

Hyd-Mech PH 211 Use And Maintenance Manual
EN
YEAR OF MANUFACTURE: ______________
PH 211
USE AND MAINTENANCE MANUAL


Introduction and technical specifications 1---1......................
Foreword 1---1..........................................................
Machine presentation 1--- 1...............................................
Machine specification 1--- 2...............................................
N am e p l a t e 1 --- 2........................................................
Dimensions 1 --- 4........................................................
F un c t i o n a l p a r t s 2 --- 1............................................
PH211 model 2 --- 1......................................................
Cutting head 2---1.......................................................
Vice 2 --- 2..............................................................
C on t r o l P an e l 2 --- 2......................................................
Safety and accident prevention 3---1................................
U se o f t he m a c hi n e 3 --- 1.................................................
General recommendatio ns 3---2...........................................
Recommendations to the operator 3--- 3....................................
Machine safety devices 3--- 5..............................................
Reference standards 3---5................................................
Protection against accidental contact with the blade 3--- 6......................
Electrical equipment 3--- 6................................................
Emergency devices 3--- 7..................................................
Noise level of the machine 3---8...........................................
Noise level measurement 3--- 8............................................
Noise level values 3--- 8...................................................
Vibration emission 3---9..................................................
Electromagnetic compatibility 3--- 9........................................
Machine installation 4---1........................................
Packaging and storage 4--- 1...............................................
Anchoring the machine 4--- 4..............................................
Minimum requirements 4--- 4..............................................
C he c k l is t 4 --- 5..........................................................
Balancing the cutting head 4--- 6...........................................
Connection to the power supply 4 --- 6.......................................
Description of machine operation 5---1.............................
Description of the control panel 5---1......................................
Basic instructions for carrying out a cutting operation cycle 5--- 3................
Manoeuvring the cutting head 5---3........................................
Clamping the work piece in the vice 5--- 3...................................
Wi d th o f c ut 5 --- 4.......................................................
Preliminary check list for cutting operation 5--- 5.............................
Manual operating cycle 5---5..............................................
A ng l e d c u t s 5 --- 7........................................................
Angled cuts 45˚ to the left 5--- 7...........................................
Angled cuts 60˚ to the left 5--- 8...........................................
Diagrams, exploded views and replacement parts 6---1................
Standardised Wiring Diagrams (single---phase) 6---1..........................
Standardised Wiring Diagrams HB (single--- phase) 6---2.......................
Standardised Wiring Diagrams (three--- phase) 6---3..........................
Exploded views 6--- 4.....................................................
Body frame assembly 6---4................................................

Motor assembly 6---6....................................................
Handle assembly 6--- 6....................................................
Bladeadjustableassembly(rear) 6---8......................................
Bladeadjustableassembly(front) 6---8.....................................
Idler wheel and Drive wheel assembly 6--- 10..................................
Blade back cover assembly 6--- 10...........................................
Control panel assembly 6--- 12..............................................
Base assembly 6--- 14......................................................
Vise assembly (A) 6--- 16...................................................
Vise assembly (B) 6 --- 16...................................................
Stand leg assembly 6--- 18..................................................
A d j u s t me n t s 7 --- 1...............................................
Vice 7 --- 1..............................................................
Vice play adjustment 7 --- 1................................................
Cutting head 7---2.......................................................
B la d e t e n s i on i ng un i t 7 --- 2................................................
Adjusting operating head travel 7---4.......................................
Blade guide part s 7---5...................................................
Blade guide heads 7--- 5..................................................
Blade guide plates 7--- 5..................................................
Blade 7 --- 8.............................................................
Tool change 7--- 8........................................................
Blade perpendicularity 7--- 10..............................................
Orthogonality of the blade 7---11...........................................
Maintenance and choice of consumables 8---1.......................
The role of the operator 8--- 1.............................................
Maintenance requirements 8---2...........................................
General maintenance 8---2...............................................
Daily 8 --- 2.............................................................
Weekly 8 --- 2............................................................
Monthly 8---3...........................................................
Maintenance of working parts 8 --- 3........................................
Consumable materials 8--- 3...............................................
Oil for transmission box 8---3.............................................
Oil for lubricant/coolant fluid 8--- 3.........................................
Cutting speed and choice of tools 9---1..............................
Cutting speed 9--- 1......................................................
Standard machine 9--- 1..................................................
Choice of blade 9--- 1....................................................
Saw tooth pitch 9 --- 1.....................................................
Cutting speed and downstroke speed 9---2..................................
Ty p e s o f s wa r f: 9 --- 2.....................................................
Lubricant/coolant fluid 9---3..............................................
Blade structure 9 --- 4.....................................................
B la d e t y p e s 9 --- 4........................................................
C on v e n t i o n a l r a k e 9 --- 5..................................................
Po s it i v e r ak e 9 --- 5.......................................................
Va r i a b le p i t c h 9 --- 5......................................................
Variable pitch blades with 0˚ cutting angle 9--- 6..............................
Variable pitch with positive rake (from 9 to 10 degrees) 9---6...................
Set: 9 --- 6...............................................................

Standard or splayed set 9---6..............................................
U nd u la t ed s e t 9 --- 7......................................................
Alternating grouped sets 9---7.............................................
A lt e rn a ti n g s et 9 --- 7.....................................................
Blade selection table relating to cutting speed and downstroke speed 9--- 8.......
Classification of steels 9 --- 9...............................................
Classification of steels 9---10...............................................
Troubleshooting 10---1............................................
Troubleshooting blade and cutting problems 10--- 1............................
Troubleshooting machine faults 10--- 8.......................................

1--1
Introduction and
technical
specifications
Foreword
Hyd---Mech in response to modern production techniques, has developed the new
PH211.
This work tool has been designed to satisfy the wide range of cutting needs of a
modern workshop with simplicity and reliability, while at the same time complying with all EEC safety standards.
The PH211 is structurally rigid, silent and safe: it produces a minimum of waste
(1.2 mm) while its great versatility makes it suitable for cutting various materials
such as stainless steel light alloys, aluminium, copper and bronze at high speed
and with high precision.
Its high cutting capacity, which enables it to handle both single workpieces and
bundles, combined with the possibility of making inclined cuts from 0˚ to 60˚ left,
make this model the ideal solution for satisfying the wide strange of cutting needs
of machine shops, turneries, structural steel shops and engineering workshops.
We congratulate our clients on having chosen this product, which will give
effective and faithful service for many years, especially if the instructions
contained in this use and maintenance manual are carefully followed.
This cutting machine has been designed and made specifically for cutting metallic materials.
Machine presentation
Functioning is completely manual: the operator, after having checked the
workpiece in the vice, grips the control lever and presses the bandsaw start
microswitch; with a downwards movement, the material is cut to the preset
length; the cutting head returns up at the end of the cutting operation, ready to
start a new work cycle.
Warning
1
1--2
2
Use and maintenance manual PH211
Machine specification
Name plate
Theanodisedaluminiumnameplateisrivetedonthesideofthemachine;the
same data are reproduced on the declaration of conformity included with this use
and maintenance manual.
bar bar
------ --
V
1PH
AVA
3PH
model
air pressure
data code
oil p ressure
PH101
The Roc k Solid Solution
When communicating with the Technical Service department, the model, serial
number and year of manufacture of the machine must be quoted.
CUTTING SPEEDS
1st Slow Speed mt/min
40
2nd Fast Speed mt/min
80
BAND SAW
Rated size mm
2085 x 20 x 0,9
Max/min blade length mm
2075÷2095
Blade height mm
20
Blade width mm 0,9
Band saw tension Kgs/cm2--- L b s / i n
2
2250 --- 32000
When choosing the cutting tool, if its dimensions do not correspond to those
included in the “Rated size” section, check that the dimensions at least fall
within the admissible max/min specifications.
RATED ELECTRICAL POWER
Head spindle motor KW 1/1,3
Electric coolant pump motor KW 0,1
Max installed power KW 1,4
N.B.
Attention

1--3
3
Introduction and technical specifications
LUBRICANT/COOLANT FLUID AND OIL
Oil for transmission box capacità Kg 0,32
Lubricant/coolant fluid (oil concentration 5---6%) capacità Lt 10
VICE
Vice max. opening mm 200
SPINDLE MOTOR
No.of poles Current (Volts) Absorption
(Amps)
Power (Kw) rpm Band saw spe-
ed
2 230/400 4,1/3,0 1,3 2950 80 mt/min
4 230/400 2,4/1,7 1 1430 40 mt/min
Stator wound with enamelled copper wire, class H 200˚C.
Class F insulation (limit temperature TL 155˚C).
IP 55 protection rati ng (total against contact with live parts, water sprayed from all directions, with shaft oil
seal).
Conforming to CEI norms, publication: IEC 34 of 01/07/1985.
Example of class F insulation: in air--cooled machines at an ambient temperature of 40˚ C (according to CEI 2--3 and IEC 85), the allowable overtemperature is 100˚ C (where 100
ٛ
C represents the allowable DT).
The machine is supplied with a 2/4 pole three phase motor giving 2 band saw
speeds:
-- 1ª speed (4 poles) = 40 mt/min
--- 2ª speed (2 poles)= 80 mt/min;
ELECTROPUMP MOTOR
Single phase; Frequency 50 Hz.
Voltage
(Volts)
Absorption
(Amps)
Power (Kw) rpm Delivery rate lt/min Head (mt. )
230 0,3 0,1 2840 11 1,5
400 0,17 0,1 2840 11 1,5
Protection rating IP 55.
Conforming to CEI norms, publication: IEC 34 of 01/07/1985.
CUTTING CAPACITY
Section
0˚ 180 180 200 x 150
45˚ a 115 110 125 x 110
60˚ a 70 70 70 x 70
N.B.
Warning
1--4
4
Use and maintenance manual PH211
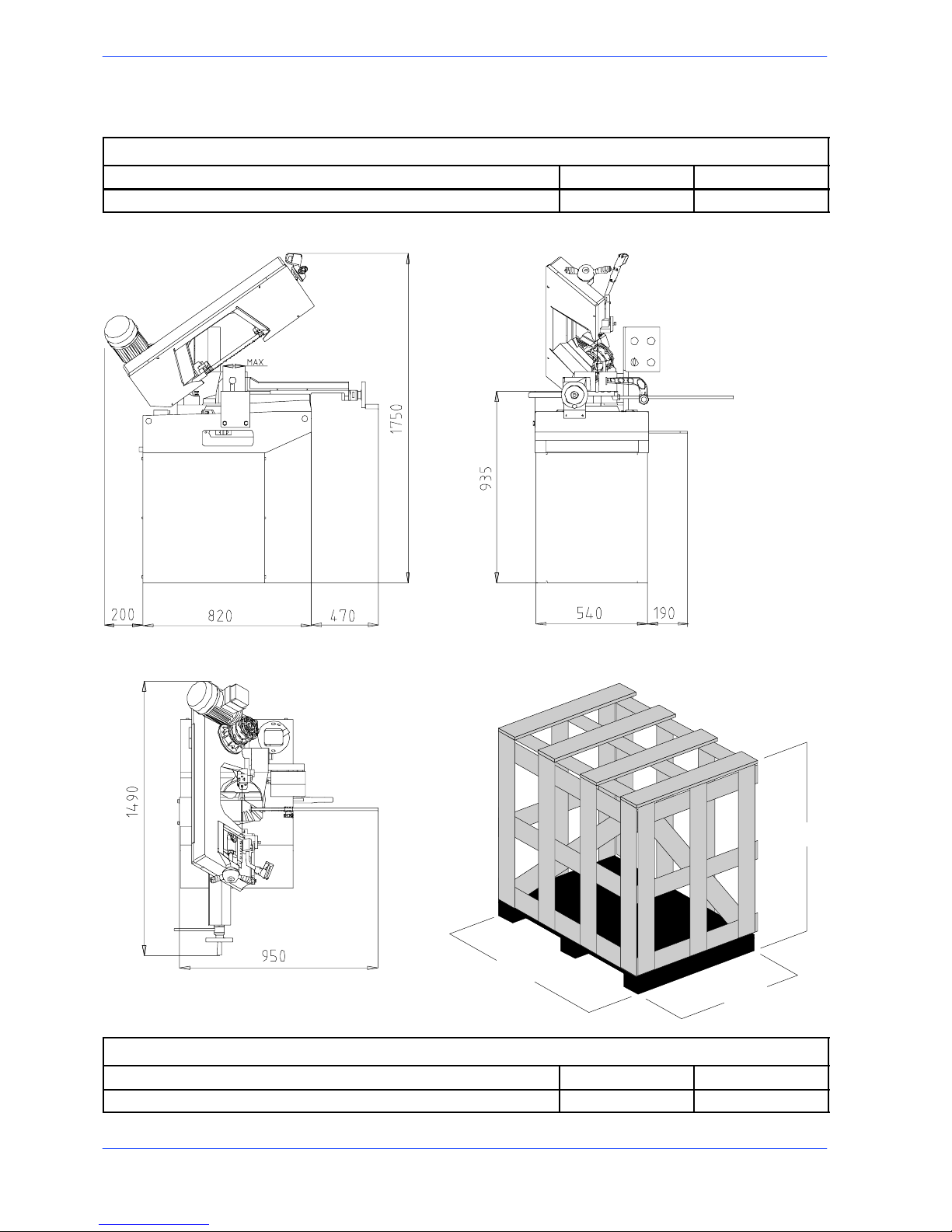
Dimensions
MACHINE INSTALLED
Work ta ble he i ght mm 935
Weight Kg 180
1280
840
1600
PAC KED WEIGHT
Wooden cage and pallet Kg 70
Wooden pallet Kg 20
2--1
Functional parts
PH211 model
In order for the user to move towards a full understanding of how the machine
works, which is described in detail in the chapter 5, this chapter deals with the
main units and their locations.
Cutting head
The cutting head is the unit that cuts the material. It consists of a cast iron head
on which the following are mounted: the band saw, the blade guide components,
the blade tensioner components, the transmission box and the spindle motor. The
cutting head is limited in its movements by the joint on the work table, and its
cutting stroke is manually guided by the operator.
2

2--2
6
Use and maintenance manual PH211
Vice
The vice is the unit that clamps the workpiece in place during cutting; it consists
ofavicesupport,commonlyknownasaleadnut,fixedtotheworktable,anda
lead screw with a slideway on which the mobile jaw is mounted. The vice is
operated manually by a handwheel, or by a pneumatic cylinder in the MA version
(optional).
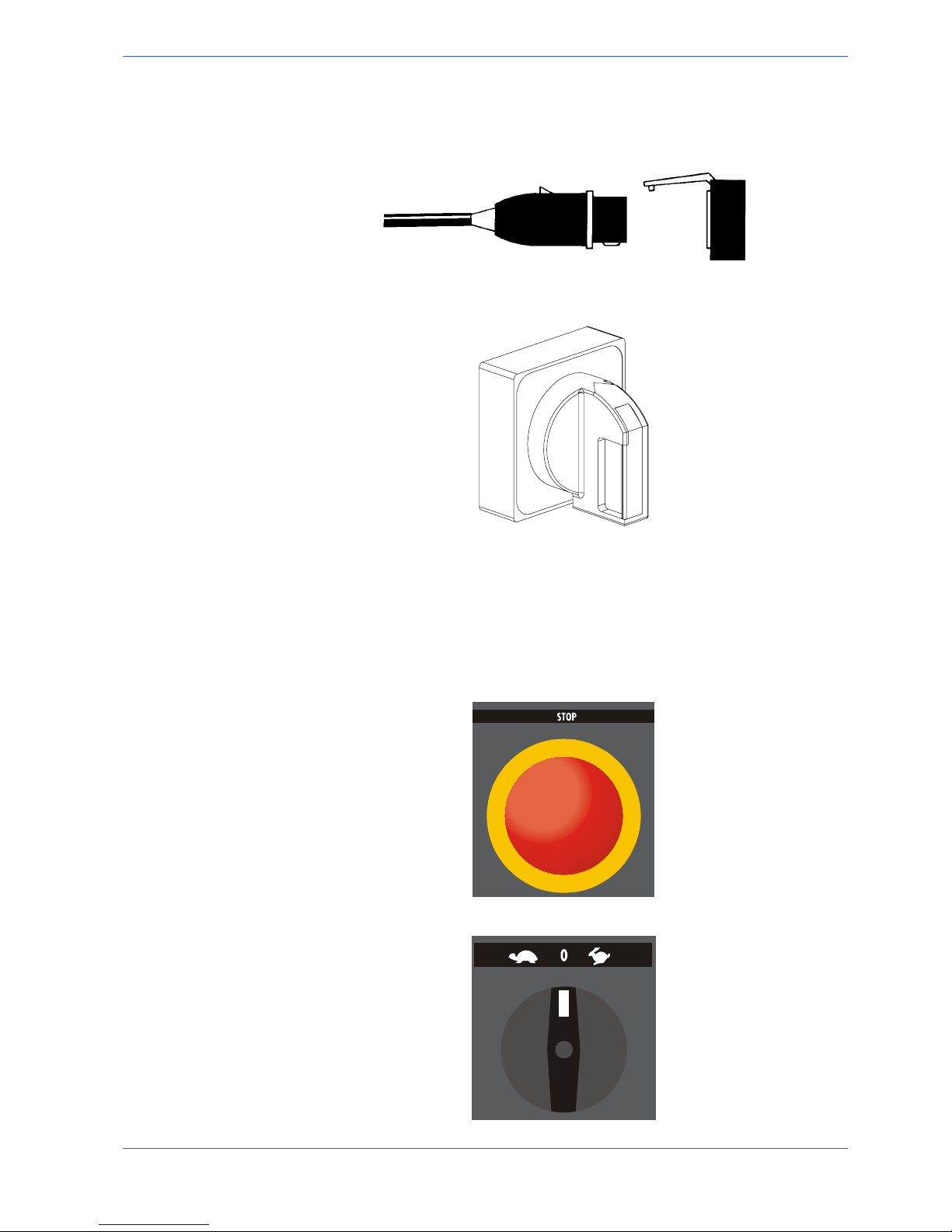
Control Panel
The control panel has a protection rating of IP 54 and contains the electrical
equipment. Access is gained by removing the screws fastening a safety panel,
while the operator’s safety is guaranteed by a key---operated safety switch,
designed to prevent any intentional interference with the unit. In order to remove
the panel from its mounting, the main switch has to be shifted to 0 (OFF), which
automatically cuts off the electrical supply.
stand by
STOP
3--1
Safety and accident
prevention
The PH211 has been designed and produced in accordance with European
standards. Forthecorrectuseofthemachinewerecommendthattheinstructions contained in this chapter are carefully followed.
Use of the machine
The PH211 band saw cutting machine is intended exclusively for cutting metallic
materials, ferrous or non---ferrous, in section or solid.
Other types of material and machining are not compatible with the specific
characteristics of the saw.
The employer is responsible for instructing the personnel who, in turn, are
obliged to inform the operator of any accident risks, safety devices, noise
emission and accident prevention regulations provided for by international
standards and national laws regarding the use of the machine. The operator must
be perfectly aware of the position and function of all the machine’s controls.The
instructions, warnings and accident prevention standards in this manual must be
respected without question by all those concerned.The following definitions are
those provided for by EEC MACHINES DIRECTIVE 98/37/CE :
H “Danger zone”: any zone in and/or around a machine in which the presence of a
person constitutes a risk for the safety and health of that person.
H “Person exposed”: any person finding himself either completely or partly in a
danger zone.
H “Operator”: the person or persons given the responsibility of installing, operating,
adjusting, maintaining, cleaning, repairing or transporting the machine.
The manufacturer declines any responsibility whatsoever, either civil or criminal, should there be unauthorised interference or replacement of one or more
parts or assemblies on the machine, or if accessories, tools and consumable
materials are used that are different from those recommended by the manufacturer itself or if the machine is employed in a plant system and its proper
function is thereby altered.
Attention
3
3--2
8
Use and maintenance manual PH211
General recommendations
LIGHTING
Insufficient lighting for the types of operation envisaged could constitute a safety
hazard for the persons concerned. For this reason, the machine user must provide
lighting in the working area sufficient to eliminate all shadowy areas while also
avoiding any blinding light concentrations. (Reference standard ISO 8995 ---89
“Lighting in work environments”).
CONNECTIONS
Check that the power supply cables and pneumatic feed systems comply with the
maximum machine absorption values listed in the “Machine Specification” tables;
replace if necessary.
EARTHING
The installation of the earthing system must comply with the requirements set out
in IEC STANDARD 204.
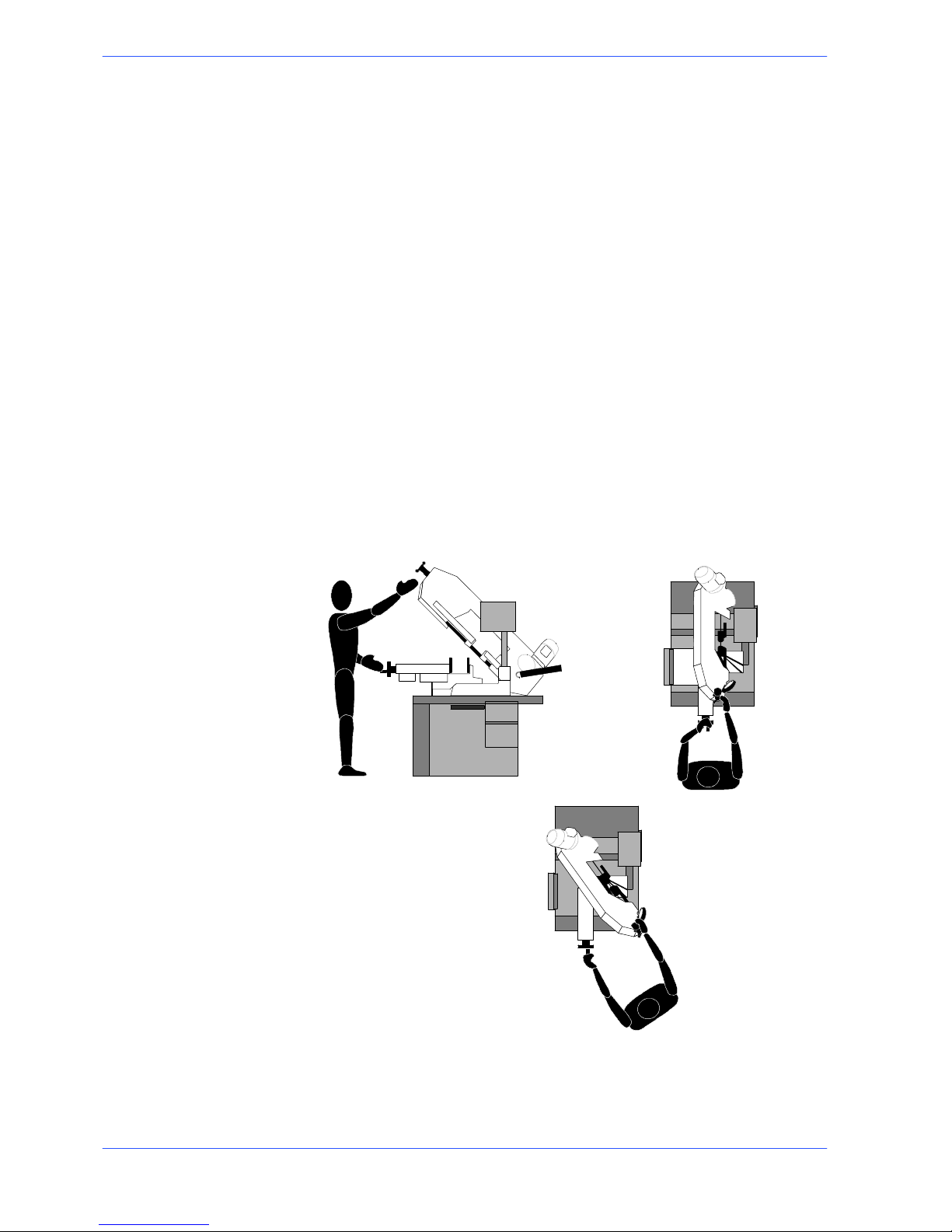
OPERATOR POSITION
The position of the operator controlling machine operations must be as shown in
the diagram below.
3--3
9
Safety and accident prevention
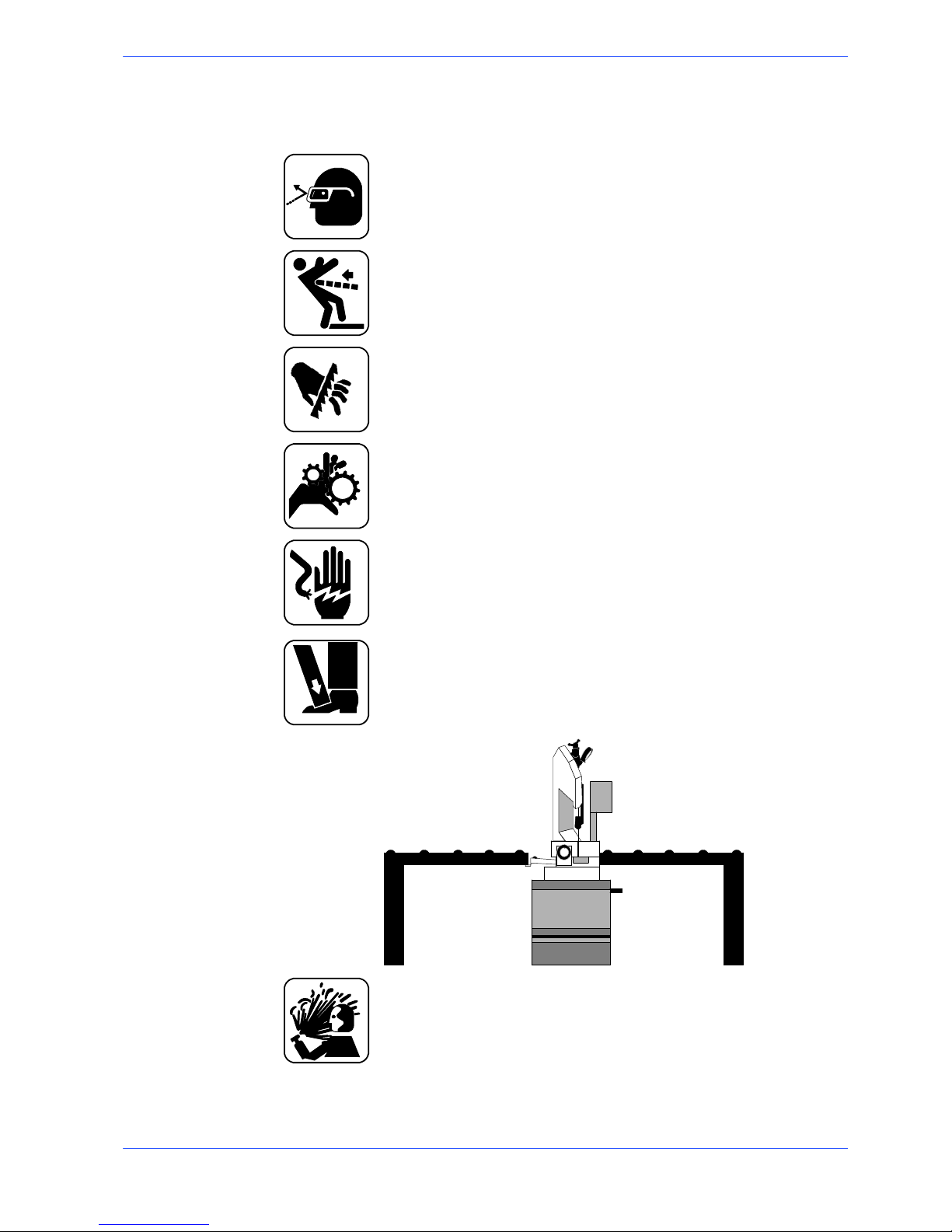
Recommendations to the operator
Always wear proper goggles or protective glasses.
Do not use the machine without the guards in position.
Do not allow hands or arms to encroach on the cutt ing zone while the
machine is in operation.
Do not wear oversize clothing with long sleeves, oversize gloves, bracelets, necklaces or any other object that may become entangled in the machine duri ng working; long hair must be tied back and bunched.
Alwaysdisconnectthepowersupplytothemachinebeforecarryingout
any maintenance work whatsoever, including in the case of abnormal
operation of the machine.
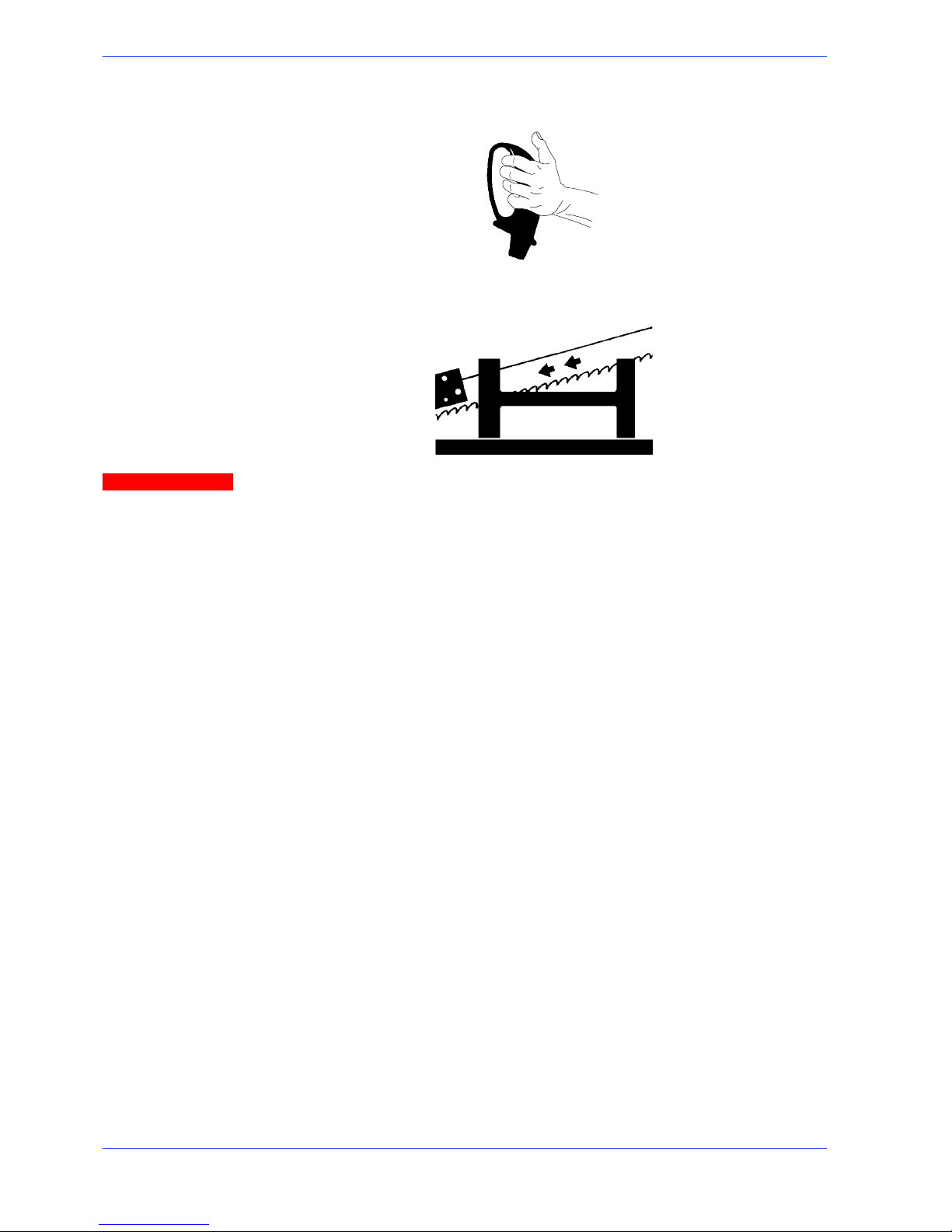
Before starting cutting operations, support the material at both ends of
the machine using the support arm --- standard, or OPTIONAL accessories such as the feed and discharge roller tables shown in the diagram
below. Before removing the devices supporting and moving the material,
fasten the latter in place using the machine’s clamping devices or other
suitable equipment.
mm. 1500
mm. 1500
FEED ROLLER TABLE DISCHARGE ROLLER TABLE
Any maintenance work on the hydraulic or pneumatic systems must be
carried out only after the pressure in the system has been released.
3--4
10
Use and maintenance manual PH211
The o perator must not perform any risky operations or operations not
required for the machining operation under way (e.g. remove swarf or
metal shavings from the machine while cutting).
Remove equipment, tools or any other objects from the cutting zone; always keep the working area as clean as possible.
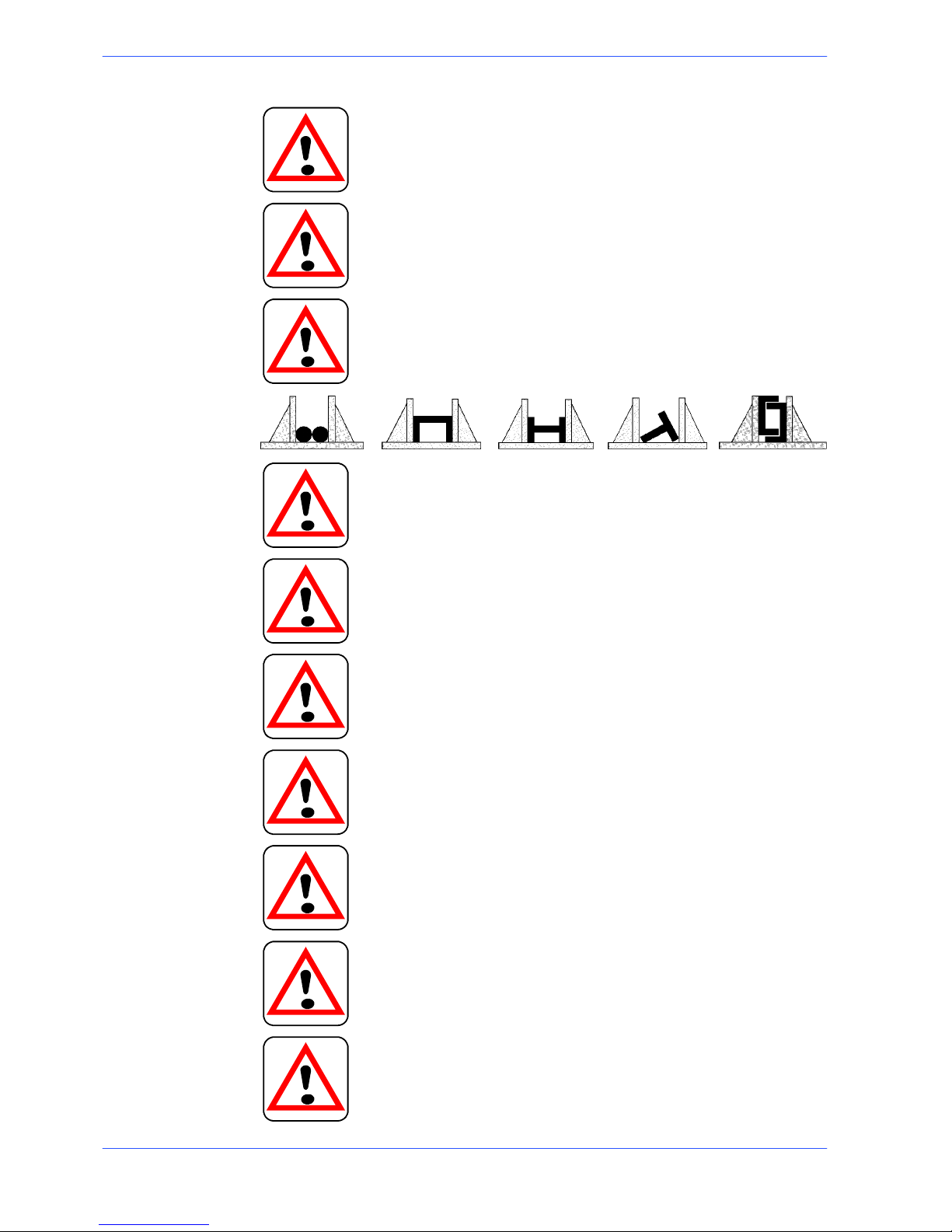
Before starting any cutting operations, ensure that the workpiece is securely held in the vice and the machine has been set correctly. A number of
examples of how to clamp different profiles correctly in our machines are
shown below.
Do not use the machine to cut pieces that exceed the capacity of the machine as listed in the machine specifications.
Never move the machine while it is cutting.
Do not use blades of different sizes to those recommended in the machine specifications.
When cutting very short pieces, make sure that they are not dragged behind the support shoulder, where they could jam in the blade.
When working on the band saw, wear gloves only when handling materials and for tool changing or adjustment operations. Only perform one
operation at a time and do not hold more than one item or operate more
than one device simultaneously. Keep hands as clean as possible.
Warning: if the blade jams in the cut, press the emergency stop push--button immediately. If this does not free the blade, slowly loosen the
vice, remove the piece and check the blade or blade teeth for breakage.
Replace the blade if necessary.
Before carrying out any repair work on the machine, consult the Technical Assistance Service: this can be done through a re presentative in the
country of use of the machine.

3--5
11
Safety and accident prevention
Machine safety devices
This use and maintenance manual is not intended as purely a guide for the use of
the machine in a strictly productive environment, it is instead an instrument
providing information on how to use the machine correctly and safely. The
following standards are those specified by the EEC Committee in the directives
regarding safety of machinery, health and safety at work, personal protection and
safeguarding of the environment. These standards have been applied to the
PH211 band saw.
Reference standards
MACHINE SAFETY
H EEC MACHINES DIRECTIVE 98/37/CE ;
H EEC directive no. 89/336 “EMC -- Electromagnetic Compatibility”;
H EEC Directive No. 73/23 known as “Low voltage directive”.
HEALTH AND SAFETY AT WORK
H EEC Directive No. 80/1107; 83/477;86/188;88/188; 88/642 for the protection of
workers against risks caused by exposure to physical, chemical and biological agents during working;
H EEC Directive No. 89/391 and Special EEC Directives No. 89/654 and No. 89/655
for improvements in health and safety at work;
H EEC Directive No. 90/394 for the protection of workers against risks deriving from
exposure at work to carcinogenic substances;
H EEC Directive No. 77/576 and No. 79/640 on safety signs at work.
PERSONAL PROTECTION
H EEC Directive No. 89/656 and No. 89/686 on the use of personal protection de-
vices.
ENVIRONMENTAL PROTECTION
H EEC Directive No. 75/442 on waste disposal;
H EEC Directive No. 75/439 on the disposal of used oil.
3--6
12
Use and maintenance manual PH211
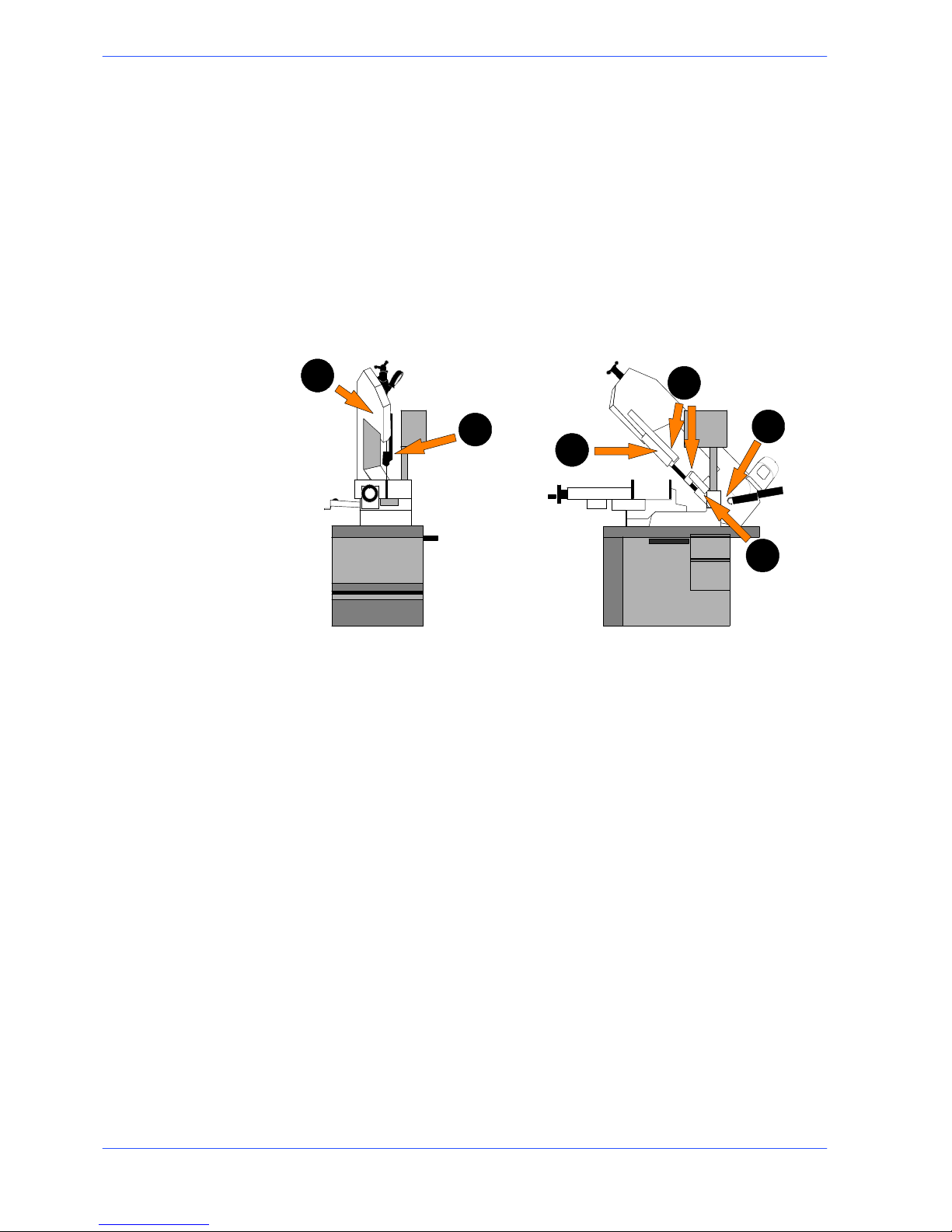
Protection against accidental contact with the blade
1. Metal guard screwed to the rear blade guide head (machine side);
2. metal guard screwed to the front blade guide head (operator side);
3. front head sliding support: when the head is at maximum aperture, the support ensures that the blade is covered, leaving free only the part of the blade
engaged in the actual cutting, in accordance with Presidential Decree no.
547/55, art. 108;
4. hinged protective cover over blade, fitted with “removable” closing devices;
5. blade guide plates completely covering the blade teeth;
6. Electric limit switch for stopping the band at the cutting head stroke end (HB
models only).
5
1
4
3
2
6
Electrical equipment
In accordance with Italian standard CEI 60204---1, April 1998, derived from
European Standard EN 60204 ---1 publication IEC 204---1, 1997:
H Access to electrical control panel limited by screws and panel---lock device,
allowing panel to be opened only after the electricity supply has been turned
off;
H 24 Vac Control voltage for actuators, in accordance with chapter 6 or Euro-
pean Standard “Control and indication circuits”, paragraph 2 “Control Circuits” sub---section 1 “Preferential voltage values for control circuits”;
H plant short---circuit protection by means of rapid fuses, earthing of all plant
parts connected with work as well as all foreseeable accidental contact; a thermal---magnetic overload cutout switch shuts down the motor;
H protection from accidental start---up by a minimum voltage relay in case of
power failure.
3--7
13
Safety and accident prevention
Emergency devices
In accordance with Standard CEI 204 ---1:
H Chapter 5 Section 6 Sub--section 1 “Emergency stop device”: «the emergency
stop device immediately stops all the dangerous and other functions of the machine»;
H Chapter 6 Section 2 Sub--section 4 Point 7 “Protective guards”: «the removal
of protective guards designed to prevent access to dangerous parts or zones causes
the machine to stop immediately; replacing the guards does not restart the functions, which must be reset».
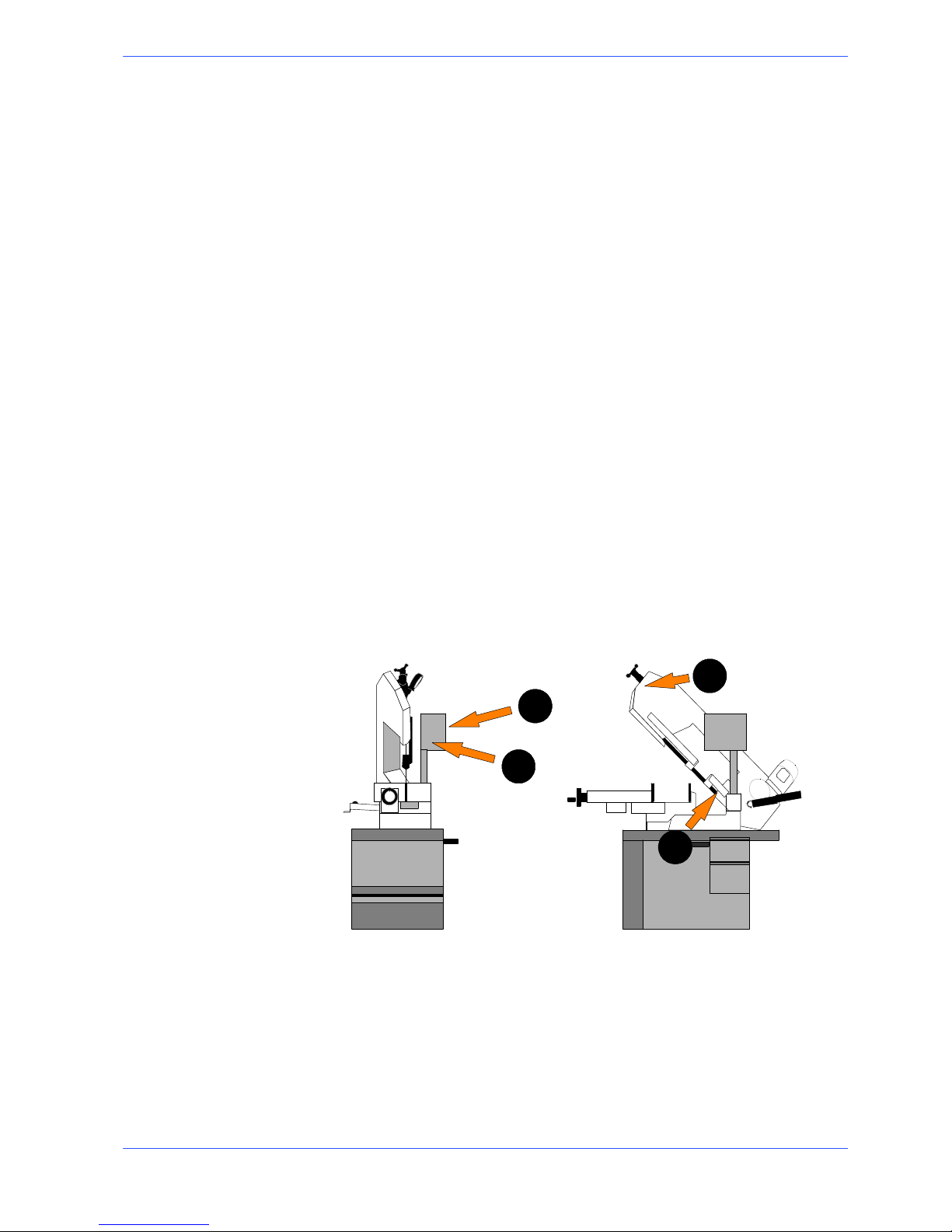
...Emergency devices applicable to the PH211:
1. Emergency stop: a non---return mushroom---head pushbutton, colour red on
yellow background, is located on the control panel of the machine. To release
the pushbutton, the actuator must be rotated 45˚. After the emergency situation has been resolved, the machine must be reset.
2. Automatic thermal---magnetic cutout switch with thermal--- magnetic relay:
the machine auto switch, located on the control panel, has two protection systems against voltage drops. In the case of a voltage drop, all electrical components are disengaged, the machine stops immediately, and automatic restart
when the power supply returns is inhibited. Another function is that of resetting the thermal relay provided to protect against overcurrents.
3. Pressure contact for monitoring blade tension: the machine stops immediately if the blade breaks or if the tensioner cylinder pressure drops.
4. Protective guard for blade: a coded key microswitch is operated if the blade
cover is accidentally or intentionally opened during the machine operating
cycle, immediately shutting down all functions.
1
2
3
4
3--8
14
Use and maintenance manual PH211
Noise level of the machine
Noise can cause hearing damage and represents one the problems faced by many
countries who adopt their own standards. In accordance with the EEC MA-
CHINES DIRECTIVE 98/37/CE , we are listing the standards that specify noise
levels for machine tools. This chapter also reports the noise levels produced by
the PH211 during its various operating phases and the methods used for measuring these levels. The Italian standard governing this aspect is D.M.n.277/91 drawn
from EEC Directives 80/1107, 82/605, 83/477, 86/188, 88/642, UNI EN ISO 4871
(1998).
Noise level measurement
Noise levels are measured using an i nstrument known as an Integrator noise--meter which registers the equivalent continuous acoustic pressure level at the
work station.The damage caused by noise depends on three parameters: level,
frequency and duration. The equivalent level concept Leq combines the three
parameters and supplies just one indication. The Leq is based on the principle of
equal energy, and represents the continuous stationary level containing the same
amount of energy, expressed in dBA, as that actually fluctuating over the same
period of time.This calculation is made automatically by the integrator noise --meter. The measurements are taken every 60 seconds, in order to obtain a
stabilised value. The reading stays on the display for a sufficient time to enable a
reading to be taken by the operator.Measurements are taken by holding the
instrument at approximately 1 metre from the machine at a height of 1.60 metres
above the platform at the operator’s work station.
Two measurements are taken: the first while the machine operates without cutting
anything, the second while cutting in manual mode.
Noise level values
Identification
Machine type Band saw for metal applications
Model
PH211
Reference standard ISO 3746
Results
Description
C 40 steel cut --- pi pe 50x82 mm
Bimetal band 2085x20x09 S.VGLB Z 5/8
Test 1st
Results
Mean sound level (Leq) 76,42 dB (A)
Environmental correction (K) 3,54 dB(A)
Peak sound power (Lw) 87,34 dB(A)
Descriprion
C 40 steel cut --- solid rod 150 mm dia. Ø
Bimetal band 2085x20x09 S.VGLB Z 5/8
Test 2nd
Results
Mean sound level (Leq) 76,50 dB(A)
Environmental correction (K) 3,54 dB(A)
Peak sound power (Lw) 87,42 dB(A)
Description
34CND6 material cut ---pipe 140x130 mm
Bimetal band 2085x20x09 S.VGLB Z 5/8
Test 3rd
Results
Mean sound level (Leq) 76,19 dB(A)
Environmental correction (K) 3,54 dB(A)
Peak sound power (Lw) 87,12 dB(A)
3--9
15
Safety and accident prevention
Vibration emission
This sawing machine complies with the norms EN1299 and EN1033, as the
machine vibration emission on the devices controlled by the operator does not
exceed the threshold of 2.5 m/s
2
Electromagnetic compatibility
As from 1 January 1996 all electrical and electronic appliances bearing the CE
marking that are sold on the European market must conform to Directive
89/336/EEC and 70/23/CEE and 98/37/CEE. The prescriptions regard two specific
aspects in particular:
1. “EMISSIONS: during its operation, the appliance or system must not emit spurious
electromagnetic signals of such magnitude as to contaminate the surrounding
electromagnetic environment beyond clearly prescribed limits”;
2. “IMMUNITY: the appliance or system must be able to operate correctly even when
it is placed in an electromagnetic environment that is contaminated by disturbances
of defined magnitude”.
The following text contains a list of the applied standards and the results of the
electromagnetic compatibility testing of machine model PH211; Test report no.
170201.
Emissions
H CEI EN 61000--6 --4 (2002) Electromagnetic Compatibility (EMC) -- Generic stan-
dard regarding emissions. Part 6--4: Industrial Environment.
H EN 55011 (1999) Industrial, scientific, and medical radio frequency appliances
(ISM). C haracteristics of radio frequency disturbance -- Limits and methods of
measurement.
H EN 55014--1 (2002) Electromagnetic Compatibility -- Prescriptions for domestic
appliances, electric power tools, and similar equipment. Part 1: Standard Emission
in relation to product family.
CONDUCTED EMISSIONS
Gate A Freq. ( MHz) Q --- p e a k l i mi t ( d B u V) Mean value limit (dBuV) Result
A.C. power supply
input
0.15 --- 0.5
0 . 5 --- 5
5 --- 3 0
79 --- 73
(linear reduction with
log of frequency)
73
73
66 --- 60
(linear reduction with log of fre-
quency)
60
60
Complies
CONDUCTED EMISSIONS --- ANALYSIS OF INTERMITTENT DISTURBANCES
Gate Result
A.C. power supply input Not applicable
3--1016Use and maintenance manual PH211
IRRADIATED EMISSIONS
Gate Freq. ( MHz) Q---peak limit (10 m)
(dBuV/m)
Result
Enclosure 30 --- 230
230 --- 1000
40
47
Complies
Immunity
H CEI EN 61000--6 --2 (2000) Electromagnetic Compatibility (EMC) -- Generic stan-
dard on immunity. Part 6--2: Industrial Environment.
The EUT is deemed to fulfil the immunity requirements without testing, because
it contains no electonic control circuitry.
4--1
Machine installation
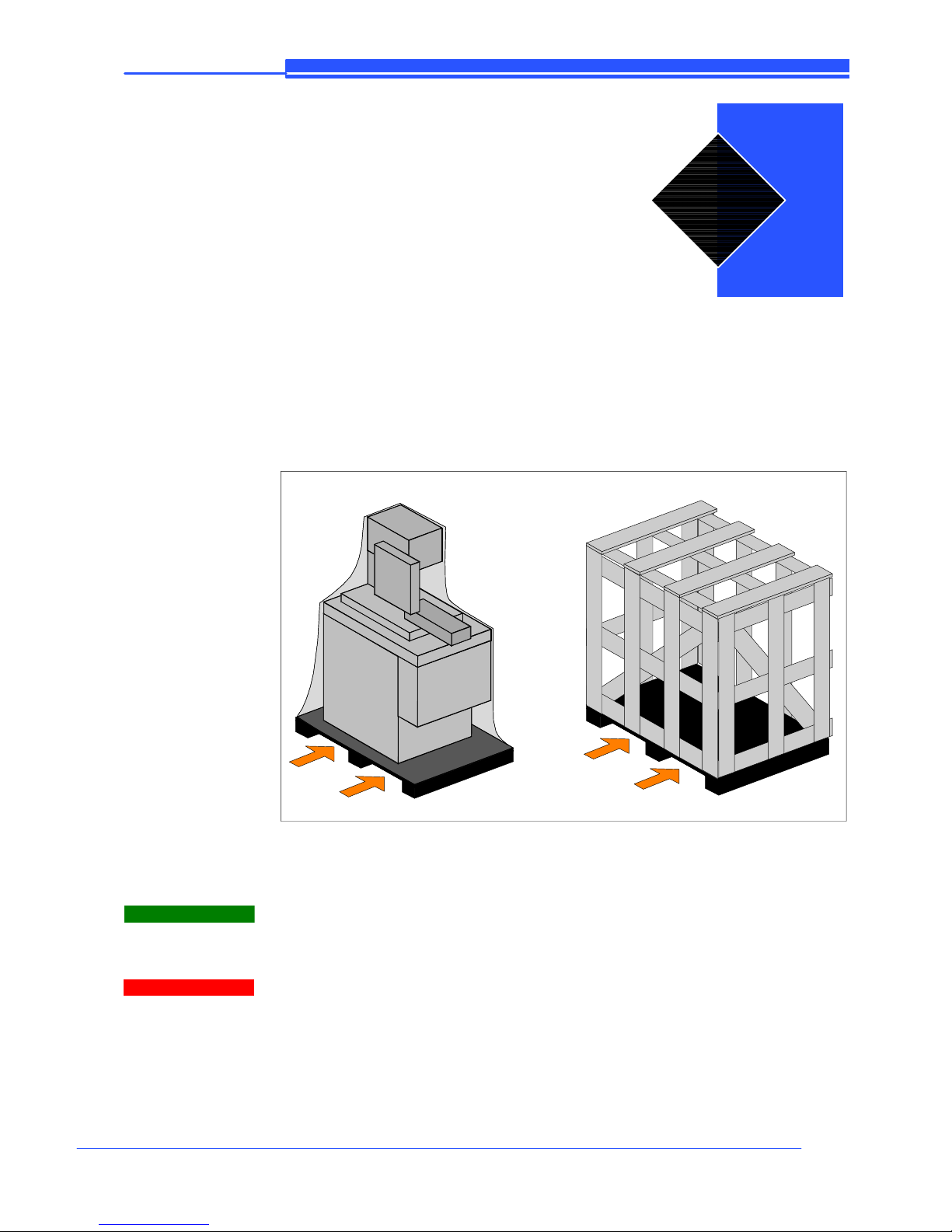
Packaging and storage
Hyd---Mech use packing materials that guarantee the integrity and protection of
the machine during its transport to the customer.
The type of packing differs according to the size, weight and destination.
Therefore the customer will receive the machine in one of two following ways:
1. on a pallet with straps and heat ---shrink plastic;
2. on a pallet with straps, heat---shrink plastic and a wooden crate.
In both cases, for correct balancing the machine must be handled using a
fork--lift truck, inserting the tines at the points indicated by the arrows, using
the reference marks on the crate itself.
Before carrying out lifting operations, make sure that the weight of the machine, as indicated on the crating or other packaging, is within the forklift truck
load limit.
Warning
Attention
4
4--2
18
Use and maintenance manual PH211
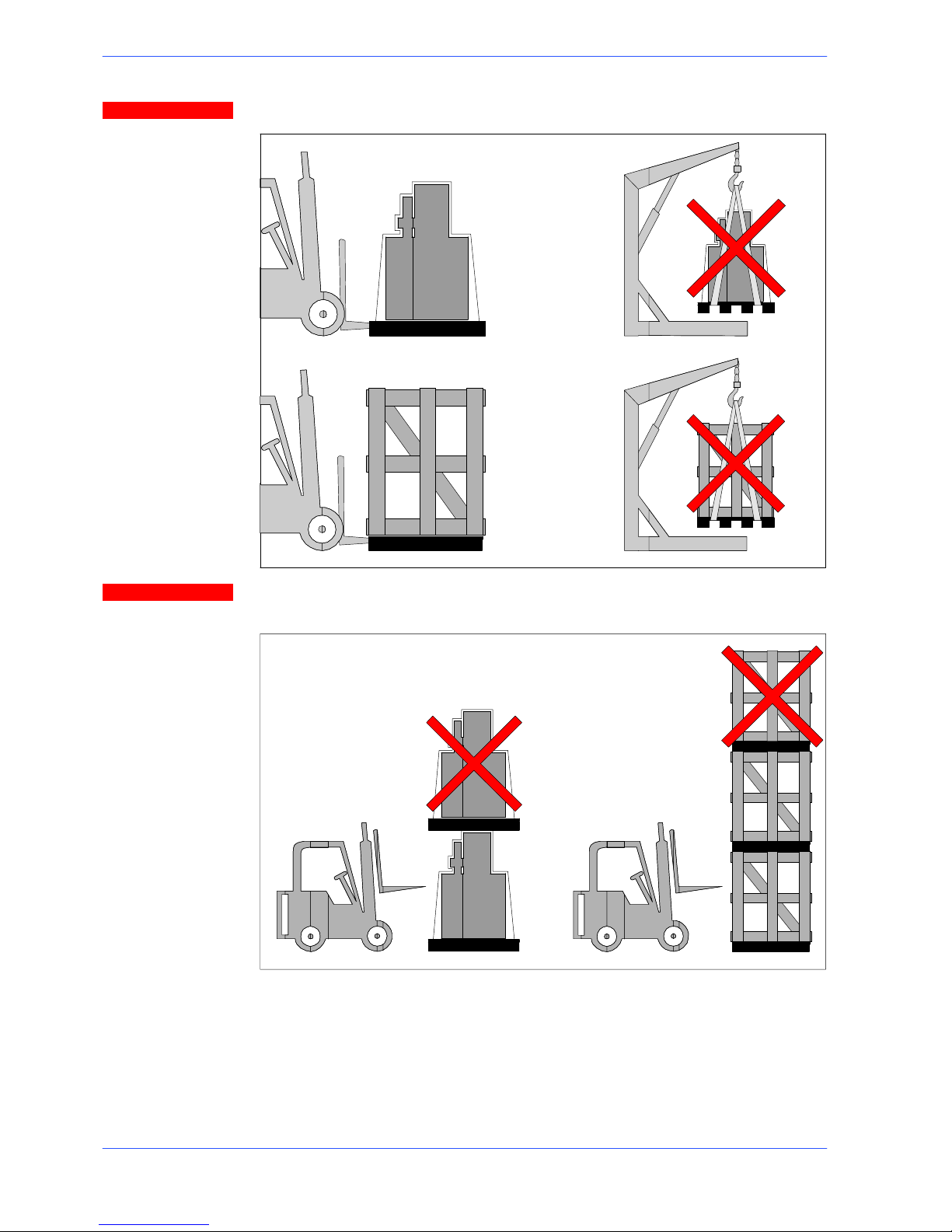
Do not handle the packed machine using slings.
When storing, machines palletized and shrink--wrapped must not be stacked
two high, and machines pallettized and crated must not be stacked three high.
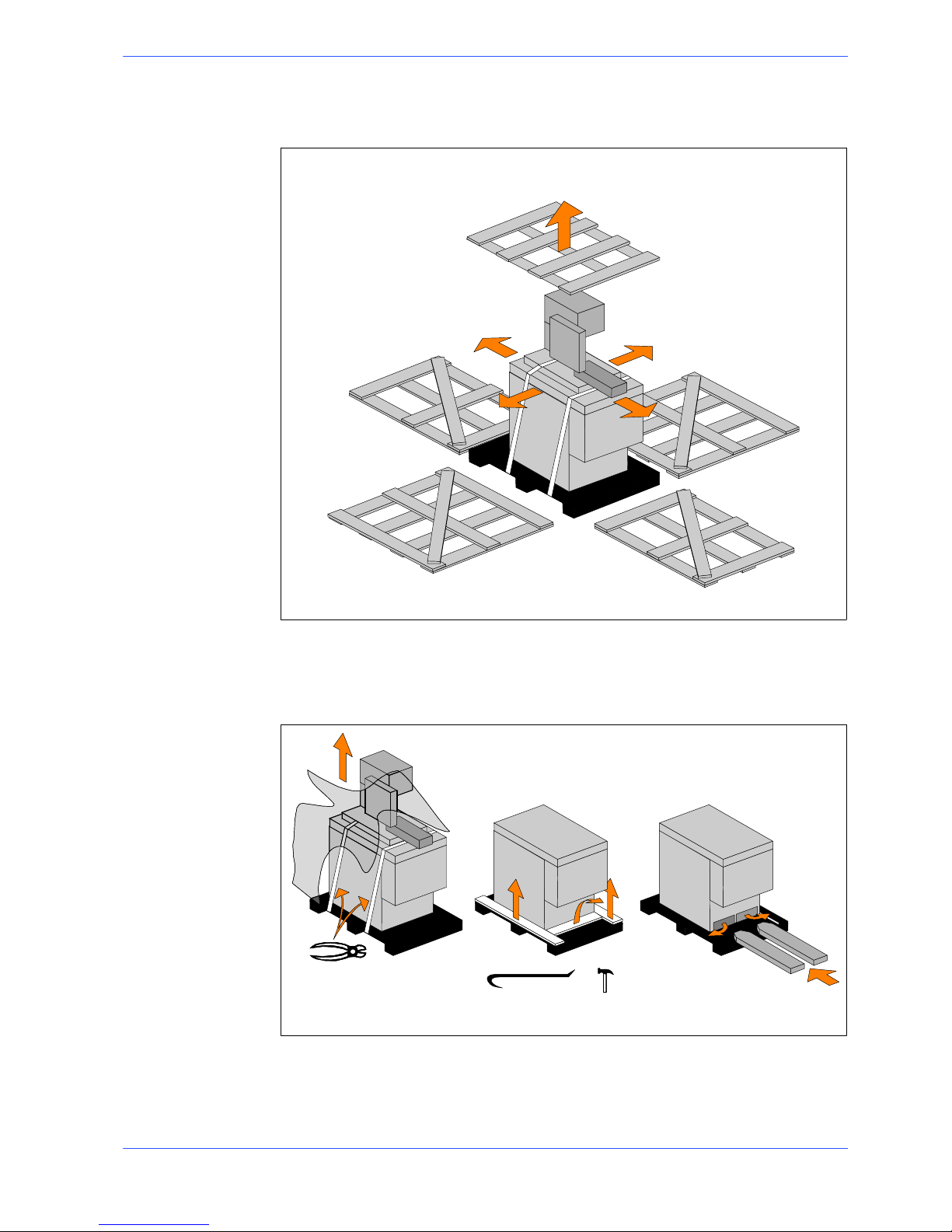
To install the machine, first remove the packing, paying particular attention not to
cut any electric wires or hydraulic hoses; if necessary use pliers, a hammer and a
cutter.
Open crate in the illustrated order:
Attention
Attention
4--3
19
Machine installation
1. remove nails and lift the top of the cage;
2. remove nails and lower walls;
2
2
2
2
1
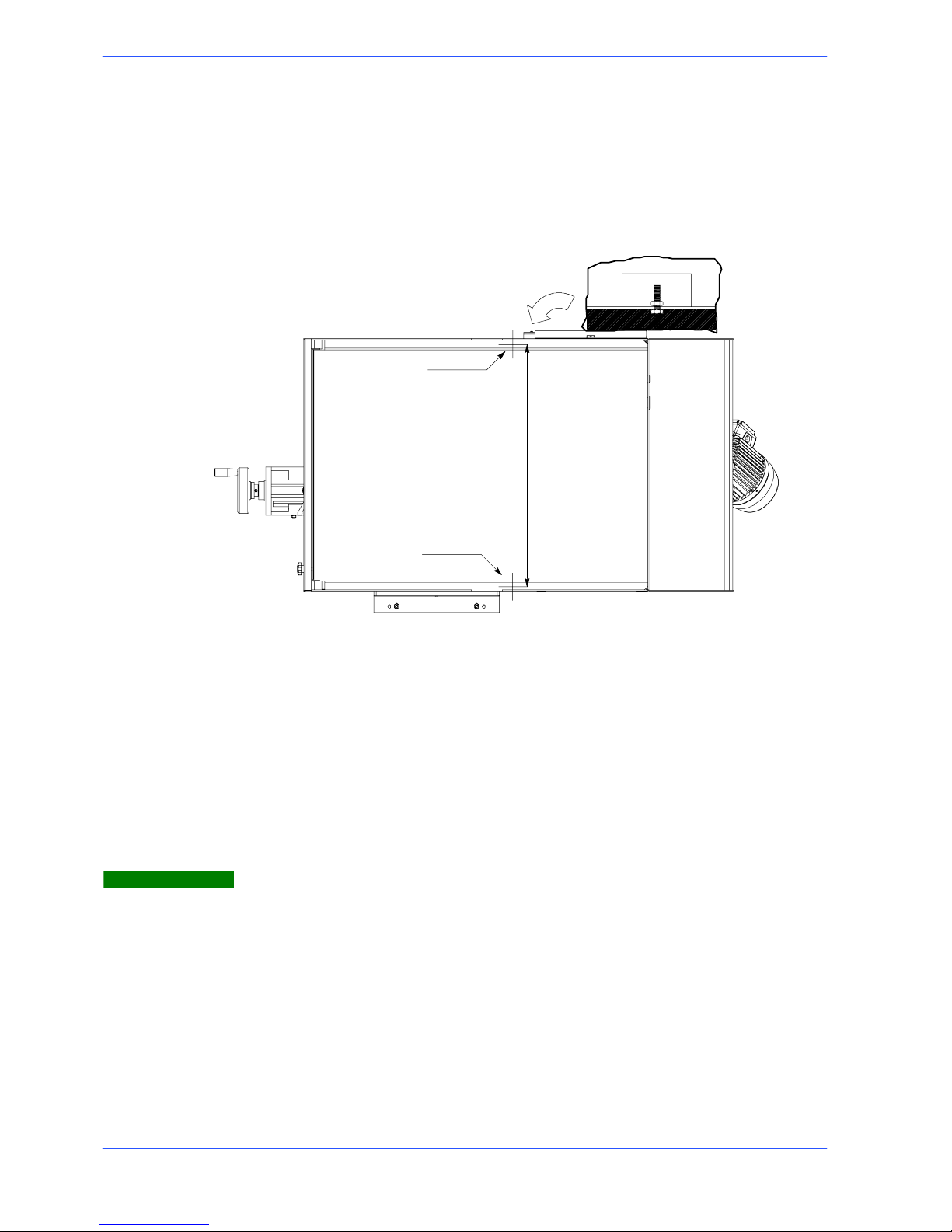
3. remove heat---shrink covering;
4. remove the straps;
5. remove nails from pallet securing planks and remove planks;
6. remove the front panel and insert fork tines.
3
4
5
6
To locate the machine in the workplace, the machine dimensions and necessary
operator working space, including the spaces laid down in safety standards, must
be taken into account.
4--4
20
Use and maintenance manual PH211
Anchoring the machine
The base of the machine is anchored to the floor by two permanent studs located
on the sides of the base. The studs are screwed into nuts previously sunk into the
concrete, and tightened from above with lock nuts. The schematic specifications
set out in Chapter 1 should be taken into account when positioning the machine.
BASE
Ø12mm
Ø12mm
667,5 mm
Minimum requirements
For the machine to function correctly, the room in which it is to be installed must
satisfy the following requirements:
H power supply voltage/frequency: refer to the values on the rating plate;
H temperature of machine location: from -- 10 to + 50˚ C;
H relative humidity: not more than 90%;
H lighting: not less than 500 Lux.
The machine is already protected against voltage variations, but will only run
trouble--free if the variations do not exceed ± 10%.
Warning
4--5
21
Machine installation
Check list
Before starting installation, check that all the accessories, whether standard or
optional, supplied with the machine are present. The basic version of the PH211
2---SPEED machine is supplied complete with:
CHARACTERISTICS
STANDARD OPTIONAL
Steel base with coolant tank and electric pump for band lubricating and cooling
n
Double return spring for head upstroke n
Bimetal blade for solid and section materials n
Vice with quick clamping lever n
Blade cleaning brush n
Electric control panel (totally identifiable cabling, stand---by, main switch with
lockable panel--- closing device, speed switch, emergency device, thermal---magnetic o verload cutout, minimum voltage relay, voltage drop protection, 24 V
low--- voltage plant)
n
IP 55 handgrip n
Adjustable stops at 0˚ and 60˚ left with clamping lever for in between angles n
Head pivoting with pre--- loaded taper bearings n
Adjustable stop to make cuts of the same length n
Accessory kit n
5 l can of emulsible oil n
2085x20x0.9 M42 bimetal band saw n
Discharge side roller table adaptor n
Adapter for laoding table K110 n
The bag of accessories is enclosed in the machine before being packed.
4--6
22
Use and maintenance manual PH211
Balancing the cutting head
Before making the electrical connections, the head return springs must be
tensioned to balance the cutting head weight. Using a 10 mm. wrench, tighten the
screws until the distance between the first coil of the spring and the bracket is 8
mm.
Connection to the power supply
Before connecting the machine to the power supply, check that the socket is not
connected in series with other machines. This requirement is fundamental for the
good operation of the machine.
To connect the machine to the power supply, proceed as follows:
" connect the power supply cable of the machine to a plug which matches the
socket to be used. (EN 60204 ---1; par. 5.3.2)
CONNECTION FOR ”5-CORE” WIRE SYSTEMS WITH NEUTRAL
R=L1
S=L2
T=L3
PE = GND
N = NEUTRAL
CONNECTION FOR ”4-CO
R
E” WIRE SYSTEMS WITH NEUTRAL
S=L2
T=L3
PE = GND
R=L1
When using systems with a neutral wire, special care must be taken when connecting the blue neutral wire, in that if it is connected to a phase wire it will discharge the phase voltage to the equipment connected for voltage: phase--
neutral.
Attention
4--7
23
Machine installation
" Insert the plug in the socket, ensuring that the mains voltage is the same as
that for which the machine has been setup.
VOLT ?VOLT ?
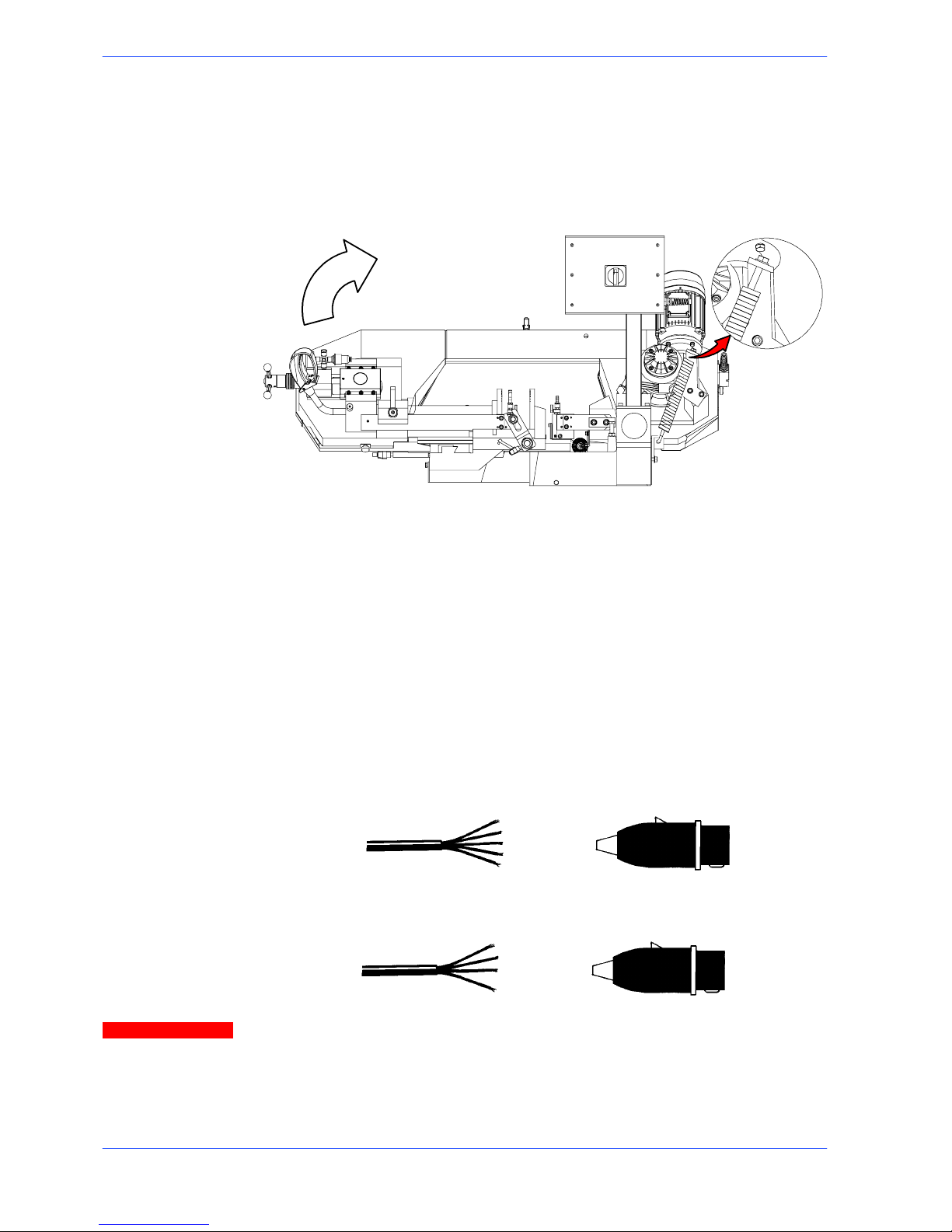
" Power up machine by rotating the main switch located on the right side of the
control panel (The STAND BY LED lights up).
Check that the motor is rotating in the correct direction. For this check the
following operations must be carried out:
" set the blade tension to 70 BAR;
" make sure the cover is properly closed: at the back of the cutting head there is
a bayonet limiter for correct cover closure;
" make sure that the machine is not in an emergency condition (red mush-
room ---head pushbutton released);
" select a cutting speed using the polarity change switch;
4--8
24
Use and maintenance manual PH211
" operate the jog button on the manual head control lever;
" if all the above operations have been carried out correctly, the blade motor
will start up and the blade will start rotating.
Ensure that the blade moves in the correct direction as shown in the above figure. If it does not, simply reverse two of the phase wires on the machine
power supply input.
The sawing machine is now ready to start the work for which it was designed.
Chapter 5 provides a detailed description of the various functions of the machine
and its operating cycles.
Attention
 Loading...
Loading...