


EDGE® Pro SERCOS III
Control para corte de geometrías
Manual de instrucciones
807653 – Revisión 3

Registre su nuevo sistema Hypertherm
Para facilitarle la asistencia técnica y de garantía, registre su producto en línea
en www.hypertherm.com/registration. Además, puede recibir actualizaciones de los
nuevos productos Hypertherm y un regalo como muestra de nuestro agradecimiento.
Para su constancia
Número de serie: _____________________________________________________________
Fecha de compra:_____________________________________________________________
Distribuidor:__________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
Notas de mantenimiento:
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
ArcGlide, CutPro, EDGE, HPR, HSD, Hypernet, Hypertherm, Phoenix, Powermax, Sensor y Watch Windows son marcas comerciales
de Hypertherm Inc., y pueden estar registradas en Estados Unidos u otros países. Las demás marcas comerciales son propiedad
exclusiva de sus respectivos propietarios.
© 2014 Hypertherm Inc.

EDGE Pro SERCOS III CNC
Manual de instrucciones
807653 – Revisión 3
Español / Spanish
Marzo de 2014
Hypertherm Inc.
Hanover, NH 03755 USA

Hypertherm Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit 301, South Building
495 ShangZhong Road
Shanghai, 200231
PR China
86-21-60740003 Tel
86-21-60740393 Fax
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP - Brasil
CEP 07115-030
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Hypertherm Korea Branch
#3904 Centum Leaders Mark B/D,
1514 Woo-dong, Haeundae-gu, Busan
Korea, 612-889
82 51 747 0358 Tel
82 51 701 0358 Fax
12/2/13

Contenido
Seguridad ................................................................................................................................SC-11
Reconocer la información de seguridad ...........................................................................................................................SC-11
Cumplir las instrucciones de seguridad ............................................................................................................................SC-11
Peligro eléctrico ......................................................................................................................................................................SC-11
Una descarga eléctrica puede ser fatal .............................................................................................................................SC-12
El corte puede provocar un incendio o explosión ...........................................................................................................SC-13
Prevención de incendios ...............................................................................................................................................SC-13
Prevención de explosiones ...........................................................................................................................................SC-13
Los humos tóxicos pueden ocasionar lesiones o la muerte .........................................................................................SC-14
Seguridad de la conexión a tierra .......................................................................................................................................SC-15
La electricidad estática puede dañar las tarjetas de circuitos .....................................................................................SC-15
Seguridad de los equipos de gas comprimido ................................................................................................................SC-16
Los cilindros de gas pueden explotar al dañarse ............................................................................................................SC-16
El arco de plasma puede ocasionar lesiones y quemaduras .......................................................................................SC-16
La radiación del arco puede quemar los ojos y la piel ...................................................................................................SC-17
El ruido puede dañar la audición .........................................................................................................................................SC-18
Operación de marcapasos y aparatos auditivos .............................................................................................................SC-18
El arco de plasma puede dañar las tuberías congeladas ..............................................................................................SC-19
Información sobre colectores de polvo en seco .............................................................................................................SC-19
Radiación láser ........................................................................................................................................................................SC-20
Etiquetas de advertencia ......................................................................................................................................................SC-21
Símbolos y marcas .................................................................................................................................................................SC-23
Responsabilidad con el producto ....................................................................................SC-25
Introducción .............................................................................................................................................................................SC-25
Regulaciones nacionales y locales de seguridad ...........................................................................................................SC-25
Marcas de certificación .........................................................................................................................................................SC-25
Diferencias entre las normas nacionales ...........................................................................................................................SC-25
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 5

Contenido
Instalación y uso seguros de los equipos de corte con plantilla .................................................................................SC-26
Procedimientos de ensayo e inspección periódicos ......................................................................................................SC-26
Calificación del personal que hace las pruebas ..............................................................................................................SC-26
Dispositivos diferenciales residuales (DDR) ....................................................................................................................SC-26
Sistemas de nivel superior ...................................................................................................................................................SC-27
Responsabilidad ambiental ............................................................................................... SC-29
Introducción .............................................................................................................................................................................SC-29
Regulaciones ambientales nacionales y locales .............................................................................................................SC-29
Directiva sobre restricciones a la utilización de determinadas sustancias peligrosas en aparatos
eléctricos y electrónicos (RoHS) ........................................................................................................................................SC-29
Eliminación adecuada de los productos Hypertherm ....................................................................................................SC-29
Directiva sobre residuos de aparatos eléctricos y electrónicos (RAEE) ...................................................................SC-30
Reglamento REACH ..............................................................................................................................................................SC-30
Manipulación adecuada y uso seguro de sustancias químicas ...................................................................................SC-30
Emisiones de humos y calidad del aire .............................................................................................................................SC-31
Compatibilidad Electromagnética (ECM) ......................................................................SC-33
Introducción .............................................................................................................................................................................SC-33
Instalación y uso .....................................................................................................................................................................SC-33
Evaluación del área ................................................................................................................................................................SC-33
Métodos para reducir las emisiones ..................................................................................................................................SC-33
Red eléctrica ....................................................................................................................................................................SC-33
Mantenimiento de los equipos de corte ............................................................................................................................SC-34
Cables de corte ......................................................................................................................................................................SC-34
Conexión equipotencial .................................................................................................................................................SC-34
Puesta a tierra de la pieza a cortar .............................................................................................................................SC-34
Apantallamiento y blindaje ....................................................................................................................................................SC-34
Garantía ...................................................................................................................................SC-35
Atención ....................................................................................................................................................................................SC-35
Generalidades .........................................................................................................................................................................SC-35
Indemnización por patente ...................................................................................................................................................SC-36
Limitación de responsabilidad .............................................................................................................................................SC-36
Códigos locales y nacionales ..............................................................................................................................................SC-36
Límite máximo de responsabilidad ......................................................................................................................................SC-36
Seguro .......................................................................................................................................................................................SC-36
Transferencia de derechos ...................................................................................................................................................SC-36
6 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

Contenido
1 Especificaciones ......................................................................................................................... 37
Principales dispositivos de un sistema de corte automático .............................................................................................. 37
CNC ......................................................................................................................................................................................... 39
Mesa de corte ........................................................................................................................................................................ 39
Sistema de corte ................................................................................................................................................................... 39
Caja de control ...................................................................................................................................................................... 39
Sistema de mando ................................................................................................................................................................ 39
Control de altura de la antorcha ........................................................................................................................................ 40
Consola de operador ........................................................................................................................................................... 40
Antorcha oxicorte .................................................................................................................................................................. 40
Marcador ................................................................................................................................................................................. 40
Descripción general ..................................................................................................................................................................... 41
Prestaciones del EDGE Pro SERCOS III CNC .................................................................................................................... 42
Pantalla táctil .......................................................................................................................................................................... 42
Consola de operador ........................................................................................................................................................... 42
Panel trasero .......................................................................................................................................................................... 43
Especificaciones del sistema ..................................................................................................................................................... 44
Modelos SERCOS III ........................................................................................................................................................... 46
2 Instalación .................................................................................................................................... 47
Al recibir el equipo ........................................................................................................................................................................ 47
Reclamaciones ...................................................................................................................................................................... 47
Requisitos de instalación ............................................................................................................................................................ 47
Colocar los componentes del sistema ............................................................................................................................ 48
Montar el CNC .............................................................................................................................................................................. 48
Dimensiones de la caja ........................................................................................................................................................ 49
Normas de orificios de montaje en la parte de abajo del CNC ................................................................................. 50
Prácticas recomendadas de puesta a tierra y apantallamiento ......................................................................................... 51
Introducción ........................................................................................................................................................................... 51
Tipos de puesta a tierra ....................................................................................................................................................... 51
Prácticas de puesta a tierra ................................................................................................................................................ 51
Configuración de los ejes X, Y .................................................................................................................................................. 55
Consola de operador ................................................................................................................................................................... 55
Consola de operador y E/S dedicada ............................................................................................................................. 56
Alimentación CA ........................................................................................................................................................................... 57
Entrada alimentación ............................................................................................................................................................ 57
Puesta a tierra del chasis .................................................................................................................................................... 58
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 7

Contenido
Interfaces de comunicación ....................................................................................................................................................... 59
Interfaz Hypernet ................................................................................................................................................................... 59
Interfaz LAN ............................................................................................................................................................................ 59
Interfaz USB ........................................................................................................................................................................... 59
Puertos serie .......................................................................................................................................................................... 59
Antenas inalámbricas ........................................................................................................................................................... 59
Configuración E/S SERCOS III ................................................................................................................................................ 60
Cable SERCOS III ....................................................................................................................................................................... 61
3 Operación ..................................................................................................................................... 63
Operación del CNC ..................................................................................................................................................................... 63
Pantalla táctil LCD ................................................................................................................................................................ 64
Pantallas táctiles, gotas de agua y avances involuntarios ........................................................................................... 64
Navegación de pantallas ..................................................................................................................................................... 65
Ayuda ....................................................................................................................................................................................... 66
Ver manuales adicionales ................................................................................................................................................... 66
Mostrar marcadores ............................................................................................................................................................. 67
Operaciones automáticas ........................................................................................................................................................... 67
Asistente Align ...................................................................................................................................................................... 67
Asistente CutPro .................................................................................................................................................................. 68
Actualización del software Phoenix .......................................................................................................................................... 68
Actualizar el software ........................................................................................................................................................... 68
Actualizar la ayuda ................................................................................................................................................................ 68
Actualizar las tablas de corte ............................................................................................................................................. 69
4 Mantenimiento y diagnóstico ................................................................................................. 71
Introducción ................................................................................................................................................................................... 71
Cuidado y manipulación de la pantalla táctil .......................................................................................................................... 71
Pruebas de diagnóstico .............................................................................................................................................................. 72
Pruebas de interfaz máquina .............................................................................................................................................. 72
Pruebas LAN e Hypernet .................................................................................................................................................... 72
Prueba serie ........................................................................................................................................................................... 73
Prueba USB ........................................................................................................................................................................... 74
Prueba consola de operador ............................................................................................................................................. 75
Localización de problemas ......................................................................................................................................................... 76
Alimentación .......................................................................................................................................................................... 77
Consola de operador ........................................................................................................................................................... 77
Falla de entrada ..................................................................................................................................................................... 78
Falla de salida ........................................................................................................................................................................ 78
8 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

Contenido
Conexión Hypernet ............................................................................................................................................................... 78
Conexión LAN ........................................................................................................................................................................ 78
Problemas de comunicación serie .................................................................................................................................... 78
Puerto USB ............................................................................................................................................................................ 79
Problemas de calidad de corte o rendimiento del plasma .......................................................................................... 79
El CNC se siente muy caliente .......................................................................................................................................... 79
Cargar archivos ..................................................................................................................................................................... 79
Localización de problemas inalámbricos ......................................................................................................................... 80
Lugar de los componentes e información ............................................................................................................................... 81
Tarjeta consola de operador (141058) ................................................................................................................................... 82
Tarjeta madre (141110) .............................................................................................................................................................. 84
Tarjeta de sobretensión (141134) ........................................................................................................................................... 85
Panel de distribución de energía (141153) ........................................................................................................................... 86
Tarjeta de utilitarios y serie con aislamiento (141307) ........................................................................................................ 88
Tarjeta SERCOS III maestra (141310) ................................................................................................................................... 90
5 Lista de piezas ............................................................................................................................. 91
Juegos de diagnóstico ................................................................................................................................................................. 91
Cables ............................................................................................................................................................................................. 91
Juegos TCI SERCOS III .............................................................................................................................................................. 92
Otros juegos .................................................................................................................................................................................. 93
6 Diagramas eléctricos ................................................................................................................. 95
Símbolos del diagrama eléctrico ............................................................................................................................................... 96
Hoja 4 – EDGE Pro CNC con interfaz SERCOS III ............................................................................................................ 99
Hoja 5 – Panel de distribución de energía (141153) y tarjeta sobretensión (141134) ............................................ 100
Hoja 6 – Salida alimentación local y limpia (J4-J6) panel de distribución de energía (141153) ............................ 101
Hoja 7 – Tarjeta consola de operador (141058) ................................................................................................................ 102
Hoja 8 – Componentes consola de operador (141058) .................................................................................................. 103
Hoja 9 – Tarjeta madre (141110) .......................................................................................................................................... 104
Hoja 10 – Fuente de alimentación ATX (229403) ............................................................................................................. 105
Hoja 12 – Tarjeta de utilitarios y serie con aislamiento (141307) .................................................................................. 106
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 9

Contenido
10 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

Seguridad
RECONOCER LA INFORMACIÓN DE SEGURIDAD
Los símbolos que se muestran en esta sección
se usan para identificar posibles peligros. Al ver
un símbolo de seguridad en este manual o en
la máquina hay que percatarse de la posibilidad
de lesiones personales y seguir las instrucciones
correspondientes para evitar el peligro.
CUMPLIR LAS INSTRUCCIONES DE SEGURIDAD
Leer atentamente todo mensaje de seguridad de este
manual y de las etiquetas de seguridad de la máquina.
• Mantener en buen estado las etiquetas de
seguridad de la máquina. Reemplazar enseguida las
etiquetas dañadas o faltantes.
• Aprender a operar la máquina y a utilizar los
controles como es debido. No dejar que la opere
ninguna persona que no haya sido previamente
instruida.
• Mantener la máquina en buenas condiciones
de trabajo. Toda modificación no autorizada puede
afectar la seguridad y vida útil de la máquina.
PELIGRO ADVERTENCIA PRECAUCIÓN
Hypertherm utiliza las normas del Instituto Americano
de Normalización (ANSI) en cuanto a los símbolos
y palabras de advertencia de seguridad. Con el símbolo
de seguridad se utilizan palabras de advertencia como
PELIGRO o ADVERTENCIA. PELIGRO se utiliza para
identificar los riesgos de mayor gravedad.
• Las etiquetas de seguridad PELIGRO y
ADVERTENCIA se sitúan en las partes de su máquina
que representan un peligro en específico.
• En este manual, los mensajes de seguridad PELIGRO
preceden a las instrucciones que, de no obedecerse,
traerían como consecuencia lesiones graves
o la muerte.
• Los mensajes de seguridad ADVERTENCIA preceden
a las instrucciones que, de no obedecerse, pudieran
dar lugar a lesiones graves o la muerte.
• Los mensajes de seguridad PRECAUCIÓN preceden
a las instrucciones que, de no obedecerse, pudieran
dar lugar a lesiones menores o al deterioro de los
equipos.
PELIGRO ELÉCTRICO
• Este equipo solo puede abrirlo personal certificado,
debidamente capacitado.
• Si el equipo está constantemente conectado, para
abrir los paneles ponerlo primero en OFF (apagado)
y bloquear y etiquetar la alimentación.
• Si el equipo se alimenta con cordón, para abrir los
paneles, desenchufar primero la unidad.
• Los interruptores bloqueables o las tapas de enchufes
bloqueables debe suministrarlos un tercero.
• Después de quitar la corriente, esperar 5 minutos
a que los paneles se descarguen para trabajar
en su interior.
Seguridad y cumplimiento SC-11
• Si el equipo debe tener corriente al abrir los paneles
para repararlo y darle mantenimiento, puede existir
peligro de explosión por arco eléctrico. Al reparar
o dar mantenimiento a los equipos energizados,
cumplir TODOS los requisitos locales de prácticas
de trabajo seguro y medios de protección individual
(NFPA 70E en EE. UU.).
• Para operar los equipos después de moverlos,
abrirlos, repararlos o darles mantenimiento, los
paneles deberán estar cerrados y verificada
su continuidad a tierra.
• Cuando vaya a inspeccionar o cambiar las piezas
consumibles de la antorcha, cumplir siempre primero
estas instrucciones de desconexión de la energía.

Seguridad
Tocar las piezas por las que pase electricidad
(“conductores vivos”) puede provocar una descarga
fatal o graves quemaduras.
• La operación del sistema de plasma cierra el circuito
eléctrico entre la antorcha y la pieza a cortar. La pieza
a cortar y todo lo que la toque integran el circuito
eléctrico.
• No toque nunca el cuerpo de antorcha, la pieza
a cortar ni el agua de la mesa de agua cuando
el sistema de plasma esté operando.
Prevenir las descargas eléctricas
Todos los sistemas de plasma Hypertherm
utilizan alto voltaje para el corte (200 a 400 VCD
es lo normal). Tomar las siguientes precauciones
al operar el sistema:
• llevar puestos calzado y guantes aislantes y mantener
secos el cuerpo y la ropa;
• no pararse, sentarse ni apoyarse en ninguna superficie
mojada – ni tampoco tocarla –;
• aislarse del trabajo y la puesta a tierra utilizando
mantas o cubiertas aislantes secas lo suficientemente
grandes como para evitar cualquier contacto físico.
Tener precaución extrema al trabajar en áreas
húmedas o en sus cercanías;
• instalar un interruptor de alimentación con fusibles
de las debidas especificaciones cerca de la fuente
de energía. Este interruptor permitirá al operador
apagar rápidamente la fuente de energía en caso
de emergencia;
• de usar una mesa de agua, asegurarse de que esté
bien conectada a tierra;
• instalar y poner a tierra los equipos conforme
al manual de instrucciones y a los códigos
nacionales y locales;
• inspeccionar frecuentemente el cordón de potencia
de alimentación en busca de deterioro o fisuras del
revestimiento. Reemplazar enseguida los cordones
dañados. Los cables pelados pueden ser fatales;
• inspeccionar los cables y mangueras de la antorcha y
reemplazar los que estén desgastados o deteriorados;
• no agarrar la pieza a cortar mientras esté cortando,
incluyendo los recortes de desecho. Mientras dure
el corte, dejar la pieza a cortar en posición o en
la mesa de trabajo, con el cable de masa conectado;
• para comprobar, limpiar o reemplazar las piezas
de la antorcha, desconectar primero la alimentación
principal o desenchufar la fuente de energía;
• no dejar nunca fuera de servicio ni fuera de circuito
los bloqueos de seguridad;
• antes de quitarle la cubierta a los paneles de cualquier
fuente de energía o sistema, desconectar primero
la potencia de alimentación eléctrica. Después
de desconectar la alimentación principal, esperar
5 minutos a que los capacitores se descarguen;
• no operar el sistema de plasma si las cubiertas
de la fuente de energía no están bien puestas.
Las conexiones al descubierto de la fuente
de energía representan un grave peligro eléctrico;
• al hacer las conexiones de entrada, poner primero
el respectivo conductor a tierra;
• cada sistema de plasma Hypertherm ha sido diseñado
para usarse únicamente con determinadas antorchas
Hypertherm. No las sustituya por otras antorchas que
pudieran recalentarse y representar un peligro para
la seguridad.
UNA DESCARGA ELÉCTRICA PUEDE SER FATAL
SC-12 Seguridad y cumplimiento

EL CORTE PUEDE PROVOCAR UN INCENDIO OEXPLOSIÓN
Seguridad
Prevención de incendios
• Comprobar la seguridad del área antes de hacer
algún corte. Tener a mano un extintor de incendio.
• Remover toda sustancia inflamable en el radio
de 10 m del área de corte.
• Apagar primero el metal candente, o dejarlo enfriar,
para manipularlo o ponerlo en contacto con
materiales combustibles.
• No cortar nunca recipientes conteniendo materiales
que puedan ser inflamables – deben vaciarse
y limpiarse bien primero.
• Ventilar los ambientes potencialmente inflamables
antes del corte.
• En el corte con oxígeno como gas plasma,
es obligatorio usar un sistema de extracción de aire.
Prevención de explosiones
• No usar el sistema de plasma si es posible
la presencia de polvos o gases explosivos.
• No cortar nunca cilindros o tuberías a presión
ni contenedores cerrados.
• No cortar nunca recipientes que hayan contenido
materiales combustibles.
ADVERTENCIA
Peligro de explosión
Argón-hidrógeno y metano
El hidrógeno y el metano son gases inflamables
con peligro de explosión. Mantener los cilindros
y mangueras con mezclas de hidrógeno o metano
alejados de las llamas. Al usar plasma argón-hidrógeno
o metano, mantener la antorcha alejada de las llamas
ychispas.
ADVERTENCIA
Explosión de hidrógeno
en el corte de aluminio
• No cortar nunca aluminio bajo agua ni con agua
tocando la parte inferior del aluminio.
• El corte por plasma del aluminio bajo agua, o con
el agua tocando la parte inferior del aluminio, puede
dar lugar a una explosión.
ADVERTENCIA
Peligro de explosión
corte bajo agua con gases combustibles
• No cortar nunca bajo agua con gases combustibles
que tengan hidrógeno.
• El corte bajo agua con gases combustibles que
tengan hidrógeno puede dar lugar a una explosión.
Seguridad y cumplimiento SC-13
Seguridad
LOS HUMOS TÓXICOS PUEDEN OCASIONAR LESIONES O LA MUERTE
El arco de plasma por sí solo es la fuente de calor
usada para el corte. Por ello, pese a que el arco
de plasma no se reconozca como una fuente de
emanaciones tóxicas, el material a cortar sí puede
emanar humos o gases tóxicos que empobrecen
el oxígeno.
Los humos emanados diferirán dependiendo del metal
a cortar. Los metales que pueden emanar humos
tóxicos son, a título enunciativo pero no limitativo,
el acero inoxidable, el acero al carbono, el zinc
(galvanizado) y el cobre.
En algunos casos, el metal pudiese estar revestido
de una sustancia que emanara humos tóxicos. Los
revestimientos tóxicos incluyen, entre otros, el plomo
(de algunas pinturas), el cadmio (de algunas pinturas
y pletinas de relleno) y el berilio.
Los gases generados en el corte por plasma variarán
sobre la base del material a cortar y el método de corte,
no obstante, pudieran ser ozono, óxidos de nitrógeno,
cromo hexavalente, hidrógeno y otras sustancias
contenidas en o emanadas por el material.
La calidad del aire de cualquier entorno laboral
pertinente depende de variables específicas del lugar
como son:
• diseño de la mesa (húmeda, seca, bajo agua);
• composición del material, acabado superficial
y composición del revestimiento;
• cantidad de material a quitar;
• duración del corte o ranurado;
• tamaño, volumen de aire, ventilación y filtración
del área de trabajo;
• medios de protección individual;
• cantidad de sistemas de soldeo y corte
en operación;
• otros procesos del establecimiento que puedan
generar emanaciones.
Si el lugar de trabajo debe ajustarse a las regulaciones
nacionales o locales, solo el monitoreo y los análisis
hechos en el establecimiento pueden identificar
si los niveles están por encima o por debajo de
los permisibles.
Para reducir el riesgo de exposición a los humos:
Se debe tener cuidado de minimizar la exposición a los
humos generados al igual que en cualquier proceso
industrial. En función de la composición química y
concentración de las emanaciones (además de otros
factores como la ventilación), es posible que exista
un riesgo de enfermedad como malformaciones
congénitas o cáncer.
Es responsabilidad del propietario de los equipos
e instalaciones analizar la calidad del aire del entorno
laboral y asegurar que la misma cumpla todas las
normas y regulaciones locales y nacionales al respecto.
• remover todos los revestimientos y solventes antes
del corte;
• usar ventilación con extracción forzada para remover
las emanaciones;
• no inhalar los humos. Usar un respirador autónomo
para el corte de metales revestidos con, o que
contengan o puedan contener, elementos tóxicos;
• asegurar que las personas que usen los equipos
de soldeo o corte, así como los respiradores
autónomos, estén aptas y capacitadas para utilizar
dichos equipos;
• no cortar nunca recipientes conteniendo materiales
que puedan ser tóxicos. Vaciar y limpiar bien el
recipiente primero;
• monitorear o analizar la calidad del aire del lugar
según sea necesario;
• consultar con un especialista local la implementación
de un plan para asegurar la calidad del aire.
SC-14 Seguridad y cumplimiento

SEGURIDAD DE LA CONEXIÓN A TIERRA
Seguridad
Cable de masa conectar firmemente el cable de masa
a la pieza a cortar o la mesa de trabajo para que hagan
buen contacto. No conectarlo a la parte que caerá
al terminar el corte.
Mesa de trabajo poner a tierra la mesa de trabajo
de conformidad con los códigos de electricidad
nacionales y locales pertinentes.
LA ELECTRICIDAD ESTÁTICA PUEDE DAÑAR LAS TARJETAS DE CIRCUITOS
Tener el debido cuidado al manipular las tarjetas de circuito impreso:
• guardar las tarjetas de circuito impreso en recipientes antiestáticos;
• ponerse un brazalete antiestático al manipular las tarjetas de circuito impreso.
Potencia de alimentación
• Asegurarse de conectar el cable a tierra del cordón
de alimentación a la toma a tierra de la caja de
desconexión.
• Si la instalación del sistema de plasma implica
conectar el cordón de alimentación a la fuente
de energía, asegurarse de conectar como es debido
el cable a tierra.
• Poner el cable a tierra del cordón de alimentación
en el borne como primero y conectar después los
demás cables a tierra encima de él. Apretar
firmemente la tuerca de sujeción.
• Tensar todas las conexiones eléctricas para evitar
su calentamiento excesivo.
Seguridad y cumplimiento SC-15

Seguridad
SEGURIDAD DE LOS EQUIPOS DE GAS COMPRIMIDO
• No lubricar nunca las válvulas ni los reguladores
de cilindros con aceite o grasa.
• Usar solamente cilindros de gas, reguladores,
mangueras y conectores diseñados para
la aplicación en concreto.
• Mantener en buen estado todos los equipos de gas
comprimido y las piezas con ellos relacionadas.
• Etiquetar e identificar con un código de color el tipo
de gas que circula por cada manguera de gas.
Consultar los códigos nacionales y locales
al respecto.
LOS CILINDROS DE GAS PUEDEN EXPLOTAR AL DAÑARSE
Los cilindros de gas contienen gas comprimido a alta
presión. De dañarse, el cilindro puede explotar.
• Manipular y usar los cilindros de gas comprimido
conforme a los códigos nacionales y locales
pertinentes.
• No usar nunca un cilindro que no esté vertical
ybiensujeto.
• Mantener puesto el capuchón de protección
sobre la válvula, excepto cuando se esté usando
o conectado para usarse.
• No permitir nunca el contacto eléctrico del arco
de plasma con un cilindro.
• No exponer nunca los cilindros a demasiado calor,
chispas, escoria ni llama abierta.
• No usar nunca un martillo, llave ni ninguna
otra herramienta para abrir una válvula
de cilindro atascada.
EL ARCO DE PLASMA PUEDE OCASIONAR LESIONES Y QUEMADURAS
Antorchas de encendido instantáneo
El arco de plasma prende inmediatamente al activarse
el interruptor de la antorcha.
El arco de plasma penetrará con rapidez los guantes
y la piel.
• Mantenerse alejado de la punta de la antorcha.
• No sujetar el metal próximo a la ruta de corte.
• No apuntar nunca la antorcha hacia usted ni hacia
los demás.
SC-16 Seguridad y cumplimiento

LA RADIACIÓN DEL ARCO PUEDE QUEMAR
Protección de los ojos. El arco de plasma genera
radiación visible e invisible (ultravioleta e infrarrojo)
capaz de quemar los ojos y la piel.
• Usar protección para los ojos conforme a los códigos
nacionales y locales.
• Llevar puestos medios de protección (anteojos
o gafas de seguridad con protección lateral y careta
de soldar) con los debidos lentes de oscurecimiento
para proteger los ojos de la radiación ultravioleta
e infrarroja proveniente del arco.
Protección de la piel. Usar ropa de protección contra
quemaduras por radiación ultravioleta, chispas y metal
candente.
• Guantes de trabajo, calzado de seguridad y casco.
• Ropa ignífuga para proteger todas las áreas
expuestas.
• Pantalones con bajos sin pliegues para evitar
la entrada de chispas y escoria.
• Antes del corte, remover de los bolsillos todo
combustible como un encendedor de butano
ofósforos.
Área de corte. Preparar el área de corte para reducir
la reflexión y transmisión de radiación ultravioleta:
• pintar las paredes y demás superficies de colores
oscuros;
• usar mamparas o cortinas para proteger a los demás
de los chispazos y el resplandor;
• advertir a las personas de no mirar al arco.
Utilizar letreros o símbolos de aviso..
LOS OJOS Y LA PIEL
Seguridad
Número de filtro
Corriente
del arco (A)
Menos de 40 A
41 a 60 A
61 a 80 A
81 a 125 A
126 a 150 A
151 a 175 A
176 a 250 A
251 a 300 A
301 a 400 A
401 a 800 A
Seguridad y cumplimiento SC-17
(sombra) de
protección mínimo
(ANSI Z49.1:2005)
5589
6689
8889
8989
89810
89811
89812
89813
9 12913
10 14 10 N / D
Número de filtro
(sombra) sugerido
por comodidad
(ANSI Z49.1:2005)
OSHA 29CFR
1910.133(a)(5)
Europa
EN168:2002

Seguridad
OPERACIÓN DE MARCAPASOS Y APARATOS AUDITIVOS
El campo magnético que crea la corriente alta puede
afectar la operación de los marcapasos y aparatos
auditivos.
Las personas que usen marcapasos o aparatos
auditivos deberán consultar a un médico para estar
en las cercanías de las operaciones de corte y ranurado
por arco de plasma.
EL RUIDO PUEDE DAÑAR LA AUDICIÓN
El ruido que produce el corte con arco de plasma
puede superar los niveles aceptables que establecen
los códigos locales para muchas aplicaciones. La
exposición prolongada a altos niveles de ruido puede
dañar la audición. Usar siempre la debida protección
para los oídos durante el corte o ranurado, excepto si,
conforme a los códigos internacionales, regionales
y locales pertinentes, las mediciones de los niveles
de presión sonora hechas en el lugar de instalación
demostraran la no necesidad de utilizar dichos medios
de protección individual.
Para reducir los peligros del campo magnético:
• mantener el cable de masa y los cables y mangueras
de la antorcha a un mismo lado y alejados del
cuerpo;
• tender los cables y mangueras de la antorcha lo más
cerca posible del cable de masa;
• no enrollarse nunca los cables y mangueras
de la antorcha o el cable de masa en el cuerpo;
• permanecer lo más alejado posible de la fuente
de energía.
Si el ruido es molesto, o si después de implementar
todos los demás controles técnicos y administrativos
aún existe riesgo de daño a la audición, usar protección
para los oídos. Si la protección para los oídos es
obligatoria, ponerse solamente medios de protección
individual aprobados, o sea, orejeras o tapones
auditivos con la tasa de reducción de ruido
correspondiente a la situación. Advierta a los
demás en el área del posible riesgo de ruido. Además,
la protección para los oídos puede evitar la entrada
de salpicaduras calientes en las orejas.
Es posible obtener una reducción significativa del ruido
con la simple adición de controles técnicos a la mesa
de corte, por ejemplo, barreras o cortinas entre el arco
de plasma y la estación de trabajo y/o la ubicación
de esta última lejos del arco de plasma. Implementar
en el lugar de trabajo controles administrativos para
restringir el acceso, limitar el tiempo de exposición
del operador y separar las áreas de trabajo ruidosas
o adoptar medidas para reducir la resonancia
construyendo absorbedores de ruido.
SC-18 Seguridad y cumplimiento

EL ARCO DE PLASMA PUEDE DAÑAR LAS TUBERÍAS CONGELADAS
Las tuberías congeladas podrían dañarse o reventarse si se intenta descongelarlas
con una antorcha de plasma.
INFORMACIÓN SOBRE COLECTORES DE POLVO EN SECO
Seguridad
En algunos lugares, el polvo seco puede significar un
posible riesgo de explosión.
La edición de 2007 de la norma NFPA 68 de la
Asociación Nacional de Prevención de Incendios de
EE. UU., “Protección contra explosiones por venteo
de deflagración”, da los requisitos de diseño,
emplazamiento, instalación, mantenimiento y uso de
dispositivos y sistemas de venteo de gases y presión
de combustión después de un evento de deflagración.
Antes de instalar un nuevo sistema colector de polvo
en seco o hacer cambios importantes a un proceso ya
existente o a los materiales que éste emplea, consultar
los requisitos pertinentes con el fabricante o instalador.
Consultar a la “autoridad jurisdiccional” de su localidad
para puntualizar si en los códigos de construcción
locales se ha adoptado por referencia alguna edición
de la NFPA 68.
Consultar las definiciones y explicaciones de los
términos reguladores como deflagración, autoridad
jurisdiccional, adoptado por referencia, valor Kst, índice
de deflagración y otros, en la norma NFPA 68.
Nota 1 – la interpretación de Hypertherm de estos
nuevos requisitos es que, excepto se haya hecho una
evaluación del lugar en específico para definir que
el polvo generado no es combustible, la NFPA 68
de 2007 exige el uso del venteo de explosiones
proyectado para el caso del peor valor Kst posible
del polvo (consultar anexo F) a fin de que se pueda
calcular el área y tipo de venteo. La NFPA 68 no
identifica específicamente el corte por plasma ni los
demás procesos de corte térmico como que necesiten
sistemas de venteo de deflagración, pero sí aplica
estos nuevos requisitos a todos los sistemas
colectores de polvo en seco.
Nota 2 – los usuarios de los manuales de Hypertherm
deberán consultar y cumplir todas las leyes y
regulaciones federales, estatales y locales pertinentes.
Con la publicación de sus manuales, Hypertherm
no pretende solicitar acciones que no estén de
conformidad con las normas y regulaciones pertinentes
ni tampoco puede interpretarse que este manual
lo haga.
Seguridad y cumplimiento SC-19

Seguridad
RADIACIÓN LÁSER
La exposición a la salida láser puede causar lesiones graves en los ojos. Evitar la exposición directa.
Por conveniencia y seguridad, en todos los productos Hypertherm que usan un láser, se utiliza una de las siguientes
etiquetas junto a la salida del haz láser. También se dan los valores de salida máxima (mV), la longitud de onda (nm) y,
de ser procedente, la duración del pulso.
Otras instrucciones de seguridad láser:
• consultar las regulaciones locales del láser con
un especialista. Posiblemente se exija capacitación
en seguridad láser;
• no permitir que personas sin la debida capacitación
operen el láser. Puede ser peligroso en manos de
usuarios no capacitados;
• no mirar en ningún momento al orificio o haz láser;
• colocar el láser conforme a lo orientado para evitar
el contacto visual involuntario;
• no usar el láser en una pieza a cortar que sea
reflectora;
• no utilizar instrumentos ópticos para ver o reflejar
el haz láser;
• no desmontar ni quitar el láser ni la tapa de
la abertura;
• modificar el láser o el producto de cualquier forma
puede aumentar el riesgo de exposición a la
radiación láser;
• usar ajustes o ejecutar procedimientos diferentes
a los que se especifican en este manual puede tener
como consecuencia una exposición peligrosa a la
radiación láser;
• no operar el equipo en ambientes explosivos como
son la presencia de líquidos y gases inflamables
ode polvo;
• utilizar solo las piezas y accesorios láser
recomendados o suministrados por el fabricante
para el modelo en específico;
• la reparación y el mantenimiento lo DEBE llevar
a cabo solo personal calificado;
• no quitar ni estropear la etiqueta de seguridad láser.
SC-20 Seguridad y cumplimiento

Seguridad
Read and follow these instructions, employer safety
practices, and material safety data sheets. Refer to
ANS Z49.1, “Safety in Welding, Cutting and Allied
Processes” from American Welding Society
(http://www.aws.org) and OSHA Safety and Health
Standards, 29 CFR 1910 (http://www.osha.gov).
WARNING
1. Cutting sparks can cause explosion or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and ready to use.
1.3 Do not use a drum or other closed container as a cutting table.
2. Plasma arc can injure and burn; point the nozzle away
from yourself. Arc starts instantly when triggered.
2.1 Turn off power before disassembling torch.
2.2 Do not grip the workpiece near the cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric shock or burn.
3.1 Wear insulating gloves. Replace gloves when wet or damaged.
3.2 Protect from shock by insulating yourself from work and ground.
3.3 Disconnect power before servicing. Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local exhaust to remove the fumes.
4.3 Do not operate in closed spaces. Remove fumes with ventilation.
6. Become trained.
Only qualified personnel should operate this
equipment. Use torches specified in the manual. Keep non-qualified
personnel and children away.
5. Arc rays can burn eyes and injure skin.
5.1 Wear correct and appropriate protective equipment to protect
head, eyes, ears, hands, and body. Button shirt collar. Protect ears
from noise. Use welding helmet with the correct shade of filter.
7. Do not remove, destroy, or cover this label.
Replace if it is missing, damaged, or worn (PN 110584 Rev C).
Plasma cutting can be injurious to operator and persons
in the work area. Consult manual before operating. Failure
to follow all these safety instructions can result in death.
AVERTISSEMENT
Le coupage plasma peut être préjudiciable pour l’opérateur et les personnes qui se
trouvent sur les lieux de travail. Consulter le manuel avant de faire fonctionner. Le
non respect des ces instructions de sécurité peut entraîner la mort.
1. Les étincelles de coupage peuvent provoquer une explosion
ou un incendie.
1.1 Ne pas couper près des matières inflammables.
1.2 Un extincteur doit être à proximité et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre contenant fermé comme table de coupage.
2. L’arc plasma peut blesser et brûler; éloigner la buse de soi.
Il s’allume instantanément quand on l’amorce;
2.1 Couper l’alimentation avant de démonter la torche.
2.2 Ne pas saisir la pièce à couper de la trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant l’entretien. Ne pas toucher les pièces sous tension.
4. Les fumées plasma peuvent être dangereuses.
4.1 Ne pas inhaler les fumées
4.2 Utiliser une ventilation forcée ou un extracteur local pour dissiper les fumées.
4.3 Ne pas couper dans des espaces clos. Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les yeux et blesser la peau.
5.1 Porter un bon équipement de protection pour se protéger la tête, les yeux, les
oreilles, les mains et le corps. Boutonner le col de la chemise. Protéger les oreilles
contre le bruit. Utiliser un masque de soudeur avec un filtre de nuance appropriée.
6. Suivre une formation. Seul le personnel qualifié a le droit de faire
fonctionner cet équipement. Utiliser exclusivement les torches indiquées dans le
manual. Le personnel non qualifié et les enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir cette étiquette.
La remplacer si elle est absente, endommagée ou usée (PN 110584 Rev C).
ETIQUETAS DE ADVERTENCIA
Determinadas fuentes de energía llevan esta etiqueta de advertencia. Es importante que el operador y el técnico
de mantenimiento entiendan las ideas que transmiten estos símbolos de advertencia.
Seguridad y cumplimiento SC-21

Seguridad
ETIQUETAS DE ADVERTENCIA
Determinadas fuentes de energía llevan esta etiqueta
de advertencia. Es importante que el operador y el técnico
de mantenimiento entiendan las ideas que transmiten estos
símbolos de advertencia. La numeración de los textos
se corresponde con la de los recuadros en la etiqueta.
1. Las chispas del corte pueden originar
explosiones o incendios.
1.1 No cortar cerca de sustancias inflamables.
1.2 Tener a mano un extintor de incendio,
listo para usar.
1.3 No usar un tanque ni ningún otro recipiente
cerrado como mesa de corte.
2. El arco de plasma puede ocasionar lesiones
y quemaduras; no apuntar la boquilla hacia
usted. El arco arranca inmediatamente
al apretar el gatillo.
2.1 Para desarmar la antorcha, poner la energía
en OFF (apagado).
2.2 No agarrar la pieza a cortar próximo a la ruta
de corte.
2.3 Usar traje de protección integral.
3. Voltaje peligroso. Riesgo de descarga eléctrica
o quemadura.
3.1 Usar guantes aislantes. Reemplazarlos si están
húmedos o deteriorados.
3.2 Protegerse de las descargas eléctricas
aislándose del trabajo y la puesta a tierra.
3.3 Poner la energía en OFF (apagada) para hacer
cualquier reparación o dar mantenimiento. No
tocar las piezas por las que pase electricidad
(conductores vivos).
4. Los humos del corte por plasma pueden ser
peligrosos.
4.1 No inhalar los humos.
4.2 Usar ventilación forzada o extracción local para
remover los humos.
4.3 No operar el sistema en espacios confinados.
Remover los humos por extracción.
5. La radiación del arco puede quemar los ojos
y la piel.
5.1 Usar los debidos medios de protección
individual de la cabeza, ojos, oídos, manos
y cuerpo que correspondan. Abotonarse
el cuello de la camisa. Proteger los oídos
del ruido. Usar careta de soldar de sombra
o filtro correcto.
6. Capacitarse. Este equipo solo deberá operarlo
personal calificado. Usar las antorchas
especificadas en el manual. Mantener alejados
a los niños y al personal no calificado.
7. No quitar, destruir ni tapar esta etiqueta.
Reemplazarla si falta, se daña o está raída.
SC-22 Seguridad y cumplimiento

Seguridad
s
Símbolos y marcas
Su producto Hypertherm puede tener una o más de las siguientes marcas en la placa de datos o junto a ella.
Debido a diferencias y conflictos en las regulaciones nacionales, no todas las marcas se emplean en toda versión
de un producto.
Marca símbolo S
De acuerdo con la norma IEC 60974-1, la marca símbolo S indica que la fuente de energía y la antorcha
están aptas para operación en ambientes con un alto peligro de descargas eléctricas.
Marca CSA
Los productos Hypertherm con la marca CSA cumplen las regulaciones de seguridad de productos
de Estados Unidos y Canadá. Estos productos fueron evaluados, ensayados y certificados por CSA
International. Otra posibilidad es que el producto tenga una marca de otro de los laboratorios de ensayo
reconocidos a nivel nacional (NRTL) y acreditado tanto en Estados Unidos como Canadá, por ejemplo,
Underwriters Laboratories, Incorporated (UL) o TÜV.
Marca CE
La marca CE indica la declaración de conformidad del fabricante con las normas y directivas europeas
correspondientes. Solamente las versiones de los productos Hypertherm que tengan una marca CE en
la placa de datos o junto a ella son las que han demostrado su conformidad con las directivas europeas
de bajo voltaje y compatibilidad electromagnética (EMC). En las versiones del producto con la marca CE
fueron incorporados los filtros EMC necesarios para cumplir las directivas europeas de compatibilidad
electromagnética.
Marcado Unión aduanera (CU) euroasiática
Las versiones CE de los productos Hypertherm que incluyen una marca de conformidad EAC cumplen
los requisitos de compatibilidad electromagnética y de seguridad del producto para exportación a Rusia,
Bielorrusia y Kazajstán.
Marca GOST-TR
Las versiones CE de los productos Hypertherm que incluyen una marca de conformidad GOST-TR
cumplen los requisitos de compatibilidad electromagnética (EMC) y de seguridad del producto para
exportación a la Federación Rusa.
Marca C-Tick
Las versiones CE de los productos Hypertherm con una marca C-Tick cumplen las regulaciones
referentes a EMC exigidas para su venta en Australia y Nueva Zelanda.
Marca CCC
La marca China Compulsory Certification (CCC) indica que el producto fue evaluado y cumple las
regulaciones de seguridad exigidas para su venta en China.
Marca UkrSEPRO
Las versiones CE de los productos Hypertherm que incluyen una marca de conformidad UkrSEPRO
cumplen los requisitos de compatibilidad electromagnética (ECM) y de seguridad del producto para
exportación a Ucrania.
Marcado serbio AAA
Las versiones CE de los productos Hypertherm que incluyen una marca de conformidad AAA cumplen
los requisitos de compatibilidad electromagnética y de seguridad del producto para exportación
aSerbia.
Seguridad y cumplimiento SC-23

Seguridad
SC-24 Seguridad y cumplimiento

Responsabilidad con el producto
Introducción
Hypertherm apoya y defiende un sistema regulador global
de gestión para asegurar que los productos cumplan los
requisitos reguladores y ambientales.
Regulaciones nacionales y locales de seguridad
Las regulaciones nacionales y locales de seguridad
tendrán precedencia sobre cualquiera de las
instrucciones que se faciliten con el producto. El producto
se deberá importar, instalar, operar y eliminar conforme
a las regulaciones nacionales y locales correspondientes
del lugar en que esté instalado.
Marcas de certificación
Los productos certificados se identifican con una o más
marcas de certificación de laboratorios de ensayo
acreditados. Las marcas de certificación están en
la placa de datos o cerca de ella.
Cada marca de certificación es un distintivo de que
el producto y sus componentes críticos de seguridad se
ajustan a las principales normas nacionales de seguridad
conforme a lo evaluado y establecido por dicho
laboratorio de ensayo. Hypertherm le pone una marca
de certificación a sus productos solo después de
fabricarlo con componentes críticos de seguridad que
estén certificados por el laboratorio de ensayo acreditado.
Una vez que el producto salga de la fábrica Hypertherm,
la marca de certificación se invalida si se da cualquiera
de las siguientes situaciones:
• El producto se modifica de forma tal que represente
un peligro o una no conformidad con las normas
correspondientes.
• Se reemplazan los componentes críticos de
seguridad por piezas de repuesto no certificadas;
• Se le agrega sin la debida autorización cualquier
conjunto o accesorio que use o genere un voltaje
peligroso.
• Se altera cualquier circuito de seguridad u otra
prestación diseñada en el producto en el momento
de la certificación o no.
El marcado CE es la declaración de conformidad
del fabricante con las normas y directivas europeas
correspondientes. Solo las versiones de los productos
Hypertherm con marcado CE en la placa de datos
o cerca a ella han sido ensayadas para demostrar su
conformidad con las directivas europeas de bajo voltaje
y compatibilidad electromagnética (EMC). A las fuentes
de energía con marcado CE se le han incorporado los
filtros EMC necesarios para cumplir las directivas
europeas de compatibilidad electromagnética.
Los certificados de conformidad de los productos
Hypertherm se pueden descargar de la biblioteca
de la página web en https://www.hypertherm.com.
Diferencias entre las normas nacionales
Cada país puede utilizar diferentes normas de
rendimiento, seguridad o de otra índole. Las diferencias
en las normas nacionales incluyen, a título enunciativo
pero no limitativo:
• los voltajes
• la capacidad nominal de enchufe y cordón
• los requisitos de idioma
• los requisitos de compatibilidad electromagnética
Estas diferencias en las normas nacionales o de otro tipo
pueden hacer imposible o impracticable ponerle a una
misma versión de un producto todas las marcas de
certificación. Por ejemplo, las versiones CSA de los
productos Hypertherm no cumplen los requisitos EMC
europeos y, por lo tanto, no llevan marcado CE en la placa
de datos.
Los países que exigen marcado CE o tienen regulaciones
obligatorias EMC deben usar las versiones CE de los
productos Hypertherm con dicho marcado en la placa
de datos. Entre estos países se encuentran, pero no se
limitan a:
• Australia
• Nueva Zelanda
• Estados miembros de la Unión Europea
•Rusia
Seguridad y cumplimiento SC-25

Responsabilidad con el producto
Es importante que el producto y su marcado de
certificación sean los que se exigen en el lugar de
instalación del usuario final. Si los productos Hypertherm
se despachan a un país para su exportación a un tercero,
dicho producto debe configurarse y certificarse conforme
al lugar de uso final.
Instalación y uso seguros de los equipos de corte con plantilla
En la norma IEC 60974-9, Arc Welding Equipment:
Installation and Use (Instalación y utilización de equipos
de soldadura de arco) se dan instrucciones para la
instalación y uso seguros de los equipos de corte con
plantilla, así como del rendimiento seguro de las
operaciones de corte. En la instalación, incluyendo
a título enunciativo pero no limitativo, la puesta a tierra
o conexiones a tierra de protección, fusibles, dispositivo
de desconexión y tipo de circuito de alimentación, se
deberán tener en cuenta los requisitos de las regulaciones
nacionales y locales. Leer estas instrucciones antes de
instalar los equipos. El primer paso y el más importante
será la evaluación de seguridad de la instalación.
La evaluación de seguridad deberá estar a cargo de un
experto y la misma identificará los pasos necesarios para
garantizar un ambiente seguro, así como las precauciones
a adoptar en la instalación y operación en concreto.
Procedimientos de ensayo e inspección periódicos
Donde lo exijan las regulaciones nacionales locales,
la norma IEC 60974-1 especifica los procedimientos de
inspección y ensayos periódicos y después de una
reparación o mantenimiento, con vista a asegurar que
la seguridad eléctrica de las fuentes de energía de corte
por plasma esté de conformidad con la parte 1 de dicha
norma Hypertherm ejecuta en fábrica la medida de
continuidad del circuito de protección y de resistencia
de aislamiento en calidad de ensayos no operativos. Estas
mediciones se llevan a cabo quitando la energía y las
conexiones a tierra.
Hypertherm quita también algunos dispositivos de
protección que pudieran dar lugar a resultados falsos.
Donde lo exijan las regulaciones nacionales locales,
al equipo se le deberá pegar una etiqueta en la que se
indique el cumplimiento satisfactorio de los ensayos
establecidos en la norma IEC 60974-4. El informe de
reparación deberá indicar los resultados de todos los
ensayos, excepto se especifique no haber ejecutado
una prueba en particular.
Calificación del personal que hace las pruebas
La verificación de la seguridad eléctrica de los equipos de
corte con plantilla es una operación peligrosa que deberán
llevarla a cabo especialistas en reparaciones eléctricas,
preferiblemente familiarizados con el corte, soldadura y
procesos afines. En caso de que personal no calificado
hiciera estos ensayos, los riesgos para la seguridad del
personal y los equipos serían mucho mayores que el
beneficio de los ensayos e inspección periódicos.
Hypertherm recomienda hacer solo una inspección visual,
a no ser que las regulaciones nacionales locales exijan
específicamente los ensayos de seguridad eléctrica en
el país en el que estén instalados los equipos.
Dispositivos diferenciales residuales (DDR)
En Australia y en algunos otros países, los códigos locales
pudieran exigir el uso de un dispositivo diferencial residual
(DDR) para proteger a los operadores de fallas eléctricas
de los equipos, en caso de que se usen equipos portátiles
en el entorno laboral o en obra. Los DDR están
concebidos para desconectar sin peligro la red
de suministro eléctrico en caso de detectarse un
desequilibrio entre la alimentación y la corriente que
regresa (hay una fuga de corriente a tierra). Los DDR
se venden con corriente de disparo fija y ajustable,
de 6 a 40 mA, y un rango de tiempo de disparo de hasta
300 ms, los que se seleccionan según la instalación,
aplicación y uso de los equipos. Donde se usen DDR,
la corriente y el tiempo de disparo deberán seleccionarse
o ajustarse lo suficientemente altos como para evitar la
molestia de disparos durante la operación normal de los
equipos de corte por plasma y, lo suficientemente bajos
como para que, en el caso de una falla eléctrica
sumamente improbable de los equipos, la alimentación
se desconecte antes de que la fuga de corriente pueda
representar un peligro fatal a los operadores.
La corriente y el tiempo de disparo se deberán medir
periódicamente para verificar que los DDR siguen
funcionando como es debido con el transcurso del
tiempo. Los equipos eléctricos portátiles y los DDR que
se usan en áreas comerciales e industriales de Australia
y Nueva Zelanda se ensayan conforme a la norma
australiana AS/NZS 3760. Al verificar el aislamiento
de los equipos de corte por plasma conforme a la norma
AS/NZS 3760, medir la resistencia de aislamiento
a 250 VCD con el interruptor de energía en ON
(encendido) según se establece en el Apéndice B, para
SC-26 Seguridad y cumplimiento

Responsabilidad con el producto
evitar un fallo erróneo de fuga de corriente. Los fallos
erróneos son posibles porque los varistores de óxido
metálico (MOV) y los filtros de compatibilidad
electromagnética (EMC) que se usan para reducir las
emisiones y proteger los equipos contra la sobretensión
son capaces de conducir en condiciones normales una
fuga de corriente a tierra de hasta 10 mA.
Si tiene alguna pregunta concerniente a la aplicación
o interpretación de alguna de las normas IEC aquí
mencionadas, necesitará consultar al asesor legal
o especialista correspondiente, familiarizado con las
normas de la Comisión Electrotécnica Internacional y, bajo
ningún concepto, basarse en Hypertherm para la
aplicación o interpretación de dichas normas.
Sistemas de nivel superior
Cuando un integrador de sistemas agrega más equipos;
por ejemplo, mesas de corte, servomotores, controles
de avance o robots a un sistema de corte por plasma
Hypertherm, el sistema de conjunto puede considerarse
un sistema de nivel superior. Un sistema de nivel superior
con piezas en movimiento peligrosas posiblemente
constituya una maquinaria industrial o un equipo robótico,
en cuyo caso el fabricante original y el cliente usuario final
estarían sujetos a otras regulaciones y normas, además
de las que son importantes para el sistema de corte por
plasma fabricado por Hypertherm.
como del fabricante original, asegurar que los cables sean
los debidos para la aplicación en cuestión. Como hay
diferencias entre las capacidades nominales y costos que
puedan exigir las regulaciones locales a los sistemas de
nivel superior, es necesario verificar que todos los cables
exteriores de interconexión sean los adecuados para
el sitio de instalación del usuario final.
Es responsabilidad, tanto del cliente usuario final como
del fabricante original, llevar a cabo la evaluación de
riesgo del sistema de nivel superior y garantizar la
protección de las piezas en movimiento peligrosas. Salvo
que el sistema de nivel superior ya estuviese certificado
en el momento en que el fabricante original le incorporara
los productos Hypertherm, es posible que la instalación,
además, esté sujeta a aprobación de las autoridades
locales. Si no tiene seguridad en cuanto a la conformidad,
busque la asesoría de un consultor jurídico y de los
expertos en regulaciones locales.
Los cables exteriores de interconexión de los
componentes del sistema de nivel superior deben ser
los que se ajusten a los contaminantes y movimiento
exigidos en el lugar de instalación del usuario final. Si los
cables exteriores de interconexión están sometidos a
contaminación con aceite, polvo y agua, posiblemente
se exijan capacidades nominales de alta resistencia.
Si los cables exteriores de interconexión están sometidos
a movimiento continuo, posiblemente se exijan
capacidades nominales de desgaste constante por
flexión. Es responsabilidad, tanto del cliente usuario final
Seguridad y cumplimiento SC-27

Responsabilidad con el producto
SC-28 Seguridad y cumplimiento

Responsabilidad ambiental
Introducción
La especificación ambiental de Hypertherm exige que
sus proveedores den información relacionada con las
directivas sobre restricciones a la utilización de
determinadas sustancias peligrosas en aparatos
eléctricos y (RoHS) electrónicos, sobre residuos de
aparatos eléctricos y electrónicos (RAEE) y el reglamento
REACH.
La conformidad ambiental de los productos no aborda
la calidad del aire en interiores ni la liberación de humos
al ambiente por el usuario final. Hypertherm no suministra
con el producto ninguno de los materiales que corta
el usuario final. El usuario final es responsable de los
materiales a cortar, así como de la seguridad y calidad
del aire en el entorno laboral. El usuario final debe estar
consciente de los posibles riesgos a la salud de los
humos liberados por el material a cortar y cumplir todas
las regulaciones locales.
Regulaciones ambientales nacionales y locales
Las regulaciones ambientales nacionales y locales
tendrán precedencia sobre cualquiera de las
instrucciones incluidas en este manual.
El producto se deberá importar, instalar, operar y eliminar
conforme a todas las regulaciones nacionales y locales
ambientales aplicables al lugar en que esté instalado.
Las regulaciones ambientales europeas se tratarán más
adelante en Directiva sobre residuos de aparatos
eléctricos y electrónicos (RAEE).
Directiva sobre restricciones a la utilización de determinadas sustancias peligrosas en aparatos eléctricos y electrónicos (RoHS)
Hypertherm continúa los esfuerzos por reducir las
sustancias peligrosas objeto de las mencionadas directivas
en nuestros productos, excepto cuando sea ampliamente
reconocido que no existe otra alternativa viable.
Se elaboraron las correspondientes declaraciones
de conformidad con la directiva de sustancias peligrosas
de las versiones CE de los sistemas de corte por plasma
Powermax que fabrica Hypertherm. Las versiones CE
Powermax despachadas a partir del 2006 también llevan
la marca “RoHS” debajo del correspondiente “marcado
CE” de la placa de datos. Las piezas usadas en las
versiones CSA Powermax y los demás productos
fabricados por Hypertherm que caen fuera del alcance
de la directiva RoHS, o están exentas, se van convirtiendo
continuamente a la conformidad con esta directiva,
en anticipación a futuros requisitos.
Eliminación adecuada de los productos Hypertherm
Los sistemas de corte por plasma Hypertherm, al igual
que cualquier otro producto electrónico, es posible que
contengan materiales o componentes, por ejemplo,
tarjetas de circuito impreso, que no pueden eliminarse
con la basura común. Es responsabilidad suya eliminar
cualquier producto Hypertherm o sus partes
componentes de una forma aceptable para el medio
ambiente, conforme a los códigos locales y nacionales.
• En Estados Unidos, revisar todas las leyes federales,
estatales y locales.
• En la Unión Europea, revisar las directivas europeas,
la legislación nacional y local. Para más información,
visite www.hypertherm.com/weee.
• En los demás países, revisar la legislación nacional
y local.
• Consultar a expertos jurídicos o de conformidad
según sea pertinente.
Hypertherm tiene la obligación de cumplir todas las leyes
y regulaciones aplicables, entre ellas, la directiva de la
Unión Europea sobre restricciones a la utilización de
determinadas sustancias peligrosas en aparatos
eléctricos y electrónicos (RoHS). Hypertherm cumple
y sobre cumple las regulaciones ambientales de todo
el mundo, entre ellas la directiva RoHS.
Seguridad y cumplimiento SC-29

Responsabilidad ambiental
Directiva sobre residuos de aparatos eléctricos y electrónicos (RAEE)
El 27 de enero de 2003, el Parlamento Europeo y
el Consejo de la Unión Europea aprobaron la Directiva
2002/96/CE sobre restricciones a la utilización
de determinadas sustancias peligrosas en aparatos
eléctricos y electrónicos o directiva RAEE.
Tal como lo exige la ley, cualquier producto Hypertherm
amparado por la directiva y vendido en la Unión Europea
después del 13 de agosto de 2005, está marcado con
el símbolo RAEE. Esta directiva estimula y dispone
criterios específicos para la recogida, tratamiento,
reciclado y eliminación de residuos de aparatos eléctricos
y electrónicos (RAEE). Los residuos de consumidores
y canales sin intermediarios se tratan de manera diferente
(todos los productos Hypertherm se consideran de canal
directo). Las instrucciones para la eliminación de las
versiones CE de los sistemas plasma Powermax
se pueden encontrar en www.hypertherm.com/weee.
El URL está impreso en la etiqueta del símbolo de
advertencia de cada una de estas unidades versión CE
Powermax despachadas a partir del 2006. Las versiones
CSA Powermax y los demás productos fabricados por
Hypertherm están fuera del alcance de la directiva RAEE
o exentas.
Reglamento REACH
El reglamento REACH (1907/2006), en vigor desde
el 1 de junio de 2007, tiene relación con los productos
químicos existentes en el mercado europeo. Los
requisitos del reglamento REACH para los estados
fabricantes de componentes disponen que el componente
en particular no debe contener más de un 0,1% en peso
de sustancias que susciten especial preocupación (SEP).
Los fabricantes de componentes y otros usuarios
intermedios, como Hypertherm, están obligados a recibir
de sus proveedores garantías de que todas las sustancias
químicas usadas en los productos Hypertherm tendrán un
número de registro de la Agencia Europea de Productos
Químicos (ECHA). Para dar la información de la sustancia
química según lo dispone el reglamento REACH,
Hypertherm pide a los proveedores que presenten
declaraciones REACH e identifiquen todo uso conocido
de la sustancia que suscita especial preocupación (SEP).
Se eliminó todo uso de estas sustancias en
concentraciones superiores al 0,1% en peso de las
piezas. La Ficha de datos de seguridad contiene una
descripción completa de todas las sustancias en
el producto químico y se puede usar para verificar
la conformidad REACH de aquellas que suscitan
especial preocupación (SEP).
Los lubricantes, selladores, refrigerantes, adhesivos,
solventes, revestimientos y otros preparados o mezclas
que se emplean en, dentro, para y con los equipos de
corte con plantilla Hypertherm se usan en cantidades muy
pequeñas (excepto el refrigerante) y los comercializan
numerosas fuentes que pueden reemplazarse, y de
seguro se reemplazarán, en caso de que cualquier
proveedor tenga un problema relacionado con el registro
o la autorización REACH (sustancias que suscitan
especial preocupación [SEP]).
Manipulación adecuada y uso seguro de sustancias químicas
Las regulaciones de productos químicos de EE. UU.,
Europa y otros estados exigen la presentación de la Ficha
de datos de seguridad de todas las sustancias químicas.
Hypertherm ofrece una lista de sustancias químicas.
La Ficha de datos de seguridad se elabora para las
sustancias químicas que se envían con el producto
o se usan en o dentro del producto. La Ficha de datos
de seguridad puede descargarse de la biblioteca de la
página web de Hypertherm https://www.hypertherm.com.
En la pantalla Biblioteca de documentos entrar el título del
documento y, en el cuadro de lista desplegable Categoría,
elegir MSDS y hacer clic en Someter.
En EE. UU., OSHA no exige fichas de datos de seguridad
para artículos como electrodos, anillos distribuidores,
capuchones de retención, boquillas, escudos frontales,
deflectores ni otras piezas macizas de la antorcha.
Hypertherm no fabrica ni suministra los materiales a cortar
ni tiene ningún conocimiento de si los humos que los
mismos liberan representan o no un peligro físico o un
riesgo para la salud. Si necesita orientación respecto a las
propiedades del material que va a cortar con el producto
Hypertherm, consulte a su proveedor o cualquier otro
asesor técnico.
SC-30 Seguridad y cumplimiento

Emisiones de humos y calidad del aire
Nota: La información a continuación sobre la calidad del
aire se da solo como información general y no se deberá
utilizar en lugar de una revisión e implementación de las
regulaciones gubernamentales o normativas legales del
país en el que se instalarán y operarán los equipos de corte.
En EE. UU., el Manual de métodos analíticos del Instituto
Nacional de Salud y Seguridad Ocupacional (NIOSH)
es una colección de métodos de muestreo y análisis de
contaminantes en el aire del puesto de trabajo. Es posible
que otros métodos de muestreo y equipos analíticos
publicados por terceros como OSHA, MSHA, EPA,
ASTM, ISO o proveedores comerciales sean más
ventajosos que los métodos de NIOSH.
Por ejemplo, la ASTM D 4185 es una práctica normalizada
para la recolección, disolución y determinación de trazas
de metales en atmósferas laborales. En la ASTM D 4185
se indican la sensibilidad, límite de detección y
concentraciones óptimas de trabajo para 23 metales.
Para identificar el mejor protocolo de muestreo teniendo
en cuenta la exactitud del método analítico, su costo y
el tamaño de muestra óptimo, se deberá emplear a un
higienista industrial. Hypertherm contrata a un higienista
industrial tercero para llevar a cabo e interpretar los
resultados de calidad del aire obtenidos muestreando
el aire de los equipos, en las estaciones del operador
de los establecimientos de Hypertherm donde hay
mesas de corte por plasma instaladas y en operación.
Responsabilidad ambiental
Cuando es pertinente, Hypertherm también contrata
a un higienista industrial tercero para tramitar los permisos
de aire y agua.
Si no está completamente al tanto y al día de las
regulaciones gubernamentales y normativas legales
aplicables al lugar de su instalación, deberá consultar
a un especialista local antes de adquirir, instalar y operar
los equipos.
Seguridad y cumplimiento SC-31

Responsabilidad ambiental
SC-32 Seguridad y cumplimiento

Compatibilidad Electromagnética (ECM)
Introducción
Los equipos Hypertherm con la marca CE se fabrican
en cumplimiento de la norma EN60974-10. Estos equipos
deberán instalarse y utilizarse de acuerdo con
la información a continuación para alcanzar
la compatibilidad electromagnética.
Los límites exigidos por la EN60974-10 tal vez no sean
los adecuados para eliminar por completo la interferencia
cuando el equipo afectado esté en las cercanías
inmediatas o tenga un alto grado de sensibilidad.
En tales casos, posiblemente sea necesario emplear
otras medidas para reducir la interferencia.
Este equipo de corte fue diseñado para usarse solamente
en un entorno industrial.
Instalación y uso
El usuario es responsable de instalar y utilizar el equipo
de plasma de acuerdo con las instrucciones del
fabricante.
Si se detectaran perturbaciones electromagnéticas, será
responsabilidad del usuario resolver la situación con
la asistencia técnica del fabricante. En algunos casos,
esta medida remedial puede ser tan simple como poner
a tierra el circuito de corte; consulte Puesta a tierra
de la pieza a cortar. En otros casos, pudiera implicar
construir una pantalla electromagnética rodeando
la fuente de energía y el trabajo completo con filtros
de entrada comunes. En todos los casos, las
perturbaciones electromagnéticas se deben reducir
hasta el punto en que dejen de ser problemáticas.
Evaluación del área
a. Otros cables de alimentación, cables de control,
cables de señales y teléfonos; por encima, por
debajo y contiguos a los equipos de corte.
b. Receptores y transmisores de radio y televisión.
c. Computadoras y otros equipos de control.
d. Equipos críticos de seguridad, por ejemplo,
protectores de equipos industriales.
e. La salud de las personas en los alrededores, por
ejemplo el uso de marcapasos y aparatos
auditivos.
f. Los equipos usados para calibración y medición.
g. La inmunidad de otros equipos del entorno. Los
usuarios deberán garantizar que los demás
equipos que se estén usando en el entorno sean
compatibles. Esto posiblemente necesite
medidas de protección adicionales.
h. Los horarios en que se llevará a cabo el corte
o las demás actividades.
Las dimensiones del área circundante a considerar
dependerán de la estructura de la edificación y de las
demás actividades que se lleven a cabo. El área
circundante puede extenderse más allá de los límites
de las instalaciones.
Métodos para reducir las emisiones
Red eléctrica
Los equipos de corte deben estar conectados a la red
eléctrica conforme a las recomendaciones del fabricante.
Si se producen interferencias, posiblemente sea
necesario adoptar otras precauciones, como el filtrado
de la red eléctrica.
Antes de instalar los equipos, el usuario deberá hacer una
evaluación de los posibles problemas electromagnéticos
en el área circundante. Se deberá tener en cuenta
lo siguiente:
Seguridad y cumplimiento SC-33

Compatibilidad Electromagnética (ECM)
Se deberá considerar la posibilidad de apantallar el cable
de alimentación de los equipos de corte instalados
permanentemente con tubos metálicos o equivalentes.
El apantallamiento deberá tener continuidad eléctrica
en toda su longitud. Dicho apantallamiento deberá estar
conectado a la red eléctrica de corte, de modo que
se mantenga un buen contacto eléctrico entre el tubo
y la envolvente de la fuente de energía de corte.
Mantenimiento de los equipos de corte
Los equipos de corte deben recibir mantenimiento
periódicamente de acuerdo con las recomendaciones
del fabricante. Todas las puertas y tapas para el acceso
y servicio deberán estar debidamente cerradas y sujetas
cuando los equipos de corte estén funcionando. Los
equipos de corte no se podrán modificar de ninguna
manera, excepto como lo prescriben y lo establecen
las instrucciones escritas del fabricante. Por ejemplo,
los explosores de cebado del arco y los dispositivos
de estabilización deberán ajustarse y mantenerse
de acuerdo con las recomendaciones del fabricante.
Cables de corte
Puesta a tierra de la pieza a cortar
Donde la pieza a cortar no esté conectada a tierra para
seguridad eléctrica o debido a su tamaño y posición, por
ejemplo, el casco de una nave o una estructura de acero,
una conexión a tierra de la pieza a cortar puede reducir las
emisiones en algunos, pero no en todos los casos.
Se deberá tener cuidado de evitar la conexión a tierra
de la pieza a cortar que aumente el riesgo de lesiones
a los usuarios o daños a otros equipos eléctricos. Donde
sea necesario, la conexión a tierra de la pieza a cortar
deberá ser directa, pero en algunos países que
no permiten la conexión directa, la conexión deberá
lograrse mediante capacitancias adecuadas,
seleccionadas conforme a las regulaciones nacionales.
Nota: el circuito de corte puede o no estar puesto
a tierra por motivos de seguridad. Los cambios a las
configuraciones de tierra solamente deberá autorizarlos
una persona competente, capaz de evaluar si los mismos
aumentarán el riesgo de lesiones, por ejemplo, permitir
el retorno en paralelo de la corriente de corte, lo que
puede dañar los circuitos a tierra de otros equipos.
En la Parte 9 de la norma IEC60974-9, Arc Welding
Equipment: Installation and Use (Instalación y utilización
de equipos de soldadura de arco), se ofrece más
orientación al respecto.
Los cables de corte deberán mantenerse tan cortos como
sea posible y colocarse bien próximos, tendidos al nivel
o cerca del nivel del suelo.
Conexión equipotencial
Se deberá considerar la conexión de todos los
componentes metálicos de la instalación de corte
e instalaciones contiguas.
No obstante, los componentes metálicos conectados
a la pieza a cortar aumentarán el riesgo de electrocución
al operador si toca estos componentes al mismo tiempo
que el electrodo (la boquilla, para los cabezales láser).
El operador deberá estar aislado de todos los
componentes metálicos así conectados.
Apantallamiento y blindaje
El apantallamiento y blindaje selectivos de otros cables
y equipos del área circundante pueden aliviar los
problemas de interferencias. En el caso de aplicaciones
especiales es posible considerar el mallado de toda
la instalación de corte por plasma.
SC-34 Seguridad y cumplimiento

Garantía
Atención
Las piezas originales Hypertherm son las piezas
de repuesto recomendadas por la fábrica para los
sistemas Hypertherm. Cualquier daño o lesión
producidos por el uso de piezas que no sean originales
de Hypertherm no estarán cubiertos por la garantía
y se considerarán como un uso incorrecto del producto
Hypertherm.
Usted es el único responsable del uso seguro del
producto. Hypertherm no garantiza ni puede garantizar
el uso seguro del producto en su entorno.
Generalidades
Hypertherm, Inc. garantiza que sus productos no tendrán
defectos de materiales ni de fabricación por el tiempo
específico establecido en este documento y conforme
a lo siguiente: si se notifica a Hypertherm de un defecto
(i) relacionado con la fuente de energía plasma
en el término de los dos (2) años siguientes a la fecha
de envío, con excepción de las fuentes de energía marca
Powermax, cuyo plazo será de tres (3) años a partir
de la fecha de envío, (ii) relacionado con la antorcha
y sus cables y mangueras, en el transcurso del año (1)
siguiente a la fecha de envío, con respecto a los conjuntos
elevadores de antorcha en el transcurso del año (1)
siguiente a la fecha de envío y con respecto a los
productos Automation un año (1) a partir de la fecha
de envío, con la excepción del CNC EDGE Pro CNC
EDGE Pro Ti, CNC MicroEDGE Pro y el THC ArcGlide,
cuyo plazo deberá ser de dos (2) años a partir de la fecha
de envío y (iii) con respecto a los componentes del láser
de fibra óptica HyIntensity, en el transcurso de (2) años
a partir de la fecha de envío, con la excepción de los
cabezales láser y la óptica de salida, cuyo plazo será
de un (1) año a partir de la fecha de envío.
Hypertherm ofrece como único y exclusivo recurso
la reparación, el reemplazo o el ajuste del producto,
si y solo si, se apela debidamente a la garantía y la misma
es aplicable tal como se estipula en este documento.
Hypertherm, a su exclusiva discreción, reparará,
reemplazará o ajustara sin cargo alguno los productos
defectuosos cubiertos por esta garantía, los cuales se
devolverán, con la autorización previa de Hypertherm
(que no se negará injustificadamente) y bien embalados,
al centro de operaciones de Hypertherm en Hanover,
New Hampshire, o a instalaciones de reparación
autorizadas por Hypertherm, con todos los costos, seguro
y transporte prepagados por el cliente. Hypertherm
no será responsable de ninguna reparación, reemplazo
ni ajuste de productos cubiertos por esta garantía,
a menos que se hagan en cumplimiento de lo establecido
en el párrafo anterior y con el consentimiento previo y por
escrito de Hypertherm.
La garantía definida anteriormente es exclusiva
y reemplaza a todas las demás garantías expresas,
implícitas, estatutarias o de otro tipo relacionadas con
los productos o los resultados que pueden obtenerse
con ellos, y a todas las garantías o condiciones implícitas
de calidad o comercialización o aptitud para un propósito
determinado, o contra violaciones de derechos
de terceros. Lo anterior constituirá el único y exclusivo
recurso de cualquier incumplimiento de esta garantía
por parte de Hypertherm.
Los distribuidores o fabricantes originales pueden ofrecer
garantías diferentes o adicionales, pero ellos no están
autorizados a brindarle a usted ninguna protección
de garantía adicional ni hacerle ninguna representación
que pretenda ser vinculante para Hypertherm.
Esta garantía no se aplicará a ninguna fuente de energía
marca Powermax que se haya usado con convertidores
de fases. Además, Hypertherm no garantiza ningún
sistema dañado a consecuencia de la mala calidad
de la energía, ya sea por convertidores de fases
o por la línea de alimentación eléctrica. Esta garantía
no se aplica a ningún producto que haya sido mal
instalado, modificado o dañado de otro modo.
Seguridad y cumplimiento SC-35

Garantía
Indemnización por patente
Con la única excepción de los casos de productos
no fabricados por Hypertherm, o fabricados por una
persona no perteneciente a Hypertherm y que no cumpla
estrictamente las especificaciones de Hypertherm y,
en casos de diseños, procesos, fórmulas o
combinaciones que no haya desarrollado o se pretenda
que haya desarrollado Hypertherm, Hypertherm tendrá
derecho a defender o transar, a sucuenta y cargo,
cualquier demanda o procedimiento entablado en contra
de usted que alegue que el uso del producto Hypertherm,
por su cuenta y no en combinación con ningún otro
producto no provisto por Hypertherm, viola la patente
de algún tercero. Usted deberá notificar a Hypertherm
con prontitud al recibir notificación de cualquier demanda
o amenaza de demanda relacionada con cualquier
supuesta violación de estas características (y, en
cualquier caso, nunca después de los catorce [14] días
siguientes a tener conocimiento de cualquier demanda
o amenaza de demanda); la obligación de Hypertherm
a defender dependerá de que Hypertherm tenga total
control de la defensa de la demanda, y reciba
la cooperación y la asistencia de la parte indemnizada.
Límite máximo de responsabilidad
La responsabilidad de Hypertherm, de haberla,
en ningún caso superará el monto total abonado
por los productos que dieron origen a tal
reclamación, ya sea que la responsabilidad se base
en incumplimiento de contrato, responsabilidad
extracontractual, responsabilidad estricta,
incumplimiento de garantías, incumplimiento
de objetivo esencial ocualquier otro por cualquier
demanda, proceso judicial, pleito o procedimiento
(ya sea de tribunal, de arbitraje, regulador
o de cualquier otro) que surjan o estén
relacionados con el uso de los productos.
Seguro
Usted tendrá y mantendrá en todo momento un seguro
por los montos y tipos, y con la cobertura suficiente
y apropiada, para defender y mantener a salvo
a Hypertherm de los daños y perjuicios que surgieran
de cualquier demanda entablada por el uso de los
productos.
Limitación de responsabilidad
Hypertherm no será responsable en ningún caso
ante ninguna persona o entidad de ningún daño
incidental, emergente directo, indirecto, punitivo
o ejemplares (incluido, entre otros, la pérdida
de ganancias) sin importar que tal responsabilidad
se base en incumplimiento de contrato,
responsabilidad extracontractual, responsabilidad
estricta, incumplimiento de garantía,
incumplimiento de objetivo esencial o cualquier
otro, incluso si se advirtió de la posibilidad
de que ocurrieran dichos daños.
Códigos locales y nacionales
Los códigos locales y nacionales que regulan la plomería
y las instalaciones eléctricas tendrán precedencia sobre
cualquiera de las instrucciones incluidas en este manual.
En ningún caso Hypertherm será responsable por
lesiones personales o daños materiales ocasionados por
cualquier violación de códigos o prácticas de trabajo
deficientes.
Transferencia de derechos
Usted puede transferir los derechos restantes que
le otorgue el presente documento únicamente en relación
con la venta de todos o casi todos los activos o capital
social a un sucesor interesado que acepte regirse por
todos los términos y condiciones de esta garantía.
Usted conviene en notificar de ello a Hypertherm, por
escrito y en el transcurso de los treinta (30) días
anteriores a la transferencia, e Hypertherm se reserva
el derecho de aprobarlo. De no notificar a tiempo
a Hypertherm y buscar su aprobación conforme
a lo establecido en este documento, se anulará
y quedará sin efecto la garantía aquí establecida
y usted ya no contará con ningún recurso ulterior contra
Hypertherm en virtud de la garantía o de otra manera.
SC-36 Seguridad y cumplimiento

Sección 1
Consola de operador
opcional
Mesa de corte
Caja de control
Amplificador de
mando
Sistema oxicorte
EDGE Pro
SERCOS III
CNC
THC
Sistema de corte
(plasma, láser, chorro
de agua, marcado)
Productos que ofrece Hypertherm
Especificaciones
Principales dispositivos de un sistema de corte automático
La Figura1 Componentes de un sistema de corte automático ejemplifica las relaciones entre los componentes de un
sistema de corte automático. En las secciones siguientes se describen más a fondo estos componentes y sus relaciones.
Figura1 Componentes de un sistema de corte automático
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 37

1 – Especificaciones
1
Sistema plasma
2
Mesa de corte
3
Pieza a cortar
4
Elevador
5
Pórtico
6
Tierra en estrella
7
Carriles
8
Consola operador
9
EDGE Pro SERCOS III CNC
1
9
8
7
6
5
4
3
2
Principales dispositivos de un sistema de corte automático
La Figura2 Ejemplificación mesa de corte por plasma ejemplifica una mesa de corte representativa con un EDGE Pro
CNC y los demás componentes que se describen en los temas siguientes.
Figura2 Ejemplificación mesa de corte por plasma
38 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

1 – Especificaciones
Principales dispositivos de un sistema de corte automático
CNC
El Control Numérico por Computadora (CNC) lee los programas de pieza y se comunica con los demás componentes
del sistema para corte de geometrías. Él controla las piezas (patrones) que se van a cortar de la pieza a cortar.
Para información más detallada de los dispositivos de hardware del EDGE Pro SERCOS III CNC, consultar las
secciones de este manual. Para información detallada del software con que opera el EDGE Pro SERCOS III CNC,
consultar los siguientes manuales del software Phoenix
• Manual de instalación y configuración de la Serie V9 del software Phoenix (806410)
• Manual del operador del software Phoenix (806400)
• Referencia del programador de la Serie V9 del software Phoenix (806420)
®
:
Mesa de corte
La mesa de corte es la estructura que sostiene la pieza a cortar de la que se van a cortar piezas. Una mesa de corte
representativa lleva dos carriles, uno a cada lado, que recorren toda su longitud y conforman la ruta del pórtico. El pórtico
va montado en los carriles y barre el ancho de la mesa. El control de altura de la antorcha (THC) se sujeta al pórtico
y determina el avance vertical de la antorcha de corte. El avance horizontal del pórtico y la estación de antorcha y el
avance vertical de la antorcha en el THC especifican los tres ejes que se necesitan para controlar la posición de la
antorcha sobre la pieza a cortar. Se pueden agregar más equipos a la mesa de corte a fin de posibilitar el bisel y otros
tipos de corte.
Hypertherm no fabrica mesas de corte. Para más información de la mesa de corte de su sistema, consultar el manual
suministrado por el fabricante de la mesa.
Sistema de corte
La herramienta de corte es el componente principal de cualquier sistema de corte y puede ser un sistema plasma,
oxicorte, láser o chorro de agua. El sistema de corte es el que controla los parámetros esenciales como el gas plasma
y los gases auxiliares, así como las proporciones en que éstos se mezclan. También da parámetros de proceso como
separación y velocidad para lograr la óptima calidad de corte.
Es posible que su sistema de corte venga con un sistema Hypertherm. Para más información, consultar el manual
correspondiente. En el CNC y en https://www.hypertherm.com existen versiones electrónicas (PDF) de los manuales
Hypertherm. Si usa un sistema de corte de otra compañía, consultar el manual correspondiente.
Caja de control
La caja de control (que pone el fabricante de la mesa) contiene las placas de bornes que encauzan la energía y las
señales de control a los subsistemas del sistema de corte. La caja de control también puede contener los amplificadores
de mandos que aumentan la amplitud de las señales de control enviadas por el CNC a los motores para el avance.
Sistema de mando
La velocidad, lisura y exactitud de los cortes están determinadas por la combinación que haga el fabricante de la mesa
de CNC, codificadores, amplificadores de servomando, THC, engranajes, carriles y servomotores, así como su correcta
integración (ajuste). El fabricante de la mesa debe seleccionar e instalar los mandos y motores a utilizar con el EDGE Pro
SERCOS III CNC. Para más información del sistema de mando de su mesa de corte, consultar el manual suministrado
por el fabricante.
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 39

1 – Especificaciones
Principales dispositivos de un sistema de corte automático
Control de altura de la antorcha
El THC controla la conocida “separación”, o sea, la distancia que hay entre la antorcha y la pieza a cortar. La separación
la define normalmente la altura o el voltaje.
Si tiene un THC Hypertherm configurado en su sistema, para más información sobre su instalación y uso, consultar uno
de los siguientes manuales:
•ArcGlide
•Sensor
®
THC (806450)
™
THC (806400, 806410 y 806420)
• Sensor PHC (806150)
Si su THC es de otra compañía, consultar el manual que le suministró el fabricante de la mesa.
Consola de operador
La consola de operador del EDGE Pro SERCOS III controla dos estaciones de corte. El fabricante de la mesa puede
instalar, además, otras consolas de operador que no sean Hypertherm para controlar el oxicorte, marcadores, sistemas
de ventilación y otros dispositivos. Para más información de una consola de operador opcional, consultar el manual que
le suministró el fabricante de la mesa.
Antorcha oxicorte
Los sistemas de corte automáticos también se pueden configurar usando antorchas de oxicorte, con o sin un control
de altura (OHC).
Si su sistema está configurado con un Sensor™ OHC Hypertherm, consultar el manual de este equipo (MANU-0044)
para informarse más de su instalación y operación.
Para más información de cualquier otra antorcha de oxicorte, consultar el manual que le suministró el fabricante de
la mesa.
Marcador
Un marcador puede ser cualquier dispositivo o proceso para marcar una pieza a cortar, en lugar de su perforación o
corte. Si su sistema está configurado con un ArcWriter
informarse más de su instalación y operación. Para el marcado también se puede utilizar cualquier sistema plasma HPR
Para más información, consultar el manual HPR de que se trate.
En el caso de otros dispositivos o procesos, consultar el manual que le suministró el fabricante de la mesa.
®
Hypertherm, consultar el manual de este equipo (802520) para
®
.
40 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

1 – Especificaciones
Consola operador 2
estaciones
Pantalla táctil
Descripción general
Descripción general
El EDGE Pro SERCOS III es un CNC a base de PC que utiliza el software Phoenix de Hypertherm para controlar una o
más estaciones de corte o marcado.
El EDGE Pro SERCOS III CNC tiene una consola de operador de dos estaciones, una pantalla táctil de 15 pulg.,
comunicación Hypernet®, Ethernet y LAN inalámbrica.
Las prestaciones del EDGE Pro SERCOS III CNC se pueden configurar con varios ejes de mando, interfaz Sensor THC
integrada, control de cabeza biseladora y redes para descargar programas de pieza o soportar utilitarios de diagnóstico
remoto.
Figura3 Vista frontal del EDGE Pro SERCOS III CNC
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 41

1 – Especificaciones
123
4
5
1
Transferencia de datos
2
Interruptor de energía
3
Controles ejecución programa
4
Controles estación
5
Controles avance manual
Prestaciones del EDGE Pro SERCOS III CNC
Prestaciones del EDGE Pro SERCOS III CNC
Pantalla táctil
La pantalla táctil es un monitor LCD de 15 pulgadas, combinado con software, que permite al usuario entrar datos por
pantalla. El usuario hace su selección en pantalla con casillas de verificación, botones de opción, menús desplegables y
entrada de datos. Los cuadros de entrada de datos muestran automáticamente un teclado numérico o alfanumérico para
llenar los campos.
La pantalla táctil tiene una resolución de 1024 x 768 o mayor.
Para más información acerca del cuidado de la pantalla táctil, ver Cuidado y manipulación de la pantalla táctil en la
página 71.
Consola de operador
La consola de operador le ofrece los controles para ajustar la ejecución del programa de pieza, así como la estación y
el avance manual.
Figura4 Consola de operador EDGE Pro SERCOS III
42 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

1 – Especificaciones
1
Antenas inalámbricas
2
Puertos serie
3
Puerto USB
4
Puerto LAN
5
Puerto Hypernet
6
Puertos 1 y 2 SERCOS III
7
Alimentación CA
1
7
5
4
3
2
6
Prestaciones del EDGE Pro SERCOS III CNC
Panel trasero
El panel trasero del EDGE Pro SERCOS III CNC tiene conectores para cables de energía, control de avance, E/S
y puertos de comunicación. Estos conectores están claramente marcados con su función. Además, hay dos antenas para
la comunicación LAN inalámbrica.
Figura5 Panel trasero EDGE Pro SERCOS III CNC
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 43

1 – Especificaciones
Especificaciones del sistema
Especificaciones del sistema
La tabla siguiente contiene las especificaciones técnicas del EDGE Pro CNC.
Tabla1 Especificaciones del sistema EDGE Pro CNC
Dispositivos del sistema
Procesador Intel
Sistema operativo Windows XPe
RAM ≥ 1 GB
Puerto LAN 1 puerto Ethernet RJ-45
Puerto Hypernet 1 puerto Hypernet para usar con ArcGlide THC y sistemas láser de fibra óptica Hypertherm
Puertos USB 2 puertos USB 2.0
Puertos serie 2 puertos configurables RS-422/RS-232 con conectores Dsub de 9 pines
Comunicación inalámbrica Cumple con las normas 802.11G y 802.11N.
Dispositivos de monitoreo
integrados
Disco duro SATA
Consola de operador Estándar 2 estaciones (el fabricante de la mesa puede ampliarla)
®
Monitoreo de hardware, ventilador y temperatura de la CPU, voltajes
y pantalla auto-comprobación de encendido (POST)
Pantalla Pantalla táctil 381 mm (15 pulg.), tecnología de onda acústica superficial
Aprobación reguladora CE, CSA, GOST-TR, C-Tick, UkrSEPRO
Configuración
Cantidad de E/S 512/512
Tipo E/S Los fabricantes de mesas ponen los módulos E/S
Ejes disponibles 2-12
Alimentación
Entrada CA Voltaje: de 100 VCA a 240 VCA
Corriente: 1,85 A a 100 VCA/0,65 A a 240 VCA
Frecuencia: 50/60 Hz
Fusible de fusión lenta 250 V, 2 A, 5 mm x 20 mm (2) o 0,25 pulg. x 1,25 pulg. (1)
44 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

Dispositivos del sistema
Entorno
Temperatura -10 ºC a 40 ºC
Humedad Humedad relativa máxima 95%
Grado de protección IP IP21S
Proteger los equipos de la exposición a humedad excesiva.
Altitud Operacional hasta 2000 m
Ambiente Grado de contaminación Nivel II
Dimensiones mecánicas
Altura 490,9 mm
Ancho 435 mm
Profundidad 316 mm
Peso 23,64 kg
1 – Especificaciones
Especificaciones del sistema
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 45
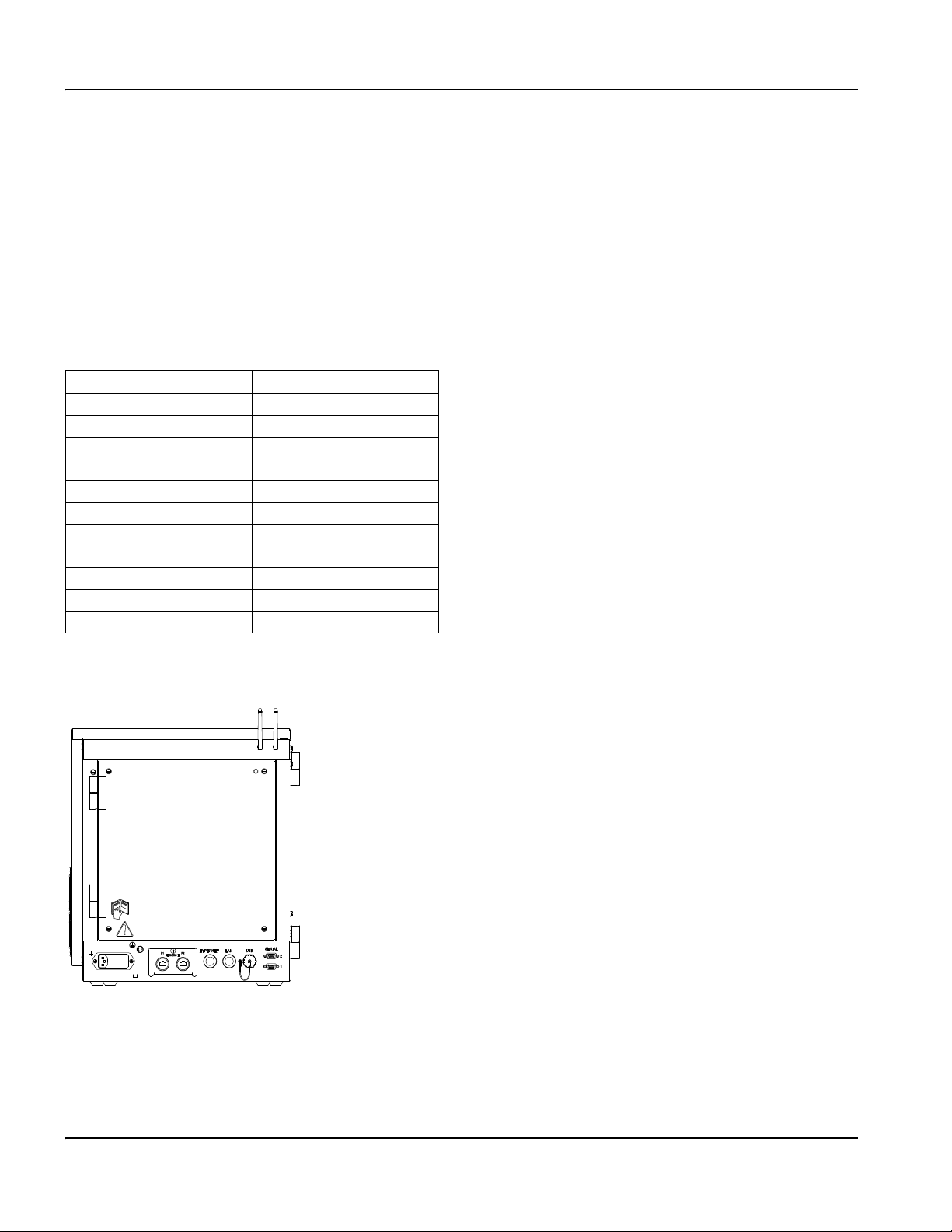
1 – Especificaciones
Especificaciones del sistema
Modelos SERCOS III
SERCOS significa interfaz de servomando del “sistema de comunicación serie en tiempo real”. Este método de
comunicación con los mandos usa un anillo Ethernet y reemplaza la tarjeta convencional de control de avance (MCC)
con salida analógica de +/- 10 VCD por una tarjeta de mando que maneja SERCOS III, transmisiones en tiempo real y
le posibilita ampliar el sistema y dar cabida a 12 ejes y 512 E/S.
Nota:
• existen varias conexiones THC como función de SERCOS III
• en esta configuración deben usarse mandos SERCOS III (digitales) compatibles
Tabla2 Números de pieza EDGE Pro SERCOS III
Número de pieza Cantidad de ejes
090150 2
090151 3
090152 4
090153 5
090154 6
090155 7
090156 8
090157 9
090158 10
090159 11
090160 12
Figura6 Panel trasero, todos los modelos EDGE Pro SERCOS III
46 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

Instalación
Al recibir el equipo
• Verificar que se hayan recibido todos los componentes del sistema que estaban en su pedido.
Comunicarse con su proveedor si falta alguno de ellos.
• EDGE Pro SERCOS III CNC
• Cable de energía (América del Norte) (108884)
• Conector de alimentación (todas las demás regiones) (108842)
• Manual de instrucciones EDGE Pro SERCOS III CNC (807650)
• Manual de instrucciones y otros manuales del software Phoenix (806400, 806410, 806420)
• Cualquier otro componente opcional que aparezca en su pedido
• Revisar los componentes del sistema en busca de daños que puedan haberse producido durante
el envío. Si hay evidencia de daños, consultar el acápite siguiente Reclamaciones. Todas las
comunicaciones relacionadas con reclamaciones deben incluir el número de modelo y el número
de serie ubicados en la parte de atrás del CNC.
• Anotar la información de su producto en la portada interior de este manual y usar las instrucciones que
se dan allí para registrar el número de serie del mismo en www.hypertherm.com.
Sección 2
Reclamaciones
Reclamaciones por daños durante el envío – si su unidad se dañó en el envío, debe presentar una reclamación a la
empresa de transporte. Hypertherm le facilitará una copia del conocimiento de embarque cuando la solicite. Si necesita
más asistencia, llamar al número de Servicio al Cliente indicado en la portada de este manual o a su distribuidor
autorizado de Hypertherm.
Reclamaciones por productos defectuosos o faltantes – comunicarse con su proveedor si hay mercancías defectuosas
o si falta alguna. Si necesita más asistencia, llamar al número de Servicio al Cliente indicado en la portada de este
manual o a su distribuidor autorizado de Hypertherm.
Requisitos de instalación
Toda instalación y reparación de los sistemas eléctricos debe hacerse de conformidad con los códigos eléctricos
nacionales y locales. Este trabajo debe hacerlo solamente personal calificado.
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 47

2 – Instalación
Montar el CNC
Colocar los componentes del sistema
• Antes de hacer las conexiones eléctricas, de gas e intercomunicación, poner todos los componentes
del sistema en el lugar en que van. Ver Montar el CNC en la página 48 para los detalles.
• Poner a tierra todos los componentes del sistema. Ver los detalles de puesta a tierra en Prácticas
recomendadas de puesta a tierra y apantallamiento en la página 51.
¡ADVERTENCIA!
Levantar y colocar el EDGE Pro SERCOS III CNC con la ayuda de 2 hombres para evitar
lesiones corporales.
Montar el CNC
Montar todos los componentes del EDGE Pro SERCOS III CNC siguiendo las instrucciones pertinentes antes
de conectarlo a los demás elementos del sistema.
No poner los componentes del sistema encima de armarios sin la debida sujeción ni en el piso.
48 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

Dimensiones de la caja
36 mm
435 mm
316 mm
21 mm
228,5 mm
90 mm
58 mm
Usar tornillos M6 x 1 para el montaje lateral.
La longitud máxima dentro de los paneles no debe superar 7,8 mm
491 mm
Figura7 Vistas frontal y lateral del CNC SERCOS III
2 – Instalación
Montar el CNC
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 49

2 – Instalación
Usar tornillos M6 x 1.
(10 lugares)
La longitud máxima
dentro de los paneles no
debe superar 7,8 mm
305 mm
356 mm
58 mm
94 mm
203 mm
127 mm
109 ,2 mm
148 mm
89 mm
Montar el CNC
Normas de orificios de montaje en la parte de abajo del CNC
El EDGE Pro SERCOS III CNC tiene 10 orificios en el fondo de la caja para montar el equipo en la mesa de corte.
Pasar los tornillos de montaje por los orificios y apretarlos para darle mayor estabilidad al CNC durante la operación de
la mesa.
Figura8 Normas de orificios de montaje EDGE Pro SERCOS III CNC
50 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

2 – Instalación
Prácticas recomendadas de puesta a tierra y apantallamiento
Prácticas recomendadas de puesta a tierra y apantallamiento
¡ADVERTENCIA!
UNA DESCARGA ELÉCTRICA PUEDE SER FATAL
Desconectar la energía eléctrica para llevar a cabo cualquier mantenimiento. Toda tarea
que implique quitar la cubierta del sistema de plasma debe estar a cargo de un técnico
calificado.
Ver las demás precauciones de seguridad en la sección Seguridad de su manual
de instrucciones.
Introducción
En esta sección se describen las necesidades de puesta a tierra y apantallamiento para proteger un sistema de corte por
plasma de las interferencias de radiofrecuencia (RFI) y electromagnética (EMI) (también se les llama ruido). Asimismo,
la puesta a tierra de alimentación CC y de seguridad o servicio. El esquema al final de esta sección ejemplifica los tipos
de puesta a tierra de un sistema de corte por plasma.
Nota: las prácticas de puesta a tierra indicadas en esta sección se han usado en muchas instalaciones con
excelentes resultados e Hypertherm recomienda que formen parte habitual del proceso de instalación. Los
métodos concretos para implementar estas prácticas pueden diferir de un sistema a otro, pero deberán seguir
siendo uniformes en la medida de lo posible. No obstante, dada la variedad de equipos e instalaciones, es posible
que estas prácticas de puesta a tierra no siempre sean eficaces para eliminar los problemas de ruido causados
por las interferencias RFI/EMI.
Tipos de puesta a tierra
Puesta a tierra de servicio (también llamada puesta a tierra de seguridad o potencial a tierra [tierra de protección])
es el sistema de puesta a tierra que se aplica al voltaje de línea entrante. Previene el peligro de
electrocución del personal por cualquier equipo o la mesa de corte. Incluye la puesta a tierra de servicio
que entra al sistema de plasma y a los demás sistemas como el CNC y mandos motores, así como el
electrodo de tierra auxiliar conectado a la mesa de corte. En los circuitos plasma, la conexión a tierra
se tiende del chasis del sistema plasma al chasis de cada consola, por cables interconectados.
Puesta a tierra alimentación CC (también llamada a tierra de la corriente de corte) es el sistema de puesta a tierra
que termina el paso de la corriente de corte proveniente de la antorcha regresándola al sistema de plasma.
Requiere que el cable positivo del sistema de plasma esté firmemente conectado al bus de tierra de
la mesa de corte con un cable de medidas adecuadas. También requiere que los tableros sobre los que
se apoya la pieza a cortar hagan contacto sólido con la mesa y la pieza a cortar.
Puesta a tierra y apantallamiento de las interferencias de radiofrecuencia (RFI) y electromagnética (EMI)
es el sistema de puesta a tierra que limita la cantidad de ruido eléctrico emitido por los sistemas plasma
y mando motor. También limita la cantidad de ruido que reciben el CNC y los demás circuitos de control
y medición. Las prácticas de puesta a tierra indicadas en esta sección se centran fundamentalmente en la
puesta a tierra y apantallamiento de las interferencias de radiofrecuencia (RFI) y electromagnética (EMI).
Prácticas de puesta a tierra
1. A menos que se indique lo contrario, para la puesta a tierra de los cables EMI que se muestran en el diagrama
eléctrico, usar únicamente cable de soldadura de 16 mm
2. La mesa de corte se usa como punto común de puesta a tierra, o en estrella, para reducir la EMI y debe tener varillas
roscadas soldadas a la mesa con una barra “bus” de cobre montada. Se debe montar por separado una barra “bus”
2
(047040).
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 51

2 – Instalación
Prácticas recomendadas de puesta a tierra y apantallamiento
en el pórtico, lo más cerca posible de cada motor. Si hay motores a cada extremo del pórtico, para reducir la EMI hay
que tender un cable a tierra desde el motor más alejado hasta la barra “bus” del pórtico. La barra “bus” del pórtico
deberá tener otro cable a tierra para EMI de alta durabilidad de 21,2 mm
de la mesa. Los cables a tierra para EMI del elevador de antorcha y el generador remoto de alta frecuencia deben
ir por separado al bus de tierra de la mesa.
3. Se debe instalar un electrodo de tierra a una distancia de 6 m de la mesa de corte que cumpla los códigos
de electricidad, locales y nacionales. Esta es una tierra de protección y deberá conectarse a la barra “bus” de tierra
de la mesa de corte con el cable a tierra verde/amarillo de 16 mm
4. Para un apantallamiento más efectivo, usar los cables de interfaz del CNC Hypertherm para las señales E/S, las
señales de comunicación serie, las conexiones de acometida múltiple entre sistemas plasma y las interconexiones
entre todas las partes del sistema Hypertherm.
5. Toda la tornillería usada en el sistema de puesta a tierra debe ser de latón o cobre. Aunque las varillas soldadas a
la mesa de corte para montar el bus de tierra pueden ser de acero, en el sistema de puesta a tierra no se podrá usar
ningún otro tornillo de aluminio ni de acero.
6. La puesta a tierra de alimentación CA y la tierra de protección y servicio deben conectarse a todos los equipos
de conformidad con los códigos locales y nacionales.
7. En el caso de un sistema con generador remoto de alta frecuencia, los cables positivo, negativo y el cable de arco
piloto deberán estar unidos entre sí y recorrer así la mayor distancia posible. Los cables y mangueras de la antorcha,
el cable de masa y el cable de arco piloto (boquilla) solo pueden tenderse paralelos a otros alambres o cables si hay
una separación mínima entre ellos de 150 mm. De ser posible, tender los cables de energía y de señal por bandejas
portacables separadas.
8. En el caso de un sistema con generador remoto de alta frecuencia, la consola de ignición debe montarse lo más
cerca posible de la antorcha y tener un cable a tierra separado que vaya directamente a la barra bus de tierra de
la mesa de corte.
9. Cada componente Hypertherm, así como cualquier otra caja o panel del CNC o mando motor, debe tener un cable
a tierra aparte que vaya a la tierra común (en estrella) de la mesa. Esto incluye la consola de ignición, aun cuando
esté o no sujeta con pernos al sistema plasma o a la mesa de corte.
10. La malla aislante de metal de los cables y mangueras de la antorcha debe estar bien conectada a la consola de
ignición y la antorcha. Debe estar eléctricamente aislada de todo metal y de cualquier contacto con el piso o el
edificio. Los cables y mangueras de la antorcha pueden tenderse por una bandeja portacables de plástico o canal
o cubrirse con una funda de cuero o plástico.
11. El soporte y el mecanismo anti-colisión de la antorcha – la parte montada al elevador, no la montada a la antorcha –
deben conectarse a la parte fija del elevador con una malla de cobre de un ancho mínimo de 12,7 mm. Se debe
tender un cable por separado del elevador a la barra bus de tierra del pórtico. El conjunto de válvula también deberá
tener una conexión a tierra aparte que vaya a la barra bus de tierra del pórtico.
12. Si el pórtico se mueve sobre carriles no soldados a la mesa, cada extremo del carril se debe conectar a la mesa con
un cable a tierra. Los cables a tierra procedentes del carril se conectan directamente a la mesa y no es necesario
llevarlos a la barra bus de tierra de la mesa.
13. Si va a instalar un divisor de tensión, la tarjeta de dicho circuito debe montarse lo más cerca posible del punto
de muestreo del voltaje del arco. El lugar recomendado es dentro de los paneles del sistema plasma. Si se usa la
tarjeta del divisor de tensión de Hypertherm, la señal de salida queda aislada de todos los demás circuitos. La señal
procesada se transmitirá por cables de par trenzado apantallados (del tipo Belden 1800F o equivalente). Usar un
cable con malla aislante de metal, no una lámina de apantallamiento. Conectar la malla al chasis del sistema plasma
y dejarla desconectada en el otro extremo.
14. Todas las demás señales (analógica, digital, serie, del codificador) se transmitirán por cables de par trenzado
en el interior de una pantalla global. Los conectores de estos cables deberán estar recubiertos con una platina
metálica. A la platina metálica del conector se deberá conectar el blindaje, no el drenaje, de cada terminal del cable.
No pase nunca el blindaje ni el drenaje por ninguno de los pines del conector.
2
(047031) conectado a la barra “bus”
2
(047121) o equivalente.
52 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

2 – Instalación
7
1 Bus de tierra pórtico
2 Electrodo de tierra
3 Conjunto de cables y mangueras (+) sistema plasma
4 Generador remoto de alta frecuencia
5 Paneles CNC
6 Soporte antorcha
7 Chasis sistema plasma
1
5
4
3
2
6
2
1
1 Cable al bus de tierra mesa de corte
2 Cables a tierra componentes en el pórtico
Prácticas recomendadas de puesta a tierra y apantallamiento
La siguiente imagen es un buen ejemplo de bus de tierra de la mesa de corte. Los componentes que se muestran aquí
posiblemente no sean los mismos que tiene su sistema.
La siguiente imagen es un ejemplo de bus de tierra del pórtico. Está atornillado al pórtico, cerca del motor. Todos los
cables a tierra de los componentes montados al pórtico se conectan en el bus. Un cable de alta durabilidad conecta
el bus de tierra del pórtico al bus de tierra atornillado a la mesa.
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 53

2 – Instalación
Chasis y RFI a tierra
Conexión CA a tierra
12
11
10
9
8
7
6
5
4
3
2
1
1
Mesa de corte
2
Pórtico
3
Sistema plasma
4
Barra bus de tierra mesa
5
Barra bus de tierra pórtico
6
Elevador control de altura de la antorcha (ArcGlide, Sensor THC, Sensor PHC u otro)
7
Consola RHF (no en todos los sistemas). Conectar a barra bus de tierra mesa
8, 9
Componente específico del sistema como consola de dosificación, consola de gas o consola de selección
10
Chasis CNC
11
Módulo control de altura de la antorcha (ArcGlide, CommandTHC)
12
Componente específico del sistema como enfriador o refrigerador
13
Alimentación CC a tierra
13
Prácticas recomendadas de puesta a tierra y apantallamiento
El diagrama eléctrico a continuación es un ejemplo de puesta a tierra de los componentes de un sistema de corte
por plasma.
54 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

2 – Instalación
X-
Y-
Y+
X+
3
2
1
EDGE Pro SERCOS III CNC
2
Consola de operador CNC
3
Origen mesa y posición de origen (0,0)
Configuración de los ejes X, Y
Configuración de los ejes X, Y
Para configurar los ejes X, Y, decida primero cuál de los ejes de la mesa será el X y el lugar en que estará la posición
de origen.
A continuación, defina la orientación X-Y y la posición de origen en el software Phoenix (Ajustes > Contraseña > Ajustes
máquina) de modo que coincida con la configuración que quiere en la mesa. Para que el sistema pueda ejecutar los
programas de pieza como se prevé, la orientación de los ejes y la posición de origen del software y de la mesa deben
concordar.
Figura9 Ejemplo de sistema para corte de geometrías configurado con un EDGE Pro SERCOS III CNC
1
Consola de operador
El EDGE Pro SERCOS III CNC viene con una consola de operador de 2 estaciones que le permite operar dos
antorchas o estaciones de corte.
La consola de operador posibilita:
• iniciar y parar el programa de corte
• conmutar a modo manual
• avanzar sucesivamente la antorcha con el joystick
• avanzar o retroceder sucesivamente una ruta
• ajustar las velocidades de avance sucesivo y corte
• activar o desactivar las 2 estaciones de corte.
Las E/S de dispositivo de la consola del operador están asignadas a la entrada y salida 129 y las que le siguen, tal como
se indica en la Tabla 3.
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 55

2 – Instalación
Consola de operador
Consola de operador y E/S dedicada
Todas las E/S de dispositivo de la consola de operador del CNC vienen pre-asignadas de fábrica de manera
predeterminada. Estas E/S asignadas empiezan en la 129.
Tabla 3 Consola de operador y asignación E/S dedicada
Función Entrada Nro. Salida Nro.
Start (arranque) panel frontal 129
Stop (parada) panel frontal 130
Manual panel frontal 131
Avanzar ruta panel frontal 132
Retroceder ruta panel frontal 133
Avance sucesivo subir 134
Avance sucesivo bajar 135
Avance sucesivo izquierda 136
Avance sucesivo derecha 137
Auto selección 1 138
Selección manual 1 139
Subir antorcha 1 140
Bajar antorcha 1 141
Auto selección 2 142
Selección manual 2 143
Subir antorcha 2 144
Bajar antorcha 2 145
LED habilitar estación 1 129
LED habilitar estación 2 130
Pot. veloc. 1 (vel. programa) Entrada analógica 1
Pot. veloc. 2 (vel. avance sucesivo) Entrada analógica 2
Temperatura interior graduada Entrada analógica 4
Nota: estas asignaciones E/S no cambiarán si se carga un archivo de instalación de otro Hypertherm CNC
diferente. El software Phoenix las restaurará la próxima vez que se inicie.
56 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

2 – Instalación
Conector alimentación CA
Rango de voltaje: 115 a 240 V, monofásica
Tamaño de fusible: 250 V, 2 A, fusión lenta,
5 mm x 20 mm (2) o 0,25 pulg. x 1,25 pulg. (1)
Tuerca y arandela de presión puesta a tierra
1/4 pulg. – 20 UNC
EDGE Pro SERCOS III CNC
(como se despacha)
Módulo de alimentación:
2 fusibles: 250 V, 2 A, fusión lenta, 5 mm x 20 mm
EDGE Pro SERCOS III CNC
(como se despacha)
Módulo de alimentación:
2 fusibles: 250 V, 2 A, fusión lenta, 5 mm x 20 mm
Energía puesta por el cliente
L1 – línea
L2 – línea
A tierra de protección
L1 – línea
L2 – neutro
A tierra de protección
Energía puesta por el cliente
Alimentación CA
Alimentación CA
Entrada alimentación
Figura10 Conector entrada alimentación CA ejemplifica el conector de entrada de alimentación de la parte trasera del
EDGE Pro SERCOS III CNC.
Figura10 Conector entrada alimentación CA
El cable de energía CA está normalizado para los equipos de América del Norte y se envía con el CNC. En las demás
regiones usar un cable de energía con conector IEC-60320-C13 que cumpla los requisitos de los códigos locales y las
conexiones de energía.
Para componer el cable de energía, empalmar el conector (108842) que viene con el CNC con un cable de 3 alambres
para las señales de línea, neutro y a tierra, de conformidad con los códigos de electricidad locales. Para más
especificaciones eléctricas, ver Especificaciones del sistema en la página 44. La Figura11 muestra ejemplos para
empalmar los cables de energía.
Figura11 Ejemplos conexiones de entrada VCA
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 57

2 – Instalación
EDGE Pro SERCOS III CNC
(opción local seleccionable)
Módulo de alimentación:
1 fusible: 250 V, 2 A, fusión lenta,
0,25 pulg. x 1,25 pulg.
L1 – línea
L2 – línea
A tierra de protección
Energía puesta por el cliente
A tierra en estrella mesa de corte.
El borne de tierra tiene rosca 1/4-20.
Alimentación CA
Puesta a tierra del chasis
Para la operación segura, el CNC debe ponerse a tierra como es debido, conforme a los códigos de electricidad,
nacionales y locales. Usar un cable de 16 mm
2
para conectar el borne de tierra de la parte trasera del CNC a la tierra en
estrella de la mesa de corte como se muestra en la Figura12.
¡ADVERTENCIA!
UNA DESCARGA ELÉCTRICA PUEDE SER FATAL
Para la operación segura y confiable, esta conexión a tierra debe llevar cable.
Figura12 Cable a tierra del CNC SERCOS III
58 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

2 – Instalación
Interfaces de comunicación
Interfaces de comunicación
La Figura13 ejemplifica los puertos de interfaz y su ubicación en la parte trasera del EDGE Pro SERCOS III CNC.
Figura13 Puertos de interfaz
Interfaz Hypernet
La interfaz Hypernet posibilita al EDGE Pro SERCOS III CNC conectarse a un ArcGlide THC y al sistema de plasma
usando el protocolo Hypernet a través de cables Ethernet Cat-5e apantallados. Esta configuración debe incluir un
conmutador Ethernet industrial para enrutar la comunicación desde el EDGE Pro
del sistema. Para las longitudes y números de pieza de los cables Hypernet, ver Lista de piezas.
Interfaz LAN
SERCOS III CNC a las demás unidades
Con la interfaz LAN RJ45 el EDGE Pro SERCOS II CNC puede conectarse a una red de área local (LAN) para
descargar piezas y usar Remote Help. Para las longitudes y números de pieza de los cables LAN, ver Lista de piezas.
Para más información sobre la configuración del CNC para la comunicación LAN, ver el Manual de instalación y
configuración de la Serie V9 del software Phoenix (806410).
Interfaz USB
El puerto USB 2.0 de la parte trasera del EDGE Pro SERCOS III CNC, al igual que el de la consola de operador,
se pueden usar para cargar programas o conectar un teclado o mouse USB.
Puertos serie
Los dos puertos serie RS-232/RS-422 que están en la parte de atrás del EDGE Pro SERCOS III CNC son puertos
configurables y aceptan conectores Dsub de 9 pines. La velocidad de transmisión es de hasta 115 kbaudios. Ambos
puertos están preestablecidos como RS-422. Para más información, ver Tarjeta de utilitarios y serie con aislamiento
(141307) en la página 88.
Antenas inalámbricas
Las antenas inalámbricas de la parte de atrás del EDGE Pro SERCOS III CNC están conectadas a la tarjeta de red
inalámbrica (141223). La tarjeta de red inalámbrica se ajusta a las normas 802.11N y 802.11G y se conecta a una LAN
inalámbrica G o a una N. Ella da estándar inalámbrico G o mejor rendimiento para descargar los programas de pieza,
Remote Help u otras tareas de red. Para más información de la conexión del CNC a una red inalámbrica, ver Redes en el
Manual de instalación y configuración de la Serie V9 del software Phoenix (806410).
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 59

2 – Instalación
Tarjeta SERCOS III
(141310) instalada
en ranura 4 PCI
Configuración E/S SERCOS III
Configuración E/S SERCOS III
La configuración E/S del EDGE Pro SERCOS III se ajusta a la norma correspondiente. En este manual no es posible
abordar todos los detalles de esta especificación. Puede consultar todo lo referente a tecnología y especificaciones
SERCOS III en: http://www.sercos.com.
Figura14 Panel trasero EDGE Pro SERCOS III CNC
Figura15 Ubicación tarjeta maestra SERCOS III
60 EDGE Pro SERCOS III CNC Manual de instrucciones 807653
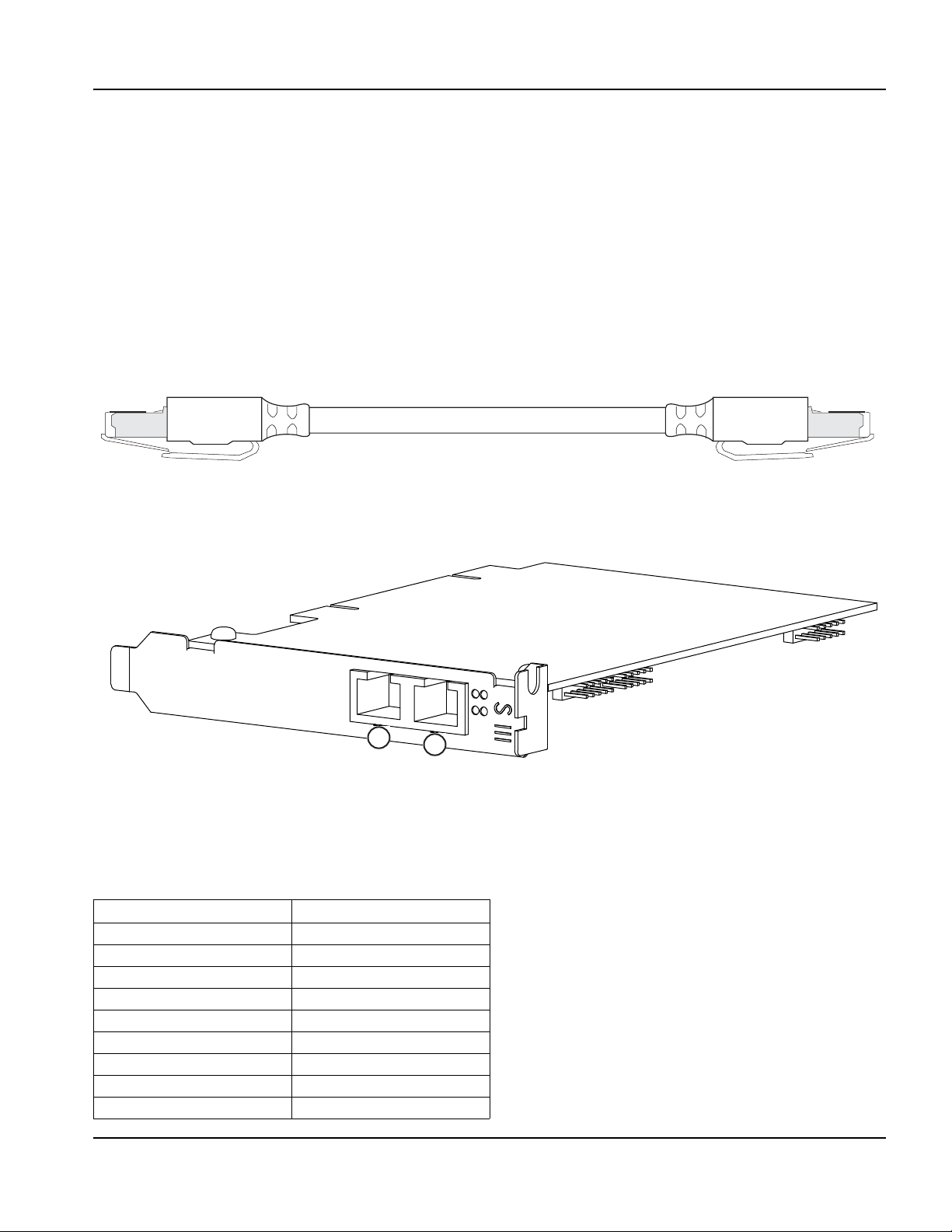
2 – Instalación
2
1
1
P1A
2
P2A
Cable SERCOS III
Cable SERCOS III
La interfaz E/S SERCOS III del panel trasero del CNC se conecta a la caja del amplificador de mando con un cable
Ethernet Cat-5e. Para configurar una topología de línea simple SERCOS III se exige como mínimo un cable que conecte
el puerto 1 (P1) del CNC con todos los mandos SERCOS III de la caja del amplificador de mando.
Para configurar una topología de anillo SERCOS III que ofrezca redundancia y seguridad de comunicación, se conecta
un segundo cable del puerto 2 (P2) del CNC a la caja del amplificador de mando.
Los amplificadores están puenteados en serie con cables cortos en el interior de la caja del amplificador de mando.
Los cables de longitud adecuada se pueden adquirir con el proveedor del mando.
Ver en la Figura15 la ubicación de P1 y P2.
Figura16 Cable SERCOS III
Figura17 Puertos SERCOS III
Para configurar una topología de línea o de anillo SERCOS III, pedir uno o dos de los siguientes cables Hypertherm. Si
usa cables Ethernet de otro proveedor, verificar que el cable sea un RJ-45 Cat-5e estándar con apantallamiento o mejor.
Número de pieza Longitud
223212 3,0 m
223222 6,0 m
223119 7,5 m
223223 10,5 m
223008 15,0 m
223099 23,0 m
223100 30,5 m
223101 45,5 m
223102 61,0 m
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 61

2 – Instalación
Cable SERCOS III
62 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

Sección 3
1
2
3
4
5
1
Transferencia de datos
2
Interruptor de energía
3
Controles ejecución programa
4
Controles estación
5
Controles avance manual
Operación
Operación del CNC
Para entrar la información y navegar por el software, el EDGE Pro CNC admite una pantalla táctil con opción de teclado
y mouse USB. Para más información, ver el Manual del operador del software Phoenix (806400).
Para más información de los componentes del sistema de corte que suministra el fabricante de su mesa, consultar los
manuales que le fueron entregados.
La consola del operador enciende el CNC y controla movimientos de máquina como seleccionar la estación, subir
o bajar la herramienta de corte y posicionarla para empezar un programa de pieza.
Figura18 A continuación se muestra la consola de operador del EDGE Pro.
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 63

3 – Operación
Operación del CNC
Pantalla táctil LCD
El software Phoenix fue diseñado para pantallas táctiles con una resolución de 1024 X 768. Los datos se pueden entrar
al software tocando los campos y controles de la ventana. Si se toca dos veces, cualquier campo que necesite entrada
de datos muestra automáticamente un teclado en pantalla.
Pantallas táctiles, gotas de agua y avances involuntarios
Si el CNC está instalado en una mesa de agua X-Y y Watch Windows muestra teclas de avance sucesivo, las gotas de
agua pueden ser un problema de seguridad. Si el agua de la mesa salpica la pantalla táctil, las gotas pueden activar una
tecla de avance sucesivo y provocar un avance involuntario. Esto puede dar lugar a un peligro para el operador y las
demás personas, dañar la maquinaria o provocar fallas de corte. Para evitar el avance que las gotas de agua en la
pantalla táctil pudieran ocasionar:
• asegurar tener secas las manos al usar la pantalla táctil
• instalar el CNC de modo de protegerlo contra las salpicaduras de agua
• en caso de que, eventualmente, pudiera caerle agua a la pantalla, no mostrar las teclas de avance
sucesivo en Watch Windows
Para más información, comunicarse con el equipo de Servicio Técnico de Hypertherm de su localidad.
64 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

3 – Operación
Operación del CNC
Navegación de pantallas
Las teclas ubicadas en la parte de abajo de la pantalla se denominan teclas programables. Las teclas programables se
corresponden con las teclas de funciones de un teclado de computadora personal. Las teclas programables OK y Canc.
dan la posibilidad de guardar o cancelar los cambios hechos en una pantalla.
Para más información, consultar el Manual del operador del software Phoenix (806400).
Nota: las funciones mostradas en cada pantalla variarán según el nivel de usuario (novato, intermedio o avanzado)
y las que se hayan habilitado en las pantallas Ajustes especiales y Configuración de estación. En este manual se
da por supuesto que el CNC está en modo avanzado y muestra todas las funciones.
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 65

3 – Operación
Operación del CNC
Ayuda
Para mostrar la información de cada pantalla, usar la tecla programable Ayuda.
Para salir de la pantalla Ayuda y volver a la pantalla de control usar la tecla programable OK.
La tecla programable Most. marcadores (mostrar marcadores) sirve para abrir el recuadro de navegación.
Ver manuales adicionales
La pantalla Ayuda puede mostrar también teclas programables para otro tipo de información, por ejemplo:
• manuales de los equipos Hypertherm instalados en su CNC como los sistemas plasma o los controles
de altura de la antorcha.
• manuales de los equipos suministrados por el fabricante de su mesa.
Oprimir cualquiera de estas teclas para ver esta información adicional.
66 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

3 – Operación
Operaciones automáticas
Mostrar marcadores
Nota: usar la tecla programable Most. marcadores (mostrar marcadores) de la pantalla Ayuda para ver la lista de
temas de ayuda. Hacer clic en un tema de la lista para verlo.
Operaciones automáticas
El software Phoenix incluye dos asistentes que automatizan las operaciones de alineación de la pieza a cortar y corte de
la pieza.
Asistente Align
El asistente Align automatiza varias tareas, entre ellas, alinear un nido a la pieza a cortar, ajustar para tener en cuenta una
pieza a cortar oblicua y posicionar la antorcha en el lugar de inicio del programa.
Para abrir el asistente Align, seleccionar Opcion. pieza actual (opciones de pieza actual) de la pantalla Principal y,
después, Alinear. El asistente Align se iniciará automáticamente. De no hacerlo, usar la tecla programable Asist. Align
(asistente Align).
Para más información, ver Asistente Align del Manual del operador de la Serie V9 del software Phoenix (806400).
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 67

3 – Operación
Actualización del software Phoenix
Asistente CutPro
El asistente CutPro automatiza las tareas comunes de corte como son cargar una pieza o nido, seleccionar un proceso
de corte, alinear la pieza o el nido a la pieza a cortar e iniciar el programa.
El asistente CutPro se puede iniciar automáticamente al arrancar el CNC. De no hacerlo, usar la tecla programable
Asist. CutPro (asistente CutPro) de la pantalla Principal para abrirlo. Para más información del asistente CutPro, ver
Cortar piezas del Manual del operador de la Serie V9 del software Phoenix (806400).
Actualización del software Phoenix
Hypertherm ofrece regularmente actualizaciones del software Phoenix. Usted puede descargar el software más
actualizado de nuestra página web en www.hypertherm.com. Para abrir la página Descargar actualizaciones del software
Phoenix, elija Productos > Corte automático > Controles > Actualizaciones software Phoenix. En esta página se pueden
descargar:
• la actualización del software Phoenix (update.exe)
• el archivo de ayuda de Phoenix (Help.exe)
• las tablas de corte (CutChart.exe)
Para descargar las actualizaciones en su idioma, seguir las instrucciones que se dan en el documento Notas de la
versión de la página Descargar actualizaciones del software Phoenix.
Para actualizar el software Phoenix, seguir estos lineamientos:
• Hacer una copia de seguridad de los archivos de sistema: en la pantalla principal, seleccionar Arch.
(archivos) > Guar. en disco (guardar en disco) > Guardar arch. sist. en disco (guardar archivos de
sistema en disco). Para más información, ver Guardar los archivos de sistema del capítulo Diagnóstico
y localización de problemas del Manual del operador del software Phoenix (806400).
• Copiar los archivos que descargue en Hypertherm.com a la carpeta principal de una memoria flash
extraíble USB. El CNC no puede leer los archivos dentro de carpetas.
• Estar listo para reiniciar el CNC después de actualizar el software.
Actualizar el software
1. En el CNC, enchufar la memoria flash extraíble con el archivo update.exe en un puerto USB.
Nota: verificar que el archivo update.exe esté en la carpeta principal de la memoria flash extraíble.
2. En la pantalla Principal elegir Ajustes > Contraseña. Golpear dos veces la pantalla para que aparezca el teclado en
pantalla.
3. Escribir UPDATESOFTWARE (todo en mayúsculas y en una sola palabra) y oprimir Intro. El software Phoenix leerá
automáticamente la memoria flash extraíble e instalará el nuevo software.
Actualizar la ayuda
1. En el CNC, enchufar la memoria flash extraíble con el archivo Help.exe en un puerto USB.
Nota: verificar que el archivo Help.exe esté en la carpeta principal de la memoria flash extraíble.
2. En la pantalla Principal elegir Ajustes > Contraseña. Golpear dos veces la pantalla para que aparezca el teclado en
pantalla.
3. Escribir UPDATEHELP (todo en mayúsculas y en una sola palabra) y oprimir Intro. El software Phoenix leerá
automáticamente la memoria flash extraíble e instalará el nuevo archivo de ayuda.
68 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

3 – Operación
Actualización del software Phoenix
Actualizar las tablas de corte
Hypertherm da las tablas de corte en dos tipos de archivos diferentes: .fac y .usr. Los archivos .fac son las tablas de corte
predeterminadas de fábrica. Estas tablas de corte no admiten modificaciones. Las tablas de corte .usr contienen
cualquier cambio que usted haya hecho que se hubiese guardado con la tecla programable Guar. proceso (guardar
proceso).
El archivo de actualización de las tablas de corte (CutChart.exe) contiene ambos archivos, o sea, el .fac y el .usr. La
actualización sobrescribe automáticamente todas las tablas de corte .usr. Antes de instalar la actualización, hacer una
copia de seguridad de todas las tablas de corte modificadas.
Hypertherm recomienda guardar las tablas de corte modificadas como tablas personalizadas. Al usted crear una tabla de
corte personalizada, Phoenix crea a su vez un archivo .usr con nombre único. Esto evita que los archivos .usr de
CutChart.exe sobrescriban las tablas de corte personalizadas. Ver las instrucciones en el Manual del operador del
software Phoenix (806400).
Para hacer la copia de seguridad de las tablas de corte modificadas:
1. En el CNC, insertar una memoria flash extraíble en un puerto USB.
2. En la pantalla Principal, elegir una tecla programable de tabla de corte, por ejemplo, Tabla corte plasma 1.
3. Usar la tecla programable Guar. tabla corte (guardar tabla de corte). Phoenix copiará todas las tablas de corte
relacionadas con la fuente de energía plasma 1 a la memoria flash extraíble.
Para actualizar las tablas de corte:
1. En el CNC, enchufar la memoria flash extraíble con el archivo CutChart.exe en un puerto USB.
Nota: verificar que el archivo CutChart.exe esté en la raíz de la memoria flash extraíble. El CNC no puede leer los
archivos dentro de carpetas.
2. En la pantalla Principal, elegir Proceso y una tecla programable de tabla de corte, por ejemplo, Tabla corte plasma 1.
3. Usar la tecla programable Carg. tabla corte y, después, elegir Sí al pedírsele cargar las tablas de corte desde una
memoria flash extraíble. Phoenix extraerá las tablas de corte y las copiará al disco duro.
4. Si usted modificó tablas de corte para volverlas a copiar al disco duro, necesitará salir de Phoenix y usar el
Explorador de Windows
®
para copiar los archivos .usr. La carpeta de tablas de corte está en C:\Phoenix\CutCharts.
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 69

3 – Operación
Actualización del software Phoenix
70 EDGE Pro SERCOS III CNC Manual de instrucciones 807653
Sección 4
Mantenimiento y diagnóstico
¡ADVERTENCIA!
UNA DESCARGA ELÉCTRICA PUEDE SER FATAL
Desconectar la energía eléctrica para llevar a cabo cualquier mantenimiento.
Solamente personal calificado podrá trabajar dentro de la caja del CNC con la energía CA conectada.
Ver las demás precauciones de seguridad en Seguridad en la página 11.
Introducción
Hypertherm da por sentado que el personal de mantenimiento encargado de las mediciones para la localización de
problemas está integrado por técnicos de servicio electrónico calificados, con experiencia en sistemas electromecánicos
de alto voltaje. También da por hecho que conocen las técnicas de aislamiento terminal para la localización de
problemas.
Además de estar técnicamente calificado, el personal de mantenimiento debe llevar a cabo todas las comprobaciones
sin descuidar la seguridad. Para más información de las precauciones y advertencias de operación, ver Seguridad en la
página 11.
Cuidado y manipulación de la pantalla táctil
Los consejos siguientes ayudarán a mantener la pantalla táctil funcionando a nivel óptimo:
• usar limpiador de cristal o ventanas para limpiar la pantalla táctil. Mojar un trapo limpio y suave con el
limpiador y frotar con él la pantalla. No aplicar nunca directamente el limpiador a la pantalla táctil;
• evitar que la pantalla táctil se moje. Si le entra líquido a la pantalla, pedir que la revise un técnico de
servicio con la debida calificación antes de volverla a encender;
• no limpiarla con ningún paño ni esponja que pueda arañar la superficie de la pantalla;
• no utilizar alcohol (metílico, etílico ni isopropílico) ni ningún solvente fuerte. Tampoco utilizar diluyentes,
benceno, limpiadores abrasivos ni aire comprimido.
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 71

4 – Mantenimiento y diagnóstico
Pruebas de diagnóstico
Pruebas de diagnóstico
Pruebas de interfaz máquina
Se pueden llevar a cabo pruebas de diagnóstico con la ayuda del software Phoenix y los siguientes conectores (juego
228512) para comprobar los puertos de interfaz del EDGE Pro SERCOS III CNC:
• LAN e Hypernet (228503)
• Interfaz serie (228504)
• USB (228505)
Para empezar una prueba de interfaz:
1. en la pantalla Principal, seleccionar Ajustes > Diagnóstico > Interfaz máquina
2. escribir la contraseña de máquina
3. en la imagen del CNC que aparece en la pantalla Interfaz máquina, elegir el conector que se quiere comprobar
4. seguir las instrucciones de los temas a continuación y las que se dan en la pantalla de la prueba en específico
Pruebas LAN e Hypernet
Las pruebas LAN e Hypernet usan el mismo bloque de prueba, el que se muestra en la Figura19.
Figura19 Bloque de prueba LAN e Hypernet
Llevar a cabo esta prueba si:
• el CNC no se comunica con el ArcGlide o el sistema plasma
• el CNC no se comunica con la red de área local
Para probar un puerto LAN o Hypernet:
1. en la pantalla Interfaz máquina, elegir el puerto LAN o Hypernet
2. seguir las instrucciones en pantalla para enchufar el bloque de prueba
3. seleccionar Prob. (probar) en la pantalla de ensayo Hypernet o LAN. Aparecerá un mensaje informándole si la
prueba fue satisfactoria
4. si no pasa la prueba, ejecutar el ensayo en la tarjeta madre. Si no pasa de nuevo la prueba, reemplazar el cable
interno (223010, 223011 o ambos)
5. repetir la prueba. Si no pasa de nuevo la prueba, reemplazar la tarjeta madre (141110)
72 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

4 – Mantenimiento y diagnóstico
Pruebas de diagnóstico
Prueba serie
El EDGE Pro viene con dos puertos serie. Los puertos serie 1 y 2 admiten comunicación RS-422 o RS-232 según la
posición del puente. Para más información, ver Tarjeta de utilitarios y serie con aislamiento (141307) en la página 88.
Figura20 Bloque de prueba comunicación serie
Llevar a cabo esta prueba si:
• los procesos o la información que se comunican a través del puerto serie no operan como es debido,
• el CNC no puede descargar los archivos a través del puerto serie,
• falla el enlace serie con la fuente plasma
Para probar la comunicación serie con el componente de prueba:
1. en la pantalla Interfaz máquina, elegir el puerto serie que se quiere comprobar
2. en el CNC, enchufar el componente de prueba de comunicación serie en el puerto seleccionado
3. en la pantalla prueba serie, oprimir Prob. (probar). Aparecerá un mensaje informándole si la prueba fue satisfactoria
4. si no pasa la prueba, enchufar el bloque de prueba en uno de los puertos serie de la tarjeta madre y ensayar de
nuevo
5. si pasa la prueba, comunicarse con el fabricante de la mesa para reemplazar la tarjeta de utilitarios y serie con
aislamiento (141307)
Si no tiene el componente de prueba, usar la prueba de diagnóstico de comunicación serie en línea Elegir Ajustes >
Diagnóstico > Puertos y seguir las instrucciones en pantalla.
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 73

4 – Mantenimiento y diagnóstico
Pruebas de diagnóstico
Prueba USB
Usar este ensayo para comprobar los puertos USB de la parte frontal y trasera del CNC. El software de diagnóstico
probará la primera memoria flash extraíble USB que encuentre, así que, para llevar a cabo esta prueba es importante
quitarlas todas primero.
Figura21 Bloque de prueba USB
Llevar a cabo esta prueba si la memoria flash extraíble no aparece como una opción al tratar de cargar o guardar
programas de pieza o actualizar las tablas de corte, el software o la ayuda.
Para probar el puerto USB de la parte trasera del CNC:
1. verificar que no haya ninguna memoria flash extraíble USB instalada
2. en la pantalla Interfaz máquina, elegir el puerto USB de la parte trasera del CNC
3. seguir las instrucciones en pantalla para insertar la memoria flash extraíble en el puerto USB de la parte trasera del CNC
4. oprimir Prob. (probar). Aparecerá un mensaje informándole si la prueba fue satisfactoria
Para repetir la prueba con el puerto USB al frente del CNC:
1. verificar que no haya ninguna memoria flash extraíble USB instalada
2. en la pantalla Interfaz operador, elegir el puerto USB al frente del CNC
3. seguir las instrucciones en pantalla para insertar la memoria flash extraíble en el puerto USB al frente del CNC
4. oprimir Prob. (probar). Aparecerá un mensaje informándole si la prueba fue satisfactoria
Si un puerto USB no pasa la prueba, comunicarse con el fabricante de la mesa para reemplazar la tarjeta madre
(141110).
74 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

4 – Mantenimiento y diagnóstico
Pruebas de diagnóstico
Prueba consola de operador
Llevar a cabo estas pruebas si alguna de las funciones de la consola de operador integrada no está trabajando según
lo previsto.
Nota: ninguno de los componentes de la pantalla habilita el avance ni ninguna otra acción a ejecutar por el CNC
o la mesa de corte.
Para probar los controles de la consola de operador:
1. en la pantalla de Interfaz máquina, oprimir la tecla programable Interfaz operador
2. en la pantalla Interfaz operador, seguir las instrucciones en pantalla y las de los siguientes pasos
3. tocar el puerto USB que hay que probar en su imagen en la pantalla Interfaz operador y, a continuación, seguir las
instrucciones que se dan
4. tocar la lámpara indicadora de la estación 1 o 2 que se va a probar en su imagen en la pantalla Interfaz operador
5. también se puede operar cualquier componente de la consola de operador del CNC y observar su comportamiento
en la pantalla. Verificar que la operación del componente en pantalla coincida con lo que se esté haciendo en la
consola
6. si un componente en particular no pasa la prueba, reemplazarlo
Si son varios los componentes que no pasan la prueba, comunicarse con el fabricante de la mesa para reemplazar una o
todas las piezas siguientes:
• cable de cinta que va a la tarjeta consola de operador
• tarjeta consola de operador (141058)
• tarjeta de utilitarios y serie con aislamiento (141307)
(223013)
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 75

4 – Mantenimiento y diagnóstico
Localización de problemas
Localización de problemas
Hypertherm da por sentado que el personal de mantenimiento encargado de la localización de problemas está integrado
por técnicos de servicio electrónico calificados, con experiencia en sistemas electromecánicos de alto voltaje. También
da por hecho que conocen las técnicas de aislamiento terminal para la localización de problemas.
Además de estar técnicamente calificado, el personal de mantenimiento debe llevar a cabo todas las pruebas sin
descuidar la seguridad. Para las precauciones y advertencias de operación, ver Seguridad en la página 11.
¡ADVERTENCIA!
UNA DESCARGA ELÉCTRICA PUEDE SER FATAL
Desconectar la energía eléctrica para llevar a cabo cualquier mantenimiento.
Solamente personal calificado podrá trabajar dentro de la caja del CNC con la energía CA conectada.
Ver las demás precauciones de seguridad en la sección Seguridad de este manual.
¡ADVERTENCIA!
LAS PIEZAS EN MOVIMIENTO PUEDEN OCASIONAR LESIONES Y DAÑOS
Para evitar un avance involuntario de la mesa que podría provocar lesiones personales, al usar la
pantalla Diagnóstico de mando, desconectar primero el mecanismo del mando motor responsable de
los movimientos de la mesa y el componente.
Para evitar dañar el THC y los motores, sea sumamente precavido al seleccionar las teclas
programables PROB. THC (probar THC) o PROB. TODO (probar todo) de la pantalla Diagnóstico de
mando.
¡PRECAUCIÓN!
Poner en OFF (apagado) la alimentación al CNC siempre que vaya a quitar un cable o volverlo a
conectar.
Los procedimientos de las páginas siguientes dan información para la solución de los problemas que podrían
presentarse durante la operación del CNC.
76 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

4 – Mantenimiento y diagnóstico
Localización de problemas
Alimentación
El CNC no enciende al oprimirse el botón ON/OFF (encendido/apagado).
1. Verificar que el cable de alimentación esté enchufado en la parte de atrás del CNC.
2. Verificar que el interruptor esté activo.
3. Verificar que no esté fundido el fusible del módulo de entrada de alimentación. Reemplazarlo de ser necesario
(008872).
4. Abrir los paneles del CNC y verificar que esté encendida la lámpara CA D6 del panel de distribución de energía. Ver
página 86.
5. Si la lámpara no está encendida, reemplazar la tarjeta de sobretensión o el mazo de cables de entrada de
alimentación (juego 228464). Ver Tarjeta de sobretensión (141134) en la página 85 o Panel de distribución de
energía (141153) en la página 86.
6. Verificar las conexiones del interruptor ON/OFF (encendido/apagado) de la consola de operador.
7. Verificar que esté prendido el LED verde de la tarjeta madre. Este LED indica que le llega energía a la tarjeta madre.
Ver página 84. Si no está prendido, reemplazar la fuente de alimentación ATX (juego 228473) o comunicarse con el
fabricante de la mesa para una localización de problemas más completa.
8. Comprobar el código de 2 dígitos del monitor POST (comprobación de autoencendido) de la tarjeta madre. El
código 00 indica que Windows puede arrancar; cualquier otro código indica lo contrario.
9. Verificar que los cables verde y blanco de la tarjeta de utilitarios y serie con aislamiento (141307) estén conectados
a la tarjeta madre.
10. Comunicarse con el fabricante de la mesa.
En el CNC aparece el mensaje de error “falla de alimentación local”.
1. Verificar que el cable de la tarjeta de utilitarios y serie con aislamiento (141307) al panel de distribución de energía
(141153) esté conectado por ambas terminales.
2. Verificar que todos los demás cables estén bien conectados.
3. Verificar que esté funcionando la fuente de alimentación ATX.
4. Verificar que estén prendidos los LED del panel de distribución de energía. Ver página 86.
5. Si los LED del panel de distribución de energía no están encendidos, reemplazar la tarjeta.
El interruptor de energía está en ON (encendido) y prendido, pero la pantalla táctil no enciende.
1. Verificar que estén enchufadas todas las conexiones CA de la pantalla táctil.
2. Verificar que el cable VGA esté conectado a la pantalla táctil y a la tarjeta madre.
3. Examinar la tarjeta madre para ver si hay una falla de BIOS (cualquier código, excepto el 00).
4. Verificar que la temperatura ambiente esté dentro del rango de operación del CNC. Ver Especificaciones del sistema
en la página 44.
Consola de operador
Un botón, función o el LED de la consola de operador no responden cuando el operador activa el interruptor
correspondiente.
1. Elegir Ajustes > Diagnóstico > Interfaz operador.
2. Mover u oprimir cualquier componente físico de la consola de operador para verificar su debida operación en la
pantalla del CNC.
3. Si fracasa alguna de estas pruebas:
• verificar que la E/S de la consola de operador esté bien ajustada en el software Phoenix. Ver el Manual de
instalación y configuración de la Serie V9 del software Phoenix (806410) para los detalles.
• reemplazar el componente en particular de la consola de operador (ver el número de pieza correspondiente en
Lista de piezas en la página 91).
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 77

4 – Mantenimiento y diagnóstico
Localización de problemas
Falla de entrada
Comunicarse con el fabricante de la mesa si se le presenta alguno de los problemas siguientes:
• una entrada está en un estado imprevisto o falla al cambiar de estado
• la mesa no se comporta según lo establecido al llegar a los interruptores de final de carrera
• se repite continuamente una falla y no se borra
Falla de salida
Comunicarse con el fabricante de la mesa si se le presenta alguno de los problemas siguientes:
• una salida está en un estado imprevisto o falla al cambiar de estado
• se repite continuamente una falla y no se borra
Conexión Hypernet
La comunicación con los componentes conectados por Hypernet no está trabajando como es debido. Ver Pruebas de
diagnóstico en la página 72.
Conexión LAN
• La descarga de programas de pieza a través de la LAN no está funcionando como es debido.
• No se muestran las unidades de red anteriormente mapeadas al tratar de cargar el programa de pieza.
Si se tiene el componente de prueba, ver Pruebas de diagnóstico en la página 72.
Si no se tiene el componente (bloque) de prueba, comunicarse con el administrador de red local para probar el
dispositivo y las conexiones con esta última.
Problemas de comunicación serie
• Los procesos e información que se comunican a través de los puertos serie no funcionan como es
debido.
• Aparecen mensajes de falla del enlace FE (fuente de energía).
• No es posible descargar los archivos por un puerto serie configurado.
• Aparecen mensajes de falla del enlace HPR al usar el CNC la comunicación serie con el HPR.
Nota: esta prueba solo sirve si los puertos configurados son RS-422. Para saber si el puerto configurado es
RS-422, consultar Tarjeta de utilitarios y serie con aislamiento (141307) en la página 88.
Con el componente de prueba de puerto serie
1. En Phoenix, elegir Ajustes > Diagnóstico > Interfaz máquina y entrar la contraseña de máquina.
2. Probar cada conector de puerto serie de la parte trasera del CNC oprimiendo uno de los conectores
correspondientes en la pantalla táctil y siguiendo las instrucciones en pantalla.
3. Si pasan la prueba, verificar que los puertos estén configurados como RS-422 o RS-232 según lo necesiten los
componentes externos a los que están conectados.
4. Si no la pasan, reemplazar los siguientes componentes, uno a uno, y ejecutar de nuevo la prueba después del
reemplazo:
a. tarjeta de utilitarios y serie con aislamiento (141307)
b. cable de cinta (229245, 229249 o 229250)
Sin el bloque de prueba de puerto serie
1. Verificar que estén bien puestos los puentes de los puertos RS-422 o RS-232 de la tarjeta de utilitarios y serie con
aislamiento (141307) del dispositivo con el que se esté comunicando.
2. En Phoenix, elegir Ajustes > Diagnóstico > Puertos y ejecutar la prueba de bucle de retorno en pantalla.
78 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

4 – Mantenimiento y diagnóstico
Localización de problemas
3. Si no pasa la prueba de bucle de retorno, verificar las conexiones entre los siguientes componentes:
• tarjeta serie con aislamiento o tarjeta de utilitarios y serie con aislamiento (141307)
• cable de cinta (solo para tarjeta serie, 229245, 229249 o 229250)
• tarjeta madre (141110)
Puerto USB
Si el CNC no reconoce un dispositivo conectado a un puerto USB:
1. Verificar que otra computadora pueda leer la memoria flash extraíble.
2. Verificar que no haya ninguna otra memoria flash extraíble instalada. El CNC solo puede leer una memoria flash
extraíble a la vez.
3. Verificar que todos los archivos estén en la raíz de la memoria flash extraíble. El CNC no puede leer los archivos
dentro de carpetas.
4. En Phoenix, elegir una de las siguientes rutas:
• Ajustes > Diagnóstico > Interfaz máquina y entrar la contraseña de máquina
• Ajustes > Diagnóstico > Interfaz operador
5. Oprimir el puerto USB en la consola de operador o el panel trasero de la pantalla táctil y seguir las instrucciones en
pantalla.
6. Si el puerto no pasa la prueba del paso 5, repetirla usando el otro puerto USB (consola de operador o panel trasero).
7. Si el puerto no pasa la prueba del paso 6, instalar la memoria flash extraíble directamente en la tarjeta madre y repetir
la prueba.
8. Si tampoco pasa la prueba del paso 7, comunicarse con Servicio Técnico. El problema está en la tarjeta madre, en
los puertos USB del CNC o los cables de conexión.
Problemas de calidad de corte o rendimiento del plasma
Oprimir la tecla programable “Cons. corte” (consejos de corte) de la pantalla principal y seguir las instrucciones en
pantalla para mejorar la calidad de corte.
El CNC se siente muy caliente
1. Comprobar que el ventilador exterior esté funcionando. Si trabaja despacio, limpiarlo.
2. Si el ventilador no funciona y la temperatura ambiente está por encima de 20 °C:
a. en Phoenix, elegir Ajustes > Contraseña y entrar la contraseña FANON para verificar que el ventilador esté
habilitado
b. comprobar que el mazo de cables interno que va del ventilador a la tarjeta de utilitarios esté conectado
c. quitarle la cubierta al ventilador y comprobar que las conexiones estén bien
d. reemplazar el ventilador exterior (juego 228472)
3. Si el ventilador exterior está funcionando y aún así el CNC está muy caliente, abrir la puerta frontal del CNC y
comprobar que el ventilador interior del chasis esté funcionando. Si el ventilador no está funcionando, reemplazarlo
(juego 228474).
Cargar archivos
El CNC está cargando los archivos más lento que cuando se instaló por primera vez o se demora demasiado en ejecutar
las operaciones que antes hacía más rápido.
1. En Phoenix, elegir Ajustes > Contraseña; entrar la contraseña especial y seleccionar Sistema.
2. Si los cinco números en pantalla son azules, el CNC está funcionando conforme al diseño.
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 79

4 – Mantenimiento y diagnóstico
Localización de problemas
3. Si hay algún número rojo en pantalla, el CNC está funcionando más lento de lo debido para un rendimiento máximo.
a. Reiniciar el CNC. Pasados 5 minutos, elegir Ajustes > Contraseña; entrar la contraseña especial, seleccionar
Sistema y volver a comprobar los números. Si los cinco números son azules, el CNC funciona según lo previsto.
b. Si hay algún número rojo, es posible que, además de Phoenix, se estén ejecutando otros programas en el CNC
que estén afectando negativamente el rendimiento. Cerrar los demás programas. Llamar a Servicio Técnico para
una localización de problemas más completa.
4. Si el CNC tiene dificultades en conectarse a la red, la carga de archivos será más lenta. Verificar las conexiones de red.
Localización de problemas inalámbricos
Para información de la red, consultar el Manual de instalación y configuración de la Serie V9 del software Phoenix
(806410).
Si se le presentan problemas al usar la red inalámbrica con su CNC, seguir estas instrucciones:
• La tarjeta de red inalámbrica (141223) necesita una ranura bus mastering en la tarjeta madre. La
ranura de interfaz de componentes periféricos (PCI) 1 de la tarjeta madre (141110) no es bus
mastering. Verificar que la tarjeta inalámbrica esté instalada en la ranura 2 de la PCI.
• La tarjeta de red inalámbrica se ajusta a las normas 802.11N y 802.11G y se conecta a una red de
área local (LAN) inalámbrica G o a una N. Ella da estándar inalámbrico G o mejor rendimiento para
descargar los programas de pieza, Remote Help u otras tareas de red.
• Una red inalámbrica 802.11G puede operar a velocidades razonables hasta una distancia de 38 m del
enrutador inalámbrico o punto de acceso, incluso si la ruta entre el CNC y el punto de acceso está
obstaculizada por una pared o puerta.
• Una red inalámbrica 802.11N puede operar a velocidades razonables hasta una distancia de 70 m del enrutador
inalámbrico o punto de acceso. Sin embargo, la comunicación 802.11N exige una línea de visión libre entre las
antenas.
• Ante la duda, utilizar una conexión de red inalámbrica 802.11G.
Nota: la red debe estar configurada de modo que pueda transmitir su identificador de grupo de servicios (SSID)
para que sea visible como conexión.
• Asegurarse de que la tarjeta de red inalámbrica aparezca en el Administrador de Dispositivos de
Windows bajo los “Adaptadores de red” y que no tenga al lado un signo ! o ? en amarillo.
• Usar el Administrador de Conexiones de Red de Windows para localizar su enrutador o punto de
acceso de red inalámbrica. Seleccionar Inicio > Configuración > Conexiones de red.
• Si el asistente de conexiones de red no le lista ninguna red inalámbrica empresarial, comprobar la
disponibilidad de red y de la conexión del enrutador o punto de acceso de ese lugar físico con una
laptop con Windows XP u otro dispositivo inalámbrico (wi-fi).
• La intensidad de la señal disminuye con la distancia. Una conexión de red inalámbrica no necesita que
la intensidad de la señal sea del 100% para ser eficiente (se muestra en pantalla con cuatro barras
sólidas). Si el Administrador de Conexiones de Red le muestra dos o tres barras de señales de
intensidad, la conexión es razonable.
• Si la velocidad de conexión cae con frecuencia por debajo de los 24 Mbps o la señal de conexión
muestra menos de dos barras, mover el enrutador inalámbrico o punto de acceso más cerca del CNC
o agregar otro punto de acceso más cercano al CNC.
• Para lograr un mayor rendimiento de red, minimizar la cantidad de clientes de la red inalámbrica
• Evitar conectar dispositivos inalámbricos más lentos (por ejemplo, dispositivos 802.11B) ya que la red
completa podría reducir su velocidad a ese nivel de rendimiento.
80 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

4 – Mantenimiento y diagnóstico
TCI distribución de energía
Tarjeta madre
TCI consola de operador
Ranuras PCI (5)
Lugar de los componentes e información
Lugar de los componentes e información
En las páginas siguientes se dan detalles de los principales componentes del EDGE Pro SERCOS III CNC. Para los
juegos de repuesto y números de pieza correspondientes, consultar Lista de piezas.
Nota: usar las instrucciones que están en el Boletín de Servicio Técnico: Piezas de repuesto del EDGE Pro CNC
(806440) para reemplazar las piezas. Además:
• observar las precauciones de seguridad habituales al reemplazar las piezas del CNC
• poner en OFF (apagado) la energía eléctrica del CNC antes de abrir los paneles de la caja
• observar las precauciones de seguridad habituales al manipular las tarjetas de circuito impreso
• guardar las tarjetas de circuito impreso en recipientes antiestáticos
• ponerse un brazalete antiestático al manipular las tarjetas de circuito impreso
Figura22 Vista interior frontal del EDGE Pro SERCOS III CNC
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 81

4 – Mantenimiento y diagnóstico
J1
J2
J3
J4
J5 J6
J7
J8
J10
J9
J11
J13
J12
J14 J15
J16
Tarjeta consola de operador (141058)
Tarjeta consola de operador (141058)
Figura23 Tarjeta consola de operador
82 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

4 – Mantenimiento y diagnóstico
Tarjeta consola de operador (141058)
Tabla 4 Diagrama de pines J1-J16
Nro. pin Señal Nro. pin Señal Nro. pin Señal
J1 estación 2 J7 a TCI utilitario J8 joystick
1 Auto selección 2 1 Arranque 1 Arriba
2 Lógica a tierra 2 Parada 2 Abajo
3 Selección manual 2 3 Manual 3 Izquierda
4 No se usa 4 Avanzar ruta 4 Derecha
J2 potenciómetro avance sucesivo
1 Lógica a tierra 6 Joystick +Y 6 Lógica a tierra
2 Analógica (vel. avan. suc.) 7 Joystick -Y
3 4,096 V de referencia 8 Joystick -X 1 Lógica a tierra
J3 estación 1
1 Auto selección 1 10 Lógica a tierra
2 Lógica a tierra 11 Lógica a tierra 1 Lógica a tierra
3 Selección manual 1 12 No conectado
4 No se usa 13 A tierra
J4 potenciómetro corte
1 Lógica a tierra 15 Lógica a tierra 2 Interruptor manual
2 Analógica (vel. corte) 16 Lógica a tierra
3 4,096 V de referencia 17 No conectado
J5 parar
1 Lógica a tierra 19 Selección manual 1
2 Interruptor parada 20 Subir antorcha 1 1 Lógica a tierra
J6 arranque
1 Lógica a tierra 22 Auto selección 2
2 Interruptor de arranque 23 Selección manual 2 1 Lógica a tierra
5 Retroceder ruta 5 Lógica a tierra
J9 subir 2
9 Joystick +X 2 Subir antorcha 2
J10 subir 1
2 Subir antorcha 1
ID 1 panel frontal
ID 0 panel frontal
14 No conectado
ID 1 panel frontal
1 Lógica a tierra
J11 manual
J12 bajar 2
1 Lógica a tierra
ID 2 panel frontal
18 Auto selección 1 2 Bajar antorcha 2
J13 bajar 1
21 Bajar antorcha 1 2 Bajar antorcha 1
J14 avanzar
24 Subir antorcha 2 2 Avanzar ruta
25 Bajar antorcha 2
26 LED1 habil. estación 1 Lógica a tierra
27 LED2 habil. estación 2 Retroceder ruta
28 On/Off 1 tarjeta madre
29 On/Off 2 tarjeta madre 1 Lógica +12 V
30 Velocidad de corte 2 On/Off 1 tarjeta madre
31 Vel. avance sucesivo 3 On/Off 2 tarjeta madre
32 4,096 V de referencia 4 Lógica a tierra
33 Lógica +5 V
34 Lógica +12 V
J15 retroceder
J16 interruptor energía
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 83

4 – Mantenimiento y diagnóstico
Ranura 2 PCI Ranura 3 PCI Ranura 4 PCI Ranura 5 PCI
SERCOS III Inalámbrica (141223) Utilitario (141307) SERCOS III maestra
(141310)
no se usa
PCI 3
PCI 4
PCI 5
Ranuras PCI
Señales
On/Off tarjeta
madre
Monitor POST
(estado listo = 00)
Conector disco
duro SATA
Batería
memoria
CMOS
Conector alimentación 12 V ATX
Conector ventilador chasis
CPU
RAM 1GB – DIMM1
Conector
alimentación
ATX
Teclado PS/2
Mouse PS/2
Puertos serie
Puerto VGA
Puerto LAN
Puerto Hypernet
Puertos USB
PCI 2
PCI 1 (sin usar)
LED energía
2
1
4
3
1
COM 1
2
COM 2
3
COM 3
4
COM 4
Tarjeta madre (141110)
Tarjeta madre (141110)
Figura24 Tarjeta madre
84 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

Tarjeta de sobretensión (141134)
J1 de entrada
alimentación CA
J2 al panel de distribución
de energía
Figura25 Tarjeta de sobretensión
4 – Mantenimiento y diagnóstico
Tarjeta de sobretensión (141134)
Tabla 5 Diagrama de pines J1 y J2
Nro. pin Señal
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 85
J1 – de entrada alimentación CA
1 Neutro
2 Línea
J2 – al panel de distribución de energía (J10)
1 Neutro
2 Línea
3 A tierra

4 – Mantenimiento y diagnóstico
Nota: cuando se suministran 220 VCA
al CNC, el LED D6 se prende con toda
intensidad y cuando se suministran
120 VCA, a mediana intensidad.
LED Señal Color
D15 CC local +5 V Verde
D14 CC local 12 V Verde
D13 CC local -12 V Verde
D12 CC local 24 V Verde
D11 CC 5 V ATX Verde
D10 CC 12 V ATX Verde
D9 CC -12 V ATX Verde
D8 Ventilador exterior Verde
D6 Alimentación CA Verde
LED 6-15
Ver señales en tabla a la
derecha
De fuente de alimentación ATX
Panel de distribución de energía (141153)
Panel de distribución de energía (141153)
Figura26 Panel de distribución de energía
86 EDGE Pro SERCOS III CNC Manual de instrucciones 807653
4 – Mantenimiento y diagnóstico
Panel de distribución de energía (141153)
Tabla 6 Diagrama de pines J1-J12
Nro. pin Señal Nro. pin Señal
J1
– salida CC limpia J6 – salida CC limpia
1 Lógica +5 V con fusible 1 Lógica +5 V con fusible
2 Lógica -12 V con fusible 2 Lógica -12 V con fusible
3 Lógica +12 V con fusible 3 Lógica +12 V con fusible
4 Lógica a tierra 4 Lógica a tierra
J2 – entrada CC limpia J7 – utilitario
1 Lógica +5 V 1 Inhabilitar ventilador
2 Lógica +12 V 2 Alimentación local bien
3 Lógica +12 V 3 Lógica a tierra
4 Lógica +12 V
5 Lógica -12 V 1 A tierra
6 Lógica a tierra 2 Línea 2
7 Lógica a tierra 3 Línea 1
8 Lógica a tierra
J3
– enfriamiento exterior
1 +24 V ventilador 2 Línea 2
2 Bloqueo de seguridad 2 ventilador 3 A tierra
3 Bloqueo de seguridad 1 ventilador
4 Local a tierra 1 Línea 2
J4 – salida CC local
1 Local a tierra
2 +24 V 1 Lógica +12 V
3 +5 V 2 Lógica a tierra
4 -12 V 3 Lógica a tierra
5 +12 V 4 Lógica +5 V
6 Local a tierra
J9 – fuente de alimentación ATX
1 Línea 1
J10 – entrada CA (de J2 tarjeta sobretensión)
2 Línea 1 conmutada
J5 – salida CC local
1 Local a tierra
2 +24 V
3 +5 V
4 -12 V
5 +12 V
6 Local a tierra
J8 – pantalla
J11 y J12 disco duro
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 87
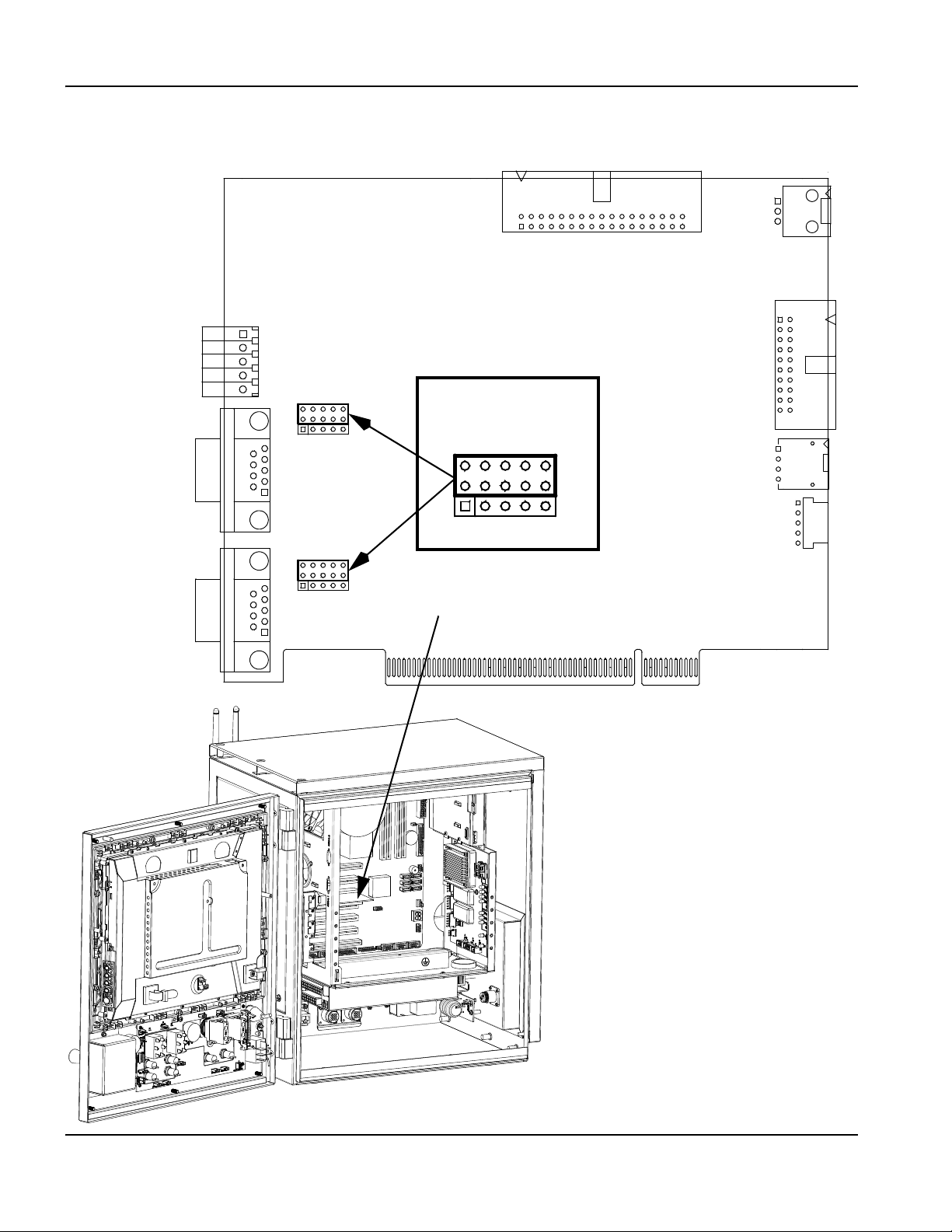
4 – Mantenimiento y diagnóstico
J6 – a On/Off y panel de
distribución de energía tarjeta
madre
J8 – puerto B serie 2
J5 – puerto A serie 1
Puentes 2x5 =
2 conectores
RS-422
RS-232
J4
J7
J1 – a consola de operador
Esta tarjeta se instala en la ranura PCI 3
de la tarjeta madre.
Tarjeta de utilitarios y serie con aislamiento (141307)
Tarjeta de utilitarios y serie con aislamiento (141307)
Figura27 Tarjeta de utilitarios y serie con aislamiento
88 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

4 – Mantenimiento y diagnóstico
Tarjeta de utilitarios y serie con aislamiento (141307)
Tabla 7 Diagrama de pines J1-J8
Nro. pin Señal Nro. pin Señal
J1
– a y de consola de operador J5 – puerto serie A, serie 1
1 Arranque 1 No conectado
2 Parada 2 Transmitir A-
3 Manual 3 Recibir A-
4 Avanzar ruta 4 Transmitir A+
5 Retroceder ruta 5 Señal 1 a tierra
6 Joystick +Y 6 No conectado
7 Joystick -Y 7 Recibir A+
8 Joystick -X 8 No conectado
9 Joystick +X 9 No conectado
10 A tierra
11 A tierra 1 Alimentación local
12 ID1 panel frontal 2 Enfriador
13 ID0 panel frontal 3 Lógica a tierra
14 ID1 panel frontal 4 On/Off 1 tarjeta madre
15 A tierra 5 On/Off 2 tarjeta madre
16 A tierra
17 ID2 panel frontal 1 No conectado
18 Auto selección 1 2 Transmitir B-
19 Selección manual 1 3 Recibir B-
20 Subir antorcha 1 4 Transmitir B+
21 Bajar antorcha 1 5 Señal 2 a tierra
22 Auto selección 2 6 No conectado
23 Selección manual2 7 Recibir B+
24 Subir antorcha 2 8 No conectado
25 Bajar antorcha 2 9 No conectado
26 LED habil. estación 1
27 LED habil. estación 2
28 On/Off 1 tarjeta madre
29 On/Off 2 tarjeta madre
30 Velocidad de corte
31 Vel. avance sucesivo
32 4,096 V
33 5 V
34 12 V
J6 – a On/Off y distribución de energía tarjeta madre
J8 – puerto serie B, serie 2
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 89

4 – Mantenimiento y diagnóstico
Puerto 1A
Puerto 2A
2
LED puertos LED, color y estado
1
Puerto 1A Verde = vinculado
2
Puerto 2A Amarillo = transmitiendo
Tarjeta SERCOS III maestra (141310)
Tarjeta SERCOS III maestra (141310)
La tarjeta SERCOS III maestra se instala en la ranura 4 PCI de la tarjeta madre.
Figura28 LED y puertos tarjeta SERCOS III maestra
1
90 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

Lista de piezas
Juegos de diagnóstico
Pieza Número juego Descripción
Bloques de prueba comunicación 228512 Bloque de prueba Ethernet e Hypernet (228503)
Bloque de prueba interfaz serie (RS-232 o RS-422)
tarjeta de utilitarios y serie con aislamiento (228504)
Bloque de prueba USB (228505)
Cables
Pieza Número de pieza Descripción
Cables SERCOS III, Hypernet y LAN 209195 Filtro de ferrita
223212 3,2 m
223222 6,08 m
223119 7,62 m
223223 10,66 m
223008 15,25 m
223099 22,86 m
223100 30,48 m
223101 45,72 m
223102 60,96 m
Sección 5
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 91

5 – Lista de piezas
765
4
3
2
Juegos TCI SERCOS III
Juegos TCI SERCOS III
Lugar Número juego Descripción
1
2 (TCI 2)
3 (TCI 3)
4 (TCI 4)
6
7
Figura29 TCI SERCOS III
228450 Tarjeta panel de control operador (141058)
428063 Tarjeta inalámbrica (141223) incluyendo 2 cables y antenas
428001 Tarjeta de utilitarios y serie con aislamiento (141307)
428071 Tarjeta SERCOS III maestra (141310)
228454 Tarjeta madre (141110) con CPU, disipador de calor/ventilador y RAM
228460 Tarjeta de sobretensión (141134)
228448 Panel de distribución de energía (141153)
1
92 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

5 – Lista de piezas
Otros juegos
Otros juegos
Pieza Número juego Descripción
Fuente de alimentación ATX 228473 1 U, 400 W con mazo de cables y soporte
Ventilador de enfriamiento sub-chasis 228474 Interno
Ventilador CPU 428012 Interno
Batería para tarjeta madre 428011 Pila de litio tipo botón modelo CR2032 de 3 V
Fusible (1) para módulo de alimentación 008872 250 V, 2 A, fusión lenta, 0,25 pulg. x 1,25 pulg.
Fusibles (2) para módulo de alimentación 228464 250 V, 2 A, fusión lenta, 5 mm x 20mm
Módulo de alimentación 228464 Incluye mazo de cables y fusibles 5 mm x 20 mm
Antena inalámbrica (2) 428107
Cable de cinta para tarjeta de utilitarios y serie 229245
Juego de cable USB 428059
Clave de hardware HASP 228446
Disco duro SATA 228447 Incluye sistema operativo Windows XPe
Pantalla táctil LCD 15 pulg. 228462
Joystick 228471
Potenciómetro de velocidad 228470
Conjunto interruptor de parada rojo 228468
Conjunto interruptor de arranque verde 228467
Interruptor de energía 228465
Interruptor de conmutación selección de estación 228469
Conjunto interruptor botón pulsador blanco 228463
Conector RJ-45 Hypernet/LAN 228445
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 93

5 – Lista de piezas
Otros juegos
94 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

Sección 6
C
Hoja
4-D3
Bloque de referencia
Número de hoja
Coordenadas
Diagramas eléctricos
Esta sección contiene los diagramas eléctricos del sistema. Al seguir el recorrido de una señal o consultar las secciones
Lista de piezas o Localización de problemas, tener en cuenta el siguiente formato que le facilitará entender
la organización de los diagramas eléctricos:
• la numeración de las hojas está en la esquina inferior derecha
• las referencias a otras páginas se hacen usando los siguientes símbolos:
El número de hoja se usa para encontrar la referencia. Alinear las coordenadas A-D del eje Y de cada hoja con
los números 1-4 del eje X para encontrar los bloques de referencia (semejante a un mapa vial).
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 95

6 – Diagramas eléctricos
Símbolos del diagrama eléctrico
Símbolos del diagrama eléctrico
Pila Pinza de masa Receptáculo
Capacitor,
polarizado
Capacitor,
no polarizado
Capacitor,
pasante (feed-thru)
Interruptor Inductor
Blindaje coaxial LED
Sensor de corriente Lámpara
Sensor de corriente
Alimentación CC Pin
A tierra, chasis
A tierra
IGBT
MOV
(varistor de metal óxido)
Relé,
bobina
Relé,
normalmente cerrado
Relé,
normalmente abierto
Relé,
estado sólido, CA
Relé,
estado sólido, CC
Relé,
estado sólido, seco
Resistencia
Tiristor SCR
(rectificador controlado
de silicio)
Diodo Zócalo Pantalla de protección
Bloqueo de seguridad puerta Enchufe Shunt
Ventilador Transistor PNP Explosor
Filtro LC feedthru Potenciómetro Interruptor, flujo
Filtro, CA
Fusible
Botón pulsador,
normalmente cerrado
Botón pulsador,
normalmente abierto
Interruptor, nivel,
normalmente cerrado
Interruptor, presión,
normalmente cerrado
96 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

Diagramas eléctricos
Símbolos del diagrama eléctrico
Interruptor, presión,
normalmente abierto
Interruptor,
unipolar, una vía
Interruptor,
unipolar, dos vías
Interruptor,
unipolar, una vía,
centro OFF (apagado)
Interruptor, temperatura,
normalmente cerrado
Interruptor, temperatura,
normalmente abierto
Placa de bornes
Tiempo de retardo cerrado,
normalmente cerrado/OFF
(apagado)
Tiempo de retardo abierto,
normalmente abierto/OFF
(apagado)
Tiempo de retardo abierto,
normalmente cerrado/ON
(encendido)
Tiempo de retardo cerrado,
normalmente abierto/OFF
(apagado)
Transformador
Transformador,
núcleo aire
Bobina inductora
Triac
(triodo para CA)
Alimentación VCA
Válvula, solenoide
Alimentación de voltaje
Diodo Zener
Símbolos de antorcha
Electrodo
Boquilla
Escudo frontal
Antorcha
Antorcha, HyDefinition™
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 Revisión 2 97

6 – Diagramas eléctricos
Símbolos del diagrama eléctrico
98 EDGE Pro SERCOS III CNC Manual de instrucciones 807653

6 – Wiring Diagrams
AC
POWER
INPUT
SHEET 5
229248
PCB14
SURGE
SHEET 5
14113 4
USB
PORT
SHEET 9
HYP LAN
PORT
SHEET 9
LAN
PORT
SHEET 9
POWER
SWITCH
SHEET 8
FAN
INTERIOR
229307
USB
PORT
SHEET 9
PCB4
UTILITY/SERIAL
SHEET 12
1413 07
PCB15
SERCOS 3 MASTER
14131 0
PCB2
PWR DISTRIBUTION
SHEET 5 & 6
14115 3
TOUCHSCREEN
SHEET 5
007047
S ATA
HARD DRIVE
SHEET 5
12 72 4 0
ATX PWR SUPPLY
SHEET 10
229403
PCB3
OPR. PANEL
SHEET 7 & 8
141058
FAN
EXTERIOR
229287
PCB1
MOTHERBOARD
SHEET 9
1 4 1110
SERIAL 1
SERIAL 2
P1
P2
PCB16
WIRELESS
1412 23
223250
223250
4
3
2
1
8
7
5
D
C
B
A
8
7
5
4
3
2
1
D
C
B
A
4
3
2
1
8
7
5
D
C
B
A
8
7
5
4
3
2
1
D
C
B
A
6
6
Hoja 4 – EDGE Pro CNC con interfaz SERCOS III
EDGE Pro SERCOS III CNC Manual de instrucciones 807653 99

6 – Wiring Diagrams
SATA POWER
SATA DATA
CUSTOMER SUPPLIED
1-PHASE 100-240V AC POWER
SEE OPTIONS
TOUCHSCREEN
007047
PCB2
POWER DISTRIBUTION PCB
(WITH INTEGRATED FIELD POWER SUPPLIES)
14115 3
1
2
3
4
5
6
7
8
1 +5V
2 +12V
3 +12V
4 +12V
5 -12V
6 GROUND
7 GROUND
8 GROUND
J3
4 GROUND
3 +12V
2 -12V
1 +5V
1 +5V
2 -12V
3 +12V
4 GROUND
6 GROUND FLD
5 +12V FLD
4 -12V FLD
3 +5V FLD
2 +24V FLD
1 GROUND FLD
1 GROUND FLD
2 +24V FLD
3 +5V FLD
4 -12V FLD
5 +12V FLD
6 GROUND FLD
1
2
3
4
1 +24V
2 FAN XLOCK 2
3 FAN XLOCK 1
4 GROUND
3 LINE/L1
2 NEUTRAL/L2
1 EARTH GROUND
3
2
1
J4 J5
J6 J1 J2
1
2
3
1 FAN DISABLE
2 /FLD PWR GD
3 GROUND
3 NEUTRAL/L2
4 LINE/L1
4
3
2
1 +12V
2 GROUND
3 GROUND
4 +5V
4
3
2
1
J12
J7
J8
J9
BLK
BLK
BLK
BLU
YEL
YEL
YEL
RED
RED
GRN
WHT
BLK
G/Y
WHT
BLK
WHT
BLK
YEL
BLK
BLK
RED
WHT
BLK
J10
1
2
1 NEUTRAL/L2
2 LINE/L1
229323
223025
D6 AC
D8 EXT. FAN
D9 -12V
D10 +12V
D11 +5V
D12 +24V FLD
D13 -12V FLD
D14 +12V FLD
D15 +5V FLD
100-240V AC
ATX PWR 100-240V AC
BLK
YEL
BLU
229273 UTILITY
SHEET
9-A7
AA
AJ
SHEET
9-D7
VGA
223028
USB
WHT
BLK
J2
3
2
1
3 EARTH GROUND
2 LINE
1 NEUTRAL
NEUTRAL 1
1
2
BLK
WHT
NC
LINE 2
PCB14
SURGE PCB
14113 4
J1
AC PWR
INLET
229248
SATA HARD
DRIVE
(PROGRAMMED)
229332
RED
BLK
BLK
YEL
223026
229256
SHEET
9-B7
SHEET
12 - C1
SHEET
10- C7
AB
AC
AD
AI
SHEET
10-B4
229334
229348
SEE PAGE 6 FOR HYPATH, PICOPATH
SERCOS HAS NO CONNECTIONS HERE
229403 ATX PWR SUPPLY
FIELD PWR
TO BACK DOOR INTERFACE
CLEAN PWR
TO BACK DOOR INTERFACE
ATX DC PWR
FIELD DC PWR
J11
4 +5V
3 GROUND
2 GROUND
1 +12V
PE Ground
L1 - Line
L2- Line
PE Ground
L1 - Line
Neutral
CUSTOMER SUPPLIED
POWER
VAC INPUT WIRING
OPTION 3
VAC INPUT WIRING
OPTION 2
CUSTOMER SUPPLIED
POWER
EDGE Pro CNC
Power Entry Module
EDGE Pro CNC
Power Entry Module
2A 250VAC
TD FUSES
2A 250VAC
TD FUSES
2A 250VAC
TD FUSE
EDGE Pro CNC
Power Entry Module
CUSTOMER SUPPLIED
POWER
VAC INPUT WIRING
OPTION 1
Neutral
L1 - Line
PE Ground
4
3
2
1
1
2
3
4
229287
EXTERIOR
FAN
RED
BLK
BLK
1
2
1 EARTH GROUND
G/Y
4
3
2
1
8
7
5
D
C
B
A
8
7
5
4
3
2
1
D
C
B
A
4
3
2
1
8
7
5
D
C
B
A
8
7
5
4
3
2
1
D
C
B
A
EDGE PRO REAR
6
6
Hoja 5 – Panel de distribución de energía (141153) y tarjeta sobretensión (141134)
100 EDGE Pro SERCOS III CNC Manual de instrucciones 807653
 Loading...
Loading...