

HyIntensity Fiber Laser
HyIntensity Fiber Laser
HFL010
HFL010
HFL015
HFL015
HFL020
HFL020
使用手册
TM
TM
TM
TM
TM
TM
TM
TM
807099 –
修订版本
2

登记您新购置的 Hypertherm 系统
请在网上登记您新购置的产品(网址:www.hypertherm.com/registration),以方便
获取技术和保修支持。我们还会为您提供有关 Hypertherm 最新产品的信息和免费礼品,
以表示我们对您的感谢。
请记录以下信息
序列号: ______________________________________________________
购买日期: ______________________________________________________
经销商: ______________________________________________________
___________________________________________________________________
___________________________________________________________________
维护备注:
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________

HyIntensity
光纤激光系统
HFL010
简体中文 / Simplified Chinese
、
HFL015
使用手册
和
HFL020
修订版本 2 – 2012 年 1 月
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com
© 2012 Hypertherm, Inc.
保留所有权利
Hypertherm, HyIntensity Fiber Laser 以及 HFL010, HFL015 和 HFL020 均为 Hypertherm, Inc.
的商标,可能于美国和/或其他国家/地区注册。

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
Hypertherm Automation
5 Technology Drive, Suite 300
West Lebanon, NH 03784 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit A, 5th Floor, Careri Building
432 West Huai Hai Road
Shanghai, 200052
PR China
86-21 5258 3330/1 Tel
86-21 5258 3332 Fax
Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 - Jardim Maia
Guarulhos, SP - Brasil
CEP 07115-030
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Hypertherm Korea Branch
#3904 Centum Leaders Mark B/D,
1514 Woo-dong, Haeundae-gu, Busan
Korea, 612-889
82 51 747 0358 Tel
82 51 701 0358 Fax
02/02/2012

安全
本节内容:
简介 ................................................................................................................................................................................................S-2
专为集成到激光切割系统中而设计的 HyIntensity 光纤激光系统 ..........................................................................................S-2
操作说明、指南和规则 ................................................................................................................................................................ S-3
人员保护 ........................................................................................................................................................................................S-3
激光安全主管 ................................................................................................................................................................................S-3
激光光束设备的状态 .................................................................................................................................................................... S-4
激光安全 .......................................................................................................................................................................................S-4
激光安全警告 ............................................................................................................................................................................... S-5
健康问题 ........................................................................................................................................................................................S-9
激光安全眼罩 (LSE) .....................................................................................................................................................................S-9
噪音 ................................................................................................................................................................................................S-9
警告标记 ........................................................................................................................................................................................S-9
气体、烟雾和空气质量 ................................................................................................................................................................ S-9
受限空间 ......................................................................................................................................................................................S-10
激光切割的氧气分配 ..................................................................................................................................................................S-11
公开展示和演示 ..........................................................................................................................................................................S-11
大范围观看 ..................................................................................................................................................................................S-11
培训 ..............................................................................................................................................................................................S-12
HyIntensity Fiber Laser 使用手册 – 807099 修订版本2 S-1

安全
简介
Hypertherm HyIntensity 光纤激光系统包括 4 个组件。
1. HyIntensity 光纤激光电源,部件号因系统而异 。
注: HyIntensity 光纤激光电源通过 IEC 61010-1 安全认证,符合测量、控制和实验用电气设备的要求
(包括电气安全要求)。
2. 光纤激光气体控制箱,部件号 051024 。
3. 光纤激光切割头控制器,部件号 051026 。
4. 光纤激光切割头 LF150,部件号 051025 。
本手册中所指的“切割机制造商”包括将Hypertherm HyIntensity 光纤激光系统集成到最终激光切割系统的所有人
员。
Hypertherm HyIntensity 光纤激光系统的设计目标是可作为集成组件集成到激光切割系统中,适用于工业和制造业环
境。切割机制造商负责确保其设计和制造的激光切割系统完全符合激光和机器方面的所有法规及认证要求。如果地方
法规要求,切割机制造商或客户应安排由最终安装地的监管机构接受的委托测试实验室或第三方专家对最终激光切割
系统进行检查和审批,以确保符合地方法规和标准的相关要求。
激光光束切割是一种热切割工艺,利用激光光束的热量和高压辅助气体增强刨削金属材料的能力。此工艺中既有金属
切割所固有的一般性危害,又有激光切割金属时所带来的特殊危害,因此,有必要对这些危害进行评估并采取适当的
措施降低这些危害。Hypertherm HyIntensity 光纤激光系统附带有以下信息,旨在告知切割机制造商及负责在安装地
落实车间安全和激光安全的相关机构履行其在安全设计、安装和使用方面的职责。有关最终安装地的相应地方法规和
标准,应咨询相关人员。本手册中如有信息与地方法规和标准相悖,应以地方法规和标准为准。
专为集成到激光切割系统中而设计的 HyIntensity 光纤激光系统
Hypertherm 出售的光纤激光系统是一款系统组件,其销售对象是设计和安装最终激光切割系统的切割机制造商。切
割机制造商在安装激光切割头和封装激光光束及光纤激光电缆时必须遵守所有适用的标准和法规。切割机制造商负责
安全设计、安全安装、安全使用及安全维护最终激光切割系统,包括但不限于采取相应措施,避免接触最终激光切割
系统中的光纤。
所有设备的安装应符合地方法规(电气安全、激光安全、车间安全等)以及集成Hypertherm光纤激光组件的最终激光
切割系统安装和操作所在地的地方法规主管机构所要求的任何验证。Hypertherm HyIntensity 光纤激光电源外壳内部
的电压足以致命。因此,此设备应由具有相应资质的专业人员按照最终激光切割系统的操作说明进行安装。除这些操
作说明之外,建议将 ANSI Z136.1 和 IEC EN 60825-1 作为激光安全的主要参考信息。
S-2 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

安全
操作说明、指南和规则
应确保激光安全主管和操作工能够访问并严格遵守切割机制造商提供的操作说明、指南和规则,其中包含最终激光系
统的操作和维护信息。本Hypertherm光纤激光组件使用手册可以作为补充材料,但并不能代替最终激光切割系统的文
档。
注 1: 除切割机制造商提供的操作说明及本手册中的相关说明之外,以下参考资料可能也有所帮助:
• EN 60825-1 – 激光产品的安全性 – 第 1 部分:设备分类和要求
• ANSI Z136.1:美国国家标准 – 安全使用激光
• 美国激光协会(Laser Institute of America,LIA)激光护眼设备选择指南 (Guide for the Selection of
Laser Eye Protection);
• LIA 的激光安全手册可以为工厂内激光安全负责人提供帮助。
• 美国联邦法规 21CFR1040.10 和 21CFR1040.11,适用于全套激光产品
• 美国职业安全与健康管理局(Occupational Safety Health Administration,OSHA)技术手册,第 III
部分,第6 章,“激光的危害” (Laser Hazards)
注 2: 以下参考文档介绍了金属切割的基本要求
• 加拿大:CAN/CSA-W117.2-06 焊接、切割和相关工艺中的安全
• 美国:ANSI Z49.1:2005 焊接、切割和相关工艺中的安全
注 3: 以下参考文档可以帮助确定焊接和切割微粒/烟雾的采样方法:
• ANSI/AWS F1.1,针对悬浮微粒;
• ANSI/AWS F1.2,针对烟雾形成速度和总烟雾排放量
• ANSI/AWS F1.3,针对污染。
人员保护
应始终妥善维护好车间中的相关区域,消除跌倒和摔落隐患,从而确保最终激光切割系统、全自动和半自动物料输送
机、光纤激光组件和电缆以及其他设备不会给操作工、维修人员及其他人员(包括访客)带来危害。应提供适当的防
护装置和警告标记,以防滑倒、摔落、触电、灼伤、吸入气体和烟雾,以及遭受噪音、振动和高温的影响。请参考
Hypertherm 出版的等离子切割系统《安全和法规遵守手册》,该手册介绍了金属切割中存在的许多相同危害以及车
间人员的保护措施,但不包含 ANSI Z136.1 和 IEC EN 60825-al 中有关激光安全的信息。
注: 雇主应执行实际需求分析,以确保所有个人防护设备都不会带来健康危害(例如,因长期或重复使用而
导致的脖子、背部和手腕疾病)
激光安全主管
凡是使用光纤激光进行焊接或切割作业的工厂,都应指定一名激光安全主管 (LSO)。LSO 的职责和责任应与美国
ANSI Z136.1 第 1.3 部分或最终安装地点的 OEM 激光切割系统适用的其他激光安全法规的要求保持一致。
注: LSO
负责确保所有操作工都接受过适当培训,并充分了解激光焊接或切割系统的安全操作方法及相关危害。此
外,
LSO
还负责传达和实施安全操作程序,确保所有人员(操作工、维修人员和访客)在进入可能运行激光系统的
限制区域或操作室之前,都已了解切割机生产商面向最终用户的激光切割产品的操作原理及现场安全指示。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本2 S-3

安全
激光安全主管 (LSO) 应在最终激光切割系统制造商的支持下,执行现场危害评估,评估过程中至少应考虑以下几
点:
(a) 操作激光设备产生的潜在危害;
(b) 设备操作环境中固有的危害;
(c) 在该环境中操作设备可能发生的危害;以及
(d) 危害可能影响的人。
完成此危害评估后,激光安全主管 (LSO) 应制定有关激光安全人员防护设备的具体要求及相关程序。
激光光束设备的状态
所有激光光束设备都应由切割机制造商指定的合格或认证维护人员进行维护,使其保持良好的机械和电气性能。若有
任何设备故障、缺陷或安全危害,操作工应立即向激光安全主管报告,并且在激光安全主管确认其安全性之前应停止
使用相关设备。只能由合格或认证维护人员执行修理。
激光安全
此产品属于 4 类激光产品,能够用于切割金属。Hypertherm HyIntensity 光纤激光系统专门设计用于整合或集成到其
他设备中。因此,它本身并不符合 21 CFR 1040.10 和 IEC/EN 60825-1 针对独立激光系统而定义的所有要求。在欧
盟,该设备随附企业注册证,表明设计中所考虑的协调标准。
本手册中所指的“切割机制造商”包括将Hypertherm HyIntensity 光纤激光系统集成到最终激光切割系统的所有人
员,或以 Hypertherm 供应的形式使用Hypertherm HyIntensity 光纤激光系统的所有人员。
HyIntensity 光纤激光电源上贴有下面所示标签,以符合美国联邦法规的规定,此规定为:假如设备上贴有标签,声明
其仅用作组件,则此设备无需满足 21CFR1040.10 和 21CFR1040.11 对整套激光产品的要求。
S-4 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

安全
激光安全警告
尽管确保满足最终激光切割系统的所有法规要求是切割机制造商的责任。但Hypertherm HyIntensity 光纤激光系统的
设计仍然符合多项电气和标签要求,使最终激光切割系统能够更轻松地满足法规要求。
Hypertherm HyIntensity 光纤激光系统出厂时,贴有以下激光安全警告标签。
前门标签
顶盖标签
在
1.0 kW 激光系统
(HFL010)
在
1.5 kW 激光系统
(HFL015)
在
2.0 kW 激光系统
(HFL020)
HyIntensity Fiber Laser 使用手册 – 807099 修订版本2 S-5

安全
光束传输出口标签
左侧标签
S-6 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

右侧标签
安全
后门标签
在 1.0 kW 激光系
统 (HFL010)
在 1.5 kW 激光系
统 (HFL015)
在 2.0 kW 激光系
统 (HFL020)
HyIntensity Fiber Laser 使用手册 – 807099 修订版本2 S-7

安全
激光切割头标签
S-8 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

安全
安装期间,务必彻底控制激光危害,这一点至关重要。特别是,切割机制造商必须落实 IEC/EN 60825-1 中明确规
定的各项工程要求。基于对最终激光切割系统的评估或认证,切割机制造商或安装地点的激光安全主管可能还会提供
其他激光安全警告。
健康问题
被指定负责操作或维护激光光束切割设备的人员,应接受过切割机制造商代表或认证指导员的适当培训,并应了解使
用激光切割金属的安全要求。
激光安全眼罩 (LSE)
激光安全眼罩 (LSE) 的设计宗旨是在传输充足光线以确保良好视线的同时,将特定波长的入射光降至安全水平。LSE
的样式和颜色通常都比较相似,因此,使用激光设备之前,尤其是在可能存在多台激光设备的多波长厂房中,必须特
别检查所有 LSE 上刻印的波长和光密度。在美国,建议参考 ANSI Z136.1,选择合适的眼罩,以保护眼睛免受激光
辐射反射的影响。
噪音
使用激光光束进行焊接、切割或刨削作业时所产生的噪音可能会损害听力。如果噪音级别超过法规监管机构指定的限
值,应佩戴听力保护装置,因为操作工和附近工作人员可能会承受 85 dB(A) 的噪音水平,保护好他们的听力非常重
要。控制过高噪音最直接的方式是降低噪音源的强度,或者在最终激光切割系统中位于噪音源和操作台之间的位置安
装挡板。如果工程或管理控制方法不能将噪音降至相应法规监管机构制定的限值内,则应使用个人防护设备(例如耳
罩或耳塞)。切割机制造商以及负责在最终安装地点落实车间安全/激光安全的部门有责任测量生产环境中的噪音水
平,确保工作人员不会遭受高于限值水平的噪音的危害。
警告标记
警告标记应张贴于醒目的位置,指明激光和切割的危害。这些标记应指明相应防护设备的需求。
气体、烟雾和空气质量
激光光束切割期间,从待切割工件中切除金属时会产生烟雾和气体。负责安装地车间安全/激光安全的部门需要管控
待切割的材料。切割任何陌生材料或使用任何陌生清洁材料之前,应仔细阅读材料安全数据表(Material Safety Data
Sheet,MSDS),以确定激光切割过程中被切除的材料在变成气体时是否可能带来任何危害。工作人员不得暴露于
气载污染物浓度超过主管机构制定的可接受限值的大气中。控制烟雾和气体最直接的方式是保持良好的通风。要将烟
雾排放到室外时,可能需要获得空气质量许可证。有关当地空气质量许可证、通风和烟雾排放的信息,请咨询当地相
关专家。如果仅靠通风并不能保护工作人员,则应根据主管机构的要求,使用适当的个人呼吸保护装置。若使用呼吸
器,呼吸器的选择和使用要求至少应包括以下几点:
(a) 雇主应确保有关正确保养、使用、维护和存放呼吸器的书面程序得到贯彻。应咨询健康和安全联合委员会或
健康和安全代表(若有的话),制定并书面记录这些程序;此外,还应确保焊接工和焊接人员可以方便地查
阅这些程序及相关的计划安排。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本2 S-9

安全
(b) 应遵循切割机生产商针对其激光切割最终产品所建议的维护和清洁计划。
(c) 应提供充足、合适的呼吸器存放设施。
(d) 应指定具有相应技能和知识的人员检查呼吸器并执行必要的测试或程序,以确保呼吸器发挥预期作用并确保
呼吸器能够满足每位工人的具体要求,适合他们预期的用途。
(e) 雇主应为工人和主管提供关于正确使用、保养、维护和存放呼吸器的培训和操作说明。
对于烟雾和气体采样,若要通过采集空气样品来测定气载烟雾污染物浓度,那么应使用 NIOSH 方法、其他认可方法
或根据主管机构的指导原则对样品进行测试。佩戴面罩时,应在面罩内侧操作工呼吸区域采集样品。职业接触限值应
符合法规监管机构的要求。在实验室中进行污染物和烟雾分析时,应包含以下两个方面:
(a) 总焊接烟雾微粒 (mg/m3)。
(b) 各污染物元素分析 (mg/m3)。污染物微粒和烟雾测试对于确定人员暴露于危害中的风险至关重要。
受限空间
各工作项目适用的法规和规章中都特别定义了受限空间。当人员进出受到限制,且可能存在积聚有害气体、烟雾、蒸
汽和灰尘或者形成缺氧或富氧环境的情况时(这可能会影响工人的健康和安全),需要考虑设置受限空间。
如有必要,负责落实安装场地车间安全/激光安全的部门,应针对受限空间紧急情况编写书面抢救程序。操作工或维
修人员进入受限空间进行任何焊接、切割或相关工艺之前,应知悉并了解受限空间中存在的危害,并接受进入受限空
间、在其中工作以及离开受限空间的安全程序指导。
人员进入受限空间之前,应对可能将气体引入受限空间的所有软管或管道的所有连接点执行泄漏测试。此泄漏测试的
目的是,彻底消除气体被引入受限空间的可能性。
S-10 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

安全
激光切割的氧气分配
氧气分配系统(包括连接器和阀门)应经过监管机构的批准。
• 维修管道上的每个出口(氧气从这些出口回流,然后输送至一个便携式出口总管)都应装配一个易接近的截
流阀。
• 便携式出口总管上的每个维修出口都应配备一个单向截止阀、一个易接近截流阀和一个可拆卸的出口密封
盖,可拆卸出口密封盖用铁链或其他方式连接到阀体上。
• 便携式出口总管的进口端应配备一个用于输送氧气的主截流阀。
• 除非已在每个出口处安装一个经批准的减压调节器、一个经批准的单向回流截止阀或一个经批准的液压背压
阀,否则,应在用来检修燃气的便携式出口总管的进口处、维修出口前方安装一个经批准的液压背压阀。总
管中安装的用于供应氧气的出口可以与减压调节器一起使用,也可以直接连接软管。
• 用于氧气–燃气供应的软管应符合 RMA IP-7 和 CGA E-1 的要求。
• 钢瓶集管、截流阀、减压调节器、背压阀、软管和连接器的安装必须在对这些设备的组装和使用训练有素的
人员的监督下完成。
在北美,直径为 19 mm 或更小的软管均有颜色编码,其中绿色表示用于输送氧气,红色表示输送燃气(乙炔、液化
石油气 (LPG)、天然气、氢气等)。黑色软管用于输送惰性气体、压缩空气和供水。
注: ISO 标准颜色是氧气软管为蓝色,LPG 软管为橙色。
公开展示和演示
针对公开展示和演示中的焊接和切割安全防范措施,应能够保护观察者、演示者及公众。焊接、切割及相关设备的安
装和操作应在指定合格人员的监督下完成,以确保公众安全。应确保现场结构合理、设备完善并且管理得当,以最大
程度地降低现场观众受伤的可能性。现场材料和设备应安放妥当,不得影响紧急人员疏散。现场应配备适当的便携式
灭火器。现场的易燃材料应保护好,以免接触火焰、火花和金属熔渣,或者应移至安全距离,例如 15 m。进行公开
展示和演示之前,应通知消防部门。应保护好公众,使其不会接触火焰、飞溅的火花、金属熔渣、有害激光辐射,吸
入达到有害浓度的烟气,以及接触现场演示中的电气工件。
大范围观看
对于大范围观看,例如培训、演示、展示及某些自动激光焊接和切割操作,必须使用大型滤波窗或滤波帘,而不是适
用于个人的面罩、手持面罩或护目镜。必须特别检查大型滤波窗或滤波帘的波长和光密度,这一点至关重要。滤波窗
或滤波帘可以和激光安全眼罩 (LSE) 结合使用。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本2 S-11

安全
培训
激光安全和基本安全培训应符合监管机构的要求。课程内容至少应包括以下要素:
(a) 激光安全;
(b) 基本安全;
(c) 危害标识,包括
(i) 电气危害;
(ii) 救火和防火;
(iii) 灼伤;
(iv) 辐射;
(v) 烟雾和气体;
(vi) 噪音;以及
(vii) 爆炸;
(d) 危害控制;
(e) 个人防护装备;
(f) 特定于工艺的焊接和切割安全;
(g) 人体工学问题;以及
(h) 切割机生产商最终激光切割产品的保养和维护。
如果工作性质需要,还应提供以下主题的相关培训:
(a) 升降工作和摔落防护;
(b) 材料处理(基本索具、起吊设备、叉车等);
(c) 受限空间;
(d) 圆筒和容器的焊接或切割;以及
(e) 工作许可制度和政策。
S-12 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

电磁兼容性 (EMC)
简介
带有 CE 标志的Hypertherm设备均按 EN60974-10 标准
设计制造。为确保电磁兼容性,此类设备应遵照下述信
息安装和使用。
在受影响设备过于靠近或设备对电磁非常敏感的情况
下,仅符合 EN60974-10 标准的限制要求可能并不足以
完全消除干扰。在此类情况下,可能需要采取其他措施
进一步降低干扰。
本切割设备的设计用途仅限于工业环境。
安装和使用
用户有责任按照制造商的说明安装和使用此切割设备。
如若发现存在电磁干扰,用户有责任在制造商的技术协
助下解决此问题。在某些情况下,也许只需将切割用电
路接地(参见“工件接地”),即可纠正此问题。在其
他情况下,可能需要通过相应的输入滤波器在电源及工
件周围建立电磁屏蔽。在所有情况下,都必须将电磁干
扰降低到不产生扰乱作用的程度。
区域评估
在安装本设备之前,用户应对周边区域的潜在电磁问题
进行评估。评估时应考虑以下几点:
a. 切割设备上方、下方及附近的其他电源电缆、控制电
缆、信号线和电话线。
b. 无线电设备和电视机的发射器和接收器。
c. 计算机和其他控制设备。
d. 用于保障安全的关键设备,例如工业设备的安全防护
装置。
e. 周边人员的健康状况,例如有无使用心脏起搏器和助
听器。
f. 用于校准或测量的设备。
g. 安装环境中其他设备的抗干扰能力。用户应确保安装
环境中使用的其他设备符合电磁兼容性要求。为此,
可能需要采取额外的防护措施。
h. 每天何时执行切割作业或其他活动。
需要考虑的周边区域大小取决于建筑物的结构以及正在
执行的其他活动。周边区域的范围可能会超出设备使用
场所的边界。
降低电磁辐射的方法
市电电源
必须遵照制造商的建议,将切割设备连接到市电电源。
如果发生干扰,可能需要采取额外的预防措施,例如对
市电电源进行滤波。
认证信息 EMC-1
1/12

电磁兼容性
应当考虑使用金属线管或类似保护件对永久性安装的切
割设备的电源电缆进行屏蔽保护。屏蔽保护件应在其全
长范围内均可导电。屏蔽保护件应连接到切割用市电电
源,以确保导线管和切割用电源配电箱之间保持良好的
电气接触。
切割设备的维护
切割设备必须遵照制造商的建议进行定期维护。切割设
备运行时,所有供操作和维修使用的门和机盖均应关闭
并正确锁紧。不得对切割设备进行任何改动,除非制造
商的书面说明中另有规定(此时应遵照相关说明进行改
动)。
切割电缆
切割电缆应尽可能短些,且应相互靠近,走线时应紧贴
地面或靠近地面。
等电位连接
应考虑将切割设备中及其邻近区域中的所有金属部件连
接在一起。
不过,工件上连接的金属部件会增大操作工因同时接触
这些金属部件和电极(激光切割头喷嘴)而触电的危
险。
工件接地
如果出于电气安全考虑未将工件直接接地,或者因其体
积太大或位置不便(例如船只龙骨或钢铁建筑结构件)
而未直接接地,则在某些情况下(但并非所有情况下)
,通过电气连接将工件接地也许可以降低电磁辐射。操
作时应谨慎,防止工件接地增大使用者受伤或其他电气
设备受损的危险。必要时,工件接地应采用直接与工件
连接的方式,但有些国家不允许直接连接,这时应依照
国家法规选择合适的电容进行连接。
注:出于安全考虑,切割用电路可能会接地,也可能不
接地。如要改变接地安排,必须事先征得有能力评估改
变后是否会增加危险(例如,如果允许并联切割电流回
路,可能会破坏其他设备的接地电路)的人员的授权。
欲了解进一步的指导信息,请参阅 IEC 60974-9“弧焊
接设备”第 9 部分“安装和使用”。
屏蔽与遮护
通过对周边区域的其他电缆和设备有选择地进行屏蔽和
遮护,也许可以减轻干扰问题。如有特殊需求,可考虑
将整个切割设备完全屏蔽起来。
操作工应与所有此类连接的金属部件绝缘。
EMC-2 认证信息
1/12

质量保证
注意
工厂建议使用 Hypertherm 原厂部件作为Hypertherm系统
的更换件。使用 Hypertherm 原厂部件之外的任何部件所
引起的任何损坏或伤害均无法享受 Hypertherm 的保修,
并且会构成对Hypertherm产品的不当使用。
安全使用本产品是您单方面的责任。Hypertherm 不会也
无法保证您在自身环境下安全使用本产品,若未安全使
用本产品,Hypertherm 将不会也无法提供保修服务。
一般条款
Hypertherm, Inc. 保证其产品的材料和工艺在下述期限内
无缺陷,若有缺陷,则在下列期限内通知 Hypertherm,
Inc. 可获得相应保修:(i) 等离子电源为交货后两 (2) 年
内,Powermax 系列电源则为交货后三 (3) 年内;(ii) 割
炬和电缆为交货后一 (1) 年内,割炬升降体组件为交货
后一 (1) 年内,Automation 产品为交货后一 (1) 年内,
但 EDGE Pro CNC 控制器和 ArcGlide THC 除外,这两
者均为交货后两 (2) 年之内,以及 (iii) HyIntensity 光纤激
光组件为交货后两 (2) 年内,但激光切割头和光纤传输
线除外,这两者均为交货后一 (1) 年之内。
此保修条款不适用于与相转换器一起使用的 Powermax
系列电源。此外,如果系统因外部供电质量不佳而受损
(不论其原因是相转换器还是输入电力),Hypertherm
均不提供保修。此保修不适用于由于安装不正确、擅自
改造或其他原因而受损的产品。
当且仅当完全符合此处所述的保证条款时,Hypertherm
将对“产品”予以维修、更换或调整,但这也是唯一、
排他的补救措施。Hypertherm 将自行决定免费维修、更
换还是调整此质量保证范围内的有缺陷产品,前提是:
退回产品之前应先征得 Hypertherm 的许可(Hypertherm
不得无故拒绝),退回产品应经过正确的包装且应退回
到 Hypertherm 在美国新罕布什尔州汉诺威的营业地点或
退回到 Hypertherm 授权的维修厂(退回的所有成本、
保险和运费应由客户预付)。除符合本段的规定并且事
先征得 Hypertherm 书面同意的产品维修、更换、调整
之外,Hypertherm 对本保修规定范围之内的其他产品维
修、更换、调整概不承担责任。
上述质量保证具有排他性,应取代其他所有关于产品或
产品使用效果的质量保证(包括明示、暗示、法定或其
他形式的质量保证),并应取代所有与产品的质量、适
销性、针对特定用途的适用性以及是否侵权有关的隐含
保证或条款。以上所述构成 Hypertherm 违反质量保证条
款时的唯一补救方法。
经销商/OEM 可以提供不同的或附加的质量保证,但无
权向您提供任何对 Hypertherm 具有约束力的附加质量保
证或作出任何对 Hypertherm 具有约束力的声明。
认证信息 W-1
1/12
质量保证
专利补偿
如果有人针对您提起诉讼,指控您使用Hypertherm产
品(单独使用或未与非 Hypertherm 提供的产品一起使
用)侵犯了第三方的专利,则 Hypertherm 有权对此提
出辩护或和解并承担相关费用,但不包括以下情况:产
品并非 Hypertherm 制造,或者是由 Hypertherm 以外
的第三方未严格按照 Hypertherm 规格制造;产品的设
计、流程、配方或组装方法并非或据称并非 Hypertherm
开发。当您了解到有人提出与此类指控的侵权行为相
关的诉讼或威胁提出此类诉讼时,应(在了解到有人
提出诉讼或威胁提出诉讼之后的 14 天内)立即通知
Hypertherm;Hypertherm 的辩护责任有一个先决条件,
即 Hypertherm 必须单方面掌控针对该侵权索赔的辩护,
并且获得免赔偿方在这方面的合作与协助。
责任限制
在任何情况下,Hypertherm 均不对任何个人或实体承
担任何附带性、后果性、间接性、处罚性或惩戒性损失
(包括但不限于利润损失)的责任,不论该责任的理由
是违约、侵权、严格责任、违反质量保证、未实现基本
用途,还是其他理由,也不论是否曾被告知有出现此种
损失的可能性。
保险
任何时候,您将享有并保持足够数量和种类的保险,而
且具有充分且适当的承保范围,不必因为使用本产品所
引起的损失而诉讼 Hypertherm。
权利转让
只有当您向接手人出售您的全部或几乎全部资产或股
本、而且接手人同意接受本质量保证条款和条件的约
束之时,您才能转让您根据本协议所拥有的剩余权
利。您同意在此类转让之前的 30 天内以书面形式通知
Hypertherm,Hypertherm 保留批准的权利。若未依照上
述规定及时通知 Hypertherm 并征得其批准,则本文所
述的质量保证条款将会失效,您将无权依据本“质量保
证”或其他条款向 Hypertherm 索赔。
国家和地方法规
国家和地方关于管道和电气安装的法规,其重要性优先
于本手册中的任何说明。在任何情况下,Hypertherm 都
不对因违反法规或工作方法不当而导致的人员伤害或财
产损失承担责任。
责任上限
在任何情况下,对于因使用本产品而引起或与之相关的
任何索赔或各类诉讼,Hypertherm 所承担的责任(总
额)均不得超过购买引起此类索赔的产品时所支付的金
额,不论该责任的依据是违约、侵权、严格责任、违反
质量保证、未实现基本用途,还是其他理由,也不论诉
讼的形式如何。
W-2 认证信息
1/12
目录
安全 ...........................................................................................................................................................................................................S-1
简介 .............................................................................................................................................................................................................. S-2
专为集成到激光切割系统中而设计的 HyIntensity 光纤激光系统 ........................................................................................ S-2
操作说明、指南和规则 ........................................................................................................................................................................... S-3
人员保护 ..................................................................................................................................................................................................... S-3
激光安全主管 ............................................................................................................................................................................................ S-3
激光光束设备的状态 ............................................................................................................................................................................... S-4
激光安全 .................................................................................................................................................................................................... S-4
激光安全警告 ........................................................................................................................................................................................... S-5
健康问题 ..................................................................................................................................................................................................... S-9
激光安全眼罩 (LSE) ................................................................................................................................................................................ S-9
噪音 .............................................................................................................................................................................................................. S-9
警告标记 ..................................................................................................................................................................................................... S-9
气体、烟雾和空气质量 ........................................................................................................................................................................... S-9
受限空间 ...................................................................................................................................................................................................S-10
激光切割的氧气分配 .............................................................................................................................................................................S-11
公开展示和演示 ......................................................................................................................................................................................S-11
大范围观看 ...............................................................................................................................................................................................S-11
培训 ............................................................................................................................................................................................................S-12
电磁兼容性 (EMC) ..............................................................................................................................EMC-1
质量保证 ............................................................................................................................................................................................... W-1
第 1 节
规格 ........................................................................................................................................................................................................... 1-1
光纤激光电源 .............................................................................................................................................................................................1-2
概要 ....................................................................................................................................................................................................1-2
要求 ....................................................................................................................................................................................................1-2
光学规格 ............................................................................................................................................................................................1-3
尺寸 ....................................................................................................................................................................................................1-4
LF150 激光切割头 – 051025 ................................................................................................................................................................1-5
概要 ....................................................................................................................................................................................................1-5
安装尺寸 ............................................................................................................................................................................................1-6
准直仪尺寸 .......................................................................................................................................................................................1-7
规格 ...............................................................................................................................................................................................................1-8
系统气体要求 ...................................................................................................................................................................................1-8
冷却器要求: ...................................................................................................................................................................................1-8
气体控制箱 – 051024 .............................................................................................................................................................................1-9
概要 ....................................................................................................................................................................................................1-9
光缆 ............................................................................................................................................................................................................ 1-10
激光切割头控制器 – 051026 .............................................................................................................................................................1-11
概要 .................................................................................................................................................................................................1-11
CNC 控制器要求 .....................................................................................................................................................................................1-12
Hypertherm CNC 控制器 ..........................................................................................................................................................1-12
通用 CNC 控制器 .......................................................................................................................................................................... 1-13
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 i

目录
第 2 节
安装 ........................................................................................................................................................................................................... 2-1
安装要求 ......................................................................................................................................................................................................2-4
系统组件 ............................................................................................................................................................................................2-5
电缆和气管 .......................................................................................................................................................................................2-5
电源电缆(客户自备) .................................................................................................................................................................2-5
供气管线(客户自备) .................................................................................................................................................................2-5
交货验收时 ..................................................................................................................................................................................................2-6
索赔 ...............................................................................................................................................................................................................2-6
安装要求 ......................................................................................................................................................................................................2-6
噪音水平 ......................................................................................................................................................................................................2-6
系统组件的安放 .........................................................................................................................................................................................2-6
启动前的现场准备 .....................................................................................................................................................................................2-7
推荐的接地和屏蔽措施 ............................................................................................................................................................................2-8
简介 ...............................................................................................................................................................................................................2-8
接地类型 ............................................................................................................................................................................................2-8
应采取的步骤 ...................................................................................................................................................................................2-9
接地图 .......................................................................................................................................................................................................2-12
光纤激光电源的安放 ............................................................................................................................................................................. 2-13
提升光纤激光电源 ....................................................................................................................................................................... 2-14
光纤激光电源的准备工作.....................................................................................................................................................................2-15
一般信息 .........................................................................................................................................................................................2-15
急停 (E-Stop) 开关的安装 ..........................................................................................................................................................2-16
外部安全开关电气图 ................................................................................................................................................................... 2-17
堆叠灯的安装 ................................................................................................................................................................................ 2-18
干燥器排放装置的安装 ..............................................................................................................................................................2-19
安装激光切割头控制器 (LHC) ............................................................................................................................................................. 2-21
安装气体控制箱 ...................................................................................................................................................................................... 2-22
冷却器注意事项 ...................................................................................................................................................................................... 2-23
安装激光切割头 ...................................................................................................................................................................................... 2-24
安装激光切割头安装托架 .......................................................................................................................................................... 2-24
激光切割头接地 ...........................................................................................................................................................................2-25
激光切割头安装尺寸 ................................................................................................................................................................... 2-25
光缆/光纤连接 ......................................................................................................................................................................................... 2-27
一般防范措施 ................................................................................................................................................................................ 2-28
拆包说明 .........................................................................................................................................................................................2-28
光缆的安装 .................................................................................................................................................................................... 2-29
准直仪的安装 ..........................................................................................................................................................................................2-30
一般防范措施 ................................................................................................................................................................................ 2-30
准直仪近距离传感器 ................................................................................................................................................................... 2-35
激光切割头连接器 ..................................................................................................................................................................................2-37
冷却管连接 ............................................................................................................................................................................................... 2-38
光纤激光电源至激光切割头 ......................................................................................................................................................2-38
光束传输光缆和准直仪冷却管 ................................................................................................................................................. 2-39
光纤激光电源至冷却器 ..............................................................................................................................................................2-41
ii HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

目录
电缆连接 ................................................................................................................................................................................................... 2-42
Hypernet 电缆:光纤激光电源至Hypertherm CNC 控制器 – 223171 ...................................................................... 2-42
Hypernet 电缆:光纤激光电源至激光切割头控制器 – 223171 ................................................................................... 2-43
气体控制箱控制电缆 – 223138 ..............................................................................................................................................2-44
激光切割头输入/输出电缆 – 223169 ................................................................................................................................. 2-45
供气管线 ................................................................................................................................................................................................... 2-46
气体控制箱至激光切割头 .......................................................................................................................................................... 2-46
激光切割头控制器电源电缆 –(客户自备) .................................................................................................................................2-47
线路切断开关 ................................................................................................................................................................................ 2-48
主电源电缆(光纤激光电源和冷却器) ..........................................................................................................................................2-48
连接电源 ................................................................................................................................................................................................... 2-49
气体要求 ................................................................................................................................................................................................... 2-50
气体调节器 ............................................................................................................................................................................................... 2-51
供气布管 ................................................................................................................................................................................................... 2-52
连接供气管线 ................................................................................................................................................................................ 2-53
初始设置 .........................................................................................................................................................................................2-54
CNC 控制器设置 .....................................................................................................................................................................................2-55
Hypertherm CNC 控制器设置 .................................................................................................................................................. 2-55
安装透镜总成 ..........................................................................................................................................................................................2-59
一般防范措施 ................................................................................................................................................................................ 2-59
第 3 节
设置和操作 ........................................................................................................................................................................................... 3-1
安全操作 ......................................................................................................................................................................................................3-3
使用Hypertherm CNC 控制器的操作序列 ...............................................................................................................................3-4
使用通用 CNC 控制器时的操作序列 ..........................................................................................................................................3-5
使用通用 CNC 控制器打标和切割低碳钢 .................................................................................................................................3-6
H2O 阀 ................................................................................................................................................................................................3-7
流量仪 ................................................................................................................................................................................................3-7
光纤到光纤耦合装置 ......................................................................................................................................................................3-7
激光电源操作示意图 ................................................................................................................................................................................3-8
开机操作序列 ...................................................................................................................................................................................3-8
激光电源 – 故障状态 ....................................................................................................................................................................3-9
激光电源 – 激光光束处于关闭 (OFF) 状态 .......................................................................................................................... 3-10
激光电源 – 激光光束处于开启 (ON) 状态 ............................................................................................................................3-11
操作激光切割头控制器 ......................................................................................................................................................................... 3-12
显示屏导航 .................................................................................................................................................................................... 3-13
更改参数值: ................................................................................................................................................................................ 3-13
激光切割头控制器屏幕导航 ......................................................................................................................................................3-14
操作参数 .........................................................................................................................................................................................3-14
校准屏幕导航 ................................................................................................................................................................................ 3-15
诊断屏幕导航 ................................................................................................................................................................................ 3-16
设置屏幕导航 ................................................................................................................................................................................ 3-17
激光切割头控制器故障 ..............................................................................................................................................................3-19
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 iii

目录
激光切割头控制器的设置.....................................................................................................................................................................3-20
校准 ............................................................................................................................................................................................................ 3-22
喷嘴位置校准 ................................................................................................................................................................................ 3-22
电容高度传感器 (CHS) 校准 ...................................................................................................................................................... 3-24
激光切割头的操作 ..................................................................................................................................................................................3-29
定位激光 .........................................................................................................................................................................................3-29
居中光束 .........................................................................................................................................................................................3-29
使用Hypertherm CNC 控制器居中光束 ........................................................................................................................................... 3-30
使用“胶带打靶”法居中光束 ................................................................................................................................................. 3-30
胶带打靶程序 ................................................................................................................................................................................ 3-30
Hypertherm CNC 控制器接口 .................................................................................................................................................. 3-31
设置脉冲激光时间和脉冲激光功率 .........................................................................................................................................3-32
使用通用 CNC 控制器居中光束 .......................................................................................................................................................... 3-33
使用通用 CNC 控制器生成光纤激光脉冲 .........................................................................................................................................3-34
生成具有自定义波形的激光脉冲 ............................................................................................................................................. 3-35
气体控制台的操作 ..................................................................................................................................................................................3-36
测试切割气压 ................................................................................................................................................................................ 3-36
调整侧吹压力 ................................................................................................................................................................................ 3-37
聚焦位置 .........................................................................................................................................................................................3-38
激光切割 ................................................................................................................................................................................................... 3-39
低碳钢 – 氧气辅助切割 ............................................................................................................................................................3-39
低碳钢 – 空气和氮气辅助切割 ...............................................................................................................................................3-40
不锈钢 – 氮气辅助切割 ............................................................................................................................................................3-40
铝 – 氮气辅助切割 ..................................................................................................................................................................... 3-40
易损件 .......................................................................................................................................................................................................3-41
切割表 .......................................................................................................................................................................................................3-42
HFL010 (1.0 kW) 激光切割表 ..............................................................................................................................................................3-42
低碳钢、氧气作为辅助气体 ......................................................................................................................................................3-42
不锈钢、氮气作为辅助气体 ......................................................................................................................................................3-43
铝、氮气作为辅助气体 ..............................................................................................................................................................3-44
HFL015 (1.5 kW) 激光切割表 ..............................................................................................................................................................3-45
低碳钢、氧气作为辅助气体 ......................................................................................................................................................3-45
不锈钢、氮气作为辅助气体 ......................................................................................................................................................3-46
铝、氮气作为辅助气体 ..............................................................................................................................................................3-47
HFL020 (2.0 kW) 激光切割表 ..............................................................................................................................................................3-48
低碳钢、氧气作为辅助气体 ......................................................................................................................................................3-48
不锈钢、氮气作为辅助气体 ......................................................................................................................................................3-49
铝、氮气作为辅助气体 ..............................................................................................................................................................3-50
固件升级程序 ..........................................................................................................................................................................................3-51
设定 IP 地址 ................................................................................................................................................................................... 3-51
升级固件 .........................................................................................................................................................................................3-53
iv HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

目录
第 4 节
维护 ........................................................................................................................................................................................................... 4-1
定期维护 ......................................................................................................................................................................................................4-2
除湿器 ................................................................................................................................................................................................4-2
准直仪的检查和清洁 ......................................................................................................................................................................4-2
石英块的清洁 ...................................................................................................................................................................................4-4
喷嘴检查 ............................................................................................................................................................................................4-6
透镜检查 ............................................................................................................................................................................................4-6
透镜的拆卸 .......................................................................................................................................................................................4-7
透镜的清洁 .......................................................................................................................................................................................4-8
透镜的安装 .................................................................................................................................................................................... 4-10
更换空气过滤器滤芯 ................................................................................................................................................................... 4-15
LHC 错误消息 .......................................................................................................................................................................................... 4-16
故障检修 ................................................................................................................................................................................................... 4-18
气体控制箱的故障检修 ..............................................................................................................................................................4-19
故障检修程序 ..........................................................................................................................................................................................4-20
低碳钢 O2 切割 ..............................................................................................................................................................................4-20
不锈钢和铝材 N2 切割 .................................................................................................................................................................4-22
排除喷嘴延长管校准故障.....................................................................................................................................................................4-24
排除 CHS 校准错误 ................................................................................................................................................................................4-24
LPC 服务模式参数 .................................................................................................................................................................................. 4-25
LHC 诊断参数 .......................................................................................................................................................................................... 4-28
HyIntensity 光纤激光机器接口 .......................................................................................................................................................... 4-30
LPC 1 ............................................................................................................................................................................................... 4-30
LPC 2 ............................................................................................................................................................................................... 4-31
第 5 节
部件列表 ................................................................................................................................................................................................. 5-1
光纤激光组件 .............................................................................................................................................................................................5-2
入门套件 ......................................................................................................................................................................................................5-3
易损件 ..........................................................................................................................................................................................................5-4
透镜部件 ......................................................................................................................................................................................................5-6
准直仪 ..........................................................................................................................................................................................................5-7
光缆/光纤 ....................................................................................................................................................................................................5-8
电缆和气管 ..................................................................................................................................................................................................5-9
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 v

目录
vi HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

第 1 节
规格
本节内容:
光纤激光电源 ................................................................................................................................................................................ 1-2
概要 ......................................................................................................................................................................................... 1-2
要求 ......................................................................................................................................................................................... 1-2
光学规格 ................................................................................................................................................................................. 1-3
尺寸 ......................................................................................................................................................................................... 1-4
LF150 激光切割头 – 051025 .................................................................................................................................................... 1-5
概要 ......................................................................................................................................................................................... 1-5
安装尺寸 ................................................................................................................................................................................. 1-6
准直仪尺寸 ............................................................................................................................................................................. 1-7
规格 ................................................................................................................................................................................................ 1-8
系统气体要求 ......................................................................................................................................................................... 1-8
冷却器要求: ......................................................................................................................................................................... 1-8
气体控制箱 – 051024 ................................................................................................................................................................ 1-9
概要 ......................................................................................................................................................................................... 1-9
光缆 ..............................................................................................................................................................................................1-10
激光切割头控制器 – 051026 ..................................................................................................................................................1-11
概要 .......................................................................................................................................................................................1-11
CNC 控制器要求 .........................................................................................................................................................................1-12
Hypertherm CNC 控制器 ................................................................................................................................................... 1-12
通用 CNC 控制器 .................................................................................................................................................................1-13
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 1-1
规格
光纤激光电源
概要
HyIntensity 光纤激光 (HFL) 是一款采用全固态组件的激光系统。该光纤激光电源配备二到四个激光引擎和一个光束组
合器装置。在每个引擎中,单发射极泵浦激光二极管会将输入电流转换为光能,而光能会转化成高亮度红外(不可
见)激光光束。每个激光引擎发射的光进入光束组合器装置,后者会将光线汇聚成单束输出光纤。该光纤激光电源配
置带有墙壁电源插头,电能转换为光能的输出功率效率超过 28%。所有光学组件均采用水冷措施,以确保稳定的运
行。光纤激光电源中的除湿器可使机柜外壳内部的湿度保持在允许的水平范围内。
光纤激光电源
部件号 说明
051041
051023
051039
HFL010 – 1.0 kW 光纤激光电源
HFL015 – 1.5 kW 光纤激光电源
HFL020 – 2.0 kW 光纤激光电源
要求
电气规格
输入功率 .............................................................................. 400 - 480 VAC,50/60 Hz (+/- 10%),三相,10 KVa 客户应使
用三相、30 A 断路开关永久性连接光纤激光电源。
输入/输出 (I/O)
离散 I/O ............................................................................... 输出:永久性连线,+24 VDC 继电器,100 mA输入:光耦隔
离,+24 VDC
模拟 I/O ............................................................................... 0-10 VDC
冷却器
冷却剂 .................................................................................. 水 ( 75 ms/cm)或水/1,2-丙二醇混合物。请参见本节后面的
“冷却器要求”部分。
冷却剂温度范围 ................................................................. 25°C (+/- 5°C)
压力 ....................................................................................... 最大 5.4 bar
装配连接 .............................................................................. 3/4 英寸 NPT 内接头
流量 ....................................................................................... 请参阅本节后面的“冷却器要求”部分。
冷却能力 .............................................................................. 请参见本节后面的“冷却器要求”部分。
供气管线
过滤 ....................................................................................... 氧气和氮气输入要求达到 5 µm
空气进气口 .......................................................................... 1/4 英寸 BSPT(内接头)
氧气和氮气进气口 ............................................................. 1/8 英寸 NPT(内接头)
侧吹排气端口 ..................................................................... 1/8 英寸 NPT(内接头)
吹扫排气端口 ..................................................................... 1/8 英寸 NPT(内接头)
切割气体输出端口 ............................................................. 1/4 英寸 NPT(内接头)
1-2 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

环境参数
此设备的设计仅限室内使用。
工作温度范围 ..................................................................... 0°C 至 + 40°C
湿度 ....................................................................................... 95% 相对湿度,无冷凝
海拔高度 .............................................................................. 最高 2000 m
安全互锁
外部急停开关,(2) 个常开触点(有关详细信息,请参阅“安装”一节)
外部门互锁开关,(2) 个常开触点
按键开关,只可在 OFF(关)位置取下
瞬时开关,带指示灯,(1) 个常开触点
个人防护装置
护目镜 .................................................................................. 光密度 7+ (950 – 1200 nm)
机器保护装置 ..................................................................... 安装了适当的保护装置,以防范激光漫反射和镜面反射。
光学规格
切割激光
工作模式 .............................................................................. 连续波 (CW)
光束形状 .............................................................................. 圆形
波长 ....................................................................................... 1070 nm (+/- 10 nm)
额定输出功率 (CW):
H F L 010 ................................................................................ 1000 W
HFL015 ................................................................................ 1500 W
HFL020 ................................................................................ 2000 W
聚焦透镜处的光束直径 .................................................... 6 – 8 mm(使用 60 mm 准直仪时),10 – 12 mm(使用
100mm 准直仪时)
聚焦透镜 .............................................................................. 150 mm 有效焦距 (EFL)
激光类别 .............................................................................. 4 类
规格
定位激光
工作模式 .............................................................................. 连续波 (CW)
光束形状 .............................................................................. 圆形
波长 ....................................................................................... 630 – 680 nm
额定输出功率 (CW) .......................................................... 4 mW
光束直径 .............................................................................. 9 mm
激光类别 .............................................................................. 3R 类
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 1-3

规格
尺寸
822.9 mm
171.45 mm
1174.5 mm
HFL010 - 185 kg
HFL015 - 204 kg
HFL020 - 226 kg
前视图
889.0 mm
183.13 mm
侧边视图
1-4 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

规格
LF150 激光切割头 – 051025
概要
LF150 设计用于配合 HyIntensity 光纤激光切割系统来加工材料。其光学设计中包含一个直径为 35 mm、有效焦距为
150 mm 的透镜,可胜任其设计意图涵盖的材料类型和厚度范围内的切割作业。通过喷嘴和工件之间的电容高度感应
监测,可确保准确、快速的高度定位。激光切割头配有保护用的碰撞托架,可针对喷嘴和工件之间的侧向和径向碰撞
提供保护。准直仪和激光切割头之间的光路采取严格密封措施,可防止颗粒和水分污染光学表面。激光切割头与激光
切割头控制器之间采用单根线缆连接,所有工艺信号均通过这个 Hypernet 通信链路返回给光纤激光电源。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 1-5
规格
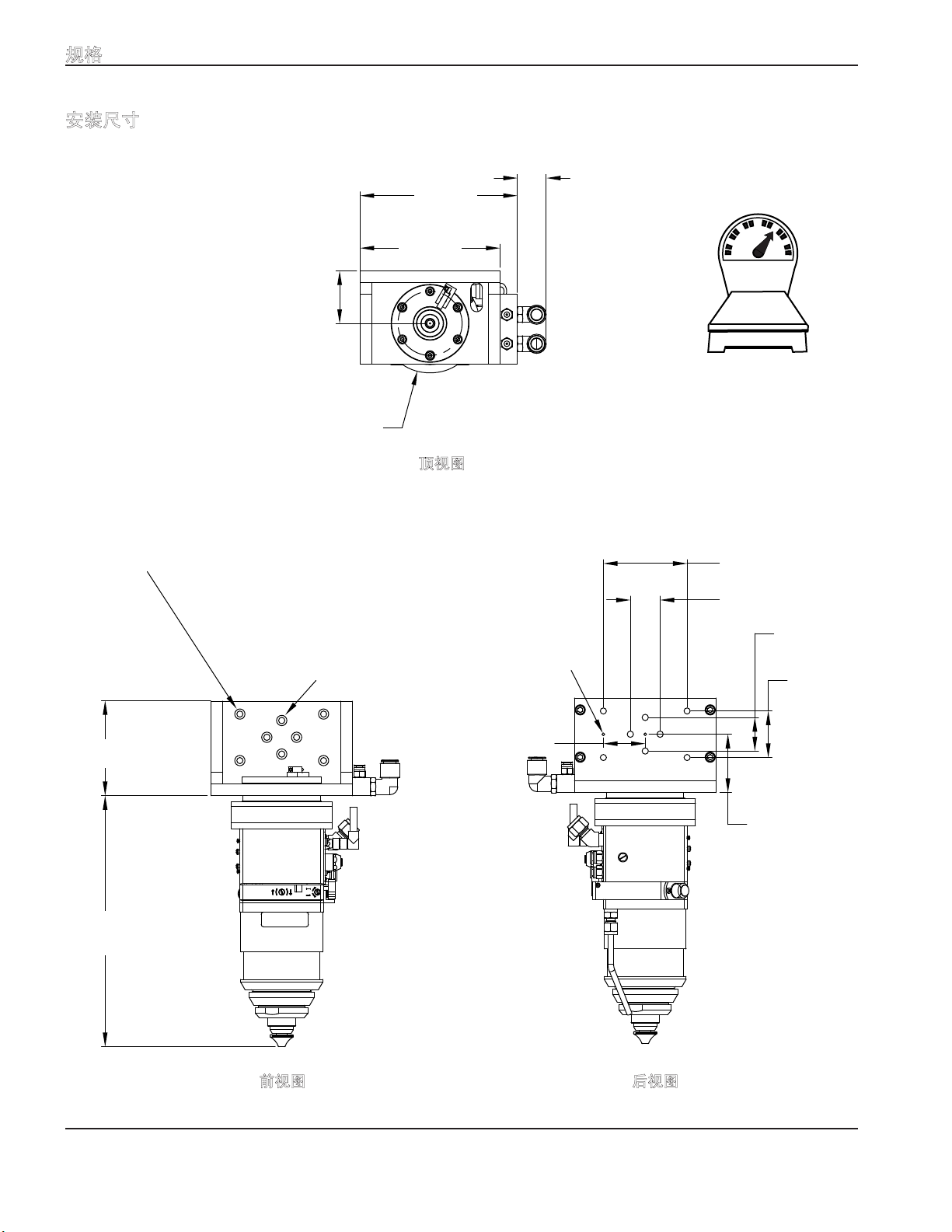
安装尺寸
直径 6.6 mm 的通孔(4 处)
直径 11.0 mm 的埋头孔
57.2 mm
直径 108.0 mm
直径 6.8 mm 的通孔(4 处)
直径 11.1 mm 的埋头孔
171.5 mm
152.4 mm
顶视图
直径 3.0 mm
(2 个位置)
31.5 mm
7.8 kg
90.0 mm
32.0 mm
36.0 mm
50.0 mm
45.0 mm
101.6 mm
269.8 mm
完全展开长度
62.7 mm
前视图 后视图
1-6 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2
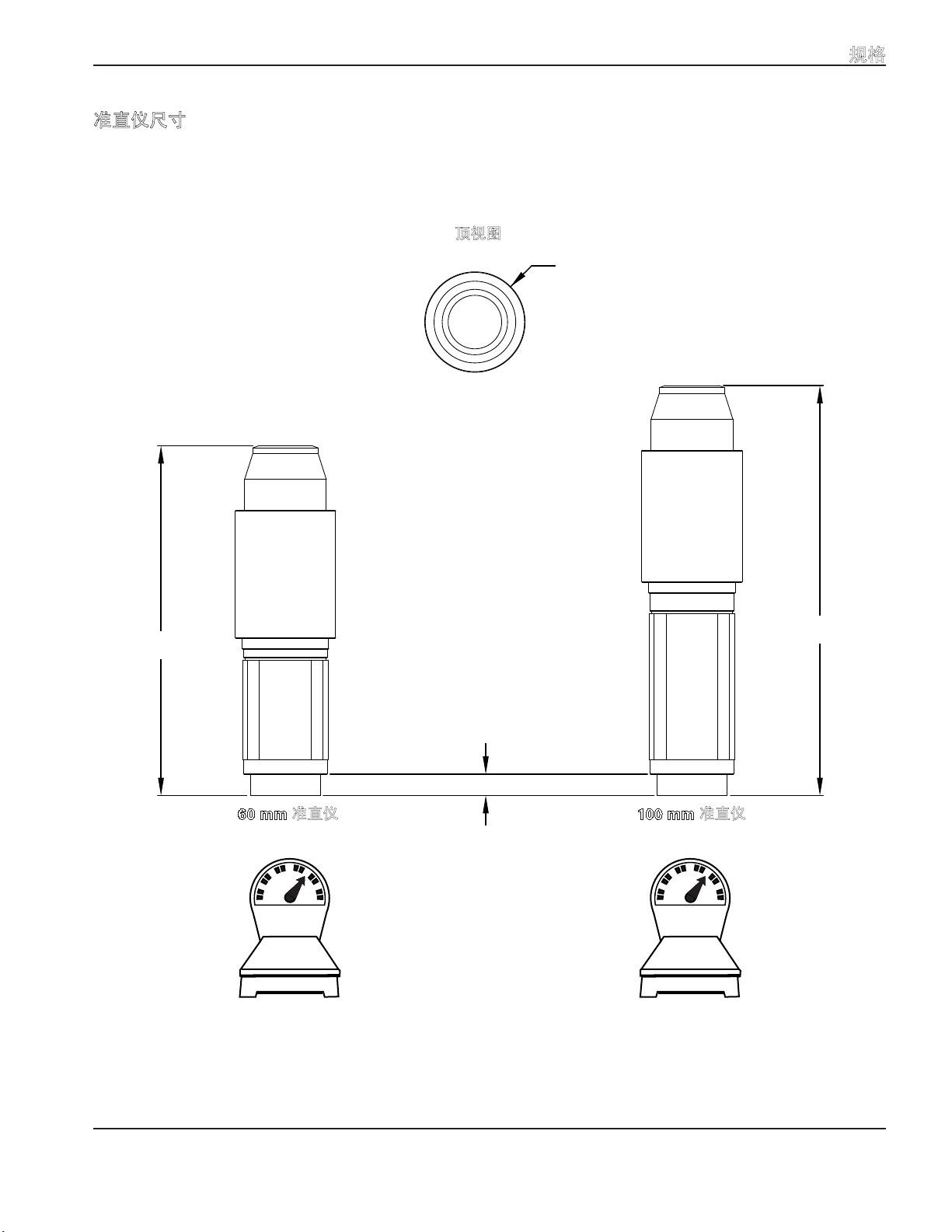
准直仪尺寸
准直仪安装在激光切割头上,详见本手册的“安装”一节。
顶视图
规格
直径 43.0 mm
149.7 mm
9.1 mm
60 mm 准直仪 100 mm 准直仪
0.5 kg
0.6 kg
175.5 mm
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 1-7
规格
规格
系统气体要求
气体质量和压力要求
气体类型 质量 压力 +/- 10% 流量
O2氧气* 99.95% 纯度
清洁、干燥、无油
N2氮气* 99.5% 纯度
清洁、干燥、无油
空气* ** 清洁、干燥、无油(符合 ISO 8573-1
Class 1.4.2 标准)
* 任何时候都应连接氧气、氮气和空气。
** ISO 8573-1 Class 1.4.2 标准有如下要求:
• 颗粒 – 每立方米空气中最大尺寸为 0.1 到 0.5 微米的颗粒不超过 100 粒,最大尺寸为 0.5 到 5.0 微米的颗粒不
超过 1 粒。
• 水 – 湿气的压力露点不超过 3°C。
• 油 – 每立方米空气中的含油量不超过 0.1 mg。
800 kPa / 8 bar
2.7 MPa / 27 bar
900 kPa / 9 bar
170 slpm
1600 slpm
***250 slpm
*** 如果空气未用作切割气体,则可以降低空气供应的要求压力和流量。
• 压力:500 kPa / 5 bar
• 流量:25 slpm
冷却器要求:
所有系统
冷却剂 .................................................................................. 水 ( 75 ms/cm 或将过滤孔径降低至 50 微米)或水/1,2-丙二醇混
合物。
压力 ....................................................................................... 最大 5.4 bar
装配连接 .............................................................................. 3/4 英寸 NPT 内接头
冷却剂温度范围 ................................................................. 25°C (+/– 5°C)
流量
HFL010 (1.0 kW) 激光 ..................................................... 至少每分钟 20 升
HFL015 (1.5 kW) 激光 .................................................... 至少每分钟 40 升
HFL020 (2.0 kW) 激光 .................................................... 至少每分钟 40 升
冷却能力
HFL010 (1.0 kW) 激光 ..................................................... 5 kW
HFL015 (1.5 kW) 激光 .................................................... 8 kW
HFL020 (2.0 kW) 激光 .................................................... 10 kW
1-8 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2
规格
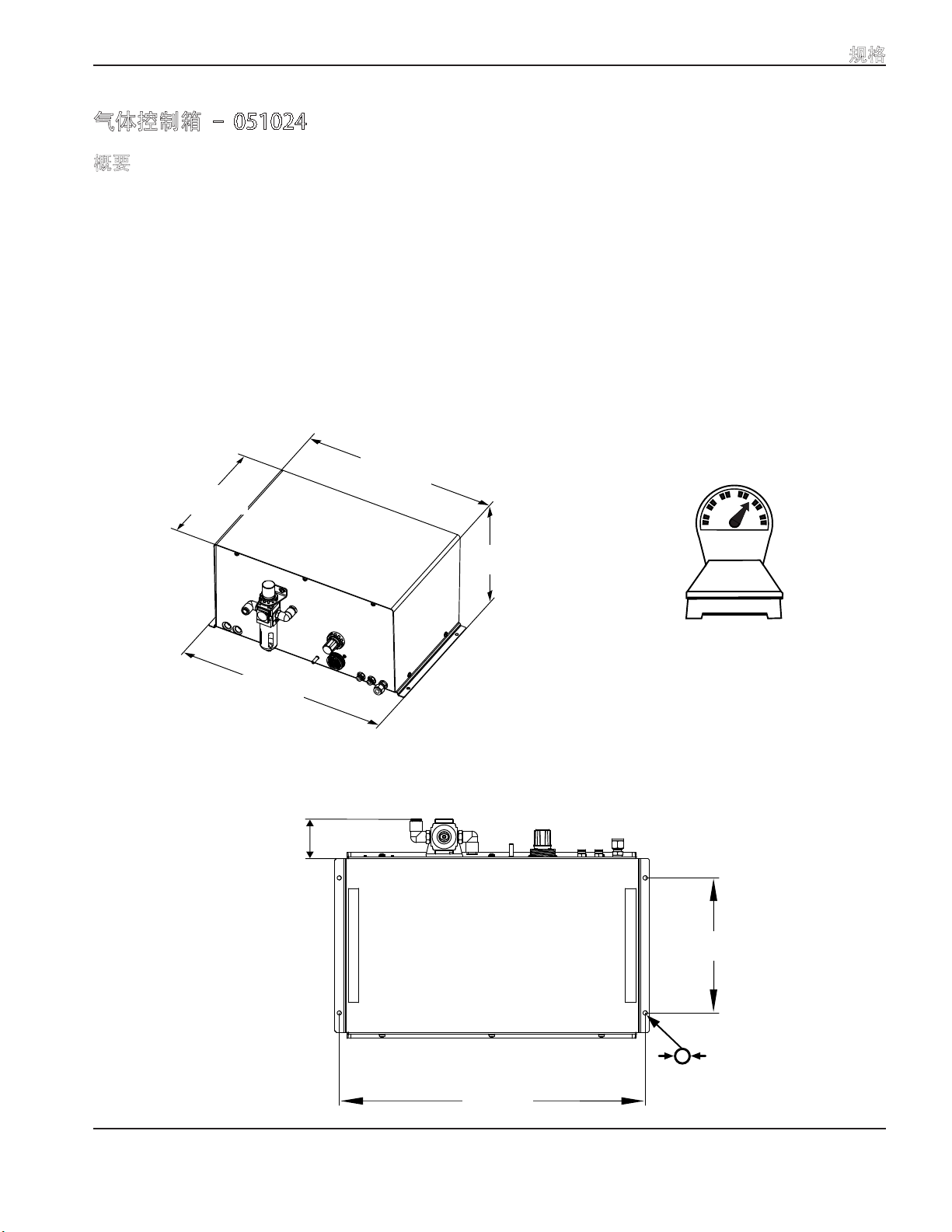
气体控制箱 – 051024
概要
通过气体控制箱,可选择切割气体并设置气体压力。还可设置为激光切割头的吹扫和侧吹端口供应的空气的流量和压
力。气体控制箱包含执行这些功能所需的比例阀、电磁阀、压力传感器、软管和接头。
• 建议从供气源到气体控制箱的供气软管长度最长为 50 m。
• 建议空气和氧气供应软管的内径 (ID) 最小为 10 mm。建议氮气供应软管的内径 (ID) 最小为 12 mm。
• 从气体控制箱到激光切割头的软管长度最长为 10 m。
• 从气体控制箱到激光切割头控制器的电缆长度最长为 10 m。
434.77 mm
266.7 mm
473.3 mm
63.5 mm
238.2 mm
13.0 kg
203.2 mm
6.731 mm
(4 处)
460.375 mm
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 1-9

规格
光缆
光纤激光电源输出的光能量通过光纤光缆传输。由于表面面积小,能级高,因此,保持输入和输出光学表面清洁对于
延长组件使用寿命和确保系统正常运行都至关重要。每次从插座上卸下光学表面时,都应使用系统附带的放大镜对各
个表面进行检查。为避免污染和沾上碎屑,不得触摸光学表面。
注:如需清洁,请参见第 4-4 页中的“清洁程序”。
小心: 光缆的最小弯曲半径为 100 mm。如果弯曲半径小于
此半径,可能会损坏光纤。
100 mm
100 mm
200 mm
直径 = 2 x 半径 = 200 mm
1-10 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

激光切割头控制器 – 051026
概要
激光切割头控制器包含一个液晶显示屏 (LCD)、操作开关以及一个用于设置和控制激光的旋转/按钮选择器。
130.50 mm
117.60 mm
规格
63.5 mm
298.40 mm
直径 5.0 mm
(4 处)
203.2 mm
激光切割头控制器安装托架尺寸
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 1-11

规格
CNC 控制器要求
Hypertherm CNC 控制器
交流输入电源
100-240 VAC 50/60 Hz
CNC 控制器
EDGE Pro 或 MicroEDGE Pro,集成传感器 THC 接口
Z 轴升降体
Hypertherm Sensor THC
CNC 控制器的输入/输出接口
CNC 控制器的所有输入/输出信号均通过标准 Hypernet 端口利用 Hypernet 传递到光纤激光电缆接头
1-12 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

通用 CNC 控制器
Z 轴升降体
• 经修改,现在可以安装光纤激光切割头托架
• 能够移动光纤激光切割头 (7.8 kg)
CNC 控制器的输入/输出接口
物理接头:Phoenix 触点零件号 1772405 和 1772418
CNC 控制器的数字输出(从 CNC 控制器到激光控制器的 0 – 24 VDC 光隔离器,24 VDC = 有效 [开])
故障确认/复位(上升沿触发) ........................................................................................必需
数字光束 .................................................................................................................................必需
定位激光启用 ........................................................................................................................必需
转角功率脉冲启用 ...............................................................................................................可选
侧吹 .........................................................................................................................................可选
空气选择(关 = O2,开 = 空气) ..................................................................................必需
N2 选择 ...................................................................................................................................必需
CNC 控制器数字输入(常开 [NO],从激光控制器到 CNC 控制器之间通过 24 VDC 继电器触点隔离)
规格
激光故障 .................................................................................................................................必需
定位激光状态 ........................................................................................................................可选
激光切割头故障 ...................................................................................................................必需
喷嘴接触 .................................................................................................................................必需
超出范围 (>10 mm) .............................................................................................................可选
气体控制故障 ........................................................................................................................必需
CNC 控制器到激光控制器的模拟输出 (0 – 10 VDC)
激光功率设定点 (0 – 最大额定输出功率,单位为瓦) ...............................................必需
转角功率(暂载率)设定点 (1 – 99%) .......................................................................可选
辅助气体压力设定点 ...........................................................................................................必需
(空气/O2 = 0 – 130 psi,N2 = 0 – 500 psi)
从激光控制器到 CNC 控制器的模拟输入 (0 – 10 VDC)
电容高度传感器电压(灵敏度为 1 V/mm) ...................................................................自动调高控制必需
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 1-13

规格
1-14 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

第 2 节
安装
本节内容:
安装要求 ........................................................................................................................................................................................ 2-4
系统组件 ................................................................................................................................................................................. 2-5
电缆和气管 ............................................................................................................................................................................. 2-5
电源电缆(客户自备) ........................................................................................................................................................ 2-5
供气管线(客户自备) ........................................................................................................................................................ 2-5
交货验收时 .................................................................................................................................................................................... 2-6
索赔 ................................................................................................................................................................................................ 2-6
安装要求 ........................................................................................................................................................................................ 2-6
噪音水平 ........................................................................................................................................................................................ 2-6
系统组件的安放 ............................................................................................................................................................................ 2-6
启动前的现场准备 ........................................................................................................................................................................ 2-7
推荐的接地和屏蔽措施 ................................................................................................................................................................ 2-8
简介 ................................................................................................................................................................................................ 2-8
接地类型 ................................................................................................................................................................................. 2-8
应采取的步骤 ......................................................................................................................................................................... 2-9
接地图 ..........................................................................................................................................................................................2-12
光纤激光电源的安放 .................................................................................................................................................................. 2-13
提升光纤激光电源...............................................................................................................................................................2-14
光纤激光电源的准备工作 .......................................................................................................................................................... 2-15
一般信息 ...............................................................................................................................................................................2-15
急停 (E-Stop) 开关的安装 ..................................................................................................................................................2-16
外部安全开关电气图 ..........................................................................................................................................................2-17
堆叠灯的安装 ....................................................................................................................................................................... 2-18
干燥器排放装置的安装 ......................................................................................................................................................2-19
安装激光切割头控制器 (LHC) ................................................................................................................................................... 2-21
安装气体控制箱 ..........................................................................................................................................................................2-22
冷却器注意事项 ..........................................................................................................................................................................2-23
安装激光切割头 ..........................................................................................................................................................................2-24
安装激光切割头安装托架 ..................................................................................................................................................2-24
激光切割头接地 ................................................................................................................................................................... 2-25
激光切割头安装尺寸 ..........................................................................................................................................................2-25
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-1HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-1

安装
光缆/光纤连接.............................................................................................................................................................................2-27
一般防范措施 ....................................................................................................................................................................... 2-28
拆包说明 ...............................................................................................................................................................................2-28
光缆的安装 ........................................................................................................................................................................... 2-29
准直仪的安装 ..............................................................................................................................................................................2-30
一般防范措施 ....................................................................................................................................................................... 2-30
准直仪近距离传感器 ..........................................................................................................................................................2-35
激光切割头连接器 ......................................................................................................................................................................2-37
冷却管连接 .................................................................................................................................................................................. 2-38
光纤激光电源至激光切割头 ..............................................................................................................................................2-38
光束传输光缆和准直仪冷却管 .......................................................................................................................................... 2-39
光纤激光电源至冷却器 ......................................................................................................................................................2-41
电缆连接 ......................................................................................................................................................................................2-42
Hypernet 电缆:光纤激光电源至Hypertherm CNC 控制器 – 223171 ....................................................................2-42
Hypernet 电缆:光纤激光电源至激光切割头控制器 – 223171 ................................................................................ 2-43
气体控制箱控制电缆 – 223138 ....................................................................................................................................... 2-44
激光切割头输入/输出电缆 – 223169 ...........................................................................................................................2-45
供气管线 ......................................................................................................................................................................................2-46
气体控制箱至激光切割头 ..................................................................................................................................................2-46
激光切割头控制器电源电缆 –(客户自备) ........................................................................................................................2-47
线路切断开关 ....................................................................................................................................................................... 2-48
主电源电缆(光纤激光电源和冷却器) ................................................................................................................................. 2-48
连接电源 ......................................................................................................................................................................................2-49
气体要求 ......................................................................................................................................................................................2-50
气体调节器 .................................................................................................................................................................................. 2-51
供气布管 ......................................................................................................................................................................................2-52
连接供气管线 ....................................................................................................................................................................... 2-53
初始设置 ...............................................................................................................................................................................2-54
CNC 控制器设置 .........................................................................................................................................................................2-55
Hypertherm CNC 控制器设置...........................................................................................................................................2-55
安装透镜总成 ..............................................................................................................................................................................2-59
一般防范措施 ....................................................................................................................................................................... 2-59
2-2 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

安装
此页特意留空。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-3
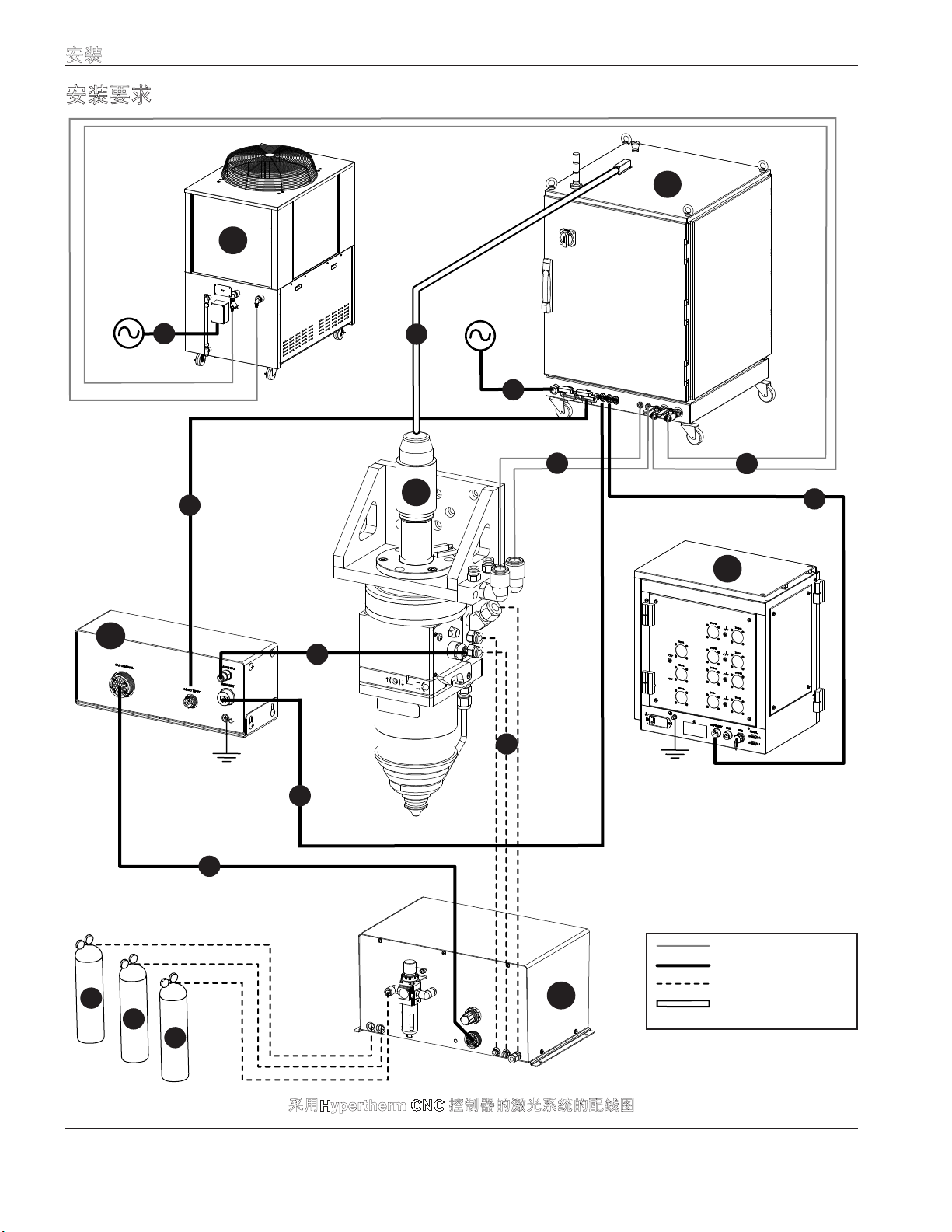
安装
8
F
4
5
6
7
9
安装要求
A
D
B
10
E
1
10
2
3
冷却管
电气规格
11
C
12
13
采用Hypertherm CNC 控制器的激光系统的配线图
供气管线
光缆
2-4 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2
系统组件
F
2
3
5
6
7
1
8
光纤激光电源
A
激光切割头控制器
B
气体控制箱
C
冷却器(客户自备)
D
激光切割头
E
CNC 控制器(客户自备)
升降体(未显示,客户自备)
G
电缆和气管
光缆/光纤
冷却管:光纤激光电源至激光切割头
冷却管:光纤激光电源至冷却器(客户自备)
安装
高柔性 Hypernet 电缆:光纤激光电源至 CNC 控制器(与 EdgePro 或 MicroEDGE Pro 配套使用)
4
高柔性 Hypernet 电缆:光纤激光电源至激光切割头控制器
气体控制电缆:气体控制箱至激光切割头控制器
输入/输出电缆:激光切割头控制器到激光切割头
供气管线:气体控制箱至激光切割头
电源电缆:激光切割头控制器*(客户自备)
9
电源电缆(客户自备)
10
主电源电缆
供气管线(客户自备)
氧气
11
氮气
12
空气
13
* 套件 228629 包括插座和后壳
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-5
安装
交货验收时
• 请确认您订单中的所有系统组件均已收到。如有任何组件缺失,请联系您的供应商。
• 请检查系统组件是否在运输过程中出现任何物理损坏。如果发现存在损坏,请参阅“索赔”部分。所有与索
赔相关的沟通文书均必须包含电源背部标注的型号编号和序列号。
索赔
就运输途中受损提出索赔 – 如果您的产品在运输途中受损,则需向运输公司提出索赔。Hypertherm 将根据您的要求
提供提货单副本。如需额外协助,请拨打本手册前面列出的客户服务电话,或联系您的 Hypertherm 授权经销商。
就有缺陷或缺失的产品提出索赔 – 如果任何组件存在缺陷或缺失,请联络您的供应商。如需额外协助,请拨打本手
册前面列出的客户服务电话,或联系您的 Hypertherm 授权经销商。
安装要求
所有电力和管路系统的安装与维修均必须符合国家和当地有关电力与管路系统的规定。此项工作应由持证上岗的合格
人员来完成。
如有任何技术问题,请就近联系本手册前面列出的 Hypertherm 技术服务部门,或联系您的 Hypertherm 授权经销
商。
噪音水平
本激光系统的噪音水平可能超出国家和地方法规所规定的可接受噪音水平。因此,切割时务必佩戴适当的护耳装置。
实际的噪音测量结果取决于系统所在的具体环境。另请参阅本手册“安全”一节中的“噪音可能损害听力”部分。特
定产品的噪音水平信息可在 Hypertherm 网站的下载资料库中找到,网址:
https://www.hypertherm.com/Xnet/library/DocumentLibrary.jsp
从“Product Type”(产品类型)下拉菜单中选择要查找的产品,从“Category”(类别)下拉菜单中选
择“Regulatory”(规章),并从“Sub Category”(子类别)下拉菜单中选择“Acoustical Noise Data Sheets”
(噪音数据表)。点击“Submit”(提交)。
系统组件的安放
• 进行电、气和接口连接之前,请将所有系统组件安放到位。请参考本节中的示意图安放各个组件。
• 将所有系统组件接地。有关详细信息,请参见本节中的“推荐的接地和屏蔽措施”部分。
• 为防系统中出现泄漏,请拧紧所有气管和水管接头,如下所示:
扭矩规格
气管或水管尺寸 kgf – cm lbf – in lbf – ft
最大 10 mm 8.6 – 9.8 75 – 85 6.25 – 7
12 mm
41.5 – 55 360 – 480 30 – 40
2WRENCHES
2-6 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

安装
启动前的现场准备
开始激光焊接或切割操作之前,应检查至最终激光切割系统的所有连接,以确保其连接正确,符合激光切割系统的操
作说明及地方法规。
• 应检查所有指示灯和警告灯。
• 启动前应张贴标签,对附近人员给予充分的警告提醒。
• 应始终安装防护装置,以捕捉并阻止任何飞溅的光束。
• 在连接至光纤激光电源的电路中可能需要安装带锁切断开关,此开关不用时应锁好。另外,还要提供急停电
路,且电路带有一个黄色底边、红色按钮的急停开关。
• 所有用以避免进入最终激光切割系统的激光光束照射范围及防止接触控制面板(在生产车间一级可以进入)
的门和面板,在启动前都应测试能否正常关闭,并保持锁定或连锁,以免未经授权的人员进入。
• 判断进入面板的门是否已锁好,要看其是否需要使用钥匙、扳手或其他工具方可打开。负责激光安全的主管
人员应根据地方法规和最终激光切割系统的操作说明,定期对安全互锁能否正常关闭进行功能性测试。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-7
安装
推荐的接地和屏蔽措施
危险
触电可能会有生命危险
在执行任何维护工作之前,应先断开电源。凡是需要拆下电源盖的工作,都必须由合格技术
人员来进行。
有关更多的安全防范措施,请参考激光/等离子系统使用手册第 1 节。
简介
本文介绍了必要的接地和屏蔽措施,以确保激光/等离子切割系统免受射频干扰 (RFI) 噪声和电磁干扰 (EMI) 噪声的
干扰。本文介绍下述三种接地系统。第 3-10 页中提供了参考图。
注: 这些方法和措施不一定在所有情况下均能成功消除 RFI/EMI 噪声。此处所列的措施已在多次安装中得以
应用并取得了良好成效,我们推荐将这些措施用作安装过程中的常规措施。这些措施的具体实施方法可
能因系统不同而异,但在整个生产线内应尽量保持一致。
接地类型
A. 安全接地 (PE) 或保护接地。这是对输入线电压应用的接地系统,可防止人员因设备或切割床而触电。此接
地系统包括连接至激光/等离子电源和其他系统(例如 CNC 控制器和电机驱动器)的工作接地线,以及连
接至切割床的辅助接地棒。在激光/等离子电路中,通过互接电缆将地线从激光/等离子系统底座连接至各
单独的操作台底座。
B. RFI 和 EMI 接地与屏蔽。这是用于限制激光/等离子和电机驱动系统发出的电磁“噪声”量的接地系统,
也可用于限制 CNC 控制器及其他控制电路和测量电路接收到的噪声水平。本文主要介绍这种接地/屏蔽措
施。
2-8 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

应采取的步骤
1. 除非特别注明,否则请仅使用 16 mm2 的焊接专用电缆(Hypertherm部件号 047040)作为图中所示的
EMI 接地电缆。
2. 切割床用作公共端或星形 EMI 接地点,应配有焊接至切割床的带铜母线棒的螺栓。在切割床台架上,应尽
可能靠近驱动电机单独安装一块母线。如果台架两端均安装有驱动电机,则单独使用一根 EMI 接地电缆从
远端的驱动电机连接至台架母线。台架母线需要单独使用一根粗 EMI 接地电缆(线径为 21.2 mm2,部件
号为 047031)连接至切割床母线。割炬升降体和 RHF 箱的每根 EMI 接地电缆必须单独连接至切割床接地
母线。
3. 必须在切割床周围 6 m 以内范围安装一根符合所适用的所有国家和地方电气规范的接地棒。这是保护 (PE)
接地,应使用 16 mm2 的绿色/黄色接地电缆(Hypertherm部件号 047121)或同等规格的电缆连接至切割
床上的接地母线。所有保护接地在图中均以绿色表示。
4. 为获得最佳的屏蔽效果,对于 I/O 信号、串行通信信号、电源与电源之间的多支路连接以及Hypertherm系
统所有部件间的互接,请使用Hypertherm CNC 控制器接口电缆。
5. 接地系统中使用的所有硬件均必须为黄铜或铜制品。除了为安装接地母线而焊接到切割床上的螺栓可以是
钢制品之外,其他任何情况下都不可使用铝制或钢制硬件。
6. 所有设备必须按照国家和当地的相关规定,进行 AC 电源接地、保护接地 (PE) 和工作接地。
7. 所有Hypertherm组件以及其他任何 CNC 控制器或电机驱动器柜/箱上均必须通过一根单独的接地电缆连接
至切割床上的公共接地(星形接地)点。这也包括高频箱,即使已使用螺栓将其安装到电源或切割机上,
仍应如此。
安装
8. 激光切割头固定器和断开装置(安装至升降体而不是安装至割炬的部件)必须使用至少 12.7 mm 宽的铜编
织套连接至升降体的固定部位。自升降体至台架母线必须有一根单独的电缆走线。阀门组件也必须有单独
的地线连接至台架母线。
9. 如果台架的运行导轨没有焊接到切割床上,则需用通过接地电缆将导轨的两端连接至切割床。这类接地不
需要连接至公共端(星形接地)点,但应选择距离切割床最短的路径。
10. 其他所有信号(模拟信号、数字信号、串行信号、编码器信号)应使用双绞屏蔽线传送。这些电缆的接头
应有金属外売,且屏蔽线(不是排流线)应连接至电缆两端接头的金属外売上。切勿通过接头上的任何引
脚对屏蔽线或排流线走线。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-9
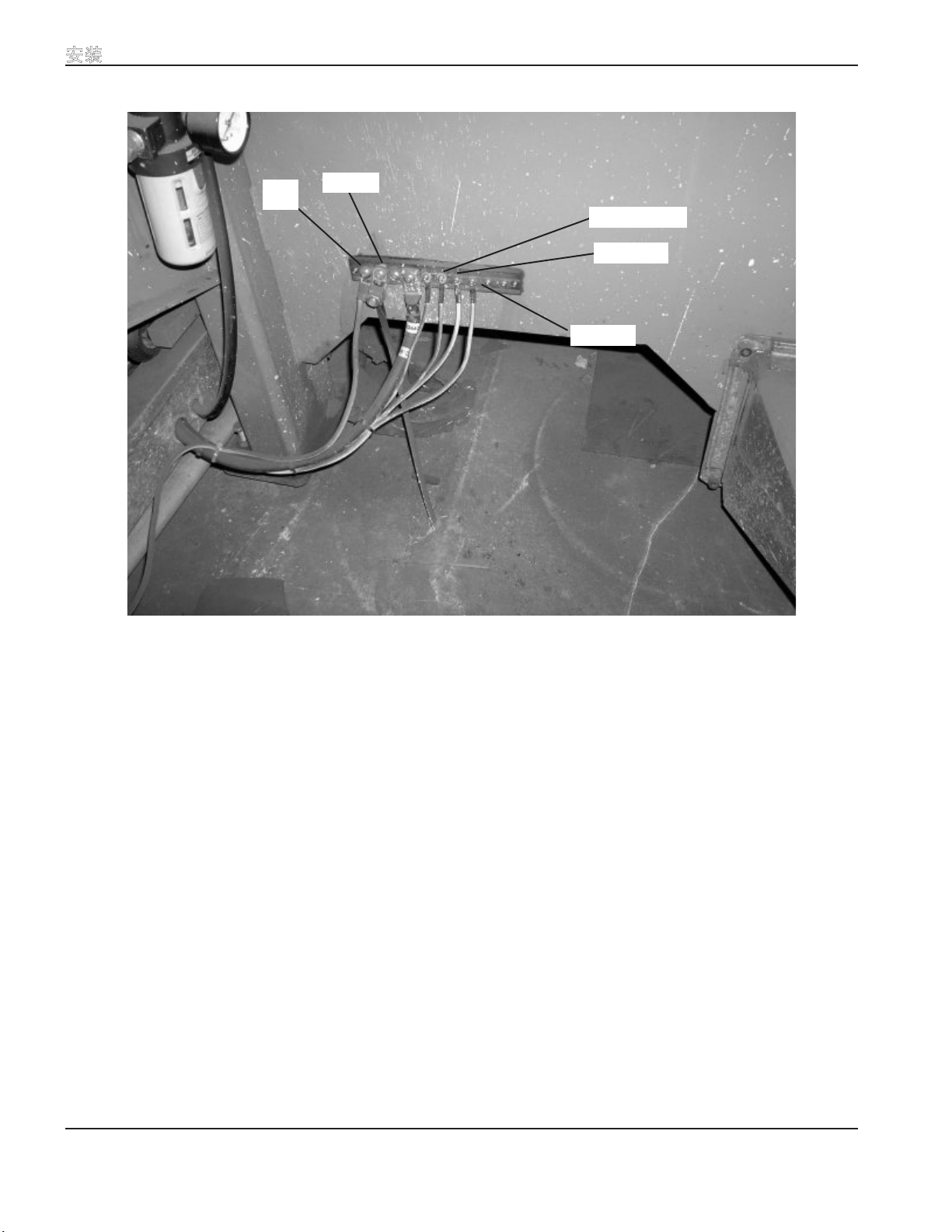
安装
台架
接地棒
CNC 控制器柜
激光切割头
电源底座
良好的切割床接地母线示例。上图显示了自台架接地母线、台架接地棒、CNC 控制器柜、激光切
割头和光纤激光电源底座引出的连接。
2-10 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2
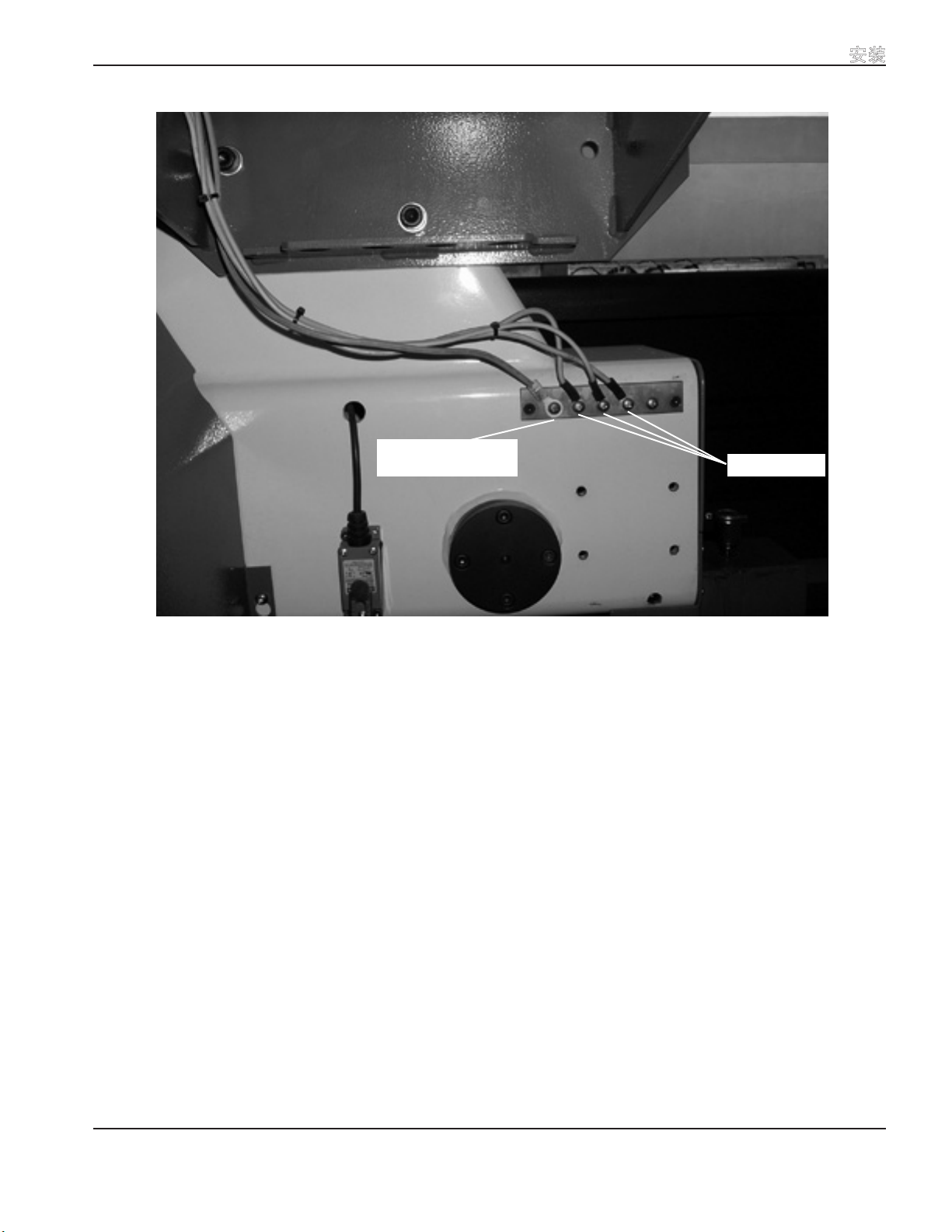
安装
连接至切割床接地母线
的电缆
组件接地电缆
良好的台架接地母线示例。接地母线用螺栓安装在台架上靠近电机的位置。台架上安装的组件引出
的各个接地电缆均需要连接至母线。然后,再用一根较粗的电缆从台架接地母线连接至用螺栓固定
到切割床上的接地母线。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-11
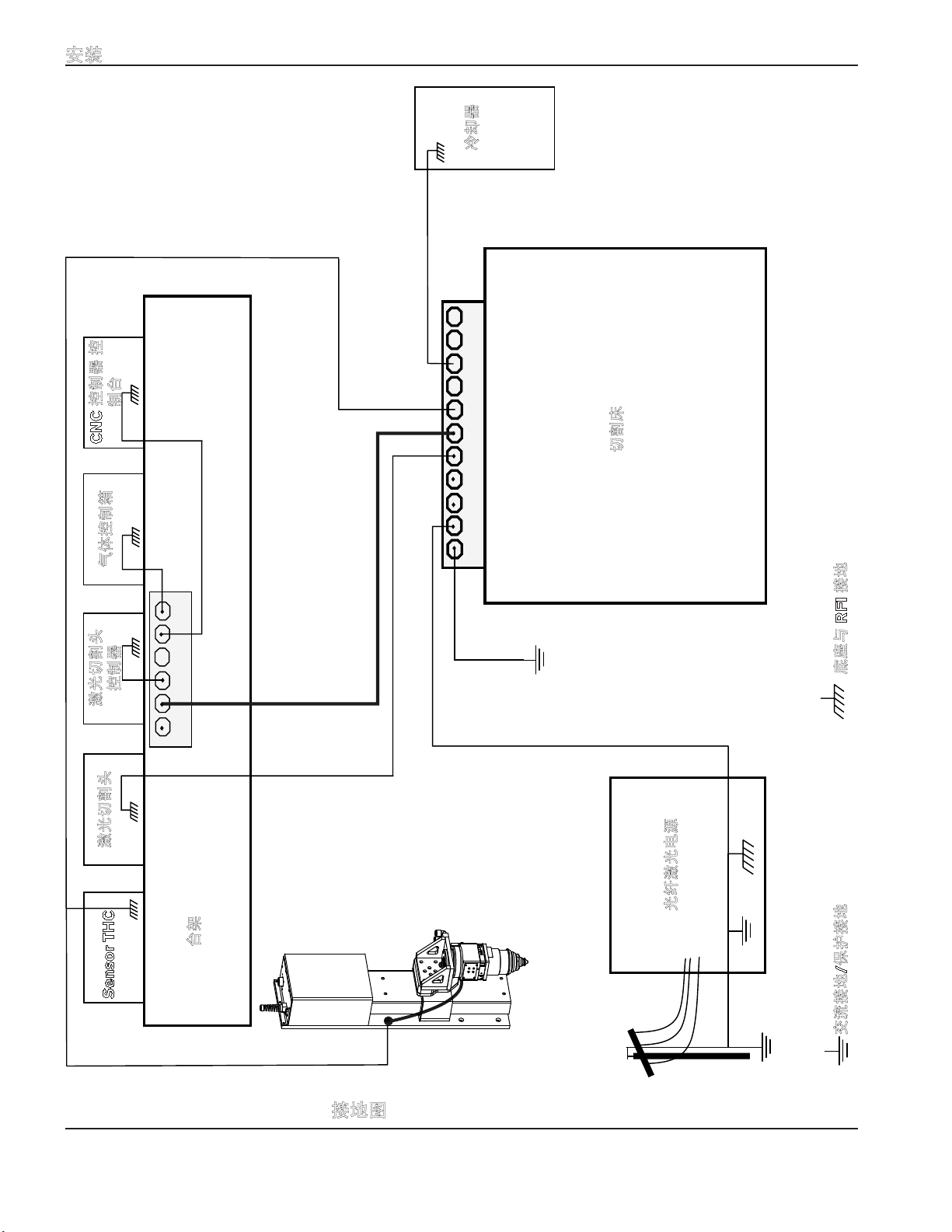
安装
冷却器
制台
CNC 控制器 控
气体控制箱
控制器
激光切割头
激光切割头
切割床
母线
光纤激光电源
台架
Sensor THC
接地图
(有些系统并不包括图中所示的全部组件)
2-12 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2
交流接地/保护接地 底座与 RFI 接地

安装
光纤激光电源的安放
A
危险
触电可能会有生命危险
移动或安放激光电源之前,请先拆卸其所有电气连接。
光纤激光电源的运输过程中,可能会造成人员受伤、设备损坏。
光纤激光电源可以使用叉车来移动,但叉板必须足够长,能够托住电源的整个底部。升降时务必小心,不要损坏光
纤激光电源的底部及从底部接出来的排放装置。
• 将光纤激光电源安放在湿气不重、通风良好且相对干净的地方。在光纤激光电源每侧都留出 1 m 宽的空隙,
以方便维修。
• 切勿将电源放在倾斜度超过 10 °的斜面上,以免翻倒。
排放装置位于电源柜底侧这
个角落。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-13

安装
提升光纤激光电源
危险
此光纤激光电源的重量介于 185 kg 和 226 kg 之间。一两个人手动抬起电源可能会造成人员
受伤。移动光纤激光电源时,应使用适当的提升辅助工具和方法。
客户应了解并全权负责提供经过培训的合格人员,来操作叉车、起重机、吊车和其他提升设备以提升或移动光纤激光
电源。所有移动光纤激光电源的操作必须严格遵守适用的地方法律法规的相关规定。对于任何搬运设备,都必须针对
特定的应用进行评估,并且,每次使用之前,都应进行检查和测试。光纤激光电源可以使用叉车来移动,但叉板必须
足够长,能够托住电源的整个底部。升降时务必小心,不要损坏光纤激光电源的底部。客户同意遵守并确保遵循以下
几点:
• 吊索和其他搬运设备必须符合适用的地方标准、法律和法规的相关要求。
• 提升系统(包括 Hypertherm 出售的吊索)的额定能力、设计因素和额定效率可能会因磨损、误用、过载、
腐蚀、变形、有意改造、使用时间及其他使用条件而有所影响。
• 每次使用之前,应由合格人员检查吊索。吊索如有磨损或损坏,则不能使用,也不能以任何方式进行改造或
修改。
• 吊索末端的所有 4 个扣环都必须正确牢固地连接到提升装置上。
• 光纤激光电源是一种不对称的负载物;应确保由合格人员适当分析负载平衡方式,以防任一吊索倾翻和过
载。
• 提升光纤激光电源之前,必须牢牢紧固所有电源柜面板。
• 提升装置的额定负荷必须适合所提升的重量及吊索尺寸。
• 每根吊索均应穿过光纤激光电源顶部的 4 个吊孔,且不得缠绕、收缩、扭结或挤压。
• 吊索不能通过打结、缠绕、栓系拖索或其他方式进行缩短或延长。
• 应缓慢提升光纤激光电源,以确保重量分布均匀,离地距离不得超过 203 mm。
• 应缓慢移动光纤激光电源,避免移动时突然加速或减速。
• 移动或提升光纤激光电源时,应禁止人员进入其移动范围,以免电源移动或翻倒时碰伤人。
• 严禁人员将自己或身体的任一部分置于设备下方或者设备与墙壁或其他固体之间。
• 吊索应妥善存放,使其不会出现机械、化学、紫外线损坏,或者受到极端温度的影响。
安装设备的车间的相关负责部门需要确保遵循所有适用的地方法规,Hypertherm 对此概不负责。客户全权负责确保
遵循所有地方法律法规,包括有关设备使用和工作场所条件的地方法律法规。
2-14 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2
警告
• 操作和维护自动化设备的过程中存在潜在危险。
• 只能由经授权的维修人员执行此维修。
• 开始执行操作程序之前,请断开连接至光纤激光电源柜的所有电源。
• 若未能完全遵照这些说明,按顺序完成所有步骤,可能会出现异常结果警告。
光纤激光电源的准备工作
一般信息
对光纤激光电源进行任何其他连接之前,应执行以下几页中描述的安装步骤。
安装
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-15

安装
急停 (E-Stop) 开关的安装
1. 打开光纤激光电源柜前门,找到急停开关组件。
急停开关组件位置
2. 从急停开关组件上卸下致动旋钮和锁定螺母。
按住并扭转凸节部位
锁定螺母
3. 将开关旋钮安放到光纤激光电源顶部的“急
停”(EMERGENCY STOP) 安装孔中,并使用
锁定螺母将急停开关旋钮紧固到电源柜的顶部。
4. 将开关的接触座拇指环与致动旋钮上的箭头对齐
并按一下。
致动旋钮 锁定螺母 开关
急停安装孔
2-16 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

外部安全开关电气图
LPC2
安装
外门互锁 外部急停
A-1
A-2
按键开关(可选触点)
C-2
C-1
启动/复位
开关指示灯
推荐组件:
A-3
C-3
A-4
C-4
A-7
C-7
A-6
C-6
A-5
C-5
启动/复位
瞬时开关
按键开关
+24 VDC
红色堆叠灯
黄色堆叠灯
绿色堆叠灯
急停开关 – Rockwell Automation 部件号 800FP-LMT44、800F-PN3R 和 (2) 800F-X01
启动/复位开关 – Rockwell Automation 部件号 800FP-LF3、800F-PN3G 和 800F-X01
按键开关 – Rockwell Automation 部件号 800FP-KM21 和 800F-X10
堆叠灯 – Rockwell Automation 部件号 855D-P00SC20B24Y3Y5L4
= 客户自备组件
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-17

安装
堆叠灯的安装
1. 打开光纤激光电源柜的后门,找到电源互连板左下方的纸板
箱。
2. 从纸板箱中卸下堆叠灯、垫圈和安装硬件。
3. 使用所提供的安装硬件将堆叠灯安装到外壳顶部所示位置。
4. 将堆叠灯黄色电缆末端的插头插到输入电源切断开关正上方的
插座中。
堆叠灯的安装位置
插座
插头
堆叠灯颜色说明
红色闪烁 = 激光打开。必须遵循所有安全防范措施。
黄色 = 激光可能随时打开。必须遵循所有安全防范措施。
绿色 = 安全
2-18 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

干燥器排放装置的安装
1. 打开光纤激光电源柜的后门,找到通过扎带紧固到电源柜框架上的干燥器排放组件。剪断扎带,从排放组
件上卸下软管。
铜质倒钩接头
1 英寸六角螺母
排放装置
安装
软管和排放组件位置 排放组件部件
2. 从光纤激光电源柜底部的孔中取出小橡皮塞。
橡皮塞
橡皮塞位置
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-19

安装
3. 从光纤激光电源柜下面,将排放装置的螺纹端穿过柜底部的孔,并用 1 英寸六角螺母加以紧固。使用 1 英
寸开口扳手拧紧螺母,使其刚好压紧黑色垫圈。
安装排放装置
4. 将铜质倒钩接头紧固到排放装置的末端。勿过度拧紧!
安装铜接头
5. 将排放软管推到铜质倒钩接头上,排放组件的安装程序至此完成。
安装排放软管
2-20 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2
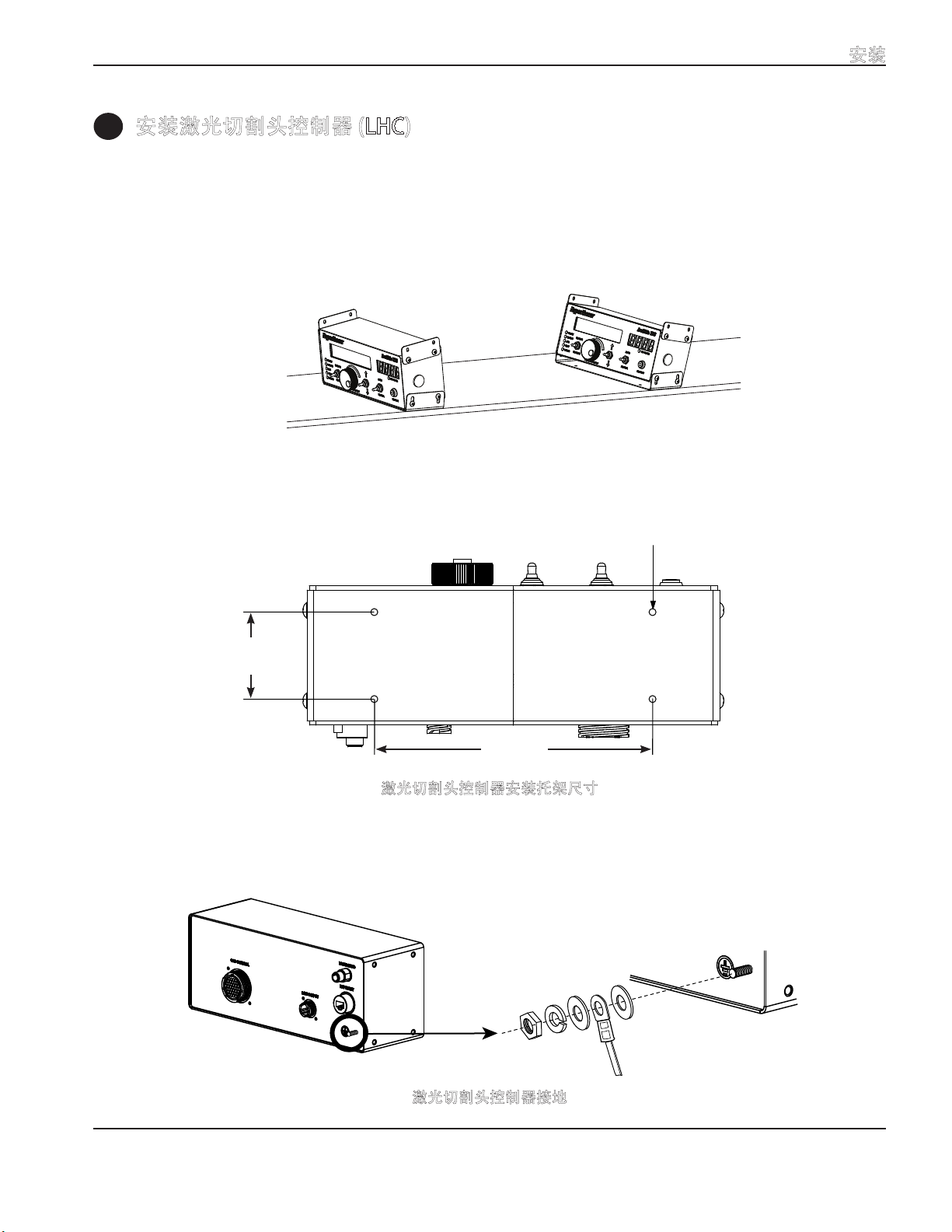
安装
B
安装激光切割头控制器 (LHC)
LHC 上的安装托架具有多种安装方式。可以安装在另一装置表面的上/下方,可以水平安装,也可以倾斜安装。LHC
应安装在台架上的合适位置,使操作员在更换激光切割头的喷嘴延长管及切割期间,能够查看显示屏。
在表面上方向上倾斜安装的
LHC。
在表面上方向下倾斜安装的
LHC。
直径
5.0 mm
(4 处)
63.5 mm
203.2 mm
激光切割头控制器安装托架尺寸
激光切割头控制器接地
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-21

安装
C
安装气体控制箱
气体控制箱通常安装在台架上,以便于操作员查看。此外,气体控制箱和激光切割头之间的切割气体供应管应尽量短
一些,以减少压力损失,供应管最长不能超过 10 m。连接至气体控制箱的供应管的尺寸必须适当,以支持每种气体
的必要压力和流量。
激光切割工艺使用的气体控制箱中包含激光切割低碳钢、不锈钢和铝材料所需的辅助气体的正常操作参数。另外,气
体控制箱还有其他输出,可用于冷却激光切割头和侧吹,以便对较厚材料进行穿孔。要使系统正常运行,必须供应氧
气、氮气和空气,相关要求请参阅“规格”一节。要达到激光切割所需的动态辅助气压性能,气体控制箱和激光切割
头之间的软管最长不能超过 10 m。请使用本系统附带的 10 m 软管 (024874)。
63.5 mm
460.375 mm
203.2 mm
6.731 mm
(4 处)
气体控制箱接地
2-22 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

冷却器注意事项
D
• 冷却器由客户自备,必须满足本手册“规格”一节中所述的最低要求。
• 冷却器应安放在光纤激光电源附近。
• 输送管的尺寸应能够避免管路中压降过大。如果管线短于 10 m ,建议使用内径尺寸为 20 mm 或更大内径的
软管。如果管线长于 10 m,则需要使用内径更大的软管。
• 避免供应管和返回管出现扭结、挤压或其他阻塞现象。
• 冷却剂管路应加以保护,以免磨损或被刺穿。
• 将冷却器安放在湿气不重、通风良好且相对干净的地方。在冷却器每侧都留出 1 m 宽的空隙,以方便通风和
维修。
• 切勿将冷却器放在倾斜度超过 10 °( 滚轮锁定)的斜面上,以免翻倒。
• 使用强化聚乙烯、铜、不锈钢或 PVC 作为管道材料。使用适当尺寸的管线,以获得必要的流量。
• 有关操作和维护信息,请参阅冷却器附带的手册。
安装
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-23

安装
安装激光切割头
E
安装激光切割头安装托架
激光切割头带有塑料盖,用于保护主开口。为保护激光切割头内部的光学元件,必须始终盖好保护盖,直至您被告知
揭开保护盖为止。
塑料盖
暂时从激光切割头中揭开保护盖,使用所提供的 3 个螺钉将激光切割头安装托架安装到激光切割头上。在完成安装
托架的安装后,立即使用塑料盖盖住激光切割头安装托架中的孔口。
塑料盖
激光切割头安装托架
2-24 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

安装
激光切割头接地
激光切割头和安装托架必须正确接地,以确保操稳定工作。安装托架侧面有一个 M6 x 1 螺纹,用于连接地线,此地
线应连接至机器接地点。
安装托架
激光切割头安装尺寸
57.2 mm
接地连接
31.5 mm
171.5 mm
152.4 mm
直径 108.0 mm
顶视图
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-25
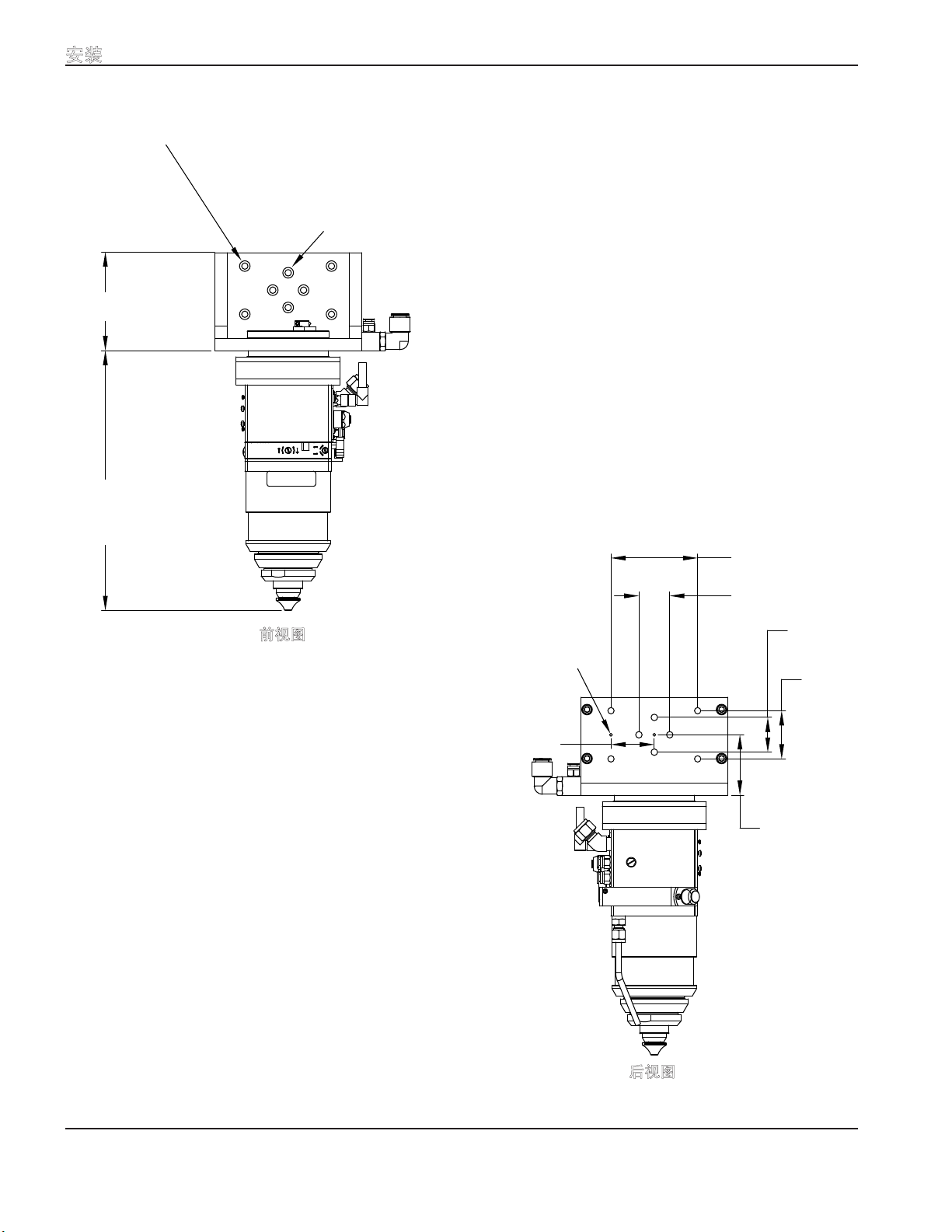
安装
直径 6.6 mm 的通孔(4 处)
直径 11.0 mm 的埋头孔
101.6 mm
269.8 mm
最大长度
直径 6.8 mm 的通孔(4 处)
直径 11.1 mm 的埋头孔
前视图
直径 3.0 mm
(2 处)
45.0 mm
90.0 mm
32.0 mm
36.0 mm
50.0 mm
62.7 mm
后视图
2-26 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2
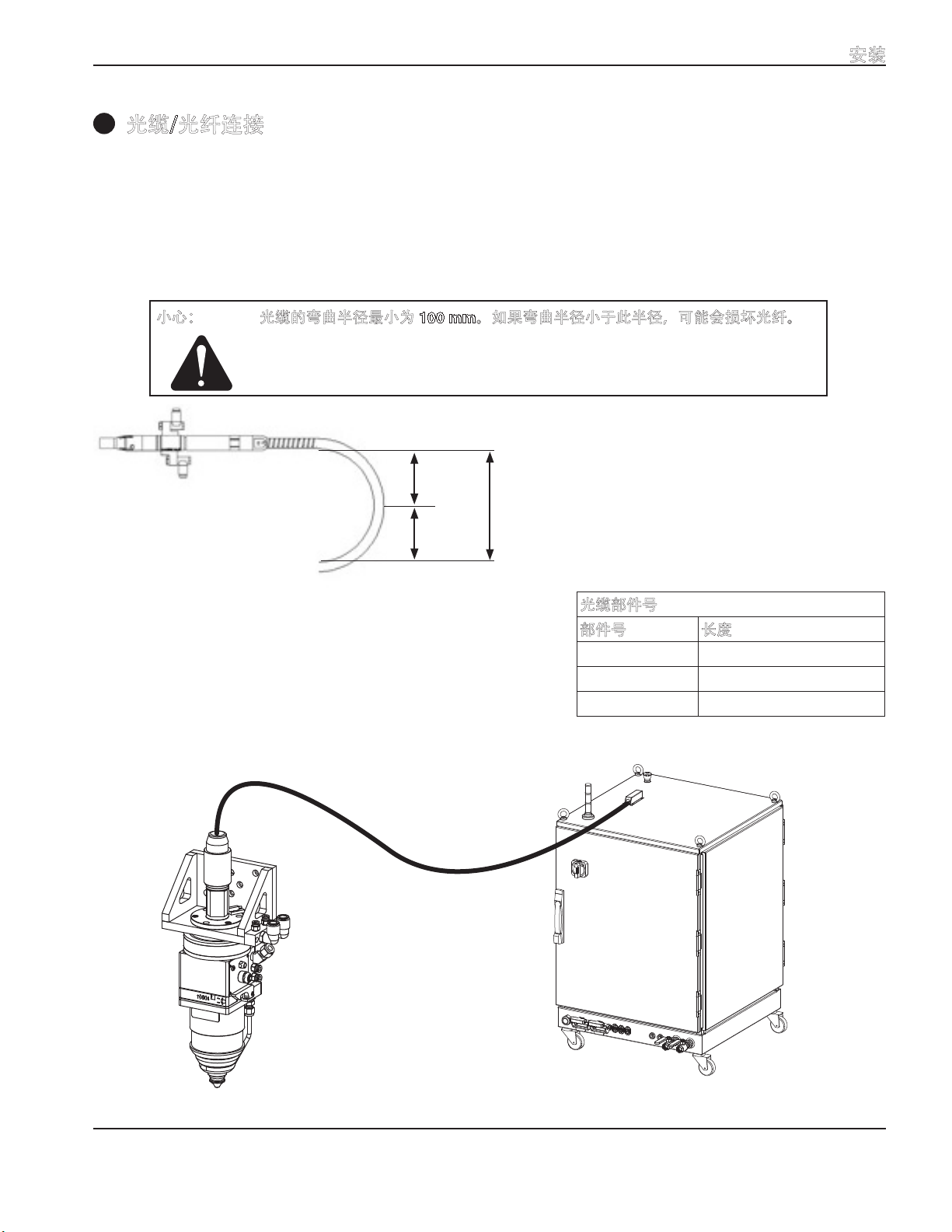
安装
1
光缆/光纤连接
光纤激光电源输出的光能量通过光缆/光纤传输。由于表面面积小,能级高,因此,保持输入和输出光学表面清洁对
于延长组件使用寿命和确保系统正常运行都至关重要。安装之前以及每次从准直仪上拔下光缆之前,都应使用随系统
附带提供的放大镜检查光缆卡销端的光学表面。为避免污染和沾上碎屑,不得触摸光学表面。有关检查和清洁程序的
详细信息,请参阅第 4-4 页。
小心: 光缆的弯曲半径最小为 100 mm。如果弯曲半径小于此半径,可能会损坏光纤。
100 mm
100 mm
200 mm
直径 = 2 x 半径 = 200 mm
光缆部件号
部件号 长度
051029
051030
051045
10 m 长,100 微米粗
20 m 长,100 微米粗
20 m 长,200 微米粗
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-27

安装
一般防范措施
光缆安放在光纤激光电源柜顶部的防护性泡沫托盘中,以方便运输。此光缆虽然结实耐用又柔软,但拆箱和搬运时仍
应小心,以免损坏内部纤弱的光纤。
建议始终采取以下防范措施:
• 切勿卸下光缆端的黑色保护盖,直到本操作说明后面要求如此操作时为止
• 至少由两人一起搬运光缆。
• 从光纤激光电源柜顶部的电源线扣板中取出光缆;不要试图从这里硬推/硬拉光缆。
• 光缆连接到激光切割头的一端为“光纤卡销”式接头;在未连接到激光切割头时,应装好保护盖并一直用手
托住此端。搬运光缆时,不要让其随意摇晃,因为此光缆很重,摇晃时可能会使柔性的光缆弯曲过猛而损坏
光纤。
• 光缆的弯曲程度不得超过最小弯曲半径 (100 mm)。
拆包说明
1. 小心地从泡沫托盘中提起整卷光缆,然后将托盘从光缆底部抽出。如果光缆是通过孔放进托盘中,而不是
通过槽,则必须小心地将整卷光缆展开,以卸下泡沫托盘。请参见第 3 步和第 4 步的说明,展开光缆。
2. 将光缆放回到光纤激光电源柜顶部的四个保持托架
中,如右图所示。
3. 展开所需的光缆长度,一次展开一圈。
4. 展开每圈时,确保消除光缆出现的扭转情况;如果
多圈扭转累积起来,可能会使光缆意外缠绕在一
起。通常,从一卷光缆中展开每一圈光缆时,将其
自由端扭转 360 度,即可消除扭转现象。
5. 作为临时性解决方案,可以高架安装光缆,每 1 到
2 m 安装一个托架。
6. 按照本节的光缆安装说明,将光缆连接到激光切割
头的准直仪上。
7. 仔细检查整根光缆,以确保所有弯曲半径都大于
100 mm。
2-28 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

光缆的安装
警告
• 操作和维护自动化设备的过程中存在潜在危险。
• 只能由经授权的维修人员执行此维修。
• 开始执行操作程序之前,请断开连接至光纤激光电源柜的所有电源。
• 若未能完全遵照这些说明,按顺序完成所有步骤,或者有任何步骤遗漏,则可能会发生异常情
况。
1. 小心地将光缆从光纤激光电源柜穿过机架的保护盖托盘并连接到激光切割头。
注: 有时,将光缆铺设到激光切割头后,可能无法在确保光缆不产生过大扭应力的情况下,旋转光缆上的卡
销,使准直仪和卡销上的红点对齐。此情况下,可以卸下将激光切割头适配器安装到激光切割头安装托架
上的 3 个内六角带帽螺钉。然后,旋转准直仪,在不会过度扭转传输光纤的情况下,使准直仪和卡销上的
红点对齐,然后重新安装 3 个内六角螺钉。激光切割头适配器可以 120 度的增量旋转,以消除光缆的过度
扭转。
2. 检查整个光缆通路,确保光缆的弯曲度未超出最小弯曲半径 (100 mm) 并且没有任何可能导致光缆在机器运
动过程中损坏的扭结点。
安装
3. 确保激光切割头的光缆足够长,这样,在升降激光切割头时升降体轴能够自由运动
4. 临时卡住激光切割头的光缆端,直至准备将其连接到准直仪时为止。
注: 切勿卸下光缆端的黑色保护盖,直到本操作说明后面要求如此操作时
为止
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-29
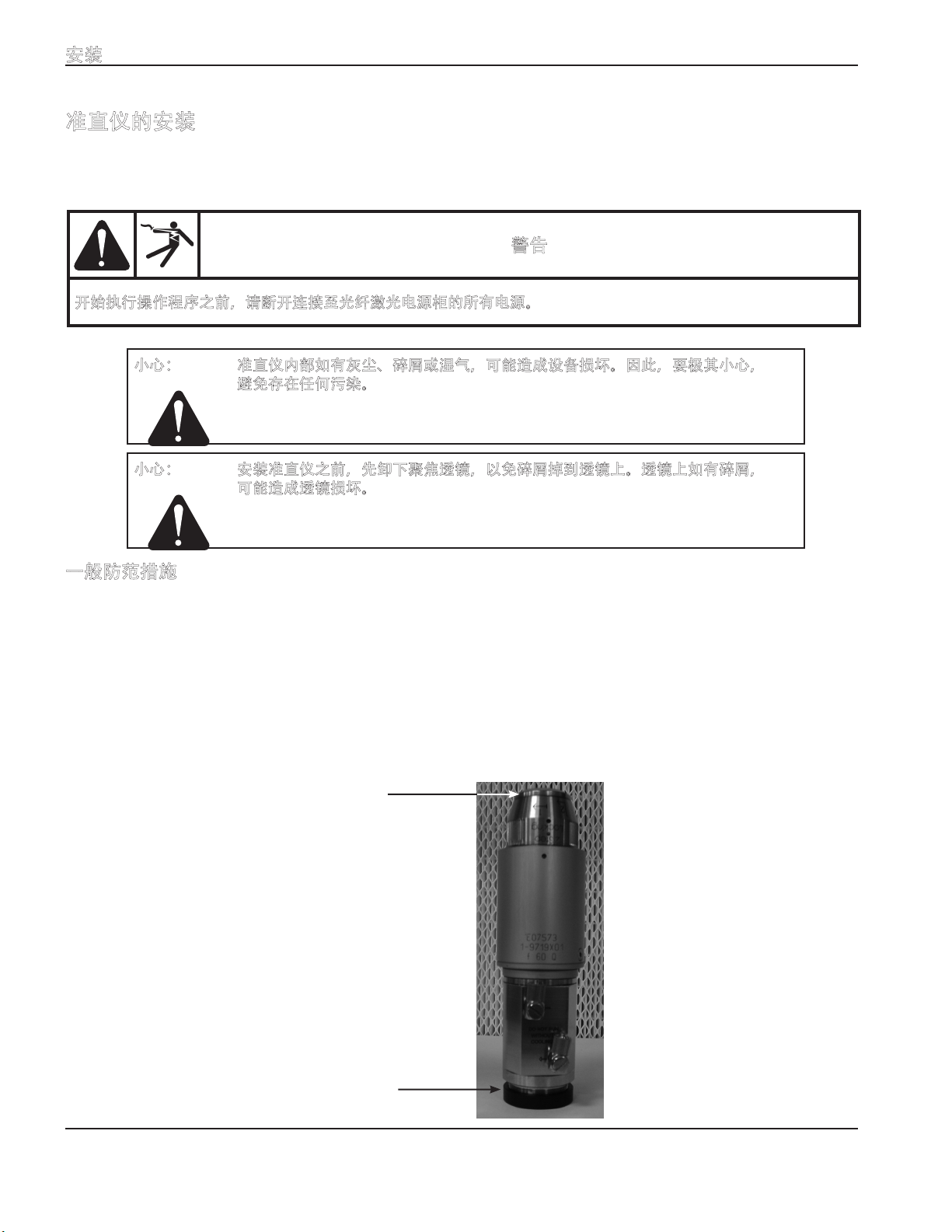
安装
准直仪的安装
准直仪是种精密的光学设备,可将光缆中发出的分散光束调整为平行光束。
警告
开始执行操作程序之前,请断开连接至光纤激光电源柜的所有电源。
小心: 准直仪内部如有灰尘、碎屑或湿气,可能造成设备损坏。因此,要极其小心,
避免存在任何污染。
小心: 安装准直仪之前,先卸下聚焦透镜,以免碎屑掉到透镜上。透镜上如有碎屑,
可能造成透镜损坏。
一般防范措施
• 切勿从原始包装中取出准直仪,直到本操作说明后面要求如此操作时为止。
• 切勿从准直仪的输入端卸下透明保护盖,直到本操作说明后面要求如此操作时为止。
• 切勿从准直仪的输出端卸下黑色保护盖,直到本操作说明后面要求如此操作时为止。
准直仪输入端
保护盖
准直仪输出端
保护盖
2-30 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

准直仪与 LF150 激光切割头及切割头附件套件位于同一包装箱中。
准直仪
1. 安装准直仪之前,先卸下近距离传感器。
a. 确认未安装聚焦透镜
b. 使用 2.5 mm 六角扳手松开安装螺钉,然后将准直仪近距离传感器从激光切割头适配器法兰下面滑出,
从而卸下该传感器。参照下图,了解近距离传感器和安装螺钉的位置。在卸下近距离传感器之后,
重新拧紧近距离传感器的安装螺钉。
安装
近距离传感器
安装螺钉
激光切割头安装托架
适配器法兰安装螺钉
近距离传感器
激光切割头适配器法兰
中心孔螺纹
2. 卸下适配器法兰上的 3 个安装螺钉(如上图所示),从激光切割头安装托架中卸下激光切割头适配器法
兰。
3. 检查激光切割头适配器法兰中心孔中的螺纹有无灰尘或碎屑,如有必要,予以清洁。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-31
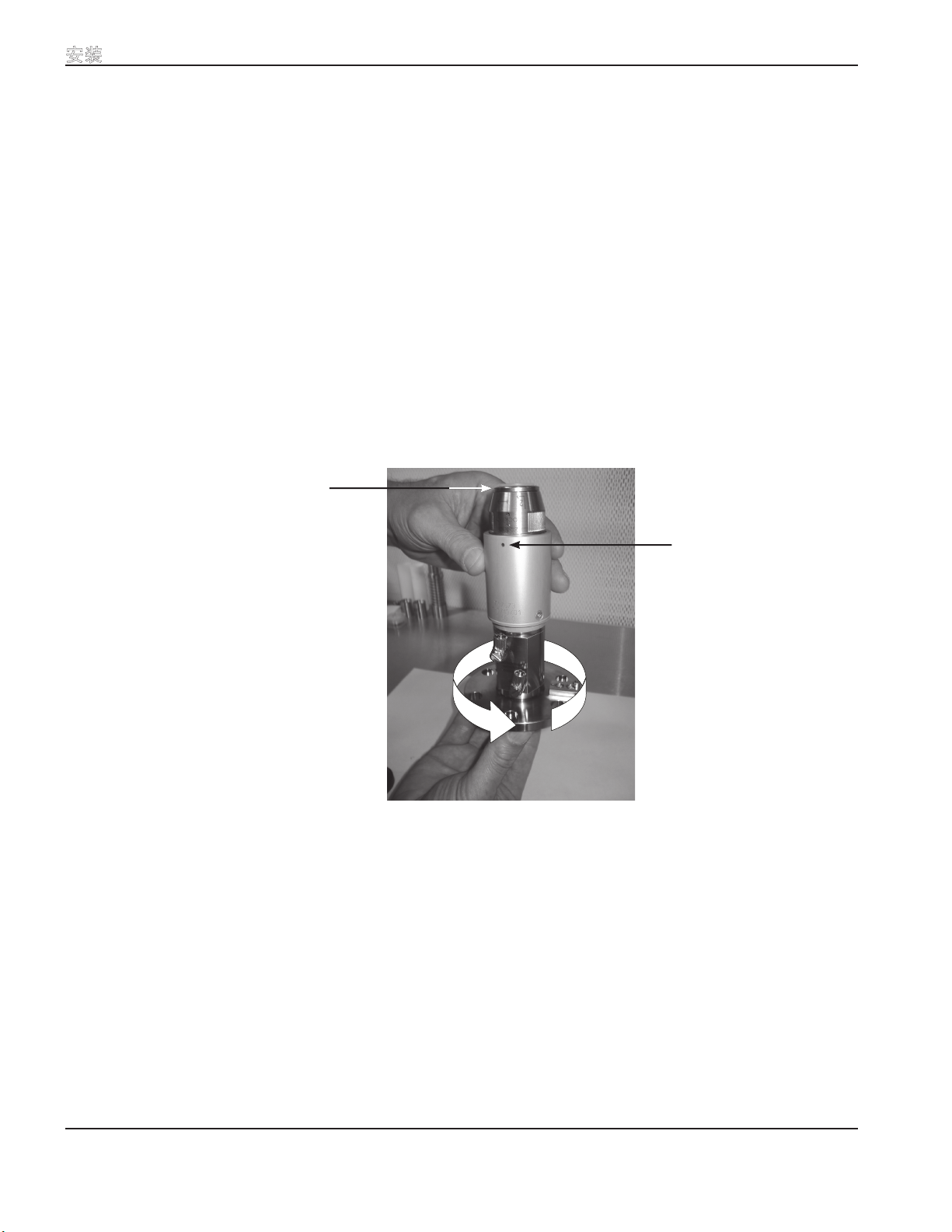
安装
4. 从原始包装中取出准直仪。
5. 在继续操作之前,先检查准直仪外部有无灰尘或碎屑。如有灰尘或碎屑,则使用清洁、干燥的压缩空气或
透镜清洁纸巾清除污染物。
6. 小心卸下准直仪两端的保护盖,检查准直仪内部有无灰尘、碎屑或薄膜残留物。如有灰尘、碎屑或残留
物,则必须由经过适当培训的人员进行检查和清洁,方可使用。
7. 将透明保护盖重新安装到准直仪的输入端上。
8. 垂直放置准直仪,使透明保护盖朝上,小心地将激光切割头适配器法兰穿到准直仪上,如下所示。用手旋
转适配器法兰,直至拧紧为止。
准直仪输入端上的透明保
护盖
红点
9. 确保准直仪顶端的锁定环处于解锁位置。当对准红点时,锁定环即处于解锁位置。
2-32 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

安装
小心: 对于本程序的剩余步骤,必须戴上无粉棉绒手套,以免损坏光学表面。
10. 对于本程序的剩余步骤,戴上无粉棉绒手套。
11. 目视检查光缆卡销接头外部有无灰尘或碎屑。如有灰尘或碎屑,则使用清洁、干燥的压缩空气或透镜清洁
纸巾清除污染物。
12. 小心卸下光缆的黑色保护盖,目视检查石英块是否有灰尘、碎屑或薄膜残留物。如有灰尘、碎屑或薄膜残
留物,则必须由经过适当培训的人员进行清洁,方可使用。欲了解更多信息,请参考本《Fiber Laser 使用
手册》“维护”一节中的“清洁石英块”。检查并/或清洁之后,将石英块重新安装到光缆上。
13. 在助手的帮助下,水平放置光缆的卡销接头,小心地卸下黑色保护盖。
14. 在助手的帮助下,水平放置准直仪,小心地卸下输入端的透明保护盖。
15. 将透明保护盖插入到黑色保护盖(如下所示)中并将这些保护盖放到切割头附件套件中,以备后用。
16. 在卡销和准直仪上定位红色对齐点。
旋转准直仪以对准红点(如下所示),
将卡销小心插入准直仪中,顺时针旋转
锁定环以将这些设备锁紧在一起。
透明保护盖
黑色保护盖
红色对齐点
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-33

安装
17. 旋转准直仪和激光切割头法兰组件,将其对准激光切割头中的安装螺孔,这样可以最大程度地减少光缆的
缠绕。使用 4 mm 六角扳手安装并固紧 3 个安装螺钉。
18. 正确安装后,准直仪和激光切割头的适配器法兰之间应有大约 2 mm 的空隙,如下所示。
准直仪冷却套筒
激光切割头适配器法兰
19. 旋转准直仪上的冷却套筒,使冷却接头朝向前方,以便操作。
2-34 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

安装
准直仪近距离传感器
准直仪近距离传感器组件安装在托架顶部,以确保在准直仪卸除的情况下不会启动光束。传感器通过三芯电缆连接到
激光切割头。
注: 应先安装准直仪,再安装接近开关。为清晰起见,下图中未显示准直仪。
近距离传感器
1. 稍微拧松安装螺钉,将“Y”形接头片插到螺钉头下方。
2. 将近距离传感器托架上的接头片与激光切割头适配器法兰上的安装孔
对齐,并将接头片插入孔中。
3. 拧紧安装螺钉。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-35
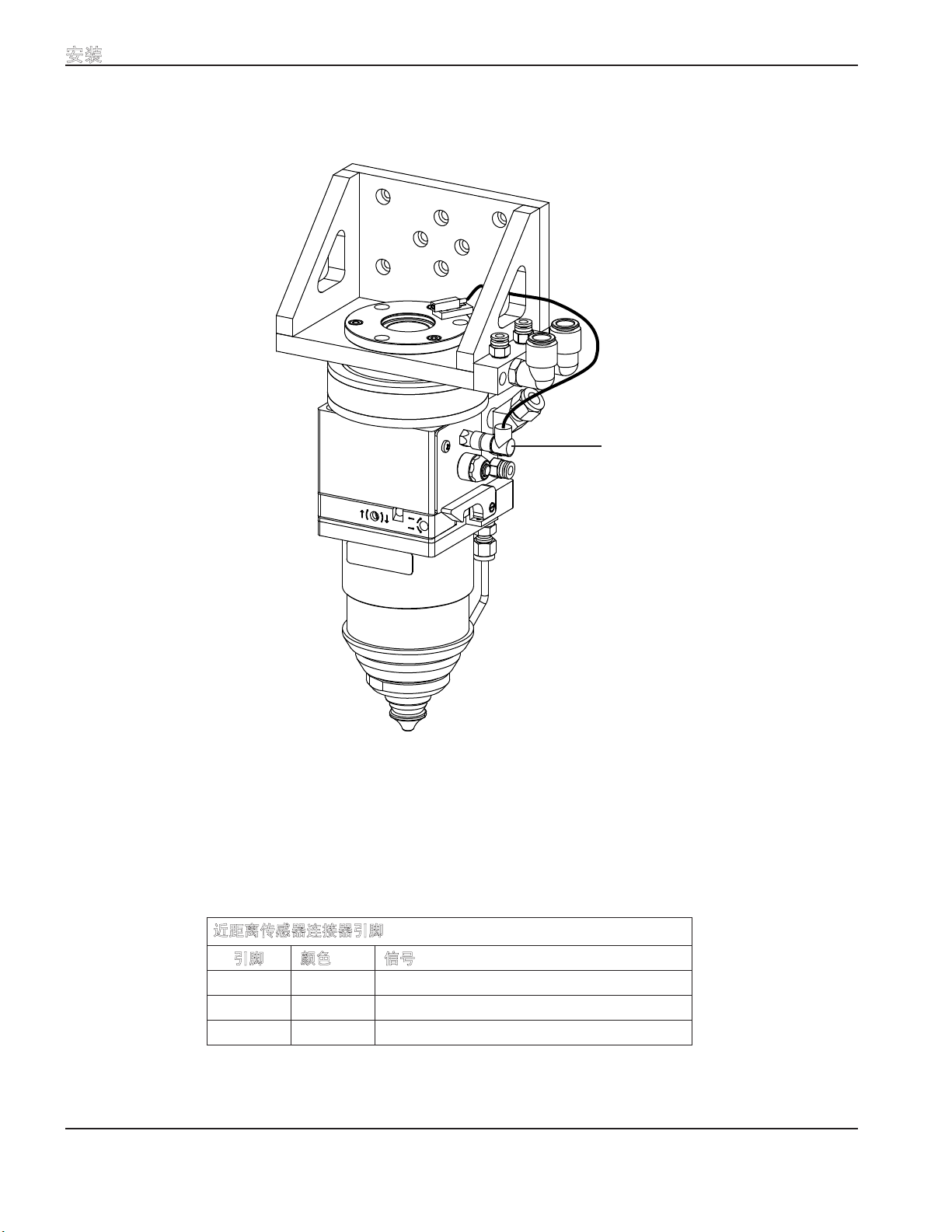
安装
4. 将近距离传感器电缆的两端分别连接到近距离传感器组件和激光切割头侧面的接头上,如下所示。
近距离传感器连接器
5. 打开系统电源。如果接近开关安装正确,开关上的橙色指示灯将亮起。
注: 透镜座必须安装在激光切割头中,以便对接近开关供电。
近距离传感器连接器引脚
引脚 颜色 信号
1
3
4
棕色 VDC 公共端
蓝色 PNP 接近感应输出
黑色 15 VDC 接近感应输入
2-36 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

激光切割头连接器
安装
准直仪近距离传感
器连接器
激光切割头控制器
连接器
准直仪
准直仪近距离传感器
冷却剂返回口(红色)
冷却剂供应口(蓝色)
辅助气体
吹扫气体
侧吹
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-37

安装
2
冷却管连接
在光纤激光电源柜背部至激光切割头集管间,需要连接使用颜色标记的水冷
却管。冷却管必须避免过度弯曲或缠绕,以确保正常输送冷却水流。集管接
头是推入式连接头,以便于安装软管。确保软管末端切削整齐、干净,以避
免损坏接头内部的 O 形密封圈。要安装软管,将软管牢靠地推入接头中,
然后轻拽软管进行测试,以确保软管安装牢固。
光纤激光电源至激光切割头
随本系统提供的软管
蓝色连接管:12 mm 外径
红色连接管:12 mm 外径
注: 第 7–10 步中的连接器为推
入式连接头。
要进行连接,可以直接将管接
头推进相应的连接器中,直至
推不动为止 (12 mm)。
接头颈圈
要断开连接,可以将接头颈圈
推向割炬,然后将软管从割炬
上拉下。
蓝色
红色
蓝色红色
2-38 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

安装
光束传输光缆和准直仪冷却管
正确冷却光缆对于延长光缆的使用寿命及确保其正常工作都至关重要。
小心: 蓝色供液管必须连接到准直仪上的 WATE R IN (进水) 接头。准直仪上的 WATE R OUT (出水) 接头必
须连接到传输光纤卡销上的 WATE R IN (进水) 接头。传输光纤卡销上的 WATE R OUT (出水) 接头
必须连接到激光切割头布管集管上的 6 mm 红色返回接头。如果连接不正确,可能导致激光组件损
坏。
1. 将 6 mm 蓝色软管插入激光切割头集管上的 6 mm 蓝色供液接头中。
2. 将 6 mm 蓝色软管的另一端连接到准直仪上的 WATE R IN (进水) 接头。
3. 将 6 mm 蓝色软管插入准直仪上的 WATE R OUT (出水) 接头中。
4. 将 6 mm 蓝色软管的另一端连接到卡销上的 WATE R IN (进水) 接头。
5. 将 6 mm 红色软管插入卡销上的 WATE R OUT (出水) 接头中。
6. 将 6 mm 红色软管的另一端连接到激光切割头集管上的 6mm 红色返回接头。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-39

安装
卡销上的 WATER OUT (出水) 接头
随本系统提供的软管
蓝色连接管:6 mm 外径
红色连接管:6 mm 外径
黑色软管:6 mm 外径
卡销上的 WATER IN (进水) 接头
准直仪上的 WATER IN (进水) 接头
准直仪上的 WATER OUT (出水) 接头
6 mm 蓝色供液接头
6 mm 红色返回接头
激光切割头集管
光束传输光缆和准直仪冷却管
2-40 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2
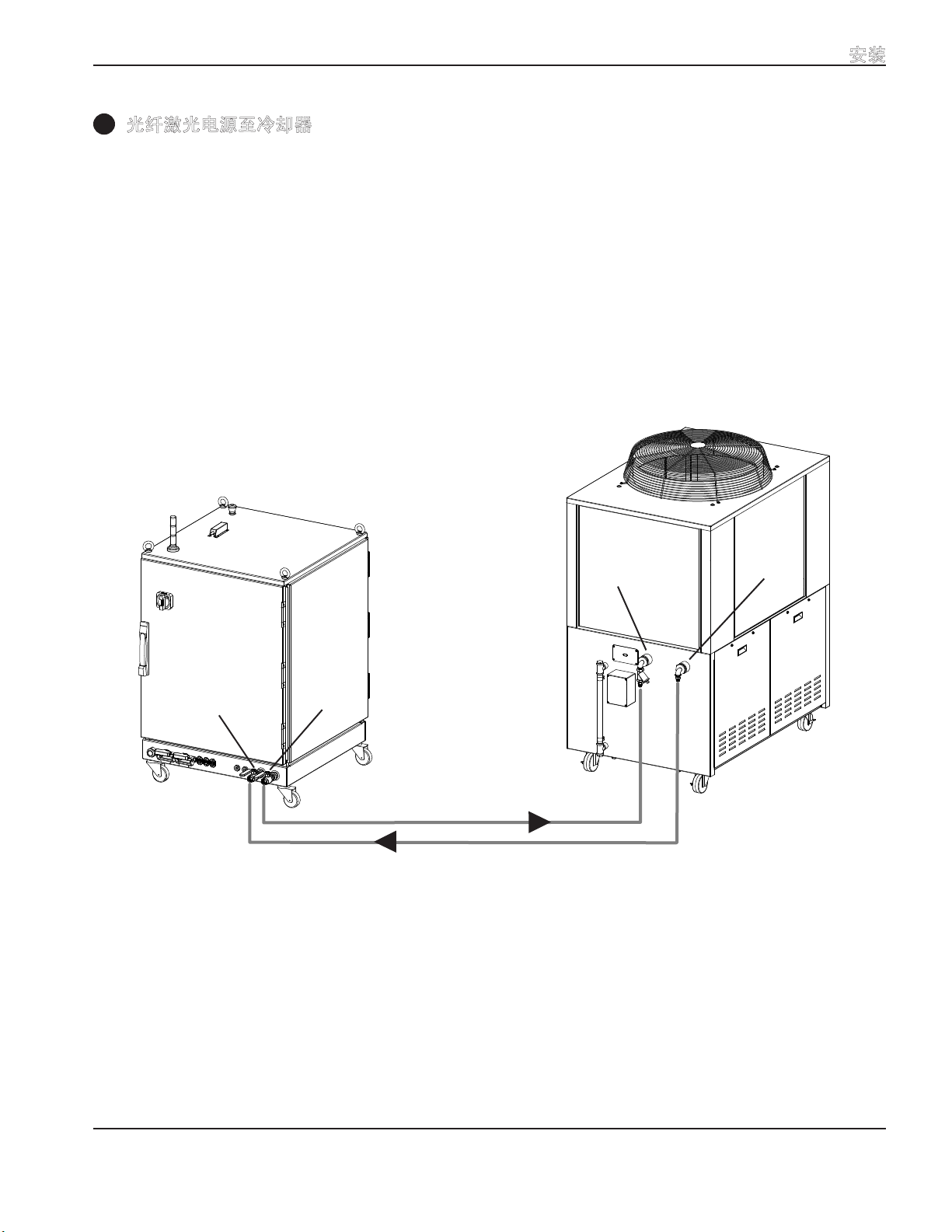
光纤激光电源至冷却器
3
注 1: 此管线由客户自备。建议使用强化聚乙烯、铜、不锈钢或 PVC 管。不应使用钢管和橡胶管。
注 2: 建议使用滤水器,以符合水/冷却剂纯度规格。请参阅本手册“规格”一节中的“冷却器要求”部分。
安装
输入
返回
返回
输出
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-41
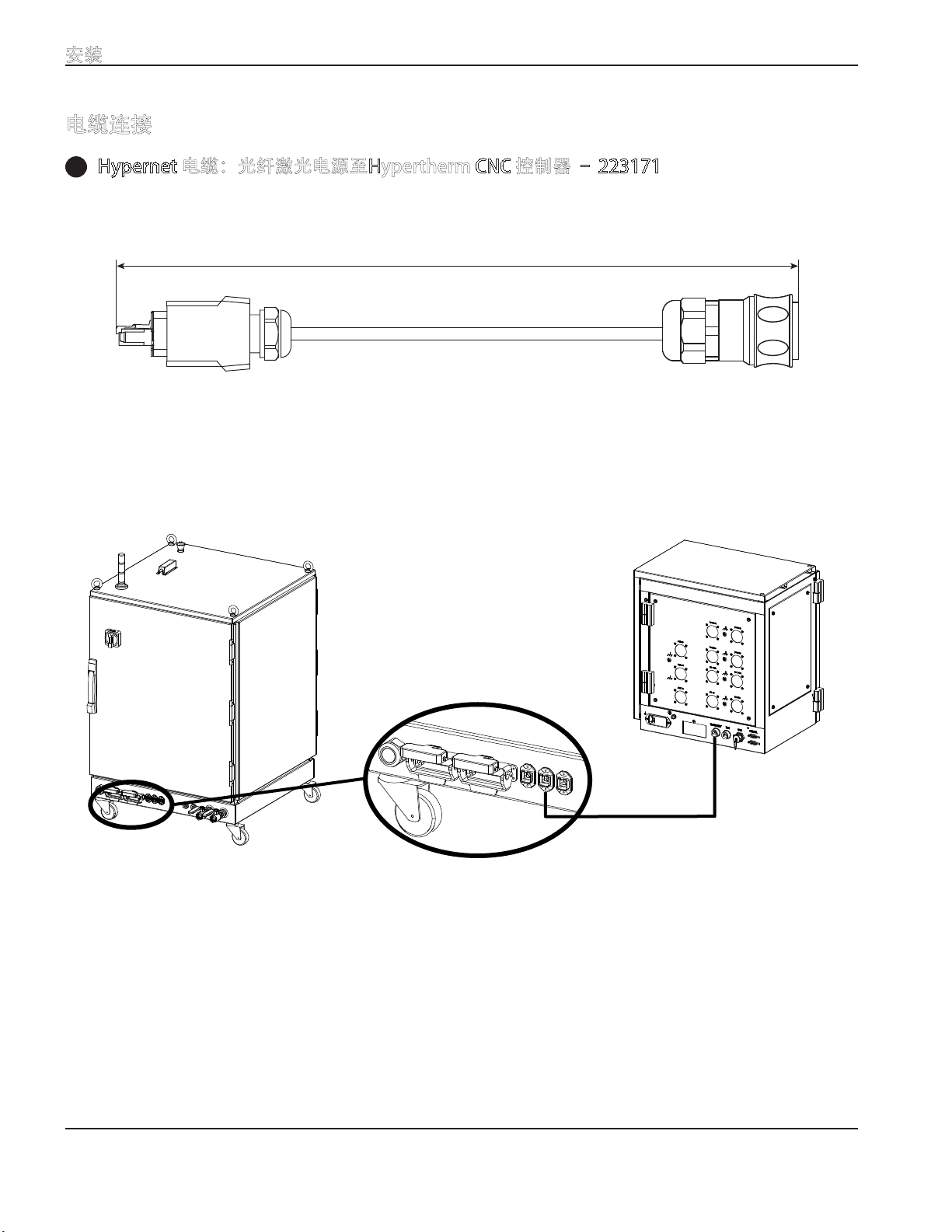
安装
电缆连接
Hypernet 电缆:光纤激光电源至Hypertherm CNC 控制器 – 223171
4
10 m
2-42 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

Hypernet 电缆:光纤激光电源至激光切割头控制器 – 223171
5
10 m
安装
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-43
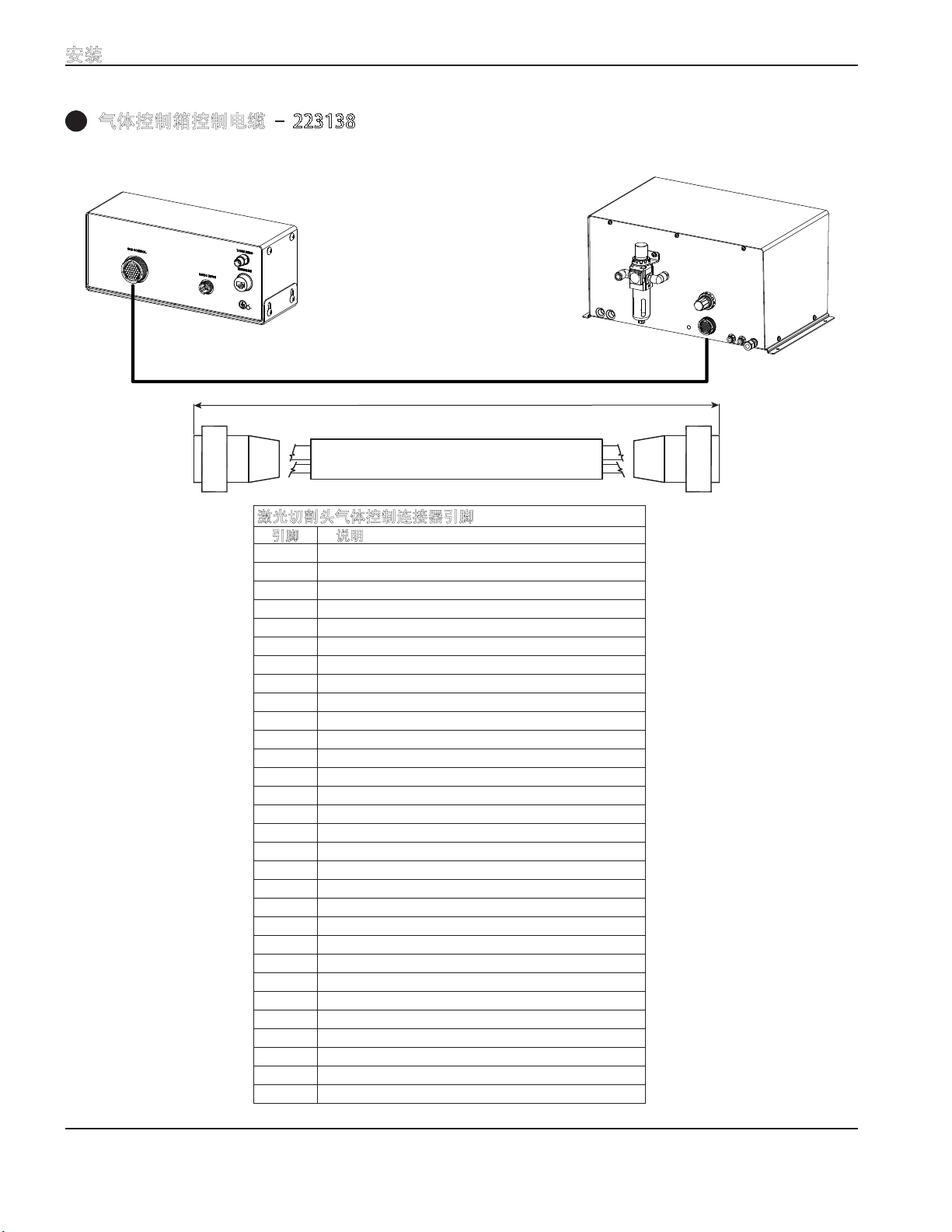
安装
6
气体控制箱控制电缆 –
223138
此电缆从激光切割头控制器连接至气体控制箱。
激光切割头气体控制连接器引脚
引脚 说明
1
2
11
3
4
11
12
10
11
14
13
16
17
15
16
23
6
16
24
8
16
25
22
16
26
33
16
35
34
37
氧气/空气压力反馈
公共
底座
氮气/空气压力反馈
公共
底座
氧气/空气压力设定点
公共
底座
氮气/空气压力设定点
公共
底座
气体故障 +24 VDC
公共
底座
氮气阀
公共
底座
空气阀
公共
底座
侧吹
公共
底座
Purge(吹扫)
公共
底座
+24 VDC
公共
底座
10 m
2-44 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

7
激光切割头输入/输出电缆 – 223169
此电缆从激光切割头控制器连接至激光切割头。
安装
10 m
激光切割头控制器输入/输出连接器引脚
引脚
1
2
3
4
5
6 +15 VDC
7
8
9
10
11
12 +10 VDC
信号
公共
电容高度传感器
公共
备用
公共
-15 VDC
喷嘴延长管
透镜门
碰撞
割嘴接触
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-45

安装
8
供气管线
气体控制箱至激光切割头
随本系统提供的切割气管
随本系统提供的吹扫管
10 m,白色
6 mm 外径
10 m
9.5 mm 内径,热塑管。
3/8 英寸管接头端连接
最小弯曲半径为 2.5 cm
随本系统提供的侧吹管
10 m,6 mm 外径,黑色
2-46 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2
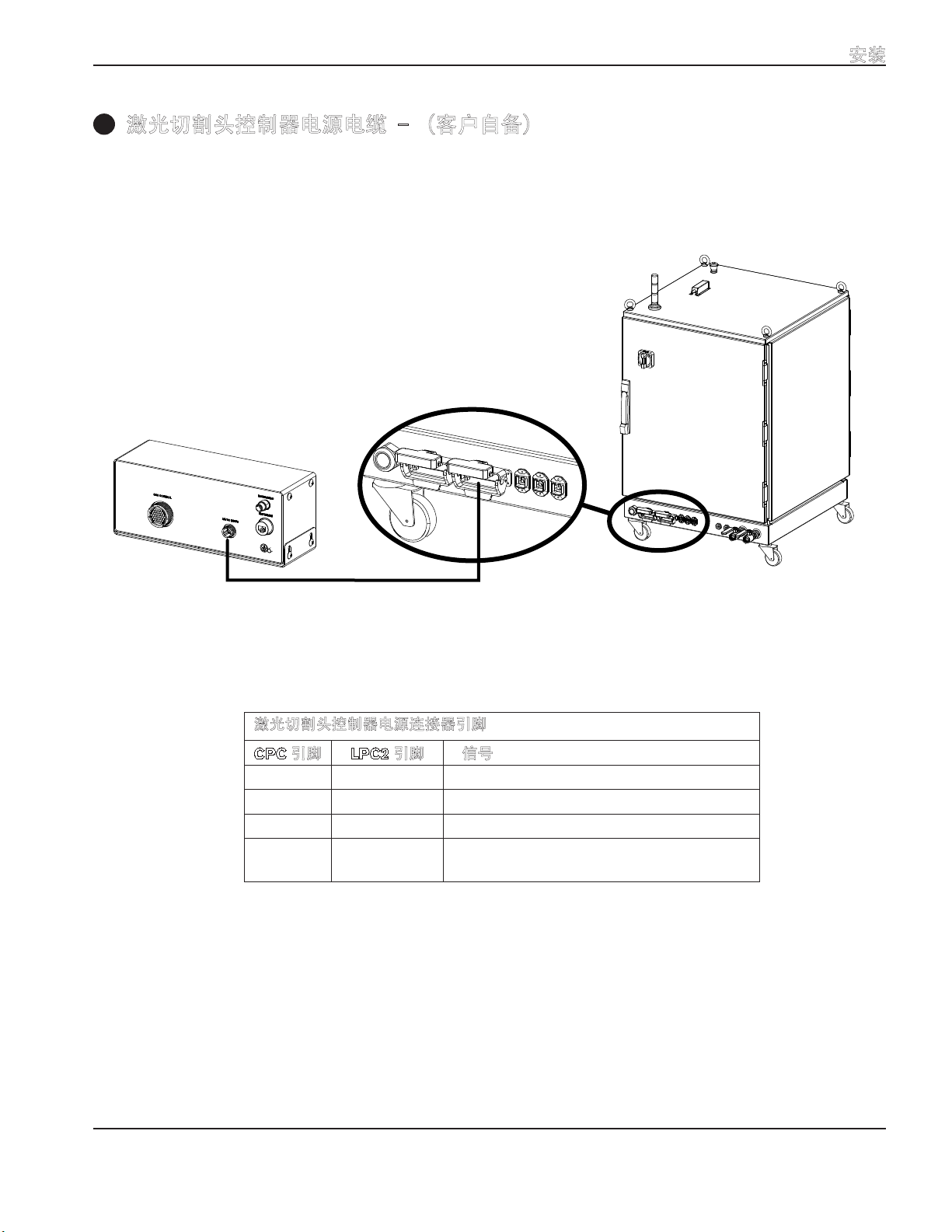
激光切割头控制器电源电缆 –(客户自备)
9
安装
激光切割头控制器电源连接器引脚
CPC 引脚 LPC2 引脚 信号
1 A9 24 VDC
2 C9
3 NC NC
4
连接器外壳上
的屏蔽螺钉
公共
保护帽
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-47
安装
线路切断开关
线路切断开关充当电源电压切断(隔绝)装置。此开关应安装在电源附近,以便于操作工操
作。开关上应安装有 30 A、480 VAC 的保险丝。
安装工作必须由持牌电工根据适用的国家和地方法规来完成。
开关应具备以下特性:
• 在处于“关闭”(OFF) 位置时,可隔离电气设备并断开所有通电导体的电源电压连接
• 具有一个“关闭”(OFF) 位置和一个“打开”(ON) 位置,明确标注为“O”(OFF)
和“I”(ON)
• 具有外部操作手柄,手柄可锁定在“关闭”(OFF) 位置
• 包含用作紧急关断装置的电力操作装置
• 安装有缓熔保险丝,以提供适当的电源切断能力
10
主电源电缆(光纤激光电源和冷却器)
线径尺寸因插座与主配电箱之间的距离而异。光纤激光电源必须使用坚固耐用或具柔韧性的金属导线管进行永久性的
电源连接。建议使用适用于导线管的 10 AWG 导线。安装工作必须由持牌电工执行。
30 A
SWITCH BOX
2-48 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

连接电源
危险
触电可能会有生命危险
线路切断开关必须处于“关闭”(OFF) 位置,方可连接电源电缆。在美国,安装期间要求执行“上锁挂牌”程序,
直至安装完成。在其他国家/地区,则应遵循相应的国家和地方安全程序。
1. 将电源电缆穿过光纤激光电源后部的电源线扣。
2. 打开光纤激光电源柜的后门,找到主电源接线板。
3. 将各条电源线连接到相应的接线柱上,如下图所示。
4. 确认线路切断开关处于“关闭”(OFF) 位置,将其保持在“关闭”(OFF) 位置,以便于执行余下的系统安
4.
装工作。
5. 按照国家和地方相应电气规范,将电源电缆连接到线路切断开关。
安装
配线颜色
L1 = 红色
L2 = 白色
L3 = 黑色
(PE) 接地 = 绿色/黄色
1 L1
3 L2
接地红色 白色 黑色
5 L3
线路切断开关
电源电缆
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-49

安装
气体要求
客户必须自备系统所需的所有气体和供气调节器。使用优质的 2 段压力调节器,将其安装在气体控制箱的 30 m
范围之内。有关相关建议,请参见本节的“气体调节器”部分。有关气体和流量规格,请参阅“规格”一节。
注:氧气、空气和氮气是所有系统的必备气体。空气用作吹扫气体。
小心: 如果供气压力不在第 2 节所述的规格范围内,可能会导致切割质量不良、易损件寿命短和运行问
题。 如果气体的纯度过低,或者供气管或接头中存在泄漏,可能会导致:
• 切割速度降低
• 切割质量下降
• 可切割厚度缩小
• 易损件寿命缩短
2-50 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2
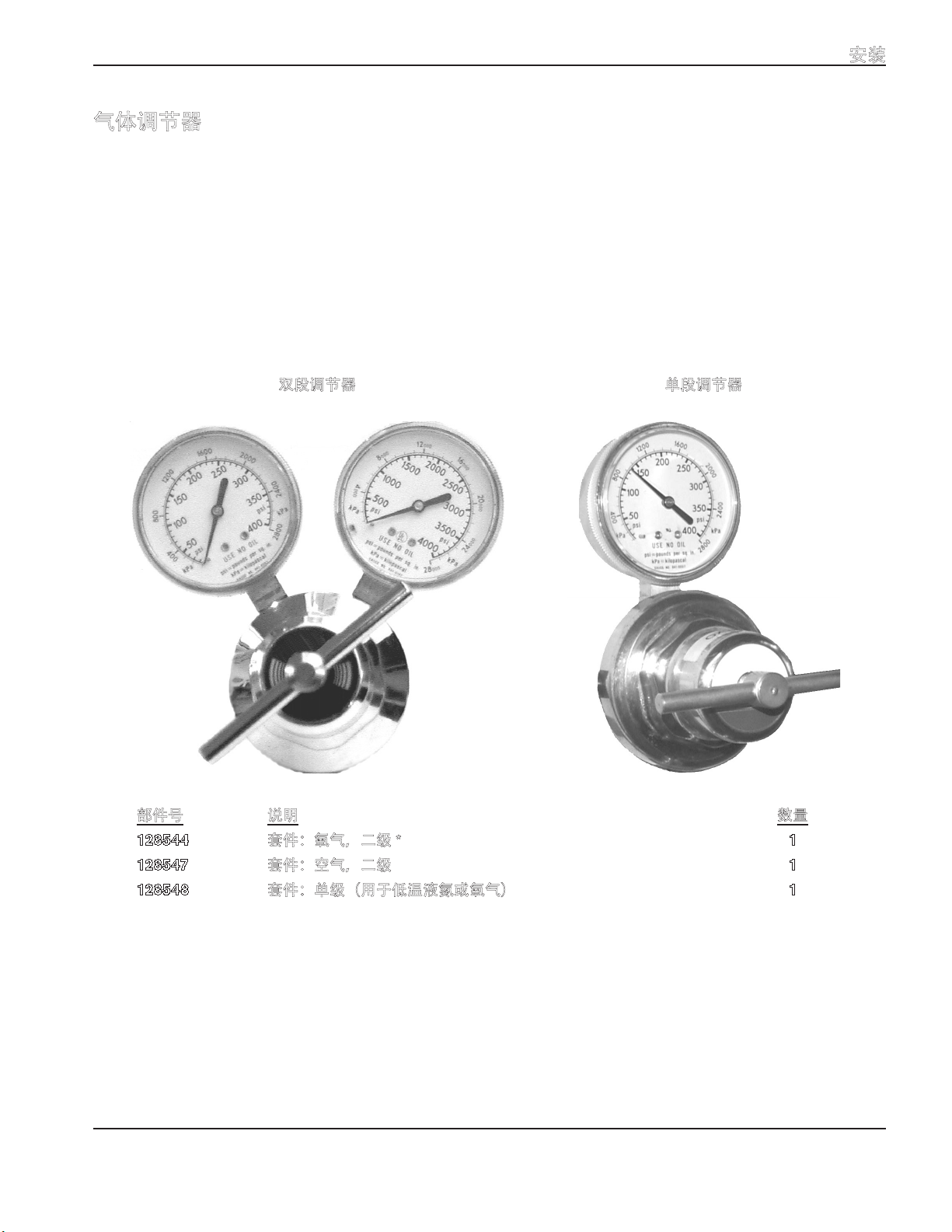
安装
气体调节器
劣质的气体调节器无法提供稳定的供气压力,可能会导致切割质量不佳和系统运行问题。如果使用低温液态气或散装
储存器储存的气体,则应使用优质的单级气体调节器来维持稳定的供气压力。如果是由高压气瓶提供气体,则应使用
优质的二级气体调节器来维持稳定的供气压力。
Hypertherm 提供下列优质气体调节器,这些调节器符合美国压缩气体协会(Compressed Gas Association,CGA)
的规格要求。在其他国家/地区,请选择符合国家或地方法规的气体调节器。
单段调节器双段调节器
部件号 说明 数量
128544
128547
128548
022037
022040
022041
* 套件中包括相应的接头
套件:氧气,二级 *
套件:空气,二级
套件:单级(用于低温液氮或氧气)
氧气,二级
空气,二级
线路调节器,单级
1
1
1
1
1
1
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-51
安装
供气布管
所有的气体供气可以使用坚固耐用的铜布管,也可使用合适的挠性软管,但它们必须符合压力要求(参阅第 1 节
“规格”)。不要使用钢管或铝管。安装后,给整个系统加压,检查是否存在泄漏。长度不足 25 m 的布管,推荐的
管径为 10 mm;长度超过 25 m 的布管,推荐的管径为 12 mm。
对于采用挠性软管的系统,可使用设计用于惰性气体的软管来输送空气、氮气。
小心: 将气体控制箱连接到供气时,确保所有软管、软管连接器和接头都适合输送氧气。安装过程必须符
合相应的国家和地方法规要求。
警告
使用氧气切割时可能会引发火灾或爆炸
使用氧气作为辅助气体切割时,可能由于其形成的富氧环境而造成潜在的火灾危害。作为防范措施,Hypertherm
建议,如果使用氧气进行切割,则应安装排气通风系统。
需要安装回火保险器(除非不适用于特定气体或必要压力),以免火灾蔓延到供气系统。
2-52 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

连接供气管线
将供气连接到气体控制箱。
接头 尺寸
氧气 1/4 英寸 NPT 内接头*
氮气 1/4 英寸 NPT 内接头**
空气 10 mm 外径,推入式连接
安装
0.5 +/- 0.05 MPa (75 +/- 7.5 psi)
INLET AIR
* 客户必须自行提供系统所需的供气管。如有必要,Hypertherm 可以提供有关适当接头/适配器和供气管的建
议。Hypertherm 可以提供多种长度规格的氧气管。
** 用于光纤激光系统的氮气管必须适应至少 28 bar 的工作压力条件。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-53

安装
初始设置
出厂时,气体控制箱应已做了适当的设置。不过,一些功能有最低气压要求,初始安装时应检查进气口调节器的设
置。
1. 连接空气管后,打开压缩空气供应系统(有关压力和流量要求,请参阅第 1 节中的“系统气体要求”
部分)。
2. 从调节器内置的仪表读取调节器向气体控制箱输送的气体的气压设定值;读数应为 0.5 ± 0.05 MPa。
如有必要,使用调节器上的旋钮将调节器出口压力设置为适当的值。调节压力之前,务必解除旋钮锁定,
设置压力后,务必锁定旋钮。若未能遵循此程序操作,可能会损坏旋钮,而且出口压力可能会发生波动。
• 向外拉出压力调节器旋钮可解除旋钮锁定。解锁后,拉出的缝隙部分会显示“橙色标记”,您可以据此目视
确认是否已解锁。
• 按下压力调节器旋钮可锁定该旋钮。如果难以锁定旋钮,可将旋钮左、右稍微旋转
一下,然后按下该旋钮(锁定该旋钮之后,缝隙闭合,“橙色标记”消失)。
旋钮
橙色标记
2-54 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

安装
F
CNC 控制器设置
本手册将提供有关将Hypertherm CNC 控制器连接至 HyIntensity 光纤激光电源的详细说明。关于如何连接Hypertherm
CNC 控制器与其他组件(例如输入/输出模块和驱动放大器)的详细说明,已在 CNC 控制器手册中介绍,
在此不再赘述。有关此信息,请参阅 CNC 控制器手册。
CNC 控制器和光纤激光电源之间的通信可以通过 Hypernet 数字链路建立。
要启用光纤激光电源,需要安装独立的操作面板(用户自备),且应安装在便于操作员访问的位置。所需组件包括:
一个开关连锁装置、一个急停按钮(2 个常开触点)、一个瞬时按钮(可选装指示灯,指示安全电路是否被激活),
以及一个手动启动装置(用于清除激光故障,例如连锁故障或状态故障)。请参见本节前面的“
外部安全开关电气图”
Hypertherm CNC 控制器设置
1. 在“特殊参数设置”屏幕上选择“激光”作为“已安装工具”之一。
。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-55
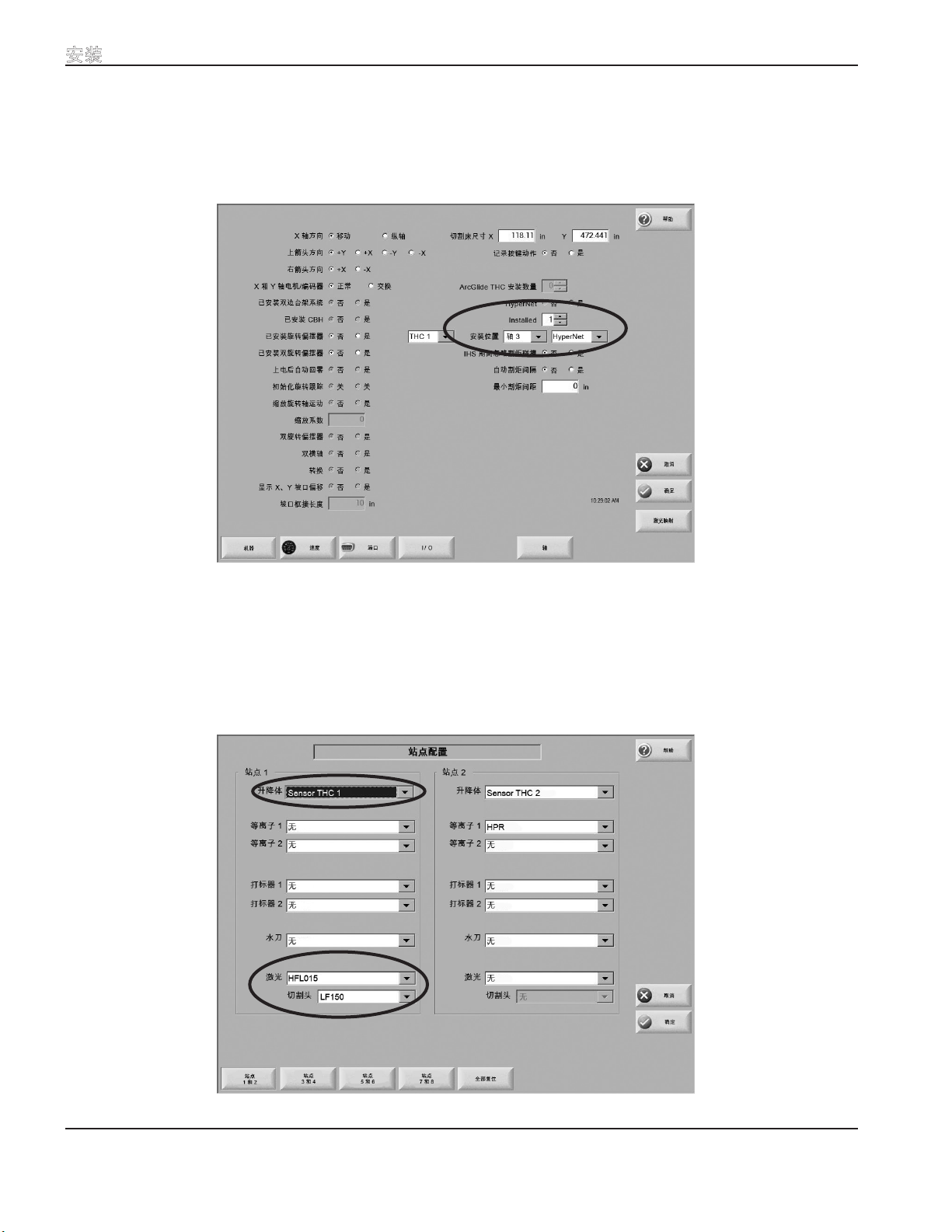
安装
2. 在“机器设置”屏幕上设置安装的 Sensor THC 数量、THC 物理轴并选择“HyperNet”。电容高度感测数
据的变化会通过 Hypernet(而非模拟输入)传递。
3. 在“站点配置”屏幕上选择“Sensor THC”作为升降体、“H F L 010”、“HFL015”和“HFL020”
作为“激光”,并选择“LF150”作为“切割头”。选择一款 HFL 作为激光设备之后,即会启用 Hypernet
通信和该激光所特有的输入/输出。
2-56 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

安装
4. 在 I/O 屏幕中选择“激光点选择”输入并将其设置为“常闭”。这将打开 HFL 中的定位激光。如果客户希
望能够打开和关闭定位激光,则需要将开关连接到“激光点选择”所映射到的输入上。
5. 在 I/O 屏幕上选择“喷嘴接触启用”输出并将其设置为“常开”。只有如此,初始定位 (IHS) 功能才能正
常运行。
注: 如果安装有多个工具(例如:激光和等离子),则所有“喷嘴接触感测”输入都必须配置为“常开”。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-57

安装
6. 在 CNC 控制器的主屏幕中,转到“设置”并选择“监视窗口”。设置可显示系统错误的监视窗口。
这样可以访问“清除错误”按钮,从而能够清除故障。有关详细信息,请参阅 CNC 控制器手册中的
“设置屏幕”。
2-58 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2

安装透镜总成
一般防范措施
• 切勿从保护箱中取出切割透镜,直到本操作说明后面要求如此操作时为止。
• 只要没有安装在激光切割头中,切割透镜均应始终存放在保护箱中。
安装
切割透镜
1. 在继续操作之前,先检查激光切割头的透镜门外部有无灰尘或碎屑。如有灰尘或碎屑,则使用清洁、
干燥的压缩空气或透镜清洁纸巾清除污染物。
2. 向上扳动透镜门栓,打开激光切割头上的透镜门。
3. 从保护箱中取出切割透镜之后,在继续操作之前,应先目视检查透镜的两侧有无灰尘或碎屑。如有灰尘或
碎屑,则使用清洁、干燥的压缩空气或透镜清洁纸巾清除污染物。 有关完整的操作说明,请参阅本手册“
维护”一节中有关“检查和清洁透镜”的说明。
HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2 2-59
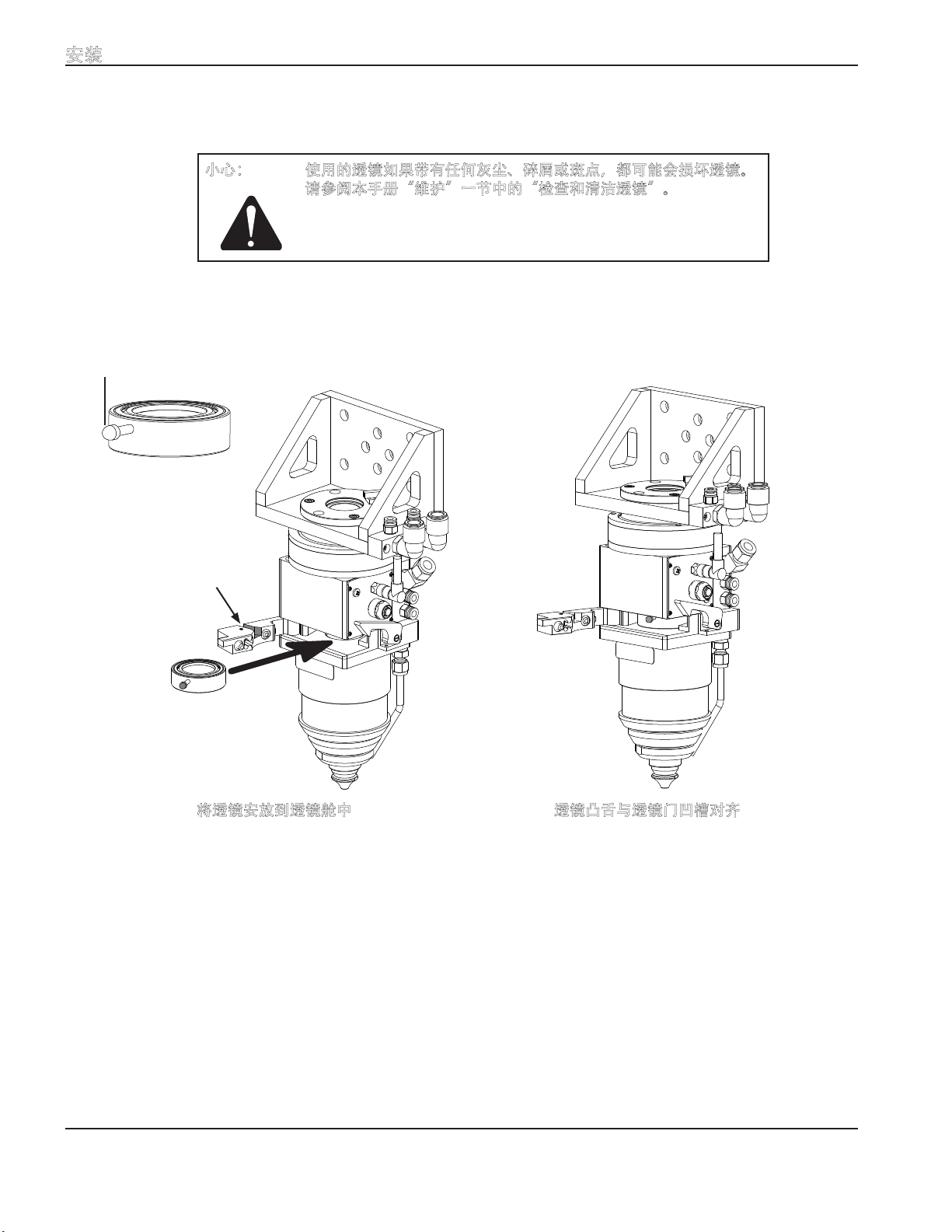
安装
透镜凸舌
(靠上位置)
小心: 使用的透镜如果带有任何灰尘、碎屑或斑点,都可能会损坏透镜。
请参阅本手册“维护”一节中的“检查和清洁透镜”。
透镜门凹槽
将透镜安放到透镜舱中 透镜凸舌与透镜门凹槽对齐
4. 调整透镜总成的方向,使透镜凸舌朝上,然后将透镜总成滑入透镜舱中。如果凸舌处于靠下位置,
则无法关上透镜门
5. 将透镜凸舌与透镜门凹槽对齐,以便能够关上透镜门。
下一页继续
2-60 HyIntensity Fiber Laser 使用手册 – 807099 修订版本 2
 Loading...
Loading...