


®
ArcGlide THC
Manuale di istruzioni
806454 – Revisione 3
Novembre 2010


®
ArcGlide
Torch Height Control
Manuale di istruzioni
Italiano / Italian
Revisione 3 – Novembre 2010
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com
© 2010 Hypertherm, Inc.
Tutti i diritti riservati
ArcGlide, EDGE Pro, Hypertherm, HPR e Sensor THC sono marchi depositati di Hypertherm, Inc.
e possono essere registrati negli Stati Uniti e/o in altri paesi.

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
Hypertherm Automation
5 Technology Drive, Suite 300
Hanover, NH 03784 USA
603 -298 -7970 Tel
603 -298 -7977 Fax
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
Tel. 31 165 596907
Fax 31165 596901
Tel. 31 165 596908 (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
Tel. 81 6 6225 1183
Fax 81 6 6225 1184
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
Tel. 49 6181 58 2100
Fax 49 6181 58 2134
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit A, 5th Floor, Careri Building
432 West Huai Hai Road
Shanghai, 200052
PR China
86-21 5258 3330/1 Tel
Fax 86 -21 5258 3332
Hypertherm Brasil Ltda.
Avenida Doutor Renato de
Andrade Maia 350
Parque Renato Maia
CEP 07114-000
Guarulhos, SP Brasile
Tel. 55 11 2409 2636
Fax 55 11 2408 0462
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
Tel. 52 55 5681 8109
Fax 52 55 5683 2127
12/17/09

INDICE
Sicurezza ..................................................................................................................................................................................S-1
Gestione responsabile del prodotto ............................................................................................................................. PS-1
Gestione responsabile dell’ambiente ........................................................................................................................... ES-1
Caratteristiche tecniche ........................................................................................................................................................1-1
Introduzione .................................................................................................................................................................................................1-3
Modulo di controllo .........................................................................................................................................................................1-3
Gruppo carrello ................................................................................................................................................................................1-3
Interfaccia uomo-macchina (IUM) ...............................................................................................................................................1-3
Interfaccia plasma ...........................................................................................................................................................................1-4
Interruttore industriale di Ethernet ...............................................................................................................................................1-4
Caratteristiche tecniche ...........................................................................................................................................................................1-5
Sistema ..............................................................................................................................................................................................1-5
Modulo di controllo (090054) ......................................................................................................................................................1-5
Gruppo carrello (090053) ............................................................................................................................................................1-6
IUM facoltativa (090055) ..............................................................................................................................................................1-7
Interfaccia plasma separata (090052) .......................................................................................................................................1-8
Interruttore Ethernet ........................................................................................................................................................................1-9
Collegamento ArcGlide ........................................................................................................................................................................ 1-11
Configurazioni collegamento Hypernet ................................................................................................................................... 1-12
Configurazioni di collegamento separato ...............................................................................................................................1-13
Configurazioni di collegamento miste ....................................................................................................................................1-13
Installazione .............................................................................................................................................................................2-1
Configurazione hardware .........................................................................................................................................................................2-3
Alla consegna ...................................................................................................................................................................................2-3
Reclami ..............................................................................................................................................................................................2-3
Requisiti di installazione .................................................................................................................................................................2-3
Posizionamento dei componenti del sistema ............................................................................................................................2-3
Procedure consigliate di messa a terra e schermatura .....................................................................................................................2-4
Introduzione .................................................................................................................................................................................................2-4
Tipi di messa a terra ........................................................................................................................................................................2-4
Passi da seguire ..............................................................................................................................................................................2-5
Messa a terra delle interferenze RFI ed EMI .............................................................................................................................2-9
Descrizione del sistema per una configurazione Hypernet ........................................................................................................... 2-10
Descrizione del sistema per una configurazione separata ............................................................................................................ 2-11
ArcGlide THC Manuale di istruzioni v

INDICE
Esempi di configurazione ...................................................................................................................................................................... 2-13
THC ArcGlide multipli con connessione Hypernet a un CNC Pro EDGE e a un sistema plasma HPR o HPRXD ......2-13
THC ArcGlide con connessione Hypernet a un CNC EDGE PRO e collegamento
separato a un sistema plasma HPR o HPR XD .................................................................................................................. 2-14
THC ArcGlide con connessione separata a un CNC Picopath e HPR o sistema plasma HPR XD .......................2-15
THC ArcGlide con connessione separata a un CNC generico e sistema plasma HPR o HPR XD .......................2-16
THC ArcGlide con connessione separata a un CNC generico e HPR400XD ............................................................2-17
Interfaccia plasma ArcGlide con connessione separata a un sistema plasma HPR o HPR XD ............................... 2-18
THC ArcGlide con connessione separata a un CNC Picopath e sistema plasma HSD130 ....................................2-19
THC ArcGlide con connessione separata a un CNC Picopath e sistema plasma MAX200, HT2000 o HT2000 LHF ...2-20
Interfaccia plasma ArcGlide con connessione separata a un sistema plasma MAX200, HT2000 o HT2000 LHF ......2-21
Interfaccia plasma ArcGlide con connessione al sistema plasma serie Powermax G3 ..............................................2-22
Interfaccia CNC ArcGlide con connessione separata a un CNC Picopath .................................................................. 2-23
Connessione separata dell'interfaccia plasma di ArcGlide a qualsiasi sistema plasma ..............................................2-24
Installazione del carrello ........................................................................................................................................................................2-25
Collegare il filo ohmico ai sistemi plasma HPR XD .............................................................................................................. 2-27
Collegare il filo ohmico agli altri sistemi plasma ....................................................................................................................2-28
Eseguire la messa a terra del carrello ...................................................................................................................................... 2-29
Installare il modulo di controllo. ...........................................................................................................................................................2-30
Effettuare la messa a terra del modulo di controllo .............................................................................................................2-31
Installare la HMI opzionale. ...................................................................................................................................................................2-32
Eseguire la messa a terra della HMI ........................................................................................................................................ 2-33
Collegare i cavi Hypernet ...................................................................................................................................................................... 2-34
Collegamento dei cavi discreti.............................................................................................................................................................2-36
Cavi ............................................................................................................................................................................................................2-38
Cavo di interfaccia carrello .......................................................................................................................................................2-38
Hypernet e cavo di interfaccia HMI ........................................................................................................................................2-39
Cavo I/O consolle operatore .....................................................................................................................................................2-40
Kit interruttore di sicurezza del CNC di controllo motore ArcGlide (228594) ..............................................................2-41
Cavo CNC I/O ..............................................................................................................................................................................2-42
Cavo di interfaccia plasma I/O ..................................................................................................................................................2-44
Cavo non seriale dell'interfaccia al plasma. ............................................................................................................................ 2-46
Cavo seriale dell'interfaccia al plasma. ....................................................................................................................................2-48
Esempi di segnale interfaccia ArcGlide discreta ............................................................................................................................2-49
Ingressi ............................................................................................................................................................................................2-49
Uscite ..............................................................................................................................................................................................2-50
I/O controllo numerico discreto ................................................................................................................................................2-51
I/O plasma discreto .....................................................................................................................................................................2-53
I/O della consolle dell'operatore discreta opzionale ............................................................................................................2-55
Configurazione del software ArcGlide ...............................................................................................................................................2-56
Assi ArcGlide ................................................................................................................................................................................ 2-57
Porte THC ArcGlide ....................................................................................................................................................................2-58
Parametri di configurazione di ArcGlide .................................................................................................................................2-59
vi ArcGlide THC Manuale di istruzioni

INDICE
Funzionamento .......................................................................................................................................................................3-1
Controlli operatore .....................................................................................................................................................................................3-2
Modulo di controllo .........................................................................................................................................................................3-2
Carrello ..............................................................................................................................................................................................3-3
HMI .....................................................................................................................................................................................................3-4
Operazioni quotidiane ...............................................................................................................................................................................3-5
Procedura di avvio ...........................................................................................................................................................................3-5
Procedura di spegnimento ............................................................................................................................................................3-5
Modalità di funzionamento dell'ArcGlide THC ....................................................................................................................................3-6
Modalità manuale .......................................................................................................................................................................................3-6
Modalità automatiche ................................................................................................................................................................................3-6
Modalità "controllo tensione dell'arco (AVC) disattivato" .......................................................................................................3-7
Modalità "tensione dell'arco preimpostata" ...............................................................................................................................3-7
Modalità "acquisizione tensione dell'arco" .................................................................................................................................3-7
Funzionamento dell'interfaccia HMI .......................................................................................................................................................3-9
Gerarchia delle schermate dell'interfaccia HMI .................................................................................................................... 3-10
Parametri principali .......................................................................................................................................................................3-11
Parametri di configurazione ........................................................................................................................................................ 3-12
Schermata di diagnostica ...........................................................................................................................................................3-14
Schermata di installazione ..........................................................................................................................................................3-20
Modalità manuale ........................................................................................................................................................................3-22
Modalità carrello disattivato ......................................................................................................................................................3-23
Parametri di funzionamento di ArcGlide ............................................................................................................................................3-24
Manutenzione ..........................................................................................................................................................................4-1
Introduzione .................................................................................................................................................................................................4-3
Manutenzione ordinaria del carrello .......................................................................................................................................................4-3
Carrello ..............................................................................................................................................................................................4-3
Guarnizione .......................................................................................................................................................................................4-4
Collegamenti dei cavi .....................................................................................................................................................................4-5
Messa a terra del sistema ..............................................................................................................................................................4-5
Flusso delle operazioni dell'ArcGlide ....................................................................................................................................................4-6
Errori di taglio comuni ............................................................................................................................................................................ 4-10
Come ottimizzare la qualità di taglio ...................................................................................................................................................4-11
Suggerimenti per la messa a punto del plasma ...................................................................................................................4-11
Come massimizzare la durata delle parti consumabili .........................................................................................................4-11
Altri fattori che influenzano la qualità di taglio........................................................................................................................4-12
Miglioramenti ulteriori .................................................................................................................................................................4-13
Aggiornamento del software dell'ArcGlide ....................................................................................................................................... 4-14
Scaricamento tramite il software Phoenix ............................................................................................................................... 4-14
Scaricamento da un computer portatile ..................................................................................................................................4-14
Prove dell'operatore ...............................................................................................................................................................................4-15
Problemi e soluzioni ................................................................................................................................................................................4-16
Procedure per l'individuazione dei guasti ..........................................................................................................................................4-19
Edge Pro non comunica con il generatore HPR ...................................................................................................................4-19
ArcGlide THC Manuale di istruzioni vii

INDICE
Risoluzione dei problemi con i messaggi di errore .........................................................................................................................4-20
Diagrammi a blocchi del circuito stampato (PCB) .........................................................................................................................4-41
ArcGlide PCB .......................................................................................................................................................................................... 4-43
Processore HMI (228581) ........................................................................................................................................................4-43
Interfaccia display HMI a 7-segmenti (228582) ................................................................................................................... 4-45
Interfaccia controller THC (228577) .......................................................................................................................................4-46
Processore THC (228578) ........................................................................................................................................................4-51
Interfaccia plasma separata (228576) ....................................................................................................................................4-55
Interfaccia plasma Hypernet (141161) ...................................................................................................................................4-59
Interfaccia plasma (228580) .....................................................................................................................................................4-61
Lista dei componenti .............................................................................................................................................................5-1
Componenti del carrello ...........................................................................................................................................................................5-2
Componenti di controllo THC .................................................................................................................................................................5-4
Componenti IUM........................................................................................................................................................................................5-5
PCB Interfaccia plasma............................................................................................................................................................................5-6
Schemi elettrici .......................................................................................................................................................................6-1
Introduzione .................................................................................................................................................................................................6-1
Simboli per lo schema elettrico ..............................................................................................................................................................6-1
viii ArcGlide THC Manuale di istruzioni

SICUREZZA
RICONOSCERE LE
INFORMAZIONI SULLA
SICUREZZA
I simboli riportati in questa sezione vengono utilizzati per identificare
possibili rischi. Quando viene individuato un simbolo di sicurezza nel
presente manuale o sulla macchina, tener conto dei possibili rischi
di lesioni personali e attenersi alle relative istruzioni.
SEGUIRE LE ISTRUZIONI SULLA
SICUREZZA
Leggere attentamente tutti i messaggi relativi alla sicurezza riportati nel
presente manuale e le etichette di sicurezza apposte sulla macchina.
• Preservare in buone condizioni le etichette di sicurezza apposte sulla
macchina. Sostituire immediatamente eventuali etichette mancanti
o danneggiate.
• Imparare a utilizzare la macchina e i rispettivi comandi in modo
appropriato. Non consentire l'utilizzo da parte di terze persone
senza aver fornito apposite istruzioni.
• Mantenere la macchina in buone condizioni operative. Eventuali
modifiche non autorizzate alla macchina possono influenzare
la sicurezza e la vita utile della macchina.
PERICOLO AVVERTENZA
ATTENZIONE
Hypertherm utilizza le linee guida dell'American National Standards
Institute per le indicazioni e i simboli riportati sui segnali di sicurezza.
Vengono usati i termini PERICOLO o AVVISO insieme con un simbolo
di sicurezza. Il termine PERICOLO identifica i rischi più pericolosi.
• Le etichette di sicurezza PERICOLO e AVVISO sono apposte sulla
macchina accanto a rischi specifici.
• I messaggi di sicurezza PERICOLO precedono le relative istruzioni
contenute in questo manuale il cui mancato rispetto potrebbe causare
lesioni gravi o la morte.
• I messaggi di sicurezza AVVISO precedono le relative istruzioni
contenute in questo manuale il cui mancato rispetto potrebbe causare
lesioni o la morte.
• I messaggi di sicurezza ATTENZIONE precedono le relative istruzioni
contenute in questo manuale il cui mancato rispetto potrebbe causare
lesioni lievi o danni alle apparecchiature.
UN ARCO PLASMA PUÒ DANNEGGIARE I TUBI CONGELATI
I tubi congelati possono essere danneggiati o possono esplodere se si cerca di scongelarli con una torcia plasma.
L'ELETTRICITÀ STATICA PUÒ DANNEGGIARE LE SCHEDE DEI CIRCUITI
Prestare la massima attenzione quando si maneggiano schede a circuito stampato:
• Conservare le schede a circuito stampato in contenitori antistatici.
• Indossare un bracciale da polso antistatico quando si maneggiano le schede a circuito stampato.
SICUREZZA A TERRA
Cavo di lavoro Collegare il cavo di lavoro in modo sicuro al pezzo
in lavorazione o al banco da lavoro mediante un contatto appropriato
da metallo a metallo. Non collegarlo al pezzo per evitare che cada
al completamento del taglio.
Banco da lavoro Collegare il banco da lavoro a una massa in
conformità con le normative elettriche nazionali o locali appropriate.
Potenza in ingresso
• Assicurarsi di aver collegato il filo a terra del cavo di alimentazione
alla scatola di interruzione di corrente.
• Se l'installazione del sistema plasma prevede il collegamento del cavo
di alimentazione al generatore, verificare di aver collegato correttamente
il filo di messa a terra del cavo di alimentazione.
• Posizionare prima il filo di messa a terra del cavo di alimentazione sul
picchetto, quindi posizionare qualsiasi altro filo di messa a terra sulla
parte superiore della messa a terra del cavo di alimentazione. Serrare
il dado di tenuta.
• Serrare tutti i collegamenti elettrici per evitare eccessivo riscaldamento.
Sicurezza e conformità Hypertherm S-1
Italiano / Italian

SICUREZZA
RISCHI DI TIPO ELETTRICO
• Solo il personale tecnico qualificato è autorizzato ad aprire questa
apparecchiatura.
• Se l'apparecchiatura è collegata in modo permanente all'alimentazione
elettrica, spegnerla e togliere tensione, seguendo una procedura di
blocco-interdizione, prima di aprire le coperture.
• Se l'alimentazione all'apparecchiatura viene fornita attraverso un cavo,
scollegare il sistema prima di aprire le coperture.
• Le coperture per gli interruttori o i connettori dotate di blocco devono
essere fornite da terze parti.
• Dopo aver scollegato l'alimentazione elettrica, attendere 5 minuti prima
di accedere alle coperture per consentire ai condensatori di scaricarsi.
LE SCOSSE ELETTRICHE POSSONO ESSERE LETALI
Il contatto con parti elettriche in tensione può causare una scossa letale
o gravi ustioni.
• Quando in funzione, il sistema plasma completa un circuito elettrico
tra la torcia e il pezzo in lavorazione. Il pezzo in lavorazione e qualsiasi
elemento a contatto fanno parte del circuito elettrico.
• Non toccare mai il corpo della torcia, il pezzo in lavorazione o l'acqua
(in un banco ad acqua) quando il sistema plasma è in funzione.
Prevenzione delle scosse elettriche
Tutti i sistemi plasma Hypertherm utilizzano alta tensione
nel processo di taglio (in genere da 200 a 400 V). Adottare
le seguenti precauzioni durante l'uso di questo sistema:
• Indossare guanti e stivali isolanti e mantenere il corpo e gli indumenti
asciutti.
• Non entrare a contatto con superfici umide quando si utilizza il sistema
plasma.
• Isolarsi dal piano di lavoro e da terra utilizzando tappetini isolanti asciutti
o coperture sufficientemente grandi da impedire qualsiasi contatto
fisico con il piano di lavoro o con il pavimento. Se è necessario lavorare
all'interno o nelle vicinanze di un'area umida, prestare la massima
attenzione.
• Installare un interruttore di arresto automatico della corrente vicino al
generatore con fusibili di capacità adeguata. Tale interruttore consente
all'operatore di spegnere velocemente il generatore in una situazione
di emergenza.
• Quando si utilizza un banco ad acqua, assicurarsi che sia
correttamente collegato al cavo a terra.
• Se l'apparecchiatura deve essere alimentata quando vengono rimosse
le coperture per esigenze di riparazione, esiste il rischio di esplosione
da scarica elettrica. Seguire TUTTE le normative di sicurezza sul lavoro
(NFPA 70E per gli USA) e relative ai dispositivi di protezione personale
quando si eseguono riparazioni su apparecchiature in tensione.
• È necessario ripristinare le coperture e verificare la loro corretta
messa a terra prima di rimettere in funzione l'apparecchiatura dopo
lo spostamento, l'apertura o la riparazione.
• Seguire sempre queste istruzioni per scollegare l'alimentazione prima
di ispezionare o sostituire le parti consumabili della torcia.
• Installare e mettere a terra l'apparecchiatura in conformità con
le istruzioni fornite nel rispettivo manuale d'uso e con le norme
nazionali e locali.
• Controllare frequentemente la guaina del cavo di alimentazione per
individuare eventuali danni o la presenza di fili scoperti. Sostituire
immediatamente eventuali cavi danneggiati. I cavi scoperti possono
essere letali.
• Controllare e sostituire eventuali cavi della torcia danneggiati o usurati.
• Non toccare il pezzo in lavorazione, compresa la parte di scarto, durante
il taglio. Lasciare il pezzo in lavorazione in posizione o sul banco da
lavoro con il cavo di lavoro collegato durante il processo di taglio.
• Prima di controllare, pulire o sostituire le parti della torcia, scollegare
l'alimentazione o il cavo del generatore.
• Non bypassare o cortocircuitare gli interruttori di sicurezza.
• Prima di rimuovere il generatore o la copertura del sistema, scollegare
la potenza elettrica in ingresso. Attendere 5 minuti prima di scollegare
l'alimentazione per consentire ai condensatori di scaricarsi.
• Non utilizzare mai il sistema plasma senza le coperture del generatore
posizionate correttamente. I collegamenti scoperti del generatore
rappresentano un grave rischio elettrico.
• Quando si effettuano connessioni in ingresso, collegare prima l'apposito
conduttore a terra.
• Ogni sistema plasma Hypertherm è stato progettato per essere
utilizzato esclusivamente con le torce Hypertherm specificate.
Non utilizzare altre torce che potrebbero surriscaldare e rappresentare
un rischio per la sicurezza.
S-2 Sicurezza e conformità Hypertherm
Italiano / Italian

L'OPERAZIONE DI TAGLIO PUÒ CAUSARE INCENDI
O ESPLOSIONI
SICUREZZA
Prevenzione degli incendi
• Verificare che l'area sia sicura prima di eseguire qualsiasi operazione
di taglio. Tenere sempre a portata di mano un estintore.
• Rimuovere tutti gli oggetti infiammabili nel raggio di 10 metri dall'area
di taglio.
• Raffreddare per tempra il metallo caldo o lasciarlo raffreddare prima
di maneggiarlo o prima che entri a contatto con materiali combustibili.
• Non tagliare mai contenitori contenenti materiale potenzialmente
infiammabile. Svuotarli e lavarli accuratamente prima di eseguire
questa operazione.
• Ventilare le atmosfere potenzialmente infiammabili prima di eseguire
le operazioni di taglio.
• Durante il taglio con ossigeno come gas plasma, è necessario disporre
di un sistema di ventilazione degli scarichi.
Prevenzione delle esplosioni
• Non utilizzare il sistema plasma in presenza di eventuali polveri
o vapori esplosivi.
• Non tagliare bombole pressurizzate, tubi o contenitori chiusi.
• Non tagliare contenitori nei quali sono stati trasportati materiali
combustibili.
AVVERTENZA
Rischio di esplosione
Argon-idrogeno e metano
L'idrogeno e il metano sono gas infiammabili che possono esplodere.
Mantenere le fiamme lontano dalle bombole e dai tubi contenenti
miscele di metanolo o idrogeno. Mantenere fiamme e scintille lontano
dalla torcia quando si utilizza plasma metanolo o argon-idrogeno.
AVVERTENZA
Rischio di esplosione
Taglio sottacqua con gas combustibile
• Non effettuare tagli sottacqua con gas combustibili contenenti
idrogeno.
• Quando si eseguono tagli sottacqua con gas combustibili
contenenti idrogeno, potrebbe verificarsi una condizione esplosiva
che può produrre uno scoppio durante le operazioni di taglio.
AVVERTENZA
Detonazione dell'idrogeno nel
taglio dell'alluminio
• Non tagliare l'alluminio sottacqua o con l'acqua a contatto con la parte
inferiore dell'alluminio stesso.
• Quando si taglia l'alluminio sottacqua o con acqua sul lato inferiore,
potrebbe verificarsi una condizione esplosiva che può produrre
uno scoppio durante le operazioni di taglio.
SICUREZZA DELLE APPARECCHIATURE
A GAS COMPRESSO
• Non lubrificare mai le valvole delle bombole o i regolatori con olio
o grasso.
• Utilizzare solo bombole del gas, regolatori, tubi e raccordi corretti
progettati per l'applicazione specificata.
• Mantenere tutte le apparecchiature a gas compresso e le parti
associate in buone condizioni.
• Apporre le apposite etichette e codifiche a colori su tutti i tubi del
gas in modo da identificare il tipo di gas in ogni tubo. Consultare
i codici locali o nazionali applicabili.
Le bombole di gas contengono gas sotto alta pressione.
Se danneggiata, una bombola può esplodere.
• Maneggiare e utilizzare le bombole di gas compresso in conformità
con le norme locali e nazionali applicabili.
• Non utilizzare mai una bombola che non sia in posizione verticale
e assicurata in posizione.
• Rimuovere il cappuccio di protezione sulla valvola solo quando si
utilizza la bombola o la bombola è collegata per essere utilizzata.
• Non mettere mai a contatto l'arco plasma con una bombola.
• Non esporre mai le bombole a eccessivo calore, scintille, scorie
o fiamme vive.
• Non utilizzare mai un martello, una chiave inglese o un altro attrezzo
per aprire la valvola inceppata di una bombola.
LE BOMBOLE DEL GAS
POSSONO ESPLODERE
SE DANNEGGIATE
Sicurezza e conformità Hypertherm S-3
Italiano / Italian
SICUREZZA
I FUMI TOSSICI POSSONO CAUSARE LESIONI O LA MORTE
L'arco plasma è la fonte di calore che viene utilizzata per il taglio.
Di conseguenza, anche se l'arco plasma non è stato identificato come
origine di fumi tossici, il materiale che viene tagliato può essere fonte
di fumi tossici o gas che riducono l'ossigeno.
I fumi prodotti variano in base al metallo che viene tagliato. I metalli
che possono rilasciare fumi tossici includono, a mero titolo di esempio,
acciaio inox, acciaio al carbonio, zinco e rame.
In alcuni casi il metallo potrebbe essere rivestito di una sostanza che
potrebbe rilasciare fumi tossici. I rivestimenti tossici includono, a mero
titolo informativo, piombo (in alcune vernici), cadmio (in alcune vernici
e riempitivi) e berillio.
I gas prodotti dal taglio plasma variano in base al materiale da tagliare
e al metodo di taglio, ma possono includere ozono, ossidi di azoto,
cromo esavalente, idrogeno e altre sostanze se contenute o rilasciate
dal materiale tagliato.
Prestare la massima attenzione per ridurre al minimo l'esposizione
ai fumi prodotti da qualsiasi processo industriale. A seconda della
composizione chimica e della concentrazione dei fumi (nonché di altri
fattori, ad esempio la ventilazione), potrebbero verificarsi problemi
di salute, ad esempio difetti congeniti o cancro.
È responsabilità del proprietario dell'apparecchiatura e del
sito controllare la qualità dell'aria nell'area in cui viene utilizzata
l'apparecchiatura e assicurare che la qualità dell'aria sul posto
di lavoro soddisfi tutti gli standard e le normative nazionali e locali.
Il livello della qualità dell'aria in qualsiasi posto di lavoro dipende
da variabili specifiche del sito quali, ad esempio:
• Configurazione del banco (umido, secco, sottacqua).
• Composizione del materiale, finitura della superficie e composizione
dei rivestimenti.
• Volume del materiale rimosso.
• Durata del taglio o della scriccatura.
• Dimensioni, volume dell'aria, ventilazione e filtraggio dell'area di lavoro.
• Dispositivi di protezione individuali.
• Numero di sistemi di saldatura e di taglio in funzione.
• Altri processi del sito che potrebbero produrre fumi.
Se il posto di lavoro deve rispettare le normative nazionali o locali,
è possibile determinare se i livelli nel sito sono superiori o inferiori ai
livelli consentiti solo mediante monitoraggio o prove effettuati in loco.
Per ridurre il rischio di esposizione ai fumi:
• Rimuovere tutti i rivestimenti e i solventi dal metallo prima di eseguire
il taglio.
• Utilizzare il sistema locale di ventilazione degli scarichi per rimuovere
i fumi dall'aria.
• Non inalare i fumi. Indossare un respiratore ad adduzione d'aria quando
si tagliano metalli rivestiti o che si sospetta possano contenere elementi
tossici.
• Accertarsi che tutto il personale che utilizza apparecchiature
di saldatura o di taglio, nonché respiratori ad adduzione d'aria,
sia qualificato per l'utilizzo corretto di tali apparecchiature.
• Non tagliare mai contenitori contenenti possibile materiale tossico.
Svuotare e pulire prima a fondo il contenitore.
• Monitorare o controllare la qualità dell'aria sul sito, secondo
le necessità.
• Consultarsi con un esperto locale per implementare in loco un piano
al fine di garantire la sicurezza della qualità dell'aria.
UN ARCO PLASMA PUÒ CAUSARE LESIONI E USTIONI
Torce ad accensione immediata
L'arco plasma si accende immediatamente quando viene attivato
il pulsante della torcia.
L'arco plasma passa rapidamente attraverso i guanti e potrebbe
tagliare la pelle.
• Mantenere una certa distanza dalla punta della torcia.
• Non tenere il materiale in un punto vicino al percorso di taglio.
• Non puntare mai la torcia verso se stessi o verso altre persone.
S-4 Sicurezza e conformità Hypertherm
Italiano / Italian
SICUREZZA
I RAGGI DELL'ARCO POSSONO CAUSARE LESIONI AGLI OCCHI
E ALLA PELLE
Protezione degli occhi I raggi dell'arco plasma producono radiazioni intense visibili e invisibili (ultravioletti e infrarossi) che possono creare
lesioni agli occhi e alla pelle.
• Utilizzare un'apposita protezione per gli occhi in conformità con le normative nazionali e locali applicabili.
• Indossare una protezione per gli occhi (occhiali o mascherina con protezione laterale e una visiera per saldatura) con appropriata gradazione
delle lenti per proteggere gli occhi dai raggi infrarossi e ultravioletti prodotti dall'arco.
Protezione per la pelle Indossare indumenti protettivi per proteggersi dalle lesioni causate dalle radiazioni ultraviolette, dalle scintille
e dal metallo caldo.
• Guanti protettivi, calzature antinfortunistiche e copricapo.
• Indumenti ignifughi che coprono tutte le aree esposte.
• Pantaloni senza risvolti per impedire l'ingresso di scintille e scorie.
• Rimuovere eventuali combustibili, ad esempio accendini a butano o fiammiferi, dai pantaloni prima di eseguire il taglio.
Area di taglio Preparare l'area di taglio in modo da ridurre la riflessione e la trasmissione delle radiazioni ultraviolette:
• Pitturare le pareti e le altre superfici con colori scuri per ridurre la riflessione.
• Utilizzare schermi o barriere protettive per proteggere le altre persone da flash e abbagliamento.
• Raccomandare alle altre persone di non fissare l'arco. Utilizzare appositi cartelli e indicazioni.
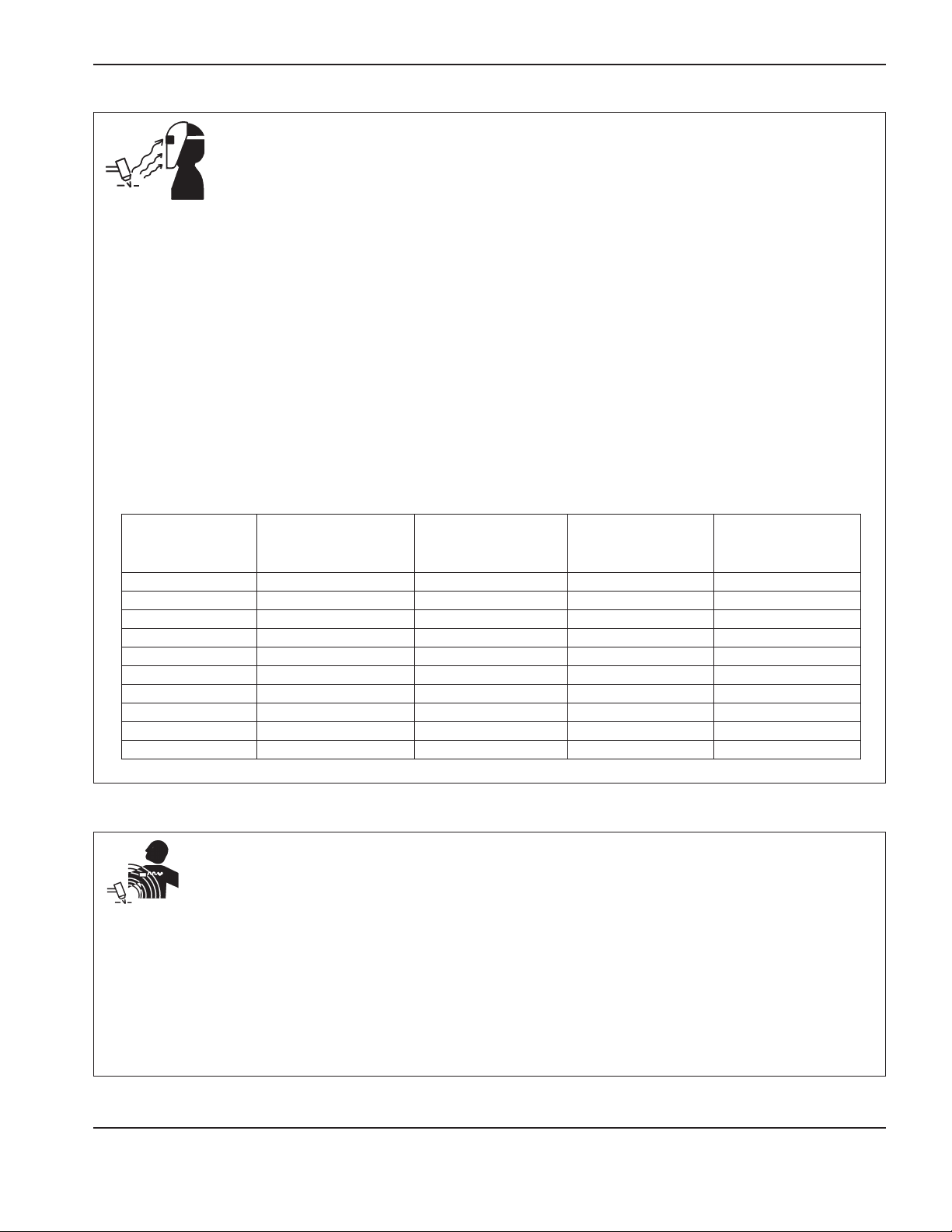
Gradazione di comfort
Corrente dell'arco
(A)
Meno di 40 A 5 5 8 9
Da 41 a 60 A 6 6 8 9
Da 61 a 80 A 8 8 8 9
Da 81 a 125 A 8 9 8 9
Da 126 a 150 A 8 9 8 10
Da 151 a 175 A 8 9 8 11
Da 176 a 250 A 8 9 8 12
Da 251 a 300 A 8 9 8 13
Da 301 a 400 A 9 12 9 13
Da 401 a 800 A 10 14 10 N/D
Gradazione minima
(ANSIZ49.1:2005)
suggerita
(ANSI Z49.1:2005)
OSHA 29CFR
1910.133(a)(5)
FUNZIONAMENTO DI PACEMAKER E SUPPORTI AUDITIVI
Il funzionamento di apparati medici quali pacemaker e supporti auditivi
può essere influenzato dai campi magnetici prodotti dalle correnti
elevate.
Si consiglia ai portatori di pacemaker e supporti auditivi di consultare
un medico prima di effettuare operazioni di taglio e scriccatura con
arco plasma.
Per ridurre i rischi legati ai campi magnetici:
• Tenere il cavo di lavoro e il cavo torcia su un lato, lontano dal corpo.
• Instradare i cavi torcia il più vicino possibile al cavo di lavoro.
• Non avvolgere o attorcigliare il cavo torcia o il cavo di lavoro attorno
al corpo.
• Tenere il più lontano possibile dalla tensione di alimentazione.
Europa
EN 169:2002
Sicurezza e conformità Hypertherm S-5
Italiano / Italian

SICUREZZA
IL RUMORE PUÒ DANNEGGIARE L'UDITO
In molti casi, durante il taglio ad arco plasma si possono superare i livelli
di rumorosità definiti dalle normative locali. L'esposizione prolungata
a un rumore molto elevato può danneggiare l'udito. Indossare sempre
otoprotettori adeguati in fase di taglio o scriccatura, a meno che,
a seguito di una misura del livello di pressione sonora effettuata sul sito,
non sia stato stabilito che, in base alle normative internazionali, nazionali
o locali, i dispositivi di protezione personale non sono necessari.
Adottando semplice accorgimenti tecnici sui banchi da taglio,
è possibile ridurre sensibilmente il rumore, ad esempio posizionando
barriere o teloni tra l'arco plasma e la postazione di lavoro, e/o
posizionando la postazione di lavoro lontano dall'arco plasma.
Prevedere disposizioni amministrative per limitare l'accesso all'area
di lavoro, limitare il tempo di esposizione dell'operatore e schermare
le aree di lavoro rumorose. Prevedere inoltre una riduzione del riverbero
nelle aree di lavoro inserendo strutture fonoassorbenti.
Usare otoprotettori se il rumore è eccessivo oppure se il rischio di
danni all'udito persiste anche dopo la messa in atto delle disposizioni
tecniche e amministrative. Se è necessaria una protezione per l'udito,
indossare solo dispositivi di protezione personale approvati come cuffie
o tappi per le orecchie con un grado di abbattimento del rumore adatto
all'applicazione. Informare tutte le altre persone nell'area di lavoro in
merito ai possibili rischi legati al rumore prodotto. Inoltre, una protezione
per le orecchie consente di impedire agli spruzzi di metallo caldo
di entrare nelle orecchie stesse.
INFORMAZIONI SULLA RACCOLTA DELLE POLVERI SECCHE
In alcuni siti, la polvere secca può rappresentare un possibile rischio
di esplosione.
Nell'edizione del 2007 dell'NFPA (National Fire Protection Association),
standard 68 "Explosion Protection by Deflagration Venting" (Protezione
contro le esplosioni tramite ventilazione dopo la deflagrazione) vengono
riportati i requisiti per la progettazione, la collocazione, l'installazione,
la manutenzione e l'utilizzo di dispositivi e sistemi per rimuovere i gas
di combustione e ridurre le relative pressioni generate a seguito di una
deflagrazione. Consultare un costruttore o un installatore di sistemi
di raccolta delle polveri secche per informazioni sui requisiti applicabili
prima di installare un nuovo sistema di raccolta delle polveri secche
o eseguire modifiche significative ai processi o ai materiali usati con
l'attuale sistema di raccolta delle polveri secche.
Consultare le autorità locali competenti (AHJ, Authority Having
Jurisdiction) per stabilire se nella legislazione locale relativa ai
capannoni industriali è stata "adottata come riferimento" una
qualsiasi edizione della normativa NFPA 68.
Fare riferimento alla normativa NFPA 68 per informazioni sulla
definizione e sulla spiegazione di termini normativi quali deflagrazione,
AHJ, adottato come riferimento, valore Kst, indice di deflagrazione
e così via.
Nota 1 – L'interpretazione di Hypertherm in merito a questi nuovi
requisiti è la seguente: in assenza di valutazioni specifiche effettuate
sul sito che stabiliscano che la polvere generata non è combustibile,
in base all'edizione 2007 della normativa FPA 68 è richiesto l'utilizzo
di sfiati per lo smaltimento dei gas di combustione in caso di
esplosione, sulla base del valore Kst peggiore (vedi allegato F) che
possa essere generato dalle polveri. In questo modo è possibile
disporre di informazioni utili per progettare uno sfiato, di dimensioni
e tipo adeguato, per lo smaltimento dei gas di combustione in caso
di esplosione. Nella normativa NFPA 68 il taglio plasma o altri processi
di tipo termico non sono indicati in modo specifico come processi che
richiedono sistemi di sfiato in caso di deflagrazione, ma questi nuovi
requisiti vengono tuttavia applicati a tutti i sistemi di raccolta delle
polveri.
Nota 2 – Gli utenti dei manuali Hypertherm devono consultare
e rispettare gli standard, le normative e le regolamentazioni locali
applicabili. Mediante la pubblicazione dei manuali, Hypertherm non
intende in alcun modo indurre a compiere azioni non conformi ai
regolamenti e alle normative applicabili. Il presente manuale non
deve pertanto essere inteso a tale scopo.
S-6 Sicurezza e conformità Hypertherm
Italiano / Italian

SICUREZZA
RADIAZIONE LASER
L'esposizione alla radiazione laser può causare gravi danni agli occhi. Evitare l'esposizione diretta degli occhi.
Per comodità e sicurezza, sui prodotti Hypertherm che usano un laser, viene applicata una delle seguenti etichette di radiazione laser,
in prossimità del punto in cui il raggio laser esce dalla copertura. Vengono anche indicate la massima tensione di uscita (mV), la lunghezza
d'onda della radiazione (nM) e, se applicabile, la durata dell'impulso.
Istruzioni aggiuntive sulla sicurezza per sistemi laser:
• Consultare un esperto di regolamenti locali sulle applicazioni laser.
Può essere necessaria una formazione sulla sicurezza dei sistemi
laser.
• Non far utilizzare un sistema laser da personale non qualificato.
I sistemi laser possono essere pericolosi se utilizzati da personale
non qualificato.
• Non guardare mai all'interno dell'apertura laser o del raggio.
• Posizionare il laser secondo le istruzioni per evitare il contatto
involontario con gli occhi.
• Non usare il laser su materiali riflettenti.
• Non usare alcuno strumento ottico per visualizzare o riflettere il
raggio laser.
• Non smontare o rimuovere il laser o il coperchio dell'apertura.
• Qualsiasi modifica del laser o del prodotto può causare un rischio
di radiazione laser.
• L'utilizzo di regolazioni o l'esecuzione di procedure diverse da quelle
specificate in questo manuale può causare esposizioni pericolose alla
radiazione laser.
• Non utilizzare in ambienti esplosivi, in presenza di liquidi, gas o polveri
infiammabili.
• Usare esclusivamente le parti e gli accessori raccomandati o forniti
dal costruttore per il modello specifico.
• Gli interventi di riparazione e manutenzione DEVONO essere eseguiti
esclusivamente da personale qualificato.
• Non rimuovere o alterare l'etichetta di sicurezza del laser.
Sicurezza e conformità Hypertherm S-7
Italiano / Italian

GESTIONE RESPONSABILE DEL PRODOTTO
Introduzione
Hypertherm ha attuato un sistema di gestione normativa globale
per assicurare che i prodotti siano conformi ai requisiti normativi
e ambientali.
Normative nazionali e locali sulla
sicurezza
Le normative nazionali e locali sulla sicurezza sono prioritarie rispetto
a qualsiasi altra istruzione fornita insieme al prodotto. Il prodotto deve
essere importato, installato, utilizzato e smaltito in conformità con
le normative nazionali e locali applicabili sul sito di installazione.
Marchi di certificazione
I prodotti certificati sono identificati da uno o più marchi
di certificazione di laboratori accreditati di prova. I marchi
di certificazione sono apposti sopra o accanto alla targa dati.
Ogni marchio di certificazione indica che il prodotto e i relativi
componenti critici per la sicurezza sono conformi ai relativi standard
nazionali sulla sicurezza, come esaminato e verificato dal rispettivo
laboratorio di prova. Hypertherm appone un marchio di certificazione
sui propri prodotti solo dopo che gli stessi sono stati realizzati con
componenti critici per la sicurezza autorizzati dal laboratorio di prova
accreditato.
Una volta che il prodotto esce dalla fabbrica Hypertherm, se si
verifica una delle condizioni seguenti, il marchio di certificazione
è da considerarsi non valido:
• Il prodotto viene modificato in modo tale da creare un rischio o essere
non conforme agli standard applicabili.
• I componenti critici per la sicurezza sono sostituiti con parti di ricambio
non autorizzate.
• Viene aggiunto un gruppo non autorizzato o un accessorio che utilizza
o genera una tensione pericolosa.
• Il circuito di sicurezza o qualsiasi altra caratteristica integrata nel
prodotto come parte della certificazione o altro componente viene
manomesso.
Il marchio CE attesta la dichiarazione di conformità del produttore
alle direttive e standard europei applicabili. Solo le versioni dei prodotti
Hypertherm con marchio CE apposto sulla targa dati o accanto ad
essa sono stati testati per la conformità con le direttive europee in
materia di bassa tensione e compatibilità elettromagnetica (EMC).
I filtri EMC che devono essere conformi alla Direttiva europea EMC
sono incorporati all'interno delle versioni del generatore con
marchio CE.
I certificati di conformità dei prodotti Hypertherm sono disponibili
nella sezione Archivio del sito Web Hypertherm all'indirizzo:
https://www.hypertherm.com.
Differenze negli standard nazionali
I Paesi possono applicare differenti standard sulle prestazioni, sulla
sicurezza o di altra natura. Le differenze nazionali sugli standard
includono, a mero titolo esplicativo:
• Tensioni
• Tensioni della spina e dei cavi
• Requisiti relativi alla lingua
• Requisiti relativi alla compatibilità elettromagnetica
A causa di tali differenze negli standard nazionali o di altra natura,
potrebbe non essere possibile o fattibile apporre tutti i marchi
di certificazione sulla stessa versione di un prodotto. Ad esempio,
le versioni CSA dei prodotti Hypertherm non sono conformi ai
requisiti europei sulla compatibilità elettromagnetica e, per tale
motivo, sulla targa dati non è apposto il marchio CE.
Nei Paesi che richiedono il marchio CE o nei quali sono in vigore
normative obbligatorie sulla compatibilità elettromagnetica,
è necessario utilizzare versioni CE dei prodotti Hypertherm con
il marchio CE sulla targa dati. Tali Paesi includono, a mero titolo
esplicativo:
• Australia
• Nuova Zelanda
• Paesi nell'Unione Europea
• Russia
È importante che il prodotto e il rispettivo marchio di certificazione
siano adatti per il sito di installazione finale. Quando i prodotti
Hypertherm sono spediti a un Paese ai fini dell'esportazione in
un altro Paese, il prodotto deve essere configurato e certificato
correttamente per il sito di utilizzo finale.
Installazione e utilizzo sicuro delle
apparecchiature di taglio a sagoma
Lo standard IEC 60974-9 Arc Welding Equipment – Installation
and use (Installazione e utilizzo di apparecchiature per la saldatura
ad arco) fornisce linee guida per l'installazione e l'utilizzo sicuro
delle apparecchiature di taglio a sagoma e per operazioni di taglio
sicure. Durante l'installazione è necessario tener conto dei requisiti
delle normative nazionali e locali, tra cui, a mero titolo esplicativo,
collegamenti a massa o messa a terra di sicurezza, fusibili, dispositivo
di interruzione dell'alimentazione e tipo del circuito di alimentazione.
Leggere queste istruzioni prima di installare l'apparecchiatura.
È innanzitutto necessario valutare la sicurezza dell'installazione.
Tale valutazione deve essere eseguita da un esperto e indica
le azioni necessarie da eseguire per creare un ambiente sicuro
e le precauzioni da adottare nel corso dell'installazione e dell'utilizzo
dell'apparecchiatura.
PS-1 Sicurezza e conformità Hypertherm
Italiano / Italian

GESTIONE RESPONSABILE DEL PRODOTTO
Procedure per l'ispezione e le prove
periodiche
Quando previsto dalle normative nazionali locali, lo standard
IEC60974-4 specifica procedure di prova per l'ispezione periodica
e successivamente a interventi di riparazione o manutenzione al fine
di assicurare la sicurezza elettrica delle motorizzazioni del taglio
plasma integrate in conformità con lo standard IEC 60974-1.
Hypertherm esegue le prove di continuità del circuito di protezione
e di resistenza d'isolamento nella fabbrica come prove non operative.
Tali prove sono eseguite con i collegamenti elettrici e a terra scollegati.
Hypertherm rimuove inoltre alcuni dispositivi di sicurezza che
potrebbero causare risultati errati. Quando richiesto dalle normative
nazionali locali, è necessario apporre un'etichetta sull'apparecchiatura
per indicare che ha superato la prova prevista dallo standard
IEC60974-4. Nel rapporto sulla riparazione devono essere riportati
i risultati di tutte le prove, a meno che non sia specificato che una
determinata prova non è stata eseguita.
Qualifica del personale addetto alle
prove
Le prove sulla sicurezza elettrica per le apparecchiature di taglio
a sagoma possono essere pericolose e devono essere eseguite da
un esperto nel settore delle riparazioni elettriche, preferibilmente con
esperienza nella saldatura, taglio e processi correlati. Se tali prove
sono eseguite da personale non qualificato, i rischi per la sicurezza
del personale e delle apparecchiature sono sensibilmente superiori
ai benefici offerti dall'esecuzione di ispezioni e prove periodiche.
Hypertherm consiglia di eseguire esclusivamente l'ispezione
visiva, a meno che le prove sulla sicurezza elettrica non siano
specificatamente richieste in conformità con le normative nazionali
locali del Paese in cui è installata l'apparecchiatura.
Dispositivi differenziali
In Australia e in altri Paesi, la normativa locale potrebbe richiedere
l'utilizzo di un dispositivo differenziale quando sul posto di lavoro
o sui siti di costruzione sono utilizzate apparecchiature elettriche
portatili allo scopo di proteggere gli operatori da guasti elettrici
dell'apparecchiatura. I dispositivi differenziali sono progettati
per scollegare in sicurezza l'alimentazione elettrica quando
tra l'alimentazione e la corrente di ritorno viene rilevato uno
sbilanciamento, ovvero viene rilevata una corrente di dispersione
a terra. I dispositivi differenziali sono disponibili con correnti di
scatto fisse e regolabili comprese tra 6e 40 mA e un intervallo
di tempo di scatto fino a 300ms selezionati per l'installazione,
l'applicazione e l'utilizzo previsto dell'apparecchiatura. Quando
si utilizzano i dispositivi differenziali, occorre selezionare o regolare
la corrente di scatto e il tempo di scatto su tali dispositivi a un livello
sufficientemente alto per evitare il falso scatto durante il normale
funzionamento dell'apparecchiatura di taglio plasma e sufficientemente
basso nell'improbabile caso in cui si verifichi un guasto elettrico
nell'apparecchiatura, in modo da poter scollegare l'alimentazione prima
che la corrente di dispersione prodotta in presenza di un guasto possa
rappresentare un rischio di scossa elettrica per gli operatori.
Per verificare il corretto funzionamento dei dispositivi differenziali
nel tempo, è necessario verificare periodicamente la corrente di
scatto e il tempo di scatto. Le apparecchiature elettriche portatili
e i dispositivi differenziali utilizzati nelle aree commerciali
e industriali in Australia e in Nuova Zelanda sono testati in base
allo standard australiano AS/NZS3760. Quando si verifica
l'isolamento dell'apparecchiatura di taglio plasma in base allo
standard AS/NZS 3760, è necessario misurare la resistenza
d'isolamento in base all'Appendice B dello standard, a 250VCC
con l'interruttore di alimentazione in posizione ON in modo da
verificare la corretta esecuzione della prova ed evitare risultati errati
della prova della corrente di dispersione. I falsi errori sono possibili
poiché i varistori in ossido di metallo (MOV) e i filtri per la compatibilità
elettromagnetica, utilizzati per ridurre le emissioni e proteggere
l'apparecchiatura da sovratensioni momentanee, in condizioni normali
possono condurre fino a 10mA di corrente di dispersione a massa.
In caso di dubbi in merito all'applicazione e all'interpretazione di uno
qualsiasi degli standard IEC riportati in questo manuale, si prega
di rivolgersi a un esperto o altro consulente competente in materia
di standard elettrotecnici internazionali e non affidarsi esclusivamente
a Hypertherm in merito all'interpretazione o all'applicazione di tali
standard.
Sistemi di livello superiore
Nel caso in cui un integratore di sistemi aggiunga ulteriori
apparecchiature quali banchi da taglio, azionamenti, controller
del movimento o robot, a un sistema di taglio plasma Hypertherm,
il nuovo sistema può essere considerato come un sistema di livello
superiore. Un sistema di livello superiore con parti in movimento
pericolose può essere considerato come un macchinario industriale
o un'apparecchiatura robotizzata. In questo caso, l'OEM o l'utente
finale può essere soggetto al rispetto di ulteriori normative e standard
in aggiunta a quelli inerenti il sistema di taglio plasma così come
prodotto da Hypertherm.
È responsabilità dell'utente finale e dell'OEM eseguire una valutazione
dei rischi sul sistema di livello superiore e provvedere ai sistemi di
sicurezza per le parti in movimento pericolose. A meno che il sistema
di livello superiore non sia certificato quando l'OEM vi incorpora
i prodotti Hypertherm, anche l'installazione potrebbe essere
subordinata all'approvazione da parte delle autorità locali. In caso
di dubbi in merito alla conformità, rivolgersi al consulente legale
e agli esperti in materia di normativa legale.
I cavi di interconnessione esterni tra le parti dei componenti del
sistema di livello superiore devono essere adatti per gli agenti
contaminanti e il movimento, come previsto dal sito di installazione
di utilizzo finale. Se i cavi di interconnessione esterni sono a contatto
con olio, polvere, acqua e altri agenti contaminanti, potrebbero essere
richiesti livelli di tensione adatti per l'utilizzo in condizioni estreme.
Se i cavi di interconnessione esterni sono soggetti a movimento
costante, potrebbero essere richiesti livelli di tensione adatti per
la flessione costante. È responsabilità dell'utente finale e dell'OEM
assicurare che i cavi siano idonei per l'applicazione. Poiché le tensioni
e i costi che potrebbero essere richiesti dalle normative locali per
i sistemi di livello superiore variano, è necessario verificare che i cavi
di interconnessione esterni siano idonei per il sito di installazione
di utilizzo finale.
Sicurezza e conformità Hypertherm PS-2
Italiano / Italian

GESTIONE RESPONSABILE DELL'AMBIENTE
Introduzione
La specifica ambientale Hypertherm prevede che i fornitori di
Hypertherm forniscano informazioni sulle sostanze in conformità
con le direttive RoHS e WEEE e con il regolamento REACH.
La conformità ambientale sui prodotti non contempla la qualità
dell'aria interna o il rilascio ambientale di fumi da parte dell'utente
finale. Qualsiasi materiale tagliato dall'utente finale non è fornito da
Hypertherm insieme al prodotto. L'utente finale è responsabile del
materiale tagliato, nonché della sicurezza e della qualità dell'aria sul
posto di lavoro e deve essere a conoscenza dei potenziali rischi per
la salute a seguito dei fumi rilasciati dal materiale tagliato. È inoltre
tenuto a rispettare tutte le normative locali.
Normative nazionali e locali
sull'ambiente
Le normative nazionali e locali sull'ambiente sono prioritarie rispetto
a qualsiasi altra istruzione fornita in questo manuale.
Il prodotto deve essere importato, installato, utilizzato e smaltito in
conformità con le normative nazionali e locali sull'ambiente applicabili
sul sito di installazione.
Le normative europee sull'ambiente sono illustrate più avanti nella
sezione Direttiva WEEE.
Direttiva RoHS
Hypertherm è impegnata al rispetto di tutte le normative e regolamenti
applicabili, compresa la Direttiva RoHS (Restriction of Hazardous
Substances) dell'Unione Europea in merito alla limitazione di utilizzo
di sostanze pericolose nelle apparecchiature elettroniche. Hypertherm
supera gli obblighi di conformità alla Direttiva RoHS a livello globale.
Hypertherm si impegna costantemente a ridurre la presenza di
materiali RoHS nei prodotti soggetti a tale Direttiva, tranne nei casi in
cui sia ampiamente riconosciuto che non esistono alternative fattibili.
Le dichiarazioni di conformità alla Direttiva RoHS sono state redatte
per le versioni CE attuali dei sistemi di taglio plasma Powermax
prodotti da Hypertherm. Sulle versioni CE Powermax è stato inoltre
apposto un "marchio RoHS" al di sotto del "marchio CE" sulla targa
dati delle versioni CE delle serie Powermax prodotte a partire dal
2006. Le parti utilizzate nelle versioni CSA delle unità Powermax
e di altri prodotti realizzati da Hypertherm che non rientrano o sono
esenti dalla Direttiva RoHS sono continuamente in fase di conversione
in modo da renderle conformi alla Direttiva RoHS in previsione dei
requisiti futuri.
Corretto smaltimento dei prodotti
Hypertherm
I sistemi di taglio plasma Hypertherm, al pari di tutti i prodotti
elettronici, possono contenere materiali o componenti quali schede
a circuito stampato che non possono essere smaltiti insieme ai rifiuti
abituali. È responsabilità dell'utente finale smaltire i prodotti
o componenti Hypertherm nel rispetto dell'ambiente e in conformità
con le normative nazionali e locali.
• Negli Stati Uniti, fare riferimento alle normative federali, statali e locali.
• Nell'Unione Europea, fare riferimento alle direttive UE e alle
normative nazionali e locali. Per ulteriori informazioni, visitare il sito
Web: www.hypertherm.com/weee.
• In altri Paesi, fare riferimento alle normative nazionali e locali.
• Se opportuno, rivolgersi a un consulente legale o a un esperto
in materia di conformità normativa.
Direttiva WEEE
Il 27 gennaio 2003, il Parlamento europeo e il Consiglio dell'Unione
Europea hanno autorizzato la Direttiva 2002/96/CE o WEEE
(Smaltimento di apparecchiature elettriche ed elettroniche).
Come previsto ai sensi di legge, qualsiasi prodotto Hypertherm
soggetto alla Direttiva e venduto nell'UE a partire dal 13° agosto
2005 è contrassegnato con il simbolo WEEE. La Direttiva incoraggia
e stabilisce criteri specifici per la raccolta, la gestione e il riciclo di
rifiuti WEEE. I rifiuti domestici e quelli industriali sono smaltiti in modo
differente (tutti i prodotti Hypertherm sono considerati rifiuti industriali).
Per informazioni sulle istruzioni di smaltimento delle versioni CE dei
sistemi plasma Powermax, visitare il sito Web:
www.hypertherm.com/weee.
L'URL è stampato sull'etichetta di avvertimento con solo il simbolo
di ognuna di tali versioni CE delle unità Powermax prodotte a partire
dal 2006. Le versioni CSA delle unità Powermax e di altri prodotti
realizzati da Hypertherm non rientrano o sono esenti dalla Direttiva
WEEE.
Regolamento REACH
Il regolamento REACH (1907/2006), in vigore dal 1° giugno 2007,
interessa le sostanze chimiche disponibili sul mercato europeo.
I requisiti del regolamento REACH per i produttori di componenti
prevedono che il componente non debba contenere più dello 0,1%
di peso delle cosiddette sostanze SVHC (Substances of Very High
Concern).
I produttori di componenti e altri utenti a valle, quali Hypertherm,
sono obbligati a richiedere ai propri fornitori il numero di registrazione
dell'European Chemical Agency (ECHA) per tutte le sostanze
chimiche utilizzate all'interno o sui prodotti Hypertherm. Al fine di
fornire le informazioni chimiche previste dal regolamento REACH,
Hypertherm richiede ai fornitori di fornire dichiarazioni REACH
e identificare qualsiasi utilizzo noto delle sostanze SVHC. È stato
eliminato qualsiasi utilizzo di sostanze SVHC superiore allo 0,1%
all'interno delle parti. Nelle schede di sicurezza MSDS sono riportate
in dettaglio tutte le sostanze chimiche. Tali schede possono quindi
essere utilizzate per verificare la conformità al regolamento REACH.
I lubrificanti, sigillanti, refrigeranti, adesivi, solventi, rivestimenti e altre
preparazioni o miscele utilizzati da Hypertherm all'interno, all'esterno,
per o insieme al sistema di taglio a sagoma sono in quantità minime
(ad eccezione del refrigerante) e sono disponibili a livello commerciale
ES-1 Sicurezza e conformità Hypertherm
Italiano / Italian

presso numerosi rivenditori e possono e saranno sostituiti nel caso in
cui un fornitore riscontrasse un problema associato alla registrazione
REACH o all'autorizzazione REACH (sostanze SVHC).
Corretta manipolazione e utilizzo sicuro
delle sostanze chimiche
I regolamenti relativi alle sostanze chimiche negli Stati Uniti, in Europa
e in altri Paesi prevedono che per tutte le sostanze chimiche siano
messe a disposizione schede di sicurezza MSDS (Material Safety Data
Sheets). L'elenco delle sostanze chimiche è fornito da Hypertherm.
Le schede di sicurezza MSDS contengono le sostanze chimiche
fornite insieme al prodotto e altre sostanze chimiche presenti all'interno
o all'esterno del prodotto. Tali schede possono essere scaricate
dalla sezione Archivio del sito Web Hypertherm all'indirizzo
https://www.hypertherm.com. Sulla schermata Cerca, inserire
MSDS nel titolo del documento, quindi scegliere Cerca.
Negli Stati Uniti, la normativa OSHA non prevede l'obbligo di schede
di sicurezza MSDS per articoli quali elettrodi, anelli diffusori, cappucci
di tenuta, ugelli, schermi, deflettori e altre parti solide della torcia.
Hypertherm non produce o fornisce i materiali che sono tagliati
e non è a conoscenza pertanto se i fumi rilasciati dai materiali tagliati
costituiscono un rischio fisico o per la salute. Per informazioni sulle
proprietà dei materiali che verranno tagliati utilizzando un prodotto
Hypertherm, rivolgersi al fornitore o a un consulente tecnico.
GESTIONE RESPONSABILE DELL'AMBIENTE
Emissione dei fumi e qualità dell'aria
Nota: le seguenti informazioni sulla qualità dell'aria vengono
fornite esclusivamente a titolo informativo e non devono essere
considerate come alternativa per il riesame e l'implementazione
delle normative governative applicabili o standard legali nel Paese
in cui l'apparecchiatura di taglio verrà installata e utilizzata.
Negli Stati Uniti, il manuale dei metodi analitici (NMAM) del NIOSH
(National Institute for Occupational Safety and Health) contiene
una raccolta dei metodi di campionamento e analisi degli agenti
contaminanti presenti nell'aria del posto di lavoro. I metodi pubblicati
da altre parti, ad esempio OSHA, MSHA, EPA, ASTM, ISO o fornitori
commerciali di apparecchiature di campionamento e di analisi,
possono offrire vantaggi rispetto ai metodi NIOSH.
Ad esempio, l'ASTM Practice D 4185 è una pratica standard per
la raccolta, la dissoluzione e la determinazione di tracce di metallo
nell'aria del posto di lavoro. Nell'ASTMD4185 sono elencati la
sensibilità, il limite di rilevamento e le concentrazioni di lavoro ottimali
per 23 metalli. Per determinare il protocollo di campionamento
ottimale, tenendo conto dell'accuratezza analitica, dei costi e del
numero ottimale di campioni, è necessario rivolgersi a un igienista
industriale. Hypertherm si avvale di un igienista industriale esterno
per eseguire e interpretare i risultati delle prove sulla qualità dell'aria
mediante apparecchiatura di campionamento dell'aria posizionata sulle
stazioni degli operatori negli edifici Hypertherm in cui sono installati
e utilizzati banchi da taglio plasma.
Dove applicabile, Hypertherm utilizza inoltre igienisti industriali esterni
per ottenere autorizzazioni sull'aria e sull'acqua.
In caso di dubbi e per informazioni su tutte le normative governative
applicabili e sugli standard legali sul sito di installazione, rivolgersi
a un esperto locale prima di acquistare, installare e utilizzare
l'apparecchiatura.
Sicurezza e conformità Hypertherm ES-2
Italiano / Italian

GESTIONE RESPONSABILE DELL'AMBIENTE
ES-3 Sicurezza e conformità Hypertherm
Italiano / Italian

Sezione 1
CARATTERISTICHE TECNICHE
In questa sezione:
Introduzione .................................................................................................................................................................................................1-3
Modulo di controllo .........................................................................................................................................................................1-3
Gruppo carrello ................................................................................................................................................................................1-3
Interfaccia uomo-macchina (IUM) ...............................................................................................................................................1-3
Interfaccia plasma ...........................................................................................................................................................................1-4
Interruttore industriale di Ethernet ...............................................................................................................................................1-4
Caratteristiche tecniche ...........................................................................................................................................................................1-5
Sistema ..............................................................................................................................................................................................1-5
Modulo di controllo (090054) ......................................................................................................................................................1-5
Gruppo carrello (090053) ............................................................................................................................................................1-6
IUM facoltativa (090055) ..............................................................................................................................................................1-7
Interfaccia plasma separata (090052) .......................................................................................................................................1-8
Interruttore Ethernet ........................................................................................................................................................................1-9
Collegamento ArcGlide ........................................................................................................................................................................ 1-11
Configurazioni collegamento Hypernet ................................................................................................................................... 1-12
Configurazioni di collegamento separato ...............................................................................................................................1-13
Configurazioni di collegamento miste ....................................................................................................................................1-13
ArcGlide THC Manuale di istruzioni 1-1
2

CARATTERISTICHE TECNICHE
Banco da taglio Macchina di taglio a portaleLamiera
Carrello torcia
ArcGlide
Modulo di controllo
ArcGlide
Sistema plasma
Esempio di THC ArcGlide installato su un banco da taglio con sistema plasma e CNC
Nota:
Il modulo di controllo di ArcGlide e l'interruttore Ethernet devono essere collocati in una cabina elettrica
con messa a terra elettrica e in ambiente pulito.
IUM ArcGlide
(facoltativo)
CNC
Messa a terra
a stella
Guide
1-2 ArcGlide THC Manuale di istruzioni

CARATTERISTICHE TECNICHE
Introduzione
THC ArcGlide di Hypertherm è un sistema con sensore di tensione e controllo di altezza torcia (THC) progettato per
applicazioni di taglio plasma su un banco da taglio X-Y. Il sistema utilizza la tensione d'arco del plasma per controllare
ladistanza fisica tra la torcia e la lamiera durante il taglio. Possono essere installati fino a 4 sistemi ArcGlide su un banco
da taglio. Come mostrato dall'illustrazione nella pagina precedente, il sistema include i seguenti componenti:
Modulo di controllo
Il modulo di controllo ospita un microcontroller, un'interfaccia I/O e un motore. Questa unità fornisce controllo di tensione
d'arco e si interfaccia con l'unità di sollevamento torcia, la macchina CNC e il sistema plasma per mezzo diinterfacce I/O
standard separate attraverso l'interfaccia Hypernet®.
Gruppo carrello
La stazione di sollevamento torcia, controllata dal modulo di controllo, posiziona il capo della torcia verticalmente
al di sopra della lamiera.
Il carrello ha le seguenti caratteristiche:
• Capacità di rilevare la lamiera usando i sensori di contatto ohmico o la forza di stallo
• Scollamento magnetico della torcia con la circuiteria per indicare una collisione
• Interruttore per attivare e disattivare la stazione di sollevamento torcia dotato di spia luminosa
• Interruttore manuale a levetta
• Puntatore laser per l'allineamento della lamiera
• Cavo di interfaccia singolo
Interfaccia uomo-macchina (IUM)
La IUM include un display a cristalli liquidi (LCD), interruttori operativi e un selettore rotante/a pressione per
laconfigurazione e il controllo del THC. Questo modulo è facoltativo se usato con i CNC Hypertherm capaci
dieseguire il software Phoenix versione 9.5 (o successive).
Le principali funzioni sono:
• Setup operazionale e di sistema THC
• Istruzione parametri operativi
• Funzionamento manuale e automatico
• Test del sensore di altezza iniziale
• Display stato THC e tensione d'arco
• Display errore THC
• Supporto multilinguistico
• Supporto unità metrica o imperiale
• Attiva e disattiva stazione
ArcGlide THC Manuale di istruzioni 1-3

CARATTERISTICHE TECNICHE
Interfaccia plasma
L'interfaccia plasma esegue due funzioni principali. Fornisce al modulo di controllo informazioni esatte e bilanciate
sulla tensione d'arco del plasma. Fornisce inoltre una comoda interfaccia del segnale di controllo al THC ArcGlide.
Hypertherm offre due tipi di interfaccia plasma:
• HPR: Collegamento Hypernet, installato in fabbrica
• Tutti gli altri sistemi plasma: collegamento separato, installati sul campo
Interruttore industriale di Ethernet
Per le configurazioni con più di uno span Hypernet è richiesto un interruttore Ethernet per uso industriale. Per ulteriori
dettagli, consultare il paragrafo interruttore Ethernet in questa sezione.
1-4 ArcGlide THC Manuale di istruzioni

CARATTERISTICHE TECNICHE
Caratteristiche tecniche
Sistema
Potenza in ingresso 115 VCA o 230 VCA, monofase, 50/60 Hz
Temperatura d'esercizio da -10 ºC a 40 ºC
Umidità d'esercizio 95% umidità relativa
Garanzia 2 anni per elettronica e carrello torcia
Modulo di controllo (090054)
Approvazioni normative CE, CSA
Potenza in ingresso protetta da fusibile (selezionabile)*
da 100 a 120 VCA/da 200 a 240 VCA, 2,6 A/1,5 A,
50/60 Hz, monofase
Fusibile a fusione lenta 250 VCA, 5 A
Range di ingressi digitali paralleli da +12 VCC a +24 VCC
Seriale digitale I/O +5 VCC (seriale di interfaccia Plasma)
Uscita massima motore 70 VCC, 6 A
Collegamento Hypernet Schermato RJ-45 Cat-5e
* Per evitare danni all'attrezzatura, utilizzare l'interruttore del modulo d'ingresso collocato nella parte anteriore del modulo
di controllo per selezionare la tensione di alimentazione (115 V o 240 V).
157,23 mm
381 mm
206,25 mm
127,00 mm
7,26 kg
358,65 mm
Modulo di controllo
ArcGlide THC Manuale di istruzioni 1-5
2

CARATTERISTICHE TECNICHE
Gruppo carrello (090053)
Approvazioni normative CE
Motore 70 VCC, 3 A
Interruttori di fine corsa +24VCC
Motore Magnete permanente
Motore drive Servo-amplificatore PWM
Informazioni carrello torcia Encoder incrementale
Interruttori di fine corsa del carrello torcia Interruttore di riposizionamento e interruttore di posizionamento inferiore
Interruttori di controllo del carrello torcia Interruttori manuali a levetta e interruttori di disattivazione stazione
Velocità massima asse Z 1520 cm/minuto
Corsa massima asse Z 239 mm
Interruttore di collisione +24VCC
Freno motore +24VCC
Puntatore laser (Classe 3B) +5 VCC, potenza massima: 500 mW, lunghezza: 400 – 695 nm
Capacità del carrello torcia 11,3 kg
Codice
Montaggio torcia e sistemi anti-collisione
articolo
090082 Supporto da 51 mm, separatore magnetico
da11 kg
090083 Supporto da 51 mm, separatore pneumatico
090084 Supporto da 44 mm, separatore pneumatico
090085 Supporto da 35 mm, separatore pneumatico
090086 Supporto da 44 mm, separatore magnetico
da11 kg
090087 Supporto da 35 mm, separatore magnetico
da11 kg
090088 Supporto da 51 mm, separatore magnetico
da4,5 kg
090089 Supporto da 44 mm, separatore magnetico
da4,5 kg
090090 Supporto da 35 mm, separatore magnetico
da4,5 kg
151,0 mm
268,1 mm
743,2 mm
50,8 mm
78,7 mm
11,11 kg
238,8 mm
85,5 mm
090091 Separatore pneumatico
090092 Separatore magnetico da 4,5 kg
090093 Separatore magnetico da 11 kg
127,0 mm
Gruppo carrello
1-6 ArcGlide THC Manuale di istruzioni
2
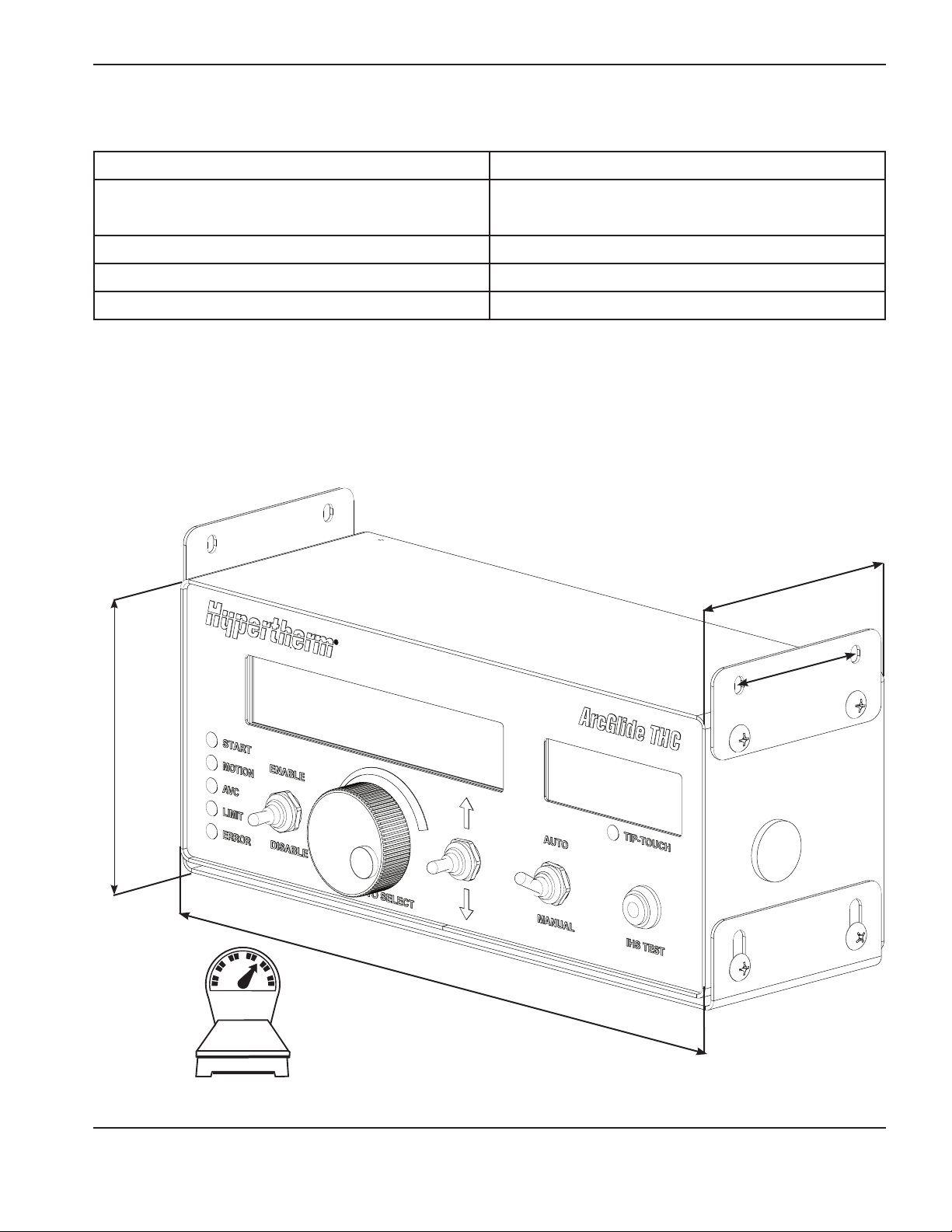
IUM facoltativa (090055)
Approvazioni normative CE, CSA
CARATTERISTICHE TECNICHE
Potenza in ingresso
da 100 a 240 VCA, 50/60 Hz, da 40 mA a 20 mA,
monofase
Collegamento Hypernet Schermato RJ-45 Cat-5e
Temperatura d'esercizio da -10 ºC a 40 ºC
Umidità d'esercizio 95% umidità relativa
130,50 mm
117,60 mm
65,00 mm
298 mm
1,91 kg
IUM
ArcGlide THC Manuale di istruzioni 1-7
2

CARATTERISTICHE TECNICHE
Interfaccia plasma separata (090052)
Questa interfaccia plasma è richiesta per configurazioni che usano un collegamento separato.
Specifiche elettriche
Potenza in ingresso 24 V (CA o CC)
Parallela digitale I/O da +12 VCC a +24 VCC
Seriale digitale I/O 5VCC
Rapporto partitore di tensione Tensione d'arco 50:1
50,80 mm
27,69 mm
145,29 mm
127 mm
0,68 kg
Interfaccia plasma separata
1-8 ArcGlide THC Manuale di istruzioni
2

CARATTERISTICHE TECNICHE
Interruttore Ethernet
Se THC ArcGlide impiega più di uno span Hypernet per collegarsi con il sistema CNC o plasma, aggiungere
uninterruttore Ethernet nella configurazione del sistema per il collegamento tra questi componenti.
Note: Questo interruttore deve essere per uso industriale e deve essere in grado di supportare cavi di rete Ethernet
Cat-5e schermati. L'interruttore Ethernet deve essere collocato in una cabina elettrica con messa a terra
elettrica e in ambiente pulito.
Hypertherm consiglia tre interruttori Ethernet industriali Advantech™ non gestiti, disponibili anche presso Hypertherm.
Lapagina seguente fornisce codici articoli e dettagli su ogni modello.
Un sistema di taglio ad arco plasma può essere configurato con 1 CNC fino a 4 sistemi plasma, 4 controller THC,
4carrelli torcia e 4 IUM opzionali. Il numero totale di porte richieste dal sistema dipende dal numero degli alimentatori
edegli THC ArcGlide configurati. Utilizzare la seguente tabella per determinare il numero di porte Ethernet necessarie.
Per ognuno di questi componenti:
CNC 1
Sistema plasma (da 1 a 4) + carrello torcia (da 1 a 4) da 2 a 8
Sistema plasma (da 1 a 4) + carrello torcia (da 1 a 4) +
IUM (da 1 a 4)
Totale da 4 a 13
Ad esempio, un sistema di taglio con 2 alimentatori + 2 THC + 2 IUM + 1 CNC = 7 porte.
Nota: I collegamenti Hypernet e i collegamenti Ethernet alla LAN non possono utilizzare lo stesso interruttore.
Seil sistema di taglio in dotazione è collegato alla LAN via Ethernet, usare un interruttore Ethernet
separato.
Disporre del seguente numero
diporte Ethernet:
da 3 a 12
ArcGlide THC Manuale di istruzioni 1-9
2

CARATTERISTICHE TECNICHE
5 porte 8 porte 16 porte
Codice articolo
Hypertherm
Codice articolo
Advantech
Larghezza x altezza x
profondità
Consumo massimo
potenza
Potenza in ingresso
(noninclusa)
005657 005655 005656
EKI-2525I-AE EKI-7629C-AE EKI-7626C-AE
37 mm x 140 mm x 95 mm 79 mm x 152 mm x 105 mm 79 mm x 152 mm x 105 mm
5 W 6,5 W 6,5 W
Ingressi ridondanti doppi 12 – 48 VCC con coppia di cavi ritorti.
La seguente tabella elenca le caratteristiche operative degli interruttori Ethernet Advantech consigliati. Fare riferimento
al manuale utente Advantech corrispondente per informazioni dettagliate e aggiornate riguardo l'installazione
e il funzionamento di questi interruttori.
Se il sistema di taglio in dotazione non comprende uno di questi interruttori Ethernet Advantech, fare riferimento alle
caratteristiche indicate nella seguente tabella per selezionare un interruttore Ethernet industriale che supporta il proprio
sistema di taglio plasma.
Connettori Ethernet Porte schermate RJ-45e
Protezione elettrica
Distanza di trasmissione I/O Fino a 100 m (4-wire Cat-5e)
Velocità di trasmissione I/O Negoziazione automatica 10/1000 Mbps
Temperatura d'esercizio da -10 ºC a 60 ºC
Protezione ESD Ethernet 4000 VCC, protezione di sovracorrente
(EFT) 3000 VCC per la linea di alimentazione
1-10 ArcGlide THC Manuale di istruzioni

CARATTERISTICHE TECNICHE
Collegamento ArcGlide
I diagrammi delle due pagine seguenti illustrano il collegamento Hypernet e il collegamento separato utilizzati da ArcGlide
per lo scambio di segnali con il sistema CNC e il sistema plasma. Utilizzare la seguente tabella per distinguere tra
collegamento Hypernet e collegamento separato.
Tipo di collegamento Architettura dati Configurazione cavi
Separata
Hypernet
Ogni tipo di collegamento trasmette gli stessi segnali. La differenza sta nel modo in cui i segnali vengono "impacchettati"
per la trasmissione sulle due configurazioni di cavi.
Nota Non utilizzare collegamenti ridondanti (sia separato che Hypernet) tra gli stessi due componenti all'interno
della stessa configurazione ArcGlide.
I/O separato e dati
seriali
Pacchetti dati
Ethernet
Un cavo dedicato per ogni componente del modulo di controllo
ArcGlide; all'interno di ogni cavo c'è un filo dedicato per ogni
segnale
Un cavo Ethernet standard, schermato, Cat- 5e che parte
dall'interruttore Ethernet per ogni componente del sistema di taglio
ArcGlide THC Manuale di istruzioni 1-11
2

CARATTERISTICHE TECNICHE
Configurazioni collegamento Hypernet
I THC ArcGlide in configurazione Hypernet si collegano al sistema CNC e al sistema plasma usando il protocollo Hypernet
su cavi Ethernet Cat-5e schermati. Per questi collegamenti, sia il sistema plasma che il sistema CNC con tale configurazione
devono essere dotati di una porta Ethernet configurata Hypernet.
Inoltre, la configurazione Hypernet deve includere un interruttore industriale Ethernet per instradare il collegamento dal CNC
alle altre unità di questo sistema.
Nota: Ogni componente THC ArcGlide (IUM, modulo di controllo e interfaccia plasma) connesso a Hypernet
deveavere lo stesso indirizzo Hypernet. Tale indirizzo deve corrispondere al numero della stazione per ilTHC
selezionato in Phoenix, presente sulla schermata impostazioni della Stazione. Per ulteriori informazioni,
consultare Assegna porte THC ArcGlide nella Sezione 3 "Installazione".
EDGE Pro HyPath
CNC
Tasto
Collegamento Hypernet
Collegamento separato
Indirizzo Hypernet: 1
IUM
IUM
Indirizzo Hypernet: 2
Carrello
torcia
Modulo di controllo
ArcGlide
Indirizzo Hypernet: 1
Interruttore Ethernet
Indirizzo Hypernet: 2
Modulo di controllo
ArcGlide
Carrello
torcia
Stazione 1
Sistema plasma HPR
con Hypernet
PCB Interfaccia
plasma
Indirizzo Hypernet: 1
Indirizzo Hypernet: 2
PCB Interfaccia
plasma
Sistema plasma HPR
con Hypernet
Stazione 2
Configurazione di base con collegamenti Hypernet
THC ArcGlide non è provvisto di porta seriale. In una configurazione Hypernet, i segnali seriali sono trasportati sul cavo
Hypernet tra CNC e THC ArcGlide e l'interfaccia plasma ArcGlide. La comunicazione seriale è trasportata da un cavo
seriale tra l'interfaccia plasma ArcGlide e il pannello di controllo plasma (123760).
CNC
Hypernet
Cat-5e
ArcGlide
THC
Hypernet
Cat-5e
Interfaccia plasma
ArcGlide
RS-422
Pannello di
controllo plasma
1-12 ArcGlide THC Manuale di istruzioni
2

CARATTERISTICHE TECNICHE
Configurazioni di collegamento separato
In una configurazione separata, i segnali sono rediretti attraverso il modulo di controllo ArcGlide. Ogni unità all'interno
della configurazione, eccetto la IUM, è collegata al modulo di controllo con cavi separati. La IUM comunica con il modulo
di controllo utilizzando il protocollo Hypernet su un cavo di rete Ethernet Cat-5e schermato. In una configurazione
separata, la IUM deve essere inclusa.
Carrello
torcia
Sistema plasma
MicroEDGE Picopath
CNC
Tasto
Collegamento Hypernet
Collegamento separato
Modulo di controllo
ArcGlide
PCB Interfaccia
plasma
IUM
Configurazione di base con collegamenti Hypernet
Configurazioni di collegamento miste
In una configurazione mista, il collegamento Hypernet viene usato tra THC ArcGlide e il sistema CNC o il sistema
plasma mentre il collegamento separato viene usato per il link alternativo dal THC ArcGlide. La IUM, quando usata,
deve essere connessa al modulo di controllo con una connessione Hypernet. Per i dettagli consultare la seguente
illustrazione.
CNC compatibile
Hypernet
Tasto
Collegamento Hypernet
Collegamento separato
CNC
Carrello
torcia
Modulo di controllo
ArcGlide
IUM
Carrello
torcia
Modulo di controllo
ArcGlide
Sistema plasma
PCB Interfaccia
plasma
PCB Interfaccia
plasma
IUM
Sistema plasma
Configurazione di base con collegamenti misti
ArcGlide THC Manuale di istruzioni 1-13
2

CARATTERISTICHE TECNICHE
1-14 ArcGlide THC Manuale di istruzioni

Sezione 2
INSTALLAZIONE
In questa sezione:
Configurazione hardware .........................................................................................................................................................................2-3
Alla consegna ...................................................................................................................................................................................2-3
Reclami ..............................................................................................................................................................................................2-3
Requisiti di installazione .................................................................................................................................................................2-3
Posizionamento dei componenti del sistema ............................................................................................................................2-3
Procedure consigliate di messa a terra e schermatura .....................................................................................................................2-4
Introduzione .................................................................................................................................................................................................2-4
Tipi di messa a terra ........................................................................................................................................................................2-4
Passi da seguire ..............................................................................................................................................................................2-5
Messa a terra delle interferenze RFI ed EMI .............................................................................................................................2-9
Descrizione del sistema per una configurazione Hypernet ........................................................................................................... 2-10
Descrizione del sistema per una configurazione separata ............................................................................................................ 2-11
Esempi di configurazione ...................................................................................................................................................................... 2-13
THC ArcGlide multipli con connessione Hypernet a un CNC Pro EDGE e a un sistema plasma HPR o HPRXD ......2-13
THC ArcGlide con connessione Hypernet a un CNC EDGE PRO e collegamento
separato a un sistema plasma HPR o HPR XD .................................................................................................................. 2-14
THC ArcGlide con connessione separata a un CNC Picopath e HPR o sistema plasma HPR XD .......................2-15
THC ArcGlide con connessione separata a un CNC generico e sistema plasma HPR o HPR XD .......................2-16
THC ArcGlide con connessione separata a un CNC generico e HPR400XD ............................................................2-17
Interfaccia plasma ArcGlide con connessione separata a un sistema plasma HPR o HPR XD ............................... 2-18
THC ArcGlide con connessione separata a un CNC Picopath e sistema plasma HSD130 ....................................2-19
THC ArcGlide con connessione separata a un CNC Picopath e sistema plasma MAX200, HT2000 o HT2000 LHF ...2-20
Interfaccia plasma ArcGlide con connessione separata a un sistema plasma MAX200, HT2000 o HT2000 LHF ......2-21
Interfaccia plasma ArcGlide con connessione al sistema plasma serie Powermax G3 ..............................................2-22
Interfaccia CNC ArcGlide con connessione separata a un CNC Picopath .................................................................. 2-23
Connessione separata dell'interfaccia plasma di ArcGlide a qualsiasi sistema plasma ..............................................2-24
Installazione del carrello ........................................................................................................................................................................2-25
Collegare il filo ohmico ai sistemi plasma HPR XD .............................................................................................................. 2-27
Collegare il filo ohmico agli altri sistemi plasma ....................................................................................................................2-28
Eseguire la messa a terra del carrello ...................................................................................................................................... 2-29
Installare il modulo di controllo. ...........................................................................................................................................................2-30
Effettuare la messa a terra del modulo di controllo .............................................................................................................2-31
Installare la HMI opzionale ....................................................................................................................................................................2-32
Eseguire la messa a terra della HMI ........................................................................................................................................ 2-33
ArcGlide THC Manuale di istruzioni 2-1

INSTALLAZIONE
Collegare i cavi Hypernet ...................................................................................................................................................................... 2-34
Collegamento dei cavi discreti.............................................................................................................................................................2-36
Cavi ............................................................................................................................................................................................................2-38
Cavo di interfaccia carrello .......................................................................................................................................................2-38
Hypernet e cavo di interfaccia HMI ........................................................................................................................................2-39
Cavo I/O consolle operatore .....................................................................................................................................................2-40
Kit interruttore di sicurezza del CNC di controllo motore ArcGlide (228594) ..............................................................2-41
Cavo CNC I/O ..............................................................................................................................................................................2-42
Cavo di interfaccia plasma I/O ..................................................................................................................................................2-44
Cavo non seriale dell'interfaccia al plasma. ............................................................................................................................ 2-46
Cavo seriale dell'interfaccia al plasma .....................................................................................................................................2-48
Esempi di segnale interfaccia ArcGlide discreta ............................................................................................................................2-49
Ingressi ............................................................................................................................................................................................2-49
Uscite ..............................................................................................................................................................................................2-50
I/O controllo numerico discreto ................................................................................................................................................2-51
I/O plasma discreto .....................................................................................................................................................................2-53
I/O della consolle dell'operatore discreta opzionale ............................................................................................................2-55
Configurazione del software ArcGlide ...............................................................................................................................................2-56
Assi ArcGlide ................................................................................................................................................................................ 2-57
Porte THC ArcGlide ....................................................................................................................................................................2-58
Parametri di configurazione di ArcGlide .................................................................................................................................2-59
2-2 ArcGlide THC Manuale di istruzioni

INSTALLAZIONE
Configurazione hardware
Alla consegna
• Controllare di aver ricevuto tutti i componenti del sistema indicati sull'ordine. Contattare il proprio distributore
semancano dei componenti.
• Esaminare i componenti del sistema alla ricerca di eventuali danni materiali eventualmente verificatisi durante
laspedizione. In presenza di danni evidenti, fare riferimento al paragrafo Reclami. Tutte le comunicazioni relative
aireclami devono indicare il numero del modello e il numero di serie riportati sul retro dell'unità.
Reclami
Reclami dovuti a danni riportati durante il trasporto: se l'unità viene danneggiata durante il trasporto, è necessario
inoltrare un reclamo al corriere. Su richiesta, Hypertherm fornirà al cliente una copia della polizza di carico. Se si necessita
di ulteriore assistenza, contattare il Servizio di assistenza alla clientela al numero riportato sulla prima pagina del presente
manuale oppure contattare il proprio distributore autorizzato Hypertherm.
Reclami dovuti a merce difettosa o mancante: in caso di merce difettosa o mancante, contattare il proprio
distributore. Se si necessita di ulteriore assistenza, contattare il Servizio di assistenza alla clientela al numero
riportatosulla prima pagina del presente manuale oppure contattare il proprio distributore autorizzato Hypertherm.
Requisiti di installazione
L'installazione e la manutenzione dei sistemi elettrici e idraulici devono essere conformi alle normative
elettriche e idrauliche nazionali e locali. Questi lavori devono essere eseguiti solo da personale
qualificato e autorizzato.
Per le domande di carattere tecnico ci si può rivolgere al Centro di Assistenza Tecnica Hypertherm più vicino,
scegliendolo tra quelli elencati nella parte iniziale di questo manuale, oppure a un distributore Hypertherm autorizzato.
Posizionamento dei componenti del sistema
• Posizionare tutti i componenti del sistema prima di effettuare collegamenti elettrici e di interfaccia. Fare riferimento
aldiagramma contenuto in questa sezione per il posizionamento dei vari componenti.
• Collegare a terra tutti i componenti del sistema. Per ulteriori dettagli, consultare il paragrafo Procedure consigliate
dimessa a terra e schermatura in questa sezione.
ArcGlide THC Manuale di istruzioni 2-3

INSTALLAZIONE
Procedure consigliate di messa a terra e schermatura
PERICOLO
LE SCOSSE ELETTRICHE POSSONO ESSERE LETALI
Scollegare l'alimentazione elettrica prima di eseguire gli interventi di
manutenzione. Tutte le attività che richiedono la rimozione del coperchio
delsistema al plasma devono essere eseguite da un tecnico esperto.
Vedere la Sezione 1 del manuale di istruzioni del sistema al plasma
perulteriori informazioni sulle precauzioni di sicurezza.
Introduzione
In questo documento vengono descritte le procedure di messa a terra e schermatura necessarie per proteggere
l'installazione di un sistema di taglio al plasma dai segnali di interferenza da radiofrequenza (RFI) e di interferenza
elettromagnetica (EMI). Vengono illustrati i tre sistemi di messa a terra descritti di seguito. Per i dettagli consultare
ildiagramma di Messa a terra delle interferenze RFI ed EMI.
Nota: Non è confermato che tali procedure e pratiche riescono a risolvere tutti i casi di interferenze RFI/
EMI. Le pratiche descritte sono state adottate in molte installazioni con risultati eccellenti. Per tale
motivo, si consiglia di inserirle nell'ambito del processo di installazione di routine. I metodi utilizzati
per implementare tali pratiche possono variare da un sistema all'altro ma è necessario che rimangano
quanto più uniformi possibili lungo la linea del prodotto.
Tipi di messa a terra
A. Conduttori di protezione (PE) o messa a terra per manutenzione. Si riferisce al sistema di messa a terra applicabile
alla tensione della linea in entrata. Impedisce che il personale sia esposto al rischio di scosse elettriche prodotte
dalle apparecchiature o dal tavolo di lavoro. Include la messa a terra per manutenzione del sistema al plasma e altri
sistemi, ad esempio il controller CNC e gli azionamenti del motore, oltre all'asta a terra aggiuntiva collegata al tavolo
di lavoro. Nei circuiti del plasma, la messa a terra viene garantita dal telaio del sistema al plasma al telaio di ogni
consolle separata attraverso i cavi di interconnessione.
B. Messa a terra della tensione CC o della corrente di taglio. Si riferisce al sistema di messa a terra che completa
ilpercorso della corrente di taglio dalla parte posteriore della torcia al sistema plasma. Richiede che il cavo positivo
del sistema plasma sia saldamente collegato alla linea a terra del tavolo di lavoro con un cavo di dimensioni
appropriate. Richiede inoltre che le alette sulle quali si appoggia la lamiera siano a stretto contatto con il tavolo
e la lamiera stessa.
C. Messa a terra e schermatura delle interferenze RFI ed EMI. Si riferisce al sistema di messa a terra che limita
laquantità di "interferenze" elettriche emesse dai sistemi al plasma e di trasmissione del motore. Limita inoltre
laquantità di interferenze ricevute dal CNC e da altri circuiti di controllo e di misurazione. Tale processo di messa
aterra/schermatura è l'argomento principale di questo documento.
2-4 ArcGlide THC Manuale di istruzioni

INSTALLAZIONE
Passi da seguire
1. Se non diversamente indicato, utilizzare solo cavi per saldatura da 16 mm2 (codice articolo Hypertherm 047040)
per i cavi di messa a terra EMI illustrati nello schema.
2. Il banco da taglio viene utilizzato per il punto di messa a terra EMI comune o a stella e deve essere provvisto
diterminali filettati saldati al tavolo con una bus bar in rame montata su di essi. Una bus bar separata deve essere
montata sulla macchina di taglio a portale il più vicino possibile a ogni motore principale. Se a ogni estremità della
macchina di taglio a portale è presente un motore principale, far correre un cavo di messa a terra EMI separato
dal motore più lontano alla bus bar della macchina di taglio a portale. La bus bar della macchina di taglio a portale
deve essere provvista di un cavo di messa a terra EMI pesante e separato da 21,2 mm2 (codice articolo 047031)
collegato alla bus bar del tavolo. I cavi di messa a terra EMI per il carrello torcia e la consolle RHF devono correre
separatamente verso la linea a terra del tavolo.
3. Entro 6 m dal tavolo è necessario installare un'asta a terra che soddisfi tutte le normative elettriche nazionali e locali
applicabili. Si tratta di un conduttore di protezione PE e deve essere collegato alla linea a terra sul banco da taglio
con un cavo di messa a terra verde/giallo da 16 mm2 (codice articolo Hypertherm 047121) o equivalente.
4. Per garantire la massima schermatura, utilizzare i cavi di interfaccia del CNC Hypertherm per i segnali di ingresso/
uscita, i segnali di comunicazione seriale, le connessioni multidrop da sistema a sistema e le interconnessioni tra
tutte le parti del sistema Hypertherm.
5. Il materiale utilizzato nel sistema di messa a terra deve essere in ottone o rame. Fanno eccezione i terminali saldati
al tavolo per il montaggio della linea a terra che possono essere in acciaio. In nessun caso utilizzare materiali in
alluminio o acciaio.
6. Il generatore CA, i conduttori PE e i sistemi di messa a terra per manutenzione devono essere collegati alle
apparecchiature in conformità con le normative locali e nazionali.
7. * Unire il cavo positivo, negativo e dell'arco pilota per la maggiore distanza possibile. Il cavo torcia, il cavo di massa
ei cavi dell'arco pilota (ugello) possono correre solo parallelamente ad altri fili o cavi se sono separati da almeno
150 mm. Se possibile, far correre i cavi di alimentazione e di segnale in canaline separate.
8. * La consolle di accensione deve essere montata il più vicino possibile alla torcia e deve essere provvista di un cavo
di messa a terra separato alla bus bar del banco da taglio.
9. Ogni componente Hypertherm, nonché qualsiasi altro armadietto o scatola del CNC o del motore principale, deve
essere provvisto di un cavo di messa a terra separato al punto comune (a stella) del tavolo. Ciò include la consolle
di accensione, anche se è bullonata al sistema al plasma o alla macchina per tagliare.
10. La protezione schermata in metallo sui cavi torcia deve essere collegata saldamente alla consolle di accensione
e alla torcia. Deve essere isolata a livello elettrico da qualsiasi metallo e da qualsiasi contatto con il pavimento
ol'edificio. I cavi possono correre in una canalina di plastica o coperta con una guaina di plastica o cuoio.
11. Il porta torcia e il meccanismo di scollamento della torcia, ovvero la parte montata sul carrello e non quella montata
sulla torcia, devono essere collegati alla parte fissa del carrello con una schermatura in rame di almeno 12,7 mm.
Uncavo separato deve correre dal carrello alla bus bar sulla macchina di taglio a portale. Anche il gruppo valvola
deve essere provvisto di un collegamento a terra separato alla bus bar della macchina di taglio aportale.
* Si applica ai sistemi che utilizzano una consolle ad alta frequenza remota (RHF)
ArcGlide THC Manuale di istruzioni 2-5

INSTALLAZIONE
12. Se la macchina di taglio a portale corre su rotaie che non sono saldate al tavolo, è necessario che siano collegate
con un cavo di messa a terra su ogni estremità di entrambe le rotaie al tavolo. Non è necessario che corrano verso
il punto comune (a stella) ma possono correre lungo il percorso più breve verso il tavolo.
13. Se l'OEM prevede di installare un partitore di tensione per la tensione d'arco da utilizzare nel sistema di controllo,
il pannello del partitore di tensione deve essere montato il più vicino possibile al punto in cui la tensione d'arco
viene campionata. Se viene utilizzato il pannello del partitore di tensione Hypertherm, il segnale di uscita è isolato
da tutti gli altri circuiti. Il segnale elaborato deve essere trasmesso in cavi schermati bipolari (tipo Belden 1800F
oequivalente). Il cavo deve essere provvisto di una protezione schermata, non metallizzata. La protezione deve
essere collegata al telaio del sistema al plasma e lasciata scollegata all'altra estremità.
14. Tutti gli altri segnali (analogici, digitali, seriali, encoder) devono correre in coppie bipolari all'interno di un cavo
schermato. I connettori su tali cavi devono essere provvisti di un alloggiamento in metallo e la protezione, non la
dispersione, deve essere collegata all'alloggiamento in metallo dei connettori a ogni estremità del cavo. Non far mai
correre la protezione o la dispersione lungo il connettore dei piedini.
2-6 ArcGlide THC Manuale di istruzioni

Macchina di
taglio a portale
Asta a terra
INSTALLAZIONE
Cavo del
sistema al
plasma (+)
Esempio di una buona messa a terra del banco da taglio.
La figura sopra mostra il collegamento dalla messa a terra della macchina di taglio a portale, il collegamento dall'asta
a terra, il cavo positivo del sistema al plasma, la consolle RHF*, la scatola CNC, il porta torcia e il telaio del sistema
alplasma.
* Si applica ai sistemi che utilizzano una consolle ad alta frequenza remota (RHF)
ArcGlide THC Manuale di istruzioni 2-7

INSTALLAZIONE
Cavo alla linea
aterra sul banco
dataglio
Cavi a terra del
componente
Esempio di una buona messa a terra della macchina di taglio a portale.
É bullonata alla macchina di taglio a portale, vicino al motore. Tutti i cavi di messa a terra individuali
dai componenti montati sulla macchina di taglio a portale corrono verso la linea, ad eccezione di quelli
dalla consolle RHF* e dal porta torcia. Un singolo cavo pesante corre quindi dalla bus bar a terra della
macchina di taglio a portale alla linea a terra bullonata al tavolo.
* Si applica ai sistemi che utilizzano una consolle ad alta frequenza remota (RHF)
2-8 ArcGlide THC Manuale di istruzioni

INSTALLAZIONE
Messa a terra delle interferenze RFI ed EMI
La messa a terra e schermatura delle interferenze RFI ed EMI si riferisce al sistema di messa a terra che limita la quantità
di "interferenze" elettriche emesse dai sistemi al plasma e di trasmissione del motore. Limita inoltre la quantità di
interferenze ricevute dal CNC e da altri circuiti di controllo e di misurazione.
ArcGlide
Modulo di
controllo
Carrello
torcia*
IUM
Macchina di taglio a portale
Consolle
RHF*
Bus bar
Consolle di
dosaggio
Consolle di
selezione gas
Consolle CNC
* Per il gruppo carrello e la consolle RHF
è necessario prevedere un percorso
separato verso la bus bar a terra del
banco da taglio.
Bus bar
Banco da taglio
Messa
a terra
pilotata
CC positiva
Sistema plasma
Messa a terra CA o messa
a terra per manutenzione
Telaio e messa a terra RFI
Schema di messa a terra
ArcGlide THC Manuale di istruzioni 2-9

INSTALLAZIONE
Descrizione del sistema per una configurazione Hypernet
Il seguente diagramma illustra i collegamenti del cavo e del segnale nella configurazione di un collegamento Hypernet.
Nota: La comunicazione seriale è trasmessa sui cavi Hypernet.
Modulo di controllo
IUM (opzionale)
CNC con Hypernet
Industriale
Interruttore Ethernet
Carrello torcia
Sistema plasma HPR
con Hypernet
Tasto:
Collegamento Hypernet
Collegamento separato
Controllo Hypernet e cavi di segnale
2-10 ArcGlide THC Manuale di istruzioni
2

INSTALLAZIONE
Descrizione del sistema per una configurazione separata
Il seguente diagramma illustra i collegamenti del cavo e del segnale nella configurazione di un collegamento separato.
Nota: Per informazioni o configurazioni multidrop, consultare il manuale di istruzioni del proprio sistema al plasma.
IUM
Modulo di controllo
CNC
Carrello
Sistema plasma
torcia
Consolle operatore fornita
dalcliente (opzionale)
Interruttore stazione on/off/programma
Luce di attivazione stazione
Interruttore a levetta carrello
Tasto:
Collegamento Hypernet
Collegamento separato
Controllo separato e cavi di segnale
ArcGlide THC Manuale di istruzioni 2-11
2

INSTALLAZIONE
2-12 ArcGlide THC Manuale di istruzioni

IUM (opzionale)
Interruttore
rotante di
indirizzo,
impostare su 1
Esempi di configurazione
THC ArcGlide multipli con connessione Hypernet a un CNC Pro EDGE e a un sistema plasma HPR o HPRXD
Modulo di controllo
ArcGlide
Interruttore
rotante di indirizzo
impostato su 1
Cavo Ethernet schermato, fino a 61 m
IUM (opzionale)
CNC EDGE Pro
HYPERNET
Interruttore
rotante di
indirizzo,
impostare su 2
Interruttore industriale
Ethernet 5, 8 o 16 porte
Interfaccia plasma Hypernet
(141161), installata nel sistema
plasma (vedi sotto)
Interruttore di
sicurezza
Interruttore di
sicurezza
Cavo di interfaccia carrello
Modulo di controllo
ArcGlide
Interruttore
rotante di
indirizzo
impostato su 2
Cavo di interfaccia carrello
Carrelli torcia
ArcGlide
Interfaccia plasma Hypernet
(141161), installata nel
sistema plasma (vedi sotto)
Interruttore
impostato su 2
rotante di indirizzo
Interruttore
impostato su 1
rotante di indirizzo
HPR130, HPR260, HPR130XD,
HPR260XD, HPR400XD con
adattatore Ethernet integrato
o kit Ethernet opzionale.
ArcGlide THC Manuale di istruzioni 2-13
2

THC ArcGlide con connessione Hypernet a un CNC EDGE PRO e collegamento separato a un sistema plasma HPR o HPR XD
CNC EDGE Pro
Cavo Ethernet schermato,
fino a 61 m
HYPERNET
Gruppo interfaccia plasma (090052)
Modulo di controllo ArcGlide
Interruttore di
sicurezza
Interruttore rotante di indirizzo,
impostare su 1
Cavo di interfaccia carrello
Fili sensori della
tensione d'arco
Cavo di interfaccia plasma I/O
DB37
DB37
Cavo da DB37 a DB37 (123760)
Sistema plasma HPR o HPRXD con interfaccia plasma separata (090052)
DB50
Carrello torcia
ArcGlide
2-14 ArcGlide THC Manuale di istruzioni
2

THC ArcGlide con connessione separata a un CNC Picopath e HPR o sistema plasma HPR XD
Alla porta CNC
RS-422, terminare
come richiesto
Cavo seriale
fornito da OEM
DB37 femmina
IUM ArcGlide
indirizzo 1
Porta seriale
Cavo Ethernet schermato
CNC con interfaccia Picopath e comunicazione seriale
IUM ArcGlide
Assi 3, 4
AXES 3,4
indirizzo 1
AXES 1,2
Assi 1, 2
I/O
I/O
RS-422
Interfaccia plasma (090052)
Cavo seriale
fornito da
OEM
Modulo di controllo
ArcGlide indirizzo 1
Cavo CNC I/O
Cavo di interfaccia carrello
Cavo di interfaccia plasma
PBC controllo HPR
Fili sensori della
tensione d'arco
DB37 maschio
Collegare al gruppo
Cavo 223192 senza
seriale
(con termorestringente
rosso)
DB37 femmina
interfaccia plasma
Carrello torcia
ArcGlide
Cavo 223192 senza seriale
(con termorestringente
DB37 maschio
rosso)
ArcGlide THC Manuale di istruzioni 2-15
2

THC ArcGlide con connessione separata a un CNC generico e sistema plasma HPR o HPR XD
Alla porta CNC RS-422,
terminare come richiesto
Cavo seriale
fornito da OEM
DB37
femmina
IUM ArcGlide
indirizzo 1
CNC generico con comunicazione seriale
Assi 1, 2
Assi 3, 4
I/O
Cavo Ethernet schermato
Modulo di controllo
ArcGlide indirizzo 1
Cavo CNC I/O
Cavo di interfaccia
carrello
Porta seriale RS-422
Interfaccia plasma (090052)
Cavo 223192
senza seriale (con
termorestringente
rosso)
PBC controllo
HPR
DB37 maschio
DB37 femmina
Collegare al gruppo
interfaccia plasma
Cavo seriale fornito
da OEM
Cavo 223192 senza seriale
(con termorestringente
rosso)
DB37F
DB37M
Cavo di interfaccia plasma
Fili sensori della
tensione d'arco
DB37F
Carrello torcia
ArcGlide
DB37 maschio
2-16 ArcGlide THC Manuale di istruzioni
2

THC ArcGlide con connessione separata a un CNC generico e HPR400XD
IUM ArcGlide indirizzo 1
Alla porta CNC RS-422,
terminare come richiesto
Cavo Ethernet schermato
Modulo di controllo
ArcGlide indirizzo 1
CNC generico con
comunicazione seriale
Assi 3, 4
Assi 1, 2
I/O
Cavo CNC I/O
Cavo di interfaccia carrello
Porta seriale RS-422
Cavo fornito da OEM
Fili sensori
della
tensione
d'arco
Cavo di interfaccia plasma
DB37 femmina
Cavo 223192 senza seriale
(con termorestringente rosso)
Interfaccia plasma (090052)
DB37
maschio
Carrello torcia
ArcGlide
ArcGlide THC Manuale di istruzioni 2-17
2

Interfaccia plasma ArcGlide con connessione separata a un sistema plasma HPR o HPR XD
PULL UP
* 24V
J2-2
FIELD COMMON
MOTION *
J2-1
COMMON
1
COMMON
J2-3
ERROR
FIELD COMMON
J2-4
J2-6
FIELD COMMON
RAMP ERROR
J2-5
COMMON
COMMON
J2-7
NOT READY
FIELD COMMON
J2-8
J2-10
FIELD COMMON
SPARE IN
J2-9
COMMON
COMMON
J2-11
COMMON
J2-12
COMMON
J2-13
J2-14
COMMON
J2-16
J2-15
J3-2
J3-1
CORNER B
RELAY
CORNER
CORNER A
J2
PIERCE A
PIERCE
RELAY
PIERCE B
J3-3
J3-4
J3-8
J3-7
PLASMA START **
RELAY
PLASMA START
PLASMA START A **
HOLD A
HOLD
RELAY
HOLD B
J3-5
J3-6
SPARE OUT A
SPARE
RELAY
SPARE OUT B
J3-9
J3-10
J3-12
J3-11
REMOTE ON B
RELAY
REMOTE ON
REMOTE ON A
J2-14
COMMON
COMMON
FIELD COMMON
J2-13
J2-15
+24V THC
FIELD +24V OUT
J2-16
FIELD +24V OUT
24V
J3
* 24V
PULL UP
PULL UP
* 24V
PULL UP
* 24V
FUTURE USE
NO CONNECT
NO CONNECT
FOR I/O USE IF NEEDED
500MA MAX
ARC XFER
D3
D4
THC ON
D2
PLASMA STRT
PLASMA ON
D1
16
1
16
Cavo interfaccia 123760
Da DB37 a DB37
J3
J2
Elettrodo (-)
Attivazione
(+)
Uscite J3Ingressi J2
Libero
Libero
Comune
Comune
Comune
Comune
Comune
Entrata libera
Comune
Non pronto
Comune
Errore rampa
Comune
Comune
Movimento
Errore
Interfaccia plasma (090052)
Al sistema plasma
Utilizzare cablaggio bipolare da circa
0,9 mm quadri, con tensione di 600 V
o superiore
Campo 24 V in uscita
Campo 24 V in uscita
Comune
Comune
Remoto su B
Remoto su A
Uscita libera B
Uscita libera A
Avvio plasma B
Avvio plasma A
Mantenimento B
Mantenimento A
Sfondamento B
Sfondamento A
Angolo B
Angolo A
Al blocco terminale 2,
piedini 1 e 3
*Nota: I Pull up da 24 V sugli ingressi sono attivi solo se gli ingressi
sul modulo di controllo ArcGlide sono impostati su secco.
Al sistema plasma ELETTRODO -
Al sistema plasma ATTIVAZIONE +
2-18 ArcGlide THC Manuale di istruzioni
2
**Nota: Le connessioni minime richieste sono Avvio Plasma
eMovimento. Utilizzare altri segnali se supportati
dal sistema plasma.

IUM ArcGlide indirizzo 1
THC ArcGlide con connessione separata a un CNC Picopath e sistema plasma HSD130
CNC con interfaccia Picopath
Assi 3, 4
Assi 1, 2
I/O
Cavo Ethernet schermato
Cavo CNC I/O
Cavo di interfaccia plasma I/O
Modulo di controllo
ArcGlide indirizzo 1
Cavo di interfaccia carrello
Elettrodo (-)
HSD130
Attivazione (+)
DB50
DB37
DB37
Cavo interfaccia 123209
Interfaccia
plasma (090052)
Fili sensori della tensione d'arco. Utilizzare cablaggio bipolare da circa
0,9 mm quadri, con tensione di 600 V o superiore
Interfaccia plasma,
montata esternamente
dal cliente.
Carrello torcia
ArcGlide
ArcGlide THC Manuale di istruzioni 2-19
2

THC ArcGlide con connessione separata a un CNC Picopath e sistema plasma MAX200, HT2000 o HT2000 LHF
IUM ArcGlide
Indirizzo impostare su 1
Cavo Ethernet schermato
Modulo di controllo ArcGlide
Indirizzo impostare su 1
CNC con interfaccia Picopath
Assi 3, 4
Cavo di interfaccia
carrello
Assi 1, 2
I/O
Cavo di interfaccia plasma I/O
Cavo CNC I/O
Cavo di interfaccia macchina 1x6
MAX200
MACHINE
1X6
Carrello torcia ArcGlide
Al sistema plasma
Utilizzare cablaggio bipolare da circa0,9 mm quadri,
con tensione di 600 V o superiore
Interfaccia plasma (090052)
2-20 ArcGlide THC Manuale di istruzioni
2

Nessun collegamento
Interfaccia plasma ArcGlide con connessione separata a un sistema plasma MAX200, HT2000 o HT2000 LHF
Elettrodo (-)
Attivazione (+)
Protezione
Blu
Rosso
J2
J3-7
PLASMA START
1616
J3
Per HT2000 e HT2000LHF, impostare gli
ingressi del plasma ArcGlide su contatto
RELAY
J3-8
secco facendo scorrere l'interruttore del
START - BLU
START - BLK
9
15
+24V
START
COMMON
modulo di controllo su D.
Comune
Movi-
mento
Avvio plasma B
Avvio plasma A
I numeri tra () si riferiscono a LHF
HT2000 e HT2000.
IHS SYNC
HOLD IGNITION
RELAY
J3-5
J3-6
HOLD - WHT
HOLD - BLK
1
5
+24V
HOLD
COMMON
Mantenimento B
Mantenimento A
24V
PULL UP
Nero
1
Blu
Nero
Bianco
1
Rimuovere
Sostituire con
boccola 008245
FIELD COMMON
Blocchi terminali
dell'interfaccia plasma
ArcGlide
J2-1
J2-2
MOTION - RED
MOTION - BLU
36(37)
31(32)
( ) - FOR HT2000, HT2000LHF
Connettori interfaccia
macchina 1x6 CPC
MACHINE MOTION
DELAYED
Cavo di interfaccia macchina 1x6
Terminazione interfaccia plasma
Segnale Colore filo Piedini Etichetta cavo
Avvio plasma A Blu 9 82
Consultare il manuale HT2000,
HT2000LHF per la connessione 1x6.
Avvio plasma B Nero 15 83
Mantenimento A Bianco 1 87
Mantenimento B Nero 5 86
Movimento Rosso 36 (37) 84
Comune Blu 31 (32) 85
Terminale ad anello per
il picchetto di terra
Filo di
schermatura
Nessun
collegamento
Al sistema plasma
Utilizzare cablaggio bipolare da circa0,9 mm quadri, con tensione di 600 V o superiore
Al sistema plasma
ELETTRODO -
Al sistema plasma
ATTIVAZIONE +
MAX200
L'interfaccia plasma è montata
esternamente dal cliente.
ArcGlide THC Manuale di istruzioni 2-21
2

Interfaccia plasma ArcGlide con connessione al sistema plasma serie Powermax G3
IUM ArcGlide
CNC con interfaccia Picopath
Assi 3, 4
Assi 1, 2
I/O
Interruttore
rotante di
indirizzo,
impostare su 1
Cavo Ethernet CAT- 5e
schermato
Cavo CNC I/O
Cavo di interfaccia plasma I/O
Modulo di controllo
ArcGlide
Impostare i contatti
secchi facendo scorrere
l'interruttore su D.
Interruttore rotante di
indirizzo, impostare
su 1.
Cavo di interfaccia
carrello
Blocchi terminali
dell'interfaccia plasma
ARCGLIDE PLASMA INTERFACE
TERMINAL BLOCKS
ArcGlide
PLASMA START
RELAY
24V
PULL UP
FIELD COMMON
J3-7
J3-8
J2-1
J2-2
Powermax G3
START - GRN
START - BLK
MOTION - RED
MOTION - BLK
Connettore
interfaccia macchina
POWERMAX MACHINE
INTERFACE CONNECTOR
Powermax
3
4
COMMON
+24V
START
Elettrodo (-)
13
14
MACHINE MOTION
Attivazione (+)
Fili sensori della tensione d'arco.
Utilizzare cablaggio bipolare da
circa0,9 mm quadri, con tensione
di 600 V o superiore
A Powermax J15+
A Powermax
J16-
Nessun collegamento
16
16
J2 J3
Nero
Verde
Nero
Rosso
1
1
Comune
Movimento
Cavo interfaccia macchina 023206
Terminazione interfaccia plasma
Segnale Colore filo Piedini
Avvio plasma A Verde 3
Avvio plasma B Nero 4
Movimento Rosso 13
Comune Nero 14
Elettrodo (-) circa 0,9 mm quadri J16
Attivazione (+) circa 0,9 mm quadri J15
Avvio plasma B
Avvio plasma A
Powermax
Tensione d'arco
Interfaccia
plasma
(090052),
montata
dal cliente.
Carrello torcia ArcGlide
Powermax G3
2-22 ArcGlide THC Manuale di istruzioni
2

Assi 3, 4
CNC con interfaccia Picopath
Interfaccia CNC ArcGlide con connessione separata a un CNC Picopath
Impostare i contatti
secchi facendo scorrere
D S D S
CNC PLASMA
l'interruttore su D.
Modulo di controllo
ArcGlide
Assi 1, 2
B
Kit connettore Picopath
I/O
(228490)
A
Terminale (A) CNC Picopath, chiuso durante l'installazione Terminale (B) ArcGlide, chiuso da Hypertherm
Piedini Funzione Nome di mappatura Phoenix Colore filo Piedini Segnale
32 Uscita 12 Controllo di taglio Rosso 1 Ingresso iniziale+ ciclo
31 Uscita 11 Mantenimento innesco Blu 7 Ingresso di sincronizzazione+ IHS
30 Uscita 10 Disabilitazione altezza torcia Verde 5 AVC ingresso di disabilitazione +
12 Ingresso 12 Sensore di taglio 1 Verde 17 Movimento macchina uscita A
Ponticello
⊂
11 Ingresso 11 Collisione torcia Giallo 21 Scollamento torcia uscita A
Ponticello
⊂
Interruttore
esterno
37 Comune 24 V Giallo 31 Comune
Backshell Terra Terra
Rosso 18 Movimento macchina uscita B
Blu 29 Comune
Rosso 22 Scollamento torcia uscita B
Verde 30 Comune
Arancione 25 Interruttore di sicurezza ingresso +
Rosso 26 Ingresso - interruttore di sicurezza
Cavo di interfaccia
CNC ArcGlide
CNC Picopath terminale A
OUTPUT 12
OUTPUT 11
OUTPUT 10
+24V
INPUT 12
+24V
INPUT 11
32
31
12
11
30
CYCLE START
IHS SYNC
AVC DISABLE
MOTION
JUMPER
BREAKAWAY
JUMPER
INTERLOCK
INPUT
Modulo di controllo ArcGlide
terminale B
24V
PULL UP
1
24V
COMMON
COMMON
24V
PULL UP
24V
PULL UP
CYCLE START
RELAY
TORCH
BREAKAWAY
RELAY
7
5
17
18
29
21
22
30
25
26
• Iniziare con il cavo interfaccia CNC ArcGlide dotato di Hypertherm e terminare con il terminale Picopath.
• Questo esempio utilizza uscite CNC 10, 11, 12 e ingressi 11 e 12. Mappare I/O nel software Phoenix conformemente.
• Fili multipli sono dello stesso colore. Verificare i collegamenti piedino a piedino prima di collegare i cavi nel dispositivo.
37
24V COMMON COMMON
31
• Un impianto sbagliato può causare danni permanenti ai circuiti Picopath o ArcGlide.
• Impostare gli ingressi del CNC ArcGlide su secco utilizzando l'interruttore a scorrimento del modulo di controllo.
• Per attivare il movimento di ArcGlide, l'interruttore di sicurezza deve essere chiuso.
ArcGlide THC Manuale di istruzioni 2-23
2

Connessione separata dell'interfaccia plasma di ArcGlide a qualsiasi sistema plasma
Elettrodo (-)
Attivazione (+)
Nessun collegamento
Libero
Libero
Comune
Comune
Comune
Comune
Comune
Entrata libera
Comune
Non pronto
Comune
Errore rampa
Comune
Errore
Comune
Movimento
Protezione
16
1
Uscite J3Ingressi J2
Campo 24 V in uscita
16
Campo 24 V in uscita
Comune
Comune
Remoto su B
Remoto su A
Uscita libera B
Uscita libera A
Avvio plasma B
Avvio plasma A
Mantenimento B
Mantenimento A
Sfondamento B
Sfondamento A
Angolo B
1
Angolo A
Interfaccia plasma (090052)
D1
PLASMA ON
D2
PLASMA STRT
D3
ARC XFER
D4
THC ON
J2
FUTURE USE
FIELD COMMON
* 24V
PULL UP
FIELD COMMON
* 24V
PULL UP
FIELD COMMON
J2-16
J2-15
J2-14
J2-13
J2-12
J2-11
J2-10
J2-9
J2-8
J2-7
J2-6
NO CONNECT
NO CONNECT
COMMON
COMMON
COMMON
COMMON
COMMON
SPARE IN
COMMON
NOT READY
COMMON
J3
+24V THC
FOR I/O USE IF NEEDED
500MA MAX
FIELD COMMON
REMOTE ON
RELAY
SPARE
RELAY
PLASMA START
RELAY
24V
J2-16
J2-15
J2-14
J2-13
J3-12
J3-11
J3-10
J3-9
J3-8
J3-7
FIELD +24V OUT
FIELD +24V OUT
COMMON
COMMON
REMOTE ON B
REMOTE ON A
SPARE OUT B
SPARE OUT A
PLASMA START **
PLASMA START A **
* 24V
PULL UP
J3-6
J3-5
J3-4
J3-3
J3-2
J3-1
HOLD B
HOLD A
PIERCE B
PIERCE A
CORNER B
CORNER A
Fili sensori della tensione
d'arco. Utilizzare cablaggio
bipolare da circa0,9 mm quadri,
con tensione di 600 V
o superiore
All'interfaccia macchina
del sistema plasma
Al sistema plasma
ELETTRODO (-)
Al sistema plasma
ATTIVAZIONE (+)
FIELD COMMON
* 24V
PULL UP
FIELD COMMON
* 24V
PULL UP
J2-5
J2-4
J2-3
J2-2
J2-1
RAMP ERROR
COMMON
ERROR
COMMON
MOTION **
HOLD
RELAY
PIERCE
RELAY
CORNER
RELAY
*Nota: I Pull up da 24 V sugli ingressi sono attivi solo se gli ingressi
sul modulo di controllo ArcGlide sono impostati su "secco".
**Nota: Le connessioni minime richieste sono Avvio Plasma e Movimento.
Utilizzare altri segnali se supportati dal sistema plasma
2-24 ArcGlide THC Manuale di istruzioni
2

Installazione del carrello
INSTALLAZIONE
44,45 mm
44,45 mm
44,45 mm
44,45 mm
44,45 mm
44,45 mm
44,45 mm
44,45 mm
44,45 mm
44,45 mm
17,8 mm
114,3 mm
diametro
6,7 mm
Dimensioni del supporto del carrello
ArcGlide THC Manuale di istruzioni 2-25

INSTALLAZIONE
1. Posizionare il carrello sulla macchina di taglio a portale:
• Abbassare in modo che la torcia possa raggiungere il pezzo in lavorazione.
• Alzare in modo che la torcia non tocchi il tavolo.
• La base del carrello deve essere situata entro 20,32 cm del pezzo più sottile
inlavorazione.
• I fori del supporto presentano la stessa distanza di sensore THC e comando
THC.
2. Montare il carrello sulla macchina di taglio a portale:
a. Rimuovere i pannelli laterali per scoprire i fori per le viti di montaggio.
b. Avvitare le viti senza stringere secondo uno schema diagonale, dall'alto in basso
eda destra a sinistra (vedere i numeri nell'illustrazione a destra).
c. Usare minimo 4 viti per montare il carrello.
d. Posizionare una livella verticalmente lungo il lato del carrello per verificare che
sia stata montata in verticale.
e. Avvitare le viti usando una torsione massima di 0,9 metri newton.
f. Una volta avvitate, le teste delle viti devono trovarsi al di sotto della superficie del
pannello posteriore del carrello in modo tale che i pannelli laterali possano essere
rimpiazzati.
g. Reinstallare i pannelli laterali.
3. Collegare il cavo dell'interfaccia carrello e fissarlo accuratamente.
a. Il connettore del cavo non è idoneo per uso intenso o flessioni continue.
Sostenere il cavo e aggiungere gioco sufficiente per evitare tensione sul cavo
edanni all'assemblaggio di cavi, al connettore carrello o a entrambi.
b. Utilizzare il collare del cavo incluso nel carrello per fissare il cavo al lato del
carrello con abbondante circuito di servizio.
c. Collegare il cavo di terra al connettore di terra sulla parte superiore del carrello.
d
Livella
Pannello
laterale
1
3
5
6
2
4
b
Pannello
laterale
a
b
c
2-26 ArcGlide THC Manuale di istruzioni
2
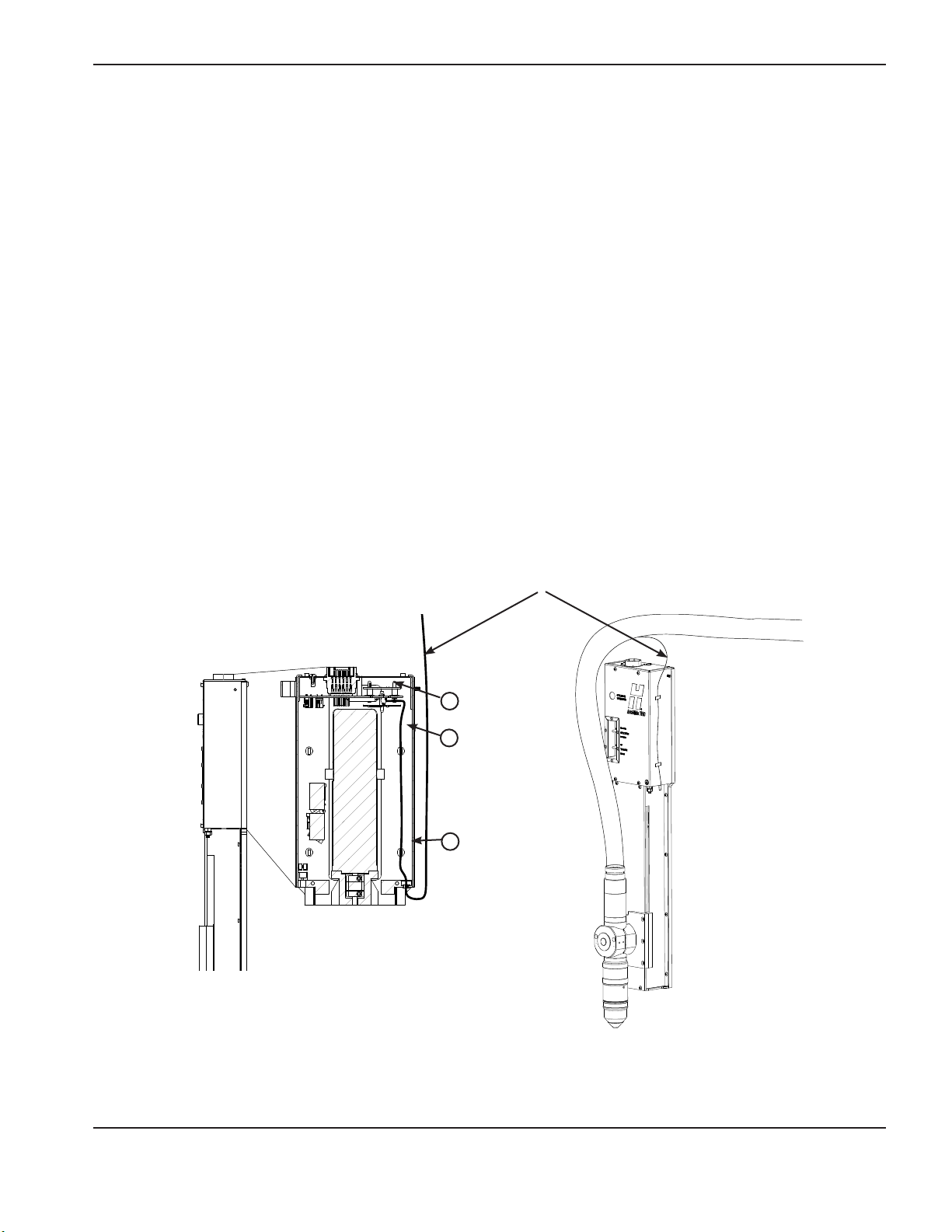
INSTALLAZIONE
Collegare il filo ohmico ai sistemi plasma HPR XD
Nota: Non unire i fili ohmici.
Collegare il filo ohmico da una torcia HPR XD al carrello ArcGlide:
1. Rimuovere la protezione superiore del compartimento motore del carrello.
2. Scollegare il filo ohmico esistente dal connettore J5 sul lato inferiore dell'interfaccia carrello.
3. Rimuovere il filo ohmico dal compartimento motore del carrello.
4. Tagliare il terminale dal filo ohmico dalla torcia HPR XD e staccare 5 mm di protezione.
5. Inserire l'estremità del filo ohmico del sistema HPR XD nel passacavo alla base del compartimento motore del carrello.
6. Inserire il filo ohmico HPR XD staccato nel connettore J5 sul lato inferiore dell'interfaccia carrello.
7. Utilizzare fascette fermacavi per fissare il cavo ai supporti delle fascette sulla parete interna posteriore del
compartimento del carrello.
8. Chiudere la protezione superiore del compartimento motore.
Metà posteriore del
compartimento del carrello
Lato del carrello
Filo ohmico dal sistema plasma HPR XD
6
7
5
Collegare il filo ohmico per sistema plasma HPR XD
ArcGlide THC Manuale di istruzioni 2-27
2

INSTALLAZIONE
Collegare il filo ohmico agli altri sistemi plasma
Nota: Non unire i fili ohmici.
Se il tuo sistema al plasma non è un sistema HPR XD, collegare il filo ohmico ArcGlide alla torcia:
1. Aprire la fascetta fermacavo intorno al filo ohmico spiralato e raddrizzare il filo ohmico.
2. Installare l'estremità libera del filo ohmico della linguetta IHS sul cappuccio di ritenzione della torcia.
2
Collegare il filo ohmico
2-28 ArcGlide THC Manuale di istruzioni
2

INSTALLAZIONE
Eseguire la messa a terra del carrello
Il carrello deve essere messo a terra correttamente per assicurare il sensore di altezza iniziale (IHS)
Per eseguire la messa a terra del carrello:
1. Rimuovere il dado del fondo e la guarnizione dell'assemblaggio di messa a terra sul carrello.
2. Installare il terminale del filo di messa a terra sull'asta a terra.
3. Sostituire il dato del fondo e la guarnizione sull'asta a terra e serrarla manualmente in modo che il terminale
sia in contatto con la guarnizione e il dado di base.
4. Collegare l'altra estremità del filo di messa a terra al terminale sulla bus bar del banco da taglio.
5. Assicurarsi che il filo non sia nella traiettoria della meccanica del carrello.
Per maggiori informazioni, consultare Messa a terra e schermatura consigliate.
Eseguire la messa a terra del carrello
ArcGlide THC Manuale di istruzioni 2-29
2
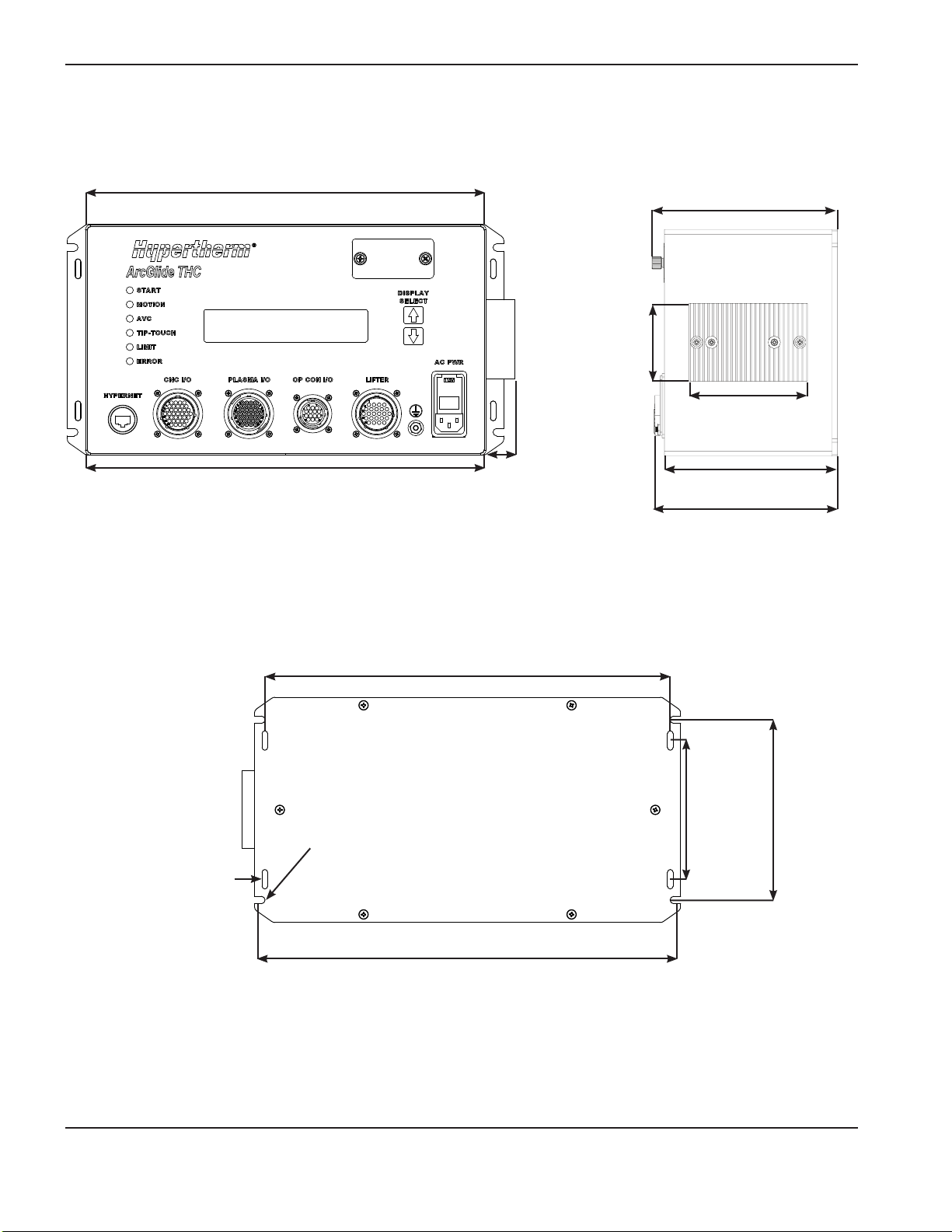
INSTALLAZIONE
Installare il modulo di controllo
381 mm
358,65 mm
Lato frontale del modulo di controllo
25,40 mm
168,91 mm
71,63 mm
107,95 mm
157,23 mm
166,62 mm
Lato destro del modulo
di controllo
larghezza 5 mm
371,35 mm
165,00 mm
127 mm
Bullone da 6 mm
377,70 mm
Dimensioni supporto del modulo
di controllo
2-30 ArcGlide THC Manuale di istruzioni

INSTALLAZIONE
Installare il modulo di controllo in un punto da cui è facile leggere il display e raggiungere i controlli durante l'installazione
e l'individuazione dei guasti. L'ideale è un armadietto cablaggi asciutto e antipolvere. Lasciare uno scarto di 20,32 cm
dal lato frontale del modulo di controllo e 6,35 mm dal dissipatore di calore.
1. Fissare il modulo di controllo con quattro viti.
2. Collegare l'estremità del cavo di interfaccia carrello con il nastro rosso al carrello del connettore marcato
(con il cerchio rosso). Per ulteriori informazioni sui cavi di connessione al modulo di controllo, consultare
Collegamento dei cavi Hypernet o Collegamento dei cavi discreti.
3. Collegare un'estremità del cavo di alimentazione al connettore del generatore CA sul lato frontale del modulo
di controllo. Preparare l'altra estremità per l'uscita di alimentazione 120/240 VCA.
Effettuare la messa a terra del modulo di controllo
Per effettuare la messa a terra del modulo di controllo:
1. Rimuovere il dado superiore e la guarnizione dell'assemblaggio di messa a terra sul lato frontale del carrello.
2. Installare il terminale del filo di messa a terra sull'asta a terra.
3. Sostituire il dado superiore e la guarnizione sull'asta a terra e serrarlo manualmente in modo che il terminale di messa
a terra entri in contatto con la guarnizione e il dado inferiore.
4. Collegare l'altra estremità del filo di messa a terra al terminale sulla bus bar del banco da taglio.
Per maggiori informazioni, consultare Messa a terra e schermatura consigliate.
Effettuare la messa a terra del modulo di controllo
ArcGlide THC Manuale di istruzioni 2-31

INSTALLAZIONE
Installare la HMI opzionale
298 mm
117,60 mm
130,58 mm
101,60 mm
65,00 mm
20 mm
Lato frontale del modulo HMI
19,43 mm
Vite con testa a croce
10-32 x 9,52 mm
9,55 mm
Lato destro della HMI
diametro 5 mm
63,50 mm
203,20 mm
Dimensioni supporto HMI
I bracci di supporto alla base e nella parte superiore della HMI consentono di installarla in modo separato o sovrapposto,
sotto o sopra un altro pezzo dell'attrezzatura, nonché diritta o inclinata.
HMI montata su una superficie
HMI montata su una
e inclinata verso l'alto.
superficie e inclinata verso
il basso.
Due HMI sovrapposte
emontate orizzontalmente
sotto una superficie.
2-32 ArcGlide THC Manuale di istruzioni

INSTALLAZIONE
Installare la HMI:
1. Rimuovere il braccio di supporto dalla HMI.
2. Collocare il braccio di montaggio sulla superficie dove sarà montata la HMI e fissare il braccio con le viti attraverso
ifori alla base del braccio.
3. Rimontare la HMI nel braccio di supporto avvitando le viti senza stringere attraverso i lati del braccio nei fori superiori
o inferiori ai lati della HMI.
4. Regolare la HMI secondo l'angolazione desiderata e avvitare le viti.
5. Collegare un'estremità del cavo di alimentazione al connettore del generatore CA sul lato posteriore della HMI.
Preparare l'altra estremità per l'uscita di alimentazione 120/240 VCA.
Eseguire la messa a terra della HMI
Per eseguire la messa a terra della HMI:
1. Rimuovere il dado superiore e la guarnizione dell'assemblaggio di messa a terra sul lato posteriore del carrello.
2. Installare il terminale del filo di messa a terra sull'asta a terra.
3. Sostituire il dado superiore e la guarnizione sull'asta a terra e serrarlo manualmente in modo che il terminale di messa
a terra entri in contatto con la guarnizione e il dado inferiore.
4. Collegare l'altra estremità del filo di messa a terra al terminale sulla bus bar della macchina di taglio a portale.
Per maggiori informazioni, consultare Messa a terra e schermatura consigliate.
Eseguire la messa a terra della HMI
ArcGlide THC Manuale di istruzioni 2-33

INSTALLAZIONE
123456
Collegare i cavi Hypernet
Un sistema di configurazione con più di uno span Hypernet richiede un interruttore Ethernet industriale. Per maggiori
informazioni sui requisiti di questo interruttore, consultare la sezione Caratteristiche tecniche.
In questo tipo di configurazione, i collegamenti Hypernet sono realizzati direttamente dall'ArcGlide all'interruttore
Ethernet e da qui al CNC o al sistema plasma. Consultare Descrizione del sistema per una configurazione Hypernet,
inquesta sezione.
Note: Ogni unità assegnata a una stazione deve avere lo stesso indirizzo unitario Hypernet. Questo indirizzo
unitario comune consente all'interruttore Ethernet di comunicare direttamente con le unità nella stazione
appropriata. Consultare la sezione Manutenzione per la posizione degli interruttori di indirizzo unitario
sulPCB.
I collegamenti Hypernet e i collegamenti Ethernet alla LAN non possono utilizzare lo stesso interruttore.
Se il sistema di taglio in dotazione è collegato alla LAN via Ethernet, usare un interruttore Ethernet
separato.
Al generatore 1
+
Connessioni di alimentazione Hypernet
all'interruttore Ethernet
- -
Al generatore 2
+
Connessioni Hypernet all'interruttore Ethernet
È inoltre possibile disporre di una configurazione mista, Hypernet e discreta, in cui il THC ArcGlide comunica solo con il
CNC o il sistema plasma su Hypernet e usa la comunicazione discreta per il link alternativo. Usare le parti delle seguenti
istruzioni applicabili alla propria configurazione.
1. Usare un cavo Ethernet per collegare il modulo
dicontrollo all'interruttore Ethernet.
a. Inserire un'estremità del cavo Hypernet nel
connettore Hypernet sul lato frontale del modulo
dicontrollo.
b. Inserire l'altra estremità del cavo in una delle porte
dell'interruttore Ethernet.
All'interruttore Ethernet
2-34 ArcGlide THC Manuale di istruzioni
2

2. Usare un cavo Ethernet per collegare il CNC
all'interruttore Ethernet:
a. Inserire un'estremità del cavo Hypernet nella porta
Hypernet sul lato posteriore di EDGE Pro CNC
oa una porta Ethernet dedicata e configurata per
Hypernet o a qualsiasi altro CNC.
b. Inserire l'altra estremità del cavo in una delle porte
dell'interruttore Ethernet.
All'interruttore Ethernet
3. Usare un cavo Ethernet per collegare il sistema plasma
all'interruttore Ethernet:
INSTALLAZIONE
a. Inserire un'estremità del cavo Hypernet nella porta
Hypernet sul pannello dell'interfaccia plasma nel sistema
plasma.
b. Inserire l'altra estremità del cavo in una delle porte
dell'interruttore Ethernet.
Consultare il manuale del sistema plasma per istruzioni
dettagliate su queste connessioni.
4. Se la configurazione include la HMI opzionale, usare un cavo
Hypernet per connettersi all'interruttore Ethernet:
All'interruttore
Ethernet
a. Inserire un'estremità del cavo Hypernet nella porta
Hypernet sulla HMI.
b. Inserire l'altra estremità del cavo in una delle porte
dell'interruttore Ethernet.
All'interruttore Ethernet
ArcGlide THC Manuale di istruzioni 2-35

INSTALLAZIONE
Collegamento dei cavi discreti
In una connessione discreta, i link di comunicazione sono realizzati dal modulo di controllo alla HMI, CNC, sistema
plasma e consolle operatore. In questo tipo di configurazione, il modulo di controllo e la HMI comunicano su un singolo
span di Hypernet. È l'unica configurazione che non richiede un interruttore Ethernet. Consultare Descrizione del sistema
per una configurazione discreta, in questa sezione.
È inoltre possibile disporre di una configurazione mista, Hypernet e discreta, in cui il THC ArcGlide comunica con il
CNC, il sistema plasma o entrambi su una connessione separata e usa la comunicazione Hypernet per il link restante.
Nelle configurazioni in cui c'è più di uno span di Hypernet, per le connessioni Hypernet è richiesto un interruttore
Ethernet industriale.
Usare le parti delle seguenti istruzioni applicabili alla propria configurazione.
Nota: Ogni porta sul lato frontale del modulo di controllo utilizza dei codici-colore a cui corrisponde il connettore
sul cavo di interfaccia che si collega ad esso come mostrato in questa sezione nelle illustrazioni per cavo.
1. Collegare la HMI al modulo di controllo:
a. Inserire un'estremità del cavo HMI nel connettore
Hypernet sul lato frontale del modulo di controllo.
b. Inserire l'altra estremità del cavo nella porta Hypernet
sulretro della HMI.
Connessione tra la HMI
e il modulo di controllo
Eseguire la messa a terra di tutti i cavi con connettori circolari:
1. Rimuovere il dado superiore e la guarnizione dell'assemblaggio di messa a terra.
2. Installare il terminale del filo di messa a terra sul cavo sopra l'asta a terra.
3. Sostituire il dado superiore e la guarnizione sull'asta a terra e serrarlo manualmente
in modo che il terminale di messa a terra entri in contatto con la guarnizione e il dado
inferiore.
Per maggiori informazioni, consultare Messa a terra e schermatura consigliate.
2. Collegare il CNC al modulo di controllo:
a. Inserire un'estremità del cavo CNC I/O con il nastro giallo
nel connettore CNC I/O sul lato frontale del modulo di
controllo.
b. Collegare i fili sull'altra estremità del cavo ai segnali I/O
sul CNC.
Per maggiori informazioni, consultare la descrizione del cavo
CNC I/O in questa sezione.
Connessione discreta al CNC
2-36 ArcGlide THC Manuale di istruzioni

3. Collegare il sistema plasma al modulo di controllo:
a. Inserire l'estremità del cavo I/O dell'interfaccia plasma con
il nastro blu nel connettore I/O plasma sul lato frontale del
modulo di controllo.
b. Collegare l'altra estremità del cavo nel connettore I/O (J5)
del plasma sul PCB dell'interfaccia plasma nel sistema
plasma.
Per maggiori informazioni, consultare la descrizione del cavo
I/O plasma in questa sezione.
INSTALLAZIONE
Connessione discreta
alsistema plasma
4. Se la configurazione include una consolle operatore
personalizzata e opzionale, collegarla al modulo di controllo:
a. Collegare l'estremità del cavo I/O della consolle operatore
con il nastro verde nel connettore I/O della consolle
operatore sul lato frontale del modulo di controllo.
b. Collegare l'altra estremità del cavo nel connettore
appropriato sulla consolle operatore personalizzata.
Per maggiori informazioni, consultare la descrizione del cavo
I/O della consolle operatore, in questa sezione.
5. Usare le istruzioni contenute in Installazione del carrello in
questa sezione per collegare il carrello ArcGlide al modulo
di controllo.
Connessione discreta
alla consolle operatore
Connessione discreta al carrello
ArcGlide THC Manuale di istruzioni 2-37

INSTALLAZIONE
Cavi
Cavo di interfaccia carrello
Banda rossa
Collegare una estremità
al connettore sul modulo
di controllo con il
cerchio rosso.
Codice articolo Lunghezza Codice articolo Lunghezza
223219 3.0 m 223115 23,0 m
223220 6.0 m 223116 30,5 m
223120 7,5 m 223117 45,5 m
223221 10,5 m 223118 61,0 m
223007 15,0 m
N. piedino* Colore Nome del segnale
1 Rosso Motore +
2 Nero Motore –
3 Nero Freno –
4 Marrone Comune –
5 Marrone Potenza +24 VCC
6 Grigio Comune rilevamento del contatto ohmico
7 Bianco Rilevamento del contatto ohmico
8 Viola Errore rilevamento del contatto ohmico +12 VCC
9 Nero Comune codificatore
10 Rosso Carrello torcia attivo
11 Bianco/blu Ingresso codificatore B –
12 Blu Ingresso codificatore B+
13 Bianco/giallo Ingresso codificatore A –
14 Giallo Ingresso codificatore A +
15 Bianco/nero Comune –
16 Bianco/rosso Interruttore sostituzione consumabili +
17 Verde Carrello giù +
18 Arancione Carrello su +
19 Bianco/viola Interruttore di scollamento +
20 Bianco/arancione Limite superiore +
21 Bianco/verde Limite inferiore +
22 Bianco/grigio Libero
23 Bianco/marrone Comune –
24 Libero
* I numeri di piedino sono gli stessi su entrambe le estremità del cavo.
Collegare una
estremità alla parte
superiore delcarrello.
2-38 ArcGlide THC Manuale di istruzioni

Hypernet e cavo di interfaccia HMI
INSTALLAZIONE
Collegare questa
estremità al modulo di
controllo o all'interruttore
Ethernet.
N. piedino* Nome del segnale
1 TX+ (trasmissione dati +)
2 TX – (trasmissione dati –)
3 RX + (ricezione dati +)
4 Libero
5 Libero
6 RX – (ricezione dati –)
Collegare questa estremità
alla HMI ArcGlide.
In una configurazione Hypernet o mista con più
diuno span Hypernet, usare questi cavi per collegare
icomponenti del sistema all'interruttore Ethernet.
Se si usa un cavo Ethernet di un altro fornitore, verificare
che il cavo sia un cavo schermato RJ-45 Cat-5e
standard.
Codice articolo Lunghezza
223212 3,0 m
2232222 6,0 m
223119 7,5 m
223223 10,5 m
223008 15,0 m
223099 23,0 m
7 Libero
8 Libero
* I numeri di piedino sono gli stessi su entrambe
leestremità del cavo.
223100 30,5 m
223101 45,5 m
223102 61,0 m
ArcGlide THC Manuale di istruzioni 2-39

INSTALLAZIONE
BAB
A
B
A
Cavo I/O consolle operatore
Collegare questa
estremità al connettore
sul modulo di controllo
con il cerchio verde.
Note:
• I segnali di ingresso (piedini 2 – 6) usano 24 VCC; i segnali
di uscita (piedini 8 – 14) usano chiusure contatto isolato
a24 VCC.
Banda verde
Aggiungere a questa
estremità il connettore
adatto alla propria
consolle. Per ulteriori
informazioni, contattare
il fornitore della consolle.
Codice articolo Lunghezza
223216 3,0 m
223217 6,0 m
223121 7,5 m
223218 10,5 m
223006 15,0 m
223111 23,0 m
• Per ulteriori informazioni sui segnali I/O della consolle
223112 30,5 m
operatore discreta, consultare i segnali di interfaccia
discretaArcGlide.
223113 45,5 m
223114 61,0 m
N. piedino* Colore Nome del segnale Circuito con contatto isolato
1 Nero Libero
2 Bianco
3 Rosso
4 Verde Interruttore Torcia su +
Interruttore di disattivazione
manuale ingresso +
Interruttore di selezione
manuale ingresso +
+24 V
3,9 K
3,9 K
5 Arancione Interruttore Torcia giù +
6 Blu Interruttore ingresso libero +
7 Bianco/nero Comune
8 Rosso/nero Uscita torcia attiva A
9 Verde/nero Uscita torcia attiva B
10 Arancione/nero Uscita errore A
11 Blu/nero Uscita errore B
A
B
A
B
generalmente
aperto
generalmente
aperto
12 Nero/bianco Uscita libera A
13 Rosso/bianco Uscita libera B
14 Verde/bianco Uscita +24 VCC
A
B
generalmente
+24 V
* I numeri di piedino sono gli stessi su entrambe le estremità del cavo.
2-40 ArcGlide THC Manuale di istruzioni
2
aperto

INSTALLAZIONE
_
Kit interruttore di sicurezza del CNC di controllo motore ArcGlide (228594)
In quanto parte di un sistema di controllo di movimento, ArcGlide ha un interruttore di sicurezza per attivare e disattivare
il movimento dell'asse Z. Questo interruttore deve essere collegato correttamente e secondo gli appropriati codici
nazionali e locali per consentire il rapido arresto del movimento.
L'interruttore deve essere chiuso (piedini 25 e 26) per attivare il movimento dell'asse Z di ArcGlide.
Il kit dell'interruttore di sicurezza include connettore, backshell e piedini indispensabili per assemblare l'interruttore
disicurezza.
N. piedino Nome del segnale
25 Interruttore di sicurezza ingresso +
26
Ingresso interruttore di sicurezza
–
Circuito
+24 V
ArcGlide THC Manuale di istruzioni 2-41
2

INSTALLAZIONE
Cavo CNC I/O
Banda gialla
Collegare questa estremità al connettore
sul modulo di controllo con il cerchio
giallo.
Note:
• Tutti gli ingressi CNC ArcGlide
possono essere configurati per
chiusure contatto isolato o ingressi
in tensione con 12 – 24 V.
• Per ulteriori informazioni sui segnali
CNC I/O discreti, consultare Segnali
di interfaccia ArcGlide discreta.
Collegare questa estremità
al CNC aggiungendo
il connettore adatto
al proprio CNC.
Codice articolo Lunghezza
223213 3,0 m
223214 6,0 m
223122 7,5 m
223215 10,5 m
223005 15,0 m
223107 23,0 m
223108 30,5 m
223109 45,5 m
223110 61,0 m
N. piedino* Colore Nome del segnale
1 Rosso Avvio ciclo ingresso +
2 Nero Avvio ciclo ingresso –
3 Bianco Guadagno basso ingresso +
4 Nero Guadagno basso ingresso –
5 Verde Disattivazione AVC* ingresso +
6 Nero Disattivazione AVC* ingresso –
7 Blu IHS Sync ingresso +
8 Nero IHS Sync ingresso –
9 Giallo Ingresso libero 1 +
10 Nero Ingresso libero 1 –
11 Marrone Ingresso libero 2 +
12 Nero Ingresso libero 2 –
Circuito
con contatto
isolato
+24 V
3,9 K
+
3,9 K
_
+
_
+
_
+
_
+
_
+
_
3,9 K
3,9 K
3,9 K
3,9 K
3,9 K
+24 V
3,9 K
+24 V
3,9 K
+24 V
3,9 K
+24 V
3,9 K
+24 V
3,9 K
Circuito in
tensione
+
3,9 K
_
+
3,9 K
_
+
3,9 K
_
+
3,9 K
_
+
3,9 K
_
+
3,9 K
_
* I numeri di piedino sono gli stessi su entrambe le estremità del cavo.
** AVC = Controllo di tensione d'arco
2-42 ArcGlide THC Manuale di istruzioni
2

INSTALLAZIONE
B
A
B
A
B
A
B
A
B
A
B
A
N. piedino* Colore Nome del segnale
13 Arancione Uscita IHS completato A
14 Nero Uscita IHS completato B
15 Bianco Uscita risalita completata A
16 Rosso Uscita risalita completata B
17 Verde Uscita movimento macchina A
18 Rosso Uscita movimento macchina B
19 Blu Uscita errore THC A
20 Rosso Uscita errore THC B
21 Giallo Uscita scollamento torcia A
22 Rosso Uscita scollamento torcia B
23 Marrone Uscita libera controllo numerico A
24 Rosso Uscita libera controllo numerico B
25 Arancione Ingresso blocco movimento +**
Circuito con contatto isolato
A
B
A
B
A
B
A
B
A
B
A
B
generalmente
generalmente
generalmente
generalmente
generalmente
generalmente
+24 V
aperto
aperto
aperto
aperto
aperto
aperto
26 Rosso
Ingresso blocco movimento
27 Bianco Uscita blocco A
28 Verde Uscita blocco B
29 Blu Comune
30 Verde Comune
31 Giallo Comune
32 Verde Comune
33 Marrone Uscita +24 VCC
34 Verde Uscita +24 VCC
35 Arancione Uscita +24 VCC
36 Libero
37 Libero
–**
-
A
B
generalmente
aperto
+24 V
+24 V
+24 V
* I numeri di piedino sono gli stessi su entrambe le estremità del cavo.
** Se viene usato un ponticello l'ingresso è chiuso.
ArcGlide THC Manuale di istruzioni 2-43
2

INSTALLAZIONE
Cavo di interfaccia plasma I/O
Collegare questa estremità
alla porta sul modulo di
controllo con il cerchio blu.
Banda blu
Collegare questa estremità
all'interfaccia plasma
discreta sul sistema
plasma.
I piedini 38 – 50 non
vengono usati.
Codice articolo Lunghezza Codice articolo Lunghezza
223227 3,0 m 223103 23,0 m
223228 6,0 m 223104 30,5 m
223123 7,5 m 223105 45,5 m
223229 10,5 m 223106 61,0 m
223004 15,0 m
Nota: Per ulteriori informazioni sui segnali I/O plasma discreti, consultare Segnali di interfaccia ArcGlide
discreta.
N. piedino* Colore Nome del segnale
Circuito con
contatto
Circuito in
tensione
isolato
1 Rosso RS422 RX +
2 Nero RS422 Rx -
3 Bianco RS422 Tx +
4 Nero RS422 Tx –
5 Verde RS422 comune
6 Nero Movimento ingresso +
7 Blu Movimento ingresso –
8 Nero Errore ingresso +
9 Giallo Errore ingresso –
10 Nero
11 Marrone
Errore di chiusura graduale
ingresso +
Errore di chiusura graduale
ingresso –
12 Nero Non operativo ingresso +
13 Arancione Non operativo ingresso –
14 Nero Ingresso libero +
15 Bianco Ingresso libero –
+
_
+
_
+
_
+
_
+
_
3,9 K
3,9 K
3,9 K
3,9 K
3,9 K
+24 V
3,9 K
+24 V
3,9 K
+24 V
3,9 K
+24 V
3,9 K
+24 V
3,9 K
+
3,9 K
_
+
3,9 K
_
+
3,9 K
_
+
3,9 K
_
+
3,9 K
_
* I numeri di piedino sono gli stessi su entrambe le estremità del cavo.
2-44 ArcGlide THC Manuale di istruzioni
2

INSTALLAZIONE
B
A
B
A
B
A
B
A
B
A
B
A
Nota: Tutti gli ingressi ArcGlide possono essere configurati per chiusure con contatto isolato o ingressi
alimentati con 12 – 24 V.
N. piedino* Colore Nome del segnale Circuito con contatto isolato
16 Rosso Uscita angolo A
17 Verde Uscita angolo B
18 Rosso Uscita sfondamento A
19 Blu Uscita sfondamento B
20 Rosso Uscita mantenimento A
21 Giallo Uscita mantenimento B
22 Rosso Uscita avvio A
23 Marrone Uscita avvio B
24 Rosso Uscita libera A
25 Arancione Uscita libera B
26 Rosso Uscita accensione a distanza A
27 Bianco Uscita accensione a distanza B
28 Verde Comune
29 Blu Comune
A
B
A
B
A
B
A
B
A
B
A
B
30 Verde Comune
31 Giallo Uscita +24 VCC
32 Verde Uscita +24 VCC
33 Marrone Uscita +24 VCC
+24 V
+24 V
+24 V
34 Verde 1/50 tensione d'arco +
35 Arancione
1/50 tensione d'arco
–
36 e 37 Libero
* I numeri di piedino sono gli stessi su entrambe le estremità del cavo.
ArcGlide THC Manuale di istruzioni 2-45
2

INSTALLAZIONE
Cavo non seriale dell'interfaccia al plasma.
Questo cavo collega il PCB dell'interfaccia plasma ArcGlide e il pannello di controllo all'interno del sistema plasma.
Usare questo cavo solo quando il CNC stabilisce una comunicazione seriale direttamente con il pannello di controllo.
Termorestringente
rosso
Codice articolo Lunghezza Usato in
223192 61 cm HPR130XD, HPR260XD
223193 2,3 m HPR400XD
N. piedino Colore Nome del segnale
1 Libero
2 Libero
3 Libero
4 Libero
5 Libero
6 Nero Movimento ingresso +
7 Blu Movimento ingresso –
8 Nero Errore ingresso +
9 Giallo Errore ingresso –
10 Nero Errore di chiusura graduale ingresso +
11 Marrone Errore di chiusura graduale ingresso –
12 Nero Non operativo ingresso +
13 Arancione Non operativo ingresso –
14 Nero Ingresso libero +
15 Bianco Ingresso libero –
2-46 ArcGlide THC Manuale di istruzioni
2

N. piedino Colore Nome del segnale
16 Rosso Uscita angolo A
17 Verde Uscita angolo B
18 Rosso Uscita sfondamento A
19 Blu Uscita sfondamento B
20 Rosso Uscita mantenimento A
21 Giallo Uscita mantenimento B
22 Rosso Uscita avvio A
23 Marrone Uscita avvio B
24 Rosso Uscita libera A
25 Arancione Uscita libera B
INSTALLAZIONE
26 Rosso Uscita accensione a distanza A
27 Bianco Uscita accensione a distanza B
28 Verde Comune
29 Blu Comune
30 Verde Comune
31 Giallo Uscita +24 VCC
32 Verde Uscita +24 VCC
33 Marrone Uscita +24 VCC
34 Verde 1/50 tensione d'arco +
35 Arancione
36 e 37 Libero
1/50 tensione d'arco
–
ArcGlide THC Manuale di istruzioni 2-47

INSTALLAZIONE
Cavo seriale dell'interfaccia al plasma
Questo cavo collega il PCB dell'interfaccia plasma ArcGlide e il pannello di controllo all'interno del sistema plasma.
Usare questo cavo quando si fornisce la comunicazione seriale dal THC ArcGlide al sistema plasma.
Codice articolo Lunghezza
123760 61,0 cm
123209 1,5 m
N. piedino Segnale N. piedino Segnale
1 HPR RX – 20 HPR RX +
2 HPR TX – 21 HPR TX +
3 RS422 Com 22 HPR acceso
4 Terra 23 Movimento
5 Terra 24 Errore
6 Terra 25 Errore di chiusura graduale
7 Terra 26 HPR NR
8 Libero 27 Libero
9 Libero 28 Libero
10 Libero 29 Libero
11 Libero 30 Libero
12 Angolo A 31 Angolo B
13 Sfondamento A 32 Sfondamento B
14 Mantenimento A 33 Mantenimento B
15 Relè stazione plasma A 34 Relè stazione plasma B
16 Accensione a distanza A 35 Accensione a distanza B
17 Libero 36 Terra
18 Terra 37 Plasma HPR
19 Libero 38 Terra
2-48 ArcGlide THC Manuale di istruzioni
2

INSTALLAZIONE
Esempi di segnale interfaccia ArcGlide discreta
Ingressi
L'illustrazione sottostante mostra uno schema semplificato degli ingressi ArcGlide. Gli ingressi per il CNC e per il plasma
possono essere configurati per contatti isolati (senza tensione esterna), default o per ingressi
in tensione positiva. Gli ingressi hanno due diverse modalità selezionabili tramite gli interruttori
dietro la porta per la configurazione e la calibrazione, posta sul lato destro frontale
superiore del modulo di controllo.
La modalità selezionata compensa automaticamente l'inversione di polarità in modo
che inentrambi i casi un ingresso di interruttore chiuso attivi il segnale.
Tutti gli ingressi all'interfaccia carrello e alla consolle operatore sono fissi
nella modalità contatto isolato.
+
Interruttore
–
+
Optoisolatore
–
+
Relè
–
Circuito interno dell'ArcGlide
3,9 K
+24 V
3,9 K
3,9 K
+24 V
3,9 K
3,9 K
+24 V
3,9 K
Ingressi contatto isolato
Circuito interno dell'ArcGlide
Interruttore
da 12 VCC a 24 VCC
da 12 VCC a 24 VCC
Da 12 VCC a 24 VCC
(alimentazione esterna)
+
3,9 K
–
+
3,9 K
–
+
3,9 K
–
Ingressi in tensione
ArcGlide THC Manuale di istruzioni 2-49
2

INSTALLAZIONE
Uscite
La maggior parte delle uscite dell'ArcGlide THC sono contatti di relè e possono essere usati sia per carichi in CA sia
per carichi in CC. Tutte le uscite relè sono protette con fusibili di tipo termico a ripristino automatico che proteggono
contro le correnti superiori a 100 mA. L'alimentazione a 24 V è limitata a un valore totale di 2 A per tutte le uscite.
Lefigure sotto riportano uno schema semplificato delle uscite dell'ArcGlide THC.
Circuito interno dell'ArcGlide
Campo +24 V
Relè
Relè
Relè
PTC* 100 mA
PTC* 100 mA
PTC* 100 mA
*Coefficiente di temperatura positivo
Uscite relè
Utilizzo del campo interno a + 24 VCC
A
LED
B
Resistori
Optoisolatore
A
B
A
Da +12 VCC a 24 VCC
(alimentazione esterna)
Relè
B
Tensione da 12 V
a 24 VCA o VCC
2-50 ArcGlide THC Manuale di istruzioni

INSTALLAZIONE
I/O controllo numerico discreto
Tutti i segnali delle interfacce discrete necessarie tra il modulo di controllo e il controllo numerico sono indicati con un
asterisco (*) nella seguente tabella. Tutti gli altri segnali sono opzionali per il funzionamento con più torce, l'incremento
delle prestazioni o la riduzione dei tempi del ciclo. Gli ingressi hanno due diverse modalità selezionabili tramite gli
interruttori dietro lo sportello di calibrazione e configurazione. Gli ingressi possono essere configurati come contatti
isolati (senza tensione esterna) o come ingressi con una tensione positiva.
Se l'interfaccia del controllo THC è configurata con contatti isolati, il funzionamento dei LED sull'interfaccia plasma
discreta è invertito e i LED si spengono quando l'ingresso è attivo. Con gli ingressi alimentati, i LED si accendono
quando l'ingresso è attivo.
Nota: Se si usa l'interfaccia Hypernet per il controllo numerico, solo l'ingresso dell'interruttore di sicurezza deve
essere collegato a questo connettore. Se si usano segnali discreti, è necessario collegare i segnali discreti
necessari su questo connettore.
Sportello di calibrazione e configurazione
Interruttori di ingresso
isolato o in tensione
I/O del
controllo
numerico
Controllo di taglio*
Ingresso
guadagno basso
Disattivazione
altezza torcia*
Questo connettore èdotato
di un anello giallo.
Descrizione
È un segnale obbligatorio. Si tratta di un'uscita dal controllo numerico e di un ingresso nell'ArcGlide.
Il controllo numerico deve attivare questo segnale per iniziare un taglio plasma. Questo segnale
attiva l'intero processo di rilevamento dell'altezza iniziale (IHS), avvio e movimento plasma e controllo
automatico della tensione (AVC) seguito dalla risalita della torcia al termine del taglio quando
ilsegnale viene eliminato. Questo segnale deve essere mantenuto durante il taglio plasma.
Questo ingresso riduce automaticamente il guadagno del controllo automatico di tensione (AVC)
per la marcatura. Ciò migliora la stabilità del controllo di altezza durante la marcatura
Questo è un segnale di ingresso opzionale sull'ArcGlide. Quando è attivo, questo segnale disattiva
temporaneamente il controllo di altezza torcia e forza la torcia a mantenere la sua altezza. Tale
segnale si usa principalmente per disattivare il controllo di altezza sugli angoli o quando la velocità
della macchina non è quella ottimale per il taglio. Questo segnale migliora le prestazioni di taglio
disattivando il controllo di altezza quando la macchina rallenta in prossimità degli angoli. In questo
modo si migliora la qualità di taglio degli angoli e si impedisce che la torcia "cada" sulla lamiera.
Questo è un ingresso opzionale nell'ArcGlide che consente l'accensione sincronizzata di più torce.
Per le installazioni con una sola torcia, questo segnale è opzionale, ma consigliato. Il controllo
numerico deve attivare questo segnale per ritardare l'accensione della torcia plasma fino a che
Mantenimento
innesco
tutte le torce attive, in una configurazione con più torce, non hanno completato la loro sequenza di
rilevamento dell'altezza iniziale (IHS) e non sono in posizione e pronte per l'accensione. Aquesto
punto tutte le torce attive restituiscono un segnale di IHS completato al controllo numerico
equest'ultimo interrompe tutti i segnali di ingresso di mantenimento accensione per consentire
atutte le torce plasma di accendersi contemporaneamente.
ArcGlide THC Manuale di istruzioni 2-51

INSTALLAZIONE
I/O del
controllo
numerico
Descrizione
Ingressi liberi
1 e 2
IHS completato
Risalita completa
Rilevamento
taglio*
Questi sono ingressi liberi sull'ArcGlide che sono disponibili per impiego futuro.
Questa è un'uscita di segnale opzionale dall'ArcGlide al controllo numerico. Questo segnale si usa
per indicare che il rilevamento dell'altezza iniziale (IHS) è stato completato e la torcia è in posizione
e pronta per l'accensione. Per le installazioni con più torce, il controllo numerico deve attendere il
ritorno dei segnali di IHS da tutte le torce attive prima di interrompere il segnale di mantenimento
innesco e consentire quindi a tutte le torce di accendersi contemporaneamente. Per le installazioni
con una sola torcia, questo segnale non è utilizzato.
Questo è un segnale di uscita dall'ArcGlide ed è attivo quando un taglio è stato completato e la
torcia viene sollevata all'altezza di risalita selezionata. Il controllo numerico usa questo segnale
per ritardare lo spostamento verso il taglio successivo e per evitare eventuali ribaltamenti. Questo
segnale è opzionale.
Questa è un'uscita di segnale necessaria dall'ArcGlide al controllo numerico. Questo segnale
viene inviato dopo l'accensione della torcia plasma, al termine del tempo di ritardo di sfondamento.
Questo segnale indica che il controllo numerico deve iniziare il movimento di taglio.
Per ulteriori informazioni sul ritardo di sfondamento, consultare la sezione Funzionamento.
Questo è un segnale di uscita dall'ArcGlide verso il controllo numerico che indica che il THC ha
Errore THC
Errore di
scollamento
Ingresso blocco*
Uscita blocco Lo stato di questa chiusura di contatto indipendente è lo stesso dello stato di ingresso blocco.
riscontrato una condizione di errore. L'interfaccia HMI visualizza la condizione di errore.
Per ulteriori informazioni sui messaggi di errore dell'ArcGlide, consultare la sezione Manutenzione.
Questo segnale di uscita dall'ArcGlide indica che la torcia si è scollata. Questa uscita viene
azzerata quando viene ripristinato il meccanismo di scollamento.
Si tratta di una chiusura di contatto normalmente chiuso che consente il movimento dell'ArcGlide.
Se il contatto è aperto, l'azionamento del motore del carrello dell'ArcGlide non viene più
alimentato. Questo circuito deve essere collegato in base ai regolamenti nazionali e locali.
2-52 ArcGlide THC Manuale di istruzioni

INSTALLAZIONE
I/O plasma discreto
Tutti i segnali delle interfacce discrete necessarie tra il modulo di controllo e il sistema plasma sono indicati con un
asterisco (*) nella seguente tabella. Tutti gli altri segnali sono opzionali per il funzionamento con più torce, l'incremento
delle prestazioni o la riduzione dei tempi del ciclo.
Sportello di calibrazione e configurazione
Interruttori di ingresso isolato o in tensione
Questo connettore
è dotato di un anello blu
Gli ingressi hanno due diverse modalità selezionabili tramite gli interruttori dietro lo sportello di calibrazione e configurazione.
Gli ingressi possono essere configurati come contatti isolati (senza tensione esterna) o come ingressi con una tensione
positiva fornita dall'esterno. I seguenti segnali discreti si usano per collegare l'ArcGlide THC al sistema plasma se non
èpresente l'interfaccia Hypernet.
Note: Se l'interfaccia del controllo THC è configurata con contatti isolati, il funzionamento dei LED sull'interfaccia
plasma discreta è invertito e i LED si spengono quando l'ingresso è attivo.
Se il sistema plasma usa l'interfaccia Hypernet per comunicare con l'ArcGlide, questi segnali discreti
non sono usati. Se si usano segnali discreti, è necessario collegare i segnali discreti necessari di questo
connettore.
I/O plasma Descrizione
Questo è un percorso opzionale per il segnale tramite l'interfaccia seriale, per i generatori HPR.
Se collegato a un sistema HPR con consolle del gas automatica, tutti i parametri del plasma
possono essere impostati tramite questa interfaccia. Per tutti i sistemi HPR, con consolle
automatica o manuale, si può usare questa interfaccia per ottenere informazioni sullo stato
RS422
Trasferimento
dell'arco*
Errore plasma
Errore di chiusura
graduale
e sugli errori del sistema plasma.
Nota: l'ArcGlide THC non supporta il protocollo seriale dell'HPR. Esso trasmette solo i dati
del controllo numerico al sistema plasma attraverso l'interfaccia Hypernet. Tutti i dati
ricevuti dal sistema plasma sulla porta seriale RS422 vengono trasmessi al controllo
numerico attraverso l'interfaccia Hypernet. È necessario che il controllo numerico
collegato e il plasma HPR supportino il protocollo seriale utilizzato.
Questo è un segnale di ingresso necessario sull'ArcGlide. Questo segnale costituisce un ingresso
sull'ArcGlide dal sistema plasma e indica che si è verificato il trasferimento dell'arco.
Questo segnale opzionale costituisce un'uscita dal sistema plasma e indica che si è verificato
unerrore.
Questo è un segnale di uscita opzionale dal sistema plasma che indica che la torcia plasma ha
perso il trasferimento prima dello spegnimento controllato dell'arco. Questa condizione indica
che la durata dei consumabili potrebbe essere ridotta. È consigliabile che l'utente apporti delle
modifiche al programma di taglio per ridurre o eliminare questo tipo di errori, in modo da ottenere
una durata ottimale dei consumabili.
ArcGlide THC Manuale di istruzioni 2-53

INSTALLAZIONE
I/O plasma Descrizione
Questo è un segnale di uscita opzionale dal sistema plasma che indica che il sistema plasma
non è pronto per ricevere un segnale di avvio plasma. Il sistema plasma può essere occupato
Non pronto
Angolo
Ingresso libero Questo è un ingresso aggiuntivo per uso futuro.
Sfondamento
nelcambio dei gas o in un ciclo di spurgo oppure in qualche altra operazione di lunga durata.
Pergarantire il funzionamento corretto, il controllo numerico deve controllare questo segnale
prima di inviare un segnale di avvio plasma.
Questa è un'uscita di segnale opzionale dal THC al sistema plasma. Questo segnale indica
che il sistema plasma deve ridurre la corrente di uscita a un livello prestabilito per migliorare
leprestazioni di taglio sugli angoli. Il valore predefinito è il 50% del valore normale della corrente
di taglio.
Questa è un'uscita di segnale opzionale dal THC e un ingresso per i generatori HPR. Questo
segnale informa il sistema plasma che l'unità sta eseguendo uno sfondamento e il sistema plasma
deve mantenere una portata di preflusso elevata durante lo sfondamento stesso. Questo segnale
si usa per migliorare la potenza di sfondamento, solo per i generatori HPR.
Questa è un'uscita di segnale opzionale dal THC e un ingresso per il sistema plasma. Per le
installazioni con una sola torcia, questo segnale è opzionale, ma consigliato. Il controllo numerico
deve attivare questo segnale per ritardare l'accensione della torcia plasma fino a che tutte le torce
attive, in una configurazione con più torce, non hanno completato la loro sequenza di rilevamento
Mantenimento
Avvio*
Uscita libera Questa è un'uscita aggiuntiva per uso futuro.
Accensione
adistanza
dell'altezza iniziale (IHS) e non sono in posizione e pronte per l'accensione. A questo punto, tutte
le torce attive restituiscono un segnale di IHS completato al controllo numerico e quest'ultimo
interrompe tutti i segnali di ingresso di mantenimento accensione per consentire a tutte le torce
plasma di accendersi contemporaneamente. Questo segnale si può anche usare per risparmiare
sul tempo del ciclo attivando il preflusso del gas durante la sequenza di rilevamento dell'altezza
iniziale (IHS).
Questa uscita dal THC si usa per attivare il sistema plasma. Questo segnale è di tipo mantenuto.
Il sistema plasma continua ad alimentare la torcia di taglio plasma fino a che questo segnale non
viene disattivato. Quando il segnale di avvio viene disattivato il sistema inizia la chiusura graduale
e disattiva l'alimentazione alla torcia.
Questo è un segnale di uscita opzionale dal THC ArcGlide che si può usare per accendere
ospegnere i generatori plasma che supportano questa funzionalità. Sui sistemi che prevedono
tale funzionalità, come i generatori plasma HPR, disattivando questo segnale si elimina
l'ingresso di potenza al sistema plasma e si interrompe l'alimentazione del gas e della pompa
diraffreddamento. Per maggiori informazioni, consultare Interfaccia plasma Hypernet (141161)
nella sezione Manutenzione.
Questo ingresso analogico al THC fornisce il ritorno di tensione dell'arco usato per il controllo
1/50 della
tensione d'arco
automatico di altezza. Questo segnale è ridimensionato in modo che 5 VCC corrispondano
a250 VCC. Il lato positivo di questa tensione deve essere collegato a massa attraverso il telaio.
Per fornire una precisione elevata, questa tensione deve avere una resistenza di uscita efficace
massima di 2 K Ohm.
2-54 ArcGlide THC Manuale di istruzioni
2

INSTALLAZIONE
I/O della consolle dell'operatore discreta opzionale
I seguenti segnali discreti vengono usati tra il modulo di controllo e la consolle dell'operatore opzionale e personalizzata.
Questo connettore
è dotato di un anello
verde
I/O della
consolle
operatore
Interruttore di
disattivazione
manuale
Quando questo interruttore è attivo, il segnale di ingresso del contatto indica che la stazione
ditaglio collegata a questo THC è disattivata e non funziona quando viene inviato un comando
di controllo taglio attivo dal controllo numerico. Se il sistema plasma è in grado di supportare
lospegnimento a distanza, esso viene spento quando interruttore di disattivazione è attivo.
Quando non sono attivi né l'ingresso "disattivazione manuale" né l'ingresso "selezione manuale",
ilcontrollo numerico può selezionare le singole stazioni sotto il controllo del programma.
Descrizione
Interruttore di
selezione manuale
Interruttore
Torciasu
Interruttore
torcia giù
Il segnale di ingresso su questo contatto indica che la stazione di taglio collegata viene forzata
nello stato attivo e funziona quando viene inviato un comando di controllo taglio attivo dal
controllo numerico. Quando gli ingressi "disattivazione manuale" o "selezione manuale" sono
inattivi, il controllo numerico può selezionare le singole stazioni sotto il controllo del programma
ditaglio.
Questo è un segnale di ingresso controllato dal contatto di un interruttore che solleva la torcia.
Questo ingresso solleva la torcia manualmente se essa non sta tagliando. Il movimento manuale
inizia con avanzamento a scatti di 0,254 mm; dopo 1/2 secondo, il movimento prosegue a bassa
velocità. Un secondo dopo, il movimento accelera fino alla velocità intermedia programmata.
Sela torcia è in fase di taglio, questo ingresso aumenta il valore di tensione con incrementi
di 0,2 V ogni 1/4 di secondo.
Questo è un segnale di ingresso controllato dal contatto di un interruttore che si può usare per
abbassare la torcia collegata. Questo ingresso provoca l'abbassamento manuale della torcia.
Il movimento manuale inizia con avanzamento a scatti di 0,254 mm; dopo 1/2 secondo,
il movimento avviene alla bassa velocità di IHS. Un secondo dopo, il movimento accelera fino
alla velocità intermedia programmata. Se la torcia sta tagliando, questo ingresso aumenta il valore
di tensione con incrementi di 0,2 V ogni 1/4 di secondo.
ArcGlide THC Manuale di istruzioni 2-55

INSTALLAZIONE
Configurazione del software ArcGlide
Se si sta installando l'hardware dell'ArcGlide THC con un controllo numerico Hypertherm e il software Phoenix®
(versione 9.5 o successive), e l'interfaccia Hypernet, consultare Manuale di configurazione e installazione del software
Phoenix per informazioni complete.
Selezione della rete Ethernet ArcGlide e Hypertherm
Per selezionare ArcGlide THC e Hypernet:
1. Selezionare Configurazioni > Password e inserire la password della macchina.
2. Nella schermata di configurazione della macchina, usare la casella di scorrimento accanto ai THC ArcGlide installati
per specificare il numero di THC ArcGlide da configurare.
3. Selezionare Yes accanto a Use Hypertherm Ethernet per configurare il sistema per la comunicazione Hypernet.
Selezionare No per configurare la comunicazione discreta del sistema.
Parametri ArcGlide THC nello schermo di configurazione della macchina del software Phoenix
2-56 ArcGlide THC Manuale di istruzioni
2

INSTALLAZIONE
Assi ArcGlide
Usare i parametri di configurazione sulle schermate degli assi dell'ArcGlide per verificare che il THC funzioni
correttamente con l'applicazione utilizzata.
Per visualizzare i parametri di configurazione degli assi dell'ArcGlide:
1. Sulla schermata Configurazione macchina, selezionare Asse ArcGlide > ArcGlide. Se è stato installato
più di un asse ArcGlide, la schermata visualizza un tasto funzione numerato per ciascun asse.
2. Premere o fare clic sul tasto funzione corrispondente all'asse ArcGlide da configurare. Usare le informazioni
contenute nella tabella di questa sezione per impostare i valori dei parametri sulla schermata degli assi dell'ArcGlide.
3. Fare clic su OK al termine della configurazione di ciascun asse.
I valori predefiniti di ogni parametro presenti sulle schermate relative agli assi ArcGlide sono ottimizzati per
lamaggioranza delle applicazioni. Tuttavia, i seguenti parametri potrebbero necessitare di una regolazione:
• Forza frenante
• Offset laterale del puntatore
• Offset frontale del puntatore
• Calibrazione della tensione
Schermo di configurazione degli assi dell'ArcGlide sul software Phoenix
ArcGlide THC Manuale di istruzioni 2-57
2
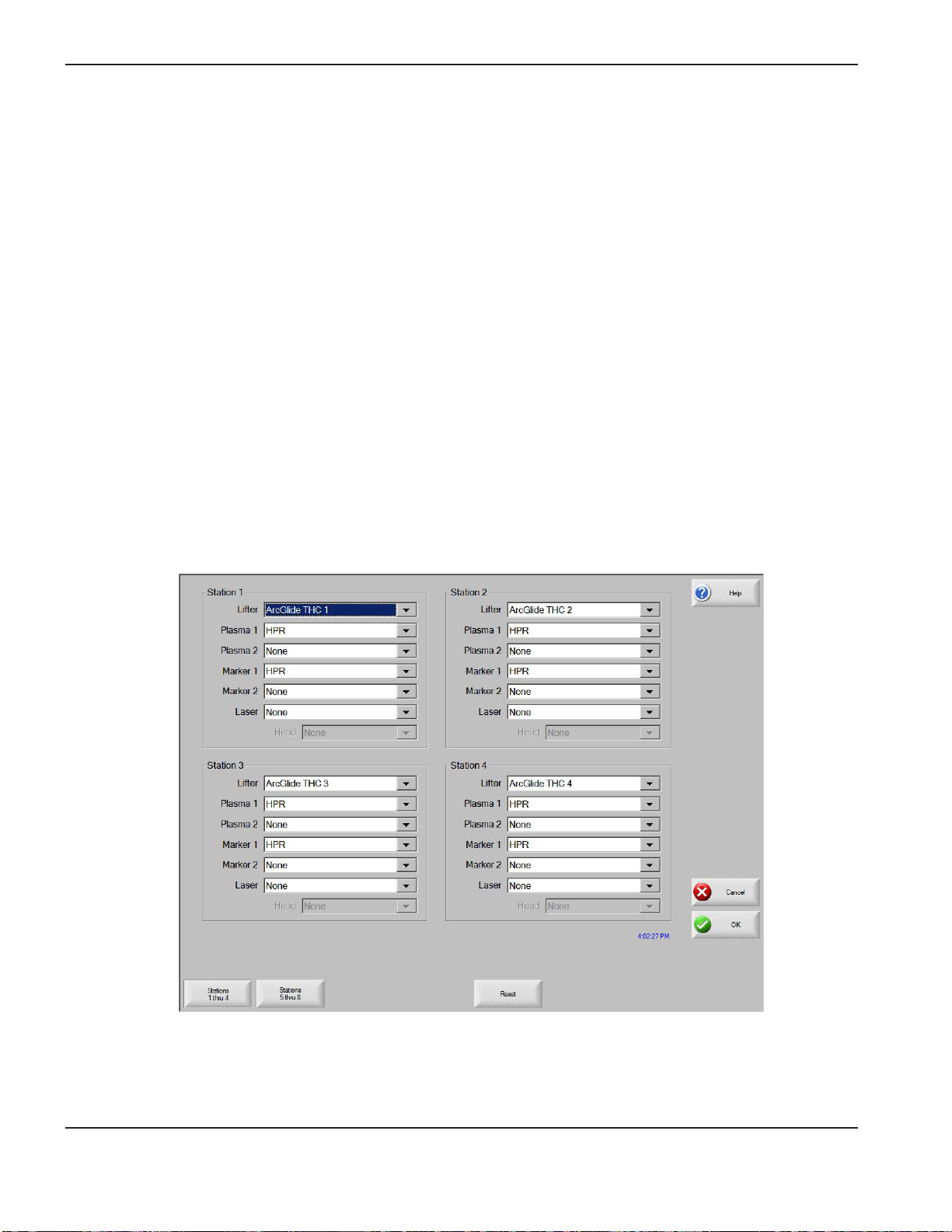
INSTALLAZIONE
Porte THC ArcGlide
Per assegnare le porte per il THC ArcGlide:
1. Nella schermata di configurazione della macchina, verificare che i campi di configurazione di ArcGlide siano corretti.
Per maggiori dettagli consultare Selezione della rete Ethernet ArcGlide e Hypertherm.
2. Selezionare Configurazioni > Password e inserire la password della stazione.
3. Fare clic su Reimposta se il THC ArcGlide non compare nell'elenco a discesa del carrello.
4. Nella schermata di configurazione della stazione, selezionare THC ArcGlide per ogni stazione su cui si desidera
configurare un THC ArcGlide.
5. Fare clic su OK al termine dell'assegnazione delle porte ArcGlide.
Nota: Il numero della stazione deve corrispondere all'indirizzo Hypernet su ogni componente ArcGlide connesso
a Hypernet.
Schermata di configurazione della stazione ArcGlide nel software Phoenix
2-58 ArcGlide THC Manuale di istruzioni
2

INSTALLAZIONE
Parametri di configurazione di ArcGlide
Guadagno di velocità
Descrizione: Questo valore del guadagno regola la velocità del carrello.
Quando siusa: Occorre ottimizzare il guadagno di velocità prima di tentare di modificare il guadagno di posizione
o di tensione.
Come si usa: I movimenti a velocità regolata si usano per gli spostamenti manuali e per l'avvicinamento alla lamiera
nelle sequenze di rilevamento automatico dell'altezza iniziale (IHS).
Per il carrello standard Hypertherm, può considerarsi appropriato un valore pari a 5. Se questo
valore è troppo alto, la regolazione di velocità del carrello diviene instabile e soggetta a oscillazioni.
Se questo valore è troppo basso, la regolazione di velocità può diventare lenta e imprecisa. Questo
valore può essere testato sollevando e abbassando ripetutamente il carrello nel modo manuale.
Per ottimizzare questo guadagno, alzare tale valore fino a che non si rileva una leggerissima
oscillazione durante il funzionamento manuale e quindi ridurre il valore di un'unità.
Gamma: Da 1 a 10, impostazione predefinita = 5
Guadagno di posizione
Descrizione: Questo guadagno si usa per il posizionamento a ciclo chiuso.
Quando si usa: Regolare il guadagno di posizione dopo che è stato stabilito il guadagno di velocità corretto.
Gli spostamenti basati sulla posizione si usano per il posizionamento all'altezza IHS e per l'altezza
dirisalita al termine del taglio.
Come si usa: Per il carrello standard Hypertherm, può considerarsi appropriato un valore pari a 5. Se questo valore
è troppo alto, il posizionamento del carrello diviene instabile e soggetto a oscillazioni. Se questo
valore è troppo basso, il posizionamento può diventare lento e impreciso.
Questo guadagno può essere testato eseguendo ripetutamente il TEST IHS e controllando che
ilcarrello raggiunga velocemente e in modo preciso l'altezza iniziale (IHS) e quella di risalita.
Per ottimizzare questo guadagno, alzare tale valore fino a che non si rileva una leggerissima oscillazione
durante il posizionamento all'altezza iniziale (IHS) o a quella di risalita e quindi ridurre ilvalore di un'unità.
Gamma: Da 1 a 10, impostazione predefinita = 5
Guadagno di tensione
Descrizione: Questo guadagno si usa quando il THC funziona con un controllo di tensione dell'arco a ciclo chiuso.
Quando si usa: Regolare il guadagno di tensione dopo che è stato stabilito il guadagno di velocità corretto.
Come si usa: Se questo valore è troppo alto, il posizionamento del carrello durante il controllo di tensione dell'arco
a ciclo chiuso diviene instabile e soggetto a oscillazioni. Se questo valore è troppo basso, ilcontrollo
della tensione dell'arco può diventare lento e impreciso. Per il carrello standard Hypertherm
24,13cm, può considerarsi appropriato un valore pari a 5.
Il guadagno di tensione può essere testato eseguendo ripetutamente un taglio di prova con controllo
di tensione dell'arco a ciclo chiuso e verificando che il THC raggiunga velocemente e in modo preciso
la tensione dell'arco impostata.
Per ottimizzare questo guadagno, alzare tale valore fino a che non si rileva una leggerissima
oscillazione durante il taglio e quindi ridurre il valore di 1 o 2 unità.
Gamma: Da 1 a 10, impostazione predefinita = 5
ArcGlide THC Manuale di istruzioni 2-59

INSTALLAZIONE
Parametri di configurazione di ArcGlide (segue)
Conteggi del codificatore per pollice
Descrizione: Questo valore fornisce un ritorno ridimensionato di posizione.
Quando si usa: Durante l'installazione.
Come si usa: Il valore dipende dal passo della vite a sfere e della risoluzione del codificatore ed è pari al numero
di conteggi del codificatore per giro moltiplicato per il numero di giri necessari per uno spostamento
di un pollice. Il codificatore funziona nel modo (4X) in modo che il numero di conteggi per giro sia pari
al numero di impulsi per giro moltiplicato per quattro.
Il valore usato per il carrello Hypertherm 24,13 cm è di 20.320 conteggi per pollice. Il carrello
Hypertherm 24,13 cm ha un codificatore con 1.000 impulsi per giro che produce 4.000 conteggi
per giro nel modo 4X. Il carrello Hypertherm 24,13 cm ha una vite a sfere con passo di 5 mm che
richiede 25,4 (pollici/mm) / 5 (mm) = 5,08 giri per percorrere un pollice lineare. Questo porta a un
valore di 5,08 (giri) x 4.000 (conteggi/giro) = 20.320 conteggi per pollice lineare.
Esempio: 20.320 conteggi per pollice lineare.
Lunghezza della slitta
Descrizione: Questo valore rappresenta la lunghezza della corsa utile del carrello.
Quando si usa: Durante l'installazione.
Come si usa: Il carrello dell'ArcGlide ha 9,45 pollici di corsa utile.
Esempio: 9,45 pollici
Limite di corrente
Descrizione: Questa è la corrente continua massima del motore per cui il motore del carrello è stato dimensionato.
Quando si usa: Durante l'installazione.
Come si usa: Questo valore può essere superato di tanto in tanto per un paio di secondi durante le accelerazioni
brusche, ma rappresenta il limite di corrente nel funzionamento continuo. Il carrello Hypertherm
24,13cm usa un motore con un limite di corrente continua di 3 A.
Il motore si può danneggiare se il valore di questo parametro viene impostato al di sopra del valore
limite della corrente di funzionamento continuativo per il motore installato.
Gamma: Da 1 a 6 A, impostazione predefinita = 3 A
2-60 ArcGlide THC Manuale di istruzioni

INSTALLAZIONE
Parametri di configurazione di ArcGlide (segue)
Forza frenante*
Descrizione: Questo valore determina la forza usata come sicurezza rispetto al rilevamento della lamiera tramite
ilnormale contatto ohmico.
Quando si
usa:
Come si usa: I valori sono di tipo relativo e vanno da 1, che corrisponde alla forza minima, a 10 che corrisponde alla
Gamma: Da 1 a 10, impostazione predefinita = 5
Calibrazione della tensione*
Descrizione: Questo valore si usa per calibrare la precisione della tensione dell'arco misurata.
Quando si
usa:
Come si usa: Il valore di ingresso misurato viene moltiplicato per questa costante prima di essere usato per il controllo
Durante l'installazione ed eventualmente quando si tagliano materiali sottili.
forza massima. Questo valore deve essere abbastanza alto da evitare falsi rilevamenti, ma non troppo
alto da provocare la deflessione della lamiera e un rilevamento IHS impreciso.
Con il carrello standard Hypertherm 24,13 cm, può considerarsi appropriato un valore pari a 5.
Puòessere necessario ridurre questo valore se il THC si usa con una lamiera sottile. Usare la
funzione di "test IHS" per ottimizzare questo valore.
Collaudare funzione disabilitando il contatto ohmico tramite il menu di processo o rimuovendo
fisicamente il filo del contatto ohmico. Il valore della forza frenante è ottimale quando non ci sono falsi
rilevamenti e il funzionamento del rilevamento IHS è abbastanza preciso.
Questo parametro non è normalmente richiesto. Può essere usato per la messa a punto di installazioni
ArcGlide multiple o per cavi lunghi.
di tensione o di essere visualizzato. Per determinare questo valore, misurare la tensione d'arco pura.
Se la tensione d'arco visualizzata è diversa, dividere la tensione d'arco pura per il valore visualizzato
e inserire il risultato come valore di questo parametro. Se, ad esempio, la tensione d'arco pura è pari
a 120 e il valore visualizzato è pari a 125, dividere 120 per 125; il risultato pari a 0,96 è il valore del
parametro di calibrazione della tensione.
Questa calibrazione influenza tutte le apparecchiature ArcGlide collegate a questa stazione,
compreso il display dell'interfaccia HMI e l'interfaccia Hypernet dell'HPR. Quando un ArcGlide viene
spedito dalla fabbrica, viene calibrata la tensione nell'hardware e il valore viene impostato a (1,000).
Questo parametro si usa normalmente per impostare la stessa identica visualizzazione della tensione
dell'arco su più installazioni ArcGlide.
Gamma: Da 0,900 a 1,100, impostazione predefinita = 1,000
Visualizzazione della tensione d'arco
Descrizione: Il valore della tensione dell'arco è di sola lettura e non può essere modificato. Esso viene fornito per
controllare il risultato della modifica della tensione dell'arco a seguito della calibrazione di cui sopra.
Quando si
usa:
Come si usa: Questo parametro viene usato per la sola visualizzazione.
Gamma: Da 0 a 400
* Gli asterischi indicano valori che potrebbero necessitare di una regolazione.
Durante la calibrazione della tensione d'arco
ArcGlide THC Manuale di istruzioni 2-61

INSTALLAZIONE
Parametri di configurazione di ArcGlide (segue)
Velocità massima
Descrizione: Questo parametro imposta la velocità lineare massima raggiungibile dal THC.
Questo valore dipende dalla velocità del motore del carrello a 45 VCC, dal passo della vite, dal peso del
carico del carrello e dalla velocità di funzionamento desiderata. Questo valore viene usato come valore
di velocità 100% nel ridimensionamento delle equazioni di controllo. È importante che questo valore sia
impostato correttamente poiché esso influenza il ridimensionamento di tutti gli altri cicli dicontrollo.
Quando si usa: Durante l'installazione. Impostare questo parametro prima di ottimizzare il guadagno di velocità.
Come si usa: Impostare questo valore a una velocità che può essere facilmente raggiunta. Usare un'impostazione
conservativa, prevedendo una tensione CA di alimentazione dalla linea bassa. Se questa velocità
è impostata a un valore troppo alto, la tensione massima disponibile per l'azionamento del motore
è insufficiente per azionare il motore alla velocità massima desiderata. Questo rende la parte alta
della gamma di controllo lineare non disponibile e provoca un funzionamento non ottimale. Se la
velocità massima è impostata a un valore troppo alto, può essere difficile per il THC funzionare
in modo preciso a bassa velocità quando tenta di controllare la tensione dell'arco o di eseguire
un posizionamento a una distanza di IHS precisa. Se la velocità è impostata a un valore troppo
basso, lagamma di controllo lineare copre solo la parte inferiore della gamma resa disponibile
dallameccanica e questo porta a un funzionamento non ottimale.
Per il carrello standard Hypertherm 24,13 cm, questo valore è di 0,1524 centimetri al minuto. Al limite
inferiore della tensione di alimentazione di linea, l'azionamento del motore deve essere in grado di fornire
all'incirca 45 VCC. Il motore usato nel carrello Hypertherm 24,13 cm produce la coppia nominale
acirca 3.300 giri/min se azionato con questa tensione. Il carrello Hypertherm 24,13 cm ha una vite
asfere con passo di 5mm che richiede 25,4 (pollici/mm) / 5 (mm) = 5,08 giri per percorrere un pollice
lineare. Questo porta a un valore di 3.300 (giri/min) x 5,08 (giri/pollice) = 650 pollici lineari al minuto
di velocità di spostamento. Questo valore è stato arrotondato alla decina più prossima per garantire
unvalore del 100% in tutte le condizioni.
Esempio: 600 pollici/min
Velocità alta
Descrizione: Questa velocità si usa per tutti gli spostamenti automatici in rapido come la risalita a fine taglio
ol'avvicinamento iniziale alla lamiera.
Quando si usa: Durante l'installazione.
Come si usa: Questo parametro viene normalmente impostato al valore della velocità massima, ma può essere
impostato a un valore inferiore se è presente un carico pesante sul carrello.
Per il carrello standard Hypertherm 24,13 cm, questo valore viene impostato a 600 pollici/minuto.
Esempio: 600 pollici/min
Velocità bassa
Descrizione: Questa velocità rappresenta la velocità di azzeramento e la massima velocità usata per gli spostamenti
manuali. Essa rappresenta anche il limite massimo di velocità da usare durante il controllo della tensione
dell'arco.
Quando si usa: Durante l'installazione
Come si usa: Per il carrello standard Hypertherm 24,13 cm, questo valore viene impostato a 150 pollici/minuto.
Esempio: 150 pollici/min
2-62 ArcGlide THC Manuale di istruzioni

INSTALLAZIONE
Parametri di configurazione di ArcGlide (segue)
Velocità di IHS
Descrizione: Questo parametro imposta il valore di bassa velocità per l'avvicinamento finale alla lamiera durante
un'operazione di rilevamento dell'altezza iniziale (IHS). Esso viene anche usato come valore di bassa
velocità per gli spostamenti manuali.
Quando si usa: Durante l'installazione.
Come si usa: Con il carrello Hypertherm 24,13 cm, questo valore viene impostato a 60 pollici/min. Per evitare
regolazioni di velocità non corrette, non impostare questo valore a meno del 10% della velocità
massima.
Esempio: 60 pollici/min
Offset laterale del puntatore*
Descrizione: Questo valore rappresenta la distanza tra l'asse della torcia e il puntatore laser guardando la macchina
di taglio da un lato.
Quando si usa: Durante l'installazione.
Come si usa: Usare la distanza precisa tra il raggio laser e l'asse della torcia per regolare questo valore in modo fine.
Esempio: 6,6 cm
Offset frontale del puntatore*
Descrizione: Questo valore rappresenta la distanza tra l'asse della torcia e il puntatore laser guardando la macchina
di taglio dalla parte anteriore.
Quando si usa: Durante l'installazione
Come si usa: Usare la distanza precisa tra il raggio laser e l'asse della torcia per regolare questo valore in modo fine.
Esempio: 11 cm
* Gli asterischi indicano valori che potrebbero necessitare di una regolazione.
ArcGlide THC Manuale di istruzioni 2-63

INSTALLAZIONE
2-64 ArcGlide THC Manuale di istruzioni

Sezione 3
FUNZIONAMENTO
In questa sezione:
Controlli operatore .....................................................................................................................................................................................3-2
Modulo di controllo .........................................................................................................................................................................3-2
Carrello ..............................................................................................................................................................................................3-3
HMI .....................................................................................................................................................................................................3-4
Operazioni quotidiane ...............................................................................................................................................................................3-5
Procedura di avvio ...........................................................................................................................................................................3-5
Procedura di spegnimento ............................................................................................................................................................3-5
Modalità di funzionamento dell'ArcGlide THC ....................................................................................................................................3-6
Modalità manuale .......................................................................................................................................................................................3-6
Modalità automatiche ................................................................................................................................................................................3-6
Modalità "controllo tensione dell'arco (AVC) disattivato" .......................................................................................................3-7
Modalità "tensione dell'arco preimpostata" ...............................................................................................................................3-7
Modalità "acquisizione tensione dell'arco" .................................................................................................................................3-7
Funzionamento dell'interfaccia HMI .......................................................................................................................................................3-9
Gerarchia delle schermate dell'interfaccia HMI .................................................................................................................... 3-10
Parametri principali .......................................................................................................................................................................3-11
Parametri di configurazione ........................................................................................................................................................ 3-12
Schermata di diagnostica ...........................................................................................................................................................3-14
Schermata di installazione ..........................................................................................................................................................3-20
Modalità manuale ........................................................................................................................................................................3-22
Modalità carrello disattivato ......................................................................................................................................................3-23
Parametri di funzionamento di ArcGlide ............................................................................................................................................3-24
ArcGlide THC Manuale di istruzioni 3-1

FUNZIONAMENTO
Controlli operatore
Modulo di controllo
1
Componente Controllo Descrizione
1 LED Questi LED mostrano lo stato di funzionamento del sistema.
2 Finestra di
visualizzazione
3 Selezione display Premere i tasti freccia SU o GIÙ per scorrere verso l'alto o il basso le schermate
2
Questa finestra visualizza i messaggi di stato, di errore e di diagnostica.
nellafinestra di visualizzazione.
3
3-2 ArcGlide THC Manuale di istruzioni
 Loading...
Loading...