


Phoenix™ Software V9.76.0
Руководство оператора
80640J | 10-я редакция | Русский | Russian

© Hypertherm Inc., 2014.
ArcGlide, COMMAND, EDGE Pro, EDGE Pro Ti, HPR, HSD, волоконные лазеры HyIntensity, HyperNest, Hypernet, Hypertherm,
HyPrecision, MAXPRO, MicroEDGE Pro, Phoenix, Powermax и Sensor являются зарегистрированными товарными знаками
компании Hypertherm Inc. и могут быть зарегистрированы в США и/или других странах.
Microsoft, эмблема Microsoft и Windows являются зарегистрированными товарными знаками корпорации Microsoft.
Все остальные товарные знаки являются собственностью их владельцев.

Phoenix Software V9.76.0
Руководство оператора
80640J
10-я редакция
Русский / Russian
Декабрь 2014 г.
Hypertherm Inc.
Hanover, NH 03755 USA

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit 301, South Building
495 ShangZhong Road
Shanghai, 200231
PR China
86-21-60740003 Tel
86-21-60740393 Fax
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP - Brasil
CEP 07115-030
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Hypertherm Korea Branch
#3904 Centum Leaders Mark B/D,
1514 Woo-dong, Haeundae-gu, Busan
Korea, 612-889
82 51 747 0358 Tel
82 51 701 0358 Fax

Содержание
Безопасность ........................................................................................................................SC-13
Обращайте внимание на сведения о .............................................................................................................................SC-13
Соблюдайте инструкции по ..............................................................................................................................................SC-13
Опасность поражения электрическим током .............................................................................................................SC-14
Электрический разряд может быть смертельным ....................................................................................................SC-15
Процесс резки может привести к пожару или взрыву .............................................................................................SC-16
Предотвращение пожара ...........................................................................................................................................SC-16
Предотвращение взрыва ...........................................................................................................................................SC-16
Токсичные пары могут привести к травмам и летальному исходу .......................................................................SC-17
Безопасность заземления .................................................................................................................................................SC-18
Статическое электричество может повредить печатные платы ...........................................................................SC-18
Безопасность оборудования, используемого для работы со сжатыми газами ...............................................SC-19
Возможен взрыв газовых баллонов при повреждении ............................................................................................SC-19
Плазменная дуга может вызвать травмы и ожоги .....................................................................................................SC-19
Излучение дуги может вызвать ожог глаз и кожи ......................................................................................................SC-20
Функционирование кардиостимуляторов и слуховых аппаратов ..........................................................................SC-21
Шум может привести к нарушениям слуха ...................................................................................................................SC-21
Плазменная дуга может привести к повреждению замерзших труб ...................................................................SC-22
Сведения об улавливании сухой пыли ...........................................................................................................................SC-22
Лазерное излучение ............................................................................................................................................................SC-23
Предупредительные надписи ...........................................................................................................................................SC-24
Символы и отметки ..............................................................................................................................................................SC-26
Руководство по продуктам ............................................................................................. SC-27
Введение .................................................................................................................................................................................SC-27
Национальные и местные требования по безопасности .........................................................................................SC-27
Знаки сертификационных испытаний ............................................................................................................................SC-27
Различия в национальных стандартах ............................................................................................................................SC-27
Phoenix Software V9.76.0 Руководство оператора 80640J 5

Содержание
Безопасная установка и использование оборудования для резки .....................................................................SC-28
Процедуры периодических проверок и испытаний ..................................................................................................SC-28
Квалификация персонала, проводящего испытания ................................................................................................SC-28
Устройства защитного отключения (УЗО) ...................................................................................................................SC-28
Высокоуровневые системы ...............................................................................................................................................SC-29
Охрана окружающей среды............................................................................................ SC-31
Введение .................................................................................................................................................................................SC-31
Национальные и местные нормы охраны окружающей среды ..............................................................................SC-31
Директива о правилах ограничения содержания вредных веществ (RoHS) ....................................................SC-31
Правильная утилизация продукции Hypertherm .........................................................................................................SC-32
Директива ЕС об отходах электрического и электронного оборудования ......................................................SC-32
Регламент ЕС относительно правил регистрации, оценки, санкционирования и ограничения
использования химических веществ ..............................................................................................................................SC-32
Правильное обращение с химическими веществами и безопасное их использование ...............................SC-33
Выделение газов и качество воздуха ............................................................................................................................SC-33
Оберточное лицензионное соглашение .................................................................... SC-35
1 Эксплуатация ЧПУ..................................................................................................................... 37
Консоль оператора .................................................................................................................................................................... 37
Сенсорный ЖК-экран ............................................................................................................................................................... 38
ЖК-дисплей .......................................................................................................................................................................... 38
Навигация по экрану ................................................................................................................................................................. 38
Справка ......................................................................................................................................................................................... 40
Показ. закладки ................................................................................................................................................................... 40
Автоматизированная работа ................................................................................................................................................... 41
Мастер Align ......................................................................................................................................................................... 41
Мастер CutPro™ .................................................................................................................................................................. 41
Использование ПО Phoenix с клавиатурой ........................................................................................................................ 42
Клавиатура ПК ............................................................................................................................................................................. 42
Пользовательская клавишная панель .................................................................................................................................. 46
Обновление ПО Phoenix .......................................................................................................................................................... 50
Обновление программного обеспечения ................................................................................................................... 50
Обновление технологических карт резки ................................................................................................................... 50
Порядок создания резервной копии измененных технологических карт резки ................................... 51
Обновление технологических карт резки ........................................................................................................... 51
Обновление справки ......................................................................................................................................................... 51
Обновление руководств ................................................................................................................................................... 52
6 Phoenix Software V9.76.0 Руководство оператора 80640J

Содержание
2 Основной экран ......................................................................................................................... 53
Окно предварительного просмотра ..................................................................................................................................... 54
Watch Window ............................................................................................................................................................................. 54
Программные клавиши ............................................................................................................................................................. 54
3 Загрузка деталей ...................................................................................................................... 57
Загрузка детали из библиотеки фигур ................................................................................................................................ 57
Загрузка детали ......................................................................................................................................................................... 59
Загрузка детали с хост-компьютера .................................................................................................................................... 61
Сохранение файла детали ....................................................................................................................................................... 62
Отправка файлов детали на хост-компьютер ................................................................................................................... 64
Импорт файлов DXF ................................................................................................................................................................... 65
Необработанные файлы DXF .......................................................................................................................................... 67
4 Размещение деталей............................................................................................................... 69
Повторяющиеся детали ............................................................................................................................................................ 71
Прямой повтор ..................................................................................................................................................................... 71
Повтор в шахматном порядке ......................................................................................................................................... 72
Вложенный повтор ............................................................................................................................................................. 73
Выравнивание деталей ............................................................................................................................................................. 74
Мастер Align ......................................................................................................................................................................... 74
Выравнивание деталей вручную ............................................................................................................................................ 75
Раскрой деталей ......................................................................................................................................................................... 76
Раскрой вручную ................................................................................................................................................................. 76
Настройка программы раскроя Nester ................................................................................................................................ 78
Использование раскроя Nester вручную ............................................................................................................................ 79
Добавление деталей .......................................................................................................................................................... 79
Сохранение раскроя .......................................................................................................................................................... 81
Автоматический раскрой в ЧПУ Hypernest
Настройка Hypernest на ЧПУ .......................................................................................................................................... 83
Использование раскроя ................................................................................................................................................... 85
Удаление детали из раскроя .......................................................................................................................................... 88
Сводная информация раскроя ....................................................................................................................................... 89
Вид основного экрана раскроя ..................................................................................................................................... 91
®
...................................................................................................................... 82
5 Резка деталей............................................................................................................................. 93
Мастер CutPro™ .......................................................................................................................................................................... 93
Резка в ручном режиме ............................................................................................................................................................ 95
Многозадачность ........................................................................................................................................................................ 98
Приостановка резки .................................................................................................................................................................. 99
Ручные операции ...................................................................................................................................................................... 101
Phoenix Software V9.76.0 Руководство оператора 80640J 7

Содержание
Продольная резка .................................................................................................................................................................... 104
Ручные операции ...................................................................................................................................................................... 105
Оси исходного положения .................................................................................................................................................... 107
Проверка настроек True Hole ............................................................................................................................................... 109
Рекомендации по плазменной резке ................................................................................................................................. 111
Проблемы качества резки ............................................................................................................................................. 111
Основные действия по повышению качества резки ............................................................................................ 115
Рекомендации по резке со скосом .................................................................................................................................... 119
Типы резки со скосом ..................................................................................................................................................... 119
Рекомендации по резке со скосом ............................................................................................................................ 120
6 Настройка экрана резки и Watch Window..................................................................... 125
Настройка резки ....................................................................................................................................................................... 125
Сост-е/Программный код ..................................................................................................................................................... 129
Настройка Watch Window ..................................................................................................................................................... 132
Несколько Watch Windows ................................................................................................................................................... 134
7 Процессы резки и технологические карты резки...................................................... 135
Обзор процесса ........................................................................................................................................................................ 135
Процессы резки и программы обработки деталей ....................................................................................................... 135
Перед началом работы ........................................................................................................................................................... 136
Процессы, выбранные на экране «Спец. настройки» ........................................................................................... 136
Модели системы, выбранные на экране «Конфигурация станции» ................................................................. 137
Использование «Плазма 1» и «Плазма 2» и «Маркир. 1», «Маркир. 2» ........................................................... 138
Активация привилегий на экране «Спец. настр-ки» ............................................................................................. 138
Экран «Резка», экран «Процесс» и технологические карты резки .......................................................................... 139
Экран «Резка» .................................................................................................................................................................... 139
Экран «Процесс» .............................................................................................................................................................. 140
Временные диаграммы ................................................................................................................................................... 141
Сохранение процесса резки ......................................................................................................................................... 141
Экран «Карта резки» ....................................................................................................................................................... 141
Общие программные клавиши ..................................................................................................................................... 142
Процесс плазменной резки .................................................................................................................................................. 143
Экраны процессов «Плазма 1» и «Плазма 2» .......................................................................................................... 143
Технологическая карта плазменной резки ............................................................................................................... 145
Технологические карты резки для усовершенствований технологии HPRXD
Процесс inox (HDi) для тонкой нержавеющей стали .................................................................................... 148
Резка мелких деталей на низкоуглеродистой стали ..................................................................................... 149
Подводная резка низкоуглеродистой стали ................................................................................................... 149
200 А, резка низкоуглеродистой стали со скосом ....................................................................................... 150
®
........................................... 147
8 Phoenix Software V9.76.0 Руководство оператора 80640J

Содержание
Процесс маркировщика ......................................................................................................................................................... 151
Экраны процесса «Маркир. 1» и «Маркир. 2» ......................................................................................................... 151
Выполнение процесса маркировщика ...................................................................................................................... 152
Технологическая карта резки маркировщика ......................................................................................................... 153
Использование расходных деталей резки для маркировки ............................................................................... 155
Процесс кислородной резки ................................................................................................................................................ 156
Экран процесса кислородной резки ......................................................................................................................... 156
Технологическая карта кислородной резки ............................................................................................................ 161
Процесс волоконного лазера ............................................................................................................................................... 163
Экран процесса волоконного лазера ........................................................................................................................ 163
Технологическая карта резки волоконного лазера ............................................................................................... 165
Настройка поэтапного прожига ................................................................................................................................... 167
Pежимы «Маркировка», «Выпаривание» и «Резка мелких деталей» ................................................................. 168
Процесс лазерной резки (не волоконный лазер) .......................................................................................................... 169
Технологические карты лазерной резки (не волоконный лазер) ..................................................................... 172
Процесс водоструйной резки .............................................................................................................................................. 174
Типы прожига при водоструйной резке .................................................................................................................... 174
Динамический прожиг ............................................................................................................................................. 175
Круговой прожиг ....................................................................................................................................................... 175
Прожиг с покачиванием .......................................................................................................................................... 176
Фиксированный прожиг .......................................................................................................................................... 176
Экран процесса водоструйной резки ....................................................................................................................... 177
Экран водоструйного процесса (с системой регулировки высоты резака Sensor) .................................. 179
Работа Watch Window при водоструйной резке ................................................................................................... 182
Настройка времени прожига ........................................................................................................................................ 183
Технологическая карта водоструйной резки ........................................................................................................... 184
Сохранение технологической карты водоструйной резки ................................................................................. 187
Сохранение изменений в технологической карте резки ............................................................................................. 188
Создание новой технологической карты резки ....................................................................................
Получен
ие новой технологической карты резки .................................................................................................... 189
................. 189
8 Системы регулировки высоты резака............................................................................ 191
Информация о системе регулировки высоты резака системы плазменной резки ............................................ 191
Режимы работы систем ArcGlide THC и Sensor THC .................................................................................................. 193
Автоматические режимы ................................................................................................................................................ 193
Режим измеренного дугового напряжения ...................................................................................................... 193
Уст.дуг.напр-ия .......................................................................................................................................................... 195
«Управ. напр-ием» выкл – ArcGlide THC или «Ручн.упр.ДИВ» – Sensor THC ...................................... 195
Ручной режим ..................................................................................................................................................................... 195
Методы изменения заданного значения дугового напряжения ................................................................................ 196
Значения смещений напряжения системы регулировки высоты резака ....................................................... 196
Phoenix Software V9.76.0 Руководство оператора 80640J 9

Содержание
Программные клавиши увеличения или уменьшения напряжения .................................................................. 198
Кнопки или входы «Подъем» и «Опуск-ие» .............................................................................................................. 198
Экран процесса или технологическая карта резки .............................................................................................. 199
Определение исходной высоты ........................................................................................................................................... 199
Выполнение начального определения исходной высоты ................................................................................... 200
Последовательность операций системы регулировки высоты резака .................................................................. 200
Экран «Процесс» системы регулировки высоты резака ..................................................................................... 202
Режим THC ......................................................................................................................................................................... 203
Знач.карты резки .............................................................................................................................................................. 203
Варианты ............................................................................................................................................................................. 205
Установленные автоматически .................................................................................................................................... 206
Настройка маркировщика ..................................................................................................................................................... 210
Режим THC ......................................................................................................................................................................... 210
Знач.карты резки .............................................................................................................................................................. 211
Варианты ............................................................................................................................................................................. 212
Установленные автоматически .................................................................................................................................... 213
Watch Window ........................................................................................................................................................................... 215
Sensor THC ......................................................................................................................................................................... 215
ArcGlide ................................................................................................................................................................................ 217
Сообщение о состоянии ........................................................................................................................................................ 218
Диагностический экран ArcGlide ........................................................................................................................................ 221
9 Настройка Command THC..................................................................................................... 223
Основной экран резки системы Command THC ........................................................................................................... 227
Автоматический режим системы регулировки высоты резака ......................................................................... 227
Ручной режим системы регулировки высоты резака ........................................................................................... 228
Интерфейс машины .................................................................................................................................................................. 229
10 Диагностика, поиск и устранение неисправностей .................................................. 231
Remote Help ................................................................................................................................................................................ 231
Справка по ошибке HPR ........................................................................................................................................................ 231
Информация о ЧПУ .................................................................................................................................................................. 233
«Вх/вых», «Приводы и моторы», «Интерфейс станка» .................................................................................................... 234
Использование функции осциллографа ............................................................................................................................ 235
Сохранение файла данных функции «Осциллограф» ............................................................................................ 236
Загрузка файла данных функции «Осциллограф» .................................................................................................. 237
Просмотр файла данных функции «Осциллограф» ................................................................................................ 238
Плазменная система HPR ..................................................................................................................................................... 239
Системы Powermax 65, 85, 105 и 125 .............................................................................................................................. 240
Диагностический экран волоконного лазера ................................................................................................................. 242
Диагностический экран MAXPRO200 .............................................................................................................................. 243
10 Phoenix Software V9.76.0 Руководство оператора 80640J

Содержание
Сообщения о неисправностях и ошибках ......................................................................................................................... 245
Неисправности .................................................................................................................................................................. 245
Ошибки ................................................................................................................................................................................. 246
Сообщения о неисправностях ...................................................................................................................................... 247
Сообщения об ошибках .......................................................................................................................................................... 253
Замена расходных деталей ................................................................................................................................................... 276
Сохранение системных файлов ............................................................................................................................................ 279
Phoenix Software V9.76.0 Руководство оператора 80640J 11

Содержание
12 Phoenix Software V9.76.0 Руководство оператора 80640J

Безопасность
ОБРАЩАЙТЕ ВНИМАНИЕ НА СВЕДЕНИЯ О
Символы, показанные в данном разделе,
используются, чтобы указать на возможность
опасности. Если Вы видите в данном руководстве
или на своей машине один из символов
безопасности, следует понять возможность
травмирования и соблюдать соответствующие
инструкции, чтобы избежать опасности.
СОБЛЮДАЙТЕ ИНСТРУКЦИИ ПО
Нужно внимательно ознакомиться со всеми
сведениями о безопасности, приведенными в
данном руководстве, и надписями безопасности
на машине.
• Следует поддерживать надписи безопасности
на машине в хорошем состоянии.
Отсутствующие или поврежденные надписи
следует немедленно заменить.
• Нужно изучить, как правильно эксплуатировать
машине и использовать элементы управления.
Запрещается допускать эксплуатацию машине
лицами, не прошедшими соответствующий
инструктаж.
• Машину следует поддерживать в исправном
состоянии. Несанкционированные изменения
машине могут негативно повлиять на
безопасность и срок его эксплуатации.
ОПАСНОСТЬ! БЕРЕГИСЬ! ОСТОРОЖНО!
Компания Hypertherm использует рекомендации
Американского национального института стандартов
при формировании надписей и символов
безопасности. Предупредительное слово
«ОПАСНОСТЬ» или «БЕРЕГИСЬ» используется
вместе с символом безопасности. Слово
«ОПАСНОСТЬ» указывает на самую серьезную
опасность.
• Надписи безопасности «ОПАСНОСТЬ» и
«БЕРЕГИСЬ» расположены на станке рядом с
конкретными источниками опасности.
• Надпись «ОПАСНОСТЬ!» в данном руководстве
предшествует инструкциям, несоблюдение которых
может привести к серьезным травмам или
летальному исходу.
• Надпись «БЕРЕГИСЬ» в данном руководстве
предшествует инструкциям, несоблюдение которых
может привести к травмам или летальному исходу.
• Надпись «ОСТОРОЖНО» в данном руководстве
предшествует инструкциям, несоблюдение которых
может привести к легким травмам или
повреждению оборудования.
безопасности и соответствию SC-13

Безопасность
ОПАСНОСТЬ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ
• Открывать это оборудование разрешается только
специально обученным сотрудникам, имеющим
соответствующие разрешения.
• Если оборудование подключено стационарно, его
следует отключить и выполнить процедуру
недопущения несанкционированного включения
оборудования, прежде чем открывать кожух.
• Если электропитание подается на оборудование
через шнур, следует отключить блок, прежде чем
открывать кожух.
• Запираемые разъединители или крышки
запираемых вилок должны предоставляться
сторонними поставщиками.
• После отключения электропитания следует
подождать 5 минут, прежде чем открывать кожух,
чтобы дать время на разрядку аккумулированной
энергии.
• Если нужно обеспечить подачу электропитания на
оборудование при открытии кожуха для
обслуживания, существует опасность взрыва из-за
вспышки дуги. При обслуживании оборудования, на
которое подается электропитание, обязательно
соблюдение ВСЕХ местных правил (NFPA 70E в
США) в области техники безопасности и
индивидуальных средств защиты.
• Прежде чем приступать к эксплуатации
оборудования после перемещения, открывания или
обслуживания следует закрыть кожух и обеспечить
корректное грунтовое заземление к кожуху.
• Обязательно нужно соблюдать настоящие
инструкции по отключению подачи питания,
прежде чем проверять или заменять расходные
детали резака.
SC-14 безопасности и соответствию

Безопасность
ЭЛЕКТРИЧЕСКИЙ РАЗРЯД МОЖЕТ БЫТЬ СМЕРТЕЛЬНЫМ
Прикосновение к электрическим деталям под
напряжением может привести к летальному исходу
или сильным ожогам.
• При эксплуатации системы плазменной резки
замыкается электрическая цепь между резаком и
заготовкой. И заготовка, и любые
соприкасающиеся с ней предметы сами
становятся частью электрической цепи.
• Запрещается прикасаться к корпусу резака,
заготовке или к воде на водяном столе в ходе
эксплуатации системы плазменной резки.
Предотвращение электрического разряда
Во всех плазменных системах Hypertherm
в процессах резки используется высокое
напряжение (распространены значения от 200
до 400 В пост. тока). При эксплуатации такой
системы следует принять перечисленные
ниже меры предосторожности.
• Обязательно использовать изолирующие
перчатки и обувь, поддерживать тело и одежду
в сухом состоянии.
• При эксплуатации системы плазменной резки
запрещается стоять на какой-либо влажной
поверхности, сидеть или лежать на ней, а также
прикасаться к ней.
• Нужно обеспечить изоляцию от рабочей
поверхности и от земли с помощью сухих
изолирующих ковриков или покрытий, размер
которых достаточен для предотвращения любого
соприкосновения с землей или рабочей
поверхностью. При необходимости работать во
влажной зоне или в непосредственной близости
от нее следует проявлять особую осторожность.
• Нужно обеспечить наличие рядом с источником
тока выключателя питания с предохранителями
соответствующего номинала. Этот выключатель
должен дать оператору возможность быстро
выключить источник тока в аварийной ситуации.
• При использовании водяного стола нужно
убедиться в том, что он корректно подключен к
грунтовому заземлению.
• Установку и заземление этого оборудования
следует выполнять в соответствии с инструкциями
по эксплуатации и государственными и
муниципальными нормами.
• Нужно достаточно часто проверять сетевой шнур
на предмет повреждений или наличия трещин на
покрытии. Поврежденный сетевой шнур следует
немедленно заменить. Неизолированные
провода представляют смертельную
опасность.
• Проверить провода резака и заменить в случае
износа или повреждения.
• Запрещается поднимать заготовку и отходы во
время резки. В течение всего процесса резки
следует оставлять заготовку на месте или на
верстаке с подключенным рабочим проводом.
• Перед выполнением проверки, очистки или смены
деталей резака следует полностью отключить
электропитание или отключить от сети источник
тока.
•Запрещается обходить или пропускать устройства
защитной блокировки.
• Прежде чем снимать любые крышки источника
тока или корпуса системы, следует отключить
электропитание на входе. После отключения
электропитания следует подождать 5 минут, чтобы
дать конденсаторам время на разрядку.
• Запрещается эксплуатировать систему
плазменной резки, если не все крышки источника
тока находятся на своих местах. Открытые
разъемы источника тока представляют опасность
сильного поражения электрическим током.
• При формировании входных соединений сначала
следует закрепить соответствующий
заземляющий провод.
• Каждая система плазменной резки Hypertherm
предназначена для использования только
с определенными резаками Hypertherm.
Запрещается заменять их другими резаками,
поскольку это может привести к перегреву
и представлять угрозу безопасности.
безопасности и соответствию SC-15

Безопасность
ПРОЦЕСС РЕЗКИ МОЖЕТ ПРИВЕСТИ К ПОЖАРУ ИЛИ ВЗРЫВУ
Предотвращение пожара
• Прежде чем выполнять любые операции по
резке, следует убедиться в безопасности
рабочей зоны. В непосредственной близости
должен находиться огнетушитель.
• Следует убрать все огнеопасные материалы из
зоны работ по резке на расстоянии 10 м.
• Горячий металл следует охладить погружением в
воду или дать ему остыть, прежде чем приступать
к его обработке или допускать прикосновение к
нему каких-либо горючих материалов.
• Запрещается выполнять резку баллонов, в
которых находятся потенциально огнеопасные
материалы. Сначала их нужно опустошить и
тщательно очистить.
• Прежде чем приступать к резке, нужно выполнить
сброс любых потенциально огнеопасных газов.
• При выполнении резки с использованием
кислорода в качестве плазмообразующего газа
необходима система вытяжной вентиляции.
Предотвращение взрыва
• Запрещается эксплуатировать систему
плазменной резки в условиях, когда возможно
присутствие взрывчатой пыли или паров.
• Запрещается выполнять резку баллонов под
давлением, труб и каких-либо закрытых
контейнеров.
• Запрещается выполнять резку баллонов, в
которых содержатся горючие материалы.
БЕРЕГИСЬ!
Опасность взрыва
Аргон-водород и метан
Водород и метан – это горючие газы, при
использовании которых существует опасность
взрыва. Нельзя допускать контакта пламени с
баллонами и шлангами, в которых находятся смеси
с участием метана или водорода. Нельзя допускать
контакта пламени и искр с резаком при плазменной
резке с использованием метана или
аргон-водорода.
БЕРЕГИСЬ!
Детонация водорода
при резке алюминия
• Запрещается выполнять подводную резку
алюминия или резку при соприкосновении
нижней поверхности алюминия с водой.
• При подводной резке алюминия или в ситуации,
когда вода касается нижней поверхности
алюминия, возможно возникновение
взрывоопасного состояния. При плазменной
резке в таких ситуациях возможна детонация.
БЕРЕГИСЬ!
Опасность взрыва Подводная резка
с применением горючих газов
• Запрещается выполнять подводную резку с
применением горючих газов, содержащих
водород.
• При выполнении подводной резки с
применением горючих газов, содержащих
водород, возможно возникновение
взрывоопасного состояния. При выполнении
плазменной резки в таких условиях возможна
детонация.
SC-16 безопасности и соответствию

Безопасность
ТОКСИЧНЫЕ ПАРЫ МОГУТ ПРИВЕСТИ К ТРАВМАМ ИЛЕТАЛЬНОМУ ИСХОДУ
Сама по себе плазменная дуга представляет собой
источник тепла, используемый для резки. Поэтому,
хотя плазменная дуга и не считается источником
токсичных паров, обрабатываемый материал может
быть источником таких паров или газов, разрушающих
кислород.
В зависимости от обрабатываемого материала
образуются разные пары. Среди металлов, которые
могут приводить к образованию токсичных паров,
нержавеющая сталь, углеродистая сталь, цинк
(оцинкованные материалы), медь и пр.
В некоторых случаях металл может быть покрыт
веществом, которое может приводить к образованию
токсичных паров. Среди токсичных покрытий свинец
(в некоторых красках), кадмий (в некоторых красках и
наполнителях), бериллий и пр.
Газы, образующиеся в процессе плазменной резки,
зависят от обрабатываемого материала и метода
резки. В качестве таких газов могут выступать озон,
оксиды азота, шестивалентный хром, водород и другие
вещества, содержащиеся в обрабатываемых
материалах и выделяемые из них.
Следует принимать меры предосторожности для
сведения к минимуму воздействия паров, образуемых
при любых промышленных процессах. В зависимости
от химического состава и концентрации паров (а также
других факторов, таких как вентиляция) существует
вероятность развития заболеваний, таких как пороки
развития плода или рак.
Обязанность по проверке качества воздуха в зоне
эксплуатации оборудования, а также по обеспечению
соответствия качества воздуха в производственном
помещении всем государственным и муниципальным
нормам и правилам лежит на владельце оборудования
и производственного объекта.
Уровень качества воздуха в любом производственном
помещении зависит от определенных переменных
факторов, характерных для данного объекта.
Некоторые из таких факторов перечислены ниже.
• Конструкция стола (мокрый, сухой, подводный).
• Состав материала, покрытие поверхности и состав
покрытия.
• Объем удаленного материала.
• Продолжительность резки или строжки.
• Размер, объем воздуха, вентиляция и
фильтрация рабочей зоны.
• Индивидуальные средства защиты.
• Количество эксплуатируемых систем для сварки
и резки.
• Другие процессы в данном производственном
помещении, при которых возможно образование
паров.
Если производственное помещение должно
соответствовать государственным или
муниципальным правилам, только выполненные
на производственном объекте мониторинг и
проверка могут определить соответствие объекта
допустимым показателям (выше них или ниже).
Для снижения опасности воздействия паров на
сотрудников необходимо принять следующие меры.
• Прежде чем выполнять резку, устранить с
металла любые покрытия и растворители.
• Использовать местную вытяжную вентиляцию
для устранения паров из воздуха.
• Избегать вдыхания паров. Обязательно
использовать респиратор с подачей воздуха при
резке любого металла, если в металле или его
покрытии присутствуют или предположительно
могут присутствовать какие-либо токсичные
элементы.
• Нужно обеспечить соответствующую
квалификацию и знание методов корректной
эксплуатации оборудования для сварки и резки,
а также респираторов с подачей воздуха у всех
сотрудников, использующих такое
оборудование.
• Запрещается выполнять резку баллонов, в
которых могут содержаться любые потенциально
токсичные материалы. Сначала нужно
опустошить баллон и должным образом его
очистить.
• По мере необходимости нужно проводить
замеры и проверки качества воздуха в
производственном помещении.
• Для обеспечения безопасного уровня качества
воздуха следует обратиться к местному эксперту
в этой области, с тем чтобы внедрить
соответствующий план помещения.
безопасности и соответствию SC-17

Безопасность
БЕЗОПАСНОСТЬ ЗАЗЕМЛЕНИЯ
Рабочий провод Следует прочно закрепить
рабочий провод к заготовке или рабочему столу,
используя надежный контакт металлических
поверхностей. Не следует выполнять соединение с
деталью, которая отпадет по завершении резки.
Рабочий стол Нужно подключить рабочий стол
к грунтовому заземлению в соответствии с
применимыми государственными и муниципальными
нормами электротехнической безопасности.
СТАТИЧЕСКОЕ ЭЛЕКТРИЧЕСТВО МОЖЕТ ПОВРЕДИТЬ ПЕЧАТНЫЕ ПЛАТЫ
При работе с печатными платами следует соблюдать соответствующие меры
предосторожности, которые перечислены ниже.
• Печатные платы следует хранить в антистатических контейнерах.
• При работе с печатными платами обязательно использовать заземляющую контактную
манжету.
Входная мощность
• Обязательно нужно подключить заземляющий
провод шнура питания к заземлению в коробке
разъединителя.
• Если при установке системы плазменной резки
нужно подключить шнур питания к источнику тока,
обязательно следует корректно подключить
заземляющий провод шнура питания.
• Сначала следует поместить на распорку
заземляющий провод шнура питания, а все
остальные заземляющие провода размещать
поверх провода шнура питания. Тщательно
затянуть стопорную гайку.
• Следует закрепить все электрические
соединения во избежание чрезмерного нагрева.
SC-18 безопасности и соответствию
Безопасность
БЕЗОПАСНОСТЬ ОБОРУДОВАНИЯ, ИСПОЛЬЗУЕМОГО ДЛЯ РАБОТЫ СО СЖАТЫМИ ГАЗАМИ
• Запрещается использовать в качестве смазки на
клапанах баллонов или регуляторах масло или
жир.
• Следует использовать только газовые баллоны,
регуляторы, шланги и штуцеры, предназначенные
для соответствующего варианта применения.
• Следует поддерживать в исправном состоянии
все оборудование для работы со сжатым
воздухом и связанные с ним комплектующие.
• Все газовые шланги следует маркировать и
применять цветовое кодирование, чтобы показать
тип газа в каждом шланге. См. применимые
государственные и муниципальные нормы.
ВОЗМОЖЕН ВЗРЫВ ГАЗОВЫХ БАЛЛОНОВ ПРИ ПОВРЕЖДЕНИИ
В газовых баллонах содержится газ под высоким
давлением. Возможен взрыв баллона при его
повреждении.
• Обращаться с баллонами со сжатым газом
следует в соответствии с применимыми
государственными и муниципальными нормами.
• Запрещается использовать баллон, если он не
установлен строго вертикально и не закреплен.
• На клапане всегда должен быть закреплен
защитный колпачок за исключением времени,
когда баллон используется или подключен для
использования.
• Запрещается допускать электрический контакт
между плазменной дугой и баллоном.
• Запрещается подвергать баллоны воздействию
чрезмерного нагревания, искр, выгара или
открытого огня.
• Запрещается использовать молоток, ключ или
другой инструмент, чтобы открыть заклинивший
клапан баллона.
ПЛАЗМЕННАЯ ДУГА МОЖЕТ ВЫЗВАТЬ ТРАВМЫ И ОЖОГИ
Резаки моментального зажигания
Зажигание плазменной дуги выполняется сразу
после активации переключателя резака.
безопасности и соответствию SC-19
Плазменная дуга быстро разрезает перчатки и кожу.
• Запрещается приближаться к наконечнику
резака.
• Запрещается рукой придерживать металл в
непосредственной близости от траектории резки.
• Строго запрещается направлять резак на себя
или других лиц.

Безопасность
Защита зрения Плазменная дуга приводит к
образованию интенсивных лучей в видимой и
невидимой частях спектра (ультрафиолетовых и
инфракрасных), которые могут вызвать ожог глаз и
кожи.
• Обязательно использовать средства защиты
зрения в соответствии с применимыми
государственными и муниципальными нормами.
• Нужно использовать средства защиты зрения
(защитные очки с боковыми щитками и защитный
шлем сварщика) с соответствующей
светозащитной блендой линз для защиты глаз от
ультрафиолетовых и инфракрасных лучей,
формируемых дугой.
Защита кожи Ультрафиолетовое излучение, искры
и раскаленный металл могут вызывать ожоги, для
предотвращения которых обязательно нужно
использовать защитную одежду.
• Перчатки с крагами, защитная обувь и каска.
• Огнестойкая одежда должна защищать все
участки тела, на которые возможно воздействие
факторов риска.
• Брюки без отворотов для предотвращения
попадания в них искр или выгара.
• Прежде чем приступать к резке, следует убрать
из карманов любые горючие материалы, такие как
бутановые зажигалки или спички.
Зона резки Нужно подготовить зону резки для
снижения отражающей способности и передачи
ультрафиолетового излучения, выполнив
перечисленные ниже действия.
• Стены и другие поверхности должны быть
выкрашены в темные цвета для снижения
отражающей способности.
• Нужно использовать защитные экраны или
ограждения для предотвращения воздействия
на окружающих вспышек и бликов.
• Следует предупредить окружающих о том, что
не следует смотреть на дугу. Нужно использовать
объявления и предупредительные знаки.
ИЗЛУЧЕНИЕ ДУГИ МОЖЕТ ВЫЗВАТЬ ОЖОГ ГЛАЗ И КОЖИ
Минимальный
номер
Ток дуги (А)
светозащитной
бленды (стандарт
ANSI Z49.1:2005)
Менее 40 А
От 41 до 60 А
От 61 до 80 А
От 81 до 125 А
От 126 до 150 А
От 151 до 175 А
От 176 до 250 А
От 251 до 300 А
От 301 до 400 А
От 401 до 800 А
5589
6689
8889
8989
89810
89811
89812
89813
912913
10 14 10 Н /Д
SC-20 безопасности и соответствию
Рекомендуемый
номер светозащитной
бленды для
комфортной работы
(стандарт ANSI
Z49.1:2005)
OSHA 29CFR
1910.133(a)(5)
EN168:2002
Европа

Безопасность
ФУНКЦИОНИРОВАНИЕ КАРДИОСТИМУЛЯТОРОВ И СЛУХОВЫХ АППАРАТОВ
Работа кардиостимуляторов и слуховых аппаратов
может быть нарушена магнитными полями,
создаваемыми высокими значениями тока.
Лица, использующие кардиостимуляторы и слуховые
аппараты, должны проконсультироваться с врачом,
прежде чем заходить в зону выполнения операций
по плазменной резке и строжке.
ШУМ МОЖЕТ ПРИВЕСТИ К НАРУШЕНИЯМ СЛУХА
При использовании резки плазменной дугой возможно
превышение значений уровня шума, указанных в
муниципальных нормах для различных ситуаций.
Длительное воздействие сильного шума может
привести к нарушениям слуха. При выполнении резки
или строжки обязательно использовать
соответствующие средства защиты слуха за
исключением случаев, когда замеры уровня звукового
давления в помещении, где установлено
оборудование, подтверждают отсутствие
необходимости в средствах защиты слуха согласно
применимым международным, региональным или
муниципальным нормам.
Можно значительно снизить шум, используя простые
инженерные приспособления к столам для резки,
такие как ограждения или шторы между плазменной
дугой и рабочим местом, а также расположив рабочее
место на удалении от плазменной дуги. Также следует
применять административные меры в месте
эксплуатации оборудования с целью ограничения
доступа и ограничения времени воздействия на
оператора. Также следует оградить рабочие зоны с
высоким уровнем шума и/или принять меры для
снижения реверберации в рабочих зонах путем
установки шумопоглотителей.
Для снижения факторов риска, связанных с
магнитным полем, нужно соблюдать следующие
правила.
• И рабочий провод, и провод резака должны быть
расположены на одной стороне,
противоположной той, где находится оператор.
• Провода резака следует протягивать как можно
ближе к рабочему проводу.
• Запрещается обматываться проводом резака или
рабочим проводом.
• Следует держаться на максимально возможном
расстоянии от источника тока.
Обязательно использовать защитные наушники,
если уровень шума является опасным или если
после принятия всех инженерных и
административных мер сохраняется опасность
повреждения слуха. Если использование средств
защиты слуха необходимо, следует использовать
только утвержденные устройства индивидуальной
защиты, такие как наушники или беруши,
коэффициенты снижения шума которых
соответствуют конкретной ситуации. Следует
предупреждать окружающих о возможных
опасностях, связанных с шумом. Кроме того,
средства защиты слуха могут предотвратить
попадание раскаленных брызг в уши.
безопасности и соответствию SC-21
Безопасность
ПЛАЗМЕННАЯ ДУГА МОЖЕТ ПРИВЕСТИ К ПОВРЕЖДЕНИЮ ЗАМЕРЗШИХ ТРУБ
При попытке разморозить замерзшие трубы с помощью плазменного резака возможно
повреждение или разрыв трубы.
СВЕДЕНИЯ ОБ УЛАВЛИВАНИИ СУХОЙ ПЫЛИ
В некоторых помещениях существует вероятность
взрыва в связи с присутствием сухой пыли.
В изданной в 2007 году национальной ассоциацией
пожарной безопасности США редакции стандарта
NFPA 68 «Explosion Protection by Deflagration
Venting» (Предотвращение взрывов путем быстрого
сгорания) приводятся требования к конструкции,
размещению, установке, техническому
обслуживанию и использованию устройств и
систем для отвода продуктов горения и давления
после возникновения быстрого сгорания без
взрыва. Обратитесь к производителю или
специалисту по установке систем улавливания
сухой пыли для получения сведений о применимых
требованиях, прежде чем выполнять установку
новой системы улавливания сухой пыли или вносить
значительные изменения в процессы или
материалы, используемые в сочетании с
существующей системой такого типа.
Обратитесь в уполномоченные органы, чтобы
выяснить, включена ли какая-либо редакция
стандарта NFPA 68 в качестве ссылочного
документа в местные строительные нормы.
См. стандарт NFPA68 для ознакомления с
определениями и описаниями регулятивных
терминов, таких как быстрое сгорание,
уполномоченный орган, включение в качестве
ссылочного документа, значение индекса
взрывоопасности, индекс быстрого сгорания и
других терминов.
Примечание 1. Компания Hypertherm толкует эти
новые требования так, что в отсутствие оценки для
конкретного помещения, в результате которой было
выяснено, что вся формируемая пыль не является
горючей, в соответствии с редакцией 2007 года
стандарта NFPA 68 необходимо использовать
взрывные клапаны, предназначенные для самого
пессимистичного значения индекса
взрывоопасности (см. приложение F), который
может возникнуть из-за пыли, с тем чтобы
сформировать размер и тип клапана. Стандарт
NFPA 68 не указывает конкретно процессы
плазменной резки и другие процессы термической
резки среди технологических процессов, для
которых обязательно использовать системы
быстрого сгорания, однако эти новые требования
применимы ко всем системам улавливания сухой
пыли.
Примечание 2. Пользователи руководств
Hypertherm должны обратиться ко всем
применимым федеральным, региональным и
муниципальным законам и правилам и обеспечить
соответствие всем изложенным в них требованиям.
Фактом публикации любых руководств компания
Hypertherm ни в коей мере не пытается побудить
пользователя к действиям, не соответствующим
всем применимым требованиям и стандартам, а
потому данное руководство ни в коем случае не
следует рассматривать в этом смысле.
SC-22 безопасности и соответствию
Безопасность
ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
Воздействие лазерного излучения может сильно травмировать зрение. Избегайте
непосредственного воздействия на глаза.
Для обеспечения Вашего удобства и безопасности на оборудование Hypertherm, в котором используется
лазер, в непосредственной близости от места выхода лазерного луча из кожуха наносится одна из
перечисленных ниже надписей, указывающих на присутствие лазерного излучения. Максимальный выход (мВ),
длина излучаемой волны (нм) и длительность импульса, если применимо.
Дополнительные инструкции по безопасности при
работе с лазером
• Обратитесь к специалисту для получения
сведений о требованиях по работе с лазером в
вашем регионе. Возможно, потребуется провести
обучение по правилам безопасности при работе
с лазером.
• Запрещается допускать к эксплуатации лазера
не прошедших обучение лиц. Лазер может
представлять опасность при использовании не
прошедшими обучение лицами.
• Запрещается смотреть на апертуру излучающей
части лазера или на лазерный луч.
• Располагать лазер следует в соответствии с
имеющимися инструкциями во избежание
непреднамеренного зрительного контакта.
• Запрещается применять лазер на заготовках с
отражающей способностью.
• Запрещается использовать оптические
инструменты, чтобы смотреть на лазерный луч
или отражать его.
• Запрещается разбирать или снимать крышку
лазерной системы или апертуры излучающей
части лазера.
• Внесение любых изменений в лазерную систему
или в оборудование может повысить опасность
лазерного излучения.
• Использование каких-либо алгоритмов
регулировки или повышения
производительности (кроме указанных в
настоящем руководстве) может привести к
опасному воздействию лазерного излучения.
• Запрещается эксплуатировать систему во
взрывоопасных условиях, таких как наличие
горючих жидкостей, газов или пыли.
• Обязательно использовать только те запасные
части и принадлежности для лазерной системы,
которые предоставлены или рекомендованы
производителем имеющегося оборудования.
• Работы по ремонту и обслуживанию ДОЛЖНЫ
выполняться квалифицированным персоналом.
• Запрещается снимать или стирать надписи
безопасности лазерной системы.
безопасности и соответствию SC-23
Безопасность
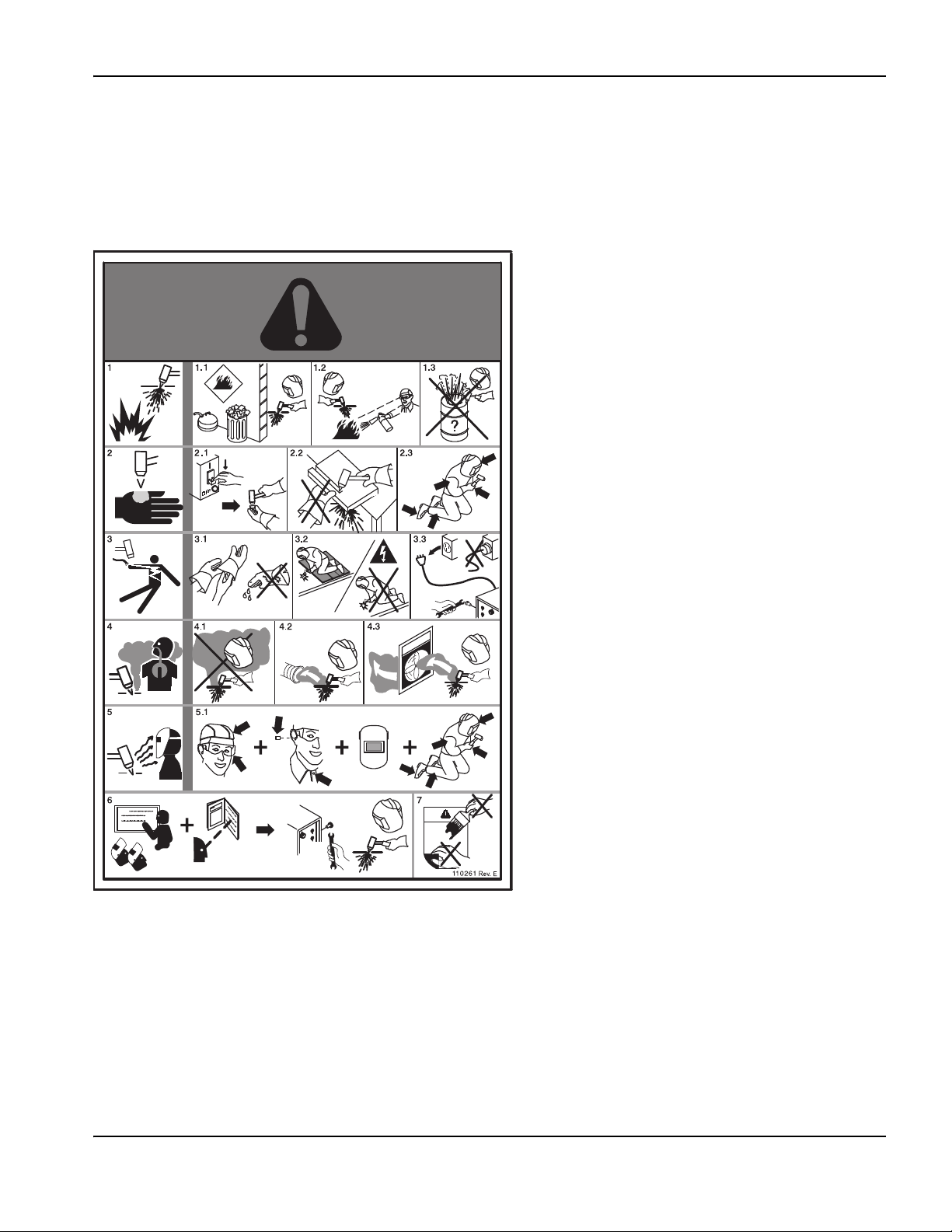
Read and follow these instructions, employer safety
practices, and material safety data sheets. Refer to
ANS Z49.1, “Safety in Welding, Cutting and Allied
Processes” from American Welding Society
(http://www.aws.org) and OSHA Safety and Health
Standards, 29 CFR 1910 (http://www.osha.gov).
WARNING
1. Cutting sparks can cause explosion or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and ready to use.
1.3 Do not use a drum or other closed container as a cutting table.
2. Plasma arc can injure and burn; point the nozzle away
from yourself. Arc starts instantly when triggered.
2.1 Turn off power before disassembling torch.
2.2 Do not grip the workpiece near the cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric shock or burn.
3.1 Wear insulating gloves. Replace gloves when wet or damaged.
3.2 Protect from shock by insulating yourself from work and ground.
3.3 Disconnect power before servicing. Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local exhaust to remove the fumes.
4.3 Do not operate in closed spaces. Remove fumes with ventilation.
6. Become trained.
Only qualified personnel should operate this
equipment. Use torches specified in the manual. Keep non-qualified
personnel and children away.
5. Arc rays can burn eyes and injure skin.
5.1 Wear correct and appropriate protective equipment to protect
head, eyes, ears, hands, and body. Button shirt collar. Protect ears
from noise. Use welding helmet with the correct shade of filter.
7. Do not remove, destroy, or cover this label.
Replace if it is missing, damaged, or worn (PN 110584 Rev C).
Plasma cutting can be injurious to operator and persons
in the work area. Consult manual before operating. Failure
to follow all these safety instructions can result in death.
AVERTISSEMENT
Le coupage plasma peut être préjudiciable pour l’opérateur et les personnes qui se
trouvent sur les lieux de travail. Consulter le manuel avant de faire fonctionner. Le
non respect des ces instructions de sécurité peut entraîner la mort.
1. Les étincelles de coupage peuvent provoquer une explosion
ou un incendie.
1.1 Ne pas couper près des matières inflammables.
1.2 Un extincteur doit être à proximité et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre contenant fermé comme table de coupage.
2. L’arc plasma peut blesser et brûler; éloigner la buse de soi.
Il s’allume instantanément quand on l’amorce;
2.1 Couper l’alimentation avant de démonter la torche.
2.2 Ne pas saisir la pièce à couper de la trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant l’entretien. Ne pas toucher les pièces sous tension.
4. Les fumées plasma peuvent être dangereuses.
4.1 Ne pas inhaler les fumées
4.2 Utiliser une ventilation forcée ou un extracteur local pour dissiper les fumées.
4.3 Ne pas couper dans des espaces clos. Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les yeux et blesser la peau.
5.1 Porter un bon équipement de protection pour se protéger la tête, les yeux, les
oreilles, les mains et le corps. Boutonner le col de la chemise. Protéger les oreilles
contre le bruit. Utiliser un masque de soudeur avec un filtre de nuance appropriée.
6. Suivre une formation. Seul le personnel qualifié a le droit de faire
fonctionner cet équipement. Utiliser exclusivement les torches indiquées dans le
manual. Le personnel non qualifié et les enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir cette étiquette.
La remplacer si elle est absente, endommagée ou usée (PN 110584 Rev C).
ПРЕДУПРЕДИТЕЛЬНЫЕ НАДПИСИ
Эта предупредительная надпись закрепляется на некоторых источниках тока. Принципиально важно, чтобы
оператор и техник по ремонту и обслуживанию понимали описанное ниже назначение этих предупредительных
знаков.
SC-24 безопасности и соответствию
Безопасность
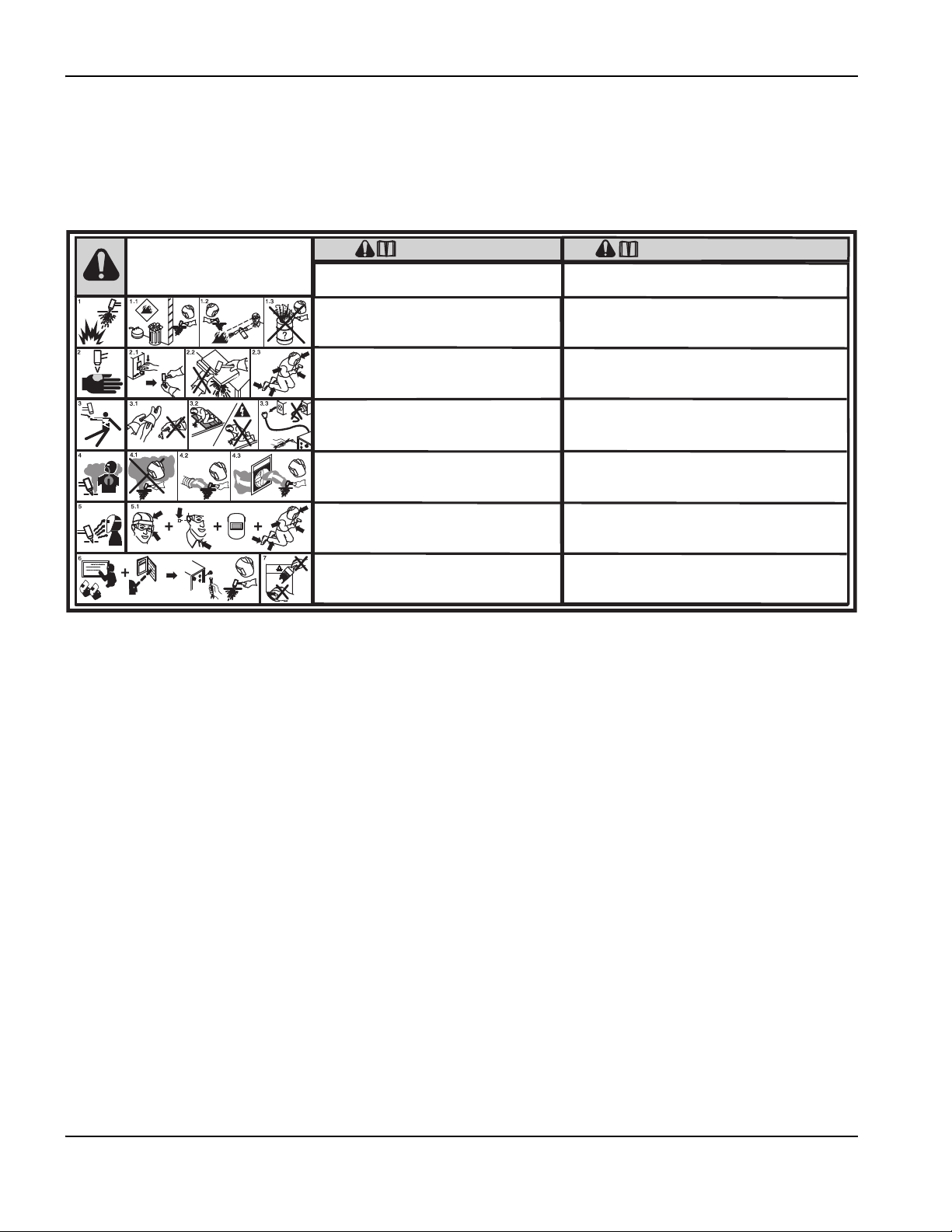
ПРЕДУПРЕДИТЕЛЬНЫЕ НАДПИСИ
Эта предупредительная надпись закрепляется на некоторых
источниках тока. Принципиально важно, чтобы оператор и
техник по ремонту и обслуживанию понимали описанное
ниже назначение этих предупредительных знаков. Номера
абзацев соответствуют номерам полей в таблице.
1. Возникающие при резке искры могут привести к
взрыву или пожару.
1.1 Запрещается выполнять резку в непосредственной
близости от огнеопасных материалов.
1.2 В непосредственной близости от места резки
следует иметь исправный огнетушитель.
1.3 Запрещается использовать в качестве стола для
резки цилиндр или другой закрытый контейнер.
2. Плазменная дуга может вызвать травмы и ожоги.
Запрещается направлять на себя сопло. При
включении дуга зажигается немедленно.
2.1 Перед выполнением демонтажа резака следует
отключить электропитание.
2.2 Запрещается рукой браться за заготовку
в непосредственной близости от траектории резки.
2.3 Обязателен полный комплект личной защиты.
3. Опасное напряжение. Возможно поражение
электрическим разрядом или ожог.
3.1 Обязательно использовать изоляционные перчатки.
Влажные или поврежденные перчатки нужно
заменить.
3.2 Предотвращать поражение электрическим разрядом
следует путем изоляции тела сотрудника от рабочей
поверхности и от земли.
3.3 Перед выполнением работ по обслуживанию
электропитание следует отключить. Запрещается
прикасаться к находящимся под напряжением
деталям.
4. Плазменные пары могут представлять опасность.
4.1 Избегать вдыхания паров.
4.2 Для устранения паров следует использовать
принудительную вентиляцию или местную вытяжку.
4.3 Запрещается эксплуатировать оборудование
в замкнутом пространстве. Для устранения паров
следует использовать вентиляцию.
5. Излучение дуги может вызвать ожог
глаз и повреждения кожи.
5.1 Обязательно использовать соответствующие
средства личной безопасности для защиты головы,
глаз, ушей, рук и тела. Следует застегнуть воротник
рубашки. Необходимо использовать средства
защиты слуха от шума. Обязательно использовать
защитный шлем сварщика с правильной
светозащитной блендой фильтра.
6. Обязательно пройти соответствующее обучение.
К эксплуатации данного оборудования допускается
только квалифицированный персонал. Обязательно
использовать резаки, указанные в руководстве.
Запрещается нахождение рядом с оборудованием
неквалифицированного персонала и детей.
Запрещается снимать, нарушать или закрывать эту
7.
надпись. Если надпись отсутствует, повреждена или
стерлась, ее следует заменить.
безопасности и соответствию SC-25

Безопасность
s
Символы и отметки
На Вашем оборудовании может присутствовать одна или несколько из описанных ниже отметок непосредственно
на табличке технических данных или рядом с ней. В связи с различиями и несоответствиями различных
национальных законодательных норм не все отметки применимы к каждой версии оборудования.
Отметка в виде символа S
Отметка в виде символа S показывает, что источник тока и резак пригодны к эксплуатации в условиях
с повышенной опасностью поражения электрическим током в соответствии с IEC 60974-1.
Знак CSA
Продукты компании Hypertherm со значком CSA соответствуют нормам по безопасности продуктов в США
и Канаде. Продукты оценены, проверены и сертифицированы CSA-International. Продукт может иметь знак
одной из национальных лабораторий тестирования, аккредитованных в США и Канаде. Это могут быть
лаборатории Underwriters Laboratories, Incorporated (UL) или TÜV.
Знак CE
Знак CE обозначает декларацию соответствия производителя с применимыми директивами и стандартами
ЕС. Протестированными на соответствие Директиве ЕС по вопросам качества низковольтных
электротехнических изделий и Директиве ЕС по электромагнитной совместимости являются только те
версии продуктов компании Hypertherm, которые имеют маркировку CE непосредственно на табличке
технических данных или рядом с ней. Фильтры ЭМC, которые необходимы для обеспечения соответствия
Директиве ЕС по электромагнитной совместимости, встроены в те продукты, версии которых имеют
маркировку CE.
Маркировка CU для Таможенного союза в рамках Евразийского
экономического сообщества
Версии оборудования Hypertherm для Европейского Союза, на которых присутствует отметка о соответствии
нормам EAC, отвечают требованиям по безопасности оборудования и электромагнитной совместимости для
экспорта в Россию, Белоруссию и Казахстан.
Знак ГОСТ ТР
Версии оборудования Hypertherm для Европейского Союза, на которых присутствует отметка о соответствии
нормам ГОСТ ТР, отвечают требованиям по безопасности оборудования и ЭМИ для экспорта в Российскую
Федерацию.
Галочка в букве С
Версии оборудования Hypertherm для Европейского Союза, на которых присутствует отметка в виде галочки
в букве С, соответствуют требованиям по ЭМИ для реализации в Австралии и Новой Зеландии.
Отметка CCC
Отметка CCC (China Compulsory Certification — обязательная сертификация в Китае) показывает, что данное
оборудование прошло проверки, в результате которых подтверждено его соответствие требованиям по
безопасности для продажи в Китае.
Знак УкрСЕПРО
Версии оборудования Hypertherm с маркировкой CE, на которых присутствует отметка о соответствии
нормам УкрСЕПРО, отвечают требованиям по безопасности оборудования и ЭМИ для экспорта в Украину.
Маркировка AAA для Сербии
Версии оборудования Hypertherm для Европейского Союза, на которых присутствует отметка о соответствии
нормам AAA, отвечают требованиям по безопасности оборудования и электромагнитной совместимости для
экспорта в Сербию.
SC-26 безопасности и соответствию

Руководство по продуктам
Введение
Hypertherm применяет глобальную систему правового
регулирования для обеспечения соответствия
продуктов правовым и природоохранным нормам.
Национальные и местные требования по безопасности
Национальные и местные требования по безопасности
превалируют над любыми инструкциями,
предоставленными вместе с продуктом. Импорт,
установка, эксплуатация и утилизация продукта
должны выполняться в соответствии с национальными
и местными нормами, действующими в месте
установки.
Знаки сертификационных испытаний
Сертифицированные продукты маркируются одним
или несколькими сертификационными знаками
уполномоченных испытательных лабораторий. Знаки
сертификационных испытаний расположены на
паспортных табличках или рядом с ними.
Каждый знак сертификационных испытаний означает,
что продукт и его компоненты, имеющие критически
важное значение для безопасности, отвечают
применимым национальным стандартам
безопасности согласно анализу, проведенному
данной испытательной лабораторией. Hypertherm
помещает знак сертификационных испытаний на свои
продукты только после того, как данный продукт
производится вместе со своими компонентами,
имеющими критически важное значение для
безопасности, которые были утверждены
уполномоченной испытательной лабораторией.
• Несанкционированная сборка или добавление
вспомогательных компонентов, которые
используют или создают опасные напряжения.
• Выполнена манипуляция с контуром безопасности
или другой функцией, которая входит в состав
продукта как часть сертифицируемого изделия,
или имеются другие основания.
Знак CE обозначает декларацию производителя о
соответствии применимым директивам и стандартам
ЕС. Версии продуктов компании Hypertherm, которые
имеют маркировку CE непосредственно на
паспортной табличке или рядом с ней,
протестированы на соответствие Директивам
ЕС по низкому напряжению и электромагнитной
совместимости. Фильтры ЭМС, которые необходимы
для обеспечения соответствия Директиве ЕС по
электромагнитной совместимости, встроены в те
версии источников тока, которые имеют
маркировку CE.
Сертификаты соответствия продуктов Hypertherm
доступны в разделе «Библиотека» на веб-сайте
Hypertherm, расположенном по адресу
https://www.hypertherm.com.
Различия в национальных стандартах
Различные страны могут применять разные стандарты
эксплуатации, безопасности и т. п. Различия в
национальных стандартах, касаются, в частности,
следующих параметров:
•Напряжение
• Номиналы вилок и шнуров
• Языковые требования
• Требования по электромагнитной совместимости
После отправления продукта с завода Hypertherm
знаки сертификационных испытаний теряют свою силу
в следующих случаях:
• Продукт подвергается модификациям таким
образом, что создается опасность или
нарушаются требования применимых стандартов.
• Компоненты, критически важные для
безопасности, заменяются на неутвержденные
запасные части.
Эти различия в национальных или других стандартах
могут сделать невозможным или нецелесообразным
нанесение всех знаков сертификационных испытаний
на одну версию продукта. Например, версии CSA
продукции Hypertherm не соответствуют европейским
требованиям по электромагнитной совместимости и
не имеют маркировки CE на паспортной табличке.
безопасности и соответствию SC-27

Руководство по продуктам
В странах, в которых требуется маркировка CE или
действуют обязательные нормы по электромагнитной
совместимости, следует пользоваться версиями CE
продуктов Hypertherm с маркировкой CE на
паспортной табличке. Это касается, в частности,
следующих стран:
•Австралия
• Новая Зеландия
• Страны Европейского союза
• Россия
Важно, чтобы продукт и его знак сертификационных
испытаний подходили для объекта, на котором он
используется. Когда продукция Hypertherm
отгружается в одну из стран для экспорта в другую
страну, продукт должен надлежащим образом
конфигурироваться и сертифицироваться для
объекта использования.
Безопасная установка и использование оборудования для резки
IEC 60974-9. Оборудование для дуговой сварки —
Установка и использование. Данный документ
содержит руководство по безопасной установке и
использованию оборудования для фигурной резки,
а также нормы техники безопасности при операциях
резки. В ходе установки следует соблюдать
требования национальных и местных норм, в том
числе, включая требования относительно следующих
компонентов: заземления или защитного заземления,
предохранителей, устройств отключения питания и
типов цепей питания. Перед установкой оборудования
ознакомьтесь с этими инструкциями. Первым и самым
важным шагом является анализ безопасности
установки.
для обеспечения электрической безопасности
источников тока систем плазменной резки,
соответствующих IEC 60974-1. Hypertherm выполняет
испытание непрерывности защитной цепи и
сопротивления изоляции на заводе в ходе испытаний
в неработающем состоянии. Испытания выполняются
при отключении питания и заземления.
Hypertherm также отключает некоторые защитные
устройства, которые могут привести к ложным
результатам испытаний. Если это предусмотрено
местными или национальными нормами, оборудование
должно быть снабжено наклейкой,
свидетельствующей о том, что оборудование прошло
испытания, предусмотренные в IEC60974-4. Отчет о
ремонтах должен включать результаты всех
испытаний, если отсутствует указание о том, что
определенное испытание не было проведено.
Квалификация персонала, проводящего испытания
Испытания электрической безопасности
оборудования для фигурной резки могут быть
опасными и должны проводиться специалистами
в области ремонта электрического оборудования.
Предпочтительно привлекать специалистов, знакомых
с методами сварки, резки и подобными процессами.
Угроза безопасности для персонала и оборудования,
если такие испытания проводятся
неквалифицированным персоналом, может
превосходить пользу от проведения периодической
инспекции и испытаний.
Если отсутствуют требования относительно
проведения испытаний электрической безопасности
со стороны местных и национальных норм страны
установки оборудования, Hypertherm рекомендует
ограничиться визуальным осмотром.
Анализ безопасности должен выполняться
специалистом для определения действий,
необходимых для создания безопасной среды, а также
мер предосторожности, которыми следует
руководствоваться при установке и эксплуатации.
Процедуры периодических проверок и испытаний
Если того требуют местные или национальные нормы,
IEC 60974-4 предусматривает определенные
процедуры для проведения периодических испытаний,
а также испытаний после ремонта или обслуживания
Устройства защитного отключения (УЗО)
В Австралии и некоторых других странах местные
нормы предписывают установку устройств защитного
отключения (УЗО) при использовании портативного
электрического оборудования на рабочем месте или
стройплощадках для защиты операторов от
повреждений в электрической цепи оборудования.
УЗО предназначены для безопасного отключения
источника тока при обнаружении асимметрии между
током питания и обратным током (утечки тока на
SC-28 безопасности и соответствию

Руководство по продуктам
землю). УЗО поставляются с фиксированными и
регулируемыми порогами срабатывания в пределах
от 6 до 40 мА и диапазоном времени срабатывания до
300 мс, выбираемым в зависимости от установки,
применения и предусмотренного использования
оборудования. При использовании УЗО ток и время
срабатывания УЗО выбираются или регулируются
таким образом, чтобы значение было достаточно
высоким во избежание ложного срабатывания при
нормальной работе оборудования для плазменной
резки и достаточно низким для отключения питания,
прежде чем ток утечки создаст угрозу для жизни
оператора в маловероятных случаях повреждений
электрической цепи оборудования.
Для проверки правильного функционирования
УЗО периодически следует проверять ток и
время срабатывания. Портативное электрическое
оборудование и УЗО, используемое в коммерческих и
промышленных целях, в Австралии и Новой Зеландии
проходит испытания в соответствии с австралийским
стандартом AS/NZS 3760. При проведении испытаний
изоляции оборудования для плазменной резки по
AS/NZS 3760 следует измерить сопротивление
изоляции в соответствии с Приложением В
к стандарту при 250 В пост. тока, установив
переключатель питания в положение ВКЛ (ON)
для предотвращения ложного отказа при испытаниях
тока утечки. Ложные отказы могут возникнуть
вследствие того, что металло-оксидные варисторы
(МОВ) и фильтры электромагнитной совместимости
(ЭМС), применяемые для подавления электронной
эмиссии и защиты оборудования от бросков
мощности, могут проводить до 10 мА тока утечки
на землю при нормальных условиях.
При возникновении вопросов в связи с применением
или интерпретацией стандартов IEC, описанных здесь,
проконсультируйтесь с соответствующим
консультантом по правовым вопросам или другим
специалистом, квалифицированным в области
Международных электротехнических стандартов,
не руководствуясь сведениями, предоставленными
Hypertherm относительно интерпретации или
применения таких стандартов.
Высокоуровневые системы
Если установщик системы добавляет в систему
плазменной резки Hypertherm дополнительное
оборудование (например, столы для резки,
электродвигатели, контроллеры и роботы),
объединенная система может рассматриваться как
высокоуровневая. Высокоуровневая система с
опасными движущимися частями может относиться
к промышленному или роботизированному
оборудованию, и в этом случае в отношении
поставщика оборудования или конечного
пользователя могут действовать дополнительные
нормы и стандарты, помимо тех, которые относятся к
системе плазменной резки производства Hypertherm.
На конечного пользователя и поставщика
оборудования возлагается ответственность за
выполнение оценки рисков высокоуровневой системы
и обеспечение защиты от опасных движущихся частей.
Если высокоуровневая система не сертифицирована
на момент встраивания в нее продукции Hypertherm
поставщиком оборудования, для установки также
может требоваться утверждение местными органами
власти. Обратись за консультацией к юристу или
эксперту по местным нормативам при возникновении
вопросов по нормативному соответствию.
Наружные соединительные кабели между
компонентами высокоуровневой системы должны
подходить для загрязнений и перемещений, которые
предполагаются на объекте использования. Если
наружные соединительные кабели могут подвергаться
воздействию масла, пыли, воды или других
загрязняющих веществ, может требоваться
использование изделий, предназначенных для
тяжелых условий эксплуатации.
Если наружные соединительные кабели могут
подвергаться непрерывному перемещению,
может требоваться использование изделий,
предназначенных для постоянного изгибания.
Конечный пользователь или поставщик оборудования
несет ответственность за выбор кабелей, подходящих
для данного применения. Ввиду различий в номиналах
и затрат, которые могут требоваться для выполнения
местных норм для высокоуровневых систем,
убедитесь, что все наружные соединительные
кабели подходят для объекта использования.
безопасности и соответствию SC-29

Руководство по продуктам
SC-30 безопасности и соответствию

Охрана окружающей среды
Введение
Технические характеристики условий окружающей
среды Hypertherm предусматривают необходимость
предоставления поставщиками Hypertherm
информации о веществах, на которые
распространяются правила ограничения содержания
вредных веществ, Директива ЕС об отходах
электрического и электронного оборудования, а также
регламент ЕС относительно правил регистрации,
оценки, санкционирования и ограничения
использования химических веществ.
Соответствие продукции природоохранным нормам не
гарантирует качества воздуха внутри помещения или
соблюдения норм выпуска газов в окружающую среду
конечным пользователем. Hypertherm не поставляет
с продукцией какие-либо материалы, используемые
конечным пользователем для резки. Конечный
пользователь отвечает за выбор материала для резки, а
также за безопасность и качество воздуха на рабочем
месте. Конечный пользователь должен знать
потенциальный риск для здоровья, возникающий
вследствие выделения газов из материалов при резке,
и обеспечить выполнение всех местных норм.
Национальные и местные нормы охраны окружающей среды
Национальные и местные нормы охраны окружающей
среды имеют преимущественную силу над указаниями,
содержащимися в данной инструкции.
Директива о правилах ограничения содержания вредных веществ (RoHS)
Hypertherm стремится выполнить все применимые
законы и нормы, включая Директиву о правилах
ограничения содержания вредных веществ (RoHS),
ограничивающую применение вредных материалов в
электронных изделиях. Характеристики оборудования
Hypertherm превосходят требования Директивы RoHS
на глобальном уровне.
Hypertherm продолжает работать в направлении
сокращения содержания вредных веществ,
включенных в Директиву RoHS, в продукции, за
исключением случаев отсутствия известной и
допустимой альтернативы.
Декларации соответствия RoHS подготовлены
для текущих версий СЕ систем плазменной резки
Powermax производства Hypertherm. С 2006 года
на версиях СЕ Powermax под маркировкой СЕ на
паспортной табличке также наносится маркировка
RoHS. Детали, применяемые в версиях CSA Powermax,
и другие продукты производства Hypertherm, не
регулируемые директивой RoHS или исключенные из
нее, находятся в процессе непрерывного
преобразования согласно требованиям RoHS для
выполнения предполагаемых будущих требований.
Импорт, установка, эксплуатация и утилизация
продукта должны выполняться в соответствии со всеми
национальными и местными нормами охраны
окружающей среды, действующими в месте установки.
Европейские экологические нормы рассматриваются
далее в разделе Директива ЕС об отходах
электрического и электронного оборудования.
безопасности и соответствию SC-31

Охрана окружающей среды
Правильная утилизация продукции Hypertherm
Системы плазменной резки Hypertherm, как и все
электронные продукты, могут содержать материалы
или компоненты, такие как печатные платы, которые не
могут утилизироваться с обычными отходами. На Вас
возлагается ответственность за утилизацию продуктов
или компонентов Hypertherm экологически
приемлемым способом в соответствии с
национальными и местными нормами.
• В США проверьте соответствие федеральному,
региональному и местному законодательству.
•В странах Европейского союза проверьте
соответствие директивам ЕС, а также
национальному и местному законодательству. См.
дополнительную информацию на веб-сайте
www.hypertherm.com/weee.
• В других странах проверьте соответствие
национальному и местному законодательству.
• При необходимости проконсультируйтесь
со специалистом по правовым вопросам
или сертификации.
URL-адрес печатается на предупредительной надписи
(содержащей только символы) каждого аппарата
Powermax версии СЕ, поставленного с 2006 года.
Версии CSA Powermax и других продуктов,
произведенных компанией Hypertherm, не
регламентируются директивой WEEE или
исключаются из нее.
Регламент ЕС относительно правил регистрации, оценки, санкционирования и ограничения использования химических веществ
Регламент ЕС относительно правил регистрации,
оценки, санкционирования и ограничения
использования химических веществ (REACH)
(1907/2006) вступил в силу 1 июня 2007 года и
регламентирует химические вещества, доступные
на рынке ЕС. Требования регламента REACH
относительно произведенных компонентов гласят,
что содержание особо опасных веществ в компоненте
не должно превышать 0,1 % по весу.
Директива ЕС об отходах электрического и электронного оборудования
27 января 2003 года Европейский парламент и Совет
Европейского союза приняли Директиву 2002/96/EC
или WEEE (Директива ЕС об отходах электрического и
электронного оборудования).
Согласно законодательным требованиям, продукция
Hypertherm, регламентируемая данной директивой
и проданная в ЕС после 13 августа 2005 года,
маркируется символом WEEE. Данная директива
рекомендует и предписывает применение
определенных критериев для сбора, обращения
и утилизации отходов электрического и электронного
оборудования. Отходы от физических лиц и
корпоративных пользователей обрабатываются
различным образом (вся продукция Hypertherm
относится к отходам корпоративных пользователей).
Инструкции по утилизации версий СЕ систем
плазменной резки Powermax см. на вебсайте www.hypertherm.com/weee.
Производители компонентов и последующие
пользователи, такие как Hypertherm, обязаны получить
у своих поставщиков подтверждение того, что все
химические вещества, используемые в продукции
Hypertherm или на ней, имеют регистрационный номер
Европейского химического агентства (ECHA, European
Chemical Agency). Для предоставления информации о
содержании химических веществ согласно
требованиям регламента REACH Hypertherm требует,
чтобы поставщики предоставляли декларации
соответствия REACH и указывали использование
любых известных особо опасных веществ,
регламентируемых REACH. Если содержание особо
опасных веществ в детали превышает 0,1 % по весу,
такая деталь не используется. Паспорт безопасности
содержит полное описание всех химических веществ
и может использоваться для проверки соответствия
регламенту REACH относительно содержания особо
опасных веществ.
Смазки, герметики, охлаждающие, адгезивные
вещества, растворители, покрытия и другие вещества
для подготовки или смеси, используемые Hypertherm
в оборудовании для фигурной резки, на нем, для него
или вместе с ним, используются в очень малых
количествах (за исключением охлаждающей жидкости)
и доступны на рынке от различных поставщиков с
SC-32 безопасности и соответствию

Охрана окружающей среды
возможностью замены поставщика, если он не
выполняет требований регистрации по регламенту
REACH или не получил такую регистрацию
(относительно содержания особо опасных веществ).
Правильное обращение с химическими веществами и безопасное их использование
Правилами применения химических веществ США,
Европы и других стран предписывается оформление
паспортов безопасности (MSDS, Material Safety Data
Sheet) для всех химических веществ. Список
химических веществ предоставляется Hypertherm.
Паспорта безопасности (MSDS) предоставляются для
химических веществ, которые поставляются вместе
с продукцией, содержатся или используются в ней.
Паспорта безопасности выложены в разделе
«Библиотека документов» на веб-сайте Hypertherm,
расположенном по адресу: https://www.hypertherm.com.
На экране поиска в поле «Название документа» введите
«MSDS» и нажмите кнопку «Отправить».
В США нормы безопасности и гигиены труда не
требуют наличия паспорта безопасности для таких
позиций, как электроды, завихрители, кожухи, сопла,
защитные экраны, дефлекторы и другие твердые
детали резака.
Hypertherm не производит и не предоставляет
материалы для резки и не располагает информацией
относительно физического вреда или опасности для
здоровья газов, выделяемых из материалов при резке.
Для получения информации относительно свойств
материалов, резка которых выполняется с
использованием оборудования Hypertherm,
свяжитесь с поставщиком или другим техническим
консультантом.
Analytical Methods), которое является собранием
методов отбора проб и анализа загрязняющих веществ,
содержащихся в воздухе на рабочем месте. Методы,
опубликованные другими организациями, такими как
OSHA, MSHA, EPA, ASTM, ISO или коммерческими
поставщиками оборудования для отбора проб и
анализа, могут превалировать над методами NIOSH.
Например, Метод D 4185 ASTM является стандартным
методом сбора, растворения и определения следов
металлов в атмосфере, окружающей рабочее
место. В ASTM D 4185 указана точность, пределы
обнаружения и оптимальные рабочие концентрации
для 23 металлов. Для определения оптимального
протокола отбора проб, точности анализа, стоимости
и оптимального числа проб следует привлекать
специалистов по промышленной гигиене труда.
Hypertherm пользуется услугами стороннего
специалиста по промышленной гигиене труда
для выполнения и интерпретации результатов
тестирования качества воздуха, полученных от
оборудования для отбора проб воздуха,
расположенного на рабочих станциях операторов
в зданиях Hypertherm, в которых установлены и
эксплуатируются столы для плазменной резки.
Если необходимо, Hypertherm также привлекает
стороннего специалиста по промышленной гигиене
труда для получения разрешений на выбросы
в атмосферу и водопользование.
Если необходимо получить полную и актуальную
информацию относительно всех применимых
законодательных норм и стандартов для места
установки, свяжитесь с местным специалистом
до приобретения, установки и эксплуатации
оборудования.
Выделение газов и качество воздуха
Примечание. Следующая информация относительно
качества воздуха содержит только общие сведения
и не должна использоваться вместо применимых
государственных норм или стандартов, действующих
в стране установки и эксплуатации оборудования
для резки.
В США Национальный институт профессиональной
безопасности и здравоохранения (NIOSH, National
Institute for Occupational Safety and Health) разработал
руководство по методам анализа (NMAM, Manual of
безопасности и соответствию SC-33

Охрана окружающей среды
SC-34 безопасности и соответствию
Оберточное лицензионное соглашение
ЗАКЛЮЧАЯ НАСТОЯЩЕЕ ЛИЦЕНЗИОННОЕ СОГЛАШЕНИЕ (ДАЛЕЕ «ЛИЦЕНЗИОННОЕ СОГЛАШЕНИЕ»),
ВЫ ПОЛУЧАЕТЕ ПРАВО ИСПОЛЬЗОВАТЬ ТЕХНОЛОГИИ HYPERTHERM И СВЯЗАННОЕ С НИМИ
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ В СОСТАВЕ ПЛАЗМЕННЫХ СИСТЕМ HYPERTHERM HPRXD.
ВНИМАТЕЛЬНО ПРОЧТИТЕ НАСТОЯЩЕЕ ЛИЦЕНЗИОННОЕ СОГЛАШЕНИЕ, ПРЕЖДЕ ЧЕМ ПРИСТУПАТЬ
К ИСПОЛЬЗОВАНИЮ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ.
ВАШЕ ПРАВО ИСПОЛЬЗОВАТЬ ТЕХНОЛОГИИ HYPERTHERM И СВЯЗАННЫЕ С НИМИ И ЯВЛЯЮЩИЕЕСЯ
ИХ ЧАСТЬЮ ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ ЗАВИСИТ ОТ ВАШЕГО СОГЛАСИЯ ПРИНЯТЬ НА
СЕБЯ ОБЯЗАТЕЛЬСТВА В СООТВЕТСТВИИ С УСЛОВИЯМИ И ПОЛОЖЕНИЯМИ ЛИЦЕНЗИОННОГО
СОГЛАШЕНИЯ. АКТИВАЦИЯ ВАМИ УПРАВЛЯЮЩЕЙ ПЛАТФОРМЫ И СВЯЗАННЫХ С НЕЙ ПРОГРАММНЫХ
ПЛАТФОРМ ЯВЛЯЕТСЯ СВИДЕТЕЛЬСТВОМ ВАШЕГО СОГЛАСИЯ С ЛИЦЕНЗИОННЫМ СОГЛАШЕНИЕМ, А
ТАКЖЕ ПРИЗНАНИЯ ВАМИ ТОГО ФАКТА, ЧТО ВЫ УПОЛНОМОЧЕНЫ ЗАКЛЮЧАТЬ ЭТО ЛИЦЕНЗИОННОЕ
СОГЛАШЕНИЕ ОТ ИМЕНИ ДЕРЖАТЕЛЯ ЛИЦЕНЗИИ. ЕСЛИ ВЫ НЕ СОГЛАСНЫ С ЭТИМИ УСЛОВИЯМИ И
ПОЛОЖЕНИЯМИ, HYPERTHERM НЕ ДАЕТ ВАМ ПРАВА ИСПОЛЬЗОВАТЬ ТЕХНОЛОГИИ HYPERTHERM И
СВЯЗАННОЕ С НИМИ ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ.
1. Некоторые определения. Под фразой «Указанные патенты Hypertherm
США 12/341,731, 12/466,786 и 12/557,920, а также их международные аналоги и все патенты, выданные
на основе таких заявок. Под «Плазменными системами Hypertherm
Hypertherm HPR XD, в том числе модификации на 130, 260 и 400 А. «Технология Hypertherm
технология резки отверстий Hypertherm, в том числе ноу-хау, технические условия, изобретения, методы,
процедуры, алгоритмы, программное обеспечение, программы, авторские работы и другая информация,
документация и материалы, предназначенные для использования в программировании и эксплуатации
автоматизированных систем высокотемпературной термической резки. «Управляющая платформа
устройство числового программного управления Hypertherm и/или программная платформа MTC, которые
предоставляются в соответствии с настоящим лицензионным соглашением. «Конечный пользователь
(пользователи)» — это организация, которая получила лицензию на использование технологий Hypertherm для
собственных целей данной организации, а не для распространения.
2. Конечному пользователю должна быть предоставлена неисключительная непередаваемая персональная
лицензия без права передачи по сублицензионному договору на использование технологий Hypertherm
исключительно для внутренних нужд компании как части управляющей платформы, и только при использовании
совместно с плазменными системами Hypertherm.
3. Конечному пользователю должна быть предоставлена неисключительная непередаваемая персональная
лицензия без уплаты роялти и без права передачи по сублицензионному договору в соответствии с указанными
патентами Hypertherm исключительно в объеме, необходимом для использования прав, переданных согласно
параграфу 2 выше. Настоящее лицензионное соглашение в соответствии с указанными патентами Hypertherm
не передает никаких лицензий или привилегий на право совместного использования технологий Hypertherm
с другими элементами или на использование таких сочетаний за исключением прав, явным образом
переданных конечному пользователю в лицензионном соглашении.
4. На лицензии, передаваемые конечному пользователю по параграфам 2 и 3 выше, явно распространяются
описанные ниже ограничения, и конечный пользователь соглашается, что не будет самостоятельно (и не будет
давать на это разрешения третьим лицам) (a) использовать или допускать использование технологий
Hypertherm в сочетании с любыми системами высокотемпературной термической резки кроме плазменных
систем производства Hypertherm; (б) снимать, изменять или закрывать доступ ко всем уведомлениям и
надписям об авторском праве и товарных знаках и к другим уведомлениям о правах собственности и
ограничительным уведомлениям, которые сопровождают технологии Hypertherm; (в) сообщать информацию
о технологиях Hypertherm, передавать их по сублицензионным соглашениям, распространять их и иным
» понимаются номера патентных заявок
» понимаются плазменные системы
» — патентованная
»— это
безопасности и соответствию SC-35

Оберточное лицензионное соглашение
образом предоставлять любым третьим лицам или разрешать другим лицам использование этих технологий; (г)
предоставлять услуги по разделению времени работы на оборудовании, по обслуживанию, обработке данных
и другие услуги любым третьим лицам, если в результате предоставления таких услуг эти третьи лица смогут
использовать технологии Hypertherm для своих собственных целей через конечного пользователя;
(д) декомпилировать, дизассемблировать или иным способом вскрывать технологию или пытаться
анализировать или вскрывать исходный код или идеи и алгоритмы, на которых основаны технологии
Hypertherm, какими бы то ни было способами; (е) передавать, сдавать в прокат, в аренду, продавать и иными
способами передавать технологии Hypertherm; или (ж) какими бы то ни было способами изменять или
модифицировать технологии Hypertherm или создавать на их основе производные продукты.
5. Ничто в настоящем лицензионном соглашении не дает конечному пользователю никаких прав или лицензий
согласно любым правам на интеллектуальную собственность, принадлежащим Hypertherm или каким-либо
лицензиарам или поставщикам компании в силу правовой презумпции, косвенно или иным образом, за
исключением прямо указанного в лицензионном соглашении.
6. Согласно настоящему лицензионному соглашению Hypertherm оставляет за собой монопольные и
исключительные права на технологии Hypertherm, а конечный пользователь не получает никаких прав
на технологии Hypertherm за исключением прав, явно указанных в сублицензионном соглашении.
7. Настоящее лицензионное соглашение дает Hypertherm право немедленно расторгнуть данное соглашение,
направив об этом соответствующее уведомление в письменной форме, в случае, если конечный пользователь
нарушает любое из положений соглашения и не принимает меры к исправлению такого нарушения в течение
5 (пяти) дней после получения соответствующего письменного уведомления от Hypertherm.
8. HYPERTHERM, А ТАКЖЕ ЛИЦЕНЗИАРЫ И ПОСТАВЩИКИ КОМПАНИИ НЕ ДЕЛАЮТ НИКАКИХ
ЗАЯВЛЕНИЙ И НЕ ДАЮТ ГАРАНТИЙ, ПРЯМЫХ ИЛИ КОСВЕННЫХ, В ОТНОШЕНИИ ТЕХНОЛОГИЙ
HYPERTHERM ИЛИ ЯВЛЯЮЩЕГОСЯ ИХ ЧАСТЬЮ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ, А ТАКЖЕ
ОТКАЗЫВАЮТСЯ ОТ ВСЕХ ПОДРАЗУМЕВАЕМЫХ ГАРАНТИЙ ТОВАРНОСТИ И ПРИГОДНОСТИ ДЛЯ
КОНКРЕТНОЙ ЦЕЛИ. НЕ ОГРАНИЧИВАЯ ОБЩИЙ СМЫСЛ ВЫШЕСКАЗАННОГО, НИ HYPERTHERM, НИ
ЛИЦЕНЗИАРЫ И ПОСТАВЩИКИ КОМПАНИИ НЕ ДЕЛАЮТ НИКАКИХ ЗАЯВЛЕНИЙ И НЕ ДАЮТ
ГАРАНТИЙ В ОТНОШЕНИИ ФУНКЦИОНАЛЬНОСТИ, НАДЕЖНОСТИ И РАБОТЫ ТЕХНОЛОГИЙ
HYPERTHERM ИЛИ СВЯЗАННОГО С НИМИ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ ИЛИ В ОТНОШЕНИИ
РЕЗУЛЬТАТОВ, КОТОРЫЕ ДОЛЖНЫ БЫТЬ ПОЛУЧЕНЫ ПРИ ИСПОЛЬЗОВАНИИ ТЕХНОЛОГИЙ
HYPERTHERM ИЛИ СВЯЗАННОГО С НИМИ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ, А ТАКЖЕ В ОТНОШЕНИИ
ТОГО, ЧТО ЭКСПЛУАТАЦИЯ ТАКИХ ТЕХНОЛОГИЙ HYPERTHERM ИЛИ СВЯЗАННОГО С НИМИ
ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ БУДЕТ БЕСПЕРЕБОЙНОЙ И БЕЗОШИБОЧНОЙ.
9. В МАКСИМАЛЬНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ПРИМЕНИМЫМ ЗАКОНОДАТЕЛЬСТВОМ, КОМПАНИЯ
HYPERTHERM, ЕЕ ЛИЦЕНЗИАРЫ И ПОСТАВЩИКИ НЕ НЕСУТ ОТВЕТСТВЕННОСТИ ЗА КАКОЙ БЫ ТО НИ
БЫЛО КОСВЕННЫЙ, ШТРАФНОЙ, СЛУЧАЙНЫЙ ИЛИ ФАКТИЧЕСКИЙ УЩЕРБ, ВКЛЮЧАЯ УЩЕРБ ОТ
ПОТЕРИ ПРИБЫЛИ, ВОЗНИКШИЙ ПО ПРИЧИНЕ ИСПОЛЬЗОВАНИЯ ТЕХНОЛОГИИ HYPERTHERM ИЛИ
СВЯЗАННОГО ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ, ЯВЛЯЮЩЕГОСЯ ЧАСТЬЮ ЭТИХ ТЕХНОЛОГИЙ,
ДАЖЕ ЕСЛИ СООТВЕТСТВУЮЩАЯ СТОРОНА БЫЛА ИЗВЕЩЕНА О ВОЗМОЖНОСТИ УЩЕРБА.
ОГРАНИЧЕНИЯ, УКАЗАННЫЕ В НАСТОЯЩЕМ РАЗДЕЛЕ, ПРИМЕНИМЫ ВНЕ ЗАВИСИМОСТИ ОТ ВИДА
ДЕЙСТВИЙ И ТОГО, ОСНОВАНЫ ЛИ ЗАЯВЛЕННАЯ ОТВЕТСТВЕННОСТЬ ИЛИ УЩЕРБ НА
КОНТРАКТНЫХ ОБЯЗАТЕЛЬСТВАХ (ВКЛЮЧАЯ БЕЗ ОГРАНИЧЕНИЙ НАРУШЕНИЕ УСЛОВИЙ
ГАРАНТИИ), НА ГРАЖДАНСКИХ ПРАВОНАРУШЕНИЯХ (ВКЛЮЧАЯ БЕЗ ОГРАНИЧЕНИЙ
НЕБРЕЖНОСТЬ), ЗАКОНОДАТЕЛЬНЫХ АКТАХ И ЛЮБЫХ ПРАВОВЫХ ТЕОРИЯХ И ТЕОРИЯХ ПРАВА
СПРАВЕДЛИВОСТИ.
SC-36 безопасности и соответствию
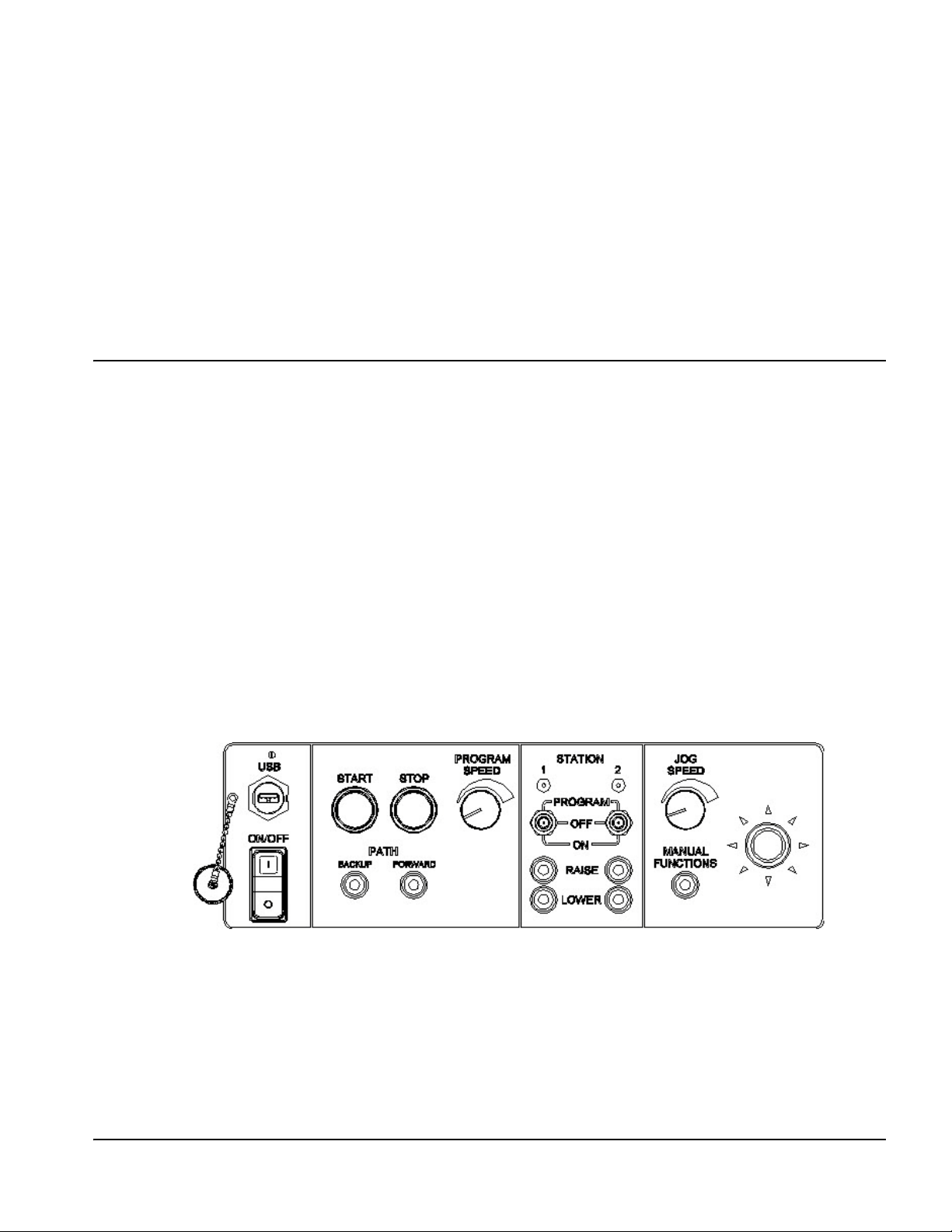
Раздел 1
Передача
данных
Выключатель
питания
Элементы управления
программой обработки
деталей
Элементы
управления
станцией
Элементы управления
ручным движением
Эксплуатация ЧПУ
ПО Phoenix выполняется на ЧПУ Hypertherm, включая EDGE® Pro, MicroEDGE® Pro и EDGE® Pro Ti. Phoenix
поддерживает сенсорный экран или ЖК-дисплей с USB-клавиатурой и мышью для ввода информации
и навигации по программному обеспечению.
Консоль оператора
Консоль оператора (необязательный компонент), которая предоставляется Hypertherm, изготовителем
комплексного оборудования (OEM) или системным интегратором, повышает эффективность ЧПУ и позволяет
управлять движением станка, в том числе выбором станции, подъемом и опусканием режущего инструмента
и его позиционированием перед запуском программы обработки деталей.
Консоль оператора EDGE Pro показана ниже. Консоль оператора на Вашем ЧПУ может выглядеть иначе
и располагать элементами управления, которые отличаются от показанных ниже.
Phoenix Software V9.76.0 Руководство оператора 80640J 37

1 – Эксплуатация ЧПУ
Сенсорный ЖК-экран
Программное обеспечение Phoenix предназначено для сенсорных экранов с диагональю 38 см (15 дюймов)
и разрешением 1024 х 768 или выше. ЧПУ, оборудованный сенсорным экраном, позволяет вводить данные в
программнное обеспечение, нажимая элементы управления окном и поля. При нажатии любого поля, требующего
ввода данных, автоматически отображается экранная клавишная панель.
ЖК-дисплей
MicroEDGE Pro может поддерживать ЖК-экран и требует разрешения 1024 x 768 с отношением сторон 4:3.
Навигация по экрану
Восемь клавиш, расположенных в нижней части экрана называются программными. Программные клавиши
соответствуют функциональным клавишам на клавиатуре ПК. Программные клавиши «ОК» и «Отмена» позволяют
сохранять или отменять изменения, внесенные на экране.
Функции, показанные на каждом экране, зависят от уровня пользователя
(начинающий, средний уровень или опытный пользователь). То же самое относится
к функциям на экранах «Особые настр-ки» и «Конфигурация станции». Это
руководство предполагает, что для ЧПУ задан режим опытного пользователя, и
показаны все функции с примером конфигурации машины.
38 Phoenix Software V9.76.0 Руководство оператора 80640J

1 – Эксплуатация ЧПУ
Phoenix Software V9.76.0 Руководство оператора 80640J 39
1 – Эксплуатация ЧПУ
Справка
Чтобы показать информацию о каждом экране, нажмите программную клавишу «Справка».
Для выхода из экрана справки и возврата на основной экран нужно нажать программную клавишу «ОК».
Программная клавиша «Показ. закладки» служит для открытия панели навигации. Чтобы воспользоваться
поиском всего текста, нажмите Ctrl + F.
На экране справки также могут присутствовать кнопки для перехода к сведениям других типов. Среди таких
сведений могут быть следующие: руководство по плазменной системе или системе регулировки высоты резака,
которая установлено в Вашей системе или предоставлено производителем стола.
Показ. закладки
Для просмотра списка разделов справки нужно выбрать клавишу «Показ. закладки» на экране справки.
Для просмотра конкретного раздела нужно нажать его название.
При управлении MicroEDGE Pro с клавиатуры используйте клавиши Page Up/Page
Down для прокрутки документа на экране.
40 Phoenix Software V9.76.0 Руководство оператора 80640J

1 – Эксплуатация ЧПУ
Автоматизированная работа
В состав ПО Phoenix включены два мастера, которые автоматизируют выравнивание листа и операции
резки деталей.
Мастер Align
Мастер Align автоматизирует некоторые задачи, включая выравнивание раскроя на листе, настройку листа с
перекосом и позиционирование резака в начальном программном положении.
Чтобы запустить мастер Align, на основном экране выберите клавишу «Библиотека фигур», затем выберите
«Shape Wizard», «Параметры фигуры» и «Выравнивание». Мастер выравнивания может запуститься автоматически.
В противном случае воспользуйтесь программной клавишей «Мастер Align».
Дополнительные сведения см. в разделе Мастер Align на странице 74.
Мастер CutPro™
Мастер CutPro автоматизирует общие задачи резки, включая загрузку детали или раскроя, выбор процесса
резки, выравнивания детали или раскроя на листе и запуск программы.
Phoenix Software V9.76.0 Руководство оператора 80640J 41

1 – Эксплуатация ЧПУ
Мастер CutPro может запускаться автоматически при запуске ЧПУ. Также этот мастер можно вызвать нажатием
программной клавиши «Мастер CutPro» на основном экране. Дополнительные сведения о мастере CutPro см.
в разделе Резка деталей.
Использование ПО Phoenix с клавиатурой
Для выполнения функций или ввода данных в ПО Phoenix ЧПУ Hypertherm поддерживает встроенную клавишную
панель или USB-клавиатуру для ПК. Чтобы включить режим работы только с использованием клавиатуры,
последовательно выберите пункты «Настройки» > «Пароль» > «Спец. настр-ки», затем выберите «Сенсорный
экран не установлен».
ВНИМАНИЕ!
Если сенсорный экран отключен, не поддерживаются функции, которые указаны ниже.
Мастер CutPro
Мастер Align
Диагностика интерфейса
Если ЧПУ переведен в режим работы с использованием клавиатуры, то программные клавиши отображаются
с соответствующими изображениями комбинации клавиш.
Клавиатура ПК
Hypertherm ЧПУ может поддерживать USB-клавиатуру ПК. Можно использовать клавиатуру для выполнения
функций и ввода данных в ПО Phoenix.
42 Phoenix Software V9.76.0 Руководство оператора 80640J

1 – Эксплуатация ЧПУ
В следующих таблицах представлены общие комбинации клавиш, которые понадобятся для навигации и ввода
данных в ЧПУ только с клавиатуры.
Клавиша Функция
F1–F8 Программные клавиши F1–F8
Клавиши F1–F8 активируют нижний ряд программных клавиш слева направо.
Shift
+
Enter
Enter Enter служит для перемещения по полям экрана аналогично клавише Tab.
Левая скобка
[
Shift + Enter позволяет принять изменения на экране. Эквивалентно программной
клавише «ОК».
[ + функциональная клавиша обеспечивает доступ к верхнему ряду экранных
программных клавиш слева направо. Например, [+F2 открывает технологическую «Карту
pезки Плазма 1».
[+F12 открывает раздел «Советы по резке».
Phoenix Software V9.76.0 Руководство оператора 80640J 43

1 – Эксплуатация ЧПУ
Клавиша Функция
Правая скоба
]
Правая скоба эквивалентна R-Shift в экранных сообщениях. Например, при выводе
указанного ниже сообщения, нажмите комбинацию
]+F8, чтобы добавить папку.
]+F4 позволяет запустить запуск дистанционной справки Remote Help.
]+F2 позволяет запустить режим многозадачности.
]+0–9 позволяет изменить Watch Windows.
Tab Tab служит для перемещения по полям экрана. Shift + Tab перемещение к предыдущему
полю.
F9 Запуск программы.
F10
Пауза
F11 Переключение между основным экраном и экраном ручной настройки.
F12 Открывает файл справки. Чтобы выйти из справки, нажмите клавишу F8.
Клавиши со
стрелками
Останов программы.
В ручном режиме клавиши со стрелками управляют ручным движением.
Стрелка вверх и стрелка вниз служат для прокрутки списка.
Стрелка влево и стрелка вправо служат для выбора переключателей. Например,
воспользуйтесь кнопками со стрелками влево и вправо для выбора переключателей
«Вкл» и «Выкл» (показаны ниже).
44 Phoenix Software V9.76.0 Руководство оператора 80640J

1 – Эксплуатация ЧПУ
Клавиша Функция
Esc Escape позволяет выйти из экрана без сохранения изменений и эквивалентен нажатию
кнопки «Отмена».
+/- Плюс и минус на цифровой клавишной панели служат для увеличения/уменьшения
масштаба в окне детали.
При выборе листа просмотра на основном экране активируется функция
увеличения/уменьшения масштаба.
Backspace Backspace позволяет удалить последний введенный символ.
Phoenix Software V9.76.0 Руководство оператора 80640J 45

1 – Эксплуатация ЧПУ
Пользовательская клавишная панель
Многие ЧПУ Hypertherm, выпускавшиеся ранее, оснащены клавишной панелью, которая подобна показанной
ниже. Ряд восьми серых клавиш соответствует программным клавишам Phoenix на экране. На следующем
рисунке в качестве примера показана клавишная панель EDGE
помощи этой и других клавишных панелей.
®
II CNC. Управляйте ПО Phoenix версии 9.71 при
В следующих таблицах представлены общие комбинации клавиш, которые понадобятся для навигации и ввода
данных из ЧПУ с клавишной панелью.
46 Phoenix Software V9.76.0 Руководство оператора 80640J

Клавиша Описание
Экранные программные клавиши F1–F8, нижний ряд, слева направо.
Левый Shift + Правый Shift + Enter
Принять изменения на экране. Эквивалентно клавише «ОК».
Левый Shift (пурпурная стрелка вверх)
Левый Shift + F1 – F8 обращение к верхнему ряду программных клавиш экрана
(слева направо). Например, сочетание клавиш левый Shift + F2 позволяет открыть
технологическую «Карту pезки Плазма 1».
1 – Эксплуатация ЧПУ
Чтобы ввести фиолетовые символы на клавиатуре, при вводе данных удерживайте
левый Shift. Например, левый Shift + 7 вводит A.
Левый Shift + ? открывает раздел «Советы по резке».
Левый Shift 0 + правый Shift + Enter позволяет принять изменения, внесенные
на экране.
Левый Shift эквивалентен левой скобе [.
Правый Shift (синяя стрелка вверх)
Правый Shift + F8 — выполнение действия, указанного на экранном запросе
«Нажмите дважды, чтобы выполнить функцию».
Чтобы ввести синие символы на клавиатуре, при вводе данных удерживайте правый
Shift. Например, правый Shift + 7 вводит N.
Phoenix Software V9.76.0 Руководство оператора 80640J 47

1 – Эксплуатация ЧПУ
Клавиша Описание
Правый Shift + F4 запускает Remote Help.
Правый Shift + F2 позволяет запустить режим многозадачности.
Правый Shift + 0 – 9 позволяет изменить Watch Window.
Далее/Назад
Перемещение по полям экрана.
Далее выполняет те же действия, что и клавиша Tab на клавиатуре ПК.
Enter
Перемещение по полям экрана.
Enter выполняет те же действия, что и клавиша Tab на клавиатуре ПК.
Page Up/Page Down — «пролистывание» раскрывающегося списка параметров.
Отмена
Выход из экрана без сохранения изменений.
Действие идентично действию клавиши Escape (Esc) на клавиатуре ПК
и программной клавиши Отмена на экране.
Плюс (+) и минус (-) на цифровой клавишной панели служат для
увеличения/уменьшения масштаба в окне детали.
При выборе листа просмотра на основном экране активируются программные
клавиши масштаба.
48 Phoenix Software V9.76.0 Руководство оператора 80640J
Клавиша Описание
? открывает файл справки Phoenix. Чтобы выйти из справки, нажмите клавишу F8.
При помощи клавиши Ручной переключение между основным экраном и экраном
ручной настройки.
Клавиши со стрелками
Стрелка вверх и стрелка вниз служат для прокрутки списка.
Стрелка влево и стрелка вправо служат для выбора переключателей. Например,
воспользуйтесь стрелками влево и вправо, чтобы выбрать переключатели включения
и выключения.
Пробел изменяет состояние выбора в списке. Например, на экране «Резка»
воспользуйтесь клавишей Пробел для переключения состояния программного кода
(«Включено» и «Отключено»).
1 – Эксплуатация ЧПУ
Пробел меняет положение флажка.
Backspace позволяет удалить последний введенный символ.
Прогр. запущена и остановлена выполняют только эти функции
на клавишной панели.
Phoenix Software V9.76.0 Руководство оператора 80640J 49

1 – Эксплуатация ЧПУ
Обновление ПО Phoenix
Hypertherm выпускает регулярные обновления к ПО Phoenix. Самое последнее программное обеспечение можно
загрузить с веб-сайта www.hypertherm.com.
Обновления ПО Phoenix (update.exe).
Файл справки к Phoenix (Help.exe).
Технологические карты резки (CutChart.exe).
Чтобы загрузить обновления на Вашем языке, следуйте инструкциям на веб-странице.
Перед обновлением ПО Phoenix следуйте указаниям, которые приведены ниже.
Создайте резервную копию системных файлов. На основном экране последовательно выберите «Файлы» >
«Сохр. на диск» > «Сохр. сист. ф-лы на диск». Дополнительная информация представлена в разделе
Сохранение системных файлов на странице 279.
Скопируйте файлы, которые загружены с сайта Hypertherm.com, в корневую папку карты памяти USB.
Подготовьтесь перезагрузить ЧПУ после обновления программного обеспечения.
Обновление программного обеспечения
1. Вставьте карту памяти с файлом update.exe в USB-порт ЧПУ.
Проверьте, что update.exe расположен в корневой папке карты памяти.
2. На основном экране последовательно выберите пункты «Настройки» > «Пароль». Если клавиатура не
используется, дважды коснитесь экрана, чтобы отобразить ее на экране.
3. Введите updatesoftware (одним словом, все буквы в нижнем регистре) и нажмите клавишу ENTER. ПО Phoenix
автоматически выполнит считывание карты памяти и установит новое программное обеспечение.
Обновление технологических карт резки
Карты резки Hypertherm представлены файлами двух типов: .fac и .usr. Файлы .fac являются заводскими файлами
по умолчанию. Эти технологические карты резки не подлежат изменению. Технологические карты резки в файлах
.usr содержат все внесенные изменения, сохраненные при помощи программной клавиши «Сохр. процесса».
Файл обновления технологической карты резки (CutChart.exe) содержит как файлы .fac, так и файлы .usr. Данное
обновление автоматически перезаписывает все технологические карты резки .usr. Перед установкой обновления
выполните резервную копию измененных технологических карт резки.
Hypertherm рекомендует сохранять измененные технологические карты резки как пользовательские. При
создании пользовательской карты резки в Phoenix создается файл .usr с уникальным именем. Это позволяет
избежать перезаписи пользовательских технологических карт резки со стороны файлов .usr в файле CutChart.exe.
Инструкции см. в разделе Пользовательские технологические карты резки.
50 Phoenix Software V9.76.0 Руководство оператора 80640J

1 – Эксплуатация ЧПУ
Порядок создания резервной копии измененных технологических карт резки
1. Вставьте карту памяти в USB-порт ЧПУ.
2. На основном экране выберите одну из программных клавиш технологической карты резки, например
«Плазма 1».
3. Выберите программную клавишу «Сохр. карты резки». ПО Phoenix копирует на карту памяти все
технологические карты резки, связанные с типом резака «Плазма 1».
Обновление технологических карт резки
1. Вставьте карту памяти с файлом CutChart.exe в USB-порт ЧПУ.
Проверьте, что CutChart.exe располагается в корневой папке карты памяти.
2. На основном экране выберите «Процесс», затем выберите одну из программных клавиш технологической
карты резки, например, «Плазма 1».
3. Нажмите программную клавишу «Загр. карты резки», затем при запросе на передачу технологических карт
резки из карты памяти нажмите кнопку «Да». ПО Phoenix извлекает технологические карты резки и копирует
их на жесткий диск.
4. Если Вы изменили технологические карты резки для копирования на жесткий диск, необходимо выйти из
Phoenix и использовать проводник Windows
технологических карт резки: c:\Phoenix\CutCharts.
®
для копирования USR-файлов на жесткий диск. Папка
Обновление справки
1. Вставьте карту памяти с файлом Help.exe в USB-порт ЧПУ.
Проверьте, что Help.exe располагается в корневой папке карты памяти.
2. На основном экране последовательно выберите пункты «Настройки» > «Пароль». Если клавиатура не
используется, дважды коснитесь экрана, чтобы отобразить ее на экране.
3. Введите updatehelp (однo слово, буквы в нижнем регистре) и нажмите клавишу ENTER. ПО Phoenix
автоматически считывает карту памяти и устанавливает новый файл справки.
Phoenix Software V9.76.0 Руководство оператора 80640J 51

1 – Эксплуатация ЧПУ
Обновление руководств
Чтобы загрузить новые или обновленные инструкции на свой ЧПУ, воспользуйтесь указанными ниже
инструкциями.
1. Для загрузки актуальных руководств по продуктам Hypertherm, посетите веб-сайт www.hypertherm.com
и перейдите в раздел «Библиотека».
2. Затем в этом разделе выберите тип и название продукта. Например, если выбрать MAXPRO200, то будет
выведен список руководств и другой литературы, доступной для данного продукта.
3. Выберите ссылку на руководства и загрузите соответствующий файл.
4. Сохраните файл в корневой каталог на карте памяти USB. Не изменяйте имени файла; оно должно быть
таким, как в библиотеке. Файл будет иметь имя наподобие 807700r0.pdf.
Чтобы загрузить руководство на свой ЧПУ, воспользуйтесь указанными ниже инструкциями. В ЧПУ можно
одновременно загрузить несколько руководств, если файлы находятся в корневом каталоге карты памяти.
1. Вставьте карту памяти, на которой имеются руководства к продукту Hypertherm, в USB-порт ЧПУ.
2. Последовательно выберите пункты «Настройки» > «Пароль» и введите updatemanuals (одним словом
в нижнем регистре). ЧПУ копирует руководства из карты памяти на жесткий диск.
52 Phoenix Software V9.76.0 Руководство оператора 80640J
Основной экран открывается первым при включении электропитания ЧПУ.
Раздел 2
Основной экран
Phoenix Software V9.76.0 Руководство оператора 80640J 53
2 – Основной экран
Окно предварительного просмотра
В окне предварительного просмотра показана текущая деталь и ее размеры. Имя программы обработки деталей
отображается под данным окном. Также на экран выводится сообщение «с технологией True Hole», если эта
функция используется в программе.
Watch Window
Watch Window находится в правой части экрана. В этом окне отображаются функции мониторинга, например
спидометр, клавиши работы, индикаторы позиции, режим резки и время. Эту часть экрана можно настроить,
используя 10 различных функций мониторинга в окне «Настройки». Дополнительную информацию см. в разделе
Настройки резки и Watch Window.
Программные клавиши
Все программные клавиши основного экрана описаны ниже.
Менед-р фигур позволяет перейти на экран «Менед-р фигур», где можно загрузить простую фигуру,
отредактировать деталь с помощью текстового редактора или мастера фигур или выполнить
обучение траектории для детали.
Файлы позволяет перейти на экран «Файлы», где можно загрузить, сохранить, получить и отправить файлы
деталей.
Пар-ры текущей детали позволяет масштабировать, вращать, отражать и повторять детали.
Настройки позволяет открыть экран «Резка», который обеспечивает доступ к экранам процесса, настройки
Watch Window, диагностики и защищенным паролями экранам настройки.
Вид детали/Вид листа позволяет переключиться к просмотру текущей детали в окне предварительного
просмотра. В ПО Phoenix отображаются размеры листа, введенные на экране «Резка».
54 Phoenix Software V9.76.0 Руководство оператора 80640J

2 – Основной экран
Масштаб +/- позволяет увеличить деталь. После уменьшения масштаба изображения на дисплее его можно
увеличить снова нажатием «+», что приведет к отображению горизонтальной и вертикальной полос
прокрутки. Чтобы снова уменьшить масштаб, нажмите «-».
Пар-ры ручн. реж. позволяет выполнить продольные разрезы, вернуть оси машины в исходное положение
и произвести другие ручные операции.
Полосы прокрутки Если отображаются полосы прокрутки, и система управления не выполняет резку, то
изображение листа можно сдвинуть по горизонтали и по вертикали, нажимая и перемещая полосу
прокрутки или удерживая клавишу SHIFT и нажимая клавиши со стрелками на клавишной панели.
Если же система управления выполняет резку, изображение автоматически сдвигается при
достижении траекторией резки одного из краев текущего изображения.
Изм-ть режим резки позволяет выбрать режимы пробного прохода, кислородной, плазменной, водоструйной
и лазерной резки в зависимости от инструментов, выбранных на экране «Спец.настр-ки».
Сменить расматериалы открывает экран «Сменить расматериалы».
0-ые положения обнуляет текущую позицию на осях поперечины, рельсовой направляющей
и двойного портала.
Phoenix Software V9.76.0 Руководство оператора 80640J 55
2 – Основной экран
56 Phoenix Software V9.76.0 Руководство оператора 80640J
Раздел 3
Загрузка деталей
В этом разделе описывается процесс загрузки детали из библиотеки фигур, с карты памяти, с хост-компьютера,
а также процессы сохранения файлов и импорта файлов в формате DXF.
Загрузка детали из библиотеки фигур
ЧПУ имеет встроенную библиотеку стандартных фигур, в которой содержится более 68 наиболее широко
используемых фигур. Эти фигуры являются параметрическими, т.е. их размер или геометрические параметры
можно изменять. Фигуры в библиотеке имеют цветовую кодировку: от самой простой фигуры (зеленый цвет)
до наиболее сложной (черный цвет).
Phoenix Software V9.76.0 Руководство оператора 80640J 57

3 – Загрузка деталей
Порядок выбора простой фигуры.
1. На основном экране выберите «Библ-ка фигур».
2. Выберите фигуру.
3. Нажмите кнопку «ОК».
Действия при использовании клавишной панели.
1. С помощью клавиш управления курсором перейдите к нужной фигуре.
2. Нажмите клавишу ENTER.
На экране отображается фигура с параметрами по умолчанию или с параметрами, которые были заданы при
последнем редактировании данной фигуры.
58 Phoenix Software V9.76.0 Руководство оператора 80640J

3 – Загрузка деталей
Загрузка детали
Программы обработки деталей можно загрузить в рабочую память ЧПУ с жесткого диска ЧПУ, из карты памяти
USB или из внешних подключенных дисков (по сети).
Для загрузки детали с карты памяти USB или жесткого диска используется показанный ниже экран. После
выбора всех параметров нужно нажать клавишу ENTER на клавиатуре, чтобы загрузить деталь.
Разрешения на операции добавления или удаления файлов и папок на жестком
диске устанавливаются в списке «Сост-е/Функция» на защищенном паролем
экране «Спец. настр-ки».
Загр. с Выберите источник, откуда следует загрузить деталь: карта памяти USB или папка на жестком диске.
Чтобы добавить или удалить папку, дважды нажмите сенсорный экран в указанном месте.
Действия при использовании клавишной панели. Чтобы выбрать другую папку,
воспользуйтесь клавишами ↑ и ↓. Чтобы добавить или удалить новую папку, воспользуйтесь
клавишами «+» или «-».
Файлы Перечисление файлов в выбранной папке. Выберите имя файла, который нужно загрузить. Несколько
файлов одновременно можно выбрать только при их загрузке с карты памяти USB на жесткий диск.
Phoenix Software V9.76.0 Руководство оператора 80640J 59

3 – Загрузка деталей
Действия при использовании клавишной панели. Для прокрутки различных файлов нужно
использовать клавиши ↑, ↓, PAG E U P и PAGE DOWN. Чтобы удалить файл, воспользуйтесь клавишей
«-». Для выбора сразу нескольких файлов для загрузки сначала нужно выделить первый файл, а затем
с помощью клавиш ↑ и ↓ выделить остальные файлы, удерживая нажатой клавишу SHIFT.
Имя файла Отображает имя выбранного файла. Для удаления файла нужно выделить его имя и дважды нажать
на сенсорном экране в указанном месте.
Действия при использовании клавишной панели. Чтобы удалить файл с клавиатуры,
воспользуйтесь клавишей «-».
Предпросм. Этот флажок нужно установить, чтобы просмотреть выбранные файлы в окне предварительного
просмотра.
Загр.на Выберите место расположения детали: загрузите ее для резки или сохраните в папку на жестком диске.
Чтобы добавить или удалить папку, дважды нажмите сенсорный экран в указанном месте. Этот
вариант доступен только при загрузке детали с карты памяти USB.
Действия при использовании клавишной панели. Чтобы выбрать другую папку,
воспользуйтесь клавишами ↑ и ↓. Чтобы добавить новую папку, воспользуйтесь клавишей «+».
Чтобы удалить папку, воспользуйтесь клавишей «-».
Имя файла на ж. диске Здесь нужно ввести имя для файла, загружаемого на жесткий диск. Этот вариант
доступен только при загрузке детали с карты памяти USB.
Пок. опр. файлы Позволяет оператору найти в выбранной папке конкретные файлы деталей, используя поиск
с применением подстановочных знаков, в качестве которых могут выступать звездочка (*)
и вопросительный знак (?).
Действия при использовании клавишной панели. Для ввода символа звездочки при
использовании клавишной панели нужно нажать левую клавишу SHIFT и клавишу BACKSPACE.
Для ввода вопросительного знака нужно нажать правую клавишу SHIFT и клавишу BACKSPACE.
Пок. все файлы Позволяет перейти из режима просмотра определенных файлов в режим просмотра всех
файлов, имеющих предварительно заданное расширение на экране «Спец. настр-ки».
60 Phoenix Software V9.76.0 Руководство оператора 80640J

3 – Загрузка деталей
Загрузка детали с хост-компьютера
Воспользуйтесь этим экраном для загрузки детали с хост-компьютера через последовательный порт
RS-232C/RS-422. После выбора всех параметров нужно нажать клавишу ENTER на клавиатуре, чтобы
начать загрузку.
Разрешения на операции добавления или удаления файлов и папок на жестком
диске устанавливаются в списке «Сост-е/Функции» на защищенном паролем
экране «Спец. настр-ки».
Загрузить с Позволяет выбрать папку на хост-компьютере, из которого нужно загрузить деталь. Чтобы добавить
или удалить папку, дважды нажмите сенсорный экран в указанном месте.
Действия при использовании клавишной панели. Чтобы выбрать другую папку,
воспользуйтесь клавишами ↑ и ↓ на клавиатуре. Чтобы добавить или удалить новую папку,
воспользуйтесь клавишами «+» или «-».
Файлы Список всех файлов в исходной папке загрузки, которые можно загрузить с хост-компьютера.
Действия при использовании клавишной панели. Для прокрутки различных файлов
воспользуйтесь клавишами ↑, ↓, PAG E U P и PAGE DOWN. Для выбора сразу нескольких файлов для
скачивания сначала нужно выделить первый файл, а затем с помощью клавиш ↑ и ↓ выделить
остальные файлы, удерживая нажатой клавишу SHIFT.
Имя дист. файла Введите имя удаленного файла, который будет загружен с хост-компьютера.
Phoenix Software V9.76.0 Руководство оператора 80640J 61

3 – Загрузка деталей
Предпросм. Этот флажок нужно установить, чтобы получить возможность предварительного просмотра файла,
выбранного в списке «Файлы». Для установки или снятия флажка нужно нажать клавишу пробела на
клавиатуре, когда в фокусе находится именно поле «Предпросм.».
Загрузить в Здесь можно выбрать, куда нужно загрузить деталь: в текущую деталь в памяти или в папку на
локальном жестком диске. Если выбрать одну из локальных папок, то появляется поле «Имя
локальн. файла».
Действия при использовании клавишной панели. Чтобы выбрать другую папку,
воспользуйтесь клавишами ↑ и ↓. Чтобы добавить новую папку, воспользуйтесь клавишей «+».
Чтобы удалить папку, воспользуйтесь клавишей «-».
Имя локальн.файла Заданное пользователем имя файла, которое присваивается файлу, загружаемому
на жесткий диск.
Сохранение файла детали
Этот экран используется для сохранения детали на карту памяти USB или жесткий диск. После выбора всех
нужных вариантов и ввода всех данных выберите «ОК» для сохранения детали.
Разрешения на операции добавления или удаления файлов и папок на жестком
диске устанавливаются в списке «Сост-е/Функции» на защищенном паролем
экране «Спец. настр-ки».
62 Phoenix Software V9.76.0 Руководство оператора 80640J

3 – Загрузка деталей
Сохр. в Сохранение файла на карту памяти USB или в папку на жестком диске. Чтобы добавить или удалить
папку, дважды нажмите сенсорный экран в указанном месте.
Действия при использовании клавишной панели. Чтобы выбрать другую папку,
воспользуйтесь клавишами ↑ и ↓ на клавиатуре. Чтобы добавить новую папку, воспользуйтесь
клавишей «+» на клавиатуре. Чтобы удалить папку, воспользуйтесь клавишей «-» на клавиатуре.
Имя файла Введите желаемое имя файла, который загружается на диск.
Сохр. ориг. текст ЧПУ Hypertherm могут импортировать файлы деталей, запрограммированные для других ЧПУ.
При импорте одного из таких файлов, операционная программа Phoenix преобразует данный файл
в формат, используемый ЧПУ Hypertherm. Параметр «Сохр.ориг.текст» позволяет сохранить
импортированный файл детали в его исходном формате, а не в формате ЧПУ Hypertherm.
Этот вариант не доступен при сохранении файла на карту памяти USB с жесткого диска.
Сохр. из Нужно выбрать вариант: сохранить текущую деталь или деталь из папки на жестком диске. Чтобы
добавить или удалить папку, дважды нажмите сенсорный экран в указанном месте. Этот вариант
доступен только при сохранении на карту памяти USB с жесткого диска.
Действия при использовании клавишной панели. Чтобы выбрать другую папку,
воспользуйтесь клавишами ↑ и ↓ на клавиатуре. Чтобы добавить новую папку, воспользуйтесь
клавишей «+» на клавиатуре. Чтобы удалить папку, воспользуйтесь клавишей «-» на клавиатуре.
Файлы Здесь можно выбрать один или несколько файлов деталей, которые можно загрузить с диска, из списка
всех файлов, имеющихся в папке, выбранной для загрузки с диска. Для удаления файла дважды
нажмите сенсорный экран в указанном месте. Этот вариант и возможность выбора нескольких
файлов доступны только при сохранении файлов на карту памяти USB с жесткого диска.
Действия при использовании клавишной панели. Для прокрутки различных файлов
воспользуйтесь клавишами ↑, ↓, PAG E U P и PAGE DOWN. Чтобы удалить файл, воспользуйтесь
клавишей «-». Для выбора сразу нескольких файлов сначала нужно выделить первый файл, а затем
с помощью клавиш ↑ и ↓ выделить остальные файлы, удерживая нажатой клавишу SHIFT.
Имя файла на ж.диске Здесь следует ввести имя, которое присваивается файлу, если он загружается на
жесткий диск. Этот вариант доступен только при сохранении файлов на карту памяти USB с жесткого
диска.
Предпросм. Этот флажок нужно установить, чтобы получить возможность предварительного просмотра файла,
выбранного в списке «Файлы». Этот вариант доступен только при сохранении файлов на карту памяти
USB с жесткого диска.
ствия при использовании клавишной панели Чтобы установить или снять флажок, нажмите
Дей
клавишу пробела (SPACE) на клавишной панели, когда в фокусе находится поле «Предпросм.».
Phoenix Software V9.76.0 Руководство оператора 80640J 63

3 – Загрузка деталей
Отправка файлов детали на хост-компьютер
Этот экран используется для отправки детали на хост-компьютер. После выбора всех параметров нужно нажать
клавишу ENTER на клавиатуре, чтобы начать отправку.
Передать в Здесь выбирается папка на хост-компьютере, в которую нужно отправить файл. Чтобы добавить или
удалить папку, дважды нажмите сенсорный экран в указанном месте.
Действия при использовании клавишной панели. Чтобы выбрать другую папку,
воспользуйтесь клавишами ↑ и ↓. Чтобы добавить новую папку, воспользуйтесь клавишей «+».
Чтобы удалить папку, воспользуйтесь клавишей «-».
Имя дист. файла Здесь вводится имя файла, который отправляется на хост-компьютер.
Передать из Здесь выбирается источник детали для отправки: текущая деталь в памяти или папка на локальном
жестком диске. Если выбрать один из локальных каталогов, то появляются поля «Файлы», «Имя
локальн.файла» и «Предпросм.». Чтобы добавить или удалить папку, дважды нажмите ее на сенсорном
экране. Этот вариант доступен только при сохранении файла на карту памяти USB с жесткого диска.
Действия при использовании клавишной панели. Чтобы выбрать другую папку,
воспользуйтесь клавишами ↑ и ↓. Чтобы добавить новую папку, воспользуйтесь клавишей «+».
Чтобы удалить папку, воспользуйтесь клавишей «-».
64 Phoenix Software V9.76.0 Руководство оператора 80640J

3 – Загрузка деталей
Файлы Список всех файлов в папке отправки, которые можно отправить на хост-компьютер. Для удаления файла
нужно дважды нажать на сенсорном экране.
Действия при использовании клавишной панели. Для прокрутки различных файлов
воспользуйтесь клавишами ↑, ↓, PAGE UP и PAGE DOWN. Чтобы удалить файл, воспользуйтесь
клавишей «-». Для выбора сразу нескольких файлов для передачи сначала нужно выделить первый
файл, а затем с помощью клавиш ↑ и ↓ выделить остальные файлы, удерживая нажатой клавишу
SHIFT.
Имя локальн.файла Имя локального файла, который будет передан на хост-компьютер.
Предпросм. Если установить этот флажок, появляется возможность просмотра выбранного файла в окне
предварительного просмотра.
Действия при использовании клавишной панели Для установки или снятия флажка нужно
нажать клавишу пробела на клавиатуре, когда в фокусе находится именно поле «Предпросм.».
Импорт файлов DXF
В ЧПУ производства Hypertherm предусмотрено два варианта автоматизированного импорта файлов в формате
DXF. Первый вариант работы с DXF позволяет инженеру САПР подготовить файл в формате DXF, в котором
указываются места прожига, порядок и направление прожига. Когда этот файл загружается в систему
управления, ЧПУ преобразует его в формат EIA программы обработки деталей.
Второй вариант работы с DXF — это функция полностью автоматического импорта DXF, которая позволяет
оператору выбрать тип и длину захода и выхода. Программное обеспечение автоматической работы с DXF
размещает заход и выход на основе заданных оператором параметров и создает программу обработки деталей
в формате EIA, готовую к использованию на ЧПУ.
Чтобы загрузить DXF-файл, откройте экран загрузки с диска в меню «Файл» и выберите исходное место и файл.
Примечания.
Чтобы иметь возможность загрузить DFX-файлы в ЧПУ, укажите DFX в качестве расширения файла на экране
«Настройки» > «Пароль» > «Спец. настр-ки».
Проверьте размер листа для задания на экране «Настройки» > «Резка».
Затем в DXF-файле проверьте расстояние между нулевым положением детали и ее геометрией. ЧПУ требует,
чтобы расположение геометрии детали по отношению к ее нулевой точке было меньше размеров листа.
Когда ЧПУ преобразовывает DXF-файл, то итоговый текстовый файл EIA сохраняется в том же месте, что и
исходный DXF-файл. При получении DXF-файла из сетевого расположения ЧПУ должны быть присвоены
права на чтение и доступ в отношении данного расположения. Убедитесь в том, что ЧПУ может выполнять
запись в сетевое расположение. В противном случае передайте на ЧПУ любые DXF-файлы, который
планируется преобразовать для использования в ЧПУ. Таким образом Вы исключите преобразование
DXF-файлов из сетевого расположения.
Phoenix Software V9.76.0 Руководство оператора 80640J 65

3 – Загрузка деталей
Загр. с Здесь нужно выбрать DXF из раскрывающегося списка.
Имя файла Выберите DXF-файл в поле с полосой прокрутки.
Предпросм. Этот флажок нужно установить, чтобы просмотреть выбранный файл в окне предварительного
просмотра.
Пок. опр. файлы Эта программная клавиша дает возможность показывать только определенные файлы из
выбранной папки. Для задания файлов, которые нужно показать, можно использовать и символ
звездочки, и вопросительный знак.
Действия при использовании клавишной панели. Звездочка вводится, если нажать и
удерживать левую клавишу SHIFT и нажать клавишу BACKSPACE. Вопросительный знак вводится,
если нажать и удерживать правую клавишу SHIFT и нажать клавишу BACKSPACE.
Пок. все файлы Эта программная клавиша позволяет оператору отказаться от варианта отображения
определенных файлов.
66 Phoenix Software V9.76.0 Руководство оператора 80640J

3 – Загрузка деталей
Необработанные файлы DXF
Если ЧПУ не удается распознать информацию о прожиге в файле DXF, можно использовать утилиту
преобразования Hyper DXF для импорта файла и добавления информации о заходе и выходе.
Если нажать «Да», на экране конфигурации отображаются поля для задания формата захода и выхода.
Заход и Выход Нужно выбрать тип захода или выхода: прямой или по окружности.
Длина и Радиус Здесь следует выбрать длину или радиус захода или выхода.
Угол Здесь нужно выбрать угол захода или выхода в градусах.
Авт.позициров.захода Если этот флажок установлен, программное обеспечение пытается найти подходящий
угол для захода.
Авт.выравн-ие угла захода Если этот флажок установлен, программное обеспечение пытается найти
подходящий угол для захода.
Внутр. выход Если этот флажок установлен, выход используется при резке и внутренних, и внешних поверхностей.
Если же флажок снят, то выходы добавляются только к резке внешних поверхностей.
Phoenix Software V9.76.0 Руководство оператора 80640J 67

3 – Загрузка деталей
Перегрев Перегрев представляет собой накладывающуюся резку в области захода/выхода отверстия.
После импорта создается программа обработки деталей в формате EIA с расширением .txt. Эта программа
размещается в исходной папке.
Когда ЧПУ преобразовывает DXF-файл, то итоговый текстовый файл EIA
сохраняется в том же месте, что и исходный DXF-файл. При получении DXF-файла
из сетевого расположения ЧПУ должны быть присвоены права на чтение и доступ
в отношении данного расположения. Убедитесь в том, что ЧПУ может выполнять
запись в сетевое расположение. В противном случае передайте на ЧПУ любые
DXF-файлы, который планируется преобразовать для использования в ЧПУ. Таким
образом Вы исключите преобразование DXF-файлов из сетевого расположения.
68 Phoenix Software V9.76.0 Руководство оператора 80640J
Раздел 4
Размещение деталей
Экран «Пар-ры текущей детали» позволяет настроить макет текущей детали. В окне «Предпросм.» показаны
эффекты каждого варианта детали.
Phoenix Software V9.76.0 Руководство оператора 80640J 69

4 – Размещение деталей
Коэф.масш-ия Позволяет оператору масштабировать в данный момент загруженную в память деталь
с использованием запрограммированного коэффициента. После ввода нового коэффициента
масштабирования меняется чертеж детали, и отображаются ее общие размеры. Коэффициент
масштабирования должен быть больше нуля.
Угол поворота Позволяет оператору вращать в данный момент загруженную в память деталь на
запрограммированный угол. После ввода нового угла поворота в окне «Предпросм.» отображается
новая деталь. Значение может быть любым положительным или отрицательным углом.
Отраж. X/Отраж. Y Эти флажки делают размеры по оси X или Y отрицательными. Результатом таких действий
будет зеркальное отображение загруженной в настоящий момент в память детали.
Действия при использовании клавишной панели Для переключения между между полями
X и Y нажимайте клавиши NEXT или ENTER. Когда курсор находится в нужном поле, следует нажать
клавишу пробела (SPACE), чтобы установить флажок в выбранном поле.
Разрез Нажмите программную клавишу «Разрез», чтобы показать траекторию разреза голубым цветом. Это
помогает увидеть траекторию разреза до начала резки. Повторно нажмите эту кнопку, чтобы
отключить изображение разреза детали.
70 Phoenix Software V9.76.0 Руководство оператора 80640J

4 – Размещение деталей
Повторяющиеся детали
В системе управления имеется три встроенных типа автоматического повтора: прямой, шахматный и вложенный.
Прямой повтор
Тип повтор. Выберите тип тройного повтора: «Прямой», «В шахматном порядке» или «Раскрой».
Нач. угол Позволяет выбрать угол листа, относительно которого нужно выполнить повтор формы.
К-во строк Введите количество строк для резки.
К-во столбцов Введите количество столбцов для резки.
Смещ. контура по X/Смещ. контура по Y Этот элемент управления автоматически вычисляет смещение
контура на основании размеров загруженной в данный момент в память детали.
Зазор на толщ.реза Дает возможность вставить между деталями в координатной сетке зазор области,
предназначенной в лом. Для размеров по осям X и Y используется одно и то же значение.
Phoenix Software V9.76.0 Руководство оператора 80640J 71

4 – Размещение деталей
Повтор в шахматном порядке
Расст.раскроя по X/Расст.раскроя по Y Автоматически вычисляет смещение раскроя на основании
размеров загруженной в данный момент в память детали. Этот параметр доступен только
для повтора вложенного типа.
72 Phoenix Software V9.76.0 Руководство оператора 80640J

Вложенный повтор
4 – Размещение деталей
Смещ. контура Автоматически вычисляет минимальный необходимый шаг расстановки повторяющихся
деталей. Шаг расстановки зависит от размера детали (с учетом захода и выхода), величины разреза и
зазора зоны в лом. Этот вычисленный шаг расстановки позволяет повторять детали без их
наложения.
Можно использовать данное предварительно вычисленное значение или вручную ввести новые
значения. Если ввести новые смещения контура, Phoenix автоматически формирует чертеж нового
контура на основе новых значений.
Расст. раскроя Автоматически вычисляет минимальный шаг расстановки деталей в раскрое. Шаг расстановки
зависит от размера детали (с учетом захода и выхода), величины разреза и зазора зоны в лом. Этот
вычисленный шаг расстановки позволяет повторять детали без их наложения.
Можно использовать данное предварительно вычисленное значение или вручную ввести новые
значения. Если ввести новые значения смещений, ЧПУ автоматически формирует чертеж нового
контура раскроя на основе новых значений.
Совет. Если Вы вручную меняете значения расстояния раскроя «Расст.раскроя», то следует начинать
с простого раскроя (1 столбец, 1 строка ) и вносить изменения на основе изображения на экране.
Контур в окне «Предпросм.» меняется при внесении изменений в значения. Когда достигнуто нужное
расстояние раскроя, увеличьте размер раскроя до 2 столбцов и 2 строк, а затем вновь отрегулируйте
смещения контура по осям X и Y. По достижении нужного шага расстановки в раскрое можно
увеличить размер раскроя до максимально допустимого размером листа.
Phoenix Software V9.76.0 Руководство оператора 80640J 73

4 – Размещение деталей
Выравнивание деталей
На этом экране можно выполнить следующие действия.
Запустить мастер Align.
Выровнять текущую деталь относительно одного из четырех углов листа. Это часто необходимо для деталей,
у которых есть внутренняя точка прожига, таких как фланец.
Внести изменения, необходимые для использования листов с перекосом при выравнивании детали.
Эта возможность часто используется для раскроев деталей, для которых характерен малый предел
погрешности при размещении раскроя на листе.
Мастер Align
Мастер Align автоматизирует последовательность действий по вводу координат для находящегося на столе листа
с перекосом и по выравниванию деталей относительно листа с перекосом или выровненного листа.
Мастер Align открывается автоматически на экране выравнивания. Также можно нажать программную клавишу
«Мастер Align» в окне выравнивания.
При работе в мастере Align он отслеживает Ваши действия и отображает ход выполнения с помощью индикатора
выполнения.
Для выравнивания листа можно выбрать между использованием резака или лазерной указки. Если выбрать лазерную
указку, то на экране «Спец. настр-ки» нужно ввести в поля «Смещ.марк-ка» 10, 11 или 12 значение не меньше 1.
74 Phoenix Software V9.76.0 Руководство оператора 80640J

4 – Размещение деталей
Выравнивание деталей вручную
Для выравнивания детали на листе вручную нужно выполнить следующие действия.
1. Задайте параметры, необходимые для выравнивания детали относительно верхнего правого угла экрана.
2. Переместите резак в положение первого угла («Выров-ть. отн. угла») с помощью клавиш толчковой подачи.
3. Нажмите кнопку «В углу».
4. Если Вы выполняете выравнивание детали, то нужно перейти к действию 7.
5. Переместите резак в точку на кромке листа, по направлению к выбранной опорной точке перекоса.
6. Нажмите кнопку «В точке скоса».
7. Нажмите кнопку «ОК». Машина переместится в начальную точку данной детали, после чего будет выполнен
возврат на главный экран. Все готово к резке.
Выров-ть. отн. угла Позволяет выбрать угол листа, относительно которого нужно выровнять деталь.
Зазор на толщ. реза Это значение зазора между кромкой листа и деталью, которое будет добавлено системой
управления при переходе в начальную точку детали.
Корр. на перекос Этот параметр задает, применит ли система управления коррекцию на перекос листа при
выполнении функции выравнивания.
Phoenix Software V9.76.0 Руководство оператора 80640J 75

4 – Размещение деталей
Опор.точ.перекоса Это угол, используемый в качестве опорной точки перекоса, по направлению к которому вы
будете выполнять перемещение и замечать точку на кромке. Этот вариант доступен, только если
включен параметр «Корр.на перекос».
В углу Нажмите эту программную клавишу, находясь в углу листа, относительно которого нужно выровнять деталь.
В точке скоса Нажмите эту программную клавишу, находясь на кромке листа, для выполнения коррекции на
перекос. Этот вариант доступен, только если включен параметр «Корр.на перекос».
Раскрой деталей
Раскрой вручную
Чтобы открыть экран «Раскрой», воспользуйтесь программной клавишей «Менед-р фигур» на основном экране,
затем выберите программу раскроя Nester.
Основная зона просмотра — это самая большая часть экрана, расположенная в верхнем левом углу. Кромка
листа показана темно-зеленым цветом. Размер отображаемого листа основан на сведениях о листе, выбранных
на экране «Резка» (чтобы открыть этот экран, воспользуйтесь программной клавишей «Настройки»).
В верхнем правом углу основного экрана выводится список программ обработки деталей для данного раскроя
в порядке их резки. В нижней правой части экрана отображается информация о положении и ориентации детали
для выбранной в данный момент программы обработки деталей. Эту информацию можно менять для
использования при добавлении новых деталей.
76 Phoenix Software V9.76.0 Руководство оператора 80640J

4 – Размещение деталей
Добавл. детали Позволяет выбрать программу обработки деталей из заданного источника, чтобы добавить эту
деталь в раскрой.
Удаление детали Позволяет удалить выбранную деталь из списка деталей в раскрое.
Резка раньше При нажатии программной клавиши «Резка раньше» выбранная программа обработки
деталей будет перемещена в предыдущее положение в списке деталей для резки. Меняется
последовательность резки деталей, но неизменным остается расположение выбранной детали
в раскрое.
Резка позже При нажатии программной клавиши «Резать позднее» выбранная программа обработки
деталей будет перемещена в следующее положение в списке деталей для резки. Меняется
последовательность резки деталей, но неизменным остается расположение выбранной детали
в раскрое.
Вид листа / Вид детали Вариант просмотра листа позволяет просматривать деталь в том виде, в каком она
расположена на листе. После нажатия программной клавиши «Вид листа» выполняется уменьшение
масштаба окна просмотра, чтобы отобразить деталь относительно всего листа.
После уменьшения масштаба изображения на дисплее его можно увеличить снова нажатием «+», что
приведет к отображению горизонтальной и вертикальной полос прокрутки. Нажатие клавиши «-»
позволяет вновь уменьшить масштаб изображения.
Клав.со стр. (Расстояние) Кнопка со стрелкой позволяет выбрать одно из пяти предварительно заданных
расстояний перемещения, на которые будет выполняться перемещение при нажатии клавиш
управления курсором для размещения деталей в раскрое. Эти пять вариантов расстояния можно
задавать и выбирать на экране настройки программы раскроя Nester.
Очист. раскрой Нажатие кнопки «Очистить раскрой» удаляет все детали, находящиеся в списке деталей
раскроя, из временной памяти.
Настройка При нажатии программной клавиши «Настройка» открывается экран настройки приложения Nester,
где можно настроить переменные параметры при использовании Nester.
Phoenix Software V9.76.0 Руководство оператора 80640J 77

4 – Размещение деталей
Настройка программы раскроя Nester
Перечисленные ниже параметры используются для настройки процесса ручного раскроя.
Выбор Раскроя вручную.
Приращ. при наж. стр. 1–5 На этом экране можно выбрать различные величины приращения при
перемещении. Эти величины используются как образцы расстояния перемещения при нажатии
клавиш со стрелками системы управления для размещения деталей в нужных местах на листе.
Автоматическое позиционирование Автоматическое позиционирование — это автоматическая функция
программного обеспечения Nester, которая позволяет выполнять блочный раскрой. При таком типе
раскроя сравниваются общие размеры выбранной детали и выполняется поиск следующего
доступного блока на листе, размер которого достаточен для размещения детали.
Автоматическое позиционирование предотвращает размещение деталей поверх других деталей или
внутри них. Однако эту функцию можно отключить, если Вы хотите добавлять детали в зоны,
предназначенные в лом.
Если флажок автоматического позиционирования снят, импортируемые детали скапливаются
в нижнем левом углу листа, после чего их нужно будет разместить вручную.
Приращ.поиска Расстояние до следующего доступного блока на листе, который можно использовать для
следующей детали раскроя.
Зазор на толщ.реза Пространство, которое добавляется к блоку раскроя.
78 Phoenix Software V9.76.0 Руководство оператора 80640J

4 – Размещение деталей
Использование раскроя Nester вручную
Сначала следует выбрать нужные размеры листа для раскроя на экране «Резка». Эта информация используется
для отображения размера листа и его ориентации на основном экране просмотра для размещения деталей на
данном листе. Информация о листе добавляется в программу обработки деталей в раскрое при сохранении
программы.
Нажмите программную клавишу «Nester» на экране менеджера фигур «Менед-р фигур», чтобы открыть экран
настроек программы раскроя Nester и внести необходимые изменения в ее конфигурацию. Нажмите кнопку «ОК»,
чтобы вернуться на основной экран Nester и начать размещать детали в раскрое.
Добавление деталей
На экране Nester нажмите программную клавишу «Добавл. детали», чтобы добавить новую деталь в список
деталей раскроя. На первом экране можно будет выбрать деталь из библиотеки простых фигур, с диска или
с хост-компьютера по каналу связи.
Phoenix Software V9.76.0 Руководство оператора 80640J 79

4 – Размещение деталей
После выбора детали из любого местоположения будет предложено ввести требуемое количество деталей.
При добавлении новых деталей они отображаются на выбранном листе, готовые к окончательному размещению.
На этом экране можно менять ориентацию и масштаб деталей и перемещать их в окончательное положение. Для
этого нужно перейти в список деталей Nester и выделить имя файла. Затем следует выбрать нужное поле, чтобы
вручную сместить, повернуть, отобразить зеркально и масштабировать деталь.
Для размещения выбранной детали используются ручные клавиши направления. Экран просмотра будет иметь
темно-синюю рамку, показывая, что кнопки со стрелками активны. Деталь перемещается в нужное положение на
листе путем нажатия соответствующих кнопок со стрелками. При каждом нажатии одной из кнопок со стрелками
выбранная деталь перемещается в направлении, указанном стрелкой, на расстояние приращения, указанное
программной клавишей «Кнопка со стрелкой (расстояние)». С помощью кнопки для выбора расстояния
приращения, кнопок со стрелками и масштабирования для приближения поля просмотра разместите деталь так,
как нужно.
80 Phoenix Software V9.76.0 Руководство оператора 80640J

4 – Размещение деталей
Добавьте в раскрой дополнительные детали так же, как описано выше. Для настройки раскроя можно удалить
детали или добавить их в список и изменить порядок резки деталей с помощью имеющихся на экране
программных клавиш. Когда все готово, нажмите кнопку «ОК», чтобы вернуться на основной экран резки и
приступить к резке раскроя. Теперь раскрой деталей сохранен во временном файле, где и будет храниться
до загрузки другой детали.
Сохранение раскроя
На основном экране резки нажмите программную клавишу «Файлы», а затем выберите «Сохр. на диск». Теперь
деталь можно сохранить в папку на жестком диске ЧПУ, на дискете или на карте памяти USB. Файл раскроя
деталей можно сохранить как раскрой или как деталь. При сохранении раскроя с использованием функции
«Сохранить как файл раскроя листа» создается файл большего размера, в который впоследствии можно будет
вносить изменения в программном обеспечении Nester. Если же раскроенные детали сохраняются как файл
детали, то редактировать такой файл будет невозможно.
Phoenix Software V9.76.0 Руководство оператора 80640J 81

4 – Размещение деталей
Автоматический раскрой в ЧПУ Hypernest®
Основная зона просмотра экрана Nester расположена в верхнем левом углу и используется для
предварительного просмотра раскроя, выполняемого вручную. При автоматическом выполнении раскроя эта
зона остается пустой. Размер листа, используемого при автоматическом раскрое, основан на сведениях о листе,
выбранных на основном экране настройки.
В верхнем правом углу основного экрана отображается список программ обработки деталей и количества
деталей, которые были выбраны для раскроя. Ниже в правой части экрана присутствуют поля для сохранения
раскроя с определенным именем в нужную папку.
Данная функция программного обеспечения защищена программным и аппаратным
ключом, которые устанавливаются на ЧПУ.
82 Phoenix Software V9.76.0 Руководство оператора 80640J

4 – Размещение деталей
Настройка Hypernest на ЧПУ
Нажатие программной кнопки «Настройки» позволяет изменить перечисленные ниже параметры, которые
используются для настройки конфигурации процесса автоматического раскроя.
Если эта функция не доступна (отображается серым цветом), это значит, что она не
была активирована для данного ЧПУ. Обратитесь к своему поставщику ЧПУ для
получения информации о том, как активировать функцию автоматического раскроя.
Раскрой Эта функция включается, если для параметра «Раскрой» выбрать вариант «Автом.».
Приращ. при наж. стр. 1–5 Функция «Расст.деталей» задает шаг расстановки деталей при использовании
процесса автоматического раскроя.
Автоматическое позиционирование Автоматическое позиционирование — это автоматическая функция
программного обеспечения Nester, которая позволяет выполнять блочный раскрой. При таком типе
раскроя сравниваются общие размеры выбранной детали и выполняется поиск следующего
доступного блока на листе, размер которого достаточен для размещения детали.
Автоматическое позиционирование предотвращает размещение деталей поверх других деталей или
внутри них. Однако эту функцию можно отключить, если Вы хотите добавлять детали в зоны,
предназначенные в лом.
Если флажок автоматического позиционирования снят, импортируемые детали скапливаются
в нижнем левом углу листа, после чего их нужно будет разместить вручную.
Phoenix Software V9.76.0 Руководство оператора 80640J 83

4 – Размещение деталей
Приращ. поиска Этот параметр дает пользователю возможность задать расстояние от кромки листа, которое
должно использоваться в процессе раскроя с применением автоматического позиционирования.
Зазор на шир. реза Исх. программа (место начала раскроя): в нижнем левом, верхнем левом, верхнем правом
или нижнем правом углу.
Направл. резки Параметр «Направл.резки» дает пользователю возможность выбрать направление, в котором
будут размещаться детали в процессе автоматического раскроя. Возможны следующие варианты:
«Слева направо», «Справа направо», «Снизу вверх» и «Снизу вверх».
Напр. раскр. листа Здесь можно выбрать направление размещения раскроев в процессе автоматического
раскроя.
Верн-ся к нач. раскроя Если функция «Верн-ся к нач.раскроя» активирована, то в конец раскроя будет
вставлен сегмент перемещения обратно в начальную точку.
Использ. остаток Если создаются для дальнейшего использования остатки, следует активировать эту функцию,
чтобы использовать один из таких остатков при автоматическом раскрое.
Сгенер.и вып.резку отх. Эту функцию следует активировать, чтобы создавать отходы для стандартных
прямоугольных раскроев.
Если эта функция активирована, отходы формируются, если часть листа размером 30 % и более
листа остается после раскроя. Отходы обрезаются после паузы в конце раскроя на последнем
раскроенном прямоугольном листе.
Автом. перез. M65 Включите эту функцию (выберите «On»), чтобы обеспечить автоматическую загрузку
новых листов.
Если эта функция активирована, в конце каждого листа добавляется пауза, после которой
выполнение программы возобновляется, когда оператор нажимает кнопку «Запуск». Затем
автоматически загружается новый лист и начинается его обработка. Автоматическая загрузка
работает только для стандартных прямоугольных вариантов раскроя.
84 Phoenix Software V9.76.0 Руководство оператора 80640J
4 – Размещение деталей
Использование раскроя
1. На основном экране последовательно выберите пункты «Менед-р фигур» > «Пр. раскроя».
2. На экране «Пр.раскроя» нажмите программную клавишу «Добавить деталь», чтобы добавить новую деталь
в список деталей раскроя.
3. Выберите деталь из библиотеки фигур, с диска или с хост-компьютера по каналу связи.
4. В появившемся всплывающем окне введите количество деталей, которые должны быть включены в раскрой.
5. При добавлении новых деталей имя файла детали и количество деталей отображаются в окне «Файлы» для
дальнейшего окончательного размещения в ходе процесса автоматического раскроя.
6. Выберите папку для раскроя из раскрывающегося списка «Сохр. в».
7. Введите имя для данного раскроя в поле «Имя файла».
Phoenix Software V9.76.0 Руководство оператора 80640J 85

4 – Размещение деталей
8. Нажмите кнопку «ОК».
В ходе процесса раскроя будет отображаться окно хода выполнения.
Процесс раскроя выполняется быстро, в связи с чем возможно отображение не
всех фигур на экране и другие аномалии чертежа.
86 Phoenix Software V9.76.0 Руководство оператора 80640J

4 – Размещение деталей
Если выбрано больше деталей, чем можно разместить на одном листе, будет создано несколько файлов листов
(программ раскроя). Все они будут сохранены в выбранную папку с заданным именем файла, к которому будет
добавлен цифровой суффикс. Например, при сохранении файла детали с именем «Nest» может быть создано
несколько файлов деталей с именами «NEST1.txt», «NEST2.txt», «NEST3.txt» и т. д.
Phoenix Software V9.76.0 Руководство оператора 80640J 87

4 – Размещение деталей
Удаление детали из раскроя
1. Выделите нужную деталь в списке файлов.
2. Нажмите программную клавишу «Удалить деталь».
Данная функция программного обеспечения ЧПУ защищена аппаратным ключом.
Если аппаратный ключ извлечен из ЧПУ, при нажатии программной клавиши
«Раскрой деталей» на экран будет выведено такое сообщение.
88 Phoenix Software V9.76.0 Руководство оператора 80640J

4 – Размещение деталей
Сводная информация раскроя
По окончании раскроя программное обеспечение предоставит пользователю сводную информацию по процессу
автоматического раскроя.
Предоставляется статистический анализ процесса относительно количества листов, времени выполнения
раскроя, коэффициента раскроя и общего количества раскроенных фигур.
Листы, имеющие одинаковую конфигурацию деталей, будут перечислены в виде
«Лист № #».
Phoenix Software V9.76.0 Руководство оператора 80640J 89

4 – Размещение деталей
Прокручивайте экран для просмотра анализа задействованных деталей и отдельных сформированных листов,
а также перечня чистых коэффициентов использования для конкретного листа.
Нажмите «ОК», чтобы принять раскрой и сделать текущий лист текущей деталью. Нажмите клавишу «Отмена»,
чтобы отказаться от данного раскроя и вернуться к основному экрану раскроя, чтобы добавить детали в раскрой
или удалить их.
90 Phoenix Software V9.76.0 Руководство оператора 80640J

Вид основного экрана раскроя
4 – Размещение деталей
Если у деталей есть незамкнутые петли или другие недопустимые геометрические
характеристики, возможно, что автоматический раскрой таких деталей выполнить
не удастся. Однако есть вероятность, что детали, которые были отклонены
функцией автоматического раскроя, могут быть размещены в раскрое вручную.
Phoenix Software V9.76.0 Руководство оператора 80640J 91

4 – Размещение деталей
92 Phoenix Software V9.76.0 Руководство оператора 80640J

Раздел 5
Резка деталей
Мастер CutPro™
Мастер CutPro автоматизирует последовательность вариантов и выборов, необходимых для резки деталей.
Если детали, раскрои и процессы резки сохранены в Вашей системе, то для упрощения операций резки можно
использовать мастер CutPro.
Кроме того, мастер CutPro помогает выровнять детали и перекосы листа с помощью мастера Align.
Дополнительные сведения о мастере Align см. в разделе Размещение деталей.
Мастер CutPro открывается автоматически из основного экрана. Также этот мастер можно вызвать нажатием
программной клавиши «Мастер CutPro» на основном экране. По мере работы с мастером CutPro ход ее
выполнения отслеживается и отображается в нижней части окна мастера в индикаторе выполнения.
Phoenix Software V9.76.0 Руководство оператора 80640J 93

5 – Резка деталей
При работе ЧПУ в режиме использования клавиатуры мастер CutPro не доступен.
94 Phoenix Software V9.76.0 Руководство оператора 80640J

5 – Резка деталей
Резка в ручном режиме
После проверки правильности режима резки, значений скорости резки и разреза нажмите клавишу «Запуск» на
основном экране или экране «Окно ручн.упр.» для резки детали. Появится следующее окно.
Для резки детали выполните следующие действия.
1. Убедитесь, что для параметра «Режим резки» задано значение выбранного типа резки, и для параметров
«Ск-сть резки» и «Разрез» установлены правильные значения.
2. Нажмите клавишу «Запуск» на передней панели (или F9 на клавиатуре). При этом начнется резка
в выбранном режиме.
Для предварительного просмотра траектории выполните указанные ниже действия.
1. Нажимайте программную клавишу «Изм-ть режим резки» до появления в окне «Режим резки» значения
«Пробн.».
2. Нажмите клавишу «Запуск», чтобы режущее устройство прошло траекторию без выполнения резки.
Перемещение выполняется на заданной скорости.
3. Для остановки перемещения нажмите на передней панели кнопку «Останов». Машина снизит скорость
и плавно остановится на траектории резки. Если при нажатии клавиши «Останов» выполнялась резка, она
прекратится согласно запрограммированному алгоритму.
Phoenix Software V9.76.0 Руководство оператора 80640J 95

5 – Резка деталей
В процессе резки в Watch Window отображаются сведения об обрабатываемой детали, такие как текущая
скорость резки, текущее положение осей и положение на траектории.
При просмотре листа область просмотра автоматически перемещается, чтобы место резки всегда находилось по
центру экрана просмотра. Эта функция полезна при переходе от обычного масштаба резки к увеличенному для
следования траектории резки.
Режим просмотра листа удобнее использовать в случае, когда в процессе настройки резки введены правильные
размеры листа и устройство резки было перемещено в исходное положение. При просмотре на экране больших
деталей с полным увеличением деталь может отображаться на экране не полностью до перехода к следующему
месту просмотра; при этом изображение на экране может мигать. Для устранения этой проблемы и просмотра
большей площади уменьшите масштаб.
Увелич. скорость Повышение текущей скорости резки на 3 %.
Уменьш. скорость Уменьшение текущей скорости резки на 3 %. Для ввода нового значения дважды щелкните
поле скорости.
Использование клавиатуры. Для изменения текущей скорости в процессе резки один раз
нажмите клавишу ENTER для выделения текущего значения скорости, введите новое значение
и снова нажмите клавишу ENTER.
Повтор. Если включен параметр «Повтор формы», нажмите программную клавишу «Повтор.» для просмотра
оставшихся строк и столбцов, для которых будет выполнена резка. Программная клавиша «Повтор.»
используется с программной клавишей «Расшир.», активной при инициировании последовательности
резки.
Таймеры задержки резки Значения «Таймеры задержки резки» определяют временную логику процесса
резки и доступны на экране «Типы резки» как кислородной, так и плазменной резки. В области
режима резки в правом нижнем углу экрана отображаются заданные задержки в порядке
выполнения. Для каждого типа задержки, такого как «Предв.нагр.» и «Прожиг», отображается
заданное время таймера и оставшееся время. Ниже показан пример заданного таймера
«Предв.нагр.». Значения времени предварительного нагрева, «Общее», «Завершено» и «Остаток»
указаны в десятых долях секунды.
96 Phoenix Software V9.76.0 Руководство оператора 80640J

5 – Резка деталей
При активации ввода «Датчик резки» цикл «Предв.нагр.» завершается. Время момента активации становится
новым значением времени «Предв.нагр.» для последующих резок.
Кроме того, на экране отображаются три программные клавиши, которые можно использовать для изменения
значения «Предв. нагр.» в ходе выполнения.
Расшир. Увеличение времени предварительного нагрева до момента, пока он не будет остановлен программной
клавишей «За-ть сейч.» или «Освоб.».
За-ть сейч. Завершение выбранного таймера задержки и сохранение нового значения времени. Используйте
программные клавиши «За-ть сейч.» и «Расшир.» для изменения заданного значения времени «Предв.
нагр.».
Освоб. Завершение выбранного таймера задержки без изменения исходного значения времени.
Дважды нажмите клавишу «Запуск» для пропуска таймеров «Предв. нагр.» и «Вр-я прожига» и запуска резки
в режиме кислородной резки.
Phoenix Software V9.76.0 Руководство оператора 80640J 97

5 – Резка деталей
Многозадачность
Программная клавиша «Многозадачн.» позволяет загрузить и настроить новую программу обработки деталей
в процессе использования другой программы. Эта функция доступна только в продвинутом режиме работы.
Для использования функции «Многозадачн.» выполните следующие действия.
1. На экране «Менед-р фигур» нажмите программную клавишу «Многозадач-ть». Текущая программа обработки
деталей отображается в правом нижнем углу окна предварительного просмотра.
2. Выберите другую программу обработки деталей в библиотеке фигур или на запоминающем устройстве.
Новая программа появится в окне предварительного просмотра.
3. Нажмите программную клавишу «Многозадачн.» для переключения между программами.
98 Phoenix Software V9.76.0 Руководство оператора 80640J

Приостановка резки
5 – Резка деталей
При сбое резки можно использовать возможности ЧПУ по восстановлению, описанные в следующей таблице.
Восстановление потери резки Функции восстановления потери резки в ЧПУ доступны на экране «Пауза»,
отображаемом при нажатии клавиши «Останов» или при потере распознавания резки. Для отмены
резки текущей детали нажмите клавишу «Отмена» на экране «Пауза».
Верн-ся к началу Эта функция позволяет оператору вернуться в исходную начальную точку программы
обработки деталей. При использовании функции «Верн-ся к началу» после потери резки
утрачиваются все данные о текущем положении устройства резки на траектории.
Вперед и назад по траект. Эти программные клавиши служат для перемещения назад и вперед по траектории
резки с выбранной скоростью перемещения для перехода к месту возобновления прожига. Для
возобновления резки на запрограммированной скорости нажмите клавишу «Запуск». Помимо
перемещения по всем сегментам стандартной детали программные клавиши «Назад по траект.»
и «Вперед по траект.» позволяют выполнить перемещение по всем сегментам повтора фигуры.
Как и в ручном режиме, для функций «Назад на траект.» и «Вперед по траект.» используется текущая
выбранная скорость резки. Для быстрого перемещения по траектории или точного
позиционирования устройства резки скорость можно изменить.
При потере резки для перемещения вперед и назад изначально применяется последнее
использованное значение скорости. Для переключения между скоростями резки в окне «Пауза»
нажмите программную клавишу «Изм. ск-сть перемещ.» в окне. Соответствующая скорость
отображается в окне «Скор.движения».
Phoenix Software V9.76.0 Руководство оператора 80640J 99

5 – Резка деталей
Перемещение к месту прожига/точке раскроя Нажмите программную клавишу «Перемещение к месту
прожига/точке раскроя» для прямого перехода к произвольной точке прожига.
Введите данные точки и нажмите клавишу ENTER. Устройство резки перемещается непосредственно
к указанной точке прожига.
Изм-ть режим резки Эта клавиша меняет режим возобновления резки: «Резка» или «Пробн.». Это позволяет
перемещаться по одной части траектории в режиме пробного прохода, а по другой части — в режиме
резки.
Изм. ск-сть перемещ. Циклический выбор одной из четырех доступных скоростей перемещения. В настройках
скорости доступны четыре значения: «М Макс. ск-сть станка», «Выс.скор.толч.п-чи»,
«Сред.скор.толч.п-чи» и «Низк.скор.толч.п-чи».
Возобновление на траектории Для возобновления резки в точке прожига, выбранной с помощью функции
«Назад по траект.», нажмите клавишу «Запуск». Используется тот же режим и скорость резки, которые
использовались до приостановки, если эти значения не были изменены в Watch Window.
При отображении окна «Пауза» можно использовать клавиши со стрелками для перемещения
устройства резки. Таким образом можно перемещать устройство резки в любом направлении, а не
только по траектории, для просмотра частично разрезанной детали. Как только устройство резки
сойдет с траектории резки, появится окно «Пауза вне траектории».
Возврат по траект. Для возврата устройства резки в ту точку траектории, из которой оно сошло с нее, в окне
«Пауза вне траектории» нажмите программную клавишу «Возврат по траект.». Эта функция полезна
для проверки или замены компонентов после потери резки с последующим возвратом в точку, где
резка была потеряна. При возврате устройства резки на траекторию снова отображается окно «Пауза
на траектории», позволяющее возобновить резку.
100 Phoenix Software V9.76.0 Руководство оператора 80640J
 Loading...
Loading...