


Mit einer XPR® schneiden und markieren
®
auf einer EDGE
Connect CNC
Nachtrag zur Betriebsanleitung
809900DE | Revision 5 | September 2019 | Deutsch | German

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Soporte.Tecnico@hypertherm.com (Technical Service Email)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com (Technical Service Email)
Hypertherm (Singapore) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
Marketing.asia@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
HTJapan.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Europe B.V.
Vaartveld 9, 4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com
(Technical Service Email)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com
(Technical Service Email)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service Email)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
Marketing.korea@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 (0) 437 606 995 Tel
61 7 3219 9010 Fax
au.sales@Hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
HTIndia.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
© 2018 Hypertherm, Inc. Alle Rechte vorbehalten.
XPR170, XPR300, XPR, EDGE, Phoenix, ProNest, Sensor, HPRXD, Powermax, True Hole, CutPro und Hypertherm sind Schutzmarken von
Hypertherm, Inc., die in den Vereinigten Staaten und/oder anderen Ländern registriert sein können. Alle weiteren Marken sind Marken der jeweiligen
Eigentümer.
Ökologische Verantwortung ist einer der zentralen Werte bei Hypertherm und bildet die Erfolgsgrundlage für uns und unsere Kunden. Wir streben stets
1/28/16
danach, die Auswirkungen unserer Handlungen auf die Umwelt zu reduzieren. Weiterführende Informationen: www.hypertherm.com/environment.

Inhalt
Bevor Sie beginnen ............................................................................................................................................... 5
Eine XPR mit einer EDGE Connect CNC verbinden..................................................................................... 6
Ein EtherCAT-Netzwerk mit einer XPR konfigurieren.................................................................................... 7
Eine CNC mit einer XPR konfigurieren ............................................................................................................. 8
Sich vergewissern, dass die Sensor THC konfiguriert ist ..................................................................... 8
Definieren Sie die installierten Tools und den verwendeten Prozess
(Bildschirm „Spezialkonfigurationen“)........................................................................................................ 8
Die Stationen konfigurieren (Bildschirm „Stationskonfiguration“) ....................................................... 9
Automatisch zugewiesene XPR-Digital-E/A mit fester Funktion .................................................. 9
Watch Windows und das Oszilloskop für XPR-Information konfigurieren...................................... 11
Digitale E/A mit fester Funktion für eine XPR.................................................................................. 11
Prozessdaten für eine XPR.................................................................................................................. 12
XPR-Anlagenfehler und -Ausfälle....................................................................................................... 12
Mit einer XPR ein Teil schneiden und markieren .......................................................................................... 13
Mit einem ProNest-Teileprogramm ........................................................................................................... 13
Ohne ein ProNest-Teileprogramm (grundlegendes Schneiden und Markieren)............................ 15
Bediener überschreibt die Parameter der Schneidtabelle .................................................................. 17
Plasmaschnittsequenz......................................................................................................................................... 19
Fehlerbeseitigung und Diagnose...................................................................................................................... 21
XPR-Bereitschaft .......................................................................................................................................... 21
Informationen aufrufen über XPR-Fehler bei der CNC ........................................................................ 22
Statusmeldung........................................................................................................................................ 22
Fehler-Dialogfeld.................................................................................................................................... 23
Watch Window für Systemfehler....................................................................................................... 23
XPR-Diagnoseprotokoll........................................................................................................................ 24
Die XPR von der CNC überwachen......................................................................................................... 25
Status und Anschluss ........................................................................................................................... 25
Firmware-Versionen............................................................................................................................... 26
Plasma-Stromquelle E/A, Temperaturen, und Chopper-Status.................................................. 26
EDGE Connect Nachtrag zur Betriebsanleitung 809900DE 3

Inhalt
Überwachen und Testen der Gasdurchflüsse........................................................................................ 28
Überwachen der Gasdurchflüsse ...................................................................................................... 28
Gasdurchfluss und Undichtigkeit testen .......................................................................................... 29
XPR-Information mit der XPR-Webschnittstelle aufrufen.................................................................... 30
Eine XPR aus dem EtherCAT-Netzwerk zur Wartung entnehmen.................................................... 30
Anhang A: Über ProNest-Teileprogramme für XPR..................................................................................... 32
ProNest Teileprogramm-Format für eine XPR........................................................................................ 32
Prozess überschreiben ................................................................................................................................ 33
Überschreibungscodes ........................................................................................................................ 33
Lochstechhöhe- und Übertragungshöhe-Überschreibungen ..................................................... 35
Markierungscodes ................................................................................................................................. 35
True Hole-Codes ................................................................................................................................... 36
Interne Kontur-Codes ........................................................................................................................... 36
Beispiel für ein ProNest-Teileprogramm .......................................................................................... 36
Unterschiede zwischen XPR und HPRXD ProNest-Teileprogrammen............................................ 37
Prozessauswahl...................................................................................................................................... 37
Markieren ................................................................................................................................................. 38
True Hole ................................................................................................................................................. 39
Überschreibungen ................................................................................................................................. 39
Lochstechhöhe und Übertragungshöhe........................................................................................... 40
Anhang B: Autogen-Pulver-Markierung.......................................................................................................... 41
Richtlinien........................................................................................................................................................ 41
Mit Autogen-Pulver markieren und mit XPR schneiden....................................................................... 41
Anhang C: Optionen für Text-Markierung ...................................................................................................... 42
4 809900DE Nachtrag zur Betriebsanleitung EDGE Connect

Bevor Sie beginnen
In diesem Zusatz zum EDGE® Connect Installation and Setup Manual (EDGE®
Connect-Installations- und Konfigurationshandbuch) (809340) wird erläutert, wie Sie eine
EDGE Connect-CNC mit einer XPR
schneiden und markieren. Er enthält auch Informationen zur Fehlerbeseitigung und Diagnose
bei der XPR.
Dieser Zusatz ist für Schneidanlagen mit der folgenden Ausrüstung:
EDGE Connect CNC mit Phoenix
ProNest
ProNest CNC Archives 1.3 oder später
Sensor™ THC Brennerhöhensteuerung
Ein oder zwei XPR-Plasma-Stromquellen mit folgenden Firmware-Versionen der
Steuerplatine:
Hauptsteuerplatine Version M oder später
®
Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
®
-Plasma-Stromquelle einrichten und Teile mit einer XPR
®
10.13.0 oder später
CNC Nesting Software 2019 13.0.3 oder später
Gasanschlusskonsole: Version J oder später
Brenneranschlusskonsole: Version M oder später
Smart Choppers: Version J oder später
Um herauszufinden, welche Firmware-Versionen aktuell auf einer XPR
installiert sind, besuchen Sie bitte Firmware-Versionen auf Seite 26.
Phoenix unterstützt derzeit nicht die Kombination einer
HPRXD
XPR-EtherCAT-Plasma-Stromquelle, die in der gleichen Schneidanlage
installiert sind. Phoenix unterstützt derzeit auch nicht die Kombination
einer Nicht-EtherCAT-Plasma-Stromquelle, wie z. B. einer Powermax
und einer XPR-EtherCAT-Plasma-Stromquelle, die in der gleichen
Schneidanlage installiert sind.
®
-EtherCAT®-Plasma-Stromquelle und einer
®
Weitere technische Unterstützung für die XPR finden Sie in dem mit Ihrer XPR-Plasma-Stromquelle
gelieferten Handbuch:
XPR170™ Plasma Instruction Manual (Plasma-Bedienungsanleitung) (810060)
XPR300™ Plasma Instruction Manual (Plasma-Bedienungsanleitung) (809480)
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 5

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Eine XPR mit einer EDGE Connect CNC verbinden
Die Komponenten eines EtherCAT-Netzwerks (oder Feldbus) wie Antriebsverstärker, E/A-Module
und Plasma-Stromquellen sind über eine Kette von EtherCAT-Kabeln mit der EDGE Connect CNC
verbunden. Das erste Kabel beginnt an der CNC und ist mit der ersten Komponente verbunden.
Ein anderes Kabel verbindet die erste Komponente mit der zweiten Komponente und so weiter,
von einer Komponente zur nächsten. Typischerweise sind die ersten Komponenten die Antriebe,
dann folgen die E/A-Module. Die Plasma-Stromquelle muss die letzte Komponente im
Netzwerk sein.
Weitere Informationen zum Anschließen einer XPR an eine EDGE Connect-CNC finden Sie in der
Bedienungsanleitung Ihrer XPR-Plasma-Stromquelle.
Einen Systemschaltplan mit allen angeschlossenen Komponenten finden Sie im Systemschaltplan
für EDGE Connect TC in Kapitel 1 des EDGE
®
(EDGE
-Connect-Installations- und Konfigurationshandbuchs) (809340).
Das Fern-Ein/Aus muss vom Hersteller der Schneidanlage diskret
verdrahtet werden. Weitere Informationen finden Sie in der
Bedienungsanleitung Ihrer XPR-Plasma-Stromquelle. Siehe auch die
Beschreibung des XPR Remote Status-Eingangs von EDGE Connect
Tabelle 3 auf Seite 10.
®
Connect Installation and Setup Manual
Bevor Sie mit dem nächsten Schritt fortfahren, vergewissern Sie sich, dass die Schneidanlage
für Bewegungen bereit ist:
Alle Komponenten sind installiert, konfiguriert, mit einem EtherCAT-Kabel an die CNC
angeschlossen und werden mit Strom versorgt.
Die Motoren sind mit den Antrieben verbunden.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 6

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Ein EtherCAT-Netzwerk mit einer XPR konfigurieren
In einem EtherCAT-Netzwerk wird jede Komponente als Slave-Gerät betrachtet und muss in
der EtherCAT-Netzwerkkonfigurationsdatei (Phoenix.xml) auf der CNC (Master) enthalten sein.
Wenn alle Komponenten der Schneidanlage über EtherCAT-Kabel an eine EDGE Connect-CNC
angeschlossen sind, kann das EtherCAT-Netzwerk mit dem Hypertherm EtherCAT Studio gescannt
und konfiguriert werden.
In Hypertherm EtherCAT Studio wird beim Scannen der Slave-Geräte im Netzwerk in der Liste
der Slave-Geräte eine XPR als XPR angezeigt. Siehe Abb. 1.
Abb. 1 – Liste der Slave-Geräte
Weitere Anweisungen zum Konfigurieren des EtherCAT-Netzwerks finden Sie unter Konfigurieren
des EtherCAT-Netzwerks in Kapitel 4 des EDGE
®
(EDGE
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 7
Connect-Installations- und Konfigurations-Handbuchs) (809340).
Bevor Sie mit der Konfiguration des EtherCAT-Netzwerks beginnen,
schließen Sie eine Tastatur und eine Maus an die CNC an.
®
Connect Installation and Setup Manual
Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Eine CNC mit einer XPR konfigurieren
Sich vergewissern, dass die Sensor THC konfiguriert ist
Bei diesen Anweisungen wird davon ausgegangen, dass Sie die Sensor-THC auf dem
Bildschirm „Maschinen-Konfigurationen“ konfiguriert haben (Konfigurationen > Passwort >
Maschinen-Konfigurationen). Anweisungen finden Sie in Kapitel 8, Brennerhöhensteuerung
(THC) im EDGE
und Konfigurationshandbuch) (809340).
®
Connect Installation and Setup Manual (EDGE® Connect-Installations-
Bei der Plattenerkennung für das Unterwasser- und
Wasserinjektionsschneiden verwendet Phoenix automatisch nur die Stall
Force (drehmomentgesteuerte Höhenerkennung) anstelle des ohmschen
Kontakts (Düsenkontakthöhenerkennung) mit Stall Force-Sicherung.
Stellen Sie sicher, dass die Drehmoment-Begrenzungs-Toleranz
richtig eingestellt ist und dass Sie Antriebsverstärker, die die
drehmomentgesteuerte Höhenerkennung unterstützen, verwenden.
Der Brenner könnte mit der Platte kollidieren, wenn der Antriebsverstärker
keine drehmomentgesteuerte Höhenerkennung unterstützt.
Definieren Sie die installierten Tools und den verwendeten Prozess (Bildschirm „Spezialkonfigurationen“)
1. Wählen Sie Konfigurationen > Passwort > Spezialkonfigurationen.
2. Treffen Sie die geeigneten Plasmaauswahlen. Weitere Informationen finden Sie unter Tabelle 1.
Treffen Sie keine Auswahl für Markierung 1 und Markierung 2. Bei einer
XPR ist dies nicht erforderlich. Bei den XPR-Schneidprozessen sind die
Einstellungen für den Markierungsprozess automatisch enthalten. Es sind
keine separaten Markierungsprozesse (oder Bildschirme) erforderlich.
Tabelle 1 – Plasmaprozess-Auswahlmöglichkeiten auf dem Bildschirm „Spezielle Konfigurationen“
Wenn Sie Folgendes
haben ...
Ein einzelner Brenner/XPR170
oder XPR300
Zwei Brenner/XPR170s
und/oder XPR300s
Zwei Brenner/XPR170s
und/oder XPR300s
und ... Wählen Sie ...
Ein Schneid-/Markierungsprozess
Ein Schneid-/Markierungsprozess
Zwei Schneid-/Markierungsprozesse
Plasma 1
Plasma 1
Plasma 1 und Plasma 2
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 8

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Die Stationen konfigurieren (Bildschirm „Stationskonfiguration“)
1. Wählen Sie Konfigurationen > Passwort > Stations-Konfiguration.
2. Treffen Sie die geeigneten Auswahlen. Weitere Informationen finden Sie unter Tabelle 2.
Markierung 1 und Markierung 2 werden automatisch auf „Keine“
eingestellt und sind schreibgeschützt. Bei den XPR-Schneidprozessen
sind die Einstellungen für den Markierungsprozess automatisch enthalten.
Es sind keine separaten Markierungsprozesse (oder Bildschirme)
erforderlich.
Zur Erinnerung: Wenn Sie auf dem Bildschirm „Stationskonfiguration“
eine XPR-Plasma-Stromquelle auswählen, aktiviert Phoenix die
XPR-Schneidtabelle automatisch.
Tabelle 2 – Station-Konfiguration auf dem Bildschirm „Stationskonfiguration“
Wenn Sie Folgendes
haben ...
Ein einzelner
Brenner/XPR
Zwei Brenner/XPRs Ein Schneid-/
Zwei Brenner/XPRs Zwei Schneid-/
und ... Wählen Sie ...
Ein Schneid-/
Markierungsprozess
Markierungsprozess
Markierungsprozesse
Station 1:
• Höhenverstellung:
Sensor THC
• Plasma 1: XPR
• Plasma 2: Keine
Station 1:
• Höhenverstellung:
Sensor THC 1
• Plasma 1: XPR
• Plasma 2: Keine
Station 1:
• Höhenverstellung:
Sensor THC 1
• Plasma 1: XPR
• Plasma 2: Keine
Automatisch zugewiesene XPR-Digital-E/A mit fester Funktion
Station 2:
• Höhenverstellung:
Keine
• Plasma 1: Keine
• Plasma 2: Keine
Station 2:
• Höhenverstellung:
Sensor THC 2
• Plasma 1: XPR
• Plasma 2: Keine
Station 2:
• Höhenverstellung:
Sensor THC 2
• Plasma 1: Keine
• Plasma 2: XPR
Wenn Sie auf dem Bildschirm „Stationskonfiguration“ eine XPR-Plasma-Stromquelle auswählen,
weist Phoenix automatisch die folgende E/A mit fester Funktion für diese Plasma-Stromquelle zu.
Wenn Sie zwei XPRs haben, ist die digitale E/A mit fester Funktion entsprechend nummeriert
(z. B. XPR Cut Sense 1, XPR Cut Sense 2 und so weiter).
Es gibt auch einen analogen Eingang mit fester Funktion:
XPR-Lichtbogen-Spannung. Dieser Eingang wird automatisch
zugeordnet, wenn Sie eine Sensor THC auf dem Bildschirm
„Maschinen-Konfigurationen“ (Konfigurationen > Passwort >
Maschinen-Konfigurationen) konfigurieren.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 9

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Eingänge: Ausgänge:
• XPR Schnittsensor
• XPR-Düsenkontaktsensor
• XPR Prozessbereit
• XPR Startbereit
•XPR Remote Status
• XPR-Schnittsteuerung
• XPR-Zündung halten
• XPR-Düsenkontaktaktivierung
• XPR-Lochstechsteuerung
E/A mit fester Funktion wird fortlaufend über das EtherCAT-Netzwerk aktualisiert.
Siehe Tabelle 3 und Tabelle 4 für Beschreibungen jedes einzelnen E/A-Punktes.
Tabelle 3 – Digitaleingänge mit fester Funktion
Eingänge
XPR Schnittsensor Diese Eingabe teilt der CNC mit, dass der Brenner den Lichtbogen
auf das Werkstück übertragen hat.
XPR-Düsenkontaktsensor Diese Eingabe wird während der Anfangshöhenabtastung (IHS)
verwendet, um die Oberfläche des Werkstücks zu erkennen.
Anmerkung: Bei der Plattenerkennung für das Unterwasser- und
Wasserinjektionsschneiden verwendet Phoenix automatisch nur die Stall
Force (drehmomentgesteuerte Höhenerkennung) anstelle des ohmschen
Kontakts (Düsenkontakthöhenerkennung) mit Stall Force-Sicherung.
Siehe Sich vergewissern, dass die Sensor THC konfiguriert ist auf Seite 8
für weitere Informationen.
XPR prozessbereit Diese Eingabe teilt der CNC mit, dass die XPR auf den von der CNC
gesendeten Schneid-/Markierungsprozess umgestellt hat.
XPR startbereit Diese Eingabe teilt der CNC mit, dass die XPR bereit ist, den Plasma
Start-Eingang der XPR zu empfangen.
XPR Remote Status Der Fern-Ein-/Aus-Schalter der XPR aktiviert den Remote Status-Ausgang
der XPR. Die CNC empfängt diesen Ausgang als XPR Remote
Status-Eingang über das EtherCAT-Netzwerk.
Anmerkung: Der Fern-Ein-/Aus-Eingang der XPR wird vom Hersteller
der Schneidanlage einzeln verdrahtet.
Weitere Informationen finden Sie in der Bedienungsanleitung Ihrer
XPR-Plasma-Stromquelle.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 10

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Tabelle 4 – Digitalausgänge mit fester Funktion
Ausgänge
XPR-Schnittsteuerung Dieser Ausgang aktiviert den Plasmastart-Eingang der XPR. Die
Schnittsteuerung wird aktiviert und bleibt aktiviert, bis der M08-Befehl
(Schneiden aus) im Teileprogramm ausgeführt wird.
XPR-Zündung halten Dieser Ausgang aktiviert den Eingang „Hold Ignition“ (Zündung halten)
der XPR.
Bei einer einfachen XPR-Schneidanlage wird der „Zündung
halten“-Ausgang aktiviert, wenn die „Vorströmung während IHS“-Option
aktiviert ist (in Konfigurationen > Prozess > Plasma 1).
In einer mehrfachen XPR-Schneidanlage wird, wenn die Option
„Vorströmung während IHS“ aktiviert ist (in Konfigurationen > Prozess >
Plasma 1/2), der „Zündung halten“-Ausgang eingeschaltet, wenn die
Absenkung des Brenners auf das Werkstück beginnt. Wenn die Option
„Vorströmung während IHS“ deaktiviert ist, wird der „Zündung
halten“-Ausgang eingeschaltet, wenn die THC die IHS-Starthöhe
erreicht hat.
XPR-Düsenkontaktaktivierung Dieser Ausgang wird aktiviert, wenn die Sensor-THC die IHS-Starthöhe
erreicht. Er bleibt während der Sensor-THC-IHS aktiv.
XPR-Lochstechsteuerung Dieser Ausgang wird mit dem „Schneidsteuerung“-Ausgang oder nach
dem Ausschalten des „Zündung halten“-Ausgangs aktiviert. Er schaltet
sich vor der Brenner-Zündung ein und bleibt eingeschaltet, bis die
Lochstechung abgeschlossen ist.
Watch Windows und das Oszilloskop für XPR-Information konfigurieren
In Phoenix werden derzeit XPR-Informationen mit E/A-, Prozessdaten und Watch Windows
der Systemfehler, dem Oszilloskop und dem Bildschirm „Plasmaprozess“ unterstützt.
Phoenix unterstützt derzeit kein XPR-Informations Watch Window (ähnlich
dem HPR-Zufuhr Num 1 Watch Window). Verwenden Sie für diese
Informationen die XPR-Diagnose-Ansicht. Siehe Die XPR von der CNC
überwachen auf Seite 25.
Digitale E/A mit fester Funktion für eine XPR
Digitale E/A mit fester Funktion ist in den Eingangs-/Ausgangs Watch Windows und
im Oszilloskop verfügbar.
Gehen Sie wie folgt vor, um die digitale E/A mit fester Funktion für eine XPR
anzuzeigen/aufzuzeichnen:
Einrichten eines Eingangs-/Ausgangs Watch Window (Konfigurationen > Beobachten)
Erstellen Sie ein Oszilloskop-Protokoll, das die E/A enthält (Konfigurationen >
Diagnose > Oszilloskop)
Eine Liste der verfügbaren digitalen E/A mit fester Funktion finden
Sie unter Seite 10.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 11

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Es gibt auch einen analogen Eingang mit fester Funktion:
XPR-Lichtbogen-Spannung. Dieser Eingang wird automatisch
zugeordnet, wenn Sie eine Sensor THC auf dem Bildschirm
„Maschinen-Konfigurationen“ (Konfigurationen > Passwort >
Maschinen-Konfigurationen) konfigurieren.
Die digitalen E/A mit fester Funktion starten bei 513. Der
XPR-Lichtbogen-Spannungs-Analogeingang liegt bei 33.
Prozessdaten für eine XPR
Um auf Prozessdaten für eine XPR zuzugreifen, gehen Sie wie folgt vor:
Gehen Sie zum Bildschirm „Plasmaprozess“ (Konfigurationen > Prozess > Plasma 1
oder Plasma 2)
Einrichten eines Prozessdaten Watch Window (Konfigurationen > Beobachten)
Neben den bisher in Phoenix verfügbaren Prozessdaten für Plasma-Stromquellen stehen neue
Informationen für die XPR zur Verfügung:
Datensatz-ID: Dies ist die einzigartige Identifikationsnummer für den Datensatz in der
XPR-Schneidtabellen-Datenbank, der alle Parameter enthält, die von Phoenix und der
XPR zum Ausführen eines Teileprogramms benötigt werden. Der Datensatz enthält die
entsprechenden Prozess-IDs zum Schneiden, Markieren und True Hole
die Phoenix beim Ausführen des Teileprogramms an die XPR sendet.
Prozess-ID: Dies ist die Identifikationsnummer für den XPR-Prozess, für den aktuell
Parameter der Schneidtabelle verwendet werden. Dies kann eine Schneid-, Markierungoder True Hole-Prozess-ID sein.
Aufzeichnungs- und Prozess-IDs werden auch auf dem Bildschirm
„Schneidtabelle“ angezeigt (Konfigurationen > Prozess >
Plasma 1/2 > Schneidtabelle). Siehe Abb. 2 auf Seite 16.
XPR-Anlagenfehler und -Ausfälle
Um Anlagenfehler und Ausfälle bei der XPR anzuzeigen, gehen Sie wie folgt vor:
Einrichten eines Watch Window für Systemfehle (Konfigurationen > Beobachten).
Das Systemfehler Watch Window zeigt XPR-Fehler und -Ausfälle an. Um
vollständige Diagnoseinformationen einschließlich Warnungen und Status
anzuzeigen, verwenden Sie die XPR-Web-Schnittstelle.
®
(falls zutreffend),
Weitere Informationen finden Sie unter Fehlerbeseitigung und Diagnose auf Seite 21.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 12

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Mit einer XPR ein Teil schneiden und markieren
Es gibt zwei Hauptmethoden zum Schneiden und Markieren mit einer XPR:
Mit einem ProNest-Teileprogramm
Ohne ein ProNest-Teileprogramm (grundlegendes Schneiden und Markieren)
Beides ist in diesem Kapitel erklärt.
Mit einem ProNest-Teileprogramm
Wenn Sie über ein Teileprogramm verfügen, das mit ProNest für eine XPR erstellt wurde, verwendet
das Teileprogramm automatisch das in den Hypertherm-Schneidtabellen integrierte Prozesswissen.
Die Schneidtabellen enthalten alle Prozessparameter, die von der XPR und von Phoenix in der CNC
benötigt werden, um beim Schneiden und Markieren die besten Ergebnisse zu erzielen,
einschließlich der True Hole-Qualität für alle True Hole-kompatiblen Kreise innerhalb eines Teils.
Vergewissern Sie sich, dass die folgenden Programmcode-Einstellungen
auf dem Bildschirm „Schneiden“ in Phoenix aktiviert sind
(Konfigurationen > Schneiden): EIA G59 Code überschreiben,
Prozessauswahl überschreiben, EIA Schnittfugen überschreiben
und EIA F-Code überschreiben.
Verwenden Sie zum Schneiden oder Markieren mit einem ProNest-Teileprogramm den CutPro®
Wizard oder führen Sie die folgenden Schritte aus.
1. Laden Sie das Teileprogramm (Dateien > Von Disk laden).
2. Richten Sie das Teil an der Platte aus (Aktuelle Teileoptionen > Ausrichten).
3. Wählen Sie auf der Software-Bedienkonsole Programmmodus (Automatisch) für die Station,
den Sie verwenden möchten.
4. Start drücken.
Wenn die CNC den Befehl M07 (Schneiden ein) im Teileprogramm liest, werden die folgenden
Parameter für den angegebenen Prozess aus der Schneidtabelle geladen.
Lichtbogen-Spannung
Schneidstrom
Schneidhöhe
Schnittgeschwindigkeit
Gastyp und Durchflussmenge
Schnittfuge
Lochstechhöhe
Lochstechzeit
Transferhöhe
Diese Prozessparameter werden jedes Mal geladen, wenn die CNC einen M07-Befehl
(Schneiden ein) im Teileprogramm liest. Der Bildschirm mit der Schneidtabelle zeigt die aktuell
geladenen Prozessparameter.
Sie können diese Prozessparameter an der CNC nicht überschreiben. Um Prozessparameter
zu überschreiben, müssen die Änderungen in ProNest vorgenommen werden. Weitere
Informationen finden Sie unter Anhang A: Über ProNest-Teileprogramme für XPR auf Seite 32.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 13

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Es gibt andere Parameter, die ein Bediener bei der CNC überschreiben kann. Parameter, die ein
Bediener bei der CNC überschreiben und nicht überschreiben kann, sind in Tabelle 5 auf Seite 14
aufgeführt.
Ein Bediener kann immer die Geschwindigkeits-Potentiometer
verwenden, um die Programmgeschwindigkeit zu ändern.
Tabelle 5 – Schneidparameter, die ein Bediener bei der CNC überschreiben und nicht überschreiben kann
Bildschirm Kann überschreiben Kann nicht überschreiben
Verfahren
(Konfigurationen >
Prozess > Plasma 1 oder
Plasma 2)
ProzessdatenBeobachtungsfenster
(Konfigurationen >
Beobachten)
• Lichtbogen-Aus-Zeit
• AVC-Verzögerung
•IHS-Starthöhe
• Fugen-Wieder-Zeit
• Sprunghöhe bei Mulde
• Rückzugshöhe
• IHS überspringen innerhalb
• Stoppzeit
• Lichtbogen-Aus-Zeit
• AVC-Verzögerung
•IHS-Starthöhe
• Sprunghöhe bei Mulde
• Rückzug-Verzögerung
• IHS überspringen innerhalb
• Stoppzeit
Anmerkung: Wenn die Option
Prüfung für automatische
Parametereinstellung im
Bildschirm „Prozess“ für einen
Parameter ausgewählt ist,
können Sie diesen Parameter
in einem Watch Window
nicht überschreiben.
• Kriechgangzeit.
• Schneidhöhe
• Schneidhöhenverzögerung
• Schneiden-Aus-Zeit
• Schnittgeschwindigkeit
• Lochstechhöhe
•Lochstechzeit
• Eingestellter Lichtbogenstrom
•Eingestellte
Lichtbogen-Spannung
• Transferhöhe
• Kriechgangzeit.
• Schneidhöhe
• Schneidhöhenverzögerung
• Schneiden-Aus-Zeit
•Schnittfuge
• Lochstechhöhe
•Lochstechzeit
• Plasma-Geschwindigkeit
•Eingestellte
Lichtbogen-Spannung
• Transferhöhe
Schneiden
(Konfiguration >
Schneiden)
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 14
n. z. • Schnittgeschwindigkeit
•Schnittfuge

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Ohne ein ProNest-Teileprogramm (grundlegendes Schneiden und Markieren)
Das Schneiden und Markieren ohne Verwendung eines ProNest- oder eines anderen
CAM-Programmes ist als grundlegendes Schneiden und Markieren bekannt. Beispiele für
das grundlegende Schneiden und Markieren sind:
Das Teileprogramm hat keine erweiterten Codes. Zu den erweiterten Codes gehören
unter anderem G59 Prozessvariablen, M37 Stationsauswahl, M36 Prozessauswahl,
G43 Schnittfugencodes, Markierungs-Offsets und andere.
Sie wählen eine einfache Form aus der Form-Bibliothek aus, brechen dann aber die
Bearbeitung über die ProNest CNC ab.
Bei Teilen mit True Hole-kompatiblen Kreisen wird True Hole nur
angewendet, wenn Sie das Teil mit der ProNest-CNC bearbeiten.
Ansonsten werden True Hole-Prozesse nicht beim Grundschneiden
angewendet.
Sie verwenden ein Teileprogramm, das mit ProNest oder einer anderen CAM-Software
erstellt wurde. Sie deaktivieren jedoch die Programmcode-Einstellungen für „EIA G59 Code
überschreiben“, „Prozessauswahl überschreiben“, „EIA Schnittfugen überschreiben“
und „EIA F-Code überschreiben“ auf dem Bildschirm „Schneiden“ in Phoenix
(Konfigurationen > Schneiden).
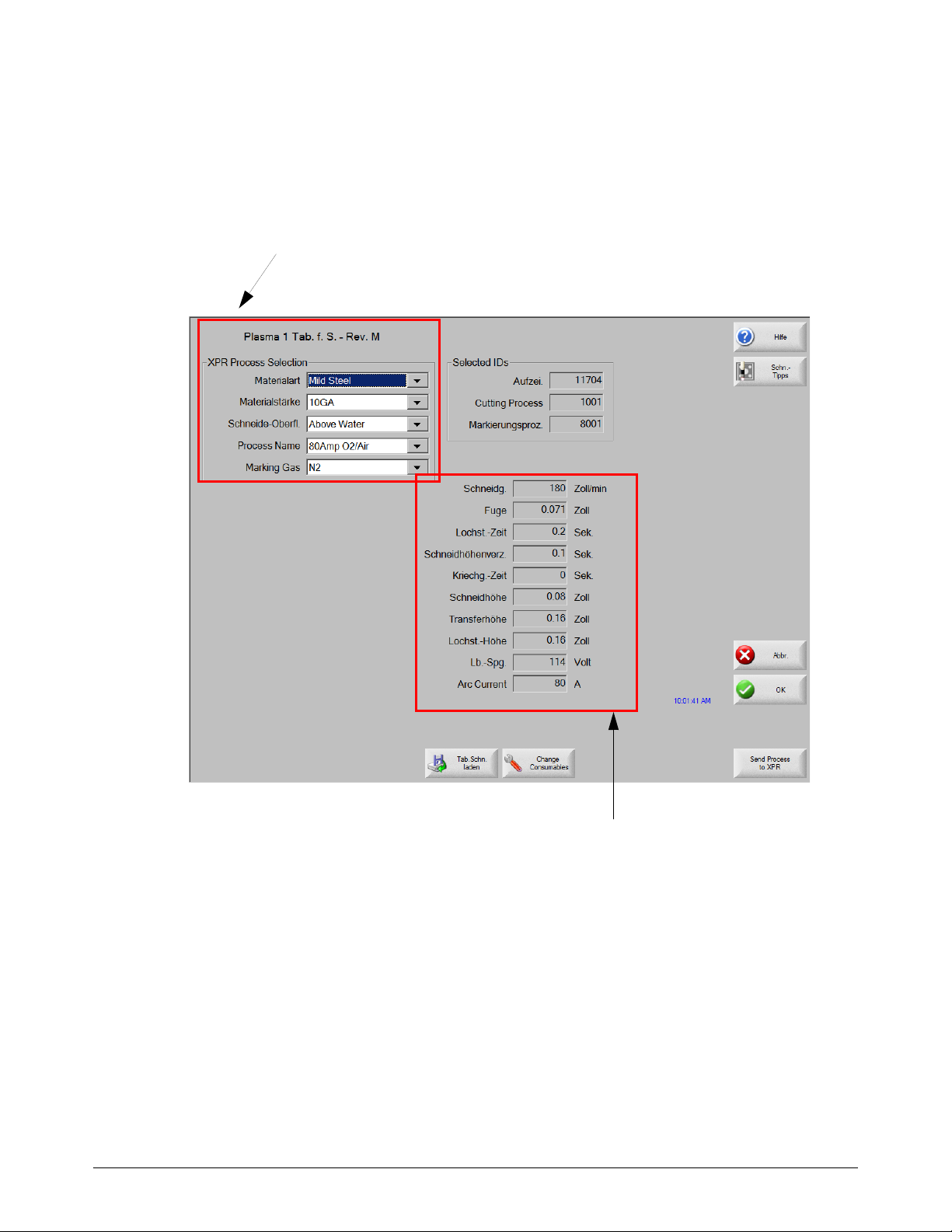
Beim einfachen Schneiden und Markieren wählen Sie nach dem Laden des Teils den Prozess
auf dem Bildschirm mit der Schneidtabelle aus (Hauptmenü > Schneidtabelle). Siehe Abb. 2 auf
Seite 16.
Bei der Prozessauswahl mit einer XPR wird Folgendes festgelegt:
1. Materialart
2. Materialstärke
3. Schnittfläche
4. Prozessname
5. Markierungsgas, falls zutreffend
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 15

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Während Sie Ihre Prozessauswahl treffen, zeigt der Bildschirm mit der Schneidtabelle
die Identifikationsnummer des Datensatzes in der XPR-Schneidtabellen-Datenbank an,
die dieser Auswahl entspricht. Auf dem Bildschirm mit der Schneidtabelle werden auch
die Identifikationsnummern für die in diesem Datensatz enthaltenen Schneid- und
Markierungsprozesse angezeigt. Darüber hinaus werden auf dem Bildschirm mit der
Schneidtabelle die Schneidtabellen-Parameter für den ausgewählten Prozess angezeigt.
Informationen zum Überschreiben von Parametern der Schneidtabelle finden Sie unter Seite 17.
Wenn Sie ein ProNest-Teileprogramm verwenden, das Markierungen
enthält, die Verwendung von G59 Codes jedoch deaktiviert haben,
interpretiert Phoenix M07 Ar oder M07 N2 im ProNest-Teileprogramm
automatisch als M09 (Markierung 1 an) und verwendet das
Markierungsgas, das Sie auf dem Bildschirm mit der Schneidtabelle
ausgewählt haben. Weitere Informationen zu Codes, die in
ProNest-Teileprogrammen verwendet werden, finden Sie unter Anhang A:
Über ProNest-Teileprogramme für XPR auf Seite 32.
Wenn eine XPR eine „Nicht bereit“-Meldung anzeigt,
siehe XPR-Bereitschaft auf Seite 21.
Abb. 2 – Bildschirm mit der Schneidtabelle
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 16

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
1
2
1
2
Bediener überschreibt die Parameter der Schneidtabelle
Bei Bedarf kann ein Bediener die Standardschneidtabellenparameter überschreiben.
Überschreibungswerte können auf den folgenden Bildschirmen eingegeben werden und werden
während des Schneidvorgangs verwendet.
Sie können den Wert für eingestellten Lichtbogenstrom
aus der Schneidtabelle nicht überschreiben.
Prozess-Bildschirm (Konfigurationen > Prozess > Plasma 1 oder Plasma 2)
Bildschirm „Schneiden“ (Konfiguration > Schneiden)
Prozessdaten Watch Window
Bediener überschreibt auf dem Prozess-Bildschirm
Die Schneidtabelle bestimmt die meisten Standardwerte auf dem Prozess-Bildschirm (siehe Abb. 3
auf Seite 17). Einige Werte stammen direkt aus der Schneidtabelle und andere werden aus einer
Kombination von Schneidtabellenwerten und anderen Phoenix-Einstellungen berechnet .
Abb. 3 – Prozess-Bildschirm
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 17

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
1
1
2
Um einen Wert, der direkt aus der Schneidtabelle stammt, zu überschreiben ,
löscht der Bediener den Standardwert und gibt einen neuen Wert ein.
Wenn ein Bediener einen Wert überschreibt, der direkt aus der
Schneidtabelle stammt, wird der Wert beibehalten, bis die
Schneidtabellen neu geladen werden. Schneidtabellen werden neu
geladen, wenn ein Bediener zum Bildschirm mit der Schneidtabelle
geht und beim Verlassen des Bildschirms das Speichern wählt
(wenn Sie dazu aufgefordert werden; wenn nicht, speichert Phoenix
automatisch). Schneidtabellen werden auch neu geladen, wenn die CNC
neu gestartet wird.
Wenn die Schneidhöhe auf dem Bildschirm „Prozess“ überschrieben wird,
werden Lochstechhöhe und Transferhöhe automatisch im Verhältnis
angepasst. Wenn Sie bestimmte Werte für Lochstechhöhe und
Transferhöhe verwenden möchten, geben Sie diese als absolute Werte in
Zoll oder Millimetern ein, nachdem Sie die Schneidhöhe eingestellt haben.
Um einen Wert, der aus einer Kombination von Schneidtabellenwerten und anderen
Phoenix-Einstellungen berechnet wurde, zu überschreiben , löscht ein Bediener das
Häkchen im Auswahlkästchen, löscht den Standardwert und gibt einen neuen Wert ein.
Durch Löschen des Häkchens im Auswahlkästchen wird die Verknüpfung
zur Schneidtabelle und zu anderen Phoenix-Einstellungen unterbrochen.
Der Überschreibungswert wird also so lange beibehalten, bis ein
Bediener ihn auf dem Prozessbildschirm erneut ändert oder das
Auswahlkästchen erneut auswählt, um den Standardwert zurückzusetzen.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 18

Plasmaschnittsequenz
Die CNC identifiziert jeden Status der Schnittsequenz mit einer Statusmeldung in blauer Schrift
unter dem Bereich der Teilevorschau auf dem Hauptbildschirm von Phoenix.
Wenn eine Statusnachricht den aktuellen Status in der
Plasmaschnittsequenz nicht beschreibt, zeigt die Nachricht einen
Zustand an der XPR an. Siehe Statusmeldung auf Seite 22.
Der aktuelle Status in der Plasmaschnittsequenz wird von der CNC übermittelt. Die
CNC beginnt beim Zyklusstart mit dem Lesen und Ausführen des Teileprogramms.
Siehe Plasmaschnittsequenz-Zustände in Tabelle 6.
Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Tabelle 6 – Plasmaschnittsequenz
Wenn ...
Die CNC den Code M07
(Schneiden ein) im
Teileprogramm liest.
Die THC beginnt mit ihrer
Anfangshöhenabtastung
(IHS)
Die Statusmeldung
lautet:
Aktualisierungsprozess • Die Eingänge „XPR startbereit“ und „XPR
Brenner senken
Und ...
prozessbereit“ werden deaktiviert.
• Die CNC sendet den Prozess an die XPR.
• Der Ausgang „Brennerhöhendeaktivierung“ wird
aktiviert und bleibt aktiviert, bis die Schneidanlage
die Schnittgeschwindigkeit erreicht hat.
• Wenn die „Vorströmung während IHS“ aktiviert ist
(in Konfigurationen > Prozess > Plasma 1/2):
werden die Ausgänge „XPR-Schneidsteuerung“,
„XPR-Lochstechsteuerung“ und „XPR-Zündung
halten“ eingeschaltet, nachdem die Absenkung des
Brenners auf das Werkstück beginnt.
• Auf einer Schneidanlage mit mehreren Brennern,
wenn „Vorströmung während IHS“ ausgeschaltet ist
(in Konfigurationen > Prozess > Plasma 1/2):
werden die Ausgänge „XPR-Schneidsteuerung“,
„XPR-Lochstechsteuerung“ und „XPR-Zündung
halten“ eingeschaltet, wenn die THC die
IHS-Starthöhe erreicht hat.
• Werden die Ausgänge
„XPR-Düsenkontaktaktivierung“ und
„THC-Drehmomentlimit“ eingeschaltet, wenn die
THC die IHS-Starthöhe erreicht hat.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 19

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Wenn ...
Die
Anfangshöhenabtastung
(IHS) ist abgeschlossen
und der Brenner ist in
„Übertragungshöhe“
positioniert.
Das XPR zündet einen
Lichtbogen
Die Kriechbewegung
wird gestartet
(wenn Kriechgangzeit
festgelegt ist)
Die Statusmeldung
lautet:
Auf „Lichtbogen ein“
wird gewartet
Und ...
• Wenn die „Vorströmung während IHS“ deaktiviert ist
(in Konfigurationen > Prozess > Plasma 1/2):
werden die Ausgänge „XPR-Schneidsteuerung“
und „XPR-Lochstechsteuerung“ aktiviert.
• Die Eingänge „XPR prozessbereit“ und „XPR
startbereit“ werden aktiviert (nachdem das
XPR-Spülen abgeschlossen ist).
• Die Ausgänge „XPR-Zündung halten“,
„XPR-Düsenkontaktaktivierung“ und
„THC-Drehmomentlimit“ werden deaktiviert.
Lochstechen • Der XPR-Schneidsensor-Eingang wird aktiviert.
• Nach Ablauf der Lochstechzeit wird der Ausgang
„Lochstechsteuerung“ deaktiviert.
• Der Timer für die Schneidhöhenverzögerung
und die AVC-Verzögerung beginnt.
• Nach Ablauf der Schneidhöhenverzögerung senkt
sich die THC auf die Schneidhöhe ab.
Kriechen
• Der Bewegungsausgang wird aktiviert.
• Die Kriechbewegung wird fortgesetzt, bis die
Kriechgangzeit verstrichen ist.
Die Schneidanlage
beschleunigt auf
Schnittgeschwindigkeit
Die CNC liest
den M08-Code
(Schneiden aus) im
Te il epr ogram m.
Die Stoppzeit beginnt
(wenn die Stoppzeit
eingestellt ist)
Schneiden • Der Ausgang „Brennerhöhendeaktivierung“ wird
deaktiviert, nachdem die Schneidanlage auf den
Prozentsatz der
Brennerhöhendeaktivierungs-Geschwindigkeit
beschleunigt plus Plasmaentfernung von der Ecke
oder nachdem die AVC-Verzögerungszeit
abgelaufen ist, je nachdem was zuletzt geschieht.
• Der Ausgang „Brennerhöhendeaktivierung“ wird
beim Schneiden aktiviert und deaktiviert, wenn die
Schnittgeschwindigkeit auf einen bestimmten
Prozentsatz unter der
Brennerhöhendeaktivierungs-Geschwindigkeit sinkt.
Brenner heben • Der XPR „Schneidsteuerung“-Ausgang wird
deaktiviert.
• Der Plasmastart-Eingang wird deaktiviert.
• Der Bewegungsausgang wird deaktiviert.
• Der XPR Schneidsensor-Eingang wird deaktiviert.
• Der Brenner wird auf die Rückzugshöhe
zurückgezogen.
Stoppverzögerung
• Die CNC verhindert, dass die
Portal-Schneidmaschine zum nächsten
Lochstechpunkt fährt, bevor die Stoppzeit
abgelaufen ist.
Die Stoppzeit läuft ab Verschieben • Das Portal fährt zum nächsten Lochstechpunkt
weiter und die Sequenz wiederholt sich.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 20

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Fehlerbeseitigung und Diagnose
Phoenix zeigt Diagnosecodes von der XPR als Statusmeldungen, Fehlerdialoge, Informationen zum
Fehler Watch Window und Diagnoseprotokolldaten an. Die XPR verfügt über vier Arten von
Diagnosecodes, und Phoenix zeigt die definierten Codes in der nachstehenden Tabelle an.
Tabelle 7 – XPR-Diagnosecode-Typen
Codetyp Wirkung während des Schneidvorgangs Das sollten Sie tun
Informationen Keine sofortige Wirkung. In den meisten Fällen
ist hier keine Maßnahme durch den Bediener
erforderlich.
Alarm Alarme unterbrechen das Teileprogramm nicht,
sie können jedoch die Produktivität und
Schnittqualität beeinträchtigen. Um einen
Alarm-Code zu beheben, sind Maßnahmen
durch den Bediener erforderlich.
Fehler Fehler können die Produktivität oder Qualität
beeinträchtigen oder die Komponenten der
Schneidanlage beschädigen.
Fehler unterbrechen das Teileprogramm
und zeigen einen CNC-Fehlerdialog an.
Ausfälle Ausfälle schützen die Schneidanlage und die
Anlagenkomponenten vor dauerhaften
Schäden.
Ausfälle unterbrechen das Teileprogramm
und zeigen einen CNC-Fehlerdialog an. Der
Lichtbogen wird erst gestartet, wenn der
Ausfall behoben ist.
Um den numerischen Code für eine
Statusmeldung von Informationen oder
Warnungen zu erhalten, rufen Sie den
Protokoll-Bildschirm in der
XPR-Webschnittstelle auf.
• Schritte zur Fehlerbeseitigung finden
Sie in der Bedienungsanleitung Ihrer
XPR-Plasma-Stromquelle.
So beheben Sie einen XPR-Fehler oder
-Ausfall:
• Suchen Sie die Fehlernummer im
angezeigten Fehlerdialogfeld. Siehe
Fehler-Dialogfeld auf Seite 23.
• Befolgen Sie die Schritte zur
Fehlerbehebung in der
Bedienungsanleitung Ihrer
XPR-Plasma-Stromquelle.
XPR-Bereitschaft
Stellen Sie vor dem Senden eines Prozesses an die XPR sicher, dass die folgenden Bedingungen
erfüllt sind:
Stellen Sie sicher, dass der Feldbus läuft.
Die Station des Werkzeugs ist aktiviert, und das Schneidwerkzeug ist zum Schneiden bereit
(in „Anfängliche Prüfungen“ oder „Warten auf Starten“).
Das XPR-System ist eingeschaltet.
Gasspülungen sind abgeschlossen.
Es sind keine größeren XPR-Fehler vorhanden.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 21

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Statusmeldung
Informationen aufrufen über XPR-Fehler bei der CNC
XPR-Fehlerinformationen werden in Phoenix an den folgenden Stellen angezeigt:
Statusmeldung
Fehler-Dialogfeld
Systemfehler Watch Window (falls eingerichtet)
Anmeldung der XPR-Diagnoseansicht an der CNC
Statusmeldung
Der XPR-Fehler mit der höchsten Priorität wird, sofern vorhanden, in blauer Schrift unter der
Teilevorschau auf dem Phoenix-Hauptbildschirm angezeigt.
Abb. 4 – Beispiel für eine Statusmeldung, die einen XPR-Fehler anzeigt
Wenn ein XPR-Fehler oder Ausfall auftritt, wird das Teileprogramm angehalten und ein
Dialogfeld erscheint. Um einen Fehler zu beheben, siehe Fehler-Dialogfeld auf Seite 23.
Wenn ein Fehler-Dialogfeld nicht angezeigt wird und das Teileprogramm nicht anhält,
zeigt die Statusmeldung eines der folgenden Dinge an:
XPR-Information oder Alarm – Siehe Tabelle 7 auf Seite 21.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 22
Aktueller Zustand in der Plasmaschnittsequenz – Siehe Seite 19.

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Fehler-Dialogfeld
XPR-Fehler und Ausfälle werden in einem Dialogfeld an der CNC angezeigt. Wählen Sie im
Dialogfeld die Schaltfläche XPR-Handbuch, um Informationen zur Fehlerbeseitigung anzuzeigen.
Die Fehlernachricht enthält die Fehlernummer (zum Beispiel, XPR-Fehler 508). Siehe Abb. 5 auf
Seite 23.
Abb. 5 – Dialogfeld mit einer XPR-Fehlermeldung
Watch Window für Systemfehler
Sie können Alarme, Ausfälle oder Fehlermeldungen in der CNC auch über das Watch Window
für Systemfehler überwachen, wie in Abb. 6 gezeigt.
Abb. 6 – Watch Window für Systemfehler
Zum Einrichten eines Watch Window für Systemfehler siehe Seite 11.
Um detaillierte XPR-Diagnoseinformationen anzuzeigen, verwenden Sie die XPR-Webschnittstelle.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 23

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
1
2
1
2
XPR-Diagnoseprotokoll
Im Protokoll der XPR-Diagnoseansicht an der CNC können Sie aktive und zuletzt aufgetretene
XPR-Diagnosecodes, Fehlerdetails und Einschaltzeit-Daten einsehen.
So rufen Sie das XPR-Diagnoseprotokoll auf:
1. Wählen Sie im Hauptbildschirm von Phoenix Konfigurationen > Diagnose > XPR-Anlage.
2. Wählen Sie die Station (Stations) nummer der XPR,
die Sie überwachen möchten.
3. Wählen Sie Log (Protokoll) .
Das Protokoll (Abb. 7) zeigt 4 Klassen von
XPR-Diagnosecodes an: Ausfälle, Fehler, Warnungen und
Informations-Mitteilungen. Zu den Unterschieden zwischen
den einzelnen Klassen siehe Tabelle 7 auf Seite 21.
Abb. 7 – Protokollbildschirm in der XPR-Diagnoseansicht
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 24
Hinweise zur Fehlerbeseitigung finden Sie in der Bedienungsanleitung
Ihrer XPR-Plasma-Stromquelle.

Die XPR von der CNC überwachen
1
3
5
2
4
6
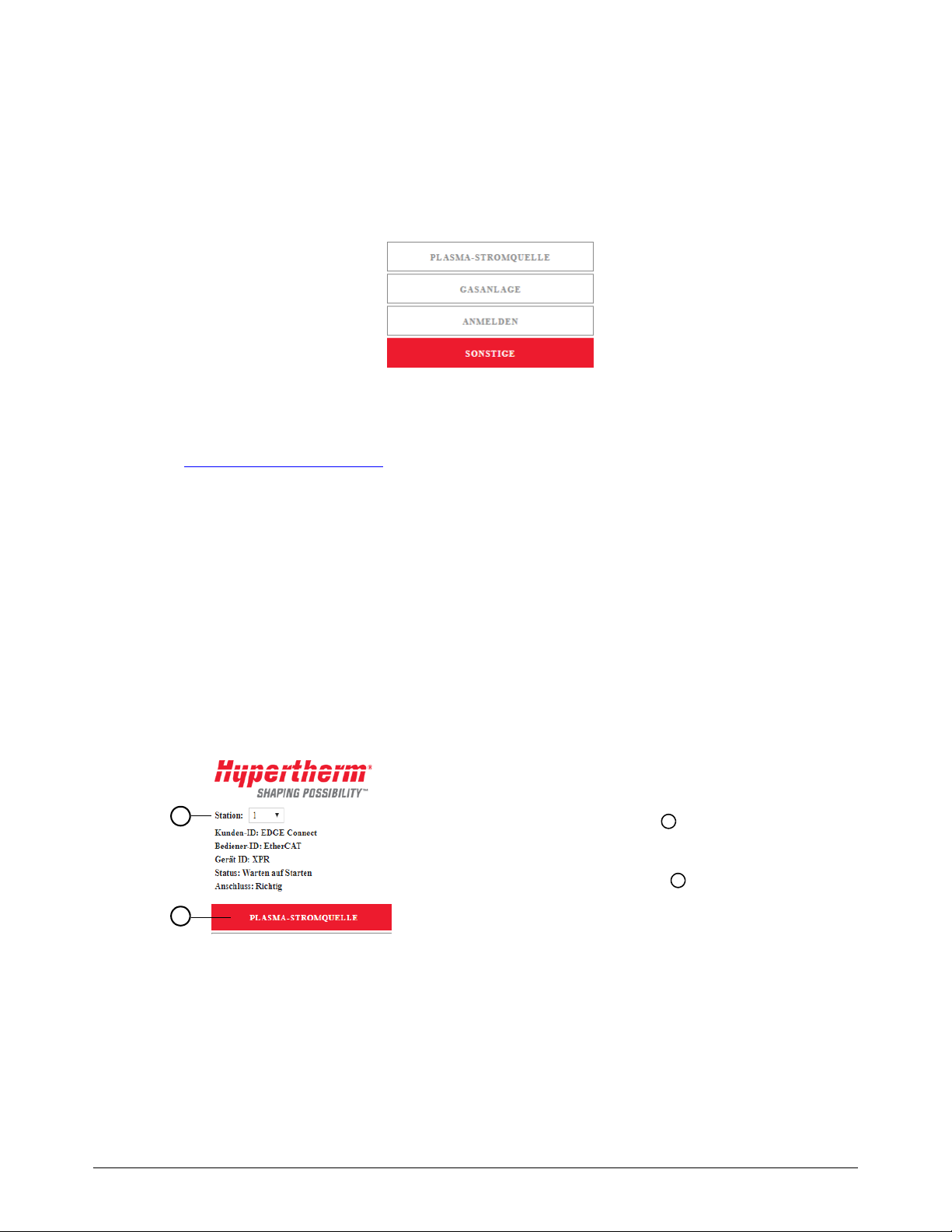
1Station-ID ist die Stationsnummer der XPR,
die Sie überwachen möchten.
2 Client-ID ist das Gerät, das mit der XPR
kommuniziert. Die Client-ID wird für alle CNC
als „EDGE Connect“ angezeigt.
3 Bediener-ID ist der Verbindungstyp, der einen
Prozess gesendet hat. Die Bediener-ID zeigt
„Kein Benutzer“ an, wenn die Netzwerkverbindung
getrennt ist.
4System-ID ist der Typ der
Plasma-Stromversorgung der ausgewählten
Station. Die System-ID wird als „Keine“ angezeigt,
wenn die ausgewählte Station keine XPR ist.
5Status ist der aktuelle Status der XPR auf der
ausgewählten Station. Weitere Informationen
finden Sie in der Bedienungsanleitung Ihrer
XPR-Plasma-Stromquelle.
6Anschluss ist der Status der Kommunikation
zwischen Phoenix und dem Webbrowser,
in dem die Diagnosedaten angezeigt werden.
Sie können bis zu zwei XPR-Plasma-Stromquellen an der CNC überwachen, indem Sie die
XPR-Diagnoseansicht in Phoenix öffnen. Die Informationen in der Diagnoseansicht werden von
der XPR über EtherCAT aufgefüllt.
So rufen Sie die XPR-Diagnoseansicht in Phoenix auf:
1. Wählen Sie Konfigurationen > Diagnose > XPR-Anlage.
2. Wählen Sie die Station der XPR, die Sie überwachen möchten.
Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Status und Anschluss
Der Hauptbildschirm der XPR-Diagnoseansicht in Phoenix zeigt den Status und die Verbindung
der XPR-Station an, die Sie zur Überwachung ausgewählt haben. Siehe Abb. 2 auf Seite 16.
Abb. 8 – Den Status und den Verbindungsstatus der XPR-Plasma-Stromquelle anzeigen
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 25
Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
1
2
1
2
Firmware-Versionen
So finden Sie heraus, welche Firmware-Versionen aktuell auf einer XPR installiert sind:
1. Wählen Sie in der XPR-Diagnoseansicht in Phoenix die Station Nummer für die XPR aus.
2. Wählen Sie die Registerkarte Andere.
Eine Liste der Firmware-Versionen, die dieses Dokument unterstützt, finden Sie unter Bevor Sie
beginnen auf Seite 5.
Unter www.hypertherm.com/docs
finden Sie die Aktualisierungs-Verfahren für folgende
Firmware-Versionen:
Zum automatischen Update der XPR-Firmware über EtherCAT siehe Anmerkungen zum
Einsatz Nr. 810720.
Informationen zum Firmware-Update für die XPR-Webschnittstelle sowie für die Leiterplatte
über eine USB- oder WLAN-Verbindung finden Sie im Hypertherm-Mitteilungsblatt für den
Außendienst 809820.
Plasma-Stromquelle E/A, Temperaturen, und Chopper-Status
Der Bildschirm „Plasma-Stromquelle“ zeigt Ihnen Details zu aktiven E/A, Temperatur und Status
des Choppers. So zeigen Sie die E/A der XPR-Plasma-Stromquelle, die Temperaturen und den
Chopper-Status an:
1. Wählen Sie im Hauptbildschirm von Phoenix
Konfigurationen > Diagnose > XPR-Anlage.
2. Wählen Sie die Stationsnummer der XPR,
die Sie überwachen möchten.
3. Wählen Sie Plasma-Stromquelle .
Der Bildschirm „Plasma-Stromquelle“ erscheint
(siehe Abb. 9 auf Seite 27). Dieser Bildschirm
zeigt auch die Ein- und Ausgänge an. Rot oder grau
hervorgehobene Ein- und Ausgänge sind aktiv.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 26

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
(Nicht zutreffend für XPR170)
Abb. 9 – Bildschirm für die Plasma-Stromquelle in der XPR-Diagnoseansicht
Um aktive oder aktuelle Alarme und Fehler anzuzeigen, rufen Sie den
Protokoll-Bildschirm auf. Siehe auf Seite 24.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 27

Überwachen und Testen der Gasdurchflüsse
1
2
1
2
Sie können Gasdurchflüsse auf dem Gasanlagebildschirm in der XPR-Diagnoseansicht der CNC
über EtherCAT überwachen und testen.
So rufen Sie den Gasanlagenbildschirm auf:
1. Wählen Sie im Hauptbildschirm von Phoenix Konfigurationen > Diagnose > XPR-Anlage.
2. Wählen Sie die Stationsnummer der XPR,
die Sie überwachen möchten.
3. Wählen Sie Gasanlage .
Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Überwachen der Gasdurchflüsse
Um die Gasdurchflüsse von der CNC aus zu überwachen, schauen Sie sich die Daten auf dem
Bildschirm Gasanlage an. Siehe Abb. 10 auf Seite 28.
Abb. 10 – Bildschirm „Gasanlage“
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 28

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Gasdurchfluss und Undichtigkeit testen
Führen Sie einen Gastest durch, um sicherzustellen, dass Sie zum Schneiden bereit sind oder um
bei der Diagnose von Problemen mit der Schneidqualität, der Systemleistung und der Lebensdauer
der Verschleißteile zu helfen.
Um einen Gasdurchfluss- oder Gaslecktest von der CNC durchzuführen,
muss die CNC die Kontrolle über die XPR haben. Das Gerät, das zuerst
einen Prozess festlegt, hat die Kontrolle über die XPR.
So führen Sie einen Gasdurchflusstest an der CNC durch:
1. Wechseln Sie in der XPR-Diagnoseansicht zum Bildschirm „Gasanlage“. Für Informationen
siehe Seite 28.
2. Wählen Sie den gewünschten Test aus (Vorströmung, Lochstechdurchfluss, Betriebsdurchfluss
oder Gasleck).
3. Im Dialogfeld „Sind Sie sicher?“ wählen Sie JA. Der Test beginnt sofort und dauert
45 Sekunden.
Um einen Gasdurchflusstest abzubrechen, wählen Sie erneut dieselbe
Schaltfläche für den Gasdurchflusstest oder einen anderen Gastest.
Gasundichtigkeitstests können nicht abgebrochen werden.
Wählen Sie zum Anzeigen von Gasinformationen, Warnungen und Fehlern während oder nach
dem Test Protokoll. Siehe XPR-Diagnoseprotokoll auf Seite 24.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 29

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
XPR-Information mit der XPR-Webschnittstelle aufrufen
Die XPR-Webschnittstelle, die nur auf drahtlosfähigen Geräten verfügbar ist, liefert die
meisten Daten, die Sie in der XPR-Diagnoseansicht der CNC finden können. Bevor Sie ein
drahtlosfähiges Gerät zur Überwachung der XPR-Diagnose verwenden, überprüfen Sie
in der XPR-Diagnoseansicht in Phoenix, ob die benötigten Daten bereits in der CNC
verfügbar sind. Siehe Die XPR von der CNC überwachen auf Seite 25.
• Wenn die von Ihnen benötigten XPR-Diagnosedaten nur in der XPR-Webschnittstelle auf einem
drahtlosfähigen Gerät verfügbar sind, finden Sie zur Dokumentation alle Informationen in der
Bedienungsanleitung Ihrer XPR-Plasma-Stromquelle.
• Wenn Sie die CNC mit dem drahtlosen Netzwerk einer XPR (Zugriffspunkt-Modus) verbinden, kann
die CNC nur mit dem Netzwerk der XPR und nicht mit dem Netzwerk Ihres Standorts kommunizieren.
Um dieses Problem zu beheben, verwenden Sie stattdessen den Netzwerkmodus oder verbinden Sie
ein Ethernet-Kabel von der LAN-Verbindung der CNC mit einem Port, der Zugriff auf das Netzwerk Ihres
Standorts hat. Weitere Informationen zum AP-Modus im Vergleich zum Netzwerkmodus finden Sie in
der Bedienungsanleitung Ihrer XPR-Plasma-Stromquelle.
Informationen zu Ethernet-Kabeln finden Sie unter Technische Daten
und Installation in Kapitel 1 des EDGE
Manual (EDGE
(809340).
®
Connect-Installations- und Konfigurations-Handbuchs)
®
Connect Installation and Setup
Eine XPR aus dem EtherCAT-Netzwerk zur Wartung entnehmen
Wenn Sie eine XPR vorübergehend ausschalten müssen (z. B. zu Wartungszwecken),
die Schneidanlage jedoch weiterhin verwenden möchten, müssen Sie die XPR vorübergehend
aus der EtherCAT-Netzwerkkonfiguration entfernen. Wenn Sie eine XPR aus der
Netzwerkkonfiguration entfernen, (auch als Entnahme der XPR zur Wartung bekannt) können
Sie die Schneidanlage ohne Feldbusfehler weiterverwenden.
Eine XPR zur Wartung entnehmen:
1. Schalten Sie die CNC aus (OFF).
2. Schalten Sie die Haupt-Stromversorgung der XPR aus (OFF), die Sie zur Wartung
entnehmen möchten.
3. Schalten Sie die CNC ein (ON).
Nachdem Phoenix geöffnet wurde, beginnt es, das EtherCAT-Netzwerk zu starten.
Dann erscheint die in Abb. 11 auf Seite 31 dargestellte Meldung.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 30

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Abb. 11
Die Nachricht zeigt die XPR, die Sie zur Wartung herausnehmen möchten. In diesem Beispiel ist
es die XPR auf Station 1.
4. Klicken Sie auf Ja.
Phoenix entfernt die XPR aus der Netzwerkkonfiguration und startet das EtherCAT-Netzwerk.
Wenn Sie die CNC neu starten, während die XPR für den Service ausfällt,
müssen Sie die Frage Plasma-Stromquelle 1 zur Wartung entnehmen?
erneut beantworten. Klicken Sie auf Ja.
Wenn Sie versuchen, mit einer XPR zu schneiden, die zur Wartung
entnommen wurde, wird die folgende Meldung angezeigt.
Abb. 12
So setzen Sie die XPR wieder in Betrieb:
1. Schalten Sie die CNC aus (OFF).
2. Schalten Sie die XPR ein (ON), die Sie wieder in Betrieb nehmen möchten.
3. Schalten Sie die CNC ein (ON).
Phoenix fügt die XPR zur Netzwerk-Konfiguration hinzu und startet das EtherCAT-Netzwerk.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 31

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Anhang A: Über ProNest-Teileprogramme für XPR
Mehr Informationen zu den für die Teileprogrammierung verwendeten
Codes finden Sie in der Referenz für EDGE Connect Programmer
Reference (EDGE Connect-Programmierer) (809550).
ProNest Teileprogramm-Format für eine XPR
Wenn Sie mit ProNest ein Teileprogramm für eine XPR erstellen, enthält ProNest am Anfang
des Teileprogramms den Befehl G59 V509 Fxxxxx. Dieser Befehl teilt der CNC und der XPR mit,
welcher Datensatz in der Schneidtabellendatenbank für dieses Teileprogramm verwendet werden
soll. Der Datensatz enthält alle Prozessparameter, die von der CNC und der XPR zur Ausführung
des Teileprogramms benötigt werden, einschließlich aller Prozessparameter für das Schneiden,
Markieren und/oder True Hole (falls zutreffend).
Vergewissern Sie sich, dass die folgenden Programmcode-Einstellungen
auf dem Bildschirm „Schneiden“ in Phoenix aktiviert sind
(Konfigurationen > Schneiden): EIA G59 Code überschreiben,
Prozessauswahl überschreiben, EIA Schnittfugen überschreiben
und EIA F-Code überschreiben.
Zum Beispiel: G59 V509 F11189
In diesem Beispiel teilt der Befehl V509 der CNC und der XPR mit, den Datensatz 11189
(80 A O2/Luft) in der Schneidtabellendatenbank dieses Teileprogramms zu verwenden.
Wenn die CNC den Befehl M07 (Schneiden ein) im Teileprogramm liest, sendet die
CNC die Datensatznummer 11189 an die XPR. Die XPR lädt dann die zugehörigen
Schneidprozessparameter aus Datensatz Nummer 11189. Gleichzeitig lädt die CNC
die Parameter des Schneidprozesses aus Datensatz Nr. 11189. Die Prozessparameter
sind wie folgt:
Lichtbogen-Spannung
Schneidstrom
Schneidhöhe
Ein Bediener kann diese Prozessparameter an der CNC nicht
überschreiben. Um Prozessparameter zu überschreiben, müssen die
Änderungen in der Schneidtabelle in ProNest vorgenommen werden.
Siehe
Tabelle 8 auf Seite 34 für weitere Informationen.
Schnittgeschwindigkeit
Gastyp und Durchflussmenge
Schnittfuge
Lochstechhöhe
Lochstechzeit
Transferhöhe
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 32
Prozess überschreiben
Ein einzelner G59 V509 Fxxxxx-Befehl im Teileprogramm füllt die XPR-Prozessauswahlfelder
automatisch aus.
Ein Überschreibungscode in der Zeile M07
im Teileprogramm ändert diese Werte.
Um ein XPR-Teileprogramm zu ändern, ändern Sie die Schneidtabelle in ProNest (oder einer
anderen CAM-Software) und geben Sie das geänderte Teileprogramm für die Verwendung
in Phoenix aus.
Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Überschreibungscodes
Wenn Sie die Prozessparameter für Schneiden, Markieren oder True Hole in einem Datensatz
in der Schneidtabellendatenbank ändern müssen, nehmen Sie die Änderungen in ProNest vor.
Diese Modifikationen werden als Prozess-Überschreibungen bezeichnet. Wenn Sie das neue
Teileprogramm aus ProNest ausgeben, zeigt ProNest an, dass der Prozess mit den Codes in Tabelle
8 auf Seite 34 überschrieben wird.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 33

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Tabelle 8 – Prozessparameter-Überschreibungscodes
Überschreibungscode Beschreibung
AVO Lichtbogen-Spannung überschreiben
AVD Override der Lichtbogen-Spannungs-Verzögerung*
CCO Schneidstrom überschreiben
CHT Schneidhöhe überschreiben
MAF Misch-Argon-Durchfluss überschreiben
MHF Misch-H2-Durchfluss überschreiben
MNF Misch-N2-Durchfluss überschreiben
PCF Plasmaschnitt-Durchfluss überschreiben
PHT Lochstechhöhe überschreiben**
PTO Lochstechzeit überschreiben
SCF Sekundärgas-Durchfluss überschreiben
SPF Sekundärgas-Lochstech-Durchfluss überschreiben
THT Transferhöhe überschreiben**
* Auch als Verzögerung der automatischen Spannungssteuerung (AVC) bezeichnet.
** Siehe Lochstechhöhe- und Übertragungshöhe-Überschreibungen.
ProNest enthält diese Prozessüberschreibungscodes in der M07-Befehlszeile. Dies teilt Phoenix
und der XPR mit, welcher Standardwert aus dem Schneidtabellenaufzeichnung mit dem
angegebenen Wert überschrieben werden soll.
Zum Beispiel: M07 AVO116
In diesem Beispiel wird davon ausgegangen, dass die für diesen Prozess im
Schneidtabellen-Datensatz angegebene Standardlichtbogen-Spannung 118 ist. Die
AVO116-Prozessparameterüberschreibung im Teileprogramm teilt Phoenix und der XPR mit,
dass eine Lichtbogen-Spannung von 116 anstelle von 118 verwendet werden soll.
Prozessüberschreibungen, die auf die M07-Zeile angewendet werden, bleiben
M07-Befehl
in Kraft, der die Werte für die Schneidtabellenwerte neu lädt.
bis zum nächsten
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 34

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Lochstechhöhe- und Übertragungshöhe-Überschreibungen
Lochstechhöhe und Übertragungshöhe werden in der XPR-Schneidtabelle als absolute Werte
(in Zoll oder Millimeter) definiert. Bei XPR sind die Überschreibungen für Lochstechhöhe und
Übertragungshöhe unabhängig von der Schneidhöhe.
Beispiel: M07 CHT0.5 THT0.25 = Schneiden ein, verwenden Sie eine Schneidhöhe von 0.5 Zoll
und eine Transferhöhe von 0.25 Zoll
In diesem Beispiel werden CHT- und THT-Überschreibungswerte anstelle der Schneid- und
Transferhöhenwerte aus der Schneidtabellenaufzeichnung verwendet, auf die in der G59-Zeile
verwiesen wird. Da PHT nicht in der M07-Zeile enthalten ist, wird der Wert für die Lochstechhöhe
aus der Schneidtabellenaufzeichnung verwendet, auf den in der G59-Zeile verwiesen wird.
Markierungscodes
Um Phoenix und der XPR mitzuteilen, dass die Parameter für den Schneidprozess mit den
Parametern für den Markierungsprozess aus dem Datensatz für die Schneidtabelle überschrieben
werden sollen, enthält ProNest in der Befehlszeile M07 (Schneiden ein) den Code N2 (Stickstoff)
oder AR (Argon).
Zum Beispiel: M07 N2 oder M07 AR
Außerdem gibt ProNest die Markierungsgeschwindigkeit als FWert Code nach dem M07
(Schneiden ein) an. Die Markierungsgeschwindigkeit kann der Wert aus der Schneidtabelle
oder ein Überschreibungswert sein, wenn Sie in ProNest in der Schneidtabelle eine
Markierungsgeschwindigkeit-Überschreibung angegeben haben.
Zum Beispiel:
M07 N2
F250.
Wenn Sie Text markieren, siehe auch Wählen Sie Start, um das
Plasmaschneiden mit XPR fortzusetzen. auf Seite 41.
Wenn für Ihr Teil eine Autogen-Pulver-Markierung mit älteren M09-Codes
erforderlich ist, siehe Seite 41.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 35

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
True Hole-Codes
Um Phoenix und der XPR mitzuteilen, dass die Parameter für den Standard-Schneidprozess
mit den Parametern für den True Hole-Schneidprozess aus dem Datensatz für die Schneidtabelle
überschrieben werden sollen, enthält ProNest in der Befehlszeile M07 (Schneiden ein) den
TH-Code.
Zum Beispiel: M07 TH
Dies zeigt an, dass die True Hole-Schneidprozessparameter aus der Schneidtabellenaufzeichnung
sowie die Phoenix-True Hole-Parameter für alle True Hole-kompatiblen Kreise anstelle der
Standard-Schneidprozessparameter verwendet werden.
Neben der Verwendung der True Hole-Parameter in der Schneidtabelle
und in Phoenix wendet ein ProNest-Teileprogramm automatisch
unterschiedliche Geschwindigkeiten über mehrere Lochsegmente an,
um die True Hole-Technik zu vervollständigen.
Interne Kontur-Codes
Für Teile mit Innenkonturen wie Schlitze, Lichtbogen oder Löcher, die nicht True Hole-kompatibel
sind, fügt ProNest in der Befehlszeile M07 (Schneiden ein) den O2S-Code ein. Der O2S-Code
weist Phoenix und die XPR an, die Standardparameter des Schneidprozesses mit den Parametern
des O2/O2-Schneidprozesses aus der Schneidtabellenaufzeichnung zu überschreiben.
Zum Beispiel: M07 O2S
Beispiel für ein ProNest-Teileprogramm
Das folgende ist ein Beispiel für ein ProNest-Teileprogramm für eine XPR.
G59 V509 F11420
(130 A O2/Luft)
G41
M07 AVO132 THT0.25
M51
F80.
G03X0. 7071Y0. 7072I0. 3536J0. 3536
G02I1. 5556J1. 5556
M50
M50H-0. 035
G03X-0. 3536I-0. 1768J-0. 1768
M08
G40
M51
M19
M02
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 36

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Unterschiede zwischen XPR und HPRXD ProNest-Teileprogrammen
Wenn Sie über ein ProNest-Teileprogramm verfügen, das für eine HPRXD
erstellt wurde, empfiehlt Hypertherm dringend, ein neues Teileprogramm
speziell für XPR zu erstellen.
Es gibt viele Unterschiede zwischen den XPR- und HPRXD-Schneidtabellen. Daher gibt
es viele Unterschiede zwischen einem ProNest-Teileprogramm, das für eine XPR und einem
ProNest-Teileprogramm, das für eine HPRXD erstellt wurde. Die Hauptunterschiede betreffen
Folgendes:
Prozessauswahl
Markieren
True Hole
Überschreibungen
Übertragungshöhe und Lochstechhöhe
Jeder wird im Folgenden kurz beschrieben. Ausführliche Informationen zu den für die
Teileprogrammierung verwendeten Codes finden Sie in der Referenz für EDGE Connect
Programmer Reference (EDGE Connect-Programmierer) (809550).
Prozessauswahl
Bei XPR-Schneidtabellen verwendet die Prozessauswahl eine einzige Codezeile im Teileprogramm.
Zum Beispiel:
G59 V509 F11189
Dieser Befehl teilt der CNC und der XPR mit, welcher Datensatz in der Schneidtabellendatenbank
für dieses Teileprogramm verwendet werden soll. Die Aufzeichnung enthält die Parameter für
Brennertyp, Materialtyp, Schneidstrom, Gas und Materialstärke. Somit gibt dieser Befehl alle
diese Parameter gleichzeitig an.
Bei HPRXD-Schneidtabellen verwendet die Prozessauswahl mehrere Zeilen „V5xx“-Code
im Teileprogramm, um die Parameter für Brennertyp, Materialtyp, Schneidstrom, Gas und
Materialstärke festzulegen. Zum Beispiel:
G59 V502 F34
G59 V503 F1.00
G59 V504 F130
G59 V505 F2
G59 V507 F33
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 37
Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Markieren
Bei XPR-Schneidtabellen wird für die Auswahl des Markierungsprozesses der N2- oder AR-Code
in der Zeile M07 (Schneiden ein) des Teileprogramms verwendet. Zum Beispiel:
G59 V509 F11189
...
M07 N2
...
M08
Bei HPRXD-Schneidtabellen werden für die Markierung mehrere Codezeilen im Teileprogramm
verwendet, einschließlich markierungsspezifischer Codes. Zum Beispiel:
G59 V525 F27
...
M36 T3
...
M09
...
M10
Beachten Sie, dass die in HPRXD-Teileprogrammen verwendeten Markierungscodes nicht
in XPR-Teileprogrammen verwendet werden. Siehe Tabelle 9 für weitere Informationen.
Tabe l le 9 – Markierungscode-Unterschiede zwischen einer XPR und einer HPRXD
Code
M36 T1 (Plasma 1 Prozess auswählen) Schneiden und Markieren Schneiden
M07 (Schneiden ein) Schneiden und Markieren Schneiden
M08 (Schneiden aus) Schneiden und Markieren Schneiden
M36 T3 (Markierung 1 Prozess auswählen) Nicht verwendet Markieren
M09 (Markierung 1 aktivieren) Nicht verwendet Markieren
M10 (Markierung 1 deaktivieren) Nicht verwendet Markieren
Beim Markieren mit einer XPR unter Verwendung eines
HPRXD-Teileprogramms interpretiert Phoenix die älteren
Markierungscodes automatisch korrekt, ohne die Codes
im Teileprogramm sichtbar zu ändern, wenn Sie die folgenden
Programmcode-Einstellungen auf dem Bildschirm „Schneiden“
in Phoenix deaktivieren (Konfigurationen > Schneiden):
EIA G59 Code überschreiben, Prozessauswahl überschreiben,
EIA Schnittfugen überschreiben und EIA F-Code überschreiben.
Mit einer XPR,
verwendet für ...
Mit einer HPRXD,
verwendet für ...
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 38

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
True Hole
Bei XPR-Schneidtabellen verwendet die True Hole-Prozessauswahl den TH-Code in der
Zeile M07 (Schneiden ein) des Teileprogramms. Zum Beispiel:
G59 V509 F11189
...
M07 TH
Bei HPRXD-Schneidtabellen verwendet die True Hole-Prozessauswahl mehrere Zeilen
„V5xx“-Code im Teileprogramm. Zum Beispiel:
G59 V502 F34
G59 V503 F1.99
G59 V504 F130
G59 V505 F2
G59 V507 F33
Zusätzlich wird in einem HPRXD-Teileprogramm mit True Hole „eine Geschwindigkeit“ auf das
Loch angewendet. Bei einem XPR-Teileprogramm mit True Hole werden unterschiedliche
Geschwindigkeiten auf mehrere Segmente des Lochs angewendet.
Überschreibungen
Bei XPR-Schneidtabellen verwenden Prozessparameterüberschreibungen einen
Überschreibungscode in der Zeile „M07 (Schneiden ein)“ im Teileprogramm. Zum Beispiel:
G59 V509 F11189
...
M07 AVO116 THT0.25
Bei HPRXD-Schneidtabellen verwenden Überschreibungen „V6xx“-Codes im Teileprogramm.
Zum Beispiel:
G59 V502 F34
G59 V503 F1.00
G59 V504 F130
G59 V505 F2
G59 V507 F33
...
G59 V600 F125
M07
ProNest verwendet weiterhin die Überschreibungscodes für die
Höhensteuerung V600 und V607, wie sie in XPR-Teileprogrammen
benötigt werden, die für das Phasenschneiden erstellt wurden. Bei
einer XPR werden jedoch keine anderen „V6xx“-Überschreibungscodes
unterstützt.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 39

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Lochstechhöhe und Übertragungshöhe
Bei XPR sind die Lochstechhöhe- und Übertragungshöhe-Überschreibungen unabhängig von
der Schneidhöhe. Lochstechhöhe und Übertragungshöhe werden in den XPR-Schneidtabellen und
auf dem Prozessbildschirm in Phoenix nur als absolute Werte (in Millimetern oder Zoll) angegeben.
Beispiele für Teileprogrammcodes finden Sie unter Seite 35.
Bei HPRXD werden die Werte für Lochstechhöhe und Übertragungshöhe mit 50 % bis 400 % der
Schneidhöhe angegeben. Zum Beispiel:
G59 V602 F200 = Den Lochstechhöhenfaktor von Plasma 1 auf 200 % der Schneidhöhe
einstellen
G59 V604 F75 = Den Transferhöhenfaktor von Plasma 1 auf 75 % der Schneidhöhe einstellen
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 40

Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
Anhang B: Autogen-Pulver-Markierung
Obwohl ältere Teileprogramme mit CAM-Software erneut veröffentlicht werden sollten, gibt es eine
manuelle Möglichkeit, ein älteres Teileprogramm zu verwenden, um M09-Codes mit Autogen-Pulver
zu kennzeichnen und M07-Codes mit XPR zu schneiden. Befolgen Sie die Richtlinien und die
spezielle Reihenfolge der Schritte unten.
Richtlinien
CNC im manuellen Betrieb steuern.
Verwenden Sie die Funktion Vorschub zu Lochstich, um zuerst
alle Autogen-Pulver-Markierungen abzuschließen.
Es ist nicht möglich, vom Plasma-Modus in den Autogen-Modus
zu wechseln.
Mit Autogen-Pulver markieren und mit XPR schneiden
So verwenden Sie ein älteres Teileprogramm zum Markieren mit Autogen-Pulver und Schneiden
mit XPR:
1. Wenn sich das Teileprogramm im Modus Autogen befindet, drücken Sie Start und dann sofort
Stop, um das Programm anzuhalten.
2. Wählen Sie Vorschub zu Lochstich und wählen Sie den ersten M09-Code-Lochstechpunkt
für die Autogen-Pulver-Markierung.
3. Wählen Sie Start, um die Autogen-Pulver-Markierung zu starten.
4. Sobald alle Markierungscodes für M09 vollständig sind, wählen Sie sofort Stop,
um das Teileprogramm anzuhalten.
Wenn Sie zu lange warten, um das Programm zu unterbrechen, werden
die M07-Codes für das Plasmaschneiden im Autogen-Modus anstelle des
Plasmamodus geschnitten.
5. Wählen Sie im Hauptbildschirm „Schnittmodus ändern“ und dann Plasma.
6. Wählen Sie die Schaltfläche Vorschub zu Lochstich, um die erste M07-Lochstechung
im Teileprogramm zu überspringen.
7. Wählen Sie Start, um das Plasmaschneiden mit XPR fortzusetzen.
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 41
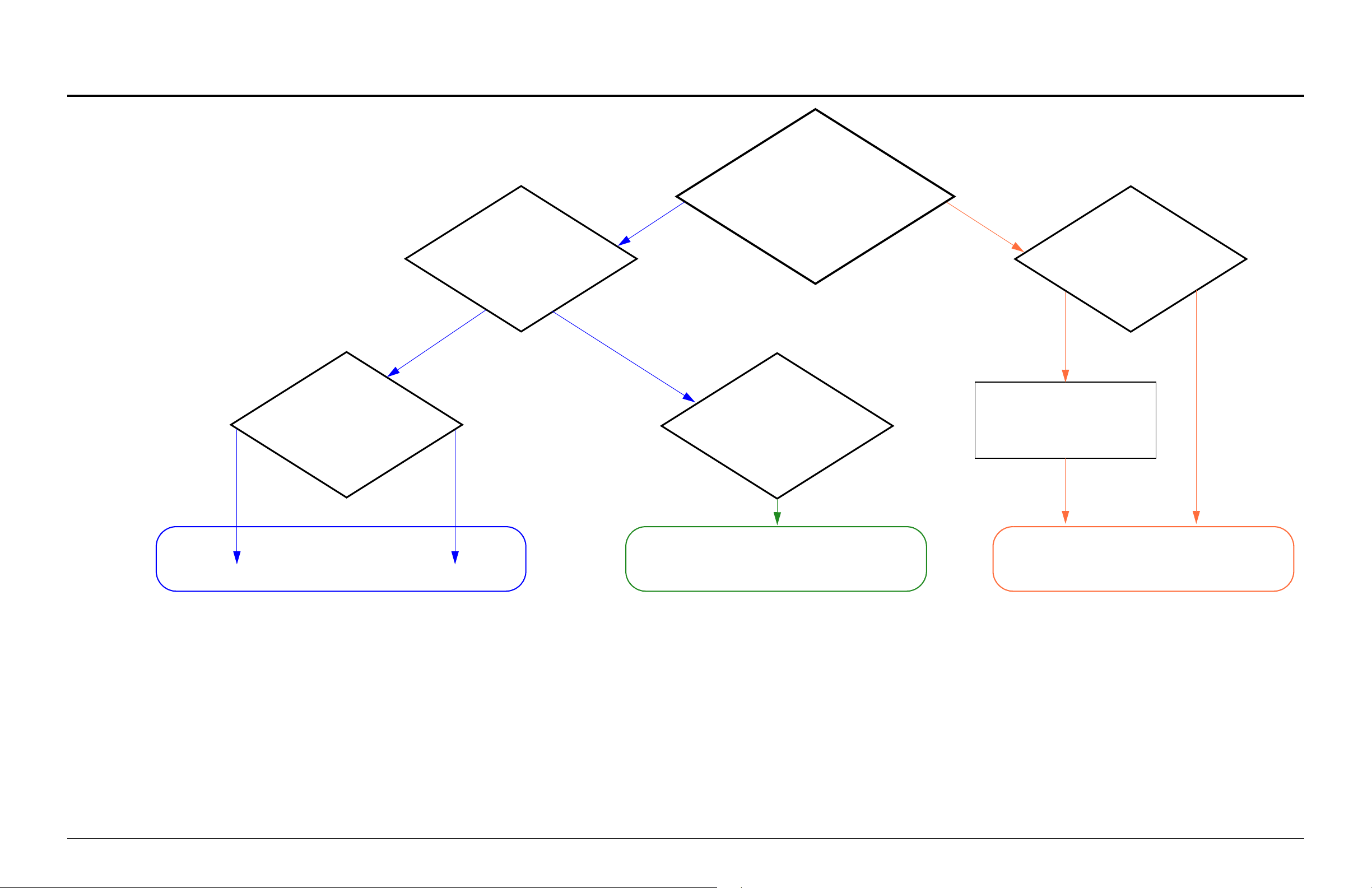
Anhang C: Optionen für Text-Markierung
Markieren Sie direkt auf der CNC
oder mit ProNest?
Möchten Sie nicht englischen
Text markieren?
B
e
d
a
r
f
e
s
e
i
n
e
s
a
s
y
n
c
h
r
o
n
e
n
S
t
o
p
p
s
b
e
i
m
M
a
r
k
i
e
r
e
n
?
Verwenden Sie ProNest
CNC?
ProNest CNC unterstützt
kein Markieren
Verwenden Sie Phoenix-TextmarkierungPhoenix Textmarkierungsoption bei ProNest
OK, um die Schnittgeometrie
zu glätten?
ProNest
Ja
Ja
Nein
Ja
Nein
Glättung deaktivieren
Glättung aktivieren
CNC
Nein
Nein
Um zu bestimmen, ob Sie den ProNest-Scribe-Text, die Phoenix Textmarkierungsoption
bei ProNest oder den Phoenix-Marker-Schriftgenerator verwenden, schauen Sie sich
das folgende Ablaufdiagramm an.
ProNest-Scribe-Text verwenden
Mit einer XPR auf einer EDGE Connect CNC schneiden und markieren
ProNest-Scribe-Text Phoenix Textmarkierung bei ProNest Verwenden Sie Phoenix-Textmarkierung
ProNest-Scribe-Text inbegriffen als einzelne Markierungsbewegungen im Ausgangscode. ProNest konvertiert während des Ausgangs den gesamten Scribe-Text
• CAD-Text importieren oder in der Advanced Edit anwenden
• Asynchroner Stopp wird bei Markierungsbewegungen unterstützt
• Unicode-Support
• Groß- oder Kleinschreibung
• Aktuelle Überschreibungen verfügbar
• Die gesamte Werkstückgeometrie (Schneiden und Markierung) wird beim Teileimport geglättet,
wenn „Glatte Objekte“ aktiviert ist.
• Die Verwendung dieser Option ohne Glättung kann zu kosmetisch schlechten Ergebnissen führen.
in die Phoenix Textmarkierung.
• Kein Asynchroner Stopp
•Nur ASCII-Text
• ALLE KAPPEN
• Keine aktuellen Überschreibungen
Markierungstext wird in Phoenix auf der CNC angewendet.
• Kein Asynchroner Stopp
•Nur ASCII-Text
• ALLE KAPPEN
• Keine aktuellen Überschreibungen
EDGE Connect Nachtrag zur Bedienungsanleitung 809900DE 42
 Loading...
Loading...