


Hypertherm Automation
5 Technology Drive, Suite 300
W. Lebanon, NH 03784 USA
Téléphone : +1-603-298-7970
Télécopieur : +1-603-298-7977
Automation
®
LOGICIEL PHOENIX
POUR
COMMANDE DE COUPE À GABARIT HYPERTHERM
MANUEL DE L’OPÉRATEUR
Version 8.5 pour écrans tactiles de systèmes CNC
Janvier 2009
CLAUSE DE NON-
RESPONSABILITÉ : Les renseignements contenus dans ce document peuvent être modifiés sans préavis et ne
doivent pas être interprétés comme un engagement de la part de Hypertherm Automation.
Hypertherm Automation n’assume aucune responsabilité à l’égard des erreurs qui peuvent
s’y glisser.
MARQUES DE
COMMERCE Hypertherm Automation est une filiale en propriété exclusive de Hypertherm, Inc.
Command, HT 4400, HD3070 HyDefinition Plasma et HD4070 HyDefinition Plasma sont
des marques déposées de Hypertherm, Inc.
FASTLaser est une marque de commerce de Hypertherm, Inc.
EDGE, HyperCAD, HyperNet, HyperNest, Phoenix et ShapeWizard sont des marques
déposées de Hypertherm Automation.
Align, APC, CutPro, Gemini, HPR130, HPR260 HyPerformance Plasma, Mariner, Nester,
Remote Help, Sensor et Voyager sont des marques de commerce de Hypertherm
Automation.
HASP est une marque déposée d’Aladdin Knowledge Systems Ltd.
Indramat est une marque de commerce de Bosch Rexroth.
Pacific Scientific est une marque de commerce de Danaher Motion.
Pentium et Celeron sont des marques déposées d’Intel Corporation.
Virus Scan est une marque déposée de McAfee Associates, Inc.
Microsoft, le logo Microsoft et Windows sont des marques déposées de Microsoft
Corporation.
NJWIN est une marque déposée de NJStar Software Corporation.
SERCOS Interface est une marque commerciale de SERCOS North America.
Norton AntiVirus et Norton Ghost sont des marques commerciales de Symantec
Corporation.
Les autres marques commerciales sont la propriété de leurs détenteurs respectifs.
Droit d’auteur 2009 de Hypertherm Automation. Tous droits réservés
Imprimé aux États-Unis
ii

Table des matières
Sécurité...................................................................................................................................... 1
Fonctionnement du système CNC ................................ ........................................................1-1
Disposition du panneau avant ............................................................................................1-1
Interrupteur ...................................................................................................................1-1
Écran tactile..................................................................................................................1-1
Panneau avant (modèles sélectionnés) ..............................................................................1-1
Pavé numérique du panneau avant (modèle Voyager III) ...................................................1-2
Disposition et fonctions d’un clavier de PC ...................................................................1-3
Fonctions Touche et Menu .................................................................................................1-5
Navigation à l’écran ............................................................................................................1-5
Liste déroulante ............................................................................................................1-6
Cases d’option ..............................................................................................................1-6
Case à cocher ..............................................................................................................1-6
Saisie de données ........................................................................................................1-6
Écran d’aide .......................................................................................................................1-7
Afficher des signets ................................................................................................ ......1-8
Opérations automatisées ...................................................................................................1-8
Assistant d’alignement ..................................................................................................1-8
Assistant CutPro ...........................................................................................................1-8
L’écran principal ....................................................................................................................2-1
Fenêtre d’aperçu ................................................................................................................2-1
Fenêtre d’observation .........................................................................................................2-1
Touches programmables ....................................................................................................2-1
Chargement d’une pièce .......................................................................................................3-1
Chargement d’une pièce à partir de la bibliothèque de formes ...........................................3-1
Chargement d’une pièce à partir d’un disque .....................................................................3-2
Téléchargement d’une pièce à partir d’un ordinateur hôte ..................................................3-5
Enregistrement de fichiers de pièces sur un disque ...........................................................3-7
Téléchargement en amont de fichiers de pièce vers un ordinateur hôte ........................... 3-10
Importation de fichiers DXF .............................................................................................. 3-12
Fichiers DXF bruts ...................................................................................................... 3-13

Fichiers incorrects ............................................................................................................ 3-15
Reprise de la dernière pièce ............................................................................................. 3-16
Rush Job Interrupt (Interruption d’une tâche expresse) .............................................. 3-16
Récupération automatique après une panne de courant ............................................ 3-17
Disposition des pièces ..........................................................................................................4-1
Répétition des pièces .........................................................................................................4-3
Répétition droite ...........................................................................................................4-3
Répétition échelonnée ..................................................................................................4-4
Répétition emboîtée .....................................................................................................4-5
Alignement des pièces .......................................................................................................4-6
Assistant d’alignement ..................................................................................................4-6
Disposition manuelle des pièces ...................................................................................4-7
Emboîtement des pièces ....................................................................................................4-9
Emboîtement manuel ...................................................................................................4-9
Configuration du Nester .............................................................................................. 4-11
Utilisation manuelle du Nester .................................................................................... 4-12
Ajout de pièces ........................................................................................................... 4-12
Enregistrement d’un emboîtement .............................................................................. 4-14
Emboîtement automatique dans HyperNest – CNC.......................................................... 4-14
Configuration de HyperNest -- CNC ........................................................................... 4-15
Utilisation de l'emboîtement ........................................................................................ 4-17
Suppression d’une pièce dans un emboîtement ......................................................... 4-20
Récapitulatif de l’emboîtement ................................................................................... 4-21
Écran principal d’affichage d’un emboîtement ............................................................ 4-22
Coupage des pièces ..............................................................................................................5-1
Assistant CutPro ................................................................................................................5-1
Coupage en mode manuel .................................................................................................5-1
Multitâches .........................................................................................................................5-4
Interruption de la coupe ......................................................................................................5-6
Opérations manuelles ...................................................................................................... 5-10
Coupage de refente.......................................................................................................... 5-13
Options manuelles ........................................................................................................... 5-14
Axes de position initiale .................................................................................................... 5-16

Configuration du système .....................................................................................................6-1
Configuration de coupe ......................................................................................................6-1
Configuration de la fenêtre Observer ..................................................................................6-7
Configuration du procédé .....................................................................................................7-1
Oxygaz ...............................................................................................................................7-2
Contrôle de l’oxygaz avec les sorties analogiques ........................................................7-5
Plasma ...............................................................................................................................7-8
Interface de gaz automatique HD3070 ............................................................................. 7-11
E/S de gaz automatique HD3070 ............................................................................... 7-13
Entrées ....................................................................................................................... 7-13
Sorties ........................................................................................................................ 7-14
Présentation des systèmes HD4070 et HPR .................................................................... 7-14
Tableaux de coupe HPR ............................................................................................ 7-15
Changement des consommables HPR ....................................................................... 7-18
Présentation de FineLine ................................................................................................. 7-18
Configuration de la station .......................................................................................... 7-19
Tableaux de coupe FineLine ...................................................................................... 7-20
Changement des consommables FineLine ................................................................ 7-22
Marqueur .......................................................................................................................... 7-23
Interface du marqueur ................................................................................................ 7-23
Utilisation des consommables de coupe pour le marquage ........................................ 7-25
Présentation du laser ....................................................................................................... 7-27
Écran Types de coupes au laser ................................................................................ 7-28
Tableaux de coupe au laser ....................................................................................... 7-31
Jet d’eau .......................................................................................................................... 7-37
Configuration du THC de capteur .........................................................................................8-1
Configurations de coupe ....................................................................................................8-2
Configuration du plasma ....................................................................................................8-3
Configuration du marqueur ................................................................................................ .8-6
Observation du procédé .....................................................................................................8-8
Écran principal de coupe ....................................................................................................8-9
Mode THC automatique ...............................................................................................8-9
Configurations du THC de capteur ................................................................................... 8-10

Configuration du dispositif THC ...........................................................................................9-1
Écran principal de coupe du dispositif THC ........................................................................9-4
Mode THC automatique ...............................................................................................9-5
Mode THC manuel .......................................................................................................9-6
Interface machine ...............................................................................................................9-7
Diagnostics et dépannage ................................................................................................... 10-1
Aide distante .................................................................................................................... 10-1
Installation de SharedView ......................................................................................... 10-2
Utilisation de l’aide distante ........................................................................................ 10-2
Informations sur le système CNC ..................................................................................... 10-4
Utilisation de la fonction Oscilloscope .............................................................................. 10-6
Enregistrement d’un fichier d’oscilloscope .................................................................. 10-7
Chargement d’un fichier d’oscilloscope....................................................................... 10-7
Affichage d’un fichier d’oscilloscope ........................................................................... 10-8
Port série .......................................................................................................................... 10-9
Système au plasma ................................ ................................................................ ........ 10-11
Messages d’erreur ......................................................................................................... 10-13
Remplacement de consommables ................................................................................. 10-18
Enregistrement du journal de frappes sur le disque ........................................................ 10-21
Annexe A : Bibliothèque de formes ..................................................................................... A-1
Rectangle .......................................................................................................................... A-2
Cercle ............................................................................................................................... A-4
Triangle ............................................................................................................................. A-6
Crochet G .......................................................................................................................... A-8
Trapèze ........................................................................................................................... A-10
Rectangle incliné ............................................................................................................. A-12
Rectangle brisé ............................................................................................................... A-14
Rectangle couvert ........................................................................................................... A-16
Polygone 4 côtés ............................................................................................................. A-18
Polygone 5 côtés ............................................................................................................. A-20
Ovale .............................................................................................................................. A-22
Cercle avec côté plat ....................................................................................................... A-24
Portion de cercle ............................................................................................................. A-26

Logements droits ............................................................................................................. A-28
Logements en angle ........................................................................................................ A-30
Refente horizontale ......................................................................................................... A-32
Refente verticale ............................................................................................................. A-34
Collerette ......................................................................................................................... A-36
Cercle avec orifice rectangulaire ..................................................................................... A-38
Gousset ........................................................................................................................... A-40
8 côtés ............................................................................................................................ A-42
Rectangle avec angles convexes .................................................................................... A-44
Rectangle avec angles concaves .................................................................................... A-46
Crochet G avec rayons du coude .................................................................................... A-48
Crochet G incliné avec rayons du coude ......................................................................... A-50
Trapèze avec angles convexes ....................................................................................... A-52
Portion de collerette ........................................................................................................ A-54
Coude ............................................................................................................................. A-56
Anneau de réparation de collerette .................................................................................. A-58
Rectangle avec orifice rectangulaire ................................................................................ A-60
Rectangle avec orifice circulaire ...................................................................................... A-62
Rectangle avec orifice circulaire et angles convexes ....................................................... A-64
Rectangle avec languette ................................................................................................ A-66
Rectangle avec languette convexe .................................................................................. A-68
Rectangle avec encoche ................................................................................................. A-70
Rectangle avec encoche inclinée .................................................................................... A-72
Rectangle avec encoche arrondie ................................................................................... A-74
Rectangle convexe ................................................................................................ .......... A-76
Rectangle concave ................................................................................................ .......... A-78
Triangle avec côté concave ............................................................................................. A-80
Polygone avec côté concave ........................................................................................... A-82
Rectangle incliné avec rayon ........................................................................................... A-84
Rectangle incliné avec orifice circulaire ........................................................................... A-86
Rectangle incliné avec angles chanfreinés ................................ ...................................... A-88
Croix ............................................................................................................................... A-90
Croix avec orifice circulaire et angles intérieurs concaves ............................................... A-92
Rectangle convexe 4 côtés ............................................................................................. A-94
Rectangle concave 4 côtés ............................................................................................. A-96

Montage des raccordements ........................................................................................... A-98
Cercle avec orifice boulon ............................................................................................. A-100
Collerette avec orifice boulon ........................................................................................ A-102
Rectangle avec orifice boulon ....................................................................................... A-104
Rectangle avec orifice boulon et angles convexes ........................................................ A-106
Rectangle avec orifice boulon et orifice central .............................................................. A-108
Rectangle avec orifice boulon, orifice central et angles convexes ................................. A-110
Crochet G arrondi .......................................................................................................... A-112
Fer à cheval .................................................................................................................. A-114
Trapèze couvert convexe avec orifice ........................................................................... A-116
Polygone couvert convexe avec orifice.......................................................................... A-118
Polygone couvert convexe avec orifice ovale et partie inférieure concave ..................... A-120
Capot de poulie ............................................................................................................. A-122
Obturateur de palette .................................................................................................... A-124
Joint d’étanchéité de la pompe à eau ............................................................................ A-126
Cadre ................................................................................................ ............................ A-128
Poulie ............................................................................................................................ A-130
Pignon ........................................................................................................................... A-132
Texte ................................................................................................ ............................. A-134
Motif de test .................................................................................................................. A-136

Fonctionnement du système CNC
Icône
Fonction
Arrêt d’urgence
Démarrage
Arrêt
Avancer ou reculer sur la trajectoire
Torche en haut/en bas
Manuel
Potentiomètre de vitesse (vitesse d’avance manuelle)
Disposition du panneau avant
Le logiciel Phoenix est conçu pour les écrans tactiles TFT de 15 pouces avec une résolution de
1024 x 768 ou supérieure, et s’utilise sur tous les modèles de systèmes CNC. L’interface
homme-machine (HMI) individuelle et les panneaux avant peuvent varier.
Interrupteur
Le système de commandes de l'automatisation Hypertherm Automation est équipé d’un
interrupteur contacteur temporaire. Appuyez légèrement sur cet interrupteur, puis relâchez-le
pour démarrer et arrêter le système CNC.
Appuyez sur l’interrupteur pendant 10 secondes pour forcer l’arrêt d’un matériel Windows
et CNC. Un arrêt forcé n’est généralement pas recommandé.
Écran tactile
L’interface du logiciel de l’écran tactile permet des saisies directes à l’écran à l’aide de cases à
cocher, de cases d’option, de listes déroulantes et de saisie de données. Les zones de saisie
des données affichent automatiquement un clavier numérique ou alphanumérique selon le type
de données.
Panneau avant (modèles sélectionnés)
1-1

Manuel de l’opérateur
Touche
Fonction
Appuyez sur cette touche pour afficher le Fichier d’aide en ligne.
Utilisez les touches fléchées pour sélectionner des éléments dans
une boîte de dialogue.
Utilisez les touches fléchées pour passer au mode manuel. Les
touches de commande manuelle (indiquées en vert) apparaissent sur
les écrans Manuel, Pause et Aligner. Ce clavier permet également de
parcourir une boîte de dialogue (indiquée en jaune) à variables
multiples.
Utilisez les touches Prev (Précédent) et Next (Suivant) pour passer
d’un champ à l’autre.
Utilisez les touches Page Up (Page haut) et Page Down (Page bas)
pour défiler.
Appuyez sur la touche Démarrage pour démarrer un programme.
Appuyez sur le bouton Stop pour arrêter un programme.
Pavé numérique du panneau avant (modèle Voyager III)
1-2

Fonctionnement du système CNC
Saisissez des nombres ou un texte à l’aide du clavier
alphanumérique.
Pour saisir un nombre, appuyez sur la touche correspondante.
Pour saisir un mot, maintenez enfoncée la touche de déplacement de
la couleur correspondante (flèche vers le haut), tout en appuyant sur
la touche de lettre souhaitée. Les touches + (plus) et - (moins)
permettent d’ajouter et de supprimer des fonctions dans des zones de
sélection et des cases à cocher.
La touche programmable alternative (ALT) indique l’existence
d’autres touches et fonctions, accessibles en appuyant sur cette
touche programmable à l’écran.
Lorsque la touche programmable alternative apparaît, utilisez la
touche de déplacement violette pour visualiser les autres
touches programmables.
Appuyez sur la barre d’espacement pour insérer un espace dans le
champ de saisie des données.
Utilisez la barre d’espacement pour basculer entre les paramètres
(par exemple, ouverture ou fermeture de l’entrée des données de
préchauffage).
Vous pouvez également utiliser la barre d’espacement pour ajouter
ou supprimer des fonctionnalités dans les zones de sélection et les
cases à cocher.
Supprime le caractère actuel du champ de saisie des données et
recule d’une position.
Utilisez les caractères * et ? comme caractères génériques pour les
recherches de fichiers.
Appuyez sur cette touche (sauf pendant la coupe) pour retourner au
menu précédent sans enregistrement de modifications.
Utilisez les caractères \ et : pour le mappage des lecteurs réseau.
Appuyez sur Entrée pour accepter l’entrée précédente.
Utilisez les caractères < et > pour le mappage des lecteurs réseau.
Disposition et fonctions d’un clavier de PC
Un clavier de PC constitue une fonction des modèles de systèmes CNC sélectionnés. Elle peut
cependant être ajoutée à tous les modèles.
1-3

Manuel de l’opérateur
Touche
Fonction équivalente
F1 à F8
Touches programmables à l’écran
F9
Démarrage
F10 et Pause
Arrêt
F11
Mode manuel
F12
Aide
Touches
fléchées
Direction du déplacement manuel
Début
Champ précédent
Fin
Champ suivant
[
Touche de déplacement violette
]
Touche de déplacement bleue
Alt F4
Quitter le logiciel Phoenix.
1-4
Fonctionnement du système CNC
Avertissement : cette combinaison de touches ferme l’application.
Alt Tab
Passer d’une application à une autre.
Avertissement : la fenêtre de l’application sélectionnée s’affiche au premier
plan et peut couvrir ou masquer la fenêtre du logiciel CNC.
Fonctions Touche et Menu
Cette section présente brièvement toutes les fonctions de menu de la commande. Il s’agit d’une
description succincte de chaque fonction. Pour plus d’informations sur l’usage des touches
spécifiques, veuillez consulter les sections suivantes du manuel.
Note : les écrans et les fonctions varient selon le niveau d’interface choisi : Débutant,
Intermédiaire ou Avancé. Pour plus de commodité, les informations fournies ici sont au mode
Avancé afin d’afficher toutes les options.
Navigation à l’écran
Les huit touches situées au bas de l’écran fonctionnent comme des touches programmables.
Touches programmables pour enregistrer (OK) et rejeter (Annuler) les modifications.
1-5

Manuel de l’opérateur
L’interface du logiciel permet une saisie directe par touches à l’écran grâce aux cases à cocher,
aux cases d’option, aux listes déroulantes et à la saisie de données.
Liste déroulante
Appuyez sur la flèche de la liste déroulante pour visualiser des options.
Cases d’option
Appuyez sur le bouton rond pour sélectionner l’option correspondante.
Case à cocher
Appuyez sur la case carrée pour activer l’option correspondante.
Saisie de données
Les zones de saisie de données affichent automatiquement un clavier numérique ou
alphanumérique en fonction du type de données. Double-cliquez sur le champ pour saisir des
données.
Clavier alphanumérique
1-6

Clavier numérique
Écran d’aide
Fonctionnement du système CNC
Le système CNC dispose d’une fonction écran d’aide. Appuyez sur la touche programmable
Aide pour afficher les informations d’aide relatives à l’écran que vous visualisez. Appuyez sur la
touche programmable OK pour quitter et retourner à l’écran de commande.
1-7

Manuel de l’opérateur
Afficher des signets
Appuyez sur la touche programmable Afficher les signets de l’écran Aide pour afficher la liste
des rubriques d’aide. Cliquez sur une rubrique pour obtenir des renseignements
supplémentaires.
Opérations automatisées
Le logiciel Phoenix chargé sur votre système CNC comprend deux « assistants » conçus pour
automatiser vos opérations d’alignement et de coupe de pièce.
Assistant d’alignement
L’assistant d’alignement automatise la séquence d’opérations de saisie des informations
relatives à une plaque en biais de la table et d’alignement des pièces sur une plaque en biais ou
alignée.
L’assistant d’alignement s’ouvre automatiquement depuis l’écran d’alignement. Vous pouvez
également appuyer sur la touche programmable de l’assistant d’alignement dans la fenêtre
d’alignement. Pour plus d’informations, consultez la section Assistant d’alignement du chapitre
Disposition des pièces.
Assistant CutPro
L’assistant CutPro automatise la séquence de choix et de sélections que vous devez effectuer
avant de commencer la coupe de pièces. Si des procédés de coupe, des pièces et des
emboîtements sont enregistrés sur votre système, vous pouvez utiliser l’assistant CutPro pour
simplifier les opérations de coupe.
Vous pouvez démarrer l’assistant d’alignement à partir de l’assistant CutPro pour pouvoir
aligner des plaques et des pièces lors de la configuration de coupe.
L’assistant CutPro s’ouvre automatiquement depuis l’écran principal. Vous pouvez également
appuyer sur la touche programmable de l’assistant CutPro sur l’écran principal. Pour plus
d’informations sur l’assistant CutPro, consultez la section Assistant CutPro du chapitre Coupe
des pièces.
1-8

L’écran principal
Touche
programmable
Fonction
Gestionnaire de
formes
Cette touche programmable permet d’accéder à l’écran Gestionnaire de
formes où vous pouvez charger une forme simple, modifier une pièce à
l’aide de l’éditeur de texte ou de l’assistant Forme, ou apprendre à tracer
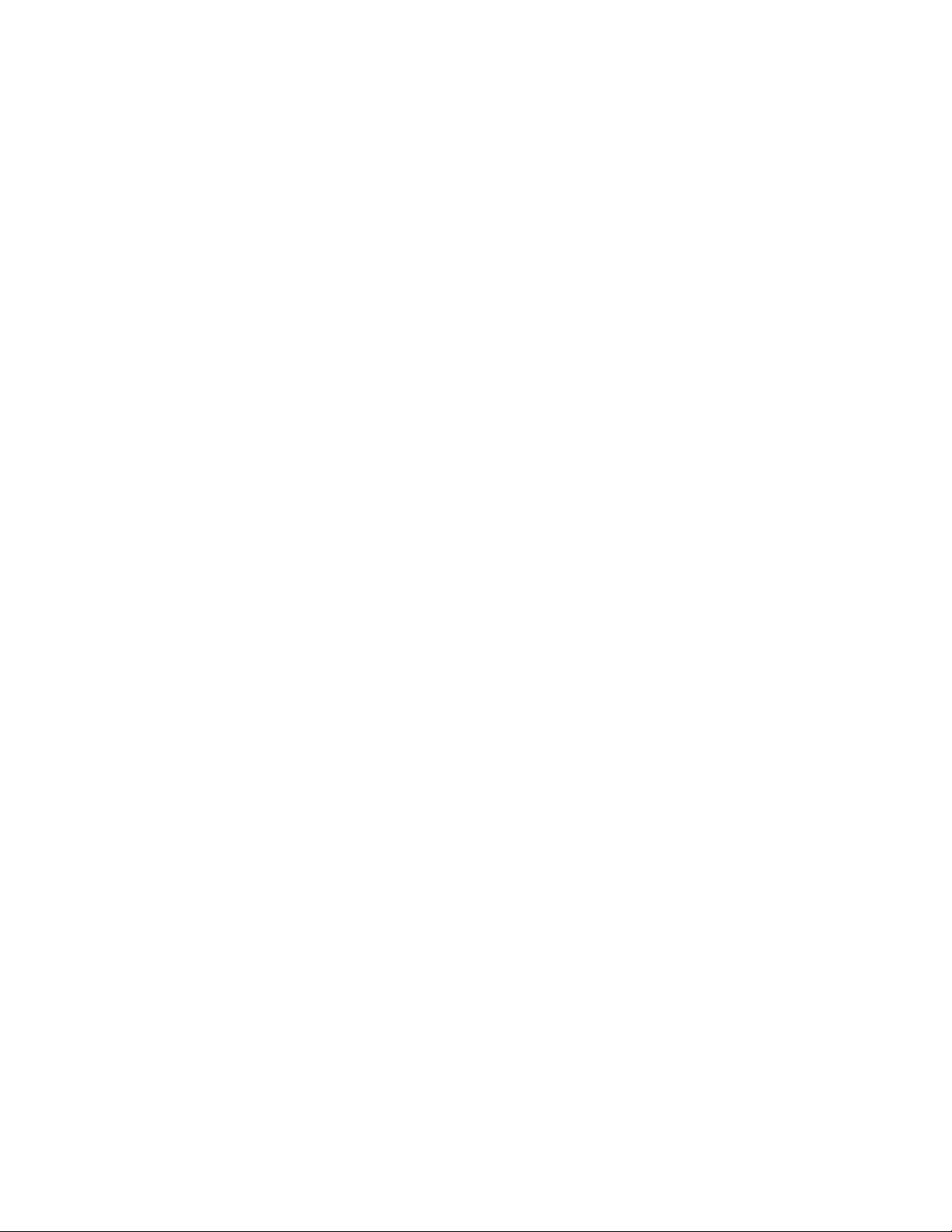
L’écran principal est le premier écran que vous voyez lorsque la CNC est mise sous tension.
Fenêtre d’aperçu
Cette fenêtre affiche la pièce actuelle qui est stockée en mémoire, y compris ses dimensions.
Fenêtre d’observation
La fenêtre d’observation est la partie droite de l’écran où les fonctions de surveillance, comme
un indicateur de vitesse, les clés des tâches, les indicateurs de positions, le mode de coupe et
l’heure sont affichés. Vous pouvez configurer cette partie de l’écran à l’aide des 10 différentes
fonctions de surveillance dans la fenêtre Setups (Configurer).
Touches programmables
Le tableau suivant décrit les touches programmables de l’écran principal et leur mode de
fonctionnement.
2-1

Manuel de l’opérateur
une pièce.
Fichiers
Cette touche programmable permet d’accéder à l’écran Fichiers où vous
pouvez charger, enregistrer ou télécharger des fichiers relatifs aux pièces.
Options actuelles
des pièces
Cette touche programmable permet d’accéder à l’écran Options de pièce où
vous pouvez modifier la taille, faire pivoter, créer une image symétrique ou
dupliquer la pièce actuelle.
Configurations
Cette touche programmable permet d’accéder aux écrans de configuration.
Afficher la pièce/
Afficher la fiche
La touche Afficher la pièce permet d’afficher toute la pièce actuelle dans la
fenêtre d’aperçu.
La touche Afficher la fiche permet d’afficher une pièce telle qu’elle
apparaîtrait sur la plaque. Après avoir appuyé sur la touche programmable
View Sheet (Visualiser une feuille), la fenêtre d’affichage fera un zoom
arrière pour montrer la pièce et l’intégralité de la plaque.
Visualiser une feuille est plus utile si les valeurs correctes des dimensions
de la plaque ont été saisies dans les configurations de coupe.
Zoom +/-
Ces touches programmables permettent de modifier le facteur de zoom.
Après un zoom arrière, l’affichage peut à nouveau être agrandi en appuyant
sur la touche +, ce qui affichera les barres de défilement horizontal et
vertical. Appuyez sur la touche - pour annuler la fonction de zoom.
Barres de
défilement
Lorsque les barres de défilement sont affichées et qu’aucune activité de
coupage n’est en cours, vous pouvez déplacer horizontalement et
verticalement l’affichage de la plaque en appuyant et déplaçant la barre de
défilement ou en maintenant enfoncée la touche Maj et en appuyant sur les
touches de direction du clavier.
Lorsque l’appareil est en phase de coupage, l’affichage se décale
automatiquement quand le chemin de coupe parvient à l’une de ses
extrémités. Ce mode est utile en coupe normale pour pouvoir suivre de près
le chemin de coupe pendant qu’il est en agrandissement.
Changer le mode
de coupe
Cette touche permet de sélectionner le mode de coupe (essai, à l’oxygaz,
au plasma, au jet d’eau ou au laser) en fonction des réglages de la
configuration.
Changer le
consommable
Cette touche programmable permet d’accéder à l’écran Changer le
consommable.
Zero Position
(Position zéro)
Cette touche programmable réinitialise les positions actuelles sur les axes
Transversal et Rail ainsi que sur l’axe Double portique, s’ils sont utilisés.
2-2

Chargement d’une pièce
Ce chapitre traite du chargement d’une pièce à partir de la bibliothèque de formes, d’un disque
ou d’un ordinateur hôte, ainsi que de l’enregistrement de fichiers et de l’importation des
fichiers DXF.
Chargement d’une pièce à partir de la bibliothèque de formes
La CNC dispose d’une bibliothèque des formes intégrée comprenant plus de 68 formes
fréquemment utilisées. Ces formes sont paramétriques, c’est-à-dire que vous pouvez éditer la
dimension ou la géométrie de ces formes. Les formes de la bibliothèque sont pourvues d’un
code couleur allant de la plus simple (verte) à la plus complexe (noire).
Pour sélectionner une forme simple :
1. Sur l’écran principal, appuyez sur Bibliothèque de formes.
2. Double-cliquez sur une forme.
3. Appuyez sur OK.
4. Si le choix est incorrect, appuyez sur Annuler et sélectionnez de nouveau la forme.
Commande sur clavier :
1. Utilisez les touches fléchées pour atteindre une forme.
3-1

Manuel de l’opérateur
Charger depuis
Sélectionnez la source à partir de laquelle vous chargez une pièce :
disquette, carte mémoire USB ou un répertoire du disque dur. Pour
ajouter ou supprimer un répertoire, double-cliquez sur l’écran tactile à
l’emplacement indiqué.
Commande sur clavier : Pour sélectionner un autre répertoire, utilisez
les touches et du clavier. Pour ajouter ou supprimer un nouveau
2. Appuyez sur Entrée.
La forme s’affiche avec des paramètres par défaut ou les paramètres utilisés lors de sa dernière
modification. Pour plus de détails sur les formes individuelles et leur modification, consultez
l’Annexe A : Bibliothèque de formes.
Chargement d’une pièce à partir d’un disque
Vous pouvez charger des programmes des lecteurs de disques internes, d’une carte
mémoire USB ou des lecteurs mappés externes (option réseau) vers la mémoire active du
système CNC.
L’écran suivant permet de charger une pièce à partir d’une disquette, d’une carte mémoire USB
ou du disque dur.
3-2

Chargement d’une pièce
répertoire, utilisez la touche + ou –.
Fichiers
Répertorie les fichiers contenus dans le répertoire sélectionné dans le
champ Charger depuis. Appuyez sur les noms de fichiers à charger.
Commande sur clavier : pour parcourir les différents fichiers, utilisez les
touches , , Page haut et Page bas du clavier. Pour supprimer un
fichier, utilisez la touche – du clavier. Pour sélectionner plusieurs fichiers
à charger, mettez le premier fichier de la sélection en surbrillance, puis
utilisez les touches et tout en appuyant sur la touche Majuscule pour
mettre le reste des fichiers en surbrillance.
Note : vous ne pouvez sélectionner plusieurs fichiers qu’en les chargeant
d’une disquette ou d’une carte mémoire USB vers le disque dur.
Nom du fichier/
Nom du fichier sur
la disquette
Affiche le nom du fichier sélectionné. Pour supprimer un fichier, mettez
son nom en surbrillance et double-cliquez sur le point indiqué de l’écran
tactile.
Commande sur clavier : Pour supprimer un fichier, utilisez la touche –
du clavier.
Aperçu
Cochez cette case pour visualiser les fichiers sélectionnés dans la
fenêtre d’aperçu.
Charger vers
Sélectionnez la destination de la pièce ; chargez la pièce à couper ou
enregistrez-la dans un répertoire du disque dur. Pour ajouter ou
supprimer un répertoire, double-cliquez sur l’écran tactile à
l’emplacement indiqué.
Commande sur clavier :
Pour sélectionner un autre répertoire, utilisez les touches et du
clavier.
Pour ajouter un nouveau répertoire, utilisez la touche + du clavier.
Pour supprimer un répertoire, utilisez la touche – du clavier.
Note : cette sélection n’est disponible que si vous chargez la pièce
depuis la disquette ou une carte mémoire USB.
Nom de fichier du
disque dur
Saisissez le nom du fichier à charger sur le disque dur.
Note : cette sélection n’est disponible que si vous chargez la pièce
depuis la disquette ou une carte mémoire USB.
Afficher certains
fichiers
Permet à l’opérateur de rechercher le dossier sélectionné pour les
fichiers de pièces spécifiques en effectuant une recherche avec deux
caractères génériques : l’astérisque (*) et le point d’interrogation (?).
3-3

Manuel de l’opérateur
Commande sur clavier : pour entrer l’astérisque à l’aide d’un clavier,
appuyez sur la touche Maj de gauche (violette) et la touche de retour
arrière. Pour entrer le point d’interrogation, appuyez sur la touche Maj de
droite (bleue) et la touche de retour en arrière.
Afficher tous les
fichiers
Permet à l’opérateur de passer de l’affichage de fichiers sélectionnés à
celui de tous les fichiers comportant les extensions de fichier
prédéterminées.
Après avoir défini tous les paramètres, appuyez sur la touche Entrée du
clavier pour charger la pièce.
3-4

Chargement d’une pièce
Télécharger depuis
Permet de sélectionner le répertoire de l’ordinateur hôte depuis lequel
vous souhaitez télécharger une pièce. Pour ajouter ou supprimer un
répertoire, double-cliquez sur l’écran tactile à l’emplacement indiqué.
Commande sur clavier :
Pour sélectionner un autre répertoire, utilisez les touches et du
clavier.
Pour ajouter ou supprimer un nouveau répertoire, utilisez la touche +
ou –.
Fichiers
Répertorie les fichiers du répertoire Télécharger depuis, téléchargeables
depuis l’ordinateur hôte.
Téléchargement d’une pièce à partir d’un ordinateur hôte
Le téléchargement d’une pièce depuis un ordinateur hôte à travers un port série RS-232C/ RS-
422 se fait à partir de l’écran suivant. Après avoir défini tous les paramètres ci-après, appuyez
sur la touche Entrée du clavier pour lancer le téléchargement.
3-5

Manuel de l’opérateur
Commande sur clavier :
pour parcourir les différents fichiers, utilisez les touches , , PAGE
HAUT et PAGE BAS du clavier.
Pour supprimer un fichier, utilisez la touche – du clavier.
Pour sélectionner plusieurs fichiers à télécharger, mettez le premier
fichier de la sélection en surbrillance, puis utilisez les touches et
tout en appuyant sur la touche Majuscule pour mettre le reste des
fichiers en surbrillance.
Nom de fichier
distant
Le nom du fichier distant à télécharger depuis l’ordinateur hôte.
Aperçu
Cochez cette case pour visualiser le fichier sélectionné dans la zone de
liste Fichiers. Pour cocher ou décocher la case, appuyez sur la BARRE
D’ESPACEMENT du clavier lorsque la case Aperçu est mise en
évidence.
Télécharger vers
Sélectionnez la destination de la pièce à télécharger : l’emplacement
actuel de la mémoire ou un répertoire du disque dur local. Si vous
sélectionnez l’un des répertoires locaux, le champ Nom de fichier Local
apparaît.
Commande sur clavier :
Pour sélectionner un autre répertoire, utilisez les touches et du
clavier.
Pour ajouter un nouveau répertoire, utilisez la touche + du clavier.
Pour supprimer un répertoire, utilisez la touche – du clavier.
Nom de fichier local
Le nom de fichier défini par l’utilisateur affecté au fichier en cours de
téléchargement vers le disque dur.
3-6

Chargement d’une pièce
Enregistrer vers
Vous permet de choisir le lieu d’enregistrement : disquette, support de
stockage USB ou répertoire du disque dur. Pour ajouter ou supprimer un
répertoire, double-cliquez sur l’écran tactile à l’emplacement indiqué.
Commande sur clavier :
Pour sélectionner un autre répertoire, utilisez les touches et du
clavier.
Pour ajouter un nouveau répertoire, utilisez la touche + du clavier.
Pour supprimer un répertoire, utilisez la touche – du clavier.
Nom du fichier/
Fichier de la
disquette
Saisissez le nom que vous voulez attribuer au fichier en cours de
chargement sur le disque.
Si vous sélectionnez l’option Enregistrer le texte d’origine, le système
Enregistrement de fichiers de pièces sur un disque
Cette page permet d’enregistrer une pièce sur une disquette, une carte mémoire USB ou sur le
disque dur.
3-7

Manuel de l’opérateur
enregistrera la pièce sur le disque au format original de programmation.
Note : cette sélection n’est disponible que si vous enregistrez le fichier
sur la disquette ou sur le support de stockage USB depuis le disque dur.
Enregistrer depuis
Permet de sélectionner la source de l’enregistrement : la pièce actuelle
ou un répertoire du disque dur.
Pour ajouter ou supprimer un répertoire, double-cliquez sur l’écran tactile
à l’emplacement indiqué.
Commande sur clavier :
Pour sélectionner un autre répertoire, utilisez les touches et du
clavier.
Pour ajouter un nouveau répertoire, utilisez la touche + du clavier.
Pour supprimer un répertoire, utilisez la touche – du clavier.
Note : cette sélection n’est disponible que si vous enregistrez le fichier
sur la disquette ou sur le support de stockage USB depuis le disque dur.
Fichiers
Sélectionnez un ou plusieurs fichiers de pièce dans la liste contenant
tous les fichiers du répertoire Charger depuis, qui sont téléchargeables
depuis le disque. Pour supprimer un fichier, double-cliquez sur l’écran
tactile à l’emplacement indiqué.
Commande sur clavier :
pour parcourir les différents fichiers, utilisez les touches , , PAGE
HAUT et PAGE BAS du clavier.
Pour supprimer un fichier, utilisez la touche – du clavier.
Pour sélectionner plusieurs fichiers, mettez le premier fichier de la
sélection en surbrillance, puis utilisez les touches et tout en
appuyant sur la touche Majuscule pour mettre le reste des fichiers en
surbrillance.
Note : cette sélection ainsi que la sélection de plusieurs fichiers ne sont
disponibles que si vous enregistrez les fichiers sur la disquette ou sur le
support de stockage USB depuis le disque dur.
Nom de fichier du
disque dur
Saisissez le nom à attribuer au fichier si vous le chargez sur le disque
dur.
Note : cette sélection n’est disponible que si vous enregistrez des fichiers
sur la disquette ou sur une carte mémoire USB depuis le disque dur.
Aperçu
Cochez cette case pour visualiser le fichier sélectionné dans la zone de
liste Fichiers.
3-8

Chargement d’une pièce
Commande sur clavier : Pour cocher ou décocher la case, appuyez sur
la BARRE D’ESPACEMENT du clavier lorsque la case Aperçu est mise
en évidence.
Note : cette sélection n’est disponible que si vous enregistrez des fichiers
sur la disquette ou sur une carte mémoire USB depuis le disque dur.
Après toutes les sélections et entrées, appuyez sur OK pour enregistrer la pièce.
3-9

Manuel de l’opérateur
Télécharger vers
Sélectionnez le répertoire de l’ordinateur hôte dans lequel vous voulez
télécharger un fichier. Pour ajouter ou supprimer un répertoire, doublecliquez sur l’écran tactile à l’emplacement indiqué.
Commande sur clavier : Pour sélectionner un autre répertoire, utilisez les
touches et du clavier. Pour ajouter un nouveau répertoire, utilisez la
touche + du clavier. Pour supprimer un répertoire, utilisez la touche – du
clavier.
Nom de fichier
distant
Saisissez le nom du fichier à télécharger en amont vers l’ordinateur hôte.
Téléchargement en amont de fichiers de pièce vers un ordinateur
hôte
Utilisez la page suivante pour téléverser une pièce vers un ordinateur hôte. Après avoir défini
tous les paramètres, appuyez sur la touche Entrée du clavier pour lancer le téléchargement en
amont.
3-10

Chargement d’une pièce
Télécharger de
Choisissez si vous devez télécharger en amont la pièce actuelle sur la
mémoire ou depuis un répertoire du disque dur local. Si vous sélectionnez
l’un des répertoires locaux, les champs Fichiers, Nom de fichier local et
Aperçu s’affichent. Pour ajouter ou supprimer un répertoire, double-cliquez
sur l’écran tactile à l’emplacement indiqué.
Commande sur clavier : Pour sélectionner un autre répertoire, utilisez les
touches et du clavier. Pour ajouter un nouveau répertoire, utilisez la
touche + du clavier. Pour supprimer un répertoire, utilisez la touche – du
clavier.
Note : cette sélection n’est disponible que si vous enregistrez un fichier sur
la disquette ou sur une carte mémoire USB depuis le disque dur.
Fichiers
Répertorie les fichiers du répertoire Télécharger de qui sont téléchargeables
vers l’ordinateur hôte. Pour supprimer un fichier, double-cliquez sur l’écran
tactile à l’emplacement indiqué.
Commande sur clavier : pour parcourir les différents fichiers, utilisez les
touches , , Page haut et Page bas du clavier. Pour supprimer un fichier,
utilisez la touche - du clavier. Pour sélectionner plusieurs fichiers à
télécharger, mettez le premier fichier de la sélection en surbrillance, puis
utilisez les touches et tout en appuyant sur la touche Majuscule pour
mettre le reste des fichiers en surbrillance.
Nom de fichier
local
Le nom du fichier local à télécharger vers l’ordinateur hôte.
Aperçu
Si vous cochez cette case, vous pouvez visualiser le fichier sélectionné
dans la fenêtre d’aperçu.
Commande sur clavier : Pour cocher ou décocher la case, appuyez sur la
BARRE D'ESPACEMENT du clavier lorsque la case Aperçu est mise en
évidence.
3-11

Manuel de l’opérateur
Charger depuis
Sélectionnez dxf dans la liste déroulante.
Nom du fichier
Sélectionnez un fichier .dxf dans la zone de défilement.
Importation de fichiers DXF
Les systèmes CNC d'automatisation Hypertherm Automation offrent deux types d’importation
automatisée de fichiers DXF. Le premier permet au concepteur DAO de préparer un fichier DXF
qui inclut l’emplacement des perçages, l’ordre de perçage et la direction. Lorsque ce fichier est
chargé dans la commande, un programme de pièce au format EIA est créé pour une utilisation
au niveau de la commande.
Le second type est une fonction d’importation automatique de fichiers DXF qui permet à
l’opérateur de commande de sélectionner le style et la longueur du faisceau. Le logiciel
d’importation automatique de fichiers DXF du système CNC place automatiquement la
trajectoire d’entrée et de sortie selon les choix de l’opérateur et crée un programme de pièce au
format EIA prêt pour utilisation sur le système CNC.
Pour charger un fichier DXF, ouvrez l’écran Files Load (Chargement de fichiers) et sélectionnez
l’emplacement ainsi que le fichier.
3-12

Chargement d’une pièce
Aperçu
Cochez cette case pour visualiser le fichier sélectionné dans la zone de
défilement de la liste Fichiers.
Afficher certains
fichiers
Cette touche programmable permet à l’opérateur de n’afficher que
certains fichiers du répertoire sélectionné. Vous pouvez utiliser
l’astérisque et le point d’interrogation pour définir les fichiers à afficher.
Commande sur clavier : pour générer l’astérisque, maintenez enfoncée
la touche Majuscule gauche tout en appuyant sur la barre d’espacement.
Pour générer le point d’interrogation, maintenez enfoncée la touche
Majuscule droite en appuyant sur la touche d’espacement.
Afficher tous les
fichiers
Cette touche programmable permet à l’opérateur d’annuler la fonction
Afficher certains fichiers
Note : une carte réseau en option permettant de se connecter
directement sur un réseau de PC pour l’attribution d’un fichier de pièce
est disponible.
Si le fichier inclut la trajectoire d’entrée et la direction, le système CNC les détecte et traduit le
fichier.
Si le fichier ne contient aucune information sur le perçage ou sur la trajectoire d’entrée/de sortie,
l’utilitaire HyperDxf demande cette information à l’utilisateur.
Note : pour charger les fichiers DXF, l’extension correspondante doit d’abord être ajoutée à
l’écran Configurations spéciales.
Fichiers DXF bruts
Si le système CNC ne détecte pas des informations de perçage dans le fichier DXF, l’opérateur
peut utiliser l’utilitaire de traduction de fichier Hyper DXF pour importer le fichier et ajouter les
informations concernant la trajectoire d’entrée et de sortie.
Si vous sélectionnez Oui, un écran de configuration affiche les champs permettant de définir le
format de la trajectoire d’entrée/de sortie.
3-13

Manuel de l’opérateur
Trajectoire
d’entrée/de sortie
Sélectionnez une trajectoire d’entrée ou de sortie Droit ou Rayon.
Longueur/Rayon
Sélectionnez la longueur ou le rayon de la trajectoire d’entrée ou de
sortie.
Angle
Sélectionnez l’angle en degrés de la trajectoire d’entrée ou de sortie.
Positionnement
automatique de la
trajectoire d’entrée
Si cette case est cochée, le logiciel tente de rechercher un angle de
trajectoire d’entrée adapté.
Alignement
automatique de la
trajectoire d’entrée
Si cette case est cochée, le logiciel tente de rechercher un angle de
trajectoire d’entrée adapté.
Trajectoire de sortie
intérieure
Si cette case est cochée, une trajectoire de sortie et utilisée sur les
coupes internes et externes. Si elle n’est pas cochée, les trajectoires de
sortie sont ajoutées aux coupes externes uniquement.
Surutilisation
La fonction Surutilisation fournit une coupe recouvrant la zone trajectoire
d’entrée/de sortie d’un trou.
Après l’importation, un programme de pièce EIA avec l’extension .txt est
créé et placé dans le dossier source.
3-14

Chargement d’une pièce
Fichiers incorrects
Lorsqu'il charge le fichier de pièce souhaité, le système CNC vérifie que la pièce est
géométriquement correcte et sans erreurs. Si une erreur est détectée, un message s’affiche :
Si le système essaie de charger la pièce, la commande met en surbrillance la ligne de code
incorrecte dans l’éditeur de texte.
Par exemple, dans le code suivant, la ligne de code « XXXXXXXX » est incorrecte et a été
encerclée pour être facilement détectée. Corrigez le fichier à l’aide de l’éditeur de texte. Une
fois la correction du code effectuée, la commande essaie de traduire le fichier de pièce et
indique d’autres codes incorrects.
3-15

Manuel de l’opérateur
Reprise de la dernière pièce
Cette touche programmable est visible lorsque la fonction Rush Job Interrupt (Interruption d’un
travail en cours) ou Automated Power Loss Recovery (Récupération automatique après une
panne de courant) est utilisée. Ces fonctions permettent à l’utilisateur de mettre en pause le
programme de pièce en cours et de retenir les informations sur la pièce et la position actuelle.
Vous pouvez ensuite charger et exécuter un autre programme de pièce avant de retourner à la
pièce d’origine à l’aide la touche programmable Reprendre la dernière pièce.
Note : les systèmes CNC et l’interface SERCOS enregistrent les informations relatives à la
position sur le disque dur toutes les minutes. Un certain mouvement sur la trajectoire peut
s’avérer nécessaire pour le regain d’alimentation ou de position.
Rush Job Interrupt (Interruption d’une tâche expresse)
Cette fonction vous permet de mettre en pause le programme de pièces en cours et de
conserver les détails de la pièce et de la position actuelle. Sur l’écran Pause, appuyez sur la
touche Annuler. Un message s’affiche dans une fenêtre et vous donne la possibilité
d’enregistrer des informations sur la pièce pour un usage ultérieur.
3-16

Chargement d’une pièce
Si vous sélectionnez Oui, le bouton Reprendre la dernière pièce apparaîtra sur l’écran Fichiers.
L'utilisateur peut charger et exécuter un autre programme de pièce et appuyer sur la touche
programmable Reprendre la dernière pièce pour revenir à la pièce d’origine et reprendre la
coupe.
Récupération automatique après une panne de courant
Cette fonction utilise la Reprise de la dernière pièce à l’instar de l’option Rush Job Interrupt
(Interruption d’un travail en cours). Toutefois, la machine doit revenir à l’écran d’accueil pour
une meilleure position avant de reprendre le coupage de pièce.
Vous pouvez également utiliser cette fonction en cas de dépassement de fin de course ou d’une
panne similaire.
3-17

Manuel de l’opérateur
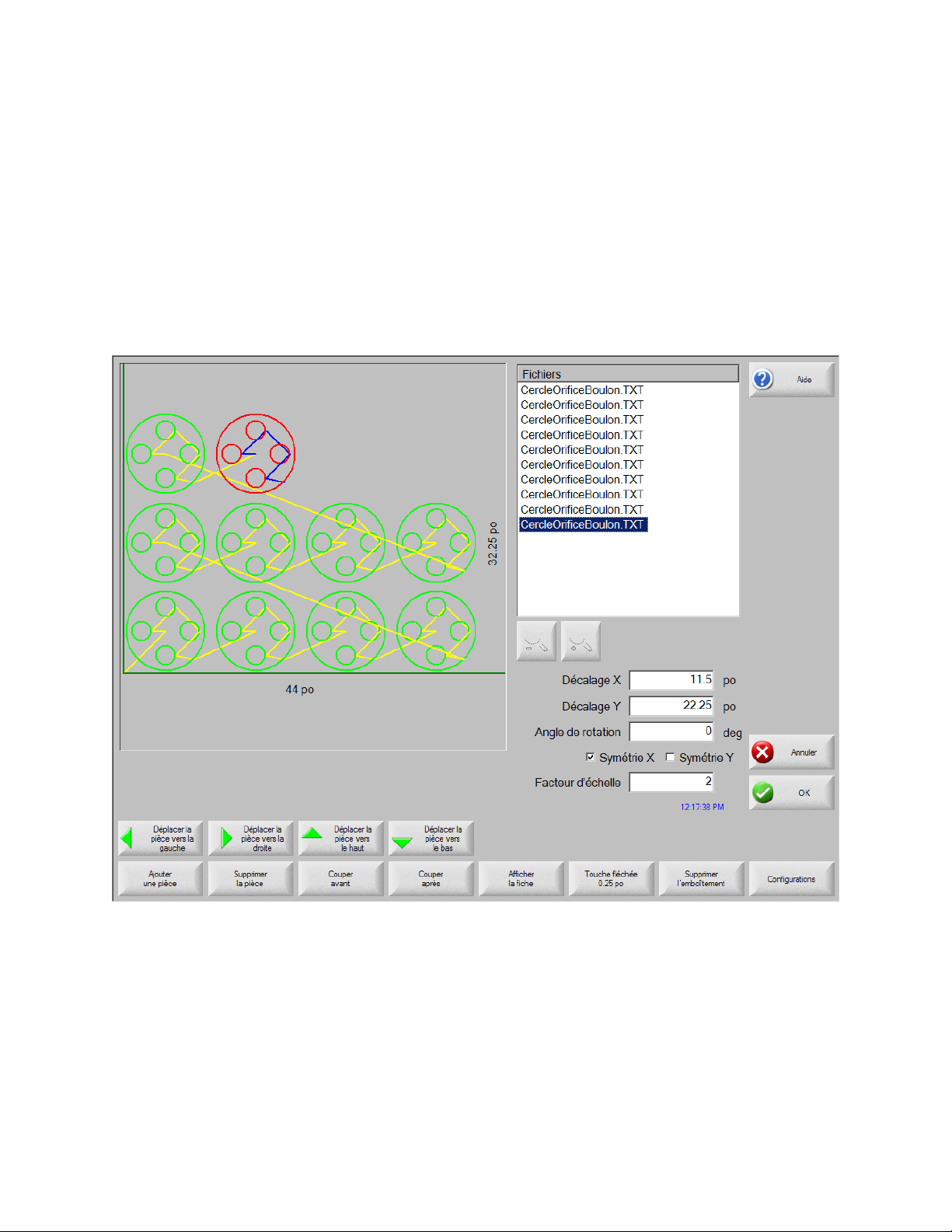
3-18

Facteur d’échelle
Permet à l’opérateur d’ajuster la taille de la pièce actuellement en
mémoire selon un facteur programmé. Après avoir saisi un nouveau
facteur d’échelle, la pièce est redessinée et ses dimensions hors tout
affichées. Le facteur d’échelle doit être supérieur à zéro.
Angle de rotation
Permet à l’opérateur de tourner la pièce actuellement en mémoire
selon une valeur programmée. Après avoir entré un nouvel angle de
rotation, la nouvelle pièce apparaît dans la fenêtre d’aperçu. L’angle de
rotation peut être un angle positif ou négatif quelconque.
Symétrie X/Symétrie Y
Ces cases à cocher rendent les dimensions X ou Y négatives. On
obtient ainsi une image symétrique de la pièce actuellement en
mémoire.
Appuyez sur la touche Suivant ou Entrée du pavé numérique pour
basculer entre les champs X et Y. Lorsque le curseur se trouve dans le
champ, appuyez sur la Barre d’espacement pour cocher le champ
actuellement en surbrillance.
Disposition des pièces
L’écran Options de pièces offre un certain nombre d’options. Ces options peuvent servir à la
personnalisation de la pièce actuellement chargée dans la mémoire de travail. Toutes les
options afficheront les effets des modifications dans la fenêtre d’aperçu.
4-1

Manuel de l’opérateur
Saignée
Appuyez sur la touche programmable Saignée pour afficher la
trajectoire de saignée en bleu clair. Vous pouvez ainsi visualiser la
trajectoire de la saignée avant la coupe. Appuyez sur ce bouton de
nouveau pour désactiver les schémas de la pièce de saignée.
4-2
Disposition des pièces
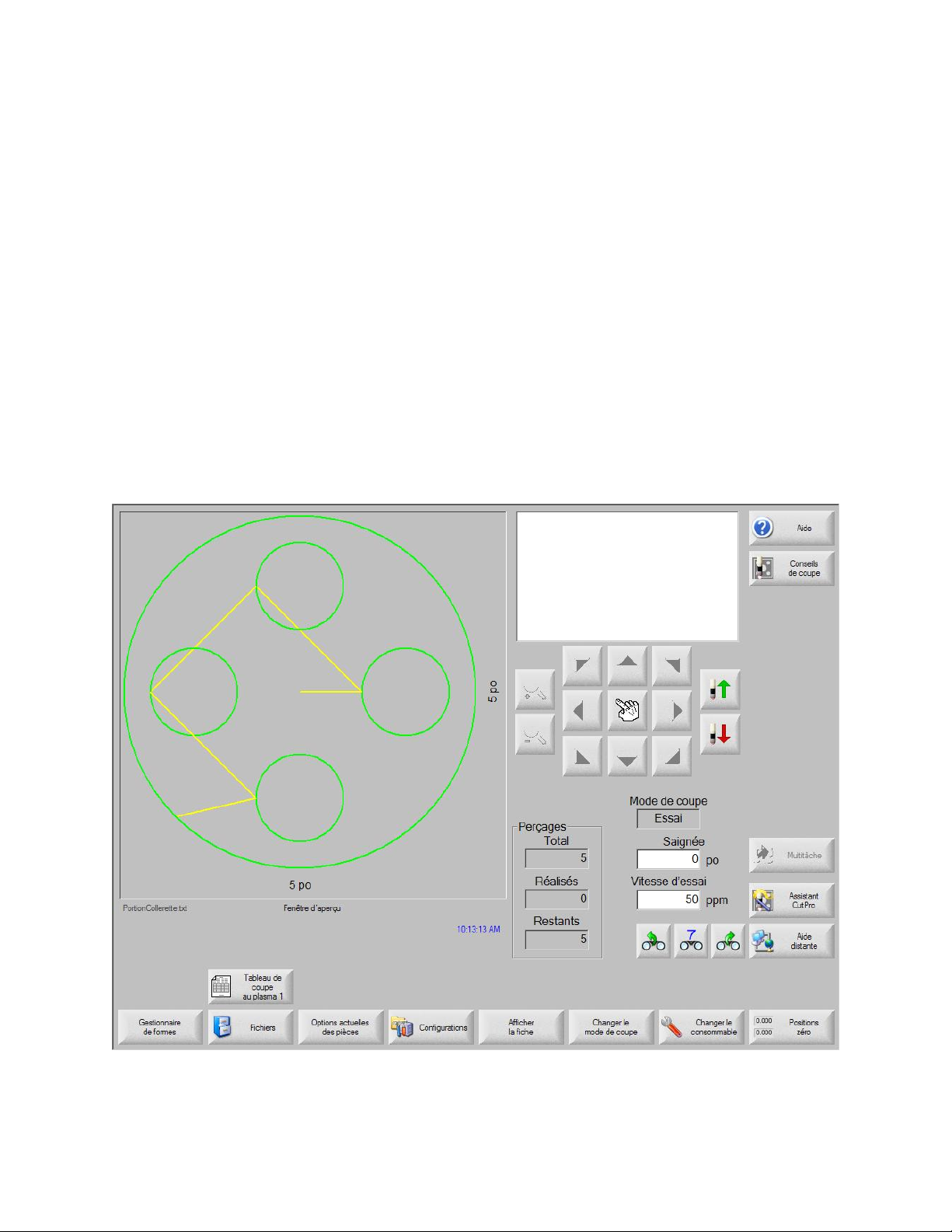
Type de
répétition
Permet à l’utilisateur de sélectionner l’un des trois types de répétition à
utiliser : droite, échelonnée ou emboîtée.
Angle de début
Permet à l’utilisateur de sélectionner l’angle de la tôle pour démarrer la
répétition de la forme.
Nombre de
lignes
Programmez le nombre de lignes à couper.
Nombre de
colonnes
Programmez le nombre de colonnes.
Décalage du
motif X/
Décalage du
motif Y
Cette commande calcule automatiquement le décalage du motif selon la
dimension de la pièce actuellement dans la mémoire.
Écartement de
démolition
Permet à l’utilisateur d’insérer un écartement de démolition entre les pièces
du modèle de grille. Les dimensions X et Y ont la même valeur.
Répétition des pièces
La commande comprend trois types intégrés de répétitions automatiques : droite, échelonnée et
emboîtée.
Répétition droite
4-3

Manuel de l’opérateur
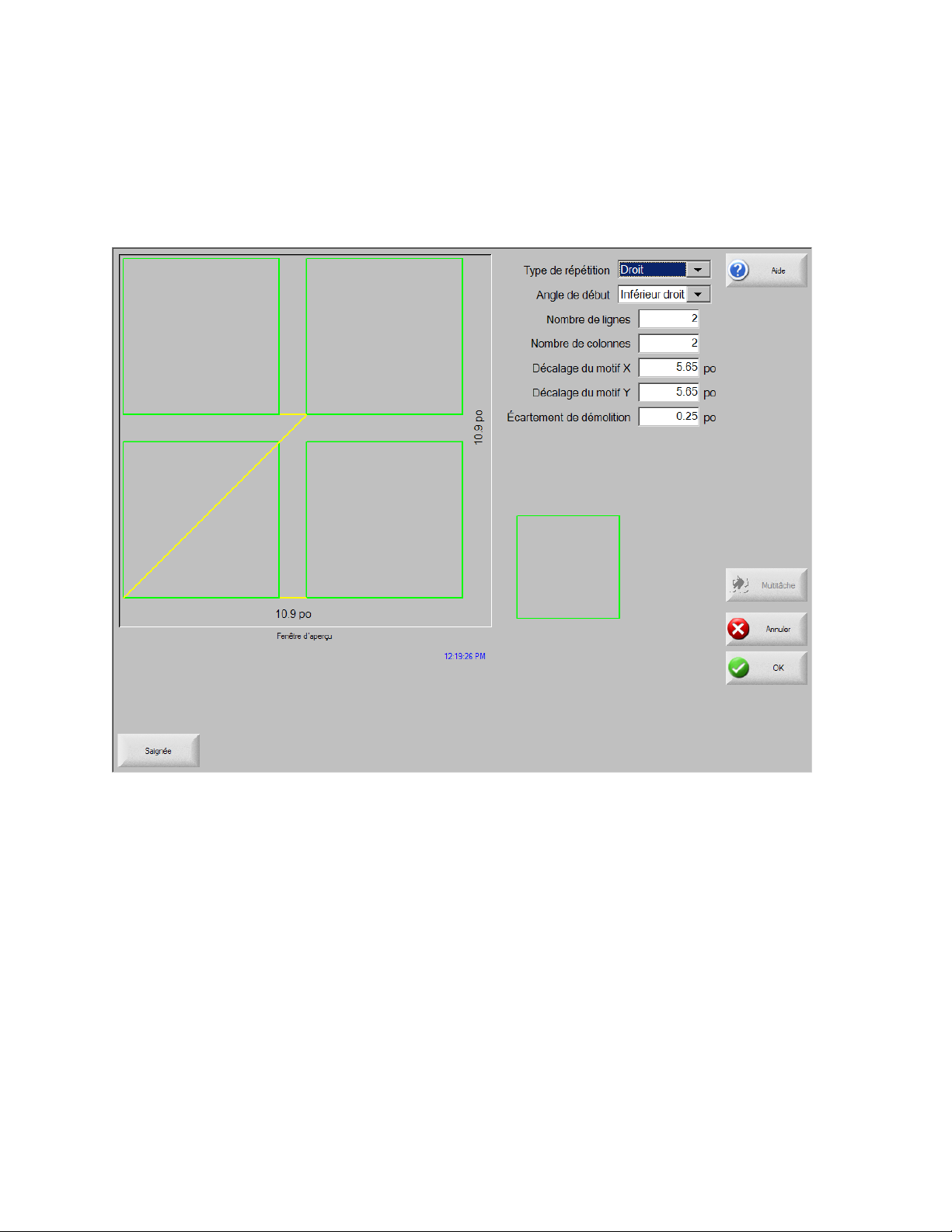
Distance
d’emboîtement X/
Distance
d’emboîtement Y
Cette commande calcule automatiquement le décalage d’emboîtement
selon la dimension de la pièce actuellement dans la mémoire. Ce paramètre
n’est disponible que pour la répétition emboîtée.
Répétition échelonnée
4-4
Répétition emboîtée
Décalages de
motif
Il s’agit d’une fonction automatisée qui calcule l’écart minimum nécessaire
entre les pièces répétées. L’espacement repose sur la taille de la pièce (y
compris la trajectoire d’entrée et de sortie), la valeur de saignée et
l’écartement de démolition. Le calcul de cet espacement permet la répétition
de la pièce en évitant tout chevauchement.
Vous pouvez utiliser cette valeur précalculée ou sélectionner manuellement
de nouvelles valeurs. Si vous entrez de nouvelles valeurs de décalage de
motif, le système CNC dessine automatiquement le nouveau motif avec les
nouvelles valeurs.
Distance
d’emboîtement
Cette fonction automatisée calcule l’écart minimum nécessaire entre les
pièces emboîtées. L’espacement repose sur la taille de la pièce (y compris
la trajectoire d’entrée et de sortie), la valeur de saignée et l’écartement de
démolition. Le calcul de cet espacement permet la répétition de la pièce en
évitant tout chevauchement.
Vous pouvez décider d’utiliser cette valeur précalculée ou de sélectionner
manuellement de nouvelles valeurs. Lorsque vous entrez de nouvelles
valeurs de décalage, le système CNC dessine automatiquement le nouveau
motif emboîté avec les nouvelles valeurs.
Astuce : si vous modifiez manuellement les valeurs de la distance
d’emboîtement, commencez par un emboîtement simple (1 colonne, 1 ligne)
et apportez les modifications selon l’affichage. Le modèle de la fenêtre
d’aperçu change en fonction des nouvelles valeurs. Lorsque la distance
d’emboîtement atteint la valeur souhaitée, augmentez la taille
d’emboîtement en emboîtement de 2 colonnes, 2 rangées. Réajustez
Disposition des pièces
4-5

Manuel de l’opérateur
ensuite les décalages des motifs X et Y. Lorsque vous obtenez la distance
d’emboîtement souhaitée, augmentez la taille d’emboîtement à la taille
maximale autorisée par la tôle.
Alignement des pièces
Cet écran vous permet :
de démarrer l’assistant d’alignement ;
d’aligner la pièce actuelle à l’un des quatre angles de la tôle. C’est généralement le cas des
pièces avec un point de perçage à l’instar d’une collerette ;
d’accueillir des tôles inclinées lors de la disposition des pièces. Cela s’utilise généralement
dans le cadre d’un emboîtement de pièces qui dispose d’une petite marge d’erreur de
disposition de l’emboîtement sur la tôle.
Assistant d’alignement
L’assistant d’alignement automatise la séquence d’opérations de saisie des coordonnées d’une
tôle inclinée sur la table et d’alignement des pièces avec une tôle inclinée ou alignée.
L’assistant d’alignement s’ouvre automatiquement depuis l’écran d’alignement. Vous pouvez
également appuyer sur la touche programmable de l’assistant d’alignement dans la fenêtre
d’alignement.
L’assistant d’alignement enregistre votre progrès au fur et à mesure et l’affiche au bas de la
fenêtre sur la barre de progression.
Vous pouvez décider d’utiliser la torche ou un pointeur au laser pour aligner la tôle. Si vous
choisissez le pointeur au laser, vous devez saisir une valeur de décalage du marqueur égale au
moins à 1 pour les paramètres de décalage du marqueur 10, 11 ou 12 sur l’écran
Configurations.
4-6

Disposition des pièces
Angle de référence
d’alignement
Sélectionne l’angle de la tôle auquel la pièce est alignée.
Écartement de
démolition
Il s’agit de l’écart entre le bord de la tôle et la pièce à ajouter par la
commande lors du déplacement vers le point de démarrage de la pièce.
Réglage de
l’inclinaison
Cette fonction détermine si la commande doit effectuer un ajustement
pour l’inclinaison de la tôle lors de la disposition.
Référence de
l’inclinaison
Il s’agit de l’angle de référence de l’inclinaison vers lequel vous devez
déplacer la pièce et marquer un bord le long de l’extrémité. Cette option
Alignement manuel des pièces
Pour aligner manuellement une pièce sur la tôle :
1. Définissez les paramètres nécessaires à l’alignement de votre pièce dans le coin supérieur
droit de votre écran.
2. Déplacez la torche vers le premier angle (Angle de référence d’alignement), à l’aide des
touches de déplacement.
3. Appuyez sur l’option À l’angle.
4. Si vous alignez une pièce, allez à l’étape 7.
5. Déplacez la torche vers un point à l’extrémité de la tôle, en direction de la référence de
l’inclinaison sélectionnée.
6. Appuyez sur l’option Au point d’inclinaison.
7. Appuyez sur OK. La machine se déplace vers le point de démarrage de la pièce, revient à
l’écran principal. Elle est alors prête à couper.
4-7

Manuel de l’opérateur
n’est disponible que si le réglage de l’inclinaison est activé.
À l’angle
Appuyez sur cette touche programmable lorsque vous vous trouvez à
l’angle de la tôle où vous souhaitez disposer la pièce.
Au point
d’inclinaison
Appuyez sur cette touche programmable lorsque vous vous trouvez au
bord de la tôle pour le réglage de l’inclinaison. Cette option n’est
disponible que si le réglage de l’inclinaison est activé.
4-8
Disposition des pièces
Ajouter une
pièce
Permet de sélectionner un programme de pièce depuis une source choisie
et de l’ajouter à l’emboîtement.
Supprimer la
pièce
Permet de supprimer la pièce sélectionnée de la nomenclature des pièces
d’emboîtement.
Couper avant
Appuyez sur cette touche programmable pour déplacer le programme de
pièce sélectionné vers le haut dans la nomenclature des pièces à couper.
La séquence suivant laquelle les pièces sont coupées change. Par contre,
l’emplacement de la pièce sélectionnée dans l’emboîtement ne change pas.
Emboîtement des pièces
Emboîtement manuel
La principale zone de visualisation est la plus grande de l’écran et se trouve au coin supérieur
gauche. L’extrémité de la tôle apparaît en vert foncé. La taille de la tôle dépend des
informations sélectionnées sur l’écran de configuration principale.
Le coin supérieur droit de l’écran affiche la liste de programmes de pièce de l’emboîtement
dans l’ordre de la séquence de coupe. La position de la pièce et les détails d’orientation du
programme de la pièce sélectionnée s’affichent dans la partie inférieure droite. Vous pouvez les
utiliser à votre guise lorsque de nouvelles pièces sont ajoutées.
969
4-9

Manuel de l’opérateur
Couper après
Appuyez sur cette touche programmable pour déplacer le programme de
pièce sélectionnée vers le bas dans la nomenclature des pièces à couper.
La séquence suivant laquelle les pièces sont coupées change. Par contre,
l’emplacement de la pièce sélectionnée dans l’emboîtement ne change pas.
Afficher la fiche/
Afficher la pièce
La touche programmable Afficher la fiche permet de visualiser une pièce
telle qu’elle apparaîtrait sur la tôle. Lorsque vous appuyez sur la touche
programmable Afficher la fiche, la fenêtre effectue un zoom arrière pour
afficher la pièce en relation avec toute la tôle.
Après un zoom arrière, l’affichage peut à nouveau être agrandi en appuyant
sur la touche +, ce qui affichera les barres de défilement horizontal et
vertical. Appuyez sur la touche – pour effectuer un autre zoom arrière.
Pour plus de détails sur l’utilisation de cette fonction, consultez la section
Coupage manuel.
Touche fléchée
(Distance)
L’utilisateur peut sélectionner l’une des cinq distances de déplacement
prédéfinies lorsqu’il utilise les touches fléchées pour localiser des pièces
dans l’emboîtement. Ces cinq distances peuvent être définies et
sélectionnées sur l’écran de configuration du logiciel d’emboîtement Nester.
Supprimer
l’emboîtement
La touche Supprimer l’emboîtement permet de supprimer toutes les pièces
présentes sur une nomenclature de pièces emboîtées d’une mémoire
temporaire.
Configuration
Appuyez sur cette touche programmable pour accéder à l’écran de
configuration de Nester et configurer les paramètres variables qui lui sont
nécessaires.
4-10

Disposition des pièces
Emboîtement
Sélectionnez le mode Manuel.
Incrément de
direction 1-5
Sur cet écran, l’utilisateur peut sélectionner différentes dimensions
d’incrémentation de mouvement. Ces dimensions servent de référence pour
la distance de déplacement lorsque l’utilisateur appuie sur les touches
fléchées de la commande pour disposer des pièces sur la tôle.
Autoposition
(Position
automatique)
Autoposition (Position automatique) est une fonction automatisée du logiciel
Nester qui permet d’emboîter des blocs. Ce type d’emboîtement compare
toutes les dimensions des blocs de la pièce sélectionnée et recherche le
prochain bloc disponible sur la tôle susceptible d’accueillir la pièce en cours
de chargement.
Cette fonction ne permet pas de disposer les pièces l’une sur l’autre ou à
l’intérieur des autres. Toutefois, vous pouvez la désactiver si vous souhaitez
ajouter des pièces dans des zones de démolition.
Si vous ne sélectionnez pas cette fonction, les pièces importées s’empilent
dans le coin inférieur droit de la tôle et doivent être manuellement
Configuration du Nester
Les paramètres de configuration suivants permettent de configurer le processus d’emboîtement
manuel.
4-11

Manuel de l’opérateur
disposées.
Incrément de
recherche
Distance jusqu’au bloc disponible suivant de la tôle qui peut servir pour la
pièce emboîtée suivante.
Écartement de
démolition
Espace ajouté à un bloc dans l’emboîtement.
Utilisation manuelle du Nester
Pour commencer, sélectionnez les critères de taille de la tôle destinée à l’emboîtement sur
l’écran de configuration principale. Ces informations permettent d’afficher la taille et l’orientation
de la tôle sur l’écran principal et d’y disposer les pièces. Les informations concernant la tôle
sont stockées avec le programme des pièces emboîtées lors de leur enregistrement.
Appuyez sur la touche programmable Nester depuis l’écran Gestionnaire de formes, puis allez à
l’écran de configuration du Nester pour configurer le logiciel d’emboîtement et l’utiliser. Appuyez
sur OK pour retourner à l’écran principal du Nester et commencer la disposition des pièces
dans l’emboîture.
Ajout de pièces
Sur l’écran du Nester, appuyez sur la touche programmable Ajouter une pièce pour ajouter une
nouvelle pièce à la liste des pièces emboîtées. Le premier écran affiché permet à l’utilisateur de
sélectionner une pièce dans la Bibliothèque de formes simples, depuis un disque ou depuis
l’ordinateur hôte via des liens de communication.
4-12

Disposition des pièces
Après avoir sélectionné une pièce depuis l’un de ces emplacements, l’utilisateur doit
sélectionner le nombre de pièces souhaitées.
Au fur et à mesure de l’ajout, les nouvelles pièces s’affichent sur la tôle sélectionnée en vue de
la dernière disposition.
4-13

Manuel de l’opérateur
Sur cet écran, vous pouvez orienter la pièce, en ajuster la taille et la placer en dernière position.
Pour ce faire, allez à la liste des pièces Nester et mettez le nom du fichier en surbrillance.
Sélectionnez ensuite le champ désiré pour effectuer manuellement le décalage, la rotation, la
symétrie et l’ajustement de la taille de la pièce.
Pour positionner la pièce sélectionnée, utilisez les touches de direction manuelles. La bordure
bleue, épaisse, entourant l’écran d’affichage indique que les touches fléchées sont actives.
Appuyez sur ces touches pour permettre le déplacement de la pièce vers l’emplacement
souhaité sur la tôle. Chaque fois que vous appuyez sur les touches fléchées, la pièce
sélectionnée se déplace dans le sens de la flèche selon l’incrément défini par la touche
programmable de distance Touche fléchée. Utilisez la touche de direction de distance, les
touches fléchées et le zoom avant dans le champ d’affichage pour positionner la pièce
exactement à votre guise.
Ajoutez d’autres pièces à l’emboîtement suivant la même procédure. Pour personnaliser votre
emboîtement, vous pouvez décider de supprimer ou d’ajouter des pièces à la liste et changer
leur ordre de coupe à l’aide des touches de direction affichées. Cette opération terminée,
appuyez sur OK pour retourner à l’écran principal de coupe et commencer le coupage de
l’emboîtement. L’emboîtement de la pièce est enregistré en tant que fichier temporaire jusqu’au
chargement d’une autre pièce.
4-14

Disposition des pièces
Enregistrement d’un emboîtement
Sur l’écran principal de coupe, appuyez sur la touche programmable Fichiers, puis sur
Enregistrer sur le disque. Vous pouvez désormais enregistrer la pièce dans un dossier du
disque dur sur le système CNC, sur une disquette ou sur une carte mémoire USB. Les pièces
emboîtées peuvent être enregistrées en tant qu’emboîtement ou en tant que pièce.
L’enregistrement en tant qu’emboîtement à l’aide de la fonction Enregistrer en tant que fichier
Nester crée un fichier plus grand qui permet d’effectuer des modifications futures de
l’emboîtement à l’aide du Nester. Les pièces emboîtées enregistrées sous un fichier pièce ne
peuvent pas être modifiées.
Emboîtement automatique dans HyperNest – CNC
La principale zone de visualisation de l’écran Nester se trouve dans le coin supérieur gauche et
permet d’avoir un aperçu des emboîtements manuels. Lors d’un emboîtement automatique,
cette zone reste vide. La taille de la tôle utilisée lors de l’emboîtement automatique dépend des
informations, sélectionnées sur l’écran de configuration principale, concernant la tôle.
Le coin supérieur droit de l’écran principal affiche la liste des programmes et des quantités de
pièces sélectionnés pour l’emboîtement. Des champs destinés à l’enregistrement de
l’emboîtement, avec un nom et dans un dossier, se trouvent dans le coin inférieur droit.
Note : cette fonction logicielle est protégée par une touche d’activation logicielle et une clé
matérielle installées sur le système CNC.
4-15

Manuel de l’opérateur
Emboîtement
Le basculement du paramètre d’emboîtement en mode automatique active
la fonction.
Incrément de
direction 1-5
La fonction Espacement des pièces crée un espacement entre les pièces
lors du processus d’emboîtement automatique.
Incrément de
recherche
Ce paramètre permet à l’utilisateur de définir un espacement autour de
l’extrémité de la tôle lors du processus de positionnement automatique.
Écartement de
démolition
Le paramètre Position initiale du programme (emplacement initial de
l’emboîtement) peut être défini sur Lower left (Coin inférieur gauche), Upper
left (Coin supérieur gauche) ou Bottom right (Coin inférieur droit).
Direction de
coupe
Cette fonction permet à l’utilisateur de sélectionner le sens dans lequel les
pièces seront emboîtées lors du processus de positionnement automatique.
Les options de sens sont les suivantes : Gauche ou droite, De droite à
gauche, De haut en bas et De bas en haut.
Configuration de HyperNest -- CNC
Appuyez sur la touche programmable Configuration pour accéder aux paramètres de
configuration suivants et configurer le processus d’emboîtement automatique à utiliser.
Note : cette fonction n’est pas activée sur votre système CNC si elle n’est pas disponible (partie
grisée). Communiquez avec votre fournisseur de système CNC pour plus de détails sur
l’activation de la fonction d’emboîtement automatique.
4-16

Disposition des pièces
Direction
d’emboîtement
Sélectionnez le sens de positionnement des emboîtements lors du
processus de positionnement automatique.
Retourner au
départ de
l’emboîtement
Lorsqu’elle est activée, cette fonctionnalité insère un segment de traverse
au point de départ de l’emboîtement.
Utiliser la retaille
Si vous créez et enregistrez des retailles pour un usage ultérieur,
sélectionnez Activer pour en utiliser une pour l’emboîtement automatique.
Générer et
couper les
découpes
Sélectionnez Activer afin de générer des découpes pour des emboîtements
normaux et rectangulaires.
Si cette fonction est activée, les découpes sont créées lorsque le
pourcentage de la feuille restante après l’emboîtement atteint la valeur de
30 % ou plus. La découpe est coupée après une pause à la fin de
l’emboîtement sur la dernière feuille rectangulaire emboîtée.
Rechargement
automatique de
M65
Sélectionnez Activer pour permettre le rechargement automatique de
nouvelles feuilles.
Lorsque cette fonction est sélectionnée, un temps d’arrêt est marqué à la fin
de chaque feuille jusqu’à ce que l’opérateur appuie sur la touche Démarrage
pour reprendre. Une nouvelle feuille se charge et s’exécute
automatiquement. Le rechargement automatique fonctionne uniquement
avec des emboîtements standard, rectangulaires.
Utilisation de l'emboîtement
1. Sur l’écran de configuration principale, sélectionnez Gestionnaire de formes > Nester.
2. Sur l’écran du Nester, appuyez sur la touche programmable Ajouter une pièce pour ajouter
une nouvelle pièce à la liste des pièces emboîtées.
4-17

Manuel de l’opérateur
3. Sélectionnez une pièce dans la Bibliothèque de formes, depuis un disque ou depuis
l’ordinateur hôte via des liens de communication.
4. Dans la fenêtre contextuelle qui apparaît, saisissez le nombre de pièces à inclure dans
l’emboîtement.
5. Au fur et à mesure de l’ajout de nouvelles pièces, le nom du fichier et la quantité de pièces
apparaissent dans la fenêtre Fichiers en vue de la dernière disposition lors du processus
d’emboîtement automatique.
4-18

Disposition des pièces
6. Sélectionnez un dossier pour l’emboîtement dans la liste déroulante Enregistrer vers.
7. Entrez le nom de l’emboîtement dans le champ Nom de fichier.
8. Appuyez sur OK.
Une fenêtre de progression s’affiche durant le processus d’emboîtement.
4-19

Manuel de l’opérateur
Note : le processus d’emboîtement progresse rapidement et seules quelques formes pourront
s’afficher sur l’écran. Vous constaterez peut-être quelques anomalies lors de ce processus.
Si vous sélectionnez plusieurs pièces qui ne peuvent pas toutes être disposées sur une tôle,
plusieurs fichiers de tôles ou de fiches (programme d’emboîtement) seront créés et enregistrés
dans le dossier sélectionné avec le nom de fichier sélectionné et un suffixe numérique. Par
exemple, l’enregistrement du fichier pièce en tant qu’emboîtement peut générer plusieurs
fichiers pièces nommés EMBOÎTEMENT1.txt, EMBOÎTEMENT2.txt, EMBOÎTEMENT3.txt, etc.
Suppression d’une pièce dans un emboîtement
Pour supprimer une pièce dans un emboîtement :
1. Mettez la pièce sélectionnée dans la liste des fichiers en surbrillance.
2. Appuyez sur la touche programmable Supprimer la pièce.
4-20

Disposition des pièces
Note : la fonction logicielle du système CNC est protégée par une clé matérielle ou clé
électronique. Si vous éjectez la clé matérielle du système CNC, le message suivant apparaîtra
lorsque vous appuierez sur la touche programmable Nest Parts (Pièces emboîtées).
4-21

Manuel de l’opérateur
Récapitulatif de l’emboîtement
À la fin de l’emboîtement, le logiciel effectue un récapitulatif du processus d’emboîtement
automatique.
L’analyse statistique du processus est fournie pour le nombre de fiches, l’heure d’exécution de
l’emboîtement, la durée totale d’utilisation et le nombre total de formes emboîtées.
Note : les fiches générées avec exactement la même configuration sont répertoriées en tant
que « Fiches n° # (total #) ».
Défilez vers le bas pour visualiser l’analyse des pièces utilisées et chacune des fiches
produites, ainsi qu’une liste d’utilisation nette de la feuille en question.
4-22

Disposition des pièces
Appuyez sur OK pour accepter l’emboîtement et faites de la première feuille la pièce actuelle.
Appuyez sur la touche Annuler pour rejeter l’emboîtement et retourner à l’écran d’emboîtement
principal pour ajouter ou supprimer des pièces de l’emboîtement.
4-23
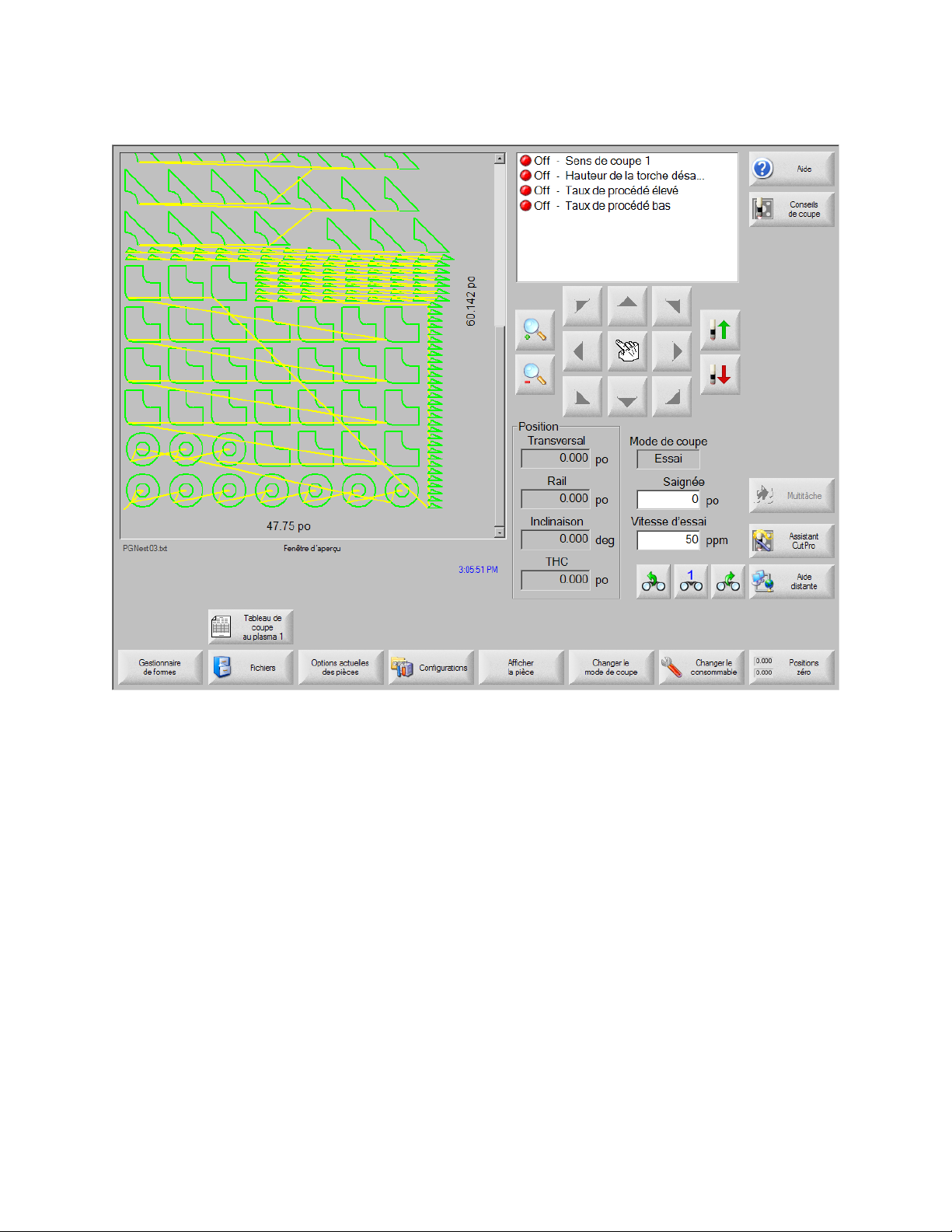
Manuel de l’opérateur
Écran principal d’affichage d’un emboîtement
Note : les pièces comportant des boucles ouvertes ou d’autres géométries incorrectes peuvent
ne pas être automatiquement emboîtées. Vous pouvez emboîter manuellement des pièces
rejetées par la fonction d’emboîtement automatique.
4-24

Disposition des pièces
4-25
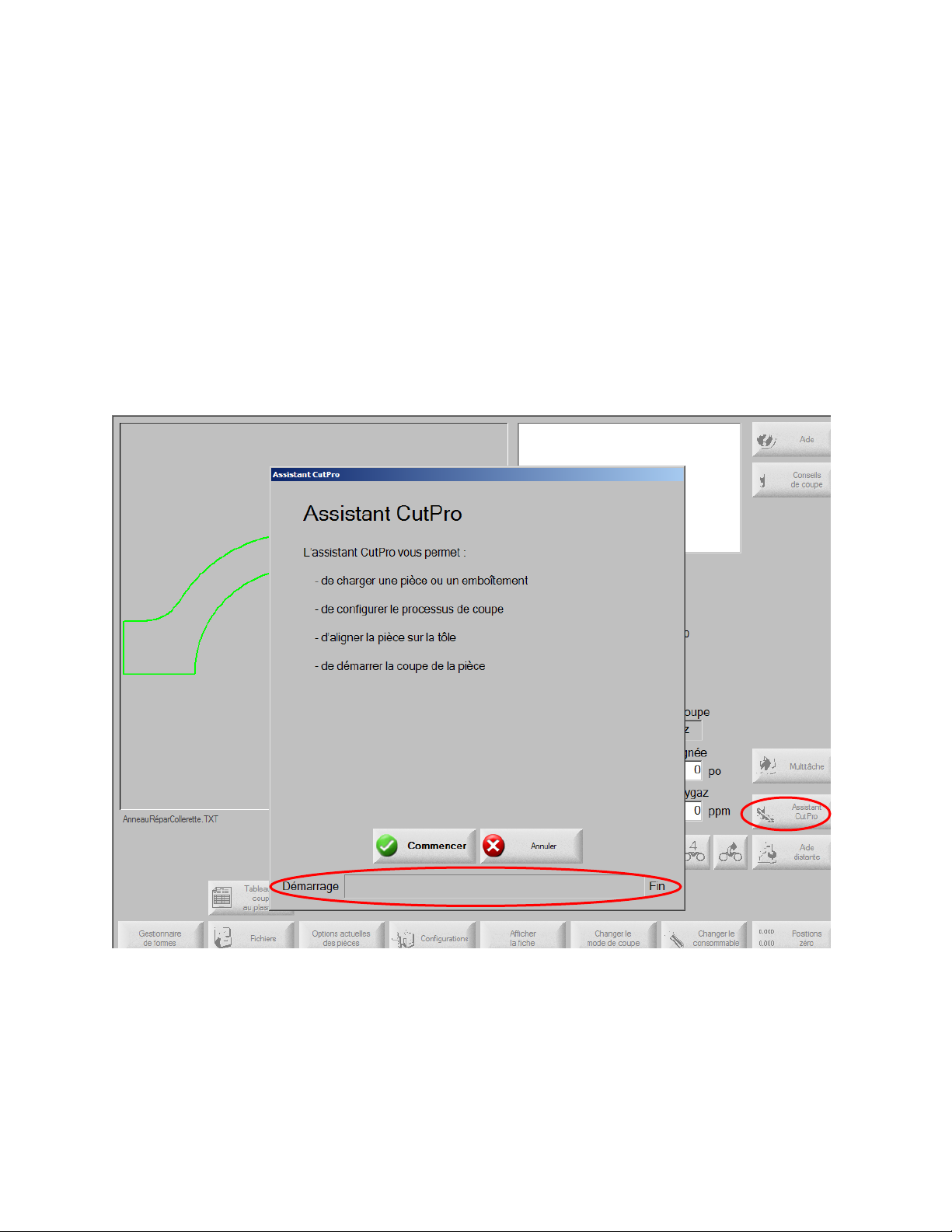
Coupage des pièces
Assistant CutPro
L’assistant CutPro automatise la séquence de choix et de sélections que vous devez effectuer
avant de commencer la coupe de pièces. Si des procédés de coupe, des pièces et des
emboîtements sont enregistrés sur votre système, vous pouvez utiliser l’assistant CutPro pour
simplifier les opérations de coupe.
L’assistant CutPro permet d’aligner des pièces et de manipuler l’inclinaison de la tôle grâce à
l’assistant d’alignement. Pour en savoir plus sur l’assistant d’alignement, consultez le chapitre
Organiser des pièces.
L’assistant CutPro s’ouvre automatiquement depuis l’écran principal. Vous pouvez également
appuyer sur la touche programmable de l’assistant CutPro sur l’écran principal. L’assistant
CutPro enregistre votre progrès au fur et à mesure et l’affiche au bas de la fenêtre sur la barre
de progression.
Coupage en mode manuel
Après vous être assuré que le mode de coupe, la vitesse de coupe et les valeurs de saignée
sont correctement définis, appuyez sur la touche Démarrage de la fenêtre principale ou de la
fenêtre du mode manuel pour couper une pièce. La fenêtre suivante apparaît :
5-1

Manuel de l’opérateur
Pour couper la pièce :
1. Vérifiez que le mode de coupe est défini sur le type de coupe choisi et que les paramètres
Saignée et Vitesse de coupe sont corrects.
2. Appuyez sur la touche Démarrage du panneau avant.
Cette opération démarre le coupage au mode de coupe sélectionné.
Pour afficher un aperçu de la trajectoire :
1. Appuyez sur la touche programmable Changer le mode de coupe jusqu’à ce que Essai
apparaisse dans la fenêtre Mode de coupe.
2. Appuyez sur la touche Démarrage pour que le dispositif suive la trajectoire de coupe sans
couper.
Le déplacement s’effectue à la vitesse programmée.
3. Appuyez sur la touche Arrêter du panneau avant pour arrêter une coupe.
La machine ralentit et s’arrête doucement sur la trajectoire de coupe. Le procédé de coupe
est désactivé en fonction de la logique de coupe programmée s’il était activé lorsque vous
avez appuyé sur la touche Arrêter.
Lors d’une coupe, la fenêtre Observer affiche des informations sur la pièce en cours de
coupage, telles que la vitesse de coupe actuelle, les positions actuelles des axes et la position
de la trajectoire.
5-2

Coupage des pièces
Augmenter la
vitesse
Augmente la vitesse actuelle de 3 %.
Réduire la vitesse
Réduit la vitesse actuelle de 3 %.
Note : double-cliquez sur le champ de vitesse pour saisir une nouvelle
valeur.
Utilisation du clavier : pour changer la vitesse de coupe actuelle tout en
coupant une pièce, appuyez sur la touche Entrée une fois pour mettre la
vitesse de coupe actuelle en surbrillance, saisissez la nouvelle vitesse de
coupe et appuyez de nouveau sur Entrée.
Répétitions
Si une option de répétition a été activée pour une forme, appuyez sur la
touche programmable Répétitions pour visualiser le nombre restant de
rangées et de colonnes à couper. La touche programmable Répétitions
fonctionne avec la touche programmable Développer qui est active
uniquement lors du lancement de la séquence de coupe.
Temporisateurs de
coupe
Les temporisateurs de coupe définissent la logique de réglage de la
durée de coupe et sont disponibles pour les appareils oxygaz et plasma
sur l’écran de configuration Types de coupes. En mode de coupe, la
commande affiche les délais prédéfinis lorsqu’ils sont exécutés dans le
coin inférieur droit de l’écran. Pour certains délais tels que Préchauffage
et Perçage, un indicateur de temps affiche la durée prédéfinie et le temps
restant. Vous trouverez ci-après un exemple d’indicateur de temps de
préchauffage :
Les durées de préchauffage, le nombre total d’heures, le temps écoulé et
le temps restant s’affichent en dixième de seconde.
En mode Fiche, la commande défile automatiquement afin que l’emplacement de coupe se
trouve au centre de l’écran. Cette fonctionnalité est utile lors d’une coupe normale, car elle
permet d’effectuer un zoom avant et de suivre la trajectoire de coupe.
La fonctionnalité Afficher la fiche est utile lorsque des valeurs correctes de taille de tôle sont
entrées dans les configurations de coupe et lorsque la machine revient à la position initiale. Si
vous essayez d’afficher de grandes pièces en mode plein écran, la pièce peut ne pas apparaître
dans son intégralité sur l’écran avant l’affichage de l’emplacement suivant et l’écran risque de
clignoter. Faites un zoom arrière pour corriger ce problème et afficher une zone plus vaste.
5-3

Manuel de l’opérateur
Développer
Prolonge la durée de préchauffage jusqu’à ce que vous l’arrêtiez en
appuyant sur la touche programmable Définir maintenant ou Dégager.
Définir maintenant
Arrête le temporisateur sélectionné et enregistre la nouvelle durée définie.
Utilisez la touche programmable Définir maintenant et Développer pour
modifier la durée de préchauffage prédéfinie.
Dégager
Arrête le temporisateur sélectionné sans modifier le délai d’attente initial.
Lorsque vous activez l’entrée Sens de coupe, le délai d’attente pour le préchauffage se termine.
Le temps affiché au moment de l’activation devient la nouvelle durée de préchauffage pour les
coupes suivantes.
En outre, trois touches programmables apparaissent et permettent de modifier la durée du cycle
de préchauffage en cours. Ces touches jouent les rôles suivants :
Appuyez deux fois sur la touche Démarrage pour ignorer les délais d’attente pour le
préchauffage et le perçage et commencer la coupe au mode oxygaz.
Multitâches
La fonction Multitâches vous permet de charger et de configurer un nouveau programme de
pièces pendant qu’un autre programme effectue un coupage. Cette fonction est disponible
uniquement au mode de fonctionnement avancé.
Pour utiliser la fonction multitâches :
5-4

Coupage des pièces
1. Sur l’écran Gestionnaire de formes, appuyez sur la touche programmable Multitâches.
Le programme de pièce en cours apparaît dans le coin inférieur droit de la fenêtre Aperçu.
2. Sélectionnez un autre programme de pièce de la Bibliothèque des formes ou d’un
périphérique de stockage.
Le nouveau programme apparaît dans la fenêtre Aperçu.
3. Appuyez sur la touche programmable Multitâches pour passer d’un programme à l’autre.
5-5

Manuel de l’opérateur
Récupération d’une
coupe perdue
Les fonctions de récupération de coupe perdue du système CNC sont
disponibles depuis l’écran Pause qui apparaît lorsque l’opérateur appuie
sur la touche Arrêt ou quand le sens de coupe est perdu.
Appuyez sur la touche Annuler de l’écran Pause pour annuler la pièce
actuelle.
Revenir au début
Cette fonction permet à l’opérateur de retourner au point de départ initial
du programme de pièce.
Note : si vous utilisez la fonction Revenir au début après avoir perdu le
sens d’une coupe, tous les détails sur la position actuelle du dispositif de
coupe sur la trajectoire seront perdus.
Revenir sur la
trajectoire/Avancer
sur la trajectoire
Utilisez ces deux touches programmables pour revenir en arrière et
avancer sur la trajectoire de coupe à la vitesse de déplacement
sélectionnée afin de localiser le point de reprise du perçage. Appuyez sur
la touche Démarrage pour reprendre la coupe à la vitesse de coupe
programmée. Outre tous les segments d’une pièce standard, les
fonctions Revenir sur la trajectoire/Avancer sur la trajectoire permettent
également de parcourir entièrement toutes les sections de la répétition de
Interruption de la coupe
Si le processus de coupe échoue, le système CNC dispose des capacités de récupération
décrites dans le tableau suivant :
5-6

Coupage des pièces
forme.
Tout comme les fonctions en mode manuel, Revenir sur la
trajectoire/Avancer sur la trajectoire utilisent la vitesse de déplacement
actuellement sélectionnée. Les différentes vitesses permettent un
déplacement rapide sur la trajectoire ou un positionnement précis du
dispositif de coupage.
En cas de perte du sens de coupe, la vitesse de retour et d’avancée est
égale à la dernière vitesse utilisée. Pour passer d’une vitesse de
déplacement à une autre, appuyez sur la touche programmable Changer
la vitesse de déplacement de la fenêtre de pause. La vitesse
correspondante s’affiche dans la fenêtre Vitesse de déplacement.
Déplacer pour
percer/marquer
Appuyez sur la touche programmable Déplacer pour percer/marquer pour
aller directement à n’importe quel point de perçage.
Saisissez les détails du point de perçage et appuyez sur Entrée. Le
dispositif de coupage se déplace directement vers le point de perçage
sélectionné.
Changer le mode
de coupe
Permet de basculer le mode de reprise entre Coupe et Essai. Cela
permet à l’opérateur de parcourir la pièce d’une part en tant que coupe
d’essai et d’autre part en tant que coupe réelle.
Changer la vitesse
de déplacement
Permet de basculer entre les quatre vitesses de déplacement
disponibles. Les quatre vitesses de déplacement disponibles sur l’écran
de configuration des vitesses sont : Vitesse maximum de la machine,
Vitesse élevée de déplacement par étape, Vitesse moyenne de
déplacement par étape et Vitesse faible de déplacement par étape.
On-Path Restart
(Reprise sur la
trajectoire)
Pour reprendre la coupe au point de perçage sélectionné à l’aide de la
touche On-Path Backup (Revenir sur la trajectoire), appuyez sur la
touche DÉMARRAGE. La vitesse et le mode de coupe avant l’interruption
du mouvement sont maintenus sauf si les valeurs ont été modifiées dans
la fenêtre Observation.
Tant que la fenêtre de pause est affichée, les touches fléchées manuelles
sont totalement opérationnelles et vous permettent de déplacer le
dispositif de coupage. Cela vous permet de déplacer la machine dans
tous les sens (pas nécessairement sur la trajectoire) afin d’inspecter la
pièce partiellement coupée. Dès que le dispositif quitte la trajectoire de
coupe, la fenêtre de pause Off-path (Hors trajectoire) apparaît.
Revenir à la
trajectoire
Appuyez sur la touche programmable Revenir à la trajectoire dans la
fenêtre de pause Off-path (Hors trajectoire) pour remettre le dispositif au
point de la trajectoire de coupe à partir duquel il a déraillé. Cette
fonctionnalité permet d’inspecter et de remplacer des composants après
5-7

Manuel de l’opérateur
une perte de sens de coupe, puis de retourner au point où cette dernière
s’est produite. Lorsque la machine se repositionne sur la trajectoire, la
fenêtre de pause On-path (Sur trajectoire) réapparaît et la coupe peut
être relancée.
Déplacer la pièce
Permet de déplacer toute la pièce sur la tôle. Le point vers lequel se
dirige la machine sur la trajectoire de coupe devient la position actuelle
du dispositif. La fenêtre de pause On-path (Sur trajectoire) réapparaît
puisque que le dispositif est sur la trajectoire.
Off-Path Restart
(Reprise hors
trajectoire)
Appuyez sur la touche Démarrage depuis la fenêtre de pause Off-path
(Hors trajectoire) pour créer une trajectoire d’entrée à partir du point de
déraillement jusqu’à la pièce initiale.
En cas de perte du sens de coupe, l’opérateur peut utiliser la touche
Revenir sur la trajectoire du menu de la fenêtre de pause On-path (Sur
trajectoire) pour positionner le dispositif sur le point de la trajectoire où il a
perdu le sens de coupe. Il peut ensuite utiliser les touches fléchées
manuelles pour ramener le dispositif sur la trajectoire de coupe, à un
point de perçage approprié.
À ce stade, appuyez sur Démarrage pour couper une nouvelle trajectoire
d’entrée depuis le point de perçage hors trajectoire jusqu’au point où le
dispositif a perdu le sens de la coupe. Lorsque le dispositif retrouve sa
trajectoire de coupe, il continue le long de cette dernière et coupe le reste
de la pièce.
Rush Job Interrupt
(Interruption d’une
tâche expresse)
Permet à l’opérateur de mettre en pause le programme de pièces en
cours et de conserver les détails de la pièce et de la position actuelle. Sur
l’écran Pause, appuyez sur la touche Annuler. Une fenêtre contextuelle
s’affiche à l’écran pour vous permettre d’enregistrer les détails de la
pièce.
Si vous sélectionnez Oui, le bouton Reprendre la dernière pièce apparaît
sur l’écran Fichiers. Vous pouvez charger et exécuter un autre
programme de pièces, puis retourner à la pièce d’origine à l’aide de la
touche programmable Reprendre la dernière pièce. Le programme et la
position de la pièce reprennent.
5-8

Coupage des pièces
5-9

Manuel de l’opérateur
Opérations manuelles
La touche manuelle est indiquée par l’icône représentant une main.
Appuyez sur la touche manuelle à l’écran pour afficher l’écran suivant. Les touches de
déplacement sont actives lorsqu’elles sont vertes.
Chaque fois que les touches manuelles sont actives, l’icône du curseur dans la fenêtre
d’affichage des graphiques prend la forme d’une main.
À partir de la fenêtre manuelle, vous pouvez déplacer le dispositif dans l’une des huit directions
à l’aide des touches fléchées. Le dispositif de coupage se déplace tant que vous maintenez une
touche fléchée enfoncée. Lorsque vous relâchez celle-ci, le dispositif s’arrête doucement.
Si le verrouillage de touche manuelle est activé dans les configurations de la commande,
appuyez une deuxième fois sur la touche manuelle afin que le déplacement continue sans avoir
à maintenir la touche fléchée enfoncée.
Cette fonctionnalité est disponible pour les touches fléchées manuelles des écrans Manuel,
Alignement et Pause. Lorsqu’elle est activée, la boîte de dialogue « Latched Manual Keys On
(Verrouillage de touche manuelle activé) » apparaît en rouge au coin inférieur droit de la fenêtre
de la pièce.
5-10

Coupage des pièces
Revenir au début
Chaque fois que la fenêtre manuelle est ouverte, les positions
transversales et de rail sont enregistrées à ce stade.
Après une coupe en refente ou d’autres opérations manuelles, il peut
s’avérer nécessaire de revenir à cette position de « début ».
Appuyez sur la touche programmable Revenir au début pour générer des
déplacements sur l’axe transversal et l’axe de rail, de la position actuelle
du dispositif à la position enregistrée à l’ouverture de la fenêtre manuelle.
Distance de
déplacement
Lorsque l’option Déplacement uniquement s’affiche dans la fenêtre Mode
manuel, la deuxième touche programmable sur la gauche se transforme
en Distance de déplacement.
La touche programmable Distance de déplacement vous permet
d’effectuer des déplacements sur des distances précises. Après avoir
appuyé sur Distance de déplacement, le système CNC vous invite à
saisir des valeurs de distance transversale et de rail pour le déplacement
de la machine. Saisissez la valeur appropriée et appuyez sur ENTRÉE.
Le dispositif de coupage parcourt la distance saisie en une ligne droite
sans exécuter aucune logique de coupe.
Comme pour tous les cas de déplacement automatique, vous pouvez
appuyer sur ARRÊTER du panneau avant à tout moment pour arrêter la
machine en douceur avant la fin du mouvement programmé.
Distance de coupe
Lorsque vous sélectionnez le mode Coupe de refente dans la fenêtre
Mode manuel, la deuxième touche programmable sur la partie gauche se
transforme en Distance de coupe.
Cette touche programmable permet d’effectuer des coupes de refente
d’une longueur exacte. Après avoir appuyé sur Distance de coupe, la
commande vous invite à saisir des valeurs de distance transversale et de
rail pour le mouvement de la machine. Saisissez la valeur appropriée et
appuyez sur ENTRÉE.
Lorsque le dispositif de coupage exécute la séquence logique de coupe,
il parcourt la distance saisie en une ligne droite.
Vous pouvez interrompre le déplacement à l’aide de la touche Arrêter ou Annuler ou d’une
touche fléchée. Le verrouillage de touche manuelle peut être désactivé en appuyant de
nouveau sur la touche manuelle.
5-11

Manuel de l’opérateur
Si vous saisissez des valeurs incorrectes, appuyez sur la touche
ANNULER à tout moment.
Après le lancement du déplacement, appuyez sur ARRÊTER sur le
panneau avant pour arrêter la machine en douceur avant la fin du
mouvement programmé.
Le mode Coupe de refente permet d’effectuer une coupe sur une
trajectoire linéaire spécifiée. Le déplacement s’arrête et l’action de coupe
cesse lorsque la machine atteint la nouvelle position ou lorsque vous
appuyez sur la touche ARRÊTER.
Si vous ne connaissez pas la distance exacte, saisissez une distance
supérieure à la distance nécessaire dans la direction appropriée, puis
appuyez sur ARRÊTER pour terminer la coupe.
Options manuelles
Appuyez sur la touche programmable Options manuelles pour accéder à
l’écran des options manuelles.
Axes de position
initiale
Appuyez sur la touche programmable Axes de position initiale pour
accéder à l’écran correspondant.
Afficher la
fiche/Afficher la
pièce
La touche Afficher la fiche permet d’afficher une pièce telle qu’elle
apparaîtrait sur la tôle. Après avoir appuyé sur la touche programmable
View Sheet (Visualiser une feuille), la fenêtre d’affichage fera un zoom
arrière pour montrer la pièce et l’intégralité de la plaque.
Après le zoom arrière de l’écran, vous pouvez de nouveau effectuer un
zoom avant en appuyant sur la touche +, ce qui ajoute des barres de
défilement horizontale et verticale. Appuyez sur la touche – pour annuler
la fonction de zoom.
Tant que les barres de défilement s’affichent, vous pouvez maintenir la
barre de défilement enfoncée et la déplacer horizontalement et
verticalement pour ajuster l’affichage de la machine. Ce mode est utile
lors d’un coupage normal, car il permet de suivre de près la trajectoire de
coupe lorsque le zoom est activé.
Lors de la coupe en mode d’affichage de fiche, la commande défile
automatiquement pour maintenir le lieu de coupe au centre de l’affichage.
Cette fonctionnalité s’avère utile pour les coupes normales, car elle
permet de suivre la trajectoire de coupe lorsque le zoom est activé.
La fonctionnalité Afficher la fiche est plus utile lorsque des valeurs
correctes de taille de tôle sont saisies dans les configurations de coupe et
lorsque la machine est déjà revenue à la position initiale. Si vous
visualisez de grandes pièces en cours de coupe en mode plein écran, le
système risque de ne pas montrer la pièce à l’écran avant de passer au
5-12

Coupage des pièces
prochain emplacement d’affichage. Dans ce cas, l’écran d’affichage peut
clignoter. Vous pouvez corriger ce problème en effectuant un zoom
arrière sur une zone d’affichage plus large.
Modifier le mode
manuel
Cette touche programmable permet de basculer entre les options
Déplacer uniquement et Coupe de refente en Mode manuel.
En appuyant sur cette touche programmable, la deuxième touche en
partant de la gauche (Distance de déplacement) se transforme en
Distance de coupe. Consultez les détails de la coupe de refente ci-après.
Changer la vitesse
de déplacement
Cette touche programmable permet de basculer entre les quatre vitesses
de déplacement de l’écran de configuration des vitesses : Vitesse
maximum de la machine, Vitesse élevée de déplacement par étape,
Vitesse moyenne de déplacement par étape, Vitesse faible de
déplacement par étape.
Positions zéro
Appuyez sur cette touche programmable pour redéfinir toutes les
positions d’axes sur 0 (zéro).
Coupage de refente
Lorsque la fenêtre Mode manuel affiche Coupe de refente, vous pouvez utiliser les touches
fléchées pour commencer une séquence de coupe et le déplacement de la machine dans la
direction choisie.
Pour lancer une coupe de refente :
1. Assurez-vous d’avoir sélectionné le mode de coupe approprié.
2. Assurez-vous que la vitesse de coupe appropriée s’affiche dans la fenêtre Vitesse de coupe
(modifiable en mode Coupe de refente).
3. Appuyez sur la touche fléchée appropriée dans la direction du point de départ désiré de la
coupe.
La séquence de coupe continue même après avoir relâché la touche ; toutefois, le
déplacement de la machine n’est généré que lorsque vous maintenez enfoncée une
touche fléchée, à moins que vous n’ayez activé le verrouillage de touche manuelle.
4. Utilisez les touches fléchées pour changer de direction.
5. Appuyez sur la touche Arrêter, Annuler ou Manuelle pour arrêter le fonctionnement du
dispositif de coupage.
5-13

Manuel de l’opérateur
Élever la torche
Permet de relever la torche de coupe pendant que la touche
programmable est enfoncée ou jusqu’à ce que l’entrée Sens torche en
haut soit activée.
Abaisser la torche
Permet d’abaisser la torche de coupe pendant que la touche
programmable est enfoncée ou jusqu’à ce que l’entrée Sens torche en
bas soit activée. Si la sortie Torche en bas a été configurée pour rester
activée lors des configurations de coupe plasma, appuyez sur la touche
programmable Abaisser la torche pour maintenir la torche abaissée
jusqu’à ce que vous ayez appuyé pour une deuxième fois sur la touche
programmable.
Décalage manuel
La fonction Décalage manuel est utile pour les tables de coupe
comportant un outil d’alignement au laser et vous permet d’utiliser cet
outil pour aligner une pièce sur une tôle.
Le décalage reste en place jusqu’à ce qu’il soit désactivé sur cet écran
ou qu’une pièce soit coupée en mode de coupe oxygaz ou plasma.
Vous pouvez sélectionner les décalages suivants :
Défini par l’utilisateur - Utilise la distance de décalage X/Y
sélectionnée.
Pointeur au laser vers plasma 1 - Décalage 10
Options manuelles
5-14

Coupage des pièces
Pointeur au laser vers plasma 2 - Décalage 11
Pointeur au laser vers oxygaz - Décalage 12
Envoyer le dispositif
de rotation
d’inclinaison à la
position initiale
Déplacer axe de
rotation
Déplacer axe
d’inclinaison
Régler l’inclinaison
du double portique
Cette fonction vous permet de réaligner manuellement l’axe doubleportique à l’aide des touches fléchées manuelles de déplacement ( et
).
Espacer les torches
5-15
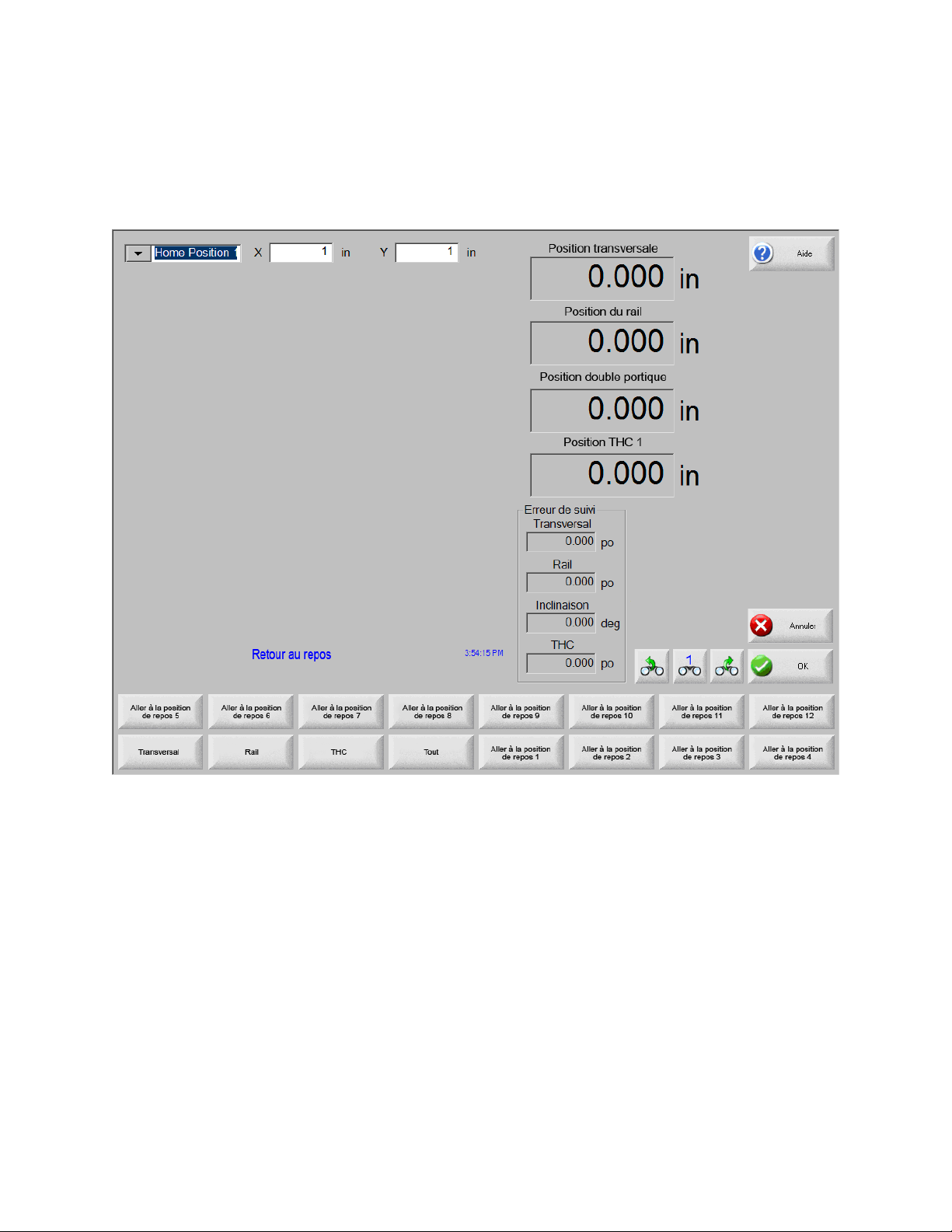
Manuel de l’opérateur
Transversal
Appuyez sur la touche programmable Transversal pour lancer la procédure
automatisée de retour à la position initiale. Cette procédure entraîne
généralement le mouvement de la machine sur l’axe transversal, selon les
Axes de position initiale
Sur l’écran Position initiale, vous pouvez remettre un axe ou tous les axes en « position
initiale ». De plus, les axes transverse et rail peuvent être envoyés vers l’une des 12 positions
d’accueil alternatives programmées.
La fonction Position initiale définit sur la table de coupe un emplacement physique absolu,
utilisé pour référencer une opération manuelle ultérieure « Go to Home (Aller à la position
initiale) » et d’autres commandes de déplacement. Cela s’effectue généralement par l’activation
d’un interrupteur de position initiale placé sur l’axe approprié et qui lui donne un emplacement
physique connu.
Lorsque vous entrez la commande de retour à la position initiale dans le système CNC, celui-ci
déplace l’axe vers les interrupteurs de position initiale à une vitesse de position initiale élevée
jusqu’à ce que les interrupteurs soient activés. Après avoir activé ces derniers, le mouvement
s’arrête et l’axe se déplace vers la direction opposée de l’interrupteur à une vitesse de position
initiale lente.
Lorsque l’interrupteur est désactivé, la position est enregistrée dans le système CNC et sert de
point de référence absolu pour des commandes de déplacement futur.
5-16

Coupage des pièces
paramètres de retour à la position initiale définis dans Configurations.
Rail
Appuyez sur la touche programmable Rail pour lancer la procédure
automatisée de retour à la position initiale. Cette procédure entraîne
généralement le mouvement de la machine sur l’axe de rail, selon les
paramètres de retour à la position initiale définis dans Configurations.
CBH
Appuyez sur la touche programmable CBH pour lancer la procédure
automatisée de retour à la position initiale. Cette procédure entraîne
généralement le mouvement de la machine sur l’axe CBH, selon les
paramètres de retour à la position initiale définis dans Configurations.
THC
Appuyez sur la touche programmable THC pour lancer la procédure
automatisée de retour à la position initiale du THC du capteur. Cette
procédure entraîne généralement le mouvement de la machine sur l’axe
THC, selon les paramètres de retour à la position initiale définis dans
Configurations.
Inclinaison
Appuyez sur la touche programmable Inclinaison pour lancer la procédure
automatisée de retour à la position initiale de l’axe Inclinaison.
Rotation
Appuyez sur la touche programmable Rotation pour lancer la procédure
automatisée de retour à la position initiale de l’axe Rotation.
Note : en activant les axes inclinaison et rotation, la fenêtre suivante
apparaît et vous permet d’accéder à l’axe Inclinaison/Rotation ou à d’autres
axes.
Sélectionnez Oui pour accéder à Retour à la position initiale des axes
Inclinaison et Rotation.
Sélectionnez Non pour accéder aux fonctions Retour à la position initiale
des autres axes.
Tout
Appuyez sur la touche programmable Tout pour lancer la procédure
automatisée de retour à la position initiale. Cette procédure entraîne
généralement le mouvement de la machine sur un ou plusieurs axes, selon
les paramètres de retour à la position initiale définis dans Configurations.
Aller à la position
initiale
Appuyez sur l’une des quatre touches programmables Aller à la position
initiale pour déplacer l’axe transversal et l’axe de rail vers la position
prédéfinie dans la fenêtre de modification correspondante. Les touches
Aller aux positions sont absolues et demandent qu’une procédure
automatisée de retour à la position initiale soit déjà exécutée.
5-17

Manuel de l’opérateur
5-18
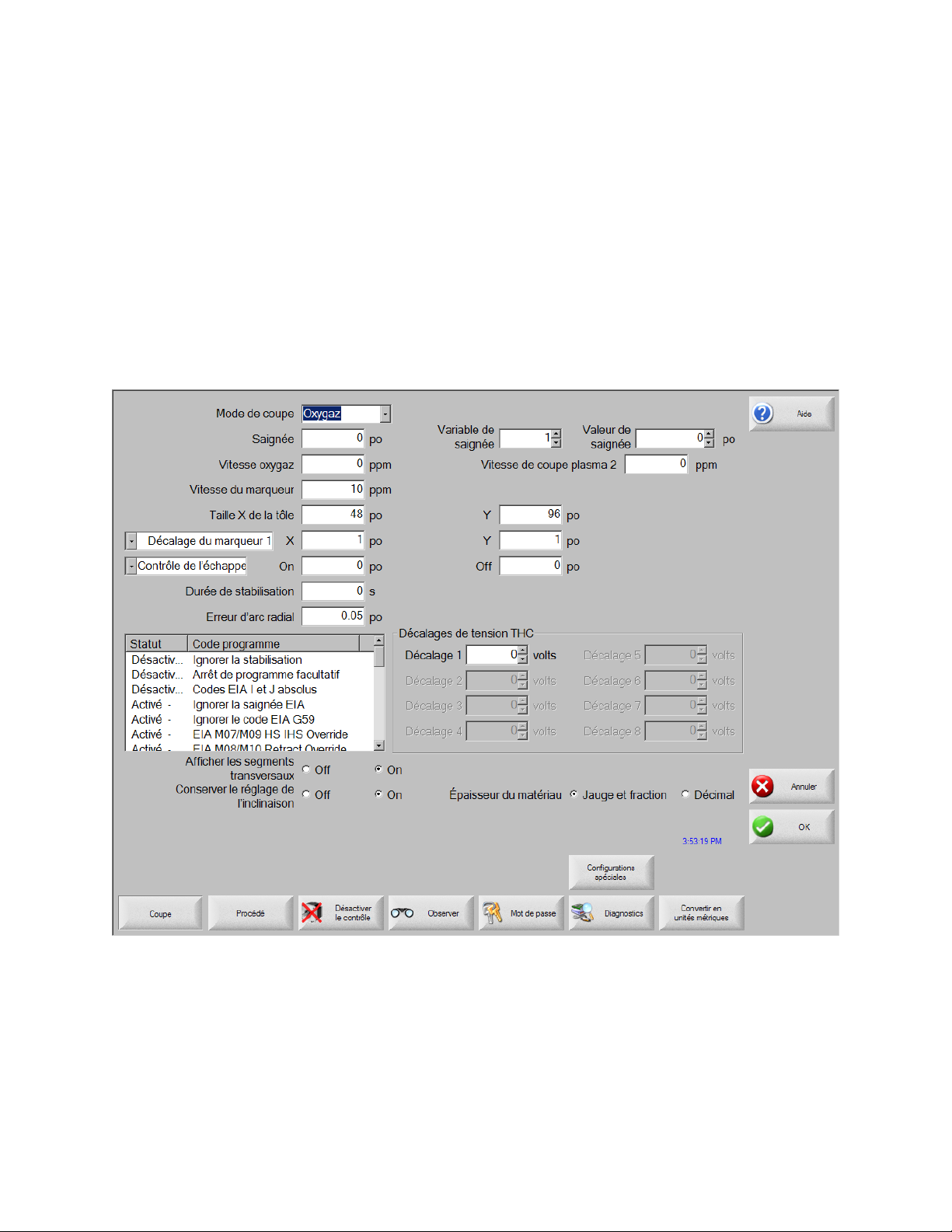
Configuration du système
Mode de coupe
Spécifie le mode de coupe actuel. Le mode d’essai permet à
l’opérateur de simuler le programme de pièce actuel sans procéder à
un coupage.
Saignée
Spécifie la quantité de saignée à appliquer au programme de pièce
courant. La sélection d’une valeur de saignée doit être effectuée avec
le plus grand soin puisque ce paramètre peut générer de géométries
L’écran Configuration permet de faire des choix qui déterminent la méthode de coupe.
Configuration de coupe
La touche programmable Coupe permet d’ajuster les paramètres du mode de coupe que vous
souhaitez utiliser. Les modes disponibles sont les suivants :
Mouvement d’essai (sans coupe)
Oxygaz
Plasma
Laser
Jet d’eau
6-1

Manuel de l’opérateur
incorrectes. Prenons l’exemple de l’ajout d’une saignée de 0,5 po à
un arc d’un rayon de 0,25 po. Après avoir saisi une valeur de saignée,
vous pouvez afficher la trajectoire de coupe compensée par la
saignée en appuyant sur la touche programmable Saignée du menu
Options de pièce.
Variable de
saignée/Valeur de
saignée
Permet de créer un tableau de variables de saignée qui affecte une
variable à une valeur de saignée. Vous pouvez saisir jusqu’à
200 variables pour créer un tableau de référence.
Cette variable de saignée peut servir, dans le cadre d’un programme
de pièce, à définir la valeur de saignée. Cette valeur change avec
l’usure des pièces de la torche. Si vous mettez à jour la valeur de
variable de saignée au fur et à mesure que le consommable s’use et
change, la nouvelle valeur sera appelée par la commande de variable
de la saignée avec tous les programmes chargés qui utilisent cette
variable.
Le code de pièce EIA-274D pour la variable de saignée gauche est le
code G43. Soit l’exemple G43 D1 X0.06, où :
G43 représente le paramètre de variable de saignée.
D1 représente la variable de saignée. Vous pouvez utiliser un
chiffre compris entre 1 et 200.
X0.06 est la valeur de saignée sélectionnée.
Vitesse d’essai/de
coupe
Spécifie la vitesse du mode de coupe actuel. Les vitesses d’essai et
les vitesses de coupe sont enregistrées séparément. Les
deux vitesses sont limitées par la vitesse maximale de la machine.
Les vitesses de coupe et d’essai peuvent être exécutées à la vitesse
du code F intégré dans le cadre d’un programme de pièce.
Vitesse du
marqueur 1/marqueur 2
Spécifie la vitesse du marqueur sélectionné. Chaque vitesse de
marqueur s’enregistre séparément et s’exécute grâce à la sélection
de l’outil du marqueur dans le cadre d’un programme de pièce.
Le marqueur 1 est activé par EIA RS-274D M09 et M10 ou un ESSI 9
et 10.
Le marqueur 2 est activé par EIA RS-274D M013 et M14 ou un
ESSI 13 et 14.
Taille de la tôle
Spécifie les dimensions de la tôle actuelle. Cette taille est utilisée lors
du chargement d’une pièce pour savoir si elle peut s’adapter à la tôle.
Elle permet également d’afficher la pièce à l’écran.
Commandes d’évent
1 à 50
Saisissez des valeurs de rail associées à un maximum de
cinquante zones programmables pour la commande du registre
d’aspiration des fumées.
Selon la position du rail, l’évent contrôle les sorties numériques pour
l’activation des registres dans la zone choisie pour de meilleures
6-2

Configuration du système
performances.
Décalages du
marqueur 1 – 12
Saisissez des valeurs correspondant à un maximum de
douze décalages de marqueurs programmables. La machine est
décalée par ce nombre à la vitesse maximale lors de la détection du
code de marqueur approprié.
Si vous saisissez des valeurs autres que 1 pour les décalages du
marqueur 10, 11 ou 12, l’assistant d’alignement et l’assistant CutPro
vous permettent automatiquement de choisir d’utiliser le pointeur au
laser ou la torche pour l’alignement.
Durée de stabilisation
Spécifie la durée de stabilisation (délai) insérée dans le programme
de pièce actuel lorsqu’une période de programme RS-274D est
atteinte. Ce temps peut être annulé pour le programme de pièce. Par
exemple, lors de la programmation EIA, un GO4 X3 entraîne
l’insertion d’un temps de stabilisation de trois secondes dans la
période du programme en cours. Un GO4 sans X-code insère un
temps d’arrêt à l’aide du paramètre Durée de stabilisation actuelle.
Erreur d’arc radial
Spécifie la tolérance d’erreur d’arc à utiliser lors de la vérification de
l’exactitude de la dimension du segment actuel. Tous les
programmes ESSI ou EIA comportent des lignes, des arcs et des
cercles. Le paramètre Erreur d’arc radial permet de vérifier que les
vecteurs de rayons de début et de fin respectent la tolérance
permettant de décrire une géométrie valide.
Ignorer la stabilisation
Lorsque vous activez ce paramètre, les codes de valeur GO4 X de
durée de stabilisation intégrés dans un programme RS-247D annulent
le temps d’arrêt saisi par l’opérateur.
Arrêt de programme
facultatif
Permet d’ignorer l’arrêt de programme facultatif M01 du programme
de pièce actuel. S’il est activé, un code M01 fonctionne de la même
manière qu’un M00. S’il est désactivé, le code M01 est ignoré.
Codes I & J d’EIA
Permet de sélectionner un mode de programmation RS-274D absolu
ou d’incrémentation. En mode incrémentiel, tous les décalages de X,
Y, I et J sont relatifs à la période actuelle. En mode absolu, tous les
décalages de X, Y, I et J sont relatifs à un point de référence absolu
sauf si vous les modifiez à l’aide du code de programme G92
(éléments prédéfinis de l’axe défini).
Ignorer le code EIA F
Lorsque vous activez ce paramètre, les codes F intégrés dans un
programme RS-247D annulent la vitesse de coupe saisie par
l’opérateur.
L’augmentation/La
réduction de la vitesse
a une incidence sur les
codes F
Lorsque vous activez ce paramètre, la commande applique le
pourcentage d’augmentation/de diminution de la vitesse à tous les
codes F intégrés utilisés dans le programme de pièce.
EIA Decimal Shift
Certains styles de programmation sont structurés de manière à
6-3

Manuel de l’opérateur
(Décalage décimal EIA)
assumer la décimale dans le positionnement EIA qui affecte le
dimensionnement de la pièce. Ce paramètre permet à l’opérateur de
choisir l’emplacement (normale ou unique) de la décimale lors de la
translation des pièces. La sélection doit être définie sur Normale à
moins que vos programmes de pièce ne comportent qu’un seul chiffre
à la droite de la décimale.
Ignorer la sélection de
procédés
Activée, cette fonction permet au programme de pièce d’effacer la
donnée du choix de procédé.
Ignorer la sélection de
stations
Activée, cette fonction permet au programme de pièce d’effacer la
donnée de choix de stations actuellement sélectionnée.
Ignorer l’espacement
automatique des
torches
Activée, cette fonction permet au programme de pièce d’effacer les
données d’espacement de la torche sélectionnée manuellement.
Invite de décompte des
boucles G97
Activée, cette fonction affiche un message à l’écran demandant la
saisie du nombre de boucles ou de répétitions à sélectionner
lorsqu’un code G97 EIA sans valeur « T » est rencontré dans le
programme de pièce.
Prise en charge de
plusieurs torches ESAB
Activée, cette fonction permet à des programmes de pièces ESSI de
style ESAB de faire correspondre des codes à des sélections de
stations spécifiques.
Code ESSI Code EIA Description
7 M37 T1 Sélectionner la station 1
8 M38 T1 Désélectionner la station 1
13 M37 T2 Sélectionner la station 2
14 M37 T2 Désélectionner la station 2
15 M37 T3 Sélectionner la station 3
16 M38 T3 Désélectionner la station 3
Forcer la désactivation
de saignée G40
Dans un programme de pièce, la saignée est activée et désactivée à
l’aide des codes EIA G41/G42 et G40. Il convient de désactiver la
saignée lors de la coupe même si la désactivation de saignée n’est
pas prévue dans un programme. Grâce à la désactivation de ce
paramètre, vous pouvez arrêter la désactivation « forcée » de la
saignée G40 si aucune saignée de ce type n’est utilisée dans le
programme.
G40 utilisé dans les
formes simples
Utilisé avec le paramètre Forcer la désactivation de saignée, la
désactivation de ce paramètre permet d’omettre le code G40
normalement inséré dans une forme simple depuis la bibliothèque de
formes.
Démarrage
automatique après
APA
Utilisé avec le paramètre Automatic Plate Alignment (Alignement
automatique sur la tôle), ce paramètre permet de démarrer
automatiquement la coupe dès que l’alignement automatique sur la
tôle est terminé.
Décalage de code EIA
Certains styles de programmation sont structurés de manière à
6-4

Configuration du système
à deux décimales
assumer la décimale dans le positionnement EIA qui affecte le
dimensionnement de la pièce. Ce paramètre permet à l’opérateur de
choisir l’emplacement (normale ou unique) de la décimale lors de la
translation des pièces. La sélection doit être définie sur Normale à
moins que vos programmes de pièce ne nécessitent deux chiffres à la
droite de la décimale.
M17, M18 utilisés en
tant que codes de
coupe
Activé, ce paramètre permet d’utiliser les codes EIA-274D M17 et
M18 pour les commandes d’activation et de désactivation de la
coupe.
M76, trajectoire de
rotation la plus courte
Activée, cette fonction désactive les déplacements de fin de course
des logiciels d’inclinaison et de rotation pour deux leviers inclinables
et permet à la commande Rotate go to Home (Rotation pour retourner
à la position initiale) du EIA-274D M76 de sélectionner le chemin le
plus court. Désactivée, elle permet au mouvement de prendre la plus
longue trajectoire pour revenir à la position initiale. Cette fonction est
avantageuse pour certains modèles de leviers.
Ignorer la saignée EIA
Si ce paramètre est désactivé, tous les codes de valeur de saignée et
la variable Charger la variable de table de saignée seront ignorés. Ce
paramètre est activé par défaut et ne peut être modifié tant que le
programme de pièce est en pause. Il est utile lorsqu’un dispositif de
coupage est utilisé pour un procédé différent de celui utilisé pour
créer le programme de pièce.
Ignorer le code
EIA G59
Si ce paramètre est désactivé, tous les codes G59 sont ignorés. Ce
paramètre est activé par défaut et ne peut être modifié tant que le
programme de pièce est en pause. Il est utile lorsqu’un dispositif de
coupage est utilisé pour un procédé différent de celui utilisé pour
créer le programme de pièce.
Arrêt sur un seul arc
perdu
Si ce paramètre est activé, toute donnée liée au sens de coupe
perdue pendant une période plus longue que la durée d’inactivité de
l’arc lors de la coupe met en pause le programme de pièce ou affiche
le message Sens de coupe perdu.
Afficher les segments
transversaux
Permet d’activer et de désactiver les lignes de segment de traverse
(marquées en jaune) lors de l’affichage de toutes les pièces en mode
Aperçu.
Conserver le réglage
de l’inclinaison
Maintient la dernière inclinaison de tôle calculée pour toutes les
autres pièces chargées. Si ce paramètre est désactivé, toute nouvelle
pièce chargée annule toutes les inclinaisons de tôle précédemment
calculée.
Décalage de
tension THC
Le paramètre Décalage de tension THC permet de décaler chaque
tension d’arc du THC de capteur de la principale tension d’arc définie.
Cette option permet le réglage des THC individuels pour compenser
l’usure des consommables et obtenir une qualité de coupe optimale.
6-5

Manuel de l’opérateur
Note : il est possible de régler le paramètre de décalage de
tension THC automatiquement à l’aide du paramètre Volts per Minute
(Volts par minute) de l’écran Changer le consommable.
Réactiver toutes les
sources de courant
Cette touche programmable permet de réactiver toutes les sources de
courant HD4070 ou HPR au gaz automatique qui ont été désactivées.
Elle ne s’active que si une source de courant a été désactivée.
6-6

Configuration du système
Configuration de la fenêtre Observer
Le système CNC est fourni avec une fonction unique pour la surveillance des paramètres
essentiels liés aux procédés lors de la coupe. La fenêtre Observer permet à l’opérateur de
personnaliser une certaine partie de l’écran afin d’afficher des fonctions essentielles pour une
coupe particulière. Qu’il s’agisse de la vitesse actuelle, de la position, de l’état d’E/S ou de la
durée de vie des consommables de la torche, vous pouvez afficher les informations désirées et
les visualiser lors de la coupe.
La fenêtre Observer se met à jour lors de l’activation ou de la désactivation de ces paramètres.
Plusieurs options permettent de personnaliser cette fenêtre et seules quelques options peuvent
s’afficher simultanément. Les options sont regroupées en deux tailles d’objets-fenêtres ou
d’icônes. Vous pouvez placer de grands objets-fenêtres dans la partie supérieure de l’écran, audessus de la fenêtre d’observation ou au centre de cette fenêtre. Des petits objets-fenêtres sont
placés dans le coin inférieur gauche de la fenêtre d’observation près des détails de la coupe et
du chronomètre. Les détails de la coupe et le chronomètre utilisé, situés dans le coin inférieur
droit, ne peuvent pas être modifiés.
Des sélections effectuées dans la fenêtre d’observation changent légèrement selon la
configuration d’E/S et le choix des options de machine activées.
Les positions d’observation permettent les sélections suivantes.
6-7

Manuel de l’opérateur
Aucune
Sélectionnez Aucune pour laisser le champ vide.
Entrée/sortie
Permet d’afficher l’état actuel des informations sur l’Entrée, les Sorties ou
l’État lors de la coupe. Ce paramètre est particulièrement utile pour le
débogage des problèmes relatifs au séquencement du contrôle du gaz.
Pour ajouter un point d’entrée, de sortie ou d’état dans la zone de liste
Entrée/Sortie ou pour en supprimer, double-cliquez sur un élément ou
mettez-le en surbrillance, puis cliquez sur les touches + (ajouter) ou –
(supprimer) du pavé alphanumérique.
Indicateur de
vitesse
numérique
Permet l’affichage numérique de la vitesse de coupe, les vitesses maximale
et réelle de la machine.
Position
Permet d’afficher la position de l’axe sélectionné. Il n’est possible d’afficher
que deux axes dans les emplacements supérieur et central. Il est possible
d’afficher jusqu’à quatre axes dans l’emplacement inférieur.
Erreur de suivi
Permet d’afficher l’erreur de suivi Ce paramètre représente la distance entre
la position calculée par la commande et la position réelle de la torche. Une
grande erreur de suivi peut signaler une vitesse de coupe supérieure à la
capacité de la machine à couper. Il n’est possible d’afficher que deux axes
dans les emplacements supérieur et central. Il est possible d’afficher jusqu’à
quatre axes dans l’emplacement inférieur.
Tension de
commande
Permet à l’opérateur de visualiser la tension de commande de la direction
transmise à l’amplificateur pour des commandes de vitesse. Cette tension
affichée équivaut également au courant commandé pour les commandes à
courant. La tension maximale peut s’afficher pendant une durée spécifiée.
Température
Choisir d’ajouter les détails de température à la fenêtre d’observation
permet d’afficher la température réelle en Fahrenheit ou en Celsius dans la
commande (unité sélectionnée sur l’écran Configurations spéciales).
Note : du matériel de commande spécifique est nécessaire.
Indicateur de
vitesse
Permet l’affichage graphique de la vitesse de coupe, les vitesses maximale
et réelle de la machine pendant le coupage.
Durée de vie de
la torche oxygaz
Permet l’affichage graphique de la durée de vie de la pointe (1- 12) de
torche oxygaz lors de la coupe. Cette option permet de déterminer la
période opportune pour le remplacement de l’embout de la torche et
conserve un suivi des données relatives à l’embout de la torche pour le
contrôle statistique du processus (SPC).
Embout de
torche plasma
Permet l’affichage graphique de la durée de vie de la pointe (1- 8) de torche
plasma lors de la coupe. Cette option permet de déterminer la période
opportune pour le remplacement de l’embout de la torche et conserve un
suivi des données relatives à l’embout de la torche pour le contrôle
statistique du processus (SPC).
Électrode
Permet l’affichage graphique de la durée de vie de l’électrode plasma (1- 8)
6-8

Configuration du système
plasma
de torche plasma lors de la coupe. Cette option permet de déterminer la
période opportune pour le remplacement de l’électrode et conserve un suivi
des données relatives à l’électrode pour le contrôle statistique du
processus (SPC).
Touches de
déplacement
La sélection de l’option Touches de déplacement permet d’ajouter un pavé
numérique de direction à la fenêtre d’observation pour les déplacements
manuels directement à partir de l’écran tactile. L’opérateur peut appuyer sur
l’icône de la main au centre du pavé de navigation pour activer le mode
manuel. Sélectionnez une vitesse de déplacement et appuyez sur une
flèche pour effectuer un déplacement manuel dans la direction
correspondante.
Buse laser
Permet l’affichage graphique la durée de vie de la buse laser lors de la
coupe. Cette option permet de déterminer la période opportune pour le
remplacement de la buse et conserve un suivi des données relatives à la
buse pour le contrôle statistique du processus (SPC).
Source de
courant HPR
Permet à l’opérateur de visualiser l’état des entrées, des sorties et des
pressions de gaz de la console des gaz automatique HPR. Vous pouvez
surveiller un maximum de quatre sources de courant. Ce paramètre est
généralement utilisé pour le diagnostic d’entretien.
Temps de coupe
Permet à l’opérateur de visualiser le temps nécessaire à la coupe de la
pièce ou de l’emboîtement sélectionné. Cette fenêtre affiche également le
temps écoulé et le temps restant. Une barre de progression fournit un
affichage graphique du temps de coupe. L’estimation du temps de coupe
dépend de la complexité des pièces ou de l’emboîtement et de la vitesse de
coupe.
Cette fenêtre permet d’optimiser les plans de production et l’utilisation des
ressources.
Perçages
Affiche le nombre de perçages nécessaires pour la pièce ou l’emboîtement
sélectionné, le nombre de perçages effectué et le nombre de perçages
restant.
Cette fenêtre permet aux utilisateurs de planifier des changements de
consommables.
Données de
procédé
L’option Données de procédé permet à l’utilisateur de visualiser jusqu’à
quatre éléments pour une coupe ou un procédé de marquage. Vous pouvez
sélectionner des chronomètres de procédé et des éléments d’état pour
Oxygaz, Plasma, Marqueur, Jet d’eau et Laser.
Note : les données de procédé ne peuvent s’afficher que lors du processus
de coupe actuel. Exemple : les paramètres de procédé Plasma 1 ne
peuvent s’afficher que dans la fenêtre d’observation sur l’écran principal de
coupe lors de la coupe en mode Plasma 1.
Plusieurs
fenêtres
Vous pouvez configurer jusqu’à dix fenêtres sur la commande pour
sélectionner rapidement et afficher les icônes d’observation.
6-9

Manuel de l’opérateur
d’observation
Pour configurer plusieurs fenêtres d’observation
aux fins de visualisation, accédez d’abord à l’écran de configuration
Observer. Appuyez sur l’ICÔNE des nombres pour entrer un nombre ou sur
les touches gauche/droite pour parcourir les choix de haut en haut. Vous
pouvez sélectionner et afficher les diverses fenêtres d’observation lors de la
coupe en effectuant le même procédé de sélection.
6-10

Exemple
Configuration du système
6-11

Manuel de l’opérateur
6-12
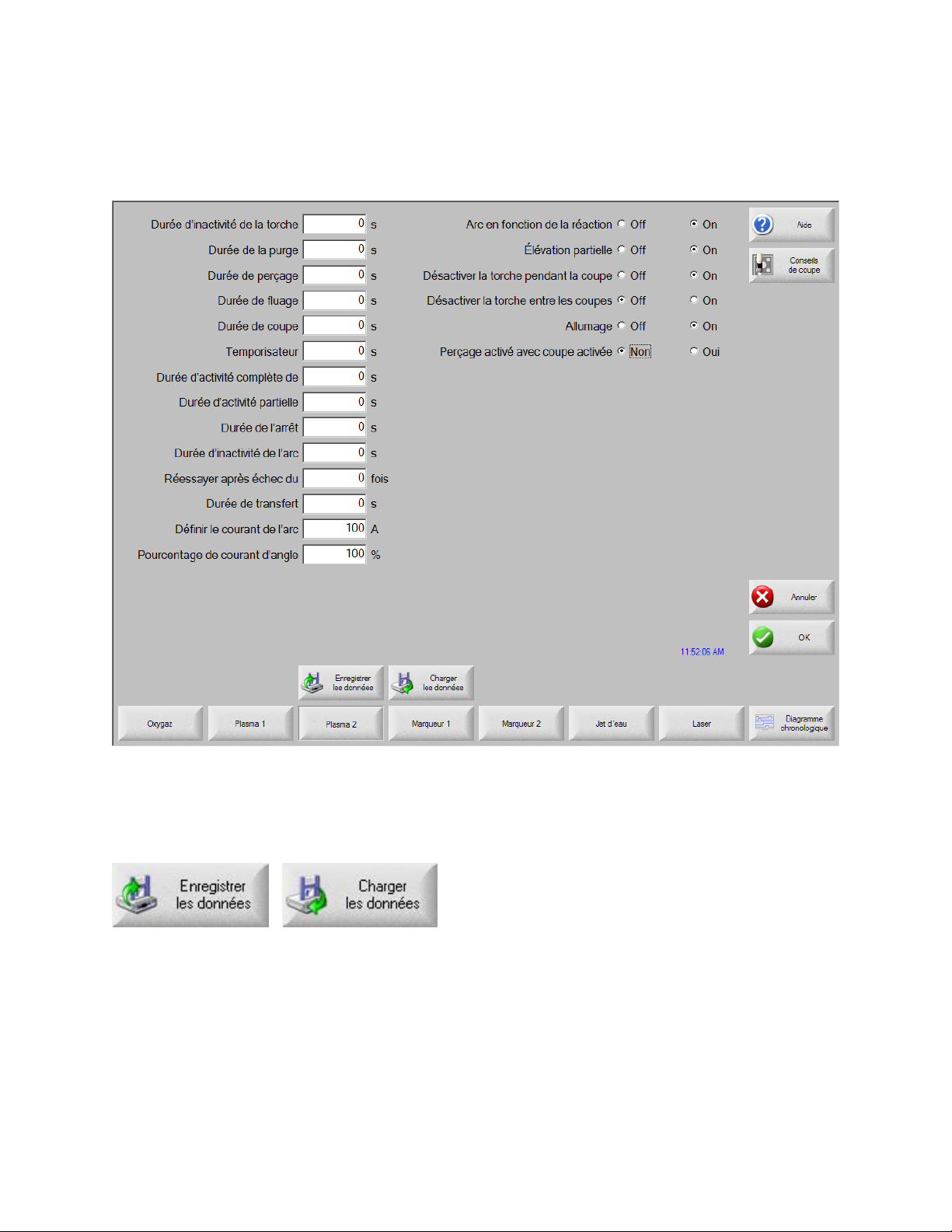
Configuration du procédé
Le système CNC intègre en standard pour le procédé de coupe plusieurs styles de logique qui
permettent d’en configurer la temporisation et d’obtenir des performances optimales. La
sélection varie en fonction de la configuration des commandes.
Dans l’exemple de type de coupe au plasma fourni ci-après, divers réglages de temporisation
du procédé peuvent être sélectionnés pour ajuster le procédé au système au plasma et au
matériau à couper, afin d’obtenir les performances souhaitées. Pour afficher un graphique de la
logique de procédé, l’utilisateur peut appuyer sur la touche programmable Diagramme
chronologique ou sur la barre d’espace du clavier.
Par ailleurs, chaque type de coupe permet d’enregistrer et de charger les configurations de
procédé dans un fichier sur le disque dur, sur une disquette ou sur une carte mémoire USB. La
touche ALT permet d’accéder aux fonctions Enregistrer les données et Charger les données.
7-1

Manuel de l’opérateur
Durée
d’allumage
Spécifie la durée pendant laquelle l’allumeur de l’oxygaz reste actif à
chaque allumage de la flamme.
Préchauffage
faible
Ce paramètre permet à l’opérateur d’indiquer un délai de temporisation pour
l’activation de la sortie de préchauffage faible (pour les systèmes de
coupage équipés de cette fonctionnalité) avant celle de préchauffage élevé.
Oxygaz
Le système prend en charge les configurations avec arbre à cames en tête au niveau du
capteur et les autres lève-torches d’arbre à cames en tête. Dans une telle configuration mixte, il
est nécessaire de définir les stations à l’aide des options disponibles : sélection de station,
sélection automatique/globale ou sélection manuelle. Bien que le système soit compatible avec
les deux types de lève-torches d’arbre à cames en tête, vous ne pouvez utiliser qu’un seul type
à la fois.
Le CNC intègre la logique de commande suivante pour le coupage oxygaz. Lorsque vous
sélectionnez ce type de coupage, les paramètres suivants sont disponibles, afin de
personnaliser la logique en fonction du métal à couper. Ces paramètres étant modifiés, le
diagramme chronologique ci-après change pour refléter les nouveaux paramètres de
temporisation. Cet écran est disponible sous la touche programmable Types de coupes dans
Configurations.
Note : appuyez sur la touche Démarrage deux fois pour ignorer tous les minuteurs et
commencer la coupe.
7-2

Configuration du procédé
Préchauffage fort
Spécifie la durée d’attente nécessaire pour préchauffer la pièce à chaque
position avant d’effectuer le perçage. Pendant l’exécution, l’opérateur peut
utiliser les touches programmables SET (DÉFINIR), DÉVELOPPER ou
DÉGAGER pour personnaliser la durée de préchauffage d’un métal
particulier à couper.
Durée de
perçage
Spécifie la durée entre l’activation du gaz de coupe et l’abaissement de la
torche en position de coupe.
Durée de
perçage à
déplacement
Ce paramètre spécifie la durée pendant laquelle la sortie de perçage reste
active lors d’un perçage à déplacement.
Durée de fluage
Spécifie la durée après perçage de la pièce pendant laquelle la torche se
déplace à la vitesse de fluage. La durée de fluage est déterminée par un
paramètre de configuration sur l’écran de configuration des vitesses. Elle
correspond à un pourcentage de la vitesse de coupe programmée. Une fois
la durée de fluage écoulée, la commande accélère pour arriver à son plein
régime. Ce paramètre est utile pour permettre à l’opérateur de chauffer la
surface de coupe jusqu’à la température requise et de percer complètement
le métal avant de couper à pleine vitesse.
Note : selon les performances du système au plasma, une durée de fluage
peut s’avérer nécessaire pour permettre la montée progressive de la tension
de coupe après un perçage.
Durée d’activité
de la torche
principale
Spécifie la durée requise pour lever la torche à la fin de chaque coupe. Ce
paramètre est généralement utilisé pour garantir un jeu d’extrémité
supérieure à la torche, de manière à la ramener à sa position prédéfinie de
repos.
Durée d’inactivité
de la torche
principale
Spécifie la durée requise pour abaisser la torche au début de chaque
nouvelle coupe. Cette phase est généralement plus longue que la durée
d’inactivité de la torche de perçage, car elle implique l’abaissement de la
torche depuis sa position prédéfinie de repos.
Durée d’activité
de la torche de
perçage
Spécifie la durée requise pour lever la torche pendant le perçage. Ce
paramètre permet de définir la distance entre l’extrémité de la torche et la
surface métallique à couper.
Durée d’inactivité
de la torche de
perçage
Spécifie la durée nécessaire à l’abaissement de la torche pendant le
perçage.
Durée de coupe
Ce paramètre indique la durée pendant laquelle la sortie de coupe reste
active à la fin d’une coupe.
Durée de purge
Spécifie la durée pendant laquelle la torche de coupe marque une pause
pour purger l’oxygène à la fin d’un segment de coupe avant de traverser
vers le segment de coupe suivant.
Allumeurs
Définie sur « Non », cette fonctionnalité active le préchauffage entre les
segments de coupe. Ceci permet de ne pas éteindre la torche sur les
systèmes de coupe ne disposant pas d’allumeurs de torche automatiques.
Sur les systèmes de coupe disposant d’allumeurs de torche automatiques
ou de commande de contrôle des gaz de torche externes, définissez ce
paramètre sur « Oui ». Ce paramètre indique à la commande de ne pas
activer le préchauffage entre les segments de coupe.
7-3

Manuel de l’opérateur
Préchauffage
pendant la coupe
Indique si le préchauffage doit rester actif pendant la coupe.
Perçage par
étape
Cette fonctionnalité unique fonctionne avec les sorties sélectionnées pour
effectuer le perçage par Étape en fonction des pressions de gaz.
Pour activer ce réglage, sélectionnez l’un des trois modes et définissez les
trois valeurs de perçage par étape :
Appuyez sur la touche programmable Diagramme chronologique pour afficher le diagramme
chronologique à partir des configurations.
7-4

Configuration du procédé
Contrôle de l’oxygaz avec les sorties analogiques
Vous pouvez sélectionner les sorties analogiques sur l’écran d’E/S pour réguler les pressions
de combustible à oxygène.
Pour sélectionner les signaux analogiques utilisés pour réguler la pression du robinet
d’oxygène, procédez comme suit :
1. Dans l’écran du mot de passe des configurations de la machine, appuyez sur le bouton E/S.
7-5

Manuel de l’opérateur
2. Sélectionnez chaque régulation et attribuez-lui une sortie analogique.
Les régulations disponibles sont répertoriées dans des groupes. Tous les éléments de
chaque groupe doivent être sélectionnés et associés à une sortie analogique :
Oxygène de coupe
Oxygène de préchauffage
Combustible de préchauffage
Oxygène de coupe TBT 2
Oxygène de préchauffage TBT 2
Combustible de préchauffage TBT 2
Oxygène de coupe TBT 3
Oxygène de préchauffage TBT 3
Combustible de préchauffage TBT 3
Oxygène de préchauffage TBPT
Combustible de préchauffage TBPT
3. Une fois la sélection des régulations et l’assignation des sorties terminées, appuyez ou
cliquez sur OK.
Lorsque vous revenez à l’écran de l'oxygaz, les paramètres de régulation sélectionnés sont
ajoutés à l’écran.
7-6

Configuration du procédé
Pressions de la
torche oxygaz
Sélectionnez le type de torche oxygaz pour le procédé.
Pression de
coupe oxygaz
Indiquez la pression, en livres par pouce carré, de l’oxygaz pendant la
coupe.
Durée de la
montée
progressive
oxygaz
Indiquez la durée, en secondes, requise par l’oxygaz pour atteindre la
pression de coupe.
Pression basse
de
préchauffages
Indiquez la pression basse, en livres par pouce carré, de l’oxygaz pendant
le préchauffage.
Pression élevée
de préchauffage
Indiquez la pression élevée, en livres par pouce carré, de l’oxygaz pendant
le préchauffage.
Pression de
préchauffage
Indiquez la pression de préchauffage, en livres par pouce carré, pour la
triple tête chanfreinée.
Durée de
montée
progressive du
préchauffage
Indiquez en secondes le temps qu’il faut au procédé pour passer d’une
pression basse à une pression élevée pendant le préchauffage.
Durée de
décélération
progressive du
préchauffage
Indiquez en secondes le temps qu’il faut au procédé pour passer d’une
pression élevée à une pression basse pendant le préchauffage.
Pression basse
du combustible
Indiquez la pression basse, en livres par pouce carré, de l’oxygaz pendant
la coupe.
Pression élevée
du combustible
Indiquez la pression élevée, en livres par pouce carré, de l’oxygaz pendant
la coupe.
Pression du
combustible
Indiquez la pression du combustible, en livres par pouce carré, pour la triple
tête chanfreinée.
Durée de la
montée
progressive du
combustible
Indiquez en secondes le temps qu’il faut au procédé pour passer d’une
pression basse à une pression élevée pendant la coupe.
Durée de
décélération
progressive du
combustible
Indiquez en secondes le temps qu’il faut au procédé pour passer d’une
pression élevée à une pression basse pendant la coupe.
4. Modifiez les valeurs des paramètres pour répondre aux critères de votre procédé.
7-7

Manuel de l’opérateur
Durée de purge
Spécifie le délai entre l’allumage de la torche et l’activation du mouvement
si Arc en fonction de la réaction est désactivé. La durée de purge doit être
définie sur zéro si l’option Arc en fonction de la réaction est activée.
Durée de
perçage
Spécifie le délai entre la fin de l’abaissement de la torche et le début du
mouvement à la vitesse de fluage. Ce paramètre permet à la torche plasma
de percer complètement le matériau avant de se déplacer.
Durée de fluage
Spécifie la durée après perçage de la pièce pendant laquelle la torche se
déplace à la vitesse de fluage. La durée de fluage est déterminée par un
paramètre de configuration sur l’écran de configuration des vitesses. Elle
correspond à un pourcentage de la vitesse de coupe programmée. Une fois
la durée de fluage écoulée, la commande accélère pour arriver à son plein
régime.
Durée de coupe
Ce paramètre indique la durée pendant laquelle la sortie de coupe reste
active à la fin d’une coupe. Une durée de coupe négative ou n’excédant
Plasma
Le CNC intègre la logique de commande suivante pour la coupe au plasma. Lorsque la
fonctionnalité Plasma est sélectionnée, les paramètres suivants sont disponibles pour
personnaliser la logique relative au métal particulier à couper. Ces paramètres étant modifiés, le
diagramme chronologique ci-après change pour montrer les nouveaux paramètres
chronologiques.
7-8

Configuration du procédé
pas une seconde peut être utilisée pour terminer la sortie de coupe avant
l’extrémité du segment de coupe. Ceci permet de compenser les délais de
réponse des gaz de coupe qui maintiendront l’arc et élargiront la trajectoire
à l’extrémité du segment de coupe.
Durée d’activité
complète de la
torche
Spécifie la durée requise pour augmenter la torche au début et à la fin de
chaque coupe, afin d’obtenir un jeu sur les pièces à couper.
Note : si vous utilisez un système de contrôle automatique de la hauteur,
définissez l’option Durée d’activité de la torche sur zéro.
Durée d’activité
partielle de la
torche
Spécifie la durée d’élévation partielle de la torche au début et à la fin de
chaque coupe, afin d’obtenir un jeu sur les pièces à couper. Si vous utilisez
un système de contrôle automatique de la hauteur, définissez l’option
Durée d’activité de la torche sur zéro.
Note : vous devez activer le paramètre d’élévation partielle.
Durée d’inactivité
de la torche
Spécifie la durée nécessaire à l’abaissement de la torche au début de
chaque cycle de coupe.
Note : si vous utilisez un système de contrôle automatique de la hauteur,
définissez l’option Durée d’inactivité de la torche sur zéro.
Durée d’inactivité
de l’arc
Spécifie le délai autorisé avant d’indiquer une perte du signal de coupe.
Ceci peut s’avérer utile pour réduire les déplacements inutiles lors du suivi
des trajectoires de coupe précédentes dans les pièces complexes qui sont
emboîtées.
Durée de l’arrêt
Spécifie la durée d’interruption du mouvement X/Y à la fin d’une coupe.
Cette interruption permet avantageusement d’élever complètement la
torche et de supprimer toutes les irrégularités de coupe avant de passer au
segment de coupe suivant.
Temporisateur
Le temporisateur spécifie le délai d’interruption du mouvement X/Y et du
lève-torche à la fin d’une coupe. Ceci permet au procédé de coupe de se
terminer avant de soulever la torche et de la déplacer vers la pièce
suivante.
Définir le courant
de l’arc
La fonctionnalité Définir le courant de l’arc permet à l’utilisateur de définir le
courant de l’arc au niveau de l’alimentation plasma. Cette fonctionnalité
utilise la sortie numérique du DCB courant définie Test à partir de la
commande pour activer les entrées DCB au niveau de l’alimentation
plasma. Le paramètre Définir le courant de l’arc est également disponible
pour le HD4070 via la liaison en série. Le programme de pièce EIA RS274D code G59 valeur V valeur F pour le réglage du courant est supporté.
Pourcentage de
courant d’angle
La fonctionnalité Pourcentage de courant d’angle permet à l’opérateur de
sélectionner un paramètre de courant réduit à exécuter lors de la coupe
des angles pour améliorer la qualité de la coupe. Cette valeur correspond à
un pourcentage de la valeur du paramètre Définir le courant de l’arc (cidessus) et est active lorsque la sortie Hauteur de la torche désactivée est
activée. Le paramètre Courant d’angle est également disponible pour le
HD4070 via la liaison en série.
Réessayer après
échec du transfert
La fonctionnalité Réessayer après échec du transfert permet de spécifier le
nombre de tentatives d’allumage autorisées lorsque la torche ne parvient
pas à s’allumer.
7-9
 Loading...
Loading...