


EDGE® Pro SERCOS II
Commande de coupe à gabarit
Manuel d’instructions
807642 – Révision 3

Enregistrez votre nouveau système Hypertherm
Enregistrez votre produit en ligne à l’adresse www.hypertherm.com/registration
afin defaciliter l’assistance technique et d’obtenir une garantie. Vous pourrez également
recevoir des mises à jour sur les nouveaux produits Hypertherm et un cadeau gratuit
ensigne de notre appréciation.
Pour vos dossiers
Numéro de série :_____________________________________________________________
Date d’achat: ________________________________________________________________
Distributeur: _________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
Notes relatives à l’entretien:
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
ArcGlide, CutPro, EDGE, HPR, HSD, Hypernet, Hypertherm, Phoenix, Powermax, Sensor et Watch Windows sont des marques
de Hypertherm, Inc. et peuvent être déposées aux États-Unis et/ou dans d’autres pays. Toutes les autres marques commerciales sont
la propriété de leurs détenteurs respectifs.
© Hypertherm Inc., 2014

EDGE Pro SERCOS II CNC
Manuel d’instructions
807642 – Révision 3
Français / French
Mars 2014
Hypertherm Inc.
Hanover, NH 03755 USA

Hypertherm Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
return.materials@hypertherm.com (RMA email)
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit 301, South Building
495 ShangZhong Road
Shanghai, 200231
PR China
86-21-60740003 Tel
86-21-60740393 Fax
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim Maia
Guarulhos, SP - Brasil
CEP 07115-030
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
Hypertherm Korea Branch
#3904 Centum Leaders Mark B/D,
1514 Woo-dong, Haeundae-gu, Busan
Korea, 612-889
82 51 747 0358 Tel
82 51 701 0358 Fax
12/2/13

Contenu
Sécurité ....................................................................................................................................SC-11
Identifier les consignes de sécurité ....................................................................................................................................SC-11
Suivre les instructions de sécurité ......................................................................................................................................SC-11
Risques électriques ................................................................................................................................................................SC-12
Un choc électrique peut être mortel ...................................................................................................................................SC-13
Le coupage peut provoquer un incendie ou une explosion ..........................................................................................SC-14
Prévention des incendies ..............................................................................................................................................SC-14
Prévention des explosions ............................................................................................................................................SC-14
Les émanations toxiques peuvent provoquer des blessures ou la mort ....................................................................SC-15
Mise à la terre de sécurité ....................................................................................................................................................SC-16
L’électricité statique peut endommager les cartes de circuits imprimés ...................................................................SC-16
Sécurité des bouteilles de gaz comprimé .........................................................................................................................SC-17
Les bouteilles de gaz comprimé peuvent exploser en cas de dommages ................................................................SC-17
L’arc plasma peut provoquer des blessures ou des brûlures ......................................................................................SC-17
Les rayons de l’arc peuvent brûler les yeux et la peau ...................................................................................................SC-18
Pacemakers et prothèses auditives ....................................................................................................................................SC-19
Le bruit peut provoquer des problèmes auditifs ..............................................................................................................SC-19
Un arc plasma peut endommager les tuyaux gelés ........................................................................................................SC-20
Information sur le dépoussiérage ........................................................................................................................................SC-20
Rayonnement laser .................................................................................................................................................................SC-21
Étiquettes de sécurité ............................................................................................................................................................SC-22
Symboles et marquage ..........................................................................................................................................................SC-24
Gestion des produits ............................................................................................................SC-25
Introduction ..............................................................................................................................................................................SC-25
Règlements nationaux et locaux en matière de sécurité ................................................................................................SC-25
Marques d’essais de certification .......................................................................................................................................SC-25
Différences entre les normes nationales ...........................................................................................................................SC-25
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 5

Contenu
Installation et utilisation sécuritaires d’équipement de coupe à gabarit ....................................................................SC-26
Procédure pour l’inspection et les tests périodiques .....................................................................................................SC-26
Qualification du personnel réalisant les tests ..................................................................................................................SC-26
Dispositifs de courant résiduel ............................................................................................................................................SC-26
Systèmes de haut niveau ......................................................................................................................................................SC-27
Gestion environnementale ................................................................................................. SC-29
Introduction ..............................................................................................................................................................................SC-29
Règlements environnementaux nationaux et locaux .......................................................................................................SC-29
Directive RoHS .......................................................................................................................................................................SC-29
Élimination appropriée des produits Hypertherm ............................................................................................................SC-29
Directive relative aux DEEE ..................................................................................................................................................SC-29
Règlement REACH ................................................................................................................................................................SC-30
Manipulation appropriée et utilisation sécuritaire des produits chimiques ...............................................................SC-30
Émission de vapeurs et qualité de l’air ..............................................................................................................................SC-30
Compatibilité Électromagnétique (CEM) .......................................................................SC-33
Introduction ..............................................................................................................................................................................SC-33
Installation et utilisation .........................................................................................................................................................SC-33
Évaluation de la zone de travail ...........................................................................................................................................SC-33
Méthodes de réduction du rayonnement ..........................................................................................................................SC-33
Alimentation secteur ......................................................................................................................................................SC-33
Entretien de l’appareil de coupe .........................................................................................................................................SC-34
Câbles de coupe ....................................................................................................................................................................SC-34
Liaison équipotentielle ...................................................................................................................................................SC-34
Mise à la terre de la pièce à couper ...........................................................................................................................SC-34
Écranage et blindage .............................................................................................................................................................SC-34
Garantie ...................................................................................................................................SC-35
Attention ...................................................................................................................................................................................SC-35
Généralités ...............................................................................................................................................................................SC-35
Indemnité pour les brevets d’invention ..............................................................................................................................SC-36
Limites de responsabilité ......................................................................................................................................................SC-36
Codes nationaux et locaux ...................................................................................................................................................SC-36
Plafond de responsabilité .....................................................................................................................................................SC-36
Assurances ..............................................................................................................................................................................SC-36
Cession des droits .................................................................................................................................................................SC-36
6 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

Contenu
1 Spécifications .............................................................................................................................. 37
Caractéristiques principales d’un système de coupe automatisé ..................................................................................... 37
CNC ......................................................................................................................................................................................... 39
Table de coupe ...................................................................................................................................................................... 39
Système de coupe ................................................................................................................................................................ 39
Boîtier de commande ........................................................................................................................................................... 39
Système pilote ....................................................................................................................................................................... 40
Dispositif de réglage en hauteur de la torche ................................................................................................................ 40
Console opérateur ................................................................................................................................................................ 40
Torche oxygaz ........................................................................................................................................................................ 40
Marqueur ................................................................................................................................................................................. 40
Vue d’ensemble ............................................................................................................................................................................. 41
Caractéristiques de la EDGE Pro SERCOS II CNC ........................................................................................................... 42
Écran tactile ........................................................................................................................................................................... 42
Console opérateur ................................................................................................................................................................ 42
Panneau arrière ..................................................................................................................................................................... 43
Spécifications du système .......................................................................................................................................................... 44
Modèles SERCOS II ............................................................................................................................................................ 46
2 Installation .................................................................................................................................... 47
À la réception ................................................................................................................................................................................. 47
Réclamations ......................................................................................................................................................................... 47
Exigences relatives à l’installation ............................................................................................................................................. 47
Mise en place des composants du système .................................................................................................................. 48
Montage de la CNC ..................................................................................................................................................................... 48
Dimensions du boîtier .......................................................................................................................................................... 49
Schémas des orifices de montage au bas de la CNC ................................................................................................. 50
Recommandations relatives à la mise à la terre et au blindage ......................................................................................... 51
Introduction ............................................................................................................................................................................ 51
Types de mise à la terre ...................................................................................................................................................... 51
Pratiques de mise à la terre ................................................................................................................................................ 51
Configuration des axes X et Y ................................................................................................................................................... 55
Console opérateur ........................................................................................................................................................................ 55
Console opérateur et E/S dédiées ................................................................................................................................... 56
Alimentation courant alternatif ................................................................................................................................................... 57
Entrée d’alimentation électrique ........................................................................................................................................ 57
Mise à la terre du châssis ................................................................................................................................................... 58
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 7

Contenu
Interfaces de communication ..................................................................................................................................................... 59
Interface Hypernet ................................................................................................................................................................ 59
Interface LAN ......................................................................................................................................................................... 59
Interface USB ........................................................................................................................................................................ 59
Ports série .............................................................................................................................................................................. 59
Antennes sans fil ................................................................................................................................................................... 59
Configuration E/S SERCOS II .................................................................................................................................................. 60
3 Fonctionnement .......................................................................................................................... 61
Fonctionnement de la CNC ....................................................................................................................................................... 61
Écran tactile LCD ................................................................................................................................................................. 62
Écrans tactiles, gouttes d’eau et déplacement involontaire ....................................................................................... 62
Navigation à l’écran .............................................................................................................................................................. 63
Aide .......................................................................................................................................................................................... 64
Affichage d’autres manuels ................................................................................................................................................ 64
Affichage des signets .......................................................................................................................................................... 65
Opérations automatisées ............................................................................................................................................................ 65
Assistant Align ....................................................................................................................................................................... 65
Assistant CutPro ................................................................................................................................................................... 66
Mise à jour du logiciel Phoenix .................................................................................................................................................. 66
Mise à jour du logiciel .......................................................................................................................................................... 66
Mise à jour de l’aide ............................................................................................................................................................. 66
Mise à jour des tableaux de coupe ................................................................................................................................... 67
4 Entretien et diagnostics ........................................................................................................... 69
Introduction .................................................................................................................................................................................... 69
Entretien et manipulation de l’écran tactile ............................................................................................................................. 69
Tests de diagnostic ...................................................................................................................................................................... 70
Tests de l’interface machine .............................................................................................................................................. 70
Tests LAN et Hypernet ........................................................................................................................................................ 70
Test série ................................................................................................................................................................................ 71
Test USB ................................................................................................................................................................................ 72
Test de la console opérateur ............................................................................................................................................. 73
Dépannage ..................................................................................................................................................................................... 74
Alimentation ........................................................................................................................................................................... 75
Console opérateur ................................................................................................................................................................ 76
Défaillance d’entrée ............................................................................................................................................................. 76
Défaillance de sortie ............................................................................................................................................................ 76
Connexion Hypernet ............................................................................................................................................................ 76
Connexion LAN ..................................................................................................................................................................... 77
Problèmes de communications série ............................................................................................................................... 77
8 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

Contenu
Port USB ................................................................................................................................................................................. 78
Problèmes de performance plasma ou de qualité de coupe ...................................................................................... 78
La CNC est très chaude ..................................................................................................................................................... 78
Chargement de fichiers ....................................................................................................................................................... 79
Dépannage du réseau sans fil ........................................................................................................................................... 79
Emplacements et renseignements sur les composants ...................................................................................................... 80
Circuit imprimé de la console opérateur (141058) .............................................................................................................. 81
Carte mère (141110) .................................................................................................................................................................. 83
Carte maître SERCOS II (141116) ......................................................................................................................................... 84
Circuit imprimé de surtension (141134) ................................................................................................................................. 85
Panneau de distribution d’alimentation (141153) ................................................................................................................ 86
Circuit imprimé utilitaire et d’isolation série (141307) ......................................................................................................... 88
5 Nomenclature des pièces ......................................................................................................... 91
Kits de diagnostic ......................................................................................................................................................................... 91
Câbles ............................................................................................................................................................................................. 91
Kits de circuit imprimé SERCOS II .......................................................................................................................................... 92
Kits supplémentaires .................................................................................................................................................................... 93
6 Schémas de câblage ................................................................................................................. 95
Symboles des schémas de câblage ........................................................................................................................................ 96
Feuille 1 – EDGE Pro CNC avec une interface SERCOS II .............................................................................................. 99
Feuille 5 – Panneau de distribution d’alimentation (141135) et circuit imprimé de surtension (141134) ........... 100
Feuille 6 – Panneau de distribution d’alimentation, sortie de courant
propre et de champ (J4 – J6) (141153) ............................................................................................................................... 101
Feuille 7 – Circuit imprimé de la console opérateur (141058) ....................................................................................... 102
Feuille 8 – Composants de la console opérateur (141058) ............................................................................................ 103
Feuille 9 – Carte mère (141110) ............................................................................................................................................ 104
Feuille 10 – Source de courant ATX (229403) .................................................................................................................. 105
Feuille 12 – Circuit imprimé utilitaire et d’isolation série (141307) ................................................................................ 106
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 9

Contenu
10 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

Sécurité
IDENTIFIER LES CONSIGNES DE SÉCURITÉ
Les symboles indiqués dans cette section sont utilisés
pour identifier les risques éventuels. Si vous trouvez un
symbole de sécurité, que ce soit dans ce manuel
ou sur l’équipement, soyez conscient des risques
de blessures et suivez les instructions
correspondantes afin d’éviter ces risques.
SUIVRE LES INSTRUCTIONS DE SÉCURITÉ
Lire attentivement toutes les consignes de sécurité
dans le présent manuel et sur les étiquettes
de sécurité se trouvant sur l’équipement.
• Les étiquettes de sécurité sur l’équipement doivent
être lisibles. Remplacer immédiatement les
étiquettes manquantes ou abîmées.
• Il est important d’apprendre à faire fonctionner
l’équipement et à utiliser correctement les
commandes. Ne laisser personne utiliser
l’équipement sans connaître son fonctionnement.
• Maintenir l’équipement en bon état de
fonctionnement. Des modifications non autorisées
sur l’équipement peuvent entraîner des problèmes
de sécurité et raccourcir la durée de vie utile
de l’équipement.
DANGER AVERTISSEMENT ATTENTION
Hypertherm adopte les lignes directrices de l’American
National Standards Institute relativement aux termes
et aux symboles de la signalisation de sécurité. Les
signaux DANGER ou AVERTISSEMENT sont utilisés
avec un symbole de sécurité. DANGER correspond
aux risques les plus sérieux.
• Les étiquettes de sécurité DANGER et
AVERTISSEMENT sont placées sur l’équipement
pour situer certains dangers spécifiques.
• Les messages de sécurité DANGER précèdent les
directives correspondantes dans le manuel qui, si elles
ne sont pas suivies scrupuleusement, entraînent des
blessures graves, voire mortelles.
• Les messages d’AVERTISSEMENT précèdent les
instructions d’utilisation présentées dans ce manuel
qui, si elles ne sont pas suivies scrupuleusement,
peuvent entraîner des blessures graves, voire
mortelles.
• Les messages de sécurité ATTENTION précèdent
les directives associées dans le manuel qui, si elles
ne sont pas suivies scrupuleusement, peuvent
entraîner des blessures mineures ou endommager
l’équipement.
Sécurité et conformité SC-11

Sécurité
RISQUES ÉLECTRIQUES
• Seul le personnel formé et autorisé peut ouvrir cet
équipement.
• Si l’équipement est branché en permanence, le mettre
hors tension, puis consigner/déconsigner
l’alimentation avant d’ouvrir le boîtier.
• Si l’équipement est mis sous tension à l’aide d’un
cordon, le débrancher avant d’ouvrir le boîtier.
• Les raccords ou des capots d’obturateurs
verrouillables doivent être fournis par des tiers.
• Attendre ensuite 5 minutes après la coupure de
l’alimentation électrique avant d’ouvrir le capot pour
que l’énergie stockée se décharge.
• Si l’équipement doit être sous tension lorsque le capot
est ouvert pour l’entretien, un coup d’arc peut se
produire. Respecter TOUTES les exigences locales
(NFPA 70E aux États-Unis) relatives aux pratiques
de travail sécuritaires et à l’équipement de protection
individuelle lors de l’entretien de l’équipement
électrique.
• Vérifier que le boîtier est bien fermé et que la mise
à la terre est bien effectuée avant de faire fonctionner
l’équipement après l’avoir déplacé, ouvert ou après
avoir effectué un entretien.
• Toujours suivre ces instructions concernant le
débranchement de la source de courant avant
d’inspecter ou de remplacer des consommables
de la torche.
SC-12 Sécurité et conformité

UN CHOC ÉLECTRIQUE PEUT ÊTRE MORTEL
Sécurité
Le contact avec les pièces électriques sous tension
peut entraîner une électrocution ou des brûlures graves,
voire la mort.
• L’utilisation d’un système plasma effectue un circuit
électrique entre la torche et la pièce à couper.
La pièce à couper ainsi que tout autre élément
la touchant font partie du circuit électrique.
• Ne jamais toucher le corps de la torche, la pièce
à couper ou l’eau d’une table à eau lorsque
le système plasma fonctionne.
Prévention des chocs électriques
Tous les systèmes plasma Hypertherm
fonctionnent à haute tension pour le coupage
(souvent de 200 à 400 V c.c.). Prendre les
précautions suivantes lors de l’utilisation
du système :
• Porter des bottes et des gants isolants et garder
le corps et les vêtements au sec.
• Ne pas se tenir, s’asseoir ou se coucher sur une
surface mouillée, ni la toucher pendant l’utilisation
du système plasma.
• S’isoler de la surface de travail et du sol en utilisant
des tapis isolants ou des couvertures assez grandes
pour éviter tout contact physique avec le matériel de
travail ou le sol. S’il s’avère nécessaire de travailler
dans ou près d’un endroit humide, procéder avec
une extrême prudence.
• Installer un sectionneur avec les fusibles appropriés
à proximité de la source de courant. Ce sectionneur
permet à l’opérateur d’éteindre rapidement la source
de courant en cas d’urgence.
• En cas d’utilisation d’une table à eau, s’assurer que
cette dernière est correctement mise à la terre.
• Installer et mettre à la terre l’équipement selon les
instructions du présent manuel et conformément aux
codes locaux et nationaux.
• Inspecter fréquemment le cordon de puissance
d’entrée pour vérifier qu’il n’est pas endommagé
ni fendu. Remplacer immédiatement un cordon
d’alimentation endommagé. Un câble dénudé peut
causer la mort.
• Inspecter et remplacer les faisceaux de la torche qui
sont usés ou endommagés.
• Ne pas saisir la pièce à couper, ni les débris lors
du coupage. Laisser la pièce à couper en place ou sur
la table de travail et le câble de retour connecté lors
du coupage.
• Avant de vérifier, de nettoyer ou de remplacer
les pièces de la torche, couper l’alimentation
ou débrancher la source de courant.
• Ne jamais contourner ou court-circuiter les verrous
de sécurité.
• Avant d’enlever le capot du système ou de la source
de courant, couper la puissance d’entrée électrique.
Attendre ensuite 5 minutes pour que les
condensateurs se déchargent.
• Ne jamais faire fonctionner le système plasma sans
que les capots de la source de courant ne soient en
place. Les raccords exposés de la source de courant
sont extrêmement dangereux.
• Lors de l’installation des connexions, attacher tout
d’abord la prise de terre appropriée.
• Chaque système plasma Hypertherm est conçu pour
être utilisé uniquement avec des torches Hypertherm
spécifiques. Ne pas utiliser des torches inappropriées
qui pourraient surchauffer et présenter des risques
pour la sécurité.
Sécurité et conformité SC-13

Sécurité
LE COUPAGE PEUT PROVOQUER UN INCENDIE OU UNE EXPLOSION
Prévention des incendies
• Avant de commencer, vérifier que la zone
de coupage ne présente aucun danger. Conserver
un extincteur à proximité.
• Éloigner toute matière inflammable à une distance
d’au moins 10 m du poste de coupage.
• Tremper le métal chaud ou le laisser refroidir avant
de le manipuler ou avant de le mettre en contact
avec des matériaux combustibles.
• Ne jamais couper des récipients pouvant contenir
des matières inflammables avant de les avoir vidés
et nettoyés correctement.
• Aérer toute atmosphère potentiellement inflammable
avant de commencer le coupage.
• Lors de l’utilisation d’oxygène comme gaz plasma,
un système de ventilation par extraction est
nécessaire.
Prévention des explosions
• Ne pas utiliser le système plasma en présence
possible de poussière ou de vapeurs.
• Ne pas couper de bouteilles, de tuyaux ou autres
récipients fermés et pressurisés.
• Ne pas couper de récipients qui ont servi à contenir
des matières combustibles.
AVERTISSEMENT
Risque d’explosion
argon-hydrogène et méthane
L’hydrogène et le méthane sont des gaz inflammables
et potentiellement explosifs. Conserver à l’écart
de toute flamme les bouteilles et tuyaux contenant
des mélanges à base d’hydrogène ou de méthane.
Maintenir toute flamme et étincelle à l’écart de la torche
lors de l’utilisation d’un plasma d’argon-hydrogène
ou de méthane.
AVERTISSEMENT
Détonation de l’hydrogène lors
du coupage de l’aluminium
• Ne pas couper l’aluminium sous l’eau ou lorsque
celle-ci touche la partie inférieure de la pièce
d’aluminium.
• Le coupage de l’aluminium sous l’eau, ou l’eau qui
touche la partie inférieure de la pièce d’aluminium
peut rassembler les conditions propices à une
explosion causant une détonation lors du coupage
plasma.
AVERTISSEMENT
Risque d’explosion coupage
sous l’eau avec gaz combustibles
• Ne pas couper la pièce sous l’eau avec des gaz
combustibles contenant de l’hydrogène.
• Cela peut entraîner une explosion suivie d’une
détonation lors du coupage plasma.
SC-14 Sécurité et conformité

LES ÉMANATIONS TOXIQUES PEUVENT PROVOQUER DES BLESSURES OU LA MORT
Sécurité
L’arc plasma constitue la source de chaleur utilisée pour
le coupage. Par conséquent, bien que l’arc plasma n’ait
pas été reconnu comme une source de vapeurs
toxiques, le matériau coupé peut être une source
de vapeurs ou de gaz toxiques qui épuisent l’oxygène.
Les vapeurs produites varient selon le métal coupé. Les
métaux qui peuvent dégager des vapeurs toxiques sont,
entre autres, l’acier inoxydable, l’acier au carbone,
le zinc (galvanisé) et le cuivre.
Dans certains cas, le métal peut être revêtu d’une
substance susceptible de dégager des vapeurs
toxiques. Les revêtements toxiques comprennent entre
autres, le plomb (dans certaines peintures), le cadmium
(dans certaines peintures et enduits) et le béryllium.
Les gaz produits par le coupage plasma varient selon
le matériau à couper et la méthode de coupage, mais ils
peuvent comprendre l’ozone, les oxydes d’azote, le
chrome hexavalent, l’hydrogène et d’autres substances
présentes dans le matériau coupé ou en émanant.
Certaines précautions s’imposent pour réduire au
maximum l’exposition aux vapeurs produites par tout
processus industriel. Selon la composition chimique
et la concentration des vapeurs (ainsi que d’autres
facteurs comme la ventilation), celles-ci risquent de
causer une maladie physique, comme des déficiences
congénitales ou des cancers.
Il incombe au propriétaire du matériel et du site de
vérifier la qualité de l’air dans le secteur où le matériel
est utilisé et de s’assurer que la qualité de l’air sur les
lieux de travail répond aux normes et réglementations
locales et nationales.
Le niveau de qualité de l’air dans tout lieu de travail
dépend des variables propres au site comme :
• Le type de table (humide, sèche, sous l’eau)
• La composition du matériau, l’apprêt de la surface
et la composition des revêtements
• Le volume de matériau retiré
• La durée du coupage ou du gougeage
• Les dimensions, le volume d’air, la ventilation
et la filtration de la zone de travail
• L’équipement de protection individuelle
• Le nombre de systèmes de soudage et de coupage
en fonctionnement
• Les autres procédés du site pouvant produire des
vapeurs
• Si les lieux de travail doivent être conformes
aux réglementations nationales ou locales, seuls
les contrôles ou les essais effectués sur le site
peuvent déterminer si celui-ci se situe au-dessus
ou au-dessous des niveaux admissibles.
Pour réduire le risque d’exposition aux vapeurs :
• Éliminer tout revêtement et solvant du métal avant
le coupage.
• Utiliser la ventilation par extraction locale pour
éliminer les vapeurs de l’air.
• Ne pas inhaler les fumées. Porter un respirateur
à adduction d’air lors du coupage des métaux
revêtus d’éléments toxiques ou qui en contiennent
ou sont susceptibles d’en contenir.
• S’assurer que les personnes qui utilisent un
équipement de soudage ou de coupage ainsi que
les dispositifs de respiration par adduction d’air sont
qualifiées et formées pour utiliser adéquatement cet
équipement.
• Ne jamais couper les contenants dans lesquels il
peut y avoir des matériaux toxiques. En premier lieu,
vider et nettoyer correctement le contenant.
• Contrôler ou vérifier la qualité de l’air du site
au besoin.
• Consulter un expert local pour mettre en œuvre
un plan du site afin d’assurer la qualité de l’air.
Sécurité et conformité SC-15

Sécurité
MISE À LA TERRE DE SÉCURITÉ
Câble de retour Bien fixer le câble de retour
(ou de masse) à la pièce à couper ou à la table de
travail de façon à assurer un bon contact métal à métal.
Ne pas fixer le câble de retour à la partie de la pièce qui
doit se détacher.
Table de travail Raccorder la table de travail à la
terre, conformément aux codes de sécurité électrique
locaux ou nationaux appropriés.
L’ÉLECTRICITÉ STATIQUE PEUT ENDOMMAGER LES CARTES DE CIRCUITS IMPRIMÉS
Les précautions qui s’imposent doivent être respectées lors de la manipulation des circuits
imprimés :
• Les cartes de circuits imprimés doivent être rangées dans des contenants antistatiques.
• Porter un bracelet antistatique lors de la manipulation des cartes de circuits imprimés.
Puissance d’entrée
• S’assurer que le fil de terre du cordon d’alimentation
est connecté à la terre dans le coffret du sectionneur.
• S’il est nécessaire de brancher le cordon
d’alimentation à la source de courant lors de
l’installation du système, vérifier que le fil de terre est
correctement branché.
• Placer tout d’abord le fil de terre du cordon
d’alimentation sur le plot de mise à la terre, puis
placer les autres fils de terre par-dessus. Bien serrer
l’écrou de retenue.
• Vérifier que toutes les connexions sont bien serrées
pour éviter une surchauffe.
SC-16 Sécurité et conformité

Sécurité
SÉCURITÉ DES BOUTEILLES DE GAZ COMPRIMÉ
• Ne jamais lubrifier les robinets des bouteilles ou les
régulateurs avec de l’huile ou de la graisse.
• N’utiliser que des bouteilles, régulateurs, tuyaux
et raccords appropriés et conçus pour chaque
application spécifique.
• Entretenir l’équipement à gaz comprimé et les pièces
connexes afin de les garder en bon état.
• Étiqueter et coder avec des couleurs tous les tuyaux
de gaz afin d’identifier le type de gaz contenu dans
chaque tuyau. Consulter les codes locaux ou
nationaux en vigueur.
LES BOUTEILLES DE GAZ COMPRIMÉ PEUVENT EXPLOSER EN CAS DE DOMMAGES
Les bouteilles de gaz contiennent du gaz à haute
pression. Si une bouteille est endommagée, elle peut
exploser.
• Manipuler et utiliser les bouteilles de gaz comprimé
conformément aux codes locaux ou nationaux
applicables.
• Ne jamais utiliser une bouteille qui n’est pas placée
à la verticale et bien maintenue en place.
• Le capuchon de protection doit être placé sur le
robinet sauf si la bouteille est en cours d’utilisation
ou connectée pour utilisation.
• Éviter à tout prix le contact électrique entre l’arc
plasma et une bouteille.
• Ne jamais exposer les bouteilles à une chaleur
excessive, aux étincelles, aux scories ou aux flammes
nues.
• Ne jamais utiliser des marteaux, des clés ou d’autres
outils pour débloquer le robinet des bouteilles.
L’ARC PLASMA PEUT PROVOQUER DES BLESSURES OU DES BRÛLURES
Torches à allumage instantané
L’arc plasma s’allume immédiatement après que la
torche est activée.
L’arc plasma coupe facilement les gants et la peau.
• Rester éloigné de l’extrémité de la torche.
• Ne pas tenir de métal près de la trajectoire de coupe.
• Ne jamais pointer la torche vers soi ou vers d’autres
personnes.
Sécurité et conformité SC-17

Sécurité
Protection des yeux Les rayons de l’arc plasma
produisent de puissants rayons visibles et invisibles
(ultraviolets et infrarouges) qui peuvent brûler les yeux
etlapeau.
• Utiliser des lunettes de sécurité conformément
aux codes locaux ou nationaux en vigueur.
• Porter des lunettes de protection (des lunettes
oumasques munis d’écrans latéraux et un masque
de soudage) avec des verres teintés appropriés
pour protéger les yeux des rayons ultraviolets
et infrarouges de l’arc.
Protection de la peau Porter des vêtements
desécurité pour se protéger contre les brûlures que
peuvent causer les rayons ultraviolets, les étincelles
etlemétal brûlant.
• Gants à crispin, chaussures et casque de sécurité
• Vêtements ignifuges couvrant toutes les parties
exposées du corps
• Pantalon sans revers pour éviter que des étincelles
oudes scories puissent s’y loger
• Avant le coupage, retirer de ses poches tout objet
combustible comme les briquets au butane ou les
allumettes.
Zone de coupage Préparer la zone de coupage afin
deréduire la réverbération et la transmission de
la lumière ultraviolette:
• Peindre les murs et autres surfaces d’une couleur
sombre pour réduire la réflexion de la lumière.
• Utiliser des écrans et autres dispositifs de protection
afin de protéger les autres personnes de la lumière
etdela réverbération.
• Prévenir les autres personnes de ne pas regarder
l’arc. Utiliser des affiches ou des panneaux.
LES RAYONS DE L’ARC PEUVENT BRÛLER LES YEUX ET LA PEAU
Indice
Courant de l’arc
(A)
Moins de 40 A
De 41 à 60 A
De 61 à 80 A
De 81 à 125 A
De 126 à 150 A
De 151 à 175 A
De 176 à 250 A
De 251 à 300 A
De 301 à 400 A
De 401 à 800 A
SC-18 Sécurité et conformité
de protection
minimum
(ANSIZ49.1:2005)
5589
6689
8889
8989
89810
89811
89812
89813
912913
10 14 10 S .O .
Indice de
protection suggéré
pour assurer
le confort
(ANSI Z49.1:2005)
OSHA 29CFR
1910.133(a)(5)
NE168:2002
Europe

PACEMAKERS ET PROTHÈSES AUDITIVES
Sécurité
Les champs magnétiques produits par les courants
àhaute tension peuvent affecter le fonctionnement des
prothèses auditives et des pacemakers.
Les personnes portant ce type d’appareil doivent
consulter un médecin avant de s’approcher d’un lieu
oùs’effectue le coupage ou le gougeage à arc plasma.
LE BRUIT PEUT PROVOQUER DES PROBLÈMES AUDITIFS
Dans de nombreuses applications, le coupage avec
un arc plasma peut dépasser les niveaux de bruits
acceptables définis par les codes locaux. Une
exposition prolongée à un bruit excessif peut provoquer
des problèmes auditifs. Toujours porter un dispositif
de protection antibruit adéquat lors du coupage
ou du gougeage, sauf si les mesures de niveau de
bruits prises sur le site d’installation certifient que les
protections auditives ne sont pas nécessaires, telles
que spécifiées par les codes internationaux, régionaux
et locaux.
Les bruits peuvent être considérablement réduits en
ajoutant de simples dispositifs de sécurité intégrés aux
tables de coupe, telles que des barrières ou des
rideaux placés entre l’arc plasma et le poste de travail,
et/ou en éloignant le poste de travail de l’arc plasma.
Mettre sur pied des mesures administratives sur le site
de travail afin de limiter l’accès et la durée d’exposition
de l’opérateur, délimiter les zones bruyantes à l’aide
d’une paroi et/ou instaurer des mesures préventives
visant à réduire la réverbération sur le lieu de travail
en installant des dispositifs antibruit.
Pour réduire les risques associés aux champs
magnétiques:
• Garder loin de soi et du même côté du corps le câble
de retour et le faisceau de torche.
• Faire passer le faisceau de torche le plus près
possible du câble de retour.
• Ne pas s’enrouler le faisceau de torche ou le câble
deretour autour du corps.
• Se tenir le plus loin possible de la source de courant.
Utiliser des protecteurs d’oreille si le bruit est toujours
dérangeant ou si des problèmes auditifs peuvent
survenir après l’installation des dispositifs de sécurité
intégrés et l’instauration des mesures préventives. Si
des protecteurs d’oreilles s’avèrent être nécessaires,
porter uniquement des articles de protection
personnelle approuvés, tels que des casques ou des
bouchons d’oreille avec un coefficient de réduction
de bruits approprié pour la situation sur le lieu de travail.
Prévenir les personnes aux alentours des risques
encourus en cas d’exposition au bruit. En outre,
la protection des oreilles sert également de munition
contre les projections chaudes.
Sécurité et conformité SC-19

Sécurité
UN ARC PLASMA PEUT ENDOMMAGER LES TUYAUX GELÉS
Tenter de dégeler les tuyaux gelés avec une torche plasma peut les endommager ou les faire
éclater.
INFORMATION SUR LE DÉPOUSSIÉRAGE
À certains endroits, la poussière sèche peut
représenter un risque d’explosion potentiel.
La norme NFPA 68 de la National Fire Protection
Association des É.-U. (édition 2007) « Explosion
Protection by Deflagration Venting » établit les
exigences relatives à la conception, à l’emplacement,
à l’installation, à l’entretien et à l’utilisation de dispositifs
et de systèmes pour évacuer à l’air libre les gaz de
combustion et les pressions après une déflagration.
Communiquer avec le fabricant ou avec l’installateur
de tout système de dépoussiérage afin de connaître les
exigences applicables avant d’installer un tel système
neuf ou d’apporter des modifications importantes aux
procédés ou aux matériaux utilisés par un système
de dépoussiérage existant.
Consultez l’autorité compétente locale pour déterminer
si une modification de la NFPA 68 a été adoptée
en référence dans vos codes du bâtiment locaux.
Se reporter au document NFPA 68 pour obtenir des
définitions et des explications des termes
réglementaires tels que « déflagration, autorité
compétente, adopté en référence, indice Kst, indice
de déflagration » et autres termes.
Note 1 – L’interprétation d’Hypertherm de ces
nouvelles exigences est que, sauf évaluation
particulière du site, pour déterminer que toute la
poussière produite n’est pas combustible, l’édition
2007 de la NFPA 68 exige l’utilisation d’évents
d’explosion conçus pour l’indice Kst dans le pire des
cas (voir annexe F) qui pourrait provenir de la poussière
de sorte que l’on puisse concevoir la dimension et le
type d’évent d’explosion. La NFPA 68 ne stipule pas
particulièrement le procédé de coupage plasma ou
d’autres procédés de coupage thermique, mais elle
prescrit ces nouveaux règlements à tous les systèmes
de dépoussiérage.
Note 2 – Les utilisateurs des manuels d’Hypertherm
doivent consulter tous les règlements et lois fédéraux et
locaux applicables et s’y conformer. Hypertherm n’a
pas l’intention, en publiant un manuel d’Hypertherm, de
demander des mesures qui ne sont pas conformes aux
règlements et normes applicables et ce manuel ne peut
jamais être interprété dans ce sens.
SC-20 Sécurité et conformité

Sécurité
RAYONNEMENT LASER
L’exposition à une sortie laser peut provoquer des problèmes visuels graves. Éviter un contact direct
avec les yeux.
Pour votre confort et votre sécurité, l’une des étiquettes de radiation au laser suivantes a été installée sur les produits
Hypertherm près de la sortie du faisceau laser du boîtier. Ont également été fournies la sortie maximale (mV),
la longueur d’onde émise (nM) et au besoin, la durée d’impulsion.
Autres consignes de sécurité relatives au laser :
• Consulter un expert local pour les réglementations
locales sur le laser. Une formation sur la sécurité
relative au laser peut être nécessaire.
• Ne pas autoriser le personnel non formé à faire
fonctionner le laser. Il peut s’avérer dangereux pour
ce personnel.
• Ne jamais regarder l’intérieur ou le faisceau du laser.
• Positionner le laser selon les instructions afin d’éviter
un éventuel contact avec les yeux.
• Ne pas utiliser le laser sur des pièces à couper
réflectives.
• Ne pas utiliser des outils optiques pour visualiser
le faisceau du laser.
• Ne pas démonter ou déposer le laser ou son capot.
• Toute modification du laser ou du produit peut
accroître le risque de radiation au laser.
• L’utilisation des réglages ou le suivi des procédures
autres que celles spécifiées dans ce manuel peut
entraîner un risque de radiation au laser.
• Ne pas faire fonctionner l’appareil en présence
d’explosifs tels que des liquides et des gaz
inflammables ou la poussière.
• N'utiliser que les pièces et accessoires laser
recommandés ou fournis par le fabricant pour votre
modèle.
• Les travaux de réparation et d’entretien DOIVENT
être effectués par un personnel qualifié.
• Ne pas retirer ou détruire l’étiquette de sécurité
du laser.
Sécurité et conformité SC-21

Sécurité
Read and follow these instructions, employer safety
practices, and material safety data sheets. Refer to
ANS Z49.1, “Safety in Welding, Cutting and Allied
Processes” from American Welding Society
(http://www.aws.org) and OSHA Safety and Health
Standards, 29 CFR 1910 (http://www.osha.gov).
WARNING
1. Cutting sparks can cause explosion or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and ready to use.
1.3 Do not use a drum or other closed container as a cutting table.
2. Plasma arc can injure and burn; point the nozzle away
from yourself. Arc starts instantly when triggered.
2.1 Turn off power before disassembling torch.
2.2 Do not grip the workpiece near the cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric shock or burn.
3.1 Wear insulating gloves. Replace gloves when wet or damaged.
3.2 Protect from shock by insulating yourself from work and ground.
3.3 Disconnect power before servicing. Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local exhaust to remove the fumes.
4.3 Do not operate in closed spaces. Remove fumes with ventilation.
6. Become trained.
Only qualified personnel should operate this
equipment. Use torches specified in the manual. Keep non-qualified
personnel and children away.
5. Arc rays can burn eyes and injure skin.
5.1 Wear correct and appropriate protective equipment to protect
head, eyes, ears, hands, and body. Button shirt collar. Protect ears
from noise. Use welding helmet with the correct shade of filter.
7. Do not remove, destroy, or cover this label.
Replace if it is missing, damaged, or worn (PN 110584 Rev C).
Plasma cutting can be injurious to operator and persons
in the work area. Consult manual before operating. Failure
to follow all these safety instructions can result in death.
AVERTISSEMENT
Le coupage plasma peut être préjudiciable pour l’opérateur et les personnes qui se
trouvent sur les lieux de travail. Consulter le manuel avant de faire fonctionner. Le
non respect des ces instructions de sécurité peut entraîner la mort.
1. Les étincelles de coupage peuvent provoquer une explosion
ou un incendie.
1.1 Ne pas couper près des matières inflammables.
1.2 Un extincteur doit être à proximité et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre contenant fermé comme table de coupage.
2. L’arc plasma peut blesser et brûler; éloigner la buse de soi.
Il s’allume instantanément quand on l’amorce;
2.1 Couper l’alimentation avant de démonter la torche.
2.2 Ne pas saisir la pièce à couper de la trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant l’entretien. Ne pas toucher les pièces sous tension.
4. Les fumées plasma peuvent être dangereuses.
4.1 Ne pas inhaler les fumées
4.2 Utiliser une ventilation forcée ou un extracteur local pour dissiper les fumées.
4.3 Ne pas couper dans des espaces clos. Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les yeux et blesser la peau.
5.1 Porter un bon équipement de protection pour se protéger la tête, les yeux, les
oreilles, les mains et le corps. Boutonner le col de la chemise. Protéger les oreilles
contre le bruit. Utiliser un masque de soudeur avec un filtre de nuance appropriée.
6. Suivre une formation. Seul le personnel qualifié a le droit de faire
fonctionner cet équipement. Utiliser exclusivement les torches indiquées dans le
manual. Le personnel non qualifié et les enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir cette étiquette.
La remplacer si elle est absente, endommagée ou usée (PN 110584 Rev C).
ÉTIQUETTES DE SÉCURITÉ
Cette étiquette est affichée sur certaines sources de courant. Il est important que l’opérateur et le technicien d’entretien
comprennent la signification des symboles de sécurité.
SC-22 Sécurité et conformité

Sécurité
ÉTIQUETTES DE SÉCURITÉ
Cette étiquette est affichée sur certaines sources de courant.
Il est important que l’opérateur et le technicien d’entretien
comprennent la signification des symboles de sécurité. Les
numéros de la liste correspondent aux numéros des images.
1. Les étincelles de coupage peuvent provoquer
une explosion ou un incendie.
1.1 Ne pas couper près de matières inflammables.
1.2 Un extincteur doit se trouver à proximité et être
prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre contenant
fermé comme table de coupe.
2. L’arc plasma peut blesser et brûler; ne jamais
pointer la buse vers soi. L’arc s’amorce
instantanément quand on appuie sur
la gâchette.
2.1 Couper l’alimentation avant de démonter
la torche.
2.2 Ne pas saisir la pièce à couper près
de la trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de choc électrique
ou de brûlure.
3.1 Porter des gants isolants. Remplacer les gants
s’ils sont humides ou endommagés.
3.2 Se protéger contre les chocs en s’isolant
de la pièce et de la terre.
3.3 Couper l’alimentation avant de procéder
à l’entretien. Ne pas toucher les pièces sous
tension.
4. Les vapeurs du plasma peuvent être
dangereuses.
4.1 Ne pas inhaler les vapeurs.
4.2 Utiliser une ventilation forcée ou par extraction
locale pour éliminer les vapeurs.
4.3 Ne pas utiliser dans des espaces clos. Éliminer
les vapeurs avec la ventilation.
5. Les rayons d’arc peuvent brûler les yeux
et blesser la peau.
5.1 Porter un bon équipement de protection pour se
protéger la tête, les yeux, les oreilles, les mains
et le corps. Boutonner le col de la chemise.
Protéger les oreilles contre le bruit. Utiliser un
masque de soudage avec le filtre ayant le bon
indice de protection.
6. Suivre une formation. Seul le personnel qualifié
doit faire fonctionner cet équipement. Utiliser les
torches spécifiées dans le manuel. Tenir le
personnel non qualifié et les enfants à l’écart.
7. Ne pas retirer, détruire ou couvrir cette
étiquette. La remplacer si elle est manquante,
endommagée ou usée.
Sécurité et conformité SC-23

Sécurité
s
Symboles et marquage
Votre produit Hypertherm peut comporter une ou plusieurs des marques suivantes sur sa plaque signalétique
ou à proximité. En raison des différends et des conflits relatifs aux règlements nationaux, toutes les marques ne sont
pas appliquées à chaque version d’un produit.
Symbole de marquage S
Le symbole de marquage S indique que la source de courant et la torche conviennent pour les travaux
effectués dans les milieux à risque accru de choc électrique selon la CEI 60974-1.
Marquage CSA
Les produits Hypertherm portant le marquage CSA sont conformes aux réglementations des États-Unis
et du Canada pour la sécurité des produits. Les produits ont été évalués, testés et certifiés par CSA
International. Le produit peut autrement porter la marque d’autres laboratoires d’essais reconnus à
l’échelle nationale (NRTL) agréés à la fois aux États-Unis et au Canada, par exemple : Underwriters
Laboratories, Incorporated (UL) ou TÜV.
Marquage CE
Le marquage CE signifie déclaration de conformité du fabricant aux directives et normes européennes
applicables. Seules les versions des produits Hypertherm portant la marque CE située sur ou à proximité
de la plaque signalétique ont été testées pour conformité à la directive européenne « basse tension »
et la directive européenne « compatibilité électromagnétique » (CEM). Les filtres CEM devant être en
conformité avec la directive européenne CEM sont intégrés dans les produits portant la marque CE.
Symbole Union douanière (CU) eurasienne
Les versions CE des produits Hypertherm qui portent le marquage de conformité EAC répondent
aux exigences de sécurité du produit et de CEM en vue de l’exportation à la Russie, la Biélorussie
et le Kazakhstan.
Marquage GOST-TR
Les versions CE des produits Hypertherm qui portent le marquage de conformité GOST-TR répondent
aux exigences de sécurité du produit et de CEM en vue de l’exportation à la Fédération russe.
Marquage C-Tick
Les versions CE des produits Hypertherm portant le marquage C-Tick sont conformes aux règlements
CEM prescrits pour la vente en Australie et en Nouvelle-Zélande.
Marquage CCC
Le marquage de certification obligatoire en Chine (CCC) indique que le produit a été mis à l’essai
et déclaré conforme aux règlements de sécurité du produit prescrits pour la vente en Chine.
Marquage UkrSEPRO
Les versions CE des produits Hypertherm qui portent le marquage de conformité UkrSEPRO répondent
aux exigences de sécurité du produit et de CEM en vue de l’exportation en Ukraine.
Symbole AAA pour la Serbie
Les versions CE des produits Hypertherm qui portent le marquage de conformité AAA Serbian
répondent aux exigences de sécurité du produit et de CEM en vue de l’exportation à la Serbie.
SC-24 Sécurité et conformité

Gestion des produits
Introduction
Hypertherm maintient un Système de gestion
réglementaire mondiale pour s’assurer que les produits
sont conformes aux exigences réglementaires et
environnementales.
Règlements nationaux et locaux en matière de sécurité
Les règlements nationaux et locaux en matière de sécurité
ont préséance sur toutes les instructions fournies avec
le produit. Le produit doit être importé, installé, utilisé
et mis au rebut conformément aux règlements nationaux
et locaux applicables au site d’installation.
Marques d’essais de certification
Les produits certifiés sont identifiés par une ou plusieurs
marques d’essais de certification provenant de
laboratoires d’essais agréés. Ces marques sont situées
sur la plaque signalétique ou à proximité de celle-ci.
Chaque marque d’essai de certification signifie que le
produit et ses composants essentiels pour la sécurité sont
conformes aux normes nationales de sécurité, tel qu’il a
été vérifié et déterminé par ce laboratoire d’essai.
Hypertherm place une marque d’essai de certification sur
ses produits seulement une fois que ceux-ci sont
fabriqués avec des composants essentiels pour la
sécurité autorisés par le laboratoire d’essai agréé.
Une fois que le produit a quitté l’usine Hypertherm, les
marques d’essais de certification deviennent non valides
si l’une des situations suivantes survient :
• Le produit est modifié au point de créer un danger
ou de devenir non conforme aux normes applicables.
• Des composants essentiels pour la sécurité sont
remplacés par des pièces de rechange non
autorisées.
• Tout montage ou accessoire non autorisé qui utilise
ou génère une tension dangereuse est ajouté.
• Il y a altération d’un circuit de sécurité ou d’une autre
caractéristique conçue à même le produit comme
faisant partie de la certification ou autrement.
Le marquage CE constitue la déclaration de conformité
d’un fabricant aux directives et normes européennes
applicables. Seules les versions des produits Hypertherm
portant le marquage CE situé sur ou à proximité de la
plaque signalétique ont été testées pour conformité
à la directive européenne « basse tension » et la
directive CEM européenne. Les filtres CEM devant être
en conformité avec la directive européenne CEM sont
intégrés dans les versions de la source de courant portant
le marquage CE.
Des certificats de conformité pour les produits
d’Hypertherm sont disponibles dans la Bibliothèque de
téléchargements sur le site Web d’Hypertherm à l’adresse
suivante : https://www.hypertherm.com.
Différences entre les normes nationales
Différents pays peuvent appliquer différentes normes
de performance, de sécurité et autres. Les différences
nationales dans les normes comprennent, entre autres :
• Tensions.
• Cotes électriques de la fiche et du cordon
d’alimentation.
• Exigences relatives à la langue.
• Exigences relatives à la compatibilité
électromagnétique.
Ces différences dans les normes nationales ou autres
peuvent rendre impossible ou peu pratique l’ajout de
toutes les marques d’essais de certification sur la même
version d’un produit. Par exemple, les versions CSA
des produits Hypertherm ne sont pas conformes aux
exigences européennes sur la CEM et par conséquent, ne
portent pas le marquage CE sur leur plaque signalétique.
Les pays exigeant le marquage CE ou comportant
une réglementation CEM obligatoire doivent utiliser
les versions CE des produits Hypertherm avec le
marquage CE sur la plaque signalétique. Voici une
liste non exhaustive de ces pays :
•L’Australie.
• La Nouvelle-Zélande.
• Les pays de l’Union européenne.
• La Russie.
Sécurité et conformité SC-25

Gestion des produits
Il est important que le produit et sa marque d’essai de
certification soient adaptés au site d’installation pour
l’usage final. Lorsque les produits Hypertherm sont
exportés d’un pays à un autre, ils doivent être configurés
et certifiés correctement pour le site d’utilisation finale.
Installation et utilisation sécuritaires d’équipement de coupe à gabarit
La norme CEI 60974-9, intitulée Matériel de soudage
à l’arc – Installation et utilisation, fournit des directives
relatives à l’installation et l’utilisation sécuritaires
d’équipements de coupe à gabarit, ainsi qu’à la
performance sécuritaire des opérations de coupe.
Les exigences définies par les règlements nationaux
et locaux doivent être prises en compte lors de
l’installation, y compris, mais sans s’y limiter, les
connexions de mise à la terre de protection ou de mise à
la masse, les fusibles, les dispositifs de sectionnement de
l’alimentation et le type de circuit d’alimentation. Lire ces
instructions avant d’installer l’équipement. La première
étape la plus importante est d’évaluer la sécurité de
l’installation.
L’évaluation de sécurité doit être réalisée par un expert.
Elle détermine les étapes nécessaires pour créer un
environnement sécuritaire et les précautions à prendre
pendant l’installation et l’utilisation.
Procédure pour l’inspection et les tests périodiques
Lorsque les règlements nationaux et locaux l’exigent,
la norme CEI 60974-4 spécifie les procédures de test
à appliquer pour les inspections périodiques et celles
après une réparation ou un entretien, afin d’assurer la
sécurité au niveau électrique des sources de courant pour
le coupage plasma conformément à la norme CEI 60974-
1. Hypertherm effectue en usine la continuité des tests du
circuit de protection et de la résistance de l’isolation, à
titre de tests non opérationnels. Ces tests sont réalisés
sans connexions de courant et de mise à la terre.
Hypertherm enlève également certains dispositifs de
protection qui peuvent produire des résultats de test
erronés. Lorsqu’elle est requise par les règlements
nationaux et locaux, une étiquette doit être attachée à
l’équipement pour indiquer qu’il a passé avec succès les
tests prescrits par la norme CEI 60974-4. Le rapport de
réparation doit comprendre les résultats de tous les tests,
à moins d’une indication signalant qu’un test spécifique
n’a pas été réalisé.
Qualification du personnel réalisant les tests
Les tests de sécurité électrique sur un équipement de
coupe à gabarit peuvent être dangereux et doivent être
réalisés par un expert du domaine des réparations
électriques, de préférence une personne connaissant
le soudage, la coupe et les procédés connexes. Les
risques relatifs à la sécurité du personnel et de
l’équipement, lorsqu’un personnel non qualifié réalise ces
tests, peuvent s’avérer plus importants comparativement
aux avantages de faire des inspections et des tests
périodiques.
Hypertherm recommande d’effectuer seulement une
inspection visuelle à moins que les tests de sécurité
électrique ne soient spécifiquement exigés par les
règlements nationaux et locaux dans le pays où
l’équipement est installé.
Dispositifs de courant résiduel
En Australie et dans d’autres pays, les codes locaux
peuvent exiger de recourir à des dispositifs de courant
résiduel lorsque des équipements électriques portatifs
sont utilisés sur le lieu de travail ou dans des chantiers
de construction afin de protéger les opérateurs contre
des défauts d’origine électrique des équipements. Les
dispositifs de courant résiduel sont conçus pour
déconnecter en toute sécurité l’alimentation électrique
principale si un déséquilibre est détecté entre le courant
d’alimentation et le courant réfléchi (il existe une fuite de
courant vers la terre). Les dispositifs de courant résiduel
sont offerts avec des courants de déclenchement
ajustables ou fixes, dont l’intensité varie de 6 à
40 milliampères et le temps de déclenchement peut
atteindre 300 millisecondes, qui sont sélectionnés en
fonction de l’installation, de l’application et de l’utilisation
prévue de l’équipement. Lorsque des dispositifs de
courant résiduel sont utilisés, le courant de
déclenchement et le temps de déclenchement doivent
être choisis ou réglés à des valeurs suffisamment élevées
pour éviter les déclenchements de nuisance pendant le
fonctionnement normal de l’équipement de coupage
plasma et à des valeurs suffisamment basses pour
déconnecter l’alimentation, dans les cas très peu
probables de défaut d’origine électrique de l’équipement,
avant que le courant de fuite, en cas de condition de
défaillance, ne pose un danger électrique mortel pour
les opérateurs.
SC-26 Sécurité et conformité

Gestion des produits
Pour vérifier que les dispositifs de courant résiduel
fonctionnent toujours correctement au fil du temps, le
courant de déclenchement et le temps de déclenchement
doivent être testés périodiquement. Les équipements
électriques portatifs et les dispositifs de courant résiduel
utilisés dans les secteurs industriels et commerciaux en
Australie et en Nouvelle-Zélande sont testés selon la
norme australienne AS/NZS 3760. Lors du test de
l’isolation de l’équipement de coupage plasma aux termes
de la norme AS/NZS 3760, mesurer la résistance de
l’isolation conformément à l’Annexe B de la norme, à
250 V c.c., tout en maintenant l’interrupteur d’alimentation
en position Marche (ON) pour vérifier que le test est bien
réalisé et pour éviter de faux résultats de défaut lors du
test de fuite de courant. De faux résultats de défaut sont
possibles, car les varistances à oxyde métallique (MOV)
et les filtres de compatibilité électromagnétique (CEM)
utilisés pour réduire les émissions et protéger
l’équipement contre les surtensions de puissance
pourraient entraîner un courant de fuite pouvant
atteindre 10 milliampères vers la terre, et ce, dans
des conditions normales.
Si vous avez des questions au sujet de l’application
ou de l’interprétation d’une norme IEC décrite dans
la présente section, vous devez consulter un conseiller
juridique approprié ou un autre conseiller connaissant
les normes internationales électrotechniques, et vous
ne devez pas compter, de quelque manière que ce soit,
sur Hypertherm pour l’interprétation et l’application d’une
telle norme.
Systèmes de haut niveau
Lorsqu’un intégrateur de système ajoute de l’équipement
supplémentaire, comme des tables de coupe, des circuits
d’entraînement du moteur, des dispositifs de commande
des mouvements ou des robots, à un système de coupage
plasma Hypertherm, ce système combiné peut alors être
considéré comme un système de haut niveau. Un système
de haut niveau avec des pièces en mouvement
dangereuses peut constituer de la machinerie industrielle
ou de l’équipement robotisé; dans un tel cas, le FEO ou
l’utilisateur final doit peut-être se conformer à d’autres
normes et réglementations que celles relatives au système
de coupage plasma tel que fabriqué par Hypertherm.
Il incombe à l’utilisateur final et au FEO d’effectuer une
évaluation des risques pour le système de haut niveau et
d’assurer une protection contre les pièces en mouvement
dangereuses. Sauf si le système de haut niveau est déjà
certifié lorsque le FEO y ajoute des produits Hypertherm,
l’installation peut également être sujette à approbation par
les autorités locales. Consulter un conseiller juridique et
des experts sur la réglementation locale en cas de doute
quant à la conformité.
Des câbles d’interconnexion externes entre les pièces des
composants du système de haut niveau doivent être
adaptés aux contaminants et au mouvement tel que requis
par le site d’installation de l’utilisation finale. Lorsque les
câbles d’interconnexion externes sont exposés à l’huile,
la poussière, l’eau ou autres contaminants, une cote
d’usage intensif peut être exigée.
D’une façon similaire, lorsque les câbles d’interconnexion
externes sont sujets à un mouvement continu, une cote de
flexion constante peut être exigée. Il incombe à l’utilisateur
final ou au FEO de s’assurer que les câbles sont adaptés
à l’application. Étant donné les différences de cotes et de
coûts pouvant être requis par des réglementations locales
pour les systèmes à haut niveau, il est nécessaire de
vérifier que tous les câbles d’interconnexion externes sont
adaptés au site d’installation d’utilisation finale.
Sécurité et conformité SC-27

Gestion des produits
SC-28 Sécurité et conformité

Gestion environnementale
Introduction
La spécification environnementale d’Hypertherm exige
que les fournisseurs d’Hypertherm fournissent les
renseignements sur les substances aux termes des
normes RoHS, DEEE et REACH.
La conformité environnementale du produit ne traite pas
de la qualité de l’air intérieur ou de l’émission de vapeurs
dans l’environnement par l’utilisateur final. Aucun matériau
coupé par l’utilisateur final n’est fourni par Hypertherm
avec le produit. L’utilisateur final est responsable des
matériaux qu’il coupe, ainsi que de la sécurité et de la
qualité de l’air sur le lieu de travail. L’utilisateur final doit
connaître les risques potentiels pour la santé des vapeurs
émises par les matériaux coupés et se conformer à tous
les règlements locaux.
Règlements environnementaux nationaux et locaux
Les règlements environnementaux nationaux et locaux ont
préséance sur toute instruction contenue dans ce manuel.
Le produit doit être importé, installé, utilisé et mis au rebut
conformément aux règlements environnementaux
nationaux et locaux applicables au site d’installation.
Les règlements environnementaux européens sont
abordés plus loin dans la section Directive DEEE.
Directive RoHS
Hypertherm s’engage à se conformer à toutes les lois
et tous les règlements applicables, y compris la directive
sur la limitation des substances dangereuses de l’Union
européenne (RoHS) qui restreint l’utilisation de matériaux
dangereux dans les produits électroniques. Hypertherm
surpasse les obligations de conformité à la Directive
RoHS à l’échelle mondiale.
Hypertherm continue ses efforts pour réduire les
matériaux RoHS dans ses produits, qui sont sujets à la
Directive RoHS, sauf dans les cas où il est largement
reconnu qu’il n’existe pas d’alternative réalisable.
Des déclarations de conformité à RoHS ont été préparées
pour les versions CE actuelles des systèmes de coupage
plasma Powermax fabriqués par Hypertherm. Une
«marque RoHS» est également apposée sur les versions
CE des produits Powermax, sous le « marquage CE »
sur la plaque signalétique des versions CE des appareils
des séries Powermax expédiés depuis 2006. Les pièces
utilisées dans les versions CSA des produits Powermax
et autres produits fabriqués par Hypertherm qui sont à
l’extérieur de la portée de la norme RoHS ou qui sont
exemptées en vertu de celle-ci, sont continuellement
transformées pour être conformes à la RoHS par
anticipation d’exigences futures.
Élimination appropriée des produits Hypertherm
Les systèmes de coupage plasma Hypertherm, à l’instar
de tous les produits électroniques, peuvent contenir des
matériaux ou des composants, tels que les circuits
imprimés, qui ne peuvent être mis au rebut avec les
ordures ménagères. Il vous incombe d’éliminer tout
produit ou composant Hypertherm d’une façon
acceptable pour l’environnement, conformément
aux codes nationaux et locaux.
• Aux États-Unis, vérifier toutes les lois fédérales, d’État
et locales.
• Dans l’Union européenne, vérifier les directives de
l’UE nationales et locales. Pour de plus amples
renseignements, visiter www.hypertherm.com/weee.
• Dans les autres pays, vérifier les lois nationales
et locales.
• Consulter des experts juridiques ou des experts
en matière de conformité, au besoin.
Directive relative aux DEEE
Le 27 janvier 2003, le Parlement européen et le Conseil
de l’Union européenne a adopté la Directive 2002/96/EC
ou DEEE (déchet d’équipements électriques et
électroniques).
Tel qu’il est requis aux termes de la loi, tout produit
d’Hypertherm couvert par la directive, et vendu dans l’UE
après le 13 août 2005, est marqué avec le symbole
DEEE. Cette directive encourage la collecte, la
manipulation et le recyclage des déchets EEE et définit
Sécurité et conformité SC-29

Gestion environnementale
des critères spécifiques. Les déchets des consommateurs
et les déchets interentreprises sont traités différemment
(tous les produits Hypertherm sont considérés
comme étant interentreprises). Des consignes de
mise au rebut des versions CE des systèmes plasma
Powermax sont disponibles à l’adresse suivante :
www.hypertherm.com/weee.
L’adresse URL est inscrite sur l’étiquette d’avertissement
relative aux symboles pour chacune des unités des séries
Powermax de versions CE expédiées depuis 2006. Les
versions CSA des produits Powermax et d’autres produits
fabriqués par Hypertherm sont à l’extérieur de la portée de
la directive sur les DEEE ou sont exemptés aux termes
de celle-ci.
Règlement REACH
Le règlement REACH (1907/2006), en vigueur depuis le
er
juin 2007, a une incidence sur les produits chimiques
1
disponibles sur le marché européen. Les exigences
établies par le règlement REACH pour les fabricants de
composants établissent que le composant ne doit pas
contenir plus de 0,1 % par poids de Substances très
préoccupantes (SVHC).
Manipulation appropriée et utilisation sécuritaire des produits chimiques
Les règlements en matière de produits chimiques aux
É.-U., en Europe et dans d’autres régions du monde,
exigent que des fiches techniques sur la sécurité des
matériaux soient disponibles pour tous les produits
chimiques. La liste de produits chimiques est fournie par
Hypertherm. Les fiches techniques sur la sécurité des
matériaux concernent les produits chimiques fournis avec
le produit ou d’autres produits chimiques utilisés dans ou
sur le produit. Les fiches techniques sur la sécurité des
matériaux sont disponibles dans la Bibliothèque des
téléchargements sur le site Web d’Hypertherm à l’adresse
suivante : https://www.hypertherm.com. À l’écran de
recherche, inscrire FS pour le titre du document, puis
cliquer sur Rechercher.
Aux É.-U., l’OSHA n’exige pas de fiche technique sur
la sécurité des matériaux pour des articles tels que des
électrodes, des diffuseurs, des buses de protection, des
buses, des protecteurs, des déflecteurs et autres pièces
solides de la torche.
Les fabricants de composants et d’autres utilisateurs en
aval, notamment Hypertherm, sont tenus d’obtenir des
assurances de la part de leurs fournisseurs que tous les
produits chimiques utilisés dans ou sur des produits
d’Hypertherm possèdent un numéro d’enregistrement de
l’Agence européenne des produits chimiques (ECHA).
Pour produire les renseignements sur les produits
chimiques selon la réglementation REACH, Hypertherm
exige de ses fournisseurs de fournir des déclarations
REACH et d’identifier toute utilisation connue de SVHC
couverte par REACH. Toute utilisation de SVHC dans des
quantités supérieures à 0,1 % du poids des pièces a été
éliminée. La fiche technique sur la sécurité des matériaux
inclut une divulgation complète de toutes les substances
chimiques et peut être utilisée pour vérifier la conformité
en matière de SVHC aux termes du règlement REACH.
Les lubrifiants, produits d’étanchéité, les liquides de
refroidissement, les adhésifs, les solvants, les revêtements
et autres préparations ou mélanges utilisés par
Hypertherm dans, sur, pour ou avec les équipements de
coupe à gabarit sont employés dans de très petites
quantités (sauf le liquide de refroidissement) et sont
offerts sur le marché par diverses sources. Ces produits
peuvent être et seront remplacés en cas de problème
avec un fournisseur lié à l’enregistrement REACH ou
l’autorisation REACH (SVHC).
Hypertherm ne fabrique pas et ne fournit pas les matériaux
qui sont coupés et n’a pas connaissance si les vapeurs
émises par ces matériaux coupés posent un danger
physique ou un risque pour la santé. Consultez votre
fournisseur ou autre conseiller technique si vous avez
besoin de conseils au sujet des propriétés du matériau
que vous couperez à l’aide d’un produit d’Hypertherm.
Émission de vapeurs et qualité de l’air
Note : Les renseignements sur la qualité de l’air énoncés
ci-dessous sont fournis à titre d’information générale et ne
doivent pas être considérés comme substitut à l’examen
et à la mise en œuvre des règlements gouvernementaux
applicables ou des normes légales dans le pays où
l’équipement de coupe sera installé et utilisé.
Aux É.-U., le manuel des méthodes analytiques (Manual
of Analytical Methods [NMAM]), publié par le National
Institute for Occupational Safety and Health (NIOSH)
regroupe les méthodes pour l’échantillonnage et l’analyse
de contaminants dans l’air sur le lieu de travail. Les
méthodes publiées par d’autres organismes, comme
OSHA, MSHA, EPA, ASTM, ISO ou par des fournisseurs
commerciaux d’équipements d’échantillonnage et
d’analyse, peuvent présenter certains avantages par
rapport aux méthodes du NIOSH.
SC-30 Sécurité et conformité

Par exemple, la pratique ASTM D 4185 est une pratique
standard pour la collecte, la dissolution et la détermination
de traces de métaux dans l’atmosphère sur le lieu
de travail. La sensibilité, la limite de détection et les
concentrations de travail optimales pour 23 métaux
sont énumérées dans le document relatif à la
pratique ASTM D 4185. Il est nécessaire de faire appel
à un hygiéniste industriel pour déterminer le protocole
d’échantillonnage optimal, en tenant compte de
la précision analytique, des coûts et du nombre
d’échantillons optimal. Hypertherm a recours à un
hygiéniste industriel tiers pour tester la qualité de l’air
et interpréter les résultats correspondants. Des
prélèvements de l’air sont effectués par des équipements
d’échantillonnage de l’air qui sont placés aux postes des
opérateurs dans les bâtiments d’Hypertherm où des
tables de coupe plasma sont installées et utilisées.
Hypertherm fait appel, le cas échéant, à un hygiéniste
industriel tiers pour obtenir des permis relatifs à la qualité
de l’air et de l’eau.
Gestion environnementale
Si vous ne connaissez pas tous les règlements
gouvernementaux et toutes les normes légales pour le site
d’installation ou si votre connaissance de ceux-ci n’est
pas à jour, vous devez consulter un expert juridique
avant d’acheter, d’installer et d’utiliser l’équipement.
Sécurité et conformité SC-31

Gestion environnementale
SC-32 Sécurité et conformité

Compatibilité Électromagnétique (CEM)
Introduction
L’équipement homologué CE d’Hypertherm est fabriqué
conformément à la norme EN60974-10. L’équipement doit
être installé et utilisé selon les renseignements ci-dessous
afin d’obtenir la compatibilité électromagnétique.
Les limites requises par la norme EN60974-10 peuvent
ne pas suffire à complètement éliminer les interférences
si l’équipement affecté est à proximité ou présente un haut
degré de sensibilité. Dans de tels cas, il peut être
nécessaire d’utiliser d’autres mesures pour réduire
davantage les interférences.
Cet équipement de coupe est conçu pour
un environnement industriel exclusivement.
Installation et utilisation
Il incombe à l’utilisateur d’installer et d’utiliser
l’équipement plasma conformément aux instructions
du fabricant.
c. Ordinateurs et autre équipement de commande;
d. Équipement critique pour la sécurité, par exemple
la garde d’équipement industriel;
e. Appareils de santé de tierces personnes, par
exemple l’usage de stimulateurs cardiaques
et d’appareils auditifs;
f. Équipement utilisé pour l’étalonnage
ou la mesure;
g. Immunité d’autre équipement dans le secteur.
L’utilisateur doit s’assurer que tout autre
équipement utilisé dans le secteur est
compatible. Cette précaution peut nécessiter des
mesures de protection supplémentaires;
h. L’heure du jour pendant laquelle la coupe ou
d’autres activités sont effectuées.
La superficie de la zone périphérique à considérer
dépendra de la structure du bâtiment et d’autres activités
s’y déroulant. La zone périphérique peut s’étendre au-delà
des limites du bâtiment.
Si des interférences électromagnétiques sont détectées,
il incombera à l’utilisateur de résoudre le problème, avec
l’assistance technique du fabricant. Dans certains cas, les
mesures correctives peuvent être aussi simples que
de mettre le circuit à la terre; consulter Mise à la terre
de la pièce à couper. Dans d’autres cas, il pourrait être
nécessaire de construire un écran électromagnétique
complet entourant la source d’alimentation et la pièce,
accompagné des filtres d’entrée associés. Dans tous les
cas, les interférences électromagnétiques doivent être
suffisamment réduites pour ne plus causer de problèmes.
Évaluation de la zone de travail
Avant d’installer l’équipement, l’utilisateur doit évaluer les
problèmes potentiels de nature électromagnétique dans
les environs de la zone de travail. Les aspects suivants
doivent être considérés:
a. Autres câbles d’alimentation, câbles de
commande, câbles de téléphone et de
signalisation; au-dessus, en dessous et à côté de
l’équipement de coupe;
b. Émetteurs et récepteurs de radio et de télévision;
Méthodes de réduction du rayonnement
Alimentation secteur
L’appareil de coupe doit être raccordé à l’alimentation
secteur conformément aux recommandations du fabricant.
Si des interférences ont lieu, il peut être nécessaire
de prendre des mesures supplémentaires, telles que
le filtrage de l’alimentation secteur.
Il faut aussi considérer le blindage du câble d’alimentation
de l’appareil de coupe installé en permanence, dans
un conduit métallique ou l’équivalent. Le blindage doit être
continu sur toute la longueur du câble. Le blindage doit
aussi être raccordé à l’alimentation secteur de l’appareil
de coupe, de sorte qu’un bon contact électrique soit
maintenu entre le conduit et le boîtier de la source
d’alimentation de l’appareil de coupe.
Sécurité et conformité SC-33

Compatibilité Électromagnétique (CEM)
Entretien de l’appareil de coupe
L’appareil de coupe doit être régulièrement entretenu
conformément aux recommandations du fabricant. Toutes
les portes et tous les couvercles d’accès et d’entretien
doivent être fermés et fixés correctement durant
l’utilisation de l’appareil. L’appareil de coupe ne doit être
modifié d’aucune façon, à l’exception des modifications
et réglages couverts dans les instructions du fabricant.
En particulier, l’écartement des électrodes des dispositifs
d’amorçage d’arc et de stabilisation doivent être ajustés
et entretenus conformément aux recommandations
du fabricant.
Câbles de coupe
Les câbles de coupe doivent être gardés le plus court
possible et doivent être placés ensemble, au niveau du sol
ou à proximité.
Liaison équipotentielle
Il est recommandé de considérer la liaison de tous les
composants métalliques dans l’installation de coupe
et à proximité.
Toutefois, des composants métalliques liés à la pièce
augmenteront le risque que l’opérateur reçoive une
décharge électrique en touchant ces composants
métalliques et l’électrode (buse des têtes laser)
simultanément.
L’opérateur devrait donc être isolé de tous les composants
métalliques liés de la sorte.
Mise à la terre de la pièce à couper
Lorsque la pièce n’est pas mise à la terre ni en contact
avec le sol à cause de ses dimensions et de son
emplacement (par exemple, la coque d’un bateau
ou la structure d’acier d’un bâtiment), une connexion
reliant la pièce à la terre peut réduire le rayonnement
dans certains cas, mais pas tous. Des précautions doivent
être prises pour empêcher une mise à la terre de la pièce
qui augmenterait le risque de blessure à l’utilisateur
ou de dommages à tout autre équipement électrique.
Lorsque nécessaire, le lien entre la pièce à couper
et la terre doit être fait par une connexion directe
à la pièce; toutefois, dans certains pays où les connexions
directes sont interdites, le lien doit être effectué au moyen
de capacités appropriées choisies selon la réglementation
nationale.
Note: Pour des raisons de sécurité, il est possible que
le circuit de coupe ne puisse pas être mis à la terre.
La modification des arrangements de mise à la terre
ne doit être autorisée que par des personnes habilitées
à évaluer si ces modifications augmentent le risque
de blessure par exemple, en permettant des trajets
de retour parallèles au courant de coupe, lesquels
pourraient endommager les circuits de terre d’autre
équipement. Des instructions supplémentaires sont
disponibles dans le document CEI 60974-9, Matériel
de soudage à l’arc, partie 9 : Installation et utilisation.
Écranage et blindage
L’écranage et le blindage sélectifs d’autres câbles
et équipement dans la zone périphérique peuvent régler
en partie le problème des interférences. L’écranage
de toute l’installation de coupage plasma peut être
envisagée pour des applications spéciales.
SC-34 Sécurité et conformité

Garantie
Attention
Les pièces d’origine Hypertherm constituent les pièces
de rechange recommandées par le fabricant pour votre
système Hypertherm. Tout dommage ou toute blessure
causé par l’utilisation de pièces autres que les pièces
d’origine Hypertherm peut ne pas être couvert par
la garantie Hypertherm et constituera un usage
inapproprié du produit Hypertherm.
Vous êtes le seul responsable de l’utilisation sécuritaire
du produit. Hypertherm ne fait et ne peut faire aucune
garantie quant à l’utilisation sécuritaire du produit dans
votre environnement.
Généralités
Hypertherm, Inc. garantit que son produit doit être exempt
de tout défaut de matériel ou de fabrication pour les
périodes spécifiques énoncées dans la présente
et comme suit : si Hypertherm est avisée d’un défaut
(i) concernant la source de courant plasma dans une
période de deux (2) ans suivant sa date de livraison
chez vous, à l’exception des sources d’alimentation
de la marque Powermax, lesquelles sont garanties pour
une période de trois (3) ans suivant leur date de livraison
chez vous, et (ii) concernant la torche et les faisceaux
dans une période de un (1) an suivant leur date
de livraison chez vous, concernant les ensembles
lève-torche dans une période de un (1) an suivant leur
date de livraison chez vous et concernant les produits
Automation dans une période de un (1) an suivant leur
date de livraison chez vous, à l’exception de la Edge Pro
CNC, EDGE Pro Ti CNC, MicroEDGE Pro CNC
et de l’ArcGlide THC, lesquels seront garantis pour une
période de deux (2) ans suivant leur date de livraison chez
vous, et (iii) concernant les composants du laser à fibre
HyIntensity dans une période de deux (2) ans suivant leur
date de livraison chez vous, à l’exception des têtes laser
et des câbles de livraison du faisceau, lesquels seront
garantis pour une période de un (1) an suivant leur date
de livraison chez vous.
Cette garantie ne s’applique pas aux sources
d’alimentation de marque Powermax qui sont utilisées
avec des convertisseurs de phase. En outre, Hypertherm
ne garantit pas les systèmes endommagés en raison
d’une mauvaise qualité de l’alimentation électrique, qu’elle
soit causée par des convertisseurs de phase ou par
l’alimentation secteur. Cette garantie ne s’applique
à aucun produit ayant été installé incorrectement, modifié
ou endommagé de toute autre façon.
Hypertherm offre la réparation, le remplacement
ou le réglage du produit comme seul et unique recours,
et ce, si la garantie décrite dans les présentes est
invoquée et applicable. Hypertherm, à sa seule discrétion,
réparera, remplacera ou règlera, sans frais, tout produit
défectueux couvert par cette garantie qui sera retourné
avec l’autorisation préalable d’Hypertherm (laquelle
ne sera pas refusée sans motif valable), emballé
correctement, à l’établissement commercial d’Hypertherm
à Hanover, dans le New Hampshire, ou à un centre
de réparation autorisé d’Hypertherm, tous les coûts
(assurance, fret) prépayés par le client. Hypertherm
n’est responsable d’aucune réparation et d’aucun
remplacement ni réglage d’un produit couvert par cette
garantie, à l’exception de ceux mentionnés dans le présent
paragraphe et de ceux préalablement autorisés par écrit
par Hypertherm.
Cette garantie est exclusive et remplace toute autre
garantie expresse, implicite, statutaire ou autre relative aux
produits ou aux résultats de leur utilisation, ainsi que toute
garantie de conditions de qualité, de qualité marchande,
d’aptitude à une application particulière ou d’absence
de contrefaçon. Ce qui précède constitue le seul
et unique recours relatif à tout manquement par
Hyperthem à sa garantie.
Les distributeurs/équipementiers peuvent offrir des
garanties supplémentaires ou différentes, mais ils
ne sont pas autorisés à vous donner une protection
supplémentaire ni à faire de représentation prétendant
être contraignante pour Hypertherm.
Sécurité et conformité SC-35

Garantie
Indemnité pour les brevets d’invention
À la seule exception des cas de produits non fabriqués
par Hypertherm ou fabriqués par une entité autre
qu’Hypertherm qui ne respecte pas rigoureusement les
spécifications d’Hypertherm et des cas de conceptions,
de procédés, de formules ou de combinaisons non mises
au point ou non prétendues mises au point par
Hypertherm, Hypertherm aura le droit de défendre
ou de régler, à ses frais, tout litige ou toute procédure
portée contre vous selon lequel ou laquelle l’utilisation
du produit Hypertherm, seul et non combiné à tout autre
produit non fourni par Hypertherm, contrevient à tout
brevet de toute tierce partie. Vous devez rapidement
aviser Hypertherm dès la prise de connaissance de toute
action ou menace d’action judiciaire en relation avec une
telle violation présumée (et dans tous les cas, pas plus
tard que quatorze (14) jours après la prise de
connaissance de toute action ou menace d’action
judiciaire); l’obligation d’Hypertherm de défendre a pour
conditions le contrôle exclusif par Hypertherm ainsi que
la coopération et l’aide de la partie indemnisée dans
la défense contre la réclamation.
Limites de responsabilité
Hypertherm ne sera en aucun cas responsable
envers toute personne ou entité des préjudices
accidentels, accessoires, directs, indirects, punitifs
ou exemplaires (y compris, sans s’y limiter, les
pertes de revenus), que cette responsabilité soit
ou non basée sur une rupture de contrat, un acte
dommageable, une responsabilité absolue,
un non-respect de garantie, un manquement
à l’objectif essentiel ou autre, même si l’entreprise
a été avisée de la possibilités de tels préjudices.
Plafond de responsabilité
Le cas échéant, la responsabilité totale
d’Hypertherm, qu’elle soit basée sur une
rupture de contrat, un acte dommageable,
une responsabilité absolue, un non-respect
de garantie, un manquement à l’objectif essentiel
ou autre, pour toute réclamation, action judiciaire,
procédure ou tout litige (que ce soit en cour,
en arbitrage, par démarche réglementaire ou autre)
causé par l’utilisation des produits ou relié
à celle-ci, ne pourra dépasser en aucun cas
le montant payé pour les produits ayant mené
à une telle réclamation.
Assurances
Vous détiendrez et garderez en tout temps une assurance
de quantité et type appropriés, et ayant une protection
suffisante et appropriée pour défendre et protéger
Hypertherm dans l’éventualité de tout litige ou toute
procédure causé par l’utilisation des produits.
Cession des droits
Vous pouvez céder tout droit restant aux termes
des présentes, seulement en relation avec la vente
de la totalité ou presque de votre actif ou de votre
capital-actions à un successeur légitime qui accepte
d’être lié par toutes les modalités de cette garantie.
Dans les trente (30) jours précédant toute cession, vous
acceptez d’aviser par écrit Hypertherm, qui se réserve
le droit d’approbation. En cas de défaut de votre part
d’aviser et de demander l’approbation d’Hyperthem telle
que définie dans la présente dans ce délai, la présente
garantie sera nulle et non avenue, et vous n’aurez aucun
autre recours contre Hypertherm sous la garantie
ou autrement.
Codes nationaux et locaux
Les codes nationaux et locaux de la plomberie
et des installations électriques ont préséance sur
toute instruction contenue dans ce manuel. En aucun
cas Hypertherm ne sera responsable de blessures
ou de dommages à la propriété causés à la suite de toute
violation au code ou mauvaise pratique de travail.
SC-36 Sécurité et conformité
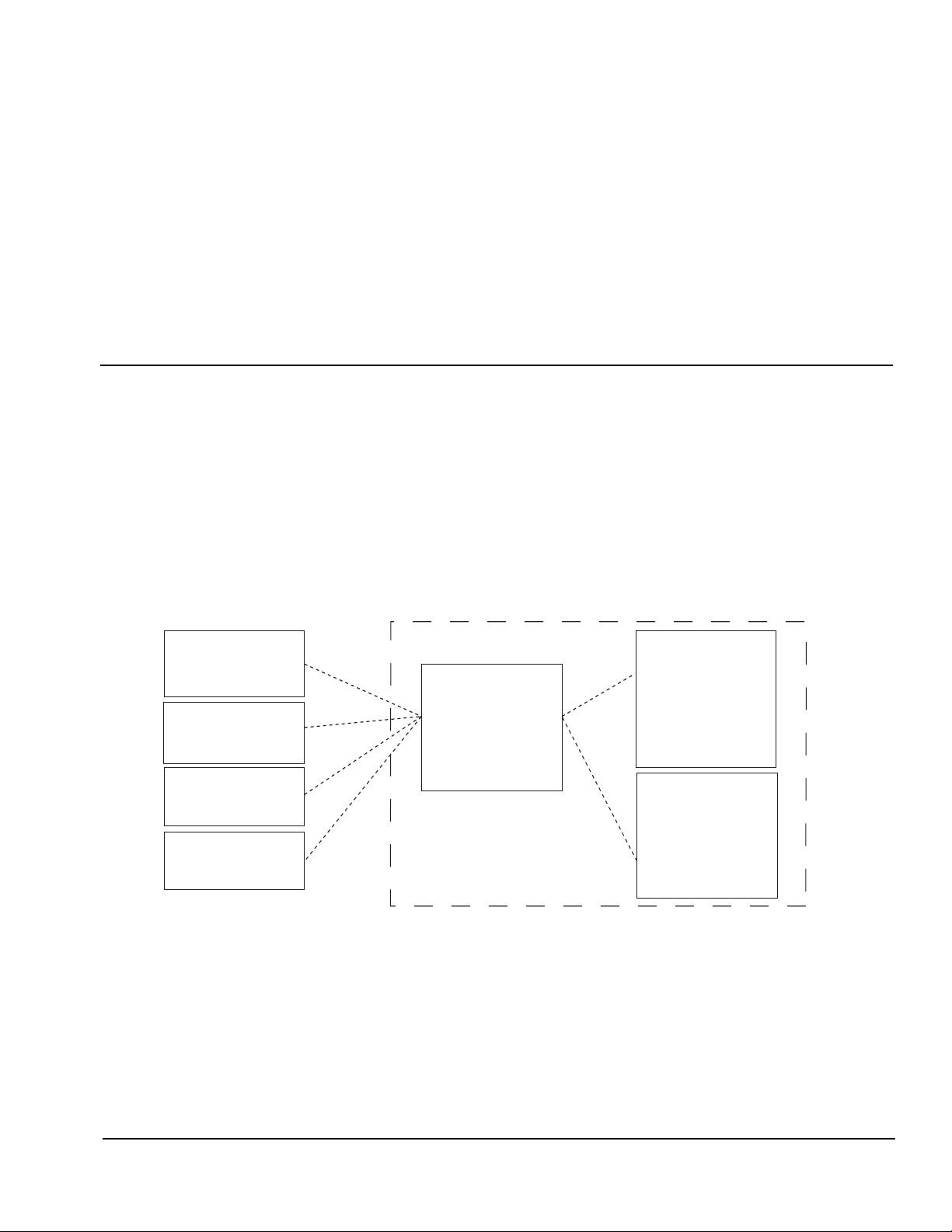
Section 1
Console opérateur
en option
Table de coupe
Boîtier de commande
Amplificateur
d’entraînement
Système
de coupage oxygaz
EDGE Pro
SERCOS II
CNC
THC
Système de coupe
(plasma, laser, jet
d’eau, marquage)
Produits disponibles auprès
d’Hypertherm
Spécifications
Caractéristiques principales d’un système de coupe automatisé
La figure1 illustre la relation entre les composants d’un système de coupe automatisé. Les sujets suivants décrivent ces
composants et leurs relations.
Figure1 Composants d’un système de coupe automatisé
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 37

1 – Spécifications
1
Système plasma
2
Table de coupe
3
Pièce à couper
4
Lève-torche
5
Portique de découpe
6
Mise à la terre en étoile
7
Rails
8
Console opérateur
9
EDGE Pro SERCOS II CNC
1
9
8
7
6
5
4
3
2
Caractéristiques principales d’un système de coupe automatisé
La figure2 présente une table de coupe type avec une EDGE
sections suivantes.
Figure2 Illustration d’une table de coupe plasma
Pro CNC et d’autres composants qui sont décrits dans les
38 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

1 – Spécifications
Caractéristiques principales d’un système de coupe automatisé
CNC
La commande numérique par ordinateur (CNC) lit les programmes de pièces et communique avec les autres
composants du système de coupe à gabarit. Elle commande quelles pièces (gabarits) doivent être coupées dans la pièce
à couper.
Consulter les sections de ce manuel pour en savoir plus sur les fonctionnalités du matériel de la EDGE
CNC. Consulter les manuels suivants du logiciel Phoenix
la EDGE Pro SERCOS II CNC :
• Manuel d’installation et de configuration des séries V9 du logiciel Phoenix (806410)
• Manuel de l’opérateur du logiciel Phoenix (806400)
• Manuel de référence pour les programmeurs des séries V9 des logiciels Phoenix (806420)
®
pour en savoir plus sur le logiciel qui fonctionne sur
Pro SERCOS II
Table de coupe
La table de coupe est le châssis qui supporte la pièce à couper dans laquelle les pièces sont coupées. Une table
de coupe type est équipée de deux rails qui sont placés sur toute la longueur de chacun de ses côtés et qui forment
la piste du portique de découpe. Le portique de découpe se déplace le long de ces rails et sa portée correspond à
la largeur de la table. Un dispositif de réglage en hauteur de la torche (THC) est fixé au portique de découpe et assure
le mouvement vertical de la torche de coupe. Le mouvement horizontal du portique de découpe et du poste de la torche,
et le mouvement vertical de la torche sur le THC constituent les trois axes nécessaires au contrôle de la position
de la torche sur la pièce à couper. Il est possible d’ajouter un équipement supplémentaire à la table de coupe pour
le chanfreinage et d’autres types de coupe.
Hypertherm ne fabrique pas de tables de coupe. Pour en savoir plus sur la table de coupe de votre système, consulter
le manuel fourni par le fabricant de la table.
Système de coupe
L’outil de coupe est le cœur de tout système de coupe et peut être un système plasma, oxygaz, laser ou à jet d’eau.
Le système de coupe contrôle les principaux paramètres, notamment le gaz plasma et les gaz adjuvants et la manière
dont ces paramètres sont mélangés. Il fournit également les paramètres des procédés, notamment la distance
torche-pièce et la vitesse pour une qualité de coupe optimale.
Le système de coupe peut être équipé d’un système de coupe Hypertherm. Consulter le manuel approprié pour
en savoir plus. Les versions électroniques (PDF) des manuels Hypertherm sont disponibles à l’adresse internet
https://www.hypertherm.com ou sur la CNC. Si le système de coupe est fabriqué par une autre société, consulter
le manuel approprié.
Boîtier de commande
Le boîtier de commande (fourni par le fabricant de la table) comprend les borniers qui acheminent le courant et les
signaux de contrôle aux sous-systèmes du système de coupe. Le boîtier de commande peut également comporter
les amplificateurs d’entraînement qui amplifient les signaux de contrôle émis par la CNC à destination des moteurs
en mouvement.
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 39

1 – Spécifications
Caractéristiques principales d’un système de coupe automatisé
Système pilote
La vitesse, la régularité et la précision des coupes sont déterminées par la combinaison CNC, encodeurs,
servo-amplificateurs d’entraînement, THC, engrenages, rails, servomoteurs et la manière dont ils sont intégrés (réglés)
par le fabricant de la table. Le fabricant de la table doit sélectionner et installer les lecteurs et les moteurs qui seront
utilisés avec la EDGE
Pro SERCOS II CNC. Pour de plus amples renseignements sur le système d’entraînement
de votre système de coupe, consulter le manuel fourni par le fabricant de la table.
Dispositif de réglage en hauteur de la torche
Le THC contrôle la distance entre la torche et la pièce à couper, également appelée la distance torche-pièce. Cette
distance est généralement définie par la hauteur ou la tension.
Si un THC Hypertherm a été configuré comme partie du système, consulter l’un des manuels ci-dessous pour de plus
amples renseignements sur l’installation et l’utilisation :
•ArcGlide
•Sensor
• Sensor PHC (806150)
®
THC (806450)
™
THC (806400, 806410 et 806420)
Si votre THC a été fabriqué par une autre société, consulter le manuel fourni par le fabricant de la table.
Console opérateur
La console opérateur EDGE Pro SERCOS II contrôle deux stations de coupe. Des consoles opérateurs
supplémentaires, non fabriquées par Hypertherm, peuvent être installées par le fabricant de la table pour contrôler
les systèmes d’oxygaz, de marqueurs, de ventilation et autres dispositifs. Pour de plus amples renseignements sur les
consoles opérateur en option, consulter le manuel fourni par le fabricant de la table.
Torche oxygaz
Les systèmes de coupe automatisés peuvent aussi être configurés avec des torches oxygaz, avec ou sans système
de réglage de la hauteur de l’oxygène (OHC).
Si le Sensor™ OHC d’Hypertherm est configuré dans le système, consulter le manuel du Sensor OHC (MANU–0044)
pour de plus amples renseignements sur son installation et son fonctionnement.
Pour de plus amples renseignements sur la torche oxygaz, consulter le manuel fourni par le fabricant de la table.
Marqueur
Un marqueur peut être tout dispositif ou procédé pouvant marquer une pièce à couper, plutôt que de la percer ou
de la couper. Si l’ArcWriter
pour de plus amples renseignements sur son installation et son fonctionnement. Il est possible d’utiliser n’importe quel
système plasma HPR
®
d’Hypertherm est configuré dans le système, consulter le manuel de l’ArcWriter (802520)
®
pour le marquage. Pour de plus amples renseignements, consulter le manuel HPR approprié.
Pour les autres dispositifs ou procédés, consulter les manuels appropriés.
40 EDGE Pro SERCOS II CNC Manuel d’instructions 807642
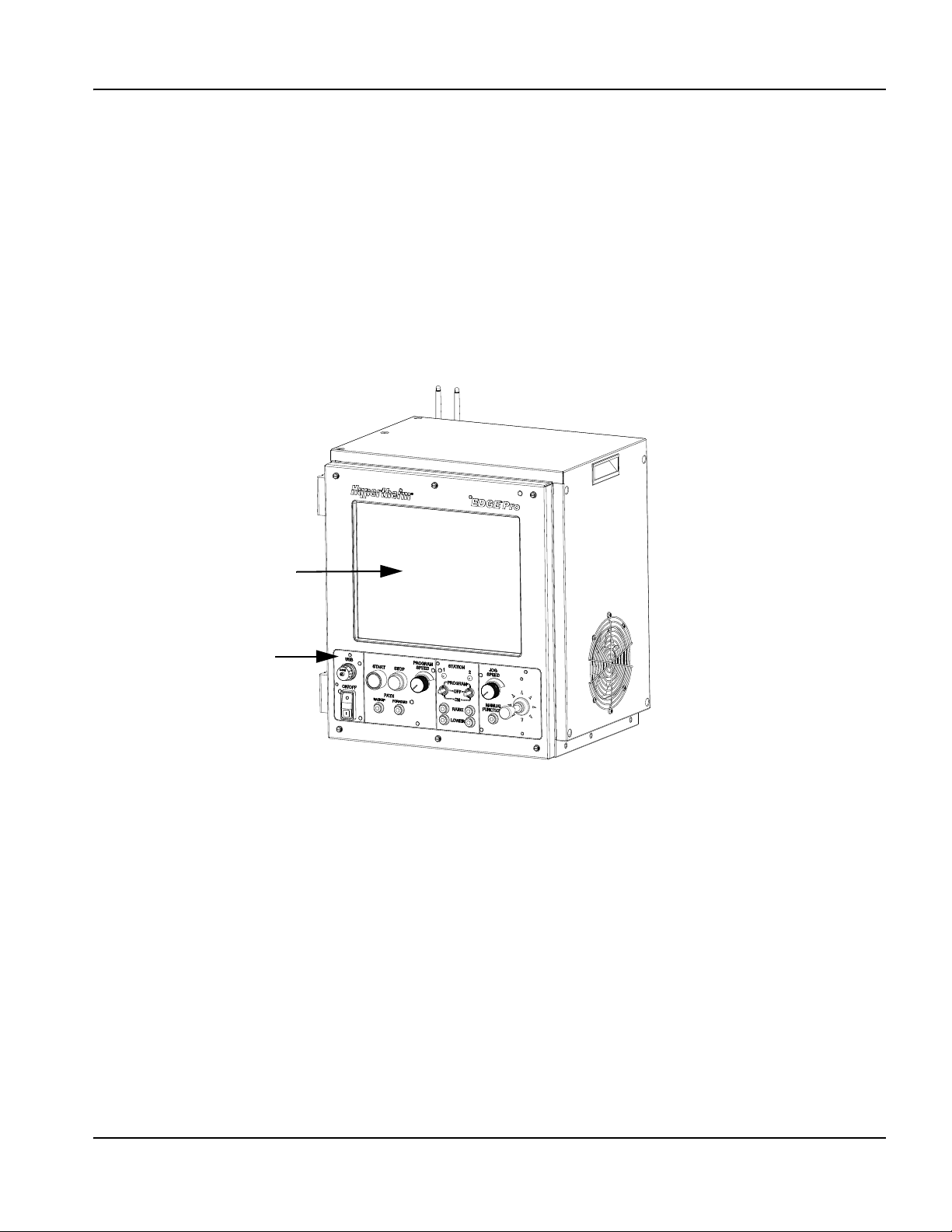
1 – Spécifications
Console opérateur pour
2stations
Écran tactile
Vue d’ensemble
Vue d’ensemble
La EDGE Pro SERCOS II est une CNC sur ordinateur qui utilise le logiciel Phoenix d’Hypertherm pour commander une
ou plusieurs stations de coupe ou de marquage.
La EDGE
et les communications Hypernet
Pro SERCOS II CNC possède une console opérateur avec deux stations, un écran tactile de 15 pouces,
®
, Ethernet, et LAN sans fil.
Les caractéristiques de la EDGE Pro SERCOS II CNC peuvent être configurées avec plusieurs axes pilotes, une
interface Sensor THC intégrée, une commande de tête de chanfrein et un réseautage pour télécharger un programme
de pièces ou pour des utilitaires de diagnostic distants.
Figure3 Vue avant de la EDGE
Pro SERCOS II CNC
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 41

1 – Spécifications
123
4
5
1
Transfert de données
2
Interrupteur d’alimentation
3
Commandes d’exécution du programme
4
Commandes de station
5
Commandes manuelles des mouvements
Caractéristiques de la EDGE Pro SERCOS II CNC
Caractéristiques de la EDGE Pro SERCOS II CNC
Écran tactile
L’écran tactile est un écran LCD de 15 pouces et est combiné à un logiciel qui permet à l’utilisateur de saisir des
données directement à partir de l’écran. L’utilisateur fait des sélections à l’écran (à l’aide de cases à cocher, de boutons
radio, de menus déroulants) et saisit des données. Les cases de saisie de données affichent automatiquement un clavier
numérique ou alphanumérique pour entrer des données dans les champs.
La résolution de l’écran tactile est de 1024 x 768 ou supérieure.
Pour de plus amples renseignements sur l’entretien de l’écran tactile, consulter Entretien et manipulation de l’écran
tactile àlapage69.
Console opérateur
La console opérateur regroupe les commandes physiques qui permettent à l’utilisateur de régler l’exécution
du programme de pièces, ainsi que les mouvements manuels et de station.
Figure4 Console opérateur EDGE Pro SERCOS II
42 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

1 – Spécifications
1
Antennes sans fil
2
Ports série
3
Port USB
4
Port LAN
5
Port Hypernet
6
Ports transmetteurs et émetteurs SERCOS II
7
Entrée d’alimentation c.a.
1
7
5
4
3
2
6
Caractéristiques de la EDGE Pro SERCOS II CNC
Panneau arrière
Le panneau arrière de la EDGE Pro SERCOS II CNC est équipé de connecteurs de câbles pour l’alimentation,
la commande des mouvements, les E/S et les ports de communication. Ces connecteurs sont clairement étiquetés
avec leur fonction. De plus, il existe deux antennes pour la communication LAN sans fil.
Figure5
Panneau arrière d’une EDGE Pro SERCOS II CNC
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 43
1 – Spécifications
Spécifications du système
Spécifications du système
Le tableau ci-dessous contient les spécifications techniques de la EDGE Pro CNC.
Tableau1 Spécifications du système de la EDGE
Pro CNC
Caractéristiques du système
Processeur
Système d’exploitation Windows XPe
RAM ≥ 1 Go
Port LAN 1 port Ethernet RJ-45
Port Hypernet 1 port Hypernet pour utilisation avec l’ArcGlide THC et les systèmes laser à fibre
Ports USB 2 ports USB 2.0
Ports série 2 ports configurables RS-422/RS-232 avec connecteurs D-sub à 9 contacts
Communication sans fil Conforme aux normes 802.11G et 802.11N
Dispositifs de surveillance intégrés Surveillance du matériel, ventilateur UC, température de l’UC, tensions et affichage POST
Disque dur Lecteur SATA
Console opérateur Standard pour 2 stations (déployable par le fabricant de la table)
Affichage Écran tactile de 381 mm (15 po), technologie des ondes acoustiques de surface
Homologations CE, CSA, GOST-TR, C-Tick, UkrSEPRO
Configuration
Nombre d’E/S 12/12
Nombre d’E/S 512/512
Processeur Intel
d’Hypertherm
®
Type d’E/S Les fabricants de table fournissent les modules E/S
Axes disponibles 2 –12
Alimentation
Entrée c.a. Tension : De 100 à 240 V c.a.
Courant : 1,85 A à 100 V c.a./0,65 A à 240 V c.a.
Fréquence : 50/60 Hz
Fusible à fusion temporisée 250 V, 2 A, 5 x 20 mm (2) ou 0,25 x 1,25 po (1)
44 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

Caractéristiques du système
Conditions ambiantes
Température De –10 ºC à + 40 ºC
Humidité 95 % humidité relative maximale
Degré de protection IP21S
Protéger le matériel contre une exposition excessive à l’humidité.
Altitude Opérationnelle jusqu’à 2000 m
Environnement Degré de pollution – Niveau II
Mécanique
Hauteur 490,9 mm
Largeur 435 mm
Profondeur 316 mm
Poids 23,64 kg
1 – Spécifications
Spécifications du système
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 45

1 – Spécifications
Spécifications du système
Modèles SERCOS II
SERCOS (SErial Real time COmmunication System) est l’interface servo assistée du système de communication série
en temps réel. Cette approche de communication avec les lecteurs utilise un anneau en fibre optique et remplace la carte
de commande des mouvements traditionnelle à sortie analogique de +/– 10 V c.c. (MCC) avec une carte de lecteur
en fibre optique. Cette configuration vous permet d’étendre votre système et d’héberger beaucoup d’axes et
de nombreuses E/S.
Note :
• Plusieurs connexions Sensor THC sont proposées, une des fonctions de SERCOS II.
• L’utilisation d’entraînements (numériques) compatibles SERCOS II est obligatoire avec
cette configuration.
Tableau2 Numéros de référence EDGE Pro SERCOS II
Numéro de référence Nombre d’axes
090019 2
090020 3
090021 4
090022 5
090023 6
090024 7
090025 8
090026 9
090027 10
090028 11
090029 12
Figure6 Panneau arrière pour tous les modèles SERCOS II
46 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

Installation
À la réception
• Vérifier que tous les composants du système commandés ont été reçus. Contacter le fournisseur s’il
manque un ou plusieurs composants.
•EDGE
• Câble d’alimentation (Amérique du Nord) (108884)
• Connecteur d’alimentation (toutes les autres régions) (108842)
• Manuel d’instructions de la EDGE Pro SERCOS II CNC (807640)
• Manuels d’instructions du logiciel Phoenix (806400, 806410, 806420)
• Tout autre composant en option qui figure sur votre bon de commande.
• S’assurer que les composants du système n’ont subi aucun dommage physique pendant le transport.
En présence de tout dommage, se reporter à la section ci-dessous Réclamations. Toute
correspondance concernant cet équipement doit inclure les numéros de modèle et de série figurant
à l’arrière de la CNC.
• Enregistrer les informations produit situées sur la page de couverture interne de ce manuel, puis
utiliser les instructions pour enregistrer le numéro de série de votre produit sur www.hypertherm.com.
Pro SERCOS II CNC
Section 2
Réclamations
Réclamations en cas de dommages lors du transport – Si l’équipement a été endommagé pendant le transport,
il convient d’introduire une réclamation auprès du transporteur. Hypertherm vous remettra une copie du connaissement
sur demande. Pour plus de renseignements, communiquer avec le service à la clientèle au numéro indiqué au début
de ce manuel ou contacter un distributeur Hypertherm agréé.
Réclamations en cas de marchandises défectueuses ou manquantes – Si l’un des composants est défectueux
ou manquant, contacter votre fournisseur. Pour plus de renseignements, communiquer avec le service à la clientèle
au numéro indiqué au début de ce manuel ou un distributeur Hypertherm agréé.
Exigences relatives à l’installation
Tous les travaux d’installation et d’entretien des systèmes électriques doivent être conformes aux codes locaux
et nationaux de l’électricité. Seul un personnel qualifié et agréé peut effectuer ces travaux.
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 47

2 – Installation
Montage de la CNC
Mise en place des composants du système
• Positionner tous les composants du système avant de raccorder l’électricité, le gaz et l’interface.
Pour de plus amples renseignements, consulter Montage de la CNC àlapage48.
• Mettre tous les composants du système à la terre. Consulter Recommandations relatives à la mise à la
terre et au blindage à la page 51 pour de plus amples renseignements sur la mise à la terre.
AVERTISSEMENT !
Afin d’éviter toute blessure, deux personnes sont requises pour lever et positionner
la EDGE Pro SERCOS II CNC.
Montage de la CNC
Avant de raccorder la EDGE Pro SERCOS II CNC aux autres composants du système, monter tous les composants
en suivant les instructions appropriées.
Ne pas laisser les composants du système non montés sur une armoire ou sur le sol.
48 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

Dimensions du boîtier
36 mm
435 mm
316 mm
21 mm
228,5 mm
90 mm
58 mm
Utiliser le matériel M6 x 1 pour un montage latéral.
La longueur à l’intérieur du boîtier ne doit pas être supérieure à 7,8 mm.
491 mm
Figure 7 Vues avant et latérale de la SERCOS II CNC
2 – Installation
Montage de la CNC
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 49

2 – Installation
Utiliser le matériel M6 x 1.
(10 trous de montage)
La longueur à l’intérieur
du boîtier ne doit pas être
supérieure à 7,8 mm.
305 mm
356 mm
58 mm
94 mm
203 mm
127 mm
10 9, 2 mm
148 mm
89 mm
Montage de la CNC
Schémas des orifices de montage au bas de la CNC
La partie inférieure de la EDGE Pro SERCOS IICNC dispose de 10 trous de montage qui sont prévus pour fixer la CNC
sur la table de coupe. Pour une stabilité optimale de la CNC pendant l’utilisation de la table, insérer et visser les vis
de montage dans les trous prévus à cet effet.
Figure 8 Trous de montage de la EDGE Pro SERCOS II CNC
50 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

2 – Installation
Recommandations relatives à la mise à la terre et au blindage
Recommandations relatives à la mise à la terre et au blindage
AVERTISSEMENT !
UN CHOC ÉLECTRIQUE PEUT ÊTRE MORTEL
Avant tout entretien, débrancher l’alimentation électrique. Tous les travaux nécessitant le
retrait du couvercle du système plasma doivent être effectués par un technicien qualifié.
Consulter la section Sécurité de votre manuel d’instructions pour davantage de mesures
de sécurité.
Introduction
Cette section décrit les procédures de mise à la terre et de blindage pour la protection du système de coupe plasma
contre le brouillage radioélectrique (RFI) et les interférences électromagnétiques (EMI) (aussi appelées bruits). Elle décrit
également la mise à la terre de l’alimentation en courant continu et la mise à la terre de service. Le schéma à la fin
de cette section illustre ces types de mise à la terre dans un système de coupage plasma.
Note : Les pratiques de mise à la terre décrites dans cette section se sont avérées efficaces pour de nombreuses
installations. Hypertherm recommande d’appliquer ces pratiques lors du processus habituel d’installation.
Les méthodes réelles permettant de mettre en œuvre ces pratiques peuvent varier d’un système à l’autre, mais
devraient rester aussi constantes que possible. Toutefois, en raison des variations au niveau des équipements
et des installations, ces pratiques de mise à la terre peuvent dans certains cas s’avérer insuffisantes pour éliminer
les problèmes de bruits RFI/EMI.
Types de mise à la terre
La mise à la terre de service (également appelée mise à la terre de protection ou mise à la terre potentielle [PE])
est un système de mise à la terre applicable à la tension secteur entrante. Le système de mise à la terre
protège le personnel contre le danger d’électrocution que présente tout équipement ou table de coupe.
Il comprend la mise à la terre de service entrant dans le système plasma et d’autres systèmes tels que
la CNC et le système d’entraînement du moteur, ainsi qu’un piquet de terre supplémentaire connecté
à la table de coupe. Dans les circuits plasma, la mise à la terre va de la masse du système plasma
à la masse de chacune des consoles par les câbles d’interconnexion.
La mise à la terre de l’alimentation en courant continu (aussi appelée mise à la terre de courant de coupe)
est un système de mise à la terre qui complète le chemin du courant de coupe, de la torche au système
plasma. Le fil positif qui part du système plasma doit être bien fixé à la barre omnibus de masse de la table
de coupe à l’aide de câbles de dimension appropriée. De plus, les montants retenant la pièce à couper
doivent être solidement en contact avec la table et la pièce à couper.
La mise à la terre et le blindage contre les RFI et EMI consistent en une mise à la terre qui limite la quantité
de « bruits » électriques émis par le plasma et les systèmes d’entraînement du moteur. Elle limite également
le volume de bruit reçu par la CNC ainsi que par d’autres circuits de commande et de mesure. Les
pratiques de mise à la terre décrites dans cette section portent principalement sur la mise à la terre
et le blindage liés au brouillage radioélectrique (RFI) et à l’interférence électromagnétique (EMI).
Pratiques de mise à la terre
1. Sauf indication contraire, utiliser uniquement un câble de soudage de 16 mm2 (047040) pour les câbles de masse
EMI illustrés sur le schéma.
2. La table de coupe est utilisée pour le point de masse EMI commun ou étoilé et doit comporter des bornes filetées
soudées à la table à l’aide d’une barre omnibus en cuivre. Une autre barre omnibus doit être montée sur le portique
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 51

2 – Installation
Recommandations relatives à la mise à la terre et au blindage
de découpe aussi près que possible de chaque moteur. Si des moteurs sont situés à chaque extrémité du portique
de découpe, faire passer un autre câble de masse EMI du moteur distant à la barre omnibus du portique. La barre
omnibus du portique doit être munie d’un câble de masse EMI distinct, lourd, de 21,2 mm
à la barre omnibus de la table. Les câbles de masse EMI pour le lève-torche et pour la console haute fréquence
à distance doivent être passés séparément à la barre de terre de la table.
3. Un piquet de terre conforme à tous les codes locaux et nationaux de l’électricité doit être installé à moins de 6 m
de la table de coupe. Une mise à la terre PE doit être connectée à la barre omnibus de masse de la table de coupe
à l’aide d’un câble de masse de 16 mm
2
vert et jaune (047121) ou équivalent.
4. Pour un blindage très efficace, utiliser des câbles d’interface CNC Hypertherm pour les signaux E/S, les signaux
de communication en série, entre les systèmes plasma à connexions multipoints et les interconnexions de toutes les
parties du système Hypertherm.
5. Tout matériel utilisé dans le système de terre doit être en laiton ou en cuivre. Bien qu’il soit possible d’utiliser
des bornes en acier soudées à la table de coupe pour le montage de la barre omnibus, aucun autre matériel
en aluminium ou en acier ne doit être utilisé dans le système de mise à la terre.
6. Le courant alternatif, la terre de protection et les prises d’alimentation doivent être connectés à tous les équipements
conformément aux codes locaux et nationaux.
7. Pour un système avec une console haute fréquence à distance (HFD), les câbles arc pilote, positif et négatif doivent
être regroupés sur une distance aussi longue que possible. Le faisceau de torche, le câble de retour et les câbles arc
pilote (buse) peuvent être passés en parallèle à d’autres fils ou câbles seulement s’ils sont séparés d’au moins
150 mm. Si possible, faire passer les câbles d’alimentation et de signal dans des gouttières de câble distinctes.
8. Pour un système avec une console HFD, la console d’allumage doit être montée le plus près possible de la torche
et doit être munie d’un câble de masse distinct raccordé directement à la barre omnibus de la table de coupe.
9. Chaque composant Hypertherm, ainsi que toute autre armoire ou tout autre boîtier CNC ou d’entraînement moteur,
doit être muni d’un câble de masse distinct menant à la mise à la terre commune (en étoile) sur la table. Cela
comprend la console d’allumage, même si elle est boulonnée au système plasma ou à la table de coupe.
10. Le blindage de gaine tressée métallique se trouvant sur le faisceau de torche doit être bien fixé à la console
d’allumage et à la torche. Il doit être électriquement isolé de tout métal et de tout contact avec le plancher ou
le bâtiment. Le faisceau de torche doit passer dans une gouttière de câbles en plastique ou un transporteur, ou il doit
être recouvert d’une gaine en plastique ou en cuir.
11. Le manche de la torche et le dispositif de déclenchement (la partie montée sur le lève-torche et non la partie montée
sur la torche) doivent être fixés à la partie mobile du lève-torche à l’aide d’un blindage tressé en cuivre sur une largeur
d’au moins 12,7 mm. Un câble distinct doit passer du lève-torche à la barre omnibus de masse du portique de
découpe. L’ensemble de vanne doit également avoir une connexion de mise à la terre séparée de la barre omnibus de
masse du portique de découpe.
12. Si le portique de découpe se déplace sur des rails non soudés à la table, alors chaque rail doit être relié par un câble
de masse de l’extrémité du rail jusqu’à la table. Les câbles de masse du rail sont connectés directement à la table
et ils ne doivent pas être connectés à la barre omnibus de masse de la table.
13. Si un circuit imprimé de diviseur de tension est installé, il doit être monté aussi près que possible du point où
la tension de l’arc est recueillie. L’un des emplacements recommandés est la partie interne du boîtier du système
plasma. Si un panneau diviseur de tension Hypertherm est utilisé, le signal de sortie est isolé des autres circuits.
Le signal traité doit être transmis par un câble blindé torsadé (Belden 1800F ou équivalent). Utiliser un câble avec
une gaine tressée et non un blindage à pellicule. Connecter le blindage au châssis du système plasma et laisser son
autre extrémité libre.
14. Tous les autres signaux (analogique, numérique, série et encodeur) doivent être transmis par des paires torsadées
dans un câble blindé. Les connecteurs de ces câbles devraient être munis d’un boîtier en métal. Le blindage, et non
le drain, doit être connecté au boîtier en métal du connecteur à chaque extrémité du câble. Ne jamais connecter
le blindage ou le drain dans le connecteur se trouvant sur l’un des contacts.
2
, (047031) le reliant
52 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

2 – Installation
5
4
3
2
6
7
1 Barre omnibus de masse du portique de découpe
2 Piquet de terre
3 Fil du système plasma (+)
4 Console haute fréquence à distance (HFD)
5 Coffret CNC
6 Porte-torche
7 Châssis du système plasma
1
2
1
1 Câble vers la barre omnibus de masse de la table
de coupe
2 Câbles de mise à la terre provenant des
composants du portique de découpe
Recommandations relatives à la mise à la terre et au blindage
L’image ci-dessous illustre un exemple de la barre omnibus de masse d’une table de coupe. Les composants illustrés
peuvent varier d’un système à un autre.
L’image suivante illustre un exemple d’une barre omnibus de masse de portique de découpe. Elle est fixée sur le portique
de découpe près du moteur. Chacun des câbles de masse provenant des composants montés sur le portique de
découpe est connecté à la barre omnibus. Un seul câble épais connecte ensuite la barre omnibus de masse du portique
de découpe à la barre omnibus de masse de la table.
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 53

2 – Installation
Châssis et mise à la terre RFI
Terre c.a. et masse
12
11
10
9
8
7
6
5
4
3
2
1
1
Table de coupe
2
Portique de découpe
3
Système plasma
4
Barre omnibus de masse de table
5
Barre omnibus de masse du portique de découpe
6
Lève-torche avec dispositif de réglage en hauteur de la torche (ArcGlide, Sensor THC, Sensor PHC ou autre)
7
Console HFD (n’est pas présente sur tous les systèmes). Connecter à la barre omnibus de masse de la table
8, 9
Composants spécifiques au système, tels qu’une console de dosage, une console des gaz ou une console
de sélection
10
Châssis CNC
11
Module du dispositif de réglage en hauteur de la torche (ArcGlide, CommandTHC)
12
Composants spécifiques au système, tel qu’un réfrigérant ou un refroidisseur
13
Masse de l’alimentation c.c.
13
Recommandations relatives à la mise à la terre et au blindage
Le schéma suivant illustre un exemple de composants de mise à la terre d’un système de coupage plasma.
54 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

2 – Installation
X-
Y-
Y+
X+
3
2
1
EDGE Pro SERCOS II CNC
2
Console opérateur de la CNC
3
Origine de la table et position de repos (0,0)
Configuration des axes X et Y
Configuration des axes X et Y
Pour configurer les axes X et Y, il faut tout d’abord déterminer quel axe de la table sera l’axe X et quelle sera sa position
de repos.
Ensuite, il est requis de définir l’orientation X/Y et la position de repos dans le logiciel Phoenix (Configurations > Mot de
passe > Configurations machine) correspondant à la configuration désirée de la table. La définition de l’orientation des
axes et de la position de repos dans le logiciel et sur la table doivent coïncider de façon à ce que le système exécute les
programmes de pièces attendus.
Figure 9 Exemple d’un système de coupe à gabarit configuré avec une EDGE Pro SERCOS II CNC
1
Console opérateur
La EDGE Pro SERCOS II CNC est livrée avec un tableau console opérateur pour deux stations qui permet à l’utilisateur
de faire fonctionner 2 torches ou 2 stations de coupe.
La console opérateur permet à l’utilisateur d’exécuter les actions suivantes :
• Démarrer et arrêter le programme de coupe.
• Basculer en mode manuel.
• Faire fonctionner manuellement la torche par à-coups avec le levier de commande.
• Avancer ou reculer par à-coups sur la trajectoire.
• Régler la vitesse d’avance de coupe et de déplacement par étape.
• Activer ou désactiver les 2 stations de coupe.
Les E/S de périphériques pour la console opérateur sont affectées aux entrées et sorties 129 et supérieures, tel
qu’indiqué dans le Tableau 3.
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 55

2 – Installation
Console opérateur
Console opérateur et E/S dédiées
Les E/S de périphériques situées sur la console opérateur de la CNC sont toutes pré-affectées, selon des réglages
d’usine par défaut. L’affectation des E/S commence à 129.
Tableau 3 Console opérateur et affectations des E/S dédiées
Fonction N° d’entrée N° de sortie
Panneau avant Démarrer 129
Panneau avant Arrêter 130
Panneau avant Mode manuel 131
Panneau avant Avancer sur la trajectoire 132
Panneau avant Reculer sur la trajectoire 133
Élever par étape 134
Abaisser par étape 135
Déplacer à gauche par étape 136
Déplacer à droite par étape 137
Sélection automatique 1 138
Sélection manuelle 1 139
Élever la torche 1 140
Abaisser la torche 1 141
Sélection automatique 2 142
Sélection manuelle 2 143
Élever la torche 2 144
Abaisser la torche 2 145
DEL Activation de la station 1 129
DEL de poste activée 2 130
Potentiomètre de vitesse 1 (Vitesse du programme) Entrée analogique 1
Potentiomètre de vitesse 2
(Vitesse de déplacement par étape)
Température intérieure calibrée Entrée analogique 4
Entrée analogique 2
Note : Le chargement d’un fichier de configuration depuis une CNC Hypertherm différente n’aura pas d’incidence
sur les affectations de ces E/S. Le logiciel Phoenix rétablit ces affectations au prochain démarrage.
56 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

2 – Installation
Connecteur d’alimentation c.a.
Plage de tension : De 115 à 240 V, en courant monophasé
Capacité du fusible : 250 V, 2 A, fusion temporisée,
5 x 20 mm (2) ou 0,25 x 1,25 po (1)
Écrou et rondelle de sécurité de mise à la terre
1/4 po – 20 (filetage UNC)
EDGE Pro SERCOS II CNC (comme livrée)
Module d’entrée d’alimentation :
2 fusibles : 250 V, 2 A, fusion temporisée,
5mmx20mm
EDGE Pro SERCOS II CNC (comme livrée)
Module d’entrée d’alimentation :
2fusibles: 250V, 2A, fusion temporisée,
5mmx20mm
Alimentation fournie par le client
L1 – ligne
L2 – ligne
Terre de protection
L1 – phase
L2 – neutre
Terre de protection
Alimentation fournie par le client
Alimentation courant alternatif
Alimentation courant alternatif
Entrée d’alimentation électrique
La figure 10 illustre le connecteur d’entrée d’alimentation électrique à l’arrière de la EDGE Pro SERCOS II CNC.
Figure 10 Connecteur de l’entrée d’alimentation en c.a.
Un câble d’alimentation c.a. est un équipement standard pour l’Amérique du Nord et il est envoyé avec la CNC.
Pour les autres régions, utiliser un câble d’alimentation avec une extrémité CEI-60320-C13 qui réponde aux exigences
de la réglementation locale et des connexions électriques.
Pour créer un câble d’alimentation, utiliser le connecteur d’alimentation (108842) expédié avec la CNC, puis connecter
un câble à trois fils pour les signaux phase, neutre et terre conformément aux réglementations électriques locales. Pour
de plus amples informations concernant les spécifications électriques, consulter Spécifications du système àlapage44.
La figure 11 fournit des exemples de fabrication de câbles d’alimentation.
Figure 11 Exemples de câblage d’entrée V c.a.
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 57

2 – Installation
EDGE Pro SERCOS II CNC
(option de sélection de champ)
Module d’entrée d’alimentation :
1fusible: 250V, 2A, fusion temporisée,
0,25 po x 1,25 po
L1 – ligne
L2 – ligne
Terre de protection
Alimentation fournie par le client
Vers la masse étoilée sur la table de coupe
La borne de masse possède un filetage de 1/4-20.
Alimentation courant alternatif
Mise à la terre du châssis
Pour assurer un fonctionnement sécuritaire, la CNC doit être correctement mise à la terre, et ce, conformément aux
codes locaux et nationaux de l’électricité. Brancher un fil de 16 mm
2
entre la borne de masse située à l’arrière de la CNC
et la mise à la terre en étoile de la table de coupe, tel qu’il est illustré dans la figure 12.
AVERTISSEMENT !
UN CHOC ÉLECTRIQUE PEUT ÊTRE MORTEL
Cette connexion de mise à la terre doit être câblée pour assurer un fonctionnement sécuritaire
et fiable.
Figure 12 Câble de masse sur la SERCOS II CNC
58 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

2 – Installation
Interfaces de communication
Interfaces de communication
La figure 13 illustre les ports d’interface et leurs emplacements à l’arrière de la EDGE Pro SERCOS II CNC.
Figure 13 Ports de l’interface
Interface Hypernet
L’interface Hypernet permet de connecter l’EDGE Pro SERCOS IICNC à un ArcGlide THC et un système plasma par
le biais du protocole Hypernet en utilisant des câbles Ethernet blindés Cat-5e. Cette configuration doit comprendre
un commutateur Ethernet de qualité industrielle pour acheminer la communication de l’EDGE Pro
autres unités du système. Pour les longueurs de câble et les numéros de référence Hypernet, consulter Nomenclature
des pièces.
Interface LAN
SERCOS II CNC aux
L’interface LAN RJ-45 permet de connecter l’EDGE Pro SERCOS II CNC à un réseau local (LAN) pour télécharger des
pièces et utiliser l’utilitaire d’aide à distance Remote Help. Pour les longueurs de câble LAN et les numéros de référence,
consulter Nomenclature des pièces.
Pour en savoir plus sur la configuration de la CNC pour une communication LAN, consulter le Manuel d’installation
et de configuration des séries V9 de Phoenix (806410).
Interface USB
Le port USB 2.0 situé à l’arrière de la EDGE Pro SERCOS II CNC, tout comme celui situé sur la console opérateur,
peut être utilisé pour charger des programmes ou connecter un clavier ou une souris USB.
Ports série
Les deux ports série RS-232 et RS-422 situés à l’arrière de la EDGE Pro SERCOS II CNC ont des ports configurables
et sont compatibles avec des connecteurs à 9 contacts D-sub. Le débit de transmission peut atteindre jusqu’à
115 000 bauds. Les deux ports sont préréglés par défaut comme port RS-422. Pour de plus amples renseignements,
consulter Circuit imprimé utilitaire et d’isolation série (141307) àlapage88.
Antennes sans fil
Les antennes sans fil à l’arrière de la EDGE Pro SERCOS IICNC sont connectées à la carte réseau sans fil (141223).
La carte réseau sans fil est conforme aux normes 802.11N et 802.11G, et peut être connectée à un réseau (LAN) sans
fil de type G ou N. Elle fournit l’accès à un réseau sans fil G ou une meilleure performance pour les téléchargements
de programmes de pièces, de l’aide à distance (Remote Help) ou d’autres applications en réseau. Pour de plus amples
renseignements sur la connexion de la CNC au réseau sans fil, consulter la section Réseau du Manuel d’installation
et de configuration du logiciel Phoenix Séries V9 (806410).
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 59

2 – Installation
La carte maître SERCOS II (141116) est
installée dans la fente 4 du PCI.
Configuration E/S SERCOS II
Configuration E/S SERCOS II
La configuration E/S SERCOS II EDGE Pro est conforme à la norme SERCOS II. Les détails complets de cette
spécification ne peuvent être abordés dans ce manuel. Pour de plus amples renseignements sur la technologie
et les spécifications SERCOS II, consulter le site http://www.sercos.com.
Figure 14 Vue arrière de la EDGE Pro SERCOS II CNC
Figure 15 Emplacement de la carte maître SERCOS II
60 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

Section 3
Fonctionnement
Fonctionnement de la CNC
La EDGE Pro CNC est compatible avec un écran tactile et un clavier facultatif connecté par un port-USB et une souris,
pour entrer les informations et naviguer dans le logiciel. Pour de plus amples renseignements, consulter le Manuel de
l’opérateur du logiciel Phoenix (806400).
Plus de plus amples informations sur les composants de votre système de coupe fournis par le fabricant de votre table,
consulter le manuel du fabricant.
Une console opérateur alimente la CNC et commande les mouvements de la machine. Par exemple elle permet
la sélection de la station, la montée ou la descente de l’appareil de coupe et le positionnement de l’outil de coupe
avant de commencer un programme de pièce.
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 61

3 – Fonctionnement
1
2
3
4
5
1
Transfert de données
2
Interrupteur d’alimentation
3
Commandes d’exécution du programme
4
Commandes de station
5
Commandes manuelles des mouvements
Fonctionnement de la CNC
Figure 16 La console opérateur EDGE Pro est illustrée ci-dessous.
Écran tactile LCD
Le logiciel Phoenix est conçu pour les écrans tactiles avec une résolution de 1024 x 768. Il est possible d’entrer les
données dans le logiciel en touchant les commandes et les champs affichés. Tous les champs nécessitant l’entrée d’une
donnée affichent automatiquement un clavier sur l’écran quand ils sont sélectionnés.
Écrans tactiles, gouttes d’eau et déplacement involontaire
Les gouttes d’eau peuvent causer un risque pour la sécurité si la CNC est installée sur une table à eau X-Y et si la
fenêtre de visualisation Watch Window affiche des touches de déplacement. Si l’eau de la table éclabousse l’écran
tactile, les gouttes peuvent activer une touche de déplacement et provoquer un mouvement involontaire sur la table. Les
mouvements involontaires peuvent être sources de danger pour l’opérateur et pour les autres personnes. Ils peuvent
également endommager la machinerie ou entraîner des erreurs de coupe. Afin de prévenir des mouvements provoqués
par des gouttes d’eau tombées sur l’écran tactile, suivre les recommandations suivantes :
• S’assurer d’avoir les mains sèches pour utiliser l’écran tactile.
• Monter la CNC afin que l’écran tactile soit protégé contre les éclaboussures d’eau.
• S’il existe un risque que de l’eau entre de façon accidentelle en contact avec l’écran tactile, ne pas
afficher les touches de déplacement dans la fenêtre Watch Window.
Pour de plus amples renseignements, contacter votre équipe locale de service technique d’Hypertherm.
62 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

3 – Fonctionnement
Fonctionnement de la CNC
Navigation à l’écran
Les huit touches situées au bas de l’écran sont appelées touches programmables. Les touches programmables
correspondent aux touches de fonction sur le clavier d’un ordinateur. Les touches programmables OK et Annuler
permettent d’enregistrer ou d’annuler les modifications que vous avez faites sur un écran.
Pour de plus amples renseignements, consulter le Manuel de l’opérateur du logiciel Phoenix (806400).
Note : Les fonctions affichées sur chaque écran varient selon le niveau de l’utilisateur (débutant, intermédiaire ou
avancé) et les fonctions autorisées dans les écrans de Configurations spéciales et Configuration de la station. Le
présent manuel prend l’hypothèse que la CNC est en Mode avancé et présente donc toutes les fonctionnalités.
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 63

3 – Fonctionnement
Fonctionnement de la CNC
Aide
Appuyer sur la touche programmable Aide pour afficher des informations pour chaque écran.
Appuyer sur la touche programmable OK pour quitter l’écran d’Aide et retourner à l’écran de commande.
La touche programmable Afficher les signets ouvre le volet de navigation.
Affichage d’autres manuels
L’écran Aide peut également afficher des boutons pour d’autres types d’informations, par exemple :
• Des manuels pour les équipements Hypertherm installés sur votre CNC, tels que les systèmes plasma
ou les dispositifs de réglage en hauteur de la torche.
• Des manuels de l’équipement fourni par le fabricant de votre table.
Appuyer sur l’un des boutons pour afficher ces informations supplémentaires.
64 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

3 – Fonctionnement
Opérations automatisées
Affichage des signets
Note : Appuyer sur la touche programmable Afficher les signets de l’écran Aide pour afficher la liste des rubriques
d’aide. Cliquer sur une rubrique de la liste pour l’afficher.
Opérations automatisées
Le logiciel Phoenix inclut deux assistants qui assurent l’automatisation de l’alignement de la pièce à couper et des
opérations de coupe des pièces.
Assistant Align
L’assistant Align automatise plusieurs tâches, dont l’alignement d’une imbrication sur une pièce à couper, l’ajustement
pour une pièce à couper inclinée, le positionnement de la torche à l’endroit du démarrage du programme.
Pour démarrer l’assistant Align, choisir Options de la pièce en cours sur l’écran principal, puis Align. L’assistant Align
peut se lancer automatiquement. Si ce n’est pas le cas, appuyer sur la touche programmable Assistant Align.
Pour de plus amples renseignements, consulter la section sur l’Assistant Align dans le Manuel de l’opérateur du logiciel
Phoenix séries V9 (806400).
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 65

3 – Fonctionnement
Mise à jour du logiciel Phoenix
Assistant CutPro
L’assistant CutPro automatise les tâches de coupe basiques, comme le chargement d’une pièce ou d’une imbrication,
la sélection d’un procédé de coupe, l’alignement d’une pièce ou d’une imbrication sur la pièce à couper, ou le démarrage
d’un programme.
L’assistant CutPro peut se lancer automatiquement lors du démarrage de la CNC. Si ce n’est pas le cas, appuyer sur
la touche programmable Assistant CutPro sur l’écran principal pour démarrer l’assistant. Pour de plus amples
renseignements sur l’assistant CutPro, consulter la section Coupe des pièces dans le Manuel de l’opérateur
du logiciel Phoenix séries V9 (806400).
Mise à jour du logiciel Phoenix
Hypertherm fournit des mises à jour régulières du logiciel Phoenix. Vous pouvez télécharger le logiciel le plus récent
depuis le site Internet www.hypertherm.com. Aller sur Produits > Coupe automatisée > Commandes > Mises à jour
du logiciel Phoenix pour ouvrir la page des Téléchargements de mises à jour du logiciel Phoenix. À partir de cette page,
vous pouvez télécharger :
• Des mises à jour du logiciel Phoenix (update.exe)
• Le fichier d’aide Phoenix (Help.exe)
• Des tableaux de coupe (CutChart.exe)
Pour télécharger les mises à jour dans la langue souhaitée, suivre les instructions du document Notes de mise à jour
sur la page des téléchargements Mise à jour du logiciel Phoenix.
Avant la mise à jour du logiciel Phoenix, suivre les lignes directrices suivantes :
• Sauvegarder vos fichiers systèmes : À partir de l’écran principal, sélectionner Fichiers > Enregistrer
sur disque > Enregistrer fichiers système sur disque. Pour de plus amples renseignements, consulter
le chapitre Enregistrement de fichiers système dans la section Diagnostics et dépannage du Manuel
de l’opérateur du logiciel Phoenix (806400).
• Copier les fichiers téléchargés depuis Hypertherm.com dans le dossier racine d’une clé USB. La CNC
ne peut pas lire les fichiers à l’intérieur des dossiers.
• Redémarrer la CNC après la mise à jour du logiciel.
Mise à jour du logiciel
1. Sur la CNC, brancher la clé USB contenant le fichier update.exe sur un port USB.
Note : Vérifier que le fichier update.exe est dans le dossier racine de la clé USB.
2. À partir de l’écran principal, sélectionner Configs > Mot de passe. Appuyer deux fois sur l’écran pour afficher
le clavier à l’écran.
3. Entrer UPDATESOFTWARE (en un seul mot, en majuscule) et appuyer sur Entrée. Le logiciel Phoenix lit
automatiquement la clé USB et installe la nouvelle version du logiciel.
Mise à jour de l’aide
1. Sur la CNC, brancher la clé USB contenant le fichier help.exe sur un port USB.
Note : Vérifier que le fichier help.exe est dans le dossier racine de la clé USB.
2. À partir de l’écran principal, sélectionner Configs > Mot de passe. Appuyer deux fois sur l’écran pour afficher
le clavier à l’écran.
3. Entrer UPDATEHELP (en un seul mot, en majuscule) et appuyer sur Entrée. Le logiciel Phoenix lit automatiquement
la clé USB et installe le nouveau fichier d’aide.
66 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

3 – Fonctionnement
Mise à jour du logiciel Phoenix
Mise à jour des tableaux de coupe
Hypertherm fournit des tableaux de coupe dans deux types de fichiers différents : .fac et .usr. Les fichiers .fac sont
les tableaux de coupe d’usine par défaut. Ces tableaux de coupe ne peuvent être changés. Les tableaux de coupe .usr
contiennent tous les changements que vous avez effectués à un tableau de coupe et que vous avez sauvegardés
en utilisant la touche programmable Enreg processus.
Le fichier de mise à jour des tableaux de coupe (CutChart.exe) contient des fichiers .fac et .usr. La mise à jour écrase
automatiquement tous les tableaux de coupe en .usr. Avant d’installer la mise à jour, sauvegarder vos tableaux de coupe
modifiés.
Hypertherm recommande de sauvegarder les tableaux de coupe modifiés en tant que tableaux de coupe personnalisés.
Quand un tableau de coupe personnalisé est créé, Phoenix crée un fichier .usr avec un nom unique. Cela évite que les
tableaux de coupe personnalisés ne soient écrasés par les fichiers .usr dans CutChart.exe. Pour de plus amples
renseignements, consulter le Manuel de l’opérateur du logiciel Phoenix (806400).
Pour sauvegarder vos tableaux de coupe modifiés :
1. Sur la CNC, brancher une carte mémoire sur un port USB.
2. À partir de l’écran principal, sélectionner une des touches programmables de tableau de coupe, par exemple
le Tableau de coupe plasma 1.
3. Sélectionner la touche programmable Enregistrer les tableaux de coupe. Phoenix copie tous les tableaux de coupe
associés à Type source de courant plasma 1 sur la clé USB.
Pour mettre à jour les tableaux de coupe :
1. Sur la CNC, brancher la clé USB contenant le fichier CutChart.exe sur un port USB.
Note : Vérifier que le fichier CutChart.exe est dans le dossier racine de la clé USB. La CNC ne peut pas lire les
fichiers à l’intérieur des dossiers.
2. À partir de l’écran principal, sélectionner Procédé, puis une des touches programmables de tableau de coupe,
par exemple le Tableau de coupe plasma 1.
3. Appuyer sur la touche programmable Charger tabl coupe, puis sélectionner Oui sur la fenêtre d’invite pour charger
les tableaux de coupe de la clé USB. Phoenix extrait les tableaux de coupe et les copie sur le disque dur.
4. Si des tableaux de coupe à copier sur le disque dur ont été modifiés, il sera nécessaire de quitter Phoenix et d’utiliser
Windows
c:\Phoenix\CutCharts.
®
Explorer pour copier les fichiers .usr sur le disque dur. Le dossier des tableaux de coupe est
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 67

3 – Fonctionnement
Mise à jour du logiciel Phoenix
68 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

Section 4
Entretien et diagnostics
AVERTISSEMENT !
UN CHOC ÉLECTRIQUE PEUT ÊTRE MORTEL
Débrancher l’alimentation électrique avant d’effectuer tout entretien.
Seul un personnel qualifié peut travailler dans l’armoire de la CNC lorsque le courant alternatif est
connecté.
Consulter Sécurité à la page 11 pour plus de mesures de sécurité.
Introduction
Hypertherm suppose que le personnel de service chargé des tests en vue du dépannage est composé de techniciens
de haut niveau spécialisés en électronique ayant l’habitude de travailler sur des systèmes électromécaniques à haute
tension. Elle suppose également qu’ils connaissent les techniques de dépannage consistant à isoler les problèmes.
Hormis sa qualification technique, le personnel d’entretien doit effectuer tous les tests en gardant la sécurité à l’esprit.
Pour de plus amples renseignements sur les précautions de fonctionnement et les avertissements, consulter Sécurité
àlapage11.
Entretien et manipulation de l’écran tactile
Les conseils suivants vous aideront à conserver le fonctionnement de l’écran tactile au niveau optimal :
• Pour nettoyer l’écran tactile, utiliser un produit nettoyant pour les vitres. Verser le produit nettoyant sur
un chiffon propre, puis essuyer l’écran tactile. Ne jamais appliquer le produit nettoyant directement sur
l’écran.
• Éviter que des liquides ne s’infiltrent à l’intérieur de votre écran tactile. En cas d’infiltration de liquide,
faire vérifier votre écran tactile par un technicien de service qualifié avant de le remettre sous tension.
• Ne pas essuyer l’écran avec un chiffon ou une éponge qui peut rayer la surface.
• Ne pas utiliser d’alcool (méthylique, éthylique ou isopropylique) ni de solvants puissants. Ne pas
utiliser de diluants ou du benzène, des produits nettoyants abrasifs ou de l’air comprimé.
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 69

4 – Entretien et diagnostics
Tests de diagnostic
Tests de diagnostic
Tests de l’interface machine
Les tests de diagnostic peuvent être effectués avec les connecteurs suivants (dans le kit 228512) et le logiciel Phoenix
pour tester les ports d’interface sur la EDGE Pro SERCOS II CNC :
• LAN et Hypernet (228503)
• Interface série (228504)
• USB (228505)
Pour commencer un test d’interface :
1. À partir de l’écran principal, sélectionner Configurations > Diagnostics > Interface machine.
2. Saisir le mot de passe de la machine.
3. À l’écran de l’interface machine, sélectionner sur l’image de la CNC le connecteur à tester.
4. Suivre les instructions des sujets suivants et celles qui s’affichent sur les écrans de tests.
Tests LAN et Hypernet
Les tests LAN et Hypernet sont exécutés à l’aide du même testeur qui est illustré sur la figure 17.
Figure 17 Testeur LAN et Hypernet
Exécuter ce test si :
• La CNC ne communique pas avec le système plasma ou ArcGlide.
• La CNC ne communique pas avec le réseau local.
Pour tester un port LAN ou Hypernet :
1. À partir de l’écran de l’interface machine, choisir le port LAN ou Hypernet.
2. Suivre les instructions qui s’affichent à l’écran pour brancher le testeur.
3. Sélectionner Test à partir de l’écran de test LAN ou Hypernet. Le système affichera un message qui informant
de la réussite du test.
4. Si le test échoue, l’exécuter à nouveau sur la carte mère. S’il échoue à nouveau, replacer le câble interne (223010,
223011 ou les deux).
5. Répéter le test. S’il échoue à nouveau, replacer la carte mère (141110).
70 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

4 – Entretien et diagnostics
Tests de diagnostic
Test série
L’EDGE Pro est équipée de deux ports série. Série 1 et 2 prennent en charge les communications RS-422 ou RS-232
en fonction de la configuration du cavalier. Pour de plus amples renseignements, consulter Circuit imprimé utilitaire et
d’isolation série (141307) àlapage88.
Figure 18 Testeur de ports série
Exécuter ce test si :
• Les données ou les procédés communiqués via le port série ne sont pas acheminés correctement.
• La CNC ne peut pas télécharger les fichiers via le port série.
• Le lien série vers l’alimentation plasma échoue.
Pour tester les communications série avec le matériel testeur :
1. À partir de l’écran de l’interface machine, sélectionner le port série à tester.
2. Sur la CNC, brancher l’équipement de test série sur le port sélectionné.
3. Sélectionner Test depuis l’écran de test série. Le système affichera un message qui informant de la réussite du test.
4. Si le test échoue, brancher le testeur sur un des ports séries de la carte mère et sélectionner Tester à nouveau.
5. Si le test est réussi, contacter le fabricant de la table pour qu’il remplace le circuit imprimé utilitaire et d’isolation série
(141307).
À la place du matériel testeur, il est possible d’utiliser le test de diagnostic série en ligne. Sélectionner Configs >
Diagnostics > Ports et suivre les instructions qui s’affichent à l’écran.
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 71

4 – Entretien et diagnostics
Tests de diagnostic
Test US B
Utiliser ce test pour vérifier les ports USB de l’avant et de l’arrière de la CNC. Le logiciel de diagnostic testera la
première clé USB qu’il trouve. Il est donc important de débrancher toutes les appareils USB avant d’exécuter ce test.
Figure 19 Testeur de ports USB
Réaliser ce test si la clé USB n’apparaît pas comme option lors de l’essai du chargement ou de l’enregistrement des
programmes de pièces ou de la mise à jour des tableaux de coupe, du logiciel ou de l’Aide.
Pour tester le port USB à l’arrière de la CNC :
1. S’assurer qu’aucune clé USB n’est branchée.
2. À partir de l’écran de l’interface machine, sélectionner le port USB à l’arrière de la CNC.
3. Suivre les instructions qui s’affichent à l’écran pour insérer la clé USB dans le port USB situé à l’arrière de la CNC.
4. Appuyer sur Test. Le système affichera un message qui vous informera si le test a réussi.
Pour répéter ce test pour le port USB situé à l’avant de la CNC :
1. S’assurer qu’aucune clé USB n’est branchée.
2. À partir de l’écran de l’interface opérateur, sélectionner le port USB à l’avant de la CNC.
3. Suivre les instructions qui s’affichent à l’écran pour insérer la clé USB de test dans le port USB situé sur le panneau
avant de la CNC.
4. Appuyer sur Test. Le système affichera un message qui informant de la réussite du test.
Si le test échoue sur un port USB, contacter le fabricant de la table pour qu’il remplace la carte mère (141110).
72 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

4 – Entretien et diagnostics
Tests de diagnostic
Test de la console opérateur
Exécuter ces tests si l’une des fonctions de la console opérateur intégrée ne fonctionne pas comme prévu.
Note : Aucun des composants présents sur l’écran n’autorise un mouvement ou qu’une action se produise sur
la CNC ou sur la table de coupe.
Pour tester ces commandes sur la console de l’opérateur :
1. À partir de l’écran de l’interface machine, appuyer sur la touche programmable de l’interface opérateur.
2. Suivre les instructions qui s’affichent à l’écran Interface de l’opérateur et dans les étapes suivantes.
3. Pour tester le port USB, sélectionner ce dernier sur l’image à l’écran Interface de l’opérateur, puis suivre les
instructions qui s’affichent à l’écran.
4. Pour tester les voyants des stations 1 ou 2, appuyer sur le voyant correspondant dans l’image qui s’affiche à l’écran
Interface de l’opérateur.
5. Vous pouvez également faire fonctionner n’importe quel composant de la console opérateur de la CNC et visualiser
le composant correspondant à l’écran. Vérifier si le fonctionnement du composant à l’écran correspond à
la manipulation du composant effectuée sur la console.
6. Si le test échoue pour un seul composant, le remplacer.
Si plusieurs composants sont défectueux, contacter le fabricant de la table pour qu’il remplace la ou les pièces
suivantes :
• Câble plat qui est connecté au circuit imprimé de la console opérateur
• Circuit imprimé de la console opérateur (141058)
• Circuit imprimé utilitaire et d’isolation série (141307)
(223013)
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 73

4 – Entretien et diagnostics
Dépannage
Dépannage
Hypertherm suppose que le personnel de service chargé du dépannage est composé de techniciens de haut niveau
spécialisés en électronique ayant l’habitude de travailler sur des systèmes électromécaniques à haute tension.
Elle suppose également qu’ils connaissent les techniques de dépannage consistant à isoler les problèmes.
Hormis sa qualification technique, le personnel d’entretien doit effectuer tous les tests en gardant la sécurité à l’esprit.
Pour les précautions de fonctionnement et les avertissements, consulter Sécurité àlapage11.
AVERTISSEMENT !
UN CHOC ÉLECTRIQUE PEUT ÊTRE MORTEL
Débrancher l’alimentation électrique avant d’effectuer tout entretien.
Seul un personnel qualifié peut travailler dans l’armoire de la CNC lorsque le courant alternatif
est connecté.
Consulter la section Sécurité de ce manuel pour davantage de mesures de sécurité.
AVERTISSEMENT !
DES PIÈCES EN MOUVEMENT RISQUENT DE PROVOQUER
DES DOMMAGES ET DES BLESSURES
Pour éviter tout mouvement imprévu de la machine qui pourrait causer des blessures, déconnecter
les éléments mécaniques qui actionnent le mouvement de la table et des composants avant d’utiliser
l’écran de diagnostics du système d’entraînement.
Pour éviter d’endommager le THC et les moteurs, faire preuve d’extrême prudence lors de la sélection
de la touche programmable de test du THC ou de test de l’ensemble du système à l’écran
de diagnostics du système d’entraînement.
ATTEN TION !
Toujours arrêter la CNC lors du débranchement ou du branchement d’un câble.
Les procédures des pages suivantes donnent des informations à propos de la résolution des problèmes pouvant arriver
durant le fonctionnement de la CNC.
74 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

4 – Entretien et diagnostics
Dépannage
Alimentation
La CNC ne se met pas en marche lorsque l’opérateur appuie sur le bouton Marche/Arrêt.
1. Vérifier que le cordon d’alimentation est branché à l’arrière de la CNC.
2. Vérifier que le disjoncteur mural est actif.
3. Vérifier que le fusible du module d’entrée d’alimentation n’est pas défectueux. Le remplacer si nécessaire (008872).
4. Ouvrir le boîtier de la CNC et vérifier que le voyant de courant alternatif D6 est allumé sur le panneau de distribution
d’alimentation. Voir la page 86.
5. Si le voyant n’est pas allumé, remplacer le circuit imprimé de surtension ou le harnais d’entrée d’alimentation
(kit 228464). Consulter Circuit imprimé de surtension (141134) àlapage85 ou Panneau de distribution
d’alimentation (141153) àlapage86.
6. Vérifier les connexions du bouton Marche/Arrêt de la console opérateur.
7. Vérifier que la DEL verte de la carte mère est allumée. Cette DEL indique que l’alimentation arrive à la carte mère.
Voir la page 83. Si elle n’est pas allumée, remplacer la source de courant ATX (kit 228473) ou contacter le fabricant
de la table pour identifier le problème.
8. Vérifier le code à deux chiffres de l’écran POST sur la carte mère. Le code 00 indique que Windows peut être
redémarré. Tous les autres codes indiquent que Windows ne peut pas être redémarrée.
9. Vérifier que les câbles vert et bleu du circuit imprimé utilitaire et du circuit d’isolation série (141307) sont connectés
à la carte mère.
10. Contacter le fabricant de la table.
Le message d’erreur « Défaillance de puissance de champ » s’affiche sur la CNC.
1. Vérifier que le câble entre le circuit imprimé utilitaire et d’isolation série (141307) et le panneau de distribution
d’alimentation (141153) est connecté à ses deux extrémités.
2. Vérifier que tous les autres câbles sont correctement connectés.
3. Vérifier que la source de courant ATX fonctionne.
4. Vérifier que les DEL du circuit imprimé de distribution d’alimentation sont allumées. Voir la page 86.
5. Si les DEL du circuit imprimé de distribution d’alimentation ne sont pas allumées, remplacer le circuit imprimé.
L’interrupteur d’alimentation est en position marche et est allumé, mais l’écran tactile reste noir.
1. Vérifier que les connexions d’alimentation du c.a. sont branchées à l’écran tactile.
2. Vérifier que le câble VGA est connecté à l’écran tactile et à la carte mère.
3. Vérifier la carte mère pour détecter s’il y a une erreur BIOS (tout code sauf 00).
4. Vérifier que la température ambiante se situe à l’intérieur de la plage de fonctionnement de la CNC. Consulter
Spécifications du système àlapage44.
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 75

4 – Entretien et diagnostics
Dépannage
Console opérateur
Un bouton, une fonction ou une DEL de la console opérateur ne répond pas quand le commutateur correspondant est
activé par l’opérateur.
1. Sélectionner Configs > Diagnostics > Interface opérateur.
2. Déplacer ou appuyer sur n’importe quel composant de la console opérateur physique pour vérifier le fonctionnement
correct sur l’écran de la CNC.
3. Si un de ces tests échoue :
• Vérifier que les E/S de la console opérateur est réglée correctement au logiciel Phoenix. Pour en savoir plus,
consulter le Manuel d’installation et de configuration des séries V9 du logiciel Phoenix (806410).
• Remplacer le composant individuel de la console opérateur (consulter Nomenclature des pièces àlapage91
pour obtenir le bon numéro de référence).
Défaillance d’entrée
Contacter le fabricant de la table en cas d’apparition d’un des problèmes suivants :
• Une entrée est dans un état inattendu ou n’a pas réussi à changer d’état.
• La table ne fonctionne pas conformément aux réglages quand elle atteint les contacteurs de fin
de course.
• Une défaillance continue est présente et ne disparaît pas.
Défaillance de sortie
Contacter le fabricant de la table en cas d’apparition d’un des problèmes suivants :
• Une sortie a un statut inattendu ou n’a pas réussi à changer de statut.
• Une défaillance continue est présente et ne disparaît pas.
Connexion Hypernet
Les communications avec les composants connectés à l’Hypernet ne fonctionnent pas correctement. Consulter Tests de
diagnostic àlapage70.
76 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

4 – Entretien et diagnostics
Dépannage
Connexion LAN
• Le téléchargement des programmes de pièces via le LAN ne fonctionne pas correctement.
• Les lecteurs du réseau précédemment mappés ne s’affichent pas lors de l’essai de chargement d’un
programme de pièces.
En cas de possession du matériel de test, consulter Tests de diagnostic àlapage70.
Sans matériel de test, contacter l’administrateur réseau local afin de tester l’appareil et les connexions réseau locales.
Problèmes de communications série
• Les données et les procédés communiqués via les ports série ne sont pas acheminés correctement.
• Il existe des messages de défaillance de la source de courant.
• Il est impossible de télécharger des fichiers via un port série configuré.
• Il existe des messages de défaillance du lien HPR lors de l’utilisation des communications série vers
le HPR par la CNC.
Note : Ce test fonctionne uniquement avec les ports configurés RS-422. Pour de plus amples renseignements
sur la façon de déterminer si un port est configuré RS-422, consulter Circuit imprimé utilitaire et d’isolation série
(141307) àlapage88.
Avec le matériel de test de port série
1. Dans Phoenix, sélectionner Configs > Diagnostics > Interface machine et saisir le mot de passe machine.
2. Tester chacun des connecteurs de port série situés à l’arrière de la CNC en appuyant sur l’un des connecteurs
de port série affichés sur l’écran tactile et en suivant les instructions à l’écran.
3. Si le test réussit, vérifier que les ports sont configurés RS-422 ou RS-232, tel que requis pour les composants
externes connectés au port série.
4. Si le test échoue, remplacer les composants suivants, un à la fois, et répéter les tests après chaque remplacement :
a. Circuit imprimé utilitaire et d’isolation série (141307)
b. Câble plat (229245, 229249 ou 229250)
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 77

4 – Entretien et diagnostics
Dépannage
Sans le testeur de port série
1. Vérifier que les cavaliers série sur le circuit imprimé utilitaire et d’isolation série (141307) sont réglés correctement,
pour RS-422 ou RS-232, pour l’appareil avec lequel se fait la communication.
2. Dans Phoenix, sélectionner Configs > Diagnostics > Ports et suivre les instructions du test de bouclage qui
s’affichent à l’écran.
3. Si le test de bouclage échoue, vérifier les connexions entre les composants suivants :
• Circuit imprimé d’isolation série ou Circuit imprimé utilitaire et d’isolation série (141307)
• Câble plat (pour circuit imprimé série uniquement, 229245, 229249 ou 229250)
• Carte mère (141110)
Port USB
Si la CNC ne reconnaît pas un périphérique connecté à un port USB :
1. Vérifier qu’un autre ordinateur peut lire la carte mémoire.
2. Vérifier qu’aucune autre carte mémoire n’est installée. La CNC ne peut lire qu’une seule carte mémoire à la fois.
3. Vérifier que tous les fichiers sont dans le dossier racine de la clé USB. La CNC ne peut pas lire les fichiers à
l’intérieur des dossiers.
4. Dans Phoenix, sélectionner un des chemnis suivants :
• Configs > Diagnostics > Interface machine et saisir le mot de passe machine
• Configs > Diagnostics > Interface opérateur
5. Sélectionner le port USB sur la console opérateur ou le panneau arrière sur l’écran tactile, puis suivre les instructions
à l’écran.
6. Si le test de l’étape 5 échoue, répéter le test en utilisant l’autre port USB (console opérateur ou panneau arrière).
7. Si le test de l’étape 6 échoue, installer la carte mémoire directement sur la carte mère et répéter le test.
8. Si le test de l’étape 7 échoue, contacter le service technique. Le problème peut provenir de la carte mère, des ports
USB de la CNC ou des câbles de connexion.
Problèmes de performance plasma ou de qualité de coupe
Appuyer sur la touche programmable « Conseils de coupe » sur l’écran principal, puis suivre les instructions qui
s’affichent à l’écran pour améliorer la qualité de coupe.
La CNC est très chaude
1. Vérifier que le ventilateur externe fonctionne. S’il tourne lentement, le nettoyer.
2. Si le ventilateur ne fonctionne pas et si la température ambiante est supérieure à 20 °C :
a. Dans Phoenix, sélectionner Configs > Mot de passe et saisir le mot de passe FANON pour vérifier que
le ventilateur est en marche.
b. Vérifier si le harnais interne entre le ventilateur et circuit imprimé utilitaire est connecté.
c. Retirer le capot de refoulement du ventilateur et vérifier que les connexions au ventilateur sont en place.
d. Remplacer le ventilateur externe (kit 228472).
3. Si le ventilateur externe fonctionne et si la CNC est toujours très chaude, ouvrir la trappe avant de la CNC et vérifier
que le châssis interne fonctionne. Si le ventilateur ne fonctionne pas, remplacer le ventilateur interne (kit 228474).
78 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

4 – Entretien et diagnostics
Dépannage
Chargement de fichiers
La CNC charge les fichiers plus lentement que lors de son installation ou exécute des opérations plus lentement
qu’auparavant.
1. Dans Phoenix, sélectionner Configs > Mot de passe et saisir le mot de passe spécial, puis sélectionner Système.
2. Si les cinq chiffres affichés à l’écran sont bleus, la CNC fonctionne correctement.
3. Si l’un des cinq chiffres affichés à l’écran est rouge, la CNC fonctionne plus lentement que nécessaire pour une
performance optimale.
a. Redémarrer la CNC. Après 5 minutes, sélectionner Configs > Mot de passe et saisir le mot de passe spécial,
puis sélectionner Système et vérifier à nouveau les chiffres. Si les cinq chiffres affichés à l’écran sont bleus,
la CNC fonctionne correctement.
b. Si un des cinq chiffres est rouge, il se peut que des programmes, autres que Phoenix, s’exécutent sur la CNC
et qu’ils affectent la performance d’une manière négative. Fermer les autres programmes. Contacter le service
technique pour identifier le problème.
4. Si la CNC éprouve des difficultés à se connecter au réseau, les fichiers seront téléchargés lentement. Vérifier les
connexions réseau.
Dépannage du réseau sans fil
Pour de plus amples renseignements à propos du réseau, consulter le Manuel d’installation et de configuration
du logiciel Phoenix Séries V9 (806410).
En cas de problèmes lors de l’utilisation du réseau sans fil de la CNC, suivre les instructions suivantes :
• La carte réseau sans fil (141223) nécessite un logement de maîtrise de bus sur la carte mère. Sur
la carte mère (141110), la fente PCI 1 ne doit pas être un logement de maîtrise de bus. S’assurer que
la carte réseau sans fil est insérée dans la fente PCI 2.
• La carte réseau sans fil est conforme aux normes 802.11N et 802.11G, et peut être connectée à un
réseau local (LAN) sans fil de type G ou N. Elle fournit l’accès à un réseau sans fil G ou une meilleure
performance pour les téléchargements de programmes de pièces, de l’aide à distance (Remote Help)
ou d’autres applications en réseau.
• Un réseau sans fil 802.11G peut fonctionner à une vitesse raisonnable jusqu’à 38 m du routeur sans fil ou
du point d’accès, même si le chemin entre la CNC et le point d’accès est obstrué par un mur ou une porte.
• Un réseau sans fil 802.11N peut fonctionner à une vitesse raisonnable jusqu’à 70 m du routeur sans fil
ou du point d’accès. Néanmoins pour le 802.11N, aucun obstacle ne doit se trouver entre les antennes.
• En cas de doute, utiliser la connexion réseau sans fil 802.11G.
Note : Le réseau doit être installé pour diffuser son SSID afin qu’il soit visible en tant que connexion.
• S’assurer que la carte réseau sans fil soit présente dans le Gestionnaire de dispositifs Windows sous
l’entête « Adaptateurs réseau », et qu’aucun point d’exclamation (!) ou point d’interrogation (?) ne soit
affiché en jaune à côté d’elle.
• Utiliser le Gestionnaire de connexions réseau Windows pour localiser votre routeur ou le point d’accès
du réseau sans fil. Aller sur Démarrage > Configurations > Connexions réseau.
• Si l’assistant de connexion réseau ne liste aucun des réseaux sans fil de la société, vérifier
la disponibilité réseau en utilisant un ordinateur portable équipé de Windows XP, ou un autre appareil
avec une connexion wi-fi, pour vérifier que la connexion du routeur ou du point d’accès existe à cet
endroit physique.
• La puissance du signal diminue avec la distance. Une connexion réseau sans fil ne nécessite pas
une puissance de signal à 100 % pour être efficace (illustrée par quatre barres sur l’écran).
Si le Gestionnaire de connexions réseau affiche deux ou trois barres pour la puissance du signal,
la connexion réseau est alors raisonnable.
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 79

4 – Entretien et diagnostics
Circuit imprimé de distribution
d’alimentation
Carte mère
Circuit imprimé de la console opérateur
Fentes PCI (5)
Emplacements et renseignements sur les composants
• Si la vitesse de connexion descend souvent sous 24 Mb, ou que la puissance du signal est inférieure
à deux barres, déplacer le routeur ou le point d’accès plus près de la CNC ou ajouter un autre point
d’accès à proximité de la CNC.
• Pour une performance réseau optimale, limiter le nombre d’utilisateurs sur le réseau sans fil.
• Éviter de connecter au réseau des appareils sans fil plus lents (par exemple des appareils 802.11B)
car il se peut que le réseau entier s’abaisse à ce niveau de performance.
Emplacements et renseignements sur les composants
Les pages suivantes donnent des précisions sur les composants principaux de la EDGE Pro SERCOS II CNC.
Consulter Nomenclature des pièces pour les kits de remplacement et les numéros de références correspondants.
Note : Pour remplacer des pièces dans la EDGE Pro CNC, lire les instructions dans le Bulletin de service sur
le terrain relativement aux pièces de rechange pour la EDGE Pro CNC (806440). De plus :
• Appliquer les mesures de sécurité habituelles lors du remplacement de pièces dans la CNC.
• Mettre la CNC hors tension avant d’ouvrir les panneaux du boîtier.
• Appliquer les mesures de sécurité habituelles lors de la manipulation de cartes de circuits imprimés.
• Les cartes de circuits imprimés doivent être rangées dans des contenants antistatiques.
• L’utilisateur doit porter un bracelet antistatique lors de la manipulation des cartes de circuits imprimés.
Figure 20 Vue interne avant de la EDGE Pro SERCOS II CNC
80 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

Circuit imprimé de la console opérateur (141058)
J1
J2
J3
J4
J5 J6
J7
J8
J10
J9
J11
J13
J12
J14 J15
J16
Circuit imprimé de la console opérateur (141058)
Figure 21 Circuit imprimé de la console opérateur
4 – Entretien et diagnostics
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 81

4 – Entretien et diagnostics
Circuit imprimé de la console opérateur (141058)
Tableau 4 Brochage pour J1 à J16
Contact
N°
Signal
Contact
N°
Signal
Contact
N°
Signal
J1 Station 2 J7 Vers le circuit imprimé utilitaire J8 Levier de commande
1 Sélection automatique 2 1 Démarrage 1 Haut
2 Mise à la terre logique 2 Arrêt 2 Bas
3 Sélection manuelle 2 3 Manuel 3 Gauche
4 Non utilisé 4 Avance sur la trajectoire 4 Droite
J2 Potentiomètre relatif
5 Recul sur la trajectoire 5 Mise à la terre logique
au déplacement par étape
1 Mise à la terre logique 6 Levier de commande + Y 6 Mise à la terre logique
2 Analogique (vitesse de
déplacement par étape)
3 Référence 4,096 V 8 Levier de commande – X 1 Mise à la terre logique
J3 Station 1
1 Sélection automatique 1 10 Mise à la terre logique
2 Mise à la terre logique 11 Mise à la terre logique 1 Mise à la terre logique
3 Sélection manuelle 1 12 Non connecté
4 Non utilisé 13 Terre
J4 Potentiomètre de coupe
1 Mise à la terre logique 15 Mise à la terre logique 2 Interrupteur manuel
2 Analogique
(vitesse de coupe)
3 Référence 4,096 V 17 Non connecté
J5 Arrêt
1 Mise à la terre logique 19 Sélection manuelle 1
2 Interrupteur d’arrêt 20 Élever la torche 1 1 Mise à la terre logique
J6 Démarrage
1 Mise à la terre logique 22 Sélection automatique 2
2 Interrupteur de démarrage 23 Sélection manuelle 2 1 Mise à la terre logique
7 Levier de commande – Y
9 Levier de commande + X 2 Élever la torche 2
J9 Élever 2
J10 Élever 1
2 Élever la torche 1
Panneau avant ID 1
Panneau avant ID 0
14 Non connecté
Panneau avant ID 1
16 Mise à la terre logique
Panneau avant ID 2
18 Sélection automatique 1 2 Abaisser la torche 2
1 Mise à la terre logique
1 Mise à la terre logique
J11 Manuel
J12 Abaisser 2
J13 Abaisser 1
21 Abaisser la torche 1 2 Abaisser la torche 1
J14 Avance
24 Élever la torche 2 2 Avance sur la trajectoire
25 Abaisser la torche 2
26 DEL Activation de la station 1 1 Mise à la terre logique
27 DEL Activation de la station 2 2 Recul sur la trajectoire
28 Marche/Arrêt carte mère 1
29 Marche/Arrêt carte mère 2 1 + 12 V logique
30 Vitesse de coupe 2 Marche/Arrêt carte mère 1
31 Vitesse de déplacement
par étape
32 Référence 4,096 V 4 Mise à la terre logique
33 +5V logique
34 + 12 V logique
J16 Interrupteur d’alimentation
3 Marche/Arrêt carte mère 2
J15 Recul
82 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

Carte mère (141110)
Fente 2 PCI Fente 3 PCI Fente 4 PCI Fente 5 PCI
SERCOS II Sans fil (141223) Utilitaire (141307) SERCOS II maître
(141116)
Non utilisé
PCI 3
PCI 4
PCI 5
Fentes PCI
Signaux
Marche/Arrêt
carte mère
Affichage POST
(l’état prêt est égal à 00)
Connecteur
SATA pour
disque dur
Pile pour
la mémoire
CMOS
Connecteur d’alimentation ATX 12 V
Connecteur du ventilateur
du châssis
Unité centrale
DIMM 1 – RAM 1 GB
Connecteur
Clavier PS/2
Souris PS/2
Ports série
Port VGA
Port LAN
Port Hypernet
Ports USB
PCI 2
PCI 1 (non utilisé)
DEL de mise sous tension
2
1
4
3
1
COM 1
2
COM 2
3
COM 3
4
COM 4
d’alimentation
ATX
Figure 22 Carte mère
4 – Entretien et diagnostics
Carte mère (141110)
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 83

4 – Entretien et diagnostics
DEL Couleur État
1
Vert Transmission en cours
2
Rouge Distorsion de la fibre optique
Inséré dans la fente PCI 4
2
1
Carte maître SERCOS II (141116)
Carte maître SERCOS II (141116)
Figure 23 Carte maître SERCOS II
84 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

Circuit imprimé de surtension (141134)
J1 Depuis la prise
de courant c.a.
J2 Vers le panneau
de distribution d’alimentation
Figure 24 Circuit imprimé de surtension
4 – Entretien et diagnostics
Circuit imprimé de surtension (141134)
Tableau 5 Brochage pour J1 et J2
Contact N° Signal
J2 – Vers le panneau de distribution d’alimentation (J10)
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 85
J1 – Depuis la prise de courant c.a.
1 Neutre
2 Ligne
1 Neutre
2 Ligne
3 Terre

4 – Entretien et diagnostics
Note : La DEL D6 est allumée à pleine
puissance lorsque la CNC est alimentée
à 220 V c.a., et à mi-puissance
à 120 V c.a.
DEL Signal Couleur
D15 + 5 V c.c. Champ Vert
D14 12 V c.c. Champ Vert
D13 – 12 V c.c. Champ Vert
D12 24 V c.c. Champ Vert
D11 5 V c.c. ATX Vert
D10 12 V c.c. ATX Vert
D9 – 12 V c.c. ATX Vert
D8 Ventilateur externe Vert
D6 Alimentation c.a. Vert
DEL 6 – 15
Consulter le tableau, à droite,
pour les signaux
Depuis la source de courant ATX
Panneau de distribution d’alimentation (141153)
Panneau de distribution d’alimentation (141153)
Figure 25 Panneau de distribution d’alimentation
86 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

4 – Entretien et diagnostics
Panneau de distribution d’alimentation (141153)
Tableau 6 Brochage pour J1 à J12
Contact N° Signal Contact N° Signal
J1 – Sortie c.c. propre J6 – Sortie c.c. propre
1 + 5 V logique à fusible 1 + 5 V logique à fusible
2 – 12 V logique à fusible 2 – 12 V logique à fusible
3 + 12 V logique à fusible 3 + 12 V logique à fusible
4 Mise à la terre logique 4 Mise à la terre logique
J2 – Entrée c.c. propre J7 – Utilitaire
1 + 5 V logique 1 Désactivation ventilateur
2 + 12 V logique 2 Puissance de champ bonne
3 + 12 V logique 3 Mise à la terre logique
4 + 12 V logique J8 – Affichage
5 – 12 V logique 1 Terre
6 Mise à la terre logique 2 Ligne 2
7 Mise à la terre logique 3 Ligne 1
8 Mise à la terre logique J9 – Source de courant ATX
J3 – Refroidissement externe 1 Ligne 1
1 Ventilateur + 24 V 2 Ligne 2
2 Verrouillage du ventilateur 2 3 Terre
3 Verrouillage du ventilateur 1 J10 – Entrée c.a. (du circuit imprimé de surtension J2)
4 Masse de sortie 1 Ligne 2
J4 –
Sortie c.c. Champ 2 Ligne 1 basculée
1 Masse de sortie J11 et J12 HDD
2 +24V 1 + 12 V logique
3 +5V 2 Mise à la terre logique
4 –12 V 3 Mise à la terre logique
5 +12V 4 +5V logique
6 Masse de sortie
J5 – Sortie c.c. Champ
1 Masse de sortie
2 +24V
3 +5V
4 –12 V
5 +12V
6 Masse de sortie
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 87

4 – Entretien et diagnostics
J6 – Vers Marche/Arrêt carte
mère et panneau de distribution
d’alimentation
J8 – Port B série 2
J5 – Port A série 1
2 x 5 cavaliers =
2 connecteurs
RS-422
RS-232
J4
J7
J1 – Vers la console opérateur
Ce circuit imprimé est installé dans la fente
PCI 3 de la carte mère.
Circuit imprimé utilitaire et d’isolation série (141307)
Circuit imprimé utilitaire et d’isolation série (141307)
Figure 26 Circuit imprimé utilitaire et d’isolation série
88 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

4 – Entretien et diagnostics
Circuit imprimé utilitaire et d’isolation série (141307)
Tableau 7 Brochage pour J1 à J8
Contact N° Signal Contact N° Signal
J1 – Vers et depuis la console opérateur J5 – Port série A, série 1
1 Démarrage 1 Non connecté
2 Arrêt 2 Transm ission A –
3 Manuel 3 Réception A –
4 Avance sur la trajectoire 4 Transmission A +
5 Recul sur la trajectoire 5 Signal masse 1
6 Levier de commande + Y 6 Non connecté
7 Levier de commande – Y 7 Réception A +
8 Levier de commande – X 8 Non connecté
9 Levier de commande + X 9 Non connecté
10 Terre J6 – Vers Marche/Arrêt carte mère et panneau
de distribution d’alimentation
11 Terre 1 Puissance de champ
12 Panneau avant ID1 2 Dispositif de refroidissement
13 Panneau avant ID 0 3 Mise à la terre logique
14 Panneau avant ID1 4 Marche/Arrêt carte mère 1
15 Terre 5 Marche/Arrêt carte mère 2
16 Terre J8 – Port série B, série 2
17 Panneau avant ID 2 1 Non connecté
18 Sélection automatique 1 2 Transmission B –
19 Sélection manuelle 1 3 Réception B –
20 Élever la torche 1 4 Transmission B +
21 Abaisser la torche 1 5 Signal masse 2
22
23 Sélection manuelle 2 7 Réception B +
24 Élever la torche 2 8 Non connecté
25 Abaisser la torche 2 9 Non connecté
26 DEL Activation de la station 1
27 DEL Activation de la station 2
28 Marche/Arrêt carte mère 1
29 Marche/Arrêt carte mère 2
30 Vitesse de coupe
31 Vitesse de déplacement par étape
32 4,096 V
33 5V
34 12 V
Sélection automatique 2 6 Non connecté
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 89

4 – Entretien et diagnostics
Circuit imprimé utilitaire et d’isolation série (141307)
90 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

Nomenclature des pièces
Kits de diagnostic
Pièce Numéro de kit Description
Testeurs de communication 228512 Testeur Ethernet et Hypernet (228503)
Testeur interface série (RS-232 ou RS-422) sur le circuit imprimé
utilitaire et d’isolation de série (228504)
Testeur de ports USB (228505)
Câbles
Section 5
Pièce
Câbles Hypernet et LAN 209195 Filtre en ferrite
Numéro
de référence
223212 3,20 m
223222 6,08 m
223119 7,62 m
223223 10,66 m
223008 15,25 m
223099 22,86 m
223100 30,48 m
223101 45,72 m
223102 60,96 m
Description
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 91

5 – Nomenclature des pièces
765
4
3
2
Kits de circuit imprimé SERCOS II
Kits de circuit imprimé SERCOS II
Emplacement Numéro de kit Description
1
2 (PCI 2)
3 (PCI 3)
4 (PCI 4)
5
6
7
Figure 27 Circuits imprimés SERCOS II
228450 Circuit imprimé du panneau de commande de l’opérateur (141058)
428063 Carte sans fil (141223), 2 câbles et antennes inclus
428001 Circuit imprimé utilitaire et d’isolation série (141307)
228456 Carte maître SERCOS II (141116)
228454 Carte mère (141110), avec UC, dissipateur thermique/ventilateur et mémoire vive
228460 Circuit imprimé de surtension (141134)
228448 Panneau de distribution d’alimentation (141153)
1
92 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

5 – Nomenclature des pièces
Kits supplémentaires
Kits supplémentaires
Pièce Numéro de kit Description
Source de courant ATX 228473 1 U, 400 W, avec harnais et support
Ventilateur de refroidissement sous le châssis 228474 Interne
Ventilateur UC 428012 Interne
Pile pour la carte mère 428011 Pile bouton, lithium 3 V, type CR2032
Fusible (1) pour module d’entrée d’alimentation 008872 250 V 2 A, fusion temporisée, 0,25 po x 1,25 po
Fusibles (2) pour module d’entrée d’alimentation 228464 250 V, 2 A, fusion temporisée, 5 mm x 20 mm
Module d’entrée d’alimentation 228464 Comprend harnais et fusibles 5 mm x 20 mm
Antennes sans fil (2) 428107
Câble plat pour circuit imprimé utilitaire et série 229245
Kit de câble USB 428059
Clé matérielle HASP 228446
Disque dur, SATA 228447 Système d’exploitation Windows XPe inclus
Écran tactile LCD 15 pouces 228462
Levier de commande 228471
Potentiomètre de vitesse 228470
Ensemble d’interrupteur d’arrêt, rouge 228468
Ensemble d’interrupteur de démarrage, vert 228467
Interrupteur d’alimentation 228465
Interrupteur à levier de sélection de la station 228469
Ensemble d’interrupteur bouton-poussoir blanc 228463
Connecteur RJ-45 Hypernet/LAN 228445
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 93

5 – Nomenclature des pièces
Kits supplémentaires
94 EDGE Pro SERCOS II CNC Manuel d’instructions 807642
Section 6
C
Feuille
4-D3
Bloc de référence
Numéro de feuille
Coordonnées
Schémas de câblage
Cette section présente les schémas de câblage du système. Lors du tracé du parcours d’un signal ou du renvoi
aux sections Nomenclature des pièces ou Dépannage, les conventions suivantes faciliteront la compréhension
de l’organisation des schémas de câblage :
• Les numéros de page se trouvent dans l’angle inférieur droit de chaque page.
• Les renvois à d’autres pages sont faits à l’aide du symbole suivant :
Utiliser le numéro de feuille pour trouver la feuille de référence. Aligner les coordonnées A – D sur l’axe Y et les nombres
1 – 4 sur l’axe X pour chaque feuille afin de trouver les blocs de référence (semblable à une carte routière).
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 95

6 – Schémas de câblage
Symboles des schémas de câblage
Symboles des schémas de câblage
Pile Prise de terre Prise
Protection,
polarisée
Protection,
non polarisée
Protection,
traversée
Disjoncteur Bobine d’induction Relais, état solide, c.a.
Protecteur coaxial DEL Relais, état solide, c.c.
Capteur de courant Voyant Relais, état solide, sec
Capteur de courant MOV Résistance
Alimentation c.c. Contact SCR
Mise à la terre, châssis
Mise à la terre, terre
IGBT
Relais,
bobine
Relais,
normalement fermé
Relais,
normalement ouvert
Diode Prise femelle Blindage
Verrouillage de la porte Fiche Dérivation
Ventilateur Transistor PNP Éclateur
CL de traversée Potentiomètre Interrupteur, débit
Filtre, c.a.
Fusible
Bouton-poussoir,
normalement fermé
Bouton-poussoir,
normalement ouvert
Interrupteur, niveau,
normalement fermé
Interrupteur, pression,
normalement fermé
96 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

6 – Schémas de câblage
Symboles des schémas de câblage
Interrupteur, pression,
normalement ouvert
Interrupteur, 1 pôle,
1 direction
Interrupteur, 1 pôle,
2 directions
Interrupteur, 1 pôle,
1 direction,
centre hors tension
Interrupteur, température,
normalement fermé
Interrupteur, température,
normalement ouvert
Bornier Triac
Retard, fermé,
NC/arrêt
Retard, ouvert,
NO/arrêt
Retard, ouvert,
NC/marche
Retard, fermé,
NO/arrêt
Transformateur
Transformateur,
noyau d’air
Transformateur,
bobine
Source V c.a.
Électrovanne
Source de tension
Diode Zener
Symboles de la torche
Électrode
Buse
Protecteur
To rc he
Torche, HyDefinition™
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 97

6 – Schémas de câblage
Symboles des schémas de câblage
98 EDGE Pro SERCOS II CNC Manuel d’instructions 807642

Schémas de câblage
AC
POWER
INPUT
SHEET 5
229248
PCB14
SURGE
SHEET 5
14113 4
USB
PORT
SHEET 9
HYP LAN
PORT
SHEET 9
LAN
PORT
SHEET 9
POWER
SWITCH
SHEET 8
FAN
INTERIOR
229307
USB
PORT
SHEET 9
PCB4
UTILITY/SERIAL
SHEET 12
1413 07
PCB13
SERCOS 2 MASTER
1 4 111 6
PCB2
PWR DISTRIBUTION
SHEET 5 & 6
14115 3
TOUCHSCREEN
SHEET 5
007047
S ATA
HARD DRIVE
SHEET 5
12 72 4 0
ATX PWR SUPPLY
SHEET 10
229403
PCB3
OPR. PANEL
SHEET 7 & 8
141058
FAN
EXTERIOR
229287
PCB1
MOTHERBOARD
SHEET 9
1 4 111 0
SERIAL 1
SERIAL 2
TRANSMIT
RECEIVE
FIBER
PCB16
WIRELESS
1412 23
223250
223250
4
3
2
1
8
7
6
5
D
C
B
A
8
7
5
4
3
2
1
D
C
B
A
4
3
2
1
8
7
5
D
C
B
A
8
7
5
4
3
2
1
D
C
B
A
6
Feuille 1 – EDGE Pro CNC avec une interface SERCOS II
EDGE Pro SERCOS II CNC Manuel d’instructions 807642 99

Schémas de câblage
SATA POWER
SATA DATA
CUSTOMER SUPPLIED
1-PHASE 100-240V AC POWER
SEE OPTIONS
TOUCHSCREEN
007047
PCB2
POWER DISTRIBUTION PCB
(WITH INTEGRATED FIELD POWER SUPPLIES)
14115 3
1
2
3
4
5
6
7
8
1 +5V
2 +12V
3 +12V
4 +12V
5 -12V
6 GROUND
7 GROUND
8 GROUND
J3
4 GROUND
3 +12V
2 -12V
1 +5V
1 +5V
2 -12V
3 +12V
4 GROUND
6 GROUND FLD
5 +12V FLD
4 -12V FLD
3 +5V FLD
2 +24V FLD
1 GROUND FLD
1 GROUND FLD
2 +24V FLD
3 +5V FLD
4 -12V FLD
5 +12V FLD
6 GROUND FLD
1
2
3
4
1 +24V
2 FAN XLOCK 2
3 FAN XLOCK 1
4 GROUND
3 LINE/L1
2 NEUTRAL/L2
1 EARTH GROUND
3
2
1
J4 J5
J6 J1 J2
1
2
3
1 FAN DISABLE
2 /FLD PWR GD
3 GROUND
3 NEUTRAL/L2
4 LINE/L1
4
3
2
1 +12V
2 GROUND
3 GROUND
4 +5V
4
3
2
1
J12
J7
J8
J9
BLK
BLK
BLK
BLU
YEL
YEL
YEL
RED
RED
GRN
WHT
BLK
G/Y
WHT
BLK
WHT
BLK
YEL
BLK
BLK
RED
WHT
BLK
J10
1
2
1 NEUTRAL/L2
2 LINE/L1
229323
223025
D6 AC
D8 EXT. FAN
D9 -12V
D10 +12V
D11 +5V
D12 +24V FLD
D13 -12V FLD
D14 +12V FLD
D15 +5V FLD
100-240V AC
ATX PWR 100-240V AC
BLK
YEL
BLU
229273 UTILITY
SHEET
9-A7
AA
AJ
SHEET
9-D7
VGA
223028
USB
WHT
BLK
J2
3
2
1
3 EARTH GROUND
2 LINE
1 NEUTRAL
NEUTRAL 1
1
2
BLK
WHT
NC
LINE 2
PCB14
SURGE PCB
14113 4
J1
AC PWR
INLET
229248
SATA HARD
DRIVE
(PROGRAMMED)
229332
RED
BLK
BLK
YEL
223026
229256
SHEET
9-B7
SHEET
12 - C1
SHEET
10- C7
AB
AC
AD
AI
SHEET
10-B4
229334
229348
SEE PAGE 6 FOR HYPATH, PICOPATH
SERCOS HAS NO CONNECTIONS HERE
229403 ATX PWR SUPPLY
FIELD PWR
TO BACK DOOR INTERFACE
CLEAN PWR
TO BACK DOOR INTERFACE
ATX DC PWR
FIELD DC PWR
J11
4 +5V
3 GROUND
2 GROUND
1 +12V
PE Ground
L1 - Line
L2- Line
PE Ground
L1 - Line
Neutral
CUSTOMER SUPPLIED
POWER
VAC INPUT WIRING
OPTION 3
VAC INPUT WIRING
OPTION 2
CUSTOMER SUPPLIED
POWER
EDGE Pro CNC
Power Entry Module
EDGE Pro CNC
Power Entry Module
2A 250VAC
TD FUSES
2A 250VAC
TD FUSES
2A 250VAC
TD FUSE
EDGE Pro CNC
Power Entry Module
CUSTOMER SUPPLIED
POWER
VAC INPUT WIRING
OPTION 1
Neutral
L1 - Line
PE Ground
4
3
2
1
1
2
3
4
229287
EXTERIOR
FAN
RED
BLK
BLK
1
2
1 EARTH GROUND
G/Y
4
3
2
1
8
7
5
D
C
B
A
8
7
5
4
3
2
1
D
C
B
A
4
3
2
1
8
7
5
D
C
B
A
8
7
5
4
3
2
1
D
C
B
A
EDGE PRO REAR
6
6
Feuille 5 – Panneau de distribution d’alimentation (141135) et circuit imprimé de surtension (141134)
100 EDGE Pro SERCOS II CNC Manuel d’instructions 807642
 Loading...
Loading...