


MicroEDGE® Pro
Control de corte con plantilla
HyPath
Picopath
SERCOS II
SERCOS III
Manual de instrucciones
807293 – Revisión 1


MicroEDGE Pro
®
Control de corte con plantilla
Manual de instrucciones
Español / Spanish
Revisión 1 – mayo de 2013
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com
© Copyright 2013 Hypertherm, Inc.
Todos los derechos reservados
ArcGlide, EDGE, HPR, Hypertherm, MicroEDGE, Phoenix y Sensor son marcas comerciales de Hypertherm, Inc.
y pueden estar registradas en Estados Unidos u otros países.

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit 301, South Building
495 ShangZhong Road
Shanghai, 200231
PR China
86-21-60740003 Tel
86-21-60740393 Fax
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP - Brasil
CEP 07115-030
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Hypertherm Korea Branch
#3904 Centum Leaders Mark B/D,
1514 Woo-dong, Haeundae-gu, Busan
Korea, 612-889
82 51 747 0358 Tel
82 51 701 0358 Fax
07/18/12

CONTENIDO
Contenido ...................................................................................................................................................................................... i
Seguridad ................................................................................................................................................................................. S-1
Administración del producto ........................................................................................................................................... PS-1
Responsabilidad ambiental ............................................................................................................................................. ES-1
Compatibilidad Electromagnética (ECM) ............................................................................................................... EMC-1
Garantía ................................................................................................................................................................................... W-1
Especificaciones .....................................................................................................................................................................1-1
Principales dispositivos de un sistema de corte automático ...........................................................................................................1-2
CNC ...................................................................................................................................................................................................1-3
Mesa de corte ..................................................................................................................................................................................1-3
Sistema de corte por arco de plasma ........................................................................................................................................1-3
Caja de control.................................................................................................................................................................................1-4
Sistema de mando ..........................................................................................................................................................................1-4
Control de altura de la antorcha (THC) .....................................................................................................................................1-4
Antorcha oxicorte .............................................................................................................................................................................1-4
Marcador ...........................................................................................................................................................................................1-4
Descripción general del MicroEDGE Pro ............................................................................................................................................1-5
Dispositivos comunes ....................................................................................................................................................................1-5
Opciones del sistema .....................................................................................................................................................................1-5
Panel trasero .....................................................................................................................................................................................1-6
Especificaciones del sistema ..................................................................................................................................................................1-7
Configuraciones de interfaz máquina ....................................................................................................................................................1-8
Configuración HyPath ....................................................................................................................................................................1-8
Configuración Picopath .................................................................................................................................................................1-9
Configuración SERCOS II......................................................................................................................................................... 1-10
Configuración SERCOS III .......................................................................................................................................................1-11
Sensor THC integrado ................................................................................................................................................................ 1-12
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 i

Tabla de conTenido
Requisitos a los paneles secundarios ................................................................................................................................................1-13
Temperatura interior ..................................................................................................................................................................... 1-13
Circulación de aire ....................................................................................................................................................................... 1-13
Entrada CA ....................................................................................................................................................................................1-13
Instalación ................................................................................................................................................................................2-1
Al recibir el equipo .....................................................................................................................................................................................2-3
Reclamaciones ...........................................................................................................................................................................................2-3
Requisitos de instalación .........................................................................................................................................................................2-3
Colocar los componentes del sistema..................................................................................................................................................2-3
Montar el CNC ...........................................................................................................................................................................................2-4
Normas de orificios de montaje en la parte de abajo del CNC ...........................................................................................2-4
Configuración de los ejes X, Y ...............................................................................................................................................................2-5
Alimentación CA ........................................................................................................................................................................................2-6
Cable de energía .............................................................................................................................................................................2-6
Puesta a tierra del chasis .........................................................................................................................................................................2-7
Puertos de interfaz .....................................................................................................................................................................................2-8
Interfaz Hypernet .............................................................................................................................................................................2-8
Interfaz LAN ......................................................................................................................................................................................2-8
Interfaz USB (5) ...............................................................................................................................................................................2-8
Puertos serie (4) ..............................................................................................................................................................................2-8
Puerto 1 VGA ...................................................................................................................................................................................2-8
Conexiones Picopath ................................................................................................................................................................................2-9
Conexiones E/S Picopath .............................................................................................................................................................2-9
Conector E/S Picopath............................................................................................................................................................... 2-10
Ejemplos de circuitos E/S Picopath ........................................................................................................................................ 2-11
Conectores de mando/codificador Picopath .........................................................................................................................2-12
Diagramas de pines Picopath para conectores servomando ...................................................................................... 2-13
Opciones de voltaje del codificador de la interfaz Picopath ........................................................................................................ 2-14
Opciones de puentes del codificador ..................................................................................................................................... 2-14
Conexiones HyPath ................................................................................................................................................................................ 2-17
E/S HyPath .................................................................................................................................................................................... 2-17
Entradas HyPath ........................................................................................................................................................................... 2-18
Ejemplos de circuitos de entrada HyPath ......................................................................................................................... 2-18
Salidas HyPath ..............................................................................................................................................................................2-20
Ejemplos de circuitos de salida HyPath ............................................................................................................................ 2-20
Conectores E/S HyPath ............................................................................................................................................................. 2-23
Diagrama de pines E/S HyPath ........................................................................................................................................... 2-24
Conectores servo de 4 ejes HyPath ........................................................................................................................................ 2-25
Conector servo HyPath .........................................................................................................................................................2-25
Diagramas de pines mando/codificador ............................................................................................................................ 2-26
ii MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

Tabla de conTenido
Conexiones analógicas ..........................................................................................................................................................................2-27
Conector Sensor THC ................................................................................................................................................................ 2-27
Especificaciones cables THC ................................................................................................................................................... 2-28
Diagramas de pines conectores tarjeta divisor de tensión 3 (VDC3) ........................................................................ 2-28
Conector joystick y potenciómetro de velocidad .................................................................................................................. 2-29
Diagrama de pines conector joystick y potenciómetro de velocidad..........................................................................2-29
Adaptador de cable para joystick y potenciómetro de velocidad MicroEDGE CNC (223252) ...............................2-30
Configuración E/S SERCOS II ...........................................................................................................................................................2-31
Configuración E/S SERCOS III .........................................................................................................................................................2-32
Cable SERCOS III ......................................................................................................................................................................2-32
Configuración puertos serie ................................................................................................................................................................. 2-33
Puertos serie 1 y 2 ....................................................................................................................................................................... 2-33
Puertos serie 3 y 4 ....................................................................................................................................................................... 2-33
Cable ON/OFF (encendido/apagado) remoto ................................................................................................................................ 2-35
Tarjeta de red inalámbrica ..................................................................................................................................................................... 2-36
Preparación para instalar la antena .......................................................................................................................................... 2-36
Instalar la antena ........................................................................................................................................................................... 2-36
Comprobar la red inalámbrica en Windows ...........................................................................................................................2-37
Mapear una unidad de red .........................................................................................................................................................2-38
Agregar una carpeta a Phoenix ................................................................................................................................................. 2-39
Operación ..................................................................................................................................................................................3-1
Operación del CNC ..................................................................................................................................................................................3-2
Consola operador............................................................................................................................................................................3-2
Pantalla táctil LCD...........................................................................................................................................................................3-2
Pantalla LCD .....................................................................................................................................................................................3-2
Navegación de pantallas ...............................................................................................................................................................3-3
Ayuda..................................................................................................................................................................................................3-4
Ver manuales adicionales ..............................................................................................................................................................3-4
Mostrar marcadores ........................................................................................................................................................................3-5
Operaciones automáticas ........................................................................................................................................................................3-5
Asistente Align .................................................................................................................................................................................3-5
Asistente CutPro .............................................................................................................................................................................3-6
Usar Phoenix sin una pantalla táctil .......................................................................................................................................................3-6
Teclado de computadora personal ..............................................................................................................................................3-6
Actualización del software Phoenix .......................................................................................................................................................3-7
Actualizar el software ......................................................................................................................................................................3-7
Actualizar la ayuda ...........................................................................................................................................................................3-7
Actualizar las tablas de corte ........................................................................................................................................................3-8
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 iii

Tabla de conTenido
Mantenimiento y diagnóstico .............................................................................................................................................4-1
Introducción ................................................................................................................................................................................................4-3
Pruebas de diagnóstico............................................................................................................................................................................4-4
Prueba serie ......................................................................................................................................................................................4-6
Prueba USB .....................................................................................................................................................................................4-7
Prueba E/S .......................................................................................................................................................................................4-8
Prueba de eje ................................................................................................................................................................................ 4-10
Prueba THC ...................................................................................................................................................................................4-11
Pruebas LAN e Hypernet ............................................................................................................................................................4-12
Prueba joystick y potenciómetro de velocidad ...................................................................................................................... 4-13
Localización de problemas ................................................................................................................................................................... 4-14
Introducción ................................................................................................................................................................................... 4-14
Tablas localización de problemas MicroEDGE Pro..............................................................................................................4-15
Encendido ................................................................................................................................................................................. 4-15
Pantalla ...................................................................................................................................................................................... 4-15
Falla de alimentación local .................................................................................................................................................... 4-15
Falla de entrada ....................................................................................................................................................................... 4-16
Falla de salida ..........................................................................................................................................................................4-16
Hypernet .................................................................................................................................................................................... 4-17
Conexión LAN .......................................................................................................................................................................... 4-17
Problemas de avance ............................................................................................................................................................. 4-18
THC ............................................................................................................................................................................................ 4-20
Problemas de comunicación serie ...................................................................................................................................... 4-21
Problemas de USB ................................................................................................................................................................. 4-21
Calidad de corte ...................................................................................................................................................................... 4-21
Temperatura CNC ..................................................................................................................................................................4-22
CNC lento ................................................................................................................................................................................. 4-22
Localización de problemas inalámbricos ........................................................................................................................................... 4-23
Lugar de los componentes e información ......................................................................................................................................... 4-24
Tarjeta HyPath de 24 E/S (141070) ........................................................................................................................................4-25
Tarjeta madre (141110) ..............................................................................................................................................................4-27
Tarjeta SERCOS II maestra (141116) ...................................................................................................................................4-28
Tarjeta SERCOS III maestra (141310) ................................................................................................................................... 4-29
Tarjeta servo de 4 ejes Picopath (141122) ........................................................................................................................... 4-30
Tarjeta analógica (141125) ........................................................................................................................................................ 4-34
Panel de distribución de energía (141153) ........................................................................................................................... 4-36
Tarjeta de utilitario y serie con aislamiento SERCOS II y SERCOS III (141194) .......................................................4-38
Tarjeta servo de 4 ejes HyPath (141197)...............................................................................................................................4-40
CPC control de interfaz analógico (141210) ........................................................................................................................4-42
Tarjeta de control de avance, utilitario y serie con aislamiento de 4 ejes HyPath y Picopath (141222) .................4-44
Tarjeta servo de 2 ejes Picopath (141254) ...........................................................................................................................4-47
Tarjeta de control de avance, utilitario y serie con aislamiento de 2 ejes Picopath (141256)...................................4-50
iv MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

Tabla de conTenido
Lista de piezas .........................................................................................................................................................................5-1
Piezas comunes del MicroEDGE Pro ...................................................................................................................................................5-2
Piezas del MicroEDGE Pro Picopath ...................................................................................................................................................5-4
Piezas del MicroEDGE Pro HyPath ......................................................................................................................................................5-5
Piezas del MicroEDGE Pro SERCOS II y SERCOS III ..................................................................................................................5-6
Bloques de prueba comunes ..................................................................................................................................................................5-7
Bloques de prueba Picopath ..................................................................................................................................................................5-8
Bloques de prueba HyPath .....................................................................................................................................................................5-9
Juegos de conectores de cables ........................................................................................................................................................ 5-10
Diagramas eléctricos .............................................................................................................................................................6-1
Introducción ................................................................................................................................................................................................6-1
Símbolos del diagrama eléctrico ............................................................................................................................................................6-1
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 v

Tabla de conTenido
vi MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

Seguridad
En esta sección:
Reconocer lainformación deseguridad .............................................................................................................................................. S-2
Cumplir las instrucciones deseguridad .............................................................................................................................................. S-2
Peligro eléctrico.........................................................................................................................................................................................S-2
Una descarga eléctrica puede ser fatal ............................................................................................................................................... S-3
El corte puede provocar un incendio oexplosión ............................................................................................................................. S-4
Los humos tóxicos pueden ocasionar lesiones ola muerte............................................................................................................S-5
La electricidad estática puede dañar las tarjetas de circuitos ....................................................................................................... S-6
Seguridad de los equipos de gas comprimido .................................................................................................................................. S-6
Seguridad de la conexión a tierra ......................................................................................................................................................... S-6
Los cilindros de gas pueden explotar aldañarse .............................................................................................................................. S-6
El arco de plasma puede ocasionar lesiones yquemaduras .......................................................................................................... S-7
La radiación del arco puede quemar los ojos y la piel ..................................................................................................................... S-7
El ruido puede dañar la audición ........................................................................................................................................................... S-8
Operación de marcapasos y aparatos auditivos ............................................................................................................................... S-8
El arco de plasma puede dañar las tuberías congeladas ................................................................................................................ S-8
Información sobre colectores de polvo en seco ................................................................................................................................ S-9
Radiación láser ........................................................................................................................................................................................ S-10
Símbolos y marcas .................................................................................................................................................................................S-11
Etiquetas de advertencia .......................................................................................................................................................................S-12
Hypertherm S-1
03/10

Seguridad
RECONOCER
LAINFORMACIÓN
DESEGURIDAD
Los símbolos que se muestran en esta sección se usan
para identificar posibles peligros. Al ver un símbolo
de seguridad en este manual o en la máquina hay que
percatarse de la posibilidad de lesiones personales
yseguir las instrucciones correspondientes para evitar
elpeligro.
CUMPLIR LAS
INSTRUCCIONES
DESEGURIDAD
Leer atentamente todo mensaje de seguridad de este
manual y de las etiquetas de seguridad de la máquina.
• Mantener en buen estado las etiquetas de seguridad
de la máquina. Reemplazar enseguida las etiquetas
dañadas o faltantes.
• Aprender a operar la máquina y a utilizar los controles
como es debido. No dejar que la opere ninguna
persona que no haya sido previamente instruida.
• Mantener la máquina en buenas condiciones de
trabajo. Toda modificación no autorizada puede afectar
laseguridad y vida útil de la máquina.
PELIGRO ADVERTENCIA PRECAUCIÓN
Hypertherm utiliza las normas del Instituto Americano
de Normalización (ANSI) en cuanto a los símbolos y
palabras de advertencia de seguridad. Con el símbolo
de seguridad se utilizan palabras de advertencia como
PELIGRO o ADVERTENCIA. PELIGRO se utiliza para
identificar los riesgos de mayor gravedad.
• Las etiquetas de seguridad PELIGRO
yADVERTENCIA se sitúan en las partes de su máquina
que representan un peligro en específico.
• En este manual, los mensajes de seguridad PELIGRO
preceden a las instrucciones que, de no obedecerse,
traerían como consecuencia lesiones graves o la
muerte.
• Los mensajes de seguridad ADVERTENCIA preceden
a las instrucciones que, de no obedecerse, pudieran
dar lugar a lesiones graves o la muerte.
• Los mensajes de seguridad PRECAUCIÓN preceden
alas instrucciones que, de no obedecerse, pudieran
dar lugar a lesiones menores o al deterioro de los
equipos.
PELIGRO ELÉCTRICO
• Este equipo solo puede abrirlo personal certificado,
debidamente capacitado.
• Si el equipo está constantemente conectado, para
abrir los paneles ponerlo primero en OFF (apagado)
ybloquear y etiquetar la alimentación.
• Si el equipo se alimenta con cordón, para abrir los
paneles, desenchufar primero la unidad.
• Los interruptores bloqueables o las tapas de
enchufes bloqueables debe suministrarlos un tercero.
• Después de quitar la corriente, esperar 5 minutos
aque los paneles se descarguen para trabajar
ensuinterior.
• Si el equipo debe tener corriente al abrir los paneles
para repararlo y darle mantenimiento, puede existir
peligro de explosión por arco eléctrico. Al reparar
odar mantenimiento a los equipos energizados,
cumplir TODOS los requisitos locales de prácticas
de trabajo seguro y medios de protección individual
(NFPA 70E en EE. UU.).
Para operar los equipos después de moverlos, abrirlos,
repararlos o darles mantenimiento, los paneles deberán
estar cerrados y verificada su continuidad a tierra.
• Cuando vaya a inspeccionar o cambiar las piezas
consumibles de la antorcha, cumplir siempre primero
estas instrucciones de desconexión de la energía.
S-2 Hypertherm
03/10

Seguridad
UNA DESCARGA ELÉCTRICA PUEDE SER FATAL
Tocar las piezas por las que pase electricidad
(“conductores vivos”) puede provocar una descarga
fatal o graves quemaduras.
• La operación del sistema de plasma cierra el circuito
eléctrico entre la antorcha y la pieza a cortar. La pieza
a cortar y todo lo que la toque integran el circuito
eléctrico.
• No toque nunca el cuerpo de antorcha, la pieza
a cortar ni el agua de la mesa de agua cuando el
sistema de plasma esté operando.
Prevenir las descargas eléctricas
Todos los sistemas de plasma Hypertherm
utilizan alto voltaje para el corte (200 a 400VCD
es lo normal). Tomar las siguientes precauciones
al operar el sistema:
• llevar puestos calzado y guantes aislantes y mantener
secos el cuerpo y la ropa;
• no pararse, sentarse ni apoyarse en ninguna
superficie mojada – ni tampoco tocarla –;
• aislarse del trabajo y la puesta a tierra utilizando
mantas o cubiertas aislantes secas lo suficientemente
grandes como para evitar cualquier contacto físico.
Tener precaución extrema al trabajar en áreas
húmedas o en sus cercanías;
• instalar un interruptor de alimentación con fusibles
de las debidas especificaciones cerca de la fuente
de energía. Este interruptor permitirá al operador
apagar rápidamente la fuente de energía en caso
deemergencia;
• de usar una mesa de agua, asegurarse de que esté
bien conectada a tierra;
• instalar y poner a tierra los equipos conforme
almanual de instrucciones y a los códigos nacionales
ylocales;
• inspeccionar frecuentemente el cordón de potencia
de alimentación en busca de deterioro o fisuras del
revestimiento. Reemplazar enseguida los cordones
dañados. Los cables pelados pueden ser fatales;
• inspeccionar los cables y mangueras de la
antorcha y reemplazar los que estén desgastados
odeteriorados;
• no agarrar la pieza a cortar mientras esté cortando,
incluyendo los recortes de desecho. Mientras dure
elcorte, dejar la pieza a cortar en posición o en la
mesa de trabajo, con el cable de masa conectado;
• para comprobar, limpiar o reemplazar las piezas
dela antorcha, desconectar primero la alimentación
principal o desenchufar la fuente de energía;
• no dejar nunca fuera de servicio ni fuera de circuito
los bloqueos de seguridad;
• antes de quitarle la cubierta a los paneles
decualquier fuente de energía o sistema,
desconectar primero la potencia de alimentación
eléctrica. Después de desconectar la alimentación
principal, esperar 5 minutos a que los capacitores
sedescarguen;
• no operar el sistema de plasma si las cubiertas
dela fuente de energía no están bien puestas. Las
conexiones al descubierto de la fuente de energía
representan un grave peligro eléctrico;
• al hacer las conexiones de entrada, poner primero
elrespectivo conductor a tierra;
• cada sistema de plasma Hypertherm ha sido
diseñado para usarse únicamente con determinadas
antorchas Hypertherm. No las sustituya por otras
antorchas que pudieran recalentarse y representar
unpeligro para la seguridad.
Hypertherm S-3
03/10

Seguridad
EL CORTE PUEDE PROVOCAR UN INCENDIO
OEXPLOSIÓN
Prevención de incendios
• Comprobar la seguridad del área antes de hacer
algún corte. Tener a mano un extintor de incendio.
• Remover toda sustancia inflamable en el radio
de10m del área de corte.
• Apagar primero el metal candente, o dejarlo
enfriar, para manipularlo o ponerlo en contacto con
materiales combustibles.
• No cortar nunca recipientes conteniendo materiales
que puedan ser inflamables – deben vaciarse
ylimpiarse bien primero.
• Ventilar los ambientes potencialmente inflamables
antes del corte.
• En el corte con oxígeno como gas plasma,
esobligatorio usar un sistema de extracción de aire.
Prevención de explosiones
• No usar el sistema de plasma si es posible
lapresencia de polvos o gases explosivos.
• No cortar nunca cilindros o tuberías a presión
nicontenedores cerrados.
• No cortar nunca recipientes que hayan contenido
materiales combustibles.
ADVERTENCIA
PELIGRO DE EXPLOSIÓN
ARGÓNHIDRÓGENO Y METANO
El hidrógeno y el metano son gases inflamables
con peligro de explosión. Mantener los cilindros
ymangueras con mezclas de hidrógeno o metano
alejados de las llamas. Al usar plasma argón-hidrógeno
o metano, mantener la antorcha alejada de las llamas
ychispas.
ADVERTENCIA
PELIGRO DE EXPLOSIÓN
CORTE BAJO AGUA CON GASES
COMBUSTIBLES
• No cortar nunca aluminio bajo agua ni con agua
tocando la parte inferior del aluminio.
• El corte por plasma del aluminio bajo agua, o con
elagua tocando la parte inferior del aluminio, puede
dar lugar a una explosión.
ADVERTENCIA
EXPLOSIÓN DE HIDRÓGENO
EN EL CORTE DE ALUMINIO
• No cortar nunca bajo agua con gases combustibles
que tengan hidrógeno.
• El corte bajo agua con gases combustibles que
tengan hidrógeno puede dar lugar a una explosión.
S-4 Hypertherm
03/10
Seguridad
LOS HUMOS TÓXICOS PUEDEN OCASIONAR LESIONES
OLA MUERTE
El arco de plasma por sí solo es la fuente de calor
usada para el corte. Por ello, pese a que el arco
de plasma no se reconozca como una fuente
deemanaciones tóxicas, el material a cortar sí puede
emanar humos o gases tóxicos que empobrecen
eloxígeno.
Los humos emanados diferirán dependiendo del metal
a cortar. Los metales que pueden emanar humos
tóxicos son, a título enunciativo pero no limitativo,
el acero inoxidable, el acero al carbono, el zinc
(galvanizado) y el cobre.
En algunos casos, el metal pudiese estar revestido
de una sustancia que emanara humos tóxicos. Los
revestimientos tóxicos incluyen, entre otros, el plomo
(de algunas pinturas), el cadmio (de algunas pinturas
ypletinas de relleno) y el berilio.
Los gases generados en el corte por plasma variarán
sobre la base del material a cortar y el método de corte,
no obstante, pudieran ser ozono, óxidos de nitrógeno,
cromo hexavalente, hidrógeno y otras sustancias
contenidas en o emanadas por el material.
Se debe tener cuidado de minimizar la exposición a los
humos generados al igual que en cualquier proceso
industrial. En función de la composición química y
concentración de las emanaciones (además de otros
factores como la ventilación), es posible que exista
un riesgo de enfermedad como malformaciones
congénitas o cáncer.
Es responsabilidad del propietario de los equipos
einstalaciones analizar la calidad del aire del entorno
laboral y asegurar que la misma cumpla todas las
normas y regulaciones locales y nacionales al respecto.
• cantidad de material a quitar;
• duración del corte o ranurado;
• tamaño, volumen de aire, ventilación y filtración del
área de trabajo;
• medios de protección individual;
• cantidad de sistemas de soldeo y corte en operación;
• otros procesos del establecimiento que puedan
generar emanaciones.
Si el lugar de trabajo debe ajustarse a las regulaciones
nacionales o locales, solo el monitoreo y los análisis
hechos en el establecimiento pueden identificar silos
niveles están por encima o por debajo de los permisibles.
Para reducir el riesgo de exposición a los humos:
• remover todos los revestimientos y solventes antes
del corte;
• usar ventilación con extracción forzada para remover
las emanaciones;
• no inhalar los humos. Usar un respirador autónomo
para el corte de metales revestidos con, o que
contengan o puedan contener, elementos tóxicos;
• asegurar que las personas que usen los equipos
desoldeo o corte, así como los respiradores
autónomos, estén aptas y capacitadas para utilizar
dichos equipos;
• no cortar nunca recipientes conteniendo materiales
que puedan ser tóxicos. Vaciar y limpiar bien
elrecipiente primero;
• monitorear o analizar la calidad del aire del lugar
según sea necesario;
• consultar con un especialista local la implementación
de un plan para asegurar la calidad del aire.
La calidad del aire de cualquier entorno laboral
pertinente depende de variables específicas del lugar
como son:
• diseño de la mesa (húmeda, seca, bajo agua);
• composición del material, acabado superficial
ycomposición del revestimiento;
Hypertherm S-5
03/10

Seguridad
SEGURIDAD DE LA CONEXIÓN A TIERRA
Cable de masa conectar firmemente el cable de masa
a la pieza a cortar o la mesa de trabajo para que hagan
buen contacto. No conectarlo a la parte que caerá al
terminar el corte.
Mesa de trabajo poner a tierra la mesa de trabajo
deconformidad con los códigos de electricidad
nacionales y locales pertinentes.
Potencia de alimentación
• Asegurarse de conectar el cable a tierra del
cordón de alimentación a la toma a tierra de la caja
dedesconexión.
LA ELECTRICIDAD ESTÁTICA PUEDE DAÑAR LAS TARJETAS
DE CIRCUITOS
Tener el debido cuidado al manipular las tarjetas de circuito impreso:
• guardar las tarjetas de circuito impreso en recipientes antiestáticos;
• ponerse un brazalete antiestático al manipular las tarjetas de circuito impreso.
• Si la instalación del sistema de plasma implica
conectar el cordón de alimentación a la fuente
deenergía, asegurarse de conectar como es debido
el cable a tierra.
• Poner el cable a tierra del cordón de alimentación
enel borne como primero y conectar después
los demás cables a tierra encima de él. Apretar
firmemente latuerca de sujeción.
• Tensar todas las conexiones eléctricas para evitar
sucalentamiento excesivo.
SEGURIDAD DE LOS EQUIPOS
DE GAS COMPRIMIDO
• No lubricar nunca las válvulas ni los reguladores
decilindros con aceite o grasa.
• Usar solamente cilindros de gas, reguladores,
mangueras y conectores diseñados para la aplicación
en concreto.
• Mantener en buen estado todos los equipos de gas
comprimido y las piezas con ellos relacionadas.
• Etiquetar e identificar con un código de color
eltipo de gas que circula por cada manguera
degas. Consultar los códigos nacionales y locales
alrespecto.
LOS CILINDROS DE GAS
PUEDEN EXPLOTAR
ALDAÑARSE
Los cilindros de gas contienen gas comprimido a alta
presión. De dañarse, el cilindro puede explotar.
• Manipular y usar los cilindros de gas comprimido
conforme a los códigos nacionales y locales
pertinentes.
• No usar nunca un cilindro que no esté vertical y bien
sujeto.
• Mantener puesto el capuchón de protección
sobre laválvula, excepto cuando se esté usando
oconectado para usarse.
• No permitir nunca el contacto eléctrico del arco
deplasma con un cilindro.
• No exponer nunca los cilindros a demasiado calor,
chispas, escoria ni llama abierta.
• No usar nunca un martillo, llave ni ninguna otra
herramienta para abrir una válvula de cilindro atascada.
S-6 Hypertherm
03/10

Seguridad
EL ARCO DE PLASMA PUEDE OCASIONAR LESIONES
YQUEMADURAS
Antorchas de encendido instantáneo
El arco de plasma prende inmediatamente al activarse
el interruptor de la antorcha.
El arco de plasma penetrará con rapidez los guantes
yla piel.
LA RADIACIÓN DEL ARCO PUEDE QUEMAR LOS OJOS
Y LA PIEL
Protección de los ojos. El arco de plasma genera
radiación visible e invisible (ultravioleta e infrarrojo)
capaz de quemar los ojos y la piel.
• Usar protección para los ojos conforme a los códigos
nacionales y locales.
• Llevar puestos medios de protección (anteojos o
gafas de seguridad con protección lateral y careta
de soldar) con los debidos lentes de oscurecimiento
para proteger los ojos de la radiación ultravioleta
einfrarroja proveniente del arco.
Protección de la piel. Usar ropa de protección
contra quemaduras por radiación ultravioleta, chispas y
metal candente.
• Guantes de trabajo, calzado de seguridad y casco.
• Mantenerse alejado de la punta de la antorcha.
• No sujetar el metal próximo a la ruta de corte.
• No apuntar nunca la antorcha hacia usted ni hacia
losdemás.
• Ropa ignífuga para proteger todas las áreas
expuestas.
• Pantalones con bajos sin pliegues para evitar
laentrada de chispas y escoria.
• Antes del corte, remover de los bolsillos todo
combustible como un encendedor de butano
ofósforos.
Área de corte. Preparar el área de corte para reducir
lareflexión y transmisión de radiación ultravioleta:
• pintar las paredes y demás superficies de colores
oscuros;
• usar mamparas o cortinas para proteger a los demás
de los chispazos y el resplandor;
• advertir a las personas de no mirar al arco. Utilizar
letreros o símbolos de aviso.
Número de filtro
Corriente del arco
(A)
Menos de 40 A 5 5 8 9
41 a 60 A 6 6 8 9
61 a 80 A 8 8 8 9
81 a 125 A 8 9 8 9
126 a 150 A 8 9 8 10
151 a 175 A 8 9 8 11
176 a 250 A 8 9 8 12
251 a 300 A 8 9 8 13
301 a 400 A 9 12 9 13
401 a 800 A 10 14 10 N/D
(sombra) de
protección mínimo
(ANSIZ49.1:2005)
Número de filtro
(sombra) sugerido
por comodidad
(ANSI Z49.1:2005)
OSHA 29CFR
1910.133(a)(5)
Europa
EN168:2002
Hypertherm S-7
03/10
Seguridad
OPERACIÓN DE MARCAPASOS Y APARATOS
AUDITIVOS
El campo magnético que crea la corriente alta puede
afectar la operación de los marcapasos y aparatos
auditivos.
Las personas que usen marcapasos o aparatos
auditivos deberán consultar a un médico para estar en
las cercanías de las operaciones de corte y ranurado
por arco de plasma.
EL RUIDO PUEDE DAÑAR LA AUDICIÓN
El ruido que produce el corte con arco de plasma
puede superar los niveles aceptables que establecen
los códigos locales para muchas aplicaciones.
Laexposición prolongada a altos niveles de ruido
puede dañar la audición. Usar siempre la debida
protección para los oídos durante el corte o ranurado,
excepto si, conforme a los códigos internacionales,
regionales y locales pertinentes, las mediciones
delos niveles de presión sonora hechas en el lugar
de instalación demostraran la no necesidad de utilizar
dichos medios de protección individual.
Es posible obtener una reducción significativa del ruido
con la simple adición de controles técnicos a la mesa
de corte, por ejemplo, barreras o cortinas entre el arco
de plasma y la estación de trabajo y/o la ubicación
deesta última lejos del arco de plasma. Implementar
en el lugar de trabajo controles administrativos para
Para reducir los peligros del campo magnético:
• mantener el cable de masa y los cables y mangueras
de la antorcha a un mismo lado y alejados del cuerpo;
• tender los cables y mangueras de la antorcha lo más
cerca posible del cable de masa;
• no enrollarse nunca los cables y mangueras
delaantorcha o el cable de masa en el cuerpo;
• permanecer lo más alejado posible de la fuente
deenergía.
restringir el acceso, limitar el tiempo de exposición
del operador y separar las áreas de trabajo ruidosas
o adoptar medidas para reducir la resonancia
construyendo absorbedores de ruido.
Si el ruido es molesto, o si después de implementar
todos los demás controles técnicos y administrativos
aún existe riesgo de daño a la audición, usar
protección para los oídos. Si la protección para los
oídos es obligatoria, ponerse solamente medios
deprotección individual aprobados, o sea, orejeras
otapones auditivos con la tasa de reducción deruido
correspondiente a la situación. Advierta a los demás
en el área del posible riesgo de ruido. Además,
laprotección para los oídos puede evitar la entrada
desalpicaduras calientes en las orejas.
EL ARCO DE PLASMA PUEDE DAÑAR LAS TUBERÍAS
CONGELADAS
Las tuberías congeladas podrían dañarse o reventarse si se intenta descongelarlas con una
antorcha de plasma.
S-8 Hypertherm
03/10

INFORMACIÓN SOBRE COLECTORES DE POLVO EN SECO
Seguridad
En algunos lugares, el polvo seco puede significar
unposible riesgo de explosión.
La edición de 2007 de la norma NFPA 68
delaAsociación Nacional de Prevención deIncendios
de EE. UU., “Protección contra explosiones por
venteo de deflagración”, da los requisitos de diseño,
emplazamiento, instalación, mantenimiento y uso
dedispositivos y sistemas de venteo de gases
ypresión de combustión después de un evento
dedeflagración. Antes de instalar un nuevo sistema
colector de polvo en seco o hacer cambios importantes
a un proceso yaexistente o a los materiales que
éste emplea, consultar los requisitos pertinentes con
elfabricante oinstalador.
Consultar a la “autoridad jurisdiccional” de su localidad
para puntualizar si en los códigos de construcción
locales se ha adoptado por referencia alguna edición
de la NFPA 68.
Consultar las definiciones y explicaciones de los
términos reguladores como deflagración, autoridad
jurisdiccional, adoptado por referencia, valor Kst, índice
de deflagración y otros, en la norma NFPA 68.
Nota 1 – la interpretación de Hypertherm de estos
nuevos requisitos es que, excepto se haya hecho
una evaluación del lugar en específico para definir
que el polvo generado no es combustible, la NFPA
68 de 2007 exige el uso del venteo de explosiones
proyectado para el caso del peor valor Kst posible
del polvo (consultar anexo F) a fin de que se pueda
calcular el área y tipo de venteo. La NFPA 68
noidentifica específicamente el corte por plasma
ni los demás procesos de corte térmico como que
necesiten sistemas de venteo de deflagración, pero
sí aplica estos nuevos requisitos a todos los sistemas
colectores de polvo en seco.
Nota 2 – los usuarios de los manuales
deHypertherm deberán consultar y cumplir todas
las leyes yregulaciones federales, estatales
ylocales pertinentes. Con la publicación de sus
manuales, Hypertherm no pretende solicitar acciones
que noestén deconformidad con las normas
y regulaciones pertinentes ni tampoco puede
interpretarse que este manual lo haga.
Hypertherm S-9
03/10

Seguridad
RADIACIÓN LÁSER
La exposición a la salida láser puede causar lesiones graves en los ojos. Evitar la exposición directa.
Por conveniencia y seguridad, en todos los productos Hypertherm que usan un láser, se utiliza una de las
siguientes etiquetas junto a la salida del haz láser. También se dan los valores de salida máxima (mV), la longitud
de onda (nm) y, de ser procedente, la duración del pulso.
Otras instrucciones de seguridad láser:
• consultar las regulaciones locales del láser con
unespecialista. Posiblemente se exija capacitación
enseguridad láser;
• no permitir que personas sin la debida capacitación
operen el láser. Puede ser peligroso en manos
deusuarios no capacitados;
• no mirar en ningún momento al orificio o haz láser;
• colocar el láser conforme a lo orientado para evitar
elcontacto visual involuntario;
• no usar el láser en una pieza a cortar que sea
reflectora;
• no utilizar instrumentos ópticos para ver o reflejar
elhaz láser;
• no desmontar ni quitar el láser ni la tapa
delaabertura;
• modificar el láser o el producto de cualquier forma
puede aumentar el riesgo de exposición a la radiación
láser;
• usar ajustes o ejecutar procedimientos diferentes
alos que se especifican en este manual puede
tener como consecuencia una exposición peligrosa
alaradiación láser;
• no operar el equipo en ambientes explosivos como
son la presencia de líquidos y gases inflamables
odepolvo;
• utilizar solo las piezas y accesorios láser
recomendados o suministrados por el fabricante para
el modelo en específico;
• la reparación y el mantenimiento lo DEBE llevar
acabo solo personal calificado;
• no quitar ni estropear la etiqueta de seguridad láser.
S-10 Hypertherm
03/10

Seguridad
SÍMBOLOS Y MARCAS
Su producto Hypertherm puede tener una o más de las siguientes marcas en la placa de datos o junto a ella.
Debido adiferencias y conflictos en las regulaciones nacionales, no todas las marcas se emplean en toda versión
deunproducto.
Marca símbolo S
De acuerdo con la norma IEC 60974-1, la marca símbolo S indica que la fuente de energía y la antorcha están
aptas para operación en ambientes con un alto peligro de descargas eléctricas.
Marca CSA
Los productos Hypertherm con la marca CSA cumplen las regulaciones de seguridad de productos
deEstados Unidos y Canadá. Estos productos fueron evaluados, ensayados y certificados por
CSA-International. Otra posibilidad es que el producto tenga una marca de otro de los laboratorios de ensayo
reconocidos a nivel nacional (NRTL) y acreditado tanto en Estados Unidos como Canadá, por ejemplo,
Underwriters Laboratories, Incorporated (UL) o TÜV.
Marca CE
La marca CE indica la declaración de conformidad del fabricante con las normas y directivas europeas
correspondientes. Solamente las versiones de los productos Hypertherm que tengan una marca CE en la placa
de datos o junto a ella son las que han demostrado su conformidad con las directivas europeas de bajo voltaje
y compatibilidad electromagnética (EMC). En las versiones del producto con la marca CE fueron incorporados
los filtros EMC necesarios para cumplir las directivas europeas de compatibilidad electromagnética.
Marca GOST-TR
Las versiones CE de los productos Hypertherm que incluyen una marca de conformidad GOST-TR cumplen
los requisitos de compatibilidad electromagnética (EMC) y de seguridad del producto para exportación
alaFederación Rusa.
Marca C-Tick
Las versiones CE de los productos Hypertherm con una marca C-Tick cumplen las regulaciones referentes
aEMC exigidas para su venta en Australia y Nueva Zelanda.
Marca CCC
La marca China Compulsory Certification (CCC) indica que el producto fue evaluado y cumple las
regulaciones de seguridad exigidas para su venta en China.
Marca UkrSEPRO
Las versiones CE de los productos Hypertherm que incluyen una marca de conformidad UkrSEPRO cumplen
los requisitos de compatibilidad electromagnética (ECM) y de seguridad del producto para exportación
aUcrania.
Hypertherm S-11
03/10

Seguridad
ETIQUETAS DE ADVERTENCIA
Determinadas fuentes de energía llevan esta etiqueta de advertencia. Es importante que el operador y el técnico
de mantenimiento entiendan las ideas que transmiten estos símbolos de advertencia.
Read and follow these instructions, employer safety
practices, and material safety data sheets. Refer to
ANS Z49.1, “Safety in Welding, Cutting and Allied
Processes” from American Welding Society
(http://www.aws.org) and OSHA Safety and Health
Standards, 29 CFR 1910 (http://www. osha.gov).
WARNING
Plasma cutting can be injurious to operator and persons
in the work area. Consult manual before operating. Failure
to follow all these safety instructions can result in death.
1. Cutting sparks can cause explosion or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and ready to use.
1.3 Do not use a drum or other closed container as a cutting table.
2. Plasma arc can injure and burn; point the nozzle away
from yourself. Arc starts instantly when triggered.
2.1 Turn off power before disassembling torch.
2.2 Do not grip the workpiece near the cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric shock or burn.
3.1 Wear insulating gloves. Replace gloves when wet or damaged.
3.2 Protect from shock by insulating yourself from work and ground.
3.3 Disconnect power before servicing. Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local exhaust to remove the fumes.
4.3 Do not operate in closed spaces. Remove fumes with ventilation.
5. Arc rays can burn eyes and injure skin.
5.1 Wear correct and appropriate protective equipment to protect
head, eyes, ears, hands, and body. Button shirt collar. Protect ears
from noise. Use welding helmet with the correct shade of filter.
6. Become trained.
equipment. Use torches specified in the manual. Keep non-qualified
personnel and children away.
7. Do not remove, destroy, or cover this label.
Replace if it is missing, damaged, or worn (PN 110584 Rev C).
Only qualified personnel should operate this
AVERTISSEMENT
Le coupage plasma peut être préjudiciable pour l’opérateur et les personnes qui se
trouvent sur les lieux de travail. Consulter le manuel avant de faire fonctionner. Le
non respect des ces instructions de sécurité peut entraîner la mort.
1. Les étincelles de coupage peuvent provoquer une explosion
ou un incendie.
1.1 Ne pas couper près des matières inflammables.
1.2 Un extincteur doit être à proximité et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre contenant fermé comme table de coupage.
2. L’arc plasma peut blesser et brûler; éloigner la buse de soi.
Il s’allume instantanément quand on l’amorce;
2.1 Couper l’alimentation avant de démonter la torche.
2.2 Ne pas saisir la pièce à couper de la trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant l’entretien. Ne pas toucher les pièces sous tension.
4. Les fumées plasma peuvent être dangereuses.
4.1 Ne pas inhaler les fumées
4.2 Utiliser une ventilation forcée ou un extracteur local pour dissiper les fumées.
4.3 Ne pas couper dans des espaces clos. Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les yeux et blesser la peau.
5.1 Porter un bon équipement de protection pour se protéger la tête, les yeux, les
oreilles, les mains et le corps. Boutonner le col de la chemise. Protéger les oreilles
contre le bruit. Utiliser un masque de soudeur avec un filtre de nuance appropriée.
6. Suivre une formation.
fonctionner cet équipement. Utiliser exclusivement les torches indiquées dans le
manual. Le personnel non qualifié et les enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir cette étiquette.
La remplacer si elle est absente, endommagée ou usée (PN 110584 Rev C).
Seul le personnel qualifié a le droit de faire
S-12 Hypertherm
03/10

Seguridad
ETIQUETAS DE ADVERTENCIA
Determinadas fuentes de energía llevan esta etiqueta de advertencia.
Es importante que el operador y el técnico de mantenimiento
entiendan las ideas que transmiten estos símbolos de advertencia.
Lanumeración de los textos se corresponde con la de los recuadros
en la etiqueta.
1. Las chispas del corte pueden originar
explosiones o incendios.
1.1 No cortar cerca de sustancias inflamables.
1.2 Tener a mano un extintor de incendio, listo para
usar.
1.3 No usar un tanque ni ningún otro recipiente
cerrado como mesa de corte.
2. El arco de plasma puede ocasionar lesiones
yquemaduras; no apuntar la boquilla hacia
usted. El arco arranca inmediatamente
alapretar el gatillo.
2.1 Para desarmar la antorcha, poner la energía
enOFF (apagado).
2.2 No agarrar la pieza a cortar próximo a la ruta
decorte.
2.3 Usar traje de protección integral.
3. Voltaje peligroso. Riesgo de descarga eléctrica
o quemadura.
3.1 Usar guantes aislantes. Reemplazarlos si están
húmedos o deteriorados.
3.2 Protegerse de las descargas eléctricas
aislándose del trabajo y la puesta a tierra.
3.3 Poner la energía en OFF (apagada) para hacer
cualquier reparación o dar mantenimiento.
Notocar las piezas por las que pase
electricidad (conductores vivos).
4. Los humos del corte por plasma pueden ser
peligrosos.
4.1 No inhalar los humos.
4.2 Usar ventilación forzada o extracción local para
remover los humos.
4.3 No operar el sistema en espacios confinados.
Remover los humos por extracción.
5. La radiación del arco puede quemar los ojos
yla piel.
5.1 Usar los debidos medios de protección
individual de la cabeza, ojos, oídos, manos
ycuerpo que correspondan. Abotonarse
elcuello de la camisa. Proteger los oídos del
ruido. Usar careta de soldar de sombra o filtro
correcto.
6. Capacitarse. Este equipo solo deberá operarlo
personal calificado. Usar las antorchas
especificadas en el manual. Mantener alejados
a los niños y al personal no calificado.
7. No quitar, destruir ni tapar esta etiqueta.
Reemplazarla si falta, se daña o está raída.
Hypertherm S-13
03/10

Seguridad
S-14 Hypertherm
03/10

Administración del producto
Introducción
Hypertherm mantiene un sistema de gestión normativa
para garantizar que los productos cumplan con los
requisitos reglamentarios y ambientales aplicables.
Reglamentaciones de seguridad
nacionales y locales
Las reglamentaciones de seguridad nacionales y
locales tienen prioridad sobre las instrucciones que
se proporcionen con el producto. El producto se debe
importar, instalar, operar y eliminar de conformidad con
las reglamentaciones nacionales y locales aplicables al
sitio en el que se instala.
Marcas de pruebas de certificación
Los productos certificados están identificados con
al menos una marca de prueba de certificación
de laboratorios de pruebas acreditados. Las marcas
de prueba de certificación se encuentran en la placa
de datos o cerca de ella.
Cada marca de prueba de certificación significa que el
producto y sus componentes críticos para la seguridad
cumplen con los estándares de seguridad nacional
aplicables según lo analizado y determinado por ese
laboratorio de pruebas. Hypertherm coloca las marcas
de prueba de certificación en sus productos sólo
después de que el producto se comience a fabricar
con componentes críticos para la seguridad que estén
autorizados por el laboratorio de pruebas acreditado.
Una vez que el producto sale de la fábrica de
Hypertherm, las marcas de prueba de certificación
pierden validez si se produce alguna de las siguientes
situaciones:
• El producto se modifica de una manera que cree
un riesgo o se deje de cumplir con los estándares
aplicables.
• Los componentes críticos para la seguridad se
reemplazan por piezas de repuesto no autorizadas.
La marca CE constituye una declaración de
cumplimiento del fabricante con las normas y las
directivas europeas aplicables. Sólo se considerarán
probadas para cumplimiento con las Directivas
europeas de baja tensión y las Directivas europeas de
EMC aquellas versiones de los productos Hypertherm
que tengan la marca CE colocada sobre la placa de
datos o cerca de ésta. Aquellos filtros de EMC que
deban cumplir con las Directivas europeas de EMC
se han incorporado a las versiones de fuente de
alimentación con la marca CE.
Los certificados de cumplimiento de normas
de los productos de Hypertherm se encuentran en la
biblioteca de descargas del sitio web de Hypertherm:
https://www.hypertherm.com.
Diferencias en los estándares nacionales
Los países pueden aplicar diferentes estándares
de rendimiento, seguridad o de otra naturaleza.
Las diferencias nacionales en los estándares incluyen,
entre otras:
• Voltajes
• Valores nominales de enchufes y cables
• Requisitos de idiomas
• Requisitos de compatibilidad electromagnética
Estas diferencias en los estándares nacionales o en
otros estándares hacen que sea imposible o impráctico
colocar todas las marcas de prueba de certificación
en la misma versión de un producto. Por ejemplo, las
versiones CSA de los productos de Hypertherm no
cumplen con los requisitos europeos de EMC, por lo
que no llevan la marca CE en la placa de datos.
Los países que requieren la marca CE o que tienen
regulaciones de EMC obligatorias deben utilizar
las versiones CE de los productos de Hypertherm
que tengan la marca CE en la placa de datos. Estos
incluyen, entre otros:
• Australia
• Se agrega algún conjunto de piezas o accesorio no
autorizado que utilice o genere un voltaje peligroso.
• Se manipula alguno de los circuitos de seguridad
o alguna otra característica incluida en el diseño del
producto como parte de la certificación o de alguna
otra manera.
• Nueva Zelanda
• Países de la Unión Europea
• Rusia
Administración del producto PS-1

administración del producto
Es importante que el producto y su marca de prueba
de certificación sean adecuados para el sitio de
instalación de uso final. Cuando se envían productos
de Hypertherm a un país para exportarlos a otro,
dichos productos se deben configurar y certificar
adecuadamente para el sitio de uso final.
Instalación y uso seguros de equipos
de corte de formas
La sección de instalación y uso de la publicación
IEC60974-9, titulada “Equipos de soldadura eléctrica
por arco” proporciona instrucciones para la instalación
y el uso seguros de los equipos de corte de formas y la
ejecución segura de las operaciones de corte. Durante
la instalación se deben tener en cuenta los requisitos
de las reglamentaciones nacionales y locales, incluidos,
entre otros, la instalación de conexiones a tierra,
fusibles, dispositivos de desconexión de la alimentación
eléctrica y el tipo de circuito de alimentación. Lea estas
instrucciones antes de instalar el equipo. El primer paso,
y el más importante, es la evaluación de la seguridad de
la instalación.
La evaluación de la seguridad debe estar a cargo de un
experto, quien debe determinar los pasos necesarios
para crear un entorno seguro y las precauciones que se
deben adoptar durante la instalación y la operación del
equipo.
Procedimientos para la inspección
y la prueba periódicas
Cuando las reglamentaciones nacionales locales así
lo requieran, la directiva IEC60974-4 especifica los
procedimientos de prueba para la inspección periódica
y las reparaciones o el mantenimiento posteriores,
de manera de garantizar la seguridad eléctrica de
las fuentes de alimentación de corte por plasma que
cumplan con la directiva IEC60974-1. Hypertherm
realiza, en la fábrica, las pruebas de continuidad del
circuito de protección y de resistencia del aislamiento
como pruebas no operativas. Las pruebas se realizan
sin conectar el equipo a la fuente de alimentación
eléctrica y sin puesta a tierra.
Hypertherm también quita algunos dispositivos de
protección que ocasionarían resultados falsos en las
pruebas. Cuando las reglamentaciones nacionales
locales así lo requieran, se colocará una etiqueta en el
equipo para indicar que pasó las pruebas indicadas por
la directiva IEC60974-4. El informe de reparación debe
indicar los resultados de todas las pruebas a menos que
se indique que no se realizó una prueba en particular.
Cualificación del personal de las pruebas
Las pruebas de seguridad eléctrica para los equipos
de corte de formas pueden ser peligrosas, por lo
que deben ser realizadas por un experto en el campo
de reparación eléctrica, preferiblemente alguien
que también esté familiarizado con los procesos
de soldadura, corte y aliado. Si estas pruebas son
realizadas por personal no calificado, los riesgos de
accidente para el personal y el equipo pueden ser
mucho mayores que el beneficio de la inspección y las
pruebas periódicas.
Hypertherm recomienda que se realice sólo una
inspección visual a menos que las reglamentaciones
nacionales locales del país en donde está instalado
el equipo requieran específicamente que se realicen
pruebas de seguridad eléctrica.
Dispositivos con corriente residual (RCD)
En Australia y algunos otros países, los códigos locales
pueden requerir el uso de dispositivos de corriente
residual (Residual Current Devices, RCD) cuando
se utilizan equipos eléctricos portátiles en el lugar
de trabajo o en obras en construcción para proteger
a los operadores de posibles fallas eléctricas en el
equipo. Los RCD están diseñados para desconectar
el suministro eléctrico principal de manera segura
cuando se detecta un desequilibrio entre el suministro
y la corriente de retorno (existe una fuga de corriente
a tierra). Hay RCD con intensidades de disparo fijas y
ajustables de 6a 40 miliamperios y un rango de tiempos
de disparo de hasta 300milisegundos seleccionados
según la instalación, la aplicación y el uso del equipo.
Cuando se utilizan RCD, la intensidad de disparo
y el tiempo de disparo correspondientes se deben
seleccionar o ajustar con un valor lo suficientemente
elevado como para evitar disparos accidentales
durante el funcionamiento normal del equipo de corte
por plasma y lo suficientemente bajos para considerar
el caso extremadamente poco probable de que se
produzca una falla eléctrica en el equipo, de manera que
se desconecte el suministro antes de que la corriente
de fuga pueda representar un peligro eléctrico que
ponga en riesgo la vida de los operadores.
Para comprobar que los RCD funcionen correctamente
con el tiempo, se deben hacer pruebas periódicas
tanto de la intensidad como del tiempo de disparo. Los
equipos eléctricos portátiles y los RCD utilizados en las
áreas comerciales e industriales de Australia y Nueva
Zelanda se prueban con el estándar australiano AS/
NZS3760.
PS-2 Administración del producto

administración del producto
Al hacer las pruebas del aislamiento del equipo de
corte por plasma con el estándar AS/NZS 3760, mida
la resistencia del aislamiento como se describe en el
Apéndice B del estándar, a 250VCD con el interruptor
de encendido en la posición ON para que la prueba
se realice correctamente y evitar que se produzca un
falso error en la prueba de la corriente de fuga. Pueden
producirse falsos errores ya que los varistores de óxidos
metálicos (MOV, por sus siglas en inglés) y los filtros
de compatibilidad electromagnética (EMC), utilizados
para reducir las emisiones y proteger al equipo contra
sobretensiones, pueden conducir una corriente de
fuga de hasta 10miliamperios a tierra bajo condiciones
normales.
Si tiene alguna pregunta relacionada con la aplicación
o la interpretación de alguna de las normas IEC
(Comisión Electrotécnica Internacional) descritas en
este documento, debe consultar a un asesor legal
o de otra especialización que conozca las normas
electrotécnicas internacionales. No utilice únicamente
las indicaciones de Hypertherm para la interpretación
o la aplicación de estas normas.
de conexión externos están expuestos a aceite, polvo,
agua u otros contaminantes, puede ser necesario
utilizar cables aptos para uso extremo.
Cuando los cables de conexión externos están sujetos
a un movimiento continuo, puede ser necesario utilizar
cables aptos para flexión constante. El cliente final
o el OEM son responsables de garantizar que los
cables sean adecuados para la aplicación. Como
hay diferencias en las clasificaciones y los costos
que pueden ser requeridos por las reglamentaciones
locales para los sistemas de alto nivel, es necesario
comprobar que todos los cables de conexión externos
sean adecuados para el sitio de instalación final.
Sistemas de alto nivel
Cuando un integrador de sistemas agrega equipos
adicionales, por ejemplo, mesas de corte, accionadores
por motor, controladores de movimiento o robots,
a un sistema de corte por plasma de Hypertherm,
el sistema combinado se puede considerar un sistema
de alto nivel. Los sistemas de alto nivel que tienen
piezas móviles peligrosas pueden constituir maquinaria
industrial o equipos robóticos, en cuyo caso el
fabricante de equipo original (OEM, por sus siglas en
inglés) o el cliente final pueden estar sujetos a otras
reglamentaciones y normas además de las que se
aplican al sistema de corte por plasma fabricado por
Hypertherm.
El cliente final y el OEM son responsables de realizar
la evaluación del riesgo del sistema de alto nivel
y proporcionar protección contra piezas móviles
peligrosas. A menos que el sistema de alto nivel esté
certificado cuando el OEM incorpore los productos
de Hypertherm, la instalación también puede estar
sujeta a la aprobación de las autoridades locales.
Busque asesoramiento legal y consulte a expertos en
las reglamentaciones locales si no tiene seguridad si su
equipo cumple con las normas aplicables.
Los cables externos que conectan los componentes del
sistema de alto nivel deben ser adecuados para resistir
contaminantes y movimiento, según sea necesario para
el sitio de instalación de uso final. Cuando los cables
Administración del producto PS-3

administración del producto
PS-4 Administración del producto

Responsabilidad ambiental
Introducción
El requisito de las especificaciones ambientales de
Hypertherm es que los proveedores de Hypertherm
proporcionen información sobre sustancias según las
directivas RoHS (Restricción de sustancias peligrosas),
WEEE (Residuos de aparatos eléctricos y electrónicos)
y REACH (Registro, evaluación, autorización
y restricción de sustancias químicas).
El cumplimiento de las normas ambientales por parte
de los productos no se refiere a la calidad del aire
en el interior de las instalaciones ni la emanación de
gases al medioambiente generada por el usuario final.
Hypertherm no proporciona ninguno de los materiales
que corte el usuario con el producto. El usuario final es
responsable de los materiales que corte, así como de
la seguridad y la calidad del aire en el lugar de trabajo.
El usuario final debe conocer los posibles riesgos
de salud que generan los vapores liberados por los
materiales que corte y debe cumplir con todas las
reglamentaciones locales.
Reglamentaciones ambientales
nacionales y locales
Las reglamentaciones ambientales nacionales y locales
tienen prioridad por sobre las instrucciones que se
proporcionen en este manual.
El producto se debe importar, instalar, operar y eliminar
de conformidad con todas las reglamentaciones
ambientales nacionales y locales aplicables al sitio
en el que se instala.
Las reglamentaciones ambientales europeas se
describen más adelante en la sección Directiva WEEE.
Directiva RoHS
Hypertherm tiene el compromiso de cumplir con todas
las leyes y reglamentaciones aplicables, incluida la
directiva de restricción de sustancias peligrosas (RoHS,
Restriction of Hazardous Substances) de la Unión
Europea que restringe el uso de materiales peligrosos
en productos electrónicos. Hypertherm excede las
obligaciones de cumplimiento con la directiva RoHS
anivel general.
Hypertherm continúa trabajando para lograr la reducción
del uso de materiales peligrosos en nuestros productos,
que están sujetos a la directiva RoHS, excepto cuando
se reconoce ampliamente la inexistencia de una
alternativa factible.
Se prepararon las declaraciones de conformidad
con RoHS para las versiones CE actuales de los
sistemas de corte por plasma Powermax fabricados
por Hypertherm. También hay una “marca RoHS” en las
versiones CE de Powermax; se encuentra debajo de la
“marca CE” en la placa de datos de las versiones CE de
las unidades Powermax producidas desde 2006. Como
anticipación a requisitos futuros, las piezas utilizadas
en las versiones CSA de Powermax y otros productos
fabricados por Hypertherm que están fuera del alcance
de la directiva RoHS o están exentas de ella se están
convirtiendo gradualmente para cumplir con esta
directiva.
Eliminación adecuada de los productos
de Hypertherm
Los sistemas de corte por plasma de Hypertherm, como
todos los productos electrónicos, pueden contener
materiales o componentes, por ejemplo, placas de
circuito impreso, que no se pueden eliminar con los
residuos comunes. Usted es responsable de eliminar
los productos o los componentes de Hypertherm de
una manera ambientalmente aceptable en función de los
códigos nacionales y locales.
• En los Estados Unidos, consulte todas las leyes
federales, estatales y locales.
• En la Unión Europea, consulte las directivas de la Unión
Europea y las leyes nacionales y locales. Para obtener
más información, visite www.hypertherm.com/weee.
• En otros países, consulte las leyes nacionales y locales.
• Cuando corresponda, consulte a expertos en leyes o en
cumplimiento de normas.
Responsabilidad ambiental ES-1

Responsabilidad ambiental
Directiva WEEE
El 27 de enero de 2003, el Parlamento Europeo y el
Consejo de la Unión Europea autorizaron la Directiva
2002/96/EC, también conocida como WEEE (Waste
Electrical and Electronic Equipment, Residuos de
aparatos eléctricos y electrónicos).
Según lo requerido por la legislación, todo producto
de Hypertherm que esté cubierto por la directiva y que
se venda en la UE después del 13 de agosto de 2005
se marca con el símbolo de la directiva WEEE. Esta
directiva fomenta y establece criterios específicos para
la recolección, el manejo y el reciclado de los residuos
de aparatos eléctricos y electrónicos. Los residuos
de los consumidores reciben un tratamiento diferente
del que reciben los residuos industriales (todos los
productos de Hypertherm se consideran industriales).
Las instrucciones de eliminación para las versiones CE
de los sistemas de plasma Powermax se encuentran en
www.hypertherm.com/weee.
La dirección URL está impresa en la etiqueta del
símbolo de advertencia de cada una de estas unidades
Powermax versión CE producidas desde 2006. Las
versiones CSA de Powermax y otros productos
fabricados por Hypertherm se encuentran fuera del
alcance de la directiva WEEE o están exentas de ella.
Reglamentación REACH
La reglamentación REACH (1907/2006), vigente desde
el 1de junio de 2007, afecta a los productos químicos
disponibles en el mercado europeo. Los requisitos
de la reglamentación REACH para los fabricantes de
componentes establecen que un componente no debe
contener más de un 0,1% en peso de las sustancias de
alto riesgo (Substances of Very High Concern, SVHC).
Los fabricantes de componentes y otros usuarios
intermedios, por ejemplo Hypertherm, están obligados
a obtener garantías de sus proveedores que indiquen
que todos los productos químicos utilizados en los
productos de Hypertherm tienen un número de registro
de la Agencia Europea de Sustancias y Preparados
Químicos (ECHA). Para proporcionar la información
sobre los productos químicos como lo requiere la
reglamentación REACH, Hypertherm requiere a sus
proveedores que proporcionen las declaraciones
REACH e identifiquen todo uso conocido de las
SVHC detalladas por la reglamentación REACH. Se
ha eliminado todo uso de SVHC en cantidades que
superen el 0,1% del peso de las piezas. La MSDS
contiene una lista completa de todas las sustancias
presentes en el producto químico y se puede utilizar
para comprobar el cumplimiento de SVHC de la
reglamentación REACH.
Los lubricantes, selladores, refrigerantes, adhesivos,
solventes, revestimientos y otros preparados o mezclas
utilizados por Hypertherm en sus equipos de corte
de formas, para estos equipos o con estos equipos,
se utilizan en cantidades muy pequeñas (excepto
el refrigerante) y están disponibles comercialmente
através de varios proveedores, por lo que es posible
reemplazarlos — y se los reemplazará — si alguno de
los proveedores tuviera algún problema asociado con el
registro de la reglamentación REACH o la autorización
correspondiente (SVHC).
Manipulación adecuada y uso seguro
de los productos químicos
Las reglamentaciones para productos químicos de
EE.UU., Europa y otros lugares requieren que todos
los productos químicos cuenten con una Ficha de
datos de seguridad de los materiales (Material Safety
Data Sheet, MSDS). La lista de productos químicos
es proporcionada por Hypertherm. Las MSDS
corresponden a los productos químicos proporcionados
con el producto y otros productos químicos utilizados
en el producto. Las MSDS se pueden descargar de la
biblioteca de descargas del sitio web de Hypertherm:
https://www.hypertherm.com. En la pantalla Search
(búsqueda), inserte MSDS en el título del documento
yhaga clic en Search (buscar).
En los EE.UU., las reglamentaciones de OSHA no
requieren que se incluyan MSDS para artículos como
electrodos, anillos distribuidores, capuchones de
retención, boquillas, escudos frontales, deflectores
y otras piezas sólidas de la antorcha.
Hypertherm no fabrica ni proporciona los materiales
que se cortan y no tiene conocimiento de si los vapores
liberados por los materiales que se cortan representan
un peligro físico o un riesgo para la salud. Consulte
con su proveedor o algún asesor técnico si necesita
orientación relacionada con las propiedades del material
que desea cortar con un producto de Hypertherm.
ES-2 Responsabilidad ambiental

Emisión de vapores y calidad del aire
Nota: La siguiente información acerca de la calidad
del aire es solamente informativa. No debe utilizarse en
reemplazo de la consulta y la implementación de las
reglamentaciones gubernamentales aplicables o las
normas legales del país en donde se instalará y operará
el equipo de corte.
En EE.UU., existe el Manual de Métodos Analíticos
(NMAM) del Instituto Nacional para la Seguridad
ySalud Ocupacional (NIOSH) que es un conjunto
de métodos de recolección de muestras y análisis de
contaminantes en el aire del lugar de trabajo. Puede
haber métodos publicados por otras entidades, por
ejemplo OSHA, MSHA, EPA, ASTM, ISO o proveedores
comerciales de equipos de recolección de muestras
yanálisis, que resulten más ventajosos que los métodos
del NIOSH.
Por ejemplo, la práctica D 4185 de ASTM es una
práctica estándar para la recolección, la disolución
y la determinación de trazas metálicas en la
atmósfera del lugar de trabajo. En esta práctica se
enumeran la sensibilidad, el límite de detección y las
concentraciones de trabajo óptimas para 23 metales.
Se debe consultar a especialistas en higiene industrial
para determinar el protocolo óptimo para la recolección
de muestras, considerando la precisión analítica, el
costo y la cantidad óptima de muestras. Hypertherm
utiliza servicios de higiene industrial de terceros para
llevar a cabo pruebas de calidad del aire y analizar sus
resultados. Las muestras se toman con equipos de
recolección de muestras de aire posicionados en las
estaciones de operación de los edificios de Hypertherm
en donde se instalan y operan mesas de corte por
plasma.
Responsabilidad ambiental
Cuando corresponde, Hypertherm también utiliza
servicios de higiene industrial de terceros para obtener
los permisos de aire y agua necesarios.
Si no conoce en detalle todas las reglamentaciones
gubernamentales y los estándares legales aplicables
para el sitio de instalación, o no está actualizado al
respecto, debe consultar a un experto local antes de
adquirir, instalar y operar el equipo.
Responsabilidad ambiental ES-3

Responsabilidad ambiental
ES-4 Responsabilidad ambiental

Compatibilidad electromagnética (ECM)
Introducción
Los equipos Hypertherm con la marca CE se fabrican
en cumplimiento de la norma EN60974-10. Estos
equipos deberán instalarse y utilizarse de acuerdo con la
información a continuación para alcanzar la compatibilidad
electromagnética.
Los límites exigidos por la EN60974-10 tal vez no sean
los adecuados para eliminar por completo la interferencia
cuando el equipo afectado esté en las cercanías
inmediatas o tenga un alto grado de sensibilidad. En
tales casos, posiblemente sea necesario emplear otras
medidas para reducir la interferencia.
Este equipo de corte fue diseñado para usarse solamente
en un entorno industrial.
Instalación y uso
El usuario es responsable de instalar y utilizar el equipo de
plasma de acuerdo con las instrucciones del fabricante.
Si se detectaran perturbaciones electromagnéticas, será
responsabilidad del usuario resolver la situación con la
asistencia técnica del fabricante. En algunos casos, esta
medida remedial puede ser tan simple como poner a tierra
el circuito de corte; consulte Puesta a tierra de la pieza
a cortar. En otros casos, pudiera implicar construir una
pantalla electromagnética rodeando la fuente de energía
y el trabajo completo con filtros de entrada comunes. En
todos los casos, las perturbaciones electromagnéticas
se deben reducir hasta el punto en que dejen de ser
problemáticas.
a. Otros cables de alimentación, cables de control,
cables de señales y teléfonos; por encima, por debajo
y contiguos a los equipos de corte.
b. Receptores y transmisores de radio y televisión.
c. Computadoras y otros equipos de control.
d. Equipos críticos de seguridad, por ejemplo,
protectores de equipos industriales.
e. La salud de las personas en los alrededores, por
ejemplo el uso de marcapasos y aparatos auditivos.
f. Los equipos usados para calibración y medición.
g. La inmunidad de otros equipos del entorno. Los
usuarios deberán garantizar que los demás equipos
que se estén usando en el entorno sean compatibles.
Esto posiblemente necesite medidas de protección
adicionales.
h. Los horarios en que se llevará a cabo el corte o las
demás actividades.
Las dimensiones del área circundante a considerar
dependerán de la estructura de la edificación y de
las demás actividades que se lleven a cabo. El área
circundante puede extenderse más allá de los límites de
las instalaciones.
Métodos para reducir las emisiones
Red eléctrica
Evaluación del área
Antes de instalar los equipos, el usuario deberá hacer una
evaluación de los posibles problemas electromagnéticos en
el área circundante. Se deberá tener en cuenta lo siguiente:
Los equipos de corte deben estar conectados a la red
eléctrica conforme a las recomendaciones del fabricante.
Si se producen interferencias, posiblemente sea
necesario adoptar otras precauciones, como el filtrado de
la red eléctrica.
Información de cumplimiento EMC-1
7/ 10

COMPATIBILIDAD ELECTROMAGNÉTICA
Se deberá considerar la posibilidad de apantallar
el cable de alimentación de los equipos de corte
instalados permanentemente con tubos metálicos
o equivalentes. El apantallamiento deberá tener
continuidad eléctrica en toda su longitud. Dicho
apantallamiento deberá estar conectado a la red
eléctrica de corte, de modo que se mantenga un buen
contacto eléctrico entre el tubo y la envolvente de la
fuente de energía de corte.
Mantenimiento de los equipos de
corte
Los equipos de corte deben recibir mantenimiento
periódicamente de acuerdo con las recomendaciones
del fabricante. Todas las puertas y tapas para el acceso
y servicio deberán estar debidamente cerradas y sujetas
cuando los equipos de corte estén funcionando. Los
equipos de corte no se podrán modificar de ninguna
manera, excepto como lo prescriben y lo establecen
las instrucciones escritas del fabricante. Por ejemplo,
los explosores de cebado del arco y los dispositivos
de estabilización deberán ajustarse y mantenerse de
acuerdo con las recomendaciones del fabricante.
Cables de corte
Los cables de corte deberán mantenerse tan cortos
como sea posible y colocarse bien próximos, tendidos al
nivel o cerca del nivel del suelo.
Conexión equipotencial
Se deberá considerar la conexión de todos los
componentes metálicos de la instalación de corte e
instalaciones contiguas.
Puesta a tierra de la pieza a cortar
Donde la pieza a cortar no esté conectada a tierra para
seguridad eléctrica o debido a su tamaño y posición,
por ejemplo, el casco de una nave o una estructura de
acero, una conexión a tierra de la pieza a cortar puede
reducir las emisiones en algunos, pero no en todos los
casos. Se deberá tener cuidado de evitar la conexión
a tierra de la pieza a cortar que aumente el riesgo
de lesiones a los usuarios o daños a otros equipos
eléctricos. Donde sea necesario, la conexión a tierra
de la pieza a cortar deberá ser directa, pero en algunos
países que no permiten la conexión directa, la conexión
deberá lograrse mediante capacitancias adecuadas,
seleccionadas conforme a las regulaciones nacionales.
Nota: el circuito de corte puede o no estar puesto a
tierra por motivos de seguridad. Los cambios a las
configuraciones de tierra solamente deberá autorizarlos
una persona competente, capaz de evaluar si los
mismos aumentarán el riesgo de lesiones, por ejemplo,
permitir el retorno en paralelo de la corriente de corte, lo
que puede dañar los circuitos a tierra de otros equipos.
En la Parte 9 de la norma IEC 60974-9, Arc Welding
Equipment: Installation and Use (Instalación y utilización
de equipos de soldadura de arco), se ofrece más
orientación al respecto.
Apantallamiento y blindaje
El apantallamiento y blindaje selectivos de otros cables
y equipos del área circundante pueden aliviar los
problemas de interferencias En el caso de aplicaciones
especiales es posible considerar el mallado de toda la
instalación de corte por plasma.
No obstante, los componentes metálicos conectados a
la pieza a cortar aumentarán el riesgo de electrocución
al operador si toca estos componentes al mismo tiempo
que el electrodo (la boquilla, para los cabezales láser).
El operador deberá estar aislado de todos los
componentes metálicos así conectados.
EMC-2 Información de cumplimiento
7/ 10

Garantía
Atención
Las piezas originales Hypertherm son las piezas de
repuesto recomendadas por la fábrica para los sistemas
Hypertherm. Cualquier daño o lesión producidos por
el uso de piezas que no sean originales de Hypertherm
no estarán cubiertos por la garantía y se considerarán
como un uso incorrecto del producto Hypertherm.
Usted es el único responsable del uso seguro del
producto. Hypertherm no garantiza ni puede garantizar
el uso seguro del producto en su entorno.
Generalidades
Hypertherm, Inc. garantiza que sus productos no
tendrán defectos de materiales ni de fabricación por
el tiempo específico establecido en este documento y
conforme a lo siguiente: si se notifica a Hypertherm de
un defecto (i) relacionado con la fuente de energía en
el término de los dos(2)años siguientes a la fecha de
envío, con excepción de las fuentes de energía marca
Powermax, cuyo plazo será de tres(3)años a partir
de la fecha de envío, (ii) relacionado con la antorcha
o sus cables y mangueras, en el transcurso del año
(1) siguientea la fecha de envío, con respecto a los
conjuntos elevadores de antorcha, en el transcurso del
año (1) siguientea la fecha de envío y con respecto
a los cabezales láser, en el transcurso del año (1)
siguiente a la fecha de envío, así como con respecto a
los productos Automation, un (1) año a partir de la fecha
de envío, con la excepción de los CNC EDGE Pro y
MicroEDGE Pro y el THC ArcGlide, cuyo plazo deberá
ser de dos (2) años a partir de la fecha de envío.
Esta garantía no se aplicará a ninguna fuente de energía
marca Powermax que se haya usado con convertidores
de fases. Además, Hypertherm no garantiza ningún
sistema dañado a consecuencia de la mala calidad
de la energía, ya sea por convertidores de fases o por
la línea de alimentación eléctrica. Esta garantía no se
aplica a ningún producto que haya sido mal instalado,
modificado o dañado de otro modo.
Hypertherm ofrece como único y exclusivo recurso
la reparación, el reemplazo o el ajuste del producto,
si y solo si, se apela debidamente a la garantía y
la misma es aplicable tal como se estipula en este
documento. Hypertherm, a su exclusiva discreción,
reparará, reemplazará o ajustara sin cargo alguno los
productos defectuosos cubiertos por esta garantía,
los cuales se devolverán, con la autorización previa de
Hypertherm (que no se negará injustificadamente) y bien
embalados, al centro de operaciones de Hypertherm
en Hanover, New Hampshire, o a instalaciones de
reparación autorizadas por Hypertherm, con todos los
costos, seguro y transporte prepagados por el cliente.
Hypertherm no será responsable de ninguna reparación,
reemplazo ni ajuste de productos cubiertos por esta
garantía, a menos que se hagan en cumplimiento
de lo establecido en el párrafo anterior y con el
consentimiento previo y por escrito de Hypertherm.
La garantía definida anteriormente es exclusiva y
reemplaza a todas las demás garantías expresas,
implícitas, estatutarias o de otro tipo relacionadas con
los productos o los resultados que pueden obtenerse
con ellos, y a todas las garantías o condiciones
implícitas de calidad o comercialización o aptitud para
un propósito determinado, o contra violaciones de
derechos de terceros. Lo anterior constituirá el único y
exclusivo recurso de cualquier incumplimiento de esta
garantía por parte de Hypertherm.
Los distribuidores o fabricantes originales pueden ofrecer
garantías diferentes o adicionales, pero ellos no están
autorizados a brindarle a usted ninguna protección de
garantía adicional ni hacerle ninguna representación que
pretenda ser vinculante para Hypertherm.
Información de cumplimiento W-1
9/10

GARANTÍA
Indemnización por patente
Con la única excepción de los casos de productos
no fabricados por Hypertherm, o fabricados por
una persona no perteneciente a Hypertherm y que
no cumpla estrictamente las especificaciones de
Hypertherm y, en casos de diseños, procesos,
fórmulas o combinaciones que no haya desarrollado
o se pretenda que haya desarrollado Hypertherm,
Hypertherm tendrá derecho a defender o transar, a su
cuenta y cargo, cualquier demanda o procedimiento
entablado en contra de usted que alegue que el uso
del producto Hypertherm, por su cuenta y no en
combinación con ningún otro producto no provisto por
Hypertherm, viola la patente de algún tercero. Usted
deberá notificar a Hypertherm con prontitud al recibir
notificación de cualquier demanda o amenaza de
demanda relacionada con cualquier supuesta violación
de estas características (y, en cualquier caso, nunca
después de los catorce [14] días siguientes a tener
conocimiento de cualquier demanda o amenaza de
demanda); la obligación de Hypertherm a defender
dependerá de que Hypertherm tenga total control de
la defensa de la demanda, y reciba la cooperación y la
asistencia de la parte indemnizada.
Limitación de responsabilidad
Hypertherm no será responsable en ningún
caso ante ninguna persona o entidad de ningún
daño incidental, emergente directo, indirecto,
punitivo o ejemplares (incluido, entre otros,
la pérdida de ganancias) sin importar que tal
responsabilidad se base en incumplimiento
de contrato, responsabilidad extracontractual,
responsabilidad estricta, incumplimiento de
garantía, incumplimiento de objetivo esencial
o cualquier otro, incluso si se advirtió de la
posibilidad de que ocurrieran dichos daños.
Códigos locales y nacionales
Límite máximo de responsabilidad
La responsabilidad de Hypertherm, de
haberla, en ningún caso superará el monto
total abonado por los productos que dieron
origen a tal reclamación, ya sea que la
responsabilidad se base en incumplimiento
de contrato, responsabilidad extracontractual,
responsabilidad estricta, incumplimiento de
garantías, incumplimiento de objetivo esencial o
cualquier otro por cualquier demanda, proceso
judicial, pleito o procedimiento (ya sea de
tribunal, de arbitraje, regulador o de cualquier
otro) que surjan o estén relacionados con el uso
de los productos.
Seguro
Usted tendrá y mantendrá en todo momento un seguro
por los montos y tipos, y con la cobertura suficiente
y apropiada, para defender y mantener a salvo a
Hypertherm de los daños y perjuicios que surgieran
de cualquier demanda entablada por el uso de los
productos.
Transferencia de derechos
Usted puede transferir los derechos restantes que le
otorgue el presente documento únicamente en relación
con la venta de todos o casi todos los activos o capital
social a un sucesor interesado que acepte regirse por
todos los términos y condiciones de esta garantía.
Usted conviene en notificar de ello a Hypertherm,
por escrito y en el transcurso de los treinta (30) días
anteriores a la transferencia, e Hypertherm se reserva
el derecho de aprobarlo. De no notificar a tiempo a
Hypertherm y buscar su aprobación conforme a lo
establecido en este documento, se anulará y quedará
sin efecto la garantía aquí establecida y usted ya no
contará con ningún recurso ulterior contra Hypertherm
en virtud de la garantía o de otra manera.
Los códigos locales y nacionales que regulan la
plomería y las instalaciones eléctricas tendrán
precedencia sobre cualquiera de las instrucciones
incluidas en este manual. En ningún caso Hypertherm
será responsable por lesiones personales o daños
materiales ocasionados por cualquier violación de
códigos o prácticas de trabajo deficientes.
W-2 Información de cumplimiento
9/10

Sección 1
ESPECIFICACIONES
En esta sección:
Principales dispositivos de un sistema de corte automático ...........................................................................................................1-2
CNC ...................................................................................................................................................................................................1-3
Mesa de corte ..................................................................................................................................................................................1-3
Sistema de corte por arco de plasma ........................................................................................................................................1-3
Caja de control.................................................................................................................................................................................1-4
Sistema de mando ..........................................................................................................................................................................1-4
Control de altura de la antorcha (THC) .....................................................................................................................................1-4
Antorcha oxicorte .............................................................................................................................................................................1-4
Marcador ...........................................................................................................................................................................................1-4
Descripción general del MicroEDGE Pro ............................................................................................................................................1-5
Dispositivos comunes ....................................................................................................................................................................1-5
Opciones del sistema .....................................................................................................................................................................1-5
Panel trasero .....................................................................................................................................................................................1-6
Especificaciones del sistema ..................................................................................................................................................................1-7
Configuraciones de interfaz máquina ....................................................................................................................................................1-8
Configuración HyPath ....................................................................................................................................................................1-8
Configuración Picopath .................................................................................................................................................................1-9
Configuración SERCOS II......................................................................................................................................................... 1-10
Configuración SERCOS III .......................................................................................................................................................1-11
Sensor THC integrado ................................................................................................................................................................ 1-12
Requisitos a los paneles secundarios ................................................................................................................................................1-13
Temperatura interior ..................................................................................................................................................................... 1-13
Circulación de aire ....................................................................................................................................................................... 1-13
Entrada CA ....................................................................................................................................................................................1-13
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 1-1
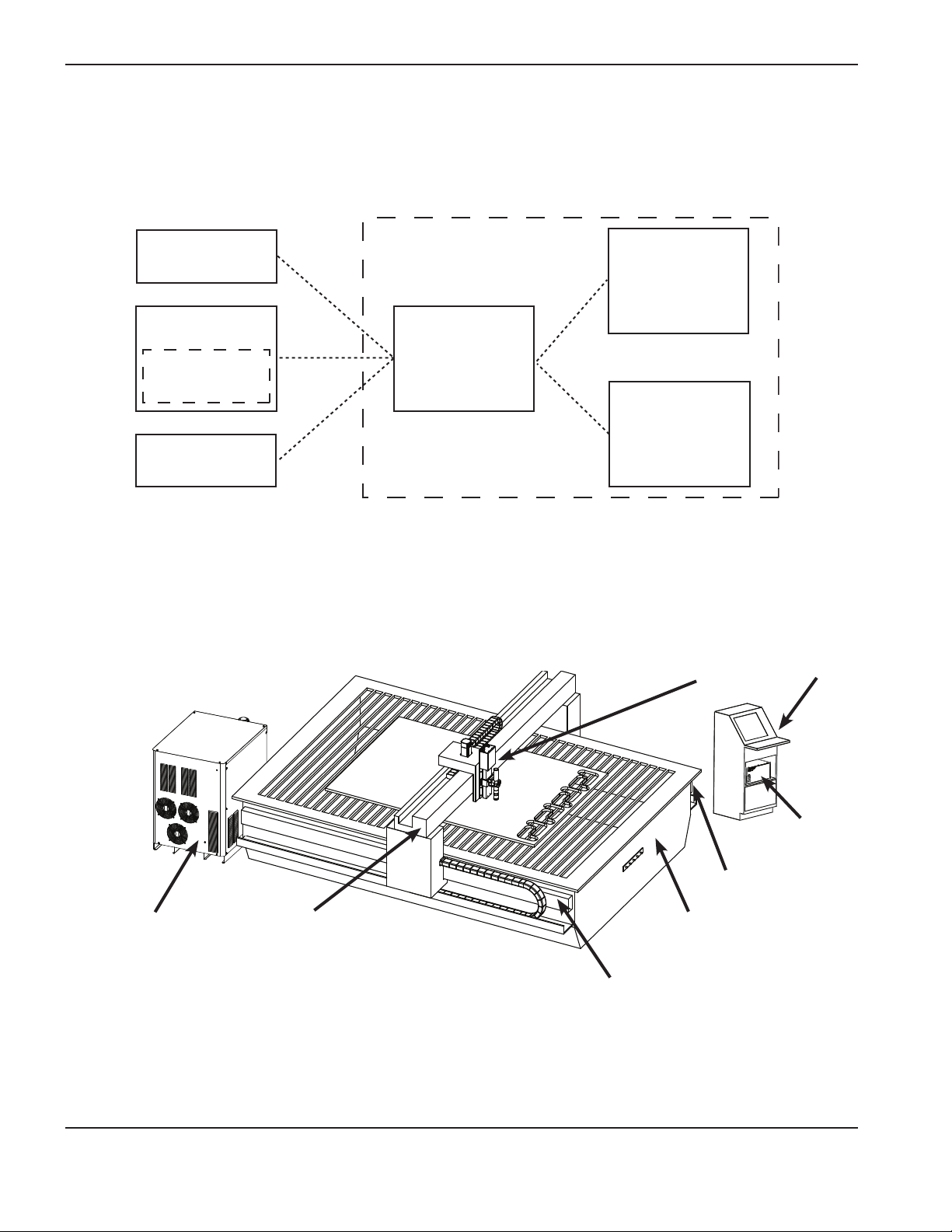
EspEcificacionEs
Principales dispositivos de un sistema de corte automático
El siguiente esquema ejemplifica las relaciones entre los componentes de un sistema de corte automático. En las
secciones siguientes se describen más a fondo estos componentes y sus relaciones.
Consola operador
Mesa de corte y
sistema de mando
Caja de control
Sistema oxicorte
Productos que ofrece
Hypertherm
CNC
Sistema de corte
Componentes de un sistema de corte automático
Control de altura de
THC
por plasma
la antorcha
Consola del
operador y
pantalla
MicroEDGE Pro
Carril
Sistema de corte
por arco de plasma
Pórtico
Carril
Mesa de corte
Sistema de corte con plantilla configurado con un CNC MicroEDGE Pro
1-2 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

EspEcificacionEs
CNC
El Control Numérico por Computadora (CNC) lee los programas de pieza y se comunica con los demás componentes
del sistema de corte con plantilla. El mismo controla las piezas (plantillas) a cortar del material.
Para información más detallada de los dispositivos de hardware del CNC MicroEDGE Pro, consulte las secciones de
este manual. Para información detallada del software con que opera el CNC MicroEDGE Pro, consulte los siguientes
manuales del software Phoenix®:
• Manual de instalación y configuración (806410)
• Manual del operador (806400)
• Referencia del programador (806240)
Mesa de corte
La mesa de corte es la estructura que sostiene la placa de material en la que se van a cortar las piezas. Una mesa de
corte representativa lleva dos carriles, uno a cada lado, que recorren toda su longitud y conforman la ruta del pórtico.
El pórtico va montado en los carriles y barre el ancho de la mesa. El control de altura de la antorcha (THC) se sujeta al
pórtico y determina el avance vertical de la antorcha de corte.
El avance horizontal del pórtico y la estación de antorcha y el avance vertical de la antorcha en el THC especifican los
tres ejes que se necesitan para controlar la posición de la antorcha sobre la placa. Se pueden agregar más equipos a la
mesa de corte a fin de posibilitar el biselado y otros tipos de corte.
Hypertherm no fabrica mesas de corte. Para más información de la mesa de corte de su sistema, consulte el manual
suministrado por el fabricante de la mesa.
Sistema de corte por arco de plasma
La herramienta de corte es el componente principal de cualquier sistema de corte y puede ser un sistema de plasma,
oxicorte, láser o chorro de agua. El sistema de corte es el que controla los parámetros esenciales como el gas plasma
ylos gases auxiliares, así como las proporciones en que estos se mezclan.
Es posible que su sistema de corte venga con un sistema de plasma Hypertherm. Para más información, consulte el
manual correspondiente. En el CNC existen versiones electrónicas (PDF) de muchos de los manuales Hypertherm.
Si usa una fuente de plasma o sistema de corte de otra compañía, consulte el manual correspondiente.
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 1-3

EspEcificacionEs
Caja de control
La caja de control (que pone el fabricante de la mesa) contiene las placas de bornes que encauzan la energía
y las señales de control a los subsistemas del sistema de corte. La caja de control también puede contener los
amplificadores de mandos que amplían las señales de control enviadas por el CNC a los motores para el avance.
Sistema de mando
La velocidad, lisura y exactitud de los cortes están determinados por la combinación y correcta integración (ajuste) de
CNC, codificadores, amplificadores de mando, THC, engranajes, carriles y servomotores que haga el fabricante de la
mesa. El MicroEDGE Pro se usa normalmente con los mandos y motores seleccionados por el fabricante de la mesa.
Para más información del sistema de mando de su mesa de corte, consulte el manual suministrado por el fabricante.
Control de altura de la antorcha (THC)
El THC controla la conocida “separación”, o sea, la distancia que hay entre la antorcha y la pieza a cortar (placa). La
separación la define normalmente la altura o el voltaje.
Si tiene un THC Hypertherm configurado en su sistema, para más información sobre su instalación y uso, consulte uno
de los siguientes manuales:
• Sensor™ PHC (806150)
• Sensor™ THC (806400, 806410 y 806420)
• Command® THC (802780)
• ArcGlide® THC (806450)
Si su THC es de otra compañía, consulte el manual que le suministró el fabricante de la mesa.
Antorcha oxicorte
Los sistemas de corte automáticos también se pueden configurar para antorchas de oxicorte adicionando un control de
altura de oxígeno (OHC). Si su sistema está configurado con un Sensor OHC Hypertherm, consulte el manual de este
equipo (MANU-0044) para informarse más de su instalación y operación. En el caso de otros dispositivos, consulte el
manual correspondiente.
Para más información de la antorcha de oxicorte, consulte el manual que le suministró el fabricante de la mesa.
Marcador
Un marcador puede ser cualquier dispositivo o proceso para marcar una placa, más que para su perforación o corte. Si su
sistema está configurado con un ArcWriter Hypertherm, consulte el manual de este equipo (802520) para informarse más de
su instalación y operación. Para el marcado también se puede utilizar cualquier sistema de plasma HPR. Para más información,
ver el manual HPR de que se trate. En el caso de otros dispositivos o procesos, consulte el manual correspondiente.
1-4 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

EspEcificacionEs
Descripción general del MicroEDGE Pro
Este control es un CNC a base de PC que utiliza el software Phoenix de Hypertherm para controlar uno o más sistemas
de corte o marcado.
Dispositivos comunes
Los modelos HyPath, Picopath, SERCOS II y SERCOS III del CNC MicroEDGE Pro están configurados con los
siguientes puertos de comunicación:
• serie (2 puertos RS-232 y 2 RS-422)
• Ethernet (1)
• Hypernet (1)
• USB (5)
• de red para descargar programas de pieza o usar utilitarios remotos de diagnóstico
• de interfaz ON/OFF (encendido/apagado) remoto
Para más información sobre los dispositivos del MicroEDGE Pro, ver la tabla Especificaciones del sistema de esta
sección.
Opciones del sistema
Los dispositivos del MicroEDGE Pro pueden ampliarse con la adición de las siguientes opciones que ofrece
Hypertherm o el integrador de su sistema:
• pantalla táctil LCD (con resolución de 1024 x 768 y relación de aspecto 4:3) y 2 m de cables de alimentación, USB
y VGA
• extensión del cable de pantalla táctil de hasta 50 m para teclado, video y mouse
• varios ejes de mando
• interfaz Sensor THC o ArcGlide THC
• interfaz analógica de joystick y potenciómetro de velocidad
• tarjeta inalámbrica para LAN Ethernet
Vista frontal del CNC MicroEDGE Pro (todos los modelos)
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 1-5

EspEcificacionEs
Panel trasero
El panel trasero del CNC tiene conectores para cables de energía, retroalimentación de control de avance,
E/S ypuertos de comunicación. Estos conectores están claramente marcados con su función. Existen cuatro
configuraciones en el comercio: HyPath, Picopath, SERCOS II y SERCOS III.
Para más información sobre la instalación eléctrica del CNC MicroEDGE Pro, ver la Sección 3, Instalación.
Nota: el panel trasero a continuación se muestra solo como referencia. El panel trasero de cada CNC en particular
dependerá de la configuración solicitada.
Alimentación
CA
Puertos mando/codific.
Puertos serie
tarjeta madre
(RS-232)
Puerto
VGA
Puerto E/S
Puerto
LAN
Puertos
USB
Puertos
antena
para E/S
inalámbrica
opcional
Puerto
Hypernet
Puerto opcional joystick y
potenc. velocidad
ON/OFF remoto
Puertos
tarjeta
serie con
aislamiento
(RS-422
o RS-232)
Puertos
Sensor THC
opcional (2)
Panel trasero del CNC MicroEDGE Pro Picopath
1-6 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1
EspEcificacionEs
Especificaciones del sistema
Dispositivos del sistema
Procesador Intel
Sistema operativo Windows XPe
Software Phoenix versión 9.7.1 o posterior
Puertos LAN 1 puerto Ethernet de uso general
Puerto Hypernet 1 puerto de comunicación con los sistemas habilitados con Hypernet
Puertos USB 5 puertos USB2.0
®
Puertos serie
Puerto VGA 1 puerto estándar de 15 pines para el monitor
Dispositivos de monitoreo
integrados
Disco duro S ATA
Apoyo THC 2 Sensor THC o 4 ArcGlide THC (por Hypernet o conexiones discretas)
Certificación cCSAus, CE, GOST-TR, C-Tick, UkrSEPRO
Configuración HyPath Picopath SERCOS II SERCOS III
Cantidad E/S 24/24 12/12 512/512 512/512
Tipo E/S
Ejes disponibles 2-4 2-4 2-12 2-12
Alimentación
Entrada CA
Fusible de fusión lenta 2A, 250VCA
4 (2 RS-232 y 2 puertos configurables RS-232/RS-422 con aislamiento) con
conectores Dsub de 9 pines
Monitoreo de hardware incluyendo ventilador, temperatura de la CPU, voltajes y
pantalla de autocomprobación durante el encendido (POST)
Entrada: lógica positiva
Salida: cierre a
contacto
Voltaje: 100 VCA a 240 VCA
Corriente: 1,3 A a 100 VCA/ 0,6 A a 240 VCA
Frecuencia: 50/60 Hz
Entrada y salida:
lógica negativa
Fibra óptica en anillo Ethernet
HyPath Picopath SERCOS II SERCOS III
CC existente para E/S 24 V a 1,5 A 24 V a 1,5 A
Entorno
Temperatura 0 ºC a 40 ºC
Humedad 50% de humedad relativa a 40 ºC, 90% de humedad relativa a 20 ºC
Grado de protección IP
Dimensiones mecánicas
Altura 238 mm
Ancho 463 mm
Profundidad 332 mm
Peso 15,9 kg
IP2X de conformidad con la norma IEC 60529. Protección de los equipos a la
exposición a humedad excesiva.
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 1-7

EspEcificacionEs
Configuraciones de interfaz máquina
La interfaz máquina CNC es la conexión entre el CNC y los dispositivos de la mesa de corte para ejecutar las órdenes
de avance y enviar o recibir señales operacionales (E/S). La selección de una interfaz máquina está basada en la
cantidad total de ejes (motores) y E/S que se necesiten para su aplicación y de lo que admita el software del CNC.
Para conocer los dispositivos y capacidades nominales que necesita operar que no son de la mesa, además de la
cantidad de señales E/S, necesita considerar su tipo, por ejemplo, una señal Corte On o estación elevador.
Configuración HyPath
La interfaz HyPath se vende con diferentes configuraciones. El sistema básico ofrece de 2 a 4 ejes con 24 entradas y
24 salidas. Las opciones de configuración se listan en la siguiente tabla.
Número
de pieza
090118 2 24/24 No Sí No
090119 3 24/24 No Sí No
090120 4 24/24 No Sí No
090121 2 24/24 2 Sí Sí
090122 3 24/24 2 Sí Sí
090123 4 24/24 2 Sí Sí
Cantidad
de ejes
Cantidad
de E/S
Sensor THC
integrado
Inalámbrica Analógica
Panel trasero de 090123
1-8 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

EspEcificacionEs
Configuración Picopath
La interfaz Picopath tiene de 2 a 4 ejes de control de avance con 12 entradas y 12 salidas. Esta interfaz se puede usar
para modernizar un sistema existente con una interfaz Picopath compatible.
La interfaz Picopath se puede configurar para suministrar 5 VCD, 12 VCD al codificador o alimentar codificadores con
suministro de voltaje externo (independientes). Ver el circuito de ejemplo que muestra las conexiones E/S Picopath en
la sección Instalación.
Número
de pieza
090124 2 12/12 No No No
090125 2 12/12 2 No Sí
090126 2 12/12 No Sí No
090127 2 12/12 2 Sí Sí
090128 3 12/12 No No No
090129 3 12/12 2 No Sí
090130 3 12/12 No Sí No
090131 3 12/12 2 Sí Sí
090132 4 12/12 No No No
090133 4 12/12 2 No Sí
090134 4 12/12 No Sí No
090135 4 12/12 2 Sí Sí
Cantidad
de ejes
Cantidad
de E/S
Sensor THC
integrado
Inalámbrica Analógica
Panel trasero de 090135
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 1-9

EspEcificacionEs
Configuración SERCOS II
La interfaz de servomando SERCOS (sistema de comunicación serie en tiempo real) se comunica con los
amplificadores de mando usando fibra óptica en topología de anillo. SERCOS II reemplaza la tarjeta convencional de
control de avance (MCC) con salida analógica de +/- 10 VCD por una tarjeta de fibra óptica. Esta configuración le
posibilita ampliar el sistema y dar cabida a 12 ejes y 512 E/S.
Notas:
• existen varias conexiones THC como función de SERCOS II
• en esta configuración deben usarse mandos SERCOS II (digitales) compatibles
• todas las configuraciones MicroEDGE Pro SERCOS II ofrecen 512 E/S y red inalámbrica
Número de
pieza
090107 2 Sí
090108 3 Sí
090109 4 Sí
090110 5 Sí
090111 6 Sí
090112 7 Sí
090113 8 Sí
090114 9 Sí
090115 10 Sí
090116 11 Sí
090117 12 Sí
Cantidad
de ejes
Inalámbrica
Panel trasero, todos los modelos SERCOS II
1-10 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

EspEcificacionEs
Configuración SERCOS III
SERCOS significa interfaz de servomando del “sistema de comunicación serie en tiempo real”. Este método de
comunicación con los amplificadores de mando usa Ethernet y reemplaza la tarjeta convencional de control de avance
(MCC) con salida analógica de +/- 10 VCD por una tarjeta de mando que maneja SERCOS III, transmisiones en
tiempo real y le posibilita ampliar el sistema y dar cabida a 12 ejes y 512 E/S.
Notas:
• existen varias conexiones THC como función de SERCOS III
• en esta configuración deben usarse mandos SERCOS III (digitales) compatibles
• todas las configuraciones MicroEDGE Pro SERCOS III ofrecen 512 E/S y red inalámbrica
Número de
pieza
090172 2 Sí
090173 3 Sí
090174 4 Sí
090175 5 Sí
090176 6 Sí
090177 7 Sí
090178 8 Sí
090179 9 Sí
090180 10 Sí
090181 11 Sí
090182 12 Sí
Cantidad
de ejes
Inalámbrica
Panel trasero, todos los modelos SERCOS III
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 1-11

EspEcificacionEs
Sensor THC integrado
Si la configuración de su MicroEDGE Pro tiene el Sensor THC opcional integrado, el CNC incluye una entrada
analógica para la configuración HyPath y la Picopath y las siguientes tarjetas de circuito impreso (TCI):
• TCI analógica (141125) para 1 a 2 Sensor THC
• TCI de control de interfaz (141210) para 1 a 2 Sensor THC, 1 joystick y 1 a 2 potenciómetros de velocidad
• TCI VCD3 (141201) para 1 Sensor THC
Para más información, ver Instalación.
Para información detallada del software con que opera el CNC MicroEDGE Pro, consulte los siguientes manuales del
software Phoenix®:
• Manual de instalación y configuración (806410)
• Manual del operador (806400)
• Referencia del programador (806420)
THC1
THC2
1-12 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

EspEcificacionEs
Requisitos a los paneles secundarios
Si el CNC MicroEDGE Pro se instala con paneles secundarios, estos deben observar las especificaciones de entorno
de operación que se listan en la tabla Especificaciones del sistema de esta sección. En particular, la temperatura dentro
de los paneles principales del MicroEDGE Pro no debe superar 60 °C.
Posiblemente se necesite un enfriamiento auxiliar para asegurar que la temperatura en el interior de los paneles del
MicroEDGE Pro se mantenga dentro de las especificaciones del sistema.
Temperatura interior
Durante la operación, la temperatura de la tarjeta de circuito impreso de utilitario (141194, 141222, 141256) dentro de
los paneles debe estar por debajo de 60 °C.
La temperatura de la tarjeta de circuito impreso de utilitario se informa en la pantalla Información del control del software
Phoenix. La temperatura de la TCI de utilitario también puede verse en Watch Window. Para agregar este monitor de
temperatura a Watch Window:
1. En la pantalla Principal elegir Ajustes > Watch.
2. Seleccionar Temperatura en la lista desplegable del Recuadro inferior.
3. Elegir OK.
Circulación de aire
Entre los paneles principales y secundarios debe mantenerse una distancia de 5 cm por encima y por los lados, de
modo que el aire pueda circular como es debido alrededor del chasis del MicroEDGE Pro.
Entrada CA
La alimentación CA que entra a los paneles debe mantenerse en el rango de 100-240 VCA, 50/60 Hz.
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 1-13

EspEcificacionEs
1-14 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

Sección 2
INSTALACIÓN
En esta sección:
Al recibir el equipo .....................................................................................................................................................................................2-3
Reclamaciones ...........................................................................................................................................................................................2-3
Requisitos de instalación .........................................................................................................................................................................2-3
Colocar los componentes del sistema..................................................................................................................................................2-3
Montar el CNC ...........................................................................................................................................................................................2-4
Normas de orificios de montaje en la parte de abajo del CNC ...........................................................................................2-4
Configuración de los ejes X, Y ...............................................................................................................................................................2-5
Alimentación CA ........................................................................................................................................................................................2-6
Cable de energía .............................................................................................................................................................................2-6
Puesta a tierra del chasis .........................................................................................................................................................................2-7
Puertos de interfaz .....................................................................................................................................................................................2-8
Interfaz Hypernet .............................................................................................................................................................................2-8
Interfaz LAN ......................................................................................................................................................................................2-8
Interfaz USB (5) ...............................................................................................................................................................................2-8
Puertos serie (4) ..............................................................................................................................................................................2-8
Puerto 1 VGA ...................................................................................................................................................................................2-8
Conexiones Picopath ................................................................................................................................................................................2-9
Conexiones E/S Picopath .............................................................................................................................................................2-9
Conector E/S Picopath............................................................................................................................................................... 2-10
Ejemplos de circuitos E/S Picopath ........................................................................................................................................ 2-11
Conectores de mando/codificador Picopath .........................................................................................................................2-12
Opciones de voltaje del codificador de la interfaz Picopath ........................................................................................................ 2-14
Opciones de puentes del codificador ..................................................................................................................................... 2-14
Conexiones HyPath ............................................................................................................................................................................... 2-17
E/S HyPath .................................................................................................................................................................................... 2-17
Entradas HyPath ........................................................................................................................................................................... 2-18
Salidas HyPath ..............................................................................................................................................................................2-20
Conectores E/S HyPath ............................................................................................................................................................. 2-23
Conectores servo de 4 ejes HyPath ........................................................................................................................................ 2-25
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-1

InstalacIón
Conexiones analógicas ..........................................................................................................................................................................2-27
Conector Sensor THC ................................................................................................................................................................ 2-27
Especificaciones cables THC ................................................................................................................................................... 2-28
Conector joystick y potenciómetro de velocidad .................................................................................................................. 2-29
Adaptador de cable joystick y potenciómetro de velocidad MicroEDGE CNC (223252) ........................................ 2-30
Configuración E/S SERCOS II ...........................................................................................................................................................2-31
Configuración E/S SERCOS III .........................................................................................................................................................2-32
Cable SERCOS III ......................................................................................................................................................................2-32
Configuración puertos serie ................................................................................................................................................................. 2-33
Puertos serie 1 y 2 ....................................................................................................................................................................... 2-33
Puertos serie 3 y 4 ....................................................................................................................................................................... 2-33
Cable ON/OFF (encendido/apagado) remoto ................................................................................................................................ 2-35
Tarjeta de red inalámbrica ..................................................................................................................................................................... 2-36
Preparación para instalar antena .............................................................................................................................................. 2-36
Instalar antena ............................................................................................................................................................................... 2-36
Comprobar la red inalámbrica en Windows ...........................................................................................................................2-37
Mapear una unidad de red .........................................................................................................................................................2-38
Agregar una carpeta a Phoenix ................................................................................................................................................. 2-39
2-2 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

InstalacIón
Al recibir el equipo
1. Verifique haber recibido todos los componentes del sistema que estaban en su pedido. Comuníquese con su
proveedor si falta alguno de ellos.
• CNC MicroEDGE Pro
• Cable de alimentación CA (América del Norte)
• Conector cable de alimentación CA (todas las demás regiones)
• Joystick y cable adaptador potenciómetro de velocidad para la opción analógica
• Manual de instrucciones CNC MicroEDGE Pro
• Manual de instrucciones software Phoenix (3)
2. Revisar los componentes del sistema en busca de daños que puedan haberse producido durante el envío.
Si hay evidencia de daños, consultar el acápite Reclamaciones. Todas las comunicaciones relacionadas con
reclamaciones deben incluir el número de modelo y el número de serie ubicados en la parte de atrás del CNC.
Reclamaciones
Reclamaciones por daños durante el envío – si su unidad se dañó en el envío, debe presentar una reclamación
a la empresa de transporte. Hypertherm le facilitará una copia del conocimiento de embarque cuando la solicite. Si
necesita más asistencia, llame al número de Servicio al Cliente indicado en la portada de este manual o a su distribuidor
autorizado de Hypertherm.
Reclamaciones por productos defectuosos o faltantes – comuníquese con su proveedor si hay algún producto
defectuoso o que falte. Si necesita más asistencia, llame al número de Servicio al Cliente (indicado en la portada de
este manual) o a su distribuidor autorizado de Hypertherm.
Requisitos de instalación
Toda instalación y reparación de los sistemas eléctricos debe hacerse de conformidad con los códigos eléctricos
nacionales y locales. Este trabajo debe hacerlo solamente personal calificado.
Para cualquier pregunta técnica, diríjase a su distribuidor autorizado o al Departamento de Servicio Técnico de
Hypertherm más cercano (indicado en la portada de este manual).
Colocar los componentes del sistema
• Antes de hacer las conexiones eléctricas y de intercomunicación, poner todos los componentes del sistema en el
lugar en que van.
• Poner a tierra todos los componentes del sistema. Para más información, ver Prácticas recomendadas de puesta a
tierra y apantallamiento de esta sección.
• Asegurarse de que no estén bloqueadas las rejillas de ventilación forzada.
• No restringir el acceso del operador al conector de alimentación CA para la conexión y desconexión del cable de
alimentación. El conector de alimentación CA es el medio principal de desconexión de energía de los equipos.
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-3
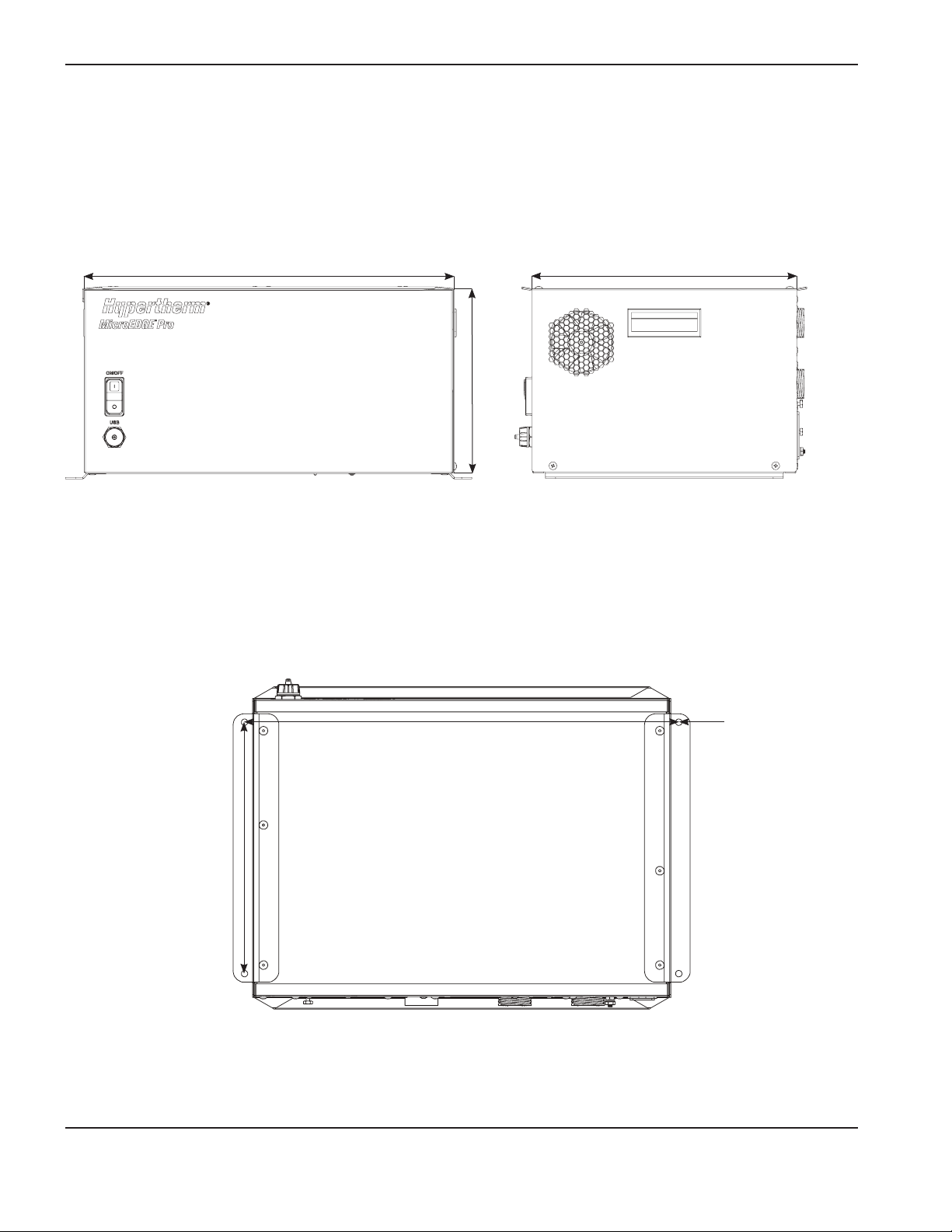
InstalacIón
Montar el CNC
Antes de configurar el CNC MicroEDGE Pro, montar todos los componentes del sistema según las instrucciones
pertinentes.
No poner los componentes del sistema encima de armarios sin la debida sujeción ni en el piso.
463 mm
238 mm
Vistas frontal y lateral CNC MicroEDGE Pro
332 mm
Normas de orificios de montaje en la parte de abajo del CNC
Si va a actualizar un MicroEDGE CNC a MicroEDGE Pro, las normas de los pernos de montaje son las mismas en
ambos sistemas.
483 mm
279 mm
Norma de montaje del MicroEDGE Pro
7,1 mm de diámetro
para pernos de 6 mm
2-4 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

InstalacIón
Configuración de los ejes X, Y
Para configurar los ejes X, Y, decida primero cuál de los ejes de la mesa será el X y el lugar en que estará la posición
de origen.
A continuación, defina la orientación X/Y y la posición de origen en el programa Phoenix de modo que coincida con
la configuración que quiere en la mesa. Para que el sistema pueda ejecutar los programas de pieza como se prevé, la
orientación de los ejes y la posición de origen del software y de la mesa deben concordar.
X+
Y+
Y-
X-
Origen mesa y posición de
origen (0,0) representativos
Ejemplo de sistema de corte con plantilla configurado con un CNC MicroEDGE Pro
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-5

InstalacIón
Alimentación CA
Tamaño de fusible – 2 A, 250 V, fusión lenta
Tuerca y arandela de
Conector
alimentación CA
Cable de energía
El cable de energía CA es una norma en los equipos de América del Norte y se envía con el CNC MicroEDGE Pro.
Alas demás regiones, el CNC se envía solamente con un conector de alimentación, lo que permite combinar el cable
yconector para cumplir los requisitos de los códigos locales y las conexiones de energía.
Para colocar el cable de energía, conecte el enchufe (108842) que viene con el CNC MicroEDGE Pro a un cable de
3alambres para las señales de línea, neutro y a tierra, de conformidad con los códigos de electricidad locales. Para más
información de especificaciones eléctricas, ver la sección Alimentación de la tabla Especificaciones del sistema de la
sección Especificaciones. Ver también los ejemplos de los esquemas a continuación.
presión puesta a tierra
n.° 10-32
Nota: en cumplimiento de los códigos de electricidad locales, el bloque portafusibles es universal y da cabida a 1 fusible.
Alimentación puesta
por el cliente
(sin neutro)
Línea L1
Línea L2
A tierra de
protección
CNC MicroEDGE Pro
(como se despacha)
Módulo de
alimentación
1 fusible: 2A,
5 x 20 mm
Alimentación puesta por
el cliente
(con neutro)
Línea L1
Neutro
A tierra de
protección
CNC MicroEDGE Pro
(como se despacha)
Módulo de
alimentación
1 fusible: 2A,
5 x 20 mm
Ejemplos de diagramas eléctricos de alimentación VCA
2-6 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1
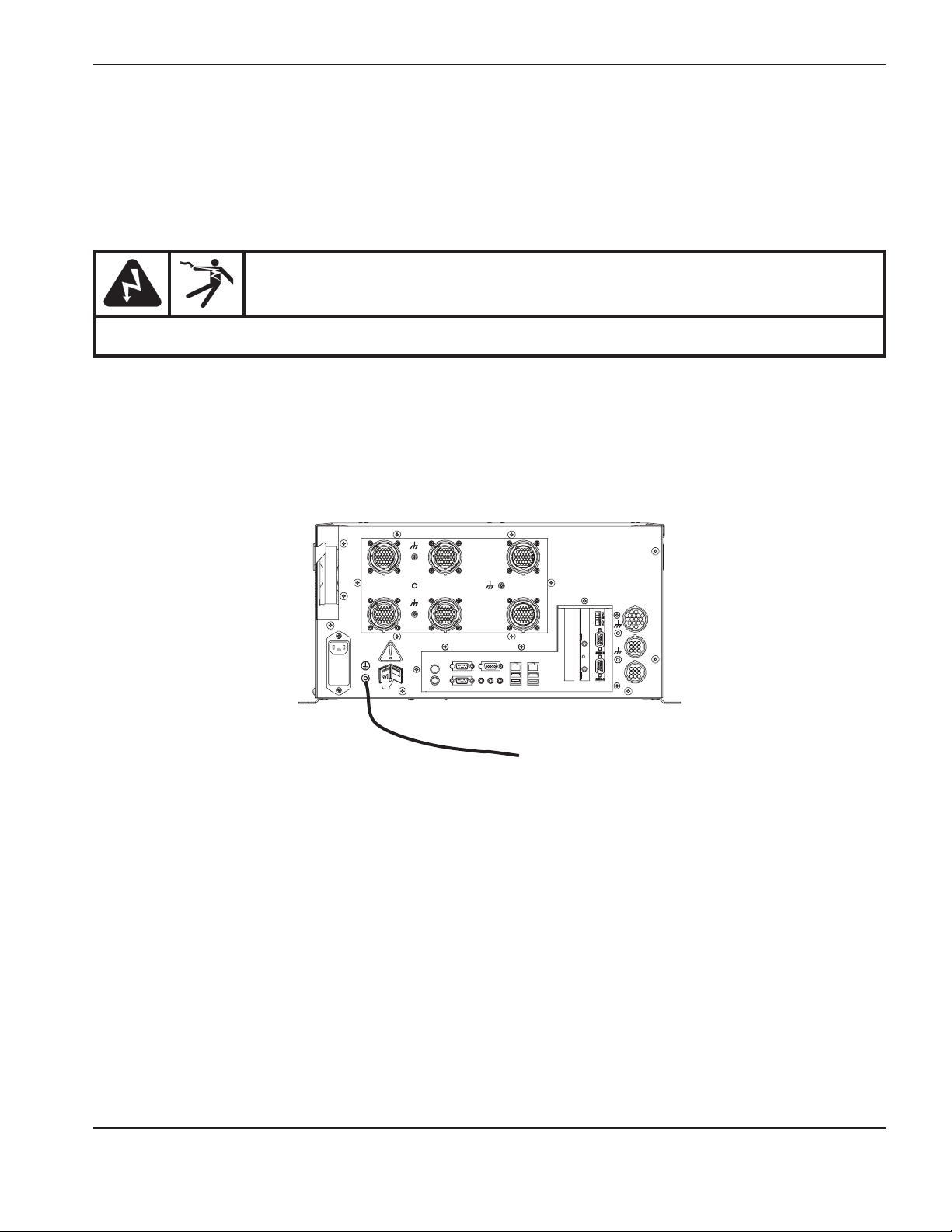
InstalacIón
Puesta a tierra del chasis
Para la operación segura, el CNC debe ponerse a tierra como es debido, conforme a los códigos de electricidad,
nacionales y locales. Usar un cable de 16 mm2 para conectar el borne de tierra de la parte trasera del CNC a la mesa
de corte como se muestra a continuación.
ADVERTENCIA
UNA DESCARGA ELÉCTRICA PUEDE SER FATAL
Para asegurar la operación segura y confiable, esta conexión a tierra debe llevar cable.
A tierra en estrella mesa de corte
Cable a tierra del CNC
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-7

InstalacIón
Puertos de interfaz
Interfaz Hypernet
La interfaz Hypernet posibilita la conexión Hypernet con un sistema habilitado con Hypernet como el ArcGlide THC.
Interfaz LAN
Con la interfaz Ethernet RJ-45 el MicroEDGE Pro puede conectarse a una red de área local (LAN) para descargar
piezas y usar Remote Help.
Para más información sobre la configuración LAN, ver el Manual de instalación y configuración del software Phoenix.
Interfaz USB (5)
Los puertos USB 2.0 se pueden usar para cargar programas o conectar un teclado, mouse o pantalla táctil USB.
Puertos serie (4)
El MicroEDGE Pro tiene 4 puertos serie que utilizan conectores Dsub de 9 pines.
Los dos puertos serie RS-232 (COM 1 y COM 2) están ubicados en la tarjeta madre.
Hay otros dos puertos serie (COM 3 y COM 4) en todas las versiones de la tarjeta serie con aislamiento:
• 141222 para HyPath y Picopath de 4 ejes
• 141256 para Picopath de 2 ejes
• 141194 para SERCOS II
La velocidad de transmisión es de hasta 115 kbaudios. Ambos puertos están prefijados de manera predeterminada
como RS-422 pero pueden configurarse como RS-232. Para más información, ver el acápite Configuración puertos
serie de esta sección y la sección Mantenimiento y diagnóstico.
Puerto 1 VGA
El puerto VGA permite la conexión con un monitor de video (pantalla táctil, LCD o tubo de rayos catódicos).
2-8 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

InstalacIón
Conexiones Picopath
Conexiones E/S Picopath
Las E/S se asignan en el software Phoenix, en la pantalla Ajustes máquina > E/S. Para más información, ver el Manual
de instalación y configuración del software Phoenix.
Vista posterior del CNC MicroEDGE Pro con configuración E/S Picopath
Las E/S Picopath ofrecen:
• 12 entradas lógicas negativas de capacidad nominal 24 VCD
• 12 salidas lógicas negativas con capacidad nominal 24 VCD para cargas de hasta 1 A
• bloque de alimentación local de 24 VCD en la TCI Picopath con un consumo total de 1,5 A
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-9
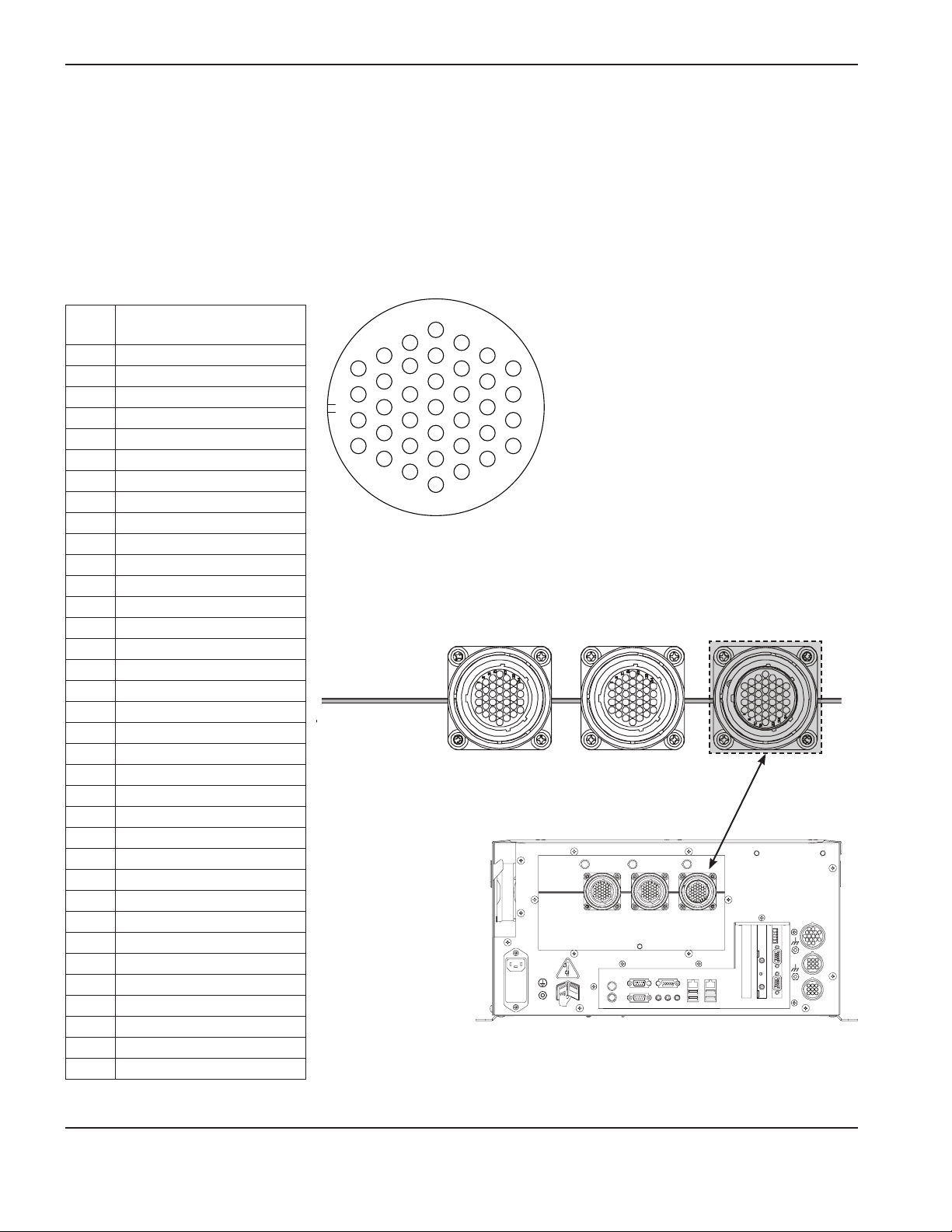
InstalacIón
Conector E/S Picopath
Use la siguiente información para colocar los cables E/S Picopath.
El conector de acoplamiento E/S Picopath es un conector circular de 37 pines:
• conector cable AMP 208470-1
• contactos zócalos: AMP 66101-3 (CA 16-18), AMP 66105-3 (CA 20-24).
• juego Hypertherm: 228490
No.
Señal
pin
1 Entrada 1
2 Entrada 2
3 Entrada 3
4 Entrada 4
6 Entrada 6
8 Entrada 8
9 Entrada 9
10 Entrada 10
11 Entrada 11
12 Entrada 12
13 Normalmente cerrado (NC)
14 +24 VCD
15 +24 VCD
16 Normalmente cerrado (NC)
17 Masa de señal 24 V
18 Masa de señal 24 V
19 Normalmente cerrado (NC)
20 Normalmente cerrado (NC)
21 Salida 1
22 Salida 2
23 Salida 3
24 Salida 4
25 Salida 5
26 Salida 6
27 Salida 7
28 Salida 8
29 Salida 9
30 Salida 10
31 Salida 11
32 Salida 12
33 Pantalla de protección E/S
34 +24 VCD
35 +24 VCD
36 Masa de señal 24 V
37 Masa de señal 24 V
16
10
5
1
4
9
15
23
28
29
33
34
37
22
Conector E/S Picopath J8
EJE Z/W
MANDO/COD.
Conector E/S Picopath
EJE X/Y
MANDO/COD. E/S
2-10 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1
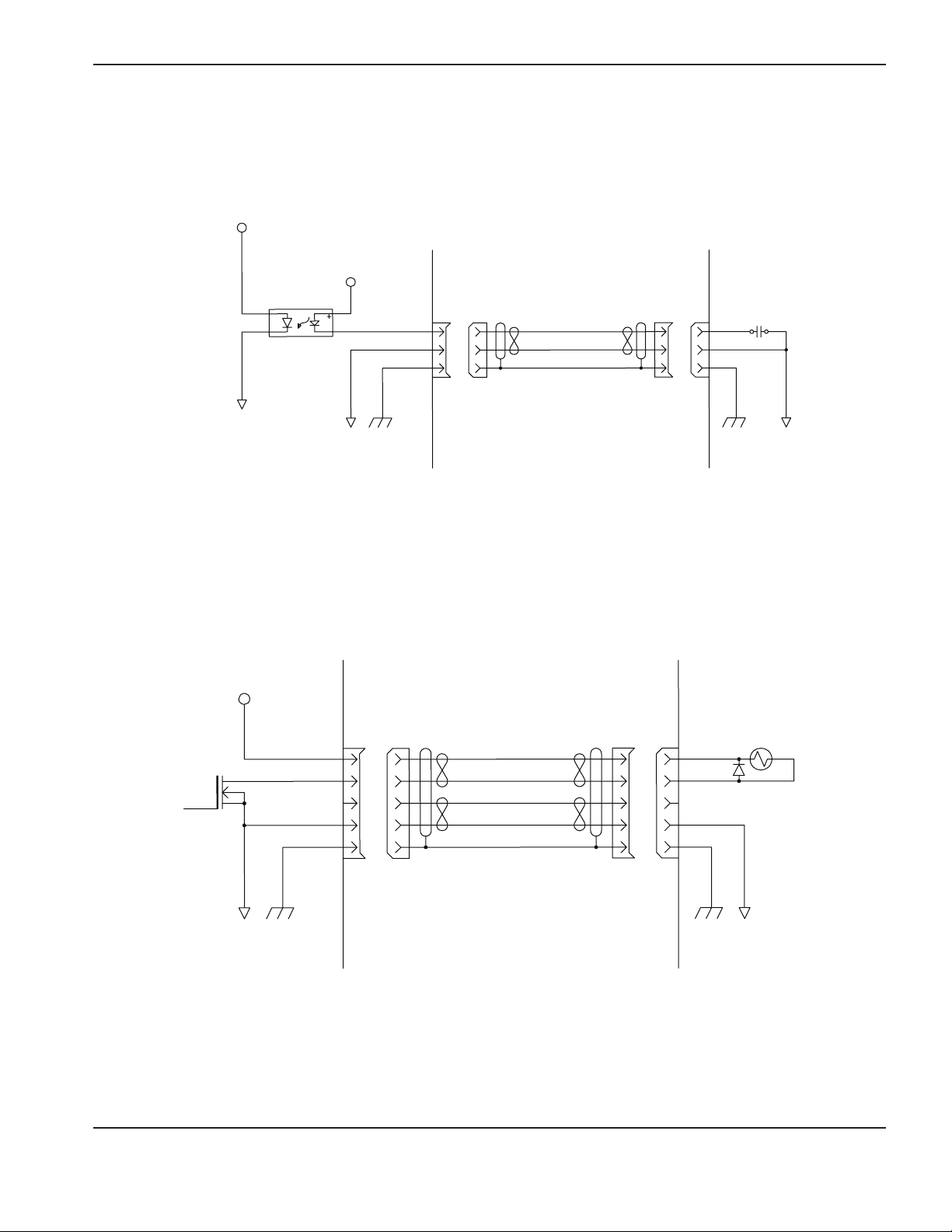
Ejemplos de circuitos E/S Picopath
+5 VCD
InstalacIón
+24 VCD
+24 VCD
Masa de señal
MicroEDGE Pro
Entrada
Pant. prot.
37
Cable puesto por el cliente
Drenaje entrada – CNC
Interruptor
(normalmente
abierto)
Circuito cliente
Bobina 24 VCD
con diodo
FET
MicroEDGE Pro
Entrada
Masa de señal
Pant. prot.
37
Cable puesto por el cliente
Circuito cliente
Salida, drenaje bobina 24 VCD – CNC
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-11
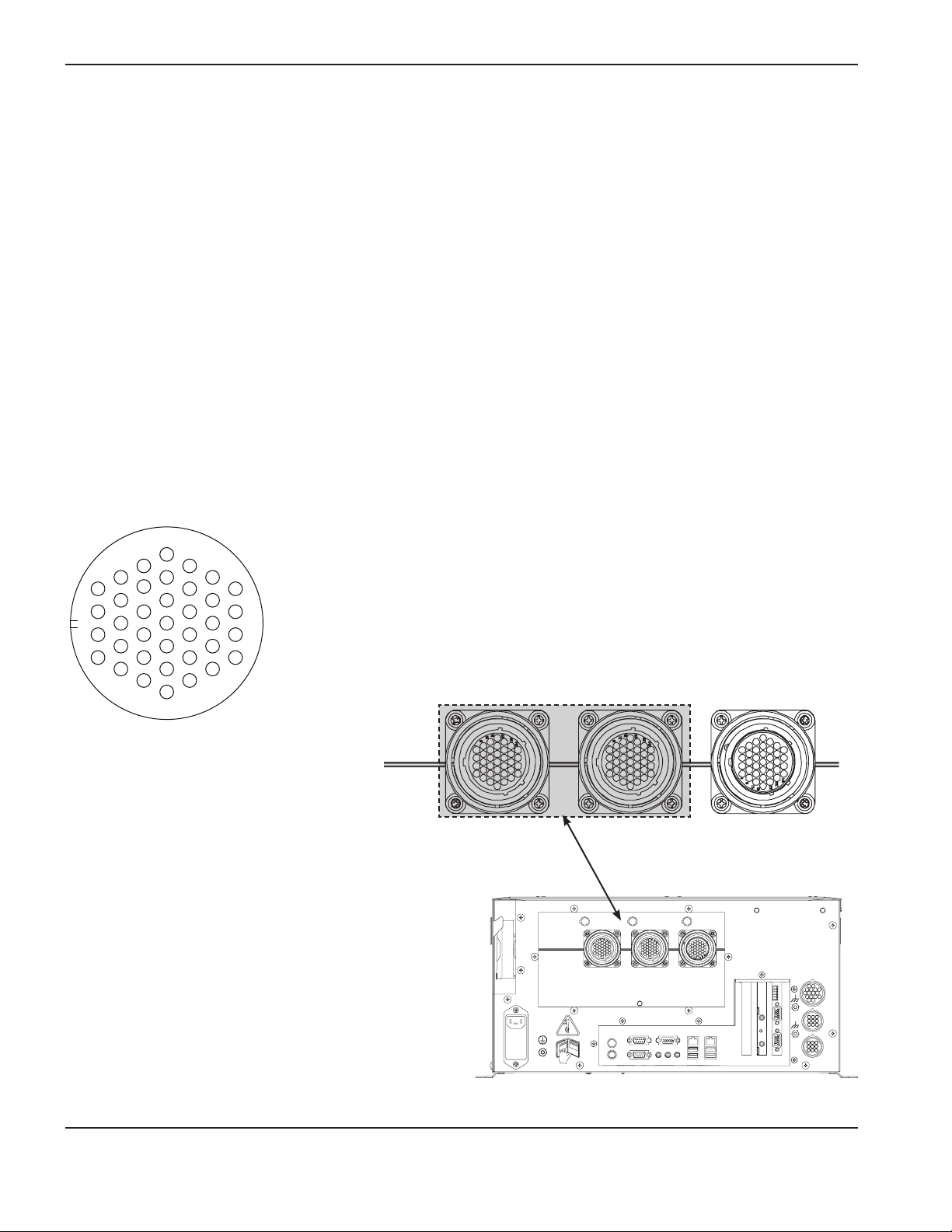
InstalacIón
Conectores de mando/codificador Picopath
Los ejes Picopath se asignan en el software Phoenix, en la pantalla Ajuste máquina > Ejes. Para más información, ver el
Manual de instalación y configuración del software Phoenix.
Usar la siguiente información para colocar los cables de mando/codificador Picopath.
El conector de acoplamiento de mando/codificador Picopath es un conector circular de 37 pines:
• conector cable: AMP 208472-1
• contactos pines AMP 66099-3 (CA 16-18), AMP 66103-3 (CA 20-24)
• cableado: Belden n.° 9504 o equivalente para las señales del codificador
• cableado: Belden n.° 9501 o equivalente para las señales del mando
• juego Hypertherm: 228489
Notas:
• Para la operación adecuada, habilitar los mandos individuales de cada eje.
• Para una inmunidad óptima al ruido y mantener las masas de señal separadas de la puesta a tierra, conectar las
pantallas de protección de los cables a la canaleta metálica del conector.
16
22
23
28
29
33
34
37
10
5
1
4
9
15
Conectores de mando/
codificador Picopath J6 y J7
Conectores de mando/codificador Picopath
J6
EJE Z/W
MANDO/COD.
J7
EJE X/Y
MANDO/COD.
E/S
2-12 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1
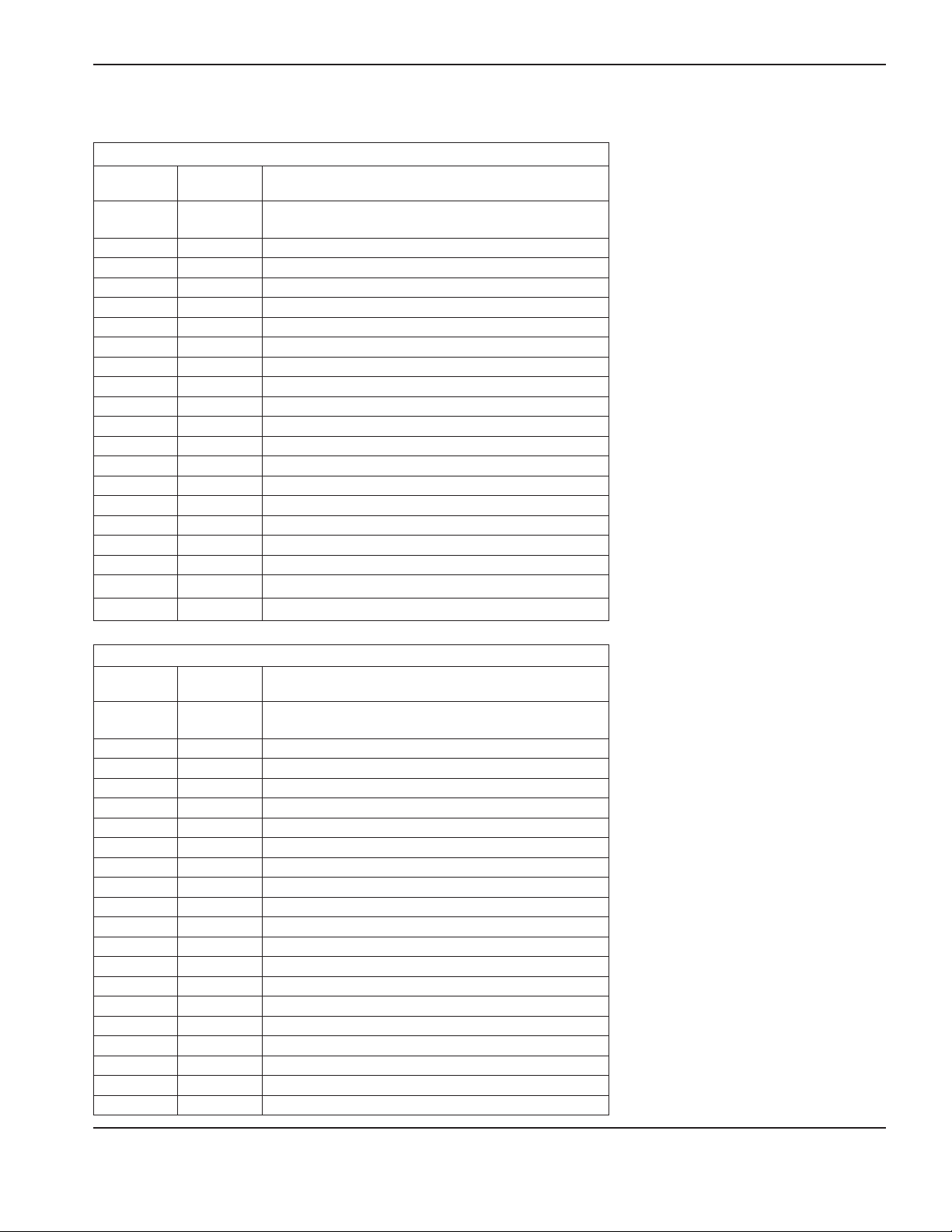
Diagramas de pines Picopath para conectores servomando
Conector J6
No. pin
eje Z
2 2
3 3 Masa de señal potencia codificador
4 1 Salida de potencia codificador (de necesitarse)
7 7 Pantalla de protección potencia codificador
8 6 Masa de señal potencia codificador (de necesitarse)
9 5 Entrada canal A codificador
14 11 Entrada canal /A codificador
15 10 Entrada canal B codificador
21 17 Entrada canal /B codificador
22 16 Entrada canal Z codificador
28 23 Entrada canal /Z codificador
13 12 Pantallas protectoras codificador
24 26 Entrada habilitar mando (cierre a contacto relé)
25 27 Salida habilitar mando (cierre a contacto relé)
37 34 Entrada alimentación mando (+12 VCD o +15 VCD)
33 29 Salida servo (± 10 VCD)
32 30 Masa de señal alimentación mando
36 35 Entrada alimentación mando (-12 VCD o -15 VCD)
20 18 Masa de señal salida servo
19 31 Pantalla protectora mando/servo
No. pin eje
W
Señal
+5 VCD o +12 VCD compensados para alimentar
codificador
InstalacIón
Conector J7
No. pin
eje X
2 2
3 3 Masa de señal potencia codificador
4 1 Salida de potencia codificador (de necesitarse)
7 7 Pantalla de protección potencia codificador
8 6 Masa de señal potencia codificador (de necesitarse)
9 5 Entrada canal A codificador
14 11 Entrada canal /A codificador
15 10 Entrada canal B codificador
21 17 Entrada canal /B codificador
22 16 Entrada canal Z codificador
28 23 Entrada canal /Z codificador
13 12 Pantallas protectoras codificador
24 26 Entrada habilitar mando (cierre a contacto relé)
25 27 Salida habilitar mando (cierre a contacto relé)
37 34 Entrada alimentación mando (+12 VCD o +15 VCD)
33 29 Salida servo (± 10 VCD)
32 30 Masa de señal alimentación mando
36 35 Entrada alimentación mando (-12 VCD o -15 VCD)
20 18 Masa de señal salida servo
19 31 Pantalla protectora mando/servo
No. pin
eje Y
Señal
+5 VCD o +12 VCD compensados para alimentar
codificador
Nota: ver los puentes de la tarjeta
de interfaz de puerta trasera Picopath
de 4 ejes para seleccionar uno de lo
siguiente:
• potencia codificador de 5 VCD
compensados (predeterminada)
• potencia codificador de 12 VCD
compensados
• bloque de alimentación local y
codificador puestos por el cliente
Ver Mantenimiento y diagnóstico para
más información.
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-13

InstalacIón
Opciones de voltaje del codificador de la interfaz Picopath
La interfaz Picopath del MicroEDGE Pro es similar y compatible con la del CNC EDGE o la del CNC MicroEDGE,
excepto en que la interfaz Picopath del MicroEDGE Pro ofrece configuraciones de puentes que posibilitan al usuario
seleccionar la manera de enrutar los voltajes del bloque de alimentación local en la tarjeta.
El puente se fija en fábrica a una potencia de codificador de 5 VCD compensados y usa el bloque de alimentación local
interno del MicroEDGE Pro para alimentar los circuitos de codificador, convertidor analógico y 24 E/S.
Las conexiones E/S y mando/codificador de la parte trasera de la interfaz Picopath dan voltajes que se pueden usar
para alimentar un codificador externo, enviar señales analógicas a un mando o CC a las E/S del sistema de corte.
La potencia del codificador se usa con frecuencia en sistemas de mando CC debido a que, por lo regular, el
codificador de los motores está directamente cableado al conector de mando/codificador del CNC. La mayoría de
los codificadores modernos usan 5VCD de potencia, mientras que los sistemas de corte antiguos utilizan 12VCD.
Los bloques de puentes de la interfaz Picopath MicroEDGE Pro le permiten reemplazar un CNC viejo por un CNC
MicroEDGE Pro sin tener que reemplazar los codificadores ni volver a cablear el circuito de mando del sistema
decorte.
Opciones de puentes del codificador
Los bloques de puentes del codificador hacen posible elegir entre codificadores de 5 V y 12 V o suministrar voltajes
externos al MicroEDGE Pro. El puente debe ponerse en uno de los bloques de puentes del codificador.
Los codificadores de 5 V compensados usan el bloque de alimentación local interno del MicroEDGE Pro para
suministrar 5 VCD al pin 2 de cada conector de mando/codificador y alimentar un codificador externo. También aplica
5VCD a la resistencia pull-up de cada una de las señales de entrada del codificador. Este voltaje deberá coincidir con
el voltaje de señal de los canales del codificador.
Los codificadores de 12 V compensados usan el bloque de alimentación local interno del MicroEDGE Pro para
suministrar 12VCD al pin 2 de cada conector de mando/codificador y alimentar un codificador externo. También aplica
12 VCD a la resistencia pull-up de cada una de las señales de entrada del codificador. Este voltaje deberá coincidir con
el voltaje de conmutación del codificador de motor.
El voltaje del codificador externo ofrece alimentación local al codificador (5 VCD o 12 VCD), voltaje a la resistencia
pull-up del canal del codificador, señal analógica de mando (+/-12 VCD) y potencia E/S (24 VCD) a la interfaz
Picopath del MicroEDGE Pro. Esta es la opción normal al reemplazar un CNC sin bloque de alimentación local interno
(D80) por un CNC MicroEDGE Pro.
2-14 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1
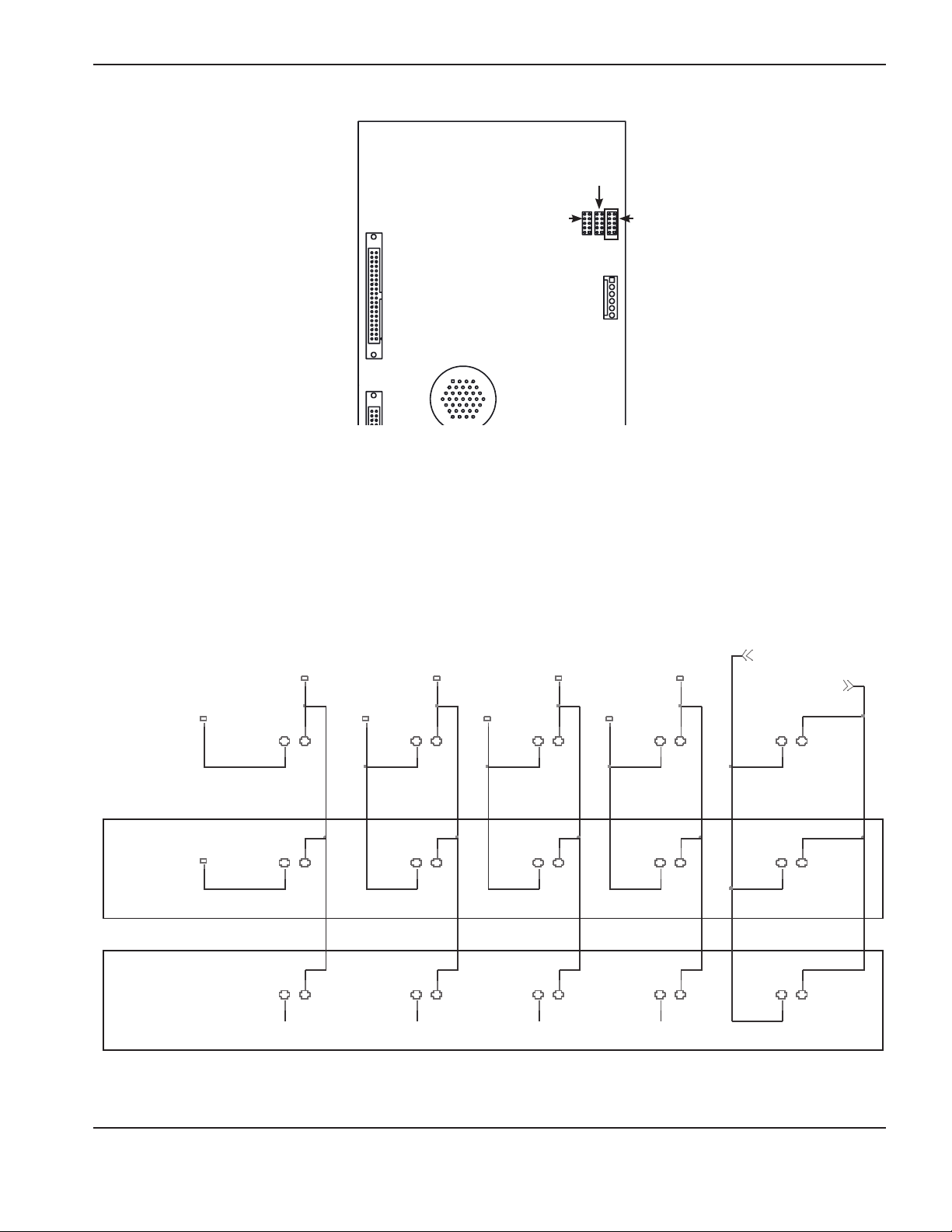
J13
12 V potencia
codificador (salida)
InstalacIón
J12
5 V potencia
J12
codificador
(salida)
+5 Vf
J14
Voltaje E/S, mando y
codificador externo
J3
J12
5 V potencia codificador
(salida). Ajuste predeterminado,
se muestra con puente.
Bloques de puentes del codificador de interfaz Picopath
+Ve +Va -Va
+24 Vf
+12 Vf -12 Vf +24 Vf
1
3
5
7
/AXISWDOG_HDR
/AXISWDOG
9
J13
J13
12 V
potencia
codificador
(salida)
J14
J14
Voltaje externo
E/S, mando y
codificador
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-15
+12 Vf
Potencia codificador
(entrada)
2
1
2
4
3
4
6
5
6
8
7
8
10
9
10
1
2
Potencia + mando
3
4
(entrada)
5
6
Potencia - mando
(entrada)
Esquema circuito bloques de puentes
7
8
Potencia E/S
(entrada)
10
9
!

InstalacIón
El ejemplo a continuación muestra un circuito de codificador en el que la configuración de puente aplica voltaje en Ve,
el que a su vez alimenta la resistencia pull-up de los canales del codificador. El voltaje Ve deberá ser igual al voltaje del
canal del codificador.
Consulte el manual de instrucciones de su codificador para verificar el voltaje del canal del codificador o comuníquese
con el proveedor de la mesa.
Ve
De conectores mando/codificador
Encod er Cha nne l A
Canal A codificador
Encod er Cha nne l /A
Canal /A codificador
Encod er Cha nne l B
Canal B codificador
Encod er Cha nne l // B
Canal /B codificador
1
2 7
3 6
4 5
8
1 2
1 2
1 2
1 2
Ve
Ve
Ve
3
1
11
13
10
+5 Vf
4
+
-
+5 Vf
+
-
6
8
Circuito de codificador con configuraciones de puentes para el voltaje de los canales del codificador
2-16 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

InstalacIón
Conexiones HyPath
E/S HyPath
La TCI E/S HyPath contempla 24 entradas y 24 salidas a través de cuatro conectores plásticos circulares (CPC) con
6entradas y 6 salidas cada uno.
Las E/S HyPath se asignan en el software Phoenix, en la pantalla de Ajuste E/S. Para más información, ver el Manual de
instalación y configuración del software Phoenix.
Vista del CNC MicroEDGE Pro con 24 E/S HyPath, configuración servo de 4 ejes y 2 Sensor THC
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-17

InstalacIón
Entradas HyPath
• Usan lógica positiva que obliga a un voltaje positivo para activar la entrada.
• Son foto acopladas y tienen un rango de +4,7 V como mínimo y +32 V como máximo. Resistencia serie interna =
4,7 kΩ.
• Bloque de alimentación local +24 VCD en TCI HyPath y servo de 4 ejes con un consumo externo total de 1,5 A.
Ejemplos de circuitos de entrada HyPath
• Conexión a un interruptor de final de carrera, botón pulsador, interruptor de posición de origen, interruptor de
selección de estación (interruptor de conmutación), contacto de relé o botón de parada de emergencia.
+5 VCD +24 VCD
4,7 kΩ
MicroEDGE Pro
Entrada
Masa de señal
Pant. prot.
37
Cable puesto por el cliente
Interruptor normalmente abierto puesto por el cliente
• Conexión a un foto acoplador, normalmente lo llevan el THC y la fuente de plasma.
+5 VCD +24 VCD
4,7 kΩ
Entrada
Masa de señal
Pant. prot.
37
Cable puesto por el cliente
Circuito cliente
VCD
MicroEDGE Pro
Circuito cliente
Interruptor foto acoplador puesto por el cliente
2-18 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

• Conexión representativa a la entrada de un sensor de proximidad de estado sólido tipo PNP.
+5 VCD +24 VCD
InstalacIón
4,7 kΩ
MicroEDGE Pro
Entrada
Masa de señal
Pant. prot.
37
Cable puesto por el cliente
Circuito cliente
Interruptor de proximidad puesto por el cliente – PNP compensado
Circuito
de control
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-19

InstalacIón
Salidas HyPath
• Usan cierre a contacto relé (003179). Las salidas de relé son contactos normalmente abiertos. Las salidas se
pueden poner en normalmente cerradas asignándoles la lógica de salida en la pantalla de ajuste E/S del software
Phoenix.
• Voltaje de conmutación de 5 V a 32 V; 5 A de carga resistiva continua; 2 A de carga inductiva continua.
Ejemplos de circuitos de salida HyPath
Conexión a la bobina de un relé (1a, 1b y 1c). Fíjese en que las masas de señales están conectadas a un mismo punto
yque se usa un diodo (puesto por el cliente) entre los terminales CC de la bobina.
1a.
+24 VCD
1b.
Relé
003179
Relé
003179
Masa de señal
Pant. prot.
MicroEDGE Pro
+24 VCD
Salida A
Salida B
Masa de señal
Pant. prot.
Salida A
Salida B
37
Cable puesto por el cliente
Bobina CA – puesta por el cliente
37
VCA
Bobina CA
Circuito cliente
Bobina 24 VCD
con diodo
Cable puesto por el cliente
MicroEDGE Pro
Circuito cliente
Bobina 24 VCD – CNC compensada
2-20 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

1c.
InstalacIón
+24 VCD
Salida A
Salida B
Relé
003179
Masa de señal
Pant. prot.
37
Cable puesto por el cliente
Bobina 24 VCD – CNC compensada
Conexión a la bobina de un relé (2a y 2b). El voltaje local lo suministra el cliente.
Bobina 24 VCD
con diodo
Circuito clienteMicroEDGE Pro
2a.
+24 VCD
Relé
003179
Salida A
Salida B
Masa de señal
Pant. prot.
37
Cable puesto por el cliente
VCA
Relé CA
Circuito clienteMicroEDGE Pro
Relé CA – puesto por el cliente
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-21

InstalacIón
2b.
+24 VCD
VCD
Foto relé
Circuito cliente
Relé
003179
Salida A
Salida B
Masa de señal
Pant. prot.
37
Cable puesto por el cliente
MicroEDGE Pro
Foto relé – puesto por el cliente
3. Conexión representativa a un foto acoplador. La entrada es representativa de un THC o sistema PAC.
+24 VCD
VCD
Foto relé
Circuito clienteMicroEDGE Pro
Relé
003179
Salida A
Salida B
Masa de señal
Pant. prot.
37
Cable puesto por el cliente
Foto relé – CNC compensado
2-22 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

InstalacIón
Conectores E/S HyPath
Notas:
• Aislar todas las masas de señales externas de la puesta a tierra del chasis.
• Si se usa voltaje externo para activar E/S, conectar la masa de señal de la fuente externa a la masa de señal de
+24 V interna.
• Los sistemas HyPath tienen la E/S de cada conector impresa en los conectores.
Use la siguiente información para colocar los cables E/S HyPath.
El conector de acoplamiento E/S HyPath es un conector circular de 37 pines:
• conector cable: AMP 206305-1
• contactos de pines: AMP 66098 (CAE 16-18), AMP 66331 (CAE 20-24)
• juego Hypertherm: 228492
En las páginas siguientes se dan más especificaciones e información del diagrama de pines de las tarjetas de interfaz
HyPath.
34
29
23
16
10
5
1
Conector E/S HyPath
37
33
28
22
15
9
4
J6 E/S 7-12 J7 E/S 1-6
J5 E/S 13-18J4 E/S 19-24
Conectores E/S HyPath
Ubicación de los conectores E/S
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-23
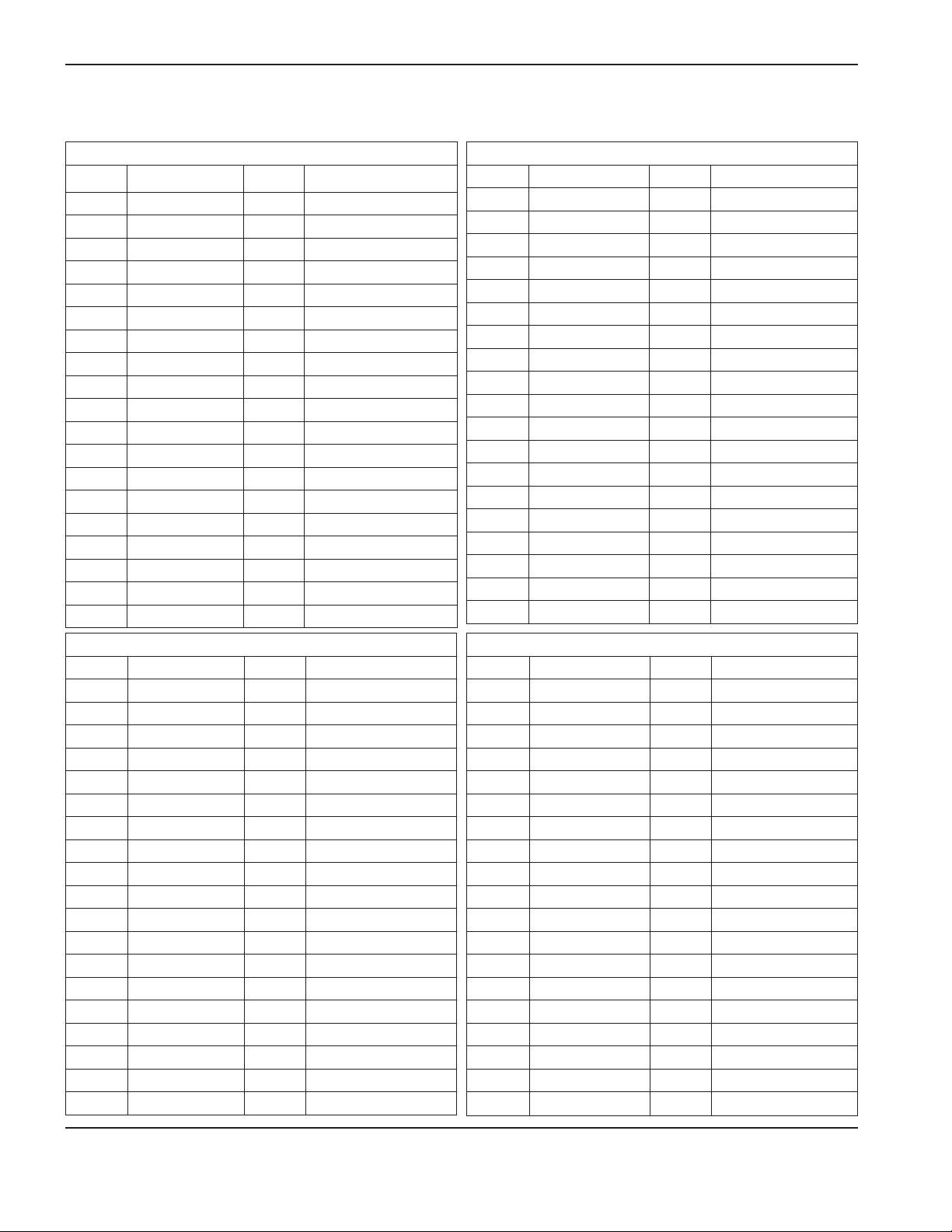
InstalacIón
Diagrama de pines E/S HyPath
Conector J7 – E/S 1 a 6
No. pin Entradas No. pin Salidas
1 Fuente +24 VCD 19 Fuente +24 VCD
2 Entrada 1 20 Salida 1A
3 Masa de señal 21 Salida 1B
4 Fuente +24 VCD 22 +24 V local
5 Entrada 2 23 Salida 2A
6 Masa de señal 24 Salida 2B
7 Fuente +24 VCD 25 +24 V local
8 Entrada 3 26 Salida 3A
9 Masa de señal 27 Salida 3B
10 Fuente +24 VCD 28 +24 V local
11 Entrada 4 29 Salida 4A
12 Masa de señal 30 Salida 4B
13 Fuente +24 VCD 31 +24 V local
14 Entrada 5 32 Salida 5A
15 Masa de señal 33 Salida 5B
16 Fuente +24 VCD 34 +24 V local
17 Entrada 6 35 Salida 6A
18 Masa de señal 36 Salida 6B
37 Pantalla de protección
Conector J6 – E/S 7 a 12
No. pin Entradas No. pin Salidas
1 Fuente +24 VCD 19 Fuente +24 VCD
2 Entrada 7 20 Salida 7A
3 Masa de señal 21 Salida 7B
4 Fuente +24 VCD 22 +24 V local
5 Entrada 8 23 Salida 8A
6 Masa de señal 24 Salida 8B
7 Fuente +24 VCD 25 +24 V local
8 Entrada 9 26 Salida 9A
9 Masa de señal 27 Salida 9B
10 Fuente +24 VCD 28 +24 V local
11 Entrada 10 29 Salida 10A
12 Masa de señal 30 Salida 10B
13 Fuente +24 VCD 31 +24 V local
14 Entrada 11 32 Salida 11A
15 Masa de señal 33 Salida 11B
16 Fuente +24 VCD 34 +24 V local
17 Entrada 12 35 Salida 12A
18 Masa de señal 36 Salida 12B
37 Pantalla de protección
Conector J5 – E/S 13 a 18
No. pin Entradas No. pin Salidas
1 Fuente +24 VCD 19 Fuente +24 VCD
2 Entrada 13 20 Salida 13A
3 Masa de señal 21 Salida 13B
4 Fuente +24 VCD 22 +24 V local
5 Entrada 14 23 Salida 14A
6 Masa de señal 24 Salida 14B
7 Fuente +24 VCD 25 +24 V local
8 Entrada 15 26 Salida 15A
9 Masa de señal 27 Salida 15B
10 Fuente +24 VCD 28 +24 V local
11 Entrada 16 29 Salida 16A
12 Masa de señal 30 Salida 16B
13 Fuente +24 VCD 31 +24 V local
14 Entrada 17 32 Salida 17A
15 Masa de señal 33 Salida 17B
16 Fuente +24 VCD 34 +24 V local
17 Entrada 18 35 Salida 18A
18 Masa de señal 36 Salida 18B
37 Pantalla de protección
Conector J4 – E/S 19 a 24
No. pin Entradas No. pin Salidas
1 Fuente +24 VCD 19 Fuente +24 VCD
2 Entrada 19 20 Salida 19A
3 Masa de señal 21 Salida 19B
4 Fuente +24 VCD 22 +24 V local
5 Entrada 20 23 Salida 20A
6 Masa de señal 24 Salida 20B
7 Fuente +24 VCD 25 +24 V local
8 Entrada 21 26 Salida 21A
9 Masa de señal 27 Salida 21B
10 Fuente +24 VCD 28 +24 V local
11 Entrada 22 29 Salida 22A
12 Masa de señal 30 Salida 22B
13 Fuente +24 VCD 31 +24 V local
14 Entrada 23 32 Salida 23A
15 Masa de señal 33 Salida 23B
16 Fuente +24 VCD 34 +24 V local
17 Entrada 24 35 Salida 24A
18 Masa de señal 36 Salida 24B
37 Pantalla de protección
2-24 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1
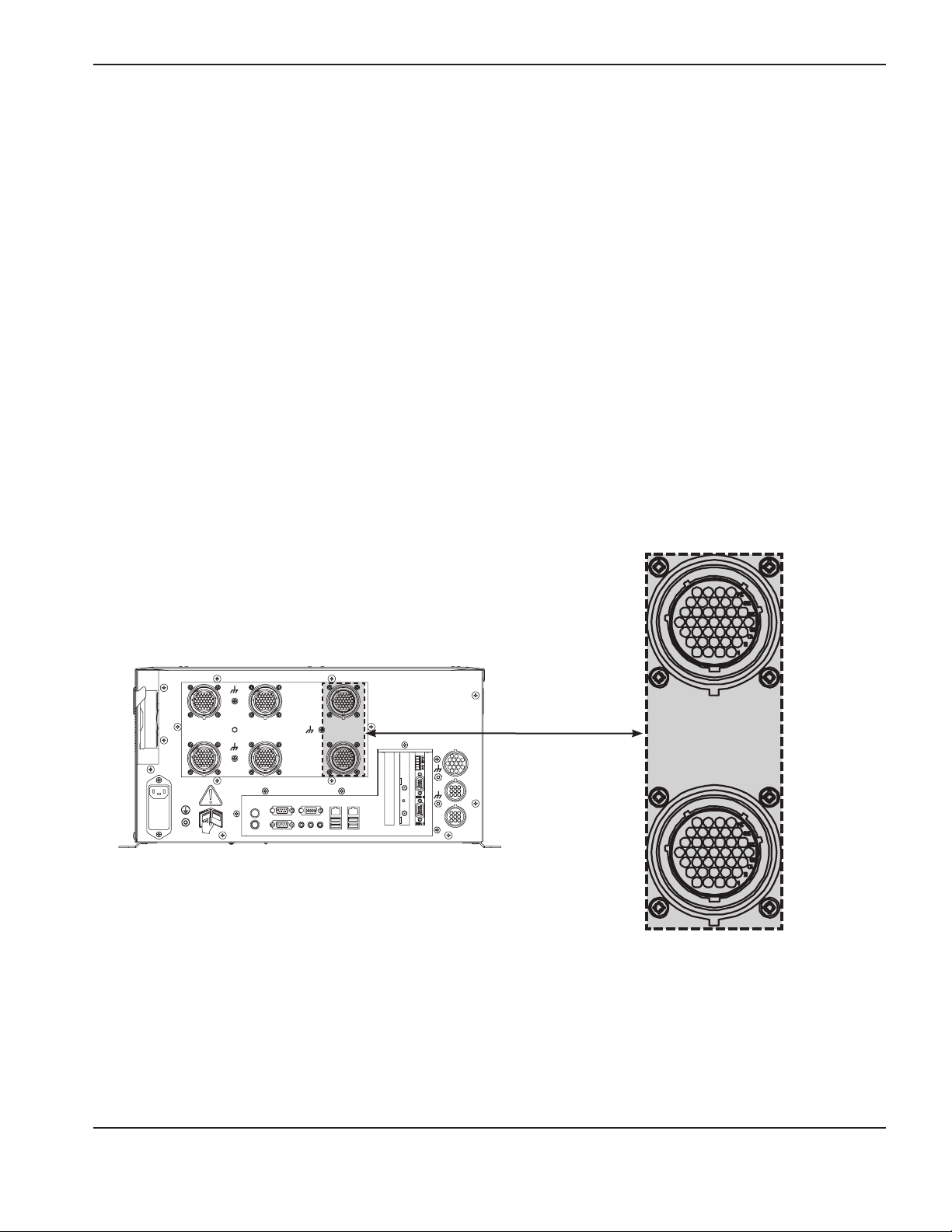
InstalacIón
Conectores servo de 4 ejes HyPath
La TCI servo de 4 ejes HyPath ofrece conexiones de mando y codificador para hasta 4 ejes de servo independientes.
La tarjeta tiene dos conectores circulares. Cada conector contempla conexiones para dos ejes servo independientes.
Los ejes se asignan en el software Phoenix, en la pantalla Ejes. Para más información, ver el Manual de instalación y
configuración del software Phoenix.
Conector servo HyPath
Usar la siguiente información para colocar los cables del servo HyPath.
El conector servo HyPath es un conector circular de 37 pines:
• conector cable: AMP 206150-1
• contactos zócalo: AMP 164164 (CAE 16-18), AMP 164163 (CAE 20-24)
• juego Hypertherm: 228491
J3 ejes 1-2
J4 ejes 3-4
Ubicación de los conectores servo de 4 ejes
Conectores servo
HyPath
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-25

InstalacIón
Diagramas de pines mando/codificador
Notas:
• El canal Z es el del pulso marcador igual a 1 pulso/revolución.
• Puede que no existan todos los ejes. Verifique la cantidad de ejes de su CNC en la
pantalla Diagnóstico > Información del control, del software Phoenix.
Conectores servo HyPath J3, J4
22
15
28
33
37
34
29
23
16
9
4
10
5
1
Conector J3 (ejes 1 y 2)
No. pin
eje 1
No. pin
eje 2
Señal
1 20 Pantalla de protección eje
2 21 Salida codificador +5 V
3 22 Masa de señal codificador
4 23 Salida codificador +12 V
5 24 Masa de señal codificador
6 25 Salida codificador +24 V
7 26 Masa de señal codificador
8 27 Eje A codificador
9 28 Eje A\ codificador
10 29 Eje B codificador
11 30 Eje B\ codificador
12 31 Eje Z codificador
13 32 Eje Z\ codificador
14 33 Habilitar eje A
15 34 Habilitar eje B
16 35 Salida servo eje
17 36 Masa señal analógica
18 37 Pantalla de protección eje
19 Pantalla de protección
Conector J4 (ejes 3 y 4)
No. pin
eje 3
No. pin
eje 4
Señal
1 20 Pantalla de protección eje
2 21 Salida codificador +5 V
3 22 Masa de señal codificador
4 23 Salida codificador +12 V
5 24 Masa de señal codificador
6 25 Salida codificador +24 V
7 26 Masa de señal codificador
8 27 Eje A codificador
9 28 Eje A\ codificador
10 29 Eje B codificador
11 30 Eje B\ codificador
12 31 Eje Z codificador
13 32 Eje Z\ codificador
14 33 Habilitar eje A
15 34 Habilitar eje B
16 35 Salida servo eje
17 36 Masa señal analógica
18 37 Pantalla de protección eje
19 Pantalla de protección
El siguiente ejemplo muestra los contactos del relé para habilitar cada eje de la tarjeta servo de 4 ejes.
A
Cliente
4
B
3
1
CNC
2
Relé unipolar de una vía
Servo de 4 ejes HyPath – contactos relé salida habilitar eje
2-26 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

InstalacIón
Conexiones analógicas
El CNC MicroEDGE Pro incluye conectores para el Sensor THC, así como un joystick y potenciómetro de velocidad, de
modo que el fabricante de la mesa pueda agregar estos dispositivos.
Conector Sensor THC
En las configuraciones con los Sensor THC integrados, el MicroEDGE Pro tiene conectores dedicados a THC1 y THC2.
Notas:
• Las entradas analógicas de los potenciómetros de velocidad tienen
capacidades nominales de 0 a +10 VCD.
• Para una inmunidad óptima al ruido, conectar las pantallas de
protecciónde los cables a los bornes externos de la tierra de protección.
2
1
4
3
5
8
7
9
11 12 13 14
15
16
6
10
• En la pantalla de diagnóstico de información del CNC del software
Phoenix, la tarjeta analógica de interfaz de conexión de periféricos
(PCI) serie 1 se denomina PCI-AIC Rev X.
Conector THC:
1
2
3
5 6
4
7
8
9
• conector cable: AMP 206708-1
• contactos de pines: AMP 65105-3
• cableado: Belden n.° 9540 o equivalente para las señales del
1 2
codificador
• juego Hypertherm: 228495
3
6
4
5
7
8
9
Diagrama de pines conectores Sensor THC 1 y 2 integrados
No. pin Configuración E/S CNC Señal
1 Masa de señal Masa de señal
2 Entrada + Sensado contacto con boquilla + (contacto relé)
3 Entrada - Sensado contacto con boquilla - (contacto relé)
4 Salida + Habilitar contacto con boquilla + (contacto relé)
5 Salida - Habilitar contacto con boquilla - (contacto relé)
6 Entrada analógica + THC +
7 Entrada analógica - THC 8 Salida + Ignición en espera (contacto relé)
9 Salida - Ignición en espera (contacto relé)
Conector a tierra Pantalla de protección
Interfaz joystick y
potenciómetro de
velocidad
Interfaz THC1
Interfaz THC2
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-27
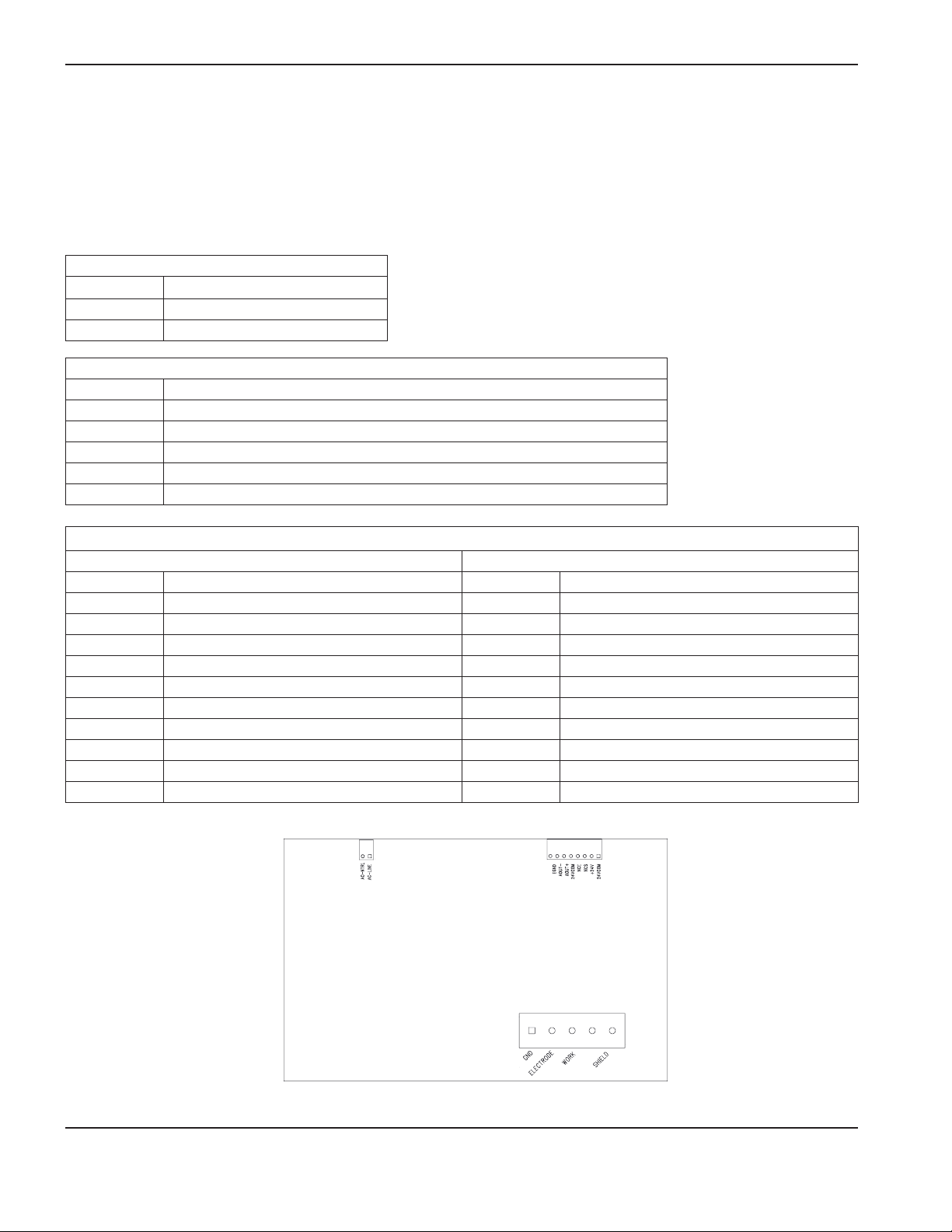
InstalacIón
Especificaciones cables THC
Las siguientes tablas especifican los diagramas de pines de los conectores del amplificador del Sensor THC, el CNC
MicroEDGE Pro y la tarjeta de divisor de tensión (VDC3). Utilice estas tablas para colocar los cables que conectan
estos dispositivos en su configuración.
Diagramas de pines conectores tarjeta divisor de tensión 3 (VDC3)
Conector alimentación J1 en VDC3
No. pin Señal
1 Línea 120 VCA
2 Neutro 120 VCA
Conector local J3 en VDC3 (regleta de conexiones negra)
No. pin Señal
1 EMI a tierra
2 Electrodo (conexión al negativo dentro del sistema plasma)
3 Pieza (conexión al positivo dentro del sistema plasma)
4 Sin conexión
6 Conexión cable de contacto óhmico
Diagrama de pines del cable que va de J2 en VDC3 a THC1 en CNC
Conector E/S J2 en VDC3 Conector THC1 en CNC
No. pin Señal No. pin Salidas
1 Masa señal 24 VCD (salida) 1 Masa señal 24 VCD (entrada)
2 +24 VCD (salida) 2 + sensado contacto con boquilla
3 Sensado contacto con boquilla (salida) 3 - sensado contacto con boquilla
4 Habilitar contacto con boquilla (entrada) 4 Habilitar contacto con boquilla +
5 Masa señal 24 VCD (salida) 5 Habilitar contacto con boquilla 6 Salida analógica + 6 Entrada analógica +
7 Salida analógica - 7 Entrada analógica 8 Chasis a tierra (apantallamiento cable)
8 En espera +
9 En espera -
J1
J2
J3
Tarjeta divisor de tensión (141201)
2-28 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1
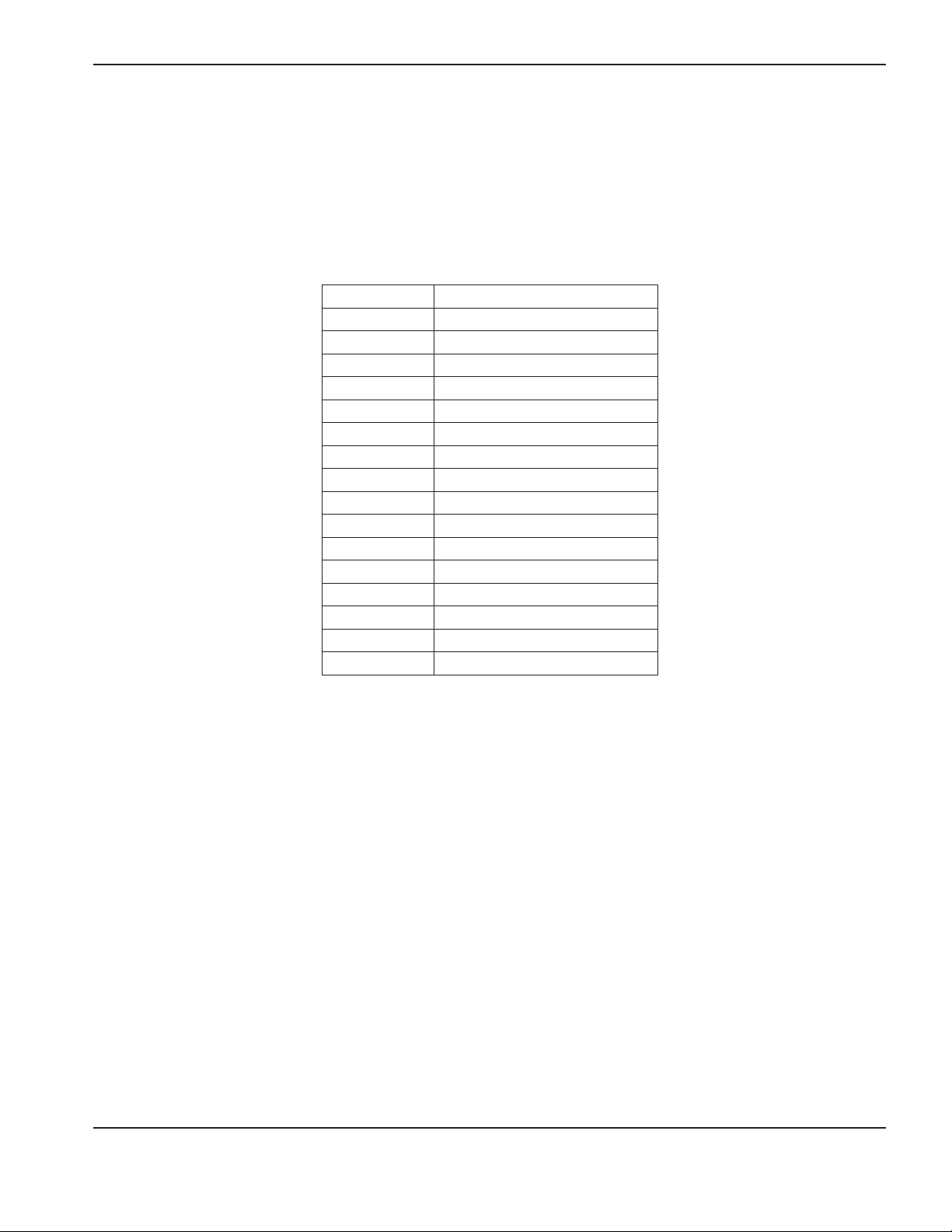
Conector joystick y potenciómetro de velocidad
• Conector cable: AMP 206037-1
• Contactos de pines AMP 65105-3
• Cableado: Belden n.° 8308 o equivalente para las señales del codificador
• Juego Hypertherm: 806403
Diagrama de pines conector joystick y potenciómetro de velocidad
No. pin Señal
1 Joystick arriba
2 Joystick abajo
3 Joystick izquierda
4 Joystick derecha
5 Masa de señal
6 10 V de referencia
7 Potenciómetro de velocidad 1+
8 Potenciómetro de velocidad 19 Masa de señal
10 10 V de referencia
11 Potenciómetro de velocidad 2+
12 Potenciómetro de velocidad 213 Masa de señal
14 Masa de señal
15 Masa de señal
16 Masa de señal
InstalacIón
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-29

InstalacIón
Adaptador de cable para joystick y potenciómetro de velocidad MicroEDGE CNC (223252)
Si el CNC MicroEDGE Pro va a reemplazar un MicroEDGE CNC Hypertherm, se necesitará un adaptador de cable
para conectar el joystick y el potenciómetro de velocidad del MicroEDGE al MicroEDGE Pro.
Lado A
Se conecta al cable del joystick y potenciómetro
de velocidad MicroEDGE
1 3
2
64
5
7 9
8
No. pin lado A Color cable Señal No. pin lado B*
1 Negro Joystick arriba 1
2 Blanco Joystick abajo 2
3 Rojo Joystick izquierda 3
4 Verde Joystick derecha 4
5 Marrón Masa de señal 5
6 Azul Potenciómetro de velocidad 1+ 7
7 Anaranjado Potenciómetro de velocidad 1- 8
8 Amarillo Potenciómetro de velocidad 2+ 11
9 Morado Potenciómetro de velocidad 2- 12
Lado B
Se conecta al conector del joystick y
potenciómetro de velocidad MicroEDGE Pro
2 1
4
12
3
7
8
11
5
*En el lado B no hay conexiones para los pines 6,10 ni del 13 al 16.
2-30 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

InstalacIón
Configuración E/S SERCOS II
La configuración E/S SERCOS II del MicroEDGE Pro se ajusta a la norma correspondiente. En este manual no
es posible abordar todos los detalles de esta especificación. Puede consultar todo lo referente a tecnología y
especificaciones SERCOS en: http://www.sercos.com.
Vista posterior CNC MicroEDGE Pro SERCOS II
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-31

INSTALACIÓN
Configuración E/S SERCOS III
La configuración E/S SERCOS III del MicroEDGE Pro se ajusta a la norma correspondiente. En este manual no
es posible abordar todos los detalles de esta especificación. Consulte las instrucciones para ajustar su EDGE Pro
SERCOS III CNC en el Manual de instalación y configuración de la Serie V9 del software Phoenix (806410). Puede
consultar todo lo referente a tecnología y especificaciones SERCOS en: http://www.sercos.com.
Puerto 1
Puerto 2
Vista posterior CNC MicroEDGE Pro SERCOS III
Cable SERCOS III
La interfaz E/S SERCOS III del panel trasero del CNC se conecta a la caja del amplificador de mando con un cable
Ethernet Cat-5e, apantallado. Para configurar una topología de línea simple SERCOS III se exige como mínimo un
cable que conecte el puerto 1 (P1) del CNC con todos los mandos SERCOS III de la caja del amplificador de mando.
Para configurar una topología de anillo SERCOS III que ofrezca redundancia y seguridad de comunicación, se conecta
un segundo cable del puerto 2 (P2) del CNC a la caja del amplificador de mando.
Número de pieza Longitud Número de pieza Longitud
223212 3,0m 223099 23,0m
223222 6,0m 223100 30,5 m
223119 7,5m 223101 45,5 m
223223 10,5m 223102 61,0 m
223008 15,0m
2-32 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

InstalacIón
Configuración puertos serie
Los puertos serie del MicroEDGE Pro están diseñados para operar con un conector serie estándar de 9 pines. En
la siguiente lista se dan las especificaciones de estos puertos. Para más información, ver el Manual de instalación y
configuración del software Phoenix.
Especificaciones de aislamiento serie (ver Ajustes máquina > Puertos del software Phoenix)
Tipo de canal RS-422 o RS-232 foto acoplado
Código de intercambio de información ASCII
Velocidad en baudios Hasta 115,2 kBd a seleccionar por el usuario
Cantidad de bits de arranque 1
Cantidad de bits de parada 1
Longitud de palabra 7 u 8 bits a seleccionar por el usuario
Paridad A seleccionar por el usuario: nada, par o impar
Sincronización de datos XON (Control-Q) / XOFF (Ctrl/S)
Desconexión por tiempo A seleccionar por el usuario de uno en un segundo
Retardo de transmisión A seleccionar por el usuario en aumentos de 0,01 segundo
Conector panel trasero Hembra tipo D de 9 pines, IBM-PC/AT compatible
Puertos serie 1 y 2
La configuración predeterminada de los puertos serie 1 y 2 de la tarjeta madre es RS-232. Estos puertos no pueden
reconfigurarse.
Puertos serie 3 y 4
Los dos puertos serie de las siguientes tarjetas se envían con configuración de conexión RS-422:
• tarjeta de control de avance, utilitario y tarjeta serie con aislamiento de 4 ejes HyPath y Picopath (141222)
• tarjeta de control de avance, utilitario y tarjeta serie con aislamiento de 2
ejes Picopath (141256)
• tarjeta de utilitario y serie con aislamiento SERCOS II y SERCOS III
(141194)
Para cambiar cualquier puerto a una configuración RS-232, debe encontrar
el puente del puerto correspondiente y moverlo de la posición RS-422 a la
RS-232. Las posiciones están claramente marcadas en la tarjeta.
Antes de conectar los dispositivos compatibles, configure el puerto para
operación RS-232.
Puerto
serie 3
Puerto
serie 4
RS-422
RS-232
Puentes en
posición RS-422
RS-422
RS-232RS-232
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-33
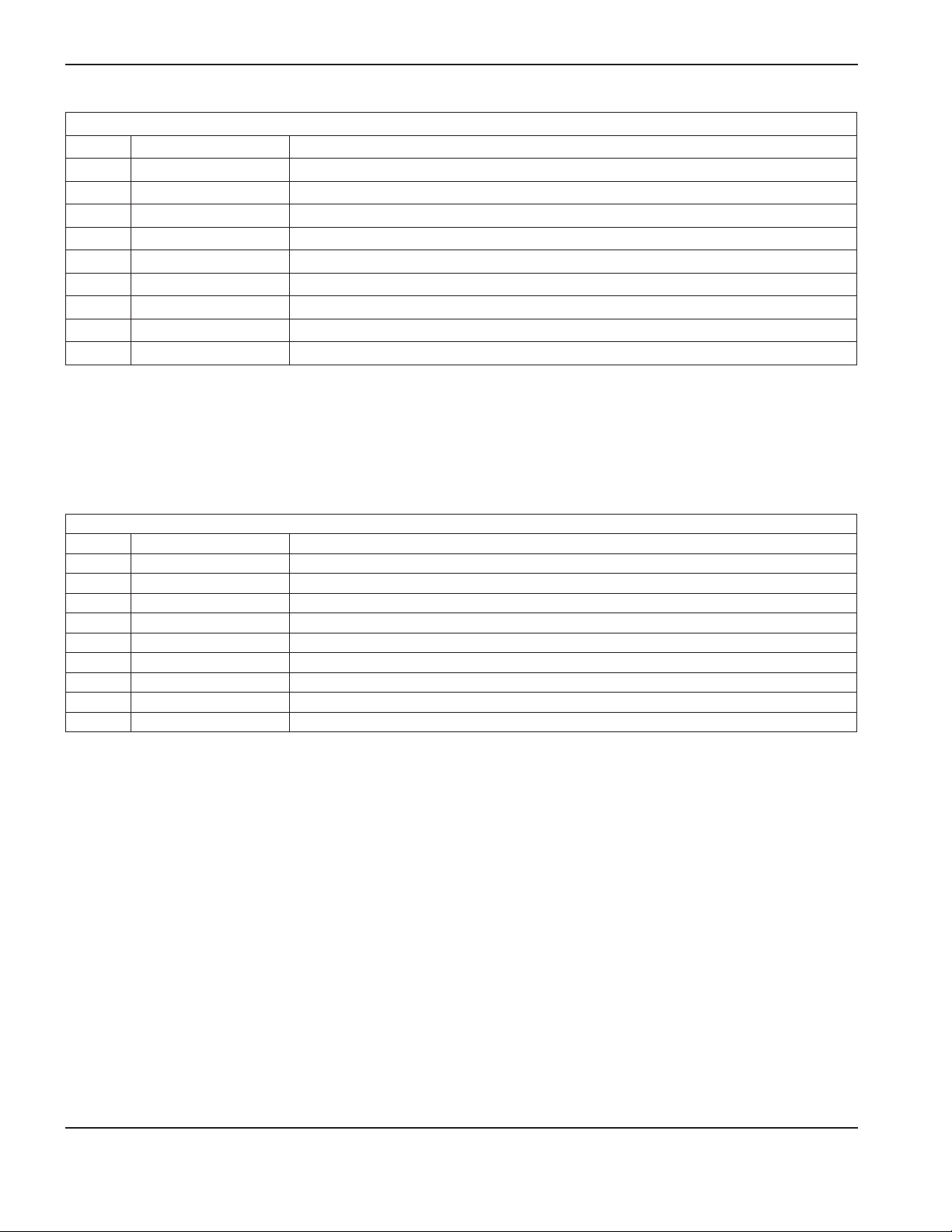
InstalacIón
Diagrama de pines DB-9 RS-422 CNC
No. pin Nombre señal Descripción
1 Pantalla de protección Chasis a tierra
2 TxD- Transmitir datos - a dispositivo externo
3 RxD- Recibir datos - de dispositivo externo
4 TxD+ Transmitir datos + a dispositivo externo
5 Masa de señal A tierra
6 Sin conexión
7 RxD+ Recibir datos + de dispositivo externo
8 Sin conexión
9 Sin conexión
Diagrama de pines DB-9 RS-232 CNC (solo referencia)
No. pin Nombre señal Descripción
1 Pantalla de protección Chasis a tierra
2 TxD Transmitir datos a dispositivo externo
3 RxD Recibir datos de dispositivo externo
4 Sin conexión
5 Masa de señal A tierra
6 Sin conexión
7 Sin conexión
8 Sin conexión
9 Sin conexión
2-34 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

InstalacIón
Cable ON/OFF (encendido/apagado) remoto
Hypertherm no suministra el cable del conector ON/OFF (encendido/apagado) remoto de las siguientes tarjetas:
• 141222 para HyPath y Picopath de 4 ejes
• 141256 para Picopath de 2 ejes
• 141194 para SERCOS II y SERCOS III
No obstante, Hypertherm facilita el conector del cable del puerto On/Off (encendido/apagado) remoto que viene con
el sistema y se muestra en las siguientes imágenes. Puede usar este conector como terminal de un cable de la debida
longitud puesto por el cliente.
Picopath y HyPath SERCOS II y SERCOS III
Ubicación del conector ON/OFF (encendido/apagado) remoto en el MicroEDGEPro
Para instalar el cable del On/Off (encendido/apagado) remoto, quítele el conector al puerto y conecte los cables, el
interruptor y el LED que compró. Use el diagrama eléctrico a continuación para los detalles.
1
+ On/Off remoto
2
- On/Off remoto
Cables, interruptor y LED
puestos por el cliente
On/Off
3
Masa de señal
LED
4
+12 V
5
Pantalla de protección
Diagrama eléctrico cable ON/OFF (encendido/apagado) remoto
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-35

InstalacIón
Tarjeta de red inalámbrica
El MicroEDGE Pro admite una tarjeta de red inalámbrica opcional para la descarga de piezas, Remote Help y otras
tareas en red. La tarjeta de red inalámbrica se instala en la tarjeta madre, en la ranura 2 de interfaz de conexión de
periféricos (PCI). Las dos antenas salen de la tarjeta en la parte trasera del MicroEDGE Pro. Despliegue y ajuste las
antenas a un ángulo de 45 grados.
Cuando el MicroEDGE Pro se instala con paneles secundarios, hay que alargar las antenas hasta una distancia de 3 m
de la tarjeta inalámbrica de red. Si se emplean los cables de extensión de 3 m de la antena (023251), solo se pueden
usar 2,4 GHz de frecuencia en el enrutador o punto de acceso.
Preparación para instalar la antena
Siga estas instrucciones para montar las antenas de un CNC con paneles secundarios:
• las antenas deben salir preferiblemente al aire del local sin ninguna obstrucción metálica que bloquee la transmisión
de señales (por ejemplo, armarios, paneles de interruptor, transformadores, etc.)
• las antenas no deberán ubicarse cerca del piso
• de ser necesario, utilizar una barrera protectora de plástico para evitar tropezar accidentalmente con la orientación
de la antena
• al montar las antenas en un CNC con paneles secundarios, será necesario taladrar dos orificios para dar cabida
a los conectores roscados de montaje pasante de la antena. Asegurarse de que los conectores hagan contacto
con el metal de los paneles o usar una arandela de presión para penetrar cualquier revestimiento que tengan.
Elcontacto entre metales asegura que las antenas se pongan a tierra del chasis
• las conexiones de la antena no son impermeables
Instalar la antena
Para empezar la instalación de la antena:
• asegúrese de no torcer ni enredar los cables de extensión
• los cables de extensión deberán quedar del todo dentro de los paneles. Solamente la antena deberá estar fuera de
los paneles
• pase el cable lejos de las fuentes que generan ruido como fuentes de energía, amplificadores servo y circuitos CA
• use un bucle de servicio de 10 cm de diámetro como mínimo para enrollar el cable coaxial sobrante
2-36 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1
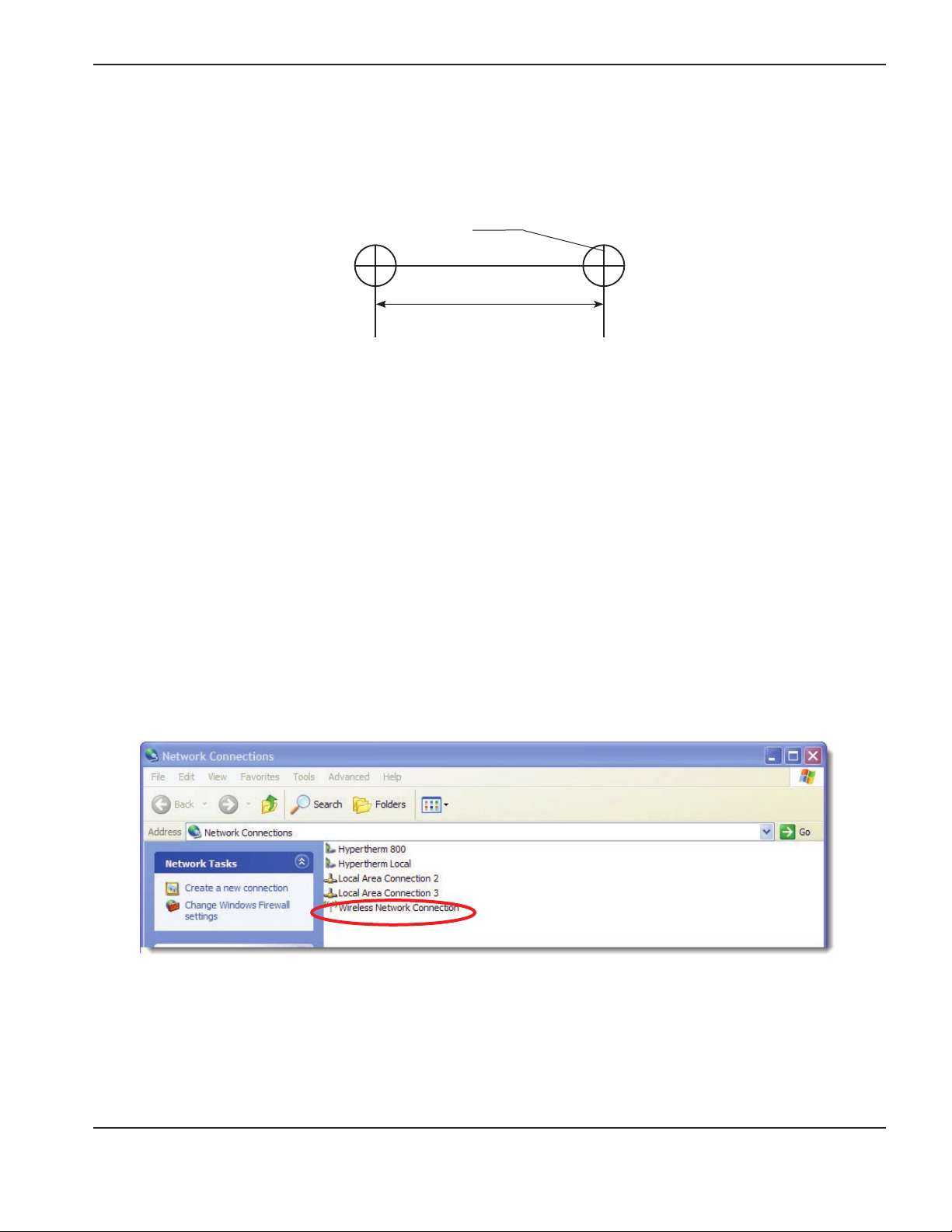
InstalacIón
1. Después de seleccionar un lugar adecuado para montar la antena, taladre dos orificios de 6,35mm en los paneles
secundarios del CNC como se muestra en la imagen abajo (esquema no a escala). Quite cualquier rebaba de
dentro y por fuera.
diámetro
6,35 mm
36 mm
2. Enrosque cada base de montaje pasante de la antena en un orificio y asegúrelo con una arandela de presión y
tuerca. Asegúrese de que la base de la antena haga contacto con el metal sin pintar de los paneles para garantizar
la puesta a tierra.
3. Conecte las antenas a la base y oriéntalas al cielo.
4. Conecte el cable a los conectores coaxial conector de la tarjeta de red inalámbrica. Asegúrese de no torcer ni
enredar los cables. El cable completo de extensión debe quedar dentro de los paneles del CNC. Solamente las
antenas se montan por fuera de los paneles.
5. Restitúyale la CA al CNC.
Comprobar la red inalámbrica en Windows
El MicroEDGE Pro viene de fábrica con los controles de la tarjeta de red inalámbrica instalados. Para comprobar la red
inalámbrica en Windows:
1. Ponga en ON (encendido) el MicroEDGE Pro.
2. Vaya a Ajustes > Contraseña y entre la contraseña de ajustes especiales.
3. Elija Sistema > Herramientas de red. Se abre el cuadro de diálogo Conexiones de red en el que se muestran todas
las conexiones existentes.
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-37

InstalacIón
Mapear una unidad de red
Phoenix necesita que las unidades de red se definan en Windows. Después de definir su unidad de red, puede
agregarla a Phoenix como carpeta.
Para empezar, conecte un teclado USB al MicroEDGE Pro.
1. Oprima Alt+F4 para salir del software Phoenix.
2. Vaya al menú Inicio > Explorador de Windows > Herramientas > Conectar a unidad de red.
3. Elija una letra para la unidad y, después, la carpeta. Tome nota de la ruta de la carpeta. Para conectarse a la carpeta
en Phoenix, necesitará ingresar esta ruta.
4. Elija Conectar de nuevo al iniciar sesión.
5. Elija Finalizar para guardar la unidad mapeada.
2-38 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

InstalacIón
Agregar una carpeta a Phoenix
Nota: para poder ejecutar estos pasos, la función Agregar carpetas debe estar habilitada en la pantalla Ajustes
especiales.
1. Reinicie el software Phoenix.
2. En la pantalla Principal, elija la tecla programable Arch. (archivos).
3. Haga doble clic en el mensaje azul para agregar una carpeta.
4. En el cuadro de diálogo, elija Unidad mapeada.
5. Escriba un nombre para la unidad. Este es el nombre que aparecerá en la lista Cargar archivos.
6. Escriba la ruta completa de la unidad, no su letra. La ruta de la unidad lleva el formato \\servername\foldername
(\\nombre del servidor\nombre de carpeta).
7. Elegir OK.
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 2-39

InstalacIón
2-40 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

Sección3
OPERACIÓN
En esta sección:
Operación del CNC ..................................................................................................................................................................................3-2
Consola operador............................................................................................................................................................................3-2
Pantalla táctil LCD...........................................................................................................................................................................3-2
Pantalla LCD .....................................................................................................................................................................................3-2
Navegación de pantallas ...............................................................................................................................................................3-3
Ayuda..................................................................................................................................................................................................3-4
Ver manuales adicionales ..............................................................................................................................................................3-4
Mostrar marcadores ........................................................................................................................................................................3-5
Operaciones automáticas ........................................................................................................................................................................3-5
Asistente Align .................................................................................................................................................................................3-5
Asistente CutPro .............................................................................................................................................................................3-6
Usar Phoenix sin una pantalla táctil .......................................................................................................................................................3-6
Teclado de computadora personal ..............................................................................................................................................3-6
Actualización del software Phoenix .......................................................................................................................................................3-7
Actualizar el software ......................................................................................................................................................................3-7
Actualizar la ayuda ...........................................................................................................................................................................3-7
Actualizar las tablas de corte ........................................................................................................................................................3-8
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 3-1

Operación
Operación del CNC
El software Phoenix se ejecuta en los controles numéricos por computadora (CNC) de Hypertherm, entre ellos el
EDGE® Pro y el MicroEDGE® Pro. Para entrar la información y navegar por el software, Phoenix admite tanto el uso
de una pantalla táctil como de un monitor LCD con teclado y mouse USB. Para más información, ver el Manual del
operador del software Phoenix.
Para más información de los componentes del sistema de corte que suministra el fabricante de su mesa, consulte los
manuales que le fueron entregados.
Consola operador
La consola opcional del operador, ya sea de Hypertherm, de un fabricante de equipo original (FEO) o de un integrador
de sistemas, enciende el CNC y controla los movimientos de máquina como seleccionar la estación, subir o bajar la
herramienta de corte y posicionarla para empezar un programa de pieza.
Pantalla táctil LCD
El software Phoenix fue diseñado para pantallas táctiles con una resolución de 1024 X 768 y una relación de aspecto
4:3. Si su CNC está equipado con una pantalla táctil, los datos se pueden entrar al software tocando los campos
y controles de la ventana. Al tocarse, cualquier campo que necesite entrada de datos muestra automáticamente un
teclado en pantalla.
Pantalla LCD
El MicroEDGE Pro admite una pantalla LCD que tenga una resolución de 1024 x 768 y una relación de aspecto 4:3.
3-2 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1
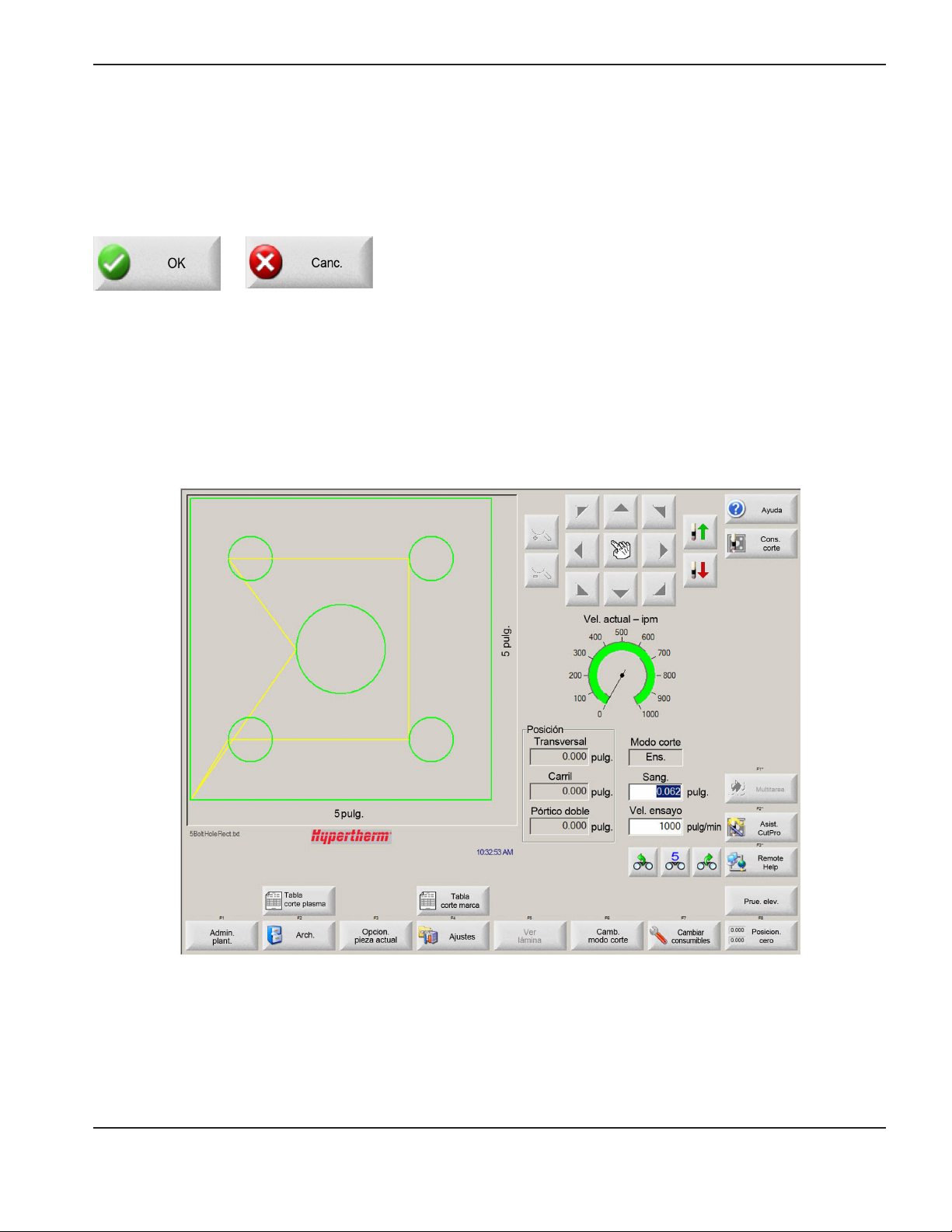
Operación
Navegación de pantallas
Las teclas ubicadas en la parte de abajo de la pantalla se denominan teclas programables. Las teclas programables
se corresponden con las teclas de funciones de un teclado de computadora personal. Las teclas programables OK y
Canc. dan la posibilidad de guardar o cancelar los cambios hechos en una pantalla.
Consulte el Manual del operador del software Phoenix para más detalles.
Nota: las funciones mostradas en cada pantalla variarán según el nivel de usuario (novato, intermedio o avanzado) y
las que se hayan habilitado en las pantallas Ajustes especiales y Configuración de estación. En este manual
se da por supuesto que el CNC está en modo avanzado y muestra todas las funciones como ejemplo de
configuración de la máquina.
Pantalla principal de Phoenix
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 3-3
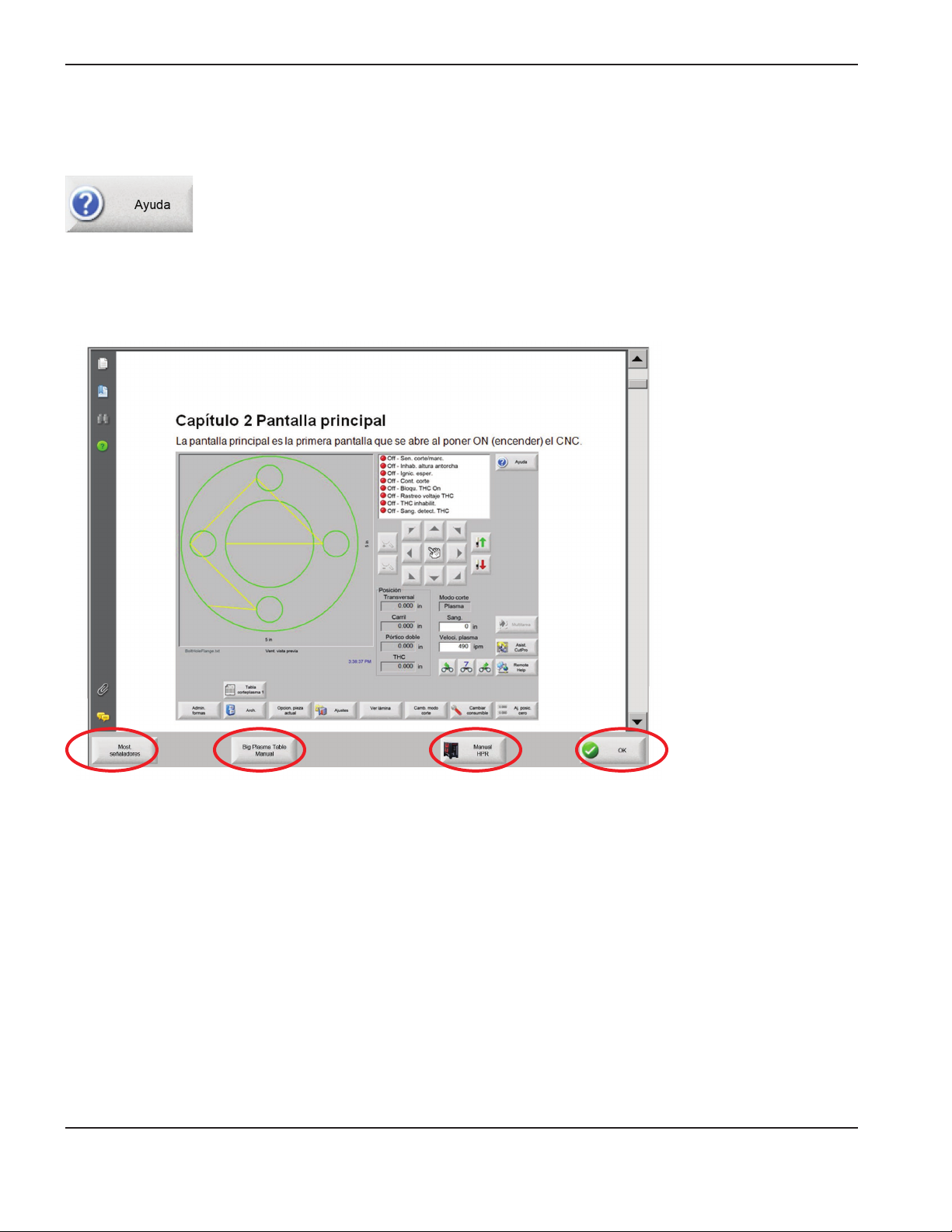
Operación
Ayuda
Para mostrar la información de cada pantalla, use la tecla programable Ayuda.
Para salir de la pantalla Ayuda y volver a la pantalla del control use la tecla programable OK.
La tecla programable Most. marcadores (mostrar marcadores) sirve para abrir el recuadro de navegación. Para usar la
búsqueda de texto oprima Ctrl+F en el teclado.
Ver manuales adicionales
La pantalla Ayuda puede mostrar también botones para otro tipo de información, por ejemplo:
• manuales de los equipos Hypertherm instalados en su CNC como los sistemas de plasma o los controles de altura
de la antorcha,
• manuales de los equipos suministrados por el fabricante de su mesa.
Oprima cualquiera de estos botones para ver esta información adicional.
3-4 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

Operación
Mostrar marcadores
Use la tecla programable Most. marcadores (mostrar marcadores) de la pantalla Ayuda para ver la lista de temas de
ayuda. Haga clic en un tema de la lista para verlo.
Nota: si opera el MicroEDGE Pro con un teclado, use las teclas Page Up/Page Down (Re Pág/Av Pág) para
desplazarse por el documento o pantalla.
Operaciones automáticas
El software Phoenix incluye dos asistentes que automatizan las operaciones de alineación de la placa y corte de la pieza.
Asistente Align
El asistente Align automatiza varias tareas, entre ellas, alinear un nido a una placa, ajustar para tener en cuenta una
placa oblicua y posicionar la antorcha en el lugar de inicio del programa.
Para abrir el asistente Align, seleccione Bibliot. plant. (biblioteca de plantillas) en la pantalla Principal y, después, elija
Shape Wizard, Opcio. plant., Alinear (asistente para plantillas, opciones de plantilla, alinear). El asistente Align se
iniciará automáticamente. De no hacerlo, use la tecla programable Asist. Align (asistente Align).
Para más información, ver Asistente Align en el capítulo Disponer las piezas del Manual del operador del software Phoenix.
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 3-5

Operación
Asistente CutPro
El asistente CutPro automatiza las tareas comunes de corte como son cargar una pieza o nido, seleccionar un proceso
de corte, alinear la pieza o el nido a la placa e iniciar el programa.
El asistente CutPro se puede iniciar automáticamente al arrancar el CNC. De no hacerlo, use la tecla programable
Asist. CutPro (asistente CutPro) de la pantalla Principal para abrirlo. Para más información sobre el asistente CutPro,
ver el capítulo Cortar piezas.
Usar Phoenix sin una pantalla táctil
Para ejecutar las funciones del software y la entrada de datos, Phoenix admite el uso de un teclado incorporado o uno
USB de computadora personal.
Teclado de computadora personal
Los CNC Hypertherm admiten un teclado USB o de computadora personal. Puede usar un teclado para ejecutar las
funciones y la entrada de datos en el software Phoenix.
Con vista a modificar un teclado de computadora para usarlo con el software Phoenix, el MicroEDGE Pro incluye una
leyenda (210047) como la que se muestra en la siguiente imagen.
3-6 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

Operación
Actualización del software Phoenix
Hypertherm ofrece regularmente actualizaciones del software Phoenix. Usted puede descargar el software más
actualizado de nuestra página web en www.hypertherm.com. Para abrir la página Descargar actualizaciones del
software Phoenix elija Productos > Corte automático > Controles > Actualizaciones del software Phoenix. En esta
página se pueden descargar:
• la actualización del software Phoenix (update.exe)
• el archivo de ayuda de Phoenix (Help.exe)
• las tablas de corte (CutChart.exe)
Para descargar las actualizaciones en su idioma, siga las instrucciones que se dan en la página web.
Para actualizar el software Phoenix, siga estos lineamientos:
• Hacer una copia de seguridad de los archivos de sistema: en la pantalla principal, seleccionar Arch. > Guar. en
disco > Guardar arch. sist. en disco. Para más información, ver la sección Guardar los archivos de sistema del
capítulo 11 Diagnóstico y localización de problemas.
• Copiar los archivos que descargue en Hypertherm.com a la carpeta principal de una memoria flash extraíble USB.
• Estar listo para reiniciar el CNC después de actualizar el software.
Actualizar el software
1. En el CNC, enchufar la memoria flash extraíble con el archivo update.exe en un puerto USB.
Nota: verificar que el archivo update.exe esté en la carpeta principal de la memoria flash extraíble.
2. En la pantalla Principal elegir Ajustes > Contraseña. Si no está utilizando un teclado, golpear dos veces la pantalla
para que aparezca el teclado en pantalla.
3. Escribir updatesoftware (todo en minúsculas y en una sola palabra) y oprimir Intro. El software Phoenix lee
automáticamente la memoria flash extraíble e instala el nuevo software.
Actualizar la ayuda
1. En el CNC, enchufar la memoria flash extraíble con el archivo Help.exe en un puerto USB.
Nota: verificar que el archivo Help.exe esté en la carpeta principal de la memoria flash extraíble.
2. En la pantalla Principal elegir Ajustes > Contraseña. Si no está utilizando un teclado, golpear dos veces la pantalla
para que aparezca el teclado en pantalla.
3. Escribir updatehelp (todo en minúsculas y en una sola palabra) y oprimir Intro. El software Phoenix lee
automáticamente la memoria flash extraíble e instala el nuevo archivo de ayuda.
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 3-7

Operación
Actualizar las tablas de corte
Hypertherm da las tablas de corte en dos tipos de archivos diferentes: .fac y .usr. Los archivos .fac son las tablas de corte
predeterminadas de fábrica. Estas tablas de corte no admiten modificaciones. Las tablas de corte .usr contienen cualquier
cambio que usted haya hecho que se hubiese guardado con la tecla programable Guar. proceso (guardar proceso).
El archivo de actualización de las tablas de corte (CutChart.exe) contiene ambos archivos, o sea, el .fac y el .usr. La
actualización sobrescribe automáticamente todas las tablas de corte .usr. Antes de instalar la actualización, haga una
copia de seguridad de todas las tablas de corte modificadas.
Hypertherm recomienda guardar las tablas de corte modificadas como tablas personalizadas. Al usted crear una tabla
de corte personalizada, Phoenix crea a su vez un archivo .usr con nombre único. Esto evita que los archivos .usr de
CutChart.exe sobrescriban las tablas de corte personalizadas. Ver las instrucciones en el Manual del operador del
software Phoenix.
Para hacer la copia de seguridad de las tablas de corte modificadas:
1. En el CNC, enchufar una memoria flash extraíble en un puerto USB.
2. En la pantalla Principal, elegir una tecla programable de tabla de corte, por ejemplo, Tabla corte plasma 1.
3. Usar la tecla programable Guar. tabla corte (guardar tabla de corte). Phoenix copia todas las tablas de corte
relacionadas con el tipo de antorcha plasma 1 a la memoria flash extraíble.
Para actualizar las tablas de corte:
1. En el CNC, enchufar la memoria flash extraíble con el archivo CutChart.exe en un puerto USB.
Nota: verificar que el archivo CutChart.exe esté en la carpeta principal de la memoria flash extraíble.
2. En la pantalla Principal, elegir Proceso y una tecla programable de tabla de corte, por ejemplo, Tabla corte plasma 1.
3. Usar la tecla programable Carg. tabla corte y, después, elegir Sí al pedírsele cargar las tablas de corte desde una
memoria flash extraíble. Phoenix extrae las tablas de corte y las copia al disco duro.
4. Si usted modificó tablas de corte para volverlas a copiar al disco duro, necesitará salir de Phoenix y usar el
Explorador de Windows® para copiar los archivos .usr. La carpeta de tablas de corte está en C:\Phoenix\CutCharts.
3-8 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1

Sección 4
MANTENIMIENTO Y DIAGNÓSTICO
En esta sección:
Introducción ................................................................................................................................................................................................4-3
Pruebas de diagnóstico............................................................................................................................................................................4-4
Prueba serie ......................................................................................................................................................................................4-6
Prueba USB .....................................................................................................................................................................................4-7
Prueba E/S .......................................................................................................................................................................................4-8
Prueba de eje ................................................................................................................................................................................ 4-10
Prueba THC ...................................................................................................................................................................................4-11
Pruebas LAN e Hypernet ............................................................................................................................................................4-12
Prueba joystick y potenciómetro de velocidad ...................................................................................................................... 4-13
Localización de problemas ................................................................................................................................................................... 4-14
Introducción ................................................................................................................................................................................... 4-14
Tablas localización de problemas MicroEDGE Pro..............................................................................................................4-15
Encendido ................................................................................................................................................................................. 4-15
Pantalla ...................................................................................................................................................................................... 4-15
Falla de alimentación local .................................................................................................................................................... 4-15
Falla de entrada ....................................................................................................................................................................... 4-16
Falla de salida ..........................................................................................................................................................................4-16
Hypernet .................................................................................................................................................................................... 4-17
Conexión LAN .......................................................................................................................................................................... 4-17
Problemas de avance ............................................................................................................................................................. 4-18
THC ............................................................................................................................................................................................ 4-20
Problemas de comunicación serie ...................................................................................................................................... 4-21
Problemas de USB ................................................................................................................................................................. 4-21
Calidad de corte ...................................................................................................................................................................... 4-21
Temperatura CNC ..................................................................................................................................................................4-22
CNC lento ................................................................................................................................................................................. 4-22
Localización de problemas inalámbricos ........................................................................................................................................... 4-23
MicroEDGE Pro Manual de instrucciones 807293 Revisión 1 4-1

ManteniMiento y diagnóstico
Lugar de los componentes e información ......................................................................................................................................... 4-24
Tarjeta HyPath 24 E/S (141070) ..............................................................................................................................................4-25
Tarjeta madre (141110) ..............................................................................................................................................................4-27
Tarjeta SERCOS II maestra (141116) ...................................................................................................................................4-28
Tarjeta SERCOS III maestra (141310) ................................................................................................................................... 4-29
Tarjeta servo de 4 ejes Picopath (141122) ........................................................................................................................... 4-30
Tarjeta analógica (141125) ........................................................................................................................................................ 4-34
Panel de distribución de energía (141153) ........................................................................................................................... 4-36
Tarjeta de utilitario y serie con aislamiento SERCOS II y SERCOS III (141194) .......................................................4-38
Tarjeta servo de 4 ejes HyPath (141197)...............................................................................................................................4-40
CPC control de interfaz analógico (141210) ........................................................................................................................4-42
Tarjeta de control de avance, utilitario y serie con aislamiento de 4 ejes HyPath y Picopath (141222) .................4-44
Tarjeta servo de 2 ejes Picopath (141254) ...........................................................................................................................4-47
Tarjeta de control de avance, utilitario y serie con aislamiento de 2 ejes Picopath (141256)...................................4-50
4-2 MicroEDGE Pro Manual de instrucciones 807293 Revisión 1
 Loading...
Loading...