio e verificare
che la qualità dell’aria sul posto di lavoro soddisfi tutti gli standard
elenormative nazionali e locali.
Il livello della qualità dell’aria in qualsiasi posto di lavoro dipende
davariabili specifiche dello stabilimento quali:
• Configurazione del banco (umido, secco, subacqueo).
• Composizione del materiale, finitura della superficie e composizione
dei rivestimenti.
• Volume del materiale rimosso.
• Durata del taglio o della scriccatura.
• Dimensioni, volume dell’aria, ventilazione e filtraggio dell’area
dilavoro.
• Dispositivi di protezione individuali.
• Numero di sistemi di saldatura e di taglio in funzione.
• Altri processi nel posto di lavoro che potrebbero produrre fumi.
Se il posto di lavoro deve rispettare le normative nazionali o locali,
è possibile determinare se i livelli nello stabilimento sono superiori
o inferiori ai livelli consentiti solo mediante monitoraggio o verifica
effettuati in loco.
Per ridurre il rischio di esposizione ai fumi:
• Rimuovere tutti i rivestimenti e i solventi dal metallo prima di eseguire
il taglio.
• Utilizzare il sistema locale di ventilazione degli scarichi per rimuovere
i fumi dall’aria.
• Non inalare i fumi. Indossare un respiratore ad adduzione d’aria
quando si tagliano metalli rivestiti o che si sospetta possano
contenere elementi tossici.
• Verificare che tutto il personale che utilizza apparecchiature
disaldatura o di taglio, nonché respiratori ad adduzione d’aria, sia
qualificato per lutilizzo corretto di tali apparecchiature.
• Non tagliare mai contenitori contenenti materiale potenzialmente
tossico. Svuotare e pulire prima a fondo il contenitore.
• Quando necessario, monitorare o verificare la qualità dell’aria presso
lo stabilimento.
• Consultare un esperto locale per implementare in loco un piano
alfine di verificare che la qualità dell’aria sia sicura.
UN ARCO PLASMA PUÒ CAUSARE LESIONI E USTIONI
Torce ad accensione immediata
L’arco plasma si accende immediatamente quando viene attivato
ilpulsante della torcia.
L’arco plasma passa rapidamente attraverso i guanti e la pelle.
• Tenere lontano dalla punta della torcia.
• Non tenere il materiale in un punto vicino al percorso di taglio.
• Non puntare mai la torcia verso sé stessi o verso altre persone.
Sicurezza e Conformità 1-7

SICUREZZA
I RAGGI DELL’ARCO POSSONO CAUSARE BRUCIATURE
AGLIOCCHIEALLA PELLE
Protezione degli occhi I Iraggi dell’arco plasma producono
radiazioni intense visibili e invisibili (ultravioletti e infrarossi) che
possono creare lesioni agli occhi e alla pelle.
• Utilizzare un’apposita protezione per gli occhi in conformità alle
normative nazionali o locali applicabili.
• Indossare una protezione per gli occhi (occhiali o mascherina
disicurezza con protezione laterale e una visiera per saldatura)
conlenti adeguatamente oscurate per proteggere gli occhi dai
raggi infrarossi e ultravioletti prodotti dall’arco.
Protezione per la pelle Indossare indumenti protettivi per
proteggersi dalle lesioni causate dalla radiazione ultravioletta, dalle
scintille e dal metallo caldo.
• Indossare guanti protettivi, calzature antinfortunistiche e copricapo.
Numero del grado di
oscuramento minimo
protettivo
Corrente d’arco
Inferiore a 40 A 5 5 8 9
Da 41 A a 60 A 6 6 8 9
Da 61 A a 80 A 8 8 8 9
Da 81 A a 125 A 8 9 8 9
Da 126 A a 150 A 8 9 8 10
Da 151 A a 175 A 8 9 8 11
Da 176 A a 250 A 8 9 8 12
Da 251 A a 300 A 8 9 8 13
Da 301 A a 400 A 9 12 9 13
Da 401 A a 800 A 10 14 10 N/D
(ANSIZ49.1:2012)
Numero del grado
di oscuramento di
comfort consigliato
(ANSI Z49.1:2012)
• Indossare indumenti ignifughi che coprono tutte le aree esposte.
• Indossare pantaloni senza risvolti per impedire l’ingresso di scintille
edi scorie.
Inoltre, rimuovere eventuali combustibili, ad esempio accendini a butano
o fiammiferi, dai pantaloni prima di eseguire il taglio.
Area di taglio Preparare l’area di taglio in modo da ridurre
lariflessione e la trasmissione della radiazione ultravioletta:
• Pitturare le pareti e le altre superfici con colori scuri per ridurre
lariflessione.
• Utilizzare schermi o barriere protettive per proteggere le altre persone
da flash e abbagliamento.
• Raccomandare alle altre persone di non fissare l’arco. Utilizzare
appositi cartelli e indicazioni.
OSHA 29CFR
1910.133(a)(5)
Europa
EN168:2002
UTILIZZO DI PACEMAKER E SUPPORTI UDITIVI
Il funzionamento di apparati medici quali pacemaker e supporti uditivi
può essere influenzato dai campi magnetici prodotti dalle correnti
elevate.
Si consiglia ai portatori di pacemaker e supporti uditivi di consultare un
medico prima di effettuare operazioni di taglio e scriccatura con arco
plasma.
Per ridurre i rischi legati ai campi magnetici:
• Tenere il cavo di lavoro e il cavo della torcia su un lato, lontano dal
corpo.
• Disporre i cavi della torcia il più vicino possibile al cavo di lavoro.
• Non avvolgere o attorcigliare il cavo della torcia o il cavo di lavoro
attorno al corpo.
• Tenere il più lontano possibile dalla tensione di alimentazione.
1-8 Sicurezza e Conformità

IL RUMORE PUÒ CAUSARE DANNI ALL’UDITO
SICUREZZA
Durante il taglio ad arco plasma si possono superare, in molti casi,
i livelli di rumorosità definiti dalle normative locali. L’esposizione
prolungata a un rumore molto elevato può danneggiare l’udito.
Indossare sempre cuffie di protezione adeguate in fase di taglio
oscriccatura a meno che, a seguito di una misura del livello
dipressione sonora effettuata sul sito, non sia stato verificato che
idispositivi di protezione personale non siano necessari come previsto
in base alle relative normative internazionali, nazionali o locali.
Si può ottenere una riduzione significativa del rumore con l’aggiunta
di semplici controlli tecnici sui banchi da taglio, ad esempio barriere
o teloni posizionati tra l’arco plasma e la postazione di lavoro e/o
posizionando la postazione di lavoro lontano dall’arco plasma.
Eseguire controlli amministrativi nell’area di lavoro per limitare gli
accessie limitare il tempo di esposizione degli operatori e schermare
learee rumorose e/o adottare misure per ridurre il riverbero nelle aree
ditaglio inserendo delle strutture fonoassorbenti.
Usare protezioni acustiche in caso di rumore eccessivo oppure
seilrischio di danni all’udito persiste anche dopo la messa in atto
dei controlli tecnici e amministrativi. Se è necessaria una protezione
acustica, indossare esclusivamente dotazioni di protezione individuale
omologati come cuffie o tappi per le orecchie con un indice
diabbattimento del rumore adeguato alla situazione. Segnalare a tutte
le altre persone nei pressi dell’area di taglio i potenziali pericoli dovuti
al rumore. Inoltre, le cuffie di protezione riparano le orecchie dagli
spruzzi di metallo caldo.
INFORMAZIONI SULLA RACCOLTA DELLE POLVERI SECCHE
In alcuni luoghi di lavoro, la polvere secca può rappresentare un
potenziale pericolo di esplosione.
La normativa 68 dell’NFPA (National Fire Protection Association),
“Explosion Protection by Deflagration Venting” [Protezione contro
leesplosioni tramite ventilazione dopo la deflagrazione] fornisce
i requisiti per la progettazione, la collocazione, l’installazione,
lamanutenzione e l’utilizzo di dispositivi e sistemi per la dissipazione
dei gas e delle pressioni di combustione generati in seguito a una
deflagrazione. Consultare il produttore o l’installatore di sistemi
diraccolta delle polveri secche per conoscere i requisiti applicabili
prima di installare un nuovo sistema di raccolta delle polveri secche
odi eseguire delle modifiche significative ai processi o ai materiali
usati con il sistema esistente di raccolta delle polveri secche.
Rivolgersi alle autorità locali competenti (AHJ, Authority Having
Jurisdiction) per stabilire se nelle norme locali sugli edifici è stata
“adottata come riferimento” un’edizione della normativa NFPA 68.
Fare riferimento alla normativa NFPA 68 per la definizione e la
spiegazione dei termini normativi come deflagrazione, AHJ, adottato
come riferimento, valore Kst, indice di deflagrazione, e altri termini.
Nota 1 – A meno che non sia stato specificamente rilevato presso
lo stabilimento che le polveri generate non sono combustibili,
la normativa NFPA 68 richiede l’impiego di sfiati per esplosioni.
Progettare il tipo e le dimensioni dello sfiato per esplosioni in
conformità ai valori Kst dei casi peggiori come descritto nell’Allegato
F della normativa NFPA 68. La normativa NFPA 68 non identifica in
modo specifico il taglio al plasma o altri processi di taglio termico tra
quelli che richiedono dei sistemi di sfiato in caso di deflagrazione, ma
applica questi nuovi requisiti a tutti i sistemi di raccolta delle polveri.
Nota 2 – Gli utenti devono consultare e rispettare tutte le normative
applicabili a livello nazionale, regionale e locale. Le pubblicazione non
hanno lo scopo di incoraggiare in alcun modo azioni che non siano
conformi ai regolamenti e alle normative applicabili, e questo manuale
non deve essere interpretato come avente tale scopo.
Sicurezza e Conformità 1-9

SICUREZZA
RADIAZIONI LASER
L’esposizione al raggio laser proveniente da un puntatore laser può causare gravi lesioni agli occhi. Evitare l’esposizione diretta
degli occhi.
Ai prodotti che usano un puntatore laser per eseguire l’allineamento viene applicata una delle seguenti etichette di radiazioni laser in prossimità
del punto in cui il raggio laser esce dalla parete laterale del prodotto. Vengono anche indicate la tensione massima di uscita (mV), la lunghezza
d’onda emessa (nM) e, se applicabile, la durata dell’impulso.
Istruzioni aggiuntive sulla sicurezza per sistemi laser:
• Consultare un esperto di regolamenti locali sulle applicazioni laser.
Può essere necessaria una formazione sulla sicurezza dei sistemi
laser.
• Non far utilizzare un sistema laser da personale non addestrato.
Isistemi laser possono essere pericolosi se utilizzati da personale
non addestrato.
• Non guardare mai all’interno dell’apertura laser o del raggio.
• Posizionare il laser secondo le istruzioni per evitare il contatto
involontario con gli occhi.
• Non usare il laser su pezzi in lavorazione riflettenti.
• Non usare alcuno strumento ottico per visualizzare o riflettere
ilraggio laser.
• Non smontare o rimuovere il laser o il coperchio dell’apertura.
• Qualsiasi modifica del laser o del prodotto può causare un rischio
diradiazioni laser.
• L’utilizzo di regolazioni o l’esecuzione di procedure diverse da quelle
specificate in questo manuale possono provocare esposizioni
pericolose alle radiazioni laser.
• Non utilizzare in atmosfere esplosive, in presenza di liquidi, gas
opolveri infiammabili.
• Usare esclusivamente i componenti e gli accessori consigliati
oforniti dal costruttore per il modello in vostro possesso.
• Le riparazioni e la manutenzione devono essere eseguite
esclusivamente da personale qualificato.
• Non rimuovere o alterare l’etichetta di sicurezza del laser.
1-10 Sicurezza e Conformità

Sezione 2
CARATTERISTICHE TECNICHE
In questa sezione:
Descrizione del sistema ............................................................................................................................................................................2-3
Generalità ..........................................................................................................................................................................................2-3
Codici articolo ..................................................................................................................................................................................2-3
Consolle di accensione ..................................................................................................................................................................2-3
Consolle di selezione ......................................................................................................................................................................2-3
Consolle di dosaggio .....................................................................................................................................................................2-3
Torcia ..................................................................................................................................................................................................2-3
Caratteristiche tecniche ...........................................................................................................................................................................2-4
Requisiti del gas ..............................................................................................................................................................................2-4
Codici articolo ..................................................................................................................................................................................2-5
Consolle di accensione – 078172 ..............................................................................................................................................2-6
Cassetta di giunzione del cavo della torcia (opzionale) – 078619 .....................................................................................2-8
Consolle di selezione – 078533 ..................................................................................................................................................2-9
Consolle di dosaggio – 078535............................................................................................................................................... 2-10
Torcia – 228520 ........................................................................................................................................................................... 2-11
Simboli IEC .............................................................................................................................................................................................. 2-12
Simboli e marchi ...................................................................................................................................................................................... 2-13
HPR130XD Auto Gas – 806334 2-1
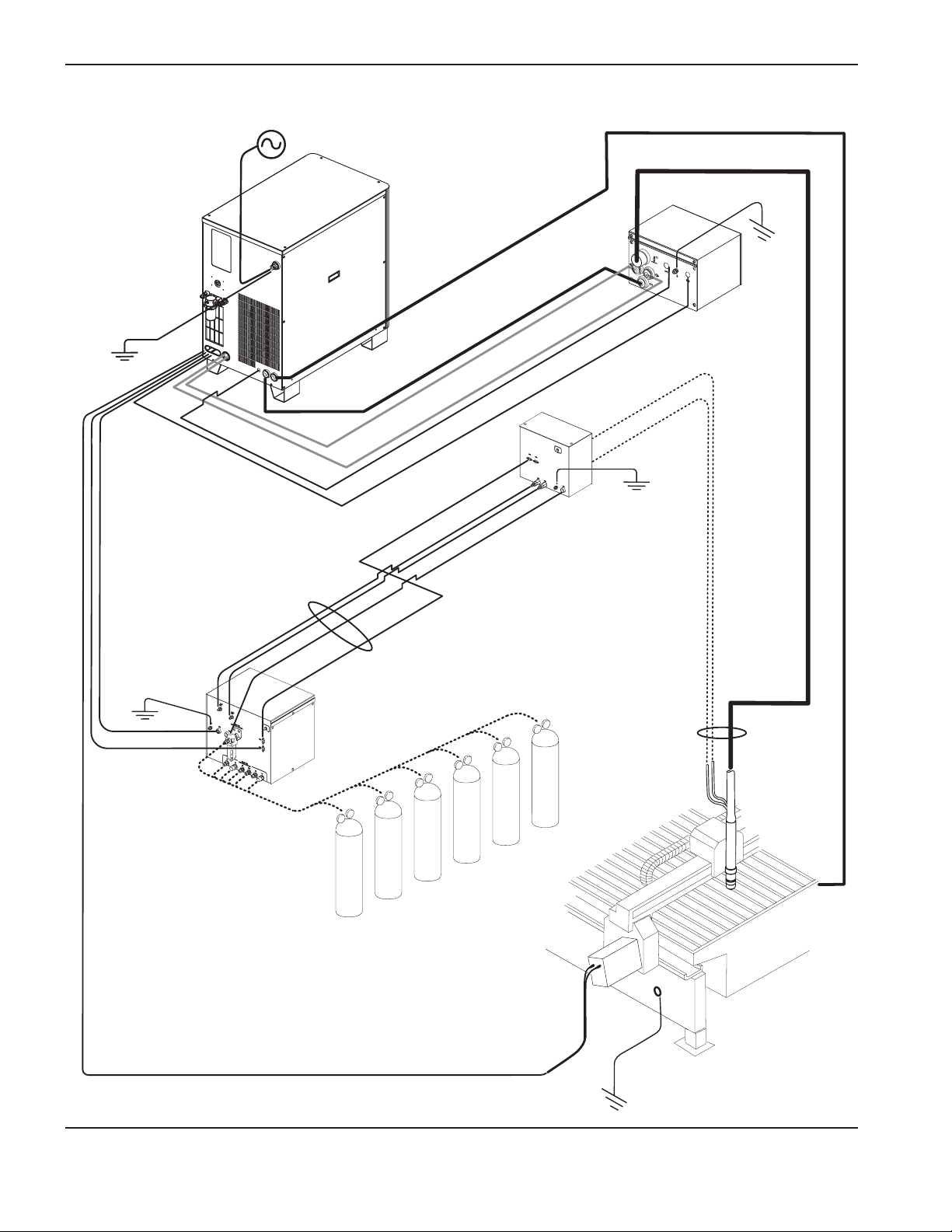
CARATTERISTICHE TECNICHE
2-2 HPR130XD Auto Gas – 806334

CARATTERISTICHE TECNICHE
Descrizione del sistema
Generalità
I sistemi plasma HyPerformance sono progettati per tagliare l’acciaio al carbonio, l’acciaio inox e l’alluminio in una vasta
gamma di spessori.
Codici articolo
Il generatore eroga una corrente di 130 A con una tensione costante di 150 VCC. Tale generatore è dotato
diuncircuito per l’accensione della torcia, di uno scambiatore di calore e di una pompa di circolazione per il circuito
di raffreddamento. Il generatore è dotato di un’interfaccia seriale che consente la comunicazione con un controllo
numerico.
Consolle di accensione
La consolle di accensione è dotata di uno spinterometro. Tale consolle converte la tensione di controllo di 120 VCA
proveniente dal generatore in impulsi ad alta frequenza e ad alta tensione (9-10 kV) per innescare un arco tra l’elettrodo
e l’ugello della torcia. Il segnale ad alta tensione e ad alta frequenza è accoppiato con il cavo del catodo e con quello
dell’arco pilota.
Consolle di selezione
La consolle di selezione serve per scegliere e miscelare i gas di plasma. Essa è dotata di valvole motorizzate,
elettrovalvole e trasduttori di pressione. È inoltre provvista di una scheda di controllo a circuito stampato, una scheda
relè CA e una scheda di distribuzione di potenza. La consolle di selezione è dotata di una spia a LED che si accende
quando il sistema è alimentato.
Consolle di dosaggio
La consolle di dosaggio può essere posizionata a una distanza massima di 1,8 m dalla torcia; essa controlla la portata
dei gas verso la torcia in tempo reale. Essa controlla anche la quantità di gas del processo LongLife®. La consolle
didosaggio contiene valvole di controllo proporzionali, una scheda a circuito stampato e una scheda di distribuzione
dipotenza.
Torcia
La torcia consente di tagliare 12 mm di acciaio al carbonio fino a 2032 mm/min. La capacità massima di taglio
diproduzione della torcia è 16 mm per HyDefinition e tagli convenzionali. La capacità massima di sfondamento è32mm
per l’acciaio al carbonio e 19 mm per l’acciaio inox e l’alluminio. La capacità massima di separazione è 38 mm per
l’acciaio al carbonio e 25 mm per l’acciaio inox e l’alluminio.
HPR130XD Auto Gas – 806334 2-3

CARATTERISTICHE TECNICHE
Caratteristiche tecniche
Requisiti del gas
Requisiti di qualità e pressione del gas
Tipo di gas Qualità Pressione +/– 10% Portata
O
ossigeno Puro al 99,5%
2
Pulito, secco, senza olio
N2 azoto Puro al 99,99%
Pulito, secco, senza olio
Aria * Pulita, secca, senza olio come da
ISO8573-1 Classe 1.4.2
H35
argon-idrogeno
F5
azoto-idrogeno
Puro al 99,995%
(H35 = 65% argon, 35% idrogeno)
Puro al 99,98%
(F5 = 95% azoto, 5% idrogeno)
Ar argon Puro al 99,99%
Pulito, secco, senza olio
793 kPa/8 bar 4250 l/h
793 kPa/8 bar 7080 l/h
793 kPa/8 bar 7080 l/h
793 kPa/8 bar 4250 l/h
793 kPa/8 bar 4250 l/h
793 kPa/8 bar 4250 l/h
* I requisiti dello standard ISO 8573-1 Classe 1.4.2 sono i seguenti:
• Particolato – non più di 100 particelle per metro cubo d’aria con dimensioni massime comprese tra
0,1e0,5micron e 1 particella per metro cubo d’aria con dimensioni massime comprese
tra0,5e5,0micron.
• Acqua – il punto di rugiada della pressione dell’umidità deve essere inferiore o pari a 3 °C.
• Olio – la concentrazione di olio non può essere maggiore di 0,1 mg per metro cubo d’aria.
Acciaio al carbonio Acciaio inox Alluminio
Tipi di gas Gas plasma
Taglio da 30 a 50 A O
Taglio 80 A O
Taglio 130 A O
2
2
2
Gas di
protezione
O
2
Gas plasma
N2 e F5 N
Aria F5 N
Aria N2 e H35 N
Gas di
protezione
2
2
2
Gas plasma
Aria Aria
– –
H35 e aria N2 e Aria
Gas di
protezione
2-4 HPR130XD Auto Gas – 806334

CARATTERISTICHE TECNICHE
Codici articolo
Generalità
Massima tensione a circuito aperto OCV (U
0
Corrente massima erogata (I2) 130 A
Tensione di uscita (U2) 50 – 150 VCC
Ciclo di lavoro (X) 100% a 19,5 kW, 40 °C
Temperatura ambiente/ciclo di lavoro Gli alimentatori elettrici opereranno tra -10 °C e +40 °C
Fattore di alimentazione (cosϕ) 0,88 a 130 A CC in uscita
Raffreddamento Ventilazione forzata (classe F)
Isolamento Classe H
Codici articolo
generatore
Senza
Hypernet
®
Hypernet
Con
Tensione di
alimentazione
CA (U1)
Fase
078538 078546 200/208 3 50/60 62/60 CSA 21,5
078539 078547 220 3 50/60 57 CSA 21,5
078540 078548 240 3 60 52 CSA 21,5
078541 078549 380* 3 50/60 33 CCC 21,5
078542 078550 400 3 50/60 32 CE/GOST-R 21,5
078603 078604 415 3 50/60 32 CE/GOST-R 21,5
078543 078551 440 3 50/60 28 CSA 21,5
078544 078552 480 3 60 26 CSA 21,5
078545 078553 600 3 60 21 CSA 21,5
* L’approvazione normativa 380 V CCC si applica solo al funzionamento a 50 Hz
)
311VCC
Frequenza
(Hz)
Corrente
(I1)
Approvazione
normativa
Alimentazione
(+/- 10%)
(U1 x I1 x 1,73)
kVA
317,5 kg
1079,5 mm
154,9 mm
967,7 mm
566,4 mm
HPR130XD Auto Gas – 806334 2-5

CARATTERISTICHE TECNICHE
Consolle di accensione – 078172
• La consolle di accensione può essere installata localmente sul generatore (“alta frequenza locale” o LHF)
oadistanza sul ponte della macchina di taglio (“alta frequenza remota” o RHF). Per maggiori dettagli, consultare
la sezione Installazione.
• La lunghezza massima dei cavi dalla consolle di accensione al carrello torcia è di 20 m. Lasciare dello spazio
perconsentire la rimozione del carter della consolle per la manutenzione.
• La consolle di accensione può essere montata in orizzontale o in verticale.
283 mm
219 mm
194 mm
9,1 kg
216 mm
152 mm
2-6 HPR130XD Auto Gas – 806334

Montaggio LHF (locale)
CARATTERISTICHE TECNICHE
Montaggio RHF (remoto)
Montaggio orizzontale
Montaggio verticale
Montato sul bancale di taglio
HPR130XD Auto Gas – 806334 2-7

CARATTERISTICHE TECNICHE
Cassetta di giunzione del cavo della torcia (opzionale) – 078619
• La cassetta di giunzione fornisce una maggiore flessibilità di installazione mediante la creazione di un punto
dirottura sui cavi tra la consolle di accensione e la torcia per una sostituzione più semplice dei cavi della torcia
in determinate applicazioni.
• La lunghezza massima dei cavi dalla consolle di accensione al carrello torcia è inferiore o uguale a:
• 20 m per HPR130XD/HPR260XD
• 15 m per HPR400XD/HPR800XD
109 mm
330 mm
77,5 mm
7,9 mm
178 mm254 mm
4,6 kg
165 mm
2-8 HPR130XD Auto Gas – 806334
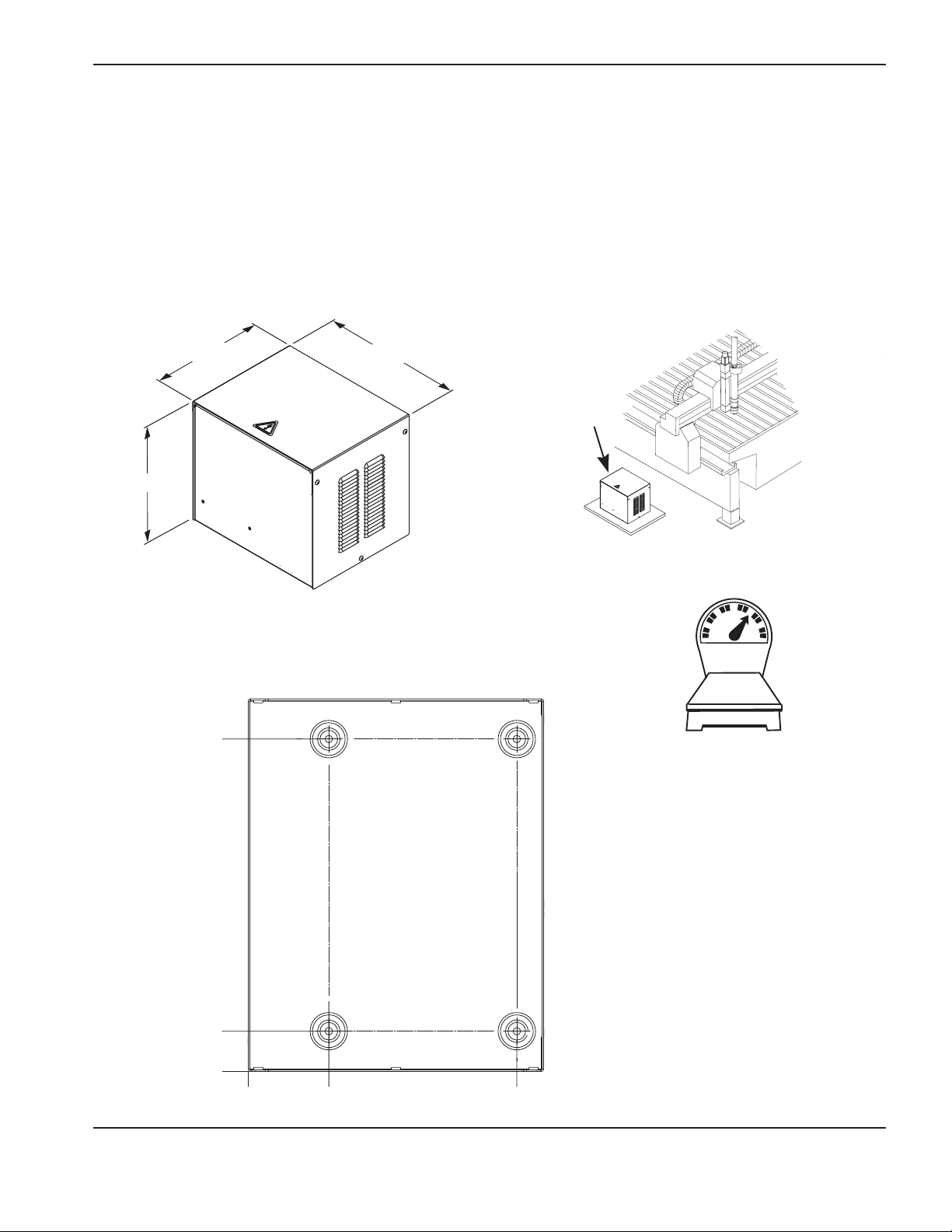
CARATTERISTICHE TECNICHE
Consolle di selezione – 078533
• La lunghezza massima del cavo dal generatore alla consolle di selezione è 75 m.
• La lunghezza massima del cavo dalla consolle di selezione alla consolle di dosaggio è di 20 m.
• Installare la consolle di selezione sopra il generatore oppure vicino al CNC sul banco di taglio. Lasciare dello
spazio per aprire il lato superiore per le operazioni di manutenzione.
311,15 mm
314,5 mm
285,75 mm
355,6 mm
13,6 kg
38,1 mm
0
0
76,2 mm
254,0 mm
HPR130XD Auto Gas – 806334 2-9

CARATTERISTICHE TECNICHE
Consolle di dosaggio – 078535
• La lunghezza massima del cavo dalla consolle di dosaggio al carrello torcia è di 1,8 m.
• Sui bancali di grandi dimensioni, montare la consolle di dosaggio sul carrello torcia. Sui bancali di piccole
dimensioni essa può essere montata su una staffa subito sopra il ponte.
• Lo sfiato di bypass sulla consolle di selezione deve essere sempre mantenuto pulito.
153,9 mm
122,2 mm
155,58 mm
263,53 mm
285,75 mm
Foro di sfiato. Non ostruire.
76,2 mm
6,4 kg
33,3 mm
0
0
54,9 mm
248,9 mm
282,5 mm
2-10 HPR130XD Auto Gas – 806334

Torcia – 228520
• Il diametro esterno della boccola di fissaggio della torcia è di 50,8 mm.
• Il raggio di piega minimo per i cavi torcia è di 152,4 mm.
1,8 m
CARATTERISTICHE TECNICHE
193 mm
51 mm
95 mm
49 mm
104 mm
57 mm51 mm
43°
345 mm
1,9 kg
HPR130XD Auto Gas – 806334 2-11

CARATTERISTICHE TECNICHE
Simboli IEC
Sulla targa dati del generatore, sulle etichette dei controlli, sugli interruttori, sui LED e sugli schermi LCD potrebbero
essere apposti i seguenti simboli:
Corrente continua (CC)
Corrente alternata (CA)
Taglio torcia al plasma
Taglio lamiera di metallo
Taglio metallo espanso
Scriccatura
Collegamento tensione
dialimentazione CA
Terminale per il conduttore
(a massa) esterno
diprotezione
l
O
1~
f
1
f
2
Il sistema è acceso (ON)
Il sistema è spento (OFF)
Presa di corrente basata
suinvertitore, monofase
otrifase
Curva V/A, caratteristica
“caduta di tensione”
AC
Il sistema è acceso (ON) (LED)
Guasto del sistema (LED)
Guasto della pressione gas
diingresso (LCD)
Consumabili mancanti
oallentati (LCD)
La temperatura del generatore
non rientra nei limiti (LCD)
2-12 HPR130XD Auto Gas – 806334

CARATTERISTICHE TECNICHE
Simboli e marchi
Questo prodotto può avere uno o più dei seguenti marchi sulla targa dati o in prossimità di quest’ultima. A causa
delle differenze e dei conflitti nei regolamenti nazionali, non tutti i marchi possono essere applicati a tutte le versioni
diuncerto prodotto.
Marchio S
Il marchio S indica che il generatore e la torcia sono adatti per il funzionamento in ambienti con rischio elevato
di scosse elettriche, in conformità alla normativa IEC 60974-1.
Marchio CSA
I prodotti che recano il marchio CSA sono conformi alle regolamentazioni degli Stati Uniti e del Canada in
materia di sicurezza del prodotto. I prodotti sono stati esaminati, testati e certificati da CSA-International.
In alternativa, il prodotto può recare il marchio di uno degli altri laboratori NRTL (Nationally Recognized Testing
Laboratories) accreditati negli Stati Uniti e in Canada, ad esempio Underwriters Laboratories, Incorporated (UL)
o TÜV.
Marchio CE
Il marchio CE attesta la dichiarazione di conformità del produttore alle direttive e standard europei applicabili.
Solo le versioni dei prodotti con marchio CE apposto sopra o accanto alla targa dati sono stati testati per
la conformità alle direttive europee in materia di bassa tensione e compatibilità elettromagnetica (EMC). I filtri
EMC che devono essere conformi alla Direttiva europea EMC sono incorporati all’interno delle versioni del
prodotto con marchio CE.
Marcatura Unione Doganale Eurasiatica (CU)
Le versioni CE dei prodotti che includono il marchio di conformità EAC soddisfano i requisiti di sicurezza
e i requisiti EMC (compatibilità elettromagnetica) per l’esportazione in Russia, Bielorussia e Kazakistan.
Marchio GOST-TR
Le versioni CE dei prodotti che comprendono il marchio di conformità GOST-TR sono conformi ai requisiti
di sicurezza e compatibilità elettromagnetica EMC per l’esportazione nella Federazione Russa.
Marchio C-Tick
Le versioni CE dei prodotti con il marchio C-Tick sono conformi ai regolamenti di compatibilità elettromagnetica
EMC richiesti per la commercializzazione in Australia e Nuova Zelanda.
Marchio CCC
s
Il marchio di certificazione CCC (China Compulsory Certification) indica che il prodotto è stato testato e trovato
conforme ai regolamenti di sicurezza sui prodotti richiesti per il mercato cinese.
Marchio UkrSEPRO
Le versioni CE dei prodotti che includono il marchio di conformità UkrSEPRO sono conformi ai requisiti
di sicurezza e di compatibilità elettromagnetica EMC per l’esportazione in Ucraina.
Marcatura serba AAA
Le versioni CE dei prodotti che includono la marcatura serba AAA sono conformi ai requisiti di sicurezza
e di compatibilità elettromagnetica EMC per l’esportazione in Serbia.
HPR130XD Auto Gas – 806334 2-13

CARATTERISTICHE TECNICHE
2-14 HPR130XD Auto Gas – 806334

Sezione 3
INSTALLAZIONE
In questa sezione:
Alla consegna .............................................................................................................................................................................................3-3
Reclami .........................................................................................................................................................................................................3-3
Requisiti di installazione ...........................................................................................................................................................................3-3
Livelli di rumorosità ....................................................................................................................................................................................3-3
Posizionamento dei componenti del sistema ......................................................................................................................................3-3
Coppie di serraggio ........................................................................................................................................................................3-3
Requisiti di installazione ...........................................................................................................................................................................3-4
Componenti del sistema ................................................................................................................................................................3-5
Cavi e tubi .........................................................................................................................................................................................3-5
Tubi flessibili di alimentazione del gas ........................................................................................................................................3-5
Cavo di alimentazione fornito dal cliente ...................................................................................................................................3-5
Procedure consigliate di messa a terra e di protezione ....................................................................................................................3-6
Introduzione ......................................................................................................................................................................................3-6
Tipi di messa a terra ........................................................................................................................................................................3-6
Procedure di messa a terra ...........................................................................................................................................................3-6
Schema di messa a terra ...............................................................................................................................................................3-9
Posizionamento del generatore ...........................................................................................................................................................3-11
Installazione della consolle di accensione ........................................................................................................................................3-12
Installazione della consolle di dosaggio ............................................................................................................................................ 3-14
Posizionamento della consolle di selezione ...................................................................................................................................... 3-15
Cavi da generatore a consolle di accensione .................................................................................................................................. 3-16
Cavo dell’arco pilota .................................................................................................................................................................... 3-16
Cavo negativo ...............................................................................................................................................................................3-16
Cavo di alimentazione della consolle di accensione ............................................................................................................ 3-18
Tubi flessibili del refrigerante sulla consolle diaccensione ................................................................................................3-19
Cavi dal generatore alla consolle di selezione ................................................................................................................................. 3-20
Cavo di controllo ..........................................................................................................................................................................3-20
Cavo di alimentazione .................................................................................................................................................................3-20
Collegamenti tra consolle di selezione e consolle di dosaggio ................................................................................................... 3-22
Cavo e tubo flessibile del gas ...................................................................................................................................................3-22
HPR130XD Auto Gas – 806334 3-1

INSTALLAZIONE
Cavo tra generatore e interfaccia CNC ............................................................................................................................................. 3-24
Cavo opzionale per interfaccia CNC multi-sistema ............................................................................................................. 3-24
Note all’elenco dei cavi di interfaccia CNC ........................................................................................................................... 3-25
Esempi di circuiti di uscita ..........................................................................................................................................................3-26
Esempi di circuiti di alimentazione ............................................................................................................................................ 3-27
Interruttore ON/OFF remoto (fornito dal cliente) ............................................................................................................................ 3-28
Gruppo cavi torcia .................................................................................................................................................................................. 3-29
Cassetta di giunzione del cavo della torcia (opzionale) ................................................................................................................. 3-30
Installare la cassetta di giunzione ............................................................................................................................................. 3-31
Collegare i cavi .............................................................................................................................................................................3-32
Cavo di massa ......................................................................................................................................................................................... 3-36
Collegamento della torcia ai cavi torcia .................................................................................................................................. 3-37
Connessioni della torcia ........................................................................................................................................................................ 3-37
Collegamento della torcia al sistema a sgancio rapido ....................................................................................................... 3-41
Montaggio e allineamento della torcia ............................................................................................................................................... 3-42
Montaggio della torcia .................................................................................................................................................................3-42
Allineamento della torcia ............................................................................................................................................................. 3-42
Requisiti del carrello torcia ...................................................................................................................................................................3-43
Hypernet....................................................................................................................................................................................................3-43
Requisiti di alimentazione ......................................................................................................................................................................3-44
Generalità ....................................................................................................................................................................................... 3-44
Interruttore generale ....................................................................................................................................................................3-45
Cavo di alimentazione principale .............................................................................................................................................. 3-45
Collegamento dell’alimentazione elettrica ......................................................................................................................................... 3-46
Requisiti del refrigerante della torcia .................................................................................................................................................. 3-47
Definizioni ....................................................................................................................................................................................... 3-47
Refrigerante premiscelato per temperature d’esercizio standard ..................................................................................... 3-47
Miscela personalizzata del refrigerante per basse temperature d’esercizio ................................................................... 3-48
Miscela personalizzata del refrigerante per alte temperature d’esercizio ........................................................................3-49
Requisiti di purezza dell’acqua.............................................................................................................................................................3-49
Riempimento del circuito di raffreddamento sul generatore ......................................................................................................... 3-50
Requisiti del gas ...................................................................................................................................................................................... 3-51
Impostazione dei regolatori della pressione di alimentazione ............................................................................................ 3-51
Regolatori di pressione del gas ........................................................................................................................................................... 3-52
Circuito di alimentazione del gas ........................................................................................................................................................ 3-53
Collegamento dei gas di alimentazione ..................................................................................................................................3-54
Tubi flessibili di alimentazione del gas ................................................................................................................................................3-55
3-2 HPR130XD Auto Gas – 806334
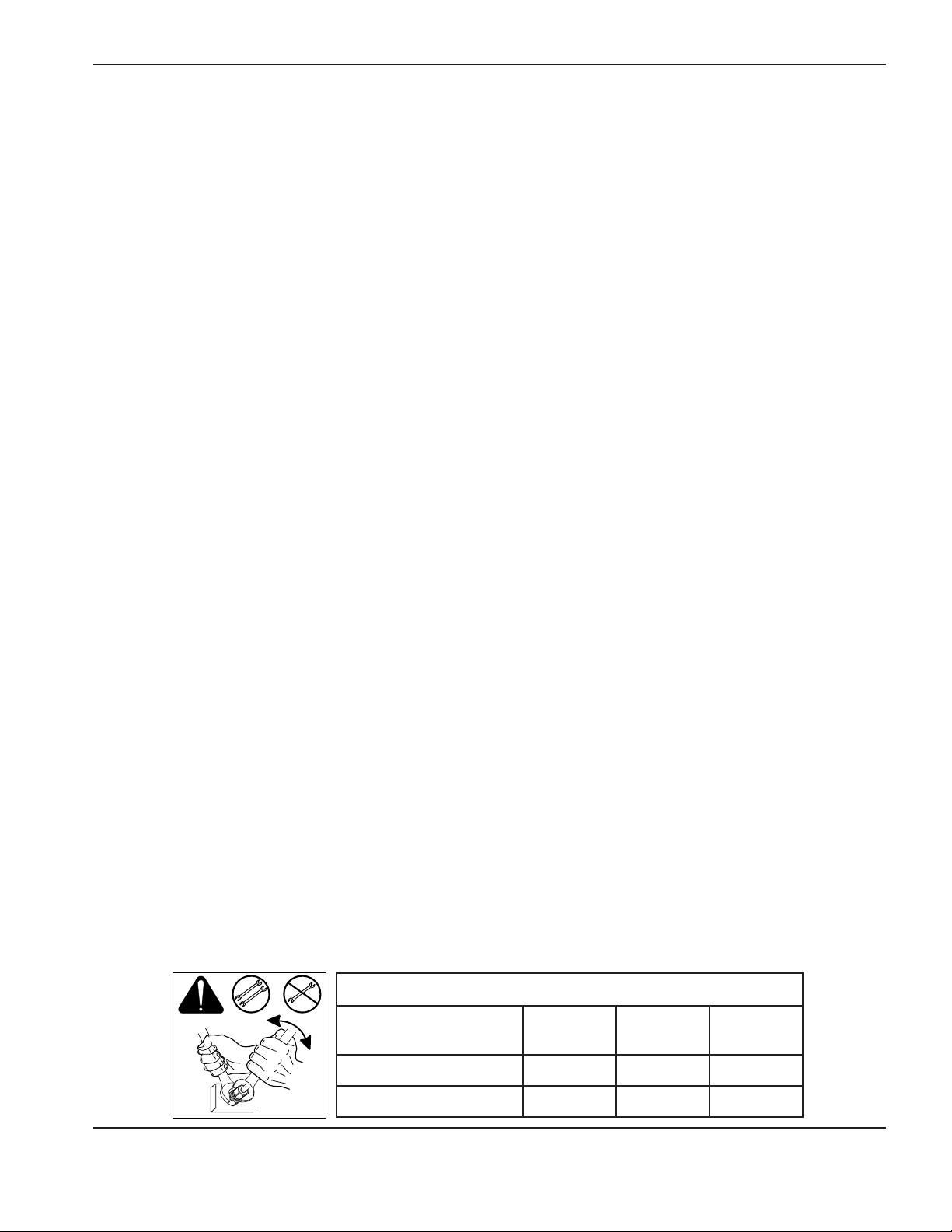
INSTALLAZIONE
Alla consegna
• Controllare di aver ricevuto tutti i componenti del sistema indicati sull’ordine. Contattare il proprio distributore
qualora alcuni componenti risultassero mancanti.
• Esaminare i componenti del sistema alla ricerca di eventuali danni materiali eventualmente verificatisi durante
laspedizione. In presenza di danni evidenti, fare riferimento al paragrafo Reclami. Tutte le comunicazioni relative
ai reclami devono indicare il numero del modello e il numero di serie riportati sul retro del generatore.
Reclami
Reclami dovuti a danni riportati durante il trasporto: se l’unità riporta danni durante il trasporto, è necessario
inoltrare un reclamo al corriere. Su richiesta, Hypertherm fornirà al cliente una copia della polizza di carico. Se si
necessita di ulteriore assistenza, contattare il Servizio di assistenza alla clientela al numero riportato sulla prima pagina
del presente manuale oppure contattare il proprio distributore autorizzato Hypertherm.
Reclami dovuti a merce difettosa o mancante: in caso di merce difettosa o mancante, contattare il proprio
distributore. Se si necessita di ulteriore assistenza, contattare il Servizio di assistenza alla clientela al numero riportato
sulla prima pagina del presente manuale oppure contattare il proprio distributore autorizzato Hypertherm.
Requisiti di installazione
L’installazione e la manutenzione dei sistemi elettrici e idraulici devono essere conformi alle normative
elettriche e idrauliche nazionali e locali. Questi lavori devono essere eseguiti solo da personale
qualificato e autorizzato.
Per le domande di carattere tecnico è possibile rivolgersi al Centro di Assistenza Tecnica Hypertherm più vicino,
scegliendolo tra quelli elencati nella parte iniziale di questo manuale, oppure a un distributore Hypertherm autorizzato.
Livelli di rumorosità
Durante il funzionamento, questo sistema a plasma può superare i livelli di rumore accettabili definiti dalle normative
nazionali e locali. Indossare sempre otoprotettori adeguati in fase di taglio o scriccatura. Tutte le precauzioni adottate
contro il rumore dipendono dall’ambiente specifico in cui viene utilizzato il sistema. Consultare anche il paragrafo
Ilrumore può danneggiare l’udito nella sezione Sicurezza del presente manuale.Informazioni specifiche sui vari prodotti
sono disponibili e scaricabili dall’archivio Hypertherm all’indirizzo:
https://www.hypertherm.com/Xnet/library/DocumentLibrary.jsp
Selezionare il prodotto ricercato dal menu a discesa “Tipo di prodotto”, scegliere “Normative” dal menu a discesa
“Categoria” e selezionare “Schede dati sul rumore acustico” dal menu a discesa “Sottocategoria”. Fare clic su Invia.
Posizionamento dei componenti del sistema
• Disporre tutti i componenti del sistema nelle rispettive posizioni prima di eseguire i collegamenti elettrici, quelli
del gas e quelli di interfaccia. Fare riferimento al diagramma contenuto in questa sezione per il posizionamento
dei vari componenti.
• Collegare a terra tutti i componenti del sistema. Per ulteriori dettagli, consultare il paragrafo Procedure
consigliate di messa a terra e schermatura in questa sezione.
• Per prevenire la presenza di perdite nell’impianto, serrare tutte le connessioni del gas e dell’acqua come illustrato
sotto:
Coppie di serraggio
Dimensione dei tubi
delgas o dell’acqua kgf-cm lbf-poll. lbf-pd
Fino a 10 mm 8,6 – 9,8 75 – 85 6,25 – 7
12 mm 41,5 – 55 360 – 480 30 – 40
HPR130XD Auto Gas – 806334 3-3

INSTALLAZIONE
A
B
D
1
2
3
4
5
7
E
Requisiti di installazione
16
C
11
15
6
13
13
12
8
9
14
15
10
3-4 HPR130XD Auto Gas – 806334

Componenti del sistema
A
B
D
1
2
3
4
5
6
7
8
9
11
Generatore
Consolle di accensione
C
Consolle di dosaggio
Consolle di selezione
Torcia
E
Cavi e tubi
Cavo dell’arco pilota
Cavo negativo
Consolle di accensione cavo di alimentazione
Consolle di accensione refrigerante tubo flessibile
INSTALLAZIONE
Cavo di controllo del gas
Cavo di alimentazione gas
Gruppo tubi e cavi dalla consolle di selezione alla consolle di dosaggio
Cavo di interfaccia CNC
Cavo di interfaccia CNC opzionale per sistemi multi-generatore
10
Gruppo cavi torcia
Cavo di massa
Tubi flessibili di alimentazione del gas
12
Ossigeno
13
Azoto o argon
14
Aria
15
Argon-idrogeno (H35) o azoto-idrogeno (F5)
Cavo di alimentazione fornito dal cliente
16
Cavo di alimentazione principale
HPR130XD Auto Gas – 806334 3-5
INSTALLAZIONE
Procedure consigliate di messa a terra e di protezione
AVVERTENZA!
LE SCOSSE ELETTRICHE POSSONO ESSERE LETALI
Scollegare l’alimentazione elettrica prima di eseguire gli interventi di manutenzione.
Tuttele attività che richiedono la rimozione del coperchio del sistema al plasma devono
essere eseguite da un tecnico esperto.
Consultare la sezione Sicurezza del manuale di istruzioni per conoscere altre precauzioni
per la sicurezza.
Introduzione
In questa sezione vengono descritte le procedure di messa a terra e schermatura per proteggere un sistema di taglio
al plasma dalle interferenze a radiofrequenza (RFI) e dalle interferenze elettromagnetiche (EMI) (dette anche rumore).
Descrive inoltre la messa a terra dell’alimentazione CC e la messa a terra di servizio. Lo schema alla fine di questa
sezione mostra questi tipi di messa a terra in un sistema di taglio plasma.
Nota: le procedure di messa a terra descritte in questa sezione sono state adottate in molte installazioni
con risultati eccellenti. Per tale motivo, Hypertherm consiglia di inserirle nell’ambito del processo
diinstallazione di routine. I metodi utilizzati per applicare tali pratiche possono variare da un sistema
all’altro ma è necessario che rimangano quanto più uniformi possibili. Tuttavia, a causa delle variazioni delle
apparecchiature e delle installazioni, queste procedure di messa a terra potrebbero non essere in grado
dirisolvere tutti i casi di interferenze RFI/EMI.
Tipi di messa a terra
Messa a terra per manutenzione (denominata anche sicurezza a terra o conduttore di potenziale di massa [PE])
si riferisce al sistema di messa a terra applicabile alla tensione della linea in entrata. Impedisce che il personale sia
esposto al rischio di scosse elettriche prodotte dalle apparecchiature o dal banco da taglio. Include la messa a terra
per manutenzione del sistema al plasma e altri sistemi, quali il CNC e gli azionamenti del motore, oltre all’asta a terra
aggiuntiva collegata al banco da taglio. Nei circuiti del plasma, la messa a terra viene garantita dal telaio del sistema
alplasma al telaio di ogni console separata attraverso i cavi di interconnessione.
La messa a terra della tensione CC (denominata anche messa a terra della corrente di taglio) è il sistema di messa
a terra che completa il percorso della corrente di taglio dalla parte posteriore della torcia al sistema al plasma. Richiede
che il fascio cavi positivo del sistema plasma sia saldamente collegato alla bus bar di terra del banco da taglio con cavi
di dimensioni appropriate. Richiede inoltre che le alette sulle quali si appoggia la lamiera siano saldamente a contatto
con il banco e la lamiera stessa.
La messa a terra e schermatura delle interferenze RFI ed EMI si riferisce al sistema di messa a terra che limita
laquantità di “interferenze” elettriche emesse dai sistemi al plasma e di trasmissione del motore. Limita inoltre la quantità
di interferenze ricevute dal CNC e da altri circuiti di controllo e di misurazione. Le procedure di messa a terra descritte
inquesta sezione si riferiscono principalmente alla messa a terra e schermatura delle interferenze RFI ed EMI.
Procedure di messa a terra
1. Se non diversamente indicato, utilizzare solo cavi per saldatura da 13,3 mm2 (047040) per messa a terra EMI
come illustrati nello schema.
3-6 HPR130XD Auto Gas – 806334
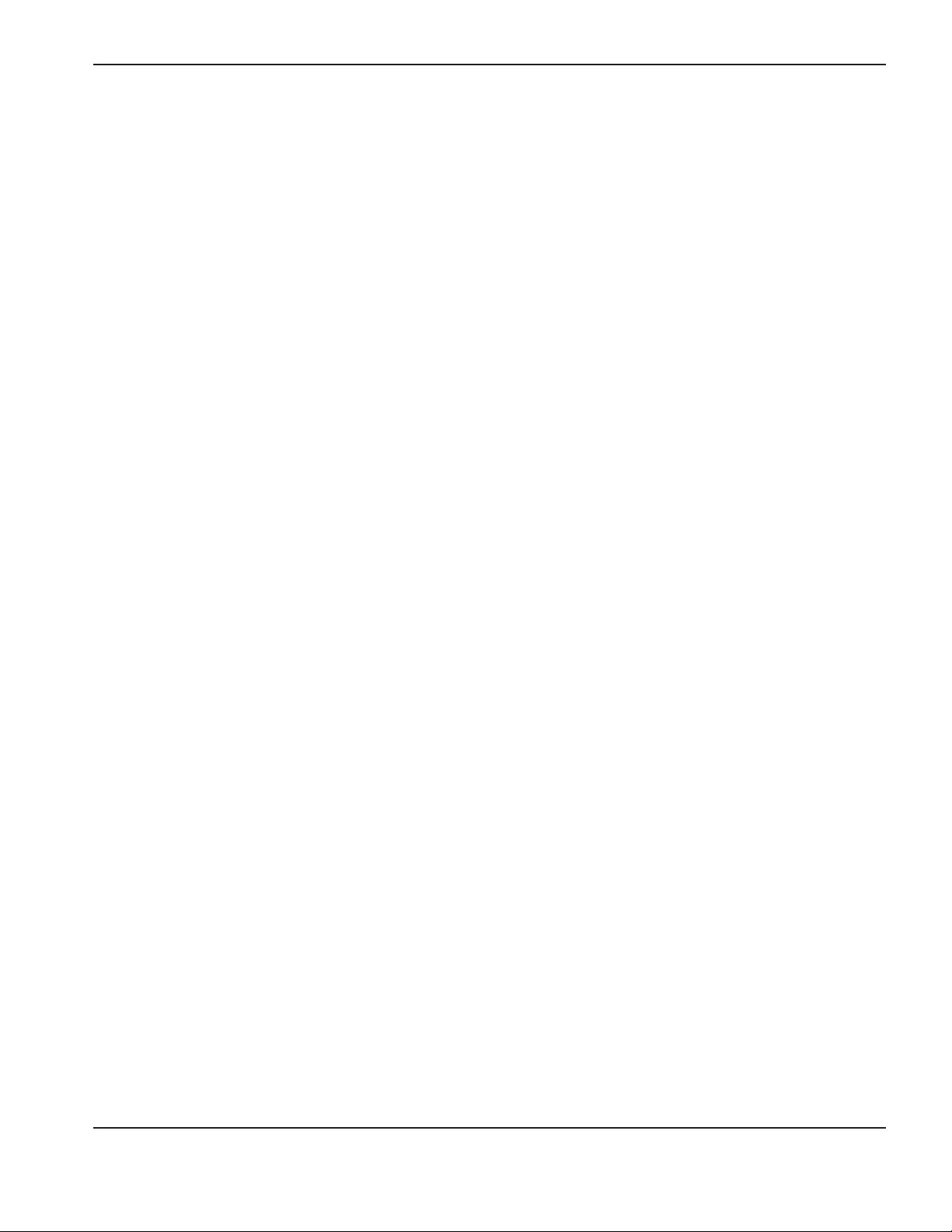
INSTALLAZIONE
2. Il banco da taglio viene utilizzato per il punto di messa a terra EMI comune, o a stella, e deve essere provvisto
di terminali filettati saldati al banco con una bus bar in rame montata su di essi. Una bus bar separata deve
essere montata sulla macchina di taglio a portale il più vicino possibile a ogni motore. Se a ogni estremità
della macchina di taglio a portale è presente un motore, far correre un cavo di messa a terra EMI separato dal
motore più lontano alla bus bar della macchina di taglio a portale. La bus bar della macchina di taglio a portale
deve essere provvista di un cavo di messa a terra EMI pesante e separato di 21,2 mm2 (047031) collegato
alla bus bar del banco. I cavi di terra EMI per l’unità sollevamento torcia e la console RHF devono correre
separatamente verso la bus bar di terra del banco.
3. Entro 6 m dal banco da taglio è necessario installare un’asta a terra che soddisfi tutte le normative elettriche
nazionali e locali applicabili. Si tratta di un conduttore di protezione PE e deve essere collegato alla bus bar
aterra sul banco da taglio con un cavo di messa a terra verde e giallo da 13,3 mm2 (047121) o equivalente.
4. Per garantire la massima protezione, utilizzare i cavi d’interfaccia del CNC Hypertherm per i segnali di
ingresso/uscita, i segnali di comunicazione seriale, tra i sistemi plasma con connessioni multidrop e per
interconnessioni tra tutte le parti del sistema Hypertherm.
5. Il materiale utilizzato nel sistema di messa a terra deve essere in ottone o rame. Sebbene sia consentito
utilizzare terminali in acciaio saldati al banco da taglio per il montaggio di bus di terra, non è possibile utilizzare
altri strumenti in acciaio o in alluminio nel sistema di messa a terra.
6. Il generatore CA, i conduttori PE e i sistemi di messa a terra per manutenzione devono essere collegati alle
apparecchiature in conformità con le normative locali e nazionali.
7. Per un sistema con una console ad alta frequenza remota (RHF), unire il cavo positivo, negativo e dell’arco
pilota per la maggiore distanza possibile. Il cavo torcia, il cavo di massa e i cavi dell’arco pilota (ugello)
possono correre parallelamente ad altri fili o cavi solo se sono separati da almeno 150 mm. Se possibile,
farcorrere i cavi di alimentazione e di segnale in canaline separate.
8. Per un sistema con console RHF, la console di accensione deve essere montata il più vicino possibile alla
torcia e deve essere provvista di un cavo di messa a terra separato collegato direttamente alla bus bar del
banco da taglio.
9. Ogni componente Hypertherm, nonché qualsiasi altro armadietto o parete laterale del CNC o del motore
principale, deve essere provvisto di un cavo di messa a terra separato dalla messa a terra comune (a stella)
del banco. Ciò include la console di accensione, anche se è bullonata al sistema al plasma o al banco
dataglio.
10. La protezione metallica schermata sul cavo torcia deve essere collegata saldamente alla console
diaccensione e alla torcia. Deve essere isolata a livello elettrico da qualsiasi metallo e da qualsiasi contatto
con il pavimento o l’edificio. Il cavo della torcia può essere inserito in una canalina di plastica oppure può
essere ricoperto con una guaina di plastica o cuoio.
11. Il porta torcia e il meccanismo di scollamento della torcia, ovvero la parte montata sul carrello e non quella
montata sulla torcia, devono essere collegati alla parte fissa del carrello con una schermatura in rame
di almeno 12,7 mm. Un cavo separato deve correre dal carrello torcia alla bus bar di messa a terra della
macchina di taglio a portale. Anche il gruppo valvola deve essere provvisto di un collegamento a terra separato
alla bus bar della messa a terra della macchina di taglio a portale.
12. Se la macchina di taglio a portale corre su rotaie che non sono saldate al banco, è necessario che ogni rotaia
sia collegata con un cavo di messa a terra da ogni estremità della rotaia al banco. I cavi di messa a terra delle
rotaie si collegano direttamente al banco e non devono essere collegati alla bus bar di terra del banco.
13. Se si installa una scheda del partitore di tensione, montarla il più vicino possibile al punto di campionamento
della tensione dell’arco. Una posizione consigliata è all’interno della copertura del sistema al plasma. Se viene
utilizzato un pannello del partitore di tensione Hypertherm, il segnale di uscita è isolato da tutti gli altri circuiti.
Il segnale elaborato deve essere trasmesso con un cavo schermato bipolare (Belden 1800F o equivalente).
Utilizzare un cavo con protezione schermata, non metallizzata. Collegare lo schermo al telaio del sistema
alplasma e lasciarlo scollegato all’altra estremità.
HPR130XD Auto Gas – 806334 3-7

INSTALLAZIONE
1
2
3
4
567
1
2
14. Tutti gli altri segnali (analogici, digitali, seriali ed encoder) devono correre in coppie bipolari all’interno di
uncavo schermato. I connettori di questi cavi devono disporre di un guscio metallico. Lo schermo, e non
ladispersione, deve essere collegato al guscio metallico del connettore a ogni estremità del cavo. Non far mai
correre la protezione o la dispersione lungo il connettore dei piedini.
La figura seguente mostra un esempio di bus bar di messa a terra di un banco da taglio. I componenti mostrati
potrebbero essere diversi da quelli del sistema in uso.
1 Bus bar di messa a terra della macchina di taglio
a portale
2 Asta di messa a terra
3 Cavo del sistema al plasma (+)
4 Console ad alta frequenza remota (RHF)
5 Parete laterale del CNC
6 Porta torcia
7 Telaio del sistema al plasma
La figura seguente mostra un esempio di bus bar di messa a terra della macchina di taglio a portale. È bullonata alla
macchina di taglio a portale, vicino al motore. Tutti i cavi di messa a terra individuali dai componenti montati sulla
macchina di taglio a portale si collegano alla bus bar. Un singolo cavo pesante si collega quindi dalla bus bar a terra
della macchina di taglio a portale alla bus bar a terra del banco
1 Cavo verso la bus bar di messa a terra del banco
da taglio
2 Cavi della messa a terra dai componenti sulla
macchina di taglio a portale
3-8 HPR130XD Auto Gas – 806334

INSTALLAZIONE
1
2
3
4
5
6
789
10
11
12
13
Schema di messa a terra
Lo schema seguente mostra un esempio di messa a terra dei componenti di un sistema di taglio plasma.
Telaio e messa a terra RFI
Messa a terra CA e messa a terra
1 Banco da taglio
2 Macchina di taglio a portale
3 Sistema plasma
4 Bus bar di messa a terra del banco
5 Bus bar di messa a terra della macchina di taglio
a portale
6 Carrello THC (ArcGlide®, Sensor™ THC,
SensorPHC o altri)
7 Console RHF (non presente su tutti i sistemi).
Collegamento alla bus bar di messa a terra
delbanco.
8, 9 Componente specifico del sistema, ad esempio
console di dosaggio, console del gas o console
di selezione
10 Telaio CNC
11 Modulo di controllo altezza torcia (ArcGlide,
Command®THC)
12 Componente specifico del sistema come
unraffreddatore o un refrigeratore
13 Messa a terra CC
HPR130XD Auto Gas – 806334 3-9

INSTALLAZIONE
3-10 HPR130XD Auto Gas – 806334

INSTALLAZIONE
A
Posizionamento del generatore
PERICOLO
LE SCOSSE ELETTRICHE POSSONO ESSERE LETALI
Prima di eseguire qualsiasi intervento di spostamento o rimozione, scollegare tutti i collegamenti
elettrici dal generatore. Il trasporto dell’unità può provocare lesioni a persone e danni alle attrezzature.
Per spostare il generatore è possibile utilizzare un carrello elevatore, a patto che le forche siano più lunghe della base.
Durante il sollevamento, fare attenzione a non danneggiare la base del generatore. Anche le forche devono essere
centrate anteriormente e posteriormente e da lato a lato per impedire che si ribaltino durante il movimento. Mantenere
alminimo la velocità di sollevamento delle forche, soprattutto in curva o negli angoli.
• Posizionare il generatore in una zona relativamente pulita, priva di umidità eccessiva e dotata di una ventilazione
sufficiente. Lasciare 1 m di spazio su tutti i lati del generatore per la ventilazione e la manutenzione.
• Il generatore è dotato di una ventola di raffreddamento che aspira aria attraverso il pannello anteriore e la manda
fuori attraverso il pannello posteriore. Non inserire alcun filtro sulle prese d’aria, poiché questo limiterebbe
l’efficienza di raffreddamento e INVALIDEREBBE LA GARANZIA.
• Non posizionare il generatore su una superficie con più di 10° di pendenza per evitarne il ribaltamento.
HPR130XD Auto Gas – 806334 3-11

INSTALLAZIONE
B
Installazione della consolle di accensione
• Montare la consolle di accensione sul ponte della macchina se si utilizza una configurazione RHF (alta frequenza
remota).
• Montare la consolle di accensione sul generatore se si utilizza una configurazione LHF (alta frequenza locale).
• Lasciare dello spazio per consentire la rimozione del carter della consolle per la manutenzione.
32mm
32mm
184mm
216mm
248mm
279mm
7mm
(4posizioni)
Messa a terra della consolle di accensione
3-12 HPR130XD Auto Gas – 806334

INSTALLAZIONE
Montaggio RHF orizzontale
Montaggio RHF verticale
Montaggio LHF
HPR130XD Auto Gas – 806334 3-13

INSTALLAZIONE
C
Installazione della consolle di dosaggio
• Montare la consolle di dosaggio vicino al carrello torcia. La lunghezza massima dei tubi flessibili del gas tra
laconsolle di dosaggio e la torcia è 1,8 m.
153,9mm
122,2mm
76,2mm
33,3mm
Messa a terra della consolle di dosaggio
Foro di sfiato:
non ostruire
7mm
(4posizioni)
0
0
54,9 mm
248,9mm
282,5mm
3-14 HPR130XD Auto Gas – 806334

INSTALLAZIONE
D
Posizionamento della consolle di selezione
• Montare la consolle di selezione vicino al bancale di taglio. Lasciare dello spazio per consentire la rimozione
del lato superiore e destro per le operazioni di manutenzione. L’orientazione preferita è illustrata nella figura
sottostante. La lunghezza massima dei cavi tra il generatore e la consolle di selezione è di 75 m. La lunghezza
massima dei cavi e dei tubi flessibili tra la consolle di selezione e la consolle di dosaggio è di 20 m.
Orientazione preferita della
consolle di selezione
314,5m
Messa a terra della consolle di selezione
7mm
(4posizioni)
38,1mm
0
0
76,2mm
254,0mm
HPR130XD Auto Gas – 806334 3-15

INSTALLAZIONE
1
2
Cavi da generatore a consolle di accensione
Cavo dell’arco pilota
Consolle di accensione
Codice
articolo Lunghezza
123683* 1,5 m 123823 20 m
123820 3 m 123735 25 m
123821 4,5 m 123668 35 m
123666 7,5 m 123669 45 m
123822 10 m 123824 60 m
123667 15 m 123825 75 m
Codice
articolo Lunghezza
Cavo negativo
Consolle di accensione
Codice
articolo Lunghezza
123702* 1,5 m 123815 20 m
123661 3 m 123734 25 m
123813 4,5 m 123664 35 m
123662 7,5 m 123665 45 m
123814 10 m 123778 60 m
123663 15 m 123779 75 m
Codice
articolo Lunghezza
* I cavi numero 123683 e 123702 servono per i sistemi con la consolle di accensione montata sul generatore
Generatore
Scheda I/O
Cavo dell’arco
pilota
Cavo negativo
3-16 HPR130XD Auto Gas – 806334

1
221
Cavo di massa
1
2
INSTALLAZIONE
Cavo dell’arco pilotaCavo negativo
Cavo dell’arco
pilota
Cavo negativo
HPR130XD Auto Gas – 806334 3-17

INSTALLAZIONE
3
3
Cavo di alimentazione della consolle di accensione
Elenco dei segnali dei cavi – dal generatore
Lato generatore
Codice
articolo Lunghezza
123865* 2,1 m 123836 20 m
123419 3 m 123425 22,5 m
123834 4,5 m 123736 25 m
123420 6 m 123426 30 m
123670 7,5 m 123672 35 m
123422 9 m 123938 37,5 m
123835 10 m 123673 45 m
123423 12 m 123837 60 m
123671 15 m 123838 75 m
Codice
articolo Lunghezza
N. piedini Descrizione N. piedini
* Il cavo numero 123865 serve per i sistemi con la consolle di accensione montata sul generatore
allaconsolle di accensione
Lato consolle
diaccensione
1 120 VCA Caldo 1
2 120 VCA Ritorno 2
3 Terra 3
4 Libero 4
3-18 HPR130XD Auto Gas – 806334

INSTALLAZIONE
4
4
Tubi flessibili del refrigerante sulla consolle
diaccensione
Codice
articolo Lunghezza
228030* 0,7 m 128984 20 m
028652 3 m 128078 25 m
028440 4,5 m 028896 35 m
028441 7,5 m 028445 45 m
128173 10 m 028637 60 m
028442 15 m 128985 75 m
Codice
articolo Lunghezza
Attenzione: Non utilizzare mai
nastro in PTFE su
alcuna preparazione
congiunta.
Rosso
Verde
Verde
Rosso
* Il set di tubi flessibili numero 228030 serve per i sistemi con la consolle di accensione montata sul generatore
HPR130XD Auto Gas – 806334 3-19

INSTALLAZIONE
5
6
Cavi dal generatore alla consolle di selezione
Cavo di controllo
Codice
articolo Lunghezza
123784* 3 m 123841 20 m
123839 4,5 m 123737 25 m
123963 6 m 123738 35 m
123691 7,5 m 123739 45 m
123840 10 m 123842 60 m
123711 15 m 123843 75 m
Codice
articolo Lunghezza
Elenco dei segnali dei cavi – dal generatore alla consolle del gas
Lato generatore Lato consolle del gas
N. piedini Ingresso/Uscita Descrizione N. piedini Ingresso/Uscita Funzione
1 Libero 1 Libero
6 Libero 6 Libero
2 Ingresso/Uscita CAN L 2 Ingresso/Uscita Comunicazione seriale CAN
7 Ingresso/Uscita CAN H 7 Ingresso/Uscita Comunicazione seriale CAN
3 Terra CAN 3 Riferimento di terra CAN
9 Libero 9 Libero
8 Libero 8 Libero
4 Libero 4 Libero
5 Libero 5 Libero
Cavo di alimentazione
Elenco dei segnali dei cavi – dal generatore
Lato generatore Lato consolle del gas
Codice
articolo Lunghezza
123785* 3 m 123848 20 m
123846 4,5 m 123740 25 m
123964 6 m 123676 35 m
123674 7,5 m 123677 45 m
123847 10 m 123849 60 m
123675 15 m 123850 75 m
Codice
articolo Lunghezza
N. piedini Descrizione N. piedini
1 120 VCA Caldo 1
2 120 VCA Ritorno 2
3 Terra 3
4 Libero 4
5 Libero 5
6 24 VCA Caldo 6
7 24 VCA Ritorno 7
* I cavi numero 12378 4 e 123785 servono per i sistemi con la consolle di accensione montata sul generatore
allaconsolle del gas
3-20 HPR130XD Auto Gas – 806334
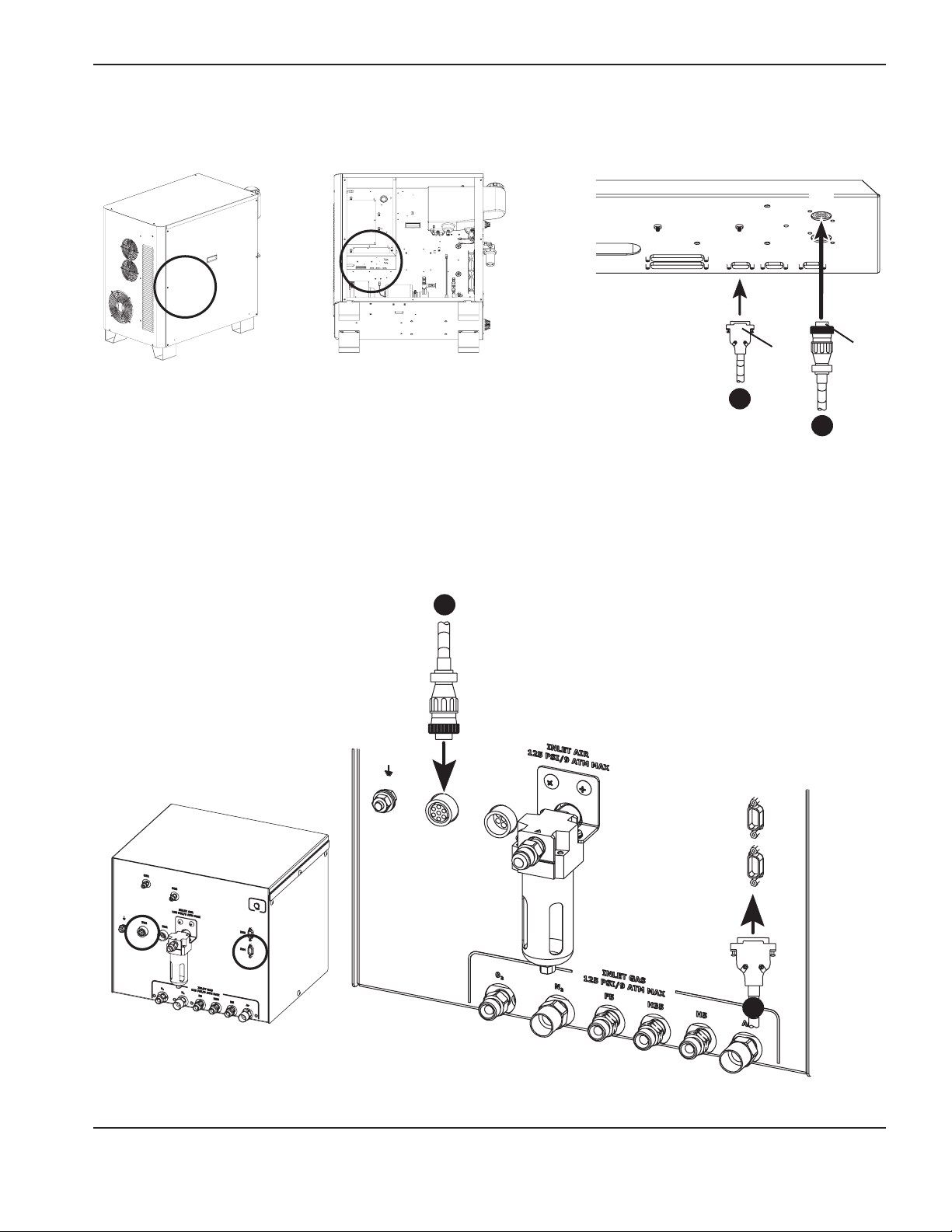
INSTALLAZIONE
5
6
5
6
1X1
J300
J103
Femmina
Maschio
3X3
3X1
3X2
3X4
HPR130XD Auto Gas – 806334 3-21

INSTALLAZIONE
7
Collegamenti tra consolle di selezione e consolle di dosaggio
Cavo e tubo flessibile del gas
Codice articolo Lunghezza
128992 3 m
128993 4,5 m
128952 7,5 m
128994 10 m
128930 15 m
128995 20 m
Elenco dei segnali del cavo di alimentazione – connettori a 9 pin
Lato consolle di dosaggio Lato consolle di selezione
N. piedini Ingresso/Uscita Descrizione N. piedini Ingresso/Uscita Funzione
1 Ingresso Alimentazione 120 VCA 1 Uscita Ingresso CA, ritorno
2 Ingresso Alimentazione 120 VCA 2 Uscita Ingresso CA, caldo
3 Ingresso Messa a terra del telaio 3 Uscita Messa a terra del telaio
4 Libero 4 Libero
5 Libero 5 Libero
6 Libero 6 Libero
7 Libero 7 Libero
Da lato femmina a consolle di dosaggio Da lato maschio a consolle di selezione
Connettore tipico DSUB femmina
Elenco dei segnali del cavo di comunicazione – connettori DSUB a 9 pin
Lato consolle di dosaggio Lato consolle di selezione
N. piedini Ingresso/Uscita Descrizione N. piedini Ingresso/Uscita Funzione
2 Ingresso/Uscita CAN L 2 Ingresso/Uscita Comunicazione CAN
3 Ingresso Terra CAN 3 Uscita Terra
7 Ingresso/Uscita CAN H 7 Ingresso/Uscita Comunicazione CAN
9 Ingresso Libero 9 Uscita Libero
3-22 HPR130XD Auto Gas – 806334

7
Attenzione: Non utilizzare mai
nastro in PTFE su
alcuna preparazione
congiunta.
INSTALLAZIONE
HPR130XD Auto Gas – 806334 3-23

INSTALLAZIONE
8
9
Cavo tra generatore e interfaccia CNC
Codice
articolo Lunghezza
Codice
articolo Lunghezza
123210 3 m 123216 13,5 m 123742 35 m
123211 4,5 m 123023 15 m 123219 37,5 m
A J 300
123212 6 m 123494 16,5 m 123220 45 m
123022 7,5 m 123851 20 m 123852 60 m
123213 9 m 123217 22,5 m 123853 75 m
123214 10 m 123741 25 m
123215 12 m 123218 30 m
Cavo opzionale per interfaccia CNC multi-sistema
(consultare gli schemi per le istruzioni di installazione)
Codici articolo
generatore Lato CNC
Colore del
cavo
Nero
Rosso
Nero
Verde
Nero
Blu
Nero
Giallo
Nero
Marrone524
Nero
Arancione625
Rosso
Bianco
Rosso
Verde
Rosso
Blu
Rosso
Giallo
Rosso
Marrone1130
Rosso
Arancione1231
Verde
Bianco
Verde
Blu
Verde
Giallo
Verde
Marrone1635
Verde
Arancione1736
Bianco
Nero
N.
piedini
Ingresso/
Uscita Nome del segnale Funzione
1
Ingresso
20
Ingresso
2
21
22
23
26
27
28
10
29
1332Ingresso
1433Ingresso
1534Ingresso
18
37
19 CNC +24 VCC libero
Uscita
Uscita
3
4
Uscita
Uscita
Uscita
Uscita
Uscita
Uscita
7
Uscita
Uscita
8
Uscita
Uscita
9
Uscita
Uscita
Uscita
Uscita
Ingresso
Ingresso
Ingresso
Ingresso
Ingresso
Rx –
Rx +
Tx –
Tx +
Massa RS-422
Nessuna
Movimento 1 E (–)
Movimento 1 C (+)
Errore E (–)
Errore C (+)
Errore di chiusura graduale E (–)
Errore di chiusura graduale C (+)
Non operativo E (–)
Non operativo C (+)
Movimento 2 E (–)
Movimento 2 C (+)
Movimento 3 E (–)
Movimento 3 C (+)
Movimento 4 E (–)
Movimento 4 C (+)
Nessuna
Nessuna
Angolo (–)
Angolo (+)
Sfondamento (–)
Sfondamento (+)
Mantenimento (–)
Mantenimento (+)
Avvio (–)
Avvio (+)
Nessuna
Nessuna
Nessuna
Terra
Terra
CNC +24 VCC
Ricevitore seriale RS-422
Ricevitore seriale RS-422
Trasmettitore seriale RS-422
Trasmettitore seriale RS-422
Massa seriale RS-422
Libero
Comunica al CNC che si è verificato un trasferimento d’arco
ediiniziare il movimento dopo che è trascorso il tempo di sfondamento
programmato sul CNC.
Comunica al CNC che si è verificato un errore.
Comunica al CNC che si è verificato un errore di chiusura graduale.
Notifica al CNC che il sistema plasma non è pronto per innescare
unarco
Comunica al CNC che si è verificato un trasferimento d’arco
ediiniziare il movimento dopo che è trascorso il tempo di sfondamento
programmato sul CNC
Comunica al CNC che si è verificato un trasferimento d’arco
ediiniziare il movimento dopo che è trascorso il tempo di sfondamento
programmato sul CNC
Comunica al CNC che si è verificato un trasferimento d’arco
ediiniziare il movimento dopo che è trascorso il tempo di sfondamento
programmato sul CNC
Libero
Libero
Il CNC comunica al sistema plasma che si avvicina un angolo
equindi di ridurre la corrente di taglio (il nuovo valore della corrente
èselezionabile dal CNC o viene impostato di default al 50%).
Il CNC comunica al sistema plasma di mantenere il preflusso del gas
diprotezione fino a quando il CNC stesso non interrompe il segnale.
Non necessario senza CommandTHC. Il CommandTHC necessita
diun segnale che mantenga il pre-flusso dei gas durante il rilevamento
dell’altezza iniziale (IHS).
Il CNC attiva un arco plasma.
Libero
Libero
Libero
Terra
Terra
Disponibile a 24 VCC (200 mA massimo). Vedere le note.
Codice
articolo Lunghezza
Ingresso/
Uscita Note
Uscita
Uscita
Ingresso
Ingresso
Ingresso
Ingresso
Ingresso
Ingresso
Ingresso
Ingresso
Ingresso
Ingresso
Ingresso
Ingresso
Ingresso
Ingresso
Uscita
Uscita
Uscita
Uscita
Uscita
Uscita
2 & 3
2
2
2
2 & 3
2 & 3
2 & 3
1
1
1
1
4
3-24 HPR130XD Auto Gas – 806334

INSTALLAZIONE
Note all’elenco dei cavi di interfaccia CNC
Nota 1. Gli ingressi sono isolati per via ottica. Essi richiedono 24 VCC a 7,3 mA, o la chiusura di un contatto isolato.
La vita utile del relè esterno può essere aumentata aggiungendo un condensatore di poliestere metallizzato
(0,022 uF 100 V o superiore) in parallelo con i contatti del relè.
Nota 2. Le uscite sono transistor a collettore aperto isolate per via ottica. La tensione nominale massima è 24 VCC
a10 mA.
Nota 3. Il movimento macchina è selezionabile e si usa per le configurazioni con più sistemi plasma.
Nota 4.* CNC +24 VCC fornisce una tensione di 24 VCC con una corrente massima di 200 mA. È necessario
installare un ponticello sul terminale J304 per utilizzare l’alimentazione a 24 V.
Attenzione: il cavo del controllo numerico deve essere realizzato usando un cavo con
schermatura a360 gradi e connettori con guscio metallico su ciascuna
estremità. La schermatura deve terminare sul guscio metallico su ciascuna
estremità per garantire la corretta messa a terra e per fornire la schermatura
più efficace possibile.
* Vedere l’esempio 1 a pagina 3-27
HPR130XD Auto Gas – 806334 3-25

INSTALLAZIONE
Esempi di circuiti di uscita
1. Interfaccia logica, attiva quando segnale alto
HPR
2. Interfaccia logica, attiva quando segnale basso
HPR
C
+
-
E
5 VCC – 24 VCC
C
+
-
E
5 VCC – 24 VCC
CNC/PLC
10 K
(opzionale)
Elevata impedenza (≤10 mA)
10 K
(opzionale)
CNC/PLC
Elevata impedenza (≤10 mA)
3. Interfaccia relè
CNC +24 V
Installare
unponticello
108056
J304
4. Non utilizzare questa configurazione.
Lagaranziaverrebbe invalidata.
+24 VCC
°t
HPR
CNC +24 V
C
+
-
E
Terra
HPR
Ingressi per chiusura
contatto a corrente
Relè esterno
Bobina da 24 VCC a bassa potenza
≤10 mA o ≥2400 ohm
Tutte le bobine del relè richiedono
un diodo aruota libera attraverso
labobina del relè
C
+
ANNULLA
GARANZIA
elevata (CA o CC)
Qualsiasi tensione
-
E
CNC/PLC
3-26 HPR130XD Auto Gas – 806334

Esempi di circuiti di alimentazione
1. Interfaccia relè
INSTALLAZIONE
Nota: La vita utile del relè esterno può essere aumentata
aggiungendo un condensatore poliestere metallizzato
(0,022uF 100 V o superiore) in parallelo con i contatti
delrelè.
+24 VCC
Uscita da
CNC/PLC
2. Interfaccia fotoaccoppiatore
HPR
Relè esterno
(CA o CC)
Terra
+24 VCC
CNC/PLC
HPR
Uscita transistor
fotoaccoppiatore
Terra
3. Interfaccia uscita amplificata
CNC/PLC
12 V – 24 VCC
Attuatore attivo
sesegnale alto
+24 VCC
HPR
Terra
Terra
HPR130XD Auto Gas – 806334 3-27

INSTALLAZIONE
Interruttore ON/OFF remoto (fornito dal cliente)
PERICOLO
LE SCOSSE ELETTRICHE POSSONO ESSERE LETALI
Scollegare l’alimentazione elettrica prima di eseguire gli interventi di manutenzione.
Per ulteriori informazioni sulle precauzioni di sicurezza da adottare
consultare la sezione Sicurezza in questo manuale.
1. Individuare la morsettiera 2 (TB2) sul generatore.
2. Rimuovere i fili 1 e 3 come indicato. Questi fili non devono essere ricollegati.
1
3
TB2
21 3
1
3
3. Collegare l’interruttore ai terminali 1 e 3 come indicato.
3
1
TB2
21 3
Individuazione TB2
Nota: Usare un interruttore, un relè o un relè a stato solido compatibile con la tensione di 24 VCA a 100 mA.
Occorreusare un interruttore con contatto permanente, non un interruttore con contatto momentaneo.
3-28 HPR130XD Auto Gas – 806334

INSTALLAZIONE
10
Gruppo cavi torcia
Codice
articolo Lunghezza
228291 2 m
228292 3 m
228293 4,5 m
228294 6 m
228295 7,5 m
228296 10 m
228297 15 m
228547 20 m
Blu
Nero
Attenzione: La lunghezza dei flessibili
dalla torcia alla consolle di
dosaggio è fondamentale per
la qualità del taglio e la vita
utile del consumabile.
Non modificare la lunghezza
dei flessibili.
10
Tubo disfiato gas
delplasma
(bianco)
Attenzione: Collocare l’estremità esterna
del tubo di sfiato del gas
plasma lontano dalla zona
di sfondamento, poiché
lescintille provocate dallo
sfondamento potrebbero
provocare accensione,
danneggiando i cavi torcia.
HPR130XD Auto Gas – 806334 3-29

INSTALLAZIONE
2
3
5
Cassetta di giunzione del cavo della torcia (opzionale)
Nota: Consultare Elenco componenti per codici articolo
Attenzione: La lunghezza massima dei cavi dalla consolle di accensione al carrello torcia deve
essere inferiore o uguale a:
20 m per HPR130XD/HPR260XD
15 m per HPR400XD/HPR800XD
1. Consolle di dosaggio
2. Consolle di accensione
3. Cavo della cassetta di
giunzione
4. Cassetta di giunzione
1
4
5. Cassetta di giunzione
acavo della torcia
3-30 HPR130XD Auto Gas – 806334

Installare la cassetta di giunzione
1. Rimuovere il coperchio dalla cassetta di giunzione
INSTALLAZIONE
2. Montare la cassetta di giunzione vicino alla posizione di taglio (Consultare Specifiche – per le dimensioni
dimontaggio della cassetta di giunzione)
Nota: Lasciare spazio per installare e rimuovere il coperchio della cassetta per gli interventi
dimanutenzione.
3. Eseguire la messa a terra della cassetta di giunzione collegandola alla sbarra di distribuzione sul banco
dataglio o altro sistema equivalente. Consultare Procedure consigliate di messa a terra e schermatura nella
sezione Installazione del manuale di istruzione relativo al sistema in vostro possesso per ulteriori informazioni.
HPR130XD Auto Gas – 806334 3-31

INSTALLAZIONE
1
2
3
Collegare i cavi
Nota: Non stringere eccessivamente i collegamenti.
Collegamento della cassetta di giunzione alla consolle di accensione
1. Collegare un’estremità del cavo della cassetta di giunzione alla cassetta di giunzione.
Nota: Il cavo può essere collegato a entrambe le estremità della cassetta di giunzione.
Dalla consolle di
accensione
1 Tubo di alimentazione del refrigerante (verde) 3 Cavo dell’arco pilota (giallo)
2 Tubo di ritorno del refrigerante (rosso)
3-32 HPR130XD Auto Gas – 806334

INSTALLAZIONE
1
2
3
2. Collegare l’altra estremità del cavo della cassetta di giunzione alla consolle di accensione.
1 Tubo di alimentazione del refrigerante (verde) 3 Cavo dell’arco pilota (giallo)
2 Tubo di ritorno del refrigerante (rosso)
HPR130XD Auto Gas – 806334 3-33

INSTALLAZIONE
1
2
3
Cavo dalla torcia alla cassetta di giunzione
1. Collegare il cavo dalla torcia alla cassetta di giunzione
Dalla torcia
Dalla consolle
diaccensione
1 Tubo di alimentazione del refrigerante (verde) 3 Cavo dell’arco pilota (giallo)
2 Tubo di ritorno del refrigerante (rosso)
2. Installare il coperchio della cassetta di giunzione.
3-34 HPR130XD Auto Gas – 806334

3. Collegare i tubi della torcia alla consolle di dosaggio.
3
1
2
4
5
INSTALLAZIONE
1 Consolle di dosaggio
2 Cassetta di giunzione
3 Sfiato del gas plasma (bianco)
4 Tubo per gas plasma (nero)
5 Tubo del gas di protezione (blu)
HPR130XD Auto Gas – 806334 3-35

INSTALLAZIONE
11
Cavo di massa
Bancale di taglio
Codice
articolo Lunghezza
123661 3 m 123734 25 m
123813 4,5 m 123664 35 m
123662 7,5 m 123665 45 m
123814 10 m 123778 60 m
123663 15 m 123779 75 m
123815 20 m
Codice
articolo Lunghezza
Generatore
Cavo di massa
Cavo di massa
Telaio inferiore del bancale di taglio (configurazione tipica).
3-36 HPR130XD Auto Gas – 806334

INSTALLAZIONE
E
Connessioni della torcia
Collegamento della torcia ai cavi torcia
1. Srotolare i primi 2 metri di cavo su una superficie piana.
2. Tenere il gruppo torcia in posizione con la chiave a settore (104269) e rimuovere il manicotto di supporto dal
gruppo torcia.
3. Far arretrare il cappuccio schermato e far scorrere il manicotto sui cavi. Allineare la torcia con i tubi flessibili del
gruppo cavi. I tubi non possono essere attorcigliati. Sono nastrati tra loro per evitare che si attorciglino.
Manicotto
Cappuccio schermato
4. Collegare il tubo di ritorno del refrigerante (rosso).
Tubo di ritorno del refrigerante
Attenzione: Non utilizzare
mai nastro in
PTFE su alcuna
preparazione
congiunta.
HPR130XD Auto Gas – 806334 3-37

INSTALLAZIONE
5. Collegare il cavo dell’arco pilota (giallo). Inserire il connettore nella presa torcia e serrarlo a mano fino a fissarlo.
6. Collegare il filo contatto ohmico opzionale.
6a. Instradare il filo contatto ohmico attraverso l’apertura nel coperchio schermato e sulla boccola della torcia.
Manicotto
Cappuccio schermato
6b. Inserire il connettore nella presa torcia e serrarlo a mano fino a fissarlo.
Codici articolo filo contatto ohmico (non compreso nel sistema HPR130XD. Mostrato solo a titolo
diriferimento.)
Codice
articolo Lunghezza
123983 3 m
123984 6 m
123985 7,5 m
123986 9 m
123987 12 m
123988 15 m
123989 23 m
123990 30 m
123991 45 m
3-38 HPR130XD Auto Gas – 806334

INSTALLAZIONE
7. Collegare il tubo di sfiato del gas plasma (bianco).
8. Collegare il tubo di alimentazione del refrigerante (verde).
Nota: I connettori dei passaggi
7–10 sono raccordi
apressione.
Per eseguire una
connessione, spingere
il raccordo flessibile sul
connettore corretto fino
al punto di arresto, ovvero
13mm.
Collare del
connettore
Per scollegare un raccordo,
spingere il collare del
connettore verso la torcia
estaccare il tubo dalla torcia.
9. Collegare il tubo del gas plasma (nero).
10. Collegare il tubo del gas di protezione (blu).
HPR130XD Auto Gas – 806334 3-39

INSTALLAZIONE
11. Far scorrere la boccola della torcia sulle connessioni e avvitarla sul gruppo torcia.
12. Far scorrere il cappuccio schermato fino alla guida della torcia. Assicurarsi che i tubi del plasma, del gas
diprotezione e di sfiato passino attraverso il foro del cappuccio schermato. Allentare la fascetta sul coperchio
schermato, far scorrere il coperchio schermato sulla guida e serrare la fascetta.
3-40 HPR130XD Auto Gas – 806334

Collegamento della torcia al sistema a sgancio rapido
Applicare un sottile strato
di lubrificante siliconico
su ciascun o-ring.
Grasso al
silicone
INSTALLAZIONE
Corpo della torcia
220706
Allineare il corpo della torcia ai cavi torcia e fissarli avvitandoli insieme.
Verificare che non ci sia spazio tra il corpo della torcia e l’o-ring sui cavi
torcia. Vedere anche il paragrafo Connessioni della torcia precedentemente
affrontato in questa sezione, per i collegamenti dei cavi torcia alla consolle
diaccensione.
Presa a sgancio rapido della torcia
220705
Nota di installazione
HPR130XD Auto Gas – 806334 3-41

INSTALLAZIONE
Montaggio e allineamento della torcia
Montaggio della torcia
Boccola superiore
della torcia
Boccola inferiore
della torcia
Supporto montaggio torcia
(fornito dal cliente)
Installazione
1. Installare la torcia (con i cavi torcia
attaccati) sulla relativa staffa dimontaggio.
2. Posizionare la torcia al di sotto del
supporto di montaggio, in modo che tale
supporto si trovi in corrispondenza della
parte inferiore del manicotto della torcia,
senza però toccare il sistema di sgancio
rapido.
Presa a sgancio
rapido
3. Serrare le viti di serraggio.
Nota: Il supporto deve essere posizionato
nella parte più bassa del manicotto
della torcia per ridurre al minimo
levibrazioni sulla punta della torcia
stessa.
Allineamento della torcia
Per posizionare la torcia ad angolo retto rispetto alla lamiera, usare una squadra. Vedere la figura sopra.
3-42 HPR130XD Auto Gas – 806334

INSTALLAZIONE
Requisiti del carrello torcia
Il sistema richiede un carrello di sollevamento motorizzato di qualità elevata, con una corsa sufficiente a coprire tutti gli
spessori di materiale. Il carrello deve avere una corsa verticale di 203 mm. L’unità deve essere in grado di mantenere
una velocità costante fino a 5080 mm/min con frenatura positiva. Un dispositivo che vada oltre il punto di arresto non
èaccettabile.
Hypernet
HyperNet è utilizzato solo per collegare tra di loro alcuni componenti Hypertherm. Un sistema HPRXD può essere
collegato al controllo dell’altezza della torcia ArcGlide® e ad un EDGE® Pro o MicroEDGE® Pro CNC utilizzando
unmozzo ethernet e un cavo. Il circuito HyperNet fornisce comunicazione fra i componenti ed è la sorgente della
tensione di arco necessaria per il controllo dell’altezza della torcia. Per ulteriori informazioni, consultare il manuale
diistruzioni dell’ArcGlide (806454), dell’EDGE Pro (806364) o del CNC MicroEDGE Pro (807294).
Posizione del circuito stampato Hypernet
HPR130XD Auto Gas – 806334 3-43

INSTALLAZIONE
Requisiti di alimentazione
Generalità
Tutti gli interruttori, i fusibili a fusione lenta e i cavi di alimentazione devono essere reperiti dal cliente e devono essere
scelti secondo le normative elettriche nazionali o locali in vigore. L’installazione deve essere eseguita da un elettricista
autorizzato. Utilizzare un interruttore di alimentazione principale indipendente per il generatore. Di seguito vengono
riportate le raccomandazioni relative alle dimensioni dei fusibili e degli interruttori di circuito. Le dimensioni effettive
richieste variano tuttavia in base alle condizioni della linea elettrica del singolo sito incluse, a mero titolo informativo,
impedenza della fonte e della linea e variazione della tensione di linea, dalle caratteristiche della corrente di punta del
prodotto e dai requisiti normativi.
Il dispositivo di protezione sulla linea di alimentazione principale (interruttore di circuito o fusibile) deve essere in grado
di sopportare il carico di tutti i rami derivati, sia in condizioni di corrente di punta, sia in condizioni di regime. Il generatore
deve essere collegato a uno rami derivati. La corrente di regime del generatore è riportata nella tabella seguente.
Qualora l’utilizzo di fusibili ad azione ritardata fosse vietato dalle normative locali e nazionali in presenza di sovracorrente,
utilizzare un interruttore di circuito o equivalente per l’avviamento del motore. Gli interruttori di circuito e i fusibili
adazione ritardata devono essere in grado di sostenere una sovracorrente che sia 30 volte la corrente di ingresso
nominale (FLA) per 0,01 secondi e fino a 12 volte la corrente di ingresso nominale (FLA) per 0,1 secondi.
Dimensioni raccomandate
Tensione
dialimentazione Fase
Corrente di ingresso
nominale (FLA)
a 19,5 kW di uscita
Dimensioni fusibile
consigliate, per
sovracorrenteelevata
ad azioneritardata
dei cavi per una
lunghezza massima
di15m
Dimensionato per 60 °C
200/208 VCA 3 62/60 A 85 A 26,7 mm
220 VCA 3 57 A 85 A 26,7 mm
240 VCA 3 52 A 65 A 21,2 mm
380 VCA 3 33 A 40 A 8,3 mm
400 VCA 3 32 A 40 A 8,3 mm
415 VCA 3 32 A 40 A 8,3 mm
440 VCA 3 28 A 35 A 8,3 mm
480 VCA 3 26 A 35 A 8,3 mm
600 VCA 3 21 A 30 A 5,3 mm
2
2
2
2
2
2
2
2
2
3-44 HPR130XD Auto Gas – 806334

Interruttore generale
16
L’interruttore generale serve come dispositivo per il disinserimento (isolamento) della tensione
di alimentazione. Installare questo interruttore vicino al generatore in modo che sia facilmente
accessibile per l’operatore.
L’installazione deve essere eseguita da un elettricista autorizzato secondo le normative
elettriche nazionali e locali applicabili.
INSTALLAZIONE
L’interruttore deve:
• Isolare l’apparecchiatura elettrica e scollegare tutti i conduttori in tensione dalla
tensione di alimentazione, quando si trova in posizione “SPENTO” (OFF).
• Avere una posizione di “SPENTO” (OFF) e una di “ACCESO” (ON) chiaramente
contrassegnate con “O” (SPENTO) e “I” (ACCESO).
• Avere una maniglia di azionamento esterno che possa essere bloccata nella posizione
“SPENTO” (OFF).
• Contenere un meccanismo ad azionamento elettrico che funga da arresto di emergenza
• Essere munito di fusibili ad azione lenta per la corretta capacità di interruzione
(consultare la tabella qui sopra).
SWITCH BOX
Cavo di alimentazione principale
Le sezioni dei cavi variano in base alla distanza della presa dalla scatola principale. Le sezioni dei cavi suggerite,
elencate nella tabella sopra, sono state prese dal manuale “National Electric Code 1990”, tabella 310.1 6 (USA).
Usare un cavo di alimentazione di tipo SO a 4 fili adatto a una temperatura di esercizio fino a 60 °C. L’installazione
deve essere eseguita da un elettricista autorizzato.
HPR130XD Auto Gas – 806334 3-45

INSTALLAZIONE
Collegamento dell’alimentazione elettrica
PERICOLO
LE SCOSSE ELETTRICHE POSSONO ESSERE LETALI
L’interruttore generale deve trovarsi in posizione OFF prima che vengano stabiliti i collegamenti
del cavo di alimentazione elettrica. Negli Stati Uniti, usare una procedura di blocco di sicurezza
(lock-out/tag-out) fino a quando non viene completata l’installazione. Negli altri Paesi, seguire
leprocedure di sicurezza locali e nazionali applicabili.
1. Far passare il cavo di alimentazione attraverso il pressacavo sul retro del generatore.
2. Collegare il cavo di terra (PE) al terminale GND ( ) della morsettiera TB1 come illustrato sotto.
3. Collegare i cavi di alimentazione ai morsetti della morsettiera TB1 come illustrato sotto.
4. Verificare che l’interruttore principale di linea sia in posizione OFF e che rimanga in tale posizione per
tutta la durata dell’installazione del sistema.
5. Collegare i cavi di alimentazione all’interruttore principale di linea nel rispetto delle normative elettriche nazionali
elocali.
Colori dei fili per il Nord America
U = nero
V = bianco
W = rosso
(PE) Messa a terra = Verde/Giallo
(PE)
W
V
U
Colori dei fili per l’Europa
U = nero
V = blu
W = marrone
(PE) Messa a terra = Verde/Giallo
Interruttore
generale
dilinea
Cavo di alimentazione
TB1
3-46 HPR130XD Auto Gas – 806334

INSTALLAZIONE
Requisiti del refrigerante della torcia
Il sistema viene distribuito senza refrigerante nel serbatoio. Prima di rabboccare il sistema di refrigerazione, determinare
la miscela refrigerante corretta per le condizioni di esercizio.
Osservare le precauzioni e le avvertenze indicate di seguito. Fare riferimento all’appendice Schede di sicurezza dei
materiali (MSDS) per informazioni sulla sicurezza, sull’utilizzo e la conservazione di glicole propilenico e benzotriazolo.
PERICOLO
PERICOLO IL REFRIGERANTE PUÒ ESSERE IRRITANTE PER LA PELLE
EPERGLIOCCHI E DANNOSO O LETALE SE INGERITO
Il glicole propilenico e il benzotriazolo sono irritanti per gli occhi e la pelle e dannosi o letali
se ingeriti. In caso di contatto, risciacquare gli occhi o la pelle con acqua. In caso di ingestione,
contattare immediatamente un medico.
ATTENZIONE:
Non utilizzare mai antigelo per auto al posto del glicole propilenico. L’antigelo contiene inibitori
di corrosione che danneggiano il sistema refrigerante della torcia.
Utilizzare sempre acqua purificata nella miscela refrigerante per impedire danni alla pompa
e corrosione al sistema refrigerante della torcia.
Definizioni
Temperatura ambiente – Temperatura dei locali in cui viene utilizzato il refrigeratore.
Refrigerante premiscelato per temperature d’esercizio standard
Utilizzare il refrigerante premiscelato Hypertherm (028872) quando il funzionamento avviene a temperatura ambiente
compresa tra -12 °C e 40 °C. Sele temperature di esercizio non sono comprese tra questi valori, fare riferimento alle
raccomandazioni sull’utilizzo della miscela personalizzata del refrigerante.
Il refrigerante premiscelato Hypertherm è costituito dal 69,8% di acqua, 30% di glicole propilenico e 0,2%
dibenzotriazolo.
16/10/08
HPR130XD Auto Gas – 806334 3-47

INSTALLAZIONE
06
Miscela personalizzata del refrigerante per basse temperature d’esercizio
(aldisottodi–12 °C)
ATTENZIONE:
Per temperature di esercizio più basse rispetto a quelle indicate sopra, è necessario aumentare
la percentuale di glicole propilenico. In caso contrario, si potrebbe incrinare la testa della torcia,
i flessibili o causare altri danni al sistema refrigerante della torcia a seguito del congelamento.
Fare riferimento alla seguente tabella per determinare la percentuale di glicole propilenico da utilizzare nella miscela.
Miscelare 100% di glicole (028873) con il refrigerante premiscelato Hypertherm (028872) per aumentare
lapercentuale di glicole. La soluzione con 100% di glicole può essere miscelata anche con acqua purificata (vedere
allapagina successiva i requisiti di purezza dell’acqua) per assicurare protezione adeguata contro il congelamento.
Nota: La percentuale massima di glicole non deve mai essere superiore al 50%.
°C
4
-1
-7
-12
-18
-23
-29
Temperatura
-34
-40
-46
-51
-57
0102030405
Premiscela Hypertherm (028872)
Percentuale massima di glicole
0
% di glicole propilenico
Punto di congelamento della soluzione a base di glicole propilenico
16/10/08
3-48 HPR130XD Auto Gas – 806334

INSTALLAZIONE
Miscela personalizzata del refrigerante per alte temperature d’esercizio
(superioria38°C)
È possibile utilizzare acqua trattata (senza glicole propilenico) come refrigerante solo se le temperature ambiente non
scendono mai al di sotto di 0°C. In presenza di temperature molto miti, l’acqua trattata garantisce le migliori proprietà
refrigeranti.
Per acqua trattata si intende una miscela di acqua purificata che soddisfi le seguenti specifiche e 1 parte
dibenzotriazolo (BZT) per 300 parti di acqua. Il BZT (128020) agisce da inibitore della corrosione per il sistema
refrigerante a base di rame contenuto nel sistema al plasma.
Requisiti di purezza dell’acqua
È fondamentale mantenere un livello basso di carbonato di calcio nel refrigerante per evitare di ridurre le prestazioni
della torcia o del sistema di refrigerazione.
Utilizzare sempre acqua che soddisfi le specifiche minime e massime riportate nella seguente tabella se si utilizza una
miscela refrigerante personalizzata.
Se si utilizza acqua che non soddisfa le specifiche minime di purezza, potrebbero formarsi depositi eccessivi sull’ugello
che alterano il flusso di acqua e producono un arco instabile.
Si potrebbero causare problemi anche se si utilizza acqua che non soddisfa le specifiche massime di purezza. L’utilizzo
di acqua deionizzata eccessivamente pura può causare problemi di lisciviazione con i collegamenti idraulici del sistema
refrigerante.
Utilizzare acqua purificata con qualsiasi metodo (deionizzazione, osmosi inversa, filtri a sabbia, depuratori d’acqua e
così via) a condizione che la purezza dell’acqua soddisfi le specifiche indicate nella tabella seguente. Contattare uno
specialista del settore per consigli nella scelta di un sistema di filtraggio dell’acqua.
Metodo di misurazione della purezza dell’acqua
Conduttività
S/cm
Purezza dell’acqua
Acqua pura
(solo a titolo di riferimento)
Purezza massima 0,5 2 0,206 0,010
Purezza minima 18 0,054 8,5 0,43
Acqua potabile massima
(solo a titolo di riferimento)
a25 °C
0,055 18,3 0 0
1000 0,001 495 25
Resistività
m-cm
a25 °C
Solidi dissolti
(ppm di NaCl)
Grani per gallone
(gpg di CaCO2)
16/10/08
HPR130XD Auto Gas – 806334 3-49

INSTALLAZIONE
Riempimento del circuito di raffreddamento sul generatore
Il sistema richiede un volume di circa 11,4 – 15,1 litri di refrigerante che può variare in base alla lunghezza dei cavi torcia
eal fatto che il sistema sia provvisto di una consolle del gas locale o remota.
Attenzione: L’utilizzo del refrigerante errato può provocare danni al sistema.
Fareriferimento a Requisiti del refrigerante torcia in questa sezione
permaggiori informazioni.
Non riempire troppo il serbatoio del refrigerante.
1. Aggiungere del refrigerante al generatore
fino a riempirne il serbatoio.
3. Individuare lo schermo del CNC per il controllo
manuale della pompa. La pompa deve essere
in funzione per riempire i tubi.
2. Accendere il generatore mediante
l’interruttore ON/OFF remoto oppure
ilCNC.
4. Aggiungere del refrigerante al generatore
fino a riempire nuovamente il serbatoio
equindi rimettere il tappo del bocchettone
di riempimento.
3-50 HPR130XD Auto Gas – 806334

INSTALLAZIONE
Requisiti del gas
Il cliente deve fornire tutti i gas e le valvole di regolazione per il sistema. Usare un regolatore di pressione di alta
qualità, a 2 stadi, posizionato entro 3 metri dalla consolle di selezione. Vedere il paragrafo Regolatori di pressione del
gas in questa sezione per le procedure suggerite. Vedere la sezione Caratteristiche tecniche per informazioni sulle
caratteristiche e sulla portata del gas. Vedere la sezione Tubi flessibili di alimentazione del gas alla fine di questa
sezione per le raccomandazioni.
Attenzione: Se le pressioni di alimentazione del gas non sono comprese entro i limiti indicati
nella sezione 2, si possono ottenere scarsa qualità di taglio, scarsa durata dei
consumabili e possono verificarsi problemi di funzionamento.
Se il grado di purezza del gas è troppo basso o sono presenti perdite nei tubi
flessibili o nei raccordi di alimentazione,
• La velocità di taglio può diminuire
• La qualità del taglio può peggiorare
• La capacità di taglio spessori può diminuire
• La durata dei consumabili si può abbreviare
Impostazione dei regolatori della pressione di alimentazione
1. Disconnettere l’alimentazione dal sistema (OFF).
Impostare tutti i regolatori del gas a una pressione
di8bar.
2. Alimentare il sistema (ON) tramite l’interruttore
diaccensione ON/OFF a distanza o il CNC.
3. Impostare su Test preflusso.
4. Mentre il gas fluisce, regolare la pressione
dialimentazione per il gas di protezione a 8 bar.
5. Disattivare Test preflusso.
6. Impostare il sistema su Test flusso di taglio.
7. Mentre il gas fluisce, regolare la pressione
dialimentazione per il gas plasma a 8 bar.
8. Disattivare Test flusso di taglio.
HPR130XD Auto Gas – 806334 3-51

INSTALLAZIONE
Regolatori di pressione del gas
Regolatori di scarsa qualità non forniscono pressioni di alimentazione costanti e possono determinare una scarsa qualità
di taglio nonché problemi nel funzionamento del sistema. Se si utilizzano bombole di grandi dimensioni o per liquido
criogenico, usare un regolatore del gas di alta qualità a uno stadio in modo da mantenere una pressione di alimentazione
costante. Se si utilizzano bombole di gas ad alta pressione, usare un regolatore del gas di alta qualità a due stadi per
mantenere una pressione di alimentazione costante.
I regolatori di pressione del gas di qualità superiore elencati di seguito sono disponibili da Hypertherm e sono conformi
alle specifiche emanate dalla CGA (Compressed Gas Association, Associazione statunitense del gas compresso).
Inaltri paesi, scegliere regolatori di pressione del gas conformi ai codici locali e nazionali in vigore.
Regolatore a 2 stadi Regolatore a uno stadio
Codice
articolo Descrizione Q.tà
128544 Kit: Ossigeno, 2 stadi * 1
128545 Kit: Gas inerte, 2 stadi 1
128546 Kit: Idrogeno (H5, H35 e metano) 2 stadi 1
128547 Kit: Aria, 2 stadi 1
128548 Kit: 1 stadio (per uso con ossigeno o azoto liquido criogenico) 1
022037 Ossigeno, 2 stadi 1
022038 Gas inerte, 2 stadi 1
022039 Idrogeno/metano, 2 stadi 3
022040 Aria, 2 stadi 1
022041 Regolatore di linea, 1 stadio 1
* I kit includono i raccordi necessari
3-52 HPR130XD Auto Gas – 806334

INSTALLAZIONE
Circuito di alimentazione del gas
Per tutti i gas di alimentazione possono essere utilizzati tubi rigidi di rame o tubi flessibili adeguati. Non usare tubi
diacciaio o di alluminio.Dopo l’installazione, mettere in pressione l’intero sistema e controllare che non vi siano perdite.
I diametri raccomandati per i tubi sono di 9,5 mm per lunghezze < 23 m e di 12,5 mm per lunghezze > 23 m.
Per sistemi di tubi flessibili, usare tubi adatti a contenere gas inerti per il trasporto di aria, azoto o miscele
argon-idrogeno. Vedere l’ultima pagina di questa sezione per i codici articolo dei tubi flessibili.
Attenzione: Non utilizzare mai nastro in PTFE su alcuna preparazione congiunta.
Attenzione: Quando si collega la consolle di selezione per i gas di alimentazione,
assicurarsi che tutti i tubi flessibili, le connessioni e i raccordi siano adatti per
l’utilizzo con ossigeno, e argon-idrogeno. L’installazione deve essere eseguita
nel rispetto delle normative elettriche nazionali e locali.
Nota: Quando si taglia utilizzando l’ossigeno come gas plasma, occorre collegare alla consolle di selezione
anche l’aria in modo da poter ottenere le miscele appropriate nelle modalità di pre-flusso e di flusso
ditaglio.
AVVERTENZA
IL TAGLIO CON OSSIGENO PUÒ PROVOCARE INCENDI O ESPLOSIONI
Il taglio eseguito usando ossigeno come gas plasma può causare un rischio potenziale di incendio
come conseguenza dell’atmosfera arricchita di ossigeno che si viene a creare. Come precauzione,
prima di tagliare con ossigeno, Hypertherm raccomanda di installare un sistema di aspirazione.
Sono necessari dei dispositivi di blocco del ritorno di fiamma (a meno che non siano disponibili per
i gas specifici o per le pressioni richieste) per impedire che la fiamma si propaghi all’indietro nel
gas di alimentazione.
HPR130XD Auto Gas – 806334 3-53

INSTALLAZIONE
Collegamento dei gas di alimentazione
Collegare i gas di alimentazione alla consolle di selezione. I cavi torcia devono essere spurgati ogni volta che si cambia
tipo di gas.
Attenzione: I lubrificanti sintetici contenenti esteri che vengono utilizzati in alcuni
compressori d’aria danneggeranno i policarbonati utilizzati nel contenitore
regolatore dell’aria.
Raccordo Dimensione
N2 / Ar 5/8 – 18, destro, interno (gas inerte) “B”
Aria 9/16 – 18, JIC, n. 6
H35 / F5 / H5 9/16 – 18 sinistro (gas combustibile), “B”
O
2
9/16 – 18, destro, (ossigeno) “B”
Attenzione: La sostituzione dei raccordi sulla consolle di selezione può causare
ilmalfunzionamento delle valvole interne a causa del passaggio
diimpurità nelle valvole.
3-54 HPR130XD Auto Gas – 806334

Tubi flessibili di alimentazione del gas
12
13
14
15
INSTALLAZIONE
Tubo flessibile ossigeno
Codice articolo Lunghezza Codice articolo Lunghezza
024607 3 m 024738 25 m
024204 4,5 m 024450 35 m
024205 7,5 m 024159 45 m
024760 10 m 024333 60 m
024155 15 m 024762 75 m
024761 20 m
Flessibile azoto o argon
Codice articolo Lunghezza Codice articolo Lunghezza
024210 3 m 024739 25 m
024203 4,5 m 024451 35 m
024134 7,5 m 024120 45 m
024211 10 m 024124 60 m
024112 15 m 024764 75 m
024763 20 m
Attenzione: Non utilizzare
mai nastro in
PTFE su alcuna
preparazione
congiunta.
Tubo flessibile aria
Codice articolo Lunghezza Codice articolo Lunghezza
024671 3 m 024740 25 m
024658 4,5 m 024744 35 m
024659 7,5 m 024678 45 m
024765 10 m 024680 60 m
024660 15 m 024767 75 m
024766 20 m
Argon-idrogeno (H35) o azoto-idrogeno (F5)
Codice articolo Lunghezza Codice articolo Lunghezza
024768 3 m 024741 25 m
024655 4,5 m 024742 35 m
024384 7,5 m 024743 45 m
024769 10 m 024771 60 m
024656 15 m 024772 75 m
024770 20 m
HPR130XD Auto Gas – 806334 3-55

INSTALLAZIONE
3-56 HPR130XD Auto Gas – 806334

Sezione 4
FUNZIONAMENTO
In questa sezione:
Avviamento quotidiano ..............................................................................................................................................................................4-3
Controllo della torcia ......................................................................................................................................................................4-3
Spie di alimentazione ................................................................................................................................................................................4-4
Generalità ..........................................................................................................................................................................................4-4
Generatore ........................................................................................................................................................................................4-4
Consolle di selezione ......................................................................................................................................................................4-4
Consolle di dosaggio .....................................................................................................................................................................4-4
Requisiti del controller CNC ...................................................................................................................................................................4-5
Requisiti di base ..............................................................................................................................................................................4-5
Elementi necessari in tempo reale ...............................................................................................................................................4-5
Elementi diagnostici necessari .....................................................................................................................................................4-5
Esempi di schermate del CNC ...............................................................................................................................................................4-6
Schermata (di controllo) principale .............................................................................................................................................4-6
Schermata di diagnostica ..............................................................................................................................................................4-7
Schermata di prova .........................................................................................................................................................................4-8
Schermata della tabella di taglio ..................................................................................................................................................4-9
Scelta dei consumabili ........................................................................................................................................................................... 4-10
Taglio standard (0°) ...................................................................................................................................................................... 4-10
Taglio inclinato fino (0° – 45°) ................................................................................................................................................... 4-10
Marcatura ....................................................................................................................................................................................... 4-10
Consumabili per il taglio speculare .......................................................................................................................................... 4-10
Elettrodi SilverPlus ....................................................................................................................................................................... 4-10
Acciaio al carbonio .......................................................................................................................................................................4-11
Acciaio inox .................................................................................................................................................................................... 4-11
Alluminio .........................................................................................................................................................................................4-12
Taglio inclinato dell’acciaio al carbonio ................................................................................................................................... 4-13
Taglio inclinato dell’acciaio inox .................................................................................................................................................4-13
Installazione e ispezione dei consumabili .......................................................................................................................................... 4-14
Installazione dei consumabili .....................................................................................................................................................4-14
Ispezione dei consumabili ...........................................................................................................................................................4-15
HPR130XD Auto Gas – 806334 4-1

FUNZIONAMENTO
Manutenzione della torcia ..................................................................................................................................................................... 4-17
Manutenzione ordinaria ............................................................................................................................................................... 4-17
Manutenzione sgancio rapido .................................................................................................................................................... 4-17
Kit di manutenzione ...................................................................................................................................................................... 4-17
Connessioni della torcia ........................................................................................................................................................................ 4-18
Sostituzione del tubo dell’acqua della torcia .................................................................................................................................... 4-18
Errori di taglio comuni ............................................................................................................................................................................ 4-19
Come ottimizzare la qualità di taglio ................................................................................................................................................... 4-20
Suggerimenti per la tavola portapezzo e la torcia ................................................................................................................. 4-20
Suggerimenti per la messa a punto del plasma ................................................................................................................... 4-20
Come massimizzare la durata delle parti consumabili ......................................................................................................... 4-20
Altri fattori che influenzano la qualità di taglio........................................................................................................................4-21
Miglioramenti ulteriori .................................................................................................................................................................4-23
Tabelle di taglio ........................................................................................................................................................................................4-24
Acciaio inox sottile con tecnologia HDi ............................................................................................................................................. 4-24
Panoramica .................................................................................................................................................................................... 4-24
Tabelle di taglio ............................................................................................................................................................................. 4-24
Taglio di parti sottili ................................................................................................................................................................................. 4-25
Panoramica .................................................................................................................................................................................... 4-25
Tabelle di taglio ............................................................................................................................................................................. 4-26
Tabelle di taglio inclinato ....................................................................................................................................................................... 4-26
Tabelle di taglio ............................................................................................................................................................................. 4-26
Consumabili ................................................................................................................................................................................... 4-26
Tabelle di compensazione del taglio inclinato ........................................................................................................................ 4-26
Definizioni per il taglio inclinato ........................................................................................................................................................... 4-27
Tabelle di taglio subacqueo .................................................................................................................................................................. 4-28
Panoramica .................................................................................................................................................................................... 4-28
Tabelle di taglio ............................................................................................................................................................................. 4-29
Compensazione prevista per la larghezza dell’incisione ................................................................................................................4-30
4-2 HPR130XD Auto Gas – 806334

FUNZIONAMENTO
Avviamento quotidiano
Prima dell’avviamento, assicurarsi che l’ambiente di taglio e che gli indumenti indossati siano conformi ai requisiti
disicurezza sottolineati nella sezione Sicurezza di questo manuale.
Controllo della torcia
PERICOLO
LE SCOSSE ELETTRICHE POSSONO ESSERE LETALI
Prima di azionare questo sistema, bisogna leggere accuratamente la sezione relativa alla
Sicurezza. SPEGNERE l’interruttore generale collegato al generatore prima di procedere con
leseguenti operazioni.
1. Posizionare l’interruttore generale dell’alimentatore su OFF (spento).
2. Togliere i consumabili dalla torcia e controllare che non siano usurati né danneggiati. Riporre sempre
iconsumabili su una superficie pulita, asciutta e priva di tracce d’olio dopo averli smontati.
Iconsumabili sporchi possono causare il malfunzionamento della torcia.
• Fare riferimento al paragrafo Installazione e ispezione dei consumabili più avanti in questa sezione per i dettagli
e per le tabelle di verifica dei componenti.
• Consultare le Tabelle di taglio per scegliere i consumabili corretti per le proprie esigenze di taglio.
3. Sostituire i consumabili. Fare riferimento al paragrafo Installazione e ispezione dei consumabili più avanti in questa
sezione per i dettagli.
4. Assicurarsi che la torcia sia perpendicolare alla lamiera.
Cappuccio
diprotezione
Schermo
Cappuccio
di tenuta dell’ugello
Ugello
TorciaAnello di correnteElettrodoAnello diffusore
HPR130XD Auto Gas – 806334 4-3

FUNZIONAMENTO
Spie di alimentazione
Generalità
L’alimentazione del sistema è controllata dal CNC. Il generatore, la consolle di selezione e la consolle di dosaggio sono
dotati di una spia a LED che si accende quando il componente corrispondente viene alimentato.
Generatore
Spia verde
Consolle di selezione
Consolle di dosaggio
Spia verde
4-4 HPR130XD Auto Gas – 806334
 Loading...
Loading...