

Hyd-Mech H-18 ASV, H-22 ASV User Manual

H-18/22 ASV
393115
November 2004, REV G
Thank you,
On behalf of everyone at HYD·MECH Group Limited, I would like to thank and congratulate you on your decision to purchase a HYD·MECH bandsaw.
Your new machine is now ready to play a key role in increasing the efciency of your operation, helping you to reduce cost
while boosting quality and productivity.
To ensure you are maximizing the power and versatility of your new HYD·MECH bandsaw, please take the time to familiarize yourself and your employees with the correct operation and maintenance procedures as outlined in this manual.
We sincerely appreciate the condence you have demonstrated in purchasing our product and look forward to building a
long and mutually benecial relationship.
Thank you
Hyd·Mech Group Limited
P.O. Box 1030, 1079 Parkinson Road
Woodstock, Ontario, N4S 8A4
Phone : (519) 539-6341
Service : 1-877-237-0914
Sales : 1-877-276-SAWS (7297)
Fax : (519) 539-5126
e-mail : info@hydmech.com

TABLE OF CONTENTS
SECTION 1, INSTALLATION
SAFETY PRECAUTIONS............................................................................................................................................1.1
H-18/22 SV LIFTING INSTRUCTIONS .......................................................................................................................1.2
FOUNDATION, LEVELLING AND ANCHORING ........................................................................................................1.3
WIRING CONNECTIONS............................................................................................................................................1.3
HYDRAULIC OIL AND CUTTING FLUID .................................................................................................................... 1.4
SECTION 2, OPERATION
BLADE BASICS ..........................................................................................................................................................2.1
VARIABLE SPEED CONTROL ...................................................................................................................................2.1
THE CONTROL PANEL .............................................................................................................................................. 2.1
MANUAL OPERATION................................................................................................................................................ 2.1
PLC 100 CONTROL SYSTEMS.................................................................................................................................. 2.4
OPERATION OVERVIEW ........................................................................................................................................... 2.4
ACTIVATING THE PLC ...............................................................................................................................................2.5
FUNCTION KEY DESCRIPTIONS.............................................................................................................................. 2.5
SINGLE PART CYCLE OPERATION ..........................................................................................................................2.6
KERF CORRECTION.................................................................................................................................................. 2.6
AUTOMATIC OPERATION..........................................................................................................................................2.7
PROCEDURE FOR EDITING OR STARTING A NEW JOB IN AUTO MODE.............................................................2.7
JOB IN PROGRESS....................................................................................................................................................2.7
WORKING WITH A QUEUE........................................................................................................................................2.8
HYDRAULIC FEED CONTROL...................................................................................................................................2.9
CUTTING PARAMETERS CHART.............................................................................................................................. 2.10
CUTTING SOLIDS ...................................................................................................................................................... 2.10
CUTTING STRUCTURALS.........................................................................................................................................2.10
ADDITIONAL CONTROLS..........................................................................................................................................2.13
COOLANT FLOW........................................................................................................................................................ 2.13
HEAD UP AND DOWN LIMIT SETTING ..................................................................................................................... 2.14
VARIABLE VISE PRESSURE (OPTION) ................................................................................................................... 2.14
BUNDLING OPERATION (OPTION) ..........................................................................................................................2.15
SECTION 3, MAINTENANCE & TROUBLESHOOTING
LOCK -OUT.................................................................................................................................................................3.1
LOCK OUT PROCEDURE ..........................................................................................................................................3.1
BLADE CHANGING PROCEDURE ............................................................................................................................3.1
BLADE BRUSH ADJUSTMENT..................................................................................................................................3.2
BLADE TRACKING ADJUSTMENT ............................................................................................................................ 3.2
IDLER WHEEL TRACKING.........................................................................................................................................3.2
DRIVE WHEEL TRACKING ........................................................................................................................................3.2
CAM FOLLOWER ADJUSTMENT ..............................................................................................................................3.3
LUBRICATION............................................................................................................................................................. 3.3
GEARBOX LUBRICATION (H-18ASV WITH A503 GEARBOX) ................................................................................. 3.4
OUTPUT SHAFT LUBRICATION ................................................................................................................................ 3.5
HYDRAULIC MAINTENANCE.....................................................................................................................................3.5
CLEANLINESS............................................................................................................................................................ 3.6
TROUBLE SHOOTING ............................................................................................................................................... 3.6
PROGAMMABLE LOGIC CONTROL..........................................................................................................................3.8
PLC PARAMETERS .................................................................................................................................................... 3.8
PLC TROUBLESHOTTING.........................................................................................................................................3.10
FUSES.........................................................................................................................................................................3.15
MITSUBISHI FX2N 48MR INPUTS AND OUTPUTS ..................................................................................................3.16
ENCODER & PROXIMITY SENSOR CONNECTIONS...............................................................................................3.17
CALIBRATION PROCEDURE.....................................................................................................................................3.18
HEAD HEIGHT CALIBRATION PROCEDURE ........................................................................................................... 3.19
TOC.1

SECTION 4, ELECTRICAL
GENERAL INFORMATION..........................................................................................................................................4.1
INITIAL HOOKUP........................................................................................................................................................ 4.1
H-18/22 SV ELECTRICAL SCHEMATIC, NO OPTIONS 208/240 VAC ......................................................................4.8
H-18/22 SV ELECTRICAL WIRING DIAGRAM, NO OPTIONS 208/240 VAC............................................................4.12
H-18/22 SV ELECTRICAL WIRING DIAGRAM INPUTS & OUTPUTS, NO OPTIONS 208/240 VAC ........................ 4.18
H-18/22 SV ELECTRICAL SCHEMATIC, WITH OPTIONS, 208/240 VAC .................................................................4.20
H-18/22 SV ELECTRICAL WIRING DIAGRAM, WITH OPTIONS, 208/240 VAC ....................................................... 4.24
H-18/22 SV ELECTRICAL WIRING DIAGRAM INPUTS & OUTPUTS, WITH OPTIONS, 208/240 VAC ................... 4.30
H-18/22 SV ELECTRICAL SCHEMATIC, NO OPTIONS 480/575 VAC ......................................................................4.32
H-18/22 SV ELECTRICAL WIRING DIAGRAM, NO OPTIONS 480/575 VAC............................................................4.36
H-18/22 SV ELECTRICAL WIRING DIAGRAM INPUTS & OUTPUTS, WITH NO OPTIONS, 480/575 VAC.............4.42
H-18/22 SV ELECTRICAL SCHEMATIC, WITH OPTIONS, 480/575 VAC .................................................................4.44
H-18/22 SV ELECTRICAL WIRING DIAGRAM, WITH OPTIONS, 480/575 VAC ....................................................... 4.48
H-18/22 SV ELECTRICAL WIRING DIAGRAM INPUTS & OUTPUTS, WITH OPTIONS, 480/575 VAC ................... 4.54
SECTION 5, HYDRAULIC SYSTEM
GLAND ASSEMBLIES ................................................................................................................................................ 5.2
PISTON ASSEMBLIES................................................................................................................................................ 5.2
H-18/22 SV HYDRAULIC SCHEMATIC ...................................................................................................................... 5.3
H-18/22 SV PLUMBING DIAGRAM ............................................................................................................................ 5.4
SECTION 6, MECHANICAL
H-18 SV BLADE BRUSH ASSEMBLY.........................................................................................................................6.1
H-22 SV BLADE BRUSH ASSEMBLY.........................................................................................................................6.2
H-18/22 SV GUIDE ARM ASSEMBLY.........................................................................................................................6.3
H-18/22 SV CARBIDE GUIDE ASSEMBLY................................................................................................................6.4
H-18/22 SV ANTI-VIBRATION ROLLER ASSEMBLY ................................................................................................. 6.5
H-18 SV IDLER WHEEL ASSEMBLY..........................................................................................................................6.6
H-22 SV IDLER WHEEL ASSEMBLY..........................................................................................................................6.7
H-18/22 SV HYDRAULIC PUMP ASSEMBLY............................................................................................................. 6.8
H-18/22 SV HYDRAULIC TANK ASSEMBLY..............................................................................................................6.9
H-18/22 SV FRONT VISE ASSEMBLY ....................................................................................................................... 6.10
H-18/22 SV SHUTTLE VISE DATUM LINE JAW ASSEMBLY ....................................................................................6.11
H-18/22 SV SHUTTLE VISE ASSEMBLY ................................................................................................................... 6.12
H-18/22 SV CHIP AUGER ASSEMBLY.......................................................................................................................6.13
H-18 SV DRIVE ASSEMBLY.......................................................................................................................................6.14
H-22 SV DRIVE ASSEMBLY.......................................................................................................................................6.16
SECTION 7, OPTIONAL EQUIPMENT
H-18/22 SV BUNDLING ASSEMBLY .......................................................................................................................... 7.1
H-18/22 SV OUTBOARD BUNDLING ASSEMBLY.....................................................................................................7.2
SECTION 8, SPECIFICATIONS
H-18 SV LAYOUT........................................................................................................................................................8.2
H-22 SV LAYOUT........................................................................................................................................................8.3
SECTION 9, WARRANTY
WARRANTY................................................................................................................................................................9.1
TOC.2


SECTION 1, INSTALLATION
Upon delivery of your new H-18/22 SV saw, it is imperative that a thorough inspection be undertaken to check for any
damage that could have been sustained during shipping. Special attention should be paid to the electrical and hydraulic
systems to check for damaged cords, hoses and uid leaks. In the event of damage caused during shipping, contact your
carrier to le a damage claim.
SAFETY PRECAUTIONS
The machine has been designed to give years of reliable service. It is essential that operators be alerted to the safe
operation of this saw, and the practices to avoid that could lead to injury. The following safety rules are at the minimum
necessary for the safe installation, operation, and maintenance of the saw. Take every precaution for the protection of
operators and maintenance personnel.
• POWER HOOK-UPS AND REPAIRS SHOULD BE ATTEMPTED ONLY BY QUALIFIED TRADESMEN.
• THE SAW SHOULD BE LOCATED IN AN AREA WITH SUFFICIENT ROOM TO SAFELY LOAD STOCK INTO
THE SAW. SECURE THE SAW TO THE FLOOR.
• THE AREA AROUND THE SAW SHOULD BE MAINTAINED IN A CLEAN AND TIDY CONDITION TO AVOID
OBSTACLES OPERATORS COULD TRIP OVER.
• THE H-18/22 SV SHOULD ONLY BE OPERATED ACCORDING TO THE SPECIFICATIONS OF THE SAW.
AVOID UNSAFE USAGE PRACTICES.
• IF AT ANY TIME THE SAW DOES NOT APPEAR TO BE OPERATING PROPERLY IT SHOULD BE
STOPPED IMMEDIATELY AND REPAIRED.
OPERATOR :
• THE SAW SHOULD NEVER BE OPERATED UNLESS ALL GUARDS AND DOORS ARE IN PLACE AND
CLOSED.
• KEEP A SAFE DISTANCE FROM ALL MOVING PARTS - ESPECIALLY THE BLADE AND VISES.
• LOOSE CLOTHING AND GLOVES SHOULD NEVER BE WORN WHILE OPERATING THE SAW. COVER LONG
HAIR.
• STOCK SHOULD NOT BE LOADED ONTO THE SAW IF THE BLADE IS RUNNING.
• LONG AND HEAVY STOCK SHOULD ALWAYS BE PROPERLY SUPPORTED IN FRONT OF AND BEHIND THE
SAW.
• NEVER ATTEMPT TO DISLODGE OR MOVE STOCK WHILE THE BLADE IS MOVING. TAKE THE TIME TO
STOP THE SAW BLADE, REMOVE OBSTRUCTIONS, AND START BLADE.
• MUST WEAR EYE PROTECTION.
• MAINTAIN PROPER ADJUSTMENT OF BLADE TENSION, BLADE GUIDES, AND BEARINGS
• HOLD WORKPIECE FIRMLY AGAINST TABLE.
• DO NOT REMOVE JAMMED CUTOFF PIECES UNTIL BLADE HAS STOPPED.
NO MODIFICATIONS TO THE MACHINE ARE PERMITTED WITHOUT PRIOR APPROVAL FROM
HYD-MECH. ANY APPROVED MODIFICATIONS SHOULD ONLY BE UNDERTAKEN BY TRAINED PERSONNEL.
1.1
1.3
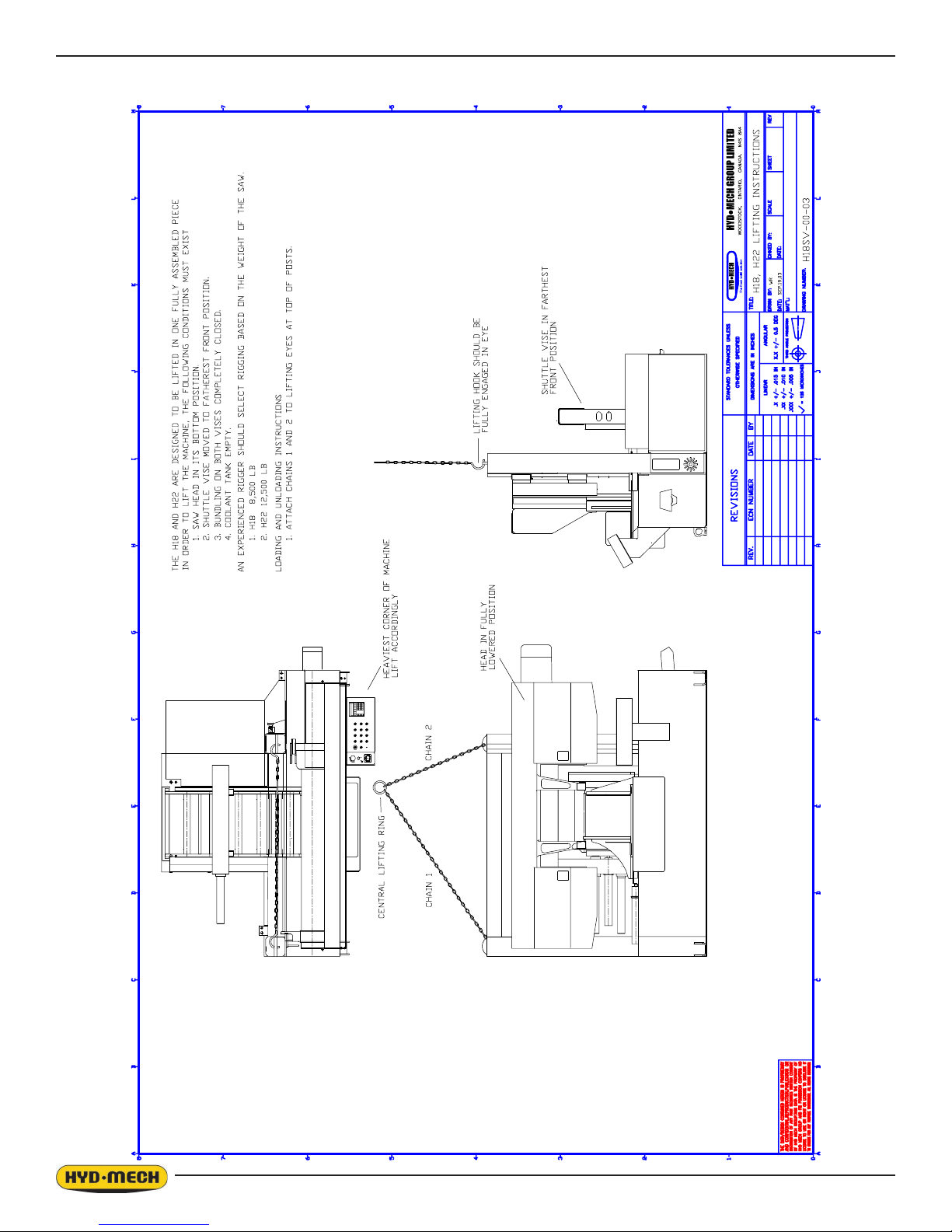
H-18/22 SV LIFTING INSTRUCTIONS
1.2
FOUNDATION, LEVELLING AND ANCHORING
Machine location should be carefully selected. A at concrete oor area should be chosen. It should have enough
free space surrounding the machine to enable free access
for safe operation and maintenance.
Machine should be leveled in both directions i.e. along and
across its in-feed conveyor especially when machine is to be
inserted into a larger conveyor system.
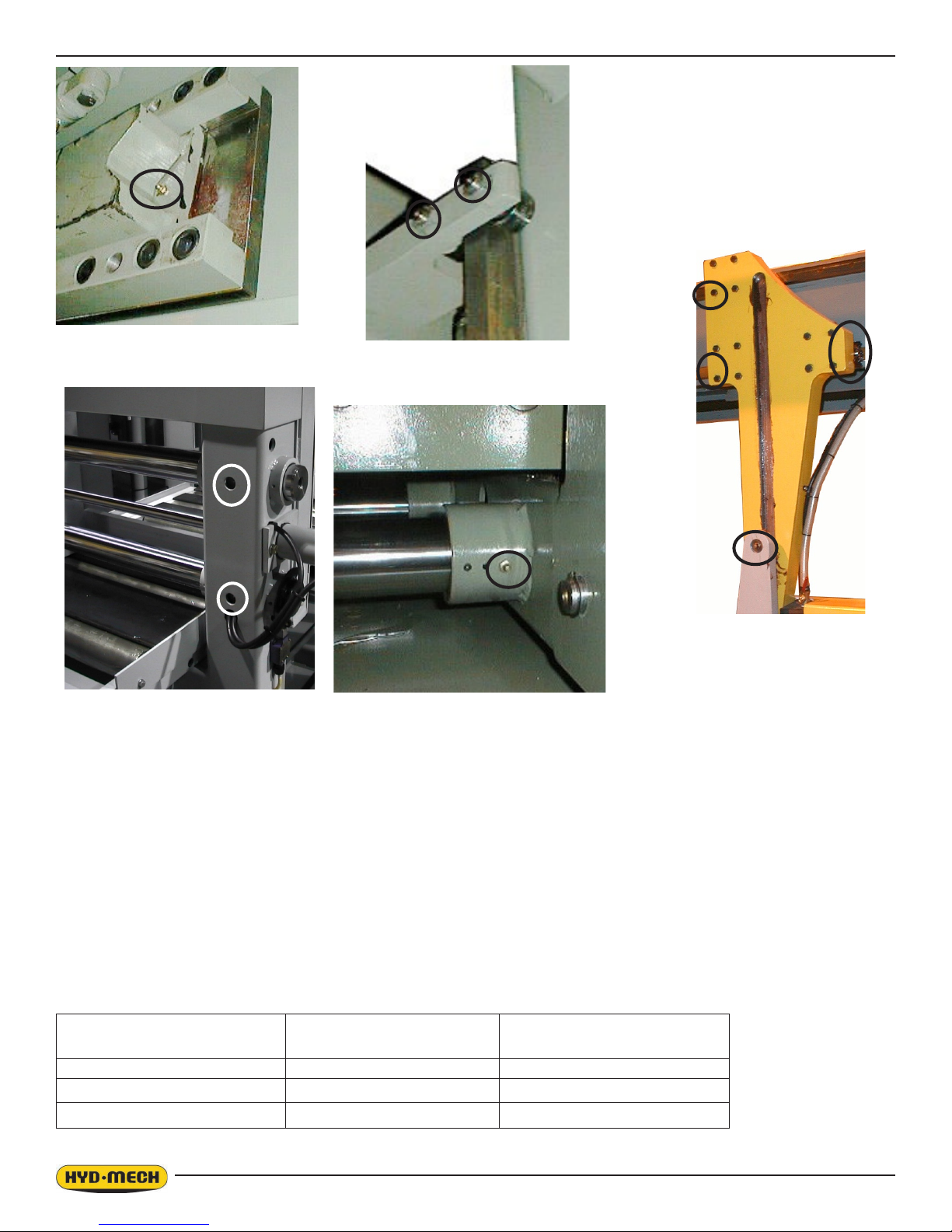
Six leveling screws are provided, one in each corner of the
machine base plus on in the hydraulic cabinet. Steel plates
are to be placed under each screw to prevent their sinking
into the concrete oor. In cases where the machine is to be
anchored permanently, anchoring holes are provided. They
are located next to the leveling screws.
NOTE:
In some cases leveling the saw in-feed and auxiliary conveyor with a slight slope towards the blade is recommended.
This will prevent coolant from running down the raw stock. (This is especially true when cutting tubing or bundles).
WIRING CONNECTIONS
After the machine is leveled and anchored the necessary power hook-up needs to be performed. In order to provide safe
operation as well as to prevent potential damage to the machine, only qualied personnel should make the connections.
BEFORE START-UP THE FOLLOWING TWO POINTS SHOULD BE CHECKED:
1. Signs of damage that may have occurred during shipping to the electrical cables and the hydraulic hoses.
2. The hydraulic oil level is between the upper and lower lines on the level gauge.
As supplied, the machine is set to run on three phase voltage as
indicated on the serial plate and voltage label.
Power connection to the machine is made to L1, L2, L3 and
Ground terminals in the main electrical box found beside the
conveyor on the drive side. For machines equipped with a variable
frequency drive unit, an earth ground is also recommended.
During the initial hook-up it is very important to check that the
phase order is correct. This is indicated by the hydraulic pressure gauge registering a pressure rise and the blade running in
a counter clockwise direction. If the hydraulics do not register an
immediate pressure rise, shut the hydraulics off and change the
phase order.
ATTENTION: Running the hydraulics “backwards” can damage
the hydraulic pump.
1.3

HYDRAULIC OIL AND CUTTING FLUID
The H-18/22 SV bandsaw is supplied with Arco Duro 46 hydraulic oil. If it is necessary to change the oil to a different
brand see the HYDRAULIC SECTION for equivalent grade oil.
No cutting uid is supplied with the machine. There are two types of coolant available:
• Oil based; dilute 1:10 ratio (one part concentrated coolant to 10 parts water)
• Synthetic; dilute as recommended by the manufacturer.
1.4

SECTION 2, OPERATING INSTRUCTIONS
This section has been prepared to give the operator the ability to set up the saw for most cutting situations. Before cutting
any material, the operator should be familiar with all operations and controls as well as the basic cutting theory described
below. The saw is equipped with a variable blade speed control and hydraulic feed control, as well as an extensive door
chart to guide the operator to the correct setting of these controls.
BLADE BASICS
Technology is rapidly changing all aspects of production machining. Metal cutoff is no exception. The advances made
in the bandsaw blade industry have denitely brought down the cost per cut, despite the three fold higher price of high
technology blades. Variable pitch, bi-metal blades (like the 4/6 or 3/4 bi-metal blade supplied with the machine) last much
longer, cut faster, and more accurately than conventional carbon steel blades. In order to take advantage of the superiority
of bi-metal blades, it is critical to properly “break-in” a new blade. This is accomplished by taking two or three cuts through
solid four or ve inch diameter mild steel at an extremely slow feed rate. (It is also advisable to utilize a slow blade speed.)
These two or three slow cuts sufciently lap (polish) the teeth on the new blade so that it does not snag the material being
cut. Proper break-in will alleviate blade vibration; improve surface nish, accuracy, and blade life.
After “break-in”, the following six points must be closely monitored to ensure long blade life:
1. Proper blade tension should be maintained. (See Section 3, Maintenance and Troubleshooting)
2. Generous coolant application is essential with most materials. A high quality and well mixed coolant will extend
blade life, and also increase cutting rate and quality. On those materials where coolant is undesirable for cutting,
a slight coolant ow or periodic oiling of the blade is necessary to prevent the blade from being scored by the
carbide guides.
3. The stock being cut must be securely clamped in the vises.
4. The proper feed force should be chosen. (see Saw Cutting Parameters: Step 2)
5. The proper blade speed must be selected. (see Saw Cutting parameters: Step 4)
6. The proper feed rate must be applied. (see Saw Cutting Parameters: Step 5)
VARIABLE SPEED CONTROL
Blade speed can be adjusted innitely between 60 to 350 SFM (Surface Feet/Minute) (18 to 107m/min). Adjustment
should be made only when the blade is running. Clockwise rotation of the knob increases blade speed while counter
clockwise rotation decreases blade speed.
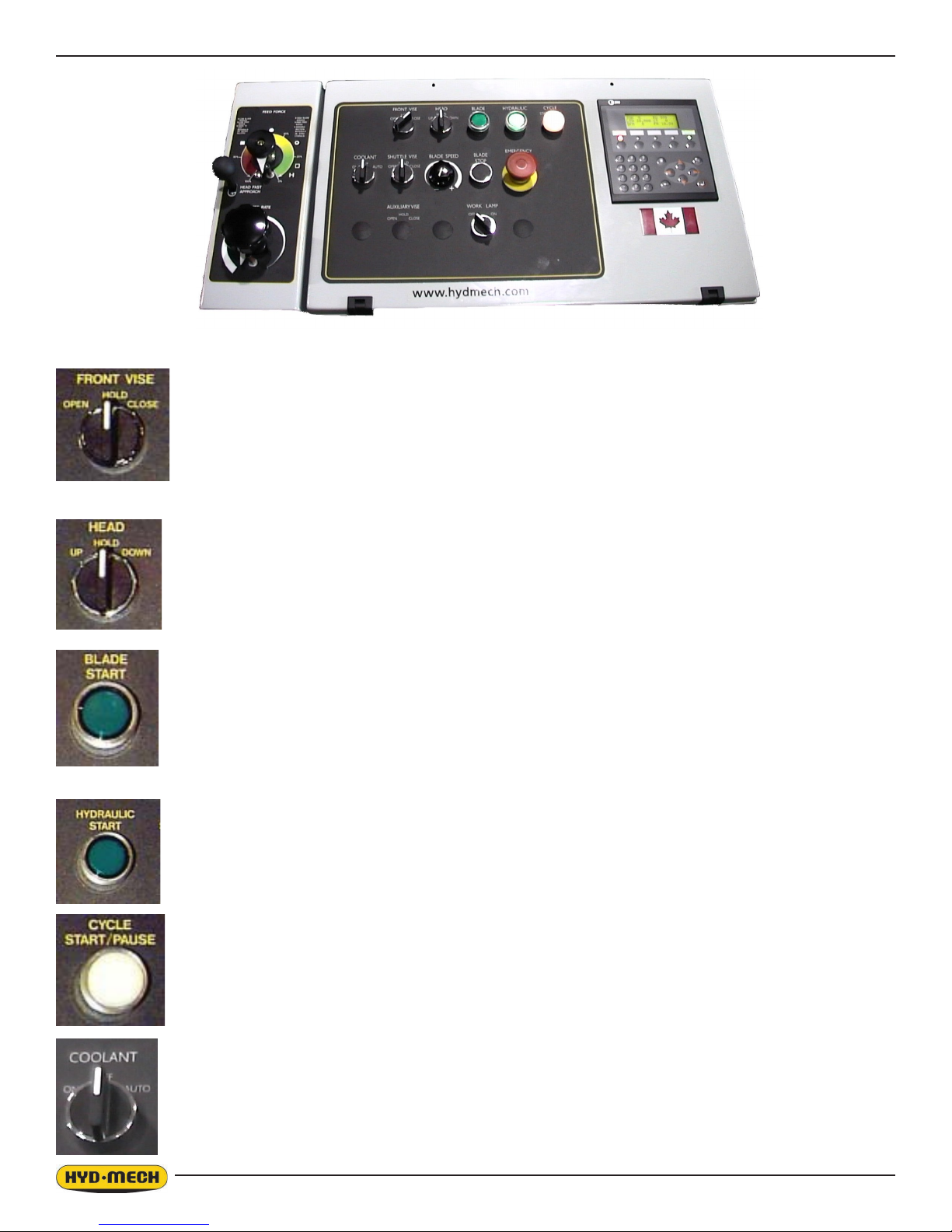
THE CONTROL PANEL
START-UP
The H-18/22 control console has been designed to simplify the operation of the saw, to give the operator
the ability to stop any function at any time, and to be able to control all the functions remotely. We can
not overstress the importance of familiarizing yourself with the controls of the H-18/22 prior to starting the
machine.
NOTE:
1. ALL SWITCHES MUST BE IN THE CENTER NEUTRAL POSITION TO START THE MACHINE!
2. WHEN STARTING THE MACHINE FOR THE FIRST TIME MAKE SURE THAT BLADE IS MOVING IN A COUNTERCLOCKWISE DIRECTION, AND THAT THE HYDRAULIC PRESSURE IS 1000 PSI (6890kP). IF THERE IS
NO IMMEDIATE PRESSURE, SHUT THE SAW DOWN AND CHANGE THE PHASE ORDER.
MANUAL OPERATION
Manual Operations can be performed when the PLC 100 controller is set to MAN (AUTO is active when a RED light is on
above the AUTO/MAN button). All functions are self-explanatory. Specic control button functions are described on the
following pages.
2.1
2.3
FRONT VISE - This switch has three positions, OPEN, HOLD and CLOSE. With the switch held in the
OPEN position the vise will open all the way or until the switch is released. With the switch in the HOLD
position, the vise will stay where it is and will not move freely although it will not resist a large force
indenitely without creeping. In CLOSE, the vise will close all the way, or until it encounters enough
resistance to stop it.
HEAD CONTROL - This switch has three positions: UP, HOLD and DOWN. The switch is inactive unless the PLC is in manual mode. In the UP position, the head will rise until it trips the head up limit which
is adjustable via the PLC. In the HOLD position the head will stay still. In the DOWN position the head
will descend until it reaches the bottom of the stroke. The speed of descent is controlled by the Head
Feed and Head Force Limit controls.
BLADE START - The blade can be started only when the hydraulics are running in either manual or auto
mode.
NOTE: In automatic Mode the head will not descend until the blade has been started, which the PLC will
prompt the operator to do so.
HYDRAULIC START - To start the hydraulic system, the switches for the head and both vises must be in
the “NEUTRAL” position. The “HYDRAULIC START” button must be depressed and held in momentarily
until the PLC display becomes active.
CYCLE START / PAUSE - This button starts the cutting cycles and will stay illuminated white until the
cycles are completed. The PLC control system will prompt you to start the blade if it is not running. The
machine will then begin the automatic cycle until completed when it will shut itself off. The current cycle
can be PAUSED by pressing this button at any time during a cycle and restarted by pressing it again.
COOLANT - This switch has three positions, AUTO, OFF, and ON. In the ON position, the coolant
system will operate when there is power to the machine; this allows using the wash gun to clean the
machine. In the OFF position, the coolant system is inactive. In the AUTO position the coolant system
will only run when the blade is on. The coolant system can be run when the blade is on and the head is
descending by selecting this option in the PLC parameters.
2.2
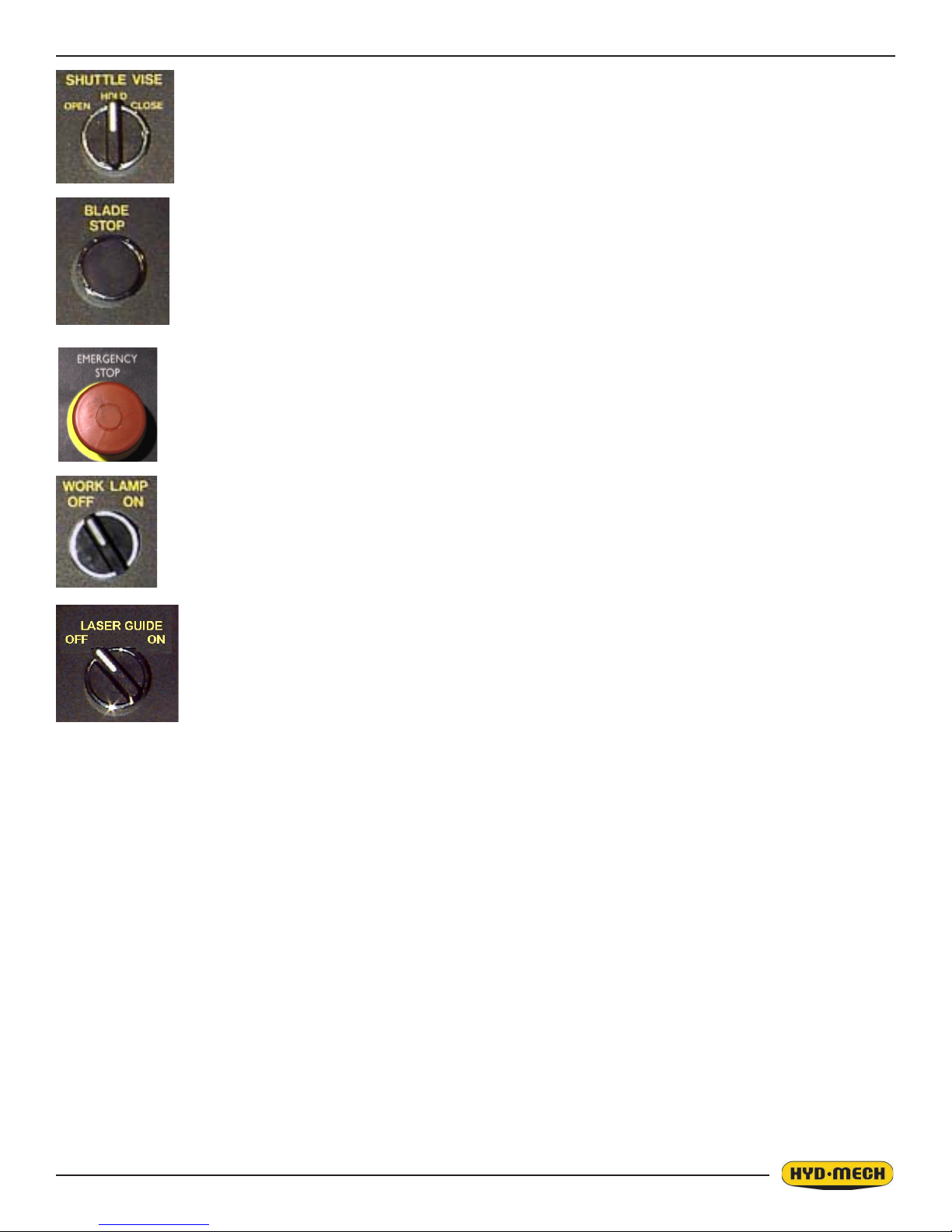
SHUTTLE VISE - This switch has three positions, OPEN, HOLD and CLOSE. With the switch held in
the OPEN position the vise will open all the way or until the switch is released. With the switch in the
HOLD position, the vise will stay where it is and will not move freely although it will not resist a large
force indenitely without creeping. In CLOSE, the vise will close all the way, or until it encounters
enough resistance to stop it.
BLADE STOP BUTTON - Stops the blade. If the blade is stopped during a cycle, the cycle will continue
but will not let the head descend until the blade is started.
STOP - This mushroom button stops the blade and hydraulic motors. Both vises will hold their position but, pressure will begin to fall off. Long pieces of work should always be supported so they will not
become loose over time and fall while the machine is shut down. This is a latched button and must be
pulled out to start the machine.
WORK LAMP - This option switch has two positions, OFF and ON.
LASER GUIDE - This option switch has two positions, OFF and ON.
2.3

2.5
PLC 100 CONTROL SYSTEMS
NOTE: This instruction manual is applicable to the H-18/22 SV equipped with a MITSUBISHI PLC manufactured after and
including the following serial numbers:
Machine Model Serial #
H-18S B1001099, B1001103
DISPLAY WINDOW
PLC FUNCTION KEYS
NUMERIC KEY PAD
CURSOR KEYS
ENTER KEY
OPERATION OVERVIEW
The PLC is a programmable logic controller which allows the operator to run the machine in both manual and automatic
modes.
In manual mode, all functions can be operated by using a combination of selector switches on the control console and
the PLC function buttons. Also the operator has the ability to execute a single cut utilizing a preprogrammed “Single Part
Cycle”.
In automatic mode, the PLC has the capacity to program and store 99 jobs. Designated job numbers can be programmed
for quantity required (maximum of 999 pieces) and lengths from 0.1” to 220” (5588mm).
Jobs can be run individually or in a QUEUE which allows a maximum of 5 jobs to run consecutively and the queue can be
repeated automatically as well up to 99 times.
All machine operators should be familiar with the entire operation instructions prior to operating the machine.
NOTE: If an emergency situation arises during any operation, use the large red mushroom “STOP” button located on the
control panel to shut down the machine. To operate the machine, the “STOP” button must be pulled out.
2.4
ACTIVATING THE PLC
Position the head, xed vise, and shuttle vise switches to the NEUTRAL (center) positions. If any of these switches are
not in the NEUTRAL position, the hydraulics will not start. The PLC control will become active when the HYDRAULIC
START button is depressed and “held in” momentarily. First, the HMI and PLC’s current revision number will be shown on
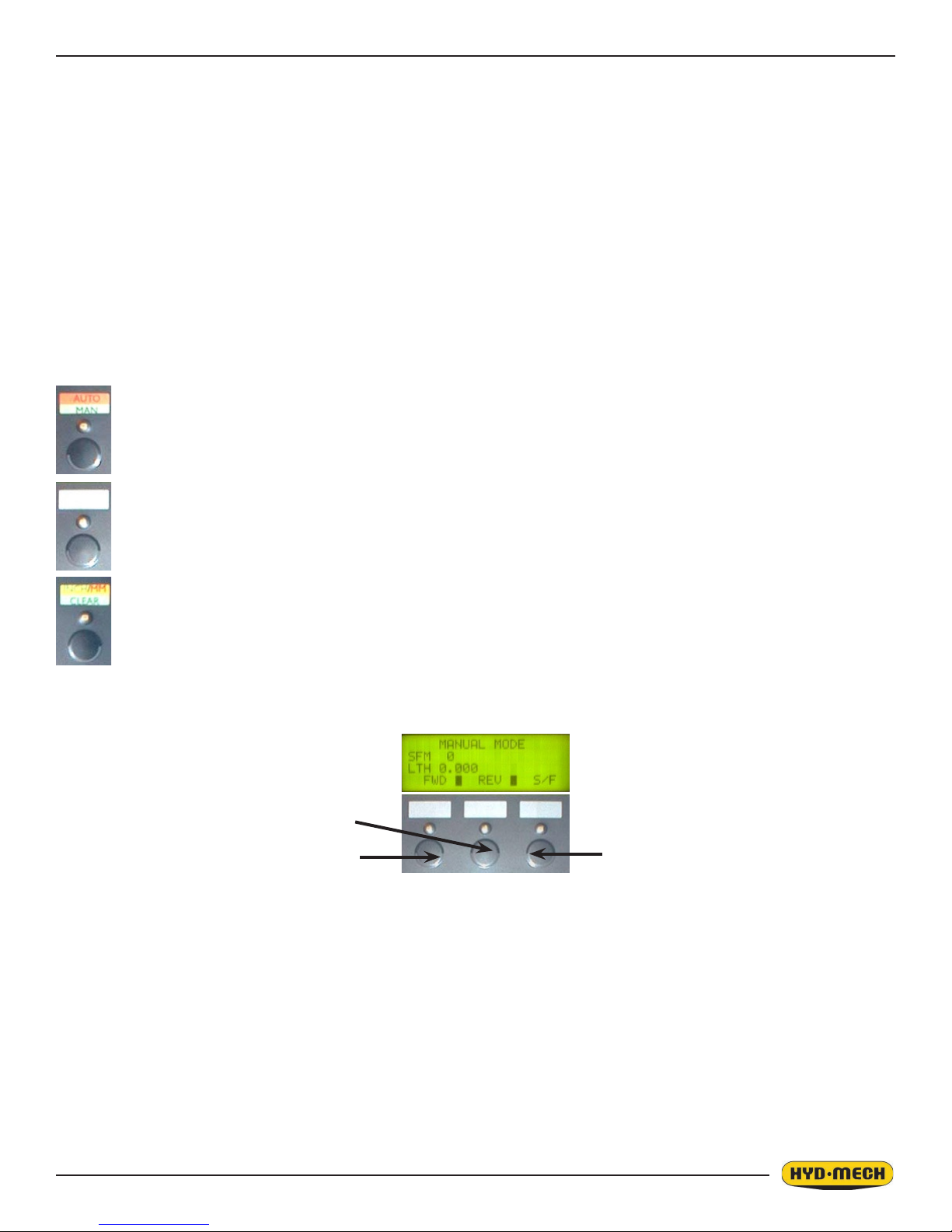
the display window and nally the MANUAL MODE display window will appear as shown below. The AUTO/MAN green
indicator light will be on and all MANUAL controls are enabled. The “LTH” value (shuttle vise position) will always display
zero at start up. The “LTH” value can be reset or cleared at any time in MANUAL mode by pressing the CLEAR function
button.
FUNCTION KEY DESCRIPTIONS
If a red indicator light above a function button is illuminated, it means that the function printed in red at the top of the button is enabled. No light indicates the function printed in black at the bottom of the function button is enabled.
The following are the function keys for AUTO and MAN modes:
AUTO / MAN MODE
- This key will toggle between MAN and AUTO modes. Auto mode cannot be accessed unless the front vise is
closed.
- Also used to stop an automatic job in progress by switching to MANUAL mode.
UNLABELLED
- The function of theses keys are displayed directly above them. The function will change as the PLC is
switched from one mode to another and as process of each mode is changed.
INCH/MM / CLEAR
- While depressed momentarily, it resets the displayed length value to zero. If held depressed for a few seconds, the displayed length will toggle between millimeters and inches and the blade speed in either surface feet
per minute or meters per minute. It becomes disabled once any cycle is initiated.
MANUAL MODE FUNCTION KEY DESCRIPTIONS
While in manual mode, the display will show the current function of the unlabelled key. They are shown below.
REV
FWD
S/F
FWD: FORWARD - This key will advance the shuttle vise toward the head (home position). If pressed simultaneously
with the REV key, (the front vise must be closed and a password is required) the parameters will be
displayed.
REV: REVERSE - This key will retract the shuttle vise away from the head (home position). If pressed simultaneously with
the FWD key, (the front vise must be closed and a password is required) the parameters will be displayed.
S/F : SLOW / FAST - This key will toggle between slow and fast shuttle speed.
2.5

2.7
SINGLE PART CYCLE OPERATION
In MAN mode, the PLC allows the operator to initiate a “Single Part Cycle” to cut one piece at a desired length. To accomplish this, follow the procedure below.
1. A trim cut should be made before initiating the “Single Part Cycle” operation.
2. Make sure the front vise switch is in the closed position and set the head up limit switch. The AUTO/MAN indicator
light will ash alternately green and red.
3. Make sure the head is set so that the blade is above the material and the head selector switch is in the HOLD
position.
4. The cursor will be ashing at the LENGTH position. Key in the desired value from 0” to 220” and press enter. If the
value is incorrect, re-enter the value and press enter again.
ENTER KEY
BLADE SPEED
LENGTH
5. If the blade is not running, you will be prompted by the word “BLADE” ashing on the display window. Start the
blade and adjust the blade speed as required.
FLASHING
6. When the blade is started, the word “BLADE” will change to the word “CYCLE” ashing on the display window.
Press CYCLE START and the cycle will begin.
7. When the cycle button is pressed, the shuttle vise will move forward to the home position before executing the
length movement. The head will descend and make the cut.
8. When the cut is completed, the head will rise to the head up limit switch, the blade will stop and the display window will reset for the next cut.
9. To cut another piece, repeat steps 2 through 6.
NOTES:
1. To “PAUSE” the “SINGLE CUT CYCLE”, press the “CYCLE START” button. The “CYCLE START” button will begin to ash and the screen will indicate a paused condition. All movements will immediately cease. To continue the
cycle, press “CYCLE START” button again.
2. To cut multiple pieces, switch to AUTO MODE and follow the automatic procedures.
KERF CORRECTION
When making cuts, the PLC must account for an amount called the “KERF” which is the material removed by the blade.
This value must be entered into the PLC and must be checked and adjusted as required when the blade has been replaced. This is due to the fact that there is a variance in the kerf value from blade to blade. The original value entered is
for the blade installed at the time of manufacture. If the kerf value is to be adjusted its value can be accessed while in
Auto Mode. Press and hold the key below the word “KERF” on the display until the display appears as shown. Enter the
desired kerf value and press enter.
NOTE: Whenever a new job or new material is being loaded for production, the head up limit switch should be properly
set to clear the material, positioned for a trim cut and the front vise closed (in “MANUAL MODE”).
RETURNS TO
AUTO MODE
2.6
RETURNS TO THE
QUEUE
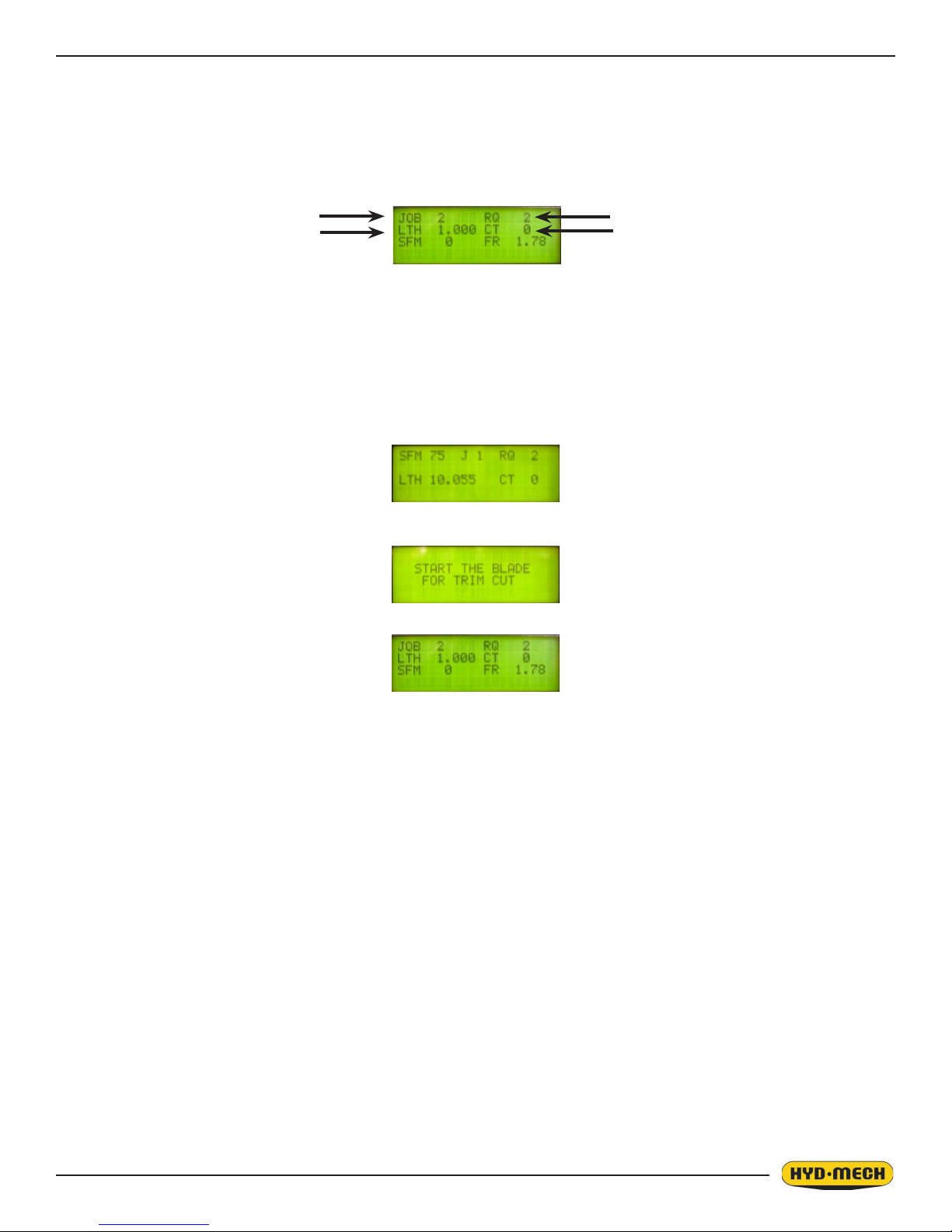
AUTOMATIC OPERATION
When the AUTO/MAN button is pressed, the red indicator light above it will come on, and the blade will stop if it has been
running. The screen will change to the JOB display window as shown below and be ready for editing or starting a new job.
All manual functions will be disabled.
JOB DISPLAY WINDOW
JOB NUMBER
LENGTH
REQUIRED QTY
CUT QTY
PROCEDURE FOR EDITING OR STARTING A NEW JOB IN AUTO MODE
1. In AUTO mode, key in a job number from 0 to 99 and press enter. The REQUIRED QUANTITY (RQ), LENGTH
(LTH) and QUANTITY (CT) will be displayed. The values displayed can be edited by pressing ENTER after each
new value, and the job will be stored in memory with the new values. To navigate through the values, use the
CURSOR keys.
2. After the values are entered, press the CYCLE START button, the switch will illuminate, the display window will
prompt you to start the blade for a trim cut (if the “Trim Cut” parameter has been selected).
CAUTION:
If the head is in its down position, it will rise to the head up limit so that no damage to the blade will occur.
3. After starting the blade, the head will descend for the cut and the machine will complete the required job.
JOB IN PROGRESS
4. At the completion of the job, the machine will shut down if “0” has been entered in the “POWER DWN TIMER”
parameter or continue running for the specied time up to a maximum of 180 minutes.
NOTES:
1. The “CT” value is the accumulated total number of parts that have been cut from the JOB number since it was last
reset. The machine will only cut the quantity which is the difference between REQUIRED QUANTITY and CUT
QUANTITY. When REQUIRED QUANTITY equals CUT QUANTITY, the machine AUTO CYCLE will stop and you
will be unable to restart the same job until the “CUT QUANTITY” value has been reset.
2. The AUTO cycle may be exited and stopped at any time by pressing the key.
NOTE: Before entering “AUTO MODE” and working with a “QUEUE”, follow the same procedures outlined on the previous
page for “AUTOMATIC OPERATION” with regards to setting up for an initial trim cut.
2.7
2.9
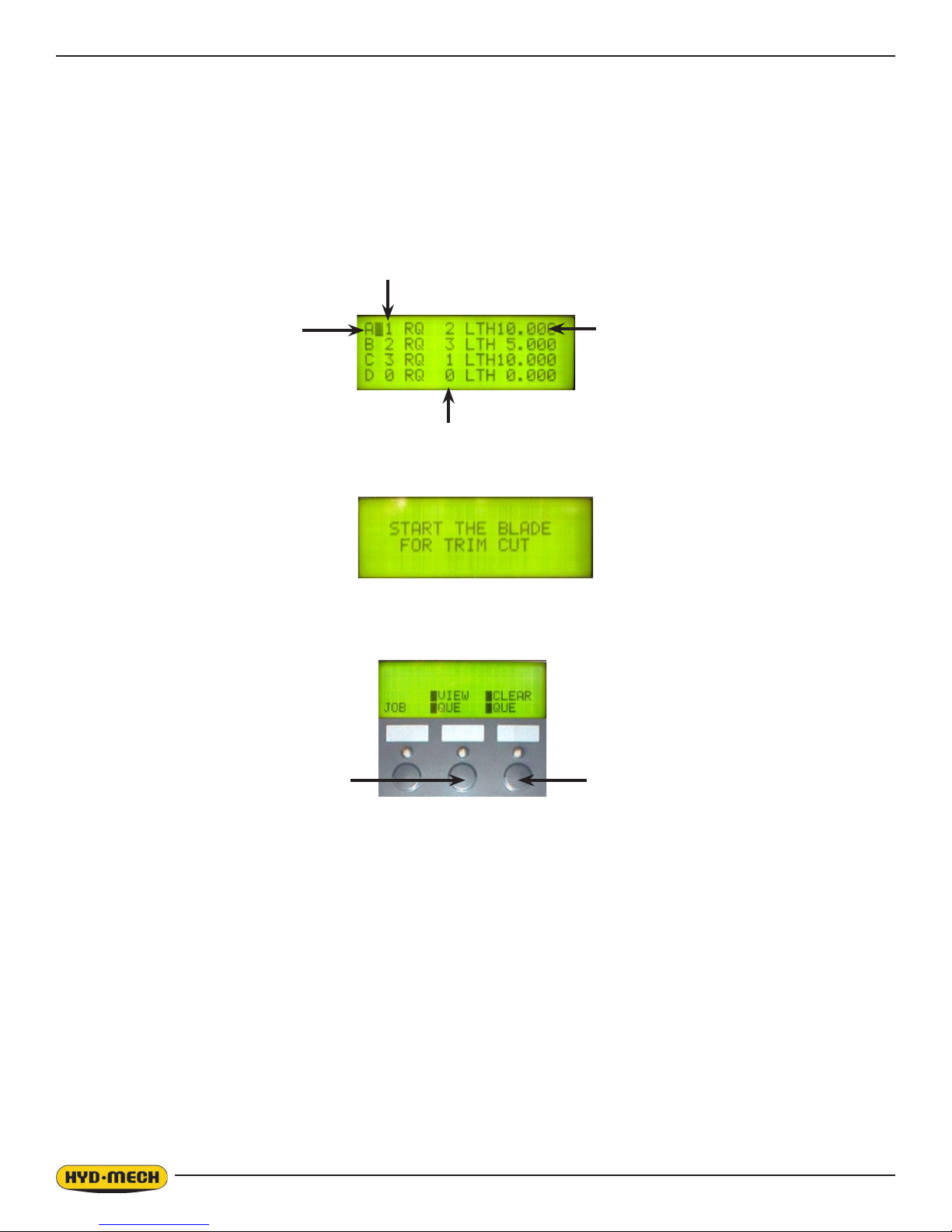
WORKING WITH A QUEUE
The purpose of a QUEUE is to allow the operator to run several jobs (max of 5) in series if they are of the same material
and shape.
In AUTO mode, press the key below the word “QUE” on the display and the display window will appear as shown.
If you choose to VIEW the QUEUE, press the key below the words “VIEW QUE” on the display. The display window will
show the jobs in the current QUEUE. Four jobs at a time are shown.
PROGRAMMED JOB
NUMBER
FIRST JOB
LENGTH TO CUT
QUANITY TO CUT
Use the CURSOR buttons to view all the jobs. To run the QUEUE as it is displayed (jobs may be edited in this mode),
press the CYCLE START button on the control panel. The screen will now prompt you to start the blade for a trim cut.
If you choose to edit the QUEUE, press the key below the words “CLEAR QUE” on the display. This will clear any jobs
that are in the QUEUE and the display window will show an empty Queue. Jobs may be entered and edited in this mode.
VIEW QUE CLEAR QUE
To ll the QUEUE, follow these two steps.
1. Key in a job number and press ENTER. If that job number has previously been programmed, it’s values will be
displayed. The cursor will move to the next position in the QUEUE. Up to ve jobs may be in the QUEUE at any
time. The job values can be edited in this mode.
2. When the desired jobs have been entered, you may press the CYCLE START button on the control panel to execute the jobs in the QUEUE. (Follow the same procedures to initiate a cycle as in “AUTOMATIC OPERATION”)
The QUEUE may be exited to the previous screen at any time by pressing the key under JOB. At completion of the
“QUEUE”, the machine will shut down if “0” has been entered in the “POWER DWN TIMER” parameter or continue running for the specied time up to a maximum of 180 minutes.
2.8

HYDRAULIC FEED CONTROL
The Hydraulic Feed Control is located to the left of the control panel. These controls allow independent control of Feed
Force and Feed Rate.
FEED FORCE KNOB
USED TO SET FEED FORCE LIMIT
(COUNTERCLOCKWISE ROTATION
TO INCREASE AND CLOCKWISE
ROTATION TO DECREASE).
FAST APPROACH LEVER
DEPRESS FOR FAST HEAD DESCENT
FEED RATE KNOB
USED TO SET FEED RATE (COUNTERCLOCKWISE ROTATION TO
INCREASE AND CLOCKWISE
ROTATION TO DECREASE).
2.9
2.11
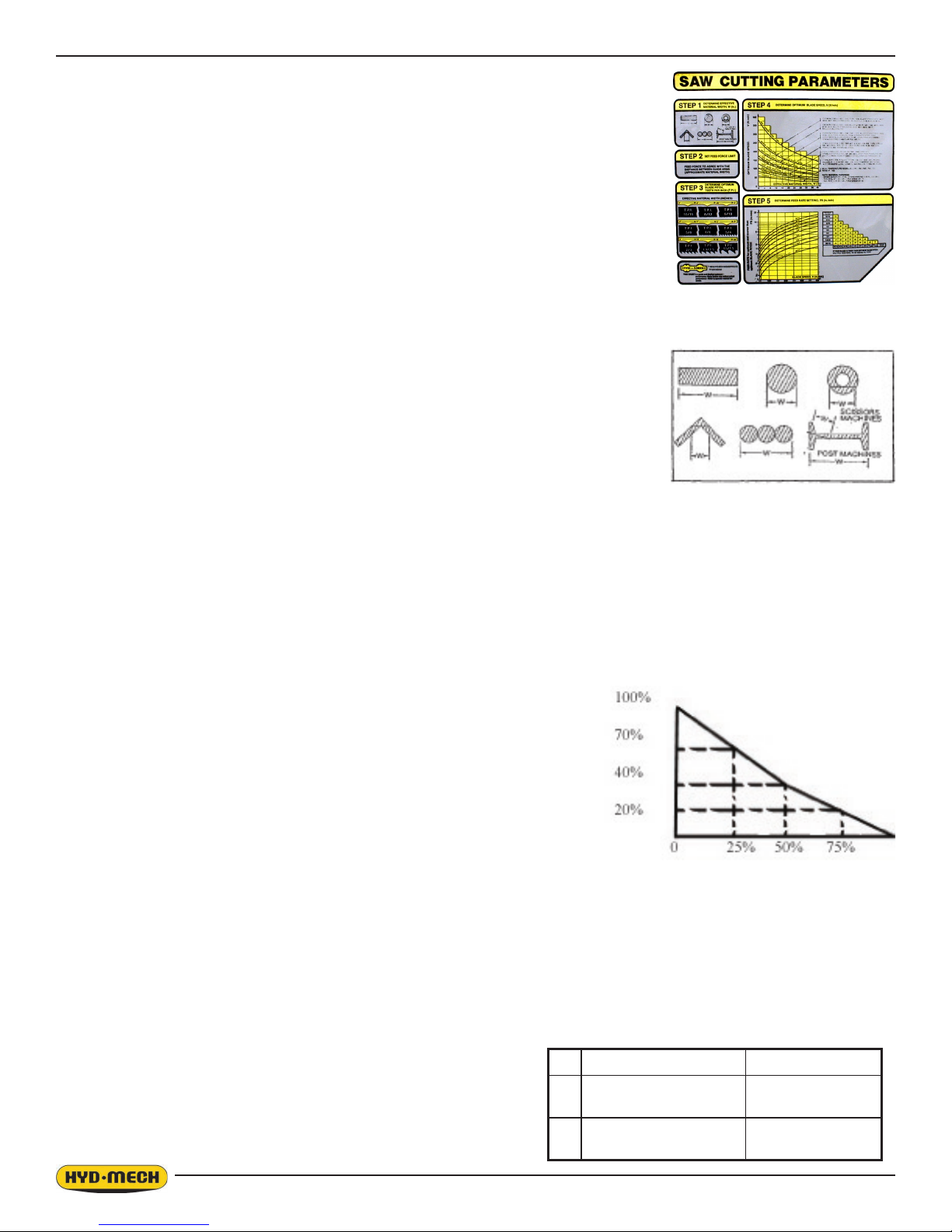
CUTTING PARAMETERS CHART
A full size CUTTING PARAMETERS CHART is mounted on the front of the saw. The
chart contains ve steps for the operator to follow in order to achieve optimum performance of the saw. These steps are detailed on the following pages.
CHART EXAMPLE #1
We will use the parameters chart to set up the saw for cutting 8” (200mm) Diameter
#1045 Carbon Steel.
STEP 1, DETERMINE EFFECTIVE MATERIAL WIDTH - W (inches) or (mm)
Effective material width, W (in.) for most common shapes of materials, is the widest
solid part of the material to be in contact with blade during cutting. For simple shapes,
as illustrated on the chart, this can be directly measured. For bundles of tubes and
structurals, measuring the effective width is difcult. Effective width is 60% to 75% of
the actual material width.
NOTES:
1. Both effective material width and guide arm width are used in setting the saw.
2. Guide arm width is the distance between the guide arms and is used in STEP
2.
3. Effective material width, as determined here in STEP 1, can be thought of as the average width of material “seen”
by each tooth, and it is used in STEPS 3 and 4. In Example #1, for an 8” (200 mm) diameter solid, Effective Material Width is 8” (200mm).
STEP 2, SET FEED FORCE LIMIT
The Feed Force Limit is the maximum amount of force with which the head is allowed to push the blade into the workpiece. FEED FORCE LIMIT should be set with the head in the down mode, according to the label.
CUTTING SOLIDS
For cutting solids, the wider the section, the less FF should be
set, to avoid blade overloading. See the graph.
EXAMPLE: When cutting a solid which is 1/2 of machine
capacity using the graph, locate 50% on the horizontal line
and travel upwards to the plotted line and then travel directly
across to the vertical FF Setting line. The point that you have
arrived at shows a setting of 40% for a piece 50% of capacity.
% OF FF
SETTING
MAT’L WIDTH AS %
OF CAPACITY
CUTTING STRUCTURALS
A reduced Feed Force Setting is used when cutting structurals:
For structurals, a blade ner than optimum can be used for more efcient cutting.
If a ner than optimum blade is going to be used, Feed Force Setting should be reduced even further.
STEP 3; DETERMINE OPTIMUM BLADE PITCH - TEETH PER
INCH (T.P.I.)
Selecting a blade with proper tooth pitch is important in order to
achieve optimal cutting rates and good blade life.
For cutting narrow or thin wall structural materials a ne blade with
2.10
BLADE FF SETTING
1 OPTIMUM PITCH
FROM STEP 3
2 PITCH FINER THAN
OPTIMUM
20%
0%

many teeth per inch (T.P.I.) is recommended. For wide materials a blade with a coarse pitch should be used. The sketch
can be referenced for the blade pitch changes for differing effective material widths.
It is impractical to change the blade to the proper pitch every time a different
width of material is cut and it is not necessary, but remember that the optimum
blade will cut most efciently. Too ne a blade must be fed slower on wide
material because the small gullets between the teeth will get packed with
chips before they get across and out of the cut. Too coarse a blade must be
fed slower because it has fewer teeth cutting and there is a limit to the depth
of a cut taken by each tooth. Allowance for the use of a non-optimum blade is
made in STEP 5.
In our Example #1: Effective material width of 8” (200 mm) & Optimum blade
has 2/3 teeth per inch.
STEP 4; DETERMINE OPTIMUM BLADE SPEED, V (ft/min) (m/min)
The relationship between optimum blade speed and effective material width
for various materials is represented on the graph shown.
The graph shows that as effective material width gets wider or as material gets harder, lower blade speeds are recommended. If material is narrow or soft, higher blades speeds should be selected.
In Example #1
1. 8” (200mm) diameter #1045 Medium
Carbon Steel solid bar is to be cut.
2. On the graph above nd the Medium Carbon Steel Curve which
represents the optimum blade
speeds for 1045 Carbon Steel.
3. On the horizontal axis (effective
material width axis) nd number 8
which represents effective material
width of an 8” (200mm) diameter
solid.
4. Find the point where a vertical line
from 8” (200mm) intersects the
Medium Carbon Steel Curve.
5. From this intersection point run
horizontally left to the vertical axis
(optimum blade speed axis) and
nd the point marked “200”.
6. For 8” (200mm) diameter, 1045 Carbon Steel solid bar 200 ft/min (60m/min) is the optimum blade speed.
NOTE:
1. Higher than optimum blade speed will cause rapid blade dulling. Lower than optimum blade speeds reduce
cutting rates proportionately and do not result in signicantly longer blade life except where there is a vibration
problem. If the blade vibrates appreciably at optimum speed as most often occurs with structurals and bundles, a
lower blade speed may reduce vibration and prevent premature blade failure.
2. Material Hardness - The graph above illustrates blade speed curves for materials of hardness 20 RC (225 Bhn) or
lower. If the material is hardened then the multipliers need to be used. These multipliers are given in the NOTE at
the bottom right of the graph. As the hardness increases the optimum blade speed decreases.
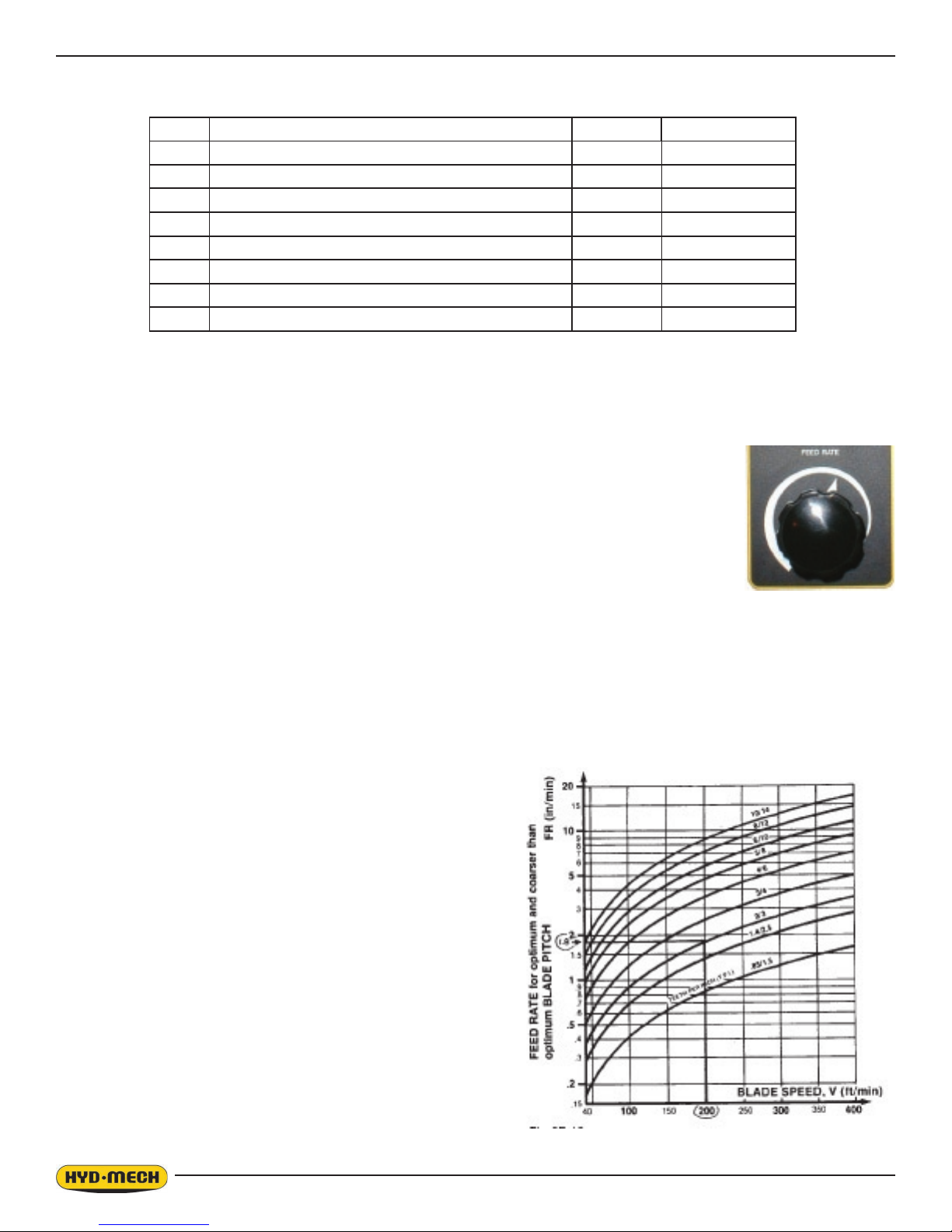
STEP 5, DETERMINE FEED RATE SETTING, FR (in/min) (mm/min).
FEED RATE is the vertical speed at which the blade descends through the work-piece.
The FEED RATE Knob controls FEED RATE of the blade descent in the range 0 to 15 in/min (380mm/min). The FEED
RATE should be adjusted only in one direction (from “O” to required value). If you go too far, go back to “O” and come
2.11
2.13
back up. To set FEED RATE for particular cutting situations use the Graph below, which represents the relationship between FEED RATE, blade speed and blade pitch.
NO. MATERIALS OPTIMUM BLADE SPEED
ft/min m/min
1 5” (125mm) Dia Solid Carbon Steel 225 70
2 12” (300mm) I-Beam 290 90
3 4” x 4”(100 x 100mm) Rec Tube, 1/4” (6mm) Wall 350 110
4 4”(100) 400 Stainless Steel 140 45
5 2” x 2” (50 x 50mm) Rec Tube 1/4” (6mm) Wall
Bundle 5 x 5 pcs 10” x 10” (500 x 500mm) 325 100
6 3” x 3” (75 x 75mm) Inconel 60 20
For Example #1, it is known from Step 3 that optimum blade pitch is 2/3, and from Step 4 that blade speed is 200 ft/min
(60mm/min). From the Graph on the left, the FEED RATE is determined in the following way:
• On the horizontal axis (blade speed axis), nd 200 ft/min (60mm/min).
• Find the point where a vertical line from 200 ft/min (60mm/min) would intersect the 2/3 blade pitch curve.
• From this intersection point run horizontally left to the vertical (FEED RATE) axis, to arrive
at 1.8 in/min (45mm/min) FEED RATE. Thus 1.8 in/min (45mm/min) is the FEED RATE
for cutting 8” (200mm) diameter 1045 Carbon Steel when the optimum 2/3 pitch blade is
used.
Feed Rate, continued
If the saw is tted with a blade coarser than optimum (e.g.: 1.4/2.5 TPI) we can still use the graph,
but we go to the 1.4/2.5 curve. As a result we nd that the FEED RATE is decreased to 1.3 in/min
(133mm/min) for this blade. If however, the machine is tted with a ner than optimum blade (e.g.
3/4 TPI) we use the graph for the optimum blade as before, and then use a multiplier given by the
table below.
NOTE:
Use the following chart when cutting solids. For structurals, see “CUTTING STRUCTURALS” in STEP 2.
ADDITIONAL CUTTING SETUP EXAMPLES
EXAMPLE # 2
Material:
Round Steel Tube SAE 4320 - Hardened to 35 RC (325
Bhn )
Dimensions - 6” O.D. x 4” I.D. (150mm O.D. x 100mm
I.D.)
Step 1 Effective Material Width:4 1/2” (.75 X 6) 114mm
(19 x 6)
Step 2 Feed Force limit setting for 6” Diameter material
Refer to Feed Force Limit, Setting in Step 2
Step 3 Optimum blade pitch (TPI), 3/4 T. P. I.
Actual blade pitch on the saw: 4/6 T. P. I.
Step 4 Optimum blade speed for 4 1/2” effective 225
ft/min (70m/min) material width (70m/min x .60 =
42m/min)
Blade speed reduced by hardness factor: 225
2.12
Optimum
Pitch
10/14 1.0
8/12 .83
6/10 0.67 .80
5/8 0.54 .65 .81
4/6 0.42 .50 .63 .77
3/4 0.29 .35 .44 .54 .70
2/3 0.21 .25 .31 .38 .50 .71
1.4/2.5 0.17 .20 .25 .31 .40 .57 .80
.85/1.5 0.1 .12 .15 .18 .24 .34 .48 .60 1.0
10/14 8/12 6/10 5/8 4/6 3/4 2/3 1.4/2.5 .85/1.5
If your blade is ner than optimum blade pitch,
multiply feed rate, FR, by above factors
ft/min X .60 = 135ft/min
Step 5 Feed Rate for 3/4 TPI blade: 1.8 in/min (45mm/min)
Feed Rate for 4/6 TPI blade: 1.8 in/min X .70 = 1.3in/min (reduced by ner than optimum blade pitch factor) (45mm/min x .70= 31.5mm/min)
EXAMPLE # 3
Material:
Bundle low carbon steel 2” x 2” Tube with 1/4” wall, 12 piece bundle (50mm x 50mm with 6mm wall)
Dimensions:
6” x 8” (150mm x 200mm)
Step 1 Effective Material Width: 5” ( .6 X 8” ) 120mm (.6 x 200)
Step 2 Feed Force limit setting for 8” Diameter material.
Step 3 Optimum blade pitch (TPI): 3/4 T. P. I.
Step 4 Optimum blade speed for 5 “ effective material width - 320 ft/min (100m/min)
Step 5 Feed Rate for 3/4 TPI blade: 4.0 in/min (100mm/min)
ADDITIONAL CONTROLS
COOLANT FLOW
The main coolant control is found on the control panel.
WASH: Coolant ows any time the machine is under power, permitting wash down with
spray nozzle without running machine.
OFF: No coolant ow.
ON: The coolant ows only when the blade is running or when the blade is running and the
head is descending. This is selectable via the PLC parameters.
The bandsaw is equipped with two independently controlled coolant spouts that are capable
of supplying a generous ow of coolant to the blade.
The left guide arm supplies a ow of coolant that should ood the blade as it moves through
the carbide pads into the material to be cut. The adjustable spout on the left guide arm should
be set with the blade speed to provide the ood of coolant necessary.
The right guide arm provides a coolant ow through the exible hose that can be pointed directly where necessary. This
exible hose should be used when cutting solid bars, bundles, or wide structurals. Set the ow of coolant directly into the
opening in the material where the blade is cutting.
NOTE:
2.13

2.15
When cutting materials that do not need constant coolant, such as Cast Iron, some coolant ow is required for blade lubrication to prevent blade scoring by the carbide pads as the blade moves through them.
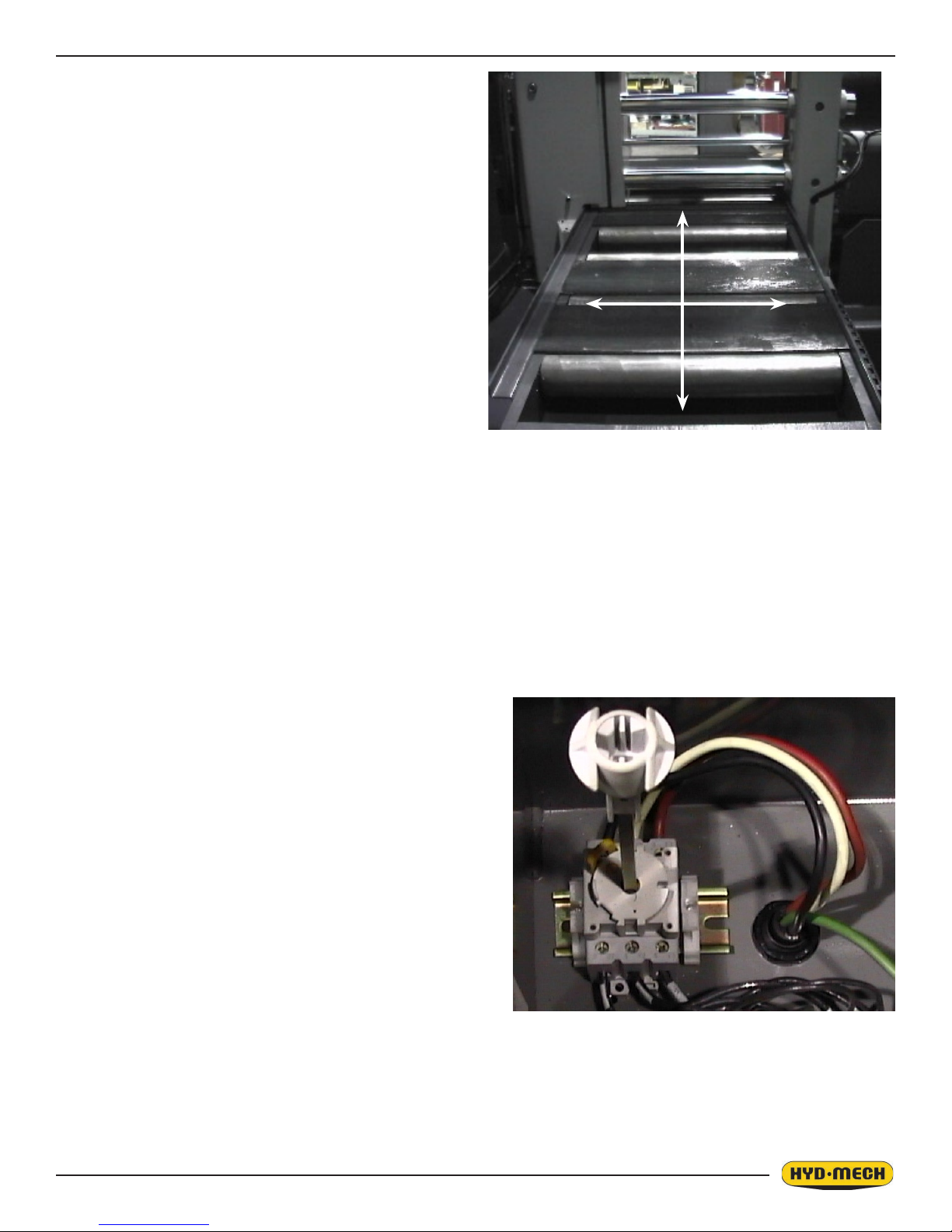
HEAD UP and DOWN LIMIT SETTING
The head up limit is used to restrict the distance the head travels for each stroke. It can be adjusted at any time by moving
the switch trip plate to any position on the vertical bar. The trip plate & switches are found behind the head on the drive
end near the gear box.
Head Up Limit: In order to maximize production in the automatic, cycle the Head Up Limit should be set to just clear the
height of the material.
Head Down Limit: This limit is factory set and under ordinary cutting requirements should not be changed. If changed, it
may cause the machine to malfunction in the automatic cycle.
HEAD UP LIMIT SWITCH
HEAD DOWN LIMIT SWITCH
VARIABLE VISE PRESSURE (OPTION)
This option allows the operator to adjust the vise pressure. This can be valuable when cutting light structurals and tubes.
By reducing the vise pressure from the system (H18=1000, H22=1100psi) pressure, distortion of materials is prevented.
The controls are located at the drive end of the machine.
2.14

BUNDLING OPERATION (OPTION)
The bundling vises can be operated in direct conjunction with the front and shuttle vises or at a slower clamping speed.
Either bundling can be turned on or off at any time. The on / off valves are shown in the photos.
The speed at which the bundling jaws close can be adjusted as required by turning the ow control valves (shown in the
photos) for each bundling cylinder.
FRONT BUNDLING FLOW
CONTROL VALVES
CLOSING SPEED
OPENING SPEED
CLOSING SPEED
OPENING SPEED
SHUTTLE
BUNDLING
ON/OFF VALVE
2.15

SECTION 3, MAINTENANCE AND TROUBLE SHOOTING
LOCK -OUT
Purpose:
To prevent injury to workers caused by unexpected start-up of machines being worked on.
OR
Where the starting of a machine or device may endanger the safety of a worker
a. Control switches or other control mechanisms shall be locked out;
AND
b. Other effective precautions necessary to prevent such starting shall be taken
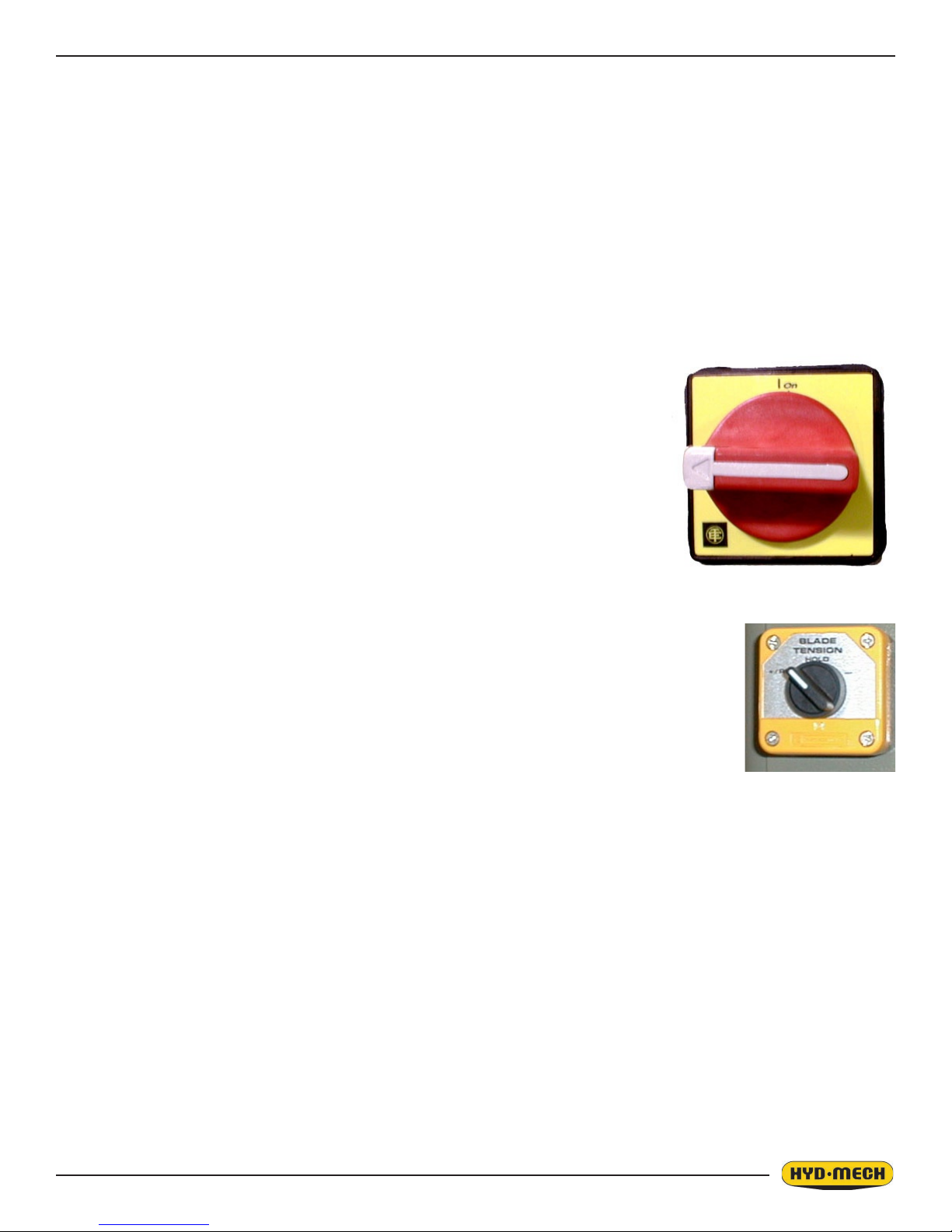
LOCK OUT PROCEDURE
Whenever work is to be performed on a machine, the person in charge should follow
Lockout procedures as is required by his organization. The main power disconnect box
is supplied with a suitable mechanism for this purpose as shown below. To place a lock
on the switch, turn the switch to OFF.
BLADE CHANGING PROCEDURE
NOTE:
Wear gloves, safety glasses and a long sleeve shirt for protection from the sharp blade.
The hydraulics should be OFF any time the operator has his/her hands in contact with
the blade.
1. Select MANUAL mode and raise the head so the drive door will clear the electrical control panel.
2. Release the blade tension by turning the Blade Tension Switch to “-”.
3. Remove the blade guard.
4. Shut the machine off and open the idler and drive doors.
5. At the top of the head, the saw blade runs in a protective channel. Grip the blade at each
end of this channel and twist the blade teeth down past the channel and slide the blade
forward. Let the blade rest on the out feed table, then slide the blade down and out of the
carbide guides.
6. Before installing the new blade, check that it measures 1.615” wide including the teeth.
Some blade manufacturers supply blades that measure 1.5” including the teeth. The
same applies to 2” blades, they should measure 2.120”. In this case you may not be able
to adjust the head down limit to complete the cut.
7. Your new blade will be in a coil. While wearing gloves hold the blade away from you, twist the blade to uncoil it.
Do not let the blade teeth bounce on the concrete oor as some damage to the blade may be caused.
8. Place the new blade in the carbide guides and then slide the blade over the wheels. The teeth should be pointing
towards the drive side as they pass through the carbide guides.
9. Turn the machine on and the blade tension switch to the “+ RUN” position, turn the two carbide locking handles
clockwise to the locked position. Jog the blade a few rotations to check that the blade is not moving on or off the
wheels.
NOTE:
Whenever the blade is changed, the KERF value (1 1/4” blade = 0.060” - 0.065”, 1 1/2” blade = 0.076 - 0.082”) should be
checked and the new value entered into the PLC. See page 12 for entering instructions.
3.1
3.3
BLADE BRUSH ADJUSTMENT
The blade brush is properly set when machine leaves the factory, but it wears out during operation and needs to be readjusted periodically. The blade brush assembly is found behind the drive side door and is shown below. To adjust the assembly, loosen the hex nut, turn the set screw counterclockwise until the wires on the brush touch the bottom of the blade
gullets and tighten the hex nut.
The brush should be replaced as it becomes worn to approximately 70% of it’s original 3” diameter. Replacements can be
purchased through your Hyd·Mech Dealer.
H-22 SV Blade Brush
H-18 SV Blade Brush
BLADE TRACKING ADJUSTMENT
For an H-18, blade tracking is set so the teeth of the blade protrude .260±.01” (6.6±.25mm) from the face of the wheels.
For an H-22, blade tracking is set so the teeth of the blade protrude .310±.01” (6.6±.25mm) from the face of the wheels
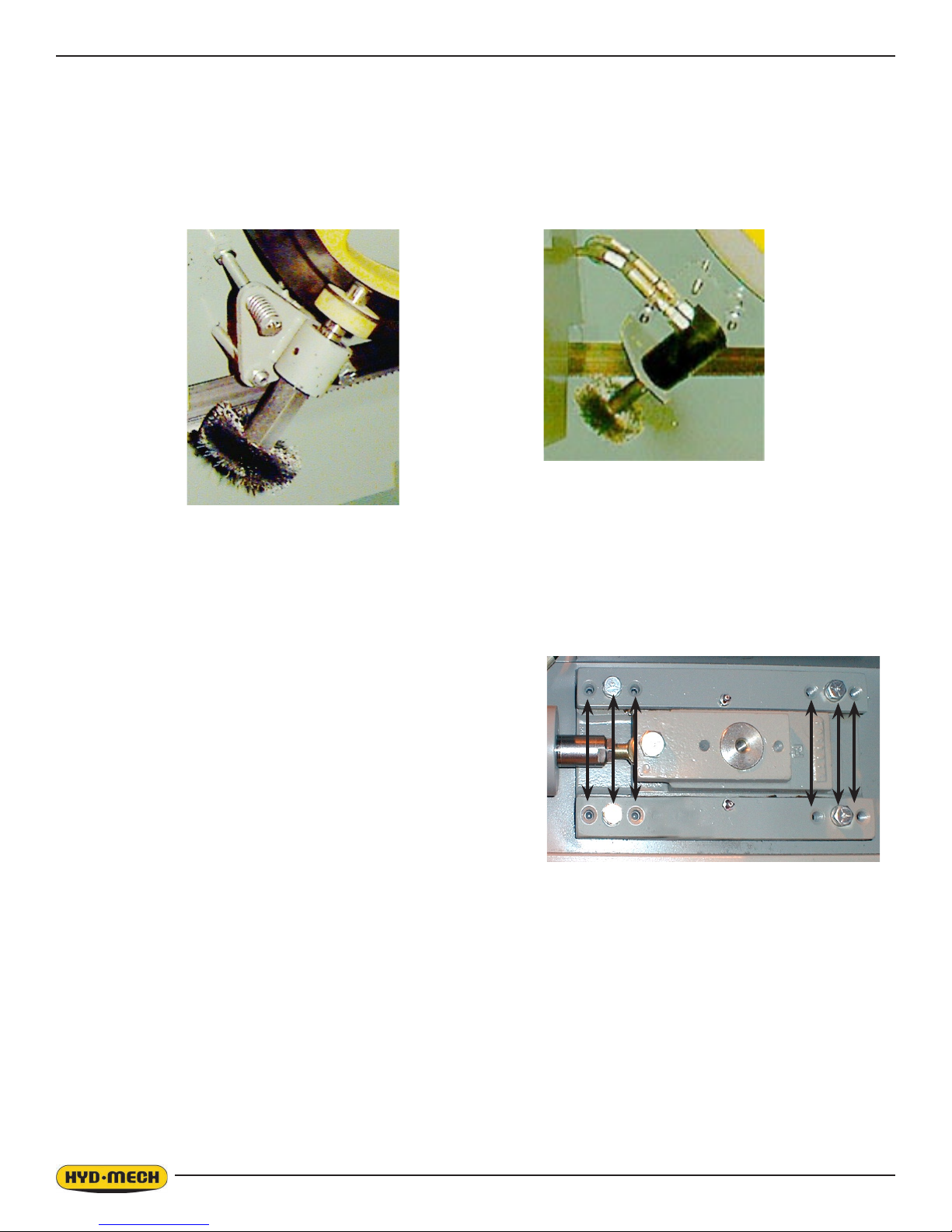
IDLER WHEEL TRACKING
Release blade tension before adjusting. The tracking is adjusted by
regulating the “push” set screws and the “pull” hex bolts. Before making any adjustments, bolts “A & B” should be loosened but remain
snug. This will allow easy movement for the slide assembly. It should
be noted that most adjustments can be made with the “B & D” bolts.
Loosening bolts “A” and turning in set screws “C” by equal amounts
will move the blade off the wheel. Loosening bolts “B” and turning
in set screws “D” by equal amounts will move the blade on to the
wheel. After each “C” or “D” adjustment, tighten bolts “A & B”, run the
blade and then check the tracking.
Note: Check the proximity sensor distance from the wheel targets and spokes before starting the blade drive. Failure to do
so may result in damage to the sensor.
DRIVE WHEEL TRACKING
Refer to gearbox illustration
A DBDC C
Release blade tension before adjusting. Loosening bolts “A” and turning in set screws “C” by equal amounts will move the
blade OFF the wheel. Loosening bolts “B” and turning in set screws “D” by equal amounts will move the blade ON to the
wheel. After each “C” or “D” set screw adjustment, tighten bolts “A” or “B”, turn tension switch to “+ RUN”, run the blade for
a moment and recheck the tracking.
3.2

B
D
E
D
B
A
C
F
C
A
CAM FOLLOWER ADJUSTMENT
There are two cam followers mounted on the head frame. The set of cam followers are shown on the following page(s).
One of them is xed and the other is adjustable. The cam followers are factory set and usually do not require adjustment.
In a properly adjusted system of cam followers only one side should be in contact with the guide. The gap between the
other and the guide bar should not exceed .003” to .005”. If it exceeds .003” to .005” you should contact your dealer to
arrange for adjustment.
LUBRICATION
The design of the machine was intended to minimize maintenance, although periodically certain moving parts need lubrication. We recommend that this periodic lubrication be done once a month using any general purpose grease. In addition
3.3
3.5
IDLER WHEEL TENSIONER
(ONE AT BOTH ENDS)
CAM FOLLOWER GREASE
NIPPLES
4 GUIDE ARM GREASE
POINTS
2 VISE SHUTTLE VISE GREASE
NIPPLES
2 SHUTTLE SHAFT BEARING HOUS-
INGS
GEARBOX LUBRICATION (H-18ASV WITH A503 GEARBOX)
The Bonglioli A503 gearbox used on the H18 is supplied with 5.3 litres (1.35 US gallon) of Mobil SHC 630
synthetic oil. This oil has an ISO Viscosity Grade of 220 that is optimum for ambient temperatures from 20 – 40
Deg C [70 – 104 Deg F]. If the machine will be operated for prolonged periods at ambient temperatures below
20 Deg C [70 Deg F] an oil of ISO Viscosity Grade 150 should be substituted.
Because of the tilted orientation of the gearbox on the H18 saw, the correct oil level is about 1 inch below the
level plug, F, shown in the illustration.
The suggested oil change interval is given below:
Oil Temperature
Deg C [deg F]
Mineral Oil Interval
[hours]
Synthetic Oil Interval
[hours]
<65 [< 150 F ] 8000 25000
65 – 80 [150 F – 175 F] 4000 15000
80 – 95 [175 F – 200 F] 2000 12500
3.4

Oil can be changed by draining through plug, E, and lling at plug F. If
the type of oil is being changed, it is advisable to ush the old oil by lling
the box with the normal quantity of the new oil, running it briey at moderate speed, and then draining the box again, before re-lling it with a
fresh quantity of the new oil.
OUTPUT SHAFT LUBRICATION
Always follow Lock-out Procedures before performing this lubrication.
Band tension load is carried by a grease lubricated spherical bearing.
A grease tting is accessible through the spokes of the blade wheel, as
shown at point G in the accompanying illustration. Lubricate once per
year with 30 ml [1 uid once] of NLGI Class 2 Lithium base mineral oil
grease. This quantity represents about 20 to 30 strokes of a typical hand
grease gun
to the grease points shown, vise jaw guides, in-feed rollers and bundling assemblies require greasing.
HYDRAULIC MAINTENANCE
1. OIL FILTER- Ten micron ltration of the oil is provided by a spin on type lter mounted on the tank return line. The
element should be changed after rst 50 hours of operation and then every 500 working hours. See section 5 for
replacement lter element information.
2. HYDRAULIC OIL- Machine hydraulic reservoir is lled with mineral oil Texaco Rando HD46. In case of changing
the brand, hydraulic system should be drained and thoroughly ashed. Following is a list of recommended replacement oils:
• Texaco Rando HD 46
• CHEVRON ECO Hydraulic oil AW ISO 46
• MOBIL DTE 25
• ESSO NUTO H46
• SHELL TELLUS OIL 46
G
3. HYDRAULIC OIL LEVEL - Oil level should be maintained in the upper half of the level gauge. Normally the rate of
oil consumption will be very low and it should be unnecessary to add oil more often than at lter changes if at all.
4. HYDAULIC OIL CHANGE - Oil visual inspection should be conducted with every lter change for following signs
of degradation:
• Milky or hazy oil color
• Burnt smell
• Varnish or sludge formation
• Increased viscosity
If one of the above is observed then oil should be changed. It is recommended to change oil after every
6000 hours of operation or every 2 years.
5. OIL TEMPERATURE - Oil temperature is indicated by a thermometer contained in the level gauge. Oil temperature during steady operation should stabilize at about 50-55F (28-31 deg C) above room temperature. Thus in a
70F (21 deg C) shop one might expect an oil temperature of about 120F (49 deg C). Oil temperature should never
exceed 155F (68 deg C).
6. HYDRAULIC PRESSURE - Hydraulic pressure is factory set and should not require any further attention. For
adjustment see hydraulic schematic.
3.5
3.7
7. BLADE TENSION – Blade tension pressure is factory set and should not
require any farther attention. For adjustment see hydraulic schematic.
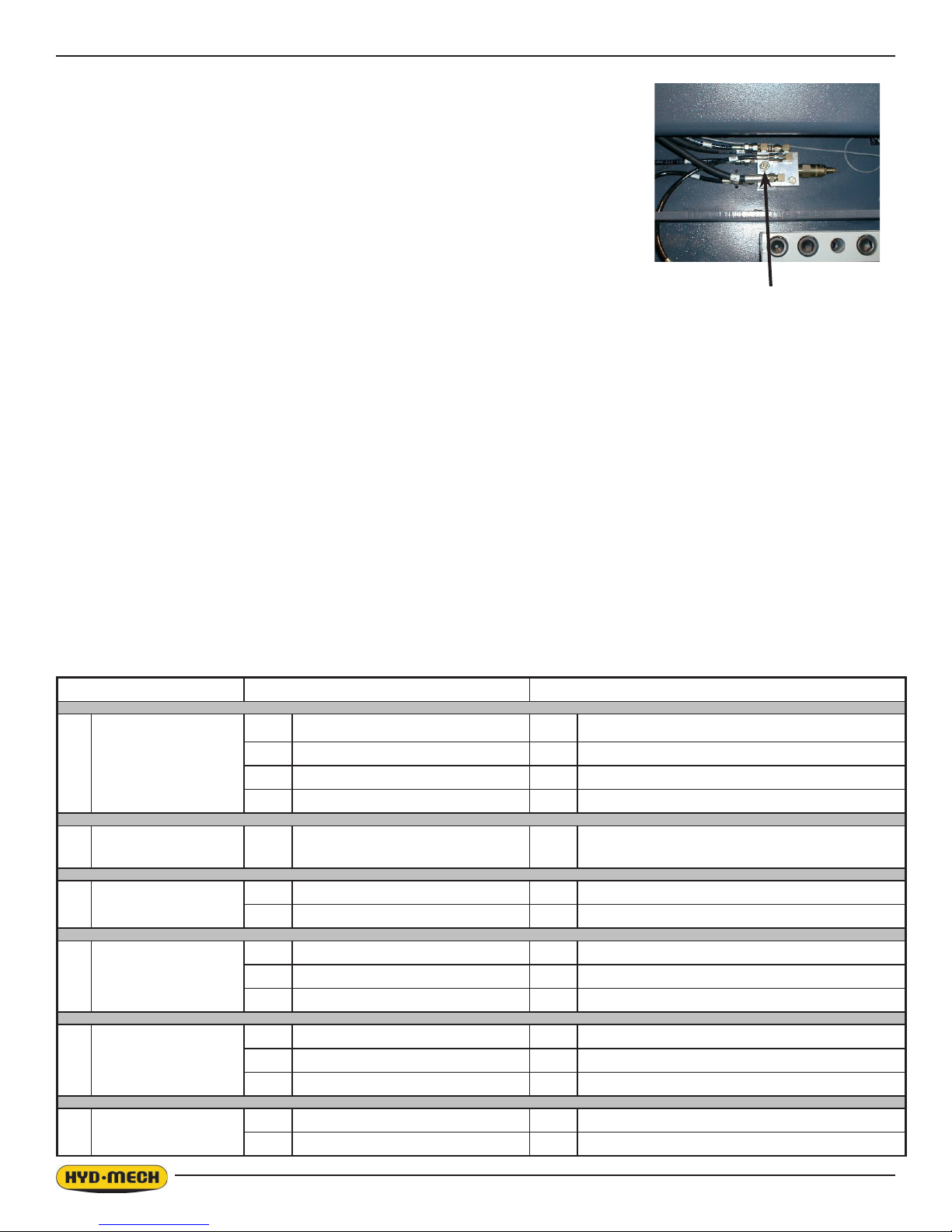
8. CARBIDE PRESSURE
Carbide lock pressure is factory preset:
• H-18SV 300 – 400 PSI
• H-22SV 150 – 200 PSI
The pressure gauge is not provided. There is a separate port to
hook up a gauge if setting needs to be veried or corrected.
CLEANLINESS
Gauge Port
The heavy duty design should endure heavy operating conditions and provide the customer with awless machine performance. To extend good performance some care is required especially as cleanliness is concerned.
The following areas should be kept clean:
• Control console free of dirt and grease.
• Door charts free of dirt and grease.
• Wheel boxes free of chips.
• Blade guides free of chips.
• Out-feed table free of chips.
• A large chip build-up should be avoided in the base of the saw.
NOTE:
All parts must be cleaned before any repair service can be performed on them.
TROUBLE SHOOTING
Most problems which may occur have relatively simple solutions which appear in this section. If the solution is not found
here, contact the Hyd·Mech Distributor from whom you purchased your bandsaw. They have trained eld service personnel who will be able to rectify the problem.
PROBLEM PROBABLE CAUSE SOLUTION
1a. Blade worn. 1a. Replace blade.
Saw is cutting out of
1
square vertically.
1b. Low blade tension. 1b. Reset blade tension.
1c. Blade guides. 1c. Check for worn guides.
1d. Excessive feed rate. 1d. Check for proper cutting parameters.
Saw is cutting out of
2
square horizontally.
Blade comes off
3
wheels.
2 Stock not square in vises. 2 Adjust accordingly.
3a. Not enough blade tension. 3a. Reset blade tension.
3b. Improper tracking. 3b. Set tracking.
4a. Not enough blade tension. 4a. Tension blade.
4 Blade stalls in cut.
4b. Excessive feed force. 4b. Reduce.
4c. Excessive feed rate. 4c. Reduce.
5a. Blade speed too fast. 5a. Reduce.
Blade vibrates ex-
5
cessively.
5b. Guide arms too far apart. 5b. Adjust accordingly.
5c. Not enough blade tension. 5c. Reset blade tension.
Excessive blade
6
breakage.
6a. Excessive blade tension. 6a. Reduce blade tension.
6b. Excessive feed rate. 6b. Reduce.
3.6
 Loading...
Loading...