


EN50199
EN60974-1
Sistema de marcado
por plasma
Manual del operador
802523 – Revisión 6
Español / Spanish
ArcWriter
®

ArcWriter
Sistema de marcado por plasma
Manual del operador
IM-252
Español / Spanish
Mayo 2003 – Revisión 6
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com
© Copyright 2003 Hypertherm, Inc.
Todos los derechos reservados
Hypertherm y ArcWriter son marcas registradas de Hypertherm, Inc.
y pueden estar registradas en Estados Unidos y/o en otros países.

Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
800-643-9878 Tel (Technical Service)
800-737-2978 Tel (Customer Service)
Hypertherm Automation, LLC
5 Technology Drive
West Lebanon, NH 03755 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Plasmatechnik, GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd
No. 19 Kaki Bukit Road 2
K.B. Warehouse Complex
Singapore 417847, Republic of Singapore
65 6 841 2489 Tel
65 6 841 2490 Fax
65 6 841 2489 (Technical Service)
Japan
1952-14 Yata-Natsumegi
Mishima City, Shizuoka Pref.
411-0801 Japan
81 0 559 75 7387 Tel
81 0 559 75 7376 Fax
Hypertherm UK, Ltd
9 Berkeley Court, Manor Park
Runcorn, Cheshire, England WA7 1TQ
44 1928 579 074 Tel
44 1928 579 604 Fax
France
15 Impasse des Rosiers
95610 Eragny, France
00 800 3324 9737 Tel
00 800 4973 7329 Fax
Hypertherm S.r.l.
Via Torino 2
20123 Milano, Italia
39 02 725 46 312 Tel
39 02 725 46 400 Fax
39 02 725 46 314 (Technical Service)
Hypertherm Europe B.V.
Vaartveld 9
4704 SE Roosendaal, Nederland
31 165 596908 Tel
31 165 596901 Fax
Technical Service:
00 800 49 73 7843 – toll-free in Europe
31 165 596900 Tel
Hypertherm Brasil Ltda.
Rua Visconde de Santa Isabel, 20 – Sala 611
Vila Isabel, RJ
Brasil CEP 20560-120
55 21 2278 6162 Tel
55 21 2578 0947 Fax
3/27/03

COMPATIBILIDAD ELECTROMAGNÉTICA (EMC)
HYPERTHERM Sistemas de Corte por Plasma i
4/9/03
INTRODUCCIÓN: EMC
El equipo marcado como CE por Hypertherm está construido
cumpliendo con el estándar EN50199. Para asegurar que el
equipo funciona de modo compatible con otros sistemas de
radio y electrónicos, el equipo debe ser instalado y utilizado de
acuerdo a la información que sigue para alcanzar compatibilidad
electromagnética.
Los requisitos del standard EN50199 pueden no ser suficientes
para eliminar completamente la interferencia cuando el equipo
afectado se encuentra a gran proximidad o tiene un alto grado
de sensitividad. En tales casos puede ser necesario usar otras
medidas para reducir más la interferencia.
Este equipo de plasma debe ser utilizado sólo en un ambiente
industrial.
INSTALACIÓN Y USO
El operario es responsable de la instalación y uso del equipo
de plasma de acuerdo a las instruccions del fabricante. Si se
detectan disturbios electromagnéticos, será la responsabilidad
del operario resolver la situación con el apoyo técnico del
fabricante.
En algunos casos la acción para remediar puede ser tan sencilla
como dar tierra al circuito de corte, ver Toma a tierra de la pieza
de trabajo. En otros casos puede consistir en la construcción de
una pantalla electromagnética para proteger tanto la fuente de
energía como el trabajo, incluyendo filtros de entrada. En todos
los casos los disturbios electromagnéticos deben reducirse a un
nivel en que ya no sean problemáticos.
EXAMEN DEL AREA DE TRABAJO
Antes de instalar el equipo el usuario deberá evaluar los posibles
problemas electromagnéticos en el área de trabajo. Deberá
tomar en cuenta los siguientes factores:
a. Otros cables de abastecimiento, cables de control, de
señalización, o de teléfonos que se encuentren sobre, debajo
o adyacentes al equipo de corte.
b. Transmisores y receptores de radio y televisión.
c. Computadoras y otro equipo de control.
d. Equipo de seguridad crítica: por ejemplo, protección del
equipo industrial.
e. Salud del personal alrededor: por ejemplo, quienes usan
marcapasos o aparatos para el oído.
f. Equipo utilizado para calibrar o medir.
g. Inmunidad de otros equipos circundantes. El usuario debe
asegurarse de que otros equipos que se usan a proximidad
sean compatibles. Esto puede requerir medidas adicionales
de protección.
h. Hora del día en que se van a realizar el corte y otras
actividades.
El tamaño del área que debe examinarse dependerá de la
estructura del edificio y de las otras actividades que se llevan a
cabo. Esta área puede extenderse más allá del perímetro del
lugar de trabajo.
METODOS PARA REDUCIR EMISIONES
Alimentación de electricidad
El equipo de corte debe conectarse a la alimentación de
electricidad de acuerdo a las instrucciones del fabricante. Si hay
interferencia, deben tomarse otras precauciones como el filtrado
de la alimentación principal. Considere dar blindaje de conducto
metálico o equivalente al cordón de alimentación del equipo de
corte permanentemente instalado. Este blindaje debe ser
eléctricamente contínuo a todo lo largo del cable. El blindaje
debe estar conectado a la alimentación principal para que exista
buen contacto eléctrico entre el conducto y la cubierta o
gabinete de la fuente de alimentación.
Mantenimiento del equipo de corte
Debe darse mantenimiento de rutina al equipo de corte de
acuerdo con las recomendaciones del fabricante. Todas las
cubiertas y paneles de acceso deben estar cerradas y
correctamente ajustadas durante la operación de corte. No debe
modificarse el equipo de corte de ninguna manera excepto en
los cambios y ajustes especificados en el manual de
instrucciones. En especial, el intervalo de chispa del encendido
del arco y los dispositivos estabilizadores deben ajustarse y
mantenerse de acuerdo a las recomendaciones del fabricante.
Cables de corte
Los cables de corte deben ser tan cortos como sea posible y
deben posicionarse a proximidad unos de otros, y correr a nivel
del piso o muy cerca de éste.
Enlace equipotencial
Debe considerarse el enlace de todos los componentes
metálicos de la instalación de corte y adyacente a ella. Sin
embargo, los componentes metálicos enlazados a la pieza de
trabajo aumentan el riesgo de electrochoque para el operario si
llega a tocar estos componentes y el electrodo al mismo tiempo.
El operario debe estar adecuadamente protegido de tales
componentes metálicos.
Toma a tierra de la pieza de trabajo
En el caso en que la pieza de trabajo no está conectada a tierra
por razón de seguridad, o no tiene toma a tierra a causa de su
tamaño y posición, por ejemplo, el casco de un barco o la
estructura de acero de un edificio, una conexión que enlaza la
pieza de trabajo a tierra puede reducir emisiones en algunos
casos, pero no en todos. Se deberá proceder con precaución
para evitar que la toma a tierra de la pieza de trabajo aumente el
riesgo de daño físico al operario, o daño a otro equipo eléctrico.
Donde fuere necesario, la conexión de la pieza de trabajo a
tierra debe hacerse por conexión directa a la pieza, pero en
algunos países donde no se permite la conexión directa, el
enlace debe realizarse mediante capacitancias adecuadas,
seleccionadas de acuerdo a reglamentos nacionales.
Nota: El circuito de corte puede tener o no tener toma a tierra
por razones de seguridad. El cambio de dispositivos de toma a
tierra deberá realizarse únicamente por personal autorizado y
competente, capaz de evaluar si los cambios aumentarán el
riesgo de daño, por ejemplo al permitir circuitos de retorno de la
corriente paralela de corte que pueden dañar los circuitos de
tierra de otros equipos. Para mayor información ver IEC TC26
(sec)94 y IEC TC26/108A/CD: Equipo, instalación y uso de
soldadura de arco.
Pantallas y blindaje
El uso de pantallas y blindaje selectivo de otros cables y equipo
en el área circundante puede disminuir problemas de
interferencia. Para aplicaciones especiales, podrá considerarse
el aislamiento por pantalla de la instalación completa del equipo
de corte por plasma.

GARANTIA
ii HYPERTHERM Sistemas de corte por plasma
9/12/01
ADVERTENCIA
Las partes auténticas Hypertherm son las piezas de
repuesto recomendadas por la fábrica para su sistema
Hypertherm. Cualquier daño causado por el uso de
piezas que no sean partes auténticas Hypertherm
puede no estar cubierto por la garantía Hypertherm.
ADVERTENCIA
Ud. tiene la responsabilidad de utilizar el Producto de
un modo seguro. Hypertherm no puede ofrecer ni
ofrece garantía alguna con respecto al uso seguro del
Producto en entornos ajenos.
GENERALIDADES
Hypertherm, Inc. garantiza sus Productos contra
defectos de materiales y de fabricación si se notifica a
Hypertherm de un defecto (i) con respecto a la fuente
de energía antes de transcurrido un período de dos (2)
años desde la fecha de su entrega, con la excepción de
las fuentes de energía de la serie G3 Series, la cual será
dentro de un periodo de tres (3) años desde la fecha de
su entrega, y (ii) con respecto a la antorcha y a los
conductores antes de transcurrido un período de un (1)
año desde la fecha de su entrega. Esta garantía no se
aplicará a ningún Producto que haya sido instalado de
manera incorrecta, modificado o dañado.
Hypertherm deberá, a su discreción, reparar, reemplazar
o corregir, sin cargo, todo Producto defectuoso cubierto
por esta garantía, el cual deberá ser devuelto, debidamente embalado, a las instalaciones de Hypertherm en
Hanover, New Hampshire o a un establecimiento de
reparaciones autorizado por Hypertherm, con todos los
costos, el seguro y el flete previamente pagados y con
la autorización previa de Hypertherm (que no se negará
a otorgarla de manera irrazonable). Hypertherm no será
responsable de la realización de reparaciones,
reemplazos o correcciones en Productos cubiertos por
esta garantía, a excepción de aquellos realizados de
conformidad con este párrafo o con el consentimiento
previo de Hypertherm por escrito. La garantía
precedente es exclusiva y se ofrece en lugar de toda
otra garantía expresa, implícita, estatutaria o de otra
índole con respecto a los Productos o en relación a
los resultados que de ellos pueden obtenerse, y de
toda otra garantía o condición implícita de calidad o
de comerciabilidad o adecuación para un propósito
particular o contra infracciones. Lo que precede
constituirá el recurso único y exclusivo en caso de
contravención de la garantía por parte de
Hypertherm. Los distribuidores y los fabricantes de
equipos originales (OEM) podrán ofrecer garantías
adicionales o diferentes, pero no están autorizados a
brindarle protección adicional mediante garantía ni a
dar indicación alguna a Ud. que suponga una
obligación por parte de Hypertherm.
INDEMNIDAD DE LA PATENTE
A excepción de los casos de productos no fabricados
por Hypertherm o fabricados por una persona que no
sea Hypertherm sin cumplir estrictamente las
especificaciones de Hypertherm y en casos de diseños,
procesos, fórmulas o combinaciones no desarrollados o
supuestamente desarrollados por Hypertherm,
Hypertherm, a su costo, pondrá fin a, o asumirá la
defensa de, toda querella o procedimiento presentado
contra Ud. que alegue que el uso de un Producto
Hypertherm, solo y no en combinación con ningún otro
producto no proporcionado por Hypertherm, infringe la
patente de terceros. Ud. deberá notificar a Hypertherm
inmediatamente después de enterarse de la existencia
de una acción legal o de una amenaza de acción legal
relacionada con el alegato de una infracción de esta
índole, y la obligación de indemnización de Hypertherm
estará condicionada al control exclusivo de la defensa
de la demanda por parte de Hypertherm, con la
cooperación y la asistencia de la parte indemnizada.
LIMITACIÓN DE RESPONSABILIDAD
En ningún caso se hará responsable a Hypertherm
ante persona o entidad alguna por daños
incidentales, de consecuencia, indirectos o
punitivos (inclusive, de manera enunciativa pero no
limitativa, el lucro cesante), sin considerarse si
dicha responsabilidad se basa en el incumplimiento
de un contrato, un acto ilícito, responsabilidad
objetiva, incumplimiento de garantías, falla del
propósito esencial u otro aspecto y aun cuando se
haya advertido sobre la posibilidad de tales daños.
LÍMITE DE RESPONSABILIDAD
La responsabilidad de Hypertherm, sea que se base
en el incumplimiento de un contrato, un acto ilícito,
responsabilidad objetiva, incumplimiento de
garantías, falla del propósito esencial u otro
aspecto, y en relación con cualquier acción o
procedimiento de demanda que surja de o se
relacione con el uso de los Productos, en ningún
caso excederá la suma del monto pagado por los
Productos que dieron lugar a dicha demanda.
SEGURO
Ud., en todo momento, tendrá y mantendrá vigente un
seguro de tipo, cantidad y cobertura suficientes y
adecuados para defender y dejar libre de daños a
Hypertherm en caso de cualquier causa de demanda
que surja del uso de los Productos.
REGLAMENTOS NACIONALES Y LOCALES
Los reglamentos nacionales y locales que rijan la
instalaciósn de plomería y electricidad tendrán prioridad
sobre las instrucciones contenidas en este manual. En
ningún caso se hará responsable a Hypertherm por
lesiones personales o daños a la propiedad surgidos de
la infracción de reglamentos o de prácticas de trabajo
deficientes.
TRANSFERENCIA DE DERECHOS
Ud. sólo podrá transferir todo derecho remanente que
posea según el presente en caso de venta de todos o
prácticamente todos sus bienes o su capital social a un
sucesor de interés que acuerde quedar sujeto a todos
los términos y las condiciones de esta Garantía.

ArcWriter Manual del operador iii
3
CONTENIDO
Compatibilidad electromagnética (EMC) ..................................................................................................................i
Garantía ......................................................................................................................................................................ii
Sección 1 SEGURIDAD
Reconocimiento de información de seguridad..........................................................................................................1-2
Siga las instrucciones de seguridad .........................................................................................................................1-2
Peligro…Advertencia…Precaución ..........................................................................................................................1-2
Los cortes pueden provocar incendios o explosiones ..............................................................................................1-2
Prevención ante el fuego, Prevención ante explosiones .................................................................................1-2
Peligro de explosión argón-hidrógeno y metano..............................................................................................1-2
Detonación de hidrógeno con el corte de aluminio..........................................................................................1-2
El choque eléctrico puede provocar la muerte .........................................................................................................1-3
Prevención ante el electrochoque....................................................................................................................1-3
Los cortes pueden producir humos tóxicos ..............................................................................................................1-3
El arco de plasma puede causar lesiones y quemaduras ........................................................................................1-4
Antorchas de encendido instantáneo...............................................................................................................1-4
Los rayos del arco pueden producir quemaduras en los ojos y en la piel ................................................................1-4
Protección para los ojos, Protección para la piel, Área de corte......................................................................1-4
Seguridad de toma a tierra .......................................................................................................................................1-4
Cable de trabajo, Mesa de trabajo, Potencia primaria de entrada...................................................................1-4
Seguridad de los equipos de gas comprimido..........................................................................................................1-5
Los cilindros de gas pueden explotar si están dañados ...........................................................................................1-5
El ruido puede deteriorar la audición ........................................................................................................................1-5
Operación de marcapasos y de audífonos ...............................................................................................................1-5
Un arco plasma puede dañar tubos congelados ......................................................................................................1-5
Etiqueta de advertencia ............................................................................................................................................1-6
Sección 2 OPERACIÓN
Controles e indicadores de la fuente de energía......................................................................................................2-2
Panel frontal.....................................................................................................................................................2-2
Panel trasero....................................................................................................................................................2-3
Controles del subconjunto del panel de control ......................................................................................................2-4
Instrucciónes de operación......................................................................................................................................2-4
Mínima presión del gas ............................................................................................................................................2-5
Bloqueo de seguridad del sensor capuchón ...........................................................................................................2-5
Preguntas técnicas...................................................................................................................................................2-6
Consejos de operación ............................................................................................................................................2-7
Cambio de piezas consumibles.......................................................................................................................2-7
Pautas para marcar el proceso....................................................................................................................... 2-8
Tablas de datos de operación................................................................................................................................2-10

iv ArcWriter Manual del operador
3
CONTENIDO

HYPERTHERM Sistemas plasma 1-1
2/12/01
Seccíon 1
SEGURIDAD
En esta sección:
Reconocimiento de información de seguridad ........................................................................................................1-2
Siga las instrucciones de seguridad.........................................................................................................................1-2
Peligro…Advertencia…Precaución ..........................................................................................................................1-2
Los cortes pueden provocar incendios o explosiones.............................................................................................1-2
Prevención ante el fuego, Prevención ante explosiones.................................................................................1-2
Peligro de explosión argón-hidrógeno y metano.............................................................................................1-2
Detonación de hidrógeno con el corte de aluminio.........................................................................................1-2
El choque eléctrico puede provocar la muerte ........................................................................................................1-3
Prevención ante el electrochoque ...................................................................................................................1-3
Los cortes pueden producir humos tóxicos.............................................................................................................1-3
El arco de plasma puede causar lesiones y quemaduras........................................................................................1-4
Antorchas de encendido instantáneo..............................................................................................................1-4
Los rayos del arco pueden producir quemaduras en los ojos y en la piel...............................................................1-4
Protección para los ojos, Protección para la piel, Área de corte.....................................................................1-4
Seguridad de toma a tierra.......................................................................................................................................1-4
Cable de trabajo, Mesa de trabajo, Potencia primaria de entrada..................................................................1-4
Seguridad de los equipos de gas comprimido ........................................................................................................1-5
Los cilindros de gas pueden explotar si están dañados..........................................................................................1-5
El ruido puede deteriorar la audición .......................................................................................................................1-5
Operación de marcapasos y de audífonos ..............................................................................................................1-5
Un arco plasma puede dañar tubos congelados .....................................................................................................1-5
Etiqueta de advertencia............................................................................................................................................1-6
SEGURIDAD
1-2 HYPERTHERM Sistemas plasma
2/12/01
RECONOCIMIENTO DE
INFORMACIÓN DE SEGURIDAD
Los símbolos que se muestran en esta sección se utilizan
para identificar los posibles peligros. Cuando vea un
símbolo de seguridad en este manual o en su máquina,
recuerde que existe la posibilidad de que se produzcan
lesiones personales y siga las instrucciones
correspondientes para evitar el peligro.
SIGA LAS INSTRUCCIONES DE
SEGURIDAD
Lea atentamente todos los mensajes de seguridad de este
manual y las etiquetas de seguridad en su máquina.
• Mantenga las etiquetas de seguridad de su máquina en
buen estado. Reemplace las etiquetas que se pierdan o
se dañen inmediatamente.
• Aprenda a utilizar la máquina y a utilizar los controles de
la manera correcta. No permita que sea utilizada por
alguien que no conozca su funcionamiento.
• Mantenga su máquina en buenas condiciones de
funcionamiento. La realización de modificaciones no
autorizadas a la máquina puede comprometer la
seguridad y la vida útil de la máquina.
PELIGRO ADVERTENCIA PRECAUCIÓN
Las palabras PELIGRO y ADVERTENCIA se utilizan
conjuntamente con un símbolo de seguridad. La palabra
PELIGRO se utiliza para identificar los mayores peligros.
• Encontrará etiquetas de seguridad con las inscripciones
PELIGRO y ADVERTENCIA en su máquina, junto a
peligros específicos.
• En este manual, la palabra ADVERTENCIA va seguida de
instrucciones que, si no se siguen correctamente,
pueden provocar lesiones e inclusive la muerte.
• En este manual, la palabra PRECAUCIÓN va seguida de
instrucciones que, si no se siguen correctamente,
pueden provocar daños en el equipo.
Prevención ante el fuego
• Asegúrese de que el área sea segura antes de proceder
a cortar. Tenga a mano un extinguidor de incendios.
• Retire todos los materiales inflamables, colocándolos a
por lo menos 10 metros del área de corte.
• Remoje los metales calientes o permita que se enfríen
antes de que entren en contacto con materiales
combustibles.
• Nunca corte depósitos que contengan materiales
inflamables – primero es necesario vaciarlos y limpiarlos
debidamente.
• Antes de realizar cortes en atmósferas potencialmente
inflamables, asegúrese de ventilar bien.
• Al realizar cortes utilizando oxígeno como gas plasma, se
requiere tener un sistema de ventilación de escape.
Prevención ante explosiones
• No corte en atmósferas que contengan polvo o vapores
explosivos.
• No corte depósitos o tubos a presión ni cualquier
depósito cerrado.
• No corte depósitos que hayan contenido materiales
combustibles.
LOS CORTES PUEDEN PROVOCAR INCENDIOS O EXPLOSIONES
ADVERTENCIA
Peligro de explosión
Argón-Hidrógeno y metano
El hidrógeno y el metano son gases inflamables que
suponen un peligro de explosión. Mantenga el fuego lejos
de los cilindros y las mangueras que contengan mezclas de
hidrógeno o metano. Mantenga la llama y las chispas lejos
de la antorcha al utilizar metano o argón-hidrógeno como
plasma.
ADVERTENCIA
Detonación de hidrógeno con
el corte de aluminio
• Al cortar aluminio bajo agua o con agua en contacto con
el lado inferior del aluminio, puede acumularse gas
hidrógeno bajo la pieza a cortar y detonar durante la
operación de corte por plasma.
• Instale un múltiple de aireación en el fondo de la mesa
de agua para eliminar la posibilidad de la detonación del
hidrógeno. Consulte la sección del apéndice de este
manual para conocer detalles acerca del múltiple de
aireación.

SEGURIDAD
HYPERTHERM Sistemas plasma 1-3
2/12/01
El contacto directo con piezas eléctricas conectadas puede
provocar un electrochoque fatal o quemaduras graves.
• Al hacer funcionar el sistema de plasma, se completa un
circuito eléctrico entre la antorcha y la pieza a cortar. La
pieza a cortar es una parte del circuito eléctrico, como
también cualquier cosa que se encuentre en contacto
con ella.
• Nunca toque el cuerpo de la antorcha, la pieza a cortar o
el agua en una mesa de agua cuando el sistema de
plasma se encuentre en funcionamiento.
Prevención ante el electrochoque
Todos los sistemas por plasma de Hypertherm usan alto
voltaje en el proceso de corte (son comunes los voltajes
CD de 200 a 400). Tome las siguientes precauciones
cuando se utiliza el equipo de plasma:
• Use guantes y botas aislantes y mantenga el cuerpo y la
ropa secos.
• No se siente, se pare o se ponga sobre cualquier superficie húmeda cuando esté trabajando con el equipo.
• Aíslese eléctricamente de la pieza a cortar y de la tierra
utilizando alfombrillas o cubiertas de aislamiento secas
lo suficientemente grandes como para impedir todo
contacto físico con la pieza a cortar o con la tierra. Si su
única opción es trabajar en una área húmeda o cerca de
ella, sea muy cauteloso.
• Instale un interruptor de corriente adecuado en cuanto a
fusibles, en una pared cercana a la fuente de energía.
Este interruptor permitirá al operador desconectar
rápidamente la fuente de energía en caso de
emergencia.
• Al utilizar una mesa de agua, asegúrese de que ésta se
encuentre correctamente conectada a la toma a tierra.
EL CHOQUE ELÉCTRICO PUEDE PROVOCAR LA MUERTE
• Instale este equipo y conéctelo a tierra según el manual
de instrucciones y de conformidad con los códigos
locales y nacionales.
• Inspeccione el cable de potencia primaria con frecuencia
para asegurarse de que no esté dañado ni agrietado. Si
el cable de potencia primaria está dañado, reemplácelo
inmediatamente. Un cable pelado puede provocar la
muerte.
• Inspeccione las mangueras del soplete y reemplácelas
cuando se encuentren dañadas.
• No toque la pieza ni los recortes cuando se está
cortando. Deje la pieza en su lugar o sobre la mesa de
trabajo con el cable de trabajo conectado en todo
momento.
• Antes de inspeccionar, limpiar o cambiar las piezas de la
antorcha, desconecte la potencia primaria o desenchufe
la fuente de energía.
• Nunca evite o descuide los bloqueos de seguridad.
• Antes de retirar la cubierta de una fuente de energía o
del gabinete de un sistema, desconecte la potencia
primaria de entrada. Espere 5 minutos después de
desconectar la potencia primaria para permitir la
descarga de los condensadores.
• Nunca opere el sistema de plasma sin que las tapas de
la fuente de energía estén en su lugar. Las conexiones
expuestas de la fuente de energía presentan un serio
riesgo eléctrico.
• Al hacer conexiones de entrada, conecte el conductor de
conexión a tierra en primer lugar.
• Cada sistema de plasma Hypertherm está diseñado para
ser utilizado sólo con antorchas Hypertherm específicas.
No utilice antorchas diferentes, que podrían recalentarse
y ser peligrosas.
Los cortes pueden producir gases y humos tóxicos que
agotan el oxígeno y causan lesiones o inclusive la muerte.
• Mantenga el área de corte bien ventilada o utilice un
respirador con suministro de aire aprobado.
• No realice sus cortes en sitios que se hallen cerca de
operaciones de desengrasado, limpieza o aplicación de
aerosoles. Los vapores de ciertos solventes clorados se
descomponen y forman gas fosgeno al quedar
expuestos a la radiación ultravioleta.
• No corte metales que contengan materiales tóxicos o
que estén recubiertos con ellos, tales como el cinc
(galvanizado), el plomo, el cadmio o el berilio, a menos
LOS CORTES PUEDEN PRODUCIR HUMOS TÓXICOS
que el área se halle bien ventilada y el operador lleve
puesto un respirador con suministro de aire. Los
recubrimientos y todo metal que contenga estos
elementos pueden producir gases o humos tóxicos al ser
cortados.
• Nunca corte depósitos con materiales potencialmente
tóxicos en su interior – primero es necesario vaciarlos y
limpiarlos debidamente.
• Este producto, cuando se lo usa para soldar o cortar,
produce humo y gases que se conocen en el estado de
California como causantes de defectos de nacimiento, y
en algunos casos, cáncer.
SEGURIDAD
1-4 HYPERTHERM Sistemas plasma
05/02
Antorchas de encendido instantáneo
El arco de plasma se enciende inmediatamente después de
activarse el interruptor de la antorcha.
EL ARCO DE PLASMA PUEDE CAUSAR LESIONES Y QUEMADURAS
El arco de plasma puede cortar a través de guantes y de la
piel con rapidez.
• Manténgase alejado de la punta de la antorcha.
• No sostenga el metal junto al trayecto de corte.
• Nunca apunte la antorcha hacia Ud. mismo o hacia otras
personas.
Protección para los ojos Los rayos del arco de plasma
producen rayos intensos visibles e invisibles (ultravioleta e
infrarrojo) que pueden quemar los ojos y la piel.
• Utilice protección para los ojos de conformidad con los
códigos locales o nacionales aplicables.
• Colóquese protectores para los ojos (gafas o anteojos
protectores con protectores laterales, y bien un casco de
soldar) con lentes con sombreado adecuado para
proteger sus ojos de los rayos ultravioleta e infrarrojos
del arco.
Número del cristal
Corriente del arco AWS (EE.UU.) ISO 4850
Hasta 100A No. 8 No. 11
100-200 A No. 10 No. 11-12
200-400 A No. 12 No. 13
Más de 400 A No. 14 No. 14
LOS RAYOS DEL ARCO PUEDEN PRODUCIR QUEMADURAS
EN LOS OJOS Y EN LA PIEL
Protección para la piel Vista ropa de protección para
proteger la piel contra quemaduras causadas por la
radiación ultravioleta de alta intensidad, por las chispas y
por el metal caliente:
• Guantes largos, zapatos de seguridad y gorro.
• Roipa de combustión retardada y que cubra todas las
partes expuestas.
• Pantalones sin dobladillos para impedir que recojan
chispas y escorias.
• Retire todo material combustible de los bolsillos, como
encendedores a butano e inclusive cerillas, antes de
comenzar a cortar.
Área de corte Prepare el área de corte para reducir la
reflexión y la transmisión de la luz ultravioleta:
• Pinte las paredes y demás superficies con colores
oscuros para reducir la reflexión.
• Utilice pantallas o barreras protectoras para proteger a
los demás de los destellos.
• Advierta a los demás que no debe mirarse el arco. Utilice
carteles o letreros.
Cable de trabajo La pinza del cable de trabajo debe
estar bien sujetada a la pieza y hacer un buen contacto de
metal a metal con ella o bien con la mesa de trabajo. No
conecte el cable con la parte que va a quedar separada por
el corte.
Mesa de trabajo Conecte la mesa de trabajo a una
buena toma de tierra, de conformidad con los códigos
eléctricos nacionales o locales apropiados.
SEGURIDAD DE TOMA A TIERRA
Potencia primaria de entrada
• Asegúrese de que el alambre de toma a tierra del cable
de alimentación está conectado al terminal de tierra en la
caja del interruptor de corriente.
• Si la instalación del sistema de plasma supone la
conexión del cable de potencia primaria a la fuente de
energía, asegúrese de conectar correctamente el
alambre de toma a tierra del cable de potencia primaria.
• Coloque en primer lugar el alambre de toma a tierra del
cable de potencia primaria en el espárrago luego
coloque cualquier otro alambre de tierra sobre el
conductor de tierra del cable. Ajuste firmemente la
tuerca de retención.
• Asegúrese de que todas las conexiones eléctricas están
firmemente realizadas para evitar sobrecalentamientos.

SEGURIDAD
HYPERTHERM Sistemas plasma 1-5
2/12/01
• Nunca lubrique reguladores o válvulas de cilindros con
aceite o grasa.
• Utilice solamente cilindros, reguladores, mangueras y
conectores de gas correctos que hayan sido diseñados
para la aplicación específica.
• Mantenga todo el equipo de gas comprimido y las piezas
relacionadas en buen estado.
• Coloque etiquetas y códigos de color en todas las
mangueras de gas para identificar el tipo de gas que
conduce cada una. Consulte los códigos locales o
nacionales aplicables.
LOS CILINDROS DE GAS PUEDEN
EXPLOTAR SI ESTÁN DAÑADOS
SEGURIDAD DE LOS EQUIPOS DE GAS
COMPRIMIDO
Los cilindros de gas contienen gas bajo alta presión. Un
cilindro dañado puede explotar.
• Manipule y utilice los cilindros de gas comprimido de
acuerdo con los códigos locales o nacionales aplicables.
• No use nunca un cilindro que no esté de pie y bien
sujeto.
• Mantenga la tapa de protección en su lugar encima de la
válvula, excepto cuando el cilindro se encuentre en uso o
conectado para ser utilizado.
• No permita nunca el contacto eléctrico entre el arco de
plasma y un cilindro.
• No exponga nunca los cilindros a calor excesivo,
chispas, escorias o llamas.
• No emplee nunca martillos, llaves u otro tipo de
herramientas para abrir de golpe la válvula del cilindro.
La exposición prolongada al ruido propio de las
operaciones de corte y ranurado puede dañar la audición.
• Utilice un método de protección de los oídos aprobado
al utilizar el sistema de plasma.
• Advierta a las demás personas que se encuentren en las
cercanías acerca del peligro que supone el ruido
excesivo.
EL RUIDO PUEDE DETERIORAR LA
AUDICIÓN
Los campos magnéticos producidos por las elevadas
corrientes pueden afectar la operación de marcapasos y de
audífonos. Las personas que lleven marcapasos y
audífonos deberán consultar a un médico antes de
acercarse a sitios donde se realizan operaciones de corte y
ranurado por plasma.
Para reducir los peligros de los campos magnéticos:
• Mantenga el cable de trabajo y la manguera de la
antorcha a un lado, lejos del cuerpo.
• Dirija la manguera antorcha lo más cerca posible del
cable de trabajo.
• No envuelva el cable de trabajo ni la manguera de la
antorcha en su cuerpo.
• Manténgase tan lejos de la fuente de energía como sea
posible.
OPERACIÓN DE MARCAPASOS Y
DE AUDÍFONOS
Se puede hacer daño a los tubos congelados, o se
los puede reventar, si uno trata de descongelarlos
con una antorcha por plasma.
UN ARCO PLASMA
PUEDE DAÑAR TUBOS
CONGELADOS

SEGURIDAD
1-6 HYPERTHERM Sistemas plasma
2/12/01
Etiqueta de advertencia
Esta etiqueta de advertencia se encuentra adherida a la fuente de energía.
Es importante que el operador y el técnico de mantenimiento comprendan
el sentido de estos símbolos de advertencia según se describen. El texto
numerado corresponde a los cuadros numerados de la etiqueta.
1. Las chispas producidas por el corte
pueden causar explosiones o incendios.
1.1 Mantenga los materiales inflamables lejos
del lugar de corte.
1.2 Tenga a mano un extinguidor de incendios
y asegúrese de que alguien esté
preparado para utilizarlo.
1.3 No corte depósitos cerrados.
2. El arco de plasma puede causar
quemaduras y lesiones.
2.1 Apague la fuente de energía antes de
desarmar la antorcha.
2.2 No sostenga el material junto al trayecto
de corte.
2.3 Proteja su cuerpo completamente.
3. Los electrochoques provocados por la
antorcha o el cableado pueden ser fatales.
Protéjase del electrochoque.
3.1 Colóquese guantes aislantes. No utilice
guantes dañados o mojados.
3.2 Aíslese de la pieza de trabajo y de la tierra.
3.3 Antes de trabajar en una máquina,
desconecte el enchufe de entrada o la
potencia primaria.
4. La inhalación de los humos provenientes
del área de corte puede ser nociva para la
salud.
4.1 Mantenga la cabeza fuera de los gases
tóxicos.
4.2 Utilice ventilación forzada o un sistema
local de escape para eliminar los humos.
4.3 Utilice un ventilador para eliminar los
humos.
5. Los rayos del arco pueden producir
quemaduras en los ojos y en la piel.
5.1 Utilice un sombrero y gafas de seguridad.
Utilice protección para los oídos y
abróchese el botón del cuello de la
camisa. Utilice un casco de soldar con el
filtro de sombreado adecuado. Proteja su
cuerpo completamente.
6. Antes de trabajar en la máquina o de
proceder a cortar, capacítese y lea las
instrucciones completamente.
7. No retire las etiquetas de advertencia ni las
cubra con pintura.
110391 Rev A
ArcWriter Manual del operador 2-1
3
Sección 2
OPERACIÓN
En esta sección:
Controles e indicadores de la fuente de energía ......................................................................................................2-2
Panel frontal .....................................................................................................................................................2-2
Panel trasero....................................................................................................................................................2-3
Controles del subconjunto del panel de control........................................................................................................2-4
Instrucciones de operación.......................................................................................................................................2-4
Mínima presión del gas.............................................................................................................................................2-5
Bloqueo de seguridad del sensor capuchón.............................................................................................................2-5
Preguntas técnicas ...................................................................................................................................................2-6
Consejos de operación .............................................................................................................................................2-7
Cambio de piezas consumibles .......................................................................................................................2-7
Pautas para marcar el proceso ........................................................................................................................2-8
Tablas de datos de operación.................................................................................................................................2-10
2-2 ArcWriter Manual del operador
5
OPERACIÓN
Temperatura
Presión del gas
Aparato encendido
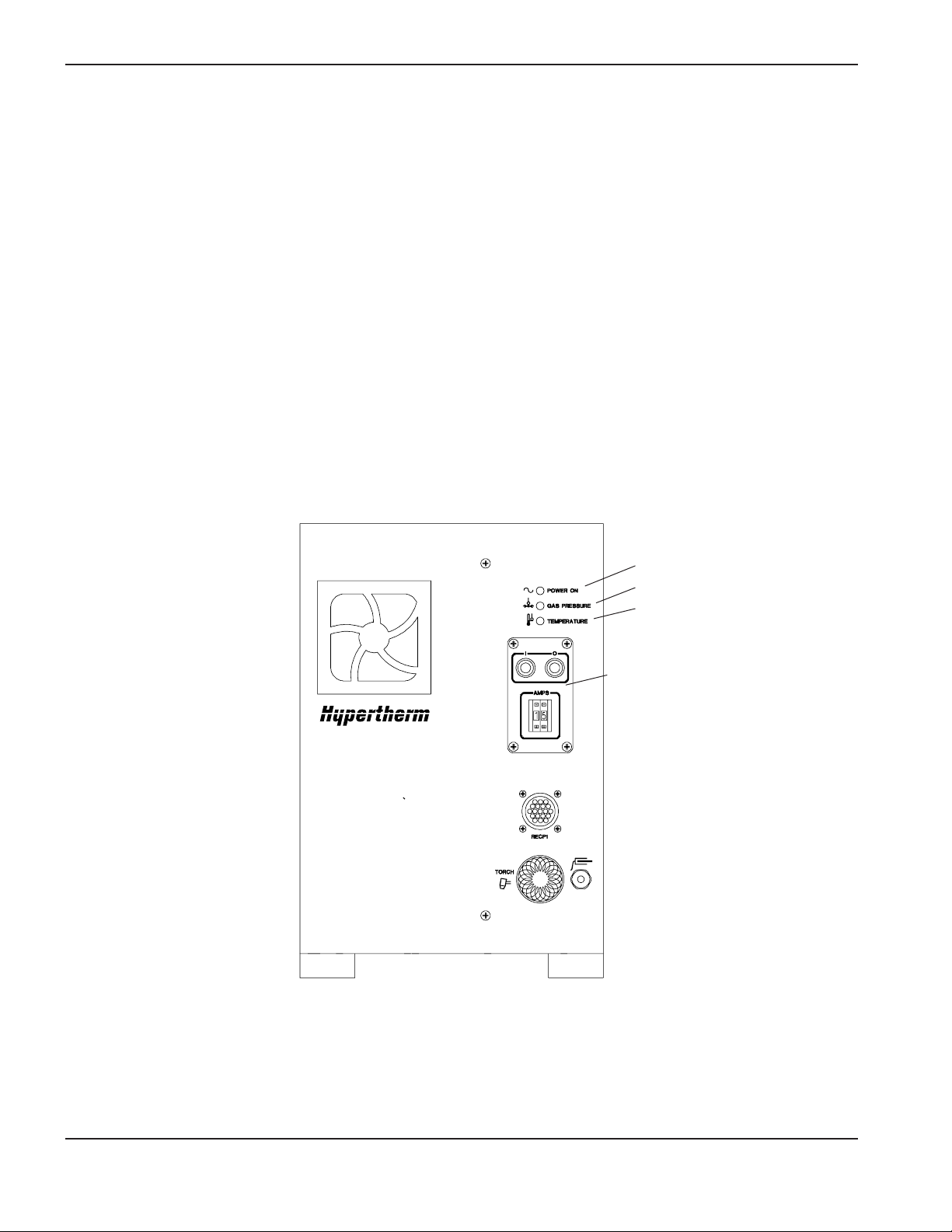
Figura 2-1 Controles e indicadores del panel frontal
Controles e indicadores de la fuente de energía
Panel frontal
• Indicador luminoso (LED) verde de aparato encendido
Indica que todos los circuitos de los controles están activados y el sistema está preparado para operar.
• Indicador luminoso (LED) verde de presión de gas
Indica que las presiones están dentro de los límites de operación y el circuito del bloqueo de seguridad del
sensor capuchón se satisface.
• Indicador luminoso (LED) amarillo de temperatura
Indica que la temperatura de la fuente de energía ha excedido los límites de operación.
Subconjunto del panel de control
(Ver figura 2-3)
MADE IN U.S.A.

ArcWriter Manual del operador 2-3
3
OPERACIÓN
Panel trasero
• Contador
Indica el número acumulado de inicios de arco.
• Horas
Indica el número acumulado de horas que el arco ha estado encendido.
• Interruptor
Permite el abastecimiento de energía a la fuente de energía y a sus circuitos de control. (No se utiliza en el
sistema 600 VAC.)
• Interruptor de ajuste del gas
Permite al operador seleccionar el modo de ajuste en el gas plasma y el de protección en posición TEST.
• Regulador de presión del gas plasma
Regula la presión del gas plasma a la fuente de energía.
• Regulador de presión del gas de protección con filtro
Regula la presión del gas de protección a la fuente de energía.
Figura 2-2 Controles e indicadores del panel trasero
Contador Horas
Interruptor de
ajuste del gas
Regulador de presión del gas plasma
Rueda de ajuste
(El pasador está por detrás)
Manómetro
Regulador de presión del gas de
protección con filtro
Rueda de ajuste (tirar hacia arriba para
aflojarla)
Manómetro
Interruptor
(No se utiliza en el sistema 600 VAC.)

2-4 ArcWriter Manual del operador
3
OPERACIÓN
Controles del subconjunto del panel de control
• Pulsadores de energía I y 0 (encendido y apagado)
Para proporcionar o cortar la energía de entrada a la fuente de energía y a sus circuitos de control.
Nota: Para que el sistema esté en funcionamientocon el panel de control instalado, es
necesario que tanto el interruptor como el pulsador I del panel de control estén
encendidos.
• Seleccionador de intensidad
Selecciona la intensidad del arco para las aplicaciones de marcado. El rango de selección es desde
4 a 19 amperios.
Figura 2-3 Panel de control
Instrucciones de operación
1. Asegúrese que el entorno de trabajo del operador y su ropa cumplan los requisitos de seguridad indicados en
la sección 1, Seguridad.
2. Asegúrese de que la sistema ha sido instalado correctamente.
3. En la parte trasera de la fuente de energía ponga el interruptor en la posición de encendido. Active la energía
CA en el CNC o el subconjunto del panel de control. Los indicadores luminosos (LED) de aparato encendido y
presión deberían encenderse si todos los bloqueos de seguridad se cumplen. El indicador luminoso (LED) de
temperatura debe mantenerse apagado.
4. Ajuste los reguladores de presión según lo siguiente:
• En el regulador de presión del gas plasma, afloje el pasador detrás de la rueda de ajuste para ajustar la
presión.
• En el regulador de presión del gas de protección, tire de la rueda de ajuste para ajustar la presión.

ArcWriter Manual del operador 2-5
3
OPERACIÓN
• Ponga el interruptor de ajuste de gas en la posición TEST. Ajuste los reguladores de presión para las
siguientes presiones: gas plasma 4,8 bar y gas de protección 4,1 bar.
• Ponga el interruptor de ajuste de gas en el modo RUN, y bloquee las dos ruedas de ajuste.
5. Una el cable de la pieza a la mesa de trabajo de forma segura. (fig. 2-4)
6. Utilice las Tablas de Datos de Operación que están al final de esta sección para ajustar la intensidad, velocidad
y altura.
Mínima presión del gas
Tanto el gas plasma como el de protección deben ser suministrados a los reguladores de presión a 6,9 bar en el
ArcWriter. Si la presión de cualquiera de ellos fuera menor de 2,7 bar, el interruptor de presión PS1 o el PS2
produciría que la fuente de energía dejara de funcionar y que el arco se extinguiera.
Bloqueo de seguridad del sensor capuchón
Si el sensor capuchón en posición detecta que el capuchón de retención está suelto, la unidad deberá apagarse.
El soplete no se encenderá hasta que se ajuste el capuchón de retención, cumpliendo así con el bloqueo de
seguridad del sensor capuchón, y la la energía CA de la unidad sea activada en el CNC o panel de control.
7. El ArcWriter está preparado para ser utilizado.
ADVERTENCIA
El arco piloto se enciende inmediatamente (sin preflujo) cuando se inicia la señal de inicio de arco.
Figura 2-4 Conexión del cable de la pieza
Hacer un buen contacto metal con metal
Cable de la pieza
Mesa de trabajo

2-6 ArcWriter Manual del operador
3
OPERACIÓN
Preguntas técnicas
Todas las unidades suministradas por Hypertherm han sido sometidas a ensayos de control de calidad. Sin
embargo, si su unidad no funciona correctamente:
1. Puede encontrar que el problema sea de fácil solución, como por ejemplo una conexión suelta o floja.
2. Si no es capaz de solucionar el problema, llame a su distribuidor. Le ayudará o le indicará un centro de
reparaciones autorizado por Hypertherm.

ArcWriter Manual del operador 2-7
3
OPERACIÓN
ADVERTENCIA
Siempre desconecte la alimentación de energía antes de inspeccionar o cambiar las piezas de la
antorcha.
No utilice el circuito de bloqueo de seguridad Cap-On-Sensor para quitar la potencia de la fuente de
energía cuando se haya quitado el capuchón de retención para cambiar las piezas consumibles.
No se fíe en el circuito de bloqueo de seguridad Cap-On-Sensor para aislar la potencia. Sólo está allí
como respaldo para seguridad.
Consejos de operación
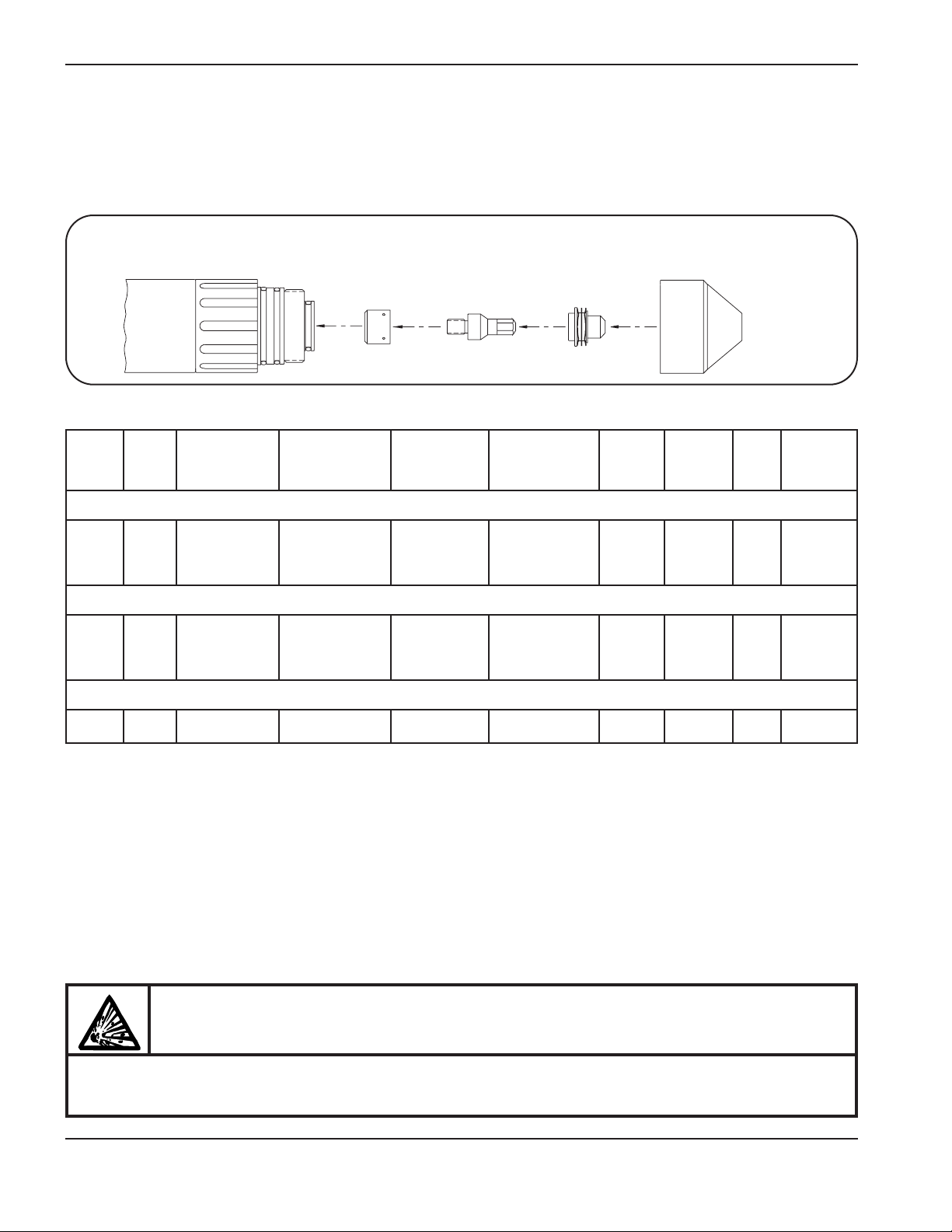
Cambio de piezas consumibles
Desatornille el capuchón de retención para retirar las piezas consumibles. Utilice la llave hexagonal de 7/32 de
pulgada del juego de piezas consumibles para desmontar el electrodo. Inspeccione si hay desgaste o daños en la
boquilla. Si el agujero de la boquilla está gastado o con forma ovalada, cámbielo. Examine el electrodo. Si el
centro del electrodo tiene una picadura mayor de 1 mm, cámbiela. Examine si hay agujeros obstruidos en el
difusor, etc.
Cambie las piezas como se indica en la figura 2-5. Cada parte ajusta en una sola dirección, por lo que no podrá
poner las piezas en sentido contrario. El soplete no se encenderá si las piezas se han ensamblado de forma
incorrecta. Lubrique ligeramente todos los anillos-O y retire con un paño el exceso.
Cuando el difusor, electrodo (apriételo sólo hasta que quede ajustado) y la boquilla estén dispuestos
adecuadamente en su lugar, instale el capuchón de retención y encienda el equipo. Seleccione la posición del
interruptor de la parte trasera del equipo en encendido ON.
Capuchón de retención
120453
Boquilla
120450
Figura 2-5 Ricambi torcia
Difusor
120449
Electrodo
120447
Cuerpo principal del antorcha
120448

2-8 ArcWriter Manual del operador
3
OPERACIÓN
Pautas para marcar el proceso
Remítase a las pautas debajo para reducir los problemas de marcar.
El principio de la marca es demasiado grande
• Existe un retraso entre el tiempo en el que el CNC recibe la señal de movimiento de la máquina del
ArcWriter y cuando el movimiento de la máquina ocurre realmente. Mientras dure el retraso, duración que
depende del equipo CNC, el soplete se mantendrá en una posición fija. Si el retraso es significativo, se
puede producir una perforación, por tanto Hypertherm recomienda reducir el retraso a 50 ms si es posible.
• Puede ser necesario aumentar la aceleración del soplete.
• Si el nivel de intensidad se reduce, el tamaño del agujero al principio de la marca también se reducirá.
Nótese que puede ser necesario ajustar la velocidad de marcado para el nivel de intensidad más bajo.
• Compruebe la distancia desde el soplete a la pieza. Puede que no se esté produciendo una buena y rápida
transferencia del arco.
El final de la marca es muy grande
• Intente una distancia de deceleración más pequeña antes del final de la marca.
La marca se hace muy profunda y ancha durante la realización de una esquina
• Evite las esquinas de 90º porque el soplete llega a pararse totalmente. El mejor método es redondear
la esquina de forma que el soplete no se pare completamente en la esquina.Si es necesario realizar una
esquina de 90º y la marca resultante es inaceptable, se puede hacer mediante una operación de dos
pasos.
• Reduzca la intensidad cuando se vaya aproximando a la esquina. La intensidad del ArcWriter puede
reducirse hasta un mínimo de 4 amperios. La reducción de intensidad requerida depende de las
características de aceleración y deceleración de la mesa de corte.
• Reduzca tanto la intensidad como la velocidad de marcado para la operación completa de marcado.
Figura 2-6 Realización de esquinas
Final Final
Final
1
2
Inicio Inicio
FinalInicio
Inicio
Se ensancha y se hace
más profunda a medida
que la velocidad
disminuye y se para.
Evitar esquinas a 90 º Operación de dos pasos Método más adecuado

ArcWriter Manual del operador 2-9
3
OPERACIÓN
Pautas para marcar el proceso (continuación)
El arco se extingue durante el marcado
• Puede que la distancia del soplete a la pieza sea muy grande.
• La presión del gas plasma puede ser muy baja.
• Inspeccione si hay consumibles dañados o gastados.
La marca es muy ancha o profunda
• Reduzca la intensidad.
• Aumente la velocidad de marcado.
• El orificio de la boquilla puede estar dañado. Inspeccione otros consumibles.
La marca es demasiado estrecha o poco profunda
• Compruebe la presión de los gases.
• Inspeccione si hay consumibles dañados o gastados.
• Aumente la intensidad.
• Reduzca la velocidad de marcado.
Agujereado y perforado
• Para obtener un diámetro de agujero mayor, aumente la intensidad.
• Para obtener un diámetro de agujero menor, disminuya la intensidad.
• Para obtener un agujero más profundo, aumente el tiempo que está encendido el arco.
• Para obtener un agujero menos profundo, disminuya el tiempo de encendido de arco.

2-10 ArcWriter Manual del operador
3
OPERACIÓN
Tablas de datos de operación
Las Tablas de Datos de Funcionamiento en las páginas que siguen han sido optimizadas para proporcionar la
mejor apariencia de marcas, mínimo de escoria, y mejor acabado de la superficie. Mantenga en mente que estas
tablas dan un punto de comienzo y que el marcar, el rayar y hacer hoyuelos óptimamente debe ser afinado a la
aplicación y materiales en sitio. Incrementando la velocidad, acortando la distancia desde la antorcha, corriente
más alta, por ejemplo, todos presentan ciertos trueques. Es a la elección de operador el determinar el trueque que
es aceptable según la aplicación de marcar.
Las tablas también dan los números de piezas e ilustraciones de los consumibles que se requieren para marcar.
Índice de las tablas de parámetros de operación
Metal Gas plasma Gas de protecciónPágina
Acero al carbono Aire Aire 2-11
H5 Aire 2-12
Acero inoxidable Aire Aire 2-13
H5 Aire 2-14
Aluminio Aire Aire 2-15
H5 Aire 2-16

ArcWriter Manual del operador 2-11
3
OPERACIÓN
Ventajas:
Proceso excelente desde cualquier punto de vista.
El aire es el gas más barato.
No se produce escoria.
Otras consideraciones:
Ligero contraste entre las marcas y la chapa.
Acero al carbono
Gas plasma aire / Gas de protección aire
Capuchón de retención
120453
Boquilla
120450
Difusor
120449
Electrodo
120447
Cuerpo principal del antorcha
120448
Presión del Presión del Distancia Velocidad
Intensidad Tensión gas plasma gas de protección antorcha-pieza de avance Anchura Profundidad Tiempo Diámetro
(A) (V) (psi) (bar) (psi) (bar) (mm) (m/min) (mm) (mm) (ms) (mm)
Tallado ligero
5 149 70 4,8 60 4,1 2 3,81 0,8 ≤0,03
6 140 70 4,8 60 4,1 2 6,35 0,8 ≤0,03
Tallado fuerte
9 123 70 4,8 60 4,1 2 3,81 1,3 0,13
10 118 70 4,8 60 4,1 2 6,35 1,3 0,13
Agujereado
7 70 4,8 60 4,1 2 N/A N/A 0,5 300 1,5

2-12 ArcWriter Manual del operador
3
OPERACIÓN
Ventajas:
El tallado ligero produce alto contraste, con gran facilidad para su lectura.
Otras consideraciones:
El tallado fuerte y el agujereado producen algo de escoria.
El argón-hidrógeno es un gas algo más caro.
Acero al carbono
Gas plasma Argón-Hidrógeno (H5) / Gas de protección aire
Capuchón de retención
120453
Boquilla
120450
Difusor
120449
Electrodo
120447
Cuerpo principal del antorcha
120448
ADVERTENCIA
Cuando se utilicen mezclas de argón con hidrógeno, la cantidad de hidrógeno debería ser un
máximo de 5%. Por encima de este nivel existe la posibilidad de generar una mezcla explosiva.
Presión del Presión del Distancia Velocidad
Intensidad Tensión gas plasma gas de protección antorcha-pieza de avance Anchura Profundidad Tiempo Diámetro
(A) (V) (psi) (bar) (psi) (bar) (mm) (m/min) (mm) (mm) (ms) (mm)
Tallado ligero
8 69 70 4,8 60 4,1 2 3,81 1,0 ≤ 0,03
10 69 70 4,8 60 4,1 2 6,35 1,0 ≤ 0,03
Tallado fuerte
13 67 70 4,8 60 4,1 2 3,81 1,5 0,8
15 66 70 4,8 60 4,1 2 6,35 1,5 0,8
Agujereado
10 70 4,8 60 4,1 2 0,5 300 1,27

ArcWriter Manual del operador 2-13
3
OPERACIÓN
Ventajas:
El aire es el gas más barato.
El tallado ligero produce alto contraste, con gran facilidad para su lectura.
Otras consideraciones:
Un aporte térmico elevado puede producir deformaciones en las chapas finas.
El tallado ligero produce alto contraste, con gran facilidad para su lectura.
Acero inoxidable
Gas plasma aire / Gas de protección aire
Capuchón de retención
120453
Boquilla
120450
Difusor
120449
Electrodo
120447
Cuerpo principal del antorcha
120448
Presión del Presión del Distancia Velocidad
Intensidad Tensión gas plasma gas de protección antorcha-pieza de avance Anchura Profundidad Tiempo Diámetro
(A) (V) (psi) (bar) (psi) (bar) (mm) (m/min) (mm) (mm) (ms) (mm)
Tallado ligero
5 149 70 4,8 60 4,1 2 3,81 1,0 ≤ 0,03
6 140 70 4,8 60 4,1 2 6,35 1,0 ≤ 0,03
Tallado fuerte
8 127 70 4,8 60 4,1 2 3,81 1,3 0,13
9 123 70 4,8 60 4,1 2 6,35 1,3 0,13
Agujereado
7 70 4,8 60 4,1 2 0,5 300 1,3
2-14 ArcWriter Manual del operador
3
OPERACIÓN
Ventajas:
Aporte térmico menor que el conseguido con aire como gas plasma.
Menor deformación del material.
Otras consideraciones:
El argón-hidrógeno es un gas algo más caro.
El tallado fuerte y el agujereado producen algo de escoria.
Acero inoxidable
Gas plasma Argón-Hidrógeno (H5) / Gas de protección aire
Capuchón de retención
120453
Boquilla
120450
Difusor
120449
Electrodo
120447
Cuerpo principal del antorcha
120448
ADVERTENCIA
Cuando se utilicen mezclas de argón con hidrógeno, la cantidad de hidrógeno debería ser un
máximo de 5%. Por encima de este nivel existe la posibilidad de generar una mezcla explosiva.
Presión del Presión del Distancia Velocidad
Intensidad Tensión gas plasma gas de protección antorcha-pieza de avance Anchura Profundidad Tiempo Diámetro
(A) (V) (psi) (bar) (psi) (bar) (mm) (m/min) (mm) (mm) (ms) (mm)
Tallado ligero
6 72 70 4,8 60 4,1 2 3,81 0,76 ≤ 0,03
8 69 70 4,8 60 4,1 2 6,35 0,76 ≤ 0,03
Tallado fuerte
9 69 70 4,8 60 4,1 2 3,81 1,0 0,13
11 68 70 4,8 60 4,1 2 6,35 1,0 0,13
Agujereado
8 70 4,8 60 4,1 2 0,5 300 1,3

ArcWriter Manual del operador 2-15
3
OPERACIÓN
Ventajas:
El aire es el gas más barato.
Otras consideraciones:
Marcas irregulares: los bordes de las marcas son menos limpios y menos bien definidos.
Importante: Las condiciones indicadas anteriormente son óptimas para chapa de 3,2 mm (1/8 pulgada).
Si el espesor es mayor, la intensidad deberá aumentar.
Aluminio
Gas plasma aire / Gas de protección aire
Capuchón de retención
120453
Boquilla
120450
Difusor
120449
Electrodo
120447
Cuerpo principal del antorcha
120448
Presión del Presión del Distancia Velocidad
Intensidad Tensión gas plasma gas de protección antorcha-pieza de avance Anchura Profundidad Tiempo Diámetro
(A) (V) (psi) (bar) (psi) (bar) (mm) (m/min) (mm) (mm) (ms) (mm)
Tallado
7 134 70 4,8 60 4,1 2 3,81 1,0 0,05

2-16 ArcWriter Manual del operador
3
OPERACIÓN
Ventajas:
Los bordes de las marcas son limpios y bien definidos.
Otras consideraciones:
El argón-hidrógeno es un gas algo más caro.
Importante: Las condiciones indicadas anteriormente son óptimas para chapa de 3,2 mm (1/8 pulgada).
Si el espesor es mayor, la intensidad deberá aumentar.
Aluminio
Gas plasma Argón-Hidrógeno (H5) / Gas de protección aire
Capuchón de retención
120453
Boquilla
120450
Difusor
120449
Electrodo
120447
Cuerpo principal del antorcha
120448
ADVERTENCIA
Cuando se utilicen mezclas de argón con hidrógeno, la cantidad de hidrógeno debería ser un
máximo de 5%. Por encima de este nivel existe la posibilidad de generar una mezcla explosiva.
Presión del Presión del Distancia Velocidad
Intensidad Tensión gas plasma gas de protección antorcha-pieza de avance Anchura Profundidad Tiempo Diámetro
(A) (V) (psi) (bar) (psi) (bar) (mm) (m/min) (mm) (mm) (ms) (mm)
Tallado
10 69 70 4,8 60 4,1 2 3,81 0,8 0,05
 Loading...
Loading...