


Corte e marcação com uma XPR®
®
em um CNC EDGE
Connect
Adendo do manual
809900PT | Revisão 5 | Setembro de 2019 | Português | Portuguese

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Soporte.Tecnico@hypertherm.com (Technical Service Email)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com (Technical Service Email)
Hypertherm (Singapore) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
Marketing.asia@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
HTJapan.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Europe B.V.
Vaartveld 9, 4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com
(Technical Service Email)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com
(Technical Service Email)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service Email)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
Marketing.korea@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 (0) 437 606 995 Tel
61 7 3219 9010 Fax
au.sales@Hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
HTIndia.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
© 2018 Hypertherm, Inc. Todos os direitos reservados.
XPR170, XPR300, XPR, EDGE, Phoenix, ProNest, Sensor, HPRXD, Powermax, True Hole, CutPro e Hypertherm são marcas comerciais
da Hypertherm, Inc. e podem ser marcas registradas nos Estados Unidos e/ou em outros países. Todas as demais marcas comerciais constituem
propriedade de seus respectivos donos.
A gestão ambiental é um dos principais valores da Hypertherm e é essencial para o nosso sucesso e para o sucesso dos nossos clientes.
Esforçamo-nos para reduzir o impacto ambiental em tudo que fazemos. Para obter mais informações: www.hypertherm.com/environment.
1/28/16

Índice
Antes de iniciar ....................................................................................................................................................... 5
Conectar uma XPR a um CNC EDGE Connect............................................................................................. 6
Configurar uma rede EtherCAT com uma XPR .............................................................................................. 7
Configurar um CNC com uma XPR................................................................................................................... 8
Certifique-se de que o Sensor THC está configurado.......................................................................... 8
Defina as ferramentas instaladas e o processo usado (tela de Configurações especiais)........... 8
Estações de Configurações (tela de Configuração da estação)......................................................... 9
E/S digital de função fixa da XPR atribuída automaticamente.................................................... 10
Configurar o Watch Windows e o Osciloscópio para informações da XPR.................................. 12
E/S digital de função fixa para uma XPR.......................................................................................... 12
Dados do processo para uma XPR................................................................................................... 12
Erros e falhas do sistema da XPR...................................................................................................... 13
Corte e marcação de uma peça com uma XPR ........................................................................................... 13
Com um programa de peça do ProNest ................................................................................................. 13
Sem um programa de peça do ProNest (corte e marcação básicos).............................................. 15
Substituições de parâmetros de tabela de corte pelo operador....................................................... 17
Sequência de corte a plasma............................................................................................................................ 20
Localização de defeitos e diagnóstico............................................................................................................ 23
Disponibilidade da XPR............................................................................................................................... 23
Ver informações sobre erros da XPR no CNC...................................................................................... 24
Mensagem de status............................................................................................................................. 24
Caixa de diálogo de erro...................................................................................................................... 25
Watch window de erros do sistema.................................................................................................. 25
Registro de Diagnóstico da XPR ....................................................................................................... 26
Monitoramento da XPR a partir do CNC ................................................................................................ 27
Estado e conexão .................................................................................................................................. 27
Versões de firmware.............................................................................................................................. 28
E/S da fonte de alimentação de plasma, temperaturas e status do chopper.......................... 29
EDGE Connect Adendo do manual 809900PT 3

Índice
Monitoramento e teste das vazões de gás.............................................................................................. 30
Monitoramento das vazões de gás .................................................................................................... 30
Teste de vazões de gás e vazamentos ............................................................................................. 31
Ver as informações da XPR com a interface da web da XPR............................................................ 31
Tire uma XPR da rede EtherCAT para manutenção............................................................................. 32
Apêndice A: Sobre os programas de peças do ProNest para XPR........................................................ 34
Formato do programa de peça do ProNest para uma XPR................................................................ 34
Substituições de processo......................................................................................................................... 35
Substituir códigos.................................................................................................................................. 35
Substituições da altura de perfuração e altura de transferência ................................................ 37
Códigos de marcação .......................................................................................................................... 37
Códigos True Hole ................................................................................................................................ 38
Códigos de contorno interno.............................................................................................................. 38
Amostra do programa de peça do ProNest..................................................................................... 38
Diferenças entre os programas de peça da XPR e do ProNest da HPRXD .................................. 39
Seleção de processo............................................................................................................................ 39
Marcação ................................................................................................................................................. 40
True Hole ................................................................................................................................................. 41
Substituições .......................................................................................................................................... 41
Altura de perfuração e altura da transferência................................................................................ 42
Apêndice B: Marcação com pó de oxicorte .................................................................................................. 43
Diretrizes ......................................................................................................................................................... 43
Marcação com pó de oxicorte e corte com XPR................................................................................... 43
Apêndice C: Opções para marcação de texto.............................................................................................. 45
4 809900PT Adendo do manual EDGE Connect

Antes de iniciar
Este adendo ao EDGE® Connect Installation and Setup Manual (Manual de Instalação
e Configuração do EDGE
com uma fonte de alimentação de plasma XPR
inclui informações sobre localização de defeitos e diagnóstico da XPR.
Este adendo é para o sistema de corte com o seguinte equipamento:
CNC EDGE Connect com Phoenix
Software de agrupamento do CNC ProNest
Arquivos CNC ProNest 1.3 ou posterior
Controle de altura da tocha Sensor™ THC
Uma ou duas fontes de alimentação a plasma XPR, com as seguintes versões de firmware
do painel de controle:
Placa de controle principal: versão M ou posterior
Corte e marcação com uma XPR em um CNC EDGE Connect
®
Connect) (809340) explica como configurar um CNC EDGE Connect
®
e como marcar peças com uma XPR. Ele também
®
10.13.0 ou posterior
®
2019 13.0.3 ou posterior
Console de conexão de gás: versão J ou posterior
Console de conexão da tocha: versão M ou posterior
Choppers inteligentes: versão J ou posterior
Para descobrir quais versões de firmware estão instaladas em uma XPR,
consulte Versões de firmware na página 28.
O Phoenix atualmente não aceita a combinação de uma fonte de
alimentação de plasma HPRXD
de plasma XPR EtherCAT instalada no mesmo sistema de corte.
O Phoenix também não aceita a combinação de uma fonte
de alimentação de plasma que não seja EtherCAT como a Powermax
e uma fonte de alimentação de plasma XPR EtherCAT instalada
no mesmo sistema de corte.
®
EtherCAT® e uma fonte de alimentação
®
Para suporte técnico adicional da XPR, consulte o manual fornecido com sua fonte de alimentação
de plasma XPR.
XPR170™ Plasma Instruction Manual (Manual de Instruções da XPR170™ a Plasma)
(810060)
XPR300™ Plasma Instruction Manual (Manual de Instruções da XPR300™ a Plasma)
(809480)
EDGE Connect Adendo do manual 809900PT 5

Corte e marcação com uma XPR em um CNC EDGE Connect
Conectar uma XPR a um CNC EDGE Connect
Os componentes de uma rede EtherCAT (ou barramento de campo), como amplificadores
de acionamento, módulos de E/S e fontes de alimentação de plasma, são conectados ao CNC
EDGE Connect por meio de uma cadeia de cabos EtherCAT. O primeiro cabo começa no CNC
e se conecta ao primeiro componente. Outro cabo conecta o primeiro componente ao segundo
componente, e assim por diante, de um componente para o outro. Normalmente, os primeiros
componentes são os acionadores e, em seguida, quaisquer módulos de E/S. A fonte
de alimentação de plasma deve ser o último componente da rede.
Para obter mais informações sobre como conectar uma XPR a um CNC EDGE Connect,
consulte o manual de instruções fornecido com a fonte de alimentação de plasma XPR.
Para ver o diagrama do sistema mostrando todos os componentes conectados, consulte
o Diagrama do sistema EDGE Connect TC na Seção 1 do EDGE
and Setup Manual (Manual de instalação e configuração do EDGE
Controle remoto liga/desliga (on/off) deve ser conectado discretamente
pelo fabricante do sistema de corte. Para obter mais informações,
consulte o manual de instruções fornecido com sua fonte de alimentação
de plasma XPR. Veja também a descrição da entrada do status remoto
da XPR do EDGE Connect Tabela 3 na página 10.
®
Connect Installation
®
Connect) (809340).
Antes de prosseguir para a próxima etapa, certifique-se de que o sistema de corte está pronto para
o movimento:
Todos os componentes estão instalados, configurados, conectados ao CNC com um cabo
EtherCAT e ligados.
Os motores estão conectados aos acionadores.
6 809900PT Adendo do manual EDGE Connect

Configurar uma rede EtherCAT com uma XPR
Em uma rede EtherCAT, cada componente é considerado um dispositivo escravo e deve ser
incluído no arquivo de configuração (Phoenix.xml) da rede EtherCAT no CNC (máster). Assim que
todos os componentes do sistema de corte estiverem conectados a um CNC EDGE Connect via
cabos EtherCAT, a rede EtherCAT poderá ser digitalizada e configurada usando o EtherCAT Studio
da Hypertherm.
No EtherCAT Studio da Hypertherm, quando você digitalizar os dispositivos escravos na rede,
uma XPR aparecerá na lista de dispositivos escravos como XPR. Consulte Figura 1.
Figura 1 — Lista de dispositivos escravos
Corte e marcação com uma XPR em um CNC EDGE Connect
Para instruções sobre como configurar uma rede EtherCAT, consulte o tópico Configurar a rede
EtherCAT na Seção 4 do EDGE
e configuração do EDGE
Antes de começar a configurar a rede EtherCAT, conecte um teclado
e um mouse ao CNC.
EDGE Connect Adendo do manual 809900PT 7
®
®
Connect Installation and Setup Manual (Manual de instalação
Connect) (809340).

Corte e marcação com uma XPR em um CNC EDGE Connect
Configurar um CNC com uma XPR
Certifique-se de que o Sensor THC está configurado
Estas instruções presumem que você configurou um Sensor THC na tela de Configurações
da máquina (Configurações > Senha > Configurações da máquina). Para instruções, consulte
a Seção 8, Controle de altura da tocha (THC), no EDGE
(Manual de instalação e configuração do EDGE
Durante o sensoriamento da chapa para corte de injeção de água
e subaquática, o Phoenix usa automaticamente somente a força crítica
(sensoriamento de altura controlado por torque) em vez do contato
ôhmico (sensoriamento de altura por contato do bico) com backup
de força crítica. Certifique-se de configurar corretamente a Tolerância
da força crítica e de usar amplificadores de acionamento que aceitam
sensoriamento de altura controlado por torque. A tocha pode colidir com
a chapa se o amplificador de acionamento não aceitar o sensoriamento
de altura controlado por torque.
®
Connect) (809340).
®
Connect Installation and Setup Manual
Defina as ferramentas instaladas e o processo usado (tela de Configurações especiais)
1. Selecione Configurações > Senha > Configurações especiais.
2. Faça as seleções de plasma apropriadas. Consulte Tabela 1 para obter mais informações.
Não faça seleções para Marcador 1 e Marcador 2. Isso não é necessário
com uma XPR. Os processos de corte da XPR incluem automaticamente
as informações do processo de marcação e não são necessários
processos (ou telas) de marcação separados.
Tabela 1 – Seleções de processo de plasma na tela de Configurações especiais
Quando você tem... e... Selecionar…
Uma única tocha/XPR170 ou XPR300 Um processo de corte/marcação
Duas tochas/XPR170s e/ou XPR300s Um processo de corte/marcação
Duas tochas/XPR170s e/ou XPR300s Dois processos
de corte/marcação
Plasma 1
Plasma 1
Plasma 1 e Plasma 2
8 809900PT Adendo do manual EDGE Connect

Corte e marcação com uma XPR em um CNC EDGE Connect
Estações de Configurações (tela de Configuração da estação)
1. Selecione Configurações > Senha > Configuração da estação.
2. Faça as seleções apropriadas. Consulte Tabela 2 para obter mais informações.
Marcador 1 e Marcador 2 são configurados automaticamente para
Nenhum e são apenas para leitura. Os processos de corte da XPR
incluem automaticamente as informações do processo de marcação
e não são necessários processos (ou telas) de marcação separados.
Como lembrete, quando você seleciona uma fonte de alimentação
de plasma XPR na tela de Configuração da estação, o Phoenix ativará
automaticamente as tabelas de corte da XPR.
Tabe la 2 – Configuração da estação na tela de Configuração de estação
Quando você tem... e... Selecionar…
Uma única tocha/XPR Um processo
de corte/marcação
Duas tochas/XPRs Um processo
de corte/marcação
Duas tochas/XPRs Dois processos
de corte/marcação
Estação 1:
• Suporte motorizado:
Sensor THC
• Plasma 1: XPR
• Plasma 2: Nenhum
Estação 1:
• Suporte motorizado:
Sensor THC 1
• Plasma 1: XPR
• Plasma 2: Nenhum
Estação 1:
• Suporte motorizado:
Sensor THC 1
• Plasma 1: XPR
• Plasma 2: Nenhum
Estação 2:
• Suporte motorizado:
Nenhum
• Plasma 1: Nenhum
• Plasma 2: Nenhum
Estação 2:
• Suporte motorizado:
Sensor THC 2
• Plasma 1: XPR
• Plasma 2: Nenhum
Estação 2:
• Suporte motorizado:
Sensor THC 2
• Plasma 1: Nenhum
• Plasma 2: XPR
EDGE Connect Adendo do manual 809900PT 9

Corte e marcação com uma XPR em um CNC EDGE Connect
E/S digital de função fixa da XPR atribuída automaticamente
Quando você seleciona uma fonte de alimentação de plasma XPR na tela de Configuração
da estação, o Phoenix atribui automaticamente a função digital fixa E/S a seguir para essa fonte
de alimentação de plasma. Se você tiver duas XPRs, então a função digital fixa E/S está numerada
de acordo (por exemplo, Sensor de corte da XPR 1, Sensor de corte da XPR 2 e assim por diante).
Existe também uma entrada analógica de função fixa. Tensão do arco da
XPR. Esta entrada é atribuída automaticamente quando você configura
um Sensor THC (controle de altura da tocha) na tela de Configurações da
máquina (Configurações > Senha > Configurações da máquina).
Entradas: Saídas:
• Sensor de corte da XPR
• Sensor de contato do bico da XPR
• Processo da XPR está pronto
• XPR pronta para começar
• Status remoto da XPR
• Controle de corte da XPR
• Contenção de ignição da XPR
• Habilitar contato do bico da XPR
• Controle de perfuração da XPR
A E/S de função fixa é atualizada constantemente na rede EtherCAT.
Consulte Tabela 3 e Tabela 4 para descrições de cada ponto de E/S.
Tabela 3 – Entradas digitais de função fixa
Entradas
Sensor de corte da XPR Esta entrada informa ao CNC que a tocha transferiu o arco para a peça
de trabalho.
Sensor de contato do bico
da XPR
Essa entrada é usada durante a detecção da altura inicial (IHS) para
detectar a superfície da peça de trabalho.
Nota: Durante o sensoriamento da chapa para corte de injeção de água
e subaquática, o Phoenix usa automaticamente somente a força crítica
(sensoriamento de altura controlado por torque) em vez do contato
ôhmico (sensoriamento de altura por contato do bico) com backup
de força crítica. Consulte Certifique-se de que o Sensor THC está
configurado na página 8 para mais informações.
Processo da XPR
está pronto
XPR pronta para começar Esta entrada informa ao CNC que a XPR está pronta para receber
Status remoto da XPR A entrada do controle remoto liga/desliga da XPR ativa a saída do status
10 809900PT Adendo do manual EDGE Connect
Esta entrada informa ao CNC que a XPR concluiu a troca para o processo
de corte/marcação enviado pelo CNC.
a entrada de partida do plasma da XPR.
remoto da XPR. O CNC recebe esta saída enquanto a entrada do status
remoto da XPR passa pela rede EtherCAT.
Nota: A entrada do controle remoto liga/desliga da XPR é conectada
discretamente pelo fabricante do sistema de corte.
Para obter mais informações, consulte o manual de instruções fornecido
com sua fonte de alimentação de plasma XPR.

Corte e marcação com uma XPR em um CNC EDGE Connect
Tabela 4 – Entradas digitais de função fixa
Saídas
Controle de corte
da XPR
Contenção de ignição
da XPR
Habilitar contato
do bico da XPR
Controle de
perfuração da XPR
Esta saída ativa a entrada de Partida de Plasma da XPR. O Controle de corte
é ativado e assim permanece até que o comando M08 (corte desativado)
seja executado no programa de peça.
Esta saída ativa a entrada de Contenção de ignição da XPR.
Em um sistema único de corte XPR, a saída de Contenção de ignição é ligada
se a opção de Pré-fluxo durante a IHS estiver ligada (em Configurações >
Processo > Plasma 1).
Em um sistema múltiplo de corte XPR, se a opção de Pré-fluxo durante a IHS
estiver ligada (em Configurações > Processo > Plasma 1/2), a saída
de Contenção de ignição liga quando a tocha começa a abaixar até a peça
de trabalho. Se a opção de Pré-fluxo durante a IHS estiver desligada, a saída
de Contenção de ignição liga quando o THC atingir a altura inicial da IHS.
Esta saída ativa quando o Sensor THC atinge a altura inicial da IHS.
E permanece ativada durante a IHS do Sensor THC.
Esta saída é ativada com a saída do controle de corte ou depois que a saída
de contenção de ignição desligar. Ela liga antes da ignição da tocha
e permanece ligada até que a perfuração esteja completa.
EDGE Connect Adendo do manual 809900PT 11

Corte e marcação com uma XPR em um CNC EDGE Connect
Configurar o Watch Windows e o Osciloscópio para informações da XPR
Atualmente, no Phoenix, as informações XPR são compatíveis com o Watch Windows de E/S,
dados de processo e falhas do sistema, o osciloscópio e a tela do Processo de plasma.
Atualmente, o Phoenix não é compatível com um Watch Window
de informações da XPR (semelhante ao Watch Window Num 1 da fonte
da HPR). Para estas informações, use a Visualização de Diagnósticos
da XPR. Consulte Monitoramento da XPR a partir do CNC na página 27.
E/S digital de função fixa para uma XPR
E/S digital de função fixa está disponível no Watch Windows de Entrada/Saída e no Osciloscópio.
Para ver/registrar a E/S digital de função fixa para uma XPR, faça o seguinte:
Configure um Watch Window de Entrada/Saída (Configurações > Watch)
Crie um registro de Osciloscópio que inclua a E/S (Configurações > Diagnóstico >
Osciloscópio)
Para obter uma lista de E/S digital de função fixa disponível,
acesse página 10.
Existe também uma entrada analógica de função fixa. Tensão do arco
da XPR. Esta entrada é atribuída automaticamente quando você
configura um Sensor THC (controle de altura da tocha) na tela
de Configurações da máquina (Configurações > Senha >
Configurações da máquina).
A E/S digital de função fixa começa em 513. A entrada analógica
de tensão do arco da XPR é em 33.
Dados do processo para uma XPR
Para acessar os dados de processo para uma XPR, faça o seguinte:
Acesse a tela do Processo de plasma (Configurações > Processo > Plasma 1
ou Plasma 2)
Configure um Watch Window de dados do processo (Configurações > Watch)
Além dos dados do processo anteriormente disponíveis no Phoenix para fontes de alimentação
de plasma, novas informações estão disponíveis para a XPR:
ID do Registro: Esse é o número de identificação exclusivo do registro no banco de dados
da tabela de corte da XPR que contém todos os parâmetros necessários para que
o Phoenix e a XPR executem o programa de peça. O registro inclui as IDs de processo
correspondentes para corte, marcação e True Hole
pelo Phoenix à XPR ao executar o programa de peça.
12 809900PT Adendo do manual EDGE Connect
®
(quando aplicável), que são enviadas

Corte e marcação com uma XPR em um CNC EDGE Connect
ID de processo: Este é o número de identificação para o processo da XPR para o qual
os parâmetros da tabela de corte estão atualmente em uso. Pode ser corte, marcação
ou ID de processo do True Hole.
As IDs de registro e processo também são mostradas na tela Tabela
de corte (Configurações > Processo > Plasma 1/2 > Tabela
de corte). Consulte Figura 2 na página 17.
Erros e falhas do sistema da XPR
Para acessar os erros e falhas do sistema para uma XPR, faça o seguinte:
Configure um Watch Window de erros do sistema (Configurações > Watch).
O Watch Window de Erros do sistema mostra erros e falhas da XPR.
Para ver as informações de diagnósticos completas, inclusive
advertências e status, use a Interface Web da XPR.
Para obter mais informações, consulte Localização de defeitos e diagnóstico na página 23.
Corte e marcação de uma peça com uma XPR
Há duas formas principais de cortar e marcar com uma XPR:
Com um programa de peça do ProNest
Sem um programa de peça do ProNest (corte e marcação básicos)
Cada uma das formas é explicada nesta seção.
Com um programa de peça do ProNest
Quando você tem um programa de peça que foi criado com o ProNest para uma XPR, o programa
de peça usa automaticamente a experiência em processos integrada oferecida pelas tabelas
de corte da Hypertherm. As tabelas de corte contêm todos os parâmetros de processo necessários
à XPR e ao Phoenix no CNC para obter os melhores resultados no corte e marcação, incluindo
a qualidade True Hole para qualquer círculo compatível com True Hole em uma peça.
Certifique-se de que as seguintes configurações do Código de programa
estão ativadas na tela de Corte no Phoenix (Configurações > Corte):
Substituição do código G59 de EIA, substituição de seleção de
processo, substituição do kerf de EIA e substituição de código F de EIA.
Para corte ou marcação com um programa de peça do ProNest, use o Assistente do CutPro®
ou execute as etapas a seguir.
1. Carregar o programa de peça (Arquivos > Carregar do disco).
2. Alinhar a peça à chapa (Opções da peça atual > Alinhar).
EDGE Connect Adendo do manual 809900PT 13

Corte e marcação com uma XPR em um CNC EDGE Connect
3. No Soft Op Con, escolha modo Programação (Automático) para a estação que você
deseja usar.
4. Pressione Partida.
Quando o CNC lê o comando M07 (Corte ativo) no programa de peça, os parâmetros a seguir para
o processo especificado são carregados da tabela de corte.
Tensão do arco
Corrente de corte
Altura de corte
Velocidade de corte
Tipo de gás e faixa de vazão
Kerf
Altura de perfuração
Tempo de perfuração
Altura de transferência
Estes parâmetros são carregados toda vez que o CNC lê um comando M07 (Corte ativo) no
programa de peça. A tela Tabela de corte mostra os parâmetros carregados do atual processo.
Você não pode substituir estes parâmetros de processo no CNC. Para substituir estes parâmetros
de processo, as modificações devem ser feitas no ProNest. Para obter mais informações, consulte
Apêndice A: Sobre os programas de peças do ProNest para XPR na página 34.
Há outros parâmetros que um operador pode substituir no CNC. Os parâmetros que um operador
pode e não pode substituir no CNC estão listados em Tab e l a 5 na página 15.
Um operador sempre pode usar os potenciômetros de velocidade para
modificar a velocidade do programa.
14 809900PT Adendo do manual EDGE Connect

Corte e marcação com uma XPR em um CNC EDGE Connect
Tabela 5 – Parâmetros de corte que um operador pode e não pode substituir no CNC
Tela Podem ser substituídos Não podem ser substituídos
Processo
(Configurações > Processo
> Plasma 1 ou Plasma 2)
Watch Window de dados
do processo
(Configurações > Watch)
• Tempo de saída de arco
• Retardo do AVC
• Altura inicial IHS
• Tempo de reaquisição de kerf
• Altura de remoção resíduos
• Altura de retração
• Pular IHS em
• Tempo de parada
• Tempo de saída de arco
• Retardo do AVC
• Altura inicial IHS
• Altura de remoção resíduos
• Retardo para retração
• Pular IHS em
• Tempo de parada
Nota: Se a opção de Verificar
o parâmetro de definição
automático é selecionada
para um parâmetro na tela
de processo, então você não
pode substituir o parâmetro
no Watch Window.
• Tempo de deformação
• Altura de corte
• Retardo na altura de corte
• Tempo de saída de corte
• Velocidade de corte
• Altura de perfuração
• Tempo de perfuração
• Corrente do arco definida
• Definir tensão do arco
• Altura de transferência
• Tempo de deformação
• Altura de corte
• Retardo na altura de corte
• Tempo de saída de corte
•Kerf
• Altura de perfuração
• Tempo de perfuração
• Velocidade do plasma
• Definir tensão do arco
• Altura de transferência
Corte
(Configurações > Corte)
N/A • Velocidade de corte
•Kerf
Sem um programa de peça do ProNest (corte e marcação básicos)
Corte e marcação sem o uso de um programa de peça publicado pelo ProNest ou de outra CAM
são conhecidos por corte e marcação básicos. Exemplos de corte e marcação básicos incluem
os seguintes:
O programa de peça não possui códigos avançados. Entre os códigos avançados estão
incluídos, entre outros, variáveis de processo G59, seleções de estação M37, seleções
de processo M36, códigos de kerf G43, compensações de marcadores e outros.
Você seleciona uma forma simples na biblioteca de formas, mas cancela o processamento
através do CNC do ProNest.
Para peças com círculos compatíveis com True Hole, True Hole
só é aplicado se você processar a peça através do CNC do ProNest.
Caso contrário, os processos True Hole não são aplicados
ao corte básico.
EDGE Connect Adendo do manual 809900PT 15

Corte e marcação com uma XPR em um CNC EDGE Connect
Você usa um programa de peça que foi criado com o ProNest ou outro software CAM, mas
desativa as configurações de Substituição de Código EIA G59, de Substituição de seleção
de processo, substituição do kerf de EIA e de substituição do código F de EIA no Phoenix
(Configurações > Corte).
Com corte e marcação básicos, após carregar a peça, você seleciona o processo na tela da tabela
de corte (Principal > Tabela de corte). Consulte Figura 2 na página 17.
A seleção de processo com uma XPR envolve especificar os itens a seguir:
1. Tipo de material
2. Espessura do material
3. Superfície de corte
4. Nome do processo
5. Marcação de gás, se aplicável
À medida que você seleciona o processo, a tela Tabela de corte mostra o número de identificação
do registro no banco de dados da tabela de corte da XPR que corresponde a essas seleções.
A tela da Tabela de corte também mostra os números de identificação dos processos de corte
e marcação incluídos naquele registro. Além disso, a tela de Tabela de corte mostra os parâmetros
da Tabela de corte para o processo selecionado. Para substituir os parâmetros da tabela de corte,
consulte página 17.
Se você estiver usando um programa de peça do ProNest que inclui
marcação, mas você desativou o uso de códigos G59, o Phoenix
interpreta automaticamente o M07 Ar ou M07 N2 no programa de peça
do ProNest como M09 (Marcador 1 Ativado) e usa o gás de marcação
selecionado na tela Tabela de corte. Para obter mais informações sobre
códigos usados nos programas de peças do ProNest, consulte Apêndice
A: Sobre os programas de peças do ProNest para XPR na página 34.
Se aparecer a mensagem de diálogo “XPR não está pronta”,
consulte Disponibilidade da XPR na página 23.
16 809900PT Adendo do manual EDGE Connect

Corte e marcação com uma XPR em um CNC EDGE Connect
Figura 2 – Tela Ta b ela de co r te
Substituições de parâmetros de tabela de corte pelo operador
Se necessário, o operador pode substituir os parâmetros da tabela de corte padrão. Os valores
de substituição podem ser inseridos nas telas a seguir e serão usados durante o corte.
Você não pode substituir o valor de Definir Corrente do Arco a partir da
tabela de corte.
Tela de Processo (Configurações > Processo > Plasma 1 ou Plasma 2)
Tela Corte (Configurações > Corte)
Watch Window de dados do processo
EDGE Connect Adendo do manual 809900PT 17

Corte e marcação com uma XPR em um CNC EDGE Connect
1
2
1
2
1
1
Substituições da tela de Processo pelo operador
A tabela de corte determina a maioria dos valores padrão na tela de Processo (consulte Figura 3
na página 18). Alguns valores vêm diretamente da tabela de corte e outros são calculados
a partir de uma combinação de valores de tabela de corte e outras configurações do Phoenix .
Figura 3 – Tela de Processo
Para substituir um valor que vem diretamente da tabela de corte , o operador exclui
o valor padrão e insere um novo valor.
Quando o operador substitui um valor que vem diretamente da tabela
de corte , o valor é mantido até que as tabelas de corte sejam
recarregadas. As tabelas de corte são recarregadas quando um operador
vai para a tela Tabelas de corte e escolhe salvar ao sair da tela (caso seja
solicitado; se não for solicitado, o Phoenix salva automaticamente). As
tabelas de corte também são recarregadas quando o CNC é reiniciado.
Ao substituir a altura do corte na tela de Processo, a altura de perfuração
e a altura de transferência se ajustam automaticamente e na mesma
proporção. Se desejar valores específicos para altura de perfuração
e altura de transferência, insira-os como valores absolutos em polegadas
ou milímetros após ajustar a altura de corte.
18 809900PT Adendo do manual EDGE Connect

Corte e marcação com uma XPR em um CNC EDGE Connect
2
Para substituir um valor calculado a partir de uma combinação de valores de tabelas
de corte e outras configurações do Phoenix , o operador limpa a caixa de seleção,
exclui o valor padrão e insere um novo valor.
Desmarcar a caixa de seleção quebra o link para a tabela de corte
e outras configurações do Phoenix. Assim, o valor de substituição
é mantido como está até que o operador o altere novamente na tela
de Processo ou seleciona novamente a caixa de seleção para voltar
ao valor padrão.
EDGE Connect Adendo do manual 809900PT 19

Corte e marcação com uma XPR em um CNC EDGE Connect
Sequência de corte a plasma
O CNC identifica cada estado da sequência de corte com uma mensagem de status em letras
azuis embaixo da área de visualização da peça na tela Principal do Phoenix.
Se uma mensagem de status não descrever o estado atual na sequência
de corte a plasma, então a mensagem indicará uma condição na XPR.
Consulte Mensagem de status na página 24.
O estado atual na sequência de corte a plasma é informado pelo CNC. O CNC começa a ler
e executar o programa de peça no Início do Ciclo (Cycle Start). Veja os estados da sequência
de corte a plasma em Tabela 6.
Tabela 6 – Sequência de corte a plasma
Quando... A mensagens de status é: E...
O CNC lê o código M07
(Corte ativo) no programa
de peça
O THC começa a realizar
sua detecção de altura
inicial (IHS)
Atualização de processo • As entradas XPR Pronta para Começar
e Processo da XPR Pronto são
desligadas.
• O CNC envia o processo para a XPR.
Abaixar a tocha
• A saída de Desativar Altura da Tocha
é acionada e permanece assim até que
o sistema de corte alcance a velocidade
de corte.
• Se o Pré-fluxo durante a IHS estiver
ligado (em Configurações > Processo >
Plasma 1/2): As saídas do Controle de
corte da XPR, do Controle de perfuração
da XPR e da Contenção de ignição
da XPR são ativadas depois que a tocha
começa a descer em direção à peça
de trabalho.
• Em um sistema de corte de várias tochas
quando o Pré-fluxo Durante a IHS estiver
desligado (em Configurações > Processo
> Plasma 1/2): o Controle de corte
da XPR, o Controle de perfuração
da XPR e a Contenção de ignição
da XPR são ativados quando o THC
atinge a Altura inicial do IHS.
• As saídas de Ativação do Contato
do Bico da XPR e Limite de Torque
do THC são ativadas quando o THC
atinge a Altura inicial do IHS.
20 809900PT Adendo do manual EDGE Connect

Corte e marcação com uma XPR em um CNC EDGE Connect
Quando... A mensagens de status é: E...
A detecção de altura inicial
(IHS) é concluída e a tocha
está posicionada na altura
de transferência.
A XPR provoca a ignição
de um arco
Aguardando pelo arco ativo • Se o Pré-fluxo durante a IHS estiver
desligado (em Configurações > Processo
> Plasma 1/2): as saídas de Controle de
corte da XPR e de Controle de perfuração
da XPR são ativadas.
• As entradas do Processo XPR Pronto
e da XPR Pronta para iniciar são ativadas
(após a purga da XPR ser finalizada).
• As saídas da Contenção de ignição
da XPR, da Ativação do Contato do Bico
da XPR e do Limite de Torque do THC
são desligadas.
Perfuração • A entrada do Sensor de corte da XPR
é ligada (ON).
• Após decorrer o tempo de perfuração,
a saída de Controle de perfuração
da XPR é desligada.
• Os temporizadores do Retardo na altura
de corte e do Retardo do AVC são
iniciados.
• Após decorrer o tempo de Retardo
na altura de corte, o THC desce até
a Altura de corte.
O movimento
de deformação
é iniciado (se o Tempo
de deformação estiver
configurado)
O sistema de corte acelera
até a Velocidade de corte.
Deformação
• A saída de movimento é ligada (ON).
• O Movimento de deformação continuará
até que o Tempo de deformação expire.
Corte • A saída de Desativar altura da tocha
é desativada (OFF) após o sistema de
corte acelerar até o Valor do Percentual
de Velocidade de Desativação da Altura
da Tocha mais a Distância do Plasma
a partir do canto ou após o tempo
de retardo do AVC expirar, o que ocorrer
por último.
• A saída de Desativar altura da tocha
é ativada (ON) e desativada (OFF)
durante o corte sempre que a velocidade
de corte cair para algum percentual
abaixo da Velocidade de Desativação
da Altura da Tocha definida.
EDGE Connect Adendo do manual 809900PT 21

Corte e marcação com uma XPR em um CNC EDGE Connect
Quando... A mensagens de status é: E...
O CNC lê o código M08
(Corte desligado)
no programa de peça
Elevar a tocha • A saída do Controle de corte da XPR
é desligada (OFF).
• A entrada da Partida de plasma
é desligada (OFF).
• A saída de movimento é desligada (OFF).
• A entrada do Sensor de corte da XPR
é desligada (OFF).
• A tocha retrai para a Altura de retração.
O Tempo de parada
é iniciado (se o Tempo
de Parada estiver
configurado)
Parar Retardo
• O CNC evita que a mesa de corte do tipo
pórtico se mova para o próximo ponto
de perfuração até que o Tempo de parada
expire.
Tempo de parada termina Avançando • A mesa de corte do tipo pórtico se move
para o próximo ponto de perfuração
e a sequência é repetida.
22 809900PT Adendo do manual EDGE Connect

Localização de defeitos e diagnóstico
O Phoenix exibe códigos de diagnóstico da XPR como mensagens de status, diálogos de erro,
informações do Watch Window de erro do sistema e dados do registro de diagnósticos. A XPR
possui quatro tipos de códigos de diagnóstico e o Phoenix exibirá os códigos conforme definido
na tabela abaixo.
Tabe la 7 – Tipos de códigos de diagnóstico da XPR
Corte e marcação com uma XPR em um CNC EDGE Connect
Tipo de
código
Informações Sem resultado imediato. Na maioria dos casos,
Alert (Alerta) Os alertas não interrompem o programa
Erros Erros podem ter um efeito adverso na
Falhas As falhas protegem o sistema de corte
Resultado durante o corte O que fazer
a ação do operador não é necessária.
de peça, mas eles podem afetar negativamente
a produtividade e a qualidade de corte. Para
resolver um código de alerta, é necessária
a ação do operador.
produtividade ou qualidade, ou causar danos
aos componentes do sistema de corte.
Erros interrompem o programa de peça
e exibem um diálogo de erro do CNC.
e os componentes do sistema contra danos
permanentes.
As falhas interrompem o programa de peça
e exibem um diálogo de erro do CNC.
O arco não será iniciado até que a falha
seja resolvida.
Para encontrar o código numérico para
informações ou mensagem de status de
alerta, acesse a tela de Registro na Interface
Web da XPR.
• Para as etapas da localização de
defeitos, consulte o manual de instruções
fornecido com sua fonte de alimentação
de plasma XPR.
Para resolver um erro ou falha da XPR:
• Localize o número do erro no diálogo
de erro que aparece. Consulte Caixa
de diálogo de erro na página 25.
• Siga as etapas de ação corretiva no
manual de instruções fornecido com
a fonte de alimentação de plasma XPR.
Disponibilidade da XPR
Antes de enviar um processo para a XPR, certifique-se de que as seguintes condições são
atendidas:
Certifique-se de que o barramento de campo está funcionando.
A estação das ferramentas está ativada, e a ferramenta de corte está pronta para cortar
(em Verificações iniciais ou Aguardar pelo estado de partida).
O sistema XPR é ligado (ON).
Purgas de gás estão completas.
Não há grandes erros da XPR presentes.
EDGE Connect Adendo do manual 809900PT 23

Corte e marcação com uma XPR em um CNC EDGE Connect
Mensagem de status
Ver informações sobre erros da XPR no CNC
As informações sobre erros da XPR são exibidas no Phoenix nos seguintes locais:
Mensagem de status
Caixa de diálogo de erro
Watch window de erros do sistema (se configurado)
Faça o login na Visualização de Diagnósticos da XPR no CNC
Mensagem de status
O erro da principal prioridade da XPR, se existir, é mostrado em azul abaixo da visualização
de peças na tela Principal no Phoenix.
Figura 4 – Exemplo de mensagem de status que mostra um erro da XPR
24 809900PT Adendo do manual EDGE Connect
Quando ocorrer um erro ou falha da XPR, o programa de peça faz uma pausa e aparece uma
caixa de diálogo. Para resolver um erro, veja Caixa de diálogo de erro na página 25.
Se uma caixa de diálogo de erro não aparecer e o programa de peça não pausar,
a mensagem de status indicará um dos itens a seguir:
Informações ou alerta da XPR – Veja Tabel a 7 na página 23.
O estado atual na sequência de corte a plasma – Consulte página 20.

Corte e marcação com uma XPR em um CNC EDGE Connect
Caixa de diálogo de erro
Os erros e falhas da XPR são exibidos em uma caixa de diálogo no CNC. Na caixa de diálogo,
selecione a tecla programável Manual da XPR para visualizar as informações de localização
de defeitos para o erro. A mensagem de erro inclui o número do código de erro (por exemplo,
Erro XPR 508). Consulte Figura 5.
Figura 5 – Caixa de diálogo com uma mensagem de erro da XPR
Watch window de erros do sistema
Você também pode monitorar alertas, falhas ou mensagens de erro no CNC através
do Watch Window de erros do sistema, conforme apresentado em Figura 6.
Figura 6 – Watch Window de erros do sistema
Para configurar um Watch Window de erros do sistema, consulte página 12.
Para ver as informações de diagnósticos detalhadas da XPR, use a Interface Web da XPR.
EDGE Connect Adendo do manual 809900PT 25
Corte e marcação com uma XPR em um CNC EDGE Connect
1
2
1
2
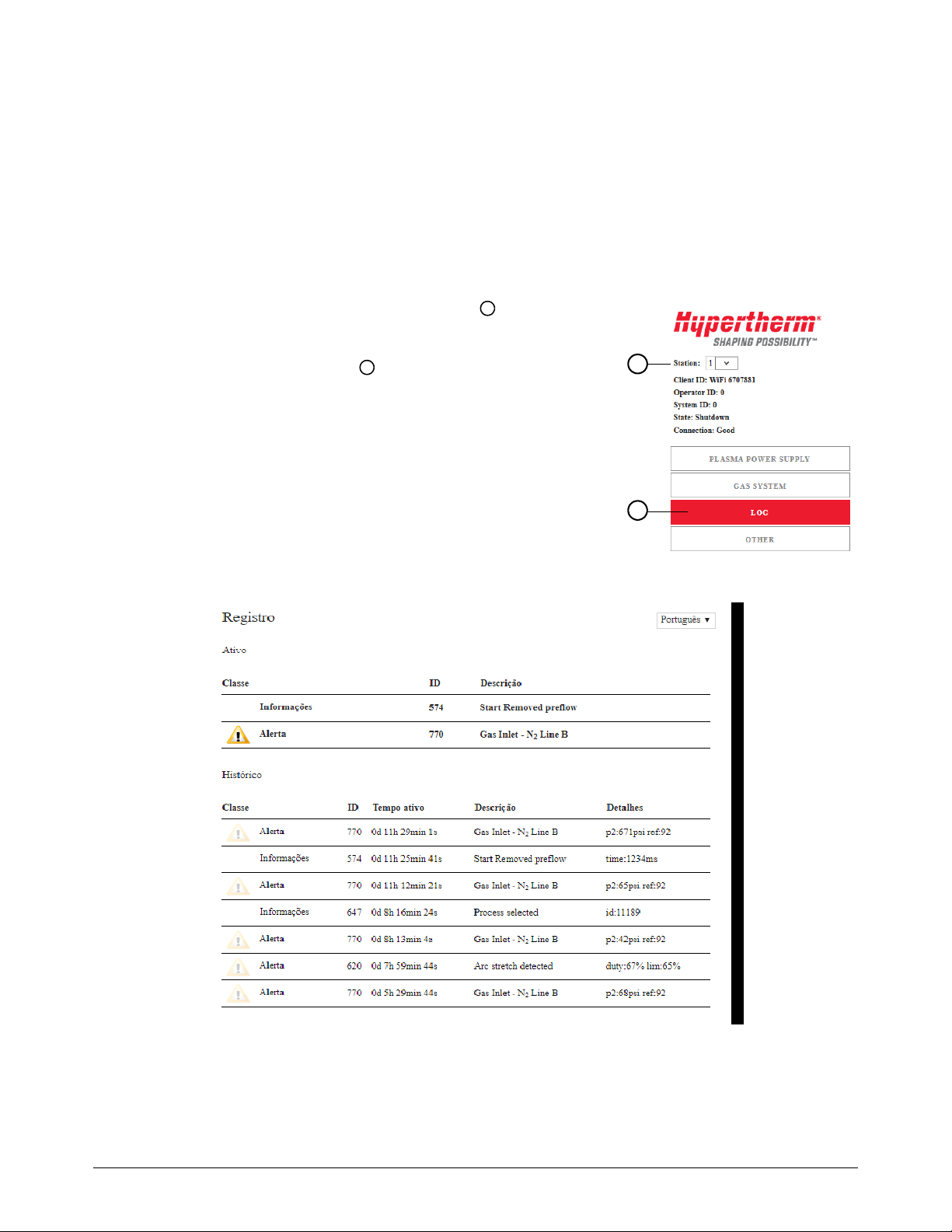
Registro de Diagnóstico da XPR
Você pode ver os códigos de diagnóstico ativos e recentes da XPR, detalhes de erros e dados
de Tempo de Atividade do Registro na XPR Diagnostics View (Visualização de Diagnóstico da XPR)
no CNC.
Para acessar o Registro de Diagnóstico da XPR:
1. Na tela Principal do Phoenix, selecione Configurações > Diagnóstico > Sistema XPR.
2. Selecione o número da Station (Estação) da XPR
que deseja monitorar.
3. Selecione Log (Registro) .
O Registro (Figura 7) exibe quatro classes de códigos
de diagnóstico da XPR: falhas, erros, alertas e mensagens
de informação. Para saber quais são as diferenças entre
cada classe, consulte Tabela 7 na página 23.
Figura 7 – Tela da Visualização de Diagnóstico da XPR
Para saber quais são as etapas de resolução de problemas, consulte
o manual de instruções fornecido junto com sua fonte de alimentação
aplasma da XPR.
26 809900PT Adendo do manual EDGE Connect

Monitoramento da XPR a partir do CNC
1
3
5
2
4
6
1 ID da Station (Estação) é o número da estação
da XPR para monitorar.
2ID do cliente é o dispositivo que está
se comunicando com a XPR. A ID do cliente
é exibida como “EDGE Connect” para todos
os CNCs.
3 ID do operador é o tipo de conexão que enviou
um processo. A ID do operador é exibida como
“Nenhum usuário” se a rede estiver
desconectada.
4Sistema ID é o tipo de fonte de alimentação
de plasma na estação selecionada. A ID do
sistema é exibida como “Nenhuma” se a estação
selecionada não for uma XPR.
5 Estado é o status atual da XPR na estação
selecionada. Para obter mais informações,
consulte o manual de instruções fornecido
com sua fonte de alimentação de plasma XPR.
6Conexão é o status da comunicação entre
o Phoenix e o navegador da Web que exibe
os dados de diagnóstico.
Você pode monitorar até duas fontes de alimentação de plasma XPR no CNC, abrindo
a visualização Diagnósticos da XPR no Phoenix. As informações na Visualização de Diagnósticos
são preenchidas na XPR através do EtherCAT.
Para ir para a Visualização de Diagnósticos da XPR no Phoenix:
1. Selecione Configurações > Diagnósticos > Sistema da XPR.
2. Selecione a Station (Estação) da XPR que você quer monitorar.
Corte e marcação com uma XPR em um CNC EDGE Connect
Estado e conexão
A tela principal da visualização de Diagnósticos da XPR no Phoenix mostra o estado e a conexão
da estação da XPR que você selecionou para monitorar. Consulte Figura 8.
Figura 8 – Visualizar o status de estado e conexão da fonte de alimentação de plasma XPR
EDGE Connect Adendo do manual 809900PT 27

Corte e marcação com uma XPR em um CNC EDGE Connect
Versões de firmware
Para descobrir quais versões de firmware estão instaladas em uma estação da XPR:
1. A partir da visualização de Diagnósticos da XPR no Phoenix, selecione o número da Station
(Estação) para a XPR.
2. Selecione a guia Outros.
Para ver uma lista das versões do firmware compatível com esse documento, consulte Antes de
iniciar na página 5. Para atualizar o firmware, consulte o Boletim de Serviço de Campo Hypertherm
809820.
Os procedimentos de atualização de firmware a seguir estão disponíveis em
www.hypertherm.com/docs
Para atualizar automaticamente o firmware da XPR por meio da EtherCAT, consulte
:
a Observação da Aplicação 810720.
Para atualizar a interface web da XPR e o firmware da PCB (placa de circuito impresso)
com um USB ou conexão sem fio, consulte o Boletim de serviço de campo da Hypertherm
809820.
28 809900PT Adendo do manual EDGE Connect

Corte e marcação com uma XPR em um CNC EDGE Connect
1
2
1
2
(Não se aplica para a XPR170)
E/S da fonte de alimentação de plasma, temperaturas e status do chopper
A tela Fonte de Alimentação a Plasma mostra detalhes sobre a E/S ativa, a temperatura e o status
do chopper. Para visualizar a E/S da fonte de alimentação a plasma XPR, temperaturas e status
do chopper:
1. Na tela principal no Phoenix, selecione
Configurações > Diagnósticos > Sistema da XPR.
2. Selecione o número da Station (Estação) da XPR que
você quer monitorar.
3. Selecione Fonte de alimentação a plasma .
A tela da Fonte de alimentação de plasma aparece (consulte
Figura 9 na página 29). Essa tela também mostra as entradas
e saídas. Se estiver destacada em vermelho ou cinza, a entrada
ou saída está ativa.
Figura 9 – Tela de fonte de alimentação de plasma na Visualização de Diagnósticos da XPR
Para ver alertas e erros ativos ou recentes, vá para tela de Registro.
Consulte página 26.
EDGE Connect Adendo do manual 809900PT 29

Corte e marcação com uma XPR em um CNC EDGE Connect
1
2
1
2
Monitoramento e teste das vazões de gás
Você pode monitorar e testar as vazões de gás a partir da tela do Sistema de gás na Visualização
de Diagnósticos da XPR no CNC através do EtherCAT.
Para ver a tela do Sistema de Gás:
1. Na tela principal no Phoenix, selecione Configurações > Diagnósticos > Sistema da XPR.
2. Selecione o número da Station (Estação) da XPR que
você quer monitorar.
3. Selecionar Sistema de gás .
Monitoramento das vazões de gás
Para monitorar as vazões de gás do CNC, visualize os dados na tela Sistema de gás.
Consulte Figura 10.
Figura 10 – Tela do sistema de gás
30 809900PT Adendo do manual EDGE Connect

Corte e marcação com uma XPR em um CNC EDGE Connect
Teste de vazões de gás e vazamentos
Faça um teste de gás para certificar-se de que você está pronto para cortar ou para ajudar
a diagnosticar problemas com qualidade de corte, desempenho do sistema e vida útil dos
consumíveis.
Para fazer um teste de vazão de gás ou de vazamento de gás do CNC,
o CNC deve ter o controle da XPR. O dispositivo que define
um processo controla primeiro a XPR.
Para fazer um teste de vazão de gás no CNC:
1. Vá para a tela do Sistema de gás na Visualização de Diagnósticos da XPR. Para obter mais
detalhes, consulte página 30.
2. Escolha o teste que você quer fazer (Pré-fluxo, Fluxo de perfuração, Fluxo de corte
ou Vazamento de gás).
3. Na caixa de diálogo “Are you sure?” (Você tem certeza?), selecione YES (SIM).
O teste começa imediatamente e continua por 45 segundos.
Para cancelar um teste de vazão de gás, selecione novamente o mesmo
botão de teste de vazão de gás ou escolha um teste de gás diferente.
Os testes de vazamento de gás não podem ser cancelados.
Para visualizar informações sobre gases, alertas e erros durante ou após o teste, escolha Registro.
Consulte Registro de Diagnóstico da XPR na página 26.
Ver as informações da XPR com a interface da web da XPR
A interface da Web da XPR, que está disponível apenas em dispositivos habilitados para conexão
sem fio, fornece a maioria dos dados que você pode encontrar na Visualização de Diagnósticos
da XPR no CNC. Antes de usar um dispositivo habilitado para conexão sem fio para
monitorar os diagnósticos da XPR, examine a Visualização de Diagnósticos da XPR
no Phoenix para ver se os dados que você precisa já estão disponíveis no CNC. Consulte
Monitoramento da XPR a partir do CNC na página 27.
• Se os dados de diagnóstico da XPR necessários estiverem disponíveis somente na interface da Web
da XPR em um dispositivo habilitado para conexão sem fio, consulte o manual de instruções fornecido
com a fonte de alimentação de plasma XPR para obter a documentação.
• Se você conectar o CNC a uma rede sem fio da XPR (modo de Ponto de Acesso), o CNC só poderá
se comunicar com a rede da XPR e não com a rede local. Para resolver esse problema, use o modo
de rede ou conecte um cabo Ethernet a partir da conexão LAN do CNC a uma porta que tenha acesso
à rede local. Para obter mais detalhes sobre modo de Ponto de Acesso e modo de rede, consulte
o manual de instruções fornecido com sua fonte de alimentação de plasma XPR.
Para especificações do cabo Ethernet, consulte Especificações
einstalação na Seção 1 do EDGE
Manual (Manual de Instalação e Configuração do EDGE
(809340).
EDGE Connect Adendo do manual 809900PT 31
®
Connect Installation and Setup
®
Connect)

Corte e marcação com uma XPR em um CNC EDGE Connect
Tire uma XPR da rede EtherCAT para manutenção
Se você precisar desligar uma XPR temporariamente (por exemplo, para manutenção) mas
continuar usando o sistema de corte, você pode retirar temporariamente a XPR da configuração
da rede EtherCAT. A retirada de uma XPR da configuração de rede, conhecida como tirar uma XPR
para manutenção, permite que você continue usando o sistema de corte sem as falhas
de barramento de campo.
Para tirar uma XPR para manutenção:
1. Desligue (OFF) o CNC.
2. Desligue (OFF) a alimentação principal da XPR que deseja tirar para manutenção.
3. Ligue (ON) o CNC.
Depois que o Phoenix inicia, ele começa a inicialização da rede EtherCAT. Então, a mensagem
mostrada na Figura 11 na página 32 aparece.
Figura 11
A mensagem mostra a XPR que você deseja tirar para manutenção. Neste exemplo, é a XPR
na Estação 1.
4. Selecione Sim.
O Phoenix retira a XPR da configuração de rede e inicia a rede EtherCAT.
Se você reiniciar o CNC enquanto a XPR estiver fora de serviço,
será preciso responder à mensagem Levar a fonte de alimentação
do plasma 1 para manutenção? novamente. Selecione Sim.
Se você tentar cortar com uma XPR que está fora de serviço, a seguinte
mensagem é mostrada.
32 809900PT Adendo do manual EDGE Connect

Corte e marcação com uma XPR em um CNC EDGE Connect
Figura 12
Para colocar a XPR novamente em serviço:
1. Desligue (OFF) o CNC.
2. Ligar a alimentação principal da XPR que você deseja colocar de volta em funcionamento.
3. Ligue (ON) o CNC.
O Phoenix adiciona a XPR à configuração de rede e inicia a rede EtherCAT.
EDGE Connect Adendo do manual 809900PT 33

Corte e marcação com uma XPR em um CNC EDGE Connect
Apêndice A: Sobre os programas de peças do ProNest para XPR
Consulte a EDGE Connect Programmer Reference (Referência do
Programador do EDGE Connect) (809550) para obter mais informações
sobre os códigos usados para a programação de peças.
Formato do programa de peça do ProNest para uma XPR
Quando você usa o ProNest para criar um programa de peça para uma XPR, o ProNest inclui
ocomando G59V509Fxxxxx no início do programa de peça. Este comando informa ao CNC
e à XPR qual o registro no banco de dados das tabelas de corte deve ser usado para este
programa de peça. O registro contém todos os parâmetros do processo necessários para que
o CNC e a XPR executem o programa de peça, incluindo todos os parâmetros do processo para
corte, marcação e/ou True Hole (se aplicável).
Certifique-se de que as seguintes configurações do Código de programa
estão ativadas na tela de Corte no Phoenix (Configurações > Corte):
Substituição do código G59 de EIA, substituição de seleção de
processo, substituição do kerf de EIA e substituição de código F de EIA.
Por exemplo: G59 V509 F11189
Neste exemplo, o comando V509 informa ao CNC e à XPR para usar o registro 11189
(80 A O2/Air) no banco de dados das tabelas de corte para este programa de peça.
Quando o CNC lê o comando M07 (Corte ativo) no programa de peça, O CNC envia o número de
registro 11189 para a XPR. A XPR então carrega os parâmetros do processo de corte associados
do número de registro 11189. Ao mesmo tempo, o CNC carrega os parâmetros do processo de
corte do número de registro 11189. Os parâmetros do processo são os seguintes:
Tensão do arco
Corrente de corte
Altura de corte
Um operador não pode substituir estes parâmetros no CNC. Para
substituir os parâmetros do processo, as modificações devem ser feitas
na tabela de corte no ProNest. Consulte
mais informações.
Velocidade de corte
Tipo de gás e faixa de vazão
Kerf
Tabela 8 na página 36 para
Altura de perfuração
Tempo de perfuração
Altura de transferência
34 809900PT Adendo do manual EDGE Connect

Substituições de processo
Um único comando G59 V509 Fxxxxx no programa de peça preenche automaticamente
os campos de seleção do processo da XPR.
Um código de substituição na linha M07 no programa
de peça modifica estes valores.
Para modificar um programa de peça da XPR, modifique a tabela de corte no ProNest
(ou outro software CAM) e forneça o programa de peça modificado para usar no Phoenix.
Corte e marcação com uma XPR em um CNC EDGE Connect
Substituir códigos
Se for necessário modificar os parâmetros de processo de corte, marcação ou do True Hole
em um registro na base de dados da tabela de corte, você pode fazer as modificações no ProNest.
Estas modificações são conhecidas como substituições de processo. Quando você fornece o novo
programa de peça do ProNest, o ProNest indica as substituições de processo com os códigos
em Tabela 8 na página 36.
EDGE Connect Adendo do manual 809900PT 35

Corte e marcação com uma XPR em um CNC EDGE Connect
Tabela 8 – Substituição de códigos dos parâmetros do Processo
Substituir código Descrição
AVO Substituição da tensão do arco
AVD Substituição de retardo na tensão do arco*
CCO Substituição da corrente de corte
CHT Substituição da altura de corte
MAF Substituição do fluxo da mistura de argônio (AR)
MHF Substituição do fluxo da mistura de hidrogênio (H2)
MNF Substituição do fluxo da mistura de nitrogênio
PCF Substituição do fluxo do corte a plasma
PHT Substituição da altura de perfuração**
PTO Substituição do tempo de perfuração
SCF Substituição do fluxo do corte de proteção
SPF Substituição do fluxo de perfuração de proteção
THT Substituição da altura de transferência**
* Também chamado de retardo no Controle automático da tensão (AVC).
** Consulte Substituições da altura de perfuração e altura de transferência.
O ProNest inclui esses códigos de substituição de processo na linha de comando M07. Isso
informa ao Phoenix e à XPR qual valor padrão do registro da tabela de corte deve ser substituído
pelo valor especificado.
Por exemplo: M07 AVO116
Neste exemplo, suponha que a tensão padrão do arco especificada para este processo no registro
da tabela de corte seja 118. A substituição do parâmetro de processo AVO116 no programa de
peça informa ao Phoenix e à XPR que deve ser usada uma tensão do arco de 116 em vez de 118.
Substituições de processo aplicadas na linha M07 permanecem em efeito
M07
que recarrega os valores padrões da tabela de corte.
até o próximo comando
36 809900PT Adendo do manual EDGE Connect

Corte e marcação com uma XPR em um CNC EDGE Connect
Substituições da altura de perfuração e altura de transferência
A altura de perfuração e a altura de transferência são definidas na tabela de corte da XPR como
valores absolutos (em polegadas ou milímetros). Para a XPR, as substituições da altura
de perfuração e altura de transferência são independentes da altura de corte.
Exemplo: M07 CHT0.5 THT0.25 = Corte ativo, use uma altura de corte de 0.5 polegada e use
uma altura de transferência de 0.25 polegada
Neste exemplo, os valores de substituição de CHT e THT são usados em vez dos valores de altura
de corte e altura de transferência do registro da tabela de corte mencionado na linha G59. Como
o PHT não está incluído na linha M07, o valor da altura de perfuração do registro da tabela de corte
mencionado na linha G59 é utilizado.
Códigos de marcação
Para informar ao Phoenix e à XPR para substituir os parâmetros do processo de corte pelos
parâmetros do processo de marcação do registro da tabela de corte, o ProNest inclui o código
N2 (Nitrogênio) ou AR (Argônio) na linha de comando M07 (Corte ativo).
Por exemplo: M07 N2 ou M07 AR
Além disso, o ProNest indica a velocidade de marcação como um código devalor F após o M07
(Corte ativo). A velocidade de marcação pode ser o valor da tabela de corte ou um valor de
substituição, se você especificou uma substituição de velocidade de marcação na tabela de corte
no ProNest.
Por exemplo:
M07 N2
F250.
Se você estiver fazendo a marcação de um texto, consulte também
Selecione Partida para retornar ao corte a plasma com a XPR.
na página 43.
Se a sua peça exigir marcação de pó de oxicorte com códigos M09
antigos, consulte página 43.
EDGE Connect Adendo do manual 809900PT 37

Corte e marcação com uma XPR em um CNC EDGE Connect
Códigos True Hole
Para informar ao Phoenix e à XPR para substituir os parâmetros do processo de corte padrão pelos
parâmetros do processo de corte do True Hole a partir do registro da tabela de corte, o ProNest
inclui o código TH na linha de comando M07 (Corte ativo).
Por exemplo: M07 TH
Isso indica que os parâmetros do processo de corte True Hole do registro da tabela de corte,
bem como os parâmetros True Hole do Phoenix, serão usados para qualquer círculo compatível
com True Hole em vez dos parâmetros do processo de corte padrão.
Além de usar os parâmetros True Hole na tabela de corte e no Phoenix,
um programa de peça ProNest aplica automaticamente velocidades
variadas em vários segmentos de furos para completar a técnica
True Hol e.
Códigos de contorno interno
Para peças com contornos interiores, como arcos e orifícios que não são compatíveis com
o True Hole, o ProNest inclui o código O2S na linha de comando M07 (Corte ativo). O código
O2S informa ao Phoenix e à XPR para substituir os parâmetros de processo de corte padrão pelos
parâmetros de processo de corte O2/O2 do registro da tabela de corte.
Por exemplo: M07 O2S
Amostra do programa de peça do ProNest
A seguir, está uma amostra do programa de peça do ProNest para uma XPR.
G59 V509 F11420
(130A O2/Air)
G41
M07 AVO132 THT0.25
M51
F80.
G03X0. 7071Y0. 7072I0. 3536J0. 3536
G02I1. 5556J1. 5556
M50
M50H-0. 035
G03X-0. 3536I-0. 1768J-0. 1768
M08
G40
M51
M19
M02
38 809900PT Adendo do manual EDGE Connect

Corte e marcação com uma XPR em um CNC EDGE Connect
Diferenças entre os programas de peça da XPR e do ProNest da HPRXD
Se você tiver um programa de peça do ProNest que foi criado para uma
HPRXD, a Hypertherm recomenda enfaticamente que você crie um novo
programa de peça especificamente para a XPR.
Há muitas diferenças entre as tabelas de corte da XPR e da HPRXD. Portanto, há muitas
diferenças entre um programa de peça do ProNest criado para uma XPR e um programa
de peça do ProNest criado para uma HPRXD. As principais diferenças envolvem o seguinte:
Seleção de processo
Marcação
True Hole
Substituições
Altura de transferência e altura de perfuração
Cada item está descrito brevemente abaixo. Consulte a EDGE Connect Programmer Reference
(Referência do Programador do EDGE Connect) (809550) para obter informações completas
sobre os códigos usados para a programação de peças.
Seleção de processo
Com as tabelas de corte da XPR, a seleção de processo usa uma única linha de código
no programa de peça. Por exemplo:
G59 V509 F11189
Este comando informa ao CNC e à XPR qual o registro no banco de dados das tabelas de corte
deve ser usado para este programa de peça. O registro inclui os parâmetros para tipo de tocha,
tipo de material, corrente de corte, gás e espessura do material. Assim, este comando único
especifica todos esses parâmetros de uma só vez.
Com as tabelas de corte da HPRXD, a seleção de processo usa várias linhas do código V5xx
no programa de peça para especificar os parâmetros para tipo de tocha, tipo de material, corrente
de corte, gás e espessura do material. Por exemplo:
G59 V502 F34
G59 V503 F1.00
G59 V504 F130
G59 V505 F2
G59 V507 F33
EDGE Connect Adendo do manual 809900PT 39

Corte e marcação com uma XPR em um CNC EDGE Connect
Marcação
Com as tabelas de corte da XPR, a seleção do processo de marcação usa o código N2 ou AR
na linha M07 (Corte ativo) no programa de peça. Por exemplo:
G59 V509 F11189
...
M07 N2
...
M08
Com as tabelas de corte da HPRXD, a marcação usa várias linhas de código no programa de peça,
incluindo códigos específicos de marcação. Por exemplo:
G59 V525 F27
...
M36 T3
...
M09
...
M10
Observe que os códigos de marcação usados nos programas de peças da HPRXD não são
usados em programas de peças da XPR. Consulte Tab e la 9 para mais informações.
Tabe la 9 – Diferenças do código de Marcação entre uma XPR e uma HPRXD
Código Com uma XPR, usada para...
M36 T1 (Selecione Processo Plasma 1) Corte e marcação Corte
M07 (Corte ativo) Corte e marcação Corte
M08 (Corte desligado) Corte e marcação Corte
M36 T3 (Selecione Processo Marcador 1) Não usado Marcação
M09 (Ativar Marcador 1) Não usado Marcação
M10 (Desativar Marcador 1) Não usado Marcação
Ao marcar com uma XPR usando um programa de peça da HPRXD,
o Phoenix interpreta automaticamente os códigos de marcação existentes
corretamente, sem alterar visivelmente os códigos no programa de peça,
se você desativar as seguintes configurações de Código de Programa
na tela de Corte no Phoenix (Configurações > Corte): Substituição
do código G59 de EIA, substituição de seleção de processo,
substituição do kerf de EIA e substituição de código F de EIA.
Com uma HPRXD,
usada para...
40 809900PT Adendo do manual EDGE Connect

Corte e marcação com uma XPR em um CNC EDGE Connect
True Hole
Com as tabelas de corte da XPR, a seleção do processo de True Hole usa o código TH na linha
M07 (Corte ativo) no programa de peça. Por exemplo:
G59 V509 F11189
...
M07 TH
Com as tabelas de corte da HPRXD, a seleção de processo True Hole usa várias linhas do código
V5xx no programa de peça. Por exemplo:
G59 V502 F34
G59 V503 F1.99
G59 V504 F130
G59 V505 F2
G59 V507 F33
Além disso, em um programa de peça da HPRXD com True Hole, uma velocidade é aplicada
ao orifício. Com um programa de peça da XPR com True Hole, são aplicadas velocidades variadas
em vários segmentos do orifício.
Substituições
Com as tabelas de corte da XPR, as substituições do parâmetro do processo usam o código
de substituição na linha M07 (Corte ativo) no programa de peça. Por exemplo:
G59 V509 F11189
...
M07 AVO116 THT0.25
Com as tabelas de corte da HPRXD, substituições usam código V6xx no programa de peça.
Por exemplo:
G59 V502 F34
G59 V503 F1.00
G59 V504 F130
G59 V505 F2
G59 V507 F33
...
G59 V600 F125
M07
O ProNest ainda usa os códigos de substituição do controle da altura
V600 e V607, conforme necessário, nos programas de peças da XPR
criados para cortes chanfrados. Mas nenhum outro código de
substituição V6xx é compatível com uma XPR.
EDGE Connect Adendo do manual 809900PT 41

Corte e marcação com uma XPR em um CNC EDGE Connect
Altura de perfuração e altura da transferência
Com a XPR, as substituições da altura de perfuração e altura de transferência são independentes
da altura de corte. A altura de perfuração e a altura de transferência são expressas apenas como
valores absolutos (em milímetros ou polegadas) nas tabelas de corte da XPR e na tela de Processo
no Phoenix. Para exemplos de códigos de programa de peça, consulte página 37.
Com a HPRXD, os valores da altura de perfuração e da altura de corte são expressos como
50% a 400% da altura de corte. Por exemplo:
G59 V602 F200 = Configure o fator de altura de perfuração do plasma 1 em 200% da altura
de corte
G59 V604 F75 = Configure o fator de altura de transferência do plasma 1 em 75% da altura
de corte
42 809900PT Adendo do manual EDGE Connect

Apêndice B: Marcação com pó de oxicorte
Embora programas de peças existentes devam ser repostados com o software CAM, há uma
maneira manual de usar um programa de peça existente para marcar os códigos M09 com
pó de oxicorte e cortar os códigos M07 com a XPR. Siga as diretrizes e a sequência especial
das etapas abaixo.
Diretrizes
Controle o CNC em modo manual.
Use a função Mover para perfurar para completar toda a marcação com pó de oxicorte
primeiro.
Não é possível alternar do modo Plasma para o modo Oxicorte.
Marcação com pó de oxicorte e corte com XPR
Corte e marcação com uma XPR em um CNC EDGE Connect
Para usar um programa de peça existente para marcação com pó de oxicorte e corte com XPR:
1. Com o programa de peça em modo Oxicorte, pressione Partida (Start) e imediatamente após
pressione Parar (Stop) para interromper o programa.
2. Selecione Mover para perfuração e selecione o primeiro ponto de perfuração do código M09
para marcação de pó de oxicorte.
3. Selecione Partida (Start) para começar a marcação com pó de oxicorte.
4. Assim que todos os códigos de marcação M09 estiverem concluídos, selecione imediatamente
Parar (Stop) para interromper o programa de peça.
Se você esperar demais para interromper o programa,
os códigos M07 de corte a plasma serão cortados no modo Oxicorte,
em vez de no modo Plasma.
5. Na tela Principal, selecione Mudar modo de corte e então selecione Plasma.
6. Pressione a tecla programável Mover para perfuração para ir à primeira perfuração M07
no programa de peça.
7. Selecione Partida para retornar ao corte a plasma com a XPR.
EDGE Connect Adendo do manual 809900PT 43

Corte e marcação com uma XPR em um CNC EDGE Connect
44 809900PT Adendo do manual EDGE Connect

Apêndice C: Opções para marcação de texto
Você está fazendo a marcação
diretamente no CNC ou através
do ProNest?
Precisa fazer a marcação
dos textos que não estão
em inglês?
P
r
e
c
i
s
a
d
e
p
a
r
a
d
a
a
s
s
í
n
c
r
o
n
a
n
a
m
a
r
c
a
ç
ã
o
?
Está usando o CNC
do ProNest?
O CNC do ProNest não é compatível
com a marcação
Use o marcador de texto do PhoenixOpção de marcador de texto do Phoenix no ProNest
Está OK para geometria
de corte suave?
ProNest
Sim
Sim
Não
Sim
Não
Desativar suavização
Ativar suavização
CNC
Não
Não
Para determinar se deve usar o texto traçado do ProNest, a opção de marcador
de texto do Phoenix no ProNest ou o Gerador de Fonte de Marcador do Phoenix,
consulte o fluxograma abaixo.
Use o texto traçado do ProNest
Corte e marcação com uma XPR em um CNC EDGE Connect
Texto traçado do ProNest Marcador de texto do Phoenix no ProNest Use o marcador de texto do Phoenix
Texto traçado do ProNest incluído como movimentos individuais de marcação no código de saída. O ProNest converte todos os textos traçados para o marcador
• Importar texto CAD ou aplicar em Edição avançada
• Parada assíncrona compatível em movimentos de marcação
• Compatível com Unicode
• Letras maiúsculas ou minúsculas
• Substituições de corrente disponíveis
• Toda a geometria da peça (corte e marcação) será suavizada durante a importação da peça,
se a opção “Smooth entities” (entidades suaves) estiver ativada.
• Usar esta opção sem suavizar pode produzir resultados esteticamente ruins.
de texto do Phoenix durante a saída.
• Parada assíncrona não disponível
• Somente texto ASCII
• EM LETRAS MAÚSCULAS
• Substituições de corrente não disponíveis
A marcação de texto é aplicada no Phoenix no CNC.
• Parada assíncrona não disponível
• Somente texto ASCII
• EM LETRAS MAÚSCULAS
• Substituições de corrente não disponíveis
EDGE Connect Adendo do manual 809900PT 45
 Loading...
Loading...