

Hyd-Mech M-16A PLC 500 E600, M-20A PLC 100 E200, M-16A PLC 100 E200, M-20A PLC 500 E600 User Manual

M-16A & M-20A PLC 500 E600 & PLC 100 E200
2003 Revision C
393060 December 2003
Effective T0503338
THANK YOU,
On behalf of everyone at HYD.MECH, I would like to thank and congratulate you on your decision to purchase a
HYD.MECH band saw.
Your new machine is now ready to play a key role in increasing the efciency of your operation, helping you to reduce cutting costs while boosting quality and productivity.
To ensure you are maximizing the power and versatility of your new HYD.MECH band saw, please take the time to familiarize yourself and your employees with the correct operation and maintenance procedures as outlined in this manual.
We sincerely appreciate the condence you have demonstrated in purchasing our product and look forward to building a
long and mutually benecial relationship.
Thank-you.
HYD.MECH GROUP LIMITED
P.O. BOX 1030, 1079 Parkinson Road
Woodstock, Ontario Canada, N4S 8A4
Phone: (519) 539-6341
Service 1-877-237-0914
Sales 1-877-276-SAWS(7297)
Fax (519) 539-5126
e-mail, info@hydmech.com
01


Table of Contents
SECTION 0, SAFETY
M-16A & M-20A PLC 500 E600 & PLC 100 E200 ......................................................................................................01
SECTION 0 - SAFETY INSTRUCTIONS .................................................................................................................... 0.1
SUMMARY..................................................................................................................................................................0.1
OWNER IS RESPONSIBLE TO..................................................................................................................................0.1
OPERATOR AND MAINTENANCE PERSONNEL ARE RESPONSIBLE TO: .......................................................... 0.1
SECTION 0, SAFETY INSTRUCTIONS .....................................................................................................................0.2
BASIC RULES ............................................................................................................................................................ 0.3
RESPONSIBILITIES OF THE OWNER ...................................................................................................................... 0.5
RESPONSIBILITIES OF THE OPERATOR AND MAINTENANCE PERSONNEL .................................................... 0.6
SECTION 1, INSTALLATION
LIFTING INSTRUCTION.............................................................................................................................................1.1
FOUNDATION, LEVELLING AND ANCHORING.......................................................................................................1.2
BLADE TENSION CHECK ......................................................................................................................................... 1.3
WIRING CONNECTIONS............................................................................................................................................1.3
CUTTING FLUID.........................................................................................................................................................1.4
HYDRAULIC OIL ........................................................................................................................................................ 1.4
HEAD HEIGHT CHECK..............................................................................................................................................1.5
SECTION 2, OPERATING INSTRUCTIONS
BLADE BASICS..........................................................................................................................................................2.1
VARIABLE SPEED CONTROL ..................................................................................................................................2.1
THE CONTROL CONSOLE........................................................................................................................................ 2.2
PANEL SWITCHES SPECIFIC TO PLC 100, E200 INTERFACE ..............................................................................2.4
CONTROL SYSTEM, MITSUBISHI PLC 500.............................................................................................................2.5
OPERATION OVERVIEW ........................................................................................................................................... 2.5
PLC CONTROL DESCRIPTION.................................................................................................................................2.6
FUNCTION BUTTON DESCRIPTION ........................................................................................................................2.7
ONE CUT MODE.........................................................................................................................................................2.9
AUTOMATIC OPERATION .........................................................................................................................................2.10
PROCEDURE FOR EDITING OR STARTING A NEW JOB IN AUTO MODE ...........................................................2.10
WORKING WITH A QUEUE .......................................................................................................................................2.12
PLC CONTROL SYSTEM E200 ................................................................................................................................. 2.13
OPERATION OVERVIEW ........................................................................................................................................... 2.13
ACTIVATING THE INTERFACE ................................................................................................................................. 2.14
FUNCTION KEY DESCRIPTIONS..............................................................................................................................2.14
SINGLE PART CYCLE OPERATION ......................................................................................................................... 2.15
AUTOMATIC OPERATION .........................................................................................................................................2.15
PROCEDURE FOR EDITING OR STARTING A NEW JOB IN AUTO MODE ...........................................................2.16
KERF CORRECTION FOR ANGLE CUTTING ..........................................................................................................2.18
HYDRAULIC FEED CONTROL..................................................................................................................................2.19
CUTTING PARAMETERS CHART ............................................................................................................................. 2.19
COOLANT FLOW ....................................................................................................................................................... 2.24
HEAD UP AND DOWN LIMIT SETTING .................................................................................................................... 2.24
SECTION 3, MAINTENANCE AND TROUBLESHOOTING
LOCK -OUT.................................................................................................................................................................3.1
LOCK OUT PROCEDURE.......................................................................................................................................... 3.1
BLADE CHANGING....................................................................................................................................................3.2
BLADE TRACKING .................................................................................................................................................... 3.3
DRIVE WHEEL ADJUSTMENT..................................................................................................................................3.3
IDLER WHEEL ADJUSTMENT .................................................................................................................................. 3.3
BLADE BRUSH ADJUSTMENT................................................................................................................................. 3.3
TOC.1

TOC.3
BLADE GUIDE ADJUSTMENT .................................................................................................................................. 3.4
BLADE HEIGHT ADJUSTMENT................................................................................................................................3.4
WORK LAMP ...........................................................................................................................................................3.4
LUBRICATION ............................................................................................................................................................ 3.5
HYDRAULIC MAINTENANCE.................................................................................................................................... 3.6
HEAD FEED RATE CALIBRATION...........................................................................................................................3.11
ANGLE CALIBRATION ..............................................................................................................................................3.11
PLC 500 E600 INPUT / OUTPUT TERMINAL............................................................................................................ 3.12
INFORMATION ...........................................................................................................................................................3.12
PLC 500 TROUBLESHOOTING EXAMPLES............................................................................................................3.15
PROGRAMMABLE LOGIC CONTROL, (E200, 2100 V1.0).......................................................................................3.17
PLC PARAMETERS (DESCRIPTIONS, E200 INTERFACE, 2100 SOFTWARE)...................................................... 3.17
PLC TROUBLESHOOTING........................................................................................................................................ 3.19
INCONSISTENT INACCURACY.................................................................................................................................3.21
CONSISTENT INACCURACY .................................................................................................................................... 3.21
LINEAR INACCURACY..............................................................................................................................................3.21
AUTO CYCLE NOT BEING COMPLETED.................................................................................................................3.22
AUTO CYCLE SEQUENCE:....................................................................................................................................... 3.22
FUSES E200 ............................................................................................................................................................... 3.23
MITSUBISHI FX2N 48MR INPUTS & OUTPUTS.......................................................................................................3.24
ENCODER AND PROXIMITY SENSOR CONNECTIONS ......................................................................................... 3.25
CALIBRATION PROCEDURE .................................................................................................................................... 3.26
SECTION 4, ELECTRICAL SYSTEM
GENERAL INFORMATION .........................................................................................................................................4.1
INITIAL START-UP ..................................................................................................................................................... 4.1
EARTH GROUNDING PROCEDURE......................................................................................................................... 4.1
M16A PLC500 COMPONENT LIST: NO OPTIONS ................................................................................................... 4.4
M16A PLC500 COMPONENT LIST: 208V .................................................................................................................4.8
M16A PLC500 COMPONENT LIST: 240V .................................................................................................................4.9
M16A PLC500 COMPONENT LIST: 480V .................................................................................................................4.10
M16A PLC500 COMPONENT LIST: 575V .................................................................................................................4.11
M20A PLC500 COMPONENT LIST: NO OPTIONS ................................................................................................... 4.12
M20A PLC500 COMPONENT LIST: 208V .................................................................................................................4.16
M20A PLC500 COMPONENT LIST: 240V .................................................................................................................4.17
M20A PLC500 COMPONENT LIST: 480V .................................................................................................................4.18
M20A PLC500 COMPONENT LIST: 575V .................................................................................................................4.19
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH NO OPTIONS................................................................ 4.20
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH NO OPTIONS................................................................ 4.22
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH NO OPTIONS................................................................ 4.24
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH NO OPTIONS................................................................ 4.26
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH NO OPTIONS................................................................ 4.28
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH NO OPTIONS................................................................ 4.30
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH OPTIONS ......................................................................4.32
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH OPTIONS ......................................................................4.34
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH OPTIONS ......................................................................4.36
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH OPTIONS ......................................................................4.38
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH OPTIONS ......................................................................4.40
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH OPTIONS ......................................................................4.42
M16/20 A 240V / 208V ELECTRICAL SCHEMATIC WITH NO OPTIONS................................................................. 4.44
M16/20 A 240V / 208V ELECTRICAL SCHEMATIC WITH NO OPTIONS................................................................. 4.46
M16/20 A 240V / 208V ELECTRICAL SCHEMATIC WITH NO OPTIONS................................................................. 4.48
M16/20 A 240V / 208V ELECTRICAL SCHEMATIC WITH NO OPTIONS................................................................. 4.50
M16/20 A 240V / 208V ELECTRICAL SCHEMATIC WITH NO OPTIONS................................................................. 4.52
M16/20 A 240V / 208V ELECTRICAL SCHEMATIC WITH NO OPTIONS................................................................. 4.54
M16/20 A 240V / 208V ELECTRICAL SCHEMATIC WITH OPTIONS .......................................................................4.56
M16/20 A 240V / 208V ELECTRICAL SCHEMATIC WITH OPTIONS .......................................................................4.58
TOC.2

M16/20 A 240V / 208V ELECTRICAL SCHEMATIC WITH OPTIONS .......................................................................4.60
M16/20 A 240V / 208V ELECTRICAL SCHEMATIC WITH OPTIONS .......................................................................4.62
M16/20 A 240V / 208V ELECTRICAL SCHEMATIC WITH OPTIONS .......................................................................4.64
M16/20 A 240V / 208V ELECTRICAL SCHEMATIC WITH OPTIONS .......................................................................4.66
M-16/20 A PLC 100, E200, 208/240V, WITH OPTIONS............................................................................................. 4.80
M-16/20 A PLC 100, E200, 208/240V, WITH OPTIONS............................................................................................. 4.82
M-16/20 A PLC 100, E200, 208/240V, WITH OPTIONS............................................................................................. 4.84
M-16/20 A PLC 100, E200, 208/240V, WITH OPTIONS............................................................................................. 4.86
M-16/20 A PLC 100, E200, 208/240V, WITH OPTIONS............................................................................................. 4.88
M-16/20 A PLC 100, E200, 208/240V, WITH OPTIONS............................................................................................. 4.90
M-16/20 A PLC 100, E200, 480/575V, WITH OPTIONS............................................................................................. 4.92
M-16/20 A PLC 100, E200, 480/575V, WITH OPTIONS............................................................................................. 4.94
M-16/20 A PLC 100, E200, 480/575V, WITH OPTIONS............................................................................................. 4.96
M-16/20 A PLC 100, E200, 480/575V, WITH OPTIONS............................................................................................. 4.98
M-16/20 A PLC 100, E200, 480/575V, WITH OPTIONS............................................................................................. 4.100
M-16/20 A PLC 100, E200, 480/575V, WITH OPTIONS............................................................................................. 4.102
SECTION 5, HYDRAULIC SYSTEM
M20 HYDRAULIC ASSEMBLY COMPONENT LIST.................................................................................................. 5.1
M16 HYDRAULIC ASSEMBLY COMPONENT LIST.................................................................................................. 5.2
M-16/20 HYDRAULIC PLUMBING DIAGRAM........................................................................................................... 5.4
M-16/20 HYDRAULIC SCHEMATIC ........................................................................................................................... 5.6
SECTION 6, MECHANICAL SYSTEM
BLADE BRUSH ASSEMBLY...................................................................................................................................... 6.1
GUIDE ARM ASSEMBLY............................................................................................................................................6.2
M-16 GUIDE ARM ASSEMBLY COMPONENT LIST .................................................................................................6.3
M-20 GUIDE ARM ASSEMBLY COMPONENT LIST .................................................................................................6.4
BLADE TENSION ASSEMBLY...................................................................................................................................6.5
BLADE TENSION ASSEMBLY COMPONENT LIST .................................................................................................6.6
PIVOT LINK ASSEMBLY............................................................................................................................................ 6.7
HYDRAULIC TANK ASSEMBLY ................................................................................................................................ 6.8
HYDRAULIC PUMP ASSEMBLY................................................................................................................................6.9
CONVEYOR ASSEMBLY ...........................................................................................................................................6.10
CONVEYOR ASSEMBLY COMPONENT LIST .......................................................................................................... 6.11
SHUTTLE VISE ASSEMBLY ...................................................................................................................................... 6.12
DATUM VISE JAW ASSEMBLY ................................................................................................................................. 6.13
ENCODER LENGTH CONTROL ASSEMBLY............................................................................................................6.14
ENCODER COVER ASSEMBLY ................................................................................................................................ 6.15
HYDRAULIC CHIP AUGER ASSEMBLY ................................................................................................................... 6.16
DOOR AND COVER ASSEMBLIES ........................................................................................................................... 6.17
DIRECT DRIVE ASSEMBLY.......................................................................................................................................6.18
GEARBOX ASSEMBLY.............................................................................................................................................. 6.20
SECTION 7, OPTIONAL EQUIPMENT
BUNDLING ASSEMBLY .............................................................................................................................................7.1
BUNDLING ASSEMBLY .............................................................................................................................................7.2
BUNDLING ASSEMBLY COMPONENT LIST............................................................................................................7.3
VERTICAL ROLLER ASSEMBLY .............................................................................................................................. 7.4
CUT LINE LASER SIGHT........................................................................................................................................... 7.6
OUTBOARD VISE ASSEMBLY OPTION ................................................................................................................... 7.7
MIST BLADE LUBRICATION SYSTEM .....................................................................................................................7.9
M16/20 A REMOTE CONSOLE .................................................................................................................................. 7.10
TOC.3

SECTION 8, SPECIFICATIONS
M-16 SPECIFICATIONS .............................................................................................................................................8.2
M20 LAYOUT .............................................................................................................................................................. 8.3
M16 LAYOUT .............................................................................................................................................................. 8.4
SECTION 9, WARRANTY
WARRANTY................................................................................................................................................................9.1
TOC.4

SECTION 0 - SAFETY INSTRUCTIONS
SUMMARY
All persons operating this machine must have read and understood all of the following sections of this Manual:
Section 0 SAFETY
Section 2 OPERATING INSTRUCTIONS
However, as a memory aid, the following is a summary of the Safety Section.
Put Safety First
Mandatory Information – What operators and maintenance people must have read and understood.
Signatures – Everyone involved with this machine must sign to conrm they have read and understood mandatory infor-
mation.
Basic Rules – only use this machine when
• it is in good working order
• all safety equipment is in place and functional
• operations are in compliance with this manual
• materials are within designed specications and are non-hazardous
Owner is responsible to
• keep Manual accessible at the machine
• ensure only reliable, fully trained personnel work with the machine
• clearly dene responsibilities of all personnel working with the machine
• keep the machine in good working order
Operator and Maintenance Personnel are responsible to:
• keep all safety equipment in order, check its function at the beginning of each shift, and report any shortcomings
• shut-down machine and report any faults or malfunctions which could impair safety
• understand and obey safety hazard labels
• not to wear un-restrained long hair, loose clothing or jewellery
• wear all required personal protective equipment
• not to wear gloves within 24 inches of moving blade
• maintain a clean working area and machine
• always use Lock-out when performing maintenance or repairs.
0.1

0.3
SECTION 0, SAFETY INSTRUCTIONS
FOREWORD
Put Safety First!
This Safety Section contains important information to help you work safely with your machine and describes the dangers
inherent in our machines. Some of these dangers are obvious, while others are less evident.
It really is important to PUT SAFETY FIRST. Make it a habit to consider the hazards associated with any action BEFORE
you do it. If you feel any uncertainty, stop and nd a safer approach to the action. If you’re still uncertain, ask for advice
from your supervisor.
The SAFETY FIRST approach is particularly necessary when you do something new, or different, and most people instinctively recognize this, although impatience may still cause them to take unnecessary risks.
Danger also lurks in the routine task that we have done over and over. Here, familiarity, boredom, or tiredness may lull us
into unthinking, automatic repetition. Be alert for this, and when you feel it happening, stop and take stock of your situation. Review the safety hazards associated with what you are doing. That should get your brain working again.
Certainly production is important, but if you think you’re too busy to put safety rst, think how much production you’ll lose if
you get hurt.
You owe it to yourself, your family, and your co-workers to PUT SAFETY FIRST.
Mandatory Information
All persons operating this machine must have read and understood all of the following sections of this Manual:
Section 0 SAFETY
Section 2 OPERATING INSTRUCTIONS
Personnel involved in installation and maintenance of the machine must have read and understood all sections of the
manual
Persons who have difculty reading, or for whom English is not their rst language, must receive particularly thorough
instruction.
0.2
Signatures
Everyone involved in operation of this machine must sign below to conrm that:
I have read and understood all parts of Section 0 – Safety, and Section 2 – Operating Instructions.
Name Date Signature
Everyone involved in the installation, inspection, maintenance, and repair of this machine must sign below to conrm that:
I have read and understood all parts of this Operation and Maintenance Manual.
Name Date Signature
BASIC RULES
Intended Use
Our machines are designed and built in line with the state of the art, and specically in accordance with
American National Standards Institute Standard B11.10 Safety Requirements for Metal Sawing Machines.
However, all machines may endanger the safety of their users and/or third parties, and be damaged,
or damage other property, if they are operated incorrectly, used beyond their specied capacity, or for
purposes other than those specied in this Manual.
0.3

0.5
Exclusion of Misuse
Misuse includes, for example:
Sawing hazardous materials such as magnesium or lead
Sawing work pieces which exceed the maximum workload appearing in the Specications
Operating the machine without all original safety equipment and guards
Liability
The machine may only be operated:
when it is in good working order, and
when the operator has read and understood the Safety and Operating Instructions Sections of the Manual, and
when all operations and procedures are in compliance with this Manual.
Hyd-Mech Group cannot accept any liability for personal injury or property damage due to operator errors
or non-compliance with the Safety and Operating Instructions contained in this Manual.
0.4

Responsibilities of the owner
Organization of work
This Operation and Maintenance Manual must always be kept near the machine so that it is accessible to
all concerned.
The general, statutory and other legal regulations on accident prevention and environmental protection
must also be observed, in addition to the Manual material. The operators and maintenance personnel
must be instructed accordingly. This obligation also includes the handling of dangerous substances and
the provision and use of personal protective equipment.
Choice and qualication of personnel
Ensure that work on the machine is only carried out by reliable persons who have been appropriately
trained for such work.
Training
Everyone working on or with the machine must be duly trained with regard to the correct use of the machine, the correct use of safety equipment, the foreseeable dangers that may arise during operation of the
machine, and the safety precautions to be taken.
In addition, the personnel must be instructed to check all safety devices at regular intervals.
Dene responsibilities
Clearly dene exactly who is responsible for operating, setting-up, servicing and repairing the machine.
Dene the responsibilities of the machine operator and authorize him to refuse any instructions by third
parties if they run contrary to the machine’s safety.
Persons being trained on the machine may only work on or with the machine under the constant supervision of an experienced operator. Observe the minimum age limits required by law.
0.5

0.7
Condition of Machine and Workplace
Ensure that the machine and its safety equipment is kept in good working order.
Ensure that the work area is well lit, and protected from the elements, such as rain, snow, abrasive dust,
and extremes of temperature.
Ensure that the machine is installed with sufcient clearance around it for the safe loading and unloading
of work pieces.
Responsibilities of the operator and maintenance personnel
Safety equipment
All machines are delivered with safety equipment that must not be removed or bypassed during operation.
The correction functioning of safety equipment on the machine must be checked:
• at the start of every shift.
• after maintenance and repair work
• when starting for the rst time, and after prolonged shutdowns
Emergency Stop Button ( E-Stops)
Always be aware of the location of the Emergency Stop Button(s). Do not allow material or objects to
block your access to an Emergency Stop.
Damage
If any changes capable of impairing safety are observed in the machine or its operation, such as damage,
malfunctions, or irregularities, then appropriate steps must be taken immediately, the machine switched
off, locked-out, and the fault reported to the responsible person.
Safe operation
The machine may only be operated when in good working order and when all protective equipment is in
place and operational.
Keep a safe distance from all moving parts – especially the blade and vises
Stock should not be loaded onto the saw if the blade is running
Long and heavy stock should always be properly supported in front of and behind the saw.
Never attempt to dislodge or move stock while the blade is moving. Take the time to stop the saw blade,
remove obstructions and restart the blade.
Faults
The machine must be switched off and locked-out before starting to remedy any faults.
Safety hazard labels
Safety hazard labels, and other instructional labels on the machine must be observed. They must be
clearly visible and legible at all times. If they become damaged they must be replaced.
0.6

Clothing, jewellery, protective equipment
Personnel operating or working on the machine must not wear un-restrained long hair, loosetting clothes and dangling jewellery.
When operating or working on the machine, always wear suitable, ofcially tested personal protective equipment such as safety glasses and safety boots and any other equipment required by
plant regulations.
Gloves
Experience has shown that careless use of gloves around machinery is a major factor in serious
hand injuries.
Gloves should not be worn when operating or adjusting the machine, except:
Wear protective gloves when handling bandsaw blades at blade changes.
Gloves may be worn when handling work pieces, only if the machine is in Manual Mode
and the bandsaw blade is not running.
If the machine is running in Auto Mode, and only if the cut parts are greater than 24
inches long, it may be possible to safely wear gloves for handling the cut parts, but the
wearer of the gloves must never put his hands near the blade for any reason. If the cut
parts are less than 24 inches long, it is required to arrange their automatic ow into a
parts bucket or other suitable arrangement to avoid the necessity to pick them off the
machine by hand.
Hearing protection
Workplace
A clear working area without any obstructions is essential for safe operation of the machine. The oor
must be level and clean, without any build-up of chips, off-cuts, coolant, or hydraulic oil.
The workplace must be well lit, and protected from the elements, such as rain, snow, abrasive dust, and
extremes of temperature
Nothing may ever be placed on, or leaned against the machine, with the obvious exception of the work
piece on the table and conveyor of the machine.
Ear protection must be worn whenever necessary.
The level and duration of noise emission requiring hearing protection depends upon the national
regulations in the country in which the machine is being used.
The actual level of noise emission by band sawing machines depends upon work piece size,
shape and material, blade type, blade speed and feed rate.
The only practical course of action is to measure the actual noise emission levels for the type of
work that typically done, and with reference to national standards, decide upon the necessary
hearing protection required.
In the absence of such measurements, it is advisable for anyone exposed to long periods of
moderate to loud noise to wear hearing protection. It is important to understand that hearing loss
is gradual and easily goes un-noticed until it is serious and irreversible.
Master Disconnect
Lock-out the machine before undertaking any maintenance or repair work on it. ‘Lock-out’ refers switching
off the master electrical disconnect switch, and locking it out so that it cannot be switched on again
without authorization.
0.7

On Hyd-Mech machines the Master Disconnect Switch will be of one of three types:
• Rotary switch mounted in electrical control cabinet door and inter-locked with door
• Lever switch mounted in separate box mounted on the machine
• Supply disconnect switch supplied by user at installation and usually wall-mounted within sight of
the machine, depending upon local regulations.
In almost all jurisdictions, it is required that owners of industrial equipment establish and post lock-out procedures. Know and use the lock-out procedures of your company or organization.
Residual Risks
The machine is still not completely de-energized if an electrical cabinet door type switch is
locked-out.
The line side of the disconnect switch itself remains energized.
Variable speed blade drives store dangerous voltage in their capacitors, and this requires time to
dissipate. After locking out power, wait 3 minutes before beginning to work on machine electrical
circuits.
If compressed air is supplied to the machine to power a mist lubrication system or other devices,
it should be disconnected, and any stored air pressure released before working on the machine.
The weight of individual machine components represents stored potential energy that can be
released if they fall when disconnected. Secure these components with adequate hoisting gear
before disassembly.
0.8
SECTION 1 INSTALLATION
Upon delivery of your new M-16/20 bandsaw, it is imperative that a thorough inspection be undertaken to check for any
damage that could have been sustained during shipping. Special attention should be paid to the electrical and hydraulic
systems to check for damaged cords, hoses and uid leaks. In the event of damage caused during shipping, contact your
carrier to le a damage claim.
• POWER HOOK-UPS AND REPAIRS SHOULD BE ATTEMPTED ONLY BY QUALIFIED TRADESPEOPLE.
• THE SAW SHOULD BE LOCATED IN AN AREA WITH SUFFICIENT ROOM TO SAFELY LOAD STOCK INTO
THE SAW. SECURE THE SAW TO THE FLOOR.
NO MODIFICATIONS TO THE MACHINE ARE PERMITTED WITHOUT PRIOR APPROVAL FROM HYD·MECH. ANY
APPROVED MODIFICATIONS SHOULD ONLY BE UNDERTAKEN BY TRAINED PERSONNEL.
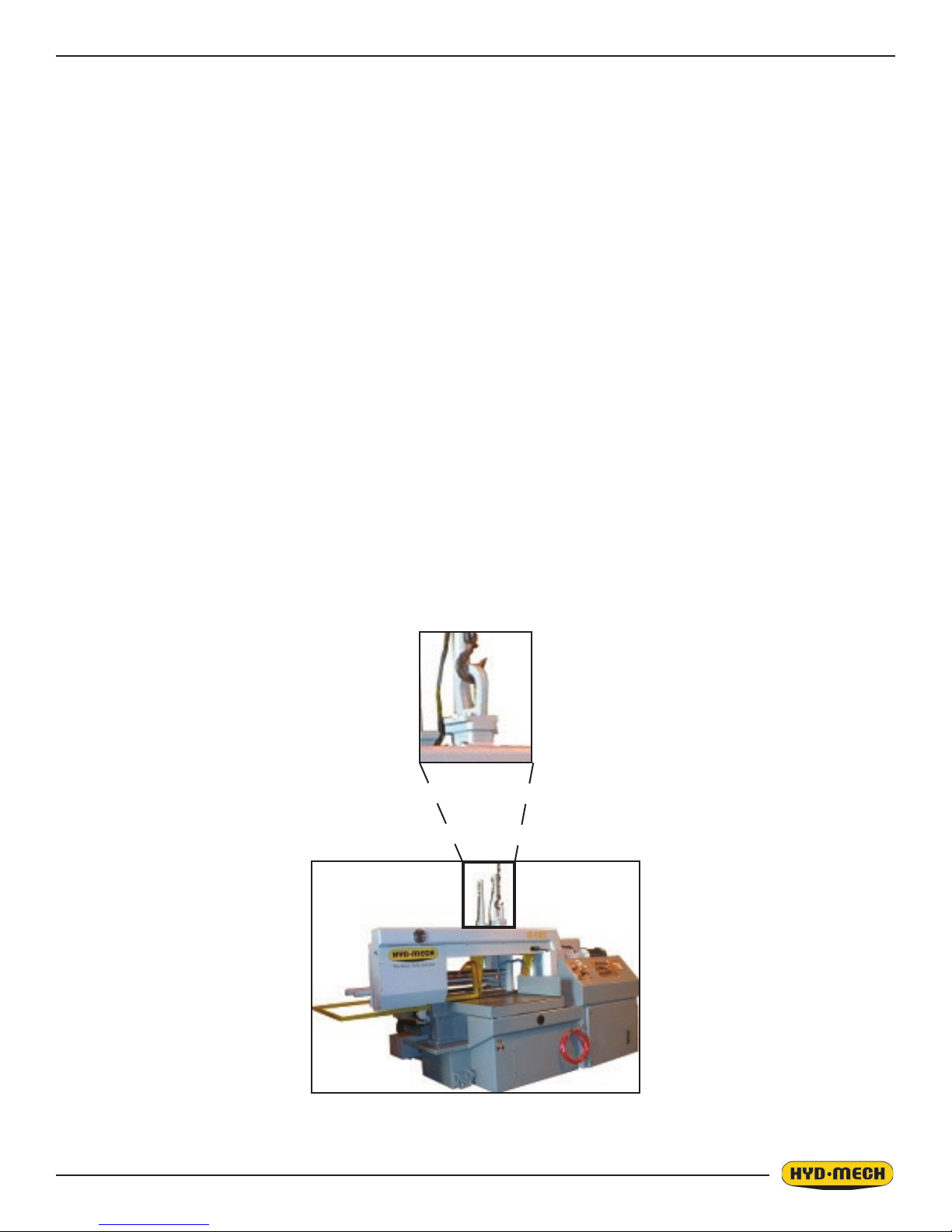
LIFTING INSTRUCTION
This machine is designed to be lifted in one, fully assembled piece. In order to lift the machine it needs to be in following
condition.
- Saw head in its bottom position at 90O.
- Shuttle vise fully forward.
- Coolant tank emptied.
There is a large lifting eye (shown below) at the top of the machine. The machine may be lifted with an overhead hoist and
chain, both being rated for 7400 lbs (3356 kg) for M-16A or 7700lbs (3465kg) for M-20A. For “P” models the weight is less,
6400lbs (2880kg) for M-16P and 6800lbs (3060kg) for M-20P.
Lifting hook
M-16A being lifted.
1.1
1.3
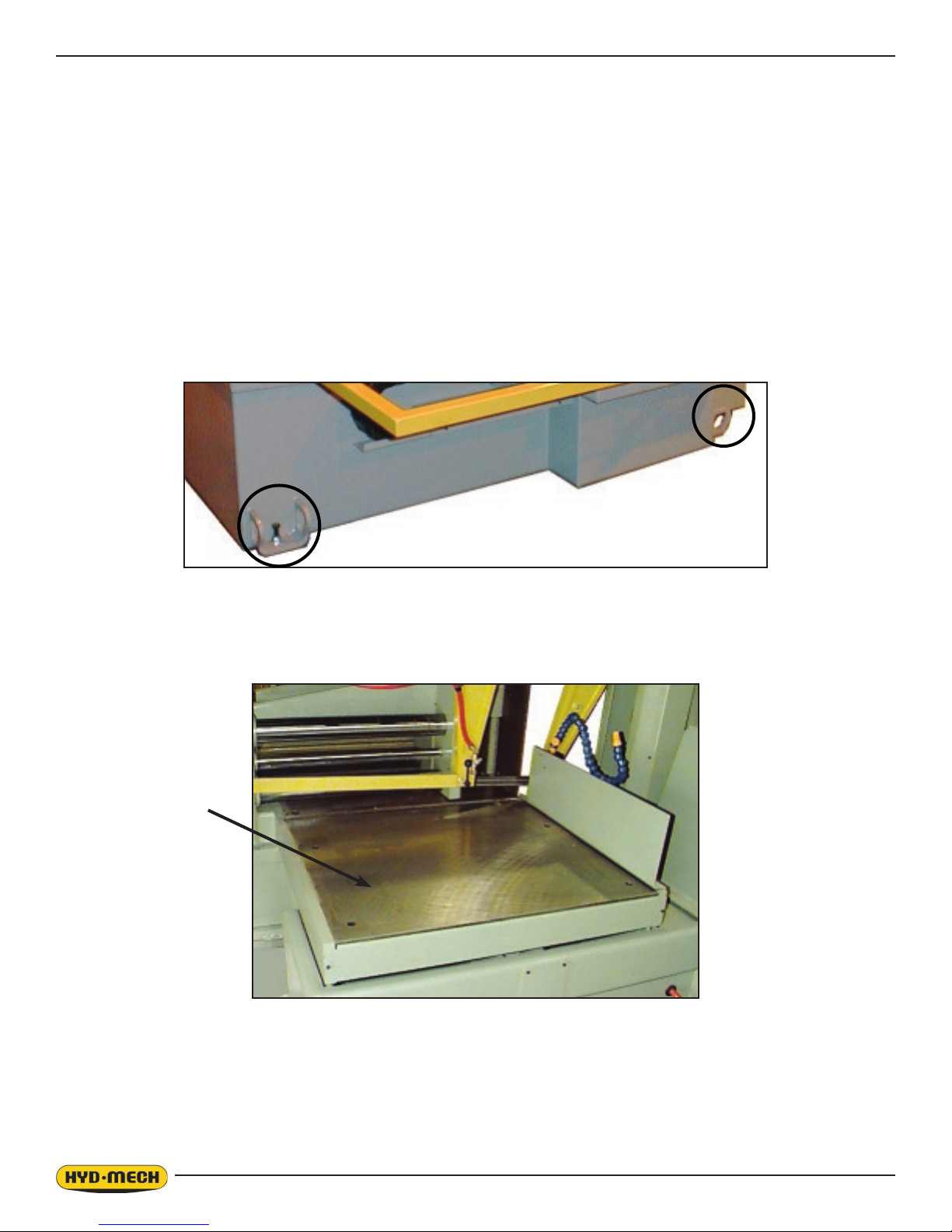
FOUNDATION, LEVELLING AND ANCHORING
Machine location should be carefully selected. A at concrete oor area should be chosen. It should have enough free
space surrounding the machine to enable free access for safe operation and maintenance.
The machine should be leveled in both directions, i.e. along and across its in-feed conveyor especially when machine is
to be inserted into a larger conveyor system. Four leveling screws are provided, one in each corner of the machine base.
Steel plates are to be placed under each screw to prevent their sinking into the concrete oor. In cases when the machine
is to be anchored permanently, anchoring holes are provided. They are located next to the leveling screws.
NOTE:
In some cases leveling the saw in-feed and auxiliary conveyors with a slight slope towards the blade is recommended.
This will prevent coolant from running down the raw stock. (This is especially true when cutting tubing or bundles).
Use Precision Level
on Outfeed Table in
both directions
2 leveling bolts at the idler side of the machine are shown.
Level saw from front to rear and from side to side
1.2
BLADE TENSION CHECK
When the machine is rst started, the head must be swung to the 45O position so the blade position
can be checked. Open the door at the idler end of the head and see that the blade has not moved off
of the wheel. Correct tracking of the blade would see the teeth overhang the rim of the wheel by .260”
to .300”. If it has stayed in its correct position, then turn the blade tension switch to the “+” and close
the door, if not, please refer to section 3 of the manual to correct this.
Blade tension
switch, behind
WIRING CONNECTIONS
After the machine is leveled and anchored the necessary power hook-up needs to be performed.
In order to provide a safe operation as well as to prevent potential damage to the machine, only qualied personnel
should be allowed to do the work.
The rst two areas that need to be checked are:
• There are no signs of shipping damage to electrical conduits, cords or hydraulic hoses.
• Hydraulic oil level is between the upper and lower lines on the level gauge.
During the initial hook-up it is very important to check that the phase order is correct. This is indicated by the hydraulic
pressure gauge registering a pressure rise and the blade running in a counterclockwise direction. If the hydraulics do not
register an immediate pressure rise,
the idler door.
- SHUT THE HYDRAULICS OFF -
and change the phase order. As supplied, the machine is set to run on the three phase voltage as indicated on the serial
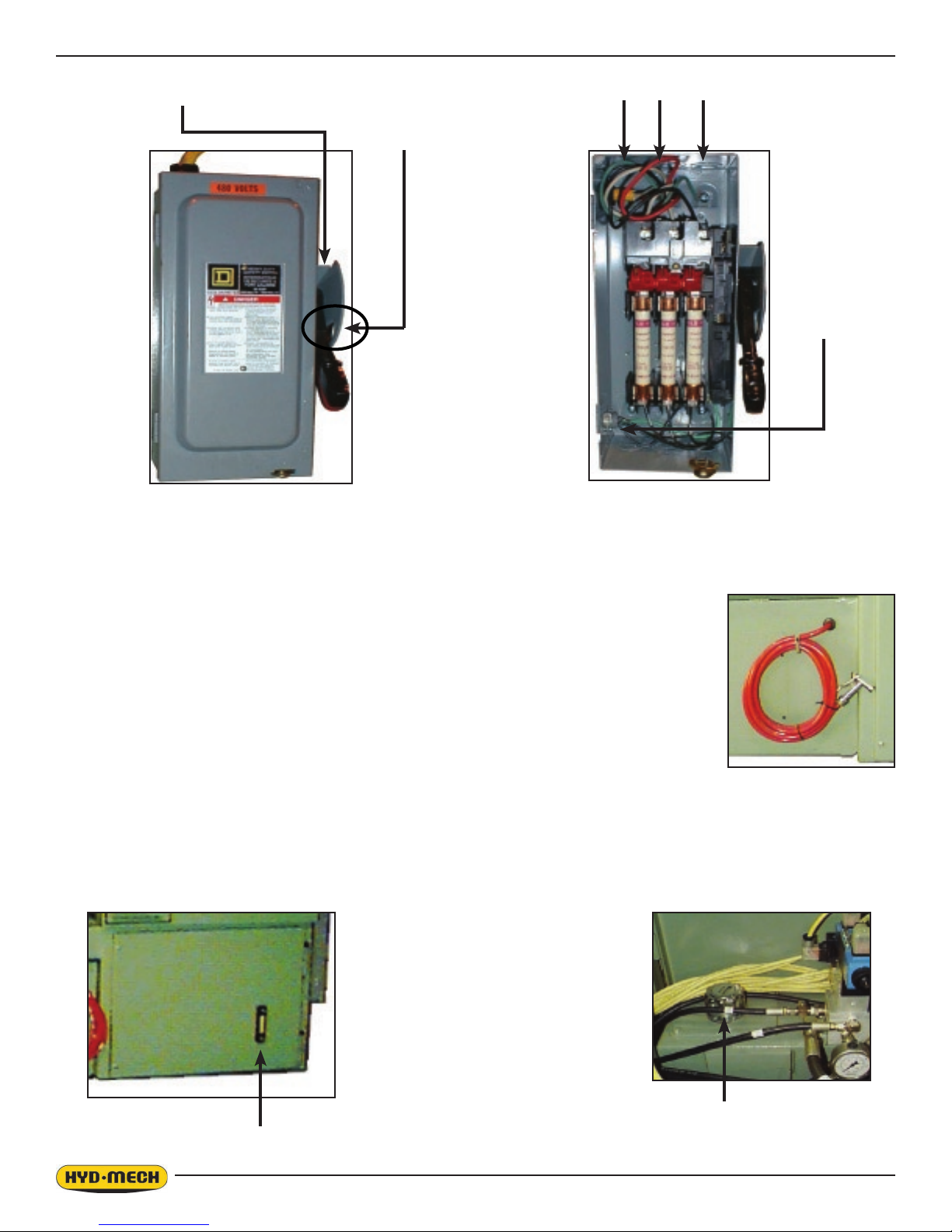
plate and voltage label. Power connection to the machine is made to the main disconnect switch and the Ll, L2, L3 and
Ground terminals. The disconnect switch box is located on right side of the Operator Control Panel.
The Power Terminal Block is shown below. We also recommend that an earth ground be attached to the machine.
To gain access to the disconnect box, follow these steps:
1. Ensure the switch is in the OFF position and power is disconnected.
2. Push the lockout tab to the right and pull the door open.
To close the door properly, reverse the above steps.
1.3
1.5
ON/OFF SWITCH SHOW
IN “OFF” POSITION
L1 L2 L3
SAFETY LOCKOUT HOLE
GROUND
Disconnect Box
Main Power Connections
CUTTING FLUID
The M16/20 uses a pump and reservoir to circulate the necessary cutting uid to the blade for
maximum blade life. Your saw blade supplier will be able to provide information on the cutting
uid products that are available for your needs. No cutting uid (coolant) is supplied with the
machine. There are two types of coolant available:
- Oil based; dilute 1:10 ratio (one part concentrated coolant to 10 parts water)
- Synthetic; dilute as recommended by manufacturer.
Coolant wash down gun
on the front of the saw
HYDRAULIC OIL
As shipped, the saw oil tank is lled with Texaco Rando HD 46 hydraulic oil. If you want to change the hydraulic oil or the
brand of oil, see HYDRAULIC MAINTENANCE in Section 3.
Oil Level Gauge on the power pack door
1.4
Oil Filler Cap found inside power pack door.

HEAD HEIGHT CHECK
The head height is carefully checked at the factory prior to shipping and should not change, however there may be a possibility that either through lifting or when the machine is in transit, the position changes slightly. This should be checked at
the time of installation.
If adjustment is required, the blade should be 1/8” below the top surface of the infeed table.
Blade teeth 1/8” below the top
surface of the Infeed Table
Blade
Outfeed Table
Head Height Adjustment
1.5

SECTION 2, OPERATION INSTRUCTIONS
This section has been prepared to give the operator the ability to set up the saw for most cutting situations. The saw is
equipped with variable blade speed control and hydraulic feed control, as well as an extensive door chart to guide the
operator to the correct setting of these controls.
BLADE BASICS
Technology is rapidly changing all aspects of production machining. Metal cutoff is no exception. The advances made
in the bandsaw blade industry have denitely brought down the cost per cut, despite the three fold higher price of high
technology blades. Variable pitch, bi-metal blades (like the 4/6 or 3/4 bi-metal blade supplied with the M-16/20) last much
longer, cut faster, and more accurately than conventional carbon steel blades. In order to take advantage of the superiority
of bi-metal blades, it is critical to properly “break-in” a new blade. This is accomplished by taking two or three cuts through
solid four or ve inch diameter mild steel at an extremely slow feed rate. (It is also advisable to utilize a slow blade speed.)
These two or three slow cuts sufciently lap (polish) the new blade so that it does not snag the material being cut. Proper
break-in will alleviate blade vibration; improve surface nish, accuracy, and blade life.
After “break-in”, the following six points must be closely monitored to ensure long blade life:
1. Proper blade tension should be maintained. (See Section 3, Blade Changing)
2. Generous coolant application is essential with most materials. A high quality and well mixed coolant will extend
blade life, and also increase cutting rate and quality. On those materials where coolant is undesirable for cutting,
a slight coolant ow or periodic oiling of the blade is necessary to prevent the blade from being scored by the
carbide guides.
3. The stock being cut must be securely clamped in the vises.
4. The proper feed force should be chosen.
5. The proper blade speed must be selected.
6. The proper feed rate must be applied.
VARIABLE SPEED CONTROL
Blade speed can be adjusted innitely between 60 to 350 SFM (Surface Feet/Minute) (18 to 105 meters/min). The blade
speed is controlled with dial on the control panel.
Blade speed adjuster.
2.1

2.3
THE CONTROL CONSOLE
START-UP
The M-16A and M-20A control console has been designed to simplify the operation of the saw, to give the operator the
ability to stop any function at any time, and to be able to control all the functions remotely. We cannot overstress the importance of familiarizing yourself with the controls of the M-16A and M-20A prior to starting the machine.
NOTES:
1. ALL SWITCHES MUST BE IN THE CENTER NEUTRAL POSITION TO START THE MACHINE!
2. WHEN STARTING THE MACHINE FOR THE FIRST TIME MAKE SURE THAT BLADE IS MOVING IN A
COUNTERCLOCKWISE DIRECTION, AND THAT THE HYDRAULIC PRESSURE IS 900 PSI (6200kP). IF
THERE IS NO IMMEDIATE PRESSURE, SHUT THE SAW DOWN AND CHANGE THE PHASE ORDER AS
STATED IN SECTION 1 .
Operator Control Console TOP ROW
FRONT VISE - This switch has three positions, OPEN, HOLD and CLOSE. With the switch held in the
OPEN position the vise will open all the way or until the switch is released. With the switch
in the HOLD position, the vise will stay where it is and will not move freely although it will
not resist a large force indenitely without creeping. In CLOSE, the vise will close all the
way, or until it encounters enough resistance to stop it.
HEAD CONTROL - This switch has three positions: UP, HOLD and DOWN. The switch is inactive unless
the PLC is in manual mode. In the UP position, the head will rise until it trips the head
up limit switch. In the HOLD position the head will stay still. In the DOWN position the
head will descend until it reaches the head down limit switch. The speed of descent is
controlled by the Head Feed and Head Force Limit controls.
BLADE START - The blade can be started only when the hydraulics are running in either manual or auto
mode.
NOTE: In automatic Mode the head will not descend until the blade has been started, which the PLC will
prompt the operator to do so.
2.2
CENTER ROW
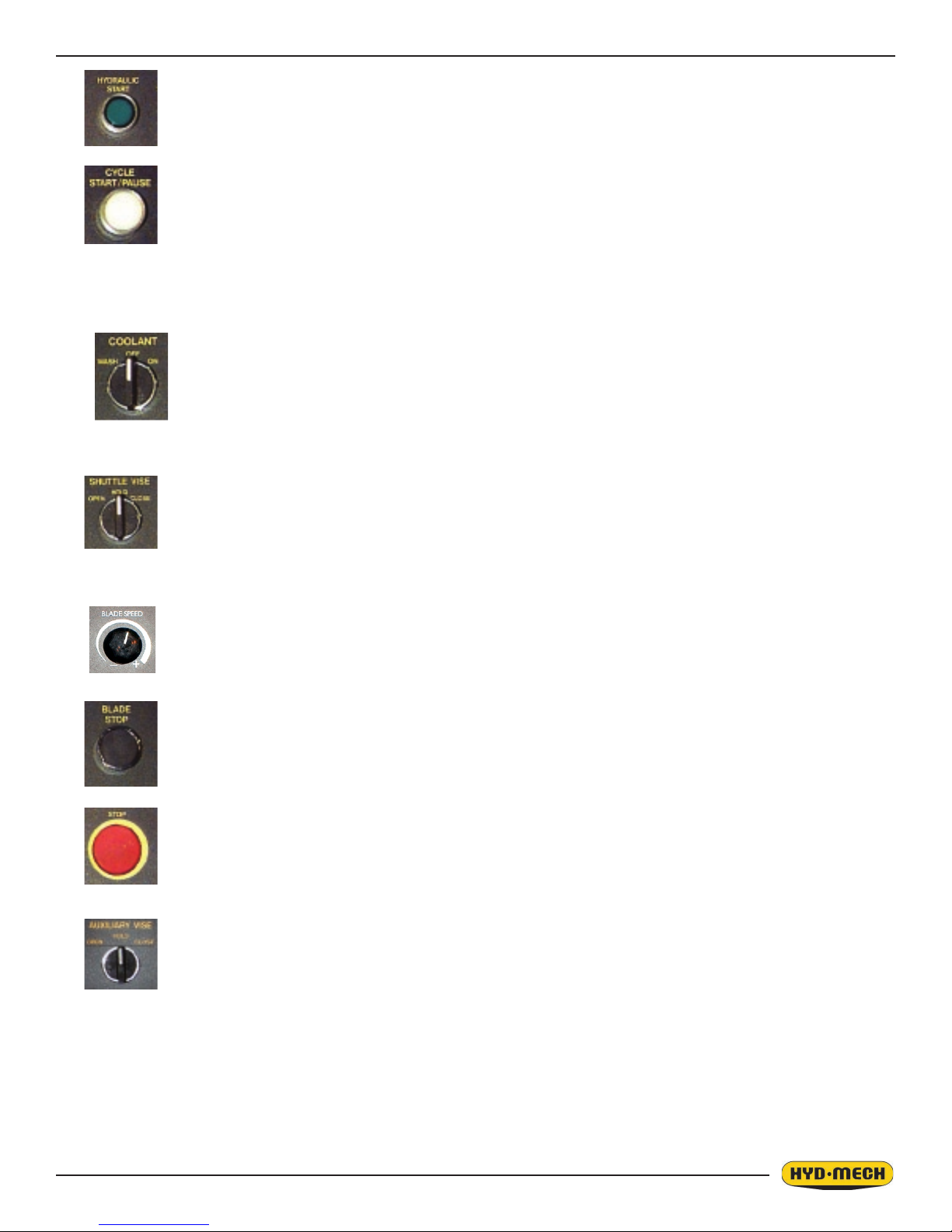
HYDRAULIC START - To start the hydraulic system, the switches for the head and both vises
must be in the “NEUTRAL” position. The “HYDRAULIC START” button
must be depressed and held in momentarily until the PLC display becomes active.
CYCLE START / PAUSE - This button starts the cutting cycles and will stay illuminated white until
the cycles are completed. The PLC control system will prompt you
to start the blade if it is not running. The machine will then begin the
automatic cycle until completed when it will shut itself off. The current
cycle can be PAUSED by pressing this button at any time during a
cycle and restarted by pressing it again.
COOLANT - This switch has three positions, ON, OFF, and AUTO. In the ON position, the coolant
system will operate when there is power to the machine, this allows using the wash
gun to clean the machine. In the OFF position, the coolant system is inactive. In the
AUTO position the coolant system will only run when the head is descending. This
minimizes coolant carry over on the stock.
SHUTTLE VISE - This switch has three positions, OPEN, HOLD and CLOSE. With the switch
held in the OPEN position the vise will open all the way or until the switch
is released. With the switch in the HOLD position, the vise will stay where it
is and will not move freely although it will not resist a large force indenitely
without creeping. In CLOSE, the vise will close all the way, or until it encounters
enough resistance to stop it.
EMERGENCY
BOTTOM ROW
BLADE SPEED - This dial will increase or decrease the speed at any time while the blade is run-
ning.
BLADE STOP BUTTON - Stops the blade. If the blade is stopped during a cycle, the cycle will
continue but will not let the head descend until the blade is started.
STOP - This mushroom button stops the blade and hydraulic motors. Both vises will hold their po-
sition but, pressure will begin to fall off. Long pieces of work should always be supported
so they will not become loose over time and fall while the machine is shut down.
AUXILLARY VISE - This switch has three positions, OPEN, HOLD and CLOSE. With the switch
held in the OPEN position the vise will open all the way or until the switch
is released. With the switch in the HOLD position, the vise will stay where it
is and will not move freely although it will not resist a large force indenitely
without creeping. In CLOSE, the vise will close all the way, or until it encounters enough resistance to stop it.
2.3

2.5
GUIDE ARM - This switch controls the position of the idler (left) guide arm.
WORK LAMP - This switch has two positions, OFF and ON.
LASER GUIDE - This option switch has two positions, OFF and ON.
PANEL SWITCHES SPECIFIC TO PLC 100, E200 INTERFACE
HEAD SWING 90°
This is a two position push button. By pressing the button in partially, the head will slowly swing
towards the 90° position until it reaches 90° or the button is released. This allows for a ne adjustment in the cut angle, If pressed fully in, the head will swing at a fast rate
Note:
The head control switch must be in the “HOLD” position for this button to operate.
HEAD SWING 30°
This is a two position push button. By pressing the button in partially, the head will slowly swing
towards the 30° position until it reaches 30° or the button is released. This allows for a nd adjustment in the cut angle. If pressed fully in, the head will swing at a fast rate.
Note:
The head control switch must be in the “HOLD” position for this button to operate.
2.4

CONTROL SYSTEM, MITSUBISHI PLC 500
OPERATION OVERVIEW
The PLC is a programmable logic controller which allows the operator to run the machine in both manual and automatic
modes.
In manual mode, all functions can be operated by using a combination of selector switches on the control console and
the PLC function buttons. Also the operator has the ability to execute a single cut utilizing a preprogrammed “ONE CUT
MODE”.
In automatic mode, the PLC has the capacity to program and store 99 jobs. Designated job numbers can be programmed
for quantity required (maximum of 999 pieces). Piece lengths from 0.1” to 220” (5588mm) and cut angles from 900 through
to 300. Jobs can be run individually or in a QUEUE which allows a maximum of 5 jobs to run consecutively.
NOTE: If an emergency situation arises during any operation, use the large red mushroom “emergency stop” button
located on the control panel to shut down the machine.
2.5

2.7
PLC CONTROL DESCRIPTION
ACTIVATING THE PLC
The PLC control will become active when all selector switches are in the neutral position and the HYDRAULIC START
button is depressed and “held in” momentarily. If the head is not in the 900 position, the display will prompt you to “SWING
THE HEAD TO 90 DEGREES”, press and hold the 900 key until the display returns to “MANUAL MODE”. When the head
is at 900, the AUTO/MAN indicator light will be green, all MANUAL controls as described previously are enabled, and the
“MANUAL MODE STATUS” screen will appear as shown below. The PLC controls are described on the following pages.
The length value (shuttle vise position) will display the previous positions. To reset or clear the length value, press the F8
key.
PLC 500 CONTROL PANEL
All key functions are explained in detail on the following pages.
2.6
FUNCTION BUTTON DESCRIPTION
On the dual function buttons, if a green indicator light is illuminated, it means that the function printed in green on the top
of the button is enabled. A red light indicates the function printed in red at the bottom of that button is enabled.
•
•
•
•
AUTO
MAN
FWD
REV
90
MANUAL MODE (Green light)
Enables all control switches and PLC function buttons. Also stops an automatic job in
progress by switching to MANUAL.
AUTO MODE (Red light)
Puts the machine in AUTO MODE and disables all manual functions. The front vise selector switch must be in the closed position.
MANUAL MODE
This key will advance the shuttle toward the head (home position).
AUTO MODE
Key is disabled.
MANUAL MODE
This key will retract the shuttle away from the head.
AUTO MODE
Key is disabled.
MANUAL MODE
This key will swing the head toward 90 degrees.
•
•
•
30
SLOW
FAST
INCH
METRIC
AUTO MODE
Key is disabled.
MANUAL MODE
This key will swing the head toward 30 degrees.
AUTO MODE
Key is disabled.
MANUAL MODE
Green light indicates that the shuttle movement and head swing will move at a slow
speed.
Red light indicates that the same movements will be at a fast speed.
AUTO MODE
Key is disabled.
MANUAL MODE/AUTO MODE
Green light indicates Imperial values.
Red light indicates Metric values.
2.7
2.9
F5
•
AUTO MODE
Energizes CYCLE START button.
MANUAL MODE
No function
F6
•
F16
•
F7
•
F8
•
MANUAL MODE
After entering an angle value, pressing F2 will cause the screen to read “TO INTIATE
MOVEMENT TO XX.X DEGREES PRESS CYCLE START”. Upon pressing “CYCLE
START” the head will swing to the programmed angle.
AUTO MODE
Used to scroll up through job information.
MANUAL MODE
Used for accessing the PARAMETERS screen which will then require a pass word before
entering the parameters.
MANUAL MODE
Used for accessing the KERF screen. The KERF screen cannot be accessed while in
METRIC mode and any change made to the KERF value will not be accepted by the controller until it has been shut down and restarted. (The standard kerf values are .066 for 1
1/4” blade & .074 for 1 1/2” blade at 90O.)
AUTO MODE
Used to scroll down through job information.
MANUAL MODE
Used to clear the length display (shuttle vise position) value.
AUTO MODE
Used to CLEAR the jobs from the queue or job values for whichever job the cursor is at.
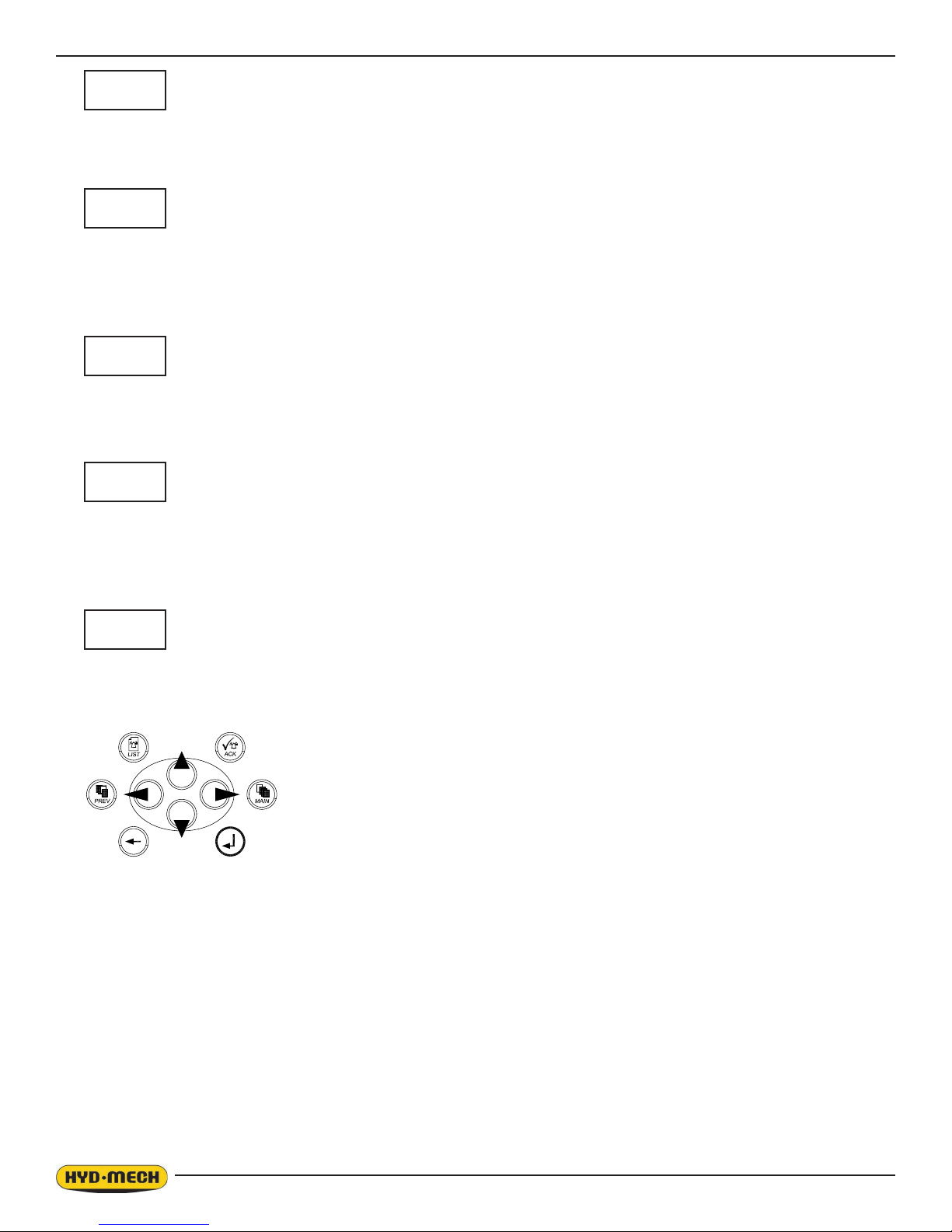
CURSOR KEY PAD
The cursor keys are used to navigate the cursor box on the screen. If the display
has columns, only the UP and DOWN keys are activated. If the display has both
rows and columns, then all four cursor keys are activated.
2.8
ONE CUT MODE
In MAN mode, switching the front vise to closed position changes the PLC to “One Cut Mode “ to cut one piece at a desired length. To accomplish this, follow the procedure below.
1. In “MAN MODE” position the head for the required angle by using the 900 or 300 function keys. You can also
accomplish this by moving the cursor to the “Angle Go” feature, input desired angle, press ENTER. Then press
F6. The screen will display “ TO INITIATE ANGLE MOVEMENT TO __.__ DEGREES PRESS CYCLE START”.
Press CYCLE START and the head will travel to the displayed angle.
2. A trim cut should be made in “MAN MODE” before initiating the “ONE CUT MODE” operation. This will ensure a
clean inital cut and that the head is above the material height so no damage is caused when the shuttle moves
the material forward.
As the head up limit switch must be tripped in order for the cycle to continue, set the head height using this procedure;
a) Raise the head up limit switch (located behind the console).
b) Move the head with the HEAD switch so the blade is just above the material.
c) Loosen the grip knob on the limit switch block, move the block so the trip plate is almost touching the
limit switch roller and tighten the grip knob.
d) Turn the head switch to “UP”. When the head trips the limit switch, the head will stop.
3. To enable the “ONE CUT MODE”, turn the front vise switch to the CLOSED position.
4. To the left of the F5 button, the display will be ashing. Move the cursor to the rectangular box
and key in the desired length using the numeric key pad and press “ENTER”.
5. If the blade is not running, “BLADE” will be ashing beside the length value, press the “BLADE START” button.
Adjust the blade speed as required, then press the “CYCLE START / PAUSE” button to continue the cycle. When
the “CYCLE START” button is pressed, the shuttle vise will move to the forward home position before executing
the length movement.
6. When the cut is completed, the head will retract, the blade will stop and the display will reset for the next cut.
7. To make another cut, repeat steps 5 through step 6.
NOTE: To cut multiple pieces, load and position the material and head up limit for a trim cut and follow the automatic
procedures on the following pages.
2.9
2.11
AUTOMATIC OPERATION
To enter AUTO MODE, the front vise switch must be in the closed position. When the AUTO/MAN button is pressed, the
red indicator above it will come on, the screen will change to the PICK LIST display as shown on the following page and
be ready for editing or starting a new job. The VISE and HEAD switches on the control panel will be disabled.
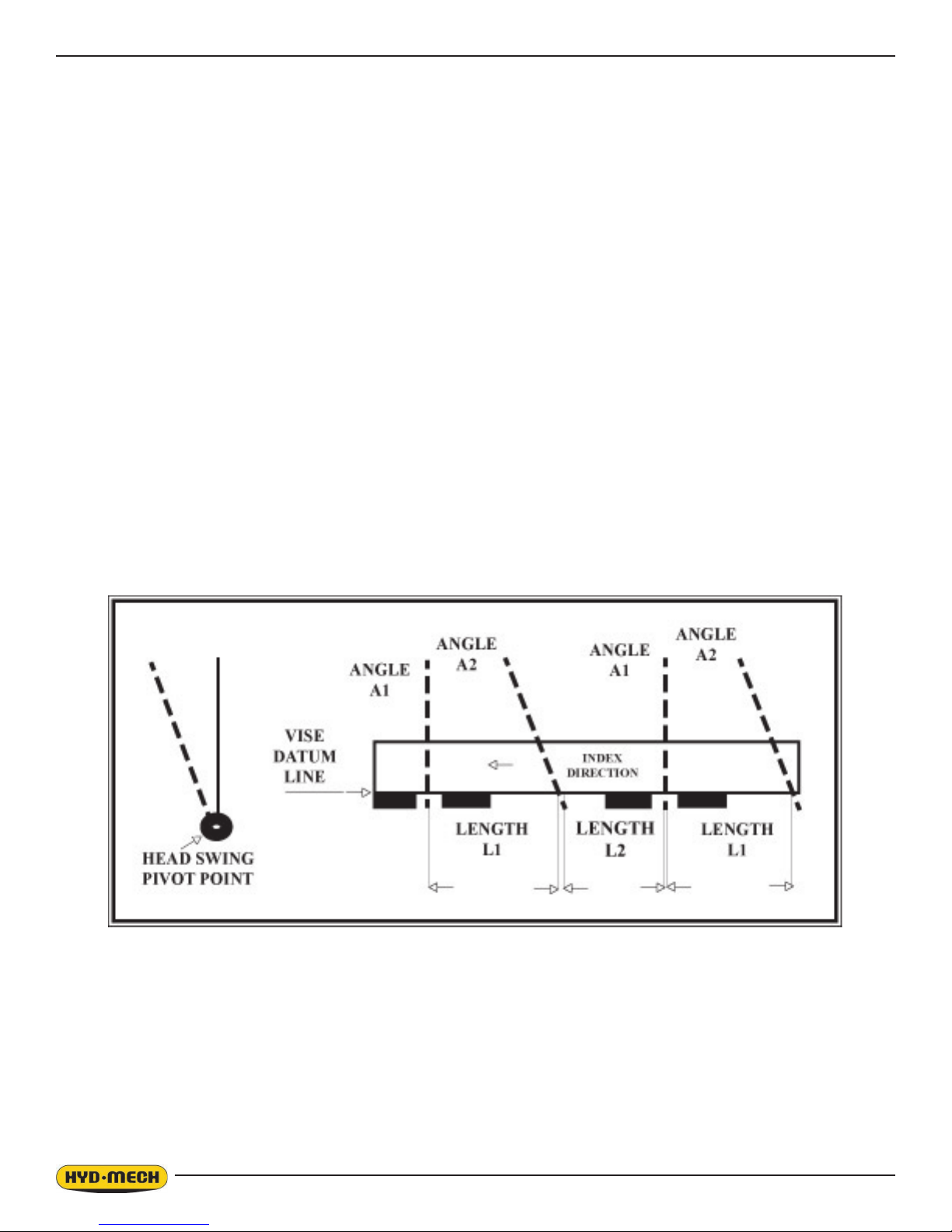
PROCEDURE FOR EDITING OR STARTING A NEW JOB IN AUTO MODE
Each job is dened by two angles and two lengths. Angle 1 (A1) is the rst angle to be cut (this will be the trim cut). Length
1 (L1) is the length of the material to be cut as measured between the two intersection points of the blade axis and the
saw table datum line. Angle 2 (A2) is the second angle to be cut and length 2 (L2) again is the length of material as measured between the two intersection points of the blade axis and the vise datum line.
2.10

PICK LIST SCREEN
Before switching to AUTO MODE, position both the material for a trim cut as well as the head up limit switch so that no
damage is caused by the shuttle moving the material into the blade (see “ONE CUT MODE”).
1. Immediately after entering the AUTO mode, the PICK LIST screen will be displayed with the cursor located at “A1
of JOB #1”. Both the ENTER button or the cursor key can be used to move through this screen.
2. Enter proper “A1” value (compensate if 90.50 stops are used), press ENTER and the cursor will move to “L1”
3. Enter correct value, press ENTER and the cursor will move to “A2”.
4. Enter proper “A2” (compensate if 90.50 stops are used)value, press ENTER and the cursor will move to “L2”
5. Enter correct value, press ENTER and the cursor will move to “QTY REQ’D”.
6. Enter required quantity. The cursor will move to “QTY CUT”
7. When starting a NEW JOB or PIECE COUNT, zero out “QTY CUT” by entering “0”.
Assuming that the material is positioned for a trim cut, the job is now ready to start (up to ve jobs can be in the queue) or
jobs can be programmed at this time. A job or queue can be deleted by pressing F8. The desired job or queue must be
selected using the cursor key in order for the item to be deleted. Move the cursor to the 1st JOB and key in the desired
JOB # and ENTER then press F5 “INIT (initiate) CYCLE”. You will then be prompted to enter “MATERIAL WIDTH” and
press ENTER. The display will then read “PRESS CYCLE START TO INITIATE JOB QUEUE”.
If the blade is not running, the cycle will not continue. Press the BLADE START button and the cycle will begin.
When the last cut has been made, the machine will shut down.
When the AUTO cycle commences, the screen will change to the “AUTO MODE STATUS” screen and the following
events will take place:
1. If the head has not tripped the head up limit switch, the cycle will stop when the head should descend. In this
case, the machine should be switched to MAN MODE and the head height should be set as described on pg. 2.9
or by raising the head until the limt switch is tripped.
2. The head will swing to “A1” to perform the rst cut (trim cut).
3. After the trim cut, the shuttle will advance the material to the “L1” value.
4. The head will swing to the “A2” value to make the second cut and complete the rst part.
5. The shuttle vise will advance to the “L2” value after the “A2” cut is done.
At completion of the “JOB”, the machine will shut off.
2.11

2.13
NOTES:
1. The CYCLE START button is used to PAUSE a job in progress. When a job is PAUSED the PICK LIST will appear
and the operator can make eventual alterations to the job values which will take place on the next piece to be cut
or to edit a new job. To resume a job, press the CYCLE START key and the screen will change back to the AUTO
MODE STATUS screen and the AUTO CYCLE will resume.
2. If “QTY RQ’D” equals or exceeds “QTY CUT”, the AUTO CYCLE will not start.
WORKING WITH A QUEUE
The purpose of a QUEUE is to allow the operator to run several jobs (max of 5) in series if they are of like material. To
run a QUEUE, it is necessary to program in all job values as is done with programming a single job. After the jobs are
programmed in, scroll the cursor to the QUEUE, press F8 to clear the QUEUE and enter the desired JOB #’s in desired
sequence. To run the QUEUE, press F4, CYCLE START and start the blade.
The AUTO MODE STATUS screen will appear and display each individual JOB as it is being run. The STOP and PAUSE
functions are as above and at completion of the last JOB in the QUEUE, the machine will shut off. The machine will automatically advance the stock between jobs for trim cuts as needed.
2.12

PLC CONTROL SYSTEM E200
NOTE: This instruction manual is applicable to the M-16A and M-20A equipped with a MITSUBISHI PLC manufactured
after and including the following serial numbers:
Machine Model Serial #
M-16A S0801197
M-20A T0801245 + T0801250, T0801252
OPERATION OVERVIEW
The PLC is a programmable logic controller, which allows the operator to run the
machine in both manual and automatic modes.
In manual mode, all functions can be operated by using a combination of selector switches on the control console and the PLC function buttons. Also the operator has the ability to execute a single cut utilizing a pre programmed “Single
Part Cycle”.
In automatic mode, the PLC has the capacity to program and store 99 jobs. Designated job numbers can be programmed for quantity required (maximum of 999
pieces) and lengths from 0” to 220” (5588mm).
Jobs can be run individually or in a QUEUE which allows a maximum of 5 jobs
E200 operator interface.
to run consecutively and the queue can be repeated automatically as well.
All machine operators should be familiar with the entire operation instructions prior to operating the machine.
NOTE: If an emergency situation arises during any operation, use the large red mushroom “STOP” button located on the
control panel to shut down the machine. To operate the machine, the “STOP” button must be pulled out.
DISPLAY WINDOW
BLADE SPEED
(SFM) IN SURFACE
FEET (METERS)
PER MINUTE and
SHUTTLE VISE (LTH)
POSITION
PLC FUNCTION
KEYS
NUMERIC KEY PAD
CURSOR KEYS
ENTER KEY
2.13

2.15
ACTIVATING THE INTERFACE
Position the head, xed vise, and shuttle vise switches to the NEUTRAL (center) positions. If any of these switches are
not in the NEUTRAL position, the hydraulics will not start. The PLC control will become active when the HYDRAULIC
START button is depressed and “held in” momentarily. First, the HMI and PLC’s current revision number, 2100 1.0, will
be shown on the display window and nally the MANUAL MODE display window will appear as shown below. The AUTO/
MAN green indicator light will be on and all MANUAL controls are enabled. The “LTH” value (shuttle vise position) will
always display zero at start up. The “LTH” value can be reset or cleared at any time in MANUAL mode by pressing the
CLEAR function button.
FUNCTION KEY DESCRIPTIONS
If a red indicator light above a function button is illuminated, it means that the function printed in red at the top of the button is enabled. No light indicates the function printed in black at the bottom of the function button is enabled.
The following are the function keys for AUTO and MAN modes:
AUTO / MAN MODE
- This key will toggle between MAN and AUTO modes. Auto mode cannot be accessed unless the front vise is
closed.
- Also used to stop an automatic job in progress by switching to MANUAL mode.
UNLABELED
- The function of theses keys is displayed directly above them. The function will change as the PLC is
switched from one mode to another and as the action of each mode changes.
INCH/MM / CLEAR
- While depressed momentarily, it resets the displayed length value to zero. If held depressed for a few seconds, the displayed length will toggle between millimeters and inches and the blade speed in either surface
feet per minute or meters per minute. It becomes disabled once any cycle is initiated.
MANUAL MODE FUNCTION KEY DESCRIPTIONS
While in manual mode, the display will show the current function of the unlabeled key. They are shown below.
FWD : FORWARD - This key will advance
the shuttle vise toward the head (home
position). If pressed simultaneously with
the REV key, (the front vise must be
closed and a password is required) the
parameters will be displayed.
S/F : SLOW / FAST - This key will toggle
between slow and fast shuttle speed.
REV : REVERSE - This key will retract
the shuttle vise away from the head
(home position). If pressed simultaneously with the FWD key, (the front vise
must be closed and a password is required) the parameters will be displayed.
2.14

SINGLE PART CYCLE OPERATION
In MAN mode, the PLC allows the operator to initiate a “Single Part Cycle “ to cut one piece at a desired length. To accomplish this, follow the procedure below.
1. A trim cut should be made before initiating the “Single Part Cycle “ operation.
2. Make sure the front vise switch is in the closed position and set the head up limit switch. The AUTO/MAN indicator
light will ash alternately green and red.
3. Make sure the head is set so that the blade is above the material and the head selector switch is in the HOLD
position.
4. The cursor will be ashing at the LENGTH position. Key in the desired value from 0” to 220” and press. If the
value is incorrect, re-enter the value and press again.
BLADE SPEED
LENGTH
5. If the blade is not running, you will be prompted by the word “BLADE” ashing on the display window. Start the
FLASHING
blade and adjust the blade speed as required.
6. When the blade is started, the word “BLADE” will change to the word “CYCLE” ashing on the display window to
begin the cut. Press CYCLE START and the cycle will begin.
7. When the start button is pressed, the shuttle vise will move to the forward home position before executing the
length movement. The head will descend and make the cut.
8. When the cut is completed, the head will rise to the head up limit switch, the blade will stop and the display window will reset for the next cut.
9. To cut another piece, repeat steps 2 through 6.
NOTES:
1. To “PAUSE” the “SINGLE CUT CYCLE”, press the “CYCLE START” button. The “CYCLE START” button will begin to ash and the screen will indicate a paused condition. All movements will immediately cease. To continue the
cycle, press “CYCLE START” button again.
2. To cut multiple pieces, switch to AUTO MODE and follow the automatic procedures.
AUTOMATIC OPERATION
When the AUTO/MAN button is pressed, the red indicator light above it will come on, and the blade will stop if it has been
running. The screen will change to the JOB display window as shown below and be ready for editing or starting a new job.
All manual functions will be disabled.
2.15

2.17
JOB DISPLAY WINDOW
Job Number
Length
Required Quantity
Cut Quantity
PROCEDURE FOR EDITING OR STARTING A NEW JOB IN AUTO MODE
1. In AUTO mode, key in a job number from 0 to 99 and press If the job number has previously been programmed, the REQUIRED QUANTITY (RQ), LENGTH (LTH) and QUANTITY (CT) will be displayed. The values
displayed can be edited by pressing ENTER after each new value, and the job will be stored in memory with the
new values. To navigate through the values, use the CURSOR keys.
2. After the values are entered, press the CYCLE START button, the switch will illuminate, the display window will
prompt you to start the blade for a trim cut (if the “Trim Cut” parameter has been selected).
3. CAUTION; if the head is in it’s full down position it will rise to the head up limit so that no damage to the blade will
occur.
4. After starting the blade, the head will descend for the cut and the machine will complete the required job.
JOB IN PROGRESS
5. At the completion of the job, the machine will shut down if “0” has been entered in the “POWER DWN TIMER”
parameter or continue running for the specied time up to a maximum of 180 minutes.
NOTES:
1. The “CT” value is the accumulated total number of parts that have been cut from the JOB number since it was last
reset. The machine will only cut the quantity, which is the difference between REQUIRED QUANTITY and CUT
QUANTITY. When REQUIRED QUANTITY equals CUT QUANTITY, the machine AUTO CYCLE will stop and you
will be unable to restart the same job until the “CUT QUANTITY” value has been reset.
2. The AUTO cycle may exit and stopped at any time by pressing the key.
2.16

NOTE: Before entering “AUTO MODE” and working with a “QUEUE”, follow the same procedures outlined on the previous
page for “AUTOMATIC OPERATION” with regards to setting up for an initial trim cut.
WORKING WITH A QUEUE
The purpose of a QUEUE is to allow the operator to run several jobs (max of 5) in series if
they are of the same material and shape.
In AUTO mode, press the key below the word “QUE” on the display and the dis-
First Job
Programmed
Job Number
Quantity
To Cut
Length
To Cut
play window will appear as shown.
If you choose to VIEW the QUEUE, press the key below the words “VIEW QUE” on
the display. The display window will show the jobs in the current QUEUE. Four jobs at a
time are shown.
Use the CURSOR buttons to view all the jobs. To run the QUEUE as it is displayed (jobs may be edited in this mode),
press the CYCLE START button on the control panel. The screen will now prompt you to start the blade for a trim cut.
If you choose to edit the QUEUE, press the key below the words “CLEAR QUE” on the display. This will clear any
jobs that are in the QUEUE and the display window will show an empty Queue. Jobs may be entered and edited in this
mode.
To ll the QUEUE, follow these two steps.
1. Key in a job number and press ENTER. If that job number has previously been programmed, its values will be
displayed. The cursor will move to the next position in the QUEUE. Up to ve jobs may be in the QUEUE at any
time. The job values can be edited in this mode.
2. When the desired jobs have been entered, you may press the CYCLE START button on the control panel to execute the jobs in the QUEUE. (Follow the same procedures to initiate a cycle as in “AUTOMATIC OPERATION”)
The QUEUE may be exited to the previous screen at any time by pressing the key under JOB.
At completion of the “QUEUE”, the machine will shut down if “0” has been entered in the “POWER DWN TIMER” parameter or continue running for the specied time up to a maximum of 180 minutes.
NOTE: For angled cuts, see “Kerf Correction” on the following page.
2.17

2.19
KERF CORRECTION for ANGLE CUTTING
When making mitered cuts and depending on the accuracy of the part length required, the part length must be set longer than the desired length by an amount called the “KERF CORRECTION”. This is due to the fact that the PLC will not
account for a difference in the kerf value (width of material removed by the blade) at various angles other than 90O. If the
kerf value is to be adjusted it’s value can be accessed while in Auto Mode. Press and hold the key below the word
“KERF” on the display until the display appears as shown. Enter the desired kerf value and press When the cuts
are to be at 90O, the Kerf value must be returned to the appropriate value for accurate cuts.
Returns
to Auto
Mode.
Returns
to the
Queue.
IMPERIAL
STANDARD KERF @ XX DEGREES
BLADE SIZE 90 75 60 55 50 45 40 35 30
1 1/4” 0.066 0.068 0.076 0.081 0.086 0.093 0.103 0.115 0.132
1 1/2” 0.074 0.077 0.085 0.09 0.097 0.105 0.115 0.139 0.148
METRIC
STANDARD KERF @ XX DEGREES
BLADE SIZE 90 75 60 55 50 45 40 35 30
31.7MM 1.67 1.72 1.93 2.05 2.18 2.36 2.61 2.91 3.35
38.1MM 1.87 1.95 2.16 2.28 2.46 2.66 2.92 3.53 3.76
2.18

HYDRAULIC FEED CONTROL
The Hydraulic Feed Control is located to the left of the control panel. These controls allow control of Feed Force Limit and
Feed Rate.
Feed Force Knob
Used to set Feed Force Limit (counterclockwise rotation to
increase and clockwise rotation to decrease).
Fast Approach Lever
Depress for fast head descent.
Feed Rate Knob
Used to set Feed Rate (counterclockwise rotation to increase
and clockwise rotation to decrease).
Hydraulic Feed Control
CUTTING PARAMETERS CHART
A full size CUTTING PARAMETERS CHART is mounted on the front of the saw. The chart contains ve steps for the
operator to follow in order to achieve optimum performance of the saw.
Saw Cutting Parameters Chart
2.19

2.21
CHART EXAMPLE #1
We will use the parameters chart to set up the saw for cutting 8” (200mm) Diameter #1045 Carbon Steel.
STEP 1, DETERMINE EFFECTIVE MATERIAL WIDTH - W (inches) or (mm)
Effective material width, W (in.) for most common shapes of materials, is the widest solid part of the material to be in contact with blade during cutting. For simple
shapes, as illustrated on the chart, this can be directly measured. For bundles of
tubes and structurals, measuring the effective width is difcult. Effective width is 60%
to 75% of the actual material width.
NOTES:
1. Both effective material width and guide arm width are used in setting the
saw.
2. Guide arm width is the distance between the guide arms and is used in
STEP 2.
Material Width Chart
3. Effective material width, as determined here in STEP 1, can be thought of as the average width of material “seen”
by each tooth, and it is used in STEPS 3 and 4. In Example #1, for an 8” (200 mm) diameter solid, Effective Material Width is 8” (200mm).
STEP 2, SET FEED FORCE LIMIT
The Feed Force Limit is the maximum amount of force with
which the head is allowed to push the blade into the workpiece. FEED FORCE LIMIT should be set with the head in
the down mode, according to the label.
CUTTING SOLIDS
For cutting solids, the wider the section, the less FF should
be set, to avoid blade overloading. See the graph.
EXAMPLE: When cutting a solid which is 1/2 of machine
capacity using the graph, locate 50% on the horizontal line
and travel upwards to the plotted line and then travel directly
across to the vertical FF Setting line. The point that you have
arrived at shows a setting of 40% for a piece 50% of capacity.
CUTTING STRUCTURALS
A reduced Feed Force Setting is used when cutting structurals:
For structurals, a blade ner than Optimum can be used for
more efcient cutting.
MAT’L WIDTH as % of CAPACITY
If a ner than optimum blade is going to be used, Feed Force
Setting should be reduced even further.
2.20

The following table gives examples of the optimum blade speeds for different materials.
NO. MATERIALS OPTIMUM BLADE SPEED
ft/min m/min
1 5” (125mm) Dia Solid Carbon Steel 225 70
2 12” (300mm) I-Beam 290 90
3 4” x 4”(100 x 100mm) Rec Tube, 1/4” (6mm) Wall 350 110
4 4”(100) 400 Stainless Steel 140 45
5 2” x 2” (50 x 50mm) Rec Tube 1/4” (6mm) Wall
Bundle 5 x 5 pcs 10” x 10” (500 x 500mm) 325 100
6 3” x 3” (75 x 75mm) Inconel 60 20
Materials and Blade Speed
STEP 5, DETERMINE FEED RATE SETTING, FR (in/min) (mm/min).
FEED RATE is the vertical speed at which the blade descends through the work-piece.
The FEED RATE Knob controls FEED RATE of the blade descent in the range 0 to 15 in/min
(380mm/min). The FEED RATE should be adjusted only in one direction (from “O” to required
value). If you go too far, go back to “O” and come back up. To set FEED RATE for particular
cutting situations use the Graph below, which represents the relationship between FEED RATE,
blade speed and blade pitch.
Feed Rate Knob
Feed Rate Calculation
For Example #1, it is known from Step 3 that optimum
blade pitch is 2/3, and from Step 4 that blade speed, is
200 ft/min (60mm/min). From the Graph on the left, the
FEED RATE is determined in the following way:
- On the horizontal axis (blade speed axis), nd 200
ft/min(60mm/min).
- Find the point where a vertical line from 200 ft/min
(60mm/min) would intersect the 2/3 blade pitch curve.
- From this intersection point run horizontally left to the
vertical (FEED RATE) axis, to arrive at 1.8 in/min (45mm/
min) FEED RATE. Thus 1.8 in/min (45mm/min) is the
FEED RATE for cutting 8” (200mm) diameter 1045 Carbon Steel when the optimum 2/3 pitch blade is used.
2.21

2.23
STEP 3, DETERMINE OPTIMUM BLADE PITCH - TEETH PER INCH (T.P.I.)
Selecting a blade with proper tooth pitch is important in order to achieve
optimal cutting rates and good blade life.
For cutting narrow or thin wall structural materials a ne blade with many
teeth per inch (T.P.I.) is recommended. For wide materials a blade with a
coarse pitch should be used. The sketch can be referenced for the blade
pitch changes for differing effective material widths.
It is impractical to change the blade to the proper pitch every time a different width of material is cut and it is not necessary, but remember that
the optimum blade will cut most efciently. Too ne a blade must be fed
slower on wide material because the small gullets between the teeth will
get packed with chips before they get across and out of the cut. Too coarse
a blade must be fed slower because it has fewer teeth cutting and there is
a limit to the depth of a cut taken by each tooth. Allowance for the use of a
non-optimum blade is made in STEP 5.
Optimum Blade Pitch ( T.P.I.
In our Example #1: Effective material width of 8” (200 mm) & Optimum blade has 2/3 teeth per inch.
STEP 4, DETERMINE OPTIMUM BLADE
SPEED, V (ft/min) (m/min)
The relationship between optimum blade
speed and effective material width for various materials is represented on the graph
shown.
The graph shows that as effective material
width gets wider or as material gets harder,
lower blade speeds are recommended. If
material is narrow or soft, higher blades
speeds should be selected.
In Example #1
• 8” (200mm) diameter #1045 Medium Carbon Steel solid bar is to be
cut.
• On the graph above nd the Medium Carbon Steel Curve which
Optimum Blade Speed Curves
represents the optimum blade speeds for 1045 Carbon Steel.
• On the horizontal axis (effective material width axis) nd number 8 which represents effective material width of an
8” (200mm) diameter solid.
• Find the point where a vertical line from 8” (200mm) intersects the Medium Carbon Steel Curve.
• From this intersection point run horizontally left to the vertical axis (optimum blade speed axis) and nd the point
marked “200”.
For 8” (200mm) diameter, 1045 Carbon Steel solid bar 200 ft/min (60m/min) is the optimum blade speed.
NOTE:
1. Higher than optimum blade speed will cause rapid blade dulling. Lower than optimum blade speeds reduce
cutting rates proportionately and do not result in signicantly longer blade life except where there is a vibration
problem. If the blade vibrates appreciably at optimum speed as most often occurs with structurals and bundles, a
lower blade speed may reduce vibration and prevent premature blade failure.
2. Material Hardness - The graph above illustrates blade speed curves for materials of hardness 20 RC (225 Bhn) or
lower. If the material is hardened then the multipliers need to be used. These multipliers are given in the NOTE at
the bottom right of the graph. As the hardness increases the optimum blade speed decreases.
2.22

Feed Rate, continued
If the saw is tted with a blade coarser than optimum (e.g: 1.4/2.5 TPI) we can still use the graph, but we go to the 1.4/2.5
curve. As a result we nd that the FEED RATE is decreased to 1.3 in/min (133mm/min) for this blade. If however, the machine is tted with a ner than optimum blade (e.g. 3/4 TPI) we use the graph for the optimum blade as before, and then
use a multiplier given by the table below.
NOTE: Use the following chart when cutting solids. For structurals, see “
Optimum
Pitch
10/14 1.0
8/12 .83
6/10 0.67 .80
5/8 0.54 .65 .81
4/6 0.42 .50 .63 .77
3/4 0.29 .35 .44 .54 .70
2/3 0.21 .25 .31 .38 .50 .71
1.4/2.5 0.17 .20 .25 .31 .40 .57 .80
.85/1.5 0.1 .12 .15 .18 .24 .34 .48 .60 1.0
10/14 8/12 6/10 5/8 4/6 3/4 2/3
Optimum versus Actual Blade Pitch
If your blade is ner than optimum blade pitch multitiply
feed rate, fr, by above factors
ADDITIONAL CUTTING SETUP EXAMPLES
CUTTING STRUCTURALS
Shading indicates optimum and actual pitch and
required multiplier at point
of intersection, for the given
example.
1.4/
.85/
2.5
1.5
” in STEP 2.
EXAMPLE # 2
Material Round Steel Tube SAE 4320 - Hardened to 35 RC ( 325 Bhn )
Dimensions - 6” O.D. x 4” I.D. (150mm O.D. x 100mm I.D.)
STEP 1 Effective Material Width: 4 1/2” (.75 X 6) 114mm (19 x 6)
STEP 2 Feed Force limit setting for 6” Diameter material Refer to Feed Force Limit, Setting in Step 2
STEP 3 Optimum blade pitch (TPI): 3/4 T. P. I.
Actual blade pitch on the saw: 4/6 T. P. I.
STEP 4 Optimum blade speed for 4 1/2” effective 225 ft/min (70m/min) material width
Blade speed reduced by hardness factor : 225 ft/min X .60 = 135ft/min
(70m/min x .60 = 42m/min)
STEP 5 Feed Rate for 3/4 TPI blade: 1.8 in/min (45mm/min)
Feed Rate for 4/6 TPI blade: 1.8 in/min X .70 = 1.3in/min
(reduced by ner than optimum blade pitch factor) (45mm/min x .70= 31.5mm/min)
EXAMPLE # 3
Material Bundle -Low carbon steel 2” x 2” Tube with 1/4” wall, 12 piece bundle
(50mm x 50mm with 6mm wall)
Dimensions -6” x 8” (150mm x 200mm)
STEP 1 Effective Material Width: 5” ( .6 X 8” ) 120mm (.6 x 200)
STEP 2 Feed Force limit setting for 8” Diameter material. Refer to Feed Force Limit Setting in Step 2
STEP 3 Optimum blade pitch (TPI): 3/4 T. P. I.
STEP 4 Optimum blade speed for 5 “ effective material width - 320 ft/min (100m/min)
STEP 5 Feed Rate for 3/4 TPI blade: 4.0 in/min (100mm/min)
2.23

COOLANT FLOW
A generous ow of coolant should be applied in order to increase
production and blade life. The machine is provided with a switch on
the control panel as well as two independently controlled coolant
spouts. One is on the adjustable guide arm, this one should always
ood the blade with coolant. Slight adjustment may be required
when changing the blade speed. A properly adjusted ow of coolant
should cover the blade which in turn will carry it into the cutting area.
The ow adjusting tap is shown below. The second is mounted on
the fence for the coolant hose which should be used in cases when
cutting solid bars, bundles or wide structurals. The ow of coolant
should be directed into the opening created by the blade.
NOTE: When cutting materials that do not need coolant (cast iron)
some coolant ow is required to provide blade lubrication to prevent
Coolant ow adjusting taps
blade scoring by carbides
HEAD UP AND DOWN LIMIT SETTING
Head Up Limit: In order to maximize production in the automatic cycle the Head Up Limit should be set to just clear the
height of the material.
Head Down Limit: This limit is factory set and under ordinary cutting requirements should not be changed. If changed, it
may cause the machine to malfunction in the automatic cycle.
Adjusting Block and Knob
Head Up Limit Switch
Head Down Limit Switch
Head up and head down limit setting.
2.24

SECTION 3, MAINTENANCE AND TROUBLE SHOOTING
Switch off before beginning work.
• The emergency switch, which is used to turn the hydraulics off, should not be the only means of shutting the
power off before cleaning or performing maintenance to the machine. The main power disconnect should be
switched off and locked.
• When performing maintenance on the electrical system the main disconnect, which supplies power from the
electrical service to the machine, should be switched off.
• Allow three minutes after turning off the power from the main electrical service to the saw before opening any
electrical enclosures. Your machine might be equipped with a variable frequency drive unit which stores electricity inside it’s capacitors which require a minimum of three minutes to completely discharge.
LOCK -OUT
Purpose:
To prevent injury to workers caused by unexpected start-up of machines being worked on.
OR
Where the starting of a machine or device may endanger the safety of a worker.
a. Control switches or other control mechanisms shall be locked out;
AND
b. Other effective precautions necessary to prevent such starting shall be taken.
LOCK OUT PROCEDURE
Whenever work is to be performed on a machine, the following steps shall be taken:
1. Operator shuts down the machine
2. The person in charge should follow Lockout procedures as is required by his organization. The main power
disconnect box is supplied with a suitable mechanism for this purpose as shown below.
Safety lock & id tag to be placed
in this area.
3.1

3.3
BLADE CHANGING
We cannot overstress the safety precautions which should be followed during this operation. Safety glasses, gloves as
well as a long sleeve shirt should be worn. The hydraulics should be off at all times when the operator has his / her hands
in contact with the blade. With safety in mind, the following procedure should be followed.
1. With the blade stopped and the head in the 90O position, open the drive door.
2. Release the carbide guide handles
3. Remove the lower blade guard.
4. Swing the head to approximately 45O and open the idler door.
5. Turn the Blade Tension Switch to “-” to release the tension on the blade until it becomes free.
6. Remove the blade from both wheels.
7. Push the blade down and out of the carbide guides and remove the blade.
8. Install a new blade on the wheels and slide the blade up and into the carbide guides.
9. Turn the Blade Tension Switch to “+” to put tension on the blade until it stops, leaving it in this position, close the
door.
10. Install the lower blade guard and turn the carbide guide handles clockwise until they rest against the stop or the
coolant valve.
11. Jog the blade from the control panel, but do not run until this procedure is complete.
12. With the blade stopped, inspect the tracking position and the blade brush position. Refer to the following pages for
correct positions.
13. Swing the head to 90O and close the drive door.
Blade brush assembly,
behind the drive door.
Lower blade guard
3.2
Blade tension switch,
behind
the idler door.
Carbide guide handles

BLADE TRACKING
First, inspect the blade wheels for wear or damage and repair as required. Blade tracking adjustment should always begin
at the wheel where the tracking is farthest out of specication. Using the instructions below, adjust the worst wheel, jog the
blade and recheck both wheels. Repeat this process until both wheels are within specication (M16 = .200-220”, M20 =
.260-.300” of tooth over hang from the front of the wheel). Both the drive and idler wheels are factory set a certain distance from the wall behind the wheel. Adjustment should not be required unless the wheel is being replaced. On the drive
wheel there is a large hex head bolt and four set screws in a “push/pull” arrangement. For the idler wheel there is single
adjuster assembly in the center of the idler shaft under the cover on the front of the head. Hyd·Mech Service should be
contacted before making any adjustment to the wheel position.
DRIVE WHEEL ADJUSTMENT
The drive wheel has two mounting bolts and two adjusting bolt assemblies.
The mounting bolts (A) should be loosened but remain snug before making any
adjustment to the bolt assemblies (B & C). Both of the bolt assemblies should be
adjusted by equal amounts. To adjust the bolt assemblies, release blade tension
slightly, loosen bolts “B” and turn bolts “C” in or out by equal amounts and tighten
bolts “B”. Turning bolts “C” in will pull the blade onto the wheel and turning them
out will push the blade off the wheel. Check the tracking movement after each
one quarter turns of bolts “C” by running the blade at minimum speed. When the
tracking is within specication, tighten bolts “A”.
IDLER WHEEL ADJUSTMENT
Remove the cover on the front of the idler end of the head to reveal the horizontal pin. There are four set screws; “A” set screws should not be adjusted as
they are the pivot points. Set screws “B & C” are adjusted by turning one out,
the other in 1/4 turn and tightening the rst again. Adjustments should be made
with the blade tension released slightly, 1/4 turn at a time and checking the blade
movement with each adjustment by running the blade at minimum speed. Loosening “C”
and tightening “B” will push the blade off the wheel. Loosening “B” and tightening “C” will
pull the blade onto the wheel.
BLADE BRUSH ADJUSTMENT
The blade brush, located behind the drive wheel door, is properly set when the machine
leaves the factory, but it wears out during operation and needs to be readjusted periodically.
The plastic drive wheel that is driven by the drive wheel face should be held against the blade
face with the minimum force that is necessary. As the blade brush wears it is necessary to
periodically adjust it closer to the blade or if a new brush is installed, further away from the
blade.
As shown, there are two springs on socket head screws holding the brush assembly against
the blade. There is also an adjusting socket set screw with a hex nut on it. Loosen the hex
nut with a 9/16” wrench and turn the set screw counter clockwise with a 3/16” Allen key.
This will move the brush closer to the blade. Adjust the set screw so that the brush cleans
to the bottom of the blade gullets and tighten the hex nut.
Adjusting setscrew
and hex nut.
3.3

3.5
BLADE GUIDE ADJUSTMENT
At the bottom of the guide arms are the carbide blade guide assemblies, the photo shows the carbide locking handle.
These assemblies will need to be adjusted occasionally as the carbide pads become worn. To adjust properly, follow this
simple procedure. Loosen the hex nut on the locking handle with a 9/16 wrench and turn the handle clockwise until it rests
against the coolant tap on the idler guide arm or the roll pin on the drive guide arm. Turn the set screw clock wise with a
3/16 Allen key until tight and then loosen 1/8 of a turn and tighten the hex nut. This should put just enough pressure on the
blade to permit you to push the blade down approximately 1/8”.
Blade guide locking handles
BLADE HEIGHT ADJUSTMENT
At the bottom of the head’s stroke the blade must be below the table wear strip in order to complete a cut. To be adjusted
correctly, there should be no light seen between the blade and wear strip. To adjust the blade height, the head cylinder rod
eye is adjusted as described.
Begin by rst lowering the head to the bottom of it’s stroke and moving the guide arm to it’s fully open position. Remove
the feed rate cover and cable near the top of the cylinder.
Then loosen the hex nut and turn the cylinder rod using a wrench on the cylinder rod ats (below the top of the feed rate
bracket).
Turning clockwise will raise the blade and turning counter clockwise will lower the blade. The blade must not be lowered
so far as to touch the out-feed table.
When the blade is properly positioned, tighten the hex nut and mount the feed rate cable and cover.
WORK LAMP
Caution should be exercised as the lamp will get hot and the user guide (included with the machine) should be referenced
before any maintenance is performed. The work lamp is shown with the guide arm bar cover removed. The replacement
bulb number is 3206948, (Hyd·Mech part # 371783), 100w mini halogen and should be replaced following the instructions
in the user guide and imprinted in the lamp reector.
3.4

LUBRICATION
The design of the M-16, M-20 was intended to minimize maintenance, although periodically certain moving parts need
lubrication. We recommend that this periodic lubrication be done once a month using any general purpose grease at the
points indicated below.
Horizontal pivot.
Adjustable guide arms bar
(shown with the cover and work
lamp removed).
Idler wheel tensioner.
Shuttle bearing housing. (not
present on P models)1 Point on
each bearing housing lubricated
every two months.
Bundling guides.
Vise shafts.4 Points (under
plugs)(2 points on P models)
Lubricated every two months.
3.5

3.7
HYDRAULIC MAINTENANCE
There are only FIVE items of routine maintenance associated with the hydraulic system.
1. OIL FILTER - Ten micron ltration of the hydraulic oil is provided by a spin on type lter mounted on the tank return line. The element should be changed after the rst 50 Hours of operation and then every 500 working hours.
Suitable replacement elements are:
CANFLO RSE-30-10
GRESEN K-22001
PARKER 921999
ZINGA AE-10
2. OIL LEVEL & REPLACEMENT- The oil level should be maintained in the upper half of the level gauge. Normally the rate of oil consumption will be very low and it should be unnecessary to add oil more often than at lter
changes. Add oil only to the top line on the gauge. To change the oil, it is necessary to drain the tank ( a drain plug
is found on the bottom of the tank) and ll it to 1/3 full level with the new oil, operate through several fully automatic cycles with the index set to full stroke and the head to full rise. Drain the tank again, and nally ll the tank with
the new oil. Hydraulic tank capacity is approximately 11 US gallons.
Recommended replacement oils: Chevron AW Hydraulic Oil 46
Esso NUTO H46
Mobil Mobil DTE 25
Texaco Rando HD 46
Shell Tellus 46
3. HYDRAULIC OIL CHANGE - Oil visual inspection should be conducted with every lter change for the following
signs of degradation:
• Milky of hazy oil color
• Burnt smell
• Varnish or sludge formation
• Increased viscosity
If one of the above is observed, oil should be changed. It is recommended to change the oil after 6000 hours of
operation or every 2 years.
4. OIL TEMPERATURE - Oil temperature is indicated by a thermometer contained in the level gauge. Oil temperature during steady operation should stabilize at about 50 - 55 F° (10-12°C) above room temperature. Thus in a 70
F° (20°C) shop one might expect an oil temperature of about 120 F° (50°C) Oil temperature should never exceed
160 F° (70°C)
5. OIL PRESSURE - Oil pressure is factory set to 900 PSI (6200 kPa) and should not require further attention except precautionary observation at start-up and every few days thereafter.
CLEANLINESS
The M-16, M-20 heavy duty design should endure heavy operating conditions and provide the customer with
awless machine performance. To extend good performance some care is required especially as cleanliness is
concerned.
The following areas should be kept clean:
- Control console free of dirt and grease.
- Door charts free of dirt and grease.
- Wheel boxes free of chips.
- Blade guides free of chips.
- Outfeed table free of chips.
- A large chip build-up should be avoided in the base of the saw.
NOTE: All parts must be cleaned before any repair service can be performed on them.
3.6

TROUBLESHOOTING
Most problems which may occur have relatively simply solutions which appear in this section. If the solution is not found
here, contact the Hyd·Mech Distributor from whom you purchased your bandsaw. They have trained eld service personnel who will be able to rectify the problem.
PROBLEM PROBABLE CAUSE SOLUTION
Saw is cutting out of
1.
square vertically 1a. Blade worn 1a. Change blade
1b. Low blade tension 1b. Reset blade tension
1c. Blade guides 1c. Check for worn guides
1d. Excessive feed rate 1d. Check for proper cutting parameters
Saw is cutting out of
2.
square horizontally 2a. Stock not square in vises 2a. Adjust accordingly
2b. Blade guides worn 2b. Adjust or replace
3. Blade comes off wheels 3a. Not enough blade tension 3a. Tension blade
3b. Improper tracking 3b. Set tracking
4. Blade stalls in cut 4a. Not enough blade tension 4a. Tension blade
4b. Excessive feed force 4b. Reduce
4c. Excessive feed rate 4c. Reduce
5. Blade vibrates excesively 5a. Blade speed too fast 5a. Reduce
5b. Guide arms too far apart 5b. Adjust accordingly
5c. Not enough blade tension 5c. Tension blade
6. Excesive blade 6a. Excessive blade tension 6a. Reduce blade tension
6b. Excessive feed rate 6b. Reduce
7. Tooth strippage 7a. Blade pitch too ne 7a. Select coarser pitch
7b. Blade brush not cleaning 7b. Adjust or replace blade brush
7c. Excessive feed rate 7c. Reduce
7d. Excessive feed force 7d. Reduce
8. No coolant ow 8a. No coolant 8a. Add coolant
8b. Coolant line blocked 8b. Blow out coolant line
8c. Coolant pump inoperable 8c. Check, replace if necessary
Saw will not start 9a. Control circuit fuse has blown 9a. Replace the Primary or Secondary
fuse. Random blowouts may occur but
a quickly repeated blowout points to an
9.
9b. Vise or head selector switch
not in the center (neutral)
internal wiring fault.
9b. Turn all switches to the center (neutral)
position
position
3.7

3.9
Saw starts but will not
run after Start button has
been released
10.
On machines so equipped,
the out-of-stock limit switch
has been tripped
10.
Reload with stock. Hold the hydraulic
start button and open vises far enough
to deactivate the limit switch
10.
Saw starts but no hydraulic functions
11.
No individual function
12.
Head will not descend
13.
If blade wheels run clock
wise, wrong phase order in
power connection to saw
11a.
If pump is noisy, cause may
be low hydraulic oil level.
11b.
Pump-motor coupling has
11c.
separated 11c.
Observe pilot light(s) on
relevant valve. If pilot light
related to inoperative function fails to light, problem is
electrical
12a.
If pilot light related to inoperative function does light,
problem may still be the coil.
If problem remains it may
result from dirt in the valve
spool
12b.
Feed Rate Valve is fully
closed - pointer is set on “0”
13a.
or close to “0” in/min. 13a.
Feed Force Limit is set too
13b.
low 13b.
Check for physical interference preventing the head
13c.
from falling 13c.
Stop immediately; reverse any two of the
three phase connections
11a.
Stop immediately, add hydraulic oil.
11b.
Adjust accordingly
Check the wiring to the relevant valve
12a.
Disassembly of hydraulic valves should
be under taken only by qualied service
personnel or those knowledgeable with
hydraulic components
12b.
Turn Feed Rate Knob counter clockwise
to open valve
Increase Feed Force Limit
Remove obstructions
14. Auto cycle will not start 14.
No job or job queue programmed to run 14.
3.8
Enter job number(s) and job dateas
described in Section 2C.

MITSUBISHI PLC 500 TROUBLESHOOTING
NOTE:
1. The PLC is equipped with a lithium battery to keep the program stored while the power is shut down. The
battery will need to be replaced every 3 to 5 years, depending on usage. A visual warning will be displayed on
the interface when the battery drains to a certain level. Batteries can be purchased through your Hyd·Mech
Distributor.
2. If the machine is equipped with an inverter, do not turn disconnect on for 3 three minutes after disconnect has
been shut off. Cycling power sooner than 3 minutes will result in damage to the Variable Frequency Drive.
The PLC 500 uses input signals from limit switches , control panel switches, three rotary shaft encoders, and information
which is programmed into it, to supply accurate automatic length ,angle and saw function control as well as blade speed
and feed rate readout.
The inputs used include; a head down (head advance - V18A) limit switch, a head up limit switch (head retract - V18A),
and a head at 90 deg. limit switch. Also, the manual switches for head up (retract - V18A), and head down (advance V18A), front vise open / close, shuttle vise open / close, blade start / stop, coolant on / auto, and cycle start, all are inputs
to the PLC.
One rotary shaft encoder is attached to the shuttle assembly and travels with shuttle to provide length information to the
PLC. Another encoder is attached to the machine frame behind the head and is driven by a cable attached to the head
pivot drum. This encoder provides the PLC with head swing angle information. The third encoder is mounted beneath the
head carriage covers (on V18A) or behind the head cylinder cover (on M16/20A) and is cable driven to provide head feed
rate information to the PLC. A proximity sender provides blade speed input.
The programmed information includes logic put into the PLC by its manufacturer, as well as information programmed into
it, through the keypad, by the machine assembly plant. The information programmed at the assembly plant is referred to
as the parameters. It is important that these parameters are correct for the PLC to be able to supply accurate lengths,
angles blade speed and feed rate display.
To view the parameters:
Start the machine and, in manual mode, enter the parameter screen by pressing the PARAMETER key (F16). Type the
password which can be obtained from HYD-MECH and press ENTER. Press parameter key again and the parameter
screen will appear.
3.9

3.11
MITSUBISHI PLC 500 PARAMETER SCREEN (V18APC SHOWN)
MTL INFEED: LEFT L ANG CLB “ENTER” OFF
LTH CLB “ENTER” OFF TTL L MEAS ANG: 45.52
ACT LTH: 40.150 R ANG CLB “ENTER” OFF
STROKE: 39.900 TTL R MEAS ANG: 45.36
LNG TRG: .006 ANG TRG WD: 0.06
ACC DIST: .250 ANG DEC: 3.00
DEC DIST: 1.000 BP RADIUS: 0.215
SLW DIST: 1.000 DP RADIUS: 0.057
FVO DWELL: 80 SPD FACTOR: 32700
SVO DWELL: 80 WHEEL TRG: 1
CLS TIME: 100
ACT POS: OFF
HD CLB “ENTER” OFF HLD SHT HM: OFF
ACT HD MVT: 18.250 BRKN PROX: OFF
BLAD CHAM: OFF
EXIT
NOTE:
For M16/20A and older V18APC (Before but not including serial # K0399163), the parameter screen is slightly different.
There will be only one Angle Calibration enable line (Reads: ANG CLB “ENTER” OFF), and only one Total Measured
Angle line (Reads: TTL MEAS ANG: 90.07).
MITSUBISHI PLC 500 PARAMETERS
To navigate through the parameters use the orange arrow keys to move the cursor. To change a parameter, move the
screen cursor to the desired parameter using the green arrow keys on the interface keypad. With the cursor on the value
to be changed, type in the new value with the numeric keys.
NOTE: There are 4 parameters which can only be changed after the PLC does a ‘self calibration’. These parameters are:
ACT LTH (Actual Length)
ACT HD MVT (Actual Head Movement)
TTL L MEAS ANG (Total Left Measured Angle)
TTL R MEAS ANG (Total Right Measured Angle)
(TTL MEAS ANG on M16/20 or older V18A)
Directly above each of these parameters will be the calibration procedure enable line. (ie. LTH CLB “ENTER” OFF). With
the cursor on the word ‘OFF’, the calibration procedure can be started by pressing the ENTER key.
NOTE: If any calibration procedure is activated and not allowed to be completed, or a value for that parameter is not entered during or after starting or completion of the procedure, the value for that parameter will reset to 00.000 and the PLC
will not be able to count/display the particular function for which the parameter is intended.
If any of the following problems occur, performing the calibration procedure may help:
NOTE: Checks of mechanical & electrical components involved in the particular counting circuit should be made before
attempting calibrations.)
1. No length display with shuttle moving in manual/erratic length control/erratic shuttle movement - Perform Length
Calibration (LTH CLB)
2. No feed rate display (display reads FR 0.0 all the time) - Perform Head Height Calibration (HD CLB)
3. No angle display/improper angles in AUTO - Perform Angle Calibration (ANG CLB)
LENGTH CALIBRATION
If the machine has an out of stock switch put something in the shuttle vise to keep the out of stock from being activated.
With no material in the machine, proceed as follows:
1. With the cursor on the line that reads - LTH CLB “ENTER” OFF, press the ENTER key. The line should then read
- LTH CLB “ENTER” ON, and the cycle start button should be ashing.
2. Start the blade and the machine will go through the procedure.
On V18APC: The head will move ahead for a trim cut, then retract, the shuttle vise will open and move slowly all
3.10

the way to the back. It will close, the front vise will open, and the shuttle vise will move slowly all the way to the front. The
front vise will clamp, the head will move forward for a cut and then retract.
On M16/20A: The head will move down for a trim cut then move back up. The shuttle vise will make the same movements as above, and when it gets back to the front and the front vise clamps the head will move down for a cut then move
back up.
At this point the procedure is done and the line should read - LTH CLB “ENTER” OFF. The cycle light will still be ashing.
3. At any point after the procedure has started, move the cursor to ACT LTH line, type in the desired value (original
parameter) and press ENTER.
4. To nish the procedure after completion, press the AUTO/MANUAL key and the value in 3) will then be accepted
by the PLC.
The above procedure may also be run with material: Load the machine with a good straight piece of material, long
enough for one full length of shuttle movement. Start the procedure as above (make sure you have proper band speed
and feed rate for material being cut). The machine will cycle exactly as above, trimming off the material and then shuttling
and cutting off one full shuttle stroke worth of material. The length must then be measured, as accurately as possible, the
kerf of the blade being used added to this measurement, and this value is then entered as the Actual Length parameter
(ACT LTH).
HEAD FEED RATE CALIBRATION
NOTE:
On “M” machines remove the head up limit switch target to prevent damage of the head up limit switch during calibration.
1. With the cursor on the line that reads - HD CLB “ENTER” OFF, press the ENTER key.
The line should then read - HD CLB “ENTER” ON, and the cycle start button should be ashing.
2. The head will move fully forward (down on M16/20A) and then will move fully backward (up on M16/20A). At this
point the procedure is done and the line should read - HD CLB “ENTER” OFF. The cycle light will still be ashing.
3. At any point after the procedure has started, move the cursor down to the ACT HD MVT line (ACT HT on M16/
20A), type in the desired value and press ENTER. To nish the procedure, press the AUTO/MANUAL key and the
value entered will then be accepted by the PLC.
This value is determined by measuring the full stroke movement of the head. Measurement on M16/20A is from the horizontal wear plate to the tip of the blade teeth, along the face of the front vise datum jaw. For V18A the easiest measurement is made along one of the head carriage linear bearing rails. A reference point is made on the rail where the edge of
the linear bearing is when the head has come fully forward. The measurement is then taken from this point to the same
bearing edge when the head has fully retracted.
ANGLE CALIBRATION
With no material in the machine, proceed as follows :
1. On V18APC: For left side angle calibration; with the cursor on the line that reads - L ANG CLB “ENTER” OFF,
press the ENTER key. (Right side calibration - R ANG CLB “ENTER” OFF). The line should then read - L ANG
CLB “ENTER” ON, and the cycle light should be ashing.
2. Start the blade. The head will swing to 90 degrees, if not already there, and then will come forward for a cut.
It will retract, swing to 45L, come forward for a cut, and then retract. At this point the left angle procedure is com-
plete. The line should then read - L ANG CLB “ENTER” OFF. The cycle light will still be ashing.
3. At any point after the procedure has started, or after it has nished, move the cursor down and type in the desired
value (original parameter or adjusted original) into the TTL L MEAS ANG line (into TTL R MEAS ANG for right
side), and press ENTER. To nish the procedure, press the AUTO/MANUAL key and the value entered will then
be accepted by the PLC.
For M16/20A or older V18APC
There is only one angle calibration line - ANG CLB “ENTER” OFF With the cursor on this line press ENTER key and line
will read - ANG CLB “ENTER” ON, and cycle light will be ashing. Start the blade and the procedure will execute;
3.11

3.13
On V18APC:
The head will swing slowly to 45 L, and then will come forward for a cut. It will retract, then swing slowly to 45 R, come
forward for a cut, and then retract. At this point the procedure is complete.
NOTE:
If doing this procedure using material to scribe and calculate new value, a scribe cut at 90 will have to be made before
starting the procedure.
On M16/20A:
The head will swing to 90 degrees, if not already there, move down for a cut, move back up, and then swing to 30 degrees. It will again move down for a cut, and then move back up. At this point the procedure is complete. The line will then
read - ANG CLB “ENTER” OFF At any point after the procedure has started, or after it has nished, move the cursor down
to the TTL MEAS ANG line, type in the desired value (original or adjusted parameter ), and press ENTER. This value will
then be accepted by the PLC. To nish the procedure, press the AUTO/MANUAL key and the value entered will then be
accepted by the PLC.
The above procedure is performed to allow for the original parameter to be reinstalled, in a case where there is no angle
display due to loss of this value by PLC memory (electrical & mechanical components ok), or to allow for the original
parameter to be modied, in a case where the angle display is inaccurate, and proper calibration cannot be performed.
(Proper material not available for test cuts.)
Actual calibration is performed by running the angle calibration procedure with a piece of cold rolled material (6-8’ wide),
allowing the blade to scribe the material, then measuring and calculating the angles cut. (For angle troubleshooting details
please contact Hyd·Mech Group Limited).
PLC 500 E600 INPUT / OUTPUT TERMINAL
INFORMATION
Inputs
X0 - Shuttle Encoder, Channel A
X1 - Shuttle Encoder, Channel B
X2 - Blade Speed or Proximity Switch
X3 - Feed rate encoder A / Angle Encoder A
X4 - Feed rate encoder B / Angle Encoder B
X5 - Open
X6 - Head 90° L/S
X7 - Coolant Switch
X10 - Blade Status
X11 - Coolant Switch
X12 - Head Raise L/S
X13 - Head Lower L/S
X14 - Open
X15 - Cycle Start P/B
X16 - Open
X17 - Open
X20 - Shuttle Vise Close Switch
X21 - Shuttle Vise Open Switch
X22 - Front Vise Close Switch
X23 - Front Vise Open Switch
X24 - Head Raise Switch
X25 - Head Lower Switch
Outputs
Y0 - Front Vise Open
Y1 - Front Vise Close
Y2 - Shuttle Fast
Y3 - Encoder Switching Relay
Y4 - Shuttle Vise Open
Y5 - Shuttle Vise Close
Y6 - Open
Y7 - Coolant Pump On / Off
Y10 - Head Lower and Head Lower Relay
Y11 - Head Angle Fast
Y12 - Head Raise
Y13 - Blade Run Relay
Y14 - Shuttle Forward
Y15 - Shuttle Reverse
Y16 - Head Swing 90°
Y17 - Head Swing 30°
Y20 - Machine Latch
Y21 - Open
Y22 - Open
Y23 - Cycle On
3.12

Parameter
Denitions
MTL INFEED
(V18A ONLY
ACT LTH
STROKE
LNG TRG WD
ACC DIST
DEC DIST
SLW DIST
MATERIAL INFEED
ACTUAL LENGTH
LENGTH TARGET WINDOW
ACCELERATION DISTANCE
DECELLERATION DISTANCE
SLOW DISTANCE
Tells PLC which side of the machine material in-feed is on.
Value determined by, and entered after, performing the
Length Calibration Procedure. PLC uses this value to calculate its length encoder resolution and Stroke parameter.
Value determined by the PLC based on the above Actual
Length value. This value is automatically entered by the PLC
and can not be changed through the keypad.
Allowable +/- tolerance for programmed length
Distance, in inches, the shuttle will travel slowly before going
to fast speed, when starting to move in either direction (ie.
.250).
Distance, in inches, from the home or target length position,
the shuttle will travel in slow speed (ie 1.000).
Minimum fast speed distance. If programmed length is smaller than this parameter the PLC will only move the shuttle in
slow speed.
FVO DWELL
SVO DWELL
CLS TIME
ACT HD MVT
TTL L MEAS
ANG
TTL R MEAS
ANG
TTL MEAS ANG
FRONT VISE OPEN DWELL
SHUTTLE VISE OPEN DWELL
CLOSE TIME
ACTUAL HEAD MOVEMENT
TOTAL LEFT MEASURED ANGLE
TOTAL RIGHT MEASURED ANGLE
TOTAL MEASURE ANGLE
Opening time for the front vise. A value of 100 is approximately 1 second. (i.e. 75 ≈ .75 sec).
Opening time for the shuttle vise.
Closing time for front vise or the shuttle vise (ie. 100 - 1
sec.).
Value that is determined by, and entered after, performing
the Head Calibration Procedure. It represents the full travel
distance of the head.
Value determined by, and entered after, performing the Left
Angle Calibration Procedure. PLC uses this value to calculate it’s angle encoder resolution.
As above but for right side angles
Only for M16/20A and older V18APC; single value for angle
encoder resolution as above, determined by, and entered
After, performing the Angle Calibration Procedure.
3.13

3.15
ANG TRG WD
ANGLE TARGET WINDOW
Allowable + / - tolerance from programmed angle.
ANG DEC
ANGLE DECELLERATION
Distance in degrees the head will move in slow speed on approaching target angle.
BP RADIUS
On M16/20
The distance in inches from the front side of the blade to the
pivot point of the head.
On V18APC
The distance in inches from the out-feed side of the blade to
the pivot point of the head.
This parameter is used, along with DP RADIUS to calculate the correct shuttle length when the head swings away
from 90 degrees. (i.e. 0.020)
DP RADIUS
On M16/20A
The distance in inches from the inside face of the xed jaw
on the front vise (usually referred to as the datum line) to the
pivot point of the head.
On V18APC
The distance in inches from the top of the cutting table (the
datum line on V18APC) to the pivot point of the head.
Along with BP RADIUS, used to calculate the correct shuttle length when head swings away from 90 degrees. (i.e.
0.082)
SPD FACTOR
SPEED FACTOR
Blade speed adjustment number. If actual blade speed is
different than displayed blade speed, a new speed factor
must be calculated. (Providing wheel target parameter is set
correctly)
Actual speed / Display speed = Adjustment factor.
Adjustment factor X Existing speed factor = New speed factor.
WHEEL TRG
ACT POS
BRKN PROX
BLDE CHAM
WHEEL TARGETS
ACTUAL POSITION
Number of targets per revolution of the idler wheel.
M16/20A - 1
V18APC - 6 (Starting in Jan 99, this changed to 1)
If this parameter is set to ‘1’, length display will show actual
position.
If this parameter is set to ‘0’, if the blade breaks the machine
will shut down. If set to 1’, overrides the broken blade function; machine will be able to continue to run if there is a problem with the blade speed signal (broken blade speed sender)
If this parameter is set to ‘1’, when the AUTO cycle reaches
the function of head up (head retract on V18APC), the
shuttle will retract the material away from the blade by 1/8”
before the head will move up (retract on V18APC). When the
head gets to the up (retracted) position the next length will
be shuttled into position.
3.14

PLC 500 TROUBLESHOOTING Examples
PROBLEM #1, PLC is not measuring lengths.
POSSIBLE CAUSES
1. Encoder - pinion gear loose on encoder shaft
- bad encoder
2. Encoder Cable - bad connection at encoder or PLC
- open or shorted wire
3. PLC unit - damaged hardware
4. Display unit - no power from PLC unit
damaged hardware
5. PLC has lost ACT LTH (Actual Length) parameter - perform self calibration procedure and enter original ACT LTH
parameter value.
DIAGNOSIS;
a. With the machine in MANUAL mode; bring the shuttle forward to the home position and clear the length display to
read ‘0.000’. Run the shuttle, in slow speed, to the rear then back to home, moving full shuttle strokes.
· Length should accumulate on the display as a positive number when the shuttle moves away from the blade and
should count negative going back. If negative going back, and positive coming toward home, then the green channel wire and the white channel wire should be reversed.
· If the display alters between 0.000 and 0.001 or 0.000 and -0.001, then one of the encoder channels is not being
recorded correctly.
b. To determine the cause, rst, check the encoder cable connections at both ends to be sure all four wires are con-
nected properly. (See next page for connection / wiring information)
Measure the voltage:
a. At encoder connector;
• Between 0 V pin and 24 V pin. This voltage should be a minimum of 22 to 26 VDC.
If the voltage is incorrect; check encoder cable continuity - if OK, possible PLC problem. If the voltage is
correct, go to step b)
b. At encoder connector;
• Between 0 V and channel A and 0V and channel B. This should be slightly less than supply voltage at
each channel.
If voltage is incorrect at this point, check for proper continuity of these wires and repair as necessary.
NOTE:
When checking the encoder cable for continuity, each wire should also be checked for shorting to ground and shorting to
each other. If voltage to the encoder is correct; go to Step C).
c. At the encoder connection of the PLC; - between 0 V and A&B channels.
With the shuttle moving slowly, voltage should be approximately 10 -13 VDC. Input LED’s X0 and X1 should
icker or go dim with the shuttle moving. If these LED’s show no change with the shuttle moving, the encoder is
likely at fault. Check that the pinion gear is securely fastened to the encoder shaft and that it can rotate along the
rack as the shuttle moves.
If all mechanical components are functioning correctly then the encoder is defective.
If all tests check positive, the problem is in the PLC unit.
3.15

3.17
CONSISTENT INACCURACY:
(Make sure blade kerf value is correct)
• Change “Actual Pos.” parameter to 1.
This will make the PLC show actual shuttle travel in AUTO
With no material in the machine:
• Program JOB 1 for 2 pieces of 5” length, JOB 2 for 2 pieces of 10” length, and JOB 3 for 2 pieces of a length as
one shuttle will allow.
Enter JOBS 1, 2 and 3 into QUEUE.
Record measurement on the display each time the shuttle vise reaches the target length and closes. It should
equal the required length plus the programmed kerf value. Check that this measurement is +/-.002” for each
length.
If the overshoot /undershoot is very inconsistent, it could be related to an incorrect shuttle cushion period. This
may be caused by “Decel. Dist.” parameter being set too low, defective fast or reverse output relays on the PLC,
or the hydraulic cushion valve (located at the hydraulic manifold) may be faulty.
LINEAR INACCURACY:
• Load machine with a piece of stock for test cutting
• Open parameters screen
• Initiate length calibration (pg 34) and measure cut length as accurately as possible.
• Re-enter new ACT LTH (Actual Length) value
• Re-cut test lengths and check if accuracy is satisfactory.
Or
• Perform test cuts of three different lengths (i.e. 6”, 12”, 20”) and measure as accurately as possible.
• If the measurements indicate a linear problem the ACT LTH should be adjusted.
• With no material in the machine, open parameter screen and initiate the length calibration procedure.
• After the procedure has nished, enter a new ACT LTH value based on the following :
If the error causes part length to get longer as the programmed length is increased, the ACT LTH value should be
increased.
If the error causes part length to get shorter as the programmed length is increased, the ACT LTH value should be
decreased.
Make small adjustments at a time (i.e. .020” - .030”) and recheck test lengths.
EXAMPLE:
If part length error gets longer as the programmed length is increased:
Existing ACT LTH = 33.070”
Change ACT LTH to 33.070 + .030 = 33.100”
3.16

PROGRAMMABLE LOGIC CONTROL, (E200, 2100 v1.0)
NOTE: The PLC is equipped with a lithium battery to keep the program stored while the power is shut down. The battery
will need to be replaced every 3 to 5 years, depending on usage. A visual warning will be displayed on the interface when
the battery drains to a certain level. Batteries can be purchased through your Hyd.Mech Distributor.
The programmable length control (PLC) uses signals from limit switches, control panel switches, an encoder (rotary shaft
or linear) and information that is programmed into it, to supply accurate automatic length control and sawing functions.
The inputs used include;
- A head up limit switch, a head down limit switch;
- The machine function switches & push-button
- Also a signal from the auto/manual push button (telling the PLC whether auto or manual operation has been chosen).
An encoder is attached to the shuttle assembly and travels with the shuttle to provide length information to the PLC. A
proximity switch and target, mounted to the gearbox drive pulley or behind idler wheel, provides blade speed input to the
PLC.
The programmed information includes logic put into the PLC be its manufacturer, as well as information programmed in,
through the keypad, by the assembly plant. Information from the assembly plant is referred to as the parameters. The parameters are important for the PLC to provide accurate sawing lengths and blade speed display. Following is a description
of each parameter and the procedure to access them.
To view the PLC parameters:
In manual mode, with front vise switch in ‘CLOSE’ position press FWD and REV keys simultaneously (not more than 0.5
sec. apart). The PLC will prompt for a password, which is obtainable from Hyd.Mech Service. If the password is correct a
screen of parameters will appear. The display will show two lines of parameters at a time. The rst display is for the machine’s self calibration of it’s length control. If the length control calibration is necessary, follow the calibration procedure in
this section. To move through the parameters use the cursor keys to scroll up or down. To change a parameter, cursor to
that parameter line, and, using the number keys, type in the new value and press enter. To leave the parameters press the
Auto/Man key. The following page lists the available parameters and their denition.
PLC PARAMETERS (descriptions, E200 interface, 2100 software)
Parameter Denition
SPEED CONST
WHEEL TRGETS
HGT CLB (PRESS “ENTER”)
ACTUAL HGT
Blade speed adjustment number. If Actual Blade speed is different than displayed Blade
Speed a new speed factor will need to be calculated. (Providing wheel Trgs is set correctly):
Actual speed / Display = Adjustment factor X Existing speed factor = New speed factor.
Number of targets per revolution of the idler wheel.
S20A, S23A, H10/14, M16/20 = 1
H18/22,
H28/32 = 6.
Height calibration this is to be used only if calibration is required. Call Hyd.Mech Service
department for instruction.
Actual Height Value. Value entered after performing length calibration procedure (described
later in this section). This value represents the head full stroke height.
HGT CONST
Height constant. Species linear distance of head movement in inches per one pulse of head
encoder.
LTH CLB (PRESS “ENTER”)
Length calibration. This is to be used only if calibration is required. Call Hyd.Mech Service
department for instruction.
3.17

3.19
ACTUAL LTH
Actual Length Value. Value entered after performing length calibration procedure (described
later in this section). PLC uses this value to calculate its length encoder resolution and stroke
parameter. Note: If Calibration Procedure is activated and not completed, or activated and a
value not entered for ACT LTH, this value will reset to 00.000 and the PLC will not be able to
count/display lengths.
LTH CONST
ACCEL DIST
DECEL DIST
MIN FST DIST
TARGET WINDOW
FVO DWELL
SVO DWELL
CLOSE TIME
FEED RATE
ACTUAL POSITION
HOLD SHT HOME
Length constant. Species linear distance of shuttle movement in inches per one pulse of
shuttle encoder.
Shuttle acceleration distance. Distance, in inches, the shuttle will travel slowly before reaching fast speed while starting to move in either direction. (i.e. 1.000).
Shuttle deceleration distance. Distance, in inches, the shuttle will travel slowly reaching home
or target position. (i.e. 1.000)
Minimum fast speed distance. If programmed length is smaller than this parameter override to
slow speed. (Shuttle)
Allowable +/- tolerance from programmed length.
Delay time for the opening of the xed VISE in seconds.
Delay time for the opening of the shuttle VISE in seconds.
Delay time for the closing of the shuttle or xed VISE in seconds.
Activates feed rate display. Not active on S20A, S23A and H10 machines.
If this value is set to “YES” displays shuttle vise actual position.
Hold shuttle VISE home and closed during cut.
BRKN PROX
MIN BLD SPEED
SPD PROX DELAY
POWER DWN TIMER
BLADE CLEAR
TRIM CUT
OUT OF STOCK
COOLANT
Allows user to override signal from prox switch in case it is broken. (When set to “NO” machine will not run with broken proximity sensor. Set to “YES” allows machine to run).
Minimum blade speed on which blade breakage will be activated.
Delay in monitoring of the blade speed proximity switch during acceleration of the blade from
start to desired speed set by the potentiometer.
If “0” selected, then the machine will shut down after the job is completed. This will allow the
machine to continue running for a specied time after the job (in Manual Mode) or the cyle (in
Auto Mode) has been completed. Range from “0” to “180” minutes.
If set to “YES”; When the AUTO cycle reaches the function of head up, the shuttle will retract
the material from the blade by 1/8” before the head will move up. When the head reaches the
up position the next length of material is shuttled into position.
If “YES” selected the machine will perform a facing cut of the material at the beginning of an
automatic cycle.
Selecting “YES” activates the out of stock option, which prevents the shuttle vise from closing
if insufcient length of material is available for the next length advance. Also stops the automatic cycle after completing the last cut. When “BLD” selected, coolant ows when the blade
is running.
When “BLD+ DWN” selected, coolant ows when the blade is running and head is moving
down.
3.18

QUEUE
The queue allows the operator to run several jobs (max 5) in series. If “REPEAT” is selected the
above series will be executed the selected number of times.
CONV SYNCH SPEED
Conveyor synchronization speed. (for optional driven conveyors only) Adjusting this parameter,
the conveyor speed could be synchronized with shuttle speed in automatic mode and in manual
mode, set to tandem operation.
CONV MAX SPEED
Conveyor maximum speed. (for optional driven conveyors only)This parameter adjusts maximum speed of the conveyor in manual mode, set to separate operation.
PLC TROUBLESHOOTING
PROBLEM #1, for automatic models with a shuttle.
PLC is not measuring lengths.
POSSIBLE CAUSES;
1. Encoder
- Pinion gear loose on encoder shaft
- Bad encoder
2. Encoder Cable
- Bad connection at encoder or PLC
- Open or shorted wire
3. PLC unit
- Damaged hardware
4. Display unit
- No power from PLC unit
- Damaged hardware
5. Actual Length (Actual LTH)
- Perform self calibration procedure and enter value.
- Parameter value is set to 00.000
DIAGNOSIS;
1. With the machine in MANUAL mode; bring the shuttle forward to the home position and clear the length display to
read ‘0.000’. Run the shuttle, in slow speed, to the rear then back to home, moving full shuttle strokes.
i. Length should accumulate on the display as a positive number when the shuttle move away from the
blade and should count is negative going back and goes in a positive direction coming toward home, then
the green channel wire and the white channel wire should be reversed.
ii. If the display alters between 0.000 and 0.001 or 0.000 and -0.001, then one of the encoder channels is
not being recorded correctly.
2. To determine the cause, rst, check the encoder cable connections at both ends to be sure all four wires are connected properly. (See page 47 for connection / wiring information)
Measure the voltage:
a. At encoder connector; - between 0 V pin and 24 V pin. This voltage should be a minimum of 22 to 26 VDC.
If the voltage is incorrect, check encoder cable continuity - if OK, possible PLC problem.
If the voltage is correct, go to step b)
b. At encoder connector, - between 0 V and channel A and 0V and channel B. This should be slightly less than sup-
ply voltage at each channel.
If voltage is incorrect at this point, check for proper continuity of these wires and repair as necessary.
NOTE:
When checking the encoder cable for continuity, each wire should also be checked for shorting to ground and shorting to
each other. If voltage to the encoder is correct; go to Step C).
c. At the encoder connection of the PLC; - between 0 V and A&B channels.
With the shuttle moving slowly, voltage should be approximately 10 -13 VDC. Input LED’s X0 and X1 should icker or go dim
with the shuttle moving. If these LED’s show no change with the shuttle moving, the encoder is likely at fault. Check that the
3.19

3.21
pinion gear is securely fastened to the encoder shaft and that it can rotate along the rack as the shuttle moves.
If all mechanical components are functioning correctly then the encoder is defective.
If all tests check positive, the problem is in the PLC unit.
PROBLEM # 2, for automatic models with a shuttle.
Inaccurate lengths in AUTO mode.
POSSIBLE CAUSES
1. Encoder
a. Pinion not engaging rack all the way from front to back; mechanical interference, pinion loose on encoder
shaft.
2. Encoder Cable
a. Bad connection at encoder or at PLC
b. Intermittent open in one or more signal wires
3. Improper programmed information
a. Existing parameter(s) incorrect
b. Incorrect blade kerf
4. PLC
a. Faulty PLC unit (not repairable in the eld)
GENERAL RULES - Normally, three types of length inaccuracies may occur.
1. Inconsistent
a. Lengths cut are not consistent, error changes. It doesn’t matter how long the part required is the error is never the
same.
Cause:
b. Most likely a defective electrical, hydraulic or mechanical component.
2. Consistent
a. Lengths cut are consistent and the error is also consistent. The error always stays the same regardless of
part length.
Cause:
b. Kerf value
3. Linear
a. Lengths cut are consistent but the error increases as the part length increases. The longer the part the greater
the error.
Cause:
b. When self-calibration is executed, incorrect “Act Lth” value entered
DIAGNOSIS
1. Check and record existing parameters. Also check for proper blade kerf.
By making a cut part way into a piece of material and measuring the width of the cut, the operator can check
blade kerf.
3.20

INCONSISTENT INACCURACY
1. With the machine in MANUAL mode, move the shuttle all the way forward and clear (zero) the length display.
Move the shuttle in reverse, in slow speed, all the way to the end of it’s travel. Return the shuttle forward to the
home position, also in slow. The display should read 0.000” +/- .005”. Do this test several times to be sure the
read-out is repeatable.
DIAGNOSIS;
1. Following the same procedure, run the shuttle alternating between fast and slow speed going back and coming
forward. Again the display should be able to read 0.000” +/-.005” when returning to the home position.
If the display does not read as specied:
- Check the encoder pinion gear to be sure it can run smoothly down the rack and that the gear and rack teeth
engage over the entire travel of the shuttle.
- Check that the pinion gear is tight on the encoder shaft.
- Check the encoder cable connections; a loose connection could easily cause this concern.
- Remove the encoder from the machine and check that the shaft can rotate freely. There should be no binding or
rough spots felt when spinning the shaft. Plug the encoder cable into the encoder, clear the length display, and
rotate the shaft exactly (or as close as possible) one revolution. The display should read approximately 3.142”
(positive or negative). Repeat this 3 or 4 times, spinning the shaft several times between tries.
CONSISTENT INACCURACY
(Make sure blade kerf value is correct)
- Change “Actual Pos.” parameter to 1. This will make the PLC show actual shuttle travel in AUTO
With no material in the machine:
- Program JOB 1 for 2 pieces of 5” length, JOB 2 for 2 pieces of 10” length, and JOB 3 for 2 pieces of a length, as
one shuttle will allow.
- Enter JOBS 1, 2 and 3 into QUEUE.
- Record measurement on the display each time the shuttle vise reaches the target length and closes. It should
equal the required length plus the programmed kerf value. Check that this measurement is +/-.002” for each
length. If the overshoot /undershoot is very inconsistent, it could be related to an incorrect shuttle cushion period.
This may be caused by “Decel. Dist.” parameter being set too low, defective fast or reverse output relays on the
PLC, or the hydraulic cushion valve (located at the hydraulic manifold) may be faulty.
LINEAR INACCURACY
(Not valid for machines with linear encoder)
1. Load machine with a piece of stock for test cutting
I. Open parameters screen
II. Initiate length calibration
III. Re-enter new ACT LTH (Actual Length) value
IV. Re-cut test lengths and check if accuracy is satisfactory.
NOTE:
Linear inaccuracy may be corrected in two ways, by using the length calibration as described or by adjusting the LTH
CONST as follows;
- -Load machine with a piece of stock for test cutting
- Program the PLC to cut two pieces each of 1”, 12” and a length equal to a shuttle and a half of the machine being
checked.
- -Make the cuts and measure as a accurately as possible (vernier caliper)
- -Using the formula provided below, calculate the new parameter “LTH CONST”
Formula for determining new parameter “LTH CONST”
Measured length divided by Programmed length X Existing constant = New “LTH CONST”
3.21

3.23
i.e. Programmed length = 1.00” Measured length = .999” -0.001” short
= 12.00” = 11.988” -0.012” short
= 60.00” = 59.940” -0.060” short
Existing parameter “LTH CONST”=0.001256
11.988 divided by 12.00 x 0.001256 = 0.001255
The new parameter “LTH CONST” would be 0.001255. This value should be entered as the new “LTH CONST” parameter
and test cuts repeated. Adjust the parameter again if necessary.
GENERAL RULE:
Lowering the parameter value = longer shuttle travel = longer parts
Increasing the value = shorter shuttle travel = shorter par
PROBLEM # 3, for P models, disregard all references to a shuttle.
AUTO cycle not being completed
In the AUTO mode, the PLC controls saw functions through output relays. For a certain function to be actuated, the PLC
must rst see specic input(s). Like the output relays, the input relays are located on the PLC unit. Directly beside input
and output terminals are red LED lights, which light up when the corresponding input is being received or output is being actuated. Observation of these input/output LED’s can help to diagnose AUTO cycle problems. See PLC Inputs and
Outputs in this section. When a problem occurs in the AUTO mode, the lights should be checked to see if they are coming
on at the proper time or at all.
INPUT LED’s
- If a specic input light does not come on when expected;
- Check for a faulty/misadjusted limit switch, push button, and encoder or by faulty wiring and connections.
- Wiring for each limit switch should be connected from the VDC terminal connection to particular limit switch, and from
the limit switch to the input connector of the PLC.
NOTE:
• All inputs are denoted by “X”
• All outputs are denoted by “Y”
Following is information on output diagnosis and the sequence of inputs and outputs during AUTO cycle.
AUTO CYCLE SEQUENCE:
After the mode push button is in the AUTO position and the job has been programmed into the PLC, and the Cycle Start
push button pressed:
1. Hydraulics running, the head should move to it’s up limit, if it is not already there. Shuttle vise should open and
come forward to the home position. HUP input light must come on for cycle to continue.
• HUP input on - cycle should continue, if not check outputs per step 2.
• HUP input not on - check that head up limit switch is being actuated, check limit switch / limit switch wiring.
2. Front vise should be closed; the shuttle vise should stay open and move back to the programmed length;
FVC output should be on SVO output will light momentarily, REV output and FST output should be on when the shuttle
moves back fast.
3. As the shuttle approaches target length the FST output should shut off and the shuttle should travel slow for the
“Dec. Dist.” parameter, cushion distance. (i.e. 1.00”) When the shuttle reaches target length, the SVC output
should light, and the shuttle vise should close on the material.
4. FVO output light should come monetarily on and front vise should open.
5. FWD output should light as will as FST for the shuttle to move forward in fast speed. FST will turn off when the
shuttle home cushion period is reached and the shuttle should slow down into the home position.
6. FVC output should light and the front vise should close. FWD light should go out, HDN output should come on
and the head should start to descend for the cut. If blade is not running at this time, auto cycle will hold until
min. SFM is reached. Depending on “Hld Shtl Hm” parameter in the PLC, the shuttle may stay home and closed
during the cut or may move back to pick up the next length. HUP input should go out as the head descends,
3.22

and HUP L/S deactivates.
7. After the cut is completed HDN input should light, HDN output should go out, the HUP output should light and
the head should move up. When the head reaches it’s up limit, HUP input should come on, RHD output off and
the cycle repeats with the next length being clamped on by the shuttle, front vise opening and the length being
brought forward to home position.
As mentioned, beside each input and output terminal there is a bank of red LED’s. Each light corresponds to its input
or output. An input LED will light when it’s specic input signal is being received at the PLC and output LED’s will light
when the PLC commands specic outputs. If an output LED is on but the output does not happen, check for voltage at
the specic output wire. If voltage is not present then either the output relay is faulty/stuck or the output (3 amp) fuse has
blown (See fuse information, next page). If a fuse is blown, a shorted directional valve coil (good coil should measure 30
to 40 ohms), shorted noise suppresser at the coil, or shorted wiring could be the cause. If the fuse is good and no output
voltage condition still exists, with the output light on, then the relay is defective. If this is the case the PLC will have to be
returned to the manufacturer for repair. (Contact HYD.MECH SERVICE).
FUSES E200
The PLC has ve glass fuses in line with it.
Fuse ‘4FU’ is a 2-amp instant blow fuse, which feeds power to the input side of the
Fuses ‘5FU1’ to ‘5FU4’ are 3 amp time delay fuses which each supply power to a specic bank of output relays through
that bank of relay’s ‘COM’ terminal:
5FU1 is wired to terminal ‘COM 1’ supplying Outputs - Y0, Y1, Y2, Y3
5FU2 to terminal ‘COM 2’ supplying Outputs - Y4, Y5, Y6, Y7
5FU3 to terminal ‘COM 3’ supplying Outputs - Y10, Y11, Y12, Y13
5FU4 to terminal ‘COM 4’ supplying Outputs - Y14, Y15, Y16, Y17
5FU5 to terminal “COM 5” supplying outputs -Y20, Y21, Y22, Y23
PLC
through input terminal ‘L’.
PROBLEM # 4
No Display
POSSIBLE CAUSES;
1. No power to the PLC.
2. PLC unit failure.
3. Faulty connection of cable between PLC & Interface
DIAGNOSIS:
1. Check POWER LED (see PLC Inputs and Outputs in this section - Status lights) - to be on when the PLC is
switched on.
• If the light is on, PLC may have failed. Check for proper connection of cable at PLC & at interface. If connection is secure replace. If light is not on - check the (2 amp) PLC fuse.
• If the fuse is OK, check power to it.
PROBLEM # 5
No Blade Speed Display.
POSSIBLE CAUSES:
1. Fault at proximity sensor
• Bad sensor, misadjusted sensor (gap should be approx. 0.015”)
• Contamination on the end of the sensor
2. Fault at the PLC
• Bad connection of sensor wiring
• Faulty PLC input
3.23

3.25
DIAGNOSIS:
1. Check for LED light on the sensor - light on indicates prox. sensor power connections are correct and sensor is
activated. Problem could be with the sensor, signal wire to the PLC or with the PLC. With blade running, proximity LED should pulse. Likewise, the PLC input LED (X2) should be pulsing. If both LED’s are pulsing with the blade
running, the PLC is the problem. If the sensor LED is pulsing but the input (X2) LED is not; there is a problem
between the sensor and the PLC input (X2) terminal.
• If the LED on the sensor is not on, the problem is with the sensor wiring or the sensor is at fault.
MITSUBISHI FX2N 48MR INPUTS & OUTPUTS
A
C
B
G
F
E
D
A - input terminals E - output indicating LED ‘s
B - input indicating LED’s F - output terminal identication
C - input terminal identication G - PLC status indicator lights
D - output terminals
Input and output terminal identication:
- The top row of identication labels corresponds to the top row of terminals and the bottom row of labels to the bottom
row of terminals.
Input and Output LED numbers correspond to the Input or Output of the same number.
i.e. Input LED #0 corresponds to Input X0 . Output LED #0 corresponds to Output Y0
PLC Status indicators:
Power - on when power exists to the PLC
Run - on when the PLC is running
Batt V - on when PLC memory backup battery has low voltage condition
Prog E - on when PLC has a program error.
3.24

PLC 100, E200 Input / Output Terminal Information
Inputs X0 - Shuttle Encoder, Channel A X10 - Shuttle Vise Close Switch
X1 - Shuttle Encoder, Channel B X11 - Shuttle Vise Open Switch
X2 - Blade Speed X12 - Front Vise Close Switch
X3 - Feed rate encoder A X13 - Front Vise Open Switch
X4 - Feed rate encoder B X14 - Head Raise Switch
X5 - Head Lower L/S X15 - Head Lower Switch
X6 - Coolant Switch ‘ON’ X16 - Blade Start P/B
X7 - Coolant Switch ‘OFF’ X17 - Cycle Start P/B
X20 - Blade Stop P/B
X21 - Out of Stock (Option) L/S
X22 - Head Raise L/S
Outputs Y0 - Machine Latch Y10 - Front Vise Close
Y1 - Head Swing Y11 - Front Vise Open
Y2 - Open Y12 - Shuttle Fast
Y3 - Blade Run Pilot Light Y13 - Blade Motor Contactor
Y4 - VFD Start Y14 - Shuttle Rev
Y5 - VFD Stop / Reset Y15 - Shuttle Fwd
Y6 - Open Y16 - Head Raise
Y7 - Open Y17 - Head Lower
Y20 - Shuttle Vise Close
Y21 - Shuttle Vise Open
Y22 - Coolant Pump On / Off
Y23 - Cycle On
ENCODER and PROXIMITY SENSOR CONNECTIONS
3.25

3.27
CALIBRATION PROCEDURE
FOR MITSUBISHI PLC with 2100 series software
Length calibration may be achieved in two ways: by inputting “ACTUAL LTH” (actual length) or “LTH CONST” (length
constant) parameter.
To determine “Actual LTH” value, the “LTH CLB” (length calibration) procedure must be executed.
In manual mode, position a piece of material, which is longer than the shuttle full stroke length (i.e.S20A=29.00”) and
close the front VISE. Simultaneously depress “FWD” & “REV” buttons on the PLC to access parameters. A password is
required at this point, which can be obtained from Hyd.Mech Service Department.
SCREEN WILL DISPLAY:
With the cursor @ shown position (as illustrated above) press . The cycle start button will then start to ash &
“ENTER” will change to “ON” indication self-calibration mode. Start the blade and the trim cut will be made. After the trim
cut is made the head will rise, the shuttle will retract fully in slow speed, clamp the material and come fully forward in slow
speed to the home position and make a cut. After the cut is complete “ON” will change back to “PRESS ENTER”. Measure
the cut part length.
Move cursor down to “ACTUAL LTH” and enter length of cut part plus the actual kerf value. Then exit the parameters by
pressing the AUTO/MAN key (the cycle start button will stop ashing). To determine if the encoder channels are connected correctly, observe the actual length parameter for the sign only during shuttle retraction in calibration mode. If
the actual length value shows as a negative number, then the channels must be reversed and the calibration procedure
repeated.
To determine “LTH CONST” value, use this formula;
LTH CONST = ENCODER PINION CIRCUMFERENCE (TTd) I ENCODER RESOLUTION
Example;
For a 1” pinion diameter and 2500 PPR encoder:
LTH CONST = TTd I 2500 PPR = 0.001257
NOTE:
When rst entering the parameters screen if not running the self-calibration do not use the enter key but use the cursor
keys to scroll through the parameters.
To check length control consistency:
1. Perform test cuts of three different lengths (i.e. 1”, 12”, 20”) and measure as accurately as possible with a Vernier
or dial caliper.
2. If the measurements indicate a linear problem (measured length error increases as the programmed length increases), the “ACTUAL LGTH” or “LTH CONST” value will have to be adjusted.
To adjust “ACTUAL LGTH” value The Length Calibration Procedure MUST be performed. This may be done with material
in the machine (cut and measure material length) or with no material in the machine (let machine complete the calibration
cycle, then enter new value).
• If part length error gets longer as the programmed length increases; ACTUAL LTH value should be increased.
• If part length error gets shorter as the programmed length increases; ACTUAL LTH value should be decreased.
• Make small adjustments at a time (i.e. .020” - .030”) and check with test cuts.
To adjust “LTH CONST”, follow this procedure:
Cut length ÷Programmed length X Existing “LTH CONST” = New “LTH CONST”
3.26

Example;
Cut length of 11.998”, Programmed length of 12”, Existing “LTH CONST” parameter of 0.001256.
11.988 ÷ 12.000 X 0.001256 = 0.001255
The new “LTH CONST” value of 0.001255 should be entered as the “LTH CONST” parameter and test cuts repeated.
Adjust the parameter again if necessary.
General rule:
• Lowering the “LTH CONST” value = Longer shuttle travel = Longer parts.
• Increasing the “LTH CONST” value = Shorter shuttle travel = Shorter parts.
HEAD HEIGHT CALIBRATION PROCEDURE
NOTE: On “M” machines remove the head up limit switch target to prevent damage of the head up limit switch during
calibration.
Head calibration may be achieved in two ways: by inputting “ACTUAL HGT” (actual height) or “HGT CONST” (height constant) parameter.
To determine “Actual HGT” value, the “HGT CLB” (height calibration) procedure must be executed.
1. Enter the PLC parameter screen as per Length Calibration Procedure above.
2. Using the arrow cursor keys scroll down until the screen displays:
3. With the cursor on the word “ENTER”, press the key. The cycle start button will begin to ash, the “ENTER”
will change to “ON” (indicating self calibration mode) and the head will move to it’s down limit and then will move
up to it’s full upper limit.
4. Measure the distance from the vise horizontal wear strip to the blade teeth tips, and enter this value in the ACTUAL HGT parameter. Measurement must be made along the front vise datum jaw. Input this measurement value
& press the key. Press the key to nish the procedure & exit the parameters screen.
NOTE:
To determine if the encoder channels are connected, observe the actual height value parameter for the sign during head
up movement while in calibration mode. If the actual height value shows as a negative number, the channels must be
reversed and the calibration procedure repeated.
To determine “HGH CONST” value, use this formula;
ACTUAL FEED RATE ÷ Displayed FEED RATE x HGT CONST = new HGT CONST.
5. Input new HGT CONST & press .
6. Press key to exit the parameters screen.
3.27


SECTION 4, ELECTRICAL SYSTEM
GENERAL INFORMATION
The power connection to the machine is made to the L1, L2 and L3 terminals of the junction block (See Section 1). The
M-16 / 20 is set to run on three phase voltage as indicated on the serial plate and the voltage label.
This machine has been built to the customers requirements, however, if any voltage changes are required, refer to the
information on the following pages and then consult Hyd-Mech service department before implementing any changes.
INITIAL START-UP
At initial hook-up it is important to check that the phase order is correct. This is indicated by the blade drive wheel revolving in a counter clockwise direction and the hydraulic pressure gauge registering a pressure rise.
NOTE:
1. The PLC is equipped with a lithium battery to keep the program stored while the power is shut down. The battery
will need to be replaced every 3 to 5 years, depending on usage. A visual warning will be displayed on the interface when the battery drains to a certain level. Batteries can be purchased through your Hyd-Mech Distributor.
2. If the machine is equipped with an inverter, do not turn disconnect on for 3 three minutes after disconnect has
been shut off. Cycling power sooner than 3 minuets will result in damage to the Variable Frequency Drive.
EARTH GROUNDING PROCEDURE
1. Customer to provide and install a ground rod approx. .60 (15mm) diameter, copper clad steel, to be driven no less
than 8’ (2.5m) into the ground, no more than 10’ (3m) away from control enclosure.
2. Ground rod to be connected to customer’s in plant ground system. This connection shall be made directly at the
ground rod. (If applicable).
3. It is desirable that the overall resistance to ground measured at the ground rod does not exceed 3 ohms. Customer is advised to consult local power company for further information on grounding.
4. Ground rod to be connected to ground terminal in control enclosure using insulated, stranded 6 gauge copper
wire.
5. An additional point to check is ensuring continuity of ground within control enclosure. Start with main power
entrance ground terminal where internal ground conductors should originate and connect to, DIN terminal strip,
control transformer and the lid of control enclosure. Also PLC and Interface units should have their own ground
conductors connected to one of the main ground terminals.
6. Properly functioning ground system will;
• provide safety for personnel.
• ensure correct operation of electrical/electronic devices.
• prevent damage to electrical/electronic apparatus.
• help dissipate lightning strokes.
• divert stray radio frequency (RF) energy from electronic/control equipment.
4.1

4.3
ELECTRICAL COMPONENTS
Head encoder (located behind a cover).
Coolant pump.
Out of Stock Limit Switch.
Hirschman connectors, directional control valve solenoids and
electric motor.
Proximity sensor, located behind
idler wheel cover.
Shuttle Encoder (located on
the idler side of shuttle under a
cover).
4.2

90 Degree Limit Switch (inside
hydraulic compartment).
Head Up and Down Limit Switch
90O Limit Switch Trip Pin attached
to the head.
Digital Angle Display Encoder.
4.3

4.5
M16A PLC500 COMPONENT LIST: NO OPTIONS
ECN:W00-0047
ITEM # DESCRIPTION QTY UNIT
K-M16A-PLC500-71A-00 Kit, Electrical Components, Generic 1.00 EA
K-M16A-PLC500-711A-00 Kit, Base Components, Generic 1.00 EA
371540 Interface 1.00 EA
370120 Cable, 25 D Pin / 8 Pin Mini Din, M16/20 1.00 EA
372615 Switch, Selector, 1 Position, ZB2BD7 2.00 EA
372625 Switch, Selector, 2 Position Maintained, ZB2BD2 1.00 EA
372290 Push Button, Flush Black, ZB2BA2 1.00 EA
372325 Push Button, Mushroom Red Latch, ZB2BT4 1.00 EA
391760
391950 Label, Aluminum, Angle Scale, 30 Deg 1.00 EA
392250 Label, Interface Insert M PLC500 1.00 EA
372755 Terminal Markers, Marcom 5.00 EA
392372 Label, Cord, 1”H x 2” 1.00 EA
371140 Ferrule, White, 22 - 20 Awg 2.00 EA
370330 Connector, Heyco 2703 2.00 EA
390115 Bolt, Hex Head Cap, 0.375-16 x 0.5 2.00 EA
394770 Washer, Lock, 0.375 2.00 EA
372240 Programmable Length Controller, FX2N-48 MR-ES/UL 1.00 EA
371080 FERRITE, CLIP-ON 1.00 EA
372650
372635 Switch, Selector, 3 Position Maintained, ZB2BD3 2.00 EA
372305 Push Button, Illuminated Green, ZB2BW33 2.00 EA
372310 Push Button, Illuminated White, ZB2BW31 1.00 EA
370590 Contact Block, Body Illuminated & 1 NO, ZB2BW061 3.00 EA
370585 Contact Block, Body & 2 NO, ZB2BZ103 5.00 EA
370570 Contact Block, Body & 1 NC, ZB2BZ102 2.00 EA
370575 Contact Block, Body & 1 NO, ZB2BZ101 1.00 EA
370530 Contact Block, 1NC, ZB2BE102 4.00 EA
392367 Label, Cord, .75”H x 1.5” 2.00 EA
392360 Label, Laser White Poly, 301-LE 6.00 EA
370070 Bulb, 110V, SP105 3.00 EA
372500 Suppressor, Quenchark 1.00 EA
360735 Fitting, Strain Relief, 16/3 & 16/4, SR6P3-4 22.00 EA
370415 Connector, Cable Diameter 0.09-.265 4.00 EA
393910 Screw, 8 x 1/4 Pan Head Phillips 9.00 EA
393915 Screw, Self Tapping 10-24 x 7 / 16 4.00 EA
K-M16A-PLC500-712-00 Kit, Plc Control Terminal Strip, Generic 1.00 EA
371285 Fuse, Fast Acting, Glass 2 Amp, AGC-2 1.00 EA
371190 Fuse Block, 12 mm 16-6 Awg, 15A 6.00 EA
Label, Control Panel, H18A, H22A, H28A, H32A, ‘ M’ PLC
500
Switch, Selector, 3 Position, Spring Return to Center,
ZB2BD5
1.00 EA
1.00 EA
4.4

371045 End Plate, AP 10/SI 1.00 EA
371070 End Stop, 9708/S35 2.00 EA
372755 Terminal Markers, Marcom 6.00 EA
372335 Rail, Din 35 x 7, 5 Slottted 2M 12.00 IN
371290 Fuse, Glass, Slo-Blo, Bussman, MDL-3 5.00 EA
K-M16A-PLC500-713A-00 Kit, Control Terminal Strip, Generic 1.00 EA
372285
Power Supply, 24V DC 0.65A Out, 120-230VAC In, ‘M’
PLC500
1.00 EA
372385 Relay, Omron Base, P2RF-08-E 4.00 EA
372775 Jumper, Copper, VB WK 4/M-70 9.00 EA
372755 Terminal Markers, Marcom 31.00 EA
372390
Relay, Omron Dpdt, 5 Amp Switching Plug In, G2R-2-SAC120
4.00 EA
372715 Terminal Block, Dual Wire Entry, WK4/D2/2SLU 8.00 EA
372710 Terminal Block, 4 mm 20-10 Awg/600 Beige, WK4/U-6MM 23.00 EA
371055 End Plate, AP 2.5-4 BEIGE 2.00 EA
371070 End Stop, 9708/S35 2.00 EA
372335 Rail, Din 35 x 7, 5 Slottted 2M 12.00 IN
K-M16A-PLC-714-00 Kit, Contactor Terminal Strip, Generic 1.00 EA
371195 Fuse Block, USM1 1.00 EA
371200 Fuse Holder, 2FU1-1FU2, USM2 1.00 EA
371070 End Stop, 9708/S35 1.00 EA
372335 Rail, Din 35 x 7, 5 Slottted 2M 10.00 IN
K-M16A-PLC-715-00 Kit, Duct, Generic 1.00 EA
370955 Duct, 1 1/2 x 3, DNG 75037 52.00 IN
370970 Duct, 3/4 x 1 1/2, DNG 37020 55.00 IN
372665 Tape, 4952 12 mm x 32m 3M 13.00 IN
372670 Tape, 4952 24 mm x 32 m 3M 32.00 IN
370950 Duct, 1 1/2 x 1 1/2, DNG 37037 22.00 IN
K-M16A-PLC-716-00 Kit, Cables, Generic 1.00 EA
370202 Cable, Shielded, 2 Pair 1,238.00 IN
370500 Connector, Hirschmann 16.00 EA
K-M16A-PLC-7161-00 Rc Suppressor Network 1.00 EA
372415 Resistor, Mf 5% 2W 16.00 EA
371455 Heat Shrink, Black, RSTS-221-3/32 16.00 IN
370225 Capacitor-33Uf 16.00 EA
371455 Heat Shrink, Black, RSTS-221-3/32 3.75 IN
370215 Cable, Yellow, 16-3C Sjtow 2,087.00 IN
372205 Potentiometer Knob, 54-218-0 1.00 EA
372850 Terminal, Ring Vnl 16-14 Awg Belted, RB 877M 1.00 EA
392372 Label, Cord, 1”H x 2” 1.00 EA
392375 Label, Laser, Brady 90.00 EA
370145 Cable, CE, 601804 285.00 IN
372695 Terminal, Fork, 22-16 Awg, #6 14.00 EA
371450 Heat Shrink, Black, FIT 221-3/8-200B 2.50 IN
370210 Cable, Yellow Jacket 14-4C Sto 71.00 IN
4.5

4.7
372195 Potentiometer, 1K, Short, KU1021S20 1.00 EA
392367 Label, Cord, .75”H x 1.5” 22.00 EA
371460 Heat Shrink, Blue 4.00 IN
K-M16A-PLC500-717-00 Kit, Wires, Generic 1.00 EA
373135 Wire, 16 Awg / 26, TEW, Black 246.00 IN
373220 Wire, 16 Awg / 26, TEW, White 207.00 IN
373125 Wire, 12 Awg / 19, T90, Black 128.00 IN
373160 Wire, 12 Awg / 19, T90, Green-Yellow Striped 18.00 IN
372850 Terminal, Ring Vnl 16-14 Awg Belted, RB 877M 6.00 EA
373205 Wire, 16 Awg / 26, TEW, Red 1,786.00 IN
373140 Wire, 16 Awg / 26, TEW, Dark Blue 1,113.00 IN
373170 Wire, 16 Awg / 26, TEW, Green-Yellow Striped 156.00 IN
372695 Terminal, Fork, 22-16 Awg, #6 34.00 EA
370410 Connector, Black Ferrule 80.00 EA
392375 Label, Laser, Brady 24.00 EA
K-M16A-PLC500-718-00 Kit, Shipping Components, Generic 1.00 EA
372555 Switch, Limit With Roller, 1 NO & 1 NC, XCKL115H7 2.00 EA
372445 Switch, Limit, 90 Degree 1.00 EA
372425 Sensor, Proximity, DCA 12/4608 KS SL 1.00 EA
K-M16A-PLC-7181-00 Kit, Junction Box, Blade Tension 1.00 EA
372610 Switch, Selector , ZA2BD3 1.00 EA
391440 Label, ‘ M’ Machine Blade Tension 1.00 EA
371005 Enclosure, Plastic For Push Button Station, XAL J01H7 1.00 EA
370595 Contact Block, NO, XENL1111 2.00 EA
371035 Encoder, Optical, 2500 PPR 2.00 EA
370385 Connector, Encoder, Amphenol 90 Degree 1.00 EA
370045 Box, Junction, Coolant 1.00 EA
370505 Connector, Liquid Tight Metric 1.00 EA
370515 Connector, Liquid Tight, 3/4 in. Mnpt 1.00 EA
370400 Connector, Encoder, Amphenol Straight Plug 1.00 EA
370395 Connector, Encoder, Amphenol Insert 2.00 EA
370390 Connector, Encoder, Amphenol Clamp with Bushing 2.00 EA
370415 Connector, Cable Diameter 0.09-.265 5.00 EA
370510 Connector, Liquid Tight, 1/2 in. Mnpt Cable Diameter 3.00 EA
392987 Nut, Plastic, 3/4” 1.00 EA
371775 Lamp, Halogen 150W Mini Work Lamp, 3206875 1.00 EA
K-M16A-PLC-77-00-3 Kit, Digital Angle, Option 1.00 EA
391120 Fitting, 1/2 in. Straight Liquid Tight 1.00 EA
370415 Connector, Cable Diameter 0.09-.265 1.00 EA
371040 Encoder, Submersible, 6 Prong Con, G0550669 1.00 EA
372500 Suppressor, Quenchark 1.00 EA
373205 Wire, 16 Awg / 26, TEW, Red 61.00 IN
372445 Switch, Limit, 90 Degree 1.00 EA
370750 Counter, Universal 1.00 EA
373220 Wire, 16 Awg / 26, TEW, White 61.00 IN
370202 Cable, Shielded, 2 Pair 61.00 IN
4.6

K-M16-73-00 Kit, Digital Angle Display 1.00 EA
M16-7-04 Capstan, Encoder 1.00 EA
393938 Screw, Set, Cup Point, 6-32 x 0.25 2.00 EA
K-M16-731-00 Kit, Reset, 90 Degrees, Mounting 1.00 EA
S25-6-04B Bracket, Valve, Variable Vise Pressure 1.00 EA
390850 Bolt, Socket, Cap, 10-24 x 0.375 4.00 EA
K-M16-732-00 Kit, Wire, Encoder Drive, Mounting 1.00 EA
390850 Bolt, Socket, Cap, 10-24 x 0.375 2.00 EA
M16-7321-00 Assembly, Wire, Encoder Drive 1.00 EA
M16-7321-01 Wire, Encoder Drive 1.00 EA
372835 Terminal, Ring 10-12 Awg, RC 367M 2.00 EA
342100 Spring, Extension, TE0635-089-0508 1.00 EA
K-M16-733-00 Kit, Encoder, Digital Angle, Mounting 1.00 EA
M16-74-01B Wrapper, Bracket, Encoder, Mounting 1.00 EA
393824 Screw, Machine, 6-32 x 0.625 Slotted Fillister Head Cap 4.00 EA
390670 Bolt, Socket Head, Cap, 0.25-20 x 0.5 2.00 EA
K-M16-734-00 Kit, Cover, Angle Encoder 1.00 EA
W-M16-74-02C Weldment, Wrapper, Cover, Angle Encoder 1.00 EA
F-M16-74-02C Wrapper, Cover, Angle Encoder 1.00 EA
390850 Bolt, Socket, Cap, 10-24 x 0.375 2.00 EA
M16-741-00 Weldment, Cover, Wire 1.00 EA
M16-741-01 Plate, Cover, Wire 1.00 EA
M16-741-02A Wall, Cover, Wire 1.00 EA
K-M16-93-00 Kit, Guard, Front 1.00 EA
390080 Bolt, Hex Head Cap, 0.312-18 x 1.00 1.00 EA
394765 Washer, Lock, 0.312 1.00 EA
M16-93-00 Weldment, Guard, Front 1.00 EA
M16-93-01 Tube, Rail, Long 1.00 EA
SQ TUBE 1.50 X 1.50 X 0.125 Tubing, square, 1.50 in. x 1.50 in. x 0.125 in. 44.00 IN
M16-93-02 Tube, Rail, Short 1.00 EA
SQ TUBE 1.50 X 1.50 X 0.125 Tubing, square, 1.50 in. x 1.50 in. x 0.125 in. 7.25 IN
M16-93-03 Plate, Bracket, Mounting 1.00 EA
HR FLAT 0.25 X 1.5 Flat Bar, Hot Rolled, 0.25 in. x 1.50 in. 4.00 IN
M16-93-04 Wrapper, Bracket 1.00 EA
SQ TUBE 2.00 X 2.00 X 0.125 Tubing, 2.00 in. x 2.00 in. x 0.125 in. 2.00 IN
K-M16-74-00 Kit, PLC 500 1.00 EA
K-M16PC-71-00 Kit, Panel, Electrical 1.00 EA
M16-71-00 Assembly, Panel, Electrical 1.00 EA
M16-71-01 Sheet, Extension, Side Wall 1.00 EA
392835 Nut, Hex, 0.25-20 2.00 EA
394760 Washer, Lock, 0.25 2.00 EA
390715 Bolt, Socket, Cap, 0.375-16 x 1.00 2.00 EA
390035 Bolt, Hex Head Cap, 0.25-20 x 0.5 2.00 EA
M16-712-00 Weldment, Panel, Bottom 1.00 EA
M16-712-01B Wrapper, Panel, Bottom 1.00 EA
4.7

4.9
CHRM RD 1.125 Chrome, 1.125 in. 22.00 IN
M16-712-02A Sheet, Wall, Side, Bottom Panel 1.00 EA
M16-712-03 Hinge, Control Panel 1.00 EA
HR RD 0.75 Round, Hot Rolled, 0.75 in. 2.00 IN
M16PC-713-00A Weldment, Panel, Control 1.00 EA
M16-713-02 Plate, Hinge, Control Panel 1.00 EA
M16PC-713-01A Wrapper, Panel, Control 1.00 EA
390035 Bolt, Hex Head Cap, 0.25-20 x 0.5 4.00 EA
392540 Label, Parameters, M-Series, V-Series 1.00 EA
394760 Washer, Lock, 0.25 4.00 EA
393230 Operations Manual, M16A PLC 500 1.00 EA
M16A PLC500 COMPONENT LIST: 208V
ECN:W00-0047
ITEM # DESCRIPTION QTY UNIT
371700 Inverter, Variable Frequency Drive, 7.5 HP 240V, FR-E520-5.5K-NA
1.00 EA
370885 Disconnect, Box, Fusible 100 Amp, CH363 1.00 EA
371340 Fuse, Time Delay 600V Class R, 70Amp, TRS 70R 3.00 EA
372895 Transformer, 208V 500Va, 9070 T500D3 1.00 EA
372125 Overload, Manual Protector, PKZMO-10 1.00 EA
370645 Contactor, Incl. 1 NO & 1 NC Aux. 120 Coil Volt, SE00-11-PKZO 1.00 EA
370550 Contact Block, Auxilliary, NHI-11-PKZO 2.00 EA
372145 Overload, Manual Protector, PKZMO-25 1.00 EA
371240 Fuse, Fast Acting, 10 Amp, ATM10 2.00 EA
371415 Fuse, Time Delay, 5 Amp, ATDR5 1.00 EA
372705 Terminal Block, 8 mm 20-9 Awg, WK6SL/U 2.00 EA
372707 Terminal Block, 6 mm 20-8 Awg/600 Beige, WK6/U-6MM 3.00 EA
371050 End Plate, AP 6 1.00 EA
391450 Label, Voltage, 208V 2.00 CARD
370305 Conduit, Non Metallic, 1/2 in. Grey 112.00 IN
370455 Connector, Conduit, Gray 1/2 in. 1.00 EA
370440 Connector, Conduit, Fixed 1/2 in. 90 Deg 1.00 EA
373120 Wire, 10 Awg / 19, T90, Black 567.00 IN
373155 Wire, 10 Awg / 19, T90, Green-Yellow Striped 142.00 IN
392985 Nut, Metal, 1/2 in. 2.00 EA
390905 Bushing, Reducer 1 in. -1/2 in. 8.00 EA
372835 Terminal, Ring 10-12 Awg, RC 367M 3.00 EA
370325 Conduit, Metal, 3/4 in. 225.00 IN
370430 Connector, Conduit, 3/4 in. 90 Deg, Metal 2.00 EA
373110 Wire, 8 Awg / 19, Black 981.00 IN
373154 Wire, 8 Awg / 19, T90, Green/Yellow Stripped 327.00 IN
4.8

370310 Conduit, Non Metallic, 3/4 in. Grey 61.00 IN
370460 Connector, Conduit, Gray 3/4 in. 1.00 EA
370445 Connector, Conduit, Fixed 3/4 in. 90 Deg 1.00 EA
392986 Nut, Metal, 3/4” 2.00 EA
392375 Label, Laser, Brady 24.00 EA
392372 Label, Cord, 1”H x 2” 2.00 EA
371975 Motor, Electric, 3 HP, 208V, 1800 Rpm , 182TC, 60HZ 1.00 EA
372030 Motor, Electric, 7.5 HP, 208V, 1800 Rpm , 213TC, 60HZ 1.00 EA
M16A PLC500 COMPONENT LIST: 240V
ECN:W00-0047
ITEM # DESCRIPTION QTY UNIT
371700
Inverter, Variable Frequency Drive, 7.5 HP 240V, FR-E520-5.5KNA
1.00 EA
370895 Disconnect, Box, Fusible 60 Amp, CH362 1.00 EA
371335 Fuse, Time Delay 600V Class R, 60Amp, TRS 60R 3.00 EA
372915 Transformer, 240V / 480V 500Va, 9070 T500D1 1.00 EA
372125 Overload, Manual Protector, PKZMO-10 1.00 EA
370645 Contactor, Incl. 1 NO & 1 NC Aux. 120 Coil Volt, SE00-11-PKZO 1.00 EA
370550 Contact Block, Auxilliary, NHI-11-PKZO 2.00 EA
372145 Overload, Manual Protector, PKZMO-25 1.00 EA
371280 Fuse, Fast Acting, 8 Amp, ATM8 2.00 EA
371415 Fuse, Time Delay, 5 Amp, ATDR5 1.00 EA
372705 Terminal Block, 8 mm 20-9 Awg, WK6SL/U 2.00 EA
372707 Terminal Block, 6 mm 20-8 Awg/600 Beige, WK6/U-6MM 3.00 EA
371050 End Plate, AP 6 1.00 EA
391460 Label, Voltage, 240V 2.00 CARD
370305 Conduit, Non Metallic, 1/2 in. Grey 112.00 IN
370455 Connector, Conduit, Gray 1/2 in. 1.00 EA
370440 Connector, Conduit, Fixed 1/2 in. 90 Deg 1.00 EA
373120 Wire, 10 Awg / 19, T90, Black 567.00 IN
373155 Wire, 10 Awg / 19, T90, Green-Yellow Striped 142.00 IN
392985 Nut, Metal, 1/2 in. 2.00 EA
390905 Bushing, Reducer 1 in. -1/2 in. 8.00 EA
372835 Terminal, Ring 10-12 Awg, RC 367M 3.00 EA
370325 Conduit, Metal, 3/4 in. 225.00 IN
370430 Connector, Conduit, 3/4 in. 90 Deg, Metal 2.00 EA
373110 Wire, 8 Awg / 19, Black 981.00 IN
373154 Wire, 8 Awg / 19, T90, Green/Yellow Stripped 327.00 IN
370310 Conduit, Non Metallic, 3/4 in. Grey 61.00 IN
370460 Connector, Conduit, Gray 3/4 in. 1.00 EA
370445 Connector, Conduit, Fixed 3/4 in. 90 Deg 1.00 EA
392986 Nut, Metal, 3/4” 2.00 EA
4.9

4.11
392375 Label, Laser, Brady 24.00 EA
392372 Label, Cord, 1”H x 2” 2.00 EA
371980 Motor, Electric, 3 HP, 240 / 480V, 1800 Rpm , 182TC, 60HZ 1.00 EA
372035 Motor, Electric, 7.5 HP, 240 / 480V, 1800 Rpm , 213TC, 60HZ 1.00 EA
M16A PLC500 COMPONENT LIST: 480V
ECN:W00-0047
ITEM # DESCRIPTION QTY UNIT
371705 Inverter, Variable Frequency Drive, 7.5 HP 480V, FR-E540-5.5K-NA 1.00 EA
371820 Line Reactor, 10 HP 575V 5% Impedance, RL-01203 1.00 EA
370890 Disconnect, Box, Fusible 30 Amp, CH361 1.00 EA
371310 Fuse, Time Delay 600V Class R, 30Amp, TRS 30R 3.00 EA
372915 Transformer, 240V / 480V 500Va, 9070 T500D1 1.00 EA
372130 Overload, Manual Protector, PKZMO-6.3 1.00 EA
370645 Contactor, Incl. 1 NO & 1 NC Aux. 120 Coil Volt, SE00-11-PKZO 1.00 EA
370550 Contact Block, Auxilliary, NHI-11-PKZO 2.00 EA
372140 Overload, Manual Protector, PKZMO-16 1.00 EA
371270 Fuse, Fast Acting, 5 Amp, ATM5 2.00 EA
371415 Fuse, Time Delay, 5 Amp, ATDR5 1.00 EA
372705 Terminal Block, 8 mm 20-9 Awg, WK6SL/U 2.00 EA
372707 Terminal Block, 6 mm 20-8 Awg/600 Beige, WK6/U-6MM 3.00 EA
371050 End Plate, AP 6 1.00 EA
391480 Label, Voltage, 480V 2.00 CARD
370455 Connector, Conduit, Gray 1/2 in. 1.00 EA
370440 Connector, Conduit, Fixed 1/2 in. 90 Deg 1.00 EA
373125 Wire, 12 Awg / 19, T90, Black 1,170.00 IN
373160 Wire, 12 Awg / 19, T90, Green-Yellow Striped 390.00 IN
392985 Nut, Metal, 1/2 in. 4.00 EA
394870 Washer, Metal, 1/2 in. - 3/4 in. 12.00 EA
372835 Terminal, Ring 10-12 Awg, RC 367M 3.00 EA
370320 Conduit, Metal, 1/2 in. 225.00 IN
370425 Connector, Conduit, 1/2 in. 90 Deg 2.00 EA
370305 Conduit, Non Metallic, 1/2 in. Grey 61.00 IN
373120 Wire, 10 Awg / 19, T90, Black 231.00 IN
373155 Wire, 10 Awg / 19, T90, Green-Yellow Striped 77.00 IN
392375 Label, Laser, Brady 24.00 EA
392372 Label, Cord, 1”H x 2” 2.00 EA
371980 Motor, Electric, 3 HP, 240 / 480V, 1800 Rpm , 182TC, 60HZ 1.00 EA
372035 Motor, Electric, 7.5 HP, 240 / 480V, 1800 Rpm , 213TC, 60HZ 1.00 EA
4.10

ECN:W00-0047
ITEM # DESCRIPTION QTY UNIT
M16A PLC500 COMPONENT LIST: 575V
371535 Inverter, Variable Frequency Drive, 10 HP 575V, FR-A560-7.5K-NA
1.00 EA
371820 Line Reactor, 10 HP 575V 5% Impedance, RL-01203 1.00 EA
370890 Disconnect, Box, Fusible 30 Amp, CH361 1.00 EA
371326 Fuse, Time Delay 600V Class R, 25Amp, TRS 25R 3.00 EA
372965 Transformer, 600V 500Va, 9070 T500D5 1.00 EA
372150 Overload, Manual Protector, PKZMO-4 1.00 EA
370645 Contactor, Incl. 1 NO & 1 NC Aux. 120 Coil Volt, SE00-11-PKZO 1.00 EA
370550 Contact Block, Auxilliary, NHI-11-PKZO 2.00 EA
372125 Overload, Manual Protector, PKZMO-10 1.00 EA
371265 Fuse, Fast Acting, 4 Amp, ATM4 2.00 EA
371415 Fuse, Time Delay, 5 Amp, ATDR5 1.00 EA
372705 Terminal Block, 8 mm 20-9 Awg, WK6SL/U 2.00 EA
372707 Terminal Block, 6 mm 20-8 Awg/600 Beige, WK6/U-6MM 3.00 EA
371050 End Plate, AP 6 1.00 EA
391485 Label, Voltage, 600V 2.00 CARD
370455 Connector, Conduit, Gray 1/2 in. 1.00 EA
373125 Wire, 12 Awg / 19, T90, Black 1,170.00 IN
373160 Wire, 12 Awg / 19, T90, Green-Yellow Striped 390.00 IN
392985 Nut, Metal, 1/2 in. 4.00 EA
394870 Washer, Metal, 1/2 in. - 3/4 in. 12.00 EA
372835 Terminal, Ring 10-12 Awg, RC 367M 3.00 EA
370320 Conduit, Metal, 1/2 in. 225.00 IN
370425 Connector, Conduit, 1/2 in. 90 Deg 2.00 EA
370305 Conduit, Non Metallic, 1/2 in. Grey 61.00 IN
370440 Connector, Conduit, Fixed 1/2 in. 90 Deg 1.00 EA
373120 Wire, 10 Awg / 19, T90, Black 231.00 IN
373155 Wire, 10 Awg / 19, T90, Green-Yellow Striped 77.00 IN
392375 Label, Laser, Brady 24.00 EA
392372 Label, Cord, 1”H x 2” 2.00 EA
371995 Motor, Electric, 3 HP, 575V, 1800 Rpm , 182TC, 60HZ 1.00 EA
372050 Motor, Electric, 7.5 HP, 575V, 1800 Rpm , 213TC, 60HZ 1.00 EA
4.11

4.13
ECN:W00-0047
ITEM # DESCRIPTION QTY UNIT
M20A PLC500 COMPONENT LIST: NO OPTIONS
K-M16A-PLC500-71A-00 Kit, Electrical Components, Generic
K-M16A-PLC500-711A00
Kit, Base Components, Generic 1.00 EA
1.00 EA
371540 Interface 1.00 EA
370120 Cable, 25 D Pin / 8 Pin Mini Din, M16/20 1.00 EA
372615 Switch, Selector, 1 Position, ZB2BD7 2.00 EA
372625 Switch, Selector, 2 Position Maintained, ZB2BD2 1.00 EA
372290 Push Button, Flush Black, ZB2BA2 1.00 EA
372325 Push Button, Mushroom Red Latch, ZB2BT4 1.00 EA
391760 Label, Control Panel, H18A, H22A, H28A, H32A, ‘ M’ PLC 500 1.00 EA
391950 Label, Aluminum, Angle Scale, 30 Deg 1.00 EA
392250 Label, Interface Insert M PLC500 1.00 EA
372755 Terminal Markers, Marcom 5.00 EA
392372 Label, Cord, 1”H x 2” 1.00 EA
371140 Ferrule, White, 22 - 20 Awg 2.00 EA
370330 Connector, Heyco 2703 2.00 EA
390115 Bolt, Hex Head Cap, 0.375-16 x 0.5 2.00 EA
394770 Washer, Lock, 0.375 2.00 EA
372240 Programmable Length Controller, FX2N-48 MR-ES/UL 1.00 EA
371080 FERRITE, CLIP-ON 1.00 EA
372650 Switch, Selector, 3 Position, Spring Return to Center, ZB2BD5 1.00 EA
372635 Switch, Selector, 3 Position Maintained, ZB2BD3 2.00 EA
372305 Push Button, Illuminated Green, ZB2BW33 2.00 EA
372310 Push Button, Illuminated White, ZB2BW31 1.00 EA
370590 Contact Block, Body Illuminated & 1 NO, ZB2BW061 3.00 EA
370585 Contact Block, Body & 2 NO, ZB2BZ103 5.00 EA
370570 Contact Block, Body & 1 NC, ZB2BZ102 2.00 EA
370575 Contact Block, Body & 1 NO, ZB2BZ101 1.00 EA
370530 Contact Block, 1NC, ZB2BE102 4.00 EA
392367 Label, Cord, .75”H x 1.5” 2.00 EA
392360 Label, Laser White Poly, 301-LE 6.00 EA
370070 Bulb, 110V, SP105 3.00 EA
372500 Suppressor, Quenchark 1.00 EA
360735 Fitting, Strain Relief, 16/3 & 16/4, SR6P3-4 22.00 EA
370415 Connector, Cable Diameter 0.09-.265 4.00 EA
393910 Screw, 8 x 1/4 Pan Head Phillips 9.00 EA
393915 Screw, Self Tapping 10-24 x 7 / 16 4.00 EA
K-M16A-PLC500-712-00 Kit, Plc Control Terminal Strip, Generic 1.00 EA
371285 Fuse, Fast Acting, Glass 2 Amp, AGC-2 1.00 EA
371190 Fuse Block, 12 mm 16-6 Awg, 15A 6.00 EA
371045 End Plate, AP 10/SI 1.00 EA
4.12

371070 End Stop, 9708/S35 2.00 EA
372755 Terminal Markers, Marcom 6.00 EA
372335 Rail, Din 35 x 7, 5 Slottted 2M 12.00 IN
371290 Fuse, Glass, Slo-Blo, Bussman, MDL-3 5.00 EA
K-M16A-PLC500-713A00
Kit, Control Terminal Strip, Generic 1.00 EA
372285 Power Supply, 24V DC 0.65A Out, 120-230VAC In, ‘M’ PLC500 1.00 EA
372385 Relay, Omron Base, P2RF-08-E 4.00 EA
372775 Jumper, Copper, VB WK 4/M-70 9.00 EA
372755 Terminal Markers, Marcom 31.00 EA
372390 Relay, Omron Dpdt, 5 Amp Switching Plug In, G2R-2-S-AC120 4.00 EA
372715 Terminal Block, Dual Wire Entry, WK4/D2/2SLU 8.00 EA
372710 Terminal Block, 4 mm 20-10 Awg/600 Beige, WK4/U-6MM 23.00 EA
371055 End Plate, AP 2.5-4 BEIGE 2.00 EA
371070 End Stop, 9708/S35 2.00 EA
372335 Rail, Din 35 x 7, 5 Slottted 2M 12.00 IN
K-M16A-PLC-714-00 Kit, Contactor Terminal Strip, Generic 1.00 EA
371195 Fuse Block, USM1 1.00 EA
371200 Fuse Holder, 2FU1-1FU2, USM2 1.00 EA
371070 End Stop, 9708/S35 1.00 EA
372335 Rail, Din 35 x 7, 5 Slottted 2M 10.00 IN
K-M16A-PLC-715-00 Kit, Duct, Generic 1.00 EA
370955 Duct, 1 1/2 x 3, DNG 75037 52.00 IN
370970 Duct, 3/4 x 1 1/2, DNG 37020 55.00 IN
372665 Tape, 4952 12 mm x 32m 3M 13.00 IN
372670 Tape, 4952 24 mm x 32 m 3M 32.00 IN
370950 Duct, 1 1/2 x 1 1/2, DNG 37037 22.00 IN
K-M16A-PLC-716-00 Kit, Cables, Generic 1.00 EA
370202 Cable, Shielded, 2 Pair 1,238.00 IN
370500 Connector, Hirschmann 16.00 EA
K-M16A-PLC-7161-00 Rc Suppressor Network 1.00 EA
372415 Resistor, Mf 5% 2W 16.00 EA
371455 Heat Shrink, Black, RSTS-221-3/32 16.00 IN
370225 Capacitor-33Uf 16.00 EA
371455 Heat Shrink, Black, RSTS-221-3/32 3.75 IN
370215 Cable, Yellow, 16-3C Sjtow 2,087.00 IN
372205 Potentiometer Knob, 54-218-0 1.00 EA
372850 Terminal, Ring Vnl 16-14 Awg Belted, RB 877M 1.00 EA
392372 Label, Cord, 1”H x 2” 1.00 EA
392375 Label, Laser, Brady 90.00 EA
370145 Cable, CE, 601804 285.00 IN
372695 Terminal, Fork, 22-16 Awg, #6 14.00 EA
371450 Heat Shrink, Black, FIT 221-3/8-200B 2.50 IN
370210 Cable, Yellow Jacket 14-4C Sto 71.00 IN
372195 Potentiometer, 1K, Short, KU1021S20 1.00 EA
4.13

4.15
392367 Label, Cord, .75”H x 1.5” 22.00 EA
371460 Heat Shrink, Blue 4.00 IN
K-M16A-PLC500-717-00 Kit, Wires, Generic 1.00 EA
373135 Wire, 16 Awg / 26, TEW, Black 246.00 IN
373220 Wire, 16 Awg / 26, TEW, White 207.00 IN
373125 Wire, 12 Awg / 19, T90, Black 128.00 IN
373160 Wire, 12 Awg / 19, T90, Green-Yellow Striped 18.00 IN
372850 Terminal, Ring Vnl 16-14 Awg Belted, RB 877M 6.00 EA
373205 Wire, 16 Awg / 26, TEW, Red 1,786.00 IN
373140 Wire, 16 Awg / 26, TEW, Dark Blue 1,113.00 IN
373170 Wire, 16 Awg / 26, TEW, Green-Yellow Striped 156.00 IN
372695 Terminal, Fork, 22-16 Awg, #6 34.00 EA
370410 Connector, Black Ferrule 80.00 EA
392375 Label, Laser, Brady 24.00 EA
K-M16A-PLC500-718-00 Kit, Shipping Components, Generic 1.00 EA
372555 Switch, Limit With Roller, 1 NO & 1 NC, XCKL115H7 2.00 EA
372445 Switch, Limit, 90 Degree 1.00 EA
372425 Sensor, Proximity, DCA 12/4608 KS SL 1.00 EA
K-M16A-PLC-7181-00 Kit, Junction Box, Blade Tension 1.00 EA
372610 Switch, Selector , ZA2BD3 1.00 EA
391440 Label, ‘ M’ Machine Blade Tension 1.00 EA
371005 Enclosure, Plastic For Push Button Station, XAL J01H7 1.00 EA
370595 Contact Block, NO, XENL1111 2.00 EA
371035 Encoder, Optical, 2500 PPR 2.00 EA
370385 Connector, Encoder, Amphenol 90 Degree 1.00 EA
370045 Box, Junction, Coolant 1.00 EA
370505 Connector, Liquid Tight Metric 1.00 EA
370515 Connector, Liquid Tight, 3/4 in. Mnpt 1.00 EA
370400 Connector, Encoder, Amphenol Straight Plug 1.00 EA
370395 Connector, Encoder, Amphenol Insert 2.00 EA
370390 Connector, Encoder, Amphenol Clamp with Bushing 2.00 EA
370415 Connector, Cable Diameter 0.09-.265 5.00 EA
370510 Connector, Liquid Tight, 1/2 in. Mnpt Cable Diameter 3.00 EA
392987 Nut, Plastic, 3/4” 1.00 EA
371775 Lamp, Halogen 150W Mini Work Lamp, 3206875 1.00 EA
K-M16A-PLC-77-00-3 Kit, Digital Angle, Option 1.00 EA
391120 Fitting, 1/2 in. Straight Liquid Tight 1.00 EA
370415 Connector, Cable Diameter 0.09-.265 1.00 EA
371040 Encoder, Submersible, 6 Prong Con, G0550669 1.00 EA
372500 Suppressor, Quenchark 1.00 EA
373205 Wire, 16 Awg / 26, TEW, Red 61.00 IN
372445 Switch, Limit, 90 Degree 1.00 EA
370750 Counter, Universal 1.00 EA
373220 Wire, 16 Awg / 26, TEW, White 61.00 IN
370202 Cable, Shielded, 2 Pair 61.00 IN
4.14

K-M16-73-00 Kit, Digital Angle Display 1.00 EA
M16-7-04 Capstan, Encoder 1.00 EA
393938 Screw, Set, Cup Point, 6-32 x 0.25 2.00 EA
K-M16-731-00 Kit, Reset, 90 Degrees, Mounting 1.00 EA
S25-6-04B Bracket, Valve, Variable Vise Pressure 1.00 EA
390850 Bolt, Socket, Cap, 10-24 x 0.375 4.00 EA
K-M16-732-00 Kit, Wire, Encoder Drive, Mounting 1.00 EA
390850 Bolt, Socket, Cap, 10-24 x 0.375 2.00 EA
M16-7321-00 Assembly, Wire, Encoder Drive 1.00 EA
M16-7321-01 Wire, Encoder Drive 1.00 EA
372835 Terminal, Ring 10-12 Awg, RC 367M 2.00 EA
342100 Spring, Extension, TE0635-089-0508 1.00 EA
K-M16-733-00 Kit, Encoder, Digital Angle, Mounting 1.00 EA
M16-74-01B Wrapper, Bracket, Encoder, Mounting 1.00 EA
393824 Screw, Machine, 6-32 x 0.625 Slotted Fillister Head Cap 4.00 EA
390670 Bolt, Socket Head, Cap, 0.25-20 x 0.5 2.00 EA
K-M16-734-00 Kit, Cover, Angle Encoder 1.00 EA
W-M16-74-02C Weldment, Wrapper, Cover, Angle Encoder 1.00 EA
F-M16-74-02C Wrapper, Cover, Angle Encoder 1.00 EA
390850 Bolt, Socket, Cap, 10-24 x 0.375 2.00 EA
M16-741-00 Weldment, Cover, Wire 1.00 EA
M16-741-01 Plate, Cover, Wire 1.00 EA
M16-741-02A Wall, Cover, Wire 1.00 EA
K-M16-93-00 Kit, Guard, Front 1.00 EA
390080 Bolt, Hex Head Cap, 0.312-18 x 1.00 1.00 EA
394765 Washer, Lock, 0.312 1.00 EA
M16-93-00 Weldment, Guard, Front 1.00 EA
M16-93-01 Tube, Rail, Long 1.00 EA
SQ TUBE 1.50 X
1.50 X 0.125
Tubing, square, 1.50 in. x 1.50 in. x 0.125 in. 44.00 IN
M16-93-02 Tube, Rail, Short 1.00 EA
SQ TUBE 1.50 X
1.50 X 0.125
Tubing, square, 1.50 in. x 1.50 in. x 0.125 in. 7.25 IN
M16-93-03 Plate, Bracket, Mounting 1.00 EA
HR FLAT 0.25
X 1.5
Flat Bar, Hot Rolled, 0.25 in. x 1.50 in. 4.00 IN
M16-93-04 Wrapper, Bracket 1.00 EA
SQ TUBE 2.00 X
2.00 X 0.125
Tubing, 2.00 in. x 2.00 in. x 0.125 in. 2.00 IN
K-M16-74-00 Kit, PLC 500 1.00 EA
K-M16PC-71-00 Kit, Panel, Electrical 1.00 EA
M16-71-00 Assembly, Panel, Electrical 1.00 EA
M16-71-01 Sheet, Extension, Side Wall 1.00 EA
392835 Nut, Hex, 0.25-20 2.00 EA
394760 Washer, Lock, 0.25 2.00 EA
390715 Bolt, Socket, Cap, 0.375-16 x 1.00 2.00 EA
4.15

4.17
390035 Bolt, Hex Head Cap, 0.25-20 x 0.5 2.00 EA
M16-712-00 Weldment, Panel, Bottom 1.00 EA
M16-712-01B Wrapper, Panel, Bottom 1.00 EA
CHRM RD 1.125 Chrome, 1.125 in. 22.00 IN
M16-712-02A Sheet, Wall, Side, Bottom Panel 1.00 EA
M16-712-03 Hinge, Control Panel 1.00 EA
HR RD 0.75 Round, Hot Rolled, 0.75 in. 2.00 IN
M16PC-713-00A Weldment, Panel, Control 1.00 EA
M16-713-02 Plate, Hinge, Control Panel 1.00 EA
M16PC-713-01A Wrapper, Panel, Control 1.00 EA
390035 Bolt, Hex Head Cap, 0.25-20 x 0.5 4.00 EA
392540 Label, Parameters, M-Series, V-Series 1.00 EA
394760 Washer, Lock, 0.25 4.00 EA
393230 Operations Manual, M16A PLC 500 1.00 EA
M20A PLC500 COMPONENT LIST: 208V
ECN:W00-0047
ITEM # DESCRIPTION QTY UNIT
371520 Inverter, Variable Frequency Drive, 10 HP 240V, FR-E520-7.5K-NA
1.00 EA
370885 Disconnect, Box, Fusible 100 Amp, CH363 1.00 EA
371345 Fuse, Time Delay 600V Class R, 80Amp, TRS 80R 3.00 EA
372895 Transformer, 208V 500Va, 9070 T500D3 1.00 EA
372125 Overload, Manual Protector, PKZMO-10 1.00 EA
370645 Contactor, Incl. 1 NO & 1 NC Aux. 120 Coil Volt, SE00-11-PKZO 1.00 EA
370550 Contact Block, Auxilliary, NHI-11-PKZO 1.00 EA
372120 Overload, Magnetic Starter, PKZ2/ZM-32 1.00 EA
370545 Contact Block, Auxilliary, NHI-11-PKZ-2 1.00 EA
371240 Fuse, Fast Acting, 10 Amp, ATM10 2.00 EA
371415 Fuse, Time Delay, 5 Amp, ATDR5 1.00 EA
372805 Terminal, Ground, WKN10/SLU 2.00 EA
372735 Terminal Block, Power 3.00 EA
371060 End Plate, AP 10 1.00 EA
391450 Label, Voltage, 208V 2.00 CARD
370310 Conduit, Non Metallic, 3/4 in. Grey 112.00 IN
370460 Connector, Conduit, Gray 3/4 in. 1.00 EA
370445 Connector, Conduit, Fixed 3/4 in. 90 Deg 1.00 EA
373110 Wire, 8 Awg / 19, Black 1,170.00 IN
373154 Wire, 8 Awg / 19, T90, Green/Yellow Stripped 390.00 IN
392986 Nut, Metal, 3/4” 2.00 EA
394865 Washer, Metal Reducing 1 in. - 3/4 in. 8.00 EA
372835 Terminal, Ring 10-12 Awg, RC 367M 3.00 EA
370325 Conduit, Metal, 3/4 in. 225.00 IN
4.16

370430 Connector, Conduit, 3/4 in. 90 Deg, Metal 2.00 EA
370300 Conduit, Non Metallic, 1 in. Grey 61.00 IN
370450 Connector, Conduit, Straight, Plastic 1 in. Grey 1.00 EA
370435 Connector, Conduit, Fixed 1 in. 90 Deg 1.00 EA
392984 Nut, Metal, 1” 2.00 EA
373115 Wire, 6 Awg, Black 231.00 IN
373153 Wire, 6 Awg / 19, T90, Green/Yellow Stripped 77.00 IN
392375 Label, Laser, Brady 24.00 EA
392372 Label, Cord, 1”H x 2” 2.00 EA
371975 Motor, Electric, 3 HP, 208V, 1800 Rpm , 182TC, 60HZ 1.00 EA
371900 Motor, Electric, 10 HP, 208V, 1800 Rpm , 215TC, 60HZ 1.00 EA
M20A PLC500 COMPONENT LIST: 240V
ECN:W00-0047
ITEM # DESCRIPTION QTY UNIT
371520 Inverter, Variable Frequency Drive, 10 HP 240V, FR-E520-7.5K-NA
1.00 EA
370885 Disconnect, Box, Fusible 100 Amp, CH363 1.00 EA
371340 Fuse, Time Delay 600V Class R, 70Amp, TRS 70R 3.00 EA
372915 Transformer, 240V / 480V 500Va, 9070 T500D1 1.00 EA
372125 Overload, Manual Protector, PKZMO-10 1.00 EA
370645 Contactor, Incl. 1 NO & 1 NC Aux. 120 Coil Volt, SE00-11-PKZO 1.00 EA
370550 Contact Block, Auxilliary, NHI-11-PKZO 1.00 EA
372120 Overload, Magnetic Starter, PKZ2/ZM-32 1.00 EA
370545 Contact Block, Auxilliary, NHI-11-PKZ-2 1.00 EA
371280 Fuse, Fast Acting, 8 Amp, ATM8 2.00 EA
371415 Fuse, Time Delay, 5 Amp, ATDR5 1.00 EA
372805 Terminal, Ground, WKN10/SLU 2.00 EA
372735 Terminal Block, Power 3.00 EA
371060 End Plate, AP 10 1.00 EA
391460 Label, Voltage, 240V 2.00 CARD
370310 Conduit, Non Metallic, 3/4 in. Grey 112.00 IN
370460 Connector, Conduit, Gray 3/4 in. 1.00 EA
370445 Connector, Conduit, Fixed 3/4 in. 90 Deg 1.00 EA
373110 Wire, 8 Awg / 19, Black 1,170.00 IN
373154 Wire, 8 Awg / 19, T90, Green/Yellow Stripped 390.00 IN
392986 Nut, Metal, 3/4” 2.00 EA
394865 Washer, Metal Reducing 1 in. - 3/4 in. 8.00 EA
372835 Terminal, Ring 10-12 Awg, RC 367M 3.00 EA
370325 Conduit, Metal, 3/4 in. 225.00 IN
370430 Connector, Conduit, 3/4 in. 90 Deg, Metal 2.00 EA
370300 Conduit, Non Metallic, 1 in. Grey 61.00 IN
370450 Connector, Conduit, Straight, Plastic 1 in. Grey 1.00 EA
4.17

4.19
370435 Connector, Conduit, Fixed 1 in. 90 Deg 1.00 EA
392984 Nut, Metal, 1” 2.00 EA
373115 Wire, 6 Awg, Black 231.00 IN
373153 Wire, 6 Awg / 19, T90, Green/Yellow Stripped 77.00 IN
392375 Label, Laser, Brady 24.00 EA
392372 Label, Cord, 1”H x 2” 2.00 EA
371980 Motor, Electric, 3 HP, 240 / 480V, 1800 Rpm , 182TC, 60HZ 1.00 EA
371910 Motor, Electric, 10 HP, 240 / 480V, 1800 Rpm , 215TC, 60HZ 1.00 EA
M20A PLC500 COMPONENT LIST: 480V
ECN:W00-0047
ITEM # DESCRIPTION QTY UNIT
371530 Inverter, Variable Frequency Drive, 10 HP 460V, E Series, FR-E540-7.5K-NA
1.00 EA
371815 Line Reactor, 10 HP 480V 5% Impedance, RL-01803 1.00 EA
370895 Disconnect, Box, Fusible 60 Amp, CH362 1.00 EA
371330 Fuse, Time Delay 600V Class R, 35Amp, TRS 35R 3.00 EA
372915 Transformer, 240V / 480V 500Va, 9070 T500D1 1.00 EA
372130 Overload, Manual Protector, PKZMO-6.3 1.00 EA
370645 Contactor, Incl. 1 NO & 1 NC Aux. 120 Coil Volt, SE00-11-PKZO 1.00 EA
370550 Contact Block, Auxilliary, NHI-11-PKZO 2.00 EA
372140 Overload, Manual Protector, PKZMO-16 1.00 EA
371270 Fuse, Fast Acting, 5 Amp, ATM5 2.00 EA
371415 Fuse, Time Delay, 5 Amp, ATDR5 1.00 EA
372705 Terminal Block, 8 mm 20-9 Awg, WK6SL/U 2.00 EA
372707 Terminal Block, 6 mm 20-8 Awg/600 Beige, WK6/U-6MM 3.00 EA
371050 End Plate, AP 6 1.00 EA
391480 Label, Voltage, 480V 2.00 CARD
370305 Conduit, Non Metallic, 1/2 in. Grey 112.00 IN
370440 Connector, Conduit, Fixed 1/2 in. 90 Deg 1.00 EA
373125 Wire, 12 Awg / 19, T90, Black 1,170.00 IN
373160 Wire, 12 Awg / 19, T90, Green-Yellow Striped 390.00 IN
394870 Washer, Metal, 1/2 in. - 3/4 in. 12.00 EA
372835 Terminal, Ring 10-12 Awg, RC 367M 3.00 EA
370320 Conduit, Metal, 1/2 in. 225.00 IN
370425 Connector, Conduit, 1/2 in. 90 Deg 2.00 EA
370455 Connector, Conduit, Gray 1/2 in. 1.00 EA
392985 Nut, Metal, 1/2 in. 2.00 EA
373120 Wire, 10 Awg / 19, T90, Black 231.00 IN
373155 Wire, 10 Awg / 19, T90, Green-Yellow Striped 77.00 IN
392375 Label, Laser, Brady 24.00 EA
392372 Label, Cord, 1”H x 2” 2.00 EA
371980 Motor, Electric, 3 HP, 240 / 480V, 1800 Rpm , 182TC, 60HZ 1.00 EA
371910 Motor, Electric, 10 HP, 240 / 480V, 1800 Rpm , 215TC, 60HZ 1.00 EA
4.18

ECN:W00-0047
ITEM # DESCRIPTION QTY UNIT
M20A PLC500 COMPONENT LIST: 575V
371535 Inverter, Variable Frequency Drive, 10 HP 575V, FR-A560-7.5K-NA
1.00 EA
371820 Line Reactor, 10 HP 575V 5% Impedance, RL-01203 1.00 EA
370890 Disconnect, Box, Fusible 30 Amp, CH361 1.00 EA
371310 Fuse, Time Delay 600V Class R, 30Amp, TRS 30R 3.00 EA
372965 Transformer, 600V 500Va, 9070 T500D5 1.00 EA
372150 Overload, Manual Protector, PKZMO-4 1.00 EA
370645 Contactor, Incl. 1 NO & 1 NC Aux. 120 Coil Volt, SE00-11-PKZO 1.00 EA
370550 Contact Block, Auxilliary, NHI-11-PKZO 2.00 EA
372140 Overload, Manual Protector, PKZMO-16 1.00 EA
370610 Contactor, 110V 59Hz-120V 60Hz, DILOM 1.00 EA
371265 Fuse, Fast Acting, 4 Amp, ATM4 2.00 EA
371415 Fuse, Time Delay, 5 Amp, ATDR5 1.00 EA
372705 Terminal Block, 8 mm 20-9 Awg, WK6SL/U 2.00 EA
372707 Terminal Block, 6 mm 20-8 Awg/600 Beige, WK6/U-6MM 3.00 EA
371050 End Plate, AP 6 1.00 EA
391485 Label, Voltage, 600V 2.00 CARD
370305 Conduit, Non Metallic, 1/2 in. Grey 112.00 IN
373125 Wire, 12 Awg / 19, T90, Black 1,170.00 IN
373160 Wire, 12 Awg / 19, T90, Green-Yellow Striped 390.00 IN
392985 Nut, Metal, 1/2 in. 2.00 EA
394870 Washer, Metal, 1/2 in. - 3/4 in. 12.00 EA
372835 Terminal, Ring 10-12 Awg, RC 367M 3.00 EA
370320 Conduit, Metal, 1/2 in. 225.00 IN
370425 Connector, Conduit, 1/2 in. 90 Deg 2.00 EA
370455 Connector, Conduit, Gray 1/2 in. 1.00 EA
370440 Connector, Conduit, Fixed 1/2 in. 90 Deg 1.00 EA
373120 Wire, 10 Awg / 19, T90, Black 231.00 IN
373155 Wire, 10 Awg / 19, T90, Green-Yellow Striped 77.00 IN
392375 Label, Laser, Brady 24.00 EA
392372 Label, Cord, 1”H x 2” 2.00 EA
371995 Motor, Electric, 3 HP, 575V, 1800 Rpm , 182TC, 60HZ 1.00 EA
371930 Motor, Electric, 10 HP, 575V, 1800 Rpm , 215TC, 60HZ 1.00 EA
4.19

4.21
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH NO OPTIONS
4.20

4.21

4.23
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH NO OPTIONS
4.22

4.23

4.25
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH NO OPTIONS
4.24

4.25

4.27
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH NO OPTIONS
4.26

4.27

4.29
M16/20 A 480V / 575V ELECTRICAL SCHEMATIC WITH NO OPTIONS
4.28
 Loading...
Loading...