


EDGE® Connect
Control de corte con plantilla
Manual de instalación y configuración
809343 | Revisión 4 | Español | Spanish

Registre su nuevo sistema Hypertherm
Beneficios de registrarlo
Seguridad: Su registro nos permite contactarle en el caso excepcional de necesitar alguna
notificación de seguridad o calidad.
Educación: El registro le brinda acceso gratuito al contenido de capacitación sobre productos
en línea a través del Instituto de corte Hypertherm.
Confirmación de propiedad: El registro puede servir como constancia de compra en caso
de una pérdida de seguro.
Regístrelo de manera rápida y fácil en www.hypertherm.com/registration.
Si tiene algún problema con el proceso de registro de productos, escriba a
registration@hypertherm.com.
Para su constancia
Número de serie: ________________________________________________________________________
Fecha de compra: _______________________________________________________________________
Distribuidor: ____________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
Notas de mantenimiento: _________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
EDGE, Phoenix, HPR, HPRXD, HPR130XD, HPR260XD, HPR400XD, CutPro, Remote Help, XPR, Powermax e Hypertherm
son marcas comerciales de Hypertherm, Inc., y pueden estar registradas en Estados Unidos y otros países. EtherCAT
es una marca comercial de Beckhoff Automation. Las demás marcas comerciales son propiedad exclusiva de sus respectivos
propietarios.
La responsabilidad ambiental es uno de los valores fundamentales de Hypertherm y es esencial para nuestra prosperidad
y la de nuestros clientes. Nos esforzamos por reducir el impacto ambiental en todo lo que hacemos. Para más información:
www.hypertherm.com/environment
© 2020 Hypertherm, Inc.
.

EDGE Connect
Manual de instalación y configuración
809343
Revisión 4
Español/Spanish
Traducción de las instrucciones originales
Octubre de 2020
Hypertherm, Inc.
Hanover, NH 03755 USA
www.hypertherm.com

Hypertherm Europe B.V.
Vaartveld 9, 4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com
(Technical Service Email)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com
(Technical Service Email)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service Email)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
Marketing.korea@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 (0) 437 606 995 Tel
61 7 3219 9010 Fax
au.sales@Hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
HTIndia.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Soporte.Tecnico@hypertherm.com (Technical Service Email)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com (Technical Service Email)
Hypertherm (Singapore) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
Marketing.asia@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
HTJapan.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Para acceder a recursos de capacitación y educación, visite el Instituto de corte Hypertherm
(HCI) en línea en www.hypertherm.com/hci.

ENGLISH
WARNING! Before operating any Hypertherm equipment, read the safety
instructions in your product’s manual, the Safety and Compliance Manual
(80669C), Waterjet Safety and Compliance Manual (80943C), and
Radio Frequency Warning Manual (80945C). Failure to follow safety
instructions can result in personal injury or in damage to equipment.
Copies of the manuals can come with the product in electronic and printed
formats. Electronic copies are also on our website. Many manuals are available
in multiple languages at www.hypertherm.com/docs.
BG (БЪЛГAPCКИ/BULGARIAN)
ПРЕДУПРЕЖДЕНИЕ! Преди да работите с което и да е оборудване
Hypertherm, прочетете инструкциите за безопасност в ръководството
на вашия продукт, „Инструкция за безопасност и съответствие“ (80669C),
„Инструкция за безопасност и съответствие на Waterjet“ (80943С)
и „Инструкция за предупреждение за радиочестота“ (80945С).
Копия на ръководствата може да придружават продукта в електронен
и в печатен формат. Можете да получите копия на ръководствата,
предлагани на всички езици, от „Documents library“ (Библиотека
за документи) на адрес www.hypertherm.com.
ET (EESTI/ESTONIAN)
HOIATUS! Enne Hyperthermi mis tahes seadme kasutamist lugege läbi toote
kasutusjuhendis olevad ohutusjuhised ning Ohutus- ja vastavusjuhend
(80669C), Veejoa ohutuse ja vastavuse juhend (80943C) ja Raadiosageduse
hoiatusjuhend (80945C). Ohutusjuhiste eiramine võib põhjustada vigastusi
ja kahjustada seadmeid.
Juhiste koopiad võivad olla tootega kaasas elektroonilises ja trükivormingus.
Juhiste koopiaid kõigis iga käsiraamatu jaoks saadaolevas keeles saate
hankida ka „Documents library (dokumentide raamatukogust)” lehel
www.hypertherm.com.
FI (SUOMI/FINNISH)
VAROITUS! Ennen minkään Hypertherm-laitteen käyttöä lue
tuotteen käyttöoppaassa olevat turvallisuusohjeet, turvallisuuden
ja vaatimustenmukaisuuden käsikirja (80669C), vesileikkauksen
turvallisuuden ja vaatimustenmukaisuuden käsikirja (80943C)
ja radiotaajuusvaroitusten käsikirja (80945C).
Käyttöoppaiden kopiot voivat olla tuotteen mukana elektronisessa
ja tulostetussa muodossa. Voit saada käyttöoppaiden kopiot kaikilla
kielillä ”latauskirjastosta”, joka on osoitteessa www.hypertherm.com.
CS (ČESKY/CZECH)
VAROVÁNÍ! Před uvedením jakéhokoli zařízení Hypertherm do provozu
si přečtěte bezpečnostní pokyny v příručce k produktu a v Manuálu pro
bezpečnost a dodržování předpisů (80669C), Manuálu pro bezpečnost
a dodržování předpisů při řezání vodním paprskem (80943C) a Manuálu
varování ohledně rádiových frekvencí (80945C).
Kopie příruček a manuálů mohou být součástí dodávky produktu,
a to v elektronické i tištěné formě. Kopie příruček a manuálů ve všech
jazykových verzích, v nichž byly dané příručky a manuály vytvořeny, naleznete
v „Knihovně dokumentů“ na webových stránkách www.hypertherm.com.
DA (DANSK/DANISH)
ADVARSEL! Inden Hypertherm udstyr tages i brug skal
sikkerhedsinstruktionerne i produktets manual og i Manual om sikkerhed
og overholdelse af krav (80669C), Manual om sikkerhed og overholdelse
af krav for vandstråleskæring (80943C), og Manual om radiofrekvensadvarsel
(80945C), gennemlæses.
Kopier af manualerne kan ledsage produktet i elektroniske og trykte formater.
Du kan også få kopier af manualer, på alle sprog der er til rådighed for hver
manuel, fra “Dokumentbiblioteket” på www.hypertherm.com.
DE (DEUTSCH/GERMAN)
WARNUNG! Bevor Sie ein Hypertherm-Gerät in Betrieb nehmen, lesen Sie
bitte die Sicherheitsanweisungen in Ihrer Bedienungsanleitung, das Handbuch
für Sicherheit und Übereinstimmung (80669C), das Handbuch für Sicherheit
und Compliance bei Wasserstrahl-Schneidanlagen (80943C) und das
Handbuch für Hochfrequenz-Warnung (80945C).
Bedienungsanleitungen und Handbücher können dem Gerät in elektronischer
Form oder als Druckversion beiliegen. Alle Handbücher und Anleitungen
können in den jeweils verfügbaren Sprachen auch in der
„Dokumente-Bibliothek“ unter www.hypertherm.com heruntergeladen werden.
ES (ESPAÑOL/SPANISH)
¡ADVERTENCIA! Antes de operar cualquier equipo Hypertherm, lea
las instrucciones de seguridad del manual de su producto, del Manual
de seguridad y cumplimiento (80669C), del Manual de seguridad
y cumplimiento en corte con chorro de agua (80943C) y del Manual
de advertencias de radiofrecuencia (80945C).
Pueden venir copias de los manuales en formato electrónico e impreso
junto con el producto. También se pueden obtener copias de los manuales,
en todos los idiomas disponibles para cada manual, de la “Biblioteca
de documentos” en www.hypertherm.com.
FR (FRANÇAIS/FRENCH)
AVERTISSEMENT! Avant d’utiliser tout équipement Hypertherm, lire les
consignes de sécurité dumanuel de votre produit, duManuel de sécurité
et de conformité (80669C), du Manuel de sécurité et de conformité du jet
d’eau (80943C) et du Manuel d'avertissement relatif aux radiofréqunces
(80945C).
Des copies de ces manuels peuvent accompagner le produit en format
électronique et papier. Vous pouvez également obtenir des copies de chaque
manuel dans toutes les langues disponibles à partir de la «Bibliothèque
de documents» sur www.hypertherm.com.
GR (ΕΛΛΗΝΙΚΆ/GREEK)
ΠΡΟΕΙΔΟΠΟΙΗΣΗ! Πριν θέσετε σε λειτουργία οποιονδήποτε εξοπλισμό της
Hypertherm, διαβάστε τις οδηγίες ασφαλείας στο εγχειρίδιο του προϊόντος
και στο εγχειρίδιο ασφάλειας και συμμόρφωσης (80669C), στο εγχειρίδιο
ασφάλειας και συμμόρφωσης του waterjet (80943C) και στο εγχειρίδιο
προειδοποιήσεων για τις ραδιοσυχνότητες (80945C).
Αντίγραφα των εγχειριδίων μπορεί να συνοδεύουν το προϊόν σε ηλεκτρονική
και έντυπη μορφή. Μπορείτε, επίσης, να λάβετε αντίγραφα των εγχειριδίων
σε όλες τις γλώσσες που διατίθενται για κάθε εγχειρίδιο από την ψηφιακή
βιβλιοθήκη εγγράφων (Documents library) στη διαδικτυακή τοποθεσία
www.hypertherm.com.
HU (MAGYAR/HUNGARIAN)
VIGYÁZAT! Mielőtt bármilyen Hypertherm berendezést üzemeltetne,
olvassa el a biztonsági információkat a termék kézikönyvében, a Biztonsági
és szabálykövetési kézikönyvben (80669C), a Vízsugaras biztonsági
és szabálykövetési kézikönyvben (80943C) és a Rádiófrekvenciás
figyelmeztetéseket tartalmazó kézikönyvben (80945C).
A termékhez a kézikönyv példányai elektronikus és nyomtatott formában
is mellékelve lehetnek. A kézikönyvek példányai (minden nyelven)
a www.hypertherm.com weboldalon a „Documents library”
(Dokumentum könyvtár) részben is beszerezhetők.
ID (BAHASA INDONESIA/INDONESIAN)
PERINGATAN! Sebelum mengoperasikan peralatan Hypertherm, bacalah
petunjuk keselamatan dalam manual produk Anda, Manual Keselamatan dan
Kepatuhan (80669C), Manual Keselamatan dan Kepatuhan Jet Air (80943C),
dan Manual Peringatan Frekuensi Radio (80945C). Kegagalan mengikuti
petunjuk keselamatan dapat menyebabkan cedera pribadi atau kerusakan
pada peralatan.
Produk mungkin disertai salinan manual dalam format elektronik maupun cetak.
Anda juga dapat memperoleh salinan manual, dalam semua bahasa yang
tersedia untuk setiap manual, dari "Perpustakaan dokumen"
di www.hypertherm.com.

IT (ITALIANO/ITALIAN)
AVVERTENZA! Prima di usare un’attrezzatura Hypertherm, leggere le istruzioni
sulla sicurezza nel manuale del prodotto, nel Manuale sulla sicurezza e la
conformità (80669C), nel Manuale sulla sicurezza e la conformità Waterjet
(80943C) e nel Manuale di avvertenze sulla radiofrequenza(80945C).
Il prodotto può essere accompagnato da copie elettroniche e cartacee
del manuale. È anche possibile ottenere copie del manuale, in tutte le lingue
disponibili per ogni manuale, dall’“Archivio documenti” all’indirizzo
www.hypertherm.com.
RO (ROMÂNĂ/ROMANIAN)
AVERTIZARE! Înainte de utilizarea oricărui echipament Hypertherm, citiți
instrucțiunile de siguranță din manualul produsului, manualul de siguranță
și conformitate (80669C), manualul de siguranță și conformitate Waterjet
(80943C) și din manualul de avertizare privind radiofrecvența (80945C).
Produsul poate fi însoțit de copii ale manualului în format tipărit și electronic.
De asemenea, dumneavoastră puteţi obţine copii ale manualelor, în toate limbile
disponibile pentru fiecare manual, din cadrul secţiunii „Bibliotecă documente”
aflată pe site-ul www.hypertherm.com.
JA (日本語/JAPANESE)
警告 ! Hypertherm 機器を操作する前に、この製品説明書にある安全情報、
「安全とコンプライアンスマニュアル」 (80669C) 、「ウォータージェット
の安全とコンプライアンス」 (80943C)、「高周波警告」 (80945C) をお読み
ください。
説明書のコピーは、電子フォーマット、または印刷物として製品に同梱さ
れています。各説明書は、 www.hypertherm.com の「ドキュメントライブラ
リ」から各言語で入手できます。
KO (한국어/KOREAN)
경고! Hypertherm 장비를 사용하기 전에 제품 설명서와 안전 및 규정 준수
설명서(80669C), 워터젯 안전 및 규정 준수 설명서(80943C) 그리고 무선
주파수 경고 설명서(80945C)에 나와 있는 안전 지침을 읽으십시오.
전자 형식과 인쇄된 형식으로 설명서 사본이 제품과 함께 제공될
수 있습니다. www.hypertherm.com 의 'Documents library (문서라이브러리)'
에서도모든언어로이용할수있는설명서사본을얻을수있습니다.
NE (NEDERLANDS/DUTCH)
WAARSCHUWING! Lees voordat u Hypertherm-apparatuur gebruikt
de veiligheidsinstructies in de producthandleiding, in de Veiligheids-
en nalevingshandleiding (80669C) in de Veiligheids- en nalevingshandleiding
voor waterstralen (80943C) en in de Waarschuwingshandleiding
radiofrequentie (80945C).
De handleidingen kunnen in elektronische en gedrukte vorm met
het product worden meegeleverd. De handleidingen, elke handleiding
beschikbaar in alle talen, zijn ook verkrijgbaar via de “Documentenbibliotheek”
op www.hypertherm.com.
NO (NORSK/NORWEGIAN)
ADVARSEL! Før du bruker noe Hypertherm-utstyr, må du lese
sikkerhetsinstruksjonene i produktets håndbok, håndboken om sikkerhet
og samsvar (80669C), håndboken om vannjet sikkerhet og samsvar
(80943C), og håndboken om radiofrekvensadvarsler (80945C).
Eksemplarer av håndbøkene kan medfølge produktet i elektroniske og trykte
utgaver. Du kan også få eksemplarer av håndbøkene i alle tilgjengelige språk
for hver håndbok fra dokumentbiblioteket på www.hypertherm.com.
PL (POLSKI/POLISH)
OSTRZEŻENIE! Przed rozpoczęciem obsługi jakiegokolwiek systemu
firmy Hypertherm należy się zapoznać z instrukcjami bezpieczeństwa
zamieszczonymi w podręczniku produktu, w podręczniku bezpieczeństwa
i zgodności (80669C), podręczniku bezpieczeństwa i zgodności systemów
strumienia wody (80943C) oraz podręczniku z ostrzeżeniem o częstotliwości
radiowej (80945C).
Do produktu mogą być dołączone kopie podręczników w formacie
elektronicznym i drukowanym. Kopie podręczników, wkażdym udostępnionym
języku, można również znaleźć w„Bibliotece dokumentów” pod adresem
www.hypertherm.com.
PT (PORTUGUÊS/PORTUGUESE)
ADVERTÊNCIA! Antes de operar qualquer equipamento Hypertherm,
leia as instruções de segurança no manual do seu produto, no Manual
de Segurança e de Conformidade (80669C), no Manual de Segurança
e de Conformidade do Waterjet (80943C) e no Manual de Advertência
de radiofrequência (80945C).
Cópias dos manuais podem acompanhar os produtos nos formatos eletrônico
e impresso. Também é possível obter cópias dos manuais em todos os idiomas
disponíveis para cada manual na “Biblioteca de documentos” em
www.hypertherm.com.
RU (PУССКИЙ/RUSSIAN)
БЕРЕГИСЬ! Перед работой с любым оборудованием Hypertherm
ознакомьтесь с инструкциями по безопасности, представленными
в руководстве, которое поставляется вместе с продуктом,
в Руководстве по безопасности и соответствию (80669С),
в Руководстве по безопасности и соответствию для водоструйной
резки (80943C) и Руководстве по предупреждению о радиочастотном
излучении (80945С).
Копии руководств, которые поставляются вместе с продуктом, могут быть
представлены в электронном и бумажном виде. Копии руководств на всех
языках, на которые переведено то или иное руководство, можно также
загрузить в разделе «Библиотека документов» на веб-сайте
www.hypertherm.com.
SK (SLOVENČINA/SLOVAK)
VÝSTRAHA! Pred použitím akéhokoľvek zariadenia od spoločnosti Hypertherm
si prečítajte bezpečnostné pokyny v návode na obsluhu vášho zariadenia
avManuáli o bezpečnosti a súlade s normami (80669C), Manuáli
o bezpečnosti a súlade snormami pre systém rezania vodou (80943C)
avManuáli sinformáciami orádiofrekvencii (80945C).
Kópia návodu, ktorá je dodávaná s produktom, môže mať elektronickú
alebo tlačenú podobu. Kópie návodov, vo všetkých dostupných jazykoch,
sú k dispozícii aj v sekcii z „knižnice Dokumenty“ na www.hypertherm.com.
SL (SLOVENŠČINA/SLOVEN IAN)
OPOZORILO! Pred uporabo katerekoli Hyperthermove opreme preberite
varnostna navodila v priročniku vašega izdelka, v Priročniku za varnost in
skladnost (80669C), v Priročniku za varnost in skladnost sistemov rezanja
z vodnim curkom (80943C) in v Priročniku Opozorilo o radijskih frekvencah
(80945C).
Izdelku so lahko priloženi izvodi priročnikov v elektronski ali tiskani obliki.
Izvode priročnikov v vseh razpoložljivih jezikih si lahko prenesete tudi iz knjižnice
dokumentov “Documents library” na naslovu www.hypertherm.com.
SR (SRPSKI/SERBIAN)
UPOZORENJE! Pre rukovanja bilo kojom Hyperthermovom opremom
pročitajte uputstva o bezbednosti u svom priručniku za proizvod,
Priručniku o bezbednosti i usaglašenosti (80669C), Priručniku o bezbednosti
i usaglašenosti Waterjet tehnologije (80943C) i Priručniku sa upozorenjem
o radio-frekvenciji (80945C).
Može se dogoditi da kopije priručnika prate proizvod u elektronskom
i štampanom formatu. Takođe možete da pronađete kopije priručnika, na svim
jezicima koji su dostupni za svaki od priručnika, u “Biblioteci dokumenata”
(“Documents library”) na www.hypertherm.com.
SV (SVENSKA/SWEDISH)
VARNING! Läs häftet säkerhetsinformationen i din produkts säkerhets- och
efterlevnadsmanual (80669C), säkerhets- och efterlevnadsmanualen för
Waterjet (80943C) och varningsmanualen för radiofrekvenser (80945C)
för viktig säkerhetsinformation innan du använder eller underhåller
Hypertherm-utrustning.
Kopior av manualen kan medfölja produkten i elektronisk och tryckform.
Du hittar även kopior av manualerna i alla tillgängliga språk
i dokumentbiblioteket (Documents library) på www.hypertherm.com.

TH (ภาษาไทย/THAI)
คําเตือน! กอนการใชงานอุปกรณของ Hypertherm ทั้งหมด โปรดอานคําแนะนําดาน
ความปลอดภัยในคูมือการใชสินคา คูมือดานความปลอดภัยและการปฏิบัติ
ตาม (80669C), คูมือดานความปลอดภัยและการปฏิบัติตามสําหรับการใชหัวตัดระบบ
วอเตอรเจ็ต (80943C) และ คูมือคําเตือนเกี่ยวกับความถี่วิทยุ (80945C)
การไมปฏิบัติตามคําแนะนําดานความปลอดภัยอาจสงผลใหเกิดการบาดเจ็บหรือเกิด
ความเสียหายตออุปกรณ
สินคาอาจมีสําเนาคูมือในรูปแบบอิเล็กทรอนิกสและแบบสิ่งพิมพแนบมาดวย นอกจาก
นี้ คุณสามารถขอรับสําเนาคูมือแตละประเภทเปนภาษาตาง ๆ ที่มีใหใชงานไดที่ “คลัง
เอกสาร” ในเว็บไซต www.hypertherm.com
TR (TÜRKÇE/TURKISH)
UYARI! Bir Hypertherm ekipmanını çalıştırmadan önce, ürününüzün kullanım
kılavuzunda, Güvenlik ve Uyumluluk Kılavuzu’nda (80669C), Su Jeti Güvenlik
ve Uyumluluk Kılavuzu’nda (80943C) ve Radyo Frekansı Uyarısı Kılavuzu’nda
(80945C) yer alan güvenlik talimatlarını okuyun.
Kılavuzların kopyaları, elektronik ve basılı formatta ürünle birlikte verilebilir.
Her biri tüm dillerde yayınlanan kılavuzların kopyalarını www.hypertherm.com
adresindeki “Documents library” (Dosyalar kitaplığı) başlığından da elde
edebilirsiniz.
VI (TIẾNG VIỆ T/VIETNAMESE)
CẢNH BÁO! Trước khi vận hành bất kỳ thiết bị Hypertherm nào, hãy đọc
các hướng dẫn an toàn trong hướng dẫn sử dụng sản phẩm của bạn,
Sổ tay An toàn và Tuân thủ
(80943C), và
thủ các hướng dẫn an toàn có thể dẫn đến thương tích cá nhân hoặc hư
hỏng thiết bị.
Bản sao của các hướng dẫn sử dụng có thể đi kèm sản phẩm ở định dạng
điện tử và bản in. Bạn cũng có thể lấy bản sao của các hướng dẫn sử dụng,
thuộc tất cả các ngôn ngữ hiện có cho từng hướng dẫn sử dụng, từ “Thư
viện tài liệu” tại địa chỉ www.hypertherm.com.
Hướng dẫn Cảnh báo Tần số Vô tuyến
(80669C),
Sổ tay An toàn và Tuân thủ Tia nước
(80945C). Không tuân
ZH-CN (简 体中文/CHINESE SIMPLIFIED)
警告! 在操作任何海宝设备之前,请阅读产品手册、《安全和法规遵守手
册》 (80669C)、《水射流安全和法规遵守手册》 (80943C) 以及
《射频警告手册》 (80945C) 中的安全操作说明。
随产品提供的手册可能提供电子版和印刷版两种格式。您也可从
“Documents library” (文档资料库)中获取每本手册所有可用语言的副本,
网址为 www.hypertherm.com.
ZH-TW (繁 體中文/CHINESE TRADITIONAL)
警告!在操作任何Hypertherm設備前,請先閱讀您產品手冊內的安全指
示,包括 《安全和法規遵從手冊》(80669C)、《水刀安全和法規遵從手冊》
(80943C),以及 《無線電頻率警示訊號手冊》(80945C)。
手冊複本可能以電子和印刷格式隨附產品提供。您也可以在
www.hypertherm.com 的 「文檔資料庫」內獲取所有手冊的多語種複本。


Contenido
Compatibilidad Electromagnética (ECM)..............................................................................21
Introducción...........................................................................................................................................................21
Instalación y uso...................................................................................................................................................21
Evaluación del área..............................................................................................................................................21
Métodos para reducir las emisiones................................................................................................................21
Red eléctrica .............................................................................................................................................21
Mantenimiento de los equipos de corte .........................................................................................................21
Cables de corte....................................................................................................................................................21
Conexión equipotencial ..........................................................................................................................21
Puesta a tierra de la pieza a cortar.......................................................................................................22
Apantallamiento y blindaje .................................................................................................................................22
Garantía .......................................................................................................................................23
Atención .................................................................................................................................................................23
Generalidades.......................................................................................................................................................23
Indemnización por patente.................................................................................................................................23
Limitación de responsabilidad...........................................................................................................................23
Códigos locales y nacionales............................................................................................................................24
Límite máximo de responsabilidad ...................................................................................................................24
Seguro....................................................................................................................................................................24
Transferencia de derechos ................................................................................................................................24
Cobertura de garantía para productos de chorro de agua........................................................................24
Producto.....................................................................................................................................................24
Cobertura de piezas................................................................................................................................24
EDGE Connect Manual de instalación y configuración 809343 9

Contenido
Convenio de licencia sellado en el plástico..........................................................................25
1 Especificaciones e instalación............................................................................................... 27
Descripción general............................................................................................................................................ 27
Placa de datos......................................................................................................................................... 28
Al recibir el equipo.................................................................................................................................. 29
Reclamaciones............................................................................................................................. 29
Requisitos de instalación .................................................................................................................................. 29
Colocación de los componentes del sistema .............................................................................................. 30
Especificaciones del CNC incorporado........................................................................................................ 30
Requisitos medioambientales .......................................................................................................................... 30
EDGE Connect (número de modelo 090184) ............................................................................................ 31
Para empezar ........................................................................................................................................... 32
Paneles .......................................................................................................................................... 32
Monitor........................................................................................................................................... 32
Cable de video............................................................................................................................. 35
Cable USB.................................................................................................................................... 35
Cable Ethernet............................................................................................................................. 35
Cable EtherCAT .......................................................................................................................... 36
Fuente de energía externa y cable de alimentación............................................................ 36
Botón de energía y cable .......................................................................................................... 37
Mandos EtherCAT ...................................................................................................................... 37
Descripción general de la instalación de EDGE Connect ............................................................ 38
Dimensiones y peso de EDGE Connect ........................................................................................... 39
Instale el EDGE Connect...................................................................................................................... 39
Montaje de pared de EDGE Connect.................................................................................... 39
Fijación de carril DIN de EDGE Connect.............................................................................. 40
Puesta a tierra del EDGE Connect..................................................................................................... 40
Ubicación de los conectores de EDGE Connect ........................................................................... 41
EDGE Connect TC (número de modelo 090198) ..................................................................................... 42
Para empezar ........................................................................................................................................... 43
Cable Ethernet............................................................................................................................. 43
Cable EtherCAT .......................................................................................................................... 43
Fuente de energía externa y cable de alimentación............................................................ 44
Mandos EtherCAT ...................................................................................................................... 44
Descripción general de la instalación de EDGE Connect TC ..................................................... 45
Especificaciones de la pantalla táctil de EDGE Connect TC....................................................... 46
Dimensiones y peso de EDGE Connect TC .................................................................................... 46
10 809343 Manual de instalación y configuración EDGE Connect

Contenido
Instalación de EDGE Connect TC...................................................................................................... 48
Montaje inferior de EDGE Connect TC ................................................................................. 48
Soporte VESA de EDGE Connect TC................................................................................... 49
Montaje al ras de EDGE Connect TC.................................................................................... 50
Puesta a tierra del EDGE Connect TC.............................................................................................. 53
Ubicación de los conectores del panel de E/S trasero del EDGE Connect TC ..................... 54
Recomendaciones para puesta a tierra y protección................................................................................. 55
Introducción.............................................................................................................................................. 55
Tipos de puesta a tierra......................................................................................................................... 55
Prácticas de puesta a tierra.................................................................................................................. 56
Diagrama de puesta a tierra de ejemplo con un sistema de corte HPR o MAXPRO200 ..... 60
Diagrama de puesta a tierra de ejemplo con un sistema de corte XPR .................................... 61
Símbolos y marcas.............................................................................................................................................. 62
2 Operar ......................................................................................................................................... 65
Operar Phoenix.................................................................................................................................................... 66
Operar la Soft Op Con estándar de Hypertherm........................................................................................ 67
Pestaña de control de estación........................................................................................................... 68
Control de programa.............................................................................................................................. 68
Pestaña de avance manual ................................................................................................................... 69
Pestaña de captura de pantalla y video en vivo............................................................................... 70
Pestaña de información ......................................................................................................................... 71
Abrir automáticamente una consola personalizada de software para el operador.............................. 72
Para empezar ........................................................................................................................................... 72
Modificar el menú de inicio del EDGE Connect.............................................................................. 72
Documentación técnica y de ayuda de Phoenix.......................................................................................... 75
Operar la consola de operador de hardware EDGE Connect TC.......................................................... 78
Operar la pantalla táctil...................................................................................................................................... 79
Pantallas táctiles, gotas de agua y avances involuntarios............................................................. 79
Teclado y mouse opcionales............................................................................................................................ 79
3 Estrategias para detener la máquina y hardware de la mesa...........................................81
Estrategias para detener la máquina ...............................................................................................................81
Cómo el CNC detiene el avance .....................................................................................................................82
Pausar/parar el programa (parada no urgente).................................................................................82
Parada rápida/desaceleración rápida (parada urgente)..................................................................82
Falla de aceleración.................................................................................................................................82
Comparación de parada de emergencia (E-stop) y parada rápida..............................................84
Parada rápida................................................................................................................................84
Parada de emergencia................................................................................................................84
EDGE Connect Manual de instalación y configuración 809343 11

Contenido
Habilitar la máquina de corte después de un ciclo de energía o una parada........................................85
Ejemplo de circuitos de seguridad ..................................................................................................................86
Señales de habilitación de mandos.................................................................................................................87
Salida de habilitación de mandos ........................................................................................................87
Entrada de inhabilitación de mandos ..................................................................................................87
Límites de sobrecarrera de hardware..............................................................................................................88
Límites de desplazamiento de software..........................................................................................................88
Interruptores de posición de origen.................................................................................................................89
Recomendaciones generales............................................................................................................................90
4 Configurar la red EtherCAT ..................................................................................................... 91
Para empezar ....................................................................................................................................................... 91
Escanee sus dispositivos esclavos................................................................................................................. 92
Habilitar y configurar relojes distribuidos ...................................................................................................... 96
Exportar su configuración de red al CNC.................................................................................................. 100
5 Ejes de máquina...................................................................................................................... 103
Descripción general......................................................................................................................................... 103
Orientación de los ejes y avance positivo.................................................................................................. 104
Asignaciones de eje ........................................................................................................................................ 105
4 ejes, corte recto, sin pórtico doble............................................................................................... 105
5 ejes, corte recto, con pórtico doble ............................................................................................. 106
6 ejes, 2 estaciones, corte recto, con pórtico doble................................................................... 106
Pantalla de Ajustes de máquina.................................................................................................................... 106
Eje transversal o de carril ................................................................................................................... 107
Usar límites de desplazamiento de software ................................................................................. 110
Eje de Pórtico doble............................................................................................................................ 112
6 Velocidades.............................................................................................................................. 113
Ajustes de velocidades................................................................................................................................... 113
Ajuste de los rangos de velocidad (intervalos de velocidad)..................................................... 113
Tasas de aceleración .......................................................................................................................... 114
Velocidad de máquina máxima.......................................................................................................... 115
Ajuste de la velocidad para avances manuales............................................................................. 115
Velocidades de regreso a la posición de origen .......................................................................... 116
Velocidad en esquinas........................................................................................................................ 116
Velocidades limitadas.......................................................................................................................... 117
Avance trapezoidal comparado con avance en curva S......................................................................... 117
Ajuste de la curva S............................................................................................................................. 119
Cambio de la velocidad de corte ................................................................................................................. 120
La velocidad de corte y la aceleración afectan la calidad de corte.......................................... 120
12 809343 Manual de instalación y configuración EDGE Connect

Contenido
7 E/S – Entradas y salidas........................................................................................................ 121
Introducción....................................................................................................................................................... 121
Tipos de E/S ..................................................................................................................................................... 121
E/S de función fija (virtual)................................................................................................................. 121
Cómo ver las E/S de función fija...................................................................................................... 122
E/S de función fija para fuentes de energía plasma HPRXD......................................... 122
E/S de función fija para la consola de operador de hardware
del EDGE Connect TC........................................................................................................... 123
E/S de uso general.............................................................................................................................. 123
E/S numeradas ..................................................................................................................................... 123
Asignar E/S ....................................................................................................................................................... 124
Cómo Phoenix asigna E/S................................................................................................................. 124
Asignar las E/S digitales..................................................................................................................... 125
Lógica ......................................................................................................................................... 126
Usos de Colisión de antorcha............................................................................................... 126
Habilitaciones de mandos...................................................................................................... 126
Retardo de retroalimentación inicial..................................................................................... 126
Joystick instalado...................................................................................................................... 127
E/S analógicas...................................................................................................................................... 127
Voltaje de arco.......................................................................................................................... 127
Habilitar potenciómetros de velocidad................................................................................ 127
Invalidaciones de velocidad................................................................................................... 128
Asignar entradas analógicas ................................................................................................. 128
Compensación de entrada analógica 1-32 ....................................................................... 129
Salidas analógicas ............................................................................................................................... 129
Definiciones de E/S digitales ............................................................................................................ 129
Entradas digitales..................................................................................................................... 129
Salidas digitales........................................................................................................................ 134
8 Control de altura de la antorcha (THC) .............................................................................. 137
Sensor THC ...................................................................................................................................................... 137
Sobre el control de altura de la antorcha para plasma ............................................................... 137
Ajuste del Sensor THC....................................................................................................................... 138
Asignar el Sensor THC a un eje................................................................................................................... 139
Ajustar velocidades y aceleración................................................................................................................ 139
Configuración de la inhabilitación de la altura de la antorcha............................................................... 140
Definir el eje de THC....................................................................................................................................... 143
Ganancia por voltaje............................................................................................................................ 143
Tolerancia de error de servo.............................................................................................................. 143
Tolerancia de fuerza de detención................................................................................................... 143
Conteos del codificador por mm (pulg.)......................................................................................... 144
EDGE Connect Manual de instalación y configuración 809343 13

Contenido
Reintento por falla de transferencia................................................................................................. 144
Longitud de la corredera .................................................................................................................... 144
Ajuste de la posición de origen para mandos de tipo corriente ............................................... 145
Modo de seguimiento.......................................................................................................................... 145
Llevar el eje a la posición de origen............................................................................................................. 146
Manual .................................................................................................................................................... 146
Automático............................................................................................................................................. 146
Ajuste de los modos de operación del Sensor THC............................................................................... 146
Modos automáticos ............................................................................................................................. 146
Modo manual......................................................................................................................................... 147
Modo de muestreo del voltaje del arco........................................................................................... 147
Modo de ajuste del voltaje del arco................................................................................................. 149
Métodos para cambiar el Ajuste del voltaje del arco....................................................... 149
Compensaciones de voltaje del THC.................................................................................. 150
Cambio de compensaciones automáticamente para Sensor THC.............................. 151
Aumentar o reducir el voltaje del arco en modo Automático......................................... 151
Elevar y bajar la altura de corte en el modo Manual .................................................................... 152
Cambiar el voltaje del arco en la pantalla Proceso o en la tabla de corte.............................. 152
Sensado de altura inicial ................................................................................................................................ 153
Secuencia IHS...................................................................................................................................... 153
IHS en modo Manual........................................................................................................................... 153
Llevar a cabo un primer IHS .............................................................................................................. 153
Compensación IHS ................................................................................................................. 154
Cuándo inhabilitar el control de altura ............................................................................................ 155
Secuencia de operaciones del THC ........................................................................................................... 155
Ajuste de una Watch Window...................................................................................................................... 157
9 Ajuste de estación.................................................................................................................. 159
Descripción general......................................................................................................................................... 159
E/S genéricas y numeradas........................................................................................................................... 160
E/S genéricas........................................................................................................................................ 160
E/S numeradas ..................................................................................................................................... 160
E/S de habilitar estación ................................................................................................................................ 161
Entradas de selección manual y automática y salida LED de habilitación de estación....... 161
Utilizar el modo manual para anular ................................................................................................. 163
Resumen ................................................................................................................................................ 163
Ajustes de THC y tabla de corte en la pantalla Configuración de estación ...................................... 165
Lineamientos para usar la pantalla Configuración de estación................................................. 166
Proceso incompatible ..................................................................................................................................... 166
Ejemplo de un proceso incompatible.............................................................................................. 167
Cómo se asocia una herramienta con una estación........................................................ 167
14 809343 Manual de instalación y configuración EDGE Connect

Contenido
Un ejemplo de proceso incompatible que evita la carga de un programa ............................. 168
Localización de problemas de un error de procesos incompatible.......................................... 169
Los ajustes parecen correctos en la siguiente pantalla .................................................. 169
La causa del error .................................................................................................................... 170
Pasos de la localización de problemas....................................................................................................... 171
Quitar una estación de la Soft Op Con.......................................................................................... 171
10 Ajuste del plasma ................................................................................................................... 173
Descripción general......................................................................................................................................... 173
Plasma 1 y Plasma 2 ....................................................................................................................................... 174
Ajustes de muestra para un sistema de corte de una sola antorcha....................................... 174
Ajustes de muestra para un sistema de corte de múltiples antorchas.................................... 175
Ajustes de muestra para un sistema de corte de dos antorchas.............................................. 177
Secuencia de corte por plasma.................................................................................................................... 178
Ajuste de entradas y salidas para plasma.................................................................................................. 181
E/S de función fija para HPRXD....................................................................................................... 181
E/S de estación para la consola programable del operador (Soft Op Con) ......................... 181
Resumen: ajuste de la rutina de plasma..................................................................................................... 183
E/S, estado de la fuente de energía plasma e información de diagnóstico....................................... 184
Estado de la fuente de energía plasma........................................................................................... 184
Herramientas remotas (diagnóstico de HPR)................................................................................ 185
E/S de fuente de energía plasma y consola de gas .................................................................... 186
Entradas de fuente de energía plasma................................................................................ 186
Entradas de consola de gas.................................................................................................. 187
Salidas de fuente de energía plasma .................................................................................. 188
Salidas de consola de gas..................................................................................................... 189
11 Archivos de ajuste de Phoenix............................................................................................ 191
Acerca de los archivos de ajuste ................................................................................................................. 191
Archivos de ajustes de versiones anteriores de Phoenix............................................................ 192
Guardar y cargar el archivo de ajuste ......................................................................................................... 192
Guardar un archivo de ajuste con un nombre diferente.............................................................. 193
Cargar un archivo de ajuste............................................................................................................... 193
Guardar archivos de sistema para localización de problemas.............................................................. 194
Guardar y cargar ajustes predeterminados ............................................................................................... 194
Guardar Default.ini............................................................................................................................... 194
Cargar Default.ini ................................................................................................................................. 195
Volver a cargar los ajustes de fábrica ......................................................................................................... 196
EDGE Connect Manual de instalación y configuración 809343 15

Contenido
12 Red de área local.................................................................................................................... 197
Conectar a una red de área local de manera inalámbrica o con Ethernet ......................................... 197
Notas....................................................................................................................................................... 199
Mapear una unidad.......................................................................................................................................... 200
13 Hacer copia de seguridad y restaurar el sistema ............................................................ 203
Introducción....................................................................................................................................................... 203
Copia de seguridad......................................................................................................................................... 204
Restaurar............................................................................................................................................................ 206
14 Diagnóstico y localización de problemas........................................................................... 209
Guardar archivos de sistema para localización de problemas.............................................................. 210
™
Remote Help
Localización de problemas del CNC........................................................................................................... 211
Mensajes del CNC .............................................................................................................................. 211
Pantalla de información del CNC..................................................................................................... 211
Localización de problemas generales del CNC ........................................................................... 213
Probar la tarjeta de circuito impreso y los conectores................................................................ 217
Datos de sesión con el osciloscopio............................................................................................... 219
Localización de problemas de la fuente de energía plasma HPRXD .................................................. 223
Ayuda para error del HPR.................................................................................................................. 223
Pantallas de información sobre HPR............................................................................................... 223
con un técnico....................................................................................................................... 211
Al oprimir el botón de encendido, el CNC no ENCIENDE ............................................ 213
El botón de encendido está iluminado pero la pantalla táctil o el monitor
no enciende............................................................................................................................... 214
Aparece el mensaje de advertencia Los ajustes de pantalla para este
sistema no tienen los valores óptimos................................................................................ 215
El monitor muestra un contorno quemado, desdibujado o atenuado
de una imagen que se mostró anteriormente .................................................................... 215
No se muestran las unidades de red anteriormente mapeadas al tratar
de cargar una pieza ................................................................................................................. 215
No puede descargar programas de piezas en la red local (LAN o inalámbrica)....... 216
El CNC no reconoce un dispositivo USB .......................................................................... 216
LED y puntos de medición para EDGE Connect TC ...................................................... 217
Probar los conectores USB, EtherCAT y LAN, además de la consola
de operador de hardware....................................................................................................... 219
Consola de operador de hardware para EDGE Connect TC solamente ................... 219
Guardar archivo de osciloscopio.......................................................................................... 221
Cargar un archivo de osciloscopio ...................................................................................... 221
Ver un archivo de osciloscopio............................................................................................. 222
16 809343 Manual de instalación y configuración EDGE Connect

Contenido
Pasar por alto HPRXD en una red EtherCAT................................................................................ 224
Pasar por alto la HPRXD en un sistema de corte de HPRXD simple.......................... 225
Volver a colocar la HPRXD en la red en un sistema de corte HPRXD simple .......... 226
Pasar por alto una HPRXD en un sistema de corte con múltiples HPRXD ............... 226
Colocar una HPRXD nuevamente en la red en un sistema de corte
con múltiples HPRXD ............................................................................................................. 228
Mensajes de estado ........................................................................................................................................ 230
Mensajes de estado de secuencia de corte por plasma ............................................................ 230
Mensajes de estado de herramientas ............................................................................................. 231
Mensajes de cuadro de diálogo: pausas, fallas y errores....................................................................... 232
Mensajes de cuadro de diálogo de las herramientas .................................................................. 232
Ejemplo de cuadro de diálogo de error de las herramientas......................................... 232
Localización de problemas de los errores de herramientas........................................... 233
Pausas, fallas y errores del CNC ..................................................................................................... 233
Localización de problemas de pausas, fallas y errores del CNC ................................. 234
Ejemplos de mensajes de cuadro de diálogo del CNC ................................................. 235
Referencia a mensajes de falla del CNC........................................................................................ 237
Parada rápida activa ................................................................................................................ 237
Falla de HPR ............................................................................................................................. 237
Interrupción de gas de corte ................................................................................................. 238
Sensado de corte perdido ..................................................................................................... 238
Proceso no válido solicitado en programa de pieza ........................................................ 239
Pausa remota activa ................................................................................................................ 240
Estera de seguridad activa..................................................................................................... 240
Límite de software activo........................................................................................................ 241
Colisión antorcha ..................................................................................................................... 241
Mandos de bus de campo no listos..................................................................................... 242
¿Poner HPR# fuera de servicio? ......................................................................................... 242
Referencia a mensajes de error del CNC ...................................................................................... 244
Error 1) Error de posición transversal.................................................................................. 244
Error 2) Error de posición de carril....................................................................................... 244
Error 3) Error de posición de pórtico doble....................................................................... 244
Error 4) Error posición de rotación ...................................................................................... 245
Error 5) Error de posición de inclinación............................................................................ 245
Error 6) Error de posición de CBH...................................................................................... 245
Error 7) Error de posición de THC....................................................................................... 245
Error 8) Sobrecarrera positiva transversal de hardware ................................................. 246
Error 9) Sobrecarrera positiva de carril de hardware ...................................................... 247
Error 13) Sobrecarrera negativa transversal de hardware ............................................. 248
Error 14) Sobrecarrera negativa de carril de hardware .................................................. 249
Error 18) Sobrecarrera positiva transversal de software ................................................ 250
Error 19) Sobrecarrera positiva de carril de software ..................................................... 250
EDGE Connect Manual de instalación y configuración 809343 17

Contenido
Error 23) Sobrecarrera negativa transversal de software............................................... 250
Error 24) Sobrecarrera negativa de carril de software.................................................... 251
Error 28) Sobrecarrera positiva de inclinación de hardware ......................................... 251
Error 29) Sobrecarrera negativa de inclinación de hardware........................................ 252
Error 30) Sobrecarrera positiva de inclinación de software........................................... 253
Error 31) Sobrecarrera negativa de inclinación de software ......................................... 253
Error 34) Sobrecarrera positiva de rotación de software ............................................... 253
Error 35) Sobrecarrera negativa de rotación de software.............................................. 254
Error 36) Error de oblicuidad de pórtico doble................................................................. 254
Error 37) Falla de colisión ...................................................................................................... 255
Error 38) Oblicuidad mecánica excesiva............................................................................ 255
Error 41) Falla de colisión de cabezal doble ..................................................................... 256
Error 42) Colisión de antorcha ............................................................................................. 257
Error 44) Falla o defecto de hardware ................................................................................ 258
Error 45) Sobrecarrera positiva transversal doble de hardware ................................... 259
Error 46) Sobrecarrera negativa transversal doble de software................................... 259
Error 47) Sobrecarrera positiva transversal doble de software .................................... 259
Error 48) Sobrecarrera negativa transversal doble de software................................... 260
Error 60) Falla de configuración de bus de campo.......................................................... 260
Error 61) Falla de dispositivo de bus de campo............................................................... 260
Pantalla de diagnóstico de red ......................................................................................................... 261
Error 62) Falla de red de bus de campo............................................................................. 262
Error 64) Falla de bus de campo secundario.................................................................... 263
Error 66) Falla de guardián de RTOS ................................................................................. 264
Error 67) Aplicación PLC....................................................................................................... 264
Error 68) PLC............................................................................................................................ 264
Advertencia de HASP y referencia a mensajes de error............................................................. 264
Aparece el mensaje de advertencia El uso de este controlador ha caducado ......... 264
Error 18) No se encontró la ID de la clave HASP............................................................ 266
Error 19) Datos actualizados de HASP no válidos .......................................................... 266
Error 54) Actualización de HASP muy anterior................................................................. 266
Error 55) Actualización de HASP muy reciente................................................................ 266
Consejos de corte por plasma...................................................................................................................... 268
Problemas en la calidad de corte..................................................................................................... 268
Angulosidad............................................................................................................................... 268
Escoria........................................................................................................................................ 269
Acabado superficial................................................................................................................. 269
Color............................................................................................................................................ 270
Pasos básico para mejorar la calidad de corte............................................................................. 270
Paso 1: ¿el arco de plasma corta en el sentido correcto? ............................................ 270
Paso 2: ¿se seleccionó el proceso correcto para el tipo y espesor del material?... 271
Paso 3: ¿los consumibles están desgastados? ............................................................... 272
18 809343 Manual de instalación y configuración EDGE Connect

Contenido
Paso 4: ¿la antorcha está en ángulo recto con la pieza a cortar?................................ 272
Paso 5: ¿la altura de corte se ajustó a la altura adecuada? .......................................... 272
Paso 6: ¿la velocidad de corte es demasiado alta o baja?............................................ 273
Paso 7: ¿el sistema de suministro de gas tiene problemas?......................................... 273
Paso 8: ¿la antorcha vibra? ................................................................................................... 273
Paso 9: ¿la mesa necesita ajuste?....................................................................................... 273
Consejos de corte en bisel ............................................................................................................................ 274
Tipos de cortes en bisel...................................................................................................................... 274
Corte recto................................................................................................................................. 274
Corte en V.................................................................................................................................. 274
Corte en A.................................................................................................................................. 274
Corte de copa (Y) superior .................................................................................................... 274
Corte de copa (Y) inferior....................................................................................................... 274
Corte en X.................................................................................................................................. 275
Corte en K.................................................................................................................................. 275
Consejos de corte en bisel ................................................................................................................ 275
Esquina recortada..................................................................................................................... 276
Calidad de corte irregular en una cara de la pieza ........................................................... 276
Bordes redondeados en corte de copa (Y) superior ....................................................... 277
Cambio de cotas de una pieza dentro de un nido............................................................ 278
Corte irregular ........................................................................................................................... 278
Cotas de talón impropias en un corte Y superior ............................................................. 279
Cambiar consumibles...................................................................................................................................... 280
15 Reemplazo de piezas............................................................................................................. 285
Herramientas necesarias ................................................................................................................................ 285
Quitar el panel trasero..................................................................................................................................... 286
Instalar el panel trasero................................................................................................................................... 289
Reemplazar la pantalla táctil........................................................................................................................... 291
Reemplace el CNC incorporado .................................................................................................................. 299
Reemplazar la distribución de energía o la TCI de consola de operador de hardware................... 303
Reemplazar el botón de energía ................................................................................................................... 306
Reemplazar el conector USB frontal............................................................................................................ 307
Reemplazar el conjunto del interruptor de arranque o parada............................................................... 310
Reemplazar los potenciómetros y el mazo de cables .............................................................................. 312
Reemplazar el interruptor de conmutación................................................................................................. 315
Reemplazar el joystick ..................................................................................................................................... 318
Reemplazar el mazo de cables de la consola de operador de hardware............................................ 324
Reemplazar el panel de E/S trasero............................................................................................................. 330
Reemplazar el conector USB trasero .......................................................................................................... 332
Reemplazar el conector Ethernet o EtherCAT .......................................................................................... 334
EDGE Connect Manual de instalación y configuración 809343 19

Contenido
16 Piezas........................................................................................................................................ 337
Cables internos EtherCAT............................................................................................................................. 337
Cables de pantalla táctil................................................................................................................................. 337
Paneles y hardware ......................................................................................................................................... 338
Piezas del panel frontal y del panel de E/S trasero ................................................................................. 338
Piezas internas.................................................................................................................................................. 339
Piezas de consola de operador .................................................................................................................... 339
Accesorios opcionales.................................................................................................................................... 340
Cables de extensión de la antena inalámbrica.............................................................................. 340
Conector de mamparo Ethernet y EtherCAT ................................................................................ 340
Opciones de montaje.......................................................................................................................... 340
USB con manual de instrucciones................................................................................................... 340
TCI de prueba EtherCAT ................................................................................................................... 341
Cables EtherCAT externos............................................................................................................................ 341
Mandos y módulos de E/S de EtherCAT................................................................................................... 342
17 Diagramas eléctricos ............................................................................................................. 343
Diagrama de conexión de EDGE Connect CNC (hoja 1 de 1) ................................................ 345
Diagrama de conexión de EDGE Connect TC CNC (hoja 1 de 3) ......................................... 346
Diagrama de conexión de EDGE Connect TC CNC (hoja 2 de 3) ......................................... 347
Diagrama de conexión de EDGE Connect TC CNC (hoja 3 de 3) ......................................... 348
20 809343 Manual de instalación y configuración EDGE Connect

Compatibilidad Electromagnética (ECM)
Introducción
Los equipos Hypertherm con la marca CE se fabrican en cumplimiento
de la norma EN60974-10. Estos equipos deberán instalarse y utilizarse
de acuerdo con la información a continuación para alcanzar
la compatibilidad electromagnética.
Los límites exigidos por la EN60974-10 tal vez no sean los adecuados
para eliminar por completo la interferencia cuando el equipo afectado
esté en las cercanías inmediatas o tenga un alto grado de sensibilidad.
En tales casos, posiblemente sea necesario emplear otras medidas para
reducir la interferencia.
Este equipo de corte fue diseñado para usarse solamente en un
entorno industrial.
Instalación y uso
El usuario es responsable de instalar y utilizar el equipo de plasma
de acuerdo con las instrucciones del fabricante.
Si se detectaran perturbaciones electromagnéticas, será
responsabilidad del usuario resolver la situación con la asistencia técnica
del fabricante. En algunos casos, esta medida remedial puede ser tan
simple como poner a tierra el circuito de corte; consulte Puesta a tierra
de la pieza a cortar. En otros casos, pudiera implicar construir una
pantalla electromagnética rodeando la fuente de energía y el trabajo
completo con filtros de entrada comunes. En todos los casos, las
perturbaciones electromagnéticas se deben reducir hasta el punto
en que dejen de ser problemáticas.
Evaluación del área
Antes de instalar los equipos, el usuario deberá hacer una evaluación
de los posibles problemas electromagnéticos en el área circundante.
Se deberá tener en cuenta lo siguiente:
a. Otros cables de alimentación, cables de control, cables
de señales y teléfonos; por encima, por debajo y contiguos a los
equipos de corte.
b. Receptores y transmisores de radio y televisión.
c. Computadoras y otros equipos de control.
d. Equipos críticos de seguridad, por ejemplo, protectores
de equipos industriales.
e. La salud de las personas en los alrededores, por ejemplo el uso
de marcapasos y aparatos auditivos.
f. Los equipos usados para calibración y medición.
g. La inmunidad de otros equipos del entorno. Los usuarios
deberán garantizar que los demás equipos que se estén usando
en el entorno sean compatibles. Esto posiblemente necesite
medidas de protección adicionales.
h. Los horarios en que se llevará a cabo el corte o las
demás actividades.
Las dimensiones del área circundante a considerar dependerán de
la estructura de la edificación y de las demás actividades que se lleven
a cabo. El área circundante puede extenderse más allá de los límites
de las instalaciones.
Métodos para reducir las emisiones
Red eléctrica
Los equipos de corte deben estar conectados a la red eléctrica
conforme a las recomendaciones del fabricante. Si se producen
interferencias, posiblemente sea necesario adoptar otras precauciones,
como el filtrado de la red eléctrica.
Se deberá considerar la posibilidad de apantallar el cable
de alimentación de los equipos de corte instalados permanentemente
con tubos metálicos o equivalentes. El apantallamiento deberá tener
continuidad eléctrica en toda su longitud. Dicho apantallamiento deberá
estar conectado a la red eléctrica de corte, de modo que se mantenga
un buen contacto eléctrico entre el tubo y la envolvente de la fuente
de energía de corte.
Mantenimiento de los equipos de corte
Los equipos de corte deben recibir mantenimiento periódicamente
de acuerdo con las recomendaciones del fabricante. Todas las puertas
y tapas para el acceso y servicio deberán estar debidamente cerradas
y sujetas cuando los equipos de corte estén funcionando. Los equipos
de corte no se podrán modificar de ninguna manera, excepto como
lo prescriben y lo establecen las instrucciones escritas del fabricante.
Por ejemplo, los explosores de cebado del arco y los dispositivos
de estabilización deberán ajustarse y mantenerse de acuerdo con las
recomendaciones del fabricante.
Cables de corte
Los cables de corte deberán mantenerse tan cortos como sea posible
y colocarse bien próximos, tendidos al nivel o cerca del nivel del suelo.
Conexión equipotencial
Se deberá considerar la conexión de todos los componentes metálicos
de la instalación de corte e instalaciones contiguas.
No obstante, los componentes metálicos conectados a la pieza a cortar
aumentarán el riesgo de electrocución al operador si toca estos
componentes al mismo tiempo que el electrodo (la boquilla, para los
cabezales láser).
El operador deberá estar aislado de todos los componentes metálicos
así conectados.
Seguridad y cumplimiento 21

Compatibilidad Electromagnética (ECM)
Puesta a tierra de la pieza a cortar
Donde la pieza a cortar no esté conectada a tierra para seguridad
eléctrica o debido a su tamaño y posición, por ejemplo, el casco de una
nave o una estructura de acero, una conexión a tierra de la pieza a cortar
puede reducir las emisiones en algunos, pero no en todos los casos.
Se deberá tener cuidado de evitar la conexión a tierra de la pieza a cortar
que aumente el riesgo de lesiones a los usuarios o daños a otros
equipos eléctricos. Donde sea necesario, la conexión a tierra de la pieza
a cortar deberá ser directa, pero en algunos países que no permiten
la conexión directa, la conexión deberá lograrse mediante capacitancias
adecuadas, seleccionadas conforme a las regulaciones nacionales.
Nota: el circuito de corte puede o no estar puesto a tierra por motivos
de seguridad. Los cambios a las configuraciones de tierra solamente
deberá autorizarlos una persona competente, capaz de evaluar si los
mismos aumentarán el riesgo de lesiones, por ejemplo, permitir el retorno
en paralelo de la corriente de corte, lo que puede dañar los circuitos a
tierra de otros equipos. En la Parte 9 de la norma IEC60974-9, Arc
Welding Equipment: Installation and Use (Instalación y utilización de
equipos de soldadura de arco), se ofrece más orientación al respecto.
Apantallamiento y blindaje
El apantallamiento y blindaje selectivos de otros cables y equipos
del área circundante pueden aliviar los problemas de interferencias.
En el caso de aplicaciones especiales es posible considerar el mallado
de toda la instalación de corte por plasma.
22 Seguridad y cumplimiento

Garantía
Atención
Las piezas originales Hypertherm son las piezas de repuesto
recomendadas por la fábrica para los sistemas Hypertherm. Cualquier
daño o lesión producidos por el uso de piezas que no sean originales
de Hypertherm no estarán cubiertos por la garantía y se considerarán
como un uso incorrecto del producto Hypertherm.
Usted es el único responsable del uso seguro del producto.
Hypertherm no garantiza ni puede garantizar el uso seguro del
producto en su entorno.
Generalidades
Hypertherm, Inc. garantiza que sus productos no tendrán defectos de
materiales ni de fabricación por el tiempo específico establecido en este
documento y conforme a lo siguiente: si se notifica a Hypertherm de
un defecto (i) relacionado con la fuente de energía plasma en el término
de los dos (2) años siguientes a la fecha de envío, con excepción de las
fuentes de energía marca Powermax, cuyo plazo será de tres (3) años
a partir de la fecha de envío, (ii) relacionado con la antorcha y sus cables
y mangueras, en el transcurso del año (1) siguiente a la fecha de envío,
con excepción de la antorcha corta HPRXD con conjunto de cables y
mangueras integrado, el que será un período de seis (6) meses a partir
de la fecha de envío y, con respecto a los conjuntos elevadores de
antorcha, en el transcurso del año (1) siguiente a la fecha de envío
y con respecto a los productos Automation, un año (1) a partir de
la fecha de envío, con la excepción de los CNC EDGE Connect,
EDGE Connect T, EDGE Connect TC, EDGE Pro, EDGE Pro Ti,
MicroEDGE Pro y el ArcGlide THC, cuyo plazo deberá ser de dos (2)
años a partir de la fecha de envío y (iii) con respecto a los componentes
del láser de fibra óptica HyIntensity, en el transcurso de (2) años a partir
de la fecha de envío, con la excepción de los cabezales láser y la óptica
de salida, cuyo plazo será de un (1) año a partir de la fecha de envío.
Todos los motores, accesorios para motores, alternadores y accesorios
para alternadores fabricados por terceros están cubiertos por las
garantías de los respectivos fabricantes y no están cubiertos por
esta garantía.
no será responsable de ninguna reparación, reemplazo ni ajuste
de productos cubiertos por esta garantía, a menos que se hagan
en cumplimiento de lo establecido en el párrafo anterior y con
el consentimiento previo y por escrito de Hypertherm.
La garantía definida anteriormente es exclusiva y reemplaza a todas
las demás garantías expresas, implícitas, estatutarias o de otro tipo
relacionadas con los productos o los resultados que pueden obtenerse
con ellos, y a todas las garantías o condiciones implícitas de calidad
o comercialización o aptitud para un propósito determinado, o contra
violaciones de derechos de terceros. Lo anterior constituirá el único
y exclusivo recurso de cualquier incumplimiento de esta garantía por
parte de Hypertherm.
Los distribuidores o fabricantes originales pueden ofrecer garantías
diferentes o adicionales, pero ellos no están autorizados a brindarle
a usted ninguna protección de garantía adicional ni hacerle ninguna
representación que pretenda ser vinculante para Hypertherm.
Indemnización por patente
Con la única excepción de los casos de productos no fabricados por
Hypertherm, o fabricados por una persona no perteneciente a
Hypertherm y que no cumpla estrictamente las especificaciones
de Hypertherm y, en casos de diseños, procesos, fórmulas o
combinaciones que no haya desarrollado o se pretenda que haya
desarrollado Hypertherm, Hypertherm tendrá derecho a defender
o transar, a sucuenta y cargo, cualquier demanda o procedimiento
entablado en contra de usted que alegue que el uso del producto
Hypertherm, por su cuenta y no en combinación con ningún otro
producto no provisto por Hypertherm, viola la patente de algún tercero.
Usted deberá notificar a Hypertherm con prontitud al recibir notificación
de cualquier demanda o amenaza de demanda relacionada con cualquier
supuesta violación de estas características (y, en cualquier caso, nunca
después de los catorce [14] días siguientes a tener conocimiento
de cualquier demanda o amenaza de demanda); la obligación de
Hypertherm a defender dependerá de que Hypertherm tenga total
control de la defensa de la demanda, y reciba la cooperación
y la asistencia de la parte indemnizada.
Esta garantía no se aplicará a ninguna fuente de energía marca
Powermax que se haya usado con convertidores de fases. Además,
Hypertherm no garantiza ningún sistema dañado a consecuencia de
la mala calidad de la energía, ya sea por convertidores de fases o por
la línea de alimentación eléctrica. Esta garantía no se aplica a ningún
producto que haya sido mal instalado, modificado o dañado de
otro modo.
Hypertherm ofrece como único y exclusivo recurso la reparación,
el reemplazo o el ajuste del producto, si y solo si, se apela debidamente
a la garantía y la misma es aplicable tal como se estipula en este
documento. Hypertherm, a su exclusiva discreción, reparará, reemplazará
o ajustará sin cargo alguno los productos defectuosos cubiertos por
esta garantía, los cuales se devolverán, con la autorización previa de
Hypertherm (que no se negará injustificadamente) y bien embalados,
al centro de operaciones de Hypertherm en Hanover, New Hampshire,
o a instalaciones de reparación autorizadas por Hypertherm, con todos
los costos, seguro y transporte prepagados por el cliente. Hypertherm
Limitación de responsabilidad
Hypertherm no será responsable en ningún caso ante ninguna
persona o entidad de ningún daño incidental, emergente
directo, indirecto, punitivo o ejemplares (incluido, entre otros,
la pérdida de ganancias) sin importar que tal responsabilidad
se base en incumplimiento de contrato, responsabilidad
extracontractual, responsabilidad estricta, incumplimiento de
garantía, incumplimiento de objetivo esencial o cualquier otro,
incluso si se advirtió de la posibilidad de que ocurrieran dichos
daños. Hypertherm no será responsable de ninguna pérdida
del Distribuidor basada en el tiempo de inactividad, pérdida
de producción o pérdida de ganancias. Es la intención
del Distribuidor y de Hypertherm que esta disposición sea
interpretada por un tribunal como la limitación más amplia
de responsabilidad acorde con la ley aplicable.
Seguridad y cumplimiento 23

Garantía
Códigos locales y nacionales
Los códigos locales y nacionales que regulan la plomería y las
instalaciones eléctricas tendrán precedencia sobre cualquiera de las
instrucciones incluidas en este manual. En ningún caso Hypertherm será
responsable por lesiones personales o daños materiales ocasionados
por cualquier violación de códigos o prácticas de trabajo deficientes.
Límite máximo de responsabilidad
La responsabilidad de Hypertherm, de haberla, en ningún caso
superará el monto total abonado por los productos que dieron
origen a tal reclamación, ya sea que la responsabilidad
se base en incumplimiento de contrato, responsabilidad
extracontractual, responsabilidad estricta, incumplimiento de
garantías, incumplimiento de objetivo esencial o cualquier otro
por cualquier demanda, proceso judicial, pleito o procedimiento
(ya sea de tribunal, de arbitraje, regulador o de cualquier otro)
que surjan o estén relacionados con el uso de los productos.
Seguro
Usted tendrá y mantendrá en todo momento un seguro por los
montos y tipos, y con la cobertura suficiente y apropiada, para defender
y mantener a salvo a Hypertherm de los daños y perjuicios que surgieran
de cualquier demanda entablada por el uso de los productos.
Transferencia de derechos
Usted puede transferir los derechos restantes que le otorgue el presente
documento únicamente en relación con la venta de todos o casi todos
los activos o capital social a un sucesor interesado que acepte regirse
por todos los términos y condiciones de esta garantía. Usted conviene
en notificar de ello a Hypertherm, por escrito y en el transcurso de los
treinta (30) días anteriores a la transferencia, e Hypertherm se reserva
el derecho de aprobarlo. De no notificar a tiempo a Hypertherm y buscar
su aprobación conforme a lo establecido en este documento, se anulará
y quedará sin efecto la garantía aquí establecida y usted ya no contará
con ningún recurso ulterior contra Hypertherm en virtud de la garantía
o de otra manera.
Cobertura de garantía para productos de chorro de agua
Producto Cobertura de piezas
Bombas
HyPrecision
Sistema
de extracción
de abrasivos
PowerDredge
Sistema de reciclaje
de abrasivos EcoSift
Dispositivos
de medición
de abrasivos
Accionadores
de válvula de aire
ON/OFF
(encender/apagar)
Orificios diamante 600 horas de uso con filtro de dedal
Las piezas consumibles no están cubiertas por esta garantía. Las piezas
consumibles incluyen, pero no se limitan a, sellos de agua de alta
presión, válvulas de retención, cilindros, válvulas de descarga, sellos
de baja presión, tubería de alta presión, filtros de agua de baja y alta
presión y bolsas de recolección de abrasivos. Todas las bombas,
accesorios para bombas, tolvas y accesorios para tolvas, secador
de caja, accesorios para secador de caja y accesorios de plomería
fabricados por terceros están cubiertos por las garantías de los
respectivos fabricantes y no están cubiertos por esta garantía.
27 meses a partir de la fecha de envío,
o 24 meses a partir de la fecha
de instalación certificada, o 4000 horas,
lo que ocurra primero
15 meses a partir de la fecha de envío,
o 12 meses a partir de la fecha
de instalación certificada, lo que
ocurra primero
15 meses a partir de la fecha de envío,
o 12 meses a partir de la fecha
de instalación certificada, lo que
ocurra primero
15 meses a partir de la fecha de envío,
o 12 meses a partir de la fecha
de instalación certificada, lo que
ocurra primero
15 meses a partir de la fecha de envío,
o 12 meses a partir de la fecha
de instalación certificada, lo que
ocurra primero
y cumplimiento de los requisitos de calidad
de agua de Hypertherm
24 Seguridad y cumplimiento

Convenio de licencia sellado en el plástico
LA PARTICIPACIÓN EN EL CONVENIO DE LICENCIA DEFINIDO AQUÍ DEBAJO (EL “CONVENIO
DE LICENCIA”) LE DA EL DERECHO DE USAR LA TECNOLOGÍA HYPERTHERM Y EL SOFWARE
RELACIONADO E INCORPORADO EN LOS SISTEMAS DE PLASMA HYPERTHERM.
FAVOR DE LEER CUIDADOSAMENTE EL CONVENIO DE LICENCIA ANTES DE USAR EL SOFTWARE.
SU DERECHO A UTILIZAR LA TECNOLOGÍA HYPERTHERM Y EL SOFTWARE RELACIONADO INCORPORADO
ESTÁ SUJETO A SU ACEPTACIÓN DE REGIRSE POR LOS TÉRMINOS Y CONDICIONES DEL CONVENIO DE
LICENCIA. AL ACTIVAR SU PLATAFORMA DE CONTROL Y/O LA PLATAFORMA DE SOFTWARE RELACIONADA,
USTED RECONOCE SU ACEPTACIÓN DEL CONVENIO DE LICENCIA Y DECLARA QUE ESTÁ AUTORIZADO
A PARTICIPAR EN EL CONVENIO DE LICENCIA EN REPRESENTACIÓN DEL CONCESIONARIO. SI USTED NO
ESTÁ DE ACUERDO CON ESTOS TÉRMINOS Y CONDICIONES, HYPERTHERM NO LE OTORGA EL DERECHO
A USAR LA TECNOLOGÍA HYPERTHERM NI EL SOFTWARE AFÍN.
1. “Patentes Designadas de Hypertherm
8,338,739, 8,354,610, 8,354,609, 8,541,711, 8,710,395, y 8,436,270, incluyendo los equivalentes extranjeros
y toda patente emitida de ellos; “Sistemas de Plasma Hypertherm
HPR XD, los sistemas de plasma XPR o los sistemas como designados con capacidad para True Hole; “Tecnología
Hypertherm” significará tecnología de corte de orificios de propiedad exclusiva de Hypertherm e incluye los
conocimientos especializados, especificaciones, invenciones, métodos, procedimientos, algoritmos, software,
programas, trabajos de autoría intelectual y otra información, documentación y materiales para uso en la
programación y operación de un sistema automático de corte térmico a alta temperatura; “Plataforma de Control
significará control numérico por computadora Hypertherm y/o la plataforma de software Hypertherm suministrada
con esta licencia; y “Cliente(s) Usuario Final
con propósitos de negocios internos de tal entidad y no para su distribución a terceros.
2. El Cliente Usuario Final recibirá una licencia personal no exclusiva, no transferible y sin derecho a sublicenciar, para
usar la Tecnología Hypertherm con propósitos de negocios internos solamente, únicamente como está incorporada
a la Plataforma de Control y exclusivamente para uso junto con Sistemas de Plasma Hypertherm.
3. El Cliente Usuario Final recibirá una licencia personal no exclusiva, no transferible, libre de comisiones y sin derecho
a sublicenciar, en virtud de las Patentes Designadas de Hypertherm, únicamente en la medida necesaria para
permitirle ejercer los derechos otorgados en virtud del Párrafo 2 anterior. El Convenio de Licencia contemplará que,
a excepción de los derechos otorgados expresamente al Cliente Usuario Final en el Convenio de Licencia, la licencia
en virtud de las Patentes Designadas de Hypertherm no se considerará que conceda ninguna licencia ni inmunidad
para combinar la Tecnología Hypertherm con otros componentes ni para el uso de tal combinación.
4. Las licencias otorgadas al Cliente Usuario Final bajo los párrafos 2 y 3 más arriba estarán claramente sujetas a las
siguientes limitaciones y restricciones, y el Cliente Usuario Final acepta (y no permitirá que ninguna tercera parte) no:
(a) usar ni permitir el uso de la Tecnología Hypertherm en conjunción con ningún sistema de corte térmico a alta
temperatura que no sean los Sistemas de Plasma Hypertherm; (b) quitar, alterar ni ocultar ningún derecho de autor,
marca comercial u otro aviso o letrero de propiedad exclusiva o restrictivo encima o dentro de la Tecnología
Hypertherm; (c) revelar, sublicenciar, distribuir o poner de otra forma la Tecnología Hypertherm a disposición de
algún tercero ni permitir que otros la usen; (d) ofrecer utilización compartida, empresa de servicios, procesamiento
de datos ni otros servicios a un tercero por los cuales dicho tercero obtendría beneficios de la Tecnología
Hypertherm para sus propios fines de usuario final a través del Cliente Usuario Final; (e) descompilar, desensamblar
o de otra manera hacer ingeniería inversa o tratar de deconstruir o hallar cualquier código fuente o ideas o algoritmos
fundamentales de la Tecnología Hypertherm por cualquier medio; (f) asignar, alquilar, arrendar, vender o transferir de
algún modo la Tecnología Hypertherm o (g) modificar o alterar la Tecnología Hypertherm de cualquier manera que
sea o crear una obra derivada de ella.
” significará los Números de Solicitud de Patentes en Estados Unidos
” significará los sistemas de plasma Hypertherm
”
” significará una entidad con licencia para usar la Tecnología Hypertherm
Seguridad y Cumplimiento 25

Convenio de licencia sellado en el plástico
5. El Convenio de Licencia estipulará que nada en ese sentido podrá interpretarse como el otorgamiento al Cliente
Usuario Final de algún derecho o licencia, por implicación o de otra manera, de conformidad con cualquier derecho
de propiedad intelectual de Hypertherm o de alguno de sus licenciadores o proveedores, excepto que así se
establezca expresamente en el Convenio de Licencia.
6. El Convenio de Licencia especificará que Hypertherm conservará la propiedad única y exclusiva de la Tecnología
Hypertherm y que el Cliente Usuario Final no obtendrá ningún derecho de la Tecnología Hypertherm, salvo aquellos
expresamente establecidos en el convenio de sublicencia.
7. El Convenio de Licencia le conferirá a Hypertherm el derecho de dar por terminado el convenio, con vigencia
inmediata previo aviso por escrito, si el Cliente Usuario Final contraviene cualquier disposición del Convenio
de Licencia y no remedia dicha infracción en el transcurso de los cinco (5) días siguientes a recibir el aviso
de Hypertherm por escrito de ello.
8. HYPERTHERM, SUS LICENCIADORES Y PROVEEDORES NO GARANTIZAN NI HACEN ASEVERACIÓN
ALGUNA CON RESPECTO A LA TECNOLOGÍA HYPERTHERM O AL SOFTWARE AFÍN INCORPORADO
A LA MISMA Y RENUNCIAN A TODAS LAS GARANTÍAS IMPLÍCITAS, INCLUYENDO, A TÍTULO ENUNCIATIVO
PERO NO LIMITATIVO, LAS GARANTÍAS IMPLÍCITAS DE COMERCIALIZACIÓN E IDONEIDAD PARA
UN FIN DETERMINADO. SIN PERJUICIO DE LO ANTERIOR, NI HYPERTHERM NI NINGUNO DE SUS
LICENCIADORES O PROVEEDORES HACE NINGUNA ASEVERACIÓN NI OFRECE GARANTÍA
CONCERNIENTE A LA FUNCIONALIDAD, CONFIABILIDAD O RENDIMIENTO DE LA TECNOLOGÍA
HYPERTHERM O EL SOFTWARE AFÍN INCORPORADO A LA MISMA NI A LOS RESULTADOS QUE SE
OBTENDRÁN POR EL USO DE LA TECNOLOGÍA HYPERTHERM O EL SOFTWARE CORRESPONDIENTE
NI DE QUE LA OPERACIÓN DE DICHA TECNOLOGÍA HYPERTHERM O EL SOFTWARE AFÍN SERÁ
ININTERRUMPIDA O SIN ERRORES.
9. HASTA EL ALCANCE MÁXIMO PERMITIDO POR LAS LEYES APLICABLES, EN NINGÚN CASO
HYPERTHERM, SUS LICENCIADORES O PROVEEDORES SERÁN RESPONSABLES DE NINGÚN DAÑO
INDIRECTO, EJEMPLAR, PUNITIVO, EMERGENTE, INCIDENTAL O ESPECIAL, INCLUYENDO LA PÉRDIDA
DE GANANCIAS, QUE SURJAN DE O EN CONEXIÓN CON EL USO DE LA TECNOLOGÍA HYPERTHERM
O EL SOFTWARE AFÍN INCORPORADO A LA MISMA, INCLUSO SI DICHA PARTE FUERA ADVERTIDA DE
LA POSIBILIDAD DE TALES DAÑOS. LA LIMITACIÓN ESTABLECIDA EN ESTA SECCIÓN SE APLICARÁ SIN
IMPORTAR EL TIPO DE ACCIÓN, YA SEA QUE LA RESPONSABILIDAD O DAÑOS ALEGADOS SE BASEN
EN CONTRATO (INCLUYENDO, A TÍTULO ENUNCIATIVO, LA INFRACCIÓN DE GARANTÍA), AGRAVIO
(INCLUYENDO, A TÍTULO ENUNCIATIVO, NEGLIGENCIA), ESTATUTO O CUALQUIER OTRA TEORÍA
DE DERECHO O IMPARCIALIDAD.
26 Seguridad y Cumplimiento

Descripción general
EDGE Connect EDGE Connect TC
Número de modelo 090184
CNC incorporado solamente
Número de modelo 090198*
CNC incorporado, pantalla táctil
de 495,3 mm/19.5 pulg. y consola
de operador de hardware
* El número de modelo 090198 (pantalla táctil de 495,3 mm/19.5 pulg.) reemplazó al número de modelo 090185
(pantalla táctil de 469,9 mm/18.5 pulg.).
El EDGE Connect es un Control Numérico por Computadora (CNC) diseñado como un control
para corte de geometrías. El EDGE Connect CNC usa el software Phoenix
y comunicación EtherCAT
Hay dos modelos del EDGE Connect CNC: EDGE Connect y EDGE Connect TC.
Especificaciones e instalación
®
de Hypertherm
®
para el control del avance y del corte.
EDGE Connect Manual de instalación y configuración 809343 27

Especificaciones e instalación
1
090###
##########
1
2
3
4
1 Número de pieza
2 Código de barras del número de pieza
3 Número de serie (AAMM######, donde AA
es el año y MM es el mes de fabricación)
4 Código de barras del número de serie
Placa de datos
La placa de datos muestra el número de pieza y el número de serie del CNC. Si usted se comunica
con el Servicio Técnico de Hypertherm, ellos le pedirán esta información. Puede encontrar la placa
de datos en la parte inferior del EDGE Connect o en la parte trasera del EDGE Connect TC.
Figura 1
28 809343 Manual de instalación y configuración EDGE Connect

1
Al recibir el equipo
Asegúrese de que todos los elementos de su pedido hayan llegado en buenas condiciones.
Comuníquese con su distribuidor si hay piezas dañadas o si falta alguna.
EDGE Connect/EDGE Connect TC
Llave de software HASP (instalada)
Memoria flash extraíble USB con información del producto
Antenas inalámbricas
Fuente de energía externa
Cable de potencia de alimentación (IEC en Estados Unidos)
Placa de bornes enchufable (solo EDGE Connect)
Otros componentes opcionales que aparezcan en su pedido
Revise los artículos en busca de daños que puedan haberse producido durante el envío.
Si hay evidencia de daños, vea Reclamaciones a continuación. Todas las comunicaciones
relacionadas con estos equipos deben incluir el número de modelo y el número de serie.
Especificaciones e instalación
Anote la información de su producto en la portada interior de este manual y use
las instrucciones que se dan allí para registrar el número de serie del mismo
en www.hypertherm.com
Antes de configurar este equipo, lea la información de seguridad incluida con su equipo.
No cumplir las instrucciones de seguridad podría dar lugar a lesiones personales o daño
a los equipos.
Reclamaciones
Reclamaciones por daños durante el envío: si su equipo se dañó en el envío, debe
presentar una reclamación a la empresa de transporte. Puede comunicarse con Hypertherm
para solicitar una copia del conocimiento de embarque. Si necesita más asistencia, llamar
a la oficina de Hypertherm más cercana indicada en la portada de este manual.
Reclamaciones por productos defectuosos o faltantes – comuníquese con su distribuidor
Hypertherm si hay componentes defectuosos o si falta alguno. Si necesita más asistencia,
llamar a la oficina de Hypertherm más cercana indicada en la portada de este manual.
Requisitos de instalación
Toda instalación y reparación de los sistemas eléctricos debe hacerse de conformidad con los
códigos eléctricos nacionales y locales. Este trabajo debe ser llevado a cabo por una persona
calificada.
.
Para cualquier pregunta técnica, diríjase al Departamento de Servicio Técnico de Hypertherm más
cercano indicado en la portada de este manual o a su distribuidor autorizado Hypertherm.
EDGE Connect Manual de instalación y configuración 809343 29

Especificaciones e instalación
1
Colocación de los componentes del sistema
Antes de hacer las conexiones eléctricas, de gas e intercomunicación, ponga todos los
componentes del sistema en el lugar en que van.
Poner a tierra todos los componentes del sistema. Vea Recomendaciones para puesta a
tierra y protección en la página 55 para los detalles.
Especificaciones del CNC incorporado
®
Procesador Intel
Sistema operativo Windows® 10 incorporado
RAM 4 GB
Disco duro Unidad SATA de estado sólido, mayor que o igual a 120 GB
Inalámbrico Cumple con las normas 802.11G y 802.11N.
Celeron® J1900, Quad Core
Requisitos medioambientales
Temperatura de -10 °C a 40 °C
Humedad Humedad relativa máxima 95%
Protección de entrada EDGE Connect IP2X
Proteger los equipos de la exposición a humedad excesiva.
Protección de entrada
EDGE Connect TC
Altitud 2000 m como máximo
Contaminación Grado de contaminación 2
Debe instalar el EDGE Connect en unos paneles para protegerlo del
medio ambiente. Para recomendaciones sobre paneles, vea Paneles
en la página 32.
IP23
Proteger los equipos de la exposición a humedad excesiva.
30 809343 Manual de instalación y configuración EDGE Connect

1
EDGE Connect (número de modelo 090184)
1
2
3
5
6
7
3
9
4
10
11
12
13
14
16
17
8
6
7
18
19
3
15
9
10
1 Monitor
2 Cable DVI-D*
3 Cable o dispositivo USB**
4 Clave de software HASP
5 Cable HDMI*
6 Extensiones inalámbricas
7 Antenas inalámbricas
8 Cable Ethernet
9 Conector de mamparo
10 Chasis a tierra
11 Cable EtherCAT***
12 Placa de bornes enchufable
†
13 Placa de bornes
14 Botón de encendido
15 Paneles de metal
16 Mandos y motores
††
17 Módulo de E/S
18 Fuente de energía de plasma***
19 Fuente de energía externa y cable de potencia
de alimentación**
Figura 2 – Diagrama del sistema de EDGE Connect
Especificaciones e instalación
* Elija HDMI o DVI-D.
** Si usa un concentrador USB, use 1 solo.
*** Si quiere conectar un Powermax
†Conecte la potencia de alimentación a la placa de bornes o al conector de barril. No use ninguno
††
EDGE Connect Manual de instalación y configuración 809343 31
a través del mando de E/S o de un módulo de E/S en la red.
®
o MAXPRO® a un EDGE Connect CNC, use una conexión discreta
para apagar.
Asegúrese de que puede quitar la corriente de los mandos por separado del CNC, para que pueda localizar
problemas de fallas de la red o errores, de ser necesario. Refiérase a la documentación del fabricante del
mando para obtener instrucciones para la instalación de los mandos.

Especificaciones e instalación
1
Para empezar
Paneles
Realice una caja para su CNC con paneles. Debe instalar el EDGE Connect en una caja
de paneles. Los paneles los proporciona el cliente y deben cumplir con las siguientes
especificaciones.
Los paneles deben ser de metal.
Los paneles deben cumplir con todos los códigos nacionales y locales.
Para conexiones Ethernet y EtherCAT, debe usar conectores de mamparo unidos a los
Monitor
Elija un monitor para su CNC. Se sugiere una pantalla táctil, pero no se requiere. El monitor
es suministrado por el cliente y debe admitir los requisitos que aparecen en Tabla 1 .
paneles para prevenir el ruido. (Vea Conector de mamparo Ethernet y EtherCAT
en la página 340.)
Tabla 1 – Ajustes de pantalla requeridos
Ajuste del monitor Requisito Notas
Resolución de pantalla 1366 X 768 Si tiene que elegir un monitor con una
mayor resolución de pantalla nativa,
asegúrese de que el monitor admita
la relación de aspecto 16:9 y resoluciones
menores, incluso 1366 X 768.
Relación de aspecto 16:9
Frecuencia de actualización 60 Hz
(recomendación)
Pantalla táctil Dimensiones diagonales
mínimas: 469,9 mm
(18.5 pulg.)
Pantalla táctil de un solo
toque
Conexión HDMI o DVI-D Vea Cable de video en la página 35.
Una frecuencia de actualización de 60 Hz
no es óptima para todos los monitores.
Asegúrese de seleccionar un monitor que
funcione bien con una frecuencia
de actualización de 60 Hz.
Phoenix y la Soft Op Con deben verse completamente en la pantalla. Una resolución de pantalla
de 1366 X 768 y una relación de aspecto de 16:9 cumplen con este requisito.
32 809343 Manual de instalación y configuración EDGE Connect

Especificaciones e instalación
1
Controle las resoluciones de pantalla que admite el monitor seleccionado
1. Conecte un mouse al CNC.
2. Cierre el todo el software EDGE Connect en el CNC.
a. Haga clic en cualquier parte de la Pantalla principal de Phoenix y luego oprima Alt+F4 para
salir de Phoenix.
b. Haga clic en la parte superior de la Soft Op Con y luego oprima Alt+F4 para salir
de la parte superior de la Soft Op Con.
c. Haga clic en la parte inferior de la Soft Op Con y luego oprima Alt+F4 para salir de la parte
inferior de la Soft Op Con.
3. Haga clic derecho en el escritorio de Windows y luego haga clic en Propiedades de gráficos.
4. Haga clic en Pantalla.
5. Compare las opciones disponibles con los requisitos en página 32.
Establezca los ajustes de pantalla requeridos para el monitor seleccionado
1. Si el monitor seleccionado admite los requisitos, continúe desde paso 5 más arriba.
2. En Pantalla, haga las siguientes selecciones:
Resolution (Resolución): 1366 X 768
Refresh rate (Frecuencia de actualización): 60 Hz
Scaling (Escala): Mantener la escala de la pantalla
EDGE Connect Manual de instalación y configuración 809343 33

Especificaciones e instalación
1
3. Haga clic en Aplicar.
4. Después de que Windows aplique los nuevos ajustes, aparece el mensaje ¿Desea conservar
esta configuración? Haga clic en Sí.
5. Cierre la Pantalla.
Localizar problemas comunes con el monitor
Tabla 2
Problema de pantalla Causa Medida sugerida
Phoenix y la Soft Op Con
no se ven completamente
• Phoenix y la Soft Op Con
no caben en toda
la pantalla
o
• Phoenix y la Soft Op Con
están centrados con
bordes negros en los
laterales de la pantalla
El monitor tiene:
• Una resolución nativa
inferior a 1366 X 768
o
• Una relación de aspecto
de 4:3
El monitor tiene una
resolución mayor
a1366X768
Seleccione un monitor que:
• Tenga una resolución nativa de pantalla
completa de 1366 X 768
o
• Admita una mayor resolución y una relación
de aspecto de 16:9, pero que además sea
compatible con la opción Mantener la escala
de la pantalla cuando se seleccione una
resolución de 1366 X 768
• Seleccione la opción Mantener la escala
de la pantalla en los ajustes de pantalla
del monitor, si es compatible
• Si la opción Mantener la escala de la pantalla
no es compatible a 60 Hz, intente cualquiera
de las otras frecuencias de actualización para
ver si alguna de las dos admite la opción
Mantener la escala de la pantalla
• Si Mantener la escala de la pantalla
no es compatible con ninguna frecuencia
de actualización, entonces seleccione
la opción Centrar imagen
o
• Seleccione un monitor que tenga una
resolución nativa de pantalla completa
de 1366 X 768 o que admita una mayor
resolución y una relación de aspecto de 16:9,
pero que además sea compatible con
la opción Mantener la escala de la pantalla
cuando se seleccione una resolución
de 1366 X 768
34 809343 Manual de instalación y configuración EDGE Connect
Para localizar problemas de pantalla con contornos quemados,
vea El monitor muestra un contorno quemado, desdibujado o atenuado
de una imagen que se mostró anteriormente en la página 215.
Vea también Aparece el mensaje de advertencia Los ajustes de pantalla
para este sistema no tienen los valores óptimos en la página 215.

1
Cable de video
Elija uno de los siguientes cables de video para conectar su CNC al monitor.
Este cable es suministrado por el cliente.
Cable HDMI Longitud máxima: 5 m
Cable DVI-D Longitud máxima: 5 m
Cable USB
Este cable es suministrado por el cliente.
Cable USB Longitud máxima: 5 m
Cable Ethernet
Especificaciones e instalación
Este cable es suministrado por el cliente. Elija un cable Ethernet con las especificaciones
siguientes.
Especificación Cable Cat5e, de tipo F/UTP, trenzado y con blindaje laminado
Longitud máxima: 61 m
Si tiene intenciones de trabajar de manera inalámbrica, no necesita
un cable Ethernet para su conexión LAN.
como mínimo
EDGE Connect Manual de instalación y configuración 809343 35

Especificaciones e instalación
1
Cable EtherCAT
Usted necesita un cable EtherCAT interno y uno externo. Hypertherm vende cables EtherCAT.
Vea Piezas en la página 337.
Si usted provee sus propios cables, elija cables EtherCAT que cumplan con la especificación
®
Beckhoff
Tipo Cable Cat5e, de 2 pares, 4 cables, con blindaje doble
Cable Construcción: cable de cobre estañado trenzado
Core Construcción: relleno como elemento central
.
Diámetro: 0,75 mm (7 X 0,25 mm)
Aislamiento: polietileno, 1,5 mm de diámetro
Capa 1: 4 cables, 2 pares
Secuencia de colores: blanco, amarillo, azul, naranja
Capa 2: cinta de plástico sobrepuesta
Forro interior: copolímero termoplástico, 3,9 mm de diámetro
Blindaje laminado de aluminio sobrepuesto
Escudo frontal: cables trenzados de cobre estañado, 0,13 mm
de diámetro, cobertura de un 85%, 4,7 mm de diámetro
Forro Material: poliuretano
Espesor de la pared: 0,9 mm
Diámetro exterior: 6,5 mm ± 0,2 mm
Longitud máxima: 61 m
Fuente de energía externa y cable de alimentación
La fuente de energía de Hypertherm es 5 A a 12 VCD o 60 W. Se puede usar para alimentar
el EDGE Connect y el EDGE Connect TC. Si usted compra su propia fuente de energía externa
y su cable, escoja una fuente de energía con las siguientes especificaciones.
Voltaje de entrada De 100 VCA a 240 VCA a 50 Hz/60 Hz
Voltaje de salida 12 VCD ± 5%
Tipo de fuente de energía externa Conversión de CA en CC
Capacidad mínima de la fuente de energía 36 W
Fuente de energía externa a conector de CNC Switchcraft
Bloqueo de tornillo (use solo conectores de bloqueo)
5,5 mm de diámetro exterior
2,5 mm de diámetro interior
9,5 mm de largo
®
760 K, tipo de barril
Como alternativa, puede suministrar el cable al EDGE Connect con la placa de bornes verde.
Vea la Figura 3.
36 809343 Manual de instalación y configuración EDGE Connect

1
CPU
+12V
COMMON
PWR
PWR
DC 12V
V-V+ PWR
1
2
3
5
6
7
8
4
6
9
1 Conector en la EDGE Connect
2 Placa de bornes (incluida)*
3 Masa de señal
4 +12 V
5 Alimentación alternativa al EDGE Connect
6 Potencia
7 Pared de paneles de metal
8 Chasis a tierra
9 Botón de encendido
Especificaciones e instalación
Figura 3
* La placa de bornes admite cables de 1,31 mm2-0,08 mm2.
Botón de energía y cable
Conecte el botón de energía a la placa de bornes. Vea la Figura 3 en la página 37.
Botón de encendido Interruptor unipolar de una vía (SPST), momentáneo,
Cable Longitud máxima: 5 m
Mandos EtherCAT
Instale todos los mandos antes de instalar su CNC. Para obtener una lista de los mandos
y módulos de E/S de EtherCAT admitidos, consulte la nota técnica Dispositivos de EtherCAT
admitidos por un EDGE Connect CNC (809660). La documentación técnica está disponible
en www.hypertherm.com/docs
EDGE Connect Manual de instalación y configuración 809343 37
normalmente abierto, con contactos enchapados en dorado
Mínimo 0,33 mm
2
Par trenzado blindado
.

Especificaciones e instalación
1
Descripción general de la instalación de EDGE Connect
Estos son los pasos generales para instalar el EDGE Connect. Vea la Figura 2
en la página 31 para obtener un ejemplo de cómo instalar un sistema. Vea
Diagramas eléctricos en la página 343 para más detalles.
1. Instale el EDGE Connect en el interior de unos paneles.
Para los requisitos de los paneles, vea Paneles en la página 32.
Para las dimensiones de montaje, vea Instale el EDGE Connect en la página 39.
2. Instale las extensiones inalámbricas y las antenas inalámbricas.
Use un cable de extensión hembra RP-SMA a un cable de extensión
macho RP-SMA para que las antenas puedan estar en el exterior
de los paneles.
3. Ponga a tierra el EDGE Connect. Vea Puesta a tierra del EDGE Connect en la página 40.
4. Conecte un monitor al EDGE Connect.
Para los requisitos del monitor, vea Monitor en la página 32.
Para los requisitos de los cables, vea Cable de video en la página 35 y Cable USB
en la página 35.
Apague el CNC cuando no se use para prevenir que los cristales LCD
retengan carga.
5. Instale los conectores de mamparo en los paneles para los cables Ethernet LAN y EtherCAT.
Los conectores de mamparo deben estar unidos a los paneles para prevenir el ruido.
6. Conecte el cable de Ethernet LAN y el cable de EtherCAT al EDGE Connect.
Para los requisitos del cable de Ethernet LAN, vea Cable Ethernet en la página 35.
Para los requisitos del cable de EtherCAT, vea Cable EtherCAT en la página 36.
7. Conecte un botón de energía al EDGE Connect.
Para los requisitos del botón y del cable, vea Botón de energía y cable en la página 37.
8. Conecte la energía al EDGE Connect.
Use la fuente de energía externa. Vea Fuente de energía externa y cable de alimentación
en la página 36.
Si es necesario, use la placa de bornes enchufable. Vea la Figura 3 en la página 37.
9. Conecte un teclado USB y un mouse USB al CNC para facilitar los ajustes del software.
Este paso es opcional, pero es altamente recomendado.
10. Oprima el botón de la energía.
38 809343 Manual de instalación y configuración EDGE Connect

1
Dimensiones y peso de EDGE Connect
133,8 mm
94,2 mm
43,1 mm
1,2 kg
130,8 mm
26,0 mm
7, 3 7 m m
Instale el EDGE Connect
Especificaciones e instalación
El EDGE Connect debe estar montado en el interior de unos paneles para protegerlo
del medio ambiente.
El EDGE Connect se puede montar con soportes de pared, un soporte de carril DIN o un soporte
VESA. Hypertherm vende soportes de pared y un soporte de carril DIN. Vea Opciones de montaje
en la página 340.
Montaje de pared de EDGE Connect
EDGE Connect Manual de instalación y configuración 809343 39

Especificaciones e instalación
1
26,0 mm
7, 3 7 m m
Varilla de 6 mm
con tuerca
Fijación de carril DIN de EDGE Connect
Puesta a tierra del EDGE Connect
Vea Recomendaciones para puesta a tierra y protección en la página 55 para más información.
Este cable de tierra es suministrado por el cliente. El tamaño mínimo del cable a tierra
es de 1,3 mm
1. Quite la tuerca.
2. Instale el borne de tierra.
3. Instale la tuerca.
4. Conecte el cable de tierra a los paneles metálicos.
2
.
40 809343 Manual de instalación y configuración EDGE Connect

1
Ubicación de los conectores de EDGE Connect
1
2
3
4
5
6
7
8
1
9
Especificaciones e instalación
1 Conector de antena inalámbrica Tipo de conector RP-SMA
2 Conector HDMI Admite 1366 X 768 a 60 Hz
3 Conector USB 4 USB de alta velocidad
4 Conector hembra RJ-45 Para LAN, 10/100/1000 Mbps
5 Chasis a tierra
6 Conector hembra DVI-D Admite 1366 X 768 a 60 Hz
7 Conector hembra RJ-45 Para EtherCAT, 10/100/1000 Mbps
8 Conector de placa de bornes Para enchufar, si no se usa el conector de barril, y para un interruptor
momentáneo
9 Conector de barril hembra 2,5 mm X 5,5 mm, 12 VCD
EDGE Connect Manual de instalación y configuración 809343 41

Especificaciones e instalación
1
1
2
3
5
6
7
8
9
4
1 Fuente de energía externa y cable de potencia
de alimentación
2 Antenas inalámbricas
3 Cable LAN Ethernet
4 Cable EtherCAT*
5 Mandos y motores**
6 Módulo de E/S
7 Fuente de energía de plasma*
8 Dispositivo USB***
9 Chasis a tierra EMI
EDGE Connect TC (número de modelo 090198)
Figura 4 – Diagrama del sistema de EDGE Connect TC
* Si quiere conectar un Powermax o MAXPRO a un EDGE Connect CNC, use una conexión discreta a través
del mando de E/S o de un módulo de E/S en la red.
**
Asegúrese de que puede quitar la corriente de los mandos por separado del CNC, para que pueda localizar
problemas de fallas de la red o errores, de ser necesario. Refiérase a la documentación del fabricante del
mando para obtener instrucciones para la instalación de los mandos.
***
Si usa un concentrador USB, use 1 solo.
42 809343 Manual de instalación y configuración EDGE Connect

1
Para empezar
Cable Ethernet
Especificaciones e instalación
Si tiene intenciones de trabajar de manera inalámbrica, no necesita
un cable Ethernet para su conexión LAN.
Este cable es suministrado por el cliente. Elija un cable Ethernet con las especificaciones
siguientes.
Especificación Cable Cat5e, de tipo F/UTP, trenzado y con blindaje laminado como mínimo
Longitud máxima: 61 m
Cable EtherCAT
Hypertherm vende cables EtherCAT, vea Cables EtherCAT externos en la página 341.
Si usted provee sus propios cables, elija cables EtherCAT que cumplan con
®
la especificación Beckhoff
Tipo Cable Cat5e, de 2 pares, 4 cables, con blindaje doble
Cable Construcción: cable de cobre estañado trenzado
Core Construcción: relleno como elemento central
.
Diámetro: 0,75 mm (7 X 0,25 mm)
Aislamiento: polietileno, 1,5 mm de diámetro
Capa 1: 4 cables, 2 pares
Secuencia de colores: blanco, amarillo, azul, naranja
Capa 2: cinta de plástico sobrepuesta
Forro interior: copolímero termoplástico, 3,9 mm de diámetro
Blindaje laminado de aluminio sobrepuesto
Escudo frontal: cables trenzados de cobre estañado, 0,13 mm
de diámetro, cobertura de un 85%, 4,7 mm de diámetro
Forro Material: poliuretano
Espesor de la pared: 0,9 mm
Diámetro exterior: 6,5 mm ± 0,2 mm
Longitud máxima: 61 m
EDGE Connect Manual de instalación y configuración 809343 43
Especificaciones e instalación
1
Fuente de energía externa y cable de alimentación
La fuente de energía de Hypertherm es 5 A a 12 VCD o 60 W. Se puede usar para alimentar
el EDGE Connect y el EDGE Connect TC. Si usted decide comprar su propia fuente de energía
externa y su cable, use las siguientes especificaciones.
Voltaje de entrada De 100 VCA a 240 VCA a 50 Hz/60 Hz
Voltaje de salida 12 VCD ± 5%
Tipo de fuente de energía externa Conversión de CA en CC
Capacidad mínima de la fuente de energía 60 W
Fuente de energía externa a conector de CNC Switchcraft
Bloqueo de tornillo (use solo conectores de bloqueo)
5,5 mm de diámetro exterior
2,5 mm de diámetro interior
9,5 mm de largo
®
760 K, tipo de barril
Mandos EtherCAT
Instale todos los mandos antes de instalar su CNC. Para obtener una lista de los mandos
y módulos de E/S de EtherCAT admitidos, consulte la nota técnica Dispositivos de EtherCAT
admitidos por un EDGE Connect CNC (809660). La documentación técnica está disponible
en www.hypertherm.com/docs
.
44 809343 Manual de instalación y configuración EDGE Connect
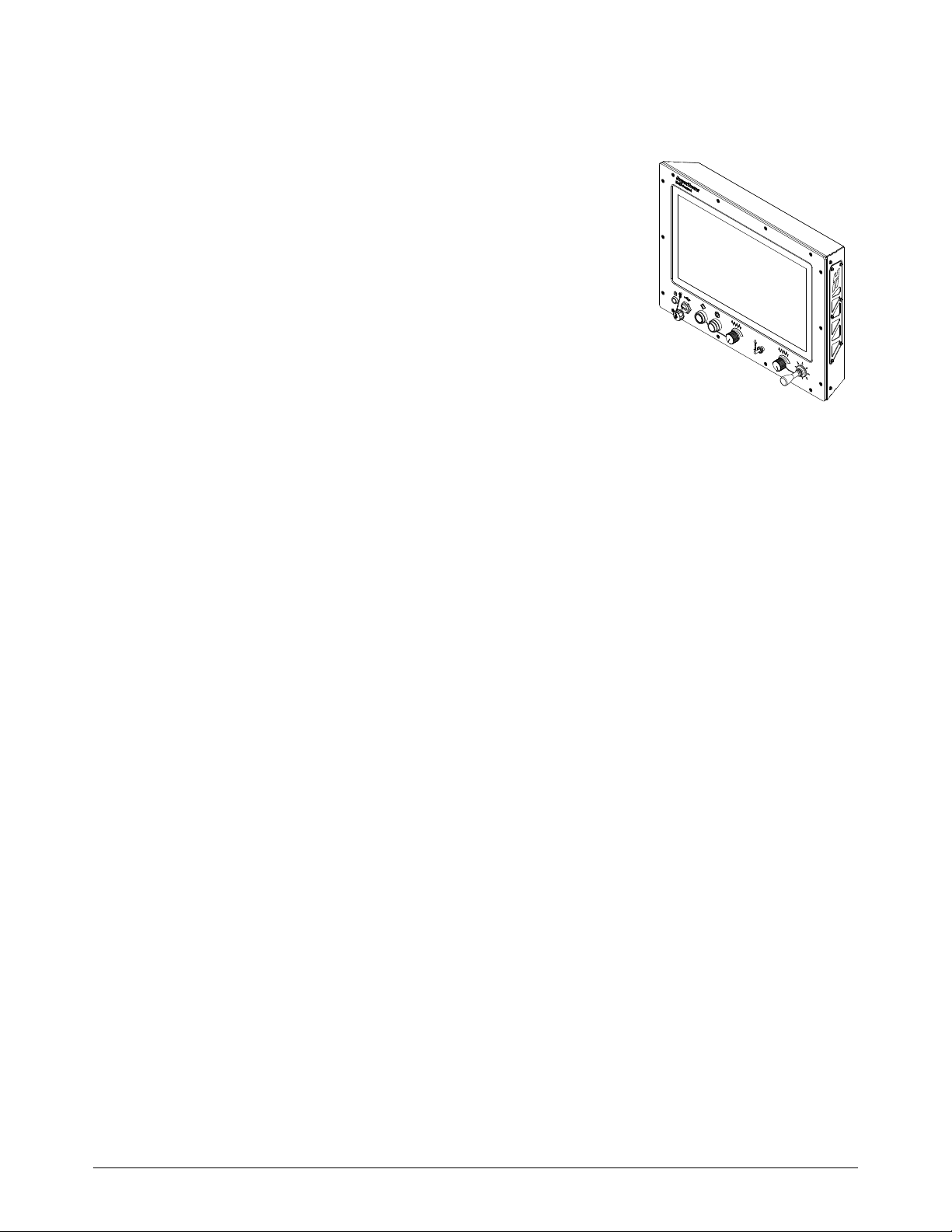
1
Descripción general de la instalación de EDGE Connect TC
Estos son los pasos generales para instalar el EDGE Connect TC.
Vea la Figura 4 en la página 42 para obtener un ejemplo de cómo
instalar este sistema. Vea Diagramas eléctricos en la página 343
para más detalles.
1. Instale el EDGE Connect TC
Para las dimensiones de montaje, vea Instalación de
EDGE Connect TC en la página 48.
2. Instale las extensiones inalámbricas y, si es necesario,
las antenas inalámbricas.
3. Ponga a tierra el EDGE Connect TC. Vea Puesta a tierra del
EDGE Connect TC en la página 53.
4. Conecte el cable de Ethernet LAN y el cable de EtherCAT al EDGE Connect TC.
Para los requisitos del cable de Ethernet LAN, vea Cable Ethernet en la página 43.
Especificaciones e instalación
Para los requisitos del cable de EtherCAT, vea Cable EtherCAT en la página 43.
5. Conecte la energía al EDGE Connect TC. Para los requisitos de la fuente de energía,
vea Fuente de energía externa y cable de alimentación en la página 44.
6. Conecte un teclado USB y un mouse USB al CNC para facilitar los ajustes del software.
Este paso es opcional, pero es altamente recomendado.
7. Oprima el botón de la energía.
Apague el CNC cuando no se use para prevenir que los cristales LCD
retengan carga.
EDGE Connect Manual de instalación y configuración 809343 45

Especificaciones e instalación
1
560,3 mm
96,3 mm
52,6 mm
131,4 mm
411,0 mm
10 ,7 k g
495,3 mm
(19.5 pulg.)
Especificaciones de la pantalla táctil de EDGE Connect TC
Número de modelo Tamaño de la pantalla Especificaciones
090198 495,3 mm (19.5 pulg.) • Táctil de proyección capacitiva (PCAP)
090185 469,9 mm (18.5 pulg.)
• Relación de aspecto de 16:9
• Resolución 1366 x 768
Para más información sobre la resolución de la pantalla táctil, vea Monitor
en la página 32.
Dimensiones y peso de EDGE Connect TC
Figura 5 – Número de modelo 090198 (pantalla táctil de 495,3 mm/19.5 pulg.)
46 809343 Manual de instalación y configuración EDGE Connect

Especificaciones e instalación
1
530,9 mm
96,3 mm
63,7 mm
131,4 mm
399,5 mm
9,5 kg
469,9 mm
(18.5 pulg.)
Figura 6 – Número de modelo 090185 (pantalla táctil de 469,9 mm/18.5 pulg.)
EDGE Connect Manual de instalación y configuración 809343 47

Especificaciones e instalación
1
137,2 mm
61,8 mm
60,0 mm
19,8 mm
440 mm
Roscas M6 X 1 mm
La profundidad máxima
del fijador es 10 mm
Para acceder a EtherCAT
y 12 VCD, para consolas
de operador personalizadas
El patrón de montaje y las dimensiones son las mismas que para los números de modelo 090198 (pantalla táctil
de 495,3 mm/19.5 pulg.) y 090185 (pantalla táctil de 469,9 mm/18.5 pulg.).
Instalación de EDGE Connect TC
Debe montar el CNC.
El EDGE Connect TC se puede montar de la parte inferior en una superficie plana, con un soporte
VESA, o con soportes de montaje a ras. Hypertherm vende soportes de montaje. Vea Opciones
de montaje en la página 340.
Montaje inferior de EDGE Connect TC
48 809343 Manual de instalación y configuración EDGE Connect

Especificaciones e instalación
1
183,8 mm
10 0 m m
10 0 m m
Roscas M4 X 0,7
La profundidad
máxima del fijador
es 10 mm
El patrón de montaje y las dimensiones son las mismas que para los números de modelo 090198 (pantalla táctil
de 495,3 mm/19.5 pulg.) y 090185 (pantalla táctil de 469,9 mm/18.5 pulg.).
Soporte VESA de EDGE Connect TC
Hypertherm no vende directamente un soporte VESA. Use las dimensiones a continuación para
comprar un soporte compatible.
EDGE Connect Manual de instalación y configuración 809343 49

Especificaciones e instalación
1
Panel secundario
Montaje al ras de EDGE Connect TC
Hypertherm vende un soporte de montaje al ras con tornillos. Vea Opciones de montaje
en la página 340.
1. Seleccione tornillos M4, M5 o M6.
2. Use un CNC para cortar el orificio rectangular y los orificios para tornillos. Vea la Figura 8
en la página 52 para las dimensiones.
El espesor máximo de los paneles es 10 mm.
Las dimensiones del orificio rectangular permiten una separación nominal
de 0,51 mm todo alrededor. Usted puede ajustar esta separación.
50 809343 Manual de instalación y configuración EDGE Connect

Especificaciones e instalación
1
561,3 mm
411,50 mm
586 mm
Radio de 5,3 mm
Panel secundario
M4
300 mm
M5
330 mm
M6
360 mm
20,20 mm
35,20 mm
50,20 mm
3. Use los soportes y tornillos para montar el EDGE Connect TC en el panel.
Figura 7 – Dimensiones para el número de modelo 090198 (pantalla táctil de 495,3 mm/19.5 pulg.)
EDGE Connect Manual de instalación y configuración 809343 51

Especificaciones e instalación
1
531,9 mm
400,5 mm
560 mm
Radio de 5,3 mm
Panel secundario
M4
300 mm
M5
330 mm
M6
360 mm
Figura 8 – Dimensiones para número de modelo 090185 (pantalla táctil de 469,9 mm/18.5 pulg.)
52 809343 Manual de instalación y configuración EDGE Connect

1
Puesta a tierra del EDGE Connect TC
Vea Recomendaciones para puesta a tierra y protección en la página 55 para más información.
Este cable de tierra es suministrado por el cliente. El tamaño mínimo del cable a tierra
es de 1,3 mm
1. Quite el tornillo de la parte trasera del CNC.
2
.
Especificaciones e instalación
2. Acople el terminal del cable de tierra al tornillo.
3. Apriete los tornillos.
4. Conecte el cable de tierra al chasis a tierra EMI.
EDGE Connect Manual de instalación y configuración 809343 53

Especificaciones e instalación
1
1
2
3
5
6
4
Ubicación de los conectores del panel de E/S trasero del EDGE Connect TC
1 Conector de antena inalámbrica Tipo de conector RP-SMA
2 Conector enchufable hembra 2,5 mm X 5,5 mm, 12 VCD
3 Conector hembra RJ-45 Para LAN, 10/100/1000 Mbps
4 Conector hembra RJ-45 Para EtherCAT, 10/100/1000 Mbps
5 Conector USB USB de alta velocidad
6 Chasis a tierra EMI Inserto de rosca M6
54 809343 Manual de instalación y configuración EDGE Connect

1
Recomendaciones para puesta a tierra y protección
Introducción
En esta sección se describen las prácticas de puesta a tierra y protección de un sistema
de corte por plasma a fin de minimizar su susceptibilidad a la interferencia electromagnética (IEM)
(también denominada ruido). Asimismo, también se describe la conexión a tierra de servicio,
a tierra de protección y alimentación CC. El esquema al final de esta sección ejemplifica los tipos
de puesta a tierra de un sistema de corte por plasma.
Especificaciones e instalación
Las prácticas de puesta a tierra indicadas en esta sección se han usado
en muchas instalaciones con excelentes resultados e Hypertherm
recomienda que formen parte habitual del proceso de instalación.
Los métodos concretos para implementar estas prácticas pueden diferir
de un sistema a otro, pero deberán seguir siendo uniformes en la medida
de lo posible. No obstante, dada la variedad de equipos e instalaciones,
es posible que estas prácticas de puesta a tierra no siempre sean
eficaces para eliminar los problemas causados por IEM. Hypertherm
recomienda que consulte los códigos eléctricos locales y nacionales
para asegurarse de que las prácticas de puesta a tierra y protección que
usa cumplan con todos los requisitos de su ubicación.
Tipos de puesta a tierra
Puesta a tierra de servicio (también llamada puesta a tierra de seguridad) es el sistema de puesta
a tierra que se aplica al voltaje de línea entrante. Previene el peligro de descarga eléctrica del
personal por cualquier equipo o la mesa de corte. Incluye la puesta a tierra de servicio que entra
al sistema de plasma y a los demás sistemas como el CNC y los mandos motores, así como
el electrodo de tierra auxiliar conectado a la mesa de corte. En los circuitos de plasma, la conexión
a tierra se tiende del chasis del sistema de plasma al chasis de cada consola, por cables
interconectados.
Puesta a tierra de protección es el sistema de puesta a tierra dentro del equipo eléctrico.
La puesta a tierra de protección, que se conecta a la puesta a tierra de servicio, proporciona
continuidad eléctrica entre el equipo y el servicio de CA.
Puesta a tierra de la alimentación CC (también denominada tierra de la corriente de corte
o de masa) es el sistema de puesta a tierra que termina el paso de la corriente de corte proveniente
de la antorcha regresándola al sistema de plasma. Requiere que el cable positivo del sistema de
plasma esté firmemente conectado al bus de tierra de la mesa de corte con un cable de medidas
adecuadas. También requiere que los tableros sobre los que se apoya la pieza a cortar hagan
contacto sólido con la mesa y la pieza a cortar.
Puesta a tierra y protección de interferencias electromagnéticas (IEM) es el sistema de puesta
a tierra que limita la cantidad de IEM emitidas por los sistemas de plasma y mando motor. También
limita la cantidad de IEM que reciben el CNC y los demás circuitos de control y medición. Las
prácticas de puesta a tierra indicadas en esta sección se centran fundamentalmente en la puesta
a tierra y protección de interferencias electromagnéticas (IEM).
EDGE Connect Manual de instalación y configuración 809343 55

Especificaciones e instalación
1
Prácticas de puesta a tierra
1. A menos que se indique lo contrario, en el caso de los sistemas de corte HPR o MAXPRO200,
use cables con un calibre mínimo de 13,3 mm
(interferencia electromagnética) que se muestran en Diagrama de puesta a tierra de ejemplo
con un sistema de corte HPR o MAXPRO200 en la página 60. A menos que se indique lo
contrario, en el caso de los sistemas de corte XPR, use cables con un calibre mínimo de
2
21,2 mm
se muestran en Diagrama de puesta a tierra de ejemplo con un sistema de corte XPR
en la página 61.
2. La mesa de corte se usa como punto común de puesta a tierra, o en estrella, para reducir la IEM
y debe tener varillas roscadas soldadas a la mesa con una barra “bus” de cobre montada. Se
debe montar por separado una barra “bus” en el pórtico, lo más cerca posible de cada motor.
Si hay motores a cada extremo del pórtico, para reducir la EMI hay que tender un cable a tierra
desde el motor más alejado hasta la barra “bus” del pórtico. La barra “bus” del pórtico deberá
tener otro cable a tierra para EMI de alta durabilidad de 21,2 mm
barra “bus” de la mesa. Los cables a tierra para EMI del elevador de antorcha y del generador
remoto de alta frecuencia o de la consola de ignición/conexión de gas combinada deben ir por
separado al bus de tierra de la mesa.
(047031) para los cables a tierra para EMI (interferencia electromagnética) que
2
(047040) para los cables a tierra para EMI
2
(047031) conectado a la
3. Una puesta a tierra inadecuada no solo expone a los operadores a voltajes peligrosos, sino que
también aumenta el riesgo de fallas en los equipos y tiempo muerto innecesario. Idealmente,
una puesta a tierra debería tener una resistencia de cero ohmios, pero la experiencia de campo
indica que una resistencia bajo 1 ohmio es satisfactoria en la mayoría de las aplicaciones.
Hypertherm recomienda que consulte los códigos eléctricos locales y nacionales para
asegurarse de que las prácticas de puesta a tierra y protección que usa cumplan con todos
los requisitos de su ubicación.
4. Se debe instalar a una distancia de 6 m de la mesa de corte un electrodo de tierra
(puesta a tierra de protección) que cumpla con los códigos eléctricos locales y nacionales.
En el caso de los sistemas de corte HPR o MAXPRO200, la puesta a tierra de protección debe
conectarse a la barra “bus” de tierra de la mesa de corte con un cable a tierra, de color verde
2
y amarillo, de 13,3 mm
como mínimo (047121). Se debe instalar a una distancia de 6 m
de la mesa de corte un electrodo de tierra (puesta a tierra de protección) que cumpla con los
códigos eléctricos locales y nacionales. Para los sistemas de corte XPR, la puesta a tierra
de protección debe conectarse a la barra “bus” de tierra de la mesa de corte con un cable
atierra de 21,2mm
2
como mínimo (047031). Consulte con un electricista en su localidad
para asegurarse de que la puesta a tierra cumple con todos los códigos eléctricos locales
y nacionales.
5. Para una protección más efectiva, use los cables de interfaz del CNC Hypertherm para las
señales E/S, las señales de comunicación serie, las conexiones de acometida múltiple entre
sistemas plasma y las interconexiones entre todas las partes del sistema Hypertherm.
6. Toda la tornillería usada en el sistema de puesta a tierra debe ser de latón o cobre. Aunque
las varillas soldadas a la mesa de corte para montar el bus de tierra pueden ser de acero,
en el sistema de puesta a tierra no se podrá usar ningún otro tornillo de aluminio ni de acero.
7. La puesta a tierra de alimentación CA y la tierra de protección y servicio deben conectarse
a todos los equipos de conformidad con los códigos locales y nacionales.
56 809343 Manual de instalación y configuración EDGE Connect

Especificaciones e instalación
1
8. En el caso de un sistema con generador remoto de alta frecuencia o consola combinada de
ignición/conexión de gas, los cables positivo, negativo y el cable de arco piloto deberán estar
unidos entre sí para recorrer la mayor distancia posible. Los cables y mangueras de la antorcha,
el cable de masa y el cable de arco piloto (boquilla) solo pueden tenderse paralelos a otros
alambres o cables solo si hay una separación mínima entre ellos de al menos 150 mm. De ser
posible, tienda los cables de energía y de señal por bandejas portacables separadas.
9. En el caso de un sistema con una consola de generador remoto de alta frecuencia o consola
de ignición/conexión de gas combinada, Hypertherm le recomienda montar esta consola lo más
cerca posible de la antorcha. Esta consola también debe tener un cable a tierra separado que
se conecte directamente a la barra “bus” a tierra de la mesa de corte.
10. Cada componente Hypertherm, así como cualquier otra caja o panel del CNC o mando motor,
debe tener un cable a tierra aparte que vaya a la tierra común (en estrella) de la mesa. Esto
incluye la consola de ignición/conexión de gas, tanto si está sujeta con pernos al sistema
de plasma o a la mesa de corte.
11 . En el caso de los sistemas de corte HPR o MAXPRO200, la malla aislante de metal
de los cables y mangueras de la antorcha debe estar bien conectada a la consola
de ignición/conexión de gas y a la antorcha. Se recomienda que esté eléctricamente aislada
de todo metal y de cualquier contacto con el piso o el edificio. Los cables y mangueras
de la antorcha pueden tenderse por una bandeja portacables de plástico o canal o cubrirse
con una funda de cuero o plástico.
12. En cuanto a los sistemas de corte XPR, el acople en el conjunto del arco piloto y la manguera
del refrigerante debe estar bien conectado a los collares de la consola de conexión de gas y la
consola de conexión de la antorcha. Asegúrese de ajustar la abrazadera. El collar de los cables
y mangueras de la antorcha debe estar bien conectado a la camisa de la antorcha. Asegúrese
de ajustar la abrazadera. Conecte un cable a tierra (10 AWG) a la terminal plana en la camisa
de montaje de la antorcha.
13. El soporte y el mecanismo anti-colisión de la antorcha – la parte montada al elevador, no
la montada a la antorcha – deben conectarse a la parte fija del elevador con una protección
trenzada de cobre de un ancho mínimo de 12,7 mm. Se debe tender un cable por separado del
elevador a la barra “bus” de tierra del pórtico. El conjunto de válvula también deberá tener una
conexión a tierra aparte que vaya a la barra bus de tierra del pórtico.
14. Si el pórtico se mueve sobre carriles no soldados a la mesa, cada extremo del carril se debe
conectar a la mesa con un cable a tierra. Los cables a tierra procedentes del carril se conectan
directamente a la mesa y no es necesario llevarlos a la barra bus de tierra de la mesa.
15. Si va a instalar un divisor de tensión, la tarjeta de dicho circuito debe montarse lo más cerca
posible del punto de muestreo del voltaje del arco. El lugar recomendado es dentro de los
paneles del sistema plasma. Si se usa la tarjeta del divisor de tensión de Hypertherm, la señal
de salida queda aislada de todos los demás circuitos. La señal procesada se transmitirá por
cables de par trenzado apantallados (del tipo Belden 1800F o equivalente). Use un cable con
una protección trenzada, no un blindaje laminado. Conecte la malla al chasis del sistema plasma
y déjela desconectada en el otro extremo.
EDGE Connect Manual de instalación y configuración 809343 57

Especificaciones e instalación
1
1 Bus de tierra del pórtico
2 Electrodo de tierra
3 Conjunto de cables y mangueras (+) del
sistema de plasma
4 Consola RHF (si corresponde, no en todos
los sistemas)
5 Paneles CNC
6 Soporte antorcha
7 Chasis del sistema de plasma
1 2 3
4
5 6 7
1 Bus de tierra del pórtico
2 Electrodo de tierra
3 Conjunto de cables y mangueras (+) del
sistema de plasma
4 Consola de conexión de gas
5 Paneles CNC
6 Soporte antorcha
7 Chasis del sistema de plasma
8 Consola de conexión de la antorcha
1 2 3
4
5 6
7 8
16. Todas las demás señales (analógica, digital, serie, del codificador) se transmitirán por cables de
par trenzado en el interior de un cable reforzado. Los conectores de estos cables deberán estar
recubiertos con una platina metálica. A la platina metálica del conector se deberá conectar el
blindaje, no el drenaje, de cada terminal del cable. No pase nunca el blindaje ni el drenaje por
ninguno de los pines del conector.
La siguiente imagen es un buen ejemplo de bus de tierra de una mesa de corte con un sistema
de corte HPR o MAXPRO200. Los componentes que se muestran aquí posiblemente no sean
los mismos que tiene su sistema.
La siguiente imagen es un buen ejemplo de bus de tierra de una mesa de corte con un sistema
de corte XPR. Los componentes que se muestran aquí posiblemente no sean los mismos que tiene
su sistema.
58 809343 Manual de instalación y configuración EDGE Connect

Especificaciones e instalación
1
1 Cable al bus de tierra de mesa de corte
2 Cables a tierra componentes en el pórtico
1 2
La siguiente imagen es un ejemplo de bus de tierra del pórtico. Está atornillado al pórtico, cerca del
motor. Todos los cables a tierra de los componentes montados al pórtico se conectan en el bus. Un
cable de alta durabilidad conecta el bus de tierra del pórtico al bus de tierra atornillado a la mesa.
EDGE Connect Manual de instalación y configuración 809343 59

Especificaciones e instalación
1
Chasis y RFI a tierra
CA a tierra (tierra de protección)
1
2
3
4
5
6
7
8 9
10
11
12
13
1 Mesa de corte
2 Pórtico
3 Sistema de plasma
4 Barra bus de tierra de mesa
5 Barra bus de tierra del pórtico
6 Elevador control de altura de la antorcha
(ArcGlide, Sensor THC, Sensor PHC u otro)
7 Consola RHF (no en todos los sistemas).
Conectar a barra bus de tierra mesa.
8, 9 Componente específico del sistema como consola
de dosificación, consola de gas o consola de
selección
10 Chasis CNC
11 Módulo control de altura de la antorcha
(ArcGlide, Command THC)
12 Componente específico del sistema como
enfriador o recirculador de refrigeración
13 Alimentación CC a tierra
Diagrama de puesta a tierra de ejemplo con un sistema de corte HPR o MAXPRO200
60 809343 Manual de instalación y configuración EDGE Connect

Especificaciones e instalación
1
Chasis e IEM a tierra
Servicio a tierra
1
2
3
4
5
6
7
8
9
10
11
A tierra de protección
1 Mesa de corte
2 Pórtico
3 Sistema de plasma
4 Barra bus de tierra de mesa
5 Barra bus de tierra del pórtico
6 Elevador con control de altura de la antorcha
7 Consola de conexión de la antorcha
8 Controlador CNC
9 Módulo de control de altura de la antorcha
10 Consola de conexión de gas. Conéctela a la barra
“bus” de puesta a tierra de la mesa*.
11 Alimentación CC a tierra (de masa)
* La consola de ignición viene integrada a la consola
de conexión de gas en los sistemas de corte XPR.
Diagrama de puesta a tierra de ejemplo con un sistema de corte XPR
EDGE Connect Manual de instalación y configuración 809343 61
Este ejemplo se basa en prácticas que se llevan a cabo en los Estados
Unidos. Otras regiones pueden tener distintos códigos eléctricos
nacionales o locales. Hypertherm recomienda que consulte los códigos
eléctricos locales y nacionales para asegurarse de que las prácticas
de puesta a tierra y protección que usa cumplan con todos los requisitos
de su ubicación.

Especificaciones e instalación
1
s
Símbolos y marcas
Su producto puede tener uno o más de los siguientes marcados en la placa de datos o junto a ella. Debido
a diferencias y conflictos en las regulaciones nacionales, no todas las marcas se emplean en toda versión
de un producto.
Marca símbolo S
De acuerdo con la norma IEC 60974-1, la marca símbolo S indica que la fuente de energía
y la antorcha están aptas para operación en ambientes con mayor peligro de descargas eléctricas.
Marca CSA
Los productos con la marca CSA cumplen las regulaciones de seguridad de productos
de Estados Unidos y Canadá. Estos productos fueron evaluados, ensayados y certificados por
CSA-International. Otra posibilidad es que el producto tenga una marca de otro de los
laboratorios de ensayo reconocidos a nivel nacional (NRTL) y acreditado tanto en Estados Unidos
como Canadá, por ejemplo, UL o TÜV.
Marca CE
La marca CE es la declaración de conformidad del fabricante con las normas y directivas
europeas correspondientes. Solo las versiones de productos con la marca CE en la placa
de datos o cerca de ella cumplen con las directivas europeas. Las directivas aplicables
pueden incluir la Directiva europea de bajo voltaje, la Directiva europea de compatibilidad
electromagnética (EMC), la Directiva para equipos de radio (RED) y la Directiva sobre
restricciones a la utilización de determinadas sustancias peligrosas en aparatos eléctricos
y electrónicos (RoHS). Vea la Declaración de conformidad europea para más detalles.
Marca de la Unión Aduanera Euroasiática (CU)
Las versiones CE de los productos que incluyen la marca de conformidad EAC cumplen
los requisitos de compatibilidad electromagnética (EMC) y de seguridad del producto para
exportación a Rusia, Bielorrusia y Kazajstán.
Marca GOST-TR
Las versiones CE de los productos con la marca de conformidad GOST-TR cumplen los
requisitos de compatibilidad electromagnética (EMC) y de seguridad para exportación
alaFederación Rusa.
Marca RCM
Las versiones CE de los productos con la marca RCM cumplen con las normas de seguridad
y Compatibilidad Electromagnética requeridas para la venta en Australia y Nueva Zelanda.
Marca CCC
La marca China Compulsory Certification (CCC) indica que el producto fue evaluado y cumple
las regulaciones de seguridad exigidas para su venta en China.
Marca UkrSEPRO
Las versiones CE de los productos que incluyen la marca de conformidad UkrSEPRO cumplen
los requisitos de compatibilidad electromagnética (EMC) y de seguridad para exportación
a Ucrania.
Marca serbia AAA
Las versiones CE de los productos que incluyen la marca de conformidad serbia AAA cumplen
los requisitos de compatibilidad electromagnética (EMC) y de seguridad del producto para
exportación a Serbia.
62 809343 Manual de instalación y configuración EDGE Connect

Especificaciones e instalación
1
Marca RoHS
La marca RoHS indica que el producto cumple con los requisitos de la Directiva europea sobre
restricciones a la utilización de determinadas sustancias peligrosas en aparatos eléctricos
y electrónicos (RoHS).
EDGE Connect Manual de instalación y configuración 809343 63

Especificaciones e instalación
1
64 809343 Manual de instalación y configuración EDGE Connect

Operar
Phoenix Soft Op Con
Cuando enciende el CNC, el software Phoenix y la consola de software para el operador
(Soft Op Con) se abren. Antes de usar Phoenix, debe hacer clic en OK en una ventana de diálogo
para aceptar los Términos de uso de Hypertherm.
Figura 9
Phoenix es la interfaz de software principal para operar el Control Numérico por Computadora
y es común en todos los CNC de Hypertherm. La Soft Op Con es una pieza completamente
integrada de Phoenix. La Soft Op Con estándar de Hypertherm, que figura en Figura 9, viene
con CNC EDGE Connect y EDGE Connect TC.
EDGE Connect Manual de instalación y configuración 809343 65

Operar
2
1
2
1
2
Los fabricantes de los sistemas de corte pueden crear sus propias consolas de software para
el operador personalizadas con la interfaz de programador de aplicaciones (API) de Phoenix.
Si su sistema de corte tiene una consola de software para el operador personalizada, comuníquese
con el fabricante de su sistema de corte o consulte la documentación para más información.
Vea también Abrir automáticamente una consola personalizada de software para el operador
en la página 72.
Operar Phoenix
Además de la información en este manual, el de ayuda de Phoenix ofrece detalles sobre cómo
operar el software Phoenix. La ayuda de Phoenix está disponible para cada pantalla en Phoenix.
Para más información, vea Documentación técnica y de ayuda de Phoenix en la página 75.
Los botones en las pantallas de Phoenix se denominan teclas programables.
Algunas teclas programables van a pantallas particulares y otras teclas programables hacen
determinadas acciones. Las teclas programables en una pantalla cambian según los componentes
instalados, las funciones habilitadas, las opciones de ajustes de Phoenix, las contraseñas y los
niveles de usuarios (principiante, intermedio o avanzado).
66 809343 Manual de instalación y configuración EDGE Connect
En este manual se da por supuesto que el CNC está en modo de nivel
de usuario avanzado y muestra todas las funciones.

2
Operar la Soft Op Con estándar de Hypertherm
1
2
3
4
5
1
1 Pestaña de control estación (se muestra)
2 Pestaña de avance manual
3 Pestaña de captura de pantalla y video en vivo
4 Pestaña de información
5 Control de programa (se muestra siempre)
La Soft Op Con puede reemplazar una consola de operador de hardware. Con un
EDGE Connect TC, la Soft Op Con y la consola de operador de hardware se pueden
usar juntas. Por ejemplo, oprimir Arranque en la Soft Op Con es lo mismo que oprimir
el botón Arranque en la consola de operador de hardware.
Operar
Los fabricantes de los sistemas de corte pueden crear sus propias
consolas de software para el operador personalizadas con la interfaz
de programador de aplicaciones (API) de Phoenix. Si su sistema
de corte tiene una consola de software para el operador personalizada,
comuníquese con el fabricante de su sistema de corte o consulte
la documentación para más información.
Las siguientes secciones explican cada parte de la Soft Op Con.
EDGE Connect Manual de instalación y configuración 809343 67

Operar
2
1
2 3
4 5
1 Número de estación
• Según se define en la pantalla
de configuración de estación
(estaciones 1-8) o la pantalla de E/S
digitales (estaciones 9-20)
2 Estado de estación
• Habilitado (verde)
• Inhabilitado (rojo)
3 Tecla para Inhabilitar estación
• Oprima para inhabilitar la estación
(verde cuando está seleccionado)
4 Tecla de modo manual
• Oprima para operar la estación de modo
manual (verde cuando está seleccionado)
5 Tecla de modo de programa (automático)
• Oprima para operar la estación
en el modo de programa
(verde cuando está seleccionado)
1
32
1 Velocidad del programa
(si los potenciómetros para velocidad están
habilitados en la pantalla E/S analógica)
• Deslice a la izquierda para disminuir
la velocidad del programa
• Deslice a la derecha para acelerar
la velocidad del programa
2 Tecla de arranque de corte
• Oprima para comenzar el corte
3 Tecla de parada de corte
• Oprima para detener el corte
Pestaña de control de estación
Control de programa
68 809343 Manual de instalación y configuración EDGE Connect

2
Pestaña de avance manual
1
2
3
4
5
4
Estas teclas programables controlan todas las estaciones que están habilitadas actualmente.
Operar
1 Velocidad de avance (si los potenciómetros de velocidad están habilitados
en la pantalla E/S analógica)
• Deslizar a la izquierda para disminuir la velocidad de avance
• Deslizar a la derecha para acelerar la velocidad de avance
2 Tecla para bloquear teclas manuales
• Oprimir para HABILITAR el bloqueo de teclas manuales (si está habilitada
en la pantalla de Ajustes especiales)
• Oprimir nuevamente para INHABILITAR el bloqueo de teclas manuales
3 Teclas de avance sucesivo direccional
• Oprimir una tecla de flecha para avanzar en dicha dirección (si el bloqueo de teclas
manuales está habilitado y ACTIVADO)
• Oprimir sin soltar la techa de la flecha para avanzar en dicha dirección (si el bloqueo
de teclas manuales está DESACTIVADO)
4 Tecla para subir la antorcha
• Oprimir sin soltar para elevar la antorcha o la herramienta
5 Tecla para bajar la antorcha
• Oprimir sin soltar para bajar la antorcha o la herramienta
EDGE Connect Manual de instalación y configuración 809343 69

Operar
2
1
3
5
4
2
6
7
8
(En uso)
Pestaña de captura de pantalla y video en vivo
1 Captura de pantalla y vista de video en vivo*
Esta área muestra la captura de pantalla o el video en vivo actual.*
2 Seleccionar fuente de video
Si hay dos o más cámaras de video instaladas, elija una cámara en el menú desplegable.
3
Iniciar o Pausar video en vivo
4 Capturar la pantalla del CNC, incluidos Phoenix y la Soft Op Con.
Este botón se pone verde cuando está en uso.
5 Borrar captura de pantalla/detener el video en vivo
6 Actualizar las opciones de la cámara de video
7 Agrandar imagen o video en una ventana nueva
• Haga clic en la ventana nueva y arrástrela, como para verla en un monitor externo
(si hay uno instalado).
• Para cerrar la ventana nueva, haga clic en la X en la esquina superior derecha de la ventana.
8 Guardar la captura de pantalla
Abra el menú Guardar como y guarde su captura de pantalla como un archivo. En el CNC
no se graban videos.
* Se admite la opción de video en vivo si tiene una cámara de video USB compatible instalada o más. El fabricante de su sistema
de corte es el que suministra las cámaras de video.
70 809343 Manual de instalación y configuración EDGE Connect

2
Pestaña de información
1
Operar
1 Versión de Soft Op Con
• Muestra la versión de Soft Op Con en el CNC
EDGE Connect Manual de instalación y configuración 809343 71

Operar
2
Abrir automáticamente una consola personalizada de software para el operador
Los fabricantes de los sistemas de corte pueden crear sus propias consolas de software para
el operador personalizadas con la interfaz de programador de aplicaciones (API) de Phoenix.
Por defecto, el menú de inicio del EDGE Connect abre automáticamente la Soft Op Con estándar
de Hypertherm cuando un operador enciende el CNC. Para abrir automáticamente la consola
personalizada de software para el operador en su lugar, modifique el menú de inicio del
EDGE Connect.
Para empezar
Asegúrese de que los archivos ejecutables (.exe) para la aplicación de la consola
personalizada de software para el operador se guarden en la carpeta C:\Phoenix
en el CNC. Por lo general, hay un archivo .exe para la parte superior de la Soft Op Con
y un archivo .exe para la parte inferior de la Soft Op Con.
Conecte un teclado USB y un mouse USB al CNC.
Modificar el menú de inicio del EDGE Connect
1. Cierre el todo el software EDGE Connect en el CNC.
a. Haga clic en cualquier parte de la Pantalla principal de Phoenix y luego oprima Alt+F4 para
salir de Phoenix.
b. Haga clic en la parte superior de la Soft Op Con de Hypertherm y luego oprima Alt+F4 para
salir de la parte superior de la Soft Op Con de Hypertherm.
c. Haga clic en la parte inferior de la Soft Op Con de Hypertherm y luego oprima Alt+F4 para
salir de la parte inferior de la Soft Op Con de Hypertherm.
2. Haga clic en el botón Inicio de Windows y haga clic en el Explorador de archivos.
3. En la carpeta C:\Phoenix, haga doble clic en el archivo steps.json.
4. Para reemplazar la parte superior de la Soft Op Con de Hypertherm, haga lo siguiente
en el archivo steps.json:
Se debería abrir automáticamente el archivo steps.json en el bloc
de notas. Si no lo hace, abra el bloc de notas y luego abra el archivo
steps.json.
72 809343 Manual de instalación y configuración EDGE Connect

2
Figura 10
Operar
a. Junto a StepName, elimine SoftOpCon.
b. Escriba el nombre de la parte superior de la consola personalizada de software para
el operador.
c. Junto a StepDesc, elimine Starting Hypertherm Soft Op Con (Arrancar la Soft Op Con
de Hypertherm).
d. Escriba el texto que quiere que aparezca mientras se abre la consola personalizada
de software para el operador.
e. Junto a StepPath, elimine C:\\Phoenix\\SoftOpCon.exe.
f. Escriba la ruta absoluta del archivo ejecutable (.exe) de la parte superior de la consola
personalizada de software para el operador. Por ejemplo:
C:\\Phoenix\\CustomSoftOpCon.exe.
5. Para reemplazar la parte inferior de la Soft Op Con Hypertherm, haga lo siguiente en el archivo
steps.json:
Elimine únicamente los caracteres especificados. NO elimine signos
de interrogación, comas, paréntesis u otros caracteres existentes
del archivo.
EDGE Connect Manual de instalación y configuración 809343 73

Operar
2
Figura 11
a. Junto a StepName, elimine MinReqOpCon.
b. Escriba el nombre de la parte inferior de la consola personalizada de software para
el operador.
c. Junto a StepDesc, elimine Starting Hypertherm Soft Op Con (Arrancar la Soft Op Con
de Hypertherm).
d. Escriba el texto que quiere que aparezca mientras se abre la consola personalizada
de software para el operador.
e. Junto a StepPath, elimine C:\\Phoenix\\MinReqOpCon.exe.
f. Escriba la ruta absoluta del archivo ejecutable (.exe) de la parte inferior de la consola
personalizada de software para el operador. Por ejemplo:
C:\\Phoenix\\CustomMinReqOpCon.exe.
6. En el menú Archivo del bloc de notas, haga clic en Guardar y luego cierre el archivo
steps.json.
7. Haga clic en el botón Inicio de Windows y haga clic en el Menú de inicio de EDGE Connect
para abrir Phoenix y la Soft Op Con personalizada.
Elimine únicamente los caracteres especificados. NO elimine signos
de interrogación, comas, paréntesis u otros caracteres existentes
del archivo.
74 809343 Manual de instalación y configuración EDGE Connect
Comuníquese con el fabricante del sistema de corte para obtener
asistencia para usar su Soft Op Con personalizada.

2
Documentación técnica y de ayuda de Phoenix
La ayuda de Phoenix ofrece detalles sobre cómo operar el software Phoenix.
La ayuda de Phoenix está disponible para cada pantalla en Phoenix.
Elija la tecla programable Ayuda para ver información sobre cada pantalla.
Operar
Para cerrar la ventana de Ayuda, oprima la X en la esquina superior
derecha.
EDGE Connect Manual de instalación y configuración 809343 75

Operar
2
Hypertherm también ofrece consejos y soluciones a problemas comunes
para ayudar a mejorar la calidad de corte.
Elija la tecla programable Consejos de corte para obtener esta información.
Para cerrar los consejos de corte, elija la tecla programable OK.
76 809343 Manual de instalación y configuración EDGE Connect

2
Además, Hypertherm ofrece documentación técnica para el CNC y otros
componentes Hypertherm instalados de su sistema de corte.
Elija la tecla programable de Documentación técnica para obtener esta
documentación.
Figura 12
Operar
El EDGE Connect Manual de instalación y configuración se abre automáticamente.
Las teclas programables para toda la documentación técnica disponible para los componentes
instalados aparecen en la parte inferior de la pantalla. Por ejemplo, Figura 12 muestra una tecla
programable EDGE Connect manual y una tecla programable HPR manual.
EDGE Connect Manual de instalación y configuración 809343 77

Operar
2
12 3
5
6
8
9
4
7
1 Botón de encendido
2 Cubierta de conector USB con cadena
3 Conector USB hembra
4 Botón de arranque (verde)
5 Botón de parada (rojo)
6 Potenciómetro de velocidad de programa
7 Estación para subir o bajar
8 Potenciómetro de velocidad manual
9 Joystick
Para ver los contenidos de un manual, elija la tecla programable Mostrar marcadores. Elija un tema
de la lista o vaya a esa página en el manual.
Para hacer una búsqueda de texto completo, oprima Ctrl + F.
Operar la consola de operador de hardware EDGE Connect TC
El EDGE Connect TC viene con una consola de operador de hardware.
78 809343 Manual de instalación y configuración EDGE Connect

2
Operar la pantalla táctil
El EDGE Connect admite una pantalla táctil. El EDGE Connect TC viene con una pantalla táctil.
Toque los controles y los campos de la ventana para ingresar datos en el software. Si se toca dos
veces, cualquier campo que necesite entrada de datos muestra automáticamente un teclado
en pantalla.
Pantallas táctiles, gotas de agua y avances involuntarios
Si el EDGE Connect está instalado en una mesa de agua, las gotas de agua pueden ser un
problema de seguridad. Si el agua salpica la pantalla táctil, las gotas pueden activar una tecla
de avance sucesivo y provocar un avance involuntario en la mesa. Esto puede dar lugar a un peligro
para el operador y las demás personas, dañar la maquinaria o provocar fallas de corte. Para evitar
el avance involuntario:
Tener las manos completamente secas al usar la pantalla táctil.
Instalar el CNC de modo que la pantalla táctil tenga protección contra las salpicaduras
de agua.
Operar
En caso de que pudiera caerle agua a la pantalla táctil, no muestre las teclas de avance
sucesivo en Watch Windows o en la consola de software para el operador (Soft Op Con).
Para información adicional, llame a la oficina de Hypertherm más cercana indicada en la portada
de este manual.
Hypertherm recomienda habilitar el cuadro de diálogo ¿Listo para
avanzar? si hay alguna preocupación de que pueda entrar agua
en la pantalla táctil de EDGE Connect. El cuadro de diálogo ¿Listo
para avanzar? puede habilitarse en la pantalla Ajustes especiales
(Ajustes > Contraseña > Ajustes especiales).
Teclado y mouse opcionales
Puede usar un teclado y un mouse conectados por USB para ingresar información y navegar por
el software del CNC.
EDGE Connect Manual de instalación y configuración 809343 79

Operar
2
80 809343 Manual de instalación y configuración EDGE Connect

Estrategias para detener la máquina
Estrategias para detener la máquina
Phoenix ofrece varias opciones para apagar gradualmente el avance y parar el sistema de corte
en caso de falla, error o emergencia. La opción que elija depende del diseño mecánico del sistema
de corte y los códigos de seguridad y eléctricos nacionales y locales. Consulte con la autoridad
reguladora para asegurarse de que su sistema de corte cumpla con todos los códigos.
Utilice la siguiente información para implementar estrategias de parada de la máquina que cumplan
con los requisitos de su sistema de corte y los códigos de seguridad y eléctricos de su ubicación.
y hardware de la mesa
Cómo el CNC detiene el avance
Tipos de parada: parada/pausa del programa, parada rápida y falla de aceleración
Ejemplo de circuitos de seguridad
Acerca de las señales de habilitación de mandos
Acerca de la salida de habilitación de mando y la entrada de inhabilitación de mando
Cómo el CNC habilita e inhabilita los mandos
Entradas y salidas proporcionadas por el CNC
EDGE Connect Manual de instalación y configuración 809343 81

Estrategias para detener la máquina y hardware de la mesa
3
Salida de habilitación
de mando ON
(encendida)
Comando servo
voltaje = n V
(avance)
Salida de habilitación de mando
OFF (apagada)
Se retiene la posición de origen
(si se utiliza el retorno
a posición de origen)
OFF o 0 V
Tasa de desaceleración
rápida
Voltaje de comando servo
a 0 (avance detenido)
Hora
La entrada de parada
rápida se ENCIENDE
Cómo el CNC detiene el avance
Pausar/parar el programa (parada no urgente)
Una parada no urgente se usa para pausar o parar un corte o ensayo. El CNC detiene la máquina
a través de la tasa de aceleración establecida para la velocidad del programa o la velocidad
de avance manual a la que avanza el sistema de corte.
Parada rápida/desaceleración rápida (parada urgente)
La parada rápida para abruptamente todos los mandos tras una falla y luego los inhabilita.
La parada rápida tiene lugar cuando el operador activa la entrada parada rápida o cuando
se dan estas condiciones de falla:
Colisión de la antorcha (si la desaceleración rápida está seleccionada en la pantalla de ajustes
de E/S)
Las entradas de sobrecarrera X e Y están activadas
Los límites de sobrecarrera del software están activados (si la desaceleración rápida
está seleccionada)
La parada rápida debe usarse cuando la seguridad no está en juego. La tasa de desaceleración
se ingresa en la pantalla de velocidades en el campo Desaceleración rápida. La posición
de origen de la mesa (si se utiliza el retorno a posición de origen) y la información de la posición
del programa están retenidas.
Figura 13 – Parada rápida/desaceleración rápida
Falla de aceleración
82 809343 Manual de instalación y configuración EDGE Connect
La falla de aceleración hace detener abruptamente todos los mandos y luego los inhabilita cuando
ocurre una de estas fallas:
Colisión de la antorcha (si la falla de aceleración está seleccionada en la pantalla de ajustes
de E/S)

Estrategias para detener la máquina y hardware de la mesa
3
Habilitación de accionador
de la salida ON
(encendida)
Comando servo
voltaje = n V
(avance)
Salida de habilitación
de mando APAGADA
NO se retienen la posición
de origen (si se utiliza la posición
de origen) ni la posición
de programa
OFF o 0 V
Voltaje de comando servo a 0
(avance detenido)
Hora
Interruptor de sobrecarrera
de hardware se ENCIENDE
Tiempo de falla
de aceleración
0,1-2 segundos
Las entradas de sobrecarrera X e Y están activadas
Los límites de sobrecarrera del software están activados (si la opción falla de aceleración
está seleccionada)
La tasa de desaceleración utiliza el tiempo de falla de aceleración ingresada en la pantalla de ejes
e inhabilita los mandos cuando vence el tiempo de falla de desaceleración. La posición de origen
de la mesa (si se utiliza el retorno a posición de origen) no está retenida y la mesa necesitará ser
regresada a la posición de origen. La colisión de la antorcha es una excepción ya que no requiere
el retorno a la posición de origen.
Para cumplir con las normas de seguridad de inhabilitación inmediata, el tiempo de falla
de aceleración debe establecerse en 0 segundo. Cuando la parada de emergencia del panel
frontal está activada, los mandos estarán inhabilitados. Sin la resistencia de los motores, existe
la posibilidad de el pórtico de la mesa se mueva o avance de manera incontrolable. La distancia del
movimiento de la máquina de corte depende del peso del pórtico, la mecánica, la velocidad del
pórtico cuando se activa la entrada de detención de emergencia del panel frontal y la cantidad
de fricción presente.
Si el movimiento de un pórtico causa preocupación, ajuste el valor del tiempo de la falla de
aceleración para que el pórtico haga una parada controlada entes de que los mandos se inhabiliten.
El margen disponible para el tiempo de falla de aceleración es entre 0,1 y 2 segundos.
En general, los pórticos más grandes requieren un tiempo de falla de aceleración mayor para
detener el sistema de corte de manera segura. Los tiempos de falla de aceleración menores
resultan en tiempos de parada más rápidos o inmediatos y esto puede producir daños en la
máquina de corte y en la mecánica de los mandos. Es posible que el control de la parada del
pórtico no cumpla con ciertas regulaciones de seguridad ni determinados códigos o normas
locales. Consulte las regulaciones locales de seguridad para comprender completamente los
requisitos de su sistema.
El CNC es capaz de funcionar con límites de sobrecarrera de software basados en la posición.
Cuando esta función está habilitada, le permite seleccionar Falla o Desaceleración rápida
cuando están activas. La falla funciona como interruptor de hardware con fallas inmediatas.
La desaceleración rápida usa el valor de desaceleración para apagar gradualmente el avance.
EDGE Connect Manual de instalación y configuración 809343 83
Figura 14 – Falla de aceleración

Estrategias para detener la máquina y hardware de la mesa
3
Comparación de parada de emergencia (E-stop) y parada rápida
Parada rápida
Use la entrada de Parada rápida cuando necesita una parada urgente. NO use la entrada de Parada
rápida para una parada de emergencia. Conecte la entrada de Parada rápida a un interruptor
separado de la consola del operador. Cuando esta entrada se activa, el CNC desacelera el avance
por 1 segundo con la tasa de desaceleración rápida en la pantalla de velocidades, luego apaga las
señales de habilitación de mandos individuales y la salida de habilitación de mandos. El CNC
retiene información sobre la posición para que pueda reiniciar la tarea de corte después
de solucionar el problema que le hizo parar el sistema.
Si la entrada de parada rápida se quita en menos de 1 segundo,
los mandos pueden permanecer habilitados.
Parada de emergencia
Una parada de emergencia, o E-stop, es un interruptor físico en el sistema de corte o en la consola
del operador personalizada del CNC. El diseño y la implementación de un interruptor un circuito
de parada de emergencia depende de los códigos de seguridad y eléctricos nacionales y locales.
El EDGE Connect/EDGE Connect TC CNC ofrece una entrada denominada Parada
de emergencia en el panel frontal para usar en el diseño de un circuito de parada de emergencia.
Cuando esta entrada se activa, el CNC apaga las señales de habilitación de mando individuales
y la salida de habilitación de mando. El CNC también borra toda la información de posición
de la memoria y requiere que regrese el sistema de corte a la posición de origen. El CNC
muestra el mensaje de estado Parada de emergencia activada cuando la entrada de parada
de emergencia en el panel frontal se activa.
En Phoenix, puede ingresar un tiempo de falla de aceleración para cada eje. El tiempo de falla
de aceleración hace que el CNC demore en el apagado de la salida de habilitación de mandos
para que la energía se mantenga en los mandos brevemente (de 0,1 a 2 segundos) para detener
el pórtico sin dañar la mecánica.
Normalmente, los códigos de seguridad local requieren que se quite la corriente alterna de
inmediato de los mandos. En este caso, ingrese 0 en el tiempo de falla de aceleración en cada eje.
PRECAUCIÓN
El tiempo de falla de aceleración de 0 segundos puede provocar que el pórtico se mueva y se
produzcan daños en la máquina de corte y la mecánica del mando. Es posible que el control de
la parada del pórtico no cumpla con ciertas regulaciones de seguridad ni determinados códigos
o normas locales. Consulte las regulaciones locales de seguridad para comprender
completamente los requisitos de su sistema.
84 809343 Manual de instalación y configuración EDGE Connect

Estrategias para detener la máquina y hardware de la mesa
3
Habilitar la máquina de corte después de un ciclo de energía o una parada
Después de ENCENDER la máquina de corte y después de una parada de emergencia o urgencia,
aparecerá un mensaje de error como el siguiente, o más.
Estos mensajes de error permanecen por la interrupción de las comunicaciones con la red
EtherCAT cuando se apagó el CNC o se frenó el avance. Es necesario que vuelva a habilitar los
mandos. Elija Manual para cerrar cada mensaje. Phoenix continúa para iniciar la red EtherCAT.
Si los mensajes de error siguen apareciendo, es posible que deba emplear otro método. Esto
se debe a que la forma de habilitar la máquina de corte depende del cableado de los mandos,
el circuito de seguridad de la máquina, los mecanismos de restablecimiento de la máquina,
la entrada de inhabilitación asignada en el CNC y el tiempo de la lógica de habilitación del CNC.
A continuación se muestra otra secuencia de ejemplo para volver a habilitar los mandos. (El estado
de la máquina es: parada de emergencia oprimida, sin corriente alterna en los mandos y la entrada
de inhabilitación está activa en el CNC). ENCIENDA el CNC y espere que la red establezca
la comunicación.
Desactive la entrada de inhabilitación en el CNC (mando inhabilitado, parada de emergencia
en el panel frontal o parada rápida). A menudo esto se logra al restablecer el mecanismo
o al presionar el botón, según la consola del operador y el circuito de seguridad de la caja
de mandos.
Tras la desactivación de la entrada, el CNC intenta volver a habilitar los mandos durante hasta
2 segundos. Después de 2 segundos, el CNC deja de intentar. Los mandos deben estar en modo
de espera o el intento fallará después de 2 segundos. Si el CNC no logra volver a habilitar los
mandos automáticamente, puede volver a habilitar los mandos de manera manual al seleccionar
la tecla programable Ajustes > Habilitar control.
EDGE Connect Manual de instalación y configuración 809343 85

Estrategias para detener la máquina y hardware de la mesa
3
Contactor principal
Componentes del circuito
de seguridad proporcionados
por el cliente
(dentro de las líneas punteadas)
Interruptor de botón pulsador
de E-Stop
Normalmente cerrado
Parada de emergencia en panel
frontal (entrada a CNC)
Energía CA a los mandos
Mando inhabilitado (entrada a CNC)
Mando habilitado (salida de CNC)
Encender/restablecer
interruptor momentáneo,
Normalmente abierto
Ejemplo de circuitos de seguridad
El siguiente esquema muestra un ejemplo simplificado de los componentes y E/S de un circuito
de seguridad de sistema de corte.
El esquema es meramente ejemplificador. Existen otras formas de crear
un circuito de seguridad. Este ejemplo no utiliza la opción de apagado
seguro de la torsión (STO) que está disponible en ciertos mandos.
El CNC sigue esta secuencia de operaciones:
Dar energía a los mandos requiere:
La entrada de parada de emergencia en el panel frontal o la entrada de parada rápida
deben estar APAGADAS, y
La salida habilitación de mando debe estar ENCENDIDA, luego
La corriente alterna puede fluir a los mandos a través de los contactores principales.
Un interruptor conecta el contactor principal con el circuito de seguridad.
Figura 15 – Ejemplo de lógica de circuito de seguridad
Cuando el botón pulsador de E-Stop está presionado, la entrada de inhabilitación de mandos se
ENCIENDE y la salida de habilitación de mandos se APAGA. Cuando la inhabilitación de mandos
está ENCENDIDA, la unidad no recibe corriente alterna y no se puede producir ningún avance.
Use estas dos entradas.
La entrada de E-Stop en el panel frontal indica que el interruptor de E-Stop está presionado.
La inhabilitación de mandos indica que el circuito de seguridad no se ha restablecido. Deberá
volver a habilitar el botón pulsador que apaga la entrada de inhabilitación de mandos y mantiene
el estado hasta que la salida de habilitación de mandos se vuelve activa.
Cuando la condición de parada se elimina, el botón de encender/restablecer se usa para
restablecer la E/S y la energía en los mandos.
86 809343 Manual de instalación y configuración EDGE Connect

3
Señales de habilitación de mandos
Cuando el CNC está ENCENDIDO, sin entradas de seguridad activas (inhabilitación de mandos,
parada rápida o parada de emergencia en el panel frontal), habilita los mandos de inmediato.
Cada eje tiene una señal de habilitación de eje. Phoenix activa esta señal cuando ENCIENDE
la señal de estado de habilitación de mandos # en la que # es el número del eje. Cuando los
mandos están cableados en serie, estas señales se activan o desactivan al mismo tiempo.
Cuando los mandos están cableados en paralelo, las señales se activan y desactivan en secuencia.
Cuando el indicador de habilitación de mando está activo en cada eje del sistema de corte,
el CNC ENCIENDE la salida de habilitación de mandos.
En la pantalla Ajustes > E/S, seleccione si las señales de habilitación de mandos deben activarse
en serie o de manera independiente. Si ocurre una falla o error, los mandos en serie completarán
sus tiempos de falla de aceleración antes de ser inhabilitados. Los mandos con cableado
en paralelo o independiente, se inhabilitan al final del tiempo de falla de aceleración.
Salida de habilitación de mandos
Estrategias para detener la máquina y hardware de la mesa
Una salida de habilitación de mandos debe asignarse en el CNC y cablearse en el circuito
de seguridad del sistema de corte. La salida de apaga cuando las señales de habilitación
de mandos individuales se apagan. Cuando requiere una parada controlada del sistema de corte
en el que el avance desacelera antes de la inhabilitación de los mandos, deberá incluir la salida
de habilitación de mandos como parte de la lógica del circuito de seguridad y el esquema
de cableado del mando.
Se requiere una demora de 2 segundos antes de que la salida
de habilitación de mandos se encienda. Es posible que el operador
deba presionar y mantener presionado el interruptor de restablecimiento
durante 2 segundos.
Entrada de inhabilitación de mandos
Conecte esta entrada al circuito de seguridad de la caja de mandos. El CNC no sabe si un mando
está inhabilitado a menos que la entrada de inhabilitación de mandos esté cableada con el circuito
de seguridad. Si ocurre un problema de seguridad, la entrada de habilitación de mandos se abre
(normalmente está cerrada) y el CNC no puede habilitar los mandos hasta que la entrada
de habilitación de mandos esté cerrada nuevamente.
En un sistema de corte con un EDGE Connect CNC, los mensajes de la red comunican al CNC
si los mandos están habilitados o no. Si uno o más mandos no están habilitados, el CNC cambia
el estado de inhabilitación del control. Cuando se soluciona el problema, el operador puede
presionar la tecla programable de habilitación en la pantalla de ajustes. Esto permite que el CNC
vuelva a habilitar los mandos.
EDGE Connect Manual de instalación y configuración 809343 87
Estrategias para detener la máquina y hardware de la mesa
3
Límites de sobrecarrera de hardware
Seleccione si el sistema de corte utiliza interruptores de sobrecarreras de hardware. Si se utilizan
interruptores de sobrecarreras de hardware, el CNC inhabilita la retroalimentación y muestra un
mensaje de error cuando las entradas se activan. Se recomienda instalar un interruptor de
sobrecarreras de hardware.
Límites de desplazamiento de software
Si las sobrecarreras del software están habilitadas, el usuario debe ingresar el desplazamiento
mínimo y máximo de la máquina de corte.
Un límite de desplazamiento de software (también denominado sobrecarrera de software)
es una posición en el eje que se puede alcanzar antes de que el sistema entre en contacto
con un interruptor de final de carrera de hardware o un tope de final de carrera. Figura 16 en la
página 89 muestra mediciones de un sistema de ejemplo con un pórtico que tiene 3912 mm
de recorrido en el eje Transversal entre los interruptores de sobrecarrera.
La distancia de recorrido del pórtico de 3912 mm también equivale
al tamaño de la mesa x dimensión en la pantalla Ajustes de máquina
(Ajustes > Contraseña > Ajustes de máquina).
Para que los límites de recorrido de software funcionen correctamente,
el sistema de corte debe primero regresar a la posición de origen para
que el CNC pueda determinar la posición de origen absoluta.
88 809343 Manual de instalación y configuración EDGE Connect

Estrategias para detener la máquina y hardware de la mesa
3
Pórtico
1
2 354
1 Distancia de pórtico entre los interruptores
de sobrecarrera de 3912 mm
2 Interruptor de sobrecarrera de X- a 0 mm
(equivale a la posición de origen absoluta en
la pantalla de ajustes del eje X). Agregue una
parada forzosa a la izquierda de . Tiene que
haber suficiente espacio para la parada sin
interrumpir la parada forzosa.
3 Interruptor de sobrecarrera de X+ a 3912 mm
(cuando la posición de origen absoluta es
0mm)
2
4 Límite de desplazamiento mínimo de software
a 76 mm para detener el avance antes del
contacto con el interruptor de sobrecarrera
de hardware.
5 Límite de desplazamiento máximo de software
a 3835 mm para detener el avance antes del
contacto con el interruptor de sobrecarrera
de hardware.
Figura 16
Interruptores de posición de origen
El parámetro de posición de origen se usa para activar el uso de la función de posición de origen.
Según la configuración, la mesa puede regresarse a la posición de origen ya sea a un interruptor
de posición de origen designado o a un interruptor de sobrecarrera.
La función de regreso a posición de origen se usa para establecer una posición física absoluta
conocida en la mesa de corte. Se usa como referencia de futuros comandos de avance
manual como ir a posición de origen y otros. Por lo general, esto se ejecuta con la activación
de un interruptor de posición de origen, situado en el eje correspondiente, que da una localización
física conocida.
Cuando ingresa un comando de regreso a posición de origen, el CNC mueve el eje hacia el
interruptor de posición de origen a velocidad de origen rápida hasta que el interruptor se activa.
Una vez que los interruptores se activan, el avance se detiene y el eje se mueve en sentido opuesto
al interruptor con velocidad lenta de regreso a la posición de origen. El momento en el que
EDGE Connect Manual de instalación y configuración 809343 89

Estrategias para detener la máquina y hardware de la mesa
3
el interruptor se desactiva, el CNC restablece la posición del eje a la posición de origen absoluta.
Entonces el avance continúa por la distancia del corrimiento en posición de origen. Cuando
se para el avance, la posición se guarda como referencia de la posición de origen.
La posición de origen absoluta define la posición del eje cuando el interruptor de final
de carrera de posición de origen se apaga o se detecta el pulso marcador.
La distancia de desplazamiento de posición de origen permite que el usuario establezca
una distancia de desplazamiento desde el interruptor de final de carrera de la posición
de origen.
La dirección de posición de origen determina en qué dirección avanzan los ejes durante
la fase uno de la secuencia de regreso a posición de origen.
La posición de origen de los ejes es la posición de los ejes cuando se completa el regreso
a la posición de origen.
El uso del pulso marcador, cuando está habilitado, asigna la posición de origen absoluta
al instante en el que se detecta el pulso marcador. Se recomienda usar el pulso marcador
para una óptima repetitividad de retorno a posición de origen.
Es necesario cambiar el valor de compensación del Interruptor de posición de origen del
Pórtico doble cuando el interruptor de posición de origen se mueve o reemplaza. Phoenix
alinea los ejes de Carril y de Pórtico doble según el valor de compensación del Interruptor
de posición de origen del Pórtico doble anterior. Cuando coloca en cero el valor de
compensación del interruptor para medir el valor de compensación del nuevo interruptor,
Phoenix devuelve el valor de medición incorrecto porque el valor de compensación del
interruptor original se sigue aplicando. Hay 2 formas de solucionar este problema.
Colocar el valor de compensación del interruptor en cero, y desconectar y reiniciar
Phoenix.
Colocar el valor de compensación del interruptor en cero, inhabilitar y volver a habilitar
el control, y luego medir e ingresar el valor de compensación del nuevo interruptor.
Una solución simple en Phoenix es inhabilitar y luego volver a habilitar el eje cada vez
que cambia el valor de compensación del Interruptor de posición de origen del
Pórtico doble.
Recomendaciones generales
Siga estas recomendaciones para simplificar el ajuste y optimizar el rendimiento:
Destine un mando solo a cada eje del sistema de corte.
No mezcle los mandos EtherCAT CoE y SoE en la misma red EtherCAT.
Conecte los interruptor de final de carrera del eje (también denominados interruptores
de sobrecarrera) con el mando E/S, no con un módulo E/S en línea. El mando y el CNC
juntos ofrecen las capacidades para la mejor desaceleración de máquina posible en caso
de una parada de máquina.
Cuando elige Ir a posición origen o intenta avanzar, aparece un mensaje ¿Listo para
avanzar? que le pide confirmar que está listo para empezar a avanzar. Puede deshabilitar
el mensaje ¿Listo para avanzar? en Ajustes especiales.
90 809343 Manual de instalación y configuración EDGE Connect

Configurar la red EtherCAT
Hypertherm EtherCAT Studio es una herramienta de configuración de redes EtherCAT. Incluye
un archivo maestro EtherCAT y una biblioteca de archivos esclavos de información EtherCAT
para dispositivos compatibles.
Para configurar la red, use Hypertherm EtherCAT Studio para hacer lo siguiente:
1. Escanear los dispositivos esclavos para recopilar información sobre la red.
2. Habilitar y configure los relojes distribuidos para sincronizar las comunicaciones.
3. Guardar la información de la red como un archivo y expórtela al CNC.
Para empezar
Conecte un teclado USB y un mouse USB al CNC.
Asegúrese de que el sistema de corte esté listo para el avance:
Todos los dispositivos esclavos están instalados, configurados, conectados al CNC
con un cable EtherCAT y energizados.
Los motores están conectados a los mandos.
EDGE Connect Manual de instalación y configuración 809343 91

Configurar la red EtherCAT
4
Escanee sus dispositivos esclavos
1. Ponga el Control Numérico por Computadora en ON (encendido).
Cuando Phoenix se abre, comienza a iniciar la red EtherCAT. Aparece el siguiente mensaje.
2. Elija Cancelar para detener el inicio de la red.
3. Haga clic en cualquier parte de la Pantalla principal de Phoenix y luego oprima Alt+F4 para salir
de Phoenix.
4. Haga clic en la parte superior de la Soft Op Con y luego oprima Alt+F4 para salir de la parte
superior de la Soft Op Con.
5. Haga clic en la parte inferior de la Soft Op Con y luego oprima Alt+F4 para salir de la parte
inferior de la Soft Op Con.
6. En el área de notificaciones de la barra de tareas de Windows, haga clic derecho en el icono
INtime y luego haga clic en NodeA arranque.
92 809343 Manual de instalación y configuración EDGE Connect

Configurar la red EtherCAT
4
7. Seleccione la pestaña Estado y haga clic en INIT (INICIAL). Current state cambia
de OPERATIONAL (OPERACIONAL) a INIT (INICIAL).
8. Para asegurarse de que el Servidor Intime esté funcionando, haga clic en el botón Inicio
de Windows y haga clic en Master Server (INtime) de nuevo.
Aparece el siguiente mensaje.
9. Haga clic en el botón Inicio de Windows y haga clic en HT EtherCAT Studio.
Aparece Hypertherm EtherCAT Studio. Vea la Figura 17 en la página 94.
EDGE Connect Manual de instalación y configuración 809343 93

Configurar la red EtherCAT
4
Figura 17 – Hypertherm EtherCAT Studio
10. Asegúrese de que Master 1 (Maestro 1) esté seleccionado en la lista de carpetas
a la izquierda y de que la pestaña Master (Maestro) esté en la parte superior.
11 . En Host name (Nombre de anfitrión) bajo 1. Connection settings for master server
(Ajustes de conexión para servidor maestro), haga clic en la flecha para seleccionar
192.168.50.50:5000. Vea la Figura 18.
Hypertherm EtherCAT Studio se conecta con el maestro.
En la Network card (tarjeta de red) bajo 2. Master parameters, ie1g0
(Parámetros maestros, ie1g0) aparece.
Figura 18 – Ajustes maestros
94 809343 Manual de instalación y configuración EDGE Connect
Configurar la red EtherCAT
4
12. En la lista de carpetas a la izquierda, haga clic derecho en Master 1 (Maestro 1) y luego haga
clic en Scan configuration (Escanear configuración).
Hypertherm EtherCAT Studio escanea los dispositivos esclavos en su red y luego muestra
una lista de sus dispositivos esclavos.
Figura 19 – Lista de dispositivos esclavos
Como se muestra en el ejemplo en la Figura 19, si usted tiene
EDGE Connect TC, la TCI de la consola del operador (229827)
un
es siempre el primer dispositivo esclavo.
Las TCI de interfaz de plasma de HPR EtherCAT (229829)
son siempre los últimos dispositivos esclavos (cuando
se instalan según las instrucciones).
EDGE Connect Manual de instalación y configuración 809343 95

Configurar la red EtherCAT
4
Habilitar y configurar relojes distribuidos
1. Asegúrese de que Master 1 (Maestro 1) esté seleccionado en la lista de carpetas
a la izquierda y luego haga clic en la pestaña Distributed Clocks (Relojes distribuidos).
2. Haga las siguientes selecciones. Vea la Figura 20.
Enable Distributed Clocks (Habilitar relojes distribuidos)
Slave is Reference Clock (El reloj esclavo es el de referencia)
Independent mode (Modo independiente)
Set master time to Reference Clock (Ajustar el tiempo maestro al reloj de referencia)
Set master time to Reference Clock (Habilitar compensación del retardo
de propagación)
Figura 20 – Pestaña de Relojes distribuidos
96 809343 Manual de instalación y configuración EDGE Connect
Hypertherm EtherCAT Studio selecciona automáticamente como reloj
de referencia el primer dispositivo esclavo que sea capaz de ser el reloj
de referencia.
Usted ajustará el Sync shift time (Tiempo de cambio
de sincronización) más adelante. Por ahora, deje el valor
predeterminado en este campo.

Configurar la red EtherCAT
4
3. En la lista de carpetas a la izquierda, haga clic derecho en Master 1 (Maestro 1) y luego
haga clic en Attach Master (Adjuntar maestro).
Mire la barra de estado en la parte inferior de la pantalla para controlar este proceso.
Continúe al próximo caso cuando el símbolo a la izquierda de Maestro 1 esté verde y el estado
sea Ready (Listo).
4. Asegúrese de que Master 1 (Maestro 1) esté seleccionado en la lista de carpetas
a la izquierda y luego haga clic en la pestaña State (Estado). Vea la Figura 21 en la página 98.
5. Haga clic en Operational (Operacional).
Current state (El estado actual) cambia de INIT (INICIAL) a OPERATIONAL
(OPERACIONAL).
Si Hypertherm EtherCAT Studio no puede adjuntar el maestro, examine
cada dispositivo esclavo por si hay errores. Si todavía no sabe la causa
del problema, retire todos los dispositivos esclavos de la red salvo
el primer dispositivo esclavo. Luego vuelva a paso 1 de la página 91
(vea Escanee sus dispositivos esclavos) y repita estas instrucciones.
Continúe añadiendo los dispositivos esclavos de uno en uno y repitiendo
estas instrucciones hasta encontrar el dispositivo esclavo que esté
causando el problema.
EDGE Connect Manual de instalación y configuración 809343 97

Configurar la red EtherCAT
4
Figura 21 – Pestaña de Estado
6. Haga clic en la pestaña de Statistics (Estadísticas). Controle el número en Slaves response
time (Tiempo de respuesta de esclavos) durante 15 a 30 segundos y registre el tiempo
de respuesta más alto que vea.
7. Seleccione la pestaña Estado y haga clic en INIT (INICIAL). Current state cambia
de OPERATIONAL (OPERACIONAL) a INIT (INICIAL).
8. En la lista de carpetas a la izquierda, haga clic derecho en Master 1 (Maestro 1) y luego haga
clic en Detach Master (Desconectar maestro).
98 809343 Manual de instalación y configuración EDGE Connect

Configurar la red EtherCAT
4
9. Cuando Hypertherm EtherCAT Studio le pregunte si desea detener el maestro, haga clic
en Yes ( Sí).
10. Haga clic en la pestaña de Distributed Clocks (Relojes distribuidos). En Sync shift time
(Tiempo de cambio de sincronización), escriba el tiempo de respuesta anotado en paso 6
de la página 98 multiplicado por 110% (1,10) y redondeado al alza o a la baja según sea
necesario.
Por ejemplo, suponga que el tiempo de respuesta anotado en paso 6 fue 72. 72 multiplicado
por 1,10 es 79,2. Redondee eso a la baja hasta 79 y escriba 79 en Tiempo de cambio
de sincronización.
EDGE Connect Manual de instalación y configuración 809343 99

Configurar la red EtherCAT
4
Exportar su configuración de red al CNC
1. En la lista de carpetas a la izquierda, haga clic derecho en Master 1 (Maestro 1), luego
haga clic en Export (Exportar) y luego haga clic en Export Master Configuration KPA
(Exportar configuración de maestro KPA).
2. En la ventana Save As (Guardar como), asegúrese de estar en la carpeta C:\Phoenix.
Vea la Figura 22.
3. En la lista de archivos, haga clic en Phoenix.xml. Asegúrese de que Save as type
(Guardar como tipo) sea EtherCAT Network Information (ENI) files (*.xml)
(Archivos EtherCAT Network Information (ENI) [*.xml]).
4. Haga clic en Save (Guardar).
5. Haga clic en Yes (Sí) para sobrescribir el archivo XML existente.
La red EtherCAT está ahora configurada.
Figura 22 – Ventana Guardar como
6. En el menú Archivo, haga clic en Salir para cerrar Hypertherm EtherCAT Studio.
7. Cuando Hypertherm EtherCAT Studio le pregunte si desea detener el maestro, haga clic en Sí.
8. Cuando Hypertherm EtherCAT Studio le pregunte si desea guardar su archivo de proyecto,
haga clic en Sí.
100 809343 Manual de instalación y configuración EDGE Connect
Guardar el archivo de proyecto es opcional, pero se recomienda
encarecidamente porque ayuda en la localización de problemas.
 Loading...
Loading...