

Page 1

Phoenix
Software V9 Series
®
Руководство по установке
и настройке
для систем управления фигурной резкой
Hypertherm с сенсорным экраном
80641J— 6-я редакция
Page 2

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
Телефон: 603-643-3441
Факс: 603-643-5352
О
ТКАЗ ОТ ОТВЕТСТВЕННОСТИ
Информация в настоящем документе может меняться без предварительного
уведомления, и ее не следует рассматривать как обязательства, принимаемые на
себя Hypertherm, Inc. Hypertherm Inc. отказывается от ответственности за любые
возможные ошибки.
Т
ОВАРНЫЕ ЗНАКИ
Command, EDGE, HT 4400, HD3070 HyDefinition Plasma и HD4070 HyDefinition
Plasma, HyperCAD, HyperNet, HyperNest, Phoenix, Powermax65, Powermax85 и
ShapeWizard являются зарегистрированными товарными знаками Hypertherm, Inc.
Align, APC, ArcGlide, CutPro, EDGE Pro, FASTLaser, Gemini, HPR130, HPR260
HyPerformance Plasma, HyPath, Mariner, Nester, Remote Help, Sensor и Voyager
являются товарными знаками Hypertherm, Inc.
HASP является зарегистрированным товарным знаком Aladdin Knowledge Systems
Ltd.
Indramat является товарным знаком Bosch Rexroth.
Pacific Scientific является товарным знаком Danaher Motion.
Pentium и Celeron являются зарегистрированными товарными знаками Intel
Corporation.
Virus Scan является зарегистрированным товарным знаком McAfee Associates, Inc.
Microsoft, эмблема Microsoft и Windows являются зарегистрированными товарными
знаками Microsoft Corporation.
NJWIN является зарегистрированным
товарным знаком NJStar Software
Corporation.
Интерфейс SERCOS является товарным знаком SERCOS North America.
Norton AntiVirus и Norton Ghost являются товарными знаками Symantec Corporation.
Остальные товарные знаки являются собственностью их владельцев.
C
OPYRIGHT Hypertherm, Inc., 2011 Все права защищены
Напечатано в США
Page 3

Phoenix Software V9 Series
Руководство по установке и настройке
Pусский / Russian
6-я редакция — август 2011 г.
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com
© Hypertherm, Inc., 2011.
Все права защищены.
ArcGlide, EDGE Pro, MicroEDGE Pro Hypertherm, HPR и Sensor THC являются зарегистрированными
товарными знаками компании Hypertherm, Inc. и могут быть зарегистрированы в США и/или других странах.
Page 4

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
Hypertherm Automation
5 Technology Drive, Suite 300
West Lebanon, NH 03784 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit A, 5th Floor, Careri Building
432 West Huai Hai Road
Shanghai, 200052
PR China
86-21 5258 3330/1 Tel
86-21 5258 3332 Fax
Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 - Jardim Maia
Guarulhos, SP - Brasil
CEP 07115-030
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Hypertherm Korea Branch
#3904 Centum Leaders Mark B/D,
1514 Woo-dong, Haeundae-gu, Busan
Korea, 612-889
82 51 747 0358 Tel
82 51 701 0358 Fax
02/02/12
Page 5

Содержание
Оберточное лицензионное соглашение ............................................................... L-1
Правила техники безопасности ............................................................................. S-1
Глава 1 Системные инструменты ......................................................................... 1-1
Инф. о производительности ЧПУ ........................................................................................ 1-2
Резервное копирование жесткого диска ............................................................................. 1-3
Проверка жесткого диска ..................................................................................................... 1-5
Антивирусная программа ................................................................................................. 1-6
Дефрагментация жесткого диска ........................................................................................ 1-7
Форматирование дискеты .................................................................................................... 1-8
Сброс настроек ..................................................................................................................... 1-8
Сохранение файла настроек ........................................................................................... 1-8
Запуск внешней программы ............................................................................................... 1-12
Глава 2 Настройка станка ....................................................................................... 2-1
Определение ориентации системы и функций .................................................................. 2-1
Настройка скоростей ............................................................................................................ 2-5
Настройки скорости головки контурного косого среза ................................................... 2-8
Настройки скорости системы регулировки высоты резака .......................................... 2-10
Настройки скорости инструмента вращательной наклонной резки ............................ 2-12
Отключение высоты резака ............................................................................................... 2-14
Настройка портов ............................................................................................................... 2-18
Базовая конфигурация ....................................................................................................... 2-19
Настройка Phoenix Link ................................................................................................... 2-23
Назначение порта Command THC ................................................................................. 2-25
Настройка входов-выходов ................................................................................................ 2-27
Определения цифровых входов .................................................................................... 2-29
Определения цифровых
Входы-выходы системы регулировки высоты резака .................................................. 2-44
выходов ................................................................................. 2-38
Настройка дефлектора скорости и ручки управления ..................................................... 2-45
i
Page 6

Настройка SERCOS (системы последовательной передачи данных в реальном
времени) .............................................................................................................................. 2-47
Настройка осей системы .................................................................................................... 2-50
Ось поперечины или рельсовой направляющей .......................................................... 2-50
Лазерная разметка.......................................................................................................... 2-55
Ось системы SERCOS .................................................................................................... 2-58
Ось Sensor THC SERCOS .............................................................................................. 2-64
Ось двух порталов .......................................................................................................... 2-70
Ось ArcGlide THC ............................................................................................................ 2-77
Ось Sensor THC ............................................................................................................... 2-88
Ось головки контурногокосого среза ............................................................................. 2-96
Ось вращения................................................................................................................ 2-102
Осьнаклона .................................................................................................................... 2-106
Ось поперечины2 .......................................................................................................... 2-112
Глава 3 Специальные настройки .......................................................................... 3-1
Список состояний/функций .................................................................................................. 3-6
Список состояний/сообщений или список мастеров ......................................................... 3-6
Программные клавиши....................................................................................................... 3-10
Глава 4 Конфигурациястанции .............................................................................. 4-1
Поддержка системы Command THC ................................................................................... 4-4
Поддержка плазменной системы HD4070 .......................................................................... 4-5
Поддержка FineLine 100 / 200 .............................................................................................. 4-6
Поддержка станций в программах обработки деталей ..................................................... 4-6
Глава 5 Автоматизированная настройка плазменной системы ...................... 5-1
Интерфейс HPR и HD4070 ................................................................................................... 5-1
Технологические картырезки ............................................................................................. 5-2
Пользовательские технологические карты резки .............................................................. 5-9
Порядок создания пользовательской карты резки. ...................................................... 5-10
Замена расходных деталей ............................................................................................... 5-12
Входы-выходы и диагностика ............................................................................................ 5-13
Диагностика HD4070 .......................................................................................................... 5-13
ii
Page 7

Диагностика HPR ................................................................................................................ 5-14
Входы источника тока ..................................................................................................... 5-15
Входы системы управления подачей газа .................................................................... 5-16
Выходы источника тока .................................................................................................. 5-17
Выходы системы управления подачей газа ................................................................. 5-18
Последовательный интерфейс связи ............................................................................... 5-19
Несколько источников тока плазменных систем .............................................................. 5-19
Входы и выходы .............................................................................................................. 5-21
Интерфейс системы HD3070 с автоматической системой управления
подачей газа........................................................................................................................ 5-24
Входы-выходы плазменной системы HD3070 с автоматической СУПГ ..................... 5-28
Источник тока
FineLine плазменной системы .................................................................. 5-29
Конфигурация станции ................................................................................................... 5-30
Технологическая карта резки ......................................................................................... 5-31
Замена расходных деталей ........................................................................................... 5-35
Источник тока плазменных систем Powermax65
®
и Powermax85® ................................. 5-36
Порядок действий по выбору системы Powermax65 или Powermax85 на экране
«Конфигурация станции». .............................................................................................. 5-36
Выбор последовательного порта для работы с системой Powermax ........................ 5-37
Выбор входов-выходов для системы Powermax .......................................................... 5-38
Настройка режима резки, давления газа и силы тока с ЧПУ ...................................... 5-40
Диагностический экран системы Powermax ..................................................................... 5-41
Глава 6 Диагностика ................................................................................................ 6-1
Remote Help .......................................................................................................................... 6-1
Установка службы Shared View ....................................................................................... 6-1
Использование функции Remote Help ............................................................................. 6-2
Загрузка дополнительных руководств ................................................................................ 6-7
Тесты интерфейса станка с ЧПУ EDGE Pro ....................................................................... 6-9
Тестирование последовательного порта ...................................................................... 6-11
Тест USB .......................................................................................................................... 6-12
Тест входов-выходов ...................................................................................................... 6-13
Тест входов-выходов ...................................................................................................... 6-13
Тест оси ........................................................................................................................... 6-15
iii
Page 8

Проверка системы регулировки высоты резака ........................................................... 6-17
Тесты локальной сети и HyperNet ................................................................................. 6-19
Тестирование интерфейса оператора .......................................................................... 6-20
Тесты интерфейса станка с ЧПУ MicroEDGE Pro ......................................................... 6-22
Тестирование последовательного порта ...................................................................... 6-25
Тест USB .......................................................................................................................... 6-27
Тест входов-выходов ...................................................................................................... 6-28
Тест оси ........................................................................................................................... 6-30
Проверка системы регулировки высоты резака ........................................................... 6-32
Тесты локальной сети и HyperNet ................................................................................. 6-34
Тест ручки управления и дефлектора скорости ........................................................... 6-35
ВХОД/ВЫХОД
Входы ............................................................................................................................... 6-36
Выходы ............................................................................................................................ 6-37
Расширенные входы-выходы ......................................................................................... 6-38
Диагностика аналоговых входов ....................................................................................... 6-39
Входы ............................................................................................................................... 6-39
Аналоговые входы .......................................................................................................... 6-39
Приводы и двигатели ......................................................................................................... 6-40
Тест приводов и двигателей SERCOS .............................................................................. 6-42
DriveTop от Indramat ....................................................................................................... 6-43
PacSci 800Tools от Pacific Scientific ............................................................................... 6-44
Порядок работы со служебной программной Norton Ghost ............................................ 6-45
Создание файла Ghost восстановления системы ....................................................... 6-45
Загрузка файла образа ................................................................................................... 6-47
..................................................................................................................... 6-36
Глава 7 Выравнивание листов .............................................................................. 7-1
Примечания относительно функции автоматического выравнивания листов. ............... 7-1
Последовательность обнаружения ..................................................................................... 7-3
Выравнивание по пяти точкам ............................................................................................ 7-3
Выравнивание по тремточкам ............................................................................................. 7-4
Программный код .............................................................................................................. 7-5
Траектория движения ....................................................................................................... 7-5
iv
Page 9

Глава 8 Управлениедвижением ............................................................................. 8-1
Управление от сервопривода с замкнутым контуром ....................................................... 8-1
Стандартная система контура скорости и положения ................................................... 8-2
Преобразователи перемещений ......................................................................................... 8-2
Ошибка следования .......................................................................................................... 8-4
Ошибка положения и сервопривода ............................................................................... 8-6
Отсчеты преобразователя перемещений и максимальная скорость станка ................... 8-6
Определение максимальной скорости станка ................................................................ 8-7
Коэффициент .................................................................................................................... 8-8
Коэффициент усиления регулирования по возмущению .............................................. 8-9
Прирост скор. .................................................................................................................... 8-9
Процедуры настройки ........................................................................................................ 8-10
Настройка приводов с
Настройка приводов с управлением по силе тока ....................................................... 8-12
Окна наблюдения настройки движения ............................................................................ 8-14
Обзор интерфейса SERCOS ............................................................................................. 8-16
управлением по скорости ......................................................... 8-10
Глава 9 Компенсация движения ............................................................................ 9-1
Требования к аппаратному и программному обеспечению .............................................. 9-1
Общая информация ............................................................................................................. 9-1
Расчет данных компенсации ............................................................................................... 9-2
Расчет компенсации люфта ............................................................................................. 9-5
Сбор и использование данных о движении в ПО Phoenix ................................................ 9-6
Разметка осей ....................................................................................................................... 9-9
Загрузка файла данных ..................................................................................................... 9-17
Включение компенсации движения ................................................................................... 9-18
Сохранение файла настроек ............................................................................................. 9-20
Глава 10 Работа с сетями ...................................................................................... 10-1
Перед работой .................................................................................................................... 10-1
Протокол динамической конфигурации хостов ............................................................ 10-1
Использование ЧПУ в доменной сети ........................................................................... 10-1
Учетные записи администратора и пользователей на ЧПУ ........................................ 10-2
v
Page 10

О сетевых подключениях ................................................................................................... 10-2
Подключение ЧПУ к сети (на основе протокола DHCP) .................................................. 10-4
Подключение ЧПУ к сети (не на основе протокола DHCP) ............................................. 10-5
Подключение ЧПУ к рабочей группе ................................................................................. 10-9
Подключение сетевого диска .......................................................................................... 10-11
Добавление папки в Phoenix ............................................................................................ 10-13
Глава 11 Последовательные порты ................................................................... 11-1
Порты ЧПУ RS-232C со штыревыми контактами DB-9 .................................................... 11-2
Подключения RS-232C к главному ПК с помощью 9-штырькового разъема типа D ..... 11-2
Подключения RS-232C к главному ПК с помощью 25-штырькового разъема типа D ... 11-3
Схема штыревых контактов управления RS-422 DB-9 .................................................... 11-3
Подключения RS-422 к главному ПК с помощью 9-штырькового разъема типа D ....... 11-4
Подключения RS-422 к главному ПК с помощью 25-штырькового разъема типа D ..... 11-4
Глава 12 Phoenix Link ............................................................................................ 12-1
Меню «Files» («Файлы») .................................................................................................... 12-2
Меню «Settings» («Настройки») ......................................................................................... 12-4
Установка ............................................................................................................................ 12-6
Минимальные требования к оборудованию ................................................................. 12-6
Программное обеспечение ............................................................................................ 12-6
Изменение главной папки .............................................................................................. 12-8
Работа с несколькими системами Link .......................................................................... 12-9
Оборудование ................................................................................................................... 12-10
Эксплуатация ПО Phoenix Link ........................................................................................ 12-12
Общие ошибки .................................................................................................................. 12-12
Сообщения об ошибках ................................................................................................... 12-14
Глава 13 Применения............................................................................................. 13-1
Настройка и эксплуатация двух поперечин ...................................................................... 13-1
Требования к аппаратному и программному обеспечению......................................... 13-2
Подключения оси к ЧПУ EDGE Pro Hypath ................................................................... 13-2
Экран «Настройки станка» ............................................................................................. 13-3
Ввод пароля для переназначения осей ........................................................................ 13-5
vi
Page 11

Экраны настройки осей .................................................................................................. 13-6
Экран настройки оси поперечины ................................................................................. 13-6
Экран настройки поперечины 2 ..................................................................................... 13-7
Экран настройки входов-выходов ............................................................................... 13-11
Экран «Специальные настройки» ............................................................................... 13-13
Программные коды ....................................................................................................... 13-16
Расстановка станций, смещения и программные пределы ....................................... 13-17
Возврат в исходное положение системы резки с двумя станциями ......................... 13-21
Расстановка станций резки .......................................................................................... 13-23
Отвод станции 2 от станции 1 на заданное расстояние ............................................ 13-23
Остановка станции резки в заданном месте .............................................................. 13-25
Резка зеркального отображения с двумя станциями резки ...................................... 13-27
Восстановление работы после отказа по причине двойного столкновения ............ 13-29
Примеры программ ЧПУ ............................................................................................... 13-29
Настройка системы резки с двумя поперечинами для резки круглых
и квадратных труб ............................................................................................................ 13-33
Приступая к резке труб ................................................................................................. 13-33
Обзор выполнения резки труб ..................................................................................... 13-34
Требования к аппаратному
Настройки станка .......................................................................................................... 13-38
Настройка осей ............................................................................................................. 13-39
Примеры настройки станка .......................................................................................... 13-41
Настройка окна наблюдения ........................................................................................ 13-44
Операции резки труб .................................................................................................... 13-45
Водоструйная резка ...................................................................................................... 13-54
Требования к аппаратному и программному обеспечению....................................... 13-54
Настройка программного обеспечения в Phoenix ...................................................... 13-54
Вход-выход для водоструйной резки .......................................................................... 13-67
Операции при водоструйной резке .............................................................................. 13-70
Программирование водоструйной резки ..................................................................... 13-72
и программному обеспечению....................................... 13-36
vii
Page 12

viii
Page 13

ОБЕРТОЧНОЕ ЛИЦЕНЗИОННОЕ СОГЛАШЕНИЕ
ЗАКЛЮЧАЯ НАСТОЯЩЕЕ ЛИЦЕНЗИОННОЕ СОГЛАШЕНИЕ (ДАЛЕЕ
«ЛИЦЕНЗИОННОЕ СОГЛАШЕНИЕ»), ВЫ ПОЛУЧАЕТЕ ПРАВО ИСПОЛЬЗОВАТЬ
ТЕХНОЛОГИИ HYPERTHERM И СВЯЗАННОЕ С НИМИ ПРОГРАММНОЕ
ОБЕСПЕЧЕНИЕ В СОСТАВЕ ПЛАЗМЕННЫХ СИСТЕМ HYPERTHERM HPR XD.
ВНИМАТЕЛЬНО ПРОЧТИТЕ НАСТОЯЩЕЕ ЛИЦЕНЗИОННОЕ СОГЛАШЕНИЕ,
ПРЕЖДЕ ЧЕМ ПРИСТУПАТЬ К ИСПОЛЬЗОВАНИЮ ПРОГРАММНОГО
ОБЕСПЕЧЕНИЯ.
ВАШЕ ПРАВО ИСПОЛЬЗОВАТЬ ТЕХНОЛОГИИ HYPERTHERM И СВЯЗАННЫЕ С
НИМИ И ЯВЛЯЮЩИЕЕСЯ ИХ ЧАСТЬЮ ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ ЗАВИСИТ
ОТ ВАШЕГО СОГЛАСИЯ ПРИНЯТЬ НА СЕБЯ ОБЯЗАТЕЛЬСТВА В СООТВЕТСТВИИ
С УСЛОВИЯМИ И ПОЛОЖЕНИЯМИ ЛИЦЕНЗИОННОГО СОГЛАШЕНИЯ.
АКТИВАЦИЯ ВАМИ УПРАВЛЯЮЩЕЙ ПЛАТФОРМЫ И СВЯЗАННЫХ С НЕЙ
ПРОГРАММНЫХ ПЛАТФОРМ ЯВЛЯЕТСЯ СВИДЕТЕЛЬСТВОМ ВАШЕГО
СОГЛАСИЯ С ЛИЦЕНЗИОННЫМ СОГЛАШЕНИЕМ, А ТАКЖЕ ПРИЗНАНИЯ ВАМИ
ТОГО ФАКТА, ЧТО ВЫ УПОЛНОМОЧЕНЫ ЗАКЛЮЧАТЬ ЭТО ЛИЦЕНЗИОННОЕ
СОГЛАШЕНИЕ ОТ ИМЕНИ ДЕРЖАТЕЛЯ ЛИЦЕНЗИИ. ЕСЛИ ВЫ НЕ СОГЛАСНЫ С
ЭТИМИ УСЛОВИЯМИ И ПОЛОЖЕНИЯМИ, HYPERTHERM НЕ ДАЕТ ВАМ ПРАВА
ИСПОЛЬЗОВАТЬ ТЕХНОЛОГИИ HYPERTHERM И СВЯЗАННОЕ С НИМИ
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ.
1. Некоторые определения. Под фразой «Указанные патенты Hypertherm» понимаются
номера патентных заявок США 12/341,731, 12/466,786 и 12/557,920, а также их
международные аналоги и все патенты, выданные на основе таких заявок. Под
«Плазменными системами Hypertherm» понимаются плазменные системы Hypertherm HPR
XD, в том числе модификации на 130, 260 и 400 ампер. «Технологии Hypertherm» —
патентованная технология резки отверстий Hypertherm, в том числе ноу-хау, технические
характеристики, изобретения, методы, процедуры, алгоритмы, программное обеспечение,
программы, авторские работы и другая информация, документация и материалы,
предназначенные для использования в программировании и эксплуатации
автоматизированных систем высокотемпературной термической резки. «Управляющая
платформа» — это устройство числового программного управления Hypertherm и/или
программная платформа MTC, которые предоставляются в соответствии с настоящим
лицензионным соглашением. «Конечный пользователь (пользователи)» — это
организация, которая получила лицензию на использование технологий Hypertherm для
собственных целей данной организации, а не для распространения.
2. Конечному пользователю должна быть предоставлена неисключительная
непередаваемая персональная лицензия без права передачи по сублицензионному
договору на использование технологий Hypertherm исключительно для внутренних нужд
компании как части управляющей платформы и только при использовании совместно с
плазменными системами Hypertherm.
L-1
Page 14

Руководство по установке и настройке
3. Конечному пользователю должна быть предоставлена неисключительная
непередаваемая персональная лицензия без уплаты роялти и без права передачи по
сублицензионному договору в соответствии с указанными патентами Hypertherm
исключительно в объеме, необходимом для использования прав, переданных согласно
параграфу 2 выше. Настоящее лицензионное соглашение в соответствии с указанными
патентами Hypertherm не передает никаких лицензий или привилегий на право сочетания
технологий Hypertherm с другими элементами или на использование таких сочетаний за
исключением прав, явным образом переданных конечному пользователю в лицензионном
соглашении.
4. На лицензии, передаваемые конечному пользователю по параграфам 2 и 3 выше, явно
распространяются описанные ниже ограничения, и конечный пользователь соглашается,
что не будет самостоятельно (и не будет давать на это разрешения третьим лицам) (a)
использовать или допускать использование технологий Hypertherm в сочетании с любыми
системами высокотемпературной термической резки кроме плазменных систем
производства Hypertherm; (б) снимать, изменять или закрывать доступ ко всем
уведомлениям и надписям об авторском праве и товарных знаках и к другим
уведомлениям о правах собственности и ограничительным уведомлениям, которые
сопровождают технологии Hypertherm; (в) сообщать информацию о технологиях
Hypertherm, передавать их по сублицензионным соглашениям, распространять их и иным
образом предоставлять любым третьим лицам или разрешать другим лицам
использование этих технологий; (г) предоставлять услуги по разделению времени работы
с оборудованием, по обслуживанию, обработке данных и другие услуги любым третьим
лицам, если в результате предоставления таких услуг эти третьи лица смогут использовать
технологии Hypertherm для своих собственных целей через конечного пользователя; (д)
декомпилировать, дизассемблировать или иным способом вскрывать технологию или
пытаться анализировать или вскрывать исходный код или идеи и алгоритмы, на которых
основаны технологии Hypertherm, какими бы то ни было способами; (е) передавать,
сдавать в прокат, в аренду, продавать и иными способами передавать технологии
Hypertherm; или (ж) какими бы то ни было способами изменять или модифицировать
технологии Hypertherm или создавать на их основе производные продукты.
5. Ничто в настоящем лицензионном соглашении не дает конечному пользователю
никаких прав или лицензий согласно любым правам на интеллектуальную собственность,
принадлежащим Hypertherm
силу правовой презумпции, косвенно или иным образом, за исключением прямо
указанного в лицензионном соглашении.
6. Согласно настоящему лицензионному соглашению Hypertherm оставляет за собой
монопольные и исключительные права на технологии Hypertherm, а конечный
пользователь не получает никаких прав на технологии Hypertherm за исключением прав,
явно указанных в сублицензионном соглашении.
7. Настоящее лицензионное соглашение дает Hypertherm право немедленно расторгнуть
данное соглашение, направив об этом соответствующее уведомление в письменной
форме, в случае, если конечный пользователь нарушает любое из положений соглашения
или каким-либо лицензиарам или поставщикам компании в
L-2
Page 15

Оберточное лицензионное соглашение
и не принимает меры к исправлению такого нарушения в течение 5 (пяти) дней после
получения соответствующего письменного уведомления от Hypertherm.
8. HYPERTHERM, А ТАКЖЕ ЛИЦЕНЗИАРЫ И ПОСТАВЩИКИ КОМПАНИИ НЕ
ДЕЛАЮТ НИКАКИХ ЗАЯВЛЕНИЙ И НЕ ДАЮТ ГАРАНТИЙ, ПРЯМЫХ ИЛИ
КОСВЕННЫХ, В ОТНОШЕНИИ ТЕХНОЛОГИЙ HYPERTHERM ИЛИ
ЯВЛЯЮЩЕГОСЯ ИХ ЧАСТЬЮ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ, А ТАКЖЕ
ОТКАЗЫВАЮТСЯ ОТ ВСЕХ ПОДРАЗУМЕВАЕМЫХ ГАРАНТИЙ ТОВАРНОСТИ И
ПРИГОДНОСТИ ДЛЯ КОНКРЕТНОЙ ЦЕЛИ. НЕ ОГРАНИЧИВАЯ ОБЩИЙ СМЫСЛ
ВЫШЕСКАЗАННОГО, НИ HYPERTHERM, НИ ЛИЦЕНЗИАРЫ И ПОСТАВЩИКИ
КОМПАНИИ НЕ ДЕЛАЮТ НИКАКИХ ЗАЯВЛЕНИЙ И НЕ ДАЮТ ГАРАНТИЙ В
ОТНОШЕНИИ ФУНКЦИОНАЛЬНОСТИ, НАДЕЖНОСТИ И РАБОТЫ ТЕХНОЛОГИЙ
HYPERTHERM ИЛИ СВЯЗАННОГО С НИМИ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ ИЛИ
В ОТНОШЕНИИ РЕЗУЛЬТАТОВ, КОТОРЫЕ ДОЛЖНЫ БЫТЬ ПОЛУЧЕНЫ ПРИ
ИСПОЛЬЗОВАНИИ ТЕХНОЛОГИЙ HYPERTHERM ИЛИ СВЯЗАННОГО С НИМИ
ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ, А ТАКЖЕ В ОТНОШЕНИИ ТОГО, ЧТО
ЭКСПЛУАТАЦИЯ ТАКИХ ТЕХНОЛОГИЙ HYPERTHERM ИЛИ СВЯЗАННОГО С
НИМИ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ БУДЕТ БЕСПЕРЕБОЙНОЙ И
БЕЗОШИБОЧНОЙ.
9. В МАКСИМАЛЬНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ПРИМЕНИМЫМ
ЗАКОНОДАТЕЛЬСТВОМ, КОМПАНИЯ HYPERTHERM, ЕЕ ЛИЦЕНЗИАРЫ И
ПОСТАВЩИКИ НЕ НЕСУТ ОТВЕТСТВЕННОСТИ ЗА КАКОЙ БЫ ТО НИ БЫЛО
КОСВЕННЫЙ, ШТРАФНОЙ, СЛУЧАЙНЫЙ ИЛИ ФАКТИЧЕСКИЙ УЩЕРБ,
ВКЛЮЧАЯ УЩЕРБ ОТ ПОТЕРИ ПРИБЫЛИ, ВОЗНИКШИЙ ПО ПРИЧИНЕ
ИСПОЛЬЗОВАНИЯ ТЕХНОЛОГИЙ HYPERTHERM ИЛИ СВЯЗАННОГО
ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ, ЯВЛЯЮЩЕГОСЯ ЧАСТЬЮ ЭТИХ
ТЕХНОЛОГИЙ, ДАЖЕ ЕСЛИ СООТВЕТСТВУЮЩАЯ СТОРОНА БЫЛА ИЗВЕЩЕНА О
ВОЗМОЖНОСТИ УЩЕРБА. ОГРАНИЧЕНИЯ, УКАЗАННЫЕ В НАСТОЯЩЕМ
РАЗДЕЛЕ, ПРИМЕНИМЫ ВНЕ ЗАВИСИМОСТИ ОТ ВИДА ДЕЙСТВИЙ И ТОГО,
ОСНОВАНЫ ЛИ ЗАЯВЛЕННАЯ ОТВЕТСТВЕННОСТЬ ИЛИ УЩЕРБ
КОНТРАКТНЫХ ОБЯЗАТЕЛЬСТВАХ (ВКЛЮЧАЯ БЕЗ ОГРАНИЧЕНИЙ НАРУШЕНИЕ
УСЛОВИЙ ГАРАНТИИ), НА ГРАЖДАНСКИХ ПРАВОНАРУШЕНИЯХ (ВКЛЮЧАЯ
БЕЗ ОГРАНИЧЕНИЙ НЕБРЕЖНОСТЬ), ЗАКОНОДАТЕЛЬНЫХ АКТАХ И ЛЮБЫХ
ПРАВОВЫХ ТЕОРИЯХ И ТЕОРИЯХ ПРАВА СПРАВЕДЛИВОСТИ.
НА
L-3
Page 16

Руководство по установке и настройке
L-4
Page 17

БЕЗОПАСНОСТЬ
ОБРАЩАЙТЕ ВНИМАНИЕ НА
СВЕДЕНИЯ О БЕЗОПАСНОСТИ
Символы, показанные в данном разделе, используются, чтобы указать
на возможность опасности. Если Вы видите в данном руководстве или
на станке один из символов безопасности, следует понять возможность
травмирования и соблюдать соответствующие инструкции, чтобы
избежатьопасности.
СОБЛЮДАЙТЕ ИНСТРУКЦИИ
ПОБЕЗОПАСНОСТИ
Нужно внимательно ознакомиться со всеми сведениями обезопасности,
приведенными в данном руководстве, и надписями безопасности
настанке.
• Следует поддерживать надписи безопасности на станке в хорошем
состоянии. Отсутствующие или поврежденные надписи следует
немедленно заменить.
• Нужно изучить, как правильно эксплуатировать станок ииспользовать
элементы управления. Запрещается допускать эксплуатацию станка
лицами, не прошедшими соответствующий инструктаж.
• Станок следует поддерживать в исправном состоянии.
Несанкционированные изменения станка могут негативно повлиять
набезопасность и срок его эксплуатации.
ПЛАЗМЕННАЯ ДУГА МОЖЕТ ПРИВЕСТИ К ПОВРЕЖДЕНИЮ
ЗАМЕРЗШИХТРУБ
При попытке разморозить замерзшие трубы с помощью плазменного резака возможно повреждение или разрыв трубы.
ОПАСНОСТЬ! БЕРЕГИСЬ!
ОСТОРОЖНО!
Компания Hypertherm использует рекомендации Американского
национального института стандартов при формировании надписей
исимволов безопасности. Предупредительное слово «ОПАСНОСТЬ!»
или «БЕРЕГИСЬ!» используется вместе ссимволом безопасности.
Слово«ОПАСНОСТЬ!» указывает насамую серьезную опасность.
• Надписи безопасности «ОПАСНОСТЬ!» и «БЕРЕГИСЬ!» расположены
на станке рядом с конкретными источниками опасности.
• Надпись «ОПАСНОСТЬ!» в данном руководстве предшествует
инструкциям, несоблюдение которых может привести к серьезным
травмам или летальному исходу.
• Надпись «БЕРЕГИСЬ!» в данном руководстве предшествует
инструкциям, несоблюдение которых может привести к травмам или
летальному исходу.
• Надпись «ОСТОРОЖНО!» в данном руководстве предшествует
инструкциям, несоблюдение которых может привести к легким травмам
или повреждению оборудования.
СТАТИЧЕСКОЕ ЭЛЕКТРИЧЕСТВО МОЖЕТ ПОВРЕДИТЬ ПЕЧАТНЫЕ ПЛАТЫ
При работе с печатными платами следует соблюдать соответствующие меры предосторожности, которые перечислены ниже.
• Печатные платы следует хранить в антистатических контейнерах.
• При работе с печатными платами обязательно использовать заземляющую контактную манжету.
БЕЗОПАСНОСТЬ ЗАЗЕМЛЕНИЯ
Рабочий провод Следует прочно закрепить рабочий провод
кзаготовке или рабочему столу, используя надежный контакт
металлических поверхностей. Не следует выполнять соединение
сдеталью, которая отпадет по завершении резки.
Рабочий стол Нужно подключить рабочий стол к грунтовому
заземлению в соответствии с применимыми государственными
имуниципальными нормами электротехнической безопасности.
Входная мощность
• Обязательно нужно подключить заземляющий провод шнура питания
кзаземлению в коробке разъединителя.
• Если при установке плазменной системы нужно подключить шнур
питания к источнику тока, обязательно следует корректно подключить
заземляющий провод шнура питания.
• Сначала следует поместить на распорку заземляющий провод шнура
питания, а все остальные заземляющие провода размещать поверх
провода шнура питания. Тщательно затянуть стопорную гайку.
• Следует закрепить все электрические соединения во избежание
чрезмерного нагрева.
Политика Hypertherm по безопасности и соответствию S-1
Русский / Russian
Page 18

Безопасность
ОПАСНОСТЬ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ
• Открывать это оборудование разрешается только специально
обученнымсотрудникам, имеющим соответствующие разрешения.
• Если оборудование подключено стационарно, его следует отключить
ивыполнить процедуру недопущения несанкционированного включения
оборудования, прежде чем открывать кожух.
• Если электропитание подается на оборудование через шнур, следует
отключить блок, прежде чем открывать кожух.
• Запираемые разъединители или крышки запираемых вилок должны
предоставляться сторонними поставщиками.
• После отключения электропитания следует подождать 5минут,
преждечем открывать кожух, чтобы дать время на разрядку
аккумулированной энергии.
ЭЛЕКТРИЧЕСКИЙ РАЗРЯД МОЖЕТ БЫТЬ СМЕРТЕЛЬНЫМ
Прикосновение к электрическим деталям под напряжением может
привести к летальному исходу или сильным ожогам.
• При эксплуатации плазменной системы замыкается электрическая цепь
между резаком и заготовкой. И заготовка, и любые соприкасающиеся
сней предметы сами становятся частью электрической цепи.
• Запрещается прикасаться к корпусу резака, заготовке или к воде
наводяном столе в ходе эксплуатации плазменной системы.
Предотвращение электрического разряда
Во всех плазменных системах Hypertherm в процессах резки
используется высокое напряжение (распространены значения от
200 до 400В пост. тока). При эксплуатации такой системы следует
принять перечисленные ниже меры предосторожности.
• Обязательно использовать изолирующие перчатки и обувь,
поддерживать тело и одежду в сухом состоянии.
• При эксплуатации плазменной системы запрещается стоять накакойлибо влажной поверхности, сидеть или лежать на ней, атакже
прикасаться кней.
• Нужно обеспечить изоляцию от рабочей поверхности и от земли
спомощью сухих изолирующих ковриков или покрытий, размер которых
достаточен для предотвращения любого соприкосновения с землей или
рабочей поверхностью. При необходимости работать во влажной зоне
или в непосредственной близости от нее следует проявлять особую
осторожность.
• Нужно обеспечить наличие рядом с источником тока выключателя
питания с предохранителями соответствующего номинала. Этот
выключатель должен дать оператору возможность быстро выключить
источник тока ваварийной ситуации.
• При использовании водяного стола нужно убедиться в том,
что он корректно подключен к грунтовому заземлению.
• Если нужно обеспечить подачу электропитания на оборудование при
открытии кожуха для обслуживания, существует опасность взрыва из-за
вспышки дуги. При обслуживании оборудования, на которое подается
электропитание, обязательно соблюдение ВСЕХ местных правил
(NFPA70E в США) в области техники безопасности и индивидуальных
средств защиты.
• Прежде чем приступать к эксплуатации оборудования после
перемещения, открывания или обслуживания, следует закрыть
кожух и обеспечить корректное грунтовое заземление к кожуху.
• Обязательно нужно соблюдать настоящие инструкции по отключению
подачи питания, прежде чем проверять или заменять расходные детали
резака.
• Установку и заземление этого оборудования следует выполнять
всоответствии с инструкциями по эксплуатации и государственными
имуниципальными нормами.
• Нужно достаточно часто проверять сетевой шнур на предмет
повреждений или наличия трещин на покрытии. Поврежденный сетевой
шнур следует немедленно заменить. Неизолированные провода
представляют смертельную опасность.
• Проверить провода резака и заменить в случае износа или повреждения.
• Запрещается поднимать заготовку и отходы во время резки. Втечение
всего процесса резки следует оставлять заготовку наместе или на
верстаке с подключенным рабочим проводом.
• Перед выполнением проверки, очистки или смены деталей резака
следует полностью отключить электропитание или отключить отсети
источник тока.
• Запрещается обходить или пропускать устройства защитной блокировки.
• Прежде чем снимать любые крышки источника тока или корпуса
системы, следует отключить электропитание на входе. После отключения
электропитания следует подождать 5минут, чтобы датьконденсаторам
время на разрядку.
• Запрещается эксплуатировать плазменную систему, если не все крышки
источника тока находятся на своих местах. Открытые разъемы источника
тока представляют опасность сильного поражения электрическим током.
• При формировании входных соединений сначала следует закрепить
соответствующий заземляющий провод.
• Каждая плазменная система Hypertherm предназначена для
использования только с определенными резаками Hypertherm.
Запрещается заменять их другими резаками, поскольку это может
привести к перегреву и представлять угрозу безопасности.
S-2 Политика Hypertherm по безопасности и соответствию
Русский / Russian
Page 19

Безопасность
ПРОЦЕСС РЕЗКИ МОЖЕТ ПРИВЕСТИ К ПОЖАРУ ИЛИ ВЗРЫВУ
Предотвращение пожара
• Прежде чем выполнять любые операции по резке, следует убедиться
в безопасности рабочей зоны. В непосредственной близости должен
находиться огнетушитель.
• Следует убрать все огнеопасные материалы из зоны работ порезке
нарасстоянии 10м.
• Горячий металл следует охладить погружением в воду или дать
ему остыть, прежде чем приступать к его обработке или допускать
прикосновение к нему каких-либо горючих материалов.
• Запрещается выполнять резку баллонов, в которых находятся
потенциально огнеопасные материалы. Сначала их нужно опустошить
итщательно очистить.
• Прежде чем приступать к резке, нужно выполнить сброс любых
потенциально огнеопасных газов.
• При выполнении резки с использованием кислорода в качестве
плазмообразующего газа необходима система вытяжной вентиляции.
Предотвращение взрыва
• Запрещается эксплуатировать плазменную систему в условиях, когда
возможно присутствие взрывчатой пыли или паров.
• Запрещается выполнять резку баллонов под давлением, трубикакихлибо закрытых контейнеров.
• Запрещается выполнять резку баллонов, в которых содержатся горючие
материалы.
БЕРЕГИСЬ!
Опасность взрыва
Аргон-водород и метан
Водород и метан— это горючие газы, при использовании которых
существует опасность взрыва. Нельзя допускать контакта пламени
сбаллонами и шлангами, в которых находятся смеси с участием метана
или водорода. Нельзя допускать контакта пламени и искр срезаком при
плазменной резке с использованием метана или аргон-водорода.
БЕРЕГИСЬ!
Опасность взрыва
Подводная резка с применением горючих газов
• Запрещается выполнять подводную резку с применением горючих
газов, содержащих водород.
• При выполнении подводной резки с применением горючих газов,
содержащих водород, возможно возникновение взрывоопасного
состояния. При выполнении плазменной резки в таких условиях
возможна детонация.
БЕРЕГИСЬ!
Детонация водорода при
резке алюминия
• Запрещается выполнять подводную резку алюминия или резку
присоприкосновении нижней поверхности алюминия с водой.
• При подводной резке алюминия или в ситуации, когда вода
касается нижней поверхности алюминия, возможно возникновение
взрывоопасного состояния. При плазменной резке в таких ситуациях
возможна детонация.
БЕЗОПАСНОСТЬ ОБОРУДОВАНИЯ,
ИСПОЛЬЗУЕМОГО ДЛЯ РАБОТЫ
СОСЖАТЫМИ ГАЗАМИ
• Запрещается использовать в качестве смазки на клапанах баллонов
или регуляторах масло или жир.
• Следует использовать только газовые баллоны, регуляторы, шланги
иштуцеры, предназначенные для соответствующего варианта
применения.
• Следует поддерживать в исправном состоянии все оборудование
дляработы со сжатым газом и связанные с ним комплектующие.
• Все газовые шланги следует маркировать и применять цветовое
кодирование, чтобы показать тип газа в каждом шланге.
См.применимые государственные и муниципальные нормы.
В газовых баллонах содержится газ под высоким давлением. Возможен
взрыв баллона при его повреждении.
• Обращаться с баллонами со сжатым газом следует в соответствии
сприменимыми государственными и муниципальными нормами.
• Запрещается использовать баллон, если он не установлен строго
вертикально и не закреплен.
• Если баллон не используется и не подключен для использования,
наклапане всегда должен быть закреплен защитный колпачок.
• Запрещается допускать электрический контакт между плазменной дугой
и баллоном.
• Запрещается подвергать баллоны воздействию чрезмерного нагревания,
искр, выгара или открытого огня.
• Запрещается использовать молоток, ключ или другой инструмент, чтобы
открыть заклинивший клапан баллона.
ВОЗМОЖЕН ВЗРЫВ
ГАЗОВЫХ БАЛЛОНОВ
ПРИПОВРЕЖДЕНИИ
Политика Hypertherm по безопасности и соответствию S-3
Русский / Russian
Page 20

Безопасность
ТОКСИЧНЫЕ ПАРЫ МОГУТ ПРИВЕСТИ К ТРАВМАМ И ЛЕТАЛЬНОМУ ИСХОДУ
Сама по себе плазменная дуга представляет собой источник тепла,
используемый для резки. Поэтому, хотя плазменная дуга и не считается
источником токсичных паров, обрабатываемый материал может быть
источником таких паров или газов, разрушающих кислород.
При резке разных металлов образуются разные пары. Среди металлов,
которые могут приводить к образованию токсичных паров: нержавеющая
сталь, углеродистая сталь, цинк (оцинкованные материалы), медь и пр.
В некоторых случаях металл может быть покрыт веществом, которое может
приводить к образованию токсичных паров. Среди токсичных покрытий:
свинец (в некоторых красках), кадмий (в некоторых красках и наполнителях),
бериллий и пр.
Газы, образующиеся в процессе плазменной резки, зависят от
обрабатываемого материала и метода резки. В качестве таких газов могут
выступать озон, оксиды азота, шестивалентный хром, водород и другие
вещества, содержащиеся в обрабатываемых материалах и выделяемые из них.
Следует принимать меры предосторожности для сведения к минимуму
воздействия паров, образуемых при любых промышленных процессах.
Взависимости от химического состава и концентрации паров (а также других
факторов, среди которых вентиляция) существует вероятность развития
заболеваний, таких как пороки развития плода или рак.
Обязанность по проверке качества воздуха в зоне эксплуатации
оборудования, а также по обеспечению соответствия качества
воздуха в производственном помещении всем государственным
имуниципальным нормам и правилам лежит на владельце оборудования
ипроизводственного объекта.
Уровень качества воздуха в любом производственном помещении зависит
от определенных переменных факторов, характерных для данного объекта.
Некоторые из таких факторов перечислены ниже:
• Конструкция стола (мокрый, сухой, подводный).
• Состав материала, покрытие поверхности и состав покрытия.
• Объем удаленного материала.
• Продолжительность резки или строжки.
• Размер, объем воздуха, вентиляция и фильтрация рабочей зоны.
• Индивидуальные средства защиты.
• Количество эксплуатируемых систем для сварки и резки.
• Другие процессы в данном производственном помещении, прикоторых
возможно образование паров.
Если производственное помещение должно соответствовать
государственным или муниципальным правилам, только выполненные
напроизводственном объекте мониторинг и проверка могут определить
соответствие объекта допустимым показателям (выше них или ниже).
Для снижения опасности воздействия паров на сотрудников необходимо
принять следующие меры.
• Прежде чем выполнять резку, устранить с металла любые покрытия
ирастворители.
• Использовать местную вытяжную вентиляцию для устранения паров
извоздуха.
• Избегать вдыхания паров. Обязательно использовать респиратор
сподачей воздуха при резке любого металла, если в металле или его
покрытии присутствуют или предположительно могут присутствовать
какие-либо токсичные элементы.
• Нужно обеспечить соответствующую квалификацию и знание методов
корректной эксплуатации оборудования для сварки ирезки, а также
респираторов с подачей воздуха у всех сотрудников, использующих такое
оборудование.
• Запрещается выполнять резку баллонов, в которых могут содержаться
любые потенциально токсичные материалы. Сначала нужно опустошить
баллон и должным образом его очистить.
• По мере необходимости нужно проводить замеры и проверки качества
воздуха в производственном помещении.
• Для обеспечения безопасного уровня качества воздуха следует
обратиться к местному эксперту в этой области, с тем чтобы внедрить
соответствующий план помещения.
ПЛАЗМЕННАЯ ДУГА МОЖЕТ ВЫЗВАТЬ ТРАВМЫ И ОЖОГИ
Резаки моментального зажигания
Зажигание плазменной дуги выполняется сразу после активации
переключателя резака.
Плазменная дуга быстро разрезает перчатки икожу.
• Запрещается приближаться к наконечнику резака.
• Запрещается рукой придерживать металл в непосредственной близости
от траектории резки.
• Строго запрещается направлять резак на себя или других лиц.
S-4 Политика Hypertherm по безопасности и соответствию
Русский / Russian
Page 21

Безопасность
ИЗЛУЧЕНИЕ ДУГИ МОЖЕТ ВЫЗВАТЬ ОЖОГ ГЛАЗ И КОЖИ
Защита зрения Плазменная дуга приводит к образованию интенсивных лучей в видимой и невидимой частях спектра (ультрафиолетовых
иинфракрасных), которые могут вызвать ожог глаз и кожи.
• Обязательно использовать средства защиты зрения в соответствии с применимыми государственными и муниципальными нормами.
• Нужно использовать средства защиты зрения (защитные очки с боковыми щитками и защитный шлем сварщика) с соответствующей светозащитной
блендой линз для защиты глаз от ультрафиолетовых и инфракрасных лучей, формируемых дугой.
Защита кожи Ультрафиолетовое излучение, искры и раскаленный металл могут вызывать ожоги, для предотвращения которых обязательно нужно
использовать защитную одежду.
• Перчатки с крагами, защитная обувь и каска.
• Огнестойкая одежда должна защищать все участки тела, на которые возможно воздействие факторов риска.
• Брюки без отворотов для предотвращения попадания в них искр или выгара.
• Прежде чем приступать к резке, следует убрать из карманов любые горючие материалы, такие как бутановые зажигалки или спички.
Зона резки Нужно подготовить зону резки для снижения отражающей способности и передачи ультрафиолетового излучения, выполнив
перечисленные ниже действия.
• Стены и другие поверхности должны быть выкрашены в темные цвета для снижения отражающей способности.
• Нужно использовать защитные экраны или ограждения для предотвращения воздействия на окружающих вспышек и бликов.
• Следует предупредить окружающих о том, что не следует смотреть на дугу. Нужно использовать объявления и предупредительные знаки.
Рекомендуемый
номер светозащитной
Минимальный номер
светозащитной
Ток дуги
(А)
Менее 40А 5 5 8 9
От 41 до 60А 6 6 8 9
От 61 до 80А 8 8 8 9
От 81 до 125А 8 9 8 9
От 126 до 150А 8 9 8 10
От 151 до 175А 8 9 8 11
От 176 до 250А 8 9 8 12
От 251 до 300А 8 9 8 13
От 301 до 400А 9 12 9 13
От 401 до 800А 10 14 10 Не применимо
бленды (стандарт
ANSIZ49.1:2005)
бленды для
комфортной работы
(стандарт ANSI
Z49.1:2005)
OSHA 29CFR
1910.133(a)(5)
ЭКСПЛУАТАЦИЯ КАРДИОСТИМУЛЯТОРОВ И СЛУХОВЫХ АППАРАТОВ
Работа кардиостимуляторов и слуховых аппаратов может быть нарушена
магнитными полями, создаваемыми высокими значениями тока.
Лица, использующие кардиостимуляторы и слуховые аппараты, должны
проконсультироваться с врачом, прежде чем заходить взону выполнения
операций по плазменной резке и строжке.
Для снижения факторов риска, связанных с магнитным полем, нужно
соблюдать следующие правила.
• И рабочий провод, и провод резака должны быть расположены наодной
стороне, противоположной той, где находится оператор.
• Провода резака следует протягивать как можно ближе к рабочему кабелю.
• Запрещается обматываться проводом резака или рабочим проводом.
• Следует держаться на максимально возможном расстоянии отисточника
тока.
Европа
EN 169:2002
Политика Hypertherm по безопасности и соответствию S-5
Русский / Russian
Page 22
Безопасность
ШУМ МОЖЕТ ПРИВЕСТИ К НАРУШЕНИЯМ СЛУХА
При использовании резки плазменной дугой возможно превышение
значений уровня шума, указанных в муниципальных нормах для различных
ситуаций. Длительное воздействие сильного шума может привести
кнарушениям слуха. При выполнении резки или строжки обязательно
использовать соответствующие средства защиты слуха за исключением
случаев, когда замеры уровня звукового давления в помещении, где
установлено оборудование, подтверждают отсутствие необходимости
в средствах защиты слуха согласно применимым международным,
региональным илимуниципальным нормам.
Можно значительно снизить шум, используя простые инженерные
приспособления на столах для резки, такие как ограждения или шторы
между плазменной дугой и рабочим местом, а также расположив рабочее
место на удалении от плазменной дуги. Также следует применять
административные меры в месте эксплуатации оборудования с целью
СВЕДЕНИЯ ОБ УЛАВЛИВАНИИ СУХОЙ ПЫЛИ
В некоторых помещениях существует вероятность взрыва в связи
сприсутствием сухой пыли.
В изданной в 2007 году национальной ассоциацией пожарной
безопасности США редакции стандарта NFPA 68 «Explosion Protection
by Deflagration Venting» (Предотвращение взрывов путем быстрого
сгорания) приводятся требования к конструкции, размещению, установке,
техническому обслуживанию ииспользованию устройств и систем для
отвода продуктов горения и снижения давления после быстрого сгорания
без взрыва. Обратитесь к производителю или специалисту по установке
систем улавливания сухой пыли для получения сведений оприменимых
требованиях, прежде чем выполнять установку новой системы улавливания
сухой пыли или вносить значительные изменения в процессы или
материалы, используемые в сочетании ссуществующей системой
такоготипа.
Обратитесь в местные уполномоченные органы, чтобы выяснить, включена
ли какая-либо редакция стандарта NFPA 68 в качестве ссылочного
документа в местные строительные нормы.
См. стандарт NFPA68 для ознакомления с определениями иописаниями
регулятивных терминов, таких как быстрое сгорание, уполномоченный
орган, включение в качестве ссылочного документа, значение индекса
взрывоопасности, индекс быстрого сгорания идругих.
ограничения доступа и ограничения времени воздействия на оператора.
Кроме того, следует оградить рабочие зоны с высоким уровнем шума и/или
принять меры для снижения реверберации в рабочих зонах путем установки
шумопоглотителей.
Обязательно использовать защитные наушники, если уровень
шума является опасным или если после принятия всех инженерных
иадминистративных мер сохраняется опасность повреждения слуха.
Если использование средств защиты слуха необходимо, следует
использовать только утвержденные устройства индивидуальной защиты,
такие как наушники или беруши, коэффициенты снижения шума которых
соответствуют конкретной ситуации. Следует предупреждать окружающих
о возможных опасностях, связанных с шумом. Кроме того, средства защиты
слуха могут предотвратить попадание раскаленных брызг в уши.
Внимание 1 – Компания Hypertherm толкует эти новые требования
так, что в отсутствие оценки для конкретного помещения, врезультате
которой было выяснено, что вся формируемая пыль не является горючей,
в соответствии с редакцией 2007 года стандарта NFPA 68 необходимо
использовать взрывные клапаны, размер и тип которых предназначен
для самого пессимистичного значения индекса взрывоопасности
(см.приложение F), который может возникнуть из-за пыли. Стандарт
NFPA 68 не указывает конкретно процессы плазменной резки и другие
процессы термической резки среди технологических процессов, для
которых обязательно использовать системы быстрого сгорания, однако эти
новые требования применимы ко всем системам улавливания сухой пыли.
Внимание 2 – Пользователи руководств Hypertherm должны
ознакомиться со всеми применимыми государственными, региональными
имуниципальными законами и правилами иобеспечить соответствие всем
изложенным в них требованиям. Фактом публикации любых руководств
компания Hypertherm ни в коей мере не пытается побудить пользователя
к действиям, не соответствующим всем применимым требованиям
истандартам, а потому данное руководство ни в коем случае не следует
рассматривать в этом смысле.
S-6 Политика Hypertherm по безопасности и соответствию
Русский / Russian
Page 23

Безопасность
ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
Воздействие лазерного излучения может сильно травмировать зрение. Избегайте непосредственного воздействия на глаза.
Для обеспечения удобства и безопасности на оборудование Hypertherm, в котором используется лазер, в непосредственной близости от места выхода
лазерного луча из кожуха наносится одна из перечисленных ниже надписей, указывающих на присутствие лазерного излучения. Максимальный выход
(мВ), длина излучаемой волны (нм) и длительность импульса, если применимо.
Дополнительные инструкции по безопасности при работе слазером
• Обратитесь к специалисту для получения сведений отребованиях по
работе с лазером в вашем регионе. Возможно, потребуется провести
обучение по правилам безопасности при работе слазером.
• Запрещается допускать к эксплуатации лазера не прошедших обучение
лиц. Лазер может представлять опасность при использовании не
прошедшими обучение лицами.
• Запрещается смотреть на апертуру излучающей части лазера илина
лазерный луч.
• Располагать лазер следует в соответствии с имеющимися инструкциями
во избежание непреднамеренного зрительного контакта.
• Запрещается применять лазер на заготовках с отражающей
способностью.
• Запрещается использовать оптические инструменты, чтобы смотреть
налазерный луч или отражать его.
• Запрещается разбирать или снимать крышку лазерной системы или
апертуры излучающей части лазера.
• Внесение любых изменений в лазерную систему или воборудование
может повысить опасность лазерного излучения.
• Использование каких-либо алгоритмов регулировки или повышения
производительности (кроме указанных в настоящем руководстве) может
привести к опасному воздействию лазерного излучения.
• Запрещается эксплуатировать систему во взрывоопасных условиях, таких
как наличие горючих жидкостей, газов или пыли.
• Обязательно использовать только те запасные части ипринадлежности
для лазерной системы, которые предоставлены или рекомендованы
производителем имеющегося оборудования.
• Работы по ремонту и обслуживанию ДОЛЖНЫ выполняться
квалифицированным персоналом.
• Запрещается снимать или стирать надписи безопасности лазерной
системы.
Политика Hypertherm по безопасности и соответствию S-7
Русский / Russian
Page 24

Безопасность
S-8 Политика Hypertherm по безопасности и соответствию
Русский / Russian
Page 25

КОНТРОЛЬ ЗА ПРОДУКЦИЕЙ
Введение
Компания Hypertherm поддерживает систему правового регулирования,
цель которой заключается в обеспечении соответствия всей продукции
нормативным и природоохранным требованиям.
Государственные и муниципальные
правила безопасности
Государственные и муниципальные правила безопасности имеют
преимущество перед любыми инструкциями, предоставленными
вкомплекте с продукцией. Импорт, установка, эксплуатация и утилизация
продукции должны выполняться в соответствии с государственным
имуниципальным законодательством, действующим в месте установки.
Отметки о сертификационных испытаниях
Сертифицированные продукты отмечаются одной или несколькими отметками
о прохождении сертификационных испытаний, право на использование
которых выдается аккредитованными испытательными лабораториями.
Отметки о прохождении сертификационных испытаний размещаются на
табличке технических данных или в непосредственной близости от нее.
Каждая отметка о сертификационных испытаниях означает, что данная
продукция и ее определяющие безопасность компоненты соответствуют
применимым государственным правилам техники безопасности,
что и подтверждено в ходе рассмотрения данной испытательной
лабораторией. Компания Hypertherm наносит на свою продукцию
отметки сертификационных испытаний только после производства такой
продукции из определяющих безопасность компонентов, на которые
получено разрешение аккредитованной испытательной лаборатории.
После отправки продукции с завода Hypertherm отметки сертификационных
испытаний становятся недействительными вслучае возникновения любого
из перечисленных ниже событий.
• В продукцию вносятся изменения таким образом, что возникает
опасность или не обеспечивается соответствие применимым стандартам.
• Определяющие безопасность компоненты заменяются запасными
деталями, на которые не выдано соответствующее разрешение.
• Добавляется любой несанкционированный агрегат или приспособление,
в котором используется или создается опасное напряжение.
• Любое вмешательство в цепь аварийной защиты или любую другую
функцию, которая добавлена в конструкцию продукции дляполучения
сертификата или с иными целями.
Знак «CE» представляет собой декларацию соответствия производителя
применимым директивам и стандартам ЕС. Протестированными на
соответствие директиве ЕС по вопросам качества низковольтных
электротехнических изделий и директиве ЕС по электромагнитной
совместимости являются только те версии продукции Hypertherm, которые
имеют маркировку «CE» непосредственно на табличке технических данных
или рядом с ней. Фильтры ЭМИ, которые необходимы для обеспечения
соответствия директиве ЕС по электромагнитной совместимости,
встроены в те версии источников тока, которые имеют маркировку «CE».
Сертификаты соответствия на продукцию Hypertherm можно загрузить
избиблиотеки загружаемых документов Hypertherm с веб-сайта по адресу
https://www.hypertherm.com.
Различия в государственных стандартах
В разных странах могут применяться разные стандарты производительности,
безопасности и другие. Различные государственные стандарты могут
распространяться без ограничений на перечисленные ниже факторы.
• Значения напряжения
• Номиналы вилок и шнуров
• Языковые требования
• Требования к электромагнитной совместимости
Такие различия в государственных и иных стандартах могут сделать
невозможным или нереалистичным размещение всех отметок
сертификационных испытаний на одну и ту же версию продукции.
Например, версии продукции Hypertherm, произведенные по стандарту
CSA, не соответствуют европейским требованиям к ЭМС, а потому
неимеют отметки «CE» на табличке технических данных.
В странах, где маркировка «CE» обязательна, или в странах, где есть
обязательные нормы по ЭМС, нужно использовать версии продукции
Hypertherm, предназначенные для ЕС и имеющие маркировку «CE» на
табличке технических данных. Ниже приведен неполный перечень таких стран.
• Австралия
• Новая Зеландия
• Страны Европейского Союза
• Россия
Важно помнить, что продукция и нанесенная на нее отметка
осертификационных испытаниях должны соответствовать месту установки
для использования. Когда продукция Hypertherm отправляется в одну
страну для дальнейшего экспорта вдругую, конфигурация и сертификация
такой продукции должны соответствовать месту конечной установки для
использования.
Безопасная установка и использование
оборудования для контурной резки
В директиве IEC 60974-9 «Arc Welding Equipment — Installation and
Use» (Оборудование для дуговой сварки: установка ииспользование)
приводятся рекомендации относительно безопасной установки
ииспользования оборудования для контурной резки и безопасного
выполнения операций резки. При установке нужно принимать
во внимание требования государственного и муниципального
законодательства, включая требования относительно заземления или
защитного подключения к земле, предохранителей, разъединителей
и типа цепи питания. Ознакомьтесь с этими инструкциями, прежде
чем приступать кустановке оборудования. Первое и самое важное
действие— оценка установки с точки зрения ее безопасности.
Оценку безопасности должен выполнять эксперт, который определяет
действия, необходимые для создания безопасной обстановки, а также
меры предосторожности, которые нужно принять в ходе собственно
процесса установки и эксплуатации.
Политика Hypertherm по безопасности и соответствию PS-1
Русский / Russian
Page 26

контроль за продукцией
Процедуры периодических проверок
ииспытаний
При наличии соответствующих требований в государственном
законодательстве в директиве IEC60974-4 указываются методики
проверок, проводимых периодически и после ремонта, а также
методики технического обслуживания, направленные на обеспечение
электрической безопасности источников тока плазменной системы,
произведенных в соответствии с директивой IEC 60974-1. Компания
Hypertherm выполняет совокупность испытаний цепи защиты и испытаний
на сопротивление изоляции на заводе как испытания, выполняемые
не в ходе процесса эксплуатации. Такие испытания выполняются
сотключенной сетью электропитания и заземлением.
Также компания Hypertherm устраняет некоторые защитные устройства,
которые в противном случае могли бы привести к неправильным
результатам. Если необходимо по соответствующему государственному
законодательству, на оборудовании нужно закрепить бирку
синформацией о том, что данное оборудование прошло испытания,
необходимые по директиве IEC60974-4. В извещении о произведенном
ремонте должны быть указаны результаты всех испытаний, если не
указывается, что конкретное испытание не выполнялось.
Квалификация специалистов
попроведению испытаний
Электрические испытания оборудования для контурной резки могут
представлять определенную опасность, а потому проводить их должен
эксперт в области электрического ремонта, желательно знакомый
также с процессами сварки, резки и связанными с ними процессами.
Риски в области безопасности персонала и оборудования, связанные
с выполнением таких испытаний неквалифицированным персоналом,
могут значительно превышать преимущества, обеспечиваемые за счет
периодического выполнения проверок и испытаний.
В случаях, когда государственным законодательством в месте установки
оборудования специально не оговаривается необходимость выполнения
испытаний на электрическую безопасность, компания Hypertherm
рекомендует выполнять только осмотры.
Устройства защитного отключения (УЗО)
В Австралии и некоторых других странах местное законодательство
может оговаривать необходимость использования устройств защитного
отключения (УЗО) в случаях, когда портативное электрическое
оборудование используется на рабочих местах или на строительных
площадках. Цель такой меры заключается в защите операторов от
повреждений электрической цепи оборудования. УЗО предназначены
для безопасного отключения питания от электрической сети, когда
обнаруживается нарушение равновесия между током питания и обратным
током (то есть присутствует утечка тока в землю). Существуют УЗО как
сфиксированным, так и с регулируемым током срабатывания в диапазоне
от 6 до 40миллиамперов и временем срабатывания до 300миллисекунд.
Параметры таких устройств выбираются для конкретной установки,
сферы применения и планируемого использования. При использовании
УЗО ток и время срабатывания следует выбирать или регулировать
так, чтобы они были достаточно высокими для предотвращения
срабатывания при обычной работе оборудования для плазменной
резки и при этом достаточно низкими для обеспечения безопасности
вкрайне маловероятном случае повреждения электрической цепи, чтобы
устройство могло отключить подачу электропитания до того, как ток
утечки станет представлять опасность для жизни оператора.
Чтобы обеспечить корректное функционирование УЗО в течение
длительного времени, следует периодически проверять ток ивремя
срабатывания. Портативное электрическое оборудование и УЗО,
используемые в коммерческих и промышленных сферах вАвстралии
иНовой Зеландии, проходят испытания в соответствии с австралийским
стандартом AS/NZS3760. При испытании изоляции оборудования для
плазменной резки на соответствие стандарту AS/NZS 3760 следует
замерять сопротивление изоляции по приложению B к стандарту
при 250В пост. тока с выключателем электропитания в положении
ON (ВКЛЮЧЕНО) для обеспечения корректного тестирования и во
избежание ложных неудачных испытаний на ток утечки. Ложные неудачные
испытания возможны, так как металлооксидные варисторы и фильтры
электромагнитной совместимости (ЭМС), используемые для снижения
помех изащиты оборудования от скачков напряжения, могут проводить
ток утечки до10миллиамперов в землю при обычных обстоятельствах.
При возникновении любых вопросов относительно применения
или толкования каких-либо описанных здесь стандартов IEC нужно
обратиться к компетентному консультанту по юридическим и иным
вопросам, знающему международные электротехнические стандарты.
Пользователь не должен полагаться на Hypertherm в отношении любых
вопросов, связанных с толкованием или применением таких стандартов.
Системы более высокого уровня
При добавлении системным интегратором дополнительного оборудования
к системам плазменной резки Hypertherm, такого как столы для резки,
приводы электродвигателя, устройства управления перемещениями
и роботы, вся такая система в совокупности может рассматриваться
как система более высокого уровня. Системы более высокого уровня
сопасными подвижными органами могут рассматриваться как
промышленное механическое оборудование илироботизированное
оборудование. Втаком случае на изготовителя комплексного оборудования
или конечного пользователя могут распространяться дополнительные
законодательные нормы истандарты кроме тех, которые относятся
ксистемам плазменной резки в том виде, вкаком их производит Hypertherm.
Конечный пользователь и изготовитель комплексного оборудования
обязаны выполнить оценку рисков для системы более высокого уровня
и обеспечить защиту от подвижных органов. Если система более
высокого уровня не проходит сертификацию в процессе интеграции в нее
продукции Hypertherm, может быть необходимо получить утверждение
установки местными властями. При наличии сомнений относительно
соответствия системы требованиям следует обратиться к консультанту
поправовым вопросам и эксперту по местному законодательству.
Внешние соединительные кабели между компонентами системы более
высокого уровня должны соответствовать требованиям, связанным
с загрязняющими веществами и перемещениями, характерными для
данного места использования. Если на внешние соединительные кабели
воздействуют масло, пыль, вода или другие загрязняющие вещества,
может быть необходимо использовать кабели, предназначенные для
тяжелых условий эксплуатации.
Когда внешние соединительные кабели находятся в постоянном
движении, может быть нужно использовать кабели, предназначенные
для постоянного сгибания. Обязанность по обеспечению пригодности
кабелей к использованию в конкретных условиях лежит на конечном
пользователе или изготовителе комплексного оборудования. Поскольку
существуют различия в нормах и затратах, которые могут быть необходимы
по местному законодательству для систем более высокого уровня, может
быть необходимо убедиться в том, что внешние соединительные кабели
пригодны для использования в конкретном месте.
PS-2 Политика Hypertherm по безопасности и соответствию
Русский / Russian
Page 27

ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Введение
В соответствии с техническими характеристиками по охране окружающей
среды, принятыми в Hypertherm, поставщики Hypertherm обязаны
предоставлять сведения о веществах в соответствии с правилами
ограничения содержания вредных веществ, директивой ЕС об
отходах электрического и электронного оборудования и регламентом
Европейского Парламента и Совета ЕС, касающимся правил регистрации,
оценки, санкционирования и ограничения химических веществ.
Экологическое соответствие продукции не распространяется на качество
воздуха в помещении и выброс паров в окружающую среду конечным
пользователем. Любые материалы, обработка которых осуществляется
конечным пользователем, не предоставляются компанией Hypertherm
вкомплекте с продукцией. Конечный пользователь несет ответственность
за обрабатываемые материалы, а также за безопасность рабочего места
икачество воздуха. Конечный пользователь должен осознавать возможные
риски для здоровья, которые могут вызвать пары, выбрасываемые
обрабатываемыми материалами, и обеспечивать соответствие всем
муниципальным нормативным актам.
Государственное и муниципальное
природоохранное законодательство
Государственное и муниципальное природоохранное законодательство
имеет преимущество перед любыми указаниями, приведенными в данной
инструкции.
Импорт, установка, эксплуатация и утилизация продукции должны
выполняться в соответствии с государственным и муниципальным
природоохранным законодательством, действие которого
распространяется на место установки.
Природоохранное законодательство ЕС описывается ниже вглаве
Директива об отходах электрического и электронного оборудования.
Директива по правилам ограничения
содержания вредных веществ
Компания Hypertherm стремится обеспечивать соответствие всем
применимым законам и правилам, в том числе директиве ЕС по
правилам ограничения содержания вредных веществ (RoHS), которые
ограничивают использование вредных материалов в электронных
продуктах. Во всей продукции Hypertherm перевыполняются требования
правил ограничения содержания вредных веществ.
Hypertherm постоянно работает над снижением содержания всвоей
продукции опасных материалов, регулируемых правилами ограничения
содержания вредных веществ, за исключением случаев, когда
общепризнанным фактом является отсутствие пригодных альтернатив.
Декларации о соответствии правилам ограничения содержания
вредных веществ были подготовлены для существующих версий систем
плазменной резки Powermax производства Hypertherm, предназначенных
для ЕС. На версиях Powermax для ЕС имеется также и отметка
осоответствии директиве RoHS. Она расположена под отметкой «CE» на
табличке технических данных серийных версий Powermax, поставленных
заказчикам после 2006 года. Детали, используемые в версиях Powermax
по стандарту CSA, и другая продукция производства Hypertherm,
накоторую не распространяется действие правил ограничения
содержания вредных веществ или которые подпадают под действие
исключений из правил, постоянно преобразовываются для обеспечения
соответствия правилам, если их действие распространится на такие
детали и продукцию в будущем.
Правильная утилизация продукции
Hypertherm
Системы плазменной резки Hypertherm, как и все прочие электронные
продукты, могут иметь в своем составе материалы и компоненты, такие как
печатные платы, которые нельзя выбрасывать с обычными отходами. Вы
обязаны утилизировать любую продукцию или комплектующие изделия
производства Hypertherm приемлемым с точки зрения экологии способом
всоответствии с государственными и муниципальными нормами.
• В США нужно ознакомиться со всеми федеральными законами,
законами штатов и местными законами.
• В Европейском Союзе следует ознакомиться с директивами ЕС,
государственным и муниципальным законодательством.
Дляполучения дополнительных сведений посетите веб-страницу
www.hypertherm.com/weee.
• В других странах ознакомьтесь с государственным имуниципальным
законодательством.
• При необходимости нужно обратиться к экспертам по юридическим
вопросам и другим вопросам, относящимся ксоблюдению нормативных
требований.
Директива ЕС об отходах электрического
и электронного оборудования
27 января 2003 г. Европейский Парламент и Совет Европы приняли
директиву 2002/96/EC об отходах электрического иэлектронного
оборудования (WEEE).
Как того требует законодательство, продукция Hypertherm, на которую
распространяются требования директивы, продаваемая в ЕС после
13 августа 2005 г., отмечается символом WEEE. Данная директива
поощряет сбор, обработку и переработку отходов электрического
иэлектронного оборудования и задает конкретные критерии в этой
области. К продукции, предназначенной для конечных потребителей,
и продукции для использования в бизнесе применяются разные
подходы (вся продукция Hypertherm считается предназначенной для
использования в бизнесе). Инструкции по утилизации версий плазменных
систем Powermax, предназначенных для ЕС, приведены на веб-странице
www.hypertherm.com/weee.
Этот адрес напечатан на символьной предупредительной табличке,
закрепляемой на каждом серийном блоке Powermax для ЕС,
поставленном заказчику с 2006 года. На версии Powermax и другую
продукцию Hypertherm, соответствующие стандарту CSA, требования
директивы ЕС об отходах электрического и электронного оборудования
либо не распространяются, либо они являются исключениями из таких
правил.
Политика Hypertherm по безопасности и соответствию ES-1
Русский / Russian
Page 28

Охрана Окружающей среды
Регламент Европейского Парламента
и Совета ЕС, касающийся правил
регистрации, оценки, санкционирования
иограничения химических веществ
Регламент, касающийся правил регистрации, оценки, санкционирования
и ограничения химических веществ (1907/2006), действует с 1 июня
2007 г. и регулирует химические вещества, доступные на европейском
рынке. Согласно требованиям регламента по регистрации, оценке,
санкционированию и ограничению химических веществ к производителям
комплектующих изделий, содержание особо опасных веществ в таких
изделиях не может превышать 0,1% по массе.
Производители комплектующих изделий и применяющие их
впроизводстве компании, такие как Hypertherm, обязаны получать
гарантии от своих поставщиков в том, что все химические вещества,
используемые в составе продукции Hypertherm или на ней, имеют
регистрационный номер Европейского химического агентства. Для
предоставления информации о химических веществах в соответствии
стребованиями регламента, касающегося правил регистрации, оценки,
санкционирования и ограничения химических веществ, компания
Hypertherm требует от поставщиков предоставлять декларации
о соответствии регламенту и указывать все известные случаи
использования веществ, которые классифицируются в регламенте
как особо опасные. Случаи использования в деталях особо опасных
веществ в количестве, превышающем 0,1% по весу, были устранены.
Впаспорте безопасности материала приводится полная информация
по веществам, входящим в состав химикатов. Его можно использовать
для проверки соответствия требованиям по содержанию особо опасных
веществ регламента, касающегося правил регистрации, оценки,
санкционирования и ограничения химических веществ.
Смазочные материалы, кольматанты, охлаждающие жидкости, адгезивы,
растворители, покрытия и другие препараты или смеси, используемые
на оборудовании Hypertherm для контурной резки, внутри него, для
него или в сочетании с ним, используются в очень малых количествах
(заисключением охлаждающей жидкости), а приобретать их можно
уразных поставщиков. При выявлении у одного из поставщиков
проблемы с регистрацией по регламенту, касающемуся правил
регистрации, оценки, санкционирования и ограничения химических
веществ, или с разрешением по этому регламенту (использование особо
опасных веществ) можно будет использовать услуги другого поставщика,
чтоибудет сделано.
Правильное обращение с химикатами
и их безопасное использование
Согласно законодательству по химикатам в США, Европе и других
странах, для всех химикатов обязательно должны предоставляться
паспорта безопасности материала (ПБМ). Перечень химикатов
предоставляется Hypertherm. ПБМ предоставляются для химикатов,
поставляемых в комплекте с продукцией, и для других химикатов,
используемых в продукции или на ней. Паспорта безопасности
материалов можно загрузить из библиотеки загружаемых документов
Hypertherm с веб-сайта по адресу https://www.hypertherm.com. На экране
«Поиск» нужно ввести «ПБМ» (MSDS) в качестве заголовка документа
инажать кнопку «Поиск».
В США закон об охране труда и технике безопасности не требует
предоставления паспортов безопасности материалов для такой
продукции, как электроды, завихрители, кожухи, сопла, защитные экраны,
отражатели и другие твердые детали резака.
Hypertherm не занимается производством и поставками обрабатываемых
материалов и не обладает информацией относительно того, представляют
ли пары, высвобождаемые при их обработке, физическую опасность
или риск для здоровья. Обратитесь к своему поставщику или
техническому консультанту при необходимости получить рекомендации
относительно свойств материала, обработка которого будет выполняться
сприменением продукции Hypertherm.
Высвобождение паров и качество воздуха
Примечание. Приведенные ниже сведения о качестве воздуха приводятся
только для информации, их нельзя использовать вместо ознакомления
сприменимыми нормативными актами или правовыми стандартами
страны, где будет устанавливаться и эксплуатироваться режущее
оборудование, и их внедрения.
В США руководство по аналитическим методам (NMAM), изданное
Национальным институтом по охране труда и промышленной
гигиене (NIOSH), представляет собой собрание методов, которые
следует использовать для забора и анализа загрязняющих веществ,
содержащихся в воздухе на рабочем месте. Методы, опубликованные
другими организациями, такими как OSHA, MSHA, EPA, ASTM, ISO, или
коммерческими поставщиками оборудования для отбора и анализа проб,
могут иметь преимущества по сравнению с методами, предложенными
институтом NIOSH.
Например, алгоритм D 4185 Американского общества по испытанию
материалов— это стандартный алгоритм сбора, разложения
иобнаружения следов металлов в атмосфере на рабочих местах.
Чувствительность, предел обнаружения и оптимальные концентрации на
рабочем месте для 23 металлов приведены в документе Американского
общества по испытанию материалов ASTMD4185. Для определения
оптимальной процедуры забора с учетом аналитической точности,
издержек и необходимого объема выборки следует привлечь
промышленного гигиениста. Hypertherm прибегает к услугам
независимого промышленного гигиениста по выполнению исследований
качества воздуха и интерпретации их результатов с применением
оборудования для забора воздуха, размещенного на рабочих местах
операторов в зданиях Hypertherm, где установлены и эксплуатируются
столы для плазменной резки.
Когда это необходимо, компания Hypertherm также прибегает к услугам
независимого промышленного гигиениста для получения разрешений
навыбросы в атмосферу и на водопользование.
Если Вы не полностью знаете все актуальные применимые нормативные
акты и правовые стандарты, действующие в месте установки, следует
обратиться к местному эксперту, прежде чем приобретать, устанавливать
и эксплуатировать оборудование.
ES-2 Политика Hypertherm по безопасности и соответствию
Русский / Russian
Page 29

Глава 1 Системные инструменты
ПО Phoenix предоставляет набор инструментов, позволяющих выполнять такие
задачи системного уровня, как создание резервной копии жесткого диска ЧПУ и
подключение ЧПУ к сети. Чтобы получить доступ к системным инструментам ПО
Phoenix, последовательно выберите пункты «Настройки», «Пароль» и введите
пароль для экрана «Специальные настройки». На экране «Специальные
настройки» нажмите программную клавишу «Система».
Примечание. Использование системных инструментов требует рабочего
знания операционной системы Windows XP. Работа с ними должна
осуществляться исключительно квалифицированным персоналом.
Для работы необходимы мышь и клавиатура, которые необходимо подключить
к ЧПУ до начала работы с системными инструментами.
1-1
Page 30

Руководство по установке и настройке
Параметр Описание
Автомат.рез.
коп-ие
Инф. о
производителе
стола
Выберите частоту автоматического напоминания о создании
резервной копии информации на основном жестком диске.
В указанное время при включении системы на экран будет
выведено предложение выполнить ее резервное копирование.
Введите контактную информацию производителя стола для
резки. Данная информация отображается при запуске
дистанционной справки Remote Help. Таким образом она будет
использоваться в качестве контактной для пользователей
Remote Help.
Инф. о производительности ЧПУ
В параметрах области «Инф. о производительности ЧПУ» отображается
информация о процессах в ЧПУ, которые могут негативно повлиять на управление
перемещением станка. Необходимо обратить внимание на значения этих
параметров в следующих случаях:
если скорость загрузки файлов на ЧПУ ниже ожидаемой;
1-2
Page 31

Системные инструменты
если ЧПУ выполняет операции медленнее, чем это было в первое время
после установки.
Каждый параметр в группе предоставляет действительный диапазон значений
для процесса, выполняющегося в ЧПУ. Значения времени, указанные рядом с
каждым параметром, соответствуют самому длительному промежутку времени,
записанному для данного процесса с момента включения ЧПУ. Значения,
выделенные синим цветом, находятся внутри допустимого диапазона значений;
значения, выделенные красным цветом, находятся за пределами действительного
диапазона.
Порядок проверки производительности ЧПУ.
1. На основном экране последовательно выберите пункты «Настройки» >
«Пароль» и введите пароль для экрана «Специальные настройки».
2. Нажмите программную клавишу «Система».
3. Если значения всех параметров отображаются синим цветом, ЧПУ
функционирует корректно.
4. Если значение какого-либо параметра отображается красным цветом,
необходимо перезапустить ЧПУ.
5. Вернитесь к экрану «Система».
6. Если значения отображаются синим цветом, ЧПУ функционирует корректно.
7. Если значение какого-либо параметра отображается красным цветом, то
негативно влиять на производительность могут другие программы,
выполняющиеся в ЧПУ. Завершите работу всех программ, кроме ПО Phoenix.
8. Если ПО Phoenix является единственной запущенной программой, но при этом
по-прежнему значения каких-либо параметров отображаются красным цветом,
следует связаться со службой технической поддержки для получения
дополнительных рекомендаций по поиску и устранению неисправностей.
Резервное копирование жесткого диска
Порядок создания резервной копии жесткого диска.
1. На основном экране последовательно выберите пункты «Настройки» >
«Пароль», и введите пароль для экрана «Специальные настройки».
2. Нажмите или щелкните мышью программную клавишу «Система».
Чтобы создать резервную копию содержимого основного жесткого диска в
указанном месте на жестком диске ЧПУ или в назначенном месте с помощью
служебной программы Norton Ghost, нажмите программную клавишу «Создать
резервную копию жесткого диска».
1-3
Page 32

Руководство по установке и настройке
Примечание. Работа программы Norton Ghost приведет к полной замене файлов
на диске C. После этого необходимо перезагрузить настройки ЧПУ.
1-4
Page 33

Системные инструменты
Проверка жесткого диска
Порядок проверки жесткого на наличие вирусов или ошибок с помощью
антивирусной программы Norton.
1. На основном экране последовательно выберите пункты «Настройки» >
«Пароль», и введите пароль для экрана «Специальные настройки».
2. Последовательно выберите пункты «Система» > «Сканирование жесткого
диска».
3. В появившемся окне подтверждения нажмите «Да» для запуска проверки.
4. Чтобы проверить жесткий диск на наличие ошибок и исправить их при помощи
утилиты Windows XP CHKDSK (проверка диска), выберите «Нет».
Проверку диска следует выполнять примерно раз в три месяца. Частота
выполнения проверок зависит от количества файлов, загружаемых на ЧПУ и
удаляемых из ЧПУ.
5 Запуск служебной программы (CHKDSK) невозможен во время выполнения
программного обеспечения ЧПУ. Чтобы проверить диск при следующей
загрузке ЧПУ, нажмите «Y» (да).
1-5
Page 34

Руководство по установке и настройке
Антивирусная программа
Функция «Антивирус» позволяет проверить загруженные в ЧПУ файлы на наличие
вирусов.
1-6
Page 35

Системные инструменты
Дефрагментация жесткого диска
Во время дефрагментации выполняется проверка мест расположения файлов на
жестком диске ЧПУ и их перераспределение для достижения оптимальной
производительности жесткого диска.
Дефрагментацию следует выполнять примерно раз в три месяца.
Порядок выполнения дефрагментации жесткого диска.
1. На основном экране последовательно выберите пункты «Настройки» >
«Пароль» и введите пароль для экрана «Специальные настройки».
2. Последовательно выберите пункты «Система» > «Дефрагментация жесткого
диска».
1-7
Page 36

Руководство по установке и настройке
Форматирование дискеты
С помощью данной функции можно провести форматирование дискеты в случае,
если на ЧПУ возникают проблемы с чтением данных с гибкого диска,
отформатированного на компьютере.
Важно! Форматирование дискеты приводит к удалению всех сохраненных на ней
файлов.
Примечание. Не все ЧПУ комплектуются дисководом гибких дисков.
Сброс настроек
С помощью этой операции выполняется удаление текущих настроек с
последующей загрузкой значений настроек по умолчанию. После выполнения
данной операции на ЧПУ можно загрузить новый файл настроек с помощью
экрана «Спец.пароль».
Если поставщиком ЧПУ был установлен файл настроек, в котором содержится
информация о конкретном столе для резки, программной клавише присваивается
«Восстановление настроек». Пользовательский файл настроек является
имя
файлом настроек по умолчанию, поэтому при нажатии программной клавиши
«Восстановление настроек» из него выполняется восстановление настроек.
Сохранение файла настроек
При настройке ЧПУ для работы с системой резки значения всех параметров
сохраняется в файле с именем Phoenix.ini, поставляемом вместе с системой.
Данный файл находится в папке Phoenix на томе C: жесткого диска. Вместе с
системой также поставляется копия файла Phoenix.ini под именем Default.ini.
В процессе работы ЧПУ использует значения настроек из файла Phoenix.ini. При
изменении значений настроек
внесенные изменения в файле Phoenix.ini. Таким образом, в файле Phoenix.ini
на любом из экранов ПО Phoenix система сохраняет
1-8
Page 37

Системные инструменты
содержатся настройки по умолчанию, а также настройки, которые определяются
пользователем. При загрузке и запуске ПО Phoenix ЧПУ открывает файл
Phoenix.ini и производит настройку системы в соответствии с настройками в
данном файле.
В случае повреждения файла Phoenix.ini и невозможности его использования для
целей настройки системы ЧПУ использует значения настроек, указанные в файле
Default.ini. В этом случае при подаче питания ПО Phoenix выводит на экран
сообщение об ошибке с указанием на то, что файл настроек может быть
поврежден или данные о настройках могут быть утеряны. Далее система
предлагает использоваться настройками из файла Default.ini.
Однако, изменения, внесенные в файл Phoenix.ini, не сохраняются автоматически
в файле Default.ini. Поэтому особенно важно сохранить последнюю версию файла
Phoenix.ini и дать файлу имя Default.ini, чтобы в любой момент можно было
вернуться к последним неповрежденным настройкам системы.
Кроме того, при включении питания ЧПУ или перезагрузке программного
обеспечения система выводит на экран сообщение с запросом на проведение
настройки системы с использованием настроек из файла Default.ini. Если файл
Phoenix.ini не был сохранен под именем Default.ini, то будет необходимо заново
провести полную настройку всех настроек работы системы.
В целях безопасности и для удобства работы рекомендуется сохранить файл
Phoenix.ini в пяти экземплярах.
1. На основном экране
«Пароль» и введите пароль для экрана «Специальные настройки».
2. Нажмите программную клавишу «Сохранить настройки».
3. В раскрывающемся списке «Сохр. настр-ки в» выберите пункт «Жесткий диск».
последовательно выберите пункты «Настройки» >
1-9
Page 38
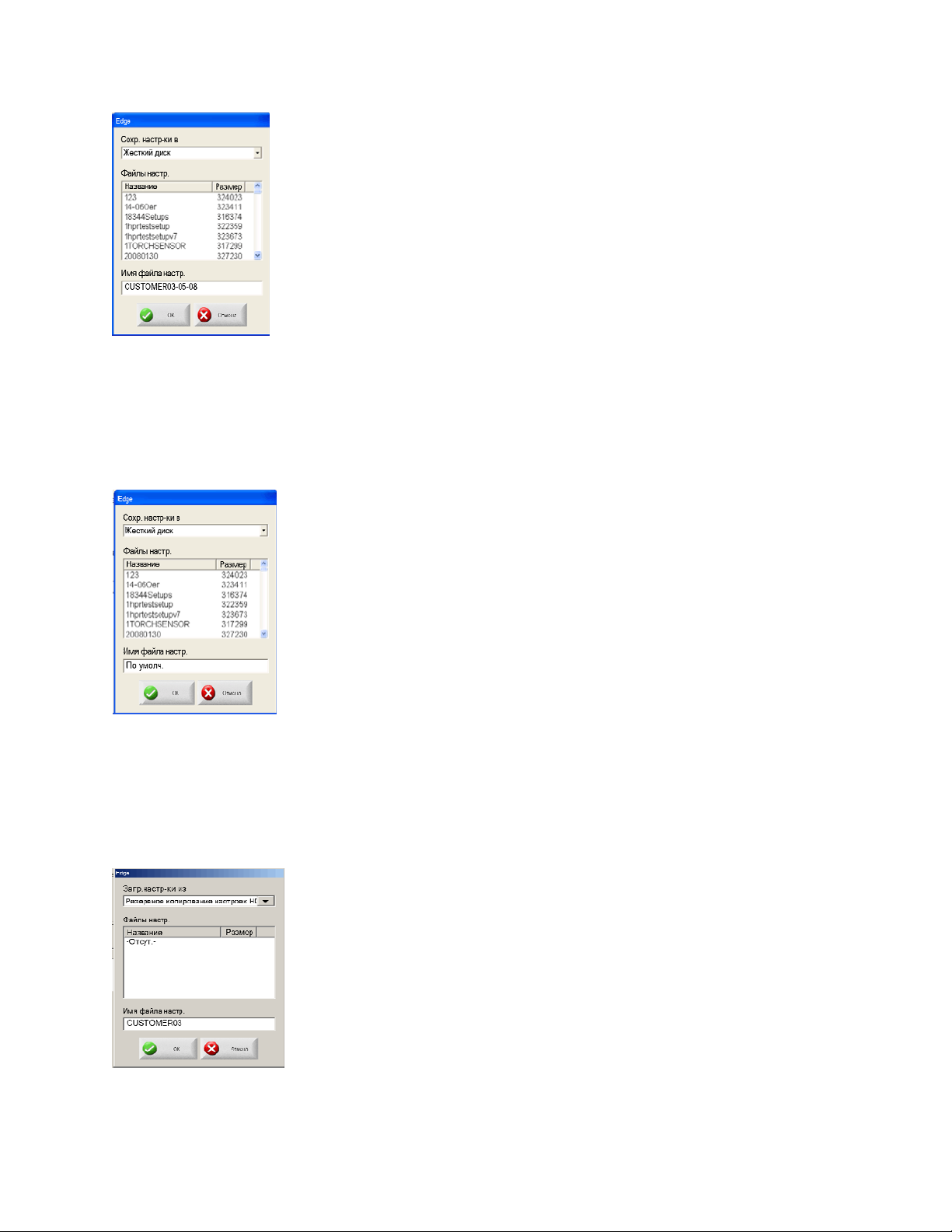
Руководство по установке и настройке
4. В поле «Имя файла настр.» введите имя клиента и дату в формате
имяклиентаММ-ДД-ГГ.
5. Нажмите кнопку «OK».
6. Снова нажмите программную клавишу «Сохранить настройки».
7. В раскрывающемся списке «Сохр. настр-ки в» выберите пункт «Жесткий диск».
8. В поле «Имя файла настр.» введите текст «Default».
9. Нажмите кнопку «OK».
10. Снова нажмите программную клавишу «Сохранить настройки».
11. В раскрывающемся списке «Сохр. настр-ки в» выберите пункт «Резервное
копирование настроек HD».
1-10
Page 39

Системные инструменты
12. В поле «Имя файла настр.» введите имя клиента и дату в формате
имяклиентаММ-ДД-ГГ.
13. Нажмите кнопку «OK».
14. Сохраните по одному экземпляру файла имяклиента ММ-ДД-ГГ.ini и Default.ini
на каком-либо съемном устройстве памяти, например на гибком диске или
накопителе на флэш-памяти.
Запуск внешней программы
В ПО Phoenix предусмотрена возможность запуска программы с основного экрана
Phoenix путем нажатия на настраиваемую программную клавишу на экране. Ниже
приведен порядок действий по созданию программной клавиши для запуска
текстового редактора «Блокнот». Для запуска любой другой программы, например
программы для настройки привода, программы складского учета и т.д.,
необходимо изменить текст на клавише и путь.
1. В текстовом редакторе с поддержкой ASCII, например «Блокнот» в ОС
Windows, создайте файл под названием «external.txt». Файл должен содержать
в себе всего две строки текста.
2. В первой строке введите текст, который должен отображаться на программной
клавише. Максимальная длина текста не должна превышать 60 символов.
3. Во второй строке введите путь к
4. Сохраните файл в папке c:\Phoenix.
Ниже показан пример файла под названием external.txt:
Notepad (Блокнот)
C:\windows\system32\notepad.exe
С помощью данного файла будет создана программная клавиша «Notepad»
(«Блокнот»).
программе на жестком диске Phoenix.
1-11
Page 40

Руководство по установке и настройке
Примечания.
В ПО Phoenix можно создавать только одну настраиваемую программную
клавишу.
Необходимо указывать правильный путь к внешней программе. В
противном случае Phoenix не сможет отобразить на экране настраиваемую
программную клавишу.
Длина первой строки текста не может превышать 60 символов, включая
пробелы.
Во второй строке текста можно использовать пробелы.
1-12
Page 41

Глава 2 Настройка станка
Порядок открытия экрана «Настройка станка».
1. На основном экране последовательно выберите пункты «Настройки» >
«Пароль».
2. В появившемся всплывающем окне введите пароль станка.
3. Нажмите клавишу «OK».
Определение ориентации системы и функций
Параметр Описание
Ориентация
оси X
Напр.движ.
вверх
Задает в качестве оси Х ось поперечины или ось рельсовой
направляющей. По умолчанию в качестве оси Х используется ось
поперечины. Этому параметру должно быть присвоено то или
иное значение до начала резки детали.
Задает направление перемещения станка при зажатой клавише
со стрелкой при работе в ручном режиме.
2-1
Page 42

Руководство по установке и настройке
Напр.движ.
вправо
Установл.
дв.портал
Уст-на
г.конт.кос.ср.
Мотор/преоб.
перем.по X и Y
Авт.располож.
резака
Задает направление перемещения станка при зажатой
клавише со стрелкой при работе в ручном режиме.
Выберите «Да» для включения оси двух порталов и настройки
параметров данной оси.
Выберите «Да» для включения оси головки контурного косого
среза и настройки параметров данной оси.
Выберите «Обмен.» для того чтобы поменять местами сигналы
преобразователя перемещений оси X и Y внутри системы. Эта
функция облегчает установку систем с различными схемами
проводки.
Выберите «Да» для включения функции автоматической
расстановки резаков. Эта функция использует встроенные коды
программы обработки деталей и назначенные выходы для
управления отдельными станциями резака для установки
расстояния между резаками и параметров зажима при прямой и
зеркальной резке. Дополнительную информацию см. в
справочном руководстве программиста.
Уст.инстр.вр.
накл.резки
Уст.2
инстр.вр.накл.
резки
Авт.воз.в
исх.п.при
вкл.пит.
Включена
сначала
Включает функцию использования инструмента вращательной
наклонной резки. Инструмент вращательной наклонной резки
представляет собой уникальный инструмент вращательной
резки, в котором используются ось вращения и ось наклона.
Последняя применяется при сложной резке.
Примечание. Функция использования инструмента
вращательной наклонной резки производит перемещение под
углом с наклоном по длине сегмента линии.
Данный параметр включает функцию использования второго
инструмента вращательной наклонной резки. При этом
производится включение оси поперечины и становится
возможным выполнение индивидуальной, параллельной и
зеркальной резки.
Позволяет задать автоматический возврат осей вращения или
наклона головки контурного косого среза в исходное положение
при включении питания ЧПУ.
Данный параметр позволяет задать порядок включения функций
головки контурного косого среза и вращения: автоматическое
включение после включения питания или включение через
программу обработки деталей.
2-2
Page 43

Настройка станка
2 инстр.накл.
вращ.резки
Журн.нажатий
клавиш
Размер стола Введите значение для задания активной зоны резки для осей X и
Установлены
ArcGlide THC
Настраивает инструмент вращательной наклонной резки на
использование двух осей наклона вместо использования оси
вращения и оси наклона при вращательной резке со скосом. Для
использования данной функции должен быть выбран параметр
«Уст.инстр.вр.накл.резки».
Данная функция позволяет сохранять все данные о нажатии
клавиш за день, а также вспомогательную информацию в файле
журнала. При возникновении сбоя техники по обслуживанию
могут обратиться к журналу для получения информации о
событиях в системе перед возникновением сбоя. При включенной
функции регистрации сбоев файл журнала сохраняется на
жестком
переноса журнала на дискету или USB-накопитель. Обычно для
данного параметра устанавливается значение «Нет».
Y. Данные значения задают предельные значения параметра
размера листа на экране настройки резки равными
максимальному размеру стола.
Определяет количество осей системы регулировки высоты
резака ArcGlide, задаваемых для выполнения задания на ЧПУ.
диске. Информацию из файла можно извлечь путем
Использовать
Hypertherm
Ethernet
Установлен
Sensor THC
Устройство
регулировки
высоты резака
установлено
на оси /
аналоговый
вход
Игнор.столкн.
резака во вр-я
Задает для ЧПУ режим работы с установлением связи с
системой ArcGlide по сети Hypernet.
Определяет общее количество осей системы Sensor THC,
задаваемых для выполнения задания на ЧПУ.
Определяет ось системы регулировки высоты резака. Выберите
ось, на которой установлена система регулировки высоты резака.
Также выберите аналоговый вход, который будет использоваться
при работе (обратная связь по дуговому напряжению).
Примечание. Дополнительную информация по настройке и
работе с системой Sensor THC см. в других разделах настоящей
главы. Также см. главу «Настройка системы Sensor THC» из
Руководства по эксплуатации.
Позволяет системе игнорировать вход столкновения резака во
время цикла определения исходной высоты. Это может
2-3
Page 44

Руководство по установке и настройке
работы ДИВ положительно сказаться на работе некоторых механизмов
устройства регулировки высоты резака.
Установлены
Command THC
Включает последовательный канал связи с системой Command
THC. Дополнительную информацию по данной функции см. в
разделе «Настройка портов» в настоящей главе. Показано
исключительно в режиме «Тип P».
2-4
Page 45

Настройка станка
Настройка скоростей
Задание скоростей станка для различных режимов работы производится на
экране «Настройка скоростей».
ЧПУ может работать в широком диапазоне скоростей, который зависит от
приводов, двигателей, редукторов и механизмом системы.
Параметр Описание
Скорость от 0 до Задает диапазоны скоростей и конкретные показатели
ускорения для данных скоростей. При вводе диапазона
скоростей со значениями ниже максимальной скорости,
на экране задания максимальной скорости станка
создается новый диапазон. Всего можно задать 5
диапазонов скоростей.
Для уменьшения количества диапазонов «Скорость до»
введите значение максимальной скорости в высшем
диапазоне. При этом на экране перестанут отображаться
поля дополнительных диапазонов.
2-5
Page 46

Руководство по установке и настройке
Показат. ускорения Задает показатель ускорения и замедления для всех
перемещений.
Для всех механических систем заданы различные
показатели ускорения и замедления для обеспечения
плавного перемещения устройства резки. Чем выше
показатель ускорения, тем быстрее станок выйдет на
заданную скорость. Чем ниже показатель ускорения, тем
более плавно станок будет производить
позиционирование устройства резки.
Введите значение в миллиG для задания требуемого
показателя ускорения. Один миллиG равен
2
приблизительно 0,384 дюйма в секунду
. Рекомендуемое
начальное значение для данного поля равно 10 mG.
Показат.быстр.тормож. Включение данного параметра производится входами
«Быстрая остановка» или «Столкновение резака».
Параметр позволяет задать значение в миллиG,
определяющее, насколько быстро система остановится
при включении входа «Быстрая остановка». Обычно
данное значение намного выше показателя ускорения.
Один миллиG равен приблизительно 0,384 дюйма в
секунду2.
Макс. ск-сть станка Введите максимальное значение, при котором система
может работать в режиме контурной резки. Данный
параметр предназначен для ограничения диапазона при
вводе всех последующих данных о скорости. Кроме того,
данный параметр используется при отображении шкалы
спидометра в окне наблюдения при работе в режиме
реального времени.
Максимальная скорость, при которой
ЧПУ способен
выполнять контурную резку, рассчитывается по
следующей формуле:
Максимальная скорость выполнения контурной резки
(дюймов в минуту) =
60 секунд 1 дюйм 100 000 линий
минута Настроенные пользователем линии
секунда
Например: ЧПУ может управлять станком для резки с
разрешением 4000 линий на дюйм при скорости
1 500 дюймов в минуту.
2-6
Page 47

Настройка станка
Огран. скорость станка Данный параметр задает максимальную скорость при
активном входе «Ограниченная скорость». Обычно
данный параметр применяют для задания пониженной
скорости работы станка с целью повышения
безопасности для персонала при проведения испытаний
или работ по техническому обслуживанию станка.
Выс.скор.толч.п-чи Задает высокую скорость при перемещении в ручном
режиме.
Сред.скор.толч.п-чи Задает среднюю скорость при перемещении в ручном
режиме.
Низк.скор.толч.п-чи Задает низкую скорость при перемещении в ручном
режиме.
Мин. скорость на углу Задает минимальную скорость при работе на углах. В
ЧПУ встроены алгоритмы центростремительной скорости
и ускорения при выполнении контурной резки. Благодаря
использованию данных алгоритмов обеспечивается
оптимальное качество резки для большинства операций
резки. В некоторых случаях задание минимальной
скорости на углу позволяет избежать пережога на углах.
При работе в нормальном режиме для данного
параметра должно быть выставлено нулевое значение.
Быстр.пер.в исход.пол. Задает скорость, с которой ЧПУ выполняет первую фазу
цикла возврата в исходное положение. Во время
выполнения первой фазы устройство для резки на
высокой скорости перемещается по направлению к
переключателям ограничителя исходного положения.
Медл.пер.в исход.пол. Задает скорость, с которой ЧПУ выполняет вторую фазу
цикла возврата в исходное положение. Во время
выполнения второй фазы устройство для резки на
высокой скорости перемещается в направлении от
переключателя ограничителя исходного положения и
переходит к импульсу маркировщика. При обнаружении
ЧПУ импульса маркировщика производится замедление
устройства для
последующим замедленным перемещением в
противоположном от импульса маркировщика
направлении.
резки до полной остановки с
2-7
Page 48

Руководство по установке и настройке
Процентное значение
скорости
замедленного
перемещения
Процентное значение
высокой/низкой
скорости плазменной
резки
Плазменная система:
расстояние до угла
Задает процентное значение от скорости резки
устройства для его замедленного перемещения. Обычно,
скорость замедленного перемещения задают равной
25 % от скорости резки.
Задает процентное значение от скорости резки
устройства, при которой ЧПУ производит включение
выхода «Отключение высоты резака». Плазменная
система использует данный выход для переключения с
низкого на высокий ток или для отключения высоты
резака. Дополнительные сведения см. в разделе
«Отключение высоты резака» в данной
Примечание. Включение параметров «Двойная
решетка» и «Система регулировки высоты резака»
должно производиться на экране настроек плазменной
системы.
Задает расстояние до выполнения угла, на котором
плазменная система должна переключиться с высокого
тока на низкий и отключить автоматический датчик
высоты. Параметр «Расстояние до угла» активен при
любом падении скорости ниже значения параметра
«Процентное значение высокой/низкой скорости
плазменной резки» или при пересечении сегментов под
углом, большим чем угол касания.
главе.
Плазменная система:
расстояние от угла
Примечание. Включение параметров «Двойная
решетка» и «Система регулировки высоты резака»
должно производиться на экране настроек плазменной
системы.
Задает расстояние до выполнения угла, на котором
плазменная система должна переключиться с высокого
тока на низкий и отключить автоматический датчик
контроля высоты. Параметр «Расстояние от угла»
активен при любом падении скорости ниже значения
параметра «Процентное значение высокой/низкой
скорости плазменной резки» или при пересечении
сегментов под
Примечание. Включение параметров «Двойная
решетка» и «Система регулировки высоты резака»
должно в первую очередь производиться на экране
настроек плазменной системы.
углом, большим чем угол касания.
2-8
Page 49

Настройка станка
Настройки скорости головки контурного косого среза
Параметры настройки скорости головки контурного косого среза отображаются
только при условии того, что они были включены.
Параметр Описание
Показ.
ускорения
CBH
Макс. ск-сть
CBH
Выс.ск.толч.п-
чи/возвр.в
исх.п.CBH
Низк.ск.толч.пчи/возвр.в и/п
CBH
Задает показатель ускорения для обеспечения плавного и
стабильного перемещения головки контурного косого среза. Чем
выше показатель ускорения, тем быстрее головка контурного
косого среза выйдет на заданную скорость. Чем ниже показатель
ускорения, тем более плавно станок будет производить
позиционирование устройства резки. Задание значений
производится в оборотах/секундах2.
Задает максимальную скорость вращения головки контурного
косого среза в оборотах в минуту.
Задает скорость толчковой подачи головки контурного косого
среза в ручном режиме, а также скорость ее возврата в исходное
положение.
Задает скорость возврата головки контурного косого среза в
исходное положение в режиме медленного перемещения.
Настройки скорости системы регулировки высоты резака
Параметры настройки скорости регулировки высоты резака отображаются только
при условии того, что они были включены.
Параметр Описание
Показат.ускор.регул.выс.рез. Задает показатель ускорения для обеспечения
плавного и безрывкового перемещения системы
Sensor THC. Чем выше показатель ускорения, тем
быстрее система регулировки высоты резака
выйдет на заданную скорость. Чем ниже показатель
ускорения, тем более плавно станок будет
производить позиционирование устройства резки.
Значения задаются в миллиG.
Макс.скор.регул.выс.рез. Задает максимальную скорость для системы Sensor
THC в дюймах в минуту.
Скор.толч.п-чи THC Задает скорость толчковой подачи регулировки
высоты резака.
2-9
Page 50

Руководство по установке и настройке
Исх.пол.THC/Выс.скор.ДИВ Задает скорость перемещения резака в исходное
положение в верхней части салазок и скорость
перемещения резака с выбранной высоты датчика
исходной высоты к листу. При этом производится
определение наличия поверхности листа.
Низк.скор ДИВ при THC Задает скорость отвода резка после определения
наличия листа. Отвод резака производится до
момента, когда система не может обнаружить лист
контактным способом. Это позволяет определить
точное расстояние до листа вне зависимости от его
возможного выгибания. Для достижения
оптимальной точности определения расстояния
рекомендуется установка очень низкой скорости.
2-10
Page 51

Настройка станка
Настройки скорости инструмента вращательной наклонной резки
Указанные ниже параметры настройки скоростей доступны при включении
функции инструмента вращательной наклонной резки.
Параметр Описание
Пок-тель
ускор.
вращения
Задает показатель ускорения для обеспечения плавного и
стабильного перемещения головки контурного косого среза. Чем
выше показатель ускорения, тем быстрее ось вращения выйдет
на заданную частоту вращения. Чем ниже показатель ускорения,
тем более плавно станок будет производить позиционирование
устройства резки. Задание значений производится в
оборотах/секундах
Макс. ск-сть
вращения
Высокая
частота
Задает максимальную частоту вращения оси вращения в
оборотах в минуту.
Задает значение высокой частоты вращения толчковой подачи
оси вращения.
вращения
толчковой
подачи оси
2
.
2-11
Page 52

Руководство по установке и настройке
вращения
Низкая
частота
вращения
толчковой
подачи оси
вращения
Пок-тель
ускор. оси
накл.
Макс.скор.оси
наклона
Высокая
частота
вращения
толчковой
подачи оси
наклона
Задает значение низкой частоты вращения толчковой подачи оси
вращения.
Задает показатель ускорения для обеспечения плавного и
стабильного перемещения головки контурного косого среза. Чем
выше показатель ускорения, тем быстрее ось наклона выйдет на
заданную частоту вращения. Чем ниже показатель ускорения,
тем более плавно станок производит позиционирование
устройства резки. Задание значений производится в
оборотах/секундах2.
Задает максимальную частоту вращения оси наклона в оборотах
в минуту.
Задает высокую скорость вращения для обеспечения толчковой
подачи оси наклона.
Низкая
частота
вращения
толчковой
подачи оси
наклона
Задает низкую скорость вращения для обеспечения толчковой
подачи оси наклона.
Отключение высоты резака
Функция отключения высоты резака включает выход «Отключение высоты
резака» и отключает или временно приостанавливает автоматическую
корректировку автоматической системы регулировки высоты резака в целях
предотвращения «нырков» или ударов резака по листу на углах.
Примечание. Включение параметров «Двойная решетка» и «Система
регулировки высоты резака» должно в первую очередь производиться на экране
настроек
ЧПУ производит включение выхода отключения высоты резака на основании
значения параметров, которые указаны ниже.
плазменной системы.
2-12
Page 53

Настройка станка
Процентное значение высокой/низкой скорости плазменной резки от
скорости резки
Плазменная система: расстояние до угла
Плазменная система: расстояние от угла
При выполнении одного из данных условий производится включение функции
отключения высоты резака. Вычисление величины угла производится на основе
данных по углу касания на специальном экране, для доступа к которому нужно
ввести пароль, а также на основании значения отношения высокой/низкой
скорости плазменной резки.
Параметр Описание
Угол касания Задает величину угла касания для управления движением. При
резке сегментов в пределах детали, пересекающихся под
углами, величина которых превышает выбранное значение угла
касания, скорость перемещения устройства для резки
замедляется до нуля или же перемещение производится при
минимальной скорости на углу. При резке сегментов в пределах
детали, пересекающихся под углами, величина которых меньше
или равна выбранному значению угла касания, скорость
перемещения устройства для резки не падает до нуля при
условии что следующий сегмент не представляет собой
ограниченную по скорости дугу.
Процентное
значение
высокой/низкой
скорости
плазменной
резки
Плазменная
система:
расстояние до
угла
Задает процентное значение от скорости резки устройства. При
падении значения ниже заданного ЧПУ производит включение
выхода «Отключение высоты резака». Данный выход может
использоваться плазменной системой для переключения с
низкого на высокий ток или для отключения контроля высоты
резака.
Задает расстояние до выполнения угла, на котором плазменная
система должна переключиться с низкого тока на высокий или
отключить автоматический датчик высоты. Параметр
«Расстояние до угла» активен при любом падении скорости ниже
значения параметра «Процентное значение высокой/низкой
скорости плазменной резки» или при пересечении сегментов под
углом, большим чем угол касания.
2-13
Page 54

Руководство по установке и настройке
Плазменная
система:
расстояние от
угла
На приведенном ниже рисунке показано включение блоком ЧПУ выхода
«Отключение высоты резака» на основании значения параметров настройки.
Задает расстояние до выполнения угла, на котором плазменная
система должна переключиться с высокого тока на низкий и
отключить автоматический датчик контроля высоты. Параметр
«Расстояние от угла» активен при любом падении скорости ниже
значения параметра «Процентное значение высокой/низкой
скорости плазменной резки» или при пересечении сегментов под
углом, большим чем угол касания.
Параметр Значение
Процентное значение высокой/низкой
скорости плазменной резки
Значение параметра «Расстояние до
угла»
90 %
5 дюймов
2-14
Page 55

Настройка станка
Значение параметра «Расстояние от
угла»
Значение параметра «Угол касания» 20 градусов
Для приведенных выше значений выход «Отключение высоты резака» включается
на расстоянии 0,5 дюйма до каждого угла под углом 90 градусов и на расстоянии
0,5 дюйма после каждого угла под углом в 90 градусов. Данный выход также
включается при отводе резака после прожига и его перемещении через дугу с
ускорением при условии, что скорость перемещения ниже значения
высокой/низкой скорости плазменной резки. В последнюю очередь, исходя из того
что пересечение дуги производится при значении величины угла касания более
20 градусов, выход отключения высоты резака включается на расстоянии
0,5 дюйма до или после начала дуги, а также на расстоянии 0,5 дюйма до и после
окончания дуги.
0,5 дюйма
Настройка портов
Любой ЧПУ стандартно поставляется с двумя портами последовательной связи.
В зависимости от конкретной модели блока, ЧПУ настроен на последовательную
связь стандарта RS-232C или RS-442. Для получения дополнительных сведений о
внесении изменений в настройки последовательного порта для Вашего блока ЧПУ
см. главу «Последовательные порты».
Порты последовательной связи оборудованы оптоволоконной изоляцией и
фильтрами для борьбы с радиочастотными и электромагнитными помехами,
которые зачастую возникают при резке металла. Включение и выключение
параметров производится на основании выбранных функций порта.
Блок ЧПУ может быть настроен на использование канала связи на самом ЧПУ.
Также возможно создание канала связи с индивидуальными параметрами на
основе введенных пользователем данных для связи с главным
Данная операция производится с экрана создания связи. Далее в тексте
настоящей главы приводятся сведения по порядку действий для доступа к
программному обеспечению Phoenix.
Всего для работы с программным обеспечением можно настроить до восьми
портов. Аппаратное обеспечение Вашего ЧПУ может поддерживать меньшее
количество портов связи.
В программном обеспечении предусмотрены следующие параметры для
облегчения процесса настройки серийных портов с учетом конкретных
особенностей Вашего оборудования и выбранной системы связи.
компьютером.
2-15
Page 56

Руководство по установке и настройке
Базовая конфигурация
2-16
Page 57

Настройка станка
Параметр Описание
Обозначение порта Указывает, какой порт последовательной связи настроен на
связь с использованием следующих параметров удаленной
связи. Необходимо выбрать одно значение из следующего
выпадающего списка: «Связь», «Обмен сообщениями»,
«HD4070», «FineLine» или «Command THC» (для ЧПУ типа
«V»).
Вр-я ожид. Задает временной интервал задержки, с которым ЧПУ
отображает ошибку связи при сбое в установлении связи с
удаленным устройством.
Скор.в бодах Задает скорость в бодах для удаленного канала связи.
Показан доступный интервал значений скорости в бодах.
Блок ЧПУ также включает в себя уникальную служебную
программу для сжатия, при помощи которой можно в два
раза увеличить эффективную скорость передачи данных в
бодах. Например, эффективная скорость для связи с
заданным значением 9600 бод составляет 19200 бод.
Примечание. Интервал значений скорости для обмена
сообщениями по последовательной связи составляет от
1200 бод до 115200 бод. Дополнительные сведения см. в
пункте «Последовательный обмен сообщениями» в разделе
«Программный код».
ESSI-код
прекращ.программы
Использ. Phoenix
Link
Четность Задает четность для удаленного канала связи.
Биты данных Задает количество битов данных, используемых удаленным
Данный параметр задает ESSI-код (0,63, 64 99 / или =),
который используется ЧПУ для остановки станка.
При условии использования в системе управления
программы связи Phoenix Communication необходимо
выбрать «Да». ЧПУ автоматически подставляет
необходимые коды ASCII в указанные выше параметры
диалогового окна канала связи.
каналом связи. Для программного обеспечения связи,
включенного в систему управления, значение данного
параметра является равным 8.
Задерж.передачи Задает задержку после каждого символа, с которой ЧПУ
передает данные по последовательному порту. Для работы
с некоторыми каналами связи необходима небольшая
2-17
Page 58

Руководство по установке и настройке
задержка передачи для избежания пропуска символов,
отправляемых по таким каналами.
Обычно для данного параметра задают значение равное 0
Значение не должно быть больше значения параметра «Вря ожид.».
При помощи следующих параметров на ЧПУ можно создать канал связи с
индивидуальными характеристиками путем ввода кода ASCII, значение которого
идентично символу, используемому основным компьютером для запуска
диалогового окна «Пуск».
Примеры. Десятичный код ASCII 33 соответствует символу !.
Реж.зап.дампа
файла
Разреш.автом.перезу M65
Перед
авт.перез.верн.в
исх.п.
Диал.ок."Пуск" Необходимо ввести код ASCII, значение которого
Для настройки протокола канала данных на связь с
программами данных, работающими в режиме записи
дампа файла необходимо выбрать «Вкл». Это позволит
ЧПУ принимать обработки программы деталей в виде
непрерывного потока информации по аналогии с каналом
типа «считыватель с ленты».
Данный параметр становится доступен при включении
функции связи по универсальному каналу. При помощи
данного параметра можно выбрать, будет ли код EIA M65
использоваться в качестве кода автоматической
перезагрузки или же он будет игнорироваться системой.
Автоматически возвращает устройство для резки в
исходное положение перед следующей автоматической
перезагрузкой (кода EIA M65), команда на выполнение
которой передается через последовательный канал, с
USB-носителя или дискеты.
идентично символу, используемому основным
компьютером для запуска диалогового окна «Пуск».
Диал.ок."Готово" Необходимо ввести код ASCII, значение которого
идентично символу, используемому основным
компьютером для запуска диалогового окна «Готово».
Диал.ок."Подтвержд." Необходимо ввести код ASCII, значение которого
идентично символу, используемому главным компьютером
для запуска диалогового окна «Подтверждение».
Конец передачи Необходимо ввести код ASCII, значение которого
идентично символу, используемому главным компьютером
для запуска диалогового окна «Подтверждение».
2-18
Page 59

Настройка станка
Диал.ок."Запрос" Необходимо ввести код ASCII, значение которого
идентично символу, используемому основным
компьютером для запуска диалогового окна «Запрос».
Диал.ок."Пауза" Необходимо ввести код ASCII, значение которого
идентично символу, используемому основным
компьютером для запуска диалогового окна «Пауза».
Перем.назад Данное поле становится активным только при включении
режима дампа файла. Необходимо ввести код ASCII,
значение которого идентично символу, используемому
главным компьютером для перемотки ленты в накопителе
на магнитной ленте на главном компьютере. Для отмены
команды на перемотку необходимо ввести 0.
Указанные ниже дополнительные параметры доступны при включении функции
последовательного обмена сообщениями. Дополнительные сведения см. в пункте
«Последовательный обмен сообщениями» в Справочном руководстве
программиста.
Управ.
потоком
Во вр.толч.пчи по траект.
Повтор.по
истеч.вр-ни
ожид.
Необходимо выбрать одно из следующих значений: «Отсут.»,
«Xon/Xoff» или «Оборуд.».
На экране «Пауза» необходимо выбрать, когда ЧПУ должен
производить отправку сообщений: во время толчковой подачи
вперед или назад по траектории.
Примечания.
При нажатии кнопки «Останов» или при включении входа
«Дистанционная пауза» любой обмен сообщениями
прекращается.
В режиме работы «Назад по
выполнение сообщений типа 21.
Необходимо задать количество автоматических повторов
попытки отправки сообщений типа 22 системой. После того как
система произведет попытку отправки сообщения указанное
количество раз, на экране появится сообщение «Ошибка
сообщения», которое указывает на то, что внешнее устройство не
отвечает на запросы системы.
траектории» невозможно
Вр-я ожид. Данное значение используется для сообщений типа 22 при
условии, что в командной строе программного кода не задано
значение времени ожидания. Дополнительную информацию см.
в описании параметров времени ожидания/задержки передачи.
2-19
Page 60

Руководство по установке и настройке
Настройка Phoenix Link
Параметр Описание
Обозначение
порта
Вр-я ожид. Задает временной интервал задержки, с которой ЧПУ
Скор.в бодах Задает скорость в бодах для удаленного канала связи.
Указывает, какой серийный порт настроен на связь с
использованием следующих параметров удаленной связи.
Необходимо выбрать одно значение из следующего
раскрывающегося списка: «Связь», «Обмен сообщениями»,
«HD4070», «FineLine» или «Command THC» (для ЧПУ типа
«V»).
отображает ошибку связи при сбое в установлении связи
с удаленным устройством.
Показан доступный интервал значений скорости в бодах. Блок
ЧПУ также включает в себя уникальную служебную программу
для сжатия, при помощи которой можно в два раза увеличить
эффективную скорость передачи данных в бодах. Например,
эффективная скорость для связи с заданным значением
9600 бод составляет 19200 бод.
2-20
Page 61

Настройка станка
Примечание. Интервал значений скорости для обмена
сообщениями по последовательной связи составляет от
1200 бод до 115200 бод. Дополнительные сведения см. в
пункте «Последовательный обмен сообщениями» в разделе
«Программный код».
ESSI-код
прекращение
работы
программы
Использ. Phoenix
Link
Показ.им-а
файлов хостов
Мониторинг
управ-ия
Данный параметр задает ESSI-код (0,63, 64 99 / или =),
который используется ЧПУ для остановки станка.
При условии использования в системе управления программы
связи Phoenix Communication необходимо выбрать «Да». ЧПУ
автоматически подставляет необходимые коды ASCII в
указанные выше параметры диалогового окна канала связи.
Необходимо выбрать, должны ли отображаться имена файлов
на экране «Загрузка с главного компьютера». Данная функция
помогает сэкономить время для операторов, у которых на
главном компьютере хранятся папки деталей очень большого
размера. Также при помощи данной функции можно узнать
точное имя файла программы обработки деталей, который
необходимо загрузить.
Для включения данной функции для параметра «Использ.
Phoenix Link» должно быть выставление значение ВКЛ.
Позволяет пользователю просматривать данные о состоянии
ЧПУ на главном компьютере. На мониторе отображается
следующая информация по состоянию ЧПУ: имя файла режим
резки и данные по резке. Данная функция работает
исключительно с программным обеспечением связи Phoenix
Link. Дополнительную информацию см. в главе по Phoenix Link.
Задерж.передачи Задает задержку после каждого символа, с которой ЧПУ
передает данные по последовательному порту. Для работы с
некоторыми каналами связи необходима небольшая задержка
передачи для избежания пропуска символов, отправляемых по
таким каналами.
Обычно для данного параметра задают значение равное 0
Значение не должно быть больше значения параметра
времени ожидания.
2-21
Page 62

Руководство по установке и настройке
Перед
автоматической
перезагрузкой
вернуться в
исходное
положение
Загрузить
обновления
Автоматически возвращает устройство для резки в исходное
положение перед следующей автоматической перезагрузкой
(кода EIA M65), команда на выполнение которой передается
через последовательный канал с USB-носителя или дискеты.
Позволяет оператору загружать обновления программного
обеспечения ЧПУ через канал связи с главным компьютером.
Для параметра «Использ. Phoenix Link» должно быть
выставление значение ДА. Файл с обновлением для
программного обеспечения необходимо поместить в каталог
программного обеспечения Link на компьютере. При нажатии
программной клавиши «Обновить программное обеспечение» на
экране «Специальный пароль» ЧПУ производит поиск
обновления для программного обеспечения по каналу связи.
При этом в качестве источника обновлений ЧПУ не использует
дисковод гибких дисков.
Назначение порта Command THC
Берегись! Прежде чем подключаться к системе Command THC, необходимо
настроить порт RS-422 для эксплуатации. Канал связи с Command THC должен
быть включен на экране «Настройки станка» для ЧПУ типа P или на экране
«Конфигурация станции» для ЧПУ типа V. Для получения дополнительных
сведений о настройке последовательного порта для связи по протоколу RS-422
см. раздел «Последовательные порты» настоящей инструкции.
ПодключениекCommandTHCпопротоколуRS‐422припомощиразъема
D‐типас25штырьками
Command THC ЧПУ
Наименование
сигнала
RxD - 1 TxD - 2
TxD - 2 RxD - 3
RxD + 20 TxD + 4
TxD + 21 RxD + 7
Штырек DB-9 Наименование
сигнала
Штырек DB-9
2-22
Page 63

Настройка станка
В целях повышения эффективности защиты от различного рода помех защитные
экраны кабелей связи должны быть заземлены. Также для данных целей может
быть использована ферритовая шайба с несколькими обмотками кабеля.
2-23
Page 64

Руководство по установке и настройке
Настройка входов-выходов
Для настройки входов и выходов стола для фигурной резки после ввода пароля
станка и получения доступа к экрану настройки станка необходимо нажать
программную клавишу «Вх/Вых».
Параметр Описание
Входы При выборе более 64 входов-выходов поле ввода
преобразуется в раскрывающийся список. Таким
образом, обеспечивается возможность настройки
входов-выходов в диапазоне от 1 до 32 и от 33 до 64.
Примечание. При использовании поставляемой
отдельно передней панели USB верхние 128 входоввыходов назначаются входам-выходам USB для
поддержки передней панели.
2-24
Page 65

Настройка станка
Логика входа Обычно ЧПУ комплектуют до 32 дискретных входов.
Используется в качестве маски для определения того,
является ли вход нормально открытый или нормально
замкнутым контактом. Путем ввода числового значения
для всех входов задается определенный заранее набор
логических состояний.
При назначении логике входа значения 0 на
диагностическом экране входов активный вход
отображается с зеленой подсветкой.
Окно выбора логики
входа
Выбор входа Определяет, какие входы используются ЧПУ, и их
Исп-я столкн.резака Определяет тип ответа при включении входа
Входы инверт. Определяет, какие входы используются ЧПУ, и их
Задает логическое состояние для каждого входа:
нормально открытый или нормально замкнутый контакт.
Для выбора логического состояния входа необходимо
выбрать требуемый вход и нажать клавишу ПРОБЕЛ.
физическое местонахождение на интерфейсе ЧПУ. Все
ЧПУ поставляются с набором входов по умолчанию;
местонахождение входов на интерфейсе также
определено по умолчанию для выбранной
конфигурации интерфейса ЧПУ (входами/выходами).
«Столкновение резака». Можно выбрать значение
замедления для быстрой остановки или время отказа
линейного нарастания, заданное для отдельных осей.
физическое местонахождение на интерфейсе ЧПУ. Все
ЧПУ поставляются с набором входов по умолчанию;
местонахождение входов на интерфейсе также
определено по умолчанию для выбранной
конфигурации интерфейса ЧПУ (входы-выходы).
Смещение аналогового
сигнала 1-12
Используется для корректировки любого нарушения или
нолей в аналоговых сигналах входного напряжения,
поступающих в плату аналогового входа.
Примечание. Для калибровки аналоговых входов
необходимо соединить вместе два штырька,
принадлежащих одному входу, при помощи перемычки и
просмотреть значение входного напряжения на экране
диагностики аналоговых входов-выходов. Входное
напряжение должно быть равно 0. При отображении на
диагностическом экране любого напряжения в целях
2-25
Page 66

Руководство по установке и настройке
снижения входного напряжения до 0 можно подать на
этот вход напряжение смещения, равное входному
напряжению, значение которого отображается на
экране.
Выходы Обычно блоки ЧПУ комплектуют до 32 дискретных
цифровых выходов. Параметр логики выхода
используется в качестве маски для определения того,
воспринимает ли система выход как нормально
разомкнутый или нормально замкнутый контакт.
Логика выходов При помощи окна выбора логики пользователь может
для каждого входа задать логическое состояние
нормально разомкнутого или нормально замкнутого
контакта. Переключение логических состояний входов
осуществляется путем выбора необходимого выхода и
нажатия клавиши пробела.
Окно выбора
логикивыхода
Включения привода Параметр определяет тип ответа ЧПУ на отказы
Нач.задерж.обрат.связи Позволяет осуществлять задержку начальной обратной
Функция окна выбора логики выхода определяет, какие
входы используются ЧПУ, а также их физическое
местонахождение на интерфейсе управления. Все ЧПУ
поставляются с набором выходов по умолчанию;
местонахождение выходов на интерфейсе также
определено по умолчанию для выбранной
конфигурации интерфейса ЧПУ (входы-выходы).
привода. При выборе значения «Последов.» все оси
должны полностью выдержать свое индивидуальное
время отказа линейного нарастания до отключения
приводов. При выборе значения «Независимо»
отключение каждого привода производится в момент
истечения интервала времени отказа линейного
нарастания его оси.
связи от системы привода после начального включения.
При помощи этого система привода может полностью
включиться до включения ею контура положения.
Задержка отвода пара Позволяет задавать временной интервал в секундах
после окончания программы обработки деталей, в
течение которого работает система отвода пара.
2-26
Page 67

Определения цифровых входов
Вход Определение
Настройка станка
Счетчик
погрешностей дуги 1-
8
Распозн.
резки/раскроя 1 и 2
Датчик резки Показывает, что произошел перенос дуги на заготовку. При
Привод отключен По сигналу от данного входа ЧПУ останавливает любое
Включение
кислородной резки
1-12
Данный вход используется в системе отслеживания
данных о расходных деталях. Вход запускает счетчик на
экране замены расходным деталей. Для включения
данного входа ему должен быть соотнесен вход включения
плазмы.
Удостоверяет, что плазменный резак или инструмент
разметки сформировал дугу для выбранного процесса. Это
дает ЧПУ сигнал о том, что можно начинать перемещение
резака. (ЧПУ типа «V»).
заданном значении ВКЛ параметра «Обр. связь On дуги»
перемещение станка начинается при включении данного
входа. ЧПУ типа «M» и «P».
перемещение устройства для резки и на экран выдается
сообщение об ошибке. Утрачена информация о
положении.
Используется для отслеживания данных по расходным
деталям для заданного кислородного резака. Данный вход
в настоящее время поддерживается входом «Выбор
станции».
Включение плазмы
1-8
Быстрая остановка Используется в качестве команды входа быстрой
Используется для отслеживания данных по расходным
деталям для заданного плазменного резака. Данный вход
поддерживается входом «Выбор станции».
остановки, подаваемой на ЧПУ. При включении входа
быстрой остановки ЧПУ дает сигнал на замедление
перемещения резака при помощи специального параметра
замедления для быстрой остановки. Перед оператором
появляется экран «Пауза». Через одну секунду после
включения входа происходит выключение входа
включения привода, ЧПУ отключается и останавливает
любое перемещение устройства для резки. В течение
времени работы входа информация о положении и точки
входов-выходов удерживаются в памяти ЧПУ. Это
позволяет оператору начать работу с последнего
положения после выключения входа.
2-27
Page 68

Руководство по установке и настройке
Примечание. Параметр замедления для быстрой
остановки находится на защищенном паролем экране
установки скоростей.
Распозн.отвода пара При включении данный вход удостоверяет, что внешняя
система отвода пара на столе для резки находится в
рабочем состоянии до начала резки. В случае если на
момент начала резки сигнал от входа не активирован,
отображается сообщение о возможности блокирования
сигнала входа и продолжения работы.
Ошибка
сист.упр.подачей
газа
Завершено
считывание системы
управления подачей
газа
Ручка (Направление) Управляет перемещением в ручном режиме (вверх, вниз,
Переключатель
ограничителя
Используется в контуре связи автоматической системы
управления подачей газа HD3070 для отображения ошибки
от автоматической системы управления подачей газа.
Используется в контуре связи автоматической системы
управления подачей газа HD3070 для подтверждения того,
что обмен данными завершен.
влево и вправо) при использовании внешней ручки
управления.
Показывает, что произошло перемещение станка на всю
положительную длину хода оси. При условии, что
включены датчики перебега аппаратного обеспечения, при
включении данного входа ЧПУ подает сигнал на остановку
любого перемещения и выдает сообщение об ошибке. До
выключения переключателя не производится
возобновление перемещения станка. (Исключительно для
настройки ЧПУ типа «M»).
Выбор
маркировщика 1 и 2
Распозн.контакта
сопла
Прожиг завершен Используется в процессе лазерной резки для
Выбор логики процесса маркировщика, который
используется в ЧПУ. Эти входы обычно управляются от
внешних переключателей. (ЧПУ типа «V»).
Используется при определении исходной высоты Sensor
THC для обнаружения положения поверхности резки.
Сигнал от этого входа возвращается к ЧПУ через плату
делителя напряжения.
подтверждения того, что прожиг завершен.
2-28
Page 69

Настройка станка
Выбор плазмы 1 и 2 Выбор логики плазменной системы для работы ЧПУ. Эти
входы обычно управляются от внешних переключателей.
(ЧПУ типа «V»).
Источник тока ОК Используется при работе с поставляемым отдельно
автоматическим технологическим контроллером. Он
подтверждает состояние готовности от источника тока
плазменной системы до начала процесса резки.
Распозн.преднагрева Показывает, что включен вход предварительного нагрева
от резака.
Подавл. программы Принудительно заставляет ЧПУ отдать команду выходу
перемещения на переход к нулевой скорости. Обычно
используется в качестве задержки для приостановки
перемещения при замене инструмента или во время
паузы, заданной через интерфейс ЧПУ.
Подъем/опускание
4070 1-2
Подъем/
опускание резака
Готовность к
зажиганию источника
тока 1-4.
Активна дист.пауза Останавливает любое перемещение устройства от резки
Используется в качестве команды на ручной
подъем/опускание встроенной системе регулировки
высоты выбранного резака HD4070 через
последовательный канал связи источника тока ЧПУ.
Данный вход имеется только на модели HD4070 с
несколькими источниками тока.
Управляет несколькими системами Sensor THC при
управлении ЧПУ несколькими Sensor THC как отдельными
осями. Команды на подъем и опускание резака могут
вводиться с помощью программных клавиш или через
данные внешние входы ЧПУ. ЧПУ типа V.
Удостоверяет, что все источники тока HD4070 завершили
каждое индивидуальное определение исходной высоты и
готовы к работе. Задержка зажигания резака задается при
помощи сигнала от входа задержки зажигания от ЧПУ к
источнику тока. Данный вход имеется только на модели
HD4070 с несколькими источниками тока.
под управлением ЧПУ и отображает экран «Пауза». До
отключения данного входа блокируется возможность
любого перемещения устройства для резки.
Дистанционный пуск Запускает выбранный цикл программы; идентично
нажатию кнопки «Пуск» на ЧПУ.
2-29
Page 70

Руководство по установке и настройке
Поворот +/– Используется для команд толчковой подачи в ручном
режиме для оси вращения.
Выключатель
исходного
положения оси
поворота
Включение системы
Sensor THC
Резерв. Включение данного входа производится через программу
Показывает, что устройство вернулось в исходное
положение оси поворота. При возврате оси поворота в
исходное положение она перемещается в заданном
направлении возврата на высокой скорости до включения
входа. Ось поворота замедляется до полной остановки,
перемещается в противоположном направлении на
медленной скорости к исходному положению до
выключения
Указывает на то, какая из систем Sensor THC активна при
управлении ЧПУ несколькими Sensor THC как отдельными
осями. Данный вход в настоящее время поддерживается
входом «Выбор станции».
обработки деталей. Если резервный вход расположен в
программе обработки деталей, ЧПУ останавливает
процесс до определения состояния входа. Срабатывание
резервных входов может быть реализовано через
отдельные коды EIA «О» и «М», которые указывают номер
входа и его функцию. Дополнительную информацию см. в
Руководстве программиста.
переключателя.
Вход ограничения
скорости
Вход выбора
станции
Тест подъем-ка Выполняет тестовое определение начальной высоты с
Ограничивает скорость работы станка в целях соблюдения
правил безопасности при проведении испытаний станка и
работ по его техническому обслуживанию. При включении
данного входа скорость перемещения ограничена
задаваемым пользователем значением параметра «Огран.
скорость станка». Параметр находится на защищенном
паролем экране настройки скоростей.
Указывает на то, какая из систем Sensor THC активна при
управлении ЧПУ несколькими Sensor THC как отдельными
осями. Также отслеживает данные по расходным деталям
для заданного плазменного или кислородного резака.
Станции 1-8 назначаются для плазменного резака; станции
9-20 назначаются для кислородного резака. ЧПУ типа V.
использование системы Sensor THC.
2-30
Page 71

Настройка станка
Автом.регулировка
высоты резака
Распознавание резки
для системы Sensor
THC
Возвращение
системы регулировки
высоты резака в
исходное положение
до предельного
положения
Возвращение
регулировки высоты
резака в исходное
положение к
выключателю
Наклон +/– Используется для команд толчковой подачи в ручном
Используется в качестве внешнего входа для
переключения между автоматическим и ручным режимами
работы системы Sensor THC.
Удостоверяет, что плазменный резак или маркировщик
сформировал дугу для выбранной системы Sensor THC и
дает сигнал ЧПУ на начало движения. (ЧПУ типа V).
Вход включения регулировки высоты резака используется
в процессе возвращения системы Sensor THC в исходное
положение в качестве входа «Предел тока» при выборе
функции «Возврат в исходное положение к жесткому
останову с ограничением по току».
Вход датчика контакта сопла используется в процессе
возвращения системы Sensor THC в исходное положение в
качестве входа выключателя исходного положения при
выборе функции «Возврат в исходное положение к
выключателю».
режиме для оси наклона.
Функция возврата к
исходному
положению оси
наклона
Переключатель
перебега наклона +/-
Использует вход переключателя перебега поворота для
того показать, что устройство вернулось в исходное
положение оси наклона. При возврате оси наклона в
исходное положение ось поворота перемещается в
заданном направлении возврата в исходное положение на
высокой скорости перемещения к исходному положению
до включения входа. Ось
остановки, перемещается в противоположном
направлении на медленной скорости перемещения к
исходному положению до выключения переключателя. См.
также «Переключатель перебега наклона».
Показывает, что произошло перемещение станка на всю
положительную длину хода оси наклона. Если датчики
аппаратного перебега включены и этот вход активирован,
ЧПУ подает сигнал на останов всех перемещений, выдает
сообщение об ошибке и разрешает перемещение только в
ручном режиме в направлении противоположном оси
наклона. Вход перебега наклона также
возврата в исходное положение оси наклона.
наклона замедляется до полной
используется для
2-31
Page 72

Руководство по установке и настройке
Цикл инструмента
активен
Столкновение резака Используется на резаках с установленными блоками
Включение входа производится от ПЛК для приостановки
перемещения до выключения входа. Используется при
условии управления от ПЛК другими циклами
инструментов, такими как сверление и нарезка резьбы.
После выключения входа возобновляется заданное
программой перемещение.
отключения. При соприкосновении резака с листом или
препятствием срабатывает блок отключения; в ЧПУ
отправляется сигнал о том, что произошло столкновение.
Осуществляется принудительный переход на экран
«Пауза». При включенном входе выход «Резка» выключен
и включен режим ручного перемещения устройства, в
котором оператор может поднимать, опускать и
перемещать резак из одного положения в другое для
сброса данной ошибки.
Примечание. Информация о положении, команда на
перемещение и точки входов-выходов удерживаются в
памяти ЧПУ, что позволяет оператору вернуться на
траекторию резки и продолжить резку. Данная функция
использует параметр «Показатель замедления для
быстрой остановки». Могут использоваться входы подъема
резака в ручном режиме.
Распозн.опускания
резака
Распозн.подъема
резака
Трейсер на
траектории
Переключатель
исх.п.по X
Показывает, что резак находится в крайнем нижнем
положении.
Показывает, что резак находится в крайнем верхнем
положении.
Используется с функцией учебного начертания и
показывает, что система начертания обнаружила линию
шаблона.
Показывает, что устройство вернулось в исходное
положение оси Х. При назначении параметру
«Исп.конц.выкл.исх.п.» для оси X значения ДА и
выполнения функции возврата в исходное положение, ось
Х перемещается в заданном направлении возврата в
исходное положение на высокой скорости к исходному
положению до включения
до полной остановки и перемещается в противоположном
направлении на медленной скорости перемещения к
исходному положению до выключения переключателя.
После выключения переключателя ось Х замедляется до
входа. Затем ось Х замедляется
2-32
Page 73

Настройка станка
полной остановки, и при условии назначения параметру
«Исп.имп.марк-щика» значения ДА, продолжает движение
до момента обнаружения импульса маркировщика
преобразователя перемещений.
Переключатель
перебега по X
Переключатель
+перебега по X
Переключатель –
перебега по X
Показывает, что произошло перемещение станка на всю
положительную длину хода оси Х. Если включены датчики
перебега аппаратного обеспечении, то при включении
данного входа ЧПУ подает сигнал на остановку любого
перемещения и выдает сообщение об ошибке. До
выключения переключателя не производится
возобновление перемещения станка.
Показывает, что произошло перемещение станка на всю
положительную длину хода оси Х. Если включены датчики
перебега аппаратного обеспечения, то при включении
данного входа ЧПУ подает сигнал на останов всех
перемещений, выдает сообщение об ошибке и разрешает
перемещение только в ручном режиме в отрицательном
направлении оси Х.
Показывает, что произошло перемещение станка на всю
отрицательную длину хода оси Х. Если включены датчики
перебега аппаратного обеспечении, то при включении
данного входа ЧПУ подает сигнал на останов всех
перемещений, выдает сообщение об ошибке и разрешает
перемещение только в ручном режиме в положительном
направлении оси Х.
Переключатель
исх.п.по Y
Показывает, что устройство вернулось в исходное
положение оси Y. При назначении параметру
«Исп.конц.выкл.исх.п.» для оси Y значения ДА и
выполнении функции возврата в исходное положение ось
Y перемещается в заданном направлении возврата в
исходное положение на высокой скорости до включения
входа. Затем ось Y замедляется до
перемещается в противоположном направлении на
медленной скорости к исходному положению до
выключения переключателя. После выключения
переключателя ось Y замедляется до полной остановки, и
при условии назначения параметру «Исп.имп.марк-щика»
значения ДА, продолжает движение до момента
обнаружения импульса маркировщика преобразователя
перемещений.
2-33
полной остановки и
Page 74

Руководство по установке и настройке
Переключатель
перебега по Y
Переключатель
+перебега по Y
Переключатель –
перебега по Y
Показывает, что произошло перемещение станка на всю
положительную длину хода оси Y. Если включены датчики
перебега аппаратного обеспечения, при включении
данного входа ЧПУ подает сигнал на остановку всех
перемещений и выдает сообщение об ошибке. До
выключения переключателя не производится
возобновление перемещения станка.
Показывает, что произошло перемещение станка на всю
положительную длину хода оси Y. Если включены датчики
перебега аппаратного обеспечения, то при включении
данного входа ЧПУ подает сигнал на останов всех
перемещений, выдает сообщение об ошибке и разрешает
перемещение только в ручном режиме в отрицательном
направлении оси Y.
Показывает, что произошло перемещение станка на всю
отрицательную длину хода оси Y. Если включены датчики
перебега аппаратного обеспечения, то при включении
данного входа ЧПУ подает сигнал на останов всех
перемещений, выдает сообщение об ошибке и разрешает
перемещение только в ручном режиме в положительном
направлении оси Y.
Выключатель
исходного
положения оси Z
Показывает, что устройство вернулось в исходное
положение оси Z. При назначении параметру
«Исп.конц.выкл.исх.п.» для оси Z значения ДА и
выполнении функции возврата в исходное положение ось
Z перемещается в заданном направлении возврата в
исходное положение на высокой скорости до включения
входа. Затем ось Z замедляется до полной остановки и
перемещается в противоположном направлении на
медленной скорости к исходному положению до
выключения переключателя. После выключения
переключателя ось Z замедляется до полной остановки, и
при условии назначения параметру «Исп.имп.марк-щика»
значения ДА, продолжает движение до момента
обнаружения импульса маркировщика преобразователя
перемещений.
2-34
Page 75

Настройка станка
Определения цифровых выходов
Выход Описание
Управ.абразивом Используется исключительно с логикой водоструйной
резки для включения функции управления абразивом,
добавляя абразив в струю воды при резке или готовя
абразивный материал к резке.
Вспом.газ Используется исключительно с логикой лазерной резки
для включения подачи вспомогательного газа.
Автом.ОНС 1-20 Предписывает системе Sensor THC управление
заданной станцией в автоматическом режиме
Отводной газ Используется логикой резки кислородным резаком для
отправки сигнала выхода на кислородный резак для
продувки газов в конце цикла резки. Выход включен в
течение интервала «Вр-я отвода», задаваемого в
настройках станка.
Сменить расматериалы Включение выхода производится при достижении
расходными деталями максимального
предустановленного значения на экране замены
расходных деталей. Обычно данный выход работает в
паре с внешним индикатором или звуковой
сигнализацией для того, чтобы указать оператору на
необходимость замены той или иной расходной
детали. Для выключения выхода необходимо обнулить
значения данных по замененным расходным деталям
на экране замены расходных деталей.
ЧПУ/Трейсер Управляет реле ЧПУ. Реле ЧПУ определяет
определяет устройство, управляющее усилителями:
ЧПУ, система трассировки или ручка управления.
Данный выход включен в течение всего времени при
условии что ЧПУ не выключен, не находится в режиме
учебного начертания или сам выход не выключен.
Текущий набор BCD Позволяет задать силу тока на источнике тока
плазменной системы или источнике тока
маркировщика. Данные выходы работают в паре с
входами BCD. Для получения необходимой силы тока
используются комбинации ее значений.
2-35
Page 76

Руководство по установке и настройке
Управ.резкой Включает подачу кислорода в режиме кислородной
резки или запускает плазменную систему в режиме
плазменной резки. Данный выход может также
использоваться для включения маркировщика.
Цифровой луч Используется исключительно с логикой лазерной резки
для включения подачи цифрового луча.
Цикл сверления Данный выход включается кодом M93 в программе
обработки деталей. Он активирует вход на ПЛК,
отвечающий за управление циклами работы
инструментов.
Включения привода Используется для включения приводов в нормальном
режиме работы, а также для их отключения при
возникновении сбоев в работе оборудования.
Управ.отводом пара Включает отвода пара. Также делает активными поля
«Нач.задерж.обрат.связи» и «Задержка отвода пара».
Записать систему
упр.подачей газа
Установка потока газа
1–100
Удерж.зажигания Используется в системе Sensor THC для удержания
Управ. зажиганием Включает зажигатели в режиме кислородной резки или
Используется в контуре связи автоматической системы
управления подачей газа HD3070 для настройки блока
к работе.
Используется в контуре связи автоматической системы
управления подачей газа HD3070 (BCD) для указания
скорости потока газа.
зажигания внешнего источника тока плазменной
системы. В зависимости от конфигурации
оборудования данный выход может быть связан с ЧПУ
или напрямую с источником тока через внешнюю плату
делителя напряжения.
включает процесс зажигания дуги в режиме
плазменной резки.
Индикатор нажатия
клавиш
Пуск лазерной системы Используется исключительно с логикой лазерной резки
Включается при нажатии любой клавиши на ЧПУ.
для включения системы лазерной резки.
2-36
Page 77

Настройка станка
Низк.ск-сть подъемн. Работает с входами подъема/опускания в ручном
режиме с консоли оператора для перемещения
подъемника кислородного резака на низкой скорости
для ручной толчковой подачи резака. Данный выход
работает в течение интервала времени, задаваемого
таймером «Низк.ск-сть подъемн.» на экране процесса
кислородной резки.
Упр.сл.преднагревом Включает подачу газа слабого предварительного
нагрева при работе в режиме кислородного резака.
Данный выход работает в течение интервала времени,
задаваемого параметром «Вр-я слаб.предв.нагр.» при
начале резки.
Управ.марк-ком Включает маркировщик при выполнении процесса
разметки. Обычно включение маркировщика
производится при помощи комбинации выходов
включения маркировщика и «Управ.резкой». Все
указанные выше функции могут быть включены и
настроены на экране настройки маркировщика с
учетом необходимой длительности процесса и
требуемых результатов резки.
Маркировщик /
Включение
маркировщика
Включения
маркировщика
Индикатор движения Включается при подаче команды от ЧПУ на
Выбор N2 Используется поставляемой отдельно системой APC
Вкл.контакта сопла Данный выход включен во время определения
Отвечает за включение внешнего маркировщика.
Включение выхода производится исключительно при
помощи соответствующего кода «М» в программе
обработки деталей. Дополнительную информацию см.
в Справочном руководстве программиста.
Используется для внешней логики. На основании
сигналов от входов выбора маркировщика требуемый
выход (выходы) включены в течение выполнения
процесса разметки.
перемещение оборудования.
для включения подачи азота в процессе резки.
исходной высоты системой Sensor THC. Данный выход
связан с ЧПУ через внешнюю плату делителя
напряжения. Данный выход может также
использоваться для переключения внешней системы
привода на низкую выходную мощность (при наличии)
во время выполнения определения исходной высоты
2-37
Page 78

Руководство по установке и настройке
для обнаружения листа при помощи силы
заклинивания.
Цикл сверления с
периодическим выводом
сверла
Управ.прожигом Используется логикой плазменной и кислородной
Включения плазмы Используется для внешней логики. На основании
Выбор плазмы Включается при переводе ЧПУ в режим плазменной
Управ.предварительным
нагревом
Включение данного выхода производится при помощи
кода M94 в программе обработки деталей. Он
включает вход на ПЛК, отвечающий за управление
циклом работы инструментов.
резки для отправки сигнала выхода на резак во время
прожига. Выход включен в течение интервала «Время
прожига», задаваемого в настройках станка.
сигналов от входов «Выбор плазмы» соответствующие
выходы включены при выполнении плазменной резки.
резки.
Включает подачу газа сильного предварительного
нагрева при работе в режиме кислородного резака.
Данный выход работает в течение интервала времени,
задаваемого параметром «Вр-я сильн.предв.нагр.» при
начале резки.
Выполнение программы Включается при работе ЧПУ в рамках программы
обработки деталей.
Уменьшить силу тока Используется совместно с системой HD4070 для
переключения плазменной системы в режим низкой
силы тока.
Дистанционная резка
плазмообразующим
воздухом
Дистанционная
плазменная резка
H35/N2
Дистанционная
плазменная резка O2
Используется в контуре связи автоматической системы
управления подачей газа HD3070 для передачи
сигнала о мощности воздушно-плазменной резки.
Используется в контуре связи автоматической системы
управления подачей газа HD3070 для передачи
сигнала о мощности резки H35/N2.
Используется в контуре связи автоматической системы
управления подачей газа HD3070 для передачи
сигнала о мощности резки O2.
2-38
Page 79

Настройка станка
Дистанционная проверка
работы
Дистанционная проверка
п-чи газа до возб.дуги
Открытие затвора Используется исключительно с логикой лазерной резки
Резерв. Включение данного входа производится через
Используется в контуре связи автоматической системы
управления подачей газа HD3070 для запуска
процесса дистанционной проверки работы.
Используется в контуре связи автоматической
системы управления подачей газа HD3070 для
проверки работы системы подачи защитного газа до
возбуждения дуги.
для открытия затвора лазера перед началом резки.
программу обработки деталей. Если резервный выход
расположен в программе обработки деталей, ЧПУ
включает необходимый выход согласно полученным
указаниям. Срабатывание резервных выходов может
быть реализовано через отдельные коды EIA «W» и
«М», которые указывают номер выхода и его функцию.
Дополнительную информацию см. в Справочном
руководстве программиста.
Поэтапн. прожиг 1–4 Данный выход управляет регуляторами подачи
кислорода для повышения потока кислорода для
зажигания резака и ускорения прожига.
Продолжительность работы каждого выхода задается
на основании значений параметров «Вр-я поэтап.
прожига 1–3» на экране процесса кислородной резки.
Зажим станции 1–19 Используется в функции «Авт.располож.резака».
Выход «Зажим станции» используется для прижима
выбранной станции резака к оси поперечины для
стандартной резки.
Вкл.станции 1–20 Включает любую функцию, имеющую отношение к
станции резака. Управление выходом осуществляется
при помощи кодов M37T и M38T в программе
обработки деталей. Данные коды обычно включает
станцию резака в режим работы. Обычно станции 1–8
настраиваются на работу с плазмой, а станции 9–20
настраиваются на работу с кислородом или иными
типами газов для резки. Однако
плазменной резки возможна только на станциях 1–8.
настройка газов для
2-39
Page 80

Руководство по установке и настройке
Блокир.станции 1–19 Используется в функции «Авт.располож.резака». При
помощи данного выхода производится блокировка
неиспользуемой станции резака у портала или балки
на период простоя резака.
Зеркало станции 1–19 Используется в функции «Авт.располож.резака».
Выход «Зеркало станции» используется для прижима
выбранной станции резака к оси поперечины при
проведении зеркальной резки.
Цикл нарезки Включение данного выхода производится при помощи
кода M95 в программе обработки деталей. Он
включает вход на ПЛК, отвечающий за управление
циклом работы инструментов.
Замена инструмента Включение данного выхода производится при помощи
кода M96 в программе обработки деталей. Он
включает вход на ПЛК, отвечающий за управление
процессом замены инструмента.
Резак вниз Опускает работающий резак. Интервал работы выхода
задается значениями параметров «Осн.вр-я
движ.рез.вниз» и «Вр-я опуск.рез./прожиг» при работе
в режиме кислородной резки. Интервал работы выхода
задается значением параметра «Вр-я опуск.резака»
при работе в режиме плазменного резака.
Отключение высоты
резака/
Управление двойной
решеткой
Отключает автоматизированную регулировку высоты
резака при работе в режиме плазменной резки.
Данный выход включается при попадании текущего
положения оси в интервал значений параметров
«Плазменная система: расстояние до угла» и
«Плазменная система: расстояние от угла» в процессе
резки детали. Данный выход также включается при
падении
результата (Запрограммированная скорость резки х
(Соотношение высокой/низкой скорости плазменной
резки/100)). Данный выход также используется для
снижения тока плазменной резки в переключаемой
системе плазменной резки, когда скорость станка
меньше значений высокой/низкой скорости
плазменной резки.
значений текущей скорости резки ниже
Резак вверх Поднимает работающий резак. Интервал работы
выхода задается значениями параметров «Осн.вр-я
движ.рез.вверх» и «Вр-я дв.рез.вверх/прожиг» при
работе в режиме кислородного резака. Интервал
2-40
Page 81

Настройка станка
работы выхода задается значением параметра «Вр-я
подъема резака» при работе в режиме плазменной
резки.
ON/OFF
(Включение/Выключение)
подачи
плазмообразующего газа
Выбор клапана 1–8 Используется в контуре связи автоматической системы
Используется поставляемой отдельно системой APC
для включения и выключения подачи
плазмообразующего газа при помощи ЧПУ.
управления подачей газа HD3070 для выбора
необходимых клапанов для работы.
Входы-выходы системы регулировки высоты резака
Параметр Описание
Смещение
аналогового
сигнала
1–12
Смещение аналогового сигнала от 1 до 12 используется для
корректировки любого нарушения или нулей в аналоговых
сигналах входного напряжения, поступающих в плату
аналогового входа. Аналоговые входные сигналы, назначенные
2-41
Page 82

Руководство по установке и настройке
для оси системы регулировки высоты резака, а также значения
смещения аналогового сигнала для подходящего аналогового
входа системы регулировки высоты резака настраиваются на
данном экране. Для калибровки аналоговых входов необходимо
соединить вместе два штырька, принадлежащих одному входу,
при помощи перемычки и просмотреть значение входного
напряжения на экране диагностики аналоговых входов-выходов.
Входное напряжение должно быть равно 0. При отображении на
диагностическом экране любого напряжения в целях снижения
входного напряжения до 0 можно подать на этот вход
напряжение смещения, равное входному напряжению, значение
которого отображается на экране.
Настройка дефлектора скорости и ручки управления
При помощи односторонних входов на плате аналогового входа, установленной в
ЧПУ, блок ЧПУ может быть настроен на поддержку внешней ручки управления или
двух потенциометров скорости.
Примечание. Данные функции не доступны для всех типов ЧПУ. Для работы
функций может потребоваться поставляемое отдельно оборудование ЧПУ.
Внешняя ручка управления используется в качестве сигнала команды
перемещения в том или ином направлении при работе в режиме
перемещения вручную.
Поставляемый отдельно потенциометр скорости может использоваться для
регулировки текущей скорости перемещения.
Для работы данных функций их необходимо включить на защищенном
паролем экране входов-выходов.
Потенциометр скорости 1 управляет скоростями плазменной системы 2.
Потенциометр скорости 2 управляет скоростями ручной толчковой подачи в
диапазоне от 0 до 100.
2-42
Page 83

Параметр Описание
Настройка станка
Уст-на ручка
управ-ия
Пот.ск-сти
Установл.
Коррекция
плазмы в %
Корр.кислород.
газа %
Для включения внешней ручки управления необходимо
выбрать «Да». Данный параметр не доступен для всех типов
ЧПУ. Для включения параметра может потребоваться
поставляемое отдельно оборудование ЧПУ.
Для включения внешнего потенциометра скорости необходимо
выбрать «Да». Данный параметр не доступен для всех типов
ЧПУ. Для включения параметра может потребоваться
поставляемое отдельно оборудование ЧПУ.
Задает нижнюю и верхнюю границы диапазона для
регулировки потенциометра скорости подачи
плазмообразующего газа на основании процентного значения
от заданной скорости резки. Для использования данного
параметра необходимо включить функцию потенциометра
скорости.
Задает нижнюю и верхнюю границы диапазона для
регулировки потенциометра скорости подачи газа для
кислородной резки на основании процентного значения от
заданной скорости резки. Для использования данного
параметра необходимо включить функцию потенциометра
скорости.
Пробн.коррекция % Задает нижнюю и верхнюю границы диапазона для
регулировки пробного потенциометра скорости на основании
процентного значения от заданной скорости испытания. Для
использования данного параметра необходимо включить
функцию потенциометра скорости.
Пот.ск-сти
Установл.
При условии отсутствия отдельного входа потенциометра
скорости на плате аналогового входа назначает входы
потенциометра скорости необходимому аналоговому входу.
2-43
Page 84

Руководство по установке и настройке
Настройка SERCOS (системы последовательной передачи данных в реальном времени)
Для установления связи по перемещению и входам-выходам требуется провести
настройку интерфейса SERCOS (системы последовательной передачи данных в
реальном времени).
В системе реализована поддержка следующих приводов, которые являются
предпочтительными для установки.
Indramat/Bosch
IndraDrive Mi
Базовый привод IndraDrive C
Базовый привод IndraDrive C с опцией MA1
Привод IndraDrive C с расширенными функциями
Привод IndraDrive C с расширенными функциями и опцией MA1
Kollmorgen
ServoStar 300
Системой не поддерживаются приводы, которые указаны ниже
Indramat/Bosch
IndraDrive M Double Drive (на приводах не поддерживаются входы-выходы)
EcoDrive 03
EcoDrive Cs
Kollmorgen/Danaher
ServoStar 600
SSCD
Yaskawa
Sigma II с адаптером TRIO SERCOS
PacSci
Приводы серии PC840
Список поддерживаемых модулей входов-выходов интерфейса SERCOS.
1 встроенный узел SERCOS фирмы Reco
1 узел SERCOS 02.2 фирмы Reco
1 узел SERCOS фирмы Beckhoff
1 узел входов-выходов для SERCOS производства Hypertherm Automation
2-44
Page 85

Настройка станка
Примечание. Единичный узел входа-выхода производства Hypertherm Automation
может быть настроен на работу с 1 узлом фирмы Reco или 1 узлом фирмы
Beckhoff. Использование нескольких узлов входа-выхода (производства Reco или
Beckhoff) невозможно.
Параметр Описание
Тип привода Необходимо выбрать производителя привода, поддерживающего
SERCOS. Это позволяет обеспечить правильную работу и
настройку параметров и программного обеспечения.
Скор.обновл. Выбор скорости обновления данных по перемещению и входов-
выходов для кольца SERCOS. Рекомендуемое значение:
1 миллисекунда. Однако фактическое значение зависит от
возможностей установленного аппаратного обеспечения.
Скор.в бодах Выбор скорости передачи данных для кольца SERCOS. Значение
зависит от типа привода и используемых входов-выходов.
Ур-нь яркости Позволяет отрегулировать интенсивность световых импульсов
для кольца оптоволоконной оптики. Данная функция позволяет
компенсировать падение сигнала вследствие проблем наподобие
расстояния от кольца.
2-45
Page 86

Руководство по установке и настройке
Вх/вых прив. Необходимо выбрать опции входа-выхода, поддерживаемые
усилителем привода: «Отсутствуют», «Переключатели перебега
и возврата в исходное положение» или «Все вх/вых».
Примечание. Модуль входов-выходов привода заполняет входывыходы общего назначения (аналоговые и цифровые) в порядке
от низшей оси привода SERCOS до высшей оси привода
SERCOS. По умолчанию для интерфейса SMCC использовано
значение «Все вх/вых».
Вход/выход
RECO/Beckoff
по адресу 50
HPR/4070 по
адресу 60
Вход-выход
HTA по адресу
70
При использовании Indramat RECO или модуля входов-выходов
Beckhoff необходимо выбрать «Да» для увеличения общего
количества входов-выходов на оптоволоконном кольце.
Примечание. Модуль входов-выходов RECO заполняет входывыходы общего назначения (аналоговые и цифровые) вслед за
всеми входами-выходами привода.
При использовании оптического интерфейса системы SERCOS
для HPR/4070 необходимо выбрать «Да».
При использовании поставляемой отдельно оптической
интерфейсной платы Hypertherm для системы SERCOS
необходимо выбрать «Да».
2-46
Page 87

Настройка станка
Настройка осей системы
Ось поперечины или рельсовой направляющей
Экраны для настройки поперечины и рельсовой направляющей идентичны экрану,
который приведен ниже.
ЧПУ поставляется с передовыми сервоконтурами положения и скорости.
Настройка сервоконтуров для конкретного привода и механической системы
осуществляется при помощи приведенных ниже параметров.
Параметр Описание
Скорость от 0 до При помощи данного параметра инженер-техник может
задавать выбранные диапазоны скорости для настройки
величины увеличения для различных выбранных скоростей.
Примечание. Данные параметры скорости напрямую
связаны с полем «Скорость до» применительно к
показателям ускорения, указанным ранее на экране
настройки скоростей. Изменение значений скорости влечет
за собой замену значений параметра «Скорость до»,
заданных на экране настройки скоростей.
2-47
Page 88

Руководство по установке и настройке
Пропорц. усиление Пропорциональное усилие коррелирует с упругой жесткостью
в контуре управления. Диапазон значений для данного поля
составляет от 1 до 500. Обычно задают значения от 40 до 60.
Для увеличения статической жесткости необходимо
увеличить пропорциональное усиление. При этом снижается
отклик сервоконтура.
При управлении от пропорционального контура система
привода подает
пропорциональном отношении к ошибке положения оси. При
слишком большом пропорциональном усилении ось системы
становится нестабильной. Во время резки резак может
сбиться с траектории. Это называют «горячим» контуром
управления.
При слишком низком пропорциональном усилении отклик
системы становится слишком медленным. Данный
показатель можно настроить в тестовом контуре, в
внешние углы становятся скругленными и не все сегменты в
виде круга пересекаются в центре.
восстанавливающий момент на двигатель в
котором
К.пер.инт.рег. Коэффициент передачи интегрального регулятора повышает
точность позиционирования контура управления.
Коэффициент передачи интегрального регулятора может
использоваться для компенсации статического трения или
силы тяжести. Слишком высокий коэффициент передачи
интегрального регулятора может привести к нестабильности
системы. Для большинства станков резки для данного
параметра должно быть выставлено нулевое значение.
К.пер.диф.рег. Коэффициент передачи дифференциального регулятора
помогает минимизировать последствия внезапных скачков
скорости. Чем выше коэффициент передачи
дифференциального регулятора, тем меньше время отклика
контура управления. Для большинства приводов с контуром
скорости для данного параметра устанавливается нулевое
значение (0).
Коэф.прям.связи Коэффициент прямой связи может использоваться для
перевода следующей ошибки в нуль во время перемещения
станка. В полностью цифровых контурах управления есть
конечное количество ошибок, возникающих от команды
скорости. Увеличение коэффициента прямой связи может
снизить количество возникающих ошибок.
2-48
Page 89

Настройка станка
Прирост скор. При использовании усилителя контура тока можно
использовать внутренний контур скорости в ЧПУ для гашения
без использования внешнего тахометра.
Использование внутреннего контура скорости вместе с
усилителем контура тока может привести к повышенной
статической жесткости, более плавному перемещению станка
и меньшему количеству промахов резака.
Доп-сть
ошиб.сервопр.
Ед-цы
преобр.перем./in
Данный параметр позволяет пользователю задавать
допустимое количество ошибок следования сервоконтуру до
появления на экране сообщения об ошибке. Предельное
значение для данного параметра составляет 5 дюймов.
Необходимо ввести значение, соответствующее количеству
линий преобразователя перемещений на дюйм перемещения
станка. Можно задавать дробные значения количества
отсчетов преобразователя перемещений. При этом ЧПУ
будет автоматически следить за данными дробными
значениями. Количество отсчетов преобразователя
перемещений соответствует разрешению преобразователя,
умноженному на количество оборотов преобразователя на
дюйм или мм (в зависимости от типа механизма привода
станка).
Например, для разрешения «4Х – 1000 линий»
преобразователь перемещений учитывает линии канала А и
канала Б с тем, чтобы на линию приходилось 4 отсчета,
умноженные на 1000 линий на оборот, что составляло бы
4000 отсчетов на оборот. При соотношении оборотов
преобразователя перемещений к перемещению 1:1,
количество отсчетов преобразователя перемещений на
дюйм
перемещения составило бы 4000:
Вр-я
плавн.вкл.с.ош.
Количество отсчетов преобразователя перемещений/дюйм =
4 отсчета/линию х 1000 линий/оборот х 1 оборот/дюйм = 4000
Данный параметр задает время замедления перемещения
после того как произошла ошибка. По истечении временного
интервала, задаваемого параметром «Вр-я плавн.вкл.с.ош.»,
все приводы отключаются.
2-49
Page 90

Руководство по установке и настройке
Тип привода Данный параметр сообщает ЧПУ, контур управления какого
типа необходимо включать. При работе с приводом с
внешним контуром скорости (на что указывает встроенный в
двигатель тахометр), необходимо выбрать «Скорость». При
работе в режиме момента (без тахометра) необходимо
выбрать «Ток».
Полярн. ЦАП Данный параметр позволяет изменять полярность
аналогового выхода в целях обеспечения необходимой
обратной связи от контура управления без необходимости
внесения каких-либо изменений в электропроводку.
Поляр.пр-ля
перем.
Реж.декод.пр-ля
перем.
Использ. аппар.
перебегов
Компенсация
люфта
Данный параметр позволяет изменять полярность входа
преобразователя перемещений в целях обеспечения точного
вычисления пройденного расстояния для перемещения
устройства для резки в положительном направлении без
необходимости внесение каких-либо изменений в
электропроводку.
В настоящее время в ЧПУ реализована поддержка только
режима декодирования преобразователя перемещений 4Х.
Это сделано для повышения точности позиционирования.
Необходимо выбрать, будет ли станок для резки
использовать аппаратные перебеги. При использовании
аппаратных перебегов ЧПУ отключает обратную связь и
выводит на экран сообщение об ошибке при включении
входов. Рекомендуется установить аппаратные перебеги.
Данный параметр используется для смещения или
компенсации любого люфта в механизмах системы привода.
Предельное значение для компенсации люфта составляет
12,7 мм.
Нач.п. Параметр возврата в исходное положение используется для
включения функции возврата в исходное положение. В
зависимости от конфигурации входов-выходов ЧПУ стол
может возвращаться к исходному положению у
переключателя исходного положения или переключателя
перебега.
Функция возврата в исходное положение используется для
определения исходного положения — заранее известного
абсолютного местоположения на столе для резки,
используемого в командах «Перейти в исходное положение»
2-50
Page 91

Настройка станка
и других командах перемещения. Обычно это действие
выполняется путем активации выключателя исходного
положения, расположенного на соответствующей оси и
перемещающего ее в заданное физическое местоположение.
При поступлении команды перемещения в исходное
положение ЧПУ перемещает оси к выключателям исходного
положения на высокой скорости до срабатывания этих
выключателей. После срабатывания выключателей
перемещение останавливается, и оси перемещаются в
противоположном от выключателей направлении на низкой
скорости. Когда выключатели деактивируются, это
положение записывается в ЧПУ и используется как опорная
точка для последующих команд перемещения.
Абс. нач. полож. Определяет положение оси при обнаружении переключателя
исходного ограничителя или импульса маркировщика.
Откл.от
нач.положения
Напр. нач. пол. Задает направление перемещения оси во время первой
Исп.имп.маркщика
Исп.прогр.пределы
перемещ.
Позволяет пользователю задавать расстояние отклонения от
переключателя исходного ограничителя.
фазы цикла возврата в исходное положение.
При включении данного параметра в момент обнаружения
импульса маркировщика производится назначение
абсолютного начального положения. Для достижения
оптимального качества выполнения возврата в исходное
положение рекомендуется использование импульса
маркировщика.
ЧПУ может работать с реализованными программно
переключателями ограничителя перебега на основании
данных по положению. При включении данная функция
позволяет пользователю выбирать логику действий при
возникновении ошибки или быстрое замедление (при
условии его включения). Логика действий при возникновении
сбоев работает как аппаратные переключатели с
незамедлительной идентификацией сбоев. Функция
замедления использует значение быстрого замедления для
плавной остановки перемещения.
быстрого
Макс.предел
перемещ.
Если включена функция программных перебегов,
пользователю предлагается задать максимальный предел
перемещения станка для резки.
2-51
Page 92

Руководство по установке и настройке
Мин.предел
перемещ.
Компенсация
лазера
Если включена функция программных перебегов,
пользователю предлагается задать минимальный предел
перемещения станка для резки.
Параметр использует считанные данные о положении,
полученные с помощью лазерного интерферометра, для
корректировки фактического положения осей (только для
следующих осей: поперечины, двойной поперечины,
рельсовой направляющей и двух порталов).
2-52
Page 93

Настройка станка
Лазерная разметка
Экран лазерной разметки представляет собой интерфейс настройки лазерного
интерферометра. ЧПУ использует параметры, значения для которых задаются на
экране лазерной разметки, для создания программы обработки деталей, с
помощью которой лазерный интерферометр сможет провести разметку
положения каждой оси привода (рельсовой направляющей, поперечины и двух
порталов) для заданных точек (или целей).
По окончании процесса задания значений для параметров и подключения
лазерного интерферометра к оси необходимо нажать программную клавишу
разметки для соответствующей оси. ЧПУ автоматически загрузит и запустит
программу обработки деталей.
1й запуск поперечины/1й запуск рел.напр.
Описание Направление первого прохода по оси рельсовой
направляющей или поперечины.
Применение Выбор должен производиться на основе направления
перемещения от исходного положения.
2-53
Page 94

Руководство по установке и настройке
Расст.обрат.движ-ия
Описание Расстояние перемещения в противоположном направлении в
начале и конце прохода.
Применение Движение в обратном направлении нивелирует механический
люфт до разметки оси.
Целевое расст.
Описание Параметр задает расстояние между целями.
Применение Значение данного параметра должно быть 20 дюймов или
более.
Число целей
Описание Количество пауз во время каждого прохода, во время которых
лазерный интерферометр замеряет физическое положение
оси. Программа обработки деталей, которую создает ЧПУ для
разметки, включает в себя паузу (выдержку) на каждой из
данных целей.
Применение Необходимо ввести значение от 2 до 1000.
Выдержка цели
Описание Временной интервал паузы в перемещении на каждой цели
для того, чтобы интерферометр смог провести каждый замер и
записать результаты.
Применение Сведения о порядке задания значения для данного параметра
представлены в инструкции по эксплуатации к
интерферометру.
Скорость разметки
Описание Запрограммированная скорость в программе обработки
деталей, созданной ЧПУ для целей проведения разметки.
2-54
Page 95

Настройка станка
К-во запусков
Описание Количество проходов интерферометра по оси. Минимальное
значение данного параметра составляет 2.
Применение Для данного параметра необходимо выставить значение в
виде четного числа от 2 до 1000, так как в рамках одного
прохода интерферометр должен пройти до конца оси и
вернуться обратно. Чем больше число проходов, тем более
точной является компенсация перемещения.
2-55
Page 96

Руководство по установке и настройке
Ось системы SERCOS
Интерфейс системы SERCOS управляет контуром положения от усилителя.
Поэтому для настройки ЧПУ необходимо ограниченное количество информации о
перемещении. Настройка процесса выполняется при помощи диагностического
программного обеспечения последовательных портов, которое расположено на
диагностическом экране «Приводы и двигатели».
Ниже приведен список уникальных параметров системы SERCOS.
Примечание. Параметры применяются по отношению ко всем осям SERCOS.
Параметр Описание
Адрес привода
SERCOS
Каждой оси привода автоматически присваивается адрес
привода в ЧПУ. Необходимому усилителю привода
присваивается соответствующий адрес привода для того, чтобы
управлять перемещением мог правильный усилитель/двигатель
на кольце SERCOS.
Примечание. На кольце приводы могут быть физически
расположены в любом порядке.
2-56
Page 97

Настройка станка
Доп-сть
ошиб.сервопр.
Количество
отсчетов
преобразователя
перемещений на
дюйм
Данный параметр позволяет пользователю задавать
допустимое количество ошибок следования сервоконтуру до
появления на экране сообщения об ошибке. Предельное
значение для данного параметра составляет 5 дюймов.
Необходимо ввести значение, соответствующее количеству
линий преобразователя перемещений на дюйм перемещения
станка. Можно задавать дробные значения количества
отсчетов преобразователя перемещений. При этом ЧПУ будет
автоматически следить за данными дробными значениями.
Количество отсчетов преобразователя перемещений
соответствует разрешению преобразователя, умноженному на
количество оборотов преобразователя на дюйм (в зависимости
от типа механизма привода станка).
Например, для разрешения «4Х – 1000» линий
преобразователь перемещений учитывает линии канала А и
канала Б с тем, чтобы на линию приходилось 4 отсчета,
умноженные на 1000 линий на оборот, что составляло бы
4000 отсчетов на оборот.
При соотношении оборотов преобразователя перемещений к
перемещению 1:1, количество отсчетов преобразователя
перемещений на дюйм перемещения составило бы 4000.
Вр-я
плавн.вкл.с.ош.
Имитир.ед./обты мотора
Количество отсчетов преобразователя перемещений/дюйм =
4 отсчета/линию х 1000 линий/оборот х 1 оборот/дюйм = 4000
Примечание. Для обеспечения правильной работы данное
значение должно совпадать со значением, заданным для
рельсовой направляющей.
Данный параметр задает время замедления перемещения
после того, как произошла ошибка. По истечении временного
интервала, задаваемого параметром «Вр-я плавн.вкл.с.ош.»,
все приводы отключаются.
Данный параметр позволяет пользователю корректировать
количество отсчетов на оборот двигателя, генерируемого
приводом по кольцу SERCOS в целях настройки разрешения.
Данный параметр доступен только для приводов Pac Sci. При
использовании других типов приводов значение для параметра
«Количество эмулированных отсчетов на оборот двигателя»
можно задавать в программном обеспечении для настройки
приводов.
2-57
Page 98

Руководство по установке и настройке
Поляр.пр-ля
перем.
Использ. аппар.
перебегов
Компенсация
люфта
Нач.п. Параметр возврата в исходное положение используется для
Данный параметр позволяет изменять полярность входа
преобразователя перемещений в целях обеспечения точного
вычисления пройденного расстояния для перемещения
устройства для резки в положительном направлении без
необходимости внесение каких-либо изменений в
электропроводку.
Необходимо выбрать, будет ли станок для резки
использовать аппаратные перебеги. При использовании
аппаратных перебегов ЧПУ отключает обратную связь и
выводит на экран сообщение об ошибке при включении
входов. Рекомендуется установить аппаратные перебеги.
Данный параметр используется для смещения или
компенсации любого люфта в механизмах системы привода.
включения функции возврата в исходное положение. В
зависимости от конфигурации входов-выходов ЧПУ, стол
может возвращаться к исходному положению у
переключателя исходного положения или переключателя
перебега.
Функция возврата в исходное положение используется для
определения исходного положения - заранее известного
абсолютного местоположения на столе для резки,
используемого в командах «Перейти в исходное положение»
и других командах перемещения. Обычно это действие
выполняется путем активации выключателя исходного
положения, расположенного на соответствующей оси и
перемещающего ее в заданное физическое местоположение.
При поступлении команды перемещения в исходное
положение ЧПУ перемещает оси к выключателям исходного
положения на высокой скорости до срабатывания этих
выключателей. После срабатывания выключателей
перемещение останавливается, и оси перемещаются в
противоположном от выключателей направлении на низкой
скорости. Когда выключатели деактивируются, это
положение записывается в ЧПУ и используется как опорная
точка для последующих команд перемещения.
Абс. нач. полож. Определяет положение оси при обнаружении переключателя
исходного ограничителя или импульса маркировщика.
2-58
Page 99

Настройка станка
Откл.от
нач.положения
Напр. нач. пол. Задает направление перемещения оси во время фазы один
Исп.имп.маркщика
Исп.прогр.пределы
перемещ.
Позволяет пользователю задавать расстояние отклонения от
переключателя исходного ограничителя.
цикла возврата в исходное положение.
При включении данного параметра в момент обнаружения
импульса маркировщика производится назначение
абсолютного начального положения. Для достижения
оптимального качества выполнения возврата в исходное
положение рекомендуется использование импульса
маркировщика.
ЧПУ может работать с реализованными программно
переключателями ограничителя перебега на основании
данных по положению. При включении данная функция
позволяет пользователю выбирать логику действий при
возникновении ошибки или быстрое замедление (при
условии его включения). Логика действий при возникновении
сбоев работает как аппаратные переключатели с
незамедлительной идентификацией сбоев. Функция быстрого
замедления использует значение быстрого замедления для
плавной остановки перемещения.
Макс.предел
перемещ.
Мин.предел
перемещ.
Если включена функция программных перебегов,
пользователю предлагается задать максимальный предел
перемещения станка для резки.
Если включена функция программных перебегов,
пользователю предлагается задать минимальный предел
перемещения станка для резки.
2-59
Page 100

Руководство по установке и настройке
Ось Sensor THC SERCOS
2-60
 Loading...
Loading...