


Phoenix
Software V9.74.0
®
Manuale dell’operatore
per il controllo numerico per il taglio di sagome Hypertherm Touchscreen
806404 – Revisione 8

© 2013 Hypertherm, Inc.
ArcGlide, COMMAND, EDGE Pro, EDGE Pro Ti, HPR, HSD, HyIntensity Fiber Laser, Hypernet, Hypertherm, MicroEDGE Pro,
Phoenix, Powermax e Sensor sono marchi depositati di Hypertherm, Inc. e possono essere registrati negli Stati Uniti e/o in altri Paesi.
Microsoft, il logo Microsoft e Windows sono marchi registrati di Microsoft Corporation.
Gli altri marchi depositati appartengono ai rispettivi titolari.

Phoenix Software V9.74.0
Manuale dell’operatore
806404 – Revisione 8
Italiano / Italian
Maggio 2013
Hypertherm, Inc.
Hanover, NH 03755 USA

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit 301, South Building
495 ShangZhong Road
Shanghai, 200231
PR China
86-21-60740003 Tel
86-21-60740393 Fax
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP - Brasil
CEP 07115-030
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Hypertherm Korea Branch
#3904 Centum Leaders Mark B/D,
1514 Woo-dong, Haeundae-gu, Busan
Korea, 612-889
82 51 747 0358 Tel
82 51 701 0358 Fax
07/18/12

Indice
Sicurezza .................................................................................................................................................. 1
Riconoscere le informazioni sulla sicurezza .................................................................................................................................... 1
Seguire le istruzioni sulla sicurezza .................................................................................................................................................. 1
Rischi di tipo elettrico .......................................................................................................................................................................... 2
Le scosse elettriche possono essere letali .....................................................................................................................................3
L’operazione di taglio può causare incendi oppure esplosioni .................................................................................................. 4
Prevenzione degli incendi ........................................................................................................................................................... 4
Prevenzione delle esplosioni ...................................................................................................................................................... 4
I vapori tossici possono causare lesioni o la morte ......................................................................................................................5
Sicurezza della messa a terra ............................................................................................................................................................ 6
L’elettricità statica può danneggiare le schede dei circuiti .........................................................................................................6
Sicurezza degli apparecchi a gas compresso ............................................................................................................................... 7
Le bombole del gas possono esplodere se danneggiate ...........................................................................................................7
Un arco plasma può causare lesioni e ustioni ...............................................................................................................................7
I raggi dell’arco possono causare bruciature agli occhi e alla pelle ......................................................................................... 8
Utilizzo di pacemaker e supporti uditivi ...........................................................................................................................................9
Il rumore può causare danni all’udito ...............................................................................................................................................9
Un arco plasma può danneggiare i tubi congelati ..................................................................................................................... 10
Informazioni sulla raccolta delle polveri secche .......................................................................................................................... 10
Radiazione laser ................................................................................................................................................................................. 11
Simboli e marchi ................................................................................................................................................................................ 12
Etichette di avvertenza ...................................................................................................................................................................... 13
Gestione responsabile del prodotto ............................................................................................... 15
Introduzione ......................................................................................................................................................................................... 15
Regolamenti di sicurezza nazionali e locali .................................................................................................................................. 15
Marchi di certificazione ..................................................................................................................................................................... 15
Differenze negli standard nazionali ................................................................................................................................................ 15
Installazione e utilizzo sicuro di apparecchiature di taglio a sagoma ..................................................................................... 16
Procedure d’ispezione periodica e test ........................................................................................................................................ 16
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 i

Requisiti del personale addetto ai test ..........................................................................................................................................16
Dispositivi di corrente residua (RCD) ............................................................................................................................................16
Sistemi di livello superiore ................................................................................................................................................................17
Gestione responsabile dell’ambiente ............................................................................................. 19
Introduzione .........................................................................................................................................................................................19
Normative ambientali nazionali e locali ..........................................................................................................................................19
Direttiva RoHS ....................................................................................................................................................................................19
Smaltimento corretto dei prodotti Hypertherm ............................................................................................................................19
Direttiva RAEE .....................................................................................................................................................................................19
Regolamento REACH .......................................................................................................................................................................20
Manipolazione corretta e utilizzo sicuro di sostanze chimiche .................................................................................................20
Emissione di fumi e qualità dell’aria ................................................................................................................................................20
Contratto di licenza a strappo .......................................................................................................... 23
Utilizzo del CNC .................................................................................................................................... 25
Consolle dell’operatore .....................................................................................................................................................................25
Display touch screen LCD ...............................................................................................................................................................25
Display LCD .................................................................................................................................................................................26
Esplorazione dello schermo .............................................................................................................................................................26
Guida .............................................................................................................................................................................................27
Mostra segnalibri ........................................................................................................................................................................28
Operazioni automatizzate ..................................................................................................................................................................28
Procedura guidata Align ...........................................................................................................................................................28
Procedura guidata CutPro™ ....................................................................................................................................................29
Utilizzo di Phoenix con la tastiera ....................................................................................................................................................29
Tastiera PC ..........................................................................................................................................................................................29
Tastierino personalizzato ...................................................................................................................................................................32
Aggiornamento del Software Phoenix ...........................................................................................................................................36
Aggiornamento del Software ...................................................................................................................................................36
Aggiornamento della Guida .....................................................................................................................................................36
Aggiornamento delle tabelle di taglio .....................................................................................................................................36
Backup delle tabelle di taglio modificate .......................................................................................................................37
Aggiornamento delle tabelle di taglio .............................................................................................................................37
Aggiornamento dei manuali ......................................................................................................................................................37
Schermata principale ..........................................................................................................................39
Finestra di anteprima .........................................................................................................................................................................40
Watch Window ...................................................................................................................................................................................40
Tasti funzione .......................................................................................................................................................................................40
ii Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Caricamento pezzi ............................................................................................................................... 43
Caricamento di un pezzo dall’Archivio forme .............................................................................................................................. 43
Caricamento di una parte ................................................................................................................................................................ 44
Scaricamento di un pezzo da un computer host ........................................................................................................................ 46
Salvataggio di file pezzi su disco ................................................................................................................................................... 47
Caricamento di file della parte in un computer host .................................................................................................................. 49
Importazione di file DXF ................................................................................................................................................................... 50
File DXF non elaborati .............................................................................................................................................................. 52
Disposizione dei pezzi ........................................................................................................................ 53
Ripetizione di parti ............................................................................................................................................................................. 55
Ripetizione diretta ...................................................................................................................................................................... 55
Ripetizione sfalsata .................................................................................................................................................................... 56
Allineamento pezzi ............................................................................................................................................................................. 58
Procedura guidata Align ........................................................................................................................................................... 58
Allineamento manuale dei pezzi ..................................................................................................................................................... 59
Creazione schema dei pezzi ........................................................................................................................................................... 60
Nesting manuale ........................................................................................................................................................................ 60
Configurazione Nester ...................................................................................................................................................................... 62
Utilizzo del Nester manuale ............................................................................................................................................................. 63
Aggiunta di pezzi ................................................................................................................................................................................ 64
Salvataggio di un nest ...................................................................................................................................................................... 66
Elaborazione automatica degli schemi HyperNest CNC ......................................................................................................... 66
Configurazione di HyperNest su CNC ................................................................................................................................. 67
Utilizzo del Nesting .................................................................................................................................................................... 68
Rimozione di un pezzo da un nest ......................................................................................................................................... 71
Riepilogo schema ...................................................................................................................................................................... 72
Visualizzazione della schermata principale dello schema ................................................................................................. 74
Taglio dei pezzi ..................................................................................................................................... 75
Procedura guidata CutPro™ ........................................................................................................................................................... 75
Taglio in modalità manuale .............................................................................................................................................................. 77
Multitasking ......................................................................................................................................................................................... 80
Pausa del taglio .................................................................................................................................................................................. 81
Operazioni manuali ............................................................................................................................................................................ 83
Esecuzione di un taglio nervatura .................................................................................................................................................. 86
Opzioni manuali .................................................................................................................................................................................. 87
Asse posizione iniziale ...................................................................................................................................................................... 88
Verifica True Hole .............................................................................................................................................................................. 90
Consigli per il taglio plasma ............................................................................................................................................................ 92
Problemi con la qualità di taglio ............................................................................................................................................. 92
Operazioni fondamentali per migliorare la qualità di taglio .............................................................................................. 96
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 iii

Consigli per il taglio inclinato ........................................................................................................................................................100
Tipi di taglio inclinato .............................................................................................................................................................. 100
Consigli per il taglio inclinato ................................................................................................................................................ 101
Configurazione della schermata Taglio e della Watch Window ...........................................107
Impostazione taglio ......................................................................................................................................................................... 107
Codice Stato/Programma ............................................................................................................................................................. 111
Configurazione della Watch Window ......................................................................................................................................... 113
Watch Window multiple ................................................................................................................................................................ 115
Processi di taglio e tabelle di taglio .............................................................................................117
Panoramica processi ...................................................................................................................................................................... 117
Processi di taglio e Programmi parte .......................................................................................................................................... 117
Prima di iniziare ................................................................................................................................................................................ 118
Processi selezionati in Impostazioni Speciali .................................................................................................................... 118
Modelli di sistema selezionati in Configurazione stazione .............................................................................................. 119
Quando usare Plasma 1 e 2 e Marcatore 1 e 2 ............................................................................................................... 120
Attivazione privilegi nelle Impostazioni Speciali ................................................................................................................ 120
Schermata Taglio, schermata Processo e tabelle di taglio .................................................................................................... 121
Schermata Taglio ..................................................................................................................................................................... 121
Schermata Processo .............................................................................................................................................................. 121
Diagramma sequenza temporale .......................................................................................................................................... 122
Salvataggio di un processo di taglio ................................................................................................................................... 122
Tasti funzione comuni .............................................................................................................................................................123
Tabella di taglio al plasma .............................................................................................................................................................126
Utilizzo delle tabelle di taglio per l’unità HPRXD™ Technology Advancements ...............................................................129
Acciaio inox sottile (HDi) ........................................................................................................................................................ 129
Taglio dettagliato per acciaio al carbonio ..........................................................................................................................129
Taglio ad acqua dell’acciaio al carbonio ............................................................................................................................ 130
200 A Taglio inclinato dell’acciaio al carbonio ................................................................................................................. 130
Processo di marcatura ................................................................................................................................................................... 131
Utilizzo di un processo marcatore ........................................................................................................................................ 132
Utilizzo dei consumabili di taglio per la marcatura ...........................................................................................................135
Processo di ossitaglio .................................................................................................................................................................... 136
Schermata del processo ossitaglio .....................................................................................................................................136
Tabelle di taglio a ossitaglio .......................................................................................................................................................... 140
Processo laser a fibre ..................................................................................................................................................................... 141
Schermata di processo laser a fibre ................................................................................................................................... 142
Tabella di taglio con laser a fibre ......................................................................................................................................... 144
Configurazione dello sfondamento per stadi .................................................................................................................... 145
Marcatura e vaporizzazione con laser a fibre ....................................................................................................................146
iv Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Processo laser (laser non a fibre) ................................................................................................................................................ 148
Tabelle di taglio laser (laser non a fibre) .............................................................................................................................150
Processo taglio a getto d’acqua ..................................................................................................................................................153
Schermata Processo taglio a getto d’acqua .....................................................................................................................153
Tabelle di taglio a getto d’acqua ..................................................................................................................................................156
Salvataggio delle modifiche apportate a una tabella di taglio ............................................................................................... 159
Creazione di una nuova tabella di taglio ............................................................................................................................. 160
Recupero di una nuova tabella di taglio ............................................................................................................................. 160
Controlli altezza torcia .....................................................................................................................161
ArcGlide THC ...................................................................................................................................................................................162
Modalità di funzionamento dell’unità ArcGlide ......................................................................................................................... 162
Modalità manuale .....................................................................................................................................................................163
Modalità automatiche .............................................................................................................................................................. 163
Controllo tensione OFF ..................................................................................................................................................163
Modalità Imposta tensione d’arco ................................................................................................................................164
Modalità Tensione d’arco campionata ........................................................................................................................ 165
Sensor THC ...................................................................................................................................................................................... 165
Modalità di funzionamento dell’unità Sensor THC ...................................................................................................................166
Modalità manuale .....................................................................................................................................................................166
Modalità automatiche .............................................................................................................................................................. 167
Modalità Imposta tensione d’arco ................................................................................................................................167
Modalità Imposta tensione d’arco ................................................................................................................................168
Modificare la tensione d’arco ........................................................................................................................................................168
Offset tensione THC ...............................................................................................................................................................168
Tasti funzione per aumentare o ridurre la tensione ..........................................................................................................170
Percezione di altezza iniziale .........................................................................................................................................................170
Esecuzione di un primo rilevamento IHS ............................................................................................................................ 171
Sequenza di operazioni del THC .................................................................................................................................................171
Schermata Processo THC ............................................................................................................................................................173
Modalità THC ........................................................................................................................................................................... 174
Valori tab taglio ......................................................................................................................................................................... 174
Opzioni .......................................................................................................................................................................................175
Impostazione automatica ........................................................................................................................................................176
Impostazione marcatore ................................................................................................................................................................. 179
Modalità THC ........................................................................................................................................................................... 179
Valori tab taglio ......................................................................................................................................................................... 180
Opzioni .......................................................................................................................................................................................181
Impostazione automatica ........................................................................................................................................................181
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 v

Watch Window ................................................................................................................................................................................ 183
Sensor THC .............................................................................................................................................................................. 183
ArcGlide ..................................................................................................................................................................................... 185
Messaggi di stato ............................................................................................................................................................................ 186
Schermata di diagnostica ArcGlide ............................................................................................................................................188
Configurazione del Command THC ...............................................................................................191
Videata principale di taglio del Command THC ....................................................................................................................... 194
Modalità THC automatica ...................................................................................................................................................... 194
Modalità THC manuale ........................................................................................................................................................... 195
Interfaccia macchina .......................................................................................................................................................................196
Diagnostica e ricerca guasti ............................................................................................................197
Remote Help ..................................................................................................................................................................................... 197
Guida Errore HPR ...........................................................................................................................................................................197
Informazioni sul CNC ......................................................................................................................................................................199
Utilizzo della funzione Oscilloscopio ...........................................................................................................................................201
Salvataggio del file dell’oscilloscopio ................................................................................................................................. 202
Caricamento di un file dell’oscilloscopio ............................................................................................................................ 202
Visualizzazione di un file dell’oscilloscopio ........................................................................................................................ 203
Sistema plasma HPR ......................................................................................................................................................................204
Sistemi Powermax65, 85 e 105 .................................................................................................................................................. 205
Schermata diagnostica del laser a fibre .....................................................................................................................................206
Schermata diagnostica MAXPRO200 ....................................................................................................................................... 207
Messaggi di errore e guasto .........................................................................................................................................................209
Guasti ......................................................................................................................................................................................... 209
Errori ........................................................................................................................................................................................... 210
Messaggi di guasto ................................................................................................................................................................. 211
Consultazione messaggi di errore ............................................................................................................................................... 217
Cambio dei consumabili ................................................................................................................................................................ 234
Salvataggio dei file di sistema ......................................................................................................................................................236
vi Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Sicurezza
RICONOSCERE LE INFORMAZIONI SULLA SICUREZZA
I simboli riportati in questa sezione vengono utilizzati per
identificare possibili rischi. Quando viene individuato un
simbolo di sicurezza nel presente manuale o sulla
macchina, tener conto dei possibili rischi di lesioni
personali e attenersi alle relative istruzioni.
SEGUIRE LE ISTRUZIONI SULLA SICUREZZA
Leggere attentamente tutti i messaggi relativi alla
sicurezza riportati nel presente manuale e le etichette
di sicurezza apposte sulla macchina.
• Preservare in buone condizioni le etichette
di sicurezza apposte sulla macchina. Sostituire
immediatamente eventuali etichette mancanti
o danneggiate.
• Imparare a utilizzare la macchina e i rispettivi
comandi in modo appropriato. Non consentire
l’utilizzo da parte di terze persone senza aver fornito
apposite istruzioni.
• Mantenere la macchina in buone condizioni
operative. Eventuali modifiche non autorizzate alla
macchina possono influenzare la sicurezza e la vita
utile della macchina.
PERICOLO AVVERTENZA ATTENZIONE
Hypertherm utilizza le linee guida dell’American National
Standards Institute per le indicazioni e i simboli riportati sui
segnali di sicurezza. Vengono usati i termini PERICOLO o
AVVISO insieme con un simbolo di sicurezza. Il termine
PERICOLO identifica i rischi più pericolosi.
• Le etichette di sicurezza PERICOLO e AVVISO sono
apposte sulla macchina accanto a rischi specifici.
• I messaggi di sicurezza PERICOLO precedono le
relative istruzioni contenute in questo manuale il cui
mancato rispetto potrebbe causare lesioni gravi
olamorte.
• I messaggi di sicurezza AVVISO precedono le relative
istruzioni contenute in questo manuale il cui mancato
rispetto potrebbe causare lesioni o la morte.
• I messaggi di sicurezza ATTENZIONE precedono
le relative istruzioni contenute in questo manuale il cui
mancato rispetto potrebbe causare lesioni lievi o danni
alle apparecchiature.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 1

Sicurezza
RISCHI DI TIPO ELETTRICO
• Solo il personale tecnico qualificato è autorizzato
ad aprire questa apparecchiatura.
• Se l’apparecchiatura è collegata in modo permanente
all’alimentazione elettrica, spegnerla e togliere
tensione, seguendo una procedura di blocco
interdizione, prima di aprire le coperture.
• Se l’alimentazione all’apparecchiatura viene fornita
attraverso un cavo, scollegare il sistema prima di aprire
le coperture.
• Le coperture per gli interruttori o i connettori dotati
di blocco devono essere forniti da terze parti.
• Dopo aver scollegato l’alimentazione elettrica,
attendere 5 minuti prima di accedere alle coperture
per consentire ai condensatori di scaricarsi.
• Se l’apparecchiatura deve essere alimentata
quando vengono rimosse le coperture per esigenze
di riparazione, esiste il rischio di esplosione da scarica
elettrica. Seguire TUTTE le normative di sicurezza sul
lavoro (NFPA 70E per gli USA) e relative ai dispositivi
di protezione personale quando si eseguono
riparazioni su apparecchiature in tensione.
• È necessario ripristinare le coperture e verificare la loro
corretta messa a terra prima di rimettere in funzione
l’apparecchiatura dopo lo spostamento, l’apertura
o la riparazione.
• Seguire sempre queste istruzioni per scollegare
l’alimentazione prima di ispezionare o sostituire le parti
consumabili della torcia.
2 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Sicurezza
• Il contatto con parti elettriche in tensione può causare
una scossa letale o gravi ustioni.
• Quando in funzione, il sistema al plasma completa un
circuito elettrico tra la torcia e il pezzo in lavorazione.
Il pezzo in lavorazione e qualsiasi elemento a contatto
fanno parte del circuito elettrico.
• Non toccare mai il corpo della torcia, il pezzo in
lavorazione o l’acqua (in un banco ad acqua) quando
il sistema al plasma è in funzione.
Prevenzione delle scosse elettriche
Tutti i sistemi al plasma di Hypertherm utilizzano
alta tensione nel processo di taglio (in genere da
200 a 400 V). Adottare le seguenti precauzioni
durante l’uso di questo sistema:
• Indossare guanti e stivali isolanti e mantenere il corpo
e gli indumenti asciutti.
• Non entrare in contatto con superfici umide quando
si utilizza il sistema plasma.
• Isolarsi dal piano di lavoro e da terra utilizzando
tappetini isolanti asciutti o coperture sufficientemente
grandi da impedire qualsiasi contatto fisico con il
piano di lavoro o con il pavimento. Se è necessario
lavorare all’interno o nelle vicinanze di un’area umida,
prestare la massima attenzione.
• Installare un interruttore di arresto automatico della
corrente vicino al generatore con fusibili di capacità
adeguata. Tale interruttore consente all’operatore di
spegnere velocemente il generatore in una situazione
di emergenza.
• Quando si utilizza un banco ad acqua, assicurarsi
che sia correttamente collegato al cavo a terra.
• Installare e mettere a terra l’apparecchiatura in
conformità alle istruzioni fornite nel rispettivo manuale
d’uso e con le norme nazionali e locali.
• Controllare frequentemente la guaina del cavo
di alimentazione per individuare eventuali danni o
la presenza di fili scoperti. Sostituire immediatamente
eventuali cavi danneggiati. I cavi scoperti possono
essere letali.
• Controllare e sostituire eventuali cavi della torcia
danneggiati o usurati.
• Non toccare il pezzo in lavorazione, compresa
la parte di scarto, durante il taglio. Lasciare il pezzo
in lavorazione in posizione o sul banco da lavoro con il
cavo di lavoro collegato durante il processo di taglio.
• Prima di controllare, pulire o sostituire le parti della
torcia, scollegare l’alimentazione o il cavo
del generatore.
• Non eliminare o cortocircuitare mai gli interruttori
di sicurezza.
• Prima di rimuovere il generatore o la copertura del
sistema, scollegare la potenza elettrica in ingresso.
Attendere 5 minuti prima di scollegare l’alimentazione
per consentire ai condensatori di scaricarsi.
• Non utilizzare mai il sistema plasma senza
le coperture del generatore posizionate correttamente.
I collegamenti scoperti del generatore rappresentano
un grave rischio elettrico.
• Quando si effettuano connessioni in ingresso,
collegare prima l’apposito conduttore a terra.
• Ogni sistema plasma Hypertherm è stato progettato
per essere utilizzato esclusivamente con le torce
Hypertherm specificate. Non utilizzare altre torce che
potrebbero surriscaldare e rappresentare un rischio
per la sicurezza.
LE SCOSSE ELETTRICHE POSSONO ESSERE LETALI
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 3

Sicurezza
L’OPERAZIONE DI TAGLIO PUÒ CAUSARE INCENDI OPPURE ESPLOSIONI
Prevenzione degli incendi
• Verificare che l’area sia sicura prima di eseguire
qualsiasi operazione di taglio. Tenere sempre
a portata di mano un estintore.
• Rimuovere tutti gli oggetti infiammabili nel raggio
di 10 m dall’area di taglio.
• Raffreddare per tempra il metallo caldo o lasciarlo
raffreddare prima di maneggiarlo o prima che entri
in contatto con materiali combustibili.
• Non tagliare mai contenitori contenenti materiale
potenzialmente infiammabile. Svuotarli e lavarli
a fondo prima di eseguire questa operazione.
• Ventilare le atmosfere potenzialmente infiammabili
prima di eseguire le operazioni di taglio.
• Durante il taglio con ossigeno come gas plasma,
è necessario disporre di un sistema di ventilazione
degli scarichi.
Prevenzione delle esplosioni
• Non utilizzare il sistema plasma in presenza
di eventuali polveri o vapori esplosivi.
• Non tagliare bombole pressurizzate, tubi
o contenitori chiusi.
• Non tagliare contenitori nei quali sono stati
trasportati materiali combustibili.
AVVERTE NZA
Pericolo di esplosione
Argo-idrogeno e metano
L’idrogeno e il metano sono gas infiammabili che
possono esplodere. Mantenere le fiamme lontano
dalle bombole e dai tubi contenenti miscele di metano
o idrogeno. Mantenere fiamme e scintille lontano
dalla torcia quando si utilizza plasma a metano
o argo-idrogeno.
AVVERTE NZA
Pericolo di esplosione
Taglio subacqueo con gas combustibile
• Non tagliare l’alluminio sott’acqua o con l’acqua a
contatto con la parte inferiore dell’alluminio stesso.
• Quando si taglia l’alluminio sott’acqua o con acqua
sul lato inferiore, si può verificare una condizione
esplosiva che può produrre uno scoppio durante
le operazioni di taglio.
AVVERTE NZA
Detonazione dell’idrogeno
nel taglio dell’alluminio
• Non effettuare tagli subacquei con gas combustibili
che contengono idrogeno.
• Quando si eseguono tagli subacquei con gas
combustibili contenenti idrogeno, si può verificare
una condizione esplosiva che può produrre uno
scoppio durante le operazioni di taglio.
4 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

I VAPORI TOSSICI POSSONO CAUSARE LESIONI O LA MORTE
Sicurezza
L’arco plasma è la fonte di calore che viene utilizzata
per il taglio. Di conseguenza, anche se l’arco plasma
non è stato identificato come origine di fumi tossici,
il materiale che viene tagliato può essere fonte di fumi
tossici o gas che riducono l’ossigeno.
I fumi prodotti variano in base al metallo che viene
tagliato. I metalli che possono rilasciare fumi tossici
includono, a mero titolo di esempio, acciaio inox, acciaio
al carbonio, zinco (galvanizzato) e rame.
In alcuni casi il metallo potrebbe essere rivestito
di una sostanza che potrebbe rilasciare fumi tossici.
I rivestimenti tossici includono, a mero titolo informativo,
piombo (in alcune vernici), cadmio (in alcune vernici
e materiale di riempimento) e berillio.
I gas prodotti dal taglio plasma variano in base al
materiale da tagliare e al metodo di taglio, ma possono
includere ozono, ossidi di azoto, cromo esavalente,
idrogeno e altre sostanze se contenute o rilasciate
dal materiale tagliato.
Prestare la massima attenzione per ridurre al minimo
l’esposizione ai fumi prodotti da qualsiasi processo
industriale. A seconda della composizione chimica
e della concentrazione dei fumi (nonché di altri fattori,
ad esempio la ventilazione), potrebbero verificarsi
problemi di salute, ad esempio difetti congeniti
o cancro.
È responsabilità del proprietario dell’apparecchiatura
e del sito controllare la qualità dell’aria nell’area in cui
viene utilizzata l’apparecchiatura e assicurare che
la qualità dell’aria sul posto di lavoro soddisfi tutti
gli standard e le normative nazionali e locali.
Il livello della qualità dell’aria in qualsiasi posto di lavoro
dipende da variabili specifiche del sito quali, ad esempio:
• Configurazione del banco (umido, secco, sottacqua).
• Composizione del materiale, finitura della superficie e
composizione dei rivestimenti.
• Volume del materiale rimosso.
• Durata del taglio o della scriccatura.
• Dimensioni, volume dell’aria, ventilazione e filtraggio
dell’area di lavoro.
• Dispositivi di protezione individuali.
• Numero di sistemi di saldatura e di taglio in funzione.
• Altri processi del sito che potrebbero produrre fumi.
Se il posto di lavoro deve rispettare le normative
nazionali o locali, è possibile determinare se i livelli nel
sito sono superiori o inferiori ai livelli consentiti solo
mediante monitoraggio o verifica effettuati in loco.
Per ridurre il rischio di esposizione ai fumi:
• Rimuovere tutti i rivestimenti e i solventi dal metallo
prima di eseguire il taglio.
• Utilizzare il sistema locale di ventilazione degli
scarichi per rimuovere i fumi dall’aria.
• Non inalare i fumi. Indossare un respiratore ad
adduzione d’aria quando si tagliano metalli rivestiti o
che si sospetta possano contenere elementi tossici.
• Accertarsi che tutto il personale che utilizza
apparecchiature di saldatura o di taglio, nonché
respiratori ad adduzione d’aria, sia qualificato per
l’utilizzo corretto di tali apparecchiature.
• Non tagliare mai contenitori contenenti possibile
materiale tossico. Prima di tutto svuotare e pulire
a fondo il contenitore.
• Monitorare o controllare la qualità dell’aria sul sito,
secondo le necessità.
• Consultare un esperto locale per implementare in
loco un piano al fine di garantire la sicurezza della
qualità dell’aria.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 5
Sicurezza
SICUREZZA DELLA MESSA A TERRA
Cavo di lavoro Collegare il cavo di lavoro in modo
sicuro al pezzo in lavorazione o al banco da lavoro
mediante un contatto appropriato da metallo a metallo.
Non collegarlo al pezzo per evitare che cada
al completamento del taglio.
Banco da lavoro Collegare il banco da lavoro
a una massa in conformità con le normative elettriche
nazionali o locali appropriate.
L’ELETTRICITÀ STATICA PUÒ DANNEGGIARE LE SCHEDE DEI CIRCUITI
Prestare la massima attenzione quando si maneggiano schede a circuito stampato:
• Conservare le schede a circuito stampato in contenitori antistatici.
• Indossare un bracciale da polso antistatico quando si movimentano le schede a
circuito stampato.
Potenza in ingresso
• Assicurarsi di aver collegato il filo a terra del cavo
di alimentazione alla scatola di interruzione
di corrente.
• Se l’installazione del sistema plasma prevede
il collegamento del cavo di alimentazione
al generatore, verificare di aver collegato
correttamente il filo di messa a terra del cavo
di alimentazione.
• Posizionare prima il filo di messa a terra del cavo
di alimentazione sul picchetto, quindi posizionare
qualsiasi altro filo di messa a terra sulla parte
superiore della messa a terra del cavo di
alimentazione. Serrare il dado di tenuta.
• Serrare tutti i collegamenti elettrici per evitare
eccessivo riscaldamento.
6 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8
Sicurezza
SICUREZZA DEGLI APPARECCHI A GAS COMPRESSO
• Non lubrificare mai le valvole delle bombole
o i regolatori con olio o grasso.
• Utilizzare solo bombole del gas, regolatori, tubi
e raccordi corretti progettati per
l’applicazione specificata.
• Mantenere tutte le apparecchiature a gas compresso
e le parti associate in buone condizioni.
• Apporre le apposite etichette e codifiche a colori
su tutti i tubi del gas in modo da identificare il tipo
di gas in ogni tubo. Consultare i codici locali
o nazionali applicabili.
LE BOMBOLE DEL GAS POSSONO ESPLODERE SE DANNEGGIATE
Le bombole di gas contengono gas sotto alta
pressione. Se danneggiata, una bombola può
esplodere.
• Maneggiare e utilizzare le bombole di gas
compresso in conformità con le norme locali e
nazionali applicabili.
• Non utilizzare mai una bombola che non sia in
posizione verticale e assicurata in posizione.
• Rimuovere il cappuccio di protezione sulla valvola
solo quando si utilizza la bombola o la bombola
è collegata per essere utilizzata.
• Non mettere mai a contatto l’arco plasma con
una bombola.
• Non esporre mai le bombole a eccessivo calore,
scintille, scorie o fiamme vive.
• Non utilizzare mai un martello, una chiave inglese
o un altro attrezzo per aprire la valvola inceppata
di una bombola.
UN ARCO PLASMA PUÒ CAUSARE LESIONI E USTIONI
Torce ad accensione immediata
L’arco plasma si accende immediatamente quando
viene attivato il pulsante della torcia.
L’arco plasma passa rapidamente attraverso i guanti
e la pelle.
• Tenere lontano dalla punta della torcia.
• Non tenere il materiale in un punto vicino al percorso
di taglio.
• Non puntare mai la torcia verso se stessi o verso
altre persone.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 7
Sicurezza
Protezione degli occhi I raggi dell’arco plasma
producono radiazioni intense visibili e invisibili
(ultravioletti e infrarossi) che possono creare lesioni agli
occhi e alla pelle.
• Utilizzare un’apposita protezione per gli occhi in
conformità ai codici nazionali o locali applicabili.
• Indossare una protezione per gli occhi (occhiali
o mascherina con protezione laterale e una visiera
per saldatura) con appropriata gradazione delle lenti
per proteggere gli occhi dai raggi infrarossi
e ultravioletti prodotti dall’arco.
Protezione per la pelle Indossare indumenti protettivi
per proteggersi dalle lesioni causate dalle radiazioni
ultraviolette, dalle scintille e dal metallo caldo.
• Guanti protettivi, calzature antinfortunistiche
ecopricapo.
• Indumenti ignifughi che coprono tutte le aree esposte.
• Pantaloni senza risvolti per impedire l’ingresso
di scintille e scorie.
• Rimuovere eventuali combustibili, ad esempio
accendini a butano o fiammiferi, dai pantaloni prima
di eseguire il taglio.
Area di taglio Preparare l’area di taglio in modo
da ridurre la riflessione e la trasmissione dalle
radiazioni ultraviolette:
• Pitturare le pareti e le altre superfici con colori scuri
per ridurre la riflessione.
• Utilizzare schermi o barriere protettive per proteggere
le altre persone da flash e abbagliamento.
• Raccomandare le altre persone di non guardare
l’arco. Utilizzare appositi cartelli e indicazioni.
I RAGGI DELL’ARCO POSSONO CAUSARE BRUCIATURE AGLI OCCHI E ALLA PELLE
Corrente
dell’arco (A)
Meno di 40 A
Da 41 a 60 A
Da 61 a 80 A
Da 81 a 125 A
Da 126 a 150 A
Da 151 a 175 A
Da 176 a 250 A
Da 251 a 300 A
Da 301 a 400 A
Da 401 a 800 A
8 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8
Gradazione
minima
(ANSI Z49.1:2005)
5589
6689
8889
8989
89810
89811
89812
89813
912913
10 14 10 N / D
Gradazione di
comfort suggerita
(ANSI Z49.1:2005)
OSHA 29CFR
1910.133(a)(5)
EN168:2002
Europa

UTILIZZO DI PACEMAKER E SUPPORTI UDITIVI
Sicurezza
Il funzionamento di apparati medici quali pacemaker
e supporti uditivi può essere influenzato dai campi
magnetici prodotti dalle correnti elevate.
Si consiglia ai portatori di pacemaker e supporti uditivi
di consultare un medico prima di effettuare operazioni
di taglio e scriccatura con arco plasma.
IL RUMORE PUÒ CAUSARE DANNI ALL’UDITO
Durante il taglio ad arco plasma si possono superare,
in molti casi, i livelli di rumorosità definiti dalle normative
locali. L’esposizione prolungata a un rumore molto
elevato può danneggiare l’udito. Indossare sempre
otoprotettori adeguati in fase di taglio o scriccatura,
a meno che, a seguito di una misura del livello di
pressione sonora effettuata sul sito, non si sia verificata
la non necessità dei dispositivi di protezione personale
in base alle normative internazionali, nazionali o locali.
Si può ottenere una riduzione significativa del rumore
prevedendo semplici accorgimenti tecnici per i banchi
da taglio, per esempio barriere o teloni posizionati tra
l’arco plasma e la postazione di lavoro, e/o
posizionando la postazione di lavoro lontano dall’arco
plasma. Prevedere delle disposizioni amministrative per
limitare l’accesso all’area di lavoro, limitare il tempo di
esposizione dell’operatore e schermare le aree di lavoro
rumorose; prevedere inoltre una riduzione del
riverbero nelle aree di lavoro inserendo delle
strutture fonoassorbenti.
Per ridurre i rischi legati ai campi magnetici:
• Tenere il cavo di lavoro e il cavo torcia su un lato,
lontano dal corpo.
• Instradare i cavi torcia il più vicino possibile al cavo
di lavoro.
• Non avvolgere o attorcigliare il cavo torcia o il cavo
di lavoro attorno al corpo.
• Tenersi il più lontano possibile dalla tensione
d’alimentazione.
Usare degli otoprotettori se il rumore è eccessivo
oppure se il rischio di danni all’udito persiste anche
dopo la messa in atto delle disposizioni tecniche
e amministrative. Se è necessaria una protezione per
l’udito, indossare solo dispositivi di protezione personale
approvati come cuffie o tappi per le orecchie con
un grado di abbattimento del rumore adatto
all’applicazione. Avvertire tutte le altre persone nell’area
di lavoro dei possibili rischi legati al rumore prodotto.
Inoltre, una protezione per le orecchie impedisce agli
spruzzi di metallo caldo di entrare nelle orecchie stesse.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 9
Sicurezza
UN ARCO PLASMA PUÒ DANNEGGIARE I TUBI CONGELATI
I tubi congelati possono essere danneggiati o possono esplodere se si cerca di scongelarli con una
torcia plasma.
INFORMAZIONI SULLA RACCOLTA DELLE POLVERI SECCHE
In alcuni siti, la polvere secca può rappresentare
un rischio di esplosione potenziale.
L’edizione del 2007 dell’NFPA (National Fire Protection
Association), standard 68 “Explosion Protection by
Deflagration Venting” (Protezione contro le esplosioni
tramite ventilazione dopo la deflagrazione) fornisce
i requisiti per la progettazione, la collocazione,
l’installazione, la manutenzione e l’utilizzo di dispositivi
e sistemi per rimuovere i gas combusti e abbattere
le relative pressioni generate a seguito di una
deflagrazione. Consultare un costruttore o un
installatore di sistemi di raccolta delle polveri secche
per conoscere i requisiti applicabili prima di installare
un nuovo sistema di raccolta delle polveri secche
o eseguire delle modifiche significative ai processi
o ai materiali usati con il sistema di raccolta delle
polveri secche esistente.
Consultare le autorità locali competenti (AHJ, Authority
Having Jurisdiction) per stabilire se nella legislazione
relativa ai capannoni industriali è stata “adottata come
riferimento” una qualche edizione della normativa
NFPA 68.
Fare riferimento alla normativa NFPA 68 per
la definizione e la spiegazione dei termini normativi
come deflagrazione, AHJ, adottato come riferimento,
valore Kst, indice di deflagrazione, ecc.
Nota 1 – L’interpretazione di Hypertherm di questi
nuovi requisiti è la seguente: a meno di valutazioni
specifiche effettuate sul sito che stabiliscano che
la polvere generata non è per nulla combustibile,
l’edizione 2007 della normativa FPA 68 richiede
l’utilizzo di sfiati per lo smaltimento dei gas combusti
in caso di esplosione, dimensionati sulla base del
valore Kst peggiore (vedi allegato F) che possa essere
generato dalla polvere; in questo modo si hanno a
disposizione informazioni utili per progettare uno sfiato,
di dimensioni e tipo adeguato, per lo smaltimento dei
gas combusti in caso di esplosione. La normativa
NFPA 68 non identifica in modo specifico il taglio
plasma o altri processi di tipo termico tra quelli che
richiedono dei sistemi di sfiato in caso di deflagrazione,
ma applica questi nuovi requisiti a tutti i sistemi di
raccolta delle polveri.
Nota 2 – Gli utenti dei manuali Hypertherm devono
consultare e rispettare gli standard, le normative
e le regolamentazioni locali applicabili. Hypertherm,
attraverso la pubblicazione dei suoi manuali, non
intende in alcun modo indurre a un’azione che non sia
conforme con i regolamenti e le normative applicabili,
e questo manuale non deve essere interpretato come
avente tale scopo.
10 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8
Sicurezza
RADIAZIONE LASER
L’esposizione alla radiazione laser può causare gravi danni agli occhi. Evitare l’esposizione
diretta degli occhi.
Per comodità e sicurezza, sui prodotti Hypertherm che usano un laser, viene applicata una delle seguenti etichette di
radiazione laser sul prodotto, in prossimità del punto in cui il raggio laser esce dalla copertura. Vengono anche indicate
la massima tensione di uscita (mV), la lunghezza d’onda della radiazione (nM) e, se applicabile, la durata dell’impulso.
Istruzioni aggiuntive sulla sicurezza per sistemi laser:
• Consultare un esperto di regolamenti locali sulle
applicazioni laser. Può essere necessaria una
formazione sulla sicurezza dei sistemi laser.
• Non far utilizzare un sistema laser da personale non
addestrato. I sistemi laser possono essere pericolosi
se utilizzati da personale non addestrato.
• Non guardare mai all’interno dell’apertura laser
odelraggio.
• Posizionare il laser secondo le istruzioni per evitare
il contatto involontario con gli occhi.
• Non usare il laser su materiali riflettenti.
• Non usare alcuno strumento ottico per visualizzare
o riflettere il raggio laser.
• Non smontare o rimuovere il laser o il coperchio
dell’apertura.
• Qualsiasi modifica del laser o del prodotto può
causare un rischio di radiazione laser.
• L’utilizzo di regolazioni o l’esecuzione di procedure
diverse da quelle specificate in questo manuale
possono causare esposizioni pericolose alla
radiazione laser.
• Non utilizzare in ambienti esplosivi, in presenza
di liquidi, gas o polveri infiammabili.
• Usare esclusivamente le parti e gli accessori
consigliati o forniti dal costruttore per il modello
specifico.
• Le riparazioni e la manutenzione DEVONO essere
eseguite esclusivamente da personale qualificato.
• Non rimuovere o alterare l’etichetta di sicurezza
del laser.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 11
Sicurezza
SIMBOLI E MARCHI
Questo prodotto Hypertherm può recare uno o più dei seguenti marchi sulla targa dati o in prossimità di quest’ultima.
A causa delle differenze e dei conflitti nei regolamenti nazionali, non tutti i marchi possono essere applicati a tutte
le versioni di un certo prodotto.
Marchio S
Il marchio S indica che il generatore e la torcia sono adatti per il funzionamento in ambienti con rischio
elevato di scosse elettriche, in conformità alla normativa IEC 60674-1.
Marchio CSA
I prodotti Hypertherm che recano il marchio CSA sono conformi alle regolamentazioni degli Stati Uniti
e del Canada in materia di sicurezza del prodotto. I prodotti sono stati esaminati, testati e certificati
da CSA International. In alternativa, il prodotto può recare il marchio di uno degli altri laboratori NRTL
(Nationally Recognized Testing Laboratories) accreditati negli Stati Uniti e in Canada, ad esempio
Underwriters Laboratories, Incorporated (UL) o TÜV.
Marchio CE
Il marchio CE attesta la dichiarazione di conformità del produttore alle direttive e standard europei
applicabili. Solo le versioni dei prodotti Hypertherm con marchio CE apposto sulla targhetta dei dati
o accanto ad essa sono stati testati per la conformità con le direttive europee in materia di bassa tensione
e compatibilità elettromagnetica (EMC). I filtri EMC che devono essere conformi alla Direttiva europea
EMC sono incorporati all’interno delle versioni del prodotto con marchio CE.
Marchio GOST-TR
Le versioni CE dei prodotti Hypertherm che comprendono un marchio GOST-TR di conformità soddisfano
i requisiti di sicurezza e di compatibilità elettromagnetica EMC per l’esportazione nella Federazione Russa.
Marchio c-Tick
Le versioni CE dei prodotti Hypertherm con il marchio c-Tick sono conformi ai regolamenti di compatibilità
elettromagnetica EMC richiesti per la commercializzazione in Australia e Nuova Zelanda.
Marchio CCC
Il marchio di certificazione CCC (China Compulsory Certification) indica che il prodotto è stato testato
e trovato conforme ai regolamenti di sicurezza sui prodotti richiesti per il mercato cinese.
UkrSEPRO mark
La gamma CE di prodotti Hypertherm, ha il marchio di conformità UkrSEPRO e rispetta gli standard di
sicurezza del pordotto e i requisiti EMC per l’esporto in Ucraina.
12 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Sicurezza
Read and follow these instructions, employer safety
practices, and material safety data sheets. Refer to
ANS Z49.1, “Safety in Welding, Cutting and Allied
Processes” from American Welding Society
(http://www.aws.org) and OSHA Safety and Health
Standards, 29 CFR 1910 (http://www.osha.gov).
WARNING
1. Cutting sparks can cause explosion or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and ready to use.
1.3 Do not use a drum or other closed container as a cutting table.
2. Plasma arc can injure and burn; point the nozzle away
from yourself. Arc starts instantly when triggered.
2.1 Turn off power before disassembling torch.
2.2 Do not grip the workpiece near the cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric shock or burn.
3.1 Wear insulating gloves. Replace gloves when wet or damaged.
3.2 Protect from shock by insulating yourself from work and ground.
3.3 Disconnect power before servicing. Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local exhaust to remove the fumes.
4.3 Do not operate in closed spaces. Remove fumes with ventilation.
6. Become trained.
Only qualified personnel should operate this
equipment. Use torches specified in the manual. Keep non-qualified
personnel and children away.
5. Arc rays can burn eyes and injure skin.
5.1 Wear correct and appropriate protective equipment to protect
head, eyes, ears, hands, and body. Button shirt collar. Protect ears
from noise. Use welding helmet with the correct shade of filter.
7. Do not remove, destroy, or cover this label.
Replace if it is missing, damaged, or worn (PN 110584 Rev C).
Plasma cutting can be injurious to operator and persons
in the work area. Consult manual before operating. Failure
to follow all these safety instructions can result in death.
AVERTISSEMENT
Le coupage plasma peut être préjudiciable pour l’opérateur et les personnes qui se
trouvent sur les lieux de travail. Consulter le manuel avant de faire fonctionner. Le
non respect des ces instructions de sécurité peut entraîner la mort.
1. Les étincelles de coupage peuvent provoquer une explosion
ou un incendie.
1.1 Ne pas couper près des matières inflammables.
1.2 Un extincteur doit être à proximité et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre contenant fermé comme table de coupage.
2. L’arc plasma peut blesser et brûler; éloigner la buse de soi.
Il s’allume instantanément quand on l’amorce;
2.1 Couper l’alimentation avant de démonter la torche.
2.2 Ne pas saisir la pièce à couper de la trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant l’entretien. Ne pas toucher les pièces sous tension.
4. Les fumées plasma peuvent être dangereuses.
4.1 Ne pas inhaler les fumées
4.2 Utiliser une ventilation forcée ou un extracteur local pour dissiper les fumées.
4.3 Ne pas couper dans des espaces clos. Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les yeux et blesser la peau.
5.1 Porter un bon équipement de protection pour se protéger la tête, les yeux, les
oreilles, les mains et le corps. Boutonner le col de la chemise. Protéger les oreilles
contre le bruit. Utiliser un masque de soudeur avec un filtre de nuance appropriée.
6. Suivre une formation. Seul le personnel qualifié a le droit de faire
fonctionner cet équipement. Utiliser exclusivement les torches indiquées dans le
manual. Le personnel non qualifié et les enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir cette étiquette.
La remplacer si elle est absente, endommagée ou usée (PN 110584 Rev C).
ETICHETTE DI AVVERTENZA
Questa etichetta di avviso è affissa su alcuni generatori. È importante che l’operatore e il tecnico addetto alla
manutenzione siano a conoscenza del significato dei simboli di avviso illustrati di seguito.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 13
Sicurezza
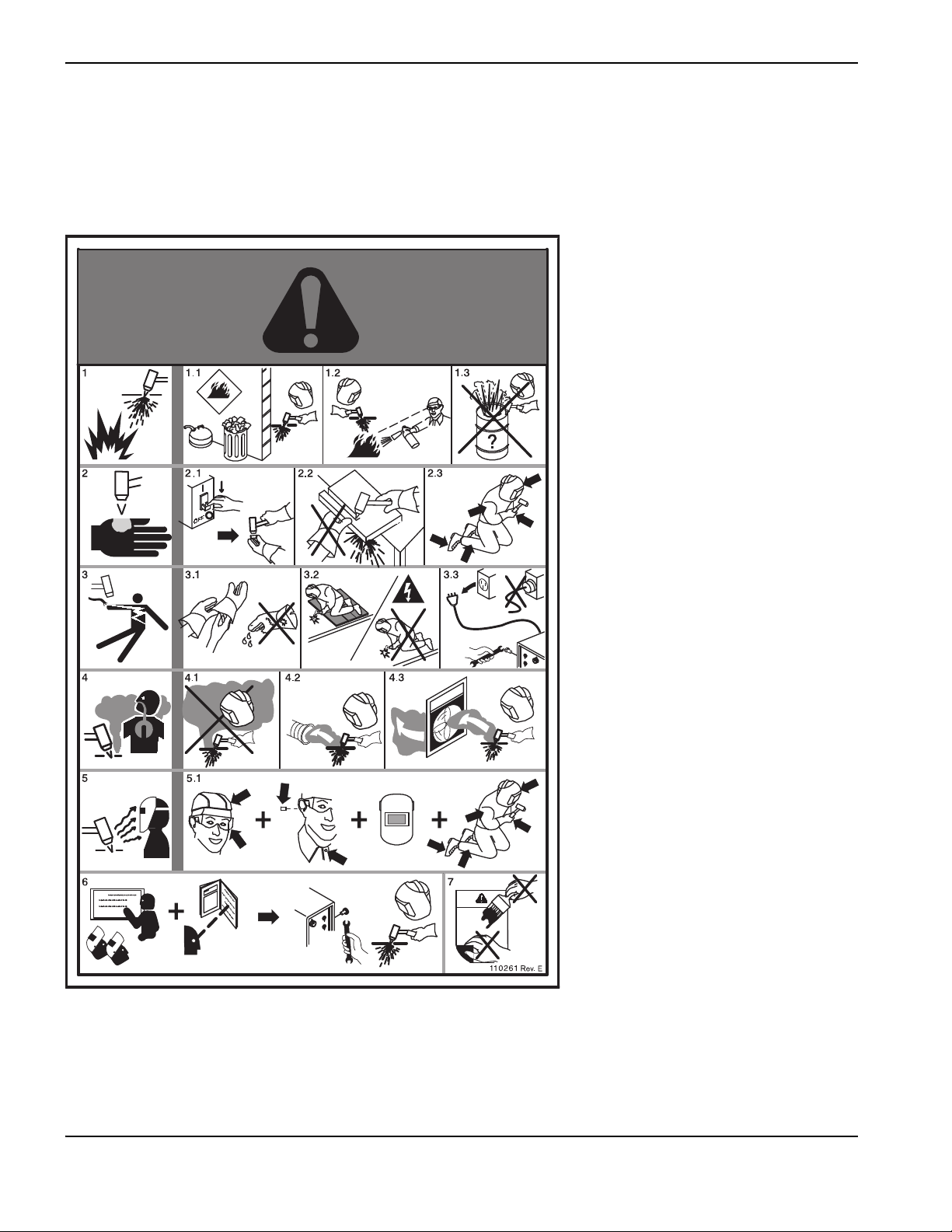
ETICHETTE DI AVVERTENZA
Questa etichetta di avviso è affissa su alcuni generatori. È importante che
l’operatore e il tecnico addetto alla manutenzione siano a conoscenza del
significato dei simboli di avviso illustrati di seguito. I numeri riportati
nell’elenco corrispondono ai numeri dei riquadri sull’etichetta.
1. Le scintille prodotte durante il taglio
possono causare esplosioni o incendi.
1.1 Non tagliare in prossimità di
sostanze infiammabili.
1.2 Tenere un estintore a portata di mano
e pronto per l’uso.
1.3 Non utilizzare un fusto o un altro
contenitore chiuso come banco da taglio.
2. L’arco plasma può causare ferite e ustioni;
puntare l’ugello in direzione opposta alla
vostra persona. L’arco si innesca
immediatamente all’attivazione.
2.1 Scollegare l’alimentazione prima
di smontare la torcia.
2.2 Non afferrare la lamiera da tagliare
in un punto vicino al percorso di taglio.
2.3 Indossare una protezione completa per
il corpo.
3. Tensione pericolosa. Rischio di scossa
elettrica o ustione.
3.1 Indossare guanti isolanti. Sostituire
i guanti se bagnati o danneggiati.
3.2 Proteggersi dalle scosse elettriche
isolandosi dal pezzo e da terra.
3.3 Scollegare l’alimentazione elettrica prima
di qualsiasi riparazione. Non toccare parti
in tensione.
4. I fumi del plasma possono essere tossici.
4.1 Non inalare i fumi.
4.2 Utilizzare sistemi di ventilazione forzata
o dispositivi di ventilazione locali per
rimuovere i fumi.
4.3 Non utilizzare in spazi chiusi. Rimuovere
i fumi con un sistema di ventilazione.
5. I raggi dell’arco possono causare ustioni
agli occhi e alla pelle.
5.1 Indossare i dispositivi appropriati per
proteggere la testa, gli occhi, le orecchie,
le mani e il corpo. Abbottonare il colletto.
Proteggere le orecchie dal rumore.
Utilizzare una visiera di saldatura con
la corretta gradazione di filtraggio.
6. Seguire un apposito corso. Questa
apparecchiatura deve essere utilizzata
solo da personale qualificato. Usare
le torce specificate in questo manuale.
Tenere lontano il personale non qualificato
e i bambini.
7. Non rimuovere, distruggere o coprire
questa etichetta. Sostituirla se mancante,
danneggiata o usurata.
14 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Gestione responsabile del prodotto
Introduzione
Hypertherm possiede un sistema di gestione delle
normative globale per garantire la conformità dei prodotti
ai requisiti ambientali e di regolamentazione.
Regolamenti di sicurezza nazionali elocali
Le normative nazionali e locali sulla sicurezza avranno
la precedenza su qualunque istruzione fornita con il
prodotto. Il prodotto dovrà essere importato, installato,
utilizzato e smaltito in conformità alle normative nazionali
e locali in vigore nella sede di installazione.
Marchi di certificazione
I prodotti certificati si riconoscono da uno o più marchi di
certificazione dei laboratori di prova accreditati. I marchi di
certificazione si trovano sulla targa dati o vicino ad essa.
Ciascun marchio di certificazione indica che il prodotto e
i componenti critici dal punto di vista della sicurezza sono
conformi agli standard di sicurezza nazionale come
esaminato e determinato da tale laboratorio di prova.
Hypertherm appone un marchio di certificazione sui suoi
prodotti solo dopo aver fabbricato il prodotto con
componenti critici dal punto di vista della sicurezza
autorizzati dal laboratorio di prova accreditato.
Una volta che il prodotto ha lasciato la fabbrica
Hypertherm, i marchi di certificazione vengono invalidati
se si verifica una delle seguenti condizioni:
• Il prodotto è stato modificato in maniera tale da creare
un pericolo o una mancata conformità agli standard
applicabili.
• I componenti critici dal punto di vista della sicurezza
vengono sostituiti con pezzi di ricambio non autorizzati.
• L’aggiunta di qualsiasi gruppo o accessorio non
autorizzato che utilizza o genera una
tensione pericolosa.
• Qualsiasi manomissione a un circuito di sicurezza o
ad altre funzioni progettate nel prodotto che fanno
parte della certificazione o altri documenti.
Il marchio CE attesta la dichiarazione di conformità del
produttore alle direttive e standard europei applicabili.
Solo le versioni dei prodotti Hypertherm con marchio CE
apposto sulla targa dati o accanto ad essa sono stati
testati per la conformità con le direttive europee in materia
di bassa tensione ed EMC. I filtri EMC che devono essere
conformi alla Direttiva europea EMC sono incorporati
all’interno delle versioni del generatore con marchio CE.
I certificati di conformità per i prodotti Hypertherm sono
disponibili nella Libreria di download del sito Web
Hypertherm all’indirizzo https://www.hypertherm.com.
Differenze negli standard nazionali
Ogni Paese può applicare diversi standard di sicurezza,
prestazioni o altro tipo. Le differenze nazionali nell’ambito
degli standard comprendono, ma non si limitano a:
• Tensioni
• Tensioni del filo e della spina
• Requisiti linguistici
• Requisiti sulla compatibilità elettromagnetica
Tali differenze negli standard nazionali o in altri standard
potrebbero rendere impossibile o impraticabile apporre
tutti i marchi di certificazione sulla stessa versione di un
prodotto. Ad esempio, le versioni CSA dei prodotti di
Hypertherm non sono conformi ai requisiti EMC europei e
quindi sulla targa dati non è apposto il marchio CE.
I paesi che richiedono il marchio CE o dispongono di
normative EMC obbligatorie devono utilizzare le versioni
CE dei prodotti Hypertherm con il marchio CE apposto
sulla targa dati. Questi includono, ma non si limitano a:
• Australia
•Nuova Zelanda
• Paesi dell’Unione Europea
•Russia
È importante che il prodotto e il suo marchio di
certificazione siano idonei al sito di installazione finale.
Quando i prodotti Hypertherm vengono spediti a un Paese
per esportarli in un altro, il prodotto deve essere
configurato e certificato adeguatamente per il sito finale.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 15

Gestione responsabile del prodotto
Installazione e utilizzo sicuro di apparecchiature di taglio a sagoma
IEC 60974-9, denominata Apparecchiatura per saldatura
ad arco – Installazione e utilizzo. Fornisce istruzioni
sull’installazione e l’utilizzo sicuro di un’apparecchiatura
di taglio a sagoma e prestazioni sicure delle operazioni di
taglio. È necessario considerare i requisiti delle normative
nazionali e locali durante l’installazione, tra cui, non in
senso limitativo, collegamenti di messa a terra o di
terra protettivi, fusibili, dispositivi di disinserimento
dell’alimentazione e diversi tipi di circuiti di alimentazione.
Leggere queste istruzioni prima di installare
l’apparecchiatura. La fase principale e di maggiore
importanza è la valutazione della sicurezza
dell’installazione.
La valutazione della sicurezza deve essere eseguita da un
esperto; serve per determinare i passaggi necessari per
creare un ambiente sicuro e per identificare le precauzioni
da adottare durante l’installazione e il funzionamento.
Procedure d’ispezione periodica etest
Dove richiesto dalle normative nazionali locali,
IEC 60974-4 specifica le procedure di test per l’ispezione
periodica e a seguito di riparazione o manutenzione, atte a
garantire la sicurezza elettrica delle fonti di alimentazione
per il taglio plasma realizzate in conformità a
IEC 60974-1. Hypertherm esegue in fabbrica i test di
continuità del circuito di protezione e i test di resistenza
dell’isolamento, considerandoli come test non operativi.
I test vengono eseguiti dopo aver rimosso i collegamenti
e l’alimentazione della messa a terra.
Hypertherm rimuove inoltre alcuni dispositivi di protezione
che causerebbero risultati falsati dei test. Dove richiesto
dalle normative nazionali locali, all’apparecchiatura dovrà
essere applicata un’etichetta che indichi il superamento
dei test prescritti da IEC60974-4. Il rapporto sulle
riparazioni dovrà riportare i risultati di tutti i test, salvo
qualora sia fornita un’indicazione della mancata
esecuzione di un test specifico.
Requisiti del personale addetto ai test
I test per la sicurezza elettrica dell’apparecchiatura di
taglio a sagoma possono essere pericolosi e dovranno
essere eseguiti da un esperto nel campo delle riparazioni
elettriche, preferibilmente una persona che abbia
familiarità anche con i processi di saldatura, taglio e simili.
I rischi per la sicurezza del personale e
dell’apparecchiatura legati all’esecuzione di questi
test da parte di personale non qualificato possono
essere notevolmente superiori ai vantaggi dati
dall’ispezione periodica e dai test.
Hypertherm consiglia di eseguire solo ispezioni visive,
a meno che i test di sicurezza elettrica non siano
esplicitamente richiesti dalle normative nazionali locali
del paese in cui viene installata l’apparecchiatura.
Dispositivi di corrente residua (RCD)
In Australia e in altri paesi, le norme locali possono imporre
l’uso di un dispositivo di corrente residua (RCD)
quando nel luogo di lavoro o in cantiere sono utilizzate
apparecchiature elettriche portatili, al fine di proteggere
gli operatori dai guasti elettrici dell’apparecchiatura.
I dispositivi RCD sono progettati per scollegare in maniera
sicura l’alimentazione elettrica di rete quando viene
rilevato uno squilibrio tra l’alimentazione e la corrente di
ritorno (lo squilibrio indica una fuga di corrente a terra). I
dispositivi RCD sono disponibili con correnti di intervento
comprese tra 6 e 40 milliampere e tempi di intervento fino
a 300 millisecondi, da scegliere per l’installazione
dell’apparecchiatura, l’applicazione e l’uso previsto. Se
vengono utilizzati dispositivi RCD, la corrente di intervento
e il tempo di intervento sui dispositivi RCD dovrebbero
essere scelte o regolate su valori sufficientemente alti da
permettere di evitare interventi di disturbo durante le
normali operazioni dell’apparecchiatura di taglio al plasma
e sufficientemente bassi nell’improbabile evento che
un guasto elettrico dell’apparecchiatura provochi
un’interruzione dell’alimentazione prima che la corrente
di dispersione nella condizione di guasto possa creare
un pericolo elettrico in grado di mettere a repentaglio
la vita degli operatori.
Per verificare che i dispositivi RCD continuino a funzionare
correttamente nel tempo, è necessario testare
periodicamente la corrente di intervento e il tempo di
intervento. Le apparecchiature elettriche portatili e i
dispositivi RCD utilizzati in ambito commerciale e
industriale in Australia e Nuova Zelanda sono testati in
conformità allo standard australiano AS/NZS 3760.
Durante il test dell’isolamento dell’apparecchiatura di
taglio plasma in conformità a AS/NZS 3760, misurare
la resistenza dell’isolamento attenendosi all’Appendice
B dello standard, a una tensione di 250 VCC e con
l’interruttore di accensione in posizione ON, per verificare
l’adeguatezza del test ed evitare risultati falsati del test
sulla corrente di dispersione. Potrebbero verificarsi falsi
errori in quanto i varistori in ossido metallico (MOV) e i filtri
16 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

per la compatibilità elettromagnetica (EMC), utilizzati per
ridurre le emissioni e proteggere l’apparecchiatura dalle
sovratensioni, possono condurre fino a 10 milliampere di
corrente di dispersione a terra in condizioni normali.
Per eventuali domande relative all’applicazione o
all’interpretazione degli standard IEC descritti, consultare
un legale o un altro consulente che abbia familiarità con gli
standard elettrotecnici internazionali; non sarà possibile
rivolgersi a Hypertherm per qualsiasi aspetto legato
all’interpretazione o all’applicazione di tali standard.
Sistemi di livello superiore
Quando l’integratore di un sistema aggiunge ulteriori
attrezzature, quali banchi da taglio, azionamenti del
motore, controller del movimento o robot, a un sistema
di taglio plasma, il sistema combinato potrebbe essere
considerato un sistema di livello superiore. Un sistema
di livello superiore con parti mobili pericolose potrebbe
costituire un macchinario industriale o un’attrezzatura
robotizzata; in questo caso l’OEM o il cliente finale
potrebbero essere soggetti ad ulteriori normative e
standard rispetto a quelli relativi al sistema di taglio
plasma come realizzato da Hypertherm.
Gestione responsabile del prodotto
È responsabilità del cliente finale e dell’OEM eseguire
una valutazione del rischio per il sistema di livello
superiore e fornire protezione contro le parti mobili
pericolose. Salvo che il sistema di livello superiore
disponga di una certificazione, quando l’OEM incorpora
prodotti Hypertherm all’apparecchiatura l’installazione
potrebbe anche essere soggetta ad approvazione delle
autorità locali. Per qualsiasi dubbio relativo alla conformità,
rivolgersi a un consulente legale o a un esperto di
normative locali.
I cavi di collegamento esterni tra i componenti del sistema
di livello superiore devono essere adatti a sostanze
inquinanti e al movimento come richiesto dal sito di
installazione finale. Quando i cavi di collegamento esterni
sono esposti a olio, polvere, acqua o altri agenti
contaminanti, potrebbero essere necessarie
caratteristiche nominali per l’uso intenso.
Quando i cavi di collegamento esterni sono soggetti
al movimento continuo, potrebbero essere necessarie
tensioni che prevedono flessioni costanti. È responsabilità
del cliente finale o dell’OEM garantire che i cavi siano
adatti all’applicazione. Poiché vi sono delle differenze nelle
tensioni e nei costi che possono essere richiesti dalle
normative locali per i sistemi di livello superiore, è
necessario verificare che i cavi di collegamento
esterni siano adatti al sito dell’installazione finale.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 17

Gestione responsabile del prodotto
18 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Gestione responsabile dell’ambiente
Introduzione
Le specifiche ambientali di Hypertherm chiedono di
distribuire ai fornitori di Hypertherm informazioni relative
a sostanze RoHS, RAEE e REACH.
La conformità ambientale del prodotto non riguarda la
qualità dell’aria interna né il rilascio di fumi nell’ambiente
da parte dell’utente finale. Eventuali materiali tagliati
dall’utente finale non sono forniti da Hypertherm insieme
al prodotto. L’utente finale è responsabile dei materiali
tagliati, nonché della sicurezza e della qualità dell’aria nel
luogo di lavoro. L’utente finale deve essere a conoscenza
dei potenziali rischi per la salute dei fumi rilasciati dai
materiali tagliati e deve rispettare tutte le normative locali.
Normative ambientali nazionali elocali
Le normative ambientali nazionali e locali sulla sicurezza
avranno la precedenza su qualunque istruzione contenuta
nel presente manuale.
Il prodotto deve essere importato, installato, utilizzato e
smaltito in conformità a tutte le normative ambientali locali
e nazionali applicabili al sito installato.
Le normative ambientali europee sono indicate più avanti
nella Direttiva RAEE.
Direttiva RoHS
Hypertherm si impegna a osservare tutte le leggi e le
normative applicabili, inclusa la direttiva sulla limitazione
delle sostanze pericolose (RoHS, Restriction of
Hazardous Substances) dell’Unione Europea che limita
l’uso di materiali pericolosi nei prodotti elettronici.
Hypertherm supera gli obblighi di conformità alla direttiva
RoHS a livello globale.
Hypertherm continua a lavorare costantemente per ridurre
i materiali RoHS nei nostri prodotti, soggetti alla direttiva
RoHS, tranne nel caso in cui sia ampiamente riconosciuto
che non vi siano alternative praticabili.
Le dichiarazioni della conformità RoHS sono state definite
per le versioni CE attuali dei sistemi di taglio al plasma
Powermax prodotti da Hypertherm. Inoltre, è presente un
“marchio RoHS” sulle versioni CE di Powermax sotto il
“marchio CE” sulla targhetta dei dati delle versioni CE
delle unità di serie Powermax distribuite a partire dal
2006. Le parti utilizzate nelle versioni CSA di Powermax
e altri prodotti realizzati da Hypertherm che non rientrano
nell’ambito della direttiva RoHS vengono costantemente
convertiti come conformi a RoHS in previsione dei
requisiti futuri.
Smaltimento corretto dei prodotti Hypertherm
I sistemi di taglio plasma di Hypertherm, come tutti i
prodotti elettronici, potrebbero contenere materiali o
componenti, quali schede di circuiti stampati, che non
possono essere smaltiti nei rifiuti normali. È responsabilità
dell’utente smaltire qualsiasi prodotto o componente
Hypertherm in modo accettabile dal punto di vista
ambientale secondo le norme nazionali e locali.
• Negli Stati Uniti controllare tutte le leggi federali,
statali e locali.
• Nell’Unione Europea controllare le direttive UE,
le leggi nazionali e locali. Per ulteriori informazioni
visitare www.hypertherm.com/weee.
• Negli altri Paesi controllare le leggi nazionali e locali.
• Consultare un legale o un esperto di conformità alle
normative, in caso di necessità.
Direttiva RAEE
Il 27 gennaio 2003, il Parlamento Europeo e il Consiglio
dell’Unione Europea hanno approvato la direttiva
2002/96/CE o RAEE (Rifiuti da apparecchiature
elettriche ed elettroniche).
In conformità alla normativa, qualsiasi prodotto
Hypertherm coperto dalla direttiva e venduto in UE a
partire dal 13 agosto 2005 è contrassegnato con il
simbolo RAEE. Questa direttiva consiglia e definisce
specifici criteri per la raccolta, la gestione e il riciclaggio di
rifiuti AEE. I rifiuti industriali e dei consumatori sono trattati
in maniera differente (tutti i prodotti Hypertherm sono
considerati industriali). Le istruzioni per lo smaltimento
delle versioni CE di sistemi al plasma Powermax sono
disponibili all’indirizzo www.hypertherm.com/weee.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 19

Gestione responsabile dell’ambiente
L’URL è stampato sull’etichetta di avviso con un solo
simbolo per ognuna delle unità di serie Powermax
versione CE distribuite a partire dal 2006. Le versioni
CSA di Powermax e altri prodotti realizzati da Hypertherm
non rientrano nell’ambito della normativa RAEE o ne
sono esenti.
Regolamento REACH
Il regolamento REACH (1907/2006), in vigore dal
1° giugno 2007, interessa le sostanze chimiche disponibili
sul mercato europeo. I requisiti del regolamento REACH
per i produttori di componenti indicano che il componente
non deve contenere più dello 0,1% di sostanze
estremamente problematiche (SVHC, Substances of Very
High Concern) in base al peso del prodotto.
I produttori di componenti e altri utenti a valle, quali
Hypertherm, sono obbligati a ottenere dai propri fornitori la
garanzia che tutte le sostanze chimiche utilizzate nei o
per i prodotti Hypertherm dispongano di un numero di
registrazione ECHA (European Chemical Agency, Agenzia
europea per le sostanze chimiche). Per fornire informazioni
sulle sostanze chimiche, come richiesto dal regolamento
REACH, Hypertherm chiede ai fornitori di fornire
dichiarazioni REACH e identificare qualsiasi utilizzo noto
di SVHC REACH. Qualsiasi utilizzo di SVHC in quantità
superiori a 0,1% massa/massa delle parti è stato
eliminato. Le schede di sicurezza dei materiali (MSDS)
contengono una descrizione completa di tutte le sostanze
contenute nel prodotto chimico e possono essere
utilizzate per verificare la conformità di SVHC al
regolamento REACH.
Lubrificanti, sigillanti, refrigeranti, adesivi, solventi,
rivestimenti e altri preparati o miscele utilizzati da
Hypertherm in, per o con le sue apparecchiature di
taglio a sagoma sono utilizzati in quantità molto ridotte
(a eccezione del refrigerante) e sono disponibili in
commercio con diverse fonti che possono e devono essere
sostituite in caso di problemi del fornitore associati alla
registrazione REACH o all’autorizzazione REACH (SVHC).
Manipolazione corretta e utilizzo sicuro di sostanze chimiche
Le normative chimiche negli Stati Uniti, in Europa e altre
aree richiedono che per tutte le sostanze chimiche siano
a disposizione schede di sicurezza dei materiali (MSDS).
L’elenco delle sostanze chimiche è fornito da Hypertherm.
Le schede di sicurezza dei materiali MSDS si riferiscono
alle sostanze chimiche fornite con il prodotto e ad altre
sostanze chimiche utilizzate nel prodotto. Le schede di
sicurezze dei materiali possono essere scaricate
dall’Archivio documenti sul sito Web di Hypertherm,
all’indirizzo https://www.hypertherm.com. Nella schermata
di ricerca, inserire MSDS nel campo Titolo del documento
e fare clic su Invia.
Negli Stati Uniti, OSHA non richiede le schede di
sicurezza dei materiali per articoli quali elettrodi, anelli
diffusori, cappucci di tenuta, ugelli, schermi, deflettori
e altre parti solide della torcia.
Hypertherm non produce né fornisce i materiali tagliati e
non dispone di informazioni sulla pericolosità o sui rischi
per la salute posti dai fumi rilasciati dai materiali tagliati.
Rivolgersi al fornitore o a un altro consulente tecnico se
è necessaria assistenza con le proprietà del materiale da
tagliare con un prodotto Hypertherm.
Emissione di fumi e qualità dell’aria
Nota: le seguenti informazioni sulla qualità dell’aria sono
generiche e non devono essere utilizzate in sostituzione
della revisione e dell’implementazione delle normative
governative o delle norme legali in vigore nel paese in cui
sarà installata e utilizzata l’apparecchiatura di taglio.
Negli Stati Uniti, il Manual of Analytical Methods (NMAM)
di National Institute for Occupational Safety and Health
(NIOSH) è una raccolta di metodi di campionamento
e analisi degli agenti contaminanti nell’area del luogo
di lavoro. I metodi pubblicati da altri enti, quali OSHA,
MSHA, EPA, ASTM, ISO o fornitori commerciali di
apparecchiature per il campionamento e l’analisi, possono
presentare dei vantaggi rispetto ai metodi NIOSH.
Ad esempio, ASTM Practice D 4185 è una procedura
standard per la raccolta, la dissoluzione e la
determinazione di metallo in tracce nell’atmosfera dei
luoghi di lavoro. La sensibilità, il limite di rilevamento e
le concentrazioni operative ottimali per 23 metalli sono
elencati in ASTM D 4185. Si dovrebbe ricorrere a un
igienista industriale per determinare il protocollo di
campionamento ottimale, considerando l’accuratezza
dell’analisi, il costo e il numero ottimale di campioni.
Hypertherm utilizza un igienista industriale di terze parti
per eseguire i test sulla qualità dell’aria e interpretarne i
risultati ottenuti da un’apparecchiatura di campionamento
dell’aria posta nelle stazioni degli operatori all’interno degli
edifici di Hypertherm in cui vengono installati e utilizzati
i banchi da taglio plasma.
20 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Dove applicabile, Hypertherm impiega anche un igienista
industriale di terze parti per ottenere i permessi relativi
all’aria e all’acqua.
Se non si conoscono tutte le normative governative
e le norme legali in vigore nella sede di installazione,
è opportuno rivolgersi a un esperto locale prima
di acquistare, installare e utilizzare l’apparecchiatura.
Gestione responsabile dell’ambiente
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 21

Gestione responsabile dell’ambiente
22 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8
Contratto di licenza a strappo
LA SOTTOSCRIZIONE DEL CONTRATTO DI LICENZA DEFINITO DI SEGUITO (IL “CONTRATTO DI LICENZA”)
CONCEDE ALL’UTENTE IL DIRITTO DI UTILIZZO DELLA TECNOLOGIA HYPERTHERM E DEL RELATIVO
SOFTWARE QUI DESCRITTO, CONGIUNTAMENTE AI SISTEMI PLASMA HYPERTHERM HPRXD.
SI PREGA DI LEGGERE ATTENTAMENTE IL CONTRATTO DI LICENZA PRIMA DI UTILIZZARE IL SOFTWARE.
IL DIRITTO DELL’UTENTE A UTILIZZARE LA TECNOLOGIA HYPERTHERM E LA TECNOLOGIA CORRELATA QUI
DESCRITTA È SUBORDINATO ALL’ACCETTAZIONE DEI TERMINI E DELLE CONDIZIONI DEL CONTRATTO DI
LICENZA. L’ATTIVAZIONE DELLA PIATTAFORMA DI CONTROLLO E/O DELLA PIATTAFORMA SOFTWARE
CORRELATA IMPLICA L’ACCETTAZIONE DEL CONTRATTO DI LICENZA DA PARTE DELL’UTENTE E ATTESTA CHE
L’UTENTE È AUTORIZZATO A SOTTOSCRIVERE TALE CONTRATTO A NOME E PER CONTO DEL LICENZIATARIO.
QUALORA L’UTENTE NON ACCETTI I PRESENTI TERMINI E CONDIZIONI, HYPERTHERM NON CONCEDE ALLO
STESSO IL DIRITTO DI UTILIZZO DELLA TECNOLOGIA HYPERTHERM O DEL SOFTWARE CORRELATO.
1. Alcune definizioni: “Brevetti designati Hypertherm
12/466.786 e 12/557.920, compresi gli equivalenti stranieri e qualsiasi altro brevetto emesso sulla base di tali richieste;
“Sistemi plasma Hypertherm
“Tecnologia Hypertherm
invenzioni, metodi, procedure, algoritmi, software, programmi, opere scritte e altre informazioni, documentazione e
materiale da utilizzare per la programmazione e l’utilizzo di un sistema di taglio termico ad alta temperatura; “Piattaforma
controller” indica il controller numerico computerizzato Hypertherm e/o la piattaforma software MTC forniti in dotazione
con la presente licenza e “Cliente utente finale
Tecnologia Hypertherm per scopi aziendali interni e non ai fini della distribuzione a terzi.
2. Al Cliente utente finale verrà concessa una licenza personale non esclusiva e non trasferibile senza diritto di
concessione in sub-licenza, per l’utilizzo della Tecnologia Hypertherm solo a titolo aziendale interno, esclusivamente
come incorporata all’interno della piattaforma di controllo ed esclusivamente per l’utilizzo congiuntamente ai Sistemi
plasma Hypertherm.
3. Al Cliente utente finale verrà concessa una licenza personale non esclusiva, non trasferibile ed esente da royalty
senza diritto di concessione in sub-licenza dei Brevetti Hypertherm designati, esclusivamente nella misura necessaria
a consentire allo stesso di esercitare i diritti concessi in virtù del precedente Paragrafo 2. Il Contratto di licenza
stabilisce che, ad eccezione dei diritti espressamente concessi al Cliente utente finale nel Contratto di licenza, la
licenza relativa ai Brevetti Hypertherm designata non sarà interpretata come concessione di qualsiasi licenza o
immunità per l’associazione della Tecnologia Hypertherm ad altri elementi o per l’utilizzo di tale combinazione.
” indica i sistemi al plasma Hypertherm HPRXD, inclusi i sistemi da 130, 260 e 400 A;
” indica la tecnologia di taglio per fori di proprietà di Hypertherm, inclusi know-how, specifiche,
” indica Domanda di brevetto Stati Uniti d’America n. 12/341.731,
” indica un soggetto al quale è stata concessa la licenza di utilizzo della
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 23

Contratto di licenza a strappo
4. Le licenze concesse al Cliente utente finale in virtù dei precedenti Paragrafi 2 e 3 saranno espressamente subordinate
alle seguenti limitazioni e restrizioni. Il Cliente utente finale conviene di non agire e di non consentire a qualsiasi terza
parte di agire nei seguenti modi: (a) utilizzare o consentire l’utilizzo della Tecnologia Hypertherm congiuntamente a
qualsiasi sistema di taglio termico ad alta temperatura diverso dai Sistemi plasma Hypertherm; (b) rimuovere, alterare
oppure nascondere copyright, marchi commerciali o qualsiasi altro marchio di proprietà o avviso restrittivo o legenda
impresso sulla Tecnologia Hypertherm o ad essa collegata; (c) divulgare, concedere in sub-licenza, distribuire o in altro
modo mettere la Tecnologia Hypertherm a disposizione di terze parti o consentirne l’utilizzo da parte di terzi; (d) fornire
servizi di timesharing, service bureau, data processing o altri servizi a terze parti nel caso in cui dette terze parti
beneficerebbero della Tecnologia Hypertherm a beneficio dei propri utenti finali tramite il Cliente utente finale; (e)
decompilare, disassemblare o in altro modo retroingegnerizzare o tentare di dedurre o recuperare eventuale codice
sorgente o idee sottostanti o algoritmi della Tecnologia Hypertherm mediante qualsivoglia mezzo; (f) assegnare,
affittare, concedere in locazione, vendere o in altro modo trasferire la Tecnologia Hypertherm o (g) modificare o alterare
la Tecnologia Hypertherm in qualsivoglia modo o creare opere derivative della stessa.
5. Il Contratto di licenza stabilisce che nessuna clausola al riguardo sarà interpretata come concessione al Cliente
utente finale di qualsiasi diritto o licenza dei diritti di proprietà intellettuale di Hypertherm o di uno qualunque dei suoi
concessori di licenza o fornitori mediante implicazione, preclusione o altra modalità, ad eccezione di quanto
espressamente stabilito nel Contratto di licenza.
6. Il Contratto di licenza stabilisce che Hypertherm rimane unico ed esclusivo proprietario della Tecnologia Hypertherm
e che il Cliente utente finale non otterrà alcun diritto sulla Tecnologia Hypertherm ad eccezione di quelli
espressamente stabiliti nel contratto di sub-licenza.
7. Il Contratto di licenza concede a Hypertherm il diritto di rescindere dal contratto con effetto immediato alla ricezione
di avviso scritto qualora il Cliente utente finale non dovesse ottemperare a una qualsiasi delle disposizioni del
Contratto stesso e non dovesse porre rimedio a tale inadempienza entro cinque (5) giorni dalla ricezione del relativo
avviso scritto da parte di Hypertherm.
8. HYPERTHERM, I SUOI CONCESSORI DI LICENZA E FORNITORI NON RILASCIANO ALCUNA
DICHIARAZIONE O GARANZIA, SIA ESSA IMPLICITA O ESPLICITA, RISPETTO ALLA TECNOLOGIA
HYPERTHERM O AL SOFTWARE CORRELATO QUI DESCRITTO E NON SI ASSUMONO ALCUNA
RESPONSABILITÀ IN MERITO A TUTTE LE GARANZIE IMPLICITE, INCLUSE, A MERO TITOLO
ESEMPLIFICATIVO, LE GARANZIE IMPLICITE DI COMMERCIABILITÀ E IDONEITÀ PER SCOPI SPECIFICI.
FATTO SALVO QUANTO SOPRA, HYPERTHERM O UNO QUALSIASI DEI SUOI CONCESSORI DI LICENZA O
FORNITORI NON RILASCIANO ALCUNA DICHIARAZIONE O GARANZIA IN MERITO ALLA FUNZIONALITÀ,
AFFIDABILITÀ O PRESTAZIONI DELLA TECNOLOGIA HYPERTHERM O SOFTWARE CORRELATO QUI
DESCRITTO O AI RISULTATI CHE POSSONO ESSERE OTTENUTI MEDIANTE L’UTILIZZO DELLA
TECNOLOGIA HYPERTHERM O DEL SOFTWARE CORRELATO O CHE IL FUNZIONAMENTO DI TALE
TECNOLOGIA HYPERTHERM O SOFTWARE CORRELATO SIA ININTERROTTO O PRIVO DI ERRORI.
9. NELLA MISURA MASSIMA CONSENTITA AI SENSI DELLA LEGISLAZIONE APPLICABILE, IN NESSUN CASO
HYPERTHERM O I SUOI CONCESSORI DI LICENZA O FORNITORI SARANNO RITENUTI RESPONSABILI DI
DANNI INDIRETTI, ESEMPLARI, PUNITIVI, CONSEQUENZIALI, INCIDENTALI O SPECIALI, INCLUSA LA
PERDITA DI PROFITTI, DERIVANTI DA O IN RELAZIONE ALL’UTILIZZO DELLA TECNOLOGIA HYPERTHERM
O DEL SOFTWARE CORRELATO QUI DESCRITTO, ANCHE QUALORA TALE PARTE SIA STATA AVVISATA
DELLA POSSIBILITÀ DI TALI DANNI. LA LIMITAZIONE DI CUI ALLA PRESENTE SEZIONE SARÀ APPLICABILE
INDIPENDENTEMENTE DALLA FORMA DI AZIONE, SE LA RESPONSABILITÀ ACCERTATA O I DANNI
RIGUARDANO IL CONTRATTO (INCLUSA, A MERO TITOLO ESEMPLIFICATIVO, LA VIOLAZIONE DI
GARANZIA), ILLECITO (INCLUSA, A MERO TITOLO ESEMPLIFICATIVO, LA NEGLIGENZA), DISPOSIZIONE DI
LEGGE O ALTRA TEORIA LEGALE O GIURIDICA.
24 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8
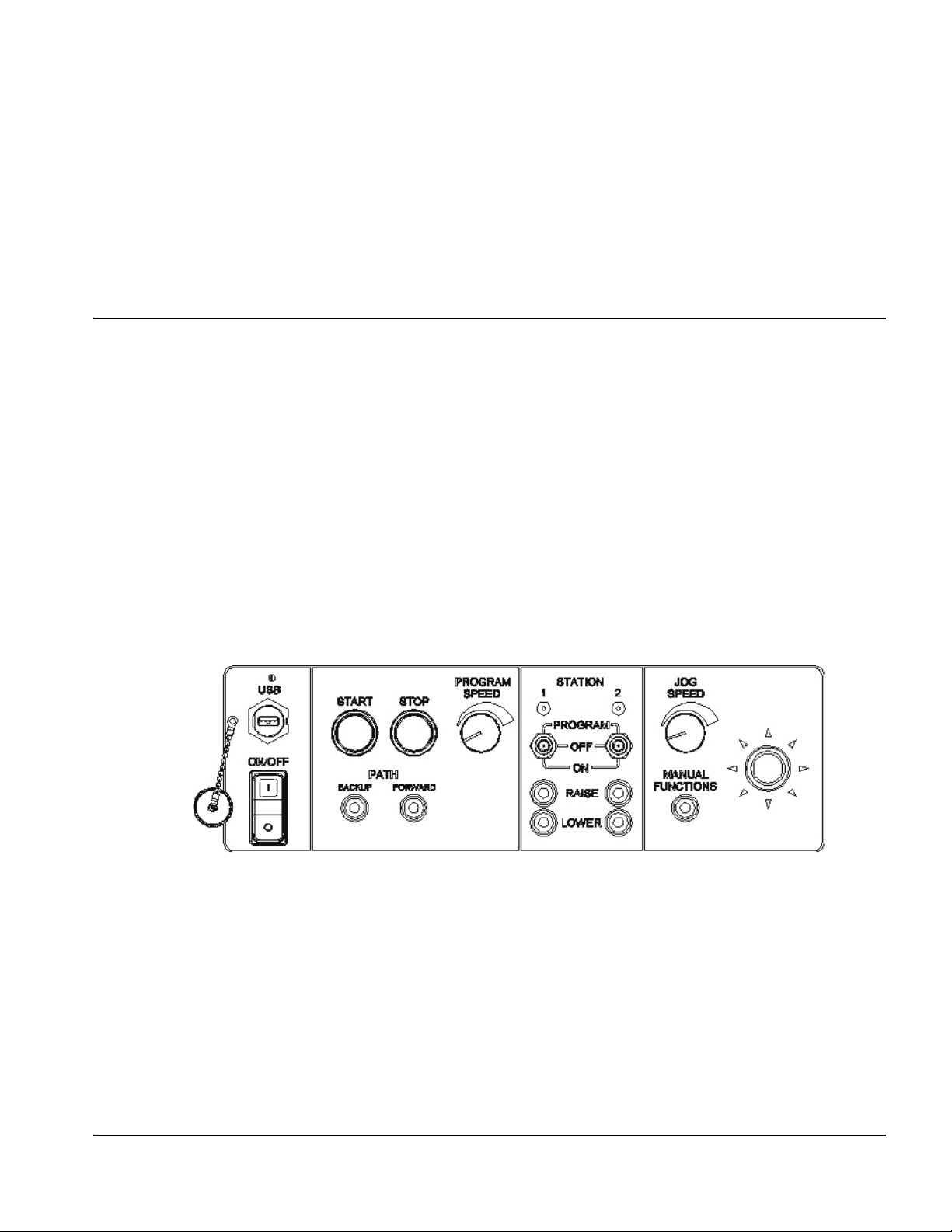
Utilizzo del CNC
Trasferimento
dati
Interruttore di
alimentazione
Controlli del
programma parte
Controlli
della stazione
Controlli
della stazione
Controlli del
movimento manuale
Il software Phoenix funziona sui computer a controllo numerico (CNC) Hypertherm, tra cui EDGE® Pro, MicroEDGE® Pro
®
e EDGE
Pro Ti. Phoenix supporta un display touch screen o LCD con una tastiera e un mouse USB per l’inserimento
delle informazioni e la navigazione nel software.
Consolle dell’operatore
Una consolle operatore opzionale fornita da Hypertherm, un OEM o un integratore di sistema alimenta il CNC e controlla
i movimenti della macchina, come la selezione della stazione, il sollevamento o l’abbassamento dell’utensile di taglio e il
posizionamento di quest’ultimo prima di iniziare un programma parte.
La consolle dell’operatore EDGE Pro è visualizzata qui sotto. La consolle dell’operatore sul CNC può avere un aspetto
diverso e disporre di controlli diversi rispetto a quelli visibili qui.
Display touch screen LCD
Il software Phoenix è progettato per touch screen da 38 cm (15 poll.) con risoluzione 1024 x 768 o superiore. Quando il
CNC è attrezzato con un touch screen, si possono inserire informazioni nel software toccando i controlli e i campi della
finestra. I campi che richiedono l’inserimento di dati determinano la visualizzazione automatica di un tastierino sullo
schermo quando vengono toccati.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 25
Utilizzo del CNC
Display LCD
Il modello MicroEDGE Pro supporta un display LCD e richiede una risoluzione di 1024 x 768 con un rapporto di 4:3.
Esplorazione dello schermo
Gli otto pulsanti situati nella parte inferiore dello schermo si chiamano pulsanti funzione. I pulsanti funzione
corrispondono ai tasti funzione della tastiera di un PC. I pulsanti funzione OK e Annulla consentono di salvare o annullare
le modifiche apportate a una schermata.
Nota: le caratteristiche indicate su ogni schermata variano in base al livello dell’utente (principiante, intermedio
o avanzato) e alle funzioni abilitate per le schermate Configurazioni speciali e Configurazione della stazione. In
questo manuale si presuppone che il CNC si trovi in modalità avanzata e vengono mostrate tutte le funzioni con
un esempio di configurazione della macchina.
26 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8
Guida
Premere il pulsante funzione Guida per visualizzare le informazioni su ogni schermata.
Premere OK per uscire dalla schermata Guida e tornare alla schermata principale.
Utilizzo del CNC
Il pulsante funzione Mostra segnalibri consente di accedere al riquadro di navigazione. Premere Ctrl + F per eseguire una
ricerca a testo completo.
Nella schermata Guida possono essere visualizzati anche pulsanti per altri tipi di informazioni. Ad esempio, il manuale per
il sistema al plasma o per il controllo di altezza torcia installato sul proprio sistema o fornito dal produttore del banco.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 27

Utilizzo del CNC
Mostra segnalibri
Scegliere il pulsante Mostra segnalibri nella schermata Guida per visualizzare il contenuto del file della guida. Fare clic su
un argomento dell’elenco per visualizzarlo.
Nota: se si utilizza l’unità MicroEDGE Pro con una tastiera, utilizzare i pulsanti Pagina su e Pagina giù per far
scorrere il documento sullo schermo.
Operazioni automatizzate
Il software Phoenix include due procedure guidate per automatizzare l’allineamento della lamiera e le operazioni di taglio
del pezzo.
Procedura guidata Align
La procedura guidata Align automatizza diverse attività, tra cui l’allineamento dello schema sulla lamiera, l’adattamento
per una lamiera inclinata e il posizionamento della torcia al punto di partenza del programma.
Per iniziare la procedura guidata Align, selezionare Archivio Forme nella schermata principale, quindi selezionare Shape
Wizard, Opzioni Forme e Align. La Procedura Guidata Align può essere lanciata automaticamente. Se ciò non avviene,
premere il pulsante Proc guid Align.
Per ulteriori informazioni, consultare la sezione Procedura guidata Align a pagina 58.
28 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8
Utilizzo del CNC
Procedura guidata CutPro™
La procedura guidata CutPro consente di automatizzare le comuni attività di taglio, tra cui il caricamento di pezzi o
nesting, la selezione della procedura di taglio, l’allineamento del pezzo o nesting sulla lamiera e l’avvio del programma.
La procedura guidata CutPro può essere avviata automaticamente quando si avvia il CNC. Se ciò non avviene, scegliere
il pulsante funzione Procedura guidata CutPro nella schermata principale per avviare la procedura guidata. Per ulteriori
informazioni sulla procedura guidata CutPro, consultare la sezione Taglio dei pezzi.
Utilizzo di Phoenix con la tastiera
I CNC Hypertherm supportano una tastiera integrata oppure USB, una tastiera per PC al posto del display touch screen,
per le funzioni necessarie e l’immissione dei dati nel software Phoenix. Per attivare il funzionamento con la sola tastiera,
scegliere Impostazioni > Password > Impostazioni speciali e Touch Screen non installato.
IMPORTANTE!
Le seguenti funzionalità non sono supportate quando il touch screen è disattivato:
Proc guid CutPro
Procedura guidata Align
Diagnostica interfaccia
Quando il CNC è impostato per il funzionamento con la tastiera, i pulsanti funzione vengono visualizzati con immagini
delle combinazioni di pulsanti:
Tastiera PC
I CNC Hypertherm supportano le tastiere USB per PC. Si può usare una tastiera per eseguire funzioni e inserimento dati
nel software Phoenix.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 29
Utilizzo del CNC
Le tabelle seguenti presentano comuni combinazioni di pulsanti necessari per navigare e immettere i dati nel CNC
utilizzando solo la tastiera.
Tasto Funzione
F1
a F8 Pulsanti funzione da F1 a F8
I pulsanti da F1 a F8 attivano la fila inferiore di pulsanti funzione, da sinistra a destra.
Maiusc
+
Invio
Invio Invio consente di spostarsi da un campo all’altro della schermata, analogamente al pulsante Tab.
Parentesi quadra
aperta
[
La combinazione Maiusc + Invio consente di confermare le modifiche apportate nella
schermata ed equivale al pulsante funzione OK.
[ + tasto funzione consente di accedere alla fila superiore di tasti funzione della schermata, da
sinistra a destra. Ad esempio, la combinazione [+F2 consente di accedere alla schermata della
tabella di taglio Plasma 1.
Parentesi quadra
chiusa
]
[+F12 consente di accedere ai suggerimenti per il taglio.
La parentesi quadra chiusa è equivalente al pulsante Maiusc destro per i messaggi
visualizzati sullo schermo. Ad esempio, nel messaggio di seguito, premere
]+F8 per aggiungere una cartella.
]+F4 consente di aprire la Guida remota.
]+F2 avvia il MultiTasking
]+0–9 Modifica la Watch Window.
30 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8
Utilizzo del CNC
Tasto Funzione
Tab Tab consente di spostarsi da un campo all’altro sullo schermo. La combinazione Maiusc + Tab
consente di tornare al campo precedente.
F9 Avvio del programma
F10
Pausa
F11 Alterna tra la schermata manuale e la schermata principale.
F12 Apre il file di della guida. Premere F8 per chiudere il file della guida.
Tasti freccia In modalità manuale, i pulsanti freccia consentono di controllare il movimento manuale.
Arresto del programma
I pulsanti Freccia su e Freccia giù consentono di scorrere le selezioni in un elenco.
I pulsanti Freccia sinistra e Freccia destra consentono di selezionare i pulsanti di opzione.
Ad esempio, si possono utilizzare i pulsanti Freccia sinistra e Freccia destra per selezionare i
pulsanti di opzione On e Off visibili di seguito.
Esc Esc consente di uscire da una schermata senza salvare le modifiche ed equivale al pulsante
funzione Annulla.
+/– I pulsanti Più e Meno sul tastierino numerico consentono di aumentare e ridurre lo zoom nella
finestra del pezzo.
La funzionalità di zoom è attiva se si sceglie Visualizza foglio nella schermata principale.
Backspace Backspace cancella l’ultimo carattere inserito.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 31

Utilizzo del CNC
Tastierino personalizzato
Molti CNC Hypertherm meno recenti sono dotati di un tastierino personalizzato simile a quello visibile di seguito. La fila di
otto pulsanti grigi corrisponde ai pulsanti funzione Phoenix visualizzati sullo schermo. La seguente immagine mostra la
tastiera del CNC EDGE
®
II, come esempio. La versione 9.71 di Phoenix si può controllare con questa e altre tastiere.
Le tabelle seguenti presentano comuni combinazioni di pulsanti necessari per navigare e inserire i dati utilizzando un
CNC provvisto solo di tastierino.
32 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Tasto Descrizione
Tasti funzione della schermata F1 – F8, fila inferiore da sinistra a destra.
Maiusc sinistro + Maiusc destro + Invio
Consente di confermare le modifiche in una schermata ed equivale al pulsante funzione OK.
Maiusc sinistro (freccia verso l’alto, viola)
La combinazione Maiusc sinistro + F1 – F8 consente di accedere alla fila superiore
di pulsanti funzione sullo schermo, da sinistra a destra. Ad esempio, Maiusc sinistro +
F2 consente di visualizzare la tabella di taglio Plasma 1.
Utilizzo del CNC
Quando si immettono i dati, premere il pulsante Maiusc sinistro con un numero per
immettere i caratteri viola sul tastierino. Ad esempio, la combinazione Maiusc
sinistro + 7 consente di inserire il carattere A.
La combinazione Maiusc sinistro + ? consente di accedere ai suggerimenti per
il taglio.
La combinazione Maiusc sinistro 0 + Maiusc destro + Invio consente di
accettare le modifiche apportate a una schermata.
Il pulsante Maiusc sinistro equivale al pulsante Parentesi quadra aperta [.
Maiusc destro (freccia blu)
La combinazione Maiusc destro + F8 consente di eseguire un’azione specificata
nella richiesta “Fare doppio clic per eseguire una funzione”.
Durante l’immissione dei dati, premere Maiusc destro insieme a un numero per
accedere ai caratteri blu sulla tastiera. Ad esempio, Maiusc destro + 7 consente di
inserire N.
Maiusc destro + F4 consente di aprire Remote Help.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 33

Utilizzo del CNC
Tasto Descrizione
Maiusc destro + F2 consente di accedere al MultiTasking.
Maiusc destro + 0 – 9 modifica la Watch Window.
Avanti/Indietro
Consente di spostarsi da un campo all’altro nella schermata.
Avanti equivale al pulsante Tab sulla tastiera di un PC.
Invio
Consente di spostarsi da un campo all’altro nella schermata.
Invio equivale al pulsante Tab sulla tastiera di un PC.
Pagina su/Pagina giù consentono di sfogliare un elenco opzioni in un elenco a discesa.
Annulla
Consente di uscire da una schermata senza salvare le modifiche.
Come Esc sulla tastiera di un PC e come il pulsante funzione Annulla sullo schermo.
I pulsanti Più (+) e Meno (–) consentono di aumentare e ridurre lo zoom nella finestra
del pezzo.
Nota: i pulsanti funzione Zoom vengono abilitati quando si sceglie l’opzione
Visualizza foglio nella schermata principale.
Il pulsante ? consente di accedere al file della guida di Phoenix. Premere F8 per uscire
dalla guida.
Il pulsante Manuale alterna tra la schermata principale e la schermata manuale.
34 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Tasto Descrizione
Tasti freccia
I pulsanti Freccia su e Freccia giù consentono di scorrere tra le selezioni in
un elenco.
I pulsanti Freccia sinistra e Freccia destra consentono di selezionare i pulsanti di
opzione. Ad esempio, si possono usare i pulsanti Freccia sinistra e Freccia destra per
selezionare i pulsanti di opzione Off e On.
Spazio consente di modificare lo stato di una selezione in un elenco. Ad esempio, nella
schermata di taglio, si può utilizzare Spazio per cambiare da Abilitato a Disabilitato lo
stato del codice del programma.
Utilizzo del CNC
La barra spaziatrice consente di cambiare lo stato delle caselle di controllo.
Backspace cancella l’ultimo carattere inserito.
I pulsanti Start e Stop, per il programma di lavoro, consentono di eseguire solo queste
funzioni sulla tastiera.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 35

Utilizzo del CNC
Aggiornamento del Software Phoenix
Hypertherm fornisce aggiornamenti regolari per il software Phoenix. Il software più aggiornato si può scaricare all’indirizzo
www.hypertherm.com.
Aggiornamento del software Phoenix (update.exe)
File Guida Phoenix (Help.exe)
Tabelle di taglio (CutChart.exe)
Seguire le istruzioni nella pagina web per scaricare gli aggiornamenti nella propria lingua.
Prima di aggiornare il software Phoenix, seguire queste linee guida:
Back up dei file del sistema: nella schermata principale, selezionare File > Salva su disco > Salva file di sistema su
disco. Consultare la sezione Salvataggio dei file di sistema a pagina 236 per ulteriori informazioni.
Copiare i file scaricati da Hypertherm.com nella cartella principale di una chiavetta USB.
Prepararsi a riavviare il CNC dopo aver aggiornato il software.
Aggiornamento del Software
1. Collegare a una porta USB del CNC la chiavetta USB contenente il file update.exe.
Nota: verificare che il file update.exe risieda nella cartella principale della chiavetta USB.
2. Nella schermata principale, scegliere Impostazioni > Password. Se non si sta usando un tastierino, toccare lo
schermo due volte per visualizzare il tastierino sullo schermo.
3. Digitare updatesoftware (in lettere minuscole, tutto attaccato) e selezionare Invio. Il software Phoenix legge
automaticamente il contenuto della chiavetta di memoria e installa il nuovo software.
Aggiornamento della Guida
1. Collegare a una porta USB del CNC la chiavetta USB contenente il file Help.exe.
Nota: verificare che il file Help.exe risieda nella cartella principale della chiavetta USB.
2. Nella schermata principale, scegliere Impostazioni > Password. Se non si sta usando un tastierino, toccare lo
schermo due volte per visualizzare il tastierino sullo schermo.
3. Digitare updatehelp (in lettere minuscole, tutto attaccato) e selezionare Invio. Il software Phoenix legge
automaticamente il contenuto della chiavetta di memoria e installa il nuovo file della guida.
Aggiornamento delle tabelle di taglio
Hypertherm fornisce tabelle di taglio in due tipi di file diversi: .fac e .usr. I file .fac sono quelli delle tabelle di taglio
predefinite. Queste tabelle di taglio non possono essere cambiate. Le tabelle di taglio .usr contengono qualsiasi modifica
eseguita su una tabella di taglio e salvata con il tasto funzione Salva Processo.
Il file di aggiornamento della tabella di taglio (CutChart.exe) contiene file delle tabelle di taglio sia nel formato .fac, sia nel
formato .usr. L’aggiornamento sovrascrive automaticamente tutte le tabelle di taglio .usr. Prima di installare
l’aggiornamento, eseguire il backup delle tabelle di taglio modificate.
36 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Utilizzo del CNC
Hypertherm consiglia di salvare le tabelle di taglio modificate come tabelle di taglio personalizzate. Quando si crea una
tabella di taglio personalizzata, Phoenix crea un file .usr con un nome unico. Ciò impedisce che le tabelle di taglio
personalizzate vengano sovrascritte dai file .usr in CutChart.exe. Consultare la sezione successiva Tabelle di taglio
personalizzate per ulteriori istruzioni.
Backup delle tabelle di taglio modificate
1. Nel CNC, collegare la chiavetta USB a una porta USB.
2. Nella schermata principale, selezionare uno dei tasti funzione delle tabelle di taglio, quale Tabella di Taglio Plasma 1.
3. Scegliere il pulsante funzione Salva tab taglio. Phoenix copia tutte le tabelle di taglio associate con il tipo di torcia
Plasma 1 nella chiavetta USB.
Aggiornamento delle tabelle di taglio
1. Collegare a una porta USB del CNC la chiavetta USB contenente il file CutChart.exe.
Nota: verificare che il file CutChart.exe risieda nella cartella principale della chiavetta USB.
2. Nella schermata principale, selezionare Processo, e scegliere uno dei tasti funzione delle tabelle di taglio, quale
Tabella di Taglio Plasma 1.
3. Scegliere il pulsante funzione Caric tab di taglio, quindi scegliere Sì quando viene richiesto di caricare le tabelle di
taglio dalla chiavetta USB. Phoenix estrae le tabelle di taglio e le copia sul disco rigido.
4. Se le tabelle di taglio sono state modificate, per copiarle nuovamente sul disco rigido, è necessario uscire da Phoenix
e usare Esplora risorse di Windows
taglio è C:\Phoenix\CutCharts.
®
per copiare nuovamente i file .usr sul disco rigido. Il percorso delle tabelle di
Aggiornamento dei manuali
Seguire questa procedura per caricare manuali nuovi o aggiornati sul CNC.
1. Per ottenere da Hypertherm i manuali i più recenti, visitare il sito www.hypertherm.com e scegliere il link
Archivio documenti.
2. Nell’Archivio documenti, scegliere Tipo di prodotto, quindi selezionare il nome del prodotto. Ad esempio, scegliere
MAXPRO200 per visualizzare l’elenco dei manuali e altro materiale disponibile per quel prodotto.
3. Scegli il link Manuali e fare clic per scaricare il file di un manuale.
4. Salvare il file nella cartella principale di una chiavetta USB. Non modificare il nome del file trovato nell’Archivio
documenti. Avrà un nome del tipo: 807700r0.pdf.
Per caricare il manuale sul CNC, attenersi alla seguente procedura. È possibile caricare sul CNC più manuali
contemporaneamente purché i file si trovino nella cartella principale della chiavetta USB.
1. Inserire la chiavetta USB contenente uno o più manuali dei prodotti Hypertherm in una porta USB del CNC.
2. Scegliere Impostazioni > Password e digitare updatemanuals (in lettere minuscole, tutto attaccato). Il CNC
consente di copiare i manuali dalla chiavetta USB sul disco rigido.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 37

Utilizzo del CNC
38 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Schermata principale
La schermata principale è la prima schermata che viene visualizzata quando si accende il CNC.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 39

Schermata principale
Finestra di anteprima
La finestra di anteprima visualizza il programma parte in uso e le sue dimensioni. Il nome del programma parte viene
visualizzato sotto questa finestra, insieme al messaggio “con tecnologia True Hole”, se il programma utilizza tale funzionalità.
Watch Window
La Watch Window corrisponde alla parte destra della schermata in cui sono visualizzate le funzioni di monitoraggio quali
tachimetro, tasti lavoro, spie di posizione, modalità di taglio e tempo. Questa parte della finestra può essere configurata
utilizzando le 10 differenti funzioni di monitoraggio disponibili nella finestra Impostazioni. Per ulteriori informazioni
consultare il capitolo Configurazione della schermata Taglio e della Watch Window.
Tasti funzione
Di seguito sono descritti tutti i tasti funzione disponibili nella schermata principale:
Gestione forme Consente di accedere alla schermata Gestione forme, in cui è possibile caricare una forma semplice,
modificare un pezzo utilizzando l’editor di testo o la Procedura Guidata Forme o impostare come disegnare
una parte.
File Consente di accedere alla schermata File, dove è possibile caricare e salvare file del pezzo o eseguirne l’upload e
il download.
Opzioni parte in uso Consente di ridimensionare, ruotare, rendere speculare e duplicare il pezzo.
Impostazioni Consente di aprire la schermata Taglio, dalla quale si può accedere alle schermate Processo,
Configurazione della Watch Window, Diagnostica e alle schermate di configurazione protette da password.
Visualizza parte/Visualizza foglio Consente di attivare e disattivare la visualizzazione del pezzo nella finestra di
anteprima. Phoenix visualizza le dimensioni del foglio che sono state inserite nella schermata Taglio.
40 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Schermata principale
Zoom +/– Consente di aumentare e ridurre lo zoom sul pezzo. Dopo aver eseguito lo zoom indietro, è possibile eseguire
nuovamente lo zoom in avanti del display premendo il tasto +. In questo modo verranno visualizzate anche
le barre di scorrimento orizzontale e verticale. Premere il tasto – per eseguire nuovamente lo zoom indietro.
Opzioni manuali Consente di eseguire tagli-nervatura, riposizionare gli assi della macchina e compiere altre
operazioni manuali.
Barre di scorrimento Se le barre di scorrimento sono visualizzate e il taglio non è in esecuzione, la visualizzazione della
lamiera può essere spostata in orizzontale e in verticale premendo e spostando la barra di scorrimento
oppure tenendo premuto un tasto Maiusc e premendo i tasti Freccia sul tastierino.
Durante il taglio, la visualizzazione si sposta automaticamente quando il percorso di taglio raggiunge uno
dei margini della visualizzazione.
Cambia modalità taglio Consente di selezionare le modalità di taglio prova, ossitaglio, plasma, getto acqua e laser, in
base agli attrezzi selezionati nella schermata Impostazioni speciali.
Cambia consumabile Apre la schermata Cambia consumabile.
Punti zero Imposta le posizioni attuali a zero sugli assi Trasversale, Binario e Doppia macchina di taglio a portale.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 41

Schermata principale
42 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Caricamento pezzi
In questa sezione si descrive come caricare un pezzo dall’Archivio forme, da una chiavetta di memoria o da un computer
host, come salvare i file e come importare i file DXF.
Caricamento di un pezzo dall’Archivio forme
Nel CNC è integrata un Archivio forme contenente oltre 68 forme di comune utilizzo. Queste forme sono parametriche,
ovvero sono forme di cui è possibile modificare le dimensioni o la geometria. Le forme nell’archivio sono codificate a
colori a partire dalle più semplici (in verde) a quelle più complesse (in nero).
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 43

Caricamento pezzi
Per selezionare una forma semplice:
1. Premere Archivio forme nella schermata principale.
2. Scegliere una forma.
3. Premere OK.
Funzionamento del tastierino:
1. Utilizzare i tasti freccia per passare a una forma.
2. Premere “Enter”.
La forma viene visualizzata con i parametri predefiniti o i parametri configurati l’ultima volta che la forma è stata modificata.
Caricamento di una parte
I programmi parte possono essere caricati dalle unità disco rigido interne del CNC, da una chiavetta USB o da unità
mappate esterne (opzione di rete) nella memoria di lavoro sul CNC.
La schermata riportata di seguito viene utilizzata per caricare una parte da una chiavetta USB o un’unità disco rigido.
Dopo aver configurato tutti i parametri, premere Invio sulla tastiera per caricare la parte.
Nota: il permesso di aggiungere o rimuovere file e cartelle dal disco rigido è assegnato in base all’elenco
Stato/Funzionalità, nella schermata Impostazioni speciali, protetta da password.
44 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Caricamento pezzi
Carica da Consente di selezionare l’origine da cui caricare un pezzo: chiavetta USB o una cartella del disco rigido. Per
aggiungere o rimuovere una cartella, fare doppio clic sul touch screen dove indicato.
Funzionamento del tastierino: per selezionare una cartella diversa, utilizzare i tasti e . Per
aggiungere o rimuovere una nuova cartella utilizzare i tasti + o –.
File Consente di visualizzare un elenco dei file nella cartella selezionata. Scegliere il nome del file che si desidera
caricare. È possibile selezionare più file solo se si stanno caricando da una chiavetta di memoria USB al
disco rigido.
Funzionamento del tastierino: per scorrere tra i diversi file, utilizzare i tasti , , Pagina su e Pagina giù.
Per rimuovere un file, utilizzare il tasto –. Per selezionare più file da caricare, evidenziare il primo file da
selezionare, quindi utilizzare i tasti e tenendo premuto il tasto Maiusc per evidenziare i file rimanenti.
Nome file Consente di visualizzare il nome del file selezionato. Per rimuovere un file, evidenziare il nome del file e fare
doppio clic sul touch screen dove indicato.
Funzionamento del tastierino: per rimuovere un file con la tastiera, utilizzare il tasto –.
Anteprima Selezionare questa casella per visualizzare l’anteprima dei file selezionati nella finestra Anteprima.
Carica in Consente di selezionare la destinazione per la parte: caricare la parte per il taglio o salvarla in una cartella
sull’unità disco rigido. Per aggiungere o rimuovere una cartella, fare doppio clic sul touch screen dove
indicato. Questa selezione è disponibile solo se si carica il pezzo dalla chiavetta di memoria USB.
Funzionamento del tastierino: per selezionare una cartella diversa, utilizzare i tasti e . Per
aggiungere una nuova cartella, utilizzare il tasto +. Per rimuovere una cartella, utilizzare il tasto –.
Nome file disco rigido Consente di immettere il nome del file che si sta caricando sul disco rigido. Questa selezione è
disponibile solo se si carica il pezzo dalla chiavetta USB.
Mostra solo alcuni file Consente di cercare file di pezzi specifici nella cartella selezionata utilizzando caratteri jolly
come l’asterisco (*) e il punto interrogativo (?).
Funzionamento del tastierino: per inserire l’asterisco con un tastierino, premere Maiusc sinistro e
Backspace. Per inserire il punto interrogativo, premere il pulsante Maiusc destro e Backspace.
Mostra tutti i file Consente di passare dalla visualizzazione dei file selezionati alla visualizzazione di tutti i file con le
estensioni predefinite selezionate nella schermata Impostazioni speciali.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 45

Caricamento pezzi
Scaricamento di un pezzo da un computer host
Utilizzare la schermata qui sotto per scaricare una parte da un computer host tramite una porta seriale RS-232C/ RS-422.
Dopo aver configurato tutti i parametri riportati di seguito, premere Invio sulla tastiera per iniziare lo scaricamento.
Nota: il permesso di aggiungere o rimuovere file e cartelle dal disco rigido è assegnato in base all’elenco
Stato/Funzionalità nella schermata Impostazioni speciali, protetta da password.
Scarica da Consente di selezionare la cartella del computer host dalla quale si desidera scaricare un pezzo. Per
aggiungere o rimuovere una cartella, fare doppio clic sul touch screen dove indicato.
Funzionamento del tastierino: per selezionare una cartella diversa, utilizzare i tasti e sulla tastiera.
Per aggiungere o rimuovere una nuova cartella utilizzare i tasti + o –.
File Consente di visualizzare un elenco dei file presenti nella cartella dei file scaricati che possono essere scaricati dal
computer host.
Funzionamento del tastierino: per scorrere tra i diversi file, utilizzare i tasti , , PAG INA SU e PAGI NA
GIÙ. Per selezionare più file da scaricare, evidenziare il primo file da selezionare, quindi utilizzare i tasti
e tenendo premuto il tasto Maiusc per evidenziare i file rimanenti.
Nome file remoto Consente di inserire il nome del file remoto che verrà scaricato dal computer host.
Anteprima Selezionare questa casella per visualizzare l’anteprima del file selezionato nella casella Elenco file. Per
selezionare o deselezionare la casella, premere la barra spaziatrice sulla tastiera quando l’elemento attivo
è la casella Anteprima.
46 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Caricamento pezzi
Scarica in Consente di selezionare dove scaricare il pezzo: sul pezzo corrente nella memoria o in una cartella sull’unità
disco rigido locale. Se si seleziona una delle cartelle locali, viene visualizzato il campo Nome file locale.
Funzionamento del tastierino: per selezionare una cartella diversa, utilizzare i tasti e . Per
aggiungere una nuova cartella, utilizzare il tasto +. Per rimuovere una cartella, utilizzare il tasto –.
Nome file locale Il nome del file definito dall’utente e assegnato al file scaricato sul disco rigido.
Salvataggio di file pezzi su disco
Utilizzare la seguente schermata per salvare un pezzo su una chiavetta USB o un’unità disco rigido. Dopo aver effettuato
tutte le selezioni, premere OK per salvare la parte.
Nota: il permesso di aggiungere o rimuovere file e cartelle dal disco rigido è assegnato in base all’elenco
Stato/Funzionalità nella schermata Impostazioni speciali, protetta da password.
Salva in Consente di salvare il file su una chiavetta USB o in una cartella del disco rigido. Per aggiungere o rimuovere
una cartella, fare doppio clic sul touch screen dove indicato.
Funzionamento del tastierino: per selezionare una cartella diversa, utilizzare i tasti e sulla tastiera.
Per aggiungere una nuova cartella, utilizzare il tasto + sulla tastiera. Per rimuovere una cartella, utilizzare il
tasto – sulla tastiera.
Nome file Consente di immettere il nome da assegnare al file che si sta caricando sul disco.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 47

Caricamento pezzi
Salva testo originale I CNC Hypertherm consentono di importare file dei pezzi programmati per altri CNC. Quando si
importa uno di questi file, il software operativo Phoenix traduce il file nel formato usato dal CNC di
Hypertherm. L’opzione Salva testo originale salva il file importato del pezzo nel suo formato originale invece
che nel formato CNC di Hypertherm. Questa selezione non è disponibile se si sta salvando il file sulla
chiavetta USB dall’unità disco rigido.
Salva da Consente di scegliere se salvare dal pezzo corrente o da una cartella sul disco rigido. Per aggiungere o
rimuovere una cartella, fare doppio clic sul touch screen dove indicato. Questa selezione è disponibile solo
se si salva sulla chiavetta USB dal disco rigido.
Funzionamento del tastierino: per selezionare una cartella diversa, utilizzare i tasti e sulla tastiera.
Per aggiungere una nuova cartella, utilizzare il tasto + sulla tastiera. Per rimuovere una cartella, utilizzare il
tasto – sulla tastiera.
File Consente di selezionare uno o più file del pezzo dall’elenco di tutti i file presenti nella cartella Carica da che possono
essere caricati dal disco. Per rimuovere un file, fare doppio clic sul touch screen dove indicato. Questa
selezione e la selezione di file multipli sono disponibili solo se si stanno salvando file sulla chiavetta USB
dall’unità disco rigido.
Funzionamento del tastierino: per scorrere tra i diversi file, utilizzare i tasti , , PAG INA SU e PAGI NA
GIÙ. Per rimuovere un file, utilizzare il tasto –. Per selezionare più file, evidenziare il primo file da
selezionare, quindi utilizzare i tasti e tenendo premuto il tasto Maiusc per evidenziare i file rimanenti.
Nome file disco rigido Consente di immettere il nome da assegnare al file per caricarlo sull’unità disco rigido. Questa
selezione è disponibile solo se si salvano i file sulla chiavetta USB dal disco rigido.
Anteprima Selezionare questa casella per visualizzare l’anteprima del file selezionato nella casella Elenco file. Questa
selezione è disponibile solo se si salvano i file sulla chiavetta USB dal disco rigido.
Funzionamento del tastierino: per selezionare o deselezionare la casella, premere la Barra spaziatrice
sul tastierino quando la casella Anteprima è attiva.
48 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Caricamento pezzi
Caricamento di file della parte in un computer host
Utilizzare questa schermata per caricare una parte su un computer host. Dopo aver configurato tutti i parametri, premere
Invio sulla tastiera per iniziare a caricare.
Carica in Consente di selezionare la cartella del computer host nella quale caricare un file. Per aggiungere o rimuovere
una cartella, fare doppio clic sul touch screen dove indicato.
Funzionamento del tastierino: per selezionare una cartella diversa, utilizzare i tasti e . Per
aggiungere una nuova cartella, utilizzare il tasto +. Per rimuovere una cartella, utilizzare il tasto –.
Nome del file remoto Consente di inserire il nome del file da caricare sul computer host.
Carica da Consente di scegliere se caricare il pezzo corrente in memoria o da una cartella sul disco rigido locale. Se si
seleziona una delle directory locali, verranno visualizzati i campi File, Nome file locale e Anteprima. Per
aggiungere o rimuovere una cartella, fare doppio clic sul touch screen. Questa selezione è disponibile solo
se si salva un file sulla chiavetta USB dal disco rigido.
Funzionamento del tastierino: per selezionare una cartella diversa, utilizzare i tasti e . Per
aggiungere una nuova cartella, utilizzare il tasto +. Per rimuovere una cartella, utilizzare il tasto –.
File Consente di visualizzare un elenco di tutti i file presenti nella cartella dei file caricati che possono essere scaricati sul
computer host. Per rimuovere un file, fare doppio clic sul touch screen.
Funzionamento del tastierino: per scorrere tra i diversi file, utilizzare i tasti , , Pagina su e Pagina giù.
Per rimuovere un file, utilizzare il tasto –. Per selezionare più file da caricare, evidenziare il primo file da
selezionare, quindi utilizzare i tasti e tenendo premuto il tasto Maiusc per evidenziare i file rimanenti.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 49

Caricamento pezzi
Nome file locale Il nome del file locale che verrà caricato sul computer host.
Anteprima Selezionando questa casella è possibile visualizzare il file selezionato nella finestra Anteprima.
Funzionamento del tastierino: per selezionare o deselezionare la casella, premere la barra spaziatrice
sulla tastiera quando l’elemento attivo è la casella Anteprima.
Importazione di file DXF
Nel CNC Hypertherm sono disponibili due stili di importazione DXF automatizzata. La prima funzionalità DXF consente al
designer CAD di preparare un file DXF che include il percorso degli sfondamenti, l’ordine di sfondamento e la direzione.
Quando il file viene caricato, il CNC lo converte in un programma parte in formato EIA.
Il secondo tipo di file DXF è una funzione di importazione DXF completamente automatica che consente all’operatore di
selezionare il tipo e la lunghezza del fascio cavi. Il software CNC Auto DXF posiziona automaticamente il taglio di entrata
e il taglio di uscita in base alle selezioni dell’operatore e crea un programma parte in formato EIA pronto all’uso da parte
del CNC.
Per caricare un file DXF, aprire i file, schermata Carica da disco e selezionare la posizione di origine e il file.
Note:
Prima di caricare i file DXF sul CNC, specificare DXF come estensione nella schermata Impostazioni > Password >
Impostazioni speciali.
Verificare le dimensioni della lamiera nella schermata Impostazioni > Taglio:
Quindi, nel file DXF, controllare la distanza tra l’origine e la geometria del pezzo. Il CNC richiede che la posizione della
geometria del pezzo rispetto all’origine del pezzo sia inferiore alle dimensioni della lamiera.
Quando il CNC converte un file DXF, salva il file di testo EIA risultante nello stesso percorso del file DXF originale. Se
si recuperano i file DXF da un percorso di rete, il CNC deve disporre dei privilegi di lettura e scrittura per il percorso
di rete utilizzato. Verificare che il CNC sia in grado di scrivere sul percorso di rete o trasferire al CNC un file DXF
qualsiasi che si desidera convertire per utilizzarlo sul CNC ed evitare di convertire i file DXF da percorsi di rete.
50 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Caricamento pezzi
Carica da Consente di selezionare DXF nell’elenco a discesa.
Nome file Consente di selezionare un file DXF nella casella di scorrimento.
Anteprima Selezionare questa casella per visualizzare l’anteprima del file selezionato.
Mostra solo alcuni file Questo tasto funzione consente di visualizzare solo determinati file dalla cartella selezionata.
Per definire i file da visualizzare è possibile utilizzare sia l’asterisco sia il punto interrogativo.
Funzionamento del tastierino: per inserire l’asterisco, tenere premuto il tasto Maiusc sinistro e premere
contemporaneamente il tasto Backspace. Per riprodurre il punto interrogativo, tenere premuto il tasto
freccia su di destra e premere contemporaneamente il tasto Backspace.
Mostra tutti i file Questo tasto funzione consente all’operatore di annullare l’opzione Mostra solo alcuni file.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 51

Caricamento pezzi
File DXF non elaborati
Se il CNC non rileva informazioni sullo sfondamento nel file DXF, è possibile utilizzare l’utility di conversione Hyper DXF
per importare il file e aggiungere le informazioni sul taglio di entrata e sul taglio di uscita.
Se si seleziona Sì, viene visualizzata una schermata di configurazione contenente i campi che consentono di definire il
formato del taglio di entrata e del taglio di uscita.
Taglio entrata e taglio uscita Consente di selezionare un taglio di entrata o di uscita di tipo diretto o radiale.
Lunghezza e raggio Consente di selezionare la lunghezza o il raggio del taglio di entrata o del taglio di uscita.
Angolo Consente di selezionare l’angolo, in gradi, per il taglio di entrata o il taglio di uscita.
Posiz autom entr taglio Selezionando questa casella di controllo, il software tenta di trovare un angolo idoneo per
il taglio di entrata.
Allin spigolo aut entr tagl Selezionando questa casella di controllo, il software tenta di trovare un angolo idoneo per
il taglio di entrata.
Uscita taglio int Selezionando questa casella, per i tagli interni e quelli interni viene eseguito un taglio di uscita.
Se la casella non è selezionata, i tagli di uscita vengono aggiunti solo ai tagli esterni.
Overburn Consente di eseguire un taglio sovrapposto nell’area del taglio di entrata/taglio di uscita di un foro.
Al termine dell’importazione, viene creato un programma parte EIA con estensione txt e inserito nella cartella di origine.
Nota: quando il CNC converte un file DXF, salva il file di testo EIA risultante nello stesso percorso del file DXF
originale. Se si recuperano i file DXF da un percorso di rete, il CNC deve disporre dei privilegi di lettura e scrittura
per il percorso di rete utilizzato. Verificare che il CNC sia in grado di scrivere sul percorso di rete o trasferire al
CNC un file DXF qualsiasi che si desidera convertire per utilizzarlo sul CNC ed evitare di convertire i file DXF da
percorsi di rete.
52 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Disposizione dei pezzi
La schermata opzioni parte in uso consente di personalizzare il layout della parte in uso. La finestra di anteprima visualizza
gli effetti di ogni opzione della parte.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 53

Disposizione dei pezzi
Coeff di scala Consente di ridimensionare il pezzo corrente in memoria in base a un coefficiente programmato. Dopo
aver immesso un nuovo coefficiente di scala, la parte viene ridisegnata e vengono mostrate le dimensioni
generali. Il coefficiente di scala deve essere superiore a zero.
Ruota angolo Consente di ruotare il pezzo corrente in memoria in base a un valore programmato. Dopo aver immesso
un nuovo comando Ruota angolo, la nuova parte viene visualizzata nella finestra Anteprima. L’angolo di
rotazione può essere qualsiasi angolo positivo o negativo.
Specch X/Specch Y Queste caselle di controllo rendono le dimensioni X o Y negative. Il risultato è un’immagine
speculare della parte corrente in memoria.
Funzionamento del tastierino: premere il pulsante Avanti o il pulsante Invio per passare al campo X o
Y. Quando il cursore si trova sul campo, premere la Barra spaziatrice per inserire un segno di spunta nel
campo evidenziato.
Kerf Premere il tasto funzione Largh taglio per visualizzare il percorso della larghezza del taglio in azzurro. Questo
parametro consente di visualizzare il percorso Largh. taglio prima del taglio. Premere nuovamente il
pulsante per disattivare gli effetti grafici relativi alla larghezza del taglio sul pezzo.
54 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Ripetizione di parti
Nel controllo sono integrati tre tipi di ripetizione: diretta, sfalsata e aggregata in schema.
Ripetizione diretta
Disposizione dei pezzi
Tipo ripetiz Consente di selezionare il tipo di ripetizione da utilizzare: diretta, sfalsata o aggregata in schema.
Spig di partenz Consente di selezionare lo spigolo della lamiera da cui iniziare la ripetizione.
Numero di righe Consente di programmare il numero di righe da tagliare.
Numero di colonne Consente di programmare il numero di colonne da tagliare.
Sfalsamento percorso X/Sfalsamento percorso Y Consente di calcolare automaticamente lo sfalsamento del
percorso in base alle dimensioni del pezzo attuale in memoria.
Distanza di scarto Consente di inserire una distanza di scarto tra i pezzi nel percorso della griglia. Lo stesso valore
viene utilizzato per le dimensioni X e Y.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 55

Disposizione dei pezzi
Ripetizione sfalsata
Distanza schema X/Distanza schema Y Consente di calcolare automaticamente lo sfalsamento dello schema
in base alle dimensioni del pezzo attuale in memoria. Questo parametro è disponibile solo per il tipo di
ripetizione Aggregata in schema.
56 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Ripetizione aggregata in schema
Disposizione dei pezzi
Sfalsam percorsi Consente di calcolare la spaziatura minima richiesta tra i pezzi ripetuti. La spaziatura si basa sulle
dimensioni della parte (incluso il taglio di entrata e il taglio di uscita), il valore della larghezza del taglio
e la distanza di scarto. Questa spaziatura calcolata consente di ripetere la parte senza sovrapposizioni.
È possibile utilizzare questo valore pre-calcolato oppure selezionare manualmente nuovi valori. Se si
immettono nuovi valori di sfalsamento del percorso, Phoenix disegna automaticamente il nuovo percorso
con i nuovi valori.
Distanza schema Consente di calcolare automaticamente lo spazio minimo richiesto tra i pezzi aggregati nello schema.
La spaziatura si basa sulle dimensioni della parte (incluso il taglio di entrata e il taglio di uscita), il valore
della larghezza del taglio e sulla distanza di scarto. Questa spaziatura calcolata consente di ripetere la
parte senza sovrapposizioni.
È possibile utilizzare questo valore pre-calcolato oppure selezionare manualmente nuovi valori. Se si
immettono nuovi valori di sfalsamento del percorso, il CNC disegna automaticamente il nuovo percorso
aggregato nello schema con i nuovi valori.
Suggerimento: se si modificano manualmente i valori del campo Distanza schema, iniziare con uno schema
semplice (1 colonna, 1 riga) ed eseguire regolazioni in base alla visualizzazione. Quando si modificano i
valori, viene modificato anche il percorso nella finestra Anteprima. Quando il valore nel campo Distanza
schema è quello desiderato, aumentare le dimensioni dello schema a 2 colonne e 2 righe, quindi regolare
nuovamente gli sfalsamenti schema X e Y. Dopo aver configurato la spaziatura dello schema desiderata,
aumentare le dimensioni dello schema al valore massimo consentito dalla lamiera.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 57

Disposizione dei pezzi
Allineamento pezzi
In questa schermata è possibile eseguire le operazioni riportate di seguito:
Lanciare la Procedura guidata Align.
Allineare la parte corrente a uno dei quattro angoli della lamiera. Tale procedura è adottata comunemente con parti
che hanno un punto di sfondamento interno, ad esempio una flangia.
Sistemare lamiere asimmetriche durante l’allineamento della parte. Tale operazione viene utilizzata normalmente con
uno schema di parti con un piccolo margine di errore per il posizionamento dello schema sulla lamiera.
Procedura guidata Align
La Procedura guidata Align automatizza la sequenza delle operazioni per immettere informazioni relative a una lamiera
asimmetrica sul banco e per allineare le parti su una lamiera asimmetrica o allineata.
La Procedura guidata Align viene visualizzata automaticamente dalla schermata Align oppure è possibile premere il tasto
funzione Procedura guidata Align nella finestra Allinea.
Quando si utilizza la Procedura guidata Align, sulla barra di avanzamento in fondo alla finestra della procedura guidata
viene visualizzato lo stato di avanzamento.
È possibile scegliere di utilizzare la torcia o un mirino laser per allineare la lamiera. Se si sceglie il mirino laser, è
necessario che sulla schermata configurazioni sia stato inserito un valore di sfalsamento marcatore di almeno 1 per
Sfalsamento marcatore 10, 11 o 12.
58 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Disposizione dei pezzi
Allineamento manuale dei pezzi
Per alllineare manualmente una parte sulla lamiera, procedere come descritto di seguito:
1. Impostare i parametri necessari per allineare la parte in alto a destra dello schermo.
2. Spostare la torcia sulla posizione del primo spigolo (Angolo di allineamento) utilizzando i tasti di movimento a scatti.
3. Premere Su spigolo.
4. Se si sta allineando una parte, passare al punto 7.
5. Spostare la torcia su un punto lungo il bordo della lamiera verso il Riferimento asimmetrico selezionato.
6. Premere Su punto asimmetrico.
7. Premere OK. La macchina si sposta sul punto di partenza del pezzo; viene visualizzata la schermata principale e la
macchina è pronta per il taglio.
Spigolo di allineamento Consente di selezionare lo spigolo della lamiera rispetto al quale allineare il pezzo.
Distanza di scarto Quantità di scarto tra il bordo della lamiera e il pezzo aggiunta dal controllo durante lo spostamento
sul punto di inizio del pezzo.
Regolazione asimmetrica Consente di determinare se il controllo eseguirà la regolazione dell’asimmetria della lamiera
durante l’allineamento.
Riferimento asimmetrico Angolo di riferimento dell’asimmetria verso il quale la macchina si sposta segnando un punto
lungo il bordo. Questo parametro è disponibile solo se Regolazione asimmetrica è On.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 59

Disposizione dei pezzi
Su spigolo Premere questo tasto funzione una volta raggiunto lo spigolo della lamiera rispetto al quale si desidera
allineare il pezzo.
Su punto asimmetrico Premere questo tasto funzione una volta raggiunto il bordo della lamiera, per eseguire la
regolazione dell’asimmetria. Questo parametro è disponibile solo se Regolazione asimmetrica è On.
Creazione schema dei pezzi
Nesting manuale
Per aprire la schermata di Nesting, scegliere il tasto funzione Gestione Forme dalla schermata principale, quindi
scegliere Nester.
L’area di visualizzazione principale è l’area più grande dello schermo e si trova in alto a sinistra. Il bordo della lamiera viene
visualizzato in verde scuro. Le dimensioni della lamiera visualizzata si basano sulle informazioni della lamiera che sono
state selezionate sulla schermata di taglio (selezionare il tasto funzione Configurazioni per aprire la schermata di taglio).
In alto a destra della schermata principale viene visualizzato l’elenco del programma parte per lo schema in ordine di
sequenza di taglio. In basso a destra vengono visualizzate le informazioni sull’orientamento e sulla posizione della parte
per il programma della parte selezionata. Tali informazioni possono essere modificate e utilizzate quando vengono
aggiunte nuove parti.
Agg parte Consente di selezionare da un’origine scelta il programma di un pezzo da aggiungere allo schema.
Elimina parte Consente di eliminare il pezzo selezionato dall’elenco componenti nello schema.
60 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Disposizione dei pezzi
Taglia prima Premendo il tasto funzione Taglia prima, il programma del pezzo selezionato determina lo spostamento a
una posizione precedente nell’elenco di taglio. Viene modificata la sequenza in cui le parti sono tagliate ma
non la posizione della parte selezionata nello schema.
Taglia dopo Premendo il tasto funzione Taglia dopo, il programma del pezzo selezionato determina lo spostamento a
una posizione successiva nell’elenco di taglio. Viene modificata la sequenza in cui le parti sono tagliate ma
non la posizione della parte selezionata nello schema.
Visualizza foglio/Visualizza parte L’opzione Visualizza foglio consente di visualizzare il pezzo così come apparirebbe
sulla lamiera. Dopo aver premuto il tasto funzione Visualizza foglio, la finestra di visualizzazione viene
ingrandita in modo da mostrare la parte rispetto all’intera lamiera.
Dopo aver eseguito lo zoom indietro, è possibile eseguire nuovamente lo zoom in avanti del display
premendo il tasto +. In questo modo verranno visualizzate anche le barre di scorrimento orizzontale e
verticale. Premendo il tasto – si esegue lo zoom indietro.
Tasto Freccia (distanza) Il tasto Freccia consente di selezionare una delle cinque distanze di spostamento predefinite
quando si premono i tasti Freccia per individuare i pezzi nello schema. Queste cinque distanze sono
definibili e selezionate nella schermata di configurazione Nester.
Svuota schema Consente di eliminare tutti i pezzi presenti nell’elenco componenti aggregati nello schema dalla
memoria temporanea.
Configurazione Il tasto funzione Configurazione consente di accedere alla schermata di configurazione di Nester per la
configurazione dei parametri delle variabili quando si utilizza il software Nester.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 61

Disposizione dei pezzi
Configurazione Nester
I seguenti parametri di configurazione consentono di configurare il processo manuale di creazione dello schema.
Creazione schema Selezionare Manuale.
Incremento freccia 1 – 5 In questa schermata si possono selezionare diversi incrementi dello spostamento. Queste
dimensioni vengono utilizzate come riferimenti della distanza di spostamento quando si premono i tasti
freccia per posizionare i componenti in posizione sulla lamiera.
Posizionamento automatico La funzionalità automatica di posizionamento automatico del software Nester consente
di creare schemi a blocchi. Questo tipo di creazione dello schema mette a confronto le dimensioni generali
del blocco della parte selezionata e ricerca il successivo blocco disponibile sulla lamiera sufficientemente
ampio da accogliere la parte che viene caricata.
La funzionalità Posizionamento automatico non consente il posizionamento delle parti su altre parti o
all’interno di altre parti. Se si desidera tuttavia aggiungere parti alle aree di scarto è possibile disattivare
questa funzione.
Se la funzionalità Posizionamento automatico non è selezionata, le parti importate vengono impilate in
basso a sinistra della lamiera ed è necessario disporle manualmente.
Cerca incremento Distanza del successivo blocco disponibile sulla lamiera utilizzabile per la parte successiva
aggregata nello schema.
Distanza di scarto Spazio che viene aggiunto a un blocco nello schema.
62 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Disposizione dei pezzi
Utilizzo del Nester manuale
Per iniziare, selezionare innanzitutto i requisiti relativi alle dimensioni della lamiera per lo schema nella schermata di taglio.
Queste informazioni vengono utilizzate per visualizzare le dimensioni e l’orientamento della lamiera nella schermata di
visualizzazione principale in modo da posizionare le parti sulla lamiera. Le informazioni sulla lamiera vengono salvate
insieme al programma della parte aggregata in schema.
Premere il tasto funzione Nester dalla schermata Gestione forme, accedere quindi alla schermata di configurazione
Nester per configurare il software per la creazione dello schema. Premere OK per tornare alla schermata principale
Nester e iniziare a posizionare le parti nello schema.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 63

Disposizione dei pezzi
Aggiunta di pezzi
Sulla schermata Nester premere il tasto funzione Aggiungi parte per aggiungere una nuova parte all’elenco delle parti
della creazione schema. La prima schermata visualizzata consente di selezionare un pezzo dall’Archivio forme semplici, da
un disco o dal computer host tramite una connessione dati.
Dopo aver selezionato una parte da un qualsiasi percorso, verrà chiesto all’utente di selezionare il numero di pezzi
desiderati.
64 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Disposizione dei pezzi
Quando si aggiungono nuovi pezzi, questi vengono visualizzati sulla lamiera selezionata in preparazione per il
posizionamento finale.
In questa schermata, la parte può essere orientata, ridimensionata e spostata nella posizione finale. Tale operazione viene
eseguita spostando l’elenco delle parti del Nester ed evidenziando il nome del file. Selezionare quindi il campo desiderato
per sfalsare, ruotare, rendere speculare e ridimensionare manualmente la parte.
Per selezionare la parte selezionata utilizzare i tasti direzionali manuali. La schermata di visualizzazione viene evidenziata
mediante un bordo blu scuro a indicare che i tasti freccia sono attivi. Premere i tasti freccia per consentire il movimento
della parte nella posizione desiderata sulla lamiera. Ogni volta che si premono i tasti freccia, la parte selezionata si sposta
nella direzione della freccia in base all’incremento configurato mediante il tasto funzione Distanza tasto freccia. Utilizzare
il tasto distanza freccia, i tasti freccia e lo zoom indietro nel campo di visualizzazione per posizionare la parte esattamente
nel punto desiderato.
Aggiungere altre parti allo schema attenendosi alla procedura descritta in precedenza. Per personalizzare lo schema è
possibile scegliere di eliminare o aggiungere parti all’elenco e modificare l’ordine in cui vengono tagliate utilizzando i tasti
funzione visualizzati. Al termine, premere OK per tornare alla schermata principale Taglio e iniziare a tagliare lo schema. Lo
schema di taglio viene salvato come file temporaneo fino a quando viene caricata un’altra parte.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 65

Disposizione dei pezzi
Salvataggio di un nest
Nella schermata principale, premere il tasto funzione File, quindi Salva su disco. È quindi possibile salvare la parte in una
cartella dell’unità disco rigido sul CNC, sul dischetto o sulla memory stick USB. Le parti aggregate in schema possono
essere salvate come uno schema o una parte. Il salvataggio come uno schema mediante la funzionalità Salva come file
Nester crea un file di dimensioni più grandi che consentirà future modifiche dello schema tramite Nester. Le parti
aggregate in schema salvate come file di una parte non possono essere modificate.
Elaborazione automatica degli schemi HyperNest CNC
L’area di visualizzazione principale della schermata Nester si trova in alto a sinistra e viene utilizzata per visualizzare in
anteprima gli schemi manuali. Durante uno schema automatico quest’area rimane vuota. Le dimensioni della lamiera
durante la Creazione schema automatico si basano sulle informazioni della lamiera che sono state selezionate nella
schermata di configurazione principale.
Nella parte superiore destra della schermata principale viene visualizzato l’elenco dei programmi dei pezzi e le quantità di
pezzi selezionati per la creazione dello schema. Nella parte inferiore destra sono disponibili i campi per salvare lo schema
in una cartella, assegnandogli un nome.
Nota: questa funzionalità software è protetta mediante un’abilitazione software e una chiave hardware (dongle)
installata sul CNC.
66 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Disposizione dei pezzi
Configurazione di HyperNest su CNC
Premere il tasto funzione Configurazione per accedere ai parametri di configurazione illustrati di seguito. Questo tasto
può essere utilizzato per configurare il processo di creazione dello schema automatico da utilizzare.
Nota: se questa funzionalità non è disponibile (non selezionabile) significa che non è stata attivata sul CNC. Per
informazioni su come attivare la funzionalità Creazione schema automatico, contattare il proprio fornitore CNC.
Creazione schema Può essere attivata assegnando il valore Automatico al parametro Creazione schema.
Incremento freccia 1 – 5 La funzionalità Spaziatura parte consente di configurare la spaziatura tra le parti durante il
processo Creazione schema automatico.
Cerca incremento Questo parametro consente di impostare la spaziatura attorno al bordo della lamiera da utilizzare
durante il processo di creazione dello schema con posizionamento automatico.
Distanza di scarto L’origine del programma (posizione iniziale dello schema) può essere configurata come inferiore
sinistra, superiore sinistra, in basso a sinistra o in basso a destra.
Direzione di taglio Il tasto funzione Direzione di taglio consente di selezionare la direzione in cui verranno posizionati i
pezzi durante il processo automatico di creazione dello schema. Le opzioni disponibili sono: Sinistra o
Destra, Da destra a sinistra, Dall’alto verso il basso e Dal basso verso l’alto.
Direz schema Consente di selezionare la direzione in cui vengono posizionati gli schemi nel processo automatico di
creazione degli schemi.
Torna a inizio schema Se attivata, la funzione Torna a inizio schema consente di inserire un segmento trasversale sul
punto di inizio, alla fine dello schema.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 67

Disposizione dei pezzi
Usa residui Se si formano residui che vengono conservati per usarli in futuro, selezionare ON per utilizzarne uno nella
creazione automatica di uno schema.
Gener e tagl sottoformato Selezionare ON per generare sottoformati per schemi standard rettangolari.
Se questa funzionalità è abilitata, vengono creati sottoformati quando rimane il 30% o più del foglio dopo la
creazione dello schema. Il sottoformato viene tagliato sull’ultimo foglio rettangolare aggregato in schema.
Ricaricamento autom M65 Selezionare ON per consentire il ricaricamento automatico di nuovi fogli.
Quando questa funzionalità è attivata, alla fine di ogni foglio si verifica una pausa fino a quando l’operatore
preme Avvio per riniziare. Un nuovo foglio viene quindi caricato automaticamente. Il ricaricamento
automatico funziona solo con gli schemi standard rettangolari.
Utilizzo del Nesting
1. Nella schermata principale, scegliere Gestione forme > Nester.
2. Nella schermata Nester, scegliere il tasto funzione Aggiungi parte per aggiungere un pezzo all’elenco dei pezzi per la
creazione dello schema.
68 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Disposizione dei pezzi
3. Scegliere una parte dalla Libreria forme, da un disco o dal computer host tramite comunicazioni di dati.
4. Nella finestra che viene visualizzata, immettere il numero di pezzi da includere nello schema.
5. Quando vengono aggiunte nuove parti, il nome e la quantità del file della parte vengono elencati nella finestra File
in preparazione per il posizionamento finale durante il processo di creazione schema automatico.
6. Selezionare una cartella per lo schema nell’elenco a discesa Salva in.
7. Immettere il nome dello schema nel campo Nome file.
8. Premere OK.
Durante la creazione dello schema verrà visualizzata una finestra con lo stato di avanzamento.
Nota: il processo dello schema avanza rapidamente ed è possibile che non tutte le forme siano visibili sullo
schermo o potrebbero essere rilevate altre anomalie di disegno durante il processo di creazione dello schema.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 69

Disposizione dei pezzi
Se si selezionano altri pezzi che rientrano nella lamiera, verranno generati più file di lamiere o fogli (programma aggregato
in schema) che saranno salvati nella cartella selezionata con il nome selezionato + un suffisso numerico. Ad esempio, se
si salva il file del pezzo denominandolo Schema, possono essere generati più file del pezzo, i quali verranno denominati
SCHEMA1.txt, SCHEMA2.txt, SCHEMA3.txt e così via.
70 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Rimozione di un pezzo da un nest
1. Evidenziare la parte selezionata nell’elenco File.
2. Premere il tasto funzione Elimina parte.
Disposizione dei pezzi
Nota: la funzionalità software sul CNC è protetta mediante una chiave hardware o dongle. Se la chiave
hardware è stata rimossa dal CNC, quando si preme il tasto funzione Parti dello schema, viene visualizzato
il seguente messaggio.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 71

Disposizione dei pezzi
Riepilogo schema
Al completamento dello schema, viene visualizzato un riepilogo del processo automatico di creazione dello schema.
L’analsi statistica del processo contiene il numero di fogli, il tempo di esecuzione dello schema, l’utilizzo totale dello
schema e il numero totale di forme aggregate in schema.
Nota: i fogli generati con la stessa configurazione del pezzo saranno elencati come “Foglio n.”.
72 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Disposizione dei pezzi
Scorrere verso il basso per visualizzare un’analisi dei pezzi utilizzati e dei singoli fogli prodotti, oltre a un elenco dell’utilizzo
relativo al foglio specifico.
Premere OK per accettare lo schema e configurare il primo foglio come la parte corrente. Premere il tasto Annulla per
rifiutare lo schema e tornare alla schermata principale di creazione dello schema per aggiungere o eliminare parti
dallo schema.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 73

Disposizione dei pezzi
Visualizzazione della schermata principale dello schema
Nota: è probabile che le parti con circuiti aperti o altre geometrie non valide non vengano aggregate
automaticamente nello schema. È possibile creare manualmente schemi delle parti che sono state rifiutate dalla
funzione Creazione schema automatico.
74 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Taglio dei pezzi
Procedura guidata CutPro™
La Procedura guidata CutPro automatizza la sequenza di scelte e selezioni necessarie per tagliare le parti. Se nel sistema
sono memorizzati parti, schemi e processi di taglio, è possibile utilizzare la Procedura guidata CutPro per semplificare le
operazioni di taglio.
La Procedura guidata CutPro aiuta inoltre ad allineare le parti e a gestire l’asimmetria della lamiera tramite la Procedura
guidata Align. Per ulteriori informazioni sulla procedura guidata Align, consultare la sezione Disposizione dei pezzi.
La Procedura guidata CutPro viene visualizzata automaticamente dalla schermata principale oppure è possibile premere
il tasto funzione Procedura guidata CutPro nella schermata principale. Quando si utilizza la Procedura guidata CutPro,
sulla barra di avanzamento in fondo alla finestra della procedura guidata viene visualizzato lo stato di avanzamento.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 75

Taglio dei pezzi
Nota: la procedura guidata CutPro non è disponibile se si opera il CNC utilizzando solo la tastiera.
76 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Taglio dei pezzi
Taglio in modalità manuale
Dopo aver verificato che la modalità di taglio, la velocità di taglio e i valori relativi alla larghezza del taglio sono configurati
correttamente, premere il tasto Avvio sulla finestra principale o sulla finestra Manuale per tagliare una parte. Viene
visualizzata la seguente finestra.
Per tagliare la parte procedere come descritto di seguito:
1. Verificare che la Modalità di taglio sia configurata sul tipo di taglio desiderato e che le impostazioni Largh. taglio e
Velocità di taglio siano corrette.
2. Premere il pulsante Avvio sul pannello frontale (o F9 su una tastiera). Il taglio viene avviato nella Modalità di
taglio selezionata.
Per visualizzare in anteprima il percorso:
1. Premere il tasto funzione Modifica modalità di taglio fino a quando nella finestra Modalità di taglio viene
visualizzato Prova.
2. Premere il tasto Avvio per impostare il percorso di taglio del dispositivo di taglio senza effettuare l’operazione di
taglio. Il movimento viene eseguito alla velocità programmata.
3. Premere il tasto Stop sul pannello frontale per interrompere un taglio. La macchina decelera gradualmente fino a
fermarsi lungo il percorso di taglio. Se il processo di taglio è attivo, quando si preme il tasto Stop viene disattivato in
base alla logica di taglio programmata.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 77

Taglio dei pezzi
Durante il taglio, nella Watch window vengono visualizzate le informazioni sulla parte in fase di taglio, ad esempio la
velocità di taglio attuale, le posizioni attuali degli assi e la posizione del percorso.
Nella sezione Visualizza foglio, il controllo scorre automaticamente per mantenere la posizione di taglio centrata nella
schermata di visualizzazione. Questa funzione risulta utile durante il taglio normale per eseguire lo zoom in avanti e
seguire il percorso di taglio.
La funzione Visualizza foglio risulta utile quando sono stati immessi i valori corretti relativi alle dimensioni della lamiera in
Configurazioni taglio e quando la macchina è stata riposizionata nella posizione iniziale. Se si tenta di visualizzare parti di
grandi dimensioni con uno schermo completamente ingrandito, è probabile che la parte non venga disegnata
completamente sullo schermo prima che venga visualizzata la posizione successiva di visualizzazione e lo schermo
potrebbe lampeggiare. Eseguire lo zoom indietro per correggere il problema e visualizzare un’area più ampia.
Aumenta velocità Consente di aumentare la velocità di taglio attuale del 3%.
Diminuisci velocità Consente di diminuire la velocità di taglio attuale del 3%. Fare doppio clic sul campo della velocità
per immettere un nuovo valore.
Funzionamento della tastiera: per modificare la velocità di taglio durante il taglio di un pezzo, premere
una volta il tasto Invio per evidenziare la velocità attuale, immettere una nuova velocità di taglio, quindi
premere nuovamente Invio.
Ripetizioni Se è attiva l’opzione Ripeti forma, premere il tasto funzione Ripetizioni per visualizzare il numero di righe
e di colonne che ancora devono essere tagliate. Il tasto funzione Ripetizioni funziona con il tasto funzione
Estendi che è attivo solo durante l’iniziazione della sequenza di taglio.
Timer ritardo di taglio I timer del ritardo di taglio definiscono la logica temporale per il taglio e sono disponibili sia per
l’ossitaglio sia per il plasma nella schermata di configurazione Tipi di taglio. In Modalità di taglio, il controllo
visualizza i ritardi prestabiliti così come vengono eseguiti in basso a destra della schermata. Per alcuni
tempi di ritardo, ad esempio Preriscaldamento e Sfondamento, un timer indica il tempo prestabilito e quello
restante. Di seguito è visibile un esempio di timer Preriscaldamento. I tempi relativi a Preriscaldamento,
Totale, Completato e Restante sono visualizzati come decimo di un secondo.
78 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Taglio dei pezzi
Quando si attiva l’ingresso Rilevamento taglio, il ciclo del tempo di ritardo Preriscaldamento termina. Il tempo sul punto di
attivazione diventa il nuovo tempo di Preriscaldamento per i tagli successivi.
Sono disponibili anche tre tasti funzione che possono essere utilizzati per modificare il ciclo di Preriscaldamento in corso.
Estendi Consente di prolungare il timer Preriscaldamento fino a quando viene arrestato con il tasto funzione Imposta ora
o Rilascia.
Imposta ora Consente di interrompere il timer di ritardo selezionato e di salvare il nuovo tempo impostato. Utilizzare il tasto
funzione Imposta ora con il tasto funzione Estendi per modificare il tempo di Preriscaldamento preimpostato.
Rilascia Consente di interrompere il timer di ritardo selezionato ma non modifica il tempo di ritardo originale.
Premere due volte il tasto Avvio per ignorare i ritardi del preriscaldamento e i ritardi del tempo di sfondamento, e avviare il
taglio in modalità Ossitaglio.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 79

Taglio dei pezzi
Multitasking
La funzionalità MultiTasking consente di caricare e configurare il programma di una nuova parte mentre è in corso il
programma di un’altra parte. Questa funzionalità è disponibile solo nella modalità operativa avanzata.
Per utilizzare la funzionalità MultiTasking, procedere come descritto di seguito:
1. Aprire la schermata Gestione forme e premere il tasto funzione MultiTasking. Il programma parte in uso viene
visualizzato in basso a destra della Finestra di anteprima.
2. Selezionare il programma di un’altra parte dall’Archivio forme o da un dispositivo di archiviazione. Il nuovo programma
viene visualizzato nella Finestra di anteprima.
3. Premere il tasto funzione MultiTasking per passare da un programma all’altro.
80 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Pausa del taglio
Taglio dei pezzi
Se il processo di taglio non viene eseguito correttamente, il CNC prevede le seguenti possibilità di ripristino:
Ripristino perdita taglio Le funzionalità di Ripristino perdita taglio del CNC sono disponibili nella schermata Pausa,
che viene visualizzata quando l’operatore preme Stop oppure quando il segnale del sensore di taglio non
viene più rilevato. Premere il tasto Annulla sulla schermata Pausa per annullare la parte in uso.
Torna a inizio Questa funzionalità consente di tornare al punto iniziale di avvio del programma parte. Se si utilizza la
funzione Torna a inizio dopo una perdita di taglio, tutte le informazioni sulla posizione attuale del dispositivo
di taglio sul percorso andranno perse.
Indietro e Avanti su percorso Questi due tasti funzione consentono di spostarsi avanti e indietro lungo il percorso di
taglio alla velocità di spostamento selezionata per individuare il punto in cui iniziare nuovamente lo
sfondamento. Premere il tasto Avvio per riprendere il taglio alla velocità di taglio programmata. Oltre a tutti
i segmenti di una parte standard, le funzioni Indietro e Avanti su percorso consentono anche il movimento
completo lungo tutte le sezioni della parte Ripeti forma.
Al pari delle funzioni disponibili nella Modalità manuale, le funzioni Indietro e Avanti su percorso utilizzano la
velocità di spostamento attualmente selezionata. Le differenti velocità consentono lo spostamento rapido
lungo il percorso o il posizionamento preciso del dispositivo di taglio.
In presenza di una perdita di taglio, la velocità indietro e avanti è quella utilizzata l’ultima volta. Per passare
da una velocità di spostamento all’altra, premere il tasto funzione Modifica velocità di spostamento nella
finestra Pausa. La velocità corrispondente viene visualizzata nella finestra Velocità di spostamento.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 81

Taglio dei pezzi
Passa a sfondamento/marcatura Premere il tasto funzione Passa a sfondamento/marcatura per spostarsi
direttamente su qualsiasi punto di sfondamento.
Immettere le informazioni relative al punto di sfondamento e premere Invio. Il dispositivo di taglio si sposta
direttamente sul punto di sfondamento desiderato.
Cambia modalità taglio Consente di alternare la modalità di riavvio tra Taglio e Prova. In questo modo l’operatore può
spostarsi lungo la parte parzialmente come taglio di prova e parzialmente come taglio effettivo.
Mod vel di spostam Consente di scorrere le quattro velocità di spostamento disponibili: Velocità massima macchina,
Alta velocità Jog, Velocità media Jog e Bassa velocità Jog nelle configurazioni della velocità.
Riavvio su percorso Per riavviare il taglio sul punto di sfondamento selezionato utilizzando Indietro su percorso,
premere il tasto AVVIO. La velocità di taglio e la modalità di taglio corrispondono a quelle in uso prima che
il movimento fosse sospeso a meno che i valori non siano stati modificati nella Watch Window.
Quando viene visualizzato Pausa finestra, i tasti freccia manuali sono completamente funzionali in modo da
consentire lo spostamento del dispositivo di taglio. Questo consente di spostare la macchina in qualsiasi
direzione (non necessariamente lungo il percorso) per ispezionare il pezzo tagliato parzialmente. Dopo che
il dispositivo di taglio viene spostato fuori dal percorso, viene visualizzato Pausa finestra fuori percorso.
Torna a percorso Premere il tasto funzione Torna a percorso nella finestra Pausa fuori percorso per far tornare il
dispositivo di taglio al punto del percorso di taglio dal quale si era allontanato. Questa funzionalità risulta
utile per ispezionare o sostituire componenti dopo una perdita di taglio e tornare quindi al punto in cui si è
verificata la perdita di taglio. Quando il dispositivo di taglio torna sul percorso di taglio, la Pausa finestra su
percorso viene ripristinata ed è possibile riprendere il taglio.
Spost part Consente di spostare l’intero pezzo sulla lamiera. Il punto lungo il percorso di taglio sul quale si sposta il
dispositivo di taglio diventa la posizione corrente del dispositivo di taglio. Viene visualizzata nuovamente la
finestra Pausa su percorso poiché il dispositivo di taglio si trova sul percorso.
Riavvio fuori percorso Premere il tasto Avvio, nella finestra Pausa fuori percorso per eseguire un taglio di entrata dal
punto fuori percorso al pezzo originale.
In presenza di una perdita di taglio, l’operatore può utilizzare il tasto Indietro su percorso nel menu della
finestra Pausa su percorso per posizionare il dispositivo di taglio sul percorso di taglio in cui si è verificata
la perdita del taglio. L’operatore può quindi utilizzare i tasti freccia manuali per far passare a scatti il
dispositivo di taglio fuori percorso in un punto di sfondamento appropriato.
Premere Avvia in questo punto per tagliare un nuovo taglio di entrata dal punto di sfondamento fuori
percorso sul punto lungo il percorso dal quale il dispositivo di taglio è stato spostato. Quando il dispositivo
di taglio viene riportato sul percorso, continua lungo il percorso per tagliare la sezione restante della parte.
82 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Taglio dei pezzi
Interrompi lavoro rapido La funzionalità Interrompi lavoro rapido consente di sospendere il programma parte corrente
e di conservare le informazioni sul pezzo e sulla posizione. Premere il tasto Annulla sulla schermata Pausa.
Sullo schermo viene visualizzato un messaggio che consente di salvare le informazioni sul pezzo.
Se si seleziona Sì, sulla schermata File viene visualizzato il pulsante Ripristina ultima parte. È possibile
caricare ed eseguire il programma di un’altra parte e tornare alla parte originale utilizzando il tasto funzione
Ripristina ultima parte. Il programma parte e la posizione vengono ripristinati.
Operazioni manuali
Il tasto della modalità manuale è indicato da un’icona a forma di mano. Se il tasto della modalità manuale non viene
visualizzato, premere [Maiusc + F11 o [ + F11 per visualizzare la schermata delle operazioni manuali.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 83

Taglio dei pezzi
Premere il tasto manuale sullo schermo per visualizzare la schermata riportata di seguito. I tasti direzionali per il
movimento a scatti sono attivi solo quando sono di colore verde.
Ogni volta che i tasti manuali sono attivi, l’icona del cursore nella finestra di visualizzazione dei grafici assume la forma di
una mano.
Nella finestra manuale la macchina può essere spostata in una delle otto direzioni mediante i tasti freccia. Il dispositivo di
taglio si sposta quando si tengono premuti i tasti freccia. Quando si rilascia il tasto, il dispositivo di taglio si
arresta lentamente.
Se la funzionalità Blocco tasti manuali è attivata nelle configurazioni del controllo, premere un’altra volta il tasto manuale
per consentire il movimento senza dover tener premuto il tasto freccia.
Questa funzionalità è disponibile per i tasti direzionali manuali nelle schermate Manuale, Allinea e Pausa. Quando questa
funzionalità è attivata, in basso a destra della finestra della parte viene visualizzata la finestra di dialogo “Blocco tasti
manuali attivo” di colore rosso.
È possibile sospendere il movimento premendo Stop, Annulla o mediante un tasto freccia. La funzionalità di blocco dei
tasti manuali può essere disattivata premendo nuovamente il tasto manuale.
Torna a inizio Ogni volta che si apre la finestra Manuale, vengono salvate le posizioni Trasversale e Binario in quel punto.
Dopo aver eseguito un taglio nervatura o altre operazioni manuali, potrebbe essere necessario tornare a
questa posizione “iniziale”.
Premere il tasto funzione Torna a inizio per generare il movimento sugli assi Trasversale e Binario dalla
posizione corrente della macchina nella posizione salvata all’apertura della Finestra manuale.
84 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Taglio dei pezzi
Sposta distanza Quando nella finestra della modalità manuale è visualizzata la sezione Solo spostamento, il secondo
tasto funzione a partire da sinistra cambia in Sposta distanza.
Il tasto funzione Sposta distanza consente di eseguire spostamenti su distanze esatte. Dopo aver premuto
il tasto Sposta distanza, il CNC chiede di immettere i valori relativi alla distanza Trasversale e Binario per il
movimento della macchina. Immettere i valori appropriati e premere INVIO.
Il dispositivo di taglio si sposta per la distanza immessa in linea dritta senza eseguire alcuna logica di taglio.
Al pari di qualsiasi movimento automatico, in qualsiasi momento è possibile premere STOP sul pannello
frontale per arrestare gradualmente la macchina prima che il movimento programmato sia completato.
Distanza di taglio Quando nella finestra della modalità manuale è visualizzata la sezione Taglio nervatura, il secondo
tasto funzione a partire da sinistra cambia in Distanza di taglio.
Questo tasto funzione consente di eseguire tagli nervatura di una lunghezza esatta. Dopo aver premuto il
tasto Distanza di taglio, il controllo chiede di immettere i valori relativi alla distanza Trasversale e Binario per
il movimento della macchina. Immettere i valori appropriati e premere INVIO.
Dopo che il dispositivo di taglio ha eseguito la sequenza della logica di taglio, si sposta per la distanza
immessa in linea dritta.
Se si immettono valori errati, premere in qualsiasi momento ANNULLA.
Dopo che il movimento ha avuto inizio, premere STOP sul pannello frontale per arrestare gradualmente la
macchina prima che il movimento programmato sia completato.
La modalità Taglio nervatura risulta utile per eseguire un taglio lungo un percorso lineare specificato.
Quando viene raggiunta la nuova posizione o quando si preme il tasto STOP, il movimento si arresta e
l’azione di taglio si interrompe.
Se non si conosce la distanza esatta, immettere una distanza superiore a quanto necessario nella direzione
destra, quindi premere STOP per terminare il taglio.
Opzioni manuali Premere il tasto funzione Opzioni manuali per accedere alla relativa schermata.
Asse posizione iniziale Premere il tasto funzione Asse posizione iniziale per accedere alla relativa schermata.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 85

Taglio dei pezzi
Visualizza foglio/Visualizza parte L’opzione Visualizza foglio consente di visualizzare il pezzo così come apparirebbe
sulla lamiera. Dopo aver premuto il tasto funzione Visualizza foglio, la finestra di visualizzazione viene
ingrandita in modo da mostrare la parte rispetto all’intera lamiera.
Dopo aver eseguito lo zoom indietro del display, è possibile eseguire nuovamente lo zoom in avanti
premendo il tasto + che consente inoltre di visualizzare le barre di scorrimento orizzontale e verticale.
Premere il tasto - per eseguire nuovamente lo zoom indietro.
Quando sono visualizzate le barre di scorrimento, è possibile tenere premuta la barra di scorrimento e
spostarla in modo da regolare la visualizzazione della macchina in orizzontale e in verticale. Questa
modalità risulta utile nella modalità di taglio normale per seguire da vicino il percorso di taglio quando è
attivo lo zoom in avanti.
Quando si esegue il taglio nella visualizzazione foglio, il controllo scorre automaticamente in modo da
mantenere la posizione di taglio centrata all’interno della schermata di visualizzazione. Questa funzionalità
risulta utile nella modalità di taglio normale per seguire il percorso di taglio quando è attivo lo zoom in avanti.
La funzione Visualizza foglio risulta utile quando sono stati immessi i valori corretti relativi alle dimensioni
della lamiera nelle configurazioni del taglio e quando la macchina è stata riposizionata nella posizione
iniziale. Se si stanno visualizzando parti di grandi dimensioni in fase di taglio con il display completamente
ingrandito, è probabile che il sistema non riesca a disegnare la parte sullo schermo prima che debba
passare alla successiva posizione di visualizzazione. In questo caso, lo schermo di visualizzazione potrebbe
lampeggiare. Per correggere il problema, eseguire lo zoom indietro a un’area di visualizzazione più grande.
Cambia mod manuale Questo tasto funzione alterna la modalità manuale del controllo tra Solo spostamento e
Taglio nervatura.
Se si preme questo tasto funzione, il secondo tasto funzione da sinistra cambia da Sposta distanza in
Distanza di taglio. La procedura per eseguire un taglio nervatura è descritta in dettaglio più avanti.
Mod vel di spostam Questo tasto funzione consente di alternare le quattro velocità di spostamento: Velocità massima
macchina, Alta velocità Jog, Velocità media Jog e Bassa velocità Jog nelle configurazioni della velocità.
Punti zero Premere questo tasto funzione per ripristinare tutte le posizioni degli assi su 0 (zero).
Esecuzione di un taglio nervatura
Quando nella finestra Modalità manuale è visualizzato Taglio nervatura, è possibile utilizzare i tasti freccia per iniziare una
sequenza di taglio e il movimento della macchina nella direzione scelta.
Per iniziare un taglio nervatura, procedere come descritto di seguito:
1. Verificare che sia selezionata la modalità di taglio corretta.
2. Verificare che nella finestra Velocità di taglio (modificabile nella modalità Taglio nervatura) sia visualizzata la corretta
velocità di taglio.
3. Premere il tasto freccia corrispondente alla direzione di inizio desiderata per il taglio.
La sequenza di taglio procede anche dopo aver rilasciato il tasto. Il movimento della macchina viene tuttavia generato
solo fino a quando si tiene premuto un tasto Freccia, a meno che sia stata abilitata la funzionalità di blocco dei
tasti manuali.
4. Utilizzare i tasti freccia per cambiare direzione.
5. Premere Stop, Annulla o Manuale per interrompere il funzionamento del dispositivo di taglio.
86 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Opzioni manuali
Taglio dei pezzi
Sollev torcia Consente di sollevare la torcia di taglio quando si preme il tasto funzione o fino a quando si attiva l’ingresso
Rilevamento torcia su. Se è installato un Sensor THC, il CNC utilizza le selezioni Velocità THC a scatti.
Abbassa torcia Consente di abbassare la torcia di taglio quando si preme il tasto funzione o fino a quando si attiva
l’ingresso Rilevamento torcia giù. Se l’uscita Torcia giù è stata abilitata per essere attiva durante il taglio
nelle configurazioni del plasma, premere il tasto funzione Abbassa torcia per mantenere la torcia nella
posizione abbassata fino a quando il tasto funzione Abbassa torcia non viene premuto una seconda volta.
Se è installato un Sensor THC, il CNC utilizza le selezioni Velocità THC a scatti.
Sfalsamento manuale Il tasto funzione Sfalsamento manuale è utile per i banchi da taglio con uno strumento di
allineamento del laser incorporato, poiché consente di utilizzare tale strumento per allineare un pezzo
rispetto a una lamiera.
Lo sfalsamento rimane in posizione fino a quando non viene disattivato da questa schermata o un pezzo
viene tagliato nella modalità di taglio plasma o ossitaglio.
È possibile scegliere i seguenti sfalsamenti manuali:
Definito dall’utente: Utilizza la distanza Sfalsamento X/Y selezionata
Puntatore laser su plasma 1: Sfalsam 10
Puntatore laser su plasma 2: Sfalsam 11
Puntatore laser su ossitaglio: Sfalsam 12
Questa regolazione viene visualizzata nella casella del gruppo Mirino laser in questa schermata.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 87

Taglio dei pezzi
Riposiz rotore di ribalt Esegue un movimento nella posizione Riposizionamento rotazione predefinita.
Sposta asse rotaz Consente di spostarsi in una posizione dell’asse di rotazione specificata. Immettere la posizione
nella finestra di dialogo visualizzata dopo aver premuto questo tasto.
Sposta asse ribalt Consente di spostarsi in una posizione dell’asse di ribaltamento specificata. Immettere la posizione
nella finestra di dialogo visualizzata dopo aver premuto questo tasto.
Reg asim dop macc tagl Consente di spostare il motore del binario principale utilizzando i tasti direzionali manuali di
movimento a scatto per correggere o allineare nuovamente l’asimmetria della macchina di taglio a portale.
Questo movimento è consentito solo dopo aver inserito la password.
Consultare la documentazione del produttore del banco per evitare di danneggiare il macchinario.
Eseg spaz torce Esegue le attività di routine di spaziatura della torcia (questa funzione necessita di speciali codici
programma. Per ulteriori informazioni, consultare la Guida per il programmatore della Serie V9 del software
Phoenix). Il numero di torce da spaziare e la distanza possono essere inseriti in questa schermata.
Premendo Eseg spaz torce (esegui spaziatura torce) si genera un file .txt e si spostano torce multiple in
posizioni con spaziatura uniforme lungo l’asse trasversale.
Asse posizione iniziale
Tutti gli assi possono essere “riposizionati” singolarmente o collettivamente nella schermata Posizione iniziale. Gli assi
Trasversale e Binario possono inoltre essere inviati a una delle 12 posizioni iniziali alternate programmate.
88 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8

Taglio dei pezzi
La funzionalità Posizione iniziale consente di configurare una posizione fisica assoluta e nota sul banco da taglio che
viene utilizzata per fare riferimento a futuri comandi “Vai a posizione iniziale” o altri comandi di movimento. In genere ciò
viene ottenuto tramite l’attivazione di un interruttore di riposizionamento posizionato sull’apposito asse, assegnando ad
esso una posizione fisica nota.
Quando sul CNC viene immesso il comando di riposizionamento, il CNC sposta l’asse verso gli interruttori di
riposizionamento ad alta velocità riposizionamento fino a quando gli interruttori vengono attivati. Dopo che gli interruttori
sono stati attivati, il movimento si arresta e l’asse si sposta nella direzione opposta all’interruttore alla velocità
riposizionamento bassa.
Quando l’interruttore viene disattivato, la posizione viene registrata sul CNC e viene fornito un punto di riferimento
assoluto per i futuri comandi di movimento.
Trasversale Premere il tasto funzione Trasversale per avviare la procedura di riposizionamento automatica. In genere tale
procedura genera un movimento della macchina sull’asse Trasversale, a seconda dei parametri di
riposizionamento impostati in Configurazioni.
Binario Premere il tasto funzione Binario per avviare la procedura di riposizionamento automatica. In genere tale
procedura genera un movimento della macchina sull’asse Binario, a seconda dei parametri di
riposizionamento impostati in Configurazioni.
CBH Premere il tasto funzione CBH per avviare la procedura di riposizionamento automatica. In genere tale procedura
genera un movimento della macchina sull’asse CBH, a seconda dei parametri di riposizionamento
impostati in Configurazioni.
THC Premere il tasto funzione THC per avviare la procedura di riposizionamento automatica per l’unità Sensor THC. In
genere tale procedura genera un movimento della macchina sull’asse THC, a seconda dei parametri di
riposizionamento impostati in Configurazioni.
Ribalta Premere il tasto funzione Ribalta per avviare la procedura di riposizionamento automatica per l’asse di ribaltamento.
Ruota Premere il tasto funzione Ruota per avviare la procedura automatica di riposizionamento per l’asse di rotazione.
Nota: se sono abilitati gli assi Ribalta e Ruota, verrà visualizzata la finestra riportata di seguito che consente di
accedere agli assi Rib/Ruota e ad altri assi.
Selezionare Sì per accedere al riposizionamento per gli assi Ribalta e Ruota.
Selezionare No per accedere alle funzioni di riposizionamento per gli altri assi.
Tutti Premere il tasto funzione Tutti per avviare la procedura di riposizionamento automatica. Normalmente tale procedura
genera un movimento della macchina su uno o più assi, a seconda dei parametri di riposizionamento
impostati in Configurazioni.
Vai a posizione iniziale Premere uno dei quattro tasti funzione Vai a posizione iniziale per spostare gli assi Trasversale
e Binario nella posizione predefinita impostata nella corrispondente finestra di modifica. Le posizioni Vai a
sono assolute e richiedono che sia già stata eseguita una procedura di riposizionamento automatica.
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8 89
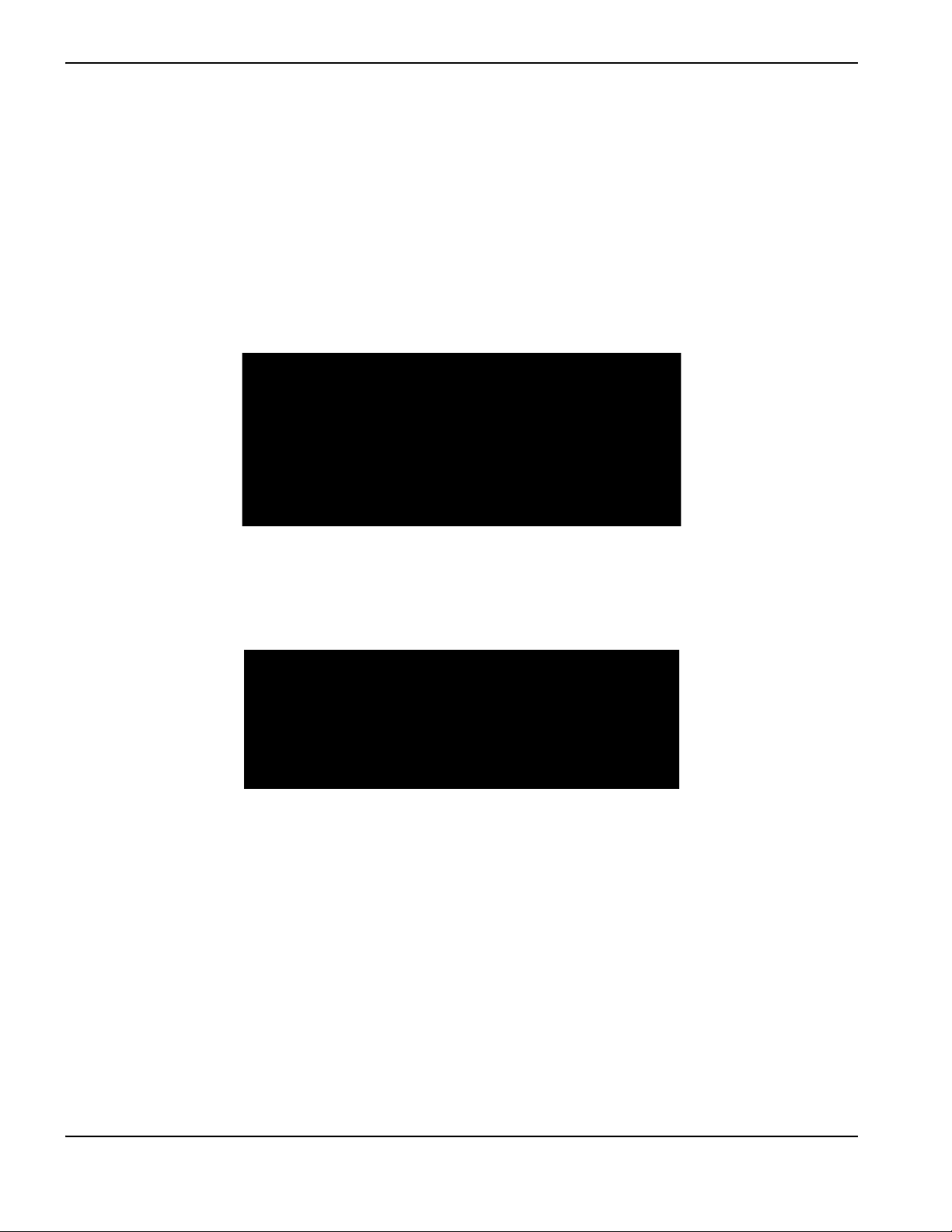
Taglio dei pezzi
Verifica True Hole
La tecnologia True Hole di Hypertherm è una combinazione specifica di parametri collegata a corrente, tipo di materiale,
spessore del materiale e dimensioni del foro. La tecnologia True Hole richiede un sistema plasma HyPerformance
HPRXD con consolle del gas automatica abbinato a un banco da taglio, un software di nesting, un CNC e un controllo di
altezza torcia compatibili True Hole.
Quando il CNC prepara il taglio di una parte con tecnologia True Hole, verificherà le impostazioni specifiche per la
tecnologia True Hole. Se secondo il CNC queste impostazioni non sono corrette per tagliare parti True Hole, presenterà
l’opzione per la correzione automatica.
È possibile identificare una parte True Hole all’apertura del file del pezzo sul CNC.
Se al di sotto della parte True Hole non compare il testo “con tecnologia True Hole”, le impostazioni del software
potrebbero non essere corrette.
1. Premere Avvio sul pannello frontale del CNC per avviare la verifica True Hole. Per prima cosa, il CNC controlla se le
impostazioni del controllo di sfondamento per il THC sono corrette.
Il controllo di sfondamento viene assegnato in Impostazioni > Password > Impostazioni macchina > Schermata I/O.
90 Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8
 Loading...
Loading...