


EDGE® Pro Picopath
형상 절단 제어
사용 설명서
80763F – 개정
3

ꩽ+\SHUWKHUP겑걙묑麦ꈒ
뇑븽냹ꩽꈑ霡ꎙ뼍겕陲끥鴉끦낅쀑뼑韥ꯕ덵낅隱뇑븽ꚩ덒덵낅냹낹뼩
ZZZK\SHUWKHUPFRPUHJLVWUDWLRQ꾅꿝ꄱ넭냱ꈑ뼩鲮뇑븽냹麦ꈒ뼩늱겢겑꿙
뇑븽냹麦ꈒ뼩늱겕隕闒颍鱉+\SHUWKHUP겕뇑븽꾅鲵뼑ꭁ겒냵ꓱꈕ闅ꩡ넍븑겑ꈑ
ꓩꊁꓱ냹ꚩ驩麑ꍲ鱽鲙
뗭눥뇊ꚩ
넱ꇝ뿭 BBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBB
뇑븽霡넺넱 BBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBB
鲵ꍡ뇅 BBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBB
BBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBB
BBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBB
냕덵ꚩꯍ隵ꇝꩡ뼢 BBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBB
BBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBB
BBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBB
BBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBB
BBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBB
BBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBB
ArcGlide, CutPro, EDGE, HPR, HSD, Hypernet, Hypertherm, Phoenix, Powermax, Sensor, Watch Windows는 Hypertherm Inc.
의 상표이며, 미국과 기타 해당 국가에 등록되어 있을 수 있습니다. 그 외 모든 상표는 해당하는 각 소유사의 자산입니다.
© 2014 Hypertherm Inc.

EDGE Pro Picopath CNC
사용 설명서
80763F – 개정 3
한국어 / Korean
2014년 3월
Hypertherm Inc.
Hanover, NH 03755 USA

Hypertherm Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit 301, South Building
495 ShangZhong Road
Shanghai, 200231
PR China
86-21-60740003 Tel
86-21-60740393 Fax
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP - Brasil
CEP 07115-030
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Hypertherm Korea Branch
#3904 Centum Leaders Mark B/D,
1514 Woo-dong, Haeundae-gu, Busan
Korea, 612-889
82 51 747 0358 Tel
82 51 701 0358 Fax
12/2/13
목차
안전 ............................................................................................................................. SC-11
안전 정보 인지 .......................................................................................................................................... SC-11
안전 지침 준수 .......................................................................................................................................... SC-11
전기적 위험 ............................................................................................................................................... SC-11
전기 감전 사고는 사망에 이를 수 있습니다. ............................................................................................. SC-12
절단 작업은 화재나 폭발을 야기할 수 있습니다. ...................................................................................... SC-13
화재 예방 ............................................................................................................................................ SC-13
폭발 예방 ............................................................................................................................................ SC-13
유독 가스는 신체 손상이나 사망의 원인이 될 수 있습니다. ...................................................................... SC-14
접지 안전 .................................................................................................................................................. SC-15
정전기는 회로 보드에 손상을 줄 수 있습니다. .......................................................................................... SC-15
압축 가스 장비 안전 .................................................................................................................................. SC-16
가스 실린더가 손상되면 폭발할 수 있습니다. ........................................................................................... SC-16
플라즈마 아크는 신체 상해 및 화상을 유발할 수 있습니다. ...................................................................... SC-16
아크 광선은 눈과 피부에 화상을 입힐 수 있습니다. .................................................................................. SC-17
심장 박동기 및 보청기 작동 ...................................................................................................................... SC-18
소음은 청각을 손상시킬 수 있습니다 ........................................................................................................ SC-18
플라즈마 아크는 얼어 있는 관을 손상시킬 수 있습니다 ........................................................................... SC-18
집진 관련 정보 .......................................................................................................................................... SC-19
레이저 방사 ............................................................................................................................................... SC-20
경고 라벨 .................................................................................................................................................. SC-21
기호 및 마크 .............................................................................................................................................. SC-23
제품에 대한 책임 ......................................................................................................... SC-25
소개 .......................................................................................................................................................... SC-25
국가별 및 현지 안전 규정 .......................................................................................................................... SC-25
인증 테스트 마크 ...................................................................................................................................... SC-25
국가별 표준의 차이 ................................................................................................................................... SC-25
EDGE Pro Picopath CNC 사용 설명서 80763F 5

목차
형상 절단 장비의 안전한 설치 및 사용 ...................................................................................................... SC-26
정기 검사 및 테스트 절차 .......................................................................................................................... SC-26
테스트 인원의 자격 ................................................................................................................................... SC-26
차단기(RCD) ............................................................................................................................................. SC-26
높은 수준의 시스템 ................................................................................................................................... SC-27
환경에 대한 책임 ......................................................................................................... SC-29
소개 .......................................................................................................................................................... SC-29
국가별 및 현지 환경 규정 .......................................................................................................................... SC-29
RoHS 지침 ................................................................................................................................................ SC-29
Hypertherm 제품의 올바른 폐기 ............................................................................................................... SC-29
WEEE 규정 ............................................................................................................................................... SC-29
REACH 규정 ............................................................................................................................................. SC-30
화학 물질의 올바른 취급 및 안전한 사용 .................................................................................................. SC-30
가스 배출 및 대기 오염 ............................................................................................................................. SC-30
전자 환경 적합성 (EMC) ............................................................................................. SC-31
소개 .......................................................................................................................................................... SC-31
설치 및 사용 .............................................................................................................................................. SC-31
작업 영역 평가 .......................................................................................................................................... SC-31
전자파 방출을 줄이는 방법 .......................................................................................................................SC-32
주 전원 공급 장치 ...............................................................................................................................SC-32
절단 장비의 유지 관리 .............................................................................................................................. SC-32
절단 케이블 ............................................................................................................................................... SC-32
등전위 본딩 ........................................................................................................................................ SC-32
가공물 접지 ........................................................................................................................................ SC-32
보호막 설치 및 차폐 .................................................................................................................................. SC-32
제품 보증 ..................................................................................................................... SC-33
주의 .......................................................................................................................................................... SC-33
일반 사항 .................................................................................................................................................. SC-33
특허 보증 .................................................................................................................................................. SC-34
책임의 한계 ............................................................................................................................................... SC-34
국가별 및 현지 규정 .................................................................................................................................. SC-34
배상 책임 한도 .......................................................................................................................................... SC-34
보험 .......................................................................................................................................................... SC-34
권리 양도 .................................................................................................................................................. SC-34
6 EDGE Pro Picopath CNC 사용 설명서 80763F

목차
1 사양 .................................................................................................................................. 35
자동화된 절단 시스템의 주요 기능 ................................................................................................................. 35
CNC ......................................................................................................................................................... 37
절단 테이블 .............................................................................................................................................. 37
절단 시스템 .............................................................................................................................................. 37
제어 상자 ................................................................................................................................................. 37
구동 시스템 .............................................................................................................................................. 37
토치 높이 제어 ......................................................................................................................................... 38
작업자 콘솔 .............................................................................................................................................. 38
산소 연료 토치 ......................................................................................................................................... 38
마커 .......................................................................................................................................................... 38
개요 ................................................................................................................................................................ 39
EDGE Pro Picopath CNC의 기능 ................................................................................................................... 40
터치스크린 ............................................................................................................................................... 40
작업자 콘솔 .............................................................................................................................................. 40
후면판 ...................................................................................................................................................... 41
시스템 사양 .................................................................................................................................................... 42
Picopath 모델 ........................................................................................................................................... 44
통합 Sensor THC ..................................................................................................................................... 45
2 설치 .................................................................................................................................. 47
제품 수령 시 ................................................................................................................................................... 47
클레임 ...................................................................................................................................................... 47
설치 요건 ........................................................................................................................................................ 48
시스템 구성 요소 배치 ............................................................................................................................. 48
CNC 장착 ....................................................................................................................................................... 48
엔클로저 치수 .......................................................................................................................................... 49
CNC 하단에 구멍 패턴 장착 ..................................................................................................................... 50
권장 접지 및 쉴딩 사례 ................................................................................................................................... 51
소개 .......................................................................................................................................................... 51
접지 종류 ................................................................................................................................................. 51
접지 사례 ................................................................................................................................................. 52
X축과 Y축 구성 .............................................................................................................................................. 55
작업자 콘솔 .................................................................................................................................................... 56
작업자 콘솔 및 전용 I/O ........................................................................................................................... 56
AC 전원 .......................................................................................................................................................... 57
전원 입력 ................................................................................................................................................. 57
섀시 접지 ................................................................................................................................................. 58
EDGE Pro Picopath CNC 사용 설명서 80763F 7

목차
통신 인터페이스 ............................................................................................................................................ 59
Hypernet 인터페이스 ............................................................................................................................... 59
LAN 인터페이스 ...................................................................................................................................... 59
USB 인터페이스 ...................................................................................................................................... 59
시리얼 포트 ............................................................................................................................................. 59
무선 안테나 ............................................................................................................................................. 59
Picopath I/O ................................................................................................................................................... 60
Picopath I/O 회로 예 ................................................................................................................................ 60
Picopath I/O 연결 .................................................................................................................................... 61
Picopath I/O 케이블 .......................................................................................................................... 61
12 I/O의 Picopath 핀 출력 ................................................................................................................. 62
Picopath 드라이브/인코더 연결 ..................................................................................................................... 63
Picopath 드라이브/인코더 케이블 ........................................................................................................... 63
Picopath 드라이브/인코더 커넥터 ........................................................................................................... 63
Picopath 드라이브/인코더 핀 출력 .......................................................................................................... 64
통합 THC I/O 구성 ......................................................................................................................................... 65
THC I/O 인터페이스 ................................................................................................................................ 65
THC I/O 핀 출력 ...................................................................................................................................... 65
THC 케이블 ............................................................................................................................................. 66
VDC3의 J1 전원 커넥터 .................................................................................................................... 66
VDC3의 J2와 CNC의 THC 1 또는 THC 2 간 케이블용 핀 출력 ........................................................ 66
VDC3의 J3 필드 커넥터(검정 터미널 스트립) ................................................................................... 66
3 작동 .................................................................................................................................. 67
CNC 작동 ....................................................................................................................................................... 67
터치스크린 LCD ...................................................................................................................................... 68
터치스크린, 물 떨어짐, 돌발적인 움직임 ................................................................................................. 68
화면 탐색 ................................................................................................................................................. 69
도움말 ..................................................................................................................................................... 70
추가적인 설명서 보기 .............................................................................................................................. 70
즐겨찾기 표시 .......................................................................................................................................... 71
자동화 작업 .................................................................................................................................................... 71
Align 마법사 ............................................................................................................................................ 71
CutPro 마법사 ......................................................................................................................................... 72
Phoenix 소프트웨어 업데이트 ....................................................................................................................... 72
소프트웨어 업데이트 ............................................................................................................................... 72
도움말 업데이트 ...................................................................................................................................... 72
절단 도표 업데이트 ................................................................................................................................. 73
8 EDGE Pro Picopath CNC 사용 설명서 80763F

목차
4 유지 관리 및 진단 ............................................................................................................. 75
소개 ................................................................................................................................................................ 75
터치스크린 관리 및 취급 ................................................................................................................................ 75
진단 테스트 .................................................................................................................................................... 76
장비 인터페이스 테스트 ........................................................................................................................... 76
LAN 및 Hypernet 테스트 .......................................................................................................................... 76
시리얼 테스트 .......................................................................................................................................... 77
USB 테스트 .............................................................................................................................................. 77
I/O 테스트 ................................................................................................................................................ 78
축 테스트 .................................................................................................................................................................. 78
THC 테스트 .............................................................................................................................................. 79
작업자 콘솔 테스트 .................................................................................................................................. 80
문제 해결 ........................................................................................................................................................ 81
전원 .......................................................................................................................................................... 82
작업자 콘솔 .............................................................................................................................................. 82
입력 실패 ................................................................................................................................................. 83
출력 실패 ................................................................................................................................................. 83
Hypernet 연결 .......................................................................................................................................... 83
LAN 연결 .................................................................................................................................................. 83
동작 문제 ................................................................................................................................................. 83
THC 1과 THC 2 ....................................................................................................................................... 85
시리얼 통신 문제 ...................................................................................................................................... 86
USB 포트 ................................................................................................................................................. 86
절단 품질 또는 플라즈마 성능 문제 ......................................................................................................... 87
CNC가 너무 뜨거움 ................................................................................................................................. 87
파일 로드 ................................................................................................................................................. 87
무선 문제 해결 ......................................................................................................................................... 88
구성 요소 위치 및 정보 ................................................................................................................................... 89
=작업자 콘솔 보드(141058) ............................................................................................................................ 90
4축 MCC 보드(141061) .................................................................................................................................. 92
마더보드(141110) .......................................................................................................................................... 95
4축 서보 및 12 I/O 보드(141122) ................................................................................................................... 96
아날로그 보드(141125) ................................................................................................................................ 102
서지 보드(141134) ....................................................................................................................................... 103
배전반(141153) ..................................................................................................................
2축 서보 보드(141254) ................................................................................................................................. 106
유틸리티 및 시리얼 격리 보드(141307) ........................................................................................................ 111
통합 Sensor THC의 VDC(141201) ............................................................................................................... 113
.......................... 104
EDGE Pro Picopath CNC 사용 설명서 80763F 9

목차
5 부품 목록 ........................................................................................................................ 115
진단 키트 ..................................................................................................................................................... 115
케이블 .......................................................................................................................................................... 115
케이블 커넥터 키트 ...................................................................................................................................... 116
Picopath PCB 키트 ...................................................................................................................................... 116
추가 키트 ..................................................................................................................................................... 118
6 배선도 ............................................................................................................................ 119
배선도 기호 ................................................................................................................................................................... 120
시트 3 – EDGE Pro CNC와 Picopath 인터페이스 ........................................................................................ 123
시트 5 – 배전반(141153)과 서지 보드(141134) ........................................................................................... 124
시트 6 – 배전반, 필드 및 클린 전원 출력(J4–J6)(141153) ........................................................................... 125
시트 7 – 작업자 콘솔 보드(141058) ............................................................................................................. 126
시트 8 – 작업자 콘솔 구성요소(141058) ...................................................................................................... 127
시트 9 – 마더보드(141110) .......................................................................................................................... 128
시트 10 – ATX 전원공급장치(229403) ......................................................................................................... 129
시트 12 – 유틸리티 및 시리얼 격리 보드(141307) ....................................................................................... 130
시트 13 – 4축 MCC 보드, 6축 MCC 보드 (141061) ..................................................................................... 131
시트 16 – 아날로그 보드(141125: Sensor THC) .......................................................................................... 132
시트 17 – 12 I/O 및 서보 보드(141254[2축], 141122[4축]) .......................................................................... 133
10 EDGE Pro Picopath CNC 사용 설명서 80763F
안전
안전 정보 인지
이 단락에 표시된 기호는 잠재적인 위험 요소를
식별하는 데 사용됩니다. 본 설명서나 장비에서 안전
기호를 발견하는 경우, 신체 부상에 대한 가능성을
이해하고 o위험 요소를 피하기 위한 관련 지침을
따르십시오.
안전 지침 준수
본 설명서와 장비에 부착된 안전 레이블의 모든 안전
메시지를 자세히 읽으십시오.
• 장비에 부착된 안전 레이블을 양호한 상태로
유지하십시오. 분실되었거나 손상된 레이블은
즉시 교체하십시오.
• 장비 작동 방식과 올바른 컨트롤 사용 방법을
익히십시오. 지시 없이 다른 사람이 장비를
작동하지 않도록 하십시오.
• 장비가 정상적으로 작동할 수 있는 상태로
유지하십시오. 장비에 대한 승인되지 않은 변형은
안전 및 장비의 사용 기간에 영향을 줄 수
있습니다.
위험 경고 주의
Hypertherm은 안전을 알리는 단어 및 기호에 관한 미국
규격 협회의 지침을 따릅니다. 안전을 알리는 단어인
DANGER(위험) 또는 WARNING(경고)는 안전 기호와
함께 사용됩니다. DANGER는 가장 심각한 위험 요소를
나타냅니다.
• DANGER 및 WARNING 안전 레이블은 특정 위험
요소에 가까이 있는 장비에 있습니다.
• DANGER 안전 메시지는 설명서 내 관련 지침보다
우선하며 올바르게 따르지 않을 경우 심각한
부상이나 사망을 초래합니다.
• WARNING 안전 메시지는 본 설명서 내 관련
지침보다 우선하며 올바르게 따르지 않을 경우
부상이나 사망을 초래할 수도 있습니다.
• CAUTION 안전 메시지는 본 설명서 내 관련
지침보다 우선하며 올바르게 따르지 않을 경우
경미한 부상이나 장비 손상을 초래할 수도 있습니다.
전기적 위험
• 숙련되고 승인된 작업자만 이 장치를 열 수 있습니다.
• 장비가 영구적으로 연결되어 있는 경우, 케이스를
열기 전에 장비의 전원을 끄고 전원을 완전히 차단한
후 인식표를 부착하십시오.
• 전원이 코드를 통해 장비로 공급되는 경우, 케이스를
열기 전에 플러그를 뽑으십시오.
• 잠금 가능 연결 해제 장치나 잠금 가능 플러그 커버는
다른 사람에 의해 제공되어야 합니다.
• 케이스 내부에 진입하기 전에 전원 연결 해제 후 잔류
에너지가 방출되도록 5분 간 기다리십시오.
안전 및 규정 준수 SC-11
• 장비 정비를 위해 케이스가 열린 상태에서 전원이
공급되어야 하는 경우, 아크 플래시 폭발 위험이 있을
수 있습니다. 전력이 공급되는 장비를 수리할 때는
안전한 작업 관행과 개인 보호 장구를 위해 모든 현지
규정(미국의 경우 NFPA 70E)을 준수하십시오.
• 장비의 이동, 개폐 또는 정비 후에는 장비를 작동하기
전에 케이스를 닫아야 하며 케이스에 대한 적합한
접지가 지속적으로 이루어지고 있는지 확인해야
합니다.
• 토치 소모품을 검사하거나 교환하기 전에 반드시
이와 같은 전원 해제 지침을 준수하십시오.
안전
전기가 흐르고 있는 전기 부품을 건드리면 치명적인
충격이나 심각한 화상을 입을 수 있습니다.
• 플라즈마 시스템을 작동하면 토치와 작업 소재
사이에 전기 회로를 만듭니다. 작업 소재와 이 소재에
접촉하는 그 모든 것은 전기 회로의 일부가 됩니다.
• 플라즈마 시스템이 작동 중일 때는 토치 바디, 작업
소재 또는 워터 테이블의 물을 절대로 만지지
마십시오.
감전 예방
모든 Hypertherm 플라즈마 시스템은 절단
프로세스에서 높은 전압을 사용합니다
( 보통 200 ~ 400 VDC). 이 시스템을 작동할 때 다음
주의 사항을 준수하십시오 .
• 절연 장갑과 부츠를 신고 몸과 옷을 건조한 상태로
유지하십시오.
• 플라즈마 시스템을 사용할 때 젖은 표면에 서거나,
앉거나, 눕거나, 혹은 만지지 마십시오.
• 작업 주변이나 지면과의 물리적인 접촉을 피할 수
있을 만큼 충분히 큰 건조한 절연 매트나 커버를
사용하여 작업 주변과 지면으로부터 자신을
격리시키십시오. 젖어 있는 영역이나 그 근처에서
작업을 해야 하는 경우, 각별히 주의하십시오.
• 전원 공급 장치 가까이에 적합한 크기의 퓨즈가 있는
연결 차단 스위치를 두십시오. 이 스위치를 통해
작업자는 응급 상황 시 신속하게 전원 공급을 차단할
수 있습니다.
• 워터 테이블을 사용하는 경우, 접지가 올바르게 되어
있는지 확인하십시오.
• 사용 설명서와 국가별 및 현지 규정에 따라 이 장비를
설치하고 접지시키십시오.
• 공급 전력 코드를 자주 확인하여 커버 손상이나 깨짐
등이 있는지 살펴보십시오. 손상된 전원 코드는 즉시
교체하십시오. 노출된 배선은 사망을 초래할 수
있습니다.
• 토치 케이블이 닳거나 손상되었는지 검사하고
교체하십시오.
• 절단 작업을 하는 동안 절단된 폐기물을 포함하여
작업 소재를 집어 들지 마십시오. 절단 프로세스를
진행하는 동안에는 작업 케이블이 부착된 상태로
작업 소재를 원래 위치나 작업대에 그대로 두십시오.
• 토치 부품을 점검, 청소 또는 교환하기 전에, 주
전원을 해제하거나 전원 공급 장치의 연결을
끊으십시오.
• 안전 인터로크를 우회하거나 단축시키지 마십시오.
• 전원 공급 장치나 시스템 케이스 커버를 제거하기
전에 전기 공급 전력의 연결을 해제하십시오. 주
전원을 해제한 후 축전지가 방전되도록 5분 간
기다리십시오.
• 전원 공급 장치 덮개가 씌워져 있지 않은 경우에는
절대 플라즈마 시스템을 작동하지 마십시오. 노출된
전원 공급 연결 부위는 심각한 전기적 위험 요소를
내재하고 있습니다.
• 공급 전력을 연결을 할 때, 먼저 적합한 접지 도체를
부착하십시오.
• 각 Hypertherm 플라즈마 시스템은 특정 Hypertherm
토치와 함께 사용되도록 고안되었습니다. 과열을
일으킬 수 있으며 안전 위험 요소를 내재할 수 있는
다른 토치로 대체하여 사용하지 마십시오.
전기 감전 사고는 사망에 이를 수 있습니다.
SC-12 안전 및 규정 준수

절단 작업은 화재나 폭발을 야기할 수 있습니다.
안전
화재 예방
• 절단 작업을 시작하기 전에 작업 주변이 안전한지
확인하십시오. 소화기를 가까이 비치하십시오.
• 절단 영역으로부터 10미터 내에 있는 가연성
물질을 모두 없애십시오.
• 뜨거워진 금속을 다루기 전 또는 가연성 물질에
닿기 전에 물 속에 넣어 냉각시키거나 냉각될
때까지 기다리십시오.
• 내부에 가연성이 있는 물질이 들어 있을 수 있는
컨테이너를 절대로 절단하지 마십시오. 먼저
컨테이너를 비우고 적합한 방식으로 청소해야
합니다.
• 절단 작업을 수행하기 전에 가연성이 있을 수 있는
공기를 환기시키십시오.
• 산소를 플라즈마 가스로 이용해 절단하는 경우,
배기 환기 시스템이 필요합니다.
폭발 예방
• 폭발성 분진이나 증기가 존재할 수 있는 경우 절대
플라즈마 시스템을 사용하지 마십시오.
• 압축된 실린더, 파이프 또는 기타 밀폐된
컨테이너를 절단하지 마십시오.
• 가연성 소재를 담았던 컨테이너를 절단하지
마십시오.
경고
폭발 위험
아르곤 – 수소 및 메탄
수소 및 메탄은 폭발 위험이 있는 가연성 가스입니다.
메탄 또는 수소 혼합물이 담겨 있는 실린더 및
호스로부터 화염을 멀리 하십시오. 메탄 또는 아르곤수소 플라즈마를 사용할 때 토치로부터 화염 및
불꽃을 멀리 하십시오.
경고
알루미늄 절단으로
인한 수소 폭발
• 수중에서 혹은 알루미늄의 하단부와 접하는 물을
이용하여 알루미늄을 절단하지 마십시오.
• 수중에서 혹은 알루미늄의 하단부와 접하는 물을
이용하여 알루미늄을 절단하면 플라즈마 절단
작업을 수행하는 동안 폭발을 일으킬 수 있는 폭발
조건을 만들 수 있습니다.
경고
폭발 위험
연료 가스를 이용한
수중 절단
• 수소가 포함된 연료 가스로 수중 절단 작업을 하지
마십시오.
• 수소가 포함된 연료 가스로 수중 절단 작업을
수행하면 플라즈마 절단 작업을 수행하는 동안
폭발을 일으킬 수 있는 폭발 조건을 만들 수
있습니다.
안전 및 규정 준수 SC-13

안전
유독 가스는 신체 손상이나 사망의 원인이 될 수 있습니다.
플라즈마 아크는 그 차제가 절단에 사용되는
열원입니다. 따라서, 플라즈마 아크가 유독 가스를
발생시키는 원인으로 식별되지는 않았어도 절단되는
자재가 유독 가스 또는 산소를 고갈시키는 가스의
원인이 될 수 있습니다.
발생되는 가스는 절단되는 자재가 무엇이냐에 따라
다릅니다. 유독 가스를 배출시킬 수 있는 금속으로는
스테인리스 스틸, 탄소강, 아연(아연 도금) 및 구리를
포함하나 이에 국한되지 않습니다.
어떤 경우, 금속이 유독 가스를 배출시킬 수 있는
물질로 코팅되어 있을 수도 있습니다. 독성 도료에는
납(일부 페인트에 함유), 카드뮴(일부 페인트와
충전재에 함유) 및 베릴륨이 포함되나 이에 국한되지
않습니다.
플라즈마 절단으로 발생되는 가스는 절단되는 자재와
절단 방식에 따라 다르지만, 오존, 질소 산화물, 6가
크롬, 질소 및 기타 물질이 절단되는 자재에 함유되어
있거나 이 자재에 의해 배출되는 경우 이러한 물질이
포함될 수 있습니다.
산업 공정에서 발생될 수 있는 가스에 대한 노출을
최소화하기 위한 주의를 기울여야 합니다. 가스의
화학적 성분 및 농도에 따라(환기와 같은 기타 요인
포함), 선천적 결손증 또는 암과 같은 신체 질병을
유발할 가능성이 있습니다.
장비가 사용되는 지역의 대기 오염 정도를 테스트하고
작업장의 대기 오염 수준이 모든 국가별 및 현지
표준과 규정을 충족하는지 확인하는 일은 장비 및
사이트 소유자의 책임입니다.
관련 작업장의 대기 오염 수준은 다음과 같은 사이트
특정 변수에 따라 다릅니다.
• 테이블 디자인(습식, 건식, 수중).
• 제거된 자재의 분량.
• 절단 또는 가우징 기간
• 작업 영역의 크기, 대기 용적, 환기 및 여과.
• 개인 보호 장비.
• 운용 중인 용접 및 절단 시스템의 수.
• 가스를 발생시킬 수 있는 기타 사이트 공정.
작업장이 국가별 혹은 현지 규정을 준수해야 하는
경우, 사이트에서 실시된 모니터링 또는 테스트만으로
사이트가 허용 수준 이상 또는 미만인지 확인할 수
있습니다.
가스 노출 위험을 줄이는 방법:
• 절단 작업을 실시하기 전에 금속으로부터 도료 및
용매제를 모두 제거하십시오.
• 현지의 배출 가스 환기 장치를 이용하여
대기로부터 가스를 제거하십시오.
• 가스를 들이마시지 마십시오. 독성 요소로
코팅되었거나 함유 또는 함유된 것으로 의심되는
금속을 절단할 경우 공기가 공급되는 인공
호흡기를 착용하십시오.
• 공기가 공급되는 인공 호흡기뿐만 아니라 용접
또는 절단 장비를 사용하는 작업자가 각 장비의
올바른 사용에 필요한 자격을 갖추었으며 교육을
받았는지 확인하십시오.
• 내부에 독성 물질이 들어있을 수 있는 컨테이너를
절대로 절단하지 마십시오. 먼저 컨테이너를
비우고 적합한 방식으로 청소하십시오.
• 필요에 따라 사이트의 대기 오염 정도를
모니터하거나 테스트하십시오.
• 현지 전문가와 상의하여 안전한 공기 품질을 위한
사이트 계획을 구현하십시오.
• 자재 성분, 표면 처리 및 도료의 성분.
SC-14 안전 및 규정 준수

접지 안전
안전
워크 케이블 워크 케이블을 작업 소재 또는 금속 대
금속 접촉이 양호한 작업 테이블에 단단히
고정시키십시오. 절단이 완료되면 떨어져 나가는 작업
소재에 이 케이블을 연결하지 마십시오.
작업 테이블 적합한 국가별 및 현지 전기 규정에 따라
작업 테이블을 접지면에 연결하십시오.
정전기는 회로 보드에 손상을 줄 수 있습니다.
인쇄 회로 기판을 다룰 때는 각별한 주의를 기울이십시오:
• PC 보드를 정전기 방지용 컨테이너에 보관하십시오.
• PC 보드를 다룰 때는 접지 손목 띠를 착용하십시오.
입력 전원
• 전원 코드 접지선을 반드시 연결 차단함의 접지에
연결하십시오.
• 플라즈마 시스템 설치 과정에서 전원 코드를 전원
공급 장치에 연결해야 하는 경우, 전원 코드
접지선을 올바르게 연결하십시오.
• 먼저 전원 코드의 접지선을 스터드에 놓은 다음
다른 접지선을 전원 코드 접지의 상단에 놓습니다.
지지 너트를 단단히 조입니다.
• 과열을 방지하기 위해 모든 전기 연결 부위를
조이십시오.
안전 및 규정 준수 SC-15
안전
압축 가스 장비 안전
• 실린더 밸브 혹은 가스 압력 조정 장치에 오일 또는
그리스를 절대 바르지 마십시오.
• 특정 응용 분야를 위해 고안된 올바른 가스 실린더,
가스 압력 조정 장치, 호스 및 피팅만 사용하십시오.
• 모든 압축 가스 장비 및 관련 부품을 양호한 상태로
유지하십시오.
• 각 호스마다 가스의 유형을 식별할 수 있도록 모든
가스 호스에 레이블을 부착하고 색상으로
구분하십시오. 해당 국가별 및 현지 규정을
참조하십시오.
가스 실린더가 손상되면 폭발할 수 있습니다.
가스 실린더에는 고압 가스가 포함되어 있습니다.
따라서, 실린더가 손상될 경우 폭발할 수 있습니다.
• 해당 국가별 및 현지 규정에 따라 압축 가스
실린더를 취급하고 사용하십시오.
• 수직으로 제자리에 고정되어 있지 않은 실린더는
절대 사용하지 마십시오.
• 실린더가 사용 중이거나 사용을 위해 연결된
경우를 제외하고 밸브 위에 보호 마개를
끼워두십시오.
• 플라즈마 아크와 실린더 사이에 전기적 접촉을
허용하지 마십시오.
• 실린더를 과도한 열기, 불꽃, 슬래그 또는 화염에
노출시키지 마십시오.
• 해머, 렌치 또는 기타 공구를 사용하여 꽉 조여진
실린더 밸브를 열지 마십시오.
플라즈마 아크는 신체 상해 및 화상을 유발할 수 있습니다.
인스턴트 온 토치
토치 스위치를 켜는 즉시 플라즈마 아크가 나옵니다.
플라즈마 아크는 장갑과 피부를 순식간에 관통하게
됩니다.
• 토치 팁으로부터 멀리 떨어지십시오.
• 절단 경로와 가까운 금속 부위를 잡지 마십시오.
• 절대로 토치를 자신이나 다른 사람에게 향하게
하지 마십시오.
SC-16 안전 및 규정 준수

아크 광선은 눈과 피부에 화상을 입힐 수 있습니다.
눈 보호플라즈마 아크 광선은 눈과 피부에 화상을
입힐 수 있는 강력한 가시 및 비 가시(자외선 및
적외선) 광선을 방출합니다.
• 적용되는 국가별 및 현지 규정에 따라 눈 보호
장구를 착용하십시오.
• 아크의 자외선 및 적외선 광선으로부터 눈을
보호하기 위해 적합한 렌즈 음영을 지닌 눈 보호
장구(측면 쉴드가 추가된 보안경 또는 고글, 그리고
용접 헬멧)를 착용하십시오.
피부 보호 자외선, 불꽃 및 뜨거워진 금속으로 인한
화상으로부터 보호하기 위해 방호복을 착용하십시오.
• 손목까지 올라오는 장갑, 안전 신발 및 모자.
• 노출된 부위를 모두 덮는 내염성 작업복.
• 불꽃 및 슬래그가 들어가는 것을 방지하기 위한
접단이 없는 바지.
• 절단 작업을 수행하기 전에 주머니에서 부탄 가스
라이터 또는 성냥과 같은 가연성 물질을
빼내십시오.
절단 영역 자외선의 반사 및 전도를 줄이도록 절단
영역을 다음과 같이 준비하십시오:
• 반사를 줄이기 위해 벽면과 기타 표면을 어두운
색으로 칠하십시오.
• 보호막이나 장벽을 이용하여 플래시 및
섬광으로부터 다른 사람을 보호하십시오.
• 다른 사람들에게 아크를 쳐다보지 말 것을
경고하십시오. 벽보나 표지판을 사용하십시오.
안전
아크 전류
(amp)
40 A 미만 5 5 8 9
41 – 60 A 6 6 8 9
61 – 80 A 8 8 8 9
81 – 125 A 8 9 8 9
126 – 150 A 8 9 8 10
151 – 175 A 8 9 8 11
176 – 250 A 8 9 8 12
251 – 300 A 8 9 8 13
301 – 400 A 9 12 9 13
401 – 800 A 10 14 10 없음
최소 보호 색조 번호
(ANSI Z49.1:2005)
편안함을 위한
권장 색조 번호
(ANSI Z49.1:2005)
OSHA 29CFR
1910.133(a)(5)
유럽
EN168:2002
안전 및 규정 준수 SC-17

안전
심장 박동기 및 보청기 작동
높은 전류로부터 발생되는 자기장이 심장 박동 조절기
및 보청기 작동에 영향을 줄 수 있습니다.
심장 박동 조절기 및 보청기 착용자는 플라즈마 아크
절단 및 가우징 작업에 가까이 가기 전에 의사와
상의해야 합니다.
소음은 청각을 손상시킬 수 있습니다
플라즈마 아크로 절단하는 경우 많은 적용 분야에서
현지 규정이 정한 허용 소음 수준을 초과할 수
있습니다. 과도한 소음에 장기간 노출되면 청력에
손상을 줄 수 있습니다. 장비가 설치된 사이트에서
측정한 음압 레벨이 관련 국제, 지역별 및 현지 규정에
따라 청력 보호 장구가 필요하지 않다고 확인하지
않는 한 항상 적합한 청력 보호 장구를 착용하십시오.
플라즈마 아크와 작업대 사이에 장벽 또는 커튼과
같이 간단한 공학 제어 장치를 절단 테이블에
추가하거나 작업대를 플라즈마 아크로부터 멀리
위치시킴으로써 소음을 크게 줄일 수 있습니다. 접근
제한, 작업자 노출 시간 제한, 소음이 심한 작업
영역에 칸막이를 설치하는 등 관리적인 제어 장치를
구현하거나, 소음 흡수 장치를 설치하여 작업 영역의
반향음을 줄이는 조치를 취하십시오.
자기장 위험을 줄이는 방법:
• 워크(+) 케이블과 토치 케이블을 모두 작업자의
몸에서 멀리 한쪽 방향으로 향하게 하십시오.
• 토치 케이블을 가능한 한 워크(+) 케이블과 가까운
곳에 두십시오.
• 토치 케이블 또는 워크(+) 케이블을 작업자의 몸에
휘감거나 걸쳐 놓지 마십시오.
• 전원 공급 장치로부터 최대한 멀리 떨어지십시오.
모든 공학적, 관리적 제어 장치를 구현한 후에도
소음이 크거나 청력 손상 위험이 있는 경우 귀
보호대를 착용하십시오. 청력 보호 장구가 필요한
경우, 상황에 맞는 소음차단지수를 갖춘 귀싸개나
귀마개와 같이 승인된 개인 보호 장구만
착용하십시오. 소음 위험이 있는 영역의 다른
사람들에게 경고하십시오. 추가적으로, 귀 보호
장구는 뜨거운 것이 귀 속으로 튀어 들어가는 것을
방지해 줄 수도 있습니다.
플라즈마 아크는 얼어 있는 관을 손상시킬 수 있습니다
플라즈마 토치로 동결 상태의 파이프를 해동시키려고 하는 경우 파이프가 손상되거나 파열될 수
있습니다.
SC-18 안전 및 규정 준수

집진 관련 정보
안전
일부 사이트에서는 마른 상태의 분진이 폭발
위험성을 내재할 수 있습니다.
미국 국립 화재 예방 협회 NFPA 표준 68의 2007년도
판인 “Explosion Protection by Deflagration
Venting”에는 폭연 발생 후 연소 가스 및 압력을
배출하는 장치 및 시스템의 설계, 위치, 설치, 유지
보수 및 사용에 관한 요구 사항이 제시되어 있습니다.
새로운 마른 상태의 분진 수거 시스템을 장착하거나
기존의 마른 상태의 분진 수거 시스템에 사용하는
공정이나 재료를 대폭 변경하기 전에 마른 상태의
분진 수거 시스템 제조업체나 설치업체와 상의하여
적용되는 요구 사항에는 어떤 것이 있는지
확인하십시오.
현지 “관할 당국”(AHJ)과 상의하여 NFPA 68 판 중
현지 건축 법규에서 “참조용으로 채택”된 판이 있는지
여부를 확인하십시오.
폭연, AHJ, 참조용으로 채택, Kst 값, 폭연 지수 및
기타 용어와 같이 규제 용어에 대한 정의 및 설명을
보려면 NFPA68을 참조하십시오.
참고 1 – 이러한 신규 요건에 대한 Hypertherm의
해석은 생성된 모든 분진이 가연성이 없다고
판단하기 위한 사이트별 평가가 완료되지 않은 한,
NFPA 68의 2007년 판은 폭발 압력 방산구의 크기 및
유형을 설계할 수 있도록 분진으로부터 발생될 수
있는 최악 상황 Kst 값(부록 F 참조)으로 설계된 폭발
압력 방산구의 사용을 요구한다는 것입니다. NFPA
68에서는 플라즈마 절단 또는 기타 열 절단 공정을
폭연 방출 시스템이 필요한 것으로 구체적으로
명시하고 있지는 않지만, 이 새로운 요건을 모든 마른
상태의 분진 수거 시스템에 적용시키고 있습니다.
참고 2 – Hypertherm 설명서를 이용하는 사용자는
적용되는 연방, 주 및 현지 법규 및 규정을 모두
검토하고 준수해야 합니다. Hypertherm은
Hypertherm 설명서를 출판함으로써 적용되는 모든
규정 및 표준에 부합하지 않는 행동을 촉구하려는
의도가 없으며, 이 설명서는 이와 같은 방식으로
해석되어서는 안 됩니다.
안전 및 규정 준수 SC-19

안전
레이저 방사
레이저 출력에 노출되면 심각한 눈 부상을 초래할 수 있습니다 . 눈에 대한 직접적인 노출을 피하십시오 .
고객의 편의와 안전을 위해, 레이저를 사용하는 Hypertherm 제품에는 레이저 빔이 제품 케이스에서 방사되는
지점에 가까운 위치에 다음 레이저 방사 레이블 중 하나가 부착되어 있습니다. 최대 출력(mV), 방사된 파장(nM)
및 펄스 기간(해당되는 경우)도 제공됩니다.
추가 레이저 안전 지침:
• 현지 레이저 규정에 관하여 전문가와
상의하십시오. 레이저 안전 교육이 필요할 수도
있습니다.
• 교육을 받지 않은 작업자가 레이저를 작동하지
않도록 하십시오. 레이저는 교육을 받지 않는
사용자가 다룰 경우 위험할 수 있습니다.
• 레이저 구경이나 빔을 절대 쳐다보지 마십시오.
• 의도하지 않은 눈 접촉을 피하기 위해 지시대로
레이저의 위치를 지정하십시오.
• 반사성 작업 소재에 레이저를 사용하지 마십시오.
• 레이저 빔을 보거나 반사하기 위해 광학 도구를
사용하지 마십시오.
• 레이저 또는 구경 커버를 분해하거나 제거하지
마십시오.
• 레이저 또는 제품을 어떤 식으로도 변경하는 경우
레이저 방사 위험이 증가할 수 있습니다.
• 본 설명서에 지시된 바와 다른 방식으로 절차를
수정하거나 실행할 경우 위험한 레이저 방사에
노출될 수 있습니다.
• 가연성 액체, 가스 또는 분진이 존재하는 곳과 같이
폭발이 일어날 수 있는 환경에서 작동하지
마십시오.
• 사용하는 모델별로 제조업체에서 권장하거나
공급한 레이저 부품 또는 액세서리만
사용하십시오.
• 수리 및 정비는 자격이 있는 인원에 의해서만
수행되어야 합니다.
• 레이저 안전 레이블을 떼어내거나 외관을
오염시키지 마십시오.
SC-20 안전 및 규정 준수

안전
Read and follow these instructions, employer safety
practices, and material safety data sheets. Refer to
ANS Z49.1, “Safety in Welding, Cutting and Allied
Processes” from American Welding Society
(http://www.aws.org) and OSHA Safety and Health
Standards, 29 CFR 1910 (http://www.osha.gov).
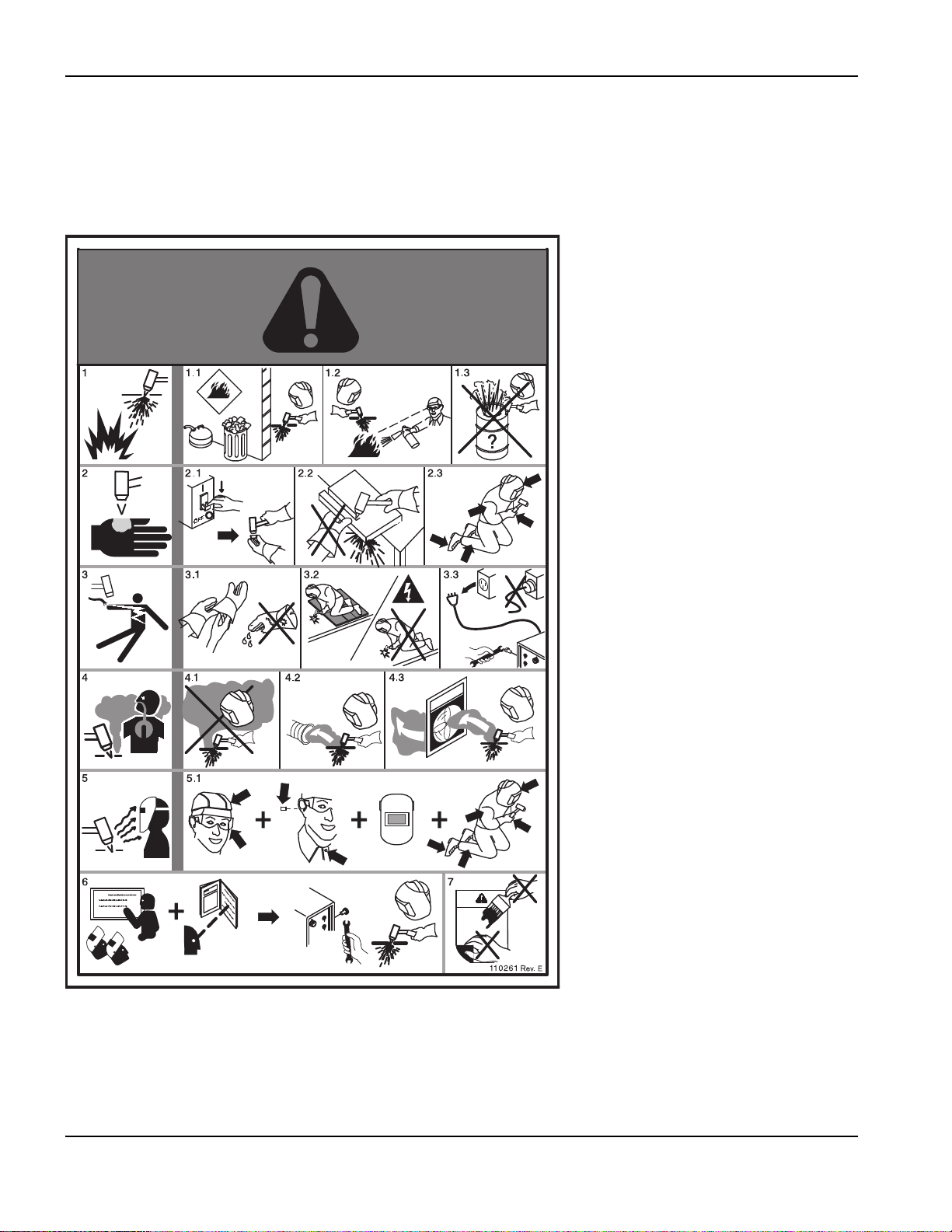
WARNING
1. Cutting sparks can cause explosion or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and ready to use.
1.3 Do not use a drum or other closed container as a cutting table.
2. Plasma arc can injure and burn; point the nozzle away
from yourself. Arc starts instantly when triggered.
2.1 Turn off power before disassembling torch.
2.2 Do not grip the workpiece near the cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric shock or burn.
3.1 Wear insulating gloves. Replace gloves when wet or damaged.
3.2 Protect from shock by insulating yourself from work and ground.
3.3 Disconnect power before servicing. Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local exhaust to remove the fumes.
4.3 Do not operate in closed spaces. Remove fumes with ventilation.
6. Become trained.
Only qualified personnel should operate this
equipment. Use torches specified in the manual. Keep non-qualified
personnel and children away.
5. Arc rays can burn eyes and injure skin.
5.1 Wear correct and appropriate protective equipment to protect
head, eyes, ears, hands, and body. Button shirt collar. Protect ears
from noise. Use welding helmet with the correct shade of filter.
7. Do not remove, destroy, or cover this label.
Replace if it is missing, damaged, or worn (PN 110584 Rev C).
Plasma cutting can be injurious to operator and persons
in the work area. Consult manual before operating. Failure
to follow all these safety instructions can result in death.
AVERTISSEMENT
Le coupage plasma peut être préjudiciable pour l’opérateur et les personnes qui se
trouvent sur les lieux de travail. Consulter le manuel avant de faire fonctionner. Le
non respect des ces instructions de sécurité peut entraîner la mort.
1. Les étincelles de coupage peuvent provoquer une explosion
ou un incendie.
1.1 Ne pas couper près des matières inflammables.
1.2 Un extincteur doit être à proximité et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre contenant fermé comme table de coupage.
2. L’arc plasma peut blesser et brûler; éloigner la buse de soi.
Il s’allume instantanément quand on l’amorce;
2.1 Couper l’alimentation avant de démonter la torche.
2.2 Ne pas saisir la pièce à couper de la trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant l’entretien. Ne pas toucher les pièces sous tension.
4. Les fumées plasma peuvent être dangereuses.
4.1 Ne pas inhaler les fumées
4.2 Utiliser une ventilation forcée ou un extracteur local pour dissiper les fumées.
4.3 Ne pas couper dans des espaces clos. Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les yeux et blesser la peau.
5.1 Porter un bon équipement de protection pour se protéger la tête, les yeux, les
oreilles, les mains et le corps. Boutonner le col de la chemise. Protéger les oreilles
contre le bruit. Utiliser un masque de soudeur avec un filtre de nuance appropriée.
6. Suivre une formation. Seul le personnel qualifié a le droit de faire
fonctionner cet équipement. Utiliser exclusivement les torches indiquées dans le
manual. Le personnel non qualifié et les enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir cette étiquette.
La remplacer si elle est absente, endommagée ou usée (PN 110584 Rev C).
경고 라벨
이 경고 라벨은 전원공급장치 일부에 부착됩니다. 작업자와 유지보수 기술자는 여기에 설명된 경고 기호의 의미를
제대로 이해해야 합니다.
안전 및 규정 준수 SC-21
안전
경고 라벨
이 경고 라벨은 전원공급장치 일부에 부착됩니다. 작업자와 유지보수
기술자는 여기에 설명된 경고 기호의 의미를 제대로 이해해야 합니다.
번호가 표시된 각 텍스트는 라벨 내 해당 번호의 그림에 대한
설명입니다.
1. 절단 스파크는 폭발 또는 화재를 일으킬
수 있습니다.
1.1 인화성 물체 가까이에서 절단 작업을
하지 마십시오.
1.2 즉시 사용이 가능하도록 소화기를
가까이 비치하십시오.
1.3 드럼이나 기타 막혀 있는 컨터이너를
절단 테이블로 사용하지 마십시오.
2. 플라즈마 아크는 부상 및 화상을 유발할
수 있습니다; 노즐이 자신의 바깥쪽을
향하게 하십시오. 아크는 트리거하는
즉시 나옵니다.
2.1 토치를 분해하기 전에 전원을 끄십시오.
2.2 절단 경로와 가까운 가공물 부위를 잡지
마십시오.
2.3 신체 보호 장구를 완전하게
착용하십시오.
3. 위험한 전압. 감전 또는 화상의 위험이
있습니다.
3.1 보호 장갑을 착용하십시오. 젖었거나
손상된 장갑은 교체하십시오.
3.2 작업대 및 지면으로부터 자신을
절연하여 감전을 예방하십시오.
3.3 서비스에 앞서 전원을 차단하십시오.
전기가 흐르는 부품에 접촉하지
마십시오.
4. 플라즈마 가스는 위험할 수 있습니다.
4.1 가스를 들이마시지 마십시오.
4.2 환기를 하거나 로컬 배기 시스템을
사용하여 가스를 배출하십시오.
4.3 밀폐된 공간에서는 작업하지 마십시오.
환기를 통해 가스를 제거하십시오.
5. 아크 광선은 눈 화상이나 피부 손상을
일으킬 수 있습니다.
5.1 적절한 보호 장비를 착용하여 머리, 눈,
귀, 손 그리고 몸을 보호하십시오. 셔츠의
칼라 단추는 채우십시오. 소음으로부터
귀를 보호하십시오. 적절한 필터
쉐이드가 있는 용접 헬멧을
착용하십시오.
6. 적절한 교육을 받으십시오. 이 장비는
유자격자만 조작할 수 있습니다.
안내서에 나와 있는 토치를
사용하십시오. 무자격자나 어린이들은
접근하지 못하도록 하십시오.
7. 이 라벨을 제거하거나, 손상시키거나,
덧씌우지 마십시오. 라벨이 유실, 손상
또는 닳아서 해진 경우에는
교체하십시오.
SC-22 안전 및 규정 준수

안전
s
기호 및 마크
Hypertherm 제품의 데이터 표지판이나 그 근처에 다음 마크 중 하나 이상이 있을 수 있습니다. 국가 규정 간 차이와
불일치로 인해 일부 마크는 제품 모든 버전에 적용되지 않을 수 있습니다.
S 마크 기호
S 마크 기호는 전원공급장치와 토치가 IEC 60974-1 규정에 명시된 감전의 위험이 높은 환경에서
수행되는 작업에 적합함을 나타냅니다 .
CSA 마크
CSA 마크가 있는 Hypertherm 제품은 제품 안전에 관한 미국과 캐나다의 규정을 준수합니다 .
제품은 CSA-International 에 의해 평가 및 테스트를 거치고 인증되었습니다 . 또는 UL(Underwriters
Laboratories, Incorporated) 또는 TÜV 와 같은 미국과 캐나다 모두에서 공인된 다른 NRTL
(Nationally Recognized Testing Laboratories) 중 하나의 마크가 제품에 있을 수 있습니다 .
CE 마크
CE 마크는 제조업체가 적용되는 유럽 규정과 표준을 준수한다는 사실을 확인하는 것입니다 . 데이터
표지판 위 또는 그 근처에 있는 CE 마크가 포함된 Hypertherm 제품만 유럽 저전압 규정과 유럽
EMC( 전자 환경 적합성 ) 규정을 준수하는 것으로 검증된 것입니다 . 유럽 EMC 규정을 준수하는 데
필요한 EMC 필터는 CE 마크 제품에 통합되어 있습니다 .
유라시아 관세동맹 (Customs Union) 마크
EAC 준수 마크가 있는 Hypertherm 제품의 CE 버전은 러시아 , 벨라루스 , 카자흐스탄으로 수출하기
위한 제품 안전 및 EMC 요건을 준수합니다 .
GOST-TR 마크
GOST-TR 준수 마크가 있는 Hypertherm 제품의 CE 버전은 러시아 연방으로 수출하기 위한 제품
안전 및 EMC 요건을 준수합니다 .
C-Tick 마크
C-Tick 마크가 있는 Hypertherm 제품의 CE 버전은 호주와 뉴질랜드에서 판매하기 위해 필요한
EMC 규정을 준수합니다 .
CCC 마크
CCC (China Compulsory Certification) 마크는 제품이 테스트를 거쳐 중국에서 판매하기 위해 필요한
제품 안전 및 규정을 준수하는 것으로 확인되었음을 나타냅니다 .
UkrSEPRO 마크
UkrSEPRO 준수 마크가 있는 Hypertherm 제품의 CE 버전은 우크라이나으로 수출하기 위한 제품
안전 및 EMC 요건을 준수합니다 .
세르비아 AAA 마크
AAA 마크가 있는 Hypertherm 제품의 CE 버전은 세르비아로 수출하기 위한 제품 안전 및
EMC 요건을 준수합니다 .
안전 및 규정 준수 SC-23

안전
SC-24 안전 및 규정 준수
제품에 대한 책임
소개
Hypertherm은 자사의 제품이 각종 규제 및 환경 요건을
준수하도록 글로벌 “규제 관리 시스템”을 유지하고
있습니다.
국가별 및 현지 안전 규정
국가별 및 현지 안전 규정은 제품에 제공되는 그 어떤
지침보다 우선되어야 합니다. 제품은 설치 현장에
적용되는 국가별 및 현지 규정에 따라 수입, 설치, 작동,
폐기되어야 합니다.
인증 테스트 마크
인증된 제품에는 공인 테스트 연구소로부터의 인증
테스트 마크를 하나 이상 부착해야 합니다. 인증 테스트
마크는 데이터 표지판이나 그 근처에 위치해 있어야
합니다.
각 인증서 테스트 마크는 제품 및 제품의 중요 안전 구성
부품이 해당 테스트 연구소로부터 검토 및 확인된 관련
국가별 안전 표준을 준수한다는 의미입니다.
Hypertherm은 인증된 테스트 연구소로부터 승인을 받은
중요 안전 구성 부품으로 제품이 생산된 경우에만
제품에 인증 테스트 마크를 부착합니다.
제품이 Hypertherm 공장을 벗어난 이후에는 다음
조건이 발생하는 경우 이 인증 테스트 마크가
무효화됩니다:
CE 마크는 제조업체가 적용되는 유럽 규정 및 표준을
준수한다는 사실을 확인하는 것입니다. 데이터 표지판
위 또는 그 근처에 위치한 CE 마크가 포함된
Hypertherm 제품만이 유럽 저전압 규정 및 유럽 EMC
규정을 준수하는 것으로 검증된 것입니다. 유럽 EMC
규정을 준수하는 데 필요한 EMC 필터는 CE 마크가
포함된 전원 공급 장치 내에 통합되어 있습니다.
Hypertherm 제품에 대한 규정 준수 인증서는
Hypertherm 웹 사이트 https://www.hypertherm.com의
Downloads Library(다운로드 라이브러리)에서 이용할 수
있습니다.
국가별 표준의 차이
국가마다 서로 다른 성능, 안전 또는 기타 표준을 적용할
수 있습니다. 표준에 대한 국가별 차이에는 다음이
포함되나 이에 국한되지는 않습니다:
전압
플러그 및 코드 등급
언어 요건
전자 환경 적합성 요건
국가별 또는 기타 표준에 있어 이러한 차이는 동일한
제품에 모든 인증 테스트 마크를 부착하는 것이
불가능하거나 실용적이지 못하게 합니다. 예를 들어,
Hypertherm 제품의 CSA 버전은 유럽 EMC 요건을
충족하지 않으며, 따라서 데이터 표지판에 CE 마크가
없습니다.
위험 요소가 발생하거나 적용되는 표준을 벗어나는
방식으로 제품을 변조한 경우 .
중요 안전 구성 부품이 인증되지 않은 부품으로
교환된 경우 .
CE 마크가 필요하거나 의무적으로 EMC 규정을
요구하는 국가에서는 데이터 표지판에 CE 마크가
부착된 Hypertherm 제품의 CE 버전을 사용해야 합니다.
이들 국가로는 다음이 포함되나 여기에 국한되지
않습니다:
위험 전압을 사용하거나 발생시키는 인증되지 않은
어셈블리 또는 액세서리를 추가한 경우 .
인증의 일부로 제품 내에 설계된 안전 회로나 기타
기능을 개조한 경우 .
호주
뉴질랜드
유럽 연합 국가
러시아
안전 및 규정 준수 SC-25

제품에 대한 책임
중요한 점은 제품 및 인증 테스트 마크가 최종 사용 설치
사이트에 적합해야 한다는 것입니다. Hypertherm
제품이 또 다른 국가로 수출되기 위해 특정 국가로
배송되는 경우, 제품은 이 최종 사용 사이트에 맞게 구성
및 인증되어야 합니다.
형상 절단 장비의 안전한 설치 및 사용
IEC 60974-9(제목: Arc Welding Equipment –
Installation and use)에서는 형상 절단 장비의 안전한
설치와 사용 그리고, 절단 작업의 안전한 성과에 관한
지침이 제공됩니다. 설치 과정에서 접지 또는 보호 접지
연결, 퓨즈, 공급 차단 장치, 공급 회로 유형 등을
포함하나 이에 국한되지 않는 국가별 및 현지 규정
요건을 고려해야 합니다. 장비를 장착하기 전에 이러한
지침을 읽으십시오. 가장 중요한 첫 번째 단계는
설치하기에 얼마나 안전한지 평가하는 일입니다.
안전도 평가는 전문가에 의해 수행되어야 하며, 안전한
환경을 만드는 데 필요한 단계는 무엇이며 실제 설치 및
작동 과정에서 어떠한 예방 조치를 취해야 하는지를
결정합니다.
정기 검사 및 테스트 절차
현지 국가 규정에 따라 요구되는 경우 IEC 60974−4에는
IEC 60974-1 규정에 따라 제작된 플라즈마 절단 전원의
전기 안전을 위해 정기 검사 및 수리 또는 정비 후 테스트
절차가 기술되어 있습니다. Hypertherm은 공장에서 비
작동 테스트로서 보호 회로 및 절연 저항의 연속성을
테스트합니다. 이 테스트는 전원 및 접지 연결이 해제된
상태에서 수행됩니다.
또한, Hypertherm은 잘못된 테스트 결과를 일으킬 수
있는 일부 보호 장치를 제거합니다. 현지 국가 규정에
따라 요구되는 경우, IEC60974-4에서 기술한 테스트를
통과했다는 레이블을 장비에 부착해야 합니다. 특정
테스트가 수행되지 않았다는 표식이 있지 않는 한 수리
보고서에 모든 테스트 결과를 표시해야 합니다.
Hypertherm은 전기 안전 테스트가 장비가 설치된
국가에서 현지 국가 규정에 따라 특별히 요구되지 않는
한 육안 검사를 수행할 것을 권장합니다.
차단기 (RCD)
호주와 일부 국가에서, 현지 규정에 따라 작업장 및 건설
현장에서 휴대용 전기 장비가 사용되는 경우 장비의
전기적 결함으로부터 작업자를 보호하기 위해
차단기(RCD)의 사용을 요구할 수도 있습니다. RCD는
전원 공급과 반환 전류 사이에 불균형이 존재하는
경우(지표로 누설되는 전류가 있음) 주 전기 공급을
안전하게 차단하기 위한 장치입니다. RCD는 고정 및
6~40 밀리암페어 사이의 조정 가능 트립 전류로 사용할
수 있으며, 장비 설치, 적용 및 의도된 사용을 위해
선택된 최대 300 밀리초의 트립 시간 범위를 갖추고
있습니다. RCD가 사용되는 경우, 플라즈마 절단 장비의
정상적인 작동 시에는 방해 트립(Nuisance tripping)을
피하기 위해 RCD의 트립 전류 및 트립 시간을 충분히
높게 선택하거나 조정해야 하며, 결함 조건 하에서 누설
전류가 작업자의 생명을 위협하기 전에 전원 공급을
차단하기 위해 장비의 전기 결함이 발생할 수 있는 극히
낮은 가능성에 대비하여 트립 전류 및 트립 시간을
충분히 낮게 선택 또는 조정해야 합니다.
RCD가 지속적으로 올바르게 작동하는지 확인하기
위해, 트립 전류와 트립 시간을 모두 주기적으로
테스트해야 합니다. 호주와 뉴질랜드의 상업 및 공업
분야에서 사용되는 휴대용 전기 장비 및 RCD는 호주
표준 AS/NZS 3760에 따라 테스트를 거칩니다.
플라즈마 절단 장비의 절연 상태를 AS/NZS3760에 따라
테스트할 때 올바른 테스트를 수행함과 동시에 누설
전류 테스트의 잘못된 실패를 피하기 위해 부록 B에
따라 전원 스위치를 켜고 250VDC에서 절연 저항을
측정하십시오. 배기 가스를 줄이고 전압의 급상승(파워
서지)으로부터 장비를 보호하는 데 사용되는 금속
산화물 배리스터(MOV) 및 전자 환경 적합성(EMC)
필터는 정상 작동 하에서 최대 10 밀리암페어의 누설
전류를 지표로 전도할 수 있기 때문에 잘못된(거짓)
실패가 가능합니다.
테스트 인원의 자격
형상 절단 장비에 대한 전기 안전 테스트는 위험할 수
있기 때문에 전기 수리 분야 전문가에 의해 수행되어야
하며, 이 전문가는 되도록 용접, 절단 및 동종 프로세스에
익숙한 사람이어야 합니다. 자격을 갖추지 않은 인원이
이러한 테스트를 실행하는 경우 인원 및 장비에 대한
안전 위험은 정기 검사 및 테스트가 가져다 주는
혜택보다 더 클 수 있습니다.
여기에 기술된 모든 IEC 표준 적용 또는 해석과
관련하여 질문이 있는 경우, 국제 전기 표준에 관해 잘
알고 있는 적합한 법적 또는 기타 고문과 상의해야 하며
이러한 표준의 해석 또는 적용에 관하여
Hypertherm에만 의존해서는 안 됩니다.
SC-26 안전 및 규정 준수

높은 수준의 시스템
시스템 통합자가 절단 테이블, 모터 구동 장치, 모션
컨트롤러 또는 로봇 등과 같은 추가 장비를 Hypertherm
플라즈마 절단 시스템에 추가하는 경우, 이 결합된
시스템은 높은 수준의 시스템으로 간주될 수 있습니다.
움직이는 위험한 부분이 있는 높은 수준의 시스템은
산업 기계류 또는 로봇 장비일 수 있으며, 이 경우 OEM
또는 최종 사용 고객은 Hypertherm에서 제조된
플라즈마 절단 시스템과 관련된 규정 및 표준 이외에도
추가적인 규정 및 표준을 준수해야 합니다.
높은 수준의 시스템의 위험성 평가를 수행하고 움직이는
위험한 부분에 대한 보호를 제공하는 것은 최종 사용
고객 및 OEM의 책임입니다. OEM이 Hypertherm 제품을
높은 수준의 시스템에 통합할 때 이 시스템에 대한
인증을 받지 않은 경우, 이 설치 또한 현지 당국의 승인을
받아야 합니다. 규제 준수에 관해 의문 사항이 있는 경우
법률 고문 및 현지 법률 규제 전문가로부터 조언을
구하십시오.
제품에 대한 책임
높은 수준의 시스템의 컴포넌트 부분 사이의 외부 상호
연결 케이블은 최종 사용 설치 사이트에서 요구하는
오염 물질 및 움직임에 대해 적합한 수준이어야 합니다.
외부 상호 연결 케이블에 기름, 먼지, 물 또는 기타 오염
물질이 유입될 수 있는 경우, 가혹 환경 사용 등급이
요구될 수 있습니다.
외부 상호 연결 케이블이 지속적으로 움직이는 경우,
고정 굴곡 등급이 요구될 수 있습니다. 케이블을 작업
환경에 적용하기에 적합한지 확인하는 것은 최종 사용
고객 및 OEM의 책임입니다. 높은 수준의 시스템에
대하여 현지 규정에 따라 요구되는 등급 및 비용에
차이가 있기 때문에, 외부 상호 연결 케이블이 최종 사용
설치 사이트에 적합한지 확인하는 절차가 필요합니다.
안전 및 규정 준수 SC-27

제품에 대한 책임
SC-28 안전 및 규정 준수

환경에 대한 책임
소개
Hypertherm 환경 사양은 RoHS, WEEE, REACH 물질
정보를 Hypertherm 공급업체에 제공하도록 요구하고
있습니다.
제품의 환경 규제 준수는 실내 대기 오염이나 최종
사용자에 의한 가스의 환경 배출을 다루지 않습니다.
최종 사용자가 절단하는 모든 자재는 Hypertherm에
의해 제품과 함께 제공되지 않습니다. 최종 사용자는
절단되는 자재뿐만 아니라 작업장의 안전 및 대기
오염에 대한 책임을 져야 합니다. 최종 사용자는
절단되는 자재로부터 배출되는 가스의 잠재적인 건강
위험 요인에 관해 알아야 하며 모든 현지 규정을
준수해야 합니다.
국가별 및 현지 환경 규정
국가별 및 현지 환경 규정은 본 설명서에 포함된 그 어떤
지침보다 우선되어야 합니다.
제품은 설치 현장에 적용되는 모든 국가별 및 현지 환경
규정에 따라 수입, 설치, 작동, 폐기해야 합니다.
유럽 환경 규정에 대해서는 나중에
다룹니다.
WEEE 규정
에서
Powermax 및 기타 제품의 CSA 버전에사용되며 범위에
들지 않거나 RoHS로부터 면제된 부품들은 앞으로의
요건에 대비하여 지속적으로 RoHS 규정에 맞도록
변경되고 있습니다.
Hypertherm 제품의 올바른 폐기
모든 전자 제품과 마찬가지로 Hypertherm 플라즈마
절단 시스템에는 인쇄 회로 기판과 같이 일반 폐기물과
함께 버릴 수 없는 소재 또는 구성요소가 포함되어 있을
수 있습니다. 국가별 및 현지 규정에 따라 환경적으로
허용되는 방식으로 Hypertherm 제품 또는 구성요소를
폐기하는 것은 사용자의 책임입니다.
미국인 경우에는 모든 연방 , 주 , 현지 법규를
확인하십시오 .
유럽 연합 지역인 경우에는 EU 규정, 국가별 및 현지
법규를 확인하십시오 . 자세한 정보를 알아보려면
www.hypertherm.com/weee 를 방문하십시오 .
그 외 국가에서는 국내 및 현지 법규를
확인하십시오 .
해당하는 경우 법률 또는 기타 규제 준수 전문가와
상의하십시오 .
WEEE 규정
RoHS 지침
Hypertherm은 전자 제품 내 위험 물질의 사용을
제한하는 유해 물질 제한에 관한 유럽 연합 (RoHS)
지침을 포함하여 모든 적용 법규 및 규정을 준수하기
위해 노력하고 있습니다. Hypertherm은 전세계적으로
RoHS 지침의 규제 준수 의무를 초과 충족합니다.
Hypertherm은 구체적인 대체 규정이 없다고 일반적으로
인식되는 경우를 제외하고 RoHS 지침을 준수해야 하는
자사의 제품에서 RoHS 물질을 감소시키기 위해
지속적인 노력을 기울이고 있습니다.
Hypertherm에서 제조되는 Powermax 플라즈마 절단
시스템의 현재 CE 버전을 위해 RoHS 규제 적합성
선언이 마련되었습니다. 또한, 2006년 이후 출시된
Powermax 시리즈 제품의 CE 버전에 있는 데이터
표지판에는 'CE 마크' 아래의 Powermax CE 버전에
'RoHS 마크'가 있습니다. Hypertherm에서 제조된
2003년 1월 27일, 유럽 의회와 유럽 연합 위원회는 규정
2002/96/EC 또는 WEEE(폐전기전자제품처리)를
승인했습니다.
법이 요구하는 바에 따라 2005년 8월 13일 이후 유럽
연합국에서 판매되었으며 이 규정의 적용을 받는 모든
Hypertherm 제품에는 WEEE 기호가 표시되어
있습니다. 이 규정은 EEE 폐기물의 수집, 취급, 재활용을
장려하며 특정 기준을 설정합니다. 소비자 폐기물과
B2B 폐기물은 각가 다른 방식으로
취급됩니다(모든 Hypertherm 제품은−− B2B로 간주됨).
Powermax 플라즈마 시스템의 CE 버전에 대한 폐기
지침은 www.hypertherm.com/weee에 나와 있습니다.
이 URL은 2006년 이후 출시된 Powermax 시리즈의 각
CE 버전에서 기호만 표시되어 있는 경고 레이블에
인쇄되어 있습니다. Hypertherm에서 제조된 Powermax
및 기타 제품의 CSA 버전은 범위에 들지 않거나
WEEE로부터 면제되어 있습니다.
안전 및 규정 준수 SC-29

환경에 대한 책임
REACH 규정
2007년 6월 1일 이후 발효된 REACH 규정(1907/
2006)은 유럽 시장에서 사용되는 화학 물질에
적용됩니다. 컴포넌트 제조업체에 대한 REACH 규정
요건은 구성요소에 고위험성물질(SVHC)이 중량을
기준으로 0.1% 이상 포함될 수 없다고 규정하고
있습니다.
구성요소 제조업체와 Hypertherm과 같은 기타 하위
사용자는 Hypertherm 제품에 사용된 모든 화학 물질에
유럽 화학 기구(ECHA) 등록 번호가 등재되어 있는지
화학 물질 공급 업체로부터 인증을 받아야 할 의무가
있습니다. REACH 규정에 따른 화학 물질 정보를
제공하기 위해 Hypertherm은 공급 업체에 REACH
신고서를 제공하고 알려진 REACH SVHC의 사용을
식별하도록 요구하고 있습니다. 부품의 중량을 기준으로
0.1%를 초과하는 SVHC의 사용을 없앴습니다.
MSDS에는 모든 화학 물질에 대한 전체 공개 정보가
포함되어 있으며 REACH SVHC 규정 준수 여부를
확인하는 데 사용할 수 있습니다.
형상 절단 장비 제작을 위해 Hypertherm에서 사용하는
윤활제, 밀폐제, 냉각제, 접착제, 용매제 및 기타 작성품
또는 혼합물은 소량으로 사용되며 REACH 등록 또는
REACH 승인(SVHC)과 관련하여 공급 업체에 문제가
있는 경우 교체가 가능한 여러 소스로부터 상업적으로
구입이 가능합니다.
화학 물질의 올바른 취급 및 안전한 사용
미국, 유럽 및 기타 국가에서 화학 물질에 대한 규정은
모든 화학 물질에 대하여 물질안전보건자료(MSDS)를
이용할 수 있도록 요구하고 있습니다. 화학 물질 목록은
Hypertherm에서 제공됩니다. MSDS는 제품과 함께
제공되는 화학 물질과 제품에 사용된 기타 화학 물질에
대한 것입니다. MSDS는 Hypertherm 웹 사이트 https://
www.hypertherm.com의 Downloads Library(다운로드
라이브러리)에서 다운로드할 수 있습니다. Search(검색)
화면의 문서 제목에 MSDS를 입력한 후 Search(검색)를
클릭하십시오.
미국에서 OSHA(직업 안전 위생 관리국)는 전극, 스월
링, 보관용 캡, 노즐, 쉴드, 디플렉터, 기타 토치의 고형
부품과 같은 품목에 대하여 물질안전보건자료(MSDS)를
요구하지 않습니다.
Hypertherm은 절단되었으며 절단된 자재로부터
배출되는 가스가 물리적인 위험이나 건강 위험을
초래하는지에 대한 여부를 알지 못하는 물질을
제조하거나 공급하지 않습니다. Hypertherm 제품을
사용하여 절단 작업을 수행할 자재의 특성에 관하여
지침이 필요한 경우 공급업체나 기타 기술 컨설턴트에게
문의하십시오.
가스 배출 및 대기 오염
참고: 대기 오염에 관한 다음 정보는 일반적인 정보 제공
목적으로만 제공되며 절단 장비가 설치되고 운용될
국가에서 적용되는 정부 규제 또는 법적 표준을
검토하고 구현하기 위한 대체 자료로 사용되어서는 안
됩니다.
미국에서 국립 직업 안전 건강 연구소(NIOSH)가 펴낸
분석 방법 매뉴얼(NMAM)은 작업 현장의 공기 내 오염
물질을 표본 추출하고 분석하기 위한 방법을 집대성한
것입니다. OSHA, MSHA, EPA, ASTM, ISO 등과 같은
기타 기관이나 또는 표본 추출 및 분석 장비를
상업적으로 공급하는 업체에서 발표한 방법들이 NIOSH
방법에 비해 더 나을 수도 있습니다.
예를 들어, ASTM Practice D 4185는 작업 현장 공기
중의 미량 금속을 수집, 용해 및 결정하는 데 사용되는
표준 방식입니다. 23가지 금속의 민감도, 검출 한도 및
최적의 작용 농도가 ASTM D 4185에 나와 있습니다.
분석 정확도, 비용 및 최적의 표본 수 등을 고려하여
최적의 표본 추출 프로토콜을 결정할 때 산업 위생사가
관여해야 합니다. Hypertherm은 제 3자 산업 위생사를
고용하여 플라즈마 절단 테이블이 설치되고 운용되는
Hypertherm 건물 내 작업대에 설치된 대기 표본 추출
장비를 통해 대기 오염 테스트를 수행하고 그 결과를
분석합니다.
적용되는 경우, Hypertherm은 산업 위생사를 고용하여
대기 및 수질 허가증을 얻기도 합니다.
설치 사이트에 적용되는 정부 규제 및 법적 표준을
완전히 알고 있지 않으며 최신 정보를 유지하고 있지
않은 경우, 장비를 구매, 설치, 운용하기 전에 현지
전문가와 상의해야 합니다.
SC-30 안전 및 규정 준수

전자 환경 적합성 (EMC)
소개
CE 마크가 부착된 Hypertherm 의 장비는 EN60974-10
표준에 따라 제작됩니다. 전자 환경 적합성을
확보하려면 아래 정보에 따라 이 장비를 설치하고
사용해야 합니다.
해당 장비가 근접해 있거나 높은 민감도를 갖는 경우
EN60974-10 에서 요구하는 제한 규정 값이 간섭을
완전히 없애는 데 충분하지 않을 수도 있습니다. 이러한
경우에는 간섭을 추가로 감소시키기 위해 다른 조치를
적용할 필요가 있을 수 있습니다.
이 절단 장비는 산업 환경에서만 사용하도록
설계되었습니다.
설치 및 사용
사용자는 제조업체의 지침에 따라 플라즈마 장비를
설치하고 사용할 책임이 있습니다.
전자기 방해가 감지되면 사용자는 제조업체의 기술
지원을 받아 문제를 해결해야 할 책임이 있습니다.
어떠한 경우에는 이 해결 조치가 절단 회로를
접지시키는 것과 같이 간단할 수도 있습니다 . 가공물
접지를 참조하십시오. 또 어떤 경우에는 전원 및 관련
입력 필터로 완성된 가공물을 둘러 싸는 전자기
차단막을 설치하는 경우도 있을 것입니다. 그 어떤
경우라도 전자기 방해는 더 이상 문제를 일으키지 않는
수준으로 감소시켜야 합니다.
작업 영역 평가
장비 설치에 앞서 사용자는 주변 영역에 잠재적인
전자기 문제가 있는지 살펴 보아야 합니다 . 평가
과정에서 다음 사항을 고려하십시오:
a.
절단 장비 위, 아래 , 주변에 있을 수 있는 다른
전원 공급 케이블, 컨트롤 케이블, 신호 발신 및
전화 케이블.
b.
라디오와 TV 송신기 및 수신기.
c.
컴퓨터 및 기타 컨트롤 장비.
d.
안전에 중요한 장비 (예: 산 업 장비 보호).
e.
주변 사람들의 건강 (예: 심장 박동 조절 장치 및
보청기의 사용).
f.
보정 또는 측정에 사용되는 장비.
g.
환경에 사용되는 기타 장비의 면역성 . 사용자는
환경에 사용되는 다른 장비가 호환되는지를
확인해야 합니다. 추가 보호 조치가 필요할 수도
있습니다.
h.
하루 중 절단 혹은 기타 작업을 수행하는 시간.
고려해야 할 주변 영역의 크기는 건물의 구조와 진행
중인 다른 작업에 따라 결정됩니다. 주변 영역은 부지의
경계를 넘어설 수도 있습니다.
안전 및 규정 준수 SC-31

전자 환경 적합성 (EMC)
전자파 방출을 줄이는 방법
주 전원 공급 장치
절단 장비는 제조업체의 권장 지침에 따라 주 전원 공급
장치에 연결되어야 합니다. 간섭이 발생하는 경우, 주
전원 공급 장치에 대한 필터링과 같이 추가 조치를
취해야 할 필요가 있을 수 있습니다.
금속 도관 또는 이와 유사한 부품 내에서 영구적으로
설치된 절단 장비의 전원 공급 케이블에 대한 차폐를
고려해야 합니다. 차폐는 케이블 길이 전체에서
전기적으로 연속적이어야 합니다. 차폐는 절단 주 전원
공급 장치에 연결되어 도관 및 절단 전원 소스 인클로저
사이에 양호한 전기적 접촉이 유지될 수 있도록 해야
합니다.
절단 장비의 유지 관리
절단 장비는 제조업체의 권장 지침에 따라 정기적으로
유지 관리를 수행해야 합니다. 절단 장비가 작동 중일
때는 모든 접근 및 정비용 도어와 덮개를 닫고 올바르게
고정해야 합니다. 절단 장비는 제조업체의 서면 지침에
따라 수행하는 경우를 제외하고 그 어떠한 방식으로도
수정되어서는 안 됩니다. 예를 들어, 아크 점화 및 안정화
도구의 스파크 간격은 제조업체의 권장 지침에 따라
조정 및 유지 관리되어야 합니다.
절단 케이블
가공물 접지
전기적 안전을 위해 가공물이 지표면과 맞닿지 않은
경우나 선박의 선체 혹은 건물의 철강 구조물과 같이
가공물의 크기와 위치 때문에 접지되어 있지 않은 경우,
가공물과 지표면을 결합해 주는 연결을 통해 모든
경우는 아니지만 일부 경우에 전자파 방출을 줄일 수
있습니다. 사용자의 부상이나 다른 전기 장비의 손상
위험성을 높여주는 가공물의 접지를 예방하기 위해
각별히 주의해야 합니다. 필요한 경우, 가공물의 직접
연결을 통해 가공물과 지표면을 연결해야 하지만, 직접
연결이 허용되지 않는 일부 국가에서는 국내 규정에
따라 선택된 적합한 콘덴서를 통해 이러한 결합을
실시해야 합니다.
참고: 절단 회로는 안전상의 이유로 접지되어야 할 수도
있도 그렇지 않을 수도 있습니다. 접지 상태 변경은
이러한 변경으로 인해 다른 장비의 접지 회로를
손상시킬 수 있는 평행 절단 전류 복귀 경로를
허용함으로써 부상 위험을 증가시킬 가능성이 있는지의
여부를 평가할 수 있는 사람에 의해서만 수행되어야
합니다. 추가 지침은 IEC 60974-9, Arc Welding
Equipment (아 크 용접 장치), Part 9: Installation and
Use( 설치 및 사용 ) 에 나와 있습니다.
보호막 설치 및 차폐
주변 영역의 다른 케이블과 장비에 대한 선별적 보호막
설치 및 차폐로 간섭 문제를 줄일 수 있습니다. 전체
플라즈마 절단 장비 설치에 대한 보호막 설치는 특별한
작업 환경에서 고려해 볼 수 있습니다.
절단 케이블은 최대한 짧게 유지하고 서로 가깝게
위치해 있어야 하며 바닥에 있거나 바닥에 가깝게
놓아야 합니다.
등전위 본딩
절단 장비 설치와 이에 가까운 곳의 모든 금속제
구성품의 본딩 ( 결합 ) 을 고려해야 합니다.
그러나 , 가공물에 결합된 금속제 구성품은 작업자가
이러한 금속제 구성품과 전극 ( 레이저 헤드의 경우
노즐 ) 을 동시에 만질 경우 전기 충격을 받을 수 있는
위험성이 높아집니다.
작업자는 이러한 모든 결합된 금속제 구성품으로부터
격리되어야 합니다.
SC-32 안전 및 규정 준수

제품 보증
주의
Hypertherm 순정 부품은 귀하의 Hypertherm 시스템을
위해 제조 공장에서 권장되는 교환 부품입니다.
Hypertherm 순정 부품이 아닌 다른 부품의 사용으로
인한 손상 또는 부상을 입을 경우 Hypertherm 제품
보증의 혜택을 받지 못하며 , Hypertherm 제품의
오용으로 간주됩니다.
제품의 안전한 사용은 전적으로 사용자 여러분의
책임입니다 . Hypertherm은 사용자의 작업 환경에서
제품을 안전하게 사용하는 것과 관련하여 그 어떠한
보장이나 보증을 하지 않으며 할 수도 없습니다.
일반 사항
Hypertherm, Inc.는 다음과 같이 여기에 언급한 특정
기간 동안 자사의 제품이 재료 및 제조 품질에 결함이
없음을 보증합니다. (i) 플라즈마 전원 공급 장치는
고객에게 납품된 날짜로부터 2 년 내 (Powermax
브랜드의 전원 공급 장치의 경우에는 고객에게 납품된
날짜로부터 3년 내), (ii) 토치 및 리드는 고객에게 납품된
날짜로부터 1 년 내, 토치 리프터 어셈블리는 고객에게
납품된 날짜로부터 1년 내, Automation 제품은 고객에게
납품된 날짜로부터 1 년 내 (EDGE Pro CNC, EDGE Pro
Ti CNC, MicroEDG E Pro CNC 및 ArcGlide THC 의
경우에는 고객에게 납품된 날짜로부터 2 년 내 ), (iii)
HyIntensity 섬유 레이저 구성품은 고객에게 납품된
날짜로부터 2 년 내 ( 레이저 헤드 및 빔 전달 케이블은
고객에게 납품된 날짜로부터 1년 내) Hypertherm에 결함
사실이 통보된 경우.
Hypertherm 은 여기에 기술된 제품 보증 내용에
해당되는 경우에 한해서만 자체 해결 방안으로 제품
수리, 교환 또는 조정 서비스를 제공합니다.
Hypertherm은 자유 재량에 따라 고객이
Hypertherm으로부터 ( 불합리하게 철회되지 않을 ) 사전
승인을 받아 올바르게 포장한 후 모든 비용, 보험, 운임을
사전 부담하여 뉴햄프셔주 하노버 소재의 Hypertherm
본사 혹은 인가된 Hypertherm 수리점으로 반송할 경우
본 제품 보증의 적용을 받는 모든 결함 제품을 무상으로
수리, 교환 또는 조정해 드립니다. Hypertherm 은 본
조항과 Hypertherm 의 사전 서면 동의에 따라 수행되는
경우를 제외하고 본 제품 보증의 적용을 받는 제품의 그
어떠한 수리 , 교환 또는 조정에 대하여 책임을 지지
않습니다.
상기 기술된 제품 보증은 독점적이며 제품 혹은 제품
사용으로 인한 결과에 대한 명시적, 암시적, 법률적 또는
그 외 다른 방식으로 제공되는 기타 모든 보증 및 품질,
상품성, 특정 목적에의 적합성 또는 권리 침해에 대한
모든 암시적 보증을 대신합니다. 앞서 기술된 내용은
Hypertherm에 의한 제품 보증 위약에 대한 자체 해결
방안입니다.
배포업체 /OEM 에서는 다른 혹은 추가 보증을 제공할
수도 있지만, 배포업체 /OEM은 귀하에게 추가 보증을
통한 보호를 제공하거나 Hypertherm으 로부터 구속을
받는다는 의미의 표현을 할 수 있도록 승인을 받지
않았습니다.
본 제품 보증은 위상변환기와 함께 사용된 Powermax
브랜드의 전원공급장치에는 적용되지 않습니다. 또한,
Hypertherm은 위상변환기 혹은 유입 라인 전력을 통한
전력 품질 저하의 결과로 손상된 시스템은 보증하지
않습니다. 본 제품 보증은 잘못 설치, 수정 또는 그 외
다른 방식으로 손상된 그 어떤 제품에도 적용되지
않습니다.
안전 및 규정 준수 SC-33

제품 보증
특허 보증
Hypertherm에 서 제조하지 않은 제품 혹은
Hypertherm이 아닌 다른 주체가 제작한 제품이
Hypertherm의 사양을 엄격하게 준수하지 않은 경우와
Hypertherm이 개발하지 않았거나 Hypertherm이 개발한
것으로 해석되지 않는 설계, 프로세스, 공식 또는 조합의
경우만을 제외하고 , Hypertherm은 Hypertherm 에서
공급하지 않은 다른 제품과 결부되지 않고 오직
Hypertherm 제품만의 사용으로 인해 제 3 자의 특허를
침해했다고 귀하를 대상으로 제기된 소송이나 기타 법적
절차를 자체 비용으로 변호하거나 합의할 권리를
지닙니다 . 귀하는 이러한 특허 침해 사례와 관련된 법적
조치 혹은 협박을 받은 사실을 인지한 즉시( 그리고 법적
조치 혹은 협박을 받은 사실을 인지한 후 반드시 14 일
내에) Hypertherm에 이 사실을 통보해야 하며, 이에 대한
Hypertherm의 변호 책임은 소송의 변호에 대한
Hypertherm의 단독 관리와 면책 보증을 받은 주체의
협조 및 지원을 조건으로 합니다 .
책임의 한계
Hypertherm은 그 어떠한 경우에도 다음에 대한 책임이
계약 위반, 불법 행위, 엄격 책임, 보증 위반, 필수 목적의
불이행 또는 기타 상황에 따른 것인지에 상관 없이,
그리고 이러한 손해 가능성에 대하여 통보 받을
경우라도 , 우발적 , 결과적 , 직접 , 간접 , 징벌적 또는
징계적 손해 (손 실된 이익을 포함하나 이에 국한되지
않음) 에 대하여 사람 또는 객체에 대한 책임을 지지
않습니다.
국가별 및 현지 규정
배상 책임 한도
이러한 책임이 계약 위반, 불법 행위, 엄격 책임 , 보증
위반, 필수 목적의 불이행 또는 기타 상황에 따른 경우,
제품 사용으로 인한 혹은 제품 사용과 관련하여 ( 법원 ,
조정 위원회, 규정 위반 소송 또는 그 외의 방식으로
진행된 ) 클레임, 조치, 소송 또는 법적 절차에 대한
Hypertherm의 책임은 그 어떠한 경우에도 배상 총액에
있어 이러한 클레임을 일으킨 제품에 지불된 금액을
초과하지 않습니다.
보험
귀하는 제품 수량 및 유형에 따라 항상 보험에 가입하고
유지해야 하며, 보험의 보상 범위는 제품의 사용으로
인해 발생한 소송 사유가 발생하는 경우 본인을
변호하고 Hypertherm 의 책임을 면제할 수 있는 정도로
충분하고 적합해야 합니다.
권리 양도
귀하는 본 제품 보증의 모든 약관을 준수할 것에
동의하는 양수인에게 보유 자산 또는 자본주의 전부
혹은 상당 부분을 매각하는 경우에 한하여 보유하고
있을 수 있는 나머지 권리를 양도할 수 있습니다. 귀하는
이러한 양도가 이루어지기 전 30 일 이내에 이에 대한
승인 권한을 갖는 Hypertherm 에 이 사실을 서면으로
통보할 것에 동의합니다. Hypertherm에 적시에
통보하지 않아 여기에 기술된 승인을 얻지 못한 경우,
상술된 제품 보증은 더 이상 효력이 없고 무효가 되며
제품 보증이나 기타 정황에 따라 Hypertherm을
대상으로 상환 청구권을 더 이상 갖지 못합니다.
배관 및 전기 설비와 관련된 국가별 및 현지 규정은 본
설명서에 포함된 그 어떤 지침보다 우선시되어야
합니다. Hypertherm은 그 어떠한 경우에도 규정 위반
혹은 잘못된 작업 관행으로 인한 신체 상해 혹은 물적
손해에 대하여 책임을 지지 않습니다.
SC-34 안전 및 규정 준수

섹1션
옵션 작업자 콘솔
절단 테이블
제어 상자
드라이브 증폭기
산소 연료 절단
시스템
EDGE Pro
Picopath
CNC
THC
절단 시스템
(플라즈마, 레이저,
워터젯, 마킹)
Hypertherm에서 사용할
수 있는 제품
사양
자동화된 절단 시스템의 주요 기능
그림 1 자동화된 절단 시스템의 구성 요소 자동화된 절단 시스템의 구성 요소 간 관계를 설명합니다. 다음 주제에서는
이러한 구성 요소와 구성 요소 간 관계를 설명합니다.
그림 1 자동화된 절단 시스템의 구성 요소
EDGE Pro Picopath CNC 사용 설명서 80763F 35

1 – 사양
1
플라즈마 시스템
2
절단 테이블
3
작업물
4
리프터
5
갠트리
6
별표 접지 단자
7
레일
8
작업자 콘솔
9
EDGE Pro Picopath CNC
1
9
8
7
6
5
4
3
2
자동화된 절단 시스템의 주요 기능
그림 2 플라즈마 절단 테이블 그림은 EDGE Pro CNC에 사용되는 일반적인 절단 테이블과, 다음 여러 주제에 나오는
기타 구성 요소에 대해 설명합니다.
그림 2 플라즈마 절단 테이블 그림
36 EDGE Pro Picopath CNC 사용 설명서 80763F

1 – 사양
자동화된 절단 시스템의 주요 기능
CNC
CNC(computerized numerical control)는 부분 프로그램을 읽고 형상 절단 시스템의 다른 구성 요소들과 통신을
합니다. CNC는 작업물에서 절단할 파트(형상)를 제어합니다.
EDGE Pro Picopath CNC의 하드웨어 기능에 대한 자세한 내용은 이 설명서의 해당 절을 참조하십시오.
EDGE Pro Picopath CNC에서 작동하는 소프트웨어에 대한 자세한 내용은 다음 Phoenix™ 소프트웨어 설명서를
참조하십시오:
• Phoenix 소프트웨어 V9 시리즈 설치 및 설정 설명서(806410)
• Phoenix 소프트웨어 작업자 설명서(806400)
• Phoenix 소프트웨어 V9 시리즈 프로그래머 참조서(806420)
절단 테이블
절단 테이블은 파트를 절단할 작업물을 지지하는 프레임입니다. 일반적인 절단 테이블에는 테이블의 양쪽 길이로
이동하며 갠트리 트랙을 형성하는 두 레일이 있습니다. 갠트리는 이러한 레일 위에 놓여서 테이블 너비에 걸칩니다.
토치 높이 제어(THC)가 갠트리에 장착되어 절단 토치의 수직 이동을 가능하게 합니다. THC에서 갠트리와 토치
스테이션의 수평 동작과, 토치의 수직 동작이 작업물상의 토치 위치를 제어할 때 필요한 3개 축을 형성합니다. 베벨
절단과 기타 다른 유형의 절단이 가능하도록 다른 장치를 절단 테이블에 포함시킬 수 있습니다.
Hypertherm에서는 절단 테이블을 제조하지 않습니다. 사용 중인 시스템의 절단 테이블에 관한 자세한 내용은 테이블
제조업체가 제공한 설명서를 참조하십시오.
절단 시스템
이 절단 공구는 모든 절단 시스템의 핵심이며, 플라즈마, 산소 연료, 레이저 또는 물 분사 시스템으로 되어 있습니다.
이 절단 시스템은 플라즈마 가스와 보조 가스 등의 주요 매개 변수를 제어하고, 이러한 가스의 혼합 방식을
제어합니다. 이 시스템은 최적 절단 품질을 위한 스탠드오프와 속도 등의 작업 매개 변수도 제공합니다.
절단 시스템에는 Hypertherm 절단 시스템이 포함될 수 있습니다. 자세한 내용은 해당 설명서를 참조하십시오.
Hypertherm 설명서 전자(PDF) 버전은 https://www.hypertherm.com 또는 CNC에서 구할 수 있습니다. 다른 회사에서
제조한 절단 시스템을 사용하는 경우 해당 설명서를 참조하십시오.
제어 상자
제어 상자(테이블 제조업체가 제공)에는 전원을 보내고, 절단 시스템의 하위 시스템으로 전송되는 신호를 제어하는
터미널 블럭이 있습니다. 또한 제어 상자에는 CNC에서 동작을 위해 모터로 전송되는 제어 신호를 증폭시키는
드라이브 증폭기도 있을 수 있습니다.
구동 시스템
절단의 속도, 부드러운 정도, 정확도는 CNC, 인코더, 서보 드라이브 증폭기, THC, 기어, 레일, 서보 모터 그리고,
테이블 제조업체의 이러한 요소 통합(조정) 방식 등의 조합으로 결정됩니다. 테이블 제조업체는 EDGE Pro Picopath
CNC에 사용할 드라이브와 모터를 선택하여 설치해야 합니다. 절단 시스템의 구동 시스템에 관한 자세한 내용은
테이블 제조업체가 제공한 설명서를 참조하십시오.
EDGE Pro Picopath CNC 사용 설명서 80763F 37

1 – 사양
자동화된 절단 시스템의 주요 기능
토치 높이 제어
THC는 토치와 가공물 간 거리를 제어하며, 스탠드오프라고도 합니다. 이 스탠드오프는 보통 높이나 전압에 의해
정해집니다.
Hypertherm THC가 시스템의 일부인 경우 다음 설명서 중 하나를 참조하여 해당 THC의 설치와 사용법을
알아두십시오:
®
• ArcGlide
• Sensor™ THC(806400, 806410, 806420)
• Sensor PHC(806150)
THC(806450)
다른 회사에서 만든 THC를 사용하는 경우 해당 테이블 제조업체가 제공한 설명서를 참조하십시오.
작업자 콘솔
EDGE Pro Picopath 작업자 콘솔은 두 절단 스테이션을 제어합니다. 테이블 제조업체는 산소 연료, 마커, 환기
시스템, 기타 장치를 제어하도록 Hypertherm에서 제작하지 않은 추가적인 작업자 콘솔을 설치할 수 있습니다. 옵션
작업자 콘솔에 관한 자세한 내용은 테이블 제조업체가 제공한 설명서를 참조하십시오.
산소 연료 토치
산소 높이 제어(OHC)를 사용하거나 사용하지 않고 자동화된 절단 시스템을 산소 연료 토치로 구성할 수도 있습니다.
시스템에 Hypertherm Sensor
™ OHC가 구성된 경우 설치와 사용법을 보려면 Sensor OHC 설명서(MANU-0044)를
참조하십시오.
기타 산소 연료 토치에 관한 자세한 내용은 테이블 제조업체가 제공한 설명서를 참조하십시오.
마커
작업물에 마킹을 하는 피어싱이나 절단이 아닌 모든 장치 또는 작업이 마커가 될 수 있습니다. 시스템에 Hypertherm
ArcWriter
시스템을 마킹에 사용할 수 있습니다. 자세한 내용은 해당 HPR 설명서를 참조하십시오.
다른 장치 또는 작업의 경우 테이블 제조업체가 제공한 해당 설명서를 참조하십시오.
®
가 구성된 경우 설치와 사용법을 보려면 ArcWriter 설명서(802520)를 참조하십시오. 모든 HPR® 플라즈마
38 EDGE Pro Picopath CNC 사용 설명서 80763F

1 – 사양
2 스테이션 작업자 콘솔
터치스크린
개요
개요
EDGE Pro Picopath는 PC 기반 CNC이며, Hypertherm의 Phoenix 소프트웨어를 사용하여 하나 이상의 절단 또는
마킹 스테이션을 제어합니다.
EDGE Pro Picopath CNC에는 2 스테이션 작업자 콘솔, 15−인치 터치스크린, Hypernet
기능이 장착되어 있습니다.
EDGE Pro Picopath CNC 기능을 여러 드라이브 축, 통합 Sensor THC 인터페이스, 베벨 헤드 제어, 파트 프로그램을
다운로드하거나 원격 진단 유틸리티를 지원하기 위한 네트워킹으로 구성할 수 있습니다.
그림 3 EDGE Pro Picopath CNC의 전면 보기
®
, 이더넷, 무선 LAN 통신
EDGE Pro Picopath CNC 사용 설명서 80763F 39

1 – 사양
1
2
3
4
5
1
데이터 전송
2
전원 스위치
3
프로그램 실행 제어
4
스테이션 제어
5
수동 동작 제어
EDGE Pro Picopath CNC의 기능
EDGE Pro Picopath CNC의 기능
터치스크린
터치스크린은 소프트웨어와 결합되어 화면에서 사용자가 직접 입력할 수 있도록 해주는 15인치 LCD 모니터입니다.
사용자는 확인란, 라디오 버튼, 드롭다운 메뉴, 데이터 입력을 사용하여 화면의 항목을 선택합니다. 데이터 입력
상자는 자동으로 필드 입력을 위한 숫자나 문자 숫자 겸용의 키패드를 표시합니다.
터치스크린의 해상도는 1024x768 이상입니다.
자세한 터치스크린 관리 방법은 75페이지의
터치스크린 관리 및 취급
항목을 참조하십시오.
작업자 콘솔
작업자 콘솔은 파트 프로그램 실행과 스테이션 및 수동 이동/조작을 제어할 수 있는 실질적인 제어를 제공합니다.
그림 4 EDGE Pro Picopath
40 EDGE Pro Picopath CNC 사용 설명서 80763F

1 – 사양
1
드라이브/인코더 커넥터
2
무선 안테나
3
I/O 커넥터
4
시리얼 포트
5
USB 포트
6
LAN 포트
7
Hypernet 포트
8
옵션 Sensor THC 인터페이스(2)
9
AC 전원 입력
1
9
8
7
5
4
3
2
6
EDGE Pro Picopath CNC의 기능
후면판
EDGE Pro Picopath CNC의 후면판에는 전원, 동작 제어, I/O, 통신 포트에 사용되는 여러 케이블 커넥터가 있습니다.
이러한 커넥터에는 해당 기능이 레이블에 명확하게 표시되어 있습니다. 또한, 무선 LAN 통신에 사용되는 두 안테나도
있습니다.
그림 5 4축 12-I/O EDGE Pro Picopath CNC의 후면판
EDGE Pro Picopath CNC 사용 설명서 80763F 41

1 – 사양
시스템 사양
시스템 사양
다음 표는 EDGE Pro CNC의 기술 사양을 보여줍니다.
표 1 EDGE Pro CNC의 기술 사양
시스템 기능
프로세서 Intel® 프로세서
운영 체제 Windows XPe
RAM ≥ 1GB
LAN 포트 1 RJ−45 이더넷 포트
Hypernet 포트 ArcGlide THC와 Hypertherm 섬유 레이저 시스템용 Hypernet 포트 1개
USB 포트 USB 2.0 포트 2개
시리얼 포트 D−서브 9핀 커넥터가 있는 RS−422/RS−232 구성 가능 포트 2개
무선 통신 802.11G와 802.11N 표준을 준수합니다.
내장 모니터링 장치 하드웨어 모니터링, CPU 팬, CPU 온도, 전압, POST 디스플레이
하드 드라이브 SATA 드라이브
작업자 콘솔 2 스테이션 표준(테이블 제조업체가 확장 가능)
디스플레이 381mm(15인치) 터치스크린, 표면 탄성파 유리
규정 준수 CE, CSA, GOST−TR, C−Tick, UkrSEPRO
구성
I/O 수 12/12
I/O 유형 음 논리, 입력/출력
사용 가능 축 2–4
전원
AC 입력 전압: 100 VAC–240 VAC
전류: 100 VAC에서 1.85A/ 240 VAC에서 0.65A
주파수: 50/60Hz
지연형 퓨즈 250V, 2A, 5mmx20mm(2) 또는 0.25인치x1.25인치(1)
가용 DC 테이블 및 I/O에 대해 1.5A에서 24V
42 EDGE Pro Picopath CNC 사용 설명서 80763F

시스템 기능
환경
온도 -10ºC~40ºC
습도 95% 최대 상대 습도
상자 보호 등급 IP21S
과도한 습기에 노출되지 않도록 장치를 보호합니다.
고도 최대 작동 2000m
환경 환경 오염 레벨 II
기계
높이 490.9mm
너비 435mm
깊이 316mm
무게 23.64kg
1 – 사양
시스템 사양
EDGE Pro Picopath CNC 사용 설명서 80763F 43
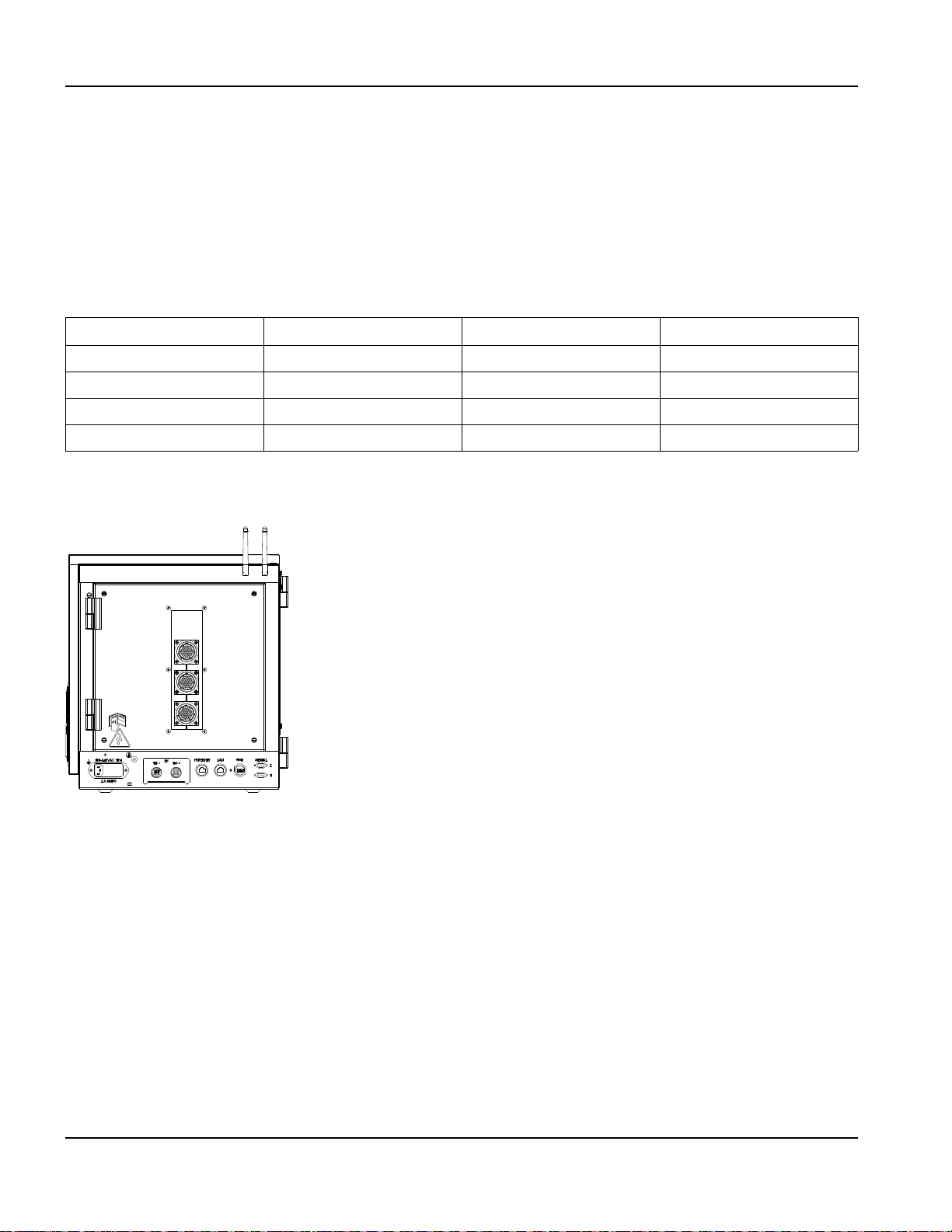
1 – 사양
시스템 사양
Picopath 모델
EDGE Pro Picopath CNC는 7가지 구성으로 사용할 수 있습니다. 기본 모델은 2~4개의 동작 제어 축과 12개의
입력과 12개의 출력을 사용합니다. 이 모델은 종종 Picopath 인터페이스가 이미 장착된 기존 시스템을 개량하는 데
사용됩니다.
5 VDC, 12 VDC 전원의 인코더를 제공하거나 외부 공급(독립형) 전압 인코더를 사용하도록 Picopath 인터페이스를
구성할 수 있습니다. 60페이지의
표2 EDGE Pro Picopath 부품 번호
부품 번호 축 수 I/O 수 통합 Sensor THC
090046 2 12/12 해당 사항 없음
090047 3 12/12 해당 사항 없음
090048 4 12/12 해당 사항 없음
090049 4 12/12 2
그림 6 090049의 후면판
Picopath I/O 회로 예
항목을 참조하십시오.
44 EDGE Pro Picopath CNC 사용 설명서 80763F
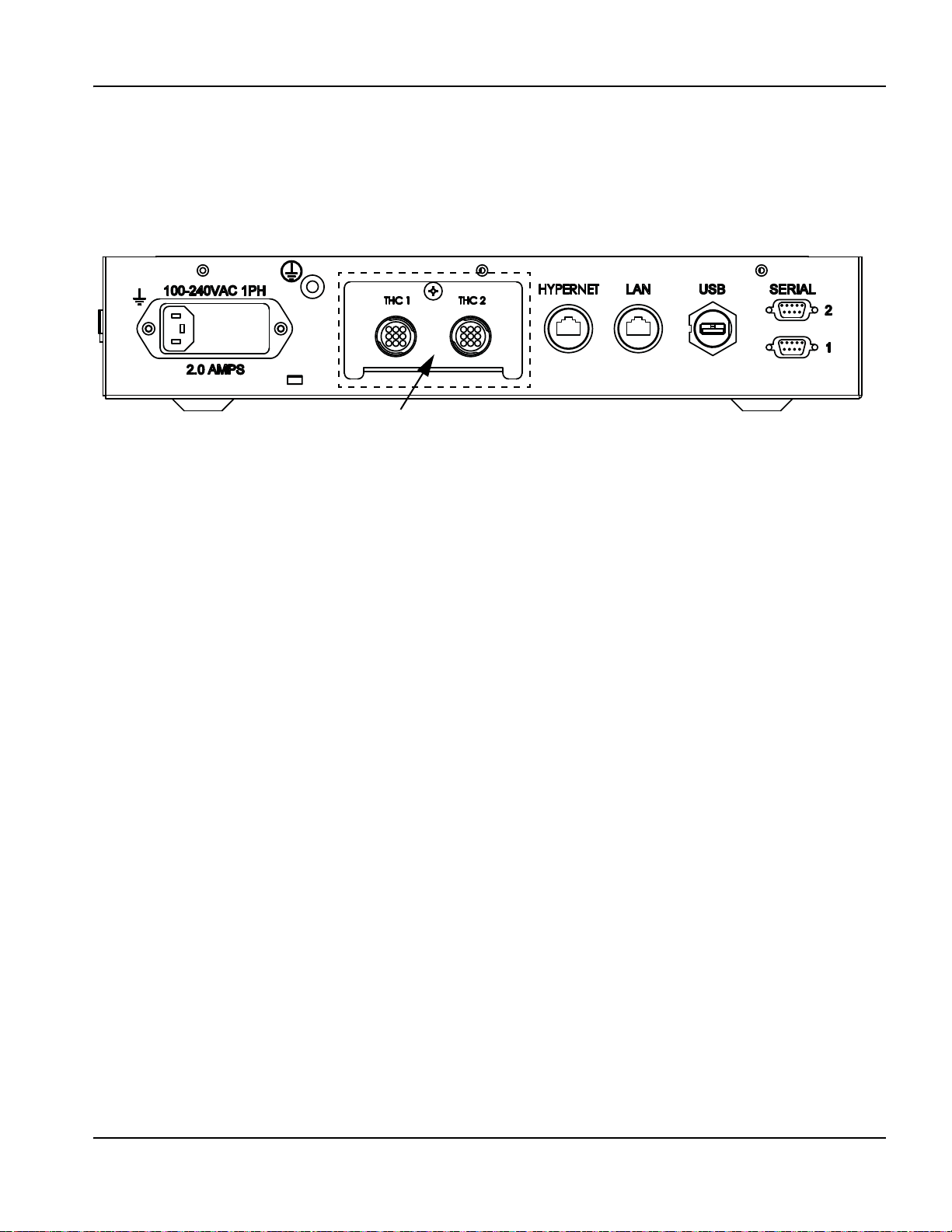
1 – 사양
통합 Sensor THC용 커넥터
시스템 사양
통합 Sensor THC
EDGE Pro 구성에 1-2개의 옵션 통합 Sensor THC가 포함된 경우 CNC에는 각 THC에 대한 아날로그 입력이
포함됩니다. 자세한 내용은 47페이지의
그림 7 통합 Sensor THC의 인터페이스
설치
항목을 참조하십시오.
EDGE Pro Picopath CNC 사용 설명서 80763F 45

1 – 사양
시스템 사양
46 EDGE Pro Picopath CNC 사용 설명서 80763F

제품 수령 시
• 주문한 시스템 구성 요소를 모두 받았는지 확인하십시오. 일부 항목이 빠져 있는 경우 공급업체에
문의하십시오.
• EDGE Pro Picopath CNC
• 전원 케이블(북미 지역)(108884)
• 전원 커넥터(기타 모든 지역)(108842)
• EDGE Pro Picopath CNC 사용 설명서(807630)
• Phoenix 소프트웨어 사용 설명서(806400, 806410, 806420)
• 주문서에 나와 있는 다른 모든 옵션 구성 요소
• 선적 도중에 발생했을 수 있는 물리적인 손상이 있는지 시스템 구성요소를 점검하십시오. 손상된
부분이 있는 경우
있는 모델 번호와 일련 번호를 포함시켜야 합니다.
• 이 설명서의 전면 표지 측면의 제품 정보를 기록한 후 여기에 있는 해당 지침에 따라
www.hypertherm.com에서 제품 일련번호를 등록하십시오.
클레임
항목을 참조하십시오. 클레임과 관련된 모든 통신에는 CNC의 뒷면에
섹2션
설치
클레임
배송 중에 발생한 손상에 대한 클레임 – 배송 중에 제품에 손상이 발생한 경우에는 운송업체에게 배상을 청구해야
합니다. Hypertherm에서는 고객 요청 시 선하증권의 사본을 제공해 드립니다. 추가 도움이 필요한 경우 이 설명서의
앞에 기재되어 있는 고객 서비스 센터 또는 공인 Hypertherm 판매 대리점에 문의하십시오.
하자 또는 빠진 물품에 대한 클레임 – 제품의 일부에 하자가 있거나 일부가 빠진 경우에는 공급업체에 연락하시기
바랍니다. 추가 도움이 필요한 경우 이 설명서의 앞에 기재되어 있는 고객 서비스 센터 또는 공인 Hypertherm 판매
대리점에 문의하십시오.
EDGE Pro Picopath CNC 사용 설명서 80763F 47

2 – 설치
설치 요건
설치 요건
모든 전기 시스템의 설치와 서비스를 실시할 때에는 해당 국가와 해당 지역의 전기 규정을 준수해야 합니다. 이
작업은 반드시 공인된 전문가가 실시해야 합니다.
시스템 구성 요소 배치
• 전기, 가스, 인터페이스 연결을 하기 전에 먼저 모든 시스템 구성 요소를 제 위치에 놓으십시오.
자세한 내용은 48페이지의
• 모든 시스템 구성 구성 요소를 접지하십시오. 접지에 관한 내용은 51페이지의
항목을 참조하십시오.
사례
CNC 장착
항목을 참조하십시오.
권장 접지 및 쉴딩
경고!
EDGE Pro Picopath CNC를 배치할 때는 두 사람이 함께 들어서 작업하여 다치지 않도록
하십시오.
CNC 장착
EDGE Pro Picopath CNC를 다른 시스템 구성 요소에 연결하기 전에 적절한 지침에 따라 모든 구성 요소를
장착하십시오.
시스템 구성 요소가 느슨하지 않게 캐비닛 상단 또는 바닥에 안전하게 고정하십시오.
48 EDGE Pro Picopath CNC 사용 설명서 80763F

엔클로저 치수
36mm
435mm
316mm
21mm
228.5mm
90mm
58mm
측면 장착의 경우 M6x1 하드웨어를 사용하십시오.
엔클로저 내부 최대 길이는 7.8mm를 초과할 수 없습니다.
491mm
그림 8 Picopath CNC의 전면/측면 보기
2 – 설치
CNC 장착
EDGE Pro Picopath CNC 사용 설명서 80763F 49

2 – 설치
M6x1 하드웨어를
사용하십시오.
(10 곳)
엔클로저 내부 최대
길이는 7.8mm를 초과할
수 없습니다.
305mm
356mm
58mm
94mm
203mm
127mm
109.2mm
148mm
89mm
CNC 장착
CNC 하단에 구멍 패턴 장착
EDGE Pro Picopath CNC에는 엔클로저 하단에 CNC를 절단 테이블에 장착하는 10개의 장착 구멍이 있습니다.
이러한 구멍을 통해 장착 나사를 조이면 테이블 작동 시 CNC가 가장 안정된 상태를 유지합니다.
그림 9 EDGE Pro Picopath CNC 장착 구멍 패턴
50 EDGE Pro Picopath CNC 사용 설명서 80763F

권장 접지 및 쉴딩 사례
유지 관리를 수행하기 전에 전원 연결을 해제하십시오 . 플라즈마 시스템 커버를 벗겨야 하는 모든
작업은 공인 기술자가 수행해야 합니다 .
2 – 설치
권장 접지 및 쉴딩 사례
경고 !
전기 감전 사고는 사망을 유발할 수 있습니다 .
안전 예방조치에 대한 자세한 내용은 이 사용 설명서의
안전
섹션을 참조하십시오 .
소개
이 섹션에서는 무선 주파수 간섭(RFI)과 전자파 간섭(EMI)(
보호하기 위한 접지와 쉴딩에 대해 설명합니다. 또한 이 섹션에서는 DC 전원 접지와 서비스 접지에 대해서도
설명합니다. 이 섹션 마지막에 있는 구성도는 다음과 같은 유형의 플라즈마 절단 시스템 접지를 보여줍니다.
참고 : 여기에서 소개하는 접지 방식은 여러 설치 사례를 통해 그 우수한 결과가 입증된 것으로 , H ypertherm 은
일반적인 설치 공정의 일부로 사용하기를 권장합니다 . 이를 구현하는 데 사용되는 실제 방법은 시스템별로
다를 수 있지만 가급적이면 일관된 방식으로 사용해야 합니다 . 그러나 장비와 설치 사례 간의 차이로 인해
일부의 경우 이러한 접지 방법은 R FI / EMI 노이즈 문제를 해결하지 못할 수도 있습니다 .
노이즈
라고도 함)으로부터 플라즈마 절단 시스템을
접지 종류
서비스 접지(안전 접지 또는 전위 접지(PE)라고도 함)는 입력 라인 전압에 적용되는 접지 시스템입니다. 이 시스템은
모든 장비 또는 절단 테이블에서 작업자에게 감전 위험이 발생하지 않도록 보호합니다. 여기에는
플라즈마 시스템을 비롯하여 CNC, 모터 드라이브와 같은 기타 시스템으로 연결되는 서비스 접지와
절단 테이블에 연결되는 접지 로드가 포함됩니다. 플라즈마 회로에서, 접지는 상호 연결 케이블을 통해
플라즈마 시스템 섀시에서 각 콘솔의 섀시로 수행됩니다.
DC 전원 접지(절단 전류 접지라고도 함)는 토치에서 다시 플라즈마 시스템으로 절단 전류의 경로를 완료하는 접지
시스템입니다. 이를 위해서는 적절한 크기의 케이블을 사용하여 플라즈마 시스템의 포지티브 리드를
절단 테이블 접지 버스에 단단히 연결해야 합니다. 또한 가공물을 올려 놓는 슬래트가 테이블과
가공물에 안정되게 접촉된 상태여야 합니다.
RFI/EMI 접지 및 쉴딩은 플라즈마와 모터 드라이브 시스템에서 방출되는 전기적 '노이즈'의 양을 제한하는 접지
시스템입니다. 또한 CNC와 기타 제어 및 측정 회로에서 수신하는 노이즈의 양을 제한하기도 합니다.
이 섹션에서 설명하는 접지 사례는 주로 RFI/EMI 접지 및 쉴딩을 대상으로 합니다.
EDGE Pro Picopath CNC 사용 설명서 80763F 51

2 – 설치
권장 접지 및 쉴딩 사례
접지 사례
1. 달리 언급된 경우가 아니라면 구성도에 나와 있는 EMI 접지 케이블로 16mm2 용접 케이블(047040)만
사용하십시오.
2. 절단 테이블은 공통, 스타, EMI 접지점으로 사용되며 나사산이 있는 스터드를 테이블에 용접하고 동 버스 바를
장착해야 합니다. 버스 바를 갠트리에 장착할 때에는 별도의 버스 바를 가능하면 각 모터에 가깝게 배치해야
합니다. 갠트리의 각 끝에 모터가 있는 경우에는 별도의 EMI 접지 케이블을 먼쪽의 모터에서 갠트리 버스 바로
연결합니다. 갠트리 버스 바에는 테이블 버스 바에 연결되는 별도의 무거운 EMI 접지 케이블
21.2mm
연결되어야 합니다.
3. 접지 로드는 해당하는 국가 및 지역 전기 규정을 모두 충족해야 하며 절단 테이블로부터 6m 이내에 설치해야
합니다. 이것은 PE 접지로서, 16mm
테이블의 접지 버스에 연결해야 합니다.
4. 가장 효과적인 쉴딩을 위해서는 I/O 신호, 직렬 통신 신호, 멀티드롭 연결의 플라즈마 시스템 간, Hypertherm
시스템의 모든 부품 간 상호 연결용 Hypertherm CNC 인터페이스 케이블을 사용하십시오.
5. 이 접지 시스템에서 사용되는 모든 하드웨어는 황동이나 구리 소재여야 합니다. 절단 시스템에 용접된 스틸
스터드를 접지 버스 장착에 사용할 수 있는 경우 다른 알루미늄 또는 스틸 하드웨어는 일체 접지 시스템에 사용할
수 없습니다.
6. AC 전원, PE, 서비스 접지는 국가와 지역 규정에 따라 모든 장비에 연결해야 합니다.
7. 원격 고주파 콘솔(RHF)이 있는 시스템의 경우 포지티브, 네거티브, 파일럿 아크 리드는 가능한 한 거리를 두고
함께 묶어야 합니다. 토치 리드, 작업 리드, 파일럿 아크(노즐) 리드는 최소 150mm 떨어져 있는 경우에만 다른
와이어 또는 케이블에 평행으로 가설할 수 있습니다. 가급적이면 전원 케이블과 신호 케이블을 별도의 케이블
트랙에 가설하십시오.
8. RHF 콘솔이 있는 시스템의 경우 점화 콘솔은 토치에 최대한 가깝게 장착하고, 절단 테이블의 접지 버스 바에
직접 연결되는 별도의 접지 케이블을 준비해야 합니다.
9. 각 Hypertherm 구성 요소를 비롯하여 기타 모든 CNC 또는 모터 구동 캐비닛/엔클로저는 별도의 접지 케이블로
테이블의 공통(스타) 접지에 연결해야 합니다. 여기에는 점화 콘솔이 플라즈마 시스템에 고정되었든, 절단
테이블에 고정되었든, 이와 관계 없이, 점화 콘솔이 포함됩니다.
10. 토치 리드의 금속 편조 쉴드는 점화 콘솔과 토치에 단단하게 연결해야 합니다. 이것은 모든 금속, 바닥 또는
건물의 모든 접촉으로부터 전기적으로 절연되어 있어야 합니다. 토치 리드는 플라스틱 케이블 트레이 또는 트랙
내에 가설하거나 플라스틱 또는 가죽 덮개에 싸서 가설할 수 있습니다.
11. 토치 홀더 및 토치 브레이크어웨이 메커니즘 - 토치에 장착되는 부품이 아닌 리프터에 장착되는 부품은 최소
12.7mm 너비의 구리 밴드를 사용하여 리프터의 고정부에 연결해야 합니다. 리프터에서 갠트리 접지 버스 바로는
별도의 케이블을 연결해야 합니다. 밸브 어셈블리 역시 갠트리 접지 버스 바에 별도의 접지 연결이 필요합니다.
12. 갠트리가 테이블에 용접되지 않은 레일 위에서 이동하는 경우에는 각 레일의 끝과 테이블을 접지 케이블로
연결해야 합니다. 레일 접지 케이블은 테이블에 직접 연결되며, 테이블 접지 버스 바에 연결할 필요가 없습니다.
13. 전압 분배기 보드를 설치하는 경우 아크 전압이 샘플링되는 위치에 최대한 가깝게 장착해야 합니다.
권장되는 위치로는 플라즈마 시스템 엔클로저 내부가 있습니다. Hypertherm 전압 분배기 보드를 사용하고
있다면 출력 신호가 다른 모든 회로와 격리되고, 처리된 신호는 쉴드된 꼬임 케이블(Belden 1800F 또는 이와
동급인 케이블)을 통해 전달됩니다. 금박 쉴드가 아닌 편조 쉴드를 가진 케이블을 사용하십시오. 쉴드를 플라즈마
시스템의 섀시에 연결하고 다른 끝은 연결되지 않은 채로 두십시오.
14. 기타 모든 신호(아날로그, 디지털, 직렬, 인코더)는 쉴드된 케이블 내부에서 쌍꼬임 선을 통해 전달됩니다. 이러한
케이블의 커넥터는 금속 하우징으로 되어 있어야 합니다. 쉴드(배출구가 아님)는 케이블의 각 끝으로 커넥터의
금속 하우징에 연결해야 합니다. 쉴드 또는 드레인을 핀의 커넥터를 통해 연결하지 마십시오.
2
, (047031)이 있어야 합니다. 토치 리프터와 RHF 콘솔용 EMI 접지 케이블은 테이블 접지 버스에 각각
2
녹색/황색 접지 케이블(047121) 또는 이와 동급인 케이블을 사용하여 절단
52 EDGE Pro Picopath CNC 사용 설명서 80763F

2 – 설치
5
4
3
2
6
7
1 갠트리 접지 버스
2 접지 로드
3 플라즈마 시스템 리드(+)
4 원격 고주파(RHF) 콘솔
5 CNC 엔클로저
6 토치 홀더
7 플라즈마 시스템 섀시
1
2
1 절단 테이블 접지 버스에 연결된 케이블
2 갠트리의 구성 요소에서 나온 접지 케이블
권장 접지 및 쉴딩 사례
다음 그림은 절단 테이블 접지 버스의 예입니다. 여기에 나와 있는 구성 요소는 실제 시스템과 다를 수 있습니다.
다음 그림은 갠트리 접지 버스의 예입니다. 모터 가까운 곳에, 볼트로 갠트리에 고정되어 있습니다. 갠트리에 장착된
구성요소로부터 나오는 모든 개별 접지 케이블은 버스로 연결됩니다. 무거운 단일 케이블이 갠트리 접지 버스를
테이블 접지 버스에 연결합니다.
1
EDGE Pro Picopath CNC 사용 설명서 80763F 53

2 – 설치
섀시와 R FI 접지
AC 접지
12
11
10
9
8
7
6
5
4
3
2
1
1 절단 테이블
2 갠트리
3 플라즈마 시스템
4 테이블 접지 버스 바
5 갠트리 접지 버스 바
6 토치 높이 제어 리프터(ArcGlide, Sensor THC, Sensor PHC 등)
7 RHF 콘솔(일부 시스템에는 없음). 테이블 접지 버스 바에 연결합니다.
8, 9 시스템 특정 구성 요소(예: 계량 콘솔, 가스 콘솔 또는 선택 콘솔)
10 CNC 섀시
11 토치 높이 제어 모듈(ArcGlide, CommandTHC)
12 시스템 특정 구성 요소(예: 냉각 장치 또는 냉각기)
13 DC 전원 접지
13
권장 접지 및 쉴딩 사례
다음 구성도는 플라즈마 절단 시스템의 구성 요소 접지에 대한 예입니다.
54 EDGE Pro Picopath CNC 사용 설명서 80763F

2 – 설치
X−
Y−
Y+
X+
3
2
1
EDGE Pro Picopath CNC
2
CNC 작업자 콘솔
3
테이블 원점과 홈 위치(0,0)
X축과 Y축 구성
X축과 Y축 구성
X축과 Y축을 구성하려면 먼저 테이블의 어떤 축을 X축과 홈 위치로 할 것인지를 결정하십시오.
그런 후 테이블에 원하는 구성과 일치하도록 Phoenix 소프트웨어에서 X와 Y 방향과 홈 위치를
정의하십시오(설정>비밀번호>장비 설정). 소프트웨어와 테이블의 축 방향과 홈 위치 정의가 일치해야 시스템이 부분
프로그램을 정상적으로 실행할 수 있습니다.
그림 10 EDGE Pro Picopath CNC로 구성된 형상 절단 시스템의 예
1
EDGE Pro Picopath CNC 사용 설명서 80763F 55
2 – 설치
작업자 콘솔
작업자 콘솔
EDGE Pro Picopath CNC에는 두 절단 토치 또는 스테이션을 작동할 수 있게 해주는 2−스테이션 작업자 콘솔이
장착되어 있습니다.
작업자 콘솔에서 다음 작업을 수행할 수 있습니다:
• 절단 프로그램 시작 및 중지
• 수동 모드로 전환
• 조이스틱으로 토치 수동 조작
• 경로의 앞 또는 뒤로 이동
• 이동/조작 및 절단 이송 속도 조절
• 두 절단 스테이션 활성화 또는 비활성화
작업자 콘솔의 장치 I/O가 표 3에 나와 있는 것와 같이 입력 및 출력 129 이상에 할당되어 있습니다.
작업자 콘솔 및 전용 I/O
CNC 작업자 콘솔의 장치 I/O는 모두 공장 기본값으로 미리 할당되어 있습니다. 이러한 I/O 할당은 129에서
시작됩니다.
표 3 작업자 콘솔 및 전용 I/O 할당
기능 입력 번호 출력 번호
전면판 시작 129
전면판 중지 130
전면판 수동 131
전면판: 경로의 앞으로 이동 132
전면판: 경로의 뒤로 이동 133
위로 이동 134
아래로 이동 135
왼쪽으로 이동 136
오른쪽으로 이동 137
자동 선택 1 138
수동 선택 1 139
토치 올리기 1 140
토치 내리기 1 141
자동 선택 2 142
수동 선택 2 143
토치 올리기 2 144
토치 내리기 2 145
스테이션 활성화 LED 1 129
스테이션 활성화 LED 2 130
스피드팟 1(프로그램 속도) 아날로그 입력 1
스피드팟 2(조그 이동 속도) 아날로그 입력 2
변경된 실내 온도 아날로그 입력 4
참고: 다른 Hypertherm CNC에서 설정 파일을 로드하는 경우 이러한 I/O 할당은 변경되지 않습니다.
Phoenix 소프트웨어는 다음에 시작 시 이러한 할당을 복원합니다.
56 EDGE Pro Picopath CNC 사용 설명서 80763F

2 – 설치
AC 전원 커넥터
전압 범위: 115~240V, 단상
퓨즈 크기: 250V, 2A, 지연형,
5mmx20mm(2) 또는 0.25인치x1.25인치(1)
접지 너트와 잠금 워셔 1/4인치 – 20 UNC
EDGE Pro Picopath CNC(제공된 조건)
전원 입력 모듈:
퓨즈 2개: 250V, 2A, 지연형, 5mmx20mm
EDGE Pro Picopath CNC(제공된 조건)
전원 입력 모듈:
퓨즈 2개: 250V, 2A, 지연형, 5mmx20mm
고객 제공 전원
L1–라인
L2–라인
PE 접지
L1–라인
L2–중립
PE 접지
고객 제공 전원
EDGE Pro Picopath
(현장 선택 가능 옵션)
전원 입력 모듈:
퓨즈 1개: 250V, 2A, 지연형, 0.25인치x1.25인치
L1–라인
L2–라인
PE 접지
고객 제공 전원
AC 전원
AC 전원
전원 입력
그림 11 AC 전원 입력 커넥터 EDGE Pro Picopath CNC 후면에 있는 전원 입력 커넥터를 설명합니다.
그림 11 AC 전원 입력 커넥터
AC 전원 케이블은 북미 지역의 표준 장비이며, CNC와 함께 제공됩니다. 다른 지역인 경우 해당 지역의 규정과 전원
연결 요건에 맞는 IEC-60320-C13 끝이 있는 전원 케이블을 사용하십시오.
전원 케이블을 만들려면 해당 CNC와 함께 제공되는 전원 커넥터(108842)를 사용하고 해당 지역의 전기 규정에 따라
라인, 중립, 접지 신호용 3선 케이블을 연결하십시오. 자세한 전기 사양은 42페이지의
시스템 사양
항목을
참조하십시오. 그림 12는 전원 케이블을 만드는 방법을 예로 보여줍니다.
그림 12 입력 VAC 배선의 예
EDGE Pro Picopath CNC 사용 설명서 80763F 57

2 – 설치
절단 테이블의 별표 접지 단자에 연결.
접지 스터드에는 1/4-20 나사가 있습니다.
AC 전원
섀시 접지
안전한 작동을 위해 해당 국가 및 지역의 전기 규정에 따라 올바르게 CNC에 접지를 해야 합니다. 그림 13과
같이 CNC 뒷면의 접지 스터드와 절단 테이블의 별표 접지 단자를 연결할 때 16mm
2
배선을 사용하십시오.
경고!
감전으로 사망할 수 있습니다.
이 접지 연결 시 안전하게 작업할 수 있도록 배선을 해야 합니다.
그림 13 CNC의 접지 케이블
58 EDGE Pro Picopath CNC 사용 설명서 80763F

2 – 설치
통신 인터페이스
통신 인터페이스
그림 14는 EDGE Pro Picopath CNC 후면에 있는 인터페이스 포트와 그 위치를 설명합니다.
그림 14 인터페이스 포트
Hypernet 인터페이스
Hypernet 인터페이스를 사용하면 차폐식 이더넷 켓−5e 케이블로 Hypernet 프로토콜을 사용하여 EDGE Pro Picopath
CNC를 ArcGlide THC와 플라즈마 시스템에 연결할 수 있습니다. 이 구성에는 EDGE Pro Picopath CNC에서
시스템의 다른 장치로 통신하기 위한 산업용 이더넷 스위치가 포함되어야 합니다. Hypernet 케이블 길이와 부품
번호는
LAN 인터페이스
부품 목록
항목을 참조하십시오.
RJ−45 LAN 인터페이스를 사용하면 EDGE Pro Picopath CNC를 LAN에 연결하여 부품을 다운로드하고 Remote
Help를 사용할 수 있습니다. LAN 케이블 길이와 부품 번호는
LAN을 통해 통신하기 위한 CNC 설정에 대한 자세한 정보는
설명서
(806410)에서 확인하십시오.
부품 목록
항목을 참조하십시오.
Phoenix 소프트웨어 V9 시리즈 설치 및 설정
USB 인터페이스
사용자 콘솔의 포트처럼 EDGE Pro Picopath CNC의 뒷면에 있는 USB 2.0 포트를 사용하여 프로그램을 로드하거나
USB 키보드 또는 마우스를 연결할 수 있습니다.
시리얼 포트
EDGE Pro Picopath CNC 뒷면에 있는 두 시리얼 RS−232/RS−422 포트는 구성 가능한 포트로, D 서브 9 핀 커넥터에
사용할 수 있습니다. 전송 속도는 최대 115K Baud입니다. 기본적으로 이 두 포트는 RS−422용으로 미리 설정되어
있습니다. 자세한 내용은 111페이지의
유틸리티 및 시리얼 격리 보드(141307)
항목을 참조하십시오.
무선 안테나
EDGE Pro Picopath CNC 뒷면에 있는 무선 안테나는 무선 네트워크 보드(141223)에 연결되어 있습니다. 이 무선
보드는 802.11N과 802.11G 표준을 준수하며, 무선 G 또는 N LAN에 연결됩니다. 이 보드는 부분 프로그램 다운로드,
Remote Help 또는 기타 네트워크 작업 시 무선 G 또는 그 이상의 성능을 발휘합니다. CNC를 무선 네트워크에
연결하는 자세한 지침은
Phoenix 소프트웨어 V9 시리즈 설치 및 설정 설명서
(806410)의
네트워킹
을 참조하십시오.
EDGE Pro Picopath CNC 사용 설명서 80763F 59

2 – 설치
CNC
+5 VDC
+24 VDC
고객 제공 케이블
공통
쉴드
37
고객 회로
스위치(일반적으로 개방 스위치)
Picopath I/O
Picopath I/O
I/O 할당은 Phoenix 소프트웨어의 I/O 설정 화면에서 이루어집니다. 자세한 내용은
설치 및 설정 설명서
그림 15 Picopath I/O 구성을 가진 EDGE Pro CNC의 후면 보기
(806410)를 참조하십시오.
Phoenix 소프트웨어 V9 시리즈
Picopath I/O는 다음 항목으로 구성됩니다:
• 입력 12개 – 정격 24 VDC
• 출력 12개 – 정격 24 VDC(최대 부하 1A)
• Picopath PCB의 24 VDC 필드 전원공급장치(총 사용량 1.5A)
Picopath I/O 회로 예
그림 16 입력 – CNC 싱크
60 EDGE Pro Picopath CNC 사용 설명서 80763F
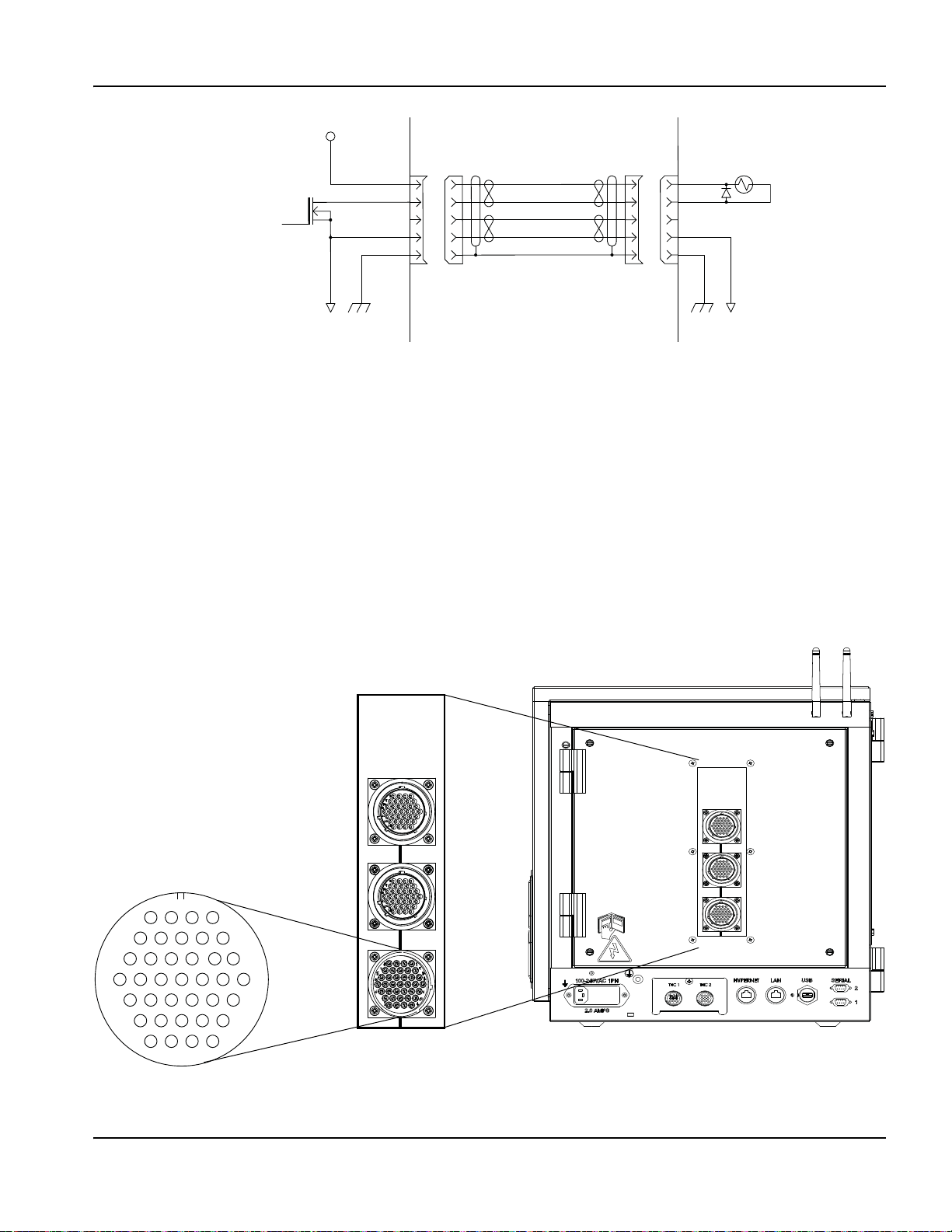
Picopath I/O
고객 회로
24 VDC 코일(다이오드 포함)
FET
CNC 고객 제공 케이블
쉴드
공통
+24 VDC
37
1
5
10
16
23
29
34
4
9
15
22
28
33
37
Z/W 축
드라이브
인코더
X/Y 축
드라이브
인코더
J8 12 I/O
그림 17 출력, 24 VDC 코일 – CNC 싱크
Picopath I/O 연결
이 섹션에서는 Picopath I/O 케이블, 커넥터, 이를 통해 전달되는 I/O 신호에 대해 설명합니다.
Picopath I/O 케이블
다음 정보를 사용하여 Picopath I/O 케이블을 만듭니다. Picopath I/O 결합 커넥터는 수 원형 커넥터입니다.
2 – 설치
• Hypertherm 키트: 228490
• 케이블 커넥터: AMP 208470-1
• 케이블 클램프: AMP 208945-8
• 소켓 접속부(37): AMP 66105-3
그림 18 Picopath I/O 커넥터 J8
EDGE Pro Picopath CNC 사용 설명서 80763F 61

2 – 설치
Picopath I/O
12 I/O의 Picopath 핀 출력
Picopath 12 I/O
핀 번호 신호 핀 번호 신호 핀 번호 신호
1
2
3
4
5
6
7
8
9
10
11
12
입력 1
입력 2
입력 3
입력 4
입력 5
입력 6
입력 7
입력 8
입력 9
입력 10
입력 11
입력 12
13
14
15
16
17
18
19
20
21
22
23
24
N/C
+24 VDC
+24 VDC
N/C
24V 공통
24V 공통
N/C
N/C
출력 1
출력 2
출력 3
출력 4
25
26
27
28
29
30
31
32
33
34
35
36
37
출력 5
출력 6
출력 7
출력 8
출력 9
출력 10
출력 11
출력 12
I/O 쉴드
+24 VDC
+24 VDC
24V 공통
24V 공통
62 EDGE Pro Picopath CNC 사용 설명서 80763F

Picopath 드라이브/인코더 연결
1
5
10
16
23
29
34
4
9
15
22
28
33
37
J6
Z/W 축
드라이브
인코더
J7
X/Y 축
드라이브
인코더
서보 보드이 점퍼(141122 또는 141254)를 사용하여 다음 항목을 선택할 수 있습니다:
1
고객 제공 인코더와 필드 전원
2 12 VDC 인코더 전원
3 5 VDC 인코더 전원(기본값)
3
2
2 – 설치
Picopath 드라이브/인코더 연결
Picopath 축 할당은 Phoenix 소프트웨어의 축 설정 화면에서 이루어집니다. 자세한 내용은
시리즈 설치 및 설정 설명서
(806410)를 참조하십시오.
Phoenix 소프트웨어 V9
Picopath 드라이브/인코더 케이블
Picopath 드라이브/인코더 결합 커넥터는 37핀 암 원형 커넥터입니다.
다음 정보를 사용하여 Picopath 드라이브/인코더 케이블을 만듭니다.
• Hypertherm 키트: 228489
• 케이블 커넥터: AMP 208472-1
• 케이블 클램프: AMP 208945-8
• 핀 접속부(37): AMP 66103-3
• 케이블: 인코더 신호용 Belden # 9504 또는 동급 제품
• 케이블: 드라이브 신호용 Belden # 9501 또는 동급 제품
참고: 잡음 내성을 최적화하고 공통선이 접지로부터 분리되도록 케이블 쉴드를 커넥터의 금속 셸에 연결하십시오.
Picopath 드라이브/인코더 커넥터
그림 19 Picopath 드라이브/인코더 커넥터 J6과 J7
1
EDGE Pro Picopath CNC 사용 설명서 80763F 63

2 – 설치
Picopath 드라이브/인코더 연결
Picopath 드라이브/인코더 핀 출력
커넥터 J7용 핀 출력 커넥터 J6용 핀 출력
X 축 Y 축
22
33인코더 전원 공통 33인코더 전원 공통
77인코더 전원 쉴드 77인코더 전원 쉴드
41
86
95인코더 채널 A 입력 95인코더 채널 A 입력
14 11 인코더 채널 /A 입력 14 11 인코더 채널 /A 입력
15 10 인코더 채널 B 입력 15 10 인코더 채널 B 입력
21 17 인코더 채널 /B 입력 21 17 인코더 채널 /B 입력
22 16 인코더 채널 Z 입력 22 16 인코더 채널 Z 입력
28 23 인코더 채널 /Z 입력 28 23 인코더 채널 /Z 입력
13 12 인코더 쉴드 13 12 인코더 쉴드
24 26
25 27
37 34
33 29 서보 출력(±10 VDC) 33 29 서보 출력(±10 VDC)
32 30 구동 전원 공통 32 30 구동 전원 공통
36 35
20 18 서보 출력 공통 20 18 서보 출력 공통
19 31 구동/서보 쉴드 19 31
인코더 전원용 +5 VDC 또는
+12 VDC
인코더 전원 출력
(필요 시 사용 가능)
인코더 전원 공통
(필요 시 사용 가능)
구동 활성화 입력
(릴레이 접촉 폐쇄)
구동 활성화 출력
(릴레이 접촉 폐쇄)
구동 전원 입력
(+12 VDC 또는 +15 VDC)
구동 전원 입력
(−12 VDC 또는 −15 VDC)
신호
Z 축 W 축
22
41
86
24 26
25 27
37 34
36 35
인코더 전원용 +5 VDC 또는
+12 VDC
인코더 전원 출력
(필요 시 사용 가능)
인코더 전원 공통
(필요 시 사용 가능)
구동 활성화 입력
(릴레이 접촉 폐쇄)
구동 활성화 출력
(릴레이 접촉 폐쇄)
구동 전원 입력
(+12 VDC 또는 +15 VDC)
구동 전원 입력
(−12 VDC 또는 −15 VDC)
구동/서보 쉴드
신호
참고: 내성 잡음이 최적화되도록 케이블 쉴드를 외부 PE 스터드에 연결하십시오.
64 EDGE Pro Picopath CNC 사용 설명서 80763F

통합 THC I/O 구성
THC I/O 인터페이스
그림 20 THC 1/THC 2 인터페이스
THC I/O 핀 출력
핀 번호 THC 1 THC 2 신호
2 – 설치
통합 THC I/O 구성
1
2
3
4
5
6
7
8
9
공통 공통 공통
입력 + 입력 + 노즐 접속부 감지 +
입력 - 입력 - 노즐 접속부 감지 -
출력 + 출력 + 노즐 접속부 활성화 +(릴레이 접속부)
출력 - 출력 - 노즐 접속부 활성화 -(릴레이 접속부)
아날로그 입력 + 아날로그 입력 + THC +
아날로그 입력 - 아날로그 입력 - THC -
출력 + 출력 + 일시 정지 점화(릴레이 접속부)
출력 - 출력 - 일시 정지 점화(릴레이 접속부)
접지 스터드 접지 스터드 쉴드
EDGE Pro Picopath CNC 사용 설명서 80763F 65

2 – 설치
통합 THC I/O 구성
THC 케이블
다음 목록과 표는 Sensor THC, EDGE Pro CNC, 전압 분배기 보드(VDC3)의 커넥터에 대한 세부 정보를
보여줍니다(141201). 이 정보를 사용하여 시스템에서 이러한 장치를 연결하는 케이블과 커넥터를 만듭니다.
THC 커넥터는 9핀 수 원형 커넥터입니다:
• Hypertherm 키트: 228495
• 케이블 커넥터: AMP 206708-1
• 케이블 클램프: AMP 206966-7
• 소켓 접속부(9): AMP 66105-3
VDC3의 J1 전원 커넥터
핀 번호 신호
1
2
VDC3의 J2와 CNC의 THC 1 또는 THC 2 간 케이블용 핀 출력
120 VAC 라인
120 VAC 중립
VDC3의 J2 I/O 커넥터 CNC의 THC 1과 THC 2 커넥터
핀 번호
1
2
3
4
5
6
7
8
노즐 접속부 감지(출력)
노즐 접속부 활성화(입력)
섀시 접지(케이블 쉴드)
신호
24 VDC 공통(출력)
+24 VDC(출력)
24 VDC 공통(출력)
+ 아날로그 출력
- 아날로그 출력
핀 번호
VDC3의 J3 필드 커넥터(검정 터미널 스트립)
핀 번호 신호
1
2
3
4
6
EMI 접지
전극(플라즈마 시스템 내 음 연결부 연결)
구조(플라즈마 시스템 내 양 연결부 연결)
연결 없음
쉴드
출력
1
2
3
4
5
6
7
24 VDC 공통(입력)
노즐 접속부 감지 +
노즐 접속부 감지 -
노즐 접속부 활성화 +
노즐 접속부 활성화 -
+ 아날로그 입력
- 아날로그 입력
66 EDGE Pro Picopath CNC 사용 설명서 80763F

섹3션
1
2
3
4
5
1
데이터 전송
2
전원 스위치
3
프로그램 실행 제어
4
스테이션 제어
5
수동 동작 제어
작동
CNC 작동
EDGE Pro CNC는 정보를 입력하고 소프트웨어를 탐색하기 위한 옵션 USB로 연결된 키보드와 마우스가 있는
터치스크린을 지원합니다. 자세한 내용은
테이블 제조업체가 제공한 절단 시스템의 구성 요소에 관한 자세한 내용은 해당 제조업체의 설명서를 참조하십시오.
작업자 콘솔은 CNC의 전원을 켜며, 파트 프로그램을 시작하기 전 스테이션 선택, 절단 공구 올리기/내리기, 절단
공구 위치 조정 등의 시스템 동작을 제어합니다.
그림 21 EDGE Pro 작업자 콘솔이 아래에 나와 있습니다.
Phoenix 소프트웨어 작업자 설명서
(806400)를 참조하십시오.
EDGE Pro Picopath CNC 사용 설명서 80763F 67

3 – 작동
CNC 작동
터치스크린 LCD
Phoenix 소프트웨어는 해상도가 1024x768인 터치스크린용으로 설계되었습니다. 창 제어와 필드를 눌러서
소프트웨어에 데이터를 입력할 수 있습니다. 자동 데이터 입력이 필요한 모든 필드는 해당 필드를 터치하면 화면
키패드에 표시됩니다.
터치스크린, 물 떨어짐, 돌발적인 움직임
CNC가 X−Y 워터 테이블에 설치되어 있고 Watch Window에 조그 키가 표시되는 경우 물이 떨어지는 것이 안전
문제가 될 수 있습니다. 물이 테이블에서 터치 스크린으로 튀면 이로 인해 조그 키가 활성화되어 테이블이
돌발적으로 움직일 수 있습니다. 돌발적인 움직임으로 작업자와 주위 사람이 다칠 수 있고 장비가 손상될 수 있으며
절단에 오류가 발생할 수 있습니다. 물이 터치스크린에 떨어져서 발생하는 움직임을 방지하려면:
• 손이 마른 상태로 터치스크린을 사용하십시오.
• 터치스크린이 물 튀김으로부터 보호되도록 CNC를 설치하십시오.
• 잘못하여 물이 터치스크린에 닿은 경우 Watch Window에 조그 키를 표시하지 마십시오.
자세한 내용은 해당 지역의 Hypertherm 기술 서비스팀에 문의하십시오.
68 EDGE Pro Picopath CNC 사용 설명서 80763F

3 – 작동
CNC 작동
화면 탐색
이 소프트웨어에서 화면 하단에 있는 키를 소프트 키라고 합니다. 소프트 키는 PC 키보드의 기능 키에 해당합니다.
OK(확인)와 Cancel(취소) 소프트 키는 화면에서 만들어진 변경 사항을 저장하거나 취소합니다.
자세한 내용은
참고: 각 화면에 표시되는 기능은 사용자 수준(초보자, 중급자, 고급자)과, 특별 설정과 스테이션 구성 화면에
활성화된 기능에 따라 달라집니다. 이 설명서는 CNC가 고급 모드에 있고 모든 기능을 표시하고 있는 것으로
가정합니다.
Phoenix 소프트웨어 작업자 설명서
(806400)를 참조하십시오.
EDGE Pro Picopath CNC 사용 설명서 80763F 69

3 – 작동
CNC 작동
도움말
각 화면에 관한 정보를 보여주는 도움말 소프트 키를 선택하십시오.
도움말 화면을 나가서 제어 화면으로 돌아가려면 OK(확인) 소프트 키를 선택하십시오.
즐겨찾기 표시 소프트 키는 탐색창을 엽니다.
추가적인 설명서 보기
도움말 화면은 또한 정보의 다른 유형을 소프트 키를 보여줍니다. 예를 들어:
• 플라즈마 시스템이나 토치 높이 제어같은 CNC와 함께 설치되어 있는 Hypertherm 장비를 위한 설명서
• 테이블 제조업체에서 제공된 기기를 위한 설명서
이 추가 정보를 보려면 이러한 키 중 하나를 선택하십시오.
70 EDGE Pro Picopath CNC 사용 설명서 80763F

즐겨찾기 표시
참고: 도움말 항목 목록을 보려면 도움말 화면의 즐겨찾기 표시 소프트 키를 선택하십시오. 해당 항목을 보려면
목록에서 해당 제목을 클릭하십시오.
3 – 작동
자동화 작업
자동화 작업
Phoenix 소프트웨어에는 작업물 정렬과 파트 절단 작업을 자동화하는 2가지 마법사가 포함되어 있습니다.
Align 마법사
Align 마법사는 작업물에 배열을 정렬하고 경사진 작업물을 조절하고 프로그램 시작 지점에서 토치를 배치하는 일을
포함한 여러 가지의 과정을 자동화합니다.
Align 마법사를 시작하려면 주 화면상의 현재 파트 옵션를 선택한 후 정렬을 선택하십시오. Align 마법사는 자동으로
시작됩니다. 그렇지 않으면, Align 마법사 소프트 키를 선택하십시오.
자세한 내용은
EDGE Pro Picopath CNC 사용 설명서 80763F 71
Phoenix 소프트웨어 V9 시리즈 작업자 설명서
(806400)의
Align 마법사
를 참조하십시오.

3 – 작동
Phoenix 소프트웨어 업데이트
CutPro 마법사
CutPro 마법사는 부품이나 배열을 로드하고, 절단 공정을 선택하고, 작업물의 부품이나 배열을 정렬하고 프로그램을
시작하는 등의 보통의 절단 과정을 자동화합니다.
CNC를 시작하면 CutPro 마법사가 자동으로 실행될 수 있습니다. 그렇지 않은 경우 주 화면에서 CutPro 마법사
소프트 키를 선택하여 마법사를 시작합니다. CutPro 마법사에 관한 자세한 내용은
작업자 설명서
(806400)의
파트 절단
을 참조하십시오.
Phoenix 소프트웨어 V9 시리즈
Phoenix 소프트웨어 업데이트
Hypertherm은 Phoenix 소프트웨어에 정기적으로 업데이트를 제공합니다. 웹사이트 www.hypertherm.com에서 최신
소프트웨어를 다운로드할 수 있습니다. 제품>자동화 절단>제어>Phoenix 소프트웨어 업데이트를 선택하여 Phoenix
소프트웨어 업데이트 다운로드 페이지를 여십시오. 이 페이지에서 다음 파일을 다운로드할수 있습니다:
• Phoenix 소프트웨어 업데이트(update.exe)
• Phoenix 도움말 파일(Help.exe)
• 절단 도표(CutChart.exe)
사용 언어로 된 업데이트를 다운로드하려면 Phoenix 소프트웨어 업데이트 다운로드 페이지에 있는
지침을 따르십시오.
Phoenix 소프트웨어를 업데이트하기 전에, 이 지시사항을 따르십시오:
• 시스템 파일을 백업하십시오: 주 화면에서 파일>디스크에 저장>디스크에 시스템 파일 저장를 선택하십시오.
자세한 내용은
참조하십시오.
• Hypertherm.com에서 다운로드한 파일을 USB 메모리 스틱의 루트 폴더에 복사하십시오. CNC는 폴더 내의
파일을 읽을 수 없습니다.
• 소프트웨어를 업데이트한후에 CNC를 다시 시작하십시오.
Phoenix 소프트웨어 작업자 설명서
(806400)의 진단 및 문제 해결에 있는 시스템 파일 저장을
출시 정보
문서의
소프트웨어 업데이트
1. CNC에서, update.exe 파일이 포함되어 있는 메모리 스틱을 USB 포트에 꽂습니다.
참고: 메모리 스틱의 루트 폴더에서 update.exe가 있는지 확인하십시오.
2. 주 화면에서 설정>비밀번호를 선택하십시오. 화면을 두 번 눌러서 화면 키보드를 표시하십시오.
3. UPDATESOFTWARE(모두 대문자로, 한 단어로)를 입력하고 Enter 키를 선택하십시오. Phoenix 소프트웨어는
자동적으로 메모리 스틱을 읽으며 새로운 소프트웨어를 설치합니다.
도움말 업데이트
1. CNC에서, Help.exe 파일이 포함되어 있는 메모리 스틱을 USB 포트에 꽂습니다.
참고: 메모리 스틱의 루트 폴더에서 Help.exe가 있는지 확인하십시오
2. 주 화면에서 설정>비밀번호를 선택하십시오. 화면을 두 번 눌러서 화면 키보드를 표시하십시오.
3. UPDATEHELP(모두 대문자로, 한 단어로)를 입력하고 Enter 키를 선택하십시오. Phoenix 소프트웨어는
자동적으로 메모리 스틱을 읽으며 새로운 도움말 파일을 설치합니다.
72 EDGE Pro Picopath CNC 사용 설명서 80763F

3 – 작동
Phoenix 소프트웨어 업데이트
절단 도표 업데이트
Hypertherm은 .fac와 .usr의 두 가지 파일 형식으로 절단 도표를 제공합니다: .fac 파일은 공장 기본 절단 도표입니다.
이 절단 도표는 변경될 수 없습니다. .usr 절단 도표에는 절단 도표를 변경하고 공정 저장 소프트 키로 저장한 변경
사항이 포함되어 있습니다.
절단 도표 업데이트 파일(CutChart.exe)은 .fac 와 .usr 두가지 절단 도표 파일을 포함합니다. 업데이트는 모든 .usr
절단 도표를 자동으로 덮어씁니다. 업데이트를 설치하기 전, 수정된 절단 도표를 백업하십시오.
Hypertherm은 수정된 절단 도표를 맞춤형 절단 도표로 저장할 것을 권장합니다. 사용자 절단 도표를 만들 때,
Phoenix는 고유한 이름으로 .usr 파일을 만듭니다. 이것은 사용자 절단 도표가 CutChart.exe에서 .usr파일에 의해
덮어쓰여지는 것을 방지합니다. 지침은 Phoenix 소프트웨어 작업자 설명서(806400)를 참조하십시오.
수정된 절단 도표를 백업하기:
1. CNC에서 메모리 스틱을 USB 포트에 삽입하십시오.
2. 주 화면에서, 플라즈마 1 절단 도표와 같이 절단 도표 소프트 키 중 하나를 선택하십시오.
3. 절단 도표 저장 소프트 키를 선택하십시오. Phoenix는 메모리 스틱의 플라즈마 1 전원공급장치 유형과 연관된
모든 절단 도표를 복사합니다.
절단 도표 업데이트:
1. CNC에서, CutChart.exe 파일이 포함되어 있는 메모리 스틱을 USB 포트에 꽂습니다.
참고: 메모리 스틱의 루트에서 CutChart.exe 파일이 있는지 확인하십시오. CNC는 폴더 내의 파일을 읽을 수
없습니다.
2. 주 화면에서, 공정을 선택하고 플라즈마 1 절단 도표와 같은 절단 도표 소프트 키 중 하나를 선택하십시오.
3. 절단 도표 로드 소프트 키를 선택한 다음 메모리 스틱에서 절단 도표를 로드하라는 프롬프트가 표시되면 예를
선택하십시오. Phoenix는 절단 도표를 추출하여 하드 드라이브로 복사합니다.
4. 하드 드라이브에 다시 복사하기 위해 절단 도표를 수정한 경우 Phoenix를 종료하고 Windows
사용하여 .usr 파일을 하드 드라이브에 다시 복사해야 합니다. 절단 도표 폴더는 c:\Phoenix\CutCharts입니다.
®
탐색기를
EDGE Pro Picopath CNC 사용 설명서 80763F 73

3 – 작동
Phoenix 소프트웨어 업데이트
74 EDGE Pro Picopath CNC 사용 설명서 80763F

유지 관리 및 진단
경고!
감전으로 사망할 수 있습니다.
유지보수를 수행하기 전에 전원 연결을 해제하십시오.
자격을 갖춘 담당자만 AC 전원이 연결되어 있는 CNC 캐비닛 내부 작업을 수행할 수 있습니다.
섹4션
예방조치에 대한 자세한 내용은 11페이지의
안전
절을참조하십시오.
소개
Hypertherm은 문제 해결 테스트를 수행하는 서비스 담당자가 고전압 전자 기계 시스템 경험을 가진 수준 높은 전자
서비스 기술자인 것으로 가정합니다. 최종 절연 문제 해결 기술도 알고 있다고 가정합니다.
또한 기술적으로 공인을 받으려면, 유지보수 인력이 안전과 관련된 모든 테스트를 수행해야 합니다. 작동 예방조치와
경고에 대한 자세한 내용은 11페이지의
안전
항목을 참조하십시오.
터치스크린 관리 및 취급
다음 요령이 터치스크린 기능을 최적 수준으로 유지하는 데 도움이 됩니다:
• 터치스크린을 청소하려면 창 또는 유리 세정제를 사용하십시오. 세정제를 깨끗하고 부드러운 천에 묻혀서
터치스크린을 닦으십시오. 터치스크린에 세정제를 직접 뿌리지 마십시오.
• 터치스크린에 액체가 침투하지 않도록 하십시오. 액체가 내부에 침투한 경우 전원을 다시 켜기 전에 유자격
서비스 전문가를 통해 점검하십시오.
• 표면을 긁을 수 있는 천이나 스펀지로 화면을 닦지 마십시오.
• 알코올(메틸, 에틸 또는 이소프로필)이나 강한 용제는 사용하지 마십시오. 시너나 벤젠, 연마성 세제 또는 압축
공기는 사용하지 마십시오.
EDGE Pro Picopath CNC 사용 설명서 80763F 75
4 – 유지 관리 및 진단
진단 테스트
진단 테스트
장비 인터페이스 테스트
다음 커넥터(키트 228510)와 Phoenix 소프트웨어를 사용해 진단 테스트를 수행하여 EDGE Pro Picopath CNC의
인터페이스 포트를 테스트할 수 있습니다:
• LAN 및 Hypernet(228503)
• 직렬 인터페이스(228504)
• USB(228505)
• I/O(228500 – 흰색, 228501 – 오렌지색)
• 축(228499)
• THC(228537)
인터페이스 테스트를 시작하려면:
1. 주 화면에서 설정>진단>장비 인터페이스를 선택합니다.
2. 장비 비밀번호를 입력하십시오.
3. 장비 인터페이스 화면의 CNC 이미지에서 테스트할 커넥터를 선택하십시오.
4. 다음 주제와 개별 테스트 화면의 지침을 따르십시오.
LAN 및 Hypernet 테스트
LAN 테스트와 Hypernet 테스트에서는 모두 그림 22의 동일한 테스터를 사용합니다.
그림 22 LAN 및 Hypernet 테스터
다음의 경우에 이 테스트를 수행하십시오:
• CNC가 ArcGlide 또는 플라즈마 시스템과 통신을 하지 않는 경우
• CNC가 LAN과 통신을 하지 않는 경우
LAN 또는 Hypernet 포트를 테스트하려면:
1. 장비 인터페이스 화면에서 LAN 또는 Hypernet 포트를 선택하십시오.
2. 화면에 표시되는 지침에 따라 테스터에 연결하십시오.
3. Hypernet 또는 LAN 테스트 화면에서 테스트를 선택하십시오. 테스트에 성공하면 메시지가 표시되어
알려줍니다.
4. 두 테스트에 실패하는 경우 마더보드에서 테스트를 실행하십시오. 테스트에 다시 실패하면 내부 케이블(223010,
223011 또는 둘 다)을 교환하십시오.
5. 테스트를 반복하십시오. 테스트에 다시 실패하면 마더보드(141110)를 교환하십시오.
76 EDGE Pro Picopath CNC 사용 설명서 80763F

4 – 유지 관리 및 진단
진단 테스트
시리얼 테스트
EDGE Pro에는 시리얼 포트 2개가 장착됩니다. 시리얼 1과 2는 점퍼 위치에 따라 RS−422 또는 RS−232 통신을
지원합니다. 자세한 내용은 111페이지의
그림 23 시리얼 테스터
다음의 경우에 이 테스트를 수행하십시오:
• 시리얼 포트를 통해 전송되는 정보 또는 프로세스가 올바르게 작동하지 않을 때
• CNC에서 시리얼 포트를 통해 파일을 다운로드할 수 없을 때
• 플라즈마 공급에 대한 시리얼 링크가 실패할 때
테스트 하드웨어로 시리얼 통신을 테스트하려면:
1. 장비 인터페이스 화면에서 테스트할 시리얼 포트를 선택하십시오.
2. CNC에서 시리얼 테스트 하드웨어를 선택한 포트에 꽂으십시오.
3. 시리얼 테스트 화면에서 테스트를 선택하십시오. 테스트에 성공하면 메시지가 표시되어 알려줍니다.
4. 테스트에 실패하면 테스터를 마더보드의 시리얼 포트 중 하나에 꽂고 테스트를 다시 선택하십시오.
5. 테스트에 통과하면 테이블 제조업체에 연락하여 유틸리티와 시리얼 격리 보드(141307)를 교환하십시오.
6. 테스트에 실패하면 테이블 제조업체에 연락하여 마더보드(141110)를 교환하십시오.
유틸리티 및 시리얼 격리 보드(141307)
항목을 참조하십시오.
하드웨어 테스터가 없는 경우 온라인 시리얼 진단 테스트를 사용하십시오. 설정>진단>포트를 선택하고 화면의
지침을 따르십시오.
USB 테스트
이 테스트를 사용하여 CNC 앞뒤의 USB 포트를 점검합니다. 진단 소프트웨어는 소프트웨어가 찾은 첫 번째 USB
메모리 스틱을 테스트하므로, 이 테스트를 수행하기 전에 모든 USB 메모리 스틱을 분리하는 것이 중요합니다.
그림 24 USB 테스터
파트 프로그램을 로드/저장하거나 절단 도표, 소프트웨어 또는 도움말을 업데이트하려고 시도할 때 메모리 스틱이
옵션으로 표시되지 않으면 이 테스트를 수행하십시오.
CNC 뒷면의 USB 포트를 테스트하려면:
1. 장착된 USB 메모리 스틱이 없도록 하십시오.
2. 장비 인터페이스 화면에서 CNC 뒷면의 USB 포트를 선택하십시오.
3. 화면에 표시되는 지침에 따라 CNC 뒷면에 있는 USB 포트에 메모리 스틱을 삽입하십시오.
4. 테스트를 누르십시오. 테스트에 성공하면 메시지가 표시되어 알려줍니다.
EDGE Pro Picopath CNC 사용 설명서 80763F 77

4 – 유지 관리 및 진단
진단 테스트
CNC 전면의 USB 포트에 이 테스트를 반복하려면:
1. 장착된 USB 메모리 스틱이 없도록 하십시오.
2. 작업자 인터페이스 화면에서 CNC 전면의 USB 포트를 선택하십시오.
3. 화면에 표시되는 지침에 따라 CNC 전면에 있는 USB 포트에 메모리 스틱을 삽입하십시오.
4. 테스트를 누르십시오. 테스트에 성공하면 메시지가 표시되어 알려줍니다.
USB 포트에서 테스트에 실패하면 테이블 제조업체에 연락하여 마더보드(141110)를 교환하십시오.
I/O 테스트
I/O 접속부를 테스트하려면:
1. 장비 인터페이스 화면에서 테스트할 I/O 포트를 선택하십시오.
2. 화면에 표시되는 지침에 따라 Picopath(흰색) 테스트 플러그를 CNC 뒷면에 있는 선택한 I/O 포트에
연결하십시오.
3. 테스트를 누르십시오. 테스트에 성공하면 메시지가 표시되어 알려줍니다.
4. 테스트에 실패한 경우 화면에 표시되는 지침에 따라 두 번째 Picopath(오렌지색) 테스트 플러그를 연결하여
문제의 원인이 되는 I/O 지점을 격리하십시오.
두 번째 테스트 후 화면에 실패한 입력 또는 출력의 수가 표시됩니다. 추가적인 도움을 받으려면 테이블
제조업체에 문의하십시오.
축 테스트
경고!
움직이는 부품은 손상과 부상을 일으킬 수 있습니다.
드라이브 진단 화면 사용 시 인적 부상과 돌발적인 시스템 작동이 발생하지 않도록 하려면:
1. CNC에서 모든 축 케이블을 분리하십시오.
2. 테이블과 구성 요소 이동을 담당하는 모터 구동 장치의 연결을 끊으십시오.
이 테스트는 축 동작을 확인합니다. 다음의 경우에 이 테스트를 수행하십시오:
• 런어웨이 축
• 동작 없음
• 이상 동작
• 많은 수의 위치 오류
• 많은 파트가 올바른 크기로 절단되지 않음
축을 테스트하려면:
1. 장비 인터페이스 화면에서 테스트할 축 포트를 선택하십시오.
2. 화면에 표시되는 지침에 따라 Picopath(파란색 - 228499) 축 시뮬레이터 보드를 선택한 CNC 축 포트에
연결하십시오.
3. 장비 인터페이스 화면에서 테스트를 선택하십시오. 테스트에 성공하면 메시지가 표시되어 알려줍니다.
78 EDGE Pro Picopath CNC 사용 설명서 80763F

4 – 유지 관리 및 진단
진단 테스트
테스트에 실패하는 경우 테이블 제조업체에 문의하거나 다음 순서로 이러한 부품을 교체하십시오:
1. 서보 보드(141254 - 2 축, 141122 - 4 축)
2. MCC 보드(141061)
3. 리본 케이블(223014)
THC 테스트
이 테스트를 통해서 THC 1과 2 포트의 작동을 한 번에 하나씩 확인할 수 있습니다.
다음의 경우에 이 테스트를 수행하십시오:
• 노즐 접속부가 올바르게 작동하지 않는 경우. 예를 들어, 옴 접속부를 사용하는 IHS가 작업물을 감지하지
못하거나 정확하지 않은 경우, 절단 시 수축 없이 토치가 작업물을 뚫거나, 토치가 허공을 가열하는 경우
• 아크 전압 피드백이 올바르게 작동하지 않는 경우
• 토치가 위로 튀어올라 작업물을 벗어나거나 피어싱 후 절단의 첫 번째 파트에서 작업물로 돌진하는 경우
THC 포트를 테스트하려면:
1. 장비 인터페이스 화면에서 테스트할 THC 포트를 누르십시오.
2. 화면에 표시되는 지침에 따라 THC 테스트 케이블(228502)을 선택한 THC 포트의 CNC에 연결하십시오.
3. 장비 인터페이스 화면에서 테스트를 누르십시오. 테스트에 성공하면 메시지가 표시되어 알려줍니다.
4. 테스트에 실패하면 테이블 제조업체에 연락하여 아날로그 보드를 교환하십시오.
EDGE Pro Picopath CNC 사용 설명서 80763F 79

4 – 유지 관리 및 진단
진단 테스트
작업자 콘솔 테스트
통합 작업자 콘솔의 기능이 정상적으로 작동하지 않는 경우 이러한 테스트를 수행하십시오.
참고: 화면의 모든 구성 요소는 CNC 또는 절단 테이블의 동작 또는 작업을 일체 허용하지 않습니다.
작업자 콘솔의 제어를 테스트하려면:
1. 장비 인터페이스 화면에서 작업자 인터페이스 소프트 키를 누르십시오.
2. 작업자 인터페이스 화면에서 화면과 다음 단계의 지침을 따르십시오.
3. USB 포트를 테스트하려면 작업자 인터페이스 화면의 그림에서 해당 포트를 누른 후 화면에 표시되는 지침을
따르십시오.
4. 스테이션 1 또는 2의 표시등을 테스트하려면 작업자 인터페이스 화면의 그림에서 해당 표시등을 누르십시오.
5. CNC의 작업자 콘솔에서 구성 요소를 조작하고, 화면에서 해당 구성 요소를 볼 수도 있습니다. 화면의 구성 요소
동작이 콘솔에서 수행한 작업과 일치하는지 확인하십시오.
6. 단일 구성 요소 테스트에 실패한 경우 해당 구성 요소를 교환하십시오.
여러 구성 요소가 실패한 경우 테이블 제조업체에 문의하여 다음 부품 중 하나 또는 전체를 교환하십시오:
• 작업자 콘솔 보드에 연결하는 리본 케이블(223013)
• 작업자 콘솔 보드(141058)
• 유틸리티 및 시리얼 격리 보드(141307)
80 EDGE Pro Picopath CNC 사용 설명서 80763F
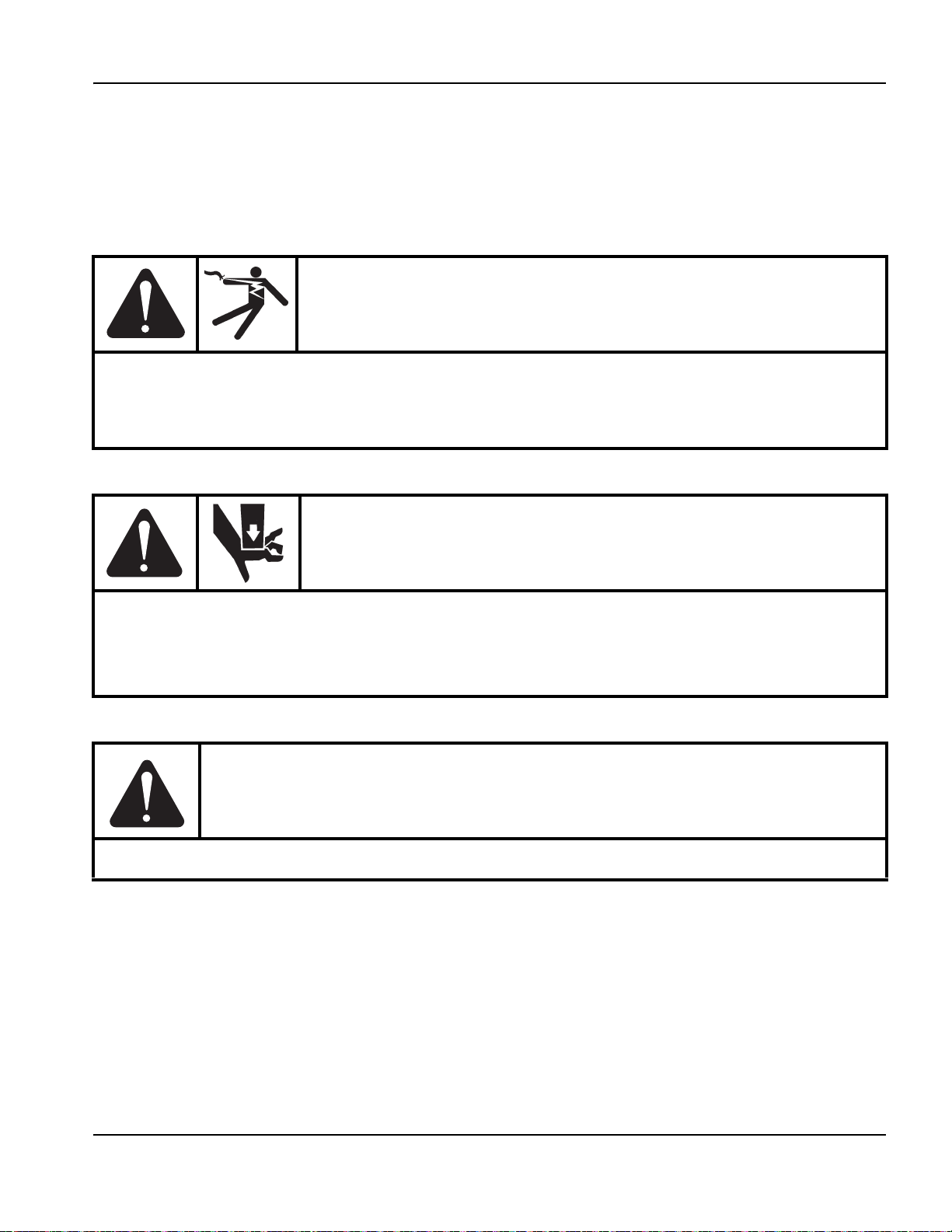
4 – 유지 관리 및 진단
문제 해결
문제 해결
Hypertherm은 문제 해결을 수행하는 서비스 담당자가 고전압 전자 기계 시스템 경험을 가진 수준 높은 전자 서비스
기술자인 것으로 가정합니다. 최종 절연 문제 해결 기술도 알고 있다고 가정합니다.
또한 기술적으로 인증을 받는 것 외에, 서비스 담당자는 안전을 염두에 두고 모든 테스트를 수행해야 합니다. 작동
예방조치와 경고에 대한 내용은 11페이지의
안전
항목을 참조하십시오.
경고!
감전으로 사망할 수 있습니다.
유지보수를 수행하기 전에 전원 연결을 해제하십시오.
자격을 갖춘 담당자만 AC 전원이 연결되어 있는 CNC 캐비닛 내부 작업을 수행할 수 있습니다.
안전 예방조치에 대한 자세한 내용은 이 설명서의
안전
절을 참조하십시오.
경고!
움직이는 부품은 손상과 부상을 일으킬 수 있습니다.
인적 부상과 돌발적인 시스템 작동이 발생하지 않도록 하려면 드라이브 진단 화면을 사용하기 전에 테이블과
구성 요소 이동을 담당하는 모터 구동 장치 연결을 끊으십시오.
THC와 모터가 손상되지 않도록 하려면 드라이브 진단 화면에서 THC 테스트 소프트 키 또는 모두 테스트 소프트
키를 선택할 때 특별한 주의를 기울이십시오.
주의!
케이블을 분리하거나 다시 연결할 때 항상 CNC의 전원을 끄십시오.
다음 여러 페이지에 나오는 절차에서는 CNC 작동 시 발생할 수 있는 문제의 해결에 관한 정보를 다룹니다.
EDGE Pro Picopath CNC 사용 설명서 80763F 81

4 – 유지 관리 및 진단
문제 해결
전원
켜기/끄기(ON/OFF) 버튼을 눌렀을 때 CNC가 켜지지 않음.
1. 전원 코드가 CNC 뒷면에 꽂혀 있는지 확인하십시오.
2. 벽의 회로 차단기가 작동 중인지 확인하십시오.
3. 전원 입력 모듈의 퓨즈가 정상적으로 작동하는지 확인하십시오. 필요한 경우 교환하십시오(008872).
4. CNC 인클로저를 열고 배전반의 D6 AC 램프가 켜져 있는지 확인하십시오. 104페이지를 참조하십시오.
5. 램프가 점등되지 않으면 서지 보드 또는 전원 입력 하네스(키트 228464)를 교환하십시오. 103페이지의
보드(141134)
6. 작업자 콘솔 ON/OFF(켜기/끄기) 스위치의 연결부를 확인하십시오.
7. 마더보드의 녹색 LED 램프가 켜져 있는지 확인하십시오. 이 LED는 마더보드에 전원이 공급되고 있음을
나타냅니다. 95페이지를 참조하십시오. 켜져 있지 않으면 ATX 전원공급장치(키트 228473)를 교환하거나 테이블
제조업체에 추가적인 문제 해결 방법을 문의하십시오.
8. 마더보드의 POST 디스플레이에서 2자리 코드를 확인하십시오. 코드 00은 Windows를 부팅할 수 있음을
나타내고, 다른 모든 코드는 Windows를 부팅할 수 없음을 나타냅니다.
9. 유틸리티와 시리얼 격리 보드(141307)의 녹색/흰색 배선이 마더보드에 연결되어 있는지 확인하십시오.
10. 테이블 제조업체에 문의하십시오.
CNC에 “필드 전원 실패” 오류 메시지가 표시됨.
또는 104페이지의
배전반(141153)
항목을 참조하십시오.
서지
이 상황은 CNC 필드 전원공급장치의 전압이 저출력 전압임을 나타냅니다. 일반적으로, 저출력 전압은 테이블 I/O
단기 또는 CNC 기본 제공 전원공급장치의 과부하 때문에 발생하며, 과부하는 기본적으로 보고됩니다.
1. CNC에서 I/O와 축 케이블을 분리하여, 테이블 배선이 문제인지 아니면 CNC 내부의 구성 요소가 문제인지를
파악하는데 도움이 되도록 이 결함이 지워지는지 확인하십시오.
2. 유틸리티와 시리얼 격리 보드(141307)와 배전반(141153) 간의 케이블이 양쪽 모두 연결되어 있는지
확인하십시오.
3. 다른 모든 케이블이 올바르게 연결되어 있는지 확인하십시오.
4. ATX 전원공급장치가 작동하는지 확인하십시오.
5. 배전반의 LED가 점등되어 있는지 확인하십시오. 104페이지를 참조하십시오.
6. 배전반의 LED가 점등되어 있지 않으면 배전반을 교체하십시오.
전원 스위치가 켜져 있고 점등되어 있지만 터치스크린이 검은색으로 남아 있음.
1. AC 전원 연결부가 터치스크린에 연결되어 있는지 확인하십시오.
2. VGA 케이블이 터치스크린과 마더보드에 연결되어 있는지 확인하십시오.
3. 마더보드를 살펴서 BIOS 결함(00이 아닌 모든 코드)이 있는지 여부를 확인하십시오.
4. 주위 온도가 CNC의 작동 범위 내에 있는지 확인하십시오. 42페이지의
시스템 사양
항목을 참조하십시오.
작업자 콘솔
작업자가 해당 스위치를 활성화했을 때 작업자 콘솔의 버튼, 기능 또는 LED가 응답하지 않습니다.
1. 설정>진단>작업자 인터페이스를 선택하십시오.
2. 실제 작업자 콘솔의 아무 구성 요소를 이동하거나 눌러서 CNC 화면상의 올바른 작동을 확인하십시오.
3. 이러한 테스트에 실패하는 경우:
• Phoenix 소프트웨어에 작업자 콘솔의 I/O가 올바르게 설정되어 있는지 확인하십시오. 자세한 내용은
Phoenix 소프트웨어 V9 시리즈 설치 및 설정 설명서
• 작업자 콘솔의 개별 구성 요소를 교환하십시오(해당 부품 번호는 115페이지의
(806410)를 참조하십시오.
부품 목록
참조).
82 EDGE Pro Picopath CNC 사용 설명서 80763F

입력 실패
• 입력이 예상치 않은 상태에 있거나 상태를 변경할 수 없음
• 한계 스위치에 이르면 테이블이 설정대로 동작을 수행하지 않음
• 오류가 지속적으로 발생하여 지워지지 않음
4 – 유지 관리 및 진단
문제 해결
하드웨어 테스터(228500, 228501)를 사용하는 Picopath 인터페이스의 경우 76페이지의
진단 테스트
항목을
참조하십시오.
a. Picopath 인터페이스 보드(141122 – 4 축, 141254 – 2 축)
b. 리본 케이블(223015)
c. MCC 보드(141061)
출력 실패
• 출력이 예상치 않은 상태에 있거나 상태를 변경할 수 없음.
• 오류가 지속적으로 발생하여 지워지지 않음.
하드웨어 테스터(228500, 228501)를 사용하는 Picopath 인터페이스의 경우 76페이지의
참조하십시오.
테스터를 사용하지 않는 Picopath 인터페이스의 경우:
1. 테이블 전원을 끄고 CNC 뒷면에서 인터페이스 케이블을 분리하십시오.
2. 설정>진단>I/O를 선택하고 장비 비밀번호를 입력하십시오.
3. CNC를 통해 출력을 가동하여 출력이 예상대로 반응하는지 확인하십시오. 출력 지점이 실패하는 경우 다음
순서로 구성 요소를 교환하십시오. 각 구성 요소를 교환한 후 테스트를 반복하십시오.
a. Picopath 인터페이스 보드(141122 – 4 축, 141254 – 2 축)
b. MCC 보드(141061)
c. Picopath I/O 리본 케이블(223015)
4. 여전히 출력 지점이 실패하면 테이블 구성 요소에 문제가 있는 것입니다. 테이블 제조업체에 문의하십시오.
진단 테스트
항목을
Hypernet 연결
HyperNet에 연결된 구성 요소와 통신이 정상적으로 이루어지지 않음. 76페이지의
진단 테스트
항목을 참조하십시오.
LAN 연결
• LAN을 통한 부분 프로그램 다운로드가 정상적으로 되지 않음
• 부분 프로그램을 로드하려고 시도할 때 이전에 연결된 네트워크 드라이브가 표시되지 않음
테스트 하드웨어가 있는 경우 76페이지의
진단 테스트
항목을 참조하십시오.
테스트 하드웨어가 없는 경우 해당하는 로컬 네트워크 관리자에게 문의하여 장치와 로컬 네트워크 연결을
테스트하십시오.
동작 문제
• 이상 동작
• 축 “런어웨이”
• 감지된 동작이 없음
• 위치 오류가 많음
• 파트가 공차 범위를 벗어남
EDGE Pro Picopath CNC 사용 설명서 80763F 83

4 – 유지 관리 및 진단
문제 해결
서보 하드웨어 테스터(228499)를 사용하는 Picopath 인터페이스의 경우
서보 하드웨어 테스터가 있는 경우 다음 두 절차로 서보 인터페이스를 테스트할 수 있습니다:
1. CNC 내부 하드웨어를 확인합니다.
2. 테이블 설치를 확인합니다.
CNC 내부 하드웨어를 확인하려면:
1. CNC를 종료하고 AC 전원 연결을 끊으십시오.
2. CNC의 후면판에서 모든 축 케이블을 분리하십시오.
3. AC 전원을 다시 연결하고 CNC를 다시 시작하십시오.
4. Phoenix에서 설정>진단>장비 인터페이스를 선택하고 장비 비밀번호를 입력하십시오.
5. 터치스크린의 축 커넥터 중 하나를 누르고 화면에 표시되는 지침에 따라, 각 축 커넥터를 테스트하십시오.
• 테스트에 통과하면 CNC 하드웨어는 작동합니다. 문제는 CNC 설정 매개 변수 또는 테이블 구성 요소에
있습니다. 설치 매개 변수를 확인하고, 다음 절차로 진행하여 테이블 설치를 확인하십시오.
• 테스트에 실패하면 CNC 구성 요소 중 하나에 문제가 있는 것입니다. 배전반(141153, 104페이지 참조)의
고품질 및 필드 전원 LED가 켜져 있는지 확인하십시오.
6. 추가적인 문제 해결 방법을 알아보려면 테이블 제조업체에 문의하십시오. 다음 구성 요소 중 하나 이상을
교환해야 할 수 있습니다. 각 교환 후 테스트를 반복하십시오:
a. 서보 보드(141254 – 2 축, 141122 – 4 축)
b. MCC 보드(141061)
c. 리본 케이블(223014)
테이블 설치를 확인하려면:
1. CNC를 종료하고 AC 전원 연결을 끊으십시오.
2. CNC의 후면판에 모든 축 케이블을 다시 연결하십시오.
3. 테이블과 구성 요소의 손상을 방지하려면 다음 단계를 수행하기 전에 모든 모터 샤프트의 결합을 해제하여
테이블이 움직이지 않도록 하십시오.
4. AC 전원을 다시 연결하고 CNC를 다시 시작하십시오.
5. 설정>진단>드라이브 및 모터를 선택하고 장비 비밀번호를 입력하십시오.
6. 다음 값을 입력하십시오:
• 펄스 유형=단일
• 펄스 방향=교류
• 펄스 크기=1V
• 펄스 길이=0.5초
7. 횡축 테스트와 레일 테스트 소프트 키를 한 번에 하나씩 누르고 각 테스트에서 모터가 두 방향으로 이동하는지
확인하십시오.
• 어떤 방향이든 어느 한 축으로 이동이 없으면 Phoenix 소프트웨어에서 축 설치 매개 변수를 확인하십시오.
• 어느 한 방향의 이동이 없는 경우 해당 모터, 드라이브 증폭기, 전기 연결부의 문제를 해결하십시오.
• 모든 방향의 적절한 이동이 확인되면 8 단계로 진행하십시오.
8. 7 단계를 반복하십시오. 이번에는 Watch Window에서 횡축과 레일 위치 좌표를 확인하십시오.
• 이러한 좌표가 반복적으로 변경되는 경우 모든 구성 요소가 제대로 작동하는 것이며, 테이블을 조정해야
합니다.
• 테이블이 이동할 때 좌표가 변경되지 않는 경우 인코더에 문제가 있을 수 있으며 이 경우 인코더를 교환해야
합니다.
84 EDGE Pro Picopath CNC 사용 설명서 80763F

4 – 유지 관리 및 진단
문제 해결
서보 테스터를 사용하지 않는 Picopath 인터페이스의 경우:
1. 테이블과 구성 요소의 손상을 방지하려면 다음 단계를 수행하기 전에 모든 모터 샤프트의 결합을 해제하여
테이블이 움직이지 않도록 하십시오.
2. Phoenix에서 설정>진단>드라이브 및 모터를 선택하고 장비 비밀번호를 입력하십시오.
3. 다음 값을 입력하십시오:
• 펄스 유형=단일
• 펄스 방향=교류
• 펄스 크기=1V
• 펄스 길이=0.5초
4. 횡축 테스트와 레일 테스트 소프트 키를 한 번에 하나씩 누르고 각 테스트에서 모터가 두 방향으로 이동하는지
확인하십시오.
• 어떤 방향이든 어느 한 축으로 이동이 없으면 Phoenix 소프트웨어에서 축 설치 매개 변수를 확인하십시오.
• 모든 방향의 적절한 이동이 확인되면 테이블 구성 요소에 문제가 없는 것입니다. 6 단계로 진행하십시오.
• 어느 한 방향의 이동이 없는 경우 어느 모터 또는 축인지 확인해두고 5 단계로 진행하십시오.
5. CNC 뒷면에서 축 X/Y와 축 W/Z 케이블을 교환하고 2 단계에서 시작하여 테스트를 반복하십시오.
• 2축 시스템의 경우 모터를 물리적으로 교환해야 합니다. 모터의 문제가 여전히 해결되지 않은 경우 해당 모터
또는 드라이브 증폭기를 교환하기 전에 전기 배선을 확인하십시오.
• 이 문제로 모터가 변경되는 경우 배전반(141153, 104페이지 참조)의 고품질 및 필드 전원 LED가 켜져 있는지
확인하십시오.
6. 추가적인 문제 해결 방법을 알아보려면 테이블 제조업체에 문의하십시오. 다음 구성 요소 중 하나 이상을
교환해야 할 수 있습니다. 각 교환 후 테스트를 반복하십시오:
a. 서보 보드(141254 – 2 축, 141122 – 4 축)
b. MCC 보드(141061)
c. 리본 케이블(223014)
THC 1과 THC 2
• 노즐 접속부가 올바르게 작동하지 않는 경우.
• 옴 접속부를 사용하는 IHS가 작업물을 정상적으로 감지하지 못하는 경우.
• 토치가 허공을 가열하는 경우.
• 토치가 수축 없이 토치가 작업물을 뚫는 경우.
• 아크 전압 피드백이 올바르게 작동하지 않는 경우.
THC 테스터(228537)를 사용하는 Picopath 인터페이스의 경우:
1. Phoenix에서 설정>진단>장비 인터페이스를 선택하고 장비 비밀번호를 입력하십시오.
2. 터치스크린의 THC 커넥터 중 하나를 누르고 화면에 표시되는 지침에 따라, 각 THC 커넥터를 테스트하십시오.
테스트에 통과하는 경우 기술 서비스팀에 문의하여 추가적인 문제를 해결하십시오.
3. 테스트에 실패하면 아날로그 보드(141125)를 교환하고 테스트를 반복하십시오.
4. 테스트에 다시 실패하는 경우 테이블 제조업체에 문의하십시오.
EDGE Pro Picopath CNC 사용 설명서 80763F 85

4 – 유지 관리 및 진단
문제 해결
시리얼 통신 문제
• 시리얼 포트를 통해 전송되는 정보와 프로세스가 올바르게 작동하지 않는 경우
• P−S 링크 실패 메시지가 표시되는 경우
• 구성된 시리얼 포트를 통해 파일을 다운로드할 수 없는 경우
• CNC가 HPR과 시리얼 통신을 할 때 HPR 링크 실패 메시지가 표시되는 경우
참고: 이 테스트는 RS−422 구성 포트에서만 가능합니다. 포트가 RS−422에 대해 설정되어 있는지 알아보려면
111페이지의
시리얼 포트 하드웨어 테스터 사용
1. Phoenix에서 설정>진단>장비 인터페이스를 선택하고 장비 비밀번호를 입력하십시오.
2. 터치스크린의 시리얼 포트 커넥터 중 하나를 누르고 화면에 표시되는 지침에 따라, 각 시리얼 포트 커넥터를
테스트하십시오.
3. 테스트에 통과하는 경우 포트가 RS−422 또는 RS−232에 대해 설정되어 있는지 확인하십시오. 이것은 시리얼
포트에 연결된 외부 구성 요소에 필요합니다.
4. 테스트에 실패하는 경우 다음 품목을 한 번에 하나씩 교환하십시오. 각 교환 후 테스트를 반복하십시오:
a. 유틸리티 및 시리얼 격리 보드(141307)
b. 리본 케이블(229245, 229249 또는 229250)
c. 마더보드(141110)
유틸리티 및 시리얼 격리 보드(141307)
항목을 참조하십시오.
시리얼 포트 테스터 제외
1. 유틸리티와 시리얼 격리 보드(141307)의 시리얼 점퍼가 통신하는 장치의 RS−422 또는 RS−232에 대해 올바르게
설정되었는지 확인하십시오.
2. Phoenix에서 설정>진단>포트를 선택하고 화면에 표시되는 루프백 테스트를 수행하십시오.
3. 루프백 테스트에 실패하는 경우 다음 구성 요소 간 연결을 확인하십시오:
• 시리얼 격리 보드 또는 유틸리티와 시리얼 격리 보드(141307)
• 리본 케이블(시리얼 보드용만 해당. 229245, 229249 또는 229250)
• 마더보드(141110)
USB 포트
CNC가 USB 포트의 장치를 인식하지 못하는 경우:
1. 다른 컴퓨터는 메모리 스틱을 읽을 수 있는지 확인하십시오.
2. 설치된 다른 메모리 스틱이 없는지 확인하십시오. CNC는 한 번에 하나씩 메모리 스틱을 읽을 수 있습니다.
3. 모든 파일이 메모리 스틱의 루트에 있는지 확인하십시오. CNC는 폴더 내의 파일을 읽을 수 없습니다.
4. Phoenix에서 다음 경로 중 하나를 선택하십시오:
• 설정>진단>장비 인터페이스를 선택하고 장비 비밀번호를 입력하십시오.
• 설정>진단>작업자 인터페이스를 선택하십시오.
5. 작업자 콘솔 또는 터치스크린의 후면판에 있는 USB 포트를 누르고 화면에 표시되는 지침을 따르십시오.
6. 5단계의 테스트에 실패하는 경우 다른 USB 포트(작업자 콘솔 또는 후면판)를 사용하여 테스트를 반복하십시오.
7. 6단계의 테스트에 실패하는 경우 메모리 스틱을 마더보드에 직접 장착하고 테스트를 반복하십시오.
8. 7단계의 테스트에 실패하는 경우 기술 서비스팀에 문의하십시오. 마더보드, CNC의 USB 포트 또는 연결
케이블에 문제가 있는 것입니다.
86 EDGE Pro Picopath CNC 사용 설명서 80763F

4 – 유지 관리 및 진단
문제 해결
절단 품질 또는 플라즈마 성능 문제
주 화면에서 “절단 팁” 소프트 키를 누르고 화면에 표시되는 지침에 따라 절단 품질을 개선하십시오.
CNC가 너무 뜨거움
1. 외부 팬이 작동하는지 확인하십시오. 팬 작동 속도가 느린 경우 팬을 청소하십시오.
2. 팬이 작동하지 않고 주위 온도가 20°C를 넘는 경우:
a. Phoenix에서 설정>비밀번호를 선택하고 FANON 비밀번호를 입력하여 팬이 활성화되었는지 확인하십시오.
b. 팬에서 유틸리티 보드로 내부 하네스가 연결되어 있는지 확인하십시오.
c. 팬 덮개를 분리하고 팬 연결부가 올바른지 확인하십시오.
d. 외부 팬(키트 228472)을 교환하십시오.
3. 외부 팬이 작동 중이고 CNC가 아직 뜨거운 경우 CNC의 전면 도어를 열고 내부 섀시 팬이 작동하는지
확인하십시오. 작동하지 않는 경우 내부 팬(키트 228474)을 교환하십시오.
파일 로드
처음 설치했을 때보다 CNC의 파일 로드 속도가 느림 또는 보통 때보다 작업 수행에 더 많은 시간이 걸림.
1. Phoenix에서 설정>비밀번호를 선택하고 특수 비밀번호를 입력한 후 시스템을 선택하십시오.
2. 화면의 숫자 5개 모두가 파란색인 경우 CNC가 정상적으로 작동하는 것입니다.
3. 화면의 이 숫자 5개 중 어느 것이라도 빨간색인 경우 CNC가 최대 성능에 필요한 속도보다 느리게 작동하는
것입니다.
a. CNC를 다시 시작하십시오. 5분 후 설정>비밀번호를 선택하고 특수 비밀번호를 입력한 후 시스템을
선택하여 숫자를 다시 확인하십시오. 5개 숫자가 파란색이면 CNC가 정상적으로 작동하는 것입니다.
b. 이 숫자 5개 중 어느 것이라도 빨간색인 경우 Phoenix 외에 성능에 나쁜 영향을 미치는 다른 프로그램이
CNC에서 작동하고 있는 것일 수 있습니다. 이러한 프로그램을 닫으십시오. 기술 서비스팀에 문의하여
추가적인 문제를 해결하십시오.
4. CNC가 네트워크에 연결하는 데 어려움이 있는 경우 파일이 느리게 로드됩니다. 네트워크 연결을 확인하십시오.
EDGE Pro Picopath CNC 사용 설명서 80763F 87

4 – 유지 관리 및 진단
문제 해결
무선 문제 해결
네트워킹에 관한 정보는
Phoenix 소프트웨어 V9 시리즈 설치 및 설정 설명서
(806410)를 참조하십시오.
CNC에서 무선 네트워크 사용 시 문제가 있는 경우 다음 지침을 따르십시오:
• 무선 네트워크 보드(141223)를 사용하려면 마더보드에 버스 마스터링 슬롯이 있어야 합니다.
마더보드(141110)의 PCI 슬롯 1은 버스 마스터링 슬롯이 아닙니다. 무선 보드가 PCI 슬롯 2에 장착되어 있는지
확인하십시오.
• 이 무선 네트워크 보드는 802.11N과 802.11G 표준을 준수하며, 무선 G 또는 N LAN에 연결됩니다. 이 카드는
부분 프로그램 다운로드, Remote Help 또는 기타 네트워크 작업 시 무선 G 또는 그 이상의 성능을 발휘합니다.
• 802.11G 무선 네트워크는 CNC와 액세스 지점 간의 경로를 벽이나 문이 막고 있는 경우에도 무선 라우터
또는 액세스 지점에서 최대 38m의 적절한 속도로 작동할 수 있습니다.
• 802.11N 무선 네트워크는 무선 라우터 또는 액세스 지점에서 최대 70m의 적절한 속도로 작동할 수
있습니다. 그러나 802.11N 통신을 사용하려면 안테나 간 신호 라인에 방해물이 없어야 합니다.
• 방해물이 없는지 확신할 수 없는 경우 802.11G 무선 네트워크 연결을 사용하십시오.
참고: 네트워크가 하나의 연결로 표시되도록 하려면 해당 SSID를 보내도록 네트워크를 설정해야 합니다.
• 무선 네트워크 보드가 Windows 장치 관리자의 “네트워크 어댑터”에 표시되어 있고, 그 옆에 노란색 ! 또는 ?가
없도록 하십시오.
• Windows 네트워크 연결 관리자를 사용하여 해당 라우터 또는 무선 네트워크 액세스 지점을 찾으십시오.
시작>설정>네트워크 연결을 선택하십시오.
• 네트워크 연결 마법사에 아무런 무선 네트워크도 표시되지 않는 경우 Windows XP 랩탑 또는 다른 wi−fi 장치를
통해 네트워크 가용성을 확인하여, 이 물리적 위치에서 라우터 또는 액세스 지점 연결이 사용 가능한지
확인하십시오.
• 거리가 멀어지면 신호 강도가 약해집니다. 무선 네트워크 연결의 작동에 100% 신호 강도가 필요한 것은
아닙니다(화면에 진한 막대 4개로 표시됨). 네트워크 연결 관리자에 2–3개의 신호 강도 막대가 표시되면
네트워크 연결이 양호한 것입니다.
• 연결 속도가 자주 24 Mbs 아래로 떨어지거나 신호 강도가 막대 2개 아래로 떨어지는 경우 무선 라우터 또는
액세스 지점을 CNC에 더 가깝게 옮기거나 CNC에 가까운 다른 액세스 지점을 추가하십시오.
• 최대의 네트워크 성능을 확보하려면 무선 네트워크의 클라이언트 수를 최소화하십시오.
• 속도가 느린 무선 장치를 네트워크에 연결하지 마십시오(예: 802.11B 장치). 그러면 전체 네트워크의 성능이 이
수준으로 떨어질 수 있습니다.
88 EDGE Pro Picopath CNC 사용 설명서 80763F

4 – 유지 관리 및 진단
전원 분배 PCB
마더보드
작업자 콘솔 PCB
PCI 슬롯(5)
구성 요소 위치 및 정보
구성 요소 위치 및 정보
다음 여러 페이지에서는 EDGE Pro Picopath CNC의 주요 구성 요소에 대해 자세히 다룹니다. 해당하는 교환 키트와
부품 번호에 관한 정보는
참고:
EDGE Pro CNC 현장 서비스 교환 부품 게시판
교체하십시오. 그리고:
• CNC의 부품 교환 시 일반 안전 주의 사항을 준수하십시오.
• 인클로저에서 패널을 열기 전에 CNC의 전원을 끄십시오.
• 인쇄 회로 기판을 다룰 때는 일반 안전 주의 사항을 준수하십시오.
• PC 보드를 정전기 방지용 컨테이너에 보관하십시오.
• PC 보드를 다룰 때는 접지 손목 띠를 착용하십시오.
그림 25 EDGE Pro Picopath CNC의 전면 내부 보기
부품 목록
항목을 참조하십시오.
(806440)의 지침에 따라 EDGE Pro CNC의 부품을
EDGE Pro Picopath CNC 사용 설명서 80763F 89

4 – 유지 관리 및 진단
J1
J2
J3
J4
J5 J6
J7
J8
J10
J9
J11
J13
J12
J14 J15
J16
=작업자 콘솔 보드(141058)
작업자 콘솔 보드(141058)
=
그림 26 작업자 콘솔 보드
90 EDGE Pro Picopath CNC 사용 설명서 80763F

4 – 유지 관리 및 진단
=작업자 콘솔 보드(141058)
표 4 J1–J16 핀 출력
핀 번호 신호 핀 번호 신호 핀 번호 신호
J1 스테이션 2 J7 – 유틸리티 PCB 연결 J8 조이스틱
1
2
3
4
J2 조그 전위차계
1
2
3
아날로그(조그 이동 속도)
J3 스테이션 1
1
2
3
4
J4 절단 전위차계
1
2
3
J5 중지
1
2
J6 시작
1
2
자동 택 2
논리 접지
수동 선택 2
사용되지 않음
논리 접지
4.096V 기준
자동 선택 1
논리 접지
수동 선택 1
사용되지 않음
논리 접지
아날로그(절단 속도)
4.096V 기준
논리 접지
중지 스위치
논리 접지
시작 스위치
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
1
2
3
4
5
6
7
8
9
스테이션 활성화 LED1
스테이션 활성화 LED2
마더보드 켜기/끄기 1
마더보드 켜기/끄기 2
시작
중단
수동
경로의 앞으로 이동
경로의 뒤로 이동
조이스틱 +Y
조이스틱 -Y
조이스틱 -X
조이스틱 +X
논리 접지
논리 접지
연결되지 않음
전면판 ID 1
접지
전면판 ID 0
연결되지 않음
전면판 ID 1
논리 접지
논리 접지
연결되지 않음
전면판 ID 2
자동 선택 1
수동 선택 1
토치 올리기 1
토치 내리기 1
자동 선택 2
수동 선택 2
토치 올리기 2
토치 내리기 2
절단 속도
조그 이동 속도
4.096V 기준
논리 +5V
논리 +12V
1
2
3
4
5
6
J9 올리기 2
1
2
J10 올리기 1
1
2
1
2
J12 내리기 2
1
2
J13 내리기 1
1
2
J14 앞으로
1
2
1
2
J16 전원 스위치
1
2
3
4
논리 접지
논리 접지
논리 접지
토치 올리기 2
논리 접지
토치 올리기 1
J11 수동
논리 접지
수동 스위치
논리 접지
토치 내리기 2
논리 접지
토치 내리기 1
논리 접지
경로의 앞으로 이동
J15 뒤로
논리 접지
경로의 뒤로 이동
논리 +12V
마더보드 켜기/끄기 1
마더보드 켜기/끄기 2
논리 접지
위로
아래로
왼쪽
오른쪽
EDGE Pro Picopath CNC 사용 설명서 80763F 91

4 – 유지 관리 및 진단
LED 신호
D3
축 4 활성화됨
D4
축 3 활성화됨
D5
축 2 활성화됨
D6
축 1 활성화됨
D7
감시 LED 켜기=활성화됨
J1
I/O 1–12
J2 축 1–4
마더보드의 PCI 슬롯 5에 장착됨
4축 MCC 보드(141061)
4축 MCC 보드(141061)
그림 27 4축 MCC 보드 커넥터와 LED
92 EDGE Pro Picopath CNC 사용 설명서 80763F

표 5 J1의 핀 출력 – I/O 1–12
핀 번호 신호 핀 번호 신호
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
입력 1
출력 1
입력 2
출력 2
입력 3
출력 3
입력 4
출력 4
입력 5
출력 5
입력 6
출력 6
입력 7
출력 7
입력 8
출력 8
입력 9
출력 9
입력 10
출력 10
입력 11
출력 11
입력 12
출력 12
입력 13
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
4 – 유지 관리 및 진단
4축 MCC 보드(141061)
출력 13
입력 14
출력 14
입력 15
출력 15
입력 16
출력 16
입력 17
출력 17
입력 18
출력 18
입력 19
출력 19
입력 20
출력 20
입력 21
출력 21
입력 22
출력 22
입력 23
출력 23
입력 24
출력 24
접지
접지
EDGE Pro Picopath CNC 사용 설명서 80763F 93

4 – 유지 관리 및 진단
4축 MCC 보드(141061)
표 6 J2의 핀 출력 – 축 1–4
핀 번호 신호 핀 번호 신호
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
/축 1 활성화
/축 2 활성화
/축 3 활성화
/축 4 활성화
/축 5 활성화
/축 6 활성화
/감시 활성화
축 1A
축 1B
축 1Z
축 2A
축 2B
축 2Z
축 3A
축 3B
축 3Z
축 4A
축 4B
축 4Z
축 5A
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
축 5B Ch
축 5Z Ch
축 6A Ch
축 6B Ch
축 6Z Ch
논리 접지
논리 접지
아날로그 공통
축 1 아날로그
축 2 아날로그
축 3 아날로그
축 4 아날로그
축 5 아날로그
축 6 아날로그
논리 접지 출력
논리 +5V
논리 +5V
논리 +12V
논리 -12V
논리 접지
94 EDGE Pro Picopath CNC 사용 설명서 80763F

마더보드(141110)
PCI 슬롯 2 PCI 슬롯 3 PCI 슬롯 4 PCI 슬롯 5
Picopath 4축 무선(141223) 사용되지 않음 유틸리티(141307) MCC(141061)
Picopath와 Sensor THC 무선(141223) 유틸리티(141307) 아날로그(141125) MCC(141061)
PCI 3
PCI 4
PCI 5
PCI 슬롯
마더보드
켜기(ON)/
끄기(OFF)
신호
POST 디스플레이
(준비 완료 상태는 00)
하드
드라이브용
SATA 커넥터
CMOS
메모리용
배터리
ATX 12V 전원 커넥터
섀시 팬 커넥터
CPU
DIMM1 – 1GB RAM
ATX 전원
커넥터
PS/2 키보드
PS/2 마우스
시리얼 포트
VGA 포트
LAN 포트
Hypernet 포트
USB 포트
PCI 2
PCI 1(사용되지 않음)
전원 LED
2
1
4
3
1
COM 1
2
COM 2
3
COM 3
4
COM 4
그림 28 마더보드
4 – 유지 관리 및 진단
마더보드(141110)
EDGE Pro Picopath CNC 사용 설명서 80763F 95

4 – 유지 관리 및 진단
J13 – 12V 인코더 전원용 점퍼
J12 – 5V 인코더 전원용 점퍼
J14 – 외부 인코더
전압용 점퍼
J11 – 배전반으로 연결
J6 – Z/W 축 드라이브
인코더
J7 – X/Y 축 드라이브 인코더
J8 – I/O 1–12
MCC 4축 보드에 연결
J3 – 서보 리본 케이블에 연결
J5 – 디지털 I/O 리본에 연결
14
34
37
14
34 37
14
3437
4축 서보 및 12 I/O 보드(141122)
4축 서보 및 12 I/O 보드(141122)
그림 29 서보 및 I/O 보드
96 EDGE Pro Picopath CNC 사용 설명서 80763F

4축 서보 및 12 I/O 보드(141122)
표 7 J3 – 서보 리본 케이블
핀 번호 신호 핀 번호 신호
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
/축 1 활성화
/축 2 활성화
/축 3 활성화
/축 4 활성화
연결되지 않음
연결되지 않음
/감시 활성화
축 1A
축 1B
축 1Z
축 2A
축 2B
축 2Z
축 3A
축 3B
축 3Z
축 4A
축 4B
축 4Z
연결되지 않음
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
아날로그 공통
연결되지 않음
연결되지 않음
4 – 유지 관리 및 진단
접지
접지
축 1 아날로그
축 2 아날로그
축 3 아날로그
축 4 아날로그
접지
+5V
+5V
+12V
-12V
접지
EDGE Pro Picopath CNC 사용 설명서 80763F 97

4 – 유지 관리 및 진단
4축 서보 및 12 I/O 보드(141122)
표 8 J5의 핀 출력 – 디지털 I/O 리본
핀 번호 신호 핀 번호 신호
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
1
2
3
4
5
6
7
8
9
입력 1
출력 1
입력 2
출력 2
입력 3
출력 3
입력 4
출력 4
입력 5
출력 5
입력 6
출력 6
입력 7
출력 7
입력 8
출력 8
입력 9
출력 9
입력 10
출력 10
입력 11
출력 11
입력 12
출력 12
연결되지 않음
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
연결되지 않음
Picopath ID(0=정상)
Hypath ID(NC=1=비정상)
연결되지 않음
연결되지 않음
접지
98 EDGE Pro Picopath CNC 사용 설명서 80763F

4축 서보 및 12 I/O 보드(141122)
표 9 J6의 핀 출력 – 축 3과 4(Z와 W)
핀 번호 신호 핀 번호 신호
10
11
12
13
14
15
16
17
18
1
2
3
4
5
6
7
8
9
인코더 전압
인코더 전압
인코더 공통
인코더 전압
축 4(W), 인코더 A
인코더 공통
접지
인코더 공통
축 3(Z), 인코더 A
축 4(W), 인코더 B
축 4(W), 인코더 /A
접지
접지
축 3(Z), 인코더 /A
축 3(Z), 인코더 B
축 4(W), 인코더 Z
축 4(W), 인코더 /B
아날로그 공통
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
축 3(Z), 인코더 /B
축 3(Z), 인코더 Z
축 4(W), 인코더 /Z
축 3(Z), 활성화 입력
축 3(Z), 활성화 출력
축 4(W), 활성화 입력
축 4(W), 활성화 출력
축 3(Z), 인코더 /Z
아날로그 전압 +
아날로그 전압 +
4 – 유지 관리 및 진단
아날로그 공통
축 4(W), 기준+
아날로그 공통
접지
아날로그 공통
축 3(Z), 기준+
아날로그 전압 아날로그 전압 -
표 10 J7의 핀 출력 – 축 1과 2(X와 Y)
핀 번호 신호 핀 번호 신호
10
11
12
13
14
15
16
17
18
19
1
2
3
4
5
6
7
8
9
인코더 전압
인코더 전압
인코더 공통
인코더 전압
축 2(Y), 인코더 A
인코더 공통
접지
인코더 공통
축 1(X), 인코더 A
축 2(Y), 인코더 B
축 2(Y), 인코더 /A
접지
접지
축 1(X), 인코더 /A
축 1(X), 인코더 B
축 2(Y), 인코더 Z
축 2(Y), 인코더 /B
아날로그 공통
접지
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
축 1(X), 인코더 /B
축 1(X), 인코더 Z
축 2(Y), 인코더 /Z
축 1(X), 활성화 입력
축 1(X), 활성화 출력
축 2(Y), 활성화 입력
축 2(Y), 활성화 출력
축 1(X), 인코더 /Z
아날로그 전압 +
아날로그 전압 아날로그 전압 아날로그 전압 +
아날로그 공통
축 2(Y), 기준+
아날로그 공통
접지
아날로그 공통
축 1(X), 기준+
EDGE Pro Picopath CNC 사용 설명서 80763F 99

4 – 유지 관리 및 진단
4축 서보 및 12 I/O 보드(141122)
표 11 J8의 핀 출력 – I/O 1–12
핀 번호 신호 핀 번호 신호
10
11
12
13
14
15
16
17
18
19
1
2
3
4
5
6
7
8
9
입력 1
입력 2
입력 3
입력 4
입력 5
입력 6
입력 7
입력 8
입력 9
입력 10
입력 11
입력 12
연결되지 않음
+24V
+24V
연결되지 않음
24V 공통
24V 공통
감시 접속부 A
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
감시 접속부 B
출력 1
출력 2
출력 3
출력 4
출력 5
출력 6
출력 7
출력 8
출력 9
출력 10
출력 11
출력 12
쉴드
+24V
+24V
24V 공통
24V 공통
100 EDGE Pro Picopath CNC 사용 설명서 80763F
 Loading...
Loading...