

HSS Hire HW055 Operating & Safety Manual

The electrode wire stick out from the MIG gun nozzle should
be between 10mm to 20.0mm. This distance may vary
depending on the type of joint that is being welded.
The speed at which the molten pool travels influences the
width of the weld and penetration of the welding run.
STICK WELDING
Place yourself in a comfortable position before beginning to
weld. Get a seat of suitable height and do as much work as
possible sitting down. Don't hold your body tense. A taut
attitude of mind and a tensed body will soon make you feel
tired. Relax and you will find that the job becomes much
easier. You can add much to your peace of mind by wearing
a leather apron and gauntlets. You won't be worrying then
about being burnt or sparks setting alight to your clothes.
Place the work so that the direction of welding is across,
rather than to or from, your body. The electrode holder lead
should be clear of any obstruction so that you can move your
arm freely along as the electrode burns down. If the lead is
slung over your shoulder, it allows greater freedom of
movement and takes a lot of weight off your hand. Be sure
the insulation on your cable and electrode holder is not
faulty, otherwise you are risking an electric shock.
Practice this on a piece of scrap plate before going on to
more exacting work. You may at first experience
contact with the work and failing to withdraw the electrode
quickly enough. A low amperage will accentuate it. This
freezing-on of the tip may be overcome by scratching the
electrode along the plate surface in the same way as a match
is struck. As soon as the arc is established, maintain a 1.6mm
to 3.2mm gap between the burning electrode end and the
parent metal. Draw the electrode slowly along as it melts
down.
assume you have the wrong equipment for the job. Contact
HSS Hire for advice.
Keep the equipment clean - you will find this less of a
chore if you clean it regularly, rather than wait until the end
of the hire period.
When not in use, store the equipment somewhere
clean, dry and secure.
FINISHING OFF
Switch OFF and unplug the unit. Leave everything to
cool then take the earth clamp off the work.
Where applicable remove the welding rod, disconnect
all leads and coil them up neatly.
Collect all parts together and give them a final clean up
ready for return, to HSS Hire.
HW055/01
HW055/01
Operating & Safety Guide HW055
Operating & Safety Guide HW055
TIG WELDING
TIG Welding is generally regarded as a specialised process
that requires operator competency. While many of the
principles outlined in the previous Arc Welding section are
applicable a comprehensive outline of the TIG Welding
process is outside the scope of this Operating Manual. For
further information please contact HSS Hire.
TECHNICAL SPECIFICATIONS
Primary Voltage
Supply Voltage Range
Number of Phases Single Phase
Supply Frequency 50 / 60 Hz
Generator Requirement 7kVA(230V) / 4.5kVA(110V)
Open Circuit Voltage 79V
Input Current 15A (230V) / 18.3A(110V)
Current Range
Wirefeed Speed Range 2.5-18m/min
230VAC / 110VAC
230V±10% / 110V±10%
10-210A (230V)/10-140A (110V)
EQUIPMENT CARE
Never push the equipment beyond its design limits. If it
will not do what you want with reasonable ease and speed,
GENERAL SAFETY
For advice on the safety and suitability of this equipment
contact HSS Hire.
There is a serious risk of personal injury if you do not
follow all instructions laid down in this guide.
The hirer has a responsibility to ensure that all
necessary risk assessments have been completed prior
to the use of this equipment.
Most welding tasks may be considered as hot work in site
situations and may be subject to specific permits to work.
This equipment should only be used by an operator
who has been deemed competent to do so by his/her
employer.
This equipment should be used by a competent adult
who has read and understood these instructions.
Anyone with either a temporary or permanent disability,
should seek expert advice before using it.
Keep children, animals and bystanders away from the
work area. Cordon off a NO GO area using cones and
either barriers or tape, available for hire from HSS Hire.
Welding screens are also available for hire from HSS Hire.
WARNING
IF YOU ARE WEARING AN ELECTRONIC LIFE
SUPPORT DEVICE (A HEART PACEMAKER) YOU
MUST CONSULT YOUR DOCTOR BEFORE GOING
NEAR OR WORKING WITH THIS EQUIPMENT.
MAGNETIC FIELDS ASSOCIATED WITH HIGH
CURRENTS MAY AFFECT THESE DEVICES.
Never use this equipment if you are ill, feeling
tired, or under the influence of alcohol or drugs.
Cover your skin. Wear practical, dry, hole-free
footwear. Avoid loose garments and jewellery that could
catch in moving parts, tie back long hair.
Insulate yourself from work and ground using dry
insulating mats or covers.
Ensure the work area is well lit and ventilated, a fume
extractor or smoke eliminator should be used. If in doubt,
ask about lighting and ventilation equipment at HSS Hire.
Do not work near flammable gases or liquids, petrol or
paint thinner fumes for example. Keep combustible
materials at a safe distance - at least 5m.
Watch for fire, and keep a fire extinguisher nearby.
regulations, ear defenders must be worn by everyone in
the vicinity.
suitable. Avoid loose garments and jewellery that could
interfere with the work.
If the headshield o r lens becomes damaged, return it to
HSS Hire.
worn when using this equipment. Respiratory protective
equipment is available for hire, contact HSS Hire for
insulating gloves, protective clothing and
This equipment generates potentially harmful
noise levels. To comply with health and safety at work
A head shield with suitable shading MUST be worn
by anyone in the work area – goggles are not
Fumes produced by the welding process, if inhaled,
can be harmful to health. A suitable mask must be
... have you been trained
The law requires that personnel using this type of equipment in
the workplace must be competent and qualified to do so.
Training is available at HSS Training
0845 766 7799
…any comments?
If you have any suggestions to enable us to improve the
information within this guide please e-mail your comments or
write to the Safety Guide Manager at the address below
e-mail: safety@hss.com
©HSS Hire Service Group Ltd 2013 No. HW055/01
Group Office: 25 Willow Lane, Mitcham, Surrey CR4 4TS
Web Site: http://www.hss.com
details.
Do not weld in locations near degreasing, cleaning, or
spraying operations. The heat and rays of the arc can react
with vapours to form highly toxic and irritating gases.
Do not weld on coated metals, such as galvanized lead,
or cadmium plated steel, unless the coating is removed
from the weld area, the area is well ventilated, and if
necessary, while wearing an air supplied respirator. The
coatings and any metals containing these elements can
give off toxic fumes if welded.
Never use welding equipment near computers or any
sensitive electronic equipment. Observe potential
electromagnetic problems in the surrounding area.
Make sure you know how to switch this machine OFF
before you switch it ON in case you get into difficulty.
If working above floor level, wear a safety harness to
prevent falling.
Always switch equipment OFF before making any
adjustments to it. Never leave it switched ON and
unattended.
LET IT COOL
HANDLE WELDING EQUIPMENT AND WORK
WITH CARE – IT WILL BE HOT. LEAVE EQUIPMENT
TO COOL BEFORE CHANGING WELDING RODS,
MOVING EARTH CLAMPS, AND SO ON.
Keep the power unit’s air vents clear of all obstructions.
Always transport, store and operate the machine in an
upright position.
Never dip electrode holder in water to cool it or lay it
down on the ground or the work surface. Do not touch
holders connected to two welding machines at the same
time or touch other people with the holder or electrode.
Do not wrap cables around your body.
Always ground the workpiece to a good electrical (earth)
ground.
Do not touch electrode while in contact with the work
(ground) circuit.
Use protective screens or barriers to protect others from
flash and glare; warn others not to watch the arc.
Turn off all equipment when not in use. Disconnect power
to equipment if it will be left unattended or out of service.
Do not touch live electrical parts.
Check the condition of the equipment before use.
If it shows signs of damage or excessive wear, return it to
HSS Hire.
COSHH information sheets are available from HSS Hire.
VEHICLE SAFETY
BEFORE CARRYING OUT WELDING WORK ON
CARS/LORRIES AND SIMILAR VEHICLES...
REMOVE THE VEHICLE’S BATTERY AND DISCONNECT
THE ALTERNATOR.
REMOVE ALL COMBUSTIBLE MATERIAL AND OTHER
FIRE/EXPLOSION HAZARDS.
200 amp Mig
200 amp Mig
Welder
Welder
Provides excellent welding
performance across a broad
range of applications
Code 55308
GAS CYLINDERS
IF WORKING WITH GAS CYLINDERS HANDLE THEM
WITH CARE. IF DAMAGED, A CYLINDER CAN
PROTECT COMPRESSED GAS CYLINDERS FROM
EXCESSIVE HEAT, MECHANICAL SHOCKS, AND ARCS.
INSTALL AND SECURE CYLINDERS IN AN UPRIGHT
POSITION BY CHAINING THEM TO A STATIONARY
SUPPORT OR EQUIPMENT CYLINDER RACK TO
PREVENT FALLING OR TIPPING.
KEEP CYLINDERS AWAY FROM ANY WELDING OR
OTHER ELECTRICAL CIRCUITS.
NEVER ALLOW A WELDING ELECTRODE TO TOUCH
EXPLODE.
ANY CYLINDER.
SAFETY OUTFIT
Hearing
protection
Gloves
Boots
Welding helmet
Flame-proof
clothing
ELECTRICAL SAFETY
The HSS 200 amp Mig Welder unit must be powered from a
230/110V mains supply, Extension leads must always be
protected by armoured cable.
Keep flexes and leads out of harm’s way. Never run them
through water, over sharp edges, or where they could
trip someone.
If the welder fails, or if its flex or plug (if fitted) gets
damaged, return it. Never try to repair it yourself.
Do not use electrical equipment in very damp or wet
conditions, it can be dangerous.
WARNING
TOUCHING LIVE ELECTRICAL PARTS CAN CAUSE
FATAL SHOCKS OR SEVERE BURNS. THE ELECTRODE
AND WORK CIRCUIT IS ELECTRICALLY LIVE
WHENEVER THE OUTPUT IS ON. THE INPUT POWER
CIRCUIT AND MACHINE INTERNAL CIRCUITS ARE
ALSO LIVE WHEN POWER IS ON.
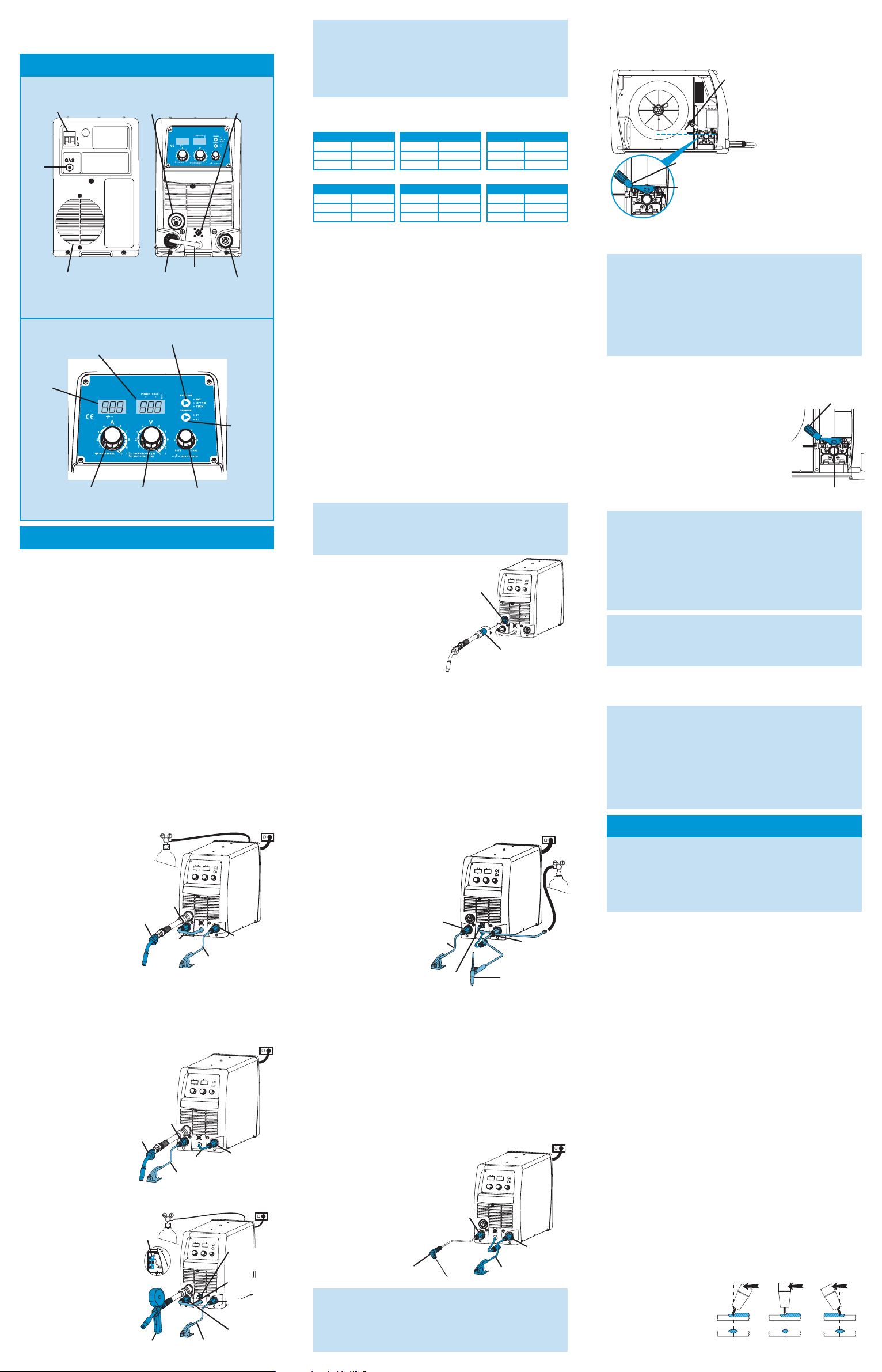
The ON/OFF switch (front panel) is the main circuit
Push
Vertical
Drag/Pull
breaker. The Power Indicator display illuminates when
the power switch is in the ON position.
IDENTIFIER
On / Off
Switch
Gas
Inlet
Digital
Amps
Meter
Cooling
Fan
Digital
Voltage
Meter
Amperage/
Wirespeed
switch
MIG
Gun
Adaptor
Positive
Welding
Output
MIG
Polarity
Lead
Terminal
Process Selection
Control
Voltage
switch
(Inductance)
Arc Control
Remote
Control
Socket
Negative
Welding
Output
Terminal
Trigger
Mode
Control
switch
GETTING STARTED
The HSS 200 amp Mig Welder is a self contained single
phase multi process welding inverter that is capable of
performing MIG (GMAW/FCAW), STICK (MMA) and LIFT TIG
(GTAW) welding processes. The unit is equipped with an
integrated wire feed unit, digital voltage and amperage
meters, and a host of other features in order to fully satisfy
the broad operating needs of the modern welding
professional.
Never use the 200 amp Mig Welder until you have fully
read and understood this User Guide and the machine has
been properly set up using the information it contains.
WARNING
WELDING PRODUCTS AND WELDING PROCESSES CAN
CAUSE SERIOUS INJURY OR DEATH, OR DAMAGE TO
OTHER EQUIPMENT OR PROPERTY, IF THE OPERATOR
DOES NOT STRICTLY OBSERVE ALL SAFETY RULES
AND TAKE PRECAUTIONARY ACTIONS.
It is important that the equipment duty cycle is taken
into consideration when in use.
Duty Cycle for 110V Power
MIG DUTY CYCLE
140A 20%
99A 60%
77A 100%
Duty Cycle for 230V Power
MIG DUTY CYCLE
210A 20%
130A 60%
101A 100%
STICK DUTY CYCLE
125A 20%
80A 60%
60A 100%
STICK DUTY CYCLE
200A 20%
130A 60%
101A 100%
TIG DUTY CYCLE
200A 20%
130A 60%
101A 100%
TIG DUTY CYCLE
200A 20%
130A 60%
101A 100%
This welding power source is protected by a self resetting
thermostat. The indicator will illuminate if the duty cycle of
the power source has been exceeded. Should the thermal
overload indicator illuminate the output of the power
source will be disabled. Once the power source cools down
this light will go OFF and the over temperature condition
will automatically reset. Note that the mains power switch
should remain in the on position such that the fan
continues to operate thus allowing the unit to cool
sufficiently. Do not switch the unit off should a thermal
overload condition be present.
TRANSPORTING METHODS
This unit is equipped with a handle for carrying purposes.
Lift unit with handles built into the top of the front and rear
moulded panels.
Use handcart or similar device of adequate capacity.
If using a fork lift vehicle, place and secure unit on a proper
skid before transporting.
PREPARING FOR WORK
Place the unit on the stable, levelled ground at a distance
of 300mm or more from the walls or similar that could
restrict natural air flow for cooling. Make sure the area
is free from moisture, dust, oil, steam and corrosive
gases. It is important to operate the machine in ambient
temperature between 0oC and 40oC.
DANGER!
ALWAYS MAKE SURE THE MAINS POWER SUPPLY IS
SWITCHED OFF BEFORE UNDERTAKING ANY TYPE OF
ATTACHING MIG GUN
Fit the MIG gun to the
power source by pushing
the MIG gun connector into
the MIG gun adaptor and
screwing the plastic nut
clockwise to secure the MIG
gun to the MIG gun
adaptor.
INTERVENTION ON THE WELDER
MIG Gun
Adaptor
MIG Gun
Connector
INSERTING WIRE INTO THE WIRE FEED MECHANISM
Release the tension from the pressure roller by turning the
adjustable wire drive tension screw in an anti-clockwise
direction. Then to release the pressure roller arm push
MIG Welding
the tension screw
toward the front of the
Wire
machine which
releases the pressure
roller arm. With the
MIG welding wire
feeding from the
bottom of the spool
Wire Drive
Tension
Screw
Pressure
Roller Arm
through the inlet guide, between
the rollers, through the outlet
guide and into the MIG gun. Resecure the pressure roller arm and
pass the electrode wire
wire drive tension screw and adjust
the pressure accordingly. Remove
the contact tip from the MIG gun. With the MIG gun lead
reasonably straight, feed the wire through the MIG gun by
depressing the trigger switch. Fit the appropriate contact tip.
DANGER!
BEFORE CONNECTING THE WORK CLAMP TO THE
WORK MAKE SURE THE MAINS POWER SUPPLY IS
SWITCHED OFF.
THE WELDING WIRE WILL BE AT WELDING VOLTAGE
POTENTIAL WHILE IT IS BEING FEED THROUGH THE
SYSTEM.
KEEP MIG GUN AWAY FROM EYES AND FACE.
FEED ROLLER PRESSURE ADJUSTMENT
The pressure (top) roller applies pressure to the grooved
feed roller via an adjustable pressure
screw. These devices should be adjusted
Wire Drive
Tension Screw
to a minimum pressure that will provide
satisfactory WIREFEED without slippage. If
slipping occurs, and inspection of the wire
contact tip reveals no wear, distortion or
burn back jam, the conduit liner should be
checked for kinks and clogging by metal
flakes and swarf. If it is not the cause of
slipping, the feed roll pressure can be
increased by rotating the pressure screw
clockwise.
Pressure Roller
Arm
DANGER!
BEFORE CONNECTING THE WORK CLAMP TO THE
WORK MAKE SURE THE MAINS POWER SUPPLY IS
SWITCHED OFF.
SECURE THE WELDING GRADE SHIELDING GAS
CYLINDER IN AN UPRIGHT POSITION BY CHAINING IT
TO A SUITABLE STATIONARY SUPPORT TO PREVENT
FALLING OR TIPPING.
CAUTION!
LOOSE WELDING TERMINAL CONNECTIONS CAN
CAUSE OVERHEATING AND RESULT IN THE MALE
PLUG BEING FUSED IN THE TERMINAL.
MIG (GMAW) WELDING WITH GAS SHIELDED MIG WIRE
The process selection control is used to select the desired
welding mode. Three modes are available, MIG
(GMAW/FCAW), LIFT TIG (GTAW) and STICK (MMA) modes.
Note that when the unit is powered off the mode selection
control will automatically default to MIG mode. This is
necessary so as to prevent inadvertent arcing should an
electrode holder be connected to the unit and mistakenly be
in contact with the work piece during power up.
MIG (GMAW) WELDING WITH GAS SHIELDED MIG WIRE
Select MIG mode with the
process selection control.
Next, connect the MIG
polarity lead to the positive
welding terminal (+).
Fit the MIG gun to the
power source.
Connect the work lead to
the negative welding
terminal (-).
Fit the welding grade
shielding gas regulator /
flow meter to the
Positive
Welding
Terminal (+)
MIG Gun
MIG
Polarit y
Lead
Work Le ad
Negative
Welding
Terminal (-)
shielding gas cylinder, then connect the shielding gas hose
from the rear of the power source to the regulator /
flowmeter outlet.
Refer to the Weld Guide located on the inside of the wirefeed
compartment door for further information.
MIG (FCAW) WELDING WITH GASLESS MIG WIRE
Select MIG mode with the
process selection control.
Connect the MIG polarity
lead to the negative
welding terminal (-).
Connect the work lead to
the positive welding
Positive
Welding
Terminal (+)
terminal(+).
Refer to the Weld Guide
located on the inside of the
wirefeed compartment
door for further
information.
MIG Gun
MIG Polarity
Lead
Work Le ad
Negative
Welding
Terminal (-)
SPOOL GUN MIG (GMAW) WELDING WITH GAS
SHIELDED MIG WIRE
Spool
Gun
Switch
Spool Gun
Work Le ad
Remote
Control
Socket
MIG Polarity
Lead
Negative
Welding
Terminal (-)
Positive
Welding
Terminal (+)
Select MIG mode with the
process selection control.
Connect the MIG polarity
lead to the positive
welding terminal(+).
Fit the Euro Spool Gun to
the power source using
the front panel EURO
adaptor (see Attaching
MIG gun). Connect the 8
pin Remote Control Plug
to the 8 pin Remote
Control Socket on the power source.
Connect the work lead to the negative welding terminal(-).
Fit the welding grade shielding gas regulator / flowmeter to
the shielding gas cylinder, then connect the shielding gas
hose from the rear of the power source to the regulator /
flowmeter outlet.
Refer to the Weld Guide located on the inside of the wirefeed
compartment door for further information.
Select MIG mode with the process selection control.
Set the Spool Gun Switch located inside the wire drive
compartment, to SPOOL GUN.
TIG (GTAW) WELDING
Select LIFT TIG mode with
the process selection
control.
Connect the TIG Torch to
the negative welding
terminal (-).
Connect the work lead to
the positive welding
terminal (+).
Connect the TIG torch
Positive
Welding
Terminal
(+)
Work
Lead
Negative
Welding
Terminal (-)
trigger switch via the 8 pin
socket located on the front
of the power source as
TIG Remote
Control
TIG Torch
shown below. The TIG torch will require a trigger switch to
operate in LIFT TIG Mode.
NOTE: If the TIG torch has a remote TIG torch current control
fitted then it will require to be connected to the 8 pin socket.
Fit the welding grade shielding gas regulator/flowmeter to
the shielding gas cylinder (see MIG Welding With Gas
Shielded Mig Wire) then connect the shielding gas hose from
the TIG torch to the regulator/flowmeter outlet. Note that the
TIG torch shielding gas hose is connected directly to the
regulator/flowmeter. The power source is not fitted with a
shielding gas solenoid to control the gas flow in LIFT TIG
mode therefore the TIG torch will require a gas valve.
STICK (MMA) WELDING
Connect the Electrode
Holder lead to the positive
welding terminal(+).
Connect the work lead to
the negative welding
terminal (-). Select STICK
mode with the process
Positive
Welding
Terminal (+)
selection control.
Negative
Welding
Electrode Holder
Work Le ad
Terminal (-)
DANGER!
BEFORE INSERTING THE ELECTRODE IN THE TIG
TORCH MAKE SURE THE MAINS POWER SUPPLY IS
SWITCHED OFF.
ATTENTION
IF IN DOUBT, WHEN CONNECTING THE WORK LEAD
CONTACT HSS HIRE FOR ADVICE
WELDING CURRENT FLOWS FROM THE POWER
SOURCE VIA HEAVY DUTY BAYONET TYPE
TERMINALS. IT IS ESSENTIAL, HOWEVER, THAT THE
MALE PLUG IS INSERTED AND TURNED SECURELY TO
ACHIEVE A SOUND ELECTRICAL CONNECTION.
BASIC TECHNIQUES
ADVICE
IF YOU HAVE NOT YET DONE ANY WELDING,
PRACTICE ON A PIECE OF SCRAP PLATE BEFORE
GOING ON TO MORE SERIOUS WORK. YOU MAY AT
FIRST EXPERIENCE DIFFICULTY.
MIG WELDING
The easiest welding procedure for the beginner to
experiment with MIG welding is the flat position. The
equipment is capable of flat, vertical and overhead positions.
For practicing MIG welding, secure some pieces of 1.6mm or
1.2mm mild steel plate 150 x 150mm. Use 0.8mm flux cored
gasless wire or a solid wire with shielding gas.
Begin work by setting up power source. Power source has
two control settings that have to balance. These are the
Wirespeed control and the welding Voltage Control. The
welding current is determined by the Wirespeed control, the
current will increase with increased Wirespeed, resulting in a
shorter arc. Less wire speed will reduce the current and
lengthen the arc. Increasing the welding voltage hardly alters
the current level, but lengthens the arc. By decreasing the
voltage, a shorter arc is obtained with a little change in
current level.
When changing to a different electrode wire diameter,
different control settings are required. A thinner electrode
wire needs more Wirespeed to achieve the same current
level.
A satisfactory weld cannot be obtained if the Wirespeed and
Voltage settings are not adjusted to suit the electrode wire
diameter and the dimensions of the work piece.
If the Wirespeed is too high for the welding voltage,
“stubbing” will occur as the wire dips into the molten pool
and does not melt. Welding in these conditions normally
produces a poor weld due to lack of fusion. If, however, the
welding voltage is too high, large drops will form on the end
of the wire, causing spatter. The correct setting of voltage
and Wirespeed can be seen in the shape of the weld deposit
and heard by a smooth regular arc sound. Refer to the Weld
Guide located on the inside of the wirefeed compartment
door for setup information.
The angle of MIG gun to
the weld has an effect
on the width of the
weld. The welding gun
should be held at an
angle to the weld joint.
Hold the gun so that the welding seam is viewed at all times.
 Loading...
Loading...