


Taglio e marcatura con XPR®
®
su EDGE
Connect CNC
Appendice Manuale
809900IT | Revisione 5 | Settembre 2019 | Italiano | Italian

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Soporte.Tecnico@hypertherm.com (Technical Service Email)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com (Technical Service Email)
Hypertherm (Singapore) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
Marketing.asia@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
HTJapan.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Europe B.V.
Vaartveld 9, 4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com
(Technical Service Email)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com
(Technical Service Email)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service Email)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
Marketing.korea@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 (0) 437 606 995 Tel
61 7 3219 9010 Fax
au.sales@Hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
HTIndia.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
© 2018 Hypertherm, Inc. Tutti i diritti riservati.
XPR170, XPR300, XPR, EDGE, Phoenix, ProNest, Sensor, HPRXD, Powermax, True Hole, CutPro e Hypertherm sono marchi depositati di
Hypertherm, Inc. e possono essere registrati negli Stati Uniti e/o in altri paesi. Tutti gli altri marchi depositati appartengono ai rispettivi proprietari.
La tutela dell’ambiente è uno dei valori fondamentali di Hypertherm è cruciale per il nostro successo e per il successo dei nostri clienti. Ci stiamo
adoperando per ridurre l’impatto ambientale in tutto quello che facciamo. Per ulteriori informazioni: www.hypertherm.com/environment.
1/28/16

Contenuto
Prima di iniziare....................................................................................................................................................... 5
Collegare un XPR a un EDGE Connect CNC................................................................................................ 6
Configurare una rete EtherCAT con un XPR................................................................................................... 7
Configurare un CNC con un XPR...................................................................................................................... 8
Accertarsi che Sensor THC sia configurato............................................................................................. 8
Definire gli strumenti installati e i processi utilizzati (schermata Configurazioni speciali) .............. 8
Configurare le stazioni (schermata Configurazione stazione)............................................................... 9
I/O digitale a funzione fissa per XPR assegnata automaticamente.............................................. 9
Configurare Watch Window e l’Oscilloscopio per informazioni su XPR......................................... 11
I/O digitale a funzione fissa per XPR................................................................................................. 11
Dati di processo per XPR .................................................................................................................... 12
Errori di sistema e guasti XPR ............................................................................................................ 12
Tagliare e marcare un pezzo con XPR ............................................................................................................ 12
Con un programma pezzi ProNest............................................................................................................ 13
Senza un programma pezzi ProNest (taglio e marcatura di base)..................................................... 15
Annullamento tramite operatore dei parametri della tabella di taglio ................................................ 16
Sequenza di taglio plasma ................................................................................................................................. 19
Ricerca guasti e diagnostica ............................................................................................................................. 21
Preparazione XPR......................................................................................................................................... 21
Vedere le informazioni sugli errori di XPR nel CNC.............................................................................. 22
Messaggio di stato ................................................................................................................................ 22
Finestra di dialogo di errore................................................................................................................. 23
Watch Window Errori di sistema ....................................................................................................... 23
Log diagnostica XPR ............................................................................................................................ 24
Controllo XPR dal CNC .............................................................................................................................. 25
Stato e connessione ............................................................................................................................. 25
Versioni firmware.................................................................................................................................... 26
I/O del generatore di plasma, temperature e stato del chopper................................................. 27
EDGE Connect Appendice Manuale 809900IT 3

Contenuto
Controllo e verifica flussi di gas................................................................................................................. 28
Controllo flussi di gas ........................................................................................................................... 28
Verifica flussi e perdite di gas............................................................................................................. 29
Visualizzare le informazioni su XPR tramite l’Interfaccia Web XPR................................................... 30
Portare un XPR nella rete EtherCAT in assistenza................................................................................ 30
Appendice A: Programmi pezzi ProNest per XPR........................................................................................ 32
Formato del programma pezzi ProNest per XPR................................................................................... 32
Annullamenti di processo............................................................................................................................ 33
Codici di annullamento......................................................................................................................... 33
Annullamenti dell’altezza di sfondamento e di trasferimento ....................................................... 35
Codici di marcatura ............................................................................................................................... 35
Codici True Hole.................................................................................................................................... 36
Codici contorno interno........................................................................................................................ 36
Programma per pezzi ProNest campione......................................................................................... 36
Differenze tra i programmi pezzi ProNest XPR e HPRXD ................................................................... 37
Selezione processo............................................................................................................................... 38
Marcatura................................................................................................................................................. 38
True Hole ................................................................................................................................................. 39
Annullamenti............................................................................................................................................ 40
Altezza di sfondamento e di trasferimento ....................................................................................... 40
Appendice B: Marcatura polvere ossitaglio................................................................................................... 41
Linee guida ..................................................................................................................................................... 41
Marcatura con polvere ossitaglio e taglio con XPR .............................................................................. 41
Appendice C: Opzioni per marcatura testo ................................................................................................... 43
4 809900IT Appendice Manuale EDGE Connect

Prima di iniziare
Questa appendice del EDGE® Connect Installation and Setup Manual (manuale per il montaggio
e l’installazione di EDGE
un generatore di plasma XPR
informazioni sulla ricerca guasti e la diagnostica dell’XPR.
Questa appendice riguarda sistemi di taglio dotati di:
EDGE Connect CNC con Phoenix
Software di nesting ProNest
Archivi ProNest CNC 1.3 o successivi
Controllo di altezza torcia Sensor™ THC
Uno o due generatori di plasma XPR con la seguente versione della scheda di controllo
del firmware:
Scheda di controllo principale: versione M o successive
Taglio e marcatura con XPR su EDGE Connect CNC
®
Connect) (809340) spiega come montare un EDGE Connect CNC con
®
e come tagliare e marcare i pezzi con un XPR. Fornisce anche
®
10.13.0 o successivi
®
CNC 2019 13.0.3 o successivi
Consolle di collegamento del gas: versione J o successive
Consolle di collegamento della torcia: versione M o successive
Chopper intelligente: versione J o successive
Per scoprire quale versione di firmware è attualmente installata
su un XPR, vedere Versioni firmware a pagina 26.
Attualmente Phoenix non supporta l’installazione di un generatore
di plasma HPRXD
®
EtherCAT® e un generatore di plasma XPR EtherCAT
nello stesso sistema di taglio. Attualmente Phoenix non supporta
l’installazione di un generatore di plasma non-EtherCAT come un
Powermax
®
e un generatore di plasma XPR EtherCAT nello stesso
sistema di taglio.
Per ulteriore supporto tecnico su XPR, vedere il manuale fornito insieme al generatore
di plasma XPR:
XPR170™ Plasma Instruction Manual (Manuale di istruzione plasma XPR170™) (810060)
XPR300™ Plasma Instruction Manual (Manuale di istruzione plasma XPR300™) (809480)
EDGE Connect Appendice Manuale 809900IT 5

Taglio e marcatura con XPR su EDGE Connect CNC
Collegare un XPR a un EDGE Connect CNC
I componenti di una rete EtherCAT (o bus di campo), come amplificatori degli azionamenti, moduli
I/O e generatori di plasma, sono collegati all’EDGE Connect CNC attraverso una catena di cavi
EtherCAT. Il primo cavo parte dal CNC e si collega al primo componente. Un altro cavo collega
il primo componente al secondo, e così via da un componente all’altro. Solitamente i primi
componenti sono gli azionamenti, seguiti dai moduli I/O. Il generatore di plasma deve essere
l’ultimo componente della rete.
Per ulteriori informazioni su come collegare un XPR con un EDGE Connect CNC, vedere il manuale
di istruzione fornito insieme al generatore di plasma XPR.
Per un diagramma di sistema che mostri tutti i componenti collegati, vedere il diagramma di sistema
EDGE Connect TC nella EDGE
di installazione e montaggio di EDGE
L’accensione a distanza acceso/spento deve essere collegata in modo
discreto dal produttore del sistema di taglio. Per ulteriori informazioni,
vedere il manuale di istruzione fornito insieme al generatore di plasma
XPR. Vedere inoltre la descrizione dell’ingresso Stato Remoto di XPR
dell’EDGE Connect a Tabella 3 apagina10.
®
Connect Installation and Setup Manual Sezione 1 del (manuale
®
Connect) (809340).
Prima di procedere con il passo successivo, accertarsi che il sistema di taglio sia pronto
per il movimento:
Tutti i componenti sono installati, configurati, collegati al CNC con un cavo EtherCAT
ealimentati.
I motori sono connessi alle unità.
6 809900IT Appendice Manuale EDGE Connect

Configurare una rete EtherCAT con un XPR
In una rete EtherCAT ciascun componente viene considerato un dispositivo slave e deve essere
incluso nel file di configurazione della rete EtherCAT (Phoenix.xml) sul CNC (master). Una volta
che tutti i componenti del sistema di taglio sono stati collegati all’EDGE Connect CNC tramite
cavi EtherCAT, la rete EtherCAT può essere scansionata e configurata utilizzando Hypertherm
EtherCAT Studio.
Con Hypertherm EtherCAT Studio, quando si scansionano i dispositivi slave sulla rete, un XPR
viene visualizzato nell’elenco dei dispositivi slave come XPR. Vedere Figura 1.
Figura 1 – Elenco dei dispositivi slave
Taglio e marcatura con XPR su EDGE Connect CNC
Per le istruzioni sulla configurazione della rete EtherCAT, vedere Configurare una rete EtherCAT
nella Sezione 4 del EDGE
e l’installazione di EDGE
Prima di iniziare la configurazione della rete EtherCAT, collegare una
tastiera e un mouse al CNC.
EDGE Connect Appendice Manuale 809900IT 7
®
Connect Installation and Setup Manual (manuale per il montaggio
®
Connect) (809340).

Taglio e marcatura con XPR su EDGE Connect CNC
Configurare un CNC con un XPR
Accertarsi che Sensor THC sia configurato
Queste istruzioni presuppongono che Sensor THC sia configurato nella schermata Configurazioni
macchina (Configurazioni > Password > Configurazioni macchina). Per le istruzioni,
vedere Sezione 8, Controllo di altezza torcia (THC) del EDGE
Manual (manuale per il montaggio e l’installazione di EDGE
Durante il rilevamento della lamiera per il taglio sott’acqua e a iniezione
d’acqua, Phoenix utilizza automaticamente solo forza frenante (rilevamento
dell’altezza con serraggio controllato) piuttosto che contatto ohmico
(rilevamento dell’altezza tramite contatto con l’ugello) con backup di forza
frenante. Accertarsi di impostare correttamente la Tolleranza della forza
frenante e di utilizzare amplificatori degli azionamenti che supportano
il rilevamento dell’altezza con serraggio controllato. La torcia potrebbe
entrare in collisione con la lamiera se l’amplificatore degli azionamenti
non supporta il rilevamento dell’altezza con serraggio controllato.
®
Connect Installation and Setup
®
Connect) (809340).
Definire gli strumenti installati e i processi utilizzati (schermata Configurazioni speciali)
1. Selezionare Configurazioni > Password > Configurazioni speciali.
2. Selezionare il plasma appropriato. Consultare Tabella 1 per ulteriori informazioni.
Non selezionare Marcatore 1 e Marcatore 2. Non è necessario con un
XPR. I processi di taglio XPR includono automaticamente le informazioni
dei processi di marcatura e non sono necessari processi (o schermate)
di marcatura separati.
Tabella 1 – Selezioni del processo plasma nella schermata Configurazioni speciali.
Quando si ha... e... Selezionare...
Una torcia singola/XPR170
o XPR300
Due torce/XPR170 e/o
XPR300
Due torce/XPR170 e/o
XPR300
Un processo di taglio/marcatura
Un processo di taglio/marcatura
Due processi di taglio/marcatura
Plasma 1
Plasma 1
Plasma 1 e Plasma 2
8 809900IT Appendice Manuale EDGE Connect
Taglio e marcatura con XPR su EDGE Connect CNC
Configurare le stazioni (schermata Configurazione stazione)
1. Scegliere Configurazioni > Password > Configurazione stazione.
2. Effettuare le selezioni appropriate: Consultare Tabella 2 per ulteriori informazioni.
Il Marcatore 1 e il Marcatore 2 sono configurati automaticamente
su Nessuno e sono di sola lettura. I processi di taglio XPR includono
automaticamente le informazioni dei processi di marcatura e non
sono necessari processi (o schermate) di marcatura separati.
Tenere presente che, selezionando un generatore plasma XPR nella
schermata Configurazione stazione, Phoenix attiva automaticamente
le tabelle di taglio XPR.
Tabella 2 – Configurazione della stazione nella schermata Configurazione stazione
Quando si ha... e... Selezionare...
Una torcia singola/XPR Un processo di
taglio/marcatura
Due torce/XPR Un processo di
taglio/marcatura
Due torce/XPR Due processi di
taglio/marcatura
Stazione 1:
• Carrello torcia:
Sensor THC
• Plasma 1: XPR
• Plasma 2: Nessuna
Stazione 1:
• Carrello torcia:
Sensor THC 1
• Plasma 1: XPR
• Plasma 2: Nessuna
Stazione 1:
• Carrello torcia:
Sensor THC 1
• Plasma 1: XPR
• Plasma 2: Nessuna
Stazione 2:
• Carrello torcia:
Nessuna
• Plasma 1: Nessuna
• Plasma 2: Nessuna
Stazione 2:
• Carrello torcia:
Sensor THC 2
• Plasma 1: XPR
• Plasma 2: Nessuna
Stazione 2:
• Carrello torcia:
Sensor THC 2
• Plasma 1: Nessuna
• Plasma 2: XPR
I/O digitale a funzione fissa per XPR assegnata automaticamente
Selezionando un generatore plasma XPR nella schermata Configurazione stazione, Phoenix
assegna automaticamente il seguente I/O digitale a funzione fissa per quel determinato generatore
di plasma. In caso di due XPR, l’I/O digitale a funzione fissa viene numerato di conseguenza
(ad esempio Sensore di taglio XPR 1, Sensore di taglio XPR 2, e così via).
Esiste anche un ingresso analogico a funzione fissa: Tensione d’arco
XPR. Questo ingresso è assegnato automaticamente quando si configura
un Sensor THC nella schermata Configurazioni macchina
(Configurazioni > Password > Configurazioni macchina).
EDGE Connect Appendice Manuale 809900IT 9

Taglio e marcatura con XPR su EDGE Connect CNC
Ingressi: Uscite:
• Rilevamento taglio XPR
• Sensore contatto ugello XPR
• Processo XPR pronto
• XPR pronto all’avvio
• Stato remoto di XPR
• Controllo di taglio XPR
• Mantenimento innesco XPR
• Attivazione contatto ugello XPR
• Controllo di sfondamento XPR
L’I/O digitale a funzione fissa viene costantemente aggiornato sulla rete EtherCAT.
Per la descrizione di ciascun punto I/O vedere Tabella 3 e Tabella 4.
Tabella 3 – Ingressi digitali a funzione fissa
Ingressi
Rilevamento taglio XPR Questo ingresso avvisa il CNC che la torcia ha trasferito l’arco
sulla lamiera.
Sensore contatto ugello XPR Questo ingresso è utilizzato durante il rilevamento di altezza iniziale (IHS)
per rilevare la superficie della lamiera.
Nota: Durante il rilevamento della lamiera per il taglio sott’acqua
e a iniezione d’acqua, Phoenix utilizza automaticamente solo forza frenante
(rilevamento dell’altezza con serraggio controllato) piuttosto che contatto
ohmico (rilevamento dell’altezza tramite contatto con l’ugello) con backup
di forza frenante. Vedere Accertarsi che Sensor THC sia configurato
a pagina 8 per ulteriori informazioni.
Processo XPR pronto Questo ingresso avvisa il CNC che XPR ha completato il passaggio
al processo di taglio/marcatura inviato dal CNC.
XPR pronto all’avvio Questo ingresso avvisa il CNC che XPR è pronto a ricevere l’ingresso
Avvio plasma di XPR.
Stato remoto di XPR L’ingresso acceso/spento da remoto di XPR attiva l’uscita Stato
Remoto di XPR. Il CNC riceve questa uscita come ingresso Stato
Remoto di XPR sulla rete EtherCAT.
Nota: L’ingresso acceso/spento da remoto di XPR deve essere collegato
in modo discreto dal produttore del sistema di taglio.
Per ulteriori informazioni, vedere il manuale di istruzione fornito insieme
al generatore di plasma XPR.
10 809900IT Appendice Manuale EDGE Connect

Taglio e marcatura con XPR su EDGE Connect CNC
Tabella 4 – Uscite digitali a funzione fissa
Uscite
Controllo di taglio
XPR
Mantenimento innesco
XPR
Attivazione contatto
ugello XPR
Controllo di
sfondamento XPR
Questa uscita attiva l’ingresso Avvio del plasma dell’XPR. Controllo di taglio
si accende e rimane acceso fino a quando è eseguito il comando M08
(Taglio disattivato) nel programma pezzi.
Questa uscita attiva l’ingresso Mantenimento innesco di XPR.
In un sistema di taglio XPR singolo, l’uscita Mantenimento innesco si accende
se è attivata l’opzione Preflusso durante l’IHS (in Configurazioni > Processo >
Plasma 1).
In un sistema di taglio XPR multiplo, se si attiva l’opzione Preflusso durante
l’IHS (in Configurazioni > Processo > Plasma1/2), l’uscita Mantenimento
innesco si accende quando la torcia inizia ad abbassarsi verso la lamiera.
Se l’opzione Preflusso durante l’IHS è disattivata, l’uscita Mantenimento
innesco si accende quando il THC raggiunge l’Altezza IHS iniziale.
Questa uscita si attiva quando il Sensor THC raggiunge l’Altezza IHS iniziale.
Rimane attiva durante l’IHS di Sensor THC.
Questa uscita si accende con l’uscita Controllo taglio o dopo che l’uscita
Mantenimento innesco si è spenta. Si accende prima dell’innesco della torcia
e rimane accesa fino al completamento dello sfondamento.
Configurare Watch Window e l’Oscilloscopio per informazioni su XPR
Attualmente in Phoenix, le informazioni su XPR sono supportate con Watch Window I/O,
Dati di processo ed Errori di sistema, con l’Oscilloscopio e la schermata Processo plasma.
Attualmente Phoenix non supporta una Watch Window Informazioni
su XPR (analogamente a Watch Window num. 1 Alimentazione HPR).
Per avere queste informazioni, utilizzare la Visualizzazione diagnostica
XPR. Vedere Controllo XPR dal CNC apagina25.
I/O digitale a funzione fissa per XPR
L’I/O digitale a funzione fissa per XPR è disponibile nelle Watch Window Ingresso/Uscita
e nell’Oscilloscopio.
Per vedere/registrare l’I/O digitale a funzione fissa per XPR eseguire le seguenti operazioni:
Configurare una Watch Window Ingresso/Uscita (Configurazioni > Watch)
Creare un log dell’Oscilloscopio che comprenda l’I/O
(Configurazioni > Diagnostica > Oscilloscopio).
Per consultare un elenco di I/O digitali a funzione fissa disponibili,
vedere pagina 10.
Esiste anche un ingresso analogico a funzione fissa: Tensione d’arco
XPR. Questo ingresso è assegnato automaticamente quando si configura
un Sensor THC nella schermata Configurazioni macchina
(Configurazioni > Password > Configurazioni macchina).
EDGE Connect Appendice Manuale 809900IT 11

Taglio e marcatura con XPR su EDGE Connect CNC
L’I/O digitale a funzione fissa inizia a 513. L’ingresso analogico della
tensione d’arco XPR è a 33.
Dati di processo per XPR
Per accedere ai dati di processo per XPR, eseguire le seguenti operazioni:
Andare alla schermata Processo plasma
(Configurazioni > Processo > Plasma 1 o Plasma 2)
Configurare una Watch Window Dati di processo (Configurazioni > Watch)
Oltre ai dati di processo precedentemente disponibili in Phoenix per i generatori di plasma,
sono disponibili nuove informazioni per XPR:
ID record: Questo è il numero di identificazione univoco del record nel database della
tabella di taglio XPR che contiene tutti i parametri necessari perché Phoenix e XPR
eseguano un programma pezzi. Il record include gli ID processo corrispondenti per taglio,
marcatura e True Hole
il programma pezzi.
ID processo: Si tratta del numero di identificazione del processo di XPR per il quale
i parametri della tabella di taglio sono attualmente in uso. Può essere un ID processo
di taglio marcatura o True Hole.
®
(ove applicabile), che Phoenix invia a XPR quando esegue
L’ID record e ID processo vengono inoltre mostrati nella schermata
Tabella di taglio (Configurazioni > Processo > Plasma 1/2 > Tabella
di taglio). Vedere Figura 2 a pagina 16.
Errori di sistema e guasti XPR
Per visualizzare gli errori di sistema e i guasti di un XPR, eseguire le seguenti operazioni:
Configurare una Watch Window Errori di sistema (Configurazioni > Watch).
La Watch Window Errori di sistema mostra gli errori e i guasti dell’XPR.
Per visualizzare tutte le informazioni diagnostiche, compresi stati
e avvertenze, utilizzare l’Interfaccia Web di XPR.
Per ulteriori informazioni, consultare Ricerca guasti e diagnostica apagina21.
Tagliare e marcare un pezzo con XPR
Esistono due modi principali per eseguire taglio e marcatura con XPR:
Con un programma pezzi ProNest
Senza un programma pezzi ProNest (taglio e marcatura di base)
In questa sezione vengono spiegate entrambe le opzioni.
12 809900IT Appendice Manuale EDGE Connect

Con un programma pezzi ProNest
Se si dispone di un programma pezzi creato con ProNest per XPR, il programma pezzi utilizza
automaticamente le competenze di processo integrate fornite dalle tabelle di taglio di Hypertherm.
La tabella di taglio contiene tutti di parametri di processo che servono a XPR e a Phoenix sul CNC
per ottenere risultati migliori durante il taglio e la marcatura, compresa la qualità True Hole per
qualsiasi cerchio compatibile con True Hole all’interno di un pezzo.
Accertarsi che siano state attivate le seguenti configurazioni Codice di
programma nella schermata Taglio in Phoenix (Configurazioni > Taglio):
Annullamento codice EIA G59, Annullamento selezione processo,
Annullamento kerf EIA e Annullamento EIA F-Code.
Per tagliare o marcare con un programma pezzi ProNest, utilizzare la Procedura guidata CutPro®
oppure eseguire i seguenti passaggi.
1. Caricare il programma pezzi (File > Carica da disco).
2. Allineare il pezzo alla lamiera (Opzioni pezzo in uso > Allinea).
Taglio e marcatura con XPR su EDGE Connect CNC
3. Su Soft Op Con, scegliere Modalità programma (Automatica) per la stazione
che si desidera usare.
4. Premere Avvio.
Quando il CNC legge il codice M07 (Taglio attivato) nel programma pezzi, vengono caricati
i seguenti parametri per il processo specificato dalla tabella di taglio.
Altezza di
Tensione d’arco
Corrente di taglio
Altezza di taglio
Velocità di taglio
Tipo di gas e portata
di flusso
Kerf
sfondamento
Tempo di
sfondamento
Altezza di
trasferimento
Questi parametri di processo vengono caricati ogni volta che il CNC legge un comando M07
(Taglio acceso) nel programma pezzi. La schermata della Tabella di taglio mostra i paramenti
di processo attualmente caricati.
Non è possibile annullare tali parametri di processo dal CNC. Per annullare i parametri di processo,
le modifiche devono essere apportate in ProNest. Per ulteriori informazioni, consultare Appendice
A: Programmi pezzi ProNest per XPR apagina32.
Ci sono altri parametri che un operatore può annullare dal CNC. I parametri che un operatore
può e non può annullare dal CNC sono elencati nella Tabella 5 apagina14.
Un operatore può sempre utilizzare i potenziometri velocità per modificare
la velocità di programmazione.
EDGE Connect Appendice Manuale 809900IT 13

Taglio e marcatura con XPR su EDGE Connect CNC
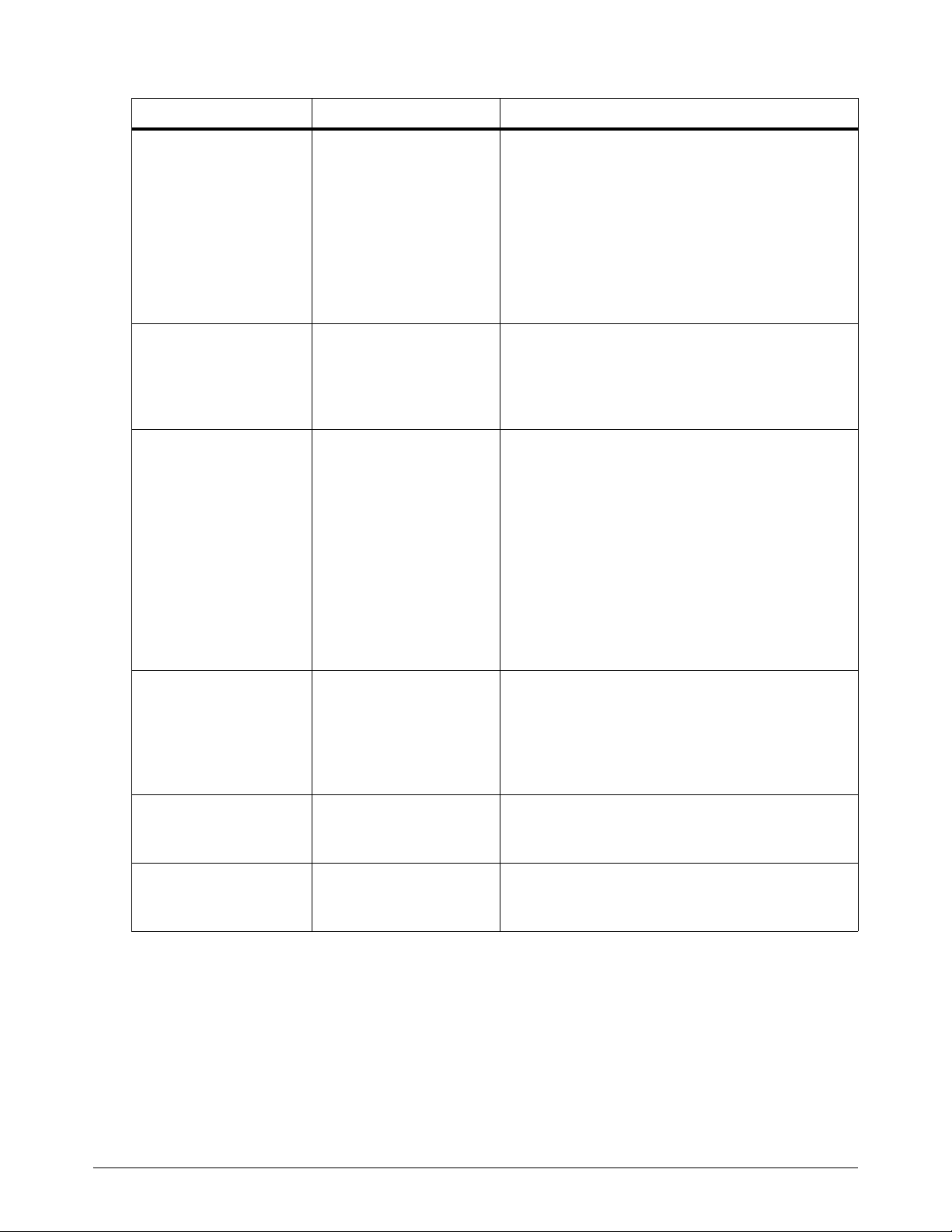
Tabella 5 – I parametri di taglio che un operatore può e non può annullare dal CNC
Schermata È possibile annullare Non è possibile annullare
Processo
(Configurazioni > Processo >
Plasma 1 o Plasma 2)
Watch Window Dati
di processo
(Configurazioni > Watch)
• Tempo spegn. arco
• Ritardo AVC
• Altezza iniziale IHS
• Tempo riacq. kerf
• Alt. evitam. residui
• Altezza risalita
• Salta IHS entro
• Tempo di arresto
• Tempo spegn. arco
• Ritardo AVC
• Altezza iniziale IHS
• Alt. evitam. residui
•Ritardo risalita
• Salta IHS entro
• Tempo di arresto
Nota: Se l’opzione Controllo per
impostazione automatica dei
parametri viene selezionata per
un parametro nella schermata
Processo, non è possibile
annullare tale parametro in
una Watch Window.
• Tempo marcia lenta
• Altezza di taglio
• Ritardo altezza di taglio
• Tempo spegn. taglio
• Velocità di taglio
• Altezza di sfondamento
• Tempo di sfondamento
• Imposta corrente arco
• Imposta tensione d’arco
• Altezza di trasferimento
• Tempo marcia lenta
• Altezza di taglio
• Ritardo altezza di taglio
• Tempo spegn. taglio
•Kerf
• Altezza di sfondamento
• Tempo di sfondamento
•Velocità plasma
• Imposta tensione d’arco
• Altezza di trasferimento
Taglio
(Configurazioni > Taglio)
N/D • Velocità di taglio
•Kerf
14 809900IT Appendice Manuale EDGE Connect

Taglio e marcatura con XPR su EDGE Connect CNC
Senza un programma pezzi ProNest (taglio e marcatura di base)
Il taglio e la marcatura senza l’utilizzo di un programma pezzi ProNest o un altro programma
CAM vengono definiti taglio e marcatura di base. Alcuni esempi di taglio e marcatura di base
comprendono i seguenti elementi:
Il programma pezzi non ha alcun codice avanzato. I codici avanzati includono, a titolo
non esaustivo, variabili di processo G59, selezioni stazioni M37, selezioni processo M36,
codici kerf G43, offset marcatori e altro ancora.
Dall’Archivio forme viene selezionata una forma semplice ma poi la sua lavorazione viene
cancellata attraverso ProNest CNC.
Per pezzi con cerchi compatibili con True Hole, questo viene applicato
esclusivamente se il pezzo viene lavorato tramite ProNest CNC. Altrimenti,
i processi True Hole non vengono applicati al taglio di base.
Viene utilizzato un programma pezzi creato con ProNest o un altro software CAM ma nella
schermata Taglio in Phoenix (Configurazioni > Taglio) vengono disabilitate le impostazioni
Annullamento codice EIA G59, Annullamento selezione processo, Annullamento kerf EIA
e Annullamento EIA F-Code.
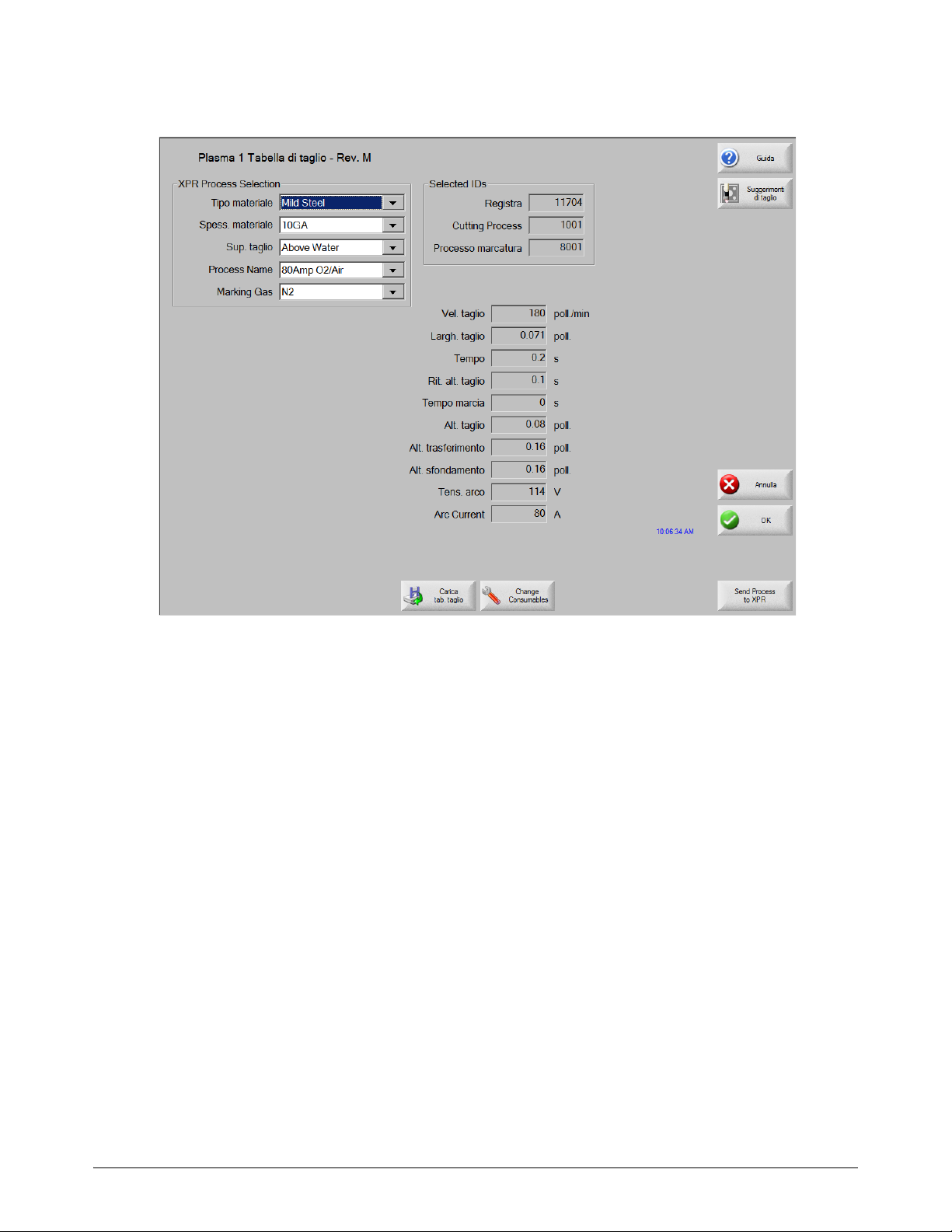
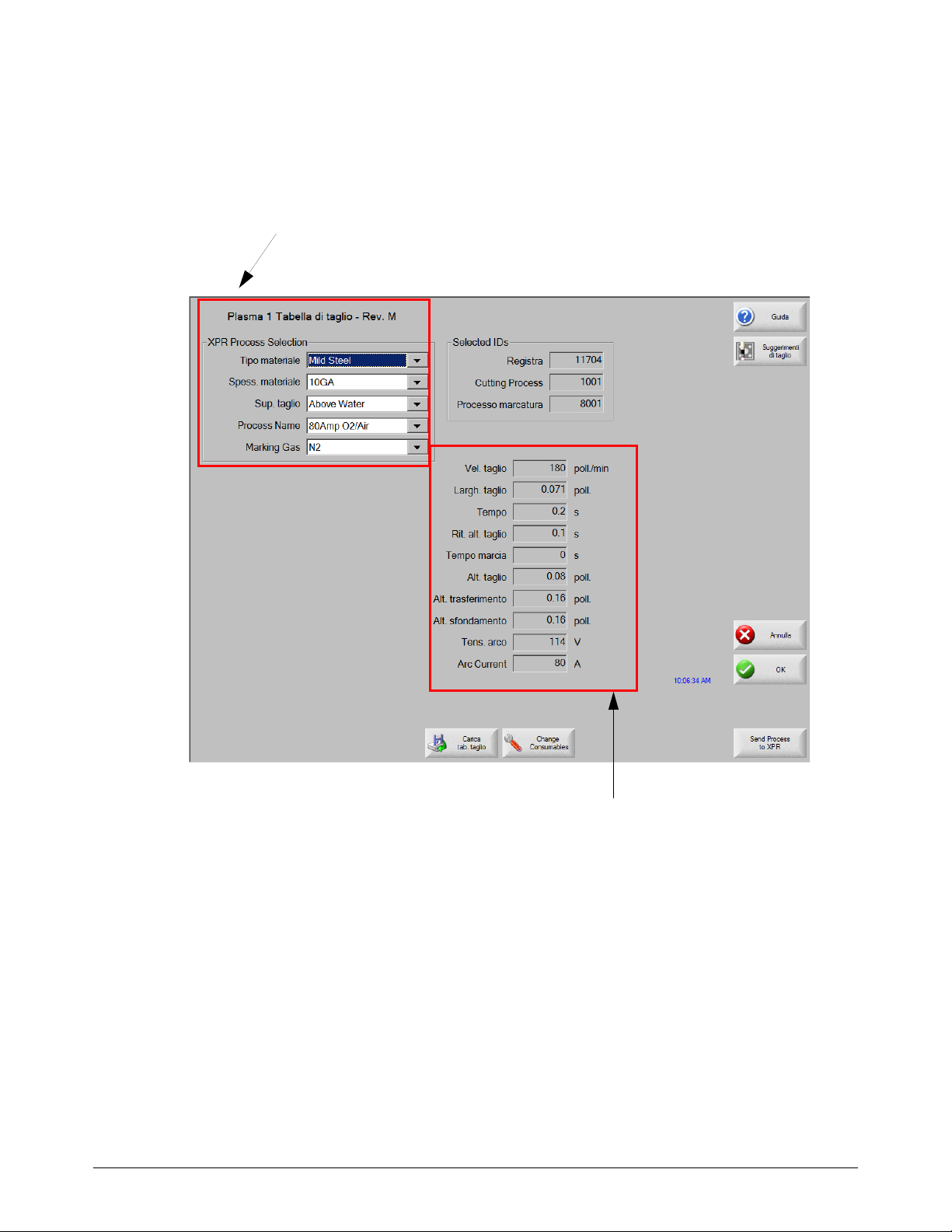
Con il taglio e la marcatura di base, dopo avere caricato il pezzo, selezionare il processo nella
schermata Tabella di taglio (Principale > Tabella di taglio). Vedere Figura 2 apagina16.
Per selezionare il processo con XPR è necessario indicare le seguenti caratteristiche:
1. Tipo di materiale
2. Spessore del materiale
3. Superficie di taglio
4. Nome processo
5. Gas marcatura, se applicabile
Procedendo alla selezione del processo, la schermata Tabella di taglio mostra il numero
di identificazione del record nel database della tabella di taglio XPR riferita a tale selezione.
La schermata Tabella di taglio mostra inoltre il numero di identificazione del processo di taglio
e marcatura specificato nel record. Inoltre, la schermata Tabella di taglio mostra i paramenti della
tabella di taglio del processo selezionato. Per annullare i parametri della tabella di taglio,
vedere pagina 16.
Se si utilizza un programma pezzi ProNest che comprende la marcatura,
ma si è disabilitato l’utilizzo dei codici G59, Phoenix interpreta in
automatico M07 Ar o M07 N2 nel programma pezzi ProNest come un
M09 (Marcatore 1 On) e utilizza il gas selezionato nella schermata della
Tabella di taglio per la marcatura. Per ulteriori informazioni sui codici
utilizzati nei programmi pezzi ProNest, vedere Appendice A: Programmi
pezzi ProNest per XPR a pagina 32.
Se appare un messaggio XPR Non pronto, vedere Preparazione XPR
a pagina 21.
EDGE Connect Appendice Manuale 809900IT 15
Taglio e marcatura con XPR su EDGE Connect CNC
Figura 2 – Schermata Tabella di taglio
Annullamento tramite operatore dei parametri della tabella di taglio
Se necessario, un operatore può annullare i parametri standard della tabella di taglio. I valori
annullati possono essere inseriti nelle seguenti schermate e saranno utilizzati durante il taglio.
Non è possibile annullare il valore Imposta corrente arco dalla tabella
di taglio.
Schermata processo (Configurazioni > Processo > Plasma 1 o Plasma 2)
Schermata Taglio (Configurazioni > Taglio)
Watch Window Dati di processo
16 809900IT Appendice Manuale EDGE Connect
Taglio e marcatura con XPR su EDGE Connect CNC
1
2
1
2
1
1
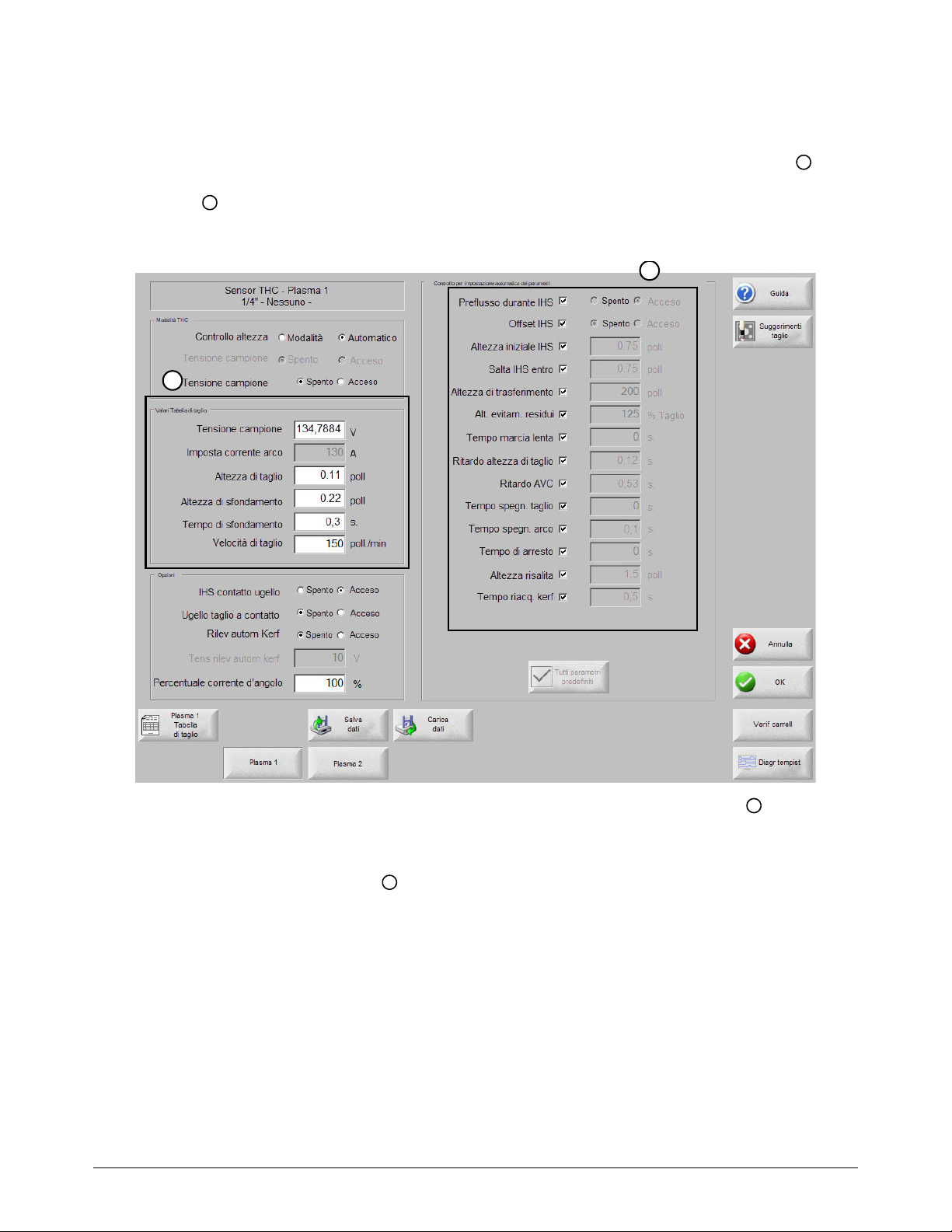
L’operatore può eseguire l’annullamento nella schermata Processo.
La tabella di taglio determina la maggior parte dei valori predefiniti nella schermata Processo
(vedere Figura 3 apagina17). Alcuni valori provengono direttamente dalla tabella di taglio ,
mentre altri vengono calcolati combinando i valori della tabella di taglio e altre impostazioni
Phoenix .
Figura 3 – Schermata Processo
Per annullare un valore proveniente direttamente dalla tabella di taglio ,
l’operatore cancella il valore predefinito e inserisce un nuovo valore.
Quando un operatore annulla un valore che proviene direttamente
dalla tabella di taglio , il valore viene mantenuto fino a quando la tabella
di taglio viene ricaricata. Le tabelle di taglio vengono ricaricate quando un
operatore va nella schermata Tabella di taglio e sceglie di salvare quando
si esce dalla schermata (se richiesto, se non richiesto Phoenix salva
automaticamente). Le tabelle di taglio vengono ricaricate anche quando
il CNC viene riavviato.
Quando si annulla il campo Altezza di taglio nella schermata Processo,
i valori Altezza di sfondamento e Altezza di trasferimento si regolano
automaticamente in modo proporzionale. Se si desidera assegnare
determinati valori per l’Altezza di sfondamento e l’Altezza di trasferimento,
inserirli come valori assoluti in pollici o millimetri dopo aver regolato
l’Altezza di taglio.
EDGE Connect Appendice Manuale 809900IT 17

Taglio e marcatura con XPR su EDGE Connect CNC
2
Per annullare un valore calcolato combinando i valori della tabella di taglio e altre
impostazioni Phoenix , l’operatore deve deselezionare la casella di spunta, cancellare
il valore predefinito e inserire un nuovo valore.
Deselezionando la casella di spunta si annulla il collegamento alla tabella
di taglio e ad altre impostazioni Phoenix. In questo modo il valore annullato
viene mantenuto fino a quando l’operatore non lo modifica nuovamente
nella schermata Processo o riseleziona la casella di spunta e reinserisce
il valore predefinito.
18 809900IT Appendice Manuale EDGE Connect
Sequenza di taglio plasma
Il CNC identifica ogni stato della sequenza di taglio con un messaggio di stato in blu sotto all’area
di anteprima nella schermata Principale di Phoenix.
Se un messaggio di stato non descrive lo stato attuale nella sequenza
di taglio plasma, il messaggio indica un problema dell’XPR.
Vedere Messaggio di stato a pagina 22.
Lo stato attuale nella sequenza di taglio plasma viene riportato dal CNC. Il CNC inizia a leggere
ed eseguire il programma pezzi in Avvio ciclo. Vedere gli stati della sequenza di taglio plasma
nella Tabella 6.
Quando... Il messaggio di stato è: E...
Taglio e marcatura con XPR su EDGE Connect CNC
Tabella 6 – Sequenza di taglio plasma
Il CNC legge il codice
M07 (Taglio attivato)
nel programma pezzi
Il THC inizia
il rilevamento
di altezza iniziale (IHS).
Aggiornamento processo • Gli ingressi XPR pronto all’avvio e Processo
XPR pronto si spengono.
• Il CNC invia il processo all’XPR.
Abbassamento torcia
• L’uscita Disattivazione altezza torcia si accende
e rimane accesa fino a che il sistema di taglio
raggiunge la velocità di taglio.
• Se l’opzione Preflusso durante l’IHS è attivata
(in Configurazioni > Processo > Plasma 1/2):
le uscite Controllo di taglio XPR, Controllo
di sfondamento XPR e Mantenimento innesco
XPR si accendono dopo che la torcia inizia ad
abbassarsi fino alla lamiera.
• In un sistema di taglio a torcia multipla quando
l’opzione Preflusso durante l’IHS è disattivata
(in Configurazioni > Processo > Plasma 1/2):
le uscite Controllo di taglio XPR, Controllo
di sfondamento XPR e Mantenimento innesco
XPR si accendono quando il THC raggiunge
l’Altezza IHS iniziale.
• Le uscite Attivazione contatto ugello XPR
e Limite serraggio THC si attivano quando
il THC raggiunge l’Altezza IHS iniziale.
L’IHS è completato
e la torcia è all’Altezza
di trasferimento.
EDGE Connect Appendice Manuale 809900IT 19
Attesa Arco attivato • Se l’opzione Preflusso durante l’IHS
è disattivata (in Configurazioni > Processo >
Plasma 1/2): le uscite Controllo di taglio XPR
e Controllo di sfondamento XPR si accendono.
• Gli ingressi Processo XPR pronto e XPR
pronto all’avvio si accendono (una volta
completata la pulizia di XPR).
• Le uscite Mantenimento innesco XPR,
Attivazione contatto ugello XPR e Limite
serraggio THC si spengono.
Taglio e marcatura con XPR su EDGE Connect CNC
Quando... Il messaggio di stato è: E...
L’XPR innesca un arco Sfondamento • L’ingresso Rilevamento taglio XPR si accende.
• Una volta trascorso il Tempo di sfondamento,
l’uscita Controllo di sfondamento XPR
si spegne.
• Il Ritardo dell’altezza di taglio e il Timer
del ritardo AVC hanno inizio.
• Una volta trascorso il tempo del Ritardo
dell’altezza di taglio, il THC si abbassa fino
all’Altezza di taglio.
Inizia il movimento
a marcia lenta
(se il Tempo
marcia lenta
è stato configurato)
Il sistema di taglio
accelera fino alla
Velocità di taglio
Il CNC legge
il codice M08
(Taglio disattivato)
nel programma pezzi
Marcia lenta
• L’uscita Movimento si accende.
• Il movimento a marcia lenta continua fino alla
fine del Tempo marcia lenta.
Taglio • L’uscita Disattivazione altezza torcia si spegne
una volta che il sistema di taglio ha accelerato
fino alla Percentuale di velocità Disattivazione
altezza torcia e Distanza plasma dall’angolo
o una volta trascorso il tempo di ritardo AVC,
a seconda dell’opzione che si verifica
per ultima.
• L’uscita Disattivazione altezza torcia si accende
e spegne durante il taglio ogni volta che
la velocità di taglio effettiva scende a una
percentuale al di sotto della Velocità
di disattivazione altezza torcia impostata.
Sollevamento torcia • L’uscita Controllo di taglio XPR si spegne.
• L’ingresso Avvio plasma di spegne.
• L’uscita Movimento si spegne.
• L’ingresso Rilevamento taglio XPR si spegne.
• La torcia si ritrae all’Altezza di risalita.
Inizia il Tempo di arresto
(se il Tempo di arresto
è stato configurato)
Termina il Tempo
di arresto
Ritardo arresto
• Il CNC impedisce alla macchina di taglio
a portale di passare al punto di sfondamento
successivo fino alla fine del Tempo di arresto.
Attraversamento • La macchina di taglio a portale passa al punto
di sfondamento successivo e la sequenza
si ripete.
20 809900IT Appendice Manuale EDGE Connect
Ricerca guasti e diagnostica
Phoenix mostra i codici diagnostici di XPR come messaggi di stato, finestre di dialogo di errore,
informazioni su Watch Window Errori di sistema e dati di Log diagnostici. XPR ha quattro diversi tipi
di codici diagnostici e Phoenix li mostra così come definiti nella tabella sottostante.
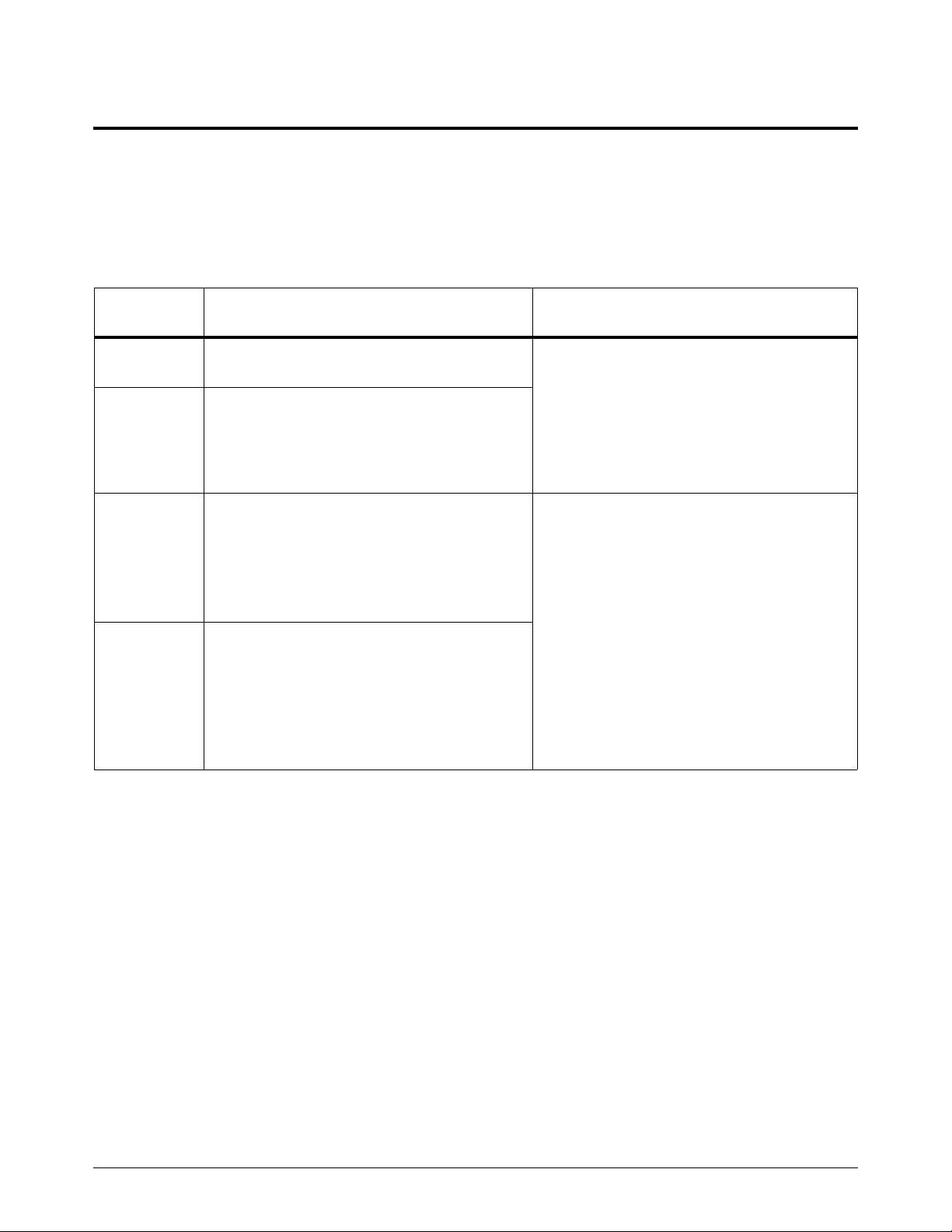
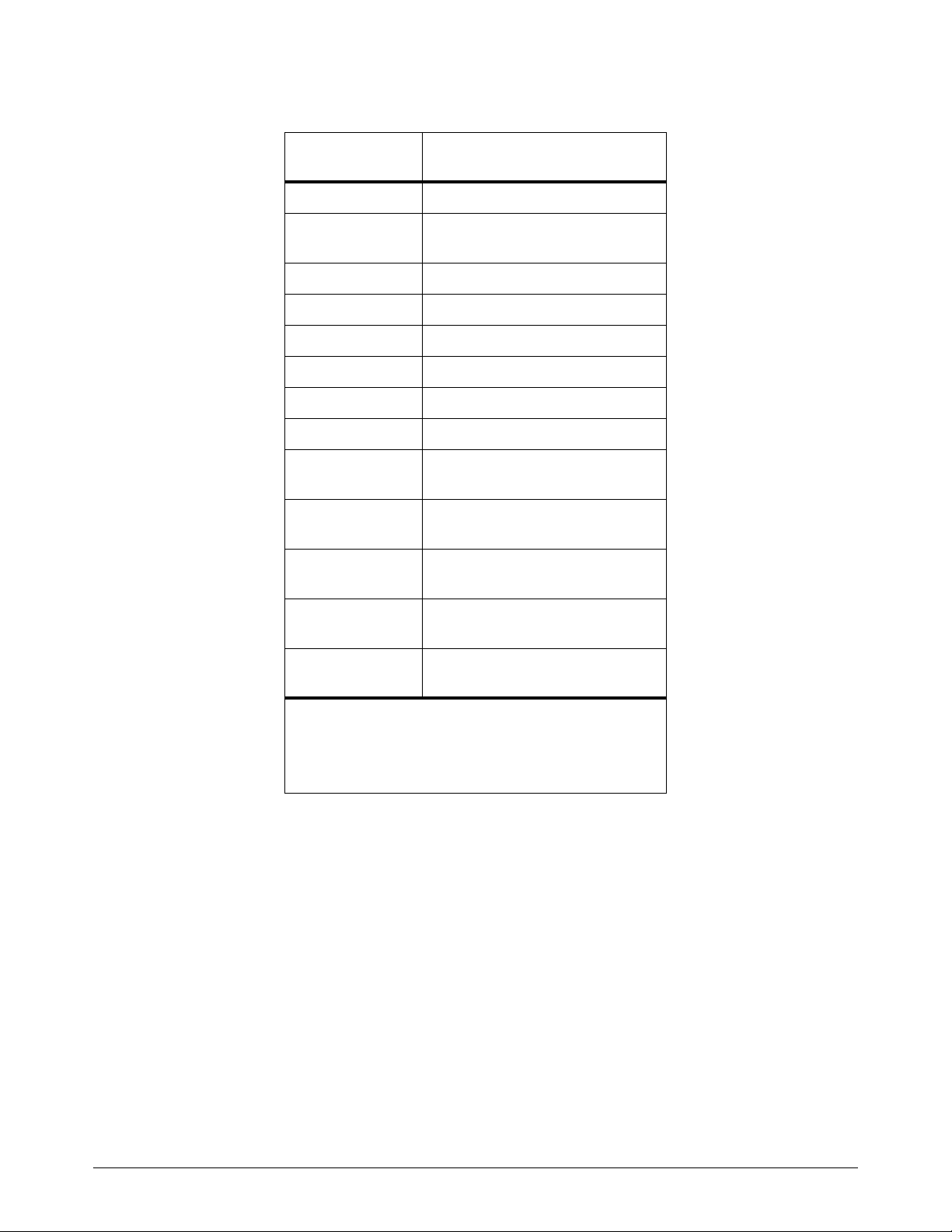
Tabella 7 – Tipi di codici diagnostici XPR
Taglio e marcatura con XPR su EDGE Connect CNC
Tipo di
codice
Informazione Nessun effetto immediato. In molti casi non
Avviso Gli Avvisi non mettono in pausa il programma
Errori Gli Errori possono avere un effetto negativo
Guasti La modalità guasto protegge il sistema di taglio
Effetto durante il taglio Cosa fare
è richiesto l’intervento dell’operatore.
pezzi, ma possono avere effetti negativi sulla
produttività e sulla qualità di taglio.
È necessario l’intervento dell’operatore
per risolvere un codice avviso.
sulla produttività o sulla qualità o provocare
danni ai componenti del sistema di taglio.
Gli Errori mettono in pausa il programma
pezzi e viene mostrata una finestra
di dialogo di errore del CNC.
e i componenti del sistema da danni
permanenti.
Il codice Failures mette in pausa il
programma pezzi e viene mostrata una
finestra di dialogo di errore del CNC. L’arco
non inizierà finché il guasto non sarà risolto.
Per trovare il codice numerico per il
messaggio Informazione o Stato di allerta,
andare alla schermata Log nell’Interfaccia
Web XPR.
• Per i passaggi di ricerca guasti, vedere
il manuale di istruzione fornito insieme
al generatore di plasma XPR.
Per risolvere un errore o un guasto XPR:
• Inserire il numero di errore nella finestra
di dialogo di errore che appare. Vedere
Finestra di dialogo di errore a pagina 23.
• Seguire i passaggi di risoluzione dei
problemi riportati nel manuale di istruzione
fornito insieme al generatore di plasma
XPR.
Preparazione XPR
Prima di inviare un processo all’XPR, assicurarsi che:
I bus di campo sia funzionante;
La stazione strumenti sia attivata e lo strumento di taglio pronto per tagliare
(nello stato Controlli iniziali o Attesa di avvio);
Il sistema XPR sia acceso (ON);
Lo spurgo del gas sia completato;
Non ci siano errori gravi in XPR.
EDGE Connect Appendice Manuale 809900IT 21

Taglio e marcatura con XPR su EDGE Connect CNC
Messaggio di stato
Vedere le informazioni sugli errori di XPR nel CNC
Le informazioni di errore di XPR vengono mostrate in Phoenix nelle seguenti posizioni:
Messaggio di stato
Finestra di dialogo di errore
Watch Window Errori di sistema (se configurata)
Accedere alla Visualizzazione diagnostica XPR dal CNC
Messaggio di stato
Gli errori XPR con priorità maggiore, se presenti, appaiono in blu sotto all’anteprima pezzi nella
schermata Principale in Phoenix.
Figura 4 – Esempio di un messaggio di stato che mostra un errore XPR
22 809900IT Appendice Manuale EDGE Connect
Quando si verifica un errore o un guasto XPR, il programma pezzi si ferma e appare una finestra
di dialogo. Per risolvere un errore, vedere Finestra di dialogo di errore apagina23.
Se non appare una finestra di dialogo di errore e il programma pezzi non si arresta,
il messaggio di stato indicherà una delle seguenti opzioni:
Informazioni o avviso XPR – Vedere Tabella 7 apagina21.
Stato attuale nella sequenza di taglio plasma – Vedere pagina 19.
Taglio e marcatura con XPR su EDGE Connect CNC
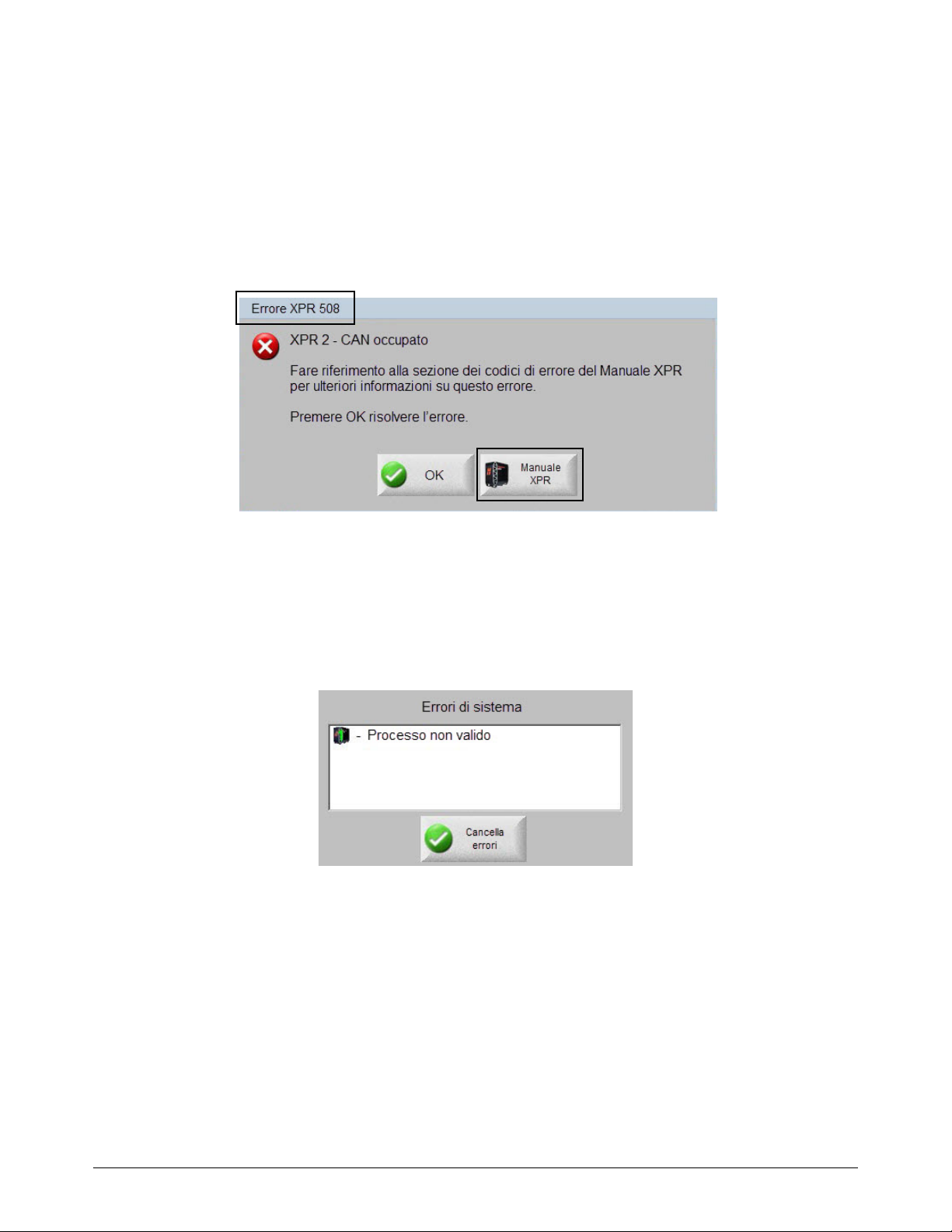
Finestra di dialogo di errore
Gli errori e i guasti XPR vengono mostrati in una finestra di dialogo dal CNC. Nella finestra
di dialogo, scegliere il tasto funzione Manuale XPR per visualizzare le informazioni per la ricerca
guasti per l’errore. Il messaggio di errore comprende un numero di codice errore (ad esempio
Errore XPR 508). Vedere Figura 5.
Figura 5 – Finestra di dialogo con messaggio di errore XPR
Watch Window Errori di sistema
È anche possibile monitorare gli avvisi, i guasti o i messaggi di errore dal CNC tramite
la Watch Window Errori di sistema, come mostrato in Figura 6.
Figura 6 – Watch Window Errori di sistema
Per configurare Watch Window Errori di sistema, vedere pagina 11.
Per visualizzare informazioni diagnostiche XPR dettagliate, utilizzare l’Interfaccia Web XPR.
EDGE Connect Appendice Manuale 809900IT 23
Taglio e marcatura con XPR su EDGE Connect CNC
1
2
1
2
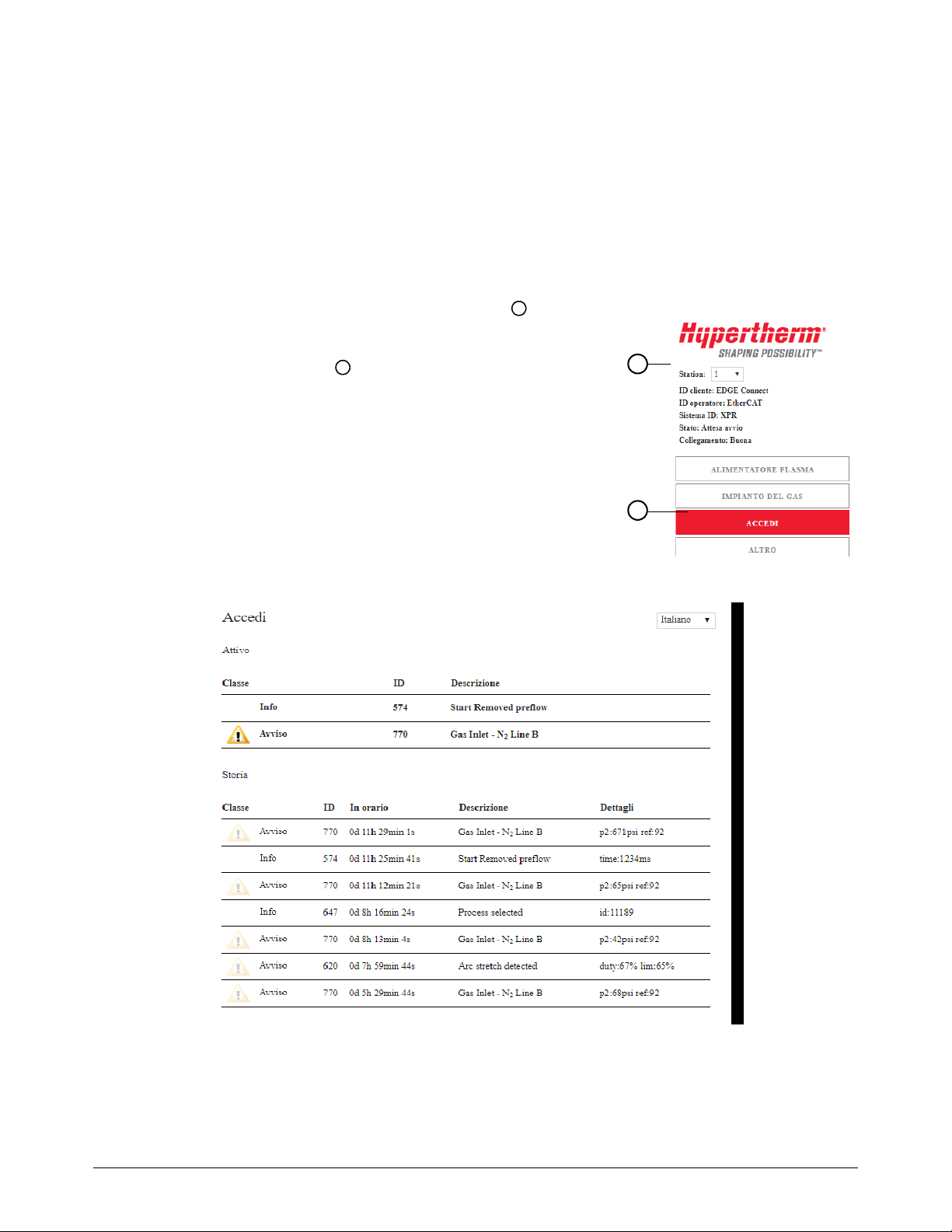
Log diagnostica XPR
È possibile monitorare i codici diagnostici XPR attivi e recenti, i dettagli degli errori e i dati in tempo
reale accedendo alla Visualizzazione diagnostica XPR dal CNC.
Per andare a Log diagnostica XPR:
1. Dalla schermata Principale in Phoenix, selezionare Configurazioni > Diagnostica >
Sistema XPR.
2. Selezionare il numero della Station (Stazione) XPR
che si desidera monitorare.
3. Selezionare Log (Log) .
Il Log (Figura 7) mostra 4 classi di codici diagnostici XPR:
messaggi di guasti, errori, avvisi e informazioni.
Per conoscere le differenze tra ciascuna classe, vedere
Tabella 7 apagina21.
Figura 7 – Schermata Log in Visualizzazione diagnostica XPR
Per i passaggi di ricerca guasti, vedere il manuale di istruzioni fornito
insieme al generatore di plasma XPR.
24 809900IT Appendice Manuale EDGE Connect
Controllo XPR dal CNC
1
3
5
2
4
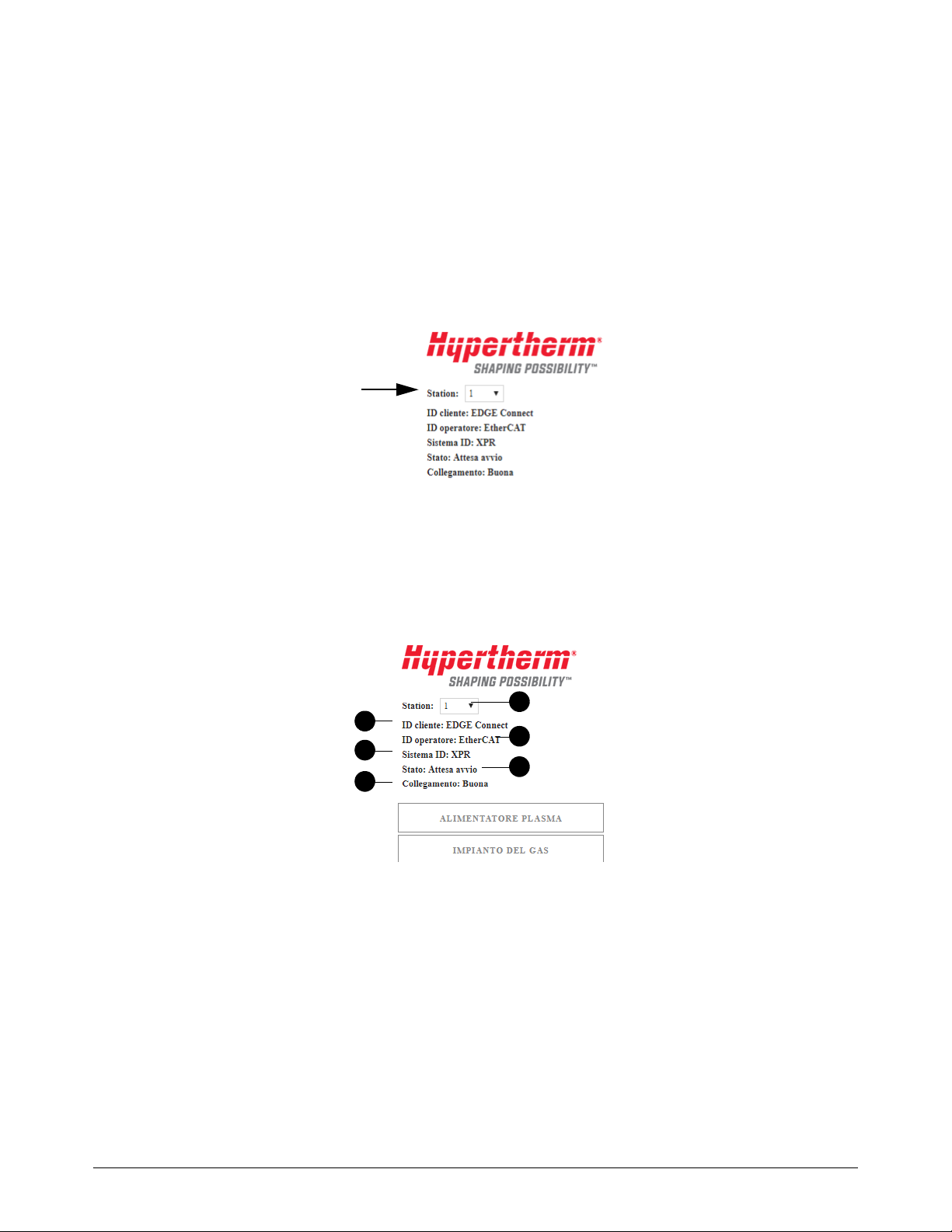
6
1 L’ID stazione indica il numero della stazione
XPR da monitorare.
2 L’ID cliente indica il dispositivo che comunica con
XPR. L’ID cliente appare come “EDGE Connect”
per tutti i CNC.
3 L’ID operatore indica il tipo di connessione che
ha inviato un processo. L’ID operatore appare
come “Nessun utente” se la rete non è collegata.
4 L’ID sistema indica il tipo di generatore plasma
sulla stazione selezionata. L’ID sistema appare
come “Nessuno” se la stazione selezionata non
èXPR.
5 Lo Stato indica lo stato attuale dell’XPR sulla
stazione selezionata. Per ulteriori informazioni,
vedere il manuale di istruzione fornito insieme
al generatore di plasma XPR.
6 Il Collegamento indica lo stato della
comunicazione tra Phoenix e il browser web
che mostra i dati diagnostici.
È possibile monitorare fino a due generatori di plasma XPR dal CNC aprendo la Visualizzazione
diagnostica XPR in Phoenix. Le informazioni che si trovano nella Visualizzazione diagnostica
vengono compilate dall’XPR su EtherCAT.
Per andare alla Visualizzazione diagnostica XPR in Phoenix:
1. Selezionare Configurazioni > Diagnostica > Sistema XPR.
2. Selezionare la Stazione XPR che si desidera monitorare.
Taglio e marcatura con XPR su EDGE Connect CNC
Stato e connessione
La schermata principale della Visualizzazione diagnostica XPR in Phoenix mostra lo stato
e la connessione della stazione XPR che si è scelto di monitorare. Vedere Figura 8.
Figura 8 – Visualizzazione dello stato del generatore di plasma XPR e dello stato della connessione
EDGE Connect Appendice Manuale 809900IT 25

Taglio e marcatura con XPR su EDGE Connect CNC
Versioni firmware
Per scoprire quale versione di firmware è attualmente installata su una stazione XPR:
1. Da Visualizzazione diagnostica XPR in Phoenix, selezionare il numero della Stazione
di un determinato XPR.
2. Selezionare il tasto Altro.
Per visualizzare un elenco delle versioni firmware supportate dal presente documento, vedere Prima
di iniziare apagina5.
Le seguenti procedure di aggiornamento del firmware sono disponibili su
www.hypertherm.com/docs:
Per aggiornare automaticamente il firmware XPR su EtherCAT, vedere la Nota
di applicazione 810720.
Per aggiornare l’Interfaccia web dell’XPR e il firmware PBC con una USB o una
connessione wireless, vedere il Bollettino di assistenza sul campo 809820 di Hypertherm.
26 809900IT Appendice Manuale EDGE Connect

Taglio e marcatura con XPR su EDGE Connect CNC
1
2
1
2
(Non applicabile per XPR170)
I/O del generatore di plasma, temperature e stato del chopper
La schermata Generatore di plasma mostra dettagli riguardanti I/O attivi, temperature e stato
del chopper. Per visualizzare I/O del generatore di plasma, temperature e stato del chopper:
1. Dalla schermata Principale in Phoenix, selezionare
Configurazioni > Diagnostica > Sistema XPR.
2. Selezionare il numero della Stazione XPR che si desidera
monitorare.
3. Selezionare Generatore di plasma .
Appare la Schermata Generatore plasma (vedere Figura 9
a pagina 27). Questa schermata mostra anche gli ingressi e le
uscite. L’ingresso o l’uscita sono attivi se evidenziati in rosso
o in grigio.
Figura 9 – Schermata Generatore di plasma nella Visualizzazione diagnostica XPR
Per visualizzare gli avvisi o gli errori recenti, andare alla schermata Log.
Vedere pagina 24.
EDGE Connect Appendice Manuale 809900IT 27

Taglio e marcatura con XPR su EDGE Connect CNC
1
2
1
2
Controllo e verifica flussi di gas
È possibile monitorare e verificare i flussi di gas dalla schermata Impianto del gas in Visualizzazione
diagnostica XPR nel CNC su EtherCAT.
Per visualizzare la schermata Impianto del gas:
1. Dalla schermata Principale in Phoenix, selezionare Configurazioni > Diagnostica >
Sistema XPR.
2. Selezionare il numero della Stazione XPR che
si desidera monitorare.
3. Selezionare Impianto del gas .
Controllo flussi di gas
Per controllare i flussi di gas dal CNC, visualizzare i dati nella schermata Impianto del gas.
Vedere Figura 10.
Figura 10 – Schermata Impianto del gas
28 809900IT Appendice Manuale EDGE Connect

Taglio e marcatura con XPR su EDGE Connect CNC
Verifica flussi e perdite di gas
Eseguire una verifica sul gas per assicurarsi di essere pronti a tagliare o per facilitare la diagnostica
di problemi di qualità di taglio, delle prestazioni del sistema e della vita dei consumabili.
Per eseguire un test per il flusso e le perdite di gas dal CNC, questo deve
avere il controllo dell’XPR. Il dispositivo che imposta un processo
controlla prima l’XPR.
Per eseguire un test per il flusso di gas dal CNC:
1. Andare alla schermata Impianto del gas in Visualizzazione diagnostica XPR. Per ulteriori
dettagli, vedere pagina 28.
2. Selezionare il tipo di test che si desidera eseguire (Preflusso, Flusso di sfondamento,
Flusso di taglio o Perdita di gas).
3. Nella finestra di dialogo “Sei sicuro?”, selezionare SÌ. Il test inizia immediatamente e dura per
45 secondi.
Per annullare un test di flusso di gas, selezionare nuovamente lo stesso
pulsante di test del flusso di gas o scegliere un test gas diverso. I test
delle perdite di gas non possono essere annullati.
Per visualizzare informazioni su gas, avvisi ed errori durante e dopo il test, selezionare Log.
Vedere Log diagnostica XPR apagina24.
EDGE Connect Appendice Manuale 809900IT 29

Taglio e marcatura con XPR su EDGE Connect CNC
Visualizzare le informazioni su XPR tramite l’Interfaccia Web XPR
L’Interfaccia Web XPR, disponibile solo su dispositivi con funzionalità wireless, offre perlopiù gli
stessi dati che si possono trovare in Visualizzazione diagnostica XPR nel CNC. Prima di utilizzare
un dispositivo con funzionalità wireless per monitorare le diagnostiche XPR, esaminare
la Visualizzazione diagnostica XPR in Phoenix per verificare se i dati necessari sono già
disponibili nel CNC. Vedere Controllo XPR dal CNC apagina25.
• Se i dati diagnostici XPR necessari sono disponibili solo nell’Interfaccia Web XPR su un dispositivo con
funzionalità wireless, vedere il manuale di istruzioni fornito insieme al generatore di plasma XPR per avere
la documentazione.
• Collegando il CNC a una rete wireless XPR (modalità Punto di accesso), il CNC può comunicare
esclusivamente con la rete dell’XPR e non con la rete del sito. Per risolvere tale problema, utilizzare
la modalità Rete o collegare un cavo Ethernet dalla connessione LAN del CNC a una porta con accesso
alla rete del sito. Per maggiori dettagli sulle modalità AP e Rete, vedere il manuale di istruzione fornito
insieme al generatore di plasma XPR.
Per le caratteristiche tecniche del cavo Ethernet, vedere Caratteristiche
tecniche e Installazione nella Sezione 1 del EDGE
and Setup Manual (manuale di installazione e montaggio
di EDGE
®
Connect) (809340).
®
Connect Installation
Portare un XPR nella rete EtherCAT in assistenza
Se è necessario spegnere temporaneamente un XPR (ad esempio per manutenzione),
continuando comunque a usare il sistema di taglio, è necessario rimuovere temporaneamente
l’XPR dalla configurazione di rete EtherCAT. La rimozione di un XPR da una configurazione di rete
per “portare un XPR in assistenza” permette di continuare a usare il sistema di taglio senza guasti
del bus di campo.
Portare un XPR in assistenza:
1. Spegnere (OFF) il CNC.
2. Disconnettere l’alimentazione principale (OFF) dall’XPR da portare in assistenza.
3. Accendere (ON) il CNC.
Dopo l’apertura di Phoenix, la rete EtherCAT inizia ad avviarsi. Quindi appare il messaggio
in Figura 11 apagina30.
Figura 11
Il messaggio mostra l’XPR da portare in assistenza. In questo esempio si tratta dell’XPR
sulla Stazione 1.
30 809900IT Appendice Manuale EDGE Connect

Taglio e marcatura con XPR su EDGE Connect CNC
4. Scegliere Sì.
Phoenix rimuove l’XPR dalla configurazione di rete e avvia la rete EtherCAT.
Se si riavvia il CNC quanto l’XPR è in assistenza, è necessario rispondere
nuovamente al messaggio Portare il Generatore di plasma 1 in
assistenza? Scegliere Sì.
Se si prova a tagliare con un XPR in assistenza, verrà mostrato il seguente
messaggio.
Figura 12
Ripristinare l’XPR:
1. Spegnere (OFF) il CNC.
2. Accendere (ON) l’alimentazione principale all’XPR che si desidera ripristinare.
3. Accendere (ON) il CNC.
Phoenix aggiunge l’XPR alla configurazione di rete e avvia la rete EtherCAT.
EDGE Connect Appendice Manuale 809900IT 31

Taglio e marcatura con XPR su EDGE Connect CNC
Appendice A: Programmi pezzi ProNest per XPR
Vedere il Edge Connect Programmer Reference (Riferimento per
il Programmatore EDGE Connect) (809550) per ulteriori informazioni
sui codici utilizzati per la programmazione pezzi.
Formato del programma pezzi ProNest per XPR
Quando si utilizza ProNest per creare un programma pezzi per un XPR, ProNest include un
comando G59V509Fxxxxx all’inizio del programma pezzi. Tale comando indica al CNC e all’XPR
quale record presente nel database della tabella di taglio utilizzare per quel programma pezzi.
Il record contiene tutti i parametri di processo necessari al CNC e all’XPR per eseguire il
programma pezzi, compresi tutti i parametri di processo per il taglio, la marcatura e/o True Hole
(ove applicabile).
Accertarsi che siano state attivate le seguenti configurazioni Codice di
programma nella schermata Taglio in Phoenix (Configurazioni > Taglio):
Annullamento codice EIA G59, Annullamento selezione processo,
Annullamento kerf EIA e Annullamento EIA F-Code.
Ad esempio: G59 V509 F11189
In questo esempio il comando V509 indica al CNC o e all’XPR di utilizzare il record 11189
(80 A O2/Aria) nel database della tabella di taglio per questo programma pezzi.
Quando legge il comando M07 (Taglio attivato) nel programma pezzi, il CNC invia il numero
di record 11189 all’XPR. L’XPR quindi carica i parametri di processo di taglio associati al numero
di record 11189. Allo stesso tempo, il CNC carica i parametri di processo di taglio associati
al numero di record 11189. I parametri di processo sono i seguenti:
Altezza di
Tensione d’arco
Corrente di taglio
Altezza di taglio
Un operatore non può annullare tali parametri di processo dal CNC.
Per annullare i parametri di processo, è necessario apportare le modifiche
nella tabella di taglio in ProNest. Vedere
ulteriori informazioni.
Velocità di taglio
Tipo di gas e portata
di flusso
Kerf
Tabella 8 apagina34 per
sfondamento
Tempo di
sfondamento
Altezza di
trasferimento
32 809900IT Appendice Manuale EDGE Connect
Annullamenti di processo
Un singolo comando G59 V509 Fxxxxx nel programma pezzi compila automaticamente
i campi di Selezione processo XPR.
Un codice di annullamento nella stringa M07 nel
programma pezzi modifica tali valori.
Per modificare un programma pezzi XPR, modificare la tabella di taglio in ProNest
(o altro software CAM) ed emettere il programma pezzi modificato da utilizzare in Phoenix.
Taglio e marcatura con XPR su EDGE Connect CNC
Codici di annullamento
Se è necessario modificare i parametri di processo di taglio, marcatura o True Hole in un record nel
database della tabella di taglio, eseguire le modifiche in ProNest. Tali modifiche vengono chiamate
annullamenti di processo. Quando si emette il nuovo programma pezzi da ProNest, ProNest indica
gli annullamenti di processo con i codici in Tabella 8 apagina34.
EDGE Connect Appendice Manuale 809900IT 33
Taglio e marcatura con XPR su EDGE Connect CNC
Tabella 8 – Codici di annullamento parametro di processo
Codice di
annullamento
AVO Annullamento tensione d’arco
AVD
CCO Annullamento corrente di taglio
CHT Annullamento altezza di taglio
MAF Annullamento flusso mix AR
MHF Annullamento flusso mix H2
MNF Annullamento flusso mix N2
PCF Annullamento flusso taglio plasma
PHT
PTO
SCF
Descrizione
Annullamento ritardo della
tensione d’arco*
Annullamento altezza
di sfondamento**
Annullamento tempo
di sfondamento
Annullamento flusso di taglio
di protezione
SPF
THT
* Detto anche ritardo del Controllo tensione
automatica (AVC).
** Vedere Annullamenti dell’altezza di sfondamento
e di trasferimento.
Annullamento flusso di
sfondamento di protezione
Annullamento altezza
di trasferimento**
ProNest include tali codici di annullamento di processo nella stringa di comando M07. Ciò indica
a Phoenix e all’XPR quale valore standard XPR del record della tabella di taglio annullare con
il valore specificato.
Ad esempio: M07 AVO116
In questo esempio, supponiamo che la tensione d’arco standard specificata per questo processo
nel record della tabella di taglio sia 118. L’annullamento del parametro di processo AVO116 nel
programma pezzi indica a Phoenix e all’XPR di utilizzare una tensione d’arco di 116 piuttosto
che di 118.
Gli annullamenti di processo applicati nella stringa M07 rimangono in funzione
comando M07
che ricarica i valori della tabella di taglio standard.
fino al successivo
34 809900IT Appendice Manuale EDGE Connect

Taglio e marcatura con XPR su EDGE Connect CNC
Annullamenti dell’altezza di sfondamento e di trasferimento
L’Altezza di sfondamento e l’Altezza di trasferimento sono definite nella tabella di taglio XPR
come valori assoluti (in pollici o millimetri). Per XPR, l’annullamento dell’altezza di sfondamento
e di trasferimento sono indipendenti dall’altezza di taglio.
Esempio: M07 CHT0.5 THT0.25 = Taglio attivato, utilizzare un’altezza di taglio di 0.5 pollici
e utilizzare un’altezza di trasferimento di 0.25 pollici
In questo esempio i valori di annullamento CHT e THT vengono utilizzati al posto dei valori
dell’altezza di taglio e dell’altezza di trasferimento dal record della tabella di taglio a cui si fa
riferimento nella stringa G59. Visto che PHT non è compreso nella stringa M07, viene utilizzato
il valore dell’altezza di sfondamento dal record della tabella di taglio a cui si fa riferimento nella
stringa G59.
Codici di marcatura
Per indicare a Phoenix e all’XPR di annullare i parametri del processo di taglio con i parametri
del processo di marcatura dal record della tabella di taglio, ProNest include il codice N2 (azoto)
o AR (argon) nella stringa del comando M07 (Taglio attivato).
Ad esempio: M07 N2 o M07 AR
Inoltre, ProNest indica la velocità di marcatura come un codice valore F dopo M07 (Taglio attivato).
La velocità di marcatura può essere il valore della tabella di taglio o un valore annullato, se è stato
richiesto l’annullamento di una velocità di marcatura nella tabella di taglio in ProNest.
Ad esempio:
M07 N2
F250.
Se si sta eseguendo la marcatura di un testo, vedere anche Selezionare
Avvio per riprendere il taglio plasma con XPR. a pagina 41.
Se il pezzo richiede marcatura con polvere ossitaglio con codici legacy
M09, vedere pagina 41.
EDGE Connect Appendice Manuale 809900IT 35

Taglio e marcatura con XPR su EDGE Connect CNC
Codici True Hole
Per indicare a Phoenix e all’XPR di annullare i parametri del processo di taglio con i parametri del
processo di taglio True Hole dal record della tabella di taglio, ProNest include il codice TH sulla
stringa del comando M07 (Taglio attivato).
Ad esempio: M07 TH
Ciò indica che i parametri del processo di taglio True Hole dal record della tabella di taglio,
così come i parametri True Hole di Phoenix, saranno usati per qualunque cerchio compatibile
True Hole piuttosto che per parametri di processo di taglio.
Inoltre, per utilizzare i parametri True Hole nella tabella di taglio
e in Phoenix, un programma pezzi ProNest applica automaticamente
velocità variabili su molteplici segmenti di foro per perfezionare
la tecnica True Hole.
Codici contorno interno
Per pezzi con contorni interni quali fessure, archi o fori non compatibili con True Hole, ProNest
include il codice O2S nella stringa di comando M07 (Taglio attivato). Il codice O2S indica a Phoenix
e all’XPR di annullare i parametri del processo di taglio standard con i parametri del processo
di taglio O2/O2 dal record della tabella di taglio.
Ad esempio: M07 O2S
Programma per pezzi ProNest campione
Quello che segue è un programma pezzi ProNest campione per un XPR.
G59 V509 F11420
(130 Amp O2/Aria)
G41
M07 AVO132 THT0.25
M51
F80.
G03X0. 7071Y0. 7072I0. 3536J0. 3536
G02I1. 5556J1. 5556
M50
M50H-0. 035
G03X-0. 3536I-0. 1768J-0. 1768
M08
G40
M51
M19
M02
36 809900IT Appendice Manuale EDGE Connect

Differenze tra i programmi pezzi ProNest XPR e HPRXD
Se si ha un programma pezzi ProNest creato per un HPRXD,
Hypertherm raccomanda vivamente di creare un nuovo programma
pezzi specifico per XPR.
Ci sono molte differenze tra le tabelle di taglio XPR e HPRXD. Quindi, ci sono molte differenze
tra un programma pezzi ProNest creato per un XPR e un programma pezzi ProNest creato per
un HPRXD. Le differenze principali riguardano i seguenti elementi:
Selezione processo
Marcatura
True Hole
Annullamenti
Altezza di trasferimento e di sfondamento
Ciascuna è brevemente descritta qui sotto. Vedere Edge Connect Programmer Reference
(Riferimento per il Programmatore EDGE Connect) (809550) per tutte le informazioni sui codici
utilizzati per la programmazione dei pezzi.
Taglio e marcatura con XPR su EDGE Connect CNC
EDGE Connect Appendice Manuale 809900IT 37

Taglio e marcatura con XPR su EDGE Connect CNC
Selezione processo
Con le tabelle di taglio XPR, la selezione processo utilizza una singola stringa di codice
nel programma pezzi. Ad esempio:
G59 V509 F11189
Tale comando indica al CNC e all’XPR quale record presente nel database della tabella di taglio
utilizzare per quel programma pezzi. Il record comprende i parametri per tipologia di torcia, tipo
di materiale, corrente di taglio, gas e spessore del materiale. Così, con un comando vengono
specificati tutti i parametri in un unico momento.
Con le tabelle di taglio HPRXD, la selezione processo utilizza molteplici stringhe di codice V5xx
nel programma pezzi per specificare i parametri per tipologia di torcia, tipo di materiale,
corrente di taglio, gas e spessore del materiale. Ad esempio:
G59 V502 F34
G59 V503 F1.00
G59 V504 F130
G59 V505 F2
G59 V507 F33
Marcatura
Con le tabelle di taglio XPR, la selezione del processo di marcatura utilizza il codice N2 o AR nella
stringa M07 (Taglio attivato) nel programma pezzi. Ad esempio:
G59 V509 F11189
...
M07 N2
...
M08
Con le tabelle di taglio HPRXD, la marcatura utilizza molteplici stringhe di codice nel programma
pezzi, inclusi codici specifici per la marcatura. Ad esempio:
G59 V525 F27
...
M36 T3
...
M09
...
M10
I codici di marcatura utilizzati nei programmi pezzi HPRXD non vengono utilizzati nei programmi
pezzi XPR. Vedere Tabella 9 per ulteriori informazioni.
38 809900IT Appendice Manuale EDGE Connect

Taglio e marcatura con XPR su EDGE Connect CNC
Tabella 9 – Differenze nel codice di marcatura tra XPR e HPRXD
Codici Con un XPR, utilizzato per... Con un HPRXD, utilizzato per...
M36 T1 (selezionare Processo Plasma 1) Taglio e marcatura Taglio
M07 (Taglio attivato) Taglio e marcatura Taglio
M08 (Taglio disattivato) Taglio e marcatura Taglio
M36 T3 (selezionare Processo Marcatore 1) Non utilizzato Marcatura
M09 (Attiva Marcatore 1) Non utilizzato Marcatura
M10 (Disattiva Marcatore 1) Non utilizzato Marcatura
Quando si effettua la marcatura con un XPR utilizzando un programma
pezzi HPRXD, Phoenix interpreta automaticamente i codici marcatura
correttamente, senza modificare visibilmente i codici nel programma pezzi
se vengono disabilitate le seguenti impostazioni Codice programma nella
schermata Taglio in Phoenix (Configurazioni > Taglio): Annullamento
codice EIA G59, Annullamento selezione processo, Annullamento kerf
EIA e Annullamento EIA F-Code.
True Hole
Con le tabelle di taglio XPR, la selezione del processo True Hole utilizza il codice TH nella stringa
M07 (Taglio attivato) nel programma pezzi. Ad esempio:
G59 V509 F11189
...
M07 TH
Con le tabelle di taglio HPRXD, la selezione del processo True Hole utilizza molteplici stringhe
di codice V5xx nel programma pezzi. Ad esempio:
G59 V502 F34
G59 V503 F1.99
G59 V504 F130
G59 V505 F2
G59 V507 F33
Inoltre, in un programma pezzi HPRXD con True Hole, viene applicata al foro una velocità.
Con un programma pezzi XPR con True Hole, vengono applicate diverse velocità su molteplici
segmenti del foro.
EDGE Connect Appendice Manuale 809900IT 39

Taglio e marcatura con XPR su EDGE Connect CNC
Annullamenti
Con le tabelle di taglio XPR, gli annullamenti del parametro di processo utilizzano un codice
di annullamento nella stringa M07 (Taglio attivato) nel programma pezzi. Ad esempio:
G59 V509 F11189
...
M07 AVO116 THT0.25
Con le tabelle di taglio HPRXD, gli annullamenti utilizzano codici V6xx nel programma pezzi.
Ad esempio:
G59 V502 F34
G59 V503 F1.00
G59 V504 F130
G59 V505 F2
G59 V507 F33
...
G59 V600 F125
M07
ProNest continua a utilizzare i codici di annullamento del controllo altezza
V600 e V607 come richiesto dai programmi pezzi XPR creati per il taglio
inclinato. Ma nessun altro codice di annullamento V6xx è supportato
con un XPR.
Altezza di sfondamento e di trasferimento
Per XPR, l’annullamento dell’altezza di sfondamento e di trasferimento è indipendente dall’altezza
di taglio. L’altezza di sfondamento e l’altezza di trasferimento sono espresse esclusivamente
come valori assoluti (in pollici o millimetri) nelle tabelle di taglio XPR e nella schermata Processo
in Phoenix. Per esempi di codici di programma pezzi, vedere pagina 35.
Con HPRXD, i valori dell’altezza di sfondamento e di trasferimento sono espressi come dal 50%
al 400% dell’altezza di taglio. Ad esempio:
G59 V602 F200 = Imposta il coefficiente altezza di sfondamento plasma 1 al 200% dell’altezza
di taglio
G59 V604 F75 = Imposta il coefficiente altezza di trasferimento plasma 1 al 75% dell’altezza
di taglio
40 809900IT Appendice Manuale EDGE Connect

Appendice B: Marcatura polvere ossitaglio
Sebbene i programmi pezzi legacy debbano essere ripubblicati con il software CAM, esiste un
modo manuale per utilizzare programmi pezzi legacy per marcare codici M09 con polvere ossitaglio
e tagliare codici M07 con XPR. Seguire le linee guida e la specifica sequenza di passaggi riportata
qui sotto.
Linee guida
Controllare il CNC in modalità Manuale.
Utilizzare prima la funzione Vai a sfondamento per completare prima tutta la marcatura
con polvere ossitaglio.
Non è possibile passare da modalità Plasma a modalità Ossitaglio.
Marcatura con polvere ossitaglio e taglio con XPR
Taglio e marcatura con XPR su EDGE Connect CNC
Per utilizzare un programma pezzi legacy per marcatura con polvere ossitaglio e taglio con XPR:
1. Con il programma pezzi in modalità Ossitaglio, premere Avvio e quindi premere
immediatamente Stop per mettere il programma in pausa.
2. Selezionare Vai a sfondamento e selezionare il primo punto di sfondamento codice M09
per marcatura con polvere ossitaglio.
3. Selezionare Avvio per iniziare la marcatura con polvere ossitaglio.
4. Appena tutti i codici di marcatura M09 sono completi, scegliere immediatamente Stop
per mettere in pausa il programma pezzi.
Se si attende troppo a lungo per mettere in pausa il programma, i codici
M07 per il taglio plasma verranno tagliati in modalità Ossitaglio piuttosto
che in modalità Plasma.
5. Nella schermata Principale, selezionare Cambia modalità di taglio e quindi selezionare
Plasma.
6. Scegliere il tasto funzione Vai a sfondamento per passare al primo sfondamento M07
nel programma pezzi.
7. Selezionare Avvio per riprendere il taglio plasma con XPR.
EDGE Connect Appendice Manuale 809900IT 41

Taglio e marcatura con XPR su EDGE Connect CNC
42 809900IT Appendice Manuale EDGE Connect

Appendice C: Opzioni per marcatura testo
La marcatura viene eseguita
direttamente sul CNC o tramite
ProNest?
Si ha la necessità di marcare
testi in una lingua diversa
dall’inglese?
S
i
h
a
l
a
n
e
c
e
s
s
i
t
à
d
i
a
r
r
e
s
t
o
a
s
i
n
c
r
o
n
o
d
e
l
l
a
m
a
r
c
a
t
u
r
a
?
Si utilizza ProNest CNC?
ProNest CNC non supporta
la marcatura
Utilizzare il marcatore di testo PhoenixOpzione marcatore di testo Phoenix su ProNest
Va bene per geometrie di taglio
uniforme?
ProNest
Sì
Sì
No
Sì
No
Disattiva uniformità
Attiva uniformità
CNC
No
No
Per stabilire se utilizzare testi trascritti ProNest, l’opzione marcatore di testo Phoenix in ProNest
o il Generatore di caratteri per marcatura di Phoenix, vedere la tabella di flusso qui sotto.
Utilizzare i testi trascritti di ProNest
Taglio e marcatura con XPR su EDGE Connect CNC
Testi tr a s critti P roNest Marcatore di testo Phoenix in ProNest Utilizzare il marcatore di testo Phoenix
I testi trascritti ProNest comprendono movimenti di marcatura singoli in codice d’uscita. ProNest converte tutti i testi trascritti nel marcatore di testo Phoenix
• Importazione di testo CAD o utilizzo di Edit avanzato
• Arresto asincrono supportato sui movimenti della marcatura
• Supporto Unicode
• Caratteri maiuscoli o minuscoli
• Annullamento corrente disponibile
• La geometria di tutti i componenti (taglio e marcatura) sarà uniformata durante l’importazione
del pezzo, “Uniforma entità” è attivato.
• Utilizzando questa opzione senza uniformità i risultati possono essere scarsi.
durante l’output.
• Nessun arresto asincrono
•ASCII solo testo
• ALL CAPS
• Nessun annullamento corrente
La marcatura di testo viene applicata con Phoenix sul CNC.
• Nessun arresto asincrono
•ASCII solo testo
• ALL CAPS
• Nessun annullamento corrente
EDGE Connect Appendice Manuale 809900IT 43
 Loading...
Loading...