


EDGE® Pro HyPath
Kontroler cięcia kształtu
Podręcznik
80762H — Wersja 4

Zarejestruj nowy system Hypertherm
Aby zapewnić wygodny dostęp do pomocy technicznej i gwarancyjnej, produkt można
zarejestrować w Internecie pod adresem www.hypertherm.com/registration.
Zarejestrowanie produktu umożliwia również otrzymywanie aktualnych informacji o nowych
produktach Hypertherm oraz jednorazowo bezpłatnego upominku będącego wyrazem
naszej wdzięczności.
Do przyszłego wykorzystania
Numer seryjny: _______________________________________________________________
Data zakupu: _________________________________________________________________
Dystrybutor:__________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
Uwagi dotyczące serwisu:
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
ArcGlide, CutPro, EDGE, HPR, HSD, Hypernet, Hypertherm, Phoenix, Powermax, Sensor i Watch Windows to znaki handlowe firmy
Hypertherm Inc. i mogą być zastrzeżone w Stanach Zjednoczonych i/lub w innych krajach. Wszystkie inne znaki handlowe są
własnością odpowiednich podmiotów.
© 2014 Hypertherm Inc.

EDGE Pro HyPath CNC
Podręcznik
80762H — Wersja 4
Polski / Polish
Marzec 2014 r.
Hypertherm Inc.
Hanover, NH 03755 USA

Hypertherm Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit 301, South Building
495 ShangZhong Road
Shanghai, 200231
PR China
86-21-60740003 Tel
86-21-60740393 Fax
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP - Brasil
CEP 07115-030
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Hypertherm Korea Branch
#3904 Centum Leaders Mark B/D,
1514 Woo-dong, Haeundae-gu, Busan
Korea, 612-889
82 51 747 0358 Tel
82 51 701 0358 Fax
12/2/13

Spis treści
Bezpieczeństwo ....................................................................................................................SC-11
Odczytywanie informacji dotyczących bezpieczeństwa ................................................................................................SC-11
Przestrzeganie instrukcji bezpieczeństwa .........................................................................................................................SC-11
Niebezpieczeństwo elektryczne ..........................................................................................................................................SC-12
Niebezpieczeństwo śmiertelnego porażenia prądem .....................................................................................................SC-13
Cięcie może spowodować pożar lub eksplozję ...............................................................................................................SC-14
Ochrona przeciwpożarowa ...........................................................................................................................................SC-14
Zapobieganie eksplozji ..................................................................................................................................................SC-14
Toksyczne wyziewy mogą spowodować obrażenia lub śmierć ....................................................................................SC-15
Bezpieczeństwo wyposażenia uziemiającego ..................................................................................................................SC-16
Elektryczność statyczna może zniszczyć płyty obwodów elektrycznych ....................................................................SC-16
Zabezpieczenie sprzętu ze sprężonym gazem .................................................................................................................SC-17
Uszkodzenie butli gazowych może spowodować ich eksplozję ..................................................................................SC-17
Łuk plazmowy może spowodować obrażenia i poparzenia ...........................................................................................SC-17
Promieniowanie łuku może poparzyć oczy i skórę ..........................................................................................................SC-18
Praca z rozrusznikiem serca i aparatem słuchowym .......................................................................................................SC-19
Hałas może uszkodzić słuch .................................................................................................................................................SC-19
Łuk plazmowy może uszkodzić zamrożone rury ...............................................................................................................SC-20
Informacje dotyczące suchego odpylania .........................................................................................................................SC-20
Promieniowanie laserowe .....................................................................................................................................................SC-21
Etykiety ostrzegawcze ............................................................................................................................................................SC-22
Symbole i oznaczenia ............................................................................................................................................................SC-24
Nadzór nad produktem ........................................................................................................SC-25
Wprowadzenie ........................................................................................................................................................................SC-25
Przepisy krajowe i lokalne .....................................................................................................................................................SC-25
Znaki zgodności z normą ......................................................................................................................................................SC-25
Różnice dotyczące norm krajowych ...................................................................................................................................SC-25
EDGE Pro HyPath CNC Podręcznik 80762H 5

Spis treści
Bezpieczna instalacja i użytkowanie sprzętu do cięcia kształtów ................................................................................SC-26
Procedury okresowej kontroli i testowania .......................................................................................................................SC-26
Kwalifikacje personelu testującego ....................................................................................................................................SC-26
Wyłączniki różnicowoprądowe (RCDs) .............................................................................................................................SC-26
Systemy wyższego poziomu .................................................................................................................................................SC-27
Nadzór nad parametrami otoczenia ............................................................................... SC-29
Wprowadzenie ........................................................................................................................................................................SC-29
Krajowe i lokalne przepisy środowiskowe .........................................................................................................................SC-29
Dyrektywa RoHS ....................................................................................................................................................................SC-29
Prawidłowe usuwanie produktów firmy Hypertherm ......................................................................................................SC-29
Dyrektywa WEEE ...................................................................................................................................................................SC-29
Przepisy REACH .....................................................................................................................................................................SC-30
Prawidłowe obchodzenie się z substancjami chemicznymi oraz ich bezpieczne stosowanie ..............................SC-30
Emisja spalin i jakość powietrza ..........................................................................................................................................SC-30
Kompatybilność Elektromagnetyczna (EMC) ............................................................... SC-33
Wprowadzenie ........................................................................................................................................................................SC-33
Instalacja i obsługa .................................................................................................................................................................SC-33
Analiza obszaru .......................................................................................................................................................................SC-33
Metody ograniczania emisji ..................................................................................................................................................SC-33
Zasilanie sieciowe ..........................................................................................................................................................SC-33
Serwisowanie sprzętu tnącego ...........................................................................................................................................SC-34
Kable tnące ..............................................................................................................................................................................SC-34
Spajanie ekwipotencjalne .............................................................................................................................................SC-34
Uziemianie elementu obrabianego ..............................................................................................................................SC-34
Ekranowanie i osłanianie .......................................................................................................................................................SC-34
Gwarancja ............................................................................................................................... SC-35
Uwaga .......................................................................................................................................................................................SC-35
Informacje ogólne ...................................................................................................................................................................SC-35
Zabezpieczenie patentowe ...................................................................................................................................................SC-36
Ograniczenie odpowiedzialności ........................................................................................................................................SC-36
Przepisy krajowe i lokalne .....................................................................................................................................................SC-36
Zastrzeżenie odpowiedzialności ..........................................................................................................................................SC-36
Ubezpieczenie .........................................................................................................................................................................SC-36
Przeniesienie praw .................................................................................................................................................................SC-36
6 EDGE Pro HyPath CNC Podręcznik 80762H

Spis treści
1 Specyfikacje ................................................................................................................................. 37
Główne funkcje automatycznego systemu cięcia ................................................................................................................. 37
System CNC .......................................................................................................................................................................... 39
Stół cięcia ............................................................................................................................................................................... 39
System cięcia ......................................................................................................................................................................... 39
Moduł sterowania .................................................................................................................................................................. 39
Układ napędu ......................................................................................................................................................................... 40
Kontroler wysokości palnika ............................................................................................................................................... 40
Konsola operatora ................................................................................................................................................................ 40
Palnik paliwowo-tlenowy ..................................................................................................................................................... 40
Znacznik .................................................................................................................................................................................. 41
Omówienie ..................................................................................................................................................................................... 41
Charakterystyka systemu EDGE Pro HyPath CNC .............................................................................................................. 42
Ekran dotykowy ..................................................................................................................................................................... 42
Konsola operatora ................................................................................................................................................................ 42
Panel tylny ............................................................................................................................................................................... 43
Specyfikacje systemu .................................................................................................................................................................. 44
Modele z interfejsem HyPath ............................................................................................................................................. 46
Zintegrowany kontroler Sensor THC ............................................................................................................................... 47
2 Instalacja ....................................................................................................................................... 49
Odbiór ............................................................................................................................................................................................. 49
Reklamacje ............................................................................................................................................................................. 49
Wymagania instalacyjne .............................................................................................................................................................. 49
Rozmieszczenie komponentów systemu ......................................................................................................................... 50
Montaż systemu CNC ................................................................................................................................................................. 50
Wymiary obudowy ................................................................................................................................................................ 51
Schematy rozmieszczania otworów w spodniej części systemu CNC .................................................................... 52
Zalecenia dotyczące uziemiania i ekranowania ...................................................................................................................... 53
Wprowadzenie ...................................................................................................................................................................... 53
Typy uziemienia ..................................................................................................................................................................... 53
Procedury uziemiania ........................................................................................................................................................... 53
Konfiguracja osi X i Y ................................................................................................................................................................... 57
Konsola operatora ........................................................................................................................................................................ 58
Konsola operatora oraz dedykowane we/wy .................................................................................................................. 58
Zasilanie prądem zmiennym ....................................................................................................................................................... 59
Wejście zasilania ................................................................................................................................................................... 59
Uziemienie obudowy ............................................................................................................................................................ 60
EDGE Pro HyPath CNC Podręcznik 80762H 7

Spis treści
Interfejsy komunikacyjne ............................................................................................................................................................. 61
Interfejs Hypernet ................................................................................................................................................................. 61
Interfejs sieci LAN ................................................................................................................................................................. 61
Interfejs USB .......................................................................................................................................................................... 61
Porty szeregowe ................................................................................................................................................................... 61
Anteny do komunikacji bezprzewodowej ........................................................................................................................ 61
Połączenia interfejsu HyPath ..................................................................................................................................................... 62
Interfejs we/wy HyPath ........................................................................................................................................................ 62
Wejścia ................................................................................................................................................................................... 62
Przykłady obwodów wejściowych ............................................................................................................................. 63
Wyjścia .................................................................................................................................................................................... 64
Przykłady obwodów wyjściowych ............................................................................................................................. 64
Połączenia we/wy ................................................................................................................................................................. 66
Kable ................................................................................................................................................................................ 66
Połączenie 6-osiowego serwomechanizmu HyPath ............................................................................................................. 69
Kabel serwomechanizmu HyPath ...................................................................................................................................... 69
Wyprowadzenia styków napędu/kodera ......................................................................................................................... 70
Konfiguracja interfejsu we/wy wbudowanego THC ............................................................................................................. 71
Interfejs we/wy THC ............................................................................................................................................................ 71
Wyprowadzenia styków interfejsu we/wy THC ............................................................................................................. 71
Kabel kontrolera THC .......................................................................................................................................................... 72
Złącze J1 zasilania na płycie VDC3 .......................................................................................................................... 72
Opis wyprowadzeń kabla łączącego złącze J2 płyty VDC3 ze złączem
THC 1 lub THC 2 systemu CNC .............................................................................................................................. 72
Złącze J3 zasilania zewnętrznego na płycie VDC3 (czarna łączówka zaciskowa) ......................................... 72
3 Działanie ....................................................................................................................................... 73
Obsługa systemu CNC ............................................................................................................................................................... 73
Ekran dotykowy LCD ........................................................................................................................................................... 74
Ekrany dotykowe, krople wody i niezamierzony ruch .................................................................................................... 74
Poruszanie się po ekranie ................................................................................................................................................... 75
Pomoc ..................................................................................................................................................................................... 76
Wyświetlanie dodatkowych podręczników ..................................................................................................................... 76
Wyświetlanie zakładek ......................................................................................................................................................... 77
Operacje automatyczne .............................................................................................................................................................. 77
Kreator wyrównywania Align .............................................................................................................................................. 77
Kreator CutPro ...................................................................................................................................................................... 78
Aktualizowanie oprogramowania Phoenix ............................................................................................................................... 78
Aktualizowanie oprogramowania ....................................................................................................................................... 78
Aktualizowanie pomocy ....................................................................................................................................................... 78
Aktualizowanie wykresów cięcia ....................................................................................................................................... 79
8 EDGE Pro HyPath CNC Podręcznik 80762H

Spis treści
4 Serwis i diagnostyka ................................................................................................................. 81
Wprowadzenie .............................................................................................................................................................................. 81
Dbałość o ekran dotykowy i obsługa ekranu dotykowego .................................................................................................. 81
Testy diagnostyczne ..................................................................................................................................................................... 82
Testy interfejsu maszyny ...................................................................................................................................................... 82
Testy portów sieci LAN i interfejsu Hypernet ................................................................................................................. 82
Test interfejsu szeregowego .............................................................................................................................................. 83
Test portów USB .................................................................................................................................................................. 83
Test układu we/wy ................................................................................................................................................................ 84
Test osi .................................................................................................................................................................................... 86
Test kontrolera THC ............................................................................................................................................................. 86
Test konsoli operatora ......................................................................................................................................................... 87
Rozwiązywanie problemów ........................................................................................................................................................ 88
Zasilanie .................................................................................................................................................................................. 89
Konsola operatora ................................................................................................................................................................ 90
Usterka wejścia ..................................................................................................................................................................... 90
Usterka wyjścia ...................................................................................................................................................................... 90
Połączenia interfejsu Hypernet .......................................................................................................................................... 91
Połączenie z siecią LAN ...................................................................................................................................................... 91
Problemy z ruchem ............................................................................................................................................................... 91
Kontroler THC 1 i THC 2 .................................................................................................................................................... 93
Problemy z komunikacją szeregową ................................................................................................................................. 93
Port USB ................................................................................................................................................................................. 94
Problemy z jakością cięcia i wydajnością plazmy .......................................................................................................... 94
Nadmierna temperatura systemu CNC ........................................................................................................................... 95
Wczytywanie plików ............................................................................................................................................................. 95
Rozwiązywanie problemów z komunikacją bezprzewodową ...................................................................................... 96
Informacje o komponentach i ich umiejscowieniu ................................................................................................................. 97
Płyta konsoli operatora (141058) ............................................................................................................................................. 98
Płyta karty MCC do obsługi 6 osi (141061) ........................................................................................................................ 100
Płyta serwomechanizmu 6-osiowego (141067) ................................................................................................................. 104
Płyta układu 24 we/wy (141070) ........................................................................................................................................... 107
Płyta główna (141110) .............................................................................................................................................................. 110
Płyta układów analogowych (141125) .................................................................................................................................. 111
Płyta przeciwprzepięciowa (141134) .................................................................................................................................... 112
Płyta dystrybucji zasilania (141153) ...................................................................................................................................... 113
Płyta serwomechanizmu 4-osiowego (141292) ................................................................................................................. 115
Płyta osprzętu i płyta separacji interfejsu komunikacji szeregowej (141307) .............................................................. 118
VDC dla zintegrowanego kontrolera Sensor THC (141201) ........................................................................................... 120
EDGE Pro HyPath CNC Podręcznik 80762H 9

Spis treści
5 Lista części ................................................................................................................................. 121
Zestawy diagnostyczne ............................................................................................................................................................. 121
Kable .............................................................................................................................................................................................. 121
Zestawy złączy kabla .................................................................................................................................................................. 121
Zestawy płytek drukowanych PCB interfejsu HyPath ........................................................................................................ 122
Dodatkowe zestawy ................................................................................................................................................................... 124
6 Schematy okablowania .......................................................................................................... 125
Symbole schematów okablowania ......................................................................................................................................... 126
Arkusz 2 — Widok z tyłu na system EDGE Pro CNC z interfejsem HyPath ................................................................ 129
Arkusz 5 — Płyta dystrybucji zasilania (141153) i płyta przeciwprzepięciowa (141134) ......................................... 130
Arkusz 6 — Wyjścia płyty dystrybucji zasilania, napięcia zewnętrznego i czystego (J4–J6) (141153) ................. 131
Arkusz 7 — Płyta konsoli operatora (141058) .................................................................................................................... 132
Arkusz 8 — Komponenty konsoli operatora (141058) ...................................................................................................... 133
Arkusz 9 — Płyta główna (141110) ....................................................................................................................................... 134
Arkusz 10 — Zasilacz ATX (229403) .................................................................................................................................... 135
Arkusz 12 — Płyta osprzętu i płyta separacji interfejsu komunikacji szeregowej (141307) ..................................... 136
Arkusz 13 – Płyta karty MCC do obsługi 4- i 6-osi (141061) ........................................................................................ 137
Arkusz 14 – Plyty 24 we/wy (141070) ................................................................................................................................. 138
Arkusz 15 – Płyta serwomechanizmu 4- i 6-osiowego (141292 i 141067) ............................................................... 139
Arkusz 16 – Płyta układów analogowych Sensor THC (141125) .................................................................................. 140
Arkusz 17 – Płyta 12 we/wy i serwomechanizmu 2- i 4-osie (141254 and 141122) .............................................. 141
10 EDGE Pro HyPath CNC Podręcznik 80762H

ODCZYTYWANIE INFORMACJI DOTYCZĄCYCH BEZPIECZEŃSTWA
Symbole pokazane w tym rozdziale są używane
do oznaczania potencjalnego niebezpieczeństwa.
Symbole dotyczące bezpieczeństwa pokazane w tym
podręczniku lub umieszczone na urządzeniu oznaczają
występowanie niebezpieczeństwa odniesienia
obrażeń. Aby go uniknąć, należy postępować zgodnie
z odpowiednimi instrukcjami.
PRZESTRZEGANIE INSTRUKCJI BEZPIECZEŃSTWA
Należy dokładnie przeczytać wszystkie informacje
dotyczące bezpieczeństwa zawarte w tym podręczniku
oraz zapoznać się z etykietami bezpieczeństwa
umieszczonymi na urządzeniu.
• Etykiety bezpieczeństwa umieszczone na urządzeniu
należy utrzymywać w dobrym stanie. Zgubione lub
zniszczone etykiety należy natychmiast wymienić.
• Należy zapoznać się z obsługą urządzenia
i prawidłowym korzystaniem z elementów
sterujących. Urządzenie może być obsługiwane
wyłącznie przez osoby, które przeczytały instrukcje.
• Urządzenie należy utrzymywać w prawidłowym
stanie roboczym. Nieautoryzowane modyfikacje
urządzenia mogą wpłynąć na bezpieczeństwo i jego
trwałość.
Bezpieczeństwo
ZAGROŻENIE OSTRZEŻENIE
PRZESTROGA
Hypertherm postępuje zgodnie z wytycznymi
Amerykańskiego Narodowego Instytutu Normalizacyjnego
dotyczącymi oznaczeń i symboli bezpieczeństwa.
Oznaczenia ZAGROŻENIE lub OSTRZEŻENIE są
używane z symbolem bezpieczeństwa. ZAGROŻENIE
wskazuje najpoważniejsze zagrożenia.
• Etykiety bezpieczeństwa ZAGROŻENIE
i OSTRZEŻENIE są umieszczane na urządzeniu
wpobliżu występowania konkretnego
niebezpieczeństwa.
• Zalecenia dotyczące bezpieczeństwa typu
„ZAGROŻENIE” są w podręczniku poprzedzone przez
odpowiednie instrukcje. Nieprzestrzeganie tych
zaleceń może spowodować poważne obrażenia lub
śmierć.
• Zalecenia dotyczące bezpieczeństwa typu
„OSTRZEŻENIE” są w podręczniku poprzedzone
przez odpowiednie instrukcje. Nieprzestrzeganie tych
zaleceń może spowodować poważne obrażenia lub
śmierć.
• Zalecenia dotyczące bezpieczeństwa typu
„PRZESTROGA” są w podręczniku poprzedzone
przez odpowiednie instrukcje. Nieprzestrzeganie tych
zaleceń może spowodować obrażenia lub zniszczenie
sprzętu.
Bezpieczeństwo i zgodność z normami SC-11

Bezpieczeństwo
NIEBEZPIECZEŃSTWO ELEKTRYCZNE
• Ten sprzęt może być otwierany jedynie przez
przeszkolonych i upoważnionych pracowników.
• Jeśli urządzenie jest podłączone na stałe, przed
otwarciem obudowy należy je wyłączyć, zablokować
włączenie zasilania i oznaczyć.
• Jeśli urządzenie jest zasilane za pośrednictwem
przewodu, przed otwarciem obudowy należy odłączyć
przewód.
• Blokowane odłączniki lub blokowane pokrywy wtyczek
muszą być dostarczone przez innych dostawców.
• Po odłączeniu zasilania należy przed otwarciem
obudowy odczekać 5 minut, aby umożliwić
rozładowanie zgromadzonej energii.
• Jeśli urządzenie musi być zasilane podczas otwarcia
obudowy do celów serwisowych, może wystąpić
niebezpieczeństwo eksplozji spowodowane
wyładowaniem łuku. Przy serwisowaniu urządzenia,
jeśli jest ono zasilane, należy przestrzegać
WSZYSTKICH lokalnych wymogów dotyczących
bezpieczeństwa pracy (NFPA 70E w Stanach
Zjednoczonych) oraz używania środków ochrony
osobistej.
• Po przenoszeniu, otwieraniu lub serwisowaniu
urządzenia należy zamknąć obudowę i podłączyć do
niej uziemienie, zanim urządzenie zostanie włączone.
• Przed rozpoczęciem przeglądu lub wymiany
materiałów eksploatacyjnych palnika zawsze należy
przestrzegać instrukcji dotyczących odłączania
zasilania.
SC-12 Bezpieczeństwo i zgodność z normami
NIEBEZPIECZEŃSTWO ŚMIERTELNEGO
Dotykanie części elektrycznych będących pod napięciem
może spowodować śmiertelne porażenie prądem lub
poważne oparzenia.
• Działający system plazmowy zamyka obwód
elektryczny między palnikiem a elementem obrabianym.
Sam element obrabiany oraz wszystko, co go dotyka,
jest częścią obwodu elektrycznego.
• Podczas działania systemu plazmowego nie wolno
dotykać korpusu palnika, elementu obrabianego ani
wody w stole wodnym.
Zapobieganie porażeniu prądem
W przypadku wszystkich systemów plazmowych
Hypertherm w procesie cięcia jest stosowane
wysokie napięcie (standardowo od 200
do 400 V DC). Podczas obsługi tego systemu
należy stosować następujące środki ostrożności:
• Należy zakładać rękawice i buty izolacyjne oraz
zapewnić, aby ciało i ubranie były suche.
• Podczas używania systemu plazmowego nie stawać,
nie siadać ani nie kłaść się — także nie dotykać —
wilgotnych powierzchni.
• Należy odizolować się od powierzchni roboczej
i podłoża za pomocą suchych mat izolacyjnych lub
pokryć, wystarczająco dużych, aby zapobiec
kontaktowi z powierzchnią roboczą i podłożem. Jeśli
praca ma się odbywać w pobliżu wilgotnego obszaru
lub na nim, należy zastosować specjalne środki
ostrożności.
• Zapewnić włącznik/wyłącznik zasilania
z bezpiecznikami o odpowiednich parametrach.
Ten wyłącznik umożliwia operatorowi natychmiastowe
odcięcie zasilania w sytuacji awaryjnej.
• Jeśli jest używany stół wodny, należy się upewnić,
że jest on prawidłowo uziemiony.
• Urządzenie należy zainstalować i uziemić zgodnie
z podręcznikiem oraz krajowymi i lokalnymi przepisami.
• Należy regularnie sprawdzać wejściowy kabel
zasilający pod względem uszkodzeń lub pęknięć
osłony. Należy natychmiast wymienić uszkodzony kabel
zasilający. Nieosłonięte okablowanie może zabić.
• Należy sprawdzać i wymieniać wszystkie zużyte lub
uszkodzone przewody palnika.
• Podczas cięcia nie wolno podnosić elementu
obrabianego, w tym także odpadów po cięciu.
Podczas cięcia należy zostawić element obrabiany na
miejscu lub na stole z dołączonym przewodem
roboczym.
• Przed sprawdzaniem, czyszczeniem lub wymianą
części palnika należy odłączyć główne zasilanie lub
wyłączyć zasilacz.
• Nie wolno wykonywać obejść ani zwarć blokad
bezpieczeństwa.
• Przed wyjęciem zasilacza lub zdjęciem pokrywy
obudowy należy odłączyć zasilanie wejściowe.
Po odłączeniu głównego zasilania odczekać 5 minut,
aby umożliwić rozładowanie kondensatorów.
• Systemu plazmowego nie wolno obsługiwać przy
założonych pokrywach zasilacza. Wystające złącza
zasilacza stwarzają poważne niebezpieczeństwo
porażenia prądem.
• Przy podłączaniu złączy wejściowych należy najpierw
prawidłowo podłączyć przewód uziemienia.
• Każdy system plazmowy Hypertherm jest
przeznaczony do stosowania z konkretnymi palnikami
Hypertherm. Nie wolno zastępować palników innymi,
które mogą się przegrzewać i stwarzać
niebezpieczeństwo.
PORAŻENIA PRĄDEM
Bezpieczeństwo
Bezpieczeństwo i zgodność z normami SC-13

Bezpieczeństwo
CIĘCIE MOŻE SPOWODOWAĆ POŻAR LUB EKSPLOZJĘ
Ochrona przeciwpożarowa
• Przed wykonywaniem cięcia należy się upewnić,
żeotoczenie jest bezpieczne. Gaśnicę należy
trzymać wpobliżu.
• Zobszaru do 10m od miejsca cięcia należy usunąć
wszystkie materiały palne.
• Należy schładzać gorący metal lub pozwolić
muostygnąć przed jego obsługą lub stycznością
zmateriałami palnymi.
• Nie wolno ciąć pojemników zpotencjalną
zawartością materiałów palnych. Najpierw należy je
prawidłowo opróżnić idokładnie wyczyścić.
• Przed cięciem wpotencjalnie palnej atmosferze
należy przewietrzyć pomieszczenie.
• Przy cięciu tlenem jako gazem plazmowym jest
wymagany system wentylacji wyciągowej.
Zapobieganie eksplozji
• Nie wolno używać systemu plazmowego, jeśli mogą
występować pyły lub opary wybuchowe.
• Nie wolno ciąć butli, rur izamkniętych pojemników,
jeślisą pod ciśnieniem.
• Nie wolno ciąć pojemników zawierających materiały
palne.
OSTRZEŻENIE
Niebezpieczeństwo eksplozji
Argon-wodór imetan
Wodór imetan to gazy palne, które stwarzają
niebezpieczeństwo eksplozji. Źródła płomienia należy
trzymać zdaleka od butli iwęży, które zawierają
mieszanki metanu iwodoru. Źródła płomienia iiskier
należy trzymać zdaleka od palnika podczas cięcia
zużyciem metanu lub argonu-wodoru jako plazmy.
OSTRZEŻENIE
Detonacja wodoru przy
cięciu aluminium
• Aluminium nie wolno ciąć pod lustrem wody ani
wtaki sposób, że woda dotyka spodniej strony
aluminium.
• Cięcie aluminium pod lustrem wody lub gdy woda
dotyka spodniej strony aluminium może wytworzyć
warunki zagrożenia eksplozją, która może zostać
wywołana przez operacje cięcia plazmowego.
OSTRZEŻENIE
Niebezpieczeństwo eksplozji
Cięcie pod lustrem wody zużyciem
gazówpaliwowych
• Nie wolno ciąć pod lustrem wody z użyciem gazów
paliwowych zawierających wodór.
• Cięcie pod lustrem wody z użyciem gazów
paliwowych zawierających wodór może wytworzyć
warunki zagrożenia eksplozją, która może zostać
wywołana przez operacje cięcia plazmowego.
SC-14 Bezpieczeństwo i zgodność z normami

TOKSYCZNE WYZIEWY MOGĄ SPOWODOWAĆ OBRAŻENIA LUB ŚMIERĆ
Bezpieczeństwo
Łuk plazmowy używany do cięcia jest źródłem ciepła.
Mimo że łuk plazmowy nie jest identyfikowany jako
źródło toksycznych wyziewów, materiał podlegający
cięciu może być ich źródłem lub źródłem gazów, które
redukują zawartość tlenu.
Wytwarzane wyziewy zależą od metalu, który podlega
cięciu. Metale, które mogą wydzielać toksyczne
wyziewy, to między innymi: stal nierdzewna, stal miękka,
cynk (galwanizowany) oraz miedź.
W niektórych przypadkach metal może być pokryty
substancją, która wydziela toksyczne wyziewy.
Toksyczne powłoki zawierają między innymi: ołów
(w niektórych lakierach), kadm (w niektórych lakierach
i wypełniaczach) oraz beryl.
Gazy wytwarzane przy cięciu plazmowym zależą
od ciętego materiału oraz od metody cięcia, ale mogą
zawierać ozon, tlenki azotu, chrom sześciowartościowy,
wodór i inne substancje, jeśli takie są zawarte w ciętym
materiale.
Należy podjąć środki bezpieczeństwa, aby
zminimalizować wystawienie na działanie wyziewów
wytwarzanych przy każdym procesie przemysłowym.
W zależności od składu chemicznego i stężenia
wyziewów (jak również innych czynników, takich jak
wentylacja) może wystąpić ryzyko schorzeń fizycznych,
takich jak wady wrodzone lub nowotwór.
Właściciel sprzętu i siedziby jest odpowiedzialny
za kontrolę jakości powietrza w obszarze, w którym jest
używane urządzenie, oraz zapewnienie, że jakość
powietrza w miejscu pracy spełnia wszystkie lokalne
i krajowe regulacje i normy.
Jakość powietrza w każdym istotnym miejscu pracy
zależy od różnych warunków występujących w tym
miejscu, takich jak:
• ilość usuwanego materiału
• czas cięcia lub żłobienia
• wielkość obszaru roboczego, objętość powietrza,
wentylacja i filtrowanie w obszarze roboczym
• środki ochrony osobistej
• liczba działających systemów cięcia i spawania
• inne procesy, w których są wytwarzanie wyziewy
Jeśli miejsce pracy musi być zgodne z krajowymi
i lokalnymi przepisami, należy prowadzić monitoring
i testowanie na miejscu, określające, czy wskaźniki
są powyżej czy poniżej dopuszczalnych poziomów.
Aby zmniejszyć ryzyko ekspozycji na wyziewy:
• Przed cięciem należy usunąć wszystkie powłoki
i rozpuszczalniki.
• Usuwać wyziewy z powietrza przy użyciu wentylacji
wyciągowej.
• Nie wdychać wyziewów. Podczas cięcia metali
z powłokami oraz metali zawierających lub
wydających się zawierać toksyczne składniki należy
stosować urządzanie oddechowe zasilane
powietrzem.
• Należy zapewnić, aby osoby używające sprzętu do
spawania lub cięcia, jak również urządzeń
oddechowych zasilanych powietrzem, były
wykwalifikowane i przeszkolone w prawidłowym
stosowaniu takiego sprzętu.
• Nie wolno ciąć pojemników, jeśli potencjalnie mogą
one zawierać materiały toksyczne. Pojemnik należy
najpierw opróżnić i wyczyścić.
• Należy monitorować i testować jakość powietrza
na miejscu, jeśli to konieczne.
• Należy skonsultować z lokalnym specjalistą plan
sytuacyjny, aby zapewnić bezpieczną jakość
powietrza.
• typ stołu (wodny, suchy, do cięcia pod lustrem wody)
• skład materiału, wykończenie powierzchni oraz skład
powłok
Bezpieczeństwo i zgodność z normami SC-15

Bezpieczeństwo
BEZPIECZEŃSTWO WYPOSAŻENIA UZIEMIAJĄCEGO
Przewód roboczy Należy prawidłowo zamocować
przewód roboczy do elementu obrabianego lub stołu
cięcia, zapewniając dobry kontakt między metalowymi
elementami. Nie należy mocować go do elementu, który
odpadnie po zakończeniu cięcia.
Stół cięcia Należy podłączyć uziemienie do stołu
cięcia zgodnie zodpowiednimi przepisami krajowymi
i lokalnymi dotyczącymi elektryczności.
ELEKTRYCZNOŚĆ STATYCZNA MOŻE ZNISZCZYĆ PŁYTY OBWODÓW ELEKTRYCZNYCH
Przy obsłudze płytek z obwodami drukowanymi należy zachować następujące środki ostrożności:
• Przechowywać płytki drukowane w antystatycznych pojemnikach.
• Podczas obsługi płytek drukowanych należy mieć założony nadgarstkowy pasek uziemiający.
Moc wejściowa
• Należy się upewnić, że przewód uziemienia kabla
zasilającego jest podłączony do gniazda uziemienia
w skrzynce rozłączeniowej.
• Jeśli instalacja systemu plazmowego wymaga
podłączenia kabla zasilającego do zasilacza, należy
się upewnić, że uziemienie kabla zasilającego jest
prawidłowo podłączone.
• Najpierw należy umieścić przewód uziemiający kabla
zasilającego na bolcu, anastępnie umieścić
pozostałe przewody uziemiające na uziemieniu kabla
zasilającego. Mocno dokręcić nakrętkę ustalającą.
• Docisnąć wszystkie złącza elektryczne, aby zapobiec
ich nadmiernemu nagrzaniu.
SC-16 Bezpieczeństwo i zgodność z normami

Bezpieczeństwo
ZABEZPIECZENIE SPRZĘTU ZE SPRĘŻONYM GAZEM
• Nie wolno smarować zaworów butli ani regulatorów
za pomocą oleju lub smaru.
• Należy używać butli gazowych, regulatorów, węży
i mocowań odpowiednich do zastosowania.
• Wyposażenie obsługujące sprężony gaz oraz
związane z tym elementy należy utrzymywać
wdobrym stanie.
• Należy oznaczać wszystkie węże gazowe za pomocą
etykiet i odpowiednich kolorów w celu identyfikacji
typu gazu w każdym wężu. Należy sprawdzać
krajowe i lokalne oznaczenia.
USZKODZENIE BUTLI GAZOWYCH MOŻE SPOWODOWAĆ ICH EKSPLOZJĘ
Butla gazowa zawiera gaz pod ciśnieniem. Jeśli zostanie
uszkodzona, może eksplodować.
• Obsługa i użytkowanie butli gazowych muszą być
prowadzone zgodnie z odpowiednimi przepisami
krajowymi i lokalnymi.
• Nie wolno używać butli, która nie znajduje się
w stojaku i nie jest przymocowana.
• Nasadkę ochronną należy przechowywać na miejscu
nad zaworem, z wyjątkiem sytuacji, gdy butla jest
używana lub podłączana do użycia.
• Nie wolno dopuścić do kontaktu elektrycznego
między łukiem plazmowym i butlą.
• Nie wolno dopuszczać do nadmiernego nagrzania
butli, kontaktu z iskrami, żużlem lub otwartym
płomieniem.
• Zakleszczonego zaworu butli nie wolno otwierać
młotkiem, kluczem ani innym narzędziem.
ŁUK PLAZMOWY MOŻE SPOWODOWAĆ OBRAŻENIA IPOPARZENIA
Palniki o bezpośredniej aktywacji
Łuk plazmowy powstaje natychmiast po włączeniu
palnika.
Może on szybko przeciąć rękawice i skórę.
• Nie wolno dotykać końcówki palnika.
• Nie wolno chwytać metalu blisko ścieżki cięcia.
• Palnika nie wolno nigdy kierować w swoją stronę oraz
w stronę innych osób.
Bezpieczeństwo i zgodność z normami SC-17

Bezpieczeństwo
Ochrona oczu Łuk plazmowy wytwarza intensywne
promieniowanie widzialne i niewidzialne (ultrafioletowe
ipodczerwone), które może poparzyć oczy iskórę.
• Należy używać środków ochrony oczu zgodnie
zodpowiednimi przepisami krajowymi ilokalnymi.
• Wcelu ochrony oczu przed ultrafioletowym
ipodczerwonym promieniowaniem łuku należy
używać środków ochrony oczu (okulary ochronne lub
gogle zosłonami bocznymi oraz hełmy spawalnicze)
zodpowiednimi szybami ściemnianymi.
Ochrona skóry Wcelu ochrony przed poparzeniami
spowodowanymi promieniowaniem ultrafioletowym,
iskrami i gorącym metalem należy stosować odzież
ochronną:
• rękawice ochronne, buty iochrona głowy
• odzież ognioodporna zakrywająca wszystkie narażone
obszary ciała
• spodnie bezmankietowe zabezpieczające przed
iskrami iżużlem
• przed cięciem usunąć zkieszeni wszystkie materiały
palne, takie jak zapalniczki czy zapałki
Obszar cięcia Wobszarze, wktórym odbywa się
cięcie, należy zredukować odbicia iprzenoszenie
promieniowania ultrafioletowego:
• Ściany iinne powierzchnie pomalować na ciemne
kolory, co zmniejszy odbicia światła.
• Używać ekranów ochronnych lub barier wcelu
ochrony innych osób przed błyskami ioślepieniem.
• Ostrzegać inne osoby, aby nie patrzyły na łuk.
Zastosować plakaty ioznaczenia.
PROMIENIOWANIE ŁUKU MOŻE POPARZYĆ OCZY I SKÓRĘ
Minimalny
Natężenie
prądu łuku (A)
współczynnik
przyciemnienia
ochronnego
(ANSIZ49.1:2005)
Mniej niż 40A5589
Od 41 do 60A6689
Od 61 do 80A8889
Od 81 do 125A8989
Od 126 do 150A 8 9 8 10
Od 151 do 175A 8 9 8 11
Od 176 do 250A 8 9 8 12
Od 251 do 300A 8 9 8 13
Od 301 do 400A 9 12 9 13
Od 401 do 800A 10 14 10 n.d.
SC-18 Bezpieczeństwo i zgodność z normami
Zalecany
współczynnik
przyciemnienia
zapewniający
komfort
OSHA 29CFR
1910.133(a)(5)
Europejska
EN168:2002
(ANSI Z49.1:2005)
norma

Bezpieczeństwo
PRACA Z ROZRUSZNIKIEM SERCA I APARATEM SŁUCHOWYM
Na działanie rozrusznika serca i aparatu słuchowego
mogą mieć wpływ pola magnetyczne wytwarzane przez
prąd o wysokim napięciu.
Osoby stosujące rozrusznik serca i aparaty słuchowe
powinny skonsultować się z lekarzem przed zbliżeniem
się do łuku plazmowego i wykonywaniem operacji cięcia
lub żłobienia.
HAŁAS MOŻE USZKODZIĆ SŁUCH
Cięcie łukiem plazmowym może wytwarzać hałas
przekraczający dopuszczalny poziom określony przez
lokalne przepisy dla wielu zastosowań. Dłuższa
ekspozycja na nadmierny hałas może uszkodzić słuch.
Podczas cięcia iżłobienia należy zawsze stosować
środki ochrony słuchu, chyba że pomiary poziomu
hałasu wykonane na miejscu wykażą, żeśrodki
indywidualnej ochrony słuchu nie są konieczne do
zastosowania wświetle międzynarodowych,
regionalnych ilokalnych przepisów.
Znaczną redukcję hałasu można uzyskać przez
zastosowanie prostych rozwiązań do stołów cięcia,
takich jak bariery lub kurtyny ustawiane między łukiem
plazmowym astanowiskiem roboczym i/lub
umieszczenie stanowiska roboczego zdaleka od łuku.
Należy wprowadzić administracyjne ograniczenia
dostępu do miejsca pracy, ograniczyć czas ekspozycji
operatora na hałas, odizolować ekranem głośne obszary
robocze i/lub podjąć środki, aby zredukować odbicia
dźwięku wobszarze roboczym przez ustawianie
elementów wygłuszających.
Aby zmniejszyć niebezpieczeństwo związane z polem
magnetycznym:
• Przewód roboczy i przewody palnika należy układać
z jednej strony, z dala od swojego ciała.
• Przewody palnika powinny biec jak najbliżej
przewodu roboczego.
• Nie wolno owijać i zaginać przewodu palnika ani
przewodu roboczego wokół swojego ciała.
• Należy stawać możliwie najdalej od zasilacza.
Gdy zostaną zastosowane wszelkie inne rozwiązania
przemysłowe i administracyjne, nadal należy używać
środków ochrony słuchu, jeśli hałas jest destrukcyjny lub
jeśli występuje zagrożenie uszkodzenia słuchu. Jeśli są
wymagane środki ochrony słuchu, należy stosować tylko
zatwierdzone środki ochrony osobistej, takie jak
nauszniki lub zatyczki do uszu, owspółczynniku redukcji
hałasu odpowiednim do sytuacji. Inne osoby
przebywające wobszarze owysokim poziomie hałasu
również powinny używać środków ochronnych. Ponadto
środki ochrony słuchu zapobiegają również dostaniu się
do ucha gorących odprysków.
Bezpieczeństwo i zgodność z normami SC-19

Bezpieczeństwo
ŁUK PLAZMOWY MOŻE USZKODZIĆ ZAMROŻONE RURY
Przy próbie rozmrożenia zamrożonych rur za pomocą palnika plazmowego można spowodować ich
uszkodzenie lub pęknięcie.
INFORMACJE DOTYCZĄCE SUCHEGO ODPYLANIA
Wniektórych miejscach suche pyły mogą stwarzać
potencjalne niebezpieczeństwo eksplozji.
Amerykańskie Narodowe Stowarzyszenie Ochrony
Przeciwogniowej, wydanie 2007, norma NFPA nr68
„Ochrona przed eksplozją przez odpowietrzanie
deflagracyjne”, określa wymagania dotyczące
projektowania, umieszczania, instalacji, konserwacji
iużytkowania urządzeń isystemów do wentylacji gazów
spalinowych isprężonych po deflagracji. Przed
zainstalowaniem nowego systemu suchego odpylania
lub wykonaniem znacznych modyfikacji procesu lub
materiałów wykorzystywanych wistniejącym systemie
należy skonsultować się zproducentem lub
instalatorem systemu suchego odpylania wzakresie
wymagań dotyczących tego systemu.
Należy skonsultować się zlokalnym uprawnionym
organem administracyjnym, aby ustalić, czy wlokalnym
prawie budowlanym przyjęto zuwzględnieniem
jakiekolwiek wydanie normy NFPA 68.
Definicje iwyjaśnienia terminów takich jak deflagracja,
uprawniony organ administracyjny, przyjęte
zuwzględnieniem, współczynnik deflagracji iinne
można znaleźć wtekście normy NFPA 68.
Uwaga 1 — Interpretacja firmy Hypertherm dotycząca
nowych wymagań jest taka, że jeśli wokreślonej
lokalizacji nie dokonano oceny wcelu określenia,
żewszystkie pyły są niepalne, wtedy wydanie 2007
normy NFPA68 wymaga zastosowania
przeciwwybuchowych otworów wentylacyjnych
przeznaczonych do warunków znajgorszą wartością
Kst (patrz aneksF), która może powstać przy danym
typie iwielkości otworu przeciwwybuchowego. Norma
NFPA68 nie określa konkretnie procesu cięcia
plazmowego lub cięcia termicznego jako
wymagających systemów odpowietrzania
deflagracyjnego, ale wskazuje te nowe wymagania dla
wszystkich systemów suchego odpylania.
Uwaga 2 — Użytkownicy podręczników Hypertherm
powinni się zapoznać zkrajowymi ilokalnymi
przepisami oraz regulacjami prawnymi iprzestrzegać
ich. Firma Hypertherm nie zachęca przez publikację
podręczników do żadnych działań, które nie są zgodne
ze wszystkimi odpowiednimi regulacjami inormami,
aten podręcznik nie był nigdy wtym celu tworzony.
SC-20 Bezpieczeństwo i zgodność z normami

Bezpieczeństwo
PROMIENIOWANIE LASEROWE
Ekspozycja na promieniowanie laserowe może spowodować poważne obrażenia oczu. Należy unikać
bezpośredniej ekspozycji oczu na to promieniowanie.
Ze względów wygody ibezpieczeństwa wproduktach Hypertherm wykorzystujących laser zastosowano
przedstawione dalej etykiety dotyczące promieniowania laserowego, umieszczane wpobliżu miejsca, gdzie promień
lasera opuszcza obudowę. Przedstawiono również maksymalne napięcie wyjściowe (mV), długość emitowanej fali (nm)
oraz czas trwania impulsu (jeśli ma zastosowanie).
Dodatkowe instrukcje dotyczące bezpieczeństwa
laserowego:
• Należy skonsultować się ze specjalistą do spraw
lokalnych regulacji dotyczących laserów. Jest
wymagane szkolenie na temat bezpieczeństwa
laserowego.
• Laser nie może być obsługiwany przez osoby
nieprzeszkolone. Wrękach osób nieprzeszkolonych
lasery mogą być niebezpieczne.
• Nigdy nie wolno patrzeć wszczelinę lasera ani
nawiązkę.
• Laser należy ustawiać zgodnie zinstrukcjami, aby nie
dopuścić do nieumyślnego kontaktu zoczami.
• Nie wolno używać lasera na odblaskowych
elementach obrabianych.
• Nie wolno używać narzędzi optycznych lub
odbijających wiązkę lasera.
• Nie wolno demontować iusuwać lasera ani
zdejmować pokrywy ze szczeliny.
• Modyfikowanie lasera lub produktu wjakikolwiek
sposób może zwiększyć ryzyko promieniowania
lasera.
• Stosowanie ustawień lub wykonywanie procedur
innych niż określone wtym podręczniku może
spowodować niebezpieczeństwo ekspozycji
napromieniowanie lasera.
• Nie wolno obsługiwać urządzenia watmosferze
grożącej eksplozją, tzn. takiej, wktórej występują
palne ciecze, gazy lub pyły.
• Należy stosować tylko takie części iakcesoria
laserowe, które są zalecane lub dostarczane przez
producenta modelu.
• Naprawy iczynności konserwacyjne MUSZĄ być
przeprowadzane przez wykwalifikowany personel.
• Nie wolno niszczyć ani usuwać etykiety
bezpieczeństwa laserowego.
Bezpieczeństwo i zgodność z normami SC-21

Bezpieczeństwo
Read and follow these instructions, employer safety
practices, and material safety data sheets. Refer to
ANS Z49.1, “Safety in Welding, Cutting and Allied
Processes” from American Welding Society
(http://www.aws.org) and OSHA Safety and Health
Standards, 29 CFR 1910 (http://www.osha.gov).
WARNING
1. Cutting sparks can cause explosion or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and ready to use.
1.3 Do not use a drum or other closed container as a cutting table.
2. Plasma arc can injure and burn; point the nozzle away
from yourself. Arc starts instantly when triggered.
2.1 Turn off power before disassembling torch.
2.2 Do not grip the workpiece near the cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric shock or burn.
3.1 Wear insulating gloves. Replace gloves when wet or damaged.
3.2 Protect from shock by insulating yourself from work and ground.
3.3 Disconnect power before servicing. Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local exhaust to remove the fumes.
4.3 Do not operate in closed spaces. Remove fumes with ventilation.
6. Become trained.
Only qualified personnel should operate this
equipment. Use torches specified in the manual. Keep non-qualified
personnel and children away.
5. Arc rays can burn eyes and injure skin.
5.1 Wear correct and appropriate protective equipment to protect
head, eyes, ears, hands, and body. Button shirt collar. Protect ears
from noise. Use welding helmet with the correct shade of filter.
7. Do not remove, destroy, or cover this label.
Replace if it is missing, damaged, or worn (PN 110584 Rev C).
Plasma cutting can be injurious to operator and persons
in the work area. Consult manual before operating. Failure
to follow all these safety instructions can result in death.
AVERTISSEMENT
Le coupage plasma peut être préjudiciable pour l’opérateur et les personnes qui se
trouvent sur les lieux de travail. Consulter le manuel avant de faire fonctionner. Le
non respect des ces instructions de sécurité peut entraîner la mort.
1. Les étincelles de coupage peuvent provoquer une explosion
ou un incendie.
1.1 Ne pas couper près des matières inflammables.
1.2 Un extincteur doit être à proximité et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre contenant fermé comme table de coupage.
2. L’arc plasma peut blesser et brûler; éloigner la buse de soi.
Il s’allume instantanément quand on l’amorce;
2.1 Couper l’alimentation avant de démonter la torche.
2.2 Ne pas saisir la pièce à couper de la trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant l’entretien. Ne pas toucher les pièces sous tension.
4. Les fumées plasma peuvent être dangereuses.
4.1 Ne pas inhaler les fumées
4.2 Utiliser une ventilation forcée ou un extracteur local pour dissiper les fumées.
4.3 Ne pas couper dans des espaces clos. Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les yeux et blesser la peau.
5.1 Porter un bon équipement de protection pour se protéger la tête, les yeux, les
oreilles, les mains et le corps. Boutonner le col de la chemise. Protéger les oreilles
contre le bruit. Utiliser un masque de soudeur avec un filtre de nuance appropriée.
6. Suivre une formation. Seul le personnel qualifié a le droit de faire
fonctionner cet équipement. Utiliser exclusivement les torches indiquées dans le
manual. Le personnel non qualifié et les enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir cette étiquette.
La remplacer si elle est absente, endommagée ou usée (PN 110584 Rev C).
ETYKIETY OSTRZEGAWCZE
Ta etykieta ostrzegawcza jest mocowana do niektórych zasilaczy. Ważne jest, aby operator i serwisant urządzenia
rozumieli opisane poniżej znaczenie tych symboli.
SC-22 Bezpieczeństwo i zgodność z normami

Bezpieczeństwo
ETYKIETY OSTRZEGAWCZE
Ta etyk i e t a ost r z egawcza jest mocowana do niektórych zasilaczy.
Ważne jest, aby operator i serwisant urządzenia rozumieli
opisane poniżej znaczenie tych symboli. Poszczególne punkty
tekstu odpowiadają numerowanym polom na etykiecie.
1. Iskry wytwarzane przy cięciu mogą
spowodować pożar lub eksplozję.
1.1 Nie wolno ciąć w pobliżu materiałów palnych.
1.2 Gaśnicę należy trzymać w pobliżu, gotową do
użycia.
1.3 Jako stołu cięcia nie wolno używać beczki ani
innego zamkniętego pojemnika.
2. Łuk plazmowy może spowodować obrażenia
lub poparzenie. Nie wolno kierować dyszy
w swoją stronę. Łuk pojawia się natychmiast po
włączeniu.
2.1 Przed demontażem palnika należy odłączyć
zasilanie.
2.2 Nie wolno chwytać elementu obrabianego
blisko ścieżki cięcia.
2.3 Należy stosować kompletną ochronę ciała.
3. Niebezpieczne napięcie. Ryzyko porażenia
prądem lub poparzenia.
3.1 Należy zakładać rękawice izolacyjne. Zmienić
rękawice, jeśli są mokre lub zniszczone.
3.2 Należy chronić się przed porażeniem, izolując
się od powierzchni roboczej i podłoża.
3.3 Przed serwisowaniem należy odłączyć zasilanie.
Nie dotykać części pod napięciem.
4. Wyziewy wydzielane przez plazmę mogą być
niebezpieczne.
4.1 Nie wdychać wyziewów.
4.2 Należy używać wymuszonej wentylacji lub
lokalnego wyciągu, aby usuwać wyziewy.
4.3 Nie pracować w zamkniętych pomieszczeniach.
Usuwać wyziewy za pomocą wentylacji.
5. Promieniowanie łuku może poparzyć oczy
iskórę.
5.1 Należy stosować odpowiednie środki ochrony
osobistej do chronienia głowy, oczu, słuchu, rąk
i ciała. Należy zapinać kołnierzyk. Chronić słuch
przed hałasem. Stosować hełm spawalniczy z
odpowiednim przyciemnieniem lub filtrem.
6. Brać udział w szkoleniach. Sprzęt może być
obsługiwany wyłącznie przez wykwalifikowany
personel. Należy używać palników
wymienionych w tym podręczniku. Osoby
postronne i dzieci należy trzymać z daleka.
7. Nie usuwać, nie niszczyć ani nie zakrywać tej
etykiety. Należy ją wymienić, jeśli się zgubi,
zniszczy lub zużyje.
Bezpieczeństwo i zgodność z normami SC-23

Bezpieczeństwo
s
Symbole i oznaczenia
Na tabliczce znamionowej produktu firmy Hypertherm może się znajdować jedno lub wiele oznaczeń. Zpowodu różnic
isprzeczności przepisów obowiązujących wróżnych krajach nie wszystkie oznaczenia mają zastosowanie do każdej
wersji produktu.
SymbolS
SymbolS wskazuje, że zasilacz ipalnik nadają się do użytku wśrodowisku ozwiększonym ryzyku
porażenia prądem isą zgodne zwymogami normy IEC60974-1.
OznaczenieCSA
Produkty Hypertherm ze znakiem CSA są zgodne zwymogami przepisów bezpieczeństwa
obowiązującymi wStanachZjednoczonych iKanadzie. Te produkty zostały ocenione, przetestowane
izatwierdzone przez organizację CSA-International. Produkt może być także oznaczony przez jedno
zkrajowych laboratoriów testowych (NRTL, Nationally Recognized Testing Laboratories) akredytowanych
zarówno wStanachZjednoczonych, jak iKanadzie, np. Underwriters Laboratories, Incorporated (UL)
lub TÜV.
OznaczenieCE
OznaczenieCE informuje ozgodności produktu zdyrektywami inormami obowiązującymi
wUniiEuropejskiej. Tylko te wersje produktów Hypertherm, które zostały opatrzone oznaczeniamiCE
umieszczonymi na tabliczkach znamionowych lub obok nich, były testowane pod kątem zgodności
zeuropejską Dyrektywą niskonapięciową oraz Dyrektywą kompatybilności elektromagnetycznej (EMC).
Filtry EMC, które są zgodne zeuropejską dyrektywą EMC, stanowią integralną część wyposażenia
produktów oznaczonych symbolem CE.
Oznaczenie Euroazjatyckiej Unii Celnej (CU)
Wersje produktów Hypertherm zoznaczeniem CE oraz znakiem zgodności EAC są zgodne zwymogami
bezpieczeństwa ikompatybilności elektromagnetycznej dotyczących eksportu do Rosji, Białorusi i
Kazachstanu.
OznaczenieGOST-TR
Wersje produktów Hypertherm zoznaczeniem CE oraz znakiem zgodności GOST-TR są zgodne
zwymogami bezpieczeństwa izgodności elektromagnetycznej dotyczących eksportu do krajów
FederacjiRosyjskiej.
OznaczenieC-Tick
Wersje produktów Hypertherm zoznaczeniem CE oraz znakiem C-Tick spełniają wymogi przepisów EMC
obowiązujących przy sprzedaży do Australii iNowejZelandii.
OznaczenieCCC
Oznaczenie China Compulsory Certification (CCC) wskazuje, że produkt był testowany izostał uznany
jako zgodny zprzepisami bezpieczeństwa obowiązującymi przy sprzedaży do Chin.
Oznaczenie UkrSEPRO
Wersje produktów Hypertherm zoznaczeniem CE oraz znakiem zgodności UkrSEPRO są zgodne
zwymogami bezpieczeństwa ikompatybilności elektromagnetycznej dotyczących eksportu do Ukrainy.
Serbskie oznaczenie AAA
Wersje produktów Hypertherm zoznaczeniem CE oraz serbskim oznaczeniem AAA są zgodne
zwymogami bezpieczeństwa ikompatybilności elektromagnetycznej dotyczących eksportu do Serbii.
SC-24 Bezpieczeństwo i zgodność z normami

Nadzór nad produktem
Wprowadzenie
Hypertherm utrzymuje globalny System zarządzania
przepisami, aby zagwarantować, że produkty są zgodne
z wymogami prawnymi i środowiskowymi.
Przepisy krajowe i lokalne
Krajowe i lokalne przepisy mają pierwszeństwo przed
wszelkimi instrukcjami dostarczonymi z produktem.
Produkt powinien być importowany, instalowany,
obsługiwany i usuwany zgodnie z krajowymi i lokalnymi
przepisami obowiązującymi w miejscu instalacji.
Znaki zgodności z normą
Produkty zgodne z normami (certyfikowane) są oznaczone
jednym lub wieloma znakami zgodności z normą,
przyznawanymi przez laboratoria testowe. Znaki zgodności
z normą są umieszczone na tabliczce znamionowej lub
w jej pobliżu.
Każdy znak zgodności z normą oznacza, że produkt i jego
krytyczne komponenty zabezpieczające zostały uznane
przez laboratorium testowe za zgodne z odpowiednimi
krajowymi normami bezpieczeństwa. Firma Hypertherm
umieszcza znak zgodności z normą na swoich produktach,
tylko jeśli wyprodukowany produkt wyposażono
w krytyczne komponenty zabezpieczające, które uzyskały
autoryzację akredytowanego laboratorium testowego.
Po opuszczeniu przez produkt fabryki firmy Hypertherm
znaki zgodności z normą mogą zostać unieważnione, jeśli
zostanie spełniony co najmniej jeden z następujących
warunków:
• Produkt został zmodyfikowany w sposób
stwarzający zagrożenie lub ryzyko niezgodności
z odnośnymi normami.
• Krytyczne komponenty zabezpieczające zostały
zastąpione nieautoryzowanymi częściami zamiennymi.
• Nie dodano żadnych nieautoryzowanych zespołów ani
akcesoriów wykorzystujących lub generujących
niebezpieczne napięcie.
• Nie wprowadzono nieumiejętnej manipulacji
w obwodzie zabezpieczającym lub w innej funkcji
zaprojektowanej do wykorzystania z produktem w celu
uzyskania przez niego zgodności z normą.
Oznaczenie CE informuje o przyznaniu producentowi
deklaracji zgodności z dyrektywami i normami
obowiązującymi w Unii Europejskiej. Pod kątem zgodności
z europejską Dyrektywą Niskonapięciową oraz dyrektywą
dotyczącą kompatybilności elektromagnetycznej (EMC)
testowano tylko te wersje produktów firmy Hypertherm,
które obok tabliczek znamionowych mają umieszczone
oznaczenie CE. W zasilaczach oznaczonych symbolem
CE zastosowano wbudowane filtry EMC zapewniające
zgodność z europejską dyrektywą dotyczącą
kompatybilności elektromagnetycznej.
Certyfikaty zgodności produktów Hypertherm są dostępne
w Bibliotece pobierań w witrynie Hypertherm pod
adresem https://www.hypertherm.com.
Różnice dotyczące norm krajowych
W różnych krajach mogą obowiązywać różne standardy
wydajności i bezpieczeństwa oraz różne normy. Różnice
między normami krajowymi dotyczą, ale nie są ograniczone
wyłącznie do:
• Napięć
• Parametrów znamionowych wtyczki i przewodów
• Wymogów językowych
• Wymogów związanych z kompatybilnością
elektromagnetyczną
Takie różnice między normami krajowymi i innymi mogą
sprawić, że umieszczenie wszystkich znaków zgodności
z normą na tej samej wersji produktu może być niemożliwe
lub niepraktyczne. Na przykład wersje CSA produktów
firmy Hypertherm nie są zgodne z europejskimi
wymaganiami kompatybilności elektromagnetycznej i nie
mają oznaczenia CE na tabliczce znamionowej.
W krajach, w których jest wymagane oznaczenie CE
lub obowiązują przepisy dotyczące kompatybilności
elektromagnetycznej, należy stosować wersje CE
produktów firmy Hypertherm, które mają oznaczenie
CE na tabliczce znamionowej. Dotyczy to m.in.
następujących krajów:
• Australia
•Nowa Zelandia
• Kraje Unii Europejskiej
•Rosja
Bezpieczeństwo i zgodność z normami SC-25

Nadzór nad produktem
Jest ważne, aby produkt i jego znak zgodności z normą
były odpowiednie do miejsca instalacji. Jeśli produkty firmy
Hypertherm są dostarczane do jednego kraju w celu
eksportu do innego kraju, produkt powinien być
skonfigurowany i mieć znaki zgodności z normami
odpowiednimi do końcowej lokalizacji
Bezpieczna instalacja i użytkowanie sprzętu do cięcia kształtów
Norma IEC 60974-9, Sprzęt do spawania łukowego —
Instalacja i użytkowanie, zawiera wytyczne dotyczące
bezpiecznej instalacji i użytkowania sprzętu do cięcia
kształtów oraz bezpiecznej obsługi operacji cięcia.
Podczas instalacji należy przestrzegać wymogów
wyszczególnionych w krajowych i lokalnych przepisach,
w tym między innymi wymogów związanych z połączeniem
masowym i uziemieniem ochronnym, bezpiecznikami,
urządzeniami odłączającymi zasilanie oraz typami
obwodów zasilających. Przed zainstalowaniem sprzętu
należy przeczytać te instrukcje. Pierwszy i najważniejszy
krok to ocena bezpieczeństwa instalacji.
Ocena bezpieczeństwa powinna być przeprowadzona
przez specjalistę, który określi, jakie czynności są
niezbędne do zagwarantowania bezpiecznego środowiska
roboczego oraz jakie środki ostrożności należy stosować
podczas faktycznej instalacji i obsługi.
Procedury okresowej kontroli itestowania
Aby zapewnić bezpieczeństwo elektryczne zasilaczy cięcia
plazmowego wykonanych zgodnie z normą IEC 60974-1,
tam, gdzie jest to wymagane w związku z przepisami
krajowymi, norma IEC 60974-4 określa procedury
testowe dotyczące kontroli okresowej oraz kontroli
przeprowadzanej po naprawie i serwisie. Hypertherm stale
przeprowadza w fabryce testy obwodu zabezpieczającego
i rezystancji izolacji przy niezasilanym sprzęcie. Testy są
przeprowadzane przy odłączonym zasilaniu i połączeniach
uziemiających.
Kwalifikacje personelu testującego
Testy bezpieczeństwa elektrycznego sprzętu do cięcia
kształtów mogą być niebezpieczne i powinny być
wykonywane przez specjalistów z zakresu wykonywania
napraw elektrycznych, preferencyjnie przez osoby
zaznajomione z procesami spawania, cięcia i podobnymi.
Zagrożenia bezpieczeństwa związane z personelem
i sprzętem, powstające, gdy testy wykonuje
niewykwalifikowana osoba, mogą być znacznie większe
niż korzyści wynikające z okresowej kontroli i testowania.
Hypertherm zaleca przeprowadzanie wyłącznie kontroli
wzrokowej, chyba że testy bezpieczeństwa elektrycznego
są wyraźnie wymagane przez lokalne lub krajowe przepisy
w miejscu zainstalowania sprzętu.
Wyłączniki różnicowoprądowe (RCDs)
W Australii oraz niektórych innych krajach, jeśli w miejscu
pracy lub budowy jest stosowany przenośny sprzęt
elektryczny chroniący operatorów przed usterkami
elektrycznymi wyposażenia, przepisy lokalne mogą
wymagać stosowania wyłączników różnicowoprądowych
(RCD, Residual Current Devices). Wyłączniki
róznicowoprądowe służą do bezpiecznego odłączania
zasilania sieciowego w przypadku wykrycia odchyłki
między prądem zasilającym i zwrotnym (gdy występuje
upływ prądu do masy). Wyłączniki różnicowoprądowe są
dostępne w konfiguracjach ze stałymi lub regulowanymi
nastawami prądu z zakresu od 6 do 40 mA oraz czasami
reakcji do 300 ms, dobieranymi do konkretnej instalacji
sprzętu, zastosowania i zamierzonego użytku. Jeśli są
stosowane wyłączniki różnicowoprądowe, prądy aktywacji
i czasy reakcji należy dobierać na tyle duże, aby uniknąć
uciążliwej aktywacji urządzenia podczas zwykłej pracy
sprzętu do cięcia plazmowego, oraz na tyle małe, aby
w ekstremalnie mało prawdopodobnej sytuacji usterki
elektrycznej sprzętu powodowały odłączenie zasilania
zanim prąd upływu spowoduje powstanie zagrożenia życia
operatorów.
Hypertherm usuwa również niektóre urządzenia
zabezpieczające, które mogłyby zafałszować wyniki.
Jeśli jest to wymagane przez krajowe lub lokalne
przepisy, do sprzętu powinna być przymocowana
etykieta informująca o pomyślnym zaliczeniu testów
wyszczególnionych w normie IEC60974-4. Raport
o naprawie powinien informować o wynikach wszystkich
testów, chyba że znajduje się w nim notatka
o niewykonaniu konkretnego testu.
Aby sprawdzić, czy wyłączniki różnicowoprądowe działają
prawidłowo, należy okresowo testować prąd aktywacji
i czas reakcji. Przenośny sprzęt elektryczny i wyłączniki
różnicowoprądowe używane w branży komercyjnej
i przemysłowej w Australii i Nowej Zelandii są testowane
zgodnie z australijską normą AS/NZS 3760. Aby uzyskać
prawidłowe wyniki testu oraz uniknąć niepowodzenia testu
prądu upływu, podczas testowania izolacji sprzętu do
cięcia plazmowego zgodnie z normą AS/NZ V DCS3760
należy mierzyć rezystancję izolacji zgodnie z Załącznikiem
B normy, przy napięciu 250 VDC oraz z przełącznikiem
SC-26 Bezpieczeństwo i zgodność z normami

Nadzór nad produktem
zasilania w pozycji ON (WŁ.). Fałszywe usterki zdarzają
się, ponieważ warystory z tlenków metali (MOV,
metal oxide varistors) oraz filtry kompatybilności
elektromagnetycznej (EMC, electromagnetic
compatibility), używane do ograniczania emisji oraz
ochrony sprzętu przed przepięciami, mogą w normalnych
warunkach przewodzić do masy prąd upływu o natężeniu
do 10 mA.
W razie jakichkolwiek pytań dotyczących zastosowania
lub interpretacji jakichkolwiek opisanych tutaj norm
CE należy się skonsultować z odpowiednim radcą
prawnym zaznajomionym z międzynarodowymi
normami elektrotechnicznymi. W zakresie interpretacji
i przestrzegania norm nie należy w żadnym stopniu
polegać na firmie Hypertherm.
Systemy wyższego poziomu
Gdy integrator systemu wprowadza do systemu cięcia
plazmowego Hypertherm dodatkowe urządzenia, takie jak
stoły cięcia, napędy silnikowe, sterowniki ruchu czy roboty,
powstały w ten sposób system jest uznawany za system
wyższego poziomu. Systemy wyższego poziomu
zawierające niebezpieczne elementy ruchome mogą być
uznawane za maszyny przemysłowe lub roboty. W takim
przypadku klient OEM lub klient końcowy mogą podlegać
dodatkowym przepisom prawa lub normom innym niż te,
które dotyczą systemów cięcia plazmowego
produkowanych przez firmę Hypertherm.
Gdy zewnętrzne kable połączeniowe są narażone na stały
ruch, może być wymagane zapewnienie, aby
charakteryzowały się stałymi parametrami dotyczącymi
zginania. Upewnienie się, że kable są odpowiednie do
zastosowania, należy do obowiązków klienta końcowego
lub klienta OEM. Ponieważ występują różnice w zakresie
parametrów i kosztów, jakie względem systemów
wyższego poziomu mogą być wymagane w krajowych
przepisach, należy zweryfikować, czy wszystkie
zewnętrzne kable połączeniowe są odpowiednie
do końcowego miejsca instalacji.
Użytkownik końcowy i użytkownik OEM są odpowiedzialni
za przeprowadzenie analizy ryzyka systemu wyższego
poziomu i zapewnienie ochrony niebezpiecznych
ruchomych elementów. Jeśli system wyższego poziomu nie
zapewnia zgodności po włączeniu do niego produktów
firmy Hypertherm przez użytkownika OEM, może być
konieczne zatwierdzenie takiej instalacji przez lokalne
władze. W przypadku niejasności dotyczących zgodności
należy zasięgnąć porady prawnej u adwokata lub
radcy prawnego.
Zewnętrzne kable połączeniowe prowadzone między
komponentami systemu wyższego poziomu muszą być
zgodne z wymogami związanymi z gromadzeniem się
zanieczyszczeń oraz unieruchomieniem, obowiązującymi
w końcowym miejscu instalacji. Jeśli zewnętrzne kable
połączeniowe są narażone na zabrudzenie olejem, kurzem
lub zanieczyszczeniami wodnymi, należy zapewnić, aby
były zgodne z bardziej wymagającymi znamionowymi
parametrami roboczymi.
Bezpieczeństwo i zgodność z normami SC-27

Nadzór nad produktem
SC-28 Bezpieczeństwo i zgodność z normami
Nadzór nad parametrami otoczenia
Wprowadzenie
Specyfikacja środowiskowa Hypertherm wymaga, aby
dostawcy produktów Hypertherm dostarczali informacje
o dyrektywach RoHS i WEEE oraz przepisach REACH.
Zgodność środowiskowa produktu nie dotyczy jakości
powietrza wewnątrz budynku ani poziomu emisji spalin
generowanej przez użytkownika końcowego. Hypertherm
nie dostarcza z produktem żadnych materiałów, które są
cięte przez użytkownika końcowego. Odpowiedzialność
za cięty materiał oraz za bezpieczeństwo i jakość
powietrza w miejscu pracy ponosi użytkownik końcowy.
Użytkownik końcowy musi być świadomy potencjalnego
zagrożenia zdrowia związanego ze spalinami uwalnianymi
przy cięciu materiałów oraz musi przestrzegać wszystkich
lokalnych przepisów.
Krajowe i lokalne przepisy środowiskowe
Krajowe i lokalne przepisy środowiskowe mają
pierwszeństwo przed wszelkimi instrukcjami
znajdującymi się w niniejszym podręczniku.
Deklaracje o zgodności z dyrektywą RoHS powinny
być przygotowane dla obecnie produkowanych przez
Hypertherm systemów cięcia plazmowego Powermax
w wersji CE. Na systemach Powermax w wersji CE,
wysyłanych do klientów od 2006 r., na tabliczce
znamionowej poniżej „oznaczenia CE” znajduje się
„oznaczenie RoHS”. Części używane w systemach
Powermax w wersji CSA oraz innych produktach
produkowanych przez Hypertherm, które nie podlegają
dyrektywie RoHS lub są z niej wyłączone, są stale
modyfikowane w taki sposób, aby w przyszłości były
zgodne z dyrektywą RoHS.
Prawidłowe usuwanie produktów firmy Hypertherm
Systemy cięcia plazmowego firmy Hypertherm, podobnie
jak inne produkty elektroniczne, mogą zawierać materiały
i komponenty, takie jak płytki z obwodami drukowanymi,
których nie można wyrzucać ze zwykłymi odpadami. Do
odpowiedzialności użytkownika należy usunięcie produktu
firmy Hypertherm i jego komponentów w sposób
przyjazny środowisku i zgodny z przepisami krajowymi
oraz lokalnymi.
Produkt powinien być importowany, instalowany,
obsługiwany i usuwany zgodnie z krajowymi i lokalnymi
przepisami środowiskowymi obowiązującymi w
miejscu instalacji.
Europejskie przepisy środowiskowe omówiono dalej
wtemacie Dyrektywa WEEE.
Dyrektywa RoHS
Firma Hypertherm jest zaangażowana w przestrzeganie
wszystkich obowiązujących przepisów, w tym Dyrektywy
w sprawie ograniczania użycia substancji niebezpiecznych
(RoHS, Restriction of Hazardous Substances), która
ogranicza stosowanie substancji niebezpiecznych
w produktach elektronicznych. Standardy Hypertherm
przewyższają w skali globalnej postanowienia
dyrektywy RoHS.
Hypertherm stale angażuje się w ograniczanie stosowania
substancji niebezpiecznych w naszych produktach, które
podlegają postanowieniom dyrektywy RoHS. Wyjątkiem
są sytuacje, w których jest powszechnie wiadomo, że nie
ma innej przystępnej alternatywy.
• W Stanach Zjednoczonych należy postępować
zgodnie z przepisami federalnymi, stanowymi
i lokalnymi.
• W krajach Unii Europejskiej należy postępować
zgodnie z dyrektywami WE oraz przepisami krajowymi
i lokalnymi. Więcej informacji można znaleźć pod
adresem www.hypertherm.com/weee.
• W pozostałych krajach należy postępować zgodnie
z przepisami krajowymi i lokalnymi.
• W razie potrzeby należy się skonsultować
z adwokatem lub radcą prawnym bądź specjalistą do
spraw zgodności.
Dyrektywa WEEE
27 stycznia 2003 r. Parlament Europejski oraz Rada Unii
Europejskiej przyjęły Dyrektywę 2002/96/WE, czyli
dyrektywę w sprawie zużytego sprzętu elektrycznego
i elektronicznego (WEEE, Waste Electrical and
Electronic Equipment).
Bezpieczeństwo i zgodność z normami SC-29

Nadzór nad parametrami otoczenia
Zgodnie z przepisami wszystkie produkty Hypertherm
podlegające dyrektywie i sprzedane na terenie UE po
13 sierpnia 2005 r. są oznaczone symbolem WEEE.
W tej dyrektywie wyznaczono specjalne kryteria dotyczące
gromadzenia, postępowania i recyklingu zużytego sprzętu
elektrycznego i elektronicznego. Odpady komunalne
i przemysłowe są traktowane oddzielnie (wszystkie
produkty Hypertherm są uznawane za odpady
przemysłowe). Instrukcje usuwania systemów plazmowych
Powermax w wersji CE można znaleźć pod adresem
www.hypertherm.com/weee.
Adres URL jest wydrukowany na etykiecie ostrzegawczej
każdego systemu Powermax w wersji CE sprzedanego po
2006 roku. Systemy Powermax w wersji CSA oraz inne
produkty wyprodukowane przez Hypertherm nie podlegają
dyrektywie WEEE lub są z niej wyłączone.
Przepisy REACH
Przepisy REACH (1907/2006), obowiązujące od
1 czerwca 2007r. dotyczą substancji chemicznych
dostępnych na rynku europejskim. Wymogi przepisów
REACH dotyczące producentów komponentów określają,
że masa użytych w komponencie substancji
wzbudzających szczególnie duże obawy (SVHC,
Substances of Very High Concern) nie powinna
przekraczać 0,1% masy komponentu.
Producenci komponentów oraz inni dalsi użytkownicy, tacy
jak Hypertherm, są zobligowani do uzyskania zapewnienia
dostawcy, że wszystkie substancje chemiczne użyte
w produktach Hypertherm mają numer rejestracyjny
przyznany przez Europejską Agencję Chemikaliów (ECHA,
European Chemical Agency). Aby zapewnić informacje
chemiczne zgodne z wymogami przepisów REACH,
Hypertherm wymaga od dostawców dostarczania
deklaracji REACH oraz wyszczególniania wszelkich
znanych zastosowań substancji SVHC. Wyeliminowano
przypadki, w których masa substancji SVHC przekraczała
0,1% masy części. Karty charakterystyki MSDS zawierają
pełny wykaz wszystkich substancji chemicznych. Mogą
być używane do weryfikacji zgodności z przepisami
REACH w zakresie substancji SVHC.
(z wyjątkiem płynu chłodzącego) oraz są dostępne
powszechnie w sprzedaży, dzięki czemu zostaną
zastąpione w razie problemu dostawcy z autoryzacją
REACH (substancje SVHC) lub rejestracją REACH.
Prawidłowe obchodzenie się z substancjami chemicznymi oraz ich bezpieczne stosowanie
Obowiązujące w Stanach Zjednoczonych, Europie oraz
innych lokalizacjach przepisy w sprawie substancji
chemicznych wymagają, aby do wszystkich substancji
chemicznych były dostępne karty charakterystyki
substancji niebezpiecznych (MSDS, Material Safety Data
Sheets). Lista substancji chemicznych jest dostarczana
przez firmę Hypertherm. Karty MSDS dotyczą substancji
chemicznych obecnych w produkcie oraz innych
substancji chemicznych zastosowanych w produkcie lub
na nim. Karty MSDS można pobrać z Biblioteki pobierań
w witrynie Hypertherm pod adresem https://
www.hypertherm.com. Na ekranie wyszukiwania należy
w polu tytułu dokumentu wpisać MSDS i kliknąć
polecenie wyszukiwania.
W Stanach Zjednoczonych agencja OSHA nie wymaga
dołączania kart MSDS do towarów takich jak elektrody,
pierścienie zawirowujące, nasadki, dysze, osłony,
deflektory oraz innych trwałych części palnika.
Hypertherm nie produkuje ani nie dostarcza materiałów,
które są cięte, oraz nie wie, czy spaliny uwalniane
z materiałów podczas cięcia stwarzają niebezpieczeństwo
fizyczne lub zagrożenie zdrowia. Aby uzyskać wskazówki
na temat właściwości materiału ciętego za pomocą
produktu Hypertherm, należy się skontaktować
z dostawcą lub doradcą do spraw technicznych.
Emisja spalin i jakość powietrza
Uwaga: Poniższe informacje o jakości powietrza mają
charakter wyłącznie ogólny i nie powinny być używane
w formie zastępstwa oceny i implementacji odnośnych
przepisów ustawowych oraz norm prawnych w kraju
instalacji i obsługi sprzętu do cięcia.
Środki smarne, środki uszczelniające, płyny chłodzące,
kleje, rozcieńczalniki, powłoki i inne preparaty oraz
mieszaniny używane przez Hypertherm ze sprzętem do
cięcia kształtów są stosowane w bardzo małych ilościach
W Stanach Zjednoczonych, wydany przez Krajowy Instytut
Bezpieczeństwa i Higieny Pracy (NIOSH, National
Institute for Occupational Safety and Health), Podręcznik
metod analitycznych (NMAM, Manual of Analytical
Methods) stanowi zestaw metod próbkowania i analizy
zanieczyszczeń powietrza w miejscu pracy. Metody
SC-30 Bezpieczeństwo i zgodność z normami

publikowane przez inne organizacje, takie jak OSHA,
MSHA, EPA, ASTM, ISO, oraz komercyjnych dostawców
sprzętu do próbkowania i analizy, mogą być lepsze od
metod instytutu NIOSH.
Na przykład opracowana przez ASTM procedura D 4185
to standardowa procedura gromadzenia, rozpuszczania
i oznaczania metali śladowych w atmosferach roboczych.
W procedurze ASTM D 4185 znajdują się informacje
o czułości, granicach wykrywania oraz optymalnych
stężeniach roboczych 23 metali. Do określenia
optymalnego protokołu próbkowania, uwzględniającego
skuteczność analityczną, koszt oraz optymalną liczbę
próbek, należy zaangażować specjalistę ds. BHP.
W budynkach, w których są zainstalowane i obsługiwane
stoły cięcia plazmowego, Hypertherm korzysta z usług
niezależnego specjalisty ds. BHP wykonującego za
pomocą sprzętu próbkującego testy jakości powietrza przy
stacjach operatorów i interpretującego wyniki tych testów.
Jeśli to konieczne, Hypertherm korzysta również z usług
niezależnych specjalistów ds. BHP w celu uzyskania
niezbędnych zezwoleń dotyczących powietrza i wody.
Nadzór nad parametrami otoczenia
Jeśli użytkownik nie jest na bieżąco z wszelkimi przepisami
ustawowymi oraz normami prawnymi obowiązującymi
w miejscu instalacji, przed zakupem, instalacją i obsługą
sprzętu powinien się skontaktować z lokalnym ekspertem.
Bezpieczeństwo i zgodność z normami SC-31

Nadzór nad parametrami otoczenia
SC-32 Bezpieczeństwo i zgodność z normami

Kompatybilność Elektromagnetyczna (EMC)
Wprowadzenie
Urządzenia firmy Hypertherm oznaczone symbolem
CE wyprodukowano zgodnie z normą EN 60974-10.
W celu zapewnienia kompatybilności elektromagnetycznej
urządzenia należy zainstalować i używać zgodnie
z przedstawionymi dalej informacjami.
Wymogi przewidziane przez normę EN 60974-10 mogą
nie wystarczać do całkowitego wyeliminowania zakłóceń
występujących, gdy urządzenia znajdują się w bliskim
sąsiedztwie źródeł zakłóceń lub gdy mają bardzo dużą
czułość. W takich przypadkach może być konieczne
zastosowanie innych środków ograniczających zakłócenia.
Sprzęt tnący zaprojektowano wyłącznie do użytku
w środowisku przemysłowym.
Instalacja i obsługa
Użytkownik jest odpowiedzialny za instalację i korzystanie
z urządzenia plazmowego zgodnie z instrukcjami
producenta.
a. inne kable zasilające, kable sterujące, kable
sygnałowe i telefoniczne znajdujące się powyżej
i poniżej sprzętu tnącego lub przylegające do
niego
b. nadajniki i odbiorniki radiowe i telewizyjne
c. komputery i inne urządzenia sterujące
d. elementy istotne z punktu widzenia
bezpieczeństwa takie jak zabezpieczenia sprzętu
przemysłowego
e. zdrowie osób, na przykład w przypadku
korzystania z rozruszników serca czy aparatów
słuchowych
f. urządzenia używane do kalibracji i pomiarów
g. odporność pozostałych urządzeń znajdujących
się w środowisku roboczym — w celu
zapewnienia zgodności tych urządzeń może być
wymagane zastosowanie dodatkowych środków
bezpieczeństwa
h. pora dnia, podczas której są wykonywane
czynności związane z cięciem oraz pozostałe
operacje
W przypadku wykrycia zakłóceń elektromagnetycznych
odpowiedzialność za rozwiązanie tego problemu wspólnie
z pracownikami pomocy technicznej zapewnianej przez
producenta spoczywa wyłącznie na użytkowniku.
W niektórych sytuacjach działanie zapobiegawcze może
polegać wyłącznie na ponownym uziemieniu obwodu
tnącego (patrz Uziemianie elementu obrabianego).
W innych przypadkach może oznaczać konieczność
zaprojektowania ekranu elektromagnetycznego
zakrywającego źródło zasilania i miejsce pracy,
współpracującego z odpowiednimi filtrami wejściowymi.
W każdej sytuacji zakłócenia elektromagnetyczne należy
ograniczyć do poziomu, który nie powoduje występowania
dalszych problemów.
Analiza obszaru
Przed zainstalowaniem urządzenia użytkownik powinien
przeprowadzić analizę sąsiadującego obszaru pod
względem występowania potencjalnych problemów
elektromagnetycznych. Należy wziąć pod uwagę
następujące kwestie:
Wielkość analizowanego obszaru zależy od konstrukcji
budynku oraz innych wykonywanych w nim czynności.
Otaczający obszar może być większy niż wynikający
z przyjętych założeń.
Metody ograniczania emisji
Zasilanie sieciowe
Sprzęt tnący należy podłączyć do zasilania sieciowego
zgodnie z zaleceniami producenta. W przypadku
występowania zakłóceń może być konieczne
zastosowanie dodatkowych środków ostrożności,
takich jak filtrowanie napięcia sieciowego.
Należy rozważyć zastosowanie ekranowania
(metalowej rurki lub odpowiednika) kabla zasilania trwale
zainstalowanego sprzętu tnącego. Ekranowanie należy
zapewnić na całej długości kabla. Ekran należy podłączyć
do sieciowego źródła zasilania urządzenia do cięcia w taki
sposób, aby zapewnić dobry styk elektryczny między
kanałem kablowym a obudową źródła zasilania cięcia.
Bezpieczeństwo i zgodność z normami SC-33

Kompatybilność Elektromagnetyczna (EMC)
Serwisowanie sprzętu tnącego
Sprzęt tnący należy okresowo serwisować zgodnie
z zaleceniami producenta. Podczas działania sprzętu
tnącego wszystkie drzwiczki dostępowe i serwisowe
powinny być zamknięte i prawidłowo zabezpieczone.
Sprzętu tnącego nie wolno w żaden sposób
modernizować. Nie dotyczy to modyfikacji wykonywanych
zgodnie z pisemnymi instrukcjami przedstawionymi przez
producenta. Na przykład należy zgodnie z zaleceniami
producenta serwisować i regulować przerwy iskrowe
zapłonu łuku oraz urządzenia stabilizujące.
Kable tnące
Kable tnące powinny być możliwie najkrótsze oraz
poprowadzone wspólnie na podłodze lub w jej pobliżu.
Spajanie ekwipotencjalne
Należy rozważyć spojenie wszystkich metalowych
komponentów instalacji tnącej oraz komponentów,
które do niej przylegają.
Jednak przyłączenie metalowych komponentów
do elementu obrabianego zwiększa ryzyko porażenia
operatora prądem, gdy ten jednocześnie dotknie
metalowego komponentu i elektrody (dyszy głowicy
laserowej).
Operator powinien być odizolowany od wszystkich
spojonych komponentów metalowych.
Uziemianie elementu obrabianego
W sytuacjach, gdy element obrabiany nie jest uziemiony
w celu zapewnienia bezpieczeństwa elektrycznego lub
ze względu na swój rozmiar i umiejscowienie (np. kadłub
okrętu lub stalowa konstrukcja budynku), przyłączenie
elementu obrabianego do masy może w niektórych
przypadkach ograniczyć emisję. Należy zachować
ostrożność, aby zapobiec sytuacji, w której uziemienie
elementu obrabianego zwiększa ryzyko występowania
obrażeń u osób lub uszkodzeń sprzętu elektrycznego. Tam,
gdzie to wymagane, przyłączenie elementu obrabianego
do masy należy wykonać w sposób bezpośredni.
W krajach, w których jest to zabronione, przyłączenie
można zapewnić przez zastosowanie odpowiednich
reaktancji pojemnościowych dobranych zgodnie
z przepisami krajowymi.
Uwaga: Ze względów bezpieczeństwa obwód tnący
można uziemić lub nie. Zmiana projektu uziemienia
może być autoryzowana wyłącznie przez osobę, której
wiedza jest wystarczającą do oceny, czy taka modyfikacja
nie stwarza większego ryzyka odniesienia obrażeń
(na przykład przez zapewnienie obwodu zwrotnego
prądu cięcia równoległego, co może doprowadzić
do uszkodzenia obwodów tnących innych urządzeń).
Dalsze wytyczne podano w normie IEC 60974-9,
Urządzenie do spawania łukowego, rozdział 9:
Instalacja i użytkowanie.
Ekranowanie i osłanianie
Problemy dotyczące zakłóceń można ograniczyć przez
selektywne ekranowanie i osłanianie kabli oraz urządzeń
występujących w sąsiadującym obszarze. W niektórych
zastosowaniach można rozważyć ekranowanie całej
instalacji do cięcia plazmowego.
SC-34 Bezpieczeństwo i zgodność z normami

Gwarancja
Uwaga
W przypadku wymiany podzespołów systemu Hypertherm
producent zaleca korzystać z oryginalnych części firmy
Hypertherm. Wszelkie uszkodzenia lub obrażenia
wynikające z zastosowania podzespołów innych niż
oryginalne części firmy Hypertherm nie podlegają
warunkom gwarancji udzielanej przez firmę Hypertherm
i będą traktowane jako wynikające z nieprawidłowego
użytkowania produktu firmy Hypertherm.
Operator ponosi wyłączną odpowiedzialność
za bezpieczne użytkowanie Produktu. Firma Hypertherm
nie może ani nie udziela żadnych zapewnień bądź
gwarancji dotyczących bezpiecznego korzystania
z produktu w środowisku użytkownika.
Informacje ogólne
Firma Hypertherm, Inc. gwarantuje, że jej Produkty
są wolne od wad materiałowych i produkcyjnych przez
okresy czasu określone poniższymi warunkami: jeśli
firma Hypertherm zostanie powiadomiona o wadzie: (i)
dotyczącej zasilacza plazmy w okresie dwóch (2) lat
od daty odebrania produktu, z wyjątkiem zasilaczy marki
Powermax, w przypadku których okres ten wynosi trzy (3)
lata od daty odebrania produktu, (ii) dotyczącej palnika
i przewodów w okresie jednego (1) roku od daty
odebrania produktu, dotyczącej zespołów podnośnika
palnika w okresie jednego (1) roku od daty odebrania
produktu, dotyczącej produktów Automation w ciągu
jednego (1) roku od daty odebrania produktu, za wyjątkiem
systemów EDGE Pro CNC, EDGE Pro Ti CNC,
MicroEDGE Pro CNC i ArcGlide THC dla których okres
ten wynosi dwa (2) lata od daty odebrania produktu, oraz
(iii) dotyczącej komponentów lasera światłowodowego
HyIntensity w okresie dwóch (2) lat od daty odebrania
produktu, za wyjątkiem głowic lasera i przewodów
dostarczania wiązki, dla których okres ten wynosi jeden (1)
rok od daty odebrania produktu.
Niniejsza gwarancja nie dotyczy pozostałych zasilaczy
marki Powermax, które są używane z przetwornicami
fazowymi. Dodatkowo firma Hypertherm nie udziela
gwarancji na systemy uszkodzone w wyniku dostarczenia
napięcia zasilającego o nieodpowiednich parametrach,
wynikających z zastosowania przetwornic fazowych bądź
z jakości wejściowego napięcia sieciowego. Niniejsza
gwarancja nie obejmuje Produktu, który został
nieprawidłowo zainstalowany, zmodyfikowany lub
zniszczony w inny sposób.
Firma Hypertherm zapewnia naprawę, wymianę i regulację
Produktu jako jedyny i wyłączny środek zapobiegawczy,
tylko jeśli niniejsza gwarancja jest prawidłowo
przestrzegana i stosowana. Firma Hypertherm
zobowiązuje się do bezpłatnej naprawy, wymiany lub
regulacji wszystkich wadliwych Produktów objętych
warunkami niniejszej gwarancji, które po uprzedniej
autoryzacji (która nie zostanie nieudzielona bez
uzasadnionego powodu) i prawidłowym zapakowaniu
zostaną zwrócone do siedziby firmy Hypertherm (Hanover,
New Hampshire) lub do autoryzowanego punktu
serwisowego firmy Hypertherm po opłaceniu przez
użytkownika wszystkich kosztów związanych
z ubezpieczeniem i dostawą. Firma Hypertherm nie
odpowiada za żadne naprawy, wymiany i regulacje
Produktu objęte warunkami niniejszej gwarancji,
z wyjątkiem wykonywanych w myśl niniejszego paragrafu
i po udzieleniu wyraźnej pisemnej zgody przez
Hypertherm.
Przedstawiona tutaj gwarancja jest typu wyłącznego
i pozostaje w zgodzie z wszelkimi innymi gwarancjami
(wyrażonymi bezpośrednio, domniemanymi, ustawowymi)
lub wynikającymi z nich następstwami dotyczącymi
Produktu oraz ze wszystkimi innymi dorozumianymi
gwarancjami i postanowieniami dotyczącymi jakości,
przydatności handlowej lub przydatności do określonego
celu bądź związanymi z nienaruszeniem praw innych osób.
Powyższe stwierdzenie stanowi jedyny i wyłączny środek
zapobiegawczy dotyczący jakiegokolwiek naruszenia
warunków gwarancji przez firmę Hypertherm.
Dystrybutorzy i sprzedawcy OEM mogą oferować inne lub
dodatkowe gwarancje, ale nie są oni upoważnieni
do udzielania żadnej dodatkowej ochrony gwarancyjnej
ani do składania jakichkolwiek zapewnień, że taka ochrona
jest udzielana zgodnie z warunkami gwarancji udzielanej
przez firmę Hypertherm.
Bezpieczeństwo i zgodność z normami SC-35

Gwarancja
Zabezpieczenie patentowe
Z wyjątkiem przypadków produktów niewyprodukowanych
przez firmę Hypertherm lub wyprodukowanych przez
osobę spoza firmy Hypertherm w sposób niezgodny
ze specyfikacjami firmy Hypertherm, a także w przypadku
konstrukcji, procesów, rozwiązań i kombinacji
niezaprojektowanych lub rzekomo zaprojektowanych przez
firmę Hypertherm, firma Hypertherm ma prawo na swój
własny koszt bronić lub wspierać użytkownika w każdej
rozprawie lub postępowaniu wytoczonemu przeciwko
niemu w związku z naruszaniem jakichkolwiek patentów
podmiotów trzecich przez produkt firmy Hypertherm
używany samodzielnie lub w połączeniu z innym
produktem niedostarczonym przez firmę Hypertherm.
W przypadku zaobserwowania jakichkolwiek działań lub
gróźb działań połączonych z rzekomym naruszeniem
(w każdym przypadku nie później niż czternaście (14) dni
po uzyskaniu wiedzy o takim działaniu lub groźbie
działania) należy powiadomić firmę Hypertherm. Firma
Hypertherm jest zobowiązana do obrony użytkownika
przed roszczeniami, prowadzonej pod wyłączną kontrolą
firmy Hypertherm oraz we współpracy z podmiotem
zagrożonym postępowaniem odszkodowawczym.
Ograniczenie odpowiedzialności
W żadnej sytuacji firma Hypertherm nie odpowiada
przed jakąkolwiek osobą lub jakimkolwiek
podmiotem za szkody przypadkowe, wynikowe,
bezpośrednie, pośrednie ani moralne
(z uwzględnieniem m.in. utraty zysku) niezależnie
od tego, czy taka odpowiedzialność wynika
z naruszenia warunków umowy, prawa
o odpowiedzialności bezpośredniej, prawa
o czynie niedozwolonym, naruszenia warunków
gwarancji, niedochowaniu określonego celu lub
innego, nawet jeśli powiadomiono o możliwości
występowania takich szkód.
Przepisy krajowe i lokalne
Zastrzeżenie odpowiedzialności
W żadnym przypadku jakakolwiek
odpowiedzialność firmy Hypertherm
za jakiekolwiek roszczenia lub postępowania
prawne (sądowe, arbitrażowe, nadzorcze lub
innego typu) wynikające lub związane
z użytkowaniem Produktu, niezależnie czy
wynikają ona z naruszenia warunków umowy,
prawa o odpowiedzialności bezpośredniej, prawa
o czynie niedozwolonym, naruszenia warunków
gwarancji, niedochowaniu określonego celu lub
innego, nie przekroczy łącznie kwoty zapłaconej
za Produkt, który stanowi podstawę takiego
roszczenia.
Ubezpieczenie
W każdej sytuacji użytkownik powinien mieć zapewnione
odpowiednie ubezpieczenie, którego typ i zakres ochrony
wystarcza do skutecznej obrony i nienarażania firmy
Hypertherm na szkody wynikające z jakichkolwiek
zdarzeń związanych z użytkowaniem produktów.
Przeniesienie praw
Wszelkie prawa wynikające z treści niniejszej gwarancji
można przenieść wyłącznie w połączeniu ze sprzedażą
wszystkich lub prawie wszystkich posiadanych środków
trwałych lub kapitału akcyjnego na następcę, który
akceptuje wszystkie warunki i postanowienia niniejszej
Gwarancji. Warunkiem akceptacji przeniesienia praw
przez firmę Hypertherm jest pisemne poinformowanie jej
przez użytkownika o tym fakcie w terminie trzydziestu (30)
dni przed nastąpieniem przeniesienia. W przypadku
niedotrzymania terminu powiadomienia firmy Hypertherm
i następującego później żądania akceptacji, niniejsza
Gwarancja ulega anulowaniu i unieważnieniu,
a użytkownik traci jakiekolwiek prawo korzystania
z gwarancji firmy Hypertherm.
Krajowe i lokalne przepisy dotyczące instalacji
wodociągowych i elektrycznych mają pierwszeństwo
przed wszelkimi instrukcjami znajdującymi się w niniejszym
podręczniku. W żadnym przypadku firma Hypertherm nie
jest odpowiedzialna za obrażenia osób ani uszkodzenia
własności spowodowane naruszeniem wytycznych lub
wykonywaniem czynności roboczych w nieodpowiedni
sposób.
SC-36 Bezpieczeństwo i zgodność z normami
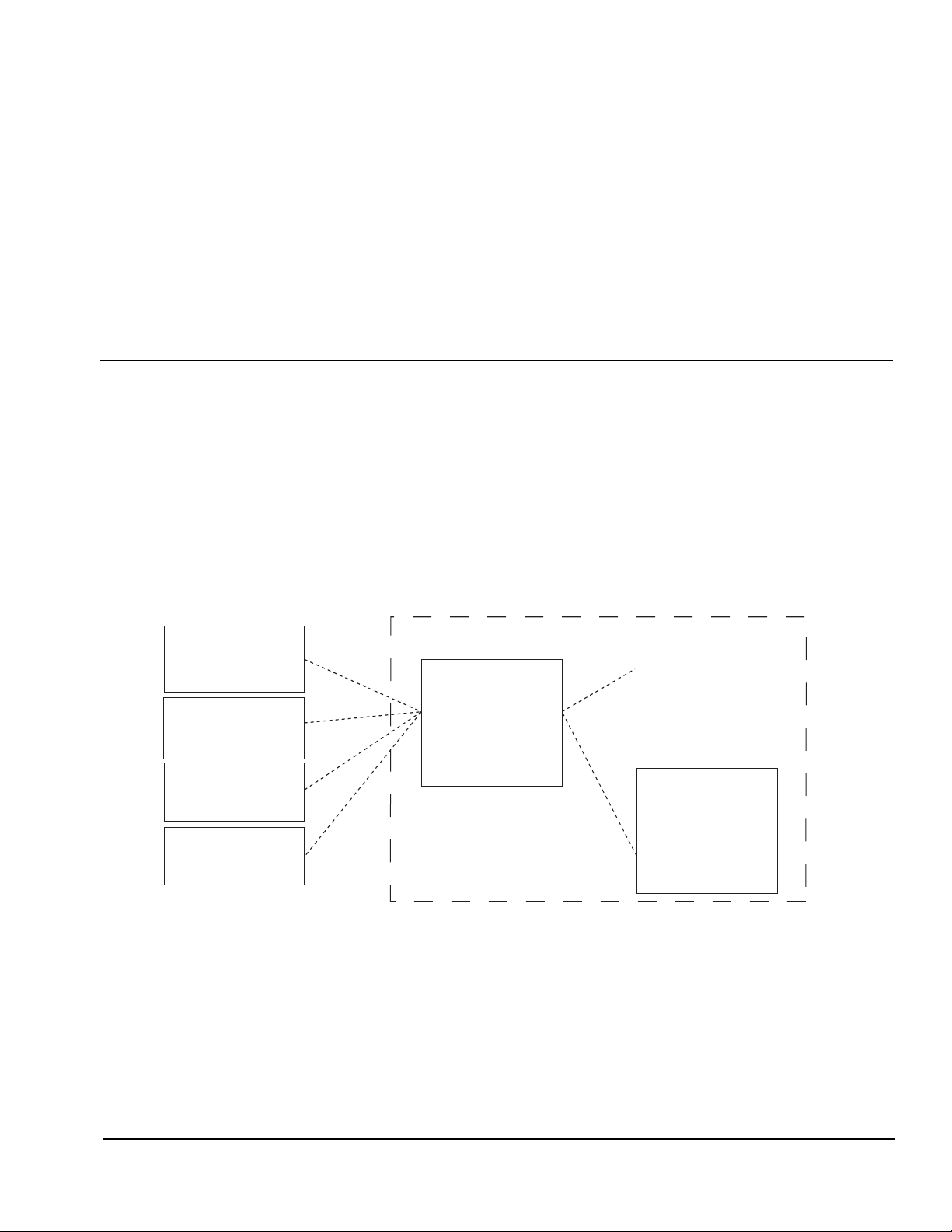
Rozdział 1
Opcjonalna konsola
operatora
Stół cięcia
Moduł sterowania
Wzmacniacz napędu
System cięcia
paliwowo-tlenowego
EDGE Pro
HyPath
CNC
Kontroler THC
System cięcia
(plazmowy, laserowy,
z dyszą wodną,
znakujący)
Produkty oferowane przez firmę
Hypertherm
Specyfikacje
Główne funkcje automatycznego systemu cięcia
Rysunek1 Komponenty automatycznego systemu cięcia przedstawia zależność między komponentami automatycznego
systemu cięcia. Omówienie tych komponentów oraz zasad ich współdziałania omówiono w kolejnych tematach.
Rysunek1 Komponenty automatycznego systemu cięcia
EDGE Pro HyPath CNC Podręcznik 80762H 37

1 – Specyfikacje
1
System plazmowy
2
Stół cięcia
3
Element obrabiany
4
Podnośnik
5
Portal
6
Uziemienie w układzie gwiazdy
7
Szyny
8
Konsola operatora
9
EDGE Pro HyPath CNC
1
9
8
7
6
5
4
3
2
Główne funkcje automatycznego systemu cięcia
Na Rysunek2 Ilustracja stołu cięcia plazmowego przedstawiono typowy stół cięcia z systemem EDGE Pro CNC oraz
inne komponenty opisane w kolejnych tematach.
Rysunek2 Ilustracja stołu cięcia plazmowego
38 EDGE Pro HyPath CNC Podręcznik 80762H

1 – Specyfikacje
Główne funkcje automatycznego systemu cięcia
System CNC
System komputerowego sterowania numerycznego (CNC, computerized numerical control) służy do odczytu programów
części i komunikacji z pozostałymi komponentami systemu cięcia kształtów. Decyduje o tym, jakie części (kształty) są
wycinane z elementu obrabianego.
Szczegółowe informacje na temat funkcji sprzętowych systemu EDGE Pro
rozdziałach tego podręcznika. Szczegółowe informacje na temat oprogramowania sterującego systemem
EDGE Pro HyPath CNC można znaleźć w wymienionych niżej podręcznikach do oprogramowania Phoenix
• Podręcznik instalacji i ustawiania oprogramowania Phoenix w wersji 9 (806410)
• Podręcznik operatora oprogramowania Phoenix (806400)
• Podręcznik programisty oprogramowania Phoenix w wersji 9 (806420)
HyPath CNC można znaleźć w innych
®
:
Stół cięcia
Stół cięcia to rama podpierającą element obrabiany, z którego są wycinane części. Typowy stół cięcia jest wyposażony
w dwie szyny ustawione wzdłuż jego obu stron. Stanowią one ścieżkę ruchu portalu. Portal jest przesuwany wzdłuż szyn,
a jego szerokość odpowiada rozmiarowi stołu. Do portalu jest przymocowany kontroler wysokości palnika (THC, torch
height controller). Odpowiada on za ruch palnika tnącego w pionie. Poziomy ruch portalu i stacji palnika oraz pionowy
ruch palnika jest realizowany przez kontroler wysokości palnika przy użyciu trzech osi niezbędnych do kontrolowania
pozycji palnika nad elementem obrabianym. Do stołu cięcia można dodać opcjonalne wyposażenie umożliwiające
wykonywanie operacji ukosowania i cięcia innego typu.
Hypertherm nie jest producentem stołów cięcia. Więcej informacji na temat stołu cięcia używanego w systemie można
znaleźć w podręczniku dostarczonym ze stołem producenta.
System cięcia
Narzędzie tnące to najważniejszy element każdego systemu cięcia — plazmowego, paliwowo-tlenowego, laserowego
i z dyszą wodną. System cięcia steruje najważniejszym parametrami, takimi jak gaz plazmowy i gazy wspomagające, oraz
kontroluje proporcje ich mieszania. Określa również parametry procesu odpowiadające za optymalną jakość cięcia, takie
jak odsunięcie palnika oraz szybkość.
W używanym systemie cięcia może być stosowany system firmy Hypertherm. Dodatkowe informacje można znaleźć
w odpowiednim podręczniku. W systemie CNC oraz w witrynie http://www.hypertherm.com są dostępne elektroniczne
(format PDF) wersje podręczników Hypertherm. Jeśli używany system cięcia został wyprodukowany przez inną firmę,
należy się zapoznać z odpowiednim podręcznikiem.
Moduł sterowania
Moduł sterowania (dostarczany przez producenta stołu) zawiera bloki łączówek, które służą do rozprowadzania zasilania
i sygnałów sterujących do podsystemów systemu cięcia. Moduł sterowania może również zawierać wzmacniacze
napędów, które wzmacniają sygnały przesyłane z systemu CNC do silników realizujących ruch.
EDGE Pro HyPath CNC Podręcznik 80762H 39

1 – Specyfikacje
Główne funkcje automatycznego systemu cięcia
Układ napędu
Szybkość, płynność i dokładność cięcia zależy od połączenia systemu CNC, koderów, wzmacniaczy napędu, kontrolera
wysokości palnika, kół zębatych, szyn, serwomechanizmów oraz sposobu ich integracji (dostrojenia) przez producenta
stołu. Producent stołu musi wybrać i zainstalować silniki, które będą używane z systemem EDGE Pro HyPath CNC.
Więcej informacji na temat układu napędu stosowanego w systemie cięcia można znaleźć w podręczniku dostarczonym
przez producenta stołu.
Kontroler wysokości palnika
Kontroler wysokości palnika służy do regulacji odsunięcia palnika, czyli odległości między palnikiem a elementem
obrabianym. Robocze odsunięcie palnika jest zwykle określane przez wysokość lub napięcie.
Jeśli w systemie znajduje się kontroler wysokości palnika firmy Hypertherm, więcej informacji na temat instalowania
i obsługi można znaleźć w następujących podręcznikach:
•ArcGlide
•Sensor
• Sensor PHC (806150)
®
THC (806450)
™
THC (806400, 806410 i 806420)
Jeśli używany kontroler THC został wyprodukowany przez inną firmę, należy się zapoznać z podręcznikiem dostarczonym
przez producenta stołu.
Konsola operatora
Konsola operatora przeznaczona do sterowania systemem EDGE Pro HyPath służy do obsługi dwóch stacji tnących.
Producent stołu może zainstalować dodatkowe konsole operatora producentów innych niż Hypertherm służące do
sterowania paliwem tlenowym, znacznikami, układami wentylacji oraz innymi urządzeniami. Więcej informacji na temat
opcjonalnych konsol operatora można znaleźć w podręcznikach dostarczanych przez producenta stołu.
Palnik paliwowo-tlenowy
Automatyczne systemy cięcia można również konfigurować z palnikami paliwowo-tlenowymi, z kontrolerem wysokości
palnika paliwowo-tlenowego (OHC, oxygen height control) lub bez niego.
Jeśli w systemie skonfigurowano kontroler Sensor™ OHC firmy Hypertherm, informacje o jego instalacji i obsłudze można
znaleźć w podręczniku do kontrolera Sensor OHC (MANU-0044).
Więcej informacji na temat wszelkich innych palników paliwowo-tlenowych można znaleźć w podręcznikach
dostarczonych przez producenta stołu.
40 EDGE Pro HyPath CNC Podręcznik 80762H
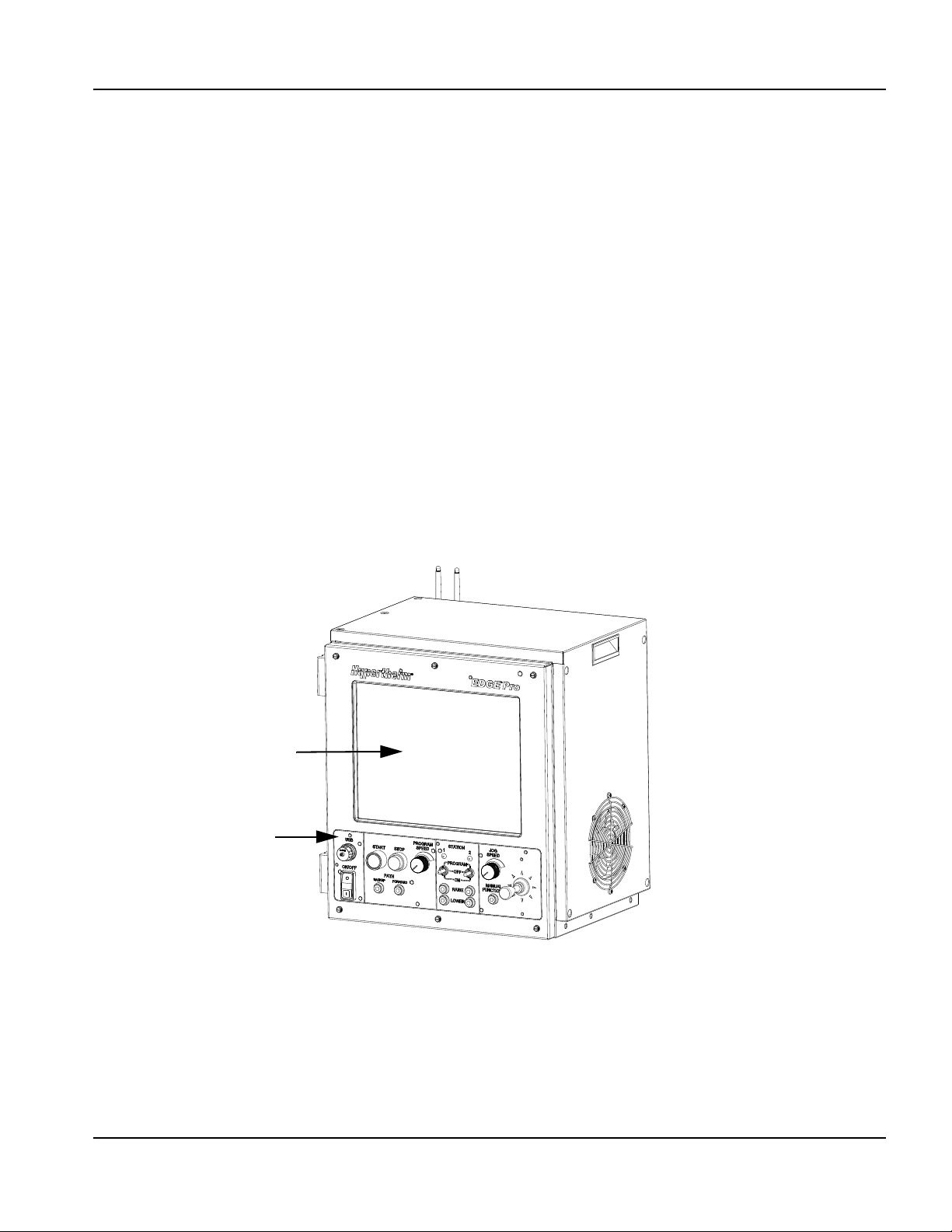
1 – Specyfikacje
Konsola operatora do
obsługi 2 stacji
Ekran dotykowy
Omówienie
Znacznik
Znacznikiem może być dowolne urządzenie lub proces realizujący operację znakowania elementu obrabianego, a nie jego
przebijania czy cięcia. Jeśli w systemie skonfigurowano układ ArcWriter
®
firmy Hypertherm, informacje o jego instalacji
i obsłudze można znaleźć w podręczniku do układu ArcWriter (802520). Do znakowania można stosować dowolny
system plazmowy HPR
®
. Więcej informacji można znaleźć w odpowiednim podręczniku do systemu HPR.
W przypadku innych urządzeń lub procesów należy się zapoznać z podręcznikiem dostarczonym przez producenta stołu.
Omówienie
EDGE Pro HyPath to oparty na komputerze PC system CNC, w którym sterowanie jednym lub wieloma stacjami cięcia
albo znakującymi jest realizowane przy użyciu oprogramowania Phoenix firmy Hypertherm.
System EDGE Pro HyPath CNC jest wyposażony w konsolę operatora z dwiema stacjami, 15-calowy ekran dotykowy
oraz interfejsy komunikacji Hypernet
®
, Ethernet i sieci bezprzewodowej LAN.
Możliwości systemu EDGE Pro HyPath CNC można rozszerzać, dodając wiele osi napędu, zintegrowany interfejs układu
Sensor THC, kontroler głowicy ukosowania i funkcje sieciowe zapewniające możliwość pobierania programów części
i korzystania z narzędzi zdalnej diagnostyki.
Rysunek3 Widok z przodu na system EDGE Pro HyPath CNC
EDGE Pro HyPath CNC Podręcznik 80762H 41
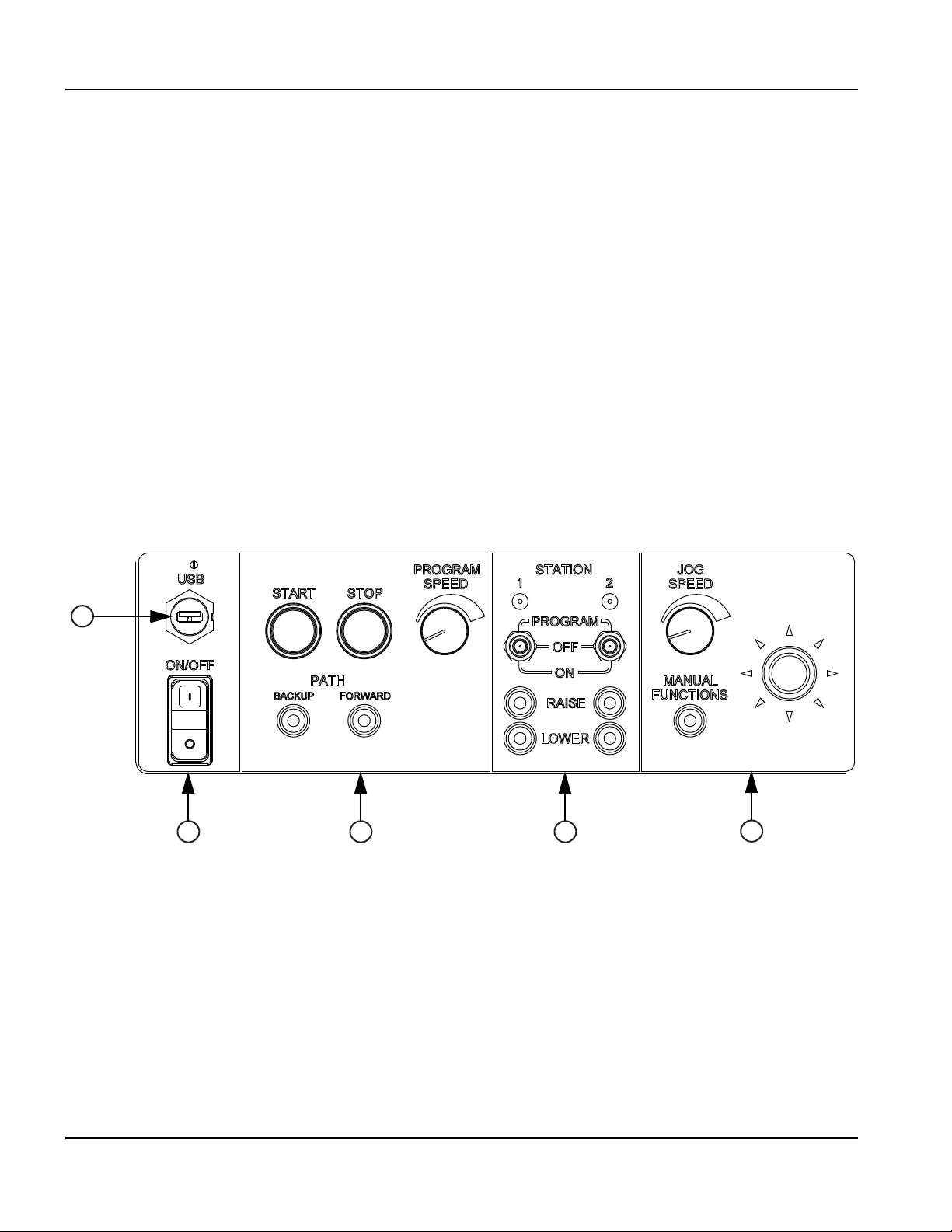
1 – Specyfikacje
123
4
5
1
Transfer danych
2
Włącznik/wyłącznik zasilania
3
Elementy sterujące wykonywaniem programu
4
Elementy sterujące stacją
5
Elementy ręcznego sterowania ruchem
Charakterystyka systemu EDGE Pro HyPath CNC
Charakterystyka systemu EDGE Pro HyPath CNC
Ekran dotykowy
Ekran dotykowy to 15-calowy wyświetlacz LCD połączony z oprogramowaniem umożliwiającym bezpośrednie sterowanie
dotykowe. Użytkownik wybiera opcje na ekranie przy użyciu pól wyboru, przycisków radiowych, rozwijanych menu i pól
wprowadzania danych. Podczas wpisywania danych do pól wprowadzania danych jest automatycznie wyświetlana
klawiatura numeryczna lub alfanumeryczna.
Ekran dotykowy ma rozdzielczość 1024 x 768 lub wyższą.
Więcej informacji na temat dbałości o ekran dotykowy można znaleźć w rozdziale Dbałość o ekran dotykowy i obsługa
ekranu dotykowego na stronie 61.
Konsola operatora
Na konsoli operatora znajdują się elementy sterujące zapewniające użytkownikowi możliwość kontroli wykonywania
programu części, obsługi stacji i realizacji operacji ręcznych.
Rysunek4 EDGE Pro HyPath
42 EDGE Pro HyPath CNC Podręcznik 80762H

1 – Specyfikacje
1
Złącza napędu/kodera
2
Anteny do komunikacji bezprzewodowej
3
Złącza interfejsu we/wy
4
Porty szeregowe
5
Port USB
6
Port sieci LAN
7
Port Hypernet
8
Opcjonalne interfejsy kontrolera Sensor THC (2)
9
Wejście zasilania prądem zmiennym
1
9
8
7
5
4
3
2
6
Charakterystyka systemu EDGE Pro HyPath CNC
Panel tylny
Na panelu tylnym systemu EDGE Pro HyPath CNC znajdują się złącza kabli do zasilania, kontroli ruchu, złącza interfejsu
we/wy i porty komunikacyjne. Złącza te są wyraźnie opisane zgodnie z realizowaną funkcją. Dodatkowo występują dwie
anteny umożliwiające komunikację przez sieć bezprzewodową LAN.
Rysunek5 Panel tylny systemu EDGE Pro HyPath CNC z 6 osiami i 48 we/wy
EDGE Pro HyPath CNC Podręcznik 80762H 43

1 – Specyfikacje
Specyfikacje systemu
Specyfikacje systemu
W poniższej tabeli znajduje się specyfikacja techniczna systemu EDGE Pro CNC.
Tabela1 Specyfikacje systemu EDGE Pro CNC
Funkcje systemu
Procesor Procesor Intel
System operacyjny Windows XPe
Pamięć RAM ≥ 1 GB
Port sieci LAN 1 port RJ-45 Ethernet
Port Hypernet 1 port Hypernet do użytku z kontrolerem wysokości palnika ArcGlide THC i systemami lasera
światłowodowego Hypertherm
Porty USB Dwa porty USB 2.0
Porty szeregowe 2 konfigurowalne porty RS-422/RS-232 z 9-stykowymi złączami D-sub
Komunikacja bezprzewodowa Zgodność ze standardami 802.11G i 802.11N
®
Zintegrowane urządzenia
monitorujące
Dysk twardy Dysk SATA
Konsola operatora Standardowo do obsługi 2 stacji (możliwość rozszerzenia możliwości przez producenta stołu)
Wyświetlacz 15-calowy (381 mm) ekran dotykowy z powierzchnią szklaną wykonaną w technologii fal
Zgodność z normami CE, CSA, GOST-TR, C-Tick, UkrSEPRO
Konfiguracja
Liczba we/wy 24/24 lub 48/48
Typ we/wy Wejście logiki dodatniej, wyjście przekaźnikowe
Liczba dostępnych osi 2–6
Zasilanie
Wejście prądu zmiennego Napięcie: 100–240V AC
Bezpiecznik zwłoczny 250V, 2A, 5mm x 20mm (2) lub 0,25cala x 1,25cala (1)
Dostępny prąd stały 24V przy 1,5A dla stołu i we/wy
Monitorowanie działania sprzętu, wyświetlanie prędkości wentylatora, temperatury procesora,
napięć i danych POST
dźwiękowych
Natężenie prądu: 1,85A przy 100VAC / 0,65A przy 240VAC
Częstotliwość: 50/60 Hz
44 EDGE Pro HyPath CNC Podręcznik 80762H

Funkcje systemu
Parametry otoczenia
Temperatura Od –10ºC do 40ºC
Wilgotność Maksymalnie 95% wilgotności względnej
Szczelność IP21S
Chronić sprzęt przed narażeniem na nadmierną wilgoć.
Wysokość nad poziomem morza Możliwość pracy maksymalnie do 2000m
Parametry otoczenia Poziom zanieczyszczenia — poziomII
Parametry mechaniczne
Wysokość 490,9 mm
Szerokość 435 mm
Głębokość 316 mm
Masa 23,64 kg
1 – Specyfikacje
Specyfikacje systemu
EDGE Pro HyPath CNC Podręcznik 80762H 45
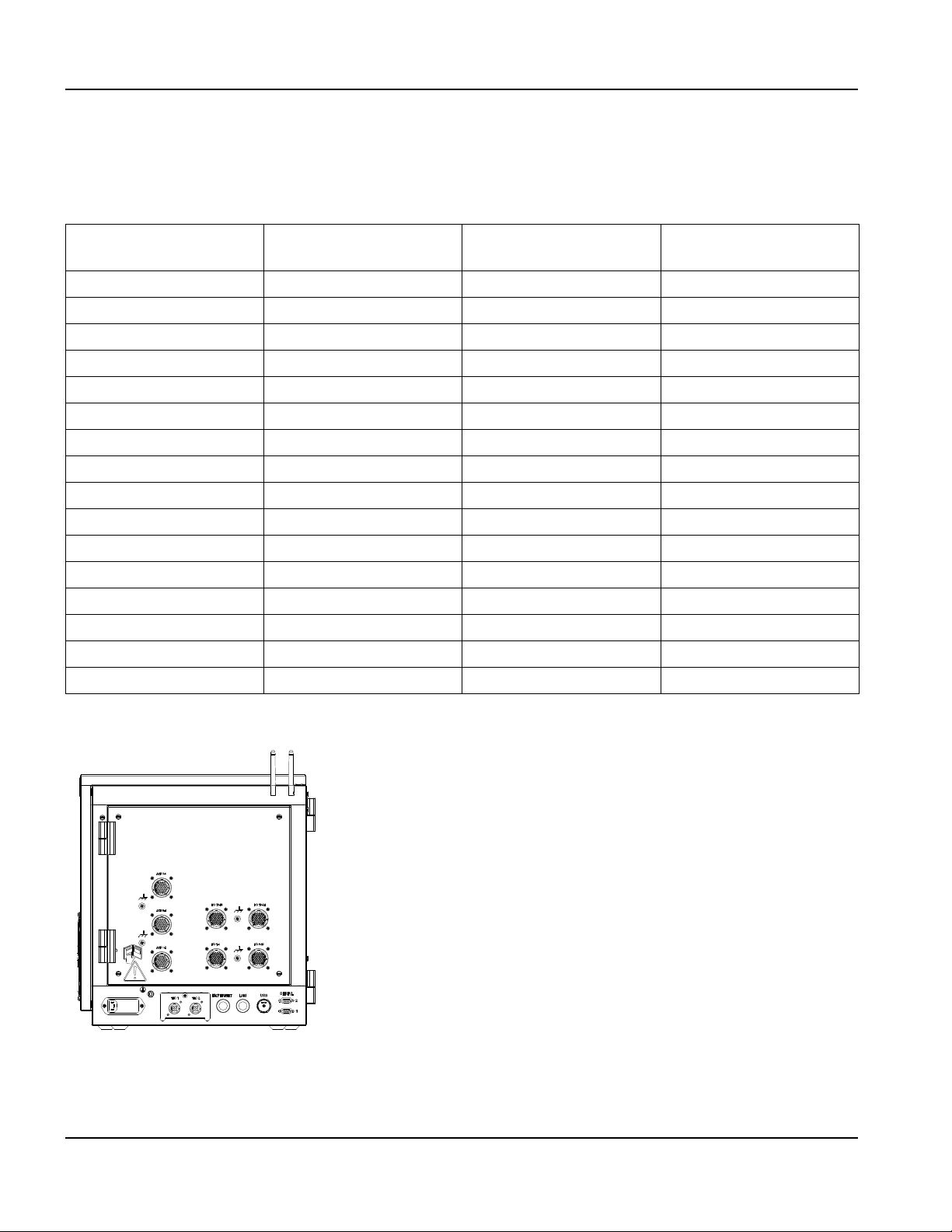
1 – Specyfikacje
Specyfikacje systemu
Modele z interfejsem HyPath
System EDGE Pro HyPath CNC jest dostępny w wielu konfiguracjach, które wymieniono na Tabela2 .
Tabela2 Numery części do systemu EDGE Pro HyPath
Numer części Liczba osi Liczba we/wy
090030 2 24/24 Niedostępne
090031 3 24/24 Niedostępne
090032 4 24/24 Niedostępne
090033 5 24/24 Niedostępne
090034 6 24/24 Niedostępne
090035 4 24/24 2
090036 5 24/24 2
090037 6 24/24 2
090038 2 48/48 Niedostępne
090039 3 48/48 Niedostępne
090040 4 48/48 Niedostępne
090041 5 48/48 Niedostępne
090042 6 48/48 Niedostępne
090043 4 48/48 2
090044 5 48/48 2
090045 6 48/48 2
Zintegrowany kontroler
Sensor THC
Rysunek6 Panel tylny do modelu 090045
46 EDGE Pro HyPath CNC Podręcznik 80762H
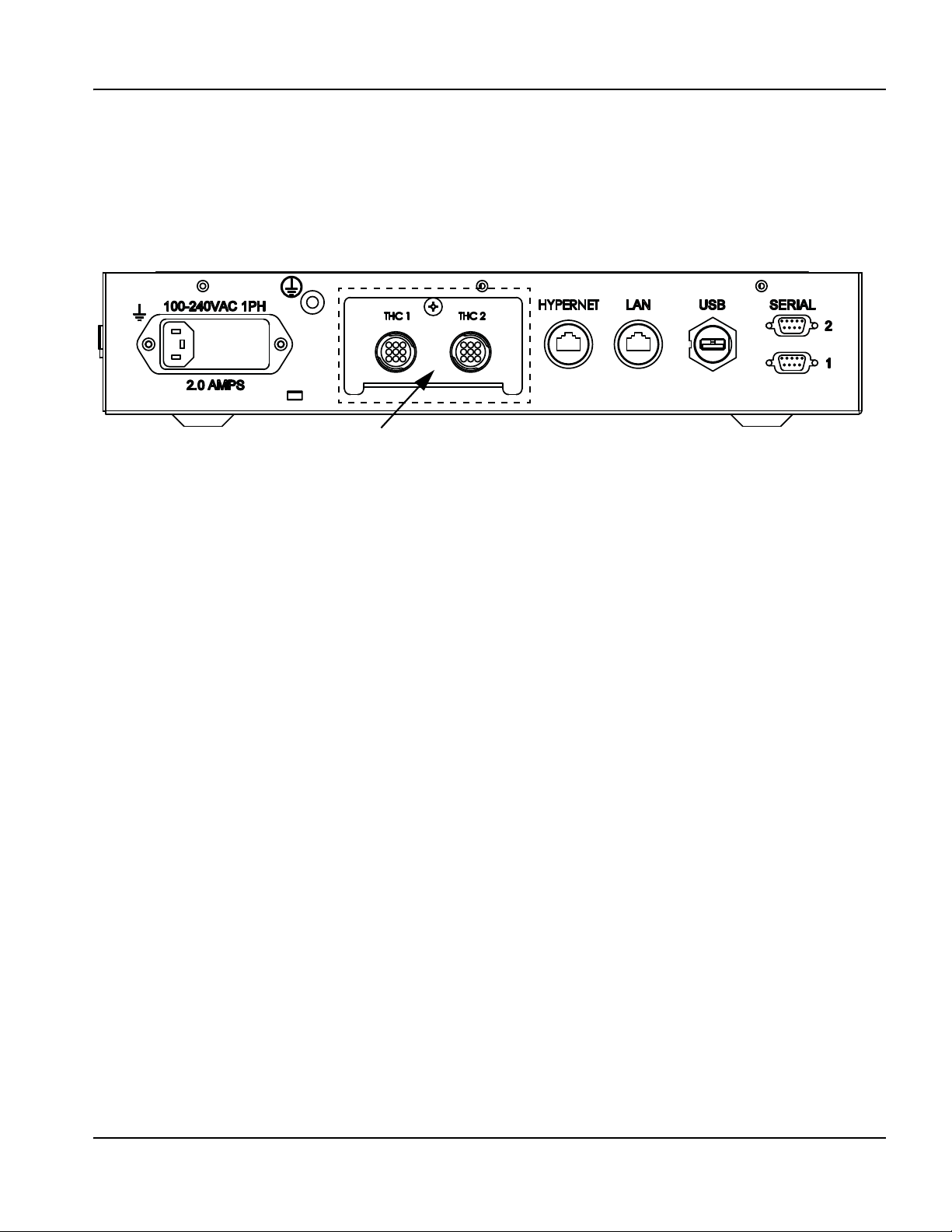
1 – Specyfikacje
Złącza do obsługi zintegrowanego kontrolera Sensor THC
Specyfikacje systemu
Zintegrowany kontroler Sensor THC
Jeśli w konfiguracji systemu EDGE Pro występują jeden lub dwa opcjonalne zintegrowane kontrolery Sensor THC,
system CNC zawiera analogowe wejście obsługujące każdy z nich. Więcej informacji zawiera temat Instalacja na
stronie 37.
Rysunek7 Interfejs do obsługi zintegrowanego kontrolera Sensor THC
EDGE Pro HyPath CNC Podręcznik 80762H 47

1 – Specyfikacje
Specyfikacje systemu
48 EDGE Pro HyPath CNC Podręcznik 80762H
Odbiór
• Należy sprawdzić, czy dostarczono wszystkie zamówione komponenty systemu. W przypadku braku
jakiegokolwiek elementu należy się skontaktować z dostawcą.
•EDGEPro HyPath CNC
• Kabel zasilający (Ameryka Północna) (108884)
• Złącze zasilania (pozostałe regiony) (108842)
• Podręcznik do systemu EDGE Pro HyPath CNC (807620)
• Podręczniki do oprogramowania Phoenix (806400, 806410, 806420)
• Wszelkie inne komponenty opcjonalne, które są wyszczególnione na formularzu zamówienia
• Należy sprawdzić komponenty systemu pod względem uszkodzeń fizycznych, które mogły powstać
podczas transportu. W przypadku wykrycia śladów uszkodzenia należy przeczytać temat Reklamacje.
Wszelka korespondencja związana z reklamacjami musi zawierać informacje o numerze modelu oraz
numerze seryjnym znajdującymi się z tyłu systemu CNC.
• Na wewnętrznej stronie przedniej okładki tego podręcznika należy zapisać informacje o używanym
produkcie, a następnie zarejestrować jego numer seryjny w witrynie www.hypertherm.com, postępując
zgodnie z dostarczonymi instrukcjami.
Rozdział 2
Instalacja
Reklamacje
Reklamacje dotyczące uszkodzeń powstałych podczas transportu — jeśli urządzenie zostało uszkodzone podczas
transportu, reklamacje należy kierować do przewoźnika. Firma Hypertherm może wydać na żądanie użytkownika kopię
listu przewozowego. Jeżeli jest konieczna dodatkowa pomoc, należy zadzwonić do działu obsługi klienta, którego dane
są umieszczone na początku niniejszego podręcznika, lub do autoryzowanego dystrybutora firmy Hypertherm.
Reklamacje dotyczące uszkodzonych lub brakujących towarów — jeśli jakikolwiek towar został uszkodzony lub zagubiony,
należy się skontaktować z dostawcą. Jeżeli jest konieczna dodatkowa pomoc, należy zadzwonić do działu obsługi klienta,
którego dane są umieszczone na początku niniejszego podręcznika, lub do autoryzowanego dystrybutora firmy
Hypertherm.
Wymagania instalacyjne
Wszystkie prace instalacyjne i serwisowe przy systemach elektrycznych należy wykonywać zgodnie z lokalnymi
i krajowymi przepisami. Prace te powinny być wykonywane wyłącznie przez wykwalifikowany personel.
EDGE Pro HyPath CNC Podręcznik 80762H 49

2 – Instalacja
Montaż systemu CNC
Rozmieszczenie komponentów systemu
• Przed wykonaniem podłączeń elektrycznych, gazowych oraz interfejsu wszystkie komponenty systemu
należy umieścić na swoich miejscach. Szczegółowe informacje zawiera temat Montaż systemu CNC
na stronie 50.
• Należy uziemić wszystkie komponenty systemu. Aby uzyskać szczegółowe informacje na temat
uziemiania, patrz temat Zalecenia dotyczące uziemiania i ekranowania na stronie 53.
OSTRZEŻENIE!
Aby uniknąć obrażeń ciała, do ustawiania systemu EDGE Pro HyPath CNC należy używać
podnośnika obsługiwanego przez 2 osoby.
Montaż systemu CNC
Przed podłączeniem systemu EDGE Pro HyPath CNC do innego systemu należy zamontować wszystkie komponenty
zgodnie z odpowiednimi instrukcjami.
Komponentów systemu nie wolno pozostawiać bez zabezpieczenia na górnej powierzchni obudowy ani na podłodze.
50 EDGE Pro HyPath CNC Podręcznik 80762H

Wymiary obudowy
36 mm
435 mm
316 mm
21 mm
228,5 mm
90 mm
58 mm
Do montażu z boku używać śrub M6 x 1.
Maksymalna długość we wnętrzu obudowy nie może przekroczyć 7,8 mm.
491 mm
Rysunek 8 System HyPath CNC — widok z przodu i z boku
2 – Instalacja
Montaż systemu CNC
EDGE Pro HyPath CNC Podręcznik 80762H 51

2 – Instalacja
Używać śrub M6 x 1.
(10 miejsc)
Maksymalna długość we
wnętrzu obudowy nie
może przekroczyć
7, 8 m m .
305 mm
356 mm
58 mm
94 mm
203 mm
127 mm
10 9, 2 m m
148 mm
89 mm
Montaż systemu CNC
Schematy rozmieszczania otworów w spodniej części systemu CNC
System EDGE Pro HyPath CNC jest wyposażony w 10 otworów montażowych na spodzie obudowy, przeznaczonych do
zamocowania systemu do stołu cięcia. Śruby mocujące należy wkręcić w otwory zapewniające najlepszą stabilność
systemu CNC podczas obsługi stołu.
Rysunek 9 Rozmieszczenie otworów montażowych systemu EDGE Pro HyPath CNC
52 EDGE Pro HyPath CNC Podręcznik 80762H

2 – Instalacja
Zalecenia dotyczące uziemiania i ekranowania
Zalecenia dotyczące uziemiania i ekranowania
OSTRZEŻENIE!
NIEBEZPIECZEŃSTWO ŚMIERTELNEGO PORAŻENIA PRĄDEM
Przed rozpoczęciem wykonywania jakichkolwiek czynności konserwacyjnych należy
odłączyć zasilanie elektryczne. Prace wymagające wymontowania obudowy systemu
plazmowego muszą być wykonane przez wykwalifikowanego technika.
Więcej informacji na temat środków ostrożności można znaleźć w rozdziale
Bezpieczeństwo w podręczniku.
Wprowadzenie
W tym rozdziale znajduje się opis procedur uziemiania i ekranowania niezbędnego do zabezpieczenia systemu cięcia
plazmowego przed zakłóceniami o częstotliwościach radiowych (RFI) i zakłóceniami elektromagnetycznymi (EMI)
(nazywanymi również szumem). Opisano tutaj również uziemienie serwisowe i uziemienie zasilania prądu stałego.
Na schemacie na końcu tego rozdziału przedstawiono typy uziemień stosowanych w systemach cięcia plazmowego.
Uwaga: Wymienione w tym temacie procedury uziemiania sprawdziły się doskonałe w wielu zainstalowanych
systemach, dlatego firma Hypertherm zaleca, aby stały się one rutynową częścią procesu instalacji. Ostateczny
sposób wdrożenia tych rozwiązań może zależeć od instalowanego systemu. Powinny one jednak być
konsekwentnie stosowane. Jednak z powodu różnic w sprzęcie i instalacjach te procedury uziemiania mogą
nie sprawdzać się w każdym zadaniu eliminacji problemów z zakłóceniami RFI/EMI.
Typy uziemienia
Uziemienie serwisowe (nazywane także uziemieniem zabezpieczającym lub ochronnym [PE]) to typ uziemienia
stosowanego względem wejściowej linii zasilającej. Zapobiega on zagrożeniu porażeniem osób przez
urządzenia i stół cięcia. Obejmuje uziemienie serwisowe doprowadzone do systemu plazmowego oraz
do systemu CNC, sterowników silników i wspomagającego pręta uziemiającego połączonego ze stołem
cięcia. W przypadku obwodów plazmowych uziemienie jest doprowadzone od korpusu systemu
plazmowego do korpusów wszystkich konsol przy użyciu kabli połączeniowych.
Uziemienie zasilania prądem stałym (nazywane również uziemieniem prądu cięcia) to system uziemienia, który
zapewnia drogę powrotu prądu cięcia od palnika do systemu plazmowego. Jest wymagane, aby przewód
dodatni od systemu plazmy był pewnie połączony kablami o odpowiednich parametrach do listwy
uziemiającej stołu cięcia. Jest również wymagane, aby płyty, na których spoczywa element obrabiany,
miały dobry styk zarówno ze stołem, jak i z elementem obrabianym.
Uziemienie RFI i EMI oraz ekranowanie to system uziemienia, który ogranicza ilość elektrycznego „szumu”
emitowanego przez plazmę i silniki układów napędowych. Ogranicza on również ilość szumu
przenikającego do systemu CNC oraz innych obwodów kontrolnych i pomiarowych. Procedury uziemienia
opisane w tym rozdziale odnoszą się przede wszystkim do uziemiania i ekranowania zakłóceń RFI i EMI.
Procedury uziemiania
1. O ile nie wyszczególniono inaczej, jako przewodów uziemiających EMI pokazanych na diagramie należy używać
jedynie kabli spawalniczych o przekroju 16 mm
2. Stół cięcia jest używany jako punkt wspólny uziemienia EMI. Powinien mieć przyspawane gwintowane trzpienie
z zamontowaną na nich miedzianą listwą zerującą. Oddzielna listwa zerująca powinna być zamontowana na portalu,
możliwie blisko wszystkich silników. Jeśli silniki znajdują się przy obu końcach portalu, należy poprowadzić osobny
przewód uziemiający EMI między listwą zerującą portalu a znajdującym się najdalej silnikiem. Listwa zerująca portalu
EDGE Pro HyPath CNC Podręcznik 80762H 53
2
(047040).

2 – Instalacja
Zalecenia dotyczące uziemiania i ekranowania
powinna mieć osobny przewód uziemiający EMI o dużym przekroju (21,2 mm
2
) (047031) poprowadzony do listwy
zerującej stołu. Przewody uziemiające EMI podnośnika palnika i konsoli zdalnego generatora wysokiej częstotliwości
muszą być oddzielne i prowadzić do listwy uziemiającej stołu.
3. Pręt uziemiający, spełniający wszystkie przepisy lokalne i krajowe dotyczące urządzeń elektrycznych, musi być
zainstalowany w odległości do 6 m od stołu cięcia. Stanowi on uziemienie ochronne PE i powinien być połączony
z listwą uziemiającą stołu cięcia zielono-żółtym kablem uziemiającym o przekroju 16 mm
2
(047121).
4. W celu zapewnienia najskuteczniejszego ekranowania jako kable przejściowe we/wy (I/O), komunikacji szeregowej,
rozgałęzionych połączeń między systemami plazmowymi i wszystkimi podzespołami systemu Hypertherm należy
stosować kable CNC firmy Hypertherm.
5. Cały osprzęt systemu uziemiającego powinien być wykonany z mosiądzu lub miedzi. Mimo że do mocowania listwy
uziemiającej do stołu cięcia można używać stalowych kołków, w systemie uziemienia nie wolno używać żadnego
innego osprzętu aluminiowego ani stalowego.
6. Zasilanie prądem zmiennym, uziemienie ochronne PE i uziemienie serwisowe powinny być podłączone do urządzeń
zgodnie z wymaganiami władz lokalnych i krajowych.
7. W systemie z konsolą zdalnego generatora wysokiej częstotliwości (RHF) przewody dodatni, ujemny i przewód łuku
pilota powinny być prowadzone równolegle (być ze sobą spięte) na najdłuższym możliwym odcinku. Przewód palnika,
przewód roboczy i przewód łuku pilota (dyszy) mogą być prowadzone równolegle z innymi przewodami i kablami, jeśli
odległość między nimi wynosi co najmniej 150 mm. Jeśli to możliwe, kable zasilania i kable sygnałowe powinny być
prowadzone oddzielnymi ścieżkami.
8. W systemach z konsolą RHF konsola zapłonowa powinna być zamontowana jak najbliżej palnika. Musi ona mieć
oddzielny przewód uziemiający prowadzący bezpośrednio do listwy uziemiającej na stole cięcia.
9. Każdy komponent firmy Hypertherm, jak też wszystkie obudowy systemów sterowania systemu CNC oraz szafki
napędu silnikowego, muszą mieć osobne przewody uziemiające prowadzące do centralnego punktu uziemiającego
(gwiazda) na stole cięcia. Dotyczy to również konsoli zapłonowej, niezależnie czy jest ona przymocowana śrubami
do systemu plazmowego czy stołu cięcia.
10. Ekran z metalowego oplotu pokrywający przewód palnika musi mieć połączenie o dobrym styku z konsolą zapłonową
i palnikiem. Musi on być odizolowany elektrycznie od wszelkich części metalowych, podłogi oraz budynku. Przewód
palnika musi być prowadzony na plastikowej palecie albo w plastikowej lub skórzanej osłonie.
11. Uchwyt palnika i mechanizm odsuwający palnik (część, która jest zamontowana na podnośniku, a nie na palniku)
muszą być połączone z nieprzesuwającą się sekcją podnośnika za pomocą miedzianego oplotu o szerokości co
najmniej 12,7 mm. Między podnośnikiem a listwą uziemiającą na portalu musi być poprowadzony osobny kabel.
Zespół zaworów również powinien mieć oddzielne połączenie uziemiające z listwą uziemiającą portalu.
12. Jeśli portal przesuwa się na szynach, które nie są przyspawane do stołu, należy końce obu szyn połączyć ze stołem
za pomocą przewodu uziemiającego. Przewody uziemiające szyn należy połączyć bezpośrednio ze stołem. Nie jest
konieczne łączenie ich z listwą uziemiającą stołu.
13. W przypadku montażu płyty dzielnika napięcia należy ją montować jak najbliżej miejsca, w którym jest próbkowane
napięcie łuku. Jedno z zalecanych miejsc to wnętrze obudowy zasilacza plazmy. W przypadku zastosowania dzielnika
napięcia firmy Hypertherm sygnał wyjściowy jest odizolowany od wszelkich innych obwodów. Sygnał wyjściowy
powinien być przekazywany ekranowanym kablem skręconym (typu Belden 1800F lub równoważnym). Należy
używać kabla ekranowego oplotem, a nie folią. Ekran należy podłączyć do obudowy systemu plazmowego, a drugi
koniec pozostawić niepodłączony.
14. Wszystkie pozostałe sygnały (analogowe, cyfrowe, szeregowe, kodowane) powinny być przekazywane przewodami
typu „skrętka” (skręconymi przewodami równoległymi — twisted pair) wewnątrz ekranowanego kabla. Złącza tych
kabli powinny mieć metalowe osłony. Na obu końcach kabli, do metalowej osłony złącza, powinien być przyłączony
ekran przewodu, a nie odprowadzenie. Nigdy nie wolno łączyć ekranu ani odprowadzenia za pomocą styków złącza.
54 EDGE Pro HyPath CNC Podręcznik 80762H

2 – Instalacja
5
4
2
6
7
1 Listwa uziemiająca portalu
2 Pręt uziemiający
3 Przewód systemu plazmowego (+)
4 Konsola zdalnego generatora wysokiej
częstotliwości (RHF)
5 Obudowa systemu CNC
6 Uchwyt palnika
7 Obudowa systemu plazmowego
1
3
2
1 Kabel łączący z listwą uziemiającą na stole cięcia
2 Przewody uziemiające od komponentów na portalu
Zalecenia dotyczące uziemiania i ekranowania
Na poniższych ilustracjach pokazano przykład prawidłowej listwy uziemiającej stołu cięcia. Pokazane komponenty mogą
się różnić od komponentów w posiadanym systemie.
Na poniższej ilustracji pokazano przykład listwy uziemiającej portalu. Jest zamocowana do portalu, blisko silnika.
Poszczególne przewody uziemiające zkomponentów zamontowanych na portalu biegną do listwy. Pojedynczy kabel
odużym przekroju łączy listwę uziemiającą portalu zlistwą uziemiającą stołu.
1
EDGE Pro HyPath CNC Podręcznik 80762H 55

2 – Instalacja
Uziemienie obudowy i RFI
Uziemienie prądu zmiennego i masa
12
11
10
9
8
7
6
5
4
3
2
1
1
Stół cięcia
2
Portal
3
System plazmowy
4
Listwa uziemiająca stołu
5
Listwa uziemiająca portalu
6
Podnośnik kontrolera wysokości palnika (ArcGlide, Sensor THC, Sensor PHC lub inny)
7
Konsola RHF (nie we wszystkich systemach). Połączenie z listwą uziemiającą.
8, 9
Komponent specyficzny dla systemu, np. konsola dozująca, konsola gazu lub konsola wyboru
10
Obudowa systemu CNC
11
Moduł kontroli wysokości palnika (ArcGlide, CommandTHC)
12
Komponent specyficzny dla systemu, np. chłodnica lub chłodziarka
13
Uziemienie zasilania prądem stałym
13
Zalecenia dotyczące uziemiania i ekranowania
Na poniższej ilustracji pokazano przykład uziemienia komponentów systemu cięcia plazmowego.
56 EDGE Pro HyPath CNC Podręcznik 80762H

2 – Instalacja
X-
Y-
Y+
X+
3
2
1
EDGE Pro HyPath CNC
2
Konsola operatora systemu CNC
3
Początek i pozycja wyjściowa stołu (0,0)
Konfiguracja osi X i Y
Konfiguracja osi X i Y
Przed skonfigurowaniem osi X i Y należy ustalić, która z osi na stole będzie osią X oraz gdzie ma się znajdować pozycja
wyjściowa.
Następnie należy zdefiniować orientację osi X i Y i pozycję wyjściową w oprogramowaniu Phoenix (Ustawienia > Hasła >
Ustawienia maszyny) zgodnie z dobraną konfiguracją stołu. Definicje orientacji osi i pozycji wyjściowej w oprogramowaniu
i na stole muszą być takie same. Tylko wtedy programy części będą prawidłowo wykonywane przez system.
Rysunek 10 Przykład systemu cięcia kształtów skonfigurowanego z systemem EDGE Pro HyPath CNC
1
EDGE Pro HyPath CNC Podręcznik 80762H 57
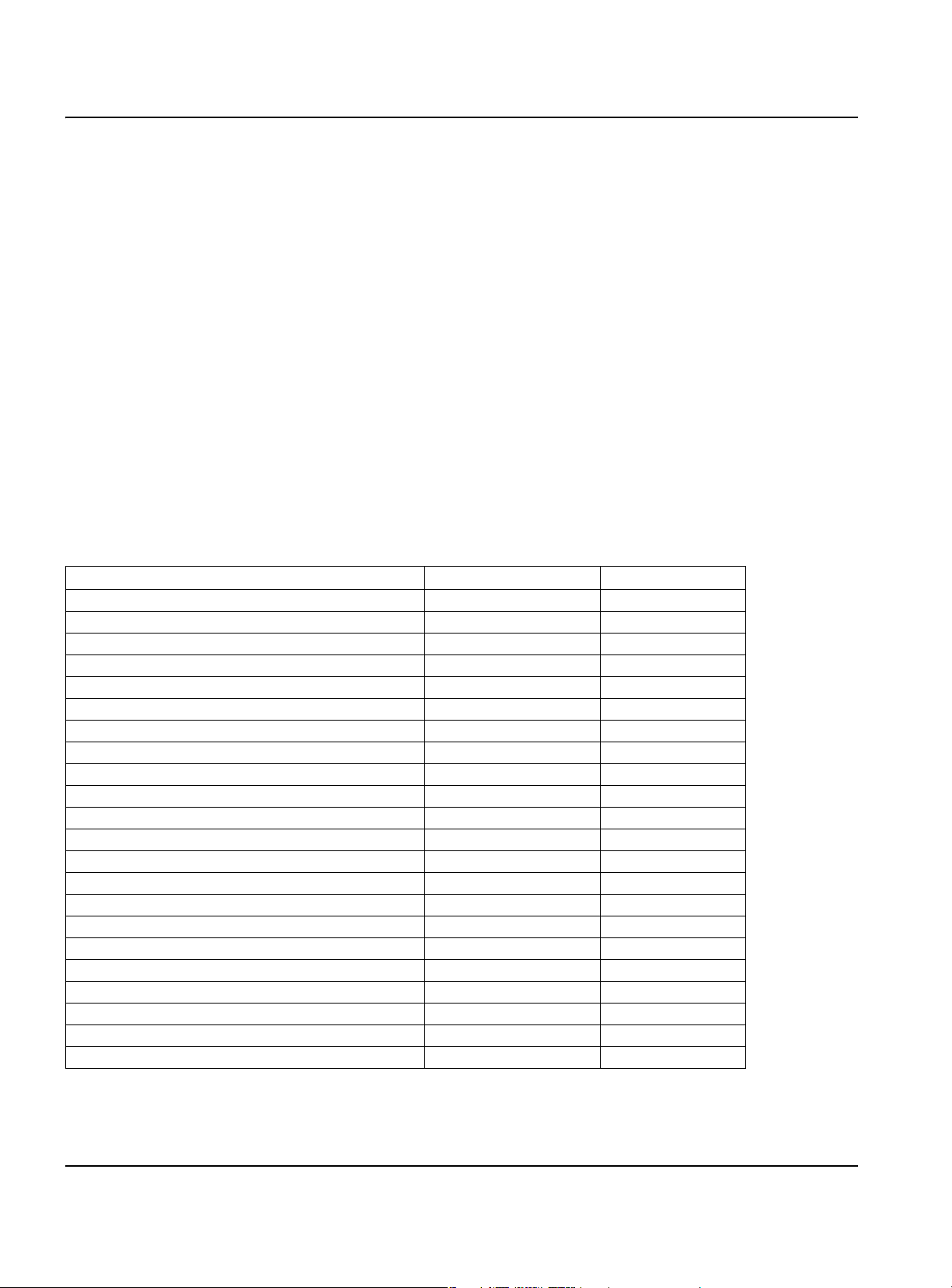
2 – Instalacja
Konsola operatora
Konsola operatora
System EDGE Pro HyPath CNC jest dostarczany z konsolą operatora umożliwiającą obsługę 2 stacji lub palników
tnących.
Konsola operatora umożliwia wykonywanie następujących czynności:
• Uruchamianie i zatrzymywanie programu cięcia
• Przełączanie do trybu ręcznego
• Ręczne manewrowanie palnikiem przy użyciu manipulatora
• Przesunięcie do przodu lub do tyłu na ścieżce
• Regulacja szybkości pracy manewrowej i szybkości podawania przy cięciu
• Aktywacja i dezaktywacja 2 stacji tnących
We/wy urządzenia są przypisane do wejść i wyjść konsoli operatora o numerach 129 i wyższych, jak wyszczególniono
wTabela3.
Konsola operatora oraz dedykowane we/wy
Wszystkie we/wy urządzeń na konsoli operatora systemu CNC są wstępnie przypisane w fabryce. Te przypisania we/wy
rozpoczynają się od numeru 129.
Tabela 3 Konsola operatora oraz przypisania dedykowanych we/wy
Funkcja Nr wejścia Nr wyjścia
Panel przedni, Start 129
Panel przedni, Stop 130
Panel przedni, Ręcznie 131
Panel przedni, Do przodu na ścieżce 132
Panel przedni, Do tyłu na ścieżce 133
Praca manewrowa w górę 134
Praca manewrowa w dół 135
Praca manewrowa w lewo 136
Praca manewrowa w prawo 137
Automatyczny wybór 1 138
Ręczny wybór 1 139
Podniesienie palnika 1 140
Obniżenie palnika 1 141
Automatyczny wybór 2 142
Ręczny wybór 2 143
Podnoszenie palnika 2 144
Obniżanie palnika 2 145
Kontrolka LED włączenia stacji 1 129
Kontrolka LED włączenia stacji 2 130
Potencjometr szybkości 1 (szybkość zaprogramowana) Wejście analogowe 1
Potencjometr szybkości 2 (szybkość pracy manewrowej) Wejście analogowe 2
Skalowane temperatura wnętrza Wejście analogowe 4
Uwaga: Załadowanie pliku ustawień z innego systemu CNC firmy Hypertherm nie ma wpływu na przypisanie tych
we/wy. Te przypisania zostaną przywrócone przy kolejnym uruchomieniu oprogramowania Phoenix.
58 EDGE Pro HyPath CNC Podręcznik 80762H

2 – Instalacja
Złącze zasilania prądem zmiennym
Zakres napięcia: Od 115 do 240 V AC, jedna faza
Rozmiar bezpiecznika: 250 V, 2 A, zwłoczny,
5 mm x 20 mm (2) lub 0,25 cala x 1,25 cala (1)
Nakrętka uziemiająca i podkładka
zabezpieczająca, 1/4 cala – 20 UNC
EDGE Pro HyPath CNC
(jak w momencie dostawy)
Moduł wejścia zasilania:
2 bezpieczniki: 250 V, 2 A, bezpiecznik zwłoczny,
5 x 20 mm
EDGE Pro HyPath CNC
(jak w momencie dostawy)
Moduł wejścia zasilania:
2 bezpieczniki: 250 V, 2 A, bezpiecznik zwłoczny,
5 x 20 mm
Zasilanie dostarczane przez klienta
L1 — linia zasilania
L2 — linia zasilania
Uziemienie ochronne
L1 — linia zasilania
L2 — neutralne
Uziemienie ochronne
Zasilanie dostarczane przez klienta
Zasilanie prądem zmiennym
Zasilanie prądem zmiennym
Wejście zasilania
Rysunek 11 Złącze wejścia zasilania prądem zmiennym przedstawia wejściowe złącze zasilania z tyłu systemu EDGE Pro
HyPath CNC.
Rysunek 11 Złącze wejścia zasilania prądem zmiennym
Kabel zasilający prądem zmiennym to standardowe wyposażenie w Ameryce Północnej i jest on dostarczany
z systemem CNC. W innych regionach należy stosować kabel zasilający, który jest zgodny z normą IEC-60320-C13 oraz
zapewnia zgodność z lokalnymi przepisami i używanymi gniazdami sieciowymi.
Aby przygotować kabel zasilający, należy użyć wtyczki (108842) dostarczonej z systemem CNC i połączyć
3-przewodowy kabel do sygnału zasilania, neutralnego i uziemienia zgodnie z lokalnymi przepisami elektrycznymi. Więcej
specyfikacji elektrycznych znajduje się w temacie Specyfikacje systemu na stronie 34. Przykłady sposobów
przygotowania kabli zasilających pokazano na Rysunek 12.
Rysunek 12 Przykłady okablowania wejścia V AC
EDGE Pro HyPath CNC Podręcznik 80762H 59

2 – Instalacja
EDGE Pro HyPath CNC
(opcja dobierana w miejscu instalacji)
Moduł wejścia zasilania:
1 bezpiecznik: 250 V, 2 A, bezpiecznik zwłoczny,
0,25 x 1,25 cala
L1 — linia zasilania
L2 — linia zasilania
Uziemienie ochronne
Zasilanie dostarczane przez klienta
Do punktu uziemienia (gwiazda) na stole cięcia.
Śruba uziemiająca ma gwint 1/4-20.
Zasilanie prądem zmiennym
Uziemienie obudowy
W celu zapewnienia bezpiecznej obsługi systemu CNC należy go prawidłowo uziemić, postępując zgodnie z krajowymi
i lokalnymi przepisami elektrycznymi. Połączenie kablowe między śrubą uziemiającą z tyłu systemu CNC a uziemieniem
(gwiazda) na stole cięcia należy wykonać przy użyciu przewodu o przekroju 16 mm
2
w sposób pokazany na Rysunek 13.
OSTRZEŻENIE!
NIEBEZPIECZEŃSTWO ŚMIERTELNEGO PORAŻENIA PRĄDEM
To połączenie uziemiające musi być okablowane w sposób zapewniający bezpieczną i niezawodną
obsługę.
Rysunek 13 Przewód uziemiający systemu CNC
60 EDGE Pro HyPath CNC Podręcznik 80762H

2 – Instalacja
Interfejsy komunikacyjne
Interfejsy komunikacyjne
Rysunek 14 przedstawia porty interfejsu oraz ich umiejscowienie z tyłu systemu EDGE Pro HyPath CNC.
Rysunek 14 Porty interfejsu
Interfejs Hypernet
Dzięki interfejsowi Hypernet system EDGE Pro HyPath CNC można łączyć z kontrolerem wysokości palnika ArcGlide
THC oraz systemem plazmowym za pośrednictwem protokołu Hypernet ekranowanymi kablami Ethernet kategorii 5e.
Taka konfiguracja musi zawierać profesjonalny przełącznik Ethernet przekierowujący komunikację z systemu EDGE Pro
HyPath CNC do innych modułów systemu. Informacje o długościach kabli Hypernet i numerach części znajdują się
wtemacie Lista części.
Interfejs sieci LAN
Interfejs RJ-45 sieci LAN umożliwia podłączenie systemu EDGE Pro HyPath CNC do sieci lokalnej (LAN, local area
network) w celu umożliwienia pobierania części i korzystania z narzędzia pomocy zdalnej Remote Help. Informacje
o długościach kabli sieci LAN i numerach części znajdują się w temacie Lista części.
Więcej informacji o ustawianiu systemu CNC do komunikacji przez sieć LAN można znaleźć w Podręczniku instalacji
i ustawiania oprogramowania Phoenix w wersji 9 (806410).
Interfejs USB
Port USB 2.0 znajdujący się z tyłu systemu EDGE Pro HyPath CNC, podobnie jak port na konsoli operatora, może być
używany do ładowania programów i podłączania klawiatury lub myszy USB.
Porty szeregowe
Dwa porty szeregowe RS-232/RS-422 znajdujące się z tyłu systemu EDGE Pro HyPath CNC to konfigurowalne porty
umożliwiające podłączanie 9-stykowych złączy D-sub. Maksymalna szybkość transmisji to 115 kilobodów. Oba porty są
fabrycznie ustawione w trybie RS-422. Więcej informacji można znaleźć w rozdziale Płyta osprzętu i płyta separacji
interfejsu komunikacji szeregowej (141307) na stronie 80.
Anteny do komunikacji bezprzewodowej
Anteny do komunikacji bezprzewodowej znajdujące się z tyłu systemu EDGE Pro HyPath CNC są połączone z kartą
komunikacji bezprzewodowej (141223). Karta sieci bezprzewodowej jest zgodna ze standardami 802.11N oraz
802.11G i umożliwia łączenie z lokalnymi (LAN) sieciami bezprzewodowymi standardu G lub N. W przypadku pobierania
programów części, realizacji czynności pomocy zdalnej oraz innych zadań sieciowych zapewnia wydajność
odpowiadającą standardowi G. Więcej informacji o łączeniu systemu CNC z siecią bezprzewodową można znaleźć
wtemacie Sieć w Podręczniku instalacji i ustawiania oprogramowania Phoenix w wersji 9 (806410).
EDGE Pro HyPath CNC Podręcznik 80762H 61

2 – Instalacja
Złącza we/wy od
1 do 48
Połączenia interfejsu HyPath
Połączenia interfejsu HyPath
Interfejs we/wy HyPath
Na płycie PCB interfejsu we/wy HyPath znajdują się 24 wejścia i 24 wyjścia. W systemie EDGE Pro można
skonfigurować dwie płyty interfejsu we/wy, uzyskując łączną liczbę 48 wejść i 48 wyjść. Każda płyta BCP interfejsu
we/wy HyPath zawiera cztery okrągłe złącza plastikowe (CPC, circular plastic connectors). W każdym złączu CPC
znajduje się 6 wejść i 6 wyjść.
Rysunek 15 przedstawia interfejs HyPath systemu EDGE Pro skonfigurowany z 48 we/wy.
We/wy HyPath są przypisywane w oprogramowaniu Phoenix na ekranie ustawiania wejść/wyjść. Więcej informacji można
znaleźć w Podręczniku instalacji i ustawiania oprogramowania Phoenix serii V9 (806410).
Rysunek 15 Widok z tyłu na system EDGE Pro CNC z interfejsem 48 we/wy HyPath, serwomechanizmem
6-osiowym i dwoma kontrolerami wysokości palnika Sensor THC
Wejścia
Wszystkie wejścia interfejsu HyPath systemu EDGE Pro CNC:
• Należy stosować logikę dodatnią, w której wejścia są aktywowane wysokim poziomem napięcia.
• Są to wejścia izolowane optycznie o zakresie roboczym od +4,7 V do +32 V. Wewnętrzny
rezystor szeregowy ma rezystancję równą 4,7 kilooma.
• Stosować zasilanie zewnętrzne +24 V DC na obu płytach interfejsu we/wy HyPath
i serwomechanizmu 6-osiowego oraz łączny poziom obciążenia zewnętrznego równy 1,5 A.
62 EDGE Pro HyPath CNC Podręcznik 80762H
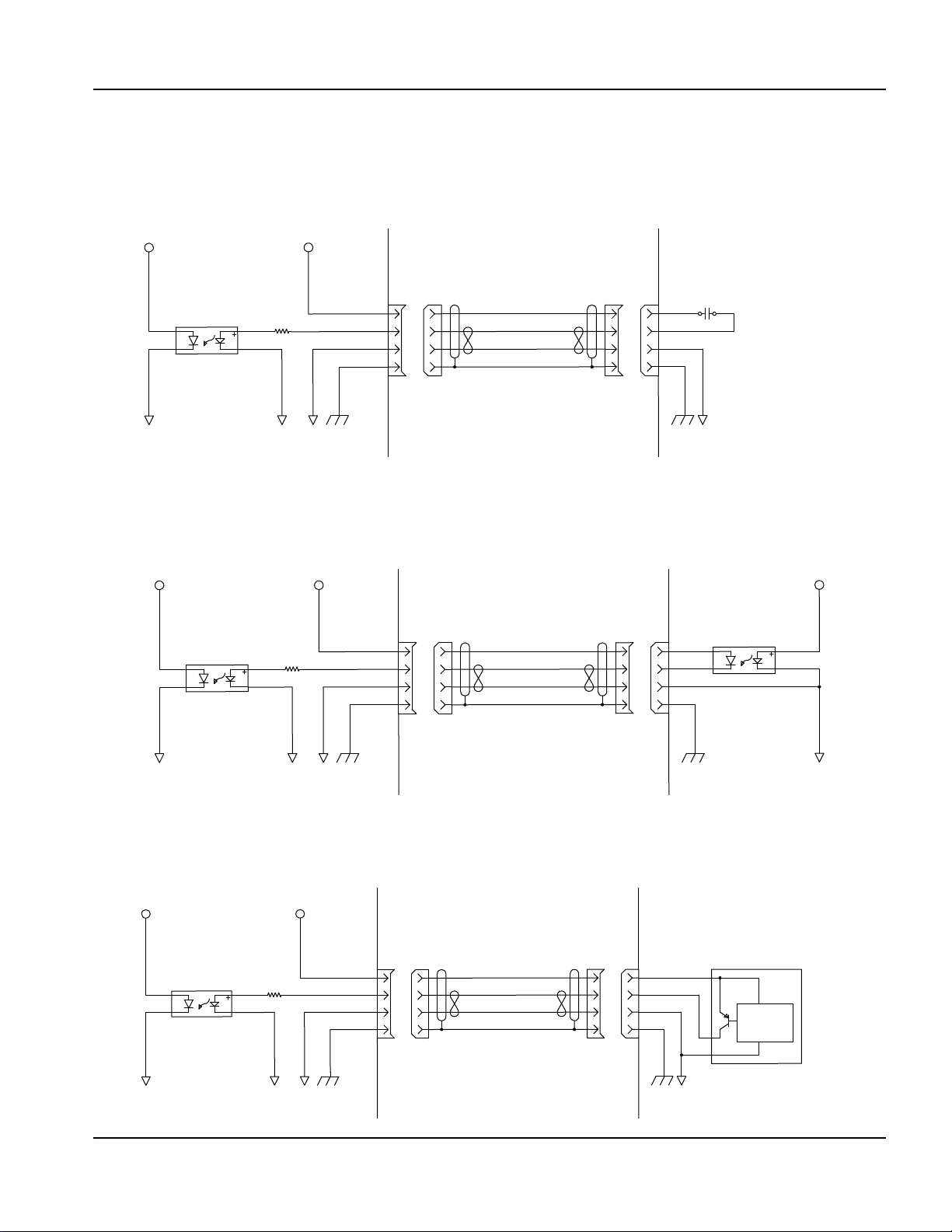
2 – Instalacja
+5VDC +24VDC
47 kΩ
System CNC Kabel dostarczony przez klienta Obwód klienta
Wejście
Zacisk wspólny
Osłona
37
+5VDC +24VDC
47 kΩ
System CNC Kabel dostarczony przez klienta Obwód klienta
Wejście
Zacisk wspólny
Osłona
37
+5VDC +24VDC
System CNC
Wej ści e
47 kΩ
Zacisk wspólny
Osłona
37
Kabel dostarczony przez klienta Obwód klienta
Obwód
sterujący
Połączenia interfejsu HyPath
Przykłady obwodów wejściowych
Rysunek 16 przedstawia typowe podłączenie do przełącznika krańcowego, przełącznika przyciskowego, przełącznika
pozycji wyjściowej, przełącznika wielopozycyjnego wyboru stacji, styku przekaźnika i przycisku zatrzymania-awaryjnego.
Rysunek 16 Przełącznik normalnie otwarty dostarczony przez klienta
Rysunek 17 przedstawia przykładowe podłączenie do optoizolatora. Ten typ obwodu występuje zwykle w kontrolerach
wysokości palnika i systemach plazmowych.
Rysunek 17 Przełącznik izolowany optycznie dostarczony przez klienta
Rysunek 18 przedstawia typowe podłączenie do wejścia czujnika zbliżeniowego typu PNP.
Rysunek 18 Czujnik zbliżeniowy dostarczony przez klienta — typ PNP
EDGE Pro HyPath CNC Podręcznik 80762H 63

2 – Instalacja
+24 V DC
Przekaźnik 003179
Wyjście A
Wyjście B
Zacisk wspólny
Osłona
System CNC Kabel dostarczony przez klienta Obwód klienta
37
VAC
Cewka prądu
zmiennego
+24 V DC
Przekaźnik 003179
Wyjście A
Wyjście B
Zacisk wspólny
Osłona
System CNC Kabel dostarczony przez klienta Obwód klienta
37
Cewka
24 V DC
z diodą
Połączenia interfejsu HyPath
Wyjścia
Wszystkie wyjścia interfejsu HyPath systemu EDGE Pro CNC wykorzystują:
• styki przekaźnikowe (003179). Wyjścia przekaźnikowe to zwykle styki normalnie otwarte. Wyjścia
można skonfigurować jako normalnie zamknięte, ustawiając logikę wyjść na ekranie we/wy
w oprogramowaniu Phoenix.
• Napięcie przełączania 5–32 V, stałe obciążenie rezystancyjne 5 A, stałe obciążenie indukcyjne 2 A.
Przykłady obwodów wyjściowych
Rysunek 19 przedstawia typowe podłączenie do cewki przekaźnika. Należy zauważyć, że zaciski wspólne są ze sobą
połączone, a między połączeniami cewki prądu stałego zastosowano diodę (dostarczoną przez klienta).
Rysunek 19 Cewka prądu zmiennego — dostarczona przez klienta
Rysunek 20 Cewka 24 V DC — zasilanie z systemu CNC
64 EDGE Pro HyPath CNC Podręcznik 80762H

Rysunek 21 Cewka 24 V DC
+24 V DC
Przekaźnik
003179
Wyjście A
Wyjście B
Zacisk wspólny
Osłona
System CNC Kabel dostarczony przez klienta Obwód klienta
37
Cewka 24 V DC
zdiodą
+24 V DC
Przekaźnik
003179
Wyjście A
Wyjście B
Zacisk wspólny
Osłona
System CNC Kabel dostarczony przez klienta Obwód klienta
37
VAC
Przekaźnik prądu
zmiennego
+24 V DC
Przekaźnik
003179
Wyjście A
Wyjście B
Zacisk wspólny
Osłona
System CNC Kabel dostarczony przez klienta Obwód klienta
37
VDC
Przekaźnik-optyczny
Rysunek 22 Przekaźnik prądu zmiennego
2 – Instalacja
Połączenia interfejsu HyPath
Rysunek 23 przedstawia typowe podłączenie do optoizolatora. Jest to wejście typowe w przypadku kontrolera wysokości
palnika i systemu plazmowego.
Rysunek 23 Przekaźnik optyczny
EDGE Pro HyPath CNC Podręcznik 80762H 65

2 – Instalacja
+24 V DC
Przekaźnik
003179
Wyjście A
Wyjście B
Zacisk
Osłona
System CNC Kabel dostarczony przez klienta Obwód klienta
37
VDC
Przekaźnik
optyczny
1
5
10
16
23
29
34
4
9
15
22
28
33
37
We/wy 1–24
We/wy 25–48
Połączenia interfejsu HyPath
Rysunek 24 Przekaźnik optyczny — zasilanie z systemu CNC
Połączenia we/wy
W tym rozdziale opisano kable i złącza we/wy interfejsu HyPath oraz przesyłane przez ten interfejs sygnały we/wy.
Uwaga:
• Wszystkie zewnętrzne zaciski wspólne powinny być odizolowane od uziemienia obudowy.
• Jeśli do aktywacji we/wy jest używane napięcie zewnętrzne, zacisk wspólny źródła zewnętrznego należy
podłączyć do wewnętrznego zacisku wspólnego +24 V.
• W układach HyPath powyżej każdego złącza znajduje się nadrukowany opis we/wy.
Kable
W celu przygotowania złączy kabli we/wy interfejsu HyPath należy przeczytać poniższe informacje.
Złącze pasujące do interfejsu we/wy HyPath to 37-stykowe żeńskie złącze okrągłe.
• Zestaw Hypertherm: 228492
• Złącze kabla: AMP 206305-1
• Zacisk kabla: AMP 206138-8
• Styki bolców (37): AMP 66103-3
Na kolejnych stronach znajdują się dodatkowe specyfikacje i opisy wyprowadzeń dotyczące płyt interfejsu HyPath.
Rysunek 25 Złącza interfejsu we/wy HyPath
66 EDGE Pro HyPath CNC Podręcznik 80762H

Tabela 4 Wyprowadzenia styków interfejsu 24 we/wy HyPath
2 – Instalacja
Połączenia interfejsu HyPath
Nr styku
1 Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC
2 Wejście 1 Wejście 7 Wejście 13 Wejście 19
3 Zacisk wspólny Zacisk wspólny Zacisk wspólny Zacisk wspólny
4 Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC
5 Wejście 2 Wejście 8 Wejście 14 Wejście 20
6 Zacisk wspólny Zacisk wspólny Zacisk wspólny Zacisk wspólny
7 Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC
8 Wejście 3 Wejście 9 Wejście 15 Wejście 21
9 Zacisk wspólny Zacisk wspólny Zacisk wspólny Zacisk wspólny
10 Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC
11 Wejście 4 Wejście 10 Wejście 16 Wejście 22
12 Zacisk wspólny Zacisk wspólny Zacisk wspólny Zacisk wspólny
13 Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC
14 Wejście 5 Wejście 11 Wejście 17 Wejście 23
15 Zacisk wspólny Zacisk wspólny Zacisk wspólny Zacisk wspólny
16 Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC
17 Wejście 6 Wejście 12 Wejście 18 Wejście 24
18 Zacisk wspólny Zacisk wspólny Zacisk wspólny Zacisk wspólny
19 Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC
20 Wyjście 1A Wyjście 7A Wyjście 13A Wyjście 19A
21 Wyjście 1B Wyjście 7B Wyjście 13B Wyjście 19B
22 Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V
23 Wyjście 2A Wyjście 8A Wyjście 14A Wyjście 20A
24 Wyjście 2B Wyjście 8B Wyjście 14B Wyjście 20B
25 Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V
26 Wyjście 3A Wyjście 9A Wyjście 15A Wyjście 21A
27 Wyjście 3B Wyjście 9B Wyjście 15B Wyjście 21B
28 Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V
29 Wyjście 4A Wyjście 10A Wyjście 16A Wyjście 22A
30 Wyjście 4B Wyjście 10B Wyjście 16B Wyjście 22B
31 Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V
32 Wyjście 5A Wyjście 11A Wyjście 17A Wyjście 23A
33 Wyjście 5B Wyjście 11B Wyjście 17B Wyjście 23B
34 Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V
35 Wyjście 6A Wyjście 12A Wyjście 18A Wyjście 24A
36 Wyjście 6B Wyjście 12B Wyjście 18B Wyjście 24B
37 Osłona Osłona Osłona Osłona
Złącze J7
We/wy 1–6
Złącze J6
We/wy 7–12
Złącze J5
We/wy 13–18
Złącze J4
We/wy 19–24
EDGE Pro HyPath CNC Podręcznik 80762H 67

2 – Instalacja
Połączenia interfejsu HyPath
Tabela 5 Wyprowadzenia styków interfejsu 48 we/wy HyPath
Nr styku
1 Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC
2 Wejście 25 Wejście 31 Wejście 37 Wejście 43
3 Zacisk wspólny Zacisk wspólny Zacisk wspólny Zacisk wspólny
4 Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC
5 Wejście 26 Wejście 32 Wejście 38 Wejście 44
6 Zacisk wspólny Zacisk wspólny Zacisk wspólny Zacisk wspólny
7 Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC
8 Wejście 27 Wejście 33 Wejście 39 Wejście 45
9 Zacisk wspólny Zacisk wspólny Zacisk wspólny Zacisk wspólny
10 Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC
11 Wejście 28 Wejście 34 Wejście 40 Wejście 46
12 Zacisk wspólny Zacisk wspólny Zacisk wspólny Zacisk wspólny
13 Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC
14 Wejście 29 Wejście 35 Wejście 41 Wejście 47
15 Zacisk wspólny Zacisk wspólny Zacisk wspólny Zacisk wspólny
16 Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC
17 Wejście 30 Wejście 36 Wejście 42 Wejście 48
18 Zacisk wspólny Zacisk wspólny Zacisk wspólny Zacisk wspólny
19 Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC Zasilanie +24 V DC
20 Wyjście 25A Wyjście 31A Wyjście 37A Wyjście 43A
21 Wyjście 25B Wyjście 31B Wyjście 37B Wyjście 43B
22 Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V
23 Wyjście 26A Wyjście 32A Wyjście 38A Wyjście 44A
24 Wyjście 26B Wyjście 32B Wyjście 38B Wyjście 44B
25 Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V
26 Wyjście 27A Wyjście 33A Wyjście 39A Wyjście 45A
27 Wyjście 27B Wyjście 33B Wyjście 39B Wyjście 45B
28 Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V
29 Wyjście 28A Wyjście 34A Wyjście 40A Wyjście 46A
30 Wyjście 28B Wyjście 34B Wyjście 40B Wyjście 46B
31 Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V
32 Wyjście 29A Wyjście 35A Wyjście 41A Wyjście 47A
33 Wyjście 29B Wyjście 35B Wyjście 41B Wyjście 47B
34 Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V Napięcie zewnętrzne +24 V
35 Wyjście 30A Wyjście 36A Wyjście 42A Wyjście 48A
36 Wyjście 30B Wyjście 36B Wyjście 42B Wyjście 48B
37 Osłona Osłona Osłona Osłona
Złącze J7
We/wy 25–30
Złącze J6
We/wy 31–36
Złącze J5
We/wy 37–42
Złącze J4
We/wy 43–48
68 EDGE Pro HyPath CNC Podręcznik 80762H
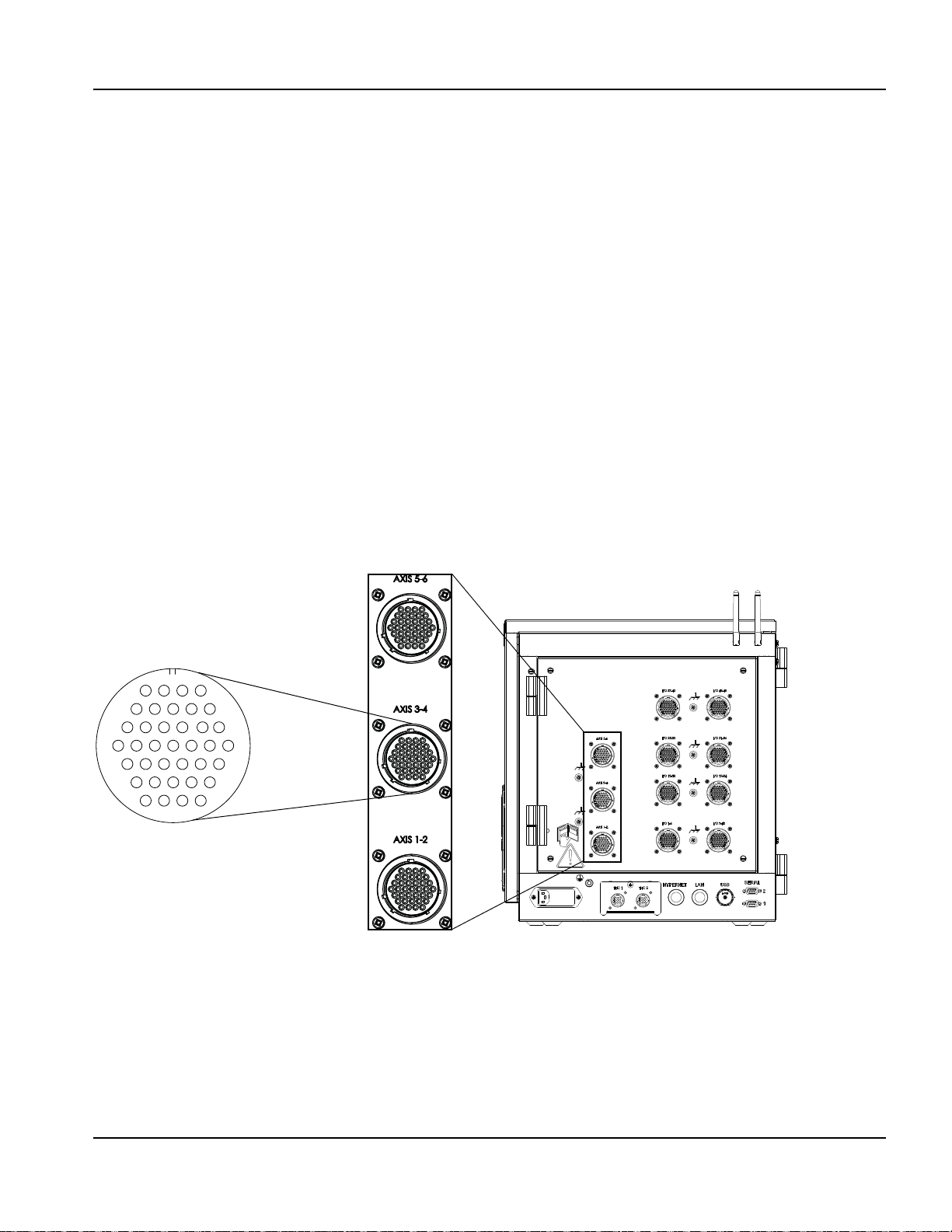
2 – Instalacja
1
5
10
16
23
29
34
4
9
15
22
28
33
37
Połączenie 6-osiowego serwomechanizmu HyPath
Połączenie 6-osiowego serwomechanizmu HyPath
Płyta interfejsu HyPath serwomechanizmu 6-osiowego zapewnia możliwość podłączenia napędu i kodera do
maksymalnie 6 niezależnych osi.
Na płycie znajdują się trzy męskie złącza okrągłe. Każde złącze umożliwia podłączenie dwóch niezależnych
osi serwomechanizmu.
Osie są przypisywane w oprogramowaniu Phoenix na ekranie Ustaw maszyny. Więcej informacji można znaleźć
w Podręczniku instalacji i ustawiania oprogramowania Phoenix serii V9 (806410).
Kabel serwomechanizmu HyPath
W celu przygotowania złączy kabli serwomechanizmu HyPath należy przeczytać poniższe informacje.
Złącze serwomechanizmu HyPath to 37-stykowe męskie złącze okrągłe:
• Zestaw Hypertherm: 228491
• Złącze kabla: AMP 206150-1
• Zacisk kabla: AMP 206138-8
• Styki gniazda (37): AMP 66105-3
Rysunek 26 przedstawia lokalizację złączy serwomechanizmu na panelu tylnym systemu EDGE Pro.
Rysunek 26 Złącza serwomechanizmu HyPath
EDGE Pro HyPath CNC Podręcznik 80762H 69

2 – Instalacja
1
2
4
3
B
A
KlientSystem CNC
Przekaźnik jednobiegunowy jednoprzerzutowy
Połączenie 6-osiowego serwomechanizmu HyPath
Wyprowadzenia styków napędu/kodera
Oś A = Oś 1, Oś 3, Oś 5
Oś B = Oś 2, Oś 4, Oś 6
Nr styku
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
osi A
Sygnał
Ekran osi
Wyjście +5 V kodera
Zacisk wspólny kodera
Wyjście +12 V kodera
Zacisk wspólny kodera
Wyjście +24 V kodera
Zacisk wspólny kodera
Oś A kodera
Oś A\ kodera
Oś B kodera
Oś B\ kodera
Oś Z kodera
Oś Z\ kodera
Aktywacja osi A
Aktywacja osi B
Wyjście konwertera
DAC osi
Analogowy zacisk wspólny
Ekran osi
Osłona
Nr styku osi B
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
Uwaga:
• Kanał Z to kanał impulsów znacznika o rozdzielczości 1 impuls/obrót.
• Niektóre osie mogą być niedostępne. Liczbę osi dostępnych w systemie CNC można sprawdzić na
ekranie informacji kontrolnych (opcje Ustawien > Diagnostyka) w oprogramowaniu Phoenix.
Rysunek 27 przedstawia umiejscowione na płycie serwomechanizmu 6-osiowego styki przekaźnika aktywacji osi
dotyczące poszczególnych osi.
Rysunek 27 Styki przekaźnikowe aktywacji osi na płycie serwomechanizmu 6-osiowego
70 EDGE Pro HyPath CNC Podręcznik 80762H

Konfiguracja interfejsu we/wy wbudowanego THC
Konfiguracja interfejsu we/wy wbudowanego THC
Interfejs we/wy THC
Rysunek 28 Interfejs THC 1 i THC 2
Wyprowadzenia styków interfejsu we/wy THC
Nr styku THC 1 THC 2 Sygnał
2 – Instalacja
1
2
3
4
5
6
7
8
9
Zacisk wspólny Zacisk wspólny Zacisk wspólny
Wejście + Wejście + Wykrywanie kontaktu dyszy +
Wejście – Wejście – Wykrywanie kontaktu dyszy –
Wyjście + Wyjście + Włączenie kontaktu dyszy + (styk przekaźnikowy)
Wyjście – Wyjście – Włączenie kontaktu dyszy – (styk przekaźnikowy)
Wejście analogowe + Wejście analogowe + THC +
Wejście analogowe – Wejście analogowe – THC –
Wyjście + Wyjście + Wstrzymanie zapłonu (styk przekaźnikowy)
Wyjście – Wyjście – Wstrzymanie zapłonu (styk przekaźnikowy)
Śruba uziemiająca Śruba uziemiająca Osłona
EDGE Pro HyPath CNC Podręcznik 80762H 71

2 – Instalacja
Konfiguracja interfejsu we/wy wbudowanego THC
Kabel kontrolera THC
W przedstawionych dalej listach i tabelach znajduje się szczegółowy opis wyprowadzeń złączy kontrolera Sensor THC,
systemu EDGE Pro CNC i płyty dzielnika napięcia (VDC3) (141201). Z informacji tych należy korzystać podczas
przygotowywania kabli i złączy umożliwiających podłączenie wymienionych urządzeń do używanego systemu.
Złącze kabla kontrolera THC to 9-stykowe, męskie złącze okrągłe:
• Zestaw Hypertherm: 228495
•Złącze kabla: AMP 206708-1
• Zacisk kabla: AMP 206966-7
• Styki gniazda (9): AMP 66105-3
Złącze J1 zasilania na płycie VDC3
Nr styku Sygnał
1
2
Opis wyprowadzeń kabla łączącego złącze J2 płyty VDC3 ze złączem THC 1 lub THC 2 systemu CNC
J2 Złącze we/wy na płycie VDC3 Złącze THC 1 i THC 2 systemu CNC
Nr styku
1
2
3
4
5
6
7
8
Linia zasilania 120 V AC
Linia neutralna 120 V AC
Sygnał
Zacisk wspólny 24 V DC (wyjście)
+24 V DC (wyjście)
Wykrywanie kontaktu dyszy (wyjście)
Włączenie kontaktu dyszy (wejście)
Zacisk wspólny 24 V DC (wyjście)
+ wyjścia analogowego
– wyjścia analogowego
Uziemienie obudowy (ekran kabla)
Nr styku
1
2
3
4
5
6
7
Wyjścia
Zacisk wspólny 24 V DC (wejście)
Wykrywanie kontaktu dyszy +
Wykrywanie kontaktu dyszy –
Włączenie kontaktu dyszy +
Włączenie kontaktu dyszy –
+ wejścia analogowego
– wejścia analogowego
Złącze J3 zasilania zewnętrznego na płycie VDC3 (czarna łączówka zaciskowa)
Nr styku Sygnał
1
2
3
4
6
Uziemienie EMI
Elektroda (połączenie do ujemnego zacisku w systemie plazmowym)
Roboczy (połączenie do dodatniego zacisku w systemie plazmowym)
Brak połączenia
Osłona
72 EDGE Pro HyPath CNC Podręcznik 80762H

Rozdział 3
1
2
3
4
5
1
Transfer danych
2
Włącznik/wyłącznik zasilania
3
Elementy sterujące wykonywaniem programu
4
Elementy sterujące stacją
5
Elementy ręcznego sterowania ruchem
Działanie
Obsługa systemu CNC
System EDGE Pro CNC współpracuje z ekranem dotykowym oraz z opcjonalnymi klawiaturą USB i myszą, które
umożliwiają wprowadzanie informacji i obsługę funkcji. Więcej informacji można znaleźć w Podręczniku operatora
oprogramowania Phoenix (806400).
Więcej informacji na temat komponentów systemu cięcia dostarczanego przez producenta stołu można znaleźć
w podręcznikach dostarczonych przez producenta.
Konsola operatora umożliwia włączenie systemu CNC i sterowanie funkcjami ruchu maszyny takimi jak wybór stacji,
podnoszenie i obniżanie narzędzia tnącego oraz pozycjonowanie narzędzia tnącego przed rozpoczęciem wykonywania
programu części.
Rysunek 29 Poniżej pokazano konsolę operatora systemu EDGE Pro.
EDGE Pro HyPath CNC Podręcznik 80762H 73

3 – Działanie
Obsługa systemu CNC
Ekran dotykowy LCD
Oprogramowanie Phoenix jest przeznaczone do stosowania z ekranami dotykowymi o rozdzielczości 1024 x 768. Dane
można wprowadzać w oprogramowaniu, dotykając pól i elementów sterowania oknami. W przypadku każdego pola
wymagającego wprowadzenia danych po jego dwukrotnym dotknięciu jest automatycznie wyświetlana klawiatura
ekranowa.
Ekrany dotykowe, krople wody i niezamierzony ruch
Krople wody mogą stanowić zagrożenie dla bezpieczeństwa, gdy system CNC jest zainstalowany na stole wodnym X-Y,
a w oknie nadzoru Watch Window są widoczne przyciski pracy manewrowej. Jeśli woda rozpryskuje się ze stołu na ekran
dotykowy, krople mogą aktywować przycisk pracy manewrowej i wygenerować niezamierzony ruch na stole.
Niezamierzony ruch może skutkować zagrożeniem dla operatora i innych osób, uszkodzeniem wyposażenia oraz błędami
cięcia. Aby zapobiec ruchowi powodowanemu przez krople wody obecne na ekranie dotykowym:
• Nie obsługiwać ekranu dotykowego mokrymi rękami.
• Zainstalować system CNC tak, aby ekran dotykowy był chroniony przed odpryskami wody.
• Jeśli jest możliwe przypadkowe przedostanie się wody na ekran dotykowy, nie używać przycisków
pracy manewrowej w oknach nadzoru Watch Window.
Aby uzyskać więcej informacji, należy się skontaktować z lokalnym zespołem obsługi technicznej Hypertherm.
74 EDGE Pro HyPath CNC Podręcznik 80762H

3 – Działanie
Obsługa systemu CNC
Poruszanie się po ekranie
Klawisze umieszczone w dolnej części ekranu oprogramowania to przyciski programowe. Przyciski programowe
odpowiadają klawiszom funkcyjnym na klawiaturze komputera PC. Przyciski programowe OK i Anuluj umożliwiają
zapisywanie i anulowanie zmian wprowadzanych na ekranach.
Więcej szczegółów można znaleźć w Podręczniku operatora oprogramowania Phoenix (806400).
Uwaga: Funkcje widoczne na poszczególnych ekranach różnią się w zależności od poziomu użytkownika
(Początkujący, Średni lub Zaawansowany) oraz opcji włączonych na ekranach Ustawien specjalne i Konfiguracja
stacji. W niniejszym podręczniku przyjęto założenie, że system CNC działa w trybie zaawansowanym i są dostępne
wszystkie funkcje.
EDGE Pro HyPath CNC Podręcznik 80762H 75

3 – Działanie
Obsługa systemu CNC
Pomoc
Aby wyświetlić informacje o ekranie, należy wybrać przycisk programowy Pomoc.
Naciśnięcie przycisku programowego OK powoduje zamknięcie ekranu pomocy i powrót do ekranu sterowania.
Przycisk programowy Pokaż zakładki umożliwia otwarcie okienka nawigacyjnego.
Wyświetlanie dodatkowych podręczników
Na ekranie pomocy mogą być wyświetlane przyciski programowe prowadzące do innych typów informacji, na przykład:
• do podręczników dotyczących wyposażenia Hypertherm używanego z systemem CNC, takiego jak
systemy plazmowe czy kontrolery wysokości palnika
• do podręczników dotyczących sprzętu dostarczanego przez producenta stołu
Aby uzyskać dodatkowe informacje, należy wybrać dowolny dostępny przycisk.
76 EDGE Pro HyPath CNC Podręcznik 80762H
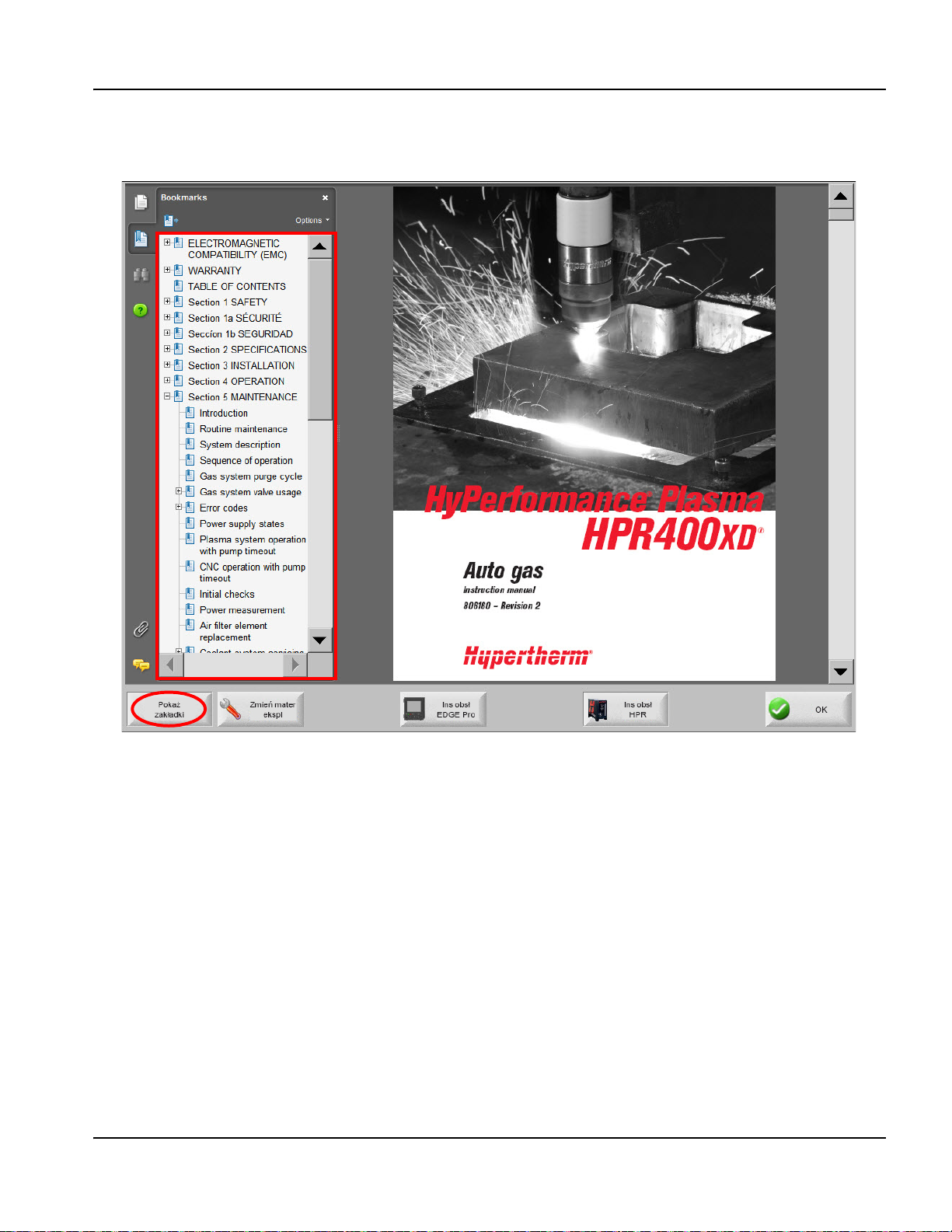
3 – Działanie
Operacje automatyczne
Wyświetlanie zakładek
Uwaga: Po wybraniu przycisku programowego Pokaż zakładki na ekranie pomocy zostanie wyświetlona lista
tematów pomocy. Po kliknięciu tematu zostanie on wyświetlony na ekranie.
Operacje automatyczne
W oprogramowaniu Phoenix są dostępne dwa kreatory umożliwiające wyrównywanie elementu obrabianego i realizację
operacji cięcia części.
Kreator wyrównywania Align
Kreator wyrównywania Align automatyzuje niektóre czynności, takie jak wyrównywanie elementu obrabianego na płycie,
wyrównywanie do płyty skośnej i pozycjonowanie palnika w początkowej lokalizacji programu.
Aby uruchomić kreatora wyrównywania Align, należy na ekranie głównym wybrać opcję Opcje bież części, a następnie
opcję Kreator wyrówn. Kreator wyrównywania Align może zostać uruchomiony automatycznie. Jeśli tak się nie stanie,
należy go uruchomić, naciskając przycisk programowy Kreator wyrówn Align.
Więcej informacji zawiera temat Kreator wyrównywania Align w dokumencie Podręcznik operatora oprogramowania
Phoenix w wersji 9 (806400).
EDGE Pro HyPath CNC Podręcznik 80762H 77

3 – Działanie
Aktualizowanie oprogramowania Phoenix
Kreator CutPro
Kreator CutPro automatyzuje najczęściej wykonywane zadania cięcia, takie jak wczytywanie części lub gniazda,
wybieranie procesu cięcia, wyrównywanie części lub płaszczyzny na elemencie obrabianym oraz uruchamianie programu.
Kreator CutPro może zostać uruchomiony automatycznie po włączeniu systemu CNC. Jeśli tak się nie stanie, należy go
uruchomić, naciskając przycisk programowy Kreator CutPro na ekranie głównym. Więcej informacji o Kreatorze CutPro
zawiera temat Cięcie części w dokumencie Podręcznik operatora oprogramowania Phoenix V9 (806400).
Aktualizowanie oprogramowania Phoenix
Hypertherm regularnie udostępnia aktualizacje oprogramowania Phoenix. Najnowszą wersję oprogramowania można
pobrać z witryny internetowej www.hypertherm.com. Aby otworzyć stronę pobierania aktualizacji do oprogramowania
Phoenix, należy kolejno wybrać pozycje Produkty > Cięcie zmechanizowane > Kontrolery > Aktualizacje oprogramowania
Phoenix. Z tej strony można pobrać:
• aktualizację oprogramowania Phoenix (update.exe)
• plik pomocy oprogramowania Phoenix (Help.exe)
• wykresy cięcia (CutChart.exe)
Aby pobrać najnowsze aktualizacje w wybranym języku, należy postępować zgodnie z instrukcjami z dokumentu
Informacje o wersji dostępnego na stronie Aktualizacja oprogramowania Phoenix — materiały do pobrania.
Przed rozpoczęciem aktualizacji oprogramowania Phoenix zaleca się wykonanie następujących czynności:
• Wykonaj kopię zapasową plików systemowych: Na ekranie głównym wybierz kolejno opcje Pliki > Zap
na dysku >Zapisz pliki syst na dysku. Więcej informacji można znaleźć w Podręczniku operatora
oprogramowania Phoenix (806400), w temacie Zapisywanie plików systemowych oraz Rozwiązywanie
problemów.
• Skopiuj pliki pobrane z witryny Hypertherm.com do głównego folderu pamięci USB. System CNC nie
może czytać plików znajdujących się w folderach.
• Przygotuj się do ponownego uruchomienia systemu CNC po zakończeniu aktualizacji
oprogramowania.
Aktualizowanie oprogramowania
1. Włóż kartę pamięci z plikiem update.exe do portu USB systemu CNC.
Uwaga: Sprawdź, czy plik update.exe znajduje się w głównym folderze karty pamięci.
2. Na ekranie głównym wybierz kolejno opcje Ustawien > Hasło. Dwukrotnie kliknij ekran, aby wyświetlić klawiaturę
ekranową.
3. Wpisz polecenie UPDATESOFTWARE (jedno słowo dużymi literami) i naciśnij klawisz Enter. Dane z karty pamięci
zostaną automatycznie odczytane przez oprogramowanie Phoenix i rozpocznie się instalacja nowego
oprogramowania.
Aktualizowanie pomocy
1. Włóż kartę pamięci z plikiem Help.exe do portu USB systemu CNC.
Uwaga: Sprawdź, czy plik Help.exe znajduje się w głównym folderze karty pamięci.
2. Na ekranie głównym wybierz kolejno opcje Ustawien > Hasło. Dwukrotnie kliknij ekran, aby wyświetlić klawiaturę
ekranową.
3. Wpisz polecenie UPDATEHELP (jedno słowo dużymi literami) i naciśnij klawisz Enter. Dane z karty pamięci zostaną
automatycznie odczytane przez oprogramowanie Phoenix i rozpocznie się instalacja nowego pliku pomocy.
78 EDGE Pro HyPath CNC Podręcznik 80762H

3 – Działanie
Aktualizowanie oprogramowania Phoenix
Aktualizowanie wykresów cięcia
Wykresy cięcia są dostarczane przez Hypertherm w plikach dwóch różnych typów: .fac i .usr. Pliki .fac to fabrycznie
domyślne wykresy cięcia. Wykresów cięcia tego typu nie można zmieniać. Wykresy cięcia .usr zawierają wszystkie zmiany
wprowadzone do wykresów cięcia i zapisane przyciskiem programowym Zapisz proces.
Plik z aktualizacją wykresów cięcia (CutChart.exe) zawiera zarówno pliki .fac, jak i .usr. Podczas aktualizacji wszystkie
wykresy cięcia .usr są automatycznie zastępowane. Zaleca się, aby przed instalacją nowych wykresów cięcia utworzyć
kopię zapasową wykresów, które zostały wcześniej zmodyfikowane.
Hypertherm zaleca zapisywanie zmodyfikowanych wykresów cięcia jako niestandardowych wykresów cięcia. Podczas
tworzenia niestandardowego wykresu cięcia w oprogramowaniu Phoenix jest tworzony plik .usr o unikatowej nazwie.
Takie działanie zapobiega zastępowaniu niestandardowych wykresów cięcia plikami .usr znajdującymi się w pliku
CutChart.exe. Instrukcje można znaleźć w Podręczniku operatora oprogramowania Phoenix (806400).
Aby utworzyć kopię zapasową zmodyfikowanych wykresów cięcia:
1. Włóż kartę pamięci do portu USB systemu CNC.
2. Na ekranie głównym wybierz jeden z przycisków programowych wykresów cięcia, np. Plazma 1 Wykr cięcia.
3. Wybierz przycisk programowy Zapisz wykr cięcia. Oprogramowanie Phoenix skopiuje na kartę pamięci wszystkie
wykresy cięcia przypisane do typu zasilacza Plazma 1.
Aby zaktualizować wykresy cięcia:
1. Włóż kartę pamięci z plikiem CutChart.exe do portu USB systemu CNC.
Uwaga: Sprawdź, czy plik CutChart.exe znajduje się w głównym folderze karty pamięci. System CNC nie może czytać
plików znajdujących się w folderach.
2. Na ekranie głównym wybierz opcję Proces, a następnie wybierz jeden z przycisków programowych wykresów cięcia,
np. Plazma 1 Wykr cięcia.
3. Wybierz przycisk programowy Ładuj wykr cięcia, a następnie opcję Tak, aby załadować wykresy cięcia z karty
pamięci. Oprogramowanie Phoenix wyodrębni wykresy cięcia i skopiuje je na dysk twardy.
4. Jeśli wykresy cięcia zostały zmodyfikowane, w celu skopiowania ich na dysk twardy należy zamknąć oprogramowanie
Phoenix i skopiować pliki .usr na dysk twardy, korzystając z programu Eksplorator Windows
cięcia to c:\Phoenix\CutCharts.
®
. Folder z wykresami
EDGE Pro HyPath CNC Podręcznik 80762H 79

3 – Działanie
Aktualizowanie oprogramowania Phoenix
80 EDGE Pro HyPath CNC Podręcznik 80762H

Rozdział 4
Serwis i diagnostyka
OSTRZEŻENIE!
NIEBEZPIECZEŃSTWO ŚMIERTELNEGO PORAŻENIA PRĄDEM
Przed rozpoczęciem wykonywania jakichkolwiek czynności konserwacyjnych należy odłączyć
zasilanie elektryczne.
Prace we wnętrzu obudowy systemu CNC przy podłączonym zasilaniu prądem zmiennym mogą być
wykonywane wyłącznie przez wykwalifikowany personel.
Więcej informacji dotyczących środków ostrożności zawiera temat Bezpieczeństwo na stronie 11.
Wprowadzenie
Firma Hypertherm zakłada, że personel serwisowy wykonujący testy w trakcie rozwiązywania problemów składa się
z wysoko wykwalifikowanych techników elektroników, którzy pracowali wcześniej z systemami elektromechanicznymi pod
wysokim napięciem. Zakłada się również, że mają oni wiedzę na temat najnowszych technik rozpoznawania
i rozwiązywania problemów.
Oprócz posiadania kwalifikacji technicznych od personelu serwisowego wymaga się przeprowadzania wszystkich testów
zgodnie z zasadami bezpieczeństwa. Więcej informacji o środkach ostrożności związanych z działaniem sprzętu oraz
o formach ostrzeżeń można znaleźć w rozdziale Bezpieczeństwo na stronie 11.
Dbałość o ekran dotykowy i obsługa ekranu dotykowego
Przedstawione dalej wskazówki ułatwiają utrzymanie optymalnego działania ekranu dotykowego:
• Do czyszczenia ekranu dotykowego należy używać płynu do czyszczenia szkła lub szyb. Nawilżyć
płynem czyszczącym miękką i suchą szmatkę, a następnie przetrzeć nią ekran dotykowy. Nigdy nie
nakładać płynu czyszczącego bezpośrednio na ekran dotykowy.
• Należy zapobiegać przedstawianiu się płynów do wnętrza ekranu dotykowego. W przypadku
przedostania się płynu do wnętrza ekranu przed ponownym włączeniem należy zlecić jego sprawdzenie
wykwalifikowanemu technikowi serwisowemu.
• Nie przecierać ekranu szmatkami ani gąbkami, które mogą zarysować jego powierzchnię.
• Nie używać alkoholu (metylowego, etylowego ani izopropylowego) ani innych mocnych
rozcieńczalników. Nie używać rozcieńczalników ani benzenu, ściernych środków czyszczących ani
sprężonego powietrza.
EDGE Pro HyPath CNC Podręcznik 80762H 81

4 – Serwis i diagnostyka
Testy diagnostyczne
Testy diagnostyczne
Testy interfejsu maszyny
W przypadku korzystania z systemu EDGE Pro HyPath CNC testy portów interfejsu systemu CNC można
przeprowadzać, wykonując testy diagnostyczne z wykorzystaniem oprogramowania Phoenix i wyszczególnionych niżej
złączy (zestaw 228511):
• LAN i Hypernet (228503)
• Interfejs szeregowy (228504)
• USB (228505)
• We/wy (228497 — zielony, 228498 — czerwony)
• Osie (228499)
• Kontroler THC (228536)
Aby rozpocząć test interfejsu:
1. Na ekranie głównym wybierz opcje Ustawien > Diagnostyka > Interfejs maszyny.
2. Wprowadź hasło maszyny.
3. Na ekranie interfejsu maszyny przedstawiającym system CNC wybierz złącze, które ma być testowane.
4. Postępuj zgodnie z instrukcjami omówionymi w kolejnych tematach oraz wyświetlanymi na ekranie.
Testy portów sieci LAN i interfejsu Hypernet
Do testowania portów sieci LAN i interfejsu Hypernet służy ten sam tester (pokazany na Rysunek 30).
Rysunek 30 Tester portów LAN i Hypernet
Ten test należy wykonać, jeśli:
• system CNC nie komunikuje się z kontrolerem ArcGlide lub systemem plazmowym
• system CNC nie komunikuje się z siecią lokalną
Aby przetestować port sieci LAN lub port interfejsu Hypernet:
1. Na ekranie interfejsu maszyny wybierz port sieci LAN lub interfejsu Hypernet.
2. Podłącz tester, wykonując instrukcje wyświetlane na ekranie.
3. Wybierz polecenie Test na ekranie testów Hypernet lub LAN. Zostanie wyświetlony komunikat z informacją
o pomyślnym wykonaniu testu.
4. W przypadku niepowodzenia jakiegokolwiek testu należy ponownie wykonać test płyty głównej. Jeśli test ponownie
się nie powiedzie, wymień kabel wewnętrzny (223010, 223011 lub oba).
5. Powtórz test. Jeśli test ponownie się nie powiedzie, wymień płytę główną (141110).
82 EDGE Pro HyPath CNC Podręcznik 80762H

4 – Serwis i diagnostyka
Testy diagnostyczne
Test interfejsu szeregowego
System EDGE Pro jest wyposażony w dwa porty szeregowe. W zależności od pozycji zworki porty szeregowe 1 i 2 mogą
służyć do komunikacji w trybach RS-232 i RS-422. Więcej informacji można znaleźć w rozdziale Płyta osprzętu i płyta
separacji interfejsu komunikacji szeregowej (141307) na stronie 118.
Rysunek 31 Tester interfejsu komunikacji szeregowej
Ten test należy wykonać, jeśli:
• dane przesyłane przez port szeregowy są błędne lub procesy korzystające z tego portu nie działają
prawidłowo
• system CNC nie może pobierać plików przez port szeregowy
• występuje błędna komunikacja przez łącze szeregowe z zasilaczem plazmy HPR
Aby przetestować komunikację szeregową za pomocą sprzętu do testowania:
1. Na ekranie interfejsu maszyny wybierz port szeregowy, który ma być testowany.
2. Podłącz testowane urządzenie szeregowe do wybranego portu systemu CNC.
3. Wybierz polecenie Test na ekranie testów interfejsu komunikacji szeregowej. Zostanie wyświetlony komunikat
z informacją o pomyślnym wykonaniu testu.
4. Jeśli test się nie powiedzie, podłącz tester do jednego z portów szeregowych płyty głównej i wybierz ponownie
polecenie Test.
5. W przypadku niepowodzenia testu skontaktuj się z producentem stołu w celu wymiany płyty osprzętu i płyty separacji
interfejsu komunikacji szeregowej (141307).
6. W przypadku niepowodzenia testu skontaktuj się z producentem stołu w celu wymiany płyty głównej (141110).
Jeśli nie masz testera sprzętu, użyj testu diagnostycznego online. Wybierz pozycje Ustawien > Diagnostyka > Porty
i wykonuj instrukcje wyświetlane na ekranie.
Test portów USB
Ten test służy do sprawdzania portów USB z przodu i z tyłu systemu CNC. Oprogramowanie diagnostyczne testuje
najpierw wykryte karty pamięci USB. Oznacza to, że przed przeprowadzeniem testu należy odłączyć od systemu
wszystkie karty pamięci USB.
Rysunek 32 Tester interfejsu USB
Ten test należy wykonać, jeśli karta pamięci nie jest pokazywana jako opcja podczas ładowania lub zapisywania programu
części lub aktualizowania wykresów cięcia, oprogramowania albo systemu pomocy.
EDGE Pro HyPath CNC Podręcznik 80762H 83

4 – Serwis i diagnostyka
Testy diagnostyczne
Aby przetestować port USB z tyłu systemu CNC:
1. Sprawdź, czy nie jest podłączona karta pamięci USB.
2. Na ekranie interfejsu maszyny wybierz port USB znajdujący się z tyłu systemu CNC.
3. Postępując zgodnie z instrukcjami ekranowymi, włóż kartę pamięci do portu USB z tyłu konsoli systemu CNC.
4. Naciśnij przycisk Test. Zostanie wyświetlony komunikat z informacją o pomyślnym wykonaniu testu.
Aby powtórzyć ten test w odniesieniu do portu USB na panelu przednim systemu CNC:
1. Sprawdź, czy nie jest podłączona karta pamięci USB.
2. Na ekranie interfejsu operatora wybierz port USB znajdujący się z przodu systemu CNC.
3. Postępując zgodnie z instrukcjami ekranowymi, włóż kartę pamięci do portu USB z przodu konsoli systemu CNC.
4. Naciśnij przycisk Test. Zostanie wyświetlony komunikat z informacją o pomyślnym wykonaniu testu.
W przypadku niepowodzenia testu portu USB należy się skontaktować z producentem stołu w celu wymiany płyty
głównej (141110).
Test układu we/wy
Aby przetestować styki we/wy:
1. Na ekranie interfejsu maszyny wybierz port we/wy, który ma być testowany.
2. Postępuj zgodnie z instrukcjami ekranowymi, aby podłączyć wtyczkę testową HyPath (zielona) do portu we/wy
wybranego z tyłu systemu CNC.
3. Naciśnij przycisk Test. Zostanie wyświetlony komunikat z informacją o pomyślnym wykonaniu testu.
4. W przypadku niepowodzenia testu postępuj zgodnie z instrukcjami ekranowymi, aby podłączyć drugą wtyczkę
testową interfejsu HyPath (czerwoną) zapewniającą separację punktu wejścia lub wyjścia powodującego problem.
5. Skontaktuj się z dostawcą OEM lub integratorem systemu i przekaż następujące informacje:
• W przypadku usterki wejścia zmienić podłączenie wejścia do wolnego punktu wejścia i zmienić przypisanie
funkcji wejścia w oprogramowaniu Phoenix.
• W przypadku usterki wyjścia można wymontować przekaźnik z zapasowego wyjścia na płycie we/wy (141070)
i podmienić go w miejsce uszkodzonego wyjścia. Nie jest wymagana zmiana podłączenia. Informacje
pomagające ustalić, który przekaźnik należy wymienić, znajdują się na Rysunek 33 i w Tabela 6 . Aby zamówić
nowy przekaźnik, należy podać numer części zamiennej 003179.
84 EDGE Pro HyPath CNC Podręcznik 80762H

4 – Serwis i diagnostyka
LS15
LS2
LS12LS11
LS10LS9
LS8LS6
LS5
LS1
LS22LS21
LS20
LS19
LS17 LS18
LS14
LS3
LS4
LS16
LS13
LS7
LS24LS23
Rysunek 33 Przekaźniki wyjściowe na płycie interfejsu we/wy HyPath (141070)
Testy diagnostyczne
Tabela 6 Numery wyjść i przekaźników HyPath
Nr wyjścia (1 do 24) / (25 do 48) Nr przekaźnika Nr wyjścia (1 do 24) / (25 do 48) Nr przekaźnika
1/25
2/26
3/27
4/28
5/29
6/30
7/31
8/32
9/33
10 / 34
11 / 35
12 / 36
LS24
LS15
LS23
LS18
LS22
LS20
LS14
LS13
LS17
LS16
LS19
LS21
13 / 37
14 / 38
15 / 39
16 / 40
17 / 41
18 / 42
19 / 43
20 / 44
21 / 45
22 / 46
23 / 47
24 / 48
LS3
LS5
LS4
LS8
LS12
LS10
LS2
LS1
LS6
LS7
LS9
LS11
EDGE Pro HyPath CNC Podręcznik 80762H 85

4 – Serwis i diagnostyka
Testy diagnostyczne
Test osi
OSTRZEŻENIE!
RUCHOME ELEMENTY MOGĄ SPOWODOWAĆ
USZKODZENIA I OBRAŻENIA CIAŁA
Aby uniknąć nieoczekiwanego ruchu maszyny i obrażeń ciała podczas pracy z ekranem diagnostyki
napędu:
1. Odłącz kable wszystkich osi systemu CNC.
2. Odłącz mechanizmy napędu silników odpowiadające za ruch stołu i komponentów.
Ten test służy do sprawdzania działania osi. Ten test należy wykonać w następujących przypadkach:
• Utrata kontroli nad osią
•Brak ruchu
• Błędny ruch
• Duża liczba błędów pozycji
• Przycinanie wielu części na nieprawidłowy rozmiar
Aby wykonać test osi:
1. Na ekranie interfejsu maszyny wybierz port osi, który ma być testowany.
2. Postępuj zgodnie z instrukcjami ekranowymi, aby podłączyć płytę symulacyjną osi HyPath (zielona, 228496) do
wybranego portu osi systemu CNC.
3. Postępuj zgodnie z instrukcjami ekranowymi, aby podłączyć płytę symulacyjną osi Picopath (niebieska, 228499)
do wybranego portu osi systemu CNC.
4. Na ekranie interfejsu maszyny wybierz przycisk testowania. Zostanie wyświetlony komunikat z informacją
o pomyślnym wykonaniu testu.
W przypadku niepowodzenia testu skontaktuj się z producentem stołu, aby sprawdzić i wymienić te części
w następującej kolejności:
1. Płyta serwomechanizmu (141292 do 2, 3 i 4 osi, 141067 do 5 lub 6 osi)
1. Płyta serwomechanizmu (141254 do 2 osi, 141122 do 4 osi)
2. Płyta MCC (141061)
3. Kabel wstążkowy równoległy (223014)
Test kontrolera THC
Ten test zapewnia możliwość jednoczesnej weryfikacji działania portów kontrolerów THC 1 i 2.
Ten test należy wykonać, jeśli:
• Kontakt dyszy nie działa prawidłowo, na przykład procedura wykrywania wysokości początkowej
wykorzystująca kontakt omowy nie wykrywa elementu obrabianego lub wykrywa go niedokładnie;
palnik przybliża się do elementu obrabianego podczas cięcia i nie wycofuje się; palnik zapala się
wpowietrzu.
• Sygnał zwrotny napięcia łuku jest nieprawidłowy.
• Palnik jest podnoszony z elementu obrabianego lub upada na element obrabiany podczas pierwszego
etapu cięcia po przebiciu.
Aby przetestować port kontrolera THC:
86 EDGE Pro HyPath CNC Podręcznik 80762H

4 – Serwis i diagnostyka
Testy diagnostyczne
1. Na ekranie interfejsu maszyny kliknij port układu THC, który ma być testowany.
2. Postępuj zgodnie z instrukcjami ekranowymi, aby podłączyć kabel testowania kontrolera THC (228502)
do wybranego portu THC systemu CNC.
3. Na ekranie interfejsu maszyny naciśnij przycisk testowania. Zostanie wyświetlony komunikat z informacją
o pomyślnym wykonaniu testu.
4. W przypadku niepowodzenia testu skontaktuj się z producentem stołu w celu wymiany płyty układów analogowych.
Test konsoli operatora
Te testy należy wykonywać w przypadku błędnego działania jakiejkolwiek funkcji zintegrowanej konsoli operatora.
Uwaga: Żaden komponent widoczny na ekranie nie umożliwia aktywacji ruchu ani realizacji innej czynności
systemu CNC lub stołu cięcia.
Aby przetestować elementy sterujące na konsoli operatora:
1. Na ekranie interfejsu maszyny naciśnij przycisk programowy Interfejs operatora.
2. Postępuj zgodnie z instrukcjami wyświetlanymi na ekranie interfejsu operatora oraz omówionymi w kolejnych
punktach.
3. Aby przetestować port USB, dotknij go na ilustracji na ekranie interfejsu operatora, a następnie postępuj zgodnie
z instrukcjami ekranowymi.
4. Aby przetestować lampki wskaźników stacji 1 lub 2, dotknij odpowiedniej lampki na ilustracji na ekranie interfejsu
operatora.
5. Można obsługiwać dowolny komponent na konsoli operatora systemu CNC i obserwować jego odpowiednik na
ekranie. Sprawdź, czy sposób działania komponentu na ekranie odpowiada operacjom wykonywanym na konsoli.
6. W przypadku niepowodzenia testu pojedynczego komponentu należy go wymienić.
W przypadku usterki wielu komponentów należy się skontaktować z producentem stołu w celu wymiany jednego lub
wszystkich następujących elementów:
• Kabel wstążkowy (równoległy) do płyty konsoli operatora
• Płyta konsoli operatora (141058)
• Płyta osprzętu i płyta separacji interfejsu komunikacji szeregowej (141307)
(223013)
EDGE Pro HyPath CNC Podręcznik 80762H 87

4 – Serwis i diagnostyka
Rozwiązywanie problemów
Rozwiązywanie problemów
Firma Hypertherm zakłada, że personel serwisowy wykonujący czynności rozwiązywania problemów składa się z wysoko
wykwalifikowanych techników elektroników, którzy pracowali wcześniej z systemami elektromechanicznymi pod wysokim
napięciem. Zakłada się również, że mają oni wiedzę na temat najnowszych technik rozpoznawania i rozwiązywania
problemów.
Oprócz posiadania kwalifikacji technicznych od personelu serwisowego wymaga się przeprowadzania wszystkich testów
zgodnie z zasadami bezpieczeństwa. Informacje o środkach ostrożności i typach ostrzeżeń można znaleźć w rozdziale
Bezpieczeństwo na stronie 11.
OSTRZEŻENIE!
NIEBEZPIECZEŃSTWO ŚMIERTELNEGO PORAŻENIA PRĄDEM
Przed rozpoczęciem wykonywania jakichkolwiek czynności konserwacyjnych należy odłączyć
zasilanie elektryczne.
Prace we wnętrzu obudowy systemu CNC przy podłączonym zasilaniu prądem zmiennym mogą być
wykonywane wyłącznie przez wykwalifikowany personel.
Więcej informacji na temat bezpieczeństwa pracy można znaleźć w rozdziale Bezpieczeństwo w tym
podręczniku.
OSTRZEŻENIE!
RUCHOME ELEMENTY MOGĄ SPOWODOWAĆ
USZKODZENIA I OBRAŻENIA CIAŁA
Aby uniknąć nieoczekiwanego ruchu maszyny i obrażeń ciała, przed rozpoczęciem pracy z ekranem
diagnostyki napędu należy odłączyć mechanizmy napędu silników odpowiadające za ruch stołu
i komponentów.
Aby zapobiec uszkodzeniu kontrolerów wysokości palnika i silników, podczas korzystania z przycisku
programowego testowania kontrolera THC i testowania wszystkich komponentów na ekranie
„diagnostyki napędu” należy zachować szczególną ostrożność.
PRZESTROGA!
Przy każdym podłączaniu i odłączaniu kabla należy wyłączyć (OFF) zasilanie systemu CNC.
Procedury na kolejnych stronach zawierają informacje o rozwiązywaniu problemów, które mogą wystąpić podczas
działania systemu CNC.
88 EDGE Pro HyPath CNC Podręcznik 80762H

4 – Serwis i diagnostyka
Rozwiązywanie problemów
Zasilanie
System CNC nie włącza się po naciśnięciu przycisku WŁ./WYŁ (ON/OFF).
1. Sprawdź, czy kabel zasilający jest podłączony z tyłu systemu CNC.
2. Sprawdź, czy jest aktywny ścienny przerywacz obwodu.
3. Sprawdź, czy bezpiecznik w module wejścia zasilania jest nieuszkodzony. Wymień w razie potrzeby (008872).
4. Otwórz przednie drzwiczki obudowy systemu CNC i sprawdź, czy na płycie dystrybucji zasilania świeci lampka
zasilania prądem zmiennym D6. Patrz strona 113.
5. Jeśli lampka nie świeci, wymień płytę przeciwprzepięciową lub wiązkę przewodów wejścia zasilania (zestaw
228464). Patrz temat Płyta przeciwprzepięciowa (141134) na stronie 112 lub Płyta dystrybucji zasilania
(141153) na stronie 113.
6. Sprawdź podłączenia przycisku WŁ./WYŁ. (ON/OFF) na konsoli operatora.
7. Sprawdź, czy na płycie głównej świeci zielona kontrolka LED. Ta kontrolka LED sygnalizuje dostarczanie napięcia
do płyty głównej. Patrz strona 110. Jeśli kontrolka nie świeci, wymień zasilacz ATX (zestaw 228473) lub skontaktuj się
z producentem stołu w celu przeprowadzenia dodatkowych czynności rozwiązywania problemu.
8. Sprawdź 2-cyfrowy kod na wyświetlaczu POST płyty głównej. Kod 00 oznacza, że system Windows może się
uruchomić. Wszystkie pozostałe kody informują o niemożliwości uruchomienia systemu Windows.
9. Sprawdź, czy przewody zielony i biały z płyty osprzętu i płyty separacji interfejsu komunikacji szeregowej (141307)
są podłączone do płyty głównej.
10. Skontaktuj się z producentem stołu.
W systemie CNC jest wyświetlany komunikat o błędzie napięcia zewnętrznego (mocy wzbudzenia).
Ta sytuacja wskazuje na niskie napięcie wyjściowe na źródle zasilania zewnętrznego systemu CNC. Zwykle niskie
napięcie wyjściowe jest spowodowane przez zwarcie w układzie we/wy stołu lub przez zgłaszane jako usterka
przeciążenia wbudowanego zasilacza systemu CNC.
1. Odłącz kable we/wy i kable osi od systemu CNC, aby sprawdzić, czy usterka nadal występuje, oraz określić, czy
problemem jest okablowanie stołu czy wewnętrzny komponent systemu CNC.
2. Sprawdź, czy kabel między płytą osprzętu i płytą separacji interfejsu komunikacji szeregowej (141307) a płytą
dystrybucji zasilania (141153) jest podłączony z obu stron.
3. Sprawdź, czy wszystkie pozostałe kable są prawidłowo podłączone.
4. Sprawdź, czy zasilacz ATX działa.
5. Sprawdź, czy na płycie dystrybucji zasilania świeci kontrolka LED. Patrz strona 113.
6. Jeśli kontrolka LED na płycie dystrybucji zasilania nie świeci, wymień płytę.
Włącznik/wyłącznik zasilania jest włączony i świeci jego kontrolka, ale na ekranie dotykowym nie jest nic
wyświetlane.
1. Sprawdź, czy złącza zasilania prądem zmiennym są podłączone do ekranu dotykowego.
2. Sprawdź, czy kabel VGA jest podłączony do ekranu dotykowego i płyty głównej.
3. Sprawdź płytę główną pod kątem usterki układu BIOS (każdy kod z wyjątkiem 00).
4. Sprawdź, czy temperatura otoczenia nie wykracza poza zakres roboczy systemu CNC. Patrz temat Specyfikacje
systemu na stronie 34.
EDGE Pro HyPath CNC Podręcznik 80762H 89

4 – Serwis i diagnostyka
Rozwiązywanie problemów
Konsola operatora
Przycisk, funkcja lub kontrolka LED na konsoli operatora nie odpowiada na działania operatora (aktywację przycisków).
1. Wybierz pozycje Ustawien > Diagnostyka > Interfejs operatora.
2. Przesuwaj lub naciskaj komponenty na konsoli operatora i sprawdzaj prawidłowość ich działania na ekranie
systemu CNC.
3. Jeśli jakikolwiek test nie powiedzie się:
• Sprawdź, czy we/wy konsoli operatora są prawidłowo skonfigurowane w oprogramowaniu Phoenix. Więcej
informacji można znaleźć w Podręczniku instalacji i ustawiania oprogramowania Phoenix w wersji 9 (806410).
• Wymień komponent na konsoli operatora (numery poszczególnych części można znaleźć w temacie Lista części
na stronie 83).
Usterka wejścia
• Nieoczekiwany stan lub niepowodzenie zmiany stanu wejścia.
• Stół nie zachowuje się zgodnie z ustawieniami po osiągnięciu przełączników krańcowych.
• Występuje stale powtarzający się błąd, którego nie można wykasować.
W przypadku interfejsów HyPath z testerami sprzętu (228497 i 228498) patrz Testy diagnostyczne na
stronie 82.
W przypadku interfejsów HyPath bez testerów:
1. Wybierz pozycje Ustawien > Diagnostyka > We/Wy, a następnie wprowadź hasło maszyny.
2. Przetestuj urządzenie wejściowe na stole i sprawdź, czy stan wejścia zmienia się na ekranie systemu CNC.
3. Za pomocą multimetru sprawdź, czy logika wejścia zmienia się.
4. Jeśli stan wejścia nie zmienia się, przełącz wejście na wejście zapasowe na systemie CNC.
5. Jeśli na ekranie widać, że stan wejścia się nie zmienia, kolejno wymieniaj wyszczególnione niżej komponenty,
powtarzając testy po każdej wymianie:
a. Płyta interfejsu 24 we/wy HyPath (141070)
b. Kabel wstążkowy (równoległy) (223015)
c. Płyta MCC (141061)
Usterka wyjścia
• Nieoczekiwany stan lub niepowodzenie zmiany stanu wyjścia.
• Występuje stale powtarzający się błąd, którego nie można wykasować.
W przypadku interfejsów HyPath z testerami sprzętu (228497 i 228498) patrz Testy diagnostyczne na
stronie 82.
W przypadku interfejsów HyPath bez testerów:
1. Wyłącz zasilanie stołu i odłącz kable przejściowe interfejsów z tyłu systemu CNC.
2. Wybierz pozycje Ustawien > Diagnostyka > We/Wy, a następnie wprowadź hasło maszyny.
3. Zweryfikuj prawidłowe działanie wyjścia przy użyciu systemu CNC. Jeśli test wyjścia się nie powiedzie, kolejno
wymieniaj wyszczególnione niżej komponenty, powtarzając testy po każdej wymianie:
a. Przekaźnik wyjścia (wymień na nieużywany przekaźnik, przekaźnik zamienny (003179) lub wymień płytę interfejsu
24 we/wy)
b. Płyta MCC (141061)
c. Kabel wstążkowy (równoległy) (223016 do wyjść 1–24 oraz 223015 do wyjść 25–48)
4. Jeśli punkt wyjścia nadal jest uszkodzony, oznacza to uszkodzenie komponentu stołu. Skontaktuj się z producentem
stołu.
90 EDGE Pro HyPath CNC Podręcznik 80762H

4 – Serwis i diagnostyka
Rozwiązywanie problemów
Połączenia interfejsu Hypernet
Komunikacja z komponentami podłączonymi do interfejsu Hypernet nie działa prawidłowo. Patrz temat Test y
diagnostyczne na stronie 82.
Połączenie z siecią LAN
• Pobieranie programów części przez sieć lokalną LAN nie działa prawidłowo.
• Poprzednio zamapowane napędy sieciowe nie są pokazywane podczas próby załadowania programu
części.
Jeśli masz sprzęt do testowania, patrz Testy diagnostyczne na stronie 82.
Jeśli nie masz sprzętu do testowania, skontaktuj się z lokalnym administratorem sieci w sprawie przetestowania
urządzenia oraz wykonania podłączeń sieci lokalnej.
Problemy z ruchem
• Ruch jest nieprawidłowy.
• Utrata kontroli nad ruchem osi.
•Brak ruchu.
• Duża liczba błędów pozycji.
• Części niezgodne z tolerancją.
Interfejsy HyPath z testerami sprzętu serwomechanizmu (228496)
Jeśli masz tester sprzętowy serwomechanizmu, możesz przetestować interfejs serwomechanizmu w dwóch procedurach:
1. Sprawdź wewnętrzne komponenty systemu CNC.
2. Sprawdź ustawienie stołu.
Aby sprawdzić wewnętrzne komponenty systemu CNC:
1. Wyłącz system CNC i odłącz zasilanie prądem zmiennym.
2. Odłącz kable wszystkich osi od tylnego panelu systemu CNC.
3. Ponownie podłącz zasilanie prądem zmiennym i uruchom system CNC.
4. W oprogramowaniu Phoenix przejdź na ekran Ustawienia > Diagnostyka > Interfejs maszyny i wprowadź hasło
maszyny.
5. Przetestuj wszystkie złącza osi z tyłu systemu CNC, naciskając je na ekranie dotykowym i postępując zgodnie
z instrukcjami ekranowymi.
• Jeśli test powiedzie się, sprzęt CNC jest sprawny. Przyczyną problemu są parametry ustawień systemu CNC lub
komponenty stołu. Sprawdź parametry ustawień i przejdź do następnej procedury w celu sprawdzenia
ustawienia kabli.
• Jeśli test się nie powiedzie, przyczyną problemu jest jeden z komponentów systemu CNC. Sprawdź, czy na
płycie dystrybucji zasilania świeci kontrolka LED napięcia czystego i zewnętrznego (141153, patrz strona 113).
6. Aby uzyskać dodatkowe wskazówki rozwiązania problemów, skontaktuj się z producentem stołu. Może być
wymagana wymiana co najmniej jednego z poniższych komponentów. Test należy powtórzyć po każdej wymianie
następujących komponentów:
a. Płyta serwomechanizmu (141292 dla 2, 3 i 4 osi, 141067 dla 5 lub 6 osi)
b. Płyta MCC (141061)
c. Kabel wstążkowy (równoległy) (223014)
EDGE Pro HyPath CNC Podręcznik 80762H 91

4 – Serwis i diagnostyka
Rozwiązywanie problemów
Aby sprawdzić ustawienie stołu:
1. Wyłącz system CNC i odłącz zasilanie prądem zmiennym.
2. Ponownie podłącz kable wszystkich osi do tylnego panelu systemu CNC.
3. Przed wykonaniem kolejnych czynności wymontuj wszystkie wały silników, aby uniknąć możliwego uszkodzenia stołu
i komponentów wynikającego z ruchu stołu.
4. Ponownie podłącz zasilanie prądem zmiennym i uruchom system CNC.
5. Wybierz opcje Ustawienia > Diagnostyka > Napędy isilniki, anastępnie wprowadź hasło maszyny.
6. Wprowadź następujące wartości:
• Typ impulsu = Pojedyn.
• Kier impulsu = Zmiennie
• Wzmocn impulsu = 1 V
•Czas trw imp = 0,5s
7. Naciśnij kolejno przyciski programowe testowania przejścia poprzecznego (osi poprzecznej) i szyny (osi wzdłużnej),
aby sprawdzić, czy silniki działają w obu kierunkach podczas każdego testu.
• Jeśli osie nie przemieszczają się w żadnym kierunku, sprawdź parametry osi w oprogramowaniu Phoenix.
• Jeśli ruch nie jest realizowany w jednym kierunku, rozwiąż problem z odpowiadającym mu silnikiem,
wzmacniaczem napędu i połączeniami elektrycznymi.
• Jeśli ruch odbywa się prawidłowo we wszystkich kierunkach, przejdź do punktu 8.
8. Powtórz czynność z punktu 7. Tym razem obserwuj wskaźniki osi poprzecznej i wzdłużnej w oknie nadzoru
Watch Window.
• Jeśli współrzędne zmieniają się się w powtarzalny sposób, wszystkie komponenty pracują prawidłowo i należy
przeprowadzić regulację stołu.
• Jeśli podczas przesuwania stołu współrzędne się nie zmieniają, przyczyną może być uszkodzenie koderów.
Należy je wymienić.
W przypadku interfejsów HyPath bez testera serwomechanizmu:
1. Przed wykonaniem kolejnych czynności wymontuj wszystkie wały silników, aby uniknąć możliwego uszkodzenia stołu
i komponentów wynikającego z ruchu stołu.
2. W oprogramowaniu Phoenix wybierz opcje Ustawienia > Diagnostyka > Napędy i silniki, a następnie wprowadź
hasło maszyny.
3. Wprowadź następujące wartości:
• Typ impulsu = Pojedyn.
• Kier impulsu = Zmiennie
• Wzmocn impulsu = 1 V
•Czas trw imp = 0,5s
4. Naciśnij kolejno przyciski programowe testowania przejścia poprzecznego (osi poprzecznej) i szyny (osi wzdłużnej),
aby sprawdzić, czy silniki działają w obu kierunkach podczas każdego testu.
• Jeśli osie nie przemieszczają się w żadnym kierunku, sprawdź parametry osi w oprogramowaniu Phoenix.
• Jeśli w każdym kierunku można zaobserwować prawidłowy ruch, problem nie leży po stronie komponentów stołu.
Przejdź do punktu 6.
• Jeśli ruch nie jest realizowany w jednym z kierunków, zidentyfikuj silnik lub oś odpowiadające za tę operację
i przejdź do punktu 5.
5. Z tyłu systemu CNC zamień miejscami kable osi 1-2 i osi 3-4, a następnie powtórz test, rozpoczynając od punktu 2.
• W przypadku systemów z 2 osiami należy fizycznie zamienić miejscami silniki. Jeśli problem z silnikiem nie
ustępuje, przed wymianą uszkodzonego silnika lub wzmacniacza napędu sprawdź okablowanie elektryczne.
92 EDGE Pro HyPath CNC Podręcznik 80762H

4 – Serwis i diagnostyka
Rozwiązywanie problemów
• Jeśli problem zmienia silniki, sprawdź, czy kontrolki LED napięcia zewnętrznego i czystego świecą się na płycie
dystrybucji zasilania (141153, patrz strona 113).
6. Aby uzyskać dodatkowe wskazówki rozwiązania problemów, skontaktuj się z producentem stołu. Może być
wymagana wymiana co najmniej jednego z następujących komponentów: Test należy powtórzyć po każdej wymianie
następujących komponentów:
a. Płyta serwomechanizmu (141292 dla 2, 3 i 4 osi, 141067 dla 5 lub 6 osi)
b. Płyta MCC (141061)
c. Kabel wstążkowy (równoległy) (223014)
Kontroler THC 1 i THC 2
• Kontakt dyszy nie działa prawidłowo.
• Układ IHS wykorzystujący kontakt omowy nie wykrywa prawidłowo elementu obrabianego.
• Palnik zapala się w powietrzu.
• Palnik przybliża się do elementu obrabianego bez wycofania.
• Sygnał zwrotny napięcia łuku nie działa zgodnie z oczekiwaniami.
W przypadku interfejsu HyPath z testerem kontrolera THC (228536):
1. W oprogramowaniu Phoenix przejdź na ekran Ustawienia > Diagnostyka > Interfejs maszyny, a następnie wprowadź
hasło maszyny.
2. Przetestuj wszystkie złącza kontrolera THC z tyłu systemu CNC, naciskając je na ekranie dotykowym i postępując
zgodnie z instrukcjami ekranowymi. W przypadku powodzenia testu skontaktuj się z działem obsługi technicznej, aby
uzyskać dalsze wskazówki rozwiązywania problemu.
3. Jeśli test się nie powiedzie, wymień płytę układów analogowych (141125) i powtórz test.
4. Jeśli test ponownie się nie powiedzie, skontaktuj się z producentem stołu.
Problemy z komunikacją szeregową
• Dane przesyłane przez port szeregowy są błędne lub procesy korzystające z tego portu nie działają
prawidłowo.
• Występują komunikaty o błędach łącza P-S.
• Nie można pobierać plików przez skonfigurowany port szeregowy.
• Podczas komunikacji szeregowej systemu CNC z systemem HPR są wyświetlane komunikaty
o błędach łącza systemu HPR.
Uwaga: Ten test działa tylko z portami skonfigurowanymi w trybie RS-422. Informacje na temat sposobu
ustalania, czy port jest skonfigurowany w trybie RS-422, znajdują się w temacie Płyta osprzętu i płyta separacji
interfejsu komunikacji szeregowej (141307) na stronie 118.
Za pomocą testera sprzętowego portu szeregowego (228504):
1. W oprogramowaniu Phoenix przejdź na ekran Ustawienia > Diagnostyka > Interfejs maszyny, a następnie wprowadź
hasło maszyny.
2. Przetestuj wszystkie złącza portów szeregowych z tyłu systemu CNC, naciskając je pojedynczo na ekranie
dotykowym i postępując zgodnie z instrukcjami ekranowymi.
3. W przypadku powodzenia testu sprawdź, czy porty są ustawione w trybie RS-422 czy RS-232 zgodnie z typem
komponentów zewnętrznych podłączonych do poszczególnych portów szeregowych.
4. Jeśli test się nie powiedzie, kolejno wymieniaj wyszczególnione niżej komponenty, powtarzając testy po każdej
wymianie:
a. Płyta osprzętu i płyta separacji interfejsu komunikacji szeregowej (141307)
b. Kabel wstążkowy (równoległy) (229245, 229249 i 229250)
c. Płyta główna (141110)
EDGE Pro HyPath CNC Podręcznik 80762H 93

4 – Serwis i diagnostyka
Rozwiązywanie problemów
Za pomocą testera portu szeregowego
1. Sprawdź, czy zworki szeregowe na płycie osprzętu i płycie separacji interfejsu komunikacji szeregowej (141307) są
prawidłowo ustawione — w odniesieniu do portu RS-422 lub RS-232 oraz urządzenia, z którym jest nawiązywana
komunikacja.
2. W oprogramowaniu Phoenix wybierz pozycje Ustawien > Diagnostyka > Porty, a następnie przeprowadź ekranowy
test pętli zwrotnej.
3. Jeśli test pętli zwrotnej kończy się niepowodzeniem, sprawdź połączenia między następującymi komponentami:
• Płyta separacji interfejsu komunikacji szeregowej lub płyta osprzętu i separacji interfejsu komunikacji szeregowej
(141307)
• Kabel wstążkowy (tylko do płyty interfejsu komunikacji szeregowej, 229245, 229249 lub 229250)
• Płyta główna (141110)
Port USB
Jeśli system CNC nie rozpoznaje urządzenia podłączonego do portu USB:
1. Sprawdź, czy kartę pamięci można odczytać na innym komputerze.
2. Sprawdź, czy nie są zainstalowane inne karty pamięci. System CNC może jednocześnie czytać dane tylko z jednej
karty pamięci.
3. Sprawdź, czy wszystkie pliki znajdują się w głównym folderze karty pamięci. System CNC nie może czytać plików
znajdujących się w folderach.
4. W oprogramowaniu Phoenix wybierz jedną z następujących ścieżek:
• Ustawien > Diagnostyka > Interfejs maszyny, a następnie wprowadź hasło maszyny.
• Ustawien > Diagnostyka > Interfejs operatora
5. Na ekranie dotykowym naciśnij port USB konsoli operatora lub panelu tylnego i postępuj zgodnie z instrukcjami
ekranowymi.
6. Jeśli test z punktu 5 się nie powiedzie, powtórz test, używając innego portu USB (na konsoli operatora lub na panelu
tylnym).
7. Jeśli test z punktu 6 się nie powiedzie, zainstaluj kartę pamięci bezpośrednio w płycie głównej i powtórz test.
8. Jeśli test z punktu 7 się nie powiedzie, skontaktuj się z działem obsługi technicznej. Przyczyną problemu jest płyta
główna, porty USB systemu CNC lub kable połączeniowe.
Problemy z jakością cięcia i wydajnością plazmy
Na ekranie głównym naciśnij przycisk programowy „Wskazówki dotyczące cięcia” i popraw jakość cięcia, postępując
zgodnie z instrukcjami ekranowymi.
94 EDGE Pro HyPath CNC Podręcznik 80762H

4 – Serwis i diagnostyka
Rozwiązywanie problemów
Nadmierna temperatura systemu CNC
1. Sprawdź, czy działa zewnętrzny wentylator. Jeśli wentylator obraca się powoli, wyczyść go.
2. Jeśli wentylator się nie obraca, a temperatura otoczenia jest wyższa niż 20°C:
a. W oprogramowaniu Phoenix wybierz pozycje Ustawien > Hasło i wprowadź hasło FANON, aby sprawdzić, czy
wentylator jest włączony.
b. Sprawdź, czy wewnętrzna wiązka przewodów jest podłączona między wentylatorem a płytą osprzętu.
c. Zdemontuj osłonę wentylatora i sprawdź, czy złącza wentylatora są prawidłowo podłączone.
d. Wymień wentylator zewnętrzny (zestaw 228472).
3. Jeśli wentylator zewnętrzny działa, a system CNC nadal jest nadmiernie gorący, otwórz przednie drzwiczki systemu
CNC i sprawdź, czy działa wentylator wewnętrzny obudowy. Jeśli wentylator wewnętrzny nie działa, wymień go
(zestaw 228474).
Wczytywanie plików
System CNC wczytuje pliki wolniej niż po pierwszym zainstalowaniu lub wykonuje operacje znacznie dłużej niż
dotychczas.
1. W oprogramowaniu Phoenix wybierz opcje Ustawienia > Hasła, wprowadź hasło specjalne, a następnie wybierz
opcję System.
2. Jeśli wszystkie pięć liczb na ekranie ma kolor niebieski, system CNC działa prawidłowo.
3. Jeśli jakakolwiek z pięciu liczb widocznych na ekranie ma kolor czerwony, szybkość działania systemu CNC jest
znacznie poniżej maksymalnej wydajności.
a. Ponownie uruchom system CNC. Po 5 minutach ponownie przejdź na ekran Ustawien > Hasła, wprowadź hasło
specjalne, a następnie wybierz opcję System i sprawdź liczby. Jeśli wszystkich pięć liczb ma kolor niebieski,
system CNC działa prawidłowo.
b. Jeśli jakakolwiek z pięciu liczb ma kolor czerwony, prawdopodobnie w systemie CNC są uruchomione
dodatkowe programy, inne niż Phoenix, i obniżają one ogólną wydajność. Zamknij te inne programy. Aby uzyskać
dodatkowe wskazówki rozwiązania problemów, skontaktuj się z działem obsługi technicznej.
4. Jeśli system CNC ma problemy z nawiązaniem połączenia z siecią, pliki będą się wczytywać powoli. Sprawdź
połączenia sieciowe.
EDGE Pro HyPath CNC Podręcznik 80762H 95

4 – Serwis i diagnostyka
Rozwiązywanie problemów
Rozwiązywanie problemów z komunikacją bezprzewodową
Więcej informacji o sieci można znaleźć w Podręczniku instalacji i ustawiania oprogramowania Phoenix w wersji 9
(806410).
W przypadku problemów związanych z używaniem sieci bezprzewodowej w systemie CNC należy postępować zgodnie
z przedstawionymi niżej wytycznymi:
• Do montażu karty sieci bezprzewodowej (141223) jest wymagane główne gniazdo magistrali na płycie
głównej. Na płycie głównej (141110) gniazdo PCI 1 nie jest głównym gniazdem magistrali. Należy się
upewnić, ze karta sieci bezprzewodowej jest zamontowana w gnieździe PCI 2.
• Karta sieci bezprzewodowej jest zgodna ze standardami 802.11N oraz 802.11G i umożliwia łączenie
z lokalnymi (LAN) sieciami bezprzewodowymi standardu G lub N. W przypadku pobierania programów
części, realizacji czynności pomocy zdalnej oraz innych zadań sieciowych zapewnia wydajność
odpowiadającą standardowi G.
• Każda sieć bezprzewodowa standardu 802.11G działa z dobrymi szybkościami w odległości do 38 m od
bezprzewodowego routera lub punktu dostępu, nawet jeśli między systemem CNC a punktem dostępu znajdują
się ściany lub drzwi.
• Każda sieć bezprzewodowa standardu 802.11N działa z dobrymi szybkościami w odległości do 70 m od
bezprzewodowego routera lub punktu dostępu. Jednak w przypadku komunikacji 802.11N między antenami nie
mogą się znajdować żadne przeszkody.
• W razie wątpliwości należy używać połączenia sieci bezprzewodowej standardu 802.11G.
Uwaga: Aby połączenie z siecią było widoczne, należy ją skonfigurować do rozgłaszania identyfikatora SSID.
• Upewnij się, że karta sieci bezprzewodowej jest wyświetlana w Menedżerze urządzeń systemu
Windows w kategorii „Karty sieciowe” i nie jest obok niej widoczny żółty wykrzyknik ani pytajnik.
• Zlokalizuj bezprzewodowy router lub punkt dostępu przy użyciu Menedżera połączeń sieciowych
systemu Windows. Wybierz opcje Start > Ustawienia > Połączenia sieciowe.
• Jeśli kreator połączenia sieciowego nie wykrywa żadnych firmowych sieci bezprzewodowych, sprawdź
na notebooku z systemem Windows XP lub na innym urządzeniu wi-fi, czy połączenie z routerem lub
punktem dostępu jest dostępne w tej fizycznej lokalizacji.
• Siła sygnału zmniejsza się wraz z odległością. Do efektywnego działania sieci bezprzewodowej nie jest
wymagana 100% siła sygnału (pokazywana w formie czterech pełnych słupków na ekranie). Jeśli
w Menedżerze połączeń sieciowych są wyświetlane dwa lub trzy słupki siły sygnału, jakość połączenia
sieciowego jest odpowiednia.
• Jeśli szybkość połączenia często spada poniżej 24 Mb/s lub siła sygnału spada poniżej dwóch
słupków, należy umieścić bezprzewodowy router lub punkt dostępu bliżej systemu CNC lub dodać
kolejny punkt dostępu bliżej systemu CNC.
• Aby uzyskać najlepszą wydajność sieci, należy zmniejszyć liczbę klientów w sieci bezprzewodowej.
• Należy unikać podłączania wolnych urządzeń do sieci (na przykład urządzeń standardu 802.11B),
ponieważ poziom wydajności w całej sieci może zostać obniżony do niższego standardu.
96 EDGE Pro HyPath CNC Podręcznik 80762H

4 – Serwis i diagnostyka
Płyta drukowana dystrybucji
zasilania
Płyta główna
Płyta PCB konsoli operatora
Gniazda PCI (5)
Informacje o komponentach i ich umiejscowieniu
Informacje o komponentach i ich umiejscowieniu
Na kolejnych stronach znajdują się szczegółowe informacje na temat podstawowych komponentów systemu EDGE Pro
HyPath CNC. Odpowiednie zestawy zamienne oraz numery części można znaleźć w temacie Lista części.
Uwaga: Instrukcje wymiany części systemu CNC EDGE Pro znajdują się w dokumencie Części zamienne do
systemu CNC EDGE Pro — biuletyn na temat ulepszeń (806440). Dodatkowo:
• Podczas wymiany części systemu CNC należy przestrzegać ogólnych środków ostrożności.
• Przed otwarciem paneli obudowy wyłączyć zasilanie elektryczne systemu CNC.
• Przestrzegać ogólnych środków ostrożności podczas obsługi płytek z obwodami drukowanymi.
• Przechowywać płyty drukowane w antystatycznych pojemnikach.
• Podczas obsługi płytek drukowanych należy mieć założony nadgarstkowy pasek uziemiający.
Rysunek 34 System EDGE Pro HyPath CNC — wewnętrzny widok z przodu
EDGE Pro HyPath CNC Podręcznik 80762H 97

4 – Serwis i diagnostyka
J1
J2
J3
J4
J5 J6
J7
J8
J10
J9
J11
J13
J12
J14 J15
J16
Płyta konsoli operatora (141058)
Płyta konsoli operatora (141058)
Rysunek 35 Płyta konsoli operatora
98 EDGE Pro HyPath CNC Podręcznik 80762H
4 – Serwis i diagnostyka
Płyta konsoli operatora (141058)
Tabela 7 Wyprowadzenia styków złączy J1–J16
Nr styku Sygnał Nr styku Sygnał Nr styku Sygnał
J1 Stacja 2 J7 Do płyty PCB osprzętu J8 Manipulator
1 Automatyczny wybór 2 1 Start 1 Wgórę
2 Uziemienie logiki 2 Stop 2 Wdół
3 Ręczny wybór 2 3 Ręczne 3 Lewo
4 Nieużywane 4 Do przodu na ścieżce 4 Prawo
J2 Potencjometr pracy
manewrowej
1 Uziemienie logiki 6 Manipulator +Y 6 Uziemienie logiki
2 Analogowe (szybkość pracy
manewrowej)
3 Napięcie odniesienia 4,096 V 8 Manipulator –X 1 Uziemienie logiki
J3 Stacja 1
1 Automatyczny wybór 1 10 Uziemienie logiki
2 Uziemienie logiki 11 Uziemienie logiki 1 Uziemienie logiki
3 Ręczny wybór 1 12 Niepodłączone
4 Nieużywane 13 Uziemienie
J4 Potencjometr cięcia
1 Uziemienie logiki 15 Uziemienie logiki 2 Przełącznik trybu ręcznego
2 Analogowe (szybkość cięcia) 16 Uziemienie logiki
3 Napięcie odniesienia 4,096 V 17 Niepodłączone
J5 Stop
1 Uziemienie logiki 19 Ręczny wybór 1
2 Przełącznik stopu 20 Podnoszenie palnika 1 1 Uziemienie logiki
J6 Start
1 Uziemienie logiki 22 Automatyczny wybór 2
2 Przełącznik startu 23 Ręczny wybór 2 1 Uziemienie logiki
5 Do tyłu na ścieżce 5 Uziemienie logiki
7 Manipulator –Y
9 Manipulator +X 2 Podnoszenie palnika 2
J9 Podnoszenie 2
J10 Podnoszenie 1
2 Podnoszenie palnika 1
Panel przedni ID 1
Panel przedni ID 0
14 Niepodłączone
Panel przedni ID 1
1 Uziemienie logiki
J11 Ręczne
J12 Obniżanie 2
1 Uziemienie logiki
Panel przedni ID 2
18 Automatyczny wybór 1 2 Obniżanie palnika 2
J13 Obniżanie 1
21 Obniżanie palnika 1 2 Obniżanie palnika 1
J14 Do przodu
24 Podnoszenie palnika 2 2 Do przodu na ścieżce
25 Obniżanie palnika 2
26 Kontrolka LED1
włączania stacji
27 Kontrolka LED2
włączania stacji
28 Wł./wył. płyty głównej 1
29 Wł./wył. płyty głównej 2 1 Logika +12 V
30 Szybkość cięcia 2 Wł./wył. płyty głównej 1
31 Szybkość pracy manewrowej 3 Wł./wył. płyty głównej 2
32 Napięcie odniesienia 4,096 V 4 Uziemienie logiki
33 Logika +5 V
34 Logika +12 V
1 Uziemienie logiki
2 Do tyłu na ścieżce
J16 Włącznik/wyłącznik zasilania
J15 Do tyłu
EDGE Pro HyPath CNC Podręcznik 80762H 99

4 – Serwis i diagnostyka
Kontrolka
LED
Sygnał
D1 Oś 6 włączona
D2 Oś 5 włączona
D3 Oś 4 włączona
D4 Oś 3 włączona
D5 Oś 2 włączona
D6 Oś 1 włączona
D7
Kontrolka LED układu
nadzorującego WŁ. = włączony
J1
We/wy 1–24
J3
We/wy od 25
do 48
J2 Oś 1–6
Zamontowana w gnieździe PCI 5 na płycie
głównej
Płyta karty MCC do obsługi 6 osi (141061)
Płyta karty MCC do obsługi 6 osi (141061)
Rysunek 36 Złącza i kontrolki LED karty MCC do obsługi 6 osi
100 EDGE Pro HyPath CNC Podręcznik 80762H
 Loading...
Loading...