


EDGE® Connect
Formschneidsteuerung
Installations- und Konfigurations-Handbuch
809341|Revision4|Deutsch|German

Registrierung Ihrer neuen Hypertherm-Anlage
Vorteile der Registrierung
Sicherheit: Durch die Registrierung können wir Sie benachrichtigen, falls der unwahrscheinliche
Fall eines Sicherheits- oder Qualitätsproblems auftritt.
Ausbildung: Durch die Registrierung erhalten Sie gratis Zugriff auf die Produkttrainings-Inhalte
des Hypertherm-Instituts für Schneidtechnik.
Eigentums-Bestätigung: Im Falle eines Versicherungsschadens kann die Registrierung als
Kaufbestätigung dienen.
Gehen Sie zu www.hypertherm.com/registration und lassen Sie sich einfach und schnell registrieren.
Sollten Sie Probleme bei der Produktregistrierung haben, kontaktieren Sie bitte
registration@hypertherm.com.
Bitte aufbewahren
Seriennummer: __________________________________________________________________________
Kaufdatum: _____________________________________________________________________________
Vertriebspartner:_________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
Anmerkungen zur Wartung:________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
EDGE, Phoenix, HPR, HPRXD, HPR130XD, HPR260XD, HPR400XD, CutPro, Remote Help, XPR, Powermax und Hypertherm
sind Schutzmarken von Hypertherm, Inc., die in den Vereinigten Staaten und anderen Ländern registriert sein können. EtherCAT ist
eine Marke von Beckhoff Automation. Alle weiteren Marken sind Marken der jeweiligen Eigentümer.
Ökologische Verantwortung ist einer der zentralen Werte bei Hypertherm und bildet die Erfolgsgrundlage für uns und unsere
Kunden. Wir streben stets danach, die Auswirkungen unserer Handlungen auf die Umwelt zu reduzieren. Weiterführende
Informationen: www.hypertherm.com/environment
© 2020 Hypertherm, Inc.
.

EDGE Connect
Installations- und Konfigurations-Handbuch
809341
Revision 4
Deutsch/German
Übersetzung der Original-Anweisungen
Oktober 2020
Hypertherm, Inc.
Hanover, NH 03755 USA
www.hypertherm.com
Hypertherm Europe B.V.
Vaartveld 9, 4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com
(Technical Service Email)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong Road
Shanghai, 200231
PR China
86-21-80231122 Tel
86-21-80231120 Fax
86-21-80231128 Tel (Technical Service)
techsupport.china@hypertherm.com
(Technical Service Email)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP – Brasil
CEP 07115-030
55 11 2409 2636 Tel
tecnico.sa@hypertherm.com (Technical Service Email)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.
Korea 48060
82 (0)51 747 0358 Tel
82 (0)51 701 0358 Fax
Marketing.korea@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm Pty Limited
GPO Box 4836
Sydney NSW 2001, Australia
61 (0) 437 606 995 Tel
61 7 3219 9010 Fax
au.sales@Hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,
Mohan Co-Operative Industrial Estate,
Mathura Road, New Delhi 110044, India
91-11-40521201/ 2/ 3 Tel
91-11 40521204 Fax
HTIndia.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com
(Technical Service Email)
Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Soporte.Tecnico@hypertherm.com (Technical Service Email)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 5
63452 Hanau
Germany
00 800 33 24 97 37 Tel
00 800 49 73 73 29 Fax
31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
technicalservice.emea@hypertherm.com (Technical Service Email)
Hypertherm (Singapore) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
Marketing.asia@hypertherm.com (Marketing Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
HTJapan.info@hypertherm.com (Main Office Email)
TechSupportAPAC@hypertherm.com (Technical Service Email)
Materialien für Aus- und Fortbildung finden Sie online beim Hypertherm Cutting Institute (HCI)
unter www.hypertherm.com/hci.

ENGLISH
WARNING! Before operating any Hypertherm equipment, read the safety
instructions in your product’s manual, the Safety and Compliance Manual
(80669C), Waterjet Safety and Compliance Manual (80943C), and
Radio Frequency Warning Manual (80945C). Failure to follow safety
instructions can result in personal injury or in damage to equipment.
Copies of the manuals can come with the product in electronic and printed
formats. Electronic copies are also on our website. Many manuals are available
in multiple languages at www.hypertherm.com/docs.
BG (БЪЛГAPCКИ/BULGARIAN)
ПРЕДУПРЕЖДЕНИЕ! Преди да работите с което и да е оборудване
Hypertherm, прочетете инструкциите за безопасност в ръководството
на вашия продукт, „Инструкция за безопасност и съответствие“ (80669C),
„Инструкция за безопасност и съответствие на Waterjet“ (80943С)
и „Инструкция за предупреждение за радиочестота“ (80945С).
Копия на ръководствата може да придружават продукта в електронен
и в печатен формат. Можете да получите копия на ръководствата,
предлагани на всички езици, от „Documents library“ (Библиотека
за документи) на адрес www.hypertherm.com.
ET (EESTI/ESTONIAN)
HOIATUS! Enne Hyperthermi mis tahes seadme kasutamist lugege läbi toote
kasutusjuhendis olevad ohutusjuhised ning Ohutus- ja vastavusjuhend
(80669C), Veejoa ohutuse ja vastavuse juhend (80943C) ja Raadiosageduse
hoiatusjuhend (80945C). Ohutusjuhiste eiramine võib põhjustada vigastusi
ja kahjustada seadmeid.
Juhiste koopiad võivad olla tootega kaasas elektroonilises ja trükivormingus.
Juhiste koopiaid kõigis iga käsiraamatu jaoks saadaolevas keeles saate
hankida ka „Documents library (dokumentide raamatukogust)” lehel
www.hypertherm.com.
FI (SUOMI/FINNISH)
VAROITUS! Ennen minkään Hypertherm-laitteen käyttöä lue
tuotteen käyttöoppaassa olevat turvallisuusohjeet, turvallisuuden
ja vaatimustenmukaisuuden käsikirja (80669C), vesileikkauksen
turvallisuuden ja vaatimustenmukaisuuden käsikirja (80943C)
ja radiotaajuusvaroitusten käsikirja (80945C).
Käyttöoppaiden kopiot voivat olla tuotteen mukana elektronisessa
ja tulostetussa muodossa. Voit saada käyttöoppaiden kopiot kaikilla
kielillä ”latauskirjastosta”, joka on osoitteessa www.hypertherm.com.
CS (ČESKY/CZECH)
VAROVÁNÍ! Před uvedením jakéhokoli zařízení Hypertherm do provozu
si přečtěte bezpečnostní pokyny v příručce k produktu a v Manuálu pro
bezpečnost a dodržování předpisů (80669C), Manuálu pro bezpečnost
a dodržování předpisů při řezání vodním paprskem (80943C) a Manuálu
varování ohledně rádiových frekvencí (80945C).
Kopie příruček a manuálů mohou být součástí dodávky produktu,
a to v elektronické i tištěné formě. Kopie příruček a manuálů ve všech
jazykových verzích, v nichž byly dané příručky a manuály vytvořeny, naleznete
v „Knihovně dokumentů“ na webových stránkách www.hypertherm.com.
DA (DANSK/DANISH)
ADVARSEL! Inden Hypertherm udstyr tages i brug skal
sikkerhedsinstruktionerne i produktets manual og i Manual om sikkerhed
og overholdelse af krav (80669C), Manual om sikkerhed og overholdelse
af krav for vandstråleskæring (80943C), og Manual om radiofrekvensadvarsel
(80945C), gennemlæses.
Kopier af manualerne kan ledsage produktet i elektroniske og trykte formater.
Du kan også få kopier af manualer, på alle sprog der er til rådighed for hver
manuel, fra “Dokumentbiblioteket” på www.hypertherm.com.
DE (DEUTSCH/GERMAN)
WARNUNG! Bevor Sie ein Hypertherm-Gerät in Betrieb nehmen, lesen Sie
bitte die Sicherheitsanweisungen in Ihrer Bedienungsanleitung, das Handbuch
für Sicherheit und Übereinstimmung (80669C), das Handbuch für Sicherheit
und Compliance bei Wasserstrahl-Schneidanlagen (80943C) und das
Handbuch für Hochfrequenz-Warnung (80945C).
Bedienungsanleitungen und Handbücher können dem Gerät in elektronischer
Form oder als Druckversion beiliegen. Alle Handbücher und Anleitungen
können in den jeweils verfügbaren Sprachen auch in der
„Dokumente-Bibliothek“ unter www.hypertherm.com heruntergeladen werden.
ES (ESPAÑOL/SPANISH)
¡ADVERTENCIA! Antes de operar cualquier equipo Hypertherm, lea
las instrucciones de seguridad del manual de su producto, del Manual
de seguridad y cumplimiento (80669C), del Manual de seguridad
y cumplimiento en corte con chorro de agua (80943C) y del Manual
de advertencias de radiofrecuencia (80945C).
Pueden venir copias de los manuales en formato electrónico e impreso
junto con el producto. También se pueden obtener copias de los manuales,
en todos los idiomas disponibles para cada manual, de la “Biblioteca
de documentos” en www.hypertherm.com.
FR (FRANÇAIS/FRENCH)
AVERTISSEMENT! Avant d’utiliser tout équipement Hypertherm, lire les
consignes de sécurité dumanuel de votre produit, duManuel de sécurité
et de conformité (80669C), du Manuel de sécurité et de conformité du jet
d’eau (80943C) et du Manuel d'avertissement relatif aux radiofréqunces
(80945C).
Des copies de ces manuels peuvent accompagner le produit en format
électronique et papier. Vous pouvez également obtenir des copies de chaque
manuel dans toutes les langues disponibles à partir de la «Bibliothèque
de documents» sur www.hypertherm.com.
GR (ΕΛΛΗΝΙΚΆ/GREEK)
ΠΡΟΕΙΔΟΠΟΙΗΣΗ! Πριν θέσετε σε λειτουργία οποιονδήποτε εξοπλισμό της
Hypertherm, διαβάστε τις οδηγίες ασφαλείας στο εγχειρίδιο του προϊόντος
και στο εγχειρίδιο ασφάλειας και συμμόρφωσης (80669C), στο εγχειρίδιο
ασφάλειας και συμμόρφωσης του waterjet (80943C) και στο εγχειρίδιο
προειδοποιήσεων για τις ραδιοσυχνότητες (80945C).
Αντίγραφα των εγχειριδίων μπορεί να συνοδεύουν το προϊόν σε ηλεκτρονική
και έντυπη μορφή. Μπορείτε, επίσης, να λάβετε αντίγραφα των εγχειριδίων
σε όλες τις γλώσσες που διατίθενται για κάθε εγχειρίδιο από την ψηφιακή
βιβλιοθήκη εγγράφων (Documents library) στη διαδικτυακή τοποθεσία
www.hypertherm.com.
HU (MAGYAR/HUNGARIAN)
VIGYÁZAT! Mielőtt bármilyen Hypertherm berendezést üzemeltetne,
olvassa el a biztonsági információkat a termék kézikönyvében, a Biztonsági
és szabálykövetési kézikönyvben (80669C), a Vízsugaras biztonsági
és szabálykövetési kézikönyvben (80943C) és a Rádiófrekvenciás
figyelmeztetéseket tartalmazó kézikönyvben (80945C).
A termékhez a kézikönyv példányai elektronikus és nyomtatott formában
is mellékelve lehetnek. A kézikönyvek példányai (minden nyelven)
a www.hypertherm.com weboldalon a „Documents library”
(Dokumentum könyvtár) részben is beszerezhetők.
ID (BAHASA INDONESIA/INDONESIAN)
PERINGATAN! Sebelum mengoperasikan peralatan Hypertherm, bacalah
petunjuk keselamatan dalam manual produk Anda, Manual Keselamatan dan
Kepatuhan (80669C), Manual Keselamatan dan Kepatuhan Jet Air (80943C),
dan Manual Peringatan Frekuensi Radio (80945C). Kegagalan mengikuti
petunjuk keselamatan dapat menyebabkan cedera pribadi atau kerusakan
pada peralatan.
Produk mungkin disertai salinan manual dalam format elektronik maupun cetak.
Anda juga dapat memperoleh salinan manual, dalam semua bahasa yang
tersedia untuk setiap manual, dari "Perpustakaan dokumen"
di www.hypertherm.com.

IT (ITALIANO/ITALIAN)
AVVERTENZA! Prima di usare un’attrezzatura Hypertherm, leggere le istruzioni
sulla sicurezza nel manuale del prodotto, nel Manuale sulla sicurezza e la
conformità (80669C), nel Manuale sulla sicurezza e la conformità Waterjet
(80943C) e nel Manuale di avvertenze sulla radiofrequenza(80945C).
Il prodotto può essere accompagnato da copie elettroniche e cartacee
del manuale. È anche possibile ottenere copie del manuale, in tutte le lingue
disponibili per ogni manuale, dall’“Archivio documenti” all’indirizzo
www.hypertherm.com.
RO (ROMÂNĂ/ROMANIAN)
AVERTIZARE! Înainte de utilizarea oricărui echipament Hypertherm, citiți
instrucțiunile de siguranță din manualul produsului, manualul de siguranță
și conformitate (80669C), manualul de siguranță și conformitate Waterjet
(80943C) și din manualul de avertizare privind radiofrecvența (80945C).
Produsul poate fi însoțit de copii ale manualului în format tipărit și electronic.
De asemenea, dumneavoastră puteţi obţine copii ale manualelor, în toate limbile
disponibile pentru fiecare manual, din cadrul secţiunii „Bibliotecă documente”
aflată pe site-ul www.hypertherm.com.
JA (日本語/JAPANESE)
警告 ! Hypertherm 機器を操作する前に、この製品説明書にある安全情報、
「安全とコンプライアンスマニュアル」 (80669C) 、「ウォータージェット
の安全とコンプライアンス」 (80943C)、「高周波警告」 (80945C) をお読み
ください。
説明書のコピーは、電子フォーマット、または印刷物として製品に同梱さ
れています。各説明書は、 www.hypertherm.com の「ドキュメントライブラ
リ」から各言語で入手できます。
KO (한국어/KOREAN)
경고! Hypertherm 장비를 사용하기 전에 제품 설명서와 안전 및 규정 준수
설명서(80669C), 워터젯 안전 및 규정 준수 설명서(80943C) 그리고 무선
주파수 경고 설명서(80945C)에 나와 있는 안전 지침을 읽으십시오.
전자 형식과 인쇄된 형식으로 설명서 사본이 제품과 함께 제공될
수 있습니다. www.hypertherm.com 의 'Documents library (문서라이브러리)'
에서도모든언어로이용할수있는설명서사본을얻을수있습니다.
NE (NEDERLANDS/DUTCH)
WAARSCHUWING! Lees voordat u Hypertherm-apparatuur gebruikt
de veiligheidsinstructies in de producthandleiding, in de Veiligheids-
en nalevingshandleiding (80669C) in de Veiligheids- en nalevingshandleiding
voor waterstralen (80943C) en in de Waarschuwingshandleiding
radiofrequentie (80945C).
De handleidingen kunnen in elektronische en gedrukte vorm met
het product worden meegeleverd. De handleidingen, elke handleiding
beschikbaar in alle talen, zijn ook verkrijgbaar via de “Documentenbibliotheek”
op www.hypertherm.com.
NO (NORSK/NORWEGIAN)
ADVARSEL! Før du bruker noe Hypertherm-utstyr, må du lese
sikkerhetsinstruksjonene i produktets håndbok, håndboken om sikkerhet
og samsvar (80669C), håndboken om vannjet sikkerhet og samsvar
(80943C), og håndboken om radiofrekvensadvarsler (80945C).
Eksemplarer av håndbøkene kan medfølge produktet i elektroniske og trykte
utgaver. Du kan også få eksemplarer av håndbøkene i alle tilgjengelige språk
for hver håndbok fra dokumentbiblioteket på www.hypertherm.com.
PL (POLSKI/POLISH)
OSTRZEŻENIE! Przed rozpoczęciem obsługi jakiegokolwiek systemu
firmy Hypertherm należy się zapoznać z instrukcjami bezpieczeństwa
zamieszczonymi w podręczniku produktu, w podręczniku bezpieczeństwa
i zgodności (80669C), podręczniku bezpieczeństwa i zgodności systemów
strumienia wody (80943C) oraz podręczniku z ostrzeżeniem o częstotliwości
radiowej (80945C).
Do produktu mogą być dołączone kopie podręczników w formacie
elektronicznym i drukowanym. Kopie podręczników, wkażdym udostępnionym
języku, można również znaleźć w„Bibliotece dokumentów” pod adresem
www.hypertherm.com.
PT (PORTUGUÊS/PORTUGUESE)
ADVERTÊNCIA! Antes de operar qualquer equipamento Hypertherm,
leia as instruções de segurança no manual do seu produto, no Manual
de Segurança e de Conformidade (80669C), no Manual de Segurança
e de Conformidade do Waterjet (80943C) e no Manual de Advertência
de radiofrequência (80945C).
Cópias dos manuais podem acompanhar os produtos nos formatos eletrônico
e impresso. Também é possível obter cópias dos manuais em todos os idiomas
disponíveis para cada manual na “Biblioteca de documentos” em
www.hypertherm.com.
RU (PУССКИЙ/RUSSIAN)
БЕРЕГИСЬ! Перед работой с любым оборудованием Hypertherm
ознакомьтесь с инструкциями по безопасности, представленными
в руководстве, которое поставляется вместе с продуктом,
в Руководстве по безопасности и соответствию (80669С),
в Руководстве по безопасности и соответствию для водоструйной
резки (80943C) и Руководстве по предупреждению о радиочастотном
излучении (80945С).
Копии руководств, которые поставляются вместе с продуктом, могут быть
представлены в электронном и бумажном виде. Копии руководств на всех
языках, на которые переведено то или иное руководство, можно также
загрузить в разделе «Библиотека документов» на веб-сайте
www.hypertherm.com.
SK (SLOVENČINA/SLOVAK)
VÝSTRAHA! Pred použitím akéhokoľvek zariadenia od spoločnosti Hypertherm
si prečítajte bezpečnostné pokyny v návode na obsluhu vášho zariadenia
avManuáli o bezpečnosti a súlade s normami (80669C), Manuáli
o bezpečnosti a súlade snormami pre systém rezania vodou (80943C)
avManuáli sinformáciami orádiofrekvencii (80945C).
Kópia návodu, ktorá je dodávaná s produktom, môže mať elektronickú
alebo tlačenú podobu. Kópie návodov, vo všetkých dostupných jazykoch,
sú k dispozícii aj v sekcii z „knižnice Dokumenty“ na www.hypertherm.com.
SL (SLOVENŠČINA/SLOVEN IAN)
OPOZORILO! Pred uporabo katerekoli Hyperthermove opreme preberite
varnostna navodila v priročniku vašega izdelka, v Priročniku za varnost in
skladnost (80669C), v Priročniku za varnost in skladnost sistemov rezanja
z vodnim curkom (80943C) in v Priročniku Opozorilo o radijskih frekvencah
(80945C).
Izdelku so lahko priloženi izvodi priročnikov v elektronski ali tiskani obliki.
Izvode priročnikov v vseh razpoložljivih jezikih si lahko prenesete tudi iz knjižnice
dokumentov “Documents library” na naslovu www.hypertherm.com.
SR (SRPSKI/SERBIAN)
UPOZORENJE! Pre rukovanja bilo kojom Hyperthermovom opremom
pročitajte uputstva o bezbednosti u svom priručniku za proizvod,
Priručniku o bezbednosti i usaglašenosti (80669C), Priručniku o bezbednosti
i usaglašenosti Waterjet tehnologije (80943C) i Priručniku sa upozorenjem
o radio-frekvenciji (80945C).
Može se dogoditi da kopije priručnika prate proizvod u elektronskom
i štampanom formatu. Takođe možete da pronađete kopije priručnika, na svim
jezicima koji su dostupni za svaki od priručnika, u “Biblioteci dokumenata”
(“Documents library”) na www.hypertherm.com.
SV (SVENSKA/SWEDISH)
VARNING! Läs häftet säkerhetsinformationen i din produkts säkerhets- och
efterlevnadsmanual (80669C), säkerhets- och efterlevnadsmanualen för
Waterjet (80943C) och varningsmanualen för radiofrekvenser (80945C)
för viktig säkerhetsinformation innan du använder eller underhåller
Hypertherm-utrustning.
Kopior av manualen kan medfölja produkten i elektronisk och tryckform.
Du hittar även kopior av manualerna i alla tillgängliga språk
i dokumentbiblioteket (Documents library) på www.hypertherm.com.

TH (ภาษาไทย/THAI)
คําเตือน! กอนการใชงานอุปกรณของ Hypertherm ทั้งหมด โปรดอานคําแนะนําดาน
ความปลอดภัยในคูมือการใชสินคา คูมือดานความปลอดภัยและการปฏิบัติ
ตาม (80669C), คูมือดานความปลอดภัยและการปฏิบัติตามสําหรับการใชหัวตัดระบบ
วอเตอรเจ็ต (80943C) และ คูมือคําเตือนเกี่ยวกับความถี่วิทยุ (80945C)
การไมปฏิบัติตามคําแนะนําดานความปลอดภัยอาจสงผลใหเกิดการบาดเจ็บหรือเกิด
ความเสียหายตออุปกรณ
สินคาอาจมีสําเนาคูมือในรูปแบบอิเล็กทรอนิกสและแบบสิ่งพิมพแนบมาดวย นอกจาก
นี้ คุณสามารถขอรับสําเนาคูมือแตละประเภทเปนภาษาตาง ๆ ที่มีใหใชงานไดที่ “คลัง
เอกสาร” ในเว็บไซต www.hypertherm.com
TR (TÜRKÇE/TURKISH)
UYARI! Bir Hypertherm ekipmanını çalıştırmadan önce, ürününüzün kullanım
kılavuzunda, Güvenlik ve Uyumluluk Kılavuzu’nda (80669C), Su Jeti Güvenlik
ve Uyumluluk Kılavuzu’nda (80943C) ve Radyo Frekansı Uyarısı Kılavuzu’nda
(80945C) yer alan güvenlik talimatlarını okuyun.
Kılavuzların kopyaları, elektronik ve basılı formatta ürünle birlikte verilebilir.
Her biri tüm dillerde yayınlanan kılavuzların kopyalarını www.hypertherm.com
adresindeki “Documents library” (Dosyalar kitaplığı) başlığından da elde
edebilirsiniz.
VI (TIẾNG VIỆ T/VIETNAMESE)
CẢNH BÁO! Trước khi vận hành bất kỳ thiết bị Hypertherm nào, hãy đọc
các hướng dẫn an toàn trong hướng dẫn sử dụng sản phẩm của bạn,
Sổ tay An toàn và Tuân thủ
(80943C), và
thủ các hướng dẫn an toàn có thể dẫn đến thương tích cá nhân hoặc hư
hỏng thiết bị.
Bản sao của các hướng dẫn sử dụng có thể đi kèm sản phẩm ở định dạng
điện tử và bản in. Bạn cũng có thể lấy bản sao của các hướng dẫn sử dụng,
thuộc tất cả các ngôn ngữ hiện có cho từng hướng dẫn sử dụng, từ “Thư
viện tài liệu” tại địa chỉ www.hypertherm.com.
Hướng dẫn Cảnh báo Tần số Vô tuyến
(80669C),
Sổ tay An toàn và Tuân thủ Tia nước
(80945C). Không tuân
ZH-CN (简 体中文/CHINESE SIMPLIFIED)
警告! 在操作任何海宝设备之前,请阅读产品手册、《安全和法规遵守手
册》 (80669C)、《水射流安全和法规遵守手册》 (80943C) 以及
《射频警告手册》 (80945C) 中的安全操作说明。
随产品提供的手册可能提供电子版和印刷版两种格式。您也可从
“Documents library” (文档资料库)中获取每本手册所有可用语言的副本,
网址为 www.hypertherm.com.
ZH-TW (繁 體中文/CHINESE TRADITIONAL)
警告!在操作任何Hypertherm設備前,請先閱讀您產品手冊內的安全指
示,包括 《安全和法規遵從手冊》(80669C)、《水刀安全和法規遵從手冊》
(80943C),以及 《無線電頻率警示訊號手冊》(80945C)。
手冊複本可能以電子和印刷格式隨附產品提供。您也可以在
www.hypertherm.com 的 「文檔資料庫」內獲取所有手冊的多語種複本。


Inhalt
Elektromagnetische Verträglichkeit (EMV) ..........................................................................21
Einführung..............................................................................................................................................................21
Installation und Einsatz........................................................................................................................................21
Einschätzung des Bereichs ...............................................................................................................................21
Methoden der Emissionsreduzierung ..............................................................................................................21
Netzanschluss...........................................................................................................................................21
Wartung des Schneidgeräts .............................................................................................................................21
Schneidkabel.........................................................................................................................................................21
Potenzialausgleich ...................................................................................................................................21
Erdung des Werkstücks.........................................................................................................................22
Entstörung und Abschirmung............................................................................................................................22
Gewährleistung ..........................................................................................................................23
Achtung..................................................................................................................................................................23
Allgemeines ...........................................................................................................................................................23
Patentschutz..........................................................................................................................................................23
Haftungsbeschränkung.......................................................................................................................................23
Nationale und örtliche Vorschriften..................................................................................................................23
Haftungsgrenze ....................................................................................................................................................24
Versicherung .........................................................................................................................................................24
Übertragung von Rechten..................................................................................................................................24
Gewährleistungsregelung für Wasserstrahlprodukte..................................................................................24
Produkt .......................................................................................................................................................24
Gewährleistungsregelung für Teile ......................................................................................................24
EDGE Connect Installations- und Konfigurations-Handbuch 809341 9

Inhalt
Shrink-Wrap Lizenzvereinbarung ...........................................................................................25
1 Spezifikationen und Installation ............................................................................................ 27
Übersicht............................................................................................................................................................... 27
Typenschild............................................................................................................................................... 28
Wareneingangskontrolle........................................................................................................................ 29
Reklamationen.............................................................................................................................. 29
Installationsanforderungen................................................................................................................................ 29
Aufstellung der Anlagenkomponenten ........................................................................................................... 30
Spezifikationen der integrierten CNC ............................................................................................................ 30
Umgebungsanforderungen............................................................................................................................... 30
EDGE Connect (Modellnummer 090184).................................................................................................... 31
Bevor Sie beginnen ................................................................................................................................ 32
Gehäuse........................................................................................................................................ 32
Monitor........................................................................................................................................... 32
Videokabel .................................................................................................................................... 35
USB-Kabel.................................................................................................................................... 35
Ethernet-Kabel............................................................................................................................. 35
EtherCAT-Kabel .......................................................................................................................... 36
Externe Stromversorgung und Netzkabel.............................................................................. 36
Ein/Aus-Taste und Kabel........................................................................................................... 37
EtherCAT-Antriebe ..................................................................................................................... 37
EDGE Connect – Installationsübersicht............................................................................................ 38
EDGE Connect – Abmessungen und Gewicht............................................................................... 39
Montage der EDGE Connect............................................................................................................... 39
EDGE Connect – Wandmontage ........................................................................................... 39
EDGE Connect – DIN-Schienenmontage ............................................................................ 40
Erden der EDGE Connect .................................................................................................................... 40
EDGE Connect – Lage der Anschlüsse............................................................................................ 41
EDGE Connect TC (Modellnummer 090198)............................................................................................. 42
Bevor Sie beginnen ................................................................................................................................ 43
Ethernet-Kabel............................................................................................................................. 43
EtherCAT-Kabel .......................................................................................................................... 43
Externe Stromversorgung und Netzkabel.............................................................................. 44
EtherCAT-Antriebe ..................................................................................................................... 44
EDGE Connect TC – Installationsübersicht..................................................................................... 45
EDGE Connect TC – Touchscreen-Spezifikationen...................................................................... 46
EDGE Connect TC – Abmessungen und Gewicht........................................................................ 46
10 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Inhalt
Montage der EDGE Connect TC........................................................................................................ 48
EDGE Connect TC – Bodenmontage ................................................................................... 48
EDGE Connect TC – VESA-Montage................................................................................... 49
EDGE Connect TC – bündige Montage ............................................................................... 50
Erden der EDGE Connect TC ............................................................................................................. 53
EDGE Connect TC – Lage der E/A-Anschlüsse an der Rückseite............................................ 54
Empfohlene Erdung und Abschirmung .......................................................................................................... 55
Einführung................................................................................................................................................. 55
Erdung und Masse.................................................................................................................................. 55
Erdungsmaßnahmen............................................................................................................................... 56
Beispiel für ein Erdungsschema bei einer HPR- oder MAXPRO200-Schneidanlage ........... 60
Beispiel für ein Erdungsschema bei einer XPR-Schneidanlage .................................................. 61
Symbole und Prüfzeichen.................................................................................................................................. 62
2 Bedienung .................................................................................................................................. 65
Bedienung der Phoenix-Software ................................................................................................................... 66
Bedienung der Standard-Software-Bedienerkonsole von Hypertherm ................................................. 67
Registerkarte „Stationssteuerung“...................................................................................................... 68
Programmsteuerung............................................................................................................................... 68
Registerkarte „Manuelle Bewegung“.................................................................................................. 69
Registerkarte „Screenshot und Live-Video“ ..................................................................................... 70
Registerkarte „Informationen“............................................................................................................... 71
Automatisches Öffnen einer kundenspezifischen Software-Bedienerkonsole..................................... 72
Bevor Sie beginnen ................................................................................................................................ 72
Modifizierung des EDGE Connect Launcher ................................................................................... 72
Phoenix – Hilfe und technische Dokumentation.......................................................................................... 75
Bedienung der EDGE Connect TC Hardware-Bedienerkonsole............................................................ 79
Bedienen des Touchscreens............................................................................................................................ 79
Touchscreens, Wasserspritzer und unabsichtliche Bewegung................................................... 79
Optionale Tastatur und Maus........................................................................................................................... 80
3 Maschinenstopp-Strategien und Tischausrüstung.............................................................81
Maschinenstopp-Strategien ..............................................................................................................................81
So wird die Anlagenbewegung durch die CNC gestoppt.........................................................................82
Programmunterbrechung/-abbruch (regulärer Stopp)....................................................................82
Schnellstopp/hohe Bremsverzögerung (sofortiger Stopp) ............................................................82
Rampenfehler............................................................................................................................................82
Vergleich von Not-Aus und Schnellstopp ..........................................................................................84
Schnellstopp .................................................................................................................................84
Not-Aus ..........................................................................................................................................84
EDGE Connect Installations- und Konfigurations-Handbuch 809341 11

Inhalt
Aktivierung der Schneidanlage nach dem Aus- und Einschalten oder Stopp.......................................85
Beispiel für eine Sicherheitsschaltung............................................................................................................86
Antriebs-Aktivierungssignale.............................................................................................................................87
Ausgang „Antriebsaktivierung“ .............................................................................................................87
Eingang „Antrieb deaktiviert“.................................................................................................................87
Hardware-Bewegungsgrenzen.........................................................................................................................87
Software-Bewegungsgrenzwerte.....................................................................................................................88
Endlagen-Schalter ...............................................................................................................................................89
Allgemeine Empfehlungen .................................................................................................................................90
4 Konfigurieren des EtherCAT-Netzwerks............................................................................... 91
Bevor Sie beginnen ............................................................................................................................................ 91
Scannen Ihrer Slave-Geräte............................................................................................................................. 92
Aktivieren und Konfigurieren verteilter Uhren ............................................................................................... 96
Exportieren Ihrer Netzwerkkonfiguration in die CNC............................................................................... 100
5 Maschinenachsen................................................................................................................... 103
Übersicht............................................................................................................................................................ 103
Achsen-Ausrichtung und positive Bewegung........................................................................................... 104
Achsenzuordnungen........................................................................................................................................ 105
4 Achsen, I-Schneiden, kein Doppelportal .................................................................................... 105
5 Achsen, I-Schneidn, mit Doppelportale ...................................................................................... 106
6 Achsen, 2 Stationen, I-Schneiden, mit Doppelportal............................................................... 106
Bildschirm „Maschinen-Konfigurationen“................................................................................................... 106
Transversal- oder Schienenachse.................................................................................................... 107
Verwendung von Software-Bewegungsgrenzwerten.................................................................. 110
Doppelportalachse............................................................................................................................... 112
6 Geschwindigkeiten ................................................................................................................. 113
Einstellen der Geschwindigkeiten................................................................................................................ 113
Einstellen der Geschwindigkeitsbereiche (Geschwindigkeitswechsel).................................. 113
Beschleunigungswerte ....................................................................................................................... 114
Maximale Maschinengeschwindigkeit ............................................................................................. 115
Einstellen der Geschwindigkeit für manuelle Bewegungen....................................................... 115
Rückstellgeschwindigkeiten .............................................................................................................. 116
Eckengeschwindigkeit ........................................................................................................................ 116
Begrenzte Geschwindigkeiten.......................................................................................................... 117
Trapezförmige Bewegung im Vergleich zur S-Kurven-Bewegung....................................................... 117
Konfigurieren der S-Kurve.................................................................................................................. 119
Ändern der Schnittgeschwindigkeit............................................................................................................. 120
12 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Inhalt
Schnittgeschwindigkeit und Beschleunigung wirken sich auf die Schnittqualität aus ........ 120
7 E/A – Ein- und Ausgänge....................................................................................................... 121
Einführung.......................................................................................................................................................... 121
Arten von E/A.................................................................................................................................................... 121
E/A mit fester Funktion (virtuell)........................................................................................................ 121
Anzeigen der E/A mit fester Funktion.............................................................................................. 122
E/A mit fester Funktion für HPRXD-Plasma-Stromquellen ............................................ 122
E/A mit fester Funktion für die Hardware-Bedienerkonsole EDGE Connect TC ..... 123
Mehrzweck-E/A .................................................................................................................................... 123
Nummerierte E/A.................................................................................................................................. 123
Zuweisen von E/A............................................................................................................................................ 124
So weist Phoenix E/A zu .................................................................................................................... 124
Zuweisen der Digital-E/A ................................................................................................................... 125
Logik............................................................................................................................................ 126
Verwendung von Brennerkollisionen ................................................................................... 126
Antriebsaktivierungen.............................................................................................................. 126
Anfangs-Rückkopplungsverzögerung ................................................................................. 126
Joystick montiert ....................................................................................................................... 127
Analog-E/A ............................................................................................................................................ 127
Lichtbogen-Spannung ............................................................................................................ 127
Geschwindigkeits-Potentiometer aktivieren ...................................................................... 127
Anpassen der Geschwindigkeitssteuerung ....................................................................... 128
Zuweisen der Analogeingänge ............................................................................................. 128
Analogeingangs-Offset 1–32 ............................................................................................... 129
Analogausgänge................................................................................................................................... 129
Definitionen von Digital-E/A............................................................................................................... 129
Digitaleingänge......................................................................................................................... 129
Digitalausgänge........................................................................................................................ 134
8 Brennerhöhensteuerung (Torch Height Control – THC) .................................................. 137
Sensor THC ...................................................................................................................................................... 137
Informationen zur Plasma-Brennerhöhensteuerung..................................................................... 137
Konfiguration der Sensor THC ......................................................................................................... 138
Zuweisen der Sensor THC zu einer Achse................................................................................................ 139
Einstellen der Geschwindigkeiten und Beschleunigung ........................................................................ 139
Brennerhöhendeaktivierung konfigurieren.................................................................................................. 140
THC-Achse festlegen ..................................................................................................................................... 142
Spannungsverstärkung ....................................................................................................................... 142
Servo-Fehlertoleranz ........................................................................................................................... 142
EDGE Connect Installations- und Konfigurations-Handbuch 809341 13

Inhalt
Abrisskraft-Toleranz............................................................................................................................. 142
Encoderzählungen pro mm ................................................................................................................ 143
Wiederholung bei Übertragungsfehler............................................................................................ 143
Gleitlänge............................................................................................................................................... 143
Rücksetz-Einstellung bei stromgesteuerten Antrieben ............................................................... 144
Nachführungsmodus ........................................................................................................................... 144
Rückstellung der Achse.................................................................................................................................. 145
Manuell ................................................................................................................................................... 145
Automatisch........................................................................................................................................... 145
Betriebsmodi der Sensor THC festlegen................................................................................................... 145
Automatische Modi.............................................................................................................................. 145
Manueller Modus.................................................................................................................................. 146
Modus „Lichtbogen-Spannungsabtastung“ .................................................................................. 146
Eingestellte Lichtbogen-Spannung.................................................................................................. 148
Methoden zum Ändern der eingestellten Lichtbogen-Spannung ................................. 148
THC-Spannungsoffsets.......................................................................................................... 149
Offsets automatisch bei Sensor THC ändern ................................................................... 150
Lichtbogen-Spannung im Automatikbetrieb erhöhen oder verringern......................... 150
Schneidhöhe im manuellen Betrieb erhöhen und absenken...................................................... 151
Lichtbogen-Spannung auf dem Prozessbildschirm oder in der Schneidtabelle ändern..... 151
Anfangshöhenabtastung................................................................................................................................. 152
IHS-Sequenz......................................................................................................................................... 152
IHS im manuellen Betrieb................................................................................................................... 152
Durchführung der ersten Anfangshöhenabtastung...................................................................... 152
IHS-Offset.................................................................................................................................. 153
IHS-Offset.................................................................................................................................. 154
Wann die Höhensteuerung deaktiviert werden sollte.................................................................. 155
THC-Betriebsabfolge...................................................................................................................................... 155
Konfigurieren eines Watch Windows ......................................................................................................... 157
9 Stationskonfiguration............................................................................................................. 159
Übersicht............................................................................................................................................................ 159
Mehrzweck- und nummerierte E/A............................................................................................................... 160
Mehrzweck-E/A .................................................................................................................................... 160
Nummerierte E/A.................................................................................................................................. 160
Stations-E/A aktivieren ................................................................................................................................... 161
Eingänge für die automatische und die manuelle Auswahl und
Stations-Aktivierungs-LED-Ausgang............................................................................................... 161
Manuellen Betrieb als Override verwenden................................................................................... 163
Zusammengefasst................................................................................................................................ 163
THC- und Schneidtabellen-Konfiguration auf dem Bildschirm „Stationskonfiguration“ ................. 165
Anweisungen zur Verwendung des Bildschirms „Stationskonfiguration“............................... 166
14 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Inhalt
Prozesskonflikt.................................................................................................................................................. 166
Beispiel eines Prozesskonflikts......................................................................................................... 167
So hängt ein Werkzeug mit einer Station zusammen...................................................... 167
Beispiel für einen Prozesskonflikt, durch den ein Programm nicht geladen werden kann.. 168
Beseitigung eines Prozesskonfliktfehlers ....................................................................................... 169
Die Einstellungen sehen auf dem nachstehenden Bildschirm korrekt aus. ................ 169
Die Ursache des Fehlers ........................................................................................................ 170
Schritte zur Fehlerbeseitigung ...................................................................................................................... 170
Entfernen einer Station von der Software-Bedienerkonsole...................................................... 171
10 Plasma-Konfiguration ............................................................................................................ 173
Übersicht............................................................................................................................................................ 173
Plasma 1 und Plasma 2.................................................................................................................................. 174
Abtasteinstellungen für eine Schneidanlage mit einem einzigen Brenner.............................. 174
Abtasteinstellungen für eine Schneidanlage mit mehreren Brennern...................................... 175
Abtasteinstellungen für eine Schneidanlage mit zwei Brennern............................................... 177
Plasmaschnittsequenz .................................................................................................................................... 178
Einstellen der Ein- und Ausgänge für das Plasmaschneiden ................................................................ 181
E/A mit fester Funktion für HPRXD.................................................................................................. 181
Stations-E/A für die Software-Bedienerkonsole .......................................................................... 181
Zusammenfassung: Konfigurieren der Plasmaroutine............................................................................. 182
E/A, Status der Plasma-Stromquelle und Diagnoseinformationen....................................................... 183
Status der Plasma-Stromquelle........................................................................................................ 183
Fern-Tools (HPR-Diagnose).............................................................................................................. 184
E/A der Plasma-Stromquelle und Gaskonsole ............................................................................. 185
Eingänge der Plasma-Stromquelle ...................................................................................... 185
Gaskonsolen-Eingänge .......................................................................................................... 186
Ausgänge der Plasma-Stromquelle..................................................................................... 187
Gaskonsolen-Ausgänge......................................................................................................... 188
11 Phoenix-Konfigurations-Dateien......................................................................................... 189
Über Konfigurations-Dateien......................................................................................................................... 189
Konfigurations-Dateien aus vorherigen Versionen von Phoenix................................................ 190
Speichern und Laden der Konfigurations-Datei ....................................................................................... 190
Speichern einer Konfigurations-Datei unter einem anderen Namen........................................ 191
Laden einer Konfigurations-Datei..................................................................................................... 191
Speichern von Systemdateien zur Fehlerbeseitigung ............................................................................. 192
Speichern und Laden von Standardeinstellungen ................................................................................... 192
Default.ini speichern ............................................................................................................................ 192
Default.ini laden .................................................................................................................................... 193
EDGE Connect Installations- und Konfigurations-Handbuch 809341 15

Inhalt
Auf Werkseinstellungen zurücksetzen ........................................................................................................ 194
12 Lokales Netzwerk nutzen ...................................................................................................... 195
Verbindung zu einem lokalen Netzwerk über WLAN oder Ethernet herstellen ................................. 195
Anmerkungen ........................................................................................................................................ 197
Laufwerke zuordnen ........................................................................................................................................ 198
13 Sichern und Wiederherstellen des Systems ..................................................................... 201
Einführung.......................................................................................................................................................... 201
Sicherung........................................................................................................................................................... 202
Wiederherstellen.............................................................................................................................................. 204
14 Fehlerbeseitigung und Diagnose ......................................................................................... 207
Speichern von Systemdateien zur Fehlerbeseitigung ............................................................................. 208
™
Remote Help
CNC-Fehlerbeseitigung ................................................................................................................................. 209
CNC-Meldungen.................................................................................................................................. 209
CNC-Informationsbildschirm............................................................................................................. 209
Allgemeine CNC-Fehlerbeseitigung................................................................................................ 211
PC-Leiterplatte und Steckverbinder prüfen................................................................................... 215
Daten mit einem Oszilloskop protokollieren................................................................................... 217
Fehlerbeseitigung an der HPRXD-Plasma-Stromquelle......................................................................... 221
Hilfe bei HPR-Fehler ........................................................................................................................... 221
von einem Techniker ............................................................................................................ 209
Sie drücken auf die Ein/Aus-Taste, aber die CNC schaltet sich nicht EIN................ 211
Die Ein/Aus-Taste ist beleuchtet, doch der Touchscreen oder Monitor bleiben dunkel..
212
Die Warnung Die Anzeige-Einstellungen für dieses System weisen nicht die optimalen
Werte auf erscheint ................................................................................................................. 213
Auf dem Monitor sind Einbrennen, Geisterbilder oder Silhouetten vorher angezeigter
Bilder sichtbar........................................................................................................................... 213
Zuvor zugeordnete lokale Netzwerk-Laufwerke werden nicht angezeigt, wenn Sie
versuchen, ein Teil zu laden................................................................................................... 213
Sie können keine Teileprogramme über das lokale Netzwerk (LAN oder WLAN)
herunterladen. ........................................................................................................................... 214
Ein USB-Gerät wird von der CNC nicht erkannt.............................................................. 214
LEDs und Testpunkte für EDGE Connect TC................................................................... 215
USB-, EtherCAT- und LAN-Anschlüsse und Hardware-Bedienerkonsole prüfen ... 217
Hardware-Bedienerkonsole nur für EDGE Connect TC................................................. 217
Speichern einer Oszilloskop-Datei....................................................................................... 219
Laden einer Oszilloskop-Datei .............................................................................................. 219
Anzeigen einer Oszilloskop-Datei ........................................................................................ 220
16 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Inhalt
HPR-Informationsbildschirme ........................................................................................................... 221
Eine HPRXD auf dem EtherCAT-Netzwerk überbrücken........................................................... 222
Die HPRXD einer Einzel-HPRXD-Schneidanlage überbrücken ................................... 223
Die HPRXD in einer Einzel-HPRXD-Schneidanlage wieder ins Netzwerk eingliedern ....
224
Eine HPRXD in einer Mehrfach-HPRXD-Schneidanlage überbrücken....................... 224
Eine HPRXD in einer Mehrfach-HPRXD-Schneidanlage wieder ins Netzwerk
eingliedern.................................................................................................................................. 226
Statusmeldungen ............................................................................................................................................. 228
Statusmeldungen zur Plasmaschnittsequenz................................................................................ 228
Meldungen zum Werkzeugstatus..................................................................................................... 229
Dialogfeld-Meldungen: Pausen, Störungen und Fehler.......................................................................... 230
Dialogfeld-Meldungen von Werkzeugen ........................................................................................ 230
Beispiel eines Dialogfelds für einen Werkzeugfehler ...................................................... 230
Fehlerbeseitigung bei Werkzeugfehlern ............................................................................. 231
Pausen, Störungen und Fehler der CNC ....................................................................................... 231
Fehlerbeseitigung bei Pausen, Störungen und Fehler der CNC .................................. 232
Beispiele für Dialogfeld-Meldungen der CNC ................................................................. 233
CNC-Fehlermeldungs-Referenz....................................................................................................... 235
Schnellstopp aktiv.................................................................................................................... 235
HPR-Fehler................................................................................................................................ 235
Schneidgas-Ausfall.................................................................................................................. 236
Schnittsensorsignal-Ausfall ................................................................................................... 236
Ungültiger Prozess im Teile-Programm angefordert........................................................ 237
Remote-Pause aktiv................................................................................................................. 238
Schaltmatte aktiv ...................................................................................................................... 238
Softwarelimit aktiv .................................................................................................................... 239
Brennerkollision ........................................................................................................................ 239
Feldbus-Antriebe nicht bereit................................................................................................ 240
HPR# für Service herausnehmen? ...................................................................................... 240
CNC-Fehlermeldungsreferenz.......................................................................................................... 242
Fehler 1) Transversal-Positions-Fehler ............................................................................... 242
Fehler 2) Schienen-Positions-Fehler................................................................................... 242
Fehler 3) Doppelportal-Positions-Fehler ............................................................................ 242
Fehler 4) Rotations-Positions-Fehler................................................................................... 243
Fehler 5) Kipp-Positions-Fehler............................................................................................ 243
Fehler 6) CBH-Positions-Fehler........................................................................................... 243
Fehler 7) THC-Positions-Fehler............................................................................................ 243
Fehler 8) Positive Hardware-Bewegungsgrenze bei Transversale............................... 244
Fehler 9) Positive Hardware-Bewegungsgrenze bei Schiene....................................... 245
Fehler 13) Negative Hardware-Bewegungsgrenze bei Transversale .......................... 246
Fehler 14) Negative Hardware-Bewegungsgrenze bei Schiene .................................. 247
EDGE Connect Installations- und Konfigurations-Handbuch 809341 17

Inhalt
Fehler 18) Positive Software-Bewegungsgrenze bei Transversale ............................. 247
Fehler 19) Positive Software-Bewegungsgrenze bei Schiene...................................... 248
Fehler 23) Negative Software-Bewegungsgrenze bei Transversale............................ 248
Fehler 24) Negative Software-Bewegungsgrenze bei Schiene.................................... 248
Fehler 28) Positive Hardware-Bewegungsgrenze bei Kippen ...................................... 249
Fehler 29) Negative Hardware-Bewegungsgrenze bei Kippen .................................... 249
Fehler 30) Positive Software-Bewegungsgrenze bei Kippen........................................ 250
Fehler 31) Negative Software-Bewegungsgrenze bei Kippen...................................... 251
Fehler 34) Positive Software-Bewegungsgrenze bei Rotation ..................................... 251
Fehler 35) Negative Software-Bewegungsgrenze bei Rotation ................................... 251
Fehler 36) Doppelportal-Schräge-Fehler........................................................................... 252
Fehler 37) Kollisions-Fehler................................................................................................... 252
Fehler 38) Übermäßige mechanische Schräglage........................................................... 253
Fehler 41) Doppelkopf-Kollisions-Fehler............................................................................ 254
Fehler 42) Brennerkollision.................................................................................................... 255
Fehler 44) Hardwarestörung oder -fehler........................................................................... 256
Fehler 45) Positive Hardware-Bewegungsgrenze bei Doppel-Transversale............. 257
Fehler 46) Negative Software-Bewegungsgrenze bei Doppel-Transversale ............ 257
Fehler 47) Positive Software-Bewegungsgrenze bei Doppel-Transversale .............. 257
Fehler 48) Negative Software-Bewegungsgrenze bei Doppel-Transversale ............ 258
Fehler 60) Feldbus-Konfigurationsfehler ............................................................................ 258
Fehler 61) Feldbus-Gerätefehler.......................................................................................... 259
Netzwerk-Diagnosebildschirm .......................................................................................................... 259
Fehler 62) Feldbus-Netzwerkfehler...................................................................................... 260
Fehler 64) Feldbus-Slave-Fehler.......................................................................................... 261
Fehler 66) RTOS-Watchdog-Fehler ................................................................................... 262
Fehler 67) PLC- (SPS-)Anwendung ................................................................................... 262
Fehler 68) PLC (SPS)............................................................................................................. 262
HASP-Warnung und Fehlermeldungsreferenz ............................................................................. 263
Die Warnung Diese Steuerung ist abgelaufen erscheint............................................... 263
Fehler 18) HASP-Schlüssel-ID nicht gefunden................................................................ 264
Fehler 19) HASP ungültige Aktualisierungsdaten............................................................ 264
Error 54) HASP-Update zu alt .............................................................................................. 264
Fehler 55) HASP-Update zu neu ......................................................................................... 265
Tipps zum Plasmaschneiden......................................................................................................................... 266
Schnittqualitätsprobleme.................................................................................................................... 266
Winkelstellung........................................................................................................................... 266
Bartbildung ................................................................................................................................ 267
Oberflächengüte....................................................................................................................... 267
Farbe ........................................................................................................................................... 268
Grundlegende Schritte zur Verbesserung der Schnittqualität .................................................. 268
18 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Inhalt
Schritt 1: Schneidet der Plasmalichtbogen in der richtigen Richtung?...................... 268
Schritt 2: Wurde der richtige Prozess für das Material und dessen Stärke gewählt?......
269
Schritt 3: Sind die Verschleißteile abgenutzt?.................................................................. 270
Schritt 4: Ist der Brenner rechtwinklig zum Werkstück ausgerichtet?........................ 270
Schritt 5: Ist die Schneidhöhe richtig eingestellt? ........................................................... 270
Schritt 6: Ist die Schnittgeschwindigkeit zu hoch oder zu niedrig eingestellt?......... 271
Schritt 7: Gibt es Probleme mit dem Gasversorgungssystem? ................................... 271
Schritt 8: Vibriert der Brenner?............................................................................................. 271
Schritt 9: Muss der Tisch fein eingestellt werden?.......................................................... 271
Tipps für das Fasenschneiden...................................................................................................................... 272
Fasenschnitt-Typen ............................................................................................................................. 272
I-Schnitt...................................................................................................................................... 272
V-Schnitt .................................................................................................................................... 272
A-Schnitt .................................................................................................................................... 272
Y-Oberseitenschnitt ................................................................................................................ 272
Y-Unterseitenschnitt................................................................................................................ 272
X-Schnitt .................................................................................................................................... 273
K-Schnitt .................................................................................................................................... 273
Tipps für das Fasenschneiden .......................................................................................................... 273
Fehlgeschnittene („abgebrochene“) Ecke.......................................................................... 274
Unbeständige Schnittqualität auf einer Teiloberfläche.................................................... 274
Abgerundete Kanten an Y-Oberseitenschnitten............................................................... 275
Teileabmessungen ändern sich in einer Verschachtelung ............................................. 276
Zackenschnitt............................................................................................................................ 277
Falsche Abmessung für die Anschlusskante an einem Y-Oberseitenschnitt............. 278
Verschleißteile auswechseln ......................................................................................................................... 279
15 Austausch von Teilen............................................................................................................. 283
Erforderliche Werkzeuge................................................................................................................................ 283
Abnehmen des hinteren Gehäuses ............................................................................................................. 284
Montage des hinteren Gehäuses................................................................................................................. 287
Touchscreen austauschen............................................................................................................................. 289
Integrierte CNC austauschen ....................................................................................................................... 299
Austauschen der Leiterplatte des Stromverteilers oder der Hardware-Bedienerkonsole .............. 303
Austauschen der Ein/Aus-Taste................................................................................................................... 306
Austauschen der vorderen USB-Buchse................................................................................................... 307
Austauschen der Start- oder Stoppschalter-Baugruppe ....................................................................... 310
Austauschen der Potentiometer und des Kabelstrangs ......................................................................... 312
Austauschen des Kippschalters................................................................................................................... 315
Austauschen des Joysticks............................................................................................................................ 318
Austauschen des Kabelbaums der Hardware-Bedienerkonsole.......................................................... 324
EDGE Connect Installations- und Konfigurations-Handbuch 809341 19

Inhalt
Austauschen der E/A-Rückplatte................................................................................................................. 330
Austauschen der hinteren USB-Buchse .................................................................................................... 332
Austauschen der Ethernet- oder EtherCAT-Buchse............................................................................... 334
16 Teile........................................................................................................................................... 337
Interne EtherCAT-Kabel ................................................................................................................................. 337
Touchscreen-Kabel ......................................................................................................................................... 337
Gehäuse und Hardware ................................................................................................................................. 338
Ersatzteile der Frontplatte und E/A-Rückplatte ........................................................................................ 338
Interne Teile....................................................................................................................................................... 339
Teile der Bedienerkonsole ............................................................................................................................. 339
Optionales Zubehör......................................................................................................................................... 340
Verlängerungskabel für WLAN-Antenne ........................................................................................ 340
Ethernet- und EtherCAT-Schottanschluss .................................................................................... 340
Montageoptionen ................................................................................................................................. 340
USB-Stick mit Betriebsanleitungen................................................................................................. 340
EtherCAT-Test-Leiterplatte ............................................................................................................... 340
Externe EtherCAT-Kabel ................................................................................................................................ 341
EtherCAT-Antriebe und E/A-Module .......................................................................................................... 342
17 Schaltpläne.............................................................................................................................. 343
EDGE Connect CNC-Anschlussschema (Blatt 1 von 1)........................................................... 345
EDGE Connect TC CNC-Anschlussschema (Blatt 1 von 3).................................................... 346
EDGE Connect TC CNC-Anschlussschema (Blatt 2 von 3).................................................... 347
EDGE Connect TC CNC-Anschlussschema (Blatt 3 von 3).................................................... 348
20 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Elektromagnetische Verträglichkeit (EMV)
Einführung
Hypertherm-Anlagen mit CE-Kennzeichnung werden in
Übereinstimmung mit Norm EN60974-10 hergestellt. Die Anlage sollte
gemäß den nachfolgenden Hinweisen installiert und betrieben werden,
um elektromagnetische Verträglichkeit sicherzustellen.
Die von EN60974-10 vorgegebenen Grenzwerte reichen unter
Umständen nicht aus, um Störungen vollständig zu beseitigen, wenn sich
die Störquelle in der Nähe befindet oder die Anlage sehr empfindlich ist.
In solchen Fällen können weitere Maßnahmen zur Reduzierung von
Störungen erforderlich sein.
Dieses Schneidgerät ist nur für die Verwendung in industriellen
Umgebungen geeignet.
Installation und Einsatz
Der Benutzer ist dafür verantwortlich, das Plasmagerät entsprechend
den Herstelleranweisungen zu installieren und zu verwenden.
Treten elektromagnetische Störungen auf, liegt es in der Verantwortung
des Benutzers, das Problem mit technischer Unterstützung des
Herstellers zu lösen. Manchmal reichen einfache Maßnahmen wie das
Erden des Schneidkreises aus. Siehe Erdung des Werkstücks. In
anderen Fällen müssen Stromquelle und Arbeitsbereich mit einer
elektromagnetischen Abschirmung mit entsprechenden Eingangsfiltern
umgeben werden. Elektromagnetische Störungen müssen stets so weit
reduziert werden, dass sie kein Problem mehr darstellen.
Methoden der Emissionsreduzierung
Netzanschluss
Das Schneidgerät muss gemäß den Empfehlungen des Herstellers
an das Stromnetz angeschlossen werden. Treten Störungen auf,
können zusätzliche Maßnahmen, wie Filterung der Netzversorgung,
erforderlich sein.
Es sollte in Betracht gezogen werden, das Netzkabel einer fest
installierten Anlage in metallischem Kabelkanal oder ähnlichem
abzuschirmen. Die Abschirmung sollte auf der ganzen Länge elektrisch
ununterbrochen sein. Die Abschirmung sollte so an die Netzversorgung
des Schneidgeräts angeschlossen sein, dass ein guter elektrischer
Kontakt zwischen dem Kabelkanal und dem Gehäuse der Stromquelle
des Schneidgeräts besteht.
Wartung des Schneidgeräts
Das Schneidgerät muss gemäß den Empfehlungen des Herstellers
routinemäßig gewartet werden. Alle Zugangs- und Wartungsklappen
und -abdeckungen sollten während des Betriebs geschlossen und
ordnungsgemäß befestigt sein. Das Schneidgerät sollte in keiner Weise
modifiziert werden, außer wie in den Herstelleranweisungen schriftlich
beschrieben und in Übereinstimmung mit diesen. So sollten
beispielsweise die Funkenstrecken der Lichtbogen-Zünd- und
Stabilierungsgeräte gemäß den Empfehlungen des Herstellers
angepasst und gewartet werden.
Einschätzung des Bereichs
Vor der Installation der Anlage sollte der Benutzer die potenziellen
elektromagnetischen Probleme in der Umgebung beurteilen. Folgende
Punkte sind dabei zu berücksichtigen:
a. Andere Versorgungskabel, Steuerkabel, Signal- und
Telefonkabel über, unter und neben der Schneidanlage.
b. Radio- und Fernsehsende- und -empfangsgeräte.
c. Computer und andere Steuergeräte.
d. Sicherheitskritische Geräte, wie Schutzvorrichtungen für
industrielle Anlagen.
e. Gesundheit der Menschen in der Umgebung, z.B. Tragen
von Herzschrittmachern und Hörgeräten.
f. Kalibrier- oder Messgeräte.
g. Störfestigkeit anderer Geräte in der Umgebung. Der Benutzer
muss sicherstellen, dass andere in der Umgebung verwendete
Geräte kompatibel sind. Dazu können zusätzliche
Schutzmaßnahmen erforderlich sein.
h. Tageszeit, zu der Schneid- oder andere Arbeiten durchgeführt
werden.
Wie groß der zu berücksichtigende Bereich sein muss, hängt von der
Bauweise des Gebäudes und den anderen dort stattfindenden
Aktivitäten ab. Der Umgebungsbereich kann sich über die Grenzen des
Betriebsgeländes hinaus erstrecken.
Schneidkabel
Die Schneidkabel sollten so kurz wie möglich gehalten werden und eng
zusammen am Boden entlang bzw. in Bodennähe verlaufen.
Potenzialausgleich
Elektrische Verbindung aller metallischen Bauteile an der Schneidanlage
und in ihrer Nähe sollte in Betracht gezogen werden.
Elektrisch mit dem Werkstück verbundene metallische Bauteile erhöhen
jedoch das Risiko, dass der Bediener einen elektrischen Schlag
bekommen könnte, wenn er diese metallischen Bauteile und die
Elektrode (bzw. Düse bei Laserköpfen) gleichzeitig berührt.
Der Bediener ist von allen derartig verbundenen metallischen Bauteilen
zu isolieren.
Sicherheit und Übereinstimmung 21

Elektromagnetische Verträglichkeit (EMV)
Erdung des Werkstücks
Ist das Werkstück aus Sicherheitsgründen nicht elektrisch mit der Erde
verbunden oder aufgrund seiner Größe und Position nicht geerdet
(z.B. Schiffsrumpf oder Baustahl), kann eine Verbindung des
Werkstücks zur Erde die Emissionen in manchen, aber nicht allen Fällen
reduzieren. Dabei sollte darauf geachtet werden, dass die Erdung des
Werkstücks nicht die Verletzungsgefahr für den Bediener oder das
Schadensrisiko für andere elektrische Geräte erhöht. Bei Bedarf sollte
die Verbindung des Werkstücks zur Erde durch eine direkte Verbindung
zum Werkstück hergestellt werden. Da in manchen Ländern eine direkte
Verbindung jedoch nicht erlaubt ist, sollte die Verbindung dort durch
entsprechende Maßnahmen in Übereinstimmung mit den nationalen
Vorschriften erzielt werden.
Anmerkung: Der Schneidkreis kann aus Sicherheitsgründen geerdet
oder nicht geerdet sein. Änderungen der Erdungsmaßnahmen sollten
nur durch eine sachkundige Person genehmigt werden, die beurteilen
kann, ob die Veränderungen die Verletzungsgefahr erhöhen, z.B.
durch parallele Rückleitungen für den Schneidstrom, die den
Potenzialausgleich anderer Geräte beschädigen können. Weitere
Richtlinien finden Sie in IEC 60974-9, Lichtbogenschweißeinrichtungen,
Teil 9: Errichten und Betreiben.
Entstörung und Abschirmung
Selektive Abschirmung anderer Kabel und Geräte in der Umgebung kann
problematische Störungen abschwächen. Bei speziellen Anwendungen
kann die Abschirmung der gesamten Plasmaschneidanlage in Betracht
gezogen werden.
22 Sicherheit und Übereinstimmung

Gewährleistung
Achtung
Originalteile von Hypertherm sind die werksseitig empfohlenen
Ersatzteile für Ihre Hypertherm-Anlage. Schäden oder Verletzungen,
die dadurch entstehen, dass keine Hypertherm-Originalteile verwendet
wurden, fallen eventuell nicht unter die Hypertherm-Gewährleistung
und stellen einen Missbrauch des Hypertherm-Produktes dar.
Sie sind für den sicheren Betrieb des Produktes allein verantwortlich.
Hypertherm kann und wird keine Garantie oder Gewährleistung für
den sicheren Betrieb des Produktes in Ihrer Umgebung übernehmen.
Allgemeines
Hypertherm, Inc. garantiert, dass seine Produkte für die jeweils
hierin angegebenen Gewährleistungsfristen frei von Material- und
Verarbeitungsfehlern sind, vorausgesetzt die Meldung eines Defekts an
Hypertherm ergeht (i) bei der Plasma-Stromquelle innerhalb von zwei (2)
Jahren ab Lieferdatum, außer bei Stromquellen der Marke Powermax, für
die eine Frist von drei (3) Jahren ab Lieferdatum gilt, und (ii) bei Brenner
und Schlauchpaket innerhalb von einem (1) Jahr ab Lieferdatum, außer
beim kurzen HPRXD-Brenner mit integriertem Schlauchpaket, für den
eine Frist von sechs (6) Monaten ab Lieferdatum gilt, bei
Brennerhöhenverstellungen innerhalb von einem (1) Jahr ab Lieferdatum
und bei Produkten von Hypertherm Automation innerhalb von einem (1)
Jahr ab Lieferdatum, mit Ausnahme der EDGE Connect CNC, EDGE
Connect T CNC, EDGE Connect TC CNC, EDGE Pro CNC, EDGE
Pro Ti CNC, MicroEDGE Pro CNC und ArcGlide THC, für die eine
Frist von zwei (2) Jahren ab Lieferdatum gilt, und (iii) bei HyIntensity
Faserlaser-Komponenten innerhalb von zwei (2) Jahren ab Lieferdatum,
ausgenommen die Laserköpfe und Strahlversorgungskabel, für die
eine Frist von einem (1) Jahr ab Lieferdatum gilt.
Für Motoren, Motorzubehör, Generatoren und Generatorzubehör
von Drittanbietern gilt die Gewährleistung des jeweiligen Herstellers,
nicht jedoch diese Gewährleistung.
Diese Gewährleistung gilt nicht für Stromquellen der Marke
Powermax, die mit Phasenumformern betrieben wurden. Außerdem
garantiert Hypertherm nicht für Anlagen, die durch schlechte
Eingangsstromqualität beschädigt wurden, sei es von Phasenumformern
oder vom Netzstrom. Diese Gewährleistung gilt nicht für Produkte, die
falsch installiert, modifiziert oder auf sonstige Weise beschädigt wurden.
Hypertherm bietet Reparatur, Ersatz oder Nachbesserung als einzige und
ausschließliche Abhilfe, und zwar nur, wenn die hierin beschriebene
Gewährleistung ordnungsgemäß geltend gemacht wird und anwendbar
ist. Hypertherm wird ein von dieser Gewährleistung abgedecktes
defektes Produkt, das nach vorheriger Genehmigung durch Hypertherm
(die nicht unbegründet verweigert werden darf) ordnungsgemäß
verpackt und mit vom Kunden vorausgezahltem Porto, Versicherung
und allen sonstigen Kosten an die Hypertherm-Geschäftsadresse in
Hanover, New Hampshire, oder an eine zugelassene HyperthermReparaturwerkstatt zurückgesandt wird, nach alleinigem Ermessen
kostenlos reparieren, ersetzen oder nachbessern. Hypertherm haftet
nicht für Reparatur, Ersatz oder Nachbesserung von durch diese
Gewährleistung abgedeckten Produkten, die nicht gemäß diesem
Absatz und mit vorheriger schriftlicher Genehmigung von Hypertherm
vorgenommen wurden.
Die obenstehende Gewährleistung ist exklusiv und tritt andie Stelle aller
anderen ausdrücklichen, angedeuteten, gesetzlichen oder sonstigen
Gewährleistungen bezüglich der Produkte oder der erzielten Ergebnisse
und aller angedeuteten Gewährleistungen oder Bedingungen bezüglich
Qualität, Gebrauchstauglichkeit oder Eignung für einen bestimmten
Zweck oder gegen Rechtsverletzung. Das Vorhergehende stellt das
einzige und ausschließliche Rechtsmittel für jede Verletzung der
Gewährleistung durch Hypertherm dar.
Vertriebspartner bzw. Originalgerätehersteller können andere oder
zusätzliche Gewährleistungen anbieten, dürfen Ihnen gegenüber
jedoch keine zusätzlichen Gewährleistungen oder Versprechungen
machen, die für Hypertherm verbindlich sind.
Patentschutz
Außer im Fall von Produkten, die nicht von Hypertherm hergestellt
wurden oder von einer anderen Person ohne strenge Einhaltung der
Vorgaben von Hypertherm hergestellt wurden, und im Fall von Entwürfen,
Verfahren, Formeln oder Kombinationen, die nicht (auch nicht angeblich)
von Hypertherm entwickelt wurden, hat Hypertherm das Recht, auf
eigene Kosten Prozesse oder Verfahren zu führen oder beizulegen, die
gegen Sie mit der Begründung eingeleitet werden, dass die Verwendung
eines Hypertherm-Produktes allein und nicht in Verbindung mit einem
anderen nicht von Hypertherm bereitgestelltem Produkt ein Patent einer
dritten Partei verletzt. Benachrichtigen Sie Hypertherm unverzüglich,
sobald Sie erfahren, dass eine Klage gegen Sie angestrengt oder
angedroht wird, die sich auf eine angebliche Patentverletzung bezieht
(jedenfalls nicht später als vierzehn (14) Tage, nachdem Sie von einer
Klage oder deren Androhung erfahren haben). Voraussetzung für die
Verpflichtung von Hypertherm, die Verteidigung zu übernehmen,
ist die alleinige Kontrolle von Hypertherm über die Verteidigung des
Klageverfahrens und die Kooperation und Unterstützung des Beklagten.
Haftungsbeschränkung
Hypertherm haftet natürlichen oder juristischen Personen
gegenüber auf keinen Fall für nebensächliche Schäden,
direkte Folgeschäden, indirekte Schäden, Bußzahlungen oder
verschärften Schadensersatz (unter anderem entgangenen
Gewinn), wobei es keine Rolle spielt, ob die Haftpflicht auf
einem Vertragsbruch, einem Delikt, Erfolgshaftung,
Garantieverletzung, Versagen bzgl. des eigentlichen Zweckes
oder anderem basiert, selbst wenn auf die Möglichkeit solcher
Schäden hingewiesen wurde. Hypertherm haftet nicht für
Verluste des Vertriebspartners, die durch Ausfallzeiten,
Produktionsausfälle oder entgangene Gewinne verursacht
wurden. Der Vertriebspartner und Hypertherm erklären hiermit
ihre Absicht, dass diese Bestimmung von einem Gericht als
größtmögliche Haftungsbeschränkung interpretiert wird,
die nach geltendem Recht möglich ist.
Nationale und örtliche Vorschriften
Nationale und örtliche Vorschriften für Rohrleitungs- und
Elektroinstallationen haben Vorrang vor den in diesem Handbuch
enthaltenen Anweisungen. Hypertherm haftet auf keinen Fall für
Personen- oder Sachschäden, die durch Missachtung von Vorschriften
oder unsachgemäße Arbeitspraktiken entstehen.
Sicherheit und Übereinstimmung 23

Gewährleistung
Haftungsgrenze
Die eventuell fällige Haftung von Hypertherm, egal ob sie auf
Vertragsbruch, Delikt, Erfolgshaftung, Garantieverletzung,
Versagen bzgl. des eigentlichen Zwecks oder anderem basiert,
für eine Forderung, eine Klage, einen Rechtsstreit, einen
Prozess oder ein Verfahren (Gerichts-, Schiedsgerichts-,
Ordnungswidrigkeitsverfahren oder sonstiges) auf der
Grundlage oder in Verbindung mit der Verwendung des
Produktes darf auf keinen Fall im Ganzen den Betrag
übersteigen, der für die Produkte bezahlt wurde, die den
Anlass für diese Forderungen gaben.
Versicherung
Sie müssen jederzeit Versicherungen von entsprechender Art und
Höhe und mit ausreichender und angemessener Deckung haben und
aufrechterhalten, um Hypertherm im Fall einer Klage im Zusammenhang
mit der Verwendung der Produkte zu verteidigen und schadlos zu halten.
Übertragung von Rechten
Sie können etwaige verbliebene Rechte, die Sie hierunter haben,
nur in Verbindung mit dem Verkauf aller oder wesentlich aller Ihrer
Vermögensgegenstände und aller oder wesentlich aller Ihrer
Investitionsgüter an einen Rechtsnachfolger übertragen, der sich
bereit erklärt, alle Bedingungen und Auflagen dieser Gewährleistung
als verbindlich anzuerkennen. Sie verpflichten sich, Hypertherm innerhalb
von dreißig (30) Tagen vor einer solchen Übertragung schriftlich zu
benachrichtigen, da Hypertherm sich das Recht vorbehält, diese zu
genehmigen. Sollten Sie Hypertherm nicht fristgerecht benachrichtigen
und die Genehmigung wie hier beschrieben einholen, verliert die
Gewährleistung ihre Gültigkeit und Ihnen steht kein weiterer Regress
gegen Hypertherm gemäß dieser Gewährleistung oder auf anderer Basis
zur Verfügung.
Gewährleistungsregelung für Wasserstrahlprodukte
Produkt Gewährleistungsregelung
für Teile
HyPrecision-Pumpen 27 Monate ab dem Versanddatum
PowerDredge-Anlage
zum Entfernen von
Schleifmittel
EcoSift SchleifmittelRecycling-System
Schleifmitteldosiervorric
htungen
Druckluft-Stellantriebe
für Absperrarmaturen
Diamantdüsen 600 Stunden Nutzung bei Verwendung eines
Diese Gewährleistung gilt nicht für Verschleißteile. Verschleißteile
umfassen u. a. Hochdruckwasserdichtungen, Absperrventile, Zylinder,
Entlüftungsventile, Niedrigdruckdichtungen, Hochdruckleitungen,
Niedrig- und Hochdruckwasserfilter und Schleifmittelauffangbeutel.
Für Pumpen, Pumpenzubehör, Trichter, Trichterzubehör, Trocknerboxen,
Trocknerboxzubehör und Leitungszubehör von Drittanbietern gilt nicht
diese, sondern die Gewährleistung des jeweiligen Herstellers.
oder 24 Monate ab dem bestätigten
Installationsdatum oder 4000 Stunden,
je nachdem, was zuerst eintritt
15 Monate ab dem Versanddatum
oder 12 Monate ab dem bestätigten
Installationsdatum, je nachdem, was
zuerst eintritt
15 Monate ab dem Versanddatum
oder 12 Monate ab dem bestätigten
Installationsdatum, je nachdem, was
zuerst eintritt
15 Monate ab dem Versanddatum
oder 12 Monate ab dem bestätigten
Installationsdatum, je nachdem, was
zuerst eintritt
15 Monate ab dem Versanddatum
oder 12 Monate ab dem bestätigten
Installationsdatum, je nachdem, was
zuerst eintritt
Hülsenfilters und Übereinstimmung mit den
Anforderungen von Hypertherm an die
Wasserqualitä t
24 Sicherheit und Übereinstimmung

Shrink-Wrap Lizenzvereinbarung
DURCH AKZEPTIEREN DER UNTENSTEHENDEN LIZENZVEREINBARUNG (DIE „LIZENZVEREINBARUNG”)
HABEN SIE DAS RECHT, HYPERTHERM-TECHNOLOGIE UND DIE DAZUGEHÖRIGE SOFTWARE IN DEN
HYPERTHERM-PLASMAANLAGEN ZU BENUTZEN.
BITTE LESEN SIE SORGFÄLTIG DIE LIZENZVEREINBARUNG, BEVOR SIE DIE SOFTWARE BENUTZEN.
IHR RECHT, DIE HYPERTHERM-TECHNOLOGIE UND DIE DARIN ENTHALTENE SOFTWARE ZU BENUTZEN,
HÄNGT VON IHREM EINVERSTÄNDNIS AB, SICH AN DIE ALLGEMEINEN BEDINGUNGEN DER
LIZENZVEREINBARUNG ZU HALTEN. DURCH AKTIVIEREN DES BEDIENPLATZES UND/ODER ZUGEHÖRIGER
STEUERUNGS-SOFTWARE ERKLÄREN SIE IHR EINVERSTÄNDNIS MIT DER LIZENZVEREINBARUNG, SOWIE
FERNER, DASS SIE BERECHTIGT SIND, ALS LIZENZNEHMER DIE LIZENZVEREINBARUNG ZU AKZEPTIEREN.
WENN SIE MIT DEN VORLIEGENDEN BEDINGUNGEN NICHT EINVERSTANDEN SIND, GEWÄHRT IHNEN
HYPERTHERM NICHT DAS RECHT, DIE HYPERTHERM-TECHNOLOGIE ODER ZUGEHÖRIGE SOFTWARE
ZU BENUTZEN.
1. Mit „bestimmten Hypertherm-Patenten
Nummern 8,338,739; 8,354,610; 8,354,609; 8,541,711; 8,710,395 und 8,436,270 gemeint, einschließlich
ausländischer Äquivalente und alle daraus entstehenden Patente; „Hypertherm-Plasmaanlagen
HPR XD-Plasmaanlagen, XPR-Plasmanlagen bzw. Systeme, die als True Hole-fähig bezeichnet werden;
„Hypertherm-Technologie
einschließlich Know-how, Spezifikationen, Erfindungen, Methoden, Vorgehensweisen, Algorithmen, Software,
Programme, urheberrechtliche Werke und andere Informationen, Dokumentationen und Materialien zur Verwendung
für die Programmierung und den Betrieb einer automatischen thermischen Hochtemperatur-Schneidanlage; der
„Bedienplatz
Software-Plattform, die mit dieser Lizenz geliefert werden; und schließlich bedeuten „Endverbraucher/Endkunden
Personen oder Organisationen, die eine Lizenz besitzen, die Hypertherm-Technologie für ihre eigenen geschäftlichen
Zwecke und nicht für die Weitergabe an andere zu nutzen.
2. Dem Endbenutzer/Endkunden wird eine einfache, nicht übertragbare, persönliche Lizenz gewährt, ohne das Recht,
Sublizenzen zu erteilen, für die Nutzung der Hypertherm-Technologie zu ausschließlich internen geschäftlichen
Zwecken, einzig und allein für die Verwendung des Bedienplatzes, und einzig und allein in Verbindung mit
Hypertherm-Plasmaanlagen.
3. Dem Endbenutzer/Endkunden wird eine einfache, nicht übertragbare, persönliche, gebührenfreie Lizenz gewährt,
ohne das Recht, Sublizenzen zu erteilen, gemäß den bestimmten Hypertherm-Patenten, um einzig und allein im
notwendigen Ausmaß dem Endbenutzer/Endkunden die Möglichkeit zu geben, seine im obigen Absatz 2 erwähnten
Rechte auszuüben. Die Lizenzvereinbarung sieht vor, dass, ausgenommen der dem Endverbraucher/Endkunden in
der Lizenzvereinbarung ausdrücklich zugestandenen Rechte, die Lizenz gemäß der bestimmten Hypertherm-Patente
nicht als Genehmigung oder Straffreiheit gilt, die Hypertherm-Technologie mit anderen Einheiten kombinieren zu
dürfen oder für solche Kombinationen zu verwenden.
4. Die dem Endverbraucher/Endkunden in den obigen Absätzen 2 und 3 gewährten Genehmigungen beinhalten
ausdrücklich folgende Einschränkungen und der Endverbraucher/Endkunde erklärt, dass er nicht (und Dritten
nicht erlauben wird, zu): (a) die Hypertherm-Technologie in Verbindung mit anderen thermischen HochtemperaturSchneidsystemen, die keine Hypertherm-Plasmaanlagen sind, verwenden wird oder verwenden lässt; (b) keine
Copyright-Hinweise, Markenzeichen oder andere urheberrechtliche Hinweise oder Beschriftungen auf oder in den
Produkten mit Hypertherm-Technologie entfernen, verändern oder abdecken wird; (c) die Hypertherm-Technologie
bekanntgeben, sublizenzieren, weitergeben oder auf andere Weise Dritten zur Verfügung stellen wird; (d)
Timesharing, Servicedienste, Datenverarbeitung oder andere Dienstleistungen Dritten anbieten wird, bei denen
diese dritte Partei die Vorteile der Hypertherm-Technologie zu ihren eigenen Nutzen als Endverbraucher über den
Endverbraucher/Endkunden als Vermittler einsetzen würde; (e) die Hypertherm-Technologie mit einem wie auch
” ist Hypertherms computergesteuerte numerische Steuerungsanlage (CNC) und/oder die Hypertherm-
” bedeutet die urheberrechtlich geschützte Lochschneid-Technologie von Hypertherm,
” sind die Patent-Nummern der Vereinigten Staaten von Amerika mit den
” sind die Hypertherm
”
Sicherheit und Konformität 25

Shrink-Wrap Lizenzvereinbarung
immer gearteten Mittel dekompilieren, zerlegen, oder auf andere Art und Weise analysieren oder versuchen wird,
die Technik, Quellcodes oder zugrundeliegende Ideen oder Algorithmen herauszufinden; (f) die HyperthermTechnologie abtreten, vermieten, verleasen, verkaufen oder auf andere Art und Weise weitergeben wird;
(g) die Hypertherm-Technologie in irgendeiner Weise modifizieren, verändern, oder nachahmen wird.
5. Die Lizenzvereinbarung sieht vor, dass nichts in ihr Enthaltene so ausgelegt werden kann, dass dem Endbenutzer/
Endkunden irgendein Recht oder Anspruch auf die intellektuellen Eigentumsrechte von Hypertherm oder seinen
Lizenzgebern oder Lieferanten zugestanden wird, sei es stillschweigend, als Rechtsverwirkung oder auf sonstige
Art und Weise, ausgenommen, es ist ausdrücklich in der Lizenzvereinbarung so festgelegt.
6. Die Lizenzvereinbarung sieht vor, dass Hypertherm der einzige und alleinige Inhaber der Hypertherm-Technologie
bleibt, und dass der Endbenutzer/Endkunde keine Rechte an der Hypertherm-Technologie erhält, ausgenommen
jene, die ausdrücklich in der Sublizenzvereinbarung dargelegt sind.
7. Die Lizenzvereinbarung gibt Hypertherm das Recht, die Vereinbarung zu beenden, wirksam durch schriftliche
Benachrichtigung, wenn der Endbenutzer/Endkunde irgendeine Auflage der Lizenzvereinbarung verletzt oder
nicht einhält, und wenn er nicht binnen fünf (5) Tagen nach Erhalt der schriftlichen Benachrichtigung durch
Hypertherm diese Verletzung rückgängig macht.
8. HYPERTHERM, SOWIE SEINE LIZENZGEBER UND LIEFERANTEN GEBEN KEINE ZUSICHERUNGEN
ODER GEWÄHRLEISTUNGEN AB, WEDER AUSDRÜCKLICH NOCH STILLSCHWEIGEND, IN BEZUG
AUF DIE HYPERTHERM-TECHNOLOGIE ODER DIE ZUGEHÖRIGE, DARIN EINGESETZTE SOFTWARE,
UND LEHNEN JEGLICHE STILLSCHWEIGENDE GARANTIE AB, EINSCHLIESSLICH, OHNE AUSNAHME,
DER STILLSCHWEIGENDEN GEWÄHRLEISTUNG DER VERKAUFSFÄHIGKEIT ODER DER EIGNUNG
FÜR EINEN BESTIMMTEN ZWECK. OHNE EINSCHRÄNKUNG DES VORSTEHENDEN GEBEN WEDER
HYPERTHERM NOCH SEINE LIZENZGEBER ODER LIEFERANTEN IRGENDEINE ZUSICHERUNG
ODER GEWÄHRLEISTUNG AB, IN BEZUG AUF DIE FUNKTIONALITÄT, ZUVERLÄSSIGKEIT ODER
LEISTUNGSFÄHIGKEIT DER HYPERTHERM-TECHNOLOGIE ODER DER ZUGEHÖRIGEN, DARIN
EINGESETZTEN SOFTWARE, NOCH IN BEZUG AUF DIE ERGEBNISSE, DIE DURCH DIE VERWENDUNG
DER HYPERTHERM-TECHNOLOGIE ODER DER ZUGEHÖRIGEN SOFTWARE ERZIELT WERDEN, ODER
DASS DER BETRIEB DIESER HYPERTHERM-TECHNOLOGIE ODER DER ZUGEHÖRIGEN SOFTWARE
UNTERBRECHUNGSFREI ODER FEHLERFREI ABLAUFEN WIRD.
9. SOWEIT GESETZLICH ZULÄSSIG, KÖNNEN WEDER HYPERTHERM NOCH SEINE LIZENZGEBER ODER
LIEFERANTEN FÜR JEGLICHE INDIREKTE, EXEMPLARISCHE, STRAFGESETZLICHE, FOLGERICHTIGE,
ZUFÄLLIGE ODER BESTIMMTE SCHÄDEN, EINSCHLIESSLICH ENTGANGENER PROFITE, DIE DURCH
DIE ODER IN VERBINDUNG MIT DER HYPERTHERM-TECHNOLOGIE ODER DER DAMIT VERBUNDENEN,
DARIN EINGESETZTEN SOFTWARE ENTSTANDEN SIND, VERANTWORTLICH GEMACHT WERDEN, NICHT
EINMAL DANN, WENN DIESE PARTEI VON DER MÖGLICHKEIT DES AUFTRETENS DIESER SCHÄDEN
IN KENNTNIS GESETZT WURDE. DIE IN DIESEM ABSCHNITT FESTGELEGTE EINSCHRÄNKUNG GILT
UNGEACHTET DER FORM DER HANDLUNG, SOWIE OB DIE GELTENDE HAFTUNG ODER SCHÄDEN
AUF VERTRAG (EINSCHLIESSLICH, JEDOCH NICHT AUSSCHLIESSLICH, VERLETZUNG DER
GEWÄHRLEISTUNG), UNERLAUBTER HANDLUNG (EINSCHLIESSLICH, JEDOCH NICHT
AUSSCHLIESSLICH, FAHRLÄSSIGKEIT), GESETZEN, ODER JEDER ANDEREN GESETZLICHEN
ODER GLEICHWERTIGEN THEORIE BERUHEN.
26 Sicherheit und Konformität

Übersicht
EDGE Connect EDGE Connect TC
Modellnummer 090184
Nur integrierte CNC
Modellnummer 090198*
Integrierte CNC, 495,3mm/19.5Zoll
Touchscreen und
Hardware-Bedienerkonsole
*Modellnummer 090198 (495,3 mm/19.5 Zoll Touchscreen) ersetzt Modellnummer 090185
(469.9 mm/18.5 Zoll Touchscreen)
Die EDGE Connect ist eine als Formschneidsteuerung entwickelte rechnergestützte numerische
Steuerung (Computer
Software Phoenix
Vorschub und Schneiden.
Es gibt zwei Typen der EDGE Connect CNC: EDGE Connect und EDGE Connect TC.
Spezifikationen und Installation
Numerical Controller – CNC). Die EDGE Connect-CNCs verwenden die
®
von Hypertherm und die EtherCAT®-Kommunikation zur Steuerung von
EDGE Connect Installations- und Konfigurations-Handbuch 809341 27
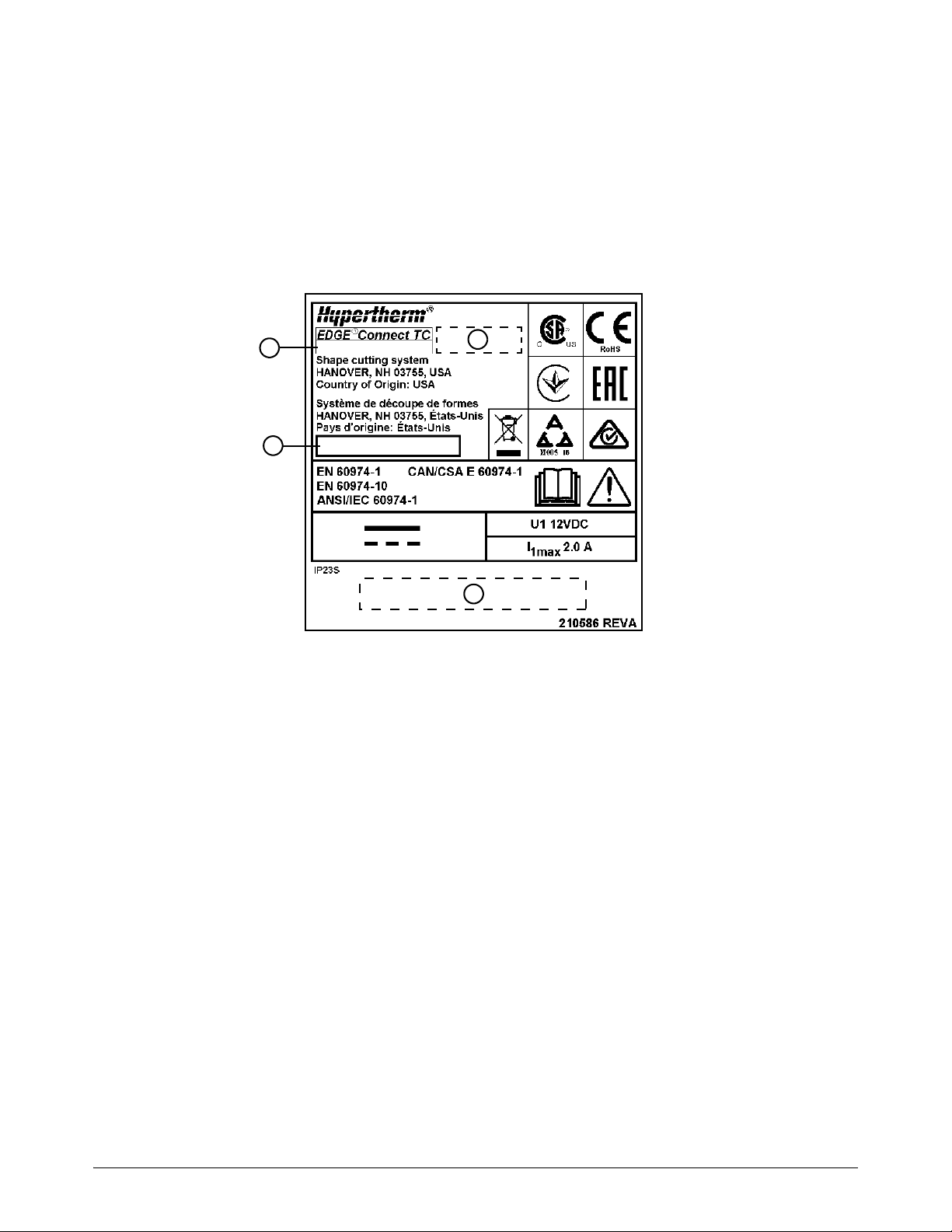
Spezifikationen und Installation
1
090###
##########
1
2
3
4
1 Teile-Nummer
2 Barcode der Teile-Nummer
3 Seriennummer (JJMM######, wobei JJ das Jahr
und MM der Monat der Herstellung ist)
4 Barcode der Seriennummer
Typenschild
Auf dem Typenschild sind die Teile-Nummer der CNC und die Seriennummer angegeben. Wenn Sie
sich an den technischen Service von Hypertherm wenden, werden Sie nach diesen Informationen
gefragt. Das Typenschild finden Sie auf der Unterseite der EDGE Connect oder auf der Rückseite
der EDGE Connect TC.
Abb. 1
28 809341 Installations- und Konfigurations-Handbuch EDGE Connect

1
Wareneingangskontrolle
Überprüfen Sie, ob Sie alle Artikel Ihrer Bestellung in ordnungsgemäßem Zustand erhalten
haben. Sollten Teile fehlen oder beschädigt sein, setzen Sie sich mit Ihrem Vertriebspartner
in Verbindung.
EDGE Connect/EDGE Connect TC
HASP-Softwareschlüssel (installiert)
USB-Stick mit Produktinformationen
WLAN-Antennen
Externe Stromversorgung
Netzkabel (USA IEC)
Steckbare Reihenklemme (nur EDGE Connect)
Weitere optionale Artikel, die auf Ihrem Bestellformular stehen
Untersuchen Sie die Artikel auf Schäden, die während des Transports entstanden sein
könnten. Sollten Sie offensichtliche Schäden finden, siehe im Folgenden unter
Reklamationen. Im gesamten Schriftverkehr in Bezug auf dieses Gerät müssen die
Modellnummer und die Seriennummer angegeben werden.
Spezifikationen und Installation
Notieren Sie die Angaben zu Ihrem Produkt innen am Deckblatt dieses Handbuchs und
beachten Sie dort die Hinweise zur Registrierung der Seriennummer Ihres Produkts unter
www.hypertherm.com
Bevor Sie dieses Gerät in Betrieb nehmen, lesen Sie bitte die Ihrem Gerät beiliegenden
Sicherheitshinweise durch. Das Nichtbefolgen der Sicherheitsanweisungen kann zu
Verletzungen von Personen oder Schäden am Gerät führen.
Reklamationen
Reklamationen wegen Transportschäden – Wenn Ihr Gerät Transportschäden erlitten hat,
richten Sie die Reklamation an das Transportunternehmen. Sie können sich an Hypertherm
wenden, um eine Kopie des Frachtbriefes zu erhalten. Sollten Sie weitere Hilfe benötigen,
setzen Sie sich mit der nächstgelegenen Hypertherm-Niederlassung in Verbindung. Die
Adressen der Niederlassungen finden Sie vorne in diesem Handbuch.
Schadenersatzansprüche für defekte oder fehlende Waren – Sollte eine Komponente defekt
oder nicht im Lieferumfang enthalten sein, wenden Sie sich an Ihren Hypertherm-Händler.
Sollten Sie weitere Hilfe benötigen, setzen Sie sich mit der nächstgelegenen
Hypertherm-Niederlassung in Verbindung. Die Adressen der Niederlassungen finden Sie
vorne in diesem Handbuch.
Installationsanforderungen
.
Sämtliche Installationen und Wartungen der elektrischen Systeme müssen nationalen und örtlichen
elektrischen Vorschriften entsprechen. Diese müssen durch einen qualifizierten Mitarbeiter
durchgeführt werden.
Wenden Sie sich bei technischen Fragen an die nächst gelegene technische Serviceabteilung von
Hypertherm (eine Liste befindet sich vorne in diesem Handbuch) oder an Ihren autorisierten
Hypertherm-Vertriebspartner.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 29

Spezifikationen und Installation
1
Aufstellung der Anlagenkomponenten
Alle Anlagenkomponenten sind an ihrem Platz aufzustellen, bevor die elektrischen, Gas- und
Schnittstellenverbindungen hergestellt werden.
Alle Anlagenkomponenten müssen geerdet werden. Siehe Empfohlene Erdung und
Abschirmung auf Seite 55 für weitere Informationen.
Spezifikationen der integrierten CNC
®
Prozessor Intel
Betriebssystem Windows® 10 integri e r t
RAM 4 GB
Festplatte Solid-state SATA-Festplatte, mindestens 120 GB
WLAN Entspricht den Standards 802.11G und 802.11N
Celeron® J1900, Quad Core
Umgebungsanforderungen
Temperatur –10 °C bis 40 °C
Feuchtigkeit 95 % relative Luftfeuchtigkeit
Schutzart-Klassifizierung (IP)
EDGE Connect
Schutzart-Klassifizierung (IP)
EDGE Connect TC
Betriebshöhe maximal 2.000 m
Verschmutzung Verschmutzungsgrad Stufe II
Zum Schutz vor der Umgebung muss die EDGE Connect in ein Gehäuse
montiert werden. Empfehlungen für Gehäuse finden Sie unter Gehäuse
auf Seite 32.
IP2X
Schutz des Gerätes gegen Eindringen von übermäßiger Feuchtigkeit.
IP23
Schutz des Gerätes gegen Eindringen von übermäßiger Feuchtigkeit.
30 809341 Installations- und Konfigurations-Handbuch EDGE Connect

1
EDGE Connect (Modellnummer 090184)
1
2
3
5
6
7
3
9
4
10
11
12
13
14
16
17
8
6
7
18
3
15
9
10
19
1 Monitor
2 DVI-D-Kabel*
3 USB-Kabel oder -Gerät**
4 HASP-Softwareschlüssel
5 HDMI-Kabel*
6 WLAN-Verlängerungen
7 WLAN-Antennen
8 Ethernet-Kabel
9 Schottanschluss
10 Gehäuseerdung
11 EtherCAT-Kabel***
12 Spannungsversorgung Reihenklemme
†
13 Reihenklemme
14 Ein/Aus-Taste
15 Metallgehäuse
16 Antriebe und Motoren
††
17 E/A-Modul
18 Plasma-Stromquelle***
19 Externe Stromversorgung und
Netzleistungskabel**
Abb. 2 – EDGE Connect Systemschaltplan
Spezifikationen und Installation
** Wenn Sie einen USB-Hub benutzen, verwenden Sie nur 1 USB-Hub.
*** Wenn Sie eine Powermax
††Vergewissern Sie sich, dass Sie die Stromversorgung der Antriebe separat von der CNC trennen können,
EDGE Connect Installations- und Konfigurations-Handbuch 809341 31
* Wählen Sie HDMI oder DVI-D.
Sie einen diskreten Anschluss über die Antriebs-E/A oder ein E/A-Modul im Netzwerk.
†
Schließen Sie die Eingangsleistung an die Reihenklemme oder den Hohlstecker an. Keiner dieser Anschlüsse
darf für den Leistungsausgang verwendet werden.
®
oder MAXPRO® an eine EDGE Connect-CNC anschließen wollen, verwenden
damit Sie Netzwerkstörungen oder -fehler bei Bedarf beseitigen können. Die Montageanleitung für den
Antrieb entnehmen Sie bitte der Dokumentation des Antriebsherstellers.

Spezifikationen und Installation
1
Bevor Sie beginnen
Gehäuse
Verwenden Sie ein Gehäuse für Ihr CNC-Gerät. Sie müssen die EDGE Connect in ein
Gehäuse montieren. Das Gehäuse wird vom Kunden bereitgestellt und muss folgenden
Spezifikationen entsprechen.
Das Gehäuse muss aus Metall sein.
Das Gehäuse muss allen örtlichen und nationalen Vorschriften entsprechen.
Für alle Ethernet- und EtherCAT-Anschlüsse müssen mit dem Gehäuse verbundene
Schottanschlüsse verwendet werden, um Rauschen zu vermeiden.
(Siehe Ethernet- und EtherCAT-Schottanschluss auf Seite 340.)
Monitor
Wählen Sie einen Monitor für Ihre CNC. Ein Touchscreen wird vorgeschlagen, ist jedoch nicht
erforderlich. Der Monitor wird vom Kunden gestellt und muss den in Tabelle 1 angegebenen
Spezifikationen entsprechen.
Tabelle 1 – Erforderliche Anzeige-Einstellungen
Monitoreinstellung Anforderung Anmerkungen
Bildschirmauflösung 1366 x 768 Wenn Sie einen Monitor mit einer höheren
nativen Bildschirmauflösung wählen
müssen, achten Sie darauf, dass der
Monitor das Seitenverhältnis 16:9 und
niedrigere Auflösungen einschließlich
1366 x 768 unterstützt.
Seitenverhältnis 16:9
Aktualisierungsrate 60 Hz
(empfohlen)
Touchscreen Bildschirmdiagonale
mindestens: 469,9 mm
(18.5 Zoll)
Single-Touch-Touchscreen
Anschluss HDMI oder DVI-D Siehe Videokabel auf Seite 35.
Eine Aktualisierungsrate von 60 Hz ist nicht
für alle Monitore optimal. Vergewissern Sie
sich, dass Sie einen Monitor auswählen, der
gut mit einer Aktualisierungsrate von 60 Hz
funktioniert.
Phoenix und die Software-Bedienerkonsole müssen vollständig auf dem Bildschirm sichtbar
sein. Eine Bildschirmauflösung von 1366 x 768 und ein Seitenverhältnis von 16:9 unterstützen
diese Anforderung.
32 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Spezifikationen und Installation
1
Überprüfen Sie, welche Bildschirmauflösung der ausgewählte Monitor unterstützt.
1. Schließen Sie eine Maus an die CNC an.
2. Schließen Sie die gesamte EDGE Connect Software auf der CNC.
a. Klicken Sie auf dem Hauptbildschirm von Phoenix auf einen beliebigen Punkt und dann auf
Alt+F4, um Phoenix zu beenden.
b. Klicken Sie auf eine beliebige Stelle im oberen Bereich der Software-Bedienerkonsole und
drücken Sie Alt+F4, um den oberen Bereich der Software-Bedienkonsole von Hypertherm
zu beenden.
c. Klicken Sie auf eine beliebige Stelle im unteren Bereich der Software-Bedienerkonsole
und dann auf Alt+F4, um den unteren Bereich der Software-Bedienkonsole von Hypertherm
zu beenden.
3. Klicken Sie mit der rechten Maustaste auf den Windows Desktop und dann auf
Grafikeigenschaften.
4. Klicken Sie auf Anzeige.
5. Vergleichen Sie die verfügbaren Optionen mit den Anforderungen in Seite 32.
Stellen Sie die erforderlichen Anzeige-Einstellungen für den ausgewählten Monitor ein.
1. Wenn der ausgewählte Monitor die Anforderungen unterstützt, fahren Sie oben mit Schritt 5 fort.
2. Wählen Sie auf dem Bildschirm „Anzeige“ Folgendes aus:
Resolution (Auflösung): 1366 x 768
Refresh rate (Aktualisierungsrate): 60 Hz
Scaling (Skalierung): Maintain Display Scaling (Anzeigenskalierung beibehalten).
EDGE Connect Installations- und Konfigurations-Handbuch 809341 33

Spezifikationen und Installation
1
3. Klicken Sie auf Anwenden.
4. Wenn Windows die neuen Einstellungen angewendet hat, erscheint die Meldung Wollen Sie
die neuen Einstellungen beibehalten? Klicken Sie auf Ja.
5. Schließen Sie den Bildschirm „Anzeige“.
Fehlerbeseitigung für häufig auftretende Probleme mit Monitoren
Tabelle 2
Anzeigenproblem Ursache Vorgeschlagene Maßnahme
Phoenix und die
Software-Bedienerkonsole
werden nicht ganz angezeigt
• Phoenix und die
Software-Bedienerkonsole
füllen nicht den ganzen
Bildschirm aus
oder
• Phoenix und die
Software-Bedienerkonsole
befinden sich in der Mitte
mit einem schwarzen
Rahmen im äußeren
Bereich des Bildschirms
Der Monitor hat:
• Eine native Auflösung, die
unter 1366 x 768 liegt
oder
• Ein Seitenverhältnis
von 4:3
Die Auflösung des Monitors
liegt über 1366 x 768.
Wählen Sie einen Monitor, der entweder
• Eine native Auflösung im Vollbildmodus von
1366 x 768 hat
oder
• Eine höhere Auflösung und ein
Seitenverhältnis von 16:9 unterstützt, aber
auch die Option „Anzeigenskalierung
beibehalten“ unterstützt, wenn eine Auflösung
von 1366 x 768 ausgewählt wird
• Wählen Sie die Option „Anzeigenskalierung
beibehalten“ in den Anzeige-Einstellungen
des Monitors, sofern diese unterstützt wird.
• Wenn die Option „Anzeigenskalierung
beibehalten“ bei 60 Hz nicht unterstützt
wird, versuchen Sie es mit den anderen
Aktualisierungsraten, um zu sehen,
ob eine davon „Anzeigenskalierung
beibehalten“ unterstützt.
• Wenn „Anzeigenskalierung beibehalten“ bei
keiner Aktualisierungsrate unterstützt wird,
wählen Sie die Option „Bild zentrieren“.
oder
• Wählen Sie einen Monitor, der entweder eine
native Auflösung im Vollbildmodus von
1366 x 768 oder ein Seitenverhältnis von
16:9 unterstützt, aber auch die Option
„Anzeigenskalierung beibehalten“ unterstützt,
wenn eine Auflösung von 1366 x 768
ausgewählt wird.
34 809341 Installations- und Konfigurations-Handbuch EDGE Connect
Zur Fehlerbeseitigung bei Problemen mit Einbrennen des Bildschirms
siehe Auf dem Monitor sind Einbrennen, Geisterbilder oder Silhouetten
vorher angezeigter Bilder sichtbar auf Seite 213.
Siehe auch Die Warnung Die Anzeige-Einstellungen für dieses System
weisen nicht die optimalen Werte auf erscheint auf Seite 213.

Spezifikationen und Installation
1
Videokabel
Wählen Sie eines der folgenden Videokabel für den Anschluss Ihrer CNC an den Monitor. Dieses
Kabel ist vom Kunden bereitzustellen.
HDMI-Kabel Maximale Länge: 5 m
DVI-D-Kabel Maximale Länge: 5 m
USB-Kabel
Dieses Kabel ist vom Kunden bereitzustellen.
USB-Kabel Maximale Länge: 5 m
Ethernet-Kabel
Dieses Kabel muss vom Kunden bereitgestellt werden. Wählen Sie ein Ethernet-Kabel mit den
folgenden Spezifikationen.
Spezifikation Mindestens Cat5e-Kabel des Typs F/UTP mit Umflechtung und
Maximale Länge 61 m
Wenn Sie einen Betrieb über WLAN planen, benötigen Sie kein
Ethernet-Kabel für Ihre LAN-Verbindung.
Folienabschirmung
EDGE Connect Installations- und Konfigurations-Handbuch 809341 35

Spezifikationen und Installation
1
EtherCAT-Kabel
Sie benötigen ein internes und ein externes EtherCAT-Kabel. EtherCAT-Kabel sind bei Hypertherm
erhältlich. Siehe Teile auf Seite 337.
Wenn Sie Ihre eigenen Kabel verwenden, wählen Sie EtherCAT-Kabel, die der Spezifikation von
®
Beckhoff
Typ Cat5e, 2 Paare, 4-polig, doppelt geschirmt
Draht Aufbau: Verzinnter Litzendraht
Core Aufbau: Beilaufdraht als zentrales Element
entsprechen.
Durchmesser: 0,75 mm (7 x 0,25 mm)
Isolierung: Polyethylen, Durchmesser 1,5 mm
Schicht 1: 4-polig, 2 Paare
Abfolge der Farben: Weiß, gelb, blau, orange
Schicht 2: Kunststoffband, überlappend
Innenmantel: Thermoplastisches Copolymer, Durchmesser 3,9 mm
Beschichtete Aluminiumfolie, überlappend
Abschirmung: Verzinnte Kupferlitzendrähte mit Umflechtung,
Durchmesser 0,13 mm, Abdeckung ca. 85 %, Durchmesser 4,7 mm
Mantel Material: Polyurethan
Wandstärke: 0,9 mm
Außendurchmesser: 6,5 mm ± 0,2 mm
Maximale Länge 61 m
Externe Stromversorgung und Netzkabel
Die Stromversorgung von Hypertherm liefert 5 A bei 12 VDC bzw. 60 W. Sie kann als Stromversorgung
für die EDGE Connect und die EDGE Connect TC verwendet werden. Wenn Sie jedoch Ihre eigene
externe Stromversorgung und Ihr eigenes Kabel kaufen, wählen Sie eine Stromversorgung mit folgenden
Spezifikationen.
Eingangsspannung 100 VAC bis 240 VAC bei 50 Hz/60 Hz
Ausgangsspannung 12 VDC ± 5 %
Art der externen Stromversorgung AC/DC-Wechselrichter (Schaltnetzteil)
Mindestleistung der Stromversorgung 36 W
Anschluss für externe Stromversorgung an CNC Switchcraft
Schraubenverriegelung (nur verriegelnde
Steckverbinder verwenden)
Außendurchmesser 5,5 mm
Innendurchmesser 2,5 mm
Länge 9,5 mm
®
760K, Hohlstecker
Alternativ können Sie die EDGE Connect über die grüne Reihenklemme mit Strom versorgen.
Siehe Abb. 3.
36 809341 Installations- und Konfigurations-Handbuch EDGE Connect

1
CPU
+12V
COMMON
PWR
PWR
DC 12V
V-V+ PWR
1
2
3
5
6
7
8
4
6
9
1 Buchse an der EDGE Connect
2 Reihenklemme (im Lieferumfang enthalten)*
3 Masse
4 +12 V
5
Alternative Stromversorgung der EDGE Connect
6 Leistung
7 Wand des Metallgehäuses
8 Gehäuseerdung
9 Ein/Aus-Taste
Spezifikationen und Installation
Abb. 3
* Die Reihenklemme ist für Drähte mit einem Querschnitt von 1,31 mm2bis 0,08 mm2 ausgelegt.
Ein/Aus-Taste und Kabel
Stecken Sie die Ein/Aus-Taste an die Reihenklemme an. Siehe Abb. 3 auf Seite 37.
Ein/Aus-Taste Einpoliger Ein-/Ausschalter (SPST) Momentschalter (Schließer)
Kabel Maximale Länge: 5 m
EtherCAT-Antriebe
Installieren Sie alle Antriebe, bevor Sie Ihre CNC installieren. Eine Liste der unterstützten
EtherCAT-Antriebe und E/A-Module finden Sie in der Anmerkung zum Einsatz Von EDGE Connect
CNCs unterstützte EtherCAT-Geräte (809660). Eine technische Dokumentation steht unter
www.hypertherm.com/docs
EDGE Connect Installations- und Konfigurations-Handbuch 809341 37
mit vergoldeten Kontakten
Mindestens 0,33 mm
2
Abgeschirmtes verdrilltes Kabelpaar
zur Verfügung.

Spezifikationen und Installation
1
EDGE Connect – Installationsübersicht
Hier sind die allgemeinen Schritte zur Installation der EDGE Connect aufgeführt.
Unter Abb. 2 auf Seite 31 finden Sie ein Beispiel für die richtige Installation einer
Anlage. Für weitere Informationen siehe Schaltpläne auf Seite 343.
1. Montieren Sie die EDGE Connect in ein Gehäuse.
Die Gehäuseanforderungen finden Sie unter Gehäuse auf Seite 32.
Die Montageabmessungen finden Sie unter Montage der EDGE Connect auf Seite 39.
2. Installieren Sie die WLAN-Verlängerungen und WLAN-Antennen.
Verwenden Sie ein Verlängerungskabel mit RP-SMA Buchse auf RP-SMA
Stecker, damit die Antennen außerhalb des Gehäuses liegen können.
3. Erden Sie die EDGE Connect. Siehe Erden der EDGE Connect auf Seite 40.
4. Schließen Sie einen Monitor an die EDGE Connect an.
Die Anforderungen an den Monitor finden Sie unter Monitor auf Seite 32.
Die Anforderungen an Kabel finden Sie unter Videokabel auf Seite 35 und USB-Kabel auf
Seite 35.
Schalten Sie die CNC aus, wenn sie nicht benutzt wird, damit keine
Ladung in den LCD-Kristallen verbleibt.
5. Montieren Sie die Schottanschlüsse für die LAN-Ethernet- und EtherCAT-Kabel am Gehäuse.
Die Schottanschlüsse müssen mit dem Gehäuse verbunden sein, um Rauschen zu vermeiden.
6. Schließen Sie das LAN-Ethernet-Kabel und das EtherCAT-Kabel an die EDGE Connect an.
Die Anforderungen an das LAN-Ethernet-Kabel finden Sie unter Ethernet-Kabel auf Seite 35.
Die Anforderungen an das EtherCAT-Kabel finden Sie unter EtherCAT-Kabel auf Seite 36.
7. Schließen Sie eine Ein/Aus-Taste an die EDGE Connect an.
Die Anforderungen an die Ein/Aus-Taste und die Kabel finden Sie unter Ein/Aus-Taste und
Kabel auf Seite 37.
8. Schließen Sie die EDGE Connect ans Netz an.
Verwenden Sie die externe Stromversorgung. Siehe Externe Stromversorgung und Netzkabel
auf Seite 36.
Verwenden Sie die steckbare Reihenklemme, falls erforderlich. Siehe Abb. 3 auf Seite 37.
9. Schließen Sie eine USB-Tastatur und USB-Maus an die CNC an, um die Konfiguration der
Software zu vereinfachen. Dieser Schritt ist optional, wird aber dringend empfohlen.
10. Drücken Sie die Ein/Aus-Taste.
38 809341 Installations- und Konfigurations-Handbuch EDGE Connect

1
EDGE Connect – Abmessungen und Gewicht
133,8 mm
94,2 mm
43,1 mm
1,2 kg
130,8 mm
26,0 mm
7, 3 7 m m
Montage der EDGE Connect
Spezifikationen und Installation
Zum Schutz vor der Umgebung muss die EDGE Connect in ein Gehäuse montiert werden.
Die EDGE Connect kann mit Wandhalterungen, einer DIN-Schienenhalterung oder einer
VESA-Halterung befestigt werden. Die Wandhalterungen und die DIN-Schienenhalterung
sind von Hypertherm erhältlich. Siehe Montageoptionen auf Seite 340.
EDGE Connect – Wandmontage
EDGE Connect Installations- und Konfigurations-Handbuch 809341 39
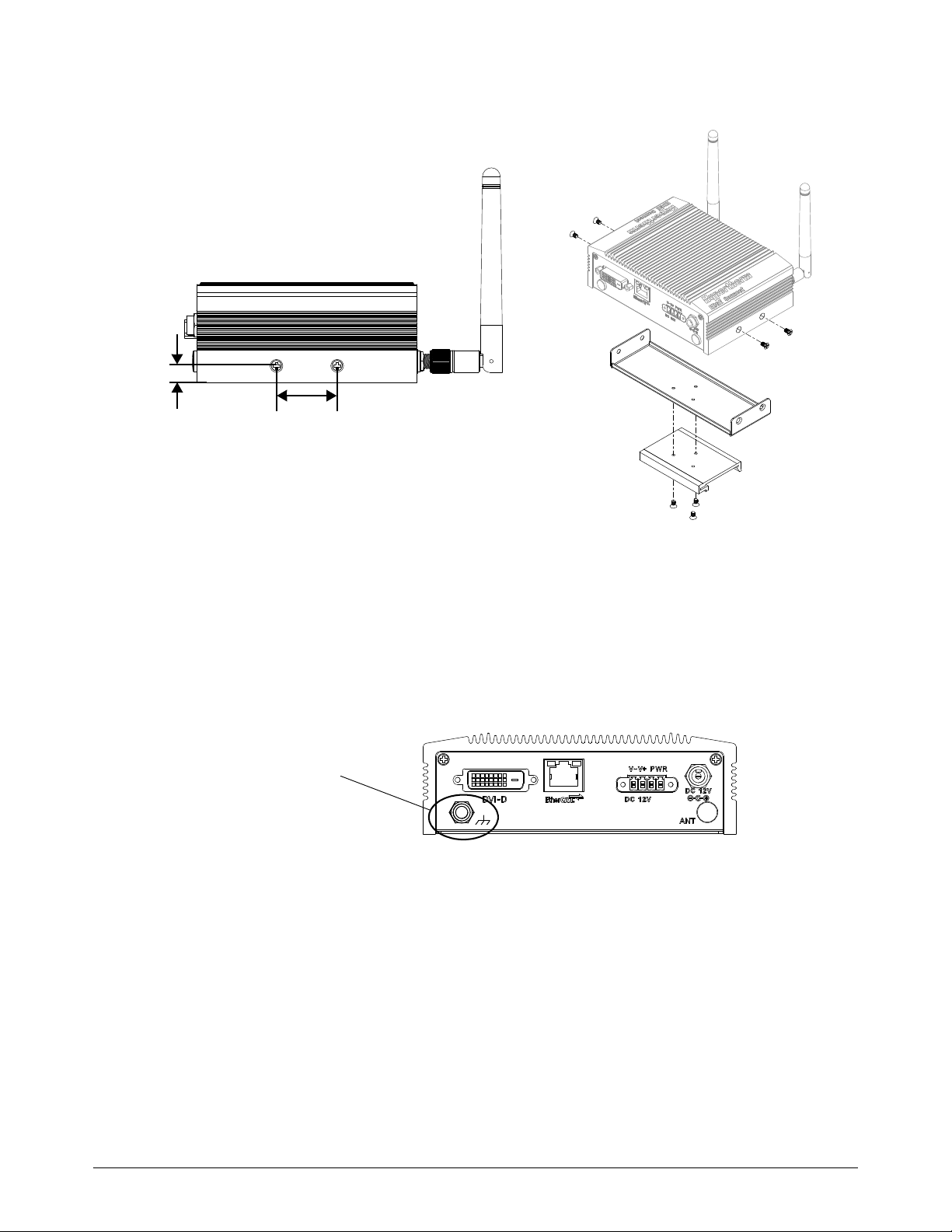
Spezifikationen und Installation
1
26,0 mm
7, 3 7 m m
M6-Bolzen mit
Mutter
EDGE Connect – DIN-Schienenmontage
Erden der EDGE Connect
Siehe Empfohlene Erdung und Abschirmung auf Seite 55 für weitere Informationen.
Der Schutzleiter muss vom Kunden bereitgestellt werden. Der Mindestquerschnitt des
Schutzleiters beträgt 1,3 mm
1. Nehmen Sie die Mutter ab.
2. Montieren Sie die Erdungsklemme.
3. Setzen Sie die Mutter auf.
4. Schließen Sie den Schutzleiterdraht ans Metallgehäuse an.
2
.
40 809341 Installations- und Konfigurations-Handbuch EDGE Connect
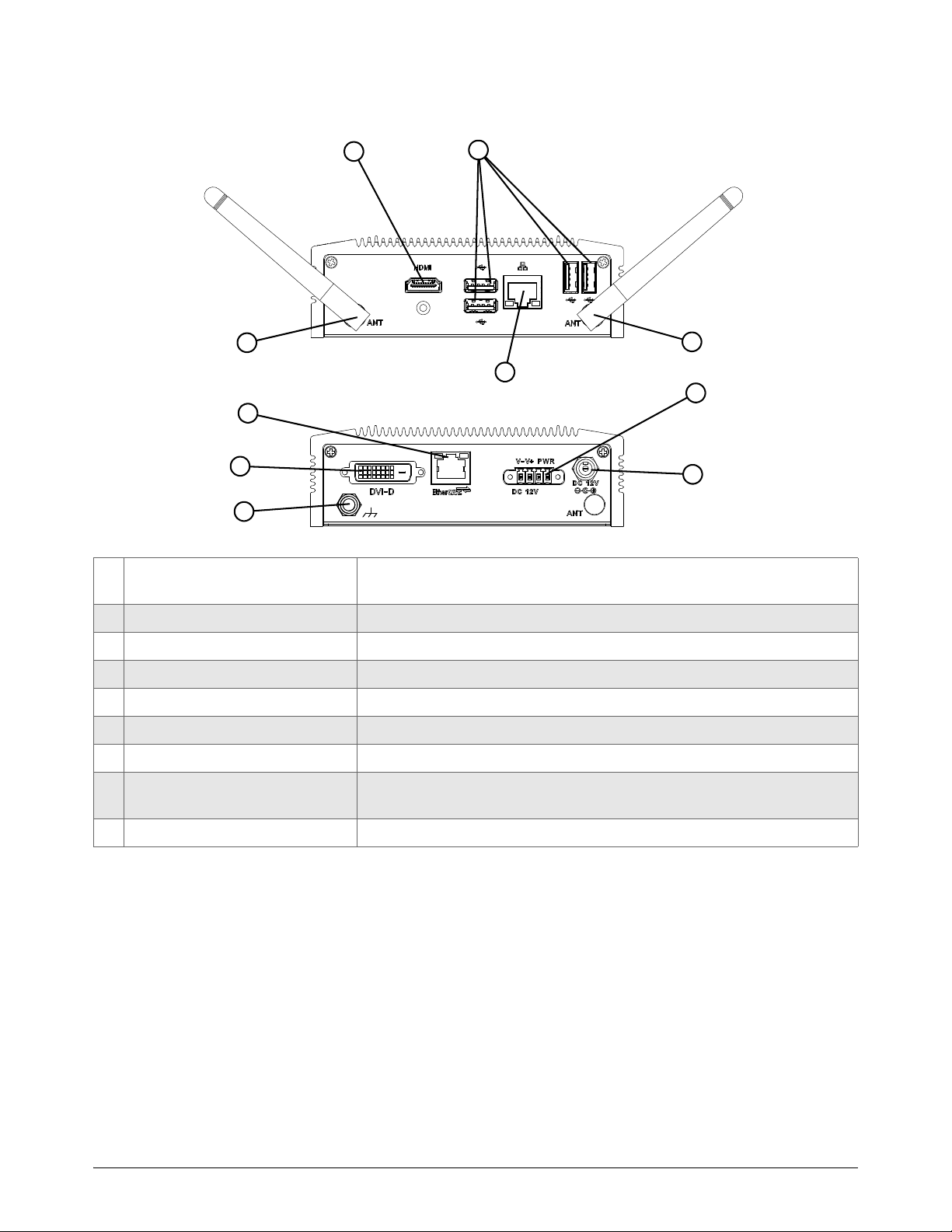
1
EDGE Connect – Lage der Anschlüsse
1
2
3
4
5
6
7
8
1
9
Spezifikationen und Installation
1 Steckverbinder für
WLAN-Antenne
2 HDMI-Anschluss Unterstützt 1366 x 768 bei 60 Hz
3 USB-Anschlüsse 4 High-Speed USB-Anschlüsse
4 RJ-45-Buchse Für LAN, 10/100/1000 Mbps
5 Gehäuseerdung
6 DVI-D-Buchse Unterstützt 1366 x 768 bei 60 Hz
7 RJ-45-Buchse Für EtherCAT, 10/100/1000 Mbps
8 Reihenklemmen Für die Stromversorgung, wenn der Hohlstecker nicht verwendet wird,
9 Hohlbuchse 2,5 mm x 5,5 mm, 12 VDC
RP-SMA-Buchse
sowie für einen Momentschalter
EDGE Connect Installations- und Konfigurations-Handbuch 809341 41

Spezifikationen und Installation
1
1
2
3
5
6
7
8
9
4
1 Externe Stromversorgung und Netzkabel
2 Wireless-Antennen
3 LAN-Ethernet-Kabel
4 EtherCAT-Kabel*
5 Antriebe und Motoren**
6 E/A-Modul
7 Plasma-Stromquelle*
8 USB-Gerät***
9 EMI-Gehäuseerdung
EDGE Connect TC (Modellnummer 090198)
Abb. 4 – EDGE Connect TC Systemschaltplan
*
Wenn Sie eine Powermax® oder MAXPRO® an eine EDGE Connect-CNC anschließen wollen, verwenden
Sie einen diskreten Anschluss über die Antriebs-E/A oder ein E/A-Modul im Netzwerk.
**
Vergewissern Sie sich, dass Sie die Stromversorgung der Antriebe separat von der CNC trennen können,
damit Sie Netzwerkstörungen oder -fehler bei Bedarf beseitigen können. Die Montageanleitung für den
Antrieb entnehmen Sie bitte der Dokumentation des Antriebsherstellers.
***
Wenn Sie einen USB-Hub benutzen, verwenden Sie nur 1 USB-Hub.
42 809341 Installations- und Konfigurations-Handbuch EDGE Connect

1
Bevor Sie beginnen
Ethernet-Kabel
Spezifikationen und Installation
Wenn Sie einen Betrieb über WLAN planen, benötigen Sie kein
Ethernet-Kabel für Ihre LAN-Verbindung.
Dieses Kabel muss vom Kunden bereitgestellt werden. Wählen Sie ein Ethernet-Kabel mit den
folgenden Spezifikationen.
Spezifikation Mindestens Cat5e-Kabel des Typs F/UTP mit Umflechtung und Folienabschirmung
Maximale Länge 61 m
EtherCAT-Kabel
EtherCAT-Kabel sind von Hypertherm erhältlich, siehe Externe EtherCAT-Kabel auf Seite 341.
Wenn Sie Ihre eigenen Kabel verwenden, wählen Sie EtherCAT-Kabel, die der Spezifikation von
®
Beckhoff
Typ Cat5e, 2 Paare, 4-polig, doppelt geschirmt
Draht Aufbau: Verzinnter Litzendraht
Core Aufbau: Beilaufdraht als zentrales Element
entsprechen.
Durchmesser: 0,75 mm (7 x 0,25 mm)
Isolierung: Polyethylen, Durchmesser 1,5 mm
Schicht 1: 4-polig, 2 Paare
Abfolge der Farben: Weiß, gelb, blau, orange
Schicht 2: Kunststoffband, überlappend
Innenmantel: Thermoplastisches Copolymer, Durchmesser 3,9 mm
Beschichtete Aluminiumfolie, überlappend
Abschirmung: Verzinnte Kupferlitzendrähte mit Umflechtung,
Durchmesser 0,13 mm, Abdeckung ca. 85 %, Durchmesser 4,7 mm
Mantel Material: Polyurethan
Wandstärke: 0,9 mm
Außendurchmesser: 6,5 mm ± 0,2 mm
Maximale Länge 61 m
EDGE Connect Installations- und Konfigurations-Handbuch 809341 43

Spezifikationen und Installation
1
Externe Stromversorgung und Netzkabel
Die Stromversorgung von Hypertherm liefert 5 A bei 12 VDC oder 60 W. Sie kann als Stromversorgung
für die EDGE Connect und die EDGE Connect TC verwendet werden. Wenn Sie jedoch Ihre eigene
externe Stromversorgung und Ihr eigenes Kabel kaufen, halten Sie die folgenden Spezifikationen ein.
Eingangsspannung 100 VAC bis 240 VAC bei 50 Hz/60 Hz
Ausgangsspannung 12 VDC ± 5 %
Art der externen Stromversorgung AC/DC-Wechselrichter (Schaltnetzteil)
Mindestleistung der Stromversorgung 60 W
Anschluss für externe Stromversorgung an CNC Switchcraft
Schraubenverriegelung (nur verriegelnde
Steckverbinder verwenden)
Außendurchmesser 5,5 mm
Innendurchmesser 2,5 mm
Länge 9,5 mm
®
760K, Hohlstecker
EtherCAT-Antriebe
Installieren Sie alle Antriebe, bevor Sie Ihre CNC installieren. Eine Liste der unterstützten
EtherCAT-Antriebe und E/A-Module finden Sie in der Anmerkung zum Einsatz Von EDGE Connect
CNCs unterstützte EtherCAT-Geräte (809660). Eine technische Dokumentation steht unter
www.hypertherm.com/docs
zur Verfügung.
44 809341 Installations- und Konfigurations-Handbuch EDGE Connect
1
EDGE Connect TC – Installationsübersicht
Hier sind die allgemeinen Schritte zur Installation der EDGE Connect
TC aufgeführt. Unter Abb. 4 auf Seite 42 finden Sie ein Beispiel für
die richtige Installation dieser Anlage. Für weitere Informationen siehe
Schaltpläne auf Seite 343.
1. Montieren Sie die EDGE Connect TC.
Die Montageabmessungen finden Sie unter Montage der
EDGE Connect TC auf Seite 48.
2. Installieren Sie die WLAN-Verlängerungen, falls erforderlich,
und die WLAN-Antennen.
3. Erden Sie die EDGE Connect TC. Siehe Erden der
EDGE Connect TC auf Seite 53.
4. Schließen Sie das LAN-Ethernet-Kabel und das EtherCAT-Kabel an die EDGE Connect TC an.
Die Anforderungen an das LAN-Ethernet-Kabel finden Sie unter Ethernet-Kabel auf Seite 43.
Spezifikationen und Installation
Die Anforderungen an das EtherCAT-Kabel finden Sie unter EtherCAT-Kabel auf Seite 43.
5. Schließen Sie die EDGE Connect TC an die Stromversorgung an. Die Anforderungen an die
Stromversorgung finden Sie unter Externe Stromversorgung und Netzkabel auf Seite 44.
6. Schließen Sie eine USB-Tastatur und USB-Maus an die CNC an, um die Konfiguration der
Software zu vereinfachen. Dieser Schritt ist optional, wird aber dringend empfohlen.
7. Drücken Sie die Ein/Aus-Taste.
Schalten Sie die CNC aus, wenn sie nicht benutzt wird, damit keine
Ladung in den LCD-Kristallen verbleibt.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 45
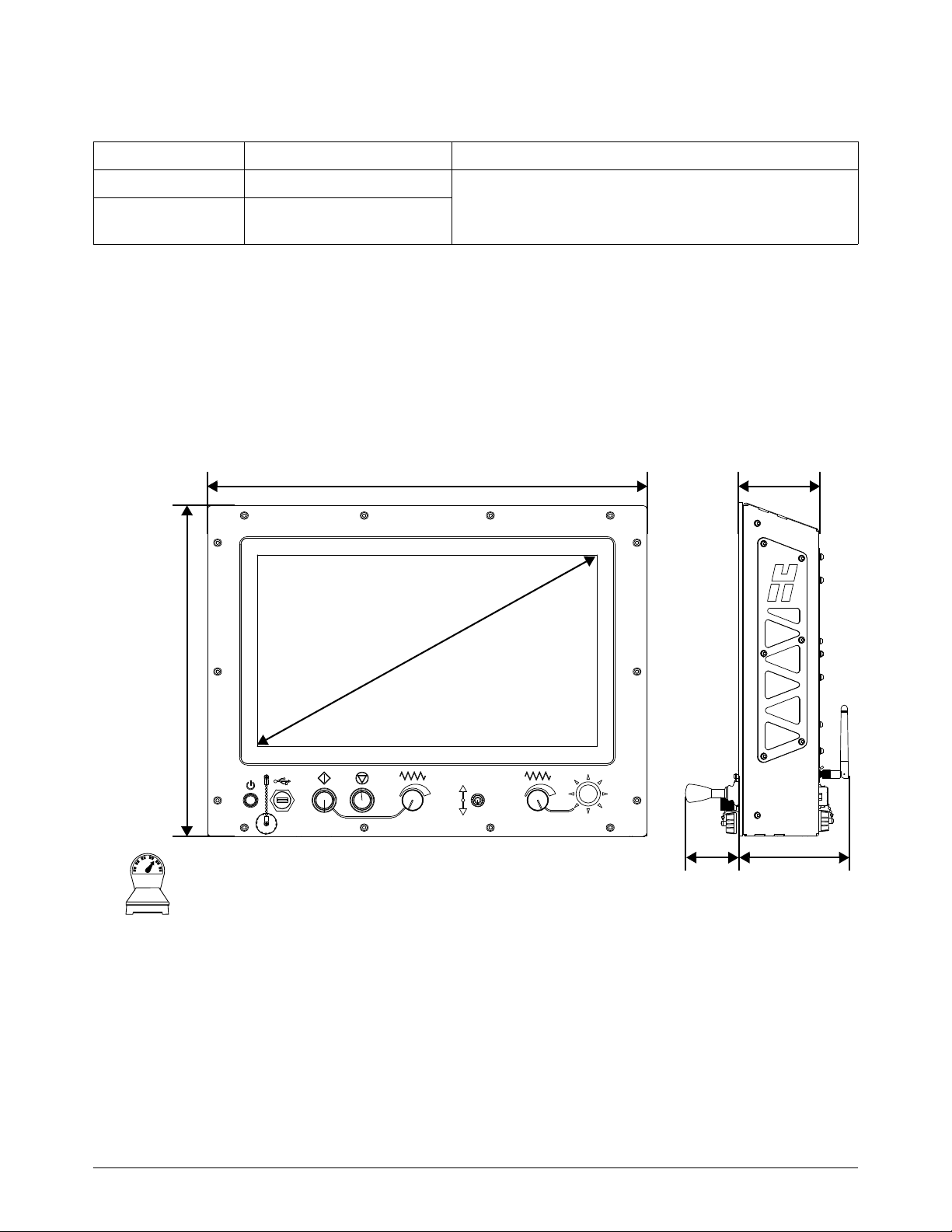
Spezifikationen und Installation
1
560,3 mm
96,3 mm
52,6 mm
131,4 mm
411,0 mm
10 ,7 k g
495,3 mm
(19.5 Zoll)
EDGE Connect TC – Touchscreen-Spezifikationen
Modellnummer Bildschirmgröße Spezifikationen
090198 495,3 mm (19.5 Zoll) • Projected Capacitive Touchscreen-Technologie (PCAP)
090185 469,9 mm (18.5 Zoll)
• Seitenverhältnis 16:9
• Auflösung 1366 x 768
Weitere Informationen über die Auflösung von Touchscreens finden Sie
unter Monitor auf Seite 32.
EDGE Connect TC – Abmessungen und Gewicht
Abb. 5 – Modellnummer 090198 (495,3 mm/19.5 Zoll Touchscreen)
46 809341 Installations- und Konfigurations-Handbuch EDGE Connect
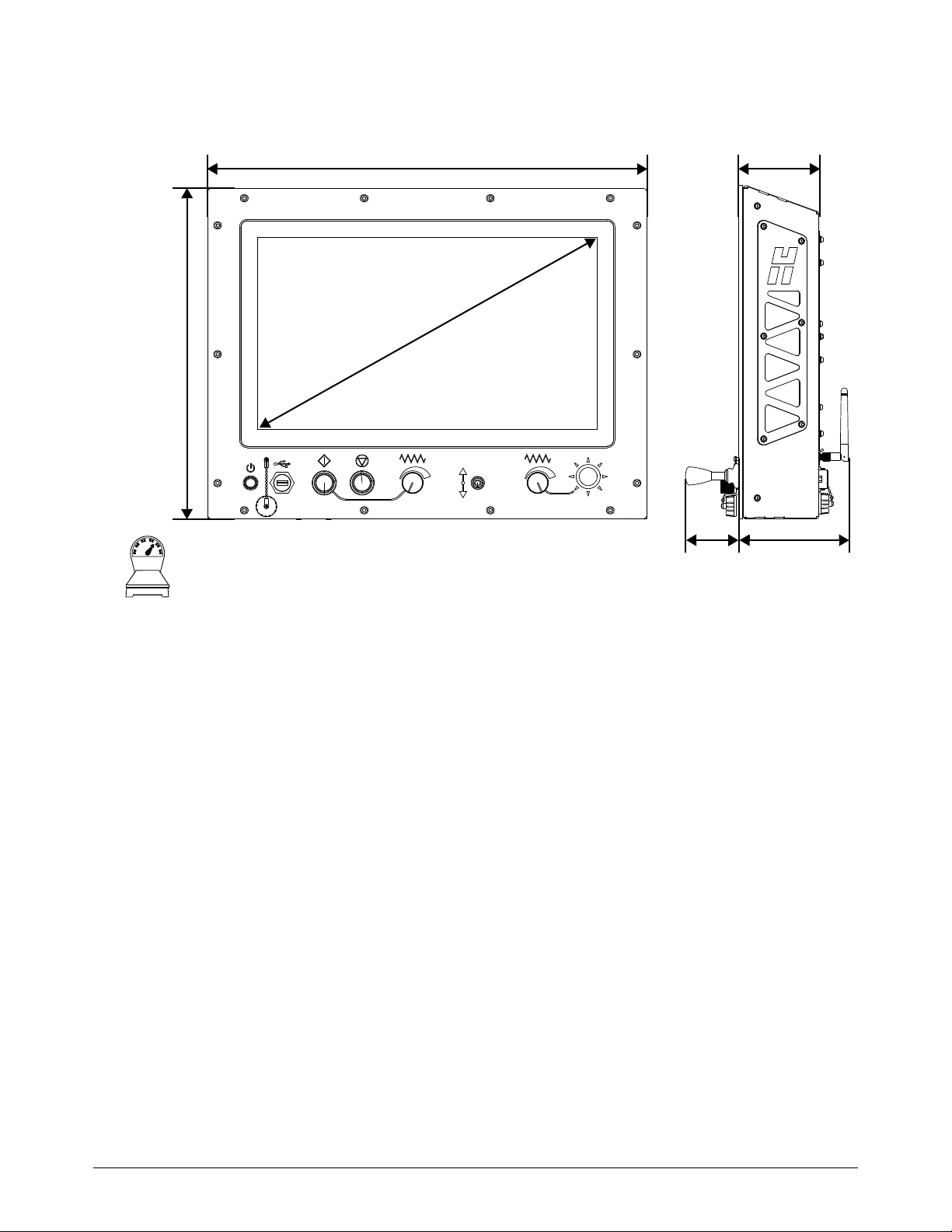
Spezifikationen und Installation
1
530,9 mm
96,3 mm
63,7 mm
131,4 mm
399,5 mm
9,5 kg
469,9 mm
(18.5 Zoll)
Abb. 6 – Modellnummer 090185 (469,9 mm/18.5 Zoll Touchscreen)
EDGE Connect Installations- und Konfigurations-Handbuch 809341 47
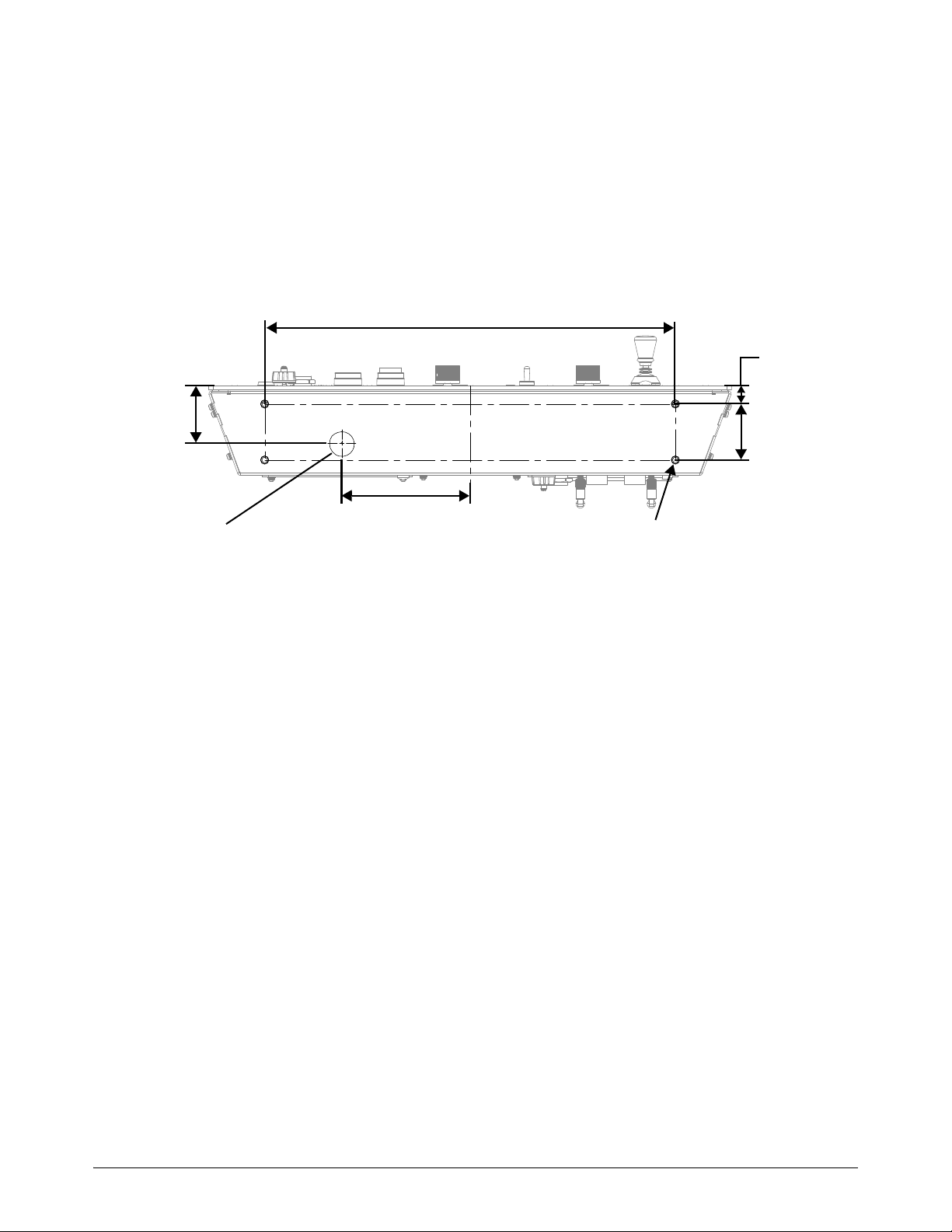
Spezifikationen und Installation
1
137,2 mm
61,8 mm
60,0 mm
19,8 mm
440 mm
Gewinde für M6 x 1 mm
Die maximale Tiefe der
Befestigungselemente
beträgt 10 mm.
Für den Zugang zu EtherCAT
und 12 VDC, für
kundenspezifische
Bedienerkonsolen
Das Befestigungsmuster und die Abmessungen sind bei Modellnummer 090198 (495,3 mm/19.5 Zoll Touchscreen)
und 090185 (469,9 mm/18.5 Zoll Touchscreen) identisch.
Montage der EDGE Connect TC
Sie müssen die CNC befestigen.
Die EDGE Connect TC kann mit der Unterseite auf eine flache Oberfläche, mit einer VESA-Halterung
oder mit Halterungen für eine bündige Montage befestigt werden. EtherCAT-Klammern sind von
Hypertherm erhältlich. Siehe Montageoptionen auf Seite 340.
EDGE Connect TC – Bodenmontage
48 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Spezifikationen und Installation
1
183,8 mm
10 0 m m
10 0 m m
Gewinde
M4 x 0,7 mm
Die maximale
Tiefe der
Befestigungselemente
beträgt 10 mm.
Das Befestigungsmuster und die Abmessungen sind bei Modellnummer 090198 (495,3 mm/19.5 Zoll Touchscreen)
und 090185 (469,9 mm/18.5 Zoll Touchscreen) identisch.
EDGE Connect TC – VESA-Montage
Hypertherm verkauft keine VESA-Halterungen. Verwenden Sie die Abmessungen unten, um eine
passende Halterung zu kaufen.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 49

Spezifikationen und Installation
1
Sekundäres Gehäuse
EDGE Connect TC – bündige Montage
Hypertherm verkauft eine Halterung mit Schrauben für die bündige Montage. Siehe Montageoptionen
auf Seite 340.
1. Wählen Sie Schrauben der Größe M4, M5 oder M6.
2. Verwenden Sie zum Schneiden des rechteckigen Lochs und der Schraubenlöcher eine CNC.
Siehe Abb. 8 auf Seite 52 für die Abmessungen.
Der maximale Plattenstärke beträgt 10 mm.
Die Abmessungen des rechteckigen Lochs erlauben ein Spiel von
0,51 mm (Nennwert) auf allen Seiten. Sie können dieses Spiel anpassen.
50 809341 Installations- und Konfigurations-Handbuch EDGE Connect
Spezifikationen und Installation
1
561,3 mm
411,50 mm
586 mm
Radius 5,3 mm
Sekundäres Gehäuse
M4
300 mm
M5
330 mm
M6
360 mm
20,20 mm
35,20 mm
50,20 mm
3. Verwenden Sie die Halterungen und Schrauben zur Montage der EDGE Connect TC
an der Platte.
Abb. 7 – Abmessungen für Modellnummer 090198 (495,3 mm/19.5 Zoll Touchscreen)
EDGE Connect Installations- und Konfigurations-Handbuch 809341 51

Spezifikationen und Installation
1
531,9 mm
400,5 mm
560 mm
Radius 5,3 mm
Sekundäres Gehäuse
M4
300 mm
M5
330 mm
M6
360 mm
Abb. 8 – Abmessungen für Modellnummer 090185 (469,9 mm/18.5 Zoll Touchscreen)
52 809341 Installations- und Konfigurations-Handbuch EDGE Connect

1
Erden der EDGE Connect TC
Siehe Empfohlene Erdung und Abschirmung auf Seite 55 für weitere Informationen.
Der Schutzleiter muss vom Kunden bereitgestellt werden. Der Mindestquerschnitt des Schutzleiters
beträgt 1,3 mm
1. Entfernen Sie die Schrauben von der Rückseite der CNC.
2
.
Spezifikationen und Installation
2. Bringen Sie den Anschluss des Schutzleiterdrahtes an der Schraube an.
3. Die Schraube fest anziehen.
4. Schließen Sie den Schutzleiterdraht am Erdungskontakt des EMI-Gehäuses an.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 53

Spezifikationen und Installation
1
1
2
3
5
6
4
EDGE Connect TC – Lage der E/A-Anschlüsse an der Rückseite
1 Steckverbinder für WLAN-Antenne RP-SMA-Buchse
2 Versorgungsspannungsbuchse 2,5 mm x 5,5 mm, 12 VDC
3 RJ-45-Buchse Für LAN, 10/100/1000 Mbps
4 RJ-45-Buchse Für EtherCAT, 10/100/1000 Mbit/s
5 USB-Anschlüsse High-Speed USB-Anschluss
6 EMI-Gehäuseerdung M6-Gewindeeinsatz
54 809341 Installations- und Konfigurations-Handbuch EDGE Connect

1
Empfohlene Erdung und Abschirmung
Einführung
In diesem Kapitel werden die Erdungs- und Abschirmungsmaßnahmen beschrieben, die erforderlich
sind, um die Anfälligkeit einer Plasmaschneidanlage für elektromagnetische Störungen (EMI) (auch
Rauschen genannt) zu minimieren. Es werden zudem die Betriebserdung, die Schutzerde (PE) und
die Gleichstromversorgungsmasse erläutert. Das Diagramm am Ende dieses Kapitels
veranschaulicht diese Erdungsarten in der Plasmaschneidanlage.
Spezifikationen und Installation
Erdung und Masse
Betriebserdung (auch als Sicherheitserdung bezeichnet): das Erdungssystem der eingehenden
Netzspannung. Es bewahrt das Personal vor elektrischen Stromschlägen durch das Gerät oder den
Schneidtisch. Es umfasst die Betriebserdung in die Plasmaanlage und andere Systeme, z. B. die
CNC-Steuerung und Motorantriebe, sowie den zusätzlichen Erdungsstab, der am Schneidtisch
angeschlossen ist. In den Plasmastromkreisen wird die Erdung vom Chassis der Plasmaanlage
durch die Verkabelung zum Gehäuse der einzelnen separaten Konsolen geleitet.
Schutzerde (PE) ist das Erdungssystem innerhalb der elektrischen Anlagen. Die Schutzerde (PE),
die mit der Betriebserdung verbunden ist, stellt elektrische Kontinuität zwischen der Anlage und der
Wechselstromversorgung her.
Die in diesem Kapitel aufgeführten Erdungsmaßnahmen wurden bei vielen
Installationen mit hervorragenden Ergebnissen verwendet, und Hypertherm
empfiehlt, dass sie im Installationsprozess routinemäßig angewandt werden.
Die tatsächlichen Methoden, die zur Realisierung dieser Maßnahmen
verwendet werden, können von Anlage zu Anlage variieren, sollten jedoch so
einheitlich wie möglich verwendet werden. Aufgrund der Unterschiede bei
Zubehör und Installationen können diese Erdungsmaßnahmen
EMI-Probleme u. U. nicht in allen Fällen eliminieren. Hypertherm empfiehlt,
Ihre nationalen und örtlichen Elektrizitätsvorschriften zu Rate zu ziehen, um
sicherzugehen, dass Ihre Erdungs- und Abschirmungsmaßnahmen den
Anforderungen für Ihren Standort entsprechen.
Gleichstrommasse (auch als Schneidstrommasse oder Arbeitsmasse bezeichnet): der Massepfad
des Schneidstroms vom Brenner zurück zur Plasmaanlage. Sie erfordert, dass das positive Kabel
von der Plasmaanlage mit einem Kabel geeigneten Querschnitts fest an die Masseschiene des
Schneidtisches angeschlossen werden kann. Es erfordert zudem, dass die Leisten, auf denen das
Werkstück sitzt, guten Kontakt mit dem Tisch und dem Werkstück haben.
EMI-Erdung und -Abschirmung: das Erdungssystem, durch das das Ausmaß der EMI begrenzt
wird, die von den Plasma- und Motorantriebssystemen abgegeben werden. Es begrenzt zudem das
Ausmaß der EMI, die von den CNC- und anderen Steuer- und Messstromkreisen empfangen
werden. Die in diesem Kapitel beschriebenen Erdungspraktiken beziehen sich hauptsächlich auf die
EMI-Erdung und -Abschirmung.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 55

Spezifikationen und Installation
1
Erdungsmaßnahmen
1. Sofern nicht anders angegeben, verwenden Sie für HPR- oder MAXPRO200-Schneidanlagen
nur Kabel mit einem Mindestquerschnitt von 13,3 mm
Erdungsschema bei einer HPR- oder MAXPRO200-Schneidanlage auf Seite 60 dargestellten
EMI-Erdungsleitungen. Sofern nicht anders angegeben, verwenden Sie für
XPR-Schneidanlagen nur Kabel mit einem Mindestquerschnitt von 21,2 mm
in Beispiel für ein Erdungsschema bei einer XPR-Schneidanlage auf Seite 61 dargestellten
EMI-Erdungsleitungen.
2. Der Schneidtisch wird für den allgemeinen EMI-Erdungspunkt oder Sternpunkt verwendet.
Der Tisch sollte mit angeschweißten Gewindebolzen versehen sein, auf denen eine
Kupferstromschiene angebracht ist. Eine separate Stromschiene sollte auf dem Portal so
nah wie möglich an den einzelnen Motoren angebracht sein. Wenn an jedem Ende des
Portals Motoren vorhanden sind, sollte eine separate EMI-Erdungsleitung vom entfernt
gelegenen Motor zur Portal-Stromschiene gelegt werden. Die Portal-Stromschiene sollte
über eine separate, schwere EMI-Erdungsleitung mit Querschnitt 21,2 mm
zur Stromschiene des Tisches verfügen. Die EMI-Erdungsleitungen für die
Brennerhöhenverstellung und die RHF-Konsole oder die kombinierte
Zünd-/Gasanschlusskonsole müssen separat zur Erdungsschiene des Tisches laufen.
2
(047040) für die in Beispiel für ein
2
(047031) für die
2
(047031)
3. Eine ungeeignete Erdung setzt nicht nur die Bediener gefährlichen Spannungen aus, sondern
erhöht auch das Risiko von Ausfällen der Anlage und einer unnötigen Stillstandzeit. Idealerweise
sollte eine Erdung Null Ohm Widerstand haben, die Erfahrung lehrt jedoch, dass ein
Widerstand von unter 1 Ohm für die meisten Anwendungen ausreichend ist. Hypertherm
empfiehlt, Ihre nationalen und örtlichen Elektrizitätsvorschriften zu Rate zu ziehen, um
sicherzugehen, dass Ihre Erdungs- und Abschirmungsmaßnahmen den Anforderungen für Ihren
Standort entsprechen.
4. Ein Erdungsstab (eine PE-Erdung), der alle anwendbaren örtlichen und nationalen elektrischen
Vorschriften erfüllt, muss im Abstand von max. 6 m zum Schneidtisch angebracht werden. Bei
HPR- oder MAXPRO200-Schneidanlagen muss die PE-Erdung durch ein grün-gelbes
2
Erdungskabel mit einem Querschnitt von mindestens 13,3 mm
(047121) an der
Erdungsschiene des Schneidtisches erfolgen. Ein Erdungsstab (eine PE-Erdung), der alle
anwendbaren örtlichen und nationalen elektrischen Vorschriften erfüllt, muss im Abstand von
max. 6 m zum Schneidtisch angebracht werden. Bei XPR-Schneidanlagen muss die PE-Erdung
2
durch ein Erdungskabel mit mindestens 21,2 mm
Querschnitt (047031) an der
Erdungsschiene des Schneidtisches erfolgen. Wenden Sie sich an einen Elektriker in Ihrer
Nähe, um sicherzugehen, dass Ihre Erdung allen nationalen und örtlichen
Elektrizitätsvorschriften entspricht.
5. Für die effektivste Abschirmung sollten für E/A-Signale, serielle Kommunikationssignale,
Mehrpunktverbindungen von Plasmaanlage zu Plasmaanlage und Verbindungen zwischen allen
Teilen der Hypertherm-Anlage die Hypertherm-CNC-Schnittstellenkabel verwendet werden.
6. Sämtliche im Erdungssystem verwendeten Ausrüstungsteile müssen aus Messing oder Kupfer
bestehen. Zwar können zum Montieren der Erdungsschiene an den Schneidtisch geschweißte
Stahlstifte verwendet werden, doch es können keine weiteren Teile aus Aluminium oder Stahl im
Erdungssystem vewendet werden.
56 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Spezifikationen und Installation
1
7. Wechselstrom-, PE- und Betriebserdung müssen an allen Geräten gemäß örtlichen
und nationalen Vorschriften angeschlossen werden.
8. Bei einem System mit einer RHF-Konsole oder einer kombinierten Zünd-/Gasanschlusskonsole
müssen die positiven, negativen und Pilotlichtbogenleitungen so weit wie möglich zusammen
gebündelt werden. Brennerschlauchpaket, Werkstückkabel und Pilotlichtbogenleitung (Düse)
können parallel zu anderen Drähten oder Kabeln laufen, wenn sie mindestens 150 mm entfernt
sind. Wenn möglich, Netz- und Signalkabel in separaten Kabelkanälen führen.
9. Bei einem System mit einer RHF-Konsole oder einer kombinierten Zünd-/Gasanschlusskonsole
empfiehlt Hypertherm, dass Sie diese Konsole so nahe wie möglich am Brenner montieren.
Diese Konsole muss über eine separate Erdungsleitung zur Schutzleiter-Stromschiene am
Schneidtisch verfügen.
10. Alle Hypertherm-Komponenten sowie alle anderen CNC- oder Antriebsmotor-Schaltschränke
oder -Gehäuse müssen über eine separate Erdungsleitung zum gemeinsamen Punkt
(Sternpunkt) am Tisch verfügen. Dies beinhaltet auch die Zünd-/Gasanschlusskonsole, selbst
wenn sie mit der Plasmaanlage oder dem Schneidtisch verschraubt ist.
11 . Bei HPR- oder MAXPRO200-Schneidanlagen muss die Metallumflechtung zur Abschirmung
des Brennerschlauchpakets fest an der Zünd-/Gasanschlusskonsole und am Brenner
angeschlossen sein. Sie sollte elektrisch von jeglichem Metall und von jeglichem Kontakt mit
dem Boden oder Gebäude isoliert werden. Die Brennerschlauchpakete können in einem
Kunststoff-Kabelkanal geführt oder mit einem Kunststoff- oder Lederüberzug geschützt werden.
12. Bei XPR-Schneidanlagen müssen die Kupplung an der Pilotlichtbogenleitung und die
Kühlmittelschlauchsatz-Baugruppe fest mit den Muffen der Gasanschlusskonsole und der
Brenneranschlusskonsole verbunden sein. Die Klemme unbedingt fest anziehen. Die Muffe am
Brennerschlauchpaket muss fest mit dem Brennerschaft verbunden sein. Die Klemme unbedingt
fest anziehen. Schließen Sie einen Schutzleiter (10 AWG) an die flache Klemme an der
Montagemuffe des Brenners an.
13. Der Brenner-Halter- und -Abschaltmechanismus – jener Teil, der an der Höhenverstellung,
und nicht am Brenner angebracht ist – muss am stationären Teil der Höhenverstellung mit
einem Kupferdrahtgeflecht von mindestens 12,7 mm Breite verbunden werden. Von der
Höhenverstellung zur Schutzleiter-Stromschiene auf dem Portal muss ein separates Kabel
laufen. Die Ventilbaugruppe sollte ebenfalls über einen separaten Schutzleiter-Anschluss zur
Stromschiene auf dem Portal verfügen.
14. Wenn die Portal-Schneidmaschine auf Schienen läuft, die nicht am Tisch angeschweißt sind,
dann muss jede Schiene mit einer Erdungsleitung vom Ende der Schiene am Tisch
angeschlossen sein. Die Schienen-Erdungsleitungen sind direkt an den Tisch angeschlossen
und müssen nicht an der Schutzleiter-Stromschiene am Tisch angeschlossen sein.
15. Wenn Sie eine Spannungsteiler-Platine installieren, dann bringen Sie diese so nah wie möglich
an der Stelle an, an der die Lichtbogen-Spannung erfasst wird. Eine empfohlene Position ist
innerhalb des Plasmaanlagengehäuses. Wenn eine Hypertherm Spannungsteiler-Platine
verwendet wird, ist das Ausgangssignal von allen anderen Stromkreisen isoliert. Das
verarbeitete Signal sollte durch ein verdrilltes, abgeschirmtes Kabel laufen (Belden 1800F oder
ähnliches). Verwenden Sie ein Kabel mit einer Litzenabschirmung und nicht mit einer
Folienabschirmung. Die Abschirmung muss mit dem Chassis der Plasmaanlage verbunden
werden und darf am anderen Ende nicht angeschlossen werden.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 57

Spezifikationen und Installation
1
1 Portal-Erdungsschiene
2 Erdungsstab
3 Kabel der Plasmaanlage (+)
4 RHF-Konsole (falls zutreffend,
nicht bei allen Anlagen vorhanden).
5 CNC-Gehäuse
6 Brennerhalterung
7 Chassis der Plasmaanlage
1 2 3
4
5 6 7
1 Portal-Erdungsschiene
2 Erdungsstab
3 Kabel der Plasmaanlage (+)
4 Gas-Konsole
5 CNC-Gehäuse
6 Brennerhalterung
7 Chassis der Plasmaanlage
8 Brenneranschlusskonsole
1 2 3
4
5 6
7 8
16. Alle anderen Signale (analoge, digitale, serielle, Encoder) sollten in einem abgeschirmten Kabel
mit verdrillten Kabelpaaren geführt werden. Die Anschlussklemmen dieser Kabeln sollten ein
Metallgehäuse haben. Die Abschirmung, nicht die Entstörleitung, sollte an das Metallgehäuse
der Anschlussklemmen an jedem Ende des Kabels angeschlossen werden. Die Abschirmung
oder Entstörleitung niemals durch den Anschluss einer der Stifte führen.
Das folgende Bild zeigt ein Beispiel für eine Erdungsschiene auf einem Schneidtisch bei einer HPRoder MAXPRO200-Schneidanlage. Die hier abgebildeten Komponenten können bei Ihrer Anlage
evtl. anders aussehen.
Das folgende Bild zeigt ein Beispiel für eine Erdungsschiene auf einem Schneidtisch bei einer
XPR-Schneidanlage. Die hier abgebildeten Komponenten können bei Ihrer Anlage evtl. anders
aussehen.
58 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Spezifikationen und Installation
1
1 Kabel zur Erdungsschiene am
Schneidtisch
2 Erdungsleitungen von den Komponenten
auf der Portal-Schneidmaschine
1 2
Das folgende Bild zeigt ein Beispiel für eine Portal-Erdungsschiene. Sie ist am Portal in der
Nähe des Motors angeschraubt. Jede einzelne Erdungsleitung der auf dem Portal montierten
Komponenten ist mit der Schiene verbunden. Ein einzelnes schweres Kabel verbindet dann
anschließend die Portal-Erdungsschiene mit der Erdungsschiene am Tisch.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 59
Spezifikationen und Installation
1
Chassis- und RFI-Erdung
Wechselstromerdung (PE)
1
2
3
4
5
6
7
8 9
10
11
12
13
1 Schneidtisch
2 Portal-Schneidmaschine
3 Plasmaanlage
4 Schutzleiter-Stromschiene des Tischs
5 Schutzleiter-Stromschiene des Portals
6 Höhenverstellung der Brennerhöhensteuerung
(ArcGlide, Sensor THC, Sensor PHC oder andere)
7 RHF-Konsole (nicht bei allen Anlagen). An
Schutzleiter-Stromschiene des Tischs anschließen.
8, 9 Anlagenspezifische Komponente wie
Dosierkonsole, Gaskonsole oder Wählkonsole
10 CNC-Chassis
11 Brennerhöhensteuerungsmodul
(ArcGlide, Command THC)
12 Anlagenspezifische Komponente wie z. B. Kühler
13 Gleichstromversorgungsmasse
Beispiel für ein Erdungsschema bei einer HPR- oder MAXPRO200-Schneidanlage
60 809341 Installations- und Konfigurations-Handbuch EDGE Connect
1
Beispiel für ein Erdungsschema bei einer XPR-Schneidanlage
Chassis- und EMI-Erdung
Betriebserdung
1
2
3
4
5
6
7
8
9
10
11
PE (Schutzerde)
1 Schneidtisch
2 Portal-Schneidmaschine
3 Plasmaanlage
4 Schutzleiter-Stromschiene des Tischs
5 Schutzleiter-Stromschiene des Portals
6 Höhenverstellung der Brennerhöhensteuerung
7 Brenneranschlusskonsole
8 CNC-Steuerung
9 Modul der Brennerhöhensteuerung
10 Gasanschlusskonsole. An
Schutzleiter-Stromschiene des
Tischs anschließen.*
11 Gleichstromversorgungsmasse (Arbeitsmasse)
* Die Zündkonsole ist bei XPR-Schneidanlagen in der
Gasanschlusskonsole integriert.
Spezifikationen und Installation
EDGE Connect Installations- und Konfigurations-Handbuch 809341 61
Dieses Beispiel beruht auf der Praxis in Nordamerika. In anderen
Regionen kann es andere nationale oder örtliche Elektrizitätsvorschriften
geben. Hypertherm empfiehlt, Ihre nationalen und örtlichen
Elektrizitätsvorschriften zu Rate zu ziehen, um sicherzugehen, dass Ihre
Erdungs- und Abschirmungsmaßnahmen den Anforderungen für Ihren
Standort entsprechen.

Spezifikationen und Installation
1
s
Symbole und Prüfzeichen
Ihr Produkt kann auf dem Typenschild (oder in dessen Nähe) eines oder mehrere der folgenden Prüfzeichen
aufweisen. Aufgrund von Unterschieden und Konflikten bei nationalen Vorschriften werden nicht alle
Prüfzeichen an jeder Version eines Produkts angebracht.
S-Prüfzeichen
Das S-Prüfzeichen zeigt an, dass die Stromquelle und der Brenner für den Betrieb
in Umgebungen mit erhöhter Stromschlaggefahr gemäß IEC 60974-1 geeignet sind.
CSA-Prüfzeichen
Produkte mit einem CSA-Prüfzeichen erfüllen die Vorschriften für die Produktsicherheit der USA
und Kanada. Die Produkte wurden von CSA International evaluiert, getestet und zertifiziert.
Das Produkt kann alternativ auch eine Kennzeichnung eines der anderen Nationally Recognized
Testing Laboratories (NRTL) haben, die sowohl in den USA als auch in Kanada zugelassen sind,
z. B. UL oder TÜV.
CE-Kennzeichnung
Die CE-Kennzeichnung präsentiert die Konformitätserklärung des Herstellers über die Einhaltung
gültiger europäischer Richtlinien und Normen. Nur diejenigen Versionen der Produkte mit einer
CE-Kennzeichnung auf dem Typenschild (oder in dessen Nähe) entsprechen den europäischen
Richtlinien. Zu den geltenden Richtlinien gehören ggf. die europäische Niederspannungsrichtlinie,
die europäische Richtlinie für elektromagnetische Verträglichkeit (EMV), die Funkgeräterichtlinie
und die Richtlinie zur Beschränkung gefährlicher Stoffe (RoHS). Zu Einzelheiten siehe die
europäische CE-Konformitätserklärung.
Eurasisches Konformitätszeichen EAC
CE-Versionen von Produkten, die ein EAC-Konformitätszeichen aufweisen, erfüllen die
Produktsicherheits- und EMV-Anforderungen für den Export nach Russland, Weißrussland
und Kasachstan.
GOST-TR-Prüfzeichen
CE-Versionen von Produkten, die ein GOST-TR-Prüfzeichen aufweisen, erfüllen die
Produktsicherheits- und EMV-Anforderungen für den Export in die Russische Föderation.
RCM-Kennzeichnung
CE-Versionen der Produkte mit einer RCM-Kennzeichnung entsprechen den EMV- und den
Sicherheitsrichtlinien, die für den Verkauf in Australien und Neuseeland verlangt werden.
CCC-Prüfzeichen
Das China Compulsory Certification (CCC)-Zeichen (Chinesische Pflichtzertifizierung) zeigt an,
dass das Produkt getestet und als den Produktsicherheitsrichtlinien entsprechend befunden
wurde, die für den Verkauf in China verlangt werden.
UkrSEPRO-Prüfzeichen
CE-Versionen von Produkten, die ein UkrSEPRO-Prüfzeichen aufweisen, erfüllen die
Produktsicherheits- und EMV-Anforderungen für den Export in die Ukraine.
Serbisches AAA-Zeichen
CE-Versionen von Produkten, die ein serbisches AAA-Zeichen aufweisen, erfüllen die
Produktsicherheits- und EMV-Anforderungen für den Export nach Serbien.
62 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Spezifikationen und Installation
1
RoHS-Kennzeichnung
Die RoHS-Kennzeichnung zeigt an, dass das Produkt die Anforderungen der europäischen
Richtlinie zur Beschränkung gefährlicher Stoffe (RoHS) erfüllt.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 63

Spezifikationen und Installation
1
64 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Bedienung
Phoenix Software-Bedienerkonsole
Wenn Sie die CNC einschalten, öffnen sich die Phoenix-Software und die Software-Bedienkonsole.
Bevor Sie Phoenix verwenden, müssen Sie im Dialogfenster auf OK klicken, um die
Nutzungsbedingungen von Hypertherm zu akzeptieren.
Abb. 9
Phoenix ist die wichtigste Software-Schnittstelle für den Betrieb der CNC, und sie ist auf allen
Hypertherm-CNCs gleich. Die Software-Bedienerkonsole ist ein vollständig integrierter Bestandteil
von Phoenix. Die in Abb. 9 gezeigte Standard-Software-Bedienerkonsole von Hypertherm wird mit
den CNCs EDGE Connect und EDGE Connect TC geliefert.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 65
Bedienung
2
2
1
1
2
Hersteller von Schneidanlagen können mithilfe der Phoenix-Programmierschnittstelle (API) ihre
eigenen Software-Bedienerkonsolen erstellen. Wenn Ihre Schneidanlage über eine benutzerdefinierte
Software-Bedienerkonsole verfügt, wenden Sie sich für weitere Informationen bitte an den Hersteller
Ihrer Anlage oder lesen Sie die zugehörige Dokumentation. Siehe auch Automatisches Öffnen einer
kundenspezifischen Software-Bedienerkonsole auf Seite 72.
Bedienung der Phoenix-Software
Zusätzlich zu den Informationen in diesem Handbuch liefert Ihnen die Phoenix-Hilfe weitere
Details zur Bedienung der Phoenix-Software. Die Phoenix-Hilfe ist für jeden Bildschirm in Phoenix
verfügbar. Weitere Informationen finden Sie unter Phoenix – Hilfe und technische Dokumentation
auf Seite 75.
Die Buttons auf den Phoenix-Bildschirmen heißen Schaltflächen.
Einige Schaltflächen rufen bestimmte Bildschirme auf, andere hingegen führen eine bestimmte
Aktion aus. Die Schaltflächen, die auf einem Bildschirm angezeigt werden, hängen von den
installierten Komponenten, den aktivierten Funktionen, den Phoenix-Konfigurationsoptionen,
Passwörtern und Benutzerlevels (Anfänger, Fortgeschrittener oder Experte) ab.
66 809341 Installations- und Konfigurations-Handbuch EDGE Connect
In diesem Handbuch wird angenommen, dass sich die CNC im
„Expertenmodus“ befindet, und es werden alle Funktionen gezeigt.

2
Bedienung der Standard-Software-Bedienerkonsole von Hypertherm
1
2 3
4
5
1
1 Registerkarte „Stationssteuerung“ (gezeigt)
2 Registerkarte „Manuelle Bewegung“
3 Registerkarte „Screenshot und Live-Video“
4 Registerkarte „Informationen“
5 Programmsteuerung (immer sichtbar)
Die Software-Bedienerkonsole kann eine Hardware-Bedienerkonsole ersetzen. Bei der
EDGE Connect TC können die Software-Bedienerkonsole und die Hardware-Bedienerkonsole
gemeinsam verwendet werden. So hat zum Beispiel das Drücken von Start auf der
Software-Bedienerkonsole die gleiche Wirkung wie das Drücken der Start-Taste auf der
Hardware-Bedienerkonsole.
Bedienung
Hersteller von Schneidanlagen können mithilfe der Phoenix-Programmierschnittstelle
(API) ihre eigenen Software-Bedienerkonsolen erstellen. Wenn Ihre Schneidanlage
über eine benutzerdefinierte Software-Bedienerkonsole verfügt, wenden Sie sich für
weitere Informationen bitte an den Hersteller Ihrer Anlage oder lesen Sie die
zugehörige Dokumentation.
Die einzelnen Teile der Software-Bedienerkonsole werden in den folgenden Abschnitten erläutert.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 67
Bedienung
2
1
2
3
4
5
1 Stationsnummer
• Wie auf dem
Stationskonfigurations-Bildschirm
(Stationen 1–8) oder dem
Digital-E/A-Bildschirm
(Stationen 9–20) definiert
2 Stationsstatus
• Aktiviert (grün)
• Deaktiviert (rot)
3 Taste „Station deaktivieren“
• Drücken Sie hier, um die Station zu
deaktivieren (grün, wenn ausgewählt)
4 Taste „Manueller Modus“
• Drücken Sie hier, um die Station im
manuellen Modus zu betreiben (grün,
wenn ausgewählt)
5 Taste „Programmiermodus“ (automatisch)
• Drücken Sie hier, um die Station im
Programmiermodus zu betreiben (grün,
wenn ausgewählt)
1
3
2
1 Programmgeschwindigkeit (sofern
Geschwindigkeits-Potentiometer auf dem
Bildschirm „Analog-E/A“ aktiviert sind)
• Für geringere Programmgeschwindigkeit
nach links schieben
• Für höhere Programmgeschwindigkeit
nach rechts schieben
2 Taste „Schneiden starten“
• Zum Starten des Schneidens hier drücken
3 Taste „Schneiden stoppen“
• Zum Anhalten des Schneidens hier drücken
Registerkarte „Stationssteuerung“
Programmsteuerung
68 809341 Installations- und Konfigurations-Handbuch EDGE Connect

2
Registerkarte „Manuelle Bewegung“
1
2
3
4
5
4
Mit diesen Schaltflächen werden alle derzeit aktivierten Stationen gesteuert.
Bedienung
1 Bewegungsgeschwindigkeit (sofern Geschwindigkeits-Potentiometer auf dem
Bildschirm „Analog-E/A“ aktiviert sind)
• Für geringere Bewegungsgeschwindigkeit nach links schieben
• Für höhere Bewegungsgeschwindigkeit nach rechts schieben
2 Taste „Manuelle Tasten verriegeln“
• Drücken Sie hier, um die Verriegelung manueller Tasten EIN zu schalten
(sofern im Spezialkonfigurations-Bildschirm aktiviert)
• Drücken Sie erneut, um die Verriegelung manueller Tasten AUS zu schalten
3 Richtungs-Stoß-Tasten
• Durch Drücken einer Pfeiltaste können Sie in diese Richtung bewegen
(wenn „Manuelle Tasten einrasten“ aktiviert und EIN ist)
• Halten Sie eine Pfeiltaste gedrückt, um in diese Richtung zu bewegen
(wenn „Manuelle Tasten einrasten“ AUS ist)
4 Taste „Brenner anheben“
• Halten Sie dies gedrückt, um den Brenner oder das Werkzeug anzuheben.
5 Taste „Brenner absenken“
• Halten Sie dies gedrückt, um den Brenner oder das Werkzeug abzusenken.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 69

Bedienung
2
1
3
5
4
2
6
7
8
(In Betrieb)
Registerkarte „Screenshot und Live-Video“
1 Ansicht „Screenshot und Live-Video“*
Dieser Bereich zeigt den Screenshot des aktuellen Bildschirms oder das aktuelle Live-Video an.*
2 Videoquelle auswählen
Falls zwei oder mehr Videokameras installiert sind, wählen Sie im Dropdown-Menü eine Kamera.
3
Start oder Pause des Live-Videos
4 Screenshot des CNC-Bildschirms erstellen, einschließlich Phoenix und der
Software-Bedienerkonsole.
Diese Taste ist während des Betriebs grün .
5 Screenshot löschen/Live-Video anhalten
6 Videokamera-Optionen aktualisieren
7 Bild oder Video in einem neuen Fenster vergrößern
• Klicken Sie auf das neue Fenster und ziehen Sie es, etwa zur Anzeige auf einem externen
Bildschirm (falls installiert).
• Um das neue Fenster zu schließen, klicken Sie auf das X in der oberen rechten Ecke des
Fensters.
8 Screenshot speichern
Öffnen Sie das Menü Speichern als und speichern Sie Ihren Screenshot als eine Datei. Videos
werden nicht in der CNC gespeichert.
* Live-Video wird unterstützt, wenn eine oder mehr unterstützte USB-Videokameras installiert sind. Die Videokameras werden
von Ihrem Schneidanlagen-Hersteller bereitgestellt.
70 809341 Installations- und Konfigurations-Handbuch EDGE Connect

2
Registerkarte „Informationen“
1
Bedienung
1 Version der Software-Bedienerkonsole
• Zeigt die Version der Software-Bedienerkonsole
auf der CNC an
EDGE Connect Installations- und Konfigurations-Handbuch 809341 71

Bedienung
2
Automatisches Öffnen einer kundenspezifischen Software-Bedienerkonsole
Hersteller von Schneidanlagen können mithilfe der Phoenix-Programmierschnittstelle (API) ihre
eigenen Software-Bedienerkonsolen erstellen. Standardmäßig öffnet der EDGE Connect Launcher
die Standard-Software-Bedienerkonsole von Hypertherm automatisch, wenn der Bediener die
CNC einschaltet. Damit die kundenspezifische Software-Bedienerkonsole automatisch geöffnet
wird, modifizieren Sie den EDGE Connect Launcher wie folgt.
Bevor Sie beginnen
Vergewissern Sie sich, dass die ausführbaren Dateien (.exe) für die kundenspezifische
Software-Bedienerkonsole im Ordner C:\Phoenix auf der CNC gespeichert sind.
Normalerweise gibt es eine .exe-Datei für den oberen Teil der Software-Bedienerkonsole
und eine .exe-Datei für den unteren Teil der Software-Bedienerkonsole.
Schließen Sie eine USB-Tastatur und USB-Maus an die CNC an.
Modifizierung des EDGE Connect Launcher
1. Schließen Sie die gesamte EDGE Connect Software auf der CNC.
a. Klicken Sie auf dem Hauptbildschirm von Phoenix auf einen beliebigen Punkt und dann auf
Alt+F4, um Phoenix zu beenden.
b. Klicken Sie auf eine beliebige Stelle im oberen Bereich der Software-Bedienerkonsole von
Hypertherm und dann auf Alt+F4, um den oberen Bereich der Software-Bedienkonsole von
Hypertherm zu beenden.
c. Klicken Sie auf eine beliebige Stelle im unteren Bereich der Software-Bedienerkonsole von
Hypertherm und dann auf Alt+F4, um den unteren Bereich der Software-Bedienkonsole von
Hypertherm zu beenden.
2. Klicken Sie auf den Windows-„Start“-Button und dann auf Explorer.
3. Klicken Sie im Ordner C:\Phoenix doppelt auf die Datei steps.json.
4. Um den oberen Teil der Software-Bedienkonsole von Hypertherm zu ersetzen, nehmen Sie in
der Datei steps.json Folgendes vor:
Die Datei steps.json sollte automatisch in Notepad geöffnet werden. Falls
nicht, öffnen Sie zuerst Notepad und dann die Datei steps.json.
72 809341 Installations- und Konfigurations-Handbuch EDGE Connect

2
Abb. 10
Bedienung
a. Löschen Sie SoftOpCon neben StepName.
b. Geben Sie den Namen des oberen Teils der kundenspezifischen
Software-Bedienerkonsole ein.
c. Löschen Sie Starting Hypertherm Soft Op Con neben StepDesc.
d. Geben Sie den Text ein, den Sie anzeigen möchten, wenn die kundenspezifische
Software-Bedienerkonsole geöffnet wird.
e. Löschen Sie C:\\Phoenix\\SoftOpCon.exe neben StepPath.
f. Geben Sie den absoluten Pfad der ausführbaren Datei (.exe) für den oberen Teil der
kundenspezifischen Software-Bedienerkonsole ein. Zum Beispiel:
C:\\Phoenix\\CustomSoftOpCon.exe.
5. Um den unteren Teil der Software-Bedienkonsole von Hypertherm zu ersetzen, nehmen Sie in
der Datei steps.json Folgendes vor:
Löschen Sie nur die angegebenen Zeichen. KEINE Anführungszeichen,
Kommas, Klammern oder andere Zeichen in der Datei löschen.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 73

Bedienung
2
Abb. 11
a. Löschen Sie MinReqOpCon neben StepName.
b. Geben Sie den Namen des unteren Teils der kundenspezifischen
Software-Bedienerkonsole ein.
c. Neben StepDesc löschen Sie Starting Hypertherm Soft Op Con (Hypertherm
Software-Bedienerkonsole wird gestartet)
d. Geben Sie den Text ein, den Sie anzeigen möchten, wenn die kundenspezifische
Software-Bedienerkonsole geöffnet wird.
e. Löschen Sie C:\\Phoenix\\MinReqOpCon.exe neben StepPath
f. Geben Sie den absoluten Pfad der ausführbaren Datei (.exe) für den unteren Teil der
kundenspezifischen Software-Bedienerkonsole ein. Zum Beispiel:
C:\\Phoenix\\CustomMinReqOpCon.exe.
6. Klicken Sie im Menü Datei in Notepad auf Speichern und schließen Sie dann die Datei
steps.json.
7. Klicken Sie auf den Windows-„Start“-Button und dann auf EDGE Connect Launcher,
um Phoenix und die kundenspezifische Software-Bedienerkonsole zu starten.
Löschen Sie nur die angegebenen Zeichen. Anführungszeichen, Kommas,
Klammern oder andere Zeichen in der Datei NICHT LÖSCHEN.
74 809341 Installations- und Konfigurations-Handbuch EDGE Connect
Für Support zum Arbeiten mit Ihrer kundenspezifischen
Software-Bedienerkonsole wenden Sie sich an den Hersteller
Ihrer Schneidanlage.

2
Phoenix – Hilfe und technische Dokumentation
Die Phoenix-Hilfe liefert Einzelheiten zur Bedienung der Phoenix-Software.
Die Phoenix-Hilfe ist für jeden Bildschirm in Phoenix verfügbar.
Drücken Sie die Schaltfläche Hilfe, wenn Sie Informationen zum angezeigten
Bildschirm sehen möchten.
Bedienung
Um das Hilfe-Fenster zu schließen, drücken Sie auf das X in der rechten
oberen Ecke.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 75

Bedienung
2
Hypertherm stellt auch Tipps und Lösungen für häufig auftretende Probleme
zur Verfügung, um Ihnen bei der Verbesserung der Schnittqualität behilflich
zu sein.
Um diese Informationen abzurufen, drücken Sie auf die Schaltfläche Schneid-Tipps.
Um die Schneid-Tipps zu schließen, klicken Sie auf die Schaltfläche OK.
76 809341 Installations- und Konfigurations-Handbuch EDGE Connect

2
Zusätzlich bietet Hypertherm technische Unterlagen für die CNC und alle
anderen installierten Hypertherm-Komponenten Ihrer Schneidanlage.
Um diese Dokumentation abzurufen, wählen Sie die Schaltfläche
Technische Dokumentation.
Abb. 12
Bedienung
Das EDGE Connect Installations- und Konfigurations-Handbuch öffnet sich automatisch.
Für alle verfügbaren technischen Dokumentationen der installierten Komponenten werden im
unteren Teil des Bildschirms Schaltflächen angezeigt. So zeigt zum Beispiel Abb. 12 eine
Schaltfläche für das EDGE Connect-Handbuch und eine Schaltfläche für das HPR-Handbuch.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 77

Bedienung
2
Um den Inhalt eines Handbuchs anzuzeigen, drücken Sie auf die Schaltfläche Lesezeichen
anzeigen. Wählen Sie ein Thema aus der Liste, um auf die entsprechende Seite des
Handbuchs zu gehen.
Für eine Volltextsuche drücken Sie Strg+F.
78 809341 Installations- und Konfigurations-Handbuch EDGE Connect

2
Bedienung der EDGE Connect TC Hardware-Bedienerkonsole
1
23
5
6
8
94
7
1 Ein/Aus-Taste
2 USB-Buchsen-Abdeckung mit Kette
3 USB-Buchse
4 Start-Taste (grün)
5 Stopp-Taste (rot)
6 Programmgeschwindigkeits-Potentiometer
7 Station anheben/absenken
8 Manuelles Geschwindigkeits-Potentiometer
9 Joystick
Die EDGE Connect TC wird mit einer Bedienerkonsole geliefert.
Bedienung
Bedienen des Touchscreens
Die EDGE Connect unterstützt einen Touchscreen. Die EDGE Connect TC wird mit einem
Touchscreen geliefert. Berühren Sie die Steuerflächen der Fenster und Felder, um Daten in die
Software einzugeben. Bei allen Feldern, die eine Dateneingabe erfordern, wird am Bildschirm
automatisch ein Tastenfeld eingeblendet, wenn Sie das Feld zweimal antippen.
Touchscreens, Wasserspritzer und unabsichtliche Bewegung
Wasserspritzer können ein Sicherheitsrisiko darstellen, wenn Sie die EDGE Connect auf einem
Wassertisch montieren. Wenn Wasser auf den Touchscreen gelangt, können die Tropfen eine Stoß-Taste
aktivieren und eine unabsichtliche Bewegung des Tisches auslösen. Unabsichtliche Bewegungen können
für den Bediener und andere Personen gefährlich sein, sowie Schäden an Maschinen oder Fehler beim
Schneiden verursachen. Um unabsichtliche Bewegungen zu vermeiden:
Trocken Sie vor dem Berühren des Touchscreens vollständig Ihre Hände.
Installieren Sie die CNC so, dass der Touchscreen vor Wasserspritzern geschützt ist.
Falls Wasser auf den Touchscreen geraten könnte, zeigen Sie die Stoß-Tasten nicht im
Watch Window oder auf der Software-Bedienerkonsole an.
Hypertherm empfiehlt, das Dialogfenster Bereit für Bewegung? zu
aktivieren, falls das Risiko besteht, dass Wasser auf den EDGE Connect
Touchscreen geraten könnte. Das Dialogfenster Bereit für Bewegung?
kann im Bildschirm „Spezialkonfigurationen“ aktiviert werden
(Konfigurationen > Passwort > Spezialkonfigurationen).
Für weitere Informationen kontaktieren Sie bitte die nächstgelegene Hypertherm-Niederlassung.
Die Adressen finden Sie vorne in diesem Handbuch.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 79

Bedienung
2
Optionale Tastatur und Maus
Sie können zur Eingabe von Daten und für die Navigation durch die CNC-Software auch eine
USB-Tastatur und -Maus verwenden.
80 809341 Installations- und Konfigurations-Handbuch EDGE Connect
Maschinenstopp-Strategien und Tischausrüstung
Maschinenstopp-Strategien
Phoenix bietet mehrere Optionen zum Verlangsamen der Bewegung, um die Schneidanlage im Falle
einer Störung bzw. eines Fehlers oder Notfalls anzuhalten. Die gewählte Option hängt von der
Mechanik der Schneidanlage und den nationalen und regionalen Sicherheitsvorschriften für
Elektroinstallationen ab. Informieren Sie sich bei den zuständigen Behörden, um sicherzustellen,
dass Ihre Schneidanlage alle Vorschriften erfüllt.
Nutzen Sie die folgenden Informationen, um die Maschinenstopp-Strategien einzuführen, die die
Anforderungen Ihrer Schneidanlagen und die für Ihren Standort geltenden Sicherheitsvorschriften
für Elektroinstallationen erfüllen.
So wird die Anlagenbewegung durch die CNC gestoppt
Maschinenstopparten: Programmabbruch/-unterbrechung, Schnellstopp und
Rampenfehler
Sicherheitsschaltungsbeispiel
Antriebs-Aktivierungssignale
Antriebs-Aktivierungsausgang und Antriebs-Deaktivierungseingang
So werden die Antriebe durch die CNC aktiviert und deaktiviert
Ein- und Ausgänge der CNC
EDGE Connect Installations- und Konfigurations-Handbuch 809341 81

Maschinenstopp-Strategien und Tischausrüstung
3
Antriebs-Aktivierungsa
usgang EIN
Servo-Befehls-
Spannung = n V
(Bewegung)
Antriebs-Aktivierungsausgang
AUS
Endlage (falls die
Endlagen-Rückstellung
verwendet wird) wird gespeichert
AUS oder 0 V
Hohe
Bremsverzögerung
Servo-Befehlsspannung auf 0
(Bewegung gestoppt)
Uhrzeit
Schnellstopp-Eingang
wird aktiviert
So wird die Anlagenbewegung durch die CNC gestoppt
P
rogrammunterbrechung/-abbruch (regulärer Stopp)
Ein regulärer Stopp dient der Unterbrechung oder dem Abbruch des Schneidvorgangs oder
Probelaufs. Um die Maschine zu stoppen, verwendet die CNC den Beschleunigungswert, der
für die Programmgeschwindigkeit oder manuelle Vorschubgeschwindigkeit, mit der sich die
Schneidanlage bewegt, eingestellt ist.
Schnellstopp/hohe Bremsverzögerung (sofortiger Stopp)
Beim Schnellstopp werden alle Antriebe abrupt angehalten, wenn eine Störung auftritt, und dann
deaktiviert. Ein Schnellstopp tritt auf, wenn ein Bediener den Schnellstoppeingang aktiviert bzw.
unter den folgenden Fehlerbedingungen:
Brennerkollision (wenn im E/A-Konfigurationsbildschirm „Hohe Bremsverzögerung“ ausgewählt ist)
X- und Y-Bewegungsgrenz-Eingänge aktiviert
Software-Bewegungsgrenzen sind aktiviert (wenn „Hohe Bremsverzögerung“ ausgewählt ist)
Der Schnellstopp sollte verwendet werden, wenn es keine Sicherheitsbedenken gibt. Der
Bremsverzögerungswert wird auf dem Bildschirm „Geschwindigkeiten“ in das Feld Hohe
Bremsverzögerung eingetragen. Die Tisch-Endlage (falls die Endlagen-Rückstellung verwendet
wird) und Programmpositionsdaten werden gespeichert.
Abb. 13 – Schnellstopp/hohe Bremsverzögerung
Rampenfehler
82 809341 Installations- und Konfigurations-Handbuch EDGE Connect
Bei „Rampenfehler“ werden alle Antriebe abrupt angehalten und anschließend deaktiviert, wenn
einer dieser Fehler auftritt:
Brennerkollision (wenn im E/A-Konfigurationsbildschirm „Rampenfehler“ ausgewählt ist)
X- und Y-Bewegungsgrenz-Eingänge aktiviert
Software-Bewegungsgrenzen sind aktiviert (wenn „Rampenfehler“ ausgewählt ist)

Maschinenstopp-Strategien und Tischausrüstung
3
Antriebsaktiv.
Ausgang EIN
Servo-Befehls-
Spannung = n V
(Bewegung)
Antriebs-Aktivierungsausgang AUS
Endlage (falls die
Endlagen-Rückstellung verwendet
wird) und Programmposition
werden NICHT gespeichert
AUS oder 0 V
Servo-Befehlsspannung auf 0
(Bewegung gestoppt)
Uhrzeit
Hardware-Bewegungsgrenzschalter
wird eingeschaltet
Rampenfehlerzeit
0,1–2 Sekunden
Der Bremsverzögerung verwendet die Rampenfehlerzeit, die auf den Achsenbildschirmen
eingegeben wurde, und deaktiviert die Antriebe, wenn die Rampenfehlerzeit abgelaufen ist. Die
Tisch-Endlage (falls die Endlagen-Rückstellung verwendet wird) wird nicht gespeichert und der
Tisch muss zurückgesetzt werden. Ein Ausnahme bildet die Brennerkollision, bei der kein
Zurücksetzen erforderlich ist.
Um die Sicherheitsstandards für einen unmittelbaren Abbruch zu erfüllen, muss die Rampenfehlerzeit
auf 0 Sekunden eingestellt sein. Wenn der Not-Aus-Eingang an der Frontplatte aktiviert ist, werden
die Antriebe sofort deaktiviert. Ohne Widerstand durch die Motoren kann sich der Tisch-Portalantrieb
im Leerlauf bzw. unkontrolliert bewegen. Wie sehr die Schneidanlage leerläuft hängt vom Gewicht des
Portalantriebs, der Mechanik, der Geschwindigkeit des Portalantriebs bei aktiviertem
Frontplatten-Not-Aus-Eingang und der vorhandenen Reibung ab.
Um das Leerlaufen des Portalantriebs zu vermeiden, passen Sie den Rampenfehlerzeitwert so an,
dass der Portalantrieb kontrolliert angehalten wird, bevor die Antriebe deaktiviert werden. Für die
Rampenfehlerzeit kann ein Wert zwischen 0,1 und 2 Sekunden ausgewählt werden.
Größere Portalantriebe brauchen im Allgemeinen eine längere Rampenfehlerzeit, um die Schneidanlage
sicher anzuhalten. Kürzere Rampenfehlerzeiten haben ein schnelleres oder unmittelbares Stoppen zur
Folge, wodurch die Schneidanlage und Antriebsmechanik beschädigen werden kann. Ein gesteuertes
Stoppen des Portalantriebs verstößt unter Umständen gegen bestimmte Sicherheitsbestimmungen und
anderen regionale Vorschriften oder Standards. Die genauen Anforderungen an Ihre Anlage entnehmen
Sie bitte den regionalen Sicherheitsbestimmungen.
Die CNC kann mit Software-Bewegungsgrenzwerten arbeiten, die positionsbasiert sind. Ist diese
Funktion aktiviert, dann können Sie „Fehlerstopp“ oder „Hohe Bremsverzögerung“ auswählen, wenn
dies aktiviert ist. Der Fehlerstopp leitet wie Hardware-Schalter einen unmittelbaren Fehlerstopp ein.
Bei „Hohe Bremsverzögerung“ wird der Hohe-Bremsverzögerungs-Wert zum Abbremsen der
Bewegung verwendet.
Abb. 14 – Rampenfehler
EDGE Connect Installations- und Konfigurations-Handbuch 809341 83

Maschinenstopp-Strategien und Tischausrüstung
3
Vergleich von Not-Aus und Schnellstopp
Schnellstopp
Verwenden Sie den Schnellstopp, wenn Sie ein sofortiges Stoppen der Anlage erreichen möchten.
Verwenden Sie NICHT den Schnellstopp als Not-Aus! Schließen Sie den Schnellstoppeingang an
einen separaten Schalter an der Bedienkonsole an. Wenn dieser Eingang aktiviert wird, bremst die
CNC die Bewegung 1 Sekunde lang unter Anwendung des auf dem Bildschirm „Geschwindigkeiten“
eingegebenen Hohe-Bremsverzögerungs-Werts ab und schaltet dann die individuellen
Antriebs-Aktivierungssignale und den Antriebs-Aktivierungsausgang aus. Die CNC speichert die
Positionsdaten, damit Sie den Schneidauftrag nach Klärung der Umstände, aufgrund derer Sie den
Maschinenstopp veranlasst haben, wiederaufnehmen können.
Wird die Schnellstoppeingabe nach weniger als 1 Sekunde wieder
beseitigt, dann können die Antriebe aktiviert bleiben.
Not-Aus
Eine Not-Aus-Taste oder Not-Aus ist der physikalische Schalter an der Schneidanlage oder
einer CNC-Bedienkonsole des Kunden. Die Konstruktion und Umsetzung eines Not-Aus-Tasters
und -Schaltkreises hängen von nationalen und regionalen Sicherheitsbestimmungen für
Elektroinstallationen ab.
Die EDGE Connect/EDGE Connect TC-CNC bietet einen Eingang, der als Frontplatten-Not-Aus
bezeichnet wird und für den Not-Aus-Schaltkreis zur Verfügung steht. Wenn dieser Eingang
aktiviert wird, schaltet die CNC die individuellen Antriebs-Aktivierungssignale und den
Antriebs-Aktivierungsausgang aus. Die CNC löscht zudem alle Positionsdaten aus dem Speicher
und der Bediener muss die Schneidanlage wieder in die Endlage zurücksetzen. Die CNC zeigt
die Statusmeldung Not-Aus aktiv an, wenn der Not-Aus-Eingang an der Frontplatte aktiviert wird.
Sie können in Phoenix eine Rampenfehlerzeit für jede Achse angeben. Die Rampenfehlerzeit
verzögert die Deaktivierung des Antriebs-Aktivierungsausgangs durch die CNC, sodass die
Antriebe noch kurz (0,1 bis 2 Sekunden) mit Strom versorgt werden, um den Portalantrieb so
anzuhalten, dass die Mechanik nicht beschädigt wird.
Die Sicherheitsbestimmungen verlangen gewöhnlich, dass die Wechselstrom-Versorgung zu den
Antrieben sofort unterbrochen wird. In diesem Fall geben Sie als Rampenfehlerzeit für jede
Achse „0“ ein.
VORSICHT
Eine Rampenfehlerzeit von 0 Sekunden könnte dazu führen, dass die Portal-Schneidmaschine
leerläuft, wodurch die Schneidanlage und die Antriebsmechanik beschädigt werden können. Ein
gesteuertes Stoppen der Portal-Schneidmaschine verstößt unter Umständen gegen bestimmte
Sicherheitsbestimmungen und andere regionale Vorschriften oder Normen. Die genauen
Anforderungen für Ihre Anlage entnehmen Sie bitte den regionalen Sicherheitsbestimmungen.
84 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Maschinenstopp-Strategien und Tischausrüstung
3
Aktivierung der Schneidanlage nach dem Aus- und Einschalten oder Stopp
Nach dem Einschalten der Schneidanlage und nach einem Not-Aus oder Schnellstopp erscheinen
eine oder mehrere der folgenden Fehlermeldungen.
Diese Fehlermeldungen verbleiben von der Unterbrechung der Kommunikation im EtherCAT-Netzwerk,
als die CNC ausgeschaltet oder die Bewegung gestoppt wurde. Sie müssen die Antriebe wieder
aktivieren. Wählen Sie
Starten des EtherCAT-Netzwerks fort.
Manuell
aus, um die Meldungen einzeln zu schließen. Phoenix fährt mit dem
Wenn die Fehlermeldungen immer noch erscheinen, ist unter Umständen eine andere Methode
erforderlich. Das ist auf Folgendes zurückzuführen: Wie Sie Ihre Schneidanlage wiedereinschalten,
hängt von der Verkabelung der Antriebe, der Sicherheitsschaltung der Anlage, den Mechanismen
zum Zurücksetzen der Anlage, dem in der CNC zugewiesenen Deaktivierungseingang sowie dem
Zeitverhalten der Aktivierungslogik der CNC ab.
Im Folgenden wird der Prozess des Wiedereinschaltens der Antriebe anhand eines weiteren
Beispiels erläutert. (Der Anlagenzustand ist: Not-Aus gedrückt, keine Wechselstrom-Versorgung
der Antriebe und der Deaktivierungseingang zur CNC ist aktiviert.) Schalten Sie die CNC ein und
warten Sie, bis die Netzwerkkommunikation bereitsteht.
Deaktivieren Sie den Deaktivierungseingang zur CNC (Antrieb deaktiviert, Frontplatten-Not-Aus
oder Schnellstopp). Dies wird, je nach Bedienkonsole und Antriebs-Sicherheitsschaltung, häufig
über einen Mechanismus zum Zurücksetzen oder Drucktaster umgesetzt.
Nachdem der Eingang deaktiviert wurde, versucht die CNC, die Antriebe bis zu 2 Sekunden lag
wiedereinzuschalten. Nach 2 Sekunden wiederholt die CNC den Versuch nicht mehr. Die Antriebe
müssen nach 2 Sekunden betriebsbereit sein oder der Versuch ist fehlgeschlagen. Schafft die CNC
es nicht, die Antriebe automatisch wieder zu aktivieren, können Sie die Antriebe manuell
wiedereinschalten, indem Sie Konfigurationen > Steuerung aktivieren auswählen.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 85

Maschinenstopp-Strategien und Tischausrüstung
3
Hauptschütz
Vom Kunden bereitgestellte
Komponenten einer
Sicherheitsschaltung
(innerhalb der gestrichelten Linien)
Not-Aus-
Ta st e
Schließer
„Frontplatten-Not-Aus“ (Eingang zur CNC)
Wechselstrom-Versorgung zu den Antrieben
„Antrieb deaktiviert“ (Eingang zur CNC)
„Antriebsaktivierung“ (Ausgang der CNC)
Leistung EIN / Zurücksetzen
Ta st er ,
Öffner
Beispiel für eine Sicherheitsschaltung
Nachstehende Zeichnung zeigt ein vereinfachtes Beispiel der Komponenten und E/A der
Sicherheitsschaltung einer Schneidanlage.
Bei dieser Zeichnung handelt es sich nur um ein Beispiel. Es gibt natürlich
auch andere Methoden, eine Sicherheitsschaltung zu entwerfen. So wird
beispielsweise in diesem Beispiel die Sicherheitsfunktion „Sicher
abgeschaltetes Moment“ (Safe Torque Off, STO), die bei bestimmten
Antrieben verfügbar ist, nicht verwendet.
Die CNC hat folgende Betriebsabfolge:
Für eine Stromversorgung zu den Antrieben ist Folgendes erforderlich:
Frontplatten-Not-Aus- oder Schnellstopp-Eingang müssen AUS sein, und der
Antriebs-Aktivierungsausgang muss EIN sein, dann
kann der Wechselstrom über das Hauptschütz zu den Antrieben gelangen. Ein Schalter
verbindet das Hauptschütz mit der Sicherheitsschaltung.
Abb. 15 – Beispiel für eine Sicherheits-Logikschaltung
Wenn die Not-Aus-Taste eingerastet ist, schaltet sich der Eingang „Antrieb deaktiviert“ EIN, und
der Ausgang „Antriebsaktivierung“ AUS. Solange „Antrieb deaktiviert“ EIN ist, gelangt keine
Wechselstrom-Versorgung zu den Antrieben, und es findet keine Bewegung statt. Verwenden
Sie beide dieser Eingänge.
Der Frontplatten-Not-Aus-Eingang zeigt an, dass die Not-Aus-Taste eingerastet ist. „Antrieb
deaktiviert“ zeigt an, dass die Sicherheitsschaltung nicht zurückgesetzt wurde. Sie müssen diesen
mit einer Reset-Taste wieder aktivieren, wodurch der Antriebs-Deaktivierungseingang ausgeschaltet
und dieser Zustand solange beibehalten wird, bis der Antriebs-Aktivierungsausgang aktiv wird.
Nachdem die Stopp-Bedingung gelöscht wurde, werden mit der Ein/Aus/Reset-Taste die E/A
wiederhergestellt und die Stromversorgung an die Antriebe geschaltet.
86 809341 Installations- und Konfigurations-Handbuch EDGE Connect

3
Antriebs-Aktivierungssignale
Wenn keine Sicherheitseingänge (Antrieb deaktiviert, Schnellstopp oder Frontplatten-Not-Aus)
aktiv sind und die CNC eingeschaltet wird, werden die Antriebe sofort aktiviert.
Jede Achse verfügt über ein eigenes Achsen-Aktivierungssignal. Phoenix aktiviert dieses Signal,
wenn es das Statussignal „Antriebsaktivierung Nr.“ EINschaltet, wobei „Nr.“ die Nummer der Achse
bedeutet. Wenn die Antriebe in Serie geschaltet sind, werden diese Signale gleichzeitig aktiviert
oder deaktiviert. Wenn die Antriebe parallel geschaltet sind, werden die Signale nacheinander
aktiviert oder deaktiviert. Wenn das Antriebsaktivierungs-Bit für alle Achsen der Schneidanlage
aktiviert wurde, schaltet die CNC den Antriebs-Aktivierungsausgang EIN.
Wählen Sie auf dem Bildschirm Konfigurationen > E/A aus, ob die Antriebs-Aktivierungssignale
in Serie oder unabhängig voneinander aktiviert werden sollen. Wenn eine Störung oder ein
Fehler auftritt, müssen bei in Serie geschalteten Antrieben alle individuellen Rampenfehlerzeiten
verstrichen sein, bevor die Antriebe deaktiviert werden. Bei parallel oder unabhängig verschalteten
Antrieben wird jeder Antrieb nach Verstreichen seiner eigenen Rampenfehlerzeit deaktiviert.
Ausgang „Antriebsaktivierung“
Maschinenstopp-Strategien und Tischausrüstung
Ein Antriebs-Aktivierungsausgang muss in der CNC zugewiesen und in der Sicherheitsschaltung der
Schneidanlage verdrahtet werden. Dieser Ausgang schaltet sich aus, nachdem sich die einzelnen
Antriebs-Aktivierungssignale ausgeschaltet haben. Wenn die Schneidanlage anhalten soll, wobei die
Bewegung anhält, bevor die Antriebe deaktiviert werden, müssen Sie den Antriebs-Aktivierungsausgang
in Ihre Sicherheits-Logikschaltung und in die Antriebsverschaltung integrieren.
Bevor sich der Ausgang „Antriebsaktivierung“ einschalten kann, müssen 2
Sekunden verstreichen. Das heißt, der Bediener muss die Reset-Taste 2
Sekunden lang drücken.
Eingang „Antrieb deaktiviert“
Verdrahten Sie diesen Eingang mit der Antriebs-Sicherheitsschaltung. Die CNC „weiß“ nicht, ob
ein Antrieb deaktiviert ist, wenn der Eingang „Antrieb deaktiviert“ nicht in die Sicherheitsschaltung
verdrahtet ist. Wenn ein Sicherheitsproblem auftritt, öffnet der Eingang „Antrieb deaktiviert“ (ist ein
Öffner), und die CNC kann die Antriebe erst wieder aktivieren, bis der Eingang „Antrieb deaktiviert“
wieder geschlossen wird.
Bei einer Schneidanlage mit EDGE Connect-CNC wird der CNC über eine Benachrichtigung über
das Netzwerk mitgeteilt, ob die Antriebe aktiviert sind oder nicht. Wenn mindestens ein Antrieb
nicht aktiviert ist, dann wechselt die CNC in den Zustand „Steuerung deaktiviert“. Nachdem das
Problem behoben wurde, kann der Bediener mit der Schaltfläche „Steuerung aktivieren“ auf dem
Konfigurationsbildschirm umschalten. Dies ermöglicht der CNC, die Antriebe wieder zu aktivieren.
Hardware-Bewegungsgrenzen
Wählen Sie, ob die Schneidanlage Schalter für Hardware-Bewegungsgrenzen verwenden soll.
Werden Schalter für Hardware-Bewegungsgrenzen verwendet, deaktiviert die CNC die
Rückkopplung und zeigt eine Fehlermeldung an, wenn die Eingänge aktiv werden. Die Installation
von Schaltern für Hardware-Bewegungsgrenzen wird empfohlen.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 87

Maschinenstopp-Strategien und Tischausrüstung
3
Portal-Schneidmaschine
1
2
3
54
Software-Bewegungsgrenzwerte
Wenn Software-Bewegungsgrenzen aktiviert sind, wird der Benutzer aufgefordert, den Mindestund Maximalwert für den Weg der Schneidmaschine anzugeben.
Ein Software-Bewegungsgrenzwert (wird auch als
Position an der Achse, die erreicht werden kann, bevor das System einen Hardware-Endschalter oder
einen festen Anschlag berührt. In
Portal-Schneidmaschine dargestellt, das über einen Verfahrweg von 3.912 mm auf der Transversalachse
zwischen den Bewegungsgrenzschaltern verfügt.
Der Verfahrweg der Portal-Schneidmaschine von 3.912 mm
entspricht auch der X-Abmessung der Tischgröße auf dem
Bildschirm „Maschinen-Konfigurationen“ (Konfigurationen >
Passwort > Maschinen-Konfigurationen).
Damit die Software-Bewegungsgrenzen korrekt funktionieren,
muss die Schneidanlage zuerst in die Endlage gebracht werden,
damit die CNC den absoluten Endlagenpunkt bestimmen kann.
Abb. 16
auf Seite 88 sind die Maße eines Beispielsystems mit einer
Software-Bewegungsgrenze
Abb. 16
bezeichnet) ist eine
88 809341 Installations- und Konfigurations-Handbuch EDGE Connect

3
Endlagen-Schalter
1 Portal-Abstand zwischen den Schaltern für die
Hardware-Bewegungsgrenze 3.912 mm
2 X–Bewegungsgrenzschalter bei 0 mm
(entspricht der absoluten Endlagenposition auf
dem X-Achsen-Konfigurationsbildschirm).
Fügen Sie einen festen Anschlag links
neben hinzu. Lassen Sie ausreichend Platz,
damit beim Anhalten mit dem festen Anschlag
dieser nicht beschädigt wird.
2
3 X+-Bewegungsgrenzschalter bei 3.912 mm
(wenn die absolute Endlage 0 mm beträgt)
4 Minimaler Bewegungsgrenzwert der Software
bei 76 mm; hier wird die Bewegung
angehalten, bevor der Schalter für die
Hardware-Bewegungsgrenze berührt wird.
5Maximaler Bewegungsgrenzwert der Software
bei 3.835 mm; hier wird die Bewegung
angehalten, bevor der Schalter für die
Hardware-Bewegungsgrenze berührt wird.
Der Parameter „Endlage“ dient zur Aktivierung der Endlagenfunktion. Je nach Konfiguration kann
der Tisch entweder zu einem bestimmten Endlagen-Schalter oder einem Bewegungsgrenzschalter
zurückgestellt werden.
Mit der Endlagenfunktion wird eine bekannte, absolute physische Position auf dem Schneidtisch
festgelegt. Diese dient als Bezugsposition für künftige manuelle Endlagen- und andere
Vorschubbefehle. Dies geschieht im Allgemeinen mittels Aktivierung eines Endlagen-Schalters
an der entsprechenden Achse, wodurch diese eine bekannte physische Position erhält.
Maschinenstopp-Strategien und Tischausrüstung
Bei Eingabe des Endlagenrückstellbefehls in die CNC-Maschine wird die Achse mit hoher
Rückstellgeschwindigkeit an die Endlagen-Schalter bewegt, bis die Schalter aktiviert werden.
Nach der Aktivierung der Schalter wird der Vorschub gestoppt und die Achse bewegt sich in
Gegenrichtung mit geringer Rückstellgeschwindigkeit vom Schalter weg. Bei der Deaktivierung
des Schalters setzt die CNC die Achsenposition auf die absolute Endlage zurück. Die Bewegung
wird dann um den Offsetabstand weitergeführt. Wenn die Bewegung anhält, wird die Position als
Endlagen-Bezugspunkt gespeichert.
Die absolute Endlage legt die Position der Achse fest, wenn der Endschalter der Endlage
ausschaltet oder der Markierimpuls erkannt wird.
Der Offsetabstand in Endlage ermöglicht dem Benutzer das Festlegen eines
Offsetabstands vom Endlagen-Endschalter.
Die Endlagen-Richtung bestimmt, in welche Richtung sich die Achsen während der Phase 1
der Endlagen-Sequenz bewegen.
Die Achsen-Endlage ist die Position der Achsen, wenn die Rückstellung abgeschlossen ist.
Wenn die Funktion „Markierimpuls verwenden“ aktiviert ist, wird die absolute Endlage
zugewiesen, sobald der Markierimpuls erkannt wird. Es wird empfohlen, den Markierimpuls
zu verwenden, um jedes Mal eine optimale Endlagenrückstellung zu erreichen.
Der Offset-Wert des Doppelportal-Endlagen-Schalters muss geändert werden, wenn
der Endlagen-Schalter an eine neue Position gebracht oder ausgetauscht wird. Phoenix
EDGE Connect Installations- und Konfigurations-Handbuch 809341 89
richtet die Achsen der Schiene und des Doppelportals gemäß dem alten Offset-Wert des
Doppelportal-Endlagen-Schalters aus. Wenn Sie den Offset-Wert des Schalters auf Null
setzen, um den neuen Offset-Wert des Schalters zu messen, gibt Phoenix den falschen
Messwert an, da noch immer der ursprüngliche Offset-Wert des Schalters verwendet wird.
Dieses Problem kann auf zweierlei Arten behoben werden.

Maschinenstopp-Strategien und Tischausrüstung
3
Setzen Sie den Offset-Wert des Schalters auf Null, fahren Sie Phoenix herunter und
starten Sie es neu.
Setzen Sie den Offset-Wert des Schalters auf Null, deaktivieren und reaktivieren Sie
die Steuerung und messen Sie dann den neuen Offset-Wert des Schalters. Geben
Sie diesen ein. Eine einfache Lösung in Phoenix ist die Deaktivierung und die erneute
Aktivierung der Achse bei jeder Änderung des Offset-Werts des
Doppelportal-Endlagen-Schalters.
Allgemeine Empfehlungen
Befolgen Sie diese Empfehlungen, um die Konfiguration zu vereinfachen und beste Ergebnisse
zu erzielen:
Weisen Sie jeder Achse nur einen Antrieb der Schneidanlage zu.
Mischen Sie keine EtherCAT-CoE- und SoE-Antriebe auf demselben EtherCAT-Netzwerk.
Verbinden Sie die Achsen-Endschalter (auch Bewegungsgrenzschalter genannt) mit den
Antriebs-E/A, nicht mit einem Inline-E/A-Modul. Antrieb und CNC liefern gemeinsam die
Möglichkeiten für die bestmögliche Maschinenverzögerung beim Stoppen der Maschine.
Wenn Sie „Gehe zu Endlage“ wählen oder einen Bewegungsversuch machen, werden Sie durch
die Meldung „Startbereit?“ aufgefordert, zu bestätigen, dass Sie bereit sind, den Vorschub
zu starten. Sie können die Meldung „Startbereit?“ in „Spezialkonfigurationen“ deaktivieren.
90 809341 Installations- und Konfigurations-Handbuch EDGE Connect
Konfigurieren des EtherCAT-Netzwerks
Hypertherm EtherCAT Studio ist ein Tool zur Konfiguration des EtherCAT-Netzwerks. Es beinhaltet einen
EtherCAT-Master sowie eine Bibliothek mit EtherCAT-Slave-Infodateien für unterstützte Geräte.
Um das Netzwerk zu konfigurieren, verwenden Sie Hypertherm EtherCAT Studio und gehen wie folgt vor:
1. Scannen Sie die Slave-Geräte, um Informationen über das Netzwerk zu sammeln.
2. Aktivieren und konfigurieren Sie verteilte Uhren zur Synchronisierung der Kommunikation.
3. Speichern Sie die Netzwerkinformationen als Datei und exportieren Sie diese in die CNC.
Bevor Sie beginnen
Schließen Sie eine USB-Tastatur und USB-Maus an die CNC an.
Vergewissern Sie sich, dass die Schneidanlage für Bewegungen bereit ist:
Alle Slave-Geräte sind installiert, konfiguriert, per EtherCAT-Kabel an die CNC
angeschlossen und werden mit Strom versorgt.
Die Motoren sind mit den Antrieben verbunden.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 91
Konfigurieren des EtherCAT-Netzwerks
4
Scannen Ihrer Slave-Geräte
1. Schalten Sie die CNC ein (ON).
Nachdem Phoenix geöffnet wurde, beginnt es, das EtherCAT-Netzwerk zu starten. Die folgende
Meldung erscheint.
2. Wählen Sie Abbrechen, falls Sie das Hochfahren des Netzwerks anhalten möchten.
3. Klicken Sie auf dem Hauptbildschirm von Phoenix auf einen beliebigen Punkt und dann auf
Alt+F4, um Phoenix zu beenden.
4. Klicken Sie im oberen Bereich der Software-Bedienkonsole auf einen beliebigen Punkt und
dann auf Alt+F4, um den oberen Bereich der Software-Bedienkonsole zu beenden.
5. Klicken Sie im unteren Bereich der Software-Bedienkonsole auf einen beliebigen Punkt und
dann auf Alt+F4, um den unteren Bereich der Software-Bedienkonsole zu beenden.
6. Klicken Sie im Benachrichtigungsbereich der Windows-Taskleiste mit der rechten Maustaste auf
das INtime-Symbol und dann auf Start NodeA (KnotenA starten).
92 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Konfigurieren des EtherCAT-Netzwerks
4
7. Klicken Sie auf den Windows-„Start“-Button und dann auf Master-Server (INtime).
8. Um sich zu vergewissern, dass der INtime-Server in Betrieb ist, klicken Sie auf den
Windows-„Start“-Button und dann erneut auf Master-Server (INtime).
Die folgende Meldung erscheint.
9. Klicken Sie auf den Windows-„Start“-Button und dann auf HT EtherCAT Studio.
Hypertherm EtherCAT Studio wird angezeigt. Siehe Abb. 17 auf Seite 94.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 93

Konfigurieren des EtherCAT-Netzwerks
4
Abb. 17 – Hypertherm EtherCAT Studio
10. Vergewissern Sie sich, dass Master 1 in der Ordnerliste auf der linken Seite ausgewählt ist, und
dass sich die Registerkarte Master darüber befindet.
11 . Klicken Sie in Hostname unter 1. Connection settings for master server
(Anschlusseinstellungen für Master-Server) auf den Pfeil, um 192.168.50.50:5000
auszuwählen. Siehe Abb. 18.
Hypertherm EtherCAT Studio wird mit dem Master verbunden.
In Network card (Netzwerkkarte) wird unter 2. Master-Parameter ie1g0 angezeigt.
Abb. 18 – Master-Einstellungen
94 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Konfigurieren des EtherCAT-Netzwerks
4
12. Klicken Sie in der Ordnerliste auf der linken Seite mit der rechten Maustaste auf Master 1 und
dann auf Scan configuration (Scan-Konfiguration)
Hypertherm EtherCAT Studio scannt die Slave-Geräte in Ihrem Netzwerk und zeigt
anschließend eine Liste Ihrer Slave-Geräte an.
Abb. 19 – Liste der Slave-Geräte
Wie im Beispiel auf Abb. 19 dargestellt, ist die Leiterplatte der
Bedienerkonsole (229827) immer das erste Slave-Gerät, wenn
Sie eine
Die HPR EtherCAT Plasmaschnittstellen-Platinen (229829) sind immer die
letzten Slave-Geräte (sofern diese gemäß Anweisung installiert wurden).
EDGE Connect TC haben.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 95

Konfigurieren des EtherCAT-Netzwerks
4
Aktivieren und Konfigurieren verteilter Uhren
1. Vergewissern Sie sich, dass Master 1 in der Ordnerliste auf der linken Seite ausgewählt ist,
und klicken Sie dann auf die Registerkarte Distributed Clocks (Verteilte Uhren)
2. Wählen Sie Folgendes aus. Siehe Abb. 20.
Enable Distributed Clocks (Verteilte Uhren aktivieren
Slave is Reference Clock (Slave ist Referenzuhr)
Independent mode (Unabhängiger Modus)
Set master time to Reference Clock (Master-Zeit auf Referenzuhr einstellen)
Enable propagation delay compensation (Kompensation der
Laufzeitverzögerung aktivieren)
Abb. 20 – Registerkarte „Verteilte Uhren“
96 809341 Installations- und Konfigurations-Handbuch EDGE Connect
Hypertherm EtherCAT Studio wählt automatisch das erste Slave-Gerät
aus, das in der Lage ist, als Referenzuhr zu fungieren.
Die Sync shift time (Synchronisierungs-Verschiebungszeit) wird
später eingestellt. Lassen Sie vorerst den Standardwert in diesem Feld.

Konfigurieren des EtherCAT-Netzwerks
4
3. Klicken Sie in der Ordnerliste auf der linken Seite mit der rechten Maustaste auf Master 1 und
dann auf Attach Master (Master anhängen).
Schauen Sie auf die Statuszeile im unteren Bereich des Bildschirms, um diesen Prozess
zu überwachen.
Fahren Sie mit dem nächsten Schritt fort, wenn das Symbol auf der linken Seite von „Master 1“
grün und der Status Ready (Bereit) ist.
4. Vergewissern Sie sich, dass Master 1 in der Ordnerliste auf der linken Seite ausgewählt ist, und
klicken Sie dann auf die Registerkarte State (Zustand). Siehe Abb. 21 auf Seite 98.
5. Klicken Sie auf Operational (Betriebsbereit).
Current state (Aktueller Zustand) ändert sich von INIT (Initialisierung) auf
OPERATIONAL (Betriebsbereit).
Wenn Hypertherm EtherCAT Studio das Master-Gerät nicht verbinden
kann, untersuchen Sie alle Slave-Geräte auf Fehler. Falls Sie dann noch
immer nicht die Ursache des Problems kennen, entfernen Sie alle
Slave-Geräte aus dem Netzwerk mit Ausnahme des ersten Slave-Geräts.
Gehen Sie dann zurück zu Schritt 1 auf Seite 91 (siehe Scannen Ihrer
Slave-Geräte) und führen Sie diese Anweisungen erneut aus. Fahren Sie
mit dem Hinzufügen von Slave-Geräten (eines nach dem anderen) und
dem erneuten Ausführen dieser Anweisungen fort, bis Sie das
Slave-Gerät gefunden haben, welches das Problem verursacht.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 97

Konfigurieren des EtherCAT-Netzwerks
4
Abb. 21 – Registerkarte „Zustand“
6.
Klicken Sie auf die Registerkarte
Zahl unter
Ansprechzeit, die Sie sehen.
Slaves response time (Ansprechzeit Slave-Geräte)
Statistics (Statistik).
Beobachten Sie 15 bis 30 Sekunden lang die
und notieren Sie sich die kürzeste
7. Wählen Sie die Registerkarte Status und klicken Sie auf INIT (Initialisierung). Aktueller
Zustand ändert sich von OPERATIONAL (Betriebsbereit) auf INIT (Initialisierung).
8. Klicken Sie in der Ordnerliste auf der linken Seite mit der rechten Maustaste auf Master 1 und
dann auf Detach Master (Master trennen)
98 809341 Installations- und Konfigurations-Handbuch EDGE Connect

Konfigurieren des EtherCAT-Netzwerks
4
9. Wenn Hypertherm EtherCAT Studio Sie fragt, ob Sie das Master-Gerät anhalten möchten,
klicken Sie auf Yes (Ja).
10. Klicken Sie auf die Registerkarte Distributed Clocks (Verteilte Uhren). Geben Sie unter
Sync shift time (Synchronisierungs-Verschiebungszeit) die in Schritt 6 auf Seite 98 notierte
Ansprechzeit, multipliziert mit 110 % (1,10) und je nach Bedarf auf- oder abgerundet, ein.
Angenommen, die in Schritt 6 notierte Ansprechzeit war 72, dann ergibt 72, multipliziert
mit 1,10 = 79,2. Runden Sie dieses Ergebnis auf 79 ab und geben Sie als
Synchronisierungs-Verschiebungszeit die Zahl 79 ein.
EDGE Connect Installations- und Konfigurations-Handbuch 809341 99
Konfigurieren des EtherCAT-Netzwerks
4
Exportieren Ihrer Netzwerkkonfiguration in die CNC
1. Klicken Sie in der Ordnerliste auf der linken Seite mit der rechten Maustaste auf Master 1, dann auf
Exportieren und dann auf Master-Konfiguration-KPA exportieren.
2. Vergewissern Sie sich im Fenster Speichern als, dass Sie sich im Verzeichnis C:\Phoenix befinden.
Siehe Abb. 22.
3. Klicken Sie in der Liste der Dateien auf Phoenix.xml. Vergewissern Sie sich, dass als Dateityp EtherCAT
Network Information (ENI)-Dateien (*.xml) ausgewählt ist.
4. Klicken Sie auf Save (Speichern).
5. Klicken Sie auf Ja, um die vorhandene XML-Datei zu überschreiben.
Das EtherCAT-Netzwerk ist nun konfiguriert.
Abb. 22 – Fenster „Speichern als“
6. Klicken Sie im Menü Datei auf Beenden, um Hypertherm EtherCAT Studio zu beenden.
7. Wenn Hypertherm EtherCAT Studio Sie fragt, ob Sie das Master-Gerät anhalten möchten,
klicken Sie auf Ja.
8. Wenn Hypertherm EtherCAT Studio Sie fragt, ob Sie Ihre Projektdatei speichern möchten,
klicken Sie auf Ja.
9.
Vergewissern Sie sich im Fenster
100 809341 Installations- und Konfigurations-Handbuch EDGE Connect
Das Speichern der Projektdatei ist optional, wird jedoch dringend
empfohlen, um Unterstützung bei einer Fehlerbeseitigung zu leisten.
Speichern als
, dass Sie sich im Verzeichnis
C:\Phoenix
befinden.
 Loading...
Loading...