


EDGE® Pro SERCOS II
Formschneidsteuerung
Betriebsanleitung
807641 – Revision 3

Registrierung Ihres neuen Hypertherm-Gerätes
Registrieren Sie Ihr Produkt online unter www.hypertherm.com/registration und
genießen Sie einfacheren technischen und Gewährleistungssupport. Sie können auch
Infōormationen über neue Hypertherm-Produkte erhalten und sogar ein Geschenk als
Zeichen unserer Anerkennung.
Bitte aufbewahren
Seriennummer: _______________________________________________________________
Kaufdatum: __________________________________________________________________
Vertriebspartner:______________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
Anmerkungen zur Wartung:
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
ArcGlide, CutPro, EDGE, HPR, HSD, Hypernet, Hypertherm, Phoenix, Powermax, Sensor und Watch Windows sind Schutzmarken
von Hypertherm Inc., die in den Vereinigten Staaten und anderen Ländern registriert sein können. Alle weiteren Marken sind Marken der
jeweiligen Eigentümer.
© 2014 Hypertherm Inc.

EDGE Pro SERCOS II CNC
Betriebsanleitung
807641 – Revision 3
Deutsch / German
März 2014
Hypertherm Inc.
Hanover, NH 03755 USA

Hypertherm Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit 301, South Building
495 ShangZhong Road
Shanghai, 200231
PR China
86-21-60740003 Tel
86-21-60740393 Fax
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP - Brasil
CEP 07115-030
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Hypertherm Korea Branch
#3904 Centum Leaders Mark B/D,
1514 Woo-dong, Haeundae-gu, Busan
Korea, 612-889
82 51 747 0358 Tel
82 51 701 0358 Fax
12/2/13
Inhalt
Sicherheit ................................................................................................................................SC-11
Sicherheitsrelevante Informationen ....................................................................................................................................SC-11
Einhalten von Sicherheitsvorschriften ................................................................................................................................SC-11
Elektrische Gefahren .............................................................................................................................................................SC-11
Elektrischer Schlag kann tödlich sein ................................................................................................................................SC-12
Plasmaschneiden kann Brände oder Explosionen verursachen ..................................................................................SC-13
Brandverhütung ...............................................................................................................................................................SC-13
Explosionsverhütung ......................................................................................................................................................SC-13
Giftige Dämpfe können schwere oder tödliche Verletzungen verursachen ..............................................................SC-14
Sichere Erdung .......................................................................................................................................................................SC-15
Statische Elektrizität kann Baukarten beschädigen ........................................................................................................SC-15
Sicherer Umgang mit Gasdruckeinrichtungen .................................................................................................................SC-16
Beschädigte Gasflaschen können explodieren ...............................................................................................................SC-16
Ein Plasmalichtbogen kann Verletzungen und Verbrennungen verursachen ............................................................SC-16
Lichtbogenstrahlen können Augen und Haut verbrennen .............................................................................................SC-17
Störung von Herzschrittmachern und Hörgeräten ..........................................................................................................SC-18
Lärm kann zu Gehörschäden führen ..................................................................................................................................SC-18
Ein Plasmalichtbogen kann gefrorene Rohre beschädigen ..........................................................................................SC-19
Informationen zum Sammeln von Trockenstaub ..............................................................................................................SC-19
Laserstrahlung .........................................................................................................................................................................SC-20
Warnschilder ...........................................................................................................................................................................SC-21
Symbole und Prüfzeichen .....................................................................................................................................................SC-23
Produktverantwortung .........................................................................................................SC-25
Einführung ................................................................................................................................................................................SC-25
Nationale und örtliche Sicherheitsbestimmungen ...........................................................................................................SC-25
Zertifizierungsprüfzeichen .....................................................................................................................................................SC-25
Abweichungen in nationalen Normen ................................................................................................................................SC-25
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 5

Inhalt
Sichere Installation und Verwendung von Formschneidausrüstung ...........................................................................SC-26
Verfahren für regelmäßige Inspektion und Kontrolle ......................................................................................................SC-26
Qualifikation des Kontrollpersonals ....................................................................................................................................SC-26
Fehlerstrom-Schutzeinrichtungen (FI-Schutzschalter) ..................................................................................................SC-26
Übergeordnete Systeme .......................................................................................................................................................SC-27
Ökologische Verantwortung .............................................................................................SC-29
Einführung ................................................................................................................................................................................SC-29
Nationale und örtliche Umweltschutzbestimmungen .....................................................................................................SC-29
RoHS-Richtlinie ......................................................................................................................................................................SC-29
Ordnungsgemäße Entsorgung von Hypertherm-Produkten .........................................................................................SC-29
WEEE-Richtlinie .....................................................................................................................................................................SC-29
REACH-Verordnung ..............................................................................................................................................................SC-30
Richtiger Umgang mit und sichere Verwendung von Chemikalien .............................................................................SC-30
Dampfemissionen und Luftqualität .....................................................................................................................................SC-30
Elektromagnetische Verträglichkeit (EMV) ................................................................... SC-33
Einführung ................................................................................................................................................................................SC-33
Installation und Einsatz ..........................................................................................................................................................SC-33
Einschätzung des Bereichs ..................................................................................................................................................SC-33
Methoden der Emissionsreduzierung ................................................................................................................................SC-33
Netzanschluss .................................................................................................................................................................SC-33
Wartung des Schneidgeräts ................................................................................................................................................SC-34
Schneidkabel ...........................................................................................................................................................................SC-34
Potenzialausgleich ..........................................................................................................................................................SC-34
Erdung des Werkstücks ................................................................................................................................................SC-34
Entstörung und Abschirmung ..............................................................................................................................................SC-34
Gewährleistung ..................................................................................................................... SC-35
Achtung .....................................................................................................................................................................................SC-35
Allgemeines ..............................................................................................................................................................................SC-35
Patentschutz ............................................................................................................................................................................SC-36
Haftungsbeschränkung .........................................................................................................................................................SC-36
Nationale und örtliche Vorschriften ....................................................................................................................................SC-36
Haftungsgrenze .......................................................................................................................................................................SC-36
Versicherung ............................................................................................................................................................................SC-36
Übertragung von Rechten ....................................................................................................................................................SC-36
6 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

Inhalt
1 Spezifikationen ........................................................................................................................... 37
Hauptfunktionen eines automatisierten Schneidsystems .................................................................................................... 37
CNC ......................................................................................................................................................................................... 39
Schneidtisch .......................................................................................................................................................................... 39
Schneidanlage ....................................................................................................................................................................... 39
Steuerkasten .......................................................................................................................................................................... 39
Antriebssystem ...................................................................................................................................................................... 40
Brennerhöhensteuerung ...................................................................................................................................................... 40
Bedienerkonsole ................................................................................................................................................................... 40
Autogenbrenner .................................................................................................................................................................... 40
Markierung .............................................................................................................................................................................. 40
Übersicht ........................................................................................................................................................................................ 41
Funktionen der EDGE Pro SERCOS II CNC ........................................................................................................................ 42
Touchscreen .......................................................................................................................................................................... 42
Bedienerkonsole ................................................................................................................................................................... 42
Rückseite ................................................................................................................................................................................ 43
Systemspezifikationen ................................................................................................................................................................. 44
SERCOS II-Modelle ............................................................................................................................................................. 46
2 Installation .................................................................................................................................... 47
Wareneingangskontrolle ............................................................................................................................................................. 47
Reklamationen ....................................................................................................................................................................... 47
Installationsanforderungen .......................................................................................................................................................... 47
Aufstellen der Anlagenkomponenten ............................................................................................................................... 48
Montage der CNC ........................................................................................................................................................................ 48
Abmessungen des Gehäuses ............................................................................................................................................ 49
Anordnung der Befestigungslöcher an der Unterseite der CNC .............................................................................. 50
Empfohlene Erdungs- und Abschirmungsmaßnahmen ....................................................................................................... 51
Einführung ............................................................................................................................................................................... 51
Erdungsarten .......................................................................................................................................................................... 51
Erdungsmaßnahmen ............................................................................................................................................................ 52
Konfiguration der X- und Y-Achse ........................................................................................................................................... 55
Die Bedienerkonsole .................................................................................................................................................................... 55
Bedienerkonsole und fest zugeordnete E/A ................................................................................................................... 56
Wechselstrom ............................................................................................................................................................................... 57
Netzeingang ........................................................................................................................................................................... 57
Gehäuseerdung .................................................................................................................................................................... 58
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 7

Inhalt
Kommunikationsschnittstellen ................................................................................................................................................... 59
Hypernet-Schnittstelle ......................................................................................................................................................... 59
LAN-Schnittstelle .................................................................................................................................................................. 59
USB-Schnittstelle ................................................................................................................................................................. 59
Serielle Anschlüsse .............................................................................................................................................................. 59
Funk-Antennen ...................................................................................................................................................................... 59
SERCOS II E/A-Konfiguration .................................................................................................................................................. 60
3 Betrieb ........................................................................................................................................... 61
Betrieb der CNC-Maschine ....................................................................................................................................................... 61
LCD-Touchscreen ................................................................................................................................................................ 62
Touchscreens, Wasserspritzer und unabsichtliche Bewegung ................................................................................ 62
Navigation auf dem Bildschirm .......................................................................................................................................... 63
Hilfe .......................................................................................................................................................................................... 64
Zusätzliche Anleitungen ansehen ..................................................................................................................................... 64
Lesezeichen anzeigen .......................................................................................................................................................... 65
Automatisierter Betrieb ............................................................................................................................................................... 65
Align-Assistent ...................................................................................................................................................................... 65
CutPro-Assistent .................................................................................................................................................................. 66
Aktualisieren der Phoenix-Software ......................................................................................................................................... 66
Aktualisieren der Software .................................................................................................................................................. 66
Aktualisieren der Hilfe .......................................................................................................................................................... 66
Aktualisieren der Schneidtabellen .................................................................................................................................... 67
4 Wartung und Diagnose ............................................................................................................. 69
Einführung ...................................................................................................................................................................................... 69
Pflege und Handhabung des Touchscreens .......................................................................................................................... 69
Diagnostiktests .............................................................................................................................................................................. 70
Tests der Maschinenschnittstelle ...................................................................................................................................... 70
LAN- und Hypernet-Tests .................................................................................................................................................. 70
Serieller Test .......................................................................................................................................................................... 71
USB-Test ................................................................................................................................................................................ 72
Test der Bedienerkonsole ................................................................................................................................................... 72
Fehlerbeseitigung ......................................................................................................................................................................... 74
Stromversorgung .................................................................................................................................................................. 75
Bedienerkonsole ................................................................................................................................................................... 76
Eingangsfehler ....................................................................................................................................................................... 76
Diagnostiktests auf Seite 70Ausgangsfehler ................................................................................................................. 76
Diagnostiktests auf Seite 70Hypernet-Verbindung ...................................................................................................... 76
LAN-Verbindung ................................................................................................................................................................... 76
Probleme mit der seriellen Kommunikation ..................................................................................................................... 76
8 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

Inhalt
USB-Anschluss ..................................................................................................................................................................... 77
Probleme mit der Schnittqualität oder Plasmaleistung ................................................................................................ 77
Die CNC fühlt sich übermäßig warm an .......................................................................................................................... 78
Dateien hochladen ................................................................................................................................................................ 78
WLAN-Fehlerbeseitigung ................................................................................................................................................... 79
Position der Komponenten und Informationen ...................................................................................................................... 80
Bedienerkonsolen-Baukarte (141058) .................................................................................................................................... 81
Hauptplatine (141110) ............................................................................................................................................................... 83
SERCOS II-Hauptplatine (141116) ........................................................................................................................................ 84
Überspannungsschutz-Baukarte (141134) ........................................................................................................................... 85
Stromverteiler-Baukarte (141153) ........................................................................................................................................... 86
Utility-Baukarte und serielle Isolierplatte (141307) .............................................................................................................. 88
5 Ersatzteilliste ............................................................................................................................... 91
Diagnosesets ................................................................................................................................................................................. 91
Kabel ................................................................................................................................................................................................ 91
SERCOS II Baukarten-Sets ....................................................................................................................................................... 92
Zusätzliche Sets ............................................................................................................................................................................ 93
6 Schaltpläne .................................................................................................................................. 95
Schaltplansymbole ....................................................................................................................................................................... 96
Blatt 1 – EDGE Pro CNC mit SERCOS II-Schnittstelle ..................................................................................................... 99
Blatt 5 – Stromverteiler-Baukarte (141153) und Überspannungsschutz-Baukarte (141134) ............................... 100
Blatt 6 – Stromverteiler-Baukarte, Feld- und sauberer Stromausgang (J4 – J6) (141153) ..................................... 101
Blatt 7 – Bedienerkonsolen-Baukarte (141058) ................................................................................................................ 102
Blatt 8 – Bedienerkonsolen-Komponenten (141058) ....................................................................................................... 103
Blatt 9 – Hauptplatine (141110) ............................................................................................................................................ 104
Blatt 10 – ATX-Stromquelle (229403) ................................................................................................................................. 105
Blatt 12 – Utility-Baukarte und serielle Isolierplatte (141307) ........................................................................................ 106
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 9

Inhalt
10 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

Sicherheit
SICHERHEITSRELEVANTE INFORMATIONEN
Die Symbole in diesem Abschnitt dienen zur Kennzeichnung
von potenziellen Risiken. Wenn ein Sicherheitssymbol in
diesem Handbuch abgebildet oder eine Maschine damit
gekennzeichnet ist, müssen die jeweiligen Anweisungen strikt
eingehalten werden, um das Risiko von Personenschäden zu
vermeiden.
EINHALTEN VON SICHERHEITSVORSCHRIFTEN
Lesen Sie alle Sicherheitshinweise in diesem Handbuch und
die Warnschilder an der Maschine sorgfältig durch.
• Sorgen Sie für einen einwandfreien Zustand der
Warnschilder an der Maschine. Ersetzen Sie fehlende oder
beschädigte Schilder sofort.
• Nehmen Sie an einer Schulung zur Bedienung der
Maschine und die richtigen Verwendung der
Bedienelemente teil. Die Anlage darf nicht von
ungeschultem Personal bedient werden.
• Sorgen Sie stets für einen einwandfreien Zustand der
Maschine. Unzulässige Modifikationen der Maschine
können die Sicherheit und Standzeit der Maschine
beeinträchtigen.
GEFAHR WARNUNG VORSICHT
Hypertherm verwendet die Richtlinien des
American National Standards Institute für
Sicherheitssignalwörter und -symbole. Zusammen
mit einem Sicherheitssymbol werden die
Signalwörter GEFAHR oder WARNUNG
verwendet. Mit GEFAHR werden besonders
ernste Risiken gekennzeichnet.
• In der Nähe von Gefahrenquellen sind an der
Maschine Warnschilder mit der Aufschrift
GEFAHR oder WARNUNG angebracht.
• In diesem Handbuch steht der
Sicherheitshinweis GEFAHR vor Anweisungen,
deren Nichteinhaltung zu schweren oder
tödlichen Verletzungen führt.
• In diesem Handbuch steht der
Sicherheitshinweis WARNUNG vor
Anweisungen, deren Nichteinhaltung zu
schweren oder tödlichen Verletzungen führen
kann.
• In diesem Handbuch steht der
Sicherheitshinweis VORSICHT vor
Anweisungen, deren Nichteinhaltung zu einer
leichteren Verletzung oder Beschädigung der
Anlage führen kann.
ELEKTRISCHE GEFAHREN
• Dieses Gerät darf nur von geschultem und
autorisiertem Personal geöffnet werden.
• Wenn das Gerät dauerhaft angeschlossen ist, schalten
Sie es aus, und schalten Sie den Strom ab, bevor das
Gehäuse geöffnet wird.
• Wenn das Gerät über ein Kabel mit Strom versorgt
wird, ziehen Sie das Kabel vor dem Öffnen des
Gehäuses vom Gerät ab.
• Arretierbare Trennschalter oder arretierbare
Steckerabdeckungen müssen von anderen Anbietern
zur Verfügung gestellt werden.
• Warten Sie 5 Minuten nach dem Abschalten der
Stromversorgung, bevor Sie das Gehäuse öffnen,
damit sich gespeicherte Energie entlädt.
Sicherheit und Konformität SC-11
• Wenn das Gerät am Netz angeschlossen sein muss,
wenn das Gehäuse für Wartungszwecke geöffnet ist,
kann die Gefahr von Lichtbogen-Explosionen
bestehen. Befolgen Sie ALLE lokalen Anforderungen
(NFPA 70E in den USA) für sichere Arbeitspraktiken
und für persönliche Schutzausrüstung, wenn Sie
eingeschaltete Geräte warten.
• Vor Inbetriebnahme der Ausrüstung nach dem
Bewegen, Öffnen oder Warten muss das Gehäuse
geschlossen und die ordnungsgemäße
Erdungskontinuität zum Gehäuse überprüft werden.
• Befolgen Sie immer diese Anweisungen zum
Abschalten der Stromversorgung, bevor Sie
Verschleißteile des Brenners überprüfen oder
auswechseln.

Sicherheit
ELEKTRISCHER SCHLAG KANN TÖDLICH SEIN
Das Berühren stromführender Teile kann tödliche
elektrische Schläge oder schwere Verbrennungen
verursachen.
• Beim Betrieb der Plasmaanlage entsteht ein
elektrischer Schaltkreis zwischen Brenner und
Werkstück. Das Werkstück und alle Teile, die mit
dem Werkstück Kontakt haben, sind Bestandteil
dieses elektrischen Schaltkreises.
• Berühren Sie niemals während des Betriebs der
Plasmaanlage den Brennerkörper, das Werkstück
oder das Wasser in einem Wassertisch.
Verhütung von elektrischen Schlägen
Bei allen Hypertherm-Plasmaanlagen wird
im Schneidprozess Hochspannung eingesetzt
(200 bis 400 VDC sind üblich). Beachten Sie beim
Betrieb der Anlage die folgenden
Sicherheitsmaßregeln:
• Tragen Sie Isolierhandschuhe und -schuhe und
achten Sie darauf, dass Körper und Kleidung trocken
bleiben.
• Achten Sie beim Einsatz der Plasmaanlage darauf,
dass keine nassen Flächen – auf welche Weise auch
immer – berührt werden.
• Sorgen Sie für eine Isolierung zwischen Bediener
und Werkstück sowie Boden mit trockenen
Isoliermatten oder -abdeckungen; diese müssen
groß genug sein, um jeglichen physischen Kontakt
mit Werkstück oder Boden zu verhindern. Gehen Sie
extrem vorsichtig vor, wenn Sie in oder in der Nähe
einer Umgebung mit hohem Feuchtigkeitsanteil
arbeiten müssen.
• In der Nähe der Stromquelle ist ein Trennschalter mit
ausreichend dimensionierten Sicherungen
vorzusehen. Mit diesem Schalter kann die
Stromquelle im Notfall vom Bediener schnell
ausgeschaltet werden.
• Beim Schneiden am Wassertisch muss
sichergestellt sein, dass der Tisch ordnungsgemäß
an den Schutzleiter angeschlossen ist.
• Die Anlage muss den Anweisungen der
Betriebsanleitung sowie den nationalen und örtlichen
Vorschriften entsprechend installiert und geerdet
werden.
• Untersuchen Sie das Eingangsleistungskabel der
Anlage regelmäßig auf eventuelle Beschädigungen
oder Risse in der Isolierung. Beschädigte Netzkabel
müssen sofort ersetzt werden. Blanke Drähte sind
lebensgefährlich.
• Überprüfen Sie die Brennerschlauchpakete und
ersetzen Sie verschlissene oder beschädigte Kabel.
• Während des Schneidvorgangs dürfen Werkstück
und Schneidabfälle nicht aufgehoben werden. Lassen
Sie das Werkstück mit angeschlossenem
Werkstückkabel während des Schneidvorgangs
am Platz oder auf der Werkbank.
• Vor dem Prüfen, Reinigen oder Auswechseln von
Brennerteilen muss der Hauptschalter ausgeschaltet
oder die Stromquelle vom Netz getrennt werden.
• Die Sicherheitsschalter am Gerät dürfen niemals
umgangen oder überbrückt werden.
• Vor dem Abnehmen von Abdeckungen der
Stromquelle oder der Anlage muss die Anlage von
der Eingangsleistung getrennt werden. Warten Sie
nach dem Trennen der Netzspannung fünf Minuten
lang, damit sich die Kondensatoren entladen.
• Die Plasmaanlage darf niemals mit abgenommener
Stromquellen-Abdeckung in Betrieb genommen
werden. Ungeschützte Stromquellenanschlüsse
bilden eine ernsthafte elektrische Gefahr.
• Schließen Sie beim Herstellen von
Eingangsverbindungen als Erstes einen geeigneten
Schutzleiter an.
• Hypertherm-Plasmaschneidanlagen dürfen nur mit
den jeweiligen Hypertherm-Brennern verwendet
werden. Verwenden Sie keine anderen Brenner,
da diese überhitzen können und ein Sicherheitsrisiko
darstellen.
SC-12 Sicherheit und Konformität

PLASMASCHNEIDEN KANN BRÄNDE ODER EXPLOSIONEN VERURSACHEN
Sicherheit
Brandverhütung
• Vergewissern Sie sich vor dem Schneiden, dass der
Arbeitsbereich betriebssicher ist. In unmittelbarer
Umgebung muss ein Feuerlöscher verfügbar sein.
• Entfernen Sie alle brennbaren Materialien im Umkreis
von 10 m aus dem Schneidbereich.
• Schrecken Sie heiße Metallteile ab oder lassen Sie
sie abkühlen, bevor sie weiterverarbeitet werden
oder mit brennbaren Materialien in Berührung
kommen.
• Schneiden Sie keine Behälter, die möglicherweise
brennbare Materialien enthalten – sie müssen zuerst
entleert und gründlich gereinigt werden.
• Entlüften Sie vor dem Plasmaschneiden
möglicherweise feuergefährliche Bereiche.
• Beim Schneiden mit Sauerstoff als Plasmagas ist
eine Entlüftungsanlage erforderlich.
Explosionsverhütung
• Nehmen Sie die Plasmaanlage nicht in Betrieb, wenn
die Umgebung explosiven Staub oder explosive
Dämpfe enthält.
• Schneiden Sie keine unter Druck stehenden Zylinder,
Rohre oder geschlossene Behälter.
• Scheiden Sie keine Behälter, in denen brennbare
Materialien aufbewahrt wurden.
WARNUNG
Feuer- und Explosionsgefahren
Argon-wasserstoff und Methan
Wasserstoff und Methan sind Gase, die eine
Explosionsgefahr darstellen. Halten Sie Flammen von
Behältern und Schläuchen fern, die Methan- oder
Wasserstoff-Mischungen enthalten. Halten Sie ebenso
Flammen und Funken vom Brenner fern, wenn Methan
oder Argon-Wasserstoff als Plasmagas verwendet
wird.
WARNUNG
Wasserstoff-Detonation beim
Schneiden von Aluminium
• Schneiden Sie Aluminium nicht unter Wasser oder
so, dass das Wasser die Aluminiumunterseite
berührt.
• Beim Unterwasserschneiden von Aluminium oder
bei Wasserberührung der Aluminiumunterseite kann
es zu einer explosiven Gasansammlung kommen,
die bei Plasmaschneidvorgängen detonieren kann.
WARNUNG
Feuer- und Explosionsgefahren
Unterwasserschneiden mit Brenngasen
• Schneiden Sie nicht unter Wasser mit Brenngasen,
die Wasserstoff enthalten.
• Das Unterwasserschneiden mit Brenngasen, die
Wasserstoff enthalten, kann zu einer explosiven
Gasansammlung führen, die bei
Plasmaschneidvorgängen detonieren kann.
Sicherheit und Konformität SC-13

Sicherheit
GIFTIGE DÄMPFE KÖNNEN SCHWERE ODER TÖDLICHE VERLETZUNGEN VERURSACHEN
Der Plasmalichtbogen wird als Wärmequelle beim
Schneiden eingesetzt. Daher kann das Material,
das geschnitten wird, giftige Dämpfe oder Gase
freisetzen, die Sauerstoff verbrauchen, obwohl der
Plasmalichtbogen nicht als Quelle giftiger Dämpfe
in Frage kommt.
Die erzeugten Dämpfe hängen ab vom Metall, das
geschnitten wird. Zu den Metallen, die giftige Dämpfe
freisetzen können, gehören u.a. legierter Stahl,
unlegierter Stahl, Zink (galvanisiert) und Kupfer.
In einigen Fällen kann das Metall mit einer Substanz
beschichtet sein, die giftige Dämpfe freisetzen kann.
Zu giftigen Beschichtungen zählen u.a. Blei
(in manchen Lacken), Kadmium (in manchen Lacken und
Füllstoffen) sowie Beryllium.
Die beim Plasmaschneiden erzeugten Gase hängen
vom jeweils zu schneidenden Material und dem
Schneidverfahren ab. Dazu zählen Ozon, Stickoxide,
sechswertiges Chrom, Wasserstoff und sonstige
Substanzen, wenn diese im geschnittenen Material
enthalten sind oder von diesem freigesetzt werden.
Um bei allen Betriebsabläufen eine Belastung durch
diese Dämpfe zu minimieren, müssen entsprechende
Vorsichtsmaßnahmen getroffen werden. Abhängig
von der chemischen Zusammensetzung und der
Konzentration der Dämpfe (sowie anderen Faktoren,
z. B. Be- und Entlüftung) kann die Gefahr körperlicher
Erkrankungen, z. B. Geburtsfehler oder Krebs, bestehen.
Es liegt in der Verantwortung des Ausrüstungs- und
Betriebseigentümers, die Luftqualität des Bereichs,
in dem die Ausrüstung eingesetzt wird, zu überprüfen,
und sicherzustellen, dass die Luftqualität
am Arbeitsplatz den regionalen und örtlichen Normen
und Vorschriften entspricht.
Die Luftqualität an jedem betroffenen Arbeitsplatz hängt
von betriebsspezifischen Variablen ab, z. B.:
• Tischkonstruktion (nass, trocken, Unterwasser).
• Materialzusammensetzung,
Oberflächenbeschaffenheit und Zusammensetzung
der Beschichtungen.
• Menge des entfernten Materials.
• Dauer des Schneidens bzw. Fugenhobelns.
• Größe, Luftvolumen, Be- und Entlüftung und
Filtrierung des Arbeitsbereichs.
• Persönliche Schutzausrüstung.
• Anzahl der in Betrieb befindlichen Schweiß- und
Schneidanlagen.
• Sonstige Betriebsabläufe, die Dämpfe erzeugen
können.
Wenn der Arbeitsplatz nationalen oder örtlichen
Vorschriften entsprechen muss, kann nur durch
im Betrieb vorgenommene Überwachungs- und
Prüfmaßnahmen ermittelt werden, ob der Betrieb
oberhalb oder unterhalb des zulässigen Niveaus liegt.
Mit den folgenden Maßnahmen kann das
Belastungsrisiko durch Dämpfe verringert werden:
• Entfernen Sie vor dem Schneiden alle
Beschichtungen und Lösungsmittel vom Metall.
• Sorgen Sie für eine Entlüftung vor Ort, um Dämpfe
aus der Luft zu entfernen.
• Atmen Sie keine Dämpfe ein. Tragen Sie beim
Schneiden von Metall, das mit giftigen Elementen
beschichtet ist oder solche enthält, eine
Atemschutzmaske mit Luftzufuhr (auch wenn lediglich
der Verdacht besteht, dass es giftige Elemente
enthält).
• Stellen Sie sicher, dass die Personen, die Schweißoder Schneidausrüstungen bedienen und
Atemschutzvorrichtungen mit Luftzufuhr einsetzen,
für den Einsatz solcher Ausrüstungen geeignet und
ausgebildet sind.
• Schneiden Sie niemals Behälter, in deren Innerem
sich möglicherweise giftige Materialien befinden.
Entleeren und reinigen Sie die Behälter vorher
ordnungsgemäß.
• Überwachen und überprüfen Sie ggf. die Luftqualität.
• Ziehen Sie einen Experten für die Umsetzung eines
Lageplanes zur Gewährleistung einer sicheren
Luftqualität zu Rate, der mit den örtlichen
Gegebenheiten vertraut ist.
SC-14 Sicherheit und Konformität

SICHERE ERDUNG
Sicherheit
Werkstückkabel Bringen Sie das Werkstückkabel
sicher am Werkstück oder Arbeitstisch mit gutem
metallischen Kontakt an. Befestigen Sie das Kabel nicht
an Teilen, die nach dem Schnitt herunterfallen.
Arbeitstisch Der Arbeitstisch muss den nationalen
oder örtlichen Erdungsrichtlinien entsprechend an einen
Schutzleiter angeschlossen sein.
STATISCHE ELEKTRIZITÄT KANN BAUKARTEN BESCHÄDIGEN
Beim Umgang mit Baukarten sind angemessene Vorsichtsmaßnahmen zu treffen:
• Bewahren Sie Baukarten in antistatischen Behältern auf.
• Tragen Sie beim Umgang mit Baukarten geerdete Gelenkbänder.
Eingangsleistung
• Der Schutzleiter des Netzkabels muss an den
Erdungsanschluss im Verteilerkasten angeschlossen
sein.
• Wenn bei der Installation der Plasmaanlage der
Anschluss des Netzkabels an die Stromquelle
erforderlich ist, muss der Schutzleiter des Netzkabels
den Vorschriften entsprechend angeschlossen sein.
• Befestigen Sie den Schutzleiter des Netzkabels
zuerst am Bolzen. Befestigen Sie anschließend alle
anderen Schutzleiter darüber. Ziehen Sie die
Befestigungsmutter fest an.
• Ziehen Sie alle elektrischen Anschlüsse fest an,
umeine übermäßige Erhitzung zu vermeiden.
Sicherheit und Konformität SC-15

Sicherheit
SICHERER UMGANG MIT GASDRUCKEINRICHTUNGEN
• Schmieren Sie Gasflaschenventile oder Druckregler
nicht mit Öl oder Fett.
• Verwenden Sie nur einwandfreie Gasflaschen,
Druckregler, Schläuche und Anschlüsse, die für die
jeweilige Anwendung zugelassen sind.
• Sorgen Sie für einen einwandfreien Zustand aller
Gasdruckbehälter und Zubehörteile.
• Versehen Sie alle Gasschläuche mit Schildern und
Farbcodierungen, damit der Gastyp in jedem Schlauch
eindeutig identifiziert werden kann. Entsprechende
Informationen finden Sie in den geltenden nationalen
und örtlichen Vorschriften.
BESCHÄDIGTE GASFLASCHEN KÖNNEN EXPLODIEREN
Gasflaschen enthalten unter hohem Druck stehendes
Gas. Beschädigte Gasflaschen können explodieren.
• Verwenden Sie Gasdruckbehälter, die den geltenden
nationalen und örtlichen Vorschriften entsprechen.
• Gasflaschen müssen immer aufrecht stehen und
gegen Umfallen gesichert sein.
• Entfernen Sie den Schutzventildeckel nur, wenn die
Gasflasche verwendet oder für einen Einsatz
angeschlossen wird.
• Zwischen dem Plasmalichtbogen und einer
Gasflasche darf kein elektrischer Kontakt bestehen.
• Schützen Sie Gasflaschen vor übermäßiger Hitze,
Funken, Schlacke oder offenem Feuer.
• Öffnen Sie ein festgeklemmtes Gasventil niemals mit
einem Hammer, einer Zange oder anderen
Werkzeugen.
EIN PLASMALICHTBOGEN KANN VERLETZUNGEN UND VERBRENNUNGEN VERURSACHEN
Sofortstartbrenner
Der Plasmalichtbogen wird sofort gezündet, nachdem
der Brennerschalter betätigt wurde.
Der Plasmalichtbogen kann Handschuhe und Haut
in kurzer Zeit verbrennen.
• Halten Sie sich von der Brennerspitze fern.
• Halten Sie kein Metall in die Nähe des
Schneidbereichs.
• Richten Sie den Brenner niemals auf Personen.
SC-16 Sicherheit und Konformität

Sicherheit
Augenschutz Die Strahlung des Plasmalichtbogens
erzeugt starke sichtbare und unsichtbare (ultraviolette
und infrarote) Strahlen, die Augen und Haut verbrennen
können.
• Verwenden Sie einen Augenschutz, der den
geltenden nationalen und örtlichen Vorschriften
entspricht.
• Tragen Sie einen Augenschutz (Sicherheitsbrillen
oder Schutzbrillen mit Seitenblende und
Schweißschutzhelm) mit geeigneter
Blendschutzstufe, um die Augen vor den Ultraviolettund Infrarotstrahlen des Lichtbogens zu schützen.
Hautschutz Tragen Sie Schutzkleidung, um
Hautverbrennungen durch UV-Strahlung, Funkenflug
und heißes Metall zu verhindern.
• Tragen Sie Stulpenhandschuhe, Sicherheitsschuhe
und -kopfbedeckung.
• Tragen Sie flammenhemmende Kleidung, die alle
ungeschützten Bereiche abdeckt.
• Tragen Sie Hosen ohne Umschläge, damit keine
Funken oder Schlacken eindringen können.
• Entfernen Sie vor dem Schneiden alle brennbare
Gegenstände, wie z. B. Feuerzeuge oder
Streichhölzer, aus den Taschen.
Schneidbereich Bereiten Sie den Schneidbereich
so vor, dass die Reflexion und Übertragung von
ultraviolettem Licht reduziert wird:
• Streichen Sie Wände und andere Oberflächen
dunkel an, um Reflexionen zu verringern.
• Installieren Sie Schutzabschirmungen und
Sicherheitstrennwände, um andere Personen vor
Stichflammen und Blendung zu schützen.
• Weisen Sie andere Personen an, nicht in den
Lichtbogen zu blicken. Bringen Sie entsprechende
Plakate oder Schilder an.
LICHTBOGENSTRAHLEN KÖNNEN AUGEN UND HAUT VERBRENNEN
Mindest-
Lichtbogenstrom
(Ampere)
Weniger als 40 A
41 bis 60 A
61 bis 80 A
81 bis 125 A
126 bis 150 A
151 bis 175 A
176 bis 250 A
251 bis 300 A
301 bis 400 A
401 bis 800 A
Sicherheit und Konformität SC-17
Schutzschild-
Tönungsnummer
(ANSIZ49.1:2005)
55 89
66 89
88 89
89 89
89 810
89 811
89 812
89 813
912 913
10 14 10 nicht zutreffend
Empfohlene
Tönungsnummer für
Tragekomfort
(ANSI Z49.1:2005)
OSHA 29CFR
1910.133(a)(5)
Europa
EN168:2002

Sicherheit
STÖRUNG VON HERZSCHRITTMACHERN UND HÖRGERÄTEN
Die Funktion von Herzschrittmachern und Hörgeräten
kann durch die Magnetfelder hoher Ströme gestört
werden.
Personen, die Herzschrittmacher oder Hörgeräte tragen,
sollten sich vor Arbeiten in der Nähe von
Plasmaschneidanlagen, die Schneid- und
Fugenhobelarbeiten ausführen, von ihrem Arzt beraten
lassen.
LÄRM KANN ZU GEHÖRSCHÄDEN FÜHREN
Beim Schneiden mit einem Plasmalichtbogen
können akzeptable Geräuschpegel, wie durch
örtliche Vorschriften definiert, in vielen Anwendungen
überschritten werden. Hohe Geräuschpegel über eine
längere Zeit hinweg können zu Gehörschäden führen.
Tragen Sie beim Schneiden oder Fugenhobeln immer
einen angemessenen Hörschutz, es sei denn,
es wurden Schallpegelmessungen am Standort
vorgenommen, die verifiziert haben, dass ein
Hörschutz für Personal gemäß relevanter
internationaler, regionaler oder örtlicher
Vorschriften nicht erforderlich ist.
Eine signifikante Lärmreduzierung kann erreicht
werden, indem Schneidtischen einfache
Steuerungseinrichtungen hinzugefügt werden, z. B.
Barrieren oder Vorhänge, die zwischen dem
Plasmalichtbogen und dem Arbeitsplatz positioniert
werden, und/oder Verlegen des Arbeitsplatzes
weg vom Plasmalichtbogen. Implementieren Sie
Mit den folgenden Maßnahmen können die Gefahren
durch Magnetfelder verringert werden:
• Verlegen Sie Brennerschlauchpaket und
Werkstückkabel auf einer Seite und vom Körper
entfernt.
• Verlegen Sie das Brennerschlauchpaket so nahe wie
möglich am Werkstückkabel.
• Legen Sie Brennerschlauchpaket oder
Werkstückkabel nicht um den Körper.
• Halten Sie sich so weit wie möglich von der
Stromquelle entfernt.
administrative Kontrollen am Arbeitsplatz, um den
Zugang einzuschränken, die Expositionszeit des
Bedieners zu begrenzen und laute Bereiche
abzuschirmen, und/oder ergreifen Sie Maßnahmen,
um den Hall in Arbeitsbereichen zu reduzieren, indem
Sie Schallabsorber aufstellen.
Verwenden Sie einen Gehörschutz, wenn der Lärm
störend ist, oder wenn das Risiko einer
Gehörschädigung besteht, nachdem alle anderen
technischen und administrativen Kontrollen
implementiert wurden. Wenn ein Gehörschutz
erforderlich ist, tragen Sie nur zugelassene persönliche
Schutzausrüstungen, z. B. Ohrenschützer oder
Gehörstöpsel mit einer für die Situation geeigneten
Lärmminderungsleistung. Warnen Sie andere Personen
im Bereich vor möglichen Lärmgefahren. Der
Gehörschutz kann zudem verhindern, dass heiße
Spritzer in das Ohr gelangen.
SC-18 Sicherheit und Konformität

EIN PLASMALICHTBOGEN KANN GEFRORENE ROHRE BESCHÄDIGEN
Gefrorene Rohre können bei dem Versuch, diese mit einem Plasmabrenner aufzutauen, beschädigt
werden oder bersten.
INFORMATIONEN ZUM SAMMELN VON TROCKENSTAUB
Sicherheit
An einigen Standorten kann trockener Staub eine
potenzielle Explosionsgefahr darstellen.
Die 2007-Ausgabe des NFPA-Standards 68,
„Explosion Protection by Deflagration Venting“
(Explosionsschutz durch Entlüftung von Verpuffungen)
der U.S. National Fire Protection Association enthält
Anforderungen für die Gestaltung, den Standort, die
Installation, die Wartung und die Verwendung von
Geräten und Systemen, um Verbrennungsabgase und drücke nach einem Verpuffungsereignis zu minimieren.
Wenden Sie sich hinsichtlich der Anforderungen an
den Hersteller oder Installateur des
Entstaubungssystems, bevor Sie ein neues
Entstaubungssystem installieren oder signifikante
Änderungen am Prozess oder den Materialien
vornehmen, die mit einem vorhandenen
Entstaubungssystem verwendet werden.
Wenden Sie sich an Ihre örtliche Abnahmebehörde, um
zu ermitteln, ob eine Ausgabe des NFPA 68 in Ihren
örtlichen Bauvorschriften „durch Referenz
angenommen“ wurde.
Weitere Definitionen und Erklärungen der
regulatorischen Begriffe wie „Verpuffung“, „örtliche
Abnahmebehörde,“ „durch Referenz angenommen,“
„Kst-Wert,“ „Deflagrationsindex“ und weitere Begriffe
finden Sie in NFPA 68.
Anmerkung 1 – Hypertherms Interpretation dieser
neuen Anforderungen ist, dass die 2007-Ausgabe von
NFPA 68 die Verwendung von Explosionsentlastungen
erfordert, die für den schlechtesten Kst-Wert (siehe
Anhang F) entwickelt wurden, die von Staub generiert
werden könnten, so dass Größe und Typ der
Explosionsentlastung festgelegt werden können, es sei
denn, es wurde eine standortspezifische Evaluierung
ausgeführt, um zu ermitteln, dass der generierte Staub
nicht brennbar ist. NFPA 68 bezieht sich nicht
spezifisch auf Plasmaschneid- oder andere thermische
Schneidverfahren als Verfahren, die einen
Explosionsschutz durch Entlüftung von Verpuffungen
erfordern, diese neuen Anforderungen werden jedoch
auf alle Sammelsysteme für Trockenstaub angewendet.
Anmerkung 2 – Benutzer von HyperthermBetriebsanleitungen sollten alle geltenden
bundesstaatlichen, staatlichen und lokalen Gesetze
und Vorschriften konsultieren und befolgen.
Hypertherm beabsichtigt durch die Veröffentlichung
einer Hypertherm-Betriebsanleitung nicht, Aktionen
zuverlangen, die nicht allen geltenden Vorschriften und
Normen entsprechen, und diese Betriebsanleitung darf
niemals als solches ausgelegt werden.
Sicherheit und Konformität SC-19

Sicherheit
LASERSTRAHLUNG
Kontakt mit einem Laserstrahl kann zu schwerwiegenden Augenverletzungen führen. Sehen Sie niemals
direkt in den Laserstrahl!
Für Ihren Komfort und Ihre Sicherheit wurde auf allen Hypertherm-Produkten, die einen Laser verwenden, eines der
folgenden Etiketten zur Laserstrahlung angebracht, und zwar in der Nähe der Stelle, an der der Laserstrahl aus dem
Gehäuse tritt. Außerdem werden die maximale Ausgabe (in mV), die emittierte Wellenlänge (in nm) und, sofern
zutreffend, die Impulsdauer angegeben.
Zusätzliche Anweisungen zur Lasersicherheit:
• Wenden Sie sich hinsichtlich der örtlichen
Vorschriften zu Laserstrahlungen an einen
Sachverständigen. Eskann eine Schulung
zur Lasersicherheit erforderlich sein.
• Der Laser darf nur von geschulten Personen bedient
werden. Laser können in den Händen von
ungeschulten Benutzern gefährlich sein.
• Niemals in die Laserapertur oder in den Strahl
schauen.
• Positionieren Sie den Laser gemäß Anweisung,
um einen unbeabsichtigten Augenkontakt
zu vermeiden.
• Verwenden Sie den Laser nicht mit reflektierenden
Werkstücken.
• Verwenden Sie keine optischen Werkzeuge, um den
Laserstrahl anzuschauen oder zu reflektieren.
• Die Laser- oder Aperturabdeckung nicht
auseinandernehmen oder entfernen.
• Durch das Modifizieren des Lasers oder des
Produkts auf jegliche Weise kann das Risiko
an Laserstrahlung erhöht werden.
• Das Verwenden von anderen als in dieser
Betriebsanleitungen angegebenen Einstellungen
oder Leistungen von Verfahren kann zu gefährlicher
Belastung durch Laserstrahlen führen.
• Nicht in explosionsgefährdeten Bereichen, z. B.
in der Nähe von brennbaren Flüssigkeiten, Gasen
oder Staub verwenden.
• Verwenden Sie nur Laserteile und Zubehörteile,
die vom Hersteller Ihres Modells empfohlen oder zur
Verfügung gestellt werden.
• Reparaturen und Wartungsarbeiten dürfen
AUSSCHLIESSLICH von qualifiziertem Personal
ausgeführt werden.
• Das Laser-Sicherheitsetikett darf nicht entfernt
oder verunstaltet werden.
SC-20 Sicherheit und Konformität

Sicherheit
Read and follow these instructions, employer safety
practices, and material safety data sheets. Refer to
ANS Z49.1, “Safety in Welding, Cutting and Allied
Processes” from American Welding Society
(http://www.aws.org) and OSHA Safety and Health
Standards, 29 CFR 1910 (http://www.osha.gov).
WARNING
1. Cutting sparks can cause explosion or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and ready to use.
1.3 Do not use a drum or other closed container as a cutting table.
2. Plasma arc can injure and burn; point the nozzle away
from yourself. Arc starts instantly when triggered.
2.1 Turn off power before disassembling torch.
2.2 Do not grip the workpiece near the cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric shock or burn.
3.1 Wear insulating gloves. Replace gloves when wet or damaged.
3.2 Protect from shock by insulating yourself from work and ground.
3.3 Disconnect power before servicing. Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local exhaust to remove the fumes.
4.3 Do not operate in closed spaces. Remove fumes with ventilation.
6. Become trained.
Only qualified personnel should operate this
equipment. Use torches specified in the manual. Keep non-qualified
personnel and children away.
5. Arc rays can burn eyes and injure skin.
5.1 Wear correct and appropriate protective equipment to protect
head, eyes, ears, hands, and body. Button shirt collar. Protect ears
from noise. Use welding helmet with the correct shade of filter.
7. Do not remove, destroy, or cover this label.
Replace if it is missing, damaged, or worn (PN 110584 Rev C).
Plasma cutting can be injurious to operator and persons
in the work area. Consult manual before operating. Failure
to follow all these safety instructions can result in death.
AVERTISSEMENT
Le coupage plasma peut être préjudiciable pour l’opérateur et les personnes qui se
trouvent sur les lieux de travail. Consulter le manuel avant de faire fonctionner. Le
non respect des ces instructions de sécurité peut entraîner la mort.
1. Les étincelles de coupage peuvent provoquer une explosion
ou un incendie.
1.1 Ne pas couper près des matières inflammables.
1.2 Un extincteur doit être à proximité et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre contenant fermé comme table de coupage.
2. L’arc plasma peut blesser et brûler; éloigner la buse de soi.
Il s’allume instantanément quand on l’amorce;
2.1 Couper l’alimentation avant de démonter la torche.
2.2 Ne pas saisir la pièce à couper de la trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant l’entretien. Ne pas toucher les pièces sous tension.
4. Les fumées plasma peuvent être dangereuses.
4.1 Ne pas inhaler les fumées
4.2 Utiliser une ventilation forcée ou un extracteur local pour dissiper les fumées.
4.3 Ne pas couper dans des espaces clos. Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les yeux et blesser la peau.
5.1 Porter un bon équipement de protection pour se protéger la tête, les yeux, les
oreilles, les mains et le corps. Boutonner le col de la chemise. Protéger les oreilles
contre le bruit. Utiliser un masque de soudeur avec un filtre de nuance appropriée.
6. Suivre une formation. Seul le personnel qualifié a le droit de faire
fonctionner cet équipement. Utiliser exclusivement les torches indiquées dans le
manual. Le personnel non qualifié et les enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir cette étiquette.
La remplacer si elle est absente, endommagée ou usée (PN 110584 Rev C).
WARNSCHILDER
Dieses Warnschild ist an einigen Stromquellen angebracht. Bediener und Wartungsmechaniker müssen unbedingt die
Bedeutung der beschriebenen Warnsymbole kennen.
Sicherheit und Konformität SC-21

Sicherheit
WARN SCHILDER
Dieses Warnschild ist an einigen Stromquellen angebracht.
Bediener und Wartungsmechaniker müssen unbedingt die
Bedeutung der beschriebenen Warnsymbole kennen.
Der nummerierte Text entspricht den nummerierten Feldern
des Schilds.
1. Schneidfunken können Explosionen oder Brände
verursachen.
1.1 Schneiden Sie nicht in der Nähe brennbarer
Materialien.
1.2 Halten Sie in unmittelbarer Umgebung einen
betriebsbereiten Feuerlöscher bereit.
1.3 Verwenden Sie kein Fass oder einen anderen
geschlossenen Behälter als Schneidtisch.
2. Der Plasmalichtbogen kann Verletzungen und
Verbrennungen verursachen. Halten Sie die Düse von
sich weg. Der Lichtbogen wird sofort gestartet, wenn
er ausgelöst wird.
2.1 Schalten Sie vor dem Zerlegen des Brenners die
Stromzufuhr aus.
2.2 Halten Sie das Werkstück nicht in der Nähe des
Schneidbereichs fest.
2.3 Tragen Sie einen Vollkörperschutz.
3. Gefährliche Spannung. Gefahr von elektrischen
Schlägen oder Verbrennungen.
3.1 Tragen Sie Isolierhandschuhe. Ersetzen Sie nasse
oder beschädigte Handschuhe.
3.2 Schützen Sie sich vor Stromschlag, indem Sie sich
von Werkstück und Erde isolieren.
3.3 Unterbrechen Sie die Stromzufuhr vor
Wartungsarbeiten. Berühren Sie keine
stromführenden Teile.
4. Plasmadämpfe können gefährlich sein.
4.1 Atmen Sie keine Dämpfe ein.
4.2 Sorgen Sie für eine Zwangsbelüftung oder Entlüftung
vor Ort, um Dämpfe zu entfernen.
4.3 Arbeiten Sie nicht in geschlossenen Räumen.
Entfernen Sie Dämpfe durch Entlüftung.
5. Lichtbogenstrahlen können die Augen verbrennen
und die Haut verletzen.
5.1 Tragen Sie richtige und geeignete Schutzausrüstung,
um Kopf, Augen, Ohren, Hände und den Körper zu
schützen. Schließen Sie den Kragenknopf. Schützen
Sie Ihre Ohren vor Lärm. Verwenden Sie einen
Schweißhelm mit der richtigen Filterschutzstufe.
6. Erlernen Sie vor Arbeiten an der Anlage oder vor
Schneidarbeiten die Bedienung der Anlage, und
lesen Sie die Betriebsanleitung. Dieses Gerät darf nur
von qualifiziertem Personal bedient werden.
Verwenden Sie die in der Betriebsanleitung
angegebenen Brenner. Nicht qualifiziertes Personal
und Kinder fern halten.
7. Dieses Etikett nicht entfernen, verunstalten oder
abdecken. Ersetzen Sie es, wenn es fehlt, beschädigt
oder abgenutzt ist.
SC-22 Sicherheit und Konformität

Sicherheit
s
Symbole und Prüfzeichen
Ihr Hypertherm-Produkt kann auf dem Typenschild (oder in dessen Nähe) eines oder mehrere der folgenden Prüfzeichen
aufweisen. Aufgrund von Unterschieden und Konflikten bei nationalen Vorschriften werden nicht alle Prüfzeichen auf jede
Version eines Produkts angewendet.
S-Prüfzeichen
Das S-Prüfzeichen zeigt an, dass die Stromquelle und der Brenner für den Betrieb in Umgebungen mit
erhöhter Stromschlaggefahr gemäß IEC 60974-1 geeignet sind.
CSA-Prüfzeichen
Hypertherm-Produkte mit einem CSA-Prüfzeichen erfüllen die Vorschriften für die Produktsicherheit der
USA und Kanada. Die Produkte wurden von CSA International evaluiert, getestet und zertifiziert. Das
Produkt kann alternativ auch eine Kennzeichnung eines der anderen Nationally Recognized Testing
Laboratories (NRTL) haben, die sowohl in den USA als auch in Kanada zugelassen sind, z. B.
Underwriters Laboratories Incorporated (UL) oder TÜV.
CE-Kennzeichnung
Die CE-Kennzeichnung präsentiert die Konformitätserklärung des Herstellers über die Einhaltung gültiger
europäischer Richtlinien und Normen. Nur diejenigen Versionen der Hypertherm-Produkte mit einer
CE-Kennzeichnung auf dem Typenschild (oder in dessen Nähe) wurden auf Einhaltung der europäischen
Niederspannungsrichtlinie und der europäischen Richtlinie für elektromagnetische Verträglichkeit (EMV)
getestet. EMV-Filter müssen der europäischen Richtlinie für elektromagnetische Verträglichkeit (EMV)
entsprechen und sind in den Versionen des Produkts mit einer CE-Kennzeichnung integriert.
Eurasisches Konformitätszeichen EAC
CE-Versionen von Hypertherm-Produkten, die ein EAC-Konformitätszeichen aufweisen, erfüllen
die Produktsicherheits- und EMV-Anforderungen für den Export nach Russland, Weißrussland und
Kasachstan.
GOST-TR-Prüfzeichen
CE-Versionen von Hypertherm-Produkten, die ein GOST-TR-Prüfzeichen aufweisen, erfüllen die
Produktsicherheits- und EMV-Anforderungen für den Export in die Russische Föderation.
C-Häkchen
CE-Versionen der Hypertherm-Produkte mit einem C-Häkchen entsprechen den EMV-Richtlinien,
die für den Verkauf in Australien und Neuseeland verlangt werden.
CCC-Prüfzeichen
Das China Compulsory Certification (CCC)-Zeichen (Chinesische Pflichtzertifizierung) zeigt an, dass
das Produkt getestet und als den Produktsicherheitsrichtlinien entsprechend befunden wurde, die für
den Verkauf in China verlangt werden.
UkrSEPRO-Prüfzeichen
CE-Versionen von Hypertherm-Produkten, die ein UkrSEPRO-Prüfzeichen aufweisen, erfüllen die
Produktsicherheits- und EMV-Anforderungen für den Export in die Ukraine.
Serbisches AAA-Zeichen
CE-Versionen von Hypertherm-Produkten, die ein serbisches AAA-Zeichen aufweisen, erfüllen die
Produktsicherheits- und EMV-Anforderungen für den Export nach Serbien.
Sicherheit und Konformität SC-23

Sicherheit
SC-24 Sicherheit und Konformität

Produktverantwortung
Einführung
Hypertherm betreibt ein globales
Vorschriftenmanagement-System, um sicherzustellen,
dass Produkte den Regulierungs- und
Umweltanforderungen genügen.
Nationale und örtliche Sicherheitsbestimmungen
Nationale und örtliche Sicherheitsbestimmungen
haben Vorrang vor den in diesem Handbuch enthaltenen
Anweisungen. Das Produkt muss unter Einhaltung der
für den Standort geltenden nationalen und örtlichen
Vorschriften importiert, installiert, betrieben und
entsorgt werden.
Zertifizierungsprüfzeichen
Zertifizierte Produkte sind mit einem oder mehreren
Prüfzeichen von zugelassenen Testlaboren
gekennzeichnet. Die Zertifizierungsprüfzeichen
befinden sich auf dem Typenschild oder in seiner Nähe.
Jedes Zertifizierungsprüfzeichen bedeutet, dass das
Produkt und seine sicherheitskritischen Bauteile die
geltenden nationalen Sicherheitsnormen erfüllen
und entsprechend im Labor getestet wurden.
Hypertherm versieht seine Produkte erst mit einem
Zertifizierungsprüfzeichen, nachdem das Produkt mit
vom zugelassenen Testlabor genehmigten
sicherheitskritischen Bauteilen ausgestattet wurde.
Nachdem das Produkt das Hypertherm-Werk verlassen
hat, verlieren die Zertifizierungsprüfzeichen ihre Gültigkeit,
wenn einer der folgenden Fälle eintritt:
• Das Produkt wird erheblich modifiziert auf eine Weise,
die eine Gefahr oder Nichtkonformität darstellt.
• Sicherheitskritische Bauteile werden gegen nicht
zugelassene Ersatzteile ausgetauscht.
• Einbau von nicht genehmigten Baugruppen oder
Zubehörteilen, die gefährliche Spannung nutzen
oder erzeugen.
• Eingriffe in den Sicherheitsschaltkreis oder andere
Einrichtungen, die im Rahmen der Zertifizierung in
das Produkt integriert wurden.
Die CE-Kennzeichnung stellt die Konformitätserklärung
des Herstellers über die Einhaltung gültiger europäischer
Richtlinien und Normen dar. Nur diejenigen Versionen der
Hypertherm-Produkte mit einer CE-Kennzeichnung auf
dem Typenschild (oder in dessen Nähe) wurden auf
Einhaltung der europäischen Niederspannungsrichtlinie
und der europäischen EMV-Richtlinie getestet.
EMV-Filter müssen der europäischen Richtlinie für
elektromagnetische Verträglichkeit (EMV) entsprechen
und sind in den Versionen der Stromquelle mit einer
CE-Kennzeichnung integriert.
Konformitätszertifikate für Hypertherm-Produkte stehen
in der Download-Bibliothek auf der Hypertherm Website
unter https://www.hypertherm.com zur Verfügung.
Abweichungen in nationalen Normen
In jedem Land können andere Leistungs-, Sicherheitsoder sonstige Normen gelten. Nationale Unterschiede
in Normen beinhalten, sind aber nicht beschränkt auf:
• Spannungen
• Stecker- und Kabelleistung
• Sprachliche Anforderungen
• Anforderungen an elektromagnetische Verträglichkeit
Diese unterschiedlichen nationalen oder anderen
Normen machen es unmöglich bzw. unpraktisch, alle
Zertifizierungsprüfzeichen auf die gleiche Version eines
Produkts anzuwenden. So entsprechen z. B. die
CSA-Versionen von Hypertherm-Produkten nicht den
europäischen EMV-Anforderungen, und tragen deshalb
keine CE-Kennzeichnung auf dem Typenschild.
In Ländern, die eine CE-Kennzeichnung vorschreiben
oder verbindliche EMV-Richtlinien haben, müssen
CE-Versionen der Hypertherm-Produkte mit
CE-Kennzeichnung auf dem Typenschild verwendet
werden. Diese beinhalten, sind aber nicht beschränkt auf:
• Australien
• Neuseeland
• Länder der Europäischen Union
• Russland
Sicherheit und Konformität SC-25

Produktverantwortung
Es ist wichtig, dass das Produkt und seine
Zertifizierungsprüfzeichen für den endgültigen
Installationsort geeignet sind. Werden HyperthermProdukte in ein Land zum Export in ein anderes Land
geliefert, muss das Produkt für den endgültigen Standort
ordnungsgemäß konfiguriert und zertifiziert sein.
Sichere Installation und Verwendung von Formschneidausrüstung
Die IEC 60974-9, mit dem Titel
„Lichtbogenschweißeinrichtungen – Errichten und
Betreiben“, enthält Richtlinien zur sicheren Installation
und Verwendung von Formschneidausrüstung und
sicheren Durchführung des Schneidbetriebs. Die
Anforderungen der nationalen und örtlichen Vorschriften
müssen bei der Installation berücksichtigt werden,
einschließlich, aber nicht beschränkt auf, Erdungsoder Schutzerdungs-Anschlüsse, Sicherungen,
Netztrennvorrichtung und Art des Versorgungskreises.
Lesen Sie vor der Installation der Geräte diese
Anweisungen. Der erste und wichtigste Schritt ist
die Sicherheitsbeurteilung der Installation.
Die Sicherheitsbeurteilung muss von einem Fachmann
durchgeführt werden, der bestimmt, welche Schritte
notwendig sind, um eine sichere Umgebung zu erstellen,
sowie welche Vorsichtsmaßnahmen während der
tatsächlichen Installation und des Betriebes angewendet
werden sollten.
Verfahren für regelmäßige Inspektion und Kontrolle
Wo von den örtlichen nationalen Vorschriften verlangt, gibt
IEC 60974-4 Testverfahren für regelmäßige Inspektionen
sowie nach Reparaturen oder Wartung vor, um die
elektrische Sicherheit für im Einklang mit IEC 60974-1
gebauten Plasmaschneid-Stromquellen zu gewährleisten.
Hypertherm führt die Durchgangsprüfungen der
Schutzschaltung und Isolationswiderstandstests im Werk
als nicht-operative Tests durch. Diese Prüfungen werden
mit abgeklemmten Stromversorgungs- und SchutzleiterAnschlüssen durchgeführt.
Hypertherm entfernt auch einige Schutzeinrichtungen,
die falsche Testergebnisse verursachen würden. Wenn
es von den lokalen nationalen Vorschriften verlangt wird,
muss an der Ausrüstung ein Schild angebracht werden,
um anzuzeigen, dass sie die durch IEC60974-4
vorgeschriebenen Tests bestanden hat. Der
Reparaturbericht muss die Ergebnisse aller Tests
beinhalten, es sei denn, es wurde vermerkt, dass ein
bestimmter Test nicht durchgeführt wurde.
Qualifikation des Kontrollpersonals
Elektrische Sicherheitstests für Formschneidausrüstung
können gefährlich sein und sollten nur von Fachleuten
auf dem Gebiet der elektrischen Reparatur durchgeführt
werden, vorzugsweise von jemandem, der sich mit
Schweißen, Schneiden und verwandten Verfahren
auskennt. Die Sicherheitsrisiken für Personal und
Ausrüstung können wesentlich größer sein, wenn diese
Tests durch unqualifiziertes Personal ausgeführt werden,
als der Nutzen durch regelmäßige Inspektionen und Tests.
Hypertherm empfiehlt, dass nur Sichtkontrollen
durchgeführt werden, es sei denn, die elektrischen
Sicherheitstests werden ausdrücklich von den örtlichen
nationalen Vorschriften des Einsatzortes verlangt.
Fehlerstrom-Schutzeinrichtungen (FI-Schutzschalter)
In Australien und einigen anderen Ländern
können die örtlichen Vorschriften den Einsatz von
Fehlerstrom-Schutzeinrichtungen (FI-Schutzschaltern)
erfordern, wenn am Arbeitsplatz oder auf der Baustelle
tragbare elektrische Geräte verwendet werden, um die
Bediener vor elektrischen Störungen in der Anlage zu
schützen. Die Aufgabe eines FI-Schutzschalters ist, die
Netzstromversorgung sicher zu trennen, wenn ein
Ungleichgewicht zwischen Hin- und Rückstrom erkannt
wird (d. h. es gibt einen Ableitstrom gegen Erde).
FI-Schutzschalter stehen sowohl mit festen als auch
einstellbaren Auslöseströmen von 6 bis 40 Milliampere
und Auslösezeiten von bis zu 300 Millisekunden für
Geräteeinbau, Anwendung und Verwendungszweck zur
Verfügung. Wenn FI-Schutzschalter verwendet werden,
sollten deren Auslösestrom und Auslösezeit einerseits
hoch genug gewählt werden, um eine Fehlauslösung
während des normalen Betriebs der Plasmaschneidanlage
zu vermeiden, und andererseits niedrig genug, um im
extrem unwahrscheinlichen Fall einer elektrischen Störung
in der Anlage die Versorgung zu trennen, bevor der
Leckstrom eines Fehlerzustands eine lebensbedrohliche
elektrische Gefahr für den Bediener darstellen kann.
Um zu überprüfen, dass die FI-Schutzschalter weiterhin
ordnungsgemäß funktionieren, sollten sowohl
Auslösestrom als auch Auslösezeit regelmäßig
getestet werden. Tragbare elektrische Geräte und
FI-Schutzschalter, die in gewerblichen und industriellen
SC-26 Sicherheit und Konformität

Produktverantwortung
Bereichen in Australien und Neuseeland eingesetzt
werden, werden nach dem australischen Standard
AS/NZS 3760 getestet. Wenn Sie die Isolierung der
Plasmaschneidanlage nach AS/NZS 3760 testen, messen
Sie den Isolationswiderstand gemäß Anhang B der Norm,
bei 250 Volt Gleichspannung mit dem Netzschalter in
Stellung EIN (ON), um die ordnungsgemäße
Testanordnung zu prüfen und einen falschen Ausfall
während des Leckstromtests zu vermeiden. Falsche
Ausfälle sind möglich, weil die Metalloxid-Varistoren
(MOV) und EMV-Filter, die zur Reduzierung der
Emissionen und zum Schutz der Ausrüstung vor
Überspannungen verwendet werden, unter normalen
Umständen bis zu 10 Milliampere Ableitstrom gegen
Erde führen können.
Falls Sie Fragen bezüglich der Anwendung oder
Auslegung der hier beschriebenen IEC-Normen haben,
sind Sie verpflichtet, einen geeigneten rechtlichen oder
sonstigen Berater zu konsultieren, der mit den
internationalen elektrotechnischen Normen vertraut ist,
und Sie dürfen sich bezüglich der Auslegung und
Anwendung dieser Normen in keiner Hinsicht auf
Hypertherm verlassen.
Externe Verbindungskabel zwischen den Komponenten
eines übergeordneten Systems müssen für die am
endgültigen Standort auftretende Verschmutzung
und Bewegung geeignet sein. Wenn die externen
Verbindungskabel Öl, Staub oder Wasser ausgesetzt
sind, müssen Kabel für starke Beanspruchung
verwendet werden.
Wenn die externen Verbindungskabel dauernder
Bewegung unterworfen sind, müssen Kabel für ständiges
Biegen verwendet werden. Der Endkunde bzw.
Originalgerätehersteller ist dafür verantwortlich, dass
für die Anwendung geeignete Kabel eingesetzt werden.
Da örtliche Vorschriften für übergeordnete Systeme
unterschiedliche Leistungsgrade und Kosten erforderlich
machen können, muss geprüft werden, ob alle externen
Verbindungskabel für den endgültigen Installationsort
geeignet sind.
Übergeordnete Systeme
Fügt ein Systemintegrator zusätzliche Anlagen, wie
Schneidtische, Motorantriebe, Bewegungssteuerung oder
Roboter, zu einem Hypertherm-Plasmaschneidgerät hinzu,
kann diese Kombination als übergeordnetes System
bezeichnet werden. Ein übergeordnetes System mit
gefährlichen beweglichen Teilen kann als
Industriemaschine oder Roboteranlage angesehen
werden. In diesem Fall muss der Originalgerätehersteller
oder Endnutzer ggf. zusätzliche Vorschriften und Normen
beachten, die über diejenigen hinausgehen, die für das
von Hypertherm hergestellte Plasmaschneidgerät gelten.
Endkunde und Originalgerätehersteller sind dafür
verantwortlich, eine Risikoanalyse für das übergeordnete
System durchzuführen und Schutzmaßnahmen gegen
gefährliche bewegliche Teile zu ergreifen. Wenn das
übergeordnete System nicht schon zertifiziert ist, wenn
der Originalgerätehersteller Hypertherm-Produkte
integriert, muss die Installation ggf. auch von den örtlichen
Behörden genehmigt werden. Wenden Sie sich an
Rechtsberater und örtliche Vorschriften-Experten, wenn
Sie bezüglich der Regeleinhaltung Zweifel haben.
Sicherheit und Konformität SC-27

Produktverantwortung
SC-28 Sicherheit und Konformität

Ökologische Verantwortung
Einführung
Die Hypertherm Umweltspezifikation erfordert, dass die
RoHS, WEEE und REACH Substanzinformationen von
Hypertherms Lieferanten zur Verfügung gestellt werden.
Eine Produkt-Umwelt-Übereinstimmung betrifft nicht die
Innenraumluftqualität oder Freisetzung von Dämpfen in
die Umwelt durch den Endbenutzer. Materialien, die vom
Endbenutzer geschnitten werden, werden nicht von
Hypertherm mit dem Produkt geliefert. Der Endbenutzer
ist verantwortlich für die zu schneidenden Materialien
sowie für die Sicherheit und Luftqualität am Arbeitsplatz.
Der Endbenutzer muss sich über die möglichen
Gesundheitsrisiken der aus dem geschnittenen Material
austretenden Gase bewusst sein und die örtlichen
Vorschriften einhalten.
Nationale und örtliche Umweltschutzbestimmungen
Nationale und örtliche Umweltschutzbestimmungen
haben Vorrang vor den in diesem Handbuch
enthaltenen Anweisungen.
Erklärungen der RoHS-Konformität wurden für die
aktuellen CE-Versionen der von Hypertherm hergestellten
Powermax Plasmaschneidanlagen vorbereitet. Auf den
Typenschildern von Powermax-Geräte der seit 2006
ausgelieferten Powermax-Serien befindet sich bei den
CE-Versionen unterhalb der „CE-Kennzeichnung“
außerdem eine „RoHS-Kennzeichnung“. In CSAVersionen von Powermax und anderen von Hypertherm
hergestellten Produkten verwendete Teile, die sich
entweder außerhalb des Geltungsbereichs von RoHS
befinden oder davon ausgenommen sind, werden im
Hinblick auf zukünftige Anforderungen ständig auf
RoHS-Konformität umgerüstet.
Ordnungsgemäße Entsorgung von Hypertherm-Produkten
Wie alle Elektronikprodukte können HyperthermPlasmaschneidgeräte Materialien oder Komponenten
(z. B. Leiterplatten) enthalten, die nicht im Haushaltsmüll
entsorgt werden dürfen. Sie sind dafür verantwortlich, alle
Hypertherm-Produkte oder -Bauteile auf
umweltverträgliche Weise und entsprechend den
nationalen und örtlichen Vorschriften zu entsorgen.
Das Produkt muss unter Einhaltung der für den Standort
geltenden nationalen und örtlichen Vorschriften importiert,
installiert, betrieben und entsorgt werden.
Die europäischen Umweltvorschriften werden später in
WEEE-Richtlinie behandelt.
RoHS-Richtlinie
Hypertherm hat sich zur Einhaltung aller geltenden
Gesetze und Vorschriften verpflichtet, einschließlich der
Richtlinie zur Beschränkung gefährlicher Substanzen
(RoHS) der Europäischen Union, die die Verwendung
gefährlicher Materialien in Elektronik-Produkten
beschränkt. Hypertherm übertrifft in allen Punkten die
Verpflichtung zur Einhaltung der RoHS-Richtlinien.
Hypertherm arbeitet weiterhin auf eine Reduzierung von
RoHS-Materialien in seinen Produkten, die der
RoHS-Richtlinie unterliegen, hin, sofern allgemein bekannt
ist, dass es keine praktikable Alternative dazu gibt.
• In den Vereinigten Staaten sind alle Bundes-, Landesund regionalen Gesetze zu prüfen.
• In der Europäischen Union sind die EU-Richtlinien,
die nationalen und regionalen Gesetze zu prüfen.
Weitere Informationen finden Sie unter
www.hypertherm.com/weee.
• In allen anderen Ländern sind die jeweiligen
nationalen und regionalen Gesetze zu prüfen.
• Wenn notwendig, beraten Sie sich mit rechtlichen
oder anderen Compliance-Experten.
WEEE-Richtlinie
Am 27. Januar 2003 genehmigten das Europäische
Parlament und der Rat der Europäischen Union die
Richtlinie 2002/96/EG oder WEEE (Waste Electrical
and Electronic Equipment; Elektro-und ElektronikgeräteAbfall).
Wie laut Rechtsvorschrift erforderlich, sind alle
Hypertherm-Produkte, die unter die Richtlinie fallen und
in der EU nach dem 13. August 2005 verkauft wurden,
mit dem WEEE-Zeichen gekennzeichnet. Diese Richtlinie
Sicherheit und Konformität SC-29

Ökologische Verantwortung
fördert und setzt besondere Kriterien für Sammlung,
Verarbeitung und Verwertung von Elektro-und
Elektronikgeräte-Abfall. Verbraucherabfälle und
industrielle Abfälle werden unterschiedlich behandelt
(alle Hypertherm-Produkte gelten als industrielle Geräte).
Eine Anleitung zur Entsorgung der CE-Versionen von
Powermax Plasmaanlagen finden Sie
bei www.hypertherm.com/weee.
Die URL wird bei jeder dieser CE-Versionen von
Powermax-Geräten, die seit 2006 ausgeliefert werden,
auf das Symbol-Warnschild gedruckt. Die CSA-Versionen
von Powermax und anderen von Hypertherm hergestellten
Produkten befinden sich entweder außerhalb
des Geltungsbereichs von WEEE oder sind
davon ausgenommen.
REACH-Verordnung
Die REACH-Verordnung (1907/2006), die seit
1. Juni 2007 in Kraft ist, hat einen Einfluss auf die auf dem
europäischen Markt erhältlichen Chemikalien. Die
Anforderungen der REACH-Verordnung für
Bauteilehersteller verlangen, dass Bauteile nicht mehr
als 0,1 % ihres Gewichts an besonders gefährlichen
Stoffen (Substance of Very High Concern (SVHC))
enthalten dürfen.
Bauteilehersteller und andere nachgeschaltete Hersteller
wie Hypertherm müssen von ihren Lieferanten
Zusicherungen erhalten, dass alle in oder auf
Hypertherm-Produkten verwendeten Chemikalien eine
Registrierungsnummer der europäischen Agentur für
chemische Waren (ECHA) erhalten. Um die von der
REACH-Verordnung geforderten chemischen
Informationen zur Verfügung zu stellen, verlangt
Hypertherm, dass seine Lieferanten REACHDeklarationen abliefern und jede bekannte Verwendung
von besonders gefährlichen Substanzen laut REACH
angeben. Jede Verwendung von besonders gefährlichen
Substanzen in Mengen, die 0,1 % des Gewichts der Teile
übersteigen, wurde ausgeschlossen. Das
Sicherheitsdatenblatt enthält eine vollständige
Offenlegung aller in den Chemikalien verwendeten
Stoffe und kann verwendet werden, um die Einhaltung
der REACH SVHC-Verordnung zu überprüfen.
Schmiermittel, Dichtmassen, Kühlmittel, Klebstoffe,
Lösungsmittel, Beschichtungen und andere Zubereitungen
oder Mischungen, die von Hypertherm in, auf, für oder mit
seiner Formschneidanlage eingesetzt werden, werden nur
in sehr kleinen Mengen verwendet (mit Ausnahme des
Kühlmittels) und sind im Handel bei verschiedenen Quellen
erhältlich, die im Falle eines Lieferantenproblems in
Verbindung mit der REACH-Registrierung oder REACHGenehmigung (besonders gefährliche Substanzen) ersetzt
werden (können).
Richtiger Umgang mit und sichere Verwendung von Chemikalien
Die chemischen Vorschriften in den USA, Europa und
anderen Orten verlangen, dass für alle Chemikalien
Sicherheitsdatenblätter (MSDS) zur Verfügung gestellt
werden. Die Liste der Chemikalien wird von Hypertherm
bereitgestellt. Die Sicherheitsdatenblätter gelten für
Chemikalien, die mit dem Produkt verwendet werden,
sowie für andere Chemikalien in oder auf dem Produkt.
Sicherheitsdatenblätter stehen in der DownloadBibliothek auf der Hypertherm Website unter
https://www.hypertherm.com zur Verfügung. Geben Sie
im Such-Bildschirm „Sicherheitsdatenblatt“ („MSDS“) im
Dokumententitel ein und klicken Sie auf „Suchen“.
In den USA verlangt OSHA keine Sicherheitsdatenblätter
für Artikel wie Elektroden, Wirbelringe, Brennerkappen,
Düsen, Schutzschilde, Deflektoren und andere feste Teile
des Brenners.
Hypertherm stellt die zu schneidenden Materialen weder
her noch zur Verfügung und hat keine Kenntnis darüber,
ob die Dämpfe, die aus den geschnittenen Materialien
austreten, eine körperliche Gefahr oder ein
Gesundheitsrisiko darstellen. Bitte wenden Sie sich an
Ihren Lieferanten oder andere technische Berater, wenn
Sie Hinweise zu den Eigenschaften des von Ihnen
mit einem Hypertherm-Produkt zu schneidenden
Materials benötigen.
Dampfemissionen und Luftqualität
Anmerkung: Die folgenden Angaben über die Luftqualität
dienen nur zur allgemeinen Information und sollten nicht
als Ersatz für die Überprüfung und Umsetzung geltender
gesetzlicher Vorschriften oder Normen des Landes
verwendet werden, in dem die Schneidausrüstung
installiert und betrieben wird.
In den USA ist das Handbuch für analytische Methoden
(NMAM) des National Institute for Occupational Safety and
Health (NIOSH), eine Sammlung von Methoden für die
Probennahme und Analyse von Schadstoffen in der Luft am
Arbeitsplatz, maßgeblich. Von anderen Instituten (z. B.
OSHA, MSHA, EPA, ASTM, ISO) veröffentlichte Methoden
zu Probennahme und analytischen Geräten können Vorteile
gegenüber den Methoden des NIOSH haben.
SC-30 Sicherheit und Konformität

Zum Beispiel ist „Practice D 4185“ der ASTM eine
gängige Praxis für die Sammlung, Auflösung und
Bestimmung von Spurenelementen in der Luft am
Arbeitsplatz. Empfindlichkeit, Nachweisgrenze und
optimale Konzentrationen für Arbeitsbedingungen werden
für 23 Metalle in ASTM D 4185 aufgeführt. Um das
optimale Probennahmeprotokoll unter Berücksichtigung
analytischer Genauigkeit, Kosten und optimaler Anzahl von
Stichproben festzustellen, sollte ein Gewerbehygieniker
hinzugezogen werden. Hypertherm zieht einen
Gewerbehygieniker eines Drittanbieters hinzu, um die
Auswertung und Interpretation der Ergebnisse der von
Luftqualitätsmessgeräten an den Arbeitsplätzen der
Bediener in Hypertherm-Gebäuden, in denen
Plasmaschneidtische installiert sind und betrieben
werden, festgestellten Luftqualität zu übernehmen.
Gegebenenfalls beauftragt Hypertherm auch
Gewerbehygieniker von Drittanbietern, um Luft- und
Wasserzulassungen zu erhalten.
Wenn Sie sich nicht über alle am Installationsstandort
geltenden aktuellen gesetzlichen Vorschriften und
rechtlichen Normen im Klaren sind, sollten Sie vor dem
Kauf, der Installation und dem Betrieb der Anlage einen
örtlichen Experten zu Rate ziehen.
Ökologische Verantwortung
Sicherheit und Konformität SC-31

Ökologische Verantwortung
SC-32 Sicherheit und Konformität

Elektromagnetische Verträglichkeit (EMV)
Einführung
Hypertherm-Anlagen mit CE-Kennzeichnung werden
in Übereinstimmung mit Norm EN60974-10 hergestellt.
Die Anlage sollte gemäß den nachfolgenden Hinweisen
installiert und betrieben werden, um elektromagnetische
Verträglichkeit sicherzustellen.
Die von EN60974-10 vorgegebenen Grenzwerte reichen
unter Umständen nicht aus, um Störungen vollständig
zu beseitigen, wenn sich die Störquelle in der Nähe
befindet oder die Anlage sehr empfindlich ist. In solchen
Fällen können weitere Maßnahmen zur Reduzierung von
Störungen erforderlich sein.
Dieses Schneidgerät ist nur für die Verwendung
in industriellen Umgebungen geeignet.
Installation und Einsatz
Der Benutzer ist dafür verantwortlich, das Plasmagerät
entsprechend den Herstelleranweisungen zu installieren
und zu verwenden.
Treten elektromagnetische Störungen auf, liegt es in der
Verantwortung des Benutzers, das Problem mit
technischer Unterstützung des Herstellers zu lösen.
Manchmal reichen einfache Maßnahmen wie das Erden
des Schneidkreises aus. Siehe Erdung des Werkstücks.
In anderen Fällen müssen Stromquelle und Arbeitsbereich
mit einer elektromagnetischen Abschirmung mit
entsprechenden Eingangsfiltern umgeben werden.
Elektromagnetische Störungen müssen stets so weit
reduziert werden, dass sie kein Problem mehr darstellen.
Einschätzung des Bereichs
a. Andere Versorgungskabel, Steuerkabel, Signal-
und Telefonkabel über, unter und neben der
Schneidanlage.
b. Radio- und Fernsehsende- und -empfangsgeräte.
c. Computer und andere Steuergeräte.
d. Sicherheitskritische Geräte, wie
Schutzvorrichtungen für industrielle Anlagen.
e. Gesundheit der Menschen in der Umgebung,
z.B. Tragen von Herzschrittmachern und
Hörgeräten.
f. Kalibrier- oder Messgeräte.
g. Störfestigkeit anderer Geräte in der Umgebung.
Der Benutzer muss sicherstellen, dass andere
in der Umgebung verwendete Geräte kompatibel
sind. Dazu können zusätzliche Schutzmaßnahmen
erforderlich sein.
h. Tageszeit, zu der Schneid- oder andere Arbeiten
durchgeführt werden.
Wie groß der zu berücksichtigende Bereich sein muss,
hängt von der Bauweise des Gebäudes und den anderen
dort stattfindenden Aktivitäten ab. Der Umgebungsbereich
kann sich über die Grenzen des Betriebsgeländes hinaus
erstrecken.
Methoden der Emissionsreduzierung
Netzanschluss
Das Schneidgerät muss gemäß den Empfehlungen des
Herstellers an das Stromnetz angeschlossen werden.
Treten Störungen auf, können zusätzliche Maßnahmen,
wie Filterung der Netzversorgung, erforderlich sein.
Vor der Installation der Anlage sollte der Benutzer die
potenziellen elektromagnetischen Probleme in der
Umgebung beurteilen. Folgende Punkte sind dabei
zu berücksichtigen:
Es sollte in Betracht gezogen werden, das Netzkabel einer
fest installierten Anlage in metallischem Kabelkanal oder
ähnlichem abzuschirmen. Die Abschirmung sollte auf
der ganzen Länge elektrisch ununterbrochen sein. Die
Abschirmung sollte so an die Netzversorgung des
Schneidgeräts angeschlossen sein, dass ein guter
elektrischer Kontakt zwischen dem Kabelkanal und dem
Gehäuse der Stromquelle des Schneidgeräts besteht.
Sicherheit und Konformität SC-33

Elektromagnetische Verträglichkeit (EMV)
Wartung des Schneidgeräts
Das Schneidgerät muss gemäß den Empfehlungen des
Herstellers routinemäßig gewartet werden. Alle Zugangsund Wartungsklappen und -abdeckungen sollten während
des Betriebs geschlossen und ordnungsgemäß befestigt
sein. Das Schneidgerät sollte in keiner Weise modifiziert
werden, außer wie in den Herstelleranweisungen
schriftlich beschrieben und in Übereinstimmung mit
diesen. So sollten beispielsweise die Funkenstrecken
der Lichtbogen-Zünd- und Stabilierungsgeräte gemäß
den Empfehlungen des Herstellers angepasst und
gewartet werden.
Schneidkabel
Die Schneidkabel sollten so kurz wie möglich gehalten
werden und eng zusammen am Boden entlang bzw.
in Bodennähe verlaufen.
Potenzialausgleich
Elektrische Verbindung aller metallischen Bauteile an der
Schneidanlage und in ihrer Nähe sollte in Betracht
gezogen werden.
Elektrisch mit dem Werkstück verbundene metallische
Bauteile erhöhen jedoch das Risiko, dass der Bediener
einen elektrischen Schlag bekommen könnte, wenn
er diese metallischen Bauteile und die Elektrode
(bzw. Düse bei Laserköpfen) gleichzeitig berührt.
Der Bediener ist von allen derartig verbundenen
metallischen Bauteilen zu isolieren.
Erdung des Werkstücks
Ist das Werkstück aus Sicherheitsgründen nicht elektrisch
mit der Erde verbunden oder aufgrund seiner Größe und
Position nicht geerdet (z.B. Schiffsrumpf oder Baustahl),
kann eine Verbindung des Werkstücks zur Erde die
Emissionen in manchen, aber nicht allen Fällen reduzieren.
Dabei sollte darauf geachtet werden, dass die Erdung des
Werkstücks nicht die Verletzungsgefahr für den Bediener
oder das Schadensrisiko für andere elektrische Geräte
erhöht. Bei Bedarf sollte die Verbindung des Werkstücks
zur Erde durch eine direkte Verbindung zum Werkstück
hergestellt werden. Da in manchen Ländern eine direkte
Verbindung jedoch nicht erlaubt ist, sollte die
Verbindung dort durch entsprechende Maßnahmen
in Übereinstimmung mit den nationalen Vorschriften
erzielt werden.
Anmerkung: Der Schneidkreis kann aus
Sicherheitsgründen geerdet oder nicht geerdet sein.
Änderungen der Erdungsmaßnahmen sollten nur
durch eine sachkundige Person genehmigt werden,
die beurteilen kann, ob die Veränderungen die
Verletzungsgefahr erhöhen, z.B. durch parallele
Rückleitungen für den Schneidstrom, die den
Potenzialausgleich anderer Geräte beschädigen können.
Weitere Richtlinien finden Sie in IEC 60974-9,
Lichtbogenschweißeinrichtungen, Teil 9: Errichten
und Betreiben.
Entstörung und Abschirmung
Selektive Abschirmung anderer Kabel und Geräte
in der Umgebung kann problematische Störungen
abschwächen. Bei speziellen Anwendungen kann
die Abschirmung der gesamten Plasmaschneidanlage
in Betracht gezogen werden.
SC-34 Sicherheit und Konformität

Gewährleistung
Achtung
Originalteile von Hypertherm sind die werksseitig
empfohlenen Ersatzteile für Ihre Hypertherm-Anlage.
Schäden oder Verletzungen, die dadurch entstehen, dass
keine Hypertherm-Originalteile verwendet wurden, fallen
eventuell nicht unter die Hypertherm-Gewährleistung und
stellen einen Missbrauch des Hypertherm-Produktes dar.
Sie sind für den sicheren Betrieb des Produktes allein
verantwortlich. Hypertherm kann und wird keine Garantie
oder Gewährleistung für den sicheren Betrieb des
Produktes in Ihrer Umgebung übernehmen.
Allgemeines
Hypertherm, Inc. garantiert, dass seine Produkte für
die jeweils hierin angegebenen Gewährleistungsfristen
frei von Material- und Verarbeitungsfehlern sind,
vorausgesetzt die Meldung eines Defekts an Hypertherm
ergeht (i) bei der Plasma-Stromquelle innerhalb von zwei
(2) Jahren ab Lieferdatum, außer bei Stromquellen
der Marke Powermax, für die eine Frist von drei (3)
Jahren ab Lieferdatum gilt, und (ii) bei Brenner und
Schlauchpaket innerhalb von einem (1) Jahr
ab Lieferdatum, bei Brennerhöhenverstellungen innerhalb
von einem (1) Jahr ab Lieferdatum und bei Produkten
von Hypertherm Automation innerhalb von einem (1)
Jahr ab Lieferdatum, mit Ausnahme der EDGE Pro CNC,
EDGE Pro Ti CNC, MicroEDGE Pro CNC und ArcGlide
THC, für die eine Frist von zwei (2) Jahren ab Lieferdatum
gilt, und (iii) bei HyIntensity Faserlaser-Komponenten
innerhalb von zwei (2) Jahren ab Lieferdatum,
ausgenommen die Laserköpfe und
Strahlversorgungskabel, für die eine Frist
von einem (1) Jahr ab Lieferdatum gilt.
Hypertherm bietet Reparatur, Ersatz oder Nachbesserung
als einzige und ausschließliche Abhilfe, und zwar nur,
wenn die hierin beschriebene Gewährleistung
ordnungsgemäß geltend gemacht wird und anwendbar ist.
Hypertherm wird ein von dieser Gewährleistung
abgedecktes defektes Produkt, das nach vorheriger
Genehmigung durch Hypertherm (die nicht unbegründet
verweigert werden darf) ordnungsgemäß verpackt und mit
vom Kunden vorausgezahltem Porto, Versicherung und
allen sonstigen Kosten an die HyperthermGeschäftsadresse in Hanover, New Hampshire, oder
an eine zugelassene Hypertherm-Reparaturwerkstatt
zurückgesandt wird, nach alleinigem Ermessen kostenlos
reparieren, ersetzen oder nachbessern. Hypertherm haftet
nicht für Reparatur, Ersatz oder Nachbesserung von durch
diese Gewährleistung abgedeckten Produkten, die nicht
gemäß diesem Absatz und mit vorheriger schriftlicher
Genehmigung von Hypertherm vorgenommen wurden.
Die obenstehende Gewährleistung ist exklusiv und tritt
andie Stelle aller anderen ausdrücklichen, angedeuteten,
gesetzlichen oder sonstigen Gewährleistungen bezüglich
der Produkte oder der erzielten Ergebnisse und aller
angedeuteten Gewährleistungen oder Bedingungen
bezüglich Qualität, Gebrauchstauglichkeit oder Eignung
für einen bestimmten Zweck oder gegen
Rechtsverletzung. Das Vorhergehende stellt das einzige
und ausschließliche Rechtsmittel für jede Verletzung der
Gewährleistung durch Hypertherm dar.
Vertriebspartner bzw. Originalgerätehersteller können
andere oder zusätzliche Gewährleistungen anbieten,
dürfen Ihnen gegenüber jedoch keine zusätzlichen
Gewährleistungen oder Versprechungen machen,
die für Hypertherm verbindlich sind.
Diese Gewährleistung gilt nicht für Stromquellen der
Marke Powermax, die mit Phasenumformern betrieben
wurden. Außerdem garantiert Hypertherm nicht für
Anlagen, die durch schlechte Eingangsstromqualität
beschädigt wurden, sei es von Phasenumformern oder
vom Netzstrom. Diese Gewährleistung gilt nicht für
Produkte, die falsch installiert, modifiziert oder auf
sonstige Weise beschädigt wurden.
Sicherheit und Konformität SC-35

Gewährleistung
Patentschutz
Außer im Fall von Produkten, die nicht von Hypertherm
hergestellt wurden oder von einer anderen Person ohne
strenge Einhaltung der Vorgaben von Hypertherm
hergestellt wurden, und im Fall von Entwürfen, Verfahren,
Formeln oder Kombinationen, die nicht (auch nicht
angeblich) von Hypertherm entwickelt wurden, hat
Hypertherm das Recht, auf eigene Kosten Prozesse oder
Verfahren zu führen oder beizulegen, die gegen Sie mit
der Begründung eingeleitet werden, dass die Verwendung
eines Hypertherm-Produktes allein und nicht
in Verbindung mit einem anderen nicht von Hypertherm
bereitgestelltem Produkt ein Patent einer dritten Partei
verletzt. Benachrichtigen Sie Hypertherm unverzüglich,
sobald Sie erfahren, dass eine Klage gegen Sie
angestrengt oder angedroht wird, die sich auf eine
angebliche Patentverletzung bezieht (jedenfalls nicht
später als vierzehn (14) Tage, nachdem Sie von einer
Klage oder deren Androhung erfahren haben).
Voraussetzung für die Verpflichtung von Hypertherm, die
Verteidigung zu übernehmen, ist die alleinige Kontrolle von
Hypertherm über die Verteidigung des Klageverfahrens
und die Kooperation und Unterstützung des Beklagten.
Haftungsbeschränkung
Hypertherm haftet natürlichen oder juristischen
Personen gegenüber auf keinen Fall für
nebensächliche Schäden, direkte Folgeschäden,
indirekte Schäden, Bußzahlungen oder
verschärften Schadensersatz (unter anderem
entgangenen Gewinn), wobei es keine Rolle
spielt, ob die Haftpflicht auf einem Vertragsbruch,
einem Delikt, Erfolgshaftung, Garantieverletzung,
Versagen bzgl. des eigentlichen Zweckes oder
anderem basiert, selbst wenn auf die Möglichkeit
solcher Schäden hingewiesen wurde.
Nationale und örtliche Vorschriften
Nationale und örtliche Vorschriften für Rohrleitungs- und
Elektroinstallationen haben Vorrang vor den in diesem
Handbuch enthaltenen Anweisungen. Hypertherm haftet
auf keinen Fall für Personen- oder Sachschäden, die
durch Missachtung von Vorschriften oder unsachgemäße
Arbeitspraktiken entstehen.
Haftungsgrenze
Die eventuell fällige Haftung von Hypertherm, egal
ob sie auf Vertragsbruch, Delikt, Erfolgshaftung,
Garantieverletzung, Versagen bzgl. des
eigentlichen Zwecks oder anderem basiert, für
eine Forderung, eine Klage, einen Rechtsstreit,
einen Prozess oder ein Verfahren (Gerichts-,
Schiedsgerichts-, Ordnungswidrigkeitsverfahren
oder sonstiges) auf der Grundlage oder
in Verbindung mit der Verwendung des Produktes
darf auf keinen Fall im Ganzen den Betrag
übersteigen, der für die Produkte bezahlt wurde,
die den Anlass für diese Forderungen gaben.
Versicherung
Sie müssen jederzeit Versicherungen von entsprechender
Art und Höhe und mit ausreichender und angemessener
Deckung haben und aufrechterhalten, um Hypertherm
im Fall einer Klage im Zusammenhang mit der
Verwendung der Produkte zu verteidigen und
schadlos zu halten.
Übertragung von Rechten
Sie können etwaige verbliebene Rechte, die Sie hierunter
haben, nur in Verbindung mit dem Verkauf aller oder
wesentlich aller Ihrer Vermögensgegenstände und aller
oder wesentlich aller Ihrer Investitionsgüter an einen
Rechtsnachfolger übertragen, der sich bereit erklärt,
alle Bedingungen und Auflagen dieser Gewährleistung
als verbindlich anzuerkennen. Sie verpflichten sich,
Hypertherm innerhalb von dreißig (30) Tagen vor einer
solchen Übertragung schriftlich zu benachrichtigen,
da Hypertherm sich das Recht vorbehält, diese
zu genehmigen. Sollten Sie Hypertherm nicht fristgerecht
benachrichtigen und die Genehmigung wie hier
beschrieben einholen, verliert die Gewährleistung ihre
Gültigkeit und Ihnen steht kein weiterer Regress gegen
Hypertherm gemäß dieser Gewährleistung oder auf
anderer Basis zur Verfügung.
SC-36 Sicherheit und Konformität

Kapitel 1
Optionale
Bedienerkonsole
Schneidtisch
Steuerkasten
Antriebsverstärker
Autogen-
Schneidanlage
EDGE Pro
SERCOS II
CNC
THC
Schneidanlage
(Plasma, Laser,
Wasserstrahl,
Markierung)
Von Hypertherm erhältliche Produkte
Spezifikationen
Hauptfunktionen eines automatisierten Schneidsystems
In Abbildung1 Komponenten einer automatisierten Schneidanlage ist die Beziehung zwischen den Komponenten einer
automatisierten Schneidanlage dargestellt. In den folgenden Themen sind diese Komponenten und deren Beziehung
ausführlicher beschrieben.
Abbildung1 Komponenten einer automatisierten Schneidanlage
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 37

1 – Spezifikationen
1
Plasmaanlage
2
Schneidtisch
3
Werkstück
4
Höhenverstellung
5
Portal
6
Sternpunkt
7
Schienen
8
Bedienerkonsole
9
EDGE Pro SERCOS II CNC
1
9
8
7
6
5
4
3
2
Hauptfunktionen eines automatisierten Schneidsystems
Abbildung2 zeigt einen typischen Schneidtisch mit einer EDGE Pro CNC und anderen Komponenten, die in den
folgenden Themen beschrieben sind.
Abbildung2 Abbildung eines Plasmaschneidtisches
38 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

1 – Spezifikationen
Hauptfunktionen eines automatisierten Schneidsystems
CNC
Die numerische Steuerung (CNC) liest Teileprogramme und kommuniziert mit den anderen Komponenten der
Formschneidanlage. Sie steuert, welche Teile (Formen) aus dem Werkstück ausgeschnitten werden.
Weitere Informationen zu den Hardwarefunktionen der EDGE Pro SERCOS II CNC finden Sie in den jeweiligen
Abschnitten in diesem Handbuch. Weitere Informationen zur Software, die auf der EDGE Pro SERCOS II CNC
ausgeführt wird, finden Sie in den folgenden Phoenix
• Installations- und Konfigurations-Handbuch (806410) für die Phoenix-Software Serie V9
• Betriebsanleitung für die Phoenix-Software (806400)
• Referenz für Programmierer der Phoenix-Software V9 Serie (806420)
®
-Softwarehandbüchern:
Schneidtisch
Der Schneidtisch ist der Rahmen, der das Werkstück unterstützt, aus dem Teile ausgeschnitten werden. Ein typischer
Schneidtisch verfügt über zwei Schienen, die an beiden Seiten entlang des Tisches verlaufen und die Spur für die PortalSchneidmaschine bilden. Die Portal-Schneidmaschine fährt entlang dieser Schienen und erstreckt sich über die gesamte
Tischbreite. An der Portal-Schneidmaschine ist eine Brennerhöhensteuerung (THC) angebracht, die die vertikale
Bewegung des Schneidbrenners ermöglicht. Die horizontale Bewegung der Portal-Schneidmaschine und der
Brennerstation und die vertikale Bewegung des Brenners auf der THC stellen die drei Achsen zur Verfügung, die für die
Steuerung des Brenners auf dem Werkstück erforderlich sind. Dem Schneidtisch können weitere Geräte hinzugefügt
werden, um Fasenschneiden und andere Schneidarten zu ermöglichen.
Hypertherm stellt keine Schneidtische her. Weitere Informationen zum Schneidtisch in Ihrem System finden Sie in dem
vom Tischhersteller zur Verfügung gestellten Handbuch.
Schneidanlage
Das Schneidwerkzeug ist das Herz jeder Schneidanlage und kann eine Plasma-, Autogen-, Laser- oder
Wasserstrahlanlage sein. Die Schneidanlage steuert wichtige Parameter, z. B. das Plasmagas und Hilfsgase, und wie
diese gemischt werden. Sie stellt zudem Prozessparameter zur Verfügung, z. B. Abstand und Geschwindigkeit für eine
optimale Schnittqualität.
Ihre Schneidsystem kann eine Hypertherm-Schneidanlage umfassen. Weitere Informationen hierzu finden Sie im
entsprechenden Handbuch. Für die CNC stehen PDF-Versionen vieler Hypertherm Handbücher unter
https://www.hypertherm.com oder auf der CNC zur Verfügung. Wenn Ihre Schneidanlage von einer anderen Firma
hergestellt wurde, siehe das entsprechende Handbuch.
Steuerkasten
Der Steuerkasten (wird vom Tischhersteller geliefert) enthält Reihenklemmen, die die Strom- und Steuersignale an die
Untersysteme der Schneidanlage weiterleiten. Der Steuerkasten kann zudem die Antriebsverstärker enthalten, die die
Signale von der CNC an die Motoren für die Bewegung verstärken.
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 39

1 – Spezifikationen
Hauptfunktionen eines automatisierten Schneidsystems
Antriebssystem
Die Geschwindigkeit, Glätte und Genauigkeit der Schnitte werden durch die Kombination aus der CNC, den Encodern,
den Antriebsverstärkern, der Brennerhöhensteuerung, den Getrieben, den Schienen, den Servomotoren und dadurch
festgelegt, wie gut diese vom Tischhersteller integriert und aufeinander abgestimmt sind. Der Tischhersteller muss die
Antriebe und Motoren auswählen, die mit der EDGE Pro SERCOS II CNC verwendet werden. Weitere Informationen
zum Antriebssystem für Ihre Schneidanlage finden Sie in dem vom Tischhersteller zur Verfügung gestellten Handbuch.
Brennerhöhensteuerung
Die THC steuert die Distanz zwischen dem Brenner und dem Werkstück. Dies wird auch als Abstand bezeichnet. Dieser
Abstand wird in der Regel durch die Höhe bzw. die Stromspannung definiert.
Wenn eine Hypertherm THC Teil Ihrer Anlage ist, finden Sie weitere Informationen zu ihrer Installation und Verwendung in
den folgenden Handbüchern:
•ArcGlide
•Sensor
• Sensor PHC (806150)
®
THC (806450)
™
THC (806400, 806410 und 806420)
Wenn Ihre Brennerhöhensteuerung (THC) von einem anderen Unternehmen hergestellt wurde, finden Sie weitere
Informationen in dem vom Tischhersteller zur Verfügung gestellten Handbuch.
Bedienerkonsole
Mit der Bedienerkonsole der EDGE Pro SERCOS II können zwei Schneidstationen gesteuert werden. Zur Steuerung
von Autogen-, Markierungs-, Belüftungssystemen und anderen Geräten können zusätzliche Bedienerkonsolen installiert
werden, die nicht von Hypertherm hergestellt sind. Weitere Informationen zu optionalen Bedienerkonsolen finden Sie in
dem vom Tischhersteller zur Verfügung gestellten Handbuch.
Autogenbrenner
Automatisierte Schneidanlagen können auch mit Autogen-Brennern konfiguriert werden, indem eine
OHC-Höhensteuerung hinzugefügt wird.
Wenn die Hypertherm-Sensor™-OHC in Ihrer Anlage konfiguriert ist, finden Sie weitere Informationen zur Installation und
zum Betrieb im Handbuch für die Sensor-OHC (MANU-0044).
Weitere Informationen zu anderen Autogen-Brennern finden Sie in dem vom Tischhersteller zur Verfügung gestellten
Handbuch.
Markierung
Ein Markierer kann ein beliebiges Gerät oder ein beliebiger Prozess sein, der ein Werkstück markiert und es nicht
lochsticht oder schneidet. Wenn in Ihrer Anlage der Hypertherm ArcWriter
®
konfiguriert ist, finden Sie weitere
Informationen zur Installation und zum Betrieb im ArcWriter-Handbuch (802520). Zur Markierung kann auch eine
beliebige HPR
®
-Plasmaanlage verwendet werden. Weitere Informationen finden Sie im entsprechenden HPR-Handbuch.
Informationen zu anderen Geräten oder Prozessen finden Sie in dem vom Tischhersteller zur Verfügung gestellten
Handbuch.
40 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

1 – Spezifikationen
2-Stationen-
Bedienerkonsole
Touchscreen
Übersicht
Übersicht
Die EDGE Pro SERCOS II ist eine PC-basierte CNC, die die Phoenix-Software von Hypertherm verwendet, um ein oder
mehrere Schneid- oder Markierungsstationen zu steuern.
Die EDGE Pro SERCOS II CNC verfügt über eine Bedienerkonsole mit zwei Stationen, einen 15-Zoll-Touchscreen
sowie Hypernet
®
, Ethernet und WLAN-Kommunikation.
Die EDGE Pro SERCOS II CNC-Funktionen können durch Hinzufügen mehrerer Antriebsachsen, eine
Fasenkopfsteuerung und ein Netzwerk zum Herunterladen von Teileprogrammen oder Dienstprogrammen für die
Ferndiagnose konfiguriert werden.
Abbildung3 Vorderansicht der EDGE
Pro SERCOS II CNC
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 41

1 – Spezifikationen
123
4
5
1
Datenübertragung
2
Netzschalter
3
Steuerungen für Programmausführung
4
Stationssteuerungen
5
Steuerungen für manuelle Bewegungen
Funktionen der EDGE Pro SERCOS II CNC
Funktionen der EDGE Pro SERCOS II CNC
Touchscreen
Der Touchscreen ist ein 15-Zoll-LCD-Monitor, der mit einer Software ausgestattet ist, die direkte Benutzereingaben über
den Bildschirm ermöglicht. Ein Benutzer trifft auf dem Bildschirm über Kontrollkästchen, Optionsschaltflächen,
Dropdown-Menüs und Dateneingabe eine Auswahl. Dateneingabefelder zeigen automatisch eine numerische oder
alphanumerische Tastatur für die Eingabe von Werten in den Feldern an.
Der Touchscreen hat eine Auflösung von 1024 x 768 oder höher.
Siehe Pflege und Handhabung des Touchscreens auf Seite 69 für weitere Informationen zur Pflege des Touchscreens.
Bedienerkonsole
Die Bedienerkonsole stellt die physikalischen Bedienelemente zur Verfügung, mit denen der Benutzer die Ausführung des
Teileprogramms sowie die Station und die manuelle Bewegung regeln kann.
Abbildung4 EDGE Pro SERCOS II Bedienerkonsole
42 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

1 – Spezifikationen
1
Wireless-Antennen
2
Serielle Anschlüsse
3
USB-Anschluss
4
LAN-Anschluss
5
Hypernet-Anschluss
6
SERCOS II-Anschlüsse zum Senden und Empfangen
7
AC-Netzeingang
1
7
5
4
3
2
6
Funktionen der EDGE Pro SERCOS II CNC
Rückseite
Die Rückseite der EDGE Pro SERCOS II CNC verfügt über Kabelanschlüsse für den Netzanschluss, die
Bewegungssteuerung, E/A und die Kommunikation. Die Funktionen der einzelnen Anschlüsse sind deutlich
gekennzeichnet. Zusätzlich sind noch zwei Antennen für die WLAN-Kommunikation eingebaut.
Abbildung5 Rückseite einer EDGE Pro SERCOS II CNC
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 43

1 – Spezifikationen
Systemspezifikationen
Systemspezifikationen
Die folgende Tabelle enthält technische Spezifikationen der EDGE Pro CNC.
Tabelle1 Anlagenspezifikationen für die EDGE Pro CNC
Anlageneigenschaften
Prozessor Intel®-Prozessor
Betriebssystem Windows XPe
RAM ≥ 1 GB
LAN-Anschluss 1 RJ-45 Ethernetanschluss
Hypernet-Anschluss 1 Hypernet-Anschluss zur Verwendung mit der ArcGlide THC und den Faserlasersystemen
von Hypertherm
USB-Anschlüsse 2 USB 2.0-Anschlüsse
Serielle Anschlüsse 2 RS-422/RS-232 konfigurierbare Anschlüsse mit 9-poligen D-Sub-Stiftsteckern
Drahtlose Kommunikation Entspricht den Standards 802.11G und 802.11N.
Systemseitige Überwachungsgeräte Hardwareüberwachung, CPU-Lüfter, CPU-Temperatur, Spannungswerte, POST-Display
Festplattenlaufwerk SATA-Laufwerk
Bedienerkonsole Standardmäßig 2 Stationen (durch den Tischhersteller erweiterbar)
Display 381 mm (15 Zoll) Touchscreen aus Glas mit SAW-Technologie (akustische
Oberflächenwellen)
Einhaltung von Vorschriften CE, CSA, GOST-TR, C-Tick, UkrSEPRO
Konfiguration
Anzahl der E/A 12/12
Anzahl der E/A 512/512
E/A-Typ Tischhersteller liefern E/A-Module
Verfügbare Achsen 2 –12
Stromversorgung
Verfügbare Achsen Spannung: 100 VAC bis 240 VAC
Strom: 1,85 A bei 100 VAC/0,65 A bei 240 VAC
Frequenz: 50/60 Hz
Träge Sicherung 250 V, 2 A, 5 mm x 20 mm (2) oder 0,25 Zoll x 1,25 Zoll
44 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

Anlageneigenschaften
Environmental
Temperatur -10 ºC bis 40 ºC
Feuchtigkeit 95 % relative Luftfeuchtigkeit
Schutzart-Klassifizierung (IP) IP21S
Schutz des Gerätes gegen Eindringen von übermäßiger Feuchtigkeit.
Betriebshöhe bis 2000 m
Umgebung Verschmutzungsgrad Stufe II
Abmessungen
Höhe 490,9 mm
Breite 435 mm
Tiefe 316 mm
Gewicht 23,64 kg
1 – Spezifikationen
Systemspezifikationen
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 45

1 – Spezifikationen
Systemspezifikationen
SERCOS II-Modelle
SERCOS steht für SErial Real time COmmunication System (Serielles Echtzeit-Kommunikationssystem =
Servoantriebsschnittstelle). Bei diesem Ansatz der Kommunikation mit den Antrieben wird ein Lichtwellenleiterring
verwendet und die herkömmliche Vorschubsteuerungskarte (MCC) (+/- 10 VDC analoger Ausgang) durch eine
Glasfaser-Treiberkarte ersetzt. Mit dieser Konfiguration können Sie Ihre Anlage erweitern und eine höhere Anzahl an
Achsen und E/A unterbringen.
Anmerkung:
• Als Funktion von SERCOS II sind mehrere Anschlüsse für die Sensor-Brennerhöhensteuerung verfügbar.
• Mit dieser Konfiguration müssen (digitale) Antriebe verwendet werden, die mit SERCOS II kompatibel
sind.
Tabelle2 Teile-Nummern für EDGE Pro SERCOS II
Teile-Nummer Anzahl der Achsen
090019 2
090020 3
090021 4
090022 5
090023 6
090024 7
090025 8
090026 9
090027 10
090028 11
090029 12
Abbildung6 Rückseite für alle SERCOS II-ModelleInstallation auf Seite 47
46 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

Installation
Wareneingangskontrolle
• Überprüfen Sie, ob Sie alle bestellten Anlagenkomponenten erhalten haben. Wenden Sie sich an Ihren
Lieferanten, wenn Teile fehlen.
• EDGE Pro SERCOS II CNC
• Netzkabel (Nordamerika) (108884)
• Netzstecker (alle anderen Regionen) (108842)
• EDGE Pro SERCOS II CNC Betriebsanleitung (807640)
• Phoenix-Software-Betriebsanleitungen (806400, 806410, 806420)
• Weitere optionale Komponenten, die auf Ihrem Bestellformular erscheinen
• Untersuchen Sie die Anlagenkomponenten auf physikalische Schäden, die während des Transports
entstanden sein können. Informationen zu den Maßnahmen bei offensichtlichen Schäden finden Sie im
nachfolgenden Thema, Reklamationen. Im gesamten Schriftverkehr für Reklamationen müssen die
Modellnummer und die Seriennummer, die sich auf der Rückseite der CNC befinden, angegeben
werden.
• Notieren Sie die Angaben zu Ihrem Produkt innen am Deckblatt dieses Handbuchs und beachten Sie
dort die Hinweise zur Registrierung der Seriennummer Ihres Produkts unter www.hypertherm.com.
Kapitel 2
Reklamationen
Schadenersatzansprüche bei Transportschäden – Wenn das Gerät während des Transports beschädigt wurde, müssen
Sie eine Schadenersatzforderung an die Speditionsfirma richten. Auf Anforderung sendet Ihnen Hypertherm eine Kopie
des Frachtbriefes zu. Wenn Sie weitere Unterstützung benötigen, rufen Sie bitte unseren Kundendienst an (die
Telefonnummer finden Sie vorne in dieser Betriebsanleitung) oder wenden Sie sich an Ihren autorisierten
Hypertherm-Vertriebspartner.
Schadenersatzansprüche für defekte oder fehlende Waren – Sollte eine Ware defekt oder nicht im Lieferumfang
enthalten sein, wenden Sie sich an Ihren Lieferanten. Wenn Sie weitere Unterstützung benötigen, rufen Sie bitte unseren
Kundendienst an (die Telefonnummer finden Sie vorne in dieser Betriebsanleitung) oder wenden Sie sich an Ihren
autorisierten Hypertherm-Vertriebspartner.
Installationsanforderungen
Sämtliche Installationen und Wartungen der elektrischen Systeme müssen nationalen und örtlichen elektrischen
Vorschriften entsprechen. Diese Arbeiten dürfen nur von qualifiziertem Personal ausgeführt werden.
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 47

2 – Installation
Montage der CNC
Aufstellen der Anlagenkomponenten
• Alle Anlagenkomponenten sind an ihrem Platz aufzustellen, bevor die elektrischen, Gas- und
Schnittstellenverbindungen hergestellt werden. Siehe Montage der CNC auf Seite 48 für weitere
Informationen.
• Alle Anlagenkomponenten müssen geerdet werden. Für nähere Einzelheiten zur Erdung siehe
Empfohlene Erdungs- und Abschirmungsmaßnahmen auf Seite 51.
WARNUNG!
Verwenden Sie einen 2-Mann-Aufzug, um die EDGE Pro SERCOS II CNC zu positionieren
und Verletzungen zu vermeiden.
Montage der CNC
Bevor Sie die EDGE Pro SERCOS II CNC mit anderen Anlagenkomponenten verbinden, montieren Sie alle
Komponenten gemäß den entsprechenden Anweisungen.
Die Anlagenkomponenten dürfen nicht ungesichert oben auf den Schränken oder auf dem Boden liegen.
48 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

Abmessungen des Gehäuses
36 mm
435 mm
316 mm
21 mm
228,5 mm
90 mm
58 mm
Verwenden Sie M6 x 1 Schrauben für die seitliche Montage.
Die maximale Länge innerhalb des Gehäuses darf 7,8 mm nicht überschreiten.
491 mm
Abbildung 7 Vorder- und Seitenansicht der SERCOS II CNC
2 – Installation
Montage der CNC
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 49

2 – Installation
Verwenden Sie M6 x 1
Schrauben.
(10 Stellen)
Die maximale Länge
innerhalb des Gehäuses
darf 7,8 mm nicht
überschreiten.
305 mm
356 mm
58 mm
94 mm
203 mm
127 mm
10 9, 2 m m
148 mm
89 mm
Montage der CNC
Anordnung der Befestigungslöcher an der Unterseite der CNC
Die EDGE Pro SERCOS II CNC verfügt über 10 Befestigungslöcher an der Unterseite des Gehäuses zum Befestigen
der CNC am Schneidtisch. Befestigen Sie die Befestigungsschrauben durch die Löcher, die für Ihre CNC während des
Betriebs auf Ihrem Tisch die meiste Stabilität bieten.
Abbildung 8 EDGE Pro SERCOS II CNC Anordnung der Befestigungslöcher
50 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

2 – Installation
Empfohlene Erdungs- und Abschirmungsmaßnahmen
Empfohlene Erdungs- und Abschirmungsmaßnahmen
WARNUNG!
ELEKTRISCHER SCHLAG KANN TÖDLICH SEIN
Vor der Durchführung von Wartungsarbeiten muss die elektrische Stromversorgung
getrennt werden. Alle Arbeiten, die das Entfernen der Abdeckung der Plasmaanlage
erfordern, müssen von einem qualifizierten Techniker ausgeführt werden.
Informationen zu weiteren Sicherheitsmaßnahmen finden Sie im Kapitel Sicherheit Ihrer
Betriebsanleitung.
Einführung
In diesem Kapitel werden die Erdungs- und Abschirmungsmaßnahmen beschrieben, die erforderlich sind, um eine
Plasmaschneidanlage gegen Radiofrequenzinterferenzen (RFI) und elektromagnetische Interferenzen (EMI) (auch
Rauschen genannt) zu schützen. Es erläutert zudem die Gleichstromversorgungsmasse sowie die Betriebserdung.
Das Diagramm am Ende dieses Kapitels veranschaulicht diese Erdungsarten in der Plasmaschneidanlage.
Anmerkung: Die in diesem Kapitel aufgeführten Erdungsmaßnahmen wurden bei vielen Installationen mit
hervorragenden Ergebnissen verwendet, und Hypertherm empfiehlt, dass sie im Installationsprozess routinemäßig
angewandt werden. Die tatsächlichen Methoden, die zur Realisierung dieser Maßnahmen verwendet werden,
können von Anlage zu Anlage variieren, sollten jedoch so einheitlich wie möglich verwendet werden. Aufgrund der
Unterschiede bei Zubehör und Installationen können diese Erdungsmaßnahmen Probleme mit RFI/EMI-Rauschen
u. U. nicht in allen Fällen eliminieren.
Erdungsarten
Betriebserdung (auch Schutzerdung oder Potential Erde (PE) genannt): das Erdungssystem für die eingehende
Netzspannung. Es bewahrt das Personal vor elektrischen Stromschlägen durch das Gerät oder den
Schneidtisch. Es umfasst die Betriebserdung in die Plasmaanlage und andere Systeme, z. B. die
CNC-Steuerung und Motorantriebe, sowie den zusätzlichen Erdungsstab, der am Schneidtisch
angeschlossen ist. In den Plasmastromkreisen wird die Erdung vom Chassis der Plasmaanlage durch
die Verkabelung zum Gehäuse der einzelnen separaten Konsolen geleitet.
Gleichstromerdung (oder Schneidstromerdung): das Erdungssystem, das den Pfad des Schneidstroms vom Brenner
zurück zur Plasmaanlage vervollständigt. Es erfordert, dass das positive Kabel von der Plasmaanlage mit
einem Kabel geeigneter Größe fest an die Erdungsschiene des Schneidtisches angeschlossen werden
kann. Es erfordert zudem, dass die Leisten, auf denen das Werkstück sitzt, einen guten Kontakt mit dem
Tisch und dem Werkstück haben.
RFI- und EMI-Erdung und -Abschirmung: das Erdungssystem, durch das das Ausmaß des elektrischen Rauschens
begrenzt wird, das von den Plasma- und Motorantriebssystemen abgegeben wird. Es begrenzt zudem
das Ausmaß der Störungen, die von den CNC- und anderen Steuer- und Messstromkreisen empfangen
werden. Die in diesem Kapitel beschriebenen Erdungspraktiken beziehen sich hauptsächlich auf die
RFI- und EMI-Erdung und -Abschirmung.
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 51

2 – Installation
Empfohlene Erdungs- und Abschirmungsmaßnahmen
Erdungsmaßnahmen
1. Sofern nicht anderweitig angegeben, nur 16 mm2 Schweißkabel (047040) für die im Diagramm dargestellten
EMI-Erdungsleitungen verwenden.
2. Der Schneidtisch wird für den allgemeinen EMI-Erdungspunkt oder Sternpunkt verwendet. Der Tisch sollte mit
angeschweißten Gewindebolzen versehen sein, auf denen eine Kupferstromschiene angebracht ist. Eine separate
Stromschiene sollte auf dem Portal so nah wie möglich an den einzelnen Motoren angebracht sein. Wenn
an jedem Ende des Portals Motoren vorhanden sind, sollte eine separate EMI-Erdungsleitung vom entfernt
gelegenen Motor zur Portal-Stromschiene gelegt werden. Die Portal-Stromschiene sollte über eine separate,
schwere EMI-Erdungsleitung 21,2 mm
EMI-Erdungsleitungen für die Brennerhöhenverstellung und die RHF-Konsole müssen separat zur
Erdungsschiene des Tisches laufen.
3. Ein Erdungsstab, der alle anwendbaren örtlichen und nationalen elektrischen Vorschriften erfüllt, muss im Abstand
von max. 6 m zum Schneidtisch angebracht werden. Dies ist eine PE-Erdung, die mit einem grün-gelben
16 mm
2
-Erdungskabel (047121) oder einem äquivalenten Kabel an der Erdungsschiene des Schneidtisches
angeschlossen ist.
4. Für die effektivste Abschirmung sollten für E/A-Signale, serielle Kommunikationssignale, Mehrpunktverbindungen von
Plasmaanlage zu Plasmaanlage und Verbindungen zwischen allen Teilen der Hypertherm-Anlage die Hypertherm
CNC-Schnittstellenkabel verwendet werden.
5. Sämtliche im Erdungssystem verwendeten Ausrüstungsteile müssen aus Messing oder Kupfer bestehen. Zwar
können zum Montieren der Erdungsschiene an den Schneidtisch geschweißte Stahlstifte verwendet werden,
doch es können keine weiteren Teile aus Aluminium oder Stahl im Erdungssystem vewendet werden.
6. Wechselstrom-, PE- und Betriebserdung müssen an allen Geräten gemäß örtlichen und nationalen Vorschriften
angeschlossen werden.
7. Bei einem System, das eine RHF-Konsole verwendet, sollten die positiven, negativen und Pilotlichtbogenleitungen
so weit wie möglich zusammen gebündelt werden. Brennerschlauchpaket, Werkstückkabel und
Pilotlichtbogenleitung (Düse) können parallel zu anderen Drähten oder Kabeln laufen, wenn sie mindestens
150 mm entfernt sind. Wenn möglich, Netz- und Signalkabel in separaten Kabelkanälen führen.
8. Bei Systemen, die eine RHF-Konsole verwenden, sollte die Zündkonsole so nah wie möglich am Brenner montiert
werden und sie muss über eine separate Erdungsleitung zur Schutzleiter-Stromschiene am Schneidtisch verfügen.
9. Alle Hypertherm-Komponenten sowie alle anderen CNC- oder Antriebsmotor-Schaltschränke oder -Gehäuse
müssen über eine separate Erdungsleitung zum gemeinsamen Punkt (Sternpunkt) am Tisch verfügen. Dies
umfasst die Zündkonsole, selbst wenn sie mit der Plasmaanlage oder dem Schneidtisch verschraubt ist.
10. Die Metallumflechtung zur Abschirmung der Brennerschlauchpakete muss fest an der Zündkonsole und am Brenner
angeschlossen sein. Sie muss elektrisch von jeglichem Metall und von jeglichem Kontakt mit dem Boden oder
Gebäude isoliert werden. Die Brennerschlauchpakete können in einem Kunststoff-Kabelkanal geführt oder mit
einem Kunststoff- oder Lederüberzug geschützt werden.
11. Der Brenner-Halter- und -Abschaltmechanismus – der Teil, der an der Höhenverstellung, und nicht am Brenner
angebracht ist – muss am stationären Teil der Höhenverstellung mit Kupferdrahtgeflecht von mindestens 12,7 mm
Breite angebracht werden. Von der Höhenverstellung zur Schutzleiter-Stromschiene auf dem Portal muss ein
separates Kabel laufen. Die Ventilbaugruppe sollte ebenfalls über einen separaten Schutzleiter-Anschluss zur
Stromschiene auf dem Portal verfügen.
12. Wenn die Portal-Schneidmaschine auf Schienen läuft, die nicht am Tisch angeschweißt sind, dann muss jede
Schiene mit einer Erdungsleitung vom Ende der Schiene am Tisch angeschlossen sein. Die
Schienen-Erdungsleitungen sind direkt an den Tisch angeschlossen und müssen nicht an der
Schutzleiter-Stromschiene am Tisch angeschlossen sein.
2
(047031) zur Stromschiene des Tisches verfügen. Die
52 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

2 – Installation
1 Portal-Erdungsschiene
2 Erdungsstab
3 Kabel der Plasmaanlage (+)
4 RHF-Konsole (entfernte Hochfrequenz)
5 CNC-Gehäuse
6 Brennerhalterung
7 Chassis der Plasmaanlage
5
4
3
2
6
7
1
2
1 Kabel zur Erdungsschiene am Schneidtisch
2 Erdungsleitungen von den Komponenten auf
der Portal-Schneidmaschine
Empfohlene Erdungs- und Abschirmungsmaßnahmen
13. Wenn Sie eine Spannungsteiler-Baukarte installieren, dann bringen Sie diese so nah wie möglich an der Stelle an,
an der die Lichtbogen-Spannung erfasst wird. Eine empfohlene Position ist innerhalb des Plasmaanlagengehäuses.
Wenn eine Hypertherm Spannungsteiler-Baukarte verwendet wird, ist das Ausgangssignal von allen anderen
Stromkreisen isoliert. Das verarbeitete Signal sollte durch ein verdrilltes, abgeschirmtes Kabel laufen (Belden 1800F
oder ähnliches). Die Abschirmung muss an das Chassis der Plasmaanlage angeschlossen werden und darf am
anderen Ende nicht angeschlossen werden.
14. Alle anderen Signale (analoge, digitale, serielle, Encoder) sollten in einem abgeschirmten Kabel mit verdrillten
Kabelpaaren geführt werden. Die Anschlussklemmen dieser Kabel sollten ein Metallgehäuse haben. Die
Abschirmung, nicht die Entstörleitung, sollte an das Metallgehäuse der Anschlussklemmen an jedem Ende des
Kabels angeschlossen werden. Die Abschirmung oder Entstörleitung niemals durch den Anschluss einer der
Stifte führen.
Das folgende Bild zeigt ein Beispiel für eine Erdungsschiene auf dem Schneidtisch. Die hier abgebildeten Komponenten
können bei Ihrer Anlage evtl. anders aussehen.
Die folgende Abbildung zeigt ein Beispiel für eine Portal-Erdungsschiene. Sie ist am Portal in der Nähe des Motors
angeschraubt. Jede einzelne Erdungsleitung der auf dem Portal montierten Komponenten ist mit der Schiene verbunden.
Ein einzelnes schweres Kabel verbindet dann anschließend die Portal-Erdungsschiene mit der Erdungsschiene am Tisch.
1
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 53
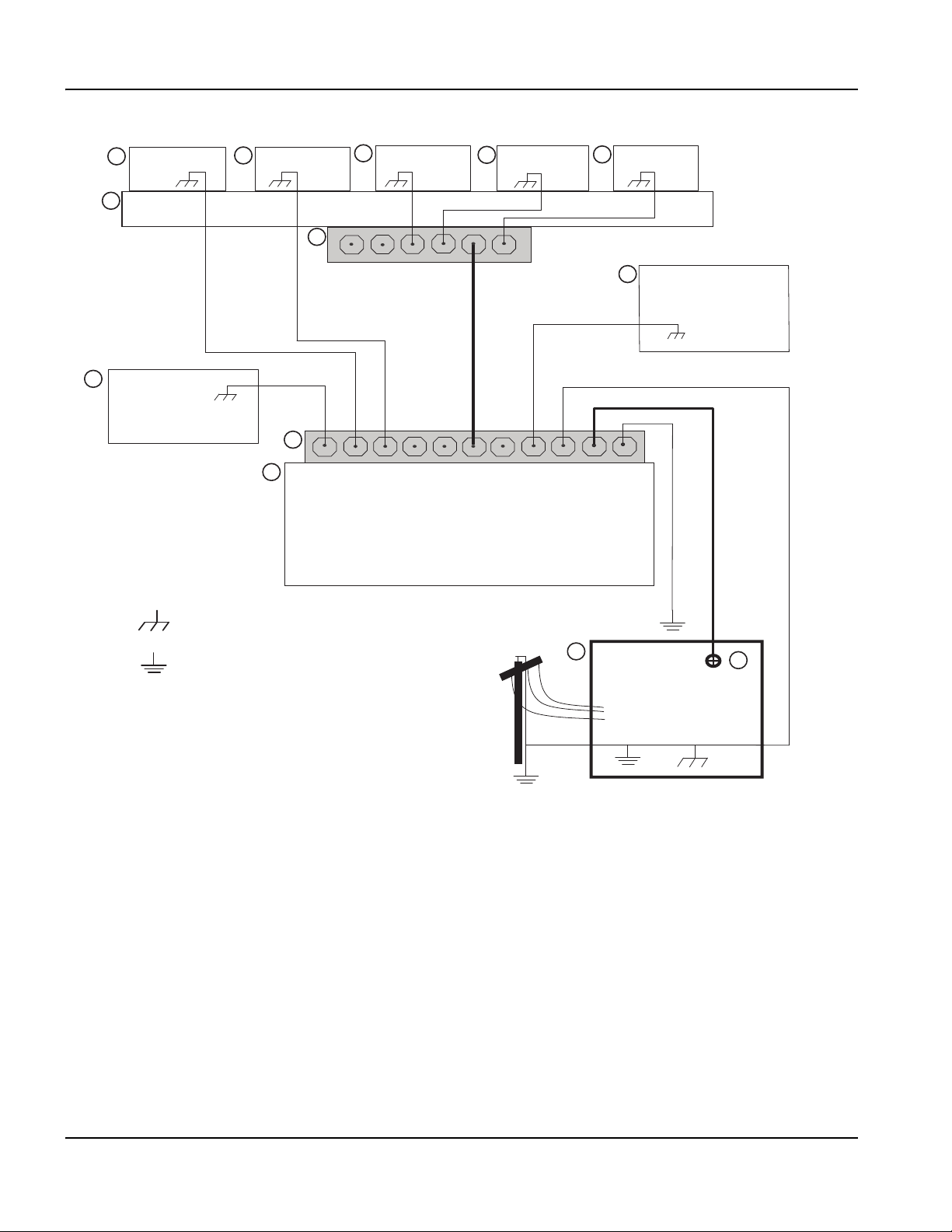
2 – Installation
Chassis- und RFI-Erdung
Wechselstromerdung und Erdung
12
11
10
9
8
7
6
5
4
3
2
1
1
Schneidtisch
2
Portal
3
Plasmaanlage
4
Schutzleiter-Stromschiene des Tischs
5
Schutzleiter-Stromschiene des Portals
6
Höhenverstellung der Brennerhöhensteuerung (ArcGlide, Sensor THC, Sensor PHC oder andere)
7
RHF-Konsole (nicht bei allen Anlagen). An Schutzleiter-Stromschiene des Tischs anschließen.
8, 9
Anlagenspezifische Komponente wie Dosierkonsole, Gaskonsole oder Wählkonsole
10
CNC-Chassis
11
Brennerhöhensteuerungsmodul (ArcGlide, CommandTHC)
12
Anlagenspezifische Komponente wie z. B. Kühler
13
Gleichstromversorgungsmasse
13
Empfohlene Erdungs- und Abschirmungsmaßnahmen
Die folgende Abbildung zeigt, wie die Komponenten einer Plasmaschneidanlage geerdet werden können.
54 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

2 – Installation
X–
Y–
Y+
X+
3
2
1
EDGE Pro SERCOS II CNC
2
Bedienerkonsole CNC
3
Tischursprung und Endlage (0,0)
Konfiguration der X- und Y-Achse
Konfiguration der X- und Y-Achse
Für die Konfiguration der X- und Y-Achse müssen Sie zunächst entscheiden, welche Achse auf dem Tisch die X-Achse ist
und wo die Endlage sein wird.
Definieren Sie anschließend die X- und Y-Ausrichtung und die Endlage in der Phoenix-Software (Konfigurationen >
Kennwort > Maschinen-Konfigurationen), um die passende Konfiguration am Tisch zu erhalten. Die Definition der
Achsenausrichtung und der Endlage in der Software und am Tisch müssen übereinstimmen, damit das System das
Teileprogramm wie erwartet ausführen kann.
Abbildung 9 Beispiel für ein Formschneidsystem, das mit einer EDGE Pro SERCOS II CNC
konfiguriert wurde
1
Die Bedienerkonsole
Die EDGE Pro SERCOS II CNC wird mit einer 2-Stationen-Bedienerkonsole geliefert, über die Sie zwei Schneidbrenner
oder -stationen bedienen können.
Die Bedienerkonsole ermöglicht folgende Vorgänge:
• Das Schneidprogramm starten und stoppen
• In den manuellen Modus wechseln
• Den Brenner manuell mit dem Joystick bewegen
• Stoßweise Vor- oder Rückbewegung in der Bahn
• Stoß- und Schneid-Vorschubgeschwindigkeit anpassen
• Die beiden Schneidstationen aktivieren oder deaktivieren
Die Geräte-E/A für die Bedienerkonsole sind den Ein- und Ausgängen 129 und höher zugeordnet, wie in Tabelle 3
aufgelistet.
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 55

2 – Installation
Die Bedienerkonsole
Bedienerkonsole und fest zugeordnete E/A
Die E/A für die Geräte an der Bedienerkonsole der CNC sind alle werksseitig zugewiesen. Diese E/A-Zuordnungen
beginnen ab 129.
Tabelle 3 Bedienerkonsole und fest zugeordnete E/A
Funktion Eingangs-Nr. Ausgangs-Nr.
Vorderseite Start 129
Vorderseite Stopp 130
Vorderseite Manuell 131
Vorderseite vorwärts auf Bahn 132
Vorderseite zurück auf Bahn 133
Stoßweise erhöhen 134
Stoßweise verringern 135
Stoßweise links 136
Stoßweise rechts 137
Autom. Auswahl 1 138
Manuelle Auswahl 1 139
Brenner 1 heben 140
Brenner 1 senken 141
Autom. Auswahl 2 142
Manuelle Auswahl 2 143
Brenner 2 heben 144
Brenner 2 senken 145
Stations-Aktivierungs-LED 1 129
Stations-Aktivierungs-LED 2 130
Drehzahl-Potentiometer 1 (Programmgeschwindigkeit) Analogeingang 1
Drehzahl-Potentiometer 2 (Stoßgeschwindigkeit) Analogeingang 2
Skalierte Innentemperatur Analogeingang 4
Anmerkung: Das Laden einer Konfigurationsdatei von einer anderen Hypertherm-CNC wirkt sich auf diese
E/A-Zuordnungen nicht aus. Die Phoenix-Software wird diese Zuordnungen beim nächsten Start wieder
herstellen.
56 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

2 – Installation
AC-Netzanschluss
Spannungsbereich: 115 bis 240 V, einphasig
Sicherungsgröße: 250 V, 2 A, träge,
5 mm x 20 mm (2) oder 0,25 Zoll x 1,25 Zoll (1)
Erdungsmutter und Sicherungsscheibe 1/4 Zoll – 20 UNC
EDGE Pro SERCOS II CNC (wie geliefert)
Netzeingangsmodul:
2 Sicherungen: 250 V, 2 A, träge, 5 mm x 20 mm
EDGE Pro SERCOS II CNC (wie geliefert)
Netzeingangsmodul:
2 Sicherungen: 250 V, 2 A, träge, 5 mm x 20 mm
Kundeneigenes Netz
L1 – Phase
L2 – Leitung
PE-Erdung
L1 – Leitung
L2 – Neutral
PE-Erdung
Kundeneigenes Netz
Wechselstrom
Wechselstrom
Netzeingang
Abbildung 10 AC-Netzeingangstecker zeigt den Netzanschluss auf der Rückseite der EDGE Pro SERCOS II CNC.
Abbildung 10 AC-Netzeingangstecker
Ein AC-Netzkabel ist Standardausrüstung für Nordamerika und gehört zum Lieferumfang der CNC. Verwenden Sie in
anderen Regionen ein Netzkabel mit einem Anschluss gemäß IEC-60320-C13, der den Anforderungen der örtlichen
Normen für Stromanschlüsse entspricht.
Um ein Netzkabel anzufertigen, verwenden Sie den Stecker (108842) im Lieferumfang der CNC, sowie ein dreiadriges
Kabel für den Anschluss von Phase, Neutralleiter und Erdung gemäß den örtlichen elektrischen Vorschriften. Für weitere
elektrische Spezifikationen siehe Systemspezifikationen auf Seite 44. Abbildung 11 zeigt Beispiele dafür, wie ein
Netzkabel hergestellt werden kann.
Abbildung 11 Beispiele für VAC-Eingangsverdrahtung
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 57

2 – Installation
EDGE Pro SERCOS II CNC
(vor Ort wählbare Option)
Netzeingangsmodul:
1 Sicherung: 250 V, 2 A, träge,
0,25 Zoll x 1,25 Zoll.
L1 – Phase
L2 – Leitung
PE-Erdung
Kundeneigenes Netz
Zum Sternpunkt am Schneidtisch.
Die Erdungsschraube hat ein 1/4-20 Gewinde.
Wechselstrom
Gehäuseerdung
Die CNC muss für einen sicheren Betrieb entsprechend nationalen und örtlichen elektrischen Vorschriften
ordnungsgemäß geerdet sein. Verwenden Sie ein 16 mm
2
-Kabel zwischen der Erdungsschraube auf der Rückseite der
CNC und dem Sternpunkt auf dem Schneidtisch, wie dargestellt in Abbildung 12.
WARNUNG!
ELEKTRISCHER SCHLAG KANN TÖDLICH SEIN
Dieser Schutzleiter-Anschluss muss verdrahtet sein, um einen sicheren und zuverlässigen Betrieb zu
gewährleisten.
Abbildung 12 Erdungskabel an der SERCOS II CNC
58 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

2 – Installation
Kommunikationsschnittstellen
Kommunikationsschnittstellen
Abbildung 13 zeigt die Schnittstellenanschlüsse und deren Lage auf der Rückseite der EDGE Pro SERCOS II CNC.
Abbildung 13 Schnittstellenanschlüsse
Hypernet-Schnittstelle
Die Hypernet-Schnittstelle erlaubt die Verbindung der EDGE Pro SERCOS II CNC mit einer ArcGlide THC und einer
Plasmaanlage unter Verwendung des Hypernet-Protokolls über abgeschirmte Ethernetkabel (Cat-5e). Diese
Konfiguration muss einen Ethernet-Switch in Industriequalität umfassen, um die Kommunikation von der EDGE Pro
SERCOS II CNC zu den anderen Einheiten in der Anlage zu übertragen. Siehe Ersatzteilliste für Hypernet Kabellängen
und Teile-Nummern.
LAN-Schnittstelle
Die RJ-45 LAN-Schnittstelle ermöglicht es der EDGE Pro SERCOS II CNC, zum Herunterladen von Teilen und
Verwenden der Remote Help eine Verbindung zu einem LAN herzustellen. Siehe Ersatzteillistefür LAN Kabellängen und
Teile-Nummern.
Weitere Informationen zur Konfiguration der CNC für die Kommunikation über ein LAN finden Sie im Phoenix Serie V9
Installations- und Konfigurationshandbuch (806410).
USB-Schnittstelle
Der USB 2.0-Anschluss auf der Rückseite der EDGE Pro SERCOS II CNC kann, wie jener an der Bedienerkonsole,
zum Laden von Programmen oder Anschließen einer USB-Tastatur oder -Maus verwendet werden.
Serielle Anschlüsse
Die beiden seriellen RS-232/RS-422-Anschlüsse auf der Rückseite der EDGE Pro SERCOS II CNC sind
konfigurierbare Anschlüsse und akzeptieren 9-polige D-Stift-Stecker. Die Übertragungsrate kann bis zu 115k Baud
betragen. Beide Anschlüsse sind standardmäßig für RS-422 voreingestellt. Weitere Informationen finden Sie unter
Utility-Baukarte und serielle Isolierplatte (141307) auf Seite 88.
Funk-Antennen
Die Funk-Antennen auf der Rückseite der EDGE Pro SERCOS II CNC sind an die WLAN-Baukarte angeschlossen
(141223). Die WLAN-Baukarte erfüllt die Standards 802.11N und 802.11G und wird mit drahtlosem G- oder N-WLAN
verbunden. Sie liefert drahtlose G- oder bessere Leistung für das Herunterladen von Teile-Programmen, Remote Help
oder andere Netzwerkfunktionen. Weitere Informationen über das Anschließen Ihrer CNC an ein WLAN finden Sie unter
Netzwerke im Phoenix Serie V9 Softwareinstallations- und Konfigurations-Handbuch (806410).
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 59

2 – Installation
Die SERCOS II-Hauptplatine (141116)
ist in PCI-Steckplatz 4 installiert.
SERCOS II E/A-Konfiguration
SERCOS II E/A-Konfiguration
Die EDGE Pro SERCOS II-E/A-Konfiguration entspricht dem SERCOS II-Standard. Auf die vollständigen Details
dieser Spezifikation kann im Rahmen dieses Handbuchs nicht eingegangen werden. Weitere Informationen zur
SERCOS II-Technologie und zu SERCOS-Spezifikationen finden Sie unter http://www.sercos.com.
Abbildung 14 Rückseite der EDGE Pro SERCOS II CNC
Abbildung 15 Position der SERCOS II-Hauptbaukarte
.
60 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

Kapitel 3
1
2
3
4
5
1
Datenübertragung
2
Netzschalter
3
Steuerungen für Programmausführung
4
Stationssteuerungen
5
Steuerungen für manuelle Bewegungen
Betrieb
Betrieb der CNC-Maschine
Die EDGE Pro CNC unterstützt für die Eingabe der Informationen und Bedienung der Software einen Touchscreen mit
einer optionalen USB-Tastatur und -Maus. Weitere Informationen finden Sie in der Betriebsanleitung zur Phoenix-
Software (806400).
Weitere Informationen zu den vom Tischhersteller gelieferten Komponenten Ihres Schneidsystems finden Sie in den vom
Hersteller zur Verfügung gestellten Handbüchern.
Eine Bedienerkonsole fährt die CNC hoch und steuert die Maschinenbewegungen wie z. B. Stationsauswahl,
Anheben/Absenken sowie Positionieren des Schneidwerkzeugs vor Beginn des Teileprogramms.
Abbildung 16 Die EDGE Pro-Bedienerkonsole ist unten abgebildet.
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 61

3 – Betrieb
Betrieb der CNC-Maschine
LCD-Touchscreen
Die Phoenix-Software wurde für Touchscreens mit einer Auflösung von 1024 x 768 entwickelt. Sie können durch
Antippen der Felder und Steuerflächen im Fenster Daten in die Software eingeben. Bei allen Feldern, die eine
Dateneingabe erfordern, wird am Bildschirm automatisch ein Tastenfeld eingeblendet, wenn Sie das Feld zweimal
antippen.
Touchscreens, Wasserspritzer und unabsichtliche Bewegung
Wasserspritzer können ein Sicherheitsrisiko darstellen, wenn die CNC auf einem X-Y-Wassertisch montiert ist und das
Watch Window Stoß-Tasten anzeigt. Gelangen Wasserspritzer vom Tisch auf den Touchscreen, können die Tropfen eine
Stoß-Taste aktivieren und eine unabsichtliche Bewegung des Tisches verursachen. Unabsichtliche Bewegungen können
für den Bediener und andere Personen gefährlich sein, Schäden an Maschinen, oder Fehler beim Schneiden
verursachen. Um Bewegung durch Wasserspritzer auf dem Touchscreen zu vermeiden:
• Achten Sie beim Berühren des Touchscreens darauf, dass Ihre Hände trocken sind.
• Installieren Sie die CNC so, dass der Touchscreen vor Wasser und Spritzern geschützt ist.
• Wenn Wasser versehentlich auf den Touchscreen treffen könnte, zeigen Sie nicht die Stoß-Tasten im
Watch Window an.
Für zusätzliche Informationen wenden Sie sich an Ihre örtliche Technische Serviceabteilung von Hypertherm.
62 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

3 – Betrieb
Betrieb der CNC-Maschine
Navigation auf dem Bildschirm
Die Tasten an der Unterseite des Bildschirms in der Software heißen Schaltflächen. Diese Schaltflächen entsprechen den
Funktionstasten einer PC-Tastatur. Mit den Schaltflächen „OK“ und „Abbrechen“ können Sie Änderungen, die Sie in
einem Bildschirm vorgenommen haben, speichern oder abbrechen.
Weitere Informationen finden Sie in der Betriebsanleitung zur Phoenix-Software (806400).
Anmerkung: Welche Funktionen auf einem Bildschirm sichtbar sind, hängt vom Benutzerlevel (Anfänger,
Fortgeschrittener oder Experte) und den in den Bildschirmen „Spezialkonfigurationen“ und „Stationskonfiguration“
aktivierten Funktionen ab. In diesem Handbuch wird angenommen, dass sich die CNC im „Expertenmodus“
befindet, und es werden alle Funktionen gezeigt.
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 63

3 – Betrieb
Betrieb der CNC-Maschine
Hilfe
Drücken Sie die Schaltfläche „Hilfe“, wenn Sie Informationen zum angezeigten Bildschirm sehen möchten.
Durch Berühren der Schaltfläche „OK“ wird der Hilfebildschirm wieder geschlossen und Sie kehren zum
Steuerbildschirm zurück.
Durch Antippen der Schaltfläche „Lesezeichen anzeigen“ wird die Navigationsleiste geöffnet.
Zusätzliche Anleitungen ansehen
Der Hilfebildschirm kann auch Schaltflächen für andere Arten von Information anzeigen, zum Beispiel:
• Anleitungen für Hypertherm-Geräte, die zusammen mit Ihrer CNC-Maschine installiert wurden, wie
z. B. Plasmaanlagen oder Brennerhöhensteuerungen.
• Anleitungen für Ausrüstung, die Ihr Tischhersteller zur Verfügung stellt.
Um diese zusätzlichen Informationen zu sehen, drücken Sie einfach auf die entsprechenden Schaltflächen.
64 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

Lesezeichen anzeigen
Anmerkung: Durch Berühren der Schaltfläche „Lesez. anzeigen“ im Hilfebildschirm wird die Liste der
Hilfethemen angezeigt. Klicken Sie auf ein Thema in der Liste, um es anzusehen.
3 – Betrieb
Automatisierter Betrieb
Automatisierter Betrieb
Die Phoenix-Software verfügt über zwei Assistenten, die die Werkstückausrichtung und Teile-Schneidvorgänge
automatisieren.
Align-Assistent
Der Align-Assistent automatisiert Aufgaben wie z. B. das Ausrichten einer Verschachtelung am Werkstück, die
Einstellung eines schrägen Werkstücks oder das Positionieren des Brenners an der Anfangsposition des Programms.
Um den Align-Assistent zu starten, wählen Sie im Hauptbildschirm „Aktuelle Teile-Optionen“ und dann „Ausrichten“. Der
Ausrichtungsassistent sollte nun automatisch starten. Falls nicht, drücken Sie die Schaltfläche
„Align-Assistent“.
Weitere Informationen finden Sie unter Align-Assistent in der Betriebsanleitung zur Phoenix-Software Serie V9 (806400).
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 65

3 – Betrieb
Aktualisieren der Phoenix-Software
CutPro-Assistent
Der CutPro-Assistent automatisiert gängige Schneidaufgaben, wie z. B. das Laden eines Teils oder einer
Verschachtelung, das Auswählen des Schneidprozesses, das Ausrichten des Teils, oder die Verschachtelung am
Werkstück sowie das Starten des Programms.
Der CutPro-Assistent sollte automatisch starten, wenn Sie die CNC einschalten. Falls nicht, drücken Sie die Schaltfläche
„CutPro-Ass.“ auf dem Hauptbildschirm. Weitere Informationen zum CutPro-Assistent finden Sie unter Schneiden von
Teilen in der Betriebsanleitung zur Phoenix-Software Serie V9 (806400).
Aktualisieren der Phoenix-Software
Hypertherm bietet für die Phoenix-Software regelmäßige Aktualisierungen (Updates) an. Sie können die jeweils aktuellste
Software von der Website www.hypertherm.com herunterladen. Zur Downloadseite für Updates der Phoenix-Software
gelangen Sie folgendermaßen: „Produkte > Automatisiertes Schneiden > Steuerungen > Phoenix-Software Updates“.
Auf dieser Seite können Sie Folgendes herunterladen:
• Updates der Phoenix-Software (update.exe)
• Die Phoenix Hilfedatei (Help.exe)
• Schneidtabellen (CutChart.exe)
Befolgen Sie die Anweisungen im Dokument Versionshinweise auf der Downloadseite für Updates der Phoenix-
Software, um die Updates in Ihrer Sprache herunterzuladen.
Bevor Sie die Phoenix-Software aktualisieren, führen Sie Folgendes durch:
• Sichern Sie Ihre Systemdateien: Wählen Sie im Hauptbildschirm „Dat. > Auf Disk sp. > Syst.-Dat. auf
Disk speich.“. Weitere Informationen finden Sie unter „Systemdateien speichern“ in „Diagnose und
Fehlerbeseitigung“ in der Betriebsanleitung zur Phoenix-Software (806400).
• Kopieren Sie die von Hypertherm.com heruntergeladenen Dateien in das Stammverzeichnis eines
USB-Speichersticks. Die CNC kann Dateien in Ordnern nicht lesen.
• Nach dem Aktualisieren der Software müssen Sie eventuell Ihre CNC-Maschine neu starten.
Aktualisieren der Software
1. Stecken Sie den USB-Speicherstick mit der Datei „update.exe“ in einen freien USB-Anschluss Ihrer CNC.
Anmerkung: Überprüfen Sie, ob „update.exe“ auch wirklich im Stammverzeichnis des USB-Sticks liegt.
2. Wählen Sie „Konfig. > Passwort“ auf dem Hauptbildschirm. Tippen Sie den Bildschirm zweimal an, um die
Bildschirm-Tastatur anzuzeigen.
3. Geben Sie UPDATESOFTWARE ein (Großbuchstaben, ein Wort) und drücken Sie Enter. Die Phoenix-Software
installiert nun automatisch von Ihrem USB-Stick die neue Software.
Aktualisieren der Hilfe
1. Stecken Sie den USB-Speicherstick mit der Datei „Help.exe“ in einen freien USB-Anschluss Ihrer CNC.
Anmerkung: Überprüfen Sie, ob „Help.exe“ auch wirklich im Stammverzeichnis des USB-Sticks liegt.
2. Wählen Sie „Konfigurationen > Passwort“ auf dem Hauptbildschirm. Tippen Sie den Bildschirm zweimal an, um die
Bildschirm-Tastatur anzuzeigen.
3. Geben Sie UPDATEHELP ein (Großbuchstaben, ein Wort) und drücken Sie Enter. Die Phoenix-Software installiert
nun automatisch von Ihrem USB-Stick die neue Hilfedatei.
66 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

3 – Betrieb
Aktualisieren der Phoenix-Software
Aktualisieren der Schneidtabellen
Hypertherm bietet Schneidtabellen in zwei verschiedenen Dateitypen an: .fac und .usr. Die Dateien mit der Endung .fac
(von „factory“) sind die werksseitig installierten Standard-Schneidtabellen. Diese Schneidtabellen können nicht verändert
werden. Die Schneidtabellen mit der Endung .usr (von „user“) beinhalten alle Änderungen, die Sie in einer Schneidtabelle
vorgenommen und mit der Schaltfläche „Prozess speichern“ gespeichert haben.
Die Schneidtabellen-Aktualisierungsdatei (CutChart.exe) enthält sowohl die Dateien für die .fac- als auch für die .usrSchneidtabellen. Beim Update werden alle .usr-Schneidtabellen automatisch überschrieben. Sichern Sie deshalb vor
dem Update Ihre bestehenden veränderten Schneidtabellen.
Hypertherm empfiehlt, modifizierte Schneidtabellen als benutzerdefinierte Schneidtabellen zu speichern. Wenn Sie eine
benutzerdefinierte Schneidtabelle erstellen, erzeugt Phoenix eine .usr-Datei mit einem eindeutigen Namen. Dies
verhindert, dass die benutzerdefinierten Schneidtabellen durch die .usr-Dateien in CutChart.exe überschrieben werden.
Weitere Informationen finden Sie in der Betriebsanleitung zur Phoenix-Software (806400).
So sichern Sie Ihre bestehenden veränderten Schneidtabellen:
1. Stecken Sie einen USB-Stick in einen USB-Anschluss der CNC.
2. Drücken Sie auf dem Hauptbildschirm eine der „Schneidtabellen“-Schaltflächen, wie zum Beispiel „Plasma 1
Schneidtabelle“.
3. Drücken Sie die Schaltfläche „Schneidtabellen speichern“. Phoenix kopiert nun alle mit der Plasma 1 Stromquelle
verbundenen Schneidtabellen auf den USB-Stick.
So aktualisieren Sie die Schneidtabellen:
1. Stecken Sie den USB-Speicherstick mit der Datei „CutChart.exe“ in einen freien USB-Anschluss Ihrer CNC.
Anmerkung: Überprüfen Sie, ob „CutChart.exe“ auch wirklich im Stammverzeichnis des USB-Sticks liegt. Die CNC
kann Dateien in Ordnern nicht lesen.
2. Drücken Sie auf dem Hauptbildschirm „Prozess“ und dann eine der „Schneidtabellen“-Schaltflächen, wie zum
Beispiel „Plasma 1 Schneidtabelle“.
3. Berühren Sie die Schaltfläche „Schneidtab. laden“ und danach „Ja“, wenn Sie aufgefordert werden, die
Schneidtabellen von einem USB-Speicherstick zu laden. Phoenix entpackt nun die Schneidtabellen und kopiert sie
auf die Festplatte.
4. Sollten Sie modifizierte Schneidtabellen haben, die Sie zurück auf die Festplatte kopieren möchten, müssen Sie
Phoenix beenden und Ihre .usr-Dateien mittels Windows
®
Explorer zurück auf Ihre Festplatte kopieren. Die
Schneidtabellen befinden sich im Ordner c:\Phoenix\CutCharts.
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 67

3 – Betrieb
Aktualisieren der Phoenix-Software
68 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

Kapitel 4
Wartung und Diagnose
WARNUNG!
ELEKTRISCHER SCHLAG KANN TÖDLICH SEIN
Vor der Durchführung von Wartungsarbeiten muss die elektrische Stromversorgung getrennt werden.
Im CNC-Schaltschrank darf bei angeschlossenem Wechselstromnetz nur qualifiziertes Personal
arbeiten.
Siehe Sicherheit auf Seite 11 für weitere Sicherheitsmaßnahmen.
Einführung
Hypertherm geht davon aus, dass es sich bei dem Wartungspersonal, das die Tests zur Fehlerbeseitigung vornimmt,
um hochqualifizierte Elektronik-Servicetechniker handelt, die bereits mit elektromechanischen Hochspannungsanlagen
gearbeitet haben. Es wird außerdem davon ausgegangen, dass Kenntnisse über die Techniken zur abschließenden
Eingrenzung von Fehlern vorhanden sind.
Zusätzlich zur technischen Qualifikation muss das Wartungspersonal alle Tests unter Berücksichtigung der Sicherheit
vornehmen. Weitere Informationen zu den Vorsichtsmaßnahmen im Betrieb und zu Warnungen finden Sie in Sicherheit
auf Seite 11.
Pflege und Handhabung des Touchscreens
Die folgenden Tipps helfen, die optimale Funktion des Touchscreens sicherzustellen:
• Verwenden Sie zum Reinigen des Touchscreens einen Fenster- oder Glasreiniger. Geben Sie den
Reiniger auf ein weiches, sauberes Tuch, und wischen Sie den Touchscreen damit ab. Geben Sie den
Reiniger niemals direkt auf den Touchscreen.
• Vermeiden Sie, dass Flüssigkeiten in den Touchscreen gelangen. Falls Flüssigkeit in den Touchscreen
gelangt, muss er von einem qualifizierten Servicetechniker geprüft werden, bevor Sie ihn wieder
einschalten.
• Wischen Sie den Bildschirm nicht mit einem Tuch oder einem Schwamm ab, das bzw. der die
Oberfläche zerkratzen könnte.
• Verwenden Sie keinen Alkohol (Methyl, Ethyl oder Isopropyl) oder ein anderes starkes Lösungsmittel.
Verwenden Sie keinen Verdünner, Benzol, Scheuermittel oder Druckluft.
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 69

4 – Wartung und Diagnose
Diagnostiktests
Diagnostiktests
Tests der Maschinenschnittstelle
Sie können über die folgenden Anschlüsse (im Set 228512) und mit der Phoenix-Software Diagnostiktests durchführen,
um die Schnittstellenanschlüsse an der EDGE Pro SERCOS II CNC zu testen:
• LAN und Hypernet (228503)
• Serielle Schnittstelle (228504)
• USB (228505)
So starten Sie einen Schnittstellentest:
1. Wählen Sie im Hauptbildschirm „Konfigurationen > Diagnose > Maschinenschnittstelle“.
2. Geben Sie das Kennwort für die Maschine ein.
3. Wählen Sie im Bildschirm „Maschinenschnittstelle“ auf dem Bild der CNC den zu testenden Anschluss.
4. Folgen Sie den Anweisungen in den folgenden Themen und auf den einzelnen Testbildschirmen.
LAN- und Hypernet-Tests
Die LAN- und Hypernet-Tests werden mit dem gleichen Tester durchgeführt, wie in Abbildung 17 gezeigt.
Abbildung 17 LAN- und Hypernet-Tester
Führen Sie diesen Test aus, wenn:
• Die CNC nicht mit dem ArcGlide-System oder der Plasmaanlage kommuniziert.
• Die CNC nicht mit dem lokalen Netzwerk kommuniziert.
So testen Sie den LAN- oder Hypernet-Anschluss:
1. Wählen Sie im Bildschirm „Maschinenschnittstelle“ die Option LAN- oder Hypernet-Anschluss.
2. Folgen Sie den Anweisungen auf dem Bildschirm, um den Tester anzuschließen.
3. Wählen Sie auf dem Bildschirm für den Test von Hypernet oder LAN die Option „Test“. Eine Meldung zeigt an, ob der
Test erfolgreich war.
4. Wenn beide Tests fehlschlagen, führen Sie den Test an der Hauptplatine aus: Wenn der Test erneut fehlschlägt,
wechseln Sie das interne Kabel aus (223010, 223011 oder beide).
5. Wiederholen Sie den Test. Wenn der Test erneut fehlschlägt, wechseln Sie die Hauptplatine (141110) aus.
70 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

4 – Wartung und Diagnose
Diagnostiktests
Serieller Test
Die EDGE Pro ist mit zwei seriellen Anschlüssen ausgestattet. Die seriellen Anschlüsse 1 und 2 unterstützen die
RS-422- oder RS-232-Kommunikation, je nach der Drahtbrückenkonfiguration. Weitere Informationen finden Sie unter
Utility-Baukarte und serielle Isolierplatte (141307) auf Seite 88.
Abbildung 18 Serieller Tester
Führen Sie diesen Test aus, wenn:
• Die über die seriellen Anschlüsse kommunizierten Prozesse und Informationen nicht ordnungsgemäß
funktionieren.
• Die CNC über den seriellen Anschluss keine Dateien herunterladen kann.
• Die serielle Verbindung zur Plasmaversorgung fehlschlägt.
So testen Sie die serielle Kommunikation mit der Test-Hardware:
1. Wählen Sie auf dem Bildschirm „Maschinenschnittstelle“ den seriellen Anschluss aus, den Sie testen möchten.
2. Schließen Sie an der CNC die serielle Testhardware an den ausgewählten Anschluss an.
3. Wählen Sie auf dem Bildschirm für den Test der seriellen Schnittstelle die Option „Test“. Eine Meldung zeigt an,
ob der Test erfolgreich war.
4. Wenn der Test fehlschlägt, stecken Sie den Tester an einem der seriellen Anschlüsse an der Hauptplatine an und
wählen Sie „Erneut testen“.
5. Wenn der Test erfolgreich ist, wenden Sie sich an den Tischhersteller, um die Utility-Baukarte und die serielle
Isolierplatte (141307) zu ersetzen.
Wenn Sie keinen Hardware-Tester haben, verwenden Sie den seriellen Online-Diagnosetest. Wählen Sie
„Konfigurationen > Diagnose > Anschlüsse“ und folgen Sie den Anweisungen auf dem Bildschirm.
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 71

4 – Wartung und Diagnose
Diagnostiktests
USB-Test
Testen Sie die USB-Anschlüsse an der Vorder- und der Rückseite der CNC mit diesem Test. Die Diagnose-Software
testet den ersten USB-Speicherstick, den es findet; daher ist es wichtig, dass alle USB-Speichersticks vor der
Durchführung dieses Tests entfernt werden.
Abbildung 19 USB-Tester
Führen Sie diesen Test durch, wenn der USB-Stick nicht als Option angezeigt wird, wenn Sie versuchen, das
Teileprogramm, aktualisierte Schneidtabellen, Software oder die Hilfe zu laden oder zu speichern.
Um den USB-Anschluss an der Rückseite der CNC zu testen:
1. Überprüfen Sie, dass kein USB-Speicherstick installiert ist.
2. Wählen Sie im Bildschirm „Maschinenschnittstelle“ den USB-Anschluss an der Rückseite der CNC aus.
3. Folgen Sie den Anweisungen auf dem Bildschirm, um den USB-Speicherstick in den USB-Anschluss auf der
Rückseite der CNC einzustecken.
4. Drücken Sie „Test“. Eine Meldung zeigt an, ob der Test erfolgreich war.
Um den Test für den USB-Anschluss auf der Vorderseite der CNC zu wiederholen:
1. Überprüfen Sie, dass kein USB-Speicherstick installiert ist.
2. Wählen Sie im Bildschirm „Bedienerschnittstelle“ den USB-Anschluss an der Vorderseite der CNC aus.
3. Folgen Sie den Anweisungen auf dem Bildschirm, um den USB-Speicherstick in den USB-Anschluss auf der
Vorderseite der CNC einzustecken.
4. Drücken Sie „Test“. Eine Meldung zeigt an, ob der Test erfolgreich war.
Wenn der Test an einem USB-Anschluss fehlschlägt, wenden Sie sich an den Tischhersteller, um die Hauptplatine
(141110) zu ersetzen.
Test der Bedienerkonsole
Führen Sie diesen Test durch, wenn eine Funktion der integrierten Bedienerkonsole nicht wie erwartet funktioniert.
72 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

4 – Wartung und Diagnose
Diagnostiktests
Anmerkung: Keine der Komponenten auf dem Bildschirm ermöglicht, dass eine Bewegung oder Aktion auf der
CNC oder am Schneidtisch stattfindet.
So prüfen Sie die Steuerungen der Bedienerkonsole:
1. Berühren Sie auf dem Bildschirm „Maschinenschnittstelle“ die Schaltfläche „Bedieneroberfläche“.
2. Folgen Sie den Anweisungen im Bildschirm „Bedieneroberfläche“ und in den folgenden Schritten.
3. Um den USB-Anschluss zu testen, berühren Sie sein Bild auf dem Bildschirm „Bedieneroberfläche“, und folgen Sie
den Anweisungen auf dem Bildschirm.
4. Um die Anzeigeleuchten für Station 1 oder 2 zu testen, berühren Sie die entsprechende Leuchte auf dem Bildschirm
„Bedieneroberfläche“.
5. Sie können auch eine beliebige Komponente an der Bedienerkonsole der CNC bedienen und die entsprechende
Komponente auf dem Bildschirm beobachten. Überprüfen Sie, ob der Betrieb der Komponente auf dem Bildschirm
dem entspricht, was Sie an der Konsole ausgeführt haben.
6. Wenn der Test für eine einzelne Komponente fehlschlägt, ersetzen Sie diese.
Wenn mehrere Komponenten fehlschlagen, wenden Sie sich an den Tischhersteller, um eines oder alle der folgenden
Teile zu ersetzen:
• Flachbandkabel zur Bedienerkonsolen-Baukarte
• Bedienerkonsolen-Baukarte (141058)
• Utility-Baukarte und serielle Isolierplatte (141307)
(223013)
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 73

4 – Wartung und Diagnose
Fehlerbeseitigung
Fehlerbeseitigung
Hypertherm geht davon aus, dass es sich bei dem Wartungspersonal, das die Fehlerbeseitigung vornimmt, um
hochqualifizierte Elektronik-Servicetechniker handelt, die bereits mit elektromechanischen Hochspannungsanlagen
gearbeitet haben. Es wird außerdem davon ausgegangen, dass Kenntnisse über die Techniken zur abschließenden
Eingrenzung von Fehlern vorhanden sind.
Zusätzlich zur technischen Qualifikation muss das Wartungspersonal alle Tests unter Berücksichtigung der Sicherheit
vornehmen. Weitere Informationen zu den Vorsichtsmaßnahmen im Betrieb und Warnungen finden Sie in Sicherheit auf
Seite 11.
WARNUNG!
ELEKTRISCHER SCHLAG KANN TÖDLICH SEIN
Vor der Durchführung von Wartungsarbeiten muss die elektrische Stromversorgung getrennt werden.
Im CNC-Schaltschrank darf bei angeschlossenem Wechselstromnetz nur qualifiziertes Personal
arbeiten.
Informationen zu weiteren Sicherheitsmaßnahmen finden Sie im Kapitel Sicherheit in dieser
Anleitung.
WARNUNG!
BEWEGLICHE TEILE KÖNNEN SCHÄDEN UND VERLETZUNGEN
VERURSACHEN
Um unerwartete Maschinenbewegungen zu vermeiden, die Personenschäden verursachen können,
trennen Sie die Motorantriebsmechanik, die für die Tisch- und Komponentenbewegung verantwortlich
ist, bevor Sie den Bildschirm „Antriebsdiagnose“ verwenden.
Um Schäden an der Brennerhöhensteuerung und den Motoren zu vermeiden, seien Sie extrem
vorsichtig, wenn Sie im Bildschirm „Antriebsdiagnose“ die Schaltfläche
„BRENNERHÖHENSTEUERUNG TESTEN“ oder „ALLE TESTEN“ berühren.
VORSICHT!
Schalten Sie die Stromversorgung zur CNC aus (OFF), wenn Sie ein Kabel entfernen oder wieder
anschließen.
Die Verfahren auf den nächsten Seiten zeigen Ihnen Lösungen für Probleme auf, die beim Betrieb Ihrer CNC auftreten
könnten.
74 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

4 – Wartung und Diagnose
Fehlerbeseitigung
Stromversorgung
Die CNC schaltet sich beim Betätigen der EIN/AUS-Taste nicht ein.
1. Überprüfen Sie, ob das Netzkabel an der Rückseite der CNC angeschlossen ist.
2. Überprüfen Sie, ob der Netz-Trennschalter aktiviert ist.
3. Stellen Sie sicher, dass die Sicherung im Netzeingangsmodul funktionsfähig ist. Ersetzen Sie sie gegebenenfalls
(008872).
4. Öffnen Sie das Gehäuse der CNC und stellen Sie sicher, dass die D6-AC-Leuchte auf der Stromverteiler-Baukarte
leuchtet. Siehe Seite 86.
5. Wenn die Leuchte nicht leuchtet, ersetzen Sie die Überspannungsschutz-Baukarte oder den Kabelbaum für den
Netzeingang (Set 228464). Siehe Überspannungsschutz-Baukarte (141134) auf Seite 85 oder Stromverteiler-
Baukarte (141153) auf Seite 86.
6. Überprüfen Sie die Anschlüsse für die EIN/AUS-Taste an der Bedienerkonsole.
7. Stellen Sie sicher, dass die grüne Leuchtdiode auf der Hauptplatine leuchtet. Diese Leuchtdiode zeigt an, ob die
Hauptplatine mit Strom versorgt wird. Siehe Seite 83. Wenn sie nicht leuchtet, ersetzen Sie die ATX-Stromquelle
(Set 228473) oder wenden Sie sich für eine zusätzliche Fehlerbeseitigung an Ihren Tischhersteller.
8. Überprüfen Sie den 2-stelligen Code am POST-Display auf der Hauptplatine. Der Code 00 zeigt an, dass Windows
booten kann. Alle anderen Codes zeigen an, dass Windows nicht booten kann.
9. Stellen Sie sicher, dass der grüne und der weiße Draht von der Utility-Baukarte und der seriellen Isolierplatte
(141307) an die Hauptplatine angeschlossen sind.
10. Wenden Sie sich an Ihren Tischhersteller.
Auf der CNC wird die Fehlermeldung „Feldeinspeisung ausgefallen“ angezeigt.
1. Stellen Sie sicher, dass das Kabel zwischen der Utility-Baukarte und der seriellen Isolierplatte (141307) und der
Stromverteiler-Baukarte (141153) an beiden Enden angeschlossen ist.
2. Stellen Sie sicher, dass alle weiteren Kabel korrekt verbunden sind.
3. Stellen Sie sicher, dass die ATX-Stromquelle arbeitet.
4. Stellen Sie sicher, dass die LEDs auf der Stromverteiler-Baukarte leuchten. Siehe Seite 86.
5. Wenn die LEDs auf der Stromverteiler-Baukarte nicht leuchten, ersetzen Sie die Baukarte.
Der Netzschalter ist eingeschaltet und leuchtet, aber der Bildschirm bleibt schwarz.
1. Stellen Sie sicher, dass die Wechselstromanschlüsse am Touchscreen angeschlossen sind.
2. Stellen Sie sicher, dass das VGA-Kabel an den Touchscreen und an die Hauptplatine angeschlossen ist.
3. Schauen Sie sich die Hauptplatine an, um zu sehen, ob es einen BIOS-Störfall gibt (alle Codes außer 00).
4. Stellen Sie sicher, dass die Umgebungstemperatur sich innerhalb des Betriebsbereiches der CNC befindet. Siehe
Systemspezifikationen auf Seite 44.
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 75

4 – Wartung und Diagnose
Fehlerbeseitigung
Bedienerkonsole
Eine Taste, Funktion oder Leuchtdiode an der Bedienerkonsole reagiert nicht, wenn sie vom Bediener betätigt bzw.
verwendet wird.
1. Wählen Sie „Konfigurationen > Diagnose > Bedieneroberfläche“.
2. Bewegen bzw. betätigen Sie eine der Komponenten an der physikalischen Bedienerkonsole und überprüfen Sie den
ordnungsgemäßen Betrieb auf dem CNC-Bildschirm.
3. Wenn einer dieser Tests fehlschlägt:
• Überprüfen Sie, ob der E/A für die Bedienerkonsole in der Phoenix Software richtig konfiguriert ist. Siehe das
Installations- und Konfigurations-Handbuch für die Phoenix-Software Serie V9 (806410) für weitere
Informationen.
• Ersetzen Sie die entsprechende Komponente an der Bedienerkonsole (siehe Ersatzteilliste auf Seite 91 für die
richtige Teile-Nummer).
Eingangsfehler
Wenden Sie sich an Ihren Tisch-Hersteller, wenn eines der folgenden Probleme auftritt:
• Ein Eingangspunkt befindet sich in einem unerwarteten Status oder ändert den Status nicht.
• Der Tisch funktioniert beim Erreichen von Endschaltern nicht wie konfiguriert.
• Ein Fehler tritt ständig auf und lässt sich nicht beheben.
Diagnostiktests
Wenden Sie sich an Ihren Tisch-Hersteller, wenn eines der folgenden Probleme auftritt:
• Ein Ausgangspunkt befindet sich in einem unerwarteten Status oder ändert den Status nicht.
• Ein Fehler tritt ständig auf und lässt sich nicht beheben.
Diagnostiktests
Die Kommunikation mit den an Hypernet angeschlossenen Komponenten funktioniert nicht ordnungsgemäß. Siehe
Diagnostiktests auf Seite 70.
auf Seite 70Ausgangsfehler
auf Seite 70Hypernet-Verbindung
LAN-Verbindung
• Das Herunterladen der Teileprogramme über das LAN funktioniert nicht ordnungsgemäß.
• Beim Versuch, ein Teileprogramm zu laden, werden zuvor zugeordnete Netzlaufwerke nicht angezeigt.
Wenn Sie die Test-Hardware haben, siehe Diagnostiktests auf Seite 70.
Wenn Sie die Test-Hardware nicht haben, wenden Sie sich an Ihren lokalen Netzwerk-Administrator für einen Test der
Geräte- und LAN-Anschlüsse.
Probleme mit der seriellen Kommunikation
• Die über die seriellen Anschlüsse kommunizierten Prozesse und Informationen funktionieren nicht
ordnungsgemäß.
• Es werden Fehlermeldungen zur SQ-Verbindung angezeigt.
• Dateien können nicht über einen konfigurierten seriellen Anschluss heruntergeladen werden.
• Wenn die CNC die serielle Kommunikation mit dem HPR-System nutzt, werden Fehlermeldungen zur
HPR-Verbindung angezeigt.
Anmerkung: Dieser Test funktioniert nur mit konfigurierten RS-422-Anschlüssen. Es wird auf Utility-Baukarte
und serielle Isolierplatte (141307) auf Seite 88 verwiesen. Dort erfahren Sie, wie Sie feststellen können, ob der
Anschluss für RS-422 eingerichtet ist.
76 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

4 – Wartung und Diagnose
Fehlerbeseitigung
Mit dem Hardware-Tester für den seriellen Anschluss
1. Wählen Sie in Phoenix „Konfigurationen > Diagnose > Maschinenschnittstelle“ und geben Sie das Kennwort für die
Maschine ein.
2. Testen Sie die Steckverbinder des seriellen Anschlusses auf der Rückseite der CNC, indem Sie einen der
Steckverbinder des seriellen Anschlusses auf dem Touchscreen berühren und den Bildschirmanweisungen folgen.
3. Wenn der Test erfolgreich ist, überprüfen Sie, ob die Anschlüsse für RS-422 oder RS-232 konfiguriert sind, wie es
für die externen Komponenten erforderlich ist, die an den seriellen Anschluss angeschlossen sind.
4. Wenn der Test fehlschlägt, ersetzen Sie nacheinander die folgenden Komponenten, und führen Sie nach jedem
Ersetzen die Tests erneut aus:
a. Utility-Baukarte und serielle Isolierplatte (141307)
b. Flachbandkabel (229245, 229249 oder 229250)
Ohne den Tester für den seriellen Anschluss
1. Überprüfen Sie, dass die seriellen Drahtbrücken an der Utility-Baukarte und der seriellen Isolierplatte (141307) für
RS-422 oder RS-232 und für das Gerät, mit dem Sie kommunizieren, richtig konfiguriert sind.
2. Wählen Sie in Phoenix „Konfigurationen > Diagnose > Anschlüsse“ und führen Sie den Prüfschleifen-Test auf dem
Bildschirm durch.
3. Wenn der Prüfschleifen-Test fehlschlägt, überprüfen Sie die Anschlüsse zwischen den folgenden Komponenten:
• Serielle Isolierplatte oder Utility-Baukarte und serielle Isolierplatte (141307)
• Flachbandkabel (nur für serielle Baukarte, 229245, 229249 oder 229250)
• Hauptplatine (141110)
USB-Anschluss
Wenn ein Gerät an einem USB-Anschluss von der CNC nicht erkannt wird:
1. Überprüfen Sie, ob der USB-Stick von einem anderen Computer gelesen werden kann.
2. Überprüfen Sie, ob keine anderen USB-Sticks installiert sind. Die CNC kann immer nur einen USB-Stick lesen.
3. Überprüfen Sie, dass sich alle Dateien im Stammverzeichnis des USB-Sticks befinden. Die CNC kann Dateien in
Ordnern nicht lesen.
4. Wählen Sie in Phoenix einen der folgenden Pfade:
• „Konfigurationen > Diagnose > Maschinenschnittstelle“ und geben Sie das Kennwort für die Maschine ein
• „Konfigurationen > Diagnose > Bedieneroberfläche“
5. Berühren Sie den USB-Anschluss an der Bedienerkonsole oder an der Rückseite auf dem Touchscreen und
befolgen Sie die Bildschirmanweisungen.
6. Wenn der Test in Schritt 5 fehlschlägt, wiederholen Sie den Test mit dem anderen USB-Anschluss (Bedienerkonsole
oder an der Rückseite).
7. Wenn der Test in Schritt 6 fehlschlägt, installieren Sie den USB-Stick direkt an der Hauptplatine und wiederholen Sie
den Test.
8. Wenn der Test in Schritt 7 fehlschlägt, wenden Sie sich an den technischen Service. Das Problem liegt an der
Hauptplatine, den USB-Anschlüssen an der CNC oder an den Verbindungskabeln.
Probleme mit der Schnittqualität oder Plasmaleistung
Berühren Sie im Hauptbildschirm die Schaltfläche „Tipps zum Schneiden“, und befolgen Sie die Anweisungen auf dem
Bildschirm, um die Schnittqualität zu verbessern.
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 77

4 – Wartung und Diagnose
Fehlerbeseitigung
Die CNC fühlt sich übermäßig warm an
1. Überprüfen Sie, ob der externe Lüfter einwandfrei funktioniert. Wenn der Lüfter langsam läuft, reinigen Sie ihn.
2. Wenn der Lüfter gar nicht läuft, und die Umgebungstemperatur über 20 °C liegt:
a. Wählen Sie in Phoenix „Konfigurationen“ > „Kennwort“ und geben Sie das Kennwort „FANON“ ein, um zu
überprüfen, dass der Lüfter aktiviert ist.
b. Prüfen Sie, ob der interne Kabelbaum zwischen dem Lüfter und der Utility-Baukarte angeschlossen ist.
c. Entfernen Sie das Lüftergehäuse, und stellen Sie sicher, dass alle Anschlüsse am Lüfter ordnungsgemäß
angeschlossen sind.
d. Ersetzen Sie den externen Lüfter (Set 228472).
3. Wenn der externe Lüfter läuft, und die CNC weiterhin übermäßig warm ist, öffnen Sie die Vordertür der CNC
und prüfen Sie, ob der interne Gehäuselüfter läuft. Wenn der Lüfter nicht läuft, ersetzen Sie den internen Lüfter
(Set 228474).
Dateien hochladen
Die CNC lädt Dateien langsamer als nach der Installation, oder sie benötigt eine lange Zeit für Vorgänge, die zuvor
schneller ausgeführt wurden.
1. Wählen Sie in Phoenix „Konfigurationen“ > „Kennwort“, geben Sie das Spezialkennwort ein und wählen Sie dann
„System“.
2. Wenn alle fünf Zahlen auf dem Bildschirm BLAU angezeigt werden, funktioniert die CNC ordnungsgemäß.
3. Wenn eine der fünf Zahlen auf dem Bildschirm ROT angezeigt wird, funktioniert die CNC langsamer als für die
Spitzenleistung erforderlich ist.
a. Starten Sie die CNC erneut. Nach fünf Minuten wählen Sie in Phoenix „Konfigurationen“ > „Kennwort“, geben
Sie das Spezialkennwort ein, wählen Sie dann „System“ und überprüfen Sie die Zahlen erneut. Wenn die fünf
Zahlen BLAU angezeigt werden, funktioniert die CNC ordnungsgemäß.
b. Wenn eine der fünf Zahlen ROT angezeigt wird: Wahrscheinlich werden auf der CNC neben Phoenix noch
andere Programme ausgeführt, die sich negativ auf die Leistung auswirken. Schließen Sie diese anderen
Programme. Wenden Sie sich an den technischen Service, um eine weitere Fehlerbeseitigung ausführen zu
lassen.
4. Wenn die CNC Probleme hat, sich mit dem Netzwerk zu verbinden, werden Dateien langsamer geladen. Prüfen Sie
die Netzwerkverbindungen.
78 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

4 – Wartung und Diagnose
Fehlerbeseitigung
WLAN-Fehlerbeseitigung
Weitere Informationen über Netzwerke finden Sie im Phoenix Serie V9 Softwareinstallations- und KonfigurationsHandbuch (806410).
Beachten Sie diese Richtlinien, wenn Sie Probleme mit WLAN auf Ihrer CNC haben:
• Die WLAN-Baukarte (141223) erfordert einen Bus-Mastering-Steckplatz auf der Hauptplatine. Der
PCI-Steckplatz 1 auf der Hauptplatine (141110) ist kein Bus-Mastering-Steckplatz. Stellen Sie sicher,
dass die WLAN-Baukarte in PCI-Steckplatz 2 installiert ist.
• Die WLAN-Baukarte erfüllt die 802.11N und 802.11G Standards und wird mit G- oder N-WLANs
verbunden. Sie liefert drahtlose G- oder bessere Leistung für das Herunterladen von TeileProgrammen, Remote Help oder andere Netzwerkfunktionen.
• Ein 802.11G WLAN kann mit annehmbaren Geschwindigkeiten und bis zu 38 m Reichweite vom WirelessRouter oder dem Zugriffspunkt arbeiten, selbst wenn der Weg zwischen der CNC und dem Zugriffspunkt durch
eine Wand oder Tür versperrt ist.
• Ein 802.11N WLAN kann mit annehmbaren Geschwindigkeiten und bis zu 70 m Reichweite vom WirelessRouter oder Zugriffspunkt arbeiten. Die Kommunikation mit 802.11N erfordert jedoch eine direkte
Sichtverbindung zwischen den Antennen.
• Verwenden Sie in Zweifelsfällen die 802.11G WLAN-Verbindung.
Anmerkung: Das Netzwerk muss mit einem Netzwerknamen über einen SSID-Broadcast für die Verbindung
eingerichtet werden.
• Stellen Sie sicher, dass die WLAN-Baukarte im Windows Geräte-Manager unter „Netzwerkadapter“
erscheint und nicht mit einem gelben ! oder ? versehen ist.
• Verwenden Sie die Windows Netzwerkverbindungen, um Ihren Router oder WLAN-Zugriffspunkt zu
orten. Wählen Sie „Start >Einstellungen > Netzwerkverbindungen“.
• Wenn der Assistent der Netzwerkverbindungen kein Unternehmens-WLAN anzeigt, prüfen Sie die
Verfügbarkeit des Netzwerks mit Hilfe eines Windows XP Laptops oder eines anderen WLAN-Geräts.
Prüfen Sie, ob die Verbindung des Routers oder Zugriffpunktes an diesem physikalischen Standort
verfügbar ist.
• Die Signalstärke verringert sich mit dem Abstand. Eine WLAN-Verbindung erfordert keine Signalstärke
von 100 % (wird auf dem Bildschirm mit vier Balken angezeigt). Wenn der NetzwerkverbindungsManager zwei oder drei Balken für die Signalstärke anzeigt, ist die Netzwerkverbindung akzeptabel.
• Wenn die Verbindungsgeschwindigkeit häufig unter 24 Mbit/s bzw. die Signalstärke unter zwei Balken
abfällt, bewegen Sie den Wireless-Router oder Zugriffspunkt näher an die CNC heran oder fügen Sie
einen anderen näher an der CNC liegenden Zugriffspunkt hinzu.
• Sie erzielen die beste Netzwerkleistung, wenn Sie die Anzahl der Clients im WLAN verringern.
• Vermeiden Sie die Verbindung von langsameren Wireless-Geräten mit dem Netzwerk
(z. B. 802.11B-Geräte), da das gesamte Netzwerk auf diese Leistungsstärke herunterschalten könnte.
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 79

4 – Wartung und Diagnose
Stromverteiler-Steuerbaukarte
Hauptplatine
Baukarte der Bedienerkonsole
PCI-Steckplätze (5)
Position der Komponenten und Informationen
Position der Komponenten und Informationen
Auf den folgenden Seiten finden Sie Details zu den Hauptkomponenten der EDGE Pro SERCOS II CNC. Siehe
Ersatzteilliste für die entsprechenden Ersatzteilsets und Teile-Nummern.
Anmerkung: Verwenden Sie die Anweisungen in Ersatzteile für EDGE Pro CNC Mitteilungsblatt für den
Außendienst (806440), um Teile in der EDGE Pro CNC zu ersetzen. Beachten Sie dazu:
• Beim Ersetzen von Teilen in der CNC sind angemessene Sicherheitsmaßnahmen zu treffen.
• Schalten Sie die elektrische Stromversorgung zur CNC aus, bevor Sie das Gehäuse öffnen.
• Beim Umgang mit Baukarten sind angemessene Sicherheitsmaßnahmen zu treffen.
• Bewahren Sie PC-Baukarten in antistatischen Behältern auf.
• Tragen Sie beim Umgang mit Baukarten geerdete Gelenkbänder.
Abbildung 20 Innenansicht der Vorderseite der EDGE Pro SERCOS II CNC
80 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

Bedienerkonsolen-Baukarte (141058)
J1
J2
J3
J4
J5 J6
J7
J8
J10
J9
J11
J13
J12
J14 J15
J16
Abbildung 21 Bedienerkonsolen-Baukarte
4 – Wartung und Diagnose
Bedienerkonsolen-Baukarte (141058)
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 81

4 – Wartung und Diagnose
Bedienerkonsolen-Baukarte (141058)
Tabelle 4 Kontaktbelegungen für J1 – J16
Stift-Nr. Signal Stift-Nr. Signal Stift-Nr. Signal
J1 Station 2 J7 zur Utility-Baukarte J8 Joystick
1 Autom. Auswahl 2 1 Start 1 Aufwärts
2 Logikmasse 2 Stopp 2 Abwärts
3 Manuelle Auswahl 2 3 Manuell 3 Links
4 Nicht verwendet 4 Vorwärts auf Bahn 4 Rechts
J2 Potentiometer für man.
Geschwindigkeit
1 Logikmasse 6 Joystick +Y 6 Logikmasse
2 Analog
(Stoßgeschwindigkeit)
3 4,096 V Referenz 8 Joystick –X 1 Logikmasse
J3 Station 1
1 Autom. Auswahl 1 10 Logikmasse
2 Logikmasse 11 Logikmasse 1 Logikmasse
3 Manuelle Auswahl 1 12 Nicht angeschlossen
4 Nicht verwendet 13 Masse
J4 Schnittpotentiometer
1 Logikmasse 15 Logikmasse 2 Manueller Schalter
2 Analog
(Schnittgeschwindigkeit)
3 4,096 V Referenz 17 Nicht angeschlossen
J5 Stopp
1 Logikmasse 19 Manuelle Auswahl 1
2 Stoppschalter 20 Brenner 1 heben 1 Logikmasse
J6 Start
1 Logikmasse 22 Autom. Auswahl 2
2 Startschalter 23 Manuelle Auswahl 2 1 Logikmasse
5 Zurück auf Bahn 5 Logikmasse
7 Joystick –Y
9 Joystick +X 2 Brenner 2 heben
J9 Heben 2
J10 Heben 1
2 Brenner 1 heben
Vorderseite ID 1
Vorderseite ID 0
14 Nicht angeschlossen
Vorderseite ID 1
16 Logikmasse
Vorderseite ID 2
18 Autom. Auswahl 1 2 Brenner 2 senken
1 Logikmasse
1 Logikmasse
J11 Manuell
J12 Senken 2
J13 Senken 1
21 Brenner 1 senken 2 Brenner 1 senken
J14 Vorwärts
24 Brenner 2 heben 2 Vorwärts auf Bahn
25 Brenner 2 senken
26 Station aktiviert LED1 1 Logikmasse
27 Station aktiviert LED2 2 Zurück auf Bahn
28 Hauptplatine ein/aus 1
29 Hauptplatine ein/aus 2 1 Logik +12 V
30 Schnittgeschwindigkeit 2 Hauptplatine ein/aus 1
31 Stoßgeschwindigkeit 3 Hauptplatine ein/aus 2
32 4,096 V Referenz 4 Logikmasse
33 Logik +5 V
34 Logik +12 V
J15 Zurück
J16 Netzschalter
82 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

Hauptplatine (141110)
PCI-Steckplatz 2 PCI-Steckplatz 3 PCI-Steckplatz 4 PCI-Steckplatz 5
SERCOS II Drahtlos (141223) Utility (141307) SERCOS II master
(141116)
nicht verwendet
PCI 3
PCI 4
PCI 5
PCI-Steckplätze
Ein/AusSignale der
Hauptplatine
POST-Display
(Bereitschaftsstatus
ist 00)
SATA-Anschluss
für Festplatte
Batterie für
CMOS-Speich
ATX-Netzanschluss 12 V
Anschluss des Gehäuselüfters
CPU
DIMM1 – 1 GB RAM
ATX-Ne tz anschluss
PS/2-Tastatur
PS/2-Maus
Serielle
Anschlüsse
VGA-Anschluss
LAN-Anschluss
Hypernet-Anschluss
USB-Anschlüsse
PCI 2
PCI 1 (nicht verwendet)
Strom-LED
2
1
4
3
1
COM 1
2
COM 2
3
COM 3
4
COM 4
Abbildung 22 Hauptplatine
4 – Wartung und Diagnose
Hauptplatine (141110)
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 83

4 – Wartung und Diagnose
LED Farbe Status
1
Grün Übertragung
2
Rot Unterbrechung im Lichtwellenleiter
In PCI-Steckplatz 4
installiert
2
1
SERCOS II-Hauptplatine (141116)
SERCOS II-Hauptplatine (141116)
Abbildung 23 SERCOS II-Hauptplatine
84 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

Überspannungsschutz-Baukarte (141134)
J1 von AC-Netzeingang J2 zu Stromverteiler-Baukarte
Abbildung 24 Überspannungsschutz-Baukarte
4 – Wartung und Diagnose
Überspannungsschutz-Baukarte (141134)
Tabelle 5 Kontaktbelegungen für J1 und J2
Stift-Nr. Signal
J1 – von AC-Netzeingang
1 Neutralleiter
2 Leitung
J2 – zu Stromverteiler-Baukarte (J10)
1 Neutralleiter
2 Leitung
3 Masse
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 85

4 – Wartung und Diagnose
Anmerkung: LED D6 leuchtet mit voller
Helligkeit, wenn die CNC mit 220 V AC
versorgt wird und mit halber Helligkeit,
wenn sie mit 120 V AC versorgt wird.
LED Signal Farbe
D15 +5 V Feld DC Grün
D14 12 V Feld DC Grün
D13 –12 V Feld-DC Grün
D12 24 V Feld DC Grün
D11 5 V ATX DC Grün
D10 12 V ATX DC Grün
D9 –12 V ATX DC Grün
D8 Externer Lüfter Grün
D6 Wechselstrom-
Versorgung
Grün
LEDs 6 – 15
Siehe Tabelle rechts
für die Signale
Von der ATX-Stromquelle
Stromverteiler-Baukarte (141153)
Stromverteiler-Baukarte (141153)
Abbildung 25 Stromverteiler-Baukarte
86 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

4 – Wartung und Diagnose
Stromverteiler-Baukarte (141153)
Tabelle 6 Kontaktbelegungen für J1 – J12
Stift-Nr. Signal Stift-Nr. Signal
J1 – Sauberer DC aus J6 – Sauberer DC aus
1 Logik +5 V mit Sicherung 1 Logik +5 V mit Sicherung
2 Logik –12 V mit Sicherung 2 Logik –12 V mit Sicherung
3 Logik +12 V mit Sicherung 3 Logik +12 V mit Sicherung
4 Logikmasse 4 Logikmasse
J2 – Sauberer DC ein J7 – Utility
1 Logik +5 V 1 Lüfter deaktivieren
2 Logik +12 V 2 Feldeinspeisung gut
3 Logik +12 V 3 Logikmasse
4 Logik +12 V
5 Logik –12 V 1 Schutzleiter
6 Logikmasse 2 Leitung 2
7 Logikmasse 3 Leitung 1
8 Logikmasse
J3 – Externe Kühlung
1 Lüfter +24 V 2 Leitung 2
2 Lüftertrennschalter 2 3 Schutzleiter
3 Lüftertrennschalter 1
4 Feldmasse 1 Leitung 2
J4 – Feld-DC aus
1 Feldmasse
2 +24 V 1 Logik +12 V
3 +5 V 2 Logikmasse
4 –12 V 3 Logikmasse
5 +12 V 4 Logik +5 V
6 Feldmasse
1 Leitung 1
J10 – AC ein (von Überspannungsschutz-Baukarte J2)
2 Leitung 1 geschaltet
J5 – Feld-DC aus
1 Feldmasse
2 +24 V
3 +5 V
4 –12 V
5 +12 V
6 Feldmasse
J8 – Display
J9 – ATX-Stromquelle
J11 und J12 HDD
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 87

4 – Wartung und Diagnose
J6 – Zu Hauptplatine Ein/Aus
und Stromverteiler-Baukarte
J8 – Anschluss B,
Seriell 2
J5 – Anschluss A,
Seriell 1
2 x 5 Drahtbrücken =
2 Anschlüsse
RS-422
RS-232
J4
J7
J1 – Zu Bedienerkonsole
Diese Baukarte ist auf der Hauptplatine in
PCI-Steckplatz 3 installiert.
Utility-Baukarte und serielle Isolierplatte (141307)
Utility-Baukarte und serielle Isolierplatte (141307)
Abbildung 26 Utility-Baukarte und serielle Isolierplatte
88 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

4 – Wartung und Diagnose
Utility-Baukarte und serielle Isolierplatte (141307)
Tabelle 7 Kontaktbelegungen für J1 – J8
Stift-Nr. Signal Stift-Nr. Signal
J1 – Zu und von der Bedienerkonsole J5 – Serieller Anschluss A, Seriell 1
1 Start 1 Nicht angeschlossen
2 Stopp 2 Senden A–
3 Manuell 3 Empfangen A–
4 Vorwärts auf Bahn 4 Senden A+
5 Zurück auf Bahn 5 Signal Masse 1
6 Joystick +Y 6 Nicht angeschlossen
7 Joystick –Y 7 Empfangen A+
8 Joystick –X 8 Nicht angeschlossen
9 Joystick +X 9 Nicht angeschlossen
10 Masse
11 Masse 1 Feldeinspeisung
12 Vorderseite ID1 2 Kühler
13 Vorderseite ID0 3 Logikmasse
14 Vorderseite ID1 4 Hauptplatine EIN/AUS 1
15 Masse 5 Hauptplatine EIN/AUS 2
16 Masse
17 Vorderseite ID2 1 Nicht angeschlossen
18 Autom. Auswahl 1 2 Senden B–
19 Manuelle Auswahl 1 3 Empfangen B–
20 Brenner 1 heben 4 Senden B+
21 Brenner 1 senken 5 Signal Masse 2
22 Autom. Auswahl 2 6 Nicht angeschlossen
23 Manuelle Auswahl 2 7 Empfangen B+
24 Brenner 2 heben 8 Nicht angeschlossen
25 Brenner 2 senken 9 Nicht angeschlossen
26 Stations-Aktivierungs-LED 1
27 Stations-Aktivierungs-LED 2
28 Hauptplatine EIN/AUS 1
29 Hauptplatine EIN/AUS 2
30 Schnittgeschwindigkeit
31 Stoßgeschwindigkeit
32 4,096 V
33 5 V
34 12 V
J6 – Zu Hauptplatine Ein/Aus und Stromverteiler
J8 – Serieller Anschluss B, Seriell 2
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 89

4 – Wartung und Diagnose
Utility-Baukarte und serielle Isolierplatte (141307)
90 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

Diagnosesets
Teil Set-Nr. Beschreibung
Kommunikationstester 228512 Ethernet- und Hypernet-Tester (228503)
Serielle RS-232- oder RS-422-Schnittstelle Tester auf der UtilityBaukarte und auf der seriellen Isolierplatte (228504)
USB-Tester (228505)
Kabel
Teil Te ile-Num mer Beschreibung
Hypernet- und LAN-Kabel 209195 Ferritfilter
223212 3,2 m
223222 6,08 m
223119 7,62 m
223223 10,66 m
223008 15,25 m
223099 22,86 m
223100 30,48 m
223101 45,72 m
223102 60,96 m
Kapitel 5
Ersatzteilliste
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 91

5 – Ersatzteilliste
765
4
3
2
SERCOS II Baukarten-Sets
SERCOS II Baukarten-Sets
Position Set-Nr. Beschreibung
1
2 (PCI 2)
3 (PCI 3)
4 (PCI 4)
5
6
7
Abbildung 27 SERCOS II Baukarten
228450 Bedienfeld-Baukarte (141058)
428063 WLAN-Baukarte (141223), einschließlich 2 Kabel und Antennen
428001 Utility-Baukarte und serielle Isolierplatte (141307)
228456 SERCOS II-Hauptplatine (141116)
228454 Hauptplatine (141110), mit CPU, Kühlkörper/Lüfter und RAM
228460 Überspannungsschutz-Baukarte (141134)
228448 Stromverteiler-Baukarte (141153)
1
92 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

5 – Ersatzteilliste
Zusätzliche Sets
Zusätzliche Sets
Teil Set-Nr. Beschreibung
ATX-Stromquelle 228473 1 U, 400 W, mit Kabelbaum und Klammer
Subchassis-Kühllüfter 228474 Intern
CPU-Lüfter 428012 Intern
Batterie für Hauptplatine 428011 3 V Lithium, Knopfzelle, Typ CR2032
Sicherung (1) für Netzeingangsmodul 008872 250 V, 2 A, träge, 0,25 Zoll x 1,25 Zoll.
Sicherung (2) für Netzeingangsmodul 228464 250 V, 2 A, träge, 5 mm x 20 mm
Netzeingangsmodul 228464 Beinhaltet Kabelbaum und Sicherungen
5 mm x 20 mm
Funk-Antenne (2) 428107
Flachbandkabel für Utility- und serielle Baukarte 229245
USB-Kabelset 428059
HASP-Hardwareschlüssel 228446
Festplatte, SATA 228447 Einschließlich Windows XPe Betriebssystem
15-Zoll-LCD-Touchscreen 228462
Joystick 228471
Drehzahl-Potentiometer 228470
Stoppschalter-Baugruppe, rot 228468
Startschalter-Baugruppe, grün 228467
Netzschalter 228465
Stationsauswahl-Kippschalter 228469
Weißer Drucktaster (Baugruppe) 228463
Hypernet/LAN RJ-45-Steckverbinder 228445
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 93

5 – Ersatzteilliste
Zusätzliche Sets
94 EDGE Pro SERCOS II CNC Betriebsanleitung 807641
Kapitel 6
C
Blatt
4-D3
Bezugsblock
Blattnummer
Koordinaten
Schaltpläne
Dieses Kapitel enthält die Schaltpläne für die Anlage. Bei der Zurückverfolgung eines Signalpfades oder der Verwendung
mit den Kapiteln Ersatzteilliste oder Fehlerbeseitigung werden Ihnen die folgenden Konventionen dabei helfen, den
Aufbau der Schaltpläne zu verstehen:
• Die Blattnummern befinden sich in der rechten unteren Ecke jeder Seite.
• Verweise auf andere Seiten verwenden das folgende Verbindungssymbol:
Verwenden Sie die Blattnummer, um das Referenzblatt zu finden. Richten Sie die Koordinaten A–D auf der Y-Achse und
die Zahlen 1–4 auf der X-Achse eines jeden Blattes aus, um die Bezugsblöcke zu finden (ähnlich einer Straßenkarte).
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 95

6 – Schaltpläne
Schaltplansymbole
Schaltplansymbole
Batterie Masseklemme Steckdose
Kondensator,
polarisiert
Kondensator,
nicht polarisiert
Durchführungskondensator IGBT Relais, Schließer
Netz-Trennschalter Drossel
Koaxialschirm LED
Stromsensor Leuchte
Stromsensor MOV Widerstand
Gleichstromversorgung Stift SCR
Masse, Chassis Relais, Spule
Masse, Erde Relais, Öffner
Relais, Halbleiter,
Wechsels tro m
Relais, Halbleiter,
Gleichstrom
Relais, Halbleiter,
potenzialfrei
Diode Buchse Schutzschild
Türverriegelung Stecker Messwiderstand
Lüfter PNP-Transistor Funkenstrecke
Durchführungs-LC Potentiometer Schalter, Durchfluss
Filter, Wechselstrom Drucktaster, Öffner Schalter, Pegel, Öffner
Sicherung Drucktaster, Schließer Schalter, Druck, Öffner
96 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

6 – Schaltpläne
Schaltplansymbole
Schalter, Druck,
Schließer
Schalter, 1 Pol,
1 Umschaltung
Schalter, 1 Pol, 2
Umschaltungen
Schalter, 1 Pol,
1 Umschaltung, Mitte aus
Schalter, Temperatur, Öffner Transformator, Luftkern
Schalter, Temperatur, Schließer Transformator, Spule
Reihenklemme Triac
Zeitverzögerung geschlossen,
Öffner/Aus
Zeitverzögerung geöffnet,
Schließer/Aus
Zeitverzögerung geöffnet,
Öffner/Ein
Zeitverzögerung geschlossen,
Schließer/Aus
Transformator
Wechselspannungsquelle
Magnetventil
Spannungsquelle
Zenerdiode
Brennersymbole
Elektrode
Düse
Schutzschild
Brenner
Brenner, HyDefinition™
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 97

6 – Schaltpläne
Schaltplansymbole
98 EDGE Pro SERCOS II CNC Betriebsanleitung 807641

6 – Schaltpläne
AC
POWER
INPUT
SHEET 5
229248
PCB14
SURGE
SHEET 5
14113 4
USB
PORT
SHEET 9
HYP LAN
PORT
SHEET 9
LAN
PORT
SHEET 9
POWER
SWITCH
SHEET 8
FAN
INTERIOR
229307
USB
PORT
SHEET 9
PCB4
UTILITY/SERIAL
SHEET 12
1413 07
PCB13
SERCOS 2 MASTER
1 4 111 6
PCB2
PWR DISTRIBUTION
SHEET 5 & 6
14115 3
TOUCHSCREEN
SHEET 5
007047
S ATA
HARD DRIVE
SHEET 5
12 72 4 0
ATX PWR SUPPLY
SHEET 10
229403
PCB3
OPR. PANEL
SHEET 7 & 8
141058
FAN
EXTERIOR
229287
PCB1
MOTHERBOARD
SHEET 9
1 4 111 0
SERIAL 1
SERIAL 2
TRANSMIT
RECEIVE
FIBER
PCB16
WIRELESS
1412 23
223250
223250
4
3
2
1
8
7
6
5
D
C
B
A
8
7
5
4
3
2
1
D
C
B
A
4
3
2
1
8
7
5
D
C
B
A
8
7
5
4
3
2
1
D
C
B
A
6
Blatt 1 – EDGE Pro CNC mit SERCOS II-Schnittstelle
EDGE Pro SERCOS II CNC Betriebsanleitung 807641 99

6 – Schaltpläne
SATA POWER
SATA DATA
CUSTOMER SUPPLIED
1-PHASE 100-240V AC POWER
SEE OPTIONS
TOUCHSCREEN
007047
PCB2
POWER DISTRIBUTION PCB
(WITH INTEGRATED FIELD POWER SUPPLIES)
14115 3
1
2
3
4
5
6
7
8
1 +5V
2 +12V
3 +12V
4 +12V
5 -12V
6 GROUND
7 GROUND
8 GROUND
J3
4 GROUND
3 +12V
2 -12V
1 +5V
1 +5V
2 -12V
3 +12V
4 GROUND
6 GROUND FLD
5 +12V FLD
4 -12V FLD
3 +5V FLD
2 +24V FLD
1 GROUND FLD
1 GROUND FLD
2 +24V FLD
3 +5V FLD
4 -12V FLD
5 +12V FLD
6 GROUND FLD
1
2
3
4
1 +24V
2 FAN XLOCK 2
3 FAN XLOCK 1
4 GROUND
3 LINE/L1
2 NEUTRAL/L2
1 EARTH GROUND
3
2
1
J4 J5
J6 J1 J2
1
2
3
1 FAN DISABLE
2 /FLD PWR GD
3 GROUND
3 NEUTRAL/L2
4 LINE/L1
4
3
2
1 +12V
2 GROUND
3 GROUND
4 +5V
4
3
2
1
J12
J7
J8
J9
BLK
BLK
BLK
BLU
YEL
YEL
YEL
RED
RED
GRN
WHT
BLK
G/Y
WHT
BLK
WHT
BLK
YEL
BLK
BLK
RED
WHT
BLK
J10
1
2
1 NEUTRAL/L2
2 LINE/L1
229323
223025
D6 AC
D8 EXT. FAN
D9 -12V
D10 +12V
D11 +5V
D12 +24V FLD
D13 -12V FLD
D14 +12V FLD
D15 +5V FLD
100-240V AC
ATX PWR 100-240V AC
BLK
YEL
BLU
229273 UTILITY
SHEET
9-A7
AA
AJ
SHEET
9-D7
VGA
223028
USB
WHT
BLK
J2
3
2
1
3 EARTH GROUND
2 LINE
1 NEUTRAL
NEUTRAL 1
1
2
BLK
WHT
NC
LINE 2
PCB14
SURGE PCB
14113 4
J1
AC PWR
INLET
229248
SATA HARD
DRIVE
(PROGRAMMED)
229332
RED
BLK
BLK
YEL
223026
229256
SHEET
9-B7
SHEET
12 - C1
SHEET
10- C7
AB
AC
AD
AI
SHEET
10-B4
229334
229348
SEE PAGE 6 FOR HYPATH, PICOPATH
SERCOS HAS NO CONNECTIONS HERE
229403 ATX PWR SUPPLY
FIELD PWR
TO BACK DOOR INTERFACE
CLEAN PWR
TO BACK DOOR INTERFACE
ATX DC PWR
FIELD DC PWR
J11
4 +5V
3 GROUND
2 GROUND
1 +12V
PE Ground
L1 - Line
L2- Line
PE Ground
L1 - Line
Neutral
CUSTOMER SUPPLIED
POWER
VAC INPUT WIRING
OPTION 3
VAC INPUT WIRING
OPTION 2
CUSTOMER SUPPLIED
POWER
EDGE Pro CNC
Power Entry Module
EDGE Pro CNC
Power Entry Module
2A 250VAC
TD FUSES
2A 250VAC
TD FUSES
2A 250VAC
TD FUSE
EDGE Pro CNC
Power Entry Module
CUSTOMER SUPPLIED
POWER
VAC INPUT WIRING
OPTION 1
Neutral
L1 - Line
PE Ground
4
3
2
1
1
2
3
4
229287
EXTERIOR
FAN
RED
BLK
BLK
1
2
1 EARTH GROUND
G/Y
4
3
2
1
8
7
5
D
C
B
A
8
7
5
4
3
2
1
D
C
B
A
4
3
2
1
8
7
5
D
C
B
A
8
7
5
4
3
2
1
D
C
B
A
EDGE PRO REAR
6
6
Blatt 5 – Stromverteiler-Baukarte (141153) und Überspannungsschutz-Baukarte (141134)
100 EDGE Pro SERCOS II CNC Betriebsanleitung 807641
 Loading...
Loading...