


Corte y marcado con una XPR®
®
en un EDGE
Connect CNC
Adición al manual
809900ES | Revisión 5 | Septiembre de 2019 | Español | Spanish

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Soporte.Tecnico@hypertherm.com (Technical Service Email)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com (Technical Service Email)
Hypertherm (Singapore) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
Marketing.asia@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
HTJapan.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Europe B.V.
Vaartveld 9, 4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com
(Technical Service Email)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com
(Technical Service Email)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service Email)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
Marketing.korea@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 (0) 437 606 995 Tel
61 7 3219 9010 Fax
au.sales@Hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
HTIndia.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
© 2018 Hypertherm, Inc. Todos los derechos reservados.
XPR170, XPR300, XPR, EDGE, Phoenix, ProNest, Sensor, HPRXD, Powermax, True Hole, CutPro y Hypertherm son marcas comerciales
de Hypertherm, Inc., y pueden estar registradas en Estados Unidos u otros países. Las demás marcas comerciales son propiedad exclusiva
de sus respectivos propietarios.
La responsabilidad ambiental es uno de los valores fundamentales de Hypertherm y es esencial para nuestra prosperidad y la de nuestros clientes.
Nos esforzamos por reducir el impacto ambiental en todo lo que hacemos. Para más información: www.hypertherm.com/environment.
1/28/16

Contenido
Para empezar........................................................................................................................................................... 5
Conectar una XPR en un EDGE Connect CNC ............................................................................................ 6
Configurar una red EtherCAT con una XPR.................................................................................................... 7
Configurar un CNC con una XPR...................................................................................................................... 8
Asegurarse de que el Sensor THC esté configurado ............................................................................ 8
Definir las herramientas instaladas y el proceso utilizado (pantalla Ajustes especiales) ............... 8
Configurar las estaciones (pantalla Configuración de estación)......................................................... 9
E/S digitales de función fija para XPR asignadas automáticamente........................................... 9
Configurar Watch Windows y el osciloscopio para información de XPR....................................... 11
E/S digitales de función fija para una XPR...................................................................................... 11
Datos de proceso para una XPR ....................................................................................................... 12
Errores y fallas del sistema XPR......................................................................................................... 12
Cortar y marcar una pieza con una XPR......................................................................................................... 12
Con un programa de piezas ProNest....................................................................................................... 13
Sin un programa de piezas ProNest (corte y marcado básicos) ....................................................... 15
Anulaciones del operador de los parámetros de una tabla de corte................................................ 16
Secuencia de corte por plasma........................................................................................................................ 19
Diagnóstico y localización de problemas........................................................................................................ 21
Preparación de XPR..................................................................................................................................... 21
Ver información sobre los errores de XPR en el CNC......................................................................... 22
Mensaje estado ...................................................................................................................................... 22
Cuadro de diálogo de error................................................................................................................. 23
Watch Window de Errores del sistema............................................................................................ 23
Registro de diagnósticos de XPR...................................................................................................... 24
Monitorear la XPR desde el CNC............................................................................................................. 25
Estado y conexión.................................................................................................................................. 25
Versiones de firmware .......................................................................................................................... 26
E/S, temperaturas y estado del chopper de la fuente de energía plasma................................ 27
EDGE Connect Adición al manual 809900ES 3

Contenido
Monitorear y probar los flujos de gas ....................................................................................................... 28
Monitorear los flujos de gas ................................................................................................................ 28
Probar los flujos de gas y las fugas................................................................................................... 29
Ver información de XPR con la interfaz web de XPR........................................................................... 30
Quitar una XPR de una red EtherCAT para realizar mantenimiento ................................................. 30
Apéndice A: Acerca de los programas de piezas ProNest para XPR..................................................... 32
Formato del programa de piezas ProNest para una XPR.................................................................... 32
Anulaciones de procesos............................................................................................................................ 33
Códigos de anulación........................................................................................................................... 33
Anulaciones de la altura de perforación y la altura de transferencia.......................................... 35
Códigos de marcado ............................................................................................................................ 35
Códigos de True Hole .......................................................................................................................... 36
Códigos de contorno interior.............................................................................................................. 36
Programa de pieza ProNest de ejemplo........................................................................................... 37
Diferencias entre programas de piezas ProNest para XPR y HPRXD ............................................. 37
Selección de proceso........................................................................................................................... 38
Marcado ................................................................................................................................................... 38
True Hole ................................................................................................................................................. 39
Anulaciones............................................................................................................................................. 40
Altura de perforación y altura de transferencia............................................................................... 40
Apéndice B: Marcado con polvo de oxicorte ................................................................................................ 41
Pautas.............................................................................................................................................................. 41
Marcar con polvo de oxicorte y cortar con XPR .................................................................................... 41
Apéndice C: Opciones para marcado de texto ............................................................................................ 43
4 809900ES Adición al manual EDGE Connect

Para empezar
Este apéndice al EDGE® Connect Installation and Setup Manual (Manual de instalación
y configuración de EDGE
con una fuente de energía plasma XPR
incluye localización de problemas y diagnósticos de la XPR.
Este apéndice es para un sistema de corte con los siguientes equipos:
EDGE Connect CNC con Phoenix
Software de anidamiento ProNest
Archivos ProNest CNC 1.3 o posterior
Control de altura de la antorcha Sensor™ THC
Una o dos fuentes de energía plasma XPR con las siguientes versiones de firmware de las
tarjetas de control:
Tarjeta de control principal: versión M o posterior
Corte y marcado con una XPR en un EDGE Connect CNC
®
Connect) (809340) explica cómo configurar un EDGE Connect CNC
®
y cómo cortar y marcar piezas con una XPR. También
®
10.13.0 o posterior
®
CNC 2019 13.0.3 o posterior
Consola de conexión de gas: versión J o posterior
Consola de conexión de la antorcha: versión M o posterior
Choppers inteligentes: versión J o posterior
Para verificar cuáles versiones de firmware están instaladas actualmente
en una XPR, vea Versiones de firmware en la página 26.
Por el momento, Phoenix no admite la combinación de una fuente
de energía plasma HPRXD
XPR EtherCAT instaladas en el mismo sistema de corte. Phoenix tampoco
admite actualmente la combinación de una fuente de energía plasma sin
EtherCAT, como una Powermax
EtherCAT instaladas en el mismo sistema de corte.
®
EtherCAT® y una fuente de energía plasma
®
, y una fuente de energía plasma XPR
Para obtener asistencia técnica adicional para una XPR, consulte el manual incluido con su fuente
de energía plasma XPR:
XPR170™ Plasma Instruction Manual (Manual de instrucciones del plasma XPR170™)
(810060)
XPR300™ Plasma Instruction Manual (Manual de instrucciones del plasma XPR300™)
(809480)
EDGE Connect Adición al manual 809900ES 5

Corte y marcado con una XPR en un EDGE Connect CNC
Conectar una XPR en un EDGE Connect CNC
Los componentes de una red EtherCAT (o bus de campo), como amplificadores de mando,
módulos de E/S y fuentes de energía plasma, se conectan al EDGE Connect CNC por medio
de un grupo de cables EtherCAT. El primer cable empieza en el CNC y se conecta al primer
componente. Otro cable conecta el primer componente al segundo componente, y así
sucesivamente, de un componente al siguiente. Por lo general, los primeros componentes son
los mandos, luego cualquier módulo de E/S. La fuente de energía plasma debe ser el último
componente de la red.
Para más información sobre cómo conectar una XPR en un EDGE Connect CNC, consulte
el manual de instrucciones incluido con su fuente de energía plasma XPR.
Para ver un diagrama del sistema con todos los componentes conectados, consulte el Diagrama de
sistema EDGE Connect TC en la Sección 1 del EDGE
(Manual de instalación y configuración de EDGE
El fabricante del sistema de corte debe realizar una conexión cableada
discreta para el control remoto de encendido/apagado (ON/OFF).
Para más información, consulte el manual de instrucciones incluido con
su fuente de energía plasma XPR. Vea también la descripción del ingreso
de Estado remoto de XPR de EDGE Connect en la Tabla 3
en la página 10.
®
®
Connect Installation and Setup Manual
Connect) (809340).
Antes de continuar al siguiente paso, asegúrese de que el sistema de corte esté listo para
el avance:
Todos los componentes están instalados, configurados, conectados al CNC con un cable
EtherCAT y energizados.
Los motores están conectados a los mandos.
6 809900ES Adición al manual EDGE Connect

Configurar una red EtherCAT con una XPR
En una red EtherCAT, cada componente se considera un dispositivo esclavo y se debe incluir
en el archivo de configuración de red EtherCAT (Phoenix.xml) en el CNC (maestro). Una vez que
todos los componentes del sistema de corte estén conectados al EDGE Connect CNC a través
de cables EtherCAT, se puede escanear y configurar la red EtherCAT utilizando Hypertherm
EtherCAT Studio.
En Hypertherm EtherCAT Studio, cuando escanee los dispositivos esclavos de la red, aparece
una XPR en la lista de dispositivos esclavos como XPR. Vea Figura 1.
Figura 1 – Lista de dispositivos esclavos
Corte y marcado con una XPR en un EDGE Connect CNC
Para obtener instrucciones sobre cómo configurar la red EtherCAT, consulte el tema
Configurar la red EtherCAT en la Sección 4 del EDGE
(Manual de instalación y configuración de EDGE
Antes de comenzar a configurar la red EtherCAT, conecte un teclado
yunmouse al CNC.
EDGE Connect Adición al manual 809900ES 7
®
Connect Installation and Setup Manual
®
Connect) (809340).

Corte y marcado con una XPR en un EDGE Connect CNC
Configurar un CNC con una XPR
Asegurarse de que el Sensor THC esté configurado
Estas instrucciones suponen que tiene ya configurado el Sensor THC en la pantalla Ajustes
de máquina (Ajustes > Contraseña > Ajustes de máquina). Para obtener instrucciones,
consulte la Sección 8, Control de altura de la antorcha (THC) del EDGE
and Setup Manual (Manual de instalación y configuración de EDGE
Durante el sensado de la placa para corte bajo el agua y por inyección
de agua, Phoenix usa automáticamente fuerza de detención (sensado
de altura controlado por torsión) en lugar de contacto óhmico (sensado
de altura por contacto con boquilla) con respaldo de fuerza de detención.
Asegúrese de ajustar correctamente la tolerancia de fuerza de detención
y usar amplificadores de mando que sean compatibles con el sensado
de altura controlado por torsión. La antorcha podría colisionar con
la placa si el amplificador de mando no admite sensado de altura
controlado por torsión.
®
Connect Installation
®
Connect) (809340).
Definir las herramientas instaladas y el proceso utilizado (pantalla Ajustes especiales)
1. Seleccione Ajustes > Contraseña > Ajustes especiales.
2. Haga las selecciones de plasma correspondientes. Para más información, refiérase a Tabla 1.
No realice selecciones para el Marcador 1 y el Marcador 2.
No es necesario con una XPR. Los procesos de corte de una XPR
incluyen la información de proceso de marcado automáticamente
y no se necesitan procesos (o pantallas) de marcado por separado.
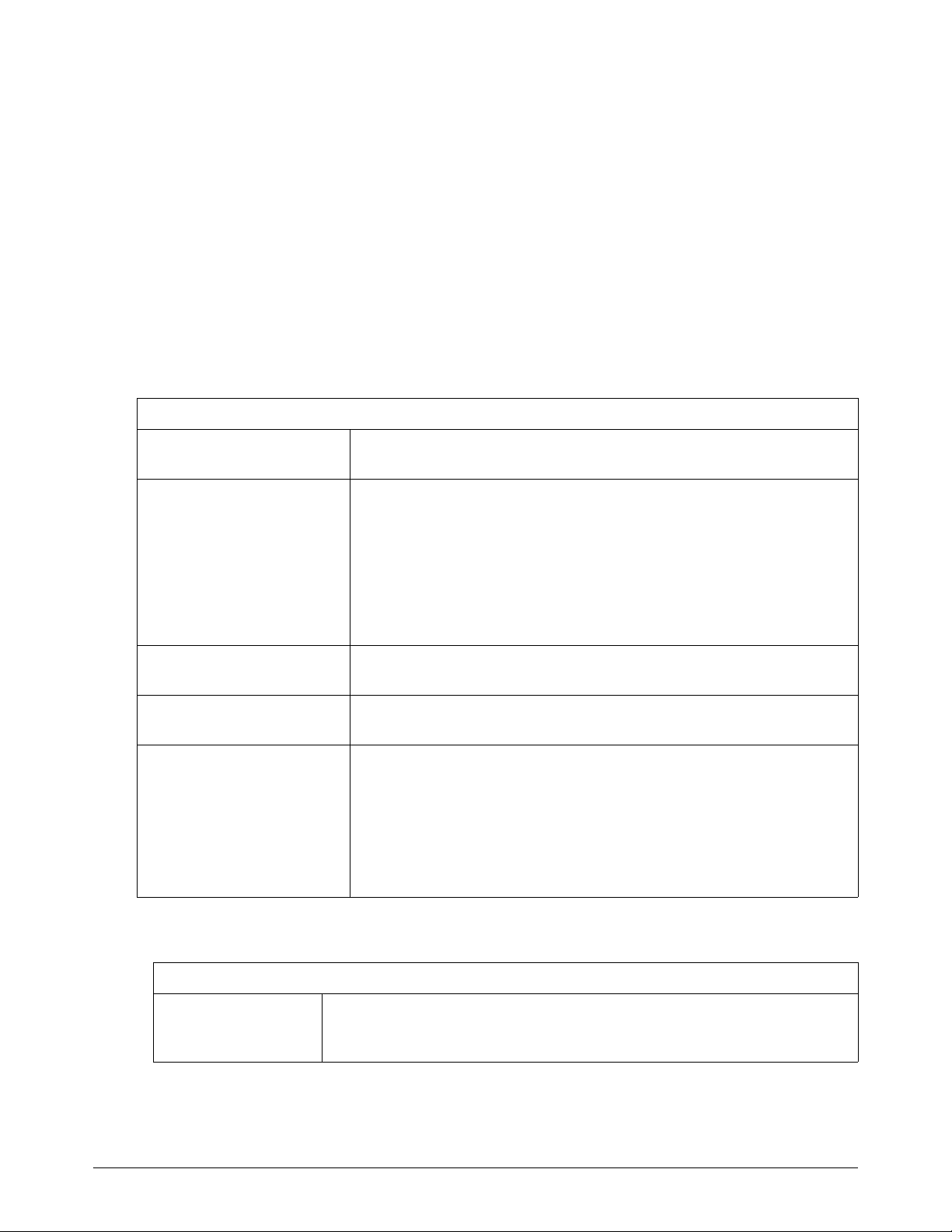
Tabla 1 – Selecciones de procesos de plasma en la pantalla Ajustes especiales
Cuando tiene... y... Seleccionar...
Una sola antorcha/XPR170
o XPR300
Dos antorchas/XPR170 y/o
XPR300
Dos antorchas/XPR170 y/o
XPR300
Un proceso de corte/marcado
Un proceso de corte/marcado
Dos procesos de corte/marcado
Plasma 1
Plasma 1
Plasma 1 y Plasma 2
8 809900ES Adición al manual EDGE Connect

Corte y marcado con una XPR en un EDGE Connect CNC
Configurar las estaciones (pantalla Configuración de estación)
1. Seleccione Ajustes > Contraseña > Configuración de estación.
2. Haga las siguientes correspondientes. Para más información, refiérase a Tabla 2.
El Marcador 1 y el Marcador 2 se configuran automáticamente
en Ninguno y son de solo lectura. Los procesos de corte de una XPR
incluyen la información de proceso de marcado automáticamente
y no se necesitan procesos (o pantallas) de marcado por separado.
A modo de recordatorio, cuando selecciona una fuente de energía plasma
XPR en la pantalla Configuración de estación, Phoenix habilita
automáticamente las tablas de corte de XPR.
Tabla 2 – Ajuste de estación en la pantalla Configuración de estación
Cuando tiene... y... Seleccionar...
Una sola antorcha/XPR Un proceso
de corte/marcado
Dos antorchas/XPR Un proceso
de corte/marcado
Dos antorchas/XPR Dos procesos
de corte/marcado
Estación 1:
• Elevador: Sensor THC
• Plasma 1: XPR
• Plasma 2: Ninguno
Estación 1:
• Elevador: Sensor THC 1
• Plasma 1: XPR
• Plasma 2: Ninguno
Estación 1:
• Elevador: Sensor THC 1
• Plasma 1: XPR
• Plasma 2: Ninguno
Estación 2:
• Elevador: Ninguno
• Plasma 1: Ninguno
• Plasma 2: Ninguno
Estación 2:
• Elevador: Sensor THC 2
• Plasma 1: XPR
• Plasma 2: Ninguno
Estación 2:
• Elevador: Sensor THC 2
• Plasma 1: Ninguno
• Plasma 2: XPR
E/S digitales de función fija para XPR asignadas automáticamente
Cuando selecciona una fuente de energía plasma XPR en la pantalla Configuración de estación,
Phoenix asigna automáticamente las siguientes E/S digitales de función fija para esa fuente
de energía plasma. Si tiene dos XPR, entonces las E/S digitales de función fija se enumeran
de manera acorde (por ejemplo, Sensado corte XPR 1, Sensado corte XPR 2,
y así sucesivamente).
También hay una entrada analógica de función fija: voltaje del arco
de XPR. Esta entrada se asigna automáticamente cuando configura
un Sensor THC en la pantalla Ajustes de máquina (Ajustes >
Contraseña > Ajustes de máquina).
EDGE Connect Adición al manual 809900ES 9
Corte y marcado con una XPR en un EDGE Connect CNC
Entradas: Salidas:
• Detección de corte de XPR
• Sensado de contacto con boquilla de XPR
• XPR listo para procesos
• XPR listo para arrancar
• Estado remoto de XPR
• Control de corte de XPR
• Ignición en espera de XPR
• Habilitar contacto con boquilla de XPR
• Control de perforación de XPR
Las E/S de función fija se actualizan continuamente por la red EtherCAT.
Vea Tabla 3 y Tabla 4 para consultar descripciones de cada punto de E/S.
Tabla 3 – Entradas digitales de función fija
Entradas
Detección de corte de XPR Esta entrada avisa al CNC de que la antorcha ha transferido el arco
alapieza a cortar.
Sensado de contacto con
boquilla de XPR
Se usa durante el sensado de altura inicial (IHS) para detectar
la superficie de la pieza a cortar.
Nota: durante el sensado de la placa para corte bajo el agua y por
inyección de agua, Phoenix usa automáticamente fuerza de detención
(sensado de altura controlado por torsión) en lugar de contacto óhmico
(sensado de altura por contacto con boquilla) con respaldo de fuerza
de detención. Vea Asegurarse de que el Sensor THC esté configurado
en la página 8 para más información.
XPR listo para procesos Esta entrada avisa al CNC de que la XPR ha completado el cambio
al proceso de corte/marcado enviado por el CNC.
XPR listo para arrancar Esta entrada avisa al CNC de que la XPR está lista para recibir la entrada
Arranque plasma de la XPR.
Estado remoto de XPR La entrada Remoto ON/OFF (encendido/apagado) de XPR activa la salida
Estado remoto de XPR. El CNC recibe esta salida como la entrada
Estado remoto de XPR por la red EtherCAT.
Nota: el fabricante del sistema de corte realiza una conexión cableada
discreta para la entrada Remoto ON/OFF (encendido/apagado) de XPR.
Para más información, consulte el manual de instrucciones incluido con
su fuente de energía plasma XPR.
Tabla 4 – Salidas digitales de función fija
Salidas
Control de corte
de XPR
Esta salida activa la entrada Arranque de plasma de la XPR. El Control
de corte se activa y permanece activado hasta que el comando M08
(Apagado de corte) se ejecuta en el programa de piezas.
10 809900ES Adición al manual EDGE Connect

Corte y marcado con una XPR en un EDGE Connect CNC
Ignición en espera
de XPR
Habilitar contacto
con boquilla de XPR
Control de perforación
de XPR
Esta salida activa la entrada Ignición en espera de la XPR.
En un sistema de corte de XPR individual, la salida Ignición en espera se activa
si la opción Preflujo durante el IHS está activada (en Ajustes > Proceso >
Plasma 1).
En un sistema de corte de XPR múltiples, si la opción Preflujo durante el IHS
está activada (en Ajustes > Proceso > Plasma 1/2), la salida Ignición
en espera se activa cuando la antorcha comienza a bajar hasta la pieza
a cortar. Si la opción Preflujo durante el IHS está desactivada, la salida
Ignición en espera se activa cuando el THC alcanza la Altura de inicio de IHS.
Esta salida se activa cuando el Sensor THC llega a la altura de inicio de IHS.
Permanece activa durante el sensado de altura inicial (IHS) del Sensor THC.
Esta salida se activa con la salida Control de corte o después de que la salida
Ignición en espera se apaga. Se activa antes de la ignición de la antorcha
y permanece activa hasta que se termina la perforación.
Configurar Watch Windows y el osciloscopio para información de XPR
Actualmente en Phoenix, la información de XPR es compatible con las Watch Windows de E/S,
Datos proceso y Errores del sistema, el osciloscopio y la pantalla Proceso plasma.
Por el momento, Phoenix no admite una Watch Window para información
de XPR (similar a la Watch Window Alime. HPR núm. 1). Para obtener
esta información, use la Vista de diagnóstico de XPR. Vea Monitorear
la XPR desde el CNC en la página 25.
E/S digitales de función fija para una XPR
Hay E/S digitales de función fija disponibles en las Watch Windows de Entrada/Salida
y en el Osciloscopio.
Para ver/registrar las E/S digitales de función fija para una XPR, haga lo siguiente:
Configure una Watch Window de Entrada/Salida (Ajustes > Watch)
Cree un registro del Osciloscopio que incluya las E/S (Ajustes > Diagnósticos >
Osciloscopio)
Para ver una lista de E/S digitales de función fija disponibles,
vea la página 10.
También hay una entrada analógica de función fija: voltaje del arco
de XPR. Esta entrada se asigna automáticamente cuando configura
un Sensor THC en la pantalla Ajustes de máquina (Ajustes >
Contraseña > Ajustes de máquina).
Las E/S digitales de función fija empiezan a partir de 513. La entrada
analógica del Voltaje del arco XPR está en el 33.
EDGE Connect Adición al manual 809900ES 11
Corte y marcado con una XPR en un EDGE Connect CNC
Datos de proceso para una XPR
Para acceder a los datos de proceso para una XPR, haga lo siguiente:
Vaya a la pantalla Proceso plasma (Ajustes > Proceso > Plasma 1 o Plasma 2)
Configure una Watch Window de Datos de proceso (Ajustes > Watch)
Además de los datos proceso disponibles anteriormente en Phoenix para las fuentes de energía
plasma, hay nueva información disponible para la XPR:
ID de registro: este es el número de identificación único para el registro en las tablas
de corte de XPR que contiene todos los parámetros que necesitan Phoenix y la XPR para
ejecutar un programa de piezas. El registro incluye las ID de procesos correspondientes
para corte, marcado y True Hole
cuando ejecuta el programa de piezas.
ID de proceso: este es el número de identificación para el proceso de XPR cuyos
parámetros de la tabla de corte están actualmente en uso. Puede ser una ID de proceso
de corte, marcado o True Hole.
Las ID de registros y procesos también aparecen en la pantalla
Tabla de corte (Ajustes > Proceso > Plasma 1/2 > Tabla de corte).
Vea la Figura 2 en la página 16.
®
(cuando sea aplicable), que Phoenix manda a la XPR
Errores y fallas del sistema XPR
Para ver los errores de sistema y fallas de un XPR, haga lo siguiente:
Configure una Watch Window de Errores del sistema (Ajustes > Watch)
La Watch Window de Errores de sistema muestra los errores y las fallas
del XPR. Para ver información de diagnóstico completa, incluyendo
advertencias y estados, use la Interfaz web de la XPR.
Para más información, vea Diagnóstico y localización de problemas en la página 21.
Cortar y marcar una pieza con una XPR
Hay dos maneras principales de cortar y marcar con una XPR:
Con un programa de piezas ProNest
Sin un programa de piezas ProNest (corte y marcado básicos)
Cada uno se explica en esta sección.
12 809900ES Adición al manual EDGE Connect

Con un programa de piezas ProNest
Cuando tiene un programa de piezas que fue creado con ProNest para una XPR, el programa
de piezas automáticamente usa la experiencia del proceso integrado que proporcionan las tablas
de corte Hypertherm. Las tablas de corte contienen todos los parámetros de proceso que
necesitan la XPR y Phoenix en el CNC para lograr los mejores resultados durante el corte
y el marcado, incluso calidad True Hole para cualquier círculo compatible con True Hole dentro
de una pieza.
Asegúrese de que los siguientes ajustes de Código de programa
estén habilitados en la pantalla Corte en Phoenix (Ajustes > Corte):
Anular código G59 EIA, Anular selección de proceso, Anular sangría EIA
y Anular código-F EIA.
Para cortar o marcar con un programa de piezas ProNest, use el Asistente CutPro® o siga los
pasos a continuación.
1. Cargue el programa de piezas (Archivos > Cargar de disco).
2. Alinee la pieza a la placa (Opciones de pieza actual > Alinear).
Corte y marcado con una XPR en un EDGE Connect CNC
3. En la Soft Op Con, seleccione Modo (automático) de programa para la estación que quiere
usar.
4. Oprima Arranque.
Cuando el CNC lea el comando M07 (Corte activado) en el programa de piezas, los siguientes
parámetros del proceso especificado se cargan de la tabla de corte.
Voltaje del arco
Corriente de corte
Altura de corte
Velocidad de corte
Tipo y rango de flujo de gas
Sangría
Altura de perforación
Tiempo de perforación
Altura transferencia
Estos parámetros de procesos se cargan cada vez que el CNC lee un comando M07
(Corte activado) en el programa de piezas. La pantalla Tabla de corte muestra los parámetros
de proceso cargados actualmente.
No puede anular estos parámetros de proceso en el CNC. Para anular parámetros de proceso,
las modificaciones se deben realizar en ProNest. Para más información, vea el Apéndice A: Acerca
de los programas de piezas ProNest para XPR en la página 32.
Hay otros parámetros que un operador puede anular en el CNC. Los parámetros que un operador
puede y no puede anular en el CNC aparecen en la Ta b la 5 en la página 14.
Un operador siempre puede usar los potenciómetros de velocidad para
modificar la velocidad de un programa.
EDGE Connect Adición al manual 809900ES 13

Corte y marcado con una XPR en un EDGE Connect CNC
Tabla 5 – Los parámetros de corte que un operador puede y no puede anular en el CNC
Pantalla Puede anular No puede anular
Proceso
(Ajustes > Proceso >
Plasma 1 o Plasma 2)
Watch Window de Datos
de proceso
(Ajustes > Watch)
• Tiempo de apagado del arco
• Retardo AVC
• Altura de inicio de IHS
• Tiempo para reobtener sangría
• Altura salto del charco fundido
• Altura de retracción
•Saltar IHS en
•Pausa
• Tiempo de apagado del arco
• Retardo AVC
• Altura de inicio de IHS
• Altura salto del charco fundido
• Retraso de retracción
•Saltar IHS en
•Pausa
Nota: si se selecciona la opción
Comp. ajust. parámetro
automáticam. para un parámetro
en la pantalla Proceso, entonces
usted no puede anular ese
parámetro en una Watch Window.
• Tiempo de fluencia
• Altura de corte
• Retardo altura de corte
• Retardo de apagado de corte
• Velocidad de corte
• Altura de perforación
• Tiempo de perforación
• Ajustar corriente del arco
• Ajustar voltaje del arco
• Altura transferencia
• Tiempo de fluencia
• Altura de corte
• Retardo altura de corte
• Retardo de apagado de corte
•Sangría
• Altura de perforación
• Tiempo de perforación
• Velocidad de plasma
• Ajustar voltaje del arco
• Altura transferencia
Corte
(Ajustes > Corte)
N/A • Velocidad de corte
•Sangría
14 809900ES Adición al manual EDGE Connect

Corte y marcado con una XPR en un EDGE Connect CNC
Sin un programa de piezas ProNest (corte y marcado básicos)
El corte y el marcado sin ProNest u otro programa de piezas CAM se denomina corte y marcado
básicos. Algunos ejemplos de corte y marcado básicos incluyen los siguientes:
El programa de piezas no tiene ningún código avanzado. Los códigos avanzados incluyen,
entre otros, las variables de procesos G59, selecciones de estación M37, selecciones
de procesos M36, códigos de sangría G43, corrimientos de marcadores, etc.
Usted selecciona una forma simple de la Biblioteca de plantillas, pero luego cancela
el procesamiento a través de ProNest CNC.
Para las piezas compatibles con True Hole, True Hole solo se aplica
si procesa la pieza a través de ProNest CNC. De lo contrario,
los procesos True Hole no se aplican al corte básico.
Usa un programa de piezas que fue creado por ProNest u otro software CAM,
pero inhabilita los ajustes Anular código G59 EIA, Anular selección de proceso, Anular
sangría EIA y Anular código-F EIA en la pantalla Corte en Phoenix (Ajustes > Corte).
Con el corte y el marcado básicos, después de que carga la pieza, usted selecciona el proceso
en la pantalla Tabla de corte (Principal > Tabla de corte). Vea la Figura 2 en la página 16.
Para la selección de procesos con una XPR se debe especificar lo siguiente:
1. Tipo de material
2. Espesor del material
3. Superficie de corte
4. Nombre del proceso
5. Gas de marcado, si aplica
A medida que realiza su selección de proceso, la pantalla Tabla de corte muestra el número
de identificación para el registro en la base de datos de la tabla de corte de la XPR que coincide
con esas selecciones. La pantalla Tabla de corte también muestra los números de identificación
para los procesos de corte y marcado incluidos en ese registro. Además, la pantalla Tabla de corte
muestra los parámetros de la tabla de corte para los procesos seleccionados. Para anular
parámetros de la tabla de corte, vea la página 16.
Si está usando un programa de piezas ProNest que incluye marcado,
pero inhabilitó el uso de códigos G59, Phoenix interpreta
automáticamente el M07 Ar o M07 N2 en el programa de piezas ProNest
como un M09 (Marcador 1 activado) y usa el gas de marcado que
seleccionó en la pantalla Tabla de corte. Para más información sobre
los códigos que se utilizan en los programas de piezas ProNest,
vea el Apéndice A: Acerca de los programas de piezas ProNest para XPR
en la página 32.
Si aparece un mensaje de cuadro de diálogo XPR no lista, vea
Preparación de XPR en la página 21.
EDGE Connect Adición al manual 809900ES 15

Corte y marcado con una XPR en un EDGE Connect CNC
Figura 2 – Pantalla Tabla de corte
Anulaciones del operador de los parámetros de una tabla de corte
Si es necesario, un operador puede anular los parámetros estándar de la tabla de corte. Los valores
de anulación se pueden ingresar en las siguientes pantallas y se usarán durante el corte.
No puede anular el valor Ajustar corriente del arco en la tabla de corte.
Pantalla Proceso (Ajustes > Proceso > Plasma 1 o Plasma 2)
Pantalla Corte (Ajustes > Corte)
Watch Window de Datos de proceso
16 809900ES Adición al manual EDGE Connect
Corte y marcado con una XPR en un EDGE Connect CNC
1
2
1
2
1
1
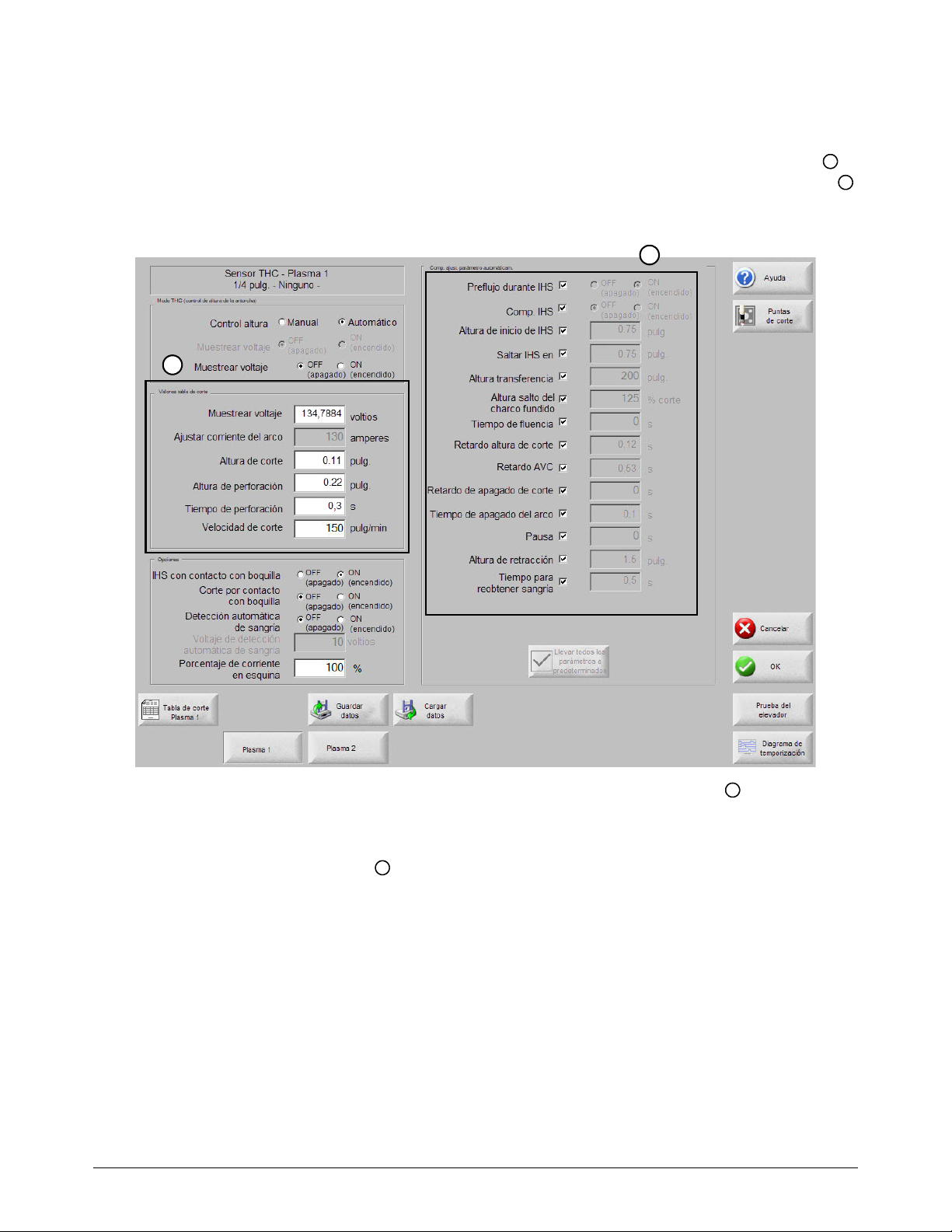
Anulaciones del operador en la pantalla Proceso
La tabla de corte determina la mayoría de los valores predeterminados en la pantalla Proceso
(vea la Figura 3 en la página 17). Algunos valores provienen directamente de la tabla de corte y
otros se calculan de una combinación de valores de la tabla de corte y otros ajustes de Phoenix .
Figura 3 – Pantalla Proceso
Para anular un valor que proviene directamente de la tabla de corte , el operador
elimina el valor predeterminado e ingresa un valor nuevo.
Cuando un operador anula un valor que proviene directamente
de la tabla de corte , el valor se conserva hasta que las tablas de corte
se vuelven a cargar. Las tablas de corte se vuelven a cargar cuando
un operador va a la pantalla Tablas de corte y elige guardar al salir
de la pantalla (si se le indica; si no se le indica, Phoenix guarda
automáticamente). Las tablas de corte también se vuelven a cargar
cuando se reinicia el CNC.
Cuando anula la Altura de corte en la pantalla Proceso, la Altura
de perforación y la Altura de transferencia se ajustan automáticamente
en proporción. Si quiere valores específicos para la Altura de perforación
y la Altura de transferencia, ingréselos como valores absolutos
en pulgadas o milímetros después de ajustar la Altura de corte.
EDGE Connect Adición al manual 809900ES 17

Corte y marcado con una XPR en un EDGE Connect CNC
2
Para anular un valor que se calcula de una combinación de valores de la tabla
de corte y otros ajustes de Phoenix , el operador debe desmarcar la casilla
de verificación, eliminar el valor predeterminado e ingresar un valor nuevo.
Al desmarcar la casilla, se interrumpe el enlace a la tabla de corte
y a otros ajustes de Phoenix. Así, el valor de anulación se conserva
como tal hasta que el operador lo vuelve a cambiar en la pantalla
Proceso o cuando vuelve a marcar la casilla de verificación para restaurar
el valor predeterminado.
18 809900ES Adición al manual EDGE Connect

Secuencia de corte por plasma
El CNC identifica cada estado de la secuencia de corte con un mensaje de estado en letra azul
bajo el área de vista previa de la pieza en la pantalla Principal de Phoenix.
Si un mensaje de estado no describe el estado actual en la secuencia
de corte por plasma, entonces el mensaje indica una condición
en la XPR. Vea Mensaje estado en la página 22.
El CNC reporta el estado actual en la secuencia de corte por plasma. El CNC comienza a leer
y ejecutar el programa de piezas en el Arranque de ciclo. Vea los estados de las secuencias
de corte por plasma en Tabla 6.
Tabla 6 – Secuencia de corte por plasma
Corte y marcado con una XPR en un EDGE Connect CNC
Cuando...
El CNC lee
el código M07
(Corte activado) en
el programa de piezas
El THC empieza
a realizar su sensado
de altura inicial (IHS)
El mensaje
de estado es:
Actualizando proceso • Las entradas XPR lista para arrancar y XPR lista
Bajar antorcha
Y...
para procesos se desactivan.
• El CNC envía el proceso a la XPR.
• La salida Inhabilitar altura de la antorcha se
activa y continúa activada hasta que el sistema
de corte alcance la velocidad de corte.
• Si la opción Preflujo durante el IHS está
activada (en Ajustes > Proceso > Plasma 1/2):
se activan las salidas Control de corte de XPR,
Control de perforación de XPR e Ignición
en espera de XPR después de que la antorcha
comienza a bajar hasta la pieza a cortar.
• En un sistema de corte de múltiples antorchas,
si la opción Preflujo durante el IHS está
desactivada (en Ajustes > Proceso > Plasma
1/2): se activan las salidas Control de corte
de XPR, Control de perforación de XPR
e Ignición en espera de XPR cuando el THC
alcanza la Altura de inicio de IHS.
• Se activan las salidas Habilitar contacto con
boquilla de XPR y Límite de torque de THC
cuando el THC alcanza la Altura de inicio
de IHS.
EDGE Connect Adición al manual 809900ES 19

Corte y marcado con una XPR en un EDGE Connect CNC
Cuando...
Se completa un
sensado de altura inicial
(IHS) y la antorcha
se posiciona a la altura
de transferencia
La XPR enciende
un arco
Comienza el avance
en marcha lenta
(si se establece
el Tiempo de fluencia)
El mensaje
de estado es:
Esperando encendido
de arco
Y...
• Si la opción Preflujo durante el IHS está
desactivada (en Ajustes > Proceso >
Plasma 1/2): se activan las salidas Control de
corte de XPR y Control de perforación de XPR.
• Se activan las entradas XPR lista para procesos
y XPR lista para arrancar (una vez que
se completa la purga de XPR).
• Se desactivan las salidas Ignición en espera
de XPR, Habilitar contacto con boquilla de XPR
y Límite de torque de THC.
Perforación • Se activa la entrada Detección de corte de XPR.
• Cuando finaliza el Tiempo de perforación,
se desactiva la salida Control de perforación
de XPR.
• Empiezan los temporizadores de Retardo
de altura de corte y Retardo AVC.
• Cuando finaliza el tiempo de Retardo de altura
de corte, el THC baja a la Altura de corte.
Fluencia
• La salida Avance se activa.
• El avance en marcha lenta continúa hasta que
transcurre el Tiempo de fluencia.
El sistema de corte
acelera a la Velocidad
de corte
El CNC lee el
código M08
(Corte desactivado)
en el programa de
piezas
Comienza el Tiempo de
parada (si se establece
el Tiempo de parada)
Corte • La salida Inhabilitar altura de la antorcha
se desactiva después de que el sistema
de corte acelera al Porcentaje de velocidad
de Inhabilitar altura de la antorcha más
la Distancia del plasma desde la esquina o
después de que finaliza el Tiempo de retardo
AVC, lo que ocurra al último.
• La salida Inhabilitar altura de la antorcha
se activa y desactiva durante el corte cuando
la velocidad de corte real desciende
a un porcentaje por debajo de la Velocidad
de inhabilitar altura de la antorcha.
Subir antorcha • Se desactiva la salida Control de corte de XPR.
• Se desactiva la entrada Arranque de plasma.
• Se desactiva la salida Avance.
• Se desactiva la entrada Detección de corte
de XPR.
• La antorcha se retrae a la Altura de retracción.
Demora de parada
• El CNC evita que el pórtico avance al siguiente
punto de perforación hasta que finaliza
el Tiempo de parada.
El Tiempo de parada
transcurre
20 809900ES Adición al manual EDGE Connect
Recorrido transversal • El pórtico avanza hasta el punto de perforación
siguiente y la secuencia se repite.

Diagnóstico y localización de problemas
Phoenix muestra los códigos de diagnóstico de la XPR como mensajes de estado, cuadros
de diálogo de errores, información de la Watch Window de Errores del sistema y datos del Registro
de diagnósticos. La XPR tiene cuatro tipos de códigos de diagnóstico y Phoenix mostrará los
códigos tal y como se define en la siguiente tabla.
Tabla 7 – Tipos de códigos de diagnóstico de XPR
Corte y marcado con una XPR en un EDGE Connect CNC
Tipo de
código
Información El efecto no es inmediato. En muchos casos,
Alerta Las alertas no pausan el programa de piezas,
Errores Los errores pueden causar un efecto adverso
Fallas Las fallas protegen el sistema de corte y los
Efecto durante el corte Qué hacer
no es necesaria ninguna acción por parte
del operador.
pero pueden afectar la productividad
y la calidad de corte de forma negativa.
Se necesita acción por parte del operador
para resolver un código de alerta.
sobre la productividad o la calidad o pueden
provocar daños en los componentes del
sistema de corte.
Los errores pausan el programa de piezas
y muestran un cuadro de diálogo de error
de CNC.
componentes del sistema para que no sufran
daños permanentes.
Las fallas pausan el programa de piezas
y muestran un cuadro de diálogo de error
de CNC. El arco no arrancará hasta que
se resuelva la falla.
Para encontrar el código numérico para un
mensaje de Información o Estado de alerta,
vaya a la pantalla Registro en la interfaz web
de la XPR.
• Para conocer los pasos
de la localización de problemas,
consulte el manual de instrucciones
incluido con su fuente de energía plasma
XPR.
Para resolver un error o falla de XPR:
• Ubique el número de error en el cuadro
de diálogo de error que aparece.
Vea Cuadro de diálogo de error
en la página 23.
• Siga los pasos de acción correctiva que
aparecen en el manual de instrucciones
incluido con su fuente de energía plasma
XPR.
Preparación de XPR
Antes de enviar un proceso a la XPR, asegúrese de que se cumplan las siguientes condiciones:
Asegúrese de que el bus de campo esté funcionando.
La estación de herramientas está habilitada y la herramienta de corte está lista para cortar
(en el estado Chequeos iniciales o Esperar al arranque).
El sistema XPR está encendido (ON).
Las purgas de gas están completas.
No hay errores graves presentes en la XPR.
EDGE Connect Adición al manual 809900ES 21

Corte y marcado con una XPR en un EDGE Connect CNC
Mensaje estado
Ver información sobre los errores de XPR en el CNC
La información de los errores de XPR aparece en Phoenix en los siguientes lugares:
Mensaje estado
Cuadro de diálogo de error
Watch Window de Errores del sistema (si se ha configurado)
Registro en la Vista de diagnóstico de XPR en el CNC
Mensaje estado
El error de XPR con mayor prioridad, si existe, aparece en letra azul bajo el área de vista previa
de la pieza en la pantalla Principal de Phoenix.
Figura 4 – Ejemplo de un mensaje de estado que muestra un error de XPR
22 809900ES Adición al manual EDGE Connect
Cuando ocurre un error o una falla de XPR, el programa de piezas se pausa y aparece
un cuadro de diálogo. Para resolver un error, vea Cuadro de diálogo de error en la página 23.
Si no aparece un cuadro de diálogo de error y el programa de piezas no se pausa, entonces
el mensaje de estado indica una de las siguientes opciones:
Información o alerta de XPR – vea la Tabla 7 en la página 21.
Estado actual en la secuencia de corte por plasma – vea la página 19.

Corte y marcado con una XPR en un EDGE Connect CNC
Cuadro de diálogo de error
Los errores y las fallas de XPR aparecen en un cuadro de diálogo del CNC. En el cuadro de
diálogo, seleccione la tecla programable Manual XPR para ver la información de localización
de problemas para el error. El mensaje de error incluye el número de código de error (por ejemplo,
Error XPR 508). Vea Figura 5.
Figura 5 – Cuadro de diálogo con un mensaje de error de XPR
Watch Window de Errores del sistema
También puede monitorear alertas, fallas o mensajes de error en el CNC a través
de la Watch Window de Errores del sistema, como se muestra en Figura 6.
Figura 6 – Watch Window de Errores del sistema
Para configurar una Watch Window de Errores del sistema, vea la página 11.
Para ver información detallada de diagnósticos de XPR, use la Interfaz web de la XPR.
EDGE Connect Adición al manual 809900ES 23
Corte y marcado con una XPR en un EDGE Connect CNC
1
2
1
2
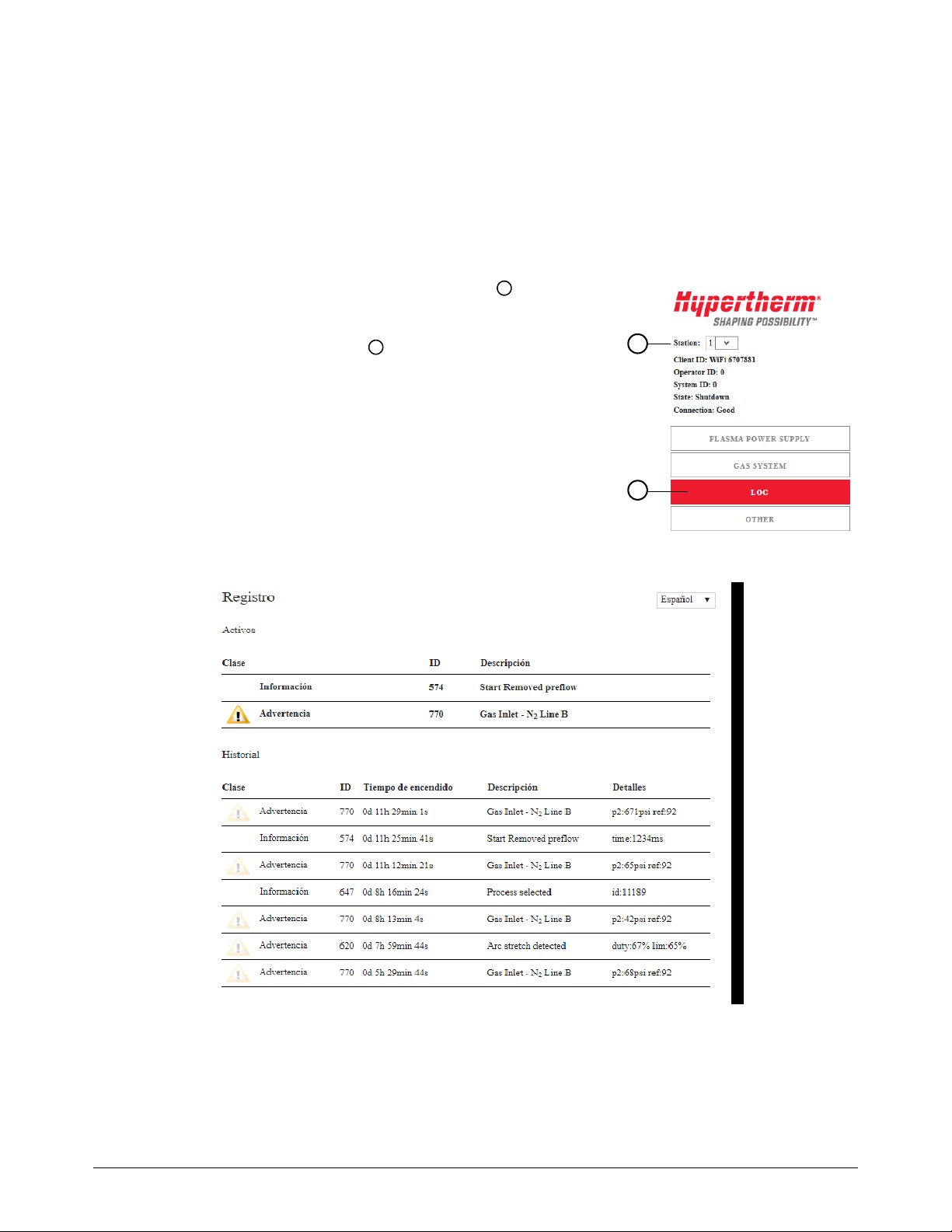
Registro de diagnósticos de XPR
Puede ver códigos de diagnóstico de la XPR activos y recientes, detalles de errores y datos
de Tiempo de encendido en el Registro en la Vista de diagnóstico de la XPR en el CNC.
Para ir al Registro de diagnósticos de XPR:
1. En la pantalla Principal de Phoenix, seleccione Ajustes > Diagnóstico > Sistema XPR.
2. Seleccione el número de Station (Estación) de la
XPR que desea monitorear.
3. Seleccione Log (Registro) .
El Registro (Figura 7) muestra 4 clases de códigos de
diagnóstico de la XPR: fallas, errores, alertas y mensajes de
información. Para conocer la diferencia entre cada una de las
clases, refiérase a la la Tabla 7 en la página 21.
Figura 7 – Pantalla Registro en la Vista de diagnóstico de la XPR
24 809900ES Adición al manual EDGE Connect
Para conocer los pasos de la localización de problemas, refiérase
al manual de instrucciones incluido con su fuente de alimentación
plasma XPR.

Monitorear la XPR desde el CNC
1
3
5
2
4
6
1 Station ID (ID de estación) es el número de
estación de XPR para monitorear.
2 ID de cliente es el dispositivo que se está
comunicando con la XPR. La ID de cliente
aparece como “EDGE Connect” en todos
los CNC.
3 ID de operador es el tipo de conexión que envía
un proceso. La ID de operador aparece como
“Sin usuario” si se desconecta la red.
4Sistema ID es el tipo de fuente de energía plasma
en la estación seleccionada. La ID de sistema
aparece como “Ninguno” si la estación
seleccionada no es una XPR.
5 Estado es el estado actual de la XPR
en la estación seleccionada. Para más
información, consulte el manual de instrucciones
incluido con su fuente de energía plasma XPR.
6 Conexión es el estado de la comunicación entre
Phoenix y el navegador web que muestra
los datos de diagnóstico.
Puede monitorear hasta dos fuentes de energía de plasma XPR en el CNC al abrir la Vista
de diagnóstico de XPR en Phoenix. La información en la Vista de diagnóstico se propaga
automáticamente desde la XPR a través de EtherCAT.
Para ir a la Vista de diagnóstico de XPR en Phoenix:
1. Seleccione Ajustes > Diagnóstico > Sistema XPR.
2. Seleccione la Station (Estación) de la XPR que desea monitorear.
Corte y marcado con una XPR en un EDGE Connect CNC
Estado y conexión
La pantalla principal de la vista de Diagnóstico de XPR en Phoenix le muestra el estado
y la conexión de la estación de XPR que ha seleccionado para monitorear. Vea Figura 8.
Figura 8 – Ver el estado y el estado de conexión de la fuente de energía plasma XPR
EDGE Connect Adición al manual 809900ES 25

Corte y marcado con una XPR en un EDGE Connect CNC
Versiones de firmware
Para averiguar qué versiones de firmware están instaladas en una estación XPR:
1. En la vista de Diagnóstico de XPR en Phoenix, seleccione el número de Station (Estación)
de la XPR.
2. Seleccione la pestaña Otro.
Para ver una lista de las versiones de firmware que admite este documento, refiérase a Para
empezar en la página 5.
Los siguientes procedimientos de actualización de firmware están disponibles
en www.hypertherm.com/docs:
Para actualizar el firmware de la XPR automáticamente por EtherCAT, refiérase a la Nota
técnica 810720.
Para actualizar la Interfaz web de la XPR y el firmware de la TCI mediante una unidad USB
o una conexión inalámbrica, refiérase al Boletín de Servicio Técnico 809820
de Hypertherm.
26 809900ES Adición al manual EDGE Connect

Corte y marcado con una XPR en un EDGE Connect CNC
1
2
1
2
(No aplica para XPR170)
E/S, temperaturas y estado del chopper de la fuente de energía plasma
La pantalla Fuente de energía plasma le muestra los detalles sobre E/S activas, temperaturas
y estado del chopper. Para ver E/S, temperaturas y estado del chopper de la fuente de energía
plasma XPR:
1. En la pantalla Principal de Phoenix, seleccione
Ajustes > Diagnóstico > Sistema XPR.
2. Seleccione el número de Station (Estación) de la XPR
que desea monitorear.
3. Seleccione la Fuente de energía plasma .
Aparece la pantalla Fuente de energía plasma (vea la Figura 9
en la página 27). Esta pantalla también muestra las entradas
y salidas. Cuando está resaltada en rojo o gris, esa entrada
o salida está activa.
Figura 9 – Fuente de energía plasma en la Vista de diagnóstico de XPR
Para ver alertas y errores activos o recientes, vaya a la pantalla Registro.
Vea la página 24.
EDGE Connect Adición al manual 809900ES 27
Corte y marcado con una XPR en un EDGE Connect CNC
1
2
1
2
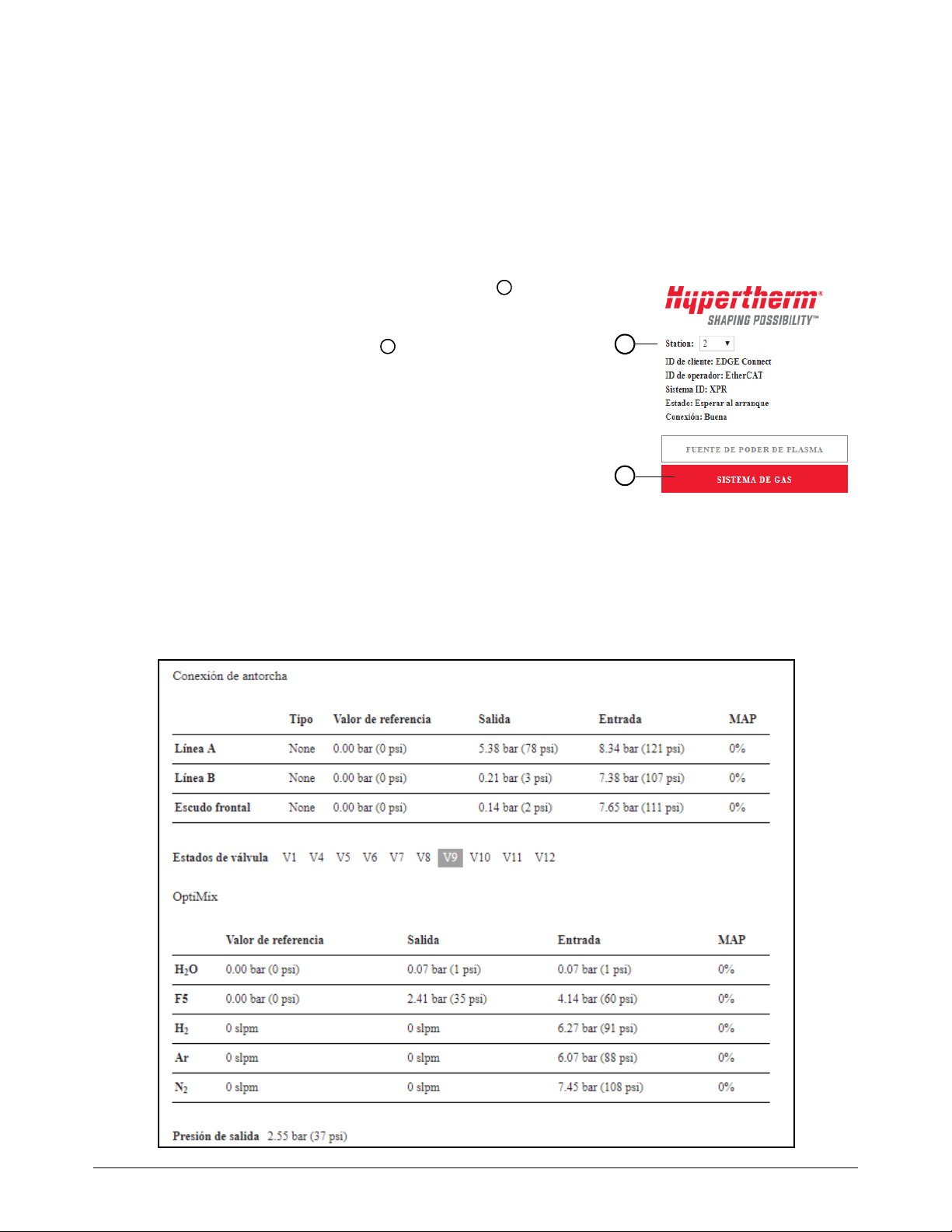
Monitorear y probar los flujos de gas
Puede monitorear y probar los flujos de gas desde la pantalla Sistema de gas en la Vista
de diagnóstico de XPR en el CNC a través de EtherCAT.
Para ver la pantalla Sistema de gas:
1. En la pantalla Principal de Phoenix, seleccione Ajustes > Diagnóstico > Sistema XPR.
2. Seleccione el número de Station (Estación) de la XPR
que desea monitorear.
3. Seleccione Sistema de gas .
Monitorear los flujos de gas
Para monitorear los flujos de gas desde el CNC, ver los datos en la pantalla Sistema de gas.
Vea Figura 10.
Figura 10 – Pantalla Sistema de gas
28 809900ES Adición al manual EDGE Connect

Corte y marcado con una XPR en un EDGE Connect CNC
Probar los flujos de gas y las fugas
Realice una prueba de gas para asegurarse de que está preparado para cortar o para ayudar
a diagnosticar problemas con la calidad de corte, el rendimiento del sistema y la duración
de los consumibles.
Para hacer una prueba de flujo de gas o de fuga de gas desde el CNC,
el CNC debe tener el control de la XPR. El dispositivo que ajusta un
proceso primero tiene control sobre la XPR.
Para hacer la prueba de flujo de gas en el CNC:
1. Vaya a la pantalla Sistema de gas en la Vista de diagnóstico de XPR. Vea la página 28 para
más detalles.
2. Elija la prueba que desea realizar (Preflujo, Flujo de perforación, Flujo de corte o Fuga de gas).
3. En el cuadro de diálogo “¿Está seguro?”, seleccione SÍ. La prueba comienza de inmediato
y dura unos 45 segundos.
Para cancelar una prueba de flujo de gas, seleccione el mismo botón
de prueba de flujo de gas nuevamente o elija una prueba de gas diferente.
Las pruebas de fuga de gas no se pueden cancelar.
Para ver información de gas, alertas y errores durante o después de la prueba, seleccione Registro.
Vea Registro de diagnósticos de XPR en la página 24.
EDGE Connect Adición al manual 809900ES 29

Corte y marcado con una XPR en un EDGE Connect CNC
Ver información de XPR con la interfaz web de XPR
La Interfaz web XPR, que solo está disponible en dispositivos inalámbricos, proporciona la mayoría
de los datos que puede encontrar en la Vista de diagnóstico de XPR en el CNC. Antes de usar
un dispositivo inalámbrico para monitorear los diagnósticos de XPR, revise la Vista
de diagnóstico de XPR en Phoenix para ver si los datos que necesita ya están disponibles
en el CNC. Vea Monitorear la XPR desde el CNC en la página 25.
• Si los datos de diagnóstico de XPR que necesitan solamente están disponibles en la Interfaz web XPR
en un dispositivo inalámbrico, consulte el manual de instrucciones incluido con su fuente de energía
plasma XPR para ver la documentación.
• Si conecta el CNC a la red inalámbrica de una XPR (modo Punto de acceso), el CNC solamente
se podrá comunicar con la red de la XPR y no con la red de su sitio. Para solucionar este problema, use
el modo Red en su lugar o conecte un cable Ethernet desde la conexión LAN del CNC a un puerto que
tenga acceso a la red de su sitio. Para obtener más detalles sobre el modo AP vs. el modo Red, consulte
el manual de instrucciones incluido con su fuente de energía plasma XPR.
Para conocer las especificaciones del cable Ethernet, vea
Especificaciones e instalación en la Sección 1 del EDGE
Installation and Setup Manual (Manual de instalación y configuración
de EDGE
®
Connect) (809340).
®
Connect
Quitar una XPR de una red EtherCAT para realizar mantenimiento
Si necesita apagar una XPR temporalmente (por ejemplo para hacer mantenimiento), pero desea
seguir usando el sistema de corte, debe quitar momentáneamente la XPR de la configuración
de la red EtherCAT. Quitar una XPR de la configuración de la red, procedimiento conocido como
quitar una XPR para realizarle mantenimiento, le permite continuar usando el sistema de corte sin
fallas del bus de campo.
Para quitar una XPR para realizar mantenimiento:
1. Ponga el CNC en apagado (OFF).
2. Ponga en apagado (OFF) la fuente de energía principal de la XPR que quiere quitar para
realizar mantenimiento.
3. Ponga el CNC en encendido (ON).
Cuando Phoenix se abre, comienza a iniciar la red EtherCAT. Luego aparece el mensaje que
se muestra en la Figura 11 en la página 30.
Figura 11
30 809900ES Adición al manual EDGE Connect

Corte y marcado con una XPR en un EDGE Connect CNC
El mensaje muestra la XPR que quiere quitar para realizar mantenimiento. En este ejemplo,
es la XPR en la Estación 1.
4. Elija Sí
Phoenix quita la XPR de la configuración de red y enciende la red EtherCAT.
Si reinicia el CNC mientras la XPR está fuera por mantenimiento, tendrá
que volver a responder el mensaje ¿Quitar la fuente de energía plasma
1 para realizar mantenimiento?. Elija Sí.
Si intenta cortar con una XPR que está fuera por mantenimiento, aparece
el siguiente mensaje.
Figura 12
Para volver a activar la XPR:
1. Ponga el CNC en apagado (OFF).
2. Ponga en encendido (ON) la fuente de energía principal de la XPR que quiere volver a activar.
3. Ponga el CNC en encendido (ON).
Phoenix agrega la XPR a la configuración de la red e inicia la red EtherCAT.
EDGE Connect Adición al manual 809900ES 31

Corte y marcado con una XPR en un EDGE Connect CNC
Apéndice A: Acerca de los programas de piezas ProNest para XPR
Consulte la EDGE Connect Programmer Reference (Referencia
del programador del EDGE Connect) (809550) para más información
sobre los códigos que se utilizan para la programación de piezas.
Formato del programa de piezas ProNest para una XPR
Cuando usa ProNest para crear un programa de piezas para una XPR, ProNest incluye un comando
G59 V509 Fxxxxx al inicio del programa de piezas. Este comando indica al CNC y a la XPR qué
registro en la base de datos de la tabla de corte deben usar para este programa de piezas.
El registro contiene todos los parámetros de procesos que necesitan el CNC y la XPR para
ejecutar el programa de piezas, incluyendo todos los parámetros de procesos para corte, marcado
y/o True Hole (cuando corresponda).
Asegúrese de que los siguientes ajustes de Código de programa estén
habilitados en la pantalla Corte en Phoenix (Ajustes > Corte): Anular
código G59 EIA, Anular selección de proceso, Anular sangría EIA
y Anular código-F EIA.
Por ejemplo: G59 V509 F11189
En este ejemplo, el comando V509 indica al CNC y a la XPR que usen el registro 11189
(80 A O2/Aire) en la base de datos de la tabla de corte para este programa de piezas.
Cuando el CNC lee el comando M07 (Corte activado) en el programa de piezas, el CNC envía
el número de registro 11189 a la XPR. Luego, la XPR carga los parámetros del proceso de corte
asociados del número de registro 11189. Al mismo tiempo, el CNC carga los parámetros del
proceso de corte del número de registro 11189. Los parámetros de proceso son los siguientes:
Voltaje del arco
Corriente de corte
Altura de corte
Un operador no puede anular estos parámetros en el CNC. Para anular
parámetros de proceso, las modificaciones se deben realizar en la tabla
de corte de ProNest. Vea
información.
Velocidad de corte
Tipo y rango de flujo de gas
Sangría
la Tabla 8 en la página 34 para más
Altura de perforación
Tiempo de perforación
Altura de transferencia
32 809900ES Adición al manual EDGE Connect

Anulaciones de procesos
Un solo comando G59 V509 Fxxxxx en el programa de piezas se propaga automáticamente
en los campos Selección de proceso de XPR.
Un código de anulación en la línea de M07
en el programa de piezas modifica estos valores.
Para cambiar un programa de piezas XPR, modifique la tabla de corte en ProNest (u otro software
CAM) y coloque en la salida el programa de piezas modificado para usar en Phoenix.
Corte y marcado con una XPR en un EDGE Connect CNC
Códigos de anulación
Si es necesario modificar los parámetros de proceso de corte, marcado o True Hole en un registro
de la base de datos de la tabla de corte, debe realizar estas modificaciones en ProNest. A estas
modificaciones se las denomina anulaciones de procesos. Cuando coloca en la salida al nuevo
programa de piezas desde ProNest, ProNest indica las anulaciones de procesos con los códigos
que aparecen en la Tabla 8 en la página 34.
EDGE Connect Adición al manual 809900ES 33

Corte y marcado con una XPR en un EDGE Connect CNC
Tabla 8 – Códigos de anulación de los parámetros de procesos
Código de anulación Descripción
AVO Anulación del voltaje del arco
AVD Anulación del Retraso de voltaje del arco*
CCO Anulación de la corriente de corte
CHT Anulación de la altura de corte
MAF Anulación del flujo de mezcla de AR
MHF Anulación del flujo de mezcla de H2
MNF Anulación del flujo de mezcla de N2
PCF Anulación del flujo de corte por plasma
PHT Anulación de la altura de perforación**
PTO Anulación del tiempo de perforación
SCF Anulación del flujo de protección de corte
SPF Anulación del flujo de protección de perforación
THT Anulación de la altura de transferencia**
* También denominado retraso de Control automático de voltaje (AVC).
** Vea Anulaciones de la altura de perforación y la altura de transferencia.
ProNest incluye estos códigos de anulación de procesos en la línea de comando M07.
Esto indica a Phoenix y a la XPR qué valor estándar del registro de la tabla de corte deben
anular con el valor especificado.
Por ejemplo: M07 AVO116
En este ejemplo, supongamos que el voltaje del arco estándar especificado para este proceso
en el registro de la tabla de corte es 118. La anulación del parámetro de proceso AVO116
en el programa de piezas indica a Phoenix y a la XPR que deben utilizar un voltaje del arco
de 116 en vez de 118.
Las anulaciones de procesos aplicadas en la línea M07 permanecen vigentes
comando M07,
que vuelve a cargar los valores estándar de la tabla de corte.
hasta el próximo
34 809900ES Adición al manual EDGE Connect

Corte y marcado con una XPR en un EDGE Connect CNC
Anulaciones de la altura de perforación y la altura de transferencia
La altura de perforación y la altura de transferencia se definen en la tabla de corte de XPR como
valores absolutos (en pulgadas o milímetros). Para XPR, las anulaciones de la altura de perforación
y la altura de transferencia son independientes de la altura de corte.
Ejemplo: M07 CHT0.5 THT0.25 = Corte activado, use una altura de corte de 0.5 pulg. y use una
altura de transferencia de 0.25 pulg.
En este ejemplo, los valores de anulación de CHT y THT se usan en vez de los valores de altura
de corte y altura de transferencia del registro de la tabla de corte que aparecen como referencia
en la línea G59. Debido a que PHT no está incluido en la línea M07, se usa el valor de altura
de perforación del registro de la tabla de corte que aparece como referencia en la línea G59.
Códigos de marcado
Para indicar a Phoenix y a la XPR que anulen los parámetros del proceso de corte con
los parámetros del proceso de marcado del registro de la tabla de corte, ProNest incluye
el código de N2 (nitrógeno) o AR (argón) en la línea de comando M07 (Corte activado).
Por ejemplo: M07 N2 o M07 AR
Además, ProNest indica la velocidad de marcado como un código de valor F después de M07
(Corte activado). La velocidad de marcado puede ser el valor de la tabla de corte o un valor
de anulación, si especificó una anulación de velocidad de marcado en la tabla de corte de ProNest.
Por ejemplo:
M07 N2
F250.
Si va a realizar marcado de texto, vea también el Vea Elija Arranque para
reanudar el corte por plasma con XPR. en la página 41.
Si su pieza requiere marcado con polvo de oxicorte con códigos M09
legados, vea la página 41.
EDGE Connect Adición al manual 809900ES 35

Corte y marcado con una XPR en un EDGE Connect CNC
Códigos de True Hole
Para indicar a Phoenix y a la XPR que anulen los parámetros del proceso de corte estándar con
los parámetros del proceso de corte True Hole del registro de la tabla de corte, ProNest incluye
el código TH en la línea de comando M07 (Corte activado).
Por ejemplo: M07 TH
Esto indica que los parámetros de proceso de corte True Hole del registro de la tabla de corte,
además de los parámetros True Hole de Phoenix, se usarán para cualquier círculo compatible
con True Hole en lugar de los parámetros de proceso de corte estándar.
Además de usar los parámetros True Hole en la tabla de corte y
en Phoenix, un programa de piezas ProNest aplica automáticamente
velocidades variables en múltiples segmentos de orificios para completar
la técnica True Hole.
Códigos de contorno interior
Para piezas con contornos interiores, como ranuras, arcos u orificios que no son compatibles con
True Hole, ProNest incluye el código O2S en la línea de comando M07 (Corte activado). El código
O2S indica a Phoenix y a la XPR que anulen los parámetros de proceso de corte estándar con los
parámetros de proceso de corte O2/O2 del registro de la tabla de corte.
Por ejemplo: M07 O2S
36 809900ES Adición al manual EDGE Connect

Corte y marcado con una XPR en un EDGE Connect CNC
Programa de pieza ProNest de ejemplo
El siguiente es un programa de piezas ProNest de ejemplo para una XPR.
G59 V509 F11420
(130 A O2/Aire)
G41
M07 AVO132 THT0.25
M51
F80.
G03X0. 7071Y0. 7072I0. 3536J0. 3536
G02I1. 5556J1. 5556
M50
M50H-0. 035
G03X-0. 3536I-0. 1768J-0. 1768
M08
G40
M51
M19
M02
Diferencias entre programas de piezas ProNest para XPR y HPRXD
Si tiene un programa de piezas ProNest que fue creado para una HPRXD,
Hypertherm recomienda que cree un programa de piezas nuevo,
específicamente para XPR.
Existen varias diferencias entre las tablas de corte de XPR y HPRXD. Por ende, también hay
bastante diferencia entre un programa de piezas ProNest creado para una XPR y un programa de
piezas ProNest creado para una HPRXD. Las diferencias clave incluyen las siguientes:
Selección de proceso
Marcado
True Hole
Anulaciones
Altura de transferencia y altura de perforación
A continuación se describen brevemente. Consulte la EDGE Connect Programmer Reference
(Referencia del programador del EDGE Connect) (809550) para obtener toda información sobre
los códigos que se utilizan para la programación de piezas.
EDGE Connect Adición al manual 809900ES 37

Corte y marcado con una XPR en un EDGE Connect CNC
Selección de proceso
Con las tablas de corte de XPR, la selección de proceso usa una sola línea de código
en el programa de piezas. Por ejemplo:
G59 V509 F11189
Este comando indica al CNC y a la XPR qué registro en la base de datos de la tabla de corte deben
usar para este programa de piezas. El registro incluye los parámetros para el tipo de antorcha,
tipo de material, corriente de corte, gas y espesor del material. Entonces, este comando único
especifica todos esos parámetros de una sola vez.
Con las tablas de corte de HPRXD, la selección de proceso usa varias líneas de código V5xx
en el programa de piezas para especificar los parámetros para el tipo de antorcha, tipo de material,
corriente de corte, gas y espesor del material. Por ejemplo:
G59 V502 F34
G59 V503 F1.00
G59 V504 F130
G59 V505 F2
G59 V507 F33
Marcado
Con las tablas de corte de XPR, la selección del proceso de marcado usa el código N2 o AR
en la línea M07 (Corte activado) en el programa de piezas. Por ejemplo:
G59 V509 F11189
...
M07 N2
...
M08
Con las tablas de corte de HPRXD, el marcado usa varias líneas de código en el programa
de piezas, incluyendo códigos específicos de marcado. Por ejemplo:
G59 V525 F27
...
M36 T3
...
M09
...
M10
Tenga en cuenta que los códigos de marcado que se usan en los programas de pieza de HPRXD
no se usan en los programas de piezas de XPR. Vea Tabla 9 para más información.
38 809900ES Adición al manual EDGE Connect

Corte y marcado con una XPR en un EDGE Connect CNC
Tabla 9 – Diferencias de códigos de marcado entre una XPR y una HPRXD
Código Con una XPR, se usa para... Con una HPRXD, se usa para...
M36 T1 (Seleccionar proceso Plasma 1) Corte y marcado Corte
M07 (Corte activado) Corte y marcado Corte
M08 (Corte desactivado) Corte y marcado Corte
M36 T3 (Seleccionar proceso Marcador 1) No se usa Marcado
M09 (Habilitar Marcador 1) No se usa Marcado
M10 (Inhabilitar Marcador 1) No se usa Marcado
Cuando realiza marcado con una XPR utilizando un programa de piezas
de HPRXD, Phoenix interpreta automáticamente los códigos de marcado
legados de manera correcta, sin cambiar los códigos a simple vista
en el programa de piezas, si es que inhabilita los siguientes ajustes
de Código de programa en la pantalla Corte en Phoenix (Ajustes >
Corte): Anular código G59 EIA, Anular selección de proceso,
Anular sangría EIA y Anular código-F EIA.
True Hole
Con las tablas de corte de XPR, la selección del proceso de True Hole usa el código TH en la línea
M07 (Corte activado) en el programa de piezas. Por ejemplo:
G59 V509 F11189
...
M07 TH
Con las tablas de corte de HPRXD, la selección del proceso de True Hole usa varias líneas
de código V5xx en el programa de piezas. Por ejemplo:
G59 V502 F34
G59 V503 F1.99
G59 V504 F130
G59 V505 F2
G59 V507 F33
Además, en un programa de piezas de HPRXD con True Hole, se aplica una velocidad al orificio.
Con un programa de piezas de XPR con True Hole, se aplican velocidades variables en múltiples
segmentos de un orificio.
EDGE Connect Adición al manual 809900ES 39

Corte y marcado con una XPR en un EDGE Connect CNC
Anulaciones
Con las tablas de corte de XPR, las anulaciones de los parámetros de procesos usan un código
de anulación en la línea M07 (Corte activado) en el programa de piezas. Por ejemplo:
G59 V509 F11189
...
M07 AVO116 THT0.25
Con las tablas de corte de HPRXD, las anulaciones usan códigos V6xx en el programa de piezas.
Por ejemplo:
G59 V502 F34
G59 V503 F1.00
G59 V504 F130
G59 V505 F2
G59 V507 F33
...
G59 V600 F125
M07
ProNest sigue usando los códigos de anulación de control de altura
V600 y V607 según sean necesarios en los programas de piezas de XPR
creados para corte en bisel. Sin embargo, no se admiten otros códigos
de anulación V6xx en una XPR.
Altura de perforación y altura de transferencia
Con XPR, las anulaciones de la altura de perforación y la altura de transferencia son independientes
de la altura de corte. La altura de perforación y la altura de transferencia se expresan únicamente
como valores absolutos (en pulgadas o milímetros) en las tablas de corte de XPR y en la pantalla
Proceso de Phoenix. Para conocer ejemplos de códigos de programas de piezas, vea la página 35.
Con HPRXD, los valores de altura de perforación y altura de transferencia se expresan como altura
de corte del 50% al 400%. Por ejemplo:
G59 V602 F200 = ajustar el factor altura de perforación del Plasma 1 en 200% de la altura
de corte
G59 V604 F75 = ajustar el factor altura de transferencia del Plasma 1 en 75% de la altura de corte
40 809900ES Adición al manual EDGE Connect

Apéndice B: Marcado con polvo de oxicorte
Si bien los programas de piezas legados se deben volver a publicar con el software CAM, existe
una forma manual de usar un programa de piezas legado para marcar códigos M09 con polvo
de oxicorte y cortar códigos M07 con XPR. Siga las pautas y la secuencia especial de los pasos
que aparecen a continuación.
Pautas
Controle el CNC con modo Manual.
Use la función Avanzar a perforación para completar primero todo el marcado
con polvo de oxicorte.
No se puede cambiar de modo Plasma a modo Oxicorte.
Marcar con polvo de oxicorte y cortar con XPR
Corte y marcado con una XPR en un EDGE Connect CNC
Para usar un programa de piezas legado para marcar con polvo de oxicorte y cortar con XPR:
1. Con el programa de piezas en modo Oxicorte, oprima Arranque y luego oprima Parada
de inmediato para pausar el programa.
2. Elija Avanzar a perforación y seleccione el primer punto de perforación de código M09 para
el marcado con polvo de oxicorte.
3. Elija Arranque para comenzar el marcado con polvo de oxicorte.
4. Apenas se completen todos los códigos de marcado M09, elija Parada de inmediato para
pausar el programa de piezas.
Si espera demasiado tiempo para pausar el programa,
los códigos M07 de corte por plasma se cortan en modo Oxicorte
envezdeenmodoPlasma.
5. En la pantalla Principal, elija Cambiar modo de corte y luego elija Plasma.
6. Elija la tecla programable Avanzar a perforación para saltar a la primera perforación M07
en el programa de piezas.
7. Elija Arranque para reanudar el corte por plasma con XPR.
EDGE Connect Adición al manual 809900ES 41

Corte y marcado con una XPR en un EDGE Connect CNC
42 809900ES Adición al manual EDGE Connect

Apéndice C: Opciones para marcado de texto
¿Está realizando el marcado
directamente en el CNC o a través
de ProNest?
¿Necesita marcar texto
que no está en inglés?
¿
N
e
c
e
s
i
t
a
r
e
a
l
i
z
a
r
u
n
a
p
a
r
a
d
a
n
o
s
i
n
c
r
o
n
i
z
a
d
a
s
o
b
r
e
e
l
m
a
r
c
a
d
o
?
¿Usa ProNest CNC?
ProNest CNC no es compatible
con el marcado
Usar un marcador de texto PhoenixOpción de marcador de texto Phoenix en ProNest
¿Prefiere una geometría
de corte liso?
ProNest
Sí
Sí
No
Sí
No
Inhabilitar suavizado
Habilitar suavizado
CNC
No
No
Para determinar si debe usar el texto trazado con ProNest, la opción del marcador de texto
Phoenix en ProNest o el Generador de fuentes de marcador Phoenix, consulte el diagrama
de flujo a continuación.
Usar texto trazado con ProNest
Corte y marcado con una XPR en un EDGE Connect CNC
Texto trazado con ProNest Marcador de texto Phoenix en ProNest Usar un marcador de texto Phoenix
El texto trazado con ProNest se incluye como avances de marcado individuales en código de salida. ProNest convierte todo el texto trazado al marcador de texto Phoenix
• Importar texto CAD o aplicar en Edición avanzada
• Parada no sincronizada compatible con movimientos de marcado
• Compatibilidad con Unicode
• Mayúsculas o minúsculas
• Anulaciones de corriente disponibles
• Toda la geometría de la pieza (corte y marcado) se suavizará durante la importación de la pieza,
si “Suavizar entidades” está habilitada.
• Utilizar esta opción sin suavizado puede arrojar resultados de mala calidad a nivel cosmético.
durante la salida.
• Sin parada no sincronizada
• Solo texto ASCII
• TODO MAYÚSCULAS
• Sin anulaciones de corriente
El texto marcado se aplica en Phoenix al CNC.
• Sin parada no sincronizada
• Solo texto ASCII
• TODO MAYÚSCULAS
• Sin anulaciones de corriente
EDGE Connect Adición al manual 809900ES 43
 Loading...
Loading...